Способы защиты металлов от коррозии: какой способ лучше.
Коррозия ежегодно приносит людям огромные убытки. Поэтому, как только человек начал использовать металлы, он сразу же приступил к поиску эффективных способов защиты от коррозии.
По своей сути все способы защиты от коррозии, применяемые сегодня, можно разделить на 3 вида:
- Конструктивные;
- Пассивные;
- Активные.
Конструктивные способы – это защита коррозируемых металлов различными заслонами, защитными панелями, резиновыми прокладками, битумом или любыми другими не тонкослойными покрытиями.
Пассивные способы (барьерные) – это грунты, краски, лаки и эмали, покрытия создающие барьер, направленный на изоляцию поверхности металла от взаимодействия с окружающей средой.
Активные способы – заключаются в повышении электродного потенциала металла или использовании другого металла, более активного, который будет жертвовать свои электроды, разрушаться сам, тем самым защищая от ржавчины металлическое изделие. Сегодня самым удобным и эффективным способом является именно этот – применение жертвующего собой металла, а металл, который для этого предпочитается – цинк.
Сегодня самым удобным и эффективным способом является именно этот – применение жертвующего собой металла, а металл, который для этого предпочитается – цинк.
Плюсы и минусы способов защиты от коррозии
У конструктивных способов защиты от коррозии очень мало плюсов. Они сложны в применении, дорого обходятся, занимают много места, а иногда их просто невозможно использовать. Например, в качестве защиты от коррозии оборудования, кованых изделий, заборов, объектов городской инфраструктуры. Поэтому конструктивные методы сегодня применяются очень редко и только там, где они скрыты – для внутренних металлических конструкций зданий.
Пассивные способы защиты от коррозии обладают множеством плюсов, но и не лишены минусов.
Плюсы:
- Удобство нанесения
- Низкая цена
- Разнообразие цветов и видов
- Создание барьера между поверхностью металла и окружающей средой
Минусы:
- Недолговечность – 1-3 года при благоприятных условиях
- Слабая стойкость к механическим повреждениям
- Даже при небольшой царапине барьер нарушается, проявления окружающей среды проникают к поверхности металла и начинается процесс коррозии
Самый распространенный активный способ защиты от коррозии — цинкование.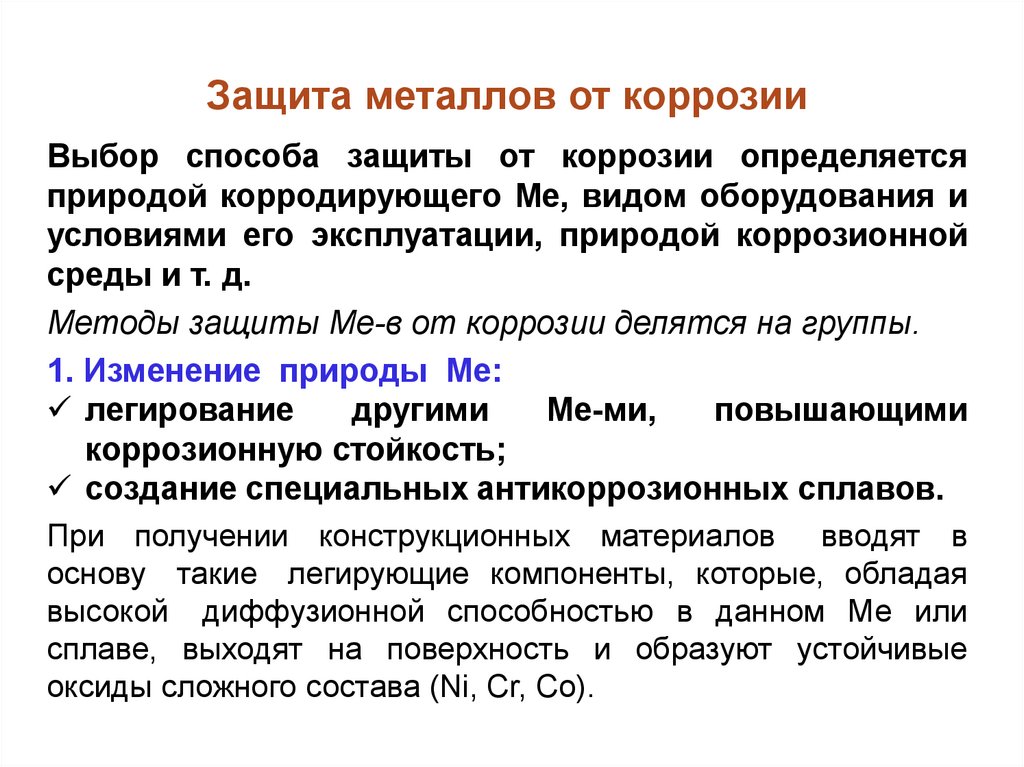 Так как защита с помощью цинка эффективнее и долговечнее всего защищает металлы от коррозии. Цинк коррозирует в 3 раза медленнее, чем большинство металлов, к тому же стоит намного дешевле, чем, к примеру, платина, которая так же почти не подвержена коррозии. Именно поэтому цинк – идеальный вариант в качестве защитного металла, жертвующего собой ради защиты от коррозии других металлов.
Так как защита с помощью цинка эффективнее и долговечнее всего защищает металлы от коррозии. Цинк коррозирует в 3 раза медленнее, чем большинство металлов, к тому же стоит намного дешевле, чем, к примеру, платина, которая так же почти не подвержена коррозии. Именно поэтому цинк – идеальный вариант в качестве защитного металла, жертвующего собой ради защиты от коррозии других металлов.
Плюсы:
- Долговечность – защищает до 25-50 лет
- Высокая стойкость к механическим повреждениям, агрессивной среде, воде и прочим воздействиям
- Даже при нарушении целостности слоя продолжает защищать от коррозии
- Позволяет добавлять слои и увеличивать срок защиты в процессе эксплуатации
Минусы:
- Требуется тщательная подготовка поверхности и четкое соблюдение технологического процесса
Важно! Однако для того, чтобы цинк работал как следует и защищал металлы от коррозии на срок более 25 лет, недостаточно просто добавить его в краску.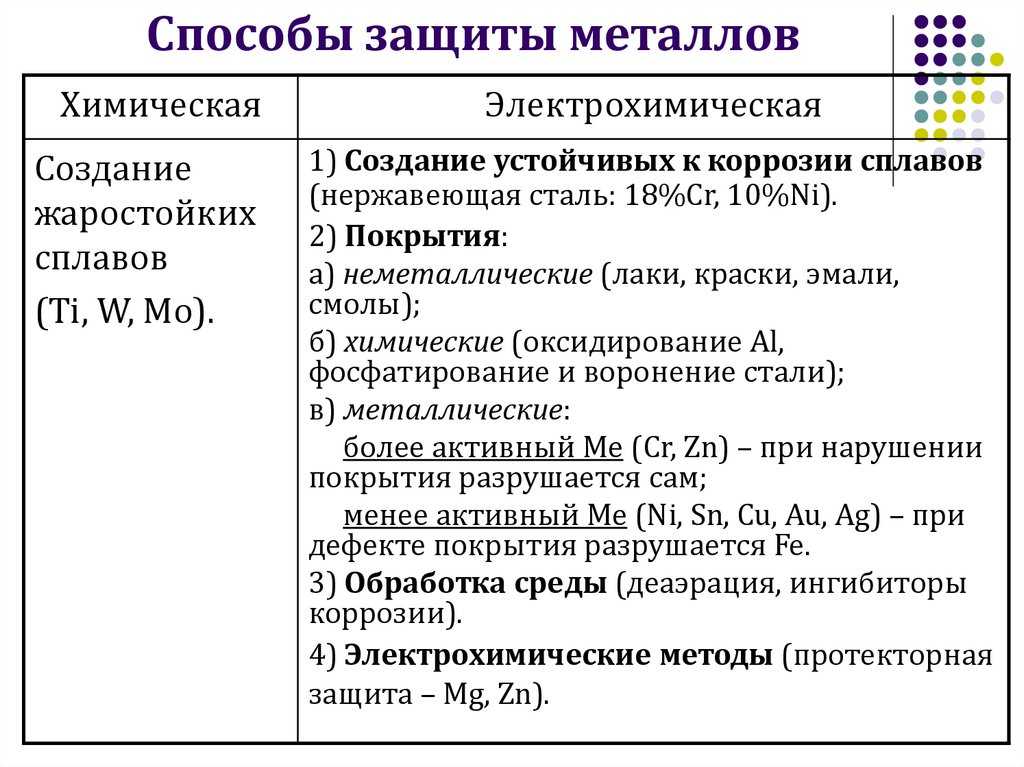 Необходимо соблюдение нескольких условий: Необходимо соблюдение нескольких условий:
|
Если все вышеуказанные условия соблюдаются, то цинковое покрытие защищает сразу двумя способами: пассивным и активным. То есть, одновременно создает прочный барьер между поверхностью металла и окружающей средой, а если барьер поврежден, то жертвует коррозии свои электроны до тех пор, пока покрытие полностью не истощится.
Только в этом случае полученный состав является цинкованием и может наноситься в качестве защитного покрытия на другие металлы различными способами. Способов нанесения цинкования несколько: горячее цинкование, холодное, гальваническое, газо-термическое, термодиффузионное. Подробнее о различных видах цинкования, их плюсах и минусах вы можете прочитать в статье: Виды цинкования металлов.
Подробнее о различных видах цинкования, их плюсах и минусах вы можете прочитать в статье: Виды цинкования металлов.
Сравнение самых популярных способов защиты от коррозии
| Характеристики | Холодное цинкование (Барьер-цинк) | Горячее цинкование | Краска |
| Активная катодная защита | + | + | — |
| Легкое применение на месте | + | — | + |
| Многократное нанесение | + | + | — |
| Возможно финишное покрытие | + | ± | + |
| Нанесение в экстремальных условиях (высокая влажность и низкая температура) | + | — | — |
| Неограниченный срок хранения | + | — | — |
| Контакт с питьевой водой | + | + | — |
| Температурная и механическая устойчивость | + | + | — |
| Сварка по покрытию | + | ± | — |
| Восстановление покрытия | + | — | — |
| Нанесение при отрицательных температурах (-35) | + | — | — |
Если сравнить самые популярные сегодня способы защиты от коррозии, то очевидно, что холодное цинкование имеет больше преимуществ. Обработка методом холодного цинкования позволит вам сэкономить, увеличить стоимость ваших конструкций, а значит и ваши доходы, сделать изделия привлекательнее для ваших покупателей. Холодное цинкование позволит вам гордиться произведенной продукцией и не волноваться за ее качество, ведь после нанесения можно просто забыть о коррозии на срок до 25 и более лет.
Обработка методом холодного цинкования позволит вам сэкономить, увеличить стоимость ваших конструкций, а значит и ваши доходы, сделать изделия привлекательнее для ваших покупателей. Холодное цинкование позволит вам гордиться произведенной продукцией и не волноваться за ее качество, ведь после нанесения можно просто забыть о коррозии на срок до 25 и более лет.
На нашем сайте вы можете найти цинкосодержащие грунты для холодного цинкования, способные защитить металл в различных условиях эксплуатации. Среди них, Барьер-Грунт — цинкосодержащая краска-грунтовка для металла (96% цинка) гарантирующая антикоррозийную защиту на срок от 10 до 50 лет.
Есть вопросы по выбору состава? Обращайтесь в представительство в вашем городе:
в Санкт-Петербурге: +7 (812) 603-41-53, +7 (921) 927-58-47
в других городах: 8 (800) 707-53-17
e-mail: [email protected]
Способы защиты от коррозии: паром, окрашивание, цинкование
Большая проблема, связанная с использованием металлических деталей – коррозия. Она глубоко повреждает металл, он теряет прочность и становится непригодным для использования.
Она глубоко повреждает металл, он теряет прочность и становится непригодным для использования.
Так как коррозия провоцируется внешними факторами, используются методы обработки, помогающие оградить материал от контакта с атмосферой.
В этой статье рассмотрим, какие способы защиты от коррозии существуют и являются наиболее доступными.
Распространенные простые способы
- Подача водяного пара. Это самый простой вариант обработки заготовки. Металл нагревается, пар тоже сильно прогрет. Такое воздействие нужно, чтобы добиться появления оксидной пленки. Дает защиту от ржавчины, но ненадолго. В промышленности подход не используется, потому что крайне ненадежен, качество пленки не получится оценить, как и ее равномерность.
- Использование химических веществ. Более профессиональный способ. В быту некоторые используют для обработки стали даже обычный лак для волос. Опрыскивают металл, а когда заготовка высыхает, нагревают ее до 120 градусов. Некоторые автомобилисты так обрабатывают части кузова.

- Окрашивание серебряной гелевой ручкой. Технология подойдет для небольших деталей. Преимущество в том, что вы видите, правильно ли обработана поверхность и нет ли на ней не прокрашенных участков. После того, как ручка высыхает, деталь нагревают. Она становится защищенной от воды, коррозия долго не развивается.

