Наша компания является официальным дистрибьютором ведущих производителей настольного и промышленного 3D оборудования (3D принтеров, 3D сканеров, 3D манипуляторов) — Raise3D, FlashForge, Anycubic, Formlabs, Creality3D, PICASO 3D, Phrozen, Wanhao, CreatBot, QIDI и пр.
Собственный гарантийный сервис
Мы предоставляем профессиональные услуги по подбору, настройке, обучению, гарантийному и постгарантийному сервисному обслуживанию 3D оборудования.
Демонстрация перед покупкой
Прежде чем купить 3D принтер или сканер, вы сможете на практике оценить функционал понравишейся модели в демонстрационном зале компании в Москве, получить онлайн-консультацию по выбору оптимальной модели оборудования под ваши задачи.
Бесплатная доставка по России
Мы работаем с самыми надежными транспортными компаниями и курьерскими службами. Доставка 3D принтеров осуществляется БЕСПЛАТНО во все регионы страны!
Настольные фрезерные станки с ЧПУ – мини станки по металлу и другим материалам
Настольные фрезерные станки с ЧПУ – мини-станки по металлу и другим материалам
2017-09-04
История развития фрезерного оборудования складывалась из нескольких этапов. От первого станка Уитни до высокотехнологичных устройств с ЧПУ оснащением прошло немало времени, но настоящим бумом на современном рынке специализированного оборудования стали фрезерные устройства с ЧПУ настольного склада. Основная задача таких станков – это обработка резанием различных видов деталей, которые входят в конструкцию технических механизмов и вращающихся узлов в условиях промышленного производства и частных мастерских.
Вкратце, весь процесс выглядит следующим образом: заготовка, зафиксированная на рабочем столе, обрабатывается с помощью режущего инструмента, прикрепленному к вращательному механизму (шпиндель).
По комплектации устройств фрезерные ЧПУ установки можно разделить на две группы, каждая из которых содержит в себе большое количество подвидов и наименований:
Консольные устройства, оснащенные ЧПУ, на данный момент являются широко используемыми видами фрезерного оборудования. Обрабатывающий процесс происходит с помощью подвижной консоли, на которой крепится будущее изделие. Перемещая заготовку вокруг режущего инструмента по запрограммированной траектории, консоль выполняет черновую, получистовую и чистовую обработку изделия.
У второй группы устройств не предусмотрено подвижной консоли. Процесс резания происходит благодаря вращающемуся механизму – шпинделя. В цангу шпинделя крепится режущий инструмент, который производит запрограммированные операции с установленной заготовкой. Рабочий стол движется за счет подвижного узла направляющих, перемещаясь по вертикальной или горизонтальной оси.
За последовательность производимых операций в процессе обработки отвечает система ЧПУ. Алгоритм движений направляющих узлов и шпинделя предварительно запрограммирован и содержится на специальном носителе. Для настольных моделей малых габаритов фрезерного оборудования, оснащенного ЧПУ, существует отдельное программное обеспечение. Перечислим некоторые из них.
Позиционное ПО
Чаще всего используется для фрезерных станков, осуществляющих токарные и сверлильные виды обработки. Программу условно можно представить в виде координатной плоскости. Производимые операции в ней представлены в виде координатных точек, сигналы которых поступают в информационный носитель.
ПО контурного типа
Применяется для проведения круглошлифовальных работ. Перемещение инструмента и рабочего стола передается в носитель в виде траектории, по которой движется шпиндель относительно оси заготовки.
Комбинированное ПО
Комбинированный тип программного обеспечения разработан для работы на универсальных и многоцелевых станках всех типов, объединяя в себе уже существующие и дополнительные функции. Например, смена инструмента в автоматическом режиме, вращение и перемещение по наклонной плоскости.
Широкоформатное ПО
На данный момент является самым сложным и многооперационным обеспечением для фрезерных станков всех видов. С каждым годом такое ПО усовершенствуется и расширяет масштабы производимых операций.
Виды фрезерного оборудования настольного типа
В сравнении со стационарными типами фрезерного, фрезерно-сверлильного типа оборудования с ЧПУ, станки, осуществляющие те же функции, но имеющие малые габариты (настольный тип станков) имеют множество преимуществ. С такими станками удобно работать как в промышленной отрасли, так и в домашних условиях. Контроль за ходом операции может осуществлять только один оператор.
Настольного типа станки мини с чпу могут производить обработку сложного контура деталей различного размера, осуществлять операции в труднодоступных местах с высокой скоростью и точностью обработки, работать не только с металлическими изделиями, но и с материалами другого вида.
Многие домашние умельцы самостоятельно собирают и программируют мини станки с ЧПУ, т. к. стоимость такого оборудования даже настольного типа выше среднего. Однако такое устройство в доме или в масштабном производстве за короткие время окупает себя с лихвой.
По виду производимых операций можно выделить следующие ЧПУ устройства настольного типа:
На данный момент минимальная стоимость одного из видов такого станка настольного типа составляет от 65000 руб и далее поднимается по возрастающей, в зависимости от функциональности и качества устройства.
Каталог станков с ЧПУ настольного типа можете приобрести от производителя СТИПЛАЙН (SteepLine)
6 лучших фрезерных станков с ЧПУ 2022 года (и недорогих альтернатив)
Фрезерные станки с ЧПУ — это машины с компьютерным управлением, которые режут и гравируют самые разные материалы, от дерева до металлов, таких как титан. В основном они используются предприятиями для производства продукции, хотя многие любители также используют их для домашних проектов с ЧПУ.
Лучший станок для лазерной резки и гравировки M…
Пожалуйста, включите JavaScript
Лучший станок для лазерной резки и гравировки 2020
Однако найти подходящий фрезерный станок с ЧПУ для вас не всегда легко. Во-первых, большинство фрезерных станков с ЧПУ очень дороги и предназначены для промышленных условий, поэтому найти недорогой, но качественный станок может быть непросто. Во-вторых, все разные мельницы имеют свои особенности, поэтому вам нужно найти ту, которая лучше всего подходит для ваших целей.
Чтобы помочь вам, мы выбрали лучшие фрезерные станки с ЧПУ на 2022 год. также включены промышленные фрезерные станки с ЧПУ, так что, что бы вы ни искали, вы обязательно найдете это в этом руководстве.
Прежде чем мы перейдем к нашему списку лучших фрезерных станков с ЧПУ, давайте кратко рассмотрим, что такое фрезерные станки с ЧПУ и чем они отличаются от фрезерных станков с ЧПУ.
Что такое фрезерные станки с ЧПУ?
Фрезерные станки с ЧПУ представляют собой тип станков с числовым программным управлением, которые режут, придают форму и гравируют такие материалы, как дерево и металлы. Фрезерование — это процесс удаления материала с заготовки с помощью вращающихся фрез. Фреза удерживается шпинделем и может резать под разными углами, перемещаясь по разным осям.
Фрезерные станки с ЧПУ могут варьироваться от 2-осевых до 5-осевых фрезерных станков. Количество осей определяет, как они режут. Например, 2-осевой станок может резать только вертикально и горизонтально, тогда как 5-осевой фрезерный станок с ЧПУ может резать сложные формы для использования, например, в протезах и других медицинских приложениях, а также в моделях автомобилей.
Мельницы с ЧПУ отличаются от мельниц с ручным управлением тем, что они управляются с помощью компьютера. Компьютерное числовое управление представляет собой запрограммированный код, который передает инструкции для точных движений, которые должна выполнять мельница. Управляющее программное обеспечение преобразует числовой код в декартовы координаты, что позволяет мельницам работать с предельной точностью.
Фрезерные станки с ЧПУ используются в самых разных отраслях, от простого столярного дела до автомобильного и аэрокосмического дизайна.
Фрезерные станки с ЧПУ и фрезерные станки с ЧПУ
На неподготовленный взгляд фрезерные станки с ЧПУ и фрезерные станки с ЧПУ могут показаться очень похожими. Хотя они оба имеют схожие функции, есть несколько ключевых отличий. На самом деле, если вы хотите купить дешевый станок с ЧПУ, единственный вариант — купить фрезер, поскольку недорогие станки с ЧПУ начинаются в ценовом диапазоне от нескольких тысяч долларов.
Материалы, поддающиеся резке
Пожалуй, наиболее важным отличием является то, что фрезерные станки с ЧПУ предназначены для простой резки и гравировки чрезвычайно прочных материалов, таких как металл.
Фрезерные станки с ЧПУ лучше всего подходят для более мягких материалов, таких как пластик, акрил, дерево и алюминий, в то время как фрезерные станки с ЧПУ способны резать гораздо более твердые материалы, такие как сталь и титан.
Движение осей
В фрезерных станках с ЧПУ используются неподвижные детали и шпиндели, которые перемещаются по осям X, Y и Z. Напротив, фрезерные станки с ЧПУ используют детали, которые перемещаются по осям X и Y, и шпиндели, которые перемещаются по Z. Разница в движении осей означает что фрезерные станки с ЧПУ имеют увеличенный зазор по оси Z, что позволяет выполнять резку более толстых материалов из более прочных материалов.
Большинство мельниц также имеют шпиндели, которые медленнее, но имеют больший крутящий момент, чем шпиндели, используемые в фрезерных станках, которые в основном зависят от скорости вращения для резки. Этот более высокий крутящий момент — сила, которая заставляет объекты вращаться вокруг осей — обеспечивает большую мощность для резки более твердых материалов.
Конструкция
В то время как в большинстве фрезерных станков используется портальная конструкция рамы, фрезерные станки с ЧПУ обычно используют конструкцию С-образной рамы с колонной и основанием. Структура C-образной рамы помогает сделать мельницы более надежными, поэтому они могут обрабатывать более твердые материалы, чем фрезерные станки с ЧПУ.
Фрезерные станки с ЧПУ обычно устанавливаются на стационарных рабочих столах и обычно имеют большее рабочее пространство, чем фрезерные станки.
Цена фрезерных станков с ЧПУ
Цена на фрезерные и фрезерные станки с ЧПУ сильно различается в зависимости от типа приобретаемого вами станка. Однако в целом фрезерные станки с ЧПУ, как правило, дороже, чем фрезерные станки с ЧПУ сопоставимого качества — даже мини-фрезерные станки с ЧПУ имеют более высокую цену.
Недорогие настольные фрезерные станки с ЧПУ встречаются гораздо чаще, чем дешевые небольшие фрезерные станки с ЧПУ.
Одним из основных ограничений станков с ЧПУ является их цена. Редко можно найти фрезерный станок с ЧПУ стоимостью менее 5000 долларов, но это дешево, когда речь идет об этих станках — лучшие из используемых в промышленности стоят десятки тысяч долларов.
Помните об этом, когда позже мы рассмотрим более доступные фрезерные станки с ЧПУ. Хотя они не обеспечивают такой же скорости или точности, как высокотехнологичные промышленные фрезерные станки с ЧПУ, они являются отличным выбором для любителей, которые не могут позволить себе тратить огромные суммы.
Лучшие фрезерные станки с ЧПУ и недорогие альтернативы
CNCSourced поддерживается читателями. Когда вы покупаете по ссылкам на нашем сайте, мы можем получать партнерскую комиссию. Узнать больше
Фрезерные станки с ЧПУ, которые можно купить
Существует множество фрезерных станков с ЧПУ, таких как UMC-500 от Haas, одного из ведущих производителей промышленных станков с ЧПУ.
Первое, что вы заметите, это то, что это 5-осевой фрезер. 5-осевая обработка намного более совершенна, чем стандартная 3-осевая обработка, используемая в большинстве станков для любителей. Он добавляет две оси вращения в дополнение к стандартным осям Y, X и Z, что означает, что он может обрабатывать детали со значительно более высокой точностью и гибкостью. Подобные 5-осевые фрезерные станки используются для обработки очень сложных изделий, таких как детали самолетов и даже военного оружия.
С этим станком можно использовать 30 различных инструментов, и он может обрабатывать даже самые твердые металлы, такие как сталь, в отличие от станков для любителей, которые ограничиваются алюминием.
Конечно, поскольку это станок с ЧПУ, высокотехнологичные проекты могут быть созданы заранее, смоделированы, а затем переданы на станок, который будет соответствующим образом обрабатывать заготовки практически без ручного вмешательства.
Компания Haas и другие дистрибьюторы этой машины даже не объявляют цену — вам нужно связаться, чтобы узнать цену, — но вы можете быть уверены, что она обойдется вам в десятки тысяч.
Микрофрезерный станок с ЧПУ TAIG 2019 года — лучший малый фрезерный станок с ЧПУ
Цена: 2495 долларов США
Если вы новичок в фрезеровании с ЧПУ, то микрофрезерный станок с ЧПУ TAIG 2019 года — лучший вариант для начала.
Форумы ЧПУ по всему миру хвалят этот станок как лучший станок для обучения фрезерованию с ЧПУ. Это машина меньшего размера, поэтому с ней легче справиться, и она может похвастаться высоким уровнем точности и прецизионности, которые обычно можно увидеть в более дорогих моделях.
Загвоздка в том, что его нужно запускать на низких скоростях. Таким образом, теоретически у него есть жесткость, чтобы резать самые прочные металлы, и точность, чтобы проектировать сложные детали, но только со скоростью улитки. По этой причине мы не рекомендуем эту машину для производства, например, если вам нужно выполнять несколько заказов в день.
В таком случае лучше Тормах.
Тем не менее, он достигает скорости перемещения до 30 дюймов в минуту и достигает глубины до 1/8 дюйма за один проход по стали.
Следует отметить, что эта микромельница не поставляется с компьютером, поэтому вам следует подумать об этой дополнительной цене, однако нам нравится возможность настройки, которую она предоставляет. Таким образом, вы можете выбрать, какой компьютер использовать, в том числе тот, с которым вы уже знакомы, и сократить начальную кривую обучения. Однако он поставляется с программным обеспечением MACh4.
Этот станок TAIG поставляется с двухлетней гарантией, и вам не нужно беспокоиться о дорогостоящих модернизациях, поскольку вы все равно будете работать на низких скоростях, что делает этот станок с ЧПУ самым экономичным на рынке.
Он поставляется в предварительно собранном виде и с большим сообществом, которое поможет вам создать свое ремесло, предлагая фантастический начальный станок для фрезерования с ЧПУ, который не будет ограничивать ваш рост или кошелек.
Tormach PCNC 440 – лучший фрезерный станок с ЧПУ для школ и университетов
Цена: От 5 390 долларов США
Tormach – широко известное имя, когда речь идет о фрезерных станках с ЧПУ, а PCNC 440 – отличный пример качества этой компании.
Это небольшой компактный фрезерный станок с ЧПУ, созданный в качестве альтернативы более крупным станкам, представленным на рынке. PCNC можно разместить практически где угодно, например в гаражах, офисах, подвалах, школах и механических мастерских, поэтому это отличный выбор для малого бизнеса и учебных заведений.
Одним из преимуществ этого фрезерного станка с ЧПУ по металлу является то, что с его помощью можно резать практически все, что угодно. PCNC 440 может формировать и гравировать даже самые прочные металлы благодаря мощной системе передачи с поликлиновым ремнем.
Этот станок оснащен шпинделем R9 мощностью 0,75 л.с., который работает с невероятной скоростью 10 000 об/мин. Несмотря на небольшой размер мельницы, вы по-прежнему получаете 10 дюймов хода по осям X и Z и 6,25 дюйма по оси Y. Максимальный зазор между столом и носиком шпинделя составляет 11 дюймов, так что места для работы более чем достаточно.
Еще одним преимуществом Tormach PCNC 440 является то, что он поставляется с контроллером ЧПУ PathPilot компании. Это очень интуитивно понятная платформа с мощным диалоговым программированием, которое позволяет вам настраивать программы и продолжать развиваться, поэтому это хороший выбор как для любителей, так и для экспертов.
Для PCNC 440 можно приобрести ряд настраиваемых пакетов, поэтому вы можете настроить пакет точно под свои нужды. Tormach предоставляет широкий спектр учебных материалов и предлагает отличное обслуживание клиентов, если что-то пойдет не так.
Модульный мини-фрезерный станок Haas — лучший мини-фрезерный станок с ЧПУ профессионального уровня
Цена: $30 746
Компания Haas широко известна в отрасли ЧПУ и предлагает исключительно высококачественные станки профессионального стандарта по всему миру. Она создает огромное количество различных фрезерных станков, но Модульная Мини-Фреза — это самая дешевая профессиональная фрезерная машина с ЧПУ на сегодняшний день, хотя и недешевая!
Этот компактный фрезерный станок может похвастаться впечатляющей производительностью с конусом 40, несмотря на то, что он намного меньше, чем большинство других станков аналогичной мощности. Поэтому это хороший вариант для университетов, небольших компаний и так далее.
На самом деле, Haas является пионером в области мини-заводов профессионального уровня, построив первый в мире мини-завод в 2000 году и с тех пор установив более 25 000 по всему миру. Модульная мини-мельница является последней моделью в этой серии.
Этот фрезерный станок Haas с ЧПУ идеально подходит для широкого круга проектов. Он может надежно и точно обрабатывать мелкие детали, что делает его идеальным для резки алюминия и отделочных работ, но у него также есть достаточный крутящий момент для резки стали.
Еще одним интересным аспектом этого фрезерного станка с ЧПУ является то, что вы можете добавить ряд модулей с болтовым креплением для повышения гибкости. Например, вы можете добавить более быстрый шпиндель, увеличенные скорости, насос охлаждающей жидкости, 4-осевой привод для вращения поворотного стола и все это вместе, если хотите.
В качестве дополнительного бонуса компания Haas предлагает бесплатное обучение при каждой покупке своего мини-фрезерного станка с ЧПУ.
Недорогие альтернативные станки с ЧПУ (маршрутизаторы)
Sainsmart Genmitsu 3018 PROVer – очень популярен среди любителей
Цена: $349 — Доступно в магазине Sainsmart здесь / Доступно на Amazon здесь
Sainsmart Genmitsu 3018 — один из самых популярных станков с ЧПУ для любителей. Он отвечает всем требованиям большинства любителей: доступность, простота использования, безопасность и высокое качество обработки.
Это универсальный станок, который может резать широкий спектр материалов с глубиной гравировки 1,8 дюйма, что позволяет работать с деревом, пластиком, акрилом, программными металлами, такими как алюминий, и многим другим.
Это очень прочный фрезерный станок с ЧПУ, с хорошо сконструированной металлической рамой, оптимизированной для обеспечения безопасности, с 5-миллиметровыми акриловыми буферами, которые предотвращают разлетание срезаемых материалов во время процесса резки. Мотор-шпиндель 750 с частотой вращения 10 000 об/мин также обеспечивает высокую мощность и точность.
Этот станок работает на популярном и интуитивно понятном программном обеспечении GRBL, основанном на Arduino. GRBL известен своей простотой в использовании, но надежностью, а также поставляется с программным обеспечением Carveco Maker CAM для проектирования.
Еще одной приятной особенностью является автономный контроллер, который действительно удобен для пользователя и имеет 1,8-дюймовый дисплей для чтения макетов, поэтому вам даже не нужен компьютер для управления машиной.
Также существует возможность модернизировать этот маршрутизатор до лазерного резака с помощью комплекта лазерного модуля Sainsmart. Доступны различные другие модификации, в том числе алюминиевый держатель шпинделя для установки шпинделей более высокого качества.
Лазерный комплект Sainsmart доступен здесь
Если у вас есть какие-либо сомнения относительно Sainsmart Genmitsu 3018, просто ознакомьтесь с сотнями отзывов довольных клиентов на Amazon.
Maslow CNC — большой стол с ЧПУ по низкой цене
Цена: $549 — доступно на MakerMade здесь / доступно на Amazon здесь
Может быть интересно, как фрезерный станок с ЧПУ MakerMade Maslow 4×8 размером 4 фута на 8 футов можно купить чуть более чем за 500 долларов, тогда как большие фрезерные станки с ЧПУ, способные резать такие размеры, будут стоить десятки тысяч.
Причина в том, что это уникальная машина, созданная в рамках проекта Maslow с открытым исходным кодом, который направлен на то, чтобы «сделать широкоформатную технологию ЧПУ доступной для всех».
Так что, если вы любитель или владелец малого бизнеса, ищущий большую машину за небольшую часть от обычной стоимости, вот она.
Создан с прицелом на любителей, поэтому им легко пользоваться, но он также имеет некоторые полезные функции, такие как функциональность по оси Z и возможность регулировать глубину резания для работы с разными материалами и в разных проектах.
Однако, возможно, самое лучшее в этом станке с ЧПУ — это то, что он является центром очень активного сообщества пользователей. Вы можете не только общаться с другими пользователями обо всем, что связано с ЧПУ, но и на торговой площадке, где вы можете покупать вещи, сделанные людьми с помощью Маслоу, и даже продавать свои собственные проекты.
Если вы хотите получить представление о том, что возможно с этой машиной, на веб-сайте Maslow представлены многие проекты других пользователей, от предметов интерьера до полнофункциональных столов и даже лодки в натуральную величину.
BobsCNC Evo 4 — превосходная альтернатива фрезерному станку с ЧПУ 2×2 BobsCNC Evo 4.
Этот маршрутизатор размером 2 х 2 фута и другие маршрутизаторы от BobsCNC хорошо известны в сообществе благодаря своим деревянным рамам и несколько необычному дизайну, но это одни из лучших маршрутизаторов для любителей.
Деревянные рамы, вырезанные лазером, имеют систему следа, поддерживаемую SG20U, что означает, что машина невероятно стабильна с повторяемостью всего 0,0002-0,0004 дюйма. Еще одним преимуществом этой деревянной рамы фрезера является то, что она обеспечивает более тихую обработку, чем металлическая.
Итак, с BobsCNC Evo 4 вы можете работать с деревом, пластиком, алюминием, МДФ и многими другими материалами с высокой точностью и надежностью.
Это еще один ЧПУ для любителей, работающий на Arduino. Одна из замечательных особенностей этого — фантастическое количество учебных ресурсов, предлагаемых BobsCNC, в том числе более 100 обучающих видеороликов на канале Youtube компании.
Carbide3D Shapeoko 4 XL
Цена: $2,050 — Доступно в Matterhackers здесь
Shapeoko 4 XL от Carbide 3D — один из лучших станков с ЧПУ по соотношению цена-качество, с которыми нам приходилось сталкиваться. Хотя это довольно дорого для любительской машины, цена более чем оправдана фантастическим качеством, которое она предлагает.
Например, 15-миллиметровые ремни намного жестче, чем 9-миллиметровые ремни, используемые в других машинах, что, наряду с переработанными V-образными колесами, делает эту машину действительно прочной и жесткой.
Он полностью поддерживает Y-профили на гибридном столе, что также способствует невероятной прочности этой машины. Существует также более жесткое 65-миллиметровое крепление для фрезера с увеличенной толщиной, что приводит к меньшему отклонению во время тяжелых резов.
Одним из основных моментов, несомненно, является передовая электроника V3, обладающая высокой устойчивостью к электромагнитным помехам и статическому разряду, помогающая поддерживать точную работу в условиях магазина.
Еще одним приятным моментом является то, что при покупке Shapeoko 4 XL вы получаете высококачественный пылезащитный чехол, который помогает повысить безопасность и уменьшить износ машины, в то время как для многих других фрезеров вам необходимо приобретать пылезащитный чехол отдельно.
Часто задаваемые вопросы о лучших фрезерных станках с ЧПУ
Для чего используются фрезерные станки с ЧПУ?
Фрезерные станки с ЧПУ используются для различных целей, включая, но не ограничиваясь:
Оператор фрезерного станка с ЧПУ — это человек, который настраивает, управляет и обслуживает фрезерный станок. Они работают над рядом задач, включая, но не исключая:
– Снятие заготовок со станка – Проверка качества заготовок – Загрузка материалов в станок – Наблюдение за операциями – Управление скоростью резания, глубиной резания, скоростью подачи и применение математики цеха – Изучение и создание чертежей деталей
Какие существуют типы фрезерных станков с ЧПУ?
Фрезерные станки с ЧПУ бывают двух основных типов – вертикальные и горизонтальные.
Вертикальные фрезерные станки с ЧПУ используют вертикальный обрабатывающий центр (VMC) с вертикально ориентированным шпинделем, который удерживает и вращает режущий инструмент относительно неподвижной заготовки. Шпиндель перемещается вверх и вниз, вдавливая в заготовку, чтобы удалить лишний материал.
Как правило, они имеют более тонкие и длинные режущие инструменты и обеспечивают отличный обзор, чтобы вы могли контролировать процесс резки.
Вертикальные станки лучше всего подходят для врезных работ, мелких деталей, небольших серий и прецизионных деталей.
Существуют еще два типа вертикальных фрезерных станков с ЧПУ: револьверно-фрезерные станки и фрезерные станки со станиной.
Основное различие между этими двумя стилями заключается в том, как части перемещают .
На револьверном станке шпиндель и станина перемещаются перпендикулярно и параллельно оси, в то время как станки на станине перемещают только стол перпендикулярно оси. Из-за этого большинство компаний предпочитают револьверные машины, поскольку они обладают большей универсальностью.
Револьверные станки лучше всего подходят для небольших проектов и отлично подходят для фрезерования точных мелких деталей. В качестве альтернативы, жесткость станины и большая рама делают ее идеальной для фрезерования крупных деталей.
Горизонтальные фрезерные станки с ЧПУ , как и следовало ожидать, имеют горизонтальный обрабатывающий центр (HMC) и шпиндель, который удерживает режущие инструменты горизонтально, а не вертикально.
Горизонтальные инструменты короче и толще и используются для более глубоких и тяжелых резов, чем вертикальные инструменты. Горизонтальные мельницы фактически были созданы первыми, и именно благодаря созданию навесного оборудования и модификаций появилась вертикальная мельница.
Горизонтальные фрезерные станки с ЧПУ лучше всего подходят для обработки длинных материалов, таких как нарезание зубчатых колес и нарезание канавок и пазов в заготовках. Он предназначен для работы с более тяжелыми материалами и деталями.
Сколько стоит фрезерный станок с ЧПУ?
Фрезерные станки с ЧПУ начального уровня начинаются примерно с 2000 долларов США, а затем доходят до +40 000 долларов США для более продвинутых фрезерных станков.
Однако в эту цену включена машина, а также управляющее программное обеспечение, используемое для машины. Более дорогие фрезерные станки с ЧПУ работают на промышленном уровне и будут включать расширенные функции, такие как автоматическая смена инструмента и дополнительные оси.
Тем, кто хочет использовать фрезерный станок с ЧПУ дома, лучше всего остановиться на станках начального уровня, таких как TAIG, которые мы перечислили, или на фрезерном станке с ЧПУ, если вы хотите сэкономить пару долларов.
Настольный ЧПУ Nomad
Станки с ЧПУ способны изготавливать красивые детали, если вы знаете, как ими пользоваться.
Nomad 883 Pro — это не просто еще один настольный станок с ЧПУ, мы разработали его, чтобы сделать обработку с ЧПУ тем, чем могут заниматься обычные люди.
Все сложности традиционных станков с ЧПУ выполняются в фоновом режиме.
Это возможно только благодаря нашему высокоинтегрированному аппаратному и программному обеспечению, что невозможно, если вам нужно найти собственное программное обеспечение для запуска машины.
Несмотря на то, что наш фрезерный станок Shapeoko с ЧПУ и Shapeoko HDM имеют большую площадь резки и большую мощность, Nomad сконструирован таким образом, чтобы занимать минимум места и резать широкий спектр материалов, не создавая беспорядка.
Nomad 883 Pro включает в себя все аппаратное и программное обеспечение, необходимое для создания детали из 3D-файла. Мы убрали неуверенность и разочарование из уравнения, просто откройте коробку и начните.
Создание прототипов
С какими бы материалами вам ни приходилось работать, какую бы программу CAD вы ни использовали, Nomad справится с этим.
Изготовление украшений
Независимо от того, работаете ли вы с воском или непосредственно с металлом, Nomad способен воспроизвести нужные вам мельчайшие детали.
Изготовление печатных плат
Точность Nomad позволяет с легкостью выполнять фрезерование печатных плат даже с компонентами поверхностного монтажа.
Пластик — это просто
Пластмасса очень хорошо обрабатывается на Nomad: полиэтилен высокой плотности, делрин, акрил, поликарбонат и многое другое.
Дерево не проблема
Для Кочевника подходит любая порода дерева, от сосны до клена, дуба или даже более экзотических пород.
Резка мелких металлических деталей
Мягкие металлы, такие как алюминий и латунь, толщиной до 0,25 дюйма хорошо режут на Nomad.
Детали для гравировки
Шпиндель Nomads быстрый и имеет малый износ — он идеально подходит для гравировки.
Вырезанные вставки
Nomad достаточно точен, чтобы вырезать вставки и карманы, которые идеально подходят друг к другу.
Полная 3D-резка
Вы не ограничены простыми двухмерными разрезами. Nomad может с легкостью создавать сложные плавные органические формы.
Для кого это?
Инженеры-электрики
Инженеры-механики
Педагоги
Промышленные дизайнеры
Плотники (еще один здесь)
Ювелиры
Ремесленники
Любители
Производители продукции на заказ
Это тебе? Спросите нас! Нет ничего, что нам нравилось бы больше, чем говорить о станках с ЧПУ. Мы хотели бы поговорить с вами о вашей заявке.
Большая машина в маленьком корпусе
Небольшие размеры Nomad 883 Pro означают, что даже в полностью закрытом виде он занимает примерно столько же места, сколько струйный принтер или настольный 3D-принтер. Наш настольный ЧПУ превращает ваш рабочий стол в мастерскую.
Зона резки: 8 дюймов (X и Y), 3 дюйма (Z)
Вес: 9 шт.0079 65 фунтов
Скорость вращения шпинделя: 2000–10 000 об/мин
Мощность шпинделя: 70 Вт
Питание: 110/220 В, 2 А
Операционные системы: Windows 7,8. 1, 10, OS X 10.9, 10.10, 10.11
Подробнее…
Полное программное решение
Станок с ЧПУ не имеет большой ценности без программного обеспечения для управления им, и большинство из них не поставляются с программным обеспечением, которое поможет вам выполнить ваши проекты. Nomad 883 Pro поставляется со всем программным обеспечением, необходимым для изготовления деталей:
Carbide Motion — Контроллер вашей машины
MeshCAM — Программное обеспечение 3D CAM, помогающее обрабатывать существующие файлы САПР
Carbide Create — 2D CAD/CAM, если вам нужно начать с чистого листа. Подробнее здесь
Если у вас есть любимая программа CAM и рабочий процесс, Nomad 883 будет работать с ней. Carbide Motion может считывать gcode из любой программы CAM, поэтому вы никогда не будете привязаны к проприетарному программному обеспечению.
MeshCAM, Carbide Create и Carbide Motion являются кроссплатформенными, поэтому их можно запускать на компьютерах с Windows или Mac.
Настоящий шпиндель для настоящей работы
Что это значит для вас?
Nomad 883 Pro оснащен прочным и тихим шпинделем, способным резать самые разные материалы, не производя при этом такого шума, чтобы вас выгнали из комнаты.
Удостоенный наград
Nomad 883 был назван «Лучшим фрезерным станком с ЧПУ» журналом Make: Magazine в «Полном руководстве по изготовлению настольных компьютеров 2016» на основе тестирования, проведенного 16 отраслевыми экспертами.
Все включено
Nomad 883 Pro готов к работе после первого включения.
Включает:
Программное обеспечение для управления Windows и Mac
ПО MeshCAM 3D CAM
Программное обеспечение 2D CAD/CAM
Резаки для начала работы
Материал для начала работы
Единственное, что вам нужно, это компьютер Mac или Windows.
Узнать больше
Это всего лишь краткое введение в Nomad 883, но он полон других замечательных функций.
Основные типы и особенности технологии производства плит перекрытия
Опалубочная технология производства
Непрерывная технология производства
Виды плит перекрытия по конструктивным особенностям
Особенности транспортировки и хранения плит перекрытия
Сегодня в строительстве разных видов зданий и сооружений широко применяются железобетонные плиты перекрытия. В большинстве случаев их применяют при строительстве кирпичных, панельных, бетонных и монолитных конструкций, где плита перекрытия может использоваться:
при обустройстве цокольного этажа;
как межэтажное перекрытие, которое играет роль потолка для нижнего помещения и пола для верхнего;
в качестве покрытия последнего этажа, то есть как кровля.
Последний вариант не так широко распространен, поскольку плиты покрытия несколько дешевле, но у несущих плит перекрытия есть ряд технических преимуществ по прочности и надежности.
При этом на рынке представлено несколько разновидностей строительных изделий ЖБИ для обустройства перекрытий, которые отличаются по:
технологии производства;
размерам;
конструктивным особенностям;
оптимальному назначению и рекомендованной области применения.
При этом все технические характеристики, включая размеры и форму плит, регламентированы ГОСТ и рядом отраслевых норм и правил, поэтому стандартные плиты перекрытия одной и той же марки разных производителей взаимозаменяемы, естественно, при условии соблюдения технологии производства и нормоконтроля.
Наш завод БЗСК железобетонных конструкций выпускает несколько видов плит перекрытий с соблюдением стандартов, требований и норм, и в этой статье наши специалисты расскажут о видах таких изделий, их особенностях и технологии производства.
Назначение плит перекрытия
Вне зависимости от метода изготовления, особенностей и материала конструкции, основное применение этого вида ЖБИ – обустройство межэтажных перекрытий. При этом не только создается основание следующего этажа, но и решаются задачи:
придания прочности и жесткости всему зданию;
равномерное распределение нагрузки между несущими стенами, на которые производится опирание двух, трех или всех сторон плиты;
обеспечение равномерной нагрузки на фундамент.
Кроме этого, использование плит в каркасном строительстве значительно увеличивает скорость возведения жилых, общественных и производственных зданий, минимизирует и упрощает подготовительные и отделочные работы.
Очевидно, что выбор определенной марки и размера должен выполняться на основе расчета с учетом назначения и особенностей эксплуатации объекта. Причем расчет каркаса, выбор материала стен также должен проводиться с учетом выбранного типа плит перекрытия, которые имеют достаточно большой вес и создают дополнительную нагрузку.
Сама плита подбирается с учетом ее особенностей, стоимости, веса и выдерживаемой нагрузки. Причем нужно рассматривать как статическую нагрузку, которую плита испытывает под действием собственного веса и установленных на ней предметов мебели, оборудования, так и динамическую, которая создается движением людей, а также работой промышленного оборудования.
Проведением таких расчетов и проектированием зданий и сооружений занимаются архитектурные и проектные организации, имеющие соответствующие лицензии. В рабочих чертежах на постройку в обязательном порядке указывается марка плит. Если возникает необходимость замены одного типа железобетонного изделия на другой даже с идентичными размерами, такое решение требует обязательного согласования и утверждения проектной компанией.
В частном строительстве все может быть организовано значительно проще, используют материалы, которые дешевле или проще доставить, а при самостоятельной застройке нет даже архитектурного надзора. Однако при выборе ЖБИ, в том числе и плит перекрытия для жилого дома или подсобной постройки, все же лучше обратиться за помощью к специалисту или компании, которые смогут выполнить расчет надежности будущего строения. По результатам анализа будущей конструкции может потребоваться, например, выполнить усиление несущих опорных стен или выбор более легкого типа железобетонной плиты.
Кроме межэтажных плит перекрытий выпускаются специальные виды ЖБИ изделий, предназначенных для создания перекрытий и накрытий в подвальных, подземных помещениях и инженерных сооружениях.
Основные типы и особенности технологии производства плит перекрытия
Сегодня производится достаточно много марок плит из бетона, но они, при всем своем многообразии, отличаются несколькими ключевыми характеристиками, которые определяются формой и технологией производства. Эти же критерии определяют внешний вид готового изделия и последующие технологии отделки. Рассмотрим эти факторы подробнее.
Опалубочная технология производства
Опалубочная является более старой и распространенной ввиду невысокой цены оснастки и меньших капитальных затрат на организацию производства. К таким видам плит относятся изделия с маркировкой ПК и ПНО. Изготавливают в специальных металлических формах с электроподогревом по такой технологии:
форма предварительно смазывается;
устанавливается армировки и тросы предварительного натяжения;
укладывается армирующая сетка;
на вибростенде форма заливается бетоном или газобетоном;
форма снимается со стенда, разогревается до заданной температуры и выдерживается до набора прочности;
далее изделие извлекается из формы, досушивается и проходит контроль качества.
При необходимости изготовить облегченные пустотелые модификации плит перед укладкой армирующей сетки и заливкой в форму закладывается многоразовый пустотообразователь, который затем извлекается из пустотной плиты.
Технология позволяет производить гладкие, ребристые плиты, а также изделия с продольными и поперечными ребрами жесткости.
Непрерывная технология производства
Непрерывная технология производства плит перекрытия получила распространение относительно недавно и требует более сложной и дорогой оснастки. С помощью таких технологических линий изготавливают полнотелые и многопустотные плиты перекрытий с маркировкой БП. При этом толщина таких плит стандартна, а длина может быть как стандартной, так и под заказ, поскольку формируется длинная заготовка, которая затем режется на отдельные плиты.
Для организации производства используется большой цех с несколькими стендами для формирования плиты, подвесным крановым, технологическим оборудованием и формовочной машиной, которая движется по рельсам вдоль стенда. Используется следующая технология производства:
стенды, на которых производится формирование ЖБИ, очищают и смазывают;
натягиваются армирующие тросы по всей длине стенда с заданным усилием преднатяжения;
на стенд устанавливается формовочная машина, в бункер которой подается готовая бетонная смесь;
машина движется вдоль стенда и формует цельную по длине плиту с технологическими пустотами и специальной формой краев под захват краном;
после формовки в плиту могут быть заложены монтажные петли;
после завершения процесса формовки стенд накрывается теплоизолирующим одеялом и выдерживается при заданной температуре до набора прочности;
далее цельная плита режется на участки требуемой длины. Возможна как прямоугольная порезка, так и резка под углом;
готовые плиты перекрытия после разделения снимаются краном и штабелируются для окончательной просушки;
торцы арматуры на срезе обрабатываются антикоррозионной грунтовкой и выполняется контроль качества.
Разница между этими двумя технологиями в пользу безопалубочной заключается в более высоком качестве поверхности и геометрии, возможности изготавливать серии плит в большем диапазоне длины, использованием более прочных марок цемента и высокой несущей способностью. Соответственно это позволяет выполнять монтаж на пролеты большей длины и упрощает проведение отделки в доме.
Виды плит перекрытия по конструктивным особенностям
Помимо технологии, которая определяет перечень и свойства производимых плит перекрытий, существуют различные конструктивные особенности и отличия, которые следует учитывать при выборе оптимальной марки плит для каждого вида работ. В нашем каталоге представлено несколько видов плит перекрытий для горизонтальной укладки, которые успешно используются в многоэтажном и малоэтажном, в том числе и частном строительстве жилых и подсобных зданий.
Среди плит перекрытия, в зависимости от модели, можно найти изделия только на базе армирующей сетки, с армирующей арматурой и арматурой с предварительным натяжением для компенсации прогиба под собственным весом и повышения прочности. Как правило, плиты с предварительно напряженной арматурой имеют большую максимальную длину, чем изделия с обычной армировкой. Рекомендуем ознакомиться с основными видами и сериями этих ЖБИ изделий.
Плиты плоские П
Ровные с двух сторон плиты толщиной 200 мм используются для перекрытия небольших пролетов. В зависимости от марки длина составляет от 2380 до 3980 мм. Поставляются в двух вариантах ширины: 1190 и 1590 мм.
Плоские железобетонные сборные плиты ППЖ
Предназначены для надежного соединения несущих конструкций здания и равномерного распределения нагрузки. Выпускаются в исполнении с толщиной 200 и 300 мм, длина от 1350 до 2980 мм, ширина от 490 до 2980 мм.
Плиты AIII
Серия плит под этой маркой представляет собой готовый строительный комплект из рядовых, пристенных, связевых и дополнительных плит. С их помощью производится комплексное обустройство перекрытия, которое выполняет функцию пола и потолка без необходимости использования других материалов.
Многопустотные, благодаря чему имеют меньший вес при сохранении несущей способности. Поставляются в двух модификациях длины 2650 и 5650 мм. Ширина 590, 740 и 1190 мм в зависимости от назначения плиты.
Плиты перекрытий ПК
Эти сборные многопустотные железобетонные изделия применяются достаточно широко, благодаря высоким прочностным характеристикам и меньшему весу по сравнению с цельными плитами. Кроме того, такое устройство плиты обеспечивает лучшие звуко- и теплоизоляции. Используются при строительстве зданий различного назначения.
Выпускаются со стандартной толщиной 200 мм и шириной 1190 мм. В зависимости от модификации длина может составлять от 2380 до 6280 мм.
Плиты перекрытий с ребрами жесткости
Помимо плоских сплошных или пустотных плит в обустройстве перекрытий широко используются изделия с ребрами жесткости. Особая форма элементов, придающих плите дополнительную прочность и уменьшающих прогиб, позволяет получать изделия меньшего веса и объема, в то же время обладающих высокой нагрузочной способностью.
При этом форма ребер, их направление и количество определяется маркой такого изделия, которые представлены у нас в каталоге:
плитами ПВ и ПГ с ребрами по периметру и несколькими поперечными ребрами. При изготовлении используется арматура предварительного натяжения, в том числе и в ребрах жесткости. Выпускаются в нескольких стандартных типоразмерах. Используются, в основном, при обустройстве перекрытий на объектах промышленного назначения;
плиты ПНОС с предварительно напряженной арматурой и продольными ребрами жесткости переменной высоты в виде арки. Имеют повышенную несущую способность при относительно небольшом весе. Особая форма ребра, которую можно увидеть на фото, компенсирует перпендикулярные рабочей площади статические нагрузки и минимизирует прогиб;
крупнопанельные ПМЖН плиты с предварительно напряженной арматурой, ребрами по периметру и несколькими ребрами жесткости по ширине. Используются для межэтажных перекрытий, в основном, при строительстве зданий промышленного назначения.
Особенности транспортировки и хранения плит перекрытия
Важной составляющей постройки качественного и надежного здания является соблюдение технологии хранения и транспортировки его ЖБ комплектующих. Несмотря на то, что прочностные характеристики плит перекрытия велики и они могут выдерживать несколько тонн статической нагрузки, их легко можно повредить, нарушив правила хранения и транспортировки.
Такие изделия следует укладывать при хранении и доставке на ровную поверхность без перекосов с обязательной установкой деревянной подкладки толщиной 60-80 мм. Технология хранения и транспортировки допускает штабелирование, при этом максимальное количество плит в штабеле или его максимальная высота указываются в документации. Каждый следующий слой следует также разделять деревянными подкладками толщиной не менее 40 мм. Места размещения таких подкладок также приводятся в рекомендациях к хранению плит и могут отличаться в зависимости от типоразмера и марки.
Доставка таких ЖБИ с завода или склада на объект строительства может выполняться длинномерами, манипуляторами, на спецплатформах или железнодорожных платформах, на которых штабели дополнительно крепятся во избежание перемещения самого штабеля и взаимных смещений плит внутри него. Погрузочно-разгрузочные работы с учетом большого веса изделий и недопустимости ударных нагрузок выполняются с помощью крана с креплением за закладные элементы. При хранении изделий также следует соблюдать рекомендации производителя и требования стандарта.
Если у вас возникают вопросы, связанные с выбором марки плит, изготовлением партии изделий нестандартного типа, комплектацией ЖБИ под определенный проект, а также по особенностям доставки и хранения, вы всегда можете обратиться за консультацией к сотрудникам нашего завода.
Статьи:
Трубы железобетонные безнапорные
Армирование плит перекрытия
Что такое железобетонный ригель в строительстве
Бетон класса B25
Виды и размеры железобетонных перемычек
Размеры дорожных плит, их вес, маркировка и характеристики
Фундамент на забивных железобетонных сваях для частного дома
Технология производства ЖБИ
Дефекты железобетонных конструкций
Сколько весит дорожная плита
Преимущества и схема канализации из бетонных колец
Размеры, вес и объём бетонных (ЖБИ) колец
Отличия плит ПК от ПБ
Составные фундаменты для опор ЛЭП
Таблицы:
Таблица размеров лестничных маршей
Таблица размеров железобетонных колонн
Таблица размеров железобетонных свай
Размеры пустотных плит (таблица)
Таблица размеров блоков ФБС
Типы плит перекрытия.
Железобетонные плиты перекрытия – это конструкции, которые широко используются в современном строительстве и служат для сооружения перекрытий в зданиях различного назначения. К этим изделиям предъявляются очень высокие требования, потому что именно от их качества зависит безопасность и срок службы постройки в целом. Бетон, из которого изготавливают плиты перекрытия, может быть легкий, тяжелый или плотный силикатный. Материал, соответственно, определяет допустимые нагрузки и сферу применения. И в зависимости от этого различают плиты по толщине, диаметру пустот и количеству сторон для опоры. Ниже приведем классификацию.
1. Многопустотные плиты перекрытия
Многопустотные плиты перекрытия
Этот вид изделий можно назвать универсальным, т.к. его использование не ограничено типом сооружения. Основной отличительной чертой таких плит перекрытия является наличие пустот, располагающихся параллельно длине. Они практически всегда имеют круглое сечение (хотя существуют плиты и с овальным сечением, ПГ, например). Также характерно изготовление углубленных пазов по боковым граням. Производство многопустотных плит перекрытия четко определяется ГОСТом. Регламентируется длина и ширина плиты. Также существуют определенные требования к армированию. Возможно, использовать арматуру только определенного класса. И она обязательно должно иметь антикоррозийное покрытие. Многопустотные плиты перекрытия имеют широчайшую сферу применения и могут быть использованы во всех типах сооружений (как жилых, так и нежилых). Чтобы разобраться, для чего предназначена та или иная плита, достаточно обратить внимание на ее маркировку, которая обычно наносится сбоку или сверху плиты. Это группы цифр и букв, в которых первое значение указывает тип плиты, размеры в дециметрах, второе – номер несущей способности или расчетную нагрузку в килопаскалях, класс стали арматуры, вид бетона и третье – дополнительные параметры, если оны важны. К примеру, существуют многопустотные плиты перекрытия (ПБ, ПК, НВ) высотой 220 мм. Их маркировка будет выглядеть следующим образом: П 63-12-8, h=220мм, L=6270мм, В=1290мм, рассчитана на нагрузку 800кг/м2.
1.1 Многопустотные плиты маркировки ПБ
Многопустотные плиты маркировки ПБ
ПБ плиты имеют габаритные размеры: 120 мм ширина и 220 мм толщина. Предполагают они наличие опоры с двух сторон и используются для перекрытия больших площадей (склады, развлекательные центры, гаражи и др.). Изготавливаются только из тяжелого бетона. Главными их преимуществами являются максимально точные линейные размеры, а также наличие монтажных петель, что значительно облегчает процесс установки.
1.2. Многопустотные плиты маркировки ПК
Многопустотные плиты маркировки ПК
ПК плиты соответствуют размерам: 100, 120, 150 мм по ширине, от 150 до 900 мм в длину. Нагрузка, которую в состоянии выдержать такие плиты составляет от 6 до 12 килопаскалей, не считая собственного веса. Такие плиты производят из предварительно напряженного железобетонного сырья путем заливки в формы и последующего виброуплотнения с финальной термообработкой.
1.3 Многопустотные плиты маркировки НВ, НВК, НВКУ, 4НВК Этот тип строительных материалов изготавливается и предварительно напряженного бетона. В зависимости от количества рядов армирования и веса плиты, выделяют их четыре типа: • НВ — плиты с одним рядом армирования, длиной от 6000 до 7000 мм и расчетной нагрузкой от 300 до 2200 кгс/м2. • НВК — плиты с двумя рядами армирования, длиной от 6000 до 9000 мм и расчетной нагрузкой — от 300 до 2200 кгс/м2. • НВКУ — плиты с двумя рядами армирования, длиной от 9000 до 12000 мм и расчетной нагрузкой от 300 до 1250 кгс/м2. • 4НВК — плиты с двумя рядами армирования, длиной от 6000 до 16200 мм и расчетной нагрузкой от 300 до 2500 кгс/м2. Такие виды плит не предусматривают наличие монтажных петель и закладных деталей. Установка их производится канатными стропами.
2. Облегченные плиты перекрытия
Облегченные плиты перекрытия
Также выделяют облегченные многопустотные плиты перекрытия (ПНО, ПБО, 3.1.ПБ). Они отличаются меньшей высотой и весом, сравнительно со стандартными, но при этом могут больше прогибаться под нагрузкой. Такой тип плит является наиболее популярным в строительной отрасли. Связано это с тем, что параметры эксплуатации таких плит сравнительно выше всех остальных видов. Такие показатели достигаются благодаря существованию в плите большого количества полостей и значительно меньшей толщине. Кроме этого облегченные плиты требуют меньших затрат на производство, меньше сырья. Поэтому их себестоимость по сравнению со стандартными получается ниже. А значит и среди товаров представленных на рынке строительной продукции облегченные плиты будут иметь приоритет. Что же касается физических свойств, которыми обладают такие плиты, то, это можно назвать их главным достоинством. Они имеют прекрасные звуко- и теплоизоляционные характеристики, за счет дополнительного армирования отличаются высокой прочностью, а также меньшим весом. Основной задачей при разработке такого типа плит было уменьшение нагрузки на фундамент сооружений. А также возможность увеличить объем зданий. Это удалось за счет производства таких плит меньшей высоты. Их высота составляет 160 мм (стандартные же плиты имеют 220 мм). Таким образом, можно говорит о том, что облегченные плиты выигрывают в сравнении со стандартными. Кроме явных плюсов в их характеристиках, по подсчетам специалистов определено, что строительство с использованием таких плит может быть в среднем на 15% экономнее. Маркировка облегченной плиты будет такой: ПБО 63-12-8, h=160мм, L=6280мм, В=1190мм, рассчитана на нагрузку 800кг/м2. Кроме этого производят и безопалубочные многопустотные плиты перекрытия (ПБ). Это такие конструкции, которые изготавливаются на специальной линии стендовым методом. Содержимое линии нарезается на части с помощью алмазного диска. Такие плиты отличаются ровной поверхностью, могут изготавливаться как с монтажными петлями, так и без них. Сфера применения таких плит — несущие конструкции промышленных и жилых сооружений из кирпича, блоков, монолитные и каркасные здания. Высота безопалубочных плит составляет 220 мм и рассчитаны они на опору с двух сторон. Они значительно прочнее стандартных плит ПК за счет использования напряженного армирования при изготовлении. Маркировка у них такова: ПБ 90-12-12, h=220мм, L = 9000мм, В = 1200мм, рассчитана на нагрузку 1200 кг/м2.
Безопалубочные многопустотные плиты перекрытия
3. Полнотелые плиты перекрытия Такие плиты еще называются монолитными. Несложно догадаться, что в отличии от пустотных они представляют собой целостную конструкцию. Существует три вида полнотелых плит: • ребристые; • кесонные; • безбалочные. А теперь подробнее:
3.1 Ребристые плиты перекрытия
Ребристые плиты перекрытия
Ребристые плиты перекрытия получили такое название, потому что они имеют ребра, расположенные в одном или двух направлениях с одной стороны, и сплошную часть — с другой. Хороши такие конструкции тем, что они не прогибаются даже при большой нагрузке. Но и недостаток у них также существует: потолок в зданиях с применением таких плит получается неровный, поэтому их преимущественно используют в строительстве промышленных зданий или чердачных перекрытиях. Как и все остальные виды плит, ребристые изготавливаются с предварительным напряжением и без него. Последние могут применяться исключительно при определенных условиях: для многоэтажных зданий с расстоянием между несущими конструкциями 6 м. Также в их производстве используется как легкий, так и тяжелый бетон. Все их характеристики отражаются в маркировке, где есть обозначение типоразмера (1П с опорой на полки ригелей, 2П — на верх ригелей), расчетной нагрузки плиты, вид стали для арматуры и для бетона, наличие отверстий. Например, 2 П1-3 АIIIвт.
3.2 Кессонные плиты перекрытия
Кессонные плиты перекрытия
Такие плиты представляют сетку одинаковых балок, площадь между которыми изготовлена из более тонкого слоя бетона. В виду своего внешнего вида они получили также и такие названия как частобалочные, вафельные, часторебристые перекрытия. Они характеризуются очень высокими показателями прочности и преимущественно используются в строительстве крупных промышленных зданий, станций метрополитена, больших залов и др.
3.3 Безбалочные плиты перекрытия
Безбалочные плиты перекрытия
Такого рода конструкции выглядят как ровная плита без каких-либо отверстий внутри и снаружи. В процессе строительства безбалочные плиты должны опираться не только на стены, а и на колонны. Главным преимуществом этого вида плит является то, что в процессе отделки помещения не потребуется дополнительных затрат на работы с потолком. Его можно просто зашпаклевать и покрасить. Возможно это благодаря гладкой структуре плит. Все монолитные плиты перекрытия характеризуются также и тем, что они не имеют ограничений в длине. Процесс их изготовления происходит прямо на объекте.
Плита перекрытия — Проектирование зданий
Мы используем файлы cookie, чтобы обеспечить вам максимально удобные условия пользования нашим веб-сайтом. Вы можете узнать о наших файлах cookie и о том, как отключить файлы cookie, в нашей Политике конфиденциальности. Если вы продолжите использовать этот веб-сайт без отключения файлов cookie, мы будем считать, что вы довольны их получением. Закрывать.
Редактировать эту статью
Последняя редакция 18 января 2021
См. полная история
Термин «плита перекрытия » обычно относится к полу, который был сформирован с использованием бетона (и, как правило, стальной арматуры) и может являться частью конструкции здания. Он может образовывать пол подвала, на уровне земли или на верхних уровнях. Обычно он армируется либо арматурой, либо стальной фиброй, и может быть изготовлен на месте или изготовлен заранее. Пол, сделанный из дерева или другого материала, не относится к категории 9. 0011 плита перекрытия .
Бетонные плиты, образующие цокольный этаж здания, могут опираться либо на балки (называемые подвесными плитами), либо опираться непосредственно на основание (например, с помощью жесткого сердечника), называемые «опорными плитами».
Когда бетонная плита является частью конструкции крыши здания, ее обычно называют «кровельной плитой».
Термин « плита перекрытия » относится к готовому результату, но способов его достижения множество, а это означает, что существуют различные типы конструкций плит перекрытия. Важным моментом является то, что его можно назвать « плита перекрытия ‘, независимо от ее формы и включения в нее других материалов.
Плита перекрытия может быть:
Горизонтальная плоская бетонная конструкция (обычно минимальной толщины 100 мм), поддерживаемая с двух или более сторон бетонными или стальными балками. Нижняя сторона уложенного бетона (если это верхний этаж) будет видна, если смотреть с нижнего этажа, и на ней могут быть следы опалубки (или опалубки), которая использовалась для обеспечения временной поддержки.
Горизонтальная плоская бетонная плита, поддерживаемая профилированными стальными ребристыми листами (настилом). Сталь обеспечивает армирование, а также временную и постоянную поддержку бетона. При взгляде снизу виден стальной потолок (или софит), в котором могут быть углубления для ангаров, поддерживающих воздуховоды и другие коммуникации. Такие плиты часто называют «композитными», поскольку результирующая структурная эффективность плиты перекрытия выше, чем суммарная эффективность стали и бетона.
Вафельная плита образуется при заливке бетоном ряда пластиковых опалубок, в результате чего на нижней стороне плиты образуется форма в виде ящика для яиц (наподобие вафли). Хотя такие конструкции обычно могут иметь толщину 500 мм и более, полые области делают конструкцию более легкой, экономичной и более структурно эффективной.
Горизонтальная плоская бетонная верхняя часть, которая была залита на месте поверх балки и блочного основания или конструкции с полыми ребрами, которая включает арматуру.
Сборная бетонная плита, поддерживаемая стальным каркасом (особенно в высотном здании).
Для получения дополнительной информации о различных типах плит перекрытий и прочитайте статью о бетонных плитах в зданиях.
Фундаменты зданий.
Монолитный бетон.
Ячеистый ростверк.
Бетон.
Бетонные плиты в зданиях.
Палуба.
Полы в жилых помещениях: Часть 1: Конструкция, изоляция и гидроизоляция.
Готовый уровень пола.
Плавающие полы в зданиях.
Фундаменты.
Подложка фундамента.
Эластичный пол.
Резиновое напольное покрытие.
Ленточный фундамент.
Черный пол.
Типы пола.
Типы ростверка.
Доля
Добавить комментарий
Отправьте нам отзыв
Бетонные плиты и полы с деревянным каркасом — Mountain Architects — Hendricks Architecture
O
Один из самых частых вопросов, которые задают архитекторам жилых домов, звучит так: «Что лучше: бетонная плита или деревянный пол с подпольем?» Выбирая, какой тип напольной системы лучше всего подходит для проекта, необходимо учитывать несколько факторов. Перед принятием решения необходимо взвесить топографию участка, где будет располагаться дом, сезонные уровни грунтовых вод, количество этажей в доме, тип желаемого тепла и бюджетные ограничения.
Бетонная плита на уклоне хорошо работает на относительно ровных участках с уровнем первого этажа (или подвала), который будет относительно близок к существующему уклону. Поскольку заливку необходимо будет импортировать в контур дома, чтобы довести уклон до нижней стороны плиты, полы, которые будут высоко над землей, не являются логическими кандидатами на плиту на уровне пола. С другой стороны, если ваш участок имеет высокий уровень грунтовых вод, подвержен наводнениям или поблизости есть поверхностные воды, лучшим выбором может быть плита на уровне пола. Поскольку бетонная плита всегда заливается поверх гранулированного наполнителя, который не может впитывать воду вверх, они обычно хорошо работают на участках, где подполье может быть подвержено затоплению, при условии, что уровень пола достаточно высок, чтобы быть выше любого потенциального поверхностного стока.
Бетонные плиты также являются наиболее эффективными для водяных систем лучистого отопления, так как тепловая масса плит помогает удерживать тепло. Полы из бетонных плит требуют, чтобы все черновые работы по земляному полотну были завершены до того, как плита будет залита, и должны быть точно определены. Модернизация сантехники или механические изменения позже могут быть трудными и дорогостоящими. Полы с деревянным каркасом и подвалом (или подвалом) внизу имеют преимущество доступа к пространству, которое можно использовать для запуска коммунальных услуг (сантехника, электричество и воздуховоды) и для хранения. Они также хорошо работают на наклонных участках или там, где уровень пола будет значительно выше существующего уклона.
Полы с деревянным каркасом требуют больше труда и материалов для строительства и могут скрипеть, скрипеть и вибрировать, если они не спроектированы и не изготовлены должным образом. Накладка из гипса может добавить жесткости и ощущения твердости каркасному полу, но это практично только в том случае, если она используется как часть системы лучистого отопления.
На влажных участках или там, где существует вероятность затопления, необходимо тщательно спроектировать подвальные помещения и подвальные помещения, чтобы уменьшить вероятность возникновения проблем с влажностью. Они также должны хорошо вентилироваться или обогреваться, как если бы они были жилым помещением. Строительные нормы и правила предъявляют особые требования к подвальным помещениям или подвалам, которые находятся ниже отметки затопления в течение 100 лет, а в некоторых районах страховые ставки домовладельцев значительно выше, если используется пол с деревянным каркасом, где высота пола близка к высоте поймы.
Как правило, стоимость установки плиты по грунту и деревянного каркасного пола с гипсокартоном примерно одинакова. Однако затраты на установку зависят от множества переменных, специфичных для проекта, которые могут сделать одну систему значительно дороже для конкретного приложения. Такие факторы, как существующие грунтовые условия, требования к заполнению, расстояния транспортировки и простота выполнения заливки бетона, могут повлиять на стоимость плиты на уклоне. Точно так же местные затраты на рабочую силу, требуемые размеры элементов каркаса пола и текущие цены на пиломатериалы будут определять стоимость системы каркасного пола.
Нас часто спрашивают, будут ли ограничены варианты отделки пола, если одна система пола предпочтительнее другой. Краткий ответ — «да», но не существенно. Некоторые варианты деревянных полов не так хорошо работают на бетонных плитах, а также некоторые варианты твердых полов на полах с деревянным каркасом. В целом, однако, большинство вариантов напольных покрытий будут работать на любом типе чернового пола и не должны быть основным фактором, определяющим, какую систему вы выберете.
Компания Hendricks Architecture специализируется на проектировании домов-лоджей в западном горном стиле. Мы проектируем дома как с бетонными плитами, так и с деревянными полами.
Том Рассел, архитектор, LEED AP
Предыдущий пост: энергоэффективная салона в рамках ControdsubScribe to Blog Hendricks Architecture
Фрезерный станок с ЧПУ своими руками: чертежи, видео, фото
Инструкция по сборке самодельного фрезерного станка с ЧПУ
Подготовительные работы
Чертежи фрезерного станка с ЧПУ
Приступаем к сборке оборудования
Шаговые двигатели
Электронная начинка оборудования
Зная о том, что фрезерный станок с ЧПУ является сложным техническим и электронным устройством, многие умельцы думают, что его просто невозможно изготовить своими руками. Однако такое мнение ошибочно: самостоятельно сделать подобное оборудование можно, но для этого нужно иметь не только его подробный чертеж, но и набор необходимых инструментов и соответствующих комплектующих.
Обработка дюралевой заготовки на самодельном настольном фрезерном станке
Решившись на изготовление самодельного фрезерного станка с ЧПУ, имейте в виду, что на это может уйти значительное количество времени. Кроме того, потребуются определенные финансовые затраты. Однако не побоявшись таких трудностей и правильно подойдя к решению всех вопросов, можно стать обладателем доступного по стоимости, эффективного и производительного оборудования, позволяющего выполнять обработку заготовок из различных материалов с высокой степенью точности.
Чтобы сделать фрезерный станок, оснащенный системой ЧПУ, можно воспользоваться двумя вариантами: купить готовый набор, из специально подобранных элементов которого и собирается такое оборудование, либо найти все комплектующие и своими руками собрать устройство, полностью удовлетворяющее всем вашим требованиям.
Инструкция по сборке самодельного фрезерного станка с ЧПУ
Ниже на фото можно увидеть сделанный собственными руками фрезерный станок с ЧПУ, к которому прилагается подробная инструкция по изготовлению и сборке с указанием используемых материалов и комплектующих, точными «выкройками» деталей станка и приблизительными затратами. Единственный минус — инструкция на английском языке, но разобраться в подробных чертежах вполне можно и без знания языка.
Скачать бесплатно инструкцию по изготовлению станка: Самодельный фрезерный станок с ЧПУ
Фрезерный станок с ЧПУ собран и готов к работе. Ниже несколько иллюстраций из инструкции по сборке данного станка
«Выкройки» деталей станка (уменьшенный вид)
Начало сборки станка
Промежуточный этап
Заключительный этап сборки
Подготовительные работы
Если вы решили, что будете конструировать станок с ЧПУ своими руками, не используя готового набора, то первое, что вам необходимо будет сделать, — это остановить свой выбор на принципиальной схеме, по которой будет работать такое мини-оборудование.
Схема фрезерного станка с ЧПУ
За основу фрезерного оборудования с ЧПУ можно взять старый сверлильный станок, в котором рабочая головка со сверлом заменяется на фрезерную. Самое сложное, что придется конструировать в таком оборудовании, — это механизм, обеспечивающий передвижение инструмента в трех независимых плоскостях. Этот механизм можно собрать на основе кареток от неработающего принтера, он обеспечит перемещение инструмента в двух плоскостях.
К устройству, собранному по такой принципиальной схеме, легко подключить программное управление. Однако его основной недостаток заключается в том, что обрабатывать на таком станке с ЧПУ можно будет только заготовки из пластика, древесины и тонкого листового металла. Объясняется это тем, что каретки от старого принтера, которые будут обеспечивать перемещение режущего инструмента, не обладают достаточной степенью жесткости.
Облегченный вариант фрезерного станка с ЧПУ для работы с мягкими материалами
Чтобы ваш самодельный станок с ЧПУ был способен выполнять полноценные фрезерные операции с заготовками из различных материалов, за перемещение рабочего инструмента должен отвечать достаточно мощный шаговый двигатель. Совершенно не обязательно искать двигатель именно шагового типа, его можно изготовить из обычного электромотора, подвергнув последний небольшой доработке.
Применение шагового двигателя в вашем фрезерном станке даст возможность избежать использования винтовой передачи, а функциональные возможности и характеристики самодельного оборудования от этого не станут хуже. Если же вы все-таки решите использовать для своего мини-станка каретки от принтера, то желательно подобрать их от более крупногабаритной модели печатного устройства. Для передачи усилия на вал фрезерного оборудования лучше применять не обычные, а зубчатые ремни, которые не будут проскальзывать на шкивах.
Узел ременной передачи
Одним из наиболее важных узлов любого подобного станка является механизм фрезера. Именно его изготовлению необходимо уделить особое внимание. Чтобы правильно сделать такой механизм, вам потребуются подробные чертежи, которым необходимо будет строго следовать.
Чертежи фрезерного станка с ЧПУ
Чертеж №1 (вид сбоку)
Чертеж №2 (вид сзади)
Чертеж №3 (вид сверху)
Приступаем к сборке оборудования
Основой самодельного фрезерного оборудования с ЧПУ может стать балка прямоугольного сечения, которую надо надежно зафиксировать на направляющих.
Несущая конструкция станка должна обладать высокой жесткостью, при ее монтаже лучше не использовать сварных соединений, а соединять все элементы нужно только при помощи винтов.
Узел скрепления деталей рамы станка посредством болтового соединения
Объясняется это требование тем, что сварные швы очень плохо переносят вибрационные нагрузки, которым в обязательном порядке будет подвергаться несущая конструкция оборудования. Такие нагрузки в итоге приведут к тому, что рама станка начнет разрушаться со временем, и в ней произойдут изменения в геометрических размерах, что скажется на точности настройки оборудования и его работоспособности.
Сварные швы при монтаже рамы самодельного фрезерного станка часто провоцируют развитие люфта в его узлах, а также прогиб направляющих, образующийся при серьезных нагрузках.
Установка вертикальных стоек
Во фрезерном станке, который вы будете собирать своими руками, должен быть предусмотрен механизм, обеспечивающий перемещение рабочего инструмента в вертикальном направлении. Лучше всего использовать для этого винтовую передачу, вращение на которую будет передаваться при помощи зубчатого ремня.
Важная деталь фрезерного станка – его вертикальная ось, которую для самодельного устройства можно изготовить из алюминиевой плиты. Очень важно, чтобы размеры этой оси были точно подогнаны под габариты собираемого устройства. Если в вашем распоряжении есть муфельная печь, то изготовить вертикальную ось станка можно своими руками, отлив ее из алюминия по размерам, указанным в готовом чертеже.
Узел верхней каретки, размещенный на поперечных направляющих
После того как все комплектующие вашего самодельного фрезерного станка подготовлены, можно приступать к его сборке. Начинается данный процесс с монтажа двух шаговых электродвигателей, которые крепятся на корпус оборудования за его вертикальной осью. Один из таких электродвигателей будет отвечать за перемещение фрезерной головки в горизонтальной плоскости, а второй — за перемещение головки, соответственно, в вертикальной. После этого монтируются остальные узлы и агрегаты самодельного оборудования.
Финальная стадия сборки станка
Вращение на все узлы самодельного оборудования с ЧПУ должно передаваться только посредством ременных передач. Прежде чем подключать к собранному станку систему программного управления, следует проверить его работоспособность в ручном режиме и сразу устранить все выявленные недостатки в его работе.
Посмотреть процесс сборки фрезерного станка своими руками можно на видео, которое несложно найти в интернете.
Шаговые двигатели
В конструкции любого фрезерного станка, оснащенного ЧПУ, обязательно присутствуют шаговые двигатели, которые обеспечивают перемещение инструмента в трех плоскостях: 3D. При конструировании самодельного станка для этой цели можно использовать электромоторы, установленные в матричном принтере. Большинство старых моделей матричных печатных устройств оснащались электродвигателями, обладающими достаточно высокой мощностью. Кроме шаговых электродвигателей из старого принтера стоит взять прочные стальные стержни, которые также можно использовать в конструкции вашего самодельного станка.
Закрепление шагового двигателя на верхней каретке
Чтобы своими руками сделать фрезерный станок с ЧПУ, вам потребуются три шаговых двигателя. Поскольку в матричном принтере их всего два, необходимо будет найти и разобрать еще одно старое печатное устройство.
Окажется большим плюсом, если найденные вами двигатели будут иметь пять проводов управления: это позволит значительно увеличить функциональность вашего будущего мини-станка. Важно также выяснить следующие параметры найденных вами шаговых электродвигателей: на сколько градусов осуществляется поворот за один шаг, каково напряжение питания, а также значение сопротивления обмотки.
Для подключения каждого шагового двигателя понадобится отдельный контроллер
Конструкция привода самодельного фрезерного станка с ЧПУ собирается из гайки и шпильки, размеры которых следует предварительно подобрать по чертежу вашего оборудования. Для фиксации вала электродвигателя и для его присоединения к шпильке удобно использовать толстую резиновую обмотку от электрического кабеля. Такие элементы вашего станка с ЧПУ, как фиксаторы, можно изготовить в виде нейлоновой втулки, в которую вставлен винт. Для того чтобы сделать такие несложные конструктивные элементы, вам понадобятся обычный напильник и дрель.
Электронная начинка оборудования
Управлять вашим станком с ЧПУ, сделанным своими руками, будет программное обеспечение, а его необходимо правильно подобрать. Выбирая такое обеспечение (его можно написать и самостоятельно), важно обращать внимание на то, чтобы оно было работоспособным и позволяло станку реализовывать все свои функциональные возможности. Такое ПО должно содержать драйверы для контроллеров, которые будут установлены на ваш фрезерный мини-станок.
В самодельном станке с ЧПУ обязательным является порт LPT, через который электронная система управления и подключается к станку. Очень важно, чтобы такое подключение осуществлялось через установленные шаговые электродвигатели.
Схема подключения униполярных шаговых электродвигателей для 3-х координатного станка с ЧПУ (нажмите для увеличения)
Выбирая электронные комплектующие для своего станка, сделанного своими руками, важно обращать внимание на их качество, так как именно от этого будет зависеть точность технологических операций, которые на нем будут выполняться. После установки и подключения всех электронных компонентов системы ЧПУ нужно выполнить загрузку необходимого программного обеспечения и драйверов. Только после этого следуют пробный запуск станка, проверка правильности его работы под управлением загруженных программ, выявление недостатков и их оперативное устранение.
Все вышеописанные действия и перечисленные комплектующие подходят для изготовления своими руками фрезерного станка не только координатно-расточной группы, но и ряда других типов. На таком оборудовании можно выполнять обработку деталей со сложной конфигурацией, так как рабочий орган станка может перемещаться в трех плоскостях: 3d.
Ваше желание своими руками собрать такой станок, управляемый системой ЧПУ, должно быть подкреплено наличием определенных навыков и подробных чертежей. Очень желательно также посмотреть ряд тематических обучающих видео, некоторые из которых представлены в данной статье.
Фрезерный станок с чпу своими руками, самодельный чпу, чертежи
Зная о том, что фрезерный станок с ЧПУ считается усложненным техническим и электронным оборудованием, многие мастера думают, что его просто нельзя сделать своими руками.
Однако это мнение не соответствует действительности: своими руками сделать такое устройство можно, но для этого необходимо иметь не только его полный чертеж, но и набор определенных инструментов и подходящих комплектующих.
ЧПУ станок своими руками (чертежи)
Решившись на создание самодельного специального станка с ЧПУ, помните, что на это может уйти много времени. Помимо этого, понадобится много денег.
Чтобы изготовить фрезерный станок, который оснащается системой ЧПУ, можно воспользоваться 2 способами: приобрести готовый набор из специально выбранных деталей, из которых и собирается такое оборудование, либо отыскать все комплектующие и самостоятельно собрать устройство, полностью подходящее всем вашим требованиям.
Подготовка к работе
Если вы запланировали изготовить станок с ЧПУ самостоятельно, не применяя готового набора, то первое, что вам нужно будет сделать, — это остановиться на специальной схеме, по которой будет работать такое мини-устройство.
За основание фрезерного оборудования можно взять ненужный сверлильный станок, в котором рабочая головка со сверлом поменяется на фрезерную. Самое трудное, что придется создавать в таком оборудовании, — это механизм, который обеспечит передвижение приспособления в трех разных плоскостях. Этот механизм можно изготовить на основании кареток от старого принтера, он обеспечит перемещение приспособления в двух плоскостях.
К устройству, сделанному по этой принципиальной схеме, просто подключить программное управление. Однако его главный минус заключается в том, что обрабатывать на этом станке с ЧПУ можно будет лишь изделия из пластика, древесины или небольшого листового металла. Таким образом происходит, потому что каретки от ненужного принтера, которые будут производить перемещение режущего приспособления, не обладают нужной степенью жесткости.
Чтобы ваше самодельное устройство было способно выполнять важные фрезерные действия с заготовками из разных материалов, за перемещение рабочего приспособления должен отвечать очень мощный специальный двигатель. Не нужно пытаться найти двигатель именно шагового вида, его можно сделать из простого электромотора, подвергнув небольшой доработке.
Использование шагового двигателя в вашем оборудовании даст возможность избежать применения винтовой передачи, а остальные возможности и характеристики самодельного инструмента от этого не будут хуже. Если же вы все-таки захотите применить для своего мини-устройства каретки от принтера, то стоит подобрать их от более большой модели печатного устройства.
Для передачи усилия на вал фрезерного станка лучше брать не простые, а зубчатые ремни, которые не смогут проскальзывать на шкивах. Одним из главных узлов любого похожего станка считается механизм фрезера. Именно его созданию нужно уделить много внимания. Чтобы качественно изготовить такой механизм, вам понадобятся подробные чертежи, которым придется строго следовать.
Сборка оборудования
Основанием собранного фрезерного оборудования может стать балка прямоугольного типа, которую надо крепко фиксировать на направляющих.
Несущая конструкция оборудования должна обладать большой жесткостью. При ее монтаже лучше не применять сварных соединений, а присоединять все детали лишь с помощью винтов.
Во фрезерном оборудовании, которое вы будете собирать самостоятельно, должен быть предусмотрен механизм, который обеспечит перемещение рабочего приспособления в вертикальном направлении. Лучше всего взять для него винтовую передачу, вращение на которую будет передаваться с помощью зубчатого ремня.
Основная часть станка
Важная часть такого станка — его вертикальная ось, которую для самодельного прибора можно сделать из алюминиевой плиты. Помните, чтобы размеры такой оси были точно подобраны под габариты создаваемого устройства.
Если у вас есть муфельная печь, то сделать вертикальную ось устройства можно своими руками, отливая ее из алюминия по размерам, которые будут указаны в готовом чертеже. Когда все комплектующие нашего будущего фрезерного оборудования подготовлены, можно переходить к его сборке. Начинается этот процесс с монтажа 2 шаговых электрических двигателей, которые закрепляются на корпус станка за его вертикальной осью.
Один из таких электрических двигателей будет отвечать за перемещение специальной головки в горизонтальной части, а второй — за перемещение головки, именно, в вертикальной части. Потом монтируются другие узлы и агрегаты самодельного оборудования.
Вращение на все узлы собранного оборудования с ЧПУ должно передаваться лишь посредством ременных передач. Прежде чем подключать к самодельному оборудованию систему программного управления, стоит проверить его работоспособность в ручном режиме и сразу убрать все выявленные проблемы в его работе.
Подготовка к работе
Сборка оборудования
Основная часть станка
Как сделать комплект фрезерного станка с ЧПУ дома? — Руководство «Сделай сам»
В этой статье мы расскажем вам, как сделать комплект фрезерного станка с ЧПУ в домашних условиях, включая сборку деталей станка, установку программного обеспечения Mach4 и настройку контроллера ЧПУ.
В соответствии со своими интересами и увлечениями, а также с духом DIY, который не купишь за деньги, я спотыкался весь путь, который длился 15 дней, и, наконец, закончил проект DIY фрезерного станка с ЧПУ дома.
На самом деле, я долго думал, прежде чем делать это, можно ли сделать каждую деталь самому, какая конструкция, аксессуары, настройка, работа и так далее. В этом процессе я также ссылался на информацию крупных технических форумов и хотел бы поблагодарить этих экспертов за их самоотверженную работу.
Прежде чем приступить к работе, вы должны сначала понять, как работает фрезерный станок с ЧПУ. Популярный на рынке самодельный фрезерный станок с ЧПУ на самом деле является типом системы числового управления, основанной на параллельном порте компьютера. Программное обеспечение на компьютере преобразует G-код в импульсы управления шаговыми двигателями каждой оси (обычно трех осей: X, Y, Z), а затем выводит их напрямую через параллельный порт.
Примечание. В настоящее время параллельный порт не используется для параллельного вывода данных, он выводит только импульсы. Таким образом, план фрезерного станка с ЧПУ своими руками включает в себя следующие четыре шага:
Шаг 1.
Проектные чертежи для фрезерного станка с ЧПУ
Для более эффективной работы своими руками и настройки, прежде всего, мы должны разработать чертежи и определить размер стола и технические характеристики каждой части станка с ЧПУ. Он в основном включает габаритный чертеж оптической оси, габаритный чертеж шарикового винта, габаритный чертеж левого и правого опорных рычагов, габаритный чертеж подвижной опорной плиты оси Y, габаритный чертеж моторного конца основания (задняя часть), габаритный чертеж передней части. конец основания, габаритный чертеж подвижного основания по оси X, размер подвижного основания по оси Z, габаритный чертеж верхней и нижней пластин по оси Z и габаритный чертеж посадки подшипника по оси Z.
Чертежи
Когда я разрабатываю чертежи, я всегда пересматриваю и изменяю их. Я разработал 3 набора рисунков, и размер рисунков сначала был больше. Позже я доработал эти 10 рисунков для своего плана «сделай сам».
Шаг 2.
Проектирование и тестирование частей схемы
После разработки чертежей приступим к подготовке части схемы.
1. Три шаговых двигателя 2А 60, двигатель 6-ядерный, средний отвод не подключен, заменен на 4-х ядерный.
2. Плата управления МАЧ4.
3. Импульсный источник питания 24В6,5.
Проверка части цепи
Подключил к компьютеру и проверил, все работает. Конечно, перед тестированием нужно понять, как установить и использовать МЧ4.
Как установить программу MACh4 для фрезерного станка с ЧПУ?
1. Откройте папку MACh4 в каталоге «MACh4 2.63» случайного компакт-диска
2. Запустите «MACh4 V2.63.EXE», чтобы начать установку, нажмите «ДАЛЕЕ» по умолчанию, пока установка не будет завершена.
3. Замените все файлы в «Перезаписать каталог установки» на путь установки программного обеспечения (по умолчанию C:\MACh4) и подтвердите перезапись.
4. Перезагрузите компьютер.
5. После правильной установки программного обеспечения вы должны увидеть соответствующий логотип в диспетчере устройств системы Windows, щелкните правой кнопкой мыши значок на рабочем столе «Мой компьютер», а затем выберите «Свойства», «Оборудование», «Диспетчер устройств» и вы увидите все устройства в списке. Если вы видите «Драйвер MACh4», это правильно. Если нет, то вам следует переустановить программное обеспечение. Перед переустановкой вы должны удалить исходную и вручную удалить ее каталог и очистить реестр.
Контроллер ЧПУ МАЧ4
Как настроить и использовать контроллер МАЧ4 для фрезерного станка с ЧПУ?
После перезагрузки компьютера на рабочем столе появилось несколько новых значков, все, что мы можем использовать, это «MACh4MILL», дважды щелкните его мышью, чтобы войти в интерфейс системы управления ЧПУ. Подробную информацию о настройке и использовании контроллера MACh4 можно найти самостоятельно, и я не буду здесь вдаваться в подробности.
Этап 3. Проектирование и сборка механических частей
Больше всего времени занимает сборка механической части. Я купил сырье в этом порядке. Сначала я купил ползунок, подшипник и оптическую ось (так как боялся, что размер реального объекта и чертежа будут отличаться, поэтому я получил реальный объект. Измерил его еще раз, а позже обнаружил, что это избыточно, потому что все ползунки стандартные), затем купите алюминиевый лист для обработки и, наконец, купите ходовой винт.
Вот краткое описание механической конструкции:
Алюминиевые листы изготовлены из алюминиевого сплава 6061 толщиной 12 мм. За исключением левого и правого рычагов, которые обрезаны, все остальные приобретаются в виде стандартных алюминиевых рядов, которые можно использовать при обрезке. Оптическая ось — это диаметр: ось Y — 20 мм, ось X — 16 мм, ось Z — 12 мм, все используют закаленную оптическую ось, ось X / Y использует линейный подшипник плюс ползунок, ось Z непосредственно использует расширенный линейный подшипник для фиксации на алюминиевом листе, используйте шариковый винт 1605.
Я тоже давно думал об обработке алюминиевых листов. Так как левое и правое плечо портала изогнуты, у меня нет подходящих инструментов, и их нелегко обрабатывать. Я могу только отнести его в ближайший магазин для лазерной резки, сверления и нарезания резьбы. Если у вас есть оборудование для изготовления металла, его также можно изготовить самостоятельно, что сэкономит средства.
После вырезания оптической оси и алюминиевых деталей отшлифуйте их наждачной бумагой, затем промойте масляные пятна водой и подготовьтесь к сборке.
Сначала соберите компоненты оси Z, ходовой винт и ползунок на задней стороне оси Z.
Основной стеллаж
Так как каждый блок готов, весь стеллаж также легко собрать, и ниже показана схема сборки осей X/Y.
Сборка оси Z
Шаговый двигатель оси Z с синхронным колесом и ремнем
Это сборочная конструкция шагового двигателя оси Z. Лично мне всегда кажется, что ставить шаговый двигатель прямо на вершину слишком высоко, и вся машина немного не скоординирована, поэтому я изменил ее на метод использования синхронного колеса и ремня.
Прибывает шпиндель фрезерного станка с ЧПУ E240, и начинается сборка.
Шпиндель
Измените направление шагового двигателя, зафиксируйте его латунной трубкой и соберите шпиндель. Это лучше выглядит?
Шаговый двигатель установлен
Я был так взволнован этим шагом, что быстро нашел винты для временной сборки двигателя X/Y, а затем протестировал его с контроллером MACh4. Хорошо установите параметры высоты тона, а коэффициент обрезки очень точен. Пока станок с ЧПУ работает успешно.
Далее приступайте к изготовлению плинтуса своими руками
Алюминиевая пластина была выпилена при покупке, и я сам ее разметил и перфорировал.
После сверления отверстий отшлифуйте их, очистите и соберите.
На данный момент предварительная сборка станка с ЧПУ своими руками завершена.
Полная схема
Этап 4. Усовершенствование фрезерного станка с ЧПУ
Что нам нужно сделать для улучшения, так это изготовить прижимные пластины, организовать кабели и сделать электрические блоки управления.
Давайте начнем делать прижимную пластину, распилите алюминиевую пластину размером 8 мм X 300 мм до длины 100 мм, а затем проделайте отверстия, это проще всего.
Сверление нажимной пластины
Теперь я начинаю делать электрический блок управления. Купил готовую алюминиевую коробку прямо на рынке.
Алюминиевый ящик
Спроектируйте панель управления в программе CAD/CAM, создайте траекторию движения инструмента и начните фрезерование.
Я использовал фрезу с остротой 0,3, 30 градусов, и считается, что для фрезерования лучше использовать 10 градусов.
Панель управления Фрезерование
Наденьте разъем, чтобы увидеть эффект.
Внешний вид панели управления
Начать сборку схемы.
Внутренняя схема электрического блока управления
Окончательная визуализация
На данный момент проект фрезерного станка с ЧПУ полностью завершен. В процессе сборки я узнал много нового и получил массу удовольствия. Если вам интересно, вы действительно можете попробовать это. Вы обнаружите, что вам нужно продолжать на протяжении всего процесса создания. Можно сказать, что знание и использование соответствующего программного обеспечения, аппаратного обеспечения и знаний ЧПУ является классом ЧПУ, который обеспечивает основу для более сложных планов DIY в будущем. Спасибо за внимание и ценные мнения, а также спасибо STYLECNC. Я готов общаться с вами и обсуждать то, что вас интересует, чтобы вместе совершенствоваться.
Часто задаваемые вопросы о комплектах фрезерных станков с ЧПУ своими руками
Стоит ли делать фрезерный станок с ЧПУ своими руками?
Если у вас есть свободное время, профессиональные знания станков с ЧПУ, достаточно терпения и доступный бюджет, стоит сделать фрезерный станок с ЧПУ своими руками. Если у вас нет возможности построить его самостоятельно, но вы все еще заинтересованы в нем, вы можете купить настольный мини-фрезерный станок с ЧПУ для любителей и домашнего использования на Amazon или купить лучший бюджетный китайский фрезерный станок с ЧПУ за границей по низкой цене.
Сколько стоит изготовить фрезерный станок с ЧПУ самостоятельно?
Средняя стоимость самостоятельного изготовления фрезерного станка с ЧПУ составляет около 800 долларов США, а некоторые из них могут стоить до 5160 долларов США, в зависимости от необходимых вам функций. Различные размеры стола фрезерного станка с ЧПУ (2×2, 2×3, 2×4, 4×4, 4×6, 4×8, 5×10, 6×12) приводят к разным затратам на оборудование. Различные контроллеры ЧПУ могут различаться по стоимости программного обеспечения.
Создайте свой собственный станок с ЧПУ | Руководство пользователя
Обновлено
13 июня 2022 г.
Энди
Опубликовано 15 января 2018 г. в ЧПУ
Станки с ЧПУ
существуют уже несколько десятилетий, а их история восходит к 1950-м годам. За это время они изменили то, как мы производим вещи. Они также помогли демократизировать процесс, предоставив возможность начинающим инженерам и производителям по всему миру создавать свои собственные продукты. Предлагая такую универсальность, вы — да, вы! — может быть интересно, как построить свой собственный станок с ЧПУ.
Если это похоже на вас, не бойтесь — команда Scan2CAD всегда готова помочь. Мы здесь, чтобы дать полезные советы по сборке станка с ЧПУ. Мы включим несколько отличных вариантов комплектов ЧПУ, а также подробную информацию и ресурсы о том, как создать свой собственный станок с ЧПУ с нуля. Давайте начнем!
Итак, вы собираетесь собрать свой собственный станок с ЧПУ. Но с чего начать?
Прежде чем сравнивать комплекты или выбирать компоненты, важно начать отвечать на некоторые фундаментальные вопросы.
1. Что вы собираетесь производить на станке с ЧПУ?
Безусловно, станки с ЧПУ универсальны, и позволяют создавать широкий спектр различных изделий. Однако разные типы станков с ЧПУ лучше подходят для разных проектов.
Начните с рассмотрения типов проектов, за которые вы, вероятно, возьметесь, и используйте это в качестве основы для выбора типа станка с ЧПУ. Это решение также будет информировать о компонентах, необходимых для производства вашей машины.
2. Сколько времени требуется, чтобы построить станок с ЧПУ по индивидуальному заказу с нуля?
Создание собственного станка с ЧПУ с нуля — сложная задача. Сложность заключается в том, что машина должна быть точной, прочной и способной выполнять даже самые сложные задачи по резке. Более того, система шкивов, облегчающая перемещения по осям x, y и z, никоим образом не должна влиять на точность резки. Он также должен быть достаточно прочным, чтобы выдержать вес фрезера и облегчить перемещение по оси Z.
Таким образом, учет всех этих факторов требует планирования и хорошо продуманного проекта. Это означает, что этап сборки фактически начинается, когда вы начинаете проектировать станок с ЧПУ, и заканчивается, когда вы, наконец, собираете компоненты вместе. Таким образом, создание собственного станка с ЧПУ с нуля может занять от нескольких недель до нескольких месяцев.
Точная продолжительность зависит от различных факторов. Например, если вы собираетесь создать станок с ЧПУ потребительского класса для личного пользования, это займет у вас меньше месяца — около четырех недель (в это время входит период проектирования). С другой стороны, если вы собираетесь построить станок с ЧПУ промышленного класса весом более трех тонн, вам придется потратить на это более шести месяцев. Как правило, продолжительность зависит от факторов, перечисленных ниже.
Размер и вес деталей и материалов : тяжелые материалы и детали, такие как двигатель, обычно требуют подъемного оборудования, и это может занять больше времени, чем если бы детали можно было поднимать с помощью человеческой силы
Происхождение компонентов , т. е. местное или импортное. Продолжительность сокращается, если все детали и материалы легко доступны на месте. Но если они импортируются, и учитывая продолжающиеся сбои, влияющие на цепочки поставок, это займет гораздо больше времени
Наличие деталей : если детали легко доступны, вам не придется долго ждать, чтобы получить их
Мастерство : если вы хорошо разбираетесь в фрезеровании, сварке и сборке различных деталей, сборка деталей не займет у вас много времени.
3. Сколько времени уходит на сборку готового станка с ЧПУ?
