Резинотканевый рукав — Большая Энциклопедия Нефти и Газа, статья, страница 3
Cтраница 3
Резинотканевые рукава отличаются от стальных газопроводов малой механической прочностью, коротким сроком службы и хранения. Под воздействием механических повреждений, тепла и света резина стареет — теряет эластичность, растрескивается. Безопасная эксплуатация резино-тканевых рукавов зависит от соблюдения правил хранения, установки и эксплуатации. Хранить резинотканевые рукава необходимо в темном помещении, в выправленном состоянии при температуре 10 — — 20 G и влажности воздуха 20 — 70 %, в стороне от нагревательных приборов. Срок хранения рукавов не должен превышать двух лет. При установке и эксплуатации, рукавов необходимо соблюдать допустимые нормы давлений, температур и минимальных радиусов изгиба.
[31]
Резинотканевые рукава, используемые для слива ( налива) стабильного конденсата, должны отвечать требованиям ГОСТ 5398 — 76 или ГОСТ 19698 — 73 ( тип Б) для соответствующего рабочего давления. [32]
Резинотканевые рукава не должны иметь повреждений наружного слоя резины.
[33]
Резинотканевые рукава должны крепиться к стенам с помощью специальных скоб.
[34]
Резинотканевые рукава снабжены внутренней проволочной спиралью, которая обеспечивает их прочность и жесткость. Секции рукавов соединяются отрезками труб и закрепляются на них хомутами. Длина цементопровода выбирается с таким расчетом, чтобы она была достаточна для забора цемента из всех частей вагона.
[35]
Резинотканевые рукава сливно-наливных устройств для защиты от статического электричества должны быть обвиты медной проволокой диаметром не менее 2 мм или медным тросиком площадью сечения не менее 4 мм2 с шагом витка не более 100 мм. Оба конца проволоки или тросика соединяются с наконечником рукава пайкой или болтом.
[36]
Присоединяют резинотканевые рукава к всасывающему патрубку ручного насоса, предназначенного для питания котла водой, к трубе выпуска пара в атмосферу и к патрубку спуска воды из котла; концы рукавов опускают в бочку со смазкой НГ-203В. [37]
Типы резинотканевых рукавов следует выбирать по условиям среды.
[38]
Концы резинотканевых рукавов перед надеванием на трубы для облегчения посадки рекомендуется покрывать изнутри сухим тальковым порошком. Употреблять вместо талька нефтяные масла категорически запрещается, так как они разъедают шланги. При обжиме рукавов хомутиками надо следить за тем, чтобы концы их плотно не сходились, так как при этом шланг не будет надежно зажат. В таких случаях снимают хомутик, обматывают конец рукава изоляционной лентой в несколько слоев и вновь накладывают его на хомутик.
[39]
Применение резинотканевых рукавов, имеющих трещины, надрезы, вздутия и потертости, не допускается.
[40]
Концы резинотканевых рукавов перед надеванием на трубы для облегчения посадки рекомендуется покрывать изнутри сухим тальковым порошком. Употреблять вместо талька нефтяные масла категорически запрещается, так как они разъедают шланги. При обжиме рукавов хомутиками надо следить за тем, чтобы концы их плотно не сходились, так как при этом шланг не будет надежно зажат. В таких случаях снимают хомутик, обматывают конец рукава изоляционной лентой в несколько слоев и вновь накладывают его на хомутик.
[41]
Применение резинотканевых рукавов, имеющих трещины, надрезы, вздутия и потертости, не допускается.
[42]
Запрещается применять резинотканевые рукава для стационарных трубопроводов.
[43]
Трубопроводы и резинотканевые рукава должны быть заземлены.
[44]
Металлорукава и резинотканевые рукава выбираются в зависимости от наружного диаметра и количества проводов. Для выбора труб необходимо дополнительно знать количество изгибов при прокладке. Количество изгибов определяется ори разработке чертежей конструктивного выполнения монтажа.
[45]
Страницы:
1
2
3
4
Рукава резинотканевые напорно-всасывающие обмоточной конструкции с металлическими спиралями ТУ 3830591- 97
Здесь вы узнаете много интересного, но если вы хотели лишь отправить заказ, то вам сюда ЗАЯВКА
Рукава напорно-всасывающие резиновые обмоточной конструкции применяются в качестве гибких трубопроводов для подачи под давлением различных веществ. Удобны при монтаже без наличия мягкой манжеты. Рукава по ТУ 38 30591-97 применяются как для всасывания так и для нагнетания.
Пример условного обозначения: Рукав Б-25-1,0 У ТУ38 30591-97 Б — рукав класса бензин 25 — внутренним диаметром 25,0 мм, 10 — рабочим давлением 1,0 МПа у — для умеренного климата
Технические характеристики рукава напорно-всасывающего:
Технические характеристики
Примечание
Класс
Диаметр
Рабочее давление, МПа
Рабочий вакуум, ПМа
Длина, м
Температура работоспособн в районах с умеренным климатом, ºС
Внутр
Наруж
Б
25,0 32,0 38,0 50,0 65,0 75,0
39,0 47,0 53,0 66,0 81,0 91,0
1,0
0,08
10,0
от -35 до +90
Для подачи керосина, бензинов авиационных и автомобильных, топлива дизельного, масла на нефтяной основе
В
1,0
0,08
10,0
от -35 до +90
Для подачи воды технической
КЩ
1,0
0,08
10,0
от -35 до +90
Для подачи слабых растворов кислот и щелочей
П
1,0
0,08
10,0
до +50
Для подачи пищевых продуктов
Г
1,0
0,08
10,0
от -35 до +90
Для подачи воздуха, углекислого газа, азота, инертных газов
Прорезиненная ткань
Включая водостойкую ткань и водонепроницаемую ткань из прорезиненного и/или нескользящего материала, прорезиненную сетчатую ткань
Нескользящая ткань и другие прорезиненные ткани.
Slip-Not — это уникальная ткань, устойчивая к износу и истиранию при также предлагая сцепление и нескользящую как во влажных, так и в сухих условиях. Водонепроницаемый, огонь антипирен, моющийся, протестирован на холодную растрескивание до -40F и выдерживает 12 000 оборотов по тесту Табера на истирание, Slip-Not отлично подходит для шитья или сварка и мягкий и моющийся. Нескользящий ПВХ доступен как на тканых и трикотажная подложка из ткани. Покрытие бывает 2-х разных дизайнов. поверхности и могут быть изготовлены на заказ в цветах.
Ткань Slip-Not Grip — это малоэластичная нескользящая ткань, состоящая из на тканой основе из полиэстера с интегрированной поверхностью из текстурированного прорезиненного ПВХ. Этот материал обладает высокой стойкостью к истиранию, влагостойкости, стойкостью к пятнам и огнестойким согласно спецификациям CAL 117. Превосходные характеристики сцепления на мокром или сухом покрытии.
Прорезиненный материал — термин, используемый для описания любого гибкого, растяжимого полимера. ткань или материал с покрытием. Налет на материале может быть по разным причинам включая водостойкость или гидроизоляцию, или для придания нескользкости, сцепления или трения возможности ткани подложки. Материал также может быть прорезинен (есть резиновый сердечник), а затем ламинированный снаружи тканью, которая растягивается и обеспечивает структуру готового продукта, например Материал гидрокостюма; первоначально использовался для гидрокостюмов с аквалангом, чтобы дайверы чувствовали себя комфортно, обеспечивая изоляцию и теплый слой воды между носителем и внешней водой.
Натуральный каучук получают из переработанного сока каучукового дерева, которое выращивают в тропическом климате джунглей, хотя натуральный каучук обладает превосходной гибкостью и характеристики растяжения, позволяющие ему растягиваться во много раз по сравнению с первоначальной длиной и вернуться к своей первоначальной форме; однако у него есть ограничения, когда дело доходит до к долговечности и атмосферостойкости. Термическая обработка или вулканизация резины с скульптурные составы делают натуральный каучук более прочным и устойчивым к гниению, особенно в жарких влажных условиях.
Синтетический каучук или смешанный каучук лучше в этом отношении, так как он не подвержен влиянию нагреванием и влажностью, хотя может содержать небольшое количество натурального каучука, смешанного с нефтепродуктами для создания более прочного и долговечного продукта и устойчивы к химическим веществам, кислотам, щелочам и растворителям. Плата за повышенное долговечность часто приходится жертвовать гибкостью и коэффициентом растяжения. Натуральная резина можно заставить растягиваться намного больше, чем синтетический каучук; однако последние достижения в химических составах синтетического каучука значительно увеличили способность к растяжению синтетического каучука до такой степени, что он приближается к натуральному каучуку.
Винил специального состава иногда используется в качестве полимерного покрытия на прорезиненных материалы. Разница между синтетическим каучуком и винилом, который был разработан с пластификаторами и добавками, трудно различить на ощупь или на ощупь материала и без лабораторных испытаний. Так что многим конечным пользователям материала там небольшая разница между составом винила и резины.
Прорезиненную ткань часто называют прорезиненным холстом, но это неправильное название; холст в правильном употреблении этого слова относится только к тяжелому тканый материал из хлопка.
Технически эластичный и ударопрочный Шнур – это еще два вида прорезиненных материалов, которые мы предлагаем к продаже, а именно: предназначены для растяжения и возвращения к своим первоначальным размерам или длине.
ahh.biz — это место, где можно купить прорезиненные материалы и ткани.
Условия поиска / Общие названия продуктов: Toughtek, Rhinotek, Reprotek, Hypalon, неопреновый материал гидрокостюма, Tighttek narraganset, Toughtek Mini Pique, Tighttek Pique Stretch, Tac Tac, Tactical Grip Fabric, Водостойкая ткань
Резиновые втулки оптом по заводским ценам от производителей из Китая, Индии, Кореи и т.
д. Формованные резиновые детали
Детали клапана
Муфты
Средства безопасности на рабочем месте
Защитные перчатки
Хозяйственные товары
Резиновые хозяйственные перчатки
Материал
ЭПДМ(56)
Натуральный каучук(52)
Резина(48)
АБС(47)
ПП(47)
Особенность
Водонепроницаемый(79)
Экологичный(60)
Другое(31)
Противоскользящее(9)
Пыленепроницаемый(9)
Заявление
Автомобильная(49)
Электроника(49)
Домашнее хозяйство(40)
Сельскохозяйственный(38)
Другое(36)
Проверенные типы бизнеса
Экспортер(261)
Производитель(145)
Импортер(43)
Консультант(26)
Оптовый продавец(15)
Узнать больше
Подтвержденные сертификаты продукции
ДОСТИГАЕМОСТЬ(41)
СГС(24)
ЕС(21)
РОХС(9)
Отчет об испытаниях(4)
Узнать больше
Проверенные сертификаты компании
ИСО 9001:2015(73)
ИСО/ТС 16949(47)
БККИ(39)
ИСО 14001(17)
ФСК(8)
Узнать больше
Местонахождение поставщика
Китай(338)
Фуцзянь(119)
Гуандун(92)
Ляонин(47)
Цзянсу(44)
Цзянси(12)
САР Гонконг(3)
Тайвань(1)
Рейтинг поставщиков
П6(60)
П5(13)
Р4(243)
П3(24)
Р0(2)
Время выполнения заказа
Годы в бизнесе
Услуги OEM
Услуги OEM(283)
Выставка
Выставка(5)
Порт FOB
Сямынь(101)
Шэньчжэнь(78)
Шанхай(46)
Китай (материк)(36)
Далянь(33)
Виды деятельности
Производитель(192)
Торговая компания(163)
Оптовый продавец(95)
Агент(90)
Дистрибьютор(86)
供应商免费网络推广
1. 免费上传100张产品图
2. 赢逾140万国际买家关注
3. “生意通”助您轻松管理询盘
Product ListSupplier List
342 результатов от 88 поставщиков для «Резиновые втулки»
Купить резиновые втулки оптом в интернет-магазине? Global Sources имеет полный список резиновых рукавов оптом по заводским ценам, представленный проверенными оптовиками и производителями из Китая, Индии, Кореи и других стран, чтобы удовлетворить все требования!
Проверенный производитель
Готов к заказу
Мин. Заказ
Цена FOB (USD)
Компания Global Sources положила конец сложной традиционной торговле, объединив поставщиков и покупателей резиновых рукавов. На нашей B2B-платформе всего за несколько кликов можно найти стильные товары, сравнить цены, узнать MOQ китайских, индийских и корейских резиновых рукавов для продажи, а также товаров из других стран, а также связаться с поставщиками, чтобы нанести удар.
ARCOL — компания, расположенная на юго-западе Англии, занимается производством резисторов различной направленности. ARCOL уделяет большое внимание обеспечению того, чтобы ее производственные, производственные, торговые и закупочные функции работали в одном месте. Это создало динамический концентратор, который удовлетворяет потребности каждого клиента и партнера с легкостью, независимо от местоположения или требований. Компания гордится качеством своих изделий, продукция сертифицирована в соответствии со стандартом ISO 9001 и полностью соответствует требованиям RoHS. Качество резисторов постоянно проверяется и тестируется на различных этапах производства. Ассортимент резисторов ARCOL отражает опыт компании в данной отрасли.
ИНКОЛ — поставщик ARCOL в России. Сроки поставки в среднем составляют 4-6 недель (зависит от состояния склада и очереди производства).
Резисторы ARCOL:
Резисторы в алюминиевом корпусе для монтажа на радиатор HS
Мощные проволочные резисторы ARCOL серии HS, предназначенные для монтажа на радиатор. Отличаются высокой надежностью и стабильностью в работе. Способны рассеивать мощность до 300 ватт. Серия HS очень широко используется в электротехнике.
• Рассеиваемая мощность: от 10 Вт до 300 Вт • Сопротивления: от R005 до 100K • Допустимые отклонения: от ±1% до ±10% • Модели: HS10, HS15, HS25, HS50, HS75, HS100, HS150, HS200, HS250, HS300 Подробное описание
Резисторы в алюминиевом корпусе для монтажа на радиатор HSW600
Резистор HSW600 изготовлен в соответствии с требованиями MIL 18546 и IEC 115. HSW монтируется на радиатор, трубки присоединяются для оптимизации водяного охлаждения. Несмотря на компактный корпус рассеивание мощности составляет 600 Ватт.
• Рассеиваемая мощность: 600 Вт • Сопротивления: от R1 до 30K • Допустимые отклонения: ±5% Подробное описание
Прецизионные пассивированные чип-резисторы ACPP
При изготовлении пассивированных чип-резисторов ACPP используется прецизионная тонкопленочная технология с точностью до ± 0,1% и 15 ppm / ºC. Резисторы имеют расширенный омический диапазон. Они пассивированы для высокой влажности и полностью соответствуют требованиям RoHS.
• Рассеиваемая мощность: от 0.063 Вт до 0.5 Вт • Сопротивления: от 49R9 до 1M5 • Допустимые отклонения: 0.1%, 0.25%, 0.5% Подробное описание
Осевые кремниевые резисторы серии ACS
Осевой резистор с кремниевым покрытием — высокого качества и при этом с низкой ценой. Обладая ядром из оксида алюминия высокой чистоты, ACS рассеивает больше энергии, чем большинство его конкурентов.
• Рассеиваемая мощность: от 1 Вт до 10 Вт • Сопротивления: от R01 to 100K • Допустимые отклонения: ±1%, ±5%, ±10% Подробное описание
Прецизионные резисторы серии APC
Резисторы серии APC от ARCOL выполнены по прецизионной технологии тонкой пленки для достижения очень низких допусков до ± 0,01% и используют миниатюрный чип размером 0201.
• Рассеиваемая мощность: от 1/32 Вт до 1/2 Вт • Сопротивления: от 1R до 3M • Допустимые отклонения: ±0.01% Подробное описание
Толстопленочные резисторы серии ARC1
Универсальные неиндуктивные высоковольтные резисторы с толстой пленкой, доступны в конформных или стеклянных покрытиях. Предназначены для широкого диапазона применений, включая медицинское испытательное оборудование, высоковольтные источники питания и различные узкоспециализированные приборы.
• Рассеиваемая мощность: от 1 Вт до 10 Вт • Сопротивления: от 200R до 30G • Допустимые отклонения: от ±0.1% до ±10% Подробное описание
Толстопленочные резисторы серии ARC2
Прецизионные высоковольтные резисторы для монтажа на печатную плату. Комбинация из жесткого TCR, низких допусков и высоких омических значений делают их практически уникальными на рынке.
• Рассеиваемая мощность: от 3,8 Вт до 17 Вт • Сопротивления: от 400R до 30G • Допустимые отклонения: от ±0.1% до ±10% Подробное описание
Толстопленочные резисторы серии ARC3
Трубчатые резисторы с винтовыми контактами и очень высокой точностью, высокими омическими значениями.
• Рассеиваемая мощность: от 11 Вт до 105 Вт • Сопротивления: от 2R до 25G • Допустимые отклонения: от ±0.1% до ±10% Подробное описание
Низкопрофильные проволочные резисторы в металлическом корпусе ARF
Гибкая конструкция с высокой импульсной способностью, идеально подходящая для применения в инверторах/преобразователях. Повышенные уровни мощности могут быть достигнуты при установке радиатора.
• Рассеиваемая мощность: от 150 Вт до 600 Вт • Сопротивления: от 2R2 до 1K1 • Допустимые отклонения: ± 5% Подробное описание
Мощные резисторы серии HD
Серия HD от ARCOL обычно выбирается для динамического торможения, где требуется высокий импульсный нагрузочный резистор.
• Рассеиваемая мощность: от 200 Вт до 750 Вт • Сопротивления: от R9 до 3K1 • Допустимые отклонения: ±5%, ±10% Подробное описание
Толстопленочные цилиндрические резисторы серии HTS
Осевой высоковольтный неиндуктивный резистор в прочном эпоксидном покрытии, сочетает очень высокую стабильность с очень высокими омическими значениями.
• Рассеиваемая мощность: от 0,5 Вт до 9 Вт • Сопротивления: от 100K до 1G • Допустимые отклонения: от ±0.5% до ±10% Подробное описание
Прецизионный металлический пленочный резистор серии MRA
Стабильные пленки напыляют на стержни из оксида алюминия высокой чистоты, затем покрывают эпоксидной смолой для защиты от любых внешних воздействий.
• Рассеиваемая мощность: от 0.125 Вт до 2 Вт • Сопротивления: от R1 до 10M • Допустимые отклонения: от ±0.05% до ±1% Подробное описание
Углеродные композиционные резисторы серии RCC
Твердотельные углеродные резисторы, предназначенные для рассеивания высокой энергии. Они не являются индуктивными и сочетают в себе высокие импульсные характеристики с отличной стабильностью.
• Рассеиваемая мощность: от 0.25 Вт до 0,5 Вт • Сопротивления: от 1R до 22M • Допустимые отклонения: ±5%, ±10%, ±20% Подробное описание
Резисторы SMD с проволочной обмоткой серии RWS
Уникальная разработка ARCOL для удовлетворения растущих требований к мощности для компонентов поверхностного монтажа, с оптимизированной тепловой конструкцией для большей эффективности и повышенной производительности.
• Рассеиваемая мощность: от 0.5 Вт до 10 Вт • Сопротивления: от R005 до 50K Подробное описание Подробное описание
Толстопленочные резисторы серии UT
Трубчатый высоковольтный резистор предназначенный для обработки импульсной энергии с высоким напряжением и экстремальными значениями сопротивления.
• Рассеиваемая мощность: от 20 Вт до 100 Вт • Сопротивления: от 10R до 10T • Допустимые отклонения: ±1%, ±2%, ±5%, ±10% Подробное описание
Стекловидные эмалированные резисторы серий V и VT
Резистор серии V c обмоткой защищенной стекловидной эмалью, идеально подходит для высокоуровневых импульсных применений. Является высоконадежным, выдерживает неблагоприятные условия. Резистор серии VT похож на V, но имеет ленту с кромкой, чтобы увеличить мощность в корпусе меньшего размера. Значения резисторов, следовательно, ниже, чем у его проводной серии V.
• Рассеиваемая мощность: от 3 Вт до 625 Вт • Сопротивления: от R02 до 100K • Допустимые отклонения: ±1%, ±2%, ±5%, ±10% Подробное описание
Резисторы из нержавеющей стали серии TFBR
Серия TFBR от ARCOL обеспечивает высокую плотность мощности в низкопрофильной упаковке, разработана для легкой сборки и оснащена различными типами клемм. Технология пленки обеспечивает высокую частотную работу из-за ее низких характеристик индуктивности. Дополнительное преимущество высокой мгновенной импульсной мощности также делает TFBR подходящим для требований торможения и разрядки.
• Рассеиваемая мощность: от 100 Вт до 900 Вт • Сопротивления: от 5R до 680R Подробное описание
Мощные резисторы в новом поступлении от Алагирского завода сопротивлений
org/BreadcrumbList»>
Главная
Новости
Мощные резисторы в новом поступлении от Алагирского завода сопротивлений
19.10.2022
Алагирский завод сопротивлений (АЛЗАС), основанный в 1959 г., находится в городе Алагир Северной Осетии. Он располагает четырьмя заводами с машиностроительным и инструментальным цехами, а также лабораторией типовых испытаний. Основной продукцией Алагирского завода сопротивлений являются постоянные проволочные резисторы. На склад «Промэлектроники» поступила партия резисторов ПЭВ и С-35В производства Алагирского завода сопротивлений. Аббревиатура ПЭВ расшифровывается как «проволочные эмалированные водостойкие» [резисторы]. Их ключевые параметры и особенности:
Номинал ряда E24 до 100 кОм, отклонение от номинала составляет ±5% или ±10%;
Частота до 1 МГц (однослойный резистор) для номинала до 10 кОм, с большим номиналом – не выше 50-100 кГц;
Допустимое напряжение до 1000 В переменное, до 1400 В постоянное;
Рассеиваемая мощность от 3 до 100 Вт;
Рабочий диапазон температур от -60°С до +155°С;
Жёсткие выводы ленточного типа с отверстиями;
Крепление на шпильку под винт.
Технология изготовления резисторов С5-35 является развитием технологии ПЭВ: стеклоэмалевое покрытие заменено на многослойное из цемента и органосиликатного материала, также изменён материал контактов. Как итог – С5-35 более устойчивы к неблагоприятным внешним воздействиям. Новая партия резисторов ПЭВ и резисторов С5-35В приведена в таблице ниже. Остальные постоянные проволочные резисторы АЛЗАС в нашем каталоге доступны по ссылке.
Наименование
К продаже
Цена от
Наличие:
268 шт.
Под заказ:
0 шт.
Цена от:
168,52₽
Наличие:
254 шт.
Под заказ:
0 шт.
Цена от:
168,52₽
Наличие:
99 шт.
Под заказ:
0 шт.
Цена от:
147,82₽
Наличие:
138 шт.
Под заказ:
0 шт.
Цена от:
147,82₽
Наличие:
132 шт.
Под заказ:
0 шт.
Цена от:
147,82₽
Наличие:
163 шт.
Под заказ:
0 шт.
Цена от:
147,82₽
Наличие:
123 шт.
Под заказ:
0 шт.
Цена от:
204,81₽
Наличие:
101 шт.
Под заказ:
0 шт.
Цена от:
203,47₽
Наличие:
26 шт.
Под заказ:
0 шт.
Цена от:
126,14₽
Наличие:
75 шт.
Под заказ:
0 шт.
Цена от:
315,54₽
Наличие:
130 шт.
Под заказ:
0 шт.
Цена от:
195,27₽
Мощный резистор » Заметки по электронике
Резистор с проволочной обмоткой часто используется в приложениях с резисторами большой мощности или в некоторых других целях, где необходимы его свойства низкого шума и рассеиваемой мощности.
Учебное пособие по резисторам Включает: Обзор резисторов Углеродный состав Карбоновая пленка Пленка оксида металла Металлическая пленка Проволочный SMD-резистор МЭЛФ резистор Переменные резисторы Светозависимый резистор Термистор варистор Цветовая маркировка резисторов Маркировка и коды резисторов SMD Характеристики резистора Где и как купить резисторы Стандартные номиналы резисторов и серия E
Резистор с проволочной обмоткой используется в различных приложениях и, в частности, в качестве мощного резистора, где необходимо рассеивать большую мощность.
Как следует из названия, резистор с проволочной обмоткой состоит из резистивной проволоки, намотанной на каркас из непроводящего материала. Обычно резистивный провод изолирован, чтобы соседние провода не замыкались друг на друга.
Резисторы с проволочной обмоткой
были одним из первых типов резисторов, которые производились на заре развития электротехники, а затем и беспроводной связи. Во многих приложениях они были заменены углеродными резисторами, а затем резисторами из оксида металла и металлической пленкой. Однако сегодня проволочные резисторы по-прежнему используются в качестве предпочтительных резисторов во многих приложениях.
Резистор с проволочной обмоткой
Что такое резистор с проволочной обмоткой?
Резистор с проволочной обмоткой был одним из первых используемых резисторов. Базовая структура проволочного резистора мало изменилась за прошедшие годы.
Резистор изготовлен из проволоки сопротивления, намотанной на центральный сердечник или каркас, обычно сделанный из керамики.
Основная концепция конструкции резистора с проволочной обмоткой
После намотки концевые заглушки прижимаются к сердечнику, и к ним приваривается резистивная проволока для обеспечения надлежащего контакта. Наконец, сборка герметизируется для защиты от влаги и физических повреждений.
Конструкция резисторов с проволочной обмоткой означает, что они могут выдерживать высокие температуры, и в результате во многих случаях они используются в качестве резисторов большой мощности, но проверьте номиналы, чтобы убедиться, что они имеют достаточную мощность для применения.
Сопротивление проволочных резисторов определяется рядом факторов:
Длина провода сопротивления
Диаметр провода сопротивления
Удельное сопротивление провода сопротивления
Чтобы дать представление о цифрах, 30-метровый медный провод небольшого диаметра может иметь сопротивление всего в несколько Ом. В отличие от этого, используя проволоку сопротивления (популярным типом является никель-хромовая), можно сделать проволоку длиной всего 30 см. Это делает возможным намотку на типичный каркас, который можно использовать в электронной схеме.
Если требуются проволочные резисторы с жестким допуском, то выбранный резистивный провод может иметь более низкое сопротивление, что делает провод более длинным и позволяет более точно отрезать его длину в пропорции к общей длине. При необходимости сопротивление можно подстроить в индивидуальном порядке.
Резисторы с проволочной обмоткой
поставляются в различных корпусах, и многие из них особенно подходят для приложений с силовыми резисторами — некоторые содержатся в керамических корпусах, а другие доступны в металлических корпусах, которые можно прикрепить болтами к металлическому шасси или другим формам радиатора.
Свойства проволочного резистора
Хотя проволочные резисторы не так широко используются, как резисторы других типов, такие как резисторы для поверхностного монтажа и металлопленочные резисторы с выводами, они являются важным компонентом для некоторых конкретных областей электроники, где другие типы полностью не подходят или не могут работать так же хорошо.
В результате проволочные резисторы используются в ряде ключевых областей из-за их свойств:
Применения высокой мощности: Резисторы с проволочной обмоткой могут рассеивать значительное количество энергии. Там, где уровень рассеяния превышает ватт или около того, на помощь приходят резисторы с проволочной обмоткой. Мало того, что их технология позволяет им выдерживать высокие уровни мощности, они могут быть сконструированы так, чтобы привинчиваться к радиатору, чтобы они могли безопасно рассеивать даже более высокие уровни мощности — некоторые из них рассчитаны на мощность до 2,5 кВт.
Применение с очень высокими допусками: Тот факт, что в резисторах используется резистивная проволока, означает, что они могут быть изготовлены с большой точностью — некоторые из них имеют начальные допуски до 0,005%. Это может быть очень полезно для таких приложений, как использование в измерительных приборах.
Требуется высокая термостойкость: Резисторы не только могут быть изготовлены очень точно, но также могут иметь очень высокую температурную стабильность, особенно по сравнению с другими типами резисторов. Используемый провод сопротивления может иметь очень низкий температурный коэффициент сопротивления, и это приводит к тому, что конечный резистор имеет низкий TCR. Достижения в области материаловедения позволили создать устройства со значениями TCR всего 5–10 частей на миллион / °C. Это зависит от металла или сплава, используемого для резистивной проволоки.
Долгосрочная стабильность: Еще одной ключевой особенностью резисторов с проволочной обмоткой является их долговременная стабильность. Все резисторы со временем меняют свои номиналы, но проволочные меняются очень мало. Цифры от 15 до 50 частей на миллион в год часто достигаются, потому что они сделаны из стабильных материалов.
Способность поглощать импульсы: В отличие от некоторых видов резисторов, проволочные резисторы способны хорошо выдерживать импульсы высокого напряжения. Их высокая тепловая масса и упругость провода в резисторах означают, что они способны поглощать уровни энергии, значительно превышающие их средние номинальные значения, в течение коротких периодов времени без повреждения или изменения сопротивления.
Там, где необходимы индивидуальные требования: Способ изготовления резисторов с проволочной обмоткой означает, что относительно легко изготовить индивидуальные устройства с сопротивлением, точно указанным заказчиком для конкретных требований.
Применения с низким уровнем шума: Благодаря тому, что вместо других материалов используется резистивная проволока, эти резисторы являются одними из доступных шумовых резисторов с низким током.
«Проволочный резистор в алюминиевом корпусе, подходящий для крепления к радиатору
Типы проволочного резистора
Резисторы Wirewould
могут использоваться в различных приложениях, и обычно они относятся к некоторым основным категориям, для которых конструкция резистора может измениться.
Прецизионные резисторы: Прецизионные проволочные резисторы используются в различных приложениях. Их можно использовать в устройствах, в том числе в контрольно-измерительных приборах, даже в мультиметрах, а также в измерительных мостах, калибровочном оборудовании, аттенюаторах ЗЧ и т. д. Для этих приложений рассеивание мощности не является проблемой, поскольку для этих приложений уровни тока и напряжения малы. .
Резисторы также нуждаются в низкой температуре, коэффициент сопротивления должен быть низким, возможно, 5 ppm / °C. Долговременная стабильность также должна быть низкой, возможно, менее 40 частей на миллион в год. С такими цифрами можно выбрать базовые уровни допуска сопротивления ±0,01%. Такие цифры означают, что резистор будет поддерживать требуемое сопротивление в течение длительного периода времени.
Силовые резисторы: Одно из основных применений резисторов с проволочной обмоткой — силовые приложения. Возможности мощности могут варьироваться от 1 кВт до 2,5 кВт. Существует несколько типов, которые можно классифицировать по упаковке и конструкции:
Инкапсуляция из силиконовой смолы: Эти форматы инкапсуляции, как правило, используются для резисторов меньшей мощности. Они компактны и могут выдерживать высокие температуры: обычно до ~300°C, но часто разумно не доводить их до предела.
Стеклоэмаль: Этот тип покрытия уже много лет широко используется для силовых резисторов с проволочной обмоткой. Эти резисторы часто предназначены для работы при температурах до ~400°C, но такие температуры не рекомендуются для большинства электронных устройств! Покрытие хорошо изолирует при более низких температурах, но хуже, когда температура поднимается к верхней границе диапазона. Значения сопротивления для этих резисторов варьируются от ~ 1 Ом до ~ 10 кОм или около того.
Алюминиевый корпус: Этот тип конструкции используется для самых высоких уровней мощности. Резисторы имеют керамический сердечник с покрытием из кремнийорганической смолы, который затем помещается в алюминиевый профиль, анодированный (часто в золотой цвет), чтобы обеспечить хорошую электрическую изоляцию и пассивировать поверхность. Алюминиевый корпус резистора обычно изготавливается с небольшими ребрами и возможностью крепления болтами к радиатору. Внутренние детали также спроектированы так, чтобы отводить как можно больше тепла к алюминиевому корпусу. Этот тип резистора доступен в широком диапазоне значений сопротивления.
Провод резистора с проволочной обмоткой
Как и следовало ожидать, провод, используемый в проволочных резисторах, определяет многие его свойства. Использование различных материалов для проволоки обеспечивает различные электрические свойства: удельное сопротивление, температурный коэффициент сопротивления, долговременную стабильность, максимальную рабочую температуру и тому подобное.
Выбор материала важен, так как правильный провод резистора позволит получить оптимальные характеристики резистора в данной роли.
Многие из материалов проводов имеют знакомые названия, поскольку они использовались в течение многих лет в качестве резистивных проводов и, следовательно, использовались в резисторах с проволочной обмоткой.
Используемая проволока
обычно представляет собой медные сплавы, различные сплавы железа, хромоникелевые сплавы, серебряные сплавы и вольфрам.
Индуктивность и емкость проволочного резистора
Резисторы с проволочной обмоткой
очень хороши для работы на низких частотах и на постоянном токе, но по мере увеличения рабочей частоты влияние индуктивности и емкости становится более заметным.
Индуктивность возникает из-за того, что резистор фактически представляет собой катушку из резистивного провода и воздействует на индуктор. Емкость возникает между разными витками катушки и т. д.
Когда рабочая частота превышает 100 кГц или около того, эти воздействия могут стать значительными и изменить работу схемы.
Обычно проволочный резистор наматывается как обычная катушка на керамическом каркасе, и этого более чем достаточно для большинства типов операций. Однако, если требуются низкие индуктивность и емкость, существуют другие методы, которые можно использовать для уменьшения индуктивности и емкости, но не для их полного устранения.
Существуют методы, которые можно использовать для уменьшения индуктивности:
Бифилярная обмотка: Один из методов, который можно использовать, заключается в использовании бифилярной проволоки, т. е. двух отдельных проводов, соединенных вместе. Затем их можно соединить на дальнем конце. Идея состоит в том, что при соединении двух проводов таким образом ток будет течь в противоположных направлениях, и поля исчезнут. Хотя это и не идеально, это значительно снижает индуктивность, но когда два провода проходят в непосредственной близости, нежелательная емкость увеличивается.
Обмотка Айртона-Перри: Это необычная форма обмотки. Когда провод входит в катушку резистора, он разделяется на две части, одна половина наматывается в одном направлении, а другая половина в обратном направлении. При такой намотке провода располагаются так, что ток течет в противоположных направлениях, тем самым уменьшая индуктивность. Кроме того, провода не проходят рядом друг с другом, как в бифилярной обмотке, и поэтому емкость e увеличивается незначительно.
Собственная индуктивность и емкость всегда будут проблемой для резисторов с проволочной обмоткой. В результате они редко используются для приложений, где они используются на высоких или радиочастотах. Их можно использовать только тогда, когда они используются на участке цепи, не передающем РЧ. Специализированные методы намотки, как правило, используются только в крайнем случае. Гораздо лучше использовать другую технологию резистора, если на резисторе присутствуют высокие частоты.
Резисторы с проволочной обмоткой
используются довольно широко. Они особенно используются в качестве резисторов большой мощности, где необходимо рассеивать большие уровни мощности. Они широко используются во многих силовых приложениях; они не только физически больше, чем многие другие типы резисторов, но и имеют проволочный проводник и керамический каркас, поэтому они больше подходят для использования в качестве резистора большой мощности, чем другие типы, более широко распространенные.
К сожалению, их конструкция означает, что они намного дороже, чем обычно используемые резисторы гораздо меньшего размера.
Резисторы с проволочной обмоткой
также используются там, где требуются очень жесткие допуски и высокая температурная стабильность. Провод обычно имеет лучший температурный коэффициент сопротивления, чем многие другие типы резисторов, хотя многие из них в наши дни очень хорошие.
Другие электронные компоненты: Батарейки конденсаторы Соединители Диоды полевой транзистор Индукторы Типы памяти Фототранзистор Кристаллы кварца Реле Резисторы ВЧ-разъемы Переключатели Технология поверхностного монтажа Тиристор Трансформеры Транзистор Клапаны/трубки
Вернуться в меню «Компоненты». . .
Провод резистора
Резисторы и провода резистора
Резисторы используются для ограничения величины тока, протекающего через цепь. В электрических цепях они также используются для разделения напряжения и рассеивания мощности. Резисторы, используемые в электронных устройствах, обычно изготавливаются из углерода, углеродной пленки, металлической пленки и оксида металла. В резисторах с проволочной обмоткой используется металлическая проволока, обернутая вокруг материала сердечника, часто из керамики, стекловолокна или пластика.
Ограничивая ток, резисторы выделяют тепло. В электронном оборудовании это считается нежелательным побочным эффектом. Однако, если желаемым результатом является нагрев, резисторы обеспечивают отличный пассивный источник тепла. Резисторы могут быть постоянными или переменными в зависимости от доступного сопротивления. Это означает, что количество тепла также может варьироваться. Использование резистивной проволоки позволяет пользователю создавать желаемое количество тепла, используя различные материалы и размеры проволоки.
Типы резисторной проволоки
Нихром часто используется для изготовления резисторной проволоки. Нихром представляет собой сплав хрома и никеля, иногда с добавлением железа. Различные материалы и процентное содержание материалов позволяют создавать различное удельное сопротивление. Этот основной сплав устойчив к коррозии и имеет высокую температуру плавления, приблизительно 1400°C (2552°F). Устойчивость к высоким температурам делает его отличным выбором для обогрева.
Нихром 60 представляет собой сплав 60% никеля, 16% хрома и 24% железа. Нихром 60 имеет температуру плавления 1350°C (2462°F) и максимальную рабочую температуру 900°C (1652°F). Имеется диаграмма для определения удельного сопротивления при определенных температурах.
Никель-железные (NiFe) сплавы имеют высокий температурный коэффициент при низком удельном сопротивлении. Провода резисторов с этими сплавами создают нагревательные элементы, которые будут уменьшать требуемую мощность при повышении температуры.
Канталовая проволока также является отличным выбором в качестве резисторной проволоки в устройствах, производящих тепло. Kanthal A-1 часто используется в печах.
Сплавы Kanthal обеспечивают более постоянную температуру элемента и более жесткие допуски. Проволока легче по весу по сравнению со сплавами NiFe или NiCr. Также он менее подвержен коррозии.
Выбор провода
Чтобы правильно выбрать провод резистора для проекта, необходимо учитывать удельное сопротивление провода. Термическая способность, включая температуру плавления, имеет решающее значение. Сплавы необходимо выбирать по коррозионной стойкости и весу. В приложениях, требующих точной температуры, допуски для проволоки также должны учитываться при принятии решения.
Общие расчеты
Ток или сила тока протекает через устройство или резистор. Напряжение проходит через устройство или резистор. Сопротивление измеряется в Омах. Закон Ома предлагает простые методы определения напряжения, тока и сопротивления:
В = IR
Напряжение (В) = ток (I) умножить на сопротивление (R)
Чтобы найти ток, закон Ома переставляется:
I = V/R
Ток = напряжение, деленное на сопротивление.
Чтобы найти сопротивление:
R = V/I
Сопротивление = напряжение, деленное на ток.
Например, если вы измеряете напряжение 12 вольт при силе тока 40 миллиампер, сопротивление составляет 300 Ом.
Формула, используемая для физического сопротивления провода: Сопротивление = rL/A . Чтобы определить величину сопротивления, обеспечиваемого отрезком провода, вам необходимо знать три фактора.
1) Длина провода, обозначенная символом л . 2) Площадь поперечного сечения или диаметр провода, обозначенный символом A . 3) Постоянное удельное сопротивление материала провода, обозначаемое символом r .
Это означает, что чем больше диаметр провода, тем меньшее сопротивление он будет оказывать.
Мощность или тепловыделение также можно определить по формулам.
P = I2R — сумма тока в квадрате, умноженная на сопротивление.
P = IV — сумма тока, умноженная на напряжение.
P = V2/R — квадрат напряжения, деленный на сопротивление.
Дополнительные полезные формулы
Количество электроэнергии или тепловой энергии, выделяемой с течением времени, определяется интегралом мощности с течением времени.
P = f t2/t1 v(t)I(t)dt
Удельное сопротивление при 20°C (68°F)
Вт мм2/м (Вт/см2) 909196
9 9 Определение Размер провода резистора и тип
Вопрос: Если я знаю желаемое напряжение и мощность, как мне рассчитать/узнать, какой размер и тип провода подходит для изготовления резистора или нагревательного элемента?
Ответ: Когда вы знаете напряжение системы и мощность или мощность, которую вы хотите получить, вы можете использовать стандартную формулу мощности для определения необходимого сопротивления.
Закалка (термообработка) стали в Набережных Челнах
Закалка — термическая обработка, заключается в нагревании стали до температуры выше критической (Ас3 — для доэвтектоидной и Ас1 — для заэвтектоидной сталей) или температуры растворения избыточных фаз, выдержке и последующем охлаждении со скоростью, превышающей критическую. Закалка стали не является окончательной операцией термической обработки. Чтобы уменьшить хрупкость и напряжения, вызванные закалкой, и получить требуемые механические свойства, сталь после закалки обязательно подвергают отпуску.
Какие металлы подлежат калению
Закалка металла — это термическая обработка, которой чаще всего подвергаются углеродистые и легированные стали с целью повышения их твердости и улучшения прочностных характеристик. Несколько реже встречается термообработка цветных металлов, в частности отпуск, отжиг и закалка меди, латуни и бронзы, а также сплавов алюминия и титана. Необходимо отметить, что закаливание этих соединений в отличие от углеродистых сталей не всегда приводит к их упрочнению, некоторые сплавы меди после этого, наоборот, становятся более пластичными и мягкими. Гораздо чаще изделия из цветных металлов подвергаются отпуску для снятия напряжения после отливки, штамповки, прокатки или волочения.
Свойства стали после закалки
Углеродистая сталь в процессе нагрева проходит через ряд фазовых изменений своей структуры, при которых меняется ее состав, а также форма и элементов кристаллической решетки. При критической температуре 723 °C в еще твердом металле начинается распад цементита (карбида железа) и формирование равномерного раствора углерода в железе, который называется аустенит. Это состояние углеродистой стали является исходным для закалки. При медленном охлаждении аустенит распадается, и металл возвращается в исходное состояние. Если же сталь охлаждать быстро, то аустенит не успевает изменяться, и при определенной скорости охлаждения и пороговых температурах формируются кристаллические решетки и химические составы, придающие ей различные эксплуатационные свойства. Этот процесс называется закалкой, и каждому его виду соответствует определенная структура уже закаленной стали, обладающей определенными техническими характеристиками. Основные фазовые состояния, имеющие значения при закалке, — это перлит, сорбит, троостит и мартенсит (см. рис. ниже). Самая высокая твердость у стали, закаленной до состояния мартенсита. Таким способом производят закаливание режущего инструмента, а также осуществляют упрочнение поверхностей деталей, подвергающихся в процессе работы трению (втулки, обоймы, валы, шестерни и пр.). После выполнения закалки на троостит сталь становится одновременно твердой и упругой. Этой вид термообработки применяют к ударному инструменту, а также рессорам и пружинным амортизаторам. Для получения таких свойств стали, как стойкость к износу, упругость и вязкость, используют закалку до состояния сорбита. Такая термообработка используется для рельсов и других конструктивных элементов, работающих под постоянной динамической нагрузкой. Перечисленные фазовые состояния свойственны всем углеродистым сталям, но каждая их марка характеризуется своими температурными диапазонами и скоростями охлаждения.
Заказать звонок
Нужна закалка стали в Набережных Челнах? Закажите звонок и мы обсудим с Вами все нюансы предстоящей работы! Мы перезвоним Вам в рабочее время.
Имя
Телефон
Нажимая кнопку, Вы даете согласие на обработку персональных данных в соответствии с условиями,указанными по ссылке
Классификация каления стали
Виды закалки сталей классифицируют по типу источника нагрева и способу охлаждения металла. Основным оборудованием для нагрева деталей перед закаливанием по-прежнему являются муфельные печи, в которых можно равномерно разогревать металлические изделия любых размеров. Высокую скорость нагрева при поточной обработке изделий обеспечивает закалка с применением токов высокой частоты (индукционная закалка сталей) (см. фото ниже). Для закаливания верхних слоев стальных изделий применяют довольно недорогую и эффективную газопламенную закалку, главный недостаток которой — невозможность точно задать глубину прогрева. Этих недостатков лишена лазерная закалка, но ее возможности ограничены небольшой мощностью источника излучения. Способы охлаждения закаливаемой детали обычно классифицируют по виду охлаждающей среды, а также совокупностям и циклам рабочих операций. Некоторые из них включают процедуры отпуска, а для других, таких как разные виды изотермической закалки, он не нужен.
Закаливание в одной среде
При таком способе закалки нагретое до заданной температуры изделие из стали помещают в жидкость, где она остается до полного остывания. В качестве закалочной среды для углеродистых сталей используют воду, а для легированных — минеральное масло. Недостаток этого метода заключается в том, что после такого закаливания в металле сохраняются значительные напряжения, поэтому в ряде случаев может потребоваться дополнительная термообработка (отпуск).
Ступенчатая закалка
Ступенчатое закаливание проходит в два этапа. На первом изделие помещается в среду с температурой, превышающей на несколько десятков градусов точку начала возникновения мартенсита. После того, как температура выравнивается по всему объему металла, деталь медленно охлаждается, в результате чего в нем равномерно формируется мартенситная структура.
Изотермическая закалка
При изотермическом закаливании изделие также выдерживается в закалочной ванне при температуре, превышающей точку мартенсита, но несколько дольше. В результате этого аустенит трансформируется в бейнит — одну из разновидностей троостита. Такая сталь сочетает в себе повышенную прочность с пластичностью и вязкостью. Кроме того, после изотермической закалки в изделии снижаются остаточные напряжения.
Закалка с самоотпуском
Этот вид термообработки используется для закаливания ударного инструмента, который должен обладать твердым поверхностным слоем и вязкой серединой. Его особенность заключается в том, что изделие извлекается из закалочной емкости при неполном охлаждении. В этом случае его внутренняя часть еще содержит достаточное количество тепла, чтобы прогреть весь объем металла до температуры отпуска. Так как повторный нагрев изделия осуществляется без внешнего воздействия за счет внутренней тепловой энергии, такой вид термической обработки называют закалкой с самоотпуском.
Светлая закалка
Светлая закалка применяется для стальных изделий, поверхности которых при термообработке не должны подвергаться окислению. При такой термообработке сталь нагревается в вакуумных печах (см. фото ниже) или в инертных газовых средах (азот, аргон и пр.), а охлаждается в неокисляющих жидкостях или расплавах. Этим способом закаливают изделия, которые не должны подвергаться дальнейшей шлифовке, а также детали, критичные к содержанию углерода в поверхностном слое.
Оборудование для термообработки сталей
Основное оборудование, на котором проводится термическая обработка изделий из сталей и цветных металлов, состоит из двух основных групп: установок для нагрева заготовок и закалочных ванн. Нагревательные устройства включают в себя следующие виды оборудования:
муфельные термопечи;
устройства индукционного нагрева;
установки для нагрева в расплавах;
газоплазменные установки;
аппараты лазерной закалки.
Первые три вида могут выполнять прогрев всего объема изделия до требуемой температуры, а последние — только поверхностного слоя металла. Кроме того, выпускаются и широко используются печи для закалки металлов, в которых нагрев осуществляется в вакууме или в среде инертного газа. Закалочные ванны представлены стальными емкостями-охладителями для различных жидкостей, а также специальными тиглями из графита и печами для расплавов солей или металлов. В качестве закалочных жидкостей чаще всего используют минеральное масло, воду и водополимерные смеси. Для расплавов металлов обычно применяют свинец или олово, а для расплавов солей — соединения натрия, калия и бария. Закалочные ванны для жидких сред имеют системы нагрева и охлаждения рабочей жидкости до требуемой температуры, а также мешалки для равномерного распределения жидкости и разрушения паровой рубашки.
Видео оборудования
Температура для закалки
Нормативная температура нагрева стали при ее закалке напрямую зависит от массовой доли углерода и легирующих добавок. В целом наблюдается следующая зависимость: чем меньше содержание углерода, тем выше температура закалки. При недогреве изделия не успевает сформироваться требуемая структура, а при значительном перегреве происходит обезуглероживание, окисление поверхностного слоя, изменение формы и размера структурных элементов, а также рост внутреннего напряжения. В таблице ниже приведены температуры закалки, отжига и отпуска некоторых марок углеродистых и легированных сталей. Марка стали Температура, С закалки отжига отпуска
Марка стали
Температура, С
закалки
отжига
отпуска
15Г
800
780
200
65Г
815
790
400
15Х, 20Х
800
870
400
30Х, 35Х
850
880
450
40Х, 45Х
840
860
400
50Х
830
830
400
50Г2
805
830
200
40ХГ
870
880
550
ОХ13
1050
860
750
3Х13
1050
880
450
35ХГС
870
860
500
30ХГСА
900
860
210
У7, У7А
800
780
170
Р9, Р12
1250
860
580
Р9Ф5, Р9К5
1250
860
590
Р18Ф2
1300
900
590
ШХ15
845
780
400
9ХС
860
730
170
Р18К5Ф2
1280
860
580
1Х14Н18Б2БРГ
1150
860
750
4Х14Н1482М
1200
860
750
Определение температуры нагрева в промышленном производстве осуществляется посредством контактных и бесконтактных пирометров. В последние десятилетия широкое распространение получили инфракрасные приборы, позволяющие дистанционно замерять температуру в любой точки поверхности нагретой детали. Кроме того, приблизительную температуру разогрева стали можно определить по цветовым таблицам.
Технология каления металла
Технология закалки сталей требует соблюдения ряда требований к процессам нагрева и охлаждения закаливаемых деталей. В первую очередь это относится к скорости разогрева и охлаждения металла. Экономические показатели термического процесса требуют максимально быстрого повышения температуры до номинальной, т. к. при этом расходуется меньше энергии. Однако скоростной нагрев приводит к большому перепаду температур между поверхностным слоем и сердцевиной изделия, что может привести к его деформации и возникновению трещин. Поэтому прогрев на всю глубину детали до полного ее разогрева должен проходить плавно, а его время определяется технологом-термистом с помощью эмпирических формул и табличных значений. От скорости и температурных параметров охлаждения стали, разогретой выше критической точки, напрямую зависит процесс формирования структуры и состава закаленного металла. К примеру, при быстром охлаждении в воде с комнатной температурой можно получить углеродистую сталь с мартенситной структурой, а при охлаждении в масле или горячей воде получается троостит. Каждой марке стали соответствуют свои характеристики и температурные режимы закалки, которые, помимо прочего, зависят от размера и формы детали. Поэтому на производстве термическая обработка деталей проводится в соответствии с маршрутной технологией и операционными картами, разрабатываемыми для каждого изделия.
Фото оборудования
Контакты
Адрес: 423825, Республика Татарстан, г. Набережные Челны, ул. Профильная, 106
Термообработка металлических изделий подразделяется на несколько видов: закалка, отжиг, нормализация, отпуск, а также термообработка сварных швов. Обработка металла под воздействием высокой температуры позволяет добиться более высокой прочности на поверхности изделия, а также размягчает металл при деформации. Индукционная установка отлично подходит для термообработки стали. Ниже мы более подробно рассмотрим каждый вид обработки стали и сможем подобрать более подходящий для удовлетворения той или иной потребности.
Термообработка стали – Отжиг
Отжиг – это один из видов высокотемпературной обработки металлического изделия, подразумевающий нагрев металла, а затем медленное охлаждение. Отжиг также подразделяется на несколько видов в зависимости от температуры, до которой будет нагреваться изделие, а также процесса охлаждения изделия.
Во время отжига структура металла переходит из неравновесного состояния до более равновесного. Ниже мы рассмотрим возможные виды отжига стали.
Возврат или, как его еще называют, отдых стали. При использовании данного способа изделие нагревается до 200-400°С. Возврат производится для уменьшения уровня наклепа. Результатом данного вида отжига становиться уменьшение искажений решеток у кристаллов, а также частичный возврат физико-химических свойств стали.
Рекристаллизация. При использовании данного вида отжига изделие нагревается до температуры 500-550°С. Если необходимо снять внутреннее напряжение металла, то нагрев производится до температуры 600-700°С. Рекристаллизационный способ отжига применяется для снятия внутреннего напряжения металла отливок от неравномерного охлаждения частей. Рекристаллизация позволяет восстановить новые кристаллы из деформированных зерен в структуре металла. При использовании рекристаллизационного отжига твердость стали немного уменьшается, зато ее вязкость и пластичность становятся выше.
Гомогенизация или диффузионный отжиг стали. Применяется в тех случаях, когда сталь обладает внутрикристаллической ликвацией. Результатом применения гомогенизации становится получение стали однородного состава. При использовании данного вида отжига очень важно сохранять высокую температуру нагрева, но не допускать пережога зерен. Пережог исправить не получится, а потому изделие будет считаться бракованным.
Полный отжиг стали. Применяется для того, чтобы произвести улучшения структуры стали, тем самым облегчив его последующую обработку, например, штамповку или закалку.
Неполный отжиг стали. Применяется, как правило, после высокотемпературной обработки изделия под давлением, если у него мелкозернистая структура.
Изотермический отжиг. Данный способ термообработки металла применяется гораздо чаще в последнее время, потому что позволяет сократить время нагрева и охлаждения металла, тем самым повышая производительность предприятия. Изотермический отжиг производится за 4-7 часов, в то время как на обычный тратится до 15 часов.
Термообработка стали – Закалка
Закалка – это вид высокотемпературной обработки металла, который основывается на перекристаллизации стали при ее нагреве до температуры, которая несколько выше критической. После выдержки изделия в тепловой среде, оно проходит процесс охлаждения.
Чаще всего закалка производится в отношении изделий, требующих высокой прочности. Металл, прошедший закалку, становится более прочным на поверхности, но сохраняет вязкость внутри. В некоторых случаях закалка может сделать изделие наоборот очень вязким, например, если очень быстро охладить его – это производится для деформации металла.
Закалка ТВЧ дает возможность получить необходимые результаты от закалки за короткий промежуток времени. Программное обеспечение индукционного оборудования может полностью контролировать весь закалочный процесс, соблюдая все заданные параметры (температура, время выдержки, способ охлаждения и т.п.).
Термообработка стали – Отпуск
Отпуск – это еще один вид высокотемпературной обработки стали, позволяющий уменьшить остаточное напряжение металла после закалки, повышая вязкость изделия и уменьшая хрупкость металла. Отпуск стали позволяет смягчить эффект закалки.
Производится отпуск при помощи нагрева металлического изделия, закаленного на мартенсит. Во время отпуска, зависимо от температуры нагрева, есть возможность получения состояния мартенсита, сорбита или троостита.
Отпуск может быть низким, средним или высоким – его уровень полностью зависит от температуры, до которой будет нагреваться изделие.
Термообработка стали – нормализация
Нормализация – это вид термообработки металла, проводящийся преимущественно по окончании обработки изделия для его финального нагрева и выравнивания напряжения по всей поверхности.
После нормализации сталь, содержащая более 0,4% углерода, становится более прочной. На практике данный вид стали обрабатывают при помощи нормализации, а затем применяют отпуск в диапазоне температур 650-700°С, чтобы немного понизить уровень плотности.
Индукционная установка отлично подходит для термообработки металлических изделий, позволяя производить ее быстро, качественно и с высокой точностью. Только при использовании программного обеспечения ТВЧ оборудования можно четко проконтролировать процесс нагрева изделия, время его выдержки, а также охлаждение.
Закалка | Термическая обработка Сегодня
Последние новости
8 ноября 2022 г.
Вакуумные печи: пора покупать? Советы, которые помогут принять решение
7 ноября 2022 г.
Watlow завершает приобретение Eurotherm
4 ноября 2022 г.
Поставщик поставит 3 системы термообработки производителю автомобилей
3 ноября 2022 г.
Ежемесячный экономический отчет IHEA: сила политики
2 ноября 2022 г.
Не следует пренебрегать: Советы по обслуживанию печи для термообработки
1 ноября 2022 г.
Как все работает: термопары
ЗАКАЛКА
Закалка — это широкая металлургическая категория, известная под несколькими названиями; путем закалки, нейтральной закалки, прямой закалки, закалки в печи и аустенизации. Некоторые из целей процессов закалки заключаются в повышении прочности и ударной вязкости материала; для достижения желаемой микроструктуры; и минимизировать деформацию и чрезмерное остаточное напряжение, избегая при этом растрескивания.
Например, рассмотрим процесс закалки стали. Процессы закалки обычно включают нагрев стали до состояния аустенита с последующим быстрым охлаждением и отпуском. Во время закалки атмосфера заготовки должна оставаться нейтральной по отношению к содержанию углерода в материале, а вся деталь перед охлаждением должна достичь однородной температуры. После прогрева следует стадия замачивания. Время замачивания варьируется, хотя общее эмпирическое правило заключается в том, чтобы замачивать заготовку в течение одного часа на каждый дюйм толщины поперечного сечения (но не менее 30 минут). Отпуск необходим для завершения процесса закалки и достижения желаемых свойств.
Подробнее
Каждая разновидность стали имеет свою температуру аустенизации. Например, температура аустенизации нержавеющих сталей обычно составляет 1800–1850 °F, в зависимости от точного состава стали. Обычная углеродистая сталь обычно аустенизируется в диапазоне 1500–1750 °F.
Источник: Дэн Херринг, The Heat Treat Doctor®, Атмосферная термообработка, том 1, страницы 377–384.
Закалка
Посмотреть все
День независимости не за горами, и компания Heat Treat Today хотела поделиться некоторыми красными, белыми и синими процессами в отрасли термообработки (6.28.2022).
Что нового в термообработке? МНОГО. За последний год мы увидели множество новых технологий в области исследований, новых партнерских отношений и обсуждений (1.6.2022)
Добро пожаловать на очередной технический вторник, где вы найдете несколько технических ресурсов, которые помогут вам пройти еще одну кроличью тропу термообработки. . Ресурсы ниже будут (11.2.2021)
Ваши детали нуждаются в термообработке до геркулесовой твердости поверхности, но с мягким, пластичным ядром. То есть, вы смотрите на методы упрочнения корпуса (10.12.2021)
Творчество требует выдержки и постоянного упорного труда. Узнайте, какими творческими приложениями и исследовательскими услугами занимаются ваши коллеги (9.08.2021)
Термическая обработка Сегодня издатель Дуг Гленн заканчивает разговор с Марком Хемсатом об основах твердости металлов. Марк ранее был заместителем (6.10.2021)
Тепловая обработка Сегодня издатель Даг Гленн беседует с Марком Хемсатом, вице-президентом Super IQ и азотирования в SECO/VACUUM Technologies, о (5.13.2021)
Тепловая обработка Ведущие радио Даг Гленн и Марк Хемсат рассказывают об основах закалки. Что это такое, почему это имеет значение и как
В этом выпуске ведущий Radio Treat Radio Дуг Гленн беседует с Джо Пауэллом из Integrated Heat Treatment Solutions в четвертом и последнем выпуске
Источник: Блог Advanced Heat Treat Corp. For this Heat Относитесь к сегодняшнему техническому вторнику, ознакомьтесь с этим лучшим из Интернета
Источник: Блог Advanced Nitriding Solutions Хотя соляные ванны и газовое азотирование являются проверенными временем методами закалки, как насчет строгого
Источник: Multiple (см. Age
Источник: Термическая обработка для Gear Solutions «Лазерное упрочнение материалов является специализированной и быстрорастущей областью, как
Источник: Metlabheattreat.com Компания Metlab недавно помогала TrimMaster в изготовлении алюминиевой рамы для подводного буя, который удовлетворял бы запросы клиентов.
Шюлер, Дж. Клефф, В. Хойер, Г. Шмитт, Т. Лейст Систематический подход к различным возможностям искажения в
Источник: Термическая обработка для зубчатых передач приложение
Новости закалки
Посмотреть все
ThermTech, поставщик услуг по термообработке в Вокеше, штат Висконсин, расширил свои возможности по предоставлению услуг для медицинской, аэрокосмической, горнодобывающей и нефтяной промышленности (9.14.2022)
Международный производитель Aalberts Surface Technologies Group получит две вакуумные печи для испанского филиала группы в Паис-Васко. (9.7.2022)
Sundram Fasteners Limited — индийский производитель крепежа, который получит вакуумную печь для термообработки высококачественных авиационных винтов. (01.06.2022)
Производитель обрабатывающих инструментов, промышленных ножей, ножей для мульчирования и измельчителей разместил заказ на вакуумную печь с давлением 10 бар (31.03.2022)
Аэрокосмическая компания заказала горизонтальную вакуумную печь, которая поможет в производстве узкоспециализированных литых деталей. (3.21.2022)
Aalberts Surface Technologies Group расширит свой завод по закалке в Дзержонюве новой технологической линией AFT. Линия, (2.2.2022)
Европейская машиностроительная группа получит вакуумную печь для процессов закалки и отпуска, конструкция которой была адаптирована для (11.05.2021)
Мировой производитель болтов Solvera Gawel Technology S.A. (SGT) расширяет свою технологическую линию термообработки, заключив контракт на покупку электрического ремня (21.07.2021)
Глобальная коммерческая компания по термообработке с 17 предприятиями в Северной Америке, Aalberts Surface Technologies Heat в Калише (Польша) получит вакуум (28. 05.2021)
Между наукой и бизнесом эволюция термообработки идет большими шагами. Мировой производитель решений для термообработки и польский (22.2.2021)
Производитель инструмента заказал ретортную печь с вакуумной продувкой для окисления. В то время как окисление в основном используется в требовательных
Поставщик решений для аддитивного производства (AM) продолжил свою глобальную экспансию. Первоначально они вложили средства в объект AM в свои 9 лет.0003
Компания Solar Atmospheres of Western PA в настоящее время устанавливает новую вакуумную печь для быстрой закалки, которая в конечном итоге устранит необходимость
Источник: Bayou City Bolt Трудно найти отрасль, которая не обслуживается высокопрочными или как
Последние новости
8 ноября 2022 г.
Вакуумные печи: пора покупать? Советы, которые помогут принять решение
7 ноября 2022 г.
Watlow завершает приобретение Eurotherm
4 ноября 2022 г.
Поставщик поставит 3 системы термообработки производителю автомобилей
3 ноября 2022 г.
Ежемесячный экономический отчет IHEA: сила политики
2 ноября 2022 г.
Не следует пренебрегать: Советы по обслуживанию печи для термообработки
Цементная закалка — это процесс упрочнения поверхности металла путем введения элементов в поверхность материала с образованием тонкого слоя более твердого сплава.
В сочетании с последующей операцией закалки желаемые свойства компонента могут варьироваться в зависимости от области применения.
Нейтральная закалка
Термическая обработка, используемая для достижения высокой твердости/прочности стали, состоящая из аустенизации, закалки и отпуска для сохранения отпущенной мартенситной или бейнитной структуры.
Закалка по Ausbay
Метод закалки, уменьшающий остаточные внутренние напряжения и деформации, возникающие в результате неравномерного превращения и теплового удара, типичные для традиционной закалки в масле.
Austempering
Процесс термической обработки черных металлов со средним и высоким содержанием углерода с получением металлургической структуры, называемой бейнитом, используемой для повышения прочности, ударной вязкости и уменьшения деформации.
Отпуск/закалка
Прерывистая закалка сталей при температуре чуть выше мартенситной фазы. Замедленное охлаждение выравнивает температуру и сводит к минимуму деформацию, растрескивание и остаточное напряжение.
Закалка прессом
Контролируемая закалка в ограничительных штампах компонентов с жесткими допусками, таких как зубчатые колеса. Обеспечивает хороший контроль размеров и равномерное отверждение.
Индукционная закалка
Процесс цементации, повышающий износостойкость, твердость поверхности и усталостную долговечность за счет упрочнения поверхностного слоя при сохранении неизменной микроструктуры сердцевины.
Двойная закалка
Обработка, при которой деталь подвергается двум полным операциям закалки или сначала процессу отжига, а затем процессу закалки.
Отпуск
Отпуск – это процесс низкотемпературной термообработки, обычно выполняемый после процесса закалки для достижения желаемого соотношения твердость/вязкость.
Цементная закалка — это процесс упрочнения поверхности металла путем введения элементов в поверхность материала с образованием тонкого слоя более твердого сплава.
В сочетании с последующей операцией закалки желаемые свойства компонента могут варьироваться в зависимости от области применения.
Нейтральная закалка
Термическая обработка, используемая для достижения высокой твердости/прочности стали, состоящая из аустенизации, закалки и отпуска для сохранения отпущенной мартенситной или бейнитной структуры.
Закалка по Ausbay
Метод закалки, уменьшающий остаточные внутренние напряжения и деформации, возникающие в результате неравномерного превращения и теплового удара, типичные для традиционной закалки в масле.
Austempering
Процесс термической обработки черных металлов со средним и высоким содержанием углерода с получением металлургической структуры, называемой бейнитом, используемой для повышения прочности, ударной вязкости и уменьшения деформации.
Отпуск/закалка
Прерывистая закалка сталей при температуре чуть выше мартенситной фазы. Замедленное охлаждение выравнивает температуру и сводит к минимуму деформацию, растрескивание и остаточное напряжение.
Закалка прессом
Контролируемая закалка в ограничительных штампах компонентов с жесткими допусками, таких как зубчатые колеса. Обеспечивает хороший контроль размеров и равномерное отверждение.
Сверла перьевые по дереву в категории «Инструмент»
Набор перьевых сверл по дереву INTERTOOL SD-0206
На складе
Доставка по Украине
105 — 119 грн
от 10 продавцов
119 грн
Купить
Kuvalda
Сверло перовое по дереву 36х152 мм
На складе в г. Львов
Доставка по Украине
75 грн
Купить
VaGo Tools
Сверло перовое по дереву 38х152 мм
На складе в г. Львов
Доставка по Украине
77 грн
Купить
VaGo Tools
Сверло перовое по дереву 40х152 мм
На складе в г. Львов
Доставка по Украине
87 грн
Купить
VaGo Tools
Набор перьевых сверл по дереву, фанере. 6 предметов
Доставка по Украине
200 грн
Купить
Велесова Хата
Набір перових свердл по дереву 6шт. SD-0206 INTERTOOL
На складе
Доставка по Украине
119 грн
Купить
Інтернет-магазин 2PR
Набор перьевых сверл по дереву 6 шт. INTERTOOL SD-0206
Доставка по Украине
по 119 грн
от 2 продавцов
119 грн
Купить
«Усадьба», интернет-магазин
Набор перьевых свёрл по дереву Blue Groove 4X в пл. кейсе 8шт IRWIN IW4041011 (США)
На складе
Доставка по Украине
по 839.27 грн
от 5 продавцов
932.52 грн
839.27 грн
Купить
Инструменты в Украине «Укртулс»
Набор перьевых свёрл по дереву Blue Groove 4X в пл. кейсе 8 шт. IRWIN IW4041010 (США)
На складе
Доставка по Украине
по 839.27 грн
от 5 продавцов
932.52 грн
839.27 грн
Купить
Инструменты в Украине «Укртулс»
Набор перьевых сверл по дереву профессиональных (6 шт; 10-25 мм) Harden Tools 613066
На складе
Доставка по Украине
408.5 — 409 грн
от 7 продавцов
390 грн
Купить
Инструменты в Украине «Укртулс»
Набір пір’яних свердел по деревині 6 шт. INTERTOOL SD-0206
Доставка из г. Борисполь
100 — 119 грн
от 19 продавцов
119 грн
104.72 грн
Купить
ToolMag
Набор сверл перьевых по дереву с титановым покрытием (10, 12, 16, 18, 20, 25 мм)
На складе в г. Днепр
Доставка по Украине
250 грн
199 грн
Купить
LisaSHOP
Набор перьевых сверл по дереву с шестигранным хвостовиком 1/4″ YATO 12-32 мм 152 мм 8 шт
На складе в г. Николаев
Доставка по Украине
605 грн
Купить
Магазин інструменту MATRIX
Набор сверл перьев по дереву VOREL: Ø=10-25 мм, 6 шт. (Польша)
На складе
Доставка по Украине
170 грн
Купить
Магазин інструменту MATRIX
Набор сверл перовых по дереву 10-12-16-18-20-25 мм 6 шт удлинитель 300 мм MTX 70406
Доставка по Украине
270.63 — 300 грн
от 2 продавцов
279 грн
270.63 грн
Купить
Інтернет-магазин інструментів «KIEVTOOLS»
Смотрите также
Набор перьевых свёрл по дереву Yato YT-3258
Доставка по Украине
по 275 грн
от 2 продавцов
275 грн
Купить
Інтернет-магазин інструментів «KIEVTOOLS»
Набор перьевых свёрл по дереву Vorel 22500
Доставка по Украине
по 180 грн
от 2 продавцов
180 грн
Купить
Інтернет-магазин інструментів «KIEVTOOLS»
Набор перьевых свёрл по дереву 12-32 мм Yato YT-3259
Доставка по Украине
661 грн
641. 17 грн
Купить
Інтернет-магазин інструментів «KIEVTOOLS»
Сверло перовое по дереву YATO: 6-гранный хвостик 1/4″, Ø= 12 мм, L= 152 мм
На складе
Доставка по Украине
50 грн
Купить
Магазин інструменту MATRIX
Сверло перовое по дереву YATO: 6-гранный хвостик 1/4″, Ø= 14 мм, L= 152 мм
На складе
Доставка по Украине
56 грн
Купить
Магазин інструменту MATRIX
Сверло перовое по дереву YATO: 6-гранный хвостик 1/4″, Ø= 18 мм, L= 152 мм
На складе
Доставка по Украине
57 грн
Купить
Магазин інструменту MATRIX
Набор перьевых свёрл по дереву 6шт. Zhwei
Доставка из г. Харьков
119 грн
Купить
ОПТИМАЛИНСТРО
Набор перьевых сверл по дереву 6 шт. INTERTOOL SD-0206
На складе в г. Киев
Доставка по Украине
119 грн
107.10 грн
Купить
Интернет-магазин «Willoas»
Набор сверл перовых по дереву, 10-12-16-18-20-25 мм, 6 шт. 6-гранный хвостовик SPARTA 704055
На складе в г. Каменское
Доставка по Украине
137 грн
127.41 грн
Купить
Интернет-магазин инструментов «R-Tools»
Набор сверл перовых по дереву, 10-12-16-18-20-25 мм, 6 шт., удлинитель 300 мм MTX 704069
На складе
Доставка по Украине
269 грн
250.17 грн
Купить
Интернет-магазин инструментов «R-Tools»
Набор перьевых сверл по дереву TOPFIX (топфикс) 10-25мм
Доставка по Украине
228 грн
Купить
ИнструментPRO
Набор перьевых сверл по дереву 6 шт. INTERTOOL SD-0206
Доставка по Украине
119 — 120 грн
от 2 продавцов
120 грн
Купить
Интернет-магазин «Дело Техники»
Сверло перовое по дереву d 10х155 мм. (190103)
Доставка по Украине
16 грн
Купить
SPARE PARTS GLOBAL-S
Сверло перовое по дереву d 50х150 мм. (190748, 20009441300)
Доставка по Украине
114 грн
Купить
SPARE PARTS GLOBAL-S
Типы сверл по дереву — Используйте правильный
Большинство из нас виновны в том, что используют неправильный инструмент для работы — либо из-за необходимости, либо из-за лени. Тем не менее, есть что-то приятное в использовании правильного инструмента для работы. Часто использование правильного инструмента помогает добиться наилучшего результата. При сверлении аксессуары имеют значение — возможно, даже больше, чем инструмент, который вы выбираете. Знание различных типов сверл по дереву и правил их использования действительно может повысить как скорость, так и качество.
Обзор статьи
Знакомство со многими типами сверл по дереву
Несколько советов перед началом сверления по дереву
Знакомство с типом древесины
Какой тип отверстия необходим?
Основные виды битов бурового бурения древесины
Bit Bit
Brad Point (Bradpoint) Деревянный бит
Bit
Biter Bits
BIT BIT
УСТАНОВКИ (также вешалка для колокольчика или рыбалка. Биты)
Зенковки
Сверла Форстнера
Кольцевая пила
Заключение
Знакомство со многими типами сверл по дереву
Перед тем, как мы перейдем к использованию различных типов сверл, вы должны ознакомиться с ними. для увеличения срока службы бит и уменьшения трения. Сверла изготавливаются из стали, быстрорежущей стали (HSS), которая представляет собой сталь, легированную вольфрамом и/или молибденом, HSS со сплавом кобальта, HSS с титановым покрытием, HSS с черным оксидным покрытием или с твердосплавным наконечником.
Сверла, подходящие для сверления дерева, изготовлены из стали, быстрорежущей стали, с титановым покрытием и черным оксидным покрытием. Эти другие биты лучше всего подходят для металлов. Мы писали о черном оксидном покрытии и рассмотрели лучшие сверла, а также лучшие сверла по металлу.
Несколько советов перед тем, как начать сверлить древесину
Знакомство с общим типом древесины
Породы древесины делятся на две основные категории: хвойные и лиственные породы, но в этих категориях также существуют большие различия по твердости. Тип древесины имеет существенное значение при выборе насадки. Просверлить мягкую сосну сверлом будет намного легче, чем твердую гикори. Вы можете сверлить более мягкую древесину сталью (хотя мы рекомендуем HSS для любой работы), но по мере увеличения твердости она должна соответствовать твердости сверла. Это означает, что покрытие из титана или черного оксида подходит для твердой древесины.
Какой тип отверстия необходим?
Назначение отверстия влияет на выбор биты. Будет ли в отверстие вставлен анкер для крепления картины, будет ли оно использоваться для провода или трубопровода, нужно ли зенковать крепежный элемент, который входит в него?
Основные типы сверл по дереву
Спиральное сверло
Это тип сверла, который, вероятно, первым приходит на ум, когда вы слышите слово «сверло». Это наиболее распространенный тип бит, который используется для общих целей на стройплощадке и дома. Мягкая древесина может застрять в канавках, поэтому осторожно удалите ее щеткой или сдуйте.
Как мы упоминали выше, цена спиральных сверл (или «спиральных сверл») может варьироваться от доступных долот с черным оксидным покрытием до дорогих твердосплавных долот, используемых при фрезеровании. Когда дело доходит до выбора сверла для вашего проекта по дереву, хороший набор сверл из быстрорежущей стали (HSS) отлично подойдет.
Сверло по дереву Brad Point (Брэдпойнт)
Отличительная черта этого сверла по дереву — в названии. Острая точка на долоте с заостренным кончиком помогает расположить долото для точного отверстия. Эти биты не наступят на вас, когда вы начнете отверстие. Это делает его правильным сверлом по дереву, когда вам нужен действительно точный старт.
Лопаточное сверло
Лопаточное сверло имеет широкую плоскую поверхность для сверления отверстий большого диаметра в древесине. Лопастное сверло не имеет канавок, поэтому при сверлении более глубоких отверстий вам, возможно, придется отступать от сверла. В то время как традиционная лопаточная насадка имеет идеально плоскую поверхность, такие продукты, как лопаточная насадка Bosch Daredevil, имеют наконечник с самоподачей и слегка изогнутую поверхность.
Буровые долота
Вы сразу заметите резьбовой наконечник на буровых долотах. Этот тип сверла по дереву использует наконечник, чтобы быстро протащить сверло через дерево. Шнековые долота сохраняют постоянную канавку по всей длине долота. Эти долота бросают вызов аккумуляторным дрелям, потому что они «заставляют» сверло поддерживать скорость по всему отверстию за счет самоподачи наконечника.
Насадка с самоподачей
Насадки с самоподачей, которые часто путают с долотом Форстнера, имеют наконечник с резьбой, как и у бурового долота. Это тянет сверло через древесину. Эти биты предназначены для отверстий, которые проходят через всю древесину. Это именно тот тип сверла по дереву, когда вы хотите сделать много больших отверстий для черновой обработки. Как правило, сверла с самоподачей используются для сверления отверстий большего размера.
Сверла с самоподачей могут быть немного более агрессивными, чем другие сверла по дереву большого диаметра. Они также могут использовать одну или две режущие головки в дополнение к режущим зубьям по периметру. Ознакомьтесь с нашим обзором насадок с самоподачей Milwaukee и насадок с самоподачей Diablo SPEEDemon.
Установочные насадки (также насадки для колокольчиков или рыболовные насадки)
Как следует из названия, эти длинные тонкие сверла по дереву типа «вешалки для колокольчиков» используются электриками для протягивания проводов или выполнения аналогичных монтажных работ. В дополнение к большой длине установочные насадки часто имеют отверстие в передней части насадки для использования с протяжным тросом.
Бита, связанная с установочной битой, — это гибкая бита, которая просто использует гибкий стержень, чтобы вы могли проникнуть в труднодоступные места по мере необходимости. Они могут иметь длину до 72 дюймов.
Зенковка
Эти сверла выполняют двойную функцию, поскольку они сверлят направляющее отверстие и одновременно зенкуют отверстие. Это гарантирует, что головка крепежа находится чуть ниже поверхности дерева.
Сверла Форстнера
Эти сверла странного вида просверливают древесину или создают отверстия с плоским дном, если отверстие не проходит через весь кусок. Используйте их при установке петель шкафа или подобных приложений.
Кольцевая пила
Кольцевая пила использует направляющее спиральное сверло для направления вращающейся пилы большого диаметра, которая удаляет заглушку из дерева. Это позволяет кабелепроводу или проводам проходить. Вы также используете эти биты при сверлении замков для дверей. Вы можете найти кольцевые пилы как для дерева, так и для металла.
Заключение
Теперь мы думаем, что понятно, когда и как использовать правильное сверло по дереву. Есть что добавить из своего опыта? Выключите звук в Facebook, Twitter и Instagram, чтобы сообщить нам, что вы думаете!
6 основных сверл | Дерево
Полезные советы по рассверливанию
Эти насадки помогут предотвратить чрезмерное засверливание. woodmagazine.com/drillstop
Столяры прошли долгий путь со времен долота и скобы. Хотя мы можем романтизировать те времена, ограниченный выбор бит означал, что мастера часто довольствовались отверстиями, которые были «достаточно хорошими». Сегодня мы можем выбирать из специализированных сверл, многие из которых создают чистые отверстия без сколов, а другие сверлят отверстия особой формы, что давным-давно ускользало от плотников. Эти биты соответствуют большинству потребностей современного столяра.
Совет! Чем больше сверло, тем медленнее скорость сверлильного станка, чтобы предотвратить перегрев сверла. Закрепите заготовку к упору или к столу струбцинами.
Биты Bradpoint. Управляемые центральной точкой, эти биты сопротивляются блужданию. Острые углы, или шпоры, фото ниже , аккуратно срезаны поперек волокон, исключая задиры и создавая отверстие с чистыми боковыми стенками. Глубокие канавки быстро удаляют стружку. Вы найдете эти биты диаметром от 1 ⁄ 8 «до 1».
1297744.jpg
Наконечник направляет сверло на цель, шпоры режут чистые кромки, но оставляют гребень на дне зенковки (отверстие, которое не проходит через заготовку).
Сверла Форстнера. Для сверления отверстий с плоским дном, перекрывающихся отверстий для создания пазов или частичных отверстий, выходящих за край доски, используйте сверло Форстнера. И здесь центральная шпора обеспечивает точный старт. Заостренный обод обеспечивает чистые кромки, а расположенные под углом лезвия между шпорой и ободом сглаживают отходы. Из-за крупной стружки, которую они создают, время от времени извлекайте сверло из отверстия во время сверления, чтобы убрать стружку и уменьшить вероятность заедания или перегрева сверла. Эти долота могут иметь гладкую или пилообразную закраину, фото 9.0101 ниже, и бывают диаметров от 3 ⁄ 16 «до 4». Используйте сверла крупнее 3 ⁄ 8 » в сверлильном станке, чтобы контролировать крутящий момент, создаваемый большой режущей поверхностью. биты, как правило, используют эту конструкцию. При необходимости расточите сверло Отрегулируйте кольцо вокруг сверла вверх или вниз, чтобы оно соответствовало длине винта Подберите биты по размеру, соответствующему винтам № 4– № 12.
Самоцентрирующиеся биты. Подпружиненный носик, размер которого соответствует отверстию для винта на лепестке петли, убирается при сверлении, центрируя направляющее отверстие. Это гарантирует, что винты петель полностью войдут в зенковку створки, а петли окажутся там, где они должны быть. Биты размером с винты № 4, № 6 и № 8 оказались наиболее полезными.
Биты твист. Зайдите в любой столярный цех, и вы найдете обычные спиральные сверла, незаменимые помощники в сверлении. Эта универсальная бита, доступная в хозяйственных магазинах, имеет наконечник 118°, фото 9.0101 ниже , для сверления дерева, пластика и металла. Поскольку разрез начинается в центре кончика и движется к внешнему краю, древесные волокна на периферии отверстия рвутся.
Сортамент стальных труб, главным образом, зависит от технологии производства изделия. Исходя из того, что размер трубы, тип её профиля и марка продукции зависят от особенностей процесса изготовления продукта, сортамент определяется именно по этим показателям. В данной статье мы рассмотрим основные сортаменты стальных труб, привязав эту информацию к способам производства трубного проката.
Сортамент стальных круглых труб
В процессе производства на современных трубных предприятиях используются только четыре стандартных технологии, среди которых:
«Холодный» прокат. Эта технология подразумевает производство бесшовных труб из охлажденного материала.
«Горячий» прокат. В этом случае бесшовные трубы производятся из разогретого материала.
Сварной спиральный прокат – технология производства трубных конструкций со спиральным швом из листового металла.
Сварной продольный прокат – технология производства труб с прямым швом из листового металла.
Вышеперечисленные способы производства труб из стали позволяют изготавливать системы различной формы, от круглых (сантехнических) до конструкционных (прямоугольных или квадратных). Помимо этого, от особенностей технологии производства зависит и линейка размеров трубного проката, с нюансами которого можно будет ознакомиться в этой статье.
Сортамент горячего проката
Сортамент круглых труб из металла или профильных изделий, производящихся с использованием технологии «горячего» проката, определяют по следующим нормативным свидетельствам:
ГОСТ 8639-82. Этот стандарт распространяется на квадратные и прямоугольные трубы из металла. Сортамент данной продукции содержит размерный ряд конструкций, диаметр которых изменяется от 60 до 180 миллиметров. Толщина стенок у труб может изменяться от 4 до 14 миллиметров.
ГОСТ 8732-78. Данный стандарт касается производства круглых труб, диаметр которых составляет от 20 до 550 миллиметров, а толщина стенок составляет от 2,5 до 75 миллиметров.
Отметим, что изделия круглой формы, изготовленные по ГОСТ 8732-78, пользуются большей популярностью, чем бесшовные конструкции с квадратным сечением. Это связано с тем, что трубы с конструкционным профилем не дают никаких преимуществ по сравнению со сварными изделиями, при этом, по сравнению с ними, обладают большей себестоимостью.
Сортамент «холодного» проката
Сортамент бесшовных труб из стали, овальных или прямоугольных изделий, изготавливаемых с использованием технологии деформирования цилиндрической заготовки, определяется по следующим нормативным документам:
ГОСТ 8639-82. В этой инструкции к производству указаны параметры, которыми характеризуются квадратные стальные трубы, изготовленные по технологии «холодного» проката. Исходя из этого норматива, профильные трубы должны иметь размеры граней от 10 до 120 миллиметров. Стоит отметить, что отдельный нормативный документ, по которому нормируется производство стальных прямоугольных труб (ГОСТ 8645-82), определяет размеры таких изделий в пределах, начиная от 10х15 миллиметров и заканчивая соотношением 120х80 миллиметров. Толщина стенок «холодного» профильного проката в любом случае варьируется от 1 до 9 миллиметров.
ГОСТ 8734-75. Данный нормативный документ включает в себя все параметры круглых труб, изготовленных методом «холодного» проката. Размерный ряд, который имеет такая стальная труба, может изменяться в диаметре от 5 миллиметров до 250 миллиметров. На общее количество типовых размеров влияет толщина стенки, размер которой может изменяться от 0,3 до 24 миллиметров.
ГОСТ 8642-68, где указаны параметры для производства трубы овальной формы технологией «холодной» деформации. Диапазон размера внешнего сечения труб изменяется от показателя 16х10 миллиметров до 90х32 миллиметра. Размер толщины стенки может составлять от 0,5 до 2,5 миллиметров.
Стоит отметить, что сортамент труб овальной формы, так же, как и классической круглой, изготовленных по технологии «холодного» проката, пользуется большей популярностью, чем сортамент профильных изделий. Это обосновывается тем, что овальные и круглые трубы холоднокатного типа используются значительно чаще, чем дорогие профильные изделия, имеющие множество конкурентов сварного типа, ни в чем не уступающих по своему функционалу.
Сортамент продольного сварного проката
Сортамент сварных труб из листа стали зависит от вида шва, стыкующего края заготовки изделия.
Сортамент для изделий с прямым (продольным) швом зависит от следующих нормативных документов:
ГОСТ 10704-91. Он касается традиционного вида труб с круглым сечением, ширина которых варьируется от 10 до 1420 миллиметров. Толщина стенок такой трубы может находиться в промежутке от 1 до 32 миллиметров.
ГОСТ 8645-82. Этот норматив касается профильных труб с прямоугольным сечением, соответствующем размерам от 15х10 миллиметров до 230х100 миллиметров. Толщина стенки данной трубы может изменяться от 1 до 20 миллиметров.
ГОСТ 8642-68. Здесь описаны параметры производства труб овальной формы, размеры которых находятся в промежутке от 6х3 до 90х32 миллиметра. В этом случае толщина стенки может равняться от 0,5 до 2,5 миллиметров.
ГОСТ 8639-82. Данный нормативный документ закрепляет параметры производства профильных труб квадратной формы, размер стороны которых начинается с 10 миллиметров и заканчивается 100 миллиметрами. Стальные трубы квадратного сечения в данной ситуации могут иметь толщину стенки от 1 до 5 миллиметров.
Нельзя не сказать о том, что в сортамент профильных и круглых труб, изготовленных в процессе сварного производства, входит наибольшее количество типовых размеров. Это связано с тем, что сварные трубы с продольным швом пользуются большим уважением у сборщиков трубопроводов и монтажников конструкций из металла.
Стандарты ГОСТ, помимо размеров, регламентируют и допустимый уровень отклонений к изделиям:
Для 10-миллиметровой трубы предельные отклонения при повышенной точности составляют 3/4 миллиметра, а при обычной точности 0,2 миллиметра.
Для труб диаметром от 10 до 30 миллиметров максимальное отклонение при повышенной точности изготовления составляет 0,25 миллиметра, при обычной – 0,3 миллиметра.
Конструкции шириной от 30 до 51 миллиметра при обычной точности производства могут отклоняться на 0,4 миллиметра, при повышенной на 0,35 миллиметра.
Наружные трубы диаметром от 51 до 193,7 миллиметра имеют предельно допустимый размер отклонения 0,8 % при обычной точности и 0,7% при повышенной точности.
Трубы размером 193,7 – 426 миллиметров могут отклоняться по ширине на 0,65 % при повышенной точности производства, а при обычной на 0,75%.
Изделия шириной от 426 до 1020 миллиметров при повышенной точности изготовления могут отклоняться, не более, чем на 0,65%. При обычной точности этот показатель равен 0,7%.
Наружные трубы диаметром более 1020 миллиметров, изготовленные с выдерживанием обычной точности, могут отклоняться на 0,6%. Повышенная точность конструкции подразумевает максимальную разницу с заявленными характеристиками на 6 миллиметров.
Отклонения могут быть как в сторону увеличения диаметра, так и уменьшения.
ГОСТом допускается превышение длины мерной трубы. В том случае, если размер трубы в длину составляет менее 6 метров, то максимальное отклонение показателя изделия первого класса составляет 10 миллиметров, а наибольшее отклонение второго класса – 50 миллиметров. Для труб, длина которых выше этого значения, наибольшее отклонение первого класса составляет 15 миллиметров, а второго класса – 70 миллиметров.
Сортамент сварного проката со швом спирального вида
Сортамент этого вида металлических труб регламентируется одним нормативным заключением. Оно касается производства крупногабаритных конструкций с круглым сечением и носит название ГОСТ 8696-74. В нем указано, что в размерный ряд сварных изделий со спиральным швом входят трубы с диаметром от 159 до 2520 миллиметров. Толщина стенки 159-милиметровой трубы должна равняться строго 3,5 миллиметрам. Самый крупный вид сварной трубы со спиральным швом имеет размер 2520 миллиметров, толщина стенки в этом случае составляет 25 миллиметров. Безусловно, столь габаритные изделия в бытовой практике вы не встретите, они используются для выполнения задач специфического уровня.
Дополнительные элементы
При установке любой водоносной системы, помимо основных частей конструкции, требуются дополнительные. Они могут быть абсолютно необходимыми при монтаже, либо вспомогательными, облегчающими установку трубопровода и придающими ему более привлекательный внешний вид.
Заглушки на трубу круглой формы можно разделить на функциональные и декоративные. Первый вид используется для обеспечения работоспособности конструкции. При ремонте или частичном демонтаже системы на месте отсеченной части устанавливается заглушка. В случае чрезвычайной ситуации, например, при прорыве трубопровода, установка заглушки может минимизировать последствия аварии. В продаже существует несколько типов заглушек:
Фланцевая. Предоставляет собой фланец без отверстий. Прикрепляется к системе водоснабжения болтами со специальной прокладкой для обеспечения герметичности конструкции. Используется для труб, диаметр которых более 50 миллиметров.
Резьбовая. Резьба может быть внешней или внутренней, а сама заглушка либо рифленой, либо граненой, либо вовсе декоративной. С её помощью можно заглушить водоснабжение на трубах с шириной менее 50 миллиметров.
Пневматическая заглушка из резины. Её используют при чрезвычайных ситуациях.
К декоративным дополнительным элементам относят заглушки в виде шаров, а иногда даже фигурок из металла. Они защищают систему водоснабжения от попадания в неё мусора и влаги. Обычно используются заглушки на ограде. Менее привлекательно выглядят резиновые и пластиковые заглушки, применяемые исключительно для защиты.
основные виды, определения и ГОСТы
Вы здесь:
Главная
Статьи
Сортамент металлопроката: основные виды, определения и ГОСТы
Черный металл
Статьи
Отправить заявку 24/7
Сортамент металлопроката, выпускаемого современной промышленностью настолько велик, что в нем легко запутаться. Количество же государственных стандартов, регламентирующих выпуск различных металлоизделий, превышает число их разновидностей еще в несколько раз. Для того, чтобы упростить поиск требуемой информации создаются справочники металлопроката.
В данном материале мы расскажем о наиболее востребованных видах изделий, укажем основные государственные стандарты, имеющие к ним отношение, и слегка коснемся параметров, влияющих на их выбор.
Наиболее популярные виды и сортамент металлопроката (справочник)
Арматура
Арматура представляет собой металлический стержень круглого сечения, имеющий ребристую поверхность по всей длине. Может выпускаться в качестве готовых изделий заданной длины или в бухтах (мотках), подлежащих выпрямлению и резке непосредственно перед использованием.
Выпускается также арматура с гладкой поверхностью. Дополнительное ее отличие – в диаметре и использовании.
Основные регламентирующие документы:
ГОСТ 5781-82 содержит технические условия,
ГОСТ 10884-94 – ТУ для производства упрочненной арматуры.
Использование
Основное направление использования – строительство, а именно создание прочного армирующего каркаса и железобетонных изделий. Также данный прокат используется при упрочнении несущих элементов.
