Сопло для пескоструйного аппарата: характеристики, параметры
Главная » Обработка металла » Абразивная » Виды сопел для пескоструйного аппарата
Содержание
- Конструкция и характеристики
- Сопло Вентури
- Преимущества и недостатки
- Особенности выбора
- Производители
- Принципы эксплуатации
Пескоструйка очищает поверхности металлических деталей от грязи и покрытий разных видов. При этом абразивы разрушают детали оборудования. Разрушаются в основном сопла для пескоструйных аппаратов, их регулярно приходится менять. Форма и размеры отверстия насадки влияют на скорость движения воздуха и силу воздействия песка на очищаемую поверхность. Большое количество моделей сменных деталей позволяют выбрать оптимальную конструкцию сопла.
Керамическое сопло для пескоструя
Конструкция и характеристики
Назначение сопла — увеличение скорости потока воздуха с песком и формирование пятна обработки. Прямолинейная насадка имеет основные элементы:
- корпус;
- резьба для крепления к соплодержателю;
- конфузор;
- диффузор.


Корпус предохраняет человека от травм в случае разрушения внутреннего сопла. Оно быстро стирается проходящими через него абразивными частицами. Одновременно на задней части его располагается резьба для накидной гайки или хомута, которым он крепится к рукоятке — соплодержателю.
Конфузор представляет собой длинное коническое отверстие во вставке, регулирующее скорость подаваемой смеси. Имеет стандартные отверстия диаметром 6–16 мм, с шагом 2 мм. Выбор его зависит от производительности установки.
Диффузор конический, короткий, расширяется под углом 7–15⁰. Благодаря ему устраняются завихрения, песок равномерно распределяется по рабочему пятну. Выходное отверстие насадки может быть круглым и продолговатым, в зависимости от размера обрабатываемой детали и ее формы.
Между конфузором и диффузором располагается участок с равномерным сечением. Пройдя по сужающемуся конусу насадки, воздух и песок образуют равномерную по составу смесь.
Сопло Вентури
Сложное по конструкции высокопроизводительное сопло Вентури имеет внутренний диаметр со ступенчатым переменным сечением, состоящим из ряда цилиндров. Диаметр отверстия на входе почти в 2 раза больше выходного. Это изменяет параметры сопла, и увеличивает скорость потока при работе в одном режиме. Например, из классического сопла воздушно-песочная смесь выходит примерно 320–350 км/час. При установке насадки Benturi, скорость выходящего потока увеличивается до 700 км/час.
Диаметр отверстия на входе почти в 2 раза больше выходного. Это изменяет параметры сопла, и увеличивает скорость потока при работе в одном режиме. Например, из классического сопла воздушно-песочная смесь выходит примерно 320–350 км/час. При установке насадки Benturi, скорость выходящего потока увеличивается до 700 км/час.
Сопло имеет сложную конструкцию. В дополнение к стандартным элементам, наконечник защищает противоударная резиновая оболочка. Под ней алюминиевая втулка для прочности. Вставка из прочного и устойчивого к стиранию вольфрам-карбидного сплава.
Сопло конструкции Вентури невозможно сделать самостоятельно. Внутри него сечение изменяется ступенчато. Каждый переход имеет выступ. Его целостность зависит от правильно подобранного радиуса, который рассчитывается в зависимости от разницы диаметров перехода. Закругление выполняется с точностью до 0,005 мм. Сопла типа Benturi изготавливаются по современным технологиям на оборудовании, управляемом компьютером.

Работа пескоструем с соплом Вентури
Пескоструйное оборудование позволяет быстро очистить поверхность от различных загрязнений и устаревшей отделки:
- грязь;
- масло;
- окалина;
- жир;
- краска;
- грунтовка;
- шпатлевка.
На подготовку детали к дальнейшей обработке и покраске времени уходит в несколько раз меньше, чем с применением моющих веществ и растворителей.
Песок легко приобрести. При постоянной работе он может использоваться несколько раз. Его необходимо просеивать и прокаливать.
Поток воздуха с песком и другими абразивами проникает в узкие щели и небольшие отверстия. Скорость очистки не зависит от сложности конструкции.
Пескоструйные аппараты имеют простую конструкцию. Достаточно соединить шлангами компрессор и емкость с песком.
К недостаткам относится работа оборудования под большим давлением. При прорыве шланга или попадании в рабочую зону, человек может получить серьезную травму.
Насадки быстро изнашиваются. Металлического сопла из стойкой к стиранию стали хватает на 1 – 2 часа работы.
Особенности выбора
Основной параметр для выбора сопла — диаметр отверстия насадки. Он зависит от режима работы пескоструйного аппарата. В таблице приведены примерные значения производительности и давления в зависимости от диаметра сопла для бытового пескоструйного аппарата.
| Диаметр сопла, мм | Производительность, куб. м/час | Давление в системе, атм | Расход песка, кг/час |
| 6 | 8–10 | 5 | 200–250 |
| 8 | 10–12 | 5–6 | 350–400 |
| 10 | 12–22 | 6–7 | 600–900 |
| 12 | более 20 | 7–8 | 1000–1200 |
На промышленных установках используются насадки более 12 мм.
От материала вставки зависит срок работы сопла. Сделанная из свечи зажигания насадка продержится не более часа. Для ремонтных работ в гараже этого достаточно. Срок службы сопла из стали в пределах 2 часов непрерывной работы. Твердая керамика разрушается при пуске установки от динамического воздействия и неравномерной нагрузки. Кроме прочности, материалу сопла требуется высокая вязкость и сопротивление стиранию.
Для ремонтных работ в гараже этого достаточно. Срок службы сопла из стали в пределах 2 часов непрерывной работы. Твердая керамика разрушается при пуске установки от динамического воздействия и неравномерной нагрузки. Кроме прочности, материалу сопла требуется высокая вязкость и сопротивление стиранию.
Вставки насадок изготавливаются из разных материалов:
- высоколегированной стали;
- чугуна;
- керамики;
- карбида вольфрама.
Чугунная вставка может работать до 12 часов. Изготовленные промышленным способом насадки из карбида вольфрама подходят для работы в мастерских. Срок их службы зависит от производительности и давления, составляет в среднем 350 час.
Наиболее долговечные вставки из карбида фтора, способные работать до 1000 час. При максимальных нагрузках сопло выдерживает 750 час.
Промышленный пескоструйный аппарат
Производители
Специалисты рекомендуют сопла следующих фирм:
- Contracor — Россия;
- CLEMCO — Германия;
- ВМЗ — Великолукский механический завод.