Если у вас нет возможности построить собственный станок с ЧПУ, не беспокойтесь. Вы можете приобрести готовый комплект/станок с ЧПУ и собрать (собрать) его. Производители этих комплектов/станков с ЧПУ отгружают их в разобранном состоянии, а различные детали уже вырезаны или обработаны. Таким образом, вам, как покупателю, не нужно использовать фрезерное или режущее оборудование. Скорее, все, что вам нужно сделать, это следовать инструкциям, включенным в пакет, которые должны помочь вам во всем.
На сборку готового станка с ЧПУ бытового уровня у вас уйдет от одного до трех часов, в зависимости от ваших навыков.
4. Сколько вы готовы потратить на станок с ЧПУ?
Ваш ответ здесь частично зависит от того, собираетесь ли вы использовать машину для профессионального или личного использования. Однако в обоих сценариях всегда стоит попытаться получить максимум за свои деньги. Таким образом, вы должны оценить, какие детали и компоненты необходимы для машины, которую вы хотите построить. Если они вам не нужны, не покупайте! Установите себе бюджет, который, как вы знаете, вы можете себе позволить, и придерживайтесь его. (Мы подробно рассмотрели стоимость ниже).
5. Какие навыки вы должны иметь, чтобы построить станок с ЧПУ?
Собрать собственный станок с ЧПУ проще, если у вас уже есть некоторые необходимые навыки. Таким образом, стремитесь завершить проект, который соответствует вашему опыту.
Если у вас уже есть опыт в деревообработке или металлообработке, вы можете попробовать более сложный проект. Тем временем новичок может захотеть начать с чего-нибудь попроще. Фактически, CNC Cookbook рекомендует, если это ваша первая сборка, начать с более простого станка. Таким образом, у вас будет больше шансов сделать это, а не откусить больше, чем вы можете прожевать и сдаться.
Комплект ЧПУ — невероятно удобный способ собрать собственный станок с ЧПУ. Это связано с тем, что в комплект обычно входит все необходимое, чтобы собрать машину и начать что-то делать.
Большинство производителей комплектов также предлагают ряд вариантов персонализации. Это позволяет выбрать компоненты, соответствующие вашим потребностям. Вы можете выбрать самый базовый пакет, если у вас ограниченный бюджет, или разориться, если у вас есть более конкретные требования.
К счастью, здесь, в Scan2CAD, мы уже составили список некоторых отличных комплектов ЧПУ для начинающих. В списке представлены:
MillRight CNC — несмотря на базовую комплектацию, это один из самых дешевых комплектов ЧПУ на рынке. Отличный вариант, если вы впервые хотите построить свой собственный станок с ЧПУ.
Shapeoko — эта машина поставляется частично собранной, что делает ее одним из самых простых проектов. Если вы чувствуете себя более амбициозным, Shapeoko также можно взломать, что дает вам реальную свободу модифицировать машину.
Maslow — доступный ЧПУ — больше. Маслоу предлагает пользователям огромное рабочее пространство размером 4×8 футов, позволяющее легко создавать большие проекты.
Next 3D — не хотите пачкать руки? Next 3D предлагает пользователям возможность построить станок с ЧПУ без пайки, сверления или склеивания. Просто свинтите вместе и приступайте к работе в кратчайшие сроки.
Нужна дополнительная информация? Ознакомьтесь с нашим полным списком лучших комплектов ЧПУ для начинающих.
Использование комплекта ЧПУ — один из самых простых способов приступить к работе, но он подходит не всем. Если вы предпочитаете иметь возможность создавать свой станок с ЧПУ по-своему, то сборка с нуля может быть отличным вариантом.
Что вам понадобится
Как вы, наверное, уже догадались, существует огромное количество возможностей, когда дело доходит до сборки станка с ЧПУ. Однако ваш станок с ЧПУ, скорее всего, будет включать в себя большинство, если не все, из следующих деталей:
Электрические детали , включая:
Плата процессора/управления (некоторые машины могут использовать ПК)
Шаговый щиток
Шаговые драйверы
Двигатели
Блок питания
Механические детали , включая:
Инструменты, такие как режущие инструменты
Рамка
Подшипники
Направляющие и опоры
Прокладки, шайбы, гайки, винты и болты
Конечно, выяснение того, какой тип станка с ЧПУ построить, поможет определить, какие детали вам понадобятся. Если вы затрудняетесь принять решение, ознакомьтесь с нашим сравнением станков с ЧПУ, чтобы узнать, какой из них подходит именно вам.
Как создать собственный станок с ЧПУ с нуля
Точная сборка вашего станка с ЧПУ будет зависеть от типа станка, который вы выберете для сборки, выбранных вами пользовательских опций, того, что вы планируете делать с помощью станка, и многих других факторов. Тем не менее, основные этапы создания собственного станка с ЧПУ обычно следующие:
1. Спроектируйте свою машину
Создание дизайна для вашего станка с ЧПУ поможет вам получить четкое представление о готовом проекте. Вы можете начать с эскиза, прежде чем преобразовывать бумажный чертеж в САПР с помощью таких программ, как Scan2CAD. Оттуда вы можете выдавить свой 2D-чертеж в 3D-модель CAD в таких программах, как SolidWorks (или в одной из наших самых доступных альтернатив SolidWorks).
2. Получите детали
После того, как вы спроектировали свою машину, вы можете приступить к покупке деталей для нее. Используйте приведенный выше список в качестве руководства, но не стесняйтесь настраивать машину в соответствии со своими требованиями!
3. Соберите раму
Ваша рама — это то, что скрепляет все остальные части вашей машины. Таким образом, это первая конструкция, которую вы будете выполнять при сборке собственного станка с ЧПУ. Металлы, такие как алюминий, являются хорошим выбором для вашей рамы, так как они обеспечат стабильность и жесткость. Это, в свою очередь, поможет увеличить срок службы вашего другого оборудования.
4. Добавьте портал
Не все станки с ЧПУ оснащены порталом, но мы представили его здесь как один из самых популярных вариантов конструкции. Портал позволяет вашему обрабатывающему инструменту перемещаться по оси Y; он будет удерживать ваш инструмент над рабочей областью. Обеспечьте баланс сил, действующих на ваш портал, чтобы уменьшить потенциальную деформацию или тряску машины.
5. Ввести ось Z…
Ваш инструмент сам будет двигаться вверх и вниз по оси Z. Однако вам понадобится место для размещения вашего инструмента. Вы прикрепите этот корпус к порталу, что даст вашему инструменту больший диапазон глубины.
6. …затем ось X
Добавление подшипников и направляющих поможет сохранить жесткость вашего станка с ЧПУ и позволит вашему инструменту двигаться вперед и назад вдоль оси X.
7. Гоняй!
Теперь, когда вы добавили детали, которые позволят вашему ЧПУ двигаться вперед и назад, пришло время добавить те, которые фактически заставят двигаться по этой оси. Это система привода, обычно состоящая из двигателей, шкивов, шпинделей, винтов, болтов и гаек, а также других частей.
8. Вставьте электронные детали
Теперь вы готовы добавить множество электронных деталей, которые составят основу вашего станка с ЧПУ. Ключом к этому является двигатель , который, в конечном счете, будет приводить в движение обрабатывающий инструмент. В этом случае у вас будет выбор из шаговых двигателей , и серводвигателей . Однако это далеко не единственный важный инструмент: вам также потребуется блок питания, коммутационная плата, драйверы и, конечно же, процессор или компьютер.
9. Установите столешницу на
Нельзя обрабатывать детали, не имея места для их размещения! Ваш разделочный стол может быть изготовлен из фанеры, МДФ или металла. Однако имейте в виду, что не все эти материалы подходят для того типа станка с ЧПУ, который вы создаете!
10. От вращательного движения к прямолинейному
Установленный вами двигатель будет вращать машину. Однако для вашего станка с ЧПУ обычно требуется линейное движение. Шпиндель преобразует вращательное движение двигателя в линейное движение, а это означает, что ваш обрабатывающий инструмент сможет двигаться вверх и вниз.
11. Выберите свой контроллер
Контроллер ЧПУ жизненно важен для работы станка с ЧПУ. Это часть, которая интерпретирует сигналы, подаваемые вашим процессором или компьютером, и преобразует их в сигналы для электронных частей вашего станка с ЧПУ. Таким образом, он действует как «мозг» всей системы.
12. Выберите программное обеспечение
Теперь ваша машина почти готова к работе! Однако сначала вам нужно выбрать программное обеспечение, которое управляет вашим станком с ЧПУ. В большинстве из них будут использоваться такие языки, как G-код, для управления движением вашего станка по трем осям, что позволит вам выполнять действия по механической обработке.
13. Добавьте свой инструмент для обработки
Доступен широкий выбор инструментов для обработки. Инструменты для резки металла являются одним из самых простых вариантов, но более сложные машины могут использовать инструменты для лазерной или плазменной резки.
14. Начинай мастерить!
Ваша машина готова, и вы готовы приступить к своим собственным проектам!
Если вы прочитали всю эту статью, то, скорее всего, вы уже убедились в преимуществах создания станка с ЧПУ. Однако, если вы все еще не уверены, мы быстро рассмотрим некоторые из лучших причин для создания собственного станка с ЧПУ:
1. Настраиваемость
Когда вы покупаете станок с ЧПУ, в нем могут отсутствовать необходимые вам функции или вам придется доплачивать за функции, которые вам не нужны. Если вы строите свой собственный станок с ЧПУ, у вас есть возможность выбрать, что (не) включать.
2. Экономьте деньги
Покупка готового станка с ЧПУ часто может обойтись вам в тысячи долларов. Вместо этого создание собственного станка с ЧПУ может дать вам те же результаты при гораздо меньших затратах. Чтобы представить это в перспективе, вот разбивка различных расходов, которые вы, вероятно, понесете, а также сбережений.
Станок с ЧПУ потребительского/любительского уровня стоит от 1000 до 3000 долларов. С другой стороны, чтобы купить профессиональный фрезерный станок с ЧПУ, вам придется выложить от 5000 до 100 000 долларов. 3-осевой вертикальный обрабатывающий центр начального уровня (фрезерный станок) стоит от 60 000 до 100 000 долларов, а серийные или промышленные станки с ЧПУ обойдутся вам в 150 000–300 000 долларов.
Однако, если вы решите создать станок с ЧПУ с нуля, вы, вероятно, потратите менее 1000 долларов на детали, необходимые для создания станка с ЧПУ для любителей или профессионального фрезерного станка с ЧПУ. Экономия с вашей стороны, скорее всего, будет связана с используемыми материалами, программным обеспечением ЧПУ (доступно несколько бесплатных программ с открытым исходным кодом) и стоимостью двигателя шпинделя (которая колеблется от 100 до 300 долларов США за шпиндель мощностью 24 000 об/мин мощностью 2 л. с.). двигатель). Примечательно, что в готовых станках с ЧПУ используются шпиндельные двигатели с такими характеристиками, но стоимость станков превышает 10 000 долларов. Хорошим примером является базовая машина Tormach 24r, которая в настоящее время стоит $14,9.95).
С другой стороны, если вы решите построить промышленный станок с ЧПУ на заказ, вы, вероятно, потратите от 15 000 до 30 000 долларов. Бюджет этого индивидуального конструктора, например, составлял 15 000 долларов. Их специальный станок с ЧПУ включает в себя несколько дополнительных функций, таких как сепаратор, весовые крышки на всех осях и автоматическую смену инструмента. Однако из-за инфляции общая стоимость должна быть на несколько ступеней выше этой цифры, поэтому наши оценки имеют широкое пространство для маневра. Несмотря на это, эта сумма меньше, чем 60 000–300 000 долларов, которые вам пришлось бы потратить на покупку первоклассного вертикально-фрезерного станка начального уровня или серийного производства.
3. Создавайте удивительные вещи
Итак, это относится к любому станку с ЧПУ, независимо от того, покупаете вы или строите. Но это остается правдой — создание станка с ЧПУ дает вам возможность производить свои собственные удивительные продукты. Если вы хотите начать свой собственный бизнес, заменить труднодоступные детали или просто создать нестандартные продукты, которые больше нигде не доступны, вы можете сделать это с помощью станка с ЧПУ. А с чего лучше начать изготовителю, как не с создания собственной машины?
Все еще нужно немного вдохновения, прежде чем сделать решительный шаг? Это прямо здесь: еженедельные пакеты бесплатных файлов DXF от Scan2CAD, а также наш путеводитель по еще большему количеству сайтов с бесплатными проектами DXF.
Если вы хотите построить станок с ЧПУ, вы можете создать его с нуля или приобрести комплект ЧПУ. Первый подход занимает гораздо больше времени, чем второй, и требует наличия дополнительных навыков.
Слесарные инструменты: разнообразие и классификация
Работа с металлом — это слесарная работа. Давайте разберем, в чем особенности ручного слесарного инструмента. Под понятие слесарного инструмента попадает очень широкий набор разнообразных инструментов. Слесарное дело требует огромного разнообразия инструментов, потому что в слесарном деле имеется множество профессиональных направлений и специализаций.
Каждый слесарь работает в конкретной сфере и занимается ремонтом и обслуживанием конкретного вида техники или оборудования. Например: автослесарь и слесарь-сантехник имеют сильно различающийся набор инструментов. В распоряжении этих специалистов есть и одинаковые инструменты. Но основная масса инструментов у них различается. И вот таких направлений или специализаций в слесарном деле очень много, что и является причиной большого разнообразия слесарного инструмента.
Давайте охватим наиболее распространённые инструменты для слесарного дела. Это важно ещё и потому, что слесарный инструмент используется не только строителями. В каждом доме сегодня есть набор слесарных инструментов. Такой набор остро необходим в домашнем хозяйстве для выполнения любой мужской работы.
Слесарный инструмент — пассатижи
Пассатижи — многофункциональный ручной слесарно-монтажный инструмент, в котором соединены плоскогубцы, бокорезы и 2 резака для рубки проволоки разного диаметра (в шарнире). Пассатижи могут иметь 1-2 пары зубчатых выемок для захвата и поворота деталей.
Слесарный инструмент — молоток
Молоток — ударный инструмент. В слесарном деле используется как совместно с другими инструментами, к примеру, зубило, бородок, так и самостоятельно для различных приёмов работы: правки, гибки, клёпки и других. Молоток состоит из ударной массы (обычно металлическая массивная часть), насаженной на рукоятку (чаще деревянную). Слесарный молоток имеет два бойка: один плоский а другой клинообразный. Для разных видов работ употребляются молотки разнообразной формы и размера.
Многие инструменты, как молоток, могут считаться как слесарными, так и столярными инструментами, они применяются повсеместно. Есть молотки специализированные, ориентированные на столяра — столярные молотки.
Отвёртка — это инструмент, предназначенный для закручивания и откручивания винтов, шурупов, саморезов и других крепёжных и регулировочных элементов, имеющих специальную выемку, называемую шлицом. Отвёртка вставляется в шлиц для передачи крутящего момента на винт. Обыкновенная отвёртка состоит из двух частей:
Стержень отвёртки — выполнен из металла, он не должен быть мягким и не должен быть хрупким. А значит, стержень качественной отвёртки должен быть изготовлен из металла, закалённого специальным образом.
Ручка отвёртки — изготовлена обычно из резины, пластика или же дерева. Форма может быть самой разнообразной и зависит от конкретного назначения отвёртки. Главное, чтобы такая ручка была удобна в работе.
В зависимости от формы и размера шлица крепёжных элементов подбирают отвёртку для работы. Шлицы могут иметь самую разнообразную форму. В домашнем хозяйстве чаще всего приходится иметь дело с плоскими шлицами и крестовыми шлицами разных размеров. Соответственно, у каждого мастера, а тем более слесаря, должны быть под рукой плоские и крестовые отвёртки нескольких размеров, чтобы без проблем справиться с винтами и шурупами.
Зубило — ударно-режущий инструмент. В слесарном деле применяется для рубки металла. При сообщении зубилу удара со стороны бойковой части с помощью молотка режущая кромка зубила разрезает или раскалывает обрабатываемый материал.
Бородок — слесарный инструмент для вырубки отверстий в листовом материале. Представляет собой стержень, один конец которого (рабочая часть) выполнен в виде усечённого конуса. В поперечном сечении бородки могут различаться в зависимости от формы вырубаемых отверстий — круглые, квадратные, прямоугольные, и т. п. Пробой отверстия производится ударами молотка по противоположной части бородка — затыльнику.
Дрель — инструмент, предназначенный для сверления отверстий.
Кернер — ручной слесарный инструмент, предназначен для разметки центральных лунок (кернов) для начальной установки сверла. Представляет собой стержень круглого сечения, один конец которого (рабочая часть) заточен на конус с углом при вершине 100°-120°. Кернение производится ударами молотка по противоположной части кернера.
Киянка слесарная — применяется для придания нужной формы листовому металлу (инструмент жестянщика)
Кувалда — ручной ударный инструмент, предназначенный для нанесения исключительно сильных ударов при обработке металла, на демонтаже и монтаже конструкций. От молотка кувалда отличается значительно большей массой бойка, длиной рукоятки.
Метчик — слесарный инструмент для нарезания внутренних резьб. Метчик представляет собой винт с прорезанными прямыми или винтовыми стружечными канавками, образующими режущие кромки. Профиль резьбы метчика должен соответствовать профилю нарезаемой резьбы.
Слесарный инструмент — метчик
Плашка — резьбонарезной слесарный инструмент для нарезки наружной резьбы. Плашки предназначены для нарезания или калибрования наружных резьб за один проход. Плашка представляет собой закаленную гайку с осевыми отверстиями, образующими режущие кромки.
Напильник — слесарный инструмент для опиливания металлов, дерева, пластмасс и т.п. Представляет собой металлический брусок (обычно стальной) с насечкой. По частоте насечки напильники подразделяются на:
драчёвые (4-12 насечек на см) — грубая обработка
личные (13-26 насечек на см)
бархатные (45-80 насечек на см) — окончательная обработка
Надфиль — маленький напильник.
Верстак — рабочий стол для обработки вручную изделий из металла, дерева и других материалов. Верстаки часто оборудованы различными приспособлениями (например, упорами, тисками) и ящиками для хранения инструментов и материалов.
Тиски — слесарный инструмент для зажима обрабатываемой детали.
Тиски для слесарных работ
Основание тисков имеет отверстия для надёжного крепления к столярному верстаку. На это основание обычно крепится неподвижная щёчка, которая может поворачиваться относительно основания, что очень удобно для выполнения столярных работ. Эта самая неподвижная щёчка и есть, по сути дела, основная часть. На неё крепятся остальные части тисков. С помощью винта к неподвижной щёчке присоединяется подвижная, для этого в неподвижной щёчке есть втулка с резьбой. Чаще всего резьба прямоугольная. Так же на неподвижной щёчке имеется небольшая наковальня, что так же очень удобно для правки мелких деталей.
Завинчивая винт, мы тем самым будем сводить щёчки, зажимая ими обрабатываемую деталь. Вернее, зажимать деталь будут не сами щёчки, а губки. Губки — это такие сменные насадки на щёчки тисков. Они изготовлены из специального материала, отвечающего определённым требованиям:
1. Губки должны как можно надёжнее удерживать деталь.
2. Материал губок должен быть относительно стойким к воздействию слесарных инструментов.
3. Материал губок не должен портить деталь.
Эти требования достаточно противоречивы, поэтому для качественной обработки рекомендуют менять губки в зависимости от свойств материала обрабатываемой детали. В идеале, желательно иметь несколько комплектов губок из различных сплавов и различной конфигурации.
Этот список инструментов далеко не полный. Справедливости ради нужно заметить, что слесарю приходится работать не только с металлами. Зачастую слесарь выступает в роли универсального специалиста. Ему приходится применять свой набор слесарных инструментов для обработки дерева, пластика, кожи и прочих материалов, выпускаемых современной промышленностью.
Профессиональный слесарь имеет в своей мастерской набор слесарного инструмента. Собираясь делать ту или иную работу, слесарь уточняет у клиента, какие именно работы нужно сделать, и в зависимости от этого берет нужный набор инструментов.
Инструмент Слесаря 9 Букв — ответ на кроссворд и сканворд
Решение этого кроссворда состоит из 9 букв длиной и начинается с буквы П
Ниже вы найдете правильный ответ на Инструмент слесаря 9 букв, если вам нужна дополнительная помощь в завершении кроссворда, продолжайте навигацию и воспользуйтесь нашей функцией поиска.
ответ на кроссворд и сканворд
Четверг, 13 Июня 2019 Г.
ПАССАТИЖИ
предыдущий
следующий
ты знаешь ответ ?
ответ:
связанные кроссворды
Пассатижи
Плоскогубцы с кусачками 9 букв
Плоскогубцы, кусачки, резак для проволоки 9 букв
Слесарно-монтажный инструмент 9 букв
Универсальные клещи, объединяющие в себе плоскогубцы, кусачки, отвертку и т. п 9 букв
Ручной слесарно- и электромонтажный инструмент 9 букв
Слесарный инструмент 9 букв
похожие кроссворды
Инструмент электрика, слесаря 8 букв
Клиновидный инструмент слесаря 6 букв
Инструмент слесаря 6 букв
Рабочий стол слесаря 7 букв
Станок слесаря или столяра 7 букв
Относящийся к работе слесаря 9 букв
Леонид куравлев играл слесаря-сантехника в фильме 5 букв
Зажим на верстаке слесаря 5 букв
Приспособление слесаря 5 букв
Кредо слесаря полесова 6 букв
«зажимщик» у слесаря 5 букв
Прибор слесаря с цепкой хваткой 5 букв
«железные губы» слесаря 5 букв
Зажим на верстаке слесаря букв
Приспособление слесаря букв
Зажим слесаря 5 букв
Зажимщик у слесаря 5 букв
Специализация слесаря
Жена слесаря
Ремесло, занятие слесаря
УНИВЕРСАЛЬНЫЙ МНОГОФУНКЦИОНАЛЬНЫЙ КЛЮЧ ДЛЯ ВРЕЗНЫХ ЗАМКОВ, КОРОТКАЯ ВЕРСИЯ
Сопутствующие товары
Добавить в корзину
ЗАМОК ВРЕЗНОЙ С 3 КЛЮЧАМИ (КА)
Zeiss Ikon
Сейчас:
$164,62
Этот уникальный врезной замок предназначен для установки в ультратонкие двери толщиной всего 1-1/4. Ключевой доступ изнутри и снаружи. Три отдельных ряда булавок повышают безопасность, что очень затрудняет взлом…
ЗСС-МЛ211/КА
Клиенты также просмотрели
Добавить в корзину
ШРУМ ИНСТРУМЕНТ
Сейчас:
3,99 $
Действительно полезный инструмент, без которого не обойтись ни одному слесарю. Инструмент Shrum, также известный как Travellers Hook или Carolina Roller, имеет прочную рукоятку и 1,5-дюймовый зонд из пружинной стали с
MB32
Добавить в корзину
НАБОР КОЛОДОК (ВКЛЮЧАЕТ ПО 2 ДЛИННЫХ И КОРОТКИХ)
Инструменты Souber
Сейчас:
16,20 $
НАБОР ИЗ 4 ПРОФИЛЬНЫХ КОЛОДОК ДЛЯ ЦИЛИНДРОВ
Профильные цилиндры распространены на штормовых и защитных дверях. Их можно обслуживать или менять ключи с помощью этих умных башмаков для шпилек из Англии. Снимите…
PS14
Добавить в корзину
ПРОКЛАДКА ВЕЙЗЕРА
MBA USA, Inc.
Сейчас:
$3,95
Прокладка Вайзера для взлома и обхода замков.
МБ59
Добавить в корзину
Инструмент для снятия стопорного кольца
Инструменты Souber
Сейчас:
21,26 $
Этот инструмент позволяет быстро и легко снимать стопорные кольца на европрофиле и ободных цилиндрах. Клинок из закаленной стали. Поставляется в комплекте с рукояткой и запасным лезвием. Доступны дополнительные лезвия…
PS21
Добавить в корзину
ДВУСТОРОННИЙ КЛЮЧ
MBA USA, Inc.
Сейчас:
22,50 долл. США
Также известный как настольный ключ производителями часов и часов, двусторонний ключ для опускания, по сути, представляет собой два заводных ключа на одной рукоятке. Тем не менее, этот двухсторонний ключ используется для раскручивания или…
MB38-A
Добавить в корзину
СЪЕМНИК LOBC PIN
Сейчас:
$76,50
Это уникальный инструмент для тех, кто обслуживает замки X-08 и X-09. Чтобы снять заднюю крышку с этих замков с установленным штифтом LOBC, штифт необходимо потянуть при открывании замка…
LKMMASXOPP
Этого товара нет в наличии, но его компоненты могут быть легко доступны на нашем складе. Свяжитесь с нами, чтобы узнать, как мы можем помочь!
НАПРАВЛЯЮЩАЯ СВЕРЛА ДЛЯ ЦИЛИНДРИЧЕСКИХ ЗАМКОВ ASSA, ARROW, CORBIN, SCHLAGE (И ДРУГИХ МАРОК) КЛАССА 1
Основной производитель
Сейчас:
270,00 долларов США
Самая универсальная направляющая сверла Major Manufacturing для работ по модернизации. HIT-111 — это универсальный шаблон, который используется как на деревянных, так и на металлических дверях для замены цилиндрических рычажных замков Assa, Arrow,…
MS-HIT-111
Добавить в корзину
3-колесный замок, передний циферблат и кольцо для чтения, черный и белый, упаковка
Sargent & Greenleaf
Сейчас:
118,02 $
Этот комплект механических кодовых замков Sargent & Greenleaf включает в себя корпус замка модели 6730, циферблат D300 и кольцо циферблата R211. Черно-белый циферблат спереди считывается шпинделем…
SG6730-100
Добавить в корзину
МАГНИТНЫЙ ДРЕЛЬНЫЙ ПРЕСС
StrongArm Security
919,00 $
Сейчас:
895,00 $
Аккумуляторный магнитный сверлильный станок MX-V с технологией переключаемого магнита. Обеспечивает превосходную удерживающую способность, весит меньше и занимает меньше места по сравнению с другими магнитными сверлильными станками…
SA-MAG-MX-V
Добавить в корзину
Плоскогубцы для восстановления стопорных колец
Инструменты Souber
Сейчас:
30,38 $
Клещи специальной конструкции для установки стопорных колец из латуни и мягкой стали на многие европрофильные и ободные цилиндры. Изготовлен из закаленной инструментальной стали. Не подходит для использования со стопорными кольцами из пружинной стали.
ПС22
26 основных слесарных инструментов, которые должен иметь каждый техник
Подумайте об этом — как слесарь, вы храните в безопасности то, что ваши клиенты любят больше всего: их семьи, дома, автомобили и бесчисленные ценности. Каждый день новые домовладельцы увеличивают спрос на лучшую безопасность дома, сложные системы замков требуют большего обучения, а клиенты хотят, чтобы слесари были в курсе последних программных инструментов для слесарей.
С таким количеством нового оборудования для обеспечения безопасности вы можете обнаружить, что до сих пор носите с собой устаревшее оборудование. Если ваш набор инструментов не обновлялся с тех пор, как MacGyver в последний раз показывали по телевизору, или если вы хотите выполнять работу быстрее и отвлекать клиентов, вам следует ознакомиться с нашим списком из 26 основных слесарных инструментов, которые должен иметь каждый технический специалист. Должны быть.
Слесарь? Узнайте, как правильно выбрать инструмент управления запасами для вашего бизнеса [ПРОЧИТАТЬ СЕЙЧАС]
Какие инструменты используют слесари?
Слесари выполняют установку, ремонт и восстановление запирающих устройств. Для выполнения работы вам понадобятся различные маленькие и большие ручные инструменты, электроинструменты, инструменты для сжигания топлива, электроинструменты и инспекционные фонари.
Стандартный набор слесарных инструментов
1: Набор отмычек для начинающих: В качестве первой инвестиции вам понадобится набор из 9 разнообразных отмычек. Да, это тот самый набор отмычек, который вызывал подозрения у ваших родителей, когда вы покупали их в детстве. Выберите набор, который включает в себя базовую отмычку, алмазную отмычку и грабли.
2: Инструмент для извлечения сломанных ключей: Набор ножниц для извлечения различных конфигураций позволяет извлечь сломанные ключи и неудобные предметы, застрявшие в замочных скважинах.
3: Пинцет с формованным концом: Очевидно, не те, которыми в носу ковыряются, а пинцеты специально для слесарей. Пинцет со сформированными концами подхватывает маленькие булавки и делает то, на что не способны ваши руки.
4: Лазерный резак и дубликатор ключей: Ваше рабочее место забито несколькими режущими машинами? В настоящее время на одном станке можно нарезать стандартные, автоматические, простые, бочкообразные и выпуклые ключи. Вырежьте каждый код ключа с помощью фрезерного станка Miracle A9/SEC9 и одновременно дублируйте ключи!
5: Прокладки для навесных замков: Эти инструменты для слесарей разбирают замки, поворачивая их между засовом и корпусом замка. Застежки различаются по ширине, поэтому вам понадобится несколько размеров.
6: Инструменты для натяжения: Мы не говорим о натяжении, которое возникает, когда некоторые члены семьи приходят к нам — слесарные инструменты для натяжения предотвращают отталкивание штифтов назад пружинами, когда к пробкам замка прикладывается крутящий момент. Держите под рукой подпружиненный круговой ключ или используйте натяжной ключ с перьевым наконечником для большего контроля и крутящего момента.
7: Ручной оптический прицел: Хорошее зрение — это залог безопасности и серьезных травм на работе. Работа в ограниченном пространстве отталкивает наше восприятие, поэтому осветительный прибор является важным инструментом для слесарей.
Слесарные инструменты для автомобилей
В 2015 году AAA спасла 32 миллиона беспомощных водителей, многие из которых были заблокированы. (Кхм, мы определенно звонили , а не . ) Что это значит для вас? Слесарные инструменты для автомобилей являются неотъемлемой частью вашего набора инструментов. Для комплектов для входа в автомобиль требуются специальные инструменты для техников, которые работают с американскими, японскими и европейскими автомобилями.
8: Универсальная газовая крышка: Пропадают не только ключи от автомобильных дверей. Многие газовые крышки оснащены замком для предотвращения кражи газа, поэтому возьмите с собой универсальный пробный ключ для газовой крышки, чтобы открыть любой бак.
9: Маленький и большой набор автомобильных клиньев : наборы клиньев, изготовленные из АБС-пластика, плавно вставляются между окном и резиновым скребком для окон при открывании автомобиля.
10: Slim Jim set: Это пригодилось в прошлый раз, когда авторы , а не вызывали ААА для блокировки. Круглые и пристегивающиеся слим-джимы всегда должны быть в вашем чемодане; каждый локаут имеет разные условия, поэтому стремитесь к разнообразию.
11: Набор инструментов для автоматических шторок: Этот набор инструментов удерживает открытые пылезащитные крышки автомобильных замков. Аккуратно обращайтесь с замками и следите за тем, чтобы не повредить автомобиль клиента автоматическими шторками. Этот набор инструментов удерживает открытые пылезащитные крышки автомобильных замков.
12: Отмычки для автомобилей: Специальная отмычка для автомобилей отечественного и зарубежного производства.
Слесарные инструменты для дома
13: Объем замка и сейфа: Прицел для сейфов или хранилищ должен иметь сильный луч света, чтобы считывать пластины и быть уверенным, что вы не повредите какие-либо ценности.
14: Ключ для натяжения замков Everest: Предназначен для снятия цилиндров Schlage Everest, которые обычно устанавливаются на дверных ручках домов; они поднимают стопорный штифт в задней части шпоночного паза цилиндра.
15: Декодер для ключей. Это может звучать как что-то из шпионского фильма, но слесарные декодеры для ключей — это пластиковые или металлические карты, которые помогают определить глубину штифта на различных ключах, включая Weslock, Master, Weiser, Schlage и Kwikset.
Слесарные инструменты для сейфов и хранилищ
16: Набор ключей для безопасной замены: Набор ключей для смены K-18 представляет собой набор из двенадцати общих ключей для безопасной смены.
17: Экстрактор сломанных сверл: Ничто так не остановит вашу работу, как сломанное сверло. Эта прецизионная дрель имеет 3 слоя, обеспечивает надежное сцепление и помогает извлекать сломанные сверла толщиной от 3/16 до 1/4 дюйма.
18: Термическое копье: Этот электроинструмент горит при температуре свыше 5530°C и легко проплавляет все материалы, включая пуленепробиваемое стекло, сталь, бетон, гранит, железо и барьерные жесткие плиты высокой плотности.
Слесарное оборудование и безопасность
19: Ящик для инструментов: Ящик для инструментов Stanley Fat Max прочный, устойчивый к ржавчине и защитит ваши ручные инструменты и аксессуары от любых погодных условий.
20: Защитные перчатки: Вам нужна защита рук, поэтому перчатки, устойчивые к порезам, предотвращают попадание осколков под кожу.
21: Защита глаз: Кори Харт может носить солнцезащитные очки ночью, но солнцезащитные очки не защитят вас от мусора, резки и сверления металлической стружки или огненных искр. Не забудьте инвестировать в хорошую пару защитных очков.
22: Защитная обувь: Техники весь день на ногах. Ботинки со стальным носком предотвращают травмы и отеки ног во время работы.
Бизнес-программное обеспечение для слесарей
Вы не поверите… но некоторые слесари (надеюсь, не вы) все еще используют ручку и бумагу или какие-то другие традиционные методы для записи на прием к клиентам и ведения своего слесарного и охранного бизнеса. Если вы работаете с Excel или Google Calendar, вам не намного лучше. В 2019 году техническим специалистам необходимо специализированное программное обеспечение для слесарей, которое обслуживает их клиентов. Мы в Workiz стремимся контролировать весь хаос и поддерживать продуктивность вашей команды в одном центральном приложении. Вот что нужно слесарям в программном обеспечении для бизнеса:
23: Планирование клиентов: Череда разрозненных отмен работ или переносов в последнюю минуту может потрясти ваш денежный поток. Подробное представление календаря с цветовой кодировкой выявляет пробелы при распределении заданий, а уведомления клиентов предотвращают потерю прибыли из-за ошибок в бронировании.
24: Отслеживание команды: Вам понадобится мобильное приложение, которое позволит техническим специалистам сотрудничать в режиме реального времени и отслеживать местоположение, чтобы оптимизировать время, транспортные расходы и маршруты.
Как варить сваркой или пошаговая инструкция как пользоваться сварочным аппаратом – Мои инструменты
Содержание
1 Что называется сваркой металла
2 Какие виды сварочных инструментов бывают
3 Как происходит сваривание металла
4 Обучение как научиться варить металл сваркой
5 Особенности подключения электрода
6 Какой ток выставить
7 Начинаем варить деталь — как правильно это делать
8 Под каким углом держать электрод при сварке
9 Как двигается электрод при сварке
10 Сваривание металла — некоторые важные особенности
Нуждающиеся в сваривании металлические детали возникают очень часто у людей, проживающих в частном доме. Именно поэтому количество начинающих сварщиков растет в геометрической прогрессии. После приобретения сварки, нужно научиться правильно пользоваться аппаратом. Если с обучением по использованию болгарки, перфоратора и дрели трудностей не возникает, то как варить сваркой в домашних условиях, знают далеко не многие новички.
Что называется сваркой металла
Один из вариантов соединения двух и более металлических заготовок — это сварка. Этот способ характеризуется надежностью, эффективностью и высокой скоростью выполнения работ. Принцип соединения основывается на том, что две детали сплавляются друг с другом в точке соединения. Достигается это за счет того, что на металл воздействуют повышенные температуры.
После формирования дуги начинается плавление металла. Именно за счет того, что при сварке создается дуга, такой способ соединения получил название электродуговая сварка. Как правильно пользоваться электродуговой сваркой, разберемся в деталях. Изначально надо отметить, что при работе сварочными инструментами требуется использование специальной затемняющей маски. Эта маска служит, чтобы исключить негативное воздействие на глаза от яркого излучения, возникающего при работе. Кроме того, маска исключает вероятность попадания на лицо искр и плавящегося металла.
Какие виды сварочных инструментов бывают
Перед тем, как научиться пользоваться сваркой в домашних условиях, рассмотрим виды электросварочных инструментов. Дуга, возникающая при плавлении металла, может формироваться двумя способами — при помощи постоянного и переменного тока. Если сварка производится переменным током, то это говорит о применении трансформаторов. Постоянным током варят инверторные аппараты.
Трансформаторы для сварки применяются все реже, так как их вытесняют более эффективные, надежные, недорогие и легкие по весу инверторы. Трансформаторные виды аппаратов варят при помощи переменного тока, в результате чего происходит возникновение «скачков» дуги. Трансформаторные устройства имеют большой вес, так как их основу составляют металлические сердечники с медной обмоткой.
Если говорить о других недостатках трансформаторных сварочных аппаратов, то у них их очень много:
Издает шум при работе
«Садит» сеть при выполнении работ, поэтому наблюдаются перепады напряжения, негативно влияющие на работы бытовых приборов
Новичкам очень трудно освоить технику соединения трансформаторной сваркой
Если говорить о преимуществах, то они также есть у трансформаторных устройств. Они не прихотливы в применении, служат практически вечно и стоят не дорого.
Инверторные аппараты работают от переменной сети 220В. Главное их отличие от трансформаторных устройств в размерах и весе. Вместо громоздкого трансформатора, в конструкции инверторных устройств используется плата с полупроводниковыми элементами. Они не только имеют малые габариты и вес, но еще и просты в применении. Если собираетесь научиться работать сварочным аппаратом, то делать это рекомендуется с применением инверторного устройства. Именно на примере инверторных сварочных устройств рассмотрим принцип нанесения сварочных швов с целью объединения двух металлических деталей.
Как происходит сваривание металла
Для возникновения электрической дуги понадобится два элемента, по которым будет протекать ток. Одним элементом, по которому протекает отрицательный заряд — это металлическая заготовка. В качестве положительного заряда служит электрод. Электродом именуется расходный материал, состоящий из стального основания и поверхностного покрытия в виде специального защитного состава.
Когда подключенный электрод к оборудованию касается металлической поверхности, то имеющие разнородную полярность элементы провоцируют формирование электрической дуги. После создания дуги происходит плавление металла и электрода. Расплавляемая часть электрода поступает в зону шва, заполняя тем самым сварочную ванну. В итоге формируется сварочный шов, посредством чего соединяются металлические детали. Знать принцип сваривания металла нужно, чтобы научиться пользоваться сваркой. Если не понимать принципа работы, то будет освоить манипуляции.
Когда образуется электрическая дуга, осуществляется плавление металла, что провоцирует возникновение паров или газов. Эти газы играют очень важную роль, так как они защищают металл от отрицательного влияния на него кислорода. Состав газов зависит от типа защитного покрытия. Получаемый шов в процессе работы заполняет сварную ванну, тем самым дает надежное и защищенное соединение
Сварочный шов образовывается при перемещении ванны. Ванна появляется при движении зажженного электрода, поэтому очень важно контролировать не только скорость перемещения, но еще и угол расположения электрода
После остывания металлического шва, на поверхности образуется корка — шлак. Это результаты горения газов, защищающих металл от воздействия на него кислорода. Как только металл остывает, шлак оббивается специальным молотком сварщика. При обивании происходит разлетание осколков, поэтому обязательно при работе нужно пользоваться защитными очками для сварщика
Разобравшись с технологией соединения металла посредством сварочного аппарата, следует переходить к процедуре обучения. Перед тем, как научиться работать сваркой, следует первым делом приобрести специальную амуницию. Это защитные очки или маска сварщика, перчатки, а также комбинезон и ботинки. Из инструментов кроме сварочного аппарата и электродов понадобится молоток. Если вы не занимаетесь сварочными работами профессионально, то подойдет обычный молоток.
Обучение как научиться варить металл сваркой
Если вы являетесь начинающим сварщиком, то перед тем, как приступать к работе аппаратом, необходимо выполнить подготовительные работы. Эти работы включают в себя подготовку рабочего места. Рабочее место должно быть хорошо освещаемым, а работу лучше производить на открытом воздухе, чтобы не получить отравление парами металла.
Практиковаться рекомендуется на куске металла, толщина которого должна быть не менее 3-4 мм. Кроме того, уделите внимание его габаритам, так как учиться на маленьком кусочке очень неудобно. От используемого материала зависит, как быстро вы научитесь правильно работать сваркой.
Надев защитную одежду и маску, следует приступать к работе. Как это делать, в материале рассмотрим пошагово, что позволит начинающим сварщикам научиться не только правильно, но еще и быстро варить металл инверторной сваркой.
Особенности подключения электрода
Если собираетесь научиться варить сварочным аппаратом, то делать это рекомендуется с применения универсального электрода диаметром 3 мм. Перед началом работ необходимо установить электрод в специальный держатель сварочного аппарата. Держатели бывают разных типов — пружинные и винтовые. Для закрепления электрода в пружинном держателе понадобится нажать на кнопку, и в открывшееся отверстие вставить устройство. Если на аппарате используется винтовой тип крепления держателя, то нужно открутить ручку, и вставить в отверстие электрод.
Это интересно!Главное требование при установке электрода в зажим — обеспечить его эффективное закрепление.
Когда электрод установлен, следует подключить кабели. Один кабель с электродом крепится к плюсовому контакту, а второй провод подключается к отрицательному контакту на сварочном устройстве, который на конце имеет зажим для присоединения к привариваемой детали. Такая полярность подключения является наиболее распространенная, и называется она прямой. Если же необходимо варить нержавеющие материалы, то к плюсу присоединяется зажим, а к минусу электрод.
Какой ток выставить
Одно из важных условий — научиться выбирать правильный ток. Его величина напрямую зависит от толщины свариваемого металла и соответствующего диаметра электродов. Ниже представлена таблица, по которой и выбирается величина силы тока, зависящая от толщины заготовок и размера электродов.
Опираясь на вышеописанную таблицу, следует установить соответствующую величину тока, и только после этого приступать к манипуляциям. Далее выясним, как правильно варить металл сварочным аппаратом.
Начинаем варить деталь — как правильно это делать
Дуга возникает непосредственно после того, как электрод прикасается к детали. Однако просто взять и прикоснуться нельзя, поэтому существует два способа касания:
Посредством чирканья электродом по наружной части заготовки. При этом способе требуется перемещать электрод вдоль шва, тем самым исключается вероятность возникновения следов
Постукиванием — требуется постучать по детали кончиком электрода
Появляется быстро дуга на новом электроде. Если же электрод имеет оплавленную часть, то перед тем, как зажигать его, нужно стукнуть кончиком по заготовке. Перед тем, как переходить к работе, нужно потренироваться осуществлять розжиг электрода. Если не освоите особенности розжига электрода, то переходить к дальнейшим манипуляциям просто бессмысленно.
Под каким углом держать электрод при сварке
При работе важно соблюдать такое условие, как угол наклона электрода. Если хотите научиться правильно работать сваркой, то следует знать следующее, что электрод должен быть наклонен к сварщику на угол от 30 до 60 градусов, как показано на фото ниже. Наклон подбирается в зависимости от необходимости сварного шва и выставленного тока.
На фото выше первое расположение именуется «угол назад». При нем происходит движение расплавляющегося металла за электродом. Двигать электрод требуется с такой скоростью, чтобы плавящийся шлак заполнял ванну. При таком способе варки осуществляется прогревание большой глубины металла.
Есть и другой способ — «с углом вперед». Этот метод менее популярен, и применяется он для того, чтобы обеспечить не сильный прогрев металла. Обычно такие манипуляции проводятся, когда варится не толстый металл. Сварочный шов в таком положении тянется за наклоненным электродом. При таком способе получается острый угол расположения электрода по отношению к детали.
Как двигается электрод при сварке
Разобравшись в вопросе о том, как зажечь сварочную дугу, а также с особенностями удержания электрода, можно приступать к делу. Когда дуга будет зажжена, держать электрод требуется на расстоянии 2-3 мм от наружной части заготовки. Именно здесь и проявляется все мастерство сварщика. Чтобы получить навыки работы сваркой, нужно потренироваться удерживать зажженный электрод. Вся трудность при движении электрода в том, что при этом надо учитывать следующее:
Траектория перемещения электрода должна быть выбрана предварительно. Варианты движения электродом представлены ниже
Когда осуществляется работа аппаратом, нужно знать, что длина электрода при движении уменьшается. Чтобы исключить исчезновение дуги, нужно придерживаться постоянного расстояния на уровне 2-3 мм
Размер сварной ванны настраивается путем увеличения или уменьшения скорости перемещения электрода. Чем меньше скорость, тем больше размер шва
Следить за направлением шва, так как работы проводить требуется исключительно в специализированных защитных очках или маске
Научиться работать электросваркой не трудно, но перед тем, как переходить к серьезным манипуляциям, нужно набраться опыта. Чтобы научиться «класть» ровные швы, следует предварительно провести линию мелом, и уже ориентироваться по ней. Это исключит необходимость на начальном этапе обучения контролировать ровность шва.
Это интересно!Не торопитесь сваривать две детали. Предварительно нужно научиться класть ровные швы, а уже после этого осуществлять попытки соединения двух деталей.
Сваривание металла — некоторые важные особенности
Если уже научились класть сварочный шов, тогда можно переходить к выполнению более сложных действий. Соединение двух деталей сварочным способом имеет некоторые особенности, которые важно знать новичку, стремящемуся научиться пользоваться сваркой. Это такие особенности:
При соединении двух деталей надо учитывать, что может возникнуть их перекос. Это происходит по той причине, что во время протягивания шва происходит смешение детали
Чтобы исключить перекос соединяемых деталей, понадобится предварительно их закрепить. Осуществляется это разными способами — скрепление струбцинами и прочими стяжками, а также путем сварочных прихваток
Прихватка — это наиболее распространенный метод сваривания двух деталей. Выполняется он так — сначала нужно приложить детали друг к другу, и соединить их в этом положении путем точечного соединения. Далее осуществлять сваривание деталей между собой сварочным швом
Освоив технологию применения сварочного аппарата можно переходить к выполнению более сложных манипуляций. При работе сваркой важно соблюдать технику безопасности, чтобы избежать вероятности получения травмы.
Подводя итог, надо отметить, что научиться пользоваться сваркой в домашних условиях не трудно. Для этого рекомендуется выбрать соответствующий аппарат, и подготовиться к обучению. Имея в распоряжении сварочный аппарат, остается только научиться им работать.
Публикации по теме
инструкция, подготовка и советы – Всё для сварки
Содержание
Предварительная подготовка
Полярность. Как подключать кабели массы и электрода
Процесс образования шва
Экипировка и рабочее место
Как работать сварочным инвертором
Как правильно варить инвертором для получения ровного шва
Советы начинающим
Встречаются такие моменты в быту, когда вам необходимо что-то приварить, подварить или прихватить сваркой, а приглашать ради этой мелкой работы специалиста нецелесообразно. И если вы решили, что пришло время освоить сварочные работы, то оптимальнее всего для этого выбрать сварочный инвертор.
Приведем несколько причин, почему лучше учиться именно на этом сварочном аппарате:
Достаточно прост в использовании. Для того, чтобы начать с ним работать, достаточно освоить базовые принципы сварки.
Экономичен при расходе электроэнергии. Имеет КПД в районе 90%.
Небольшой вес аппарата.
Возможность работы при пониженном напряжении, что особенно часто встречается в загородных домах и на дачах.
Легко разжечь и удержать дугу. Это важно для тех, кто только начинает свое знакомство со сваркой.
При работе с инвертором наблюдается минимум брызг расплавленного металла;
Предварительная подготовка
Обзор оборудования
Сперва рассмотрим, что представляет из себя сварочный инвертор.
На панели управления находятся следующие элементы:
переключатель, отвечающий за включение и выключение инвертора;
поворотная ручка для регулирования напряжения и силы тока;
индикатор, показывающий наличие питания;
индикатор, информирующий о перегреве аппарата;
разъемы, обозначенные «+» и «-».
В комплекте имеются кабели:
Кабель массы. На конце кабеля расположен зажим, похожий на прищепку. Его закрепляют на рабочий стол для сварки или прямо на свариваемую заготовку.
Кабель с креплением для электрода. На конце кабеля имеется рукоять с зажимом, куда вставляется непосредственно электрод.
Полярность. Как подключать кабели массы и электрода
Электрическая дуга образуется за счет разности полюсов на свариваемой детали и сварочном электроде. Для обеспечения этой разности один кабель из комплекта инвертора должен быть подключен к “+”, второй — к “-”. Какой кабель куда подключать? Есть два способа: прямой и обратный, и использование их зависит от толщины металла.
Прямое подключение или прямая полярность возникает, если подключить кабель электрода к разъему инвертора с «-», а кабель массы — к «+». Элемент, подключенный к положительному разъему, нагревается сильнее. Подключение по прямой полярности используют при сварке толстых металлов для более сильного нагрева, чтобы обеспечить хороший провар.
Во время обратного подключения (обратной полярности) кабель электрода подключается на “+”, а кабель массы — на “-”, что позволяет сильнее нагреть электрод, а не металл. Этот способ используется при сварке тонколистового металла, чтобы не допустить прожига во время сварки.
Процесс образования шва
Электрическая дуга образуется при соприкосновении электрода со свариваемой деталью. От тепла дуги начинает расплавляться обмазка электрода. Одна часть ее переходит в газ и окутывает зону сварки-сварочную ванну- не давая проникнуть туда кислороду. Другая часть расплавленной обмазки покрывает сверху расплавленный металл, так же предотвращая попадание кислорода к металлу как во время сварки, так и после во время охлаждения.
Когда металл остынет, часть обмазки, оставшаяся сверху на металле, превращается в шлак. Его можно обнаружить на внешней стороне шва и легко удалить.
Чтобы не гасла дуга и прогрев металла был равномерным, нужно поддерживать все время одинаковую длину дуги. Обеспечить это расстояние нелегко из-за плавления стержня электрода. Поэтому во время сварки его нужно приближать к свариваемой детали.
Во время сварочных работ электрод передвигают не просто вдоль шва, а выполняют им определенные фигуры. Для начала попробуйте каждую из представленных ниже траекторий, а затем отрабатывайте ту, которая легче идет.
Экипировка и рабочее место
Самое основное, о чем нужно позаботиться и что нужно приготовить перед началом уроков по сварке инвертором, это правильно организованное рабочее место и средства индивидуальной защиты, к которым относятся:
Перчатки из толстой и грубой ткани-краги. Они ни в коем случае не должны быть резиновыми;
Сварочная маска. Новичкам в сварочном деле рекомендуем приобрести маску для защиты глаз хамелеон. Установленный в ней защитный фильтр затемняется автоматически в зависимости от интенсивности дуги.
Защитный костюм: куртка и брюки из плотного материала, а обувь на толстой подошве. Такой костюм не загорится при попадании на него искр.
Затем оборудуем рабочее место. В начале вашей сварочной деятельности можно использовать любой металлический стол. Главное, чтобы на нем было удобно расположиться и закрепить заготовки для сварки, а также, чтобы рабочее место хорошо освещалось. Вокруг рабочего пространства не должно быть легко воспламеняемых веществ и предметов. Непосредственно сам сварщик должен стоять на не проводящей ток поверхности, которая сможет защитить его в случае необходимости от удара током.
Перед началом сварки нужно подобрать электрод. Он выпускается под определенную марку металла. Толщина электрода подбирается в зависимости от толщины свариваемых заготовок.
Диаметр электрода, мм
Толщина металла, мм
Сварной ток, A
1,6
1-2
25-50
2
2-3
40-80
2,5
2-3
60-100
3
3-4
80-160
4
4-6
120-200
5
6-8
180-250
5-6
10-24
220-320
6-8
30-60
300-400
Помимо всего прочего надо подготовить ещё и свариваемые заготовки. Для этого:
зачищаем металл;
обезжириваем;
если металл очень толстый, то необходимо будет снять фаски для лучшего провара.
Затем необходимо правильно расположить детали для сварки друг относительно друга. От расположения заготовок зависит тип сварного шва: стыковой, угловой, нахлесточный, тавровый или торцовый.
Как работать сварочным инвертором
Пошагово распишем действия для первой попытки сварки:
Включаем инвертор в розетку;
Выставляем на панели управления величину сварочного тока. На самом инверторе может быть нанесена таблица с этими параметрами. Если нет, то смотрим таблицу, которая была приведена выше.
Выбираем электрод по той же таблице.
Подключаем кабели массы и электрода в зависимости от толщины деталей.
Разжигаем дугу.
Для этого есть два способа:
чиркать о металл. Как спичкой. Делать это надо вдоль шва, чтобы избежать следов на заготовке.
постукивать по поверхности металла.
Отводим электрод на некоторое расстояние и начинаем варить.
Убираем шлак со шва.
Как правильно варить инвертором для получения ровного шва
угол наклона электрода. Изменение угла наклона позволяет менять расположение сварочной ванны и следить за ней. Угол меняют в диапазоне от 45° до 90°.
контроль дугового промежутка. Дуговой промежуток — обеспечиваемый сварщиком зазор между металлом и кончиком электрода. Нужно постоянно контролировать эту величину и держать ее постоянной.
Советы начинающим
Всегда защищайте глаза. Даже недолгий взгляд на сварку может привести к ожогу сетчатки.
Старайтесь всегда видеть шов во время сварки.
Практиковаться в сварочном деле начинайте на горизонтальных швах, затем на кольцевых. Когда освоите их, можете переходить к вертикальным.
Не оставляйте шлак на сварном шве. Это может привести к коррозии.
Если у вас вдруг начал прилипать электрод, отрегулируйте силу тока на инверторе. Если это не помогло, тогда осмотрите электроды. Возможно они отсырели.
Электроды храним в сухом месте. Если они отсырели, их можно высушить в термопенале или в печи для сушки и прокалки электродов.
В инструкции по эксплуатации найдите время работы без перерыва для вашего инвертора.
Периодически чистить инвертор от металлической пыли.
Как резать металл с помощью сварочного аппарата за 8 шагов
Сварочные аппараты предназначены для соединения двух кусков металла, но в крайнем случае их можно использовать для резки металла, если вы знаете, как правильно настроить свою установку. В результате, конечно, получается не чистый разрез, но если это не проблема или у вас нет оборудования, необходимого для правильной резки, сварщик может выполнить эту работу. Однако это потенциально опасная операция, поэтому делайте ее, только если знаете, как это сделать.
Как резать металл сварочным аппаратом? Настройте сварочный аппарат на отрицательный электрод постоянного тока. Увеличьте силу тока до более чем 200 ампер. Используйте стержень 6010 или 6011, смоченный в воде, или специально разработанный отрезной стержень. Начните свою дугу с одной стороны края и двигайтесь вдоль линии, отталкивая расплавленный металл в сторону пилящим движением. Повторяйте по мере необходимости.
Нельзя не отметить, что это не идеальный способ резки металла. Сварочные аппараты не предназначены для этой функции, и результат получается грязным и потенциально опасным. Однако это возможно. Некоторые сварщики используют этот метод, когда разрез не должен быть красивым, а другое оборудование недоступно или трудно использовать в их ситуации. Выполнение правильных шагов снижает риски.
Содержание
Шаг 1: Примите меры предосторожности
Сварочные аппараты представляют собой мощные машины, представляющие значительный риск для здоровья. Вы должны защитить себя от:
Электрические токи,
Горячий металл,
Летающие искры,
Dripping Dolten Metal,
Eustrain Bright Light, и
.
Средства индивидуальной защиты и правильно организованное место сварки необходимы для безопасной резки металла сварщиком.
Используйте сварочный аппарат только в хорошо проветриваемом помещении. При резке металла сварочным аппаратом образуется много дыма. Если вы должны сделать это в помещении, убедитесь, что есть вентиляционные отверстия, вентиляторы или, по крайней мере, открытые окна, чтобы можно было сдуть дым и испарения. Скопление дыма может ухудшить видимость и привести к повреждению органов дыхания.
При использовании сварочного аппарата для резки металла всегда надевайте следующие средства индивидуальной защиты: Убедитесь, что они хорошо подходят и не повреждены.
Сварочные перчатки, 9 шт.0006
защитная маска для сварщика,
защитная одежда с длинными рукавами и
рабочие ботинки
Убедитесь, что ваше оборудование подходит и не повреждено.
Сварочные перчатки
Сварочные перчатки изолированы для защиты рук как от
тепла (9900 градусов по Фаренгейту (5500 градусов Цельсия)) так и от
электричества (не менее 200 ампер).
Сварщик работает, создавая сильный электрический ток через сварочный стержень и разрезаемый кусок металла.
Резка металла требует большого количества электроэнергии, которая создает огромное количество тепла. Вы не хотите рисковать, касаясь чего-либо голыми руками.
Связанное чтение: Выбор сварочных перчаток: единственное руководство, которое вам когда-либо понадобится
Сварочный щиток для лица
Когда электричество проходит через металл, энергия высвобождается в виде огромного количества тепла и света. При выполнении любого вида сварки вам необходимо надевать защитную маску, которая защищает:
лицо и
глаза
Экран предотвращает попадание искр на кожу лица, а стекло козырька защищает глаза от повреждения ярким светом.
Как сварщик, вы знаете, что необходимо защищать глаза от яркого света дуги. Однако при резке металла с помощью сварочного аппарата вы будете использовать еще большую силу тока, что приведет к большему нагреву и, что более важно, большему количеству света. Так же, как использование плазменного резака создает более яркую дугу, использование сварочного аппарата для резки металла приводит к гораздо более яркому свету.
Если вы используете регулируемую сварочную маску, поверните регулятор защиты от ультрафиолета на 11 или 12.
свет, излучаемый плазменным резаком
Убедитесь, что он хорошо подогнан и правильно работает.
Связанное чтение: Как выбрать сварочную маску: что следует учитывать
Защитная одежда с длинными рукавами
При резке металла сварочным аппаратом возникает много искр. Расплавленный металл, образованный электрическим током, проходящим через стержень и основной металл, вступает в контакт с (относительно) гораздо более холодным металлом, окружающим зону сварки, и вступает в реакцию, извергая поток искр. Каждый из них представляет собой горящую каплю расплавленного металла.
Эти искры могут обжечь волосы и кожу. Ношение рубашки с длинными рукавами и брюк предотвращает контакт искр. Одежда должна быть из защитного материала, такого как
джинсовая или
кожаная
Ни один из них не должен загореться.
Рабочие сапоги
Помимо летящих искр, при резке металла сварочным аппаратом образуются капли расплавленного металла, которые будут падать через разрез. Они могут приземлиться на ваши ноги, поэтому вы должны носить защитные рабочие ботинки (опять же из кожи или другого негорючего материала), чтобы защитить кожу.
Поскольку вы используете свой сварочный аппарат для разрезания куска металла (в отличие от соединения двух кусков металла), ваши действия могут привести к тому, что кусок очень горячего металла упадет на пол, когда вы закончите. В зависимости от размера куска металла, который вы отрезаете, вы должны носить ботинки со стальными носками, чтобы защитить ноги от падающего куска горячего металла.
Шаг 2. Настройка сварочного аппарата
Настройка сварочного аппарата для резки металла означает нечто большее, чем просто подключение кабеля заземления и провода ручки сварочного электрода к соответствующим разъемам с цветовой маркировкой на боковой стороне аппарата и поворот аппарата на. Вам нужно будет настроить параметры сварочного аппарата, чтобы получить достаточную мощность для резки металла.
Убедитесь, что сварочный аппарат находится в хорошо проветриваемом помещении, прежде чем изменять следующие настройки.
Постоянный ток
Многие сварщики предлагают:
постоянный ток (постоянный ток) или
переменный ток (переменный ток) при сварке металла, который намагничивается. Однако при резке металла вам потребуется полное проникновение, обеспечиваемое постоянным током.
Связанное чтение: В чем разница между сваркой на переменном и постоянном токе >> Переменный и постоянный ток
Отрицательный электрод
При работе сварочного аппарата на постоянном токе (DC) у вас есть возможность сделать электрод: стержень в металл, который нужно разрезать, или из металла, который нужно разрезать, в стержень.
При выборе отрицательного электрода у вас будет больше мощности резки, поскольку ⅔ тепла будет направлено на разрезаемый металл. Затем он будет таять в два раза быстрее, что приведет к более быстрой резке. С другой стороны, если бы вы сделали электрод положительным, только ⅓ тепла было бы направлено на разрезаемый металл, в результате чего процесс резки занял бы вдвое больше времени.
Связанное чтение: Что означает DCEN в сварке?
200+ ампер
Резка металла с помощью сварочного аппарата требует гораздо больше энергии, чем сварка. При сварке вам нужно только расплавить достаточное количество металла, чтобы создать ванну, которая будет охлаждаться до соединения твердого металла. Однако при резке вам нужно проплавить весь кусок металла. По крайней мере, 200 ампер должно быть достаточно, чтобы прорезать любой металл.
Если ваш сварочный аппарат имеет:
«сила дуги » или
Кнопка «копать»
убедитесь, что она выбрана, потому что она еще больше увеличит силу тока.
Шаг 3: Подготовка металла к резке
Резка металла с помощью сварочного аппарата никогда не будет очень точной, но это не значит, что вы не должны готовить металл, чтобы рез был максимально прямым. Отметьте желаемый путь реза инженерным мелом, чтобы у вас было руководство, которому нужно следовать, когда дуга загорится.
Если кусок металла небольшой, зафиксируйте его, чтобы он не двигался во время резки. Закрепите заземляющий провод на металле, подлежащем резке, чтобы можно было создать дугу или ток.
Здесь вы можете найти статью с нашего веб-сайта обо всех металлах, которые можно сваривать методом MIG.
Шаг 4. Выбор сварочного электрода
Поскольку сварочные аппараты не предназначены для резки металла, этот процесс очень повреждает сварочный электрод, который вы используете. Если выбранный вами стержень недостаточно прочен, он сгорит в процессе быстрее, чем металл, который вы хотите разрезать. Таким образом, при резке металла сварочным аппаратом используйте либо:
запасные, поврежденные стержни, которые не жалко испортить, либо
стержни, предназначенные для резки
6010 или 6011 стержень
Если вы используете дешевые стержни, вы можете выбрать сварочный стержень 6010 или 6011. Эти стержни предназначены для врезания в металл во время горения дуги, что позволяет вытолкнуть расплавленный металл из зоны сварки. С другой стороны, сварочный стержень 7018 выделяет меньше тепла и быстрее изнашивается в условиях резки.
Если вы пойдете по этому пути, вам следует выбрать уже поврежденный или бывший в употреблении стержень, потому что он довольно быстро израсходуется в процессе резки металла. Нет смысла использовать новые стержни, потому что они не сделают рез ни быстрее, ни чище.
Один из способов продлить срок службы этих дешевых удилищ — погрузить их в воду перед тем, как начать дугу. Вода на поверхности стержня поможет распределить тепло, позволяя стержню прослужить немного дольше в процессе резки.
Связанное чтение: Различные типы сварочных прутков и их применение
Режущий стержень
Другим вариантом является использование сварочного стержня, предназначенного для резки металла.
Несмотря на то, что сварочные аппараты не предназначены для разрезания металла, эта практика достаточно распространена, поэтому некоторые производители разработали сварочные электроды, способные лучше противостоять разрушающим воздействиям, чем обычные сварочные электроды.
Эти режущие стержни:
имеют термостойкий непроводящий сердечник,
позволяют работать при более высокой силе тока
создают более сильное взрывное действие.
. Как правило, вы можете купить упаковку из 4 режущих стержней за 10-15 долларов, а 5 фунтов (несколько десятков) стержней 6010 или 6011 можно купить за 30 долларов. На самом деле выбор заключается в использовании большого количества дешевых обычных стержней или меньшего количества более дорогих режущих стержней для выполнения того же разреза.
Шаг 5: Разрежьте металл
Выровняйте сварочный стержень параллельно линии, которую вы хотите разрезать. Начните с одного конца и инициируйте дугу. Как только дуга зажглась, вставьте стержень в зону сварки, чтобы выдуть скопившийся расплавленный металл. Держите стержень в контакте с основным металлом и осторожно тяните его вперед и назад, совершая распиливающие движения, продвигаясь по линии разреза.
Если толщина металла составляет четверть дюйма или менее, вы сможете полностью прорезать основной металл за один проход . В этом случае распиловка стержня протолкнет расплавленный металл через разрез. Возможно, вам придется немного отступить, чтобы выбить перемычку, образованную шариками металла, приземляющимися за траекторией стержня. Если позволить этим мостам остыть, они будут действовать как сварной шов, соединяющий детали.
Если металл слишком толстый, чтобы разрезать его целиком, вдавливание стержня в разрез приведет к вытеснению расплавленного металла из канавки, образованной этим процессом резки . Если оставить его в щели, он затвердеет, создав сварной шов, который на самом деле прочнее исходного куска металла, который вы намеревались разрезать.
Если вы хотите прорезать отверстие в металле (а не резать линию), просто продолжайте вонзать стержень глубже в основной металл, а не двигаться вдоль линии реза . Как только вы полностью пройдете через основной металл, вы можете расширить отверстие, пропустив стержень по периметру отверстия.
Шаг 6: Повторите, если необходимо
Даже если ваш сварочный аппарат настроен на отрицательный электрод постоянного тока и сила тока максимально увеличена, вы по-прежнему сможете прорезать металл примерно на 3/8 дюйма за один раз . Если разрезаемый металл толще, вам нужно будет сделать несколько проходов, чтобы прорезать.
Это также имеет место, если длина, которую вы хотите отрезать, слишком велика. Процесс резки металла сварочным аппаратом крайне губителен для используемого сварочного электрода. Вот почему люди часто предпочитают использовать поврежденные стержни, потому что они знают, что не стоит использовать новые стержни, так как стержень будет поглощен процессом.
Стержни, предназначенные для резки, также разрушаются в процессе, просто они рассчитаны на более длительный срок службы. Если разрез, который вы хотите сделать, длинный или глубокий, вам, вероятно, придется заменить стержни, поскольку они израсходованы для завершения разреза.
Шаг 7. Дайте металлу остыть
После того, как разрез будет сделан, вам нужно сделать небольшой перерыв. Края разреза будут нагреты до 9 900 градусов по Фаренгейту (5 500 градусов по Цельсию), и им потребуется некоторое время, чтобы остыть.
В идеале вы можете просто оставить кусочки как есть, пока они остывают . Система вентиляторов, которую вы настроили для удаления дыма и токсичных паров, также поможет рассеять тепло и ускорить процесс охлаждения.
Если вы спешите, вы можете быстрее охладить металл, окунув его в емкость с водой. В этом случае тепло будет рассеиваться в воде, быстро охлаждая металл. Это внезапное изменение температуры может иметь негативные последствия, создавая напряжение в металле из-за внезапного изменения.
Однако, если вы режете металл с помощью сварочного аппарата, вполне вероятно, что качество реза не имеет значения, и поэтому риск напряжения металла является спорным вопросом.
Шаг 8. Очистите кромку, если необходимо
Резка металла с помощью сварочного аппарата — грязный процесс, и в результате такой же грязный разрез. Это будет выглядеть так, будто вы решили срубить дерево из пулемета. Это скорее ряд соединенных отверстий, чем прямая линия. Линия настолько прямая, насколько вы можете догадаться, и вдоль кромки разреза неизбежно будет неровный край высохшего металлического шлака.
Скорее всего, если вы выбрали этот метод для резки металла, вы просто пытаетесь разрезать шлак на более удобный для работы размер . В этом случае вы не будете заботиться о качестве реза, хотя вам следует быть осторожным, чтобы не порезаться о неровный край, образовавшийся при транспортировке.
Если вы выполняете резку только с помощью сварочного аппарата, поскольку у вас нет доступа к плазменному резаку, горелке, циркулярной пиле с металлическим лезвием, сабельной пиле или ножовке по металлу, вам потребуется выполнить тщательную шлифовку, чтобы сгладить край до того, как он станет пригодным для использования или сварки.
Читайте также: Как начать и развить сварочный бизнес за 11 шагов
Резка металла с помощью сварочного аппарата >> Посмотрите видео ниже включает в себя соединение двух кусков металла путем нагревания их до тех пор, пока они не расплавятся, чтобы они затвердели как единое целое. В отличие от других обратимых способов соединения металлов, эту связь нелегко разорвать, поэтому она широко используется во многих промышленных целях, таких как автомобилестроение, космос, нефть и газ.
Мы расскажем вам о различных видах сварки, о том, что включает в себя основной процесс, и о самой простой технике сварки.
Обратите внимание: какой бы тип сварки вы ни выполняли, вам потребуется открытое пространство для работы, чтобы избежать вдыхания газов, выделяющихся в процессе сварки.
Различные типы сварки могут использовать электрический ток, газ, ультразвуковое трение и электронные лучи для сварки металла вместе. Мы сосредоточимся на самом распространенном и безопасном виде сварки — с использованием электрического тока.
Важные термины
Прежде чем мы перейдем к практическим советам по сварке, давайте проясним некоторые важные термины, которые помогут вам лучше понять процесс: создать отрицательную кривую напряжения, дав им название «капельницы». В то время как напряжение будет варьироваться в зависимости от длины дуги, ток будет оставаться более или менее постоянным. Обычно это встречается в аппаратах для сварки электродом и TIG.
AC- Сварка с подачей проволоки на переменном токе создает нестабильную дугу с переменным током, но эта дуга является самой дешевой.
Присадочный металл- Это металл, который плавится в сварочной дуге и плавится со свариваемыми металлами, образуя связующий сплав для почти необратимого соединения.
Экранирование- Электрическая дуга сварочных аппаратов должна быть защищена от газов, таких как азот в воздухе, которые могут вызвать окисление металла. Защитный газ выпускается либо из сварочной горелки, либо при создании флюса. Этот защитный газ содержит аргон, двуокись углерода и гелий (известный как тройная смесь).
Флюс- Это материал, который входит в состав сварочной палочки или встраивается в проволоку, выходящую из сварочного пистолета. Это то, что выделяет защитный газ во время сварки.
Стержень- Сварочный стержень относится к металлическому электроду, который также может подаваться к свариваемым металлам. Палка имеет электродное покрытие, известное как флюс.
Какие существуют виды сварки?
У разных сварщиков есть свои предпочтительные методы сварки, но есть несколько основных стилей, которым следуют все они. Один общий фактор во всех стилях заключается в том, что они включают создание металлической ванны и проталкивание (или протягивание, в зависимости от используемого метода и личных предпочтений сварщика) электрода или металлического стержня через нее. Вам нужно работать равномерно между двумя кусками металла, чтобы убедиться, что они оба правильно сварены.
Существуют типы сварки сердечником, которые могут использоваться в различных обстоятельствах в зависимости от типа используемого металла и уровня квалификации сварщика.
Сварка МИГ
Этот вид сварки наиболее распространен среди новичков. Сварка металлов в среде инертного газа (MIG) включает в себя генерацию электрического тока между двумя металлическими объектами, которые необходимо соединить. Сварочная проволока действует как электрод, обеспечивающий ток.
При контакте сварочной проволоки с металлом создается замкнутая цепь. Когда проволоку слегка оттягивают от металла, она создает электрическую искру, которая становится достаточно горячей, чтобы расплавить конец металла (температура на этом конце поднимется до нескольких тысяч по Фаренгейту) двух объектов, которые необходимо плавится и сварочная проволока. После того, как сваренные объекты остынут, будет видна линия (шов), где встречаются два конца.
Сварочная проволока выпускается из сварочного пистолета и подается к свариваемым металлам на протяжении всего процесса, продолжая плавиться. Сварочная горелка также выпускает газ для обеззараживания окружающего воздуха и защиты сварного шва от таких газов, как азот и т. д.
Сварка MIG также известна как дуговая сварка металлическим электродом в среде защитного газа (GMAW).
Как выполнять сварку MIG
Так как это самый простой вид сварки, мы рассмотрим его подробнее:
Аппарат для сварки MIG будет иметь зажим заземления, который замыкает электрическую цепь между сварочным аппаратом и сварочный пистолет и свариваемые металлы. Кроме того, обязательно внимательно изучите руководство по эксплуатации сварочного аппарата.
Сварка МИГ идеально подходит для более толстых металлов, но вам необходимо правильно управлять напряжением, чтобы избежать прожигания металла, образования металлических комков или окисления металла.
Убедитесь, что сварщик бензобака имеет правильную смесь газов при идеальном давлении, и все готово.
Сварка электродом
Сварка электродом немного сложнее, чем MIG, и выполняется двумя руками. Необходим металлический присадочный стержень или стержень с флюсовым покрытием. При нагревании это флюсовое покрытие на стержне плавится, выделяя газ, и превращается в жидкий шлак, который защищает свариваемые металлы от окисления.
Этот газ рассеивается сам по себе, но шлак необходимо очистить, растворив его в растворителях и отколов шлифовальной машиной.
Сварка стержнем также известна как дуговая сварка защищенным металлом (SMAW).
Сварка ВИГ
Сварка вольфрамовым электродом в среде инертного газа (ВИГ) требует высокого уровня навыков и точности. Подобно MIG, он включает использование электрода, но вместо проволоки, которая подается в свариваемые металлы, в этом методе используется вольфрамовый металлический стержень в сварочном пистолете. Сварочный аппарат оснащен сварочным пистолетом и присадочной проволокой. Как и при сварке MIG, создается электрическая дуга, которая расплавляет металл и присадочный стержень, чтобы сварить два металла вместе. Пистолет также испускает газ для защиты свариваемого металла.
При сварке ВИГ ток, проходящий через цепь, можно регулировать с помощью педали на аппарате ВИГ. По сути, это снижает или повышает температуру и предохраняет металл от теплового удара и становится хрупким.
В этом процессе сварщики работают в возвратно-поступательном движении, постоянно погружая стержень в металлическую ванну, образованную расплавлением металлов и вольфрамового стержня от тепла, и из него.
Сварка TIG также известна как дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW).
Сварка порошковой проволокой
Последний и окончательный вид сварки дуговой сваркой порошковой проволокой (FCAW). Вместо проволоки, используемой при сварке MIG, в свариваемые металлы подается электродная трубка. Трубка имеет металлический корпус и флюсовый сердечник. Флюс плавится за счет тепла, выделяемого во время сварки, и выделяет жидкий шлак и газ, чтобы предотвратить окисление металлов и защитить их от внешних загрязнений. Подобно сварке электродом, очистка этого жидкого шлака является дополнительной сложной задачей. Однако это более надежный способ защиты металла, чем газ, выделяемый сварочным пистолетом.
В этом случае сварщик использует тянущее движение, чтобы избежать сварки поверх жидкого шлака — случайная сварка поверх шлака сделает металл пористым и оставит небольшие отверстия в готовом изделии.
Точечная сварка сопротивлением
Этот процесс включает соединение двух металлических частей с помощью электрического тока, проходящего через электроды, расположенные на противоположных сторонах свариваемых металлов. Сварка металлов происходит в результате сопротивления металла протеканию тока (токовой дуги нет).
Защитный газ не требуется, и это считается одним из самых простых методов сварки. Однако его использование в основном ограничивается листовым металлом.
Точечная сварка сопротивлением также часто известна как точечная сварка.
Что такое основы сварки?
Теперь, когда мы знаем о различных методах сварки, нам нужно рассмотреть основное оборудование и материалы, необходимые для процесса:
Сварочное оборудование
В зависимости от типа выполняемой сварки сварщики могут выбрать сварочный аппарат MIG или универсальный сварочный аппарат, который работает для всех четырех типов.
Помимо наличия подходящего аппарата, сварщики должны быть экипированы сварочным шлемом, который защитит их лицо (особенно глаза) от жара, газов, выделяющихся во время процесса, и любых брызг жидкого шлака. Некоторые высокотехнологичные шлемы также имеют цифровые экраны, яркость которых можно уменьшить, чтобы защитить себя от бликов.
Прочее необходимое снаряжение включает кожаные перчатки, прочную обувь, кепки, рубашки, полностью закрывающие руки, защитные комбинезоны и т.д.
Материалы
Основные материалы для сварки:
Проволока для сварки MIG (или флюсовая проволока, в зависимости от типа сварки, которую вы выполняете)
Сварочные наконечники
Электродные стержни (или трубки)
Сварочный пистолет
Пруток для газового или аргонодугового припоя
Другое оборудование, которое пригодится в процессе, включает:
Зажимы (или магниты) для закрепления металлических предметов на месте во время работы
Регулируемый сварочный стол и подставка для помочь вам работать комфортно
Сварочные чехлы для защиты от чрезмерного распространения искр (обычно они изготавливаются из стекловолокна).
Использование различных методов сварки для различных материалов
Прежде чем выбрать метод сварки, необходимо учитывать свойства свариваемого металла. Например, нержавеющая сталь плохо передает тепло, поэтому, если накапливается слишком много тепла, сталь может деформироваться и может быть подвержена более высокой вероятности коррозии. В этом случае лучше меньшее количество тепла – ток можно уменьшить с помощью педали на сварочном аппарате. Чтобы компенсировать пониженное тепло, движение сварочного стержня ускоряется.
Некоторые металлы, такие как алюминий, имеют более низкую температуру плавления и являются хорошими проводниками тепла. Они могут быть очень реактивными на воздухе, поэтому вам нужно проявлять особую осторожность, чтобы защитить их от окисления. Если окисленный слой действительно образуется, он, скорее всего, будет иметь более высокую температуру плавления, чем металл под ним, и вам понадобится растворитель или проволочная щетка, чтобы удалить его.
Если металл, используемый в сварочном пистолете, слишком мягкий, он может запутаться. Чтобы предотвратить это, к сварочному пистолету прикреплены направляющие трубки, направляющие движение проволоки.
Подготовка металла к сварке
Если вы работаете со старым или окрашенным металлом, вам необходимо соскоблить краску или ржавчину с металла. Угловая шлифовальная машина и немного наждачной бумаги с высокой зернистостью помогут вам выполнить работу. Отшлифуйте металл, пока он не станет полностью блестящим и гладким.
Если вы используете угловую шлифовальную машину, будьте осторожны с мягкими металлами, которые легко поддаются формованию.
Очистите металл ацетоном, чтобы удалить с него пыль и грязь. Как только металл очищен от загрязнений, он готов к сварке.
Перед тем, как приступить к сварке, проведите чистой тряпкой по металлической поверхности, чтобы удалить остатки ацетона, и можно приступать к работе.
Расположите металлы так, как вы хотите их сварить — вы можете использовать зажимы, чтобы закрепить объекты на месте, чтобы они не двигались во время процесса.
Что делать, если вы новичок в сварке?
Если вы новичок в сварке, вам необходимо понять некоторые вещи, и рекомендуется попрактиковаться на металлоломе, прежде чем приступать к сварке реальных объектов.
Начните с прочтения руководства, прилагаемого к вашему сварочному аппарату. Исправьте настройки в соответствии с используемым материалом.
Если вы еще новичок в сварке, вам может потребоваться немного практики, чтобы достичь оптимального сочетания напряжения и скорости подачи проволоки.
Проволока выступает примерно на ½ дюйма из конца сварочного пистолета. Держите пистолет на расстоянии около 3/8 дюйма от рабочей поверхности. Когда вы начнете работать, вы будете толкать пистолет вперед. В некоторых случаях можно использовать тянущее движение, но это может привести к рассеиванию защитного газа, выделяемого сварочной горелкой.
Вы должны быть осторожны со скоростью, с которой вы перемещаете горелку — это повлияет на то, насколько высока будет температура металла, и на количество сварочной проволоки, которое вам нужно будет подать. Многие сварщики используют техника для создания постоянной скорости. Это также создает более узкий шов на стыке двух металлов.
Обратите внимание: во время сварки не должно быть никаких щелчков или хлопков. В лучшем случае вы услышите жужжание во время работы (похоже на шипение жира на сковороде). В течение нескольких минут вы должны были сварить некоторую часть металла в зависимости от размера того, над чем вы работаете.
Резюме
Сварка — непростая задача, но опять же, она включает плавление металла путем нагревания его до температуры до тысяч градусов по Фаренгейту. Прежде чем вы решите начать сварку самостоятельно, вам необходимо пройти соответствующее обучение, узнать, какой метод лучше всего подходит для металлов, которые вы используете, и какой метод вам наиболее удобен.
Прежде чем сваривать ценные предметы, потренируйтесь на металлоломе. Как только вы будете уверены, что можете выполнить работу чисто, не причиняя себе вреда и не делая конечный результат комковатым или полным крошечных дырок, вы готовы.
Вопросы по теме
Вот ответы на некоторые распространенные вопросы о сварке:
Сложно ли сваривать?
Сварка требует большой практики. Это определенно непростая задача, и многим людям могут потребоваться годы, чтобы овладеть этим искусством (и все же не достичь совершенства). Чтобы научиться правильно сваривать, многим людям необходимо получить сертификат, пройдя специализированные курсы или посетив школу сварщиков. Проявив немного терпения и много практики, вы сможете овладеть навыками сварки.
Как проще всего научиться сварке?
Несмотря на то, что освоить сварку сложно, сварка MIG — это самый простой способ начать. Этот вид сварки является наименее сложным из всех 4 способов, и проще разобраться, как пользоваться сварочным аппаратом MIG.
Сварка вредна для глаз?
Сварка производит УФ-лучи, которые могут вызвать ожог глаз (известный как фотокератит) – это может повлиять на ваше зрение и, в крайних случаях, может привести к слепоте.
Хромированная сталь — это чёрная сталь, сверху покрытая тонким слоем хрома.
Нержавеющая сталь — это сталь, в состав которой входит хром.
По физическим свойствам
По внешнему виду хромированная и нержавеющая сталь очень похожи. Перила и ограждения из них имеют свойственный хрому блеск. На хромированной стали могут появится сколы в результате механического воздействия, от чего со временем появится ржавчина. Конструкции из нержавейки не подвергаются коррозии, даже при появлении царапин или дефектов на стальной поверхности, если используются в соответствующих условиях — читайте ниже.
Почему ржавеет нержавейка
Хотя нержавеющая сталь не облезает, как хромированная, она может поржаветь. Например, если используют марку стали, которая не соответствует условиям эксплуатации. Давайте рассмотрим марки нержавеющей стали, а дальше причины появления коррозии.
Покупка качественных перил из нержавеющей стали
Перила с 3 ригелями из нержавеющей стали — самые покупаемые. Почему? Потому что оптимальное сочетание цена/качество. В магазинах и торговых центрах поручень из нержавейки, а в частные дома — из дерева или пластика. Используется марка стали AISI 201, что снижает стоимость перил.
Марки нержавеющей стали и применение на объектах
Используют несколько марок нержавеющей стали: AISI 201, AISI 304, AISI 316.
Нержавеющая сталь марки AISI 201 используется в закрытых помещениях, где нет воздействия влажной среды. Именно её используют в изготовлении стальных перил для лестниц в жилых домах, торговых центрах, магазинах. В помещении коррозии металла не происходит.
Нержавеющая сталь марки AISI 304 используется вне помещений. Она более устойчива к внешним воздействиям, в том числе влаге. Однако, перила из такой стали боятся антигололёдных реагентов, которыми посыпают улицы зимой. Применяют при изготовлении ограждений пандусов.
Нержавеющую сталь марки AISI 316 применяют в перилах и ограждениях с очень влажной средой, например в бассейнах. Перила из нержавеющей стали марки 316 очень устойчивы к солям, находящимися находятся в воде. Такие перила и ограждения не ржавеют, однако стоимость их выше.
На фотографиях поручень нержавеющий в пешеходном переходе Москвы на Рязанском проспекте. Как видно поржавели все элементы конструкции.
Почему ржавеет нержавейка: Примеры из жизни
Клиент заказывает ограждения вне помещения, а исполнитель хочет сэкономить на клиенте и специально использует марку стали 201, вместо 304. В результате ржавчина проявляется через несколько недель.
Клиент заказывает ограждения вне помещения, исполнитель добросовестно применяет сталь 304, но в результате применения антигололёдных средств сталь коррозирует.
Клиент заказывает перила в бассейн, исполнитель использует сталь 304. Через время перила начинают покрываться ржавчиной.
На вид различить нержавеющую сталь от хромированной не специалисту практически невозможно. Уточняем: на вид. Также не получиться определить марку стали. Чтобы точно получить качественные перила и ограждения из нержавеющей стали заказывайте в компании Стиларт.
В этой статье мы разбираемся, чем же друг от друга отличаются нержавеющие стали AISI 304 и 430, почему одна дешевле, а другая дороже. Давайте разберемся в этом вместе на примере банных печей из нержавейки. Вы узнаете как отличить эти стали при покупке банной печи, чтобы вас не обманули и под видом настоящей нержавейки не продали обычную печь для бани из AISI 430 стали.
На рынке банных печей много различных моделей, при изготовлении которых используется нержавеющая сталь, но не всякая нержавеющая сталь одинаково хороша. Давайте попробуем разобраться, чем же друг от друга отличаются нержавеющие стали. Возьмем за пример самые распространенные стали AISI 430 (17Х18 по ГОСТ) и AISI 304 (12X18h20 по ГОСТ).
Многие производители банных печей используют в производстве именно сталь AISI 430, так как по таблице жаростойкости она выше. Использование этой стали также оправдано и её относительно невысокой ценой, по сравнению со сталью AISI 304. Сталь AISI 304 же обладает чуть меньшей жаростойкостью, по сравнению с AISI 430, но это её единственное незначительное отличие. Так как есть более важные показатели, которые напрямую влияют на работу и долговечность изделия.
Для начала давайте узнаем поподробнее, что же это за стали.
Жаропрочность – это способность металла сопротивляться пластической деформации и разрушению при высоких температурах.
Основными жаропрочными аустенитными сталями являются хромоникелевые стали. Стали содержат 15…20 % хрома и 10…20 % никеля. Обладают жаропрочностью и жаростойкостью, пластичны, хорошо свариваются.
Марка стали AISI 304 (INOX) — относится к хромоникелевому классу низкоуглеродистых высоколегированных сталей. Высокое содержание хрома и никеля определяет превосходные прочностные и антикоррозионные свойства, востребованные повсеместно – их определяют, как универсальные. Именно поэтому данный сплав относится к числу наиболее применяемых.
В системе ГОСТ данной марке соответствует 12X18h20 сталь.
Основные качества, дающие преимущества именно AISI 304: устойчивость к окислению и к повышенной температуре, повышенная надежность сварных швов из-за хорошей свариваемости.
AISI 304 обладает такими эксплуатационными свойствами как:
Кислотоустойчивость. Устойчивость к агрессивным воздействиям техногенного или природного характера.
Жаропрочность. Способность металла сопротивляться пластической деформации и разрушению при высоких температурах.
Жаростойкость. Способность металлов и сплавов сопротивляться газовой коррозии при высоких температурах в течение длительного времени (до 850oC).
Слабые магнитные свойства. Они достигаются за счет структуры материала и способа его обработки. Сталь AISI 304 не магнитится.
Экологичность. Производители AISI 304 позиционируют данный материал, также называемый Inox, как пищевую нержавеющую сталь. В ней не содержится токсических веществ.
Жаростойкость (окалиностойкость) – это способность металлов и сплавов сопротивляться газовой коррозии при высоких температурах в течение длительного времени.
Если изделие работает в окислительной газовой среде при температуре 500..550 oC без больших нагрузок, то достаточно, чтобы они были только жаростойкими (например, отдельные детали нагревательных печей). Являясь экономлегированной и коррозионностойкой сталь AISI 430 обладает хорошей стойкостью к образованию окалины до температуры 850-900 oC, сохраняя свои полезные эксплуатационные свойства.
Для повышения жаростойкости в состав стали вводят элементы, которые образуют с кислородом оксиды с плотным строением кристаллической решетки (хром, кремний, алюминий).
В системе ГОСТ данной марке соответствует сталь 17Х18.
AISI 430 обладает такими эксплуатационными свойствами как:
Жаростойкость. Способность металлов и сплавов сопротивляться газовой коррозии при высоких температурах в течение длительного времени (до 900oC).
Экологичность. В ней не содержится токсических веществ.
Сравнение нержавеющих сталей AISI 304 и 430
Сталь AISI 430 при большей жаростойкости является более хрупкой и плохо поддается сварке. Чтобы её качественно сварить требуется специальная сложная технология и точное её соблюдение на всех этапах работы. Эта сталь в основном используется в декоративных целях. Сварные конструкции из нее очень хрупкие и самым слабым местом всегда будет сварочный шов.
Эта сталь AISI 430 обладает более низкой кислотостойкостью, по сравнению с 304 нержавейкой, и при работе в жестких условиях воды, сажи и конденсата постепенно приходит в негодность, поэтому, например, дымоходные трубы из такой стали все равно прогорают. Их просто разъедает получаемая в результате работы печи кислота. Также, сталь AISI 430 магнитится, что легко ее выдает при любой проверке магнитом. Так вы легко сможете определить какая нержавеющая сталь перед вами – AISI 430 или настоящая немагнитная нержавейка AISI 304.
Сталь AISI 304 (INOX) – это жаропрочная сталь и не боится высоких температур при работе банной печи. Она прекрасно сваривается благодаря более качественному составу стали и высокому содержанию никеля. Никель – очень дорогой металл, но при его высоком содержании в нержавеющей стали она приобретает повышенную прочность и стойкость к перепадам температур, а также приобретает отличную свариваемость. Именно благодаря никелю данная сталь теряет свои магнитные свойства.
Также нержавеющая сталь AISI 304 устойчива к химическим и кислотным воздействиям, не выделяет вредных или токсичных веществ. Поэтому данная сталь в основном используется в пищевой и медицинской промышленности и входит в разряд пищевой нержавейки.
Сталь AISI 304 является более дорогой по сравнению со сталью AISI 430 из-за применения более качественных и дорогих сплавов никеля и хрома в большом количестве.
Печи из такой нержавейки могут использоваться постоянно и при этом смогут прослужить практически вечно. Поэтому, такие печи рекомендованы производителем ERMAK для использования даже в коммерческих банях с гарантией до 5 лет.
Резюме
Не все печи из нержавейки одинаковы, как вы уже поняли. И прежде, чем сделать выбор в сторону той или иной печи проверяйте, из какой нержавейки будет сделана ваша печь для бани. От этого будет сильно зависеть ее качество и срок службы.
Завод Ермак производит банные печи и из стали AISI 430, соблюдая всю технологию сварки. Это классическая серия банных печей Ермак-Элит из нержавейки.
Но в новой линейке банных печей из нержавейки ERMAK в сериях «Премиум» и «Люкс» уже используется при изготовлении топки и всех дымовых каналов нержавеющая сталь AISI 304 (INOX), из-за этого и цена печей сильно отличается.