Гладкая арматура может применяться для монтажа второстепенных элементов, не испытывающих высоких нагрузок и не требующих плотного сцепления с бетоном, а также для изготовления отдельных конструкций и сооружений и отдельных декоративных элементов. Это металлоизделие также является заготовкой для производства метизов.
Швеллер
Швеллер – разновидность профильного проката с сечением в виде буквы «П». Состоит из трех элементов: полок и стенки. Выпускается в двух разновидностях: с внутренними поверхностями полок, расположенными параллельно или имеющими уклон. Существуют также изделия с равной и неравной шириной полок.
Данные металлоизделия используются в двух направлениях: в качестве отдельных несущих конструкций при строительстве или в составе армирующего каркаса железобетонных элементов, а также в качестве деталей при создании различных металлических сооружений, в том числе мостов, опор ЛЭП, кранов, нефтяных вышек и других.
Круг, квадрат, шестигранник,
Следующие виды металлопроката следует рассматривать вместе. Каждое из них представляет собой сплошной профиль определенной длины. Практически единственное их отличие (не считая различий в размерах, обычных для любого сортамента металлопроката по ГОСТ) заключается в форме поперечного сечения.
Как и арматура, данные виды, в зависимости от длины и требований заказчика, могут поставляться в прутках или бухтах.
Стальной круг используется в качестве заготовки для производства крепежа и других метизов; в качестве части металлоконструкции в строительстве и в виде декоративных элементов (например, оград или перил). В редких случаях применяется для армирования бетона, но из-за гладкой поверхности не обеспечивает высокого сцепления с материалом.
Использование квадрата и шестигранника практически полностью аналогично. В большинстве случаев выбор того или иного изделия обусловлен его формой, особенно если он будет являться частью декоративной конструкции или деталью машины.
Уголок
Уголок – разновидность сортового проката с L-образным сечением. Выпускается в двух разновидностях: равнополочный и неравнополочный. Используется две технологии производства: горячее качение, сгибание.
Горячекатаные разновидности уголка обладают существенно большей прочностью и устойчивостью к изгибу из-за чего могут использоваться в качестве элементов строительных конструкций, в том числе ответственных, а также металлических каркасов (например, теплиц). Еще один вариант его использования – создание несущих и армирующих конструкций при прокладке наземного трубопровода.
Гнутый уголок менее прочен, из-за чего используется в качестве элементов отделки или в строительстве, когда серьезный запас прочности не требуется.
Балка двутавровая (двутавр)
Ни один справочник металлопроката не может обойтись без двутавра, по сути, являющегося одним из основных элементов современного строительства.
Двутавр – металлический профиль с сечением в форме буквы «Н». Подразделяется на изделия с параллельными внутренними гранями полок, и с наклонными (мостовые двутавры). Первые дополнительно делятся на:
нормальные,
широкополочные,
колонные.
Производится согласно:
ГОСТ 8239-89 – сортамент двутавра с наклонными гранями,
ГОСТ 26020-83 – сортамент двутавра с параллельными гранями.
Использование
Благодаря конструкции, двутавр обладает прекрасным сопротивлением изгибу и скручиванию, из-за чего широко используется для монтажа перекрытий, в качестве колонн, для создания мостов и подвесных путей, в каркасном строительстве. Помимо строительства балка двутавровая применяется в автомобиле- и вагоностроении, а также для создания различных рекламных конструкций.
Лист
Лист стальной – тонколистовой металлопрокат, производимый двумя методами: горячим и холодным качением. В зависимости от потребностей может производиться и поставляться в готовых нарезанных листах или в рулоне. Второй вариант более удобен в хранении и транспортировке и предпочтителен в ряде случаев использования.
Основными отраслями, использующими стальные листы, можно считать строительство и машиностроение. В первом случае листовой прокат используется для производства различных сварных конструкций и декоративных элементов; во втором – для производства кузовов автомобилей и в качестве элемента обшивки ж/д и воздушного транспорта. Дополнительными вариантами применения является производство защитных кожухов для станков, корпусов бытовой техники или, например, вентиляционных каналов.
Металлические листы также служат заготовкой для других изделий, производимых штамповкой (метизы) или прокаткой, частным случаем которой является промышленное производство профнастила (профилированного листа, ГОСТ 21045-2010), рассмотренное нами в прошлой публикации. Именно здесь предпочтительно использовать в качестве заготовки рулоны.
Здесь же стоит упомянуть такой металлопрокат как полоса, производимая горячекатаным способом. Несмотря на то, что она весьма похожа на обычный рулон стального листа, существует отдельный стандарт (ГОСТ 103-2006), регламентирующий ее производство.
Трубы
Отдельной и достаточно обширной категорией справочника металлопроката являются трубы. Рассмотрим все их разновидности вместе:
профильные прямоугольные ГОСТ 8645-68 и квадратные ГОСТ 8639-82.
Использование
Использование трубы, прежде всего, зависит от ее вида. Так электросварные и бесшовные трубы в основном применяются для прокладки трубопроводов различного назначения, служащих, в том числе, и для транспортировки жидкостей и газов.
Водогазопроводные – отдельный, специализированный прокат, использующийся совместно с деталями трубопроводов для подвода и монтажа коммуникаций в жилых и нежилых помещениях. От остальных они отличаются не только диаметром, но и наличием резьбы.
Профильные трубы из-за формы своего сечения применяются в строительстве и машиностроении, где дополнительным преимуществом для них является малый вес и достаточно хорошие показатели сопротивления изгибу.
Детали трубопроводов
Детали трубопроводов (также именуемые фитингами) являются отдельной, узкоспециализированной группой изделий. К ним относятся:
Отводы – элемент, позволяющий изменить направление трубопровода. Производится согласно ГОСТ 17375-2001.
Переходы – соединительный элемент для монтажа труб различных диаметров. ГОСТ 17378-2001.
Фланцы – детали, позволяющие соединять трубы между собой и включать в трубопровод запорную арматуру. ГОСТ 12820-80 и ГОСТ 33259-2015.
Тройники – элементы, позволяющие произвести отвод от основной трубы. ГОСТ 17376-2001.
Задвижка – запорная арматура для временного перекрытия потока жидкости или газа. Перекрывающий элемент движется поперек трубы. ГОСТ 9698-86.
Кран шаровой – запорная арматура, перекрывающий элемент которой имеет шарообразную форму. ГОСТ 28343-89 и ГОСТ 21345-2005.
Проволока
Проволока – стальная нить диаметром до 10 миллиметров. Для дополнительной защиты может иметь защитное цинковое покрытие.
Сюда же можно отнести и другое аналогичное изделие – катанку, представляющую собой проволоку диаметров 5-10 миллиметров.
Основные регламентирующие документы:
ГОСТ 3282-74 – для проволоки,
ГОСТ 30136-95 – для катанки.
Применение
Основное предназначение проволоки и катанки – обвязка другого металлопроката при транспортировке или монтаже железобетонных конструкций для придания им прочности. Также эти изделия служат заготовкой для производства проводов и метизов, в частности гвоздей. Также из проволоки изготавливается плетеная или сварная сетка.
Поковки
Поковки – разновидность металлоизделий, не являющихся конечной продукцией. Они выступают исключительно в качестве заготовок для производства самых разных деталей механизмов (шестерней, валов, подшипников, крыльчаток турбин и многого другого).
Производится по стандартам:
ГОСТ 7505-89 – поковки штампованные,
ГОСТ 8479-70 – из углеродистой и легированной стали,
ГОСТ 25054-81 – из коррозийно-стойких сплавов.
Метизы
Завершает наш справочник металлопроката вид, неоднократно упоминавшийся выше. К метизам относятся разнообразные крепежные элементы, крючья для телефонных столбов, шплинты и другие аналогичные изделия из стали и других металлов.
В заключение
Подробнее узнать сортамент металлопроката, перечисленный выше, вы можете из соответствующих государственных стандартов, а ознакомиться с полным и актуальным списком доступного для заказа металлопроката можно в нашем онлайн-каталоге.
Популярные статьи
Сравнение стальной и композитной арматуры
С появлением более современных синтетических материалов металлическ…
ЧИТАТЬ ДАЛЕЕ
Сортамент гладкой арматуры и ее применение
Сталь…
ЧИТАТЬ ДАЛЕЕ
Выбор профнастила для кровли
В одной из предыдущих публикации мы детально рассказали о том, как …
ЧИТАТЬ ДАЛЕЕ
Виды и использование сварной сетки
Сварная сетка – это «полотно», сформированное из . ..
ЧИТАТЬ ДАЛЕЕ
Расчет веса стального шестигранника
Стальной шестигранник – одна из разновидностей сортового прок…
ЧИТАТЬ ДАЛЕЕ
Виды труб для водопровода. Какие выбрать? Что учесть при монтаже?
Широкий ассортимент – палка о двух концах. С одной стороны он…
ЧИТАТЬ ДАЛЕЕ
Сталь профнастила и варианты защитных покрытий
Профнастил, он же профлист, пользуется достаточно высоким спросом в…
ЧИТАТЬ ДАЛЕЕ
Правильное крепление профлиста на крышу
Профлист, он же профилированный лист или профнастил, в последние го…
ЧИТАТЬ ДАЛЕЕ
Что лучше, швеллер или двутавр? Какой прокат прочнее?
Двутавр и швеллер можно считать одними из самых популярных разновид…
ЧИТАТЬ ДАЛЕЕ
Стальная полоса как элемент заземляющего контура
С ростом количества разнообразной потребительской электроники в каж…
ЧИТАТЬ ДАЛЕЕ
Метизы на все случаи жизни
Строго говоря, термин «метизы» (аббревиатура от «. ..
ЧИТАТЬ ДАЛЕЕ
Расчет веса вязальной проволоки
Расчет веса проволоки, в основном, может потребоваться в двух ситуа…
ЧИТАТЬ ДАЛЕЕ
Проверка качества и герметичности сварного шва труб и конструкций
К монтажу металлопроката предъявляются достаточно жесткие требовани…
ЧИТАТЬ ДАЛЕЕ
Особенности использования швеллера при обвязке фундамента
Швеллер – это одна из разновидностей фасонного проката, отлич…
ЧИТАТЬ ДАЛЕЕ
Гнутый стальной уголок: ГОСТ, виды, применение
Гнутый стальной уголок – не самый популярный, но все же доста…
ЧИТАТЬ ДАЛЕЕ
Коррозия металла
Коррозия металла, в простонародье называемая ржавчиной, – это распа…
ЧИТАТЬ ДАЛЕЕ
Когда и зачем нужно использовать металлические трубы для прокладки кабелей и проводов
Трубный прокат имеет достаточно обширное применение, в том числе ис…
ЧИТАТЬ ДАЛЕЕ
Доставка, приемка и правильное хранение арматуры
Стальная арматура является незаменимым атрибутом практически любого. ..
ЧИТАТЬ ДАЛЕЕ
Профнастил для всех
Профнастил…
ЧИТАТЬ ДАЛЕЕ
Технология резки металла лазером
…
ЧИТАТЬ ДАЛЕЕ
Инструкция о порядке приемки продукции по количеству П-6
Утверждена постановлением Госарбитража при Совете Министров СССР от…
ЧИТАТЬ ДАЛЕЕ
Колючая проволока для войны и мира
Для современного человека колючая проволока — предмет накрепко ассо…
ЧИТАТЬ ДАЛЕЕ
Металлоконструкции
Современный индустриальный пейзаж нево…
ЧИТАТЬ ДАЛЕЕ
Стальной рифленый лист: стандарты, виды, размеры, вес, использование
ХХI век – это век трубопроводов. Труб для нефте- и газотранспортных…
ЧИТАТЬ ДАЛЕЕ
Сортамент металлопроката: основные виды, определения и ГОСТы
Сортамент металлопроката, выпускаемого современной промышленностью …
ЧИТАТЬ ДАЛЕЕ
Швеллер — использование и нагрузка
Швеллер — это один из видов фасонного стального проката. В поперечн…
ЧИТАТЬ ДАЛЕЕ
Назад
Вперёд
Недостаточно прав для комментирования
Спасибо за обращение! Заявка отправлена.
Металлическая труба — Бесшовная труба — Труба ERW
Труба из нержавеющей стали и труба из углеродистой стали являются наиболее распространенным типом стандартных труб, используемых сегодня. Они являются частью трубной продукции, которая изготавливается по различным спецификациям и стандартам. Трубы продаются по «номинальному размеру трубы» размерами от 1/8 до 72 дюймов. Двумя наиболее распространенными типами труб являются сварные трубы и бесшовные трубы. Оба доступны в углеродистой стали и нержавеющей стали. Сварная труба также называется трубой ERW (электросварка сопротивлением). Наиболее распространенная спецификация сварных труб из углеродистой стали — A53. Бесшовная труба изготавливается с помощью процесса, не требующего сварки. Наиболее распространенной спецификацией для бесшовных труб из углеродистой стали является A106B. Труба из нержавеющей стали изготовлена по спецификации A312. Трубы из нержавеющей стали также доступны как в бесшовном, так и в сварном исполнении. Наиболее распространенный нержавеющий материал — 316 и 304.
Купите стальную трубу онлайн, позвоните по телефону 281.516.8100 или отправьте электронное письмо по адресу [email protected]
Виды труб и трубных изделий
Существует шесть видов труб и трубных изделий.
Стандартная труба: Существует три различных типа стандартных металлических труб — сварные (труба ERW), бесшовная труба и оцинкованная труба. Они составляют 10% всей трубной продукции.
Линейная труба: Используется в основном в нефтегазовой отрасли. Линейная труба включает ERW, FW, SAW и DSAW Pipe. Они производятся в соответствии со спецификацией API 5L и доступны в классах X42, X50, X60 и т. д. Они составляют 21% всей трубной продукции.
Нефтяные трубы (OCTG): Сюда входят бурильные трубы, насосно-компрессорные трубы и обсадные трубы. Используется при бурении и заканчивании нефтяных и газовых скважин. OCTG производятся компаниями ERW и Seamless Manufacturing. OCTG составляют 35% всей трубной продукции.
Напорная трубка: используется в промышленности и под давлением. Напорные трубки производятся с использованием бесшовного производства. Они составляют 2% всех трубных изделий.
Механическая трубка: используется для механического и конструкционного применения и производится ERW и бесшовным производством. Они соответствуют спецификации ASTM. Механические НКТ составляют 17% всех трубных изделий.
Конструкционная трубка: используется для поддержки или удержания. Эта труба может быть круглой или квадратной формы и изготавливается на заводе ERW. Их используют для заборов, строительства и прочего. потребности в поддержке. Они составляют 15% всей трубной продукции.
Как измеряется труба?
Труба обычно определяется по «Номинальному размеру трубы» (NPS), а толщина стенки определяется «Графиком» (SCH). NPS является безразмерным обозначением и является показателем размера, но не фактическим размером. Это сбивает с толку многих людей, плохо знакомых с трубопроводной промышленностью. От NPS 1/8 до NPS 12 внешний диаметр определяется размерами трубы ANSI. Вообще говоря, размер трубы сортамента 40 до 12 дюймов в секунду примерно равен внутреннему диаметру трубы. Размер трубы 14 и выше менее запутан, так как 14 NPS соответствует наружному диаметру 14 дюймов.
ASME B 36.10 содержит более подробную информацию о размерах труб. Отраслевые нормы размера трубы также различаются для разных типов труб. Для стандартной трубы труба с наружным диаметром 4,5″ будет обозначаться как 4″ NPS, однако для линейной трубы и трубы нефтяного сортамента она будет обозначаться только как 4,5″. Толщина стенки также указывается по-разному. Для стандартной трубы используется таблица труб. для обозначения толщины стенки.Однако трубопроводная труба почти всегда указывается по толщине стенки, тогда как нефтяные сортаменты обозначаются по весу на фут
Вес трубы
Вес трубы измеряется в фунтах на фут или килограммах на метр. Следует помнить, что вес трубы в таблице размеров труб ansi является «теоретическим», а не фактическим весом. Фактический вес зависит от допустимого размера трубы.
Формула для расчета веса стальной трубы;
W = [{OD-WT} x WT] x 10,69
W = вес линейного фута
OD = внешний диаметр
WT = толщина стенки
Производство труб
Стальные трубы подразделяются на две основные категории;
Сварная труба
Бесшовная труба
Существует четыре основных метода производства металлических труб:
Сварка в печи (FW). Также называется непрерывной сваркой
.
Электросварка сопротивлением (ERW)
Дуговая сварка под флюсом (SAW), также DSAW
Бесшовный метод (SMLS)
Труба для сварки сопротивлением (ERW)
Труба ERW производится размерами от 1/8 до 24 дюйма NPS. Сварная труба ERW изготавливается из плоского листового металла. Труба ERW сначала подвергается холодной штамповке в цилиндрическую форму, а затем сваривается в продольном направлении. как непрерывносварные, так и контактно-сварные трубы изготавливаются путем формовки рулонов рулонной стали в цилиндрические формы и сварки вдоль продольных швов. На рисунке ниже показан первый этап формирования полосок в цилиндрическую форму, а затем их сплавление вместе на втором этапе.
Существует множество способов использования электрического тока для сварки полосового проката. Это включает в себя вращающийся медный диск, фиксированные контакты из сплава Cu и индукционные катушки. Эти методы повышают температуру стальной кромки до 2600 градусов по Фаренгейту для эффективной сварки. Процесс прокатки оказывает такое сильное давление, что создается металлический сварной шов снаружи и внутри. Эти сварные швы затем удаляются в процессе отделки. Сварная труба подвергается термообработке, контролю и гидроиспытанию.
Труба ERW доступна в следующих общих спецификациях;
ASTM A53, A135, A252, A500, A795, API 5L и API 5CT.
Наиболее распространенными спецификациями для сварных труб являются A53 и API 5L.
Бесшовная труба
Что такое бесшовное определение? или цельный смысл? мы получаем этот вопрос много. Бесшовные трубы производятся размерами от 1/8 до 36 дюймов. Бесшовные трубы не имеют продольных швов или сварных швов по сравнению с трубами ERW. Проще говоря, бесшовные трубы производятся путем прошивания сплошной круглой заготовки, оставляя после себя полую бесшовную трубу. Существует два основных метода производства бесшовных труб;
Горячее прокалывание
Метод экструзии
В процессе экструзии горячие металлические заготовки формуются в бесшовные трубы путем продавливания заготовок через экструзионные головки и формующую оправку. См. рисунок ниже;
Метод горячей ротационной прошивки является наиболее распространенным процессом производства бесшовных труб. В этом процессе горячие заготовки проталкиваются через вращающиеся тяжелые ролики над оправкой или прошивной оправкой. Прошивная пробка создает отверстие в бесшовных цилиндрических заготовках. На рисунке ниже показан процесс горячего вращения.
Бесшовная труба проходит различные отделочные операции, такие как правка, проверка, гидроиспытания и визуализация. Бесшовные трубы широко используются в напорных трубопроводах, строительстве, нефтехимии и нефтеперерабатывающих заводах. Бесшовные трубы доступны в следующих спецификациях;
ASTM A53, A106, A252, A333, A335, A501, A523, A589, API 5L и API 5CT. Наиболее распространенной бесшовной трубой является A106B.
Отделка концов бесшовных труб включает гладкие концы со скошенной или квадратной нарезкой. Бесшовные трубы из углеродистой стали доступны в черном, голом, оцинкованном или с эпоксидным покрытием.
Стальные трубы
Обычно стальные трубы поставляются длиной 21 фут. Он также доступен с одинарной произвольной длиной (SRL), которая может составлять от 17 футов до 24 футов. Двойная произвольная длина (DRL) относится к трубам длиной не менее 37 футов и до 44 футов.
Обработка конца стальной трубы
Существует пять распространенных типов отделки концов металлических труб;
Резьбовое соединение
Резьбовой без муфты
Плоский конец — квадратный вырез
Скошенный для сварки — скос 30 градусов
Конец с канавками — вырезанный или завальцованный для механического соединения
На рисунке ниже показаны различные варианты отделки концов стальных труб;
Муфты для сверхпрочных и двойных сверхпрочных труб имеют коническую резьбу и углубления для всех размеров. На изображении выше показано прямое резьбовое соединение и прямое резьбовое соединение с углублением.
Идентификация и маркировка стальных труб
Доступны стальные трубы различной классификации, марки, веса, номера спецификации и т. д. Поэтому важно идентифицировать маркировку стальных труб. Стальная труба идентифицируется по трафаретной краске или штампованной маркировке на самой трубе или по прикрепленной к ней бирке.
Идентификация трубы согласно ASTM
На рисунке ниже показаны требования к маркировке в соответствии со спецификациями ASTM
Идентификация трубы в соответствии со спецификацией API
На рисунке ниже показана маркировка, необходимая в соответствии со спецификацией API.
Процессы отделки металлических труб
Наиболее распространенной отделкой металлических труб является лаковое покрытие, которое предотвращает коррозию и защищает трубу от атмосферных воздействий. Это также называется черной железной трубой. Помимо лака, существует четыре типа отделки металлических труб;
Чистый металл
Только маринованные
Маринованные и промасленные
Оцинкованная труба
Цинкование предполагает использование цинкового покрытия в качестве расходуемого элемента для предотвращения коррозии. Цинк обычно наносится методом горячего погружения, когда трубу погружают в ванну с расплавленным раствором цинка. Стандартный вес цинка составляет 1,8 унции на квадратный фут. Оцинкованные трубы обеспечивают хорошую защиту трубы внутри и снаружи.
Покрытие стальных труб и стальные трубы с футеровкой
Коррозионная стойкость труб также может быть повышена с помощью антикоррозионного покрытия труб. Такие покрытия обычно более долговечны по сравнению с лаковыми или оцинкованными покрытиями. Существует три основных типа антикоррозионного покрытия для стальных труб
Металлическое покрытие
Неметаллическое покрытие
Обертывание труб
Материал стальных труб
0017 доступны в следующих классах материалов;
А106Б/А53Б/АПИ 5Л-С42/АПИ 5Л Б
Нержавеющая сталь 304
Нержавеющая сталь 316
Супер нержавеющая сталь A20
Дуплексная нержавеющая сталь D2205
Никелевый сплав A200
Никелевый сплав A400
Никелевый сплав A600
Труба из нержавеющей стали
Нержавеющая сталь представляет собой сплав на основе железа, содержащий не менее 16% хрома. Никель является еще одним важным легирующим элементом в трубах из нержавеющей стали. Трубы из нержавеющей стали обладают высокой устойчивостью к агрессивным средам и к окислению практически при любых температурах.
Сварные и бесшовные трубы из нержавеющей стали используются по целому ряду причин, таких как устойчивость к коррозии, предварительная формовка при высокой температуре, чистый внешний вид и низкие затраты на техническое обслуживание. Наиболее важным аспектом для труб из нержавеющей стали являются присущие ей характеристики материала, которые позволяют создавать гораздо более тонкие стенки, такие как размер 5, размер 10, без ущерба для структурной целостности трубы. Использование сварки плавлением для соединения труб также устраняет необходимость в нарезании резьбы.
Труба из нержавеющей стали типа 304 в основном используется для общих коррозионно-стойких применений. он используется на химических заводах, нефтеперерабатывающих заводах, бумажных фабриках и в пищевой промышленности. Труба 304SS имеет максимальное содержание углерода 0,08%. Его не рекомендуется использовать в диапазоне температур от 800°F до 1650°F из-за выделения карбида на границах зерен. Тип 304L такой же, как 304, за исключением того, что он имеет максимальное содержание углерода 0,035%.
Труба типа 316SS намного более устойчива к точечной коррозии, чем другие хромоникелевые сплавы, благодаря добавлению 2-3% молибдена. Это полезно в применениях с кислотами, рассолами, серной водой, морской водой и солями хологена. Труба из нержавеющей стали 316L, как и 304L, имеет максимальное содержание углерода 0,035%.
Сварная труба из нержавеющей стали изготовлена в соответствии со спецификациями ASTM A312 и A358. A312 является наиболее распространенной спецификацией для труб из нержавеющей стали. Сварная нержавеющая труба изготавливается от 1/8″ до 24″ NPS.
Бесшовная труба из нержавеющей стали изготовлена в соответствии со спецификациями ASTM A312 и A376. A312 также является наиболее распространенной спецификацией для бесшовных труб из нержавеющей стали. Бесшовные трубы из нержавеющей стали изготавливаются номинальным размером от 1/8 до 14 дюймов.
Стальная труба Страна происхождения
Стальная труба производится на заводах по всему миру и продается в разных странах. Некоторые из крупных компаний трубной промышленности находятся в США. Steel, ArcelorMittal, Nippon Steel, Nucor Corp, Hyundai Steel, ThyssenKrup, Vallourec, Hebei Iron and Steel Group, Posco, Jiangsu Shagang, Ulma Piping, Shultz USA и Webco и т. д.
Вопросы и ответы Стальная труба
Компания Trupply продает широкий ассортимент сварных и бесшовных труб. Основываясь на нашем многолетнем опыте, ниже приведены основные вопросы или ключевые моменты, о которых спрашивают клиенты;
Стальная труба продается по номинальному размеру и спецификации. Важно упомянуть как
A106 B — наиболее распространенная спецификация бесшовных труб. Большинство клиентов просто знают, что им нужна труба A106B, и это просто означает, что они хотят бесшовную трубу из углеродистой стали в соответствии с A106B. A106 НЕ является спецификацией для трубы из нержавеющей стали
Размеры труб от 10 дюймов и больше НЕ соотносятся напрямую с номером спецификации. Например, SCH 40 и SCH 80 НЕ всегда означают Standard и Extra Heavy соответственно. Обратитесь к таблице труб, чтобы убедиться, что вы заказываете правильную толщину стенки
.
A53 класс B является наиболее распространенной спецификацией сварных труб. Это просто означает трубу, которая была произведена методом ВПВ.
Сварная труба НЕ имеет сварного шва внутри или снаружи. Сварная труба изготовлена контактной электросваркой, шов снят в процессе производства
Трубы размером менее 2 дюймов доступны в непрерывной сварной трубе, также известной как A53 класса A.
Труба из нержавеющей стали
доступна как в сварном, так и в бесшовном исполнении, а также из материалов класса 316 и 304. Другие марки нержавеющей стали также доступны, но менее распространены
Труба из нержавеющей стали
также очень распространена в спецификации 10, которая представляет собой тонкостенную трубу.
Спецификации труб из нержавеющей стали
обозначаются буквой «s» после номера спецификации, например Sch 10s, Sch 40s, Sch 80s.
Спецификации для труб из нержавеющей стали
НЕ всегда коррелируют со спецификациями для труб из углеродистой стали. См. диаграмму трубопровода ansi для правильного определения номера спецификации и толщины стенки
. Трубы
в основном продаются SRL (одинарная случайная длина) или Double Random Length (DRL). SRL означает, что длина трубы обычно составляет от 17 до 24 футов. DRL обычно означает, что длина трубы будет от 37 до 44 футов.
Большинство продаваемых труб имеют лакокрасочное покрытие. Если вы хотите неизолированную трубу, пожалуйста, укажите при заказе
Эпоксидное покрытие трубы может быть выполнено по запросу.
Наиболее распространенный тип конца трубы — гладкий или скошенный конец. Резьбовые концы также доступны по запросу
Таблицы размеров труб — Спецификации трубопроводов
Трубы, в отличие от труб, обычно измеряются и определяются по номинальному размеру трубы (NPS) или внутреннему диаметру, представленному в таблице размеров труб. NPS — это стандартный для Северной Америки набор измерений, обозначающих диаметр трубы и толщину стенки трубы (график). По сравнению с размерами труб, измерение труб осуществляется по ВНЕШНЕМУ ДИАМЕТРУ, указанному в десятичных или дробных дюймах. В большинстве случаев трубы предлагаются в американских стандартных размерах, которые используются в трубах из алюминия, углеродистой стали и нержавеющей стали. Для размеров труб от 0,125 до 12 дюймов NPS означает номинальный внутренний диаметр. Для размеров более 12 дюймов NPS означает фактический внешний диаметр трубы.
Для инженеров наиболее важной информацией о трубе является размер или внутренний диаметр, который используется для расчета размеров трубопровода. Увеличение графика или толщины стенки увеличивает механическую прочность трубы, позволяя ей выдерживать большее внутреннее давление.
Схемы посадки Alcobra следующие, в порядке увеличения толщины:
10
20
30
40
80
Просмотреть все размеры трубопроводов
По мере изменения спецификации трубы меняется и ее внутренний диаметр. ID диаметра можно легко рассчитать, если график известен. Внутренний диаметр трубы равен номинальному диаметру трубы или номинальному диаметру минус удвоенная толщина стенки. В целях стандартизации Американский национальный институт стандартов опубликовал стандарт ANSI B36.10, в котором диапазон доступных толщин стенок был расширен от сортамента 10 до сортамента 160.
Номера спецификаций указывают приблизительное значение отношения давления к напряжению в 1000 раз. Schedule = 1000 x (P/S), где P — внутреннее рабочее давление трубы (PSIG), а S — предел прочности материала трубы на растяжение (psi).
Типовые допуски по толщине стенки обычно не превышают 12,5 % от указанного графика в зависимости от стандартов, используемых при производстве труб. Размеры в таблице ниже могут варьироваться +/- несколько тысячных. Пожалуйста, свяжитесь с нами по любым другим вопросам, которые могут у вас возникнуть относительно доступных размеров труб, которые могут вас заинтересовать.
Эффективность системы отопления дома напрямую зависит от непрерывной, стабильно и достаточно быстрой циркуляции теплоносителя по системе. Не всегда, особенно в старой системе, естественная циркуляция справляется с этими задачами. В этом и некоторых иных случаях, рекомендуют использовать циркуляционный насос в отоплении. Посмотреть и выбрать циркуляционный насос вы можете на сайте https://kit-teplo.ru/catalog/nasosy4/tsirkulyatsionnye_nasosy32/, это сайт Интернет-магазина сантехники «КИТ».
Что такое циркуляционный насос в отоплении
Итак, у вас в доме стоит котел отопления и спроектирована система отопления с естественной циркуляцией теплоносителя. То есть, вода (теплоноситель) под действием нагрева в котле поднимается на некоторую высоту и от туда сливается под действием гравитации в систему отопления.
Охлаждаясь в системе вода опять поступает в котел и цикл её гравитационного движения повторяется.
Логически понятно, что данная система очень зависима. Чтобы гравитационная система была эффективной, и радиаторы равномерно нагревались по всему контуру, необходима быстрая скорость движения воды.
В естественной системе этого можно достигнуть лишь большей и постоянно поддерживаемой температурой. А значит расход топлива в такой системе априори будет максимальный. Это нехорошо ни для бюджета, ни для котла.
Чтобы поддерживать, достаточно высокую скорость движения теплоносителя по системе отопления в неё ставят циркуляционные насосы.
Как выглядит циркуляционный насос
Циркуляционный насос бытового уровня, например для частного дома, это небольшое компактное устройство в двумя монтажными отверстиями. В одно отверстие вода входит, во второй вода выходит, уже нагнетаемая конструкцией насоса.
Получаемое неестественная циркуляция теплоносителя дает ряд преимуществ:
Во-первых, улучшается равномерный прогрев всех радиаторов отопления по дому;
Во-вторых, в системе исключается образование воздушных пробок;
В-третьих, снижается расход топлива в котле;
В-четвертых, можно использовать трубы меньшего диаметра и экономить на монтаже;
В-пятых, можно использовать радиаторы с зауженным трубным проходом (например, современные полотенцесушители).
Все это облегчает монтаж и выбор отопительных приборов, повышает КПД системы отопления и откладывают проведение капитального ремонта старой системы отопления.
Когда циркуляционный насос в отоплении невозможен
Не существует систем и новаций без минусов. Циркуляционный насос в отоплении их тоже имеет. Прежде всего, работа циркуляционного насоса электро зависима. То есть в доме должно быть постоянное, стабильное электропитание.
Если в доме электричество нет, врезка циркуляционного насоса невозможна. Если в доме электричеством проблемы (перебои, перепады) врезку циркуляционного насоса нужно совместить с использованием ИБП (источник бесперебойного питания).
Однако есть схема врезки, которая позволяет обходить теплоносителю циркуляционный насос в случае перебоев с электропитанием. Это несложная схема байпаса, которая рекомендована при врезке насоса в систему.
Для чего нужен циркуляционный насос в отоплении
Циркуляционный насос в отоплении нужен для повышения её эффективности, снижения расхода топлива, равномерного прогрева радиаторов и избежания капитального ремонта системы. Выбор циркуляционного насоса тема отдельной статьи.
Современные кондиционеры Mitsubishi Electric: инновацио…
Какой газовый напольный котел лучше и почему
Почему замена батарей газосваркой лучший вариант ремонт…
Подготовка системы отопления к зиме
Способы подключения радиаторов отопления
Что такое изразцовая печь
Каким должен быть Интернет магазин стройматериалов с до…
Насосная схема отопления
Скрытые трубы отопления: как найти скрытое отопление
Монтаж стального радиатора своими руками
Keywords:
система отопления
циркуляционный насос
строительство
статьи
полезное
Последние статьи
Что такое парапетный газовый котёл
21 августа 2022
Правила установки газового котла в частном доме
20 мая 2022
Выбор электрического котла: котел Buderus Logamax
01 апреля 2022
Водяные печи на отработанном масле
27 января 2022
Гидрострелка (гидравлическая стрелка) отопления: всё самое важное
02 апреля 2021
Связанные материалы
Популярные статьи
org/Article»>
Маркировка циркуляционных насосов для систем отопления
Установка циркуляционного насоса своими руками: инструкция, подключение, фото работ
Кабель питания для электрического котла отопления: выбор сечения и марки
Циркуляционный насос в конструкции газового котла
5 Схем подключения водяного теплого пола
Реклама
Циркуляционный насос отопления — нужен или нет?
Довольно часто случается, что старая отопительная система, работающая на принципе естественной циркуляции теплоносителя — воды, перестает справляться с обогревом дома. Иногда, отопительная система изначально спроектирована неправильно и требует намного больше топлива (газ, уголь, дрова и т. д.). Возможно Вы этого и не замечали, но сравнив затраты топлива на обогрев похожего дома у соседа — понимаете, что «где то что-то у Вас неправильно». Можно ли увеличить КПД существующей отопительной системы без больших затрат. В большинстве случаев — да.
Одной из причин уменьшения КПД отопительной системы может быть постепенное изменение схемы отопления в результате ремонтных работ и переделок, а также обрастание внутренних стенок ржавчиной и накипью. В результате происходит уменьшение диаметров труб и повышение шероховатости внутренних стенок, что приводит к увеличению гидравлического сопротивления отопительной системы и пропаданию циркуляции в ней полностью, или на некоторых участках. Система с естественной циркуляции должна иметь уклон по всей длине магистрали. Уклон этот может измениться уже через год-два после постройки дома в результате просадки фундамента.
Радикальное средство лечения такой отопительной системы – полная переделка. Но это не всегда возможно, более того, сопряжено со значительными затратами и последующим восстановительным ремонтом помещения.
Другой способ — ограничиться минимальным хирургическим вмешательством – врезкой циркуляционного насоса.
Современные циркуляционные насосы для небольших частных домов недороги, надежны, бесшумны и экономичны, поэтому установить насос в отопительную систему стоит и в профилактических целях, для оживления старой гравитационной отопительной системы с естественной циркуляцией и придания ей жизнеспособности и второй молодости.
Почти всегда, после установки насоса в систему отопления, Вы получите прирост КПД котла. Кроме того помещение нагревается в несколько раз быстрее и равномерно. Особенно ощутимо в межсезонье, когда котел включается не постоянно а по необходимости. Все помещения будут прогреваться быстро и равномерно. Все это экономит затраты топлива и довольно существенно.
Основные преимущества установки циркуляционного насоса в систему отопления
увеличение КПД системы;
быстрое прогревание воздуха во всех помещениях, увеличение отапливаемой площади;
выравнивание температурных показателей в трубопроводе;
исключение завоздушенности труб;
уменьшенный расход топлива;
возможность установки полотенцесушителей, термостатов;
применение труб малого диаметра;
небольшая стоимость оборудования и установки.
Циркуляционный насос – это возможность быстро повысить качество обогрева дома без демонтажа всей системы и больших финансовых трат.
Единственный минус такого решения, это зависимость работы насосного оборудования от электричества, но проблема, как правило, решается подключением ИБП для циркуляционного насоса. Другой способ — установка насоса по байпасной схеме. Тогда при отсутствии электричества Вы можете переключиться на работу контура без насоса. Эта схема подробнее будет рассмотрена ниже.
Установка насоса в систему отопления частного дома оправдана как при создании новой, так и при модификации уже существующей системы отопления. Системы отопления с принудительной циркуляцией теплоносителя, обеспечивают более быстрый и равномерный прогрев всех участков водяного контура, независимо от удаленности от водогрейного агрегата.
Куда установить циркуляционный насос?
Если у Вас твердотопливный котел, то, при врезке насоса в существующую систему, устанавливать его лучше всего на обратку, рядом с котлом, чтобы на него не оказывала отрицательное влияние слишком большая температура воды в подаче из котла, разожженного на полную мощность. Чтобы сохранить способность работы котла без циркуляционного насоса, устанавливать насос желательно по байпасной схеме – это обводной участок магистрали, предусматривающий возможность переключения отопительной системы на естественную циркуляцию, в обход насоса.
Байпасный узел можно изготовить самому, или приобрести готовый, они часто имеются в продаже на рынках, полукустарного изготовления. Не бойтесь, что он не подойдет к купленному Вами насосу. Достаточно измерить установочный размер разрыва байпасного узла, между шаровым краном и фильтром, предназначенный для установки насоса. Он должен составлять 180 миллиметров.
Стандартный размер циркуляционного насоса составляет ровно 180 миллиметров. Существуют и короткие версии, 130 миллиметров, предназначенные для установки в насосные блоки быстрого монтажа, но в обычной розничной сети такие насосы практически не встречаются.
Важно! При использовании байпасной схемы для установки насоса, отвод на расширительный бак и предохранительный клапан ОБЯЗАТЕЛЬНО врезайте до или после вентилей, отсекающих насосный или байпасный участок. Расширительный бак и предохранительный клапан не должны оказаться отсечены от отопительной системы при любой схеме работы, насосной или естественной!
Что необходимо сделать перед установкой насоса в систему отопления?
Итак, как Вы помните, у вас старая отопительная система, полная шлама и ржавчины, который необходимо по возможности удалить. В большинстве случаев доступна только элементарная промывка. Просто слить воду из системы недостаточно, так как ее слив осуществляется через сливной кран небольшого диаметра. При этом вода по системе двигается очень медленно, потому что основные диаметры трубопроводов гораздо больше диаметра сливного крана и весь шлам и ржавчина спокойно оседают в трубе.
Больше всего склонны к засорению стальные трубы. Это обусловлено их шероховатой поверхностью, которая с годами становится только всё более неидеальной. Полипропиленовые, пластиковые, оцинкованные трубы более гладкие и менее восприимчивы к оседанию на них ржавчины – её просто смывает потоком теплоносителя.
Поэтому, когда вы вскрыли обратный трубопровод, вырезав участок под установку насоса, промойте систему, подключив ее к водопроводу через шланги. Постарайтесь обеспечить максимальный проток через отопительную систему, с максимально возможным напором. Хорошего скоростного потока в трубах большого диаметра Вам все равно создать не удастся, так что потратьте на промывку чуть большее время, чем хотелось бы, пусть вытечет максимально возможное количество шлама и ржавчины.
Как выбрать циркуляционный насос для установки в отопительную систему с естественной циркуляцией?
Важный момент, которому необходимо уделить некоторое внимание. При конструировании новых систем насосы подбирают, отталкиваясь от общей тепловой мощности отопительной системы, определяют необходимый для такой мощности общий проток (расход) теплоносителя через систему и к нему приравнивают необходимую производительность циркуляционного насоса.
Далее рассчитывают общее гидравлическое сопротивление отопительной системы и вычисляют необходимый напор циркуляционного насоса. Полные расчеты сложны и для небольшого частного дома не нужны. Для небольших домов (да и для больших тоже) существует упрощенные и доступные даже для полностью неподготовленных людей методики расчета. В интернете довольно много методик — выбирайте какая вам больше нравится и рассчитайте параметры для выбора насоса. Тепловую мощность уже существующей отопительной системы определить еще проще – посмотрите ее на шильдике отопительного котла.
Для зданий, относительно небольшой площади, существует методика расчета насоса без формул. Самостоятельно подобрать мощность циркуляционного насоса можно следующим образом:
По производительности котла. Расчет циркуляционного насоса для системы отопления частного дома выполняют, принимая во внимание, что 1 кВт мощности водогрейного оборудования соответствует коэффициенту пропускной способности равной 1 л/мин. Соответственно, для котла на 25 кВт, потребуется установить насос с показателем от 1500 л/час.
Расчет напора циркуляционного насоса системы отопления. В технической документации указывается параметр напора в метрах водяного столба. По данному параметру можно определить длину водяного контура и подсчитать необходимое количество насосов в системе. Считается, что для 10 п.м. трубопровода, необходимо 0,6 м напора водяного столба. Оптимальный выбор насоса для 1 этажного дома — это стандартные модели с 6 м. в. ст. Станции подойдут для помещений с трубопроводом до 100 п.м. Если напора недостаточно, устанавливают второй насос или подбирают более мощную модель. Этот же принцип расчетов используют при выборе насоса для 2-х этажного дома.
Основные паспортные показатели циркуляционного насоса — производительность, напор и расход. В первую очередь, должен интересовать расход, он определяется по формуле:
Q= N/(t2-t1)
N – мощность теплогенераторной установки. Если нет шильдика, очень и очень приближённо можно взять за основу усреднённые данные потребности в тепловой энергии на отопление — 0,1 кВт/м2, помноженное на отапливаемую площадь в м2. t1 – температура теплоносителя на входе (обратка), в среднем 65 ºС t2 – расчётная температура теплоносителя на выходе (подача), для обычных систем в среднем 90 ºС.
Напор насоса приближённо определяют, исходя из показателя 100 Вт мощности на квадратный метр площади.
Осталось учесть еще один важный момент – особенность установки насоса в систему с естественной циркуляцией.
Для системы с принудительной, насосной циркуляцией у Вашей старой системы очень толстые трубы. При конструировании новых отопительных систем, диаметр труб выбирают таким, чтобы скорость потока в них была в диапазоне от 0,4 до 1,5 метров в секунду. При меньшей скорости из системы не будет удаляться воздух и воздушные пузыри так и останутся висеть в трубах, при большей скорости потока возможно гудение труб и ускоренный износ элементов отопительной системы. Большая скорость с гудением в трубах Вам не грозит, а вот очень маленькая, с плохо удаляющимся из системы воздухом вполне вероятна.
Но не все так плохо. У Вас ведь система с хоть и плохой, но естественной циркуляцией и система промыта! Поэтому подбирать насос исходя из диаметра труб нет никакой необходимости, просто возьмите модель насоса на одну ступеньку выше в номенклатуре.
Циркуляционные насосы с технологией ECM
Циркуляционные насосы с технологией ECM
Циркуляционные насосы представляют собой электрические насосы, используемые для циркуляции воды в системах отопления, кондиционирования воздуха и горячего водоснабжения.
Стремясь к бескомпромиссному качеству и установке максимально энергоэффективных систем отопления и охлаждения, TJ’s устанавливает циркуляционные насосы с двигателями ECM на все свои новые котельные установки и замену котлов.
ECM означает двигатель с электронной коммутацией. По сути, циркуляционные насосы с двигателями ECM предлагают интеллектуальное управление скоростью. Насосы с регулируемой скоростью автоматически регулируют свою производительность в соответствии с изменяющейся потребностью, будь то из-за температуры наружного воздуха, уровня солнечного света, общей активности и других источников тепла. Преимущество более эффективного насоса с двигателем ECM заключается в существенной экономии энергии, что напрямую связано с экономией средств.
Фактически…
Замена циркуляционного насоса может сэкономить домохозяйствам больше, чем замена холодильника
За последние 5 лет циркуляционные насосы стали на 80 % более энергоэффективными
Более энергоэффективный насос значительно улучшает энергетический профиль любого дома — без строительных работ
Энергоэффективность будет становиться все более важным аргументом в пользу покупателей жилья
Энергоэффективные насосы также помогают избавиться от шумных труб
Насосы Alpha с маркировкой Grundfos A
Циркуляционный насос Grundfos ALPHA2 получил награду «Лучший энергоэффективный циркуляционный насос» в рамках проекта ЕС «Energy+ Pumps».
Щелкните здесь, чтобы просмотреть брошюру о продукции
ALPHA2 от Grundfos адаптируется к изменяющимся потребностям дома, сохраняя при этом ваш комфорт. Таким образом, он экономит значительное количество электроэнергии и, таким образом, снижает выбросы CO₂ в равной степени. ALPHA2 имеет рейтинг A за энергоэффективность и является очень надежным и экологически безопасным выбором. При установке и настройке уникальной функции AUTOADAPT от Grundfos ALPHA2 автоматически анализирует и настраивается в соответствии с вашими потребностями в отоплении. Это означает, что вы можете сесть, расслабиться и буквально сэкономить деньги и энергию, не теряя комфорта.
Преимущества Grundfos Alpha2:
Простота установки
Варианты подключения питания
АВТОАДАПТ
Управление одним касанием
Отображение в реальном времени
Варианты материалов
Циркуляционный насос Wilo Stratos ECO
Циркуляционный насос Wilo Stratus ECO представляет собой герметичный циркуляционный насос с фланцевым соединением, двигателем с электронной коммутацией и автоматической адаптацией производительности. Применяется в жилых замкнутых системах водяного отопления, воде и водно-гликолевых растворах концентрацией до 50% (чугунное исполнение) и системах рециркуляции ГВС (бронзовое исполнение).
Щелкните здесь, чтобы получить брошюру о продукте
Особые характеристики/преимущества продукта:
Класс энергоэффективности A
Экономия энергии до 80 % по сравнению с циркуляционными насосами с постоянной скоростью
Максимальная эффективность благодаря технологии ECM
Пусковой момент в 3 раза выше, чем у обычных циркуляционных насосов
Электрическое быстроразъемное соединение с пружинными зажимами
Размер между фланцами 6 ½” соответствует обычным моделям
Bell & Gossett
Благодаря технологии ECM (двигатель с электронной коммутацией) и запатентованной конструкции сферического двигателя автоматический и вариационный насос ecocirc® устраняет необходимость в обычном узле вала, уплотнения и подшипника. Ротор/крыльчатка является единственной движущейся частью всего насоса, и он магнитно уравновешен на стационарном керамическом подшипнике внутри корпуса насоса, что обеспечивает бесшумную и долговечную работу.
Щелкните здесь, чтобы получить брошюру о продукте
Другие специальные функции включают в себя:
Режимы управления (авто для автоматического пропорционального регулирования давления и варио для бесступенчатого регулирования скорости с постоянной характеристикой)
Защита от работы всухую предотвращает перегорание двигателя.
Без уплотнений, без утечек
Устойчивость к образованию накипи, обеспечивающая оптимальный поток с минимальным временем простоя
Единственный самоустанавливающийся подшипник на рынке малых насосов
Самосмазывающийся и автоматически охлаждаемый насосной средой
Статоры, покрытые смолой, предотвращают коррозию
Экономия энергии окупает стоимость насоса в течение нескольких месяцев
Ротор с магнитным центрированием может наклоняться, чтобы избежать попадания мелких частиц Двигатель отделен от смачиваемых частей перегородкой из нержавеющей стали
Последние пресс-релизы
Чтобы запросить дополнительную информацию или консультацию
Свяжитесь с нами здесь
Наш последний блог
2022 Скидки на массовые сохранения
Подробнее »
Что такое циркуляционный насос?
Циркуляционный насос является очень важной частью вашей системы центрального отопления.
Рекомендуется знать его роль, а также распространенные проблемы с устранением неполадок, которые могут возникнуть, чтобы убедиться, что он выполняет свою работу должным образом.
Ниже мы более подробно обсудим ключевые аспекты, касающиеся этого важного компонента системы центрального отопления.
Разделы изделий
Что такое циркуляционный насос?
Источник изображения: Shutterstock
Циркуляционный насос — это водяной насос, который перемещает горячую воду по системе отопления.
Вода будет поступать из бойлера по трубам, которые поступают в различные бытовые приборы, такие как водонагреватели, радиаторы и полотенцесушители.
Затем вода будет поступать обратно в котел, обеспечивая тем самым постоянный поток нагретой воды по всему зданию.
Циркуляционные насосы центрального отопления обычно располагаются рядом с котлом, внутри него или в сушильном шкафу рядом с бойлером горячей воды.
Циркуляционные насосы бывают различных форм и размеров.
Такие насосы представляют собой рядные центробежные насосы, то есть вход и выход совмещены.
Таким образом, вода движется за счет центробежных сил.
Где они используются?
Источник изображения: Pixabay
Циркуляционные насосы используются в системах центрального отопления в домах, жилых домах и офисах.
Их работа заключается в том, чтобы повышать давление воды в контуре нагретой воды, тем самым обеспечивая практически мгновенную подачу горячей воды при каждом открытии крана.
В противном случае без такого насоса пришлось бы ждать, пока горячая вода пройдет через всю систему, пока не достигнет этого крана.
Такие насосы также используются в водяных системах отопления.
Их роль в таком случае заключается в циркуляции нагретой воды между котлом и теплообменниками, например, радиаторами.
Циркуляционные насосы также используются в более крупных системах отопления для подачи тепла в различные части или зоны здания.
Основные компоненты циркуляционного насоса
Источник изображения: Anchor Pumps
Циркуляционный насос состоит из двух основных частей: насоса и двигателя.
Однако есть и другие важные детали и компоненты.
В данном случае двигатель асинхронного типа, который позволяет преобразовывать электрическую энергию в механическую.
Последний затем используется для привода насоса и, следовательно, для перемещения воды.
Циркуляционный насос имеет вход и выход.
Насос всасывает воду через впускное отверстие, а затем выталкивает ее через выпускное отверстие.
На корпусе должна быть стрелка, указывающая направление потока.
Это покажет, где вход, а где выход.
Вход и выход расположены концентрически.
Так как этот тип насоса является центробежным насосом, вода должна поступать через проушину рабочего колеса.
По этой причине впускное отверстие следует по траектории, огибающей рабочее колесо.
Это корпус насоса, в котором есть канал, известный как улитка.
Когда вода выходит из крыльчатки, она собирается в улитке, а затем выходит из выпускного отверстия.
Рабочее колесо находится внутри корпуса насоса и окружено спиральным каналом.
При вращении рабочего колеса возникает центробежная сила, в результате чего вода выталкивается из насоса и попадает в трубы.
Сразу за крыльчаткой находится задняя пластина, которая действует как барьер.
Его роль в основном заключается в поддержании потока воды внутри корпуса насоса.
Задняя пластина также отвечает за удержание одного из подшипников вала и, таким образом, обеспечивает возможность плавного вращения.
Утечки предотвращаются с помощью резинового уплотнения.
Затем идут вал и ротор.
Последний прикреплен к первому.
Вал также прикреплен к крыльчатке, так что при вращении ротора вращаются вал и крыльчатка.
Ротор расположен в корпусе ротора, который действует как барьер, чтобы вода не вступала в контакт с электрическими цепями двигателя.
Действительно, индукторный двигатель циркуляционного насоса состоит из нескольких витков медной проволоки.
Они плотно упакованы в статор.
Ни катушки, ни статор не вращаются, но когда электричество проходит через катушки, оно создает вращающееся электромагнитное поле, которое, в свою очередь, заставляет вращаться ротор.
Корпус двигателя защитит их, а справа будет электрическая клеммная коробка, где находится переключатель скорости.
Используется для ручного выбора скорости вращения двигателя, тем самым изменяя расход циркуляционного насоса.
Как работает циркуляционный насос?
Источник изображения: Bola Systems
Циркуляционный насос работает следующим образом:
Вода поступает в насос через входное отверстие и попадает в проушину рабочего колеса, где попадает между лопастями рабочего колеса.
Вращающееся магнитное поле заставляет ротор начать вращаться.
Так как этот ротор прикреплен к валу, который в свою очередь соединен с крыльчаткой, они тоже начнут вращаться. Это приводит к кинетической энергии в воде, которая начнет двигаться наружу.
Как только вода достигнет края крыльчатки, скорость будет очень высокой. Затем он попадает в улитку и ударяется о стенку корпуса насоса. Это воздействие приводит к давлению.
Скорость потока будет зависеть от этого уровня давления. Диаметр улитки будет увеличиваться, что приведет к уменьшению скорости воды и увеличению давления.
Если давление на выходе выше, больше воды вынуждено циркулировать по трубам туда, где это необходимо.
Причины, по которым ваш циркуляционный насос не работает
Может быть несколько причин, по которым ваш циркуляционный насос не может устранить неполадки.
Некоторые из наиболее распространенных признаков неисправности циркуляционного насоса включают:
Возможна утечка воды
Возможно, у вас нет горячей воды
Некоторые радиаторы или все они могут не нагреваться
Насос может издавать странные звуки
Вы можете заметить, что корпус насоса сильно нагревается
С другой стороны, вы можете заметить, что даже при работающем насосе труба подачи воды не горячая.
Такие проблемы могут быть вызваны блокировкой или воздушной пробкой в системе.
Однако могут быть и более серьезные причины, поэтому лучше всего обратиться к специалисту для проверки циркуляционного насоса, чтобы выяснить, в чем проблема, и отремонтировать ее соответствующим образом.
Распространенные проблемы с циркуляционными насосами и способы их устранения
Источник изображения: Shutterstock
Ниже приведены некоторые из наиболее распространенных проблем с циркуляционными насосами, а также некоторые советы и методы их устранения или устранения.
Шумный насос
Часто циркуляционные насосы издают необычный шум просто потому, что в насосе есть воздушная пробка.
Чтобы решить эту проблему, отключите подачу электроэнергии к насосу и с помощью отвертки поверните небольшой выпускной винт на насосе, чтобы выпустить весь воздух.
Не забудьте подложить полотенце или тряпку, так как насос будет заполнен водой.
Достаточно немного отвинтить этот винт.
После того, как вы закончите, снова затяните его и снова включите электропитание.
Если шум, который вы заметили ранее, исчез, значит, это действительно было из-за шлюза.
В противном случае вы можете обратиться к специалисту, так как другой возможной причиной странных шумов может быть ослабление подшипника в насосе или отдельная проблема с котлом.
Засорен насос
Другой распространенной проблемой является блокировка насоса.
Признаком этого является то, что нагревание занимает некоторое время для достижения полной температуры или вообще не нагревается.
Засорение насоса может произойти из-за скопления шлама, а иногда и металлических частиц.
Такая грязь может легко застрять в компонентах насоса.
Специалист проверит это и при необходимости проведет очистку системы для решения проблемы.
Утечка в насосе
Если вы заметили утечку воды из насоса, скорее всего, насос работал неплотно или прогорело уплотнение.
Попробуйте решить проблему утечки, затянув все соединения с помощью гаечного ключа.
Проверьте все фитинги на наличие следов коррозии.
Вы также можете проверить соединение на насосе, так как утечка может происходить из-за него.
В таком случае может потребоваться замена уплотнения.
Вода не проходит через систему
Если ваш циркуляционный насос работает, но вы видите, что вода не течет по системе, то, вероятно, заклинило вал или гребной винт.
Иногда постукивание по насосу помогает высвободить застрявшие компоненты.
Но если эта проблема возникает часто, лучше обратиться к специалисту.
Радиаторы не нагреваются
Вы можете проверить, нет ли проблем со скоростью и потоком.
Если они регулируются, возможно, потребуется изменить настройки.
Проблемы с электричеством
Возможна проблема с электропроводкой.
Насос может терять мощность, в этом случае его должен проверить специалист.
Стоимость замены циркуляционного насоса
Источник изображения: Shutterstock
Время от времени вам может понадобиться замена циркуляционного насоса.
Это будет зависеть от состояния вашей помпы, а также от типов проблем, с которыми вы сталкивались.
Иногда некоторые проблемы не стоит устранять.
Например, если насос довольно старый или его детали подвержены коррозии, его ремонт, вероятно, будет экономически невыгодным.
В таких случаях лучше заменить насос новым.
Как правило, если насосу меньше 5 лет, вы имеете право на замену по гарантии.
Стоимость замены циркуляционного насоса зависит от типа необходимого насоса.
Могут существовать определенные характеристики, которые необходимо учитывать при покупке замены, например требуемая скорость и скорость потока.
Цены на циркуляционные насосы варьируются в зависимости от марки, которую вы выберете.
Большинство из них будут стоить от 90 до 160 фунтов стерлингов.
Поворотный стол для сварочного позиционера — полное руководство по часто задаваемым вопросам
Нам известно, что поворотные столы сварочного позиционера очень помогают в процессе сварки. Вот почему многие сварщики предпочитают использовать его, а не просто выполнять проект вручную.
Но насколько эффективны поворотные столы сварочного позиционера в современной сварочной промышленности? Вот что мы собираемся выяснить. Это подробное руководство будет посвящено сварочным позиционерам.
К концу этого руководства вы не только узнаете, нужно ли оно вам; вы также сможете выяснить, с каким производителем вы будете работать над заказом этого оборудования.
Что такое сварочный позиционер?
Сварочные позиционеры — это дополнительное механическое оборудование, которое используют сварщики.
Он помогает расположить сварной шов за счет механического вращения заготовки.
В целом это позволяет сварщику просто стоять на месте и постоянно работать на определенном уровне.
Как работает сварочный позиционер?
Сварочный позиционер работает, сцепляясь с клапаном или точкой, в которой удерживается заготовка.
Затем, в зависимости от цели, он будет вращать и вращать рабочий материал. Он будет вращаться на определенной оси в зависимости от технических характеристик сварщика.
Зачем использовать сварочный позиционер?
Использование сварочного позиционера не только на пользу сварщику. Собственно говоря, это помогает и для качества работы.
Вот некоторые из лучших причин, по которым вам следует использовать сварочный позиционер:
Заготовка будет хорошо закреплена и прикреплена к позиционеру, она не будет двигаться. Никаких цепей, строп и тросов — вы надежно закрепите его на позиционере.
Вы уменьшаете стресс и утомляемость сварщика
Сварщики будут оставаться на уровне поверхности во время сварки. Им не пришлось бы пригибаться, пролетать над головой или достигать сложных положений во время сварки.
Лучшее и высокое качество сварного шва
Собрав все его возможности, он гарантирует более высокое качество работы. Все станет точнее, точнее, а движение заготовки станет более контролируемым.
Повышенная производительность
Используя сварочный позиционер, вы можете рассчитывать на более быстрое выполнение проекта.
Если вы сравните его с ручным управлением, он будет быстрее, эффективнее и качественнее.
Что такое позиционеры для сварки труб?
Это сварочные позиционеры, предназначенные для сварки труб и трубок.
Использование сварочных позиционеров и ручное управление
Ручное перемещение — это классический или традиционный подход к сварке. Однако это утомительно для сварщика.
Вы также можете получить неточные сварные швы из-за непредсказуемого движения заготовки.
Использование сварочных позиционеров избавит вас от стресса, который вы испытываете.
После установки вы можете указать, как будет вращаться заготовка. Все автоматизировано, и вам не придется поднимать свариваемый материал!
Каковы области применения сварочных позиционеров?
Сварочные позиционеры широко используются. Однако вы можете использовать сварочные позиционеры для:
Монтаж сварочного оборудования и оборудования
Вращение деталей для сборки
Расположение поворотного
Вращающиеся детали с огромным смещением
Трубы, колеса, валы и прочие однотипные сварочные изделия
Наиболее распространенные варианты сварочного позиционера
Существует множество стилей и опций для сварочных позиционеров.
Наиболее распространенными и востребованными агрегатами являются:
Сварочные позиционеры, как правило, могут выдерживать вес в диапазоне от 50 фунтов до 200 000 фунтов.
Цены на сварочные позиционеры
Цены на сварочные позиционеры будут зависеть от определенных факторов, включая:
Его весовая способность
Общий вес машины
Тип машины
Особенности и функции сварочного позиционера
Чтобы узнать точную информацию о ценах, свяжитесь с производителем, с которым вы хотите вести дела. Они дадут вам расценки или оценку позиционера, который вам нужен для вашего проекта.
Каковы преимущества использования сварочных позиционеров?
Чтобы назвать несколько наиболее заметных преимуществ использования сварочных позиционеров:
Лучшее качество сварки
Меньше утомляемости сварщика
Более высокий коэффициент затрат и производства
Автоматизированный; Требуется меньше контроля
Более высокая грузоподъемность
Детали сварочного позиционера
У разных сварочных позиционеров есть разные части.
Но, если бы мы назвали самые общие части сварочных позиционеров, они бы включали:
Монтажная пластина
Управление двигателем (Процессорный блок)
Поворотный механизм
Факел
Цанга
Рычаг регулировки
Тета-блок
Что такое ротационная сварка?
Это тип сварки, в котором используется сварочный позиционер, который направляет горелку на поверхность.
Часто резак фиксируется или может двигаться вперед и назад. Цель состоит в том, чтобы заполнить бусиной большую площадь.
Что такое ротационные сварочные позиционеры?
Это позиционеры того типа, которые вам понадобятся, если вам нужен вращающийся сварной шов.
Он перемещается на 360 градусов и позволяет вам выполнять сварку на уровне поверхности.
Что такое настольные сварочные позиционеры?
Эти типы машин лучше всего подходят для небольших конструкций, требующих сложных деталей.
Их несложно установить, и их основное предназначение — установка тяжелой артиллерии; не забывая о дизайне и деталях.
Что такое сварочный стол?
Проще говоря, это машины, которые могут помочь вам в вашем сварочном проекте.
Сварочные столы — это оборудование, которое может самостоятельно вращать заготовку. Он может управляться (вручную) или может быть установлен автоматически.
Как вы используете поворотные столы сварочного позиционера?
Использование поворотного стола сварочного позиционера не сложно и не сложно. Фактически, это можно свести к следующим шагам:
Перед сваркой загрузите заготовку на стол.
Затем он удерживается на столе зажимными патронами и болтами.
С помощью контроллера или педали можно начать вращение — это будет зависеть от выбранной скорости и темпа.
Если вы используете поворотный стол для ручной сварки, вам придется удерживать присадочный металл и / или сварочную головку. В противном случае вы можете настроить их на выполнение в желаемом темпе.
После завершения вы можете выгрузить заготовку из станка; сварка завершена.
Вы можете думать об этом как о машине, которая освободит две руки от заготовки.
Являются ли поворотные столы автоматическими?
Существуют различные виды обработки сварочного стола.
Вы можете выбирать из ручных поворотных столов, полуавтоматических поворотных столов и автоматических поворотных столов. Сейчас большинство сварочных поворотных столов автоматические. Однако некоторым сварщикам удобнее выбирать темп.
Где можно применить сварочные поворотные столы?
Поворотные столы сварочного позиционера можно использовать в самых разных областях.
Но, к наиболее распространенным относятся создание оборудования и комплектующих в следующих отраслях:
Химическая индустрия
Судостроение и судостроение
Энергетическая и генерирующая отрасли
Бензиновая промышленность
Автоматизированная индустрия
Нефтегазовая промышленность
Стальная промышленность
И многое другое
Это не единственные варианты, которые у вас есть — их гораздо больше! Часто его больше используют при сварке круглых или цилиндрических объектов, поскольку с ними сложнее работать.
Какие преимущества дает использование вращающихся сварочных столов?
Вы можете найти множество различных преимуществ и преимуществ от использования сварочного стола.
К наиболее распространенным из них можно отнести:
Более быстрое и короткое время позиционирования
Одним из основных преимуществ и преимуществ, которые вы можете получить от его использования, будет скорость; скорость с точки зрения позиционирования и производительности.
Предлагаемая автоматизация позволит вашим сварщикам быстрее получать лучшие сварочные позиции. Им не пришлось бы экспериментировать, потому что заготовка лежала бы ровно.
Благодаря этому вы можете рассчитывать на меньшую продолжительность сварки и более короткие сроки получения результатов.
Меньше труда
Если вы собираетесь использовать сварочный поворотный стол, вам понадобится только один (1) сварщик или оператор. После того, как заготовка была загружена на стол, оттуда это так же просто, как алфавит.
Если ваши машины полуавтоматические или автоматические, сварщик может позволить ей работать самостоятельно.
Безопасность ваших сварщиков
Возвращаясь к вышеизложенному, он способствует обеспечению безопасности ваших сварщиков. Вам не придется беспокоиться об опасностях при обращении с заготовкой, даже если она слишком тяжелая.
Лучшие и более точные результаты
И последнее, но не менее важное: это может дать многообещающие результаты. Простота сварочных проектов, которые у вас есть, позволит вам повысить производительность.
Окончательный вердикт: больше экономии
Все эти преимущества указывают на одно — большую и лучшую экономию на эксплуатационных расходах и обслуживании!
Это лишь самые распространенные преимущества, которые вы можете получить от использования сварочного стола. Другие, более конкретные, будут зависеть от заготовки и вашего проекта.
На что обратить внимание производителям сварочных позиционеров?
Если вы собираетесь работать с компанией, производящей сварочные позиционеры, вам необходимо четко понимать свои потребности.
Вам нужно опасаться следующего:
Их опыт;
Продукты; и
Доказательство выполненных работ и деталей
Кто является лучшим производителем сварочных позиционеров
Здесь, с нами, в Waldun, вам никогда не придется беспокоиться о приобретении необходимой машины.
У нас есть широкий спектр машин и оборудования, которым вы можете воспользоваться. Это часть нашего сварочного оборудования с плазменной дугой (PTA) — все в одном!
Когда вы работаете с Waldun, вам никогда не придется думать о качестве и долговечности нашего оборудования.
Тысячи клиентов доказали это — не упустите шанс поработать с лучшими в отрасли
Что такое сварочные позиционеры
Сварочные позиционеры это аппараты, облегчающие сварочный процесс.
Они вращаются на полный угол в 360 градусов, благодаря чему сварщик просто стоит в одном положении. Существует много различных типов сварочных позиционеров, но наиболее распространенным является поворотный стол.
Что такое поворотный стол сварочного позиционера?
Поворотный стол сварочного позиционера — это сварочный позиционер с плоской поверхностью.
Вы можете использовать его, потому что он вращается и вращается вокруг своей горизонтальной оси. Он показывает сварщику всю форму заготовки без необходимости перемещать и обходить ее.
Это небольшие позиционеры, которые можно разместить на скамейке.
Это позиционеры, которые могут быть плоскими на поверхности или могут иметь зажимные патроны для зажима заготовки.
Как использовать поворотный столик сварочного позиционера?
Использовать поворотный столик сварочного позиционера очень просто.
Выполните следующие действия, чтобы более эффективно и результативно использовать сварочные поворотные столы.
Подготовьте заготовку для обработки
Отрегулируйте и установите размер поворотного стола сварочного позиционера в соответствии с размером и весом заготовки.
Включите и активируйте сварочный поворотный стол.
Включите сварочный аппарат / оборудование
Приступаем к сварке
Использовать поворотный столик сварочного позиционера довольно просто; это похоже на работу на обычной машине.
Чем вам может помочь поворотный стол сварочного позиционера?
Поворотный столик сварочного позиционера может помочь сварщику стать неподвижным. Это поможет вам оставаться на месте и сосредоточиться на сварном шве.
Для сварочных компаний он может выполнять высококачественные и точные сварные швы. Минимальная погрешность сварного шва.
Какие преимущества дает использование поворотного стола сварочного позиционера?
Поворотные столы сварочного позиционера могут дать вам следующие преимущества:
Более безопасные и надежные сварщики
Преимущество номер один, которое он дает, — это безопасность сварщика. Вы можете себе представить сварку 50-тонной заготовки без поворотного стола для напольного позиционера?
Это не только сложно, но и опасно для безопасности сварщика. С помощью поворотных столов сварочного позиционера он зажимается и прикрепляется так, чтобы не двигаться.
Более высокая производительность
Использование поворотных столов сварочного позиционера может повысить вашу производительность как сварщика.
Есть машины и оборудование, которые можно запрограммировать на автоматизацию сварки. Если вы используете его с поворотным столом сварочного позиционера, процедура будет быстрее и срочнее.
Повышенное и лучшее качество сварки
Сварщики не будут думать о том, как они могли бы маневрировать заготовкой, если бы они использовали этот аппарат.
Единственное, о чем вы будете думать, — это качество сварного шва; это улучшает и увеличивает качество сварного шва, независимо от масштабов проекта.
Меньше работы / труда
Используя поворотный столик сварочного позиционера, вы можете назначить меньше людей для выполнения работы. Это означает меньше труда и больше экономии.
Это лишь некоторые из наиболее распространенных преимуществ, которые вы можете получить с помощью сварочного стола. Если вы думаете, что это просто еще одна статья расходов, подумайте еще раз!
Что входит в состав поворотного стола сварочного позиционера?
Различные производители поворотных столов сварочных позиционеров могут включать в себя разные детали.
Но, чтобы дать вам наиболее распространенные части поворотного стола сварочного позиционера, вот они:
Коробка передач
Мешок редуктора сварочного позиционера
Сварочный позиционер
Шпиндель
Обложка
Дрель и сверлильный вал
На что следует обратить внимание при покупке сварочных позиционеров?
Перед покупкой поворотного стола сварочного позиционера вам необходимо изучить множество вещей.
Но вам нужно знать следующее, потому что они самые важные:
Емкость позиционера
Скорость вращения
Угол наклона
Высота поворотного стола
Мощность двигателя поворота
напряжение
Диаметр стола
Угол поворота
Зная это, вы сможете получить именно тот позиционер, который вам нужен для вашего проекта.
Что такое сварочный вращатель?
Сварочный вращатель — это аппарат, который можно использовать для сварки цилиндрических или округлых предметов.
Вы можете использовать его при сварке как небольших, так и крупных округлых предметов.
Как работает сварочный вращатель?
Многие люди не понимают, как работает сварочный вращатель. Но на самом деле он функционирует довольно легко.
Он работает, вращая круглый или цилиндрический объект, чтобы облегчить сварку. Сварщикам не нужно менять положение при работе с тяжелыми материалами и деталями, поскольку сварочное устройство вращает его за них.
Каковы обычные части сварочного вращателя?
У разных сварочных вращателей разные части. Более того, есть производители, которые добавляют в него определенные компоненты.
Но к частям, которые никогда не будут сняты, относятся:
Бездельник
Ведущие колеса (что поворачивает материалы или детали)
Колесные рамы (что поддерживает колеса)
Передаточное устройство (что контролирует скорость вращения)
Контроллер (что используется для изменения и модификации скорости вращения)
Двигатель постоянного тока (DC) (что делает движение конкретным и реальным)
Даже если хотя бы одна из этих частей отсутствует, сварочный вращатель не сможет работать.
Цена поворотного стола сварочного позиционера
Цены на поворотные столы сварочного позиционера варьируются от одного производителя к другому.
Фактически, это будет зависеть от множества факторов, таких как емкость, размер, функциональность и так далее.
Как выбрать сварочный позиционер, который вы будете использовать?
Помимо вещей, которые вы должны искать перед покупкой, вам необходимо знать, как выбрать позиционер, который вы покупаете.
Вот три (3) совета, которые помогут вам выбрать поворотный стол сварочного позиционера для вашего проекта:
Правильный тип сварочного позиционера
Правильный двигатель для частоты
Электрическая система управления
Эти три могут помочь вам сузить круг возможных вариантов; помогая вам получить самые лучшие и высококачественные поворотные столы сварочного позиционера.
Кому можно доверять с поворотными столиками сварочного позиционера?
Китай, как известно, лучший во всем — и это касается поворотных столов сварочных позиционеров.
А здесь, в деревне, нет лучшей компании, которой можно доверять, чем Waldun.
Мы в Waldun с 2005 года занимаемся улучшением и улучшением качества поворотных столов сварочных позиционеров.
На самом деле мы являемся постоянным поставщиком предприятий, занимающихся сваркой.
Почему вы должны выбрать Waldun для своих сварочных столов?
Все наши поворотные столы для сварочных позиционеров перед продажей проходят испытания и оценку. Мы можем гарантировать отсутствие недостатков и ошибок в его использовании.
Кроме того, на машины предоставляется гарантия сроком на 1 год! Вот насколько мы уверены в оборудовании, которое мы предлагаем на рынке.
Приобретите лучшие поворотные столы сварочного позиционера, которые только можно найти на рынке, с Waldun! Получите в течении 20 дней!
Поворотный стол для сварки
Главная » Статьи » Поворотный стол для сварки
Поворотный сварочный стол своими руками
Стол сварщика, если он правильно собран, способен не только долго служить, но и помогать справляться своему владельцу с различными работами, содействуя их ускоренному и более удобному выполнению. Для этого подобные конструкции усовершенствуют некоторыми приспособлениями, и их изготавливают по определенной схеме. Как сделать стол для сварочных работ своими руками, и какие бывают разновидности этой металлоконструкции?
Материалы для работы
Изготовление сварочного стола начинается с определения конструкции. После ознакомления с существующими моделями в интернете по фото и видео, составляется чертеж. Это поможет точнее просчитать материалы и не упустить из виду мелкие нюансы.
Для создания самодельного сварочного стола самой простой конфигурации требуются:
профильная труба 60 х 40 мм или уголок со стенкой 75 мм под раму и стойки;
плита 6-10 мм или полоски металла аналогичной толщины для реечной конструкции;
резьбовые опоры для выравнивания плоскости;
укрепляющие косынки для одно контурных моделей.
Расход профильной трубы зависит от размера будущей поверхности стола. Расчет последней определяется габаритами изделий, которые будут производиться на этом рабочем месте. Бываю модели с параметрами 500 х 500 мм. Их вполне хватает для аргонодуговой сварки небольших патрубков и фланцев. Если же работать предстоит с дверями, воротами или крупными емкостями, то металлоконструкция может достигать двух метров в длину и ширину. Высота стола зависит от роста сварщика. Поверхность должна находиться на уровне пупка рабочего. При слишком низком положении сварщик будет сильно горбиться, а при высоком — задирать руки, что приведет к преждевременной усталости. Расход других материалов зависит от дополнительного функционала стола.
Разновидности самодельных моделей
Сварочный стол своими руками соорудить легко, и как показывает фотография, он может иметь сплошную поверхность, что удобно для работ с мелкими деталями, которые не будут проваливаться и теряться. Для сварки изделий с выступами и патрубками, лучше подойдет поверхность из металлических реек. Так обрабатываемое изделие можно ровно установить, просунув торчащие части в отверстия.
Сделать сварочный стол на колесиках практично при работе с габаритными изделиями, которые можно вращать вместе со столом (при правильном выборе мощности колес), или для ремонтных работ по территории, чтобы необходимые приспособления и поверхность для удобной установки свариваемых элементов была под рукой. Когда все операции выполняются на одном месте, то можно сэкономить и свой сварочный стол изготовить стационарным.
Для аргонно-дуговых работ на фланцах имеет смысл сделать поворотный стол для сварки. Такую конструкцию снабжают редуктором и двигателем, а платформа вращается на оси. Это значительно реорганизует наложение однообразных круговых швов и повышает их качество.
Поэтапная сборка
Чтобы понять как сделать стол для сварочных работ без брака, следует запомнить очередность действий и правила проверки качества каждого этапа сборки. Вот пример создания простейшей конструкции:
Из профильной трубы собирается рама. На отрезном станке подготавливаются детали периметра стола. На ровной поверхности они выкладываются в прямоугольник и выполняется прихватка сторон, сначала по точке на угол, потом еще по одной.
После этого проверяется диагональ конструкции. Желательно, добиться одинакового результата.
Соединять профильную трубу можно либо по срезу на 45 градусов, либо впритык торца к боку. Швы выполняются «крест на крест», чтобы деформация прямоугольника происходила равномерно.
После окончания обварки рамы, повторно проверяются диагонали. Если разница не более 3 мм, то это допустимо. При большем значении необходима правка.
Раму необходимо усилить проложив дополнительные перпендикулярные и параллельные рейки. Это не даст столу прогнуться со временем. Количество поперечин зависит от тяжести груза будущих изделий. Например, там где аргоновый аппарат будет использован для заварки трещин двигателей, требуется усиленная структура.
К созданной раме, в перевернутом к верху дном положении, крепятся стойки. После прихваток проверяется выдержанный угол, который должен составлять 90 градусов. Выполняется обварка соединения.
Усилить стойки, чтобы они не разошлись под грузом, можно несколькими способами: соединить их между собой по периметру еще одной линией профильной трубы (на уровне 200 мм от пола, что будет служить подставкой для ног), либо скрепить косынками (металлический треугольник с толщиной стенки 3 мм) в месте примыкания стойки к раме с каждой стороны.
После этого под конструкцию заводится рабочая плита и выполняется обварка.
После этого к стойкам приваривают резьбовые опоры для регулировки высоты и плоскости по месту.
Функционал моделей
Самодельные столы для сварки можно усложнить, добавив в их конструкцию дополнительные элементы, повышающие их функционал или делающие работу более удобной. Это могут быть мелочи или серьезные усовершенствования.
Из небольших доработок многие сварщики находят удобным наличие полочки в столе для инструмента и заготовок. Ее можно сделать приварив в 200 мм к низу от плиты два параллельных уголка, и положив на них лист металла. Практично предусмотреть колчан для электродов, который будет находиться с боку. Специальное отверстие для крепления массы позволит всегда иметь надежный контакт. Полезно приварить крутящееся металлическое ведро для огарков электродов, чтобы они не прилипали к подошве. Отверстия в поверхности позволят вставить крепежный элемент, помогающий фиксировать круглое изделие. Из нескольких таких прижимов может быть создана целая система, освобождающая руки сварщику и предотвращающая деформации.
Более сложной конструкцией является поворотный сварочный стол. Установка круглой плиты на оси, подсоединенная к редуктору и двигателю, позволяет вращать изделие вместе с поверхностью и накладывать швы с постоянной скоростью. Для изготовления такой конструкции потребуются еще подшипники и регулятор напряжения (дроссель).
Соорудить простой стол для сварочных работ можно самостоятельно по приведенной последовательности в этой статье. Добавление в металлоконструкцию мелких приспособлений позволит усовершенствовать рабочее место сварщика.
Поделись с друзьями
0
0
0
1
svarkalegko.com
Сварочный стол своими руками: пошаговая инструкция
03.08.2017
Если сваркой пользоваться изредка – удобствами можно пренебречь, но при профессиональном подходе к выполнению работы в домашней мастерской, необходимо позаботиться о приемлемых условиях. Мы расскажем, как сделать сварочный стол своими руками. В описываемой конструкции верхняя часть съемная.
Заготовка и раскрой материала
Будем делать большой стол, чтобы варить металлические двери и рамы. Был приобретен лист металла 1250×2500 мм, толщиной 3 мм. Решили сделать основание под столешницу немного меньше листа – 1150×2500 мм.
Так как масса изготавливаемых дверей немалая, используем профильные трубы 50×40 мм, со стенками 2,5 мм. Для изготовления верхней части и перегородок приобретена профильная труба 50×25 мм. Опоры под полки будут сделаны из квадратного прутка 15×15 мм.
Определимся с размерами стола
С верхней частью всё понятно – делаем под размер листа, а нижнюю опорную часть (раму) можно сделать короче.
Из приобретенного материала нужно отрезать заготовки определенного размера.
Рама стола
№
Размер трубы (мм)
Кол-во (шт.)
Длина (см)
Предназначение
1
50×40
2
50
верхняя опора
2
50×40
4
60
ножки
3
50×40
2
110
нижняя горизонтальная перемычка в торце стола
4
50×25
4
160
боковая перемычка
5
50×25
2
42
перемычки между ножек
Верхняя, съемная часть
№
Размер трубы (мм)
Кол-во (шт. )
Длина (см)
Предназначение
1
50×25
2
250
боковые детали
2
50×25
4
110
2 торцевые и 2 внутренние детали
3
50×40
2
110
опорные детали
Квадратный пруток 15×15 мм будет служить опорой для полок, и приварится в последнюю очередь.
В нижней и верхней горизонтальных перемычках рамы стола, сверлом Ø10,5 мм сверлится отверстие, отступив от краев по 5 см. Снизу будут закреплены ножки с колесиками, а сверху съемная столешница.
Сборка
Сварочный стол из профильной трубы своими руками не собран, а уже нужна ровная поверхность. В нашем случае была использована изготавливаемая металлическая дверь. На ней разложили детали для первой ножки, и зафиксировали магнитными уголками.
В качестве перемычки использованы обрезки труб – к ней приварим опору для полки. Правильность сборки каркаса проверяется рулеткой – расстояния по осям должны совпадать. Сварку выполняли аппаратом СО – так удобнее.
Собираем рамку на прихватках, затем ее полностью обвариваем.
Аналогичным образом собирается и вторая деталь.
Теперь полностью сварим станину, и приварим по нижнему краю горизонтально расположенных труб пруток 15×15 мм – он послужит опорой для полки. При использовании тонкой фанеры для изготовления полок, нужно позаботиться об еще одной подпорке, приварив ее по центру. По куску круглой арматуры приваривается с торцов, чтобы повесить инструмент. Также установим ножки с колесиками.
Приступим к сборке рамы. Вновь все раскладываем на нашем импровизированном столе, выставляя углы и проверяя соосность.
Сначала прихватками, а затем основательно приваривается каждая деталь.
Сделать такое приспособление можно из подручных средств. Нам потребуются:
Бывшая в употреблении (или новая) шаровая опора любого легкового автомобиля.
Небольшой отрезок толстостенного уголка, размером не менее 50×50 мм.
Каленый болт М10 и гайка (шпилька с гайкой от двигателя автомобиля).
Профильная труба 20×20 мм (± 5 мм) – около 10 см.
Шпилька или длинный винт/болт.
Стальная пластина 200×200 мм (размер подбирается индивидуально). Процесс изготовления весьма прост.
Сзади шаровой опоры имеется стопорное кольцо, которое нужно вынуть из пазов и вытащить. Без специального инструмента это не так уж и просто сделать. Если опора завальцована, то эту часть можно срезать болгаркой.
Вынимается пружина, втулка и палец.
В опоре болгаркой вырезается паз, в котором палец смог бы двигаться назад и вперед. Здесь нельзя переусердствовать, срезав лишнее, потому что тогда палец будет выскакивать.
Сбоку, напротив центра шаровой части пальца, делается паз по ширине болта, и приваривается гайка.
К головке винта приваривается отрезок профильной трубы.
За трубу можно ухватиться ключом, но это неудобно, поэтому с другой стороны просверливается сквозное отверстие, в которое вставляется длинный винт. Чтобы он не выпадал, на резьбовую часть можно накрутить 2 гайки, зажав их ключом, или расплескать эту часть молотком.
Вставив палец на место, прижмем его винтом.
К торцевой части пальца приваривается пластина. Для удобства работы в ней заранее вырезается паз.
В торце стола просверливается отверстие, и нарезается резьба. Через просверленное в уголке отверстие поворотный механизм прикручивается к столу.
Зафиксировав деталь на поворотном столе, ее можно наклонять, чтобы было удобно варить. Обладатель такого удобного и многофункционального стола сможет работать в комфортных условиях.
Сварочный стол своими руками: пошаговая инструкция Ссылка на основную публикацию
obinstrumente.ru
Поворотный сварочный стол
Вертикально-поворотный сварочный стол от компании Forster (Германия) — это уникальное монтажно-сварочное устройство с регулированием центра тяжести оси. Использование поворотного сварочного стола позволяет обеспечить максимально безопасное и эффективное сварочное производство.
Вертикально-поворотный сварочный стол от компании Forster (Германия) — это уникальное монтажно-сварочное устройство с регулированием центра тяжести оси. Европейский патент № 198 111 57.
Устройство дает возможность прикреплять отдельные детали к компоненту, прихватывать их стежками на месте, а затем сваривать в идеальных рабочих условиях. Благодаря запатентованному методу регулирования центра тяжести оси гравитационный момент может быть всегда установлен на нулевой отметке, даже при работе с деталями весом до 1 тонны, которые при этом легко передвигаются руками. Стол закрепляется в заданном положении с помощью тормозных колодок. Безопасность установки устройства в заданном положении достигается использованием тормоза с дополнительной блокировкой.
Меняющаяся поверхность стола позволяет открывать определенные секции стола, чтобы сваривать нижнее основание детали за одну установку. В результате значительно облегчается работа, получаются идеальные сварные швы, деталь не подвергается деформации, что позволяет избегать последующей механической обработки детали.
Поверхность стола 3.000 x 1.500 мм, полностью покрыт 30-ю шинами из серого чугуна, с односторонним регулированием центра тяжести, с ручным поворотом.
Поворотный электромоторный сварочный стол с функцией подъема
Электромоторные вертикально-поворотные сварочные устройства (сварочные столы) для сварки узлов со всех сторон, в т.ч. в труднодоступных позициях.
Диапазон вращения сварочного устройства (сварочного стола) 360°
Для сварки узлов со всех сторон и в т.ч. в труднодоступных позициях поверхность устройств (столов) часто покрывается шинами частично
При весе узлов > 1.000 кг и ширине до 2.500 мм используются вертикально-поворотные сварочные устройства (сварочные столы) с электродвигателем. Ось вертикального поворота может быть смещена в одну сторону, позволяя достичь вертикальный поворот до 180°
При ширине узлов > 2. 500 мм используются вертикально-поворотные сварочные устройства (сварочные столы) с двигателем и дополнительной функцией подъема. В некоторых случаях можно отказаться от функции подъема, переместив при этом ось вертикального вращения из центра в сторону и уменьшив при этом диапазон вращения до 240°.
Поверхность стола 3.000 x 2.450 мм, частично покрыт 28-ю заменяемыми шинами из серого чугуна, с Т-пазовой системой. Свободные участки рамы покрыты крышками из твердого дерева.
Электрогидравлический подъем при помощи каната.
Электромоторный поворот с шаговым перемещением.
Стол сварщика с поворотным механизмом позволяет не только механизировать, но и автоматизировать производство. Для этого нужно только укомплектовать сварочный стол роботом-сварщиком.
Ознакомиться с полным ассортиментом:
Горизонтально-поворотные сварочные столы
Вертикально-поворотные сварочные устройства (сварочные столы)
Подъемно-наклонные сварочные столы
Вертикально-поворотные сварочные столы Forster:
Преимущества
Позволяют сварщику значительно ускорить процесс установки деталей и их позиционирования
Упрощают доступ сварщика ко всем необходимым точкам детали с большим весом и сложной формой
Позволяют выполнять полный цикл сварочных работ на одном рабочем месте
Вы получаете оптимальные результаты сварки узлов при почти полном отсутствии их деформации
Вы избавляетесь от необходимости последующей механической обработки деталей и узлов
Существенная экономия средств и времени
Полная окупаемость устройства не заставляет себя ждать.
Специалисты нашей компании помогут вам с выбором наиболее подходящего изделия. Кроме того, мы поможем с выбором крепежных устройств и зажимов, подберём техническое решение, исходя из чертежей ваших изделий. Дополнительную информацию вы можете узнать по телефону: +375 29 653 48 55 (velcome) или +375 17 241-36-99, 241-78-99
Станьте владельцем устройства Forster — позвольте себе большее!
Сварочный стол — это обязательный элемент поста, где осуществляются практически все виды работ по варке металла. Но это не просто поверхность для осуществления различных манипуляций. Он должен обеспечивать удобную и безопасную работу сварщика.
Далее в нашей статье мы разберем различные виды таких верстаков, их функции и основные требования при выборе.
Зачем нужен сварочный стол
Небольшие по габаритам изделия, которые изготавливают путем сварки, лучше всего мастерить не на коленке или где придется, а в удобном месте. На производстве для этого используют специальные столы, где работают с деталями по габаритам не превышающие 1 метр.
Такие верстаки обеспечивают надежное крепление заготовок, доступ к нужному месту во время сварки и обязательное освещение и отвод вредных дымов и газов. К тому же, дополнительно в них могут обустраивать крепление и хранение необходимых инструментов и расходных материалов.
Конечно, в домашних условиях чаще всего используют бытовые типы столов. Однако, если приходиться постоянно работать со сварочным оборудованием, неплохо приобрести специальное рабочее место.
Какие разновидности имеет стол для сварочных работ и что за функции в них включены?
Разновидности сварочных верстаков
Видов такого оборудования для работы имеется много, от самых простых с минимальным функционалом до сложных сварочно-сборочных столов. Из основных типов можно выделить следующие разновидности.