Перечисленные методы удобные и простые, но действительно качественной защиты не дают. По этой причине стоит использовать более действенные средства для обработки. Мы применяем горячее цинкование.
Наш способ – горячее цинкование
Процедура используется для защиты от коррозии разных типов изделий – от крепежа до частей крупных металлоконструкций, стальных заготовок, листов и других элементов. При обработке металл окунают в ванны с расплавленным цинком. Это создает на поверхности пленку, отталкивающую влагу и не допускающую коррозии.
У подхода 3 преимущества:
- Деталь можно постоянно использовать на открытом воздухе, она не боится влаги, ультрафиолета и перепадов температуры.
- Прогрев до 665 градусов без повреждения покрытия.
- Прочность цинкового слоя
Применение горячего цинкования помогает увеличить срок службы изделия не менее чем до 75 лет.
Заказывайте оцинковку «Точинвест Цинк»
Наша компания работает с 2007 года. На предприятии три цеха для проведения работ. Годовая мощность составляет до 120 тысяч тонн продукции.
Работаем с большинством видов деталей и заготовок. У нас установлена одна из самых глубоких ванн в ЦФО – 3,43 метра.
В работе применяется оборудование таких брендов, как KVK KOERNER и EKOMOR. Качество контролируется на каждом этапе – гарантируем, что работы проводятся в четком соответствии с ГОСТ 9.307-89.
Вернуться к статьям
Поделиться статьей
9 способов предотвратить ржавчину металлов
Что такое ржавчина?
Ржавчина представляет собой форму оксида железа. Это происходит, когда железо соединяется с кислородом воздуха, вызывая его коррозию. Ржавчина — это оранжево-коричневое пятно, которое образуется на металле. Ржавчина может поражать железо и его сплавы, включая сталь. Всякий раз, когда у вас есть железо, вода и кислород вместе, вы получаете ржавчину. Основным катализатором возникновения ржавчины является вода. Хотя железные и стальные конструкции кажутся на глаз твердыми, молекулы воды способны проникать в микроскопические щели в металле. Это запускает процесс коррозии. Если соль присутствует, например, в морской воде, коррозия будет более быстрой. Воздействие двуокиси серы и двуокиси углерода также ускорит коррозионный процесс.
Ржавчина — это оранжево-коричневое пятно, которое образуется на металле. Ржавчина может поражать железо и его сплавы, включая сталь. Всякий раз, когда у вас есть железо, вода и кислород вместе, вы получаете ржавчину. Основным катализатором возникновения ржавчины является вода. Хотя железные и стальные конструкции кажутся на глаз твердыми, молекулы воды способны проникать в микроскопические щели в металле. Это запускает процесс коррозии. Если соль присутствует, например, в морской воде, коррозия будет более быстрой. Воздействие двуокиси серы и двуокиси углерода также ускорит коррозионный процесс.
Ржавчина вызывает расширение металла, что может привести к большой нагрузке на конструкцию в целом. При этом металл будет ослаблен и станет хрупким и расслоится. Ржавчина проницаема для воздуха и воды, поэтому металл под слоем ржавчины будет продолжать подвергаться коррозии.
9 способов предотвратить ржавчину
Ржавчина может снизить прочность ваших металлов, сделать их хрупкими и сократить срок их службы. Когда дело доходит до того, чтобы ваши металлы выглядели наилучшим образом, а также сохраняли долговечность, предотвращение ржавчины в первую очередь является ключевым. Воздействие внешних условий увеличивает риск появления ржавчины, особенно если климат дождливый или влажный.
Когда дело доходит до того, чтобы ваши металлы выглядели наилучшим образом, а также сохраняли долговечность, предотвращение ржавчины в первую очередь является ключевым. Воздействие внешних условий увеличивает риск появления ржавчины, особенно если климат дождливый или влажный.
Лучшие способы предотвращения ржавчины включают:
1. Цинкование
Цинкование – это метод предотвращения ржавчины. Это достигается путем горячего цинкования или гальваники. Железный или стальной предмет покрывают тонким слоем цинка. Это предотвращает попадание кислорода и воды к металлу под ним, но цинк также действует как жертвенный металл. Цинк более реакционноспособен, чем железо, поэтому он окисляется в большей степени, чем железный объект.
2. Кортен или атмосферостойкая сталь
Используйте атмосферостойкую сталь , также известную как сталь «COR-TEN», которая содержит до 21% легирующих элементов, таких как хром, медь, никель и фосфор. Сплавы образуют защитный налет ржавчины, который со временем снижает скорость коррозии. Сталь COR-TEN, как правило, дешевле, чем нержавеющая сталь.
Сплавы образуют защитный налет ржавчины, который со временем снижает скорость коррозии. Сталь COR-TEN, как правило, дешевле, чем нержавеющая сталь.
3. Нержавеющая сталь
Сплавы, устойчивые к коррозии. Нержавеющая сталь представляет собой сплав, а содержит не менее 11 % хрома. Это позволяет сформировать защитную пленку из оксида хрома, которая защищает от ржавчины. Защитная пленка восстанавливается при повреждении. Коррозионная стойкость может быть дополнительно повышена за счет добавления никеля.
4. Правильный предварительный расчет
Конструкция должна позволять воздуху свободно циркулировать вокруг металла. Надлежащее планирование на этапе проектирования может свести к минимуму проникновение воды и снизить риск появления ржавчины. Следует избегать щелей и полостей. Металлические соединения должны быть сварными, а не болтовыми. При необходимости следует предусмотреть дренажные отверстия для воды. Для крупных сооружений должен быть обеспечен адекватный доступ для проведения регулярного технического обслуживания.
5. Воронение
Воронение – это погружение стальных деталей в раствор нитрата калия, воды и гидроксида натрия. Это полезный метод, обеспечивающий ограниченную защиту небольших стальных изделий от ржавчины. Причина, по которой это называется «воронением», заключается в иссиня-черном виде отделки при использовании этой техники. Он часто используется в производстве огнестрельного оружия для обеспечения определенной степени коррозионной стойкости. Он также используется в тонких часах и других металлических изделиях.
6. Регулярное техническое обслуживание
Регулярное техническое обслуживание поможет предотвратить образование ржавчины и замедлит ее развитие. Крайне важно удалить образовавшуюся ржавчину. Лезвие бритвы можно использовать для небольших участков. С помощью теплой воды и мыла следует удалить поверхностную грязь. Затем на поверхность следует нанести антикоррозионное покрытие.
7. FOZZ
FOZZ представляет собой сбалансированную смесь фосфорной кислоты и других химикатов, смачивающих агентов и наполнителей, которые растворяют ржавчину и предотвращают ее дальнейшее образование. Правильно обработанные поверхности после высыхания готовы к покраске. FOZZ — это не краска, а грунтовка, которая кондиционирует металл так, что краска прилипает.
Правильно обработанные поверхности после высыхания готовы к покраске. FOZZ — это не краска, а грунтовка, которая кондиционирует металл так, что краска прилипает.
8. Порошковая окраска
Порошковая окраска – это равномерное нанесение сухого порошка на чистую поверхность. Затем предмет нагревают, превращая порошок в тонкую пленку. Доступны акриловые, полиэфирные, нейлоновые, виниловые, эпоксидные и уретановые порошки. Порошки наносятся методом электростатического распыления. На электропроводящий объект распыляют заряженный непроводящий порошок.
9. Органическое покрытие
Экономически эффективным способом защиты от ржавчины является использование органического покрытия, которое образует барьер против коррозионных элементов. Покрытия на масляной основе идеально подходят для предотвращения проникновения воды и кислорода.
Посетите Tampa Steel & Supply для получения информации о качестве металла
Вам нужны поставки стали? Не ищите ничего, кроме профессионалов Tampa Steel & Supply. У нас есть обширный список металлопродукции для любого проекта, который вам нужен. Мы гордимся тем, что обслуживаем наших клиентов почти четыре десятилетия, и готовы помочь вам с вашими потребностями в стали. Есть вопросы? Позвоните нам сегодня, чтобы узнать больше, или зайдите в наш прекрасный выставочный зал в Тампе.
У нас есть обширный список металлопродукции для любого проекта, который вам нужен. Мы гордимся тем, что обслуживаем наших клиентов почти четыре десятилетия, и готовы помочь вам с вашими потребностями в стали. Есть вопросы? Позвоните нам сегодня, чтобы узнать больше, или зайдите в наш прекрасный выставочный зал в Тампе.
Запросить цену онлайн
Или позвоните в Tampa Steel & Supply по телефону (813) 241-2801
Как предотвратить ржавчину: 9 способов для любой ситуации
Ржавчина может быстро стать большой проблемой. Это разрушает функциональность и стабильность важного оборудования и может стоить вашему бизнесу тысячи долларов. Знание того, как эффективно предотвратить ржавчину, может сэкономить вам деньги и предотвратить серьезные проблемы. Как и во многих других случаях, некоторые небольшие профилактические меры могут сэкономить вам много денег, времени и разочарований в будущем. Мы собрали лучшие способы предотвращения ржавчины, чтобы вы могли найти стратегию, которая лучше всего подходит для вашего оборудования или деталей.
Как предотвратить появление ржавчины в любой ситуации
Короче говоря, лучший способ предотвратить появление ржавчины — не допустить попадания влаги на металл или использовать материал, корродирующий медленнее. Ниже приведены лучшие способы предотвращения ржавчины. Мы обсудим, как предотвратить ржавчину, используя каждую стратегию, более подробно позже в этом посте.
- Использование сплава: Использование сплавов, таких как нержавеющая сталь, является одним из наиболее распространенных способов предотвращения или замедления коррозии. Нержавеющая сталь не подходит или экономична для всех применений, но она подойдет для многих.
- Нанесите масло: Покрытие маслом поможет предотвратить ржавчину или замедлить ее, так как оно препятствует проникновению влаги к железу в металле. Однако маслянистая поверхность может создавать проблемы для некоторых инструментов или машин, а также создавать проблемы для окружающей среды и здоровья человека.
- Нанесение сухого покрытия: Специальные средства для предотвращения ржавчины высыхают без остатка и образуют защитный барьер на металлических деталях и оборудовании. Они эффективны для продуктов в использовании, при транспортировке, хранении и многом другом.
- Краска для металла: Краска хорошего качества замедляет ржавление, предотвращая попадание влаги на металл.
- Храните надлежащим образом: Храните металлические детали или изделия в местах с низким уровнем влажности или в помещении с регулируемой температурой и влажностью, чтобы значительно замедлить ржавчину. Использование осушающих агентов в этом хранилище также полезно.
- Гальванизация: Гальваника покрывает железо или сталь цинком для защиты от ржавчины. Цинк подвергается коррозии гораздо медленнее, чем железо или сталь, поэтому он очень эффективен для замедления ржавчины.
- Воронение: Этот процесс создает на металле слой магнетита для предотвращения ржавчины. Металл необходимо регулярно смазывать маслом, чтобы поддерживать устойчивость к ржавчине, и в процессе он станет синим или черным.
- Порошковое покрытие: Слой акрила, винила, эпоксидной смолы или других веществ предотвратит попадание влаги на металл, тем самым предотвратив ржавчину.
- VCI Упаковка: Паровые ингибиторы коррозии (VCI) представляют собой тип химического соединения, которое при введении в различные упаковочные материалы защищает металлы, выделяя пары, уничтожающие ржавчину, в замкнутое воздушное пространство для предотвращения коррозии на металлической поверхности.

 Металл необходимо регулярно смазывать маслом, чтобы поддерживать устойчивость к ржавчине, и в процессе он станет синим или черным.
Металл необходимо регулярно смазывать маслом, чтобы поддерживать устойчивость к ржавчине, и в процессе он станет синим или черным.9 способов предотвратить ржавчину
1. Используйте сплав
Многие наружные конструкции, такие как этот мост, изготовлены из кортеновской стали, чтобы уменьшить воздействие ржавчины.
Хотя все металлы подвержены коррозии, каждый из них подвергается коррозии с разной скоростью. Вот почему сплавы, изготовленные из двух или более различных металлов, устойчивы к ржавчине. Технически все виды стали уже являются сплавами, так как изготавливаются из железа и углерода. Однако добавление других металлов, таких как хром, никель, марганец и другие, приведет к созданию различных типов стальных сплавов.
Технически все виды стали уже являются сплавами, так как изготавливаются из железа и углерода. Однако добавление других металлов, таких как хром, никель, марганец и другие, приведет к созданию различных типов стальных сплавов.
Некоторые из них, например нержавеющая сталь, полностью предотвращают ржавчину. Хотя они, конечно, не полностью устойчивы к коррозии, они будут ржаветь гораздо медленнее. Другие сплавы, такие как сталь COR-TEN, приобретут слой ржавчины, но затем перестанут ржаветь при правильных условиях.
Изменение состава стали также меняет ее ударную вязкость, электропроводность, внешний вид и многие другие свойства. Важно учитывать, как предотвратить ржавчину, а также убедиться, что стальной сплав подходит для применения. Кроме того, учитывайте используемые методы сварки и окружающую среду, так как все это влияет на скорость коррозии.
2. Нанесите масло
Большинство владельцев оружия знают о том, как важно хорошо смазать огнестрельное оружие, даже когда оно не используется. Масло не только смазывает металлические детали и позволяет им двигаться с меньшим трением, но и образует защитный барьер от ржавчины. Принцип здесь довольно прост; с масляным покрытием влага не может реагировать с железом в металле и вызывать ржавчину.
Масло не только смазывает металлические детали и позволяет им двигаться с меньшим трением, но и образует защитный барьер от ржавчины. Принцип здесь довольно прост; с масляным покрытием влага не может реагировать с железом в металле и вызывать ржавчину.
Хотя масляное покрытие может быть простым и эффективным способом предотвращения ржавчины, оно, безусловно, не идеально. Масло также затрудняет захват объекта и может привести к проскальзыванию деталей или нарушению баланса. Он также может быть грязным и неприятным в работе. Наконец, смазку необходимо выполнять неоднократно, что требует времени и энергии.
Нанесение сухого слоя таким продуктом может быть полезным и универсальным способом предотвращения ржавчины.
3. Нанесите сухое покрытие
Некоторые продукты специально предназначены для предотвращения ржавчины. Эти продукты работают по тому же принципу, что и масло, — создают защитный барьер от ржавчины, но не оставляют следов. Для металлических деталей или компонентов, которые должны оставаться чистыми или обеспечивать надежное сцепление, идеально подходит антикоррозийное сухое покрытие.
Средства для защиты от ржавчины в сухом покрытии, такие как ARMOR’s Dry Coat Rust Preventative, можно наносить распылением, погружением или промывкой. Как только они высохнут, защитный барьер будет на месте. Металл не будет выглядеть и ощущаться иначе, поэтому его применение останется прежним. Сухие покрытия также можно использовать в сочетании с другими способами предотвращения ржавчины. Например, вы можете нанести сухое покрытие на окрашенный объект или объект с порошковым покрытием, чтобы повысить уровень защиты.
4. Покраска металла
Краски также создают защитный слой на металлических предметах и предотвращают попадание на них влаги. Конечно, никакой барьер не может полностью остановить проникновение влаги, но покраска может быть простым и легким способом замедлить ржавчину. Если вы уже хотите покрасить объект в другой цвет или получить другую отделку, это идеальное решение.
Важно использовать правильную краску, чтобы предотвратить ржавчину. Краска должна иметь возможность прилипать к металлу, поэтому помните, какой тип краски вы используете, а также какие покрытия уже нанесены на металл. Вам также понадобится краска на масляной основе, а не водорастворимая краска, если вы ожидаете, что на изделии будет чрезмерная влажность или загрязнения. Наконец, будьте осторожны со сварными соединениями или болтами. Если в окрашенном слое есть слабые места или не заполненные щели, эти места начнут ржаветь.
Вам также понадобится краска на масляной основе, а не водорастворимая краска, если вы ожидаете, что на изделии будет чрезмерная влажность или загрязнения. Наконец, будьте осторожны со сварными соединениями или болтами. Если в окрашенном слое есть слабые места или не заполненные щели, эти места начнут ржаветь.
Начните решать проблему промышленной ржавчины прямо сейчас
Наш интерактивный инструмент ASK JERRY готов определить и диагностировать причину проблемы с ржавчиной быть самым очевидным — держите объект подальше от влаги. Вода вступает в реакцию с железом, образуя ржавчину, поэтому среда без влаги не вызовет ржавчины. Однако имейте в виду, что даже обычный воздух содержит некоторое количество влаги в виде влаги. Чтобы полностью предотвратить ржавчину, вам понадобится воздухонепроницаемое и водонепроницаемое уплотнение. Это, конечно, затруднило бы использование объекта, поэтому имеет смысл предотвратить ржавчину во время хранения или транспортировки.
6. Цинкование
При цинковании на железо или сталь наносится защитное покрытие из цинка. Поскольку цинк подвергается коррозии примерно в 30 раз медленнее железа, цинкование может быть дешевым и эффективным способом предотвращения ржавчины.
Поскольку цинк подвергается коррозии примерно в 30 раз медленнее железа, цинкование может быть дешевым и эффективным способом предотвращения ржавчины.
Как и все способы предотвращения ржавчины, цинкование имеет ограничения. Покрытие из цинка не выдержит суровых воздействий окружающей среды, таких как кислотные дожди или соль. Гальванизация также изменяет внешний вид металла, а дополнительный слой может покрывать части компонента, например резьбу винта.
7. Воронение
Процесс воронения стали создает новый слой, похожий на ржавчину, но гораздо менее разрушительный. Воронение создает слой магнетита, также называемого черным оксидом железа, и придает металлам черный или одноименно-синий вид.
Воронение обычно достигается путем применения высоких температур и соляного раствора. Этот процесс обычно используется для экономичной защиты огнестрельного оружия от ржавчины. Воронение работает лучше всего, когда сталь также регулярно смазывается маслом.
8.
 Порошковая окраска
Порошковая окраска
Порошковая окраска часто используется для быстрой «покраски» объекта на сборочной линии. Во-первых, статическое электричество связывает порошкообразное вещество из акрила, полиэстера, эпоксидной смолы, полиуретана или чего-то еще с металлическим предметом. Затем порошок плавится в печи в однородный твердый слой. Поскольку жидкость не используется, порошковое покрытие идеально подходит для определенных отделок или деталей.
Порошковая окраска, как и окраска, покрывает металлический компонент защитным слоем. Этот слой предотвратит попадание влаги на металл и, следовательно, предотвратит появление ржавчины. Чтобы порошковое покрытие эффективно предотвращало ржавчину, покрытие должно быть неповрежденным. Любые слабые места обнажат металл и создадут вход для ржавчины.
9. Упаковка с ЛИК
Упаковка с ЛИК — простая в использовании, чистая и сухая упаковка для предотвращения ржавчины на металле и металлических деталях. Ингибиторы паровой коррозии (VCI) — это тип химического соединения, используемого для защиты черных и цветных металлов от ржавчины и коррозии, которые вводятся в упаковочные материалы, включая полиэтиленовые пленки, бумагу, эмиттеры, древесностружечные плиты, влагопоглотители и многие другие компоненты.
 Это может быть шамот или динас.
Это может быть шамот или динас. Усложняется розжиг особенно в том случае, когда горн на протяжении длительного времени стоял неиспользованным. Для этого кузнецу необходимо обладать определенными навыками.
Усложняется розжиг особенно в том случае, когда горн на протяжении длительного времени стоял неиспользованным. Для этого кузнецу необходимо обладать определенными навыками.
 Для ее изготовления используется материал, обладающий огнеупорными свойствами. С внешней стороны камера обкладывается сталью с жаростойкими свойствами.
Для ее изготовления используется материал, обладающий огнеупорными свойствами. С внешней стороны камера обкладывается сталью с жаростойкими свойствами. Его форма имеет непосредственную зависимость от формы заготовок, которые будут использоваться в процессе работы.
Его форма имеет непосредственную зависимость от формы заготовок, которые будут использоваться в процессе работы.


 Ее также можно выполнить самостоятельно.
Ее также можно выполнить самостоятельно.




 Отрезать лучше с запасом, чтобы при укладывании отрезать излишек, если он останется. Резать вату можно универсальным, она режется также, как и обычная изоляция.
Отрезать лучше с запасом, чтобы при укладывании отрезать излишек, если он останется. Резать вату можно универсальным, она режется также, как и обычная изоляция. На корпус баллона привариваем отрезок профиля 2,5х2,5 см с отверстиями под болты, в этих отверстиях сделайте резьбу метчиком. Опять же, сварка может быть заменена пайкой.
На корпус баллона привариваем отрезок профиля 2,5х2,5 см с отверстиями под болты, в этих отверстиях сделайте резьбу метчиком. Опять же, сварка может быть заменена пайкой.