Поставив себе такую печь из настоящей нержавейки, можно будет забыть о проблемах навсегда и просто наслаждаться качеством банных процедур и расслабляться.
Как выбрать банную печь из настоящей нержавейки? Как отличить её от обычной жаростойкой стали? Достаточно воспользоваться магнитом. Топка печи из настоящей жаропрочной нержавейки не будет магнититься! До 90% печей на рынке под видом нержавейки продаются из обычной жаростойкой стали. Не дайте себя обмануть!
Разница между сталью и нержавеющей сталью
20 июня 2017 г.
Мадхуша
Чтение через 4 мин.
Основное отличие — сталь против нержавеющей стали
Сталь и нержавеющая сталь представляют собой металлические сплавы. Металлический сплав представляет собой смесь металлов или смесь металлов и других элементов. Сталь и нержавеющая сталь представляют собой металлические сплавы железа; к железу добавляли различные элементы для придания ему различных свойств. Основное различие между сталью и нержавеющей сталью заключается в их устойчивости к коррозии; 9Сталь 0011 подвергается коррозии , тогда как нержавеющая сталь не подвергается коррозии.
Ключевые области, покрытые
1. Что является Steel — Определение, состав, свойства, использует 2. Что представляет собой нержавеющая сталь — определение, состав, свойства, 11111 3. В чем разница между сталью и нержавеющей сталью – Сравнение основных различий
Сталь представляет собой металлический сплав, состоящий из смеси железа и углерода. Процент углерода, который смешивается, будет определять свойства стали. Но количество добавляемого углерода всегда будет меньше 1,5%. Кроме того, свойства стали зависят от других добавленных элементов и примесей, присутствующих в сплаве. Наиболее часто встречающимися элементами в стали являются марганец, вольфрам, ванадий, фосфор и сера. Различные системы классификации также используются для разделения стали на разные группы в зависимости от ее свойств.
Типы стали
Углеродистая сталь
Легированные стали
Нержавеющая сталь
Инструментальная сталь
Углеродистая сталь снова может быть разделена на три группы: низкоуглеродистая сталь (мягкая сталь), высокоуглеродистая сталь и среднеуглеродистая сталь в зависимости от процентного содержания углерода, добавленного к железу. Легированная сталь содержит легирующие элементы, такие как кремний и алюминий.
Свойства стали
Прочность
Прочность
Пластичность
Свариваемость
Прочность
Вышеуказанные свойства делают сталь предпочтительным материалом для использования в качестве строительного материала. Однако ржавчина представляет собой серьезную проблему, поскольку сталь не устойчива к коррозии. Поэтому сталь часто окрашивают красками во избежание коррозии. Коррозия происходит в основном за счет окисления атомов железа.
Рисунок 1: Сталь с ржавчиной на поверхности
Что такое нержавеющая сталь
Нержавеющая сталь — это разновидность стали. Следовательно, это также металлический сплав. Это смесь железа и хрома. В отличие от содержания углерода в обычной стали, содержание хрома в нержавеющей стали составляет около 30%. Другие элементы, такие как медь, молибден и титан, также могут присутствовать в нержавеющей стали.
Наиболее желательным свойством нержавеющей стали является ее коррозионная стойкость. В отличие от обычной стали не подвергается коррозии; поэтому ржавчина отсутствует. Это свойство делает его полезным в производстве продуктов для кухни и здравоохранения, поскольку его можно безопасно использовать во влажной среде. Он также обладает высокой термостойкостью, что делает его пригодным для производства кухонных предметов. Нержавеющая сталь имеет более привлекательный внешний вид, чем обычная сталь. По своим свойствам нержавеющая сталь также делится на подгруппы следующим образом.
Дуплексная нержавеющая сталь
Мартенситная нержавеющая сталь
Ферритная нержавеющая сталь
Аустенитная нержавеющая сталь
Рисунок 2: Ложка из нержавеющей стали
Разница между сталью и нержавеющей сталью
Определение
Сталь: Сталь представляет собой твердый сплав, состоящий из железа, углерода и других элементов.
Нержавеющая сталь: Нержавеющая сталь представляет собой сплав железа, хрома и других элементов.
Состав
Сталь: Сталь состоит из железа и углерода (менее 1,5%), а также некоторых других элементов.
Нержавеющая сталь: Нержавеющая сталь состоит из железа и хрома (около 30%), а также некоторых других элементов.
Коррозионная стойкость
Сталь: Сталь не устойчива к коррозии.
Нержавеющая сталь: Нержавеющая сталь обладает высокой устойчивостью к коррозии.
Ржавчина
Сталь: Сталь ржавеет во влажной среде.
Нержавеющая сталь: Нержавеющая сталь не ржавеет во влажной среде.
Твердость
Сталь: Сталь относительно очень твердая.
Нержавеющая сталь: Нержавеющая сталь также тверда, но проста в обработке.
Теплостойкость
Сталь: Сталь не очень устойчива к нагреву.
Нержавеющая сталь: Нержавеющая сталь имеет более высокую термостойкость.
Использование
Сталь: Сталь лучше всего использовать в качестве строительного материала.
Нержавеющая сталь: Нержавеющая сталь используется для производства кухонных принадлежностей.
Заключение
Нержавеющая сталь также является разновидностью стали, но она модифицирована. То есть получить желаемые свойства из сплава. И сталь, и нержавеющая сталь используются в различных областях. Хотя нержавеющая сталь является разновидностью стали, она отличается от стали своими специфическими свойствами. Основное различие между сталью и нержавеющей сталью заключается в том, что сталь подвергается коррозии, тогда как нержавеющая сталь не подвергается коррозии.
Каталожные номера:
1. «Нержавеющая сталь — высокая термостойкость». AZoM.com. Np, 11 июня 2013 г. Интернет. Доступна здесь. 14 июня 2017 г. 2. «Введение в St St». Нержавеющая сталь – Общая информация – St St Введение. н.п., н.д. Веб. Доступна здесь. 14 июня 2017 г.
Изображение предоставлено:
1. «856074» (общественное достояние) через Pixabay 2. «Ложка из нержавеющей стали» (CC0) через Pexels
Об авторе: Мадхуша
Мадхуша имеет степень бакалавра (с отличием) в области биологических наук и в настоящее время получает степень магистра в области промышленной и экологической химии. Области ее интересов для написания и исследований включают биохимию и химию окружающей среды.
Просмотреть все сообщения
Вам также могут понравиться эти
Различия между сталью и нержавеющей сталью
Сталь и нержавеющая сталь являются распространенными материалами, используемыми в стране. Между ними существуют различия в свойствах, составе, весе, цене и т. д. В этой статье рассматриваются такие различия между сталью и нержавеющей сталью.
Шиха Гоял Обновлено: 8 февраля 2018 г. 14:29 IST
Различия между сталью и нержавеющей сталью
Сталь и нержавеющая сталь — это металлы и распространенные материалы, используемые в мире. Они широко используются в коммерческих и потребительских приложениях. Между сталью и нержавеющей сталью свойства различаются с точки зрения прочности, пластичности, твердости, стоимости и т. Д. Кроме того, основное различие заключается в компонентах, которые добавляются в сталь, чтобы сделать ее полезной. В этой статье рассматриваются различия между сталью и нержавеющей сталью. Различия между сталью и нержавеющей сталью 1. Сталь производится путем добавления железа к углероду, что делает железо твердым. Она также известна как обычная углеродистая сталь или мягкая сталь с более высоким содержанием углерода и низкой температурой плавления. С другой стороны, нержавеющая сталь имеет высокое содержание хрома, который образует невидимый слой на поверхности стали, предотвращая ее окрашивание. 2. При изготовлении нержавеющей стали из стали добавляют хром, никель, азот и молибден. Нержавеющая сталь устойчива к коррозии, а сталь подвержена пятнам и ржавчине. Нержавеющая сталь не ржавеет и не подвергается коррозии. 3 . Прочность стали и нержавеющей стали: Сталь немного прочнее нержавеющей стали, поскольку в ней меньше углерода. Кроме того, он слабее стали по твердости.
Какова роль гелия в медицине? 4. Магнитные свойства: Обычно нержавеющая сталь немагнитна, т.е. нержавеющая сталь серии 300 содержит хром и никель, которые делают ее немагнитной, а нержавеющая сталь серии 400 содержит только хром, который делает ее магнитной. тогда как сталь магнитна. 5. Внешний вид: Углеродистая сталь матовая, а нержавеющая сталь блестящая. Покрытие хромом на нержавеющей стали делает ее привлекательной в естественном состоянии без необходимости окрашивания. 6. Углеродистая сталь более ковкая, долговечная, а также имеет более правильное распределение тепла по сравнению с нержавеющей сталью. 7. Нержавеющая сталь имеет более низкую теплопроводность по сравнению со сталью. 8. Углеродистая сталь жесткая и прочная. Они широко используются в двигателях и электрических приборах из-за своих магнитных свойств, а сварка углеродистой стали может быть легко выполнена по сравнению с нержавеющей сталью.
Труба полипропиленовая канализационная: ГОСТы, размеры, установка +Фото и Видео
Полипропиленовые канализационные трубы: ГОСТы, размеры, установка. Чугунные и стальные трубы для канализации имеют ряд достоинств, но есть и некоторые существенные недостатки: высокая стоимость, большой вес, они склонны к образованию засоров и подвержены коррозии.
Такие проблемы можно легко решить, если использовать полипропиленовые трубы для канализации, которые с каждым годом становятся все популярнее при создании отводных систем в частных домах и квартирах.
Ниже мы расскажем вам о достоинствах и недостатках этих изделий.
Содержание:
1 Достоинства и недостатки труб из полипропилена
1.1 Плюсы
1.2 Минусы
1.3 Виды полипропиленовых труб для канализации
2 Гофрированные двухслойные трубы
Достоинства и недостатки труб из полипропилена
Полипропилен представляет собой соединение высокомолекулярного вида, которое получают из реакции полимеризации каталитического характера из такого материала, как пропилен. Отличие материала состоит в его однородности в каждой точке изделия: помимо этого, детали при сварке образуют однородную массу, которая исключит любую возможность протечки.
Используемые материалы при создании таких канализационных труб делают из такого исходного материала, как стабилизированный полипропилен, который имеет светло-серый или просто серый оттенок при использовании горячей экструзии.
Малый вес, за счёт чего с изделием легко работать и в одиночку, а конструкция отводного контура не создает существенного давления на фундамент или пол.
Внутренняя поверхность гладкая, и позволяет с легкостью проскальзывать по трубе любым отходам жизнедеятельности подходящих размеров без образования внутри отложений, которые могут в дальнейшем привести к засору.
Устойчивость к коррозии – благодаря тому, что полипропилен не имеет никакого отношения к сплавам или металлам, ему не угрожает коррозия, а значит, вы можете не опасаться, что в какой-то не самый подходящий момент труба протечет.
Нейтральность к химическим элементам – соединение высокомолекулярного вида никогда не вступит в реакцию с агрессивными веществами наподобие щелочей, кислот, чистящих средств и проч.
Отличные характеристики гидравлики: пропускная способность, водонепроницаемость и проч.
Высокое значение порога температуры и переносимости среды – термическая деформация может начаться лишь от +140 градусов, а материал будет плавиться при +175 градусах.
Внутренняя поверхность устойчива к присутствию в составе элементов отходов царапающих и твердых элементов небольшого диаметра.
Низкая себестоимость – такая разновидность труб стоит намного дешевле, нежели металлические аналоги.
Срок эксплуатации с- по теоретическим расчетам срок службы будет от 200 и больше лет.
Удобство обслуживания системы – не нужно красить трубы, их достаточно протереть или помыть, если требуется, можно заменить участок трубы своими силами.
Минусы
Как минусы, можно отметить такие моменты:
В сравнении с металлическими аналогами, стойкость к механическим перегрузам намного меньше и при статическом, и при ударном виде. Из-за этого установку трубопровода из пластиковых изделий должна проводиться как можно аккуратнее.
Верхний предел температуры не так высок, как у чугунных и стальных изделий, но это несущественно для канализации.
Виды полипропиленовых труб для канализации
Полипропиленовые трубы для канализации разделяют на четыре вида по предельно допустимому внутреннему давлению внутри системы, причем каждый вид обозначают маркировкой РN, за которой стоит цифровое значение, которое указывает на давление кг/см2.
По этому значению есть такие марки продукции:
РN25 – трубы, которые армируют стекловолокном или фольгой из алюминия. Благодаря этим элементам у изделий улучшаются свойства: коэффициент термического расширения меньше, чем у чистого пластика, а прочность намного выше. Обычно из такого материала изготавливают трубы для канализации наружного типа. Отметим, что трубы, армированные фольгой, следует торцевать при сборке во избежание теплообмена металла с окружающей средой.
РN20 – этот материал отличается повышенной ударопрочностью. Из такого материала изготавливают отличные полипропиленовые трубы для канализации внутреннего вида, а также для отопительных и водоснабжающих систем.
РN16 — такие трубы используют при проведении внутренней канализации, которая функционирует по принципу гравитации (самотеком), для чего трубы располагают под определенным углом. Если температура переносимой жидкости не будет превышать +40 градусов по Цельсию, по расчетам ни прослужат не меньше 220 лет.
РN10 – стандартные трубы, которые являются самыми распространенными. Их используют почти во всех сферах сантехники. Такие требы используют и при сборке системы внутренней канализации, для подачи холодной вода, а также при сборке теплого пола (но это лишь при соблюдении условия, что давление в системе не будет больше 1МПа, а температура не больше +45 градусов).
Важно: нужно сказать, что хоть полипропилен является надежным материалом, который вполне можно использовать в чистом виде, для нужных параметров, которые следует достичь и которые не соответствуют свойствам, используют добавки — пропиленовые полимеры, а также неорганические и органические соединения.
К примеру, при добавлении алюминиевой фольги (при армировании) вы сможете достичь блокировки доступа к носителю кислорода, а также снизить коэффициент термического расширения и сделать материал прочнее. На сегодняшний день выпуск канализационных труб из полипропилена по ГОСТу налажен в достаточных масштабах, что позволяет потребителям получить любе размеры при сохранении отличного качества продукции.
Для упрощения подбора нужного материала и унификации труб при создании новых систем водоснабжения и прочего, трубы изготавливают по четким параметрам. Даже при выпуске раструбных канализационных полипропиленовых труб на предприятиях придерживаются четких стандартов.
По ТУ 4926-002-88742502-00, габариты труб должны быть в пределах таких норм:
Диаметр – для систем, которые будут работать без напора, используют диаметр в 5, 11 и 15 см. Самые востребованные по диаметру трубы это 5 и 11. А вот для напорных соединений часто выбирают размеры от 3,2 см до 160 см в диаметре.
Длина – в первом случае, при безнапорной системе выбирают трубы длиной от 200-та до 800 см, при этом шаг метража равен 100-та см. Изредка на производствах выпускают трубы длинной 12 м. Трубы напорного вида, которые выпускают бухты, бывают в длину даже больше 12-ти м.
Обратите внимание, что если вы сомневаетесь в выборе, лучше купить трубы для напорных систем: ни имеют больше вариантов и куда надежнее обычных.
Данная разновидность труб выпускается с разной толщиной стенок (ТС), и выбирать этот параметр следует исходя из предназначения и проекта, а также с учетом показателей внутреннего давления.
Диаметр снаружи, см
ТС РN25, АРМ. алюм.фольгой, мм
ТС РN20, мм
ТС РN16, мм
ТС РN10, мм
1,6
2,7
2,7
—
—
2
3,4
3,4
2,8
1,9
2,5
4,2
4,2
3,5
2,3
3,2
5,4
5,4
4,4
3
4
6,7
6,7
5,5
3,7
5
8,4
8,4
6,9
4,6
6,3
10,5
10,5
8,4
5,8
7,5
12,5
12,5
10,3
6,9
9
15
15
12,3
8,2
11
18,4
18,4
15,1
10
Внимание! Даже с учетом одинакового внутреннего диаметра, трубы с толстыми стенками займут куда больше пространства, а также они тяжелее и дороже, чем аналоги с тонкими стенками.
В наружной части канализационной системы элементы работают среди огромного количества негативных фактором и при больших нагрузках, поэтому они обязательно должны быть:
Устойчивы к непрекращающемуся притоку подземных вод, которые вызывают изменение узлов стыка и их положение, что может привести к нарушению герметичности.
Очень прочными, чтобы они могли противостоять перегрузам механического характера.
Способны выдержать массу грунта, лежащего сверху, а также массу транспортных средств и людей, которые передвигаются по поверхности.
В некоторых случаях такие трубы защищают дополнительно, что возможно благодаря укладыванию в прочный короб.
Справка: даже для выведенных наружу элементов трубопровода нужна внешняя защита, так как полипропилен весьма чувствительный к воздействию УФ-лучей.
Гофрированные двухслойные трубы
Эта продукция достаточно популярна при создании наружной канализации.
Плюсы изделий:
Стойкость химического характера в большом количестве сред.
Могут выдерживать до +95 градусов рабочей среды.
Высокий класс жесткости – SN8 – в состоянии выдерживать не меньше 10 кН/м2.
Материал невосприимчив к блуждающим токам.
Стойкость к коррозии.
Внутренняя поверхность идеально гладкая.
Высокая ударостойкость – до 7кДж/м2 даже при температуре -20 градусов.
Но не забывайте, что какие бы трубы вы не выбрали для создания канализации, нужно бережно транспортировать их аккуратно собирать отводящий контур.
Труба 50 мм PP-h полипропиленовая
Труба 50 мм PP-h полипропиленовая | Progef® Standart
Всё для систем водоочистки, гальваники, микроэлектроники, фармацевтики, медицины, химической промышленности, судостроения из пластика PVC-U, PVC-C, PP-n, PP-h, PVDF.
Электросварные фитинги, шаровые краны
fox fittings
от ведущего мирового производителя фитингов fox fittings на складе в Санкт-Петербурге.
Водоснабжение и газ
с защитным слоем
Повышен срок службы до 100 лет. Не требуется подсыпка, защитное покрытие не допускает царапин, увеличен коэффициент прочности. Покрытие синего цвета — вода, желтого — газ.
Питьевое водоснабжение и газ
Трубы в отрезках
Отрезки длиною 12 метров для питьевого водоснабжения с синими полосами, для газа — с жёлтыми.
Запорная арматура, гидранты, обжимные фланцы
Jafar+Avk+Hawle
для труб ПНД, ПВХ, ПП, чугунных и стальных в системах водоснабжения, газоснабжения, пожаротушения, канализации, водоотведения
Питьевое водоснабжение
Трубы в бухтах
Бухты по 50, 100, 150 и 200 метров. Предназначаются для питьевого водоснабжения, напорной и кабельной канализации. Применяется для прокладки в траншею, проколах и ГНБ.
Материал
полипропилен (гомополимер) (PP-h)
светло-серый
Наружный диаметр (d)
50 мм
11, 17.6 и 41
5 метров
Структура
труба без раструба
Давление pn
10, 6 и 2.5
Способ соединения
стыковая, раструбная сварка
Прайс на трубы pp-h progef Standart
Фитинги
Каталог полипропиленовых фитингов pp-h
Запорная арматура
Шаровые краны, клапаны, приводы
Труба полипропиленовая (гомополимер) pp-h pn 10 sdr 11, pn 6 sdr 17,6 и pn 2,5 sdr 41 Georg Fischer наружный диаметр d 50 мм, длина трубы 5000 мм. Завод производитель трубы — gf deka находится в Германии и входит в корпорацию Georg Fischer Piping Systems (Швейцария) Ltd.
ооо «Спектр-Строй» реализует в Санкт-Петербурге трубы из полипропилена гомополимера pp-h 50 мм progef® Standart.
Трубы pp-h демонстрируют хорошие характеристики при температурах от -10 до +95 °C. Трубы pp-h обладают высокой термоустойчивостью и химической стойкостью. Трубы полипропиленовые pp-h Georg Fischer способны работать в самых жестких условиях, в частности, при транспортировке кислот, щелочей и солей. Цена трубы pp-h выше, чем цена обычного полипропилена (ppr). Полипропиленовые трубы pp производителя gf deka отличаются высоким качеством, цена труб нашего производителя сопоставима с другими известными производителями труб и фитингов из полипропилена гомополимера. Применяя трубу диаметра d 50 мм pp-h Georg Fischer совместно с фитингами Georg Fischer позволит избежать нестыковку допусков диаметра труб, что предотвратит протечки системы.
Труба pp-h d 50 мм pn 2,5 sdr 41 используется для систем вентиляции.
Габаритные размеры полипропиленовых труб pp-h 50 мм progef® Standart
d, мм
pn
Код
Вес
di, мм
e, мм
50
10
167480715
0.638
40.8
4.6
50
6
167480680
0.422
44.2
2.9
50
2.5
318050000
0.274
46.4
1.8
В зависимости от объема и истории заказов, цена на трубы pp-h 50 мм будет рассматриваться в индивидуальном порядке.
← назад к ассортименту труб pp-h progef® Standart
ISO 4427 — Полиэтиленовые трубы для водоснабжения
Полиэтилен — ПЭ — популярный материал, который обычно используется в качестве водопроводных труб качества PE 50, PEH или PE-HD (полиэтилен высокой плотности).
Трубы ПЭ выпускаются разных классов давления — классов PN — с указанием давления в барах, которое труба выдерживает с водой по 20 o C .
Классы давления по европейским стандартам:
PN 2,5 — максимальное давление 2.5 bar
PN 4 — max pressure 4 bar
PN 6 — max pressure 6 bar
PN 10 — max pressure 10 bar
PN 16 — max pressure 16 bar
1 бар = 10 5 PA (N/M 2 ) = 0,1 Н/мм 2 = 10,197 кп/м 2 = 10,20 м 2 o = 0,9869 атм = 14,50 фунтов стерлингов ( lb f /in 2 ) = 10 6 дин/см 2 = 750 мм рт. Ст.
PN 4
PN 6
PN 10
PN 16
Внутренний диаметр (MM)
20101100
20101100
20101100 0 8
. 0100
16
14.4
25
21
20.4
18
32
28
26.2
23.2
40
36
35.4
32,6
29
50
46
44.2
46
44.2
46
44.2
0100 40.8
36.2
63
59.8
58.2
55.8
51.4
45.8
75
71.2
69.2
66.4
61.4
54.4
90
85.6
83
79.8
73.6
65.4
110
104.6
101.6
97.4
90
79. 8
125
118.8
115.4
110.8
102.2
90.8
140
133
129.2
124
114.6
101.6
160
152
147.6
141.8
130.8
116.2
180
171.2
166.2
159.6
147.2
130.8
200
190.2
184.6
177.2
163.6
145.4
225
214
207.8
199.2
184
163.4
250
237,6
230,7
221,6
204,6
181,6
280
266.2 0
280
266.2
.6
266.2 0
266. 2 9007.6
266.2
266.2
0101
248.2
229.2
203.4
315
299.6
290.8
279.2
257.8
229
355
337.6
327.8
314.8
290.6
258
400
380.4
369.4
354.6
327.4
290.6
450
428
415.6
399
368.2
327
500
475.4
461.8
443.4
409.2
560
532.6
517.2
496.6
458.4
630
599.2
581.8
558.6
515.6
710
675. 2
655.6
629.6
800
760.8
738.8
709.4
900
856
831.2
798
1000
951
923.6
887
1200
1141.2
1108.2
1141.2
1108.2
0101
1400
1331.4
1293
1600
1521.6
1477.6
Таблица размеров труб из ПВХ – FORMUFIT
Продукция FORMUFIT совместима с большинством систем труб из ПВХ на основе графика. Чтобы обеспечить дополнительную поддержку, в следующих таблицах описаны 9Физические размеры 0547 и диаметр трубы каждого размера трубы из ПВХ, которые будут работать с продуктами FORMUFIT.
Каждое из следующих измерений разделено по расписанию в каждой таблице и соответствует правилам «Номинальный размер». Обратитесь к диаграмме ниже для объяснения каждого измерения. Для получения подробной информации о расписании и о том, как оно относится к трубам из ПВХ, нажмите здесь.
Труба из ПВХ идентифицируется по внутреннему диаметру (ID) трубы. Это измерение известно как ‘ Номинал ’, что означает только имя или имя, на которое ссылаются. Одна из проблем, с которой сталкиваются многие наши клиенты, заключается в том, что они пытаются измерить внешний диаметр (НД) трубы, что дает совершенно другой (и больший) размер трубы из ПВХ.
Это измерение трубы сверху вниз или слева направо от внешних краев трубы.
Это измерение не соответствует размеру трубы из ПВХ.
Средний внутренний диаметр Средний внутренний диаметр
Это измерение трубы сверху вниз или слева направо от внутреннего отверстия (расточки) трубы.
Это измерение, которое используется для определения размера трубы из ПВХ
Толщина стенки Ширина стенки трубы
Это измерение толщины стенки трубы из ПВХ снаружи внутрь.
Толщина стенки — это величина, которая меняется в зависимости от различных спецификаций труб из ПВХ.
Если вы предпочитаете измерять наружный диаметр трубы из ПВХ, используйте приведенные ниже таблицы:
Измерьте наружный диаметр и посмотрите во второй или третий столбец ( Фактический наружный диаметр ) каждой таблицы ниже.
После определения наружного диаметра трубы посмотрите на крайний левый столбец приведенной ниже загрузки ( Размер трубы ). Это будет номинальный размер трубы, или размер фурнитуры, которую вы хотите заказать .
Таблица размеров ПВХ сортамента 40
Трубы ПВХ сортамента 40 совместимы со всеми продуктами FORMUFIT с внешним монтажом и с внутренним монтажом .
Размер трубы
Десятичный внешний диаметр
Фракция OD
Метрический наружный диаметр
Средний ID
Мин. Стена
1/2 дюйма
0,840 дюйма
13/16″
21,33 мм
0,622 дюйма
0,109″
3/4 дюйма
1,050″
1-1/16″
26,67 мм
0,824 дюйма
Wall»> 0,113 дюйма
1 дюйм
1,315″
1-5/16″
33,40 мм
1,049″
0,133 дюйма
1-1/4 дюйма
1,660 дюйма
1-5/8″
42,16 мм
1,380″
0,140 дюйма
1-1/2 дюйма
1,900″
1-7/8″
48,26 мм
1,610″
0,145 дюйма
2 дюйма
2,375 дюйма
2-3/8”
60,32 мм
2,067”
Wall»> 0,154 дюйма
Таблица размеров из ПВХ сортамента 80
Трубы из ПВХ сортамента 80 совместимы только с изделиями FORMUFIT с внешним монтажом . Изделия FORMUFIT для внутренней установки, такие как внутренние купольные заглушки, регулируемые колена, внутренние муфты и другие изделия, которые устанавливаются внутри трубы из ПВХ не будет работать с SCH 80 PVC из-за меньшего внутреннего диаметра.
Размер трубы
Десятичный внешний диаметр
Фракция OD
Метрический наружный диаметр
Средний ID
Мин. Стена
1/2 дюйма
0,840 дюйма
13/16″
21,33 мм
0,546 дюйма
0,147 дюйма
3/4”
1,050″
1-1/16″
26,67 мм
0,742 дюйма
Wall»> 0,154 дюйма
1 дюйм
1,315″
1-5/16″
33,40 мм
0,957 дюйма
0,179 дюйма
1-1/4”
1,660 дюйма
1-5/8″
42,16 мм
1,278 дюйма
0,191 дюйма
1-1/2”
1,900″
1-7/8″
48,26 мм
1 500 дюймов
0,200″
2 дюйма
2,375 дюйма
2-3/8”
60,32 мм
1,939 дюйма
Wall»> 0,218″
Таблица размеров тонкостенных труб из ПВХ
Тонкостенные трубы из ПВХ совместимы только с продуктами FORMUFIT с внешним монтажом . Изделия FORMUFIT с внутренней посадкой, такие как внутренние куполообразные заглушки, регулируемые колена, внутренние муфты и другие изделия, которые устанавливаются внутри трубы из ПВХ , не будут работать с тонкостенным ПВХ из-за большего внутреннего диаметра.
Обратите внимание, что не все размеры ПВХ доступны в тонкостенных трубах из ПВХ.
Размер трубы
Десятичный внешний диаметр
Фракция OD
Метрический наружный диаметр
Средний ID
Мин. Стена
3/4 дюйма
1,050″
1-1/16″
26,67 мм
0,920”
Wall»> 0,065”
1″
1,315″
1-5/16″
33,40 мм
1,185 дюйма
0,065”
1-1/2”
1,900″
1-7/8″
48,26 мм
1,750 дюйма
0,075 дюйма
Труба из ХПВХ
Труба из ХПВХ, также известная как Размеры медных труб (CTS) Дополнительную информацию см. на нашей идентификационной странице CPVC.
Дополнительные характеристики
Обратите внимание, что мы не предоставляем номинальные значения давления или температуры для труб и фитингов из ПВХ, поскольку наши продукты предназначены для использования в конструкциях и не идеальны для применения в сантехнике.
Сравнительная таблица шиферных гвоздей: вес 1000 шт, количество в килограмме, масса одного гвоздя. Данные по ГОСТ 9870-61 и ТУ 208-81.
Таблица 1. Вес цельных шиферных гвоздей. ГОСТ 9870-61 «Гвозди проволочные оцинкованные для асбоцементной кровли»
Диаметр/Длина
Вес 1000 шт (кг)
Штук в 1 кг
1 шт (грамм)
4х90
10.5
95
10.5
4х100
10.93
91
10.9
4х120
13.3
75
13.3
4,5х120
15.84
63
15.8
Таблица 2. Вес шиферных гвоздей с составной головкий. ТУ 208-81 «Гвозди шиферные с завальцованной шляпкой»
Диаметр/Длина
Вес 1000 шт (кг)
Штук в 1 кг
1 шт (грамм)
4х90
11
90
11
4х100
11. 9
84
11.9
4х120
13.9
71
13.9
5х120
24,48
40
24,4
Виды
Существует два вида российских шиферных гвоздей:
Цельные(устаревшие) — диаметр шляпки, в зависимости от модификации А или Б, равен трем или четырем диаметрам стержня гвоздя. В настоящее время редко встречаются в продаже. Регламентируются ГОСТом 9870-61 от 1961 года.
С составной головкой — диаметр шляпки равен 16,5 ± 1,5 мм. В отличии от цельных шиферных гвоздей, после штамповки на их шляпку напрессовывается колпачок из оцинкованной листовой стали. Описаны в ТУ 208-81, РСТ 1822-83 и РСТ УССР 1822-89.
Внимание, данные ГОСТ могут не соответствовать гвоздям имеющимся в продаже, так как далеко не все производители ориентируются на государственные стандарты, а используют собственные ТУ (технические условия). Зачастую, реальные цифры отличаются от приведенных ниже на 10-15% в меньшую сторону.
Типовые размеры
Кровельные гвозди выпускают всего четырех типоразмеров. Для цельных, согласно ГОСТ 9870-61 (диаметр стержня, длина):
4 x 90 мм;
4 x 100 мм;
4 x 120 мм;
4,5 x 120 мм.
Высота головки для всех размеров 1,8 мм; диаметр 12-16 мм.
По стандартам ТУ 208-81 и РСТ 1822-83 производят гвозди с составной головкой:
4 x 90 мм;
4 x 100 мм;
4 x 120 мм;
5 x 120 мм.
Высота головки – 4 мм; диаметр 16,5 ± 1,5 мм.
При этом, гвозди длиной меньше 120мм плохо подходят для крепежа волнового шифера с высотой волны 5,4 см. Наиболее популярный размер — 5 x 120 мм.
Поставляются метизы упакованными по 5, 10, 15 кг в картонные коробки и по 25, 30 кг в деревянные ящики.
17-01-2021
Сообщить о ошибке (Ctrl+Enter)
Сколько гвоздей в 1 кг.
Количество строительных гвоздей в 1 кг по ГОСТу
Государственные стандарты регламентируют вес только нескольких разновидностей строительных трефовых и круглых гвоздей, круглых тарных и формовочных. Этими разновидностями не ограничивается спектр метизов, к тому же гвозди могут изготавливаться из разных материалов.
В таблице гвозди ранжируются по соотношению диаметра (d) и длины (l). Размер шляпки при этом не учитывается. При этом метизы могут иметь плоскую или коническую шляпку, кровельные изделия обычно имеют увеличенную головку, а финишные гвозди – уменьшенную. Необходимо учитывать все эти тонкости при расчетах.
Строительный круглый гвоздь с плоской шляпкой
Строительный круглый гвоздь с конической шляпкой
Строительный трефовый гвоздь
Теоретическая масса по ГОСТу 4028-63
Размер гвоздей dхl, мм
Масса 1000 круглых гвоздей, кг.
0,8х8
0,032
0,8х12
0,051
1,0х16
0,100
1,2х16
0,147
1,2х20
0,183
1,2х25
0,219
1,4х25
0,302
1,4х32
0,385
1,4х40
0,482
1,6х25
0,397
1,6х40
0,633
1,6х50
0,791
1,8х32
0,640
1,8х40
0,787
1,8х50
0,967
1,8х60
1,160
2,0х40
0,949
2,0х50
1,190
2,5х50
1,870
2,5х60
2,230
3,0х70
3,770
3,0х80
4,330
3,5х90
6,600
4,0х100
9,500
4,0х120
11,500
5,0х120
17,800
5,0х150
21,900
6,0х150
32,400
6,0х200
43,100
8,0х250
96,200
Так как мы знаем массу 1000 гвоздей, то из этой цифры сможем получить и 1 кг. Для этого нужно 1000 разделить на значения второго столбца. Например: 1000 : 0,032 = 31 250 Трефовые гвозди на 15% легче, чем круглые, поэтому для них все значения из второго столбца надо умножить на 0,85. Для трефовых гвоздей с перемычками – на 0,87.
Тарные гвозди
Эти метизы используют для поддонов, паллет, деревянных ящиков, мебели, прибивки листов ДСП и ДВП. Они имеют увеличенную шляпку для упрощения их монтажа. Ниже приведем таблицу теоретической массы гвоздей по ГОСТу 4034-63.
Теоретическая масса по ГОСТу 4034-63
Гвозди с плоской головкой
Гвозди с конической головкой
Размер dхl, мм
Масса 1000 шт. кг
Размер dхl, мм
Масса 1000 шт. кг
1,4х25
0,291
1,6х25
0,384
1,4х30
0,351
1,6х35
0,530
1,6х25
0,394
1,8х32
0,610
1,6х35
0,460
1,8х40
0,784
1,8х32
0,641
1,8х45
0,884
1,8х40
0,783
2,0х40
0,970
1,8х45
0,883
2,0х45
1,120
2,0х40
0,990
2,2х50
1,490
2,0х45
1,110
2,5х50
1,910
2,2х50
1,490
2,5х60
2,280
2,5х50
1,920
3,0х70
3,810
2,5х60
2,290
3,0х80
4,360
3,0х70
3,820
3,0х80
4,380
Гвозди формовочные круглые
Эти гвозди используются в металлургии для скрепления формовочных изделий, ониnотличаются высокой прочностью и наконечником без заострения.
Теоретическая масса по ГОСТу 4035-63
Размер dхl, мм
Масса 1000 шт. кг
1,2х50
0,442
1,4х60
0,722
1,4х70
0,843
1,6х80
1,290
1,6х100
1,590
1,8х120
2,370
1,8х150
3,170
Толевые гвозди
Толевые гвозди предназначены для закрепления кровельной рулонной изоляции. Их название происходит от старой разновидности гидроизоляционного материала — толь. Толь представляет собой картон пропитанное дегтем, в современном строительстве его заменили изделиями на основе битума (рубероид, еврорубероид).
Теоретическая масса по ГОСТ 4029-63
Размер dхl, мм
Масса 1000 шт. кг
2,0х20
0,482
2,0х25
0,605
2,5х32
1,220
2,5х40
1,520
3,0х40
2,230
Шиферные гвозди
Шиферные гвозди предназначены для закрепления асбоцементных листов на кровле, они имеют завальцованную шляпку и выполняются из оцинкованной стали.
Теоретическая масса по ГОСТ 9870-61
Размер dхl, мм
Масса 1000 шт. кг
4х90
10,50
4х100
10,93
4х120
13,30
4,5х120
15,84
Винтовые гвозди
Этот вариант метизов используют для скрепления ответственных подвижных конструкций, к которым предъявляются особые требования по прочности. Гвоздь этого типа может быть выполнен из винтовой проволоки или из обычной, в последнем варианте накатка резьбы производится в процессе обработки. На винтовые гвозди отсутствует ГОСТ, поэтому при определении веса следует ориентироваться на конкретное ТУ, по которому работает поставщик. В документе обычно присутствует масса 100 штук.
Теоретическая масса 1000 шт., кг.
L/d
2,5
2,8 т
3,0
3,55
40
1,81
2,31
2,58
3,60
45
2,00
2,55
2,86
3,97
50
2,19
2,79
3,14
4,35
55
2,39
3,03
3,42
4,73
60
2,58
3,27
3,69
5,11
65
3,52
3,97
5,48
70
3,76
4,25
5,86
80
4,80
6,62
Теоретическая масса по ТУ 7811-7070
Размер dхl, мм
Масса 1000 шт. кг
40х2,5
1,81
45х2,5
2,00
Ершеные гвозди
Их также называют рифлеными, от винтовых они отличаются поперечным сечением резьбы. Они могут иметь плоскую и коническую головку, как и у строительных гвоздей. Ершеные гвозди подходят для конструкций с повышенными требованиями к прочности крепежей. После забивания их практически невозможно извлечь. На ершеные гвозди тоже нет ГОСТа, поэтому массу следует искать в ТУ.
Теоретическая масса по ТУ 7811-7120
d
2,8
3,0
3,1
3,4
D min
6,8
7,0
7,1
8,0
h min
1,0
1,0
1,1
1,2
L/d
2,8
3,0
3,1
3,4
32
1,61
35
1,99
40
2,26
55
3,33
60
3,63
65
3,93
4,71
70
4,23
75
4,52
5,41
80
4,82
85
5,11
6,12
90
5,42
6,48
Финишные гвозди
Финишные гвозди выполняются из материалов разного цвета (латунированный, бронзированный и др. ), у них обычно небольшая шляпка, чтобы на изделии ее не было видно. Такие метизы применяют для крепления ламината, вагонки, плинтусов и других финишных покрытий.
Теоретическая масса по ТУ 7811-7035
Шиферные гвозди с дополнительной шляпкой для крепления шифера и гофрированного картона
Главная > Продукция > Шиферные гвозди
Шиферный гвоздь также является типом строительного гвоздя, но шляпка шиферного гвоздя имеет больший диаметр и не имеет штифтового гвоздя. Гвозди изготовлены из низкоуглеродистой стальной проволоки, а дополнительная шляпка из оцинкованного тонкого листа. Это покрытие идеально подходит для защиты изделия от влаги, поэтому очень активно используется различными строительными компаниями и не только.
Иногда весь гвоздь покрывают ингибитором ржавчины. Гвозди для шифера используются для крепления шифера, гофрированного картона и других плоских кровельных материалов к деревянным подконструкциям. Нижняя часть кепки полукруглая, для максимального прилегания к отверстию планки.
Шиферные гвозди из низкоуглеродистой стальной проволоки с дополнительной оцинкованной головкой
Шиферные гвозди используются для крепления планок и других кровельных материалов.
Размер и вес шиферных гвоздей
Наибольший спрос на шиферные гвозди диаметром 4мм или 5мм, при этом самая востребованная длина 90мм, 100мм и 120мм
Размер наших рейочных гвоздей варьируется от 70мм до 120мм, при выборе длины гвоздей зависит от количества высоты гребня шифера и толщины досок обшивки.
Размер (мм)
Диаметр гвоздя (мм)
Длина гвоздя (мм)
Диаметр головки (мм)
Вес кг/1000 шт.
2,0 × 20
2
20
7,0-8,0
0,608
2,0 × 30
2
30
7,0-8,0
0,854
2,0 × 35
2
35
7,0-8,0
0,977
2,5 × 20
2,5
20
9,0-10,0
0,99
2,5 × 25
2,5
25
9,0-10,0
1,241
2,5 × 30
2,5
30
9,0-10,0
1,376
2,5 × 32
2,5
32
9,0-10,0
1,453
2,5 × 35
2,5
35
9,0-10,0
1,568
2,5 × 25
2,5
25
7,0-8,0
1,083
2,8 × 35
2,8
35
8,0-9,0
1,841
2,8 × 20
2,8
20
10,0-11,0
1,218
2,8 × 25
2,8
25
10,0-11,0
1,535
2,8 × 30
2,8
30
10,0-11,0
1,777
2,8 × 32
2,8
32
10,0-11,0
1,798
2,8 × 35
2,8
35
10,0-11,0
2,018
2,8 × 40
2,8
40
10,0-11,0
2,26
2,8 × 45
2,8
45
10,0-11,0
2,426
2,8 × 50
2,8
50
10,0-11,0
2,74
2,8 × 55
2,8
55
10,0-11,0
2. 909
4,0 × 90
4
90
11,5-12,5
9,58
4,0 × 100
4
100
11,5-12,5
10.56
4,0 × 120
4
120
11,5-12,5
12.54
5,0 × 90
5
90
12,0-14,5
—
5,0 × 100
5
100
12,0-14,5
—
5,0 × 120
5
120
12,0-14,5
13,92
Упаковка: картонные коробки по 25 кг или деревянные коробки по 30 кг.
Советы для вас:
С помощью резиновой прокладки под шляпку гвоздя можно обеспечить еще большую защиту шиферной кровли своими руками от влаги.
Длина планочных гвоздей должна быть на 10 мм больше суммы высоты гребня шифера и толщины досок обшивки.
Гвоздь для шифера следует забивать волной шифера, во избежание попадания дождевой воды на гвоздь на дощатой обшивке.
При применении центробежных насосов важно знать характер изменения одних величин в зависимости от других. Удобно независимой величиной считать расход жидкости в системе труб, обслуживаемых данным насосом. Таким образом, производительность насоса Q в этом смысле есть независимая переменная. Изменение остальных параметров в большей или меньшей мере зависит от изменения расхода. Гидравлические величины насоса Q, Н и каждая в отдельности зависят от изменения скоростей в рабочем колесе, поэтому между ними существует связь, определяющая внешнюю характеристику насоса.
Рис. 10. Теоретические характеристики Рис. 11. Формы лопаток рабочего колеса центробежных насосов.
Сначала найдем связь между теоретическим напором и расходом. Для этого воспользуемся основным уравнением и выражением .
Принимая во внимание уравнение неразрывности и исключая из уравнений неизвестные и путем рассмотрения параллелограмма скоростей на выходе из рабочего колеса найдем зависимость
Из рис. 7 имеем: , где . Следовательно
Подставляя значение в основное уравнение получим .
В этом уравнении при постоянном числе оборотов рабочего колеса , , — постоянные. Если обозначить и , получим уравнение .
Графически в координатах уравнение представляет семейство прямых, исходящих из одной точки , с различными углами наклона к осям в зависимости от значения угла между относительной и окружной скоростью на выходе из рабочего колеса (рис. 10).
Проанализируем влияние угла на теоретическую характеристику насоса. Из рассмотренного (рис. 11) видно, что при характеристика нисходящая, что соответствует рабочему колесу с лопатками, загнутыми назад по отношению к направлению вращения. При характеристика параллельна оси , а лопатки рабочего колеса радиальные.
Рис. 12. Характеристики центробежного насоса: а) построение характеристики Н—Q; б) характеристика Н—Q, N—Q, —Q.
При характеристика восходящая, а лопатки рабочего загнуты вперед по направлению вращения. Таким образом, при возрастании угла все большая доля напора создается в форме скоростного напора. Этот скоростной напор должен быть преобразован в давление в диффузорной части отвода, что связано с большими гидравлическими потерями.
Следовательно, гидравлические потери в насосе с лопатками, изогнутыми вперед по ходу, значительно больше, чем в насосе с лопатками, загнутыми назад. Кроме этого, насосы с лопатками, изогнутыми вперед, весьма чувствительны к изменению режима работы. В связи с этим на насосных станциях, где главным критерием их качества является экономичность, применяют насосы с лопатками, загнутыми назад.
Для получения расчетной характеристики насоса необходимо учесть допущения, которые были приняты при выводе основного уравнения:
Теоретический напор при конечном числе лопаток всегда будет меньше полученного из основного уравнения. Это уменьшение учитывалось коэффициентом поэтому прямая теоретического напора насоса с конечным числом лопаток без учета потерь находится по условию и она пройдет ниже (см. линию Нт , рис. 12а).
При расчете необходимо учесть потери напора, которые состоят из:
потерь на трение в каналах рабочего колеса;
потерь на входе в рабочее колесо и переходе в направляющий аппарат;
потерь, связанных с вращательным движением жидкости и отрывом от стенок.
При расчетной производительности потери на входе минимальны, но при изменении расхода в ту или другую сторону относительные скорости на входе и выходе из рабочего колеса не совпадают с направлением касательных к лопатке, что приводит к увеличению потерь. В результате всех перечисленных потерь действительная (рабочая) характеристика насоса имеет вид кривой (см. кривую Q — H на рис. 12 а), причем расчетом невозможно точно установить характер этой кривой.
Эта кривая получается путем испытания насоса на специальной установке. В точке А кривая H, полученная опытным путем, ближе всего подходит к кривой и чем меньше расстояние между этими кривыми, тем совершеннее насос.
Рабочие характеристики центробежных насосов получают при постоянном числе оборотов, изменяя производительность насоса и соответствующий ей напор, мощность и коэффициент полезного действия. Обычно результаты испытания насоса изображают на одном графике в виде трех кривых: , характеризующих работу насоса с энергетической точки зрения.
Совокупность этих трех экспериментальных кривых называют рабочими характеристиками насоса. Рабочие характеристики, полученные при испытании насоса, являются основными техническими документами, характеризующими энергетические свойства насоса. Они прилагаются к техническому паспорту и используются как исходный материал при подборе насосов и эксплуатационных расчетах.
На рис. 12б изображена рабочая характеристика «центробежного насоса. На этой характеристике нанесены кривые H, N и функции от Q. Для снятия рабочих характеристик насоса необходимо оборудовать испытательный стенд с приспособлениями для измерения параметров насоса.
Схема стенда показана на (рис. 13). Испытуемый насос 1 является основным агрегатом стенда, а питание насоса принято по циркуляционной cxeме. Жидкость всасывается из резервуара большой емкости и подается в мерный бак 9, откуда снова возвращается в резервуар. Регулирование расхода производится задвижкой 11. На заводских и лабораторных стендах применяются устройства для непосредственного замера крутящего момента на валу насоса.
Этой цели могут служить крутильные динамометры, «позволяющие судить о передаваемом моменте по углу закручивания стержня, но чаще применяют мотор-динамометры 2 (балансирные электромоторы), у которых статор имеет возможность качаться на опорах, и момент, возникающий между статором и ротором, можно измерять на статоре с помощью весов. Зная число оборотов по показаниям тахометров и учитывая потери в самом электромоторе, легко определить мощность на валу насоса.
При более точных измерениях число оборотов фиксируют по показаниям тахоскопов или электроимпульсных счетчиков с точным отсчетом интервалов времени подачи импульсов. Измерение производительности насоса можно производить по-разному. При расходах до 20 л/сек измерение проще всего делать объемным способом. При помощи секундомера или устройства для отсчета интервалов времени определяется время наполнения объема V0, а затем вычисляется расход , где T — время наполнения в сек.
Для измерения больших расходов применяют водомеры Вентури или мерные шайбы, установленные на прямом горизонтальном трубопроводе. Для водомеров и мерных шайб имеются коэффициенты, позволяющие вычислять расход по показаниям дифференциального манометра, пользуясь формулой , где С — коэффициент, зависящий от вида водомерного устройства, рабочей жидкости в дифманометре и диаметра трубопровода; h — перепад по манометру в м ст. жидкости.
Измерение напора производится по показаниям двух приборов: вакуумметра, установленного на входе в насос, и манометра, установленного на выходе из насоса. Последние могут быть пружинные или жидкостные. Вакуумметр следует применять жидкостный, для точного определения вакуума на входе в насос. Перед каждым испытанием необходимо проверять приборы и регулярно продувать соединительные трубки.
Переводя показания приборов в метры Столба жидкости, для подсчета манометрического напора получим формулу , где — напор по манометру; — вакуум по вакуумметру; — поправка на вертикальное расстояние между манометром и вакуумметром (рис, 13). Если нагнетательный я всасывающий патрубки имеют разные диаметры, то полный напор Н равен , где — скорость во всасывающем патрубке; — скорость в нагнетательном патрубке. Общий к. п. д. насоса подсчитывается по уравнению (формула) где (формула).
Кроме энергетических испытаний проводят также кавитационные испытания насосов. Эти испытания можно проводить либо на универсальном стенде, либо на специальном кавитационном стенде. Целью кавитационных испытаний является получение допустимого значения вакуума на входе в центробежный насос НВдоП) при котором еще нигде не наблюдается холодное кипение жидкости.
Как уже указывалось в § 3, при понижении давления у входа в рабочее колесо ниже давления насыщенных паров данной жидкости при обычной температуре последняя вскипает. Указанное явление называют кавитацией. Когда говорят о кавитации в насосах, то под этим понимают комплекс явлений, сопровождающих вскипание жидкости:
Рис. 14. Кавитационные разрушения лопаток рабочих колес.
Выделение пара и растворенных газов в тех местах, где давление жидкости становится равным давлению ее насыщенных паров.
Местное повышение скорости в местах скопления пузырьков пара и движение жидкости в смеси с пузырьками газа.
Конденсация пузырьков, увлеченных потоком в область повышенного давления; при конденсации жидкость устремится к центрам исчезнувших пузырьков газа.
Это сопровождается быстрым повышением давления с сильными и частыми местными ударами, похожими на уколы, что приводит к навигационному разрушению поверхности лопаток на выходе из рабочего колеса (эрозия, ом. рис. 14).4). Химическое разрушение металла в зоне кавитации кислородом воздуха, который выделяется из жидкости в месте пониженного давления (коррозия).
Все это сопровождается характерным кавитационным треском и вибрацией насоса. Особенно сильно кавитационному разрушению подвержены чугуны и углеродистые стали, более устойчивы в этом отношении бронза и нержавеющая сталь. В последнее время в крупных насосах наряду с улучшением качества материалов для экономии высококачественных материалов применяют защитные покрытия деталей, подверженных действию кавитации.
Защитные покрытия встречаются следующих видов: наплавка поверхности твердым сплавом, металлизация поверхности в холодном состоянии, местная поверхностная закалка, тщательная обработка поверхности, покрытие основного металла тонкими пластинками нержавеющей стали.
Причиной кавитации может быть:
низкое барометрическое давление на входе во всасывающую трубу,
большая высота расположения насоса над уровнем жидкости,
Кавитация в центробежных насосах недопустима, так как это уменьшает к.п.д., напор и производительность насоса при одновременном повреждении деталей насоса.
Для определения кавитационных особенностей насосов составляются кавитационные характеристики Нвлоп =f(Q), полученные путем обработки результатов кавитационных испытаний. Кавитационный стенд представляет собой замкнутую циркуляционную систему, состоящую из насоса, всасывающего и напорного трубопроводов, герметичного резервуара, верхняя часть которого заполнена воздухом.
Откачивая воздух из резервуара, можно поддерживать различное пониженное давление на входе в насос (рис. 15). Так как система замкнута, то это приводит лишь к общему падению давления в системе без нарушения режима работы. Как показал опыт, в определенных границах изменение показания вакуумметра Hв значения Q, Н и остаются неизменными (рис. 16). При уменьшении давления в резервуаре 2 до некоторого значения Нв появляется шум, характеризующий наступление кавитации, но значения Q, Н и еще не претерпевают заметных изменений.
При дальнейшем понижении давления Q, И и начинают падать, кавитационный шум усиливается и в конечном счете происходит срыв работы насоса. При полном кавитационном срыве шум становится менее резким. Точно трудно установить момент начала воздействия кавитации, в связи с чем за допустимую вакуумметрическую высоту всасывания Hвкоп принимают то значение, при котором напор насоса Н при неизменной производительности уменьшается на 1÷2% от своего первоначального значения.
Проводя серию испытаний при различных расходах, устанавливают допустимое значение вакуумметрической высоты всасывания для каждого Q. На основании этих данных строят кривую Нвкоп=f(Q) и добавляют ее к рабочей характеристике. Таким образом получают график с нанесенными четырьмя кривыми: Н — Q; N — Q; — Q, Hвдоп-Q которые полностью характеризуют работу центробежного насоса по фактическим данным энергетических и кавитационных испытаний (рис. 17).
Насосное оборудование ЦНС и ЦНСг – это многоступенчатые секционные центробежные насосы, которые имеют горизонтальную конструкцию и предназначены для перекачивания чистой холодной и горячей воды. Существуют и другие разновидности этих агрегатов, используемые для перемещения масла и нефтепродуктов. Каждая модель обладает набором характеристик, которые и определяют сферу ее применения.
Использование центробежного насосного оборудования
Насосы типа ЦНС и агрегаты на их основе часто используются в теплоэнергетической промышленности для того, чтобы подавать питательную воду в паровые котельные теплоэлектроцентрали (ТЭЦ) небольшой мощности, в системы горячего водоснабжения, отопления и т. п.
Такое оборудование предназначено для того, чтобы перекачивать воду, которая имеет водородный показатель рН в диапазоне от 7 до 8,5, с массовой долей механических примесей не более 0,1%, размером твердых частиц до 0,1 мм.
Центробежные секционные насосы работают с подпором от двух до шести метров. Если такой подпор отсутствует, то кавитация быстро разрушает насосное оборудование. В случае установки для перекачивания воды температурой выше 45 градусов Цельсия нужно будет повышать подпор.
Характеристики центробежных секционных насосов
Насос ЦНС представлен на рынке широким модельным рядом. Модели отличаются между собой мощностью, напором, частотой вращения и подачей. Кроме того, каждый агрегат имеет определенные размеры. Изучить характеристики центробежных секционных насосов вы можете с помощью таблицы.
Модель насоса
Подача (м3/час)
Напор (м)
Частота вращения (об/мин)
Мощность (кВт)
ЦНС 13-70
13,00
70,00
2 950
5,2
13-105
13,00
105,00
2 950
7,7
13-140
13,00
140,00
2 950
10,3
13-210
13,00
210,00
2 950
15,2
13-315
13,00
315,00
2 950
22,8
38-44
38,00
44,00
2 950
6,8
38-66
38,00
66,00
2 950
10,2
38-132
38,00
132,00
2 950
19,8
60-200
60,00
200,00
1 475
51,00
60-66
60,00
66,00
2 950
15,7
60-231
60,00
231,00
2 950
53,2
180-255
180,00
255,00
1 475
178
180-297
180,00
297,00
1 475
208
180-340
180,00
340,00
1 475
238
300-1040
300,00
1040,00
2 950
1 140
300-120
300,00
120,00
1 475
140
300-600
300,00
600,00
1 475
700
850-360
850,00
360,00
1 500
1 157
850-960
850,00
960,00
1500
3 086
В таблице представлены характеристики только части насосного оборудования. Более подробно ознакомиться с модельным рядом, параметрами конкретного оборудования вы можете на нашем сайте или связавшись по телефону с менеджером.
Для всех насосов такого типа значение максимально допустимого давления на входе составляет не более 3 кгс/см2. Для системы горячего водоснабжения предназначены насосы ЦНСг. Они перекачивают воду температурой до 105 градусов Цельсия. Минимальное давление воды в них на входе равно 1 кгс/см2.
Насосы для масла и нефти
На основе оборудования ЦНС производятся и выпускаются насосы ЦНСм (для перекачки масла) и ЦНСн (для перекачивания нефти). Первые не предназначены для работы со взрывоопасными жидкостями. Они имеют сальниковое уплотнение и используются для перекачки масла в системе турбоагрегатов.
Оборудование ЦНСн используется для перекачки обводненной газонасыщенной смеси, а также товарной нефти при температуре 0 – 45 градусов Цельсия в системах нефтепромыслового сбора и транспортировки.
Насос ЦНС – это специализированное оборудование, каждая модель которого применяется в определенной отрасли, выполняет конкретную функцию. Так что выбор этих агрегатов зависит от применения.
Стандарты центробежных насосов
Международные стандарты конструкции и размеров центробежных насосов.
Рекламные ссылки
Для обеспечения единства центробежных насосов необходимы стандарты конструкции и размеров. Стандарты предоставляются такими организациями, как
ISO — Международные организации по стандартизации
API — Американский институт нефти
ANSI — Американский национальный институт стандартов
DIN — Немецкий институт нормирования
NPFA — Национальное агентство противопожарной защиты
BSi — Британский институт стандартов
Некоторые широко используемые стандарты центробежных насосов:
ANSI/API 610-1995 — Центробежные насосы для общего обслуживания нефтеперерабатывающих заводов. насосы, в том числе насосы, работающие в обратном направлении в качестве гидротурбин рекуперации энергии, для использования в нефтяной, тяжелой химической и газовой промышленности. Типы насосов, подпадающие под действие настоящего стандарта, можно разделить на консольные, между подшипниками и вертикально подвешенные.
DIN EN ISO 5199 — Технические спецификации для центробежных насосов
ASME B73.1-2001 — Спецификация для горизонтальных центробежных насосов с односторонним всасыванием для химических процессов. разгрузочная конструкция. Настоящий стандарт включает требования к взаимозаменяемости размеров и некоторые конструктивные особенности, облегчающие установку и техническое обслуживание. Цель настоящего стандарта состоит в том, чтобы насосы одного и того же стандартного размерного обозначения из всех источников поставки были взаимозаменяемы по монтажным размерам, размеру и расположению всасывающих и нагнетательных патрубков, входных валов, опорных плит и отверстий под фундаментные болты
ASME B73. 2-2003 — Технические характеристики вертикальных центробежных насосов для химических процессов
BS 5257:1975 — Технические характеристики горизонтальных центробежных насосов с односторонним всасыванием (16 бар) — Основные размеры и номинальная рабочая точка . Размеры полостей уплотнения и установки опорной плиты.
Рекламные ссылки
Связанные темы
Связанные документы
Engineering ToolBox — расширение SketchUp — 3D-моделирование в режиме онлайн!
Добавляйте стандартные и настраиваемые параметрические компоненты, такие как балки с полками, пиломатериалы, трубопроводы, лестницы и т. д., в свою модель Sketchup с помощью Engineering ToolBox — расширения SketchUp, которое можно использовать с потрясающими, интересными и бесплатными приложениями SketchUp Make и SketchUp Pro. .Добавьте расширение Engineering ToolBox в свой SketchUp из хранилища расширений SketchUp Pro Sketchup!
Перевести
О программе Engineering ToolBox!
Мы не собираем информацию от наших пользователей. В нашем архиве сохраняются только электронные письма и ответы. Файлы cookie используются только в браузере для улучшения взаимодействия с пользователем.
Некоторые из наших калькуляторов и приложений позволяют сохранять данные приложения на локальном компьютере. Эти приложения будут — из-за ограничений браузера — отправлять данные между вашим браузером и нашим сервером. Мы не сохраняем эти данные.
Google использует файлы cookie для показа нашей рекламы и обработки статистики посетителей. Пожалуйста, прочитайте Конфиденциальность и условия Google для получения дополнительной информации о том, как вы можете контролировать показ рекламы и собираемую информацию.
AddThis использует файлы cookie для обработки ссылок на социальные сети. Пожалуйста, прочитайте AddThis Privacy для получения дополнительной информации.
Реклама в ToolBox
Если вы хотите продвигать свои товары или услуги в Engineering ToolBox — используйте Google Adwords. Вы можете настроить таргетинг на Engineering ToolBox с помощью управляемых мест размещения AdWords.
Спецификация насосов, покупка, установка и применение
Насосы и системы, Март 2013 г.
Более 90 процентов всех насосов в различных отраслях промышленности являются центробежными. Крупные центробежные насосы с регулируемой скоростью хорошо известны для критических и крупных насосных услуг. Центробежные насосы имеют подходящую рабочую кривую по сравнению с другими насосами (например, осевые насосы и объемные насосы имеют относительно крутые кривые). Характеристики кривой могут быть согласованы с системными требованиями. Больший угол назад может вызвать более сильную реакцию (со стороны крыльчатки насоса) и относительно более крутую кривую.
Поскольку ступени насоса объединены, общий диапазон расхода объединенных ступеней может быть меньше наименьшего диапазона расхода отдельных ступеней. Из-за эффекта смешения при изменении расхода комбинированная кривая многоступенчатого насоса может иметь меньший рабочий диапазон. При разработке насосной системы и перед определением и покупкой насоса следует учитывать множество факторов, включая применение, установку, систему смазки, работу насоса и уровень шума, создаваемый насосом. Эти соображения обсуждаются в первой части настоящей статьи. Часть 2 будет опубликована в апрельском выпуске журнала Pumps & Systems за 2013 год.
Пример насосов разных размеров/моделей в семействе насосов. Это герметичные насосы с магнитным приводом ANSI. В этом семействе шесть моделей.
Спецификация насоса и покупка
Условия работы насоса следует разделить на набор нормальных условий и набор ненормальных условий. Весь ожидаемый диапазон рабочих условий должен определяться либо пределами диапазона, либо альтернативными рабочими условиями. Необычные условия эксплуатации, даже незначительные, следует указывать при разработке перечня. Вся доступная информация должна быть предоставлена производителю насоса. Во многих случаях незначительные системные или экологические условия могут вызвать серьезные проблемы. Примерами могут быть следы коррозии в жидкости, даже если они находятся на уровне частей на миллион.
Покупатель должен знать как можно больше о системе, в которой будет установлен насос, и о жидкости, которую будет перемещать насос/система, а затем сообщить об этом производителю. В частности, покупатель должен знать о любых необычных условиях и потенциальных неисправностях, которые могут повлиять на работу насоса. Примером может служить потенциал разгона температуры жидкости в некоторых установках с горячей жидкостью. В спецификации насоса должны быть указаны все ожидаемые максимальные значения температуры, а у поставщика насоса следует спросить о максимальной температуре, которую может выдержать насос.
Другим примером является возможность внезапной остановки центробежного насоса при переключении операций во время некоторых периодических процессов. Производитель насоса также должен быть проинформирован о возможности загрязнения. Следует тщательно изучить потенциальные условия работы насоса и отметить любую возможность загрязнения. Правильно включив потенциалы загрязнения в описание условий системы, поставщик насоса может включить решение, например, дополнительный запас по напору, при выборе/изготовлении наилучшего насоса для конкретного применения.
Заявка на насос должна содержать полный перечень объема поставки и обслуживания (желательно в виде таблицы). Ориентация сопла насоса также важна. В идеале детали ориентации патрубков должны быть согласованы с производителем насоса с самого начала.
Не думайте, что поставщик насоса полностью осведомлен о требованиях к материалам для системы/процесса. Указание минимальных требований к конструкционному материалу может помочь поставщику насоса на этапе проектирования/выбора насоса и избежать проблем в будущем. Поставщик стремится предоставить насос, совместимый со спецификациями и достаточно надежный, чтобы покрыть гарантийный период поставщика при минимально возможных затратах. При правильной формулировке технических характеристик насоса можно отметить минимальные требования к материалам. Он также может содержать комментарии, которые могут раскрыть опыт поставщика в выборе материала насоса.
Большое количество незапланированных остановов связано с дизайном поставщика; выбор поставщика материала; или выбор компонентов, таких как проблемы с уплотнениями, проблемы с подшипниками, чрезмерное загрязнение, высокая деградация, коррозия, эрозия и другие факторы. Однако эти проблемы на самом деле отражают недостаток знаний о применении, которого можно было бы избежать, если бы покупатель сообщил неправильные спецификации. Хорошим примером является использование аустенитных нержавеющих сталей, которые обычно считаются материалами высшего качества. Однако их нельзя использовать, если в перекачиваемой жидкости присутствуют хлориды из-за межкристаллитной коррозии и последующего растрескивания.
Ориентация входного трубопровода и ее влияние на производительность насоса очень важны. Не должно быть ни предротации, ни антиротации. Поток должен быть свободен от случайных искажений. В зависимости от конструкции, скорости жидкости и условий системы/процесса перед входом в насос может потребоваться прямая труба минимальной длины.
Оценка предложений по насосам
Оценка предложений должна проводиться с учетом стоимости энергии, первоначальных затрат и вопросов надежности с использованием установленного экономического уравнения. Если данные доступны, можно оценить общую стоимость владения, что является наилучшей доступной мерой для оценки предложения насоса. Крайне необходимо исправить все детали и уточнить все вопросы до размещения заказа на покупку насоса. Пока продавец не будет уверен, что у него есть заказ, он будет оставаться в торговой позе.
Рисунок 1. Пример насосов разных размеров в семействе насосов
Победитель торгов становится продавцом, когда контракт составлен и принят. Это важно, потому что в это время часы запустились, и все будущие даты будут отсчитываться от этой даты. Это также дата, с которой отсчитывается подача насоса.
Система смазки насоса
Согласно некоторым отчетам, может произойти значительное снижение расхода масла изготовленной системы смазки по сравнению с первоначально предложенной системой, которая была включена на этапе согласования. Покупатель и продавец имеют много дискуссий и дебатов по этому вопросу.
В некоторых случаях производительность системы смазки может быть снижена на 20–30 процентов, а иногда и на 40 процентов для некоторых крупных и ответственных насосов. Технические данные предложения (технические детали заявки) не являются окончательными, и можно ожидать некоторых изменений.
Однако обычно не должно происходить снижения расхода масла более чем на 25 процентов по сравнению с заказом на поставку. Любое сокращение, превышающее 30 процентов, потребует подробного обоснования. Поставщик должен предоставить данные и обоснование любого происходящего снижения расхода масла, особенно значительного снижения расхода масла гидродинамических подшипников. Достаточная подача масла к гидродинамическим подшипникам и редукторам всегда является проблемой.
Установка насоса
Необходимо также учитывать способ и место установки насоса/насосной системы. Основной функцией фундамента насоса является удержание насосного агрегата в соосном положении во всех режимах работы. Для выполнения этой функции фундамент должен быть жестким. Установление и поддержание соосности между компонентами насосного агрегата — особенно для больших насосных агрегатов, поставляемых на нескольких салазках, — затруднено, если фундамент склонен к чрезмерным прогибам.
Рис. 2. Пример насоса ANSI с ременным приводом — конструкция насоса ANSI иногда может помочь преодолеть такие проблемы, как нехватка места или низкий NPSH.
Фундамент должен быть достаточно большим, чтобы предотвратить чрезмерные дифференциальные отклонения и динамические вибрации, которые могут существенно повлиять на долгосрочную эксплуатацию. Другим аспектом является собственная частота фундамента. Фундамент должен быть настроен таким образом, чтобы любая собственная частота фундамента не совпадала с какой-либо частотой возбуждения насосного агрегата. Желательно, чтобы все собственные частоты фундамента были намного выше любой скорости возбуждения насоса, насколько это практически возможно.
В идеале насос можно разместить на фундаменте, выровнять и залить раствором, а трубопровод можно подсоединить в соответствии с процедурой установки насоса. Лаги часто возникают между разными шагами. Небрежность может задержать запуск и привести к неудачной установке насоса. Подробнее об установке будет рассказано в части 2 апрельского выпуска 2013 года.
Эксплуатация насоса
Во многих случаях основные причины проблем с центробежным насосом связаны с динамикой уплотнения, подшипника и ротора. Длинные тонкие роторы могут вызвать проблемы в центробежных насосах. Роторы некоторых высокоскоростных насосов подвержены критическим скоростям, которые возникают при запуске (особенно в насосах высокого давления).
Чувствительность к дисбалансу также может вызвать проблемы в работе. Во время эксплуатации, с течением времени, насосы подвергаются деградации, что обычно проявляется в постоянно увеличивающемся уровне дисбаланса. Чем чувствительнее ротор, тем короче время работы. Во многих случаях решение о замене или изменении конструкции компонента насосного агрегата было неверным. Неправильный диагноз или неверная интерпретация причины отказа насоса иногда приводит к решению, которое, по-видимому, устраняет проблему.
Однако, если оно неверно, решение может привести к более серьезным проблемам в будущем, поскольку устанавливается неверная связь между симптомом и причиной. Тщательное решение проблемы должно точно определить реальную причину проблемы и предотвратить осложнения.
Чистота потока жидкости также является ключевым фактором для бесперебойной работы и надежности насоса. Коррозионные вещества и следы требуют особого выбора материала и соображений эксплуатации. Загрязнение из-за загрязнения или жидкостной реакции может привести к быстрой деградации.
Уровень шума насоса
Общий уровень звукового давления, как правило, основан на расстоянии 1 метр от края блока насоса. Это означает, что уровень звукового давления каждого компонента на расстоянии 1 м от края рамы может отличаться, обычно ниже для больших насосных агрегатов, чем указанное значение шума для каждого компонента, то есть шум на расстоянии 1 м от этого компонента. Шум насосного агрегата — это не просто сумма шумов различных компонентов агрегата.
Редуктор, если он используется в насосном агрегате, является основным источником шума. На уровень шума редуктора больше влияет конструкция редуктора, чем передаваемая мощность. При работе с частичной нагрузкой редуктор может издавать такой же шум, а иногда и немного больше, чем при работе с полной нагрузкой. В качестве другого примера, редуктор мощностью 1 МВт и редуктор мощностью 1,5 МВт, использующие одни и те же принципы конструкции, могут генерировать практически одинаковый уровень шума.
Программы расчета уровня шума, предлагаемые поставщиками насосов, обычно не имитируют граничные условия звука вблизи насосного агрегата. Например, граничные условия (например, стена рядом с насосным блоком) могут влиять на шум, измеряемый на установке. Следовательно, необходимо учитывать этот эффект. Исходя из опыта, при некоторых неблагоприятных граничных условиях наблюдается повышение ожидаемого уровня звука для насосного агрегата примерно на 3–5 децибел.
Заключение
Когда пользователь насоса и поставщик насоса работают вместе как одна команда и если все вовлеченные инженеры уделяют достаточное внимание деталям, изменениям и требованиям, можно ожидать надежных и высокопроизводительных насосов. Ключом к успеху являются современные знания, правильные спецификации, надлежащий анализ документов поставщиков насосов, правильная проверка деятельности поставщиков и современные правила эксплуатации и технического обслуживания. Истинная рентабельность и экономия затрат при установке насосов могут быть достигнуты только за счет сочетания производительности, надежности, безопасности, доступности и ремонтопригодности.
Как очистить медь от черноты в домашних условиях: эффективные методы
Изделия из меди отличаются долговечностью и роскошным внешним видом и часто используются не только в бытовых, но и декоративных целях.
Медная посуда обладает хорошей теплопроводимостью, что позволяет ей быстро и эффективно нагревать еду. Ювелирные украшения из меди выглядят элегантно, а некоторые медики рекомендуют носить медные браслеты людям с заболеваниями сердечно-сосудистой системы, так как этот металл нормализует давление и оказывает благотворное влияние на здоровье человека.
Однако, с течением времени, медь тускнеет, мутнеет и покрывается зеленоватым налетом. Это неизбежный процесс окисления металла, происходящий в результате контакт с кислородом, особенно при нагревании. Но если предотвратить старение металла невозможно, то вернуть медным изделиям первозданный блеск в домашних условиях можно в два счета.
Помните, какой бы способы чистки меди вы ни выбрали, внимательно ознакомьтесь с инструкциями, а затем протестируйте его на небольшом и малозаметном участке поверхности.
Наиболее простой способ чистки медных изделий – это поместить их в горячую воду с добавлением небольшого количества моющего средства, осторожно потереть мягкой губкой и промыть водой. Разумеется, следует протестировать этот метод на небольшом участке поверхности, прежде чем погружать предмет в воду целиком.
Способы чистки меди
Существует множество специальных средств, а также народных рецептов очистки медных изделий от окиси и удаления темного налета:
Наиболее простой способ чистки медных предметов – это поместить их в горячую воду с добавлением моющего средства, потереть мягкой губкой или тряпкой и промыть водой
Если медный предмет невозможно поместить в кастрюлю, попробуйте натереть его долькой лимона, почистить щеткой, а затем вымыть водой
Для придания изделию блеска, натрите его смесью муки, крупной соли и уксуса, затем отполируйте мягкой тканью
Также рекомендуется полировать изделие смятой в небольшой шар газетой – старое доброе средство, которым наши бабушки чистили окна
Для чистки старинных изделий и борьбы с сильными загрязнениями, рекомендуется прокипятить медные предметы в растворе уксуса с добавлением двух столовых ложек соли. Когда изделие остынет, промойте его водой и насухо вытрите мягкой тряпкой
Самый необычный метод, рекомендуемый многими домохозяйками, это чистка меди обыкновенным томатным кетчупом. Нанесите густой слой кетчупа на изделие и оставьте на несколько минут, затем смойте водой. Это придаст изделию блеск и теплый красноватый оттенок, характерный для этого металла
Чистка медных монет и антикварных изделий
Чистить предметы, имеющие высокую рыночную стоимость, в домашних условиях нужно крайне осторожно, чтобы не испортить дорогостоящего изделия. Способ чистки зависит от типа загрязнения:
Чтобы удалить зеленоватый налет, поместите изделие в 10% раствор лимонной кислоты. Когда увидите, что налет растворяется, выньте, промойте и отполируйте медный предмет
Для удаления красноватого налета, поместите изделие в 5% раствор аммиака или углекислый аммоний, пока не увидите желаемого результата
Желтоватый налет образуется в результате контакта со свинцом. Удалить его можно погрузив предмет в 10% раствор уксуса
Чтобы вернуть изделию былой блеск и придать товарный вид, нанесите на него слой искусственной платины. Растворите 50 граммов медного купороса и 5 граммов марганцовки в литре дистиллированной воды. Нагрейте смесь до 80-90 градусов, поместите медные изделия и оставьте на некоторое время, периодически переворачивая. Добившись желаемого результата, высушите медные изделия и покройте защитным слоем спирта и бензола, смешанных в равных пропорциях.
Лимон и кетчуп можно использовать для чистки меди, предварительно протестировав их воздействие на малозаметном участке поверхности
Чтобы придать медному изделию блеск, натрите его смесью уксуса, крупной соли и муки, а также скомканной газетой. Как всегда, будьте осторожны и протестируйте данный способ, прежде чем приступать к чистке
Способ чистки медных монет и антикварных изделий зависит от цвета налета. Если у вас возникли сомнения, надежнее всего обратиться за помощью к специалистам
Первоначально опубликовано
Чем очистить медь в домашних условиях от черноты, зеленого налета, окиси
Медь – это очень ценный цветной металл, который пользуется большим спросом на рынке вторсырья. Ее природные запасы постепенно истощаются, поэтому в таких условиях актуально использование переработанной меди из металлолома. Это намного выгоднее, чем разработка новых месторождений. При этом переработанный лом полностью сохраняет все свои свойства, поэтому может использоваться в производственных целях.
Сама же медь с давних времен используется в различных целях. В частности, из нее изготавливалась посуда. Сейчас ее сфера применения намного шире: сантехнические изделия, токопроводящие жилы, теплообменники и теплоотводные приборы. При неправильной эксплуатации и при нерегулярном уходе предметы, которые изготовлены из меди, могут потерять свой блеск или даже потемнеть. В это случае вам будут полезны советы по поводу того, как почистить медь и вернуть ей свой первоначальный вид.
Содержание
Особенности меди
Как ухаживать за медными изделиями?
Основные способы чистки
Средство для мытья посуды
Зубная паста
Сочетание уксуса и соли
Кетчуп или томатная паста
Мыльный раствор
Мука, соль и уксус
Как очистить медь от зеленого налета: основные способы
Какие меры предосторожности следует соблюдать?
Особенности меди
Медь – это цветной металл, который обладает широкой сферой применения. При этом она используется для производства бронзы, которая очень высоко ценится в пунктах приема.
«Красный металл» обладает рядом эксплуатационных качеств, включая повышенную пластичность, устойчивость к образованию ржавчины, а также теплопроводность.
Вот несколько сфер использования этого металла:
Чистая медь используется для производства кабелей, проводов, сетевых проводников. В частности, от чистоты меди напрямую зависит электропроводимость, поэтому одной из самых дорогих считается электротехническая медь (содержится в кабелях).
Металл используется в приборах, где используются теплообменники – кулеры, холодильники, кондиционеры.
В составе медного купороса в сельскохозяйственной отрасли.
Изготовление сантехнических труб и фитингов.
Ювелирное производство. Сама медь не является драгоценным металлом, но она используется для производства колец, цепочек и другой ювелирной продукции в качестве добавки к золоту (от ее количества зависит проба золотых ювелирных украшений).
Строительная отрасль. В частности, листовая медь применяется в качестве кровли.
В продаже до сих пор можно встретить медную посуду, что объясняется бактерицидными свойствами этого металла.
Но по прошествии времени, а также при отсутствии соответствующего ухода за медными изделиями, на их поверхности может появиться зеленый налет, они могут почернеть или окислиться. Необходимо знать, как почистить медь в домашних условиях, ведь эта информация может пригодиться вам и в случае сдачи медного лома в пункты приема.
Как ухаживать за медными изделиями?
Есть несколько рекомендаций, касающихся правильного ухода за медными предметами. Они помогут как можно дольше сохранить естественный вид металла, поэтому не стоит ими пренебрегать.
Таких рекомендаций несколько:
Необходимо регулярно поддерживать чистоту медной посуды. После каждого использования нужно тщательно мыть и вытирать полотенцем. Остаточная влага может привести к почернению поверхности.
Для очистки нельзя использовать абразивные вещества, а также средства с содержанием хлора и аммиака. Чтобы не допустить появления царапин на поверхности, нельзя использовать металлические лопатки и ложки, а также щетки с грубой щетиной для очистки.
Медные украшения следует как можно чаще протирать влажными салфетками. Это нужно для того, чтобы удалять с их поверхности кожный жир.
Мыть изделия следует только вручную, не используя посудомоечную машину.
Если соблюдать эти достаточно простые советы, то можно существенно продлить срок службы медных изделий, а также сохранить их естественный блеск.
Основные способы чистки
Если загрязнения все-таки появились, то важно знать, чем очистить медь, а также какие подручные средства оказываются максимально эффективными. Если вы планируете сдавать медь на металлолом, то вам тоже придется очищать металл, чтобы его цена была выше при сдаче.
Средство для мытья посуды
Для устранения небольших загрязнений, а также для того, чтобы освежить внешний вид медного изделия, можно воспользоваться обычным средством для мытья посуды. Его нужно развести в какой-нибудь емкости с теплой водой. Далее помещаем в этот раствор изделия, которые нужно очистить. Можно воспользоваться мягкой губкой для очистки, после чего вытереть предметы насухо полотенцем.
Зубная паста
Лучше использовать обычную белую зубную пасту без добавок. Такой способ очистки можно использовать для очищения небольших украшений и монет. При этом он помогает только в том случае, если загрязнения незначительны.
Поверхность полностью покрывается зубной пастой – в таком состоянии изделие нужно оставить на 24 часа. Затем слегка чистим поверхность с помощью зубной щетки, потом моем предмет и удаляем остатки влаги.
Сочетание уксуса и соли
Это достаточно эффективный способ, который считается одним из самых быстрых. Особенно эффективен от потемнения и образовавшегося налета.
Для очистки нам понадобиться обычный столовый уксус и соль (можно брать поваренную). На 1 стакан уксуса идет одна или две столовые ложки соли. В полученный раствор еще до растворения соли помещаются медные предметы. Далее протираем поверхность. Понятно, что он больше подходит для небольших изделий, потому что очистка крупных медных отходов подразумевает достаточно большое количество соли и уксуса.
Кетчуп или томатная паста
Кетчуп – это не совсем стандартный, на первый взгляд, ингредиент, которым можно почистить медь. Вместе с тем он подходят для незначительных загрязнений и устранения небольшой ржавчины на предметах.
Поверхность намазывается кетчупом или томатной пастой и оставляется на 1-2 часа. По истечении этого времени нужно тщательно протереть поверхность куском хлопчатобумажной ткани, а также промыть в проточной воде. Томаты обладают естественной кислотностью, поэтому такой способ действительно эффективен.
Мыльный раствор
Рецепт мыльного раствора достаточно прост:
Хозяйственное мыло натираем на терке. Можно и настрогать ножом, но мыльная стружка намного быстрее растворится в воде.
Заливаем в емкость воду. Ставим на печь для нагрева (мыло должно полностью раствориться).
Медные изделия помещаются в раствор на несколько дней. Метод эффективен, но его нельзя назвать быстрым.
Мука, соль и уксус
Сочетание этих ингредиентов помогает бороться с загрязнениями, а также возвращает прежний блеск медным изделиям.
Берем обычную муку, смешиваем ее с солью в равных пропорциях. В полученный смесь заливаем примерно такое же количество уксуса. В итоге должна получится кашеобразная смесь, которой нужно натереть медный предмет.
Как очистить медь от зеленого налета: основные способы
Появившийся зеленый налет на меди можно устранить с помощью следующих средств:
Лимонная кислота. Нам понадобится один пакетик лимонной кислоты, которую нужно растворить в 100 мл воды. Если дома есть только свежий лимон, то можно им натереть изделие и оставить на некоторое время.
Кока-кола. В интернете можно увидеть достаточно много роликов, где магазинной колой очищают различные поверхности. Объясняется это тем, что в ее составе содержится ортофосфорная кислота, которая действительно помогает бороться с загрязнениями. Кока-кола наливается в емкость, затем туда помещается предмет, который нужно очистить. Но нужно быть готовым к тому, что придется ждать 1-2 дня.
Сочетание этилового спирта и щавелевой кислоты. Пропитываем этой смесью мягкую губку и протираем медную поверхность.
Смесь керосина с белым мелом. Соединяем оба ингредиента до состояния кашицы. После нанесения нужно дать время, чтобы смесь подействовала на загрязнения. Затем промываем водой, вытираем сухой тканью.
Какие меры предосторожности следует соблюдать?
Важно не только знать, как почистить медные изделия, но и как сделать это с минимальным риском для себя. Такие вещества, как уксус, особенно если они вступают в реакцию с содой, могут выделять вредные для слизистой испарения, поэтому нужно быть максимально осторожным.
Есть несколько рекомендаций:
Всегда работайте в резиновых перчатках, чтобы исключить воздействие агрессивных веществ на кожные покровы.
Если очищаете уксусом, то можно надеть маску, чтобы не дышать его испарениями.
При механической чистке медной поверхности необходимо надевать очки для защиты глаз.
Если в глаза попал мыльный раствор или другие средства, которые вы используете для очистки, нужно немедленно промыть их водой. Если неприятные ощущения не исчезли, глаза продолжают слезиться, то нужно вызвать скорую помощь.
Чтобы не повредить поверхность, не используйте абразивные средства и щетки с грубой щетиной. Не рекомендуется работать с химическими средствами, в составе которых есть кислоты.
Мы надеемся, что наши рекомендации будут для вас полезны. В пунктах приема большое внимание уделяет внешнему виду металлолома, что прямым образом сказывается на его цене. Если вы потратите немного своего свободного времени и усилий, то вы сможете очистить медный лом и подготовить его к сдаче. Это в ваших же интересах, потому что за хорошо очищенный металлолом предусмотрена более высокая цена.
В пунктах приема компании «ЭкоПромМет» всегда адекватно относятся к количеству примесей в металле. Мы принимаем лом в любом состоянии, но если вы хотите выгоднее сдать цветмет, то очищайте его с помощью тех средств, о которых мы говорили.
Как очистить медь | Марта Стюарт
Все, что вам нужно, это несколько кухонных ингредиентов и немного жира.
sarah schreiber martha stewart
Автор Sarah Schreiber Обновлено 24 ноября 2021 г.
Каждый продукт, который мы представляем, был независимо отобран и проверен нашей редакционной группой. Если вы совершите покупку по включенным ссылкам, мы можем получить комиссию.
Металлические детали из латуни, серебра и меди добавят тепла и элегантности в любую комнату. Однако со временем они неизбежно теряют свой блеск, образуя слой тусклого цвета. Даже в оптимальных условиях — в прохладном, сухом месте, защищенном от прямых солнечных лучей — невозможно избежать потускнения. Причина? Это вызвано естественной, непреодолимой реакцией между металлическим объектом и окружающей средой. Хотя потускнение само по себе не вредно, оно может быть неприглядным. К счастью, его легко отполировать. (Хотя иногда желательно и небольшое количество патины.) Однако вам нужно проявлять особую осторожность, когда дело доходит до очистки меди, что может быть особенно сложно; если вы будете тереть слишком сильно, вы можете поцарапать металл и удалить отделку. Чтобы безопасно и правильно очистить и отполировать этот материал, мы обратились за помощью к Лесли Рейхерт, тренеру по зеленой уборке и автору книги «Радость зеленой уборки» (14,9 долл. США).5, amazon.com) , чтобы собрать советы по использованию продуктов, не содержащих химикатов, для эффективной очистки широкого спектра изделий из меди.
Однако, прежде чем вы начнете, Райхерт предлагает проверить, запечатан ли ваш медь. Если это так, вам не нужно чистить его с помощью способов, описанных ниже. «Герметиком может быть масло или лак, которые наносятся для предотвращения потускнения. Очистка меди пастой или даже смесью лимонного сока и соли может полностью удалить герметик». Для предметов, которые — это не , покрытые герметиком, эти обработки удивят всех, кто их попробует, и вернут естественный винтажный шарм даже самым потускневшим медным изделиям.
mord02545_0410_copper.jpg
Соберите ингредиенты.
Обязательно имейте под рукой следующие ингредиенты, говорит Райхерт, для удаления и предотвращения потускнения и полировки медных изделий: пищевая сода, лимонный сок, соль, уксус, кетчуп, детское масло, апельсиновый сок (в качестве альтернативы) и пищевая сода. Вам понадобится последний ингредиент в этом списке, если вы делаете глубокую чистку; он хорошо работает в местах, требующих особого внимания, например, на дне медной посуды. «Можно посыпать это место пищевой содой, а затем осторожно протереть пятно губкой с теплой водой. Не будьте слишком агрессивны — вы не хотите поцарапать медь», — говорит Райхерт.
Кислые фрукты, такие как лимоны и апельсины, удаляют тусклость в сочетании с солью.
Лимонный сок и соль помогают удалить налет с меди всего за три простых шага. Сначала выжмите сок из лимона в миску и посыпьте сок солью. Райхерт делает соотношение 75:25, лимона в три раза больше, чем соли. Затем перемешивайте в течение одной минуты, пока соль не растворится. Наконец, окуните тряпку в раствор и протрите медь. «Это волшебство, как он сразу удаляет тусклость. Я использую этот метод вместо того, чтобы окунать лимон в соль, чтобы не поцарапать медь», — отмечает Райхерт. Если у вас нет лимонного сока, она предлагает вместо него апельсиновый сок, так как он тоже кислый.
Попробуйте уксус или кетчуп.
«Если у вас есть большой медный предмет и вы хотите быстро его почистить, вскипятите три стакана воды и добавьте стакан уксуса и одну столовую ложку или больше соли», — говорит Райхерт. Затем перемешайте смесь, пока соль не растворится, а затем поместите медный предмет в воду. «Запятнание сойдет сразу». Хотя этот метод самый простой, иногда вам нужно немного поработать над ним. Если это так, «используйте кетчуп и нанесите его на котел. Кислота в помидорах удалит потускнение», — отмечает Райхерт. «После того, как вы натерли все вокруг предмета, обязательно тщательно промойте его».
Профилактика и уход имеют ключевое значение.
«Предотвратите потускнение меди, нанеся на нее тонкий слой детского или минерального масла сразу после очистки», рекомендует Райхерт. Вот в чем дело: металл должен быть полностью очищен, прежде чем наносить масло, но этот шаг стоит сделать. «Медь начинает тускнеть, как только ее очищают. Масло изолирует медь от воздуха и замедляет процесс потускнения». Что касается самого лучшего способа ухода за медной посудой и предметами коллекционирования? Райхерт больше всего рекомендует метод с лимонным соком и растворенной солью; этот вариант очистки, по ее словам, не удалит отделку и не поцарапает металл. «Этот простой процесс абсолютно жидкий и не повредит поверхность», — утверждает она, отмечая, что вы должны чистить эти предметы так часто, как хотите, или, по крайней мере, при первых признаках потускнения.
Как очистить медь: 3 действенных метода
Как очистить медь: 3 действительно работающих метода
Автор Эмма Сингер
Опубликовано 25 марта 2021 г.
компания может получать компенсацию за партнерские ссылки в истории. Подробнее об этом процессе можно узнать здесь.
Медь является отличным проводником тепла, поэтому этот металл так ценится в кухонной посуде. Кроме того, его оттенок розового золота имеет серьезные очки с точки зрения эстетической привлекательности — если медные кастрюли, сковородки и аксессуары на вашей кухне не потускнели. Увы, потускнение совершенно неизбежно при работе с медью, так как оно может быть вызвано воздействием влаги, человеческого прикосновения и даже кислорода. Да, медь может превратиться из яркой и блестящей в коричневую и тусклую в мгновение ока, но мы рады сообщить, что вы можете полировать ее так же быстро. Читайте ускоренный курс о том, как очистить медь и вернуть ей гламурный вид.
PhotoAlto/Jerome Gorin/Getty Images
Несколько вещей, которые нужно знать перед началом работы
Не бойтесь, друзья: ваш медь может быть тенью самого себя, но вы не сделали ничего плохого. Медь является высокореактивным металлом, и она очень легко окисляется (то есть тускнеет), а это означает, что даже незначительное использование может сделать медный горшок тусклым. Тем не менее, есть несколько советов по уходу, которые следует учитывать при работе с этим красно-оранжевым металлом.
Вода и агрессивные химические вещества являются основными причинами окисления меди (а последнее может даже нанести непоправимый ущерб). Таким образом, если у вас на кухне есть медная посуда, вы никогда не захотите оставлять ее висящей в раковине на какое-то время: вымойте медные кастрюли и сковородки вручную и быстро и тщательно высушите их чистым кухонным полотенцем. Другими словами, откажитесь от высокой температуры посудомоечной машины и длительного воздействия влаги, которую приносит сушилка, и ваш котел будет счастливее. Когда дело доходит до полировки, потускнение легко удалить с помощью комбинации мягкой кислоты и осторожного трения. (Примечание: ключевые слова здесь мягкий и мягкий , так как агрессивные химикаты и чрезмерная чистка могут привести к царапинам и повреждению металла). или лак (т.е. он имеет блестящую поверхность). Если он был загерметизирован, не следует очищать его ни одним из методов, описанных ниже, так как эти продукты могут удалить герметик. Вместо этого очистите лакированную медь с помощью мягкой ткани, смоченной в водном растворе с каплей мягкого средства для мытья посуды. Аккуратно отполируйте, чтобы удалить пыль и грязь, а затем смойте мыло влажной тканью. Протрите сухой тканью, убедившись, что вся вода удалена с поверхности.
Хорошо, теперь, когда мы рассмотрели основы, вы готовы заняться этим потускнением.
1. Как очистить медь лимоном и солью
Хорошие новости: вы можете легко отполировать медь с помощью нескольких ингредиентов, которые у вас, вероятно, уже есть под рукой, говорят профессионалы компании Copper h3O. Здесь лимон (т. е. мягкая кислота) и соль (абразивное средство) работают вместе, чтобы в один миг удалить стойкое потускнение. Для этого метода вам просто нужно смешать жидкую пасту, смешав одну часть соли и две части лимонного сока. После того, как ваш самодельный полироль для меди будет готов, налейте его на изделие и аккуратно удалите потускнение тряпкой, мягкой губкой или половинкой лимона. Вы можете использовать как крупную, так и обычную соль, в зависимости от степени потускнения, но не увлекайтесь чисткой и никогда не используйте стальную мочалку или любую другую абразивную щетку, так как это приведет к царапинам.
2. Как очистить медь уксусом и солью
Нет под рукой цитрусовых? Без проблем. Есть еще один раствор для очистки меди, который вы можете использовать вместе с обычными скобами для кладовой — на этот раз с уксусом вместо лимонного сока — и с ним так же легко работать. Сначала поместите медный предмет в раковину и щедро посыпьте поверхность солью. Затем сбрызните соль уксусом — ровно столько, чтобы предмет был влажным, но соль не смылась. Наконец, добавьте еще немного соли и осторожно потрите медь тряпкой или мягкой губкой, чтобы мгновенно удалить потускнение. Легко, верно?
3. Как почистить медь с помощью бармена Друг
Если ваша медь очень сильно потускнела и описанные выше естественные методы просто не очищают ее (или вам нужен последний лимон на ужин), вам может понадобиться добудьте большие пушки: Друг Хранителей Бара. Этот продукт стал культовым, потому что он может с легкостью справиться с целым рядом сложных работ по очистке, и он особенно эффективен, когда речь идет о минеральных отложениях (таких, которые образуются в унитазе) и, как вы уже догадались, о потускнении. Как только вы зачерпнете немного Bar Keepers Friend, процесс очистки станет простым, говорят нам эксперты по меди из Falk Culinair. Вот что нужно сделать: просто посыпьте обильный слой средства на медный предмет и начните чистить влажной, не царапающей губкой, чтобы увидеть, как пятна на поверхности тают, как по волшебству.
 A.S.
A.S. A.S.
A.S.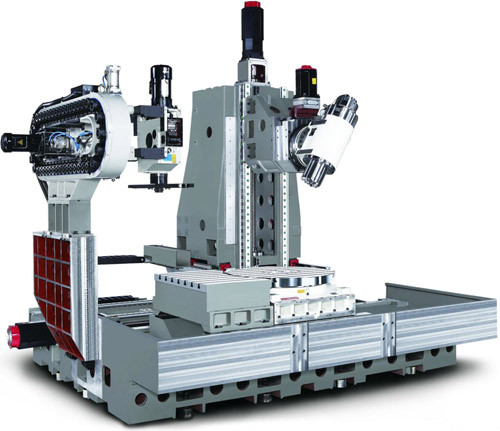
 Основная задача таких станков – это обработка резанием различных видов деталей, которые входят в конструкцию технических механизмов и вращающихся узлов в условиях промышленного производства и частных мастерских.
Основная задача таких станков – это обработка резанием различных видов деталей, которые входят в конструкцию технических механизмов и вращающихся узлов в условиях промышленного производства и частных мастерских. Процесс резания происходит благодаря вращающемуся механизму – шпинделя. В цангу шпинделя крепится режущий инструмент, который производит запрограммированные операции с установленной заготовкой. Рабочий стол движется за счет подвижного узла направляющих, перемещаясь по вертикальной или горизонтальной оси.
Процесс резания происходит благодаря вращающемуся механизму – шпинделя. В цангу шпинделя крепится режущий инструмент, который производит запрограммированные операции с установленной заготовкой. Рабочий стол движется за счет подвижного узла направляющих, перемещаясь по вертикальной или горизонтальной оси.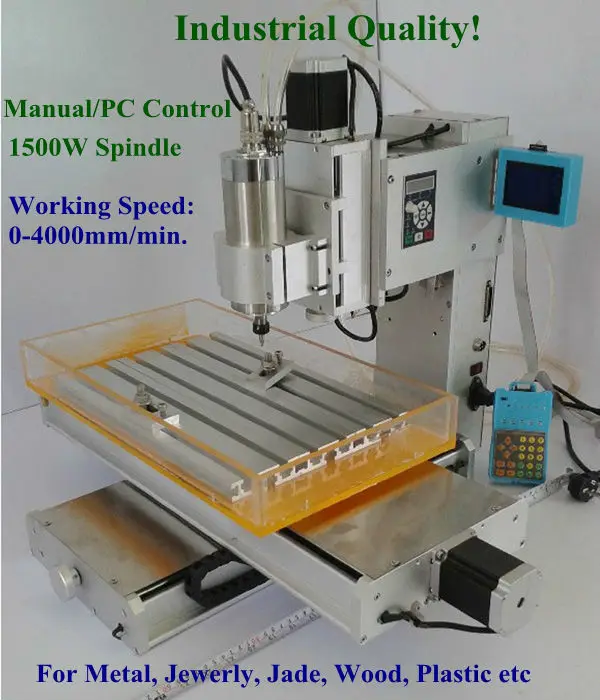
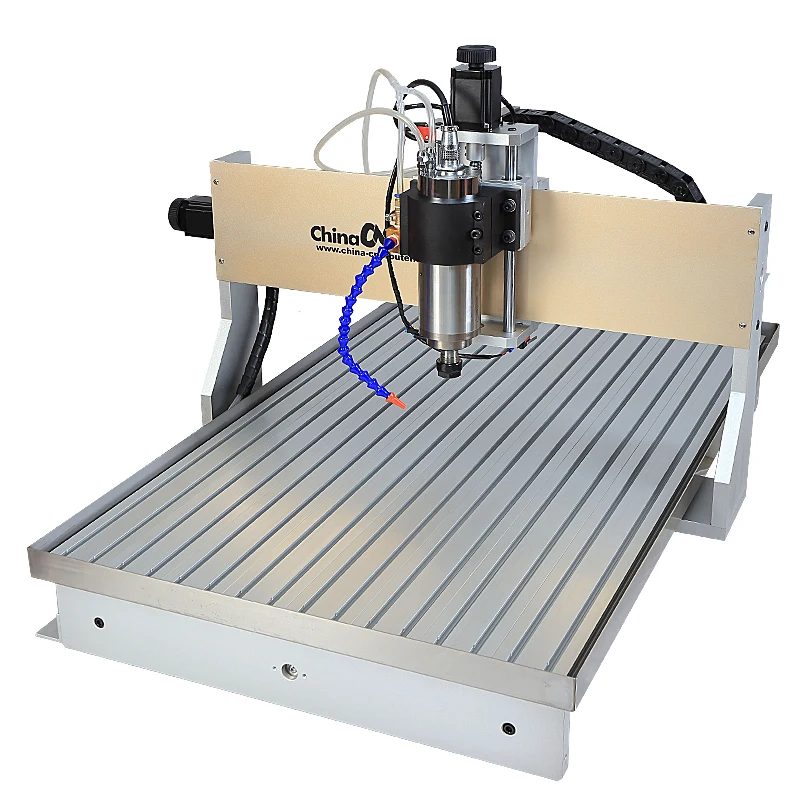 С такими станками удобно работать как в промышленной отрасли, так и в домашних условиях. Контроль за ходом операции может осуществлять только один оператор.
С такими станками удобно работать как в промышленной отрасли, так и в домашних условиях. Контроль за ходом операции может осуществлять только один оператор.