С механизированными функциями (универсальные).
Поворотные столы.
Стандартные верстаки.
Какие функции они имеют?
Механизированные виды
Механизированные виды сварочного стола, кроме основных функций, нужных для работы, оснащают дополнительно станками для сверления, шлифовки и заточки материалов. Или же, в простом исполнении, такой верстак имеет места для закрепления этого оборудования.
Обязательно также они имеют и встроенную систему вентилирования воздуха для отвода вредных дымов. Чаще всего столы с таким набором возможностей называют универсальными за их разностороннее использование.
Поворотные столы
Поворотные типы наиболее сложные. Главная функция заключается в возможности развернуть стол вокруг своей оси или же под нужным углом. Их удобно использовать при работе с крупными по параметрам изделиями или с деталями неправильной формы.
Деталь или заготовку на таком столе закрепляют в желобе, имеющем регулируемые габариты. Вращение упрощает подход с нужной стороны и не требует от сварщика постоянного самостоятельного смещения.
Стандартные виды
По сути — это обычный слесарный верстак с металлической поверхностью. Такой стол имеет кронштейны для сгибания прутка. Крепление деталей обеспечивается дополнительно тисками или струбцинами. Вентиляция и освещение обеспечиваются отдельно с оборудованием сварочного поста.
Самые простые столы имеют элементарную конструкцию, их можно даже изготовить самостоятельно.
Устройство сварочного верстака
Если разобрать по элементам, простой стол для сварки довольно прост. Он состоит из следующих деталей.
Каркас, собранный из стального уголка, на котором собираются все остальные элементы.
Опоры или ножки, обязательно имеющие регуляторы по высоте.
Тумбы слева и открытые полки справа, в которых можно хранить дополнительные инструменты и расходники.
Инструментальная поверхность в виде металлической плиты. Обычно дополнительно имеет упоры для крепежа деталей.
Поддон для сбора мусора, пыли и отходов.
Держатели для сварочных кабелей.
Дополнительно возможно наличие подставки или крепления для емкости с водой. Вентиляция может обеспечиваться как стационарно на пост, так и передвижным вентилятором.
Основные требования к столу
Для обеспечения безопасной работы сварочные верстаки должны соответствовать определенным требованиям и обладать особенными качествами.
Вентиляция должна быть как вытяжной, так и приточной. Чаще всего стол оборудуют вентилятором, расположенным на высоте до 1,5 метра слева от основного места работы. Для отвода дыма имеется вытяжной зонт.
Чтобы обеспечить удобную очистку электродов, обустраивается окантовка из медной полосы.
Важно наличие местного освещения рабочего места.
Поворотные держатели для инструментов и расходных материалов: молотков, зубил, щеток и электродов.
Дополнительно должны иметься тумбы для долговременного хранения оборудования.
Обязательно оборудуется кронштейн для закрепления заземления.
Рабочая поверхность стола изготавливается из металла, способного выдержать воздействие высоких температур и вес деталей. Конструкционно — это стальная плита.
По высоте стол сварщика имеет габариты от 700 до 850 миллиметров, а размер поверхности для работы 1000×800 мм.
При размещении рабочего стола для сварки в домашней мастерской можно продумать откидную поверхность, но обязательно с надежным креплением и запасом прочности.
Полупрофессиональные модели
Выбирая стол для домашней мастерской лучше всего склониться в сторону более универсальной конструкции. Такие сварочно-сборочные виды сварочных верстаков подойдут как для работы со сварочным оборудованием, так и для других функций: шлифовки, сверления, заточки, расклепки и прочих.
Дополнительно такие верстаки могут иметь функцию вращения.
По внешнему виду — это стальная поверхность, которая собрана из полос металла и имеет отверстия и прорези для крепления струбцин и тисков.
Выбирая такой стол нужно руководствоваться следующими требованиями.
Рабочая зона обязательно выполнена из негорючего и тугоплавкого материала.
Надежность и устойчивость конструкции обеспечивается за счет веса в 180-200 кг.
Обязательное освещение рабочего места без бликов и миганий.
Наличие вентиляции.
Возможность вращать рабочую поверхность в требуемом направлении.
Для установки сверлильного или фрезерного оборудования такие верстаки имеют пазы в поверхности, а конструкция должна обеспечить надежность при различных нагрузках.
Стоит учитывать, что ценовая политика на такое полупрофессиональное оборудование начинается от 1000 долларов.
Выбирая тот или иной тип верстака нужно руководствоваться его целесообразностью. При единичных сварочных работах вряд ли Вам потребуется целый список дополнительных функций.
Что вы можете дополнить по этому материалу? Поделитесь своим опытом использования сварочных столов. Насколько требуется приобретение верстака для сварочных работ в домашнюю мастерскую? Примите участие в обсуждении в блоке комментариев к этой статье.
wikimetall.ru
Смотрите также
Ультразвуковая сварка пластмасс оборудование
Расход проволоки сварочной
Обучение сварочному делу с нуля
Классификация способов сварки
Техника сварки инвертором для начинающих
Сварка кузова электродом
Сварочный аппарат для полиэтиленовых труб
Установка электронно лучевой сварки
Углекислота для сварки
Сварочный из микроволновки своими руками
Сварка силумина в домашних условиях
Поворотный позиционер для сварочных столов BuildPro и Siegmund Поворотный позиционер, BuildPro и столы Siegmund | Arc-Zone.com [SHT-TMP5—-]
Дом / Магазин инструментов и хранения / —РАСПРОДАЖА— 5-сторонние столы Pro28™ и BuildPro™ — Бесплатная доставка! / Аксессуары для стола BuildPro™ / Поворотный позиционер для сварочных столов BuildPro и Siegmund
Выполнение заказа
В наличии Товаров: Обычно доставка 1-2 рабочих дня (Пн-Пт)
Товары, которых нет на складе: Обычно доставка 3-7 рабочих дней (Пн-Пт)
Отправка из: Наш центр сертификации Vista*
Время доставки: 3-7 рабочих дней (Пн-Пт)
8, 9000 Точная доставка очень важна для нас!
Просмотрите электронное письмо с подтверждением заказа, чтобы узнать предполагаемые даты доставки
* Сроки прямой поставки или прямой поставки с завода зависят от поставщика и рассчитываются исходя из нашего опыта.
Клиенты, оплатившие Ускоренную доставку , получают преимущество.
Товары с пометкой «Позвоните, чтобы узнать о наличии» могут изготавливаться на заказ, иметь ограниченный запас или непредсказуемое время выполнения и требуют звонка, текстового сообщения или электронной почты для получения оценки времени выполнения заказа
Доставка и возврат
Доставка
Доставка не должна быть сложной. Вот почему, когда вы входите в систему или регистрируете учетную запись, с вас не будет взиматься плата за сбор, упаковку или сборы за обработку. Узнайте больше об ускоренной доставке, доставке третьей стороной и международной доставке на странице нашей Политики доставки
Беспроблемный возврат
Если вы не удовлетворены по какой-либо причине, товары могут быть возвращены в течение 30 дней с момента отправки с полным кредитом или обмен. Применяются определенные ограничения.
Политика возврата
Размеры стола
Пожалуйста, выберитеBuildPro Макс. : 8 футов x 4 фута (5 582,50 долл. США) BuildPro Макс.: 4 фута x 4 фута (5 527,50 долл. США) 4′ ($5,940,00 ) BuildPro с прорезями: 6,5 x 3 фута (5 500,00 долл. США) BuildPro с прорезями: 4 фута x 4 фута (5 445,00 долл. США) BuildPro с прорезями: 4 фута x 3 фута (6 480,00 долл. США)
шт.
Поворотный позиционер сварочного стола (выберите размер столешницы в раскрывающемся меню выше)
Горизонтально закрепите столешницу сварочного стола BuildPro® или Siegmund® на новом поворотном позиционере BuildPro® для плоского вращения поверхности вашего сварочного стола. Механизм свободного вращения с зубчатым приводом обеспечивает плавную работу, превосходную стабильность и контролируемое вращение и позиционирование с точным шагом 15° с надежной ручной блокировкой. Грузоподъемность 2400 фунтов (1088 кг).
Поворотный позиционер BuildPro® позволяет поворачивать сварочное приспособление в наиболее эргономичное положение для обеспечения безопасности и комфорта работников, а также снижения утомляемости оператора. Расположите приспособление так, чтобы обеспечить лучший доступ к сварке, точность и производительность как при ручной, так и при роботизированной сварке.
Поворотный позиционер BuildPro® является универсальным, с регулируемым основанием, подходящим для большинства стандартных сварочных столов BuildPro® или Siegmund®. Позиционер оснащен четырьмя поворотными роликами с блокировкой и четырьмя регулировочными ножками для установки в специально отведенных или чередующихся местах в магазине.
Деталь №
Столешницы BuildPro Max
Вес
ШТ-ТМП59648
SHT-TM(Q)59648F (8 футов x 4 фута)
730 фунтов (331 кг)
ШТ-ТМП54848
SHT-TM(Q)54848F (4 х 4 фута)
730 фунтов (331 кг)
Деталь №
Столешницы с прорезями BuildProS
ШТ-ТМП59446
SHT-TM(Q)59446 (8’ x 4’)
720 фунтов (327 кг)
ШТ-ТМП57846
SHT-TM(Q)57846 (6,5 x 4 фута)
720 фунтов (327 кг)
ШТ-ТМП57838
SHT-TM(Q)57838 (6,5 х 3 фута)
720 фунтов (327 кг)
ШТ-ТМП54746
SHT-TM(Q)54746 (4’ x 4’)
720 фунтов (327 кг)
ШТ-ТМП54738
SHT-TM(Q)54738 (4’x3’)
720 фунтов (327 кг)
Для использования со столешницами BuildPro® или Siegmund® System 16.
Этот товар доставляется грузовым автомобилем. Пожалуйста, свяжитесь со службой поддержки клиентов Arc-Zone, чтобы узнать стоимость доставки.
Сообщить о неверной/неясной информации о продукте
Сообщите мне, когда проблема будет решена
Написать рецензию
Поворотный сварочный позиционер VEVOR 30 кг Поворотный стол для сварки Поворотный стол для позиционирования 0-90º Поворотный стол для позиционирования 1-15 об/мин Сварочный позиционер с 3-кулачковым токарным патроном 310 мм 110 В для резки, шлифовки, сборки и испытаний
Поворотный сварочный позиционер для тяжелых условий эксплуатации
позиционер подходит для макс. 30-килограммовый фланец, стальная труба и шовная сварка, поддерживающая сварку CO2, сварку MIG, MAG, TIG и т. д. Приводится в действие высококачественным двигателем постоянного тока мощностью 80 Вт, он вращается плавно и стабильно. Устройство может быть закреплено на верстаке, либо на специальном приспособлении для зажима заготовки при ручной сварке, либо может использоваться совместно со сварочным манипулятором для осуществления автоматической сварки.
Горизонтальная грузоподъемность: 30 кг / 66 фунтов
Вертикальная грузоподъемность: 15 кг / 33 фунтов
0-90º Tiltable Tallable
Ящик контроллера
Прочное оборудование и инструменты, плати меньше
VEVOR — ведущий бренд, специализирующийся на оборудовании и инструментах. Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Почему выбирают ВЕВОР?
Высокое качество Tough
Невероятно низкие цены
Быстрая и безопасная доставка
30-дневный бесплатный возврат
Внимательное обслуживание 24 часа в сутки 7 дней в неделю в оборудовании и инструментах. Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Почему выбирают ВЕВОР?
Premium Tough Quality
Невероятно низкие цены
Быстрая и безопасная доставка
30-дневный бесплатный возврат
Внимательное обслуживание 24 часа в сутки 7 дней в неделю
Высокая вместимость: 6 кг / 60 фунтов; Вертикальная грузоподъемность: 15 кг/33 фунта; Диаметр рабочего стола: 310 мм/12,2 дюйма; высота рабочего стола: 380 мм / 15,0 дюймов. Он изготовлен из нержавеющей стали, отличающейся высоким качеством и долговечностью.
Наклонный стол 0-90º
Поворотная конструкция сварочного стола имеет функцию самоблокировки, и рабочий стол можно бесступенчато поворачивать в диапазоне 0-90°. Его также можно зафиксировать под любым углом с помощью гаечных ключей.
Трехкулачковый сварочный патрон
Три захвата усилены для предотвращения смещения и падения сварных деталей. Он также модернизирован, чтобы быть более точным и практичным.
Ножной переключатель с защитой от скольжения
С помощью ножного переключателя вы можете управлять вращением стола, а скорость вращения регулируется ручкой на станке (бесступенчатая регулировка скорости 1-15 об/мин).
Коробка таймера
Таймер может быть оборудован для контроля рабочего состояния и рабочего времени. Установка периода времени, чтобы сварочный позиционер работал безопасно, а также экономил энергию.
Регулируемая подставка для сварочной горелки
Регулируемая подставка для сварочной горелки может использоваться для фиксации положения сварочной горелки для точной регулировки и улучшения процесса сварки.
Технические характеристики
Напряжение: 110 В
Цвет: синий
ГОРИЗОНТАЛЬНАЯ ЗАГРУЗКА: 66 фунтов
Вертикальная нагрузка: 33 фунтов
Рабочая таблица Диаметр: 15,2 дюйма
. Диаметр отверстия: 1,0 дюйм
Вращающийся двигатель: 80 Вт
Вращательный метод: Ручное действие
Угол наклона рабочего стола: 0-90°
Скорость рабочего стола: 1-15 об/мин
Размер продукта (Д*Ш*В): 360 x 380 x 380 мм / 14,2 x 15,0 x 15,0 дюймов
Подходящий зажим: KP-25\ 200\300
Содержимое упаковки
Прочное оборудование и инструменты, платите меньше
VEVOR — ведущий бренд, специализирующийся на оборудовании и инструментах. Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Почему выбирают ВЕВОР?
Высокое качество Tough
Невероятно низкие цены
Быстрая и безопасная доставка
30-дневный бесплатный возврат
Внимательное обслуживание 24 часа в сутки 7 дней в неделю в оборудовании и инструментах. Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Почему выбирают ВЕВОР?
Premium Tough Quality
Невероятно низкие цены
Быстрая и безопасная доставка
30-дневный бесплатный возврат
Внимательное обслуживание 24/7
Позиционер для тяжелых условий эксплуатации is003 30-килограммовый фланец, стальная труба и шовная сварка, поддерживающая сварку CO2, сварку MIG, MAG, TIG и т. д. Приводится в действие высококачественным двигателем постоянного тока мощностью 80 Вт, он вращается плавно и стабильно. Устройство может быть закреплено на верстаке, либо на специальном приспособлении для зажима заготовки при ручной сварке, либо может использоваться совместно со сварочным манипулятором для осуществления автоматической сварки.
Horizontal Loading Capacity: 30 kg / 66 lbs
Vertically Loading Capacity: 15 kg / 33 lbs
0-90º Tiltable Table
Three-Jaw Welding Chuck
Time-Controller Box
High Capacity
Горизонтальная грузоподъемность: 30 кг/66 фунтов; Вертикальная грузоподъемность: 15 кг/33 фунта; Диаметр рабочего стола: 310 мм/12,2 дюйма; высота рабочего стола: 380 мм / 15,0 дюймов. Он изготовлен из нержавеющей стали, отличающейся высоким качеством и долговечностью.
Наклонный стол 0-90º
Поворотная конструкция сварочного стола имеет функцию самоблокировки, и рабочий стол можно бесступенчато поворачивать в диапазоне 0-90°. Его также можно зафиксировать под любым углом с помощью гаечных ключей.
Трехкулачковый сварочный патрон
Три захвата усилены для предотвращения смещения и падения сварных деталей. Он также модернизирован, чтобы быть более точным и практичным.
Ножной переключатель с защитой от скольжения
С помощью ножного переключателя вы можете управлять вращением стола, а скорость вращения регулируется ручкой на станке (бесступенчатая регулировка скорости 1-15 об/мин).
Труба стальная прямоугольного сечения по ГОСТ 8645-68
Трубы стальные прямоугольного сечения
На современном Российском рынке стальные трубы прямоугольные ГОСТ 8645-68, являются самым популярным видом металлопроката. Одним из видов профильных труб являются трубы стальные прямоугольные. Они применяются в строительстве и могут использоваться в качестве компонента металлоконструкций.
Категория: Профильные трубы
Описание
Оставьте заявку онлайн
Описание
Трубы э/с прямоугольного сечения по ГОСТ 8645-68
Трубы прямоугольные считаются одним из самых востребованных видов профильного стального металлопроката. Их используют при разработке металлоконструкций вслед за тем, где ожидается действие значимых нагрузок. Трубы прямоугольного сечения имеют дополнительные рёбра жёсткости, благодаря которым возрастает их несущая способность.
В зависимости от технологии производства, трубы прямоугольные разделяются на:
трубы бесшовные;
электросварные трубы.
Стальные трубы бесшовные бывают холоднотянутыми либо горячекатаными. Электросварные изделия изготавливаются из плоского стального листа – штрипса. В качестве сырья для изготовления бесшовных горячедеформированных труб используются болванки круглого сечения, представляющие собой стальные монолитные цилиндры, получившие заглавие «штанги».
Разнообразие типоразмеров и прочностных характеристик труб стальных прямоугольных позволяет применять их во многих областях современной производственной деятельности.
Сортамент трубы прямоугольные стальные
Размеры, мм
Толщина стенки, мм
1
1,5
2
2,5
3,0
3,5
4
5
А
В
Масса погонного метра трубы, кг
20
10
0,46
0,67
15
0,53
0,79
25
10
0,53
0,79
15
0,61
0,91
1,19
28
25
1,2
1,59
30
10
0,61
0,91
1,19
15
0,68
1,01
1,33
20
0,78
1,15
1,52
1,76
2,07
35
15
1,15
1,52
40
20
1,84
2,29
2,54
2,91
3,26
25
1,52
2,01
2,53
2,77
3,18
3,57
30
2,17
2,72
45
20
2,01
2,53
30
2,32
2,92
50
25
2,32
2,92
3,25
3,73
4,2
30
2,48
3,08
40
2,78
3,45
3,95
4,56
5,15
60
30
3,45
4,56
5,15
6,28
40
4,42
5,11
5,77
70
30
4,42
5,11
5,77
50
5,37
6,21
7,03
80
40
5,37
6,21
7,03
60
7,31
8,02
9,7
100
40
8,02
9,7
70
10,26
12,7
110
50
9,28
11,3
60
10,26
12,7
120
40
11,3
60
12,8
— трубы из холоднокатаной заготовки
— трубы из холоднокатаной, горячекатаной травленой или горячекатаной заготовки
— трубы из горячекатаной травленой или горячекатаной заготовки
— трубы из горячекатаной заготовки
— предполагаемый сортамент ТЭСА «21-89», из горячекатаной заготовки (со 2-ой половины 2005г).
Внимание! Фактическое значение массы погонного метра может отличаться от рассчитанного номинального значения на ±12,5%.
Трубы изготавливаются из стали марки 2пс по ГОСТ 380-88.
Технические требования — по ГОСТ 13663-86.
ГОСТ 8645-68 Трубы стальные прямоугольные:
Труба стальная профильная прямоугольная размеры и цены в Ташкенте, звоните +998-93-503-80-68
Прямоугольная труба — это универсальный продукт, который можно использовать в качестве конструкционного элемента в зданиях или транспортных средствах, в качестве ограждения, для легких и прочных ограждений или указателей.
Компания Texas Iron & Metal предлагает широкий выбор прямоугольных стальных труб как из углеродистой, так и из оцинкованной стали. Прямоугольные трубы имеют размеры от 1 ½ дюйма x 1 дюйм до 20 дюймов x 12 дюймов, доступны в различных вариантах толщины и длины.
Мы будем рады нарезать стальные трубы в соответствии со спецификациями вашего проекта.
Стальная прямоугольная труба — это прочный, упругий, прочный и долговечный строительный материал, который можно использовать практически в бесконечном количестве областей применения. Жесткие допуски, плотная структура и хорошие возможности отделки позволяют использовать прямоугольные стальные трубы как в статике, так и в динамике. Трубы из конструкционной стали прямоугольного сечения могут выдерживать экстремальные температуры, давление и множество изменяющихся климатических различий, при этом они используются как в промышленных, так и в бытовых условиях.
Для дальнейшей настройки для вашей работы у нас есть наш 4-осевой лазерный труборез, который вырезает несколько отверстий на трубах разных сечений в полностью запрограммированном автоматическом цикле.
Свяжитесь с нами для получения дополнительной информации о нашей линейке стальных прямоугольных труб или 4 лазерных станках для резки труб, или позвоните нам по телефону 310-327-9011, если у вас возникнут вопросы.
Преимущества стальных прямоугольных труб
Структурно прочная прямоугольная стальная труба обладает множеством различных преимуществ, что делает ее очень востребованным материалом для широкого спектра применений. Прямоугольные стальные трубы обеспечивают отличное соотношение прочности к весу, а это означает, что для выполнения работы требуется меньше стали по весу. Стальные прямоугольные трубы также обеспечивают выдающиеся характеристики поддержки и сжатия, что позволяет использовать эту форму стали для широкого спектра применений колонн. Некоторые другие полезные качества прямоугольных стальных труб включают в себя:
Повышенная равномерная прочность
Экономичный
Перерабатываемый
Высокая прочность на кручение
Огнестойкий
Не деформируется
Прямоугольные стальные трубы Свойства и размеры
Стальная труба прямоугольного сечения, проверенная ASTM A500, сохраняет устоявшиеся, четко очерченные швы, которые не расположены нигде в пределах кривизны трубы. Этот тип контроля качества позволяет постоянно поддерживать в хорошем состоянии продукт, который является прочным и может противостоять нагрузкам со всех сторон, а также может легко соединяться с другими структурными формами. Радиус углов 10,6 также сохраняется, поэтому угловое сечение прямоугольной стальной трубы не превышает заданного параметра заданной толщины стенки.
Стоит отметить, что некоторые элементы из конструкционной стали могут содержать аббревиатуру «HSS», что означает Hollow Structural Section. По сути, это означает, что производимый продукт представляет собой стальную трубу квадратного или прямоугольного сечения, отвечающую конструктивным требованиям ASTM A500 класса B или C. Однако, если вы видите обозначение ASTM A500 на печати без соответствующего класса, обратитесь к своему инженеру. для дополнительного уточнения, так как минимальная прочность на растяжение марки С выше, чем у марки В.
У нас также есть квадратные стальные трубы различных размеров, ASTM A500 Grade A в этой спецификации зарезервирован для ненесущих деталей.
M & K Metals является ведущим поставщиком прямоугольных труб из конструкционной стали, сертифицированных ASTM A500, в широком диапазоне размеров. В зависимости от потребностей вашего проекта, мы можем предоставить вам стальные прямоугольные трубы, которые позволят вам выполнить свою работу вовремя и в рамках бюджета. Свяжитесь с нами сегодня, чтобы получить дополнительную информацию.
Применение прямоугольных стальных труб
Поскольку стальные трубы квадратного и прямоугольного сечения прочны, относительно легки и легко свариваются, они являются одним из наиболее широко используемых материалов для различных применений. По этим причинам эти материалы широко используются в строительстве, производстве, производстве деталей машин и даже в искусстве. Другие типы конкретных приложений включают следующее:
Несущая конструкция
Компоненты прицепа
Знаковые столбы
Спортивное снаряжение
Рамки
Стойки
Безопасность и поручни
И многое другое
прямоугольных свойств материала трубопровода конструкционной стали
Сталь состоит в основном из железа и углерода с меньшим количеством других элементов, составляющих меньшую часть структуры материала. Никель и марганец часто добавляют в состав сырой стали, чтобы обеспечить повышенную прочность на растяжение и повысить стабильность в растворе железо-углерод. Кроме того, хром увеличивает твердость стали, в то время как температура плавления, а ванадий также увеличивает твердость, делая ее менее склонной к усталости металла.
Електротехнічна мідь. Що це таке? Стаття vse-e.com / Новини
Цю тему, звичайно ж, можна розглянути з погляду класичної хімії та великих істин таблиці Менделєєва. І, тим менше, краще це зробити трохи з іншого боку і коротко розглянути основні характеристики електротехнічної міді, а також області використання, методи і джерела отримання. Адже цей матеріал є основною сировиною для електротехнічної промислової галузі, тобто для виробництва силового кабелю та дроту. Зазначимо, що більшість міді (близько 80 %) — це насправді результат переробки сульфідних руд, тому її собівартість досить висока. Звичайно, цей факт з лишком окупається величезним спектром областей застосування міді.
Мідь звичайна та електротехнічна – основні особливості
Мідь, як матеріал – це один із видів металу. Має низку унікальних властивостей. Наприклад: висока стійкість до корозії, приємний колір, пружна фактура та унікальна пластичність. Мідь також має високу провідність для електрики та відмінну теплопровідність. Мідь очищають від домішок і після цього вона стає ще м’якшою і податливішою до кування, а також набуває рожевого відтінку на зрізі. Саме видалення домішок впливає на прояв теплопровідності та електропровідності. Більшість міді – це відмінний матеріал виготовлення електротехнічних продуктів. Мідь поділяють на технічно чисту та безкисневу. Саме технічно чиста мідь йде на електротехнічні потреби. Вона містить близько 0,02-0,04% кисню. Безкиснева мідь – особливий матеріал і використовують його там, де є потреба у максимальній електропровідності.
Основні характеристики міді:
Питома вага становить 8,93 г/см3.
Температура плавлення становить 1083 градуси за Цельсієм.
Електроопір питомий при 20 градусах — 0,0167 Ом х мм2/м.
Для того, щоб виготовити різні види електротехнічних товарів, наприклад токонесучі жили кабелю і дроти, трансформаторну обмотку або електротехнічну шину, використовується мідь різних сортів.
Методи отримання міді
Для електротехнічної міді найважливішою характеристикою є чистота. Так як за наявності будь-якої зайвої домішки вище за норму, знижується її електрична провідність. Наведемо простий приклад: якщо в електротехнічній міді утримуватиметься всього близько 0,02% алюмінію, то провідність її знизиться на 10%. І це при тому, що алюміній також є електропровідник. Що вже казати про інші домішки – це грубий технологічний шлюб, що просто неприпустимо. Для отримання чистої електротехнічної міді застосовується спеціальний метод електролізу під назвою електрорафінування. Суть методу полягає у створенні певних умов, в результаті яких від молекул міді відокремлюються всі домішки та осідають на потрібному електроді. На виході виходить готова електротехнічна мідь із чистотою 99,999 відсотків. Також активно розробляються і застосовуються різні методи для виробництва спеціальних сплавів, де основою виступає мідь, або мідь входить у сплав, як із складових частин. Цікавий момент: мідь як така, як ми вже розглядали вище, досить м’який і пластичний метал. Але якщо з’єднати її з іншими металами, такі сплави дуже тверді і довговічні.
Застосування
Розглянемо відсоткове співвідношення затребуваності у різних галузях промисловості всієї надходить ринку міді. Так, для електротехнічних виробів використовується майже 70 % всієї сировини; 15 % посідає виготовлення сплавів елементів будівельних конструкцій; у машинобудуванні для деталей та механізмів використовується близько 5 % усієї міді, а також 4 % посідає транспортні конструкції; решта 6 % — інші потреби (сюди можна віднести військову галузь).
Лідер із споживання міді – будівельна промисловість, відповідно. Це 40% від усього обсягу виробництва. На електротехнічну продукцію та електроніку – припадає 26%. Машинобудування – 14%, транспорт – 11%. Близько 9% від виробленого обсягу йде виготовлення товарів широкого споживання. Безкиснева та низькокиснева мідь має відмінні властивості для лиття деталей. Тому з цього матеріалу виготовляються всілякі труби, радіатори для авто, покрівельні матеріали, технологічне обладнання і навіть конденсатори для суден, а також багато іншого.
Автор: МЕГА КАБЕЛЬ
Мідь: історія, властивості, структура, використання, біологічна роль — Наука
Відеоролик: Всесвітня історія. 11 клас. §21. Постіндустріальне (інформаційне) суспільство. Розвиток науки і техн
Зміст
Історія
Мідний вік
Бронзовий вік
Виробництво та назва
Фізичні та хімічні властивості
Зовнішній вигляд
Атомне число (Z)
Атомна вага
Точка плавлення
Точка кипіння
Щільність
Спека плавлення
Тепло випаровування
Молярна калорійність
Теплове розширення
Теплопровідність
Електричний опір
Електропровідність
Твердість по Моосу
Хімічні реакції
Структура та електронна конфігурація
Окислювальні числа
Як це отримується
Сирий матеріал
Дроблення та подрібнення
Флотація
Очищення
Електроліз
Мідні сплави
Бронзовий
Латунь
Монель
Вони знайшли
BeCu
Інший
Програми
Електропроводка та двигуни
Будівництво
Біостатична дія
Наночастинки
Біологічна роль
В електронному транспортному ланцюзі
У ферменті супероксиддисмутаза
У гемоціаніні
Концентрація в організмі людини
Список літератури
мідь являє собою перехідний метал, який належить до групи 11 періодичної системи і представлений хімічним символом Cu. Він характеризується і відрізняється тим, що є червоно-оранжевим металом, дуже пластичним і пластичним, а також чудовим провідником електрики та тепла.
У металевій формі він знаходиться як основний мінерал у базальтових породах. Тим часом він окислюється в сірчистих сполуках (сполуках більшої гірничої експлуатації), арсенідах, хлоридах та карбонатах; тобто величезна категорія корисних копалин.
Серед мінералів, що містять його, можна назвати халькоцит, халькопірит, борніт, куприт, малахіт та азурит. Мідь також присутня в попелі водоростей, у морських коралах та членистоногих.
Рівень цього металу в земній корі становить 80 ppm, а середня концентрація в морській воді 2,5 ∙ 10-4 мг / л У природі він зустрічається у вигляді двох природних ізотопів: 63Cu, з кількістю 69,15%, і 65Cu, з кількістю 30,85%.
Є дані, що мідь виплавляли у 8000 р. До н. C. і сплавлений оловом з утворенням бронзи, в 4000 р. До н. C. Вважається, що лише метеорне залізо та золото передують йому як першим металам, що використовуються людиною. Таким чином, це синонім архаїчного та помаранчевого світіння одночасно.
Мідь використовується переважно у виробництві кабелів для проведення електрики в електродвигунах. Такі кабелі, маленькі чи великі, складають машини або пристрої у промисловості та в повсякденному житті.
Мідь бере участь в електронному транспортному ланцюзі, що дозволяє синтезувати АТФ; основна енергетична сполука живих істот. Це кофактор супероксиддисмутази: фермент, який розкладає супероксид-іон, сполуку, дуже токсичну для живих істот.
Крім того, мідь відіграє роль у гемоціаніні в транспорті кисню у деяких павукоподібних, ракоподібних та молюсків, що схоже на те, яке виконує залізо в гемоглобіні.
Незважаючи на всі його благотворні дії на людину, коли мідь накопичується в організмі людини, як це є хвороба Вільсона, вона може спричинити цироз печінки, розлади головного мозку та пошкодження очей, серед інших змін.
Історія
Мідний вік
Рідна мідь використовувалася для виготовлення артефактів як замінник каменю в епоху неоліту, ймовірно між 9000 і 8000 рр. До н. C. Мідь — один із перших металів, що використовується людиною, після заліза, що міститься в метеоритах та золоті.
Є дані про використання видобутку корисних копалин для отримання міді в 5000 році до н. Е. C. Вже на більш ранню дату будували мідні вироби; такий випадок із сережкою, виготовленою в Іраці, за оцінками, 8700 р. до н. C.
У свою чергу, вважається, що металургія народилася в Месопотамії (нині Ірак) в 4000 р. До н. C., коли вдалося зменшити метал мінералів за допомогою вогню та вугілля. Пізніше мідь навмисно легували оловом для отримання бронзи (4000 р. До н. Е.).
Деякі історики вказують на мідний вік, який знаходився би хронологічно між неолітом та бронзовим віком. Пізніше залізний вік замінив бронзовий вік між 2000 і 1000 роками до н. C.
Бронзовий вік
Бронзовий вік розпочався через 4000 років після виплавки міді. Бронзові предмети культури Вінча датуються 4500 р. До н. C.; тоді як у Шумерії та Єгипті є бронзові предмети, виготовлені за 3000 років до нашої ери. C.
Використання радіоактивного вуглецю встановило існування видобутку міді в Алдерлі-Едж, Чешир та Великобританія, між 2280 та 1890 рр. До н. C.
Можна зауважити, що Йоці, «Крижана людина», за оцінками датою між 3300 і 3200 рр. До н. С., мав сокиру з головкою з чистої міді.
Римляни з 6 століття до н. Вони використовували шматочки міді як валюту. Юлій Цезар використовував монети з латуні, міді та цинкового сплаву. Крім того, монети Октавіо виготовляли зі сплаву міді, свинцю та олова.
Виробництво та назва
Виробництво міді в Римській імперії сягало 150 000 тонн на рік, що лише перевищило показник під час промислової революції. Римляни привезли мідь з Кіпру, знаючи її як aes Cyprium («метал з Кіпру»).
Пізніше цей термін дегенерував у cuprum: назва, що використовувалася для позначення міді до 1530 року, коли англійський корінний термін «мідь» був введений для позначення металу.
Велика Мідна гора у Швеції, яка діяла з X століття по 1992 рік, покривала 60% споживання в Європі в 17 столітті. Завод La Norddeutsche Affinerie в Гамбурзі (1876) був першим сучасним заводом з гальванічного покриття, що використовував мідь.
Фізичні та хімічні властивості
Зовнішній вигляд
Мідь — блискучий оранжево-червоний метал, тоді як більшість самородних металів — сірий або срібло.
Атомне число (Z)
29
Атомна вага
63546 у
Точка плавлення
1084,62 ºC
Загальні гази, такі як кисень, азот, діоксид вуглецю та діоксид сірки, розчиняються в розплавленій міді та впливають на механічні та електричні властивості металу при його застиганні.
Точка кипіння
2562 ºC
Щільність
— 8,96 г / мл при кімнатній температурі.
— 8,02 г / мл при температурі плавлення (рідина).
Зверніть увагу, що між твердою та рідкою фазою не спостерігається значного зменшення щільності; обидва представляють дуже щільні матеріали.
Спека плавлення
13,26 кДж / моль
Тепло випаровування
300 кДж / моль
Молярна калорійність
24,44 Дж / (моль * К).
Теплове розширення
16,5 мкм / (м * К) при 25 ° C.
Теплопровідність
401 Вт / (м ∙ К).
Електричний опір
16,78 Ω ∙ м при 20 ° C.
Електропровідність
59,6∙106 Є.
Мідь має дуже високу електропровідність, перевершуючи лише срібло.
Твердість по Моосу
3,0.
Тому це м’який метал, а також досить пластичний. Міцність і в’язкість підвищуються при холодній обробці завдяки утворенню видовжених кристалів однакової гранічно-центрованої кубічної структури, присутніх у міді.
Хімічні реакції
Мідь не реагує з водою, але реагує з атмосферним киснем, покриваючись шаром чорно-коричневого оксиду, який забезпечує захист від корозії підстилаючих шарів металу:
2Cu (s) + O2(g) → 2CuO
Мідь не розчиняється в розбавлених кислотах, однак вона реагує з гарячою та концентрованою сірчаною та азотною кислотами. Він також розчинний у аміаку у водному розчині та у ціаніді калію.
Він може протистояти дії атмосферного повітря та морської води. Однак його тривалий вплив призводить до утворення тонкого зеленого захисного шару (патини).
Попередній шар являє собою суміш карбонату міді та сульфату, яку спостерігають у старих будівлях або скульптурах, таких як Статуя Свободи в Нью-Йорку.
Мідь реагує нагрітим до червоного з киснем, отримуючи оксид міді (CuO), а при більш високих температурах утворює оксид купруму2АБО). Він також реагує в гарячому стані з сіркою, утворюючи сульфід міді; отже, він потьмяніє під впливом деяких сполук сірки.
Мідь I горить синім полум’ям при випробуванні на полум’я; тоді як мідь II випромінює зелене полум’я.
Структура та електронна конфігурація
Кристали міді кристалізуються в гранецентрированной кубічній (ГЦК) структурі. грань по центру кубічна). У цьому кристалі ГЦК атоми Cu залишаються приєднаними завдяки металевому зв’язку, який є порівняно слабкішим за інші перехідні метали; факт, що виявляється у його великій пластичності та низькій температурі плавлення (1084 ºC).
Відповідно до електронної конфігурації:
[Ar] 3d10 4 с1
Всі тривимірні орбіталі заповнені електронами, тоді як на 4s орбіталі є вакансія. Це означає, що тривимірні орбіталі не співпрацюють в металевих зв’язках, як можна було б очікувати від інших металів. Таким чином, атоми Cu вздовж кристала перекривають свої 4s-орбіталі, створюючи смуги, впливаючи на відносно слабку силу їх взаємодії.
Насправді отримана енергетична різниця між 3d (повними) та 4s (напівповними) орбітальними електронами відповідає за кристали міді, що поглинають фотони із видимого спектру, відображаючи їх характерний оранжевий колір.
Кристали мідної ГЦК можуть мати різні розміри, і чим вони менші, тим міцнішим буде металевий шматок. Коли вони дуже малі, тоді ми говоримо про наночастинки, чутливі до окислення і зарезервовані для селективного застосування.
Окислювальні числа
Перше число або ступінь окиснення, яке можна очікувати від міді, становить +1 через втрату електрона з його 4s-орбіталі. При його наявності в сполуці передбачається існування катіона Cu+ (зазвичай називають іоном купруму).
Це і число окислення +2 (Cu2+) є найбільш відомими і найпоширенішими для міді; вони, як правило, єдині, кого навчають у середній школі. Однак існують також окислювальні числа +3 (Cu3+) і +4 (Cu4+), які не такі рідкісні, як можна подумати на перший погляд.
Наприклад, солі купратного аніона, CuO2–, являють собою сполуки з міддю (III) або +3; такий випадок купрату калію, KCuO2 (К.+Cu3+АБО22-).
Мідь теж, хоча і в меншій мірі і в дуже рідкісних випадках, може мати негативне число окислення: -2 (Cu2-).
Як це отримується
Сирий матеріал
Найбільш використовуваними для видобутку міді мінералами є сульфіди металів, переважно халькопірит (CuFeS2) і борніт (Cu5FeS4). Ці мінерали становлять 50% від загальної кількості видобутої міді. Калеліт (CuS) та халькоцит (Cu2S).
Дроблення та подрібнення
Спочатку породи подрібнюють, отримуючи скелясті уламки 1,2 см. Потім продовжується подрібнення скелястих уламків до отримання частинок 0,18 мм. Воду та реактиви додають для отримання пасти, яку потім плавають, отримуючи мідний концентрат.
Флотація
На цій стадії утворюються бульбашки, які затримують мідні та сірчані мінерали, які присутні в пульпі. Проводиться кілька процесів збору піни, її сушіння з отриманням концентрату, який продовжує його очищення.
Очищення
Для відокремлення міді від інших металів та домішок сухий концентрат піддається високим температурам у спеціальних печах. Мідь, очищена вогнем (RAF), формується в пластини вагою приблизно 225 кг, які становлять аноди.
Електроліз
Електроліз застосовується при переробці міді. Аноди з плавильної камери надходять у електролітичні елементи для очищення. Мідь рухається до катода, а домішки осідають на дні клітин. У цьому процесі отримують мідні катоди з чистотою 99,99%.
Мідні сплави
Бронзовий
Бронза — це сплав міді та олова, мідь становить від 80 до 97%. Його застосовували при виготовленні зброї та посуду. В даний час він використовується у виробництві механічних деталей, стійких до тертя та корозії.
Крім того, він використовується для побудови музичних інструментів, таких як дзвони, гонги, цимбали, саксофони та струни арф, гітар та фортепіано.
Латунь
Латунь — це сплав міді та цинку. У промисловій латуні відсоток цинку становить менше 50%. Застосовується при розробці контейнерів та металевих конструкцій.
Монель
Монелевий сплав — нікель-мідний сплав із співвідношенням нікелю та міді 2: 1. Він стійкий до корозії і застосовується в теплообмінниках, стрижнях і арках лінз.
Вони знайшли
Констатан — це сплав, що складається з 55% міді та 45% нікелю. Застосовується для виготовлення монет і характеризується постійним опором. Також купро-нікелевий сплав використовується для зовнішнього покриття монет невеликого номіналу.
BeCu
Мідно-берилієвий сплав має відсоток берилію 2%. Цей сплав поєднує в собі міцність, твердість, електропровідність та корозійну стійкість. Сплав зазвичай використовується в електричних роз’ємах, телекомунікаційних виробах, комп’ютерних компонентах та невеликих пружинах.
Такі інструменти, як гайкові ключі, викрутки та молотки, що використовуються на нафтових вишках та вугільних шахтах, мають ініціали BeCu як гарантію того, що вони не виробляють іскор.
Інший
Сплав срібла 90% і міді 10% використовували в монетах до 1965 року, коли використання срібла було виключено в усіх валютах, крім монети в півдолара.
7% мідного алюмінієвого сплаву має золотистий колір і використовується для декору. Тим часом Шакудо — японський декоративний сплав міді та золота з низьким відсотком (4-10%).
Програми
Електропроводка та двигуни
Мідь завдяки своїй високій електричній провідності та низькій вартості є металом вибору для використання в електропроводці. Мідний кабель використовується на різних стадіях електроенергії, таких як виробництво, передача, розподіл електроенергії тощо.
50% міді, що виробляється у світі, використовується у виробництві електричних кабелів та проводів завдяки високій електропровідності, легкості формування проводів (пластичності), стійкості до деформацій та корозії.
Мідь також використовується для виготовлення інтегральних схем і друкованих плат. Метал використовується в радіаторах і теплообмінниках завдяки своїй високій теплопровідності, що полегшує тепловіддачу.
Мідь використовується в електромагнітах, вакуумних трубках, електронно-променевих трубках і магнетронах в мікрохвильових печах.
Подібним чином він використовується при побудові котушок електродвигунів та систем, що приводять у дію двигуни, що становить близько 40% світового споживання електроенергії.
Будівництво
Мідь завдяки своїй стійкості до корозії та дії атмосферного повітря тривалий час застосовується в дахах будинку, водостоках, куполах, дверях, вікнах тощо.
В даний час він використовується в обшивці стін та декоративних предметах, таких як арматура для ванних кімнат, дверні ручки та світильники. Крім того, він використовується в протимікробних препаратах.
Біостатична дія
Мідь перешкоджає зростанню численних форм життя на ній. Його застосовували в простирадлах, які розміщували в нижній частині корпусів човнів, щоб запобігти росту молюсків, таких як мідії, а також вусачів.
В даний час фарби на основі міді використовуються для вищезазначеного захисту корпусів кораблів. Металева мідь може нейтралізувати багато бактерій при контакті.
Механізм його дії вивчався на основі його іонних, корозійних та фізичних властивостей. Зроблено висновок, що окислювальна поведінка міді разом із властивостями розчинності її оксидів є факторами, що призводять до того, що металева мідь є антибактеріальною.
Металева мідь діє на деякі штами Кишкова паличка, S. aureus Y Clostridium difficile, віруси групи А, аденовіруси та гриби. Тому було заплановано використовувати мідні сплави, що контактують руками пасажирів, на різних видах транспорту.
Наночастинки
Протимікробна дія міді ще більше посилюється, коли використовуються її наночастинки, які виявились корисними для ендодонтичного лікування.
Так само наночастинки міді є чудовими адсорбентами, і оскільки вони помаранчеві, зміна кольору в них являє собою прихований колориметричний метод; наприклад, розроблений для виявлення дитиокарбаматних пестицидів.
Біологічна роль
В електронному транспортному ланцюзі
Мідь — важливий елемент життя. Він бере участь у електронному транспортному ланцюзі, утворюючи частину комплексу IV. У цьому комплексі відбувається завершальний етап електронного транспортного ланцюга: відновлення молекули кисню до утворення води.
Комплекс IV складається з двох груп: цитохрому а, цитохрому а3, а також два центри Cu; один називається CuA, а інший CuB. Цитохром a3 і CuB утворюють двоядерний центр, в якому відбувається відновлення кисню до води.
На цій стадії Cu переходить зі свого +1 ступеня окиснення до +2, віддаючи електрони молекулі кисню. Електронний транспортний ланцюг використовує NADH та FADH2, що виходять із циклу Кребса, як донори електронів, за допомогою яких він створює електрохімічний градієнт водню.
Цей градієнт служить джерелом енергії для утворення АТФ у процесі, відомому як окисне фосфорилювання. Отже, зрештою, наявність міді необхідна для продукування АТФ в клітинах еукаріотів.
У ферменті супероксиддисмутаза
Мідь входить до складу ферменту супероксиддисмутази, ферменту, який каталізує розпад супероксид-іона (O2–), сполука, токсична для живих істот.
Супероксиддисмутаза каталізує розкладання супероксид-іона на кисень та / або перекис водню.
Супероксиддисмутаза може використовувати відновлення міді для окислення супероксиду до кисню, або може спричинити окислення міді з утворенням перекису водню із супероксиду.
У гемоціаніні
Гемоціанін — це білок, присутній у крові деяких павукоподібних, ракоподібних та молюсків. Він виконує функцію, подібну до гемоглобіну у цих тварин, але замість заліза в місці транспортування кисню він має мідь.
У своєму активному центрі гемоціанін має два атоми міді. З цієї причини колір гемоціаніну синьо-зелений. Центри металевої міді не контактують безпосередньо, але мають близьке розташування. Молекула кисню затиснута між двома атомами міді.
Концентрація в організмі людини
В організмі людини міститься від 1,4 до 2,1 мг Cu / кг маси тіла. Мідь всмоктується в тонкому кишечнику, а потім переноситься в печінку разом з альбуміном. Звідти мідь транспортується до решти людського тіла, прикріпленого до білка плазми церулоплазміну.
Надлишок міді виводиться через жовч. Однак у деяких випадках, наприклад, при хворобі Вільсона, мідь накопичується в організмі, проявляючи токсичну дію металу, що впливає на нервову систему, нирки та очі.
Список літератури
Гото, С.А., Хухавар, М.Й., Джахангір, Т.М. та ін. (2019). Застосування наночастинок міді для колориметричного виявлення дитиокарбаматних пестицидів. J Nanostruct Chem 9: 77. doi.org/10.1007/s40097-019-0299-4
Санчес-Санхуеза, Габріела, Фуентес-Родрігес, Даніела та Белло-Толедо, Гелія. (2016). Наночастинки міді як потенційний антимікробний засіб при дезінфекції кореневих каналів: систематичний огляд. Міжнародний журнал одонтостоматології, 10 (3), 547-554. dx.doi.org/10.4067/S0718-381X2016000300024
В последние месяцы вы, наверное, часто видели слово «мид» в TikTok . Кажется, он постоянно появляется в видео, подписях и комментариях. И как только вы начнете использовать его в своих разговорах, вы можете обнаружить, что не можете остановиться. Это потому, что «середина» кажется идеальным на данный момент: это три маленькие буквы, которые означают легкую надутую губу и пожимание плечами.
«Среднее» определено Urban Dictionary как слово, «используемое для оскорбления или унижения противоположного мнения, обозначая его как среднее или низкое качество». По сути, это быстрое сокращение для среднего или посредственного уровня — не страшно, но и не о чем волноваться. «Как прошел твой День подарков?» «Угу, довольно середина — в итоге мы просто сидели и играли в настольные игры».
Реклама
«Середина» стала такой вещью в TikTok, что хэштег набрал более 633 миллионов просмотров. Его популярность, безусловно, подпитывается вирусным клипом, в котором американский профессиональный рестлер Максвелл Джейкоб Фридман расхваливает себя (и презирает соперника), говоря: «Это называется Средний Запад (Америки), потому что все в нем среднее». Ой, одним махом Фридман назвал 12 штатов США, включая Мичиган, Огайо и Висконсин, «средними».
С тех пор создатели TikTok перепрофилировали его мгновенный звуковой байт, чтобы применить слово «середина» ко всему, от посредственных шоу Netflix до, ну, в общем, наличия парня (относительно, tbh).
@reagannnd Помехи в моих волосах MID #MyBrawlSuper #SnowballFightAgainstHunger #Fyp #mid ♬ Используйте этот звук, если вы гей — Мусор
Даже бюджетная авиакомпания Ryanair была отклонена как «средний уровень».
@ryanair Где ложь?😏🥵 #ryanair #airline ♬ Используйте этот звук, если вы гей — Garbage
В преддверии еще одного года потенциального пандемического стресса, включая неизбежную неоплачиваемую сверхурочную работу, к которой приводит работа на дому, слову «средний», кажется, суждено стать еще более популярным. Просто следите за тем, чтобы все, что было отвергнуто как «среднее» и «чеги», что может быть просто двойным оскорблением TikTok.
Living
Эпоха грязного шика: почему знаменитости эстетизируют несовершенство?
В недавнем прошлом пользователи Instagram настолько привыкли к гиперстилизованному шаблону профиля знаменитости из списка A-list, что гомогенный гламур
Изабелла Венутти
Tech
Поможет ли приложение One Sec избавиться от моей зависимости от социальных сетей?
Я почти уверен, что у меня вмятины на обоих мизинцах из-за того, как я держу телефон. Подобно тому, как рукоятка карандаша может образовать мозоли у писателя, моя прямая кишка
Мэгги Чжоу
Tech
Как мы на самом деле относимся к BeReal?
Усталость от социальных сетей реальна. Список нарушений, совершенных приложениями для социальных сетей, бесконечен. Проблемы с образом тела, проблемная позиция секс-работника, unfai
Мэгги Чжоу
Реклама
Технологии
Instagram знает, что вы хотите, чтобы он снова стал Instagram
Instagram знает, что мы покончили с попытками быть похожими на TikTok, и говорит, что что-то с этим делает. Ранее на этой неделе в посте @illumitat
Ника Левина
Tech
Новый набор смайликов включает в себя афрогребешок, розовое сердце и Кханда
Некоторые смайлики круче других — просто спросите поколение Z о смеяться-плакать — но новые всегда повод для празднования. Это не только потому, что
Ник Левин
TikTok
Новая функция TikTok остановит вашу бесконечную прокрутку
Сегодня хорошие новости для всех, кто попал в бесконечный цикл прокрутки. TikTok представил новую функцию, призванную помочь вам красный
от Ника Левина
Красота
Единственное, что заставило меня наконец-то начать пользоваться зубной нитью
Когда я думаю о сверкающих жемчужно-белых зубах, на ум приходят две вещи. Первая — это культовая песня из эпизода Fairy OddParents, в которой поп-певица Chi
Чичи Офор
Tech
Слушайте — вот беспроводные наушники, которые вы можете купить Сейчас
Джессика Морган
Tech
Новая функция WhatsApp сэкономит вам так много времени в У всех нас сложные отношения с групповым чатом. В некоторые дни мы счастливы провести все утро, болтая с нашими девочками; другие, мы просто хотим
от Ника Левина
TikTok
Почему «Обрезка» и «Время историй» закончились…
Некоторые тренды TikTok говорят сами за себя, чем другие. Это место, где мы можем узнать об утренней рутине других, проверить последние
Ника Левина
Instagram
Забудьте о «Casual Instagram». Я скучаю по безумному Instagram 2012 года
Сегодня мы собираемся совершить нашу глупую прогулку для нашего глупого психического здоровья по переулку памяти обратно в 2012 год. Вы достаете свой новый iPhone 5 из кармана y
Энди Кент
ТикТок
TikTok только что прижался к женоненавистничеству, неправильному половому признаку и выпуску контента…
TikTok объявил, что обновляет свои правила сообщества, чтобы запретить контент, пропагандирующий беспорядочное питание. Приложение уже удаляет контент явно pro
от Nick Levine
Advertisement
Advertisement
Что означает «Mid» в TikTok? Вирусная фраза — идеальное прилагательное
Вирусный
От Среднего Запада до середины вашего телефона.
по Emma Carey
Обновлено:
Первоначально опубликовано: 287Z»> январь 18, 2022
Tiktok
. темы — от рецептов до королевской семьи — также может оставить нам массу вопросов. Например: почему кто-то в моем разделе комментариев говорит мне, что мои навыки редактирования TikTok «средние»? утра я середина? И какое отношение ко всему этому имеет Skyline Chili? Если фраза «середина» вызывает у вас смутное оскорбление по причинам, которые вы не можете указать, то вы, вероятно, ищете, что означает «середина» в TikTok.
Хотя слово «мид» существовало задолго до того, как TikTok засветился в глазах Musical.ly, приложение сделало это слово все более популярным среди интернет-пользователей — оно не только часто появляется как дисс в разделах комментариев, но и становится используется в популярных звуках и трендах. Согласно верхнему определению Urban Dictionary, опубликованному в 2020 году, «средний» «используется для оскорбления или унижения противоположного мнения, обозначая его как среднее или низкое качество». (Очень сурово, Тай!) Хотя это слово можно использовать и в менее суровых целях, например, назвать альбом или фильм переоцененным, контекст имеет ключевое значение, поскольку его использование для обозначения внешности или целого региона Соединенных Штатов обычно считается немного обидно.
Популярные «средние» тренды TikTok
Возможно, одним из самых известных трендов TikTok, использующих «средний», является звук, который начал распространяться в 2021 году из сентябрьского клипа All Elite Wrestling. В клипе боец AEW Максвелл Джейкоб Фридман осуждает толпу в Цинциннати, штат Огайо, крича: «Это называется Средним Западом, потому что все в нем — MID». Далее он перечисляет различные товарные знаки Огайо, помечая их один за другим как средний. «Скайлайн Чили? Середина! Ваши Цинциннати Редс, которые не выигрывали Мировую серию с 19 лет90? Мух-мух-мух-мид!» он кричит. «И каждый человек, который здесь живет… является… СРЕДНИМ».
Похоже, Средний Запад смог оправиться от атаки почти невредимым. Однако дискурс TikTok получил длительные травмы.
Самая популярная итерация монолога на TikTok — это ускоренная версия с добавленными звуковыми эффектами для акцента, в которой сейчас почти 200 тысяч видео, использующих звук. TikTokers использовали звук, чтобы жаловаться на «средние» характеристики различных тем, будь то удвоение клеветы на Среднем Западе или разговоры о том, что опыт колледжа средний.
Еще один популярный звук, использующий «средний», стал популярным среди тиктокеров, чтобы подчеркнуть свой несредний статус. — Какая, черт возьми, может быть разница между тобой и мной? — спрашивает высокий голос в звуке. «Разница в том, что я не в миде», — отвечает другой голос до того, как бит падает.
Первое использование звука, которое набрало почти 2 миллиона просмотров, представляет собой синюю хирургическую маску, задающую этот вопрос гладкой черной хирургической маске — подразумевается, что черные хирургические маски гораздо более стильны, а синие хирургические маски, на самом деле середина. Так да. Даже маски для лица, по-видимому, могут быть средними.
Некоторые другие претенденты, которые сталкивались друг с другом, используя этот звук, — это левая сторона лица против правой стороны и Твинки против Гансито.
Происхождение и альтернативные значения слова «средний»
Хотя в более поздних определениях слова «средний» в Urban Dictionary это слово определяется как более общее оскорбление среднего качества чего-либо, определения 2000-х и начала 2010-х годов чаще ссылаются на «средний класс». каннабис. Как объясняет Weedmaps: «Средний или средний — это один из немногих терминов для травки, который не совсем лучший, но и не ужасный. Он средний, троечник зародыша». Поскольку сорняк среднего сорта обычно дешевле и более низкого качества, чем другие сорта, в этом контексте средний может использоваться как оскорбление, особенно для того, чтобы назвать кого-то дешевым. Тем не менее, подавляющее большинство определений, относящихся к сорняку среднего сорта, являются нейтрально-позитивными, обычно отмечая, что сорняк среднего сорта по-прежнему выполняет свою работу.
Сотрудничество с намипозволит Вам получить всенеобходимые комплектующие и оборудование в кротчайшиесроки и по разумным ценам.
АДС- это сварка неплавящимся электродом в среде инертного защитного газа, где в качестве нерасходного* электрода используется тугоплавкий вольфрамовый или с легирующими элементами электрод. Дуга горит между электродом и свариваемым изделием. Для защиты сварочной ванны и охлаждения вольфрамового электрода применяются инертные защитные газы, в большинстве случаев это 100% аргон (Ar), однако при сварке некоторых металлов может применяться гелий (He) или смеси газов с водородом (H) и азотом (N). При необходимости к переднему краю сварочной ванны подается присадочный материал.
Швы, полученные в ходе аргонодуговой сварки, отличаются поразительной чистотой и высоким качеством. Вероятность попадания шлака в сварной шов исключается полностью из-за его отсутствия, поэтому шов практически не требует зачистки после сварки. Аргонодуговая сварка может использоваться для сварки практически всех металлов, вручную или механизировано. В основном данная технология используется для сварки сплавов на основе алюминия и нержавеющих сталей, где к сварному шву предъявляются особенно высокие требования к качеству. По этой же причине для автоматической сварки неповоротных стыков труб (орбитальная сварка) был выбран именно этот процесс сварки. Из-за относительно малой производительности по сравнению с другими видами сварки, обычно этот процесс применяется при сварке изделий с толщиной металла 0,3-4 мм, реже 6 мм, в исключительных случаях при сварке больших толщин.
Подбор сварочного тока:Углеродистые и корозионностойкие стали примерно 30-40 А на 1 мм толщины.Сплавы на основе алюминия – 40-50 А на 1 мм толщины.
Сплавы на основе меди — 75-80 А на 1 мм толщины.
_____________________________________________________________________________* — безусловно, при аргонодуговой сварке происходит износ (расход) вольфрамового электрода, но так как он не участвует в формировании металла шва, его нельзя считать сварочным материалом.
santehtorg.com
Аппарат АДС-1
АДС–1 Универсальная установка для автоматической сварки (MIG/MAG) Универсальный автомат дуговой сварки АДС-1 предназначен для автоматической сварки стальных листов, а именно стыковых и угловых швов в нижнем положении проволоками сплошного сечения и порошковыми проволоками в среде защитных, активных газов и их смесях. Автомат используется совместно с источником питания инверторным специальным для автоматической и полуавтоматической сварки ДС 400.33М.
АДС-1 имеет заводскую гарантию 2 года.
Функциональные возможности
Задание всех параметров сварки непосредственно на панели управления автомата дуговой сварки.
Плавная регулировка скорости движения автомата, скорости подачи сварочной проволоки и напряжения на дуге.
Стандартная катушка диаметром 200 мм.
Возможна ведение сварки на удалении до 30 м от сварочного источника.
Встроенный отсекатель защитного газа.
«Тест газа» и «тест проволоки».
Предусмотрено дополнительное крепление кабелей и горелки тросиком к корпусу автомата.
Сварка в непрерывном и прерывистом режиме.
На панели блока управления расположены: 1 — кнопка теста газа 2 — кнопка теста проволоки 3 — кнопка «ПУСК» 4 — кнопка «СТОП» 5 — индикатор включения напряжения питания 6 — задатчик скорости подачи проволоки 7 — задатчик скорости движения автомата 8 — задатчик частоты колебаний горелки 9 — задатчик подстройки напряжения сварки на источнике 10 — кнопка включения механизма колебания горелки
11 – конечный выключатель движения каретки
Автомат АДС-1 имеет специальный режим сварки – сварка прерывистых швов.
На панели управления прерывистым режимом сварки расположены: 1 — задатчик длины сварочного шва 2 — задатчик шага сварки
3 — тумблер включения режима
Автоматическая сварка проволокой сплошного сечения Св08Г2С в защитном газе CO2
Сварочный аппарат АДС-1
Стыковой шов
Угловой шов
Напряжение питания, В
~36
Потребляемая мощность, кВА, не более
0,2
Скорость подачи проволоки, м/мин
1 — 16
Скорость перемещения автомата, м/мин
0 — 0,9
Амплитуда поперечных колебаний горелки, мм
0 — 12
Частота колебаний, кол/с
0,2 — 2
Количество роликов подающего механизма
4
Диаметр проволоки, мм — Сплошного сечения
— Порошковая
1,0 – 1,6
1,6 – 2,0
Номинальный сварочный ток при ПН=100 %, А
400
Диапазон рабочих температур, °С
От — 40 до + 40
Масса (без учета массы катушки с проволокой), кг
25
Габаритные размеры (ШхВхГ), мм
285х415х680
Расстояние до сварочного аппарата, м
30
С аппаратом ДС 400. 33УКП и ПМ-4.33 поставляется комплект кабелей различной длины.:
Плазмотрон Т150
«Земляной кабель»
ЗИП для резака Т1501 — Корпус плазмотрона Т1502 — Электрод Т1503 — Завихритель Т1504 — Сопло Т1505 — Наконечник Т150
6 — Ограничитель Т150
Компрессор воздушный. Давление 5-6атм. Расход 300-350л/мин. Воздух также может браться из заводской магистрали.
Осушитель воздуха ТТ390. Предназначен для комплектования агрегатов и установок плазменной резки, работающих в цеховых и трассовых условиях при повышенной влажности сжатого воздуха.
С аппаратом ДС 120П.33 поставляется:
Труборез ТР-2.3 или ТР-2.4
Резак Т150А (дина шлангопакета 15м или 25м)
Блок управления БУТ-2.3
Пульт ДУ УПР-2. 3
Cоединительные кабели
ЗИП для резака Т1501 — Корпус плазмотрона Т1502 — Электрод Т1503 — Завихритель Т1504 — Сопло Т150
5 — Наконечник Т150
Принцип работы воздушно-плазменной резки и ее возможности.
Видео-руководство по использованию установки ручной воздушно-плазменной резки.
www.xn--e1aqadalkdy.xn--p1ai
Сварочный трактор АДС
Фиг.78.Сварочный трактор АДС-1000-2.
Трактор рассчитан на сварочный ток от 200 до 1000 а и электродную проволоку диаметром от 1,6 до 5 мм. Скорость сварки трактором от 16 до 126 м/час при скорости подачи проволоки от 52 до 403 м/час. Скорость сварки и скорость подачи проволоки регулируется сменными шестернями.
Трактор имеет корректирующий механизм для направления электрода по шву во время сварки и для поперечного наклона головки с мундштуком при сварке угловых швов. Вес трактора без проволоки 42 кг, вес электродной проволоки 8—10 кг, емкость флюсового бункера 4,5 дм3 (10 кг флюса).
Сварочный трактор АДС-500 является самым легким. Его вес всего 29 кг. Он предназначен для автоматической сварки под флюсом постоянным током стыковых и угловых соединений при толщине металла от 3,0 до 30 мм. Сварка производится электродной проволокой диаметром 1,6—2,5 мм со скоростью от 15 до 70 м/час. Скорость подачи проволоки не зависит от длины дуги и может изменяться в пределах от 1,8 до 7,0 м/мин.
Регулировка скорости сварки и подачи производится плавно путем изменения оборотов электродвигателя
Сварочный трактор АДС-1000-2 (фиг. 78) относится к универсальным сварочным автоматам. Он имеет автоматическое регулирование скорости подачи электрода в зависимости от напряжения на дуге.
Трактор АДС-1000-2 поставляют с трансформатором ТСД-1000-3. Сила сварочного тока регулируется дистанционными кнопками, расположенными на пульте управления трактора. Скорость сварки изменяется плавно путем изменения числа оборотов двигателя постоянного тока.
Верхняя часть трактора поворотная. Это дает возможность вести сварку как внутри колеи колес, так и вне ее.
Трактор предназначен для сварки валиковых и стыковых швов с разделкой и без разделки кромок при толщине металла от 6 до 30 мм.
Сварка на этом тракторе производится электродной проволокой диаметром от 3 до 6 мм со скоростью ее подачи от 0,5 до 2,0 м/мин, при сварочном токе 400—1200 а я скорости сварки от 15 до 70 м/час.
Вес трактора 65 кг без электродной проволоки и флюса. Вес электродной проволоки 12 кг, вес флюса в бункере 12 кг.
РДС выполняют сварочными электродами, которые подают в дугу и перемещают вдоль заготовки. Для удержания электрода и подвода к нему тока сварщик использует электродержатель. Сварщик защищает лицо от светового и ультрафиолетового излучений дуги предохранительным щитком или маской с темным стеклом, а тело и руки – брезентовой спецодеждой и рукавицами. Рабочее место сварщика – специальная рабочая кабина.
При ДС нагрев Ме осуществляется электрической дугой. При устойчивом длительном протекании тока через ионизированный газовый промежуток между двумя электродами, подсоединенный к соответствующему источнику питания, выделяется тепловая и световая энергии. Температура, развиваемая в дуге, может быть очень высокой, значительно превышающей температуру плавления различных конструкционных металлов. Для сварки Ме плавление дуговой разряд применяется при различных формах его использования.
Электроды представляют собой проволочные стержни м нанесенным на них покрытиями. Стержень электрода изготавливают из спец сварочной проволоки повышенного качества. Электроды классифицируют по след признакам: типу покрытия, химическому составу жидкого шлака и газовой сварке. По типу покрытии электроды подразделяют на электрды со стабилизирующим, защитным и легирующим покрытиями.
65. Автоматическая дуговая сварка(адс) под слоем флюса.
Для АДС под флюсом используют непокрытую электродную проволоку и флюс для защиты дуги и сварочной ванны от воздуха. Подача и перемещение электродной проволоки механизированы. Автоматизированы процессы зажигания дуги и заварки кратера в конце шва. Флюсы служат для изоляции сварочной ванны от атмосферы воздуха, обеспечения устойчивого горения дуги, формирования поверхности шва и получения заданных состава и свойств наплавленного Ме.
1 – токопровод
2 – механизм подачи
3 – проволока
4 – ванна жидк. шлака
5 – флюс (30-50 мм)
6 – тв. шлаков корка
7 – сварной шов
8 – осн. Ме
9 – Ме ванна
10 – дуга
66. Сварка в среде защитных газов. Сущность. Применяемые газы.
При сварке в защитном газе электрод, зона дуги и сварочная ванна защищены струей защитного газа. При газовой защите процесс сварки происходит в атмосфере газа, менее вредного, чем воздух. Для устранения вредного влияния атмосферного воздуха, вызывающего хрупкость наплавленного Ме, на Ме шва стали в зону сварки вводить инертные газы (аргон и гелий) и активные газы (углекислый газ, азот, водород и др. ), иногда – смеси двух газов или более. В нашей стране наиболее распространено применение аргона и углекислого газа.
67. Плазменно-дуговая сварка
Плазменная струя, применяемая для сварки, представляет собой направленный поток частично или полностью ионизированного газа, имеющего температуру 10 000 – 20 000 °С. Плазму получают в плазменных горелках, пропуская газ через столб сжатой дуги. Дуга горит в узком канале сопла горелки, через который продувают газ. При этом столб дуги сжимается, что приводит к повышению в нем плотности энергии и температуры. Газ, проходящий через столб дуги, нагревается, ионизируется и выходит из сопла в виде высокотемпературной плазменной струи. В качестве плазмообразующих газов применяют азот, аргон, водород, гелий и воздух и их смеси.
studfiles.net
Смотрите также
Автоматическая сварка
Виды сварочного пламени
Сварочный цех
Сварка нержавеющих труб
Профи сварочный аппарат
Электроды для сварки графитовые
Панч 11 проволока сварочная
Компромат сварка
С какой целью применяют осциллятор при сварке неплавящимся электродом
Технология двухдуговой сварки в раздельные ванны
Аппарат для точечной сварки аккумуляторов своими руками
64.
Ручная дуговая сварка(рдс). Покрытия электродов.
РДС выполняют сварочными электродами, которые подают в дугу и перемещают вдоль заготовки. Для удержания электрода и подвода к нему тока сварщик использует электродержатель. Сварщик защищает лицо от светового и ультрафиолетового излучений дуги предохранительным щитком или маской с темным стеклом, а тело и руки – брезентовой спецодеждой и рукавицами. Рабочее место сварщика – специальная рабочая кабина.
При ДС нагрев Ме осуществляется электрической дугой. При устойчивом длительном протекании тока через ионизированный газовый промежуток между двумя электродами, подсоединенный к соответствующему источнику питания, выделяется тепловая и световая энергии. Температура, развиваемая в дуге, может быть очень высокой, значительно превышающей температуру плавления различных конструкционных металлов. Для сварки Ме плавление дуговой разряд применяется при различных формах его использования.
Электроды представляют собой проволочные стержни м нанесенным на них покрытиями. Стержень электрода изготавливают из спец сварочной проволоки повышенного качества. Электроды классифицируют по след признакам: типу покрытия, химическому составу жидкого шлака и газовой сварке. По типу покрытии электроды подразделяют на электрды со стабилизирующим, защитным и легирующим покрытиями.
65. Автоматическая дуговая сварка(адс) под слоем флюса.
Для АДС под флюсом используют непокрытую электродную проволоку и флюс для защиты дуги и сварочной ванны от воздуха. Подача и перемещение электродной проволоки механизированы. Автоматизированы процессы зажигания дуги и заварки кратера в конце шва. Флюсы служат для изоляции сварочной ванны от атмосферы воздуха, обеспечения устойчивого горения дуги, формирования поверхности шва и получения заданных состава и свойств наплавленного Ме.
1 – токопровод
2 – механизм подачи
3 – проволока
4 – ванна жидк. шлака
5 – флюс (30-50 мм)
6 – тв. шлаков корка
7 – сварной шов
8 – осн. Ме
9 – Ме ванна
10 – дуга
66. Сварка в среде защитных газов. Сущность. Применяемые газы.
При сварке в защитном газе электрод, зона дуги и сварочная ванна защищены струей защитного газа. При газовой защите процесс сварки происходит в атмосфере газа, менее вредного, чем воздух. Для устранения вредного влияния атмосферного воздуха, вызывающего хрупкость наплавленного Ме, на Ме шва стали в зону сварки вводить инертные газы (аргон и гелий) и активные газы (углекислый газ, азот, водород и др.), иногда – смеси двух газов или более. В нашей стране наиболее распространено применение аргона и углекислого газа.
67. Плазменно-дуговая сварка
Плазменная струя, применяемая для сварки, представляет собой направленный поток частично или полностью ионизированного газа, имеющего температуру 10 000 – 20 000 °С. Плазму получают в плазменных горелках, пропуская газ через столб сжатой дуги. Дуга горит в узком канале сопла горелки, через который продувают газ. При этом столб дуги сжимается, что приводит к повышению в нем плотности энергии и температуры. Газ, проходящий через столб дуги, нагревается, ионизируется и выходит из сопла в виде высокотемпературной плазменной струи. В качестве плазмообразующих газов применяют азот, аргон, водород, гелий и воздух и их смеси.
Сварочный шлем Hobart Creator серии AD, 1776 — 770870
Описание
Сварочные маски Hobart серии Creator с автоматическим затемнением предназначены для серьезных производителей по цене DIY. Эти шлемы улучшены по сравнению с серией Pillar, предлагая более быстрое время реакции линзы, большую площадь обзора, расширенный диапазон оттенков и три независимых датчика. Эта серьезная производительность дополняется ультра-удобным головным убором и улучшенным внутренним управлением.
Функции
Серия Creator оснащена объективом с большой площадью обзора со скоростью переключения 1/25 000, внутренними элементами управления, 3 датчиками и режимами сварки/шлифовки для повышения производительности на каждом этапе производства.
Большая площадь обзора 7,1 кв. м с широким форматом экрана обеспечивает улучшенную видимость
Быстрая скорость переключения и настройки затемнения от 9до 13 обеспечивают большую гибкость для сварки MIG, TIG и Stick
Три независимых датчика дуги для надежного обнаружения дуги
Режим шлифовки предотвращает потемнение линзы для четкого, видимого шлифования.
Головной убор обеспечивает широкие возможности регулировки
Внутренние элементы управления позволяют сварщику легко регулировать параметры затемнения, чувствительности и задержки.
Шлем принимает увеличительную линзу «читер»
Автоматическое включение/выключение питания приводит в действие линзу при возникновении дуги.
100% постоянная защита от ультрафиолета и инфракрасного излучения
Характеристики
Поле обзора: 3,82 x 1,85 дюйма (97 x 47 мм)
Скорость переключения: 1/25 000 секунды
Датчики: 3
Режимы работы: сварка и шлифовка
Оттенки: затемненное состояние № 9–13, светлое состояние № 3
Вес: 19 унций (540 г)
Использует 1 сменную литиевую батарею CR 2450
Соответствует ANSI Z87. 1-2015, CSA и CE EN379Стандарты
2 года гарантии
Тип: Сварочный шлем
Блейн № 1217026 | № производителя 770870
$ 119 99
Описание
Сварочные маски Hobart серии Creator с автоматическим затемнением предназначены для серьезных производителей по цене DIY. Эти шлемы улучшены по сравнению с серией Pillar, предлагая более быстрое время реакции линзы, большую площадь обзора, расширенный диапазон оттенков и три независимых датчика. Эта серьезная производительность дополняется ультра-удобным головным убором и улучшенным внутренним управлением.
Функции
Серия Creator оснащена объективом с большой площадью обзора со скоростью переключения 1/25 000, внутренними элементами управления, 3 датчиками и режимами сварки/шлифовки для повышения производительности на каждом этапе производства.
Большая площадь обзора 7,1 кв. м с широким форматом экрана обеспечивает улучшенную видимость
Быстрая скорость переключения и настройки затемнения от 9до 13 обеспечивают большую гибкость для сварки MIG, TIG и Stick
Три независимых датчика дуги для надежного обнаружения дуги
Режим шлифовки предотвращает потемнение линзы для четкого, видимого шлифования.
Головной убор обеспечивает широкие возможности регулировки
Внутренние элементы управления позволяют сварщику легко регулировать параметры затемнения, чувствительности и задержки.
Шлем принимает увеличительную линзу «читер»
Автоматическое включение/выключение питания приводит в действие линзу при возникновении дуги.
100% постоянная защита от ультрафиолета и инфракрасного излучения
Характеристики
Поле обзора: 3,82 x 1,85 дюйма (97 x 47 мм)
Скорость переключения: 1/25 000 секунды
Датчики: 3
Режимы работы: сварка и шлифовка
Оттенки: затемненное состояние № 9–13, светлое состояние № 3
Вес: 19 унций (540 г)
Использует 1 сменную литиевую батарею CR 2450
Соответствует стандартам ANSI Z87.1-2015, CSA и CE EN379
2 года гарантии
Тип: Сварочный шлем
Вопросы и ответы по продукту
Отзывы клиентов
Как начать прибыльный сварочный бизнес и добиться успеха
Последнее обновление
Многие люди мечтают стать владельцем собственной успешной компании: получать доход успешного владельца бизнеса, работать в свое свободное время и иметь лучшую команду. Возможно, вы мечтаете об этом.
Если вы сварщик, это может быть идеальным вариантом для вас. Возможности в бизнес-климате по всему миру невероятны для тех, кто хочет сделать решительный шаг, но есть некоторые фундаментальные принципы, которые любой начинающий владелец компании должен усвоить в первую очередь.
Это не просто обучение тому, как начать сварочный бизнес. Это легкая часть. Речь идет о том, как создать компанию, которая добьется успеха. Прочтите это руководство, чтобы начать прибыльный сварочный бизнес, придерживаясь обсуждаемых принципов, и вы узнаете, какие шаги необходимо предпринять для достижения успеха.
Различные виды сварочного производства
Прежде чем начать свой бизнес, важно решить, какой компанией вы хотите управлять. Есть много разных маршрутов, и каждый из них имеет свои плюсы и минусы. Прочитав этот пост «10 лучших бизнес-идей в области сварки и производства для получения прибыли», вы получите подробное руководство по различным доступным вам вариантам. Вот несколько хороших вариантов для рассмотрения:
Производство тяжелой нержавеющей стали
Сварка алюминия
Производство большегрузных прицепов
Производство стальных конструкций
Мобильная сварочная служба
Услуги подводной сварки
Услуги по аварийной сварке
Когда начинать сварочный бизнес
Первый шаг, который необходимо учитывать, — это сроки начала бизнеса. Сварка — это бурно развивающаяся отрасль во всем мире, особенно в США, поэтому вопрос о том, когда начинать работу на рынке, не имеет значения. Я убежден, что на каком бы рынке вы ни начинали, эти принципы помогут вам добиться успеха.
Решающее время определяется несколькими факторами, которые будут изложены ниже. Во-первых, вы готовы с правильным мышлением? Вы можете быть отличным сварщиком и иметь список клиентов, ожидающих отправки вам работы, но если ваш бизнес-подход неверен, ваша компания не добьется успеха.
Вам также необходимо управлять своими финансами, и вам нужна поддержка других людей, которые помогут вам в ваших начинаниях. Вы можете начать бизнес, которому не хватает одной из этих областей, и он все равно может иметь некоторый успех. Тем не менее, он не сможет полностью реализовать свой потенциал, если не будут приняты во внимание все три эти области.
Изображение предоставлено: Бюро по управлению земельными ресурсами Орегона и Вашингтона, Викимедиа
Правильное мышление
Успешное ведение сварочного бизнеса требует гораздо большего, чем просто работа в мастерской. Для этого требуются три конкретных образа мышления, которые сделают вас признанным владельцем бизнеса, а не посредственным.
Ориентируйтесь на клиента
Вы должны ориентироваться на клиента. Вы должны понимать своих клиентов и посвятить себя тому, чтобы предоставить им наиболее удовлетворительный опыт. Это приведет к тому, что вы будете готовы принять их ошибки как свои собственные, чтобы они ушли довольными и обогащенными вашим обслуживанием. Это обеспечит вам стабильные отношения с клиентами, а они, в свою очередь, поддержат вас в текущих контрактах.
Если вы решите заботиться только о тех клиентах, которые, по вашему мнению, будут выполнять текущую работу, пренебрегая остальными, вы можете не увидеть немедленных последствий, но это замедлит рост вашего бизнеса. Вы никогда не узнаете, кто тот обычный человек, который появляется у вас на пороге, и кому он мог бы вас порекомендовать. Забота о каждом будет творить чудеса для вашей компании.
Изображение предоставлено Бюро по управлению земельными ресурсами штата Орегон и Вашингтон, Flickr
Примите во внимание отношение к сотрудникам
Как ни важно мышление, ориентированное на клиента, этого недостаточно. Вы также должны быть привержены чувствительному к сотрудникам мышлению и при этом прививать им дух, ориентированный на клиента. Помните, что ваши сотрудники всегда будут вашим бизнесом, и вы также контролируете значительную часть их средств к существованию. Если вы не желаете брать на себя эту ответственность и хотите относиться к ним только как к средству для достижения собственного успеха, вы неизбежно добьетесь очень небольшого успеха.
Лучший способ обращаться с работниками — думать о том, чтобы быть на их месте. Относитесь к ним с поощрением и поддержкой, которые вы цените. Результаты будут потрясающими для них и для вас. Установите свое мышление в этом, прежде чем начать бизнес. Когда жизнь становится беспокойной, когда ваша компания начинает расти, у вас будет правильное мышление, не пытаясь понять это под давлением.
Узнайте свои сильные и слабые стороны
Ни один человек не является супергероем бизнеса. Бизнес всегда отмечен командой и людьми, которые преуспевают в разных областях. Это то, что делает успешный бизнес процветающим. Будьте готовы узнать, в чем заключаются ваши сильные и слабые стороны, чтобы вы могли быть уверены, что ваше время в основном тратится на те области, в которых вы лучше всего разбираетесь. Если вы попытаетесь сделать все, ваша компания будет сильно затруднена.
Если вы не доверяете ответственные роли разным людям, в вашей компании всегда будет нехватка баланса, и вы проиграете на многих необходимых фронтах. Изучите свои сильные и слабые стороны, проанализировав себя и расспросив окружающих, прежде чем начать свой бизнес, и у вас будет прочная основа для построения вашей компании.
Изображение предоставлено: Бюро по управлению земельными ресурсами Орегона и Вашингтона, Flickr
Финансы
Прежде чем начинать бизнес, важно иметь хорошие финансовые показатели. Хотя широкая база денежных средств полезна, а иногда и необходима, управление финансами имеет решающее значение. Вы можете начать малый бизнес с несколькими долларами и масштабировать его с помощью грамотного управления финансами, но наоборот это не работает. Если у вас есть большой банковский счет без необходимых финансовых систем, ваша компания просуществует не так долго, прежде чем закрыться в финансовом отношении.
Если вы не очень хорошо разбираетесь в финансах, найдите кого-нибудь, кто станет вашим наставником, или наймите кого-то, кто преуспевает в финансовом отношении, для управления этой стороной вашего бизнеса. Стоимость их найма будет крошечной по сравнению с прибылью, которую они принесут вам.
Изображение предоставлено сержантом. Синтия Росарио, издательство Army University Press
Поддержка других
Сотрудники важны для бизнеса, но не менее важна поддержка посторонних, таких как семья, друзья и другие владельцы бизнеса. Чем больше людей вовлечено, будь то непосредственно в компании или косвенно через их вклад в вашу жизнь, тем успешнее будет ваш бизнес.
У других людей могут быть разные мнения о том, что вы начинаете свой бизнес. Часто успешные компании начинаются с людей, которые в начале получили много критики, но ни один бизнес не управляется в одиночку. Будьте открыты тому, чем другие могут поделиться с вами. Найдите людей, на которых можно опереться и держать вас подотчетными, и особенно найдите успешных владельцев бизнеса, с которыми можно пообщаться. Сварщики они или нет, значения не имеет. Выработка бизнеса различается в зависимости от области, но принципы остаются теми же.
Как начать сварочный бизнес
Ваше деловое мышление, финансы и поддержка никогда не будут идеальными, но как только вы заложите правильный фундамент, вы будете готовы начать сварочный бизнес. Очевидно, что для начала сварочного бизнеса вам потребуются сертификаты сварщика. Как только вы наймете некоторых сотрудников, они также должны будут пройти сертификацию.
Придет время, когда вам придется оставить свою повседневную работу и погрузиться в бизнес. Это почти всегда устрашающе, но лучший способ начать — постепенно входить в него. Не бросайте свою повседневную работу и сразу же начинайте свой бизнес. Вы добьетесь наибольшего успеха, если начнете медленно, выполняя работу на стороне.
Прочтите статью «6 дополнительных подработок для сварщиков», чтобы узнать, как начать подрабатывать, пока вы работаете, и развивать свой бизнес. Если у вас нет ведра наличных денег, если вы сразу же прыгнете, ваша потребность в постоянном доходе затуманит ваше представление о лучших шагах вперед в успешном сварочном бизнесе.
Если у вас есть постоянная работа на стороне с вероятной перспективой ее увеличения, попробуйте сократить свое рабочее время, чтобы работать неполный рабочий день в качестве наемного работника или подрядчика и уделять больше времени своему бизнесу. Если это невозможно, можно полностью погрузиться в свой бизнес, но постепенный прогресс всегда полезен, когда это возможно.
Нет необходимости иметь все снаряжение сразу. Просто иметь самое необходимое для начала — это нормально, а часто и лучше. Компании, в которых вы работали в прошлом, могут получить ряд клиентов, которым требуются определенные инструменты. Но пока вы не обосноваетесь в своей компании, вы не будете знать, понадобятся ли вам все те же инструменты.
Например, у вашей старой компании был плазменный резак, который использовался каждый день в проектах, но не было обрабатывающего оборудования. Вы можете купить плазменный резак, ожидая того же результата, но вместо этого вашим реальным клиентам лучше подойдет небольшой фрезерный станок или токарный станок. Постепенно покупая все необходимое снаряжение, вы гарантируете, что деньги будут потрачены в жизненно важных областях за счет реальных знаний.
Изображение предоставлено правительством США, Wikimedia
Сварочный бизнес-план и ключевые моменты, чтобы сделать его успешным
Важно иметь хорошую основу, прежде чем ваш бизнес будет запущен. Тем не менее, следующие пункты помогут гарантировать, что после того, как ваш бизнес будет создан, он будет процветать.
Эти ключевые моменты направлены на создание сварочного бизнеса, который растет и становится очень прибыльным. То, что вам нужно, зависит от того, хотите ли вы малый бизнес или крупный бизнес. Независимо от ваших целей, если вы примете эти ключевые моменты вместе с предыдущими принципами, вы обеспечите превосходное обслуживание своих клиентов и получите хороший доход для себя и своих сотрудников.
Если вам нужен только небольшой бизнес, вы можете просто управлять его размером за счет объема работы и персонала, который вы берете на себя, вместо того, чтобы позволять ему увеличиваться за счет постоянного расширения.
Соберите довольных клиентов
Для начала вам нужно начать получать клиентов. Любой клиент, который готов платить справедливую цену за вашу услугу или продукт, является хорошим клиентом.
В редких случаях вы можете обнаружить, что у клиента плохие намерения, и вы ничего не можете с этим поделать. Просто обслуживайте всех одинаково и убедитесь, что они платят вам соответственно. Это перевесит негативный эффект от тех немногих плохих клиентов. Не будьте слишком разборчивы в том, для кого вы работаете, если у вас нет веских причин.
Шаги для получения ваших первых клиентов и последующих клиентов одинаковы, но это будет проще, когда ваш бизнес заявит о себе. Следующие пункты помогут вам иметь постоянный поток клиентов.
Расскажите всем, кого вы знаете, что вы начали свой бизнес
Если люди уже знают вас, они с гораздо большей вероятностью поддержат ваш бизнес, чем обратятся к неизвестному источнику. Они также с большей вероятностью на начальных этапах предпочтут вашу компанию незнакомцу, поэтому расскажите об этом как можно большему количеству друзей.
Лучше сказать им лично. Страницы в социальных сетях тоже могут работать. Если у вас нет социальных сетей, вам будет необходимо присоединиться к некоторым платформам.
Разместите знаки качества для рекламы своих услуг.
Чтобы завоевать клиентов, нужно завоевать доверие. Чем более знакомо имя кому-то, тем больше они будут вам доверять. Конечно, размещение вывески возле вашего дома побудит нескольких соседей зайти к вам, но чем шире вы разместите качественные и привлекательные вывески, тем больше людей будут доверять вашему бизнесу.
Позвоните в местные предприятия по номеру
Если есть предприятия, которые могут извлечь выгоду из вашего изготовленного продукта или которым вы могли бы хорошо послужить с помощью вашего опыта, позвоните как можно большему количеству из них и заявите о себе. Большинство компаний уважают владельцев бизнеса или уважаемых представителей, которые обращаются к ним лично.
Не приставайте к ним, если они не заинтересованы. Они могут вернуться к вам, когда вспомнят, как вы к ним относились, в то время, когда им понадобится ваша услуга или продукт. Однако, если они проявят интерес во время вашего первого звонка, всегда полезно продолжить дружеское общение и продемонстрировать интерес к их бизнесу.
Визитные карточки для сварщиков
Получите качественные визитки для сварщиков и раздайте их потенциальным клиентам. Чем чаще вы сможете делать это лично, лицом к лицу, тем лучше. Дарить их клиентам, которых вы обслуживали, — отличный вариант. Также полезно ходить по домам или предприятиям людей или раздавать их на выставочных стендах.
Запустите веб-сайт и создайте присутствие в социальных сетях
Очень важно иметь присутствие в Интернете, если только вы не беспокоитесь об успешной компании. Очень немногие люди отправляются в поездку, чтобы найти сварочный цех или купить готовые изделия; те немногие, кто это сделает, составят крошечную долю рынка.
Присоединиться к социальным сетям несложно. Запустить собственный сайт тоже несложно. Мы рекомендуем использовать WordPress для создания своего. Это бесплатно, просто и предлагает больше возможностей для развития вашего сайта, а также для его изменения в будущем. Несколько простых руководств научат вас, как создать сайт WordPress, включая эту видеоверсию и эту подробную статью версии , , которая также включает аспекты видео.
Мы рекомендуем разместить ваш сайт на Bluehost . Он доступен по цене, имеет отличные отношения пользователей с WordPress, предлагает специальную поддержку и запускает ваш сайт быстрее, чем многие другие хостинговые компании.
Руководства по чтению, такие как etraffic для вашего веб-сайта и Postplanner для вашего присутствия в социальных сетях, помогут вам сделать важные шаги для развития вашего бизнеса, рекламируя свое присутствие на онлайн-рынке.
Хорошо обслуживайте своих текущих клиентов
Если у вас есть клиенты, лучшее, что вы можете сделать для своего бизнеса, — обеспечить их хорошее обслуживание. Как описывает Хорст Шульце, соучредитель многомиллиардной компании, каждый клиент хочет:
Беспроблемный сервис или продукт;
Доступно без ограничений по времени;
Быть доставленным кем-то любезным образом.
Если вы сделаете все возможное, чтобы предоставить это каждому клиенту, ваша компания, несомненно, получит лояльных клиентов, которые предпочтут ваши услуги или продукты другим.
Наймите квалифицированный персонал
Как найти квалифицированный персонал? Людей, как правило, много, но хороших специалистов найти сложно. Найти сотрудников можно через:
Интернет-объявления
Друзья
Возможности через деловых партнеров
Проведение через местные сварочные мастерские
Рекомендации школ сварщиков
Лиды через учебные центры
Использование агентств по найму
Лучший способ найти квалифицированный персонал — это либо опросить как можно больше людей и лично оценить их навыки и характер, либо найти кого-то, кому вы доверяете и кто точно знает, что вам нужно, чтобы взять интервью у людей. Если вы пройдете через агентства по найму или наймете кого-то, кто не знаком с вашим видением, вы можете не найти лучших кандидатов.
Если у вас есть клиенты и хорошая команда, вы должны исходить из того, чего хотят клиенты. Скорее всего, их будете обслуживать не вы, а ваши сотрудники. Они представляют вас клиентам, потому что они представляют вашу компанию. Если ваши сотрудники недовольны тем, как вы к ним относитесь, они не будут хорошо относиться к вашим клиентам. Могут быть редкие превосходные сотрудники, которые сделают работу на пределе возможностей, независимо от того, как вы к ним относитесь, но по большей части сотрудники показывают клиентам то, что вы показываете им.
Изображение предоставлено: Служба рыболовства и дикой природы США, Северо-восточный регион, Flickr
Когда вы делаете все возможное для своих сотрудников, вы скоро увидите, что они делают все возможное для своих клиентов. Это также помогает регулярно встречаться с ними в увлекательной форме, которую они ценят. Ознакомьтесь с видением компании и лично научите их, как лучше всего обслуживать своих клиентов, чтобы они были готовы к этому.
Создание самоокупаемой компании
С самого начала чрезвычайно важно стремиться к самоокупаемости бизнеса. Многие компании настолько сильно зависят от нескольких высокопоставленных лиц, управляющих шоу, что, если один или два из них отсутствуют, бизнес не может функционировать. Это крайне нездоровая структура.
Проинформируйте своих сотрудников о том, что происходит. Не всем нужно знать все, но каждый должен уметь отлично выполнять свою работу и быть в состоянии взять на себя чужую рабочую нагрузку, если он отсутствует. Это включает в себя вашу работу. Вам нужен бизнес, который будет идти гладко, чтобы вы могли уйти в отпуск или заняться чем-то другим.
Коммерческая недвижимость моего отца была сдана в аренду человеку, который не придерживался этого принципа. Он заболел раком и умер через несколько недель после того, как узнал об этом. Его бизнес немедленно закрылся, и вся его рабочая сила была вынуждена искать новую работу. Это не способ вести бизнес. Вместо этого используйте самоокупаемую модель, чтобы обеспечить успешный сварочный бизнес.
Изучайте рынок и удовлетворяйте его потребности
Рынки всегда адаптируются, одни быстрее других. Все без исключения рынки каким-то образом изменятся через несколько лет после того, как вы создадите свою компанию. Подробно изучите свой рынок. Узнайте, чего хотят ваши клиенты, что делают ваши конкуренты и как адаптировать свою компанию для соответствующего роста.
Если вы не будете расти вместе со своим рынком, вас превзойдет кто-то другой. Однако имейте в виду, что если вы будете продвигаться вперед слишком быстро, ваши клиенты могут быть не готовы к изменениям. Это требует осторожной стратегии, но при правильном выполнении дает потрясающие результаты для вашего бизнеса.
Этот принцип актуален не только для крупных компаний. Например, когда я впервые начал заниматься сваркой, я работал в небольшом производственном цеху, и у моего начальника не было машины EFTPOS. В течение многих лет клиенты либо открывали счета в компании, либо платили наличными. Когда появилась EFTPOS, многие клиенты ожидали, что она будет у моего босса. По сей день я не уверен, что он это делает. Из-за этой маленькой детали, которую он мог бы легко изменить, он потерял значительные возможности для большего количества довольных клиентов.
Как начать сварочный бизнес: в заключении
Изучение того, как начать сварочный бизнес, — это отличная возможность для любого сварщика, желающего проделать тяжелую работу по созданию чего-то удивительного. Многие люди открыли средние компании, которые приносят им немного больший доход и небольшую команду, работающую на них. Но я надеюсь, что вы готовы сделать все возможное и создать успешный, прибыльный бизнес с длительным будущим.
Это может показаться тяжелой работой, и это так. Но создание бизнеса должным образом дает вам поддержку, необходимую для достижения успеха. На вашей стороне будет отличная команда, клиенты, которые верны вам и распространят информацию о вашей компании, а также самоокупаемый бизнес, который позволит вам брать отпуск, не уменьшая его.