Немецкие изделия известны своей надежной работой, долгим сроком службы. Наилучшими считаются сопла фирмы CLEMCO. Компания производит в основном керамические и карбид вольфрамовые вставки.
Не уступают им по качеству насадки для пескоструйки Российской фирмы Contracor. Основная продукция из карбида бора, имеются вольфрамовые и керамические вставки.
На ВМЗ изготавливают обычные сопла с бюджетной стоимостью. Любители могут приобрести разнообразные насадки — металлические, керамические и чугунные для разового ремонта.
Принципы эксплуатации
Сопло для пескоструя крепится к держателю — концу шланга, накидной гайкой или хомутом. Поток воздуха, проходя через емкость с песком, захватывает его и по шлангу подает на сопло. Проходя через насадку, смесь выравнивается в своем составе, увеличивает скорость. Выходя из диффузора, частички песка с большой скоростью ударяются о поверхность детали, выбивая частицы грязи и старой отделки.
При установке китайских сопел надо обращать внимание на диаметр и способ крепления. На них в основном стоят хомуты. Подходят они в основном к оборудованию, изготовленному в Поднебесной. На аппараты других производителей сопло устанавливается через переходник.
На них в основном стоят хомуты. Подходят они в основном к оборудованию, изготовленному в Поднебесной. На аппараты других производителей сопло устанавливается через переходник.
Самодельное устройство недолговечно. Его можно использовать при давлении менее 6 Атм. Делаются вставки керамические из свеч, высверливанием электрода. Чугунные и стальные сверлятся. Поверхность отверстия шероховатая, тормозит песок и одновременно быстро изнашивается.
В пескоструйном оборудовании кроме песка используются и другие абразивные элементы: толченое стекло, металлические шарики, керамика.
Сопло пескоструя в категории «Промышленное оборудование и станки»
Сопло для пескоструя Ø6мм;Ø8мм;Ø10мм Карбид бора B4C.
Доставка по Украине
1 900 грн
Купить
ООО «РАЗРАБОТКА И ВНЕДРЕНИЕ НОВЫХ МАТЕРИАЛОВ»
Керамическое сопло для пескоструя
На складе в г. Киев
Киев
Доставка по Украине
499 грн
399 грн
Купить
TOP MASTER
Керамическое сопло для пескоструя
На складе в г. Киев
Доставка по Украине
399 грн
Купить
«PROFINSTRUMENT UA»
Соплодержатель сопло пескоструй
Доставка по Украине
120 грн
Купить
Металлообрабатывающая мануфактура Голуба
Сопло для пескоструя 6,5 мм
Доставка по Украине
от 4 450 грн
Купить
ООО «ТПК Велес»
Сопло для пескоструя №22 т/с ВК8
На складе в г. Кременчуг
Доставка по Украине
185 грн
Купить
СТАНОЧНИК Интернет-магазин
Сопло керамическое к пескострую (SA-3379), d=3,6 мм (SUMAKE 3379-27A)
Доставка по Украине
123 грн
Купить
ТОВ «ФОРС МАРКЕТ»
Сопло керамическое к пескострую (SA-3379), d=3,2 мм (SUMAKE 3379-27B)
Доставка по Украине
123 грн
Купить
ТОВ «ФОРС МАРКЕТ»
Сопло керамическое к пескострую (SA-3379), d=2,7 мм (SUMAKE 3379-27C)
Доставка по Украине
123 грн
Купить
ТОВ «ФОРС МАРКЕТ»
Сопло керамическое к пескострую (SA-3379), d=2,4 мм (SUMAKE 3379-27D)
Доставка по Украине
123 грн
Купить
ТОВ «ФОРС МАРКЕТ»
Сопло и трубка для пескоструя карбид-бор IDROBASE, сопло 045
Доставка по Украине
2 406. 45 грн
45 грн
Купить
Интернет магазин Startool
Товар для взрослых.
Вам есть 18 лет?
Сопло пескоструйное из Карбид Бора 6мм (028328)
На складе в г. Коломыя
Доставка по Украине
875 грн
✅ Интернет-магазин оборудования «BORO»
Товар для взрослых.
Вам есть 18 лет?
Сопло пескоструйное из Карбид Бора 8мм (028328)
На складе в г. Коломыя
Доставка по Украине
875 грн
✅ Интернет-магазин оборудования «BORO»
Набор держателей магнитных для сварки 4 шт, 45°, 90°,135°, 4 кг, 53х37х47х7 мм INTERTOOL MW-0008
На складе
Доставка по Украине
по 179 грн
от 6 продавцов
179 грн
Купить
Powertools
Подставка магнитная для сварки Ø50 мм, высота 140 мм INTERTOOL MW-0011
На складе
Доставка по Украине
по 175 грн
от 5 продавцов
175 грн
Купить
Powertools
Смотрите также
Товар для взрослых.
Вам есть 18 лет?
Пескоструйное Сопло из Карбид Бора 4мм BRI (028321)
На складе
Доставка по Украине
875 грн
✅ Интернет-магазин оборудования «BORO»
Пескоструйный пистолет-смеситель Boro (для сопел из карбид бора). Инжекторного типа.
На складе в г. Коломыя
Доставка по Украине
925 грн
Купить
✅ Интернет-магазин оборудования «BORO»
Держатель магнитный для сварки трапеция, 30°, 45°, 60°, 75°, 90°, 135°, 34 кг, 145×110×25 мм Intertool MW-0003
На складе
Доставка по Украине
по 229 грн
от 5 продавцов
229 грн
Купить
Tools Prostor
Держатель магнитный для сварки трапеция, 30°, 45°, 60°, 75°, 90°, 135°, 11 кг, 100×68×14 мм INTERTOOL MW-0001
На складе
Доставка по Украине
по 85 грн
от 5 продавцов
85 грн
Купить
Tools Prostor
Держатель магнитный для сварки трапеция, 30°, 45°, 60°, 75°, 90°, 135°, 22 кг, 115×90×17 мм INTERTOOL MW-0002
На складе
Доставка по Украине
по 139 грн
от 5 продавцов
139 грн
Купить
Tools Prostor
Держатель магнитный для сварки стрела, 45°, 90°,135°, 11 кг, 70×80×14 мм INTERTOOL MW-0004
На складе
Доставка по Украине
по 79 грн
от 5 продавцов
79 грн
Купить
Tools Prostor
Сопло карбид бора B4C
Доставка по Украине
800 грн
Купить
ООО «РАЗРАБОТКА И ВНЕДРЕНИЕ НОВЫХ МАТЕРИАЛОВ»
Держатель магнитный для сварки стрела, 45°, 90°,135°, 35 кг, 110×120×25 мм INTERTOOL MW-0006
На складе
Доставка по Украине
по 225 грн
от 5 продавцов
225 грн
Купить
Prostor
Сопло для пескоструйного пистолета карбид бора, Сопло-насадка пескоструйная
На складе в г. Киев
Киев
Доставка по Украине
949 грн
849 грн
Купить
TOP MASTER
Держатель магнитный для сварки стрела, 45°, 90°,135°, 23 кг, 90×100×17 мм INTERTOOL MW-0005
На складе
Доставка по Украине
по 139 грн
от 5 продавцов
139 грн
Купить
Roza Shop
Сопло карбид бора
Доставка по Украине
1 800 грн
Купить
ТД «Пневмо-комплект»
Сопло для пескоструйного пистолета SSP 1000 METABO
Доставка по Украине
240 грн
Купить
УкрПневмо
Пескоструй пневматический Hammer BD-1497
Доставка из г. Одесса
по 1 029 грн
от 2 продавцов
1 029 грн
Купить
КристалАвто
Сопло пескоструйное RTC-6.5 мм, карбид вольфрама
Доставка по Украине
3 950 грн
Купить
Пневмо-Альянс
Как выбрать правильную струйную насадку
Выбор струйной насадки
При выборе насадки необходимо соблюдать баланс, и он начинается с вашего воздушного компрессора . Как только вы поймете, как размер вашего компрессора влияет на производственные возможности, вы захотите обратить внимание на сопло с размером . Выберите насадку со слишком маленьким диаметром отверстия, и вы оставите на столе некоторую мощность струйной обработки. Слишком большое отверстие, и вам не хватит давления для продуктивного взрыва.
Как только вы поймете, как размер вашего компрессора влияет на производственные возможности, вы захотите обратить внимание на сопло с размером . Выберите насадку со слишком маленьким диаметром отверстия, и вы оставите на столе некоторую мощность струйной обработки. Слишком большое отверстие, и вам не хватит давления для продуктивного взрыва.
Далее следует форма сопла . Двумя основными формами сопла являются с прямым отверстием и Вентури с различными размерами и конфигурацией. Наконец, вы должны рассмотреть материал , из которого сделано сопло. Точнее, материал, из которого изготовлена облицовка внутри канала ствола. Тремя основными факторами при выборе идеального материала отверстия сопла являются долговечность, ударопрочность и цена.
Воздушный компрессор
Правильный выбор сопла может существенно повлиять на рентабельность как небольших, так и крупных взрывных работ, и он начинается с вашего воздушного компрессора.
Ротационный компрессор
- Всасывает более 185 кубических футов воздуха в минуту при атмосферном давлении
- Сжимает воздух в меньший объем под высоким давлением
- сжимает воздух до еще меньшего объема (внутренний диаметр 3/8–3/4 дюйма) при чрезвычайно высоком давлении
Сопло
Чем больший объем воздуха вы можете сжать в минуту, тем выше давление, производимое на сопле. Это повышает производительность двумя способами:
- Высокое давление увеличивает скорость абразивных частиц, обеспечивая большую кинетическую энергию при ударе, создавая более глубокий рисунок якоря. Это позволяет использовать более мелкий абразив, который производит больше ударов на единицу объема.
- Большее количество воздуха позволяет использовать сопло большего диаметра, что позволяет наносить больше абразива на цель.
Предполагая, что производительность воздушного компрессора не безгранична, вам необходимо выбрать сопло с отверстием , достаточно маленьким, чтобы поддерживать продуктивное давление воздуха при любом объеме, который может обеспечить ваш компрессор.
Размер сопла
Для пароабразивной очистки наиболее часто используемые размеры отверстий сопла варьируются от 3/8 дюйма внутреннего диаметра до 3/4 дюйма, увеличиваясь с шагом 1/16 дюйма. Сопло 3/8 дюйма достаточно сужено для обеспечения эффективного давление струи с компрессором 185 CFM. Форсунки диаметром 1/2 дюйма достаточно для создания эффективного давления струи с помощью компрессора мощностью 375 кубических футов в минуту.
Важно отметить, что когда вы удваиваете диаметр отверстия, вы увеличиваете в четыре раза размер отверстия и объем воздуха и абразива, который может пройти через сопло.
Чтобы подобрать оптимально производительную форсунку, определите, какое давление в форсунке (PSI) необходимо поддерживать для производительной струйной очистки, и какой объем воздуха может подавать имеющийся у вас компрессор в минуту (куб. размер, соответствующий этим параметрам.
Объемная производительность (куб.
 фут/мин), необходимая для давления, по патрубку
фут/мин), необходимая для давления, по патрубку
Имейте в виду, что ваш компрессор будет создавать меньшее давление на сопле, чем указано в таблице, в зависимости от состояния и конфигурации вашего оборудования.
| Диаметр отверстия | Давление сопла |
Минимум CFM Обязательно | ||||||||
Размер сопла
| дюймов | мм | 50 | 60 | 70 | 80 | 90 | 100 | 125 | |
| #6 | 3/8″ | 9,5 | 110 | 124 | 145 | 160 | 175 | 200 | 275 | |
| #7 | 7/16″ | 11 | 150 | 170 | 200 | 215 | 240 | 255 | 315 | |
| #8 | 1/2 дюйма | 12,7 | 200 | 225 | 250 | 275 | 300 | 340 | 430 | |
| #9 | 5/8″ | 16 | 300 | 350 | 400 | 450 | 500 | 550 | 700 | |
| #10 | 3/4 дюйма | 19 | 430 | 500 | 575 | 650 | 700 | 800 | 1100 | |
Абразивы влияют на давление струи с течением времени
Форсунки изнашиваются. Абразив, проходящий через сопло, изнашивает футеровку, увеличивая отверстие. Изношенному соплу требуется больший объем в минуту для поддержания целевого давления.
Абразив, проходящий через сопло, изнашивает футеровку, увеличивая отверстие. Изношенному соплу требуется больший объем в минуту для поддержания целевого давления.
Например, если вы купили сопло № 8 (1/2 дюйма), чтобы получить 100 фунтов на квадратный дюйм с вашим компрессором 375 куб. /8″), вам повезет, если вы будете поддерживать давление 65 PSI, используя тот же компрессор (на #9компрессор 375 CFM падает между 350 и 400 CFM, поэтому вы можете поддерживать только 65 фунтов на квадратный дюйм), потому что объем воздуха, проходящий через увеличенное отверстие, будет недостаточным для поддержания давления.
Однако, если вы приобрели #7 (7/16″), все еще используя компрессор 375 и рассчитанный на 100 PSI, после того, как он износится до следующего размера (#8 – 1/2″), вы бы по-прежнему можно достичь давления 100 фунтов/кв. будет меньше, чем может обеспечить ваш компрессор.0005
Давление между компрессором и соплом может значительно падать, до одного фунта на квадратный дюйм на 50 футов шланга (внутренний диаметр 1 дюйм). Кроме того, давление будет падать с каждым изгибом шланга или изменением направления: лучше всего использовать самую короткую и прямую конфигурацию шланга. Кроме того, если в шланге есть плохо подогнанные муфты или утечки, падение давления может быть полным.
Кроме того, давление будет падать с каждым изгибом шланга или изменением направления: лучше всего использовать самую короткую и прямую конфигурацию шланга. Кроме того, если в шланге есть плохо подогнанные муфты или утечки, падение давления может быть полным.
Размер отверстия сопла влияет не только на объем и давление, но и на размер струи. При каждом увеличении размера сопла ожидайте до 10% увеличения размера вашей схемы струйной очистки. Но форма сопла, а не размер отверстия, больше всего влияет на размер вашей струи.
Форма сопла
Форсунки
бывают двух основных форм: с прямым отверстием и Вентури с несколькими вариантами форсунок Вентури.
Прямое отверстие
Когда сжатый воздух поступает в сужающийся (левый) конец прямоточного сопла, он ускоряется, ускоряя взвешенные в потоке абразивные частицы. Частицы выходят из сопла плотным потоком и при ударе производят узкую, концентрированную струю.
Длинный Вентури
Схема взрыва: 3 дюйма на расстоянии 18 дюймов
Производительность: 4,5/5
Форсунки Вентури имеют сужающийся вход и расходящийся выход. Эта форма предназначена для создания эффекта значительного ускорения воздушного потока и частиц, но это не эффект Вентури.
Эффект Вентури заключается в том, что при ускорении воздушного потока при прохождении через сужение происходит соответствующее падение давления.
Это не является ключевым принципом работы сопла Вентури. Технически эти сопла являются соплами Лаваля, той же конструкции, что и реактивные выхлопы. Быстрое ускорение воздушного потока и частиц в сопле Лаваля обусловлено с эффектом, который возникает, когда поток превышает скорость звука
Помимо создания огромного ускорения, угловая форма расширяющегося конца расширяет поток, создавая большую форму струи и более равномерное распределение частиц, чем сопло стандартного диаметра.
Длинные форсунки Вентури обеспечивают до 40 % более высокую производительность и потребляют меньше абразива по сравнению с форсунками с прямым каналом.
Двойной Вентури
Схема взрыва: 3 дюйма на расстоянии 18 дюймов
Производительность: 4/5
Двойное сопло Вентури представляет собой сопло Лаваля с очень широким выходным отверстием и отверстиями на расширяющемся конце.
Согласно эффекту Вентури, по мере увеличения скорости потока давление падает, создавая вакуум между ударной волной и горловиной, уменьшая скорость абразива. С двойным соплом Вентури атмосферный воздух всасывается через отверстия в зону низкого давления, расширяя воздушный поток для создания более широкой струи.
Широкое горлышко
Схема взрыва: 3 дюйма на расстоянии 18 дюймов
Производительность: 5/5
Широкогорлые сопла — это сопла де Лаваля с широким горлом и сужающейся частью шириной 1/4 дюйма. При использовании в В сочетании со шлангом с соответствующим внутренним диаметром (и с соответствующим увеличением объема воздуха) насадка с широким горлом может повысить производительность на 15 % по сравнению с трубкой Вентури.
При использовании в В сочетании со шлангом с соответствующим внутренним диаметром (и с соответствующим увеличением объема воздуха) насадка с широким горлом может повысить производительность на 15 % по сравнению с трубкой Вентури.
XL Performance
Схема взрыва: 5 дюймов на расстоянии 48 дюймов
Производительность: 3/5
Эти сверхдлинные насадки ускоряют частицы на более длинном расстоянии, достигая более высоких выходных скоростей, что позволяет струйной очистке стоять дальше от поверхности подвергается взрыву и производит более крупную схему взрыва и более высокую производительность.
Материал сопла
Третьим соображением при выборе насадки является состав футеровки внутри канала ствола. Более твердые материалы более устойчивы к износу, но их замена дороже и они склонны к растрескиванию при грубом обращении. Существует три основных типа твердосплавных форсунок.
Существует три основных типа твердосплавных форсунок.
Карбид вольфрама
Прочность: 1/5
Ударопрочность: 5/5
Цена: Низкая
Это наименее долговечная из твердосплавных насадок, но относительно дешевая и ударопрочная. Подходит для дробеструйной обработки шлака, стекла и минеральных абразивов.
Карбид кремния
Прочность: 1/5
Ударопрочность: 5/5
Цена: Низкая
Ударопрочность и долговечность, как у карбида вольфрама, но легче. Вызывает меньшую нагрузку на оператора.
Карбид бора
Прочность: 3/5
Ударопрочность: 1/5
Цена: Высокая
Чрезвычайно твердый и прочный, но хрупкий. Срок службы в десять раз выше, чем у карбида вольфрама.
Композитный карбид
Прочность: 5/5
Ударопрочность: 3/5
Цена: Высокий
Некоторые производители производят собственные сопла из композитного карбида, которые даже прочнее карбида бора.
Замена форсунок недешева. Одним из преимуществ пароабразивной очистки является то, что ваши сопла будут служить в 3 раза дольше, чем сопла для сухой очистки, потому что частицы заключены в смазывающую водяную рубашку, которая снижает трение между абразивом и облицовкой сопла.
Другим важным преимуществом является то, что пароабразивно-струйный аппарат точно контролирует скорость подачи абразива. С пескоструйной регулировкой сложнее, с меньшим диапазоном. Переход от сопла № 6 к соплу № 8 с помощью пескоструйной установки почти удвоит количество потребляемого абразива.
Исследования показали, что производительность дробеструйной обработки постепенно увеличивается с увеличением скорости подачи абразива до тех пор, пока не будет достигнуто критическое значение, после чего производительность остается постоянной. Таким образом, после того, как это значение было превышено, потребление большего количества среды фактически снижает скорость частиц, расход абразива и снижает эффективность.
Поскольку пароструйный аппарат может легко регулировать расход абразива, чтобы найти критическое значение, он может достичь оптимальной производительности при более низких давлениях, чем при сухой струйной очистке.
Заключительные мысли
Большой воздух и большие сопла ведут к высокой производительности, но именно форма отверстия сопла определяет ускорение частиц и размер струйной струи.
Чтобы максимизировать свою производительность, выберите самый большой диаметр сопла, который будет поддерживать ваш компрессор при давлении, которое будет производительным , с учетом характеристик поверхности и спецификаций задачи, принимая во внимание, что будет значительное снижение давление по мере износа сопла до большего диаметра. Поиск оптимального места, в котором ваше сопло может быть продуктивным в течение всего срока службы, является ключом к получению максимальной отдачи от вашего сопла.
Набор керамических сопел из 4 шт.