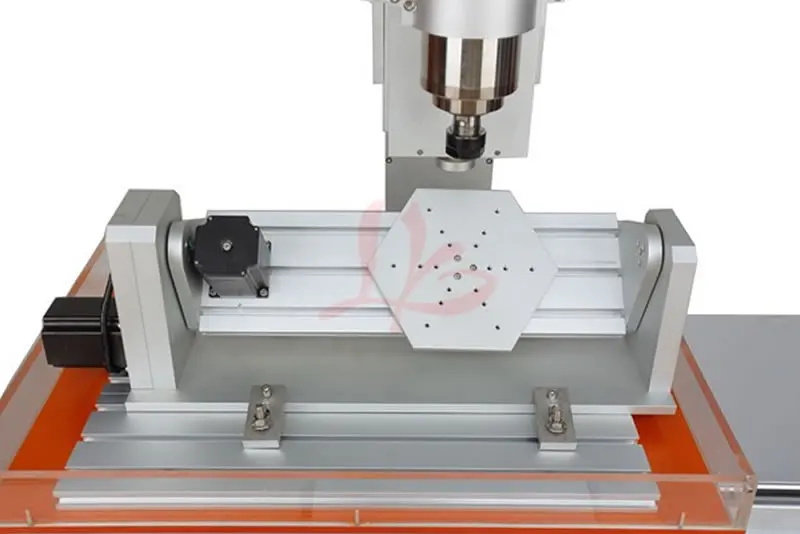
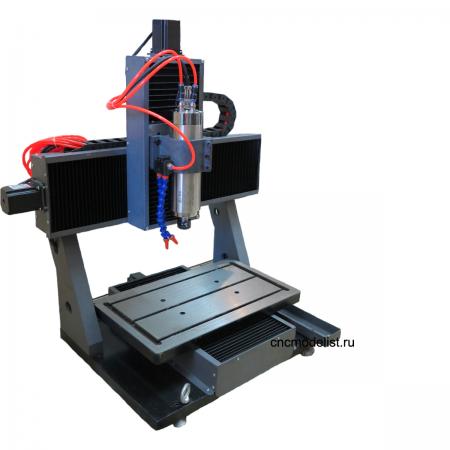