 При обжиме рукавов хомутиками надо следить за тем, чтобы концы их плотно не сходились, так как при этом шланг не будет надежно зажат. В таких случаях снимают хомутик, обматывают конец рукава изоляционной лентой в несколько слоев и вновь накладывают его на хомутик.
При обжиме рукавов хомутиками надо следить за тем, чтобы концы их плотно не сходились, так как при этом шланг не будет надежно зажат. В таких случаях снимают хомутик, обматывают конец рукава изоляционной лентой в несколько слоев и вновь накладывают его на хомутик.
 Удобны при монтаже без наличия мягкой манжеты. Рукава по ТУ 38 30591-97 применяются как для всасывания так и для нагнетания.
Удобны при монтаже без наличия мягкой манжеты. Рукава по ТУ 38 30591-97 применяются как для всасывания так и для нагнетания.

 Термическая обработка или вулканизация резины с
Термическая обработка или вулканизация резины с Разница между синтетическим каучуком и винилом, который был разработан
Разница между синтетическим каучуком и винилом, который был разработан д.
д. 免费上传100张产品图
免费上传100张产品图 免费上传100张产品图
免费上传100张产品图
/13fcf4ed47ef27f.ru.s.siteapi.org/img/058cbb3530612fa4095f7b95025d914e7f72aab8.jpg) Резисторы имеют расширенный омический диапазон. Они пассивированы для высокой влажности и полностью соответствуют требованиям RoHS.
Резисторы имеют расширенный омический диапазон. Они пассивированы для высокой влажности и полностью соответствуют требованиям RoHS.