Описание
Набор керамических сопел из 4 шт.
Набор керамических сопел из 4 шт. Кабинет дробеструйной очистки – это метод абразивно-струйной очистки, используемый для удаления отложений с поверхностей без повреждения исходных поверхностей. Как правило, пескоструйная камера используется для удаления отложений кальция с плитки бассейна или отложений грибка, а также для осветления раствора, выцветшего из-за скопления грязи или загрязняющих веществ. Кроме того, дробеструйную очистку можно использовать для очистки бассейнов, и многие автомастерские используют ее для удаления старой краски с автомобиля. Веб-сайт BADBOY Blasters даст онлайн-покупателям возможность найти индивидуальный шкаф для дробеструйной очистки или любой другой тип абразивно-струйной камеры, такой как шкаф для размещения оборудования для гидроструйной очистки, дробеструйного оборудования или оборудования для микроабразивной очистки. Поскольку камера дробеструйной очистки разработана по индивидуальному заказу, наша компания может учесть требования наших клиентов к дробеструйной очистке и создать камеру, которая улучшит дробеструйную очистку. Помимо дробеструйного шкафа, онлайн-покупатель может найти несколько других абразивно-струйных устройств и аксессуаров, таких как абразивно-струйные материалы, а также запасные части для струйных аппаратов. К общим характеристикам камеры дробеструйной очистки относятся стальные ножки 14 калибра, внутренняя флуоресцентная система освещения, прочный и долговечный узел нижнего клапана, а также двойные регуляторы подачи воздуха или измерительные панели.
Помимо дробеструйного шкафа, онлайн-покупатель может найти несколько других абразивно-струйных устройств и аксессуаров, таких как абразивно-струйные материалы, а также запасные части для струйных аппаратов. К общим характеристикам камеры дробеструйной очистки относятся стальные ножки 14 калибра, внутренняя флуоресцентная система освещения, прочный и долговечный узел нижнего клапана, а также двойные регуляторы подачи воздуха или измерительные панели.
BADBOY Blasters — это семейная компания, и мы стремимся предоставить нашим клиентам доступ к лучшим камерам для дробеструйной обработки на рынке, а также к экспертным техническим консультациям и послепродажной поддержке. Покупатели, которые хотят приобрести дробеструйный шкаф, будут более чем впечатлены огромным ассортиментом дробеструйных аппаратов и корпусов, изготовленных по индивидуальному заказу, а также нашими стоматологическими и ювелирными струйными аппаратами, вакуумными струйными аппаратами, абразивными материалами и абразивами. Абразивоструйная обработка, такая как дробеструйная очистка, представляет собой использование силы, которая перемещает абразивный материал, который в случае дробеструйной обработки представляет собой стеклянные шарики, на определенной поверхности. Несмотря на то, что дробеструйная обработка используется как средство для удаления отложений кальция или краски, дробеструйная обработка может использоваться для сглаживания поверхности или придания ей шероховатости. Другие абразивно-струйные методы, такие как пескоструйная обработка, используются в качестве средства для травления изображений на стекле. Наш ассортимент дробеструйных шкафов можно увидеть на нашем веб-сайте, и, поскольку мы изготавливаем дробеструйные шкафы на заказ, наши онлайн-покупатели могут быть уверены, что найдут дробеструйный шкаф, который наилучшим образом удовлетворит их потребности.
Несмотря на то, что дробеструйная обработка используется как средство для удаления отложений кальция или краски, дробеструйная обработка может использоваться для сглаживания поверхности или придания ей шероховатости. Другие абразивно-струйные методы, такие как пескоструйная обработка, используются в качестве средства для травления изображений на стекле. Наш ассортимент дробеструйных шкафов можно увидеть на нашем веб-сайте, и, поскольку мы изготавливаем дробеструйные шкафы на заказ, наши онлайн-покупатели могут быть уверены, что найдут дробеструйный шкаф, который наилучшим образом удовлетворит их потребности.
Абразивоструйная обработка не нова, и на самом деле абразивоструйная обработка проводилась более ста лет назад, в 1870 году. используется при дробеструйной очистке, и оксид алюминия, который используется для общего ремонта или технического обслуживания, а также абразивно-струйный материал, который используется для удаления краски и ржавчины. Не стесняйтесь узнать больше о дробеструйном шкафу, созданном BADBOY Blasters, на нашем веб-сайте www.
 Одним словом, это отличный по универсальности сварочный аппарат, способный работать в самых разных условиях – от ювелирной сварки тонкостенных деталей аргоном до резки металла электродом.
Одним словом, это отличный по универсальности сварочный аппарат, способный работать в самых разных условиях – от ювелирной сварки тонкостенных деталей аргоном до резки металла электродом. Заслуга этого – в микропроцессорной схеме формирования кривой тока – это обеспечивает не только ее оптимальную форму, но и стабильность характеристик при сильном падении напряжения. Инвертор будет одинаково удобен и сварщику с многолетним стажем, и новичку – разжечь и держать дугу на нем крайне просто, причем в режиме TIG точно так же, как и при сварке штучным электродом. Минимальный ток – 20А, благодаря чему возможно использование инвертора «200с Супер» для аргоновой сварки самых тонких деталей.
Заслуга этого – в микропроцессорной схеме формирования кривой тока – это обеспечивает не только ее оптимальную форму, но и стабильность характеристик при сильном падении напряжения. Инвертор будет одинаково удобен и сварщику с многолетним стажем, и новичку – разжечь и держать дугу на нем крайне просто, причем в режиме TIG точно так же, как и при сварке штучным электродом. Минимальный ток – 20А, благодаря чему возможно использование инвертора «200с Супер» для аргоновой сварки самых тонких деталей. Этот инвертор в режимах ММА и TIG позволяет использовать сварочный ток до 200 А, при этом ПВ достигает 80%. При токах меньше 160 А эффективная система охлаждения позволяет использовать инвертор без обязательных пауз на охлаждение. При работе с аппаратом Tech Arc 205 B стоит учитывать, что потребляемая им мощность в режиме ММА доходит до 9 кВт, и возможны большие просадки питающего напряжения. Однако, благодаря встроенному цифровому индикатору сварочного тока, в определенной мере их можно компенсировать – на аппаратах, где ток задается по шкале у регулятора, подстройку тока до нужной величины приходится проводить «на глаз». Если задаетесь вопросом, какой профессиональный сварочный аппарат лучше, то мы с уверенность можем сказать — Сварог TECH ARC 205 B (Z203)!
Этот инвертор в режимах ММА и TIG позволяет использовать сварочный ток до 200 А, при этом ПВ достигает 80%. При токах меньше 160 А эффективная система охлаждения позволяет использовать инвертор без обязательных пауз на охлаждение. При работе с аппаратом Tech Arc 205 B стоит учитывать, что потребляемая им мощность в режиме ММА доходит до 9 кВт, и возможны большие просадки питающего напряжения. Однако, благодаря встроенному цифровому индикатору сварочного тока, в определенной мере их можно компенсировать – на аппаратах, где ток задается по шкале у регулятора, подстройку тока до нужной величины приходится проводить «на глаз». Если задаетесь вопросом, какой профессиональный сварочный аппарат лучше, то мы с уверенность можем сказать — Сварог TECH ARC 205 B (Z203)! ru
ru ru
ru
 Это удобно для новичков, профессиональный же сварщик скорее выберет аппарат с большим количеством ручных настроек. Кроме того, полноценную работу на высоких токах ограничивает низкое значение ПВ: длительно варить электродом можно лишь при его диаметре до 3 мм, что с учетом высокой цены самого инвертора привело к ощутимому снижению балла в рейтинге лучших сварочных аппаратов. Так что если вы ищите хороший инверторный сварочный аппарат для производства, то обратите внимание на данный образец.
Это удобно для новичков, профессиональный же сварщик скорее выберет аппарат с большим количеством ручных настроек. Кроме того, полноценную работу на высоких токах ограничивает низкое значение ПВ: длительно варить электродом можно лишь при его диаметре до 3 мм, что с учетом высокой цены самого инвертора привело к ощутимому снижению балла в рейтинге лучших сварочных аппаратов. Так что если вы ищите хороший инверторный сварочный аппарат для производства, то обратите внимание на данный образец. Так что перед нами сварочный аппарат скорее для «гаражных умельцев», либо только осваивающих аргон в дополнение к работе уже привычными электродами, либо нуждающихся в TIG-сварке от случая к случаю и без высоких требований к качеству шва. Инвертор компактен и довольно легок, что вновь плюс для гаража – там обычно лишнего места не бывает. Просадки напряжения он переносит неплохо, хотя при небольшой мощности это неудивительно: потребляет сварочник только 4 кВт, развивая ток на выходе до 160 А при ПВ 60%.
Так что перед нами сварочный аппарат скорее для «гаражных умельцев», либо только осваивающих аргон в дополнение к работе уже привычными электродами, либо нуждающихся в TIG-сварке от случая к случаю и без высоких требований к качеству шва. Инвертор компактен и довольно легок, что вновь плюс для гаража – там обычно лишнего места не бывает. Просадки напряжения он переносит неплохо, хотя при небольшой мощности это неудивительно: потребляет сварочник только 4 кВт, развивая ток на выходе до 160 А при ПВ 60%. Работоспособность сварочного аппарата сохраняется при падении напряжения в розетке до 150 В, что оценят владельцы гаражей и жители сельской местности. Для облегчения работы предусмотрены функции антизалипания, форсажа дуги и горячего старта, благодаря чему эффективно работать с IR 200 может даже новичок.
Работоспособность сварочного аппарата сохраняется при падении напряжения в розетке до 150 В, что оценят владельцы гаражей и жители сельской местности. Для облегчения работы предусмотрены функции антизалипания, форсажа дуги и горячего старта, благодаря чему эффективно работать с IR 200 может даже новичок. Поскольку напряжение холостого хода здесь составляет 65 В, для безопасности работы при высокой влажности производитель ввел в схему контур VRD, автоматически снижающий напряжение на клеммах, когда сварка не ведется, но аппарат не отключен.
Поскольку напряжение холостого хода здесь составляет 65 В, для безопасности работы при высокой влажности производитель ввел в схему контур VRD, автоматически снижающий напряжение на клеммах, когда сварка не ведется, но аппарат не отключен. Схема у него вполне удовлетворяет современным представлениям о сварочном инверторе: предусмотрен форсаж дуги, токопотребление вполне приемлемое.
Схема у него вполне удовлетворяет современным представлениям о сварочном инверторе: предусмотрен форсаж дуги, токопотребление вполне приемлемое. Даже сварочный ток аппарат способен рассчитать сам, исходя из толщины свариваемых деталей и типа проволоки. Если же Вы – настолько брутальный сварщик, что все эти «свистелки» не нужны вовсе, то синергетический режим можно отключить полностью и крутить регулировки по старинке. Так что впечатления от этого полуавтомата, конечно, спорные. С одной стороны, для начинающего сварщика он станет настоящим открытием, позволив с максимальной легкостью освоить различные способы полуавтоматической сварки. Но, с другой стороны, не всякий сварщик-самоучка сможет себе позволить раскошелиться на немалую сумму, которой хватит на два неплохих сварочника. Определенно, советуем к покупке!
Даже сварочный ток аппарат способен рассчитать сам, исходя из толщины свариваемых деталей и типа проволоки. Если же Вы – настолько брутальный сварщик, что все эти «свистелки» не нужны вовсе, то синергетический режим можно отключить полностью и крутить регулировки по старинке. Так что впечатления от этого полуавтомата, конечно, спорные. С одной стороны, для начинающего сварщика он станет настоящим открытием, позволив с максимальной легкостью освоить различные способы полуавтоматической сварки. Но, с другой стороны, не всякий сварщик-самоучка сможет себе позволить раскошелиться на немалую сумму, которой хватит на два неплохих сварочника. Определенно, советуем к покупке! Обзор от BestAdvisor.ru
Обзор от BestAdvisor.ru Имея лучший сварочный инвертор в своем арсенале, вы сможете осуществлять ремонт автомобильного кузова, сваривать стальные трубы, сооружать металлоконструкции и многое другое.
Имея лучший сварочный инвертор в своем арсенале, вы сможете осуществлять ремонт автомобильного кузова, сваривать стальные трубы, сооружать металлоконструкции и многое другое. Если вы ищете модель для ежедневного использования в цеху по производству металлоконструкций, то тут не обойтись без модели с силой тока от 300 А. Одно из главных преимуществ бытовых инверторов заключается в том, что они работают от одной фазы и напряжения 220 В: такое решение позволяет подключать их в обычную розетку. Единственное, перед этим следует изучить документацию, где должна быть указана максимальная потребляемая мощность аппарата: она не должна превышать мощность автоматического выключателя, установленного в помещении.
Если вы ищете модель для ежедневного использования в цеху по производству металлоконструкций, то тут не обойтись без модели с силой тока от 300 А. Одно из главных преимуществ бытовых инверторов заключается в том, что они работают от одной фазы и напряжения 220 В: такое решение позволяет подключать их в обычную розетку. Единственное, перед этим следует изучить документацию, где должна быть указана максимальная потребляемая мощность аппарата: она не должна превышать мощность автоматического выключателя, установленного в помещении. Сегодня можно отыскать в интернете таблицы со стандартами, по которым можно примерно подобрать лучший сварочный инвертор и электроды к нему, исходя из толщины свариваемого металла. Тем не менее, точные параметры нужно смотреть непосредственно в инструкции сварочного устройства и технической документации к приобретаемым электродам. Ниже приведены параметры толщины металла, диаметра электрода, необходимой силы тока:
Сегодня можно отыскать в интернете таблицы со стандартами, по которым можно примерно подобрать лучший сварочный инвертор и электроды к нему, исходя из толщины свариваемого металла. Тем не менее, точные параметры нужно смотреть непосредственно в инструкции сварочного устройства и технической документации к приобретаемым электродам. Ниже приведены параметры толщины металла, диаметра электрода, необходимой силы тока: Если приобретаемая вами модель будет не только производительной, но еще и легкой, то пользоваться ею будет намного приятнее. Особенно небольшие габариты ценятся среди строительных бригад, часто перемещающихся по объектам, а также среди профессиональных сварщиков, которые оказывают платные выездные услуги. Ну и, конечно, стоит обращать внимание на комплектацию: некоторые производители могут прилагать в наборе защитный шлем, катушки с проволокой, насадку для порошковой сварки, молоток и щетку, чтоб избавить вас от дополнительных финансовых затрат.
Если приобретаемая вами модель будет не только производительной, но еще и легкой, то пользоваться ею будет намного приятнее. Особенно небольшие габариты ценятся среди строительных бригад, часто перемещающихся по объектам, а также среди профессиональных сварщиков, которые оказывают платные выездные услуги. Ну и, конечно, стоит обращать внимание на комплектацию: некоторые производители могут прилагать в наборе защитный шлем, катушки с проволокой, насадку для порошковой сварки, молоток и щетку, чтоб избавить вас от дополнительных финансовых затрат. Спустя 80 лет Н.Н. Бенардос внедрил угольный электрод в сварку, а затем последовал ряд нововведений, среди которых были методы сварки с применением защитного газа, а также точечная сварка. Современный тип сварки с помощью плавящегося электрода, внедрил Н.Г. Славянов в 1988 году. Большой вклад в развитие новых методов сварки (порошковая, плазменная, сварка под водой и в космосе) внес институт электросварки им. Е.О. Патона — советского ученого-механика и инженера.
Спустя 80 лет Н.Н. Бенардос внедрил угольный электрод в сварку, а затем последовал ряд нововведений, среди которых были методы сварки с применением защитного газа, а также точечная сварка. Современный тип сварки с помощью плавящегося электрода, внедрил Н.Г. Славянов в 1988 году. Большой вклад в развитие новых методов сварки (порошковая, плазменная, сварка под водой и в космосе) внес институт электросварки им. Е.О. Патона — советского ученого-механика и инженера.
 Именно поэтому, во избежание перегрева или прожога заготовки, варить тонкие листы металла или высоколегированную сталь лучше при обратной полярности: зажим с “минусом” подключается к заготовке, а в зажим с “плюсом” вставляется электрод.
Именно поэтому, во избежание перегрева или прожога заготовки, варить тонкие листы металла или высоколегированную сталь лучше при обратной полярности: зажим с “минусом” подключается к заготовке, а в зажим с “плюсом” вставляется электрод.
 Дело в том, что потребляемая мощность обычного сварочного аппарата может резко возрастать во время “залипания” электрода, а, значит, нужно брать генератор с запасом мощности. В инверторах, как правило, есть защита от “залипания”, которая снижает ток или вовсе отключает его подачу — в этом случае, никакой нагрузки на бензогенератор не будет. Мощность же последнего стоит выбирать, исходя из потребляемой мощности вашего аппарата, которую можно найти в инструкции.
Дело в том, что потребляемая мощность обычного сварочного аппарата может резко возрастать во время “залипания” электрода, а, значит, нужно брать генератор с запасом мощности. В инверторах, как правило, есть защита от “залипания”, которая снижает ток или вовсе отключает его подачу — в этом случае, никакой нагрузки на бензогенератор не будет. Мощность же последнего стоит выбирать, исходя из потребляемой мощности вашего аппарата, которую можно найти в инструкции. Стандартные бытовые удлинители имеют провод с сечением 0,75 кв.мм и чем больше его длина, тем больше будет сопротивление. Например, сопротивление на пятиметровом удлинителе будет равно 0,23 Ома (суммируем два провода по 5 метров, умножаем на 0,0175 мкОм-м и делим на сечение). При работе аппарата на 20 А падение напряжения будет достигать 4,6 В (20А*0,23 Ом). Казалось бы — немного, но мощность, рассеиваемая на всем участке кабеля, будет равна 100 ваттам, что приведет к сильному нагреву проводов и даже их возгоранию. Поэтому на такую длину сечение проводов должно быть не менее 2,5 кв. мм.
Стандартные бытовые удлинители имеют провод с сечением 0,75 кв.мм и чем больше его длина, тем больше будет сопротивление. Например, сопротивление на пятиметровом удлинителе будет равно 0,23 Ома (суммируем два провода по 5 метров, умножаем на 0,0175 мкОм-м и делим на сечение). При работе аппарата на 20 А падение напряжения будет достигать 4,6 В (20А*0,23 Ом). Казалось бы — немного, но мощность, рассеиваемая на всем участке кабеля, будет равна 100 ваттам, что приведет к сильному нагреву проводов и даже их возгоранию. Поэтому на такую длину сечение проводов должно быть не менее 2,5 кв. мм.
 SMAW) или сварка электродами.
SMAW) или сварка электродами. Как и в случае с большинством новых технологий, источники сварочного тока на основе инверторов испытали свои трудности в течение 19-го века.90-е. Многие ранние машины страдали от проблем с надежностью и были в центре горячих споров относительно пользовательских интерфейсов, элементов управления, рассеивания тепла и проблем с влажностью. Эти вопросы по-прежнему лежат в основе дебатов о внедрении инверторов. Но к началу 2000-х эти агрегаты стали популярными из-за своей универсальности и способности контролировать дугу.
Как и в случае с большинством новых технологий, источники сварочного тока на основе инверторов испытали свои трудности в течение 19-го века.90-е. Многие ранние машины страдали от проблем с надежностью и были в центре горячих споров относительно пользовательских интерфейсов, элементов управления, рассеивания тепла и проблем с влажностью. Эти вопросы по-прежнему лежат в основе дебатов о внедрении инверторов. Но к началу 2000-х эти агрегаты стали популярными из-за своей универсальности и способности контролировать дугу. Для сравнения, инверторные машины прожили лишь небольшую часть этого времени — примерно 30 лет, плюс-минус. Можно привести аргумент, что трансформаторные машины более надежны, чем лучшие инверторные машины, но стоит отметить, что разрыв между ними значительно сократился в последние годы. Прошли дни 1990-е годы, когда отказы инверторов были кошмаром.
Для сравнения, инверторные машины прожили лишь небольшую часть этого времени — примерно 30 лет, плюс-минус. Можно привести аргумент, что трансформаторные машины более надежны, чем лучшие инверторные машины, но стоит отметить, что разрыв между ними значительно сократился в последние годы. Прошли дни 1990-е годы, когда отказы инверторов были кошмаром. Инверторные машины также намного легче и портативнее, чем трансформаторные. Преимущество принадлежит инверторам в плане универсальности.
Инверторные машины также намного легче и портативнее, чем трансформаторные. Преимущество принадлежит инверторам в плане универсальности. Иногда даже такой посредственный сварщик, как я, выглядит неплохо. Я высоко оцениваю инверторные машины за качество сварки и инновации, но мне по-прежнему нравится, чтобы они были простыми для стали.
Иногда даже такой посредственный сварщик, как я, выглядит неплохо. Я высоко оцениваю инверторные машины за качество сварки и инновации, но мне по-прежнему нравится, чтобы они были простыми для стали. В настоящее время первоначальные затраты на двоих, вероятно, примерно равны.
В настоящее время первоначальные затраты на двоих, вероятно, примерно равны.


