В настоящее время данный сайт для Вашего удобства переоформляется под тематику только химической металлизации.
Вся информация размещена на головном сайте компании ООО «Центр металлизации, декоративных и защитных покрытий».
Перейти на сайт можно нажав на логотип компании или данное сообщение.
Надеемся Вы найдете ответы на Ваши вопросы.
Спасибо за понимание и сотрудничество.
Форма входа
Translation of Site
Календарь
« Октябрь 2022 »
Пн
Вт
Ср
Чт
Пт
Сб
Вс
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
Друзья сайта
Официальный блог
Сообщество uCoz
FAQ по системе
Инструкции для uCoz
Наш опрос
Статистика
Онлайн всего: 1
Гостей: 1
Пользователей: 0
Раствор для химической металлизации на основе аммиачного комплекса серебра
Аммиачный комплекс серебра
Если вы читаете эту статью, то скорей всего интересуетесь как сделать металлизированную печатную плату в домашних условиях. Сколько бы не говорили, что металлизация отверстий в домашних условиях не возможна без специализированного оборудования, дорогостоящих реактивов для химических процессов, скажу вам одно, относительно дешевая химическая металлизация отверстий в печатных платах на уровне производства в домашних условиях, возможна.
Рецепт активатора
Для того чтобы металлизировать печатную плату (сделать химическую металлизацию), нужно активировать диэлектрик с помощью специального раствора, речь о приготовлении которого пойдет далее.
Внимание! Все изображения увеличиваются по клику и также они все подписаны, то есть наведя курсором на изображение, можно прочитать комментарий к нему в всплывающем меню.
Итак, чтобы приготовить активатор диэлектрической поверхности печатной платы на основе аммиачного комплекса серебра для химической металлизации, нужно:
1. Взвешиваем 0,15…0,18 грамм серебра, растворяем его в разбавленной азотной кислоте:
HNO3 (азотная кислота) — 1 мл. Вода — 1 мл.
2. Взвешиваем 3 грамм калия едкого (KOH) и растворяем его в 20 мл. воды.
3. Смешиваем раствор серебра с раствором калия едкого. В результате чего выпадает осадок оксида серебра.
Важно: Осадок оксида серебра от раствора отделять не нужно!
4. Добавляем 25% аммиак 30 мл. или 10% аптечный 75 мл. Хорошо перемешиваем, примерно через 5 минут весь оксид серебра растворится и получится раствор синеватого цвета (возможно не полное растворение осадка, это нормально).
5. Выливаем раствор в емкость большего размера и доводим объем раствора до 0,5 литра. Вода во всех операциях должна быть дистиллированной, иначе будут потери серебра в виде осадка. Как раз на фото видно, что разбавив раствор водой из под крана, раствор стал мутным (так делать не надо). Если будете использовать дистиллированную воду, то раствор будет прозрачным.
Активатор готов, себестоимость копеечная.
Данная статья опубликована на сайте whoby. ru. Постоянная ссылка на эту статью находится по этому адресу http://whoby.ru/page/aktivagam
Читайте статьи на сайте первоисточнике, не поддерживайте воров.
Как работать с этим активатором химической металлизации?
Для примера и наглядности процесса, был взят кусок обычного текстолита. Для изготовления плат, конечно же берем фольгированный текстолит.
Процесс активации диэлектрика
1. Сверлим отверстия в текстолите, зачищаем заусенцы, окислы шкуркой.
2. Обезжириваем плату при температуре 60…70 градусов в растворе:
Едкий натр — 50 гр. Кальцинированная сода — 30 гр. Фосфорнокислый натрий (тринатрийфосфат) — 30 гр. Жидкое стекло (канцелярский клей) — 5 гр. Вода — 1 литр.
Как приготовить раствор обезжиривания подробно написано в этой статье.
С этого момента, плату руками не трогаем. Работаем пинцетом или брать плату за края.
3. Промывка в горячей, затем в холодной воде.
4. Микротравление 30…50 сек. в растворе:
Аммоний персульфат — 200 гр. Аккумуляторный электролит — 60 гр. Вода — 1 литр.
5. Промывка проточной водой 1 минута.
6. Декапирование 20…30 сек. в аккумуляторном электролите плотность 1,27.
7. Промывка проточной водой 1 минута.
8. Опускаем плату на 1 минуту в раствор сенсибилизации:
Состав: SnCl2*2h3O — 25 гр. HCL — 25 мл. NaCl — 120 гр. h3O (вода) — до 500 мл.
9. Промывка проточной водой 1 минута.
10. Активация 20…25 секунд в растворе активатора на основе аммиачного комплекса серебра (приготовили выше). На фото видно как изменился цвет текстолита — это активированная поверхность диэлектрика, подготовленная к следующим этапам химической металлизации.
11. Промывка в проточной воде 1 минута.
12. Очистка от остатков гидроокисей олова, которые могли остаться на поверхности, в растворе NaOH, 1 минута:
NaOH — 20 гр. Вода — 1 литр.
13. Химическое меднение в течении 15..30 минут. Как приготовить этот раствор, написано в этой статье.
14. Промывка платы в проточной воде 1 минута.
15. Декапирование в аккумуляторном электролите 30 секунд.
16. Гальваника платы, подробнее смотрите тут.
Хочу добавить, если после химического меднения (пункт 13) и гальваникой (пункт 16) прошло много времени (сутки и более), то плату нужно предварительно обезжирить в растворе пункт 2, затем пункт 14,15, потом гальваника.
Демонстрация работы активатора
Видео тестов химической металлизации
Заключение
Процесс химической металлизации не сложный, главное правильно поэтапно выполнять все операции данной технологии.
В данной статье также были использованы изыскания пользователей Alligator75 и mial по теме Металлизации отверстий с форума Радиокот.
Всем удачных плат.
Автор статьи: Admin Whoby.Ru
Катодная металлизация с низким сопротивлением и пайка кристаллами в карбид-кремниевых диодах с P-N переходом
Заголовки статей
Электронная структура интерфейсов графит/6H-SiC
стр.701
Оценка удельного контактного сопротивления контактов Al, Ti и Ni к имплантированному иону N 3C-SiC(100)
стр.705
Высокотемпературный инверторный модуль с прямым двухсторонним охлаждением для применения в гибридных электромобилях
стр. 709
Интерфейсные реакции и электрические свойства контактов Ta/4H-SiC
стр.713
Металлизация катода с низким сопротивлением и соединение кристаллов в карбид-кремниевых диодах с p-n-переходом
стр.717
Низкое удельное контактное сопротивление для 3C-SiC, выращенного на подложках (100) Si
стр.721
Омические контакты нанослоев Au/Ti/Al к SiC P-типа: электрические, морфологические и химические свойства в зависимости от состава контакта
стр.725
Плазменное травление для утончения обратной стороны пластин SiC
Главная Материаловедение Форум Материаловедение Форум Vols. 556-557 Катодная металлизация низкого сопротивления и…
Обзор статьи
Аннотация:
Мы исследовали, как шероховатость поверхности, преднамеренно вызванная химико-механическими полировка, влияет на формирование омических контактов к 4H-SiC n-типа с помощью общей круговой метод длины передачи (CTLM). В качестве катодных омических контактов к n-типу использовался металлический никель. SiC. Удельное контактное сопротивление (SCR) для неполированного образца (F1) и полированного образца (F2 и F3) составляла 5,4 × 10–3 ⋅см2 и 4,2 × 10–3 ⋅см2 соответственно. Мы обнаружили, что неполированный образец (F1) имел гораздо более высокую SCR, чем образцы , F2 и F3. Кроме того, мы не видели никаких разница между полированными по-разному образцами F2 и F3, указывающая на отсутствие зависимости от типа грани SiC (Si- или C-грань) в значениях SCR. Мы также исследовали процессы штамповки с эффектами шероховатости поверхности и схем металлизации.
Доступ через ваше учреждение
использованная литература
[1] Р. Дж. Трю: Phys. Статус Solidi Vol. А162 (1997), с.409.
[2] Л. М. Портер и Р. Ф. Дэвис: Mater. науч. англ. Том. B34 (1995), стр. 83.
[3] Э. Х. Родерик и Р. Х. Уильямс: контакты металл-полупроводник, 2-е изд. (Clarendon Press, Оксфорд, Великобритания, 1988).
[4] С.-К. Ли, С.-М. Ку, К.-М. Зеттерлинг и М. Остлинг: J. Eelec. Матер. Том. 31 (2002). стр.340.
[5] С.-К. Ли, К.-М. Зеттерлинг и М. Остлинг: J. Appl. физ. Том. 92 (2002), стр. 253.
[6] Л. Г. Фурсин, Дж. Х. Чжао и М. Вайнер: Elec. лат. Том. 37 (2001), стр. 1092.
[7] Дж. С. Хван: Современная технология пайки для производства конкурентоспособной электроники. (Макгроу-Хилл, США, 19 лет)96).
Цитируется
Материаловедение Форум Vol.
818
Титульный лист доклада
Предисловие
ФОРМИРОВАНИЕ ПОВЕРХНОСТНЫХ СЛОЕВ МАТЕРИАЛА ПРИ ДИФФУЗИОННОЙ МЕТАЛЛИЗАЦИИ TiNiCo НА ОСНОВЕ ПАМЯТИ ФОРМЫ
Аннотация: Формирование поверхностного слоя диффузионного TiNiCo осуществлялось металлизацией расплава легкоплавкого металла в изотермических условиях в атмосфере аргона при температуре 1100–1150 °С. Движущей силой процесса является разница в концентрации легирующих элементов на поверхности расплава заготовки. В качестве транспортной среды использовался расплав свинца или эвтектика Pb-Bi, элементы которой находятся в насыщенном атомарном состоянии и непосредственно контактируют с поверхностью деталей. Этот расплавленный поверхностно-активированный продукт был очищен от оксидных пленок, обеспечивающих высокую смачиваемость, что, в свою очередь, обеспечивает хорошую адгезию. Растворенные порошки расплава Ti, Ni и Co сначала адсорбировались на поверхности изделий, а затем диффундировали в поверхность объема. Процесс цементации проводили циклически, поднимая продукты расплава каждые 25–30 минут. Продолжительность процесса насыщения составляла 11–13 часов в зависимости от желаемой толщины покрытия.
3
Влияние обработки поверхности на возникновение критического состояния иглы как рабочего инструмента
Аннотация: Работа посвящена оценке предельных состояний выхода из строя игл машин, при которых предполагался значительный эксплуатационный износ. Основное внимание уделено описанию предельных состояний, их причин и последующего хрупкого разрушения в результате деградации. Эксперимент касался оценки подготовленных микроструктур с последующим фрактографическим наблюдением. В связи с тем, что химический состав материала изначально не определялся, распределение химических элементов линейным и площадным методом было выполнено в пределах экспериментальной части. Работа подтвердила неправильный выбор основного материала, который, несмотря на покрытие, характеризовался быстрой деградацией и выходом из строя, что приводило к экономическим потерям.
7
Рентгеноструктурный анализ покрытия Zn-Mg в зависимости от деформации
Аннотация: Покрытия Zn-Mg рассматриваются как стальные покрытия следующего поколения для использования в автомобильной промышленности, поскольку они улучшают коррозионную стойкость основного материала. Статья посвящена рентгеноструктурному анализу Zn-Mg покрытия в зависимости от деформации. Образцы, изготовленные из материала с Zn-Mg покрытием, постепенно деформировались до полного разрушения. Затем поверхностный слой образцов был проанализирован с помощью рентгеновской дифракции. Рентгеноструктурные методы используются для оценки качественных изменений реальной структуры поликристаллического материала. Модификация реальной структуры рассматривается как степень пластической деформации, изменение размеров кристаллитов и их ориентации в зависимости от деформации.
11
Исследование параметров шероховатости поверхности методом корреляционного анализа.
Аннотация: Работа посвящена оценке взаимосвязи между отдельными параметрами шероховатости отпескоструенных поверхностей методом корреляционного анализа. На основе измеренных значений на поверхностях, подвергшихся взрыву различными типами взрывных устройств, строилась корреляционная матрица и по ней определялся норматив статистической значимости корреляции между контролируемыми параметрами. Также был установлен коэффициент корреляции.
15
Влияние дробеструйной обработки на топографию поверхности и усталостную прочность выбранных листов
Аннотация: Были проведены многочисленные исследования с целью повышения усталостной прочности материалов за счет создания сжимающих остаточных напряжений в поверхностных слоях в результате процесса дробеструйной обработки. Например, при эксплуатации грохота-сепаратора некоторые участки ситовой пластины грохота, расположенные вблизи неподвижной кромки, испытывают наибольшую деформацию от ударного изгиба и нуждаются в специальной обработке. В данной работе представлены результаты экспериментальных испытаний по анализу влияния микродробеструйной обработки на характеристики поверхностного слоя и усталостную прочность образцов стального листа. Эффект дробеструйной обработки более заметен при учете усталостной долговечности. Таким образом, применение дробеструйной обработки поверхности листа позволило увеличить усталостную долговечность просеивающего сита.
19
Технология клеевого соединения в автомобиле – конструкция кузова – нанесение нового покрытия со слоем Zn/Mg
Аннотация: В статье рассмотрены возможности применения новых видов покрытий на основе Zn/Mg и их использование при производстве кузовов автомобилей. Сравнение проведено путем оценки прочности клеевых соединений в соотв. по ISO 11339 для широко применяемого оцинкованного листа при производстве кузовных штамповок (HDG Z100) со слоем нового типа на основе цинка/магния (ZM). Такое использование новых материалов также означает необходимость проведения испытаний эксплуатационных свойств отдельных склеиваемых деталей кузова, в основном при отрывной нагрузке, в зависимости от типа клея одновременно со смазкой, используемой в технологическом процессе волочения штамповок и температура, при которой соединение нагружается. Обеспечение требуемого качества соединений является одним из важнейших критериев применения новых видов покрытий в серийном производстве.
23
Испытания твердых покрытий PVD, нанесенных на штампы для чеканки
Аннотация: К инструментам, используемым при изготовлении монет, предъявляются требования высокого качества и надежности, зависящие от материалов, из которых они изготовлены, от технологии изготовления, термической обработки и завершающих операций, направленных на изменение функционального назначения. Свойства материала монет изменяются в процессе их производства и имеет место так называемая эксплуатационная деградация, которая может быть вызвана несоответствующей технологией изготовления. Качество чеканных штампов выражается их сроком службы, который колеблется примерно от ста тысяч до одного миллиона выпущенных монет. Поэтому необходимо уделять достаточное внимание сроку службы чеканных штампов. Обработка поверхности в виде нанесения твердых PVD-покрытий является одним из способов повышения стойкости чеканного штампа. В настоящем исследовании были проанализированы и испытаны три типа покрытий, нанесенных на чеканные штампы из инструментальной стали.
27
Исследование некоторых свойств покрытий, предназначенных для экстремальных трибокоррозионных условий
Реферат: В работе проведена оценка покрытий CoMoCrSi и WC-NiMoCrFeCo, нанесенных по технологии высокоскоростного кислородного топлива, с точки зрения их пригодности для восстановления направляющих валков линии горячего цинкования. Структуру покрытий оценивали металлографическим анализом. Адгезия покрытий после напыления и после термоциклической нагрузки определялась испытанием на отрыв. Износостойкость покрытий оценивали методом «штифт на диске» в агрессивной среде 1М водного раствора NaCl.
32
Влияние электроосажденных покрытий на сверхмногоцикловую усталостную долговечность конструкционной стали S235
Аннотация: Приведены результаты экспериментальных исследований усталостной долговечности углеродистой простой стали с электроосажденным никелевым, хромовым и железо-цинковым покрытиями в сверхмногоцикловой области нагружения (N = 6×10 6 ÷ 10 10 циклов).
Сверлильный станок из дрели своими руками: чертежи и варианты конструкций
Предназначение сверлильных станков — высокая точность сверления отверстий, вследствие которых получаются идеальные окружности разного диаметра и глубины, как сквозные, так и глухие. Замена сверла на фрезу позволяет использовать его в качестве фрезерного станка с малой мощностью.
Содержание
Что такое сверлильный станок
Область применения самодельных сверлильных станков
Подготовка к работе
Инструкция по созданию станка
Варианты самодельных сверлильных станков
Работа сверлильного станка
Что такое сверлильный станок
Сверлильный станок — приспособление, относящееся к сверлильной группе металлорежущих устройств. Применяя другие насадки, помимо круглых отверстий, на нем можно выполнять:
Сверлильные станки подразделяются на: работающие в вертикальных и горизонтальных плоскостях, одношпиндельные и многошпиндельные, координатно-расточные. Каждый тип имеет свои буквенные обозначения, по которым можно определить их группу и предназначение. Присадочные мини-агрегаты имеют более скромный принцип действия, достаточный для работы в условиях дома.
Вариант вертикального станка
Область применения самодельных сверлильных станков
Область применения сверлильных станков, изготовленных своими руками, намного уже промышленных аналогов.
Для справки! Сверлильный станок своими руками из дрели в основном используется для сверления горизонтальных, радиально-смещенных отверстий, для растачивания уже готовых деталей.
Если для сверления отверстия в тонком материале достаточно простой дрели, то для толстого бруса понадобится станок. Ручным инструментом можно испортить полуфабрикат.
Ручные аналоги не могут заменить выпускаемые промышленностью приспособления, тем не менее, для любителей мастерить они станут хорошим подспорьем в выполнении несложных работ (сверление, проделывание мебельных пазов) по дереву, пластику, ПВХ, металлу, фанере.
Подготовка к работе
Самодельный станок для дрели включает в себя каркас со станиной, механизм вертикального перемещения сверла, электрический привод. Сверла фиксируются патроном электродрели. Перед тем, как приступить к работе по изготовлению сверлильного устройства готовится эскиз самодельного станка, подбираются необходимые инструменты, крепежи.
В зависимости от выбранного материала могут понадобиться дисковые или циркулярные пилы, угловая шлифовальная машинка, сварочный инвертор, инструменты для столярных работ.
При разработке чертежа особое внимание уделяется размеру посадочного места электродрели и вылету сверла.
Для справки! Самой простой в изготовлении является конструкция из дерева. Она, конечно, не такая прочная, как из металла, но для производства пластин с печатными проводниками вполне подойдет.
Конструкция самодельного сверлильного приспособления, изготовленного из дерева
К основным конструктивным компонентам сверлильного станка относят:
узел вращающегося инструмента с установленным на нем шпинделем с закрепленным патроном для сверла;
электрический мотор;
ременную передачу;
стойку с прикрепленным вращающимся узлом;
тяжелую опорную станину из металлического литья, к которой крепится стойка.
Для изготовления сверлильного устройства понадобятся уголки, профиль, лист металла или чугуна, патрон, стальной тросик, электрический двигатель, панель управления, крепежные болты с набором гаек. Для соединения металлических частей между собой — сварочный аппарат.
Конструкцию можно просто поставить на столешницу стола или закрепить при помощи болтов. На станке сверлят не только круглые отверстия, вспомогательное движение шпинделя помогает делать на нем и другие операции.
Схематическое изображение станка
Инструкция по созданию станка
Первым делом в домашних условиях приступают к изготовлению столешницы. Для прочного основания лучше использовать металл размером 300*700 миллиметров и профильные трубы 250*350 миллиметров, соединенные между собой сваркой. Сверху труб приваривают металлическую столешницу.
Для стойки станка удобно использовать уголки с ребром жесткости в 25 миллиметров. 2 уголка, сваренные между собой, образуют нужный квадрат. Швы уголков зачищают и приваривают к основанию под углом в 90 градусов.
Изготовление столешницы
Для поступательных движений подъемного механизма понадобится тридцати сантиметровый металлический профиль, который одевается на стойку. Его плавному ходу, скольжению по стойке не должны препятствовать сварочные швы.
Подъемный механизм должен плотно прилегать к стойке станка. Для избежания зазора используют подшипники скольжения, закрепленные на распорной планке. На подъемный механизм сваркой закрепляется болт, в уголке вырезается отверстие, в которое продевается крепежный стержень. Завершает конструкцию мощная пружина, выступающая амортизатором.
Теперь можно приступить к закреплению двигателя. Для его крепления необходимо сделать дополнительную платформу из профиля 60 миллиметров. Отрезав 30 миллиметров профиля, в нем прорезают в верхней и нижней части отверстия под трос, затем приваривают к подвижному механизму, закрепленному на стойке. Для накрутки троса, у основания стойки закрепляется ручка. Для ее изготовления можно использовать металлический прут с диаметром 15 миллиметров.
Регулировка высоты подъема и погружения сверла в рабочий материал осуществляется механизмом тормозного устройства от велосипеда. Для продевания тормозного тросика и его намотки в стойке просверливают сквозное отверстие, в которое продевается болт с двумя накрученными на него гайками. В пространство между ними вставляется трос.
Еще одна гайка фиксирует болт на стойке. Для верхнего натяжного фиксатора используют натяжную лапку размером 20*100 миллиметров с прорезью. Натяжение троса, проходящего внутри пружины, производят закручиванием верхней гайки.
Конструкция механизма подъема
Для крепления двигателя вырезают пластину, которая точно совпадает с подготовленным крепежным местом. Профильную трубу и пластину сваривают между собой под углом в 90 градусов. Дрель на пластину крепится болтами.
Между валом двигателя и патроном устанавливается переходная муфта, крепится патрон. К электрической части подключается переключатель направляющий вращение двигателя, кнопка запуска и остановки сверлильного станка.
По завершении этапов сборки все сварочные швы подлежат зачистке, узлы конструкции — смазке, металлические и деревянные детали — обезжириванию, грунтовке и окраске. Чтобы краска не попала на трос и резьбу, их обматывают малярным скотчем.
Варианты самодельных сверлильных станков
Вариантов самоделок много. Для их изготовления используют отслужившие свой век автомобильные рулевые рейки, подсоединенные к асинхронному двигателю от стиральной машины ремнем передачи, и даже старые микроскопы. Но самым эффективным являются самодельный станок, изготовленный из дрели.
Его можно изготовить из домкрата, служащего стойкой, приваренной к массивной пластине из стали, нескольких полос металла, швеллера. Вместо дрели допускается использовать шуруповерт. Приспособление простое в сборке и не требует больших денежных вложений. Для лучшей устойчивости его прикручивают к столешнице стола.
Станок с двигателем от стиральной машины
Изготовленный в домашних условиях сверлильный станок не будет уступать многим своим фабричным аналогам, а стоимость его будет намного ниже тех, что продаются в магазине.
Токарный станок из дрели – делаем простейшее устройство своими руками
Как изготовить токарный станок из дрели своими руками + чертежи и видео. О токарных станках в гараже или на дачном участке мечтает, наверное, любой мастер, но далеко не каждый человек может позволить себе подобное оборудование.
По большей части это связано не только со стоимостью, но еще и с размерами. Если появляется необходимость вытачивать заготовку из древесины, то заменить полноразмерный прибор в состоянии токарный станок из дрели, который сделан своими руками.
Сооружение подобного устройства не займет много времени, но самое важное то, что такое устройство сможет в полной мере заменить дорогостоящее оборудование для деревообработки.
Содержание:
1 Токарный станок – это что, и возможно его сделать собственноручно
2 Выбор материалов для создания устройства
3 Как быстро сделать токарный стан по дереву
4 Делает токарный станок из дрели по металлу
5 Как увеличить функционал устройства
Токарный станок – это что, и возможно его сделать собственноручно
Перед тем, как делать устройство, следует для начала рассмотреть заводской токарный стан, а также его конструкцию.
Заводские устройства основываются на следующих элементах:
Основание (станина).
Задняя и передняя бабка.
Суппорт (также его называют еще как подручник).
Далее предлагаем подробнее разобраться с тем, для чего требуются такие элементы, чтобы вы имели полное представление о том, что вам потребуется для создания самодельного станка токарного типа из дрели.
Основание – это устройство, которое соединяет составные детали приспособления, причем станина нужна для того, чтобы все оборудование было устойчивым. Если речь идет о заводском станке, то на нем основание неподвижное, монолитное, потому что общий вес устройства очень большой.
Передняя бабка (опора) – является частью устройства, которая нужна для крепления и совершения движений вращательного характера внутри заготовки. Говоря проще, передней бабкой является крепление, которое стоит перпендикулярно основанию, и на заводском станке к передней опоре следует прикрепить приводной механизм, благодаря которому и получается вращение заготовки. Для этого на фиксаторе есть специальная конструкция для того, чтобы центрировать заготовку, а также приводит ее в движение.
с, которая отвечает не только за свободное вращение и центрирование, но еще и за то, чтобы регулировать длину, чтоб зависит от размера заготовки. Подвижный вал задней опоры центрирован с приводным валом первой опоры.
Суппорт – это же и подручник, который требуется для обработки заготовки. Он смещается аккурат по станине, и это дает возможность создавать равномерное обрабатывание вращающейся детали, которая зафиксирована на передней и задней опоре. Благодаря суппорту токарь может перемещать режущий инструмент ручного типа в виде стамески по всей заготовке.
Если же промежуток между упором для резцов и деталью, которую обрабатывают, будет большим, то в процессе инструмент резки (стамеска) может быть выдернута из рук. Чтобы такого не случилось, следует при сооружении токарного станка учитывать подвижность суппорта в каждом направлении. Зная, как изготовлен заводской токарный стан для обрабатывания древесины, следует действовать и начать изготовление аналогичного устройства из электрической дрели.
Выбор материалов для создания устройства
Очень часто среди домашних мастеров есть такие, которые стараются сделать самостоятельно токарный станок из электрической дрели. Процесс изготовления совсем несложный, и для достижения нужного результата потребуется взять все нужные материалы, чтобы подготовить их заранее.
Для изготовления токарного станка по дереву из дрели вам нужны будут такие расходники и инструменты:
Электрическая дрель – она будет служить в качестве привода, и ее следует сразу же прикрепить к стенке передней опоры. Для закрепления материала обработки в патроне дрели, вам потребуется сделать особое крепление в виде трезубца.
Для создания станины используйте ДСП, верстак или доску, на которой планируете делать оборудование. Станина может быть сделана из стали, что будет положительно отражаться на надежности сделанного своими руками устройства, но при этом усложняет процесс создания прибора.
Задняя и передняя опора должна быть сделана из брусьев, железных уголков или брусьев. От того, какие именно материалы вы будете использовать, будет зависеть и прочность, и надежность устройства.
Суппорт тоже можно будет сделать из досок и брусков, причем из них следует создать элемент в виде буквы «Т». Если основание выполнено из металла, то и суппорт лучше всего сделать из того же материала, и при этом обязательно стоит учесть главное требование – механизм должен быть подвижным по всех направлениях.
Обратите внимание, что не рекомендуется для изготовления токарного стана брать за основу пластик, потому что подобная самоделка будет очень ненадежной, и в любой момент обработки заготовка может выскочить из фиксаторов.
При производстве станка может использовать деревообрабатывающие материалы, но при этом стоит отдавать себе отчет в том, что на подобных устройствах вы сможете выполнять обработку лишь небольших деталей и заготовок, к примеру, делать рукоятки для ножей, ручки для мебели и прочее. Если вам требуется надежный санок, который вы планируете очень часто использовать, то стоит один раз потратиться и сделать из металла.
Как быстро сделать токарный стан по дереву
Сделать полноценный токарный стан из электродрели не получится, потому что для мощного оборудования нужен не менее мощный электрический привод. Сделать миниатюрный токарный станок из дрели несложно, и для этого не потребуется много затрат и усилий. В качестве станины, т.е. основы, возьмите верстак, на который будет установлена ваша электрическая дрель. Станок по дереву почти готов, и осталось лишь сделать заднюю опору для закрепления заготовки, и окончить процесс обустройство суппорта. Задняя опора обязательно должна быть подвижной, и по этой причине в станине следует предусматривать обустройство направляющих.
Начать изготовление домашнего токарного станка следует с того, что вы подготовите чертежи. Именно это и поможет вам рассчитать точные размеры устройства, а еще подобрать требуемые материалы. Изготавливать переднюю опору даже не нужно будет, потому что ее роль будет играть патрон электрической дрели с зафиксированным элементом (трезубец). Чтобы закрепить дрель и сделать ее неподвижной, потребуется использовать хомуты и струбцину. Хомутом прикрепите цилиндрическую часть, а при помощи струбцины следует зафиксировать рукоять, которая будет исключать возможность проворачивания инструмента.
Принцип создания самодельного оборудования подразумевает, что вы выполните следующие действия:
До того, как вы прикрепите дрель к верстаку, следует выполнить монтаж проставкок, которыми будет регулироваться расстояние от столешницы до патрона, и именно оно будет характеризовать размер обрабатываемой заготовки. В качестве проставки используйте доски соответствующей длины и ширины, которые будут установлены под электрический инструмент.
Для создания задней опоры используйте брусья из древесины, причем в их конструкцию должен быть прикреплен винт с возможность регулировки, и у него должен быть наконечник конусообразной формы.
Для изготовления подручника потребуется использовать бруски из дерева, к которым будет прикреплена рейка. Длина последней должна быть равна расстоянию между задней и передней опорой.
Предусматривать подключение кнопки для приведения устройства в работу. Для этого предлагаем выводить контакты на новую кнопку или выполнить блокировку штатного нажима в режиме включения, а запускать прибор путем вставки штепсельной вилки в розеточный разъем.
Чертежи для токарного станка из дрели своими руками очень важны. Также при создании станка уделяйте особое внимание фиксированию заготовки из древесины. На передней опоре в роли крепления будет использован трезубец, и его можно даже сделать из старых сверл. Для этого приварите два концевика цилиндрической формы к сверлу, и они должны быть расположены на одинаковом расстоянии друг от друга. Более того, выступы должны быть расположены в один ряд. Чтобы не делать самостоятельно трезубец, можно использовать пику для перфоратора и просто срезать с нее хвостовик. Выступы на насадке требуются для того, чтобы патрон, который движется, приводил заготовку в движение.
Также уделите внимание задней опоре, потому что от того, насколько у вас качественный второй фиксатор, будет зависеть безопасность применения установки. В качестве опоры сзади подойдет патрон от дрели/шуруповерта, в который нужно вставить и закрепить насадку конической формы. Использовать в конструкции задней опоры трезубец не стоит, потому что она нужна лишь для фиксации материала.
Обратите внимание, что задняя бабка должна быть неподвижной, и поэтому такой момент следует предусмотреть еще при проектировании и подготовке чертежа. Подвижность задней опоры требуется для того, чтобы регулировать силу прижимания детали обработки, а также возможности вставки заготовок разных размеров.
Делает токарный станок из дрели по металлу
Со станков из дрели для древесины все куда проще, чем с изготовлением аналогичного устройства, но для работ по металлу. Если запланировали сделать из дрели станок для металлообработки, то следует понимать тот факт, что мощности двигателя электрического инструмента будет недостаточно. Двигатель постоянно будет перегружен, и поэтому долго инструмент при длительном использовании самодельного оборудования не протянет.
Токарный станок по металлу следует делать только из металла. Кстати, в плане конструктивных особенностей, агрегат по дереву очень похож на станок по металлу, и отличие лишь в том, что токарный станок по металлу имеет подручник с закрепленным ножом. В станке по дереву роль резака играет стамеска, которую держит в руках токарь.
Если вы решились сделать токарный станок из дрели для обработки заготовки из металла, то обрабатывать можно лишь детали из мягких вводов стали, т.е. из меди, бронзы или алюминия. Использование в конструкции станка дрели регламентируется – нужен исключительно мощный и профессиональный электрический инструмент. Бытовые дрели не подойдут в качестве приводных устройств для создания токарных станков (по металлу и древесине), потому что так они быстро выйдут из строя.
Полезный совет! При изготовлении самодельного токарного станка следует особое внимание уделять не внешнему виду конструкции, а надежности устройств крепления. Опасность оборудования заключается в том, что вращающаяся заготовка способна вылететь из фиксаторов и попасть в мастера. Чтобы не было травм, работать следует не только в защитнах очках, но и в каске.
Как увеличить функционал устройства
Сделанный своими руками токарный станок из дрели используется и для обработки заготовок, и для проведения других манипуляций (окрашивание, а также перемотка трансформаторов и двигателей). К такому станку нужно будет купить заводской набор приспособлений для обработки, и с таким оборудованием вы уже сможете выполнять разную обработку материалов.
Преимущество такого устройства в том, то для его создания требуется вкладывать минимальное количество затрат и вложений, а вот проявить смекалку будет очень полезно. И подводя итог, отметим тот факт, что простой токарный станок для обработки древесины может сделать каждый человек, у которого есть дрель.
При необходимости инструмент всегда можно извлечь, и использовать по прямому назначению. Пошаговая инструкция по созданию простого станка из электрической дрели представлена на видео ниже, и за 10 минут вы увидите весь процесс от и до. Такой вариант уместен к использованию, но при использовании следует соблюдать технику безопасности.
Буровая установка — производство Deep Rock
Как видно на Южном Фермерская выставка в среду, 3 февраля -го — в пятницу, 5 -го в Роли, Северная Каролина.
Hydra-Drill Загрузка
HD55-505-77-707 Инструкция по сборке БК
HD55-505-77-707 Инструкция по сборке FT
Инструкции по сборке Hydra-Drill 1
Инструкции по сборке Hydra-Drill 2
Инструкции по сборке Hydra-Drill 3
Инструкции по сборке Hydra-Drill 4
М50ФТБК
DeepRock Гидра-дрель для Самостоятельные приложения
Пожизненный запас бесплатной воды
Зачем бурить скважину?
Большая часть пресных подземных вод в мире находится в верхних 200 футов, а средняя глубина всех грунтовых вод в США составляет менее 100 футов. ноги! Вы можете пробурить собственную скважину и получить доступ ко всем источникам воды, какие только сможете необходимость.
Многие горожане сейчас бурят дома скважины на воду как отличную альтернативу на химическую дегустацию муниципальной воды. Качество колодезной воды просто непревзойденное. В условиях стремительного роста цен на воду в городе бурение скважин представляет собой экономичную альтернативу. В большинстве районов вам больше не нужно беспокоиться об ограничении воды в городе в разы засухи — когда вам больше всего нужна вода. Имея собственный колодец, вы уверены в обильный запас воды для использования в вашем доме или саду.
Во многих районах страны домашняя скважина с водой нередко стоит 8000 долларов. или выше, если бурит коммерческий бурильщик. Благодаря Hydra-Drill есть простой и экономичный способ пробурить скважину на воду. Большинство наших клиентов имели отсутствие опыта бурения скважин до покупки Hydra-Drill. Кроме того, Hydra-Drill небольшой и портативный, и его можно использовать в больших коммерческих помещениях. буровым установкам было бы трудно добраться, не нанеся ущерба вашему ландшафту.
Hydra-Drill окупает себя!
Даже с сегодняшними высокими тарифами на электроэнергию вы можете прокачать примерно 1000 галлонов из вашей скважины всего за 10 центов. Кроме того, Hydra-Drill может выкопать несколько колодцев и сэкономить деньги для вас, вашей семьи и соседей. Это не потребуется много времени, чтобы заплатить за Hydra-Drill деньги, которые вы можете сэкономить на счете за воду.
Когда вы покупаете напрямую у Deeprock, вы получаете все персональное внимание, обслуживание и советы, которые вы хотите — абсолютно бесплатно. Покупая напрямую, вы экономите 30% и более чем то, что вы заплатили бы, если бы мы продавали Hydra-Drill через магазины или дилеров. Когда вы заказываете Hydra-Drill, можете быть уверены, что имеете дело с людьми, которые верят в ведение бизнеса со всеми, как если бы они были их соседями по родному городу.
С 1962 года мы помогаем людям из всех 50 штатов и всего мира получить воду, в которой они нуждались, по минимально возможной цене. В DeepRock мы всегда готовы чтобы помочь вам с вашими вопросами и потребностями в бурении.
Не стесняйтесь писать, отправлять по электронной почте или позвоните нам по бесплатному телефону с вашими вопросами! 1-855-457-4469
Агустин Пино (слева), торговый представитель DeepRock в Эквадоре, с HD2001
В буровых установках DeepRock Hydra-Drill используются только качественные компоненты, такие как этот двигатель Honda и усиленный вертлюг на модели HD77.
Прочный буровой насос Hydra-Drill входит в стоимость вашего пакета
DrillYourownwell.com
85 веб-страниц и 52 видеоролика, полностью посвященных , чтобы помочь вам пробурить собственную скважину
Вы можете самостоятельно пробурить неглубокую скважину, используя ПВХ и бытовые шланги для воды. Это дешевый и эффективный способ вырыть собственный мелководный колодец. Бурение скважин на воду предназначено не только для профессионалов с огромными коммерческими буровыми установками. Самостоятельно копать колодец интересно и весело.
Описанные здесь методы бурения скважин на воду хорошо работают при копании/бурении через грязь и глину, включая очень твердую глину. Они не будут работать, если вам нужно просверлить скалу, но если местность, в которой вы живете, плоская или относительно плоская, определенно стоит попробовать. Многие люди думают, что они должны выкопать или пробурить скважину в водоносный горизонт. Для ирригации и полива газона нет необходимости достигать водоносного горизонта. Бурить нужно только под стоячим уровнем воды. Вполне вероятно, что вы сможете пробурить собственную скважину. С использованием этого метода бурения скважин было пробурено много успешных скважин. Это дешево. Вы можете ожидать, что «буровая» часть проекта будет стоить около 200 долларов.
ВЫ МОЖЕТЕ БУРИТЬ СВОЮ СКВАЖИНУ
На этих страницах техника «бурение скважины на воду своими руками» упоминается как бурение скважины, но многие называют эту технику «промывкой» или «промывкой» скважины. Это чем-то похоже на метод вращающегося долота, который большинство реальных бурильщиков скважин на воду используют для бурения скважин на воду.
Техника «сделай сам» заключается в том, что вода закачивается в центр трубы из ПВХ сортамента 40, используемой как бурильная штанга и буровое долото. На нижнем конце трубы из ПВХ делается «сверло» путем врезания зубьев в конец трубы из ПВХ. Труба вращается вперед и назад по мере того, как труба из ПВХ медленно погружается в землю, в то время как шлам выносится на поверхность восходящим потоком воды в кольцевом пространстве вокруг трубы. Если вы хотите выкопать собственный колодец, попробуйте эту технику.
Установка колодца и насоса может сэкономить много денег, особенно если вы сейчас платите местным коммунальным службам за поливную воду. Вы, наверное, замечали, что просто полив газона может обойтись дорого. Вы можете тратить меньше денег на полив газона. На самом деле, вы можете почти не тратить деньги на полив газона. Он отлично подходит и для садоводов.
Если вы впервые посещаете сайт, вы, вероятно, захотите начать со страниц «Предыстория» или «Основные этапы бурения скважин». Основная часть участка посвящена бурению скважин на воду с использованием всего двух шлангов для бурового раствора. Недорогой ПВХ используется для изготовления бурильной трубы, бурового долота и экрана скважины. Этот метод бурения скважин на воду своими руками очень дешев, и с его помощью было построено много успешных неглубоких скважин.
При бурении колодца вручную может быть очень полезно хотя бы ознакомиться с методами, которыми пользуются настоящие бурильщики колодцев — с большими мощными грузовиками и огромными резервуарами для воды. То, что мы делаем, очень похоже, почти идентично. Мы не можем копать ямы столь же широко или глубоко, но это тот же самый процесс. Местная компания по бурению скважин любезно разрешила мне заснять их процесс. Проверьте это на «Real Well Drilling».
Существует несколько усовершенствований базовой техники бурения скважин своими руками. Чтобы сделать эту технику еще более эффективной, вы можете использовать методы, описанные на страницах «Бурение на большую глубину с помощью БЕНТОНИТА» и «Бурение на 10 футов глубже». Кроме того, переход на сверло по металлу сделает ваше бурение более продуктивным. Все эти методы были присланы пользователями сайта и обнаружены во время бурения скважин.
Гравийный фильтр может увеличить дебит скважины, поэтому на нем есть секция. Я не рекомендую вам включать гравийный фильтр в вашу первую скважину, но после того, как вы освоите эту технику, вы, вероятно, захотите просмотреть страницы, посвященные гравийным фильтрам.
Не покупайте насос, не прочитав эту страницу: Какой насос? Вам нужен насос для неглубокой скважины, также известный как всасывающий насос. Насосы для бассейнов и другие типы перекачивающих насосов не будут работать.
В разделе «Видео» вы найдете видеоролики, демонстрирующие методы, используемые во всем мире. Некоторые из этих методов, такие как баптистский метод, требуют очень небольшого количества бурового раствора и использовались веками.
Нам посчастливилось получить некоторую информацию от Боба Табора, настоящего бурильщика скважин, всю свою жизнь бурившего скважины. Убедитесь в этом и ознакомьтесь со страницей «Совет от НАСТОЯЩЕГО бурильщика».
Билл Гранейд из Тампы, Флорида, разработал очень похожую технику бурения скважин на воду своими руками. Он имел бешеный успех. Билл помог своим соседям пробурить кучу скважин, его протоколы могут быть вам полезны. Посмотрите в разделе «Другой домашний бурильщик».
Несколько пользователей этого сайта любезно прислали фотографии и информацию о скважинах, которые они пробурили. Ознакомьтесь с разделом «Истории успеха» в меню. Например, одна из наших недавних историй успеха, Стив в Южном Джерси, интересна. Стиву нужен был способ поливать его ферму с рождественскими елками, и он успешно пробурил собственную скважину. Очень впечатляющее усилие! Мы даже получили замечательное электронное письмо от Грега из Австралии о его успешной скважине.
Для буровиков, заинтересованных в переходе на следующий уровень: обязательно ознакомьтесь со страницей, посвященной бурению с буровым насосом. Это абсолютно правильный путь, если вы можете купить или одолжить буровой насос (иногда называемый мусорным насосом). Это стоит больше, чем метод с двумя шлангами, но все же намного дешевле, чем наем бурильщика.
В разделе «Вопросы и ответы» я размещаю самые распространенные вопросы, которые получаю. Я надеюсь, что это поможет вам. Есть также разделы «Источник поставок», «Руководства по бурению скважин», а также «Ссылки по бурению скважин».
Пробуренные промышленным способом скважины на воду, как правило, очень дороги. Эта техника бурения скважин своими руками очень дешевая. Это почти наверняка сработает, если вы живете недалеко от побережья, и, скорее всего, сработает, если вы живете на равнинной внутренней территории. Это отлично подходит для экономии денег на поливе газона и орошении сада.
Как я упоминал в видео, самое интересное, с чем я столкнулся при размещении этого веб-сайта, — это усовершенствования и улучшения, которые представили ВЫ, зрители и пользователи этого сайта. Я придумал несколько улучшений комплекта для скважин Brady на раннем этапе, и мне удалось пробурить функциональную скважину после нескольких попыток, поэтому я разместил сайт. А потом – пользователей начали писать мне и показывать то, что они обнаружили! На данный момент я могу с уверенностью сказать, что большинство представленных здесь техник не принадлежат мне.
Залог: 2000 р. Различные сверла в аренду от 100 р./день.
Доставка: Москва и пригороды. Телефон: +7(903) 328-45-20.
Предлагаем в аренду шаблон для сверления
Шаблон для сверления Kwb Dubelprofi под шканты диаметром 6/8/10 мм с параллельным упором и глубомером. Для точного позиционирования мест сверления. Универсальный кондуктор для соединения шкантами угловых, Т-образных и прямых стыков.
Технические характеристики
для сверл: 3/3,3/4/4,2/5/6/6,8/8/10/12 мм
под шканты: 6/8/10 мм
точное позиционирование
Обязательно ознакомьтесь с Правилами проката инструмента, оборудования и техники.
Сверла, коронки, сверла Форстнера в аренду от 100 р./день.
Доставка в Москве и пригородах. Стоимость доставки уточняйте у оператора.
Бронируйте инструмент в аренду на сайте и по телефону: +7(903) 328-45-20.
Предлагаем также: дрель и шуруповерты.
1 в наличии
Начало
Конец
Очистить даты
Добавить в избранное
Артикул: konduktor-sverleniya Категории: Аренда инструмента, Дрели и шуруповерты в аренду
Вам также будет интересно…
Добавить в избранное
Инструмент многофункциональный (реноватор) в прокат
600,00 ₽/сутки Выбрать даты
Добавить в избранное
Шуруповерт 80 Нм в прокат. Makita 6347DWAE
600,00 ₽/сутки Выбрать даты
Добавить в избранное
Шлифмашина орбитальная (эксцентриковая) в прокат. METABO SXE 425 TurboTec
800,00 ₽/сутки Выбрать даты
Добавить в избранное
Дрель ударная в прокат. Bosch GSB 1600 RE Professional
500,00 ₽/сутки Выбрать даты
Добавить в избранное
Шлифмашина ленточная 75 мм в прокат.
Bosch PBS75A
800,00 ₽/сутки Выбрать даты
Добавить в избранное
Струбцины столярные, 150–400 мм (6 шт.) в прокат
900,00 ₽/сутки Выбрать даты
Добавить в избранное
УФ-лампа в прокат
700,00 ₽/сутки Выбрать даты
Добавить в избранное
Пила погружная циркулярная в прокат. MAKITA SP6000
1500,00 ₽/сутки Выбрать даты
+7(903) 328-45-20
info@аренда-перфоратора.москва
Кондуктор сверлильный KWB
Урок 37 — Как собрать выдвижной ящик
Урок 35 — Эксцентриковая стяжка VB 35 установка
Опубликовано в Мастеру
В данной статье я расскажу вам о моем случайном, но совершенно незаменимом приобретении — кондукторе DubelProfi. Я долго ходил вокруг него в магазине и прикидывал, а нуден ли мне вообще этот девайс, стоимостью 1500 р., или ну его на фиг?! В итоге купил и… не пожалел. Работа ускорилась в разы, да и точность разметки стала выше, что положительно сказалось на качестве производимой мебели.
Этот мебельный шаблон кондуктор немецкой фирмы kwb служит для разметки и высверливания отверстий диаметром от 3 до 12 мм (если быть точным, то 3мм, 3.3мм, 4мм, 4.2мм, 5мм, 6мм, 6.8мм, 8мм, 10мм, 12 мм) на соединяемых вместе деталях. Кроме этого он подходит для предотвращения смещения сверла на скользких материалах (например, кафеле).
Строение кондуктора DubelProfi
Барабан револьверного типа с отверстиями под сверла. Диаметр отверстий подписан рядом, после поворота фиксируется закручиванием установочного винта 5, который давит на прижимную планку 6.
Щуп — вставляется в первое просверленное отверстие и выставляет кондуктор ровно напротив того места, где должно быть просверлено второе. Может переставляться с параллельного упора на корпус, как параллельно основанию, так и перпендикулярно ему.
Параллельный упор — служит для выставления расстояния до центра отверстия от края детали. Угол между нижней поверхностью основания и параллельным упором составляет 90 градусов.
Разметочная шкала. На ней точка 0 совпадает с центром сверла, выставленном на барабане в центральное положение.
Установочный винт фиксирует барабан (см.выше), а так же параллельный упор.
Прижимная планка (фиксирует барабан — см.выше).
Теперь перейдем непосредственно к работе с кондуктором.
Труба: Разделив диаметр трубы пополам, мы получаем возможность сверлить отверстия по центру. Второй вариант — это приложить кондуктор параллельно трубе. В этом случае, используя щуп выставленный параллельно рабочей поверхности, мы можем сверлить отверстия на одинаковом расстоянии друг от друга.
Угловое соединение. Сверлим в торце доски №1 отверстия под крепеж (например, шкант). Для того, чтобы они получились в центре необходимо выставить на разметочной шкале значение, равное половине толщины доски, после чего обязательно зафиксировать параллельный упор винтом.
Складываем обе доски друг на друга, чтобы соединяемые края были вместе, зажимаем для надежности струбцинами. Устанавливаем щуп в параллельный упор, на ослабляя фиксирующего винта.
Вставляем в отверстия на доске №1 щуп, прижав параллельный упор к торцам досок (в противном случае, отверстие сместится к краю) сверлим пласть доски №2
Плоское соединениеСнова сверлим торцевые отверстия в детали №1
Отмечаем на детали №2 центр соединения (прочерчиваем линию простым карандашом).
Выставляем кондуктор нулевой отметкой на разметочную линию, напротив него прижимаем струбцинами деталь №1. Щуп, установленный перпендикулярно рабочей поверхности, выставит кондуктор напротив отверстия в детали №2 (главное не съехать с разметочной линии).
Соединение встык (как прямое, так и под углом 45 градусов)
Соединяем обе детали друг с другом (естественно, стянув струбцинами)
Сверлим отверстие на детали №1, устанавливаем щуп параллельно рабочей поверхности, прикладываем мебельный кондуктор с другой стороны стяжки и рассверливаем второе отверстие.
На мой взгляд, основным недостатком данного кондуктора является неважная видимость разметочной шкалы, поэтому я ее несколько доработал — обрызгал белой краской из аэрозольного баллончика. Краска залила промежутки между рисками, которые сами не прокрасились. Видно стало гораздо лучше.
Штука достаточно интересная, если решите приобрести, то это можно сделать в магазине Всеинструменты. Имеется так же аналог от фирмы Bosh — сейчас он чуть дешевле.
Другие варианты мебельных кондукторов
Кондуктор под минификс (самоделка) Кондуктор для дверей Версаль (самоделка) Кондуктор для конфирматов Черон Разметочный кондуктор (самоделка)
типоразмеров посадочных мест для перфорационных отверстий и мобильных устройств для подтверждения, универсальный кондуктор в соответствии с правилами эксцентрики и другими моделями
Описание
Варьететы
Популярные модели
Ком триар?
Ком утилитар?
Els conductors de mobles estan estesos i tenen un bon rendiment. Molts estan interessats en com triar un diver de mobles i utilitzar-lo? A continuació parlarem d’un dispositiu bastant senzill, però més funcional, que facilita molt el procés de muntatge dels mobles. Permet de forma ràpida i amb la maxima precisió crear forats tecnològics sense marcar prèviament. Aquests dispositius són незаменим в l’hora de muntar mobles i altres estructures de fusteria. Donada la senzillesa del dispositiu, podeu fer-lo vosaltres mateixos.
Descripció
Inicialment, cal tenir en compte que qualsevol conductor de mobles, fins i tot el més sensill, facilita molt el treball. Avui предлагает аксессуары для мобильных телефонов и других устройств, используемых для линьки. No és cap secret Que els processos descrits estan associats amb el marcatge de forats, l’aplicacio dels quals requereix costos de temps significatius. També és важный tenir en compte la precisió. Això és el mes важно для perforar forats для а-ля Confirmació я diversos buixos.
Les plantilles считает, что permeten estalviar temps i reduir la intensitat Laboral del procés de muntatge d’estructures de fusteria. Això significa l’eliminació de la necessitat de repetició múltiple d’un mateix tipus d’accions. De fet, una plantilla és una barra que té forats i manigues de determinades mides. Amb aquestes eines, podeu perforar forats d’una mida determinada amb un espai clar entre ells. L’ús d’aquestes plantilles té els següents avantatges clars:
максимальная скорость перфорации;
упрощение всех процессов;
extrema precisió del rendiment del treball.
És важный tenir en compte que alguns dels products descrits estan dissenyats per simplificar la perforació de forats durant el muntatge d’estructures, mentre que altres faciliten el marcatge. Tenint en compte aquest moment, els conductors esdivideixen en perforació i marcatge. Avui dia, una gamma bastant àmplia d’aquests dispositius es presenta al segment de mercat corespondent.
Quan munten mobles, els artesans utilitzen diferents divers, que poden ser de xapa o bastidor. Aquests ultims, per regla general, s’utilitzen quan es treballa amb elements la longitud dels quals supera 1 метр. Els модели де фуллс сын ла Миллор Solució для малых элементов marcar. Per Cert, també podeu trobar opcions combinades a la venda.
Другие проводники, изготовленные из различных материалов, в том числе из металла, стали, пластика, алюминия и агломерата, волокон и т. д. És важный tenir en compte l’existència de certs estàndards. Per tant, els forats de la plantilla es troben des de la vora del producte no mes de 8 mm i la distància entre ells ha de ser de 32 mm.
Элемент структурной важности проводника és el seu support, responsable de la fixació rígida del dispositiu. Aquests поддерживает планы poden ser, esfèrics o dentats. L’elecció de model específics depèn directament de les característiques de les condicions de funcionament.
Val la pena tenir-ho en compte en un entorn Industrial, els divers professional s’utilitzen en la producció de mobles i altres estructures de fusteria. Una de les seves característiques distintives és la presència de tot un arsenal de dispositius addicionals que simplifiquen i maximitzen molt la velocitat de treball.En aquests casos, per regla general, el valor de l’instrument no juga un paper clau. La situació és diferent amb petits Talers i Comerciants privats especialitzats en la producció de mobles. В частности, ла часть финансов дель проблема a l’hora d’adquirir l’equip està al capdavant.
Varietats
Элс дирижеры и современные плантилы poden diferir significativament entre si. Я не és només Que alguns siguin metallics, mentre que altres siguin de fusta o plastic. Això tambe fa referència les característiques de disseny i la funcionalitat dels productes. Tenint en compte aquests parametres, es distingeixen les opcions següents:
plantilles aèries;
проводники чередующиеся;
dispositius d’inclinacio;
модели универсалы.
Entre altres coses, els dispositius altament especialitzats també s’utilitzen àmpliament en la producció de mobles moderns. Estem parlant de патроны и модели de tacs dissenyats per marcar i perforar forats, например, per a грузы и подтверждение евро, o per instal·lar nanses no estàndard, així com llaços excèntrics.
Неизменный фактор, важный в соответствии с классификацией проводников в соответствии с методами фиксации. Tenint en compte aquest moment, els dispositius esdivideixen en dos tipus: fixos i lliscants. Val la pena assenyalar Que els primers, d’una banda, són fàcils d’utilitzar, però al mateix temps limiten parcialment les accions del mestre.
Per sobre
Cal tenir en compte que lints Эксперты считают, что aquest tipus d’eina de fusteria многофункциональный és la millor opció per forar superfícies llises. Durant el funcionament, la plantilla s’aplic a les peces for perforar forats. Al mateix temps, s’ha de subjectar fermament.
Giratòria
Aquests dispositius tenen una superfície Que es pot moure cap amount i cap aall. Aquesta eina de precisió permet perforar forats amb la maxima precisió en elements estructurals amb un eix en angle. Molt sovint, aquests conductors esdevenen essentials quan es treballa amb peces que tenen una configuració complexa.
универсальный
Els dispositius d’aquesta category, inclosos els models finals, son personalitzables. A partir del nom del tipus, podem concloure sobre l’amplitud del seu abast. S’utilitzen igualment amb èxit per crear productes tant en petits highlers com en botigues de producció.
Inclinació
Les plantilles i els conductors que pertanyen a la categoria de basculació tenen una sèrie de caracteristiques de disseny que de de l’abast de la seva aplicació. Генеральская, aquests dispositius s’utilitzen en situacions en què es requereix realitzar operacions am peces situades en diversos plan.
Models Populars
Ara a la xarxa podeu trobar fàcilment ressenyes detallades de conductors and plantilles fetes a Italia, Alemanya i, per descomptat, Россия. Параллельный список, специальные общедоступные рекурсии и постоянная актуализация актуальных значений моделей для популярных моделей. D’acord amb nombrosesrevisions, alguns dispositius tenen una merescuda requirea avui dia.
Ассистент — система, определяющая положение для быстрой маркировки, относящаяся к профессиональной категории. Val la pena assenyalar que es va desenvolupar centrant-se en la producció de mobles d’armari basat en un sistema de muntatge de 32 mm. Aquest ultim és relevant per tot tipus d’accessoris europeus. És важный recordar que en fer la comanda, el comprador pot triar ell mateix la totalitat. Les plantilles де дирижеры и помощники estan dissenyades для marcar я perforar forats де Confirmació, aixecadors, nanses, frontisses, tacs, guies де болес я rodets я altres элементы.
Dubel-Profi — plantilla de mobles produïda per l’empresa alemanya KWD. La plantilla s’utilitza per marcar i perforar forats amb un diàmetre de 3-12 mm. A més, aquest dispositiu funcional i assequible evita que el trepant o eltallador llisqui sobre superfícies llises (relliscoses).La plantilla es completa amb elements addicionals en forma de regle, pinces i altres coses. Мальграт ла sensillesa, модель aquest es caracteritza за ла fiabilitat я ла versatilitat.
Còndor — проводник мобильной продукции национального производства, который отличается от конкурентов по сравнению с другой ценой. El kit de plantilles inclou un conjunt de casquilles i un sistema de posicionament.
Quan s’analitzen ревизии публикации различных моделей проводников и современных растений, s’ha de parar atenció a les characterístiques dels dispositius Professionals. Naturalment, són més cars que els dispositius més sensills, però són multifuncionals. Més, Aquests d’Estan equipats Estan Equipats и Conjunts Sencers d’Elements Addicionals.
Триар связи?
Fins ara, el mercat d’equips d’eines de construcció (домашнее хозяйство и профессионалы) no manca de les propostes dels factoryants de conductors de disificacions. D’una banda, un ampli assortiment permet triar el model de plantilla més adequat en cada cas. D’altra banda, no tenir prou experiència, aquesta varietat es pot confondre fàcilment. En primer lloc, a l’hora de triar un dispositiu per marcar i perforar, cal tenir en compte les tasques que realitzarà.
Tenint en compte les specialitats de l’eina descrita en l’etapa de selecció, val la pena parar atenció a la seva funcionalitat. Un punt igualment Important en aquest cas serà una llista de dispositius addicionals que s’inclouen al kit del conductor:
органы управления;
сменные чехлы;
штифты в форме зажимов.
Элементы Tots aquests simplifiquen molt l’ús del propi conductor, així com el procés de muntatge d’estructures de fusteria в целом.
Destaca especialment el material amb el qual està feta la plantilla. Els conductors moderns d’alta qualitat estan fets de fusta duradora i, sovint, d’acer inoxidable, que es caracteritza per la vida útil mes llarga. Tanmateix, també hi ha aparells de plastic i vidre a la venda.
Naturalment, En triar un model específic, cal centrar-se en la qualitat de la mà d’obra, és a dir, prestar l’atenció adequada a la inspecció del producte. Un punt Important és el factoryant de l’eina. És poc probable que les empreses conegudes arrisquin la seva reputació llançant productes de baixa qualitat al mercat.
Ком утилитар?
Com demostra la pràctica, l’ús d’equips i eines modernes, inclosos, per descomptat, проводники и плантильи per marcar i perforar, permetrà establir la producció de mobles en el menor temps. Я serà возможные плавники я tot amb coneixements я habilitats минимумы. L’ús dels dispositius descrits eliminarà la necessitat de realitzar calculs i marcatges complexos que requereixen determinades qualificacions. Очень важно, чтобы сабля использовала исправление проводника.
Ун-дельс-принципы avantatges de l’ús de plantilles és que no hi ha risc que la broca o el tallador entri en un angle quivocat. La plantilla proporciona no només el posicionament desitjat de l’eina en entrar a la peça de treball, sinó tambe la seva estabilització durant la perforació. Per fer-ho, Cal arreglar el propi dispositiu de la manera més segura возможен.
Una plantilla insubstituïble estarà en situacions en què cal fer un forat amb un angle determinat. Això és més relevant per als элементы конструкции fets и агломерат MDF. És важный tenir en compte que en aquests casos s’utilitzen conductors especials ajustables.
Com ja s’ha dit, El posicionament correcte i la fixació rígida de la plantilla a les peces de la fusteria és una garantia d’alta qualitat del treball amb la maxima precisió. Molt sovint, els artesans Experimentats utilitzen pinces com a pinces addicionals. Ara aquests elements de fixació es poden comprar ja fets o fets pel seu compte.
A més de les pinces, es poden utilitzar topes de molla, que premen am més eficàcia la plantilla a la superfície a tractar. … Això us permet fer marques precision i perforar forats immediatament. En alguns casos, en absencia de pinces al conjunt de la plantilla i l’accés als dispositius enumerats, s’utilitzen cargols autoroscants normals per a la fixació. Més, durant el funcionament dels dispositius рассмотрит, és molt recomanable tenir en compte les característiques dels materials ammb els quals s’ha de treballar.
El següent vídeo parla d’un conductor de mobles.
El comentari s’ha enviat correctament.
Es recomana llegir
DÜBELPROFI Dübel-Bohr-Lehre, Komplettsatz | Фиксация | Аксессуары для электроинструментов | МАСТЕРА продукты | Основная навигация
Функции
Активный Неактивный
Функциональные файлы cookie абсолютно необходимы для работы интернет-магазина. Эти файлы cookie присваивают вашему браузеру уникальный случайный идентификатор, чтобы гарантировать беспрепятственный процесс покупок в течение нескольких просмотров страниц.
Сеанс:
Сеансовый файл cookie хранит ваши данные о покупках за несколько просмотров страниц и поэтому необходим для вашего личного опыта покупок.
Блокнот:
Файл cookie позволяет сделать блокнот доступным для пользователя во время сеансов. Это означает, что блокнот остается доступным даже через несколько сеансов браузера.
Назначение устройства:
Назначение устройства помогает магазину обеспечить наилучшую выкладку для активного в данный момент размера витрины.
CSRF-токен:
Файл cookie токена CSRF способствует вашей безопасности. Это усиливает безопасность форм от нежелательных хакерских атак.
Токен входа:
Токен входа используется для распознавания пользователей между сеансами. Файл cookie не содержит никаких личных данных, но позволяет персонализировать его в нескольких сеансах браузера.
Исключение кэша:
Файл cookie исключения кэша позволяет пользователям читать отдельное содержимое независимо от кэш-памяти.
Cookies Active Check:
Файл cookie используется веб-сайтом, чтобы определить, разрешены ли файлы cookie браузером пользователя сайта.
Настройки файлов cookie:
Файл cookie используется для сохранения настроек файлов cookie пользователя сайта в течение нескольких сеансов браузера.
Herkunftsinformationen:
Das Cookies speichert die Herkunftsseite und die zuerst besuchte Seite des Benutzers für eine weitere Verwendung.
Aktivierte Cookies:
Speichert welche Cookies bereits vom Benutzer zum ersten Mal akzeptiert wurden.
Маркетинг
Активный Неактивный
Маркетинговые куки-файлы предназначены для веб-сайтов, а также отдельных веб-сайтов для более крупных сайтов и браузеров.
Google AdSense:
Файл cookie используется Google AdSense для обеспечения доступа к веб-сайту.
Активный Неактивный
Facebook Pixel:
Das Cookie wird von Facebook genutzt um den Nutzern von Webseiten, die Dienste von Facebook einbinden, personalisierte Werbeangebote aufgrund des Nutzerverhaltens anzzeigen.
Активный Неактивный
POPUPCHECK:
Speichert anonymisiert, ob im laufenden Quartal mit dem derzeit genutzten Gerät an einer Umfrage der Österreichischen Webanalyse (ÖWA) teilgenommen wurde.
Активный Неактивный
Отслеживание
Активный Неактивный
Отслеживающие файлы cookie помогают оператору магазина собирать и оценивать информацию о поведении пользователей на своем веб-сайте.
Google Analytics:
Google Analytics wird zur der Datenverkehranalyse der Webseite eingesetzt. Dabei können Statistiken über Webseitenaktivitäten erstellt und ausgelesen werden.
Активный Неактивный
Яндекс Метрика:
Яндекс Метрика Cookies werden zur der Datenverkehranalyse der Webseite eingesetzt. Dabei können Statistiken über Webseitenaktivitäten erstellt und ausgelesen werden.
Активный Неактивный
Hotjar:
Hotjar Cookies dienen zur Analyze von Webseitenaktivitäten der Nutzer. Der Seitenbenutzer wird dabei über das Cookie über mehrere Seitenaufrufe identifiziert und sein Verhalten analysiert.
Активный Неактивный
Matomo:
Das Cookie wird genutzt um Webseitenaktivitäten zu verfolgen. Die gesammelten Informationen werden zur Seitenanalyse und zur Erstellung von Statistiken verwendet.
Активный Неактивный
ÖWA ioam2018:
Speichert einen Client-Hash for Österreichische Webanalyse (ÖWA) zur Optimierung der Ermittlung der Kennzahlen Clients und Visits. Der Cookie ist maximal 1 Jahr lang gültig.
Активный Неактивный
Персонализация
Активный Неактивный
Diese Cookies werden genutzt zur Erhebung und Verarbeitung von Informationen über die Verwendung der Webseite von Nutzern, um anschließend Werbung und/oder Inhalte in anderen Zusammenhängen, in weiterer Folge zu personalisieren.
Углы и примыкания ленточного фундамента являются местами концентрации разнонаправленных напряжений. Неправильная стыковка продольной рабочей арматуры на участках примыканий и по углам может привести к появлению поперечных трещин, расслоений и отколов в этих проблемных зонах. Правильное армирование ленточного фундамента обеспечивает сопротивляемость железобетонной конструкции силам сжатия и растяжения на всех его участках.
Рис.1. Нагрузки на угол фундамента.
Правила армирования углов
Общие правила применения арматуры при строительстве ленточных фундаментов изложены в СП 50-101-2004. В пункте 8.9 этого документа указано, что фундаменты стен должны объединяться в систему перекрёстных лент и иметь между собой жёсткую связку. О способах жёсткого соединения арматуры говорится в СП 52-101-2003. В пункте 8.3.26 перечислены все допустимые способы таких соединений:
1. Стыковка арматуры без сварки, внахлёст. Допускаются следующие способы анкеровки в районе нахлёстки: с прямыми концами рифлёной арматуры, с приваркой поперечных стержней, с загибами на концах в форме крюков, или петель. 2. Сварка арматуры. 3. Применение механических устройств, или резьбовых муфт.
Жёсткость соединения арматуры на углах, или примыканиях может быть обеспечена только этими способами. Соединения при помощи вязки перекрестий при армировании углов ленточного фундамента не допускаются. В этом случае происходит угловой разрыв арматурного каркаса и потеря его целостности. Для усиления угловых арматурных стыков можно применять П- и Г-образные элементы, изготовленные из арматурных прутьев, применяемых для устройства продольной (рабочей) арматуры. Вертикальные и поперечные хомуты в области угловых и примыкающих анкеровок устанавливаются в 2 раза чаще, чем в остальных частях ленточного фундамента. Оптимальное расстояние между хомутами в зонах примыканий и углов определяется как половина от ¾ высоты ленты. Не рекомендуется делать это расстояние более 25 см. Для равномерного распределения нагрузок на углах ленты, а также в области примыканий, делается жёсткая связка внутренней и внешней продольной арматуры.
Схемы армирования углов
Для формирования единой жёсткой пространственной рамы ленточного фундамента применяют следующие схемы угловых и примыкающих соединений продольной арматуры:
1. Жёсткое угловое соединение арматуры внахлёст и «лапкой». 2. Армирование угловой зоны при помощи хомута Г-образной формы. 3. Схема армирования угла при помощи П-образного хомута. 4. Армирование зоны примыкания при помощи соединения внахлёст. 5. Схема армирования примыкающей зоны при помощи хомута Г-образной формы. 6. Армирование области примыкания при помощи хомута П-образной формы. 7. Армирование тупых углов при помощи жёсткого соединения внахлёст.
Любая из вышеперечисленных схем предусматривает жёсткое соединение внутренней и внешней продольной арматуры.
Схема внахлёст (лапки)
1. Жесткость углового соединения внешней горизонтальной арматуры обеспечивается внахлёст при помощи сгиба одного из свободных концов (1-2). 2. Привязка внутренней горизонтальной арматуры (7) к внешней горизонтальной арматуре (2) осуществляется внахлёст. 3. Привязка внутренней горизонтальной арматуры (3) к внешней связке (1-2) производится при помощи соединения «лапка». 4. Шаг угловой поперечной арматуры (5) и вертикальной арматуры (4) рассчитывается по формуле 3/8 высоты ленточного фундамента. 5. Длина «лапки» составляет 35-50 диаметров продольной арматуры.
Рис. 2. Схема армирования угла внахлёст.
Хомут Г-образной формы
1. Жесткость соединения внешней продольной арматуры (1) в угловой зоне обеспечивает Г-образный хомут (6). 2. Внутренняя продольная арматура (2) жестко скрепляется с внешней продольной арматурой (1) внахлёст. 3. Шаг поперечной арматуры (L) составляет не более ¾ высоты ленты фундамента. 4. Внутреннюю и внешнюю продольную арматуру соединяет дополнительная поперечная арматура (5). 5. Длина соединения внахлёст составляет 50 диаметров горизонтальной арматуры.
1. При использовании П-образных хомутов (5) угловое соединение внешней и внутренней горизонтальной арматуры ленточного фундамента (1) получает жёсткую сцепку наподобие замка. 2. В анкеровке П-образных хомутов участвует вертикальная (2), поперечная (3) и дополнительная поперечная (4) арматура.
1. Для надёжного соединения арматурного каркаса при повороте ленточного фундамента под тупым углом (1) используется схема жёсткого соединения внахлёст свободных концов внутренней горизонтальной арматуры (4) с внешней горизонтальной арматурой (5). 2. Вертикальную (2) и горизонтальную (3) арматуру в зоне соединения внахлёст следует устанавливать в 2 раза чаще, чем на ровных участках ленты. 3. Длина соединения внахлёст должна быть не меньше 50 диаметров продольной арматуры.
Рис. 8. Схема армирование тупого угла.
Армирование примыканий
Соединение внахлёст
1. Соединение горизонтальной арматуры (2) примыкающего элемента ленточного фундамента внахлёст осуществляется только к внешней горизонтальной арматуре (1). 2. Шаг поперечной (4), дополнительной поперечной (5) и вертикальной арматуры в зоне примыкания должен быть не менее 3/8 от высоты ленты фундамента. 3. Размеры соединения внахлёст составляют 50 диаметров рабочей арматуры.
Рис.5. Схема армирования примыкания внахлёст.
Хомут Г-образной формы
1. При использовании Г-образного хомута (6) для армирования зоны примыкания горизонтальная арматура примыкающей части и внешняя горизонтальная арматура (1) соединяются с уголком внахлёст. 2. Длина соединения внахлёст (2) составляет 50 диаметров рабочей арматуры. 3. Шаг вертикальной (3) и поперечной арматуры (4) в зоне примыкания уменьшается в два раза при помощи дополнительной поперечной арматуры (5).
1. Хомут П-образной формы (6) обеспечивает дополнительную жёсткую привязку внахлёст горизонтальной арматуры примыкающего элемента ленточного фундамента (3) к внешней горизонтальной арматуре (1). 2. Длина соединения внахлёст (2) может составлять 35-50 диаметров горизонтальной арматуры. 3. Минимально допустимая длина П-образного хомута должна равняться двойной ширине ленточного фундамента.
Рекомендуем: Пример расчета диаметра арматуры для ленточного фундамента.
Типичные ошибки
Все способы угловых и примыкающих соединений арматуры направлены на сохранение целостности арматурного каркаса, независимо от его конфигурации. Прочность ленточного фундамента зависит от правильной анкеровки концевых элементов продольной арматуры. К неправильному армированию углов ленточного фундамента приводят следующие схемы:
1. Армирование угловых зон ленточного фундамента арматурными перекрестиями с вязкой стержней продольной арматуры под прямыми углами. 2. Установка в угловых и примыкающих зонах гнутой продольной арматуры без анкеровки.
Эти ошибки являются самыми распространёнными и могут привести к разрушению фундамента в местах угловых соединений и примыканий.
Угловые и примыкающие соединения, выполненные методом вязки перекрестий стержней продольной арматуры
Типичной ошибкой армирования углов и примыканий являются соединения продольной арматуры методом вязки перекрестий. Такое арматурное соединение без надлежащей анкеровки стержней может привести к разрушению бетонного монолита из-за разнонаправленных нагрузок, возникающих по углам ленточного фундамента.
Рис. 9. Частая ошибка при армировании углов
Применение гнутой продольной арматуры для армирования угловых соединений и примыканий
1. Угловые соединения без связки внутренней и внешней продольной арматуры (1) не обеспечивают жесткой стержневой фиксации. 2. Разрушение фундамента может происходить не только из-за образования поперечных трещин, но и из-за отслаивания внутренних углов.
Рис. 10. Ещё один пример неправильного армирования углов
Обязательно прочитайте: Можно ли армировать ленточный фундамент стеклопластиковой арматурой, если собираетесь ее использовать.
Чтобы не допустить появление на углах и примыканиях ленточного фундамента образование трещин, отколов и расслоений, необходимо правильно связать концевые стержни продольной арматуры и выполнить их надёжную анкеровку. Правильное армирование углов ленточного фундамента – залог надёжности и долговечности здания.
Армирование углов ленточного фундамента необходимо для упрочнения конструкции всего строения, исключения возможности деформаций и разрушения строения под воздействием больших нагрузок и внешних негативных факторов. Углы и примыкания данного типа конструкции фундамента испытывают сильные разнонаправленные нагрузки, поэтому работы нужно выполнять в соответствии с установленными нормами и стандартами.
В противном случае вся конструкция может разрушиться, привести к расслоениям, отколам, деформациям. При условии же правильного выполнения задачи железобетонная конструкция будет прочной, сможет противостоять всем нагрузкам, не будет бояться сил растяжения и сжатия.
9.3 Полезные советы по правильной укладке арматуры
10 Процесс армирование углов
10.1 Основные положения правильного армирования
10.2 Как правильно просчитать металлический каркас армирования
10.3 Алгоритм изготовления металлического каркаса
10.4 Нюансы дополнительного армирования углов
10.5 Правила хорошего строительства
11 Армирование тупых углов
11.1 Первый способ
11.2 Второй способ
12 Заключение
Зачем нужно армировать ленточный фундамент
Необходимость армирования ленточного фундамента на обычном грунте или на суглинке в углах объясняется свойствами строительных материалов. Сам бетон недостаточно пластичен и прочен, чтобы легко выдерживать растяжения и другие нагрузки, работающие в разных частях фундамента, особенно если речь о неравномерных нагрузках (провоцируются пучением грунта, температурными перепадами, влагой и т. д.).
В процессе деформации в бетонной конструкции появляются зоны растяжения и сжатия. И если сжатие бетон пережить может, то растяжение его разрушает. Для того, чтобы противодействовать этой нагрузке, и нужна армировка: внутри бетонной конструкции располагают металлический каркас, который воспринимает растягивающие нагрузки и существенно укрепляет материал, продлевая срок эксплуатации всего строения.
Угол ленты и места примыкания – самые важные точки конструкции, на них оказывается большее давление в сравнении продольными частями, поэтому их упрочнению нужно уделить особое внимание.
Как сделать правильный армирующий каркас
Правильное усиление важных конструкционных элементов играет очень важную роль в обеспечении длительного срока службы и эксплуатационных характеристик всего сооружения. Поэтому делать все самостоятельно можно лишь после тщательного изучения параметров и норм, уделяя внимание каждому этапу. В противном случае лучше предоставить выполнение работ профессионалам.
Основные требования:
Пруты арматуры в углах вязать нужно с соблюдением расстояния между стержнями, равного 50-80 сантиметрам.
Расстояние между продольными арматурными поясами составляет 50 сантиметров, их количество рассчитывается в каждом отдельном случае.
В обе стороны от каждого угла устанавливают 3-4 пояса поперечно, с шагом 0.5 от главного. Таким же образом делают в углах.
Диаметр рабочей арматуры должен составлять 1-2 сантиметра, диаметр дополнительных прутьев может составлять 4-10 миллиметров.
Четкое соблюдение последовательности работ: сначала в землю вбивают вертикальные прутья, потом к вертикальным стержням приваривают сверху и снизу горизонтальные.
В углах стыков желательно не делать, обязательно использование гнутых стержней, на прямых участках стыков лучше не делать вообще, если же стык делается, то только методом нахлеста с такими параметрами: 50 диаметров стержней для бетона М200, 40 – для М250, 35 – для М300. Стыкование продольной арматуры по вертикали возможно лишь с разносом минимум 60 сантиметров либо 1.5 общей длины нахлеста.
Основные способы соединения материалов: сварка, стыковка внахлест, с применением механических приспособлений. Вязка арматуры на углах ленточного фундамента осуществляется исключительно с использованием специальной проволоки.
Для формирования после заливки защитного бетонного слоя толщиной минимум 5 сантиметров используют специальные приспособления – снизу устанавливают «лягушки» или «стульчики», по бокам – «звездочки».
Виды углов
Прежде, чем будет выполнена вязка углов, необходимо определить тип угла и в соответствии с этим организовывать работы, подбирать материалы. Острые углы в вязке наиболее сложны, тупые – простые.
Углы бывают:
1. Прямые – распространены больше всего. Могут быть Т или Г-образными.
2. Тупые – произвольные (эркеры). Развернутые углы от 160 градусов легки в работе – арматура прокладывается от внешней к внутренней стороне, увеличивая частоту поперечин в два раза в сравнении с остальной длиной фундамента, а потом перевязывается. Углы 90-160 градусов требуют установки вертикальных стержней.
3. Острые – в частном малоэтажном строительстве встречаются нечасто, очень сложны в работе.
Материалы для армирования
Для армирования угла и примыкания мелкозагубленного фундамента выбирают только качественную арматуру диаметром 10-20 миллиметров. Для поперечных и вертикальных конструкционных частей допускается брать гладкие прутья диаметром 8-12 миллиметров, для вязки – проволоку сечением 0.8-1.2 миллиметра. Стержни должны быть рифлеными, ровными, длинными (чтобы стыков было по минимуму), без коррозии и больших участков ржавчины.
Стандарты допускают использование арматуры:
Позволяющей соединять части в бетонные и железобетонные конструкции с использованием сварочных работ (индекс С в маркировке).
Стойкость к коррозии, которая может появиться в бетонном составе (в маркировке обозначается буквой К).
Стойкость и прочность при фиксации частей вязальной проволокой – обычно такие стержни производят из стали 35ГС, класс А-2 и А-3. Дуговой сваркой они не соединяются.
Раствор готовят из цемента марки М200, М300, М400, щебня или гравия, песка и воды. Пропорцию рассчитывают, исходя из поставленных задач и особенностей эксплуатации.
Анкеровка при перевязке
Выбор типа соединения зависит от параметров арматуры и участка конструкции, в которой оно выполняется. Металлические стержни гнут тисками или на специальном станке.
Виды анкеровки:
Прямая – наименее желательна, соединение двух армирующих прутьев в углах данным способам актуально лишь для небольших зданий. Выполняется путем простого наложения стержней внахлест с последующей перевязкой с помощью проволоки. Здесь важно обеспечить максимальную жесткость, чтобы избежать сдвигов при заливке бетона.
Крюк – сгиб на 180 градусов таким образом, чтобы конец прилегал к главной части прута.
Лапка – конец стержня сгибается под прямым углом.
Петля – прут складывают вдвое, петля находится в углу.
Путем приваривания поперечин.
С дополнительным использованием стального уголка или шайбы.
Последние два способа могут использоваться лишь для анкерования продольной арматуры, которую допускается сваривать. Лапка и прямая анкеровка используются лишь с прутьями различного диаметра.
Неверное армирование углов
Армировка углов ленточного фундамента – задача сложная, поэтому неудивительно, что в процессе мастера допускают ошибки, которые, как правило, схожи. Ошибки в расчетах и экономия на используемых материалах, попытки сделать все проще и быстрее обычно оборачиваются большими проблемами – как минимум появлением деформаций и трещин, как максимум – разрушением здания.
Варианты армирования
Правильная схема армирования углов предполагает обязательное выполнение анкеровки, формирование разных по силе связей для разных зон стены. Ведь углы и примыкания постоянно испытываются серьезными нагрузками и должны быть максимально жесткими.
Просто вязать продольные стержни прямо нельзя, это не обеспечит должной прочности конструкции. Всего существует три способа армирования данного типа.
Основные методы армирования:
П-образная укладка
Используются специальные П-образные элементы по углам и местам примыканий. Ширина элемента равна ширине каркаса, длина – минимум 50 диаметров продольного стержня. Элементы привязываются к главным продольным стержням открытой частью стороны П в направлении угла, в каждом из которых устанавливают по два элемента (для каждого горизонтального уровня). В местах примыкания достаточного одного на уровень.
Соединения типа «лапка» и внахлест
Жесткость обеспечивается за счет сгиба свободного конца, внутреннюю арматуру к горизонтальной привязывают внахлест, а ко внешней связке вяжут лапкой. Шаг поперечной угловой и вертикальной арматуры рассчитывается в соотношении 3/8 высоты фундамента. Длина лапки должна быть 3-5 сантиметров.
С использованием Г-образного хомута
Внутренние продольные прутки жестко крепят к внешним продольным внахлест, шаг составляет ¾ высоты фундамента, внешний и внутренний продольный каркас соединяется дополнительными поперечными элементами. Длина соединения внахлест равна 50 диаметрам горизонтальных прутьев.
Каркас располагают на расстоянии в 5 сантиметров от фундамента.
Соединения выполняют арматурой, выгнутой в 90 градусов, без сварки. Крепят на прямых участках проволокой.
Обязательно на дно траншеи нужно выложить подушку из песка и гравия, что обеспечит достаточную прочность основания.
В углу обычно концентрируется максимум напряжения и разные слои каркаса испытывают различные нагрузки. И основная задача армировки – сделать так, чтобы стальные стержни воспринимали эти нагрузки равномерно, полностью забирая на себя. И если металлические стержни будут соединены неверно или с разрывами, то фундамент просто превратится в набор деталей, каждая из которых сама по себе не даст никакого толку, а бетон быстро расслоится, покроется отколами и трещинами.
Поэтому все работы нужно выполнять правильно, не допуская в указанных местах простых перекрестий концов прутьев, как часто можно встретить в строительной практике.
Как правильно армировать углы
Сначала выполняют чертежи каркаса, где прописывают основные значения, рассчитывают важные параметры и показатели, определяют необходимый минимум арматуры в расчете. Потом реализуют задачу.
Схема армирования:
Вертикальные стержни зафиксировать с интервалом в 60 сантиметров.
Вязальной проволокой скрепить горизонтальные силовые прутья сверху и снизу контура в местах их пересечения.
Усилить зоны, которые находятся посредине пролетов, дополнительными стержнями.
Ошибки при вязке арматуры на углах:
Арматуру просто скрещивают в углах, скрепляя проволокой. Это неправильно, хотя, схема достаточно распространенная.
В углах стержни гнут, но не анкеруют. Так, СП 50-101-2004 говорит, что сборномонолитные и монолитные фундаменты должны быть жестко связанными перекрестными лентами. Соединение обычным перекрестием – это разрыв в месте сгиба, что не обеспечит достаточной жесткости. В местах перехлеста стержни можно соединять лишь указанными способами: механически муфтами, свариванием, без сварки (внахлест рифленые прутья с прямыми концами, с поперечными или приваренными стержнями, с загибами на концах).
Использование только одного контура обвязки.
Использование двух контуров без должного крепления их вместе.
Отсутствие конструкционной связи между арматурным каркасом и подошвой основания.
В углах строения стержни соединили при помощи сварки, проигнорировав другие методы соединения.
Как правильно вязать арматуру
Вязка арматуры в углах ленточного фундамента осуществляется с использованием таких средств: болгарка, прутья, газо- или электросварочный аппарат. Сначала все просчитывают – от расчета зависит количество прутьев, их диаметр, способы вязки. Особое внимание уделяют усилению подошвы, изготавливая конструкцию на объекте.
Сваривают два контура, один с отступом в 5 сантиметров от внешнего периметра траншеи фундамента. Второй располагают на таком же расстоянии от внутреннего края. Шва сварки не должны быть по углам. Гнут арматуру под прямым углом, места сгиба разогревают, сварку используют только там, где нагрузки сравнительно невысокие.
Далее конструкцию опускают в траншею, в углы устанавливают вертикальные прутья. Штыри вбивают в грунт глубоко, контуры приваривают к вертикальным стойкам. Верхняя часть фундамента тоже должна быть выполнена из двух контуров.
До того, как вязать арматуру, необходимо изучить типы связки. Простые соединения не подходят в данном случае. Обязательно использование гнутых элементов, которые будут продолжать продольные прутья каркаса и выступать за угол на 60-70 сантиметров. Если длины стержня недостаточно, можно скреплять хомутами со сторонами, равными минимум 50 диаметрам используемой арматуры.
Полезные советы по правильной укладке арматуры
Расстояние между расположенными вертикально стержнями до 20 миллиметров должно быть равно 50-80 сантиметрам.
Применять нужно рабочие стальные прутья диаметром 1-2 сантиметра, дополнительные элементы должны быть в сечении не менее 4-10 миллиметров.
Желательно использование подкладок не из металла, которые зафиксируют каркас на нужном расстоянии от грунта и ближних конструкций.
Горизонтально расположенные прутья монтируются исключительно в загнутом виде.
Соединять встык нельзя.
Процесс армирование углов
Ввиду того, что на углы ленточного фундамента припадает основная часть нагрузки, долговечность и отсутствие деформаций напрямую зависят от правильности и качества выполнения упрочнения. Правила выполнения работы базируются на строительных нормативах и показателях.
Основные положения правильного армирования
Максимальные нагрузки идут на продольную часть ленточного фундамента – эти участки упрочняются самыми толстыми стержнями сечением до 15 миллиметров.
Напрямую влияет на жесткость и качество усиления плотность грунта (особенно сложно, когда грунты рыхлые, неустойчивы, глинистые): ленточный фундамент на суглинке должен выполняться с максимальными характеристиками жесткости из большего слоя прутьев большого сечения.
Прутья должны быть рифлеными, с хорошей адгезией с бетонной смесью.
Углы укрепляются более тщательно, чем стены и места примыкания.
Как правильно просчитать металлический каркас армирования
Каркас должен находиться от края основания на расстоянии минимум 5 сантиметров.
Нижние стержни не могут располагаться ниже уровня грунта больше, чем на 5 сантиметров.
Между вертикальными стойками выдерживают расстояние в 50-80 сантиметров.
Диаметр несущих прутьев опоры – 10-20 миллиметров, дополнительных – 4-10 миллиметров, проволоки для вязания – меньше.
Прежде, чем приступать к работе, обязательно нужно прорисовать чертеж, составить схему. Так удастся избежать самых распространенных ошибок.
Алгоритм изготовления металлического каркаса
Сначала вбивают в землю несущие стержни диаметром 10-20 миллиметров шагом 50-60 сантиметров. Снизу и сверху варятся несущие стержни в вертикальном положении, потом привариваются рабочие дополнительные с шагом около 8-10 сантиметров.
Нюансы дополнительного армирования углов
Сварка на стыках конструкции недопустима, да и прямые участки так не скрепляются – лучше вязать.
На углах прутки варят чуть под наклоном, сгибая заранее.
Перекрестные крепления для упрочнения ленточного основания на стыках стен не допускаются.
Рекомендовано дополнительное крепление каждого прутка согнутой арматурой.
Все усиление должно превратиться в монолитную конструкцию из стержней каркаса, а не сборку из отдельных блоков.
Правила хорошего строительства
При выполнении работы используются только качественные материалы, соответствующие указанным физическим характеристикам. Именно фундамент требует использования самых лучших материалов, так как это основа и от того, насколько она получится надежной, зависит срок службы всего здания.
Нужно уметь правильно применять разные типы соединений в зависимости от контуров каркаса – в одних местах нужна сварка, в других недопустимо сваривать и нужно вязать. Делать наугад нельзя ни в коем случае. Каркас можно опускать в готовый котлован, заливать бетоном обязательно в один заход, чтобы избежать ослабляющих основание стыков и расслоений.
Для создания нужной монолитности основания на стыках стен используют гнутые стержни и установка их диагональная – под углом к основной сетке. Так удается добиться нужных характеристик надежности и прочности.
Армирование тупых углов
Когда выполняется фундамент сложной конфигурации, могут появляться углы более 90 градусов. Их упрочняют в соответствии со специальными схемами и используют арматурную конструкцию двух видов.
Первый способ