 Они не являются индуктивными и сочетают в себе высокие импульсные характеристики с отличной стабильностью.
Они не являются индуктивными и сочетают в себе высокие импульсные характеристики с отличной стабильностью. Является высоконадежным, выдерживает неблагоприятные условия.
Является высоконадежным, выдерживает неблагоприятные условия. org/BreadcrumbList»>
org/BreadcrumbList»> Аббревиатура ПЭВ расшифровывается как «проволочные эмалированные водостойкие» [резисторы].
Аббревиатура ПЭВ расшифровывается как «проволочные эмалированные водостойкие» [резисторы].




 Во многих приложениях они были заменены углеродными резисторами, а затем резисторами из оксида металла и металлической пленкой. Однако сегодня проволочные резисторы по-прежнему используются в качестве предпочтительных резисторов во многих приложениях.
Во многих приложениях они были заменены углеродными резисторами, а затем резисторами из оксида металла и металлической пленкой. Однако сегодня проволочные резисторы по-прежнему используются в качестве предпочтительных резисторов во многих приложениях.
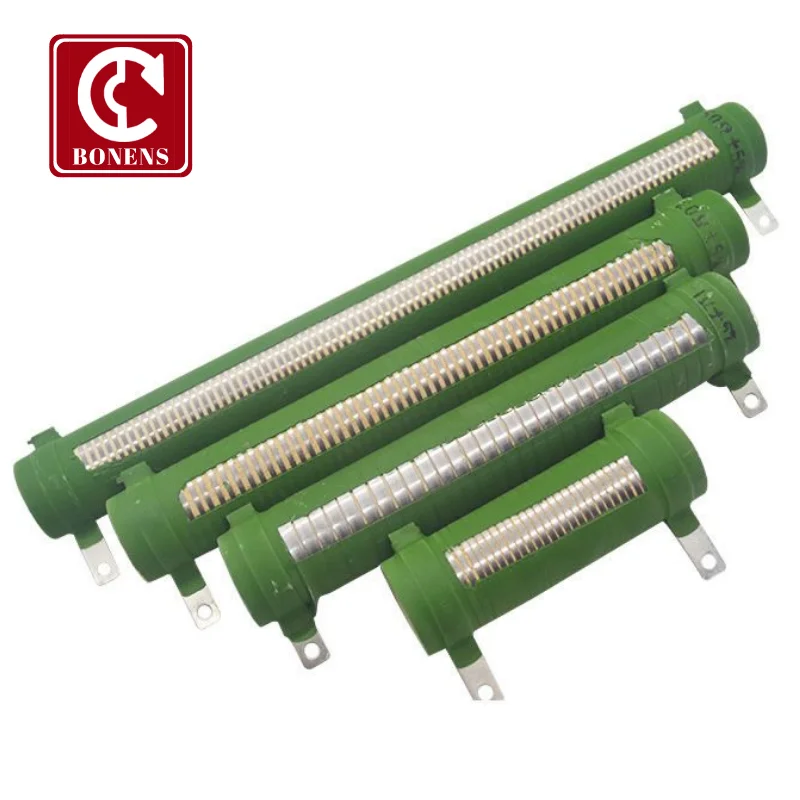 Все резисторы со временем меняют свои номиналы, но проволочные меняются очень мало. Цифры от 15 до 50 частей на миллион в год часто достигаются, потому что они сделаны из стабильных материалов.
Все резисторы со временем меняют свои номиналы, но проволочные меняются очень мало. Цифры от 15 до 50 частей на миллион в год часто достигаются, потому что они сделаны из стабильных материалов.
 Такие цифры означают, что резистор будет поддерживать требуемое сопротивление в течение длительного периода времени.
Такие цифры означают, что резистор будет поддерживать требуемое сопротивление в течение длительного периода времени. Значения сопротивления для этих резисторов варьируются от ~ 1 Ом до ~ 10 кОм или около того.
Значения сопротивления для этих резисторов варьируются от ~ 1 Ом до ~ 10 кОм или около того.