 Таким образом, они идеально подходят для использования на ходу или когда вам нужно изменить положение сварки.
Таким образом, они идеально подходят для использования на ходу или когда вам нужно изменить положение сварки. Кроме того, что они потребляют меньше энергии, это также означает, что они не перегреваются. Это делает их экономичными и эффективными, обеспечивая рабочий цикл от 60 до 100%.
Кроме того, что они потребляют меньше энергии, это также означает, что они не перегреваются. Это делает их экономичными и эффективными, обеспечивая рабочий цикл от 60 до 100%.
 youtube.com/embed/4tKghHEvizQ?list=PLdt0HdJTyeSWMKNtpVhkaUB9rAIHRZUvN» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
youtube.com/embed/4tKghHEvizQ?list=PLdt0HdJTyeSWMKNtpVhkaUB9rAIHRZUvN» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>  Сварщики-трансформеры в этих случаях намного лучше. В отличие от инверторных сварочных аппаратов, они охватывают все эти функции. Кроме того, в случае выхода из строя, ремонт трансформаторных сварочных аппаратов намного проще и дешевле.
Сварщики-трансформеры в этих случаях намного лучше. В отличие от инверторных сварочных аппаратов, они охватывают все эти функции. Кроме того, в случае выхода из строя, ремонт трансформаторных сварочных аппаратов намного проще и дешевле.
 Состоит из электрода, сопла, канала для подачи воздуха и изолятора (охладителя).
Состоит из электрода, сопла, канала для подачи воздуха и изолятора (охладителя).
 Первые работают от сети 220В, вторые – 380В. При этом нужно учитывать, что любой плазморез имеет колоссальную мощностью, и не каждая сеть в частной мастерской выдержит такую нагрузку.
Первые работают от сети 220В, вторые – 380В. При этом нужно учитывать, что любой плазморез имеет колоссальную мощностью, и не каждая сеть в частной мастерской выдержит такую нагрузку.
 Для покупки достаточно заполнить форму заявки и дождаться звонка нашего менеджера. Он уточнит ваши пожелания, расскажет о способах оплаты и времени доставки.
Для покупки достаточно заполнить форму заявки и дождаться звонка нашего менеджера. Он уточнит ваши пожелания, расскажет о способах оплаты и времени доставки.
 Несмотря на растущий интерес к технологии, путаница в терминологии остается до сих пор: иногда под «плазмотроном» ошибочно подразумевают всю установку для резки. Что же представляет собой этот аппарат и как именно он устроен?
Несмотря на растущий интерес к технологии, путаница в терминологии остается до сих пор: иногда под «плазмотроном» ошибочно подразумевают всю установку для резки. Что же представляет собой этот аппарат и как именно он устроен?
 Под их воздействием внутри аппарата между наконечником сопла и электродом образуется дежурная электрическая дуга температурой 6000 – 8000 °С, столб которой заполняет собой весь канал.
Под их воздействием внутри аппарата между наконечником сопла и электродом образуется дежурная электрическая дуга температурой 6000 – 8000 °С, столб которой заполняет собой весь канал.
 Плазменные резаки используются во всех отраслях промышленности, включая обрабатывающую, фармацевтическую, нефтегазовую и военную промышленность.
Плазменные резаки используются во всех отраслях промышленности, включая обрабатывающую, фармацевтическую, нефтегазовую и военную промышленность.
 Некоторые меры предосторожности во избежание поражения электрическим током включают в себя: электрическое заземление плазменного резака, необходимо носить соответствующие средства индивидуальной защиты (СИЗ, например, резиновые перчатки в дополнение к сварочным перчаткам), проверять все кабели перед началом работы, обеспечивать сухость рабочей зоны и т. д.
Некоторые меры предосторожности во избежание поражения электрическим током включают в себя: электрическое заземление плазменного резака, необходимо носить соответствующие средства индивидуальной защиты (СИЗ, например, резиновые перчатки в дополнение к сварочным перчаткам), проверять все кабели перед началом работы, обеспечивать сухость рабочей зоны и т. д. Это может быть достигнуто с помощью систем удаления дыма. В некоторых ситуациях также может потребоваться сварочная маска с защитой от дыма.
Это может быть достигнуто с помощью систем удаления дыма. В некоторых ситуациях также может потребоваться сварочная маска с защитой от дыма. Защитные газы также способствуют охлаждению горелки. Кроме того, для мощных приложений доступны горелки с жидкостным охлаждением, которые обеспечивают максимальное охлаждение и длительный срок службы расходных материалов.
Защитные газы также способствуют охлаждению горелки. Кроме того, для мощных приложений доступны горелки с жидкостным охлаждением, которые обеспечивают максимальное охлаждение и длительный срок службы расходных материалов. При запуске дуги касанием сопло должно коснуться заготовки, чтобы зажечь дугу, тогда как при вспомогательной дуге дуга присутствует в плазменном сопле, и контакт между соплом и заготовкой не требуется.
При запуске дуги касанием сопло должно коснуться заготовки, чтобы зажечь дугу, тогда как при вспомогательной дуге дуга присутствует в плазменном сопле, и контакт между соплом и заготовкой не требуется. 

 Но что именно стоит за этой относительно новой технологией? Мы разъясняем самые важные вопросы в нашем кратком обзоре с наиболее важными фактами о плазменных резаках и плазменной резке.
Но что именно стоит за этой относительно новой технологией? Мы разъясняем самые важные вопросы в нашем кратком обзоре с наиболее важными фактами о плазменных резаках и плазменной резке.
 Ручные резаки обычно могут резать стальной лист толщиной до 38 мм , более мощные резаки с компьютерным управлением могут резать стальной лист толщиной до 150 мм . Поскольку плазменные резаки создают очень горячий и очень локализованный «конус» для резки, они очень полезны для резки и сварки листов изогнутой или угловой формы.
Ручные резаки обычно могут резать стальной лист толщиной до 38 мм , более мощные резаки с компьютерным управлением могут резать стальной лист толщиной до 150 мм . Поскольку плазменные резаки создают очень горячий и очень локализованный «конус» для резки, они очень полезны для резки и сварки листов изогнутой или угловой формы.
 По сравнению с традиционной резкой «металл против металла», плазменная резка не дает металлической стружки и обеспечивает точные разрезы. Первые плазменные резаки были большими, медленными и дорогими. Поэтому они в основном использовались для повторения рисунков раскроя в режиме массового производства. Как и другие станки, Технология ЧПУ (ЧПУ) использовалась в плазменном резаке с конца 1980-х по 1990-е годы . Благодаря технологии ЧПУ плазменные резаки получили большую гибкость при резке различных форм на основе ряда различных инструкций, запрограммированных в числовом программном управлении станка . Однако станки плазменной резки с ЧПУ обычно ограничивались вырезанием шаблонов и деталей из плоских стальных листов только с двумя осями движения.
По сравнению с традиционной резкой «металл против металла», плазменная резка не дает металлической стружки и обеспечивает точные разрезы. Первые плазменные резаки были большими, медленными и дорогими. Поэтому они в основном использовались для повторения рисунков раскроя в режиме массового производства. Как и другие станки, Технология ЧПУ (ЧПУ) использовалась в плазменном резаке с конца 1980-х по 1990-е годы . Благодаря технологии ЧПУ плазменные резаки получили большую гибкость при резке различных форм на основе ряда различных инструкций, запрограммированных в числовом программном управлении станка . Однако станки плазменной резки с ЧПУ обычно ограничивались вырезанием шаблонов и деталей из плоских стальных листов только с двумя осями движения. Для получения дополнительной информации ознакомьтесь с нашей Политикой конфиденциальности.
Для получения дополнительной информации ознакомьтесь с нашей Политикой конфиденциальности.

 Лазерный луч генерируется в полости резонатора системы лазерной резки 9.0142 . Хотя расход резонаторного газа невелик, решающее значение имеют его чистота и правильный состав. Специальные резонаторные газы защищают устройства от попадания цилиндра в полость резонатора и оптимизируют режущую способность. Для резки и сварки лазерный луч направляется от резонатора к режущей головке через систему прохождения луча. Необходимо убедиться, что в системе нет растворителей, частиц и паров. Особенно для высокопроизводительных систем (> 4 кВт) рекомендуется азот из жидкого источника. При лазерной резке кислород или азот могут служить режущим газом. Кислород используется для нелегированной и низколегированной стали , хотя процесс аналогичен газокислородной резке. Здесь также важную роль играет чистота кислорода. Азот используется для обработки нержавеющей стали, алюминия и никелевых сплавов для получения чистой кромки и сохранения основных свойств основного материала.
Лазерный луч генерируется в полости резонатора системы лазерной резки 9.0142 . Хотя расход резонаторного газа невелик, решающее значение имеют его чистота и правильный состав. Специальные резонаторные газы защищают устройства от попадания цилиндра в полость резонатора и оптимизируют режущую способность. Для резки и сварки лазерный луч направляется от резонатора к режущей головке через систему прохождения луча. Необходимо убедиться, что в системе нет растворителей, частиц и паров. Особенно для высокопроизводительных систем (> 4 кВт) рекомендуется азот из жидкого источника. При лазерной резке кислород или азот могут служить режущим газом. Кислород используется для нелегированной и низколегированной стали , хотя процесс аналогичен газокислородной резке. Здесь также важную роль играет чистота кислорода. Азот используется для обработки нержавеющей стали, алюминия и никелевых сплавов для получения чистой кромки и сохранения основных свойств основного материала. То же самое относится к впрыску воды при плазменной резке. Вода впрыскивается через инжектор в плазменную дугу плазмореза. Плазменная дуга обычно создается при использовании азота в качестве плазмообразующего газа, как это имеет место в большинстве плазменных резаков. Как только вода впрыскивается в плазменную дугу , это приводит к высокому сужению . В этом специальном процессе температура значительно повышается до 90 141 30 000°C и выше 90 142 . Если сравнить упомянутые выше преимущества процесса с обычной плазмой, то можно увидеть, что как качество резки , так и прямоугольность реза значительно улучшены , и материалы идеально подготовлены для сварки. Помимо улучшения качества резки при плазменной резке, также можно наблюдать увеличение скорости резания, меньший риск двойной кривизны и уменьшение эрозии сопла .
То же самое относится к впрыску воды при плазменной резке. Вода впрыскивается через инжектор в плазменную дугу плазмореза. Плазменная дуга обычно создается при использовании азота в качестве плазмообразующего газа, как это имеет место в большинстве плазменных резаков. Как только вода впрыскивается в плазменную дугу , это приводит к высокому сужению . В этом специальном процессе температура значительно повышается до 90 141 30 000°C и выше 90 142 . Если сравнить упомянутые выше преимущества процесса с обычной плазмой, то можно увидеть, что как качество резки , так и прямоугольность реза значительно улучшены , и материалы идеально подготовлены для сварки. Помимо улучшения качества резки при плазменной резке, также можно наблюдать увеличение скорости резания, меньший риск двойной кривизны и уменьшение эрозии сопла .
 Измерительный инструмент, инструмент для обмера детали и переноса размеров с детали на масштаб.
Измерительный инструмент, инструмент для обмера детали и переноса размеров с детали на масштаб.


 Зубья с малым шагом отгибают по 2-3 влево и 2-3 вправо, при этом образуется волнистая линия или так называемая гофрирования разводка. Величина развода на сторону должна превышать толщину полотна на 0,2 – 0,5мм.
Зубья с малым шагом отгибают по 2-3 влево и 2-3 вправо, при этом образуется волнистая линия или так называемая гофрирования разводка. Величина развода на сторону должна превышать толщину полотна на 0,2 – 0,5мм. ..
.. Это заостренные стержни, служащие для нанесения рисок. Данный слесарный разметочный инструмент используется с направляющими инструментами. Выделяют несколько типов чертилок, среди которых наиболее распространены три следующих. Круглые варианты представлены стержнями с одним закаленным и заостренным концом и согнутым в кольцо вторым. Инструменты с отогнутым концом заострены с обеих сторон, а один из концов отогнут перпендикулярно стержню. К тому же средняя часть утолщена. Такие чертилки рассчитаны на разметку труднодоступных участков. Модели со вставной иглой по конструкции аналогичны часовым отверткам.
Это заостренные стержни, служащие для нанесения рисок. Данный слесарный разметочный инструмент используется с направляющими инструментами. Выделяют несколько типов чертилок, среди которых наиболее распространены три следующих. Круглые варианты представлены стержнями с одним закаленным и заостренным концом и согнутым в кольцо вторым. Инструменты с отогнутым концом заострены с обеих сторон, а один из концов отогнут перпендикулярно стержню. К тому же средняя часть утолщена. Такие чертилки рассчитаны на разметку труднодоступных участков. Модели со вставной иглой по конструкции аналогичны часовым отверткам.