 Если вы собираетесь практиковать это в городской местности, газовая или, если быть более точным, газовая кузница пропана более уместна. Это позволяет вам запускать довольно простую установку с минимальной опасностью возгорания. Наряду с кузницей, мы также добавили кузнечную горелку своими руками! Итак, соберите свои идеи, связанные с металлом или сталью, или кузнечные проекты, поскольку у нас есть список самодельных кузниц, готовых начать работу над ними!
Если вы собираетесь практиковать это в городской местности, газовая или, если быть более точным, газовая кузница пропана более уместна. Это позволяет вам запускать довольно простую установку с минимальной опасностью возгорания. Наряду с кузницей, мы также добавили кузнечную горелку своими руками! Итак, соберите свои идеи, связанные с металлом или сталью, или кузнечные проекты, поскольку у нас есть список самодельных кузниц, готовых начать работу над ними! Единственное, что вам может понадобиться, это 2-дюймовая кольцевая пила для сверления отверстия и установки держателя горелки. Зеллерфордж
Единственное, что вам может понадобиться, это 2-дюймовая кольцевая пила для сверления отверстия и установки держателя горелки. Зеллерфордж thegeekpub
thegeekpub Вы можете выбрать один из двух вариантов кузницы, включая газ или уголь. Тем не менее, для жилого района кузнечная кузница, работающая на пропане, является лучшей идеей. инструкции
Вы можете выбрать один из двух вариантов кузницы, включая газ или уголь. Тем не менее, для жилого района кузнечная кузница, работающая на пропане, является лучшей идеей. инструкции Кузнечное дело — самый популярный вид кузнечного дела, и оно предлагает обширный список возможных кованых изделий. После того, как вы решили, вам нужно будет начать собирать все необходимое для создания домашней кузницы.
Кузнечное дело — самый популярный вид кузнечного дела, и оно предлагает обширный список возможных кованых изделий. После того, как вы решили, вам нужно будет начать собирать все необходимое для создания домашней кузницы.
 При кузнечном деле этот инструмент является одним из наиболее важных для приобретения и называется прочными коробчатыми тисками или кузнечными тисками. Они могут прослужить более двухсот лет и передаваться из поколения в поколение, если тиски хорошего качества.
При кузнечном деле этот инструмент является одним из наиболее важных для приобретения и называется прочными коробчатыми тисками или кузнечными тисками. Они могут прослужить более двухсот лет и передаваться из поколения в поколение, если тиски хорошего качества.
 При работе с пропаном у вас есть вентилятор, а не сильфон, в сопровождении коксовой печи.
При работе с пропаном у вас есть вентилятор, а не сильфон, в сопровождении коксовой печи.