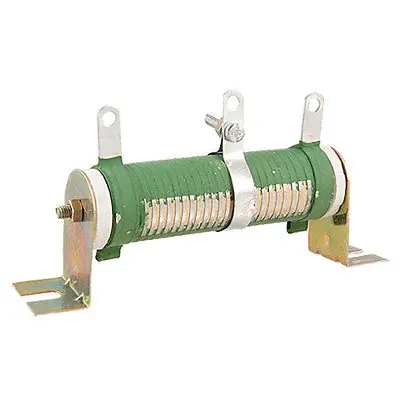 Когда провод входит в катушку резистора, он разделяется на две части, одна половина наматывается в одном направлении, а другая половина в обратном направлении. При такой намотке провода располагаются так, что ток течет в противоположных направлениях, тем самым уменьшая индуктивность. Кроме того, провода не проходят рядом друг с другом, как в бифилярной обмотке, и поэтому емкость e увеличивается незначительно.
Когда провод входит в катушку резистора, он разделяется на две части, одна половина наматывается в одном направлении, а другая половина в обратном направлении. При такой намотке провода располагаются так, что ток течет в противоположных направлениях, тем самым уменьшая индуктивность. Кроме того, провода не проходят рядом друг с другом, как в бифилярной обмотке, и поэтому емкость e увеличивается незначительно. Они широко используются во многих силовых приложениях; они не только физически больше, чем многие другие типы резисторов, но и имеют проволочный проводник и керамический каркас, поэтому они больше подходят для использования в качестве резистора большой мощности, чем другие типы, более широко распространенные.
Они широко используются во многих силовых приложениях; они не только физически больше, чем многие другие типы резисторов, но и имеют проволочный проводник и керамический каркас, поэтому они больше подходят для использования в качестве резистора большой мощности, чем другие типы, более широко распространенные. . .
. .  Использование резистивной проволоки позволяет пользователю создавать желаемое количество тепла, используя различные материалы и размеры проволоки.
Использование резистивной проволоки позволяет пользователю создавать желаемое количество тепла, используя различные материалы и размеры проволоки. Провода резисторов с этими сплавами создают нагревательные элементы, которые будут уменьшать требуемую мощность при повышении температуры.
Провода резисторов с этими сплавами создают нагревательные элементы, которые будут уменьшать требуемую мощность при повышении температуры. Напряжение проходит через устройство или резистор. Сопротивление измеряется в Омах. Закон Ома предлагает простые методы определения напряжения, тока и сопротивления:
Напряжение проходит через устройство или резистор. Сопротивление измеряется в Омах. Закон Ома предлагает простые методы определения напряжения, тока и сопротивления:
 Этот процесс называется закалкой, и каждому его виду соответствует определенная структура уже закаленной стали, обладающей определенными техническими характеристиками. Основные фазовые состояния, имеющие значения при закалке, — это перлит, сорбит, троостит и мартенсит (см. рис. ниже). Самая высокая твердость у стали, закаленной до состояния мартенсита. Таким способом производят закаливание режущего инструмента, а также осуществляют упрочнение поверхностей деталей, подвергающихся в процессе работы трению (втулки, обоймы, валы, шестерни и пр.). После выполнения закалки на троостит сталь становится одновременно твердой и упругой. Этой вид термообработки применяют к ударному инструменту, а также рессорам и пружинным амортизаторам. Для получения таких свойств стали, как стойкость к износу, упругость и вязкость, используют закалку до состояния сорбита. Такая термообработка используется для рельсов и других конструктивных элементов, работающих под постоянной динамической нагрузкой. Перечисленные фазовые состояния свойственны всем углеродистым сталям, но каждая их марка характеризуется своими температурными диапазонами и скоростями охлаждения.
Этот процесс называется закалкой, и каждому его виду соответствует определенная структура уже закаленной стали, обладающей определенными техническими характеристиками. Основные фазовые состояния, имеющие значения при закалке, — это перлит, сорбит, троостит и мартенсит (см. рис. ниже). Самая высокая твердость у стали, закаленной до состояния мартенсита. Таким способом производят закаливание режущего инструмента, а также осуществляют упрочнение поверхностей деталей, подвергающихся в процессе работы трению (втулки, обоймы, валы, шестерни и пр.). После выполнения закалки на троостит сталь становится одновременно твердой и упругой. Этой вид термообработки применяют к ударному инструменту, а также рессорам и пружинным амортизаторам. Для получения таких свойств стали, как стойкость к износу, упругость и вязкость, используют закалку до состояния сорбита. Такая термообработка используется для рельсов и других конструктивных элементов, работающих под постоянной динамической нагрузкой. Перечисленные фазовые состояния свойственны всем углеродистым сталям, но каждая их марка характеризуется своими температурными диапазонами и скоростями охлаждения.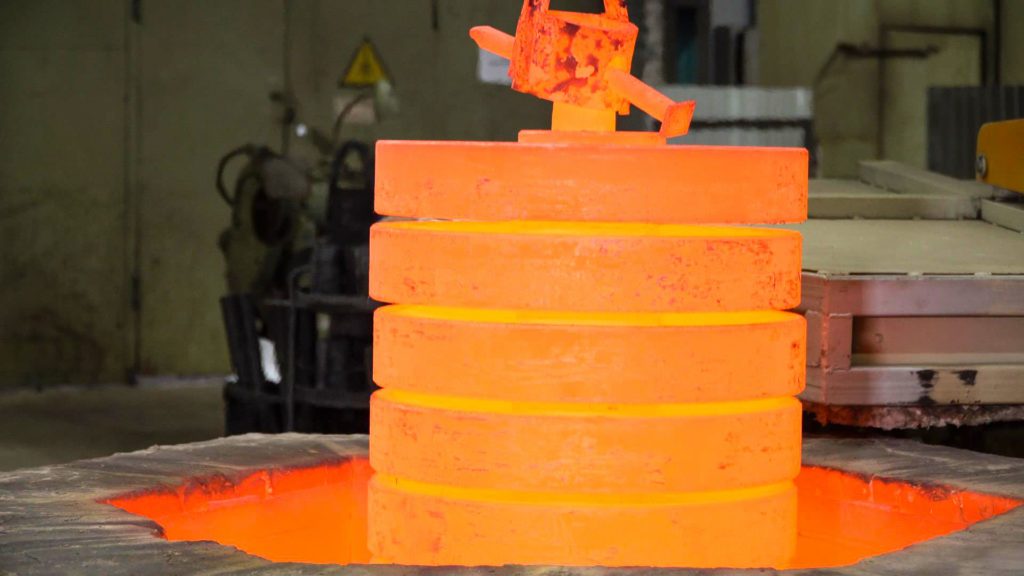
 Способы охлаждения закаливаемой детали обычно классифицируют по виду охлаждающей среды, а также совокупностям и циклам рабочих операций. Некоторые из них включают процедуры отпуска, а для других, таких как разные виды изотермической закалки, он не нужен.
Способы охлаждения закаливаемой детали обычно классифицируют по виду охлаждающей среды, а также совокупностям и циклам рабочих операций. Некоторые из них включают процедуры отпуска, а для других, таких как разные виды изотермической закалки, он не нужен.