 Микрометрический нутромер имеет конструкцию аналогичную микрометру, включающую соединенные колпачком барабан и микрометрический винт, стебель с измерительным наконечником, стопор, предохранительный колпачок.
Микрометрический нутромер имеет конструкцию аналогичную микрометру, включающую соединенные колпачком барабан и микрометрический винт, стебель с измерительным наконечником, стопор, предохранительный колпачок. Необходимость в них обусловлена двумя факторами. Во-первых, они улучшают видимость разметки. Во-вторых, кернеры обеспечивают фиксацию инструментов при последующих работах, повышая их точность. Для осуществления кернения создан ряд специализированных приспособлений.
Необходимость в них обусловлена двумя факторами. Во-первых, они улучшают видимость разметки. Во-вторых, кернеры обеспечивают фиксацию инструментов при последующих работах, повышая их точность. Для осуществления кернения создан ряд специализированных приспособлений. Для фиксации бойка при настройке установлена резьбовая втулка. Ножки смонтированы на корпусе посредством пружины и винтов. Гайка обеспечивает возможность их одновременного перемещения. На ножках гайками закреплены сменные иглы.
Для фиксации бойка при настройке установлена резьбовая втулка. Ножки смонтированы на корпусе посредством пружины и винтов. Гайка обеспечивает возможность их одновременного перемещения. На ножках гайками закреплены сменные иглы.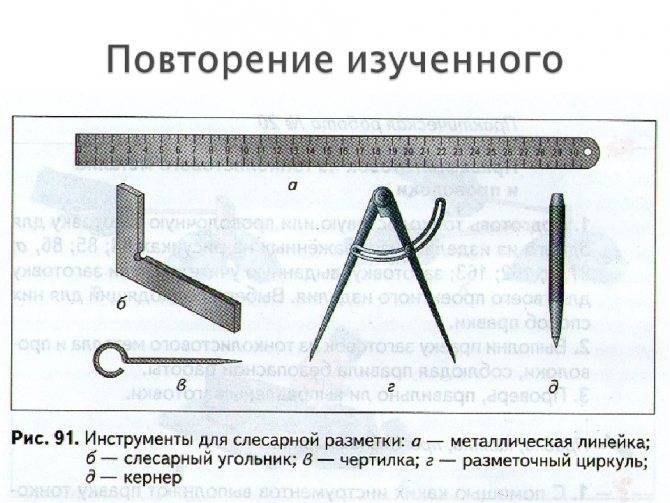 Из-за этого ударник входит в нее и бьет по стержню. При отдалении инструмента от рабочей поверхности цепь размыкается, и ударник переходит в начальную позицию.
Из-за этого ударник входит в нее и бьет по стержню. При отдалении инструмента от рабочей поверхности цепь размыкается, и ударник переходит в начальную позицию. youtube.com/embed/FWRdmcgtLgA?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
youtube.com/embed/FWRdmcgtLgA?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>  Разметочные ящики являются полыми (либо с перегородками жесткости внутри для крупноразмерных вариантов) параллелепипедами с отверстиями для закрепления заготовок. Они служат для установки заготовок сложной конфигурации. Домкратики оснащены наклонными головками и обеспечивают возможность регулировки высоты установки.
Разметочные ящики являются полыми (либо с перегородками жесткости внутри для крупноразмерных вариантов) параллелепипедами с отверстиями для закрепления заготовок. Они служат для установки заготовок сложной конфигурации. Домкратики оснащены наклонными головками и обеспечивают возможность регулировки высоты установки.
 Вы увидите результаты объявлений, основанные на таких факторах, как релевантность и сумма, которую продавцы платят за клик. Учить больше.
Вы увидите результаты объявлений, основанные на таких факторах, как релевантность и сумма, которую продавцы платят за клик. Учить больше.

 Это может быть проблемой при использовании металлолома, когда вы сталкиваетесь с окрашенными или иным образом обработанными деталями.
Это может быть проблемой при использовании металлолома, когда вы сталкиваетесь с окрашенными или иным образом обработанными деталями. Я использую только заостренный кусок вольфрамового сварочного электрода. Вольфрам тверже стали и хорошо обрабатывается на настольном шлифовальном станке. Если самодельный писец тяжело держать, можно сделать для него ручку, чтобы было удобнее.
Я использую только заостренный кусок вольфрамового сварочного электрода. Вольфрам тверже стали и хорошо обрабатывается на настольном шлифовальном станке. Если самодельный писец тяжело держать, можно сделать для него ручку, чтобы было удобнее.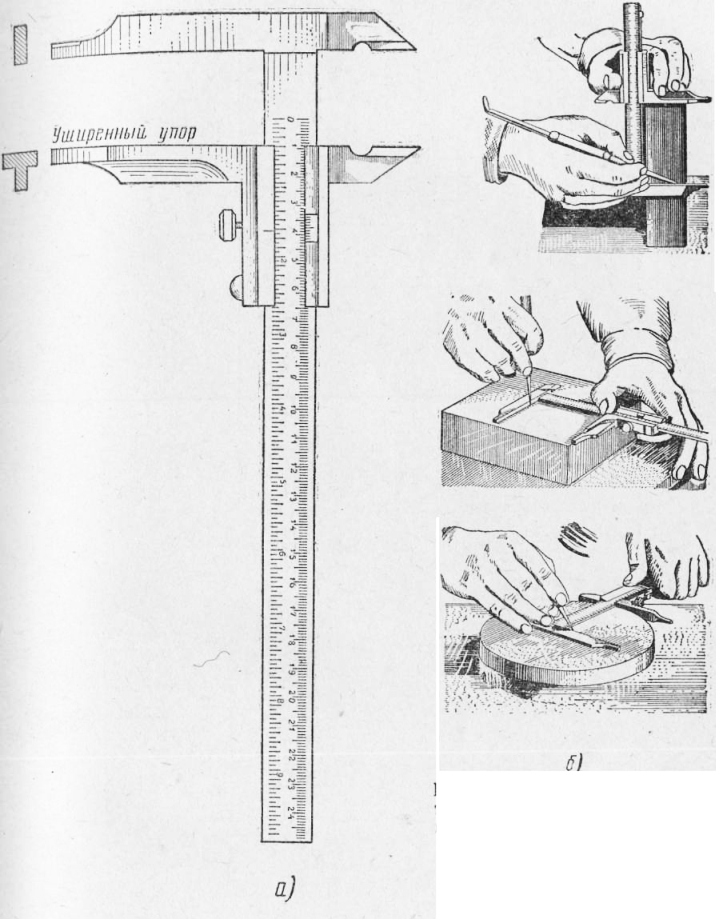

 К наиболее распространенным моделям относятся следующие:
К наиболее распространенным моделям относятся следующие:

 Вам будут представлены модификации воздушных клапанов с учетом таких важных параметров, как материал изделия, его назначения, диаметр сечения и пропускная способность, и других нюансов, которые послужат гарантией качественной работы вентсистемы.
Вам будут представлены модификации воздушных клапанов с учетом таких важных параметров, как материал изделия, его назначения, диаметр сечения и пропускная способность, и других нюансов, которые послужат гарантией качественной работы вентсистемы.
 9мм*нар16мм*20,5мм) 59 грамм
9мм*нар16мм*20,5мм) 59 грамм Запорожье
Запорожье Одесса
Одесса





 Это внутренний диаметр (ID). Используйте это измерение, чтобы найти подходящий обратный клапан.
Это внутренний диаметр (ID). Используйте это измерение, чтобы найти подходящий обратный клапан.





 Специалисты нашего магазина обязательно Вас проконсультируют!
Специалисты нашего магазина обязательно Вас проконсультируют! Беречь — От воды! От снега! От жидкой грязи! От металлических брызг или стружки!
Беречь — От воды! От снега! От жидкой грязи! От металлических брызг или стружки!
 лиц при покупке сварочного аппарата с этим стикером за наличный расчет или по карте в офисе магазина.
лиц при покупке сварочного аппарата с этим стикером за наличный расчет или по карте в офисе магазина.
 Отлично подходит для бытовых и несложных профессиональных работ по свариванию черных и цветных металлов плавящимися рутиловыми электродами. За счет инверторной технологии имеет небольшую потребляемую мощность, тем самым уменьшая нагрузку на электросеть, это особенно актуально при бытовом использовании в гаражах, на даче или в местах с слабой и старой проводкой. Модель выполнена в удобном дизайне, металлический корпус придает жесткость конструкции, пластиковая передняя панель уменьшает вес, использование IGBT транзисторов позволило уменьшить размеры, а наплечный ремень позволяет комфортно работать на весу. Аппарат оснащен системой принудительного охлаждения, защитой от перегрева, защитой от залипания электрода и системой “Горячий старт” которая упрощает поджиг электрода. Из дополнительных преимуществ можно отметить, увеличенный класс защиты предотвращающий замыкание платы при попадании на нее пыли, сниженный порог входного напряжения позволяет работать даже при падении до 140 вольт. Еще одним плюсом можно считать доступную стоимость аппарата при высоком качестве сборки и комплектующих.
Отлично подходит для бытовых и несложных профессиональных работ по свариванию черных и цветных металлов плавящимися рутиловыми электродами. За счет инверторной технологии имеет небольшую потребляемую мощность, тем самым уменьшая нагрузку на электросеть, это особенно актуально при бытовом использовании в гаражах, на даче или в местах с слабой и старой проводкой. Модель выполнена в удобном дизайне, металлический корпус придает жесткость конструкции, пластиковая передняя панель уменьшает вес, использование IGBT транзисторов позволило уменьшить размеры, а наплечный ремень позволяет комфортно работать на весу. Аппарат оснащен системой принудительного охлаждения, защитой от перегрева, защитой от залипания электрода и системой “Горячий старт” которая упрощает поджиг электрода. Из дополнительных преимуществ можно отметить, увеличенный класс защиты предотвращающий замыкание платы при попадании на нее пыли, сниженный порог входного напряжения позволяет работать даже при падении до 140 вольт. Еще одним плюсом можно считать доступную стоимость аппарата при высоком качестве сборки и комплектующих. В стандартную комплектацию входят: провода с массовым зажимом и держателем электрода,наплечный ремень и инструкция по эксплуатации.
В стандартную комплектацию входят: провода с массовым зажимом и держателем электрода,наплечный ремень и инструкция по эксплуатации.  0 кВт
0 кВт , шир., выс.)
, шир., выс.)
 Размер спальни: 14 x 18
Размер спальни: 14 x 18 США
США
 Проконсультируйтесь с агентом по недвижимости для получения информации о конкретных сборах в вашем районе.
Проконсультируйтесь с агентом по недвижимости для получения информации о конкретных сборах в вашем районе. Чтобы проверить право на зачисление в школу, свяжитесь напрямую со школьным округом.
Чтобы проверить право на зачисление в школу, свяжитесь напрямую со школьным округом.
 м. футов House
м. футов House футов
футов футов
футов футов
футов ,900.
,900.

 зеленая устойчивая энергия.
зеленая устойчивая энергия.
 Специальный фильтр, установленный на подающем патрубке, скапливает в себе весь этот мусор, что в конечном итоге увеличивает срок службы системы.
Специальный фильтр, установленный на подающем патрубке, скапливает в себе весь этот мусор, что в конечном итоге увеличивает срок службы системы. После обследования мест соединения патрубков возле насосной станции, переходите к другим местам. Трещины, обнаруженные на трубах, тщательно герметизируют специальным скотчем. Это только временный ремонт, в дальнейшем повреждённый участок нужно будет заменить.
После обследования мест соединения патрубков возле насосной станции, переходите к другим местам. Трещины, обнаруженные на трубах, тщательно герметизируют специальным скотчем. Это только временный ремонт, в дальнейшем повреждённый участок нужно будет заменить.
 В данном случае необходимо переместить всасывающую трубу, чуть ниже первоначального уровня, залить воду в систему и запустить насос.
В данном случае необходимо переместить всасывающую трубу, чуть ниже первоначального уровня, залить воду в систему и запустить насос.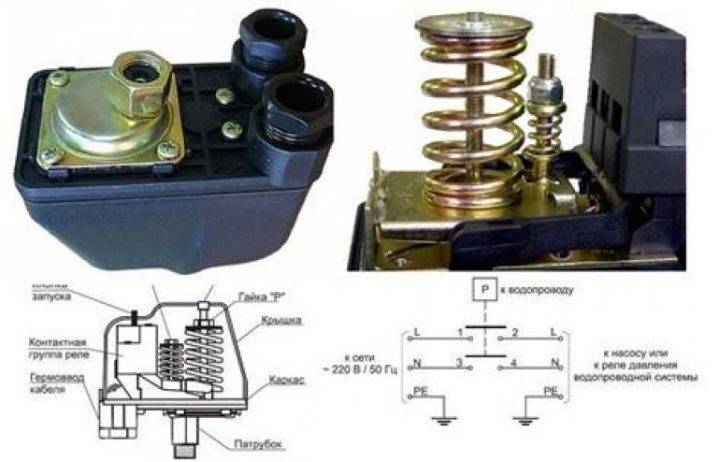 youtube.com/embed/jHxivT-Tk80?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
youtube.com/embed/jHxivT-Tk80?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»> 