 Павлоград
Павлоград 5 кг
5 кг 60 грн/кг
60 грн/кг
 uz
uz uz
uz uz
uz 4-5мм.
4-5мм. uz
uz uz
uz uz
uz uz
uz uz
uz uz
uz uz
uz uz
uz uz
uz uz
uz uz
uz uz
uz uz
uz uz
uz uz
uz uz
uz uz
uz uz
uz uz
uz uz
uz uz
uz 1
1 1
1 1
1 1
1 1
1 1
1 1
1 1
1 1
1 1
1 1: Е 6013
1: Е 6013
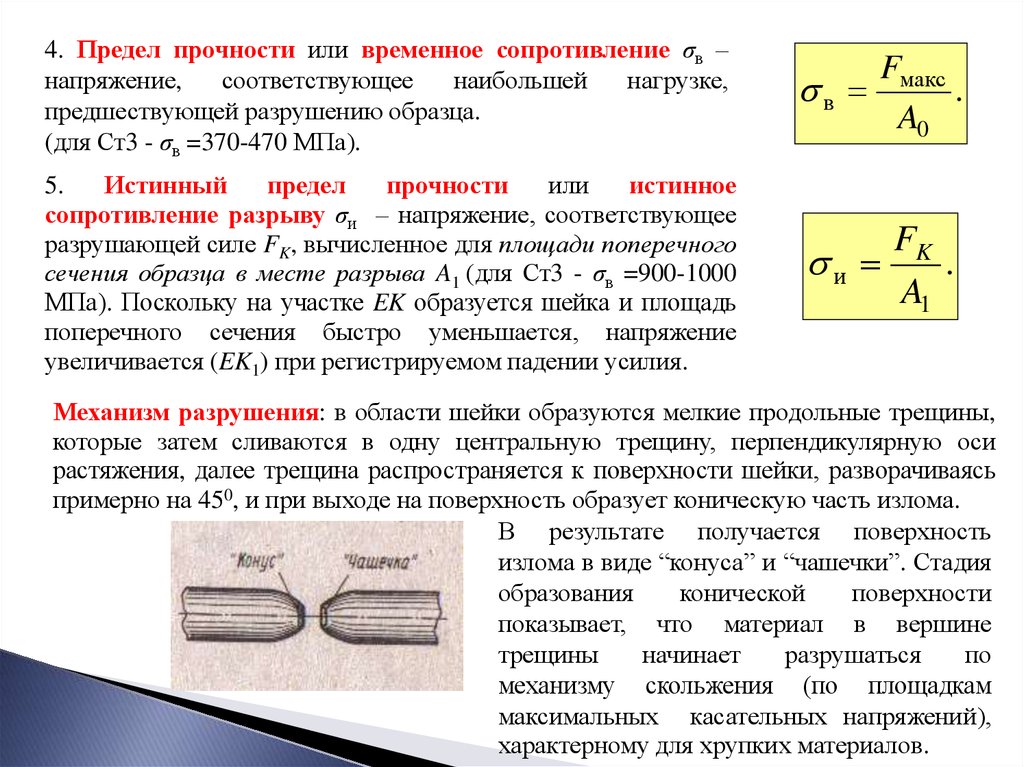
 Прочностные и пластические свойства нелегированного титана определяются содержанием в нём примесей кислорода, азота и в меньшей степени углерода, железа и кремния. Особо прочный титан имеет предел прочности 251 МПа, предел текучести 104 МПа, относительное удлинение 72% (на расчетной длине 13 мм) при поперечном сужении 86,2%.
Прочностные и пластические свойства нелегированного титана определяются содержанием в нём примесей кислорода, азота и в меньшей степени углерода, железа и кремния. Особо прочный титан имеет предел прочности 251 МПа, предел текучести 104 МПа, относительное удлинение 72% (на расчетной длине 13 мм) при поперечном сужении 86,2%. Свариваются хуже, чем сплавы первых двух групп, после сварки необходим отжиг, который можно совместить с режимом старения. Эти титановые сплавы имеют более высокую прочность при комнатной и повышенных температурах, чем сплавы первых двух групп. 4) Сплавы с преобладанием β-структуры благодаря кубической решётке очень пластичны при комнатной температуре, мало уступая техническому титану. Другим преимуществом сплавов этой группы является возможность достижения чрезвычайно высокого уровня прочности путём термической обработки.
Свариваются хуже, чем сплавы первых двух групп, после сварки необходим отжиг, который можно совместить с режимом старения. Эти титановые сплавы имеют более высокую прочность при комнатной и повышенных температурах, чем сплавы первых двух групп. 4) Сплавы с преобладанием β-структуры благодаря кубической решётке очень пластичны при комнатной температуре, мало уступая техническому титану. Другим преимуществом сплавов этой группы является возможность достижения чрезвычайно высокого уровня прочности путём термической обработки.
 Деформируемые медные сплавы поставляются в мягком (отожженном и закаленном), полутвердом (обжатие 10-30%), твердом (обжатие 30-50%) и особо твердом (обжатие более 60%) состояниях.
Деформируемые медные сплавы поставляются в мягком (отожженном и закаленном), полутвердом (обжатие 10-30%), твердом (обжатие 30-50%) и особо твердом (обжатие более 60%) состояниях.  ..130 ГПа.
..130 ГПа. Химический состав сплава БрБ2 описан в ГОСТ 18175-78 и включает в себя следующие компоненты: медь 96,9-98,0 %, бериллий 1,8-2,1 %, никель 0,2-0,5 % и до 0,5 % примесей.
Химический состав сплава БрБ2 описан в ГОСТ 18175-78 и включает в себя следующие компоненты: медь 96,9-98,0 %, бериллий 1,8-2,1 %, никель 0,2-0,5 % и до 0,5 % примесей.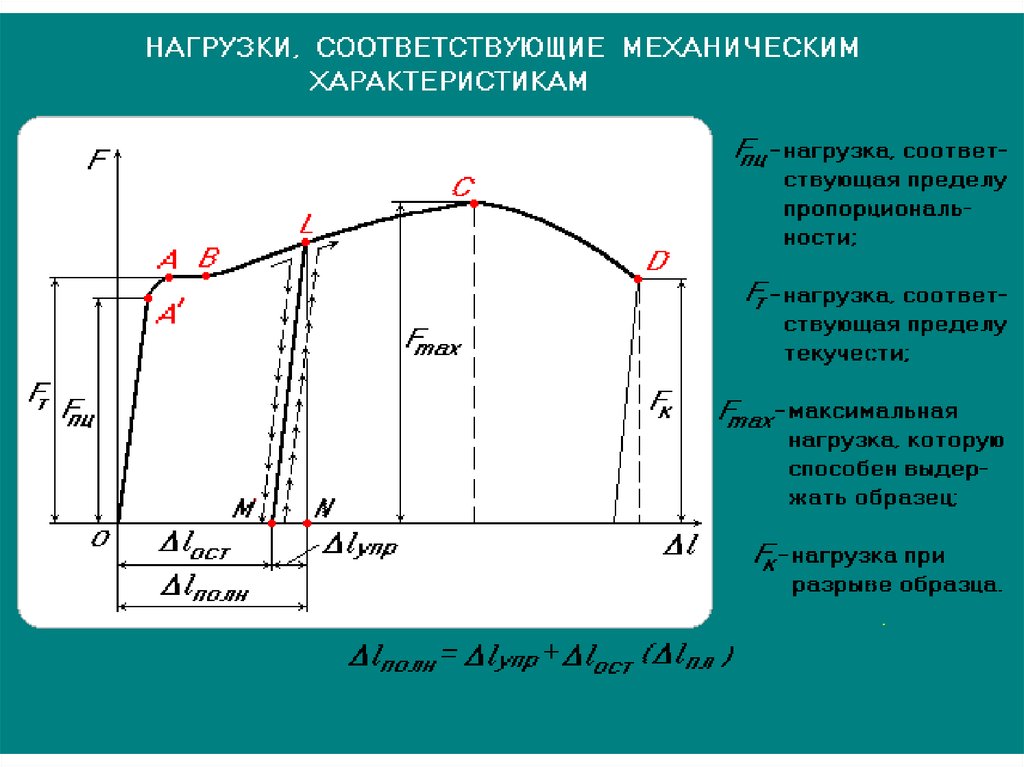 15
15 , ГОСТ15834 — 77
, ГОСТ15834 — 77 31
31 Ленты БрБ2 также применяются в приборостроении и производстве упругих и пружинящих деталей. Аналогичное применение нашла проволока в машиностроении и приборостроении. Бронза БрБ2 используется в различных областях производства. Из неё изготавливают антифрикционные детали и пружинящие детали: пружинящие детали и пружины. Из неё изготавливают детали ответственного назначения. Также из неё изготавливают неискрящие инструменты.
Ленты БрБ2 также применяются в приборостроении и производстве упругих и пружинящих деталей. Аналогичное применение нашла проволока в машиностроении и приборостроении. Бронза БрБ2 используется в различных областях производства. Из неё изготавливают антифрикционные детали и пружинящие детали: пружинящие детали и пружины. Из неё изготавливают детали ответственного назначения. Также из неё изготавливают неискрящие инструменты.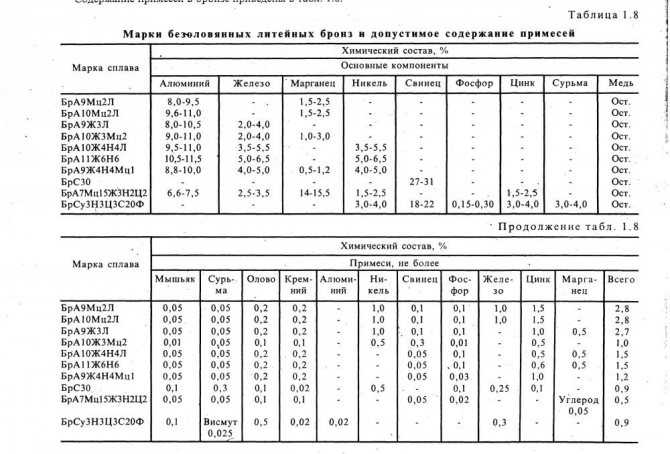 В качестве припоя при выполнении такой технологической операции используются сплавы на основе серебра, а в защитном флюсе, использование которого необходимо, должны в обязательном порядке содержаться фтористые соли. Высокое качество пайки деталей из данных сплавов обеспечивает технология, предполагающая выполнение соединения в вакууме и использование слоя защитного флюса.
В качестве припоя при выполнении такой технологической операции используются сплавы на основе серебра, а в защитном флюсе, использование которого необходимо, должны в обязательном порядке содержаться фтористые соли. Высокое качество пайки деталей из данных сплавов обеспечивает технология, предполагающая выполнение соединения в вакууме и использование слоя защитного флюса. Но даже если условия эксплуатации нарушены, детали из БрБ2 способны выдерживать большие нагрузки трения и других механических воздействий. При работе механизмов в ходе изнашивания БрБ2 не откалывается большими кусками, а истирается постепенно, давая очень мелкую стружку.
Но даже если условия эксплуатации нарушены, детали из БрБ2 способны выдерживать большие нагрузки трения и других механических воздействий. При работе механизмов в ходе изнашивания БрБ2 не откалывается большими кусками, а истирается постепенно, давая очень мелкую стружку. Особенно активно процесс взаимодействия с галогенами происходит при повышенных температурах. В связи с этим, бериллиевую бронзу БрБ2 не рекомендуют использовать для изготовления деталей, эксплуатируемых в указанных газах.
Особенно активно процесс взаимодействия с галогенами происходит при повышенных температурах. В связи с этим, бериллиевую бронзу БрБ2 не рекомендуют использовать для изготовления деталей, эксплуатируемых в указанных газах. Медно-бериллиевый сплав БрБ2, подвергаемый термическому закаливанию, становится более прочным, упругим и пластичным. Первоначально его приводят в мягкое состояние, нагревая до 760-780°С, а затем подвергают старению в воде при температуре 310-330°С в течение 3 часов. При нагревании и последующем охлаждении сплава до комнатной температуры бериллий растворяется в меди с образованием насыщенного твердого раствора. Последующая закалка приводит к его осаждению, в результате чего бронза БрБ2 приобретает высокую твердость до 350 — 400 НВ.
Медно-бериллиевый сплав БрБ2, подвергаемый термическому закаливанию, становится более прочным, упругим и пластичным. Первоначально его приводят в мягкое состояние, нагревая до 760-780°С, а затем подвергают старению в воде при температуре 310-330°С в течение 3 часов. При нагревании и последующем охлаждении сплава до комнатной температуры бериллий растворяется в меди с образованием насыщенного твердого раствора. Последующая закалка приводит к его осаждению, в результате чего бронза БрБ2 приобретает высокую твердость до 350 — 400 НВ.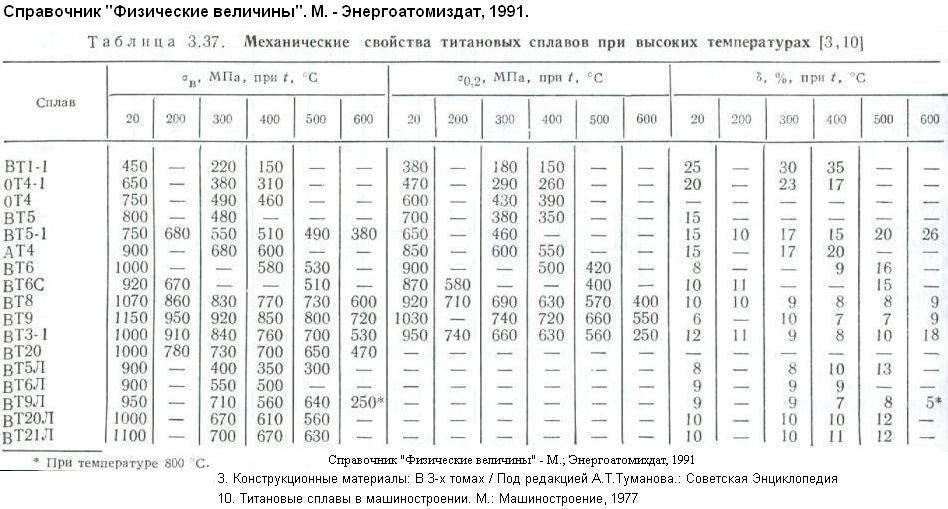 Медь высокой чистоты имеет предел прочности около 210 МПа и предел текучести 33 МПа, что ограничивает ее использование в промышленности. Но так же, как и для других сплавов, медь может быть упрочнена. Основной механизм усиления легирование в сплавы на основе меди .
Медь высокой чистоты имеет предел прочности около 210 МПа и предел текучести 33 МПа, что ограничивает ее использование в промышленности. Но так же, как и для других сплавов, медь может быть упрочнена. Основной механизм усиления легирование в сплавы на основе меди . Кроме того, ограниченное количество медных сплавов можно упрочнить термической обработкой; следовательно, для улучшения этих механических свойств необходимо использовать холодную обработку давлением и/или легирование в твердом растворе.
Кроме того, ограниченное количество медных сплавов можно упрочнить термической обработкой; следовательно, для улучшения этих механических свойств необходимо использовать холодную обработку давлением и/или легирование в твердом растворе. Однако алюминий обычно используется в воздушных высоковольтных линиях электропередачи, потому что он имеет примерно половину веса и снижает стоимость медного кабеля с сопоставимым сопротивлением. При данной температуре металлы’ тепловая и электрическая проводимости пропорциональны , но повышение температуры увеличивает теплопроводность при уменьшении электропроводности. Это поведение количественно выражено в законе Видемана-Франца .
Однако алюминий обычно используется в воздушных высоковольтных линиях электропередачи, потому что он имеет примерно половину веса и снижает стоимость медного кабеля с сопоставимым сопротивлением. При данной температуре металлы’ тепловая и электрическая проводимости пропорциональны , но повышение температуры увеличивает теплопроводность при уменьшении электропроводности. Это поведение количественно выражено в законе Видемана-Франца . Возможна механическая обработка меди, хотя сплавы предпочтительнее из-за хорошей обрабатываемости при создании сложных деталей.
Возможна механическая обработка меди, хотя сплавы предпочтительнее из-за хорошей обрабатываемости при создании сложных деталей. Бронза или бронзоподобные сплавы и смеси использовались для изготовления монет в течение более длительного периода. Бронзы по-прежнему широко используются для изготовления пружин, подшипников, втулок, опорных подшипников автомобильных трансмиссий и аналогичных фитингов, особенно в подшипниках небольших электродвигателей. Латунь и бронза являются распространенными конструкционными материалами в современной архитектуре и в основном используются для кровли и облицовки фасадов из-за их внешнего вида.
Бронза или бронзоподобные сплавы и смеси использовались для изготовления монет в течение более длительного периода. Бронзы по-прежнему широко используются для изготовления пружин, подшипников, втулок, опорных подшипников автомобильных трансмиссий и аналогичных фитингов, особенно в подшипниках небольших электродвигателей. Латунь и бронза являются распространенными конструкционными материалами в современной архитектуре и в основном используются для кровли и облицовки фасадов из-за их внешнего вида. Добавление этих сплавов приводит к таким применениям, как пружины, крепежные детали, крепления для каменной кладки, валы, шпиндели клапанов, шестерни и подшипники. Бронза также является предпочтительным металлом для колоколов в виде бронзового сплава с высоким содержанием олова, известного в просторечии как колокольный металл, который содержит около 23% олова. Сплавы с высоким содержанием оловянной бронзы обычно используются в зубчатых передачах и высокопрочных втулках и подшипниках, где присутствуют высокая прочность и большие нагрузки. Другими областями применения этих сплавов являются рабочие колеса насосов, поршневые кольца и паровые фитинги. Например, медный литейный сплав UNS C9.0500 — литейный сплав меди с оловом, также известный как бронза. Первоначально использовавшийся в основном для изготовления оружия, он был в значительной степени заменен сталью.
Добавление этих сплавов приводит к таким применениям, как пружины, крепежные детали, крепления для каменной кладки, валы, шпиндели клапанов, шестерни и подшипники. Бронза также является предпочтительным металлом для колоколов в виде бронзового сплава с высоким содержанием олова, известного в просторечии как колокольный металл, который содержит около 23% олова. Сплавы с высоким содержанием оловянной бронзы обычно используются в зубчатых передачах и высокопрочных втулках и подшипниках, где присутствуют высокая прочность и большие нагрузки. Другими областями применения этих сплавов являются рабочие колеса насосов, поршневые кольца и паровые фитинги. Например, медный литейный сплав UNS C9.0500 — литейный сплав меди с оловом, также известный как бронза. Первоначально использовавшийся в основном для изготовления оружия, он был в значительной степени заменен сталью. 0,80%, Zn: макс. 1,50%, Pb: макс. 0,05%. Кремниевые бронзы обладают хорошим сочетанием прочности и пластичности, хорошей коррозионной стойкостью и легкой свариваемостью. Кремниевые бронзы изначально были разработаны для химической промышленности из-за их исключительной устойчивости к коррозии во многих жидкостях. Они используются в приложениях архитектурных продуктов, таких как:
0,80%, Zn: макс. 1,50%, Pb: макс. 0,05%. Кремниевые бронзы обладают хорошим сочетанием прочности и пластичности, хорошей коррозионной стойкостью и легкой свариваемостью. Кремниевые бронзы изначально были разработаны для химической промышленности из-за их исключительной устойчивости к коррозии во многих жидкостях. Они используются в приложениях архитектурных продуктов, таких как: Их превосходная коррозионная стойкость обусловлена алюминием в сплавах, который вступает в реакцию с кислородом воздуха с образованием тонкого прочного поверхностного слоя оксида алюминия (оксида алюминия), который действует как барьер против коррозии богатого медью сплава. Встречаются в кованом и литом виде. Алюминиевые бронзы обычно имеют золотистый цвет. Алюминиевые бронзы используются в морской воде, в том числе:
Их превосходная коррозионная стойкость обусловлена алюминием в сплавах, который вступает в реакцию с кислородом воздуха с образованием тонкого прочного поверхностного слоя оксида алюминия (оксида алюминия), который действует как барьер против коррозии богатого медью сплава. Встречаются в кованом и литом виде. Алюминиевые бронзы обычно имеют золотистый цвет. Алюминиевые бронзы используются в морской воде, в том числе: Обладает хорошей теплопроводностью (210 Вт/м°С) в 3-5 раз больше, чем инструментальная сталь. Эти высокоэффективные сплавы уже давно используются для искробезопасного инструмента в горнодобывающей (угольные шахты), газовой и нефтехимической промышленности (нефтяные вышки). Для этих сред доступны отвертки из бериллиевой меди, плоскогубцы, гаечные ключи, холодные долота, ножи и молотки. Из-за отличной усталостной прочности бериллий-медь широко используется для изготовления пружин, пружинной проволоки, тензодатчиков и других деталей, которые должны сохранять свою форму при циклических нагрузках.
Обладает хорошей теплопроводностью (210 Вт/м°С) в 3-5 раз больше, чем инструментальная сталь. Эти высокоэффективные сплавы уже давно используются для искробезопасного инструмента в горнодобывающей (угольные шахты), газовой и нефтехимической промышленности (нефтяные вышки). Для этих сред доступны отвертки из бериллиевой меди, плоскогубцы, гаечные ключи, холодные долота, ножи и молотки. Из-за отличной усталостной прочности бериллий-медь широко используется для изготовления пружин, пружинной проволоки, тензодатчиков и других деталей, которые должны сохранять свою форму при циклических нагрузках. Было обнаружено, что увеличение содержания олова увеличивает время затухания удара колокола, что делает колокол более звонким. Бронзы с высоким содержанием олова также используются в зубчатых передачах и высокопрочных втулках и подшипниках, где присутствуют высокая прочность и большие нагрузки.
Было обнаружено, что увеличение содержания олова увеличивает время затухания удара колокола, что делает колокол более звонким. Бронзы с высоким содержанием олова также используются в зубчатых передачах и высокопрочных втулках и подшипниках, где присутствуют высокая прочность и большие нагрузки. Медь и сплавы на ее основе, в том числе латуни (Cu-Zn) и бронзы (Cu-Sn), широко используются в промышленности и обществе. Некоторые латунные сплавы включают в себя бижутерию, замки, петли, шестерни, подшипники, гильзы для боеприпасов, автомобильные радиаторы, музыкальные инструменты, электронную упаковку и монеты. Бронза или бронзоподобные сплавы и смеси использовались для изготовления монет в течение более длительного периода. Он по-прежнему широко используется для изготовления пружин, подшипников, втулок, направляющих подшипников автомобильных трансмиссий и аналогичных фитингов, и сегодня он особенно распространен в подшипниках небольших электродвигателей. Латунь и бронза являются распространенными конструкционными материалами в современной архитектуре и в основном используются для кровли и облицовки фасадов из-за их внешнего вида.
Медь и сплавы на ее основе, в том числе латуни (Cu-Zn) и бронзы (Cu-Sn), широко используются в промышленности и обществе. Некоторые латунные сплавы включают в себя бижутерию, замки, петли, шестерни, подшипники, гильзы для боеприпасов, автомобильные радиаторы, музыкальные инструменты, электронную упаковку и монеты. Бронза или бронзоподобные сплавы и смеси использовались для изготовления монет в течение более длительного периода. Он по-прежнему широко используется для изготовления пружин, подшипников, втулок, направляющих подшипников автомобильных трансмиссий и аналогичных фитингов, и сегодня он особенно распространен в подшипниках небольших электродвигателей. Латунь и бронза являются распространенными конструкционными материалами в современной архитектуре и в основном используются для кровли и облицовки фасадов из-за их внешнего вида. Материаловедение включает в себя изучение структуры материалов и связывание их с их свойствами (механическими, электрическими и т. д.). Как только материаловед узнает об этой корреляции структура-свойство, он может приступить к изучению относительных характеристик материала в данном приложении. Основными факторами, определяющими структуру материала и, следовательно, его свойства, являются входящие в его состав химические элементы и то, как он был обработан до конечной формы.
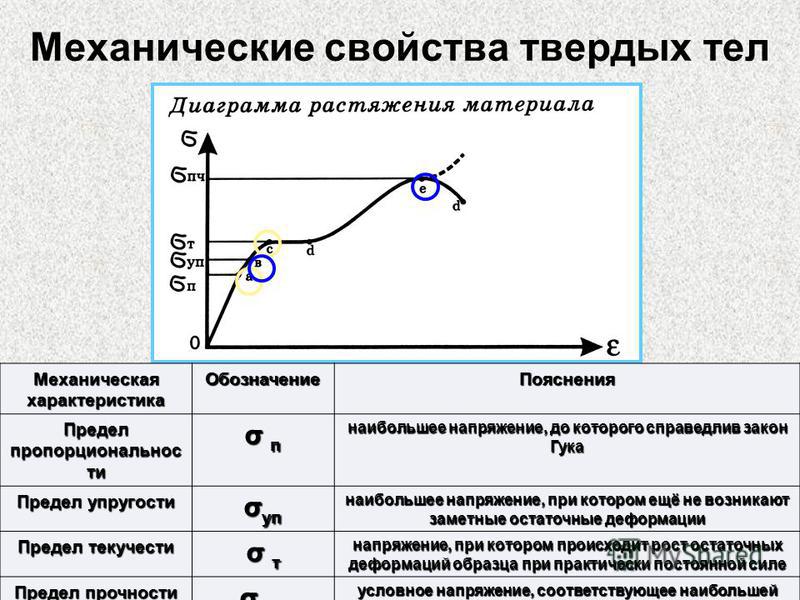
Материаловедение включает в себя изучение структуры материалов и связывание их с их свойствами (механическими, электрическими и т. д.). Как только материаловед узнает об этой корреляции структура-свойство, он может приступить к изучению относительных характеристик материала в данном приложении. Основными факторами, определяющими структуру материала и, следовательно, его свойства, являются входящие в его состав химические элементы и то, как он был обработан до конечной формы. Прочность материала – это его способность выдерживать приложенную нагрузку без разрушения или пластической деформации.
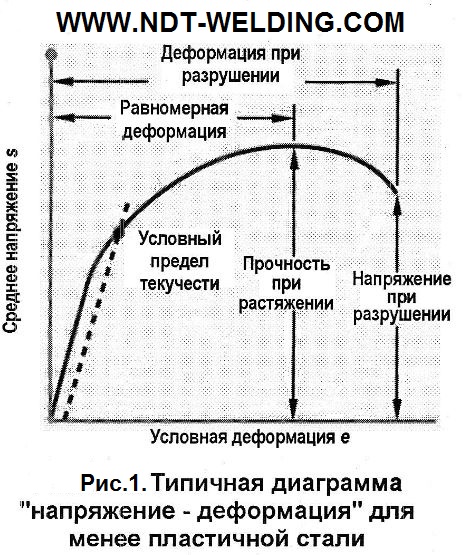
Прочность материала – это его способность выдерживать приложенную нагрузку без разрушения или пластической деформации. Когда пластичный материал достигает предела прочности, он испытывает сужение, когда площадь поперечного сечения локально уменьшается. Кривая напряжение-деформация не содержит более высокого напряжения, чем предел прочности. Несмотря на то, что деформации могут продолжать увеличиваться, напряжение обычно уменьшается после достижения предела прочности. Это интенсивное свойство; следовательно, его значение не зависит от размеров испытуемого образца. Однако это зависит от других факторов, таких как подготовка образца, наличие или отсутствие поверхностных дефектов, температура тестовой среды и материала. Предел прочности при растяжении варьируется от 50 МПа для алюминия до 3000 МПа для очень высокопрочной стали.
Когда пластичный материал достигает предела прочности, он испытывает сужение, когда площадь поперечного сечения локально уменьшается. Кривая напряжение-деформация не содержит более высокого напряжения, чем предел прочности. Несмотря на то, что деформации могут продолжать увеличиваться, напряжение обычно уменьшается после достижения предела прочности. Это интенсивное свойство; следовательно, его значение не зависит от размеров испытуемого образца. Однако это зависит от других факторов, таких как подготовка образца, наличие или отсутствие поверхностных дефектов, температура тестовой среды и материала. Предел прочности при растяжении варьируется от 50 МПа для алюминия до 3000 МПа для очень высокопрочной стали.
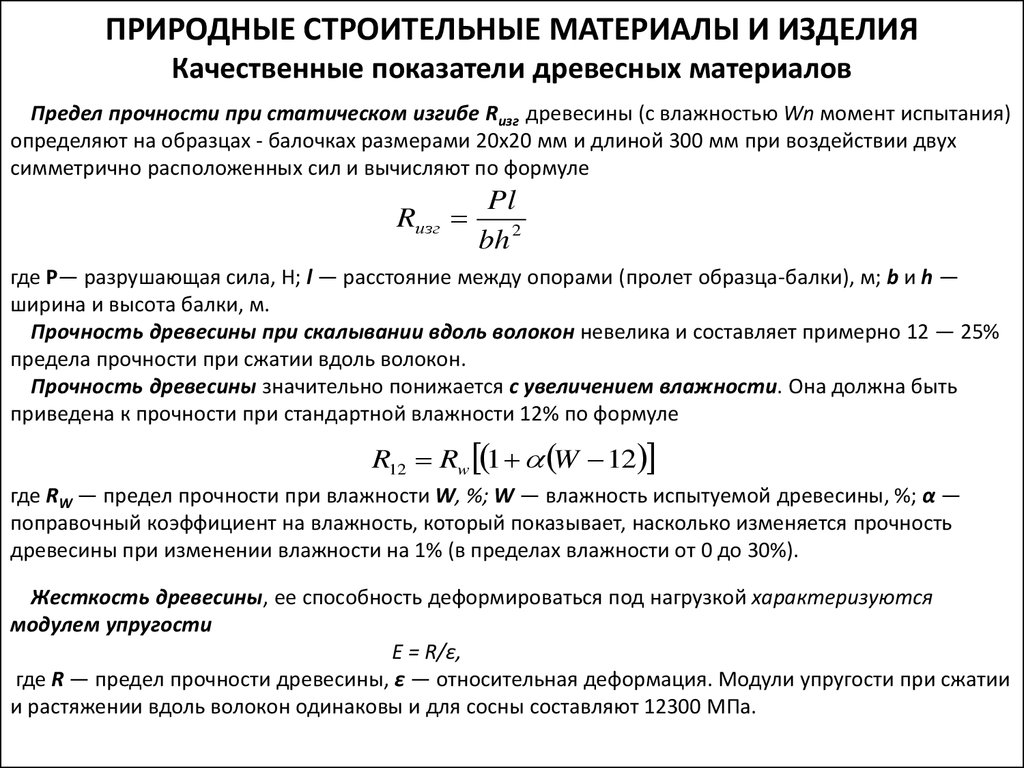
 Модуль Юнга равен продольному напряжению, деленному на деформацию.
Модуль Юнга равен продольному напряжению, деленному на деформацию. Незначительная нагрузка устанавливает нулевое положение, а большая нагрузка прикладывается и снимается при сохранении второстепенной нагрузки. Разница между глубиной проникновения до и после приложения основной нагрузки используется для расчета Число твердости по Роквеллу . То есть глубина проникновения и твердость обратно пропорциональны. Главным преимуществом твердости по Роквеллу является ее способность отображать значения твердости напрямую . Результатом является безразмерное число, обозначаемое как HRA, HRB, HRC и т. д., где последняя буква соответствует соответствующей шкале Роквелла.
Незначительная нагрузка устанавливает нулевое положение, а большая нагрузка прикладывается и снимается при сохранении второстепенной нагрузки. Разница между глубиной проникновения до и после приложения основной нагрузки используется для расчета Число твердости по Роквеллу . То есть глубина проникновения и твердость обратно пропорциональны. Главным преимуществом твердости по Роквеллу является ее способность отображать значения твердости напрямую . Результатом является безразмерное число, обозначаемое как HRA, HRB, HRC и т. д., где последняя буква соответствует соответствующей шкале Роквелла. Но различных материалов реагируют на приложение тепла по-разному .
Но различных материалов реагируют на приложение тепла по-разному .
 Поэтому обычно мы можем написать k = k (T) . Аналогичные определения связаны с теплопроводностью в направлениях y и z (ky, kz). Однако для изотропного материала теплопроводность не зависит от направления переноса, kx = ky = kz = k.
Поэтому обычно мы можем написать k = k (T) . Аналогичные определения связаны с теплопроводностью в направлениях y и z (ky, kz). Однако для изотропного материала теплопроводность не зависит от направления переноса, kx = ky = kz = k.
 В этой статье обсуждаются ее физические, химические и механические свойства, а также ее общие области применения, и она должна помочь любому потенциальному покупателю решить, подходит ли подшипниковая бронза для их работы.
В этой статье обсуждаются ее физические, химические и механические свойства, а также ее общие области применения, и она должна помочь любому потенциальному покупателю решить, подходит ли подшипниковая бронза для их работы.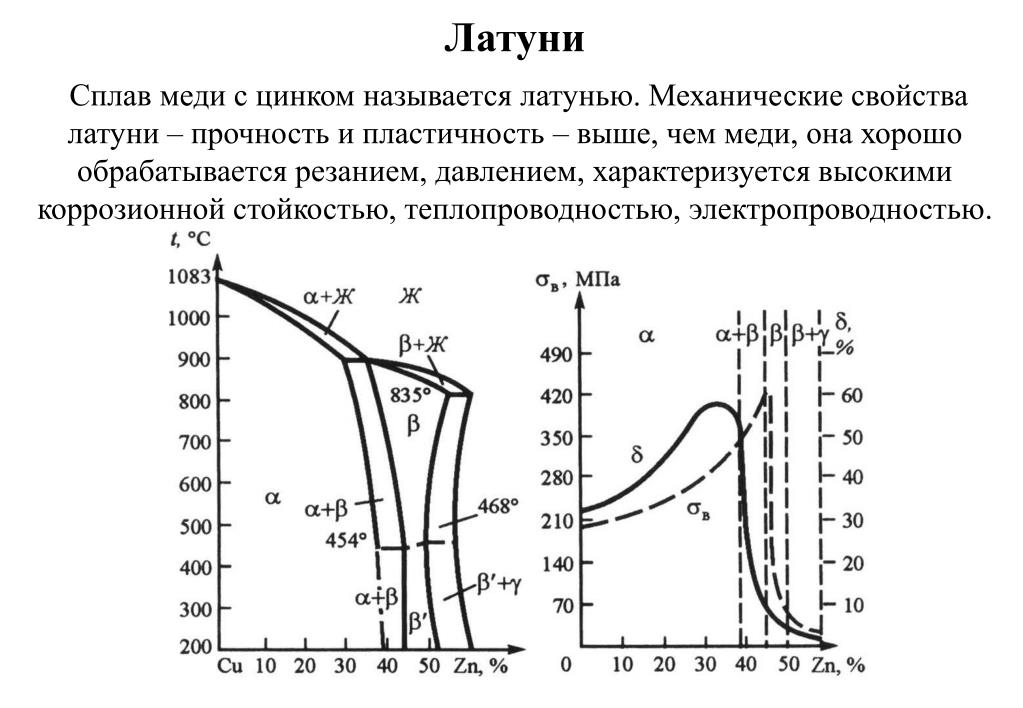 0,005 % кремния
0,005 % кремния Он также устойчив к износу и его не нужно смазывать так часто, как другие бронзы (например, марганцевую бронзу), поскольку он смазывается сам. Он сравнительно слабее, чем некоторые другие сплавы, но имеет хорошее сочетание пластичности, прочности и отличной обрабатываемости. Его посредственность в определенных категориях можно считать недостатком, поскольку он не так прочен, устойчив или поддается соединению, как другие медные сплавы, но подшипниковые бронзы по-прежнему полезны в качестве основного, легкого сплава, который легко обрабатывать. форма.
Он также устойчив к износу и его не нужно смазывать так часто, как другие бронзы (например, марганцевую бронзу), поскольку он смазывается сам. Он сравнительно слабее, чем некоторые другие сплавы, но имеет хорошее сочетание пластичности, прочности и отличной обрабатываемости. Его посредственность в определенных категориях можно считать недостатком, поскольку он не так прочен, устойчив или поддается соединению, как другие медные сплавы, но подшипниковые бронзы по-прежнему полезны в качестве основного, легкого сплава, который легко обрабатывать. форма.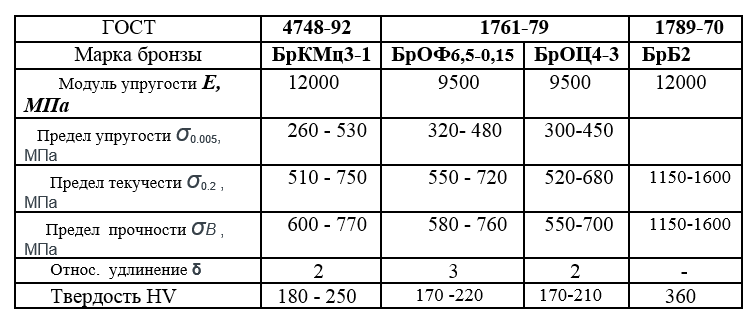 дюйм
дюйм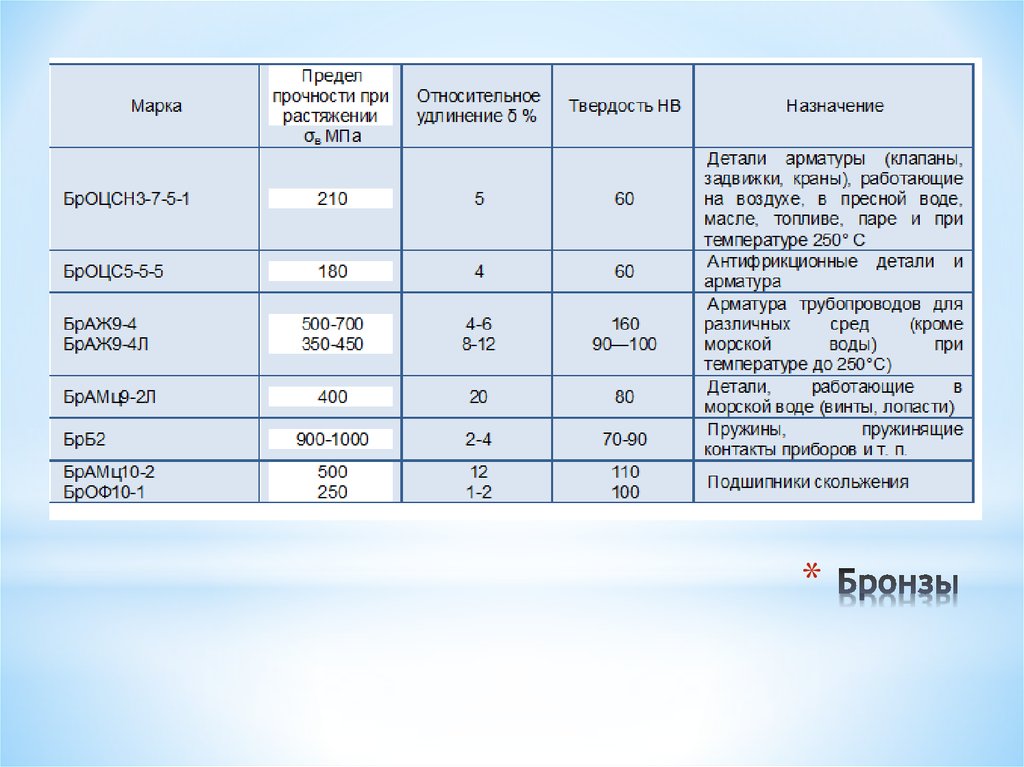 Бронза для подшипников имеет гораздо более низкий предел текучести, чем другие бронзы, а это означает, что ее прочность не часто указывается. Это не означает, что он слабый, но этот материал подвержен деформации при использовании в условиях средней и высокой нагрузки. В результате подшипниковая бронза должна быть зарезервирована для более легких условий эксплуатации.
Бронза для подшипников имеет гораздо более низкий предел текучести, чем другие бронзы, а это означает, что ее прочность не часто указывается. Это не означает, что он слабый, но этот материал подвержен деформации при использовании в условиях средней и высокой нагрузки. В результате подшипниковая бронза должна быть зарезервирована для более легких условий эксплуатации.
 Если материал ниже по шкале, чем другой, то это предполагает, что один материал сможет поцарапать более мягкий материал. Это означает, что подшипниковые бронзы подвержены легкой деформации поверхности, но это можно компенсировать хорошими самосмазывающимися свойствами, которые смягчают эту слабость.
Если материал ниже по шкале, чем другой, то это предполагает, что один материал сможет поцарапать более мягкий материал. Это означает, что подшипниковые бронзы подвержены легкой деформации поверхности, но это можно компенсировать хорошими самосмазывающимися свойствами, которые смягчают эту слабость. Если обрабатываемость имеет первостепенное значение для вашего применения, настоятельно рекомендуется использовать бронзу для подшипников.
Если обрабатываемость имеет первостепенное значение для вашего применения, настоятельно рекомендуется использовать бронзу для подшипников.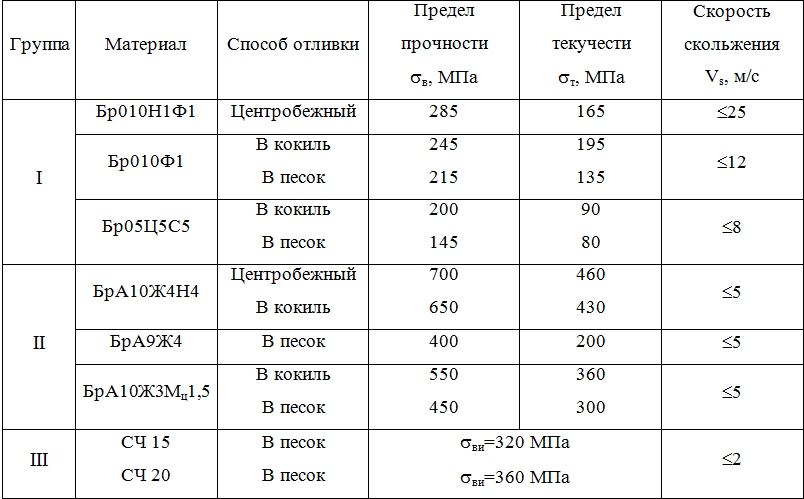