Выполняется загиб наружной продольной арматуры под установленным углом. Продольные внутренние хлысты загибаются аналогичным образом, потом вяжутся к продольной внешней части каркаса. Каждая загнутая часть продольного внутреннего прутка должна составлять минимум 50 диаметров основных стержней.
Второй способ
Осуществляется с использованием дополнительных гнутых элементов (они уже подготовлены и соответствуют нужному углу). Изогнутый элемент должен обладать плечом, равным минимум 50 диаметрам продольных прутьев. Перехлест в вязке может быть в диапазоне 35-50 значений сечения арматуры (зависит от марки цемента, который используется в приготовлении раствора).
Заключение
Армирование углов и примыканий с помощью металлических элементов играет очень важную роль и напрямую влияет на прочностные характеристики сооружения. Правильно выполненные работы данного этапа являются главным залогом длительной и комфортной эксплуатации всех помещений здания, обеспечения необходимых характеристик прочности, стойкости и сохранности на протяжении многих лет.
строительных чертежей. Раздел B: Бетонная конструкция
Строительные чертежи. Раздел B: Бетонная конструкция
Карибское бедствие Проект смягчения последствий Осуществляется Организацией американских государств Отдел устойчивого развития и окружающей среды для Управления USAID по оказанию помощи при стихийных бедствиях за рубежом и Карибской региональной программы
Введение | Раздел А | Раздел Б| Раздел С | Раздел D | Раздел Е | Раздел F | Раздел G Загрузите файлы AutoCAD DWG (zip-архив): Раздел A | Раздел Б | Раздел С | Секции D-G
Рисунок B-1 : Допустимое расположение ленточных фундаментов
Все наружные стены и внутренние несущие стены должны опираться на усиленные бетонные ленточные фундаменты. Внутренние стены могут поддерживаться за счет утолщения плиты под стену и соответствующим образом укрепить ее. Фундаменты, как правило, должны располагаться на слое грунта или камня с хорошими несущими характеристиками. К таким почвам относятся плотные пески, мергель, другие зернистые материалы и твердые глины.
Фундамент должен быть залит не менее чем от 1 6 дюймов до 2 0 дюймов. под землей, толщиной не менее 9 дюймов и шириной не менее 24 дюймов или минимум в три раза больше ширины стены, непосредственно поддерживаемой им. Где в качестве несущего материала фундамента должны использоваться глины, ширина фундамента должна быть увеличен до минимума 2 6 дюймов
Рисунок B-2 : Типовая деталь фундамента
Когда отдельные железобетонные колонны или колонны из бетонных блоков используемые они должны поддерживаться квадратными фундаментами не менее 2-0 дюймов квадратного сечения и толщиной 12 дюймов. Для фундаментов колонн минимальное армирование должно быть стержни диаметром 6 дюймов в обоих направлениях, образующие сетку 6 дюймов.
Рисунок B-3 : Армирование ленточных фундаментов
Армирование фундамента необходимо для обеспечения непрерывности структура. Это особенно важно в случае плохого грунта или при здание может быть подвержено землетрясению. Предполагается, что армирование деформированные стальные стержни с высоким пределом текучести, которые обычно поставляются в OECS. Для полосы фундаментов минимальное армирование должно состоять из 2-х стержней № 4 («»), уложенных продольно, а стержни диаметра расположены поперечно на расстоянии 12 дюймов.
Рисунок B-4 : Бетонный пол в деревянной конструкции
Рисунок B-5 : Бетонный ленточный фундамент и бетонное основание с Деревянное строительство
Приемлемое устройство фундамента небольшого деревянного дома с бетонным или деревянным полом показано на этих рисунках. Эта конструкция подходит для достаточно жесткие почвы или мергель. Там, где здание будет стоять на скале, толщина Фундамент может быть уменьшен, но деревянные постройки очень легкие, и их легко снести ветром. их основы. Поэтому здание должно быть надежно закреплено болтами к бетонному основанию, и опоры должны быть достаточно тяжелыми, чтобы предотвратить подъем.
Рисунок B-6 : Типовые детали кирпичной кладки
Бетонные блоки, используемые в стенах, должны быть прочными и не иметь трещин и их края должны быть прямыми и верными. Номинальная ширина блоков для наружных стен и несущие внутренние стены должны быть не менее 6 дюймов, а лицевая оболочка a минимальная толщина 1″. Наружные стены лучше строить толщиной 8″. бетонный блок. Ненесущие перегородки можно соорудить из блоков с номинальная толщина 4 дюйма или 6 дюймов. Стены из блоков следует армировать обеими вертикально и горизонтально; это должно противостоять нагрузкам от ураганов и землетрясений. это нормальная практика в большинстве OECS использовать бетонные колонны на всех углах и перекрестки. Дверные и оконные косяки должны быть усилены.
Рекомендуемая минимальная арматура для конструкции из бетонных блоков выглядит следующим образом:
Стержни диаметром 4 дюйма на углах по вертикали.
Стержни диаметром 2 дюйма на стыках по вертикали.
Стержни диаметром 2 дюйма на косяках дверей и окон
для армирования горизонтальной стены используйте стержни Dur-o-waL (или аналогичные) или стержни. каждый второй курс следующим образом:
Столбцы должны иметь минимальные размеры 8 x 8 дюймов и могут быть образован опалубкой с четырех сторон или опалубкой с двух сторон с блочной кладкой с двух других. Минимальная арматура колонны должна состоять из стержней диаметром 4 с хомутами на 6 дюймов. Колонна с заполненным сердечником или колонна из залитого бетона должна быть полностью высота до поясного хода (кольцевой балки) у каждого дверного косяка.
Рисунок B-8 : Альтернативные варианты расположения фундамента для блочной кладки
Этот железобетонный фундамент выполнен монолитно с плита перекрытия. Состоит из серии плитных утолщений под стены с минимум 12 дюймов в глубину по периметру. Фундамент расположен полностью на хорошо уплотненный гранулированный материал.
Рисунок B-9: Деталь плиты перекрытия
Железобетонная плита перекрытия остается свободной от периметра стены. Армирующая сетка в плите укладывается сверху с крышками 1 дюйм. Плита сооружается на хорошо уплотненной зернистой засыпке, щебне или мергеле.
Рисунок B-10 : Альтернативная деталь перекрытия
Висячая железобетонная плита привязана к внешней балка на уровне пола. Важна верхняя (стальная) арматура. Главный арматура должна быть порядка «диаметра в центрах 9 дюймов», а распределительная сталь диаметром 3/8 дюйма с центрами 12 дюймов.
Рисунок B-11 : Деталь крепления рельса Vernadah к колонне
Важно, чтобы поручни были надлежащим образом закреплены в боковых стенках. столбец. Как минимум болты должны быть оцинкованы для предотвращения коррозии. Для крепления балясин к бетону рекомендуется использовать эпоксидный раствор или химические анкеры. столбец.
Рисунок B-12 : Устройство армирования подвесных плит
Изгиб и фиксация арматуры должны выполняться квалифицированными рабочими. Необходимо соблюдать осторожность, чтобы поддерживать верхнюю сталь в верхней части с соответствующим покрытием.
Рисунок B-13 : Устройство усиления для Подвесные балки
Изгиб и фиксация арматуры должны выполняться квалифицированными рабочими. Необходимо соблюдать осторожность, чтобы поддерживать верхнюю сталь в верхней части с соответствующим покрытием.
Рисунок B-14 : Устройство усиления для Подвесные консольные балки
Изгиб и фиксация арматуры должны выполняться квалифицированными рабочими. Необходимо соблюдать осторожность, чтобы поддерживать верхнюю сталь в верхней части с соответствующим покрытием.
Рисунок B-15 : Устройство усиления для Подвесные лестницы
Введение | Раздел А | Раздел Б| Раздел С | Раздел D | Раздел Е | Раздел F | Раздел G
основных моментов и полезных советов
Виды армирования фундамента. Требования к арматурным деталям. Технические особенности монтажа арматуры для различных конструкций фундамента.
Бетон превращается в железобетон благодаря армированию фундамента . Специфическая конструкция железобетонных фундаментов позволяет им воспринимать нагрузки, направленные не только на сжатие, но и на изгиб и растяжение.
Как правильно армировать фундамент
Во-первых, арматурные стержни должны быть чистыми, без грязи и мусора. Только чистая арматура хорошо сцепляется с бетоном. Каркас имеет два вида детализации (для определенных целей): оперативную и распределительную. Назначение эксплуатационного армирования состоит в восприятии внешних нагрузок и собственного веса здания. Распределительное армирование распределяет нагрузку на весь каркас.
Соединение фитингов осуществляется сваркой или пучками проводов. Из соображений надежности чаще применяют сварку. Но если предполагаемая нагрузка на фундамент небольшая, можно обойтись вязальной проволокой. В основном арматурный каркас крепится по углам фундамента. Если диаметр арматурных стержней не менее 25 мм, их скрепляют точечной сваркой или проволокой. Если их диаметр превышает 25 мм, применяется дуговая сварка.
Помните: по всему каркасу не менее половины стыков арматуры должны быть загерметизированы; в углах рекомендуется соединить все стыки.
Если ваша арматура имеет диаметр не более 40 мм, соединение выполняется с накладкой, при этом сварной шов не должен быть слишком коротким, иначе крепление может быть разрушено. Для любого типа фундамента лучше использовать ребристые стержни, так как они прочно соединены с бетоном.
Если будущий одноэтажный дом легкий и узкий, можно использовать арматуру диаметром 10 мм. Если дом двухэтажный или широкий (длинный), необходимо использовать арматуру 12 мм.
Армирование монолитных ленточных фундаментов
В зависимости от ширины и высоты ленточного фундамента армирование может выполняться в два и более слоев сетки с шагом 6-10. При работе с типовым ленточным монолитным фундаментом шириной 16 дюймов и высотой 20 дюймов горизонтальная и вертикальная сетчатая отсыпка может составлять 4-6 дюймов со всех сторон. В случае высокого фундамента вертикальное расстояние между горизонтальными стержнями арматуры может составлять от 12 до 16 дюймов.
Горизонтальное расстояние между вертикальной арматурой может быть равно 12 дюймам или более, а расстояние до края бетона составляет ? — по 4 с каждой стороны. В результате количество армирующих сеток и шаг между ними рассчитывают исходя из нагрузки на фундамент.
Армирование фундамента сваи
Армирование фундамента сваи довольно просто. Здесь достаточными деталями армирования фундамента являются 4-6 длинных ребристых стержней арматуры и несколько тонких гладких стержней для их точного связывания. Длинный стержень должен иметь диаметр 10-12 мм, для гладкого достаточно 6 мм. Если пирс слишком узкий (например, 5 дюймов), его можно усилить двумя стержнями. При длине пирса 5-7 футов арматурные стержни можно связывать на расстоянии 16-20 дюймов. Если фундамент строится под тяжелое здание, то стыки должны быть заварены. Армирование фундамента простенка делается так, чтобы после заливки бетона брусья выступали на 4-8 сантиметров. Таким образом, к нему удобно приклеивать детали арматуры ростверка.
Свайный фундамент армируется аналогично столбчатому фундаменту. Разница лишь в том, что вертикальная арматура располагается по кругу, а не по квадрату. Можно использовать 3-5 прутков диаметром 10 мм.
Технология армирования фундамента
Процесс возведения армированного фундамента в целом не сложен, конечно, если вы уже определились с размещением арматуры.
Сначала подготовьте арматурные стержни необходимой длины, в том числе тонкие стержни для вязки. Стержни согнуты для установки в углах.
В траншею, вырытую под фундамент, на песчаное основание укладывают арматурные стержни нижнего ряда. Чтобы обеспечить необходимое расстояние между будущим фундаментом и брусьями, последние просто укладываются на заложенные в песок кирпичи. Стержни связаны между собой в единую нить по длине, а также поперек в горизонтальной плоскости. При этом строго соблюдают расстояние между несущими стержнями по ширине и выравнивают части каркаса по осям фундамента.
Вертикально расположенные поперечные стержни приклеиваются к нижним стержням, без выступов из бетонной подошвы внизу. Однако они просто прислонились к краю траншеи на время.
Далее монтируются верхние опорные стойки. Для этого их подвешивают и фиксируют, например, на уложенных поперёк траншейных палках, а затем связывают поперечными брусками в раме.
Горизонтальные поперечные стержни также привязываются к верхним стержням арматуры.
Чистка медно-никелевых монет в домашних условиях: растворы и пепел
Чистка медно-никелевых монет СССР (они же мельхиоровые) — постоянная головная боль тех, кто занимается их коллекционированием, особенно часто с этой проблемой сталкиваются кладоискатели. Как почистить такую монету, чтобы вернуть ей товарный вид, толком порой не знают даже опытные коллекционеры со стажем. Дело в том, что этот сплав практически не поддается чистке, если говорить о хорошем, качественном результате. И все же улучшить внешний вид монет из медно-никелевого сплава можно, рассмотрим некоторые относительно безопасные способы чистки и ее правила с оговоркой, что в некоторых случаях лучше все оставить как есть.
Что это за монеты?
Сплав меди и никеля или мельхиор для чеканки денежных знаков использовали на территории СССР в непродолжительный период 1931-1935 гг. Это была мелочевка среднего сегмента — 10, 15, 20 коп. Чеканка производилась в северной столице взамен серебряных разменных денег. Ценился такой металл за высокую износостойкость, поначалу имел блестящий белый цвет, имеющий сходство с серебром.
Но внешний вид таких монет быстро менялся, они приобретали характерный красноватый налет за счет меди, постепенно темнели и в итоге становлюсь почти коричневыми. Именно в таком виде их чаще всего и находят кладоискатели, да и в домашних условиях длительно лежавшая советская мелочь 30-х годов выглядит далеко не образцово. А поскольку эти монеты представляют определенный интерес для коллекционеров, вопрос их очистки не теряет своей актуальности.
Это интересно. Медно-никелевый сплав с более благородным названием мельхиор пришел в монетное дело из кулинарии. В советский период во многих домах можно было увидеть столовые приборы, солонки и другие бытовые кухонные предметы из мельхиора. И, между прочим, каждая хозяйка умела их чистить.
Чего делать не нужно
Прежде чем говорить о том, как чистить медно-никелевые монеты, стоит сказать о том, как этого делать не стоит, т. е. о способах бесполезных или же небезопасных. Прежде всего, можно даже не пробовать использовать такой популярный способ очистки других монетных металлов, как мыльная вода. В данном случае речь идет об окислах, снять которые никакому мылу не под силу. Далее следует упомянуть уксус, поскольку им действительно удается растворять окислы данного сплава.
Но обратная сторона такой процедуры может быть очень печальной, изображение монеты может потерять свою четкость. А сам сплав под воздействием уксуса склонен приобретать странный нехарактерный розоватый цвет, который никак не поднимает ценность монеты, и более того, может перевести ее в разряд негодных с коллекционной точки зрения.
Соляная кислота
Из курса химии известно, что соляная кислота является действенным средством для растворения окислов. Пугаться этого названия не стоит, аналоги соляной кислоты используются в домашнем хозяйстве, в частности, для чистки унитазов («Туалетный утенок»). Можно использовать это средство, опустив в него монету, но важно выдержать правильное время.
Если она полежит в «утенке» несколько часов, на металле может проступить тот самый неприятный и нехарактерный розовый оттенок, за который несет ответственность медь. Важно правильно оценить начальный вид монеты. Если она не сильно испорчена и имеет тот самый серебристо-белый цвет, такой чисткой можно все только испортить. И, как и в случае со столовым уксусом, кислота может «съесть» рельефы, что уж совсем нежелательно.
Паста ГОИ — еще одно средство, которое годится лишь для недорогих и не очень ценных в плане редкости монет. Если в руках находится настоящий раритет, этот способ применять нельзя. Абразивные частицы состава сотрут не только патину, но и испортят рельеф, его четкость и даже мелкие детали. Кроме того, паста ГОИ имеет свойство придавать металлам неестественный блеск, который совсем не характерен для металлических денег, которые были отштампованы почти столетие тому назад.
Чем чистить монеты из медно-никелевого сплава?
Рассмотрим основные доступные способы чистки медно-никелевых монет СССР и их особенности. Очень рекомендуется начинать их опробовать на самых малоценных экземплярах, которые в случае неудачи будет не очень жалко.
Электролиз
Суть методики заключена в помещении металла в слабый (изотонический) раствор соли, в который подается электрический ток небольших величин. Однако это все равно далеко не безобидный и небезопасный для человека способ, поскольку приходится иметь дело с жидкостью и электричеством одновременно. Обязательно необходимо предусмотреть защиту рук и глаз. Для очистки берется блок питания 12 вольт, который требует предварительной подготовки. Нужно отрезать штекеры и поделить провода на 2 части, зачистив их концы от изоляционного материала. После этого нужно скрутить медные проволочки и припаять их к металлическим зажимам, которые не должны соприкасаться!
Теперь нужно изготовить электролит. Раствор делается из расчета 1 ст. л. поваренной соли на 0,5 л воды. Его нужно перелить в пластиковую посуду. Включив блок питания, оба зажима со всеми необходимыми мерами предосторожности погружают в воду. Тот из них, который начнет издавать в электролите шипение, является положительным (знак «+»), к нему нужно присоединить монету.
Минусовой конец блока питания должен быть присоединен к другому металлическому предмету, например, обычной ложке. В таком положении всю включенную конструкцию можно оставить на длительное время, до 4 часов. Приблизительное время рассчитывается в зависимости от состояния монеты, насколько она загрязнена. После этого ток выключают, монетный диск достают из жидкости и промывают в теплом мыльном растворе, а потом насухо вытирают мягкой чистой тряпочкой.
«Тилон-Б»
Это эффективное средство, способное растворить патину, но очень важно все сделать правильно. На 1 часть «Трилона-Б» нужно взять 10 частей воды. Много раствора делать не нужно, достаточно объема, чтобы погрузить туда монету. После погружения нужно стоять рядом и следить за процессом очищения. Длительность процедуры зависит от ее состояния. После этого монету нужно промыть мыльным раствором, легко и без нажима отчищая ее мягкой щеточкой. Ополоснуть и насухо вытереть.
Сигаретный пепел
Способ скорее относится к народным, нестандартным, но иногда он оказывается весьма эффективным. Понадобится пепел от выкуренных сигарет и обычная вода. Загрязненную монету сначала смачивают водой, после чего на нее наносится пепел. Так она остается лежать около 20 минут. После этого нужно мягко и аккуратно втереть пепел в металл, а затем смыть теплой водой и насухо протереть.
Айран
Всем известный кисломолочный напиток тоже может оказать помощь в чистке монет из медно-никелевого сплава. Но процесс этот будет не быстрым и поэтапным. В айран монета кладется на 3-5 суток, после чего извлекается, протирается пальцами и помещается в новый состав. Каждый раз оценивается полученный результат для понимания того, сколько циклов нужно применить до желаемого эффекта. Это один из методов, преимуществом которого является отсутствие покраснения медной поверхности.
Чистка содой
Сразу оговоримся, что для монет, которые в силу условий хранения (например, зарытыми в земле) имеют откровенно плохой вид, этот способ вряд ли будет эффективным. Потребуется: питьевая сода (карбонад), фольга, эмалированная чаша и кипящая вода.
На фольгу ровным слоем примерно 2-3 мм насыпается сода, а на нее кладется монета (или несколько). Сверху насыпается такой же слой соды. Теперь нужно все залить небольшим количеством кипящей (не вскипевшей минуту назад, а именно кипящей) воды. Емкость закрывается крышкой и оставляется на 0,5 суток. В зависимости от запущенности монеты и получаемого результата можно повторить чистку несколько раз. После этого все обычно — достаем, моем с мылом (неплохо использовать вместо мыла зубную пасту), сушим или насухо вытираем.
Следует быть готовыми к тому, что в местах повреждений поверхности она будет не блестяще-серебристой, а более темной и матовой.
И все же уксус
Уксусный способ при всей его «варварской» сути все же является действенным, и в некоторых случаях единственно возможным. Но следует понимать, что каждый использует все предложенные способы на свой страх и риск. Суть метода по пунктам:
Купить латунную щетку или губку.
Взять неметаллическую емкость небольшого объема и налить в нее уксусный раствор, исходя из пропорции 1 часть неразведенной уксусной кислоты на 10 частей воды. Достаточная глубина жидкости — 5 мм.
Положить в раствор монету и каждые 12 часов доставать ее оттуда и снимать щеткой все отслаивающиеся окислы с обеих сторон и гурта. Повторять столько раз, сколько требует состояние экземпляра (обычно 3-10 циклов).
Протереть монету спиртом и положить просушиваться в теплое светлое место на несколько суток.
Полежав, монета начнет сереть и терять блеск, это естественный процесс. Что касается царапин, то визуально их заметно не будет, поскольку щетка все же мягкая. Но, если смотреть под увеличением, они, конечно, будут видны. Если окислы «съели» часть металла, то после их удаления поверхность будет неприглядной и неровной, словно лунная поверхность — с этим ничего поделать нельзя, ибо патина — это не налет, а часть металла. При некачественной сушке спустя несколько месяцев на поверхности могут появиться радужные разводы. И еще одна важная деталь: уксус должен быть качественным и соответствовать ГОСТ.
И напоследок необходимо сказать, что не все медно-никелевые монеты, покрытые патиной (окислами), нуждаются в очистке. Если поверхность монетного диска покрыла тонкая и ровная, так называемая благородная или кабинетная патина, убирать ее не стоит. Это показатель возраста и подлинности коллекционного экземпляра.
Чистка медно-никелевых монет из СССР в домашних условиях
Медно-никелевые монеты, произведенные в СССР, можно встретить не только в коллекциях нумизматов. Наверняка у каждого в доме они сохранились. Но со временем внешний вид монет начинает портиться, поэтому важно знать, как правильно привести их в порядок, какие средства можно использовать, а какие только повредят поверхность.
Проблемы при очистке монет
В процессе изготовления монет использовался сплав никеля и меди. Производили монеты с использованием такого сплава не долго, в период с 1931 по 1935 годы. Печатали из мельхиора мелочь – 10, 15, 20 копеек. Поначалу металл очень напоминал серебро, и сразу отличить, что это не оно, было невозможно.
Стоит отметить, что монеты изготовлены из такого сплава, который практически не поддается чистке. На них постепенно появляется красный налет, который в дальнейшем станет коричневым. Даже настоящие коллекционеры не знают, как избавить моменту от появившихся со временем загрязнений. Учитывая то, что гарантии качественного результата нет, многие советуют оставить все как есть, чтобы не испортить монету.
Лучший способ очистки
Соляная кислота растворяет окислы. В домашних условиях пользоваться ей не рекомендовано, но можно взять аналог – средство для чистки унитазов «Туалетный утенок». При необходимости очистки монет достаточно поместить их внутрь вещества и оставить на некоторое время. В данном случае важно понимать, что если монеты передержать в средстве, то на поверхности появится розовый оттенок, вызванный наличием меди в составе сплава.
Прежде чем использовать средство на основе соляной кислоты, стоит оценить загрязнение моменты. Если она серебряно-белого цвета, но есть небольшие загрязнения, то лучше оставить все как есть.
Способы очистки
Правильно выбранный вариант очистки момент поможет придать им должный вид. При выборе способа лучше опробовать его на малоценных экземплярах, которые в случае неудачи будет не так жалко потерять.
Пепел
Можно попробовать использовать сигаретный пепел. Конечно, средство больше народное, но попробовать можно. Потребуется пепел и вода. Монету с видимыми признаками загрязнения намочить водой, а после нанести на поверхность пепел и оставить на 20 минут. После пепел нужно втереть в поверхность монеты, смыть теплой водой и вытереть насухо.
«Айран»
Использование кисломолочного напитка «Айран» поможет избавить монету от загрязнения. Процесс очищения с использованием данного средства довольно длительный, но эффективный. «Айран» наливается в емкость, в которую в последующем помещается монета. Минимум она должна находиться в жидкости от 3 до 5 дней. После монета протирается, оценивается результат очищения, и помещается в новый состав «Айрана».
Использование данного метода отличает отсутствие появления красного налета на поверхности.
Сода
В случае, если загрязнения на монете несильное, можно использовать соду. На небольшой кусок фольги, помещенный в емкость, насыпается сода 2-3 мм, выкладывается на нее монета, которая также сверху посыпается содой. После на поверхность нужно налить немного кипящей воды, закрыть крышкой и оставить на полдня.
Такую чистку можно использовать несколько раз, так как сода не вредит поверхности. После чистки монету нужно промыть с мылом и вытереть насухо.
Элетролиз
Монеты помещаются в слабый соляной раствор, а после в него подается электрический ток, небольшой величины.
Способ довольно сложный, так как придется иметь дело с водой и электричеством, что довольно опасно. Руки и глаза, в процессе чистки монет таким способом должны быть защищены. Раствор делается из расчета 1 ст. ложка соли на пол литра воды. Лучше использовать пластиковую посуду. В процессе применения электролита монета должна находиться в растворе не менее 4 часов, а затем ее нужно тщательно промыть в теплой воде и насухо вытереть чистой тряпкой.
«Трилон-Б»
Возможно, удалить загрязнения при помощи средства «Трилон-Б». При разбавлении используется одна часть средства и 10 частей воды, после нужно погрузить в состав грязную монету. Процесс очищения должен происходить у вас на глазах, так как если оставить монету на длительное время в растворе, она может испортиться. Длительность нахождения монеты в растворе зависит от ее загрязнения. После монета моется в теплом мыльном растворе при использовании мягкой щетки и насухо вытирается.
Важно! Если после очистки монет будет проведена недостаточная сушка, спустя несколько месяцев на поверхности могут появиться радужные разводы. Поэтому стоит не только просушивать монеты, но и тщательно их вытирать.
Как нельзя чистить медно-никелевые монеты
Что нельзя использовать, чтобы не повредить поверхность:
медно-никелевые монеты нельзя чистить мыльной водой. Вода не снимет появившихся загрязнений, так как это окисления;
при использовании уксуса вы можете избавить монеты от красного налета, но при этом она потеряет четкость изображения. При использовании уксуса сплав может приобрести розоватый цвет, что снизит ценность монеты;
не нужно чистить монеты с использованием пасты Гоя. В случае неправильного применения частицы средства могут испортить рельеф, его четкость. Кроме того, паста придает неестественный блеск, который не характерен для металлов.
Заключение
Интересно! Идея производства монет из мельхиора, появилась в Советском Союзе. Тогда в каждом доме были ложки и вилки, изготовленные из данного материала. И хозяйки могли содержать их всегда в идеальном состоянии.
Все моменты, произведенные из сплава меди и никеля, нуждаются в очистке, так как покрываются окислами. Если покрытие тонкое и не очень заметное, то лучше его не трогать, так как именно это является показателем возраста монеты, и она будет пользоваться успехом у коллекционеров.
Как чистить монеты » How To Clean Stuff.net
Главная / Руководства по чистке / Вещи, которыми вы владеете / Вещи / Как чистить монеты
Прежде чем отправиться в город за этой грязной монетой с полировкой серебра, разузнайте о ней побольше. Кто знает, может быть, это один из долларов, который Джордж Вашингтон предположительно перебросил через Потомак (предположительно там, где река имеет ширину около пяти футов). Если на монете есть его изображение, это обычно (без каламбура) указывает на то, что он не бросал эту конкретную монету. Но это все еще может быть ценным!
Почему не стоит чистить монеты
Прежде чем что-либо делать, оцените его стоимость. Если вы не можете самостоятельно найти монету в справочнике цен на монеты PCGS, отнесите ее уважаемому торговцу монетами и спросите у него, стоит ли она чего-нибудь. Если да, то даже не думайте его чистить.
Очистка влияет на стоимость коллекционных монет и точно не увеличивает их. Патина, которую монета накапливает с годами, является частью ее сущности, ее истории, подобно патине на старом серебряном блюде. Удалите его, и вы сможете уменьшить его значение на целых 90%! Коллекционеры ценят монеты с привлекательной патиной, которая фактически защищает поверхность монеты.
Как оцениваются монеты?
Коллекционеры определяют ценность монеты, оценивая ее. Это скорее искусство, чем наука. Оценки начинаются от высшей оценки, 70 баллов: «как новый, не бывшая в обращении», что означает, что на монете нет признаков износа. Нижняя классификация — «Basal», что означает «кусок металла, едва идентифицируемый как монета». Никакая чистка или полировка не поднимет монету из одного класса в другой. Фактически, две основные компании, оценивающие монеты, PCGS (Профессиональная служба оценки монет) и NGC (Корпорация нумизматических гарантий), отказываются оценивать монеты, которые были вымыты и/или отполированы. Важную роль в ее стоимости играет степень износа монеты, а не то, насколько она «красива».
Если вы являетесь коллекционером или собираетесь им стать с этой самой монетой, вам определенно не захочется чистить или полировать ее, если вы только что не обнаружили ее с помощью металлоискателя и не выкопали из земли. Как только любой металл подвергается воздействию воздуха, он окисляется или тонизируется. Если вы лишите монету этой тонировки, вы не только потеряете оставшийся мятный блеск, монета будет выглядеть грубой и непривлекательной, и на ней появятся микроскопические потертости, которые понизят ее качество.
Для монет не особо ценных есть всего пара причин для их промывки. Один из них, когда они будут включены в украшения и, следовательно, должны выглядеть красиво. Во-вторых, сделать их менее заразными как резервуары болезнетворных микробов. Иначе зачем заморачиваться?
Как почистить монету
Если вы собираетесь это делать, вы можете сделать это правильно:
Держите монету за края, чтобы не оставить отпечатков пальцев. (Не потому, что вы ее украли, а потому, что отпечатки пальцев переносят едкие масла с ваших пальцев на монету.)
Избегайте абразивов. Коммерческая полироль для монет, однако, может быть использована, если монета не представляет ценности. Зубная паста также может работать.
Промойте монету теплой водой в течение минуты, желательно водой под небольшим давлением.
Замачивайте монету от нескольких часов до недели или двух, пока не исчезнут все отложения. Замочите золотые монеты в горячей мыльной воде.
Бронзовые, серебряные, медные или никелевые монеты помещают в дистиллированную воду или оливковое масло (но, по какой-то причине, не в оливковое масло первого отжима), чтобы предотвратить дальнейшее загрязнение монет.
Стойкие пятна можно удалить с помощью белого уксуса. Или попробуйте замочить серебряные монеты в лимонном соке на несколько минут. Другие предлагают положить монету в чашку с напитком из колы, хотя это оставит липкий осадок.
Всегда после любой из этих ванн промывайте монету в денатурированном спирте.
При замачивании не смешивайте разные металлы.
Промойте монету очень теплой водой.
Слегка смахните оставшуюся грязь с монеты с помощью мягкой зубной щетки и средства для мытья посуды. Приложите небольшое давление.
Промокните монету насухо мягкой безворсовой тканью, затем положите монету на мягкую сухую ткань до полного высыхания. Не трите монету насухо.
№
Зубочисткой очистите корку от загрязнений, не царапая поверхность монеты.
Острый соус можно использовать, чтобы сжечь грязь с монет; напитки колы могут сделать их блестящими. (Заставляет вас задуматься о том, что вы едите много острого соуса или пьете много колы, не так ли?)
Как удалить минерализацию
Существует по крайней мере один особый случай, когда ценные монеты должны быть очищены: те, которые были выловлены в океане; другими словами, спасти добычу.
Стандартный метод удаления кораллового обызвествления и минерализации с таких монет — их очистка в ванне электролиза. Это не просто:
Купить или построить электролизную ванну.
Смешайте одну часть карбоната кальция (приобретается в магазинах для бассейнов) с 48 частями дистиллированной воды в электролизере.
Избегайте работы с высоким электрическим током, который может отслаивать металл от монеты.
Исправьте расстояние между полюсами анода и катода, чтобы ток не отрывал металл от монеты.
Никогда не оставляйте монету без присмотра.
Когда закончите, промойте монету в чистой дистиллированной воде.
После промывки и использования дистиллированной воды (не той, которую вы уже использовали), повторите процесс электролиза без карбоната кальция, чтобы удалить все следы электролита с монеты.
Материалы
Было ли это руководство полезным?
Рейтинг: 76% . От 33 голосов.
Пожалуйста, подождите…
Чего не хватает или что не так в этом руководстве по очистке?*
Lorem ipsum dolor sit amet, constetuer adipiscing elit, sed diam.
Lorem ipsum dolor sit amet, consectetuer adipiscing elit sed диам.
Взаимодействие с читателями
Об авторе
Марк
Марк является основателем и ведущим планировщиком контента на сайте HowToCleanStuff.net. Он проработал 4 года профессиональным чистильщиком ковров, а затем начал оказывать профессиональные услуги по уборке предприятий и жилых домов.
Как чистить монеты | Должен ли я чистить свои монеты?
Написал Top Buyer по номеру . Posted in Монеты
Старые монеты со временем могут загрязниться, закоптиться и покрыться ржавчиной. Монеты десятилетиями лежат в карманах, кошельках, комодах, банках, руках, в грязи и даже в сточных канавах. Все эти действия и деятельность обязательно возьмут свое и вызовут годы накопления грязи.
Вполне естественно хотеть повернуть время вспять и удалить всю засохшую грязь или ржавчину, вернув вашим драгоценным монетам их первоначальную красоту. Однако нужно знать, как почистить старые монеты, не причинив им вреда. Есть правильные способы очистить ваши серебряные монеты, пенни или любые старые монеты, которые у вас есть.
Нужно ли чистить монеты?
Только если монеты имеют для вас более сентиментальную ценность и вы не планируете их продавать . Как правило, лучше оставить свою старинную металлическую валюту в покое, чем пытаться стереть с этих монет всю грязь и песок. Чистка или полировка редких монет обесценивает их. Поэтому, если вы планируете их продать, проведите оценку, прежде чем пытаться очистить свои монеты.
Однако, если вы хотите почистить эти серебряные или золотые монеты и считаете, что они имеют большую сентиментальную ценность, чем денежную, есть подходящие способы почистить эти монеты. Хорошая чистка может заставить эти монеты сиять ярче и выглядеть более привлекательно. Однако, если вы не сделаете это правильно, это может нанести непоправимый ущерб. Если вы сомневаетесь, оставьте монету в покое или проконсультируйтесь со специалистом по редким монетам, прежде чем начинать чистку редкой монеты.
Как чистить грязные монеты
Прежде всего, при мытье грязных монет не используйте чистящее средство для ювелирных изделий или полироль для металла. Сохраните эти чистящие средства для старинного серебряного чайника бабушки.
Эти материалы слишком жесткие для ваших старых долларовых монет, пятицентовых монет из буйвола, медных пшеничных пенни или другой вашей коллекционной металлической валюты. Используйте их только в том случае, если вас не волнует денежная стоимость вашей металлической валюты, и вы просто заинтересованы в том, чтобы эти пенни, десятицентовики и четвертаки ярко сияли.
Теперь, когда мы рассказали вам, как стирать монеты с помощью , а не , вот несколько способов сделать их чистыми и снова блестящими.
Вода
Промывка монет старой доброй водопроводной водой — один из наименее вредных способов очистки монет. Если вы подозреваете, что вода в вашем доме жесткая или вызывает коррозию, рассмотрите возможность использования дистиллированной воды, а не воды из крана.
Мыло
Очистка старых монет с помощью мягкого средства для мытья посуды и воды может ослабить часть накопившейся грязи. Наполните небольшой пластиковый контейнер теплой водой, добавьте несколько капель мягкого мыла, погрузите монеты и протрите их пальцами или мягкой зубной щеткой, чтобы очистить.
Уксус
Уксусная кислота, содержащаяся в белом уксусе, часто используется в экологически чистых чистящих средствах, которые помогут стереть загрязнения с ваших монет. Замочите монеты в стеклянной или другой неагрессивной емкости не менее чем на 30 минут, а затем на ночь, а затем протрите их чистой тканью или аккуратно потрите старой зубной щеткой.
Перекись водорода
Перекись водорода может оказаться эффективной при удалении различных материалов, включая органические материалы. Чтобы почистить этим методом, поместите монеты в небольшой пластиковый контейнер, наполните его достаточным количеством перекиси водорода и оставьте на 24 часа. После того, как вы опустите монеты в ванну с перекисью водорода, промойте монеты водой и дайте им высохнуть на воздухе.
Жидкость для полоскания рта
Помимо очищения дыхания, Listerine и другие антисептические жидкости для полоскания рта можно использовать для безопасного удаления грязи, масла и мусора со старых монет. Поместите монеты в небольшой пластиковый контейнер, залейте жидкостью для полоскания рта и оставьте на 12 часов.
Как очистить ржавые монеты
Удаление ржавчины с иностранных монет, долларов Моргана, пшеничных пенни и других ценностей — деликатное и рискованное занятие. Опять же, мы не рекомендуем чистить редкие монеты, если вы хотите их продать, поскольку чистка таких драгоценных предметов обесценивает их.
Если следовать неправильной процедуре или использовать жесткие чистящие средства, вы можете удалить или испортить патину, которая нравится коллегам-коллекционерам.
Гидроизоляция погреба от грунтовых вод изнутри и снаружи
Главная / ВЫПОЛНЯЕМ РАБОТЫ / Гидроизоляция погреба
Оглавление:
Гидроизоляционные материалы
1.1 Проникающая изоляция
Обмазочная гидроизоляция
2.1 Оклеечная гидроизоляция
Устройство внешней гидроизоляции
3.1 Подготовка
3.2 Гидрозащитные работы
Устройство внутренней гидроизоляции
Схема гидроизоляции погреба
Проконсультироваться
Есть вопросы? Оставьте свой номер, и мы вам перезвоним!
Позвоните мне
Чтобы погреб выполнял свои функции, он должен оставаться сухим. Увы, ситуации, когда грунтовые воды, накопленные не всегда экологически чистыми атмосферными осадками, просачиваются внутрь, бывают слишком часто. Подземная конструкция по очевидным причинам больше рискует оказаться жертвой паводков и прочих подобных катастроф. Чтобы воспрепятствовать попаданию влаги, обязательна гидроизоляция погреба.
Полноценной защитой от воды будет только всесторонняя обработка конструкции гидроизоляционными материалами. К сожалению, нередко наружные работы выполнить бывает или невозможно, или очень трудоемко. Чтобы добраться до внешних стен, может понадобиться откапывать подвал. И тем, кому не представляется возможным испортить прекрасный озелененный ландшафт вокруг дома, и, если же постройки находятся слишком плотно друг к другу, остается лишь внутренняя обработка.
Приятная новость – гидроизоляции изнутри вполне хватит, чтобы решить проблему. Да, отсутствие внешней во многих случаях не всегда будет снижать надежность и долговечность внутренней, но качественные и правильно выбранные материалы избавят от головной боли. Несмотря на то, что, вооружившись информацией, неподготовленному человеку по силам выполнить изоляцию самостоятельно, мы рекомендуем обращаться к профессионалам. Это гарантия того, что погреб останется сухим, а его содержимое целым и невредимым.
Гидроизоляционные материалы
Гидроизоляция погреба начинается с изучения современного рынка гидрозащитных материалов. Их много, но не все они одинаково полезны и эффективны.
Проникающая изоляция
Забегая наперед, скажем, что это самый простой путь к надежной и долговечной защите погреба от влаги. Материалы системы Пенетрон применяются для создания водонепроницаемости бетонным конструкциям стен. К слову, это лучшие в мире гидроизоляционные материалы. Рассмотрим их детальней.
Пенетрон Адмикс. Если погреб только в планах, это хороший способ добавить бетону гидроизоляционных качеств. Адмикс – добавка в бетонную смесь, изменяющая структуру состава. Бетон становится водонепроницаемым.
Пенетрон. Чаще всего проблемы возникают с уже готовым подвалом. Основной материал комплекса предназначен для обработки поверхности. Пенетрон проникает вглубь на десятки сантиметров, закупоривая микротрещины. Он становится одним целым с бетоном. Огромный плюс заключен в эксплуатационном сроке смеси – она равна сроку службы бетона.
Пенекрит. Если Пенетрон рассчитан на обработку качественной поверхности, то эта смесь ориентирована на обработку стыков и трещин.
Пенеплаг и Ватерплаг. Само собой, работать с большинством гидроизоляционных материалов можно при условии сухой или увлажненной поверхности. Что делать, если образовалась течь? Здесь-то и приходят на помощь гидропломбы. Составы мгновенно схватываются, тем самым образуя надежную защиту-пробку и позволяя работать с прочими материалами.
Заказать работу
В принципе, этих составов вполне хватит, чтобы гидроизоляция погреба была выполнена на пятерку. Но рассмотрим и некоторые другие варианты.
Обмазочная гидроизоляция
Это обширная категория материалов, которые можно использовать как холодными, так и горячими.
мастики;
на битумной основе;
на полиуретановой основе;
на цементной основе – популярная гидроизоляция, которую часто применяют вместе с проникающей;
полимеры.
Оклеечная гидроизоляция
Категория рулонных материалов. Сюда входят: рубероид, стеклорубероид, стеклоизол, стекловойлок, гидробутил, гидростеклоизол и другие. Эти варианты никак не сочетаются с материалами комплекса Пенетрон.
Устройство внешней гидроизоляции
Подготовка
Гидроизоляция погреба снаружи предполагает доступ к внешней части стен. Если выполняется ремонт, нужно освободить конструкцию от грунта. Помимо этого, гидрозащите предшествует определенная подготовительная работа.
Стены нужно привести в порядок. Рыхлый бетон, если таковой присутствует, удаляют. После чего проблемные участки восстанавливают с помощью смеси Скрепа М500.
В результате конструкция приобретает характеристики очень прочного, качественного бетона. Состав наносится слоями 5-50 мм. Скрепа М500 относительно быстро схватывается, а благодаря полимерным добавкам смесь отличается хорошей адгезией.
Небольшие трещины в «здоровом» бетоне расшивают на глубину до 30 мм и заполняют Пенекритом (с предварительным грунтованием Пенетроном). Если проступила арматура, ее обязательно зачищают и грунтуют антикоррозийным составом. Далее можно приступать непосредственно к гидроизоляции.
Гидрозащитные работы
Наружную часть, как и внутреннюю, можно обработать различными материалами. Но рекомендуем использовать проникающую гидроизоляцию – Пенетрон.
Стены тщательно увлажняют.
Смесь готовят согласно инструкции и наносят на бетонную поверхность.
После нанесения первого слоя ожидают высыхания и наносят второй слой.
Трое суток основание регулярно увлажняют, для создания благоприятных условий для химических реакций активных компонентов Пенетрона.
Подобной обработки хватит для устройства внешней гидроизоляции стен погреба.
Дополнительно к манипуляциям со строительными материалами можно устроить глиняный «замок». Суть его в окружении погреба утрамбованной глиной – на глубину до 1,5 метров. Глину наносят десятисантиметровыми слоями, капитально увлажняют и трамбуют послойно. Наверху выполняют уклон. С таким «замком» атмосферные осадки совершенно не страшны – при условии обработки одним из описанных вариантов.
Устройство внутренней гидроизоляции
Гидроизоляция погреба изнутри делается аналогичным образом. Бетон основательно очищают, Пенекритом чеканят трещины и стыки. Откровенно проблемные места восстанавливают Скрепой М500. Отличие внутренних работ может заключаться в необходимости противостоять возможной течи. Если подвал расположен на уровне грунтовых вод, добиться остановки напора воды обычными средствами нельзя.
В таких случаях используют материалы-гидропломбы, такие как Ватерплаг и Пенеплаг – комплекса Пенетрон. Мы уже описали их назначение. Менее чем за минуту они образуют надежную пробку, препятствуя напору воды.
Далее уже известная процедура работы с проникающим составом Пенетрон, который наносится большой кистью макловицей. Бетон, обработанный подобной смесью, выдерживает давление жидкости до 20 атмосфер. Гидроизоляция прослужит столько же, сколько и бетонная конструкция.
Важный момент! Усилия, направленные на гидроизоляцию подвала, пойдут насмарку, если в помещении плохая вентиляция. Да, влага не просочится извне, но конденсат обязательно появится внутри. Таким образом, полные общие работы по гидроизоляции погреба – это сочетание непосредственно устройства гидробарьера и монтаж вентиляционной системы.
Лучшим гидроизоляционным решением на сегодня будет использование проникающей изоляции, подобной Пенетрон. Это оптимальное соотношение цены и качества. В самом деле, что может быть рациональней гидробарьера, который становится одним целым с основанием, которому он призван служить защитой?
Если Вы не уверены в собственных силах, обращайтесь в «БАЗИС-Про». В этом случае гидроизоляция погреба гарантированно будет иметь должный результат. Кстати, позвонив нам, вы всегда можете получить исчерпывающую консультацию по вопросам, связанным с защитой погреба от влаги.
Схемы гидроизоляции колодца
Гидроизоляция погреба своими руками: советы и способы
Хранение овощей в подвале может быть недостаточно качественным из-за грунтовых вод и атмосферных осадков, проникающих внутрь помещения. Кроме того, на участках с высоким уровнем грунтовых вод погреб может регулярно подтапливать, и владельцу придется дополнительно просушивать хранилище. Чтобы этого не произошло, нужно правильно провести гидроизоляцию подвала.
Основные способы гидроизоляции подвала снаружи и изнутри вы найдете в этой статье. Также мы приведем полезные рекомендации по защите помещения от влаги и опишем популярные материалы, которые используются для этой цели.
Содержание:
Гидроизоляция погреба — снаружи и изнутри
Защитные материалы
Битум строительный
Битумные и полимерные «холодные» мастики
Рулонные оклеечные материалы
Полимерцементные смеси глубокого проникновения
Гидроизоляция пола
Гидроизоляция стен
Гидроизоляция погреба внутри
Вертикальная гидроизоляция стен
Горизонтальная гидроизоляция пола подвала изнутри
Противонапорная гидроизоляция
Противокапиллярная
Безнапорная гидроизоляция
Материалы для гидроизоляции изнутри
Гидроизоляция погреба снаружи своими руками
Схема и способы
Материалы для гидроизоляции
Гидроизоляция погреба из кирпича
Гидроизоляция погреба — снаружи и изнутри
Максимальную защиту от влаги обеспечивает только специальный гидроизоляционный бетон. Однако, в отличие от обычного, его невозможно приготовить самостоятельно, так как в готовой смеси должно быть четкое соотношение необходимых компонентов. Покупать готовый бетон слишком дорого, поэтому для защиты подземного хранилища от влаги стоит использовать другие, более доступные способы.
Примечание: Следует учитывать, что изоляцию подвала следует проводить еще на этапе строительства помещения. Позже провести необходимые мероприятия будет сложнее.
Оградить подвал от проникновения влаги можно и своими руками (рисунок 1). Для этого на дно готового котлована укладывают 10-сантиметровый слой глины и тщательно его утрамбовывают. Это позволяет создать так называемый «замок», который предотвращает проникновение грунтовых вод внутрь. Далее на слой глины насыпают слой песка, толщиной 10 см и заливают бетонный фундамент. Сверху его покрывают рубероидом и приступают к возведению стен.
Рисунок 1. Защита подземного хранилища от влаги
Таких мероприятий будет достаточно для защиты подвала от проникновения влаги из грунта. Однако при дальнейшем строительстве проводят внутреннюю и наружную обработку стен для дополнительной защиты.
Защитные материалы
Современный рынок строительных материалов предоставляет широкий ассортимент продукции с высокими влагозащитными свойствами. Они обладают схожими эксплуатационными характеристиками, поэтому окончательный выбор зависит от вкуса и финансовых возможностей владельца.
Битум строительный
Данный материал обладает высокими изоляционными свойствами и устойчивостью к негативным воздействиям окружающей среды. Как правило, его применяют для наружной обработки стен.
В процессе нанесения битум подогревают и равномерно наносят на обрабатываемую поверхность. После застывания битум образует прочный влагонепроницаемый слой с длительным сроком эксплуатации.
Битумные и полимерные «холодные» мастики
Подобные материалы также применяют для наружной гидроизоляции. Такие мастики более удобные в использовании, так как они не требуют подогрева материала. Большинство подобных средств продаются в виде готовых растворов, поэтому владельцу достаточно просто нанести состав на обрабатываемую поверхность.
Рулонные оклеечные материалы
Рулонные материалы, такие как толь, рубероид или акваизол, используются для наружной изоляции тех частей помещения, которые непосредственно соприкасаются с грунтом. К примеру, слой рулонного материала можно уложить на фундамент перед началом строительства стен. Это предотвратит переувлажнение фундамента и защитит погреб от капиллярной влаги.
Полимерцементные смеси глубокого проникновения
Внутреннюю часть подвала лучше обрабатывать специальными смесями глубокого проникновения. Они продаются в виде готовых растворов, и просто наносятся на внутренние поверхности хранилища.
Однако для экономии средств можно приготовить аналогичную смесь своими руками. Для этого достаточно замесить раствор песка с цементом, и добавить в него «жидкое стекло» (щелочной раствор силиката калия или натрия).
Гидроизоляция пола
Даже если вы уделили достаточно внимания наружной обработке, пренебрегать защитой внутреннего пространства от влаги нельзя. Без соблюдения этого условия погреб могут подтопить грунтовые воды или атмосферные осадки, проникшие в почву (рисунок 2).
Самым эффективным способом гидроизоляции пола считается многослойная подушка. Ее строительство включает такие этапы:
Верхний слой грунта, толщиной 10-15 см, нужно снять, а оставшуюся почву – тщательно утрамбовать.
Поверх земли укладывают 10-сантиметровый слой жирной глины, причем ее части должны захватывать не только пол, но и часть стен. Глину нужно утрамбовать и дать ей застыть.
На глину укладывают слой песка со щебнем, толщиной 10 см.
Сверху заливают черновой слой бетона. В данном случае излишек влаги впитается песком, а глиняная подушка предотвратит проникновение воды из глубинных слоев грунта.
После застывания бетона укладывают слой рубероида. Материал нужно укладывать внахлест, а его стыки запаивать газовой горелкой. При этом важно учитывать, что рубероид должен заходить на стены подвала на 20 см.
На завершающем этапе укладывают слой пенополистирола и арматурную сетку, а сверху делают бетонную стяжку.
Рисунок 2. Способы обработки пола
Существуют и более упрощенные схемы укладки пола, но именно такая считается самой надежной.
Гидроизоляция стен
Технологически правильно проводить обработку стен еще на этапе строительства хранилища. Для этого наружную часть следует обработать битумными или холодными мастиками, а также обустроить систему дренажа и несколько водосборников (рисунок 3).
рисунок 3. Защита стен подвала от влаги
При этом важно учитывать, что все меры защиты от влаги могут быть напрасными, если в помещении нет качественной вентиляции. Обустроив в подвале качественную приточно-вытяжную систему, вы будете уверены, что излишки водяного пара эффективно удаляются из помещения.
Также бывают случаи, когда провести защитные мероприятия снаружи невозможно (к примеру, если погреб уже построен). В данном случае необходимо уделить повышенное внимание внутренним работам.
Гидроизоляция погреба внутри
Если у вас нет возможности провести соответствующие работы снаружи, необходимо правильно защитить внутреннее пространство хранилища от влаги. Для этого предусмотрены несколько эффективных способов, чтобы каждый владелец подземного хранилища мог выбрать оптимальный.
Рассмотрим детальнее основные методы внутренней обработки с обзором подходящих материалов и пошаговыми инструкциями для проведения работ.
Вертикальная гидроизоляция стен изнутри
Данный способ защиты от влаги будет подходящим в том случае, если подвал расположен на участке с близким расположением грунтовых вод, либо возле помещения нет качественного дренажа (рисунок 4).
Следует учитывать, что вертикальная обработка должна обязательно сопровождаться горизонтальной. Без соблюдения этого условия погреб не будет достаточно защищен от влаги.
Рисунок 4. Особенности вертикальной защиты от влаги
При обустройстве вертикальной изоляции стыки и перекрытия между первым этажом и подвалом, а также подземным хранилищем и грунтов заполняют любым подходящим материалом. Как выглядит эта технология, вы сможете увидеть на рисунке.
Горизонтальная гидроизоляция пола подвала изнутри
Горизонтальную защиту от воды проводят непосредственно по полу хранилища. Фактически, это та же многослойная подушка, технология укладки которой была описана выше. Как правило, она необходима в том случае, если подвал находится на уровне залегания грунтовых вод (рисунок 5).
Рисунок 5. Особенности горизонтальной укладки влагостойких материалов в подвале
Следует учитывать, что горизонтальная обработка требуется не только хранилищам, которые расположены в зоне риска подтопления, но и всем другим подвалам без исключения.
При обустройстве защиты следует обязательно учитывать интенсивность воздействия влаги на конструкцию. Основные технологии изоляции, в зависимости от типа воздействия воды, описаны ниже.
Противонапорная гидроизоляция
Данный тип защиты необходим в том случае, если в подвале нет наружной гидроизоляции и дренажа, а напор грунтовых вод достигает 10 метров. Чтобы хранилище не подтапливалось, нужно создать крепкий и надежный защитный слой против воды.
Основной принцип противонапорной изоляции – в использовании самого давления воды. По его действием защитный материал надежно фиксируется на поверхности. Однако следует учитывать, что укладывать этот материал следует еще на этапе строительства. Для этой цели можно использовать прорезиненные материалы, специальные влагостойкие мембраны или обычный рубероид.
Противокапиллярная
Подобный способ защищает подвал от скопления конденсата и появления постоянной сырости в помещении. Как правило, в качестве средства борьбы с этими негативными процессами используются препараты глубокого проникновения.
Безнапорная гидроизоляция
Такой способ считается временным, так как она применяется только на участках с высоким риском подтопления.
Как правило, в конце зимы на пол и стены погреба изнутри наносят битумную мастику. Это помогает защитить погреб от затопления во время весенних паводков или во время интенсивных дождей.
Материалы для гидроизоляции изнутри
Способов защиты погреба от излишков воды множество, и каждый из них предполагает использование определенного материала. Постараемся разобраться, какие материалы лучше использовать для этой цели, и какими преимуществами и недостатками они обладают (рисунок 6).
Читайте также: Как выкопать погреб своими руками
Для внутренней гидроизоляции погреба используют такие материалы:
Рулонные материалы на полимерной или битумной основе (рубероид, толь, гидрозол, бризол и др.) фиксируются на поверхности с помощью наплавления, но в некоторых случаях их можно просто приклеить на битумную мастику. Плюсами рулонных материалов считается низкая стоимость и простой монтаж, но при этом они чувствительны к воздействию микроорганизмов и низким температурам. Разновидностью такой обработки считается мембранная, которая обладает высокой устойчивостью к холоду, но при этом ее можно использовать только в комплексе с горизонтальной гидроизоляцией.
Проникающие составы имеют особый спектр действия: они вступают в реакцию с материалом стен или пола, заполняют поры и трещины, и кристаллизуются, образуя надежный влагостойкий слой. Он обладает высокой устойчивостью к механическим повреждениям и отличается длительным сроком эксплуатации. Разновидностью данного способа считается инъекционная гидроизоляция, которая проводится с использованием специального геля. В данном случае вещество используется для заполнения отдельных трещин и отверстий.
Жидкая резина – это состав, в который входит битум и различные полимеры. После застывания материал прочно закрепляется на поверхности, и образует прочный влагостойкий слой. Данный метод требует тщательной укладки материала, но готовое покрытие обладает высокими гидроизоляционными свойствами, длительным сроком эксплуатации и устойчивостью к низким температурам и микроорганизмам.
Рисунок 6. Популярные строительные материалы для защиты подвала от воды
Кроме того, для защиты подвала от влаги можно использовать жидкое стекло или специальные цементные смеси.
Гидроизоляция погреба снаружи своими руками
Если вы хотите, чтобы ваш подвал был надежно защищен от воды, продумать гидроизоляцию помещения нужно еще на этапе его строительства. Только в этом случае хранилище будет сухим, а его микроклимат будет оптимальным для хранения продуктов.
Следует учитывать, что наружная гидроизоляция включает не только обработку пола и стен специальными составами, но и обустройство специальных водосборников и системы дренажа. Это требование особенно актуально для участков с высоким расположением грунтовых вод.
Рассмотрим детальнее основные материалы, которые применяются для наружной обработки стен против влаги, а также простые способы их нанесения.
Схема и способы
Чтобы подземное хранилище было надежно защищено от влаги, готовый котлован нужно обработать особым образом. В первую очередь вокруг него обустраивают систему дренажа, а в центре котлована делают небольшое отверстие – водосборник, который будет накапливать излишки влаги и отводить их в глубинные слои почвы.
На полу котлована устраивают специальную многослойную подушку, укладывая поочередно слой глины, песка со щебнем, бетона, рулонного гидроизоляционного материала и чистового слоя бетона. Стены также необходимо обработать специальными защитными составами: битумными мастиками или препаратами глубокого проникновения.
Материалы для гидроизоляции
Все гидроизоляционные материалы делят на типы, в зависимости от сферы их использования. Так, существуют определенные вещества для обработки поверхностей внутри и снаружи.
Для наружной гидроизоляции используются такие материалы:
Обмазочные составы на основе битума, которые наносят на предварительно очищенную поверхность стены. Если грунтовые воды находятся близко, необходимо нанести несколько слоев вещества.
Оклеечные материалы будут актуальными в том случае, если давление грунтовых вод находится на низком уровне. В данном случае стены котлована просто оклеивают рубероидом или другим рулонным материалом с гидроизоляционными свойствами, а стыки надежно скрепляют горелкой.
Штукатурка с влагостойкими свойствами – самый простой способ гидроизоляции. В данном случае используют цемент, который наносят на предварительно подготовленную поверхность. Преимущество этого способа – в невысокой стоимости и простоте монтажа.
Подбирая материал для наружной обработки стен подвала, обращайте внимание на их состав: в него обязательно должны входит вяжущие элементы с водонепроницаемыми свойствами.
Гидроизоляция погреба из кирпича
Если стены кирпича выложены кирпичом, самым оптимальным способом защиты от воды будет обычная штукатурка, состоящая из песка и цемента М-200. По желанию в состав можно добавить «жидкое стекло», которое только улучшит свойства раствора.
Примечание: Следует учитывать, что оптимальным считается слов в 1,5-2 см. Только в этом случае внутреннее пространство хранилища будет надежно защищено от воды.
Чтобы правильно провести изоляцию кирпичного погреба, нужно очистить стены от пыли и мусора, нанести штукатурку и покрыть ее сверху специальной грунтовкой на битумной основе. При этом следует учитывать, что штукатурка должна хорошо просохнуть, поэтому грунтовать стены можно не ранее, чем через две недели после нанесения штукатурки.
Гидроизоляция подвала или подвала
Подвалы в старых домах желательны и нежелательны примерно в равной степени. С одной стороны, многие из этих пространств земляного полотна предлагают место для хранения, механических систем и потенциального жилого пространства. С другой стороны, любая дыра в земле имеет тенденцию заполняться водой. Независимо от того, какого возраста дом, попытка получить преимущества первого без проблем второго является постоянной проблемой.
Подвалы распространены в одних районах и редки в других, в зависимости от того, когда и где был построен дом, климата и сложности раскопок. Типы подземных помещений также различаются: от подпольных помещений с высотой потолка в четыре фута или меньше до полноразмерных подвалов «дневного света», построенных на уровне земли. Какой бы тип подвала у вас ни был, если вода, которая собирается там собираться, не вентилируется и не сливается, она неизбежно даст о себе знать тем или иным нежелательным образом.
Даже если вы не заинтересованы в создании пещеры для людей или медиа-зала, сырость в подвале небезопасна. Он создает оптимальную среду для роста вредоносной плесени, проникновения воды, способной в конечном итоге подорвать фундамент, и насекомых-древоточцев, которые могут съесть дом изнутри.
Знакомая теперь стальная дверь в переборке, создающая водонепроницаемую точку доступа в подвалы любого размера и описания, имеет историю, которая восходит к 1926 году, когда Джордж Лайонс-старший основал то, что сейчас называется bilco, в Нью-Хейвене, штат Коннектикут. (Предоставлено Билко)
Большая пятерка
Существует пять основных причин проблем с влажностью в подвалах и подвальных помещениях. Гидроизоляция подвала может быть такой же простой, как ремонт нескольких протекающих желобов, или сложной и дорогостоящей, как установка подземной дренажной системы. Наилучший подход к гидроизоляции состоит в том, чтобы удалить или контролировать источник влаги, а не пытаться остановить его на последней линии защиты. Если очевидные решения не решают проблему с водой полностью, обратитесь за профессиональной оценкой в хорошо зарекомендовавшую себя каменную или гидроизоляционную компанию в вашем районе.
1) Отсутствующие водосточные желоба Хорошо спроектированная и обслуживаемая водосточная система отводит воду от дома во время дождя. Когда желоба или водосточные трубы отсутствуют, забиты или неправильно подвешены, дождевая вода следует по пути наименьшего сопротивления, часто просачиваясь или даже стекая прямо в подвал.
The Fix Ремонт или замена отсутствующих или поврежденных желобов. Убедитесь, что они установлены под небольшим уклоном, который способствует стеканию воды к водосточным желобам, которые должны располагаться по углам и не реже чем через каждые 50 футов. Расположите водосточные трубы так, чтобы они отводили воду от дома, либо с помощью удлинителей, либо брызговиков. Пристройки должны сбрасывать воду не менее чем на четыре фута за пределы стены фундамента.
2) Конденсат Когда конденсат появляется на трубах холодной воды или других поверхностях подвала только в теплое время, это признак того, что подвал нуждается в большей вентиляции.
The Fix Откройте все засоренные вентиляционные отверстия и убедитесь, что они закрыты, чтобы не допустить проникновения вредителей. При необходимости добавьте новые вентиляционные отверстия для увеличения циркуляции воздуха. Особенно важно, чтобы свежий воздух поступал в места, где деревянные подоконники находятся близко к земле, например, в углах. Чтобы предотвратить заражение насекомыми, влажность открытой древесины должна составлять 20 процентов или меньше.
3) Структурные трещины Каменная кладка пористая — это одна из причин, по которой существует такой большой спрос на гидроизоляционные герметики, которые создают непроницаемый барьер на поверхности кирпичной, бетонной или каменной стены. Однако, если через стену проходит достаточно воды, даже самый толстый гидроизоляционный материал может в конечном итоге пропустить воду в подвал. В некоторых случаях герметики, закупоривающие поры в каменной кладке, могут вызывать повышение давления воды за стеной фундамента, что приводит к растрескиванию и отслаиванию или выкрашиванию, известному как выкрашивание. Смещение грунта, морозное пучение или расширение водонасыщенного грунта могут вызвать смещение стены фундамента, особенно старого, построенного без фундамента. Все эти силы могут привести к трещинам в стене.
Починка Лучший способ предотвратить проникновение воды через трещины или щели в стене – это заглушить их. Чтобы залатать пустоты шириной менее ½ дюйма, используйте высокоэффективный герметик для наружной кладки. Материал следует вводить в трещину с помощью пистолета для затирки растворов. Если глубина трещины превышает ее ширину, заполните ее эпоксидным раствором или гидравлическим цементом, который затвердевает даже во влажном состоянии. Заделка небольших трещин может решить проблему навсегда, на короткое время или не решить ее вообще; вода может просто попасть через другое слабое место в стене.
Следующим логическим шагом при больших трещинах или некачественном растворе является повторное затачивание. Чтобы повторно указать поврежденный участок, удалите старый раствор на глубину 1″, чтобы обеспечить адекватную связь между старым раствором и новым. По возможности используйте молоток и долото, чтобы удалить старый раствор; электроинструменты могут легко повредить края кладки, особенно старого кирпича.
Если фундаменту более 100 лет, используйте более мягкий, богатый известью раствор, близкий по пропорциям и химическому балансу к исходному, который можно приобрести у специалистов по историческим растворам и растворам для конкретных материалов. Готовые предварительно смешанные растворы содержат больше портландцемента, чем исторические растворы, и они слишком сложны для исторических ремонтных работ.
4) Плохой уклон Когда земля вокруг фундамента имеет даже небольшой уклон в сторону дома, вода направляется в самую низкую точку. Надлежащий дренаж особенно важен вокруг входных люков и переборок. В старых домах почва под бетонными или кирпичными ступенями часто оседала или разрушалась, создавая возможность для проникновения воды в подвал.
Исправление Для устранения проблем с профилированием может потребоваться что угодно, от незначительного озеленения до полномасштабного изменения формы с помощью экскаватора. Цель состоит в том, чтобы создать пологий уклон, который постепенно уходит от дома.
Иногда все, что нужно, — это немного контурировать почву на одном уровне, чтобы создать необходимый рельеф, а также создать низины — неглубокие впадины в ландшафте — для размещения большего количества воды от проливных дождей. Болота с перепадом всего 2 дюйма на расстоянии 5 футов могут эффективно направлять большое количество поверхностной воды.
Если участки под ступенями подверглись эрозии или уплотнению, может потребоваться обратная засыпка или даже реконструкция крыльца в соответствии с современными нормами. Переборки и люки должны быть в хорошем, герметичном состоянии. Убедитесь, что двери не находятся на пути стока воды, и что они должным образом застеклены для отвода дождевой воды.
5) Плохой подземный дренаж Дом, в котором все еще есть вода в подвале после того, как были исследованы все очевидные способы устранения проблемы, может быть кандидатом на установку подземной дренажной системы. Если в подвале есть вода, вы можете найти следы старой дренажной системы из глиняных труб; часто они выходят из строя, потому что они сломаны или заполнены грязью или корнями.
The Fix Назначением подземной дренажной системы является сбор и отвод воды из подвала, обычно с помощью насоса, подключенного к одному или нескольким дренажам. Во внутренних системах водостоки утоплены под цокольным этажом, обычно по периметру. В наружных системах стоки закапывают в траншею по периметру дома и засыпают слоем гравия и песка.
Во внутренних дренажных системах стоки утапливаются под цокольный этаж, обычно по периметру.
Предоставлено: sopocottage
Внутренняя гидроизоляция с дренажным насосом
Бросьте шарик, чтобы найти самую низкую точку на полу. Поместите туда дренажный насос. Выкопайте неглубокие траншеи (глубиной около 12 дюймов) вдоль стен, ведущих к насосу, оставив зазор в несколько дюймов между стеной фундамента и траншеей.
Нанесите гидроизоляционную мембрану на стену подвала сверху вниз. Мембрана создаст влагозащитный барьер, чтобы предотвратить просачивание. Затем установите гофрированную мембранную пленку у основания стены, чтобы скопившаяся вода могла стекать в дренажную систему.
Выложите дно траншеи 2-дюймовым гравием с уклоном в сторону водоотливной помпы. Отрежьте и уложите отрезки дренажной трубы по всей длине траншеи. Оберните их тканью для ландшафтного дизайна во время работы. Для более позднего доступа установите колено из ПВХ в самом дальнем конце траншеи от водоотливного насоса. Засыпьте стоки большим количеством гравия, пока траншея не окажется на одном уровне с полом.
(любезно предоставлено: arlingtonlandscape.biz)
Гидроизоляция с наружными дренажными системами
Выкопайте траншею снаружи фундамента. Траншея должна быть не менее 2 футов в ширину и в идеале такой же глубины, как подвал (меньше для подполья). Уложите перфорированные дренажные трубы поверх слоя чистого грунта в основании траншеи. Варианты включают жесткий ПВХ с предварительно просверленными отверстиями или гибкую дренажную трубу с прорезями. Для дополнительной защиты от засоров выложите траншею геотекстильным вкладышем и наденьте на трубу чехол из частиц почвы.
Для обеспечения надлежащей гравитационной подачи труба должна иметь наклон от более высокой точки к более низкой точке — не менее 1 дюйма на каждые 8 футов длины трубы. Покройте трубу промытым камнем толщиной не менее 12 дюймов, затем накройте проницаемой геотекстильной тканью для ландшафтного дизайна, чтобы предотвратить засорение труб сорняками или землей. Засыпьте траншею верхним слоем почвы или мелким гравием, чтобы вернуть ее на прежнюю высоту.
Откуда берется вода
Вода может попасть в подвал сверху, снизу, сбоку или даже изнутри дома. Даже если крыша прочная, дождевая вода, которая не отводится от фундамента, может в конечном итоге просочиться или просочиться в стены подвала и сквозь них. Вода может поступать из самой земли, либо из глубины («поднимающаяся влага»), либо сбоку. Влага, образующаяся в доме — от сушилок для белья, душа и проточной воды или пар, образующийся при приготовлении пищи, — может попасть в подвал, если помещение не вентилируется должным образом. И последнее, но не менее важное: тяжелый влажный воздух в теплые месяцы может опускаться в подвал и конденсироваться на более прохладных поверхностях.
Подземная терминология
Подвал Самый нижний этаж здания, обычно хотя бы частично выше уровня земли, с окнами и наружной вентиляцией.
Подвал Традиционный термин для обозначения подземных помещений, используемых для хранения продуктов (например, в подвалах) или угля, или подземных помещений с земляным полом; используется на региональном уровне как синоним подвала.
Crawl space Незавершенное пространство под первым этажом высотой менее одного этажа, обычно огражденное фундаментной стеной, часто для водопроводных или механических систем.
Высолы Накипь растворимых солей, отложенная на каменной кладке, обычно белая и обычно вызванная выщелачиванием щелочей из строительного раствора при прохождении через него влаги.
Французский дренаж Французский дренаж, популяризированный Генри Флэггом Френчем в середине 1800-х годов, представляет собой траншею, заполненную рыхлыми камнями, содержащую перфорированную трубу, которая отводит поверхностные и грунтовые воды от строения.
Геотекстиль Проницаемая ткань, предназначенная для разделения, фильтрации, укрепления и дренажа при контакте с почвой.
Приподнятый цоколь Иногда называемый английским цокольным этажом, это первый этаж дома, используемый для обслуживания и подсобных помещений.
Отслаивание Результат попадания воды в кирпич, бетон или камень, что приводит к отслаиванию, выскакиванию или отслаиванию поверхности.
Дренажный насос Яма, бак или резервуар, установленный ниже уровня земли, в который поступает вода или отходы и оборудованный насосом для механического слива воды.
Засыпка французского дренажа вокруг фундамента. (Предоставлено: Ландшафтный дизайн Пикленда)
Что по-французски о канализации?
Французский дренаж, также называемый дренажом по периметру, представляет собой оригинальный метод перенаправления подземных вод. Название, вероятно, происходит от его сторонника в 19 веке Генри Флэгга Френча, который популяризировал подземную дренажную систему в своей книге 1859 года Farm Drainage . Френч сделал свои водостоки из обычной глиняной кровельной черепицы, уложенной с зазором 1⁄8″ между секциями, чтобы вода просачивалась.
Вскоре последовали перфорированные водосточные плиты и трубы. Поскольку отверстия могли легко забиться, трубы пришлось засыпать крупным гравием или камнем, а более мелкие материалы по внешним краям траншеи действовали как фильтры. Сегодня большинство французских водостоков монтируются с вкладышами из геотекстиля, которые эффективно блокируют проникновение почвы или твердых частиц, но при этом позволяют воде просачиваться в дренажные трубы.
Новейшие материалы для трубопроводов обладают гораздо большей пропускной способностью и изготавливаются из двух материалов 21 века: геотекстильной дренажной ткани и формованного пластикового сердечника, или «ямочной доски».
На Радоне
Радон — это невидимый радиоактивный газ без запаха, который естественным образом встречается в почве. Он встречается на всей территории Соединенных Штатов и Канады, особенно в северных штатах и на большей части Запада. Радиоактивные частицы радона проникают через грунтовые источники, такие как недостроенные подвалы и трещины в фундаменте и стенах. При вдыхании эти частицы могут повредить клетки, выстилающие легкие. Длительное воздействие радона может привести к раку легких. Если ваш дом находится в районе с высоким содержанием радона, но его не проверяли, купите набор для тестирования. Уровни радона, превышающие 4 пикокюри на литр, считаются потенциально опасными.
Быстрые исправления
Добавьте осушитель воздуха Хотя осушитель воздуха, подключаемый к электрической розетке, не является решением для постоянно влажного подвала, он может помочь избавиться от сырости после сильного дождя.
Вентиляция сушилки и ванной Если в вашем доме нет вентиляционных отверстий в ванной или прачечной, вызовите сантехника, чтобы установить их. Вентиляционные отверстия в этих областях требуются большинством местных строительных норм и правил.
Включите кондиционер Если на трубах, балках или других поверхностях подвала появляется конденсат, когда снаружи тепло и влажно, закройте вентиляционные отверстия и включите кондиционер. Системы HVAC предназначены для охлаждения путем удаления избытка воды из воздуха.
Изменение полярности Используя устройство меньшего размера, чем бытовой осушитель, запатентованная система Aquapol использует силы природы для изменения электрической полярности молекул воды в старых стенах, направляя воду обратно туда, откуда она пришла.
Как сделать гидроизоляцию подвала за 5 шагов — Ring’s End
Ring’s End предлагает продукцию премиум-класса для гидроизоляции подвала. В зависимости от вашего уровня знаний и проблем с водой, с которыми вы сталкиваетесь на своем участке, может быть целесообразно нанять профессионала для выполнения этой работы. Эта статья задумана как руководство для любителей рукоделия.
Прежде чем заняться гидроизоляцией подвала, вы должны понять, почему он может быть влажным. Поскольку большинство подвалов находятся ниже уровня земли (земли), они более склонны к накоплению избыточной влаги и повреждению водой. Вот некоторые из наиболее распространенных причин, по которым ваш подвал может оказаться влажным:
Трещины в фундаменте вашего дома — верный путь проникновения воды через стены и полы подвала.
Двери подвала, окна, выходные окна и оконные колодцы, которые не защищены, являются другими путями просачивания воды.
Неправильный дренаж является основной причиной сырости в подвале. Когда дождевая вода не отводится должным образом от вашего дома, она будет скапливаться на фундаменте дома и просачиваться в подвал.
Неправильный дренаж может быть результатом плохой дренажной системы, неправильно установленных или засоренных желобов или даже наклона вокруг вашего дома. Если ваша земля имеет уклон в сторону вашего дома, вода будет течь к фундаменту вашего дома и скапливаться вокруг него.
Внутренняя гидроизоляция стен и пола подвала
Фундамент считается самой прочной частью любого дома. Но по мере того, как фундамент дома смещается и оседает в земле, неизбежно образуются трещины, и вода может просачиваться внутрь, в результате чего подвал становится влажным. Как правило, эти трещины в фундаменте можно устранить с помощью простых растворов для гидроизоляции подвала, сделанных своими руками. Конечно, бывают случаи внешней гидроизоляции, когда подрядчику может потребоваться устранить серьезные повреждения фундамента, или ландшафтный архитектор / инженер-строитель порекомендует перепланировать ваш двор и / или перепроектировать вашу дренажную систему. Однако здесь мы сосредоточимся на внутренней гидроизоляции, которую вы, как домовладелец, можете сделать самостоятельно, чтобы получить сухой подвал.
Перед тем, как начать
Во-первых, вам нужно очистить места, которые вы будете гидроизолировать. Многие из перечисленных ниже гидроизоляционных продуктов будут работать только в том случае, если они будут нанесены непосредственно на основание, поэтому, если на поверхности, стене или полу есть какие-либо существующие покрытия, их необходимо удалить. Старую краску можно удалить металлической щеткой, пескоструйным аппаратом или другими способами. Обратитесь в один из наших центров окраски, чтобы получить совет о том, как безопасно удалить старую краску, поскольку при удалении краски вы всегда должны носить надлежащее защитное снаряжение. Отмойте стены от грязи и пыли с помощью щетки и теплой воды с небольшим количеством средства для мытья посуды. Если вы видите плесень, вы можете добавить в раствор отбеливатель (1 стакан отбеливателя на галлон воды). Однако сначала проверьте состав средства для мытья посуды и не смешивайте отбеливатель с продуктами, содержащими аммиак! Ополосните стены теплой водой после их мытья и дайте всему полностью высохнуть, прежде чем переходить к следующему шагу.
*Если вы видите белый, порошкообразный, похожий на кристаллы порошок на каменных стенах, это высолы, которые необходимо удалить с помощью DRYLOK Concrete and Masonry Liquid Etch & Cleaner или соляной кислоты. Пожалуйста, ознакомьтесь с инструкциями производителя перед использованием.
Шаг 1: Очистите участок
Сначала вам нужно очистить участки, которые вы будете гидроизолировать. Многие из перечисленных ниже гидроизоляционных продуктов будут работать только в том случае, если они будут нанесены непосредственно на основание, поэтому, если на поверхности, стене или полу есть какие-либо существующие покрытия, их необходимо удалить. Старую краску можно удалить металлической щеткой, пескоструйным аппаратом или другими способами. Пожалуйста, свяжитесь с одним из наших центров покраски, чтобы получить совет о том, как безопасно удалить старую краску, так как при удалении краски вы всегда должны носить надлежащее защитное снаряжение. Отмойте стены от грязи и пыли с помощью щетки и теплой воды с небольшим количеством средства для мытья посуды. Если вы видите плесень, вы можете добавить в раствор отбеливатель (1 стакан отбеливателя на каждый галлон воды). Однако сначала проверьте состав средства для мытья посуды и не смешивайте отбеливатель с продуктами, содержащими аммиак! Ополосните стены теплой водой после их мытья и дайте всему полностью высохнуть, прежде чем переходить к следующему шагу.
*Если вы видите белый, порошкообразный, похожий на кристаллы порошок на каменных стенах, это высолы, которые необходимо удалить с помощью DRYLOK Concrete and Masonry Liquid Etch & Cleaner или соляной кислоты. Пожалуйста, ознакомьтесь с инструкциями производителя перед использованием.
Шаг 2. Заглушка отверстий
Для любых отверстий используйте гидравлический цемент, например DRYLOK Fast Plug, чтобы заткнуть все очевидные отверстия и большие трещины. Гидравлический цемент заделывает трещины и отверстия в кирпичной кладке и предотвращает протекание через них воды даже под давлением. DRYLOK Fast Plug схватывается и затвердевает очень быстро, за 3-5 минут, поэтому перед началом работы составьте план! Используйте шпатель, чтобы разгладить цемент до того, как он схватится.
Шаг 3: Заполните трещины
Заполните небольшие трещины шпаклевкой для трещин в кладке.
Шаг 4. Герметизация отверстий
Используйте герметик для герметизации дверей, окон и оконных ниш. Мы рекомендуем эластичный герметик, такой как Big Stretch Sealant или Lexel Sealant, оба из которых являются водонепроницаемыми и гибкими.
Шаг 5. Нанесение водонепроницаемого покрытия
После того, как отверстия и трещины будут заделаны, нанесите на поверхности подвала водонепроницаемое покрытие. DRYLOK Clear Masonry Waterproofer — отличный продукт, который гарантированно защитит стены и полы от гидростатического давления и просачивания воды. Гидроизоляционный состав для каменной кладки DRYLOK также доступен в белом и сером цветах, но эти два цвета можно использовать только на стенах, а не на полу. Нанесите герметик для бетона качественной кистью с нейлоновой щетиной или валиком с ворсом 3/4 дюйма и убедитесь, что он проникает в поры каменной кладки. Для гарантии гидроизоляции требуется надлежащее покрытие и минимум два слоя. Прочтите все рекомендации и инструкции производителя. перед подачей заявки
*СОВЕТ ДЛЯ ПРОФЕССИОНАЛОВ: Проклейте бетонный пол лентой на расстоянии 1 дюйм от основания стены и нанесите краску DRYLOK на стены, вдоль шва между стеной и полом и на пол до ленты. Это поможет предотвратить миграцию воды вниз по внешней поверхности фундамента и внутрь через шов.
Сопутствующие товары
Советы по гидроизоляции подвала
Не выполняйте ремонт или герметизацию трещин до тех пор, пока с пола подвала не будет удалена вся стоячая вода.
Подумайте о том, чтобы установить осушитель воздуха в подвале, чтобы уменьшить образование конденсата. Это поможет предотвратить рост грибка и плесени.
Если ваша сушильная машина находится в подвале, убедитесь, что она правильно подключена к вентиляционному отверстию и вы не чувствуете утечки воздуха вокруг шланга. Горячий и влажный воздух из сушилки может привести к образованию конденсата, если он не вентилируется должным образом.
Еще одним источником конденсата в вашем подвале могут быть запотевшие трубы. Убедитесь, что ваши трубы должным образом изолированы, с помощью этого руководства: Как изолировать трубы и предотвратить замерзание труб.
Вы можете красить поверх гидроизоляции DRYLOCK, и мы рекомендуем краску, которая будет работать в средах с высокой влажностью, например, Benjamin Moore Aura Bath & Spa.
Внешняя гидроизоляция
Внешняя гидроизоляция вашего дома может быть сложной задачей, и мы рекомендуем нанять подрядчика или ландшафтного архитектора для консультации, если вы считаете, что в вашем бетонном фундаменте есть серьезные трещины или дефекты или если вокруг вас скопились грунтовые воды. твой дом. Тем не менее, есть простые способы исправить это своими руками, прежде чем раскапывать свой двор!
Не сажайте клумбы или кустарники, требующие полива, слишком близко к дому.
Убедитесь, что ваши водосточные желоба чисты и текут должным образом, чтобы вода не вытекала из вашего дома. Ознакомьтесь с нашим руководством по ограждениям желобов и о том, как правильно защитить водосточные желоба: «Лучшие ограждения желобов для защиты ваших водосточных желобов».
Если дорожка или внутренний дворик имеют уклон в сторону дома, они могут способствовать скоплению воды вокруг фундамента. Возможно, вам удастся повторно выровнять плиты, чтобы они стекали от дома, а не к нему.
Подготовка к затоплению подвала
Последнее, что вы, возможно, захотите добавить к системе гидроизоляции подвала, — это дренажный насос. Если ваш дом расположен на высоком уровне грунтовых вод, затопление подвала может быть неизбежным во время сильных ливней.
Если вы только недавно начали заниматься пайкой и еще не знаете всех секретов прочного и долговечного соединения, тогда советуем ознакомиться с данной статьей. Мы не стремимся охватить весь процесс пайки с ее тонкостями и особым подходом к каждому металлу, но можем рассказать про важность применения флюса и помочь вам определится с его выбором.
Правильно подобранный флюс оказывает большое влияние на качество получаемого паяного соединения. Он снимает оксидную пленку на металле и помогает припою лучше растекаться по шву. Продавцы из AliExpress предлагают сотни видов флюса. Мы составили ТОП-6 лучших флюсов для пайки, которые облегчат ваше хобби или профессиональную деятельность.
Это нужно знать:
Одной из наиболее важных характеристик флюса является его активность. Чем она выше, тем лучше флюс очищает металл от оксидной пленки. Жидкие флюсы известны своей превосходной способностью к пайке, в основном, благодаря своему активному химическому составу.
При пайке электроники важна коррозийность. Если флюс на водной основе, его необходимо тщательно очистить после пайки. В противном случае есть большой риск возникновения короткого замыкания с непредсказуемыми последствиями.
Флюсы с большим содержанием канифоли хорошо подходят для пайки и могут защитить соединение от появления ржавчины. С другой стороны, они не обладают высокой активностью и плохо снимают оксидную пленку.
① BongKim RMA-223
Благодаря наличию в своем составе олова, эту паяльную пасту можно отнести в разряд универсальных. Она совмещает в себе флюс и припой, делая процесс пайки невероятно простым – нужно просто нанести немного пасты на шов. Продавец рекомендует свой товар для работы с компьютерной электроникой, делая акцент на пайку материнских плат.
В комплектацию входят два шприца с иглами для регулирования дозировки и более эффективного нанесения. Общий объем – 20мл.
Достоинства:
удобная форма выпуска;
универсальность (флюс + припой).
Недостатки:
больше подходит для выпаивания деталей.
Купить на AliExpress.com
② Eakins NC-559-ASM-UV
Данная бессвинцовая паяльная паста разработана в соответствии с промышленными стандартами IPC и JIS. Она обладает прозрачной консистенцией и хорошими смачивающими свойствами. Благодаря составу из веществ с низкой окисляемостью, этот флюс не требует промывки после применения. Хорошо подходит для работы с электроникой.
Товар поставляется в двух шприцах с иглами-дозаторами и поршнем для подачи флюса. Объем шприцов – 10мл каждый.
Достоинства:
обеспечивает высокое качество пайки;
Недостатки:
неприятный запах;
немного дымит.
Купить на AliExpress.com
③ AMTECH
Еще один пример качественной бессвинцовой паяльной пасты для работы с электроникой. Данный флюс хорошо смачивает припаиваемые детали, обладает низкими окислительными свойствами и не вызывает коррозию. Несмотря на это, мы рекомендуем смывать флюс после пайки.
В комплектацию поставки входит 1 шприц объемом 10мл, игла для дозировки и поршень. Размер одного заказа – 1/2/5/10 шприцов.
Достоинства:
без запаха;
хорошо ложится на деталь.
Недостатки:
дымит;
плохая упаковка.
Купить на AliExpress.com
④ WALFRONT 951
Главное преимущество данного флюса – удобство нанесения на припаиваемые детали. По сути, это маркер, внутри которого, вместо красящего вещества, находится флюс. Такая форма позволяет наносить жидкость на деталь ровным слоем. Единственное ограничение – не наносить на горячие поверхности.
Основное активное вещество – канифоль. Благодаря этому, флюс не проводит ток и не вызывает коррозию. Объем 1 упаковки – 10 мл. Срок годности составляет 2 года.
Достоинства:
не проводит ток;
не вызывает коррозию.
Недостатки:
плохо снимает оксидную пленку;
нельзя наносить на горячие поверхности.
Купить на AliExpress.com
⑤ WNB N005
Данная паяльная паста на основе олова предназначена для работы с компьютерной электроникой. Она хорошо смачивает припаиваемые детали и сохраняет свои свойства до 48 часов после нанесения. В характеристиках продукта указана температура плавления 183оС, хотя, по факту, она достигает 200-205оС. При пайке, паста выделяет небольшой неприятный запах.
Форма выпуска – шприц объемом 10мл. Также, в комплект входит поршень и игла для дозировки.
Достоинства:
универсальность (припой + флюс).
Недостатки:
занижена температура плавления;
долгая доставка.
Купить на AliExpress.com
⑥ BongKim XG-Z40
Замыкает наш топ свинцово-оловянная паяльная паста XG-Z40. В ее состав входит сплав Sn63Pb37, который гарантирует прочное и надежного соединение деталей. После нанесения, паста сохраняет свои свойства в течение 48 часов. Кроме надежного соединения, данная паста предотвращает нагрев деталей при пайке и идеально подходит для использования в паяльных станциях.
В комплект входят: шприц (10мл), игла для более точного нанесения и поршень.
Достоинства:
универсальность (припой + флюс).
Недостатки:
долгая доставка.
Купить на AliExpress.com
Какой флюс и припой лучший для пайки электроники
Для соединения металлов существуют много различных способов, это и сварка электрическим током, который плавит металл и резьбовые/клепочные соединения и конечно же пайка. В отличие от контактного соединения (разъёмы и колодки) пайка обеспечивает более долговечное и что самое важное электропроницаемое соединение, что способствовало ее применению в электронике.
Для любой пайки металлов нужно два элемента ПРИПОЙ и ФЛЮС. В редких случаях, когда пайка производится однородных и чистых от оксидный пленки металлов применяют исключительно припой, но в большинстве случаев добавляют еще и флюс, который выступает дезинфектором поверхности перед нанесением припоя
как выбрать флюс и припой для пайки электроники
Содержание
Припой
Оценка припоя на качество
Что лучше ПОС 40 или ПОС 61
Сплав розе
Безсвинцовые припои
Какой диаметр припоя купить?
ФЛЮСЫ Отмывочный и безотмывочный