 При необходимости, произвести замену мембраны.
При необходимости, произвести замену мембраны. При этом одновременно произойдет снижение и верхнего уровня напора, при котором станция должна отключиться.
При этом одновременно произойдет снижение и верхнего уровня напора, при котором станция должна отключиться. Когда в ее работе происходят повторяющиеся изменения — это повод выяснить причины происходящих перемен. А для этого необходимо знать рабочие параметры у исправно работающей станции.
Когда в ее работе происходят повторяющиеся изменения — это повод выяснить причины происходящих перемен. А для этого необходимо знать рабочие параметры у исправно работающей станции. Размещение крана для реле давления в любом месте на основной линии является неправильным. Ниже приведены примеры размещения реле давления.
Размещение крана для реле давления в любом месте на основной линии является неправильным. Ниже приведены примеры размещения реле давления. Используемый резервуар всегда должен находиться в конце малой ватерлинии или вода не должна протекать мимо него или через него. Когда переключатель находится в этом месте, объем воды внутри бака-дозатора должен измениться, прежде чем реле давления увидит разницу в давлении. Это устраняет гидравлический удар, который испытал бы переключатель, если бы он был подключен непосредственно к основной линии.
Используемый резервуар всегда должен находиться в конце малой ватерлинии или вода не должна протекать мимо него или через него. Когда переключатель находится в этом месте, объем воды внутри бака-дозатора должен измениться, прежде чем реле давления увидит разницу в давлении. Это устраняет гидравлический удар, который испытал бы переключатель, если бы он был подключен непосредственно к основной линии.
 Соедините этот резервуар с реле давления, затем используйте маленькую линию для подключения к крану основной линии. Небольшая линия может иметь диаметр 1/8 дюйма или 1/4 дюйма или может иметь регулируемое ограничительное устройство, такое как игольчатый клапан. Управление объемом потока в этот небольшой резервуар и из него с помощью переключателей давления осуществляется с помощью механического таймера. Это дает несколько секунд между различными давлениями реле давления, даже если давление в магистрали быстро меняется. Это хороший способ устранить дребезг реле давления в системах с несколькими насосами.
Соедините этот резервуар с реле давления, затем используйте маленькую линию для подключения к крану основной линии. Небольшая линия может иметь диаметр 1/8 дюйма или 1/4 дюйма или может иметь регулируемое ограничительное устройство, такое как игольчатый клапан. Управление объемом потока в этот небольшой резервуар и из него с помощью переключателей давления осуществляется с помощью механического таймера. Это дает несколько секунд между различными давлениями реле давления, даже если давление в магистрали быстро меняется. Это хороший способ устранить дребезг реле давления в системах с несколькими насосами. Мы не рекомендуем использовать баки с такими маленькими отверстиями. Тем не менее, вы можете заставить его работать следующим образом. Подсоедините к входному колену бака ниппель того же размера, что и соединение бака. Прямо на краю резервуара подсоедините тройник того же размера, что и входное соединение резервуара. Уменьшите верхнюю часть этого тройника до 1/4 дюйма и поместите реле давления прямо на верхнюю часть тройника. Вы можете использовать длинную медную или полиэтиленовую трубку для подключения реле давления, если хотите повесить переключатель на стене или в другом месте. .Однако медная или полипропиленовая трубка должна ощущать давление от тройника сразу за баком.Для подсоединения этого тройника к магистрали используйте трубу меньшего диаметра, чем фактическое отверстие внутри бака.Это означает, что вам может понадобиться использовать Труба 3/4″ от тройника 1″ или 1 1/4″ с реле давления до магистрали.
Мы не рекомендуем использовать баки с такими маленькими отверстиями. Тем не менее, вы можете заставить его работать следующим образом. Подсоедините к входному колену бака ниппель того же размера, что и соединение бака. Прямо на краю резервуара подсоедините тройник того же размера, что и входное соединение резервуара. Уменьшите верхнюю часть этого тройника до 1/4 дюйма и поместите реле давления прямо на верхнюю часть тройника. Вы можете использовать длинную медную или полиэтиленовую трубку для подключения реле давления, если хотите повесить переключатель на стене или в другом месте. .Однако медная или полипропиленовая трубка должна ощущать давление от тройника сразу за баком.Для подсоединения этого тройника к магистрали используйте трубу меньшего диаметра, чем фактическое отверстие внутри бака.Это означает, что вам может понадобиться использовать Труба 3/4″ от тройника 1″ или 1 1/4″ с реле давления до магистрали. Установка реле давления сверху или со стороны воздуха этих гидробаков является нормой. Размещение реле давления на воздушной стороне бака исключает любую возможность гидравлического удара по реле давления. В более новых системах, использующих баки баллонного типа, такая возможность редко имеется. При использовании баков-дозаторов размещение реле давления на воздушной стороне бака-дозатора может создать проблемы.
Установка реле давления сверху или со стороны воздуха этих гидробаков является нормой. Размещение реле давления на воздушной стороне бака исключает любую возможность гидравлического удара по реле давления. В более новых системах, использующих баки баллонного типа, такая возможность редко имеется. При использовании баков-дозаторов размещение реле давления на воздушной стороне бака-дозатора может создать проблемы. Как и большинство видов электроинструмента, граверы делятся на три класса – бытовые, полупрофессиональные и профессиональные. Если гравировка по камню – ваше хобби и вы не работаете с такими твердыми породами, как гранит, то можно остановить свой выбор на бытовой или полупрофессиональной модели. А если вы занимаетесь гравировкой на памятниках, то покупка качественного профессионального инструмента станет для вас выгодным вложением.
Как и большинство видов электроинструмента, граверы делятся на три класса – бытовые, полупрофессиональные и профессиональные. Если гравировка по камню – ваше хобби и вы не работаете с такими твердыми породами, как гранит, то можно остановить свой выбор на бытовой или полупрофессиональной модели. А если вы занимаетесь гравировкой на памятниках, то покупка качественного профессионального инструмента станет для вас выгодным вложением.
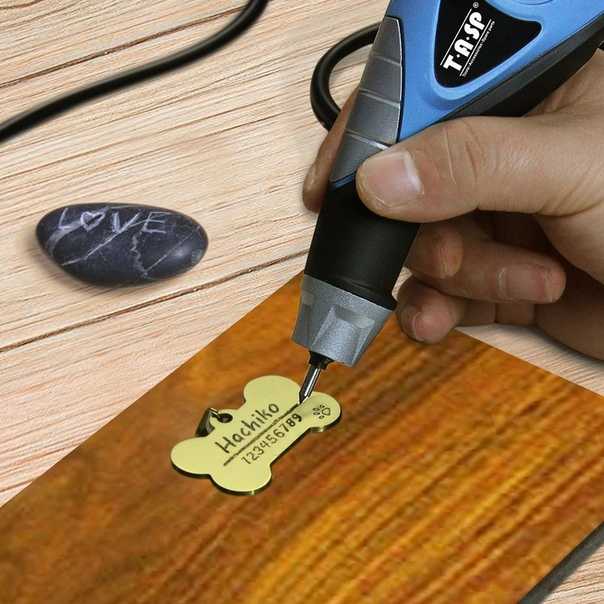 Для тех, кто гравером пользуется нечасто, подойдут более дешевые бытовые модели.
Для тех, кто гравером пользуется нечасто, подойдут более дешевые бытовые модели.


 Во всяком случае, так считается из–за того, что буквы имеют равномерный цвет по всей площади, без теней и полутонов. И, если текст рубится скарпелью или наносится гравировальным станком, то с «закрашиванием» действительно никаких сложностей не возникает. Но иногда шрифт выбивается гравировальной машинкой или пучками победитовых спиц, и тогда равномерность выделения букв полностью зависит лишь от навыков и умений мастера.
Во всяком случае, так считается из–за того, что буквы имеют равномерный цвет по всей площади, без теней и полутонов. И, если текст рубится скарпелью или наносится гравировальным станком, то с «закрашиванием» действительно никаких сложностей не возникает. Но иногда шрифт выбивается гравировальной машинкой или пучками победитовых спиц, и тогда равномерность выделения букв полностью зависит лишь от навыков и умений мастера. В результате, чем больше ударов сделано, тем светлее тон. При этом опытные мастера–гравёры даже для цветных портретов выполняют черно–белую гравировку в полном объеме. Это делается в расчете на то, что портрет будет оставаться полноценным, даже когда со временем краска с него « сойдет».
В результате, чем больше ударов сделано, тем светлее тон. При этом опытные мастера–гравёры даже для цветных портретов выполняют черно–белую гравировку в полном объеме. Это делается в расчете на то, что портрет будет оставаться полноценным, даже когда со временем краска с него « сойдет». Используется для прорисовки контуров, тонких линий и мелкой детализации рисунка. Все модели граверов, хоть и различаются по силе удара иглы, все же пробивают поверхность камня неглубоко. Поэтому для «уличных» изделий желательно делать основные контуры портрета в несколько проходов, чтобы он через год–два не исчез под разрушительным воздействием атмосферных явлений.
Используется для прорисовки контуров, тонких линий и мелкой детализации рисунка. Все модели граверов, хоть и различаются по силе удара иглы, все же пробивают поверхность камня неглубоко. Поэтому для «уличных» изделий желательно делать основные контуры портрета в несколько проходов, чтобы он через год–два не исчез под разрушительным воздействием атмосферных явлений. С их помощью высекают шрифт и наносят рельефные орнаменты. Скарпели малых размеров часто используют для углубления основных линий рисунка, что придает ему некоторой объемности. Некоторые мастера настолько оттачивают свои навыки в работе скарпелями, что могут создавать изображения с частичным 3D–эффектом.
С их помощью высекают шрифт и наносят рельефные орнаменты. Скарпели малых размеров часто используют для углубления основных линий рисунка, что придает ему некоторой объемности. Некоторые мастера настолько оттачивают свои навыки в работе скарпелями, что могут создавать изображения с частичным 3D–эффектом. п. При этом разные типы станков кардинально отличаются друг от друга по способу воздействия на поверхность камня.
п. При этом разные типы станков кардинально отличаются друг от друга по способу воздействия на поверхность камня. Этим способом хорошо передаются оттенки, светотени и общий контраст. Скорость гравирования на таком станке достаточно высокая, но при этом нужно часто производить перезаточку игл, т.к. они быстро тупятся. Также имеются особые требования к материалу — каменная плита должна шлифоваться не вручную, а на станке и иметь идеально ровную плоскость поверхности. Но даже на такой плите игольчатый станок не всегда хорошо пробивает сложные элементы портрета. Поэтому портрет нужно тщательно проверять и, при необходимости, дорабатывать вручную.
Этим способом хорошо передаются оттенки, светотени и общий контраст. Скорость гравирования на таком станке достаточно высокая, но при этом нужно часто производить перезаточку игл, т.к. они быстро тупятся. Также имеются особые требования к материалу — каменная плита должна шлифоваться не вручную, а на станке и иметь идеально ровную плоскость поверхности. Но даже на такой плите игольчатый станок не всегда хорошо пробивает сложные элементы портрета. Поэтому портрет нужно тщательно проверять и, при необходимости, дорабатывать вручную.
 org/ListItem»> Лазерные материалы
org/ListItem»> Лазерные материалы
 Если вы только начинаете свой бизнес или хотите увеличить производственные мощности.
Если вы только начинаете свой бизнес или хотите увеличить производственные мощности. Это уникальная, современная и стильная концепция маркировки камня, которая широко используется для подарков и других декоративных целей. Гравировка по камню выполняется с помощью специализированных гравировальных станков по камню на основе различных видов камней и материалов, таких как дерево, полимер, стекло, мрамор, акрил, которые вырезаются с помощью специальных техник.
Это уникальная, современная и стильная концепция маркировки камня, которая широко используется для подарков и других декоративных целей. Гравировка по камню выполняется с помощью специализированных гравировальных станков по камню на основе различных видов камней и материалов, таких как дерево, полимер, стекло, мрамор, акрил, которые вырезаются с помощью специальных техник. Компания может нанять резчика для создания камня с логотипом своей компании и контактной информацией, выгравированной на камне, чтобы клиенты могли легко найти их, когда им понадобятся дополнительные продукты или услуги от компании.
Компания может нанять резчика для создания камня с логотипом своей компании и контактной информацией, выгравированной на камне, чтобы клиенты могли легко найти их, когда им понадобятся дополнительные продукты или услуги от компании. Выбирайте с умом, так как у каждого гравера свои предпочтения. Если вы ищете большой объект поблизости, не обманывайте себя, думая, что все граверы по камню созданы равными. На самом деле, есть много факторов, которые влияют на выбор лучшего станка для гравировки камня для вашего бизнеса или дома.
Выбирайте с умом, так как у каждого гравера свои предпочтения. Если вы ищете большой объект поблизости, не обманывайте себя, думая, что все граверы по камню созданы равными. На самом деле, есть много факторов, которые влияют на выбор лучшего станка для гравировки камня для вашего бизнеса или дома.