 5 мм (Латунь)
5 мм (Латунь) ru/, купить, новосибирск, Электроды, Редукторы, ручная дуговая сварка, Рукава на полуавтомат, аксессуары для сварки, Маски, плазменная резка, https://154svarka.ru/, Всё для сварки, http://www.welding54.ru/, керамика, керамическое сопло, сопло из керамики, тиг сопло, TIG сопло, 4043 присадка, сопло для тиг сварки, сопло для TIG сварки, Welding54, MIG, MIG/MAG аппараты, полуавтомат, MIG аппарат, TIG сварка, аргонные аппараты, аргонник, ресанта, аврора, aurora, расходники для полуавтомата, наконечники М6, наконечники для полуавтомата, плазмарез, присадка 4043 купить, купить CUT 40, Редукторы, запасные части для плазмареза, запчасти для CUT 60, Электроды, Резак, купить резаки Новосибирск, пропановый резак, купить ацетиленовый резак, пруток присадочный алюминиевый, регуляторы сварочные, mig аппараты, Электроды, аргонный аппарат, сварочные маски интернет магазин, маски, Интернет-магазин Дом Сварки, Резак, купить резаки Новосибирск, пропановый резак, купить ацетиленовый резак, Редуктор, регулятор, кислородный регулятор, ручная дуговая сварка, кислородный редуктор, купить редуктор Новосибирск, Редукторы, tig 200p ac dc, купить сварку Новосибирск, аргон, jasic, ресанта, аврора, aurora, присадка, присадочный пруток, проволока, проволока, дом сварки, сварочный аппарат, аппарат сварочный, импульсный сварочный аппарат, купить сварочные аппараты постоянного тока, продажа сварочных аппаратов, малогабаритный сварочный аппарат, сварочный аппарат цена, Рукава на полуавтомат, куплю сварочный аппарат, сварочный аппарат для дома, сварочные аппараты бытовые для дачи, сварочные аппараты Италия, какой сварочный аппарат выбрать, многофункциональные сварочные аппараты, типы сварочных аппаратов, портативный сварочный аппарат, где купить сварочный аппарат, расходные материалы к mma mig tig cut сварке, плазменная резка, лучший сварочный аппарат, сварог, сварочные полуавтоматы купить, присадка по алюминию, редуктор кислород, регулятор давления, присадочный пруток для сварки, сварочные маски интернет магазин, сварка алюминия, Маски, аксессуары для сварки, лайнер тефлоновый, торус, Аквамаркет, Мир-сварки, 220 вольт, АрМиг, armig, сварочное оборудование, мир сварки, Сварог, купить сварог новосибирск, все для сварки Новосибирск, присадка 4043, пруток er 4043, tig 315p, присадка для сварки, тиг прутки по нержавейке, пруток 4043, пруток присадочный 308, er-308, алюминиевый пруток er 4043, Маски, сопло для аргона, сопло для сварки аргоном, сопло для аргонодуговой сварки, сопло для аргонной сварки, недорогое сопло для аргона, качественная керамика, качественное керамическое сопло, надежное керамическое сопло, сопло под газовую линзу, Рукав MB 15, булден, купить булден новосибирск, булден недорого, качественный булден, гусак MB 36, гусак MB 24, сварочный наконечник, Колпачок, Хвостовик, пистолет WP 18, наконечник, токосъемный наконечник, держатель наконечника, полуавтомат, сварочный полуавтомат, ресанта, купить полуавтомат новосибирск, купить присадку, купить 4043, 154Сварка, НСКсварка, нск сварка, 54-сварка, купить сварку в новосибирске, купить сварочник в нск, купить полуавтомат новосибирск, купить сварку, сварка полуавтомат, сварка аргоном, сварка цена, супер сварка, аврора, ручная сварка, сварка алюминия, сварочный аппарат, сварка полуавтомат, полуавтомат цена, полуавтомат 200, полуавтомат 250, какой полуавтомат, сварка проволока, инверторный сварочный аппарат, купить сварочный, полуавтомат ресанта, полуавтомат сварог, сварки, сварку, сварки полуавтоматом, сопла, наконечник для полуавтомата, наконечник М6, наконечник 08, купить, Новосибирск, наконечник медный, медный наконечник, наконечник под, какие наконечники, вольфрам, вольфрам альфа, какой вольфрам, цена вольфрам, вольфрам купить, сварка, сварки, сварку, пруток присадочный 308, er-308, алюминиевый пруток er 4043, сопло для аргона, сопло для сварки аргоном, Расходники CUT, сопло для аргонодуговой сварки, сопло для аргонной сварки, недорогое сопло для аргона, ресанта, аврора, качественная керамика, качественное керамическое сопло, надежное керамическое сопло, сопло под газовую линзу, Проволока, присадка 347lsi, сварочное оборудование в новосибирске, seller электроды по нержавейке, присадка 308lsi для каких сталей, aisi 316 ti присадка для аргонной сварки, Рукав MB 15, булден, купить булден новосибирск, булден недорого, цанга, качественный булден, гусак MB 36, гусак MB 24, присадка 347lsi, сварочный наконечник, Колпачок, Хвостовик, пистолет WP 18, 54-сварка, Дом сварки
ru/, купить, новосибирск, Электроды, Редукторы, ручная дуговая сварка, Рукава на полуавтомат, аксессуары для сварки, Маски, плазменная резка, https://154svarka.ru/, Всё для сварки, http://www.welding54.ru/, керамика, керамическое сопло, сопло из керамики, тиг сопло, TIG сопло, 4043 присадка, сопло для тиг сварки, сопло для TIG сварки, Welding54, MIG, MIG/MAG аппараты, полуавтомат, MIG аппарат, TIG сварка, аргонные аппараты, аргонник, ресанта, аврора, aurora, расходники для полуавтомата, наконечники М6, наконечники для полуавтомата, плазмарез, присадка 4043 купить, купить CUT 40, Редукторы, запасные части для плазмареза, запчасти для CUT 60, Электроды, Резак, купить резаки Новосибирск, пропановый резак, купить ацетиленовый резак, пруток присадочный алюминиевый, регуляторы сварочные, mig аппараты, Электроды, аргонный аппарат, сварочные маски интернет магазин, маски, Интернет-магазин Дом Сварки, Резак, купить резаки Новосибирск, пропановый резак, купить ацетиленовый резак, Редуктор, регулятор, кислородный регулятор, ручная дуговая сварка, кислородный редуктор, купить редуктор Новосибирск, Редукторы, tig 200p ac dc, купить сварку Новосибирск, аргон, jasic, ресанта, аврора, aurora, присадка, присадочный пруток, проволока, проволока, дом сварки, сварочный аппарат, аппарат сварочный, импульсный сварочный аппарат, купить сварочные аппараты постоянного тока, продажа сварочных аппаратов, малогабаритный сварочный аппарат, сварочный аппарат цена, Рукава на полуавтомат, куплю сварочный аппарат, сварочный аппарат для дома, сварочные аппараты бытовые для дачи, сварочные аппараты Италия, какой сварочный аппарат выбрать, многофункциональные сварочные аппараты, типы сварочных аппаратов, портативный сварочный аппарат, где купить сварочный аппарат, расходные материалы к mma mig tig cut сварке, плазменная резка, лучший сварочный аппарат, сварог, сварочные полуавтоматы купить, присадка по алюминию, редуктор кислород, регулятор давления, присадочный пруток для сварки, сварочные маски интернет магазин, сварка алюминия, Маски, аксессуары для сварки, лайнер тефлоновый, торус, Аквамаркет, Мир-сварки, 220 вольт, АрМиг, armig, сварочное оборудование, мир сварки, Сварог, купить сварог новосибирск, все для сварки Новосибирск, присадка 4043, пруток er 4043, tig 315p, присадка для сварки, тиг прутки по нержавейке, пруток 4043, пруток присадочный 308, er-308, алюминиевый пруток er 4043, Маски, сопло для аргона, сопло для сварки аргоном, сопло для аргонодуговой сварки, сопло для аргонной сварки, недорогое сопло для аргона, качественная керамика, качественное керамическое сопло, надежное керамическое сопло, сопло под газовую линзу, Рукав MB 15, булден, купить булден новосибирск, булден недорого, качественный булден, гусак MB 36, гусак MB 24, сварочный наконечник, Колпачок, Хвостовик, пистолет WP 18, наконечник, токосъемный наконечник, держатель наконечника, полуавтомат, сварочный полуавтомат, ресанта, купить полуавтомат новосибирск, купить присадку, купить 4043, 154Сварка, НСКсварка, нск сварка, 54-сварка, купить сварку в новосибирске, купить сварочник в нск, купить полуавтомат новосибирск, купить сварку, сварка полуавтомат, сварка аргоном, сварка цена, супер сварка, аврора, ручная сварка, сварка алюминия, сварочный аппарат, сварка полуавтомат, полуавтомат цена, полуавтомат 200, полуавтомат 250, какой полуавтомат, сварка проволока, инверторный сварочный аппарат, купить сварочный, полуавтомат ресанта, полуавтомат сварог, сварки, сварку, сварки полуавтоматом, сопла, наконечник для полуавтомата, наконечник М6, наконечник 08, купить, Новосибирск, наконечник медный, медный наконечник, наконечник под, какие наконечники, вольфрам, вольфрам альфа, какой вольфрам, цена вольфрам, вольфрам купить, сварка, сварки, сварку, пруток присадочный 308, er-308, алюминиевый пруток er 4043, сопло для аргона, сопло для сварки аргоном, Расходники CUT, сопло для аргонодуговой сварки, сопло для аргонной сварки, недорогое сопло для аргона, ресанта, аврора, качественная керамика, качественное керамическое сопло, надежное керамическое сопло, сопло под газовую линзу, Проволока, присадка 347lsi, сварочное оборудование в новосибирске, seller электроды по нержавейке, присадка 308lsi для каких сталей, aisi 316 ti присадка для аргонной сварки, Рукав MB 15, булден, купить булден новосибирск, булден недорого, цанга, качественный булден, гусак MB 36, гусак MB 24, присадка 347lsi, сварочный наконечник, Колпачок, Хвостовик, пистолет WP 18, 54-сварка, Дом сварки
 Поскольку аддитивное производство все больше и больше внедряется в аэрокосмической и медицинской промышленности, только самые безопасные и строгие системы управления газом аргона обеспечивают эффективность, безопасность и отслеживаемость, которые обеспечивают структурно прочные титановые детали.
Поскольку аддитивное производство все больше и больше внедряется в аэрокосмической и медицинской промышленности, только самые безопасные и строгие системы управления газом аргона обеспечивают эффективность, безопасность и отслеживаемость, которые обеспечивают структурно прочные титановые детали.