Канифоль или Глицерин
ЛТИ-120
Припой
флюсованный припой для электроники и низкотемпературной пайки радиодеталей
Припой может быть флюсованный и офлюсованный , где отличие одного от другого расположение флюса, как правило для высокотемпературной пайки МАПП газом припои офлюсованные т. е. снаружи идет флюс, а припой внутри. Для низкотемпературной пайки припой идет со флюсом внутри и называется флюсованным.
Температура плавления олова 231 °C, а температура плавления свинца 327,5°C но если их смешать то температура плавления будет ниже
ПОС-15 — 280 °C. (15% олова, 85% свинца)
ПОС-25 — 260 °C.
ПОС-33 — 247 °C.
ПОС-40 — 238 °C
ПОС-61 — 183 °C
ПОС-90 — 220 °C (90% олова, 10% свинца)
Как мы поняли оптимальное содержание свинца и олова 39 на 61, хотя многие иностранные припои купленные на аллиэкспресс и других сайтах имеют соотношение 63 на 37.
Оценка припоя на качество
температура пайки
Основных оценок припоя две, это текучесть, т.е. насколько хорошо припой растекается по поверхности контакта и структура поверхности после пайки (матовая или блестящая). Считается что чем легче растекается припой и чем блестящей его поверхность после пайки, тем лучше его качество. Так же встречаются припои которые после пайки на своей поверхности оставляют бугры и неровности, что считается недопустимым, так же как и трещины после остывания
Что лучше ПОС 40 или ПОС 61
Если изогнуть эти два припоя то ПОС 40 будет гнуться без хруста, в то время как пос 60 грустить при изгибании, это и говорит о недостатки одного и преимуществах другого, ведь именно гибкость и пластичность очень часто нужна в радиомонтаже, так же встречается и вибрационные нагрузки, которые естественно лучше выдерживает ПОС 40, но при его применение поднимается температура, а следовательно возрастает риск перегрева радиокомпонентов или дорожек
Сплав розе
Олово 25 Свинец 25 Висмут 50
Температура плавления 95%
В отличие от справа ВУДА обладающего теми же параметрами менее тактичный, так как не содержит кадмий
Для пайки не применяется, так как материал более хрупкий по сравнению с ПОС 61 припоем, но лудить можно в воде, где поднимают температуру кипения добавлением глицерина (кипение 290 градусов), чтобы не было испарение воды и металлы не попадали вместе с паром в легкие человека
Так же при лужении в раствор воды и глицерина можно добавлять лимонную кислоту, что увеличивает качество, так как раствор становится флюсом. Процентное соотношение 1 грамм лимонной кислоты на 100 грамм раствора
Безсвинцовые припои
В последнее время все больше и больше трубиться тема экологии, если ты не сделал экономичную шубу или электрокар ты плохой и не нужно покупать товар у тебя больше. Не важно, что для производства электрокара урон экологии идет такой же если не больше, но на начальном этапе производства батарей и их утилизации в дальнейшем. Да сам процесс безопасен для экологии по сравнению с бензиновыми двигателями, но это лишь иллюзия если считать со стадии производства до стадии утилизации.
Экологичный вопрос терзает и производителей электроники, которые стали убирать из состава своих припоев свинец, на мой субъективный взгляд это приводит к более сложному ремонту и одноразовости техники.
Какой диаметр припоя купить?
выбор диаметра припоя
Основным правилом в выборе диаметра припоя считается объем пайки, если Вы используете припой для пайки силовых установок с толстыми проводниками, то Вам необходим припой с диаметром 1. 5 мм или даже 3 мм, а иногда и все 10 мм. Если же Вы паяете исключительно «тонкую» электронику, микроконтроллеры и симисторы в малых корпусах, то Вам достаточно диаметра в 1 мм. Некоторые предпочитают не увлекаться с количеством припоя, так как его излишек, так же не считается нормой и используют диаметры в 0.5 мм
ФЛЮСЫ Отмывочный и безотмывочный
какой флюс лучше
Второй элемент любой качественной пайки является флюс, который может быть в двух состояниях жидкий и твердый. Под твердыми флюсами мы понимаем классическую канифоль, а под жидкими ЛТИ или раствор глицерина
Профессиональные мастера по ремонту электроники очень чистоплотны, ведь после их работы не должно остаться ни единого следа, тем более на плате не должно оставаться следов флюса. В зависимости от агрессивности флюса он может хорошо работать в процессе пайки, но и так же хорошо разрушать проводник после пайки и через 2-3 года после ремонта техника может вернуться обратно в ремонт, изрядно подмочив репутацию мастера. Поэтому большинство мастер предпочитают всегда отмывать плату от флюса.
Канифоль или Глицерин
Канифоль применяется для пайки/лужения меди и ее сплавов, а так же стали и цинка, но она не применятся для пайки алюминия и алюминиевых сплавов, для их необходим свой флюс по алюминию
Сама по себе канифоль является диэлектриком, но по мимо этого она очень хорошо впитывает влагу из атмосферы, поэтому возникает коррозия соединения и места пайки, а так же усиливает вероятность токов утечки, которые приводят к сбоям в работе
ГЛИЦЕРИН — это органическое вещество относящееся к спиртам, но в отличие от своих младших братьев метанола (один атом углерода) и этиленглюколя (два атома углерода) не токсичен и имеет сладковатый вкус. По мимо применения в пайки радиокомпонентов глицерин применяется и в популярный на текущий момент у молодежи, электронных сигаретах, а в прошлом глицерин применялся для производства динамита
По мимо глицерина часто применяют такие вещества как вазелин или паяльный жир, но по сравнению с флюсом ТАГС на основе глицерина они уступают в спектре применения, ведь ТАГС подходит для пайки как меди, так и стали, никеля и сплавов меди (латунь и бронза)
ЛТИ-120
флюс лти
По своей сути флюс ЛТИ состоит из канифоли, растворенной в спирту и добавлены активаторы, которые позволяют паять комфортно не только медь, но и латунь с бронзой. В отличие от глицерина флюс ЛТИ хуже справляется со сталью, но окислительный процесс у него ниже чем у глицерина, хотя так же как и глицерин требует тщательной отмывки изопропиловым спиртом
id12
5 шт.
Флюс Amtech в тубе NC559 для пайки
258 ₽
В корзину
TM4027
Нет
Флюс жидкий канифольный ЛТИ120
56 ₽
Буду ждать
TM4028
Нет
Флюс паяльная кислота 30 мл
41 ₽
Буду ждать
TM4029
Нет
Флюс для низкотемпературной пайки алюминия 30 мл
48 ₽
Буду ждать
TM4030
Нет
Флюс высокотемпературный Бура 20 г
41 ₽
Буду ждать
TM4031
Нет
Флюс глицериновый ТАГС 30 мл
42 ₽
Буду ждать
TM4032
Нет
Флюс канифоль паяльная в банке 20гр
35 ₽
Буду ждать
TM4033
3 шт.
Канифоль для пайки 100 гр банка
110 ₽
В корзину
Аноды
Зачем нужен АНОД водонагревателя и как часто его менять
Ремонт модуля управления стиральной машины в Ярославле
Программаторы
Установка драйверов без цифровой подписи на программатор USBDM
Как правильно выбрать флюс для пайки
A Общий обзор Флюс играет ключевую роль в большинстве случаев пайки. Это соединение, которое используется для удаления тусклой пленки с поверхности металла, поддержания чистоты поверхности во время процесса пайки, а также способствует смачиванию и растеканию припоя. На рынке доступно множество различных типов и марок флюсов; проконсультируйтесь с производителем или продавцом вашего флюса, чтобы убедиться, что он подходит для вашего применения, принимая во внимание как используемый припой, так и два металла, задействованных в процессе. Хотя существует множество типов флюсов, каждый из них будет включать две основные части: химикаты и растворители. Химическая часть включает активную часть, а растворитель является носителем. Флюс не входит в состав паяного соединения, но удерживает захваченные оксиды и остается инертным на готовой поверхности соединения до полного удаления. Обычно именно растворитель определяет метод очистки, необходимый для удаления остатков после завершения пайки. Следует отметить, что хотя флюс используется для удаления тусклой пленки с поверхности металлов, он не удаляет (и не следует ожидать) краску, жир, лак, грязь или другие инертные вещества. Для удаления этих типов загрязнений необходима тщательная очистка поверхности металлов. Это значительно повысит эффективность флюсования, а также улучшит используемые методы и приемы пайки. Подробное исследование Все распространенные необработанные металлы и металлические сплавы (включая припои) подвергаются воздействию окружающей среды, при котором их оголенные поверхности покрываются неметаллической пленкой, обычно называемой потускнением. Этот потускневший слой состоит из оксидов, сульфидов, карбонатов или других продуктов коррозии и является эффективным изолирующим барьером, предотвращающим любой прямой контакт с чистой металлической поверхностью, находящейся под ним. Когда металлические детали соединяются вместе пайкой, металлическая непрерывность устанавливается в результате контакта между припоем и поверхностями двух металлов. Пока остается потускневший слой, припой не может контактировать с металлом, потому что без прямого контакта невозможно эффективно смачивать металлическую поверхность припоем.
Потускнение поверхности, образующееся на металле, обычно не растворяется (и не может быть удалено) в большинстве обычных чистящих растворителей. Следовательно, они должны быть подвергнуты химической реакции, чтобы быть удаленными. Эта необходимая химическая реакция чаще всего осуществляется с помощью паяльных флюсов. Эти паяльные флюсы вытесняют слой атмосферного газа на поверхности металлов и при нагревании вступают в химическую реакцию, удаляя потускневший слой с флюсовых металлов и поддерживая чистоту поверхности металла на протяжении всего процесса пайки.
Обычно требуется химическая реакция одного из двух основных типов. Это может быть реакция, при которой потускнение и флюс объединяются, образуя третье соединение, растворимое либо во флюсе, либо в его носителе. Пример такого типа реакции имеет место между водно-белой канифолью и оксидами меди. Водно-белая канифоль при использовании в качестве флюса обычно находится в изопропиловом спирте-носителе и состоит в основном из абиетиновой кислоты и других изомерных дитерпеновых кислот, растворимых в нескольких органических растворителях. При нанесении на окисленную медную поверхность и нагревании оксиды меди соединяются с абиетиновой кислотой, образуя абиетиновую кислоту (которая легко смешивается с непрореагировавшей канифолью), оставляя чистую металлическую поверхность для смачивания припоем. Горячий расплавленный припой вытесняет канифольный флюс и абиет меди, которые затем можно удалить обычными методами очистки.
Другой тип реакции вызывает возвращение потускневшей пленки или окисленного слоя в исходное металлическое состояние, восстанавливая чистоту поверхности металла. Пример такого типа реакции имеет место при пайке под слоем нагретого водорода. При повышенных температурах (температура, необходимая для предполагаемой реакции, уникальна для каждого типа основного металла) водород удаляет оксиды с поверхности, образуя воду и восстанавливая металлическую поверхность, которую затем смачивает припой. Есть несколько других вариаций и комбинаций, основанных на этих двух типах реакций.
После того, как произошла желаемая химическая реакция (снятие или растворение потускневшего слоя), флюс должен обеспечить защитное покрытие на очищенной металлической поверхности до тех пор, пока оно не будет вытеснено расплавленным припоем. Это связано с повышенными температурами, необходимыми для пайки, что повышает вероятность того, что поверхность металла может быстро повторно окислиться, если она не покрыта должным образом. Любое соединение, которое может быть использовано для создания одного из необходимых типов химических реакций в рабочих условиях, необходимых для пайки, может быть рассмотрено для использования в качестве флюса. Однако большинство органических и неорганических соединений не выдерживают высоких температур, необходимых для надлежащей пайки. Вот почему одним из наиболее важных соображений является термическая стабильность соединений или их способность выдерживать высокие температуры, необходимые для пайки, без возгорания, разрушения или испарения.
При оценке всех требований, необходимых для того, чтобы соединение рассматривалось в качестве флюса, важно учитывать различные доступные методы пайки, методы и процессы, а также широкий диапазон материалов и температур, которые они могут потребовать. Определенный флюс может хорошо работать на определенной поверхности при использовании одного метода пайки и совершенно не подходить для этой же поверхности при использовании другого метода пайки. В случае сомнений никогда не помешает обратиться за рекомендациями к производителю флюса или припоя.
Основное руководство по флюсу для пайки электроники
При соединении двух металлов в процессе пайки, например, при сборке печатных плат, флюс необходим для достижения настоящего металлургического соединения. Это гарантирует, что паяное соединение не растрескается и не расшатается даже при повседневном износе. В этой статье рассматриваются доступные типы флюсов, преимущества и недостатки каждого из них, а также варианты удаления флюса.
Что такое Flux?
Флюс помогает в процессах пайки и демонтажа, удаляя оксидные пленки, образующиеся на поверхности припаиваемых металлов. Он увеличивает смачивающую способность припоя, благодаря чему он более равномерно растекается по поверхности без образования комков (удаления влаги).
Канифоль (тип R) Флюс
Самым основным флюсом для пайки, который использовался более тысячи лет, является натуральная канифоль, получаемая из сосновой смолы. Смолу сосновой смолы растворяют в растворителе, а затем перегоняют, чтобы получить прозрачную белоснежную канифоль, используемую в паяльных флюсах. Канифоль представляет собой совокупность встречающихся в природе кислот, главным образом абиетиновой кислоты и ее гомологов. При использовании в качестве флюса для пайки прозрачная канифоль растворяется в растворителе, обычно в изопропиловом спирте. При таком использовании без добавления кислотных активаторов его называют канифольным флюсом типа R.
Активаторы добавляются к флюсу для пайки, чтобы увеличить способность флюса растворять более тяжелые оксидные пленки, особенно те, которые образуются при более высоких температурах пайки, необходимых для бессвинцовых припоев. Активированные флюсы могут быть как слабоактивированными, так и типа RMA (канифоль — слабоактивированные) или RA (канифоль-активированные). Обычно используемые активаторы включают органические кислоты, галогенированные (содержащие хлор или бром) соединения, амиды и одноосновные и двухосновные органические соли. Все эти активаторы вызывают коррозию и должны быть удалены с печатной платы для обеспечения долгосрочной надежности.
Активированные и слабоактивированные флюсы на основе канифоли могут оставлять после себя ионы хлорида и другие коррозионно-активные вещества, поэтому их необходимо удалять с печатной платы после пайки или отпайки во избежание долговременных отказов, связанных с коррозией. Остатки этих флюсов также иногда бывают липкими и притягивают пыль, которая может содержать проводящие элементы, вызывающие короткие замыкания и другие электрические неисправности на плате. Поскольку бессвинцовые припои становятся все более распространенными в производстве, использование высокоактивированных флюсов для преодоления образования оксидной пленки при более высоких температурах пайки будет увеличиваться. Тщательная очистка после пайки или распайки при использовании бессвинцового сплава станет обязательной.
Флюс No-Clean
Флюс No-Clean может быть изготовлен из натуральной канифоли или содержать синтетические смолы. Флюсовые растворы без очистки на основе канифоли в основном такие же, как флюсы на основе канифоли (тип R), но обычно содержат природную смоляную канифоль в гораздо более низкой концентрации, чем та, которая используется в растворах флюсов типа R (R, RMA и RA). Настоящие синтетические флюсы без очистки содержат синтетические смолы, которые придают флюсу те же желаемые свойства, что и продукт из натуральной канифоли. Флюсовые растворы, не требующие очистки, также могут содержать дополнительные активаторы, а их остатки могут привести к коррозии.
Не требующие очистки флюсы были разработаны, чтобы помочь производителям печатных плат сократить время и расходы на очистку платы после пайки. Флюсы без очистки оставляют гораздо меньше следов, чем обычные флюсы типа R, и это меньшее количество остатков, как правило, не мешает работе платы и не вызывает долговременных отказов, связанных с коррозией.
Остатки флюса, не подлежащего очистке, могут быть липкими и притягивать пыль или иным образом портить внешний вид печатной платы, поэтому может потребоваться удаление (очистка) для соблюдения стандартов внешнего вида или эксплуатации. Если на печатную плату должно быть нанесено конформное покрытие для защиты схемы во время работы, поверхность платы должна быть очищена от остатков флюса, даже минимальных остатков, оставленных неочищенным флюсом, для обеспечения хорошей адгезии конформного покрытия. Необходимость использования более активного (коррозионно-активного) флюса при пайке бессвинцовыми сплавами также может привести к необходимости удаления остатков флюса, что еще больше снизит преимущества использования флюсов без очистки.
Водорастворимый (водный) флюс
В водорастворимых флюсах обычно используются водорастворимые смолы, остатки которых следует удалять промывкой водой. Некоторые водорастворимые флюсы представляют собой растворы на водной основе, что устраняет необходимость использования раствора флюса на спиртовой основе. Это один из способов сокращения выбросов ЛОС для тех производителей плит, которые действуют в соответствии со строгими экологическими нормами. Кислотные активаторы, обычно используемые в водорастворимых флюсах, включают органические кислоты, галогенированные (содержащие хлор или бром) соединения, амиды и одноосновные и двухосновные органические соли. Все эти активаторы вызывают коррозию и должны быть удалены с печатной платы для обеспечения долгосрочной надежности.
Стандартная классификация флюсов IPC J
Система классификации флюсов IPC J Standard (Joint Industry Standard) заменила военные стандарты для пайки QQ-S-571 и MIL-F-14256. Флюсы имеют рейтинг RO (канифоль), OR (органический), IN (неорганический) и RE (смола/синтетическая смола). Активность раствора флюса оценивается как L (низкая активность или <0,5% галогенида), M (средняя активность или от 0 до 2% галогенида) и H (высокая активность или от 0 до >2% галогенида). Флюсы классифицируются по содержанию галогенидов (Cl- или Br-) как 0 (без галогенов) или 1 (некоторые галогениды). В соответствии с этой схемой классификации флюс ROL0 будет флюсом на основе канифоли с низкой активностью и нулевым содержанием галогенидов. Флюс RMA может быть классифицирован по этой схеме как ROM1, если он содержит от 0,5 до 2,0% содержания галогенидов.
Продукция Chemtronics Flux
Ручки-дозаторы CircuitWorks Flux обеспечивают контролируемое и точное нанесение, которое в целом совместимо с большинством материалов в электронной промышленности. Нанесение флюса на печатные платы, радиаторы, держатели микросхем, переключатели, розетки и многое другое.
Ручки-дозаторы флюса CircuitWorks быстро сохнут, полностью портативны и имеют минимальный излишек флюса. Мгновенное смачивающее действие обеспечивает полное раскисление металлических поверхностей, обеспечивая наилучшие поверхности для ручной пайки.
Ручки для флюса CircuitWorks специально разработаны для нанесения каждого типа флюса с точным контролем:
Ручка для дозирования флюса канифоли быстро наносит неагрессивный флюс типа R. Этот флюс соответствует требованиям MIL-F-14256 E и F.
.
Ручка-дозатор No Clean Flux точно наносит запатентованный неагрессивный, не содержащий галогенидов органический флюс с низким содержанием твердых частиц. Этот флюс соответствует требованиям Bellcore TR-NWT-000078 и IPC SF-818 по сопротивлению поверхностной изоляции.
Ручка-дозатор для бессвинцового флюса
быстро наносит неагрессивный, не содержащий галогенов флюс No Clean, соответствующий требованиям Bellcore TR-NWT-000078 и IPC SF-818 по сопротивлению поверхностной изоляции.
Ручка-дозатор водорастворимого флюса
разработана специально для точного нанесения водорастворимого флюса. Водорастворимый флюс состоит из органического водорастворимого флюса с нейтральным pH, совместимого с большинством паяльных масок. Высокоактивный органический продукт легко смывается водой, что снижает затраты на очистку.
CircuitWorks Tacky Flux представляет собой состав типа ROL0, разработанный для ремонта BGA, требующих высокой надежности, стабильности и чистоты. Гелевая композиция CircuitWorks Tacky Flux удерживает компонент BGA на месте даже при движении платы. Его более низкая вязкость облегчает нанесение и не содержит ионогенного материала. CircuitWorks Tacky Flux подходит для применения в чистых помещениях.
Средства для удаления флюса Chemtronics
Средства для удаления флюса рекомендуются для операций после пайки, печатных плат, чувствительных компонентов схем, выводов компонентов, контактных площадок для поверхностного монтажа, держателей микросхем, вилок, разъемов и радиаторов, а также устройств для сквозных отверстий и поверхностного монтажа.
Надлежащее обслуживание имеет решающее значение для обеспечения надежной работы схемы. Мало того, что это некрасиво, некоторые остатки флюса могут способствовать короткому замыканию и коррозии, ухудшая качество или разрушая печатную плату. Тип удаляемого флюса, совместимость с растворителями и простота применения — все это факторы, которые необходимо учитывать при выборе соответствующего продукта. Flux-Off® доступен в виде аэрозоля, системы BrushClean™ и жидкой формы для паровых обезжиривающих средств, распылительных систем, ультразвуковых установок и погружных резервуаров.
Как просверлить отверстие в стеклянной бутылке или банке
Иногда вам может понадобиться просверлить отверстие в стеклянной бутылке или банке для поделок или ремонта дома. К счастью, это простое и быстрое дело, которое большинство из вас могут выполнить с помощью дрели, специального типа сверла и большого количества воды.
Основы сверления отверстия в стекле
Сверление дерева или пластика — это знакомый многим навык. Помимо регулировки твердости материала, это простая задача.
Сверление в стекле отличается, потому что скорость сверла должна быть низкой, чтобы контролировать температуру.
Если стекло банки или бутылки станет слишком горячим, оно может разбиться. Кроме того, запуск скважины может быть сложной задачей, поскольку сверло имеет тенденцию скользить по поверхности.
Непрерывная струя воды на поверхности помогает снизить температуру сверла и стекла.
Помощник может осторожно полить поверхность тонкой струей воды во время сверления.
Или вы можете использовать пластиковую бутыль, из которого течет постоянная струя воды, как описано ниже.
Для достижения наилучших результатов приобретите сверло с твердосплавным наконечником.
Соображения безопасности
Сверление стекла опасно. Обязательно носите защитные очки, перчатки и респиратор от пыли. Стеклянная пыль опасна. Никогда не вдыхайте стеклянную пыль. Держите его подальше от кожи. Постоянный поток воды задержит стеклянную пыль и смоет ее.
Предупреждение
Используйте только аккумуляторную дрель. Не используйте проводную дрель, как это представляет опасность поражения электрического тока в сочетании с водой.
Что вам понадобится
Оборудование / Инструменты
Аккумуляторная дрель
Перчатки
Защита для глаз
Твердосплавное сверло
Замазка сантехника
Пустой пластиковый кувшин
Канцелярская кнопка
Зажим
Материалы
Стеклянная бутылка, банка или просто плоское стекло
Как просверлить стекло своими руками
01.
Обмотайте вашу банку или бутылку
В зависимости от типа зажима вам может потребоваться дополнительная прокладка между зажимом и стеклом. Если вы сверлите плоское стекло, его необходимо поддерживать снизу.
02. Аккуратно зажмите стекло
03. Сделайте колечко из сантехнической замазки
Сформируйте шарик из сантехнической замазки диаметром около 2-3 см. Вручную раскатайте его так, чтобы он был примерно 5 мм в ширину и 8 см в длину. Сформируйте круг. Наклейте этот круг на стекло.
04. Делаем простое охлаждение
Наполните пустую пластиковую бутылку прохладной водой. Закройте её крышкой. Используйте канцелярскую кнопку, чтобы проткнуть бутыль на дне сбоку. Пока держите канцелярскую кнопку в кувшине, чтобы вода не вытекла.
05. Направьте воду в зону сверления
Переместите стеклянный материал на место для сверления. Удалите из бутылки канцелярскую кнопку. Должна потечь тонкая струйка воды. Направьте воду так, чтобы она попала в центр сформированного вами кольца из водопроводной замазки.
06. Убедитесь, что ваша «плотина» из замазки наполняется водой
Пока плотина будет заполняться и перетекать по сторонам, полезно слегка надавить пальцем на одну сторону дамбы, чтобы создать поток в одном направлении.
07. Начинайте сверлить стекло
Вставьте твердосплавное сверло в аккумуляторную дрель. Поместите конец сверла на место сверления. Слегка нажмите спусковой крючок сверла, чтобы сверло медленно вращалось. При бурении на высокой скорости сверло отодвинется от места сверления.
Важный совет
Если вам сложно начать сврлить отверстие, удалите замазку сантехника и приклейте к стеклу небольшой картонный квадратик. Просверлите картон; это помогает стабилизировать сверло. Затем снова установите плотину и возобновите бурение.
08. Сверлите стекло сверлом
Часто сливайте воду и проверяйте, как идет бурение. Наберитесь терпения. Просверливание отверстия диаметром 5 мм в толстом стекле, например в винной бутылке, может занять около десяти минут. Ближе к концу ослабьте дрель.
Советы по просверливанию отверстия в стекле
Стекло, которое вы сверлить всегда должно быть прохладным.
Постоянно текущая вода лучше для охлаждения стекла, чем сжатый воздух, например, из компрессора, потому что он может раздуть стеклянную пыль.
Гнутое стекло можно просверлить ручным сверлом. Но если у вас есть сверлильный станок, это облегчит проект.
Всегда запускайте дрель медленно.
Поломка возникает, когда вы сверлите слишком быстро, быстро переходите от горячего к холодному (или наоборот) или не поддерживаете стекло.
Некоторые типы более тонкого стекла плохо сверлятся и имеют свойство разбиваться.
Мелкие предметы можно просверлить даже в воде.
Простой способ проделать в стеклянной бутылке отверстие любой формы
Стеклянная бутылка — отличная основа для многих творческих проектов. Она смотрится интересно и стильно. Но, в отличие от пластика, разрезать ее без профессиональных инструментов, кажется, совсем непросто… Только не для тех, кто знаком с этим невероятным способом!
Вам понадобится:
Бутылка из стекла
Паяльник
Маркер
Шаг 1: Подготовьтесь к резке
При помощи перманентного маркера наметьте контур будущего отверстия. Если ваш проект допускает свободную форму прорези, постарайтесь разместить ее так, чтобы хотя бы одна сторона приходилась на сгиб стекла. Так разрезать будет намного проще, чем по прямой поверхности. Закрепите бутылку неподвижно. Удобнее всего это сделать так, как показано на фото.
Шаг 2: Начинаем разрезать
Для того, чтобы аккуратно расколоть стекло, приложите паяльник к началу линии по сгибу бутылки и подержите несколько секунд. Затем переместите паяльник на несколько миллиметров. В этот момент стекло должно треснуть. Если трещины не образовалось, вернитесь паяльником обратно. Медленно продвигайтесь по линии, трещина на стекле должна образовываться по мере движения паяльника. Если в какой-то момент стекло перестает разрезаться, нагрейте противоположный край трещины.
Шаг 3: Поворот трещины
Дойдя до угла, аккуратно переверните паяльник, чтобы он следовал по намеченной линии. Лучше всего получится образовать ровный угол именно в месте перегиба стекла. В некоторых случаях стекло может треснуть неровно, поэтому нужно быть готовым к тому, что отверстие придется сделать несколько шире. Или просто иметь в запасе еще одну бутылку. Безусловно, такой способ резки не подойдет для образования очень мелких отверстий.
Шаг 4: Вопрос с углами
В некоторых случаях, при разрезе перпендикулярных отрезков, угол образуется самостоятельно. Просто потренируйтесь на разных бутылках, и со временем обретете нужную сноровку.
Шаг 5: Завершаем резку
В какой-то момент, трещина может остановится и не двигаться по привычной схеме. В некоторых случаях по нижнему краю отверстия может образоваться две разные трещины, которые не сходятся в одну. Помогайте паяльником, и при необходимости, надавите на стекло с внутренней стороны бутылки, поместив в нее ручку ножа или отвертки.
Шаг 6: Достаем лишнее
Аккуратно вынимаем отрезанную часть бутылки. Если боитесь порезаться о край стекла, используйте перчатки. Если все пошло по плану, получится вырезать именно ту деталь, которую нарисовали изначально.
Шаг 7: Другие отверстия, которые можно сделать этим же методом
Таким же образом можно разрезать бутылку вдоль на две части. Сложнее всего разрезать дно, поэтому разрез придется немного сместить. Попробуйте этот способ на бутылках различной формы и определите, с какими вам будет легче всего работать. Когда набьете руку, сможете приступать к созданию интересного объекта из самой красивой бутылки.
Вы умелый домашний мастер, который хотел бы сделать лампу из пустой винной бутылки или зацепить зеркало через отверстие, но мысль о сверлении через стекло или другой подобный хрупкий материал не дает вам замерзнуть. С правильным сверлом и правильной техникой легко научиться прорезать отверстие в стекле и браться за проекты, которые вы еще не пробовали, то есть до тех пор, пока вы не пытаетесь просверлить закаленное или «безопасное стекло». ” стекло (определяется по маркировке в углу стекла), которое разбивается при приложении механического усилия.
Выбор лучшего сверла для стекла
Сверла, подходящие для сверления стекла, имеют карбидные или алмазные наконечники копьевидной формы. Эти сверла имеют форму копья, достаточно острую, чтобы безопасно сверлить стекло, не повреждая его. Сверла с твердосплавными и алмазными наконечниками намного острее, чем сверла по каменной кладке и другие типы сверл, которые разбивают или раскалывают стекло, а не просверливают точное отверстие.
Доступные в большинстве хозяйственных магазинов сверла для сверления стекла бывают разных размеров. Хорошей идеей будет купить маленькое сверло по стеклу (1/8 дюйма или 3/32 дюйма) для просверливания направляющих отверстий, а также сверла большего размера, соответствующие диаметру готового отверстия, которое вы хотите сделать.
СВЯЗАННЫЕ: Лучшие точилки для сверл 2022 года
istockphoto.com
Соображения безопасности
При работе со стеклом важно тщательно соблюдать меры предосторожности. Всегда надевайте защитные очки, чтобы защитить глаза от осколков стекла в воздухе. Пылезащитная маска предотвратит вдыхание частиц стекла и пыли. Наконец, защитные перчатки могут помочь вам избежать порезов при работе со стеклом или зеркалом. порезы.
Что касается техники сверления, обязательно поддерживайте низкую скорость и умеренное давление. Если вы впервые просверливаете отверстие в стекле, мы рекомендуем сначала попрактиковаться в этой технике на запасном куске стекла. Держите скорость вращения дрели ниже 400. Если вы будете сверлить слишком быстро, будет выделяться тепло, которое повредит сверло.
Реклама
Следующие шаги помогут вам просверлить отверстие в стекле, не разбив его.
Инструменты и материалы
Painter’s tape
Felt-tip marker
Power drill
Spear-tipped carbide drill bit
Protective goggles
Dust mask
See full list «
Work gloves
600-grit diamond file
Объявление
ШАГ 1: Отметьте место бурения.
Сделайте «X» двумя кусочками малярной или малярной ленты на месте сверления. В центре «X» используйте фломастер, чтобы указать точное место, где будет отверстие. Лента придаст вашей бите некоторую тягу и предотвратит ее блуждание по скользкой стеклянной поверхности.
ШАГ 2: Закрепите стекло для сверления.
Закрепите стеклянный предмет, с которым вы работаете. Положите стеклянные панели на подушку или другой амортизирующий материал. Если вы просверливаете стеклянную бутылку и вам легче работать с объектом под небольшим углом, скажем, под 45 градусов, положите бутылку на бок, отмеченным местом сверления вверх, поднимите горлышко до угла. так, чтобы вам было удобно, и держите гриф, чтобы он не двигался, пока вы сверлите другой рукой.
СВЯЗАННЫЕ: 14 лучших советов по сверлению от Боба Вила
ШАГ 3: Выберите начальное сверло.
Выберите сверло для резки стекла меньшего размера, чем отверстие, которое вы в конечном итоге просверлите. 1/8-дюймовое или 3/32-дюймовое сверло с твердосплавным или алмазным наконечником — хороший выбор для создания углубления или направляющего отверстия в стекле. Вставьте биту в патрон дрели с регулируемой скоростью.
Наденьте защитные перчатки, очки и пылезащитную маску, и вы готовы к работе. Держите дрель под прямым углом (90 градусов) к поверхности стекла. Начните сверлить на низкой скорости — ниже 400 об/мин — чтобы вырезать пилотное отверстие. Удалите ленту, когда это будет сделано.
istockphoto.com
ШАГ 4: Увеличьте размер сверла по мере необходимости.
Замените стартовую фрезу на более крупную, если в вашем проекте требуется более широкое отверстие. Продолжайте сверлить со скоростью около 400 об/мин и слегка нажимайте на сверло, чтобы стекло не треснуло. Высокоскоростное бурение приводит к перегреву и отложению стеклянного порошка в месте бурения; это также может испортить бит.
Реклама
ШАГ 5: Подпилите края выходного отверстия.
При сверлении стекла входное отверстие обычно чистое и гладкое, а края выходного отверстия могут быть острыми. Аккуратно подпилите любые сколы или неровности алмазным напильником с зернистостью 600, который входит в отверстие. Промойте, чтобы удалить всю оставшуюся пыль.
Заключительные мысли
После того, как вы научитесь просверливать отверстие в стекле, вы сможете начать множество проектов. Ключом к созданию ровного, чистого отверстия в стекле является использование низких оборотов, умеренного и постоянного давления и всегда начиная с небольшого направляющего отверстия.
Для начинающих домашних мастеров, которые не уверены, что могут достичь 400 об/мин на дрели с регулируемой скоростью, скорость легко приблизить: если ваша дрель достигает 1500 об/мин, когда вы полностью нажимаете курок, удерживая курок наполовину вниз, вы увеличиваете скорость до 750 об/мин. Нажимая на спусковой крючок вдвое меньше, вы снижаете скорость примерно до 375 об/мин. Это правильная зона для сверления отверстия в стекле.
Как и в случае с любым новым навыком, ключевое значение имеет практика. Прежде чем погрузиться в проект, найдите время, чтобы потренироваться в сверлении отверстий в стекле, подобных тем, которые вы будете использовать. Это упражнение поможет вам почувствовать себя комфортно и уверенно, чтобы вы могли приступить к работе, выполняя свои самые амбициозные творческие проекты.
istockphoto.com
Часто задаваемые вопросы о вырезании отверстий в стекле
Даже новички могут просверлить отверстие в стекле, выполнив действия, описанные в этом руководстве. Сверление стекла не должно быть пугающим проектом, если вы будете следовать нашим инструкциям и вооружитесь инструментами и знаниями, чтобы сделать это безопасно. Чтобы предоставить вам достаточно ноу-хау, вот несколько часто задаваемых вопросов и ответов о том, как просверлить отверстие в стекле.
В. Какие сверла вы используете для стекла?
Электродрель с регулируемой скоростью — это инструмент, который вам нужен для сверления стекла; однако для выполнения этой работы вам понадобится сверло с твердосплавным или алмазным наконечником копьевидной формы. Во время использования держите дрель на скорости 400 об/мин или ниже, так как слишком быстрое сверление стекла может повредить сверло.
Объявление
В. Можно ли сверлить стекло сверлом по камню?
Сверла по каменной кладке не такие острые, как сверло с алмазным наконечником, поэтому они не справятся с задачей сверления отверстия в стекле. Если вы попытаетесь вырезать отверстие в стекле с помощью сверла по каменной кладке, вы, скорее всего, сломаете или расколете стекло. Использование правильного сверла для работы делает отверстие в стекле более безопасным и легким.
В. Как сделать дырку в оконном стекле?
Проделывание отверстия в оконном стекле является деликатной работой, если вы не снимаете стекло с рамы окна. В этом случае лучше всего нанять стекольщика (специалиста по стеклу и окнам). Они используют специальные инструменты для резки стекла, чтобы надрезать стеклянную поверхность и аккуратно выдавить отверстие.
В. Как просверлить большое отверстие в стекле?
При сверлении в стекле используется система, состоящая из малого и постепенного расширения. Наши инструкции выше объясняют, как создать небольшое пилотное или стартовое отверстие. Как только вы создали эту начальную точку, вы можете увеличить размер сверла. Кроме того, для сверления больших отверстий в стекле полое сверло с алмазным покрытием имеет больший диаметр.
В. Можно ли сделать отверстие в закаленном стекле?
Не рекомендуется пытаться просверливать отверстие в закаленном стекле. Этот тип стекла предназначен для разрушения при ударе, что становится очень опасным, особенно если вы не носите рекомендуемые средства индивидуальной защиты. Закаленное стекло имеет ровные края и небольшие дефекты на поверхности стекла, а на подлинное закаленное стекло наносится идентификатор.
Реклама
Простые способы сверления отверстий в стеклянных бутылках – Roetell
Стеклянные бутылки бывают разных форм, размеров и цветов. Эти разновидности делают их эстетически привлекательными и пригодными для использования в качестве декора. Есть несколько творческих способов повторного использования и переработки старых стеклянных бутылок.
Есть несколько вещей, которые можно сделать с бутылкой, не разрезая ее и не делая в ней отверстий. Например, отверстия позволят вам вставить в них маленькие лампочки, повесить через них колокольчики или продемонстрировать в них декоративные растения.
Однако стекло — хрупкий материал, и для проделывания в нем отверстий необходимо использовать особый метод. Если вы мастер своими руками и хотите научиться делать отверстия в стеклянных бутылках, не раскалывая и не разбивая стекло, вот несколько простых способов, которые вы можете попробовать.
Просверлить отверстие в стекле можно с помощью сверлильного станка. Мысль о том, чтобы просверлить такой хрупкий объект, как стеклянная бутылка, может пугать, но знание нескольких приемов поможет вам справиться с этим.
Первый шаг — это знать свои сверла. Алмазное сверло предпочтительнее при сверлении хрупких материалов, таких как стекло, потому что оно точное и острое. Следующий шаг — надеть перчатки и защитное снаряжение для глаз, чтобы защитить себя от осколков стекла. Работайте в хорошо проветриваемом помещении, желательно на улице, например, на заднем дворе или в гараже.
Источник: Pinterest
Необходимые материалы
Стеклянная бутылка
Электродрель
Малярная или упаковочная лента
Перчатки
Глазная шестерня
пульверизатор с водой в нем
Маркер
Метод
Ниже приведен очень простой метод, в котором используется дрель, чтобы сделать отверстие в стеклянной бутылке.
Поместите стеклянную бутылку на ровную поверхность. Это поможет удержать бутылку на месте. Важно положить резиновую прокладку, чтобы смягчить бутылку. Амортизация обеспечивает дополнительную поддержку и гарантирует, что бутылка не соскользнет, пока вы пытаетесь сверлить.
Заклейте область, которую вы планируете просверлить. Это можно сделать с помощью упаковки или малярного скотча. Лента предотвратит раскалывание стекла в разных направлениях при приложении давления от дрели.
Отметьте контрольную область на ленте. Маркировка правильного места поможет вам во время сверления и гарантирует, что вы не будете слишком сильно перемещать сверло и случайно не сделаете отверстие в неправильном месте.
Когда вы собираетесь сверлить стекло, очень важно не оставлять дрель на полную мощность. Стеклянная бутылка очень хрупкая, и применение сильного электрического тока через дрель мгновенно разобьет стекло. Отрегулируйте скорость набора до минимума.
Прикладывайте еще меньшее давление, когда область, которую вы хотели просверлить, начинает отрываться.
Продолжайте распылять воду на сверло на протяжении всего процесса. Сверла легко нагреваются и в результате могут расплавить стекло. Важно периодически распылять воду и охлаждать сверло. Только будьте осторожны, чтобы не пролить воду на электроприборы. Продолжайте сверлить до получения чистого отверстия!
Если вы собираетесь продавать такие специальные бутылки оптом, использование роботизированных сварочных манипуляторов на вашей производственной линии — хороший способ повысить эффективность. На рынке продаются различные высококачественные сварочные позиционеры. Вы могли бы попробовать.
Вы можете использовать этот метод, чтобы просверлить отверстие в некоторых стеклянных вазах и сделать настенный держатель для цветов. Двор, заполненный этими держателями для цветов, создаст пасторальную атмосферу и легко заставит вас задуматься об этих цитатах для любителей растений.
Вот видео, показывающее, как просверлить отверстие в стеклянной бутылке:
Проделывание отверстия без дрели
Если у вас нет электродрели или вы хотите купить сверла, вы можете использовать паяльник, чтобы проделать отверстия в бутылке. Этот метод полезен при создании больших отверстий для таких проектов, как мини-висячий террариум.
Источник: Pinterest
Необходимые материалы
Стеклянная бутылка
паяльник
Табло для подсчета очков
Маркер
Метод
Вот пошаговая инструкция, как проделать отверстие в стеклянной бутылке с помощью паяльника:
Выберите область, которая следует за изгибом бутылки. Вырезать отверстие в криволинейной области будет легче, чем в плоской.
Нарисуйте желаемую форму на бутылке с помощью маркера. Четко обозначьте область, которую необходимо вырезать.
Нагрейте нужный участок с помощью паяльника. Переместите его вокруг формы области, которую необходимо удалить. Прикладывайте паяльник к периметру формы постепенно, вы начнете видеть плавление стекла, приложите больше давления, и вы сможете увидеть правильный разрез.
Как только вы приложите достаточно тепла по всему контуру, вы увидите, что кусок стекла внутри контура начнет отделяться от остальной части бутылки. Треснувший кусок может все еще оставаться неповрежденным, и у вас будет соблазн вынуть его из бутылки, приложив большее усилие паяльником. Но не делайте этого, это сломает окружающие области стекла.
Вместо этого вставьте в бутылку карандаш или ручку и постучите ею по отрезанному кусочку изнутри. Это отделит ненужный кусок от стеклянной бутылки.
Если у вас нет винной бутылки, вы все равно можете сделать террариум, используя стеклянную бутылку из-под сока.
Сколько литров воды в 1 секции чугунного радиатора?
Хотя производители радиаторов из стали, алюминия и биметалла говорят, что чугунные аналоги уже отжили свое, это не так. Действительно, уже 160 лет прошло с того дня, как впервые были установлены обогреватели из этого металла, и в свое время они совершили настоящий прорыв в снабжении домов теплом.
В настоящий период старые советские батареи вряд ли кому-то симпатичны, но вот их современные аналоги стали совершенно другими. Начиная от внешнего вида и заканчивая тем, сколько воды в одной секции чугунной батареи, все поменялось в этих «старожилах» отопительных систем.
Сколько остывают чугунные батареи?
Чугунные батареи
выдерживают скачок давления до 15 атм., в то время как биметаллический – до 40 атм. Однако в центральной теплосети давление выше 15 атмосфер не поднимается, благодаря чему многочисленные батареи из чугуна прекрасно работают на протяжении десятков лет.
Интересные материалы:
Что сегодня с луной почему она красная? Что такое мелкая моторика и почему так важно ее развивать? Что такое приспособленность почему она носит относительный характер? Что такое тайга и где она находится? Что такое услуга Кто звонил? Что взять с собой в дорогу Если ты на диете? Что замкнуть чтобы включить компьютер? Для кого характерна двусторонняя симметрия тела? Для кого нужна безглютеновая диета? Для кого пишет песни LP?
Сколько воды в одной секции биметаллического радиатора
Как и в случае с алюминиевыми, существует много вариантов производителей и марок биметаллических батарей отопления. Точно так же отличается их строение, внешний вид, диаметры каналов.
Объем воды в биметаллическом радиаторе зависит от его высоты и составляет (в литрах):
35 см – 0,1-0,15;
50 см – 0,2-0,3;
60 см – 0,25-0,35;
90 см – 0,3-0,5;
120 см – 0,4-0,6.
Чтобы подсчитать объем секции биметаллического радиатора нестандартной высоты используйте формулу (V – объем в литрах, h – высота в метрах):
V = h x 0.35
Так вы получите ориентировочное значение, которое может колебаться в пределах 20%.
Каких ситуаций можно избежать, если правильно рассчитать объём теплоносителя
Многие делают монтаж тепло системы, полагаясь на советы мастеров, друзей или собственную интуицию. Котёл выбирают по мощнее, увеличивают «на всякий случай» количество секций радиаторов. А в итоге получается обратная картина: вместо ожидаемого тепла, батареи прогреваются не равномерно, котёл «мотает» топливо вхолостую.
Таблица теплоотдачи чугунных и биметаллических радиаторов отопления — Портал о строительстве, ремонте и дизайне
Создание комфортной температуры жилья в отопительный период зависит от множества факторов: от типа стены, высоты помещения, площади оконных проемов, характера расположенного пространства и многого другого. Большое значение имеет тепловой расчет устанавливаемых приборов. Традиционные методы расчета требуют учета вышеуказанных факторов, достаточно трудоемки. Для упрощения выбора типа оборудования применяется таблица радиаторов отопления.
Радиаторы отопления
Характеристики радиаторов отопления
Эффективность батарей зависит от следующих факторов:
температуры подачи теплоносителя;
теплопроводности материала;
площади поверхности батареи;
Чем выше эти показатели, тем больше тепловая мощность приборов.
Эффективная теплоотдача батарей отопления в зависимости от способа установки и подключения
В качестве единицы измерения теплоотдачи радиатора принято считать Вт/м*К, наравне с этим в паспорте часто указывается формат кал/час. Коэффициент перевода из одной единицы измерения в другую: 1 Вт/м*К = 859,8 кал/час.
Чугунные радиаторы отопления
В зависимости от материалов изготовления отличают чугунные, стальные, алюминиевые и биметаллические радиаторы. Каждый материал имеет показатели по следующим параметрам:
теплоотдаче одной секции;
рабочему давлению;
давлению опрессовки;
емкости одной секции;
массе одной секции.
Совет!Не следует забывать про подверженность материала изготовления батарей к коррозионному воздействию. Это важная характеристика при покупке обогревателя.
Чугунные батареи
Этот вид радиаторов, которые в народе называют «гармошками». Они обладают довольно большой эффективностью, стойкостью к коррозии, удару. Эти батареи достаточно долговечны и имеют доступную рыночную цену. Благодаря большим размерам сечения одной секции, засорение для таких батарей не представляет угрозы.
Чугунные батареи нового поколения
Теплоотдача секции чугунного радиатора ниже, чем у аналогов. Через час после отключения отопления чугунные батареи сохраняют 30% тепла. Современные производители выпускают эстетичные чугунные батареи с гладкой поверхностью и изящными формами, поэтому спрос на них остается высоким. Сравнение чугунных радиаторов отопления с другими видами приборов, приводится в нижеуказанной таблице.
Таблица тепловой мощности радиаторов отопления
Вид радиатора
Теплоотдача секции, Вт
Рабочее давление, Бар
Давление опрессовки, Бар
Емкость секции, л
Масса секции, кг
Алюминиевый с зазором между осями секций 500мм
183,0
20,0
30,0
0,27
1,45
Алюминиевый с зазором между осями секций 350мм
139,0
20,0
30,0
0,19
1,2
Биметаллический с зазором между осями секций 500мм
204,0
20,0
30,0
0,2
1,92
Биметаллический с зазором между осями секций 350мм
136,0
20,0
30,0
0,18
1,36
Чугунный с зазором между осями секций 500мм
160,0
9,0
15,0
1,45
7,12
Чугунный с зазором между осями секций 300мм
140,0
9,0
15,0
1,1
5,4
Алюминиевые батареи
Теплоотдача алюминиевых радиаторов отопления, как видно из таблицы, лучше, чем у чугунных батарей, но хуже чем у биметаллических. Они достаточно прочны, а легкий собственный вес позволяет облегчить монтаж приборов. Из-за уязвимости к кислородной коррозии в последнее время стали проводить анодирование алюминия.
Алюминиевые радиаторы.
Биметаллические батареи
Этот вид радиатора является сочетанием элементов из стали и алюминия. Каналом для движения теплоносителя являются трубы, а соединительными деталями – резьбовые соединения. В качестве защиты и придания эстетичного внешнего вида такие батареи покрываются кожухом из алюминия. Недостатком изделия является относительно высокая стоимость по сравнению с аналогами. Но это компенсируется тем, что теплоотдача у биметаллических радиаторов отопления самая высокая.
Биметаллические радиаторы отопления
Стальные батареи
Старые стальные радиаторы обладают достаточно высокой тепловой мощностью, но при этом плохо удерживают тепло. Их нельзя разобрать или наращивать количество секций. Радиаторы данного типа подвержены к коррозии.
Стальные радиаторы
В настоящее время начали выпускать панельные радиаторы из стали, которые привлекательны высокой отдачей тепла при небольших размерах по сравнению с секционными радиаторами. Панели имеют каналы, по которым происходит циркуляция теплоносителя. Батарея может состоять из нескольких панелей, кроме этого, оснащаться гофрированными пластинами, увеличивающими теплоотдачу.
Устройство стальных панельных радиаторов
Тепловая мощность панелей из стали напрямую связана с габаритами батареи, зависящими от количества панелей и пластин (оребрение). Классификация проводится в зависимости от оребрения радиатора. Например, тип 33 присвоен трехпанельным обогревателям с тремя пластинами. Диапазон типов батарей составляет от 33 до 10.
Самостоятельный расчет требуемых радиаторов отопления связан с большим объемом рутинной работы, поэтому производители начали сопровождать изделия таблицами характеристик, которые сформированы по записям результатов испытаний. Эти данные зависят от типа изделия, монтажной высоты, температуры теплоносителя при входе и выходе, нормативной температуры в помещении и многих других характеристик.
Стальной панельный радиатор
Расчет приборов по теплопотерям помещения
Тепловые показатели устанавливаемых приборов определяются из расчета потери тепла помещением. Нормативное значение тепла, необходимого на единицу объема обогреваемой комнаты, за которую принимается 1 м3, составляет:
для кирпичных зданий – 34 Вт;
для крупнопанельных зданий – 41 Вт.
Теплопотери
Температура теплоносителя у входа и выхода и стандартная температура помещения отличаются для различных систем. Поэтому для определения реального теплового потока рассчитывается дельта температуры по формуле:
Dt = (T1 + T2)/2 – T3, где
T1 – температура воды у входа системы;
T2 – температура воды у выхода системы;
T3 – стандартная температура помещения;
Таблица для расчета теплоносителя
Важно! Паспортная теплоотдача умножается на поправочный коэффициент, определяемый в зависимости от Dt.
Для определения количества тепла, которое необходимо для помещения, достаточно умножить его объем на нормативное значение мощности и коэффициент учета средней температуры зимой, в зависимости от климатической зоны. Этот коэффициент равен:
при -10оС и выше — 0,7;
при -15оС — 0,9;
при -20оС — 1,1;
при -25оС — 1,3;
при -30оС — 1,5.
Кроме этого, необходима коррекция на количество наружных стен. Если одна стена выходит наружу, коэффициент 1,1, если две — умножаем на 1,2, если три, то увеличиваем на 1,3. Используя данные изготовителя радиатора, всегда легко выбрать нужный обогреватель.
Теплопотери помещения
Помните, что самое важное качество хорошего радиатора — это его долговечность в работе. Поэтому постарайтесь сделать свою покупку так, чтобы батареи прослужили вам необходимое количество времени.
Очистка чугуна с помощью электролиза
Очистка чугуна с помощью электролиза
Среди множества инструментов для реставрации, доступных коллекционеру старинной чугунной посуды, пожалуй, наиболее полезным является очистка с помощью электролиза. Несмотря на то, что это немного больше работы и затрат, чем другие методы установки, правильно спроектированный и реализованный электролизный бак может удалить как ржавчину, так и отложения в относительно короткие сроки.
Термин «электролиз» происходит от двух греческих слов и по существу означает «разлагать с помощью электричества». Некоторые, возможно, помнят школьные эксперименты на уроках естествознания, в которых было продемонстрировано, что электролиз расщепляет воду на молекулярные компоненты водорода и кислорода. Но электролитическая ячейка также может воздействовать на электроды, к которым присоединен источник напряжения, путем добавления материала, удаления материала или того и другого. Этот процесс в условиях высокого напряжения и температуры является основой для гальванического покрытия, такого как декоративный хром на автомобильных деталях.
Для наших целей электролизная очистка работает как хромирование наоборот. Подключив положительный и отрицательный провода в противоположность процессу покрытия, вы получите удаление грязи и ржавчины.
Наиболее распространенная установка резервуара для очистки электролизного железа включает в себя пластиковый контейнер для хранения или аналогичный, достаточно прочный, чтобы вмещать восемь или более галлонов воды, и зарядное устройство для автомобильного аккумулятора. Вам понадобится кусок металла, железа или стали, который будет служить «жертвенным анодом», к которому будет течь электрический ток от очищаемого куска.
Вам также нужно будет превратить воду в резервуаре в так называемый электролит, сделав его более проводящим, чтобы через него легче проходил ток. Для этого мы используем Arm & Hammer Super Washing Soda™ (не пищевую соду), доступную в разделе добавок для стирки (желтая коробка среднего размера), из расчета 1-2 столовые ложки на галлон воды. Стиральная сода — это прежде всего карбонат натрия, тогда как пищевая сода — это бикарбонат натрия. Некоторые люди используют кондиционер для воды в бассейне под названием pH+, который состоит из карбоната натрия. Некоторые продвинутые любители используют гидроксид натрия, также известный как щелочь, для получения электролита/чистящего раствора двойного действия, но для большинства подойдет более простая и менее опасная стиральная сода.
галлонов воды
Смысля соды
5
5-10 T.
1/3-2/3 C.
10
10-20-2026
10
10-20-201269
10
10-20-20126
10
10-201.
10
10-20126
10
10.2026
10
100026
10
. — 1-1/3 кл.
15
15-30 т.
1 — 2 кл. /3 Ц.
25
25-50 Т.
1-2/3 — 3-1/3 Ц.
Чтобы правильно подключить источник напряжения, нужно просто помнить, что черный провод K (минус) идет на разъем s K . Кроме того, используемое зарядное устройство должно быть ручным или иметь ручной режим зарядки. Автоматическое зарядное устройство увидит электролизер как заряженную батарею и выключится.
Если у вас уже есть полностью автоматическое зарядное устройство и вы не хотите покупать его с ручным управлением, есть обходной путь, хотя для этого необходимо использовать автомобильный аккумулятор на 12 В. Подключив автоматическое зарядное устройство к аккумулятору, как будто для его зарядки, вы можете затем использовать соединительные кабели от аккумулятора к установке для электролиза. Ток, накопленный в аккумуляторе, потечет на поддон и жертвенный металл, а зарядное устройство с радостью подаст ток на разряженный аккумулятор. При использовании этой настройки требуется повышенная осторожность, поскольку вы должны тщательно поддерживать соединения «плюс-плюс» и «минус-минус» между зарядным устройством и аккумулятором. Вы также должны убедиться, что положительный и отрицательный выводы аккумулятора не соприкасаются напрямую. Кроме того, клеммы и зажимы могут нагреваться.
Я использую переключаемое ручное зарядное устройство Die Hard™ на 2 или 10 ампер от Sears. Насколько я понимаю, у Sam’s Club есть и недорогие ручные зарядные устройства.
Ручные зарядные устройства для автомобильных аккумуляторов найти становится все труднее. Другой относительно доступной альтернативой является переменный источник питания постоянного тока . Обычно используемые для тестирования и ремонта электронного оборудования, они предлагают такие преимущества, как регулируемое напряжение и ток (ампер).
Я кладу деревянную доску 2×2 поперек верхней части контейнера и подвешиваю к ней кастрюли в воде с помощью проволоки для вешалок, прикрепляя черный разъем к непогруженному кончику ручки кастрюли. Другой, красный разъем, идет к куску стального листа шкафа кондиционера, который я получил от парня, работающего с HVAC, у которого часто есть панели из нового неокрашенного металла, оставшиеся от его установок.
Другие варианты дешевых анодов включают арматуру или бывшие в употреблении лезвия газонокосилки. Еще одной недорогой альтернативой являются стальные банки большего размера, такие как банки для фруктовых соков, с удаленными верхом и дном, обрезанными сторонами и сплющенными. Аноды с большей площадью поверхности, как правило, являются наиболее эффективными.
Для достижения наилучших результатов убедитесь, что разъемы имеют хороший электрический контакт как с очищаемой деталью, так и с жертвенным металлом. Используйте проволочную щетку или скребок из нержавеющей стали, чтобы удалить часть ржавчины и/или грязи в том месте, к которому вы будете прикреплять разъем зарядного устройства. В долгосрочной перспективе, чтобы ваши зажимы не подвергались воздействию коррозионной влаги или воздействию электролитического процесса, вы можете не подключать зажимы зарядного устройства непосредственно к изделию, а вместо этого прикреплять их к металлическому кронштейну или проводу, на котором висит изделие. Достаточный ток все еще должен протекать, если все точки крепления относительно чистые, из голого металла. Плохие соединения вызывают повышенное электрическое сопротивление и чрезмерный нагрев. Чистые металлические соединения обеспечат наиболее эффективную очистку и наименьшее повреждение проводов зарядного устройства с течением времени. Заметно нагреваются зажимы зарядного устройства во время использования, что свидетельствует о плохом контакте.
Также не поддавайтесь искушению добавить больше соды, чем рекомендуется; это может привести к чрезмерному току и перегреву, что может привести к отключению зарядного устройства или расплавлению изоляции проводов кабеля. Вы узнаете, что у вас есть хороший ток, когда вы увидите туман из мелких пузырьков, образующихся вокруг элемента, а амперметр вашего зарядного устройства покажет верхнюю границу шкалы.
В процессе электролиза красная ржавчина (оксид железа) преобразуется в оксид железа, иногда называемый черной ржавчиной. Этот процесс также покрывает и гниет «жертвенный» кусок металла с течением времени, поэтому его необходимо время от времени очищать или переворачивать так, чтобы чистая сторона была обращена к очищаемому куску, и, в конечном итоге, заменять его.
Побочным продуктом электролитического процесса является образование потенциально горючего газообразного водорода. Поэтому разумно обеспечить хорошую вентиляцию пространства вокруг установки или, что еще лучше, подумать о том, чтобы делать это на открытом воздухе.
Электролиз в значительной степени является процессом прямой видимости, то есть сторона детали, ближайшая к жертвенному металлу, становится чище первой. Если вы поместите что-то между куском и металлом, на куске останется «тень» грязи, где предмет перекрыл ток от куска. У некоторых людей металл с обеих сторон или вокруг детали для более быстрого действия. Я просто время от времени переворачиваю произведение. Визуально скопившаяся грязь ослабевает и отслаивается или отслаивается, как старая краска. В некоторых местах он крепче держится и отклеивается дольше. Красная ржавчина превратится в мелкий черный осадок, который легко стирается или стирается. Процесс закончен, когда металл становится голым и серым. В местах, которые были особенно грязными, могут остаться более темные пятна, но это нормально, с этим можно справиться.
Совет: если ржавчина только внутри, крупногабаритные детали, такие как котлы и стиральные котлы, могут стать собственным электролизером. Заполните водой и растворите соответствующее количество стиральной соды для объема. Используйте 2×4, кусок трубы из ПВХ или другого непроводящего материала в качестве перекладины и повесьте на нее кусок жертвенного металла. Присоедините отрицательный кабель ручного зарядного устройства к боковой стороне горшка, а положительный — к жертвенному аноду.
Сколько времени занимает электролиз? До того, как я начал использовать щелочь, очистка среднего предмета с помощью одного только электролиза могла занять пару сеансов, может быть, по 8 часов каждый. Смягчение вещей с помощью щелочи сначала сокращает это примерно до одного дневного сеанса продолжительностью в несколько часов. Подвешивание очищаемого изделия как можно ближе, не касаясь жертвенного металла, также ускоряет процесс.
Два одинаково ржавых домика #7, до и после электролиза:
Другие мысли
Когда вы читаете об использовании электролиза для очистки чугуна, вы часто сталкиваетесь с некоторыми предостережениями по поводу выбора материалов для расходуемого анода.
Многие частые пользователи электролиза, недовольные постоянной необходимостью замены анода, обратились к нержавеющей стали, а некоторые даже зашли так далеко, что создали установку на 360°, используя цилиндр из нержавеющей стали в качестве контейнера и анода. Преимущество нержавеющей стали заключается в том, что она не подвергается коррозии так быстро, как другие виды стали или железа. Однако нередко можно увидеть комментарии о том, что использование нержавеющей стали в установке для электролиза создает опасный побочный продукт, называемый шестивалентным хромом. «Гексхром», как его называют в гальванической промышленности, действительно представляет собой проблему для тех, кто работает в этой отрасли, где при используемых температурах и напряжениях он может производиться, испаряться и выбрасываться в атмосферу. Однако при гораздо более низких напряжениях и температурах, обычно используемых для очистки чугуна, шестигранный хром не вызывает беспокойства.
Аналогичные предупреждения относятся к использованию оцинкованных металлов и возможности попадания цинка в электролит, где он может вступить в контакт с очищаемой деталью. Опять же, используемые напряжения не должны вызывать беспокойства.
Однако правильная утилизация использованного электролита должна включать предотвращение загрязнения почвы вблизи огородов. И, как и в случае любого процесса очистки, надлежащие протоколы должны включать тщательное мытье и ополаскивание очищенного предмета перед началом любого режима приправы.
Чтобы полностью избежать вышеперечисленных проблем, использование графита в качестве анода, по-видимому, вполне отвечает всем требованиям. Графит — это форма углерода, которая обладает электропроводностью, но в то же время гораздо менее активна в электролитическом процессе, чем большинство металлов. Таким образом, единственное, что он может вернуть обратно в электролит или очищаемую деталь, — это простой углерод. Графит также имеет то преимущество, что не покрывается оксидом железа, как это происходит с обычными металлическими анодами. Поэтому ему не требуется регулярная очистка для поддержания его производительности. Между сеансами очистки рекомендуется хранить анод сухим.
Хотя графит не так дешев, как простой листовой металл или железный лом, его вполне можно приобрести, учитывая ожидаемый срок службы. Стержни, стержни или пластины из прессованного экструдированного графита доступны из различных источников. Поищите в Интернете ликвидационные распродажи большого количества форм остаточного графита, избегая тех, в составе которых упоминаются другие материалы, такие как медь.
Важно отметить, что со временем любой анодный материал, используемый для очистки электролизом, изнашивается и в конечном итоге его необходимо заменить.
Наконец, электролиз следует использовать только для очистки непокрытой чугунной посуды. Кусочки алюминия растворятся. Покрытия эмалированных чугунных изделий также могут быть повреждены. Хромированные или никелированные железные детали могут подвергаться или не подвергаться неблагоприятному воздействию, в зависимости от того, начали ли участки покрытия уже отслаиваться или отслаиваться.
Инвентаризация литого и кованого железа
Отчеты Инвентаризация открывается в новом окне и содержит три отчета о каждом состоянии литой или кованой трубы.
В первом отчете вы можете ранжировать штаты либо по протяжению магистральных газораспределительных сетей, либо по количеству линий обслуживания. Распределительные магистрали — это распределительные трубопроводы природного газа, которые служат общим источником снабжения для более чем одной сервисной линии. Линии обслуживания — это трубопроводы, по которым газ транспортируется к счетчику или трубопроводу потребителя. Таблица изначально отсортирована по количеству километров литой или кованой газораспределительной магистрали, но может быть отсортирована по любому из столбцов.
Второй отчет показывает изменение количества основных миль и маршрутов обслуживания за несколько лет. С 2005 по 2020 год основной пробег по распределению литого и кованого железа на национальном уровне сократился на 50 процентов. Количество сервисных линий из литого или кованого железа сократилось примерно на 80 процентов за тот же период времени. В третьем отчете представлены данные по каждому оператору, сообщившему о железных трубопроводах с 2005 г.
Все отчеты можно ограничить одним состоянием, используя подсказку состояния вверху. Любой штат, не включенный в раскрывающийся список, либо никогда не имел литых и кованых газораспределительных трубопроводов, либо все они были удалены до 2005 года. 24 штата и 1 территория полностью ликвидировали газораспределительные газопроводы из литых и кованых металлов: AK, AZ, AR, CO, GA, HI, IA, ID, KS, MN, MT, NM, NC, ND, NV, OK, OR, PR, SC, SD, UT, VT, WA, WI и WY .
Отчеты об инвентаризации распределительных газопроводов из литого/кованого железа
Недавние инциденты, связанные с чугунными трубопроводами
Несмотря на то, что количество чугунных трубопроводов сокращается, в последнее время произошел ряд аварий, вызванных выходом из строя чугунных газораспределительных магистралей, что вновь привлекло внимание к рискам, связанным с чугунными и кованые трубопроводы.
10 января 2020 г. — Пожар и взрыв газа на частной собственности в Джерси-Сити, штат Нью-Джерси, привели к травме, потребовавшей госпитализации пациента. Компания Public Service Electric & Gas обнаружила утечки в соединениях 36-дюймовой чугунной магистрали, установленной в 1952, мигрировал по 4-дюймовому электропроводу, идущему с улицы и уходящему в подвал строения.
19 декабря 2019 г. — Бригады Philadelphia Gas Works (PGW) отреагировали на возгорание трех объектов недвижимости по адресу South 8 th Street в Филадельфии, штат Пенсильвания. 6-дюймовый чугунный газопровод имел разрыв по окружности, где большая подземная полость вызвала движение грунта и привела к разрыву магистрали, установленной в 1928 году. Погибло 2 человека. Во время происшествия PGW эвакуировала около 60 человек.
16 июня 2018 г. — Бригада подрядчика по укладке дорожного покрытия Baltimore Gas and Electric (BGE) была ранена, и ей потребовалась ночная госпитализация во время установки термопластичных маркерных линий дорожного движения с использованием тепловой горелки в Балтиморе, штат Мэриленд. Выявлена протечка газопровода и отремонтирована установленная чугунная муфта 1903 года.
20 января 2018 г. — В результате пожара газа в двухэтажном жилом доме в Бруклине, штат Нью-Йорк, четыре человека получили ранения, одному человеку потребовалась ночная стационарная госпитализация. Здание получило умеренные структурные повреждения. 6-дюймовая чугунная магистраль была установлена примерно в 1927 и работал при манометрическом давлении 0,3 фунта на кв. дюйм. Предположительной причиной инцидента стало морозное пучение.
31 июля 2016 г. — Выброс из чугунной магистрали привел к 1 смертельному исходу и 1 травме в жилом доме в Шривпорте, штат Луизиана. Определенной причины инцидента нет, но сочетание размыва/эрозии, утечки жидкости из канализационного люка, неправильной обратной засыпки и уплотнения способствовало перегрузке, которая даже привела к утечке газа. 4-дюймовая труба была установлена в 1911 году и работала под давлением 0,5 фунта на кв. дюйм.
5 марта 2015 г. — Получив уведомление об утечке газа в жилом доме в Детройте, штат Мичиган, коммунальные службы обнаружили кольцевую трещину в 6-дюймовой чугунной магистрали. Глубина промерзания составляла 48 дюймов, в результате чего магистраль сломалась. Последствия: 1 погибший и 1 травмированный. Чугунная магистраль была установлена в 1923 году и работала под давлением 2 фунта на кв. дюйм.
27 января 2015 г. — Дом на улице МакКрори в Кордове, штат Алабама, взорвался, когда сотрудники газовой службы реагировали на утечку природного газа. В результате один погибший и трое раненых. Движение земли возле чугунной магистрали привело к растрескиванию трубы. Чугунная распределительная магистраль была установлена в 1952 и работал под давлением 22 фунта на кв. дюйм.
9 января 2012 г. — Взорвался дом на Пейн-авеню в Остине, штат Техас, в результате чего один человек погиб и один был ранен. Утечка возникла в результате прорыва четырехдюймового чугунного газопровода, установленного в 1950 году. Прорыв чугунного газопровода произошел после дождя, последовавшего за продолжительной засухой.
9 февраля 2011 г. – Трагический взрыв произошел на 13-й Северной улице в Аллентауне, штат Пенсильвания. Местные аварийно-спасательные службы пытались ограничить распространение огня, в то время как оператор прорезал железобетон, чтобы получить доступ к газопроводу. Предварительное расследование выявило трещину в 12-дюймовой чугунной магистрали, установленной в 1928 и на момент инцидента работал под давлением менее 1 фунта на кв. дюйм. В результате взрыва и последовавшего за ним пожара пять человек погибли, трем потребовалась стационарная госпитализация, восемь жилых домов были разрушены.
18 января 2011 г. — В результате взрыва и пожара один сотрудник газовой компании погиб и несколько других получили ранения, когда бригады газовой компании реагировали на утечку природного газа в Филадельфии, штат Пенсильвания. Предварительное расследование выявило кольцевой разрыв на 12-дюймовой чугунной распределительной магистрали, которая была установлена в 1942 и работал под давлением 17 фунтов на квадратный дюйм.
Анализ происшествий и последствий Правила PHMSA требуют, чтобы операторы газораспределения представляли отчеты об инцидентах, когда утечка приводит к травмам или летальному исходу, ущерб имуществу превышает нормативный порог в соответствии с §191.3 или непреднамеренный выпуск трех миллионов стандартных кубических футов или более газа. Отчеты об инцидентах в системе газораспределения (за исключением утечек за пределами счетчика потребителя) за 2005–2020 годы показывают следующее:
9 процентов происшествий, произошедших на газораспределительных магистральных сетях, были связаны с чугунными магистралями. Однако только 2% распределительных сетей выполнены из чугуна.
39 процентов несчастных случаев на литейных/кованых железных дорогах привели к гибели людей или травмам, по сравнению с 21 процентом несчастных случаев на других типах сетей.
36 процентов всех смертельных случаев и 16 процентов всех травм на газораспределительных магистральных трубопроводах, связанных с литыми или коваными трубопроводами.
Что вызывает протечки железных труб? Самой большой угрозой для литых или кованых труб является движение грунта. Если эти трубопроводы будут нарушены земляными работами, сезонными морозными пучениями или изменениями уровня грунтовых вод, может возникнуть утечка.
Другая серьезная угроза, называемая графитизацией, представляет собой естественный процесс, при котором железо разлагается на более мягкие элементы, что делает железные трубопроводы более восприимчивыми к растрескиванию. Степень графитизации зависит от многих факторов, но газ может просачиваться из соединений или через трещины в трубе, если графитизация произошла.
При возникновении утечек в системах низкого давления с литыми или коваными распределительными линиями объем газа, выходящего через место отказа, намного меньше, чем тот, который мог бы выйти из-за отказа того же размера в системе, работающей при более высоких давлениях. Однако даже относительно небольшой объем утечки природного газа может иметь катастрофические последствия.
История Трубопроводы из чугуна и кованого железа были первоначально построены для транспортировки промышленного газа в 1870-х и 1880-х годах, а чугун стал более популярным в начале 19-го века.00с.
В 1970 году PHMSA начала собирать данные о пробеге газопроводов с разбивкой по типу материала труб. В 1983 году операторы газораспределительных трубопроводов сообщили о 61 536 милях чугунных и 4 371 милях кованых труб. С 1984 года операторы начали представлять объединенные данные по этим двум направлениям.
Трубопроводы из кованого железа соединялись встык с помощью резьбовых или компрессионных муфт, а трубопроводы из чугуна соединялись с помощью раструбных и втулочных соединений с использованием набивочного материала, набитого в раструб, чтобы образуют газонепроницаемое уплотнение. Поскольку по этим трубопроводам транспортировался влажный промышленный газ, упаковочный материал впитывал влагу и, как правило, не имел утечек.
Поскольку в середине 20-го века сухой природный газ начал вытеснять искусственный газ, уплотнительный материал, герметизирующий соединения, высыхал, вызывая утечки. На протяжении многих лет для восстановления суставов применялись различные методы зажима и инкапсуляции.
Программы управления целостностью распределительных сетей В конце 2009 года PHMSA внедрила правила безопасности трубопроводов для управления целостностью газораспределительных трубопроводов. Операторы должны были создать и внедрить программы управления целостностью распределения (DIMP) к августу 2011 года. Операторы должны знать конкретные характеристики своей системы и операционной среды, чтобы выявлять угрозы, оценивать риски и принимать меры по их снижению.
В частности, при работе с литым/кованым железом операторы должны знать специфические характеристики трубы и условия окружающей среды, в которых графитизация может быть серьезной. Оценка прошлой истории утечек и мониторинг литых/кованых труб во время раскопок также являются ключевыми компонентами поддержания целостности.
Рекомендации Национального совета по безопасности на транспорте Национальный совет по безопасности на транспорте — это независимое федеральное агентство, которое проводит расследования для определения вероятных причин транспортных происшествий.
В 1986 году NTSB расследовал взрыв в ресторане в Дерби, штат Коннектикут, в результате которого шесть человек погибли и 12 получили ранения. NTSB дал рекомендации по корректирующим действиям только оператору трубопровода. В 1990 году в результате взрыва природного газа и пожара один человек погиб, девять получили ранения, были разрушены два дома и повреждены два соседних дома в Аллентауне, штат Пенсильвания. В отчете NTSB было обнаружено, что утечка водопровода разрушила опору под 4-дюймовым чугунным газопроводом. . Это нарушение грунта приводит к кольцевой трещине в газопроводе. Природный газ мигрировал через почву в подвал одного из домов, где воспламенился, взорвался и сгорел. Чугунный газопровод был значительно ослаблен графитизацией.
В 1991 году NTSB рекомендовал PHMSA, которая тогда называлась Управлением по исследованиям и специальным программам, потребовать от операторов трубопроводов реализации программы по выявлению и замене чугунных трубопроводов, которые могут угрожать общественной безопасности. PHMSA выпустила два консультативных бюллетеня, касающихся программ замены чугуна.
Оповещение RSPA 91-02 Призывает операторов разрабатывать процедуры для определения сегментов чугунных труб, которые могут нуждаться в замене. Напоминает операторам о том, что правила безопасности трубопроводов требуют, как правило, замены труб из графитированного чугуна и защиты выкопанных чугунных труб от повреждений.
Предупреждающее уведомление RSPA 92-02 Напоминает операторам о том, что правила безопасности трубопроводов требуют, чтобы операторы имели процедуру постоянного наблюдения за объектами трубопровода для выявления проблем и принятия соответствующих мер в отношении отказов, истории утечек, коррозии и других необычных условий эксплуатации и обслуживания. Эта процедура должна также включать наблюдение за чугуном для выявления проблем и принятия соответствующих мер в отношении графитизации.
Консультативный бюллетень PHMSA ADB-2012-05 В 2012 году PHMSA дополнила два предупреждающих уведомления RSPA, предлагая операторам и представителям штата по безопасности трубопроводов контролировать программы замены чугуна, организовать ускоренные исследования утечек, сосредоточить усилия по обеспечению безопасности на трубах с высоким риском, стимулировать восстановление трубопровода.
models.ru» — бесплатные бумажные модели и журналы по моделированию любой сложности
У Вас есть вопрос, хотите оставить отзыв или прислать модель? Напишите нам!
Добро пожаловать на лучший сайт, посвященный бумажным моделям!
На нашем сайте вы сможете найти наиполнейший каталог моделей из бумаги и картона, которые придутся по вкусу даже самому требовательному ценителю бумажного искусства.
С нашей помощью вы и ваши дети легко освоите бумажное моделирование во всем его многообразии. Здесь вы обнаружите всевозможные картонные модели военной техники и автомобилей, чертежи судов и кораблей, развертки авиации, выкройки оружия, фигурки персонажей мультфильмов и сериалов, а также различные сборные модели, от самых простых до практически невыполнимых.
Только у нас в свободном доступе имеются оцифрованные выпуски журналов по моделированию, в которых содержится немало полезной информации для коллекционеров.
Наши модели из бумаги также можно скачать совершенно бесплатно, при этом вам не нужно регистрироваться на сайте и заполнять нудные формы. Бесплатные бумажные модели не требует от вас никаких особых инструментов, вам понадобятся лишь клей и ножницы, а также вам не помешает немного ловкости и гибкости пальцев.
Кроме того, мы научим вас правильно собирать модели и дадим несколько полезных советов по выбору инструмента для сборки.
Начните создавать свою коллекцию с нами уже сейчас!
Для всех
Бумажные модели различной сложности подойдут как для самых маленьких детей, так и для самых больших взрослых.
Фильтр
Наш умный фильтр поможет Вам найти и отобрать именно те бумажные модели и журналы, которые Вам нужны.
Бесплатно
Все модели и журналы в свободном доступе. Скачать их можно в любое время без ограничений скорости и времени.
Популярное
За неделю
За месяц
За все время
Информация обновляется ежедневно
Shipyard — 36 — Каракка Санта-Мария и каравелла Нинья (1492)
Журнал Shipyard, номер 36, посвященный каракке Санта-Мария и каравелле Нинья 1492 года.
59
Автомобиль Mitsubishi Evo IX (Тройной форсаж: Токийский дрифт)
Бумажная модель aвтомобиля Mitsubishi Evo IX из кинофильма Тройной форсаж: Токийский дрифт.
45
Автомат Калашникова модернизированный V2
Бумажная модель второй версии модернизированного автомата Калашникова АКМ.
31
W.M.C. Models — 03/2014 (24) — Автомобиль 2101
Журнал W.M.C. Models, номер 03/2014 (24), посвященный автомобилю 2101.
31
Информация обновляется ежедневно
Автомобиль Mitsubishi Evo IX (Тройной форсаж: Токийский дрифт)
Бумажная модель aвтомобиля Mitsubishi Evo IX из кинофильма Тройной форсаж: Токийский дрифт.
144
W.M.C. Models — 03/2014 (24) — Автомобиль 2101
Журнал W.M.C. Models, номер 03/2014 (24), посвященный автомобилю 2101.
126
Автомат Калашникова модернизированный V2
Бумажная модель второй версии модернизированного автомата Калашникова АКМ.
97
Пистолет Glock 18C
Бумажная модель пистолета Glock 18C.
87
Информация обновляется ежедневно
Пистолет Glock 18C
Бумажная модель пистолета Glock 18C.
18336
Автомобиль Lamborghini Huracan
Бумажная модель автомобиля Lamborghini Huracan.
16802
Камера видеонаблюдения
Бумажная модель камеры видеонаблюдения.
14111
Танк Т-34-85
Бумажная модель советского танка Т-34-85.
12578
Блог
PAPER-MODELS.RU
Бумажные модели и журналы для бумажного моделирования
Что такое полигональное моделирование, и каким оно бывает
Где брать схемы для моделирования?
Как построить модель из бумаги
Материалы и инструменты
Этапы создания полигональной модели
Мастер-класс: как сделать полигональную фигурку своими руками
Бумажное моделирование – увлекательное хобби для детей и взрослых, неудивительно, что сейчас оно находится на пике популярности, хотя имеет многовековую историю. Впервые бумажные модели живых и неживых предметов начали делать в 15 веке во Франции. Конечно, сначала это были плоские изображения.
В это же время стало очень популярным вырезание профиля человека из цветной бумаги. В отличие от холста и красок, бумага – дешевый и более доступный материал. Постепенно модели приобрели объем, более сложную конструкцию и стали в основном детской забавой. Например, в 19 веке по подписке через журналы можно было приобрести картонные и бумажные модели для сборки животных, людей, кораблей, техники, а также панорамы известных исторических событий.
В 20 веке пластмассовые, металлические и деревянные модели ненадолго вытеснили бумажные, поскольку они обладали большей прочностью, чем бумажные. Но сегодня бумажное моделирование пользуется заслуженной популярностью и любовью многих детей и взрослых. Бумага, сложенная определенным образом, превращается в уникальную и красивую вещь, оригинальное украшение интерьера. Кроме того, этот материал позволяет бесконечно экспериментировать с формой и размером, как угодно и без особых усилий, чего нельзя сказать о металле, дереве или пластике.
Что такое полигональное моделирование, и каким оно бывает
Сейчас особенно популярно полигональное моделирование из бумаги, когда объемная модель представляет собой многогранник, выстроенный по всем правилам геометрии. Его грани – это полигоны, отсюда и название. Строго говоря, это 3D-моделирование. Оно появилось, когда люди научились определять точки в пространстве и задавать координаты по трем осям X, Z, Y.
Если в этих координатах поставить точки как вершины и соединить их ребрами, то мы получим как раз полигон. Соединив несколько полигонов, мы получим полигональную сетку. Таким образом, можно создать какие угодно модели – животных, людей, популярных персонажей, неживых предметов, техники и т. д. Готовая модель смотрится очень эффектно.Другое название техники – паперкрафт.
Различают следующие виды полигонального моделирования.
Высокополигональное (Highpoly) предполагает создание максимально точной во всех деталях модели предмета. Естественно, что здесь используется большое количество полигонов. Можно создать реалистичную фигуру, повторяющую анатомию человека или животного.
Низкополигональное (Lowpoly) обозначает, что в полигональной сетке сравнительно мало элементов, высокая детализация изображения не нужна, достаточно приблизительного сходства с оригиналом.
Полигональные модели служат прекрасным оригинальным украшением интерьера, помогают стильно и со вкусом оформить праздник, а также их можно использовать как детские игрушки, которые ребенок с удовольствием сделает своими руками.
Где брать схемы для моделирования?
На языке моделистов схемы, по которым складывают модели, называются развертками, так как они печатаются на листе бумаги в развернутом виде. Развертки можно приобрести в наборах для моделирования, скачать в Интернете или создать самостоятельно.
Сделать бесплатные схемы можно самому, используя специальные компьютерные программы для 3D-моделирования, например:
PepakuraDesigner,
PepakuraViewer,
3ds Max и других и других 3D-редакторов.
С их помощью можно выполнить 3D-модель и преобразовать ее в развертку, настроить масштаб печати под силу даже новичку. Никаких специальных навыков и сложных вычислений не требуется. Изучение этих редакторов и проработка всех деталей займут определенное время, но великолепный результат стоит затраченных усилий.
Как сделать развертку в программе PepakuraDesigner, показано в этом видео:
Итак, развертка создана и распечатана, теперь давайте разберемся, что же делать с ней дальше. Рассмотрим основные приемы работы с моделью.
Определение линий сгиба
Если вы хотите, чтобы у модели были четкие очертания, перед сгибанием проведите по линиям, слегка надавливая, карандашом или старой непишущей ручкой. Это лучше всего сделать еще до вырезания. В случае, когда нужны очень острые грани, то по линиям сгиба проводят канцелярским ножом. Делать это нужно очень осторожно, чтобы не прорезать бумагу насквозь.
Вырезание
Развертку каждой детали вырезают острыми ножницами или канцелярским ножом по сплошным линиям. Последний удобен для вырезания отверстий. Работайте при хорошем освещении, чтобы не упустить ни одной детали. Поверхность стола следует застелить специальным макетным ковриком или старой толстой клеенкой. Если на развертке много изгибов, то следует поворачивать не руку, а сам лист. Так получится быстрее. И еще один совет: вырезайте детали по мере надобности, чтобы ничего не потерялось.
Сгибание
Существует два вида сгибов – внешний и внутренний. Первый обозначается пунктирной линией (точки). Деталь сгибается так, чтобы получилось что-то вроде горы, линия сгиба должна находиться выше, чем сгибаемые стороны. Внутренний сгиб обозначается штрих пунктирной линией (точка-тире). Деталь сгибается так, чтобы получилась долина, а линия сгиба оказалась ниже сгибаемых сторон.
Склеивание
Клей наносится только на специальные вкладки. На них обычно нанесены цифры, которые есть либо на распечатанной развертке, либо их можно посмотреть в электронном файле. Логика простая: вкладку с цифрой 1 склеиваем с вкладкой 1, вкладку 567 – с вкладкой 567 и так далее. Наносите клей капелькой и распределяйте ее по бумаге кисточкой или зубочисткой. Излишки осторожно промокайте салфеткой. Если одна деталь соединяется с другой, то клей наносят на одну из боковых граней.
Скругление
Если в модели есть детали цилиндрической формы, то перед склеиванием их надо закруглить. Для этого проведите по внутренней стороне краем карандаша или линейкой. Для мелких деталей берут зубочистку. В результате бумага станет более податливой и сама примет нужную форму.
Материалы и инструменты
Для создания объемной полигональной модели потребуется следующее:
выкройка-развертка;
бумага;
линейка;
простой карандаш;
канцелярский нож, ножницы – большие и маникюрные;
зубочистка;
клей;
салфетки;
коврик для моделирования, на котором можно резать ножом.
Для распечатки развертки следует выбирать достаточно плотную бумагу или тонкий картон, чтобы готовая модель хорошо держала форму, и в то же время, было легко делать сгибы. Лучше всего подойдут:
бумага плотностью 160 – 200 г/кв.м;
картон плотностью 350 г/кв. м;
бумага для скрабукинга с плотностью от 150 до 300 г/кв.м.
Можно сразу взять цветную бумагу или картон или потом покрасить готовое изделие краской на нитро основе из баллончика. Краски на водной или масляной основе лучше не брать, так как они деформируют бумагу.
Бумага – идеальный материал для начинающих. Опытные мастера часто используют для 3D-моделирования пластик или металл.
Что касается клея, то лучше всего взять клеящий карандаш или прозрачный клей-момент. Главное, чтобы он не имел водной основы, быстро схватывался и не оставлял следов на бумаге. В труднодоступных местах для нанесения используйте зубочистку. Некоторые умельцы соединяют детали при помощи двустороннего скотча, но он не всегда удобен.
Этапы создания полигональной модели
Приготовьте все инструменты и материалы, положите на стол коврик для моделирования и настройте освещение рабочего места.
Распечатайте развертку. Скорее всего, у вас получится несколько листов.
Возьмите первый лист и прочертите ручкой без чернил все места сгибов.
Аккуратно вырежьте деталь.
Начинайте сгибать модель по проведенным в шаге 2 линиям. Обычно внутренних сгибов больше, чем внешних. Учтите это, если разметка непонятная.
Теперь нанесите клей-момент на ту сторону деталей, где нет клапана-вкладки, и дайте немного подсохнуть. Через минут 10-20 нанесите клей на сами вкладки и соедините. Прижмите на пару секунд как можно сильнее, старайтесь не помять бумагу. Следите за тем, чтобы цифры совпадали. Начинайте с мелких деталей, постепенно переходя к крупным.
Работая с остальными листами, повторите шаги 2 – 5.
Соедините воедино все детали. Дайте клею просохнуть.
При необходимости закрасьте стыки фломастером в тон или покройте модель нитрокраской из баллончика.
Так как клей часто имеет резкий неприятный запах, работайте в хорошо проветриваемом помещении.
Мастер-класс: как сделать полигональную фигурку своими руками
Для начала попробуем создать красивую кошку в технике паперкрафт. Скачайте выкройку вот здесь и распечатайте ее на плотной бумаге, можно взять цветную или белую.
Прочертите карандашом или ручкой без чернил все линии сгиба.
Вырежьте развертку канцелярским ножом. Чтобы линии получились ровными, помогайте себе линейкой.
Согните модель по линиям сгиба. По пунктирной линии делайте внешний сгиб, по штрих пунктирной – внутренний.
Найдите на гранях одинаковые цифры и начинайте склейку: сначала мелкие полигоны, потом – крупные.
Когда вы склеите все детали, соедините их в единую конструкцию.
Наслаждайтесь результатом!
Если что-то осталось непонятным, посмотрите вот это видео. Здесь наглядно показан каждый этап работы.
Клиенты, которые просматривали этот товар, также просматривали
Deluxe Diamond Bead Reamer, набор из 4 предметов, сделанный Eurotool с
Etsy больше не поддерживает старые версии вашего веб-браузера, чтобы для обеспечения безопасности пользовательских данных. Пожалуйста, обновите до последней версии.
Воспользуйтесь всеми возможностями нашего сайта, включив JavaScript.
металлический упор
5 из 5 звезд
(11 120) 11 120 отзывов
Deluxe Diamond Bead Reamer Набор из 4 предметов производства Eurotool с ручкой для хранения
Продано
Аналогичные товары на Etsy
( Результаты включают рекламу
Продавцы, желающие расширить свой бизнес и привлечь больше заинтересованных покупателей, могут использовать рекламную платформу Etsy для продвижения своих товаров. Вы увидите результаты объявлений, основанные на таких факторах, как релевантность и сумма, которую продавцы платят за клик.