 Редко можно найти фрезерный станок с ЧПУ стоимостью менее 5000 долларов, но это дешево, когда речь идет об этих станках — лучшие из используемых в промышленности стоят десятки тысяч долларов.
Редко можно найти фрезерный станок с ЧПУ стоимостью менее 5000 долларов, но это дешево, когда речь идет об этих станках — лучшие из используемых в промышленности стоят десятки тысяч долларов. Он добавляет две оси вращения в дополнение к стандартным осям Y, X и Z, что означает, что он может обрабатывать детали со значительно более высокой точностью и гибкостью. Подобные 5-осевые фрезерные станки используются для обработки очень сложных изделий, таких как детали самолетов и даже военного оружия.
Он добавляет две оси вращения в дополнение к стандартным осям Y, X и Z, что означает, что он может обрабатывать детали со значительно более высокой точностью и гибкостью. Подобные 5-осевые фрезерные станки используются для обработки очень сложных изделий, таких как детали самолетов и даже военного оружия.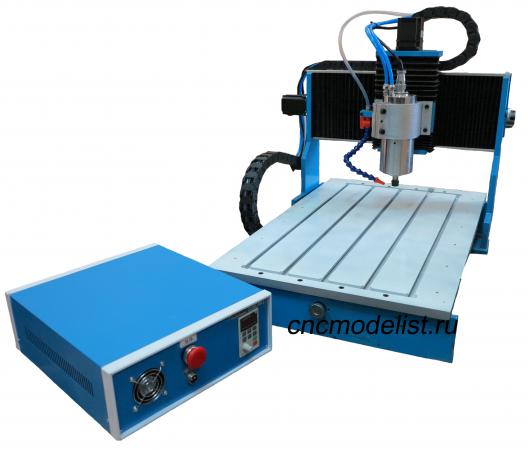
 Таким образом, вы можете выбрать, какой компьютер использовать, в том числе тот, с которым вы уже знакомы, и сократить начальную кривую обучения. Однако он поставляется с программным обеспечением MACh4.
Таким образом, вы можете выбрать, какой компьютер использовать, в том числе тот, с которым вы уже знакомы, и сократить начальную кривую обучения. Однако он поставляется с программным обеспечением MACh4. PCNC можно разместить практически где угодно, например в гаражах, офисах, подвалах, школах и механических мастерских, поэтому это отличный выбор для малого бизнеса и учебных заведений.
PCNC можно разместить практически где угодно, например в гаражах, офисах, подвалах, школах и механических мастерских, поэтому это отличный выбор для малого бизнеса и учебных заведений.