 Таким образом, два разных газа, аргон (Ar) и гелий (He) , могут использоваться в качестве основных газовых компонентов. Наиболее распространенным защитным газом для сварки TIG является чистый аргон, поскольку он подходит для любого типа материала, который можно сваривать методом TIG. Чистый аргон обеспечивает стабильную и узкую сварочную дугу, отличное зажигание дуги и относительно низкое тепловложение и проплавление. Эти характеристики делают чистый аргон пригодным для большинства видов сварки TIG, и, как правило, это единственный защитный газ, который необходим сварщикам-любителям и профессиональным сварщикам.
Таким образом, два разных газа, аргон (Ar) и гелий (He) , могут использоваться в качестве основных газовых компонентов. Наиболее распространенным защитным газом для сварки TIG является чистый аргон, поскольку он подходит для любого типа материала, который можно сваривать методом TIG. Чистый аргон обеспечивает стабильную и узкую сварочную дугу, отличное зажигание дуги и относительно низкое тепловложение и проплавление. Эти характеристики делают чистый аргон пригодным для большинства видов сварки TIG, и, как правило, это единственный защитный газ, который необходим сварщикам-любителям и профессиональным сварщикам. Однако характеристики зажигания дуги с гелием не так хороши, как с аргоном, и это следует учитывать при выборе аппаратов для сварки ВИГ. При использовании чистого гелия очень выгодна мощная высокочастотная искра и регулируемые параметры зажигания.
Однако характеристики зажигания дуги с гелием не так хороши, как с аргоном, и это следует учитывать при выборе аппаратов для сварки ВИГ. При использовании чистого гелия очень выгодна мощная высокочастотная искра и регулируемые параметры зажигания.

 Однако достигаемая острота лезвия в этом случае будет выше. Заточка также производилась камнем 1000 единиц.
Однако достигаемая острота лезвия в этом случае будет выше. Заточка также производилась камнем 1000 единиц.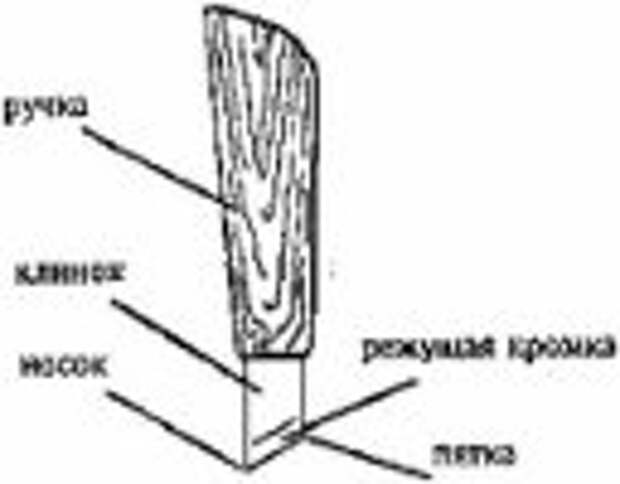 Также перепад высоты вершин становится более равномерным.
Также перепад высоты вершин становится более равномерным.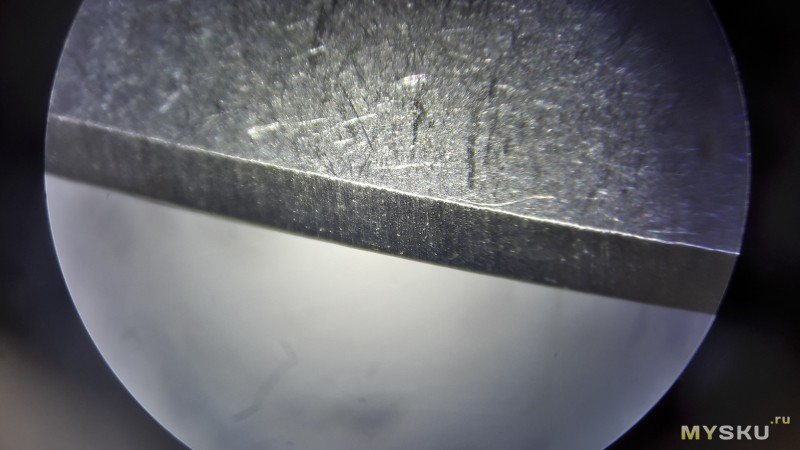 Давайте проанализируем разницу и попробуем объяснить результаты.
Давайте проанализируем разницу и попробуем объяснить результаты.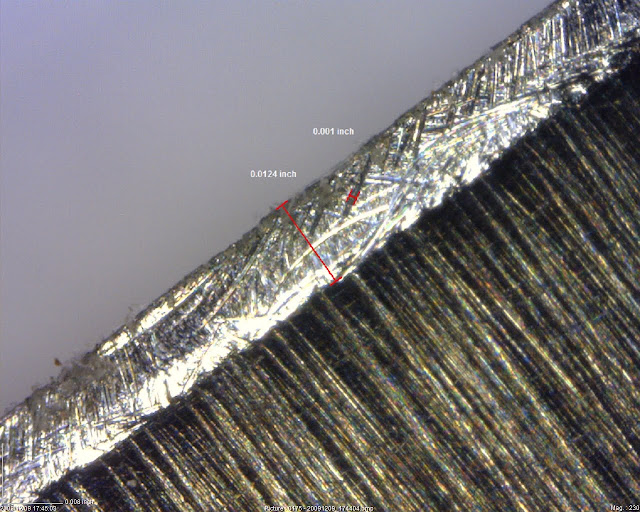
 Однако один экземпляр может легко справиться даже с самой тонкой нарезкой, а другой – кромсает продукт, требует усилий со стороны повара. Все дело в качестве режущей кромки ножа. В зависимости от ее вида, степени износа и типа заточки, находятся режущие свойства всего ножа. Для клинков разного назначения добросовестные производители кропотливо подбирают форму и геометрию ножа, угол заточки, чтобы изделие в полной мере справлялось со своим функционалом и имело долгий срок службы.
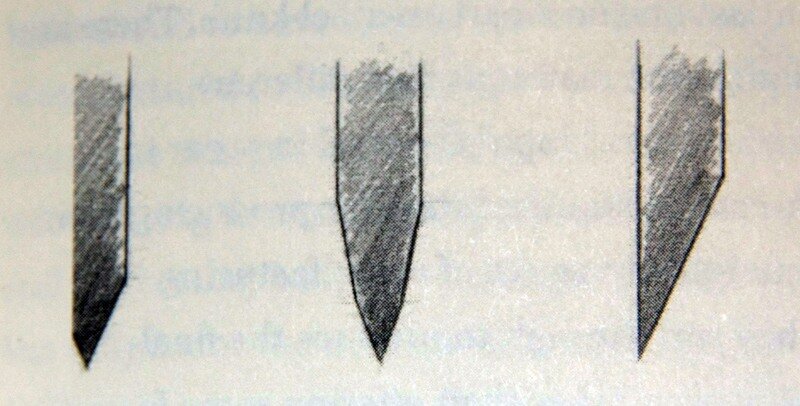
Однако один экземпляр может легко справиться даже с самой тонкой нарезкой, а другой – кромсает продукт, требует усилий со стороны повара. Все дело в качестве режущей кромки ножа. В зависимости от ее вида, степени износа и типа заточки, находятся режущие свойства всего ножа. Для клинков разного назначения добросовестные производители кропотливо подбирают форму и геометрию ножа, угол заточки, чтобы изделие в полной мере справлялось со своим функционалом и имело долгий срок службы. Боковые спуски выглядят как прямые, сходятся вместе в верхней точке. Получается заострённая кромка в виде равнобедренного прямоугольника. Если такой тип лезвия сочетается с минимальным углом острейшей заточки, то нож обладает великолепными режущими свойствами – площадь соприкосновения с продуктом минимальна, он легко прорезает его структуру. Важное значение здесь имеет качество и определенная твердость закалки стали. При использовании слишком мягких сортов (нержавейки) такая режущая кромка будет подгибаться и тупиться очень быстро. Поэтому в ножах из нержавейки клиновидную форму режущей кромки не используют. А вот для ножей из высокоуглеродистой стали — это оптимальный вариант.
Боковые спуски выглядят как прямые, сходятся вместе в верхней точке. Получается заострённая кромка в виде равнобедренного прямоугольника. Если такой тип лезвия сочетается с минимальным углом острейшей заточки, то нож обладает великолепными режущими свойствами – площадь соприкосновения с продуктом минимальна, он легко прорезает его структуру. Важное значение здесь имеет качество и определенная твердость закалки стали. При использовании слишком мягких сортов (нержавейки) такая режущая кромка будет подгибаться и тупиться очень быстро. Поэтому в ножах из нержавейки клиновидную форму режущей кромки не используют. А вот для ножей из высокоуглеродистой стали — это оптимальный вариант. Такое лезвие может раскрошиться при попытке нарезать твердый продукт. По этой причине вогнутую режущую кромку используют преимущественно в бритвенном инструменте. Адаптированный вариант такой кромки используют многие европейские производители ножей. Они пошли на хитрость – сделали более прямоугольное сечение верхней части лезвия, что добавило ему прочности.
Такое лезвие может раскрошиться при попытке нарезать твердый продукт. По этой причине вогнутую режущую кромку используют преимущественно в бритвенном инструменте. Адаптированный вариант такой кромки используют многие европейские производители ножей. Они пошли на хитрость – сделали более прямоугольное сечение верхней части лезвия, что добавило ему прочности. Существует такая примерная классификация клинков по величине угла заточки:
Существует такая примерная классификация клинков по величине угла заточки: Эта режущая кромка состоит из мелких заточенных зубцов. Чаще всего применяется на овощных и разновидностях кухонных ножей.
Эта режущая кромка состоит из мелких заточенных зубцов. Чаще всего применяется на овощных и разновидностях кухонных ножей.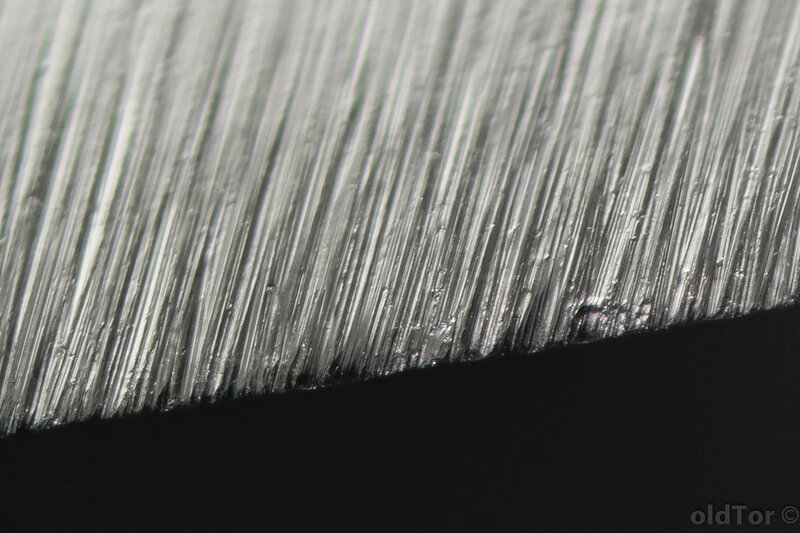 Это удобно для производителей, ведь таким образом увеличивается сбыт продукции.
Это удобно для производителей, ведь таким образом увеличивается сбыт продукции. Такой эффект достигается благодаря методу галтовки. Заготовка лезвия из японской стали AUS-8 проходит специальную обработку различными абразивам..
Такой эффект достигается благодаря методу галтовки. Заготовка лезвия из японской стали AUS-8 проходит специальную обработку различными абразивам.. Основное преимущество материла – коррозиестойкость в сочетании с твердо..
Основное преимущество материла – коррозиестойкость в сочетании с твердо.. Это сейчас фартук — неизменный аксессуар повара, официанта и представителей других профессий, а в прошлом ..
Это сейчас фартук — неизменный аксессуар повара, официанта и представителей других профессий, а в прошлом .. youtube.com/embed/2BekwSJ2Koc?rel=0″ frameborder=»0″ allowfullscreen=»allowfullscreen»>
youtube.com/embed/2BekwSJ2Koc?rel=0″ frameborder=»0″ allowfullscreen=»allowfullscreen»>  Старый мясокомбинат в центре Форт-Уэрта — отличное место для фантастических спецэффектов, которых ожидают наши постоянные клиенты.
Старый мясокомбинат в центре Форт-Уэрта — отличное место для фантастических спецэффектов, которых ожидают наши постоянные клиенты.
 Темпераментный фигурист и бывший хоккеист пытаются выиграть олимпийское золото в парном катании. Темпераментный фигурист и бывший хоккеист пытаются выиграть олимпийское золото в парном катании.
Темпераментный фигурист и бывший хоккеист пытаются выиграть олимпийское золото в парном катании. Темпераментный фигурист и бывший хоккеист пытаются выиграть олимпийское золото в парном катании. B. Суини
B. Суини D. Reid
D. Reid
 Химия между Мойрой Келли и Д.Б. Суини очень реалистичен. Даже их споры друг с другом кажутся искренними. Каждый из них ранен предыдущим опытом, не желает открываться друг другу. Все это происходит в тот момент их жизни, когда каждый из них изо всех сил пытается найти что-то большее в жизни и в конечном итоге открывает себя и друг друга. В конце концов, выведя их обоих за рамки поиска золотой медали.
Химия между Мойрой Келли и Д.Б. Суини очень реалистичен. Даже их споры друг с другом кажутся искренними. Каждый из них ранен предыдущим опытом, не желает открываться друг другу. Все это происходит в тот момент их жизни, когда каждый из них изо всех сил пытается найти что-то большее в жизни и в конечном итоге открывает себя и друг друга. В конце концов, выведя их обоих за рамки поиска золотой медали.
 Сообщаем Вам, что мы довольны работой данного оборудования.
Сообщаем Вам, что мы довольны работой данного оборудования.