 Сколько бы не говорили, что металлизация отверстий в домашних условиях не возможна без специализированного оборудования, дорогостоящих реактивов для химических процессов, скажу вам одно, относительно дешевая химическая металлизация отверстий в печатных платах на уровне производства в домашних условиях, возможна.
Сколько бы не говорили, что металлизация отверстий в домашних условиях не возможна без специализированного оборудования, дорогостоящих реактивов для химических процессов, скажу вам одно, относительно дешевая химическая металлизация отверстий в печатных платах на уровне производства в домашних условиях, возможна.

 ru. Постоянная ссылка на эту статью находится по этому адресу http://whoby.ru/page/aktivagam
ru. Постоянная ссылка на эту статью находится по этому адресу http://whoby.ru/page/aktivagam Микротравление 30…50 сек. в растворе:
Микротравление 30…50 сек. в растворе:

 709
709 729
729 Кроме того, мы не видели никаких
Кроме того, мы не видели никаких М. Портер и Р. Ф. Дэвис: Mater. науч. англ. Том. B34 (1995), стр. 83.
М. Портер и Р. Ф. Дэвис: Mater. науч. англ. Том. B34 (1995), стр. 83. Остлинг: J. Appl. физ. Том. 92 (2002), стр. 253.
Остлинг: J. Appl. физ. Том. 92 (2002), стр. 253. 818
818 Процесс цементации проводили циклически, поднимая продукты расплава каждые 25–30 минут. Продолжительность процесса насыщения составляла 11–13 часов в зависимости от желаемой толщины покрытия.
Процесс цементации проводили циклически, поднимая продукты расплава каждые 25–30 минут. Продолжительность процесса насыщения составляла 11–13 часов в зависимости от желаемой толщины покрытия.