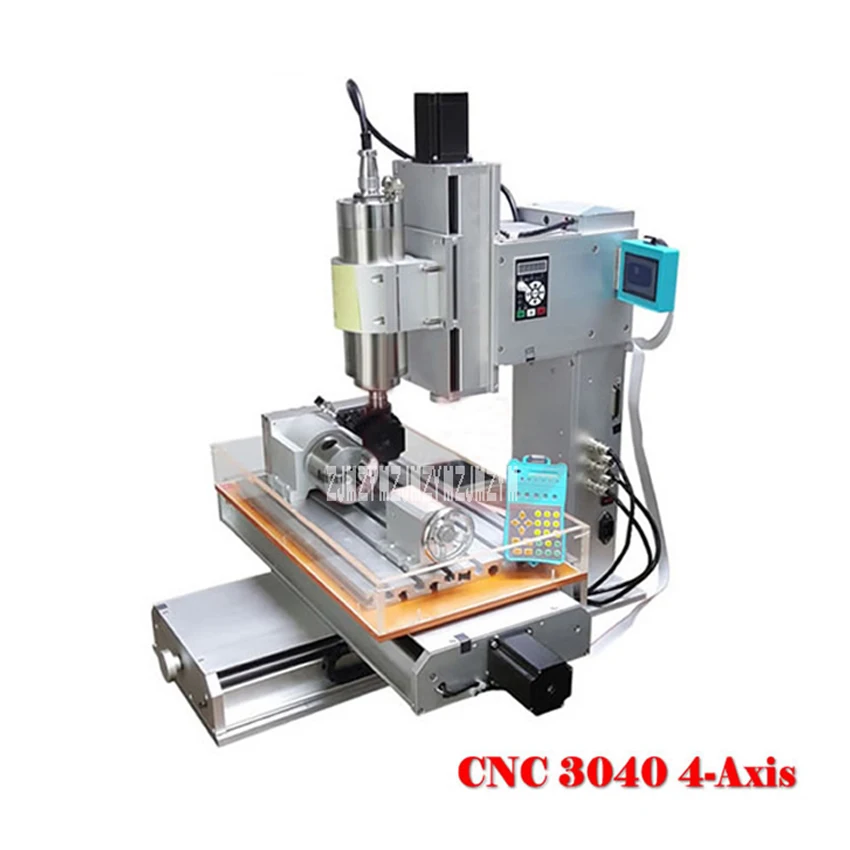


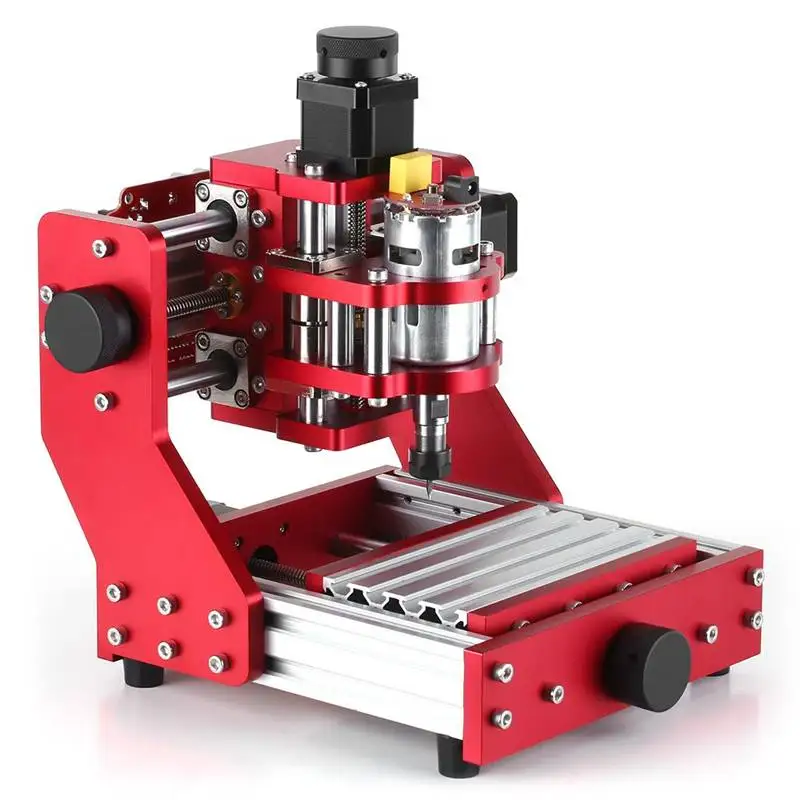
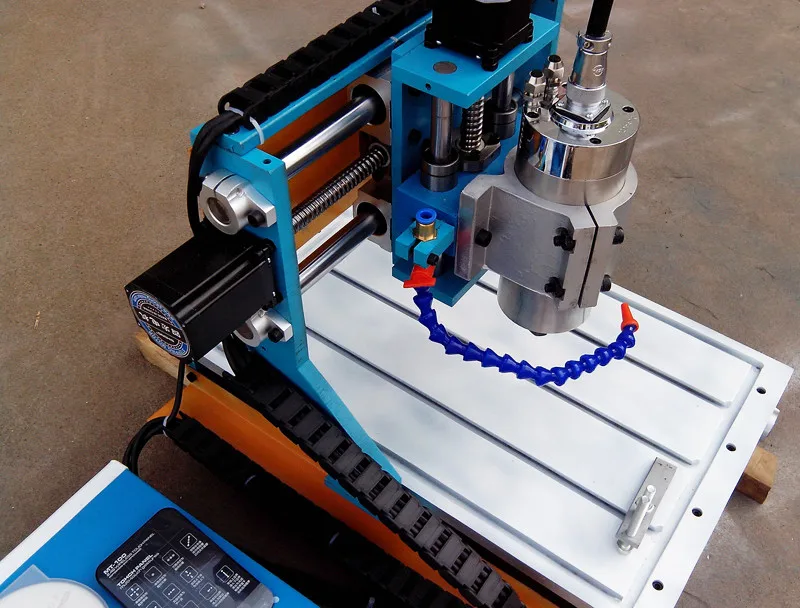

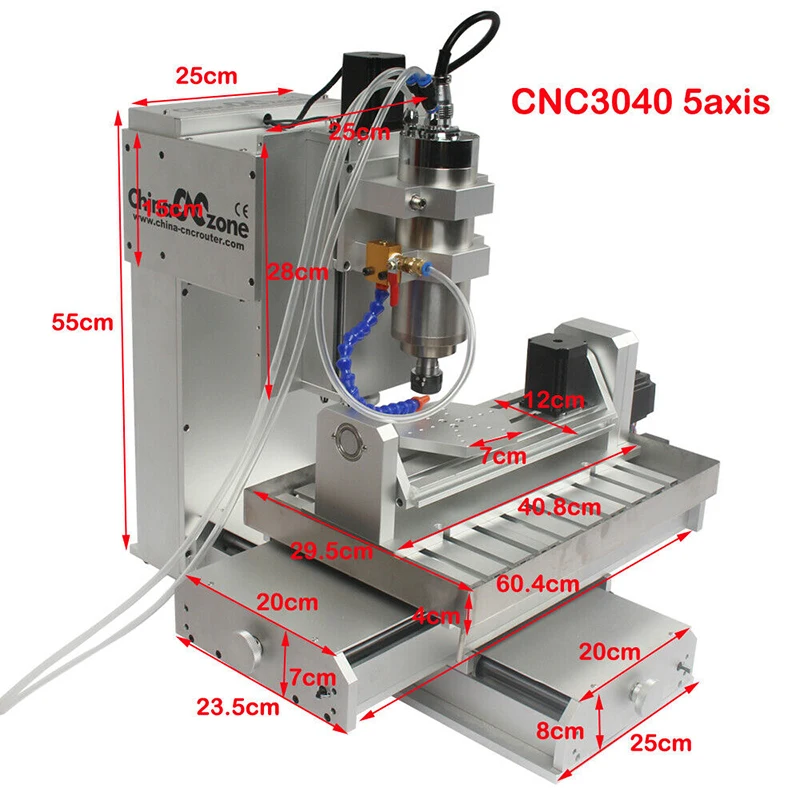 Из-за этого большинство компаний предпочитают револьверные машины, поскольку они обладают большей универсальностью.
Из-за этого большинство компаний предпочитают револьверные машины, поскольку они обладают большей универсальностью.  Он предназначен для работы с более тяжелыми материалами и деталями.
Он предназначен для работы с более тяжелыми материалами и деталями.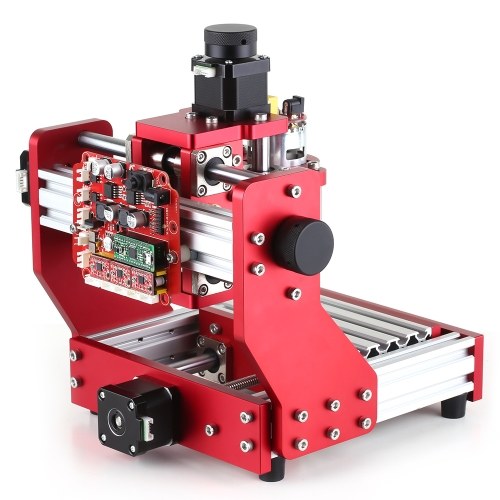

 Nomad может с легкостью создавать сложные плавные органические формы.
Nomad может с легкостью создавать сложные плавные органические формы. 1, 10, OS X 10.9, 10.10, 10.11
1, 10, OS X 10.9, 10.10, 10.11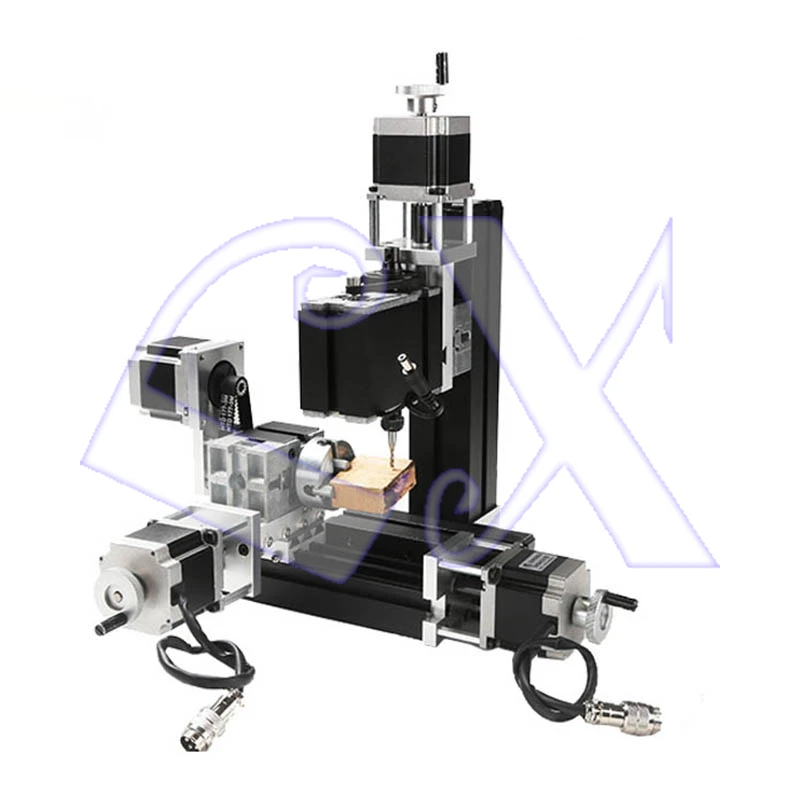 1, 10, OS X 10.9, 10.10, 10.11
1, 10, OS X 10.9, 10.10, 10.11

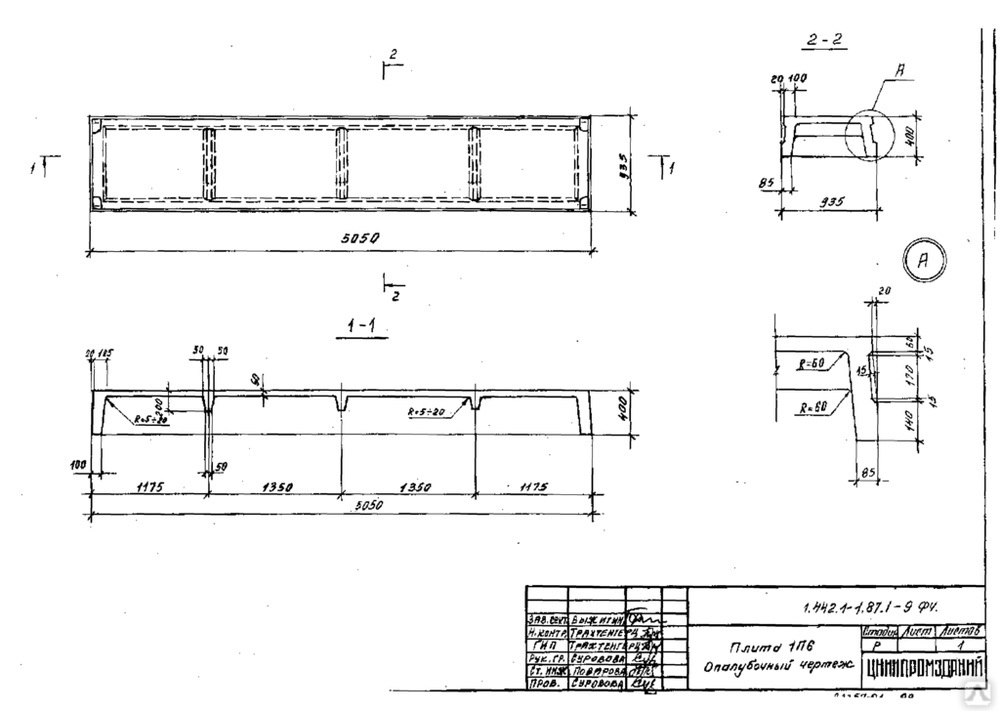 При этом не только создается основание следующего этажа, но и решаются задачи:
При этом не только создается основание следующего этажа, но и решаются задачи: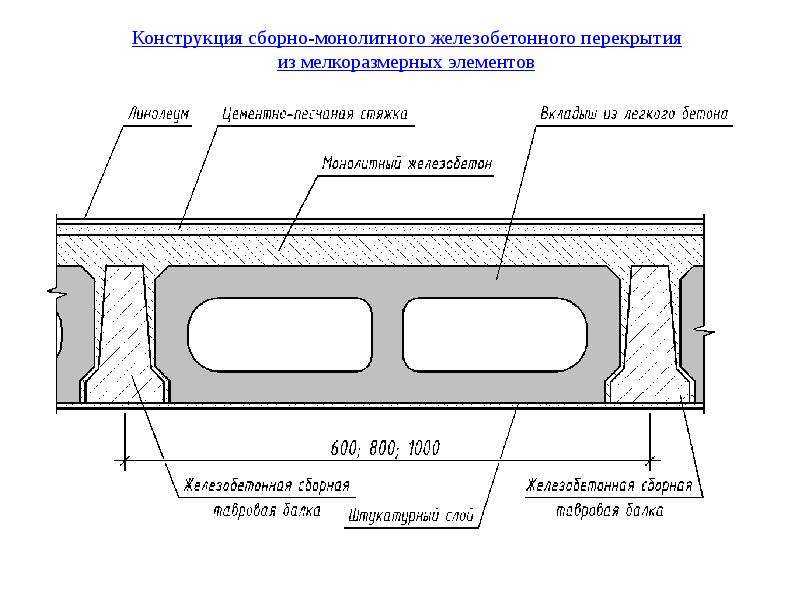
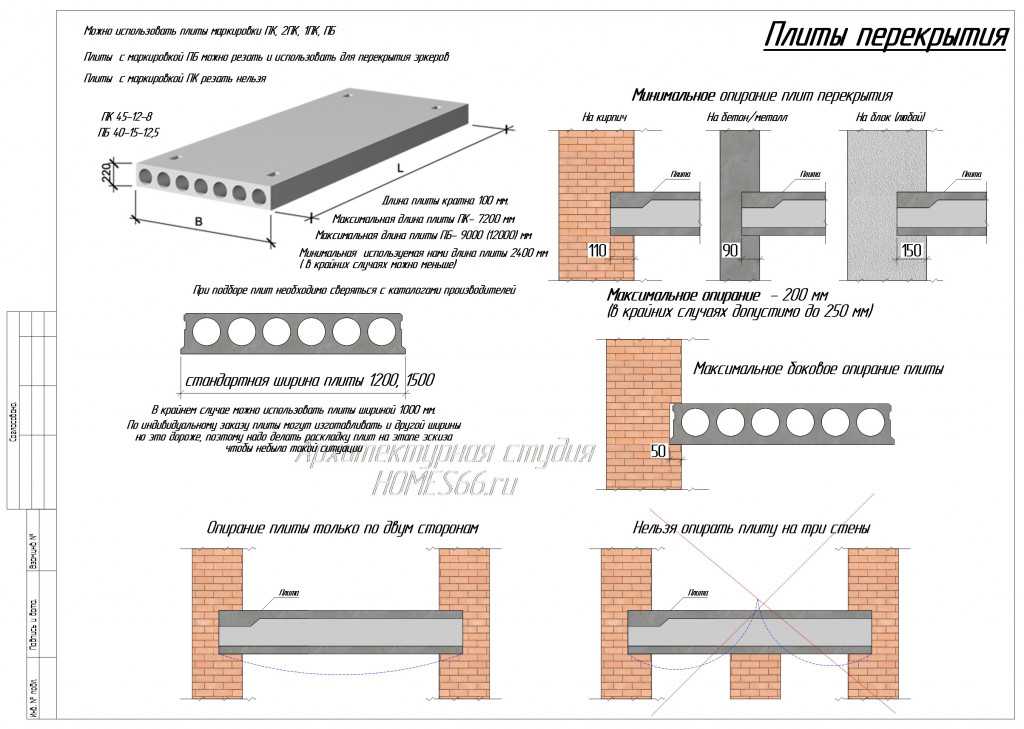

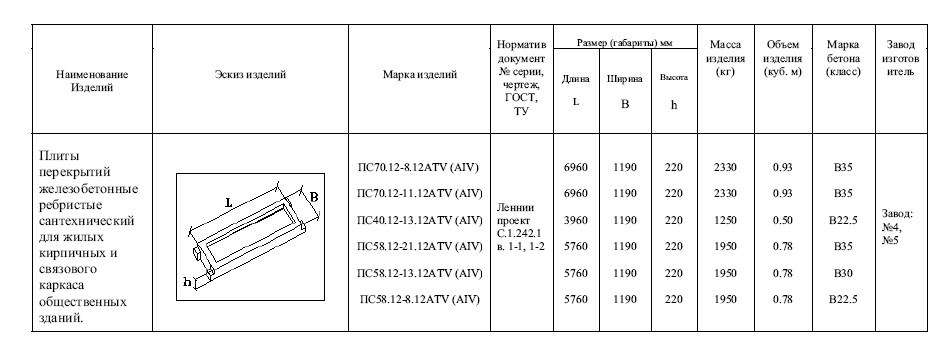 Используется следующая технология производства:
Используется следующая технология производства: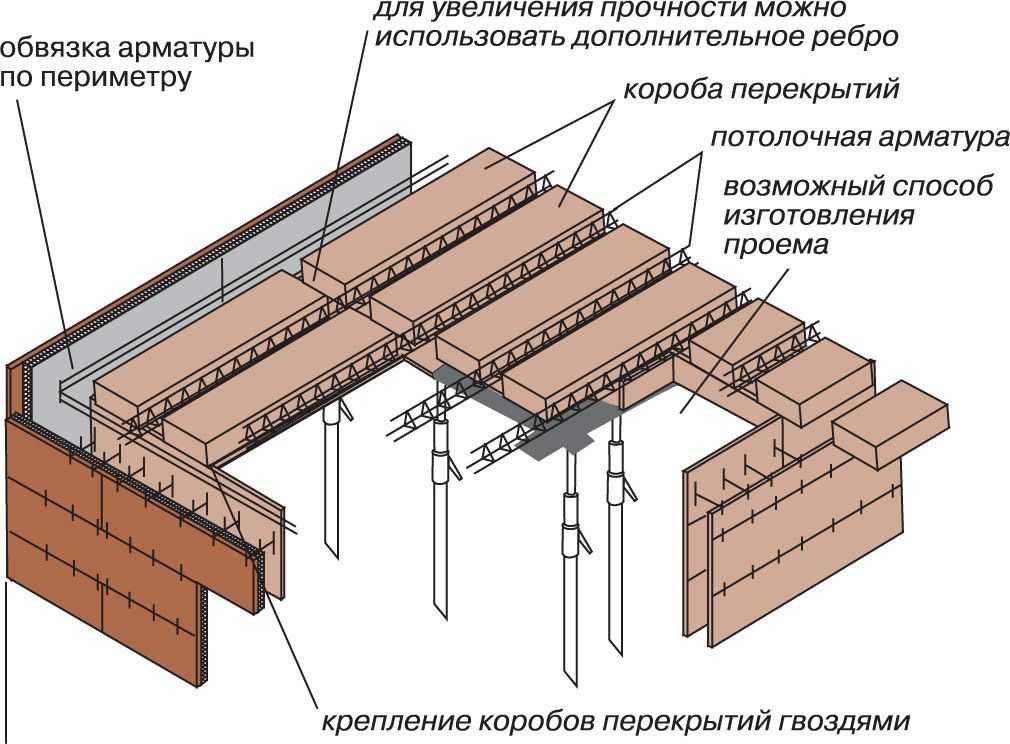
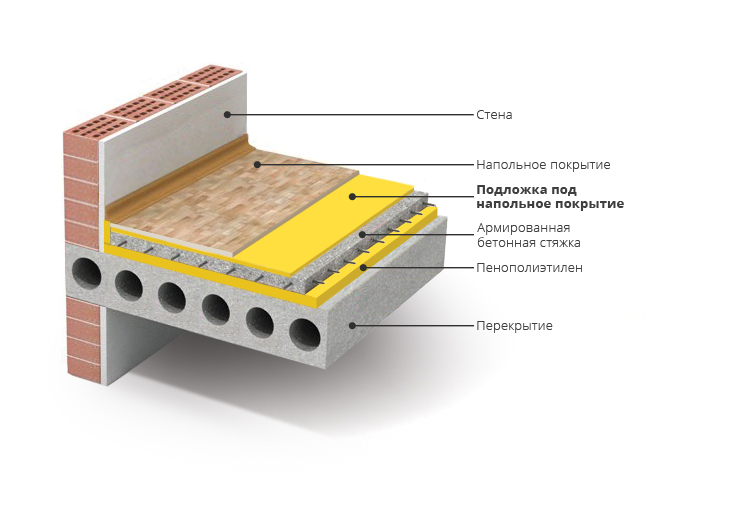 Как правило, плиты с предварительно напряженной арматурой имеют большую максимальную длину, чем изделия с обычной армировкой. Рекомендуем ознакомиться с основными видами и сериями этих ЖБИ изделий.
Как правило, плиты с предварительно напряженной арматурой имеют большую максимальную длину, чем изделия с обычной армировкой. Рекомендуем ознакомиться с основными видами и сериями этих ЖБИ изделий.
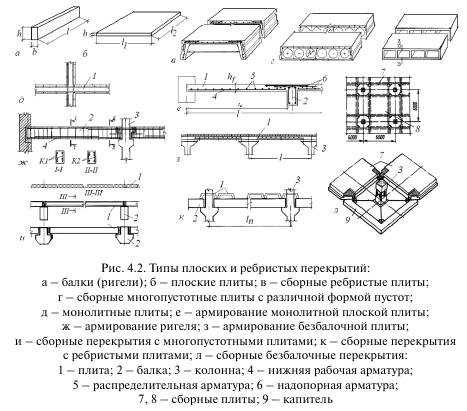

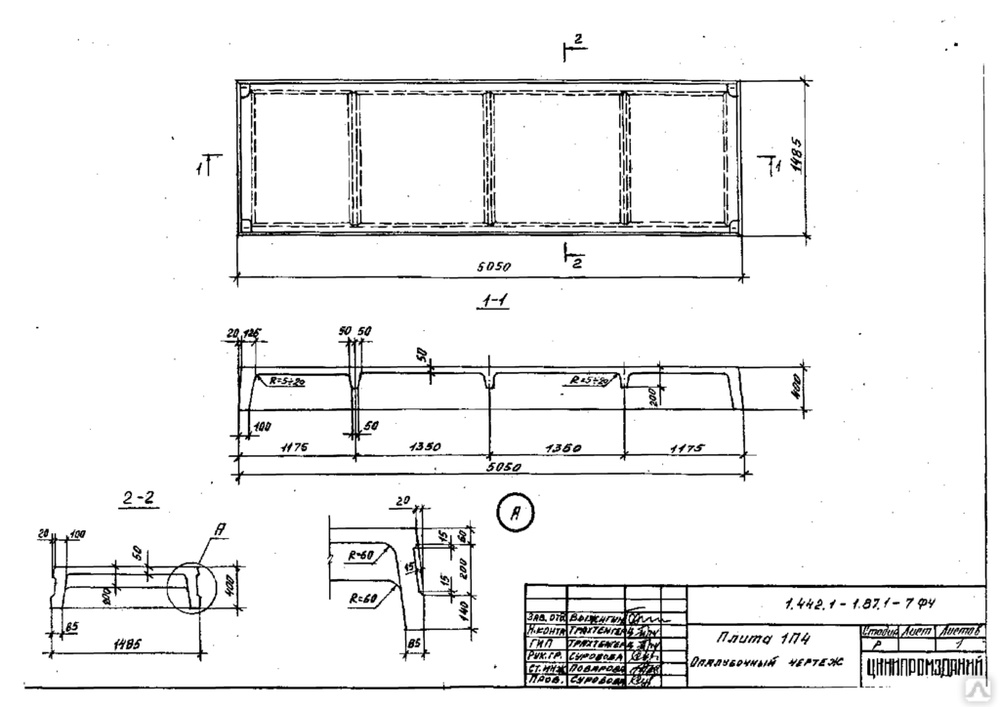 Погрузочно-разгрузочные работы с учетом большого веса изделий и недопустимости ударных нагрузок выполняются с помощью крана с креплением за закладные элементы. При хранении изделий также следует соблюдать рекомендации производителя и требования стандарта.
Погрузочно-разгрузочные работы с учетом большого веса изделий и недопустимости ударных нагрузок выполняются с помощью крана с креплением за закладные элементы. При хранении изделий также следует соблюдать рекомендации производителя и требования стандарта.
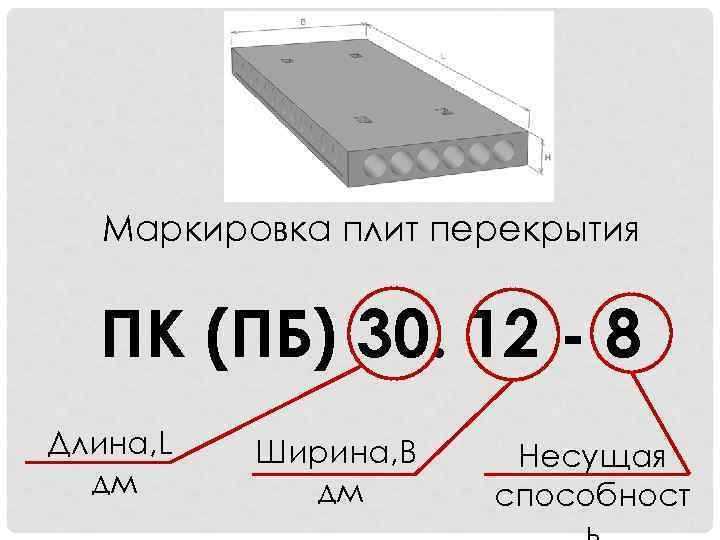 Они практически всегда имеют круглое сечение (хотя существуют плиты и с овальным сечением, ПГ, например). Также характерно изготовление углубленных пазов по боковым граням. Производство многопустотных плит перекрытия четко определяется ГОСТом. Регламентируется длина и ширина плиты. Также существуют определенные требования к армированию. Возможно, использовать арматуру только определенного класса. И она обязательно должно иметь антикоррозийное покрытие.
Они практически всегда имеют круглое сечение (хотя существуют плиты и с овальным сечением, ПГ, например). Также характерно изготовление углубленных пазов по боковым граням. Производство многопустотных плит перекрытия четко определяется ГОСТом. Регламентируется длина и ширина плиты. Также существуют определенные требования к армированию. Возможно, использовать арматуру только определенного класса. И она обязательно должно иметь антикоррозийное покрытие.
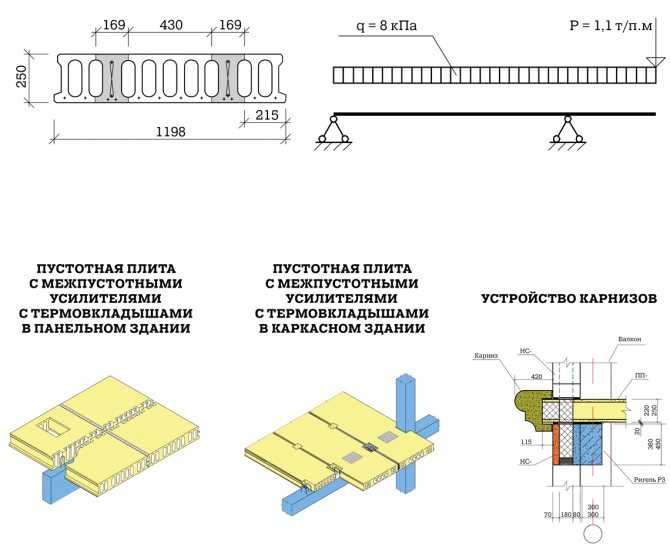 Нагрузка, которую в состоянии выдержать такие плиты составляет от 6 до 12 килопаскалей, не считая собственного веса. Такие плиты производят из предварительно напряженного железобетонного сырья путем заливки в формы и последующего виброуплотнения с финальной термообработкой.
Нагрузка, которую в состоянии выдержать такие плиты составляет от 6 до 12 килопаскалей, не считая собственного веса. Такие плиты производят из предварительно напряженного железобетонного сырья путем заливки в формы и последующего виброуплотнения с финальной термообработкой.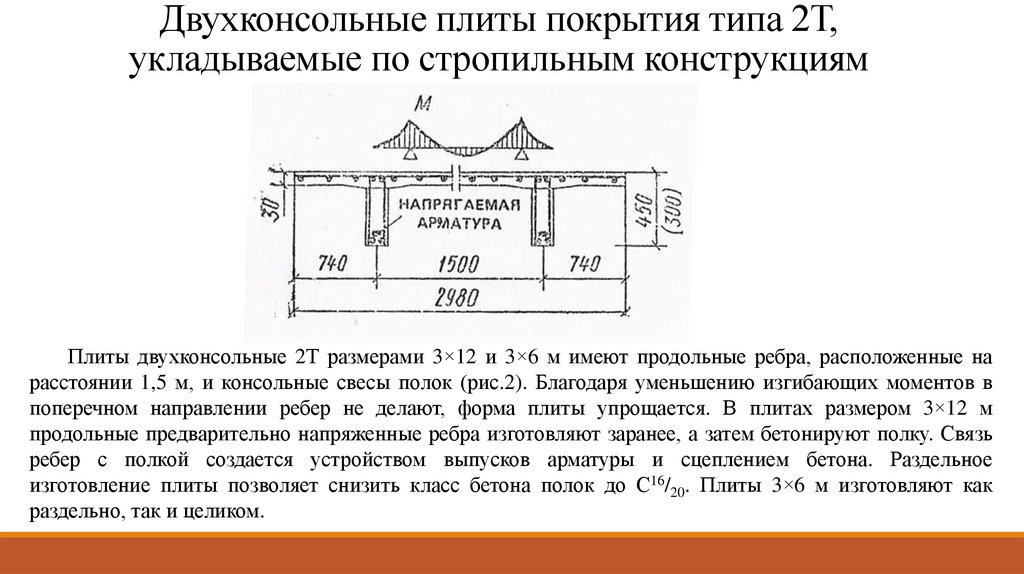 Установка их производится канатными стропами.
Установка их производится канатными стропами.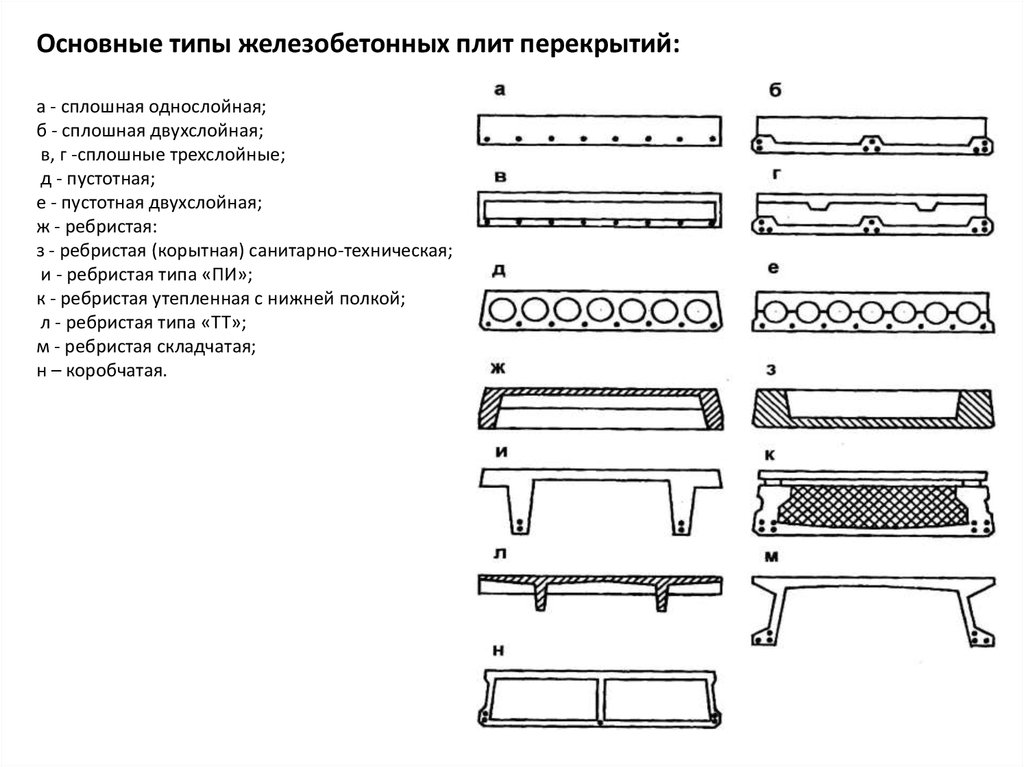 Они имеют прекрасные звуко- и теплоизоляционные характеристики, за счет дополнительного армирования отличаются высокой прочностью, а также меньшим весом.
Они имеют прекрасные звуко- и теплоизоляционные характеристики, за счет дополнительного армирования отличаются высокой прочностью, а также меньшим весом. 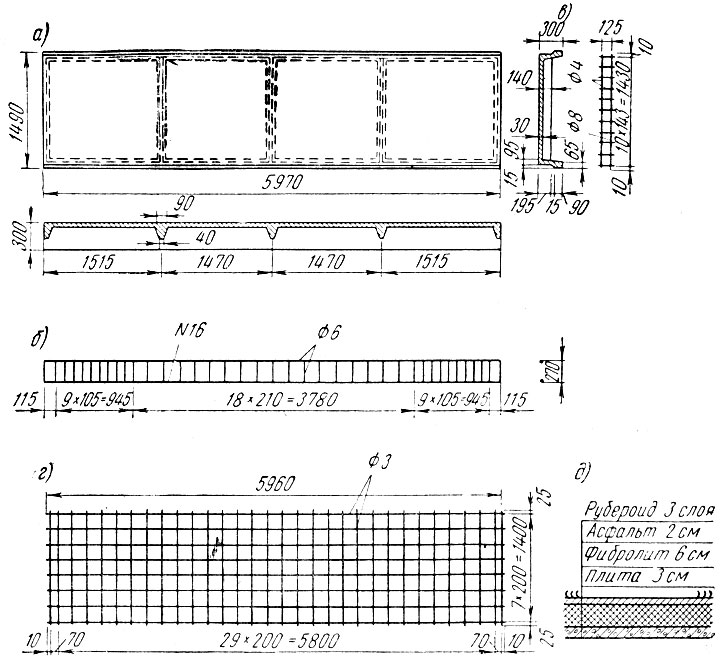 Такие плиты отличаются ровной поверхностью, могут изготавливаться как с монтажными петлями, так и без них. Сфера применения таких плит — несущие конструкции промышленных и жилых сооружений из кирпича, блоков, монолитные и каркасные здания. Высота безопалубочных плит составляет 220 мм и рассчитаны они на опору с двух сторон. Они значительно прочнее стандартных плит ПК за счет использования напряженного армирования при изготовлении. Маркировка у них такова: ПБ 90-12-12, h=220мм, L = 9000мм, В = 1200мм, рассчитана на нагрузку 1200 кг/м2.
Такие плиты отличаются ровной поверхностью, могут изготавливаться как с монтажными петлями, так и без них. Сфера применения таких плит — несущие конструкции промышленных и жилых сооружений из кирпича, блоков, монолитные и каркасные здания. Высота безопалубочных плит составляет 220 мм и рассчитаны они на опору с двух сторон. Они значительно прочнее стандартных плит ПК за счет использования напряженного армирования при изготовлении. Маркировка у них такова: ПБ 90-12-12, h=220мм, L = 9000мм, В = 1200мм, рассчитана на нагрузку 1200 кг/м2. Хороши такие конструкции тем, что они не прогибаются даже при большой нагрузке. Но и недостаток у них также существует: потолок в зданиях с применением таких плит получается неровный, поэтому их преимущественно используют в строительстве промышленных зданий или чердачных перекрытиях.
Хороши такие конструкции тем, что они не прогибаются даже при большой нагрузке. Но и недостаток у них также существует: потолок в зданиях с применением таких плит получается неровный, поэтому их преимущественно используют в строительстве промышленных зданий или чердачных перекрытиях. В виду своего внешнего вида они получили также и такие названия как частобалочные, вафельные, часторебристые перекрытия. Они характеризуются очень высокими показателями прочности и преимущественно используются в строительстве крупных промышленных зданий, станций метрополитена, больших залов и др.
В виду своего внешнего вида они получили также и такие названия как частобалочные, вафельные, часторебристые перекрытия. Они характеризуются очень высокими показателями прочности и преимущественно используются в строительстве крупных промышленных зданий, станций метрополитена, больших залов и др.
 0011 плита перекрытия .
0011 плита перекрытия .
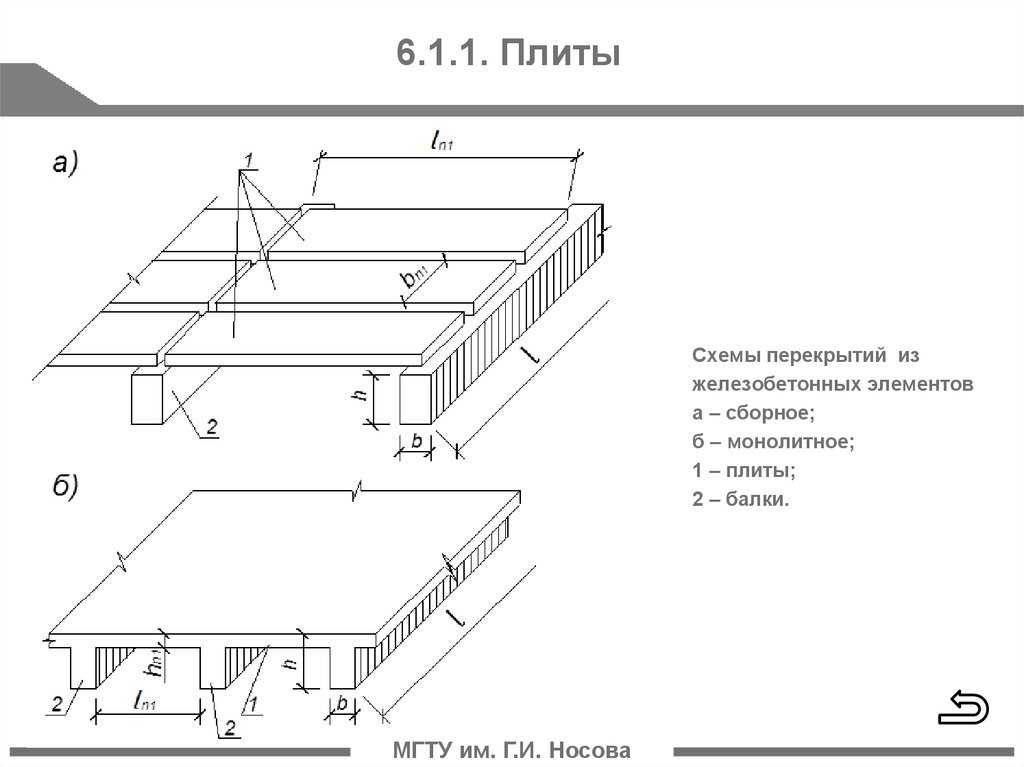
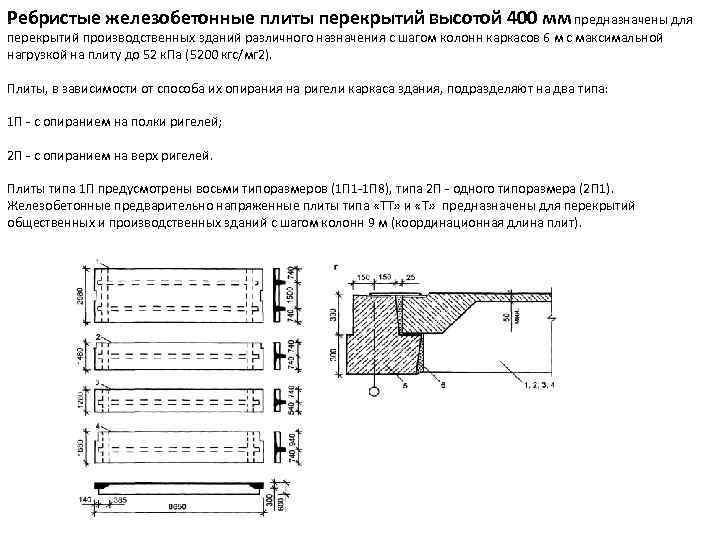 Перед принятием решения необходимо взвесить топографию участка, где будет располагаться дом, сезонные уровни грунтовых вод, количество этажей в доме, тип желаемого тепла и бюджетные ограничения.
Перед принятием решения необходимо взвесить топографию участка, где будет располагаться дом, сезонные уровни грунтовых вод, количество этажей в доме, тип желаемого тепла и бюджетные ограничения.
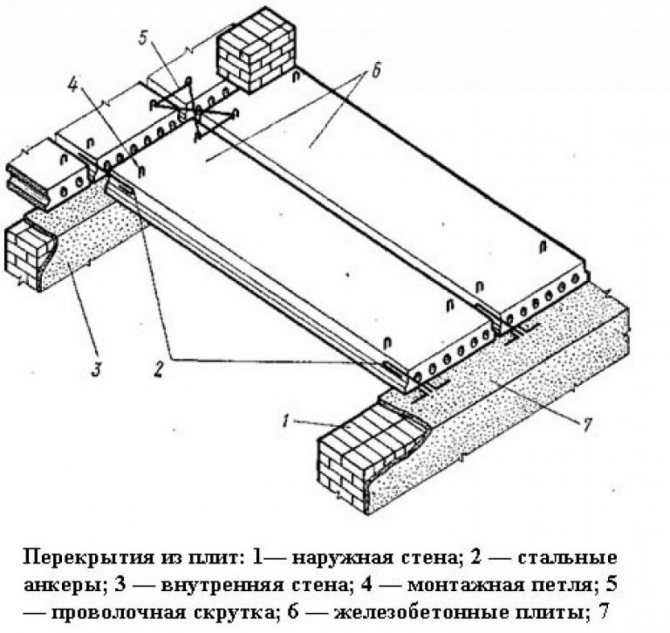
 Точно так же местные затраты на рабочую силу, требуемые размеры элементов каркаса пола и текущие цены на пиломатериалы будут определять стоимость системы каркасного пола.
Точно так же местные затраты на рабочую силу, требуемые размеры элементов каркаса пола и текущие цены на пиломатериалы будут определять стоимость системы каркасного пола.
 Единственный минус — инструкция на английском языке, но разобраться в подробных чертежах вполне можно и без знания языка.
Единственный минус — инструкция на английском языке, но разобраться в подробных чертежах вполне можно и без знания языка. Самое сложное, что придется конструировать в таком оборудовании, — это механизм, обеспечивающий передвижение инструмента в трех независимых плоскостях. Этот механизм можно собрать на основе кареток от неработающего принтера, он обеспечит перемещение инструмента в двух плоскостях.
Самое сложное, что придется конструировать в таком оборудовании, — это механизм, обеспечивающий передвижение инструмента в трех независимых плоскостях. Этот механизм можно собрать на основе кареток от неработающего принтера, он обеспечит перемещение инструмента в двух плоскостях.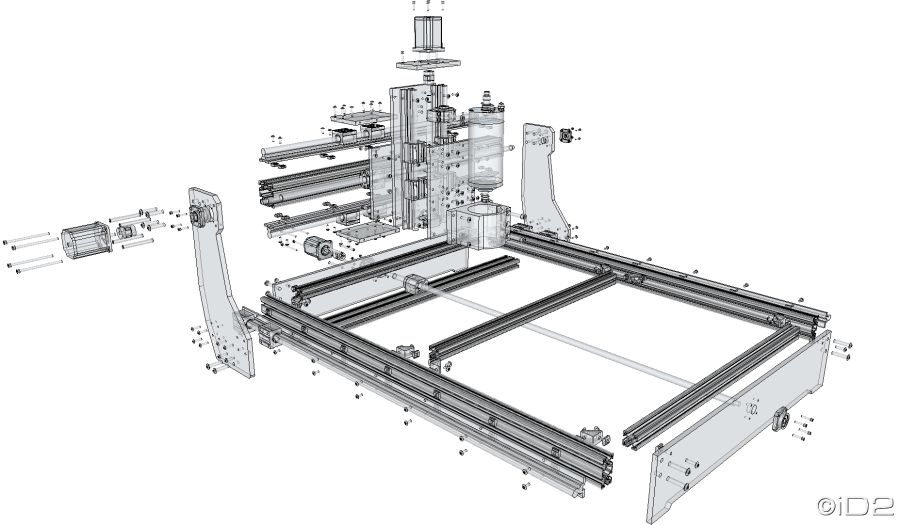 Совершенно не обязательно искать двигатель именно шагового типа, его можно изготовить из обычного электромотора, подвергнув последний небольшой доработке.
Совершенно не обязательно искать двигатель именно шагового типа, его можно изготовить из обычного электромотора, подвергнув последний небольшой доработке.
 Лучше всего использовать для этого винтовую передачу, вращение на которую будет передаваться при помощи зубчатого ремня.
Лучше всего использовать для этого винтовую передачу, вращение на которую будет передаваться при помощи зубчатого ремня. После этого монтируются остальные узлы и агрегаты самодельного оборудования.
После этого монтируются остальные узлы и агрегаты самодельного оборудования. Большинство старых моделей матричных печатных устройств оснащались электродвигателями, обладающими достаточно высокой мощностью. Кроме шаговых электродвигателей из старого принтера стоит взять прочные стальные стержни, которые также можно использовать в конструкции вашего самодельного станка.
Большинство старых моделей матричных печатных устройств оснащались электродвигателями, обладающими достаточно высокой мощностью. Кроме шаговых электродвигателей из старого принтера стоит взять прочные стальные стержни, которые также можно использовать в конструкции вашего самодельного станка.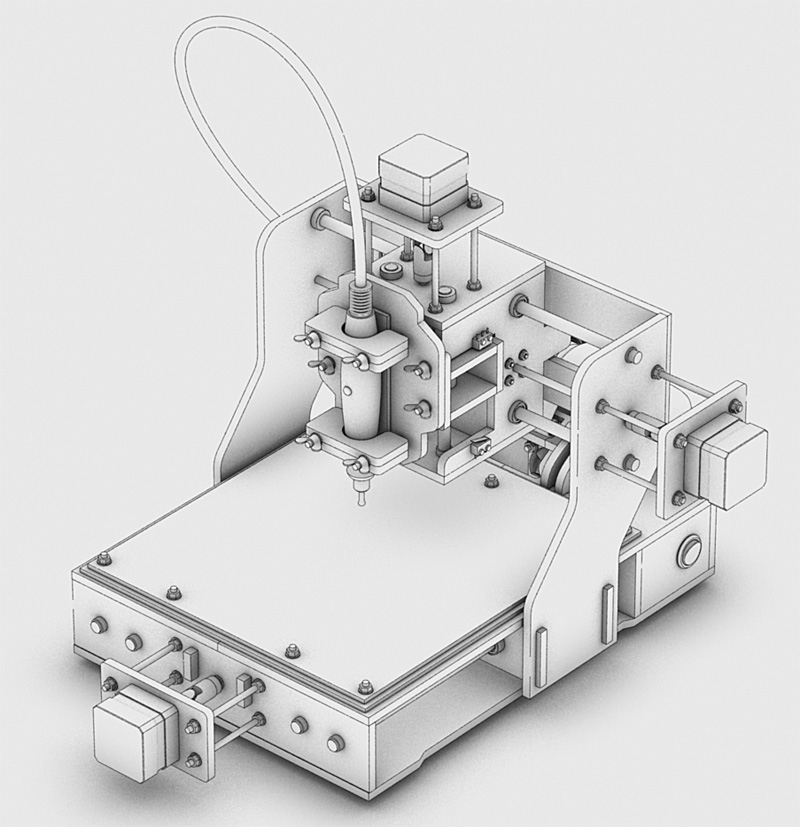 Для фиксации вала электродвигателя и для его присоединения к шпильке удобно использовать толстую резиновую обмотку от электрического кабеля. Такие элементы вашего станка с ЧПУ, как фиксаторы, можно изготовить в виде нейлоновой втулки, в которую вставлен винт. Для того чтобы сделать такие несложные конструктивные элементы, вам понадобятся обычный напильник и дрель.
Для фиксации вала электродвигателя и для его присоединения к шпильке удобно использовать толстую резиновую обмотку от электрического кабеля. Такие элементы вашего станка с ЧПУ, как фиксаторы, можно изготовить в виде нейлоновой втулки, в которую вставлен винт. Для того чтобы сделать такие несложные конструктивные элементы, вам понадобятся обычный напильник и дрель.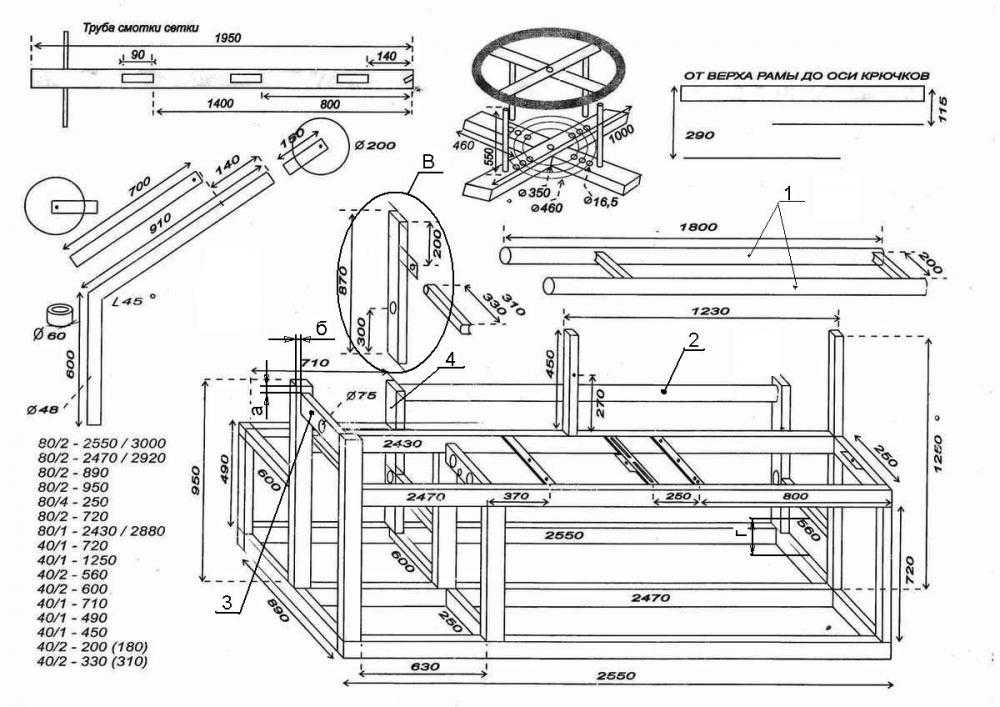
 На таком оборудовании можно выполнять обработку деталей со сложной конфигурацией, так как рабочий орган станка может перемещаться в трех плоскостях: 3d.
На таком оборудовании можно выполнять обработку деталей со сложной конфигурацией, так как рабочий орган станка может перемещаться в трех плоскостях: 3d.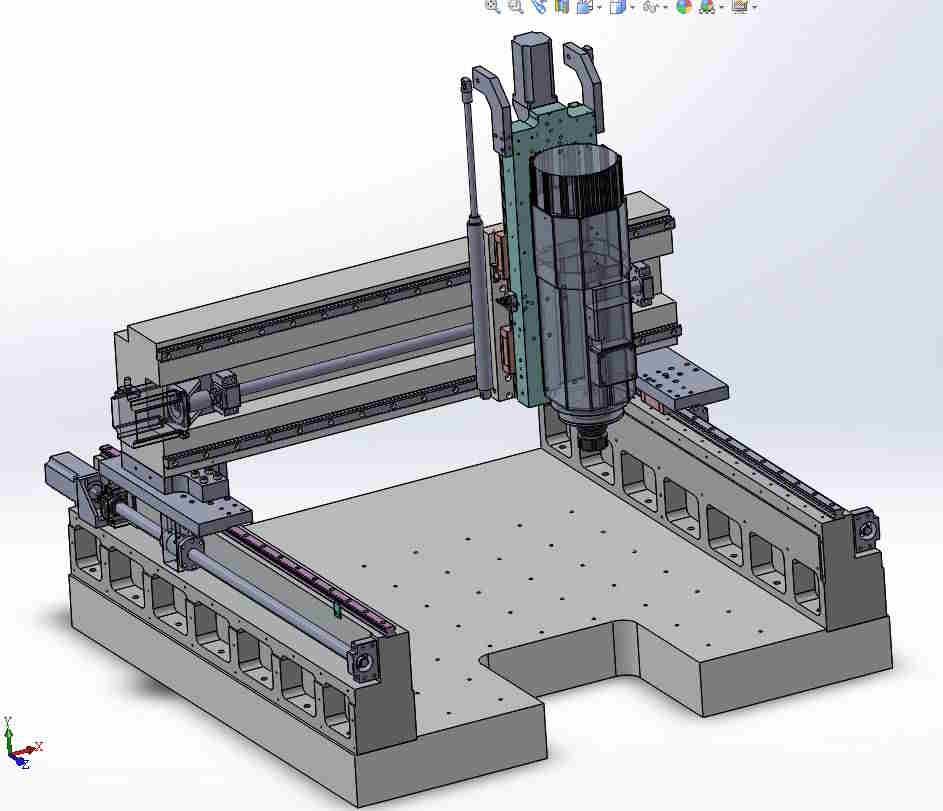
 Этот механизм можно изготовить на основании кареток от старого принтера, он обеспечит перемещение приспособления в двух плоскостях.
Этот механизм можно изготовить на основании кареток от старого принтера, он обеспечит перемещение приспособления в двух плоскостях.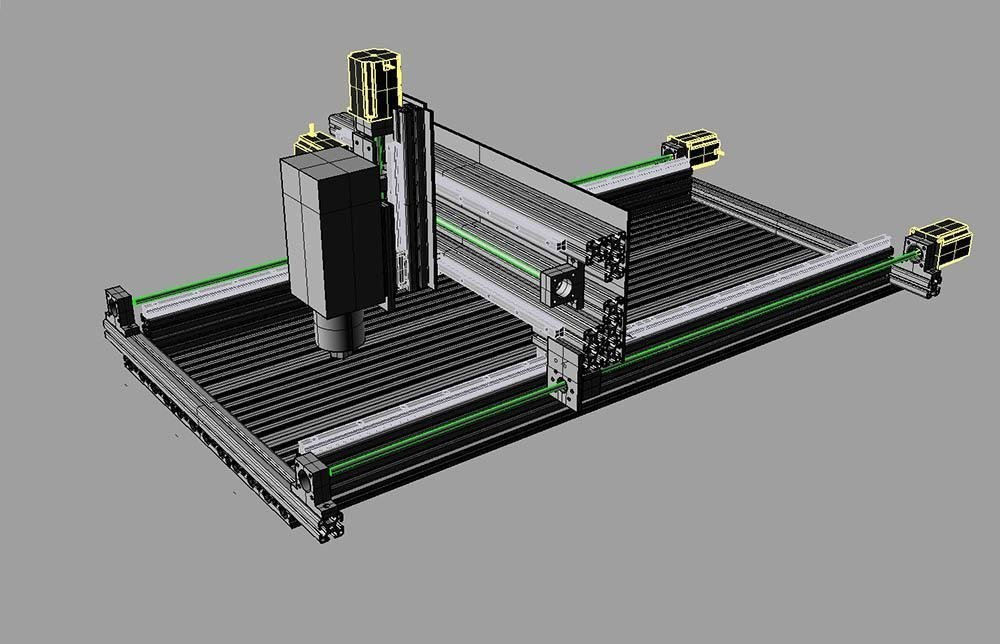 Если же вы все-таки захотите применить для своего мини-устройства каретки от принтера, то стоит подобрать их от более большой модели печатного устройства.
Если же вы все-таки захотите применить для своего мини-устройства каретки от принтера, то стоит подобрать их от более большой модели печатного устройства.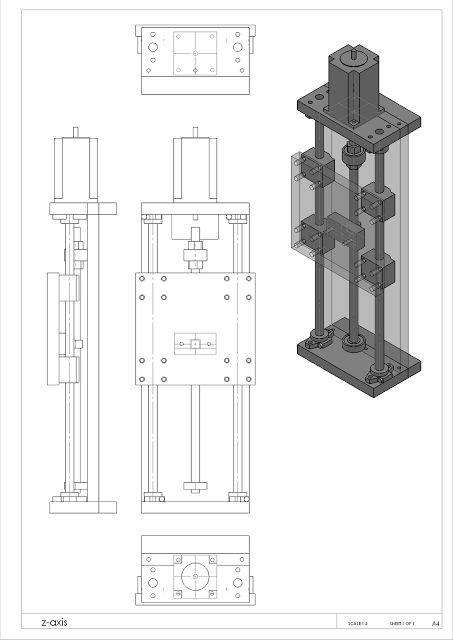 Лучше всего взять для него винтовую передачу, вращение на которую будет передаваться с помощью зубчатого ремня.
Лучше всего взять для него винтовую передачу, вращение на которую будет передаваться с помощью зубчатого ремня.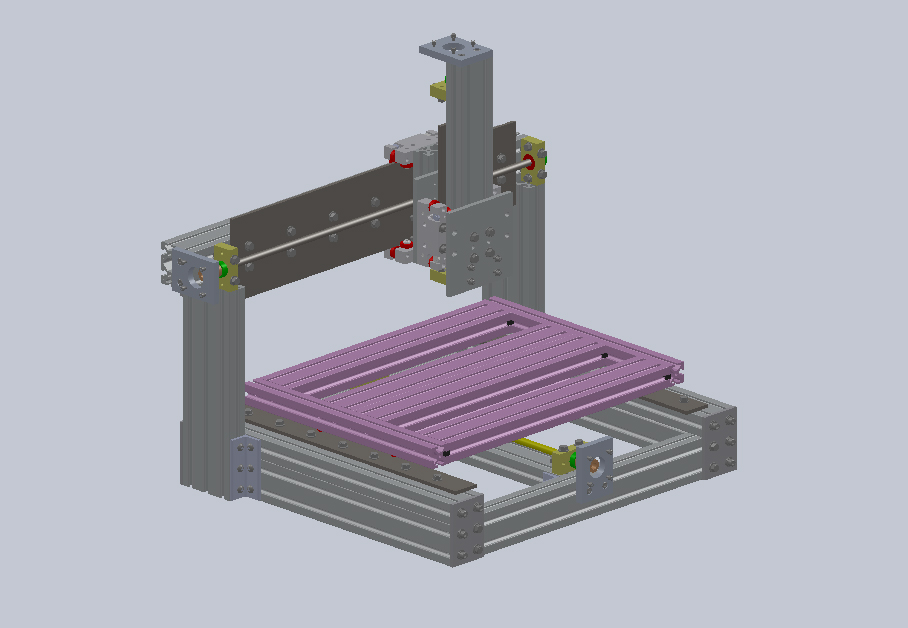