 Готовый элемент, в следствие снижения веса, становится более жестким и прочным, чем аналоги полученные другими методами обработки металла.
Готовый элемент, в следствие снижения веса, становится более жестким и прочным, чем аналоги полученные другими методами обработки металла.
 Минимизируют возможность простоев производства, приводящих к финансовым потерям.
Минимизируют возможность простоев производства, приводящих к финансовым потерям.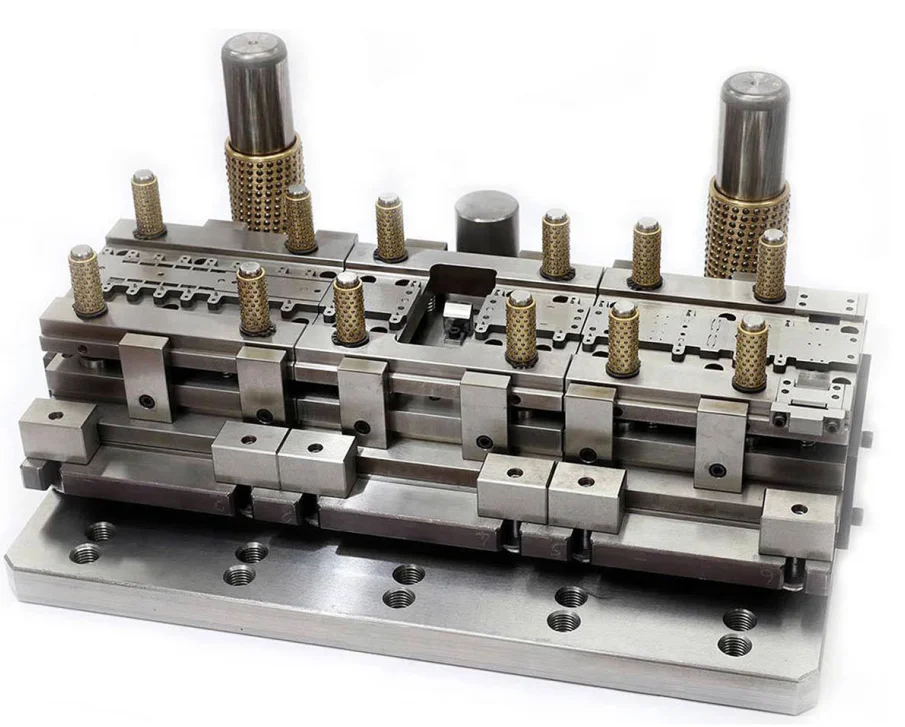
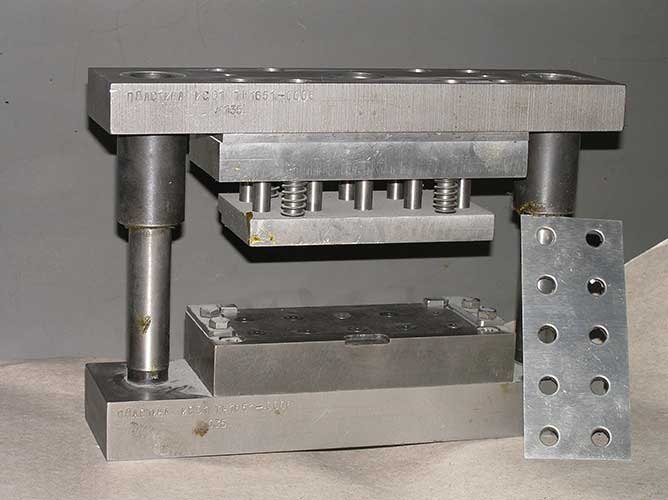
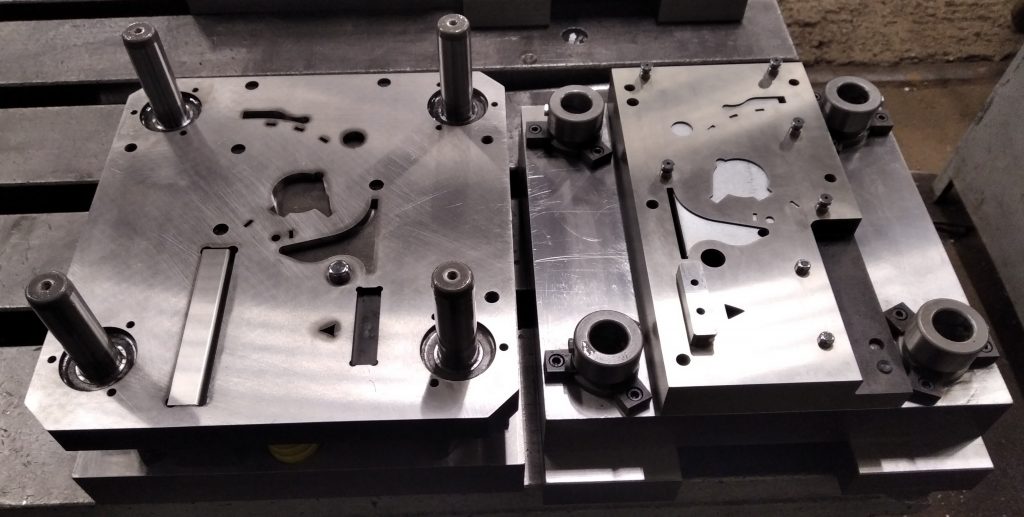
 Принципиальное отличие состоит в том, что для штамповки требуется сила, а для формовки — нет. При литье пластмасс требуются два узла, конструкция которых такова, что при соединении они образуют систему замкнутых полостей, соединенных с центральным отверстием. Жидкий пластик проталкивается через отверстие в полости или формы, и когда пластик затвердевает, формы открываются, и готовые детали выбрасываются.
Принципиальное отличие состоит в том, что для штамповки требуется сила, а для формовки — нет. При литье пластмасс требуются два узла, конструкция которых такова, что при соединении они образуют систему замкнутых полостей, соединенных с центральным отверстием. Жидкий пластик проталкивается через отверстие в полости или формы, и когда пластик затвердевает, формы открываются, и готовые детали выбрасываются.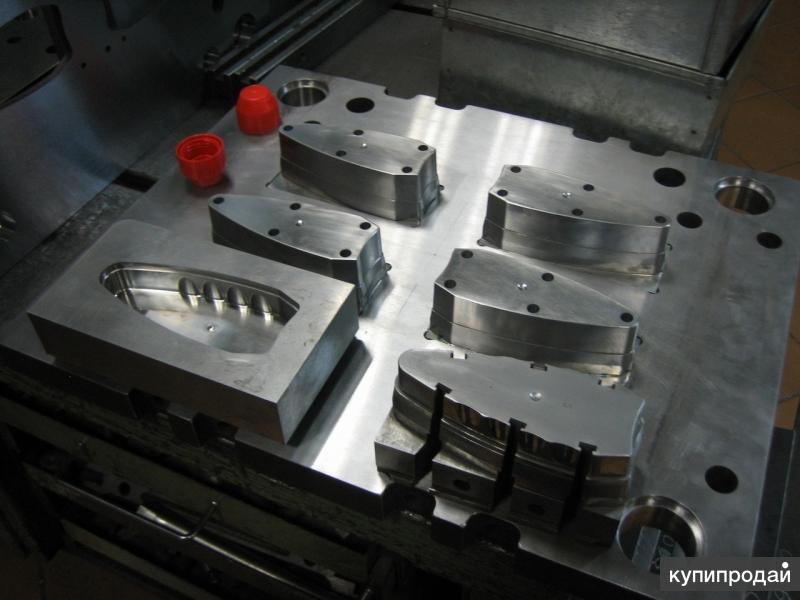 0003
0003 Изготовление этих инструментов также было передано в мастерские инструментов и штампов.
Изготовление этих инструментов также было передано в мастерские инструментов и штампов.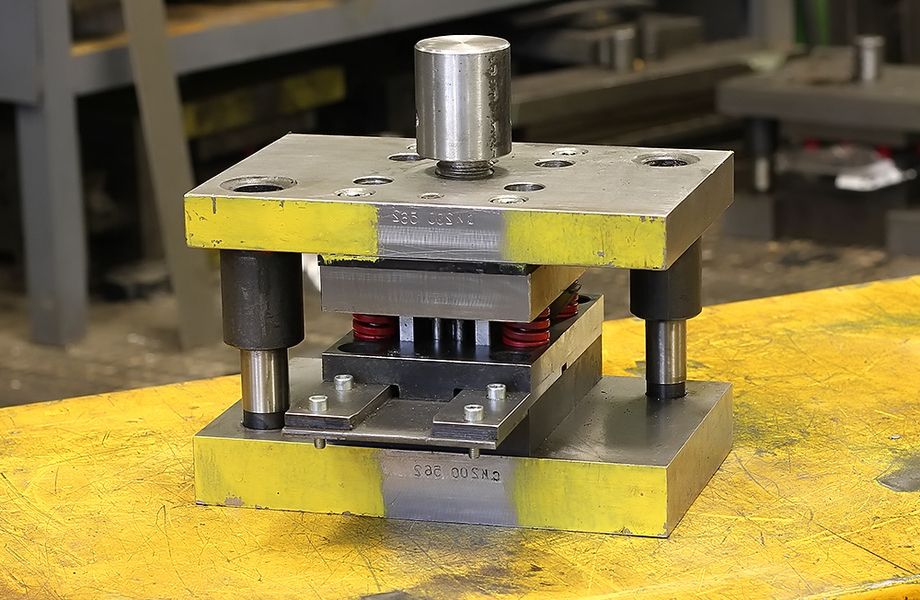 С другой стороны, штампы — это только те инструменты, которые функционально изменяют форму металла. Матрицы обычно являются женскими компонентами более крупного инструмента или пресса.
С другой стороны, штампы — это только те инструменты, которые функционально изменяют форму металла. Матрицы обычно являются женскими компонентами более крупного инструмента или пресса. Любая матрица, которая удаляет, режет или срезает материал, может быть названа режущей матрицей, независимо от ее механизма, а матрица, которая ничего не удаляет, называется формовочной матрицей.
Любая матрица, которая удаляет, режет или срезает материал, может быть названа режущей матрицей, независимо от ее механизма, а матрица, которая ничего не удаляет, называется формовочной матрицей.
 Конечная станция удаляет готовый компонент из более длинной заготовки, а это означает, что каждый ход дает одну или несколько деталей, даже когда другие находятся в процессе.
Конечная станция удаляет готовый компонент из более длинной заготовки, а это означает, что каждый ход дает одну или несколько деталей, даже когда другие находятся в процессе.
 Съемник помогает отделить заготовку от пуансона после каждого хода.
Съемник помогает отделить заготовку от пуансона после каждого хода. Однако охватывающая часть не всегда состоит из сплошных полостей, и отверстия могут быть полезны для облегчения очистки отрезанного или просверленного металла.
Однако охватывающая часть не всегда состоит из сплошных полостей, и отверстия могут быть полезны для облегчения очистки отрезанного или просверленного металла.
 Тогда после отвердевания массу разрезают на детали нужного размера. Технология производства настолько проста, что часто кирпичи из вспененного бетона изготавливают прямо на стройплощадке.
Тогда после отвердевания массу разрезают на детали нужного размера. Технология производства настолько проста, что часто кирпичи из вспененного бетона изготавливают прямо на стройплощадке.  Используются в качестве утеплителя.
Используются в качестве утеплителя. Прочность обозначается В и цифрой в пределах от 0,5 до 60. Она показывает нагрузку, которую выдерживает элемент при сжатии. Буква F с цифрами от 15 до 75 обозначает морозостойкость. Детали с числом до 25 могут быть использованы только для строительства внутренних стен или перегородок, остальные пригодны для наружных работ.
Прочность обозначается В и цифрой в пределах от 0,5 до 60. Она показывает нагрузку, которую выдерживает элемент при сжатии. Буква F с цифрами от 15 до 75 обозначает морозостойкость. Детали с числом до 25 могут быть использованы только для строительства внутренних стен или перегородок, остальные пригодны для наружных работ.  Таким образом, для аналогичного результата можно выложить стену в два раза тоньше, что позволит существенно сэкономить. Кроме того, пористая структура дает хорошие звукоизоляционные свойства. Это используется при возведении перегородок и наружных стен.
Таким образом, для аналогичного результата можно выложить стену в два раза тоньше, что позволит существенно сэкономить. Кроме того, пористая структура дает хорошие звукоизоляционные свойства. Это используется при возведении перегородок и наружных стен.  Таким образом, для возведения определенного объема их потребуется намного меньше. Соответственно, и уложить блоки можно быстрее. Также экономится и клей или цементный раствор для кладки, его потребуется на порядок меньше.
Таким образом, для возведения определенного объема их потребуется намного меньше. Соответственно, и уложить блоки можно быстрее. Также экономится и клей или цементный раствор для кладки, его потребуется на порядок меньше. Первое это относительно низкое влагопоглощение. Благодаря тому, что поры материала закрытые, он слабо впитывает влагу. Производители любят демонстрировать, как изделие несколько часов плавает в емкости с водой. Тем не менее, оно способно впитать порядка 5-10% влаги. Правда, сохнет пенобетон намного быстрее, чем, например, кирпич.
Первое это относительно низкое влагопоглощение. Благодаря тому, что поры материала закрытые, он слабо впитывает влагу. Производители любят демонстрировать, как изделие несколько часов плавает в емкости с водой. Тем не менее, оно способно впитать порядка 5-10% влаги. Правда, сохнет пенобетон намного быстрее, чем, например, кирпич.  Бетон набирает прочность, что приводит к равномерной усадке. Она составляет примерно 1-4 мм на каждый метр высоты. Таким образом, с окончательной отделкой придется подождать до окончания этого процесса.
Бетон набирает прочность, что приводит к равномерной усадке. Она составляет примерно 1-4 мм на каждый метр высоты. Таким образом, с окончательной отделкой придется подождать до окончания этого процесса. Наиболее востребован он для:
Наиболее востребован он для: Достаточно положить один блок на другой, чтобы увидеть погрешности, если они есть.
Достаточно положить один блок на другой, чтобы увидеть погрешности, если они есть. ru
ru

 Это показатель прочности, т.е. нагрузки в кг/см2, которую данный пеноблок в состоянии выдержать при сжатии. Чем выше этот индекс, тем больший вес способен удержать рассматриваемый стройматериал на себе без разрушения целостности. Если дом строится двухэтажный, то лучше всего для первого этажа взять блоки с максимально высокой прочностью, а для второго с более низкой.
Это показатель прочности, т.е. нагрузки в кг/см2, которую данный пеноблок в состоянии выдержать при сжатии. Чем выше этот индекс, тем больший вес способен удержать рассматриваемый стройматериал на себе без разрушения целостности. Если дом строится двухэтажный, то лучше всего для первого этажа взять блоки с максимально высокой прочностью, а для второго с более низкой.