 Таким образом, площадь лазерной гравировки достаточно велика для маркировки камня большого размера.
Таким образом, площадь лазерной гравировки достаточно велика для маркировки камня большого размера. Он очень популярен, потому что на нем можно выгравировать что угодно. Гравировка гранита дает привлекательные результаты, которые помогут удовлетворить ваши желания.
Он очень популярен, потому что на нем можно выгравировать что угодно. Гравировка гранита дает привлекательные результаты, которые помогут удовлетворить ваши желания. Вы также можете выгравировать поверхность мрамора, что придаст ему старинный вид, которого нет у керамической плитки.
Вы также можете выгравировать поверхность мрамора, что придаст ему старинный вид, которого нет у керамической плитки. Это зависит от типа гравера, который вы собираетесь использовать. Вы также можете провести онлайн-исследование, чтобы определить лучший дизайн для вашего проекта.
Это зависит от типа гравера, который вы собираетесь использовать. Вы также можете провести онлайн-исследование, чтобы определить лучший дизайн для вашего проекта. Благодаря новейшим лазерным технологиям это оборудование может создавать сложные узоры, которые идеально подходят для гравировки камня, каменных столбов, металла, дерева, стекла и многого другого. Гравировальные станки по камню популярны и надежны.
Благодаря новейшим лазерным технологиям это оборудование может создавать сложные узоры, которые идеально подходят для гравировки камня, каменных столбов, металла, дерева, стекла и многого другого. Гравировальные станки по камню популярны и надежны. Советы экспертов по лазерной гравировке камней важны в процессе лазерной гравировки камней, именно на этом этапе рисунки будут вырезаны на камне.
Советы экспертов по лазерной гравировке камней важны в процессе лазерной гравировки камней, именно на этом этапе рисунки будут вырезаны на камне.
 radikal.ru/i424/1305/98/6b0235c8d27f.gif
radikal.ru/i424/1305/98/6b0235c8d27f.gif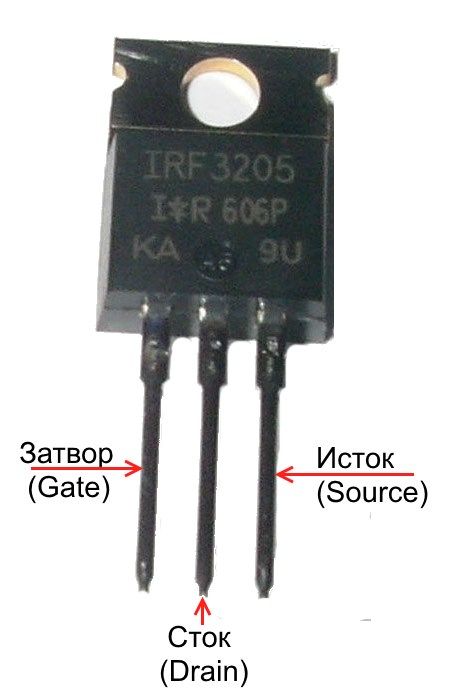 ..
..  Трансформатор в данной схеме обычно проверяется элементарно замером сопротивления. Сопротивление первички должно быть в районе 3,2-4 ома, остальные три обмотки по 0.3-0,4 ома. Если это так, то можно просто подать питание от дополнительного источника 15 вольт 3-5 ампер на 5 и 7 ногу 3843. Если какойто элемент садит питание, то 3-5 ампера поможет ему догореть или значительно нагреет. Включаем, смотрим , нюхаем. Находим проблему, думаем, меняем.Если все ОК смотрим осцилограммы на 6 ноге 3843 , если ничего не видим, смотриь на 8 ноге наличие сигнала ВРЕФ 5 вольт, если его нет, для самоуспокения смотрим наличие пилы на 4 ноге, естественно ее нет, т.к. нет 5 вольт на ноге 8 и тогда со спокойной душой выпаеваем и меняем 3843. Все просто как грабли.
Трансформатор в данной схеме обычно проверяется элементарно замером сопротивления. Сопротивление первички должно быть в районе 3,2-4 ома, остальные три обмотки по 0.3-0,4 ома. Если это так, то можно просто подать питание от дополнительного источника 15 вольт 3-5 ампер на 5 и 7 ногу 3843. Если какойто элемент садит питание, то 3-5 ампера поможет ему догореть или значительно нагреет. Включаем, смотрим , нюхаем. Находим проблему, думаем, меняем.Если все ОК смотрим осцилограммы на 6 ноге 3843 , если ничего не видим, смотриь на 8 ноге наличие сигнала ВРЕФ 5 вольт, если его нет, для самоуспокения смотрим наличие пилы на 4 ноге, естественно ее нет, т.к. нет 5 вольт на ноге 8 и тогда со спокойной душой выпаеваем и меняем 3843. Все просто как грабли.
 Сопротивление первички должно быть в районе 3,2-4 ома…
Сопротивление первички должно быть в районе 3,2-4 ома…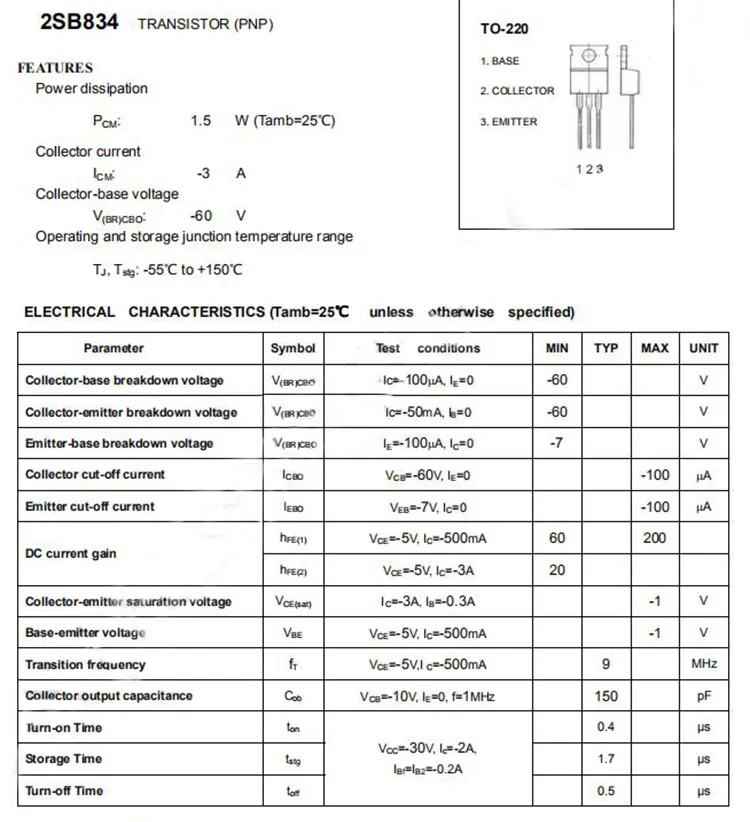 Те, кто называют их наиболее важными и самыми распространенными радиодеталями абсолютно правы. Но любые компоненты не вечны, перегрузка по напряжению и току, нарушение температурного режима и другие факторы могут вывести их из строя. Расскажем (не перегружая теорией), как проверить работоспособность различных типов транзисторов (npn, pnp, полярных и составных) пользуясь тестером или мультиметром.
Те, кто называют их наиболее важными и самыми распространенными радиодеталями абсолютно правы. Но любые компоненты не вечны, перегрузка по напряжению и току, нарушение температурного режима и другие факторы могут вывести их из строя. Расскажем (не перегружая теорией), как проверить работоспособность различных типов транзисторов (npn, pnp, полярных и составных) пользуясь тестером или мультиметром. Найдя в интернете спецификацию (ее фрагмент показан на рисунке 2), мы получаем всю необходимую для тестирования информацию.
Найдя в интернете спецификацию (ее фрагмент показан на рисунке 2), мы получаем всю необходимую для тестирования информацию.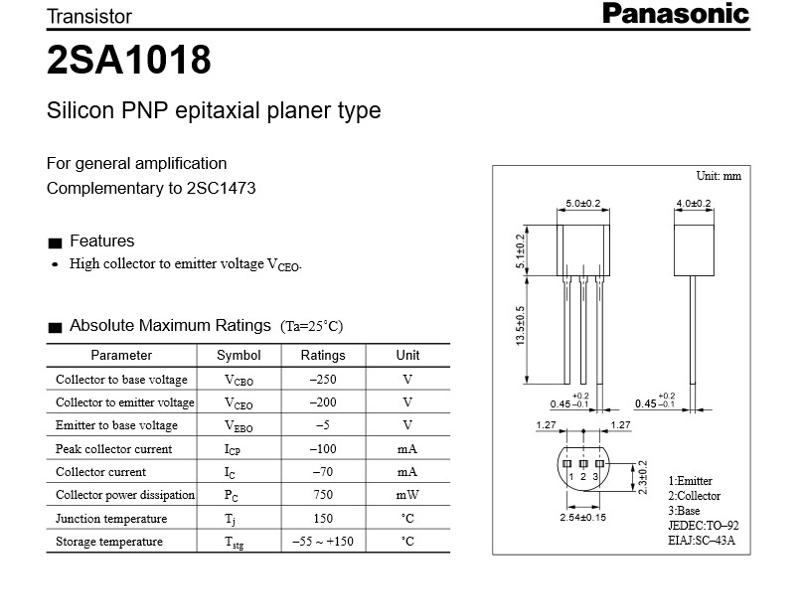 Включаем тестирующее устройство, переводим его в режим прозвонки или измерения сопротивления (достаточно установить предел 2кОм), и приступаем к тестированию. Начнем с pnp проводимости:
Включаем тестирующее устройство, переводим его в режим прозвонки или измерения сопротивления (достаточно установить предел 2кОм), и приступаем к тестированию. Начнем с pnp проводимости:
 Далее действуем по следующему алгоритму (для n-канального элемента):
Далее действуем по следующему алгоритму (для n-канального элемента): На рисунке 5 показан компонент SC12850, относящийся к этому классу.
На рисунке 5 показан компонент SC12850, относящийся к этому классу.
 Очень полезно при проектировании печатных плат для создания посадочных мест и проверки компонентов и размеров отверстий.
Очень полезно при проектировании печатных плат для создания посадочных мест и проверки компонентов и размеров отверстий. Промышленный класс, светодиодные индикаторы, настенный и панельный монтаж, USB 2.0
Промышленный класс, светодиодные индикаторы, настенный и панельный монтаж, USB 2.0 com
com iweb
iweb
 Различия в таблицах данных, которые я нашел, показывают, что K2837 имеет рассеиваемую мощность 271 Вт, а FQA24N50 имеет рассеиваемую мощность 290 Вт. Лучше ли выше, или может быть вредно для использования в сварочном аппарате? Меня беспокоит то, что если я куплю часть FQA24N50, я не знаю, нужно ли мне получить 2 Ом или 1,9Омные резисторы, и я не знаю, как дополнительная мощность повлияет на другие компоненты. Другие отличия этих двух полевых МОП-транзисторов заключаются в том, что K2837 имеет коэффициент снижения выше 25 ° C при 2,22 Вт / ° C, а FQA составляет 2,33 Вт / ° C. Напоминаем, что текущая верхняя плата имеет резисторы на 1,9 Ом.
Различия в таблицах данных, которые я нашел, показывают, что K2837 имеет рассеиваемую мощность 271 Вт, а FQA24N50 имеет рассеиваемую мощность 290 Вт. Лучше ли выше, или может быть вредно для использования в сварочном аппарате? Меня беспокоит то, что если я куплю часть FQA24N50, я не знаю, нужно ли мне получить 2 Ом или 1,9Омные резисторы, и я не знаю, как дополнительная мощность повлияет на другие компоненты. Другие отличия этих двух полевых МОП-транзисторов заключаются в том, что K2837 имеет коэффициент снижения выше 25 ° C при 2,22 Вт / ° C, а FQA составляет 2,33 Вт / ° C. Напоминаем, что текущая верхняя плата имеет резисторы на 1,9 Ом. Модель 2837 показывает типичное сопротивление как 0,16 Ом по сравнению с FQA как 0,156 Ом, а максимальное значение для модели 2837 составляет 0,19.Ом, а FQA составляет 0,2 Ом. За исключением того, что указано, таблицы данных идентичны во всех остальных значениях.
Модель 2837 показывает типичное сопротивление как 0,16 Ом по сравнению с FQA как 0,156 Ом, а максимальное значение для модели 2837 составляет 0,19.Ом, а FQA составляет 0,2 Ом. За исключением того, что указано, таблицы данных идентичны во всех остальных значениях. Я не знаю номинального напряжения на стабилитронах на моей плате инвертора, потому что мне еще предстоит определить источник питания постоянного тока, который я могу использовать для проверки напряжений на оставшихся рабочих стабилитронах этой платы. Если я смогу определить сменную инверторную плату, которая выдает такое же напряжение на переднюю панель контроллера сварочного аппарата (которое, как я полагаю, составляет 24 В, потому что все верхние платы, которые я могу найти для каждой машины, выдает 24 В на соответствующую плату контроллера передней панели). ), тогда мне не придется переделывать плату инвертора, а просто заменить ее. Однако, если мне придется его перестраивать, мне интересно, указывает ли маркировка «C2», которую я вижу на сгоревшем стабилитроне, на 2 В? Другие стабилитроны на плате инвертора помечены цифрой «5», но я еще не снимал их с платы, чтобы увидеть маркировку на других диодах или проверить их.
Я не знаю номинального напряжения на стабилитронах на моей плате инвертора, потому что мне еще предстоит определить источник питания постоянного тока, который я могу использовать для проверки напряжений на оставшихся рабочих стабилитронах этой платы. Если я смогу определить сменную инверторную плату, которая выдает такое же напряжение на переднюю панель контроллера сварочного аппарата (которое, как я полагаю, составляет 24 В, потому что все верхние платы, которые я могу найти для каждой машины, выдает 24 В на соответствующую плату контроллера передней панели). ), тогда мне не придется переделывать плату инвертора, а просто заменить ее. Однако, если мне придется его перестраивать, мне интересно, указывает ли маркировка «C2», которую я вижу на сгоревшем стабилитроне, на 2 В? Другие стабилитроны на плате инвертора помечены цифрой «5», но я еще не снимал их с платы, чтобы увидеть маркировку на других диодах или проверить их. Я определил несколько, которые определенно имеют одинаковые синие резисторы из металлической фольги 1,9 Ом. Опять же, хотя инверторные платы на этих сменных верхних платах имеют точно такую же распиновку и, вероятно, такого же размера, что я мог бы просто перепаять их на свою плату или использовать детали для восстановления моих обжаренных частей, я не знаю напряжения от инвертора, которые у меня есть, или то, что я получил бы в заготовленной плате.
Я определил несколько, которые определенно имеют одинаковые синие резисторы из металлической фольги 1,9 Ом. Опять же, хотя инверторные платы на этих сменных верхних платах имеют точно такую же распиновку и, вероятно, такого же размера, что я мог бы просто перепаять их на свою плату или использовать детали для восстановления моих обжаренных частей, я не знаю напряжения от инвертора, которые у меня есть, или то, что я получил бы в заготовленной плате. Ом, которые в настоящее время находятся на моей плате. Я не считаю, что есть большая разница в использовании резисторов на 1,9 и 2 Ом… но, пожалуйста, поправьте меня, если какое-либо из моих предположений неверно.
Ом, которые в настоящее время находятся на моей плате. Я не считаю, что есть большая разница в использовании резисторов на 1,9 и 2 Ом… но, пожалуйста, поправьте меня, если какое-либо из моих предположений неверно. Я с Клаусом, ооооочень много слов. Краткость — душа остроумия.
Я с Клаусом, ооооочень много слов. Краткость — душа остроумия. 
 ru.
ru. Перевезем собственным автотранспортом. Также оформляем ж/д грузоперевозки. При необходимости груз страхуем и сопровождаем.
Перевезем собственным автотранспортом. Также оформляем ж/д грузоперевозки. При необходимости груз страхуем и сопровождаем..jpg) Цена за 16гаек + 1ключ
Цена за 16гаек + 1ключ 90 грн
90 грн 7) М16*1,5 (производство Белебей)
7) М16*1,5 (производство Белебей)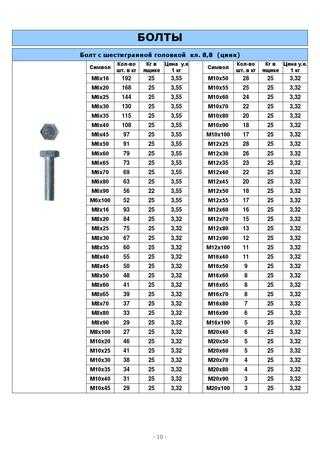 16 грн/комплект
16 грн/комплект Хмельницкий
Хмельницкий
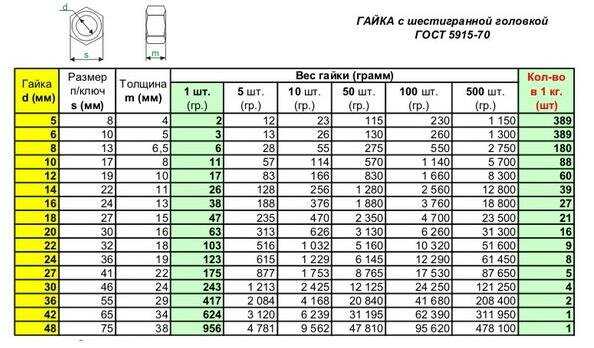

 Первая составляет одну сотую от минимального предела прочности.
Первая составляет одну сотую от минимального предела прочности.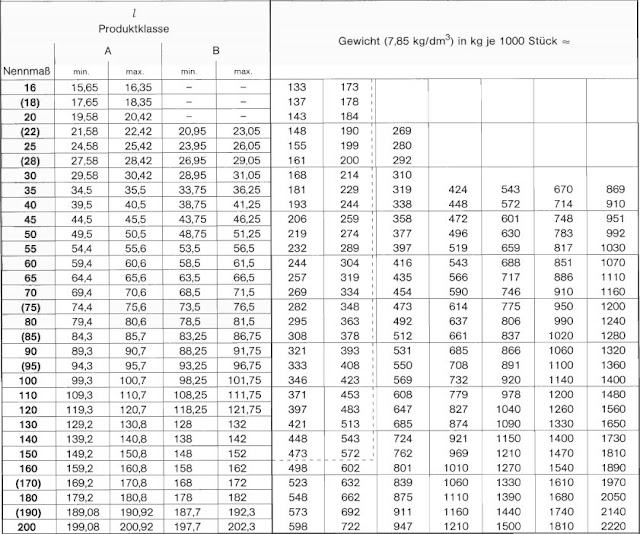 Н/мм2
Н/мм2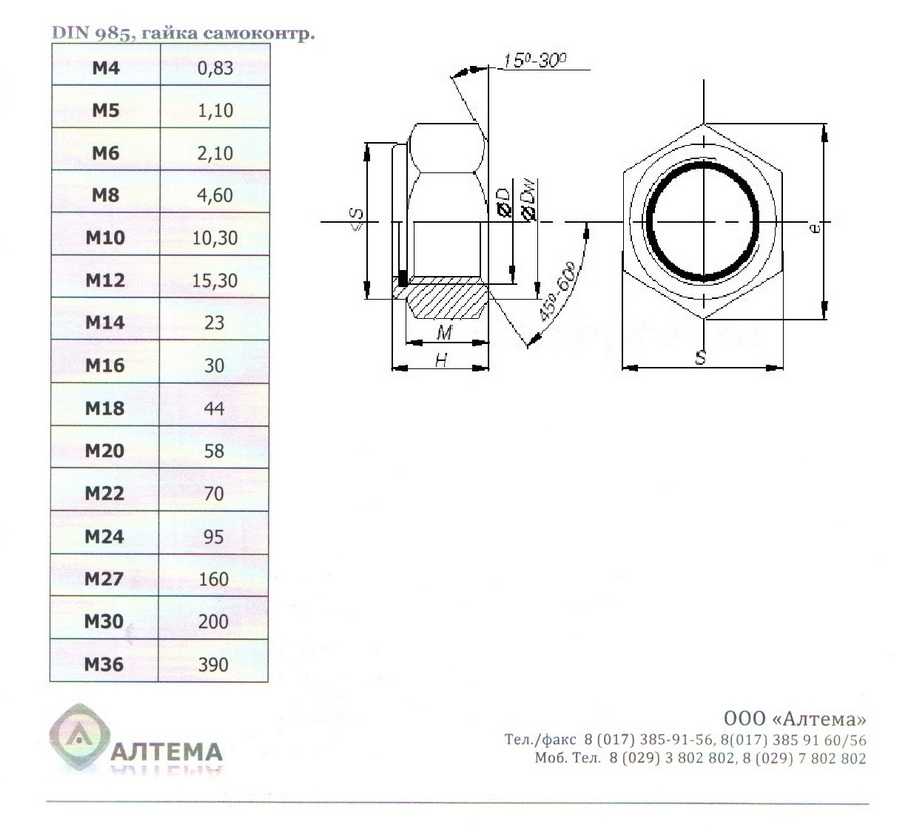 Выбор
Выбор В корне резьбы обезуглероживание не должно превышать одной десятой глубины основного
В корне резьбы обезуглероживание не должно превышать одной десятой глубины основного