 Проектные чертежи для фрезерного станка с ЧПУ
Проектные чертежи для фрезерного станка с ЧПУ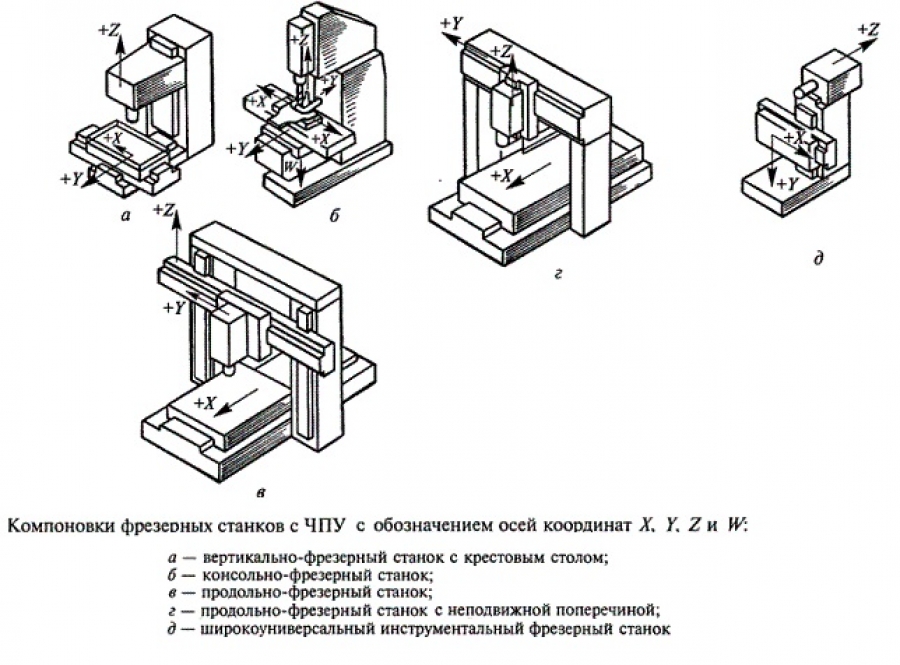 Проектирование и тестирование частей схемы
Проектирование и тестирование частей схемы Если вы видите «Драйвер MACh4», это правильно. Если нет, то вам следует переустановить программное обеспечение. Перед переустановкой вы должны удалить исходную и вручную удалить ее каталог и очистить реестр.
Если вы видите «Драйвер MACh4», это правильно. Если нет, то вам следует переустановить программное обеспечение. Перед переустановкой вы должны удалить исходную и вручную удалить ее каталог и очистить реестр.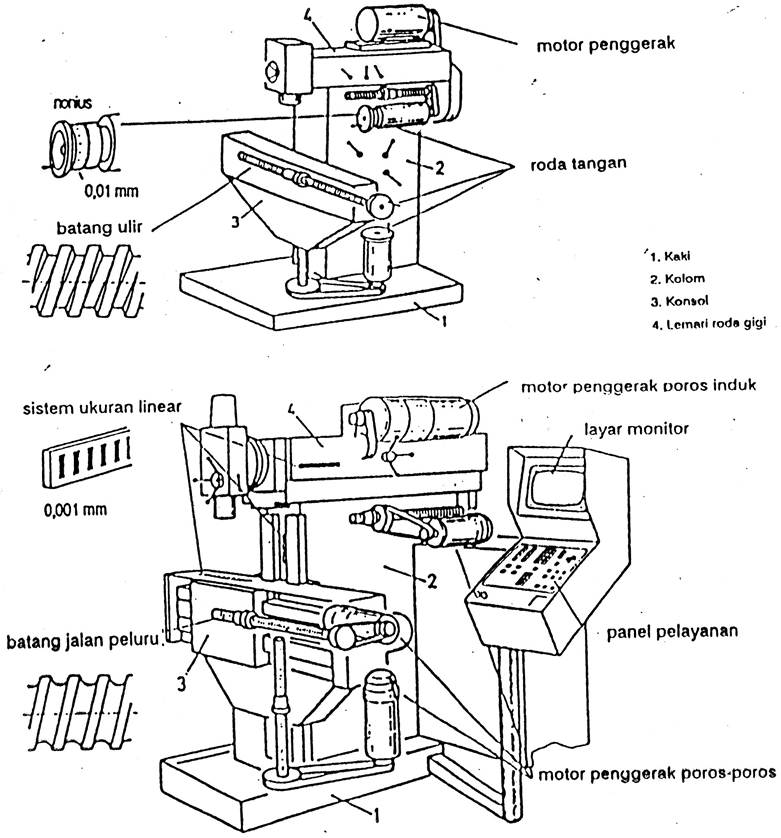 Измерил его еще раз, а позже обнаружил, что это избыточно, потому что все ползунки стандартные), затем купите алюминиевый лист для обработки и, наконец, купите ходовой винт.
Измерил его еще раз, а позже обнаружил, что это избыточно, потому что все ползунки стандартные), затем купите алюминиевый лист для обработки и, наконец, купите ходовой винт. Если у вас есть оборудование для изготовления металла, его также можно изготовить самостоятельно, что сэкономит средства.
Если у вас есть оборудование для изготовления металла, его также можно изготовить самостоятельно, что сэкономит средства. Это лучше выглядит?
Это лучше выглядит?
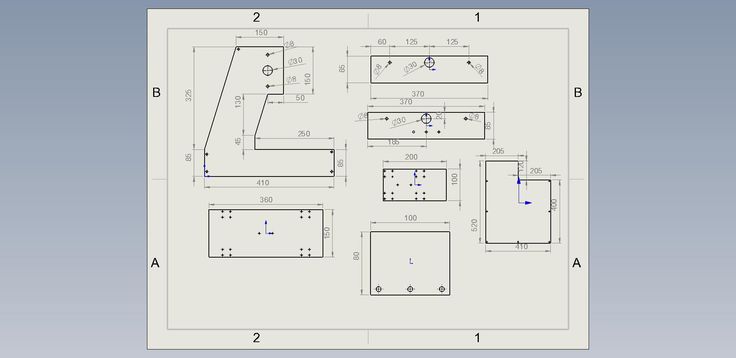 Можно сказать, что знание и использование соответствующего программного обеспечения, аппаратного обеспечения и знаний ЧПУ является классом ЧПУ, который обеспечивает основу для более сложных планов DIY в будущем. Спасибо за внимание и ценные мнения, а также спасибо STYLECNC. Я готов общаться с вами и обсуждать то, что вас интересует, чтобы вместе совершенствоваться.
Можно сказать, что знание и использование соответствующего программного обеспечения, аппаратного обеспечения и знаний ЧПУ является классом ЧПУ, который обеспечивает основу для более сложных планов DIY в будущем. Спасибо за внимание и ценные мнения, а также спасибо STYLECNC. Я готов общаться с вами и обсуждать то, что вас интересует, чтобы вместе совершенствоваться.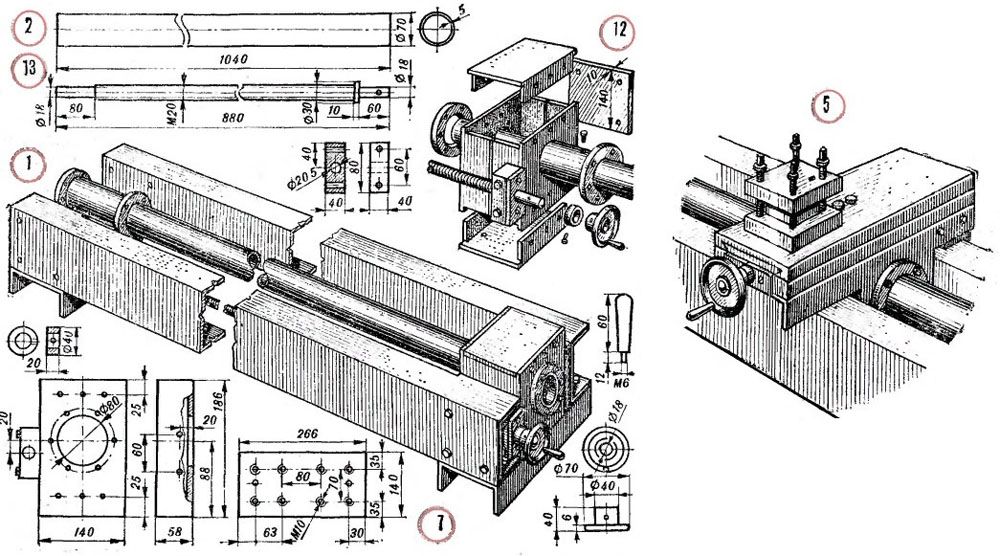
 Предлагая такую универсальность, вы — да, вы! — может быть интересно, как построить свой собственный станок с ЧПУ.
Предлагая такую универсальность, вы — да, вы! — может быть интересно, как построить свой собственный станок с ЧПУ.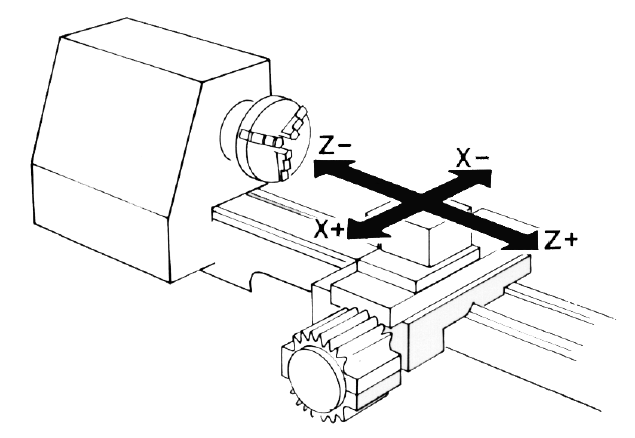 Это решение также будет информировать о компонентах, необходимых для производства вашей машины.
Это решение также будет информировать о компонентах, необходимых для производства вашей машины.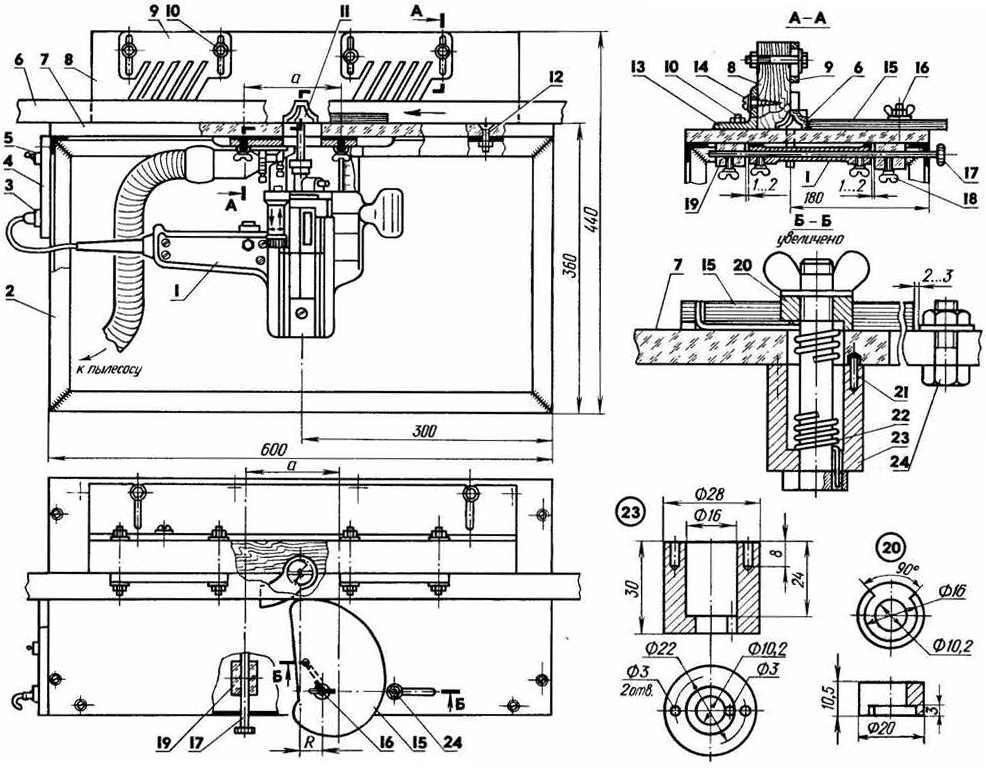

 Таким образом, вы должны оценить, какие детали и компоненты необходимы для машины, которую вы хотите построить. Если они вам не нужны, не покупайте! Установите себе бюджет, который, как вы знаете, вы можете себе позволить, и придерживайтесь его. (Мы подробно рассмотрели стоимость ниже).
Таким образом, вы должны оценить, какие детали и компоненты необходимы для машины, которую вы хотите построить. Если они вам не нужны, не покупайте! Установите себе бюджет, который, как вы знаете, вы можете себе позволить, и придерживайтесь его. (Мы подробно рассмотрели стоимость ниже). com/embed/EAt7V0FJE4I?» frameborder=»0″ allowfullscreen=»» allow=»autoplay; encrypted-media; picture-in-picture» title=»»>
com/embed/EAt7V0FJE4I?» frameborder=»0″ allowfullscreen=»» allow=»autoplay; encrypted-media; picture-in-picture» title=»»> 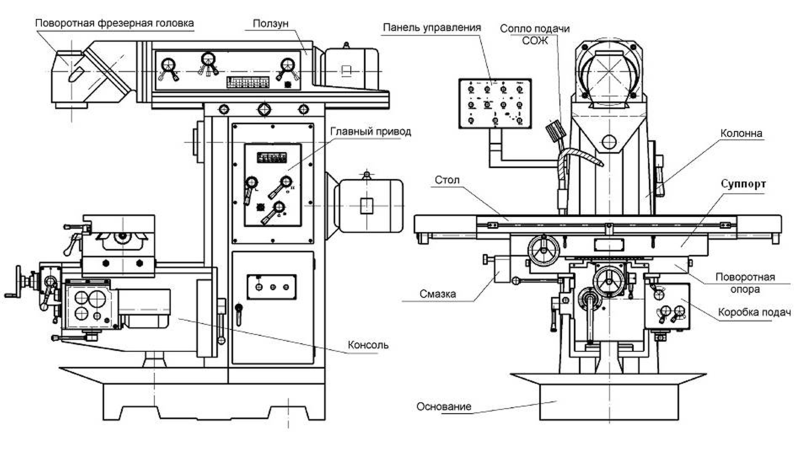 Если вы чувствуете себя более амбициозным, Shapeoko также можно взломать, что дает вам реальную свободу модифицировать машину.
Если вы чувствуете себя более амбициозным, Shapeoko также можно взломать, что дает вам реальную свободу модифицировать машину. Однако ваш станок с ЧПУ, скорее всего, будет включать в себя большинство, если не все, из следующих деталей:
Однако ваш станок с ЧПУ, скорее всего, будет включать в себя большинство, если не все, из следующих деталей: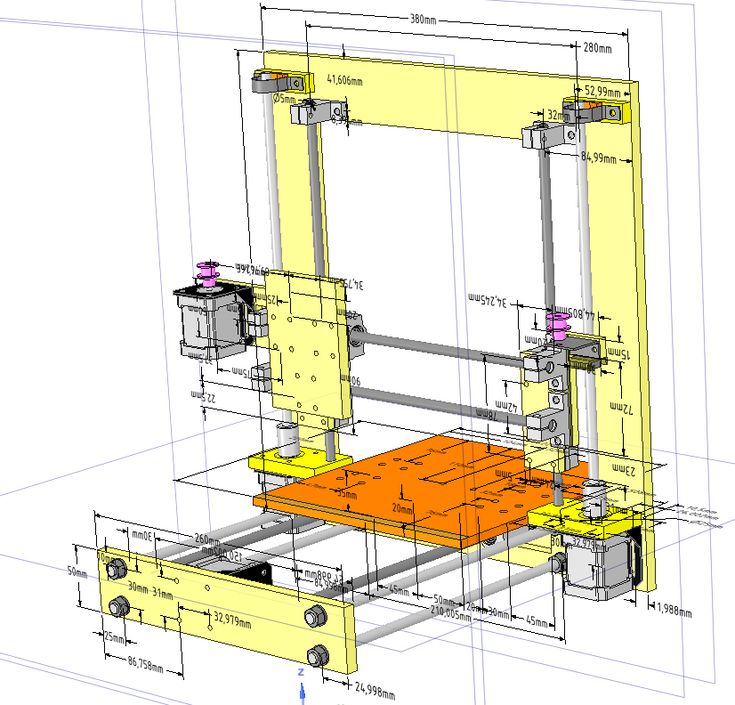 Тем не менее, основные этапы создания собственного станка с ЧПУ обычно следующие:
Тем не менее, основные этапы создания собственного станка с ЧПУ обычно следующие: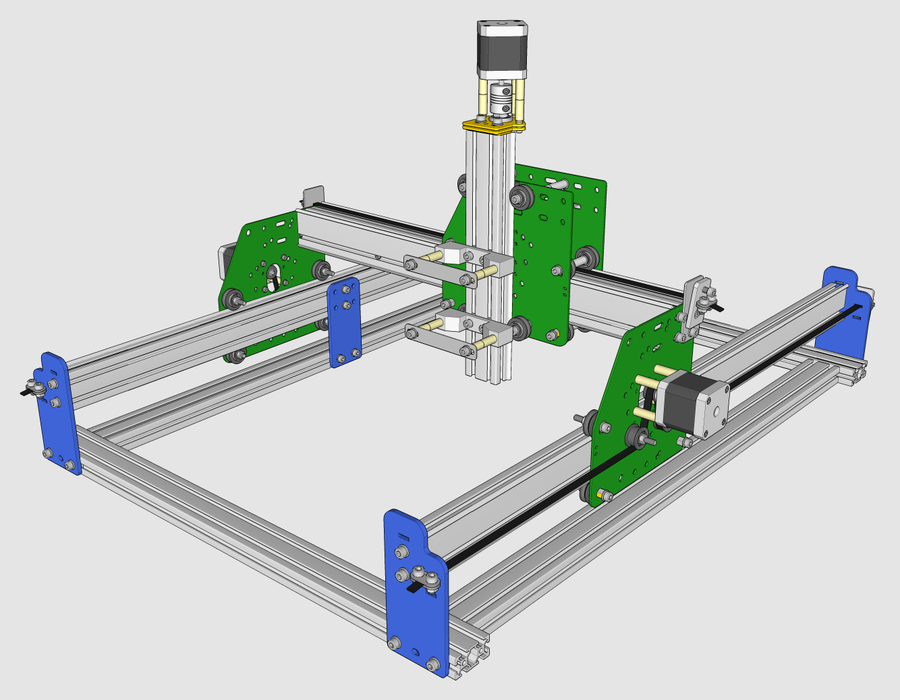 Металлы, такие как алюминий, являются хорошим выбором для вашей рамы, так как они обеспечат стабильность и жесткость. Это, в свою очередь, поможет увеличить срок службы вашего другого оборудования.
Металлы, такие как алюминий, являются хорошим выбором для вашей рамы, так как они обеспечат стабильность и жесткость. Это, в свою очередь, поможет увеличить срок службы вашего другого оборудования.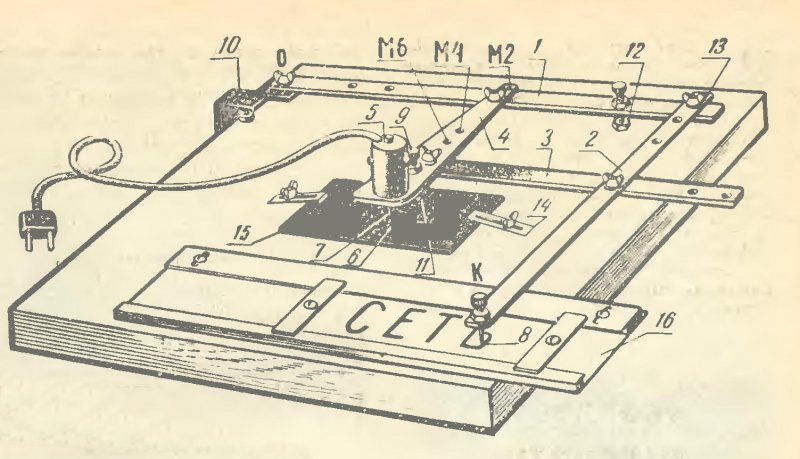
 Однако имейте в виду, что не все эти материалы подходят для того типа станка с ЧПУ, который вы создаете!
Однако имейте в виду, что не все эти материалы подходят для того типа станка с ЧПУ, который вы создаете!
 Вместо этого создание собственного станка с ЧПУ может дать вам те же результаты при гораздо меньших затратах. Чтобы представить это в перспективе, вот разбивка различных расходов, которые вы, вероятно, понесете, а также сбережений.
Вместо этого создание собственного станка с ЧПУ может дать вам те же результаты при гораздо меньших затратах. Чтобы представить это в перспективе, вот разбивка различных расходов, которые вы, вероятно, понесете, а также сбережений.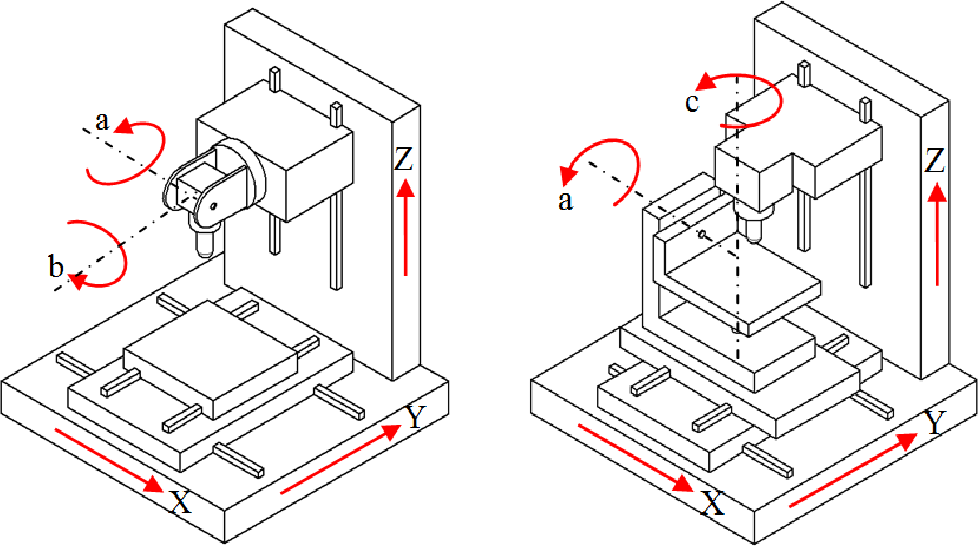 с.). двигатель). Примечательно, что в готовых станках с ЧПУ используются шпиндельные двигатели с такими характеристиками, но стоимость станков превышает 10 000 долларов. Хорошим примером является базовая машина Tormach 24r, которая в настоящее время стоит $14,9.95).
с.). двигатель). Примечательно, что в готовых станках с ЧПУ используются шпиндельные двигатели с такими характеристиками, но стоимость станков превышает 10 000 долларов. Хорошим примером является базовая машина Tormach 24r, которая в настоящее время стоит $14,9.95).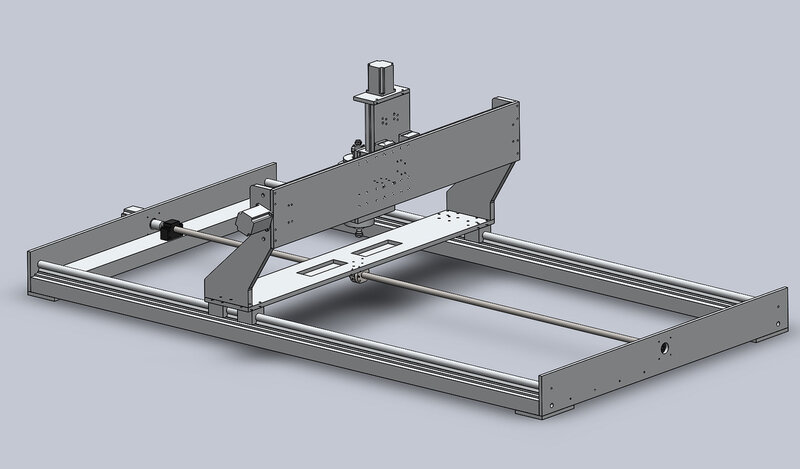

 Для разных видов работ употребляются молотки разнообразной формы и размера.
Для разных видов работ употребляются молотки разнообразной формы и размера. Главное, чтобы такая ручка была удобна в работе.
Главное, чтобы такая ручка была удобна в работе. п. Пробой отверстия производится ударами молотка по противоположной части бородка — затыльнику.
п. Пробой отверстия производится ударами молотка по противоположной части бородка — затыльнику. Профиль резьбы метчика должен соответствовать профилю нарезаемой резьбы.
Профиль резьбы метчика должен соответствовать профилю нарезаемой резьбы. Верстаки часто оборудованы различными приспособлениями (например, упорами, тисками) и ящиками для хранения инструментов и материалов.
Верстаки часто оборудованы различными приспособлениями (например, упорами, тисками) и ящиками для хранения инструментов и материалов. Губки — это такие сменные насадки на щёчки тисков. Они изготовлены из специального материала, отвечающего определённым требованиям:
Губки — это такие сменные насадки на щёчки тисков. Они изготовлены из специального материала, отвечающего определённым требованиям:

 п 9 букв
п 9 букв Ключевой доступ изнутри и снаружи. Три отдельных ряда булавок повышают безопасность, что очень затрудняет взлом…
Ключевой доступ изнутри и снаружи. Три отдельных ряда булавок повышают безопасность, что очень затрудняет взлом… Их можно обслуживать или менять ключи с помощью этих умных башмаков для шпилек из Англии. Снимите…
Их можно обслуживать или менять ключи с помощью этих умных башмаков для шпилек из Англии. Снимите…

 Обеспечивает превосходную удерживающую способность, весит меньше и занимает меньше места по сравнению с другими магнитными сверлильными станками…
Обеспечивает превосходную удерживающую способность, весит меньше и занимает меньше места по сравнению с другими магнитными сверлильными станками…
 Да, это тот самый набор отмычек, который вызывал подозрения у ваших родителей, когда вы покупали их в детстве. Выберите набор, который включает в себя базовую отмычку, алмазную отмычку и грабли.
Да, это тот самый набор отмычек, который вызывал подозрения у ваших родителей, когда вы покупали их в детстве. Выберите набор, который включает в себя базовую отмычку, алмазную отмычку и грабли. Застежки различаются по ширине, поэтому вам понадобится несколько размеров.
Застежки различаются по ширине, поэтому вам понадобится несколько размеров. ) Что это значит для вас? Слесарные инструменты для автомобилей являются неотъемлемой частью вашего набора инструментов. Для комплектов для входа в автомобиль требуются специальные инструменты для техников, которые работают с американскими, японскими и европейскими автомобилями.
) Что это значит для вас? Слесарные инструменты для автомобилей являются неотъемлемой частью вашего набора инструментов. Для комплектов для входа в автомобиль требуются специальные инструменты для техников, которые работают с американскими, японскими и европейскими автомобилями.


 Если вы работаете с Excel или Google Calendar, вам не намного лучше. В 2019 году техническим специалистам необходимо специализированное программное обеспечение для слесарей, которое обслуживает их клиентов. Мы в Workiz стремимся контролировать весь хаос и поддерживать продуктивность вашей команды в одном центральном приложении.
Если вы работаете с Excel или Google Calendar, вам не намного лучше. В 2019 году техническим специалистам необходимо специализированное программное обеспечение для слесарей, которое обслуживает их клиентов. Мы в Workiz стремимся контролировать весь хаос и поддерживать продуктивность вашей команды в одном центральном приложении. 

 Они не прихотливы в применении, служат практически вечно и стоят не дорого.
Они не прихотливы в применении, служат практически вечно и стоят не дорого.
 Ванна появляется при движении зажженного электрода, поэтому очень важно контролировать не только скорость перемещения, но еще и угол расположения электрода
Ванна появляется при движении зажженного электрода, поэтому очень важно контролировать не только скорость перемещения, но еще и угол расположения электрода
 Перед началом работ необходимо установить электрод в специальный держатель сварочного аппарата. Держатели бывают разных типов — пружинные и винтовые. Для закрепления электрода в пружинном держателе понадобится нажать на кнопку, и в открывшееся отверстие вставить устройство. Если на аппарате используется винтовой тип крепления держателя, то нужно открутить ручку, и вставить в отверстие электрод.
Перед началом работ необходимо установить электрод в специальный держатель сварочного аппарата. Держатели бывают разных типов — пружинные и винтовые. Для закрепления электрода в пружинном держателе понадобится нажать на кнопку, и в открывшееся отверстие вставить устройство. Если на аппарате используется винтовой тип крепления держателя, то нужно открутить ручку, и вставить в отверстие электрод. Его величина напрямую зависит от толщины свариваемого металла и соответствующего диаметра электродов. Ниже представлена таблица, по которой и выбирается величина силы тока, зависящая от толщины заготовок и размера электродов.
Его величина напрямую зависит от толщины свариваемого металла и соответствующего диаметра электродов. Ниже представлена таблица, по которой и выбирается величина силы тока, зависящая от толщины заготовок и размера электродов. Перед тем, как переходить к работе, нужно потренироваться осуществлять розжиг электрода. Если не освоите особенности розжига электрода, то переходить к дальнейшим манипуляциям просто бессмысленно.
Перед тем, как переходить к работе, нужно потренироваться осуществлять розжиг электрода. Если не освоите особенности розжига электрода, то переходить к дальнейшим манипуляциям просто бессмысленно. Обычно такие манипуляции проводятся, когда варится не толстый металл. Сварочный шов в таком положении тянется за наклоненным электродом. При таком способе получается острый угол расположения электрода по отношению к детали.
Обычно такие манипуляции проводятся, когда варится не толстый металл. Сварочный шов в таком положении тянется за наклоненным электродом. При таком способе получается острый угол расположения электрода по отношению к детали. Чтобы исключить исчезновение дуги, нужно придерживаться постоянного расстояния на уровне 2-3 мм
Чтобы исключить исчезновение дуги, нужно придерживаться постоянного расстояния на уровне 2-3 мм Соединение двух деталей сварочным способом имеет некоторые особенности, которые важно знать новичку, стремящемуся научиться пользоваться сваркой. Это такие особенности:
Соединение двух деталей сварочным способом имеет некоторые особенности, которые важно знать новичку, стремящемуся научиться пользоваться сваркой. Это такие особенности:
 И если вы решили, что пришло время освоить сварочные работы, то оптимальнее всего для этого выбрать сварочный инвертор.
И если вы решили, что пришло время освоить сварочные работы, то оптимальнее всего для этого выбрать сварочный инвертор.

 Обеспечить это расстояние нелегко из-за плавления стержня электрода. Поэтому во время сварки его нужно приближать к свариваемой детали.
Обеспечить это расстояние нелегко из-за плавления стержня электрода. Поэтому во время сварки его нужно приближать к свариваемой детали. Такой костюм не загорится при попадании на него искр.
Такой костюм не загорится при попадании на него искр. Для этого:
Для этого: Это может привести к коррозии.
Это может привести к коррозии.
 Вы должны защитить себя от:
Вы должны защитить себя от:
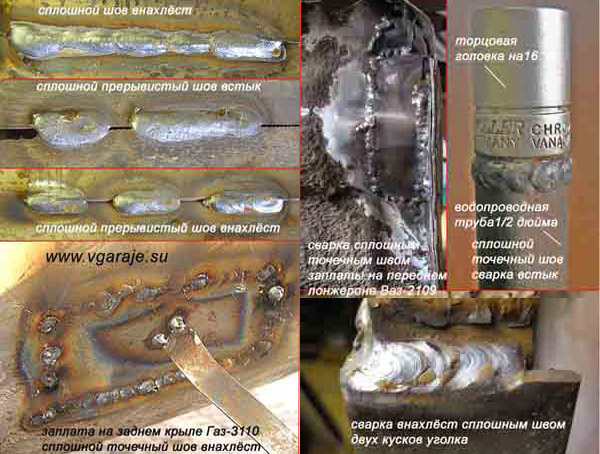 При выполнении любого вида сварки вам необходимо надевать защитную маску, которая защищает:
При выполнении любого вида сварки вам необходимо надевать защитную маску, которая защищает:
 Они могут приземлиться на ваши ноги, поэтому вы должны носить защитные рабочие ботинки (опять же из кожи или другого негорючего материала), чтобы защитить кожу.
Они могут приземлиться на ваши ноги, поэтому вы должны носить защитные рабочие ботинки (опять же из кожи или другого негорючего материала), чтобы защитить кожу.

 С другой стороны, сварочный стержень 7018 выделяет меньше тепла и быстрее изнашивается в условиях резки.
С другой стороны, сварочный стержень 7018 выделяет меньше тепла и быстрее изнашивается в условиях резки.

 Как только вы полностью пройдете через основной металл, вы можете расширить отверстие, пропустив стержень по периметру отверстия.
Как только вы полностью пройдете через основной металл, вы можете расширить отверстие, пропустив стержень по периметру отверстия. Если разрез, который вы хотите сделать, длинный или глубокий, вам, вероятно, придется заменить стержни, поскольку они израсходованы для завершения разреза.
Если разрез, который вы хотите сделать, длинный или глубокий, вам, вероятно, придется заменить стержни, поскольку они израсходованы для завершения разреза.


 Этот защитный газ содержит аргон, двуокись углерода и гелий (известный как тройная смесь).
Этот защитный газ содержит аргон, двуокись углерода и гелий (известный как тройная смесь).
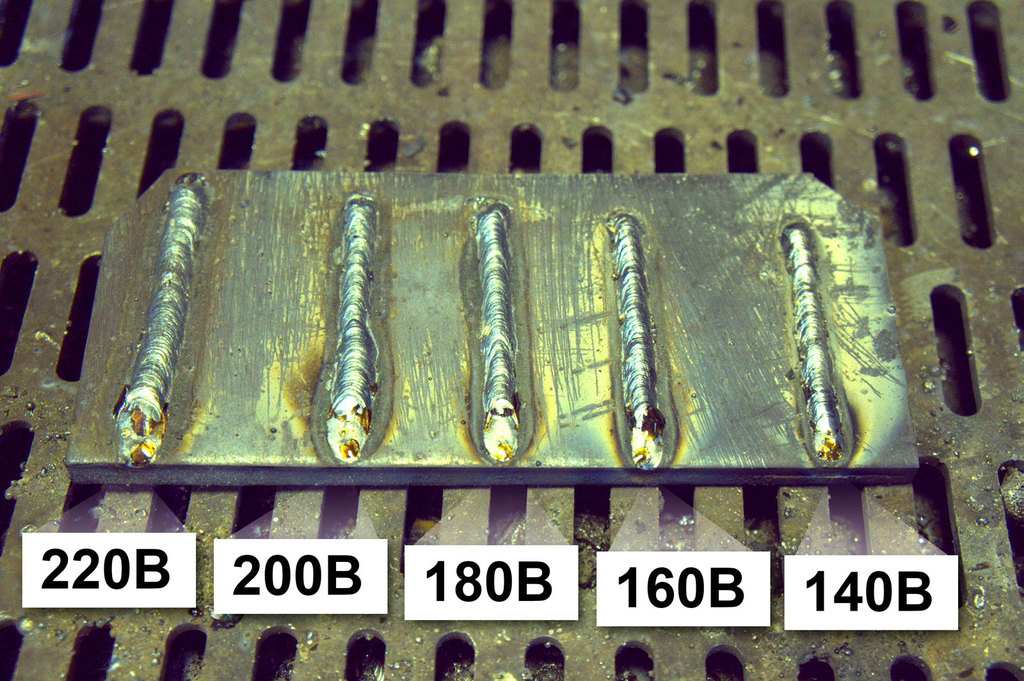 Сварочная горелка также выпускает газ для обеззараживания окружающего воздуха и защиты сварного шва от таких газов, как азот и т. д.
Сварочная горелка также выпускает газ для обеззараживания окружающего воздуха и защиты сварного шва от таких газов, как азот и т. д. Необходим металлический присадочный стержень или стержень с флюсовым покрытием. При нагревании это флюсовое покрытие на стержне плавится, выделяя газ, и превращается в жидкий шлак, который защищает свариваемые металлы от окисления.
Необходим металлический присадочный стержень или стержень с флюсовым покрытием. При нагревании это флюсовое покрытие на стержне плавится, выделяя газ, и превращается в жидкий шлак, который защищает свариваемые металлы от окисления.
 Однако это более надежный способ защиты металла, чем газ, выделяемый сварочным пистолетом.
Однако это более надежный способ защиты металла, чем газ, выделяемый сварочным пистолетом.



 Многие сварщики используют техника для создания постоянной скорости. Это также создает более узкий шов на стыке двух металлов.
Многие сварщики используют техника для создания постоянной скорости. Это также создает более узкий шов на стыке двух металлов.


 Уточняем: на вид. Также не получиться определить марку стали. Чтобы точно получить качественные перила и ограждения из нержавеющей стали заказывайте в компании Стиларт.
Уточняем: на вид. Также не получиться определить марку стали. Чтобы точно получить качественные перила и ограждения из нержавеющей стали заказывайте в компании Стиларт. Возьмем за пример самые распространенные стали AISI 430 (17Х18 по ГОСТ) и AISI 304 (12X18h20 по ГОСТ).
Возьмем за пример самые распространенные стали AISI 430 (17Х18 по ГОСТ) и AISI 304 (12X18h20 по ГОСТ).
 Обладают жаропрочностью и жаростойкостью, пластичны, хорошо свариваются.
Обладают жаропрочностью и жаростойкостью, пластичны, хорошо свариваются.
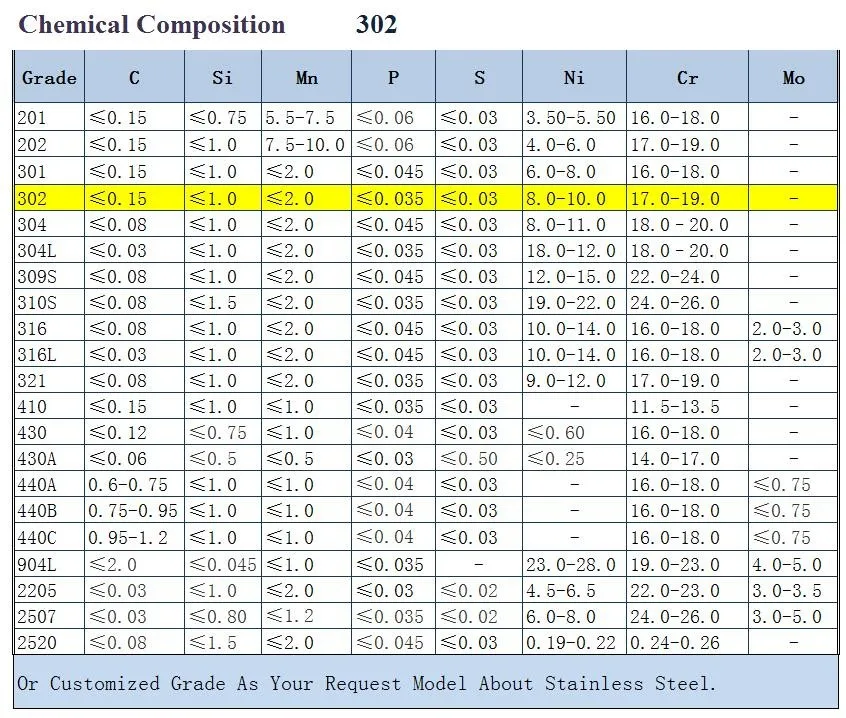
 Являясь экономлегированной и коррозионностойкой сталь AISI 430 обладает хорошей стойкостью к образованию окалины до температуры 850-900 oC, сохраняя свои полезные эксплуатационные свойства.
Являясь экономлегированной и коррозионностойкой сталь AISI 430 обладает хорошей стойкостью к образованию окалины до температуры 850-900 oC, сохраняя свои полезные эксплуатационные свойства.
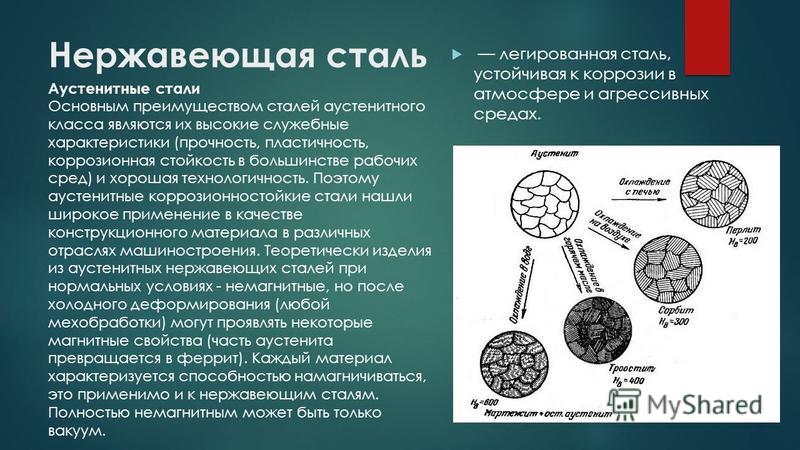 Эта сталь в основном используется в декоративных целях. Сварные конструкции из нее очень хрупкие и самым слабым местом всегда будет сварочный шов.
Эта сталь в основном используется в декоративных целях. Сварные конструкции из нее очень хрупкие и самым слабым местом всегда будет сварочный шов.
 Именно благодаря никелю данная сталь теряет свои магнитные свойства.
Именно благодаря никелю данная сталь теряет свои магнитные свойства.
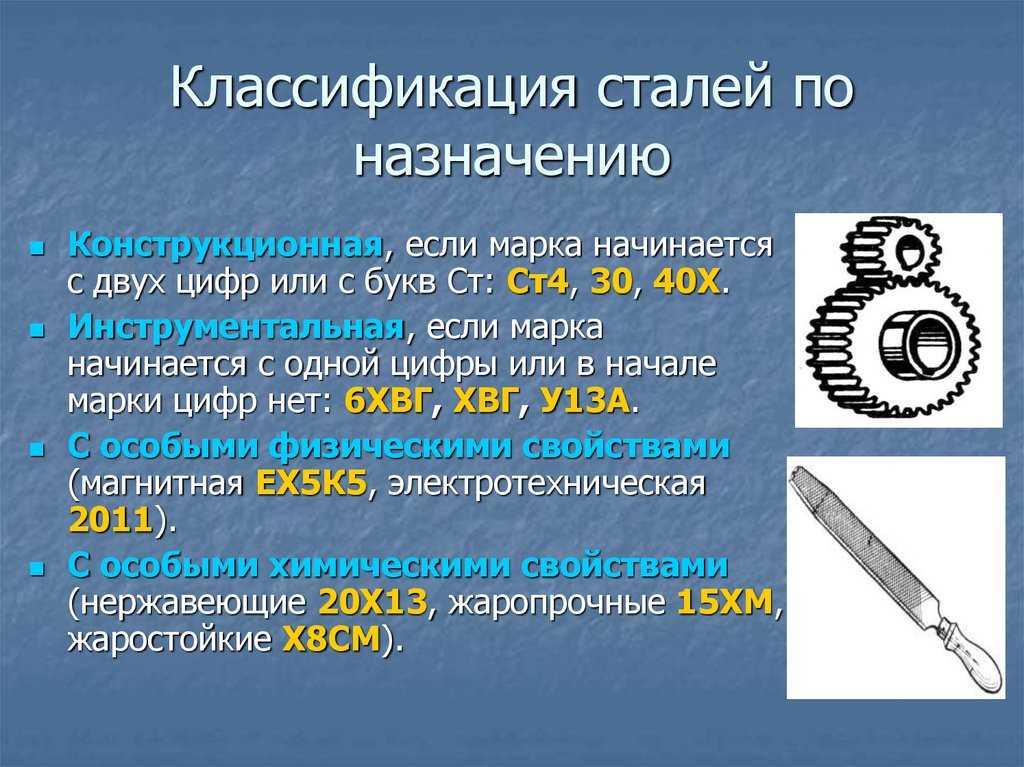

 Процент углерода, который смешивается, будет определять свойства стали. Но количество добавляемого углерода всегда будет меньше 1,5%. Кроме того, свойства стали зависят от других добавленных элементов и примесей, присутствующих в сплаве. Наиболее часто встречающимися элементами в стали являются марганец, вольфрам, ванадий, фосфор и сера. Различные системы классификации также используются для разделения стали на разные группы в зависимости от ее свойств.
Процент углерода, который смешивается, будет определять свойства стали. Но количество добавляемого углерода всегда будет меньше 1,5%. Кроме того, свойства стали зависят от других добавленных элементов и примесей, присутствующих в сплаве. Наиболее часто встречающимися элементами в стали являются марганец, вольфрам, ванадий, фосфор и сера. Различные системы классификации также используются для разделения стали на разные группы в зависимости от ее свойств. Однако ржавчина представляет собой серьезную проблему, поскольку сталь не устойчива к коррозии. Поэтому сталь часто окрашивают красками во избежание коррозии. Коррозия происходит в основном за счет окисления атомов железа.
Однако ржавчина представляет собой серьезную проблему, поскольку сталь не устойчива к коррозии. Поэтому сталь часто окрашивают красками во избежание коррозии. Коррозия происходит в основном за счет окисления атомов железа. Нержавеющая сталь имеет более привлекательный внешний вид, чем обычная сталь. По своим свойствам нержавеющая сталь также делится на подгруппы следующим образом.
Нержавеющая сталь имеет более привлекательный внешний вид, чем обычная сталь. По своим свойствам нержавеющая сталь также делится на подгруппы следующим образом.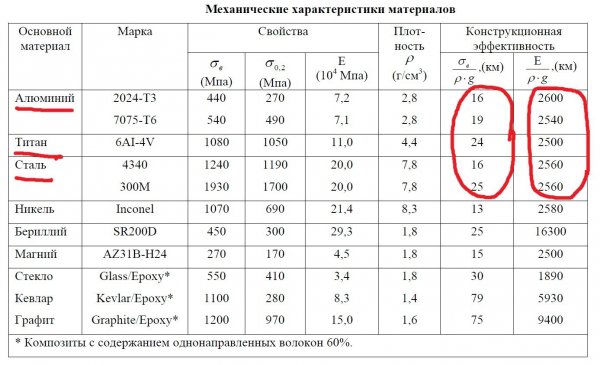

 Области ее интересов для написания и исследований включают биохимию и химию окружающей среды.
Области ее интересов для написания и исследований включают биохимию и химию окружающей среды. В этой статье рассматриваются различия между сталью и нержавеющей сталью.
В этой статье рассматриваются различия между сталью и нержавеющей сталью. 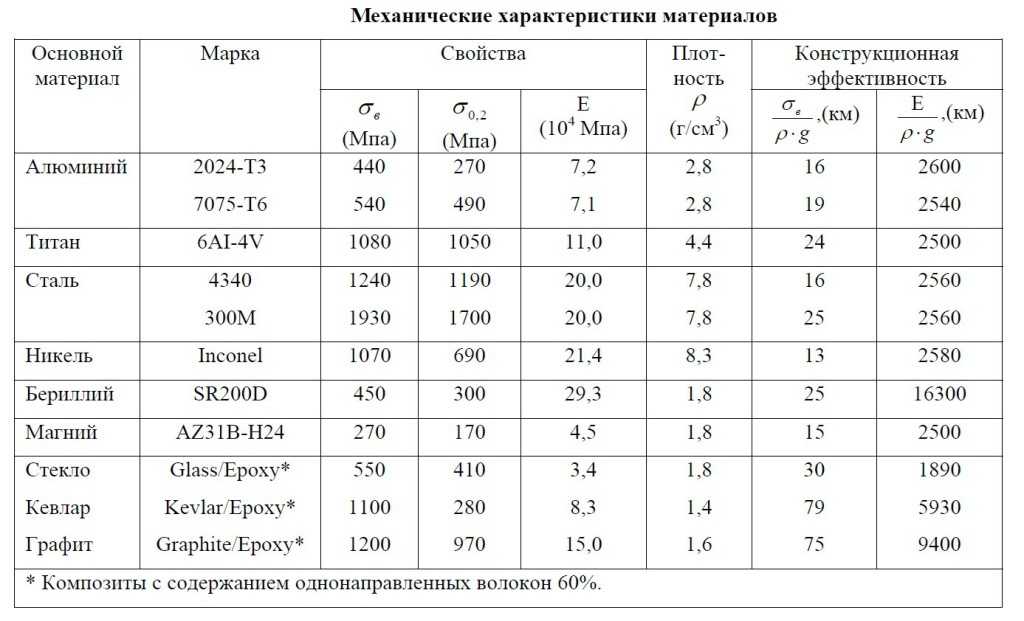 Магнитные свойства: Обычно нержавеющая сталь немагнитна, т.е. нержавеющая сталь серии 300 содержит хром и никель, которые делают ее немагнитной, а нержавеющая сталь серии 400 содержит только хром, который делает ее магнитной. тогда как сталь магнитна.
Магнитные свойства: Обычно нержавеющая сталь немагнитна, т.е. нержавеющая сталь серии 300 содержит хром и никель, которые делают ее немагнитной, а нержавеющая сталь серии 400 содержит только хром, который делает ее магнитной. тогда как сталь магнитна. 