 В данной работе представлены результаты экспериментальных испытаний по анализу влияния микродробеструйной обработки на характеристики поверхностного слоя и усталостную прочность образцов стального листа. Эффект дробеструйной обработки более заметен при учете усталостной долговечности. Таким образом, применение дробеструйной обработки поверхности листа позволило увеличить усталостную долговечность просеивающего сита.
В данной работе представлены результаты экспериментальных испытаний по анализу влияния микродробеструйной обработки на характеристики поверхностного слоя и усталостную прочность образцов стального листа. Эффект дробеструйной обработки более заметен при учете усталостной долговечности. Таким образом, применение дробеструйной обработки поверхности листа позволило увеличить усталостную долговечность просеивающего сита. Обеспечение требуемого качества соединений является одним из важнейших критериев применения новых видов покрытий в серийном производстве.
Обеспечение требуемого качества соединений является одним из важнейших критериев применения новых видов покрытий в серийном производстве./e3ba74cbf6c3914.ru.s.siteapi.org/img/8616a6e24ab962ce5a54dc7c9e365600df2be248.jpg) В настоящем исследовании были проанализированы и испытаны три типа покрытий, нанесенных на чеканные штампы из инструментальной стали.
В настоящем исследовании были проанализированы и испытаны три типа покрытий, нанесенных на чеканные штампы из инструментальной стали.