 Допустимый допуск –0 + 0,8 мм
Допустимый допуск –0 + 0,8 мм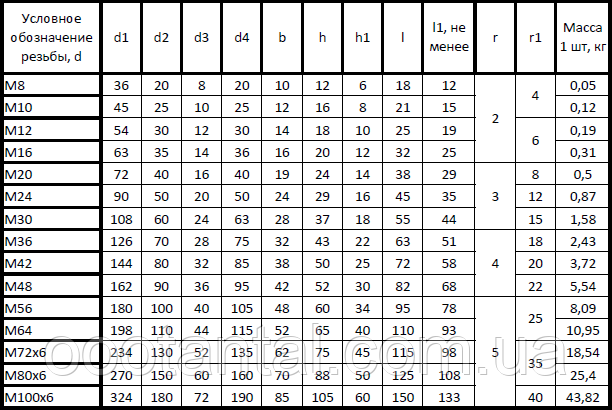


 Гайки с установленной пробной нагрузкой свыше 500 000 Н (см. таблицу 10) могут быть освобождены от испытаний пробной нагрузкой. Такие гайки должны иметь минимальную твердость, согласованную между покупателем и изготовителем.
Гайки с установленной пробной нагрузкой свыше 500 000 Н (см. таблицу 10) могут быть освобождены от испытаний пробной нагрузкой. Такие гайки должны иметь минимальную твердость, согласованную между покупателем и изготовителем. %
%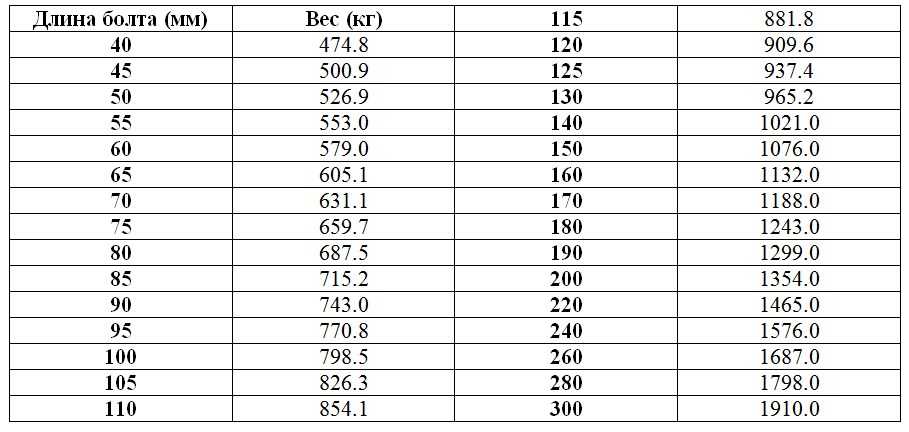 примечания)
примечания) разделы 16 и 19)
разделы 16 и 19)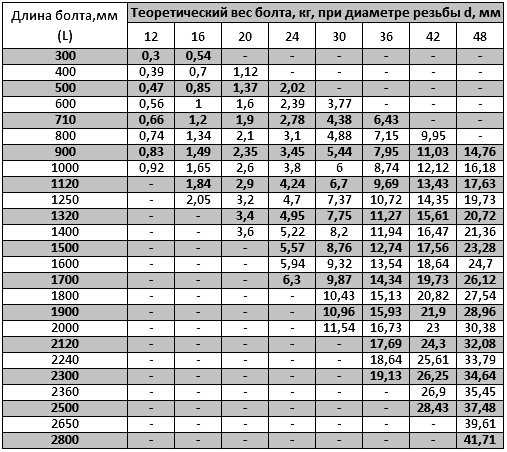
 №
№ 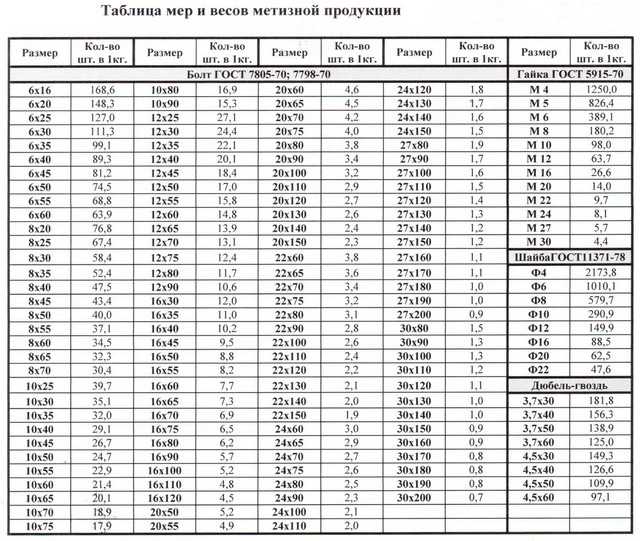
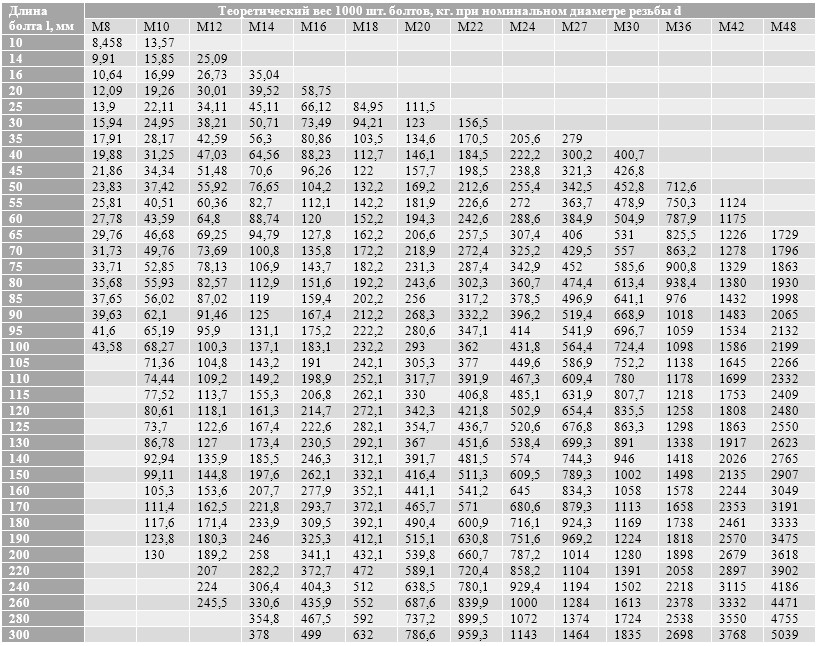
 21
21 00
00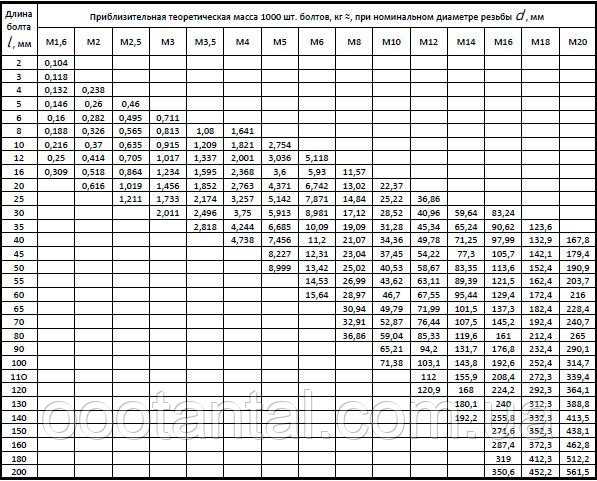 00
00 00
00 00
00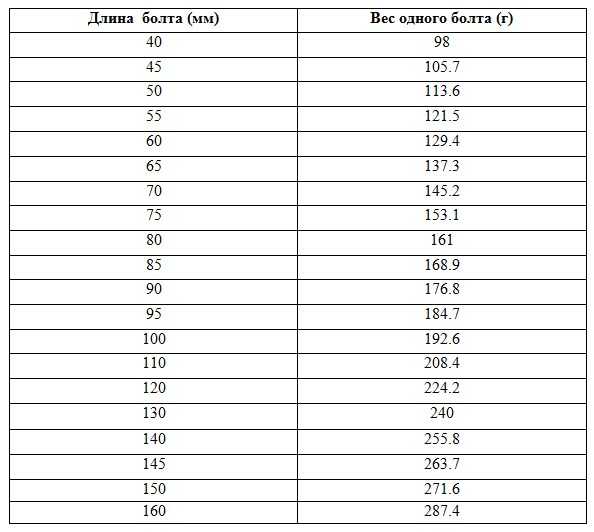 00
00 00
00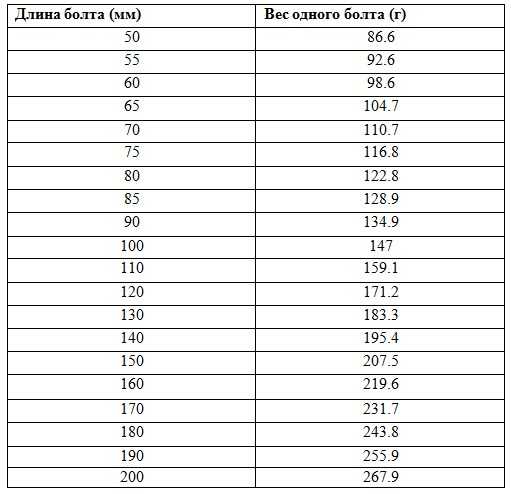 00
00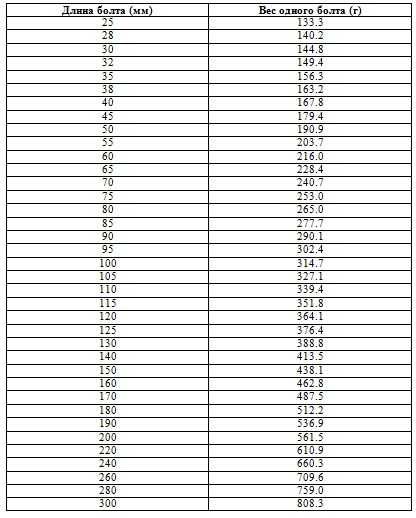 00
00 00
00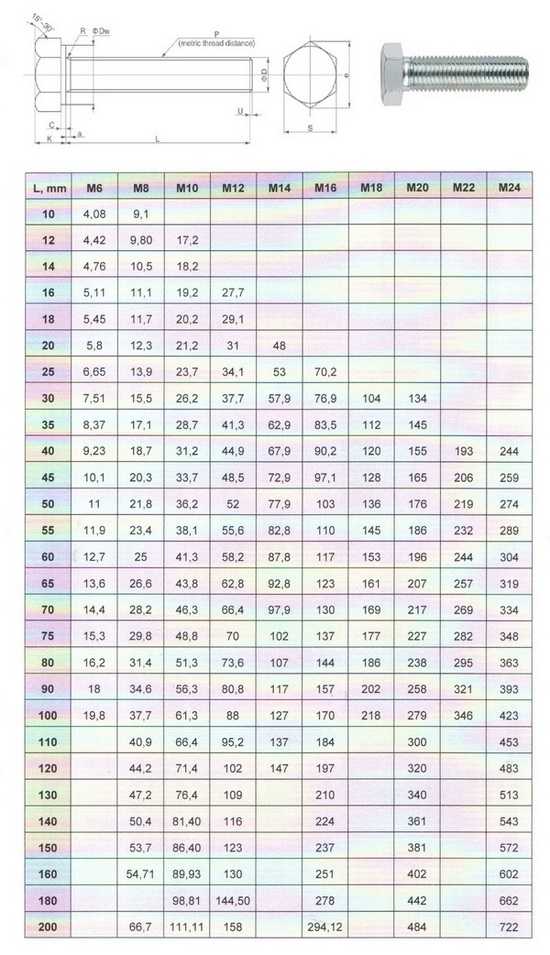 08
08 00
00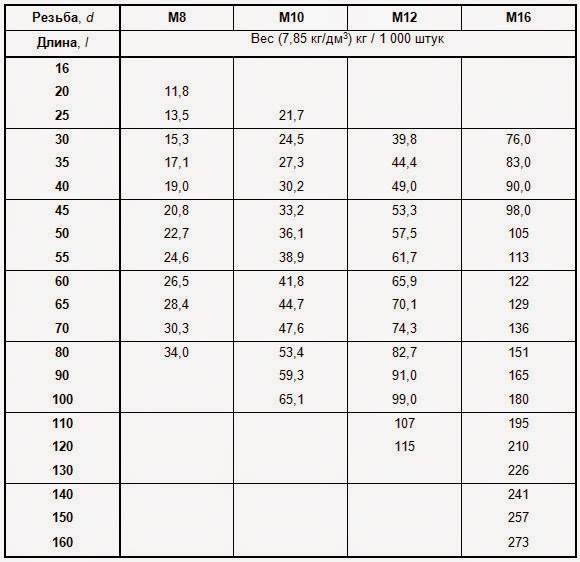 00
00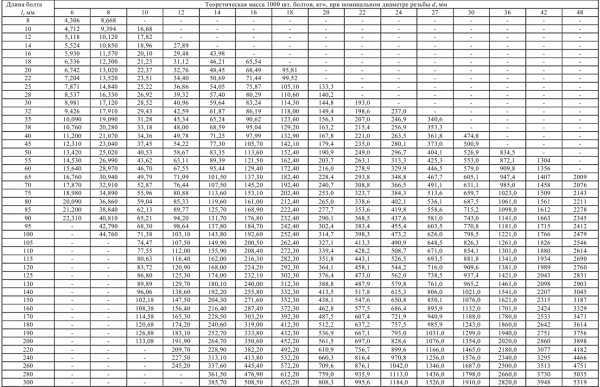 13
13 13
13