 Кроме того, выпускаются и широко используются печи для закалки металлов, в которых нагрев осуществляется в вакууме или в среде инертного газа. Закалочные ванны представлены стальными емкостями-охладителями для различных жидкостей, а также специальными тиглями из графита и печами для расплавов солей или металлов. В качестве закалочных жидкостей чаще всего используют минеральное масло, воду и водополимерные смеси. Для расплавов металлов обычно применяют свинец или олово, а для расплавов солей — соединения натрия, калия и бария. Закалочные ванны для жидких сред имеют системы нагрева и охлаждения рабочей жидкости до требуемой температуры, а также мешалки для равномерного распределения жидкости и разрушения паровой рубашки.
Кроме того, выпускаются и широко используются печи для закалки металлов, в которых нагрев осуществляется в вакууме или в среде инертного газа. Закалочные ванны представлены стальными емкостями-охладителями для различных жидкостей, а также специальными тиглями из графита и печами для расплавов солей или металлов. В качестве закалочных жидкостей чаще всего используют минеральное масло, воду и водополимерные смеси. Для расплавов металлов обычно применяют свинец или олово, а для расплавов солей — соединения натрия, калия и бария. Закалочные ванны для жидких сред имеют системы нагрева и охлаждения рабочей жидкости до требуемой температуры, а также мешалки для равномерного распределения жидкости и разрушения паровой рубашки. При недогреве изделия не успевает сформироваться требуемая структура, а при значительном перегреве происходит обезуглероживание, окисление поверхностного слоя, изменение формы и размера структурных элементов, а также рост внутреннего напряжения. В таблице ниже приведены температуры закалки, отжига и отпуска некоторых марок углеродистых и легированных сталей. Марка стали Температура, С закалки отжига отпуска
При недогреве изделия не успевает сформироваться требуемая структура, а при значительном перегреве происходит обезуглероживание, окисление поверхностного слоя, изменение формы и размера структурных элементов, а также рост внутреннего напряжения. В таблице ниже приведены температуры закалки, отжига и отпуска некоторых марок углеродистых и легированных сталей. Марка стали Температура, С закалки отжига отпуска В последние десятилетия широкое распространение получили инфракрасные приборы, позволяющие дистанционно замерять температуру в любой точки поверхности нагретой детали. Кроме того, приблизительную температуру разогрева стали можно определить по цветовым таблицам.
В последние десятилетия широкое распространение получили инфракрасные приборы, позволяющие дистанционно замерять температуру в любой точки поверхности нагретой детали. Кроме того, приблизительную температуру разогрева стали можно определить по цветовым таблицам. От скорости и температурных параметров охлаждения стали, разогретой выше критической точки, напрямую зависит процесс формирования структуры и состава закаленного металла. К примеру, при быстром охлаждении в воде с комнатной температурой можно получить углеродистую сталь с мартенситной структурой, а при охлаждении в масле или горячей воде получается троостит. Каждой марке стали соответствуют свои характеристики и температурные режимы закалки, которые, помимо прочего, зависят от размера и формы детали. Поэтому на производстве термическая обработка деталей проводится в соответствии с маршрутной технологией и операционными картами, разрабатываемыми для каждого изделия.
От скорости и температурных параметров охлаждения стали, разогретой выше критической точки, напрямую зависит процесс формирования структуры и состава закаленного металла. К примеру, при быстром охлаждении в воде с комнатной температурой можно получить углеродистую сталь с мартенситной структурой, а при охлаждении в масле или горячей воде получается троостит. Каждой марке стали соответствуют свои характеристики и температурные режимы закалки, которые, помимо прочего, зависят от размера и формы детали. Поэтому на производстве термическая обработка деталей проводится в соответствии с маршрутной технологией и операционными картами, разрабатываемыми для каждого изделия. Обработка металла под воздействием высокой температуры позволяет добиться более высокой прочности на поверхности изделия, а также размягчает металл при деформации. Индукционная установка отлично подходит для термообработки стали. Ниже мы более подробно рассмотрим каждый вид обработки стали и сможем подобрать более подходящий для удовлетворения той или иной потребности.
Обработка металла под воздействием высокой температуры позволяет добиться более высокой прочности на поверхности изделия, а также размягчает металл при деформации. Индукционная установка отлично подходит для термообработки стали. Ниже мы более подробно рассмотрим каждый вид обработки стали и сможем подобрать более подходящий для удовлетворения той или иной потребности.
 Возврат производится для уменьшения уровня наклепа. Результатом данного вида отжига становиться уменьшение искажений решеток у кристаллов, а также частичный возврат физико-химических свойств стали.
Возврат производится для уменьшения уровня наклепа. Результатом данного вида отжига становиться уменьшение искажений решеток у кристаллов, а также частичный возврат физико-химических свойств стали. При использовании данного вида отжига очень важно сохранять высокую температуру нагрева, но не допускать пережога зерен. Пережог исправить не получится, а потому изделие будет считаться бракованным.
При использовании данного вида отжига очень важно сохранять высокую температуру нагрева, но не допускать пережога зерен. Пережог исправить не получится, а потому изделие будет считаться бракованным. После выдержки изделия в тепловой среде, оно проходит процесс охлаждения.
После выдержки изделия в тепловой среде, оно проходит процесс охлаждения.
 Только при использовании программного обеспечения ТВЧ оборудования можно четко проконтролировать процесс нагрева изделия, время его выдержки, а также охлаждение.
Только при использовании программного обеспечения ТВЧ оборудования можно четко проконтролировать процесс нагрева изделия, время его выдержки, а также охлаждение. Некоторые из целей процессов закалки заключаются в повышении прочности и ударной вязкости материала; для достижения желаемой микроструктуры; и минимизировать деформацию и чрезмерное остаточное напряжение, избегая при этом растрескивания.
Некоторые из целей процессов закалки заключаются в повышении прочности и ударной вязкости материала; для достижения желаемой микроструктуры; и минимизировать деформацию и чрезмерное остаточное напряжение, избегая при этом растрескивания. Например, температура аустенизации нержавеющих сталей обычно составляет 1800–1850 °F, в зависимости от точного состава стали. Обычная углеродистая сталь обычно аустенизируется в диапазоне 1500–1750 °F.
Например, температура аустенизации нержавеющих сталей обычно составляет 1800–1850 °F, в зависимости от точного состава стали. Обычная углеродистая сталь обычно аустенизируется в диапазоне 1500–1750 °F. То есть, вы смотрите на методы упрочнения корпуса (10.12.2021)
То есть, вы смотрите на методы упрочнения корпуса (10.12.2021) Age
Age (01.06.2022)
(01.06.2022) 05.2021)
05.2021)



 Верхняя Пышма
Верхняя Пышма Солнечный
Солнечный Львов
Львов кейсе 8шт IRWIN IW4041011 (США)
кейсе 8шт IRWIN IW4041011 (США) Днепр
Днепр 17 грн
17 грн 6-гранный хвостовик SPARTA 704055
6-гранный хвостовик SPARTA 704055 Тем не менее, есть что-то приятное в использовании правильного инструмента для работы. Часто использование правильного инструмента помогает добиться наилучшего результата. При сверлении аксессуары имеют значение — возможно, даже больше, чем инструмент, который вы выбираете. Знание различных типов сверл по дереву и правил их использования действительно может повысить как скорость, так и качество.
Тем не менее, есть что-то приятное в использовании правильного инструмента для работы. Часто использование правильного инструмента помогает добиться наилучшего результата. При сверлении аксессуары имеют значение — возможно, даже больше, чем инструмент, который вы выбираете. Знание различных типов сверл по дереву и правил их использования действительно может повысить как скорость, так и качество. для увеличения срока службы бит и уменьшения трения. Сверла изготавливаются из стали, быстрорежущей стали (HSS), которая представляет собой сталь, легированную вольфрамом и/или молибденом, HSS со сплавом кобальта, HSS с титановым покрытием, HSS с черным оксидным покрытием или с твердосплавным наконечником.
для увеличения срока службы бит и уменьшения трения. Сверла изготавливаются из стали, быстрорежущей стали (HSS), которая представляет собой сталь, легированную вольфрамом и/или молибденом, HSS со сплавом кобальта, HSS с титановым покрытием, HSS с черным оксидным покрытием или с твердосплавным наконечником. Вы можете сверлить более мягкую древесину сталью (хотя мы рекомендуем HSS для любой работы), но по мере увеличения твердости она должна соответствовать твердости сверла. Это означает, что покрытие из титана или черного оксида подходит для твердой древесины.
Вы можете сверлить более мягкую древесину сталью (хотя мы рекомендуем HSS для любой работы), но по мере увеличения твердости она должна соответствовать твердости сверла. Это означает, что покрытие из титана или черного оксида подходит для твердой древесины. Когда дело доходит до выбора сверла для вашего проекта по дереву, хороший набор сверл из быстрорежущей стали (HSS) отлично подойдет.
Когда дело доходит до выбора сверла для вашего проекта по дереву, хороший набор сверл из быстрорежущей стали (HSS) отлично подойдет. Этот тип сверла по дереву использует наконечник, чтобы быстро протащить сверло через дерево. Шнековые долота сохраняют постоянную канавку по всей длине долота. Эти долота бросают вызов аккумуляторным дрелям, потому что они «заставляют» сверло поддерживать скорость по всему отверстию за счет самоподачи наконечника.
Этот тип сверла по дереву использует наконечник, чтобы быстро протащить сверло через дерево. Шнековые долота сохраняют постоянную канавку по всей длине долота. Эти долота бросают вызов аккумуляторным дрелям, потому что они «заставляют» сверло поддерживать скорость по всему отверстию за счет самоподачи наконечника. Ознакомьтесь с нашим обзором насадок с самоподачей Milwaukee и насадок с самоподачей Diablo SPEEDemon.
Ознакомьтесь с нашим обзором насадок с самоподачей Milwaukee и насадок с самоподачей Diablo SPEEDemon. Используйте их при установке петель шкафа или подобных приложений.
Используйте их при установке петель шкафа или подобных приложений. Сегодня мы можем выбирать из специализированных сверл, многие из которых создают чистые отверстия без сколов, а другие сверлят отверстия особой формы, что давным-давно ускользало от плотников. Эти биты соответствуют большинству потребностей современного столяра.
Сегодня мы можем выбирать из специализированных сверл, многие из которых создают чистые отверстия без сколов, а другие сверлят отверстия особой формы, что давным-давно ускользало от плотников. Эти биты соответствуют большинству потребностей современного столяра.
 биты, как правило, используют эту конструкцию. При необходимости расточите сверло Отрегулируйте кольцо вокруг сверла вверх или вниз, чтобы оно соответствовало длине винта Подберите биты по размеру, соответствующему винтам № 4– № 12.
биты, как правило, используют эту конструкцию. При необходимости расточите сверло Отрегулируйте кольцо вокруг сверла вверх или вниз, чтобы оно соответствовало длине винта Подберите биты по размеру, соответствующему винтам № 4– № 12.

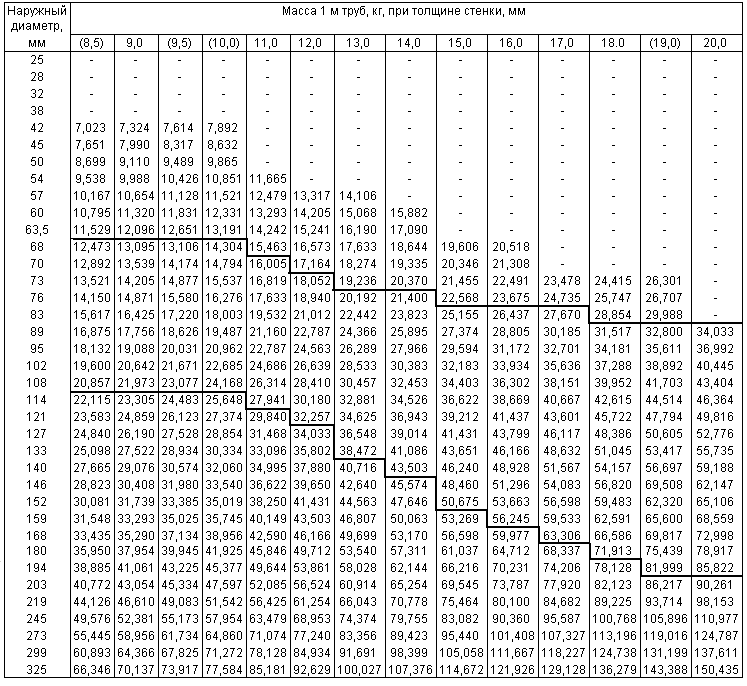 Толщина стенок «холодного» профильного проката в любом случае варьируется от 1 до 9 миллиметров.
Толщина стенок «холодного» профильного проката в любом случае варьируется от 1 до 9 миллиметров.
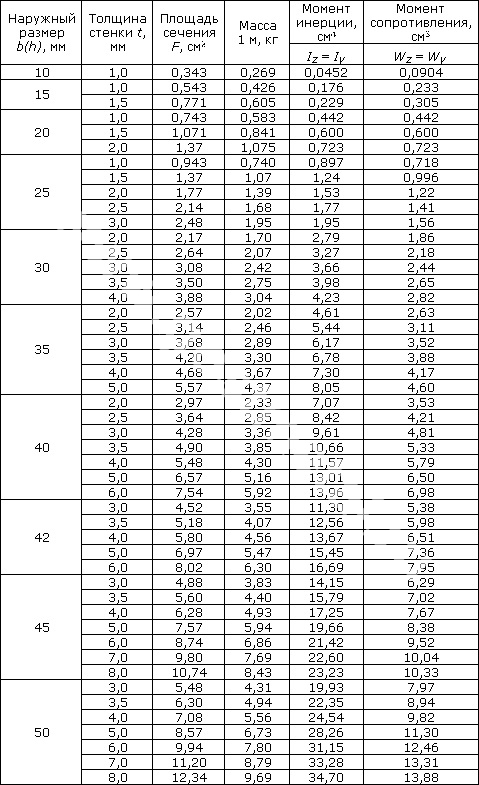
 В том случае, если размер трубы в длину составляет менее 6 метров, то максимальное отклонение показателя изделия первого класса составляет 10 миллиметров, а наибольшее отклонение второго класса – 50 миллиметров. Для труб, длина которых выше этого значения, наибольшее отклонение первого класса составляет 15 миллиметров, а второго класса – 70 миллиметров.
В том случае, если размер трубы в длину составляет менее 6 метров, то максимальное отклонение показателя изделия первого класса составляет 10 миллиметров, а наибольшее отклонение второго класса – 50 миллиметров. Для труб, длина которых выше этого значения, наибольшее отклонение первого класса составляет 15 миллиметров, а второго класса – 70 миллиметров.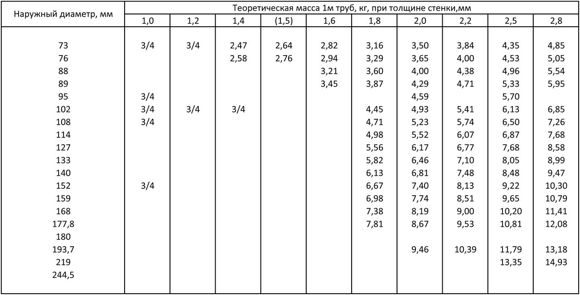
 Используется для труб, диаметр которых более 50 миллиметров.
Используется для труб, диаметр которых более 50 миллиметров. Количество же государственных стандартов, регламентирующих выпуск различных металлоизделий, превышает число их разновидностей еще в несколько раз. Для того, чтобы упростить поиск требуемой информации создаются справочники металлопроката.
Количество же государственных стандартов, регламентирующих выпуск различных металлоизделий, превышает число их разновидностей еще в несколько раз. Для того, чтобы упростить поиск требуемой информации создаются справочники металлопроката.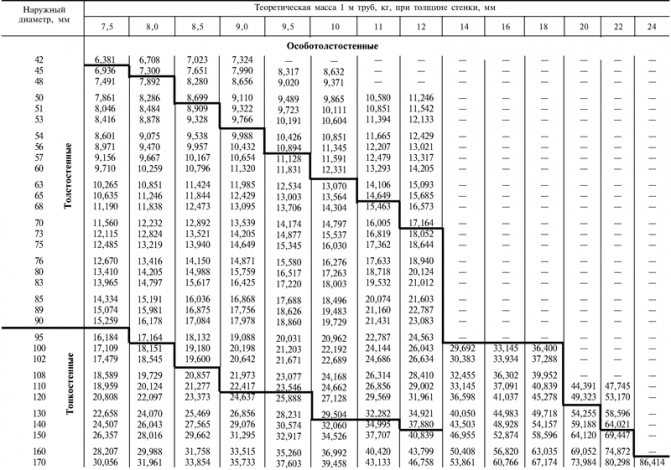
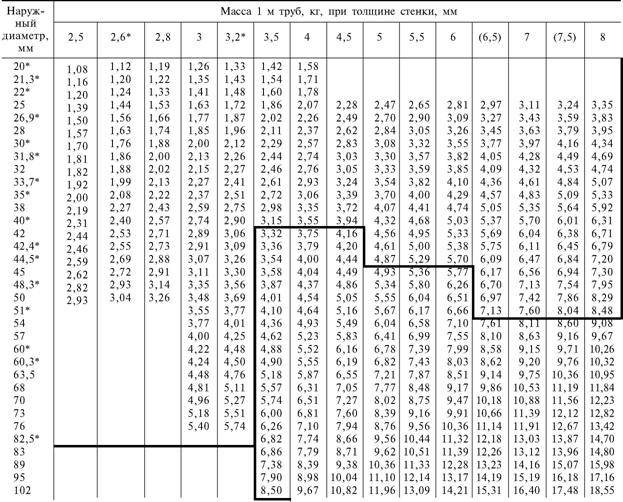
 В редких случаях применяется для армирования бетона, но из-за гладкой поверхности не обеспечивает высокого сцепления с материалом.
В редких случаях применяется для армирования бетона, но из-за гладкой поверхности не обеспечивает высокого сцепления с материалом.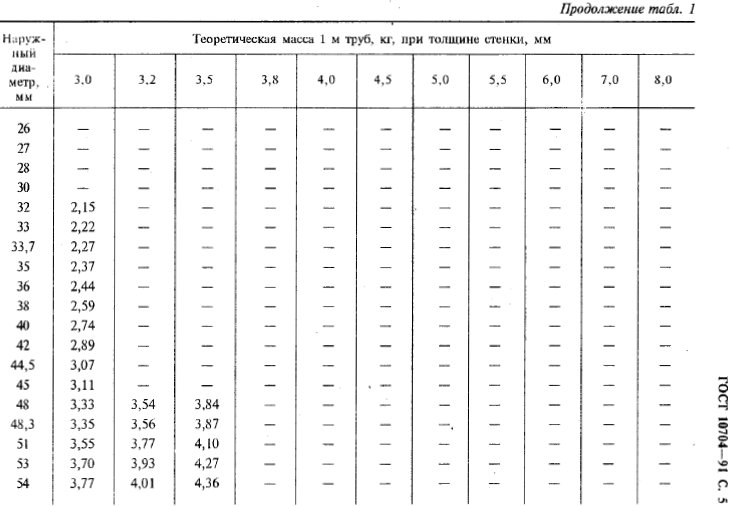 Еще один вариант его использования – создание несущих и армирующих конструкций при прокладке наземного трубопровода.
Еще один вариант его использования – создание несущих и армирующих конструкций при прокладке наземного трубопровода.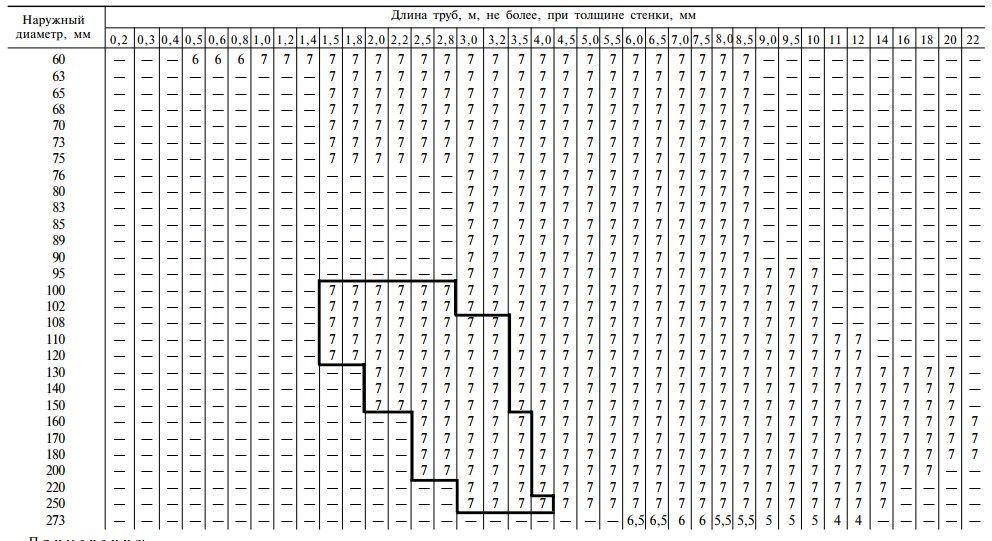 Помимо строительства балка двутавровая применяется в автомобиле- и вагоностроении, а также для создания различных рекламных конструкций.
Помимо строительства балка двутавровая применяется в автомобиле- и вагоностроении, а также для создания различных рекламных конструкций.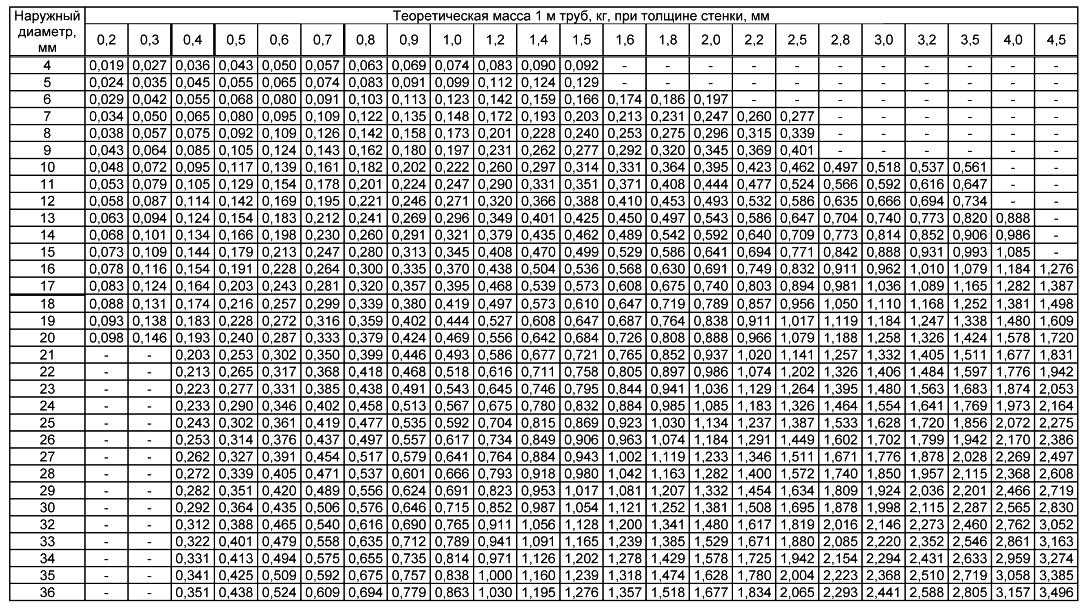 Дополнительными вариантами применения является производство защитных кожухов для станков, корпусов бытовой техники или, например, вентиляционных каналов.
Дополнительными вариантами применения является производство защитных кожухов для станков, корпусов бытовой техники или, например, вентиляционных каналов.
 Производится согласно ГОСТ 17375-2001.
Производится согласно ГОСТ 17375-2001.