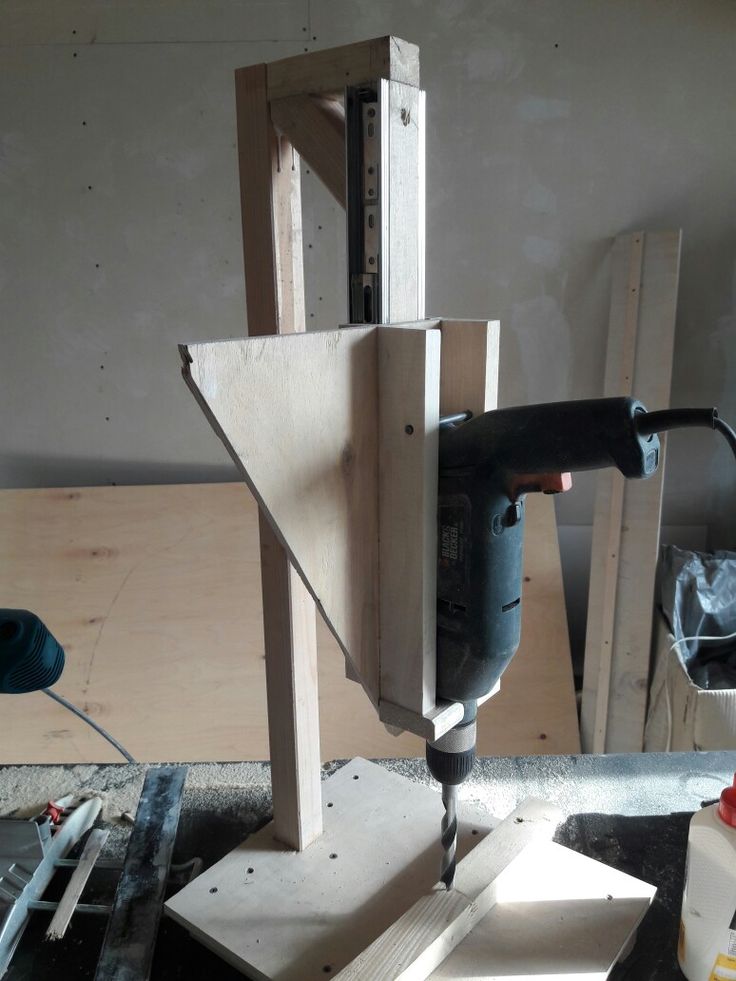

 Если речь идет о заводском станке, то на нем основание неподвижное, монолитное, потому что общий вес устройства очень большой.
Если речь идет о заводском станке, то на нем основание неподвижное, монолитное, потому что общий вес устройства очень большой. Благодаря суппорту токарь может перемещать режущий инструмент ручного типа в виде стамески по всей заготовке.
Благодаря суппорту токарь может перемещать режущий инструмент ручного типа в виде стамески по всей заготовке. Процесс изготовления совсем несложный, и для достижения нужного результата потребуется взять все нужные материалы, чтобы подготовить их заранее.
Процесс изготовления совсем несложный, и для достижения нужного результата потребуется взять все нужные материалы, чтобы подготовить их заранее.

 Именно это и поможет вам рассчитать точные размеры устройства, а еще подобрать требуемые материалы. Изготавливать переднюю опору даже не нужно будет, потому что ее роль будет играть патрон электрической дрели с зафиксированным элементом (трезубец). Чтобы закрепить дрель и сделать ее неподвижной, потребуется использовать хомуты и струбцину. Хомутом прикрепите цилиндрическую часть, а при помощи струбцины следует зафиксировать рукоять, которая будет исключать возможность проворачивания инструмента.
Именно это и поможет вам рассчитать точные размеры устройства, а еще подобрать требуемые материалы. Изготавливать переднюю опору даже не нужно будет, потому что ее роль будет играть патрон электрической дрели с зафиксированным элементом (трезубец). Чтобы закрепить дрель и сделать ее неподвижной, потребуется использовать хомуты и струбцину. Хомутом прикрепите цилиндрическую часть, а при помощи струбцины следует зафиксировать рукоять, которая будет исключать возможность проворачивания инструмента.
 Выступы на насадке требуются для того, чтобы патрон, который движется, приводил заготовку в движение.
Выступы на насадке требуются для того, чтобы патрон, который движется, приводил заготовку в движение. Если запланировали сделать из дрели станок для металлообработки, то следует понимать тот факт, что мощности двигателя электрического инструмента будет недостаточно. Двигатель постоянно будет перегружен, и поэтому долго инструмент при длительном использовании самодельного оборудования не протянет.
Если запланировали сделать из дрели станок для металлообработки, то следует понимать тот факт, что мощности двигателя электрического инструмента будет недостаточно. Двигатель постоянно будет перегружен, и поэтому долго инструмент при длительном использовании самодельного оборудования не протянет.


 Большинство наших клиентов имели
Большинство наших клиентов имели Покупая напрямую, вы экономите 30% и более
Покупая напрямую, вы экономите 30% и более
 Они не будут работать, если вам нужно просверлить скалу, но если местность, в которой вы живете, плоская или относительно плоская, определенно стоит попробовать. Многие люди думают, что они должны выкопать или пробурить скважину в водоносный горизонт. Для ирригации и полива газона нет необходимости достигать водоносного горизонта. Бурить нужно только под стоячим уровнем воды. Вполне вероятно, что вы сможете пробурить собственную скважину. С использованием этого метода бурения скважин было пробурено много успешных скважин. Это дешево. Вы можете ожидать, что «буровая» часть проекта будет стоить около 200 долларов.
Они не будут работать, если вам нужно просверлить скалу, но если местность, в которой вы живете, плоская или относительно плоская, определенно стоит попробовать. Многие люди думают, что они должны выкопать или пробурить скважину в водоносный горизонт. Для ирригации и полива газона нет необходимости достигать водоносного горизонта. Бурить нужно только под стоячим уровнем воды. Вполне вероятно, что вы сможете пробурить собственную скважину. С использованием этого метода бурения скважин было пробурено много успешных скважин. Это дешево. Вы можете ожидать, что «буровая» часть проекта будет стоить около 200 долларов. На нижнем конце трубы из ПВХ делается «сверло» путем врезания зубьев в конец трубы из ПВХ. Труба вращается вперед и назад по мере того, как труба из ПВХ медленно погружается в землю, в то время как шлам выносится на поверхность восходящим потоком воды в кольцевом пространстве вокруг трубы. Если вы хотите выкопать собственный колодец, попробуйте эту технику.
На нижнем конце трубы из ПВХ делается «сверло» путем врезания зубьев в конец трубы из ПВХ. Труба вращается вперед и назад по мере того, как труба из ПВХ медленно погружается в землю, в то время как шлам выносится на поверхность восходящим потоком воды в кольцевом пространстве вокруг трубы. Если вы хотите выкопать собственный колодец, попробуйте эту технику. Этот метод бурения скважин на воду своими руками очень дешев, и с его помощью было построено много успешных неглубоких скважин.
Этот метод бурения скважин на воду своими руками очень дешев, и с его помощью было построено много успешных неглубоких скважин.
 Он имел бешеный успех. Билл помог своим соседям пробурить кучу скважин, его протоколы могут быть вам полезны. Посмотрите в разделе «Другой домашний бурильщик».
Он имел бешеный успех. Билл помог своим соседям пробурить кучу скважин, его протоколы могут быть вам полезны. Посмотрите в разделе «Другой домашний бурильщик».

 %D0%BC%D0%BE%D1%81%D0%BA%D0%B2%D0%B0/wp-content/plugins/woocommerce/assets/css/prettyPhoto.css» type=»text/css» media=»all»><link data-wpacu-style-handle=»yith-wcwl-main» rel=»stylesheet» href=»https://%D0%B0%D1%80%D0%B5%D0%BD%D0%B4%D0%B0-%D0%BF%D0%B5%D1%80%D1%84%D0%BE%D1%80%D0%B0%D1%82%D0%BE%D1%80%D0%B0.%D0%BC%D0%BE%D1%81%D0%BA%D0%B2%D0%B0/wp-content/plugins/yith-woocommerce-wishlist/assets/css/style.css» type=»text/css» media=»all»><link data-wpacu-style-handle=»woocommerce-layout» rel=»stylesheet» href=»https://%D0%B0%D1%80%D0%B5%D0%BD%D0%B4%D0%B0-%D0%BF%D0%B5%D1%80%D1%84%D0%BE%D1%80%D0%B0%D1%82%D0%BE%D1%80%D0%B0.%D0%BC%D0%BE%D1%81%D0%BA%D0%B2%D0%B0/wp-content/plugins/woocommerce/assets/css/woocommerce-layout.css» type=»text/css» media=»all»><link data-wpacu-style-handle=»woocommerce-smallscreen» rel=»stylesheet» href=»https://%D0%B0%D1%80%D0%B5%D0%BD%D0%B4%D0%B0-%D0%BF%D0%B5%D1%80%D1%84%D0%BE%D1%80%D0%B0%D1%82%D0%BE%D1%80%D0%B0.%D0%BC%D0%BE%D1%81%D0%BA%D0%B2%D0%B0/wp-content/plugins/woocommerce/assets/css/woocommerce-smallscreen.
%D0%BC%D0%BE%D1%81%D0%BA%D0%B2%D0%B0/wp-content/plugins/woocommerce/assets/css/prettyPhoto.css» type=»text/css» media=»all»><link data-wpacu-style-handle=»yith-wcwl-main» rel=»stylesheet» href=»https://%D0%B0%D1%80%D0%B5%D0%BD%D0%B4%D0%B0-%D0%BF%D0%B5%D1%80%D1%84%D0%BE%D1%80%D0%B0%D1%82%D0%BE%D1%80%D0%B0.%D0%BC%D0%BE%D1%81%D0%BA%D0%B2%D0%B0/wp-content/plugins/yith-woocommerce-wishlist/assets/css/style.css» type=»text/css» media=»all»><link data-wpacu-style-handle=»woocommerce-layout» rel=»stylesheet» href=»https://%D0%B0%D1%80%D0%B5%D0%BD%D0%B4%D0%B0-%D0%BF%D0%B5%D1%80%D1%84%D0%BE%D1%80%D0%B0%D1%82%D0%BE%D1%80%D0%B0.%D0%BC%D0%BE%D1%81%D0%BA%D0%B2%D0%B0/wp-content/plugins/woocommerce/assets/css/woocommerce-layout.css» type=»text/css» media=»all»><link data-wpacu-style-handle=»woocommerce-smallscreen» rel=»stylesheet» href=»https://%D0%B0%D1%80%D0%B5%D0%BD%D0%B4%D0%B0-%D0%BF%D0%B5%D1%80%D1%84%D0%BE%D1%80%D0%B0%D1%82%D0%BE%D1%80%D0%B0.%D0%BC%D0%BE%D1%81%D0%BA%D0%B2%D0%B0/wp-content/plugins/woocommerce/assets/css/woocommerce-smallscreen.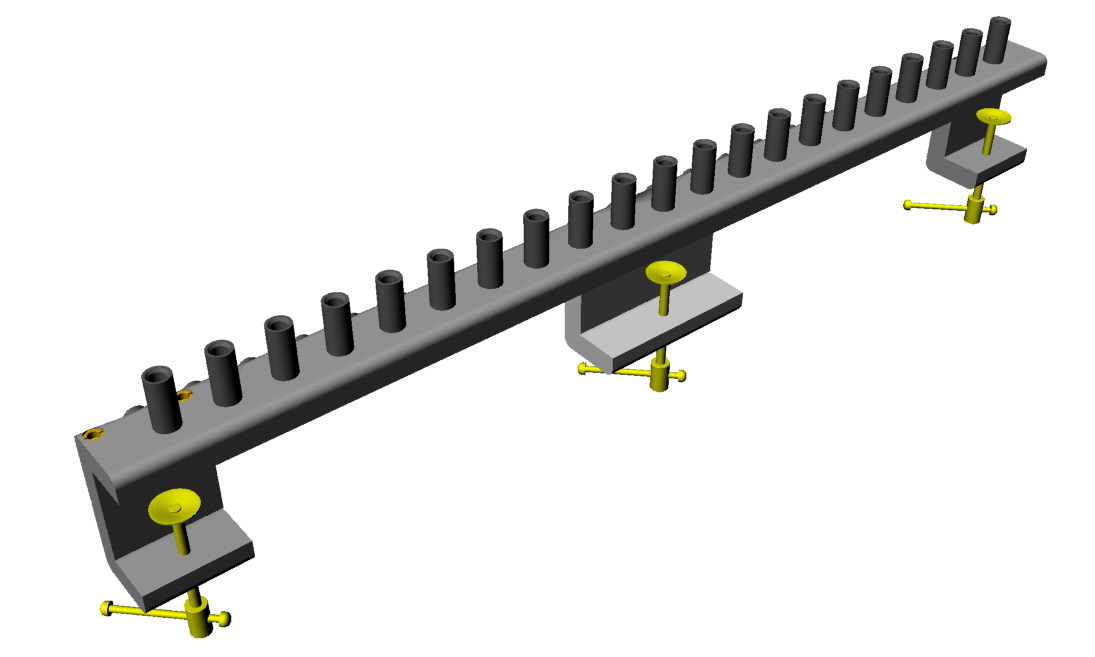 css» type=»text/css» media=»only screen and (max-width: 768px)»><link data-wpacu-style-handle=»woocommerce-general» rel=»stylesheet» href=»https://%D0%B0%D1%80%D0%B5%D0%BD%D0%B4%D0%B0-%D0%BF%D0%B5%D1%80%D1%84%D0%BE%D1%80%D0%B0%D1%82%D0%BE%D1%80%D0%B0.%D0%BC%D0%BE%D1%81%D0%BA%D0%B2%D0%B0/wp-content/plugins/woocommerce/assets/css/woocommerce.css» type=»text/css» media=»all»><link data-wpacu-style-handle=»maxstore-style» rel=»stylesheet» href=»https://%D0%B0%D1%80%D0%B5%D0%BD%D0%B4%D0%B0-%D0%BF%D0%B5%D1%80%D1%84%D0%BE%D1%80%D0%B0%D1%82%D0%BE%D1%80%D0%B0.%D0%BC%D0%BE%D1%81%D0%BA%D0%B2%D0%B0/wp-content/themes/maxstore/style.css» type=»text/css» media=»all»><link data-wpacu-style-handle=»child-style» rel=»stylesheet» href=»https://%D0%B0%D1%80%D0%B5%D0%BD%D0%B4%D0%B0-%D0%BF%D0%B5%D1%80%D1%84%D0%BE%D1%80%D0%B0%D1%82%D0%BE%D1%80%D0%B0.%D0%BC%D0%BE%D1%81%D0%BA%D0%B2%D0%B0/wp-content/themes/sedoviko-maxstore/style.css» type=»text/css» media=»all»><link data-wpacu-style-handle=»bootstrap» rel=»stylesheet» href=»https://%D0%B0%D1%80%D0%B5%D0%BD%D0%B4%D0%B0-%D0%BF%D0%B5%D1%80%D1%84%D0%BE%D1%80%D0%B0%D1%82%D0%BE%D1%80%D0%B0.
css» type=»text/css» media=»only screen and (max-width: 768px)»><link data-wpacu-style-handle=»woocommerce-general» rel=»stylesheet» href=»https://%D0%B0%D1%80%D0%B5%D0%BD%D0%B4%D0%B0-%D0%BF%D0%B5%D1%80%D1%84%D0%BE%D1%80%D0%B0%D1%82%D0%BE%D1%80%D0%B0.%D0%BC%D0%BE%D1%81%D0%BA%D0%B2%D0%B0/wp-content/plugins/woocommerce/assets/css/woocommerce.css» type=»text/css» media=»all»><link data-wpacu-style-handle=»maxstore-style» rel=»stylesheet» href=»https://%D0%B0%D1%80%D0%B5%D0%BD%D0%B4%D0%B0-%D0%BF%D0%B5%D1%80%D1%84%D0%BE%D1%80%D0%B0%D1%82%D0%BE%D1%80%D0%B0.%D0%BC%D0%BE%D1%81%D0%BA%D0%B2%D0%B0/wp-content/themes/maxstore/style.css» type=»text/css» media=»all»><link data-wpacu-style-handle=»child-style» rel=»stylesheet» href=»https://%D0%B0%D1%80%D0%B5%D0%BD%D0%B4%D0%B0-%D0%BF%D0%B5%D1%80%D1%84%D0%BE%D1%80%D0%B0%D1%82%D0%BE%D1%80%D0%B0.%D0%BC%D0%BE%D1%81%D0%BA%D0%B2%D0%B0/wp-content/themes/sedoviko-maxstore/style.css» type=»text/css» media=»all»><link data-wpacu-style-handle=»bootstrap» rel=»stylesheet» href=»https://%D0%B0%D1%80%D0%B5%D0%BD%D0%B4%D0%B0-%D0%BF%D0%B5%D1%80%D1%84%D0%BE%D1%80%D0%B0%D1%82%D0%BE%D1%80%D0%B0.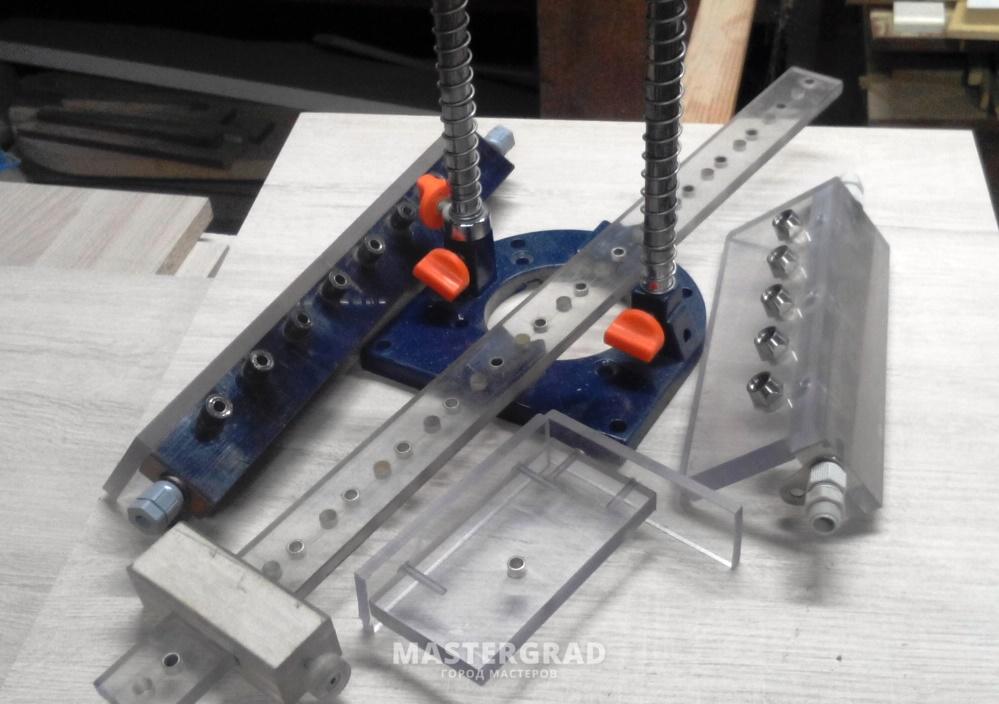 %D0%BC%D0%BE%D1%81%D0%BA%D0%B2%D0%B0/wp-content/themes/maxstore/css/bootstrap.css» type=»text/css» media=»all»><link data-wpacu-style-handle=»maxstore-stylesheet» rel=»stylesheet» href=»https://%D0%B0%D1%80%D0%B5%D0%BD%D0%B4%D0%B0-%D0%BF%D0%B5%D1%80%D1%84%D0%BE%D1%80%D0%B0%D1%82%D0%BE%D1%80%D0%B0.%D0%BC%D0%BE%D1%81%D0%BA%D0%B2%D0%B0/wp-content/themes/sedoviko-maxstore/style.css» type=»text/css» media=»all»><link data-wpacu-style-handle=»wpdreams-asl-basic» rel=»stylesheet» href=»https://%D0%B0%D1%80%D0%B5%D0%BD%D0%B4%D0%B0-%D0%BF%D0%B5%D1%80%D1%84%D0%BE%D1%80%D0%B0%D1%82%D0%BE%D1%80%D0%B0.%D0%BC%D0%BE%D1%81%D0%BA%D0%B2%D0%B0/wp-content/plugins/ajax-search-lite/css/style.basic.css» type=»text/css» media=»all»><link data-wpacu-style-handle=»wpdreams-ajaxsearchlite» rel=»stylesheet» href=»https://%D0%B0%D1%80%D0%B5%D0%BD%D0%B4%D0%B0-%D0%BF%D0%B5%D1%80%D1%84%D0%BE%D1%80%D0%B0%D1%82%D0%BE%D1%80%D0%B0.%D0%BC%D0%BE%D1%81%D0%BA%D0%B2%D0%B0/wp-content/plugins/ajax-search-lite/css/style-underline.
%D0%BC%D0%BE%D1%81%D0%BA%D0%B2%D0%B0/wp-content/themes/maxstore/css/bootstrap.css» type=»text/css» media=»all»><link data-wpacu-style-handle=»maxstore-stylesheet» rel=»stylesheet» href=»https://%D0%B0%D1%80%D0%B5%D0%BD%D0%B4%D0%B0-%D0%BF%D0%B5%D1%80%D1%84%D0%BE%D1%80%D0%B0%D1%82%D0%BE%D1%80%D0%B0.%D0%BC%D0%BE%D1%81%D0%BA%D0%B2%D0%B0/wp-content/themes/sedoviko-maxstore/style.css» type=»text/css» media=»all»><link data-wpacu-style-handle=»wpdreams-asl-basic» rel=»stylesheet» href=»https://%D0%B0%D1%80%D0%B5%D0%BD%D0%B4%D0%B0-%D0%BF%D0%B5%D1%80%D1%84%D0%BE%D1%80%D0%B0%D1%82%D0%BE%D1%80%D0%B0.%D0%BC%D0%BE%D1%81%D0%BA%D0%B2%D0%B0/wp-content/plugins/ajax-search-lite/css/style.basic.css» type=»text/css» media=»all»><link data-wpacu-style-handle=»wpdreams-ajaxsearchlite» rel=»stylesheet» href=»https://%D0%B0%D1%80%D0%B5%D0%BD%D0%B4%D0%B0-%D0%BF%D0%B5%D1%80%D1%84%D0%BE%D1%80%D0%B0%D1%82%D0%BE%D1%80%D0%B0.%D0%BC%D0%BE%D1%81%D0%BA%D0%B2%D0%B0/wp-content/plugins/ajax-search-lite/css/style-underline.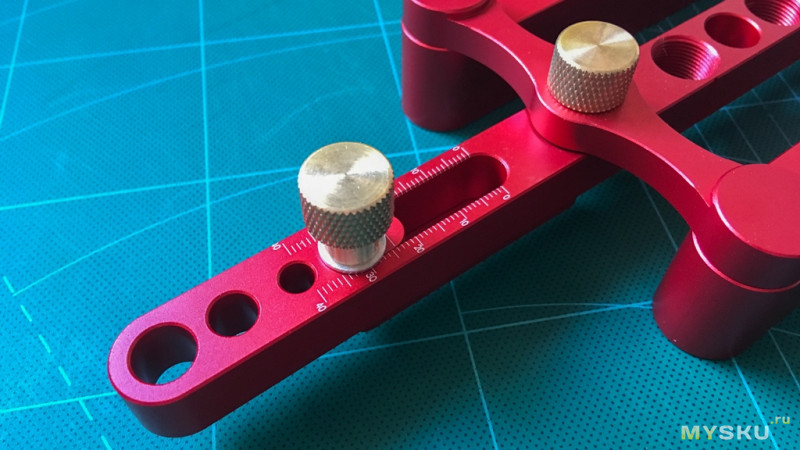 css» type=»text/css» media=»all»><link data-wpacu-style-handle=»jquery-lazyloadxt-spinner-css» rel=»stylesheet» href=»//%D0%B0%D1%80%D0%B5%D0%BD%D0%B4%D0%B0-%D0%BF%D0%B5%D1%80%D1%84%D0%BE%D1%80%D0%B0%D1%82%D0%BE%D1%80%D0%B0.%D0%BC%D0%BE%D1%81%D0%BA%D0%B2%D0%B0/wp-content/plugins/a3-lazy-load/assets/css/jquery.lazyloadxt.spinner.css» type=»text/css» media=»all»><link data-wpacu-style-handle=»a3a3_lazy_load» rel=»stylesheet» href=»//%D0%B0%D1%80%D0%B5%D0%BD%D0%B4%D0%B0-%D0%BF%D0%B5%D1%80%D1%84%D0%BE%D1%80%D0%B0%D1%82%D0%BE%D1%80%D0%B0.%D0%BC%D0%BE%D1%81%D0%BA%D0%B2%D0%B0/wp-content/uploads/sass/a3_lazy_load.min.css» type=»text/css» media=»all»><link data-wpacu-style-handle=»picker» rel=»stylesheet» href=»https://%D0%B0%D1%80%D0%B5%D0%BD%D0%B4%D0%B0-%D0%BF%D0%B5%D1%80%D1%84%D0%BE%D1%80%D0%B0%D1%82%D0%BE%D1%80%D0%B0.%D0%BC%D0%BE%D1%81%D0%BA%D0%B2%D0%B0/wp-content/plugins/woocommerce-easy-booking-system/assets/css/default.min.css» type=»text/css» media=»all»>Skip to the content
css» type=»text/css» media=»all»><link data-wpacu-style-handle=»jquery-lazyloadxt-spinner-css» rel=»stylesheet» href=»//%D0%B0%D1%80%D0%B5%D0%BD%D0%B4%D0%B0-%D0%BF%D0%B5%D1%80%D1%84%D0%BE%D1%80%D0%B0%D1%82%D0%BE%D1%80%D0%B0.%D0%BC%D0%BE%D1%81%D0%BA%D0%B2%D0%B0/wp-content/plugins/a3-lazy-load/assets/css/jquery.lazyloadxt.spinner.css» type=»text/css» media=»all»><link data-wpacu-style-handle=»a3a3_lazy_load» rel=»stylesheet» href=»//%D0%B0%D1%80%D0%B5%D0%BD%D0%B4%D0%B0-%D0%BF%D0%B5%D1%80%D1%84%D0%BE%D1%80%D0%B0%D1%82%D0%BE%D1%80%D0%B0.%D0%BC%D0%BE%D1%81%D0%BA%D0%B2%D0%B0/wp-content/uploads/sass/a3_lazy_load.min.css» type=»text/css» media=»all»><link data-wpacu-style-handle=»picker» rel=»stylesheet» href=»https://%D0%B0%D1%80%D0%B5%D0%BD%D0%B4%D0%B0-%D0%BF%D0%B5%D1%80%D1%84%D0%BE%D1%80%D0%B0%D1%82%D0%BE%D1%80%D0%B0.%D0%BC%D0%BE%D1%81%D0%BA%D0%B2%D0%B0/wp-content/plugins/woocommerce-easy-booking-system/assets/css/default.min.css» type=»text/css» media=»all»>Skip to the content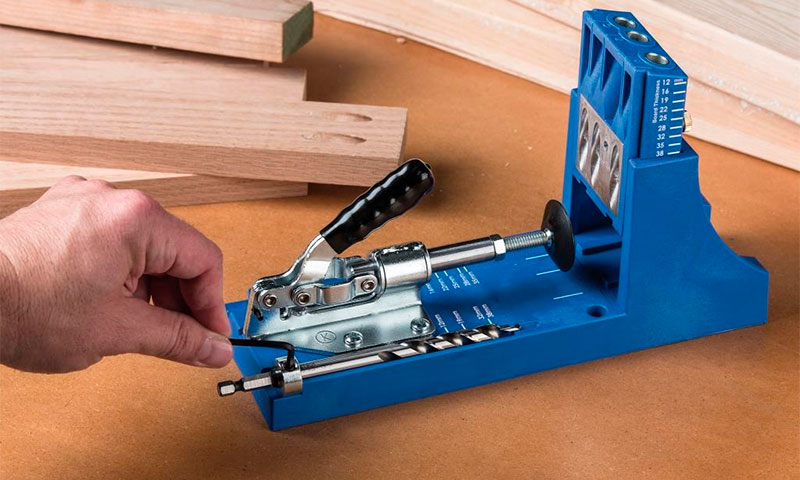 москва
москва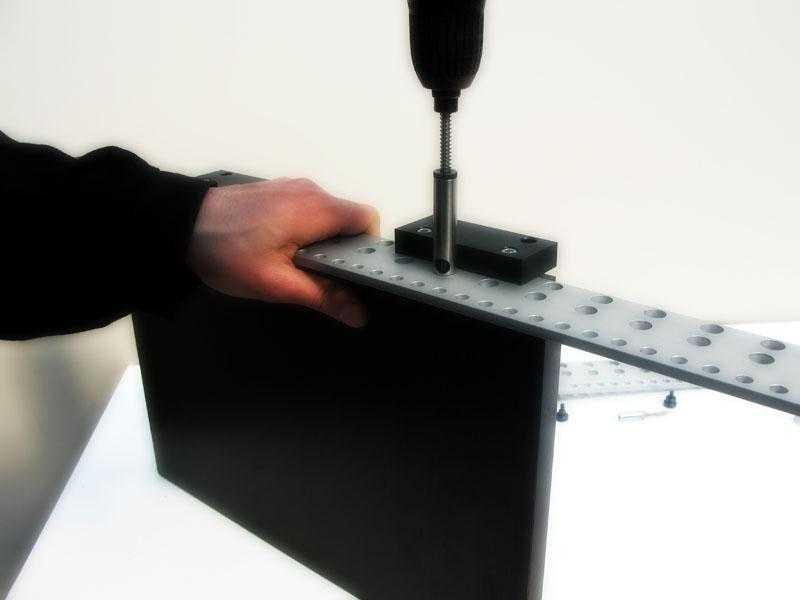
 Bosch PBS75A
Bosch PBS75A Работа ускорилась в разы, да и точность разметки стала выше, что положительно сказалось на качестве производимой мебели.
Работа ускорилась в разы, да и точность разметки стала выше, что положительно сказалось на качестве производимой мебели. Угол между нижней поверхностью основания и параллельным упором составляет 90 градусов.
Угол между нижней поверхностью основания и параллельным упором составляет 90 градусов.