 Из-за этого установку трубопровода из пластиковых изделий должна проводиться как можно аккуратнее.
Из-за этого установку трубопровода из пластиковых изделий должна проводиться как можно аккуратнее.

 Самые востребованные по диаметру трубы это 5 и 11. А вот для напорных соединений часто выбирают размеры от 3,2 см до 160 см в диаметре.
Самые востребованные по диаметру трубы это 5 и 11. А вот для напорных соединений часто выбирают размеры от 3,2 см до 160 см в диаметре.


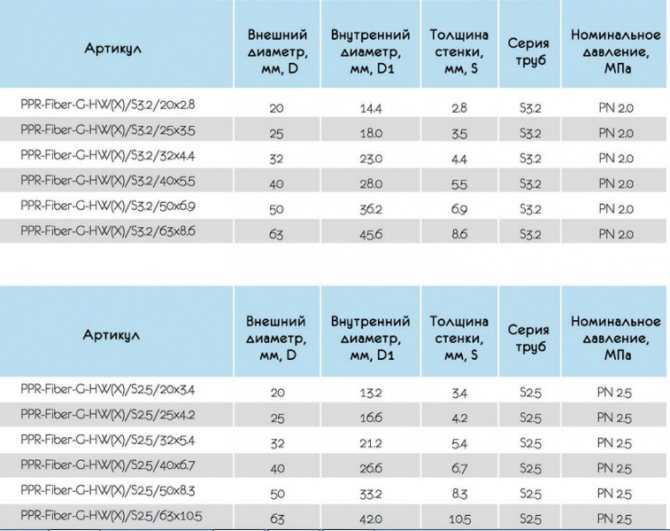 Предназначаются для питьевого водоснабжения, напорной и кабельной канализации. Применяется для прокладки в траншею, проколах и ГНБ.
Предназначаются для питьевого водоснабжения, напорной и кабельной канализации. Применяется для прокладки в траншею, проколах и ГНБ.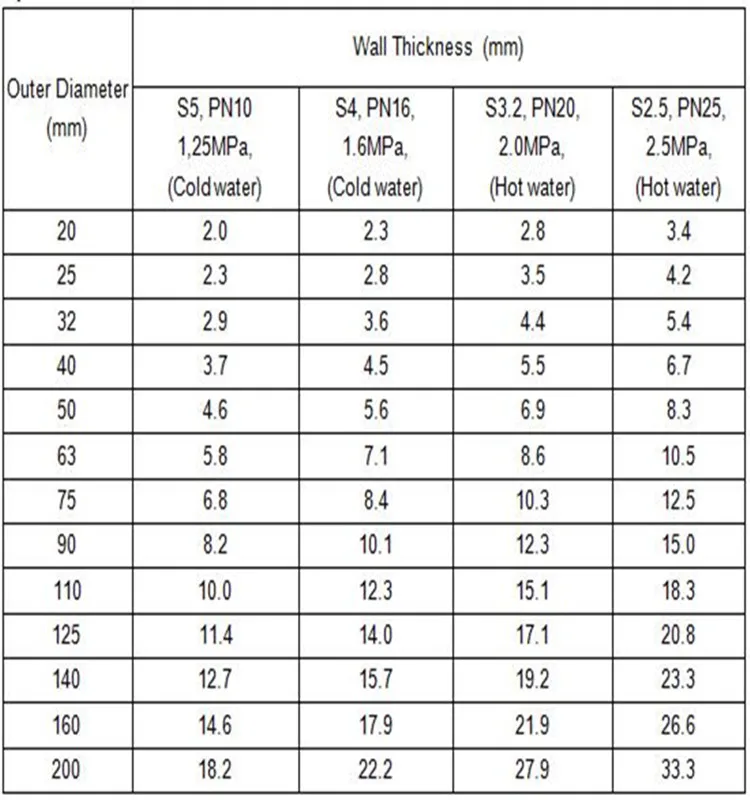 Завод производитель трубы — gf deka находится в Германии и входит в корпорацию Georg Fischer Piping Systems (Швейцария) Ltd.
Завод производитель трубы — gf deka находится в Германии и входит в корпорацию Georg Fischer Piping Systems (Швейцария) Ltd.

 0100
0100  8
8 2 9007.6
2 9007.6 2
2 Чтобы обеспечить дополнительную поддержку, в следующих таблицах описаны 9Физические размеры 0547 и диаметр трубы каждого размера трубы из ПВХ, которые будут работать с продуктами FORMUFIT.
Чтобы обеспечить дополнительную поддержку, в следующих таблицах описаны 9Физические размеры 0547 и диаметр трубы каждого размера трубы из ПВХ, которые будут работать с продуктами FORMUFIT.
 Это будет номинальный размер трубы, или размер фурнитуры, которую вы хотите заказать .
Это будет номинальный размер трубы, или размер фурнитуры, которую вы хотите заказать . Wall»> 0,113 дюйма
Wall»> 0,113 дюйма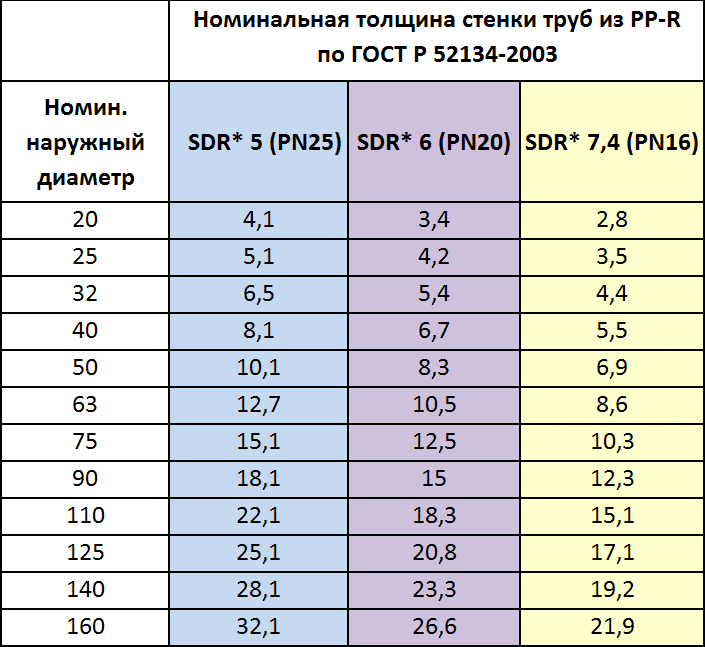 Wall»> 0,154 дюйма
Wall»> 0,154 дюйма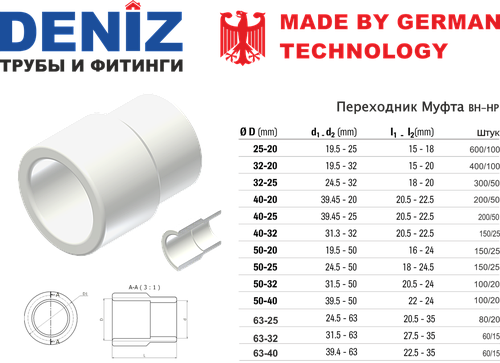 Wall»> 0,154 дюйма
Wall»> 0,154 дюйма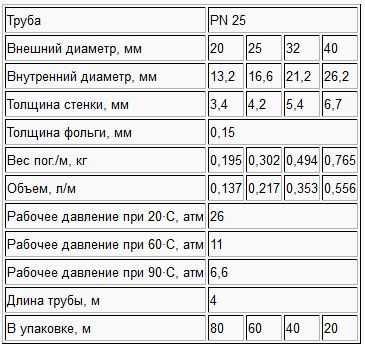 Wall»> 0,218″
Wall»> 0,218″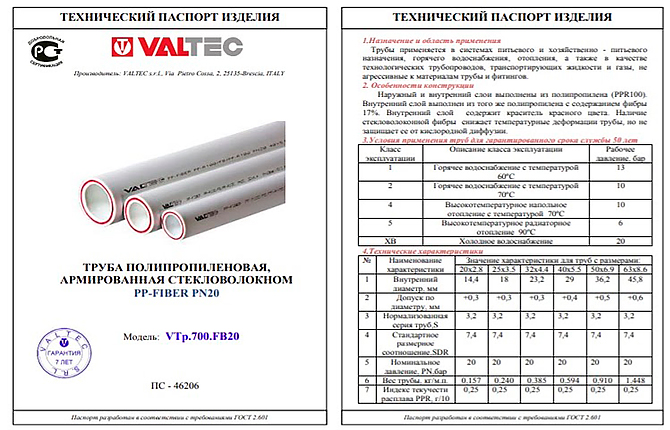 Wall»> 0,065”
Wall»> 0,065”
 Зачастую, реальные цифры отличаются от приведенных ниже на 10-15% в меньшую сторону.
Зачастую, реальные цифры отличаются от приведенных ниже на 10-15% в меньшую сторону.

 Для этого нужно 1000 разделить на значения второго столбца. Например: 1000 : 0,032 = 31 250 Трефовые гвозди на 15% легче, чем круглые, поэтому для них все значения из второго столбца надо умножить на 0,85. Для трефовых гвоздей с перемычками – на 0,87.
Для этого нужно 1000 разделить на значения второго столбца. Например: 1000 : 0,032 = 31 250 Трефовые гвозди на 15% легче, чем круглые, поэтому для них все значения из второго столбца надо умножить на 0,85. Для трефовых гвоздей с перемычками – на 0,87.
 кг
кг Гвоздь этого типа может быть выполнен из винтовой проволоки или из обычной, в последнем варианте накатка резьбы производится в процессе обработки. На винтовые гвозди отсутствует ГОСТ, поэтому при определении веса следует ориентироваться на конкретное ТУ, по которому работает поставщик. В документе обычно присутствует масса 100 штук.
Гвоздь этого типа может быть выполнен из винтовой проволоки или из обычной, в последнем варианте накатка резьбы производится в процессе обработки. На винтовые гвозди отсутствует ГОСТ, поэтому при определении веса следует ориентироваться на конкретное ТУ, по которому работает поставщик. В документе обычно присутствует масса 100 штук. кг
кг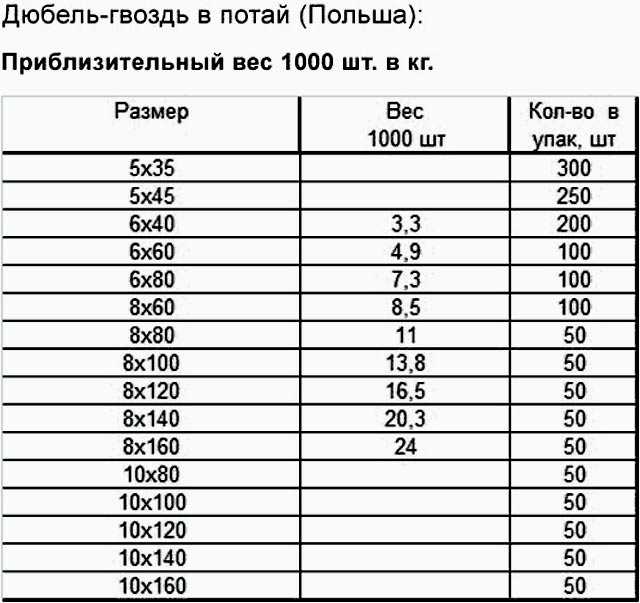 ), у них обычно небольшая шляпка, чтобы на изделии ее не было видно. Такие метизы применяют для крепления ламината, вагонки, плинтусов и других финишных покрытий.
), у них обычно небольшая шляпка, чтобы на изделии ее не было видно. Такие метизы применяют для крепления ламината, вагонки, плинтусов и других финишных покрытий. Нижняя часть кепки полукруглая, для максимального прилегания к отверстию планки.
Нижняя часть кепки полукруглая, для максимального прилегания к отверстию планки. 909
909
 Таким образом, при возрастании угла все большая доля напора создается в форме скоростного напора. Этот скоростной напор должен быть преобразован в давление в диффузорной части отвода, что связано с большими гидравлическими потерями.
Таким образом, при возрастании угла все большая доля напора создается в форме скоростного напора. Этот скоростной напор должен быть преобразован в давление в диффузорной части отвода, что связано с большими гидравлическими потерями.  линию Нт , рис. 12а).
линию Нт , рис. 12а). .jpg)
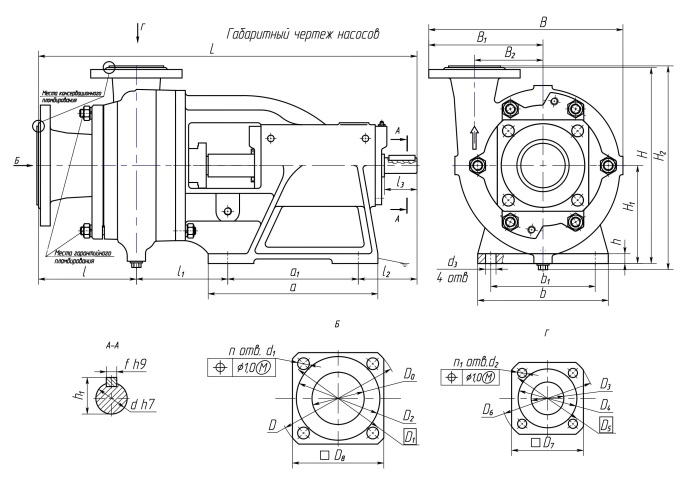 На этой характеристике нанесены кривые H, N и функции от Q. Для снятия рабочих характеристик насоса необходимо оборудовать испытательный стенд с приспособлениями для измерения параметров насоса.
На этой характеристике нанесены кривые H, N и функции от Q. Для снятия рабочих характеристик насоса необходимо оборудовать испытательный стенд с приспособлениями для измерения параметров насоса. 
 Последние могут быть пружинные или жидкостные. Вакуумметр следует применять жидкостный, для точного определения вакуума на входе в насос. Перед каждым испытанием необходимо проверять приборы и регулярно продувать соединительные трубки.
Последние могут быть пружинные или жидкостные. Вакуумметр следует применять жидкостный, для точного определения вакуума на входе в насос. Перед каждым испытанием необходимо проверять приборы и регулярно продувать соединительные трубки. 
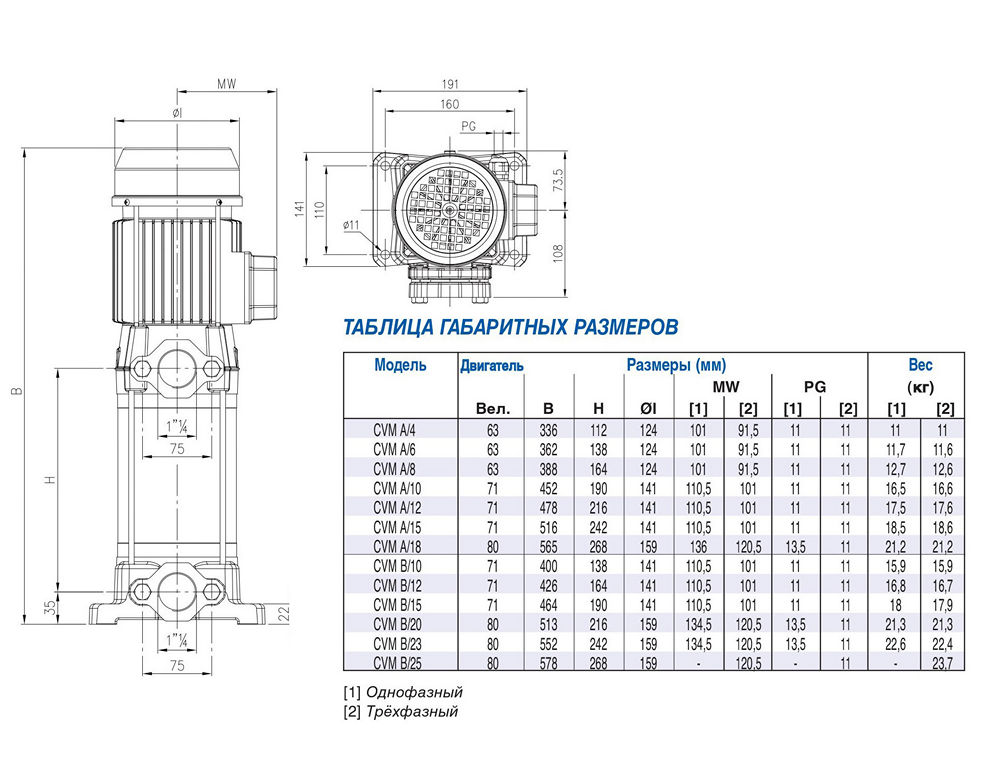 рис. 14).4). Химическое разрушение металла в зоне кавитации кислородом воздуха, который выделяется из жидкости в месте пониженного давления (коррозия).
рис. 14).4). Химическое разрушение металла в зоне кавитации кислородом воздуха, который выделяется из жидкости в месте пониженного давления (коррозия). 
 Как показал опыт, в определенных границах изменение показания вакуумметра Hв значения Q, Н и остаются неизменными (рис. 16). При уменьшении давления в резервуаре 2 до некоторого значения Нв появляется шум, характеризующий наступление кавитации, но значения Q, Н и еще не претерпевают заметных изменений.
Как показал опыт, в определенных границах изменение показания вакуумметра Hв значения Q, Н и остаются неизменными (рис. 16). При уменьшении давления в резервуаре 2 до некоторого значения Нв появляется шум, характеризующий наступление кавитации, но значения Q, Н и еще не претерпевают заметных изменений. 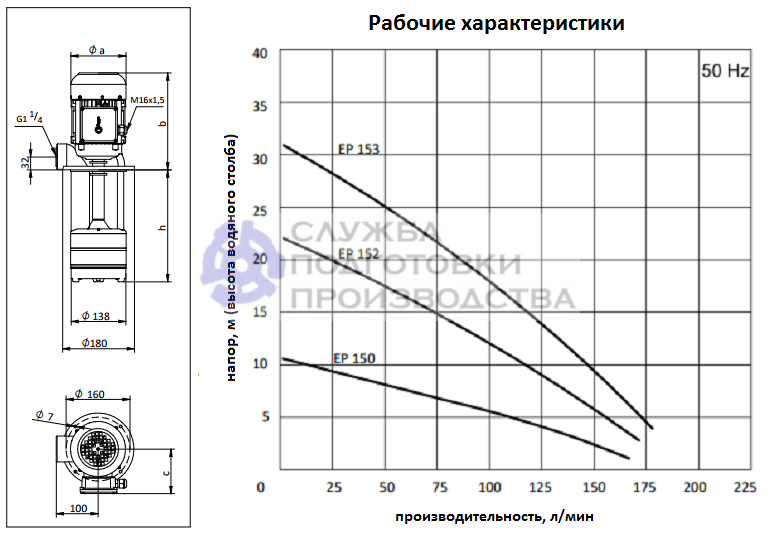 Таким образом получают график с нанесенными четырьмя кривыми: Н — Q; N — Q; — Q, Hвдоп-Q которые полностью характеризуют работу центробежного насоса по фактическим данным энергетических и кавитационных испытаний (рис. 17).
Таким образом получают график с нанесенными четырьмя кривыми: Н — Q; N — Q; — Q, Hвдоп-Q которые полностью характеризуют работу центробежного насоса по фактическим данным энергетических и кавитационных испытаний (рис. 17).  п.
п. Более подробно ознакомиться с модельным рядом, параметрами конкретного оборудования вы можете на нашем сайте или связавшись по телефону с менеджером.
Более подробно ознакомиться с модельным рядом, параметрами конкретного оборудования вы можете на нашем сайте или связавшись по телефону с менеджером.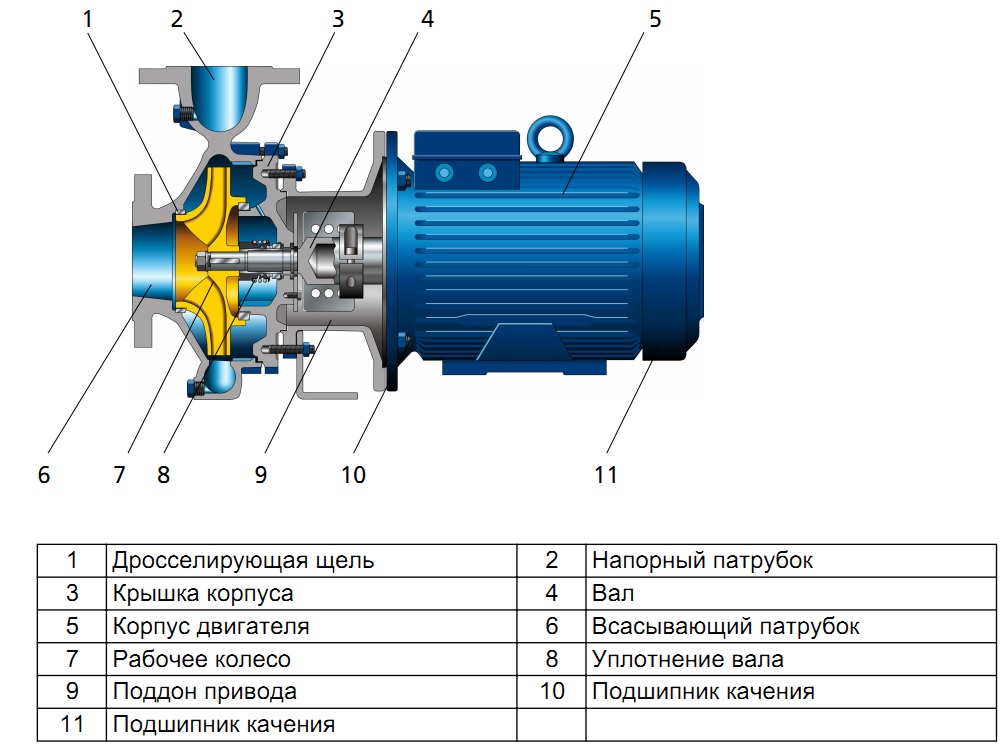
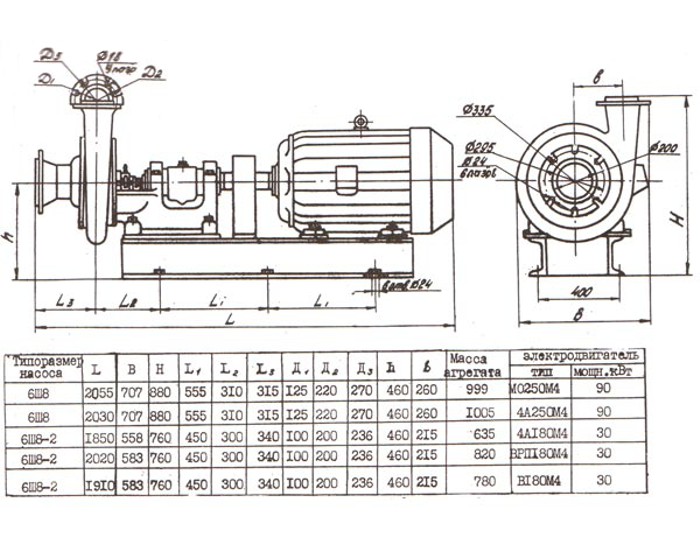 насосы, в том числе насосы, работающие в обратном направлении в качестве гидротурбин рекуперации энергии, для использования в нефтяной, тяжелой химической и газовой промышленности. Типы насосов, подпадающие под действие настоящего стандарта, можно разделить на консольные, между подшипниками и вертикально подвешенные.
насосы, в том числе насосы, работающие в обратном направлении в качестве гидротурбин рекуперации энергии, для использования в нефтяной, тяжелой химической и газовой промышленности. Типы насосов, подпадающие под действие настоящего стандарта, можно разделить на консольные, между подшипниками и вертикально подвешенные.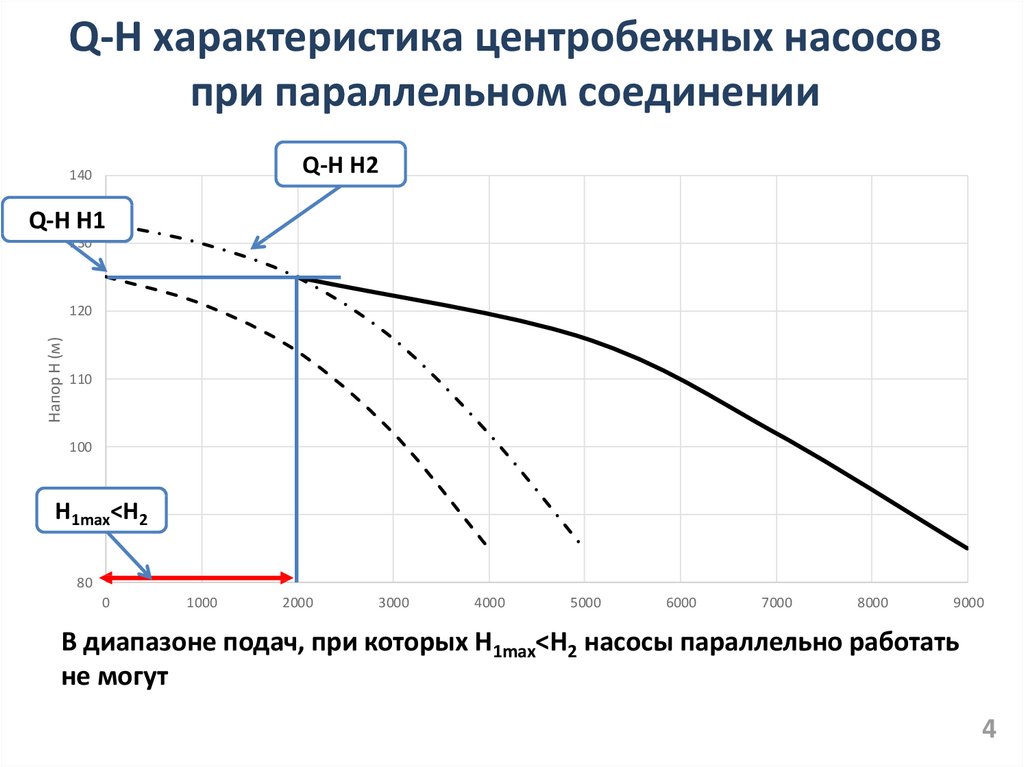 2-2003 — Технические характеристики вертикальных центробежных насосов для химических процессов
2-2003 — Технические характеристики вертикальных центробежных насосов для химических процессов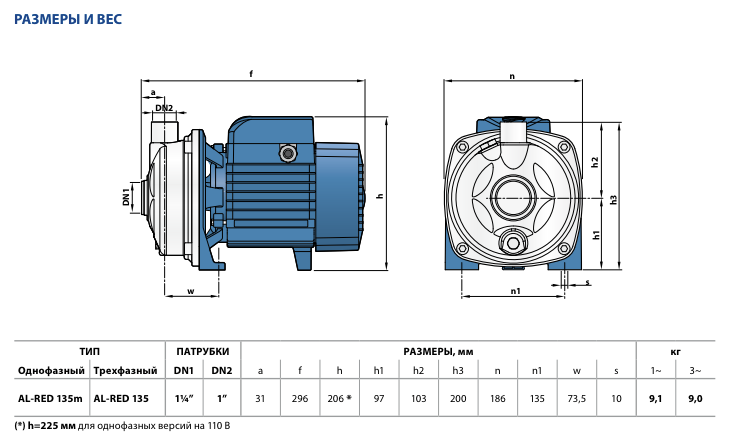 В нашем архиве сохраняются только электронные письма и ответы. Файлы cookie используются только в браузере для улучшения взаимодействия с пользователем.
В нашем архиве сохраняются только электронные письма и ответы. Файлы cookie используются только в браузере для улучшения взаимодействия с пользователем.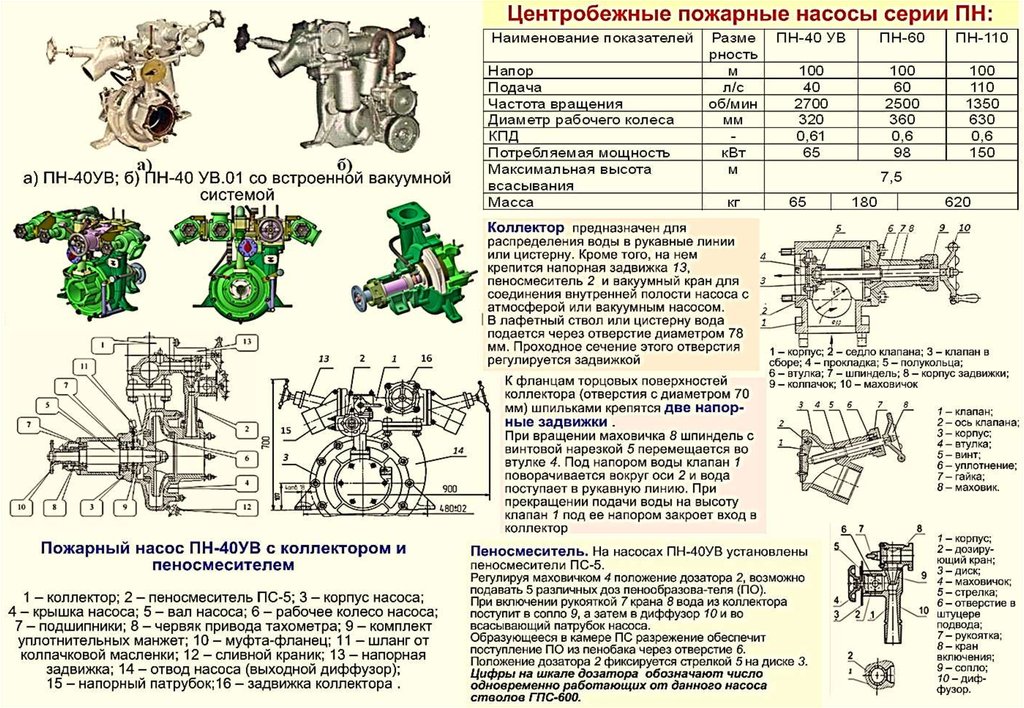
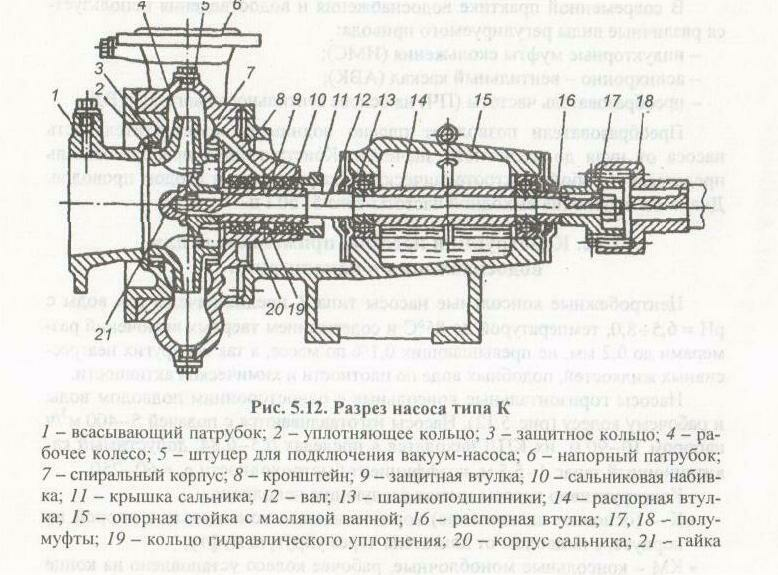
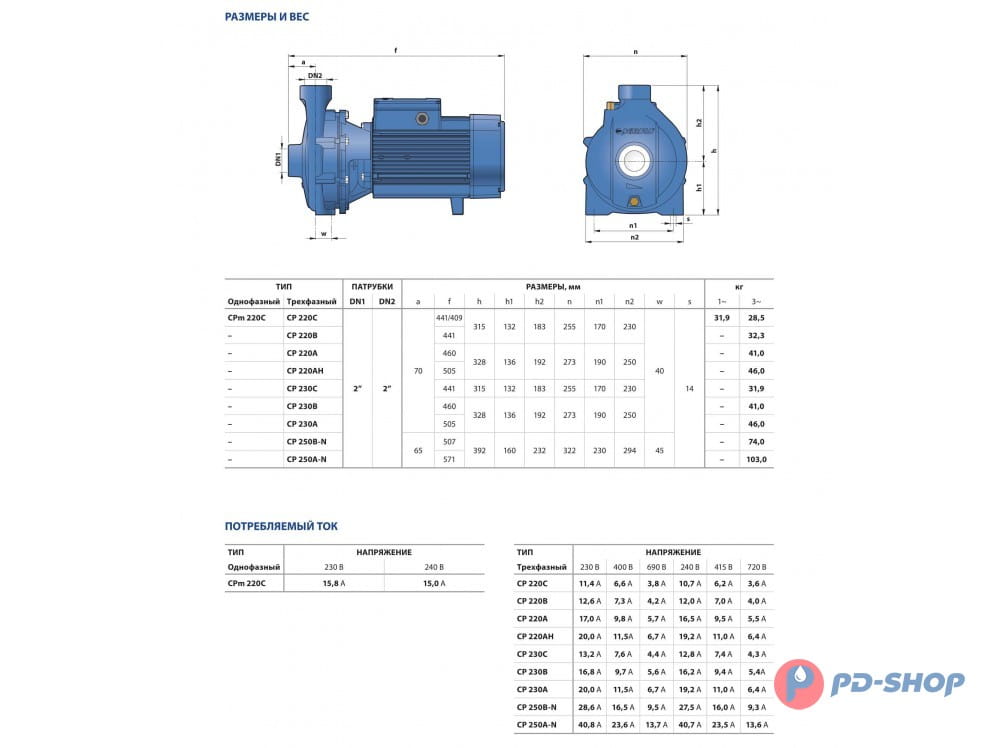 Необычные условия эксплуатации, даже незначительные, следует указывать при разработке перечня. Вся доступная информация должна быть предоставлена производителю насоса. Во многих случаях незначительные системные или экологические условия могут вызвать серьезные проблемы. Примерами могут быть следы коррозии в жидкости, даже если они находятся на уровне частей на миллион.
Необычные условия эксплуатации, даже незначительные, следует указывать при разработке перечня. Вся доступная информация должна быть предоставлена производителю насоса. Во многих случаях незначительные системные или экологические условия могут вызвать серьезные проблемы. Примерами могут быть следы коррозии в жидкости, даже если они находятся на уровне частей на миллион..jpg) Производитель насоса также должен быть проинформирован о возможности загрязнения. Следует тщательно изучить потенциальные условия работы насоса и отметить любую возможность загрязнения. Правильно включив потенциалы загрязнения в описание условий системы, поставщик насоса может включить решение, например, дополнительный запас по напору, при выборе/изготовлении наилучшего насоса для конкретного применения.
Производитель насоса также должен быть проинформирован о возможности загрязнения. Следует тщательно изучить потенциальные условия работы насоса и отметить любую возможность загрязнения. Правильно включив потенциалы загрязнения в описание условий системы, поставщик насоса может включить решение, например, дополнительный запас по напору, при выборе/изготовлении наилучшего насоса для конкретного применения. При правильной формулировке технических характеристик насоса можно отметить минимальные требования к материалам. Он также может содержать комментарии, которые могут раскрыть опыт поставщика в выборе материала насоса.
При правильной формулировке технических характеристик насоса можно отметить минимальные требования к материалам. Он также может содержать комментарии, которые могут раскрыть опыт поставщика в выборе материала насоса.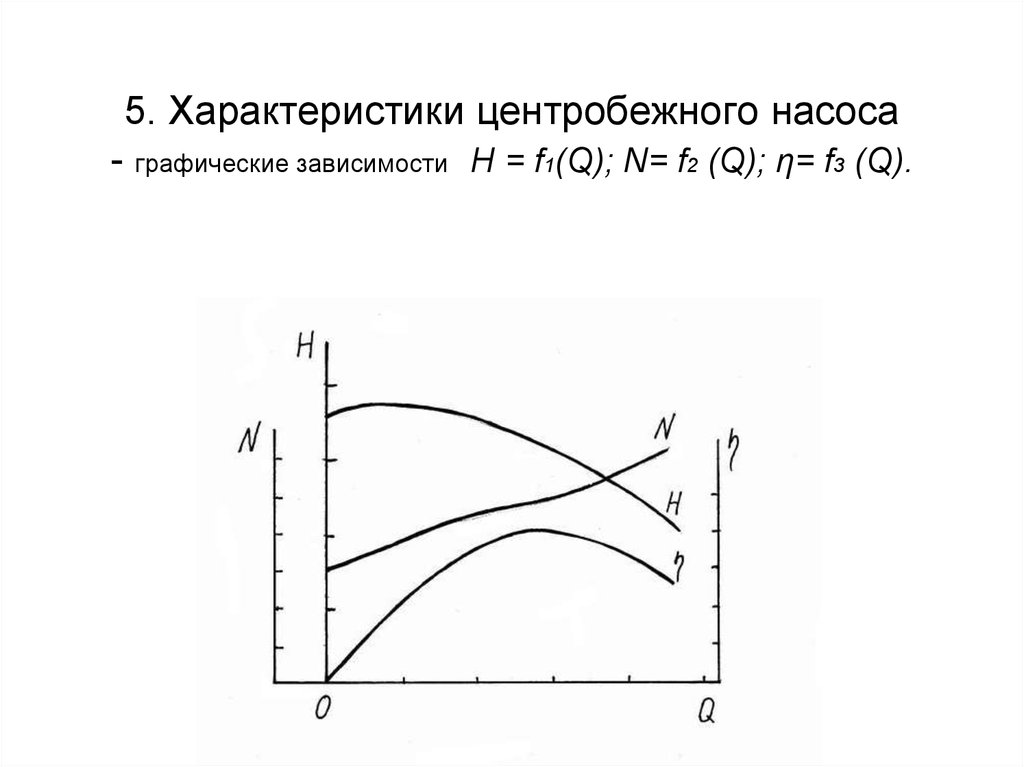 Не должно быть ни предротации, ни антиротации. Поток должен быть свободен от случайных искажений. В зависимости от конструкции, скорости жидкости и условий системы/процесса перед входом в насос может потребоваться прямая труба минимальной длины.
Не должно быть ни предротации, ни антиротации. Поток должен быть свободен от случайных искажений. В зависимости от конструкции, скорости жидкости и условий системы/процесса перед входом в насос может потребоваться прямая труба минимальной длины..jpg) Это также дата, с которой отсчитывается подача насоса.
Это также дата, с которой отсчитывается подача насоса.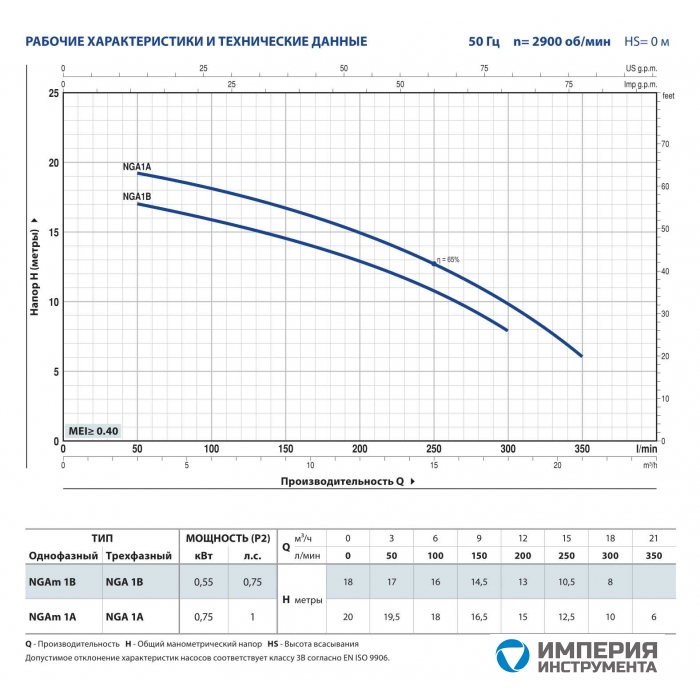 Достаточная подача масла к гидродинамическим подшипникам и редукторам всегда является проблемой.
Достаточная подача масла к гидродинамическим подшипникам и редукторам всегда является проблемой..jpg) Фундамент должен быть настроен таким образом, чтобы любая собственная частота фундамента не совпадала с какой-либо частотой возбуждения насосного агрегата. Желательно, чтобы все собственные частоты фундамента были намного выше любой скорости возбуждения насоса, насколько это практически возможно.
Фундамент должен быть настроен таким образом, чтобы любая собственная частота фундамента не совпадала с какой-либо частотой возбуждения насосного агрегата. Желательно, чтобы все собственные частоты фундамента были намного выше любой скорости возбуждения насоса, насколько это практически возможно.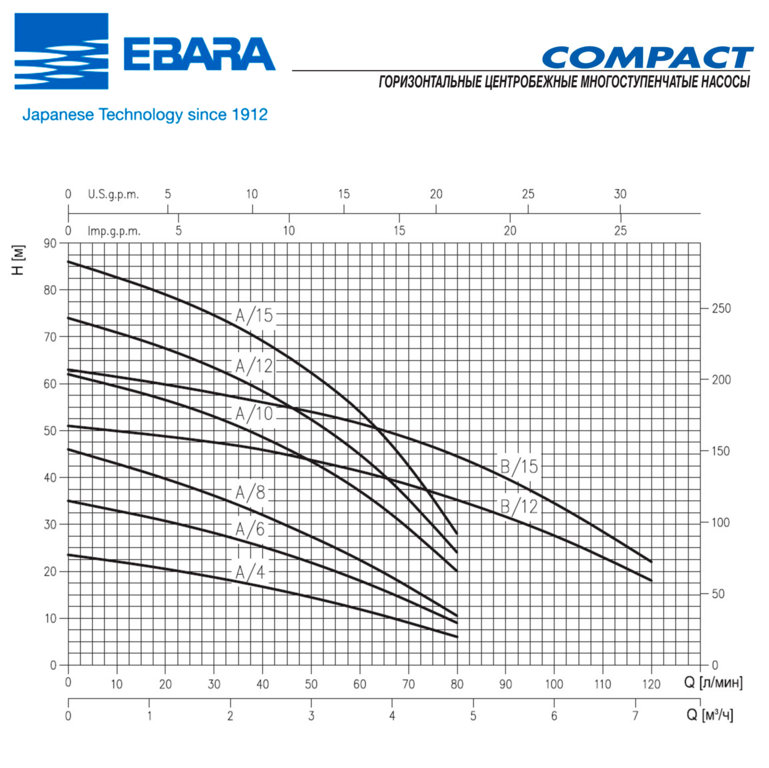
.jpg)
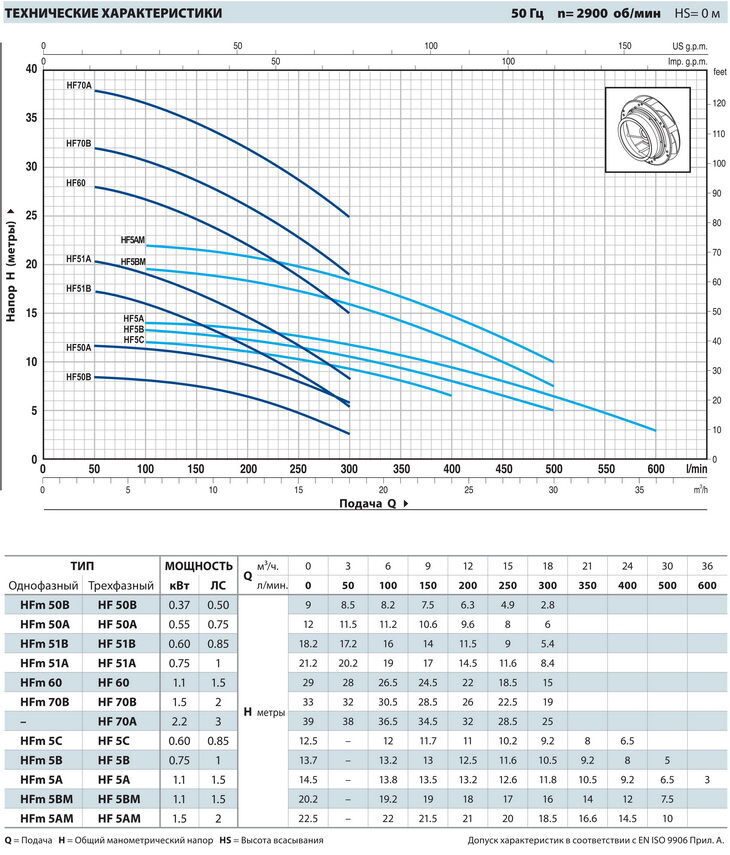

 Когда изделие остынет, промойте его водой и насухо вытрите мягкой тряпкой
Когда изделие остынет, промойте его водой и насухо вытрите мягкой тряпкой Удалить его можно погрузив предмет в 10% раствор уксуса
Удалить его можно погрузив предмет в 10% раствор уксуса При этом она используется для производства бронзы, которая очень высоко ценится в пунктах приема.
При этом она используется для производства бронзы, которая очень высоко ценится в пунктах приема.

 Его нужно развести в какой-нибудь емкости с теплой водой. Далее помещаем в этот раствор изделия, которые нужно очистить. Можно воспользоваться мягкой губкой для очистки, после чего вытереть предметы насухо полотенцем.
Его нужно развести в какой-нибудь емкости с теплой водой. Далее помещаем в этот раствор изделия, которые нужно очистить. Можно воспользоваться мягкой губкой для очистки, после чего вытереть предметы насухо полотенцем. В полученный раствор еще до растворения соли помещаются медные предметы. Далее протираем поверхность. Понятно, что он больше подходит для небольших изделий, потому что очистка крупных медных отходов подразумевает достаточно большое количество соли и уксуса.
В полученный раствор еще до растворения соли помещаются медные предметы. Далее протираем поверхность. Понятно, что он больше подходит для небольших изделий, потому что очистка крупных медных отходов подразумевает достаточно большое количество соли и уксуса.


 Это в ваших же интересах, потому что за хорошо очищенный металлолом предусмотрена более высокая цена.
Это в ваших же интересах, потому что за хорошо очищенный металлолом предусмотрена более высокая цена. Причина? Это вызвано естественной, непреодолимой реакцией между металлическим объектом и окружающей средой. Хотя потускнение само по себе не вредно, оно может быть неприглядным. К счастью, его легко отполировать. (Хотя иногда желательно и небольшое количество патины.) Однако вам нужно проявлять особую осторожность, когда дело доходит до очистки меди, что может быть особенно сложно; если вы будете тереть слишком сильно, вы можете поцарапать металл и удалить отделку. Чтобы безопасно и правильно очистить и отполировать этот материал, мы обратились за помощью к Лесли Рейхерт, тренеру по зеленой уборке и автору книги «Радость зеленой уборки» (14,9 долл. США).5, amazon.com) , чтобы собрать советы по использованию продуктов, не содержащих химикатов, для эффективной очистки широкого спектра изделий из меди.
Причина? Это вызвано естественной, непреодолимой реакцией между металлическим объектом и окружающей средой. Хотя потускнение само по себе не вредно, оно может быть неприглядным. К счастью, его легко отполировать. (Хотя иногда желательно и небольшое количество патины.) Однако вам нужно проявлять особую осторожность, когда дело доходит до очистки меди, что может быть особенно сложно; если вы будете тереть слишком сильно, вы можете поцарапать металл и удалить отделку. Чтобы безопасно и правильно очистить и отполировать этот материал, мы обратились за помощью к Лесли Рейхерт, тренеру по зеленой уборке и автору книги «Радость зеленой уборки» (14,9 долл. США).5, amazon.com) , чтобы собрать советы по использованию продуктов, не содержащих химикатов, для эффективной очистки широкого спектра изделий из меди. «Герметиком может быть масло или лак, которые наносятся для предотвращения потускнения. Очистка меди пастой или даже смесью лимонного сока и соли может полностью удалить герметик». Для предметов, которые — это не , покрытые герметиком, эти обработки удивят всех, кто их попробует, и вернут естественный винтажный шарм даже самым потускневшим медным изделиям.
«Герметиком может быть масло или лак, которые наносятся для предотвращения потускнения. Очистка меди пастой или даже смесью лимонного сока и соли может полностью удалить герметик». Для предметов, которые — это не , покрытые герметиком, эти обработки удивят всех, кто их попробует, и вернут естественный винтажный шарм даже самым потускневшим медным изделиям. Не будьте слишком агрессивны — вы не хотите поцарапать медь», — говорит Райхерт.
Не будьте слишком агрессивны — вы не хотите поцарапать медь», — говорит Райхерт. Затем перемешайте смесь, пока соль не растворится, а затем поместите медный предмет в воду. «Запятнание сойдет сразу». Хотя этот метод самый простой, иногда вам нужно немного поработать над ним. Если это так, «используйте кетчуп и нанесите его на котел. Кислота в помидорах удалит потускнение», — отмечает Райхерт. «После того, как вы натерли все вокруг предмета, обязательно тщательно промойте его».
Затем перемешайте смесь, пока соль не растворится, а затем поместите медный предмет в воду. «Запятнание сойдет сразу». Хотя этот метод самый простой, иногда вам нужно немного поработать над ним. Если это так, «используйте кетчуп и нанесите его на котел. Кислота в помидорах удалит потускнение», — отмечает Райхерт. «После того, как вы натерли все вокруг предмета, обязательно тщательно промойте его». «Этот простой процесс абсолютно жидкий и не повредит поверхность», — утверждает она, отмечая, что вы должны чистить эти предметы так часто, как хотите, или, по крайней мере, при первых признаках потускнения.
«Этот простой процесс абсолютно жидкий и не повредит поверхность», — утверждает она, отмечая, что вы должны чистить эти предметы так часто, как хотите, или, по крайней мере, при первых признаках потускнения. Читайте ускоренный курс о том, как очистить медь и вернуть ей гламурный вид.
Читайте ускоренный курс о том, как очистить медь и вернуть ей гламурный вид. Когда дело доходит до полировки, потускнение легко удалить с помощью комбинации мягкой кислоты и осторожного трения. (Примечание: ключевые слова здесь мягкий и мягкий , так как агрессивные химикаты и чрезмерная чистка могут привести к царапинам и повреждению металла). или лак (т.е. он имеет блестящую поверхность). Если он был загерметизирован, не следует очищать его ни одним из методов, описанных ниже, так как эти продукты могут удалить герметик. Вместо этого очистите лакированную медь с помощью мягкой ткани, смоченной в водном растворе с каплей мягкого средства для мытья посуды. Аккуратно отполируйте, чтобы удалить пыль и грязь, а затем смойте мыло влажной тканью. Протрите сухой тканью, убедившись, что вся вода удалена с поверхности.
Когда дело доходит до полировки, потускнение легко удалить с помощью комбинации мягкой кислоты и осторожного трения. (Примечание: ключевые слова здесь мягкий и мягкий , так как агрессивные химикаты и чрезмерная чистка могут привести к царапинам и повреждению металла). или лак (т.е. он имеет блестящую поверхность). Если он был загерметизирован, не следует очищать его ни одним из методов, описанных ниже, так как эти продукты могут удалить герметик. Вместо этого очистите лакированную медь с помощью мягкой ткани, смоченной в водном растворе с каплей мягкого средства для мытья посуды. Аккуратно отполируйте, чтобы удалить пыль и грязь, а затем смойте мыло влажной тканью. Протрите сухой тканью, убедившись, что вся вода удалена с поверхности. Здесь лимон (т. е. мягкая кислота) и соль (абразивное средство) работают вместе, чтобы в один миг удалить стойкое потускнение. Для этого метода вам просто нужно смешать жидкую пасту, смешав одну часть соли и две части лимонного сока. После того, как ваш самодельный полироль для меди будет готов, налейте его на изделие и аккуратно удалите потускнение тряпкой, мягкой губкой или половинкой лимона. Вы можете использовать как крупную, так и обычную соль, в зависимости от степени потускнения, но не увлекайтесь чисткой и никогда не используйте стальную мочалку или любую другую абразивную щетку, так как это приведет к царапинам.
Здесь лимон (т. е. мягкая кислота) и соль (абразивное средство) работают вместе, чтобы в один миг удалить стойкое потускнение. Для этого метода вам просто нужно смешать жидкую пасту, смешав одну часть соли и две части лимонного сока. После того, как ваш самодельный полироль для меди будет готов, налейте его на изделие и аккуратно удалите потускнение тряпкой, мягкой губкой или половинкой лимона. Вы можете использовать как крупную, так и обычную соль, в зависимости от степени потускнения, но не увлекайтесь чисткой и никогда не используйте стальную мочалку или любую другую абразивную щетку, так как это приведет к царапинам. Затем сбрызните соль уксусом — ровно столько, чтобы предмет был влажным, но соль не смылась. Наконец, добавьте еще немного соли и осторожно потрите медь тряпкой или мягкой губкой, чтобы мгновенно удалить потускнение. Легко, верно?
Затем сбрызните соль уксусом — ровно столько, чтобы предмет был влажным, но соль не смылась. Наконец, добавьте еще немного соли и осторожно потрите медь тряпкой или мягкой губкой, чтобы мгновенно удалить потускнение. Легко, верно?