 ..
.. ..
.. ..
.. ..
..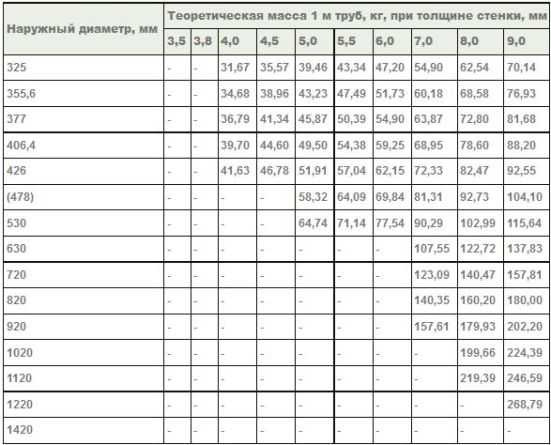 ..
.. В поперечн…
В поперечн…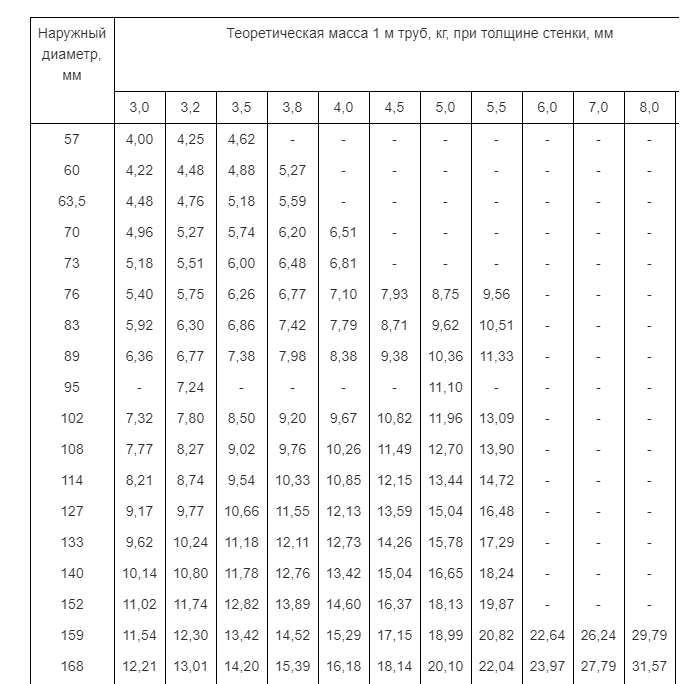 Труба из нержавеющей стали изготовлена по спецификации A312. Трубы из нержавеющей стали также доступны как в бесшовном, так и в сварном исполнении. Наиболее распространенный нержавеющий материал — 316 и 304.
Труба из нержавеющей стали изготовлена по спецификации A312. Трубы из нержавеющей стали также доступны как в бесшовном, так и в сварном исполнении. Наиболее распространенный нержавеющий материал — 316 и 304.
 Они составляют 15% всей трубной продукции.
Они составляют 15% всей трубной продукции.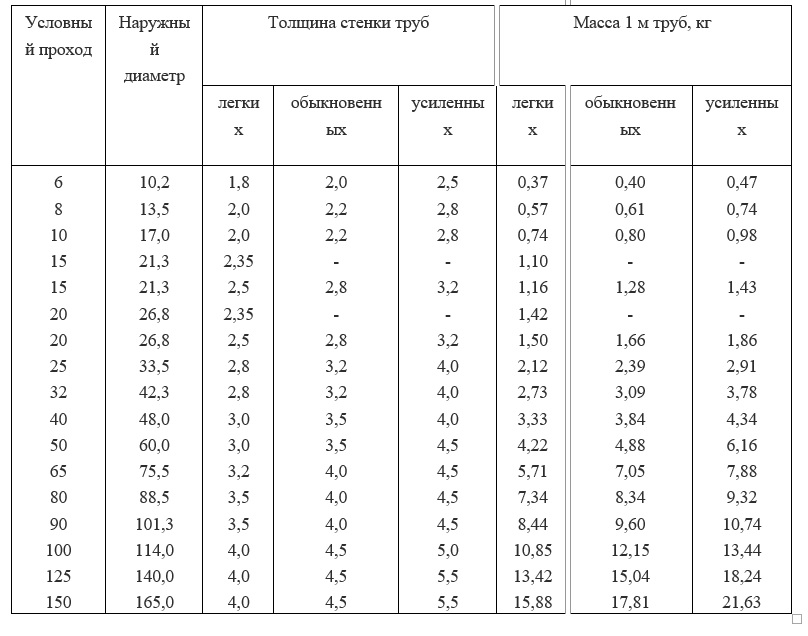 Толщина стенки также указывается по-разному. Для стандартной трубы используется таблица труб. для обозначения толщины стенки.Однако трубопроводная труба почти всегда указывается по толщине стенки, тогда как нефтяные сортаменты обозначаются по весу на фут
Толщина стенки также указывается по-разному. Для стандартной трубы используется таблица труб. для обозначения толщины стенки.Однако трубопроводная труба почти всегда указывается по толщине стенки, тогда как нефтяные сортаменты обозначаются по весу на фут
 Процесс прокатки оказывает такое сильное давление, что создается металлический сварной шов снаружи и внутри. Эти сварные швы затем удаляются в процессе отделки. Сварная труба подвергается термообработке, контролю и гидроиспытанию.
Процесс прокатки оказывает такое сильное давление, что создается металлический сварной шов снаружи и внутри. Эти сварные швы затем удаляются в процессе отделки. Сварная труба подвергается термообработке, контролю и гидроиспытанию. См. рисунок ниже;
См. рисунок ниже;
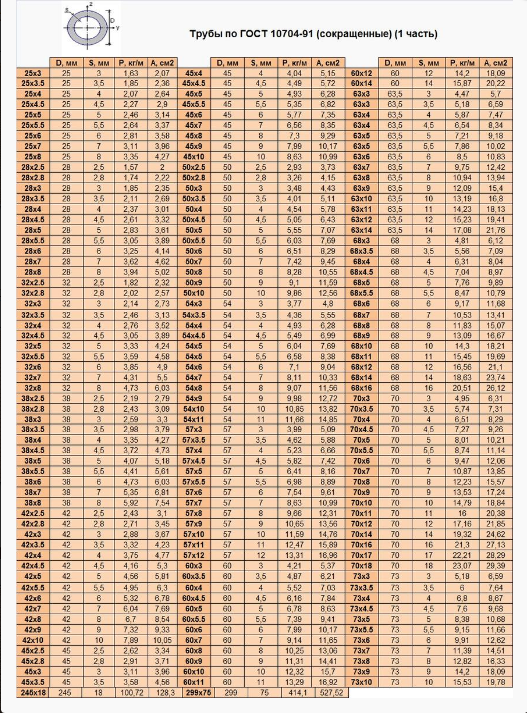
 Цинк обычно наносится методом горячего погружения, когда трубу погружают в ванну с расплавленным раствором цинка. Стандартный вес цинка составляет 1,8 унции на квадратный фут. Оцинкованные трубы обеспечивают хорошую защиту трубы внутри и снаружи.
Цинк обычно наносится методом горячего погружения, когда трубу погружают в ванну с расплавленным раствором цинка. Стандартный вес цинка составляет 1,8 унции на квадратный фут. Оцинкованные трубы обеспечивают хорошую защиту трубы внутри и снаружи.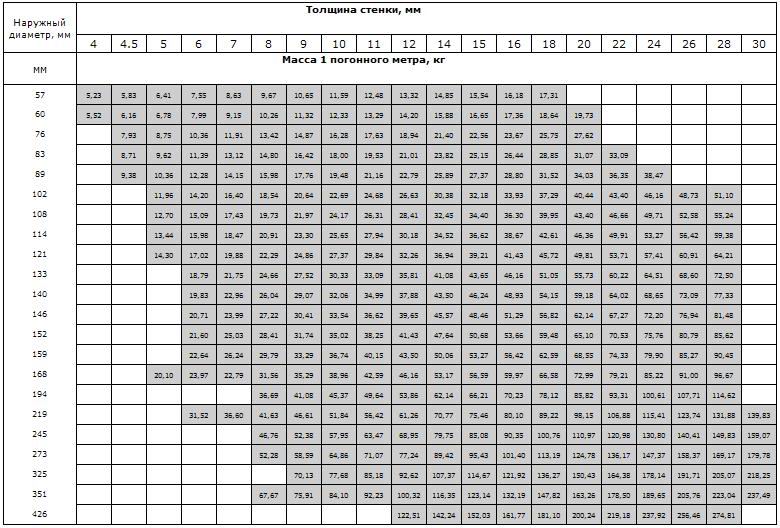 Никель является еще одним важным легирующим элементом в трубах из нержавеющей стали. Трубы из нержавеющей стали обладают высокой устойчивостью к агрессивным средам и к окислению практически при любых температурах.
Никель является еще одним важным легирующим элементом в трубах из нержавеющей стали. Трубы из нержавеющей стали обладают высокой устойчивостью к агрессивным средам и к окислению практически при любых температурах. Труба 304SS имеет максимальное содержание углерода 0,08%. Его не рекомендуется использовать в диапазоне температур от 800°F до 1650°F из-за выделения карбида на границах зерен. Тип 304L такой же, как 304, за исключением того, что он имеет максимальное содержание углерода 0,035%.
Труба 304SS имеет максимальное содержание углерода 0,08%. Его не рекомендуется использовать в диапазоне температур от 800°F до 1650°F из-за выделения карбида на границах зерен. Тип 304L такой же, как 304, за исключением того, что он имеет максимальное содержание углерода 0,035%.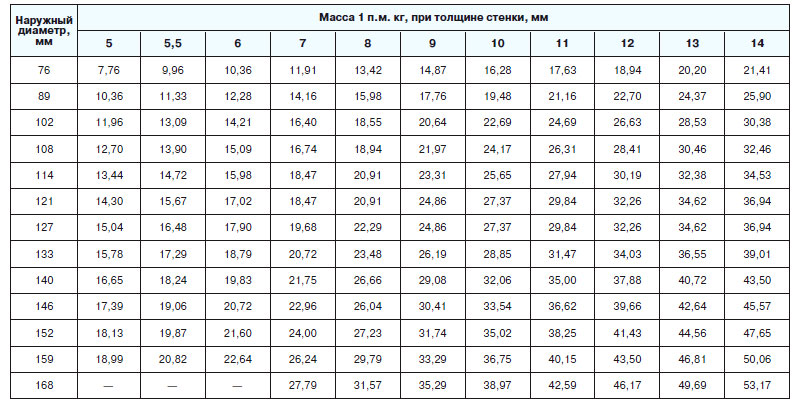 Бесшовные трубы из нержавеющей стали изготавливаются номинальным размером от 1/8 до 14 дюймов.
Бесшовные трубы из нержавеющей стали изготавливаются номинальным размером от 1/8 до 14 дюймов. A106 НЕ является спецификацией для трубы из нержавеющей стали
A106 НЕ является спецификацией для трубы из нержавеющей стали
 NPS — это стандартный для Северной Америки набор измерений, обозначающих диаметр трубы и толщину стенки трубы (график). По сравнению с размерами труб, измерение труб осуществляется по ВНЕШНЕМУ ДИАМЕТРУ, указанному в десятичных или дробных дюймах. В большинстве случаев трубы предлагаются в американских стандартных размерах, которые используются в трубах из алюминия, углеродистой стали и нержавеющей стали. Для размеров труб от 0,125 до 12 дюймов NPS означает номинальный внутренний диаметр. Для размеров более 12 дюймов NPS означает фактический внешний диаметр трубы.
NPS — это стандартный для Северной Америки набор измерений, обозначающих диаметр трубы и толщину стенки трубы (график). По сравнению с размерами труб, измерение труб осуществляется по ВНЕШНЕМУ ДИАМЕТРУ, указанному в десятичных или дробных дюймах. В большинстве случаев трубы предлагаются в американских стандартных размерах, которые используются в трубах из алюминия, углеродистой стали и нержавеющей стали. Для размеров труб от 0,125 до 12 дюймов NPS означает номинальный внутренний диаметр. Для размеров более 12 дюймов NPS означает фактический внешний диаметр трубы. ID диаметра можно легко рассчитать, если график известен. Внутренний диаметр трубы равен номинальному диаметру трубы или номинальному диаметру минус удвоенная толщина стенки. В целях стандартизации Американский национальный институт стандартов опубликовал стандарт ANSI B36.10, в котором диапазон доступных толщин стенок был расширен от сортамента 10 до сортамента 160.
ID диаметра можно легко рассчитать, если график известен. Внутренний диаметр трубы равен номинальному диаметру трубы или номинальному диаметру минус удвоенная толщина стенки. В целях стандартизации Американский национальный институт стандартов опубликовал стандарт ANSI B36.10, в котором диапазон доступных толщин стенок был расширен от сортамента 10 до сортамента 160.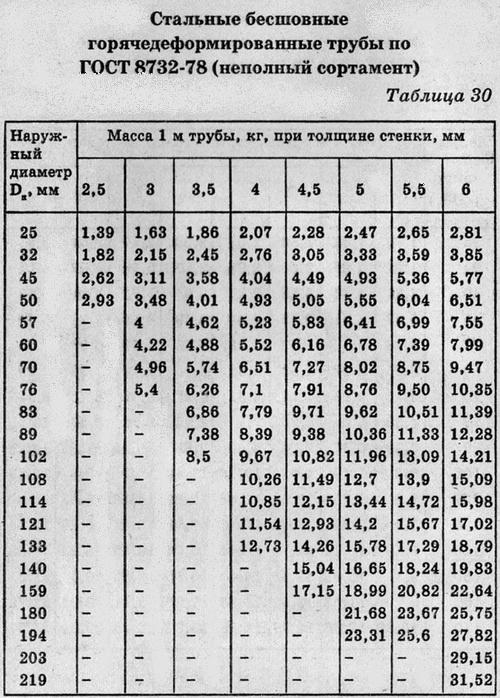 Д.0044
Д.0044 Д.
Д.  Д.
Д. 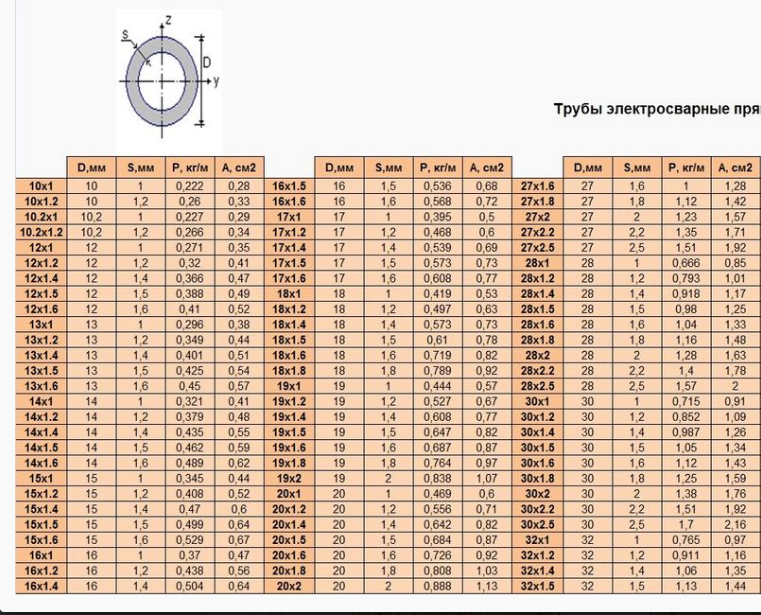 Д.
Д.  Д.
Д.  Д.
Д. 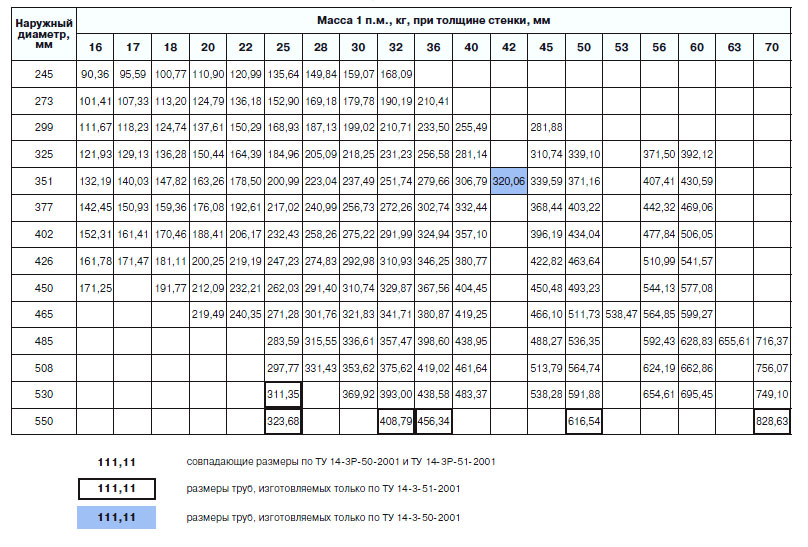 Д.
Д.  Д.
Д.  Д.
Д. 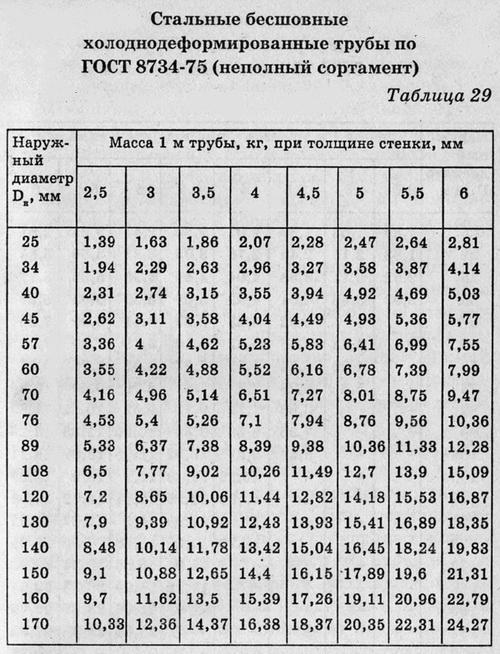 Д.
Д. 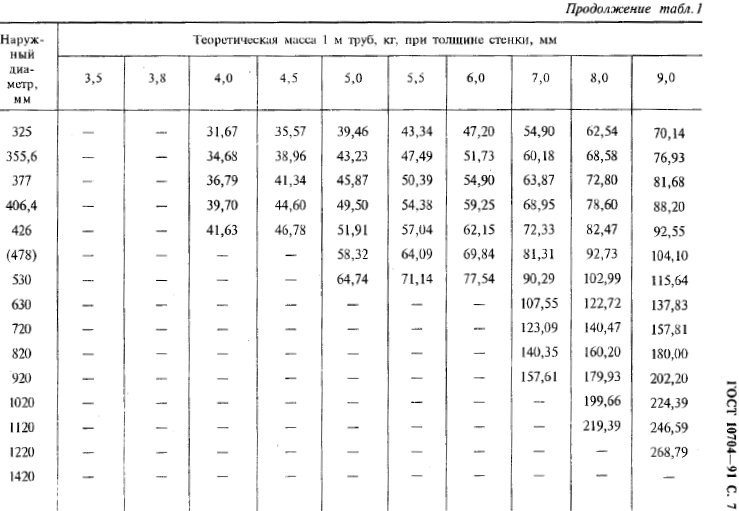 Д.
Д. 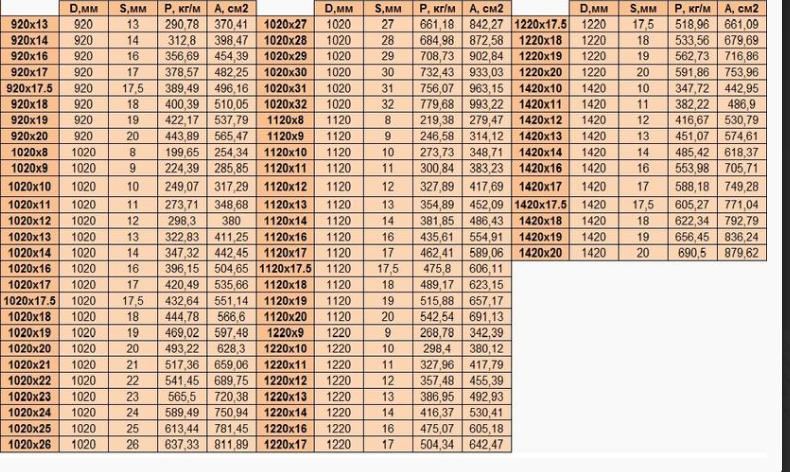 Д.
Д.  Д.
Д. 
 Выбор циркуляционного насоса тема отдельной статьи.
Выбор циркуляционного насоса тема отдельной статьи. org/Article»>
org/Article»> д.). Возможно Вы этого и не замечали, но сравнив затраты топлива на обогрев похожего дома у соседа — понимаете, что «где то что-то у Вас неправильно». Можно ли увеличить КПД существующей отопительной системы без больших затрат. В большинстве случаев — да.
д.). Возможно Вы этого и не замечали, но сравнив затраты топлива на обогрев похожего дома у соседа — понимаете, что «где то что-то у Вас неправильно». Можно ли увеличить КПД существующей отопительной системы без больших затрат. В большинстве случаев — да.

 Чтобы сохранить способность работы котла без циркуляционного насоса, устанавливать насос желательно по байпасной схеме – это обводной участок магистрали, предусматривающий возможность переключения отопительной системы на естественную циркуляцию, в обход насоса.
Чтобы сохранить способность работы котла без циркуляционного насоса, устанавливать насос желательно по байпасной схеме – это обводной участок магистрали, предусматривающий возможность переключения отопительной системы на естественную циркуляцию, в обход насоса. Расширительный бак и предохранительный клапан не должны оказаться отсечены от отопительной системы при любой схеме работы, насосной или естественной!
Расширительный бак и предохранительный клапан не должны оказаться отсечены от отопительной системы при любой схеме работы, насосной или естественной!
 Полные расчеты сложны и для небольшого частного дома не нужны. Для небольших домов (да и для больших тоже) существует упрощенные и доступные даже для полностью неподготовленных людей методики расчета. В интернете довольно много методик — выбирайте какая вам больше нравится и рассчитайте параметры для выбора насоса.
Полные расчеты сложны и для небольшого частного дома не нужны. Для небольших домов (да и для больших тоже) существует упрощенные и доступные даже для полностью неподготовленных людей методики расчета. В интернете довольно много методик — выбирайте какая вам больше нравится и рассчитайте параметры для выбора насоса.


 Преимущество более эффективного насоса с двигателем ECM заключается в существенной экономии энергии, что напрямую связано с экономией средств.
Преимущество более эффективного насоса с двигателем ECM заключается в существенной экономии энергии, что напрямую связано с экономией средств.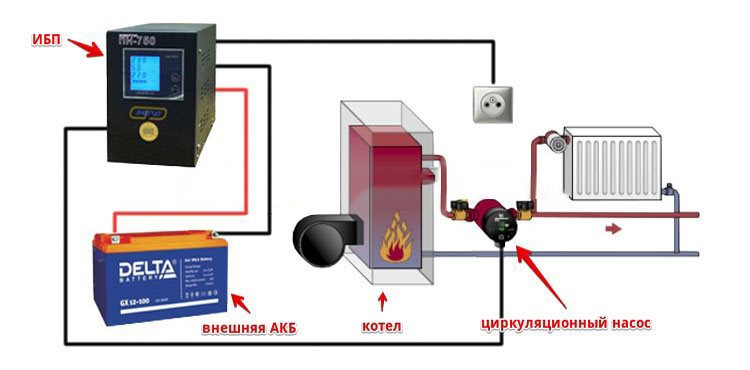 Таким образом, он экономит значительное количество электроэнергии и, таким образом, снижает выбросы CO₂ в равной степени. ALPHA2 имеет рейтинг A за энергоэффективность и является очень надежным и экологически безопасным выбором. При установке и настройке уникальной функции AUTOADAPT от Grundfos ALPHA2 автоматически анализирует и настраивается в соответствии с вашими потребностями в отоплении. Это означает, что вы можете сесть, расслабиться и буквально сэкономить деньги и энергию, не теряя комфорта.
Таким образом, он экономит значительное количество электроэнергии и, таким образом, снижает выбросы CO₂ в равной степени. ALPHA2 имеет рейтинг A за энергоэффективность и является очень надежным и экологически безопасным выбором. При установке и настройке уникальной функции AUTOADAPT от Grundfos ALPHA2 автоматически анализирует и настраивается в соответствии с вашими потребностями в отоплении. Это означает, что вы можете сесть, расслабиться и буквально сэкономить деньги и энергию, не теряя комфорта. Применяется в жилых замкнутых системах водяного отопления, воде и водно-гликолевых растворах концентрацией до 50% (чугунное исполнение) и системах рециркуляции ГВС (бронзовое исполнение).
Применяется в жилых замкнутых системах водяного отопления, воде и водно-гликолевых растворах концентрацией до 50% (чугунное исполнение) и системах рециркуляции ГВС (бронзовое исполнение). Ротор/крыльчатка является единственной движущейся частью всего насоса, и он магнитно уравновешен на стационарном керамическом подшипнике внутри корпуса насоса, что обеспечивает бесшумную и долговечную работу.
Ротор/крыльчатка является единственной движущейся частью всего насоса, и он магнитно уравновешен на стационарном керамическом подшипнике внутри корпуса насоса, что обеспечивает бесшумную и долговечную работу.




 Это приводит к кинетической энергии в воде, которая начнет двигаться наружу.
Это приводит к кинетической энергии в воде, которая начнет двигаться наружу.




 Никаких цепей, строп и тросов — вы надежно закрепите его на позиционере.
Никаких цепей, строп и тросов — вы надежно закрепите его на позиционере. Однако это утомительно для сварщика.
Однако это утомительно для сварщика.


 В противном случае вы можете настроить их на выполнение в желаемом темпе.
В противном случае вы можете настроить их на выполнение в желаемом темпе.
 После того, как заготовка была загружена на стол, оттуда это так же просто, как алфавит.
После того, как заготовка была загружена на стол, оттуда это так же просто, как алфавит.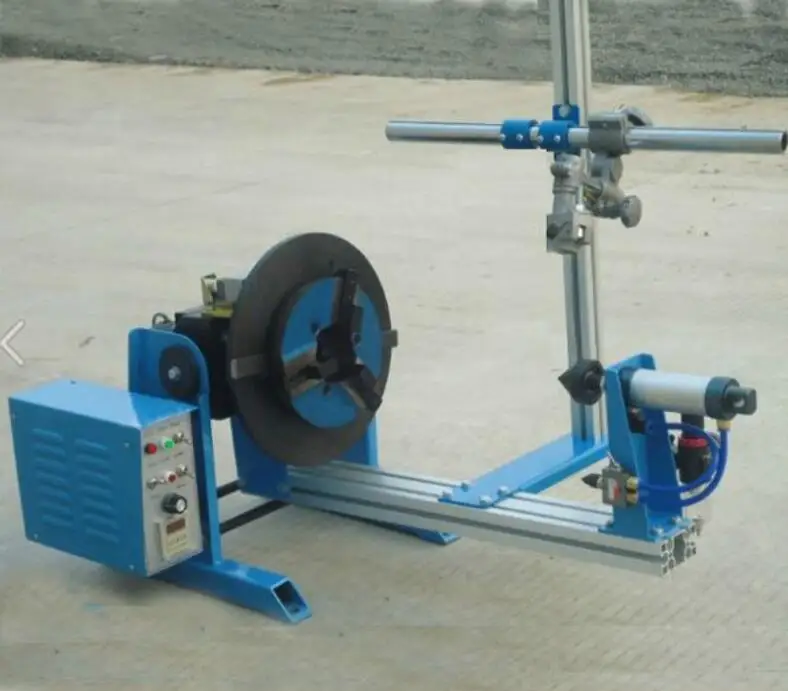 Другие, более конкретные, будут зависеть от заготовки и вашего проекта.
Другие, более конкретные, будут зависеть от заготовки и вашего проекта.

 Вы можете себе представить сварку 50-тонной заготовки без поворотного стола для напольного позиционера?
Вы можете себе представить сварку 50-тонной заготовки без поворотного стола для напольного позиционера? Это означает меньше труда и больше экономии.
Это означает меньше труда и больше экономии.


 Для этого подобные конструкции усовершенствуют некоторыми приспособлениями, и их изготавливают по определенной схеме. Как сделать стол для сварочных работ своими руками, и какие бывают разновидности этой металлоконструкции?
Для этого подобные конструкции усовершенствуют некоторыми приспособлениями, и их изготавливают по определенной схеме. Как сделать стол для сварочных работ своими руками, и какие бывают разновидности этой металлоконструкции? Бываю модели с параметрами 500 х 500 мм. Их вполне хватает для аргонодуговой сварки небольших патрубков и фланцев. Если же работать предстоит с дверями, воротами или крупными емкостями, то металлоконструкция может достигать двух метров в длину и ширину. Высота стола зависит от роста сварщика. Поверхность должна находиться на уровне пупка рабочего. При слишком низком положении сварщик будет сильно горбиться, а при высоком — задирать руки, что приведет к преждевременной усталости. Расход других материалов зависит от дополнительного функционала стола.
Бываю модели с параметрами 500 х 500 мм. Их вполне хватает для аргонодуговой сварки небольших патрубков и фланцев. Если же работать предстоит с дверями, воротами или крупными емкостями, то металлоконструкция может достигать двух метров в длину и ширину. Высота стола зависит от роста сварщика. Поверхность должна находиться на уровне пупка рабочего. При слишком низком положении сварщик будет сильно горбиться, а при высоком — задирать руки, что приведет к преждевременной усталости. Расход других материалов зависит от дополнительного функционала стола. Когда все операции выполняются на одном месте, то можно сэкономить и свой сварочный стол изготовить стационарным.
Когда все операции выполняются на одном месте, то можно сэкономить и свой сварочный стол изготовить стационарным. Швы выполняются «крест на крест», чтобы деформация прямоугольника происходила равномерно.
Швы выполняются «крест на крест», чтобы деформация прямоугольника происходила равномерно.
 Из нескольких таких прижимов может быть создана целая система, освобождающая руки сварщику и предотвращающая деформации.
Из нескольких таких прижимов может быть создана целая система, освобождающая руки сварщику и предотвращающая деформации. Мы расскажем, как сделать сварочный стол своими руками. В описываемой конструкции верхняя часть съемная.
Мы расскажем, как сделать сварочный стол своими руками. В описываемой конструкции верхняя часть съемная. )
) Сварку выполняли аппаратом СО – так удобнее.
Сварку выполняли аппаратом СО – так удобнее. Нам потребуются:
Нам потребуются:
 Использование поворотного сварочного стола позволяет обеспечить максимально безопасное и эффективное сварочное производство.
Использование поворотного сварочного стола позволяет обеспечить максимально безопасное и эффективное сварочное производство. В результате значительно облегчается работа, получаются идеальные сварные швы, деталь не подвергается деформации, что позволяет избегать последующей механической обработки детали.
В результате значительно облегчается работа, получаются идеальные сварные швы, деталь не подвергается деформации, что позволяет избегать последующей механической обработки детали. 500 мм используются вертикально-поворотные сварочные устройства (сварочные столы) с двигателем и дополнительной функцией подъема. В некоторых случаях можно отказаться от функции подъема, переместив при этом ось вертикального вращения из центра в сторону и уменьшив при этом диапазон вращения до 240°.
500 мм используются вертикально-поворотные сварочные устройства (сварочные столы) с двигателем и дополнительной функцией подъема. В некоторых случаях можно отказаться от функции подъема, переместив при этом ось вертикального вращения из центра в сторону и уменьшив при этом диапазон вращения до 240°.

 Из основных типов можно выделить следующие разновидности.
Из основных типов можно выделить следующие разновидности. Вращение упрощает подход с нужной стороны и не требует от сварщика постоянного самостоятельного смещения.
Вращение упрощает подход с нужной стороны и не требует от сварщика постоянного самостоятельного смещения.




 : 8 футов x 4 фута (5 582,50 долл. США) BuildPro Макс.: 4 фута x 4 фута (5 527,50 долл. США) 4′ ($5,940,00 ) BuildPro с прорезями: 6,5 x 3 фута (5 500,00 долл. США) BuildPro с прорезями: 4 фута x 4 фута (5 445,00 долл. США) BuildPro с прорезями: 4 фута x 3 фута (6 480,00 долл. США)
: 8 футов x 4 фута (5 582,50 долл. США) BuildPro Макс.: 4 фута x 4 фута (5 527,50 долл. США) 4′ ($5,940,00 ) BuildPro с прорезями: 6,5 x 3 фута (5 500,00 долл. США) BuildPro с прорезями: 4 фута x 4 фута (5 445,00 долл. США) BuildPro с прорезями: 4 фута x 3 фута (6 480,00 долл. США) Расположите приспособление так, чтобы обеспечить лучший доступ к сварке, точность и производительность как при ручной, так и при роботизированной сварке.
Расположите приспособление так, чтобы обеспечить лучший доступ к сварке, точность и производительность как при ручной, так и при роботизированной сварке.

 Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру. Он также модернизирован, чтобы быть более точным и практичным.
Он также модернизирован, чтобы быть более точным и практичным. Диаметр отверстия: 1,0 дюйм
Диаметр отверстия: 1,0 дюйм Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Наряду с тысячами мотивированных сотрудников VEVOR стремится предоставлять нашим клиентам прочное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.


 org/Offer»>
org/Offer»> org/Offer»>
org/Offer»> org/Offer»>
org/Offer»> org/Offer»>
org/Offer»> org/Offer»>
org/Offer»> org/Offer»>
org/Offer»> org/Offer»>
org/Offer»> org/Offer»>
org/Offer»> org/Offer»>
org/Offer»> org/Offer»>
org/Offer»> org/Offer»>
org/Offer»> org/Offer»>
org/Offer»> org/Offer»>
org/Offer»> org/Offer»>
org/Offer»> org/Offer»>
org/Offer»> org/Offer»>
org/Offer»> org/Offer»>
org/Offer»> org/Offer»>
org/Offer»> org/Offer»>
org/Offer»>
 320
320 450
450 110
110 580
580 720
720 220
220 700
700 820
820 480
480 020
020 420
420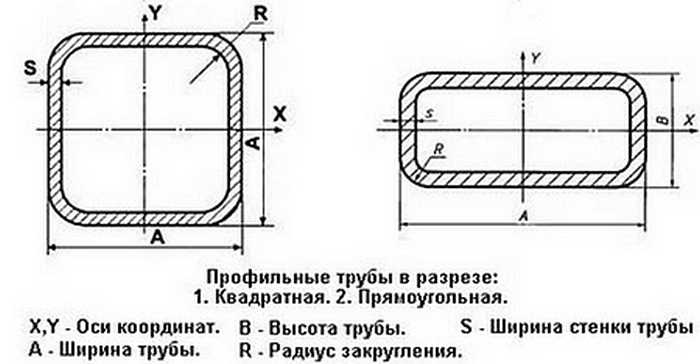 080
080 120
120 660
660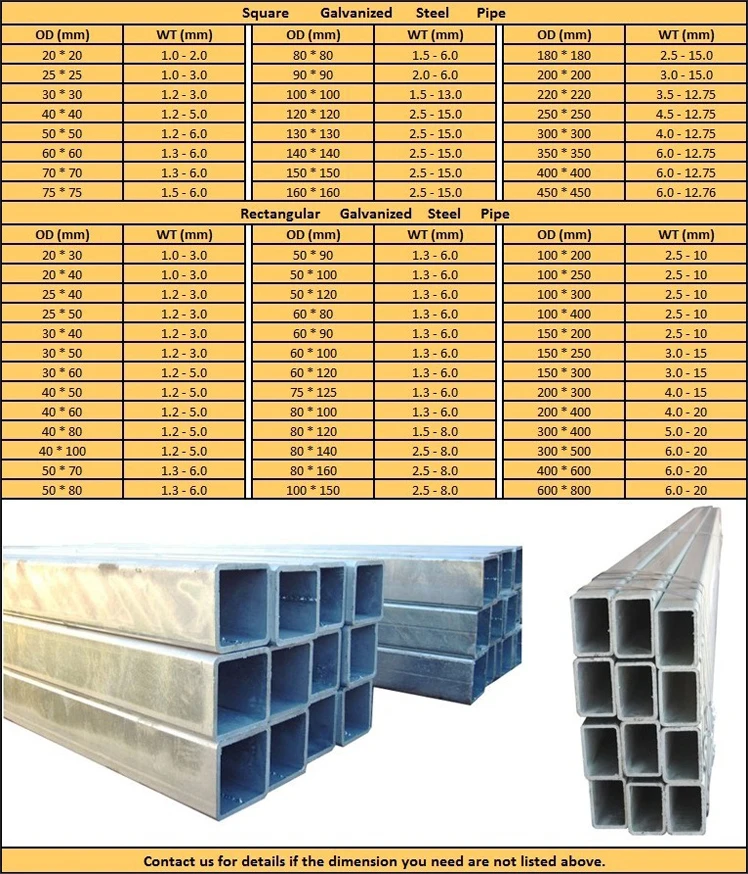 820
820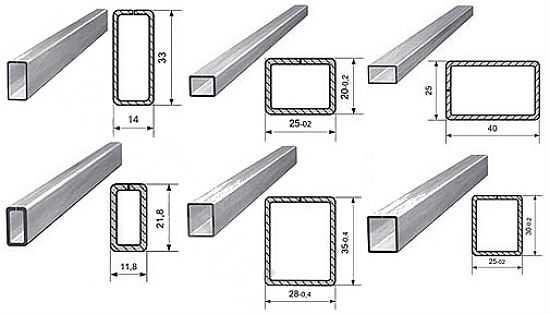 100
100 350
350
 Некоторые другие полезные качества прямоугольных стальных труб включают в себя:
Некоторые другие полезные качества прямоугольных стальных труб включают в себя: По сути, это означает, что производимый продукт представляет собой стальную трубу квадратного или прямоугольного сечения, отвечающую конструктивным требованиям ASTM A500 класса B или C. Однако, если вы видите обозначение ASTM A500 на печати без соответствующего класса, обратитесь к своему инженеру. для дополнительного уточнения, так как минимальная прочность на растяжение марки С выше, чем у марки В.
По сути, это означает, что производимый продукт представляет собой стальную трубу квадратного или прямоугольного сечения, отвечающую конструктивным требованиям ASTM A500 класса B или C. Однако, если вы видите обозначение ASTM A500 на печати без соответствующего класса, обратитесь к своему инженеру. для дополнительного уточнения, так как минимальная прочность на растяжение марки С выше, чем у марки В. По этим причинам эти материалы широко используются в строительстве, производстве, производстве деталей машин и даже в искусстве. Другие типы конкретных приложений включают следующее:
По этим причинам эти материалы широко используются в строительстве, производстве, производстве деталей машин и даже в искусстве. Другие типы конкретных приложений включают следующее: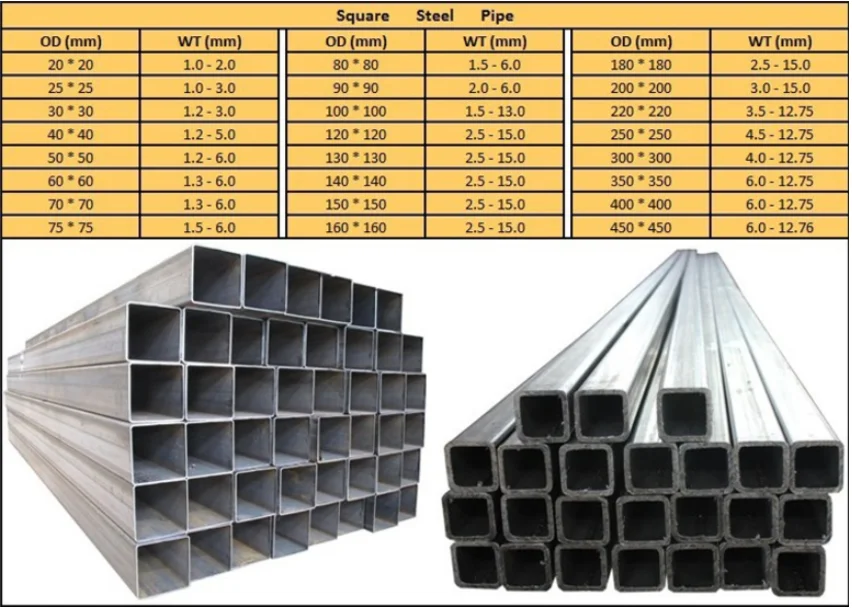

 Цікавий момент: мідь як така, як ми вже розглядали вище, досить м’який і пластичний метал. Але якщо з’єднати її з іншими металами, такі сплави дуже тверді і довговічні.
Цікавий момент: мідь як така, як ми вже розглядали вище, досить м’який і пластичний метал. Але якщо з’єднати її з іншими металами, такі сплави дуже тверді і довговічні. Тому з цього матеріалу виготовляються всілякі труби, радіатори для авто, покрівельні матеріали, технологічне обладнання і навіть конденсатори для суден, а також багато іншого.
Тому з цього матеріалу виготовляються всілякі труби, радіатори для авто, покрівельні матеріали, технологічне обладнання і навіть конденсатори для суден, а також багато іншого. Він характеризується і відрізняється тим, що є червоно-оранжевим металом, дуже пластичним і пластичним, а також чудовим провідником електрики та тепла.
Він характеризується і відрізняється тим, що є червоно-оранжевим металом, дуже пластичним і пластичним, а також чудовим провідником електрики та тепла. Таким чином, це синонім архаїчного та помаранчевого світіння одночасно.
Таким чином, це синонім архаїчного та помаранчевого світіння одночасно. До н. C. Мідь — один із перших металів, що використовується людиною, після заліза, що міститься в метеоритах та золоті.
До н. C. Мідь — один із перших металів, що використовується людиною, після заліза, що міститься в метеоритах та золоті. C.
C. Завод La Norddeutsche Affinerie в Гамбурзі (1876) був першим сучасним заводом з гальванічного покриття, що використовував мідь.
Завод La Norddeutsche Affinerie в Гамбурзі (1876) був першим сучасним заводом з гальванічного покриття, що використовував мідь.
 Він також розчинний у аміаку у водному розчині та у ціаніді калію.
Він також розчинний у аміаку у водному розчині та у ціаніді калію.
 При його наявності в сполуці передбачається існування катіона Cu+ (зазвичай називають іоном купруму).
При його наявності в сполуці передбачається існування катіона Cu+ (зазвичай називають іоном купруму). Ці мінерали становлять 50% від загальної кількості видобутої міді. Калеліт (CuS) та халькоцит (Cu2S).
Ці мінерали становлять 50% від загальної кількості видобутої міді. Калеліт (CuS) та халькоцит (Cu2S). Аноди з плавильної камери надходять у електролітичні елементи для очищення. Мідь рухається до катода, а домішки осідають на дні клітин. У цьому процесі отримують мідні катоди з чистотою 99,99%.
Аноди з плавильної камери надходять у електролітичні елементи для очищення. Мідь рухається до катода, а домішки осідають на дні клітин. У цьому процесі отримують мідні катоди з чистотою 99,99%.
 Тим часом Шакудо — японський декоративний сплав міді та золота з низьким відсотком (4-10%).
Тим часом Шакудо — японський декоративний сплав міді та золота з низьким відсотком (4-10%).

 Він бере участь у електронному транспортному ланцюзі, утворюючи частину комплексу IV. У цьому комплексі відбувається завершальний етап електронного транспортного ланцюга: відновлення молекули кисню до утворення води.
Він бере участь у електронному транспортному ланцюзі, утворюючи частину комплексу IV. У цьому комплексі відбувається завершальний етап електронного транспортного ланцюга: відновлення молекули кисню до утворення води.

 ). Мідні факти: хімічні та фізичні властивості. Відновлено з: thinkco.com
). Мідні факти: хімічні та фізичні властивості. Відновлено з: thinkco.com По сути, это быстрое сокращение для среднего или посредственного уровня — не страшно, но и не о чем волноваться. «Как прошел твой День подарков?» «Угу, довольно середина — в итоге мы просто сидели и играли в настольные игры».
По сути, это быстрое сокращение для среднего или посредственного уровня — не страшно, но и не о чем волноваться. «Как прошел твой День подарков?» «Угу, довольно середина — в итоге мы просто сидели и играли в настольные игры».
 Подобно тому, как рукоятка карандаша может образовать мозоли у писателя, моя прямая кишка
Подобно тому, как рукоятка карандаша может образовать мозоли у писателя, моя прямая кишка TikTok представил новую функцию, призванную помочь вам красный
TikTok представил новую функцию, призванную помочь вам красный Я скучаю по безумному Instagram 2012 года
Я скучаю по безумному Instagram 2012 года 287Z»> январь 18, 2022
287Z»> январь 18, 2022  (Очень сурово, Тай!) Хотя это слово можно использовать и в менее суровых целях, например, назвать альбом или фильм переоцененным, контекст имеет ключевое значение, поскольку его использование для обозначения внешности или целого региона Соединенных Штатов обычно считается немного обидно.
(Очень сурово, Тай!) Хотя это слово можно использовать и в менее суровых целях, например, назвать альбом или фильм переоцененным, контекст имеет ключевое значение, поскольку его использование для обозначения внешности или целого региона Соединенных Штатов обычно считается немного обидно. Однако дискурс TikTok получил длительные травмы.
Однако дискурс TikTok получил длительные травмы. Так да. Даже маски для лица, по-видимому, могут быть средними.
Так да. Даже маски для лица, по-видимому, могут быть средними.


 33УКП и ПМ-4.33 поставляется комплект кабелей различной длины.:
33УКП и ПМ-4.33 поставляется комплект кабелей различной длины.: 3
3 Вес трактора без проволоки 42 кг, вес электродной проволоки 8—10 кг, емкость флюсового бункера 4,5 дм3 (10 кг флюса).
Вес трактора без проволоки 42 кг, вес электродной проволоки 8—10 кг, емкость флюсового бункера 4,5 дм3 (10 кг флюса).
 Рабочее место сварщика – специальная рабочая кабина.
Рабочее место сварщика – специальная рабочая кабина. Подача и перемещение электродной проволоки механизированы. Автоматизированы процессы зажигания дуги и заварки кратера в конце шва. Флюсы служат для изоляции сварочной ванны от атмосферы воздуха, обеспечения устойчивого горения дуги, формирования поверхности шва и получения заданных состава и свойств наплавленного Ме.
Подача и перемещение электродной проволоки механизированы. Автоматизированы процессы зажигания дуги и заварки кратера в конце шва. Флюсы служат для изоляции сварочной ванны от атмосферы воздуха, обеспечения устойчивого горения дуги, формирования поверхности шва и получения заданных состава и свойств наплавленного Ме. ), иногда – смеси двух газов или более. В нашей стране наиболее распространено применение аргона и углекислого газа.
), иногда – смеси двух газов или более. В нашей стране наиболее распространено применение аргона и углекислого газа. Ручная дуговая сварка(рдс). Покрытия электродов.
Ручная дуговая сварка(рдс). Покрытия электродов. Стержень электрода
Стержень электрода шлаков корка
шлаков корка Дуга горит
Дуга горит
 1-2015, CSA и CE EN379Стандарты
1-2015, CSA и CE EN379Стандарты
 Возможно, вы мечтаете об этом.
Возможно, вы мечтаете об этом. Вот несколько хороших вариантов для рассмотрения:
Вот несколько хороших вариантов для рассмотрения: Вы можете начать бизнес, которому не хватает одной из этих областей, и он все равно может иметь некоторый успех. Тем не менее, он не сможет полностью реализовать свой потенциал, если не будут приняты во внимание все три эти области.
Вы можете начать бизнес, которому не хватает одной из этих областей, и он все равно может иметь некоторый успех. Тем не менее, он не сможет полностью реализовать свой потенциал, если не будут приняты во внимание все три эти области.

 Изучите свои сильные и слабые стороны, проанализировав себя и расспросив окружающих, прежде чем начать свой бизнес, и у вас будет прочная основа для построения вашей компании.
Изучите свои сильные и слабые стороны, проанализировав себя и расспросив окружающих, прежде чем начать свой бизнес, и у вас будет прочная основа для построения вашей компании. Стоимость их найма будет крошечной по сравнению с прибылью, которую они принесут вам.
Стоимость их найма будет крошечной по сравнению с прибылью, которую они принесут вам.

 Постепенно покупая все необходимое снаряжение, вы гарантируете, что деньги будут потрачены в жизненно важных областях за счет реальных знаний.
Постепенно покупая все необходимое снаряжение, вы гарантируете, что деньги будут потрачены в жизненно важных областях за счет реальных знаний.

 Они могут вернуться к вам, когда вспомнят, как вы к ним относились, в то время, когда им понадобится ваша услуга или продукт. Однако, если они проявят интерес во время вашего первого звонка, всегда полезно продолжить дружеское общение и продемонстрировать интерес к их бизнесу.
Они могут вернуться к вам, когда вспомнят, как вы к ним относились, в то время, когда им понадобится ваша услуга или продукт. Однако, если они проявят интерес во время вашего первого звонка, всегда полезно продолжить дружеское общение и продемонстрировать интерес к их бизнесу. Запустить собственный сайт тоже несложно. Мы рекомендуем использовать WordPress для создания своего. Это бесплатно, просто и предлагает больше возможностей для развития вашего сайта, а также для его изменения в будущем. Несколько простых руководств научат вас, как создать сайт WordPress, включая эту видеоверсию и эту подробную статью версии , , которая также включает аспекты видео.
Запустить собственный сайт тоже несложно. Мы рекомендуем использовать WordPress для создания своего. Это бесплатно, просто и предлагает больше возможностей для развития вашего сайта, а также для его изменения в будущем. Несколько простых руководств научат вас, как создать сайт WordPress, включая эту видеоверсию и эту подробную статью версии , , которая также включает аспекты видео. Как описывает Хорст Шульце, соучредитель многомиллиардной компании, каждый клиент хочет:
Как описывает Хорст Шульце, соучредитель многомиллиардной компании, каждый клиент хочет: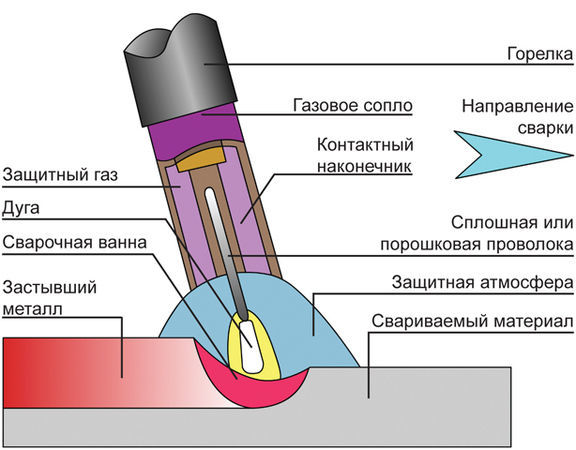 Если вы пройдете через агентства по найму или наймете кого-то, кто не знаком с вашим видением, вы можете не найти лучших кандидатов.
Если вы пройдете через агентства по найму или наймете кого-то, кто не знаком с вашим видением, вы можете не найти лучших кандидатов. Ознакомьтесь с видением компании и лично научите их, как лучше всего обслуживать своих клиентов, чтобы они были готовы к этому.
Ознакомьтесь с видением компании и лично научите их, как лучше всего обслуживать своих клиентов, чтобы они были готовы к этому. Его бизнес немедленно закрылся, и вся его рабочая сила была вынуждена искать новую работу. Это не способ вести бизнес. Вместо этого используйте самоокупаемую модель, чтобы обеспечить успешный сварочный бизнес.
Его бизнес немедленно закрылся, и вся его рабочая сила была вынуждена искать новую работу. Это не способ вести бизнес. Вместо этого используйте самоокупаемую модель, чтобы обеспечить успешный сварочный бизнес. В течение многих лет клиенты либо открывали счета в компании, либо платили наличными. Когда появилась EFTPOS, многие клиенты ожидали, что она будет у моего босса. По сей день я не уверен, что он это делает. Из-за этой маленькой детали, которую он мог бы легко изменить, он потерял значительные возможности для большего количества довольных клиентов.
В течение многих лет клиенты либо открывали счета в компании, либо платили наличными. Когда появилась EFTPOS, многие клиенты ожидали, что она будет у моего босса. По сей день я не уверен, что он это делает. Из-за этой маленькой детали, которую он мог бы легко изменить, он потерял значительные возможности для большего количества довольных клиентов.