 Molts estan interessats en com triar un diver de mobles i utilitzar-lo? A continuació parlarem d’un dispositiu bastant senzill, però més funcional, que facilita molt el procés de muntatge dels mobles. Permet de forma ràpida i amb la maxima precisió crear forats tecnològics sense marcar prèviament. Aquests dispositius són незаменим в l’hora de muntar mobles i altres estructures de fusteria. Donada la senzillesa del dispositiu, podeu fer-lo vosaltres mateixos.
Molts estan interessats en com triar un diver de mobles i utilitzar-lo? A continuació parlarem d’un dispositiu bastant senzill, però més funcional, que facilita molt el procés de muntatge dels mobles. Permet de forma ràpida i amb la maxima precisió crear forats tecnològics sense marcar prèviament. Aquests dispositius són незаменим в l’hora de muntar mobles i altres estructures de fusteria. Donada la senzillesa del dispositiu, podeu fer-lo vosaltres mateixos.


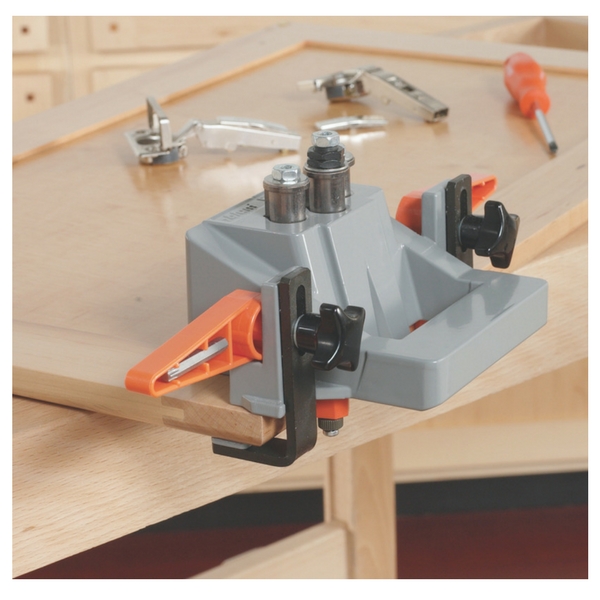
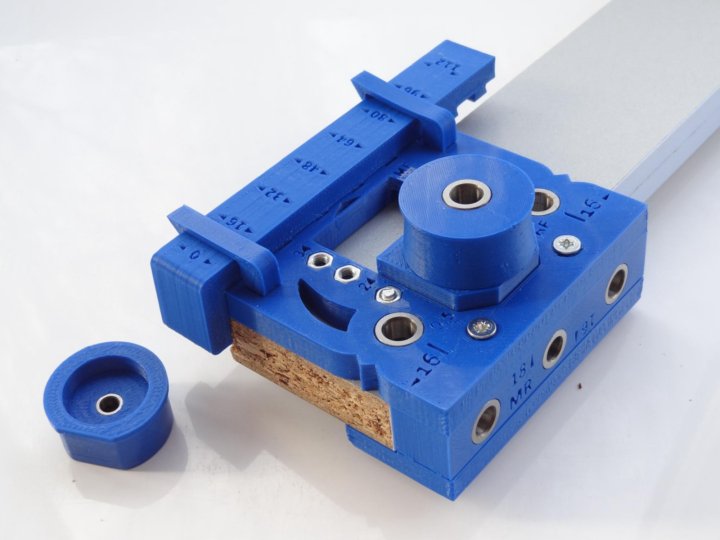


 Més, Aquests d’Estan equipats Estan Equipats и Conjunts Sencers d’Elements Addicionals.
Més, Aquests d’Estan equipats Estan Equipats и Conjunts Sencers d’Elements Addicionals.
 Очень важно, чтобы сабля использовала исправление проводника.
Очень важно, чтобы сабля использовала исправление проводника. Ara aquests elements de fixació es poden comprar ja fets o fets pel seu compte.
Ara aquests elements de fixació es poden comprar ja fets o fets pel seu compte. Эти файлы cookie присваивают вашему браузеру уникальный случайный идентификатор, чтобы гарантировать беспрепятственный процесс покупок в течение нескольких просмотров страниц.
Эти файлы cookie присваивают вашему браузеру уникальный случайный идентификатор, чтобы гарантировать беспрепятственный процесс покупок в течение нескольких просмотров страниц.

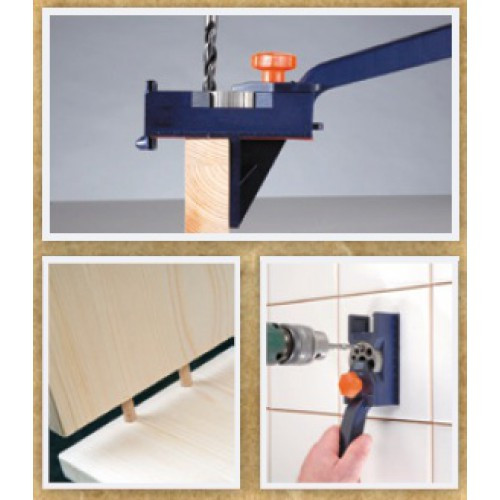 Dabei können Statistiken über Webseitenaktivitäten erstellt und ausgelesen werden.
Dabei können Statistiken über Webseitenaktivitäten erstellt und ausgelesen werden.
 Вертикальные и поперечные хомуты в области угловых и примыкающих анкеровок устанавливаются в 2 раза чаще, чем в остальных частях ленточного фундамента. Оптимальное расстояние между хомутами в зонах примыканий и углов определяется как половина от ¾ высоты ленты. Не рекомендуется делать это расстояние более 25 см. Для равномерного распределения нагрузок на углах ленты, а также в области примыканий, делается жёсткая связка внутренней и внешней продольной арматуры.
Вертикальные и поперечные хомуты в области угловых и примыкающих анкеровок устанавливаются в 2 раза чаще, чем в остальных частях ленточного фундамента. Оптимальное расстояние между хомутами в зонах примыканий и углов определяется как половина от ¾ высоты ленты. Не рекомендуется делать это расстояние более 25 см. Для равномерного распределения нагрузок на углах ленты, а также в области примыканий, делается жёсткая связка внутренней и внешней продольной арматуры. Армирование области примыкания при помощи хомута П-образной формы.
Армирование области примыкания при помощи хомута П-образной формы.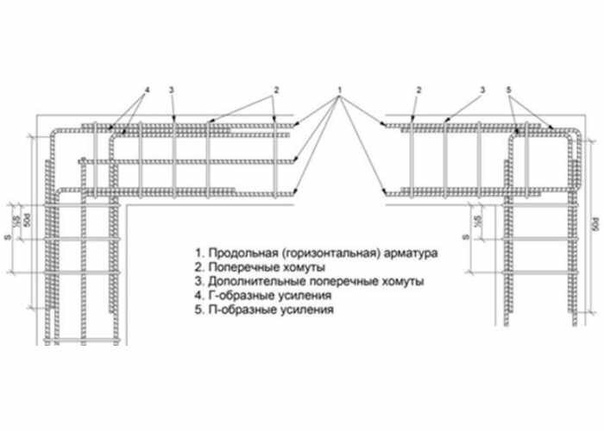
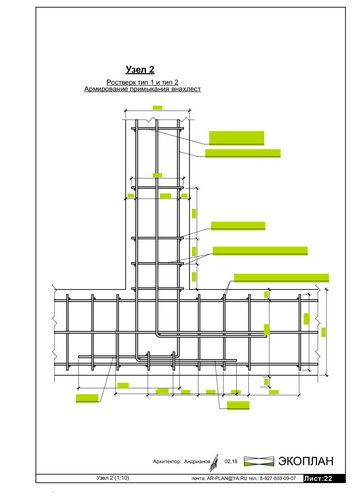
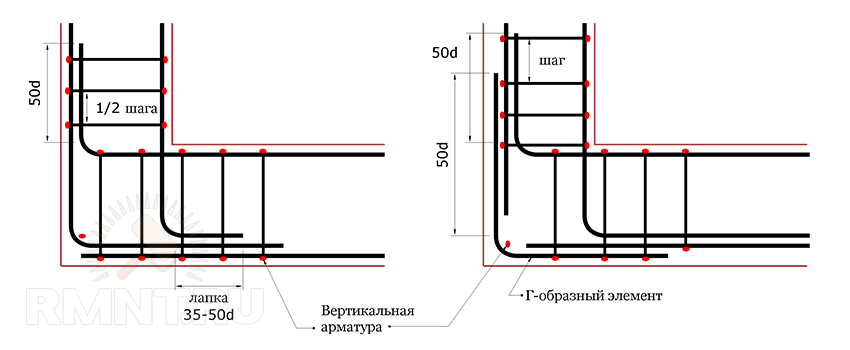
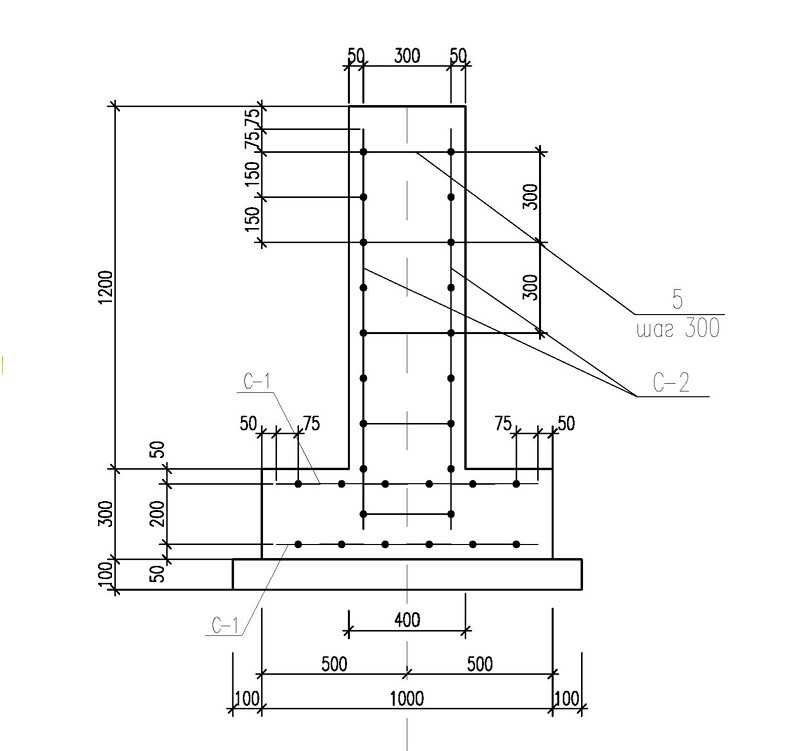 Прочность ленточного фундамента зависит от правильной анкеровки концевых элементов продольной арматуры. К неправильному армированию углов ленточного фундамента приводят следующие схемы:
Прочность ленточного фундамента зависит от правильной анкеровки концевых элементов продольной арматуры. К неправильному армированию углов ленточного фундамента приводят следующие схемы: Угловые соединения без связки внутренней и внешней продольной арматуры (1) не обеспечивают жесткой стержневой фиксации.
Угловые соединения без связки внутренней и внешней продольной арматуры (1) не обеспечивают жесткой стержневой фиксации. Углы и примыкания данного типа конструкции фундамента испытывают сильные разнонаправленные нагрузки, поэтому работы нужно выполнять в соответствии с установленными нормами и стандартами.
Углы и примыкания данного типа конструкции фундамента испытывают сильные разнонаправленные нагрузки, поэтому работы нужно выполнять в соответствии с установленными нормами и стандартами. 1 Ошибки при вязке арматуры на углах:
1 Ошибки при вязке арматуры на углах: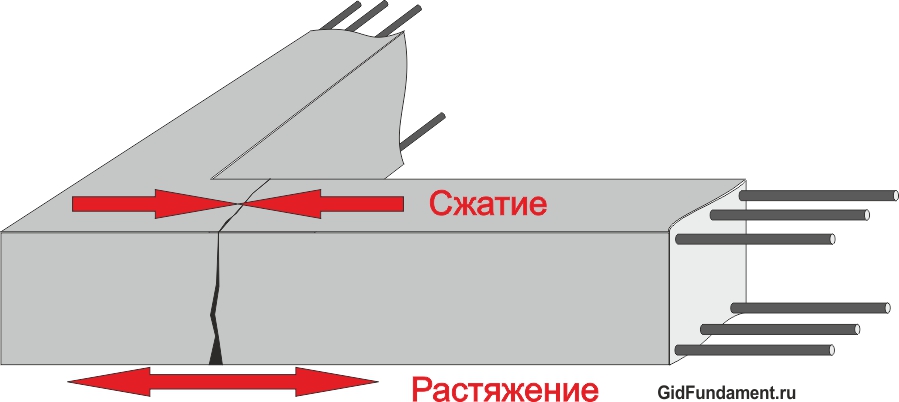 д.).
д.).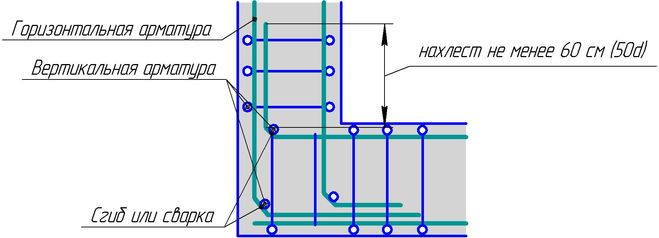
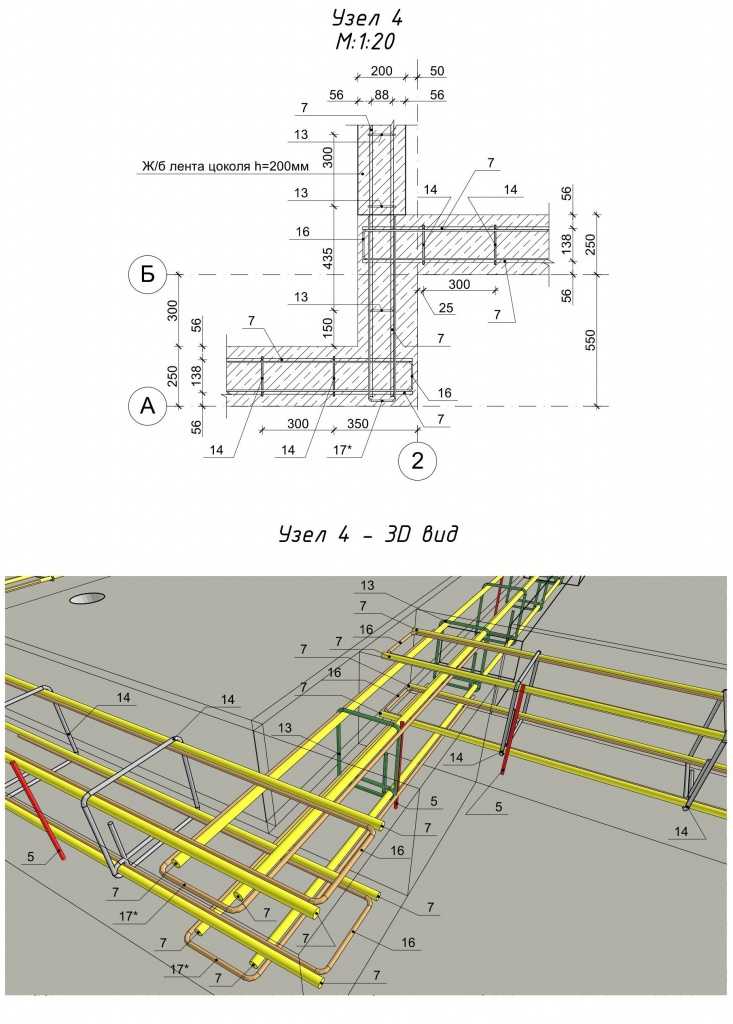 Стыкование продольной арматуры по вертикали возможно лишь с разносом минимум 60 сантиметров либо 1.5 общей длины нахлеста.
Стыкование продольной арматуры по вертикали возможно лишь с разносом минимум 60 сантиметров либо 1.5 общей длины нахлеста.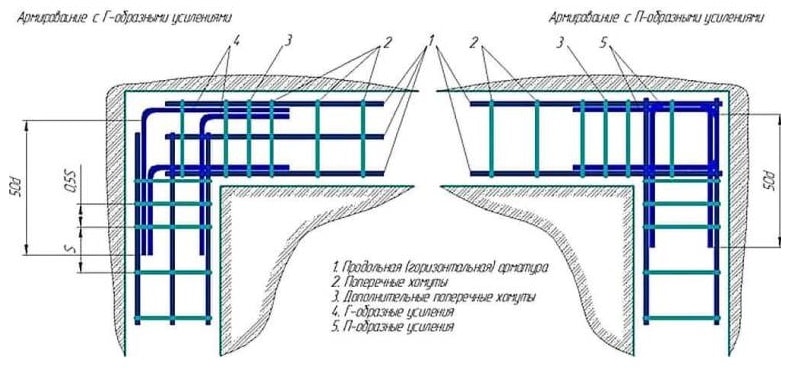 Углы 90-160 градусов требуют установки вертикальных стержней.
Углы 90-160 градусов требуют установки вертикальных стержней. Дуговой сваркой они не соединяются.
Дуговой сваркой они не соединяются.
 Всего существует три способа армирования данного типа.
Всего существует три способа армирования данного типа.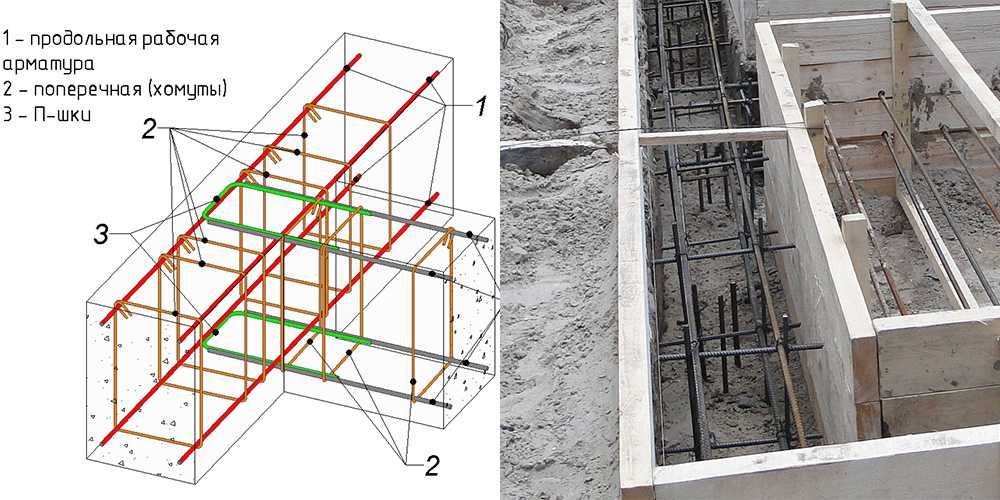 Длина соединения внахлест равна 50 диаметрам горизонтальных прутьев.
Длина соединения внахлест равна 50 диаметрам горизонтальных прутьев.
 Соединение обычным перекрестием – это разрыв в месте сгиба, что не обеспечит достаточной жесткости. В местах перехлеста стержни можно соединять лишь указанными способами: механически муфтами, свариванием, без сварки (внахлест рифленые прутья с прямыми концами, с поперечными или приваренными стержнями, с загибами на концах).
Соединение обычным перекрестием – это разрыв в месте сгиба, что не обеспечит достаточной жесткости. В местах перехлеста стержни можно соединять лишь указанными способами: механически муфтами, свариванием, без сварки (внахлест рифленые прутья с прямыми концами, с поперечными или приваренными стержнями, с загибами на концах).
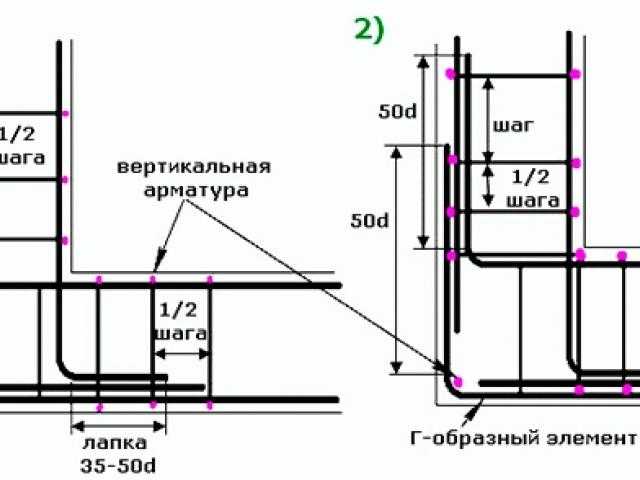
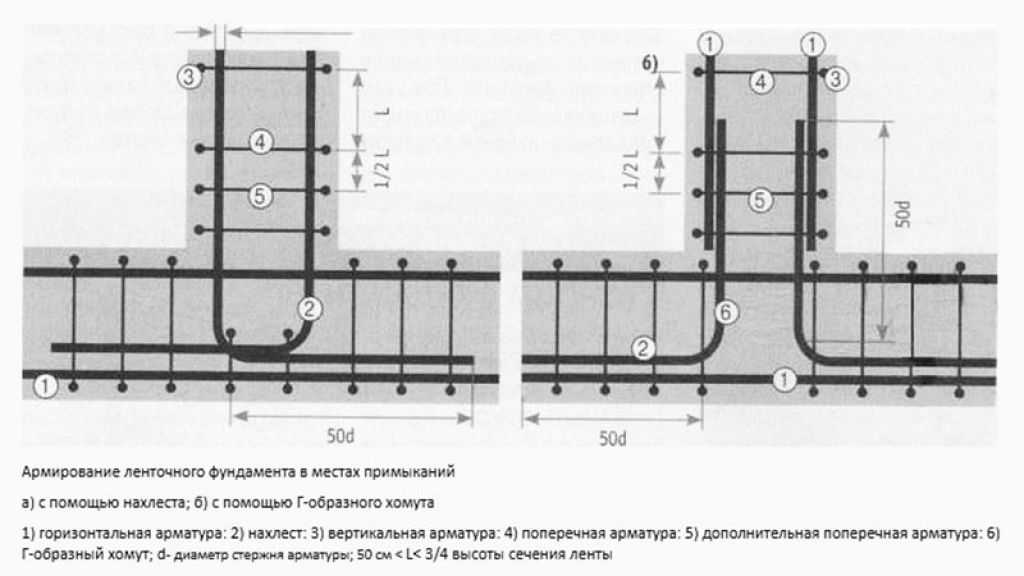 Снизу и сверху варятся несущие стержни в вертикальном положении, потом привариваются рабочие дополнительные с шагом около 8-10 сантиметров.
Снизу и сверху варятся несущие стержни в вертикальном положении, потом привариваются рабочие дополнительные с шагом около 8-10 сантиметров.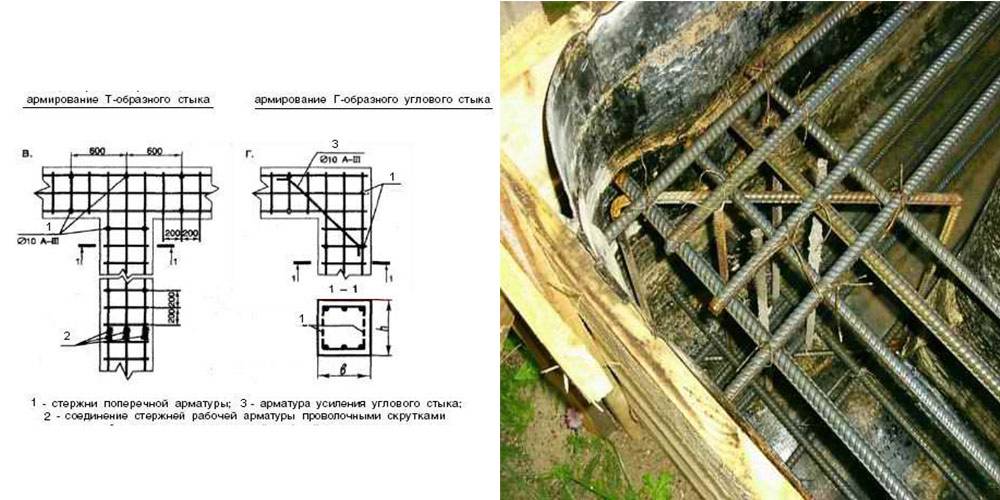
 Продольные внутренние хлысты загибаются аналогичным образом, потом вяжутся к продольной внешней части каркаса. Каждая загнутая часть продольного внутреннего прутка должна составлять минимум 50 диаметров основных стержней.
Продольные внутренние хлысты загибаются аналогичным образом, потом вяжутся к продольной внешней части каркаса. Каждая загнутая часть продольного внутреннего прутка должна составлять минимум 50 диаметров основных стержней.
 Внутренние стены могут поддерживаться за счет утолщения плиты под
Внутренние стены могут поддерживаться за счет утолщения плиты под Для фундаментов колонн минимальное армирование должно быть
Для фундаментов колонн минимальное армирование должно быть Эта конструкция подходит для
Эта конструкция подходит для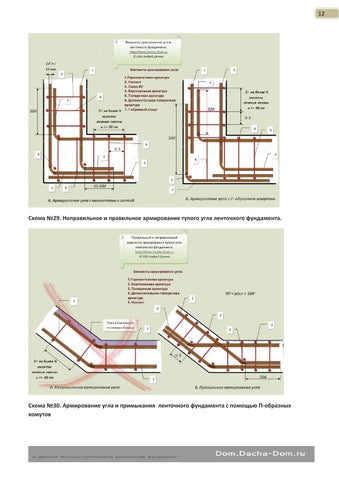 это
это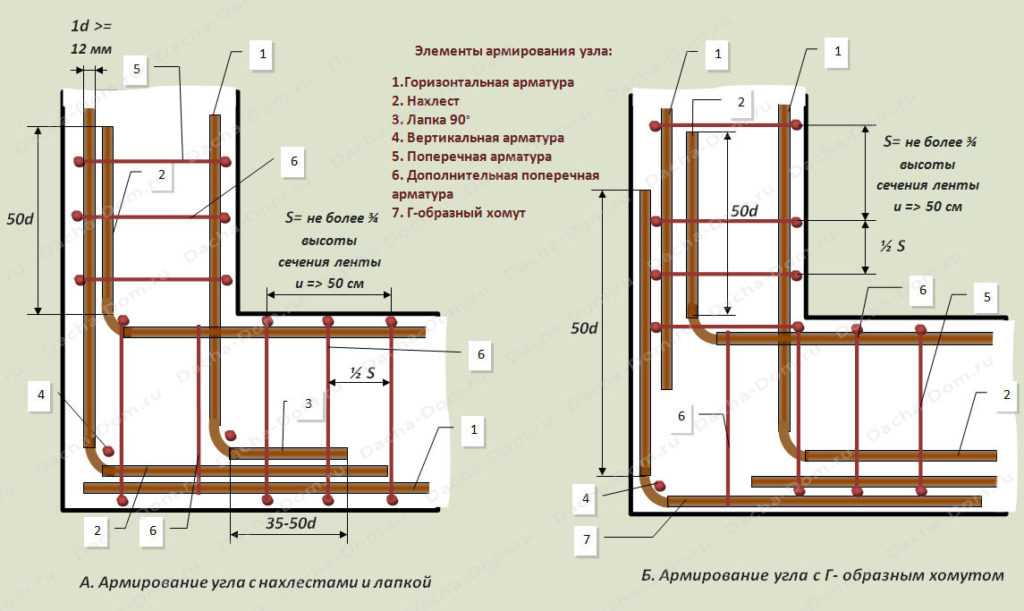
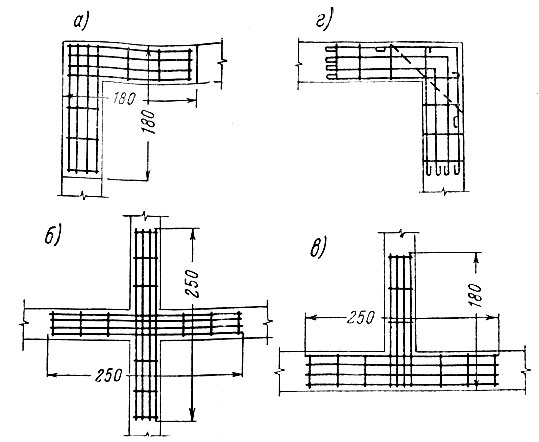 Армирующая сетка в плите укладывается сверху с крышками 1 дюйм.
Армирующая сетка в плите укладывается сверху с крышками 1 дюйм.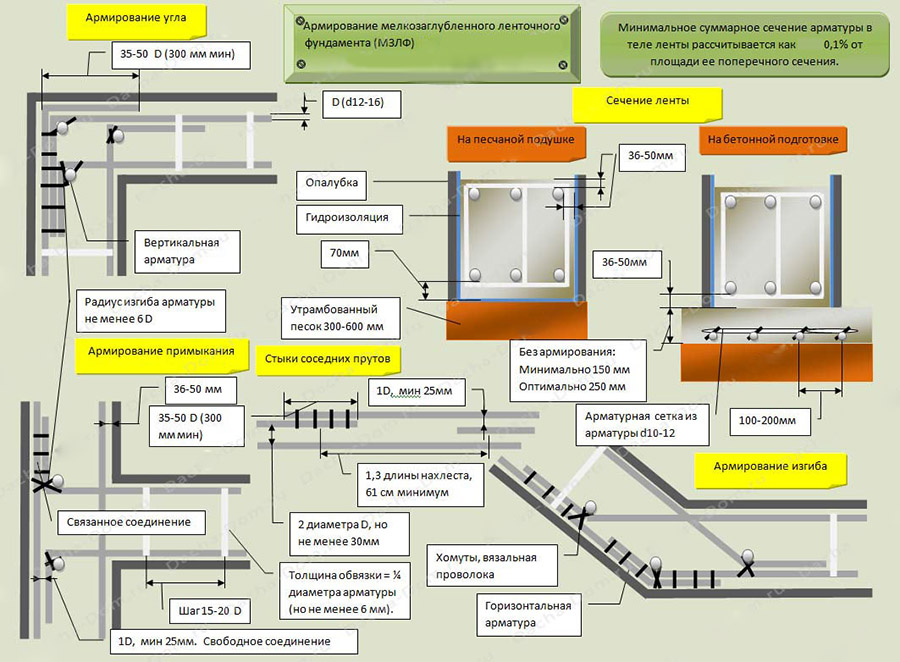

 Только чистая арматура хорошо сцепляется с бетоном. Каркас имеет два вида детализации (для определенных целей): оперативную и распределительную. Назначение эксплуатационного армирования состоит в восприятии внешних нагрузок и собственного веса здания. Распределительное армирование распределяет нагрузку на весь каркас.
Только чистая арматура хорошо сцепляется с бетоном. Каркас имеет два вида детализации (для определенных целей): оперативную и распределительную. Назначение эксплуатационного армирования состоит в восприятии внешних нагрузок и собственного веса здания. Распределительное армирование распределяет нагрузку на весь каркас. Для любого типа фундамента лучше использовать ребристые стержни, так как они прочно соединены с бетоном.
Для любого типа фундамента лучше использовать ребристые стержни, так как они прочно соединены с бетоном.
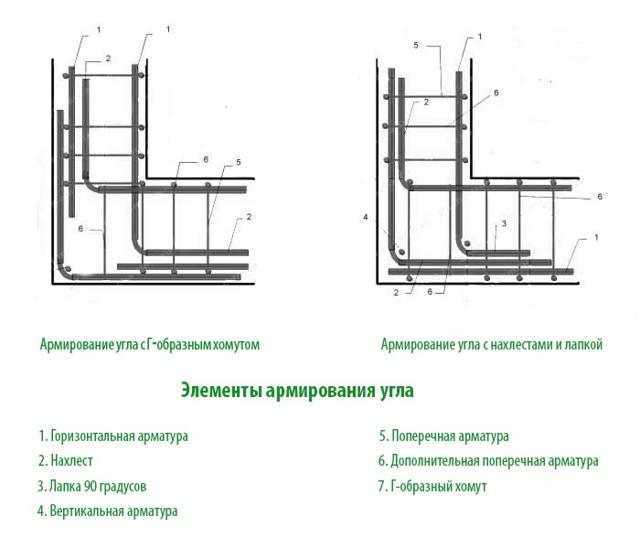


 Можно использовать это средство, опустив в него монету, но важно выдержать правильное время.
Можно использовать это средство, опустив в него монету, но важно выдержать правильное время.
 Раствор делается из расчета 1 ст. л. поваренной соли на 0,5 л воды. Его нужно перелить в пластиковую посуду. Включив блок питания, оба зажима со всеми необходимыми мерами предосторожности погружают в воду. Тот из них, который начнет издавать в электролите шипение, является положительным (знак «+»), к нему нужно присоединить монету.
Раствор делается из расчета 1 ст. л. поваренной соли на 0,5 л воды. Его нужно перелить в пластиковую посуду. Включив блок питания, оба зажима со всеми необходимыми мерами предосторожности погружают в воду. Тот из них, который начнет издавать в электролите шипение, является положительным (знак «+»), к нему нужно присоединить монету. После погружения нужно стоять рядом и следить за процессом очищения. Длительность процедуры зависит от ее состояния. После этого монету нужно промыть мыльным раствором, легко и без нажима отчищая ее мягкой щеточкой. Ополоснуть и насухо вытереть.
После погружения нужно стоять рядом и следить за процессом очищения. Длительность процедуры зависит от ее состояния. После этого монету нужно промыть мыльным раствором, легко и без нажима отчищая ее мягкой щеточкой. Ополоснуть и насухо вытереть. Это один из методов, преимуществом которого является отсутствие покраснения медной поверхности.
Это один из методов, преимуществом которого является отсутствие покраснения медной поверхности.
 Но, если смотреть под увеличением, они, конечно, будут видны. Если окислы «съели» часть металла, то после их удаления поверхность будет неприглядной и неровной, словно лунная поверхность — с этим ничего поделать нельзя, ибо патина — это не налет, а часть металла. При некачественной сушке спустя несколько месяцев на поверхности могут появиться радужные разводы. И еще одна важная деталь: уксус должен быть качественным и соответствовать ГОСТ.
Но, если смотреть под увеличением, они, конечно, будут видны. Если окислы «съели» часть металла, то после их удаления поверхность будет неприглядной и неровной, словно лунная поверхность — с этим ничего поделать нельзя, ибо патина — это не налет, а часть металла. При некачественной сушке спустя несколько месяцев на поверхности могут появиться радужные разводы. И еще одна важная деталь: уксус должен быть качественным и соответствовать ГОСТ.
 В данном случае важно понимать, что если монеты передержать в средстве, то на поверхности появится розовый оттенок, вызванный наличием меди в составе сплава.
В данном случае важно понимать, что если монеты передержать в средстве, то на поверхности появится розовый оттенок, вызванный наличием меди в составе сплава. Процесс очищения с использованием данного средства довольно длительный, но эффективный. «Айран» наливается в емкость, в которую в последующем помещается монета. Минимум она должна находиться в жидкости от 3 до 5 дней. После монета протирается, оценивается результат очищения, и помещается в новый состав «Айрана».
Процесс очищения с использованием данного средства довольно длительный, но эффективный. «Айран» наливается в емкость, в которую в последующем помещается монета. Минимум она должна находиться в жидкости от 3 до 5 дней. После монета протирается, оценивается результат очищения, и помещается в новый состав «Айрана».
 Поэтому стоит не только просушивать монеты, но и тщательно их вытирать.
Поэтому стоит не только просушивать монеты, но и тщательно их вытирать.
 Если да, то даже не думайте его чистить.
Если да, то даже не думайте его чистить. Важную роль в ее стоимости играет степень износа монеты, а не то, насколько она «красива».
Важную роль в ее стоимости играет степень износа монеты, а не то, насколько она «красива». (Не потому, что вы ее украли, а потому, что отпечатки пальцев переносят едкие масла с ваших пальцев на монету.)
(Не потому, что вы ее украли, а потому, что отпечатки пальцев переносят едкие масла с ваших пальцев на монету.)

 Монеты десятилетиями лежат в карманах, кошельках, комодах, банках, руках, в грязи и даже в сточных канавах. Все эти действия и деятельность обязательно возьмут свое и вызовут годы накопления грязи.
Монеты десятилетиями лежат в карманах, кошельках, комодах, банках, руках, в грязи и даже в сточных канавах. Все эти действия и деятельность обязательно возьмут свое и вызовут годы накопления грязи. Хорошая чистка может заставить эти монеты сиять ярче и выглядеть более привлекательно. Однако, если вы не сделаете это правильно, это может нанести непоправимый ущерб. Если вы сомневаетесь, оставьте монету в покое или проконсультируйтесь со специалистом по редким монетам, прежде чем начинать чистку редкой монеты.
Хорошая чистка может заставить эти монеты сиять ярче и выглядеть более привлекательно. Однако, если вы не сделаете это правильно, это может нанести непоправимый ущерб. Если вы сомневаетесь, оставьте монету в покое или проконсультируйтесь со специалистом по редким монетам, прежде чем начинать чистку редкой монеты.
 Чтобы почистить этим методом, поместите монеты в небольшой пластиковый контейнер, наполните его достаточным количеством перекиси водорода и оставьте на 24 часа. После того, как вы опустите монеты в ванну с перекисью водорода, промойте монеты водой и дайте им высохнуть на воздухе.
Чтобы почистить этим методом, поместите монеты в небольшой пластиковый контейнер, наполните его достаточным количеством перекиси водорода и оставьте на 24 часа. После того, как вы опустите монеты в ванну с перекисью водорода, промойте монеты водой и дайте им высохнуть на воздухе.
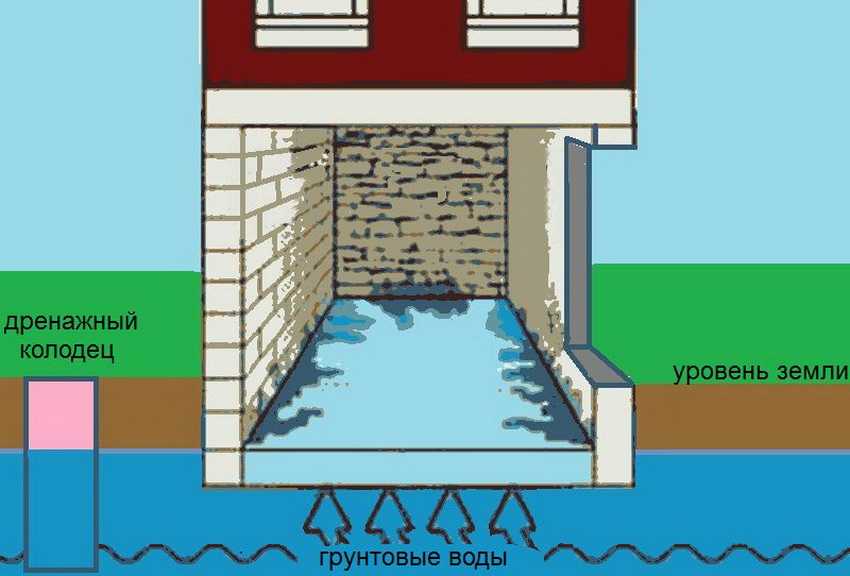 Их много, но не все они одинаково полезны и эффективны.
Их много, но не все они одинаково полезны и эффективны.
 Эти варианты никак не сочетаются с материалами комплекса Пенетрон.
Эти варианты никак не сочетаются с материалами комплекса Пенетрон.

 Да, влага не просочится извне, но конденсат обязательно появится внутри. Таким образом, полные общие работы по гидроизоляции погреба – это сочетание непосредственно устройства гидробарьера и монтаж вентиляционной системы.
Да, влага не просочится извне, но конденсат обязательно появится внутри. Таким образом, полные общие работы по гидроизоляции погреба – это сочетание непосредственно устройства гидробарьера и монтаж вентиляционной системы. Кроме того, на участках с высоким уровнем грунтовых вод погреб может регулярно подтапливать, и владельцу придется дополнительно просушивать хранилище. Чтобы этого не произошло, нужно правильно провести гидроизоляцию подвала.
Кроме того, на участках с высоким уровнем грунтовых вод погреб может регулярно подтапливать, и владельцу придется дополнительно просушивать хранилище. Чтобы этого не произошло, нужно правильно провести гидроизоляцию подвала. Однако, в отличие от обычного, его невозможно приготовить самостоятельно, так как в готовой смеси должно быть четкое соотношение необходимых компонентов. Покупать готовый бетон слишком дорого, поэтому для защиты подземного хранилища от влаги стоит использовать другие, более доступные способы.
Однако, в отличие от обычного, его невозможно приготовить самостоятельно, так как в готовой смеси должно быть четкое соотношение необходимых компонентов. Покупать готовый бетон слишком дорого, поэтому для защиты подземного хранилища от влаги стоит использовать другие, более доступные способы. Однако при дальнейшем строительстве проводят внутреннюю и наружную обработку стен для дополнительной защиты.
Однако при дальнейшем строительстве проводят внутреннюю и наружную обработку стен для дополнительной защиты. Большинство подобных средств продаются в виде готовых растворов, поэтому владельцу достаточно просто нанести состав на обрабатываемую поверхность.
Большинство подобных средств продаются в виде готовых растворов, поэтому владельцу достаточно просто нанести состав на обрабатываемую поверхность.
 Материал нужно укладывать внахлест, а его стыки запаивать газовой горелкой. При этом важно учитывать, что рубероид должен заходить на стены подвала на 20 см.
Материал нужно укладывать внахлест, а его стыки запаивать газовой горелкой. При этом важно учитывать, что рубероид должен заходить на стены подвала на 20 см.



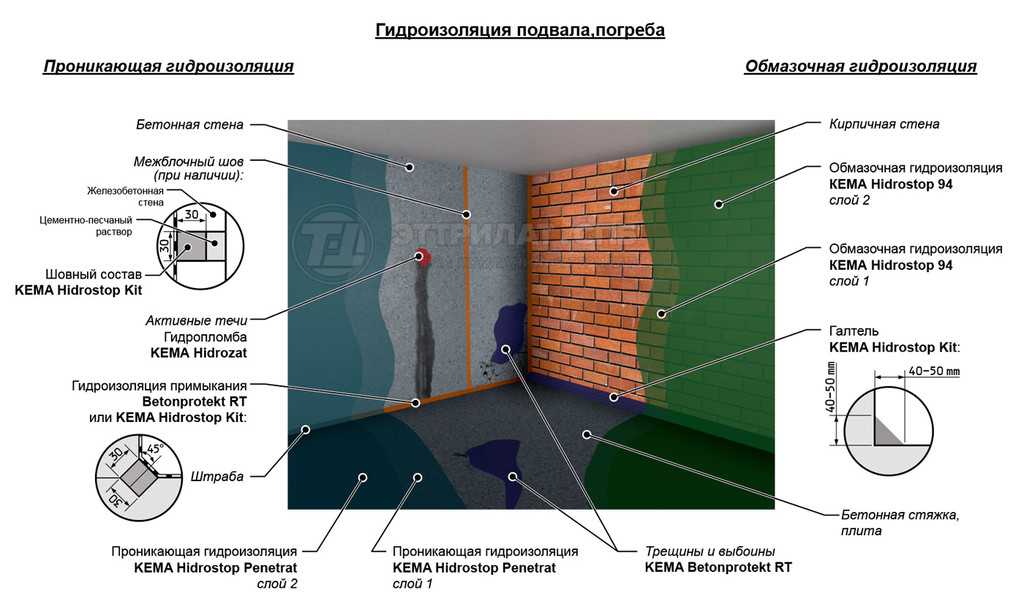 Разновидностью такой обработки считается мембранная, которая обладает высокой устойчивостью к холоду, но при этом ее можно использовать только в комплексе с горизонтальной гидроизоляцией.
Разновидностью такой обработки считается мембранная, которая обладает высокой устойчивостью к холоду, но при этом ее можно использовать только в комплексе с горизонтальной гидроизоляцией.
 В первую очередь вокруг него обустраивают систему дренажа, а в центре котлована делают небольшое отверстие – водосборник, который будет накапливать излишки влаги и отводить их в глубинные слои почвы.
В первую очередь вокруг него обустраивают систему дренажа, а в центре котлована делают небольшое отверстие – водосборник, который будет накапливать излишки влаги и отводить их в глубинные слои почвы.
 По желанию в состав можно добавить «жидкое стекло», которое только улучшит свойства раствора.
По желанию в состав можно добавить «жидкое стекло», которое только улучшит свойства раствора.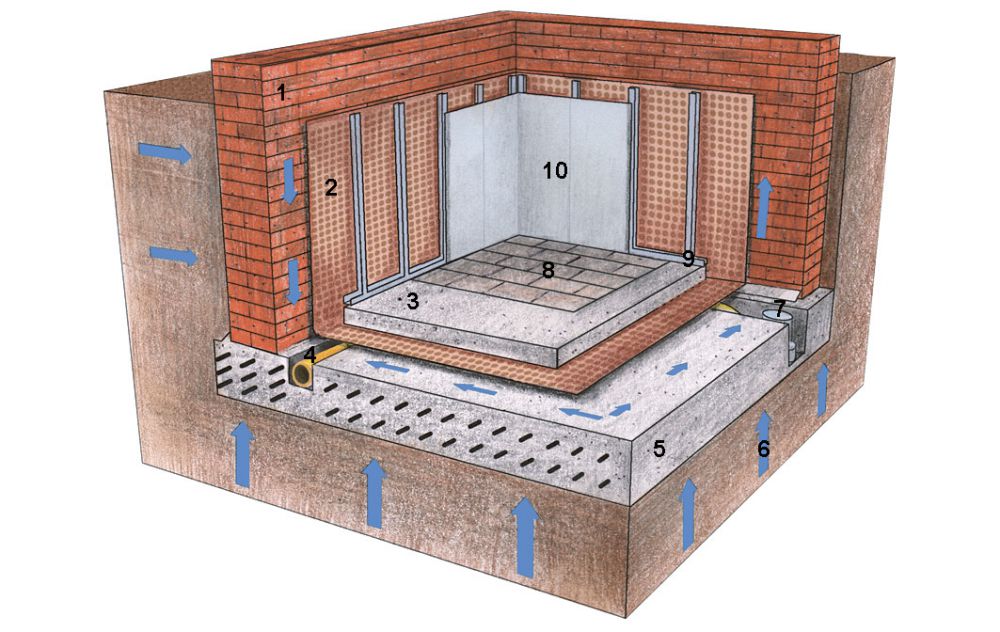
 (Предоставлено Билко)
(Предоставлено Билко)
 Чтобы предотвратить заражение насекомыми, влажность открытой древесины должна составлять 20 процентов или меньше.
Чтобы предотвратить заражение насекомыми, влажность открытой древесины должна составлять 20 процентов или меньше. Отрежьте и уложите отрезки дренажной трубы по всей длине траншеи. Оберните их тканью для ландшафтного дизайна во время работы. Для более позднего доступа установите колено из ПВХ в самом дальнем конце траншеи от водоотливного насоса. Засыпьте стоки большим количеством гравия, пока траншея не окажется на одном уровне с полом.
Отрежьте и уложите отрезки дренажной трубы по всей длине траншеи. Оберните их тканью для ландшафтного дизайна во время работы. Для более позднего доступа установите колено из ПВХ в самом дальнем конце траншеи от водоотливного насоса. Засыпьте стоки большим количеством гравия, пока траншея не окажется на одном уровне с полом. Покройте трубу промытым камнем толщиной не менее 12 дюймов, затем накройте проницаемой геотекстильной тканью для ландшафтного дизайна, чтобы предотвратить засорение труб сорняками или землей. Засыпьте траншею верхним слоем почвы или мелким гравием, чтобы вернуть ее на прежнюю высоту.
Покройте трубу промытым камнем толщиной не менее 12 дюймов, затем накройте проницаемой геотекстильной тканью для ландшафтного дизайна, чтобы предотвратить засорение труб сорняками или землей. Засыпьте траншею верхним слоем почвы или мелким гравием, чтобы вернуть ее на прежнюю высоту.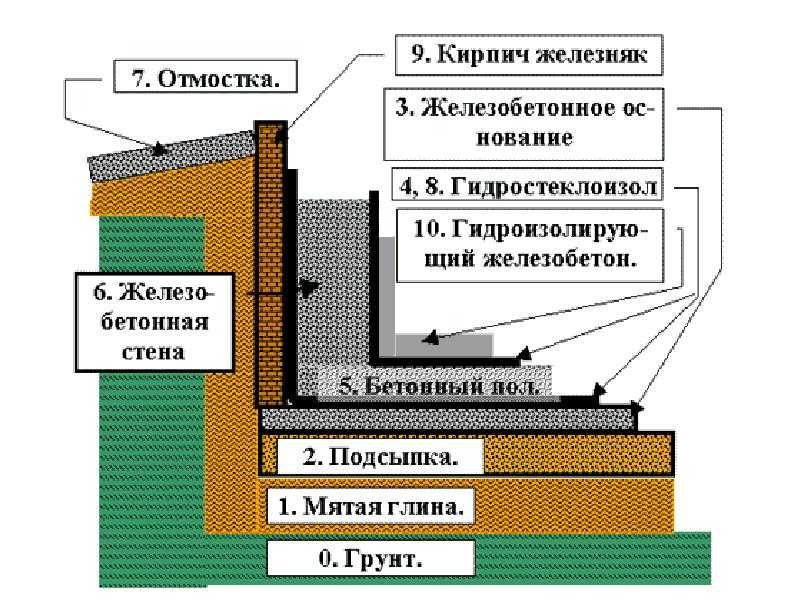

 Френч сделал свои водостоки из обычной глиняной кровельной черепицы, уложенной с зазором 1⁄8″ между секциями, чтобы вода просачивалась.
Френч сделал свои водостоки из обычной глиняной кровельной черепицы, уложенной с зазором 1⁄8″ между секциями, чтобы вода просачивалась. Радиоактивные частицы радона проникают через грунтовые источники, такие как недостроенные подвалы и трещины в фундаменте и стенах. При вдыхании эти частицы могут повредить клетки, выстилающие легкие. Длительное воздействие радона может привести к раку легких. Если ваш дом находится в районе с высоким содержанием радона, но его не проверяли, купите набор для тестирования. Уровни радона, превышающие 4 пикокюри на литр, считаются потенциально опасными.
Радиоактивные частицы радона проникают через грунтовые источники, такие как недостроенные подвалы и трещины в фундаменте и стенах. При вдыхании эти частицы могут повредить клетки, выстилающие легкие. Длительное воздействие радона может привести к раку легких. Если ваш дом находится в районе с высоким содержанием радона, но его не проверяли, купите набор для тестирования. Уровни радона, превышающие 4 пикокюри на литр, считаются потенциально опасными. Системы HVAC предназначены для охлаждения путем удаления избытка воды из воздуха.
Системы HVAC предназначены для охлаждения путем удаления избытка воды из воздуха.
 Конечно, бывают случаи внешней гидроизоляции, когда подрядчику может потребоваться устранить серьезные повреждения фундамента, или ландшафтный архитектор / инженер-строитель порекомендует перепланировать ваш двор и / или перепроектировать вашу дренажную систему. Однако здесь мы сосредоточимся на внутренней гидроизоляции, которую вы, как домовладелец, можете сделать самостоятельно, чтобы получить сухой подвал.
Конечно, бывают случаи внешней гидроизоляции, когда подрядчику может потребоваться устранить серьезные повреждения фундамента, или ландшафтный архитектор / инженер-строитель порекомендует перепланировать ваш двор и / или перепроектировать вашу дренажную систему. Однако здесь мы сосредоточимся на внутренней гидроизоляции, которую вы, как домовладелец, можете сделать самостоятельно, чтобы получить сухой подвал. Отмойте стены от грязи и пыли с помощью щетки и теплой воды с небольшим количеством средства для мытья посуды. Если вы видите плесень, вы можете добавить в раствор отбеливатель (1 стакан отбеливателя на галлон воды). Однако сначала проверьте состав средства для мытья посуды и не смешивайте отбеливатель с продуктами, содержащими аммиак! Ополосните стены теплой водой после их мытья и дайте всему полностью высохнуть, прежде чем переходить к следующему шагу.
Отмойте стены от грязи и пыли с помощью щетки и теплой воды с небольшим количеством средства для мытья посуды. Если вы видите плесень, вы можете добавить в раствор отбеливатель (1 стакан отбеливателя на галлон воды). Однако сначала проверьте состав средства для мытья посуды и не смешивайте отбеливатель с продуктами, содержащими аммиак! Ополосните стены теплой водой после их мытья и дайте всему полностью высохнуть, прежде чем переходить к следующему шагу. Старую краску можно удалить металлической щеткой, пескоструйным аппаратом или другими способами. Пожалуйста, свяжитесь с одним из наших центров покраски, чтобы получить совет о том, как безопасно удалить старую краску, так как при удалении краски вы всегда должны носить надлежащее защитное снаряжение. Отмойте стены от грязи и пыли с помощью щетки и теплой воды с небольшим количеством средства для мытья посуды. Если вы видите плесень, вы можете добавить в раствор отбеливатель (1 стакан отбеливателя на каждый галлон воды). Однако сначала проверьте состав средства для мытья посуды и не смешивайте отбеливатель с продуктами, содержащими аммиак! Ополосните стены теплой водой после их мытья и дайте всему полностью высохнуть, прежде чем переходить к следующему шагу.
Старую краску можно удалить металлической щеткой, пескоструйным аппаратом или другими способами. Пожалуйста, свяжитесь с одним из наших центров покраски, чтобы получить совет о том, как безопасно удалить старую краску, так как при удалении краски вы всегда должны носить надлежащее защитное снаряжение. Отмойте стены от грязи и пыли с помощью щетки и теплой воды с небольшим количеством средства для мытья посуды. Если вы видите плесень, вы можете добавить в раствор отбеливатель (1 стакан отбеливателя на каждый галлон воды). Однако сначала проверьте состав средства для мытья посуды и не смешивайте отбеливатель с продуктами, содержащими аммиак! Ополосните стены теплой водой после их мытья и дайте всему полностью высохнуть, прежде чем переходить к следующему шагу. Пожалуйста, ознакомьтесь с инструкциями производителя перед использованием.
Пожалуйста, ознакомьтесь с инструкциями производителя перед использованием.  DRYLOK Clear Masonry Waterproofer — отличный продукт, который гарантированно защитит стены и полы от гидростатического давления и просачивания воды. Гидроизоляционный состав для каменной кладки DRYLOK также доступен в белом и сером цветах, но эти два цвета можно использовать только на стенах, а не на полу. Нанесите герметик для бетона качественной кистью с нейлоновой щетиной или валиком с ворсом 3/4 дюйма и убедитесь, что он проникает в поры каменной кладки. Для гарантии гидроизоляции требуется надлежащее покрытие и минимум два слоя. Прочтите все рекомендации и инструкции производителя. перед подачей заявки
DRYLOK Clear Masonry Waterproofer — отличный продукт, который гарантированно защитит стены и полы от гидростатического давления и просачивания воды. Гидроизоляционный состав для каменной кладки DRYLOK также доступен в белом и сером цветах, но эти два цвета можно использовать только на стенах, а не на полу. Нанесите герметик для бетона качественной кистью с нейлоновой щетиной или валиком с ворсом 3/4 дюйма и убедитесь, что он проникает в поры каменной кладки. Для гарантии гидроизоляции требуется надлежащее покрытие и минимум два слоя. Прочтите все рекомендации и инструкции производителя. перед подачей заявки
 твой дом. Тем не менее, есть простые способы исправить это своими руками, прежде чем раскапывать свой двор!
твой дом. Тем не менее, есть простые способы исправить это своими руками, прежде чем раскапывать свой двор!

 Данный флюс хорошо смачивает припаиваемые детали, обладает низкими окислительными свойствами и не вызывает коррозию. Несмотря на это, мы рекомендуем смывать флюс после пайки.
Данный флюс хорошо смачивает припаиваемые детали, обладает низкими окислительными свойствами и не вызывает коррозию. Несмотря на это, мы рекомендуем смывать флюс после пайки. Объем 1 упаковки – 10 мл. Срок годности составляет 2 года.
Объем 1 упаковки – 10 мл. Срок годности составляет 2 года.
 В отличие от контактного соединения (разъёмы и колодки) пайка обеспечивает более долговечное и что самое важное электропроницаемое соединение, что способствовало ее применению в электронике.
В отличие от контактного соединения (разъёмы и колодки) пайка обеспечивает более долговечное и что самое важное электропроницаемое соединение, что способствовало ее применению в электронике. е. снаружи идет флюс, а припой внутри. Для низкотемпературной пайки припой идет со флюсом внутри и называется флюсованным.
е. снаружи идет флюс, а припой внутри. Для низкотемпературной пайки припой идет со флюсом внутри и называется флюсованным. Процентное соотношение 1 грамм лимонной кислоты на 100 грамм раствора
Процентное соотношение 1 грамм лимонной кислоты на 100 грамм раствора 5 мм или даже 3 мм, а иногда и все 10 мм. Если же Вы паяете исключительно «тонкую» электронику, микроконтроллеры и симисторы в малых корпусах, то Вам достаточно диаметра в 1 мм. Некоторые предпочитают не увлекаться с количеством припоя, так как его излишек, так же не считается нормой и используют диаметры в 0.5 мм
5 мм или даже 3 мм, а иногда и все 10 мм. Если же Вы паяете исключительно «тонкую» электронику, микроконтроллеры и симисторы в малых корпусах, то Вам достаточно диаметра в 1 мм. Некоторые предпочитают не увлекаться с количеством припоя, так как его излишек, так же не считается нормой и используют диаметры в 0.5 мм Поэтому большинство мастер предпочитают всегда отмывать плату от флюса.
Поэтому большинство мастер предпочитают всегда отмывать плату от флюса. В отличие от глицерина флюс ЛТИ хуже справляется со сталью, но окислительный процесс у него ниже чем у глицерина, хотя так же как и глицерин требует тщательной отмывки изопропиловым спиртом
В отличие от глицерина флюс ЛТИ хуже справляется со сталью, но окислительный процесс у него ниже чем у глицерина, хотя так же как и глицерин требует тщательной отмывки изопропиловым спиртом
 На рынке доступно множество различных типов и марок флюсов; проконсультируйтесь с производителем или продавцом вашего флюса, чтобы убедиться, что он подходит для вашего применения, принимая во внимание как используемый припой, так и два металла, задействованных в процессе. Хотя существует множество типов флюсов, каждый из них будет включать две основные части: химикаты и растворители.
На рынке доступно множество различных типов и марок флюсов; проконсультируйтесь с производителем или продавцом вашего флюса, чтобы убедиться, что он подходит для вашего применения, принимая во внимание как используемый припой, так и два металла, задействованных в процессе. Хотя существует множество типов флюсов, каждый из них будет включать две основные части: химикаты и растворители.  Это значительно повысит эффективность флюсования, а также улучшит используемые методы и приемы пайки.
Это значительно повысит эффективность флюсования, а также улучшит используемые методы и приемы пайки.  Следовательно, они должны быть подвергнуты химической реакции, чтобы быть удаленными. Эта необходимая химическая реакция чаще всего осуществляется с помощью паяльных флюсов. Эти паяльные флюсы вытесняют слой атмосферного газа на поверхности металлов и при нагревании вступают в химическую реакцию, удаляя потускневший слой с флюсовых металлов и поддерживая чистоту поверхности металла на протяжении всего процесса пайки.
Следовательно, они должны быть подвергнуты химической реакции, чтобы быть удаленными. Эта необходимая химическая реакция чаще всего осуществляется с помощью паяльных флюсов. Эти паяльные флюсы вытесняют слой атмосферного газа на поверхности металлов и при нагревании вступают в химическую реакцию, удаляя потускневший слой с флюсовых металлов и поддерживая чистоту поверхности металла на протяжении всего процесса пайки. Горячий расплавленный припой вытесняет канифольный флюс и абиет меди, которые затем можно удалить обычными методами очистки.
Горячий расплавленный припой вытесняет канифольный флюс и абиет меди, которые затем можно удалить обычными методами очистки. Любое соединение, которое может быть использовано для создания одного из необходимых типов химических реакций в рабочих условиях, необходимых для пайки, может быть рассмотрено для использования в качестве флюса. Однако большинство органических и неорганических соединений не выдерживают высоких температур, необходимых для надлежащей пайки. Вот почему одним из наиболее важных соображений является термическая стабильность соединений или их способность выдерживать высокие температуры, необходимые для пайки, без возгорания, разрушения или испарения.
Любое соединение, которое может быть использовано для создания одного из необходимых типов химических реакций в рабочих условиях, необходимых для пайки, может быть рассмотрено для использования в качестве флюса. Однако большинство органических и неорганических соединений не выдерживают высоких температур, необходимых для надлежащей пайки. Вот почему одним из наиболее важных соображений является термическая стабильность соединений или их способность выдерживать высокие температуры, необходимые для пайки, без возгорания, разрушения или испарения. В случае сомнений никогда не помешает обратиться за рекомендациями к производителю флюса или припоя.
В случае сомнений никогда не помешает обратиться за рекомендациями к производителю флюса или припоя. Смолу сосновой смолы растворяют в растворителе, а затем перегоняют, чтобы получить прозрачную белоснежную канифоль, используемую в паяльных флюсах. Канифоль представляет собой совокупность встречающихся в природе кислот, главным образом абиетиновой кислоты и ее гомологов. При использовании в качестве флюса для пайки прозрачная канифоль растворяется в растворителе, обычно в изопропиловом спирте. При таком использовании без добавления кислотных активаторов его называют канифольным флюсом типа R.
Смолу сосновой смолы растворяют в растворителе, а затем перегоняют, чтобы получить прозрачную белоснежную канифоль, используемую в паяльных флюсах. Канифоль представляет собой совокупность встречающихся в природе кислот, главным образом абиетиновой кислоты и ее гомологов. При использовании в качестве флюса для пайки прозрачная канифоль растворяется в растворителе, обычно в изопропиловом спирте. При таком использовании без добавления кислотных активаторов его называют канифольным флюсом типа R. Все эти активаторы вызывают коррозию и должны быть удалены с печатной платы для обеспечения долгосрочной надежности.
Все эти активаторы вызывают коррозию и должны быть удалены с печатной платы для обеспечения долгосрочной надежности. Флюсовые растворы без очистки на основе канифоли в основном такие же, как флюсы на основе канифоли (тип R), но обычно содержат природную смоляную канифоль в гораздо более низкой концентрации, чем та, которая используется в растворах флюсов типа R (R, RMA и RA). Настоящие синтетические флюсы без очистки содержат синтетические смолы, которые придают флюсу те же желаемые свойства, что и продукт из натуральной канифоли. Флюсовые растворы, не требующие очистки, также могут содержать дополнительные активаторы, а их остатки могут привести к коррозии.
Флюсовые растворы без очистки на основе канифоли в основном такие же, как флюсы на основе канифоли (тип R), но обычно содержат природную смоляную канифоль в гораздо более низкой концентрации, чем та, которая используется в растворах флюсов типа R (R, RMA и RA). Настоящие синтетические флюсы без очистки содержат синтетические смолы, которые придают флюсу те же желаемые свойства, что и продукт из натуральной канифоли. Флюсовые растворы, не требующие очистки, также могут содержать дополнительные активаторы, а их остатки могут привести к коррозии. Если на печатную плату должно быть нанесено конформное покрытие для защиты схемы во время работы, поверхность платы должна быть очищена от остатков флюса, даже минимальных остатков, оставленных неочищенным флюсом, для обеспечения хорошей адгезии конформного покрытия. Необходимость использования более активного (коррозионно-активного) флюса при пайке бессвинцовыми сплавами также может привести к необходимости удаления остатков флюса, что еще больше снизит преимущества использования флюсов без очистки.
Если на печатную плату должно быть нанесено конформное покрытие для защиты схемы во время работы, поверхность платы должна быть очищена от остатков флюса, даже минимальных остатков, оставленных неочищенным флюсом, для обеспечения хорошей адгезии конформного покрытия. Необходимость использования более активного (коррозионно-активного) флюса при пайке бессвинцовыми сплавами также может привести к необходимости удаления остатков флюса, что еще больше снизит преимущества использования флюсов без очистки. Кислотные активаторы, обычно используемые в водорастворимых флюсах, включают органические кислоты, галогенированные (содержащие хлор или бром) соединения, амиды и одноосновные и двухосновные органические соли. Все эти активаторы вызывают коррозию и должны быть удалены с печатной платы для обеспечения долгосрочной надежности.
Кислотные активаторы, обычно используемые в водорастворимых флюсах, включают органические кислоты, галогенированные (содержащие хлор или бром) соединения, амиды и одноосновные и двухосновные органические соли. Все эти активаторы вызывают коррозию и должны быть удалены с печатной платы для обеспечения долгосрочной надежности. Флюс RMA может быть классифицирован по этой схеме как ROM1, если он содержит от 0,5 до 2,0% содержания галогенидов.
Флюс RMA может быть классифицирован по этой схеме как ROM1, если он содержит от 0,5 до 2,0% содержания галогенидов. Этот флюс соответствует требованиям Bellcore TR-NWT-000078 и IPC SF-818 по сопротивлению поверхностной изоляции.
Этот флюс соответствует требованиям Bellcore TR-NWT-000078 и IPC SF-818 по сопротивлению поверхностной изоляции. CircuitWorks Tacky Flux подходит для применения в чистых помещениях.
CircuitWorks Tacky Flux подходит для применения в чистых помещениях.
 Обмотайте вашу банку или бутылку
Обмотайте вашу банку или бутылку Направьте воду так, чтобы она попала в центр сформированного вами кольца из водопроводной замазки.
Направьте воду так, чтобы она попала в центр сформированного вами кольца из водопроводной замазки. Наберитесь терпения. Просверливание отверстия диаметром 5 мм в толстом стекле, например в винной бутылке, может занять около десяти минут. Ближе к концу ослабьте дрель.
Наберитесь терпения. Просверливание отверстия диаметром 5 мм в толстом стекле, например в винной бутылке, может занять около десяти минут. Ближе к концу ослабьте дрель. Она смотрится интересно и стильно. Но, в отличие от пластика, разрезать ее без профессиональных инструментов, кажется, совсем непросто… Только не для тех, кто знаком с этим невероятным способом!
Она смотрится интересно и стильно. Но, в отличие от пластика, разрезать ее без профессиональных инструментов, кажется, совсем непросто… Только не для тех, кто знаком с этим невероятным способом! Медленно продвигайтесь по линии, трещина на стекле должна образовываться по мере движения паяльника. Если в какой-то момент стекло перестает разрезаться, нагрейте противоположный край трещины.
Медленно продвигайтесь по линии, трещина на стекле должна образовываться по мере движения паяльника. Если в какой-то момент стекло перестает разрезаться, нагрейте противоположный край трещины. В некоторых случаях по нижнему краю отверстия может образоваться две разные трещины, которые не сходятся в одну. Помогайте паяльником, и при необходимости, надавите на стекло с внутренней стороны бутылки, поместив в нее ручку ножа или отвертки.
В некоторых случаях по нижнему краю отверстия может образоваться две разные трещины, которые не сходятся в одну. Помогайте паяльником, и при необходимости, надавите на стекло с внутренней стороны бутылки, поместив в нее ручку ножа или отвертки. youtube.com/embed/Ny8OXoux-U4?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
youtube.com/embed/Ny8OXoux-U4?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>  Эти сверла имеют форму копья, достаточно острую, чтобы безопасно сверлить стекло, не повреждая его. Сверла с твердосплавными и алмазными наконечниками намного острее, чем сверла по каменной кладке и другие типы сверл, которые разбивают или раскалывают стекло, а не просверливают точное отверстие.
Эти сверла имеют форму копья, достаточно острую, чтобы безопасно сверлить стекло, не повреждая его. Сверла с твердосплавными и алмазными наконечниками намного острее, чем сверла по каменной кладке и другие типы сверл, которые разбивают или раскалывают стекло, а не просверливают точное отверстие. Наконец, защитные перчатки могут помочь вам избежать порезов при работе со стеклом или зеркалом. порезы.
Наконец, защитные перчатки могут помочь вам избежать порезов при работе со стеклом или зеркалом. порезы.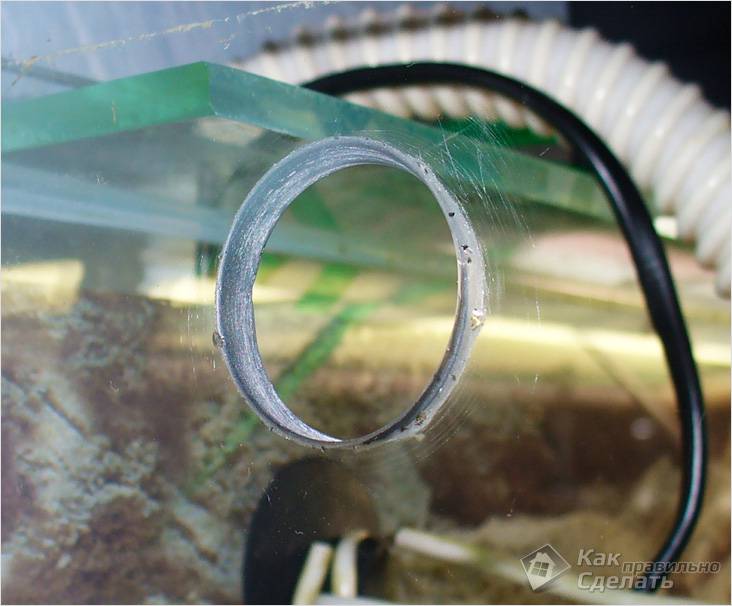
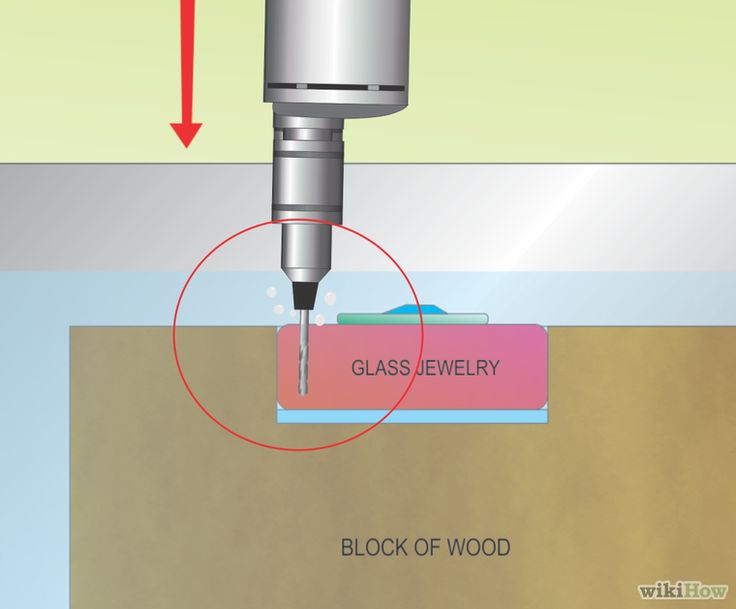 1/8-дюймовое или 3/32-дюймовое сверло с твердосплавным или алмазным наконечником — хороший выбор для создания углубления или направляющего отверстия в стекле. Вставьте биту в патрон дрели с регулируемой скоростью.
1/8-дюймовое или 3/32-дюймовое сверло с твердосплавным или алмазным наконечником — хороший выбор для создания углубления или направляющего отверстия в стекле. Вставьте биту в патрон дрели с регулируемой скоростью.
 Это правильная зона для сверления отверстия в стекле.
Это правильная зона для сверления отверстия в стекле. Во время использования держите дрель на скорости 400 об/мин или ниже, так как слишком быстрое сверление стекла может повредить сверло.
Во время использования держите дрель на скорости 400 об/мин или ниже, так как слишком быстрое сверление стекла может повредить сверло. Как просверлить большое отверстие в стекле?
Как просверлить большое отверстие в стекле?  Эти разновидности делают их эстетически привлекательными и пригодными для использования в качестве декора. Есть несколько творческих способов повторного использования и переработки старых стеклянных бутылок.
Эти разновидности делают их эстетически привлекательными и пригодными для использования в качестве декора. Есть несколько творческих способов повторного использования и переработки старых стеклянных бутылок.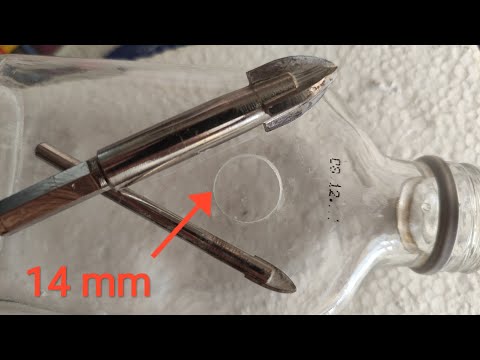

 Отрегулируйте скорость набора до минимума.
Отрегулируйте скорость набора до минимума.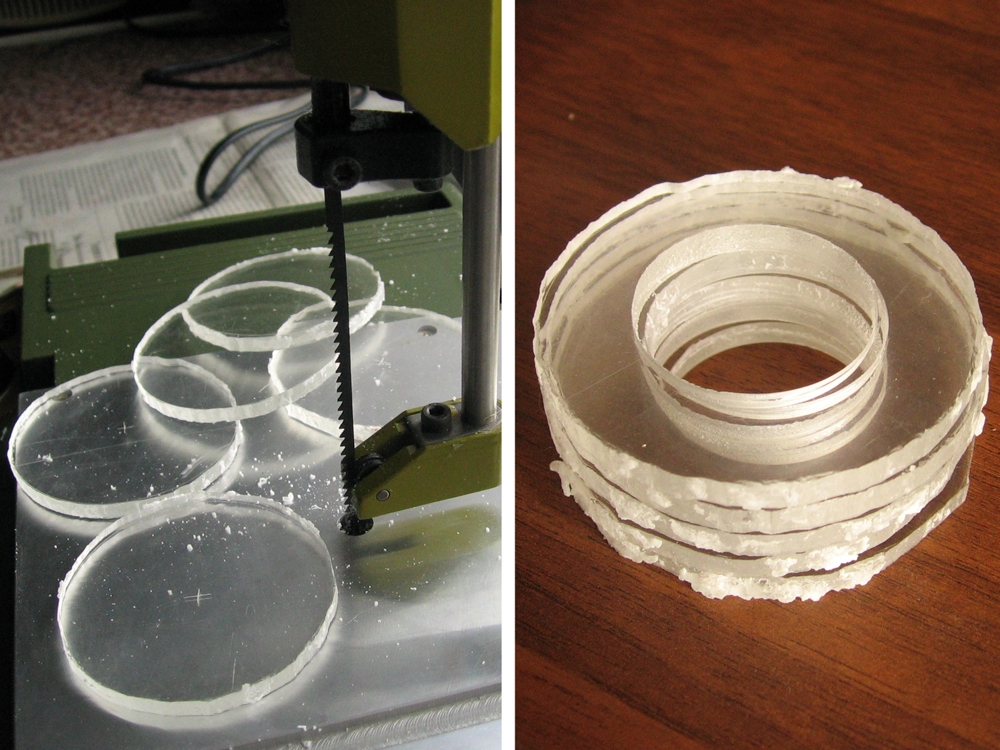
 Четко обозначьте область, которую необходимо вырезать.
Четко обозначьте область, которую необходимо вырезать.
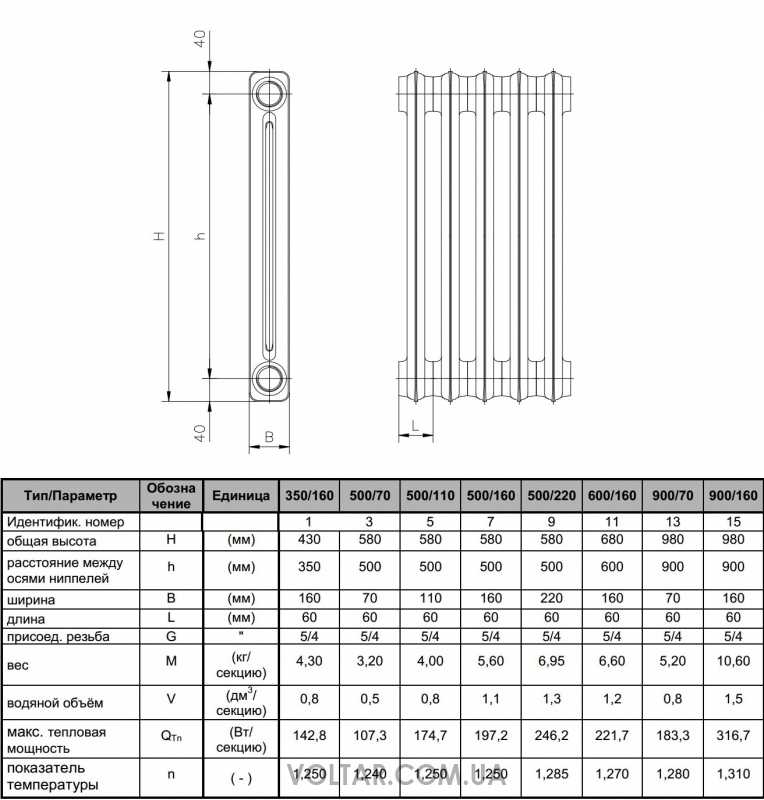
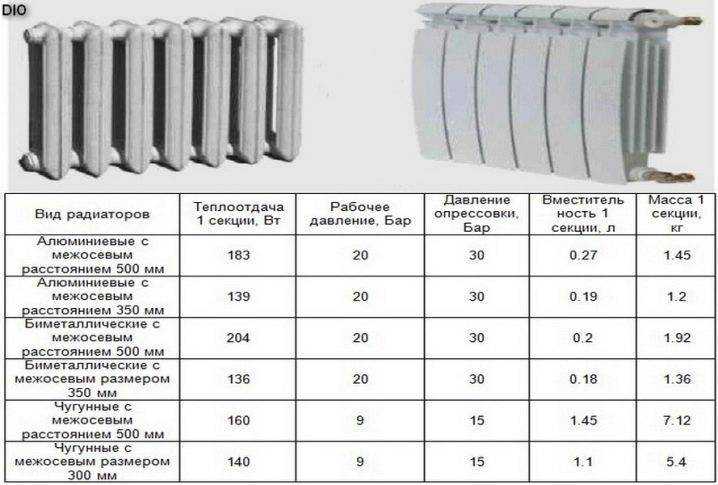 Большое значение имеет тепловой расчет устанавливаемых приборов. Традиционные методы расчета требуют учета вышеуказанных факторов, достаточно трудоемки. Для упрощения выбора типа оборудования применяется таблица радиаторов отопления.
Большое значение имеет тепловой расчет устанавливаемых приборов. Традиционные методы расчета требуют учета вышеуказанных факторов, достаточно трудоемки. Для упрощения выбора типа оборудования применяется таблица радиаторов отопления. Каждый материал имеет показатели по следующим параметрам:
Каждый материал имеет показатели по следующим параметрам: Сравнение чугунных радиаторов отопления с другими видами приборов, приводится в нижеуказанной таблице.
Сравнение чугунных радиаторов отопления с другими видами приборов, приводится в нижеуказанной таблице. Они достаточно прочны, а легкий собственный вес позволяет облегчить монтаж приборов. Из-за уязвимости к кислородной коррозии в последнее время стали проводить анодирование алюминия.
Они достаточно прочны, а легкий собственный вес позволяет облегчить монтаж приборов. Из-за уязвимости к кислородной коррозии в последнее время стали проводить анодирование алюминия. Панели имеют каналы, по которым происходит циркуляция теплоносителя. Батарея может состоять из нескольких панелей, кроме этого, оснащаться гофрированными пластинами, увеличивающими теплоотдачу.
Панели имеют каналы, по которым происходит циркуляция теплоносителя. Батарея может состоять из нескольких панелей, кроме этого, оснащаться гофрированными пластинами, увеличивающими теплоотдачу.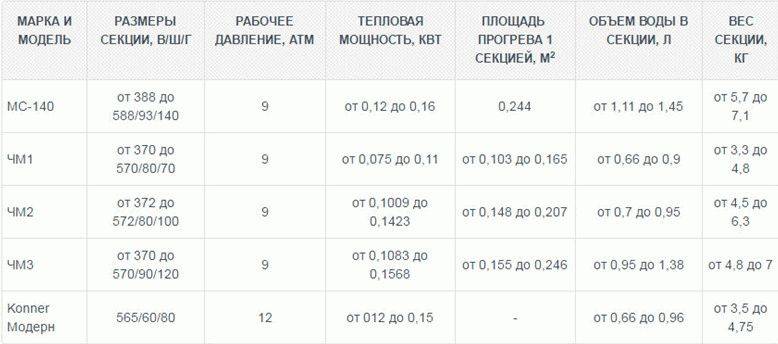 Нормативное значение тепла, необходимого на единицу объема обогреваемой комнаты, за которую принимается 1 м3, составляет:
Нормативное значение тепла, необходимого на единицу объема обогреваемой комнаты, за которую принимается 1 м3, составляет: Этот коэффициент равен:
Этот коэффициент равен: Несмотря на то, что это немного больше работы и затрат, чем другие методы установки, правильно спроектированный и реализованный электролизный бак может удалить как ржавчину, так и отложения в относительно короткие сроки.
Несмотря на то, что это немного больше работы и затрат, чем другие методы установки, правильно спроектированный и реализованный электролизный бак может удалить как ржавчину, так и отложения в относительно короткие сроки.

 Подключив автоматическое зарядное устройство к аккумулятору, как будто для его зарядки, вы можете затем использовать соединительные кабели от аккумулятора к установке для электролиза. Ток, накопленный в аккумуляторе, потечет на поддон и жертвенный металл, а зарядное устройство с радостью подаст ток на разряженный аккумулятор. При использовании этой настройки требуется повышенная осторожность, поскольку вы должны тщательно поддерживать соединения «плюс-плюс» и «минус-минус» между зарядным устройством и аккумулятором. Вы также должны убедиться, что положительный и отрицательный выводы аккумулятора не соприкасаются напрямую. Кроме того, клеммы и зажимы могут нагреваться.
Подключив автоматическое зарядное устройство к аккумулятору, как будто для его зарядки, вы можете затем использовать соединительные кабели от аккумулятора к установке для электролиза. Ток, накопленный в аккумуляторе, потечет на поддон и жертвенный металл, а зарядное устройство с радостью подаст ток на разряженный аккумулятор. При использовании этой настройки требуется повышенная осторожность, поскольку вы должны тщательно поддерживать соединения «плюс-плюс» и «минус-минус» между зарядным устройством и аккумулятором. Вы также должны убедиться, что положительный и отрицательный выводы аккумулятора не соприкасаются напрямую. Кроме того, клеммы и зажимы могут нагреваться. Обычно используемые для тестирования и ремонта электронного оборудования, они предлагают такие преимущества, как регулируемое напряжение и ток (ампер).
Обычно используемые для тестирования и ремонта электронного оборудования, они предлагают такие преимущества, как регулируемое напряжение и ток (ампер).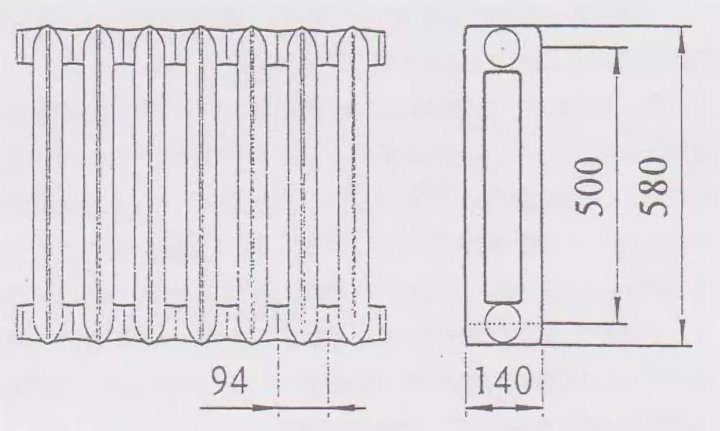 Используйте проволочную щетку или скребок из нержавеющей стали, чтобы удалить часть ржавчины и/или грязи в том месте, к которому вы будете прикреплять разъем зарядного устройства. В долгосрочной перспективе, чтобы ваши зажимы не подвергались воздействию коррозионной влаги или воздействию электролитического процесса, вы можете не подключать зажимы зарядного устройства непосредственно к изделию, а вместо этого прикреплять их к металлическому кронштейну или проводу, на котором висит изделие. Достаточный ток все еще должен протекать, если все точки крепления относительно чистые, из голого металла. Плохие соединения вызывают повышенное электрическое сопротивление и чрезмерный нагрев. Чистые металлические соединения обеспечат наиболее эффективную очистку и наименьшее повреждение проводов зарядного устройства с течением времени. Заметно нагреваются зажимы зарядного устройства во время использования, что свидетельствует о плохом контакте.
Используйте проволочную щетку или скребок из нержавеющей стали, чтобы удалить часть ржавчины и/или грязи в том месте, к которому вы будете прикреплять разъем зарядного устройства. В долгосрочной перспективе, чтобы ваши зажимы не подвергались воздействию коррозионной влаги или воздействию электролитического процесса, вы можете не подключать зажимы зарядного устройства непосредственно к изделию, а вместо этого прикреплять их к металлическому кронштейну или проводу, на котором висит изделие. Достаточный ток все еще должен протекать, если все точки крепления относительно чистые, из голого металла. Плохие соединения вызывают повышенное электрическое сопротивление и чрезмерный нагрев. Чистые металлические соединения обеспечат наиболее эффективную очистку и наименьшее повреждение проводов зарядного устройства с течением времени. Заметно нагреваются зажимы зарядного устройства во время использования, что свидетельствует о плохом контакте. Вы узнаете, что у вас есть хороший ток, когда вы увидите туман из мелких пузырьков, образующихся вокруг элемента, а амперметр вашего зарядного устройства покажет верхнюю границу шкалы.
Вы узнаете, что у вас есть хороший ток, когда вы увидите туман из мелких пузырьков, образующихся вокруг элемента, а амперметр вашего зарядного устройства покажет верхнюю границу шкалы. Если вы поместите что-то между куском и металлом, на куске останется «тень» грязи, где предмет перекрыл ток от куска. У некоторых людей металл с обеих сторон или вокруг детали для более быстрого действия. Я просто время от времени переворачиваю произведение. Визуально скопившаяся грязь ослабевает и отслаивается или отслаивается, как старая краска. В некоторых местах он крепче держится и отклеивается дольше. Красная ржавчина превратится в мелкий черный осадок, который легко стирается или стирается. Процесс закончен, когда металл становится голым и серым. В местах, которые были особенно грязными, могут остаться более темные пятна, но это нормально, с этим можно справиться.
Если вы поместите что-то между куском и металлом, на куске останется «тень» грязи, где предмет перекрыл ток от куска. У некоторых людей металл с обеих сторон или вокруг детали для более быстрого действия. Я просто время от времени переворачиваю произведение. Визуально скопившаяся грязь ослабевает и отслаивается или отслаивается, как старая краска. В некоторых местах он крепче держится и отклеивается дольше. Красная ржавчина превратится в мелкий черный осадок, который легко стирается или стирается. Процесс закончен, когда металл становится голым и серым. В местах, которые были особенно грязными, могут остаться более темные пятна, но это нормально, с этим можно справиться.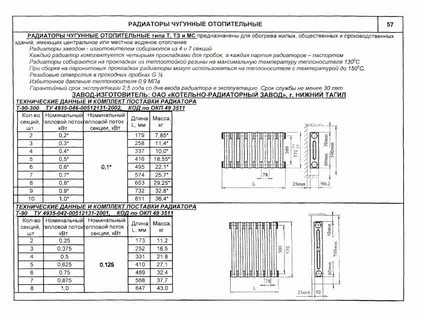 Присоедините отрицательный кабель ручного зарядного устройства к боковой стороне горшка, а положительный — к жертвенному аноду.
Присоедините отрицательный кабель ручного зарядного устройства к боковой стороне горшка, а положительный — к жертвенному аноду.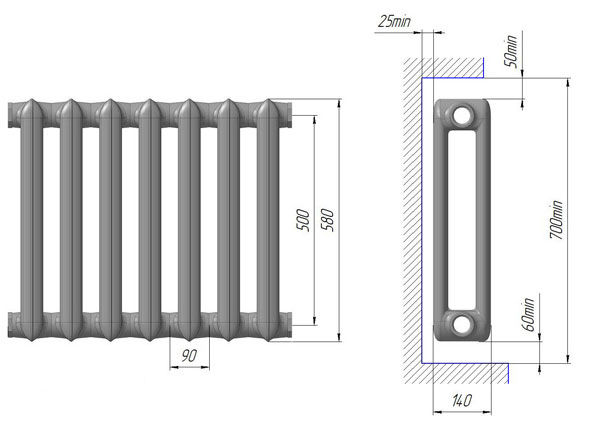 Преимущество нержавеющей стали заключается в том, что она не подвергается коррозии так быстро, как другие виды стали или железа. Однако нередко можно увидеть комментарии о том, что использование нержавеющей стали в установке для электролиза создает опасный побочный продукт, называемый шестивалентным хромом. «Гексхром», как его называют в гальванической промышленности, действительно представляет собой проблему для тех, кто работает в этой отрасли, где при используемых температурах и напряжениях он может производиться, испаряться и выбрасываться в атмосферу. Однако при гораздо более низких напряжениях и температурах, обычно используемых для очистки чугуна, шестигранный хром не вызывает беспокойства.
Преимущество нержавеющей стали заключается в том, что она не подвергается коррозии так быстро, как другие виды стали или железа. Однако нередко можно увидеть комментарии о том, что использование нержавеющей стали в установке для электролиза создает опасный побочный продукт, называемый шестивалентным хромом. «Гексхром», как его называют в гальванической промышленности, действительно представляет собой проблему для тех, кто работает в этой отрасли, где при используемых температурах и напряжениях он может производиться, испаряться и выбрасываться в атмосферу. Однако при гораздо более низких напряжениях и температурах, обычно используемых для очистки чугуна, шестигранный хром не вызывает беспокойства. И, как и в случае любого процесса очистки, надлежащие протоколы должны включать тщательное мытье и ополаскивание очищенного предмета перед началом любого режима приправы.
И, как и в случае любого процесса очистки, надлежащие протоколы должны включать тщательное мытье и ополаскивание очищенного предмета перед началом любого режима приправы.

 Компания Public Service Electric & Gas обнаружила утечки в соединениях 36-дюймовой чугунной магистрали, установленной в 1952, мигрировал по 4-дюймовому электропроводу, идущему с улицы и уходящему в подвал строения.
Компания Public Service Electric & Gas обнаружила утечки в соединениях 36-дюймовой чугунной магистрали, установленной в 1952, мигрировал по 4-дюймовому электропроводу, идущему с улицы и уходящему в подвал строения.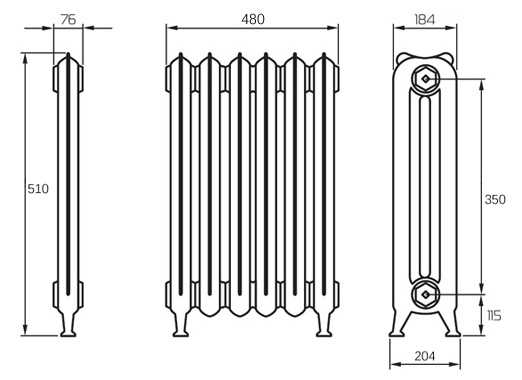
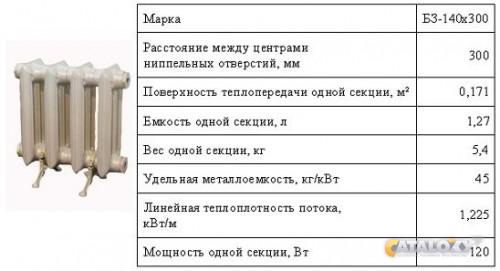 На протяжении многих лет для восстановления суставов применялись различные методы зажима и инкапсуляции.
На протяжении многих лет для восстановления суставов применялись различные методы зажима и инкапсуляции.
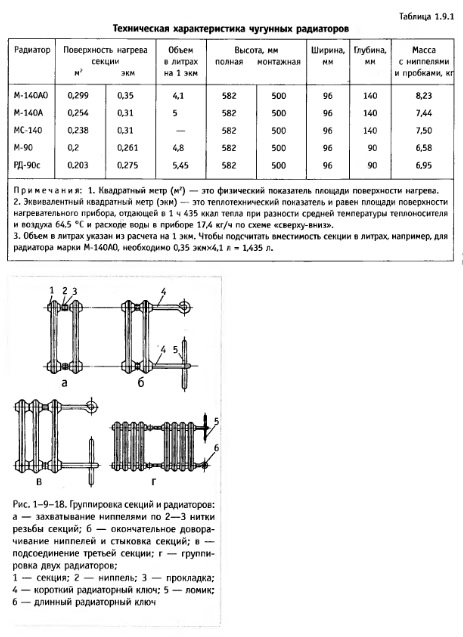 PHMSA выпустила два консультативных бюллетеня, касающихся программ замены чугуна.
PHMSA выпустила два консультативных бюллетеня, касающихся программ замены чугуна.
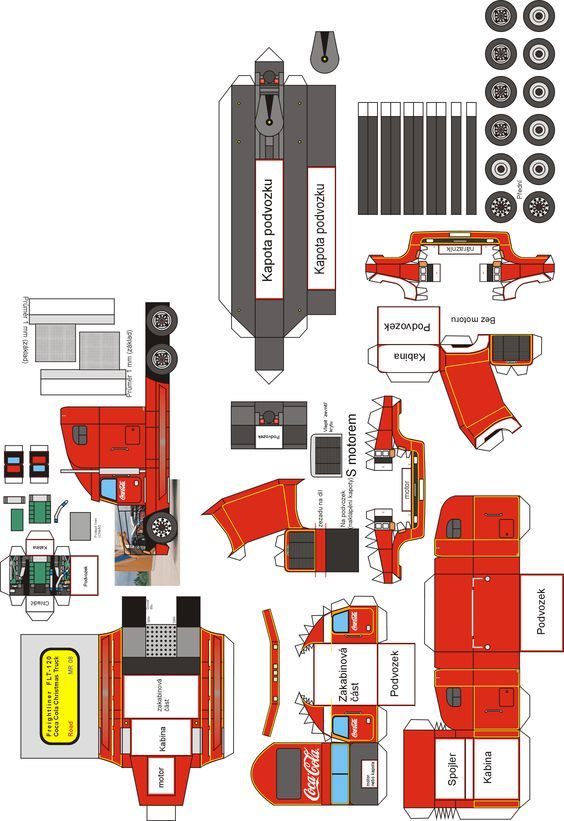
 RU, 2014-
RU, 2014-
 youtube.com/embed/uSFg1SDwXok» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
youtube.com/embed/uSFg1SDwXok» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»> Работайте при хорошем освещении, чтобы не упустить ни одной детали. Поверхность стола следует застелить специальным макетным ковриком или старой толстой клеенкой. Если на развертке много изгибов, то следует поворачивать не руку, а сам лист. Так получится быстрее. И еще один совет: вырезайте детали по мере надобности, чтобы ничего не потерялось.
Работайте при хорошем освещении, чтобы не упустить ни одной детали. Поверхность стола следует застелить специальным макетным ковриком или старой толстой клеенкой. Если на развертке много изгибов, то следует поворачивать не руку, а сам лист. Так получится быстрее. И еще один совет: вырезайте детали по мере надобности, чтобы ничего не потерялось.
 Наносите клей капелькой и распределяйте ее по бумаге кисточкой или зубочисткой. Излишки осторожно промокайте салфеткой. Если одна деталь соединяется с другой, то клей наносят на одну из боковых граней.
Наносите клей капелькой и распределяйте ее по бумаге кисточкой или зубочисткой. Излишки осторожно промокайте салфеткой. Если одна деталь соединяется с другой, то клей наносят на одну из боковых граней.
 Лучше всего подойдут:
Лучше всего подойдут:
 youtube.com/embed/lZSk2aDCQUc» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
youtube.com/embed/lZSk2aDCQUc» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
 005-5.995/0,005]-[0,1-2,89/0,01]-[3-34/0,5]-[5-45/1]-[F,T]
005-5.995/0,005]-[0,1-2,89/0,01]-[3-34/0,5]-[5-45/1]-[F,T] 4 ~ 2.995
4 ~ 2.995 995
995
 005
005 994
994 0 ~ 34.0
0 ~ 34.0 005 ~ 5.995
005 ~ 5.995 Пожалуйста, обновите до последней версии.
Пожалуйста, обновите до последней версии.