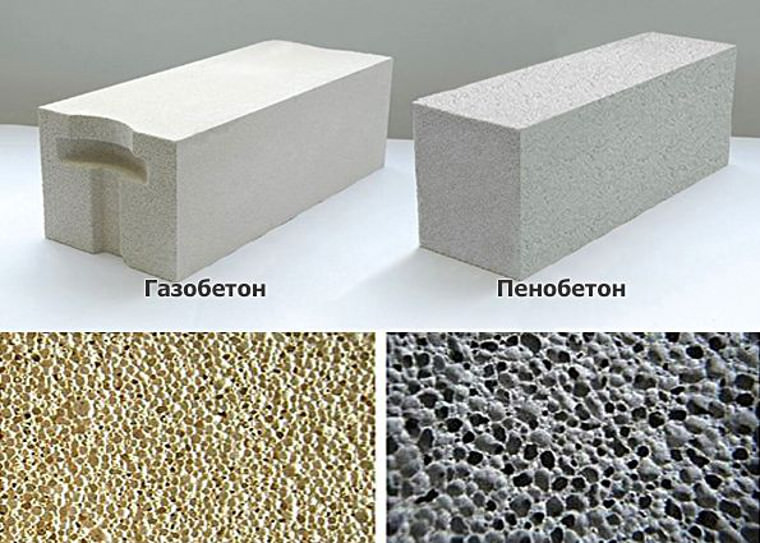

 ) пеноблоки. Пенополистирол на самом деле является торговой маркой Dow Chemical Company, которая технически относится к экструдированному пенополистиролу с закрытыми порами (вспомните пенопластовые кофейные чашки, контейнеры для еды на вынос и упаковочный материал). Однако этот экструдированный пенополистирол часто ошибочно используют, когда говорят о пенополистироле, который во многом похож, но отличается. Если вы обратитесь к пенополистиролу, когда на самом деле ищете материал для строительных проектов, известный как пенополистирольные блоки, вы определенно не получите то, за что платите.
) пеноблоки. Пенополистирол на самом деле является торговой маркой Dow Chemical Company, которая технически относится к экструдированному пенополистиролу с закрытыми порами (вспомните пенопластовые кофейные чашки, контейнеры для еды на вынос и упаковочный материал). Однако этот экструдированный пенополистирол часто ошибочно используют, когда говорят о пенополистироле, который во многом похож, но отличается. Если вы обратитесь к пенополистиролу, когда на самом деле ищете материал для строительных проектов, известный как пенополистирольные блоки, вы определенно не получите то, за что платите. Итак, в чем реальная разница между экструдированным и расширенным? Оба являются пенополистироловыми изделиями, изготовленными из полистирольных смол, но изготавливаются в виде листов и блоков совершенно по-разному. Для пенополистирольных блоков вспенивающий агент, который используется для формирования конечного продукта, быстро покидает шарики полистирола, что создает тысячи крошечных ячеек, заполненных воздухом. Вспенивающий агент, используемый для изготовления продуктов из XPS или пенополистирола, остается в гранулах в течение длительного времени, тем самым предотвращая и уменьшая поток воздуха через материал. Это дает пене XPS более низкий рейтинг влагопоглощения по сравнению с EPS. Чтобы добавить, XPS производится с использованием процесса непрерывной экструзии, который создает форму с закрытыми порами, в то время как EPS производится с помощью процесса расширения, который формирует сферические шарики и использует тепло и давление для сплавления продукта из пенопласта.
Итак, в чем реальная разница между экструдированным и расширенным? Оба являются пенополистироловыми изделиями, изготовленными из полистирольных смол, но изготавливаются в виде листов и блоков совершенно по-разному. Для пенополистирольных блоков вспенивающий агент, который используется для формирования конечного продукта, быстро покидает шарики полистирола, что создает тысячи крошечных ячеек, заполненных воздухом. Вспенивающий агент, используемый для изготовления продуктов из XPS или пенополистирола, остается в гранулах в течение длительного времени, тем самым предотвращая и уменьшая поток воздуха через материал. Это дает пене XPS более низкий рейтинг влагопоглощения по сравнению с EPS. Чтобы добавить, XPS производится с использованием процесса непрерывной экструзии, который создает форму с закрытыми порами, в то время как EPS производится с помощью процесса расширения, который формирует сферические шарики и использует тепло и давление для сплавления продукта из пенопласта. У одного цвет другой. Вы часто будете видеть оригинальные листы пенополистирола синего цвета, в то время как пенополистирольные блоки имеют белый цвет, если только они не окрашены по индивидуальному заказу. Пенополистирол легкий, но имеет высокую плотность, что делает его более прочным и долговечным, чем пенополистирол. Многие рассматривают пенополистирол в качестве наполнителя благодаря его прочности на сжатие и способности выдерживать большие нагрузки в течение длительных периодов времени. Его рейтинг проницаемости выше, чем у пенополистирола, что делает его более оптимальным для защиты от воды и плесени.
У одного цвет другой. Вы часто будете видеть оригинальные листы пенополистирола синего цвета, в то время как пенополистирольные блоки имеют белый цвет, если только они не окрашены по индивидуальному заказу. Пенополистирол легкий, но имеет высокую плотность, что делает его более прочным и долговечным, чем пенополистирол. Многие рассматривают пенополистирол в качестве наполнителя благодаря его прочности на сжатие и способности выдерживать большие нагрузки в течение длительных периодов времени. Его рейтинг проницаемости выше, чем у пенополистирола, что делает его более оптимальным для защиты от воды и плесени. Пенополистирол состоит из органических элементов, что означает, что он не содержит токсичных химических веществ, таких как хлорфторуглероды (ХФУ) или гидрохлорфторуглероды (ГХФУ). И последнее, но не менее важное: пенообразователи, используемые для производства пенополистирола, экспоненциально менее вредны для окружающей среды, чем те, которые используются для производства пенополистирола.
Пенополистирол состоит из органических элементов, что означает, что он не содержит токсичных химических веществ, таких как хлорфторуглероды (ХФУ) или гидрохлорфторуглероды (ГХФУ). И последнее, но не менее важное: пенообразователи, используемые для производства пенополистирола, экспоненциально менее вредны для окружающей среды, чем те, которые используются для производства пенополистирола. EPS имеет тенденцию превосходить XPS с точки зрения долгосрочного R-значения, что означает, что это лучший изоляционный продукт. Потенциал высыхания геопены EPS в суровых условиях позволяет ей сохранять термостойкость с течением времени. Кроме того, цена пенополистирола EPS, как правило, ниже по себестоимости, что дает более высокую ценность при оценке его долговечности и эффективности в качестве наполнителя.
EPS имеет тенденцию превосходить XPS с точки зрения долгосрочного R-значения, что означает, что это лучший изоляционный продукт. Потенциал высыхания геопены EPS в суровых условиях позволяет ей сохранять термостойкость с течением времени. Кроме того, цена пенополистирола EPS, как правило, ниже по себестоимости, что дает более высокую ценность при оценке его долговечности и эффективности в качестве наполнителя. Для тех, кто ищет недорогой изоляционный материал, более устойчивый к повреждениям от влаги и более устойчивый к более суровым внешним факторам, таким как погода и сжатие, блоки из геопены EPS являются лучшим вариантом.
Для тех, кто ищет недорогой изоляционный материал, более устойчивый к повреждениям от влаги и более устойчивый к более суровым внешним факторам, таким как погода и сжатие, блоки из геопены EPS являются лучшим вариантом. Блок из пеноматериала мягкий, а его поверхность не скользит, что делает его идеальным для многих упражнений йоги, упражнений на подвижность и изучающих отжимания в стойке на руках.
Блок из пеноматериала мягкий, а его поверхность не скользит, что делает его идеальным для многих упражнений йоги, упражнений на подвижность и изучающих отжимания в стойке на руках.

 Бесконечно много возможностей для гравировки и резки благодаря сочетанию CO2 и волоконного излучателей в одном устройстве.
Бесконечно много возможностей для гравировки и резки благодаря сочетанию CO2 и волоконного излучателей в одном устройстве. С помощью лазерного станка из бумаги или картона можно за короткое время вырезать массу абсолютно идентичных изделий. При этом не имеет значения ни сложность формы, ни толщина и плотность материала.
С помощью лазерного станка из бумаги или картона можно за короткое время вырезать массу абсолютно идентичных изделий. При этом не имеет значения ни сложность формы, ни толщина и плотность материала.
 Оператор вносит в память станка параметры резки — начальные координаты, мощность излучения и скорость движения инструмента. Далее аппарат готов работать по алгоритму без вмешательства человека. Кроме облегчения работы оператора программное управление позволяет свести к минимуму потери материала за счет точности раскроя и обработки.
Оператор вносит в память станка параметры резки — начальные координаты, мощность излучения и скорость движения инструмента. Далее аппарат готов работать по алгоритму без вмешательства человека. Кроме облегчения работы оператора программное управление позволяет свести к минимуму потери материала за счет точности раскроя и обработки. 00$
00$ Но он отлично подойдет для выпуска небольших объемов продукции.
Но он отлично подойдет для выпуска небольших объемов продукции. А если ваша работа связана с изготовлением ростовых фигур, больших декораций, упаковок для крупных изделий, стоит выбирать соответствующие размеры рабочего стола.
А если ваша работа связана с изготовлением ростовых фигур, больших декораций, упаковок для крупных изделий, стоит выбирать соответствующие размеры рабочего стола. Наши станки имеют полную комплектацию, понятное сертифицированное программное обеспечение. Купленный станок мы доставим по вашему адресу, произведем пуско-наладочные работы. Для персонала, который будет обслуживать оборудование, наши специалисты проведут мастер-класс. При возникновении вопросов в период эксплуатации станка вы можете обратиться за консультацией по телефону ☎ 0504488339.
Наши станки имеют полную комплектацию, понятное сертифицированное программное обеспечение. Купленный станок мы доставим по вашему адресу, произведем пуско-наладочные работы. Для персонала, который будет обслуживать оборудование, наши специалисты проведут мастер-класс. При возникновении вопросов в период эксплуатации станка вы можете обратиться за консультацией по телефону ☎ 0504488339. Лазерная резка обеспечивает точные края, которые придают продуктам профессиональный вид и заставляют клиентов возвращаться в вашу компанию. Технология ЧПУ гарантирует, что вы сможете производить несколько копий одного и того же изделия, чтобы обеспечить согласованность для ваших клиентов.
Лазерная резка обеспечивает точные края, которые придают продуктам профессиональный вид и заставляют клиентов возвращаться в вашу компанию. Технология ЧПУ гарантирует, что вы сможете производить несколько копий одного и того же изделия, чтобы обеспечить согласованность для ваших клиентов.

 . Мы можем обсудить потребности вашей компании и помочь вам выбрать машину, которая может их удовлетворить.
. Мы можем обсудить потребности вашей компании и помочь вам выбрать машину, которая может их удовлетворить.
 Благодаря большему рабочему пространству с нашими лазерными граверами и резаками ваша компания может предложить клиентам более широкий ассортимент продукции.
Благодаря большему рабочему пространству с нашими лазерными граверами и резаками ваша компания может предложить клиентам более широкий ассортимент продукции. Мы можем изготовить для вас станок для лазерной резки бумаги, специально предназначенный для вашей компании. Вы получаете функции и дополнительные возможности, необходимые для вашего производственного процесса — ни больше, ни меньше. При таком подходе мы предлагаем вам высокоэффективный станок для лазерной резки и травления, который стоит вдвое меньше, чем вы найдете на рынке.
Мы можем изготовить для вас станок для лазерной резки бумаги, специально предназначенный для вашей компании. Вы получаете функции и дополнительные возможности, необходимые для вашего производственного процесса — ни больше, ни меньше. При таком подходе мы предлагаем вам высокоэффективный станок для лазерной резки и травления, который стоит вдвое меньше, чем вы найдете на рынке.





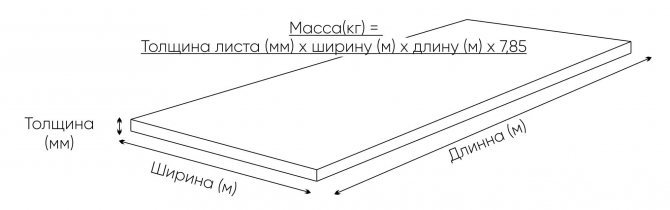


 метра, кг
метра, кг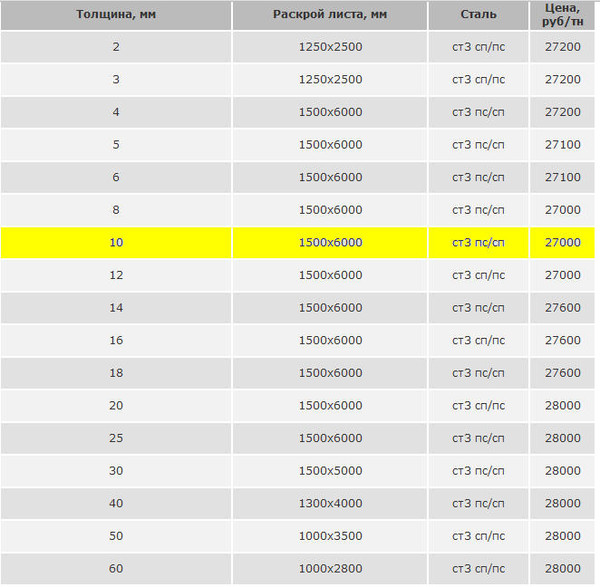
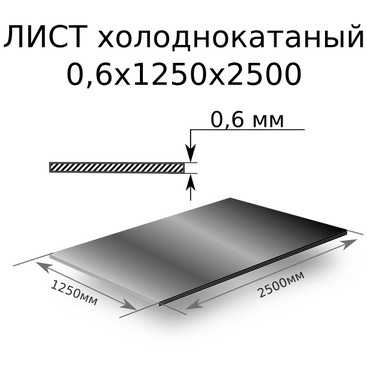
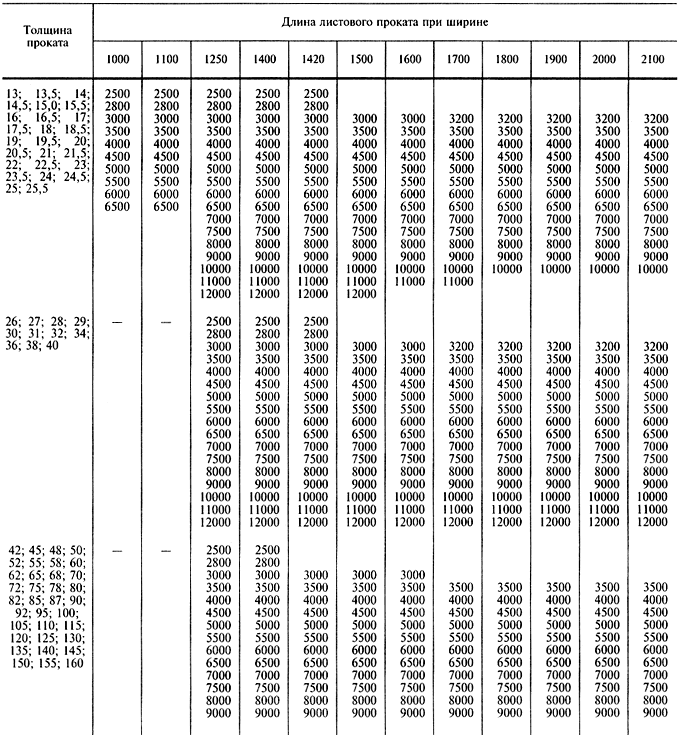 0 фунтов на кубический фут (британская система) или 7,85 тонны на кубический метр (метрическая система), независимо от того, работаете ли вы с A36 или A588.
0 фунтов на кубический фут (британская система) или 7,85 тонны на кубический метр (метрическая система), независимо от того, работаете ли вы с A36 или A588.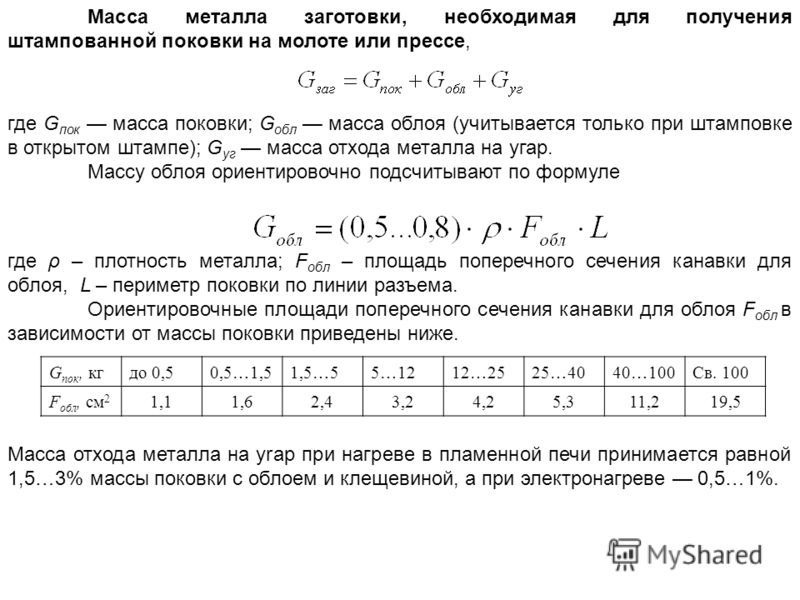 Они рассчитываются с номинальными размерами и стандартизированными плотностями. На практике фактический вес металла может значительно отличаться от предполагаемого веса из-за различий в допусках и составе, наблюдаемых при производстве.
Они рассчитываются с номинальными размерами и стандартизированными плотностями. На практике фактический вес металла может значительно отличаться от предполагаемого веса из-за различий в допусках и составе, наблюдаемых при производстве. Kloeckner Metal также предлагает простой калькулятор для листового проката из углеродистой стали, чтобы сделать расчет мгновенно.
Kloeckner Metal также предлагает простой калькулятор для листового проката из углеродистой стали, чтобы сделать расчет мгновенно.
 К счастью, плотности достаточно постоянны, чтобы можно было использовать одно число для целых типов металлических пластин. Этот простой расчет длины * ширины * толщины * плотности — все, что вам нужно для точных расчетов типа обратной стороны салфетки для вашего следующего проекта.
К счастью, плотности достаточно постоянны, чтобы можно было использовать одно число для целых типов металлических пластин. Этот простой расчет длины * ширины * толщины * плотности — все, что вам нужно для точных расчетов типа обратной стороны салфетки для вашего следующего проекта.
 Вы можете сделать это, умножив ширину поперечного сечения на его высоту. Площадь должна быть указана в квадратных миллиметрах (мм 2 ), как вы увидите в формуле позже в этой статье.
Вы можете сделать это, умножив ширину поперечного сечения на его высоту. Площадь должна быть указана в квадратных миллиметрах (мм 2 ), как вы увидите в формуле позже в этой статье. Затем, чтобы перевести вес в килограммы, необходимо произведение разделить на 1000.
Затем, чтобы перевести вес в килограммы, необходимо произведение разделить на 1000.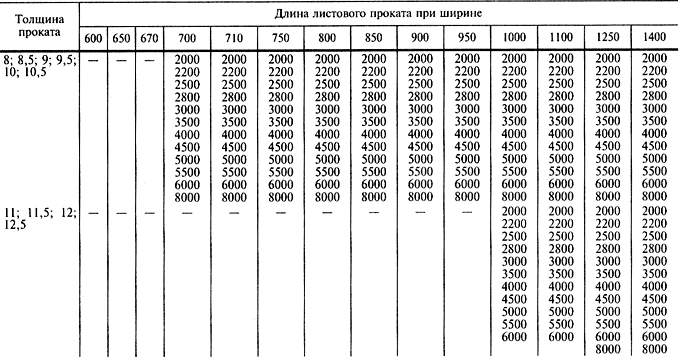
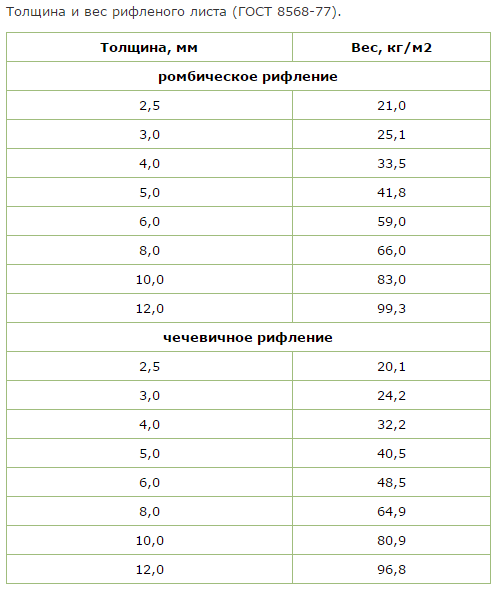 Если у вас ограниченный бюджет, но вам нужна универсальность для сварки, сталь может быть лучшим выбором.
Если у вас ограниченный бюджет, но вам нужна универсальность для сварки, сталь может быть лучшим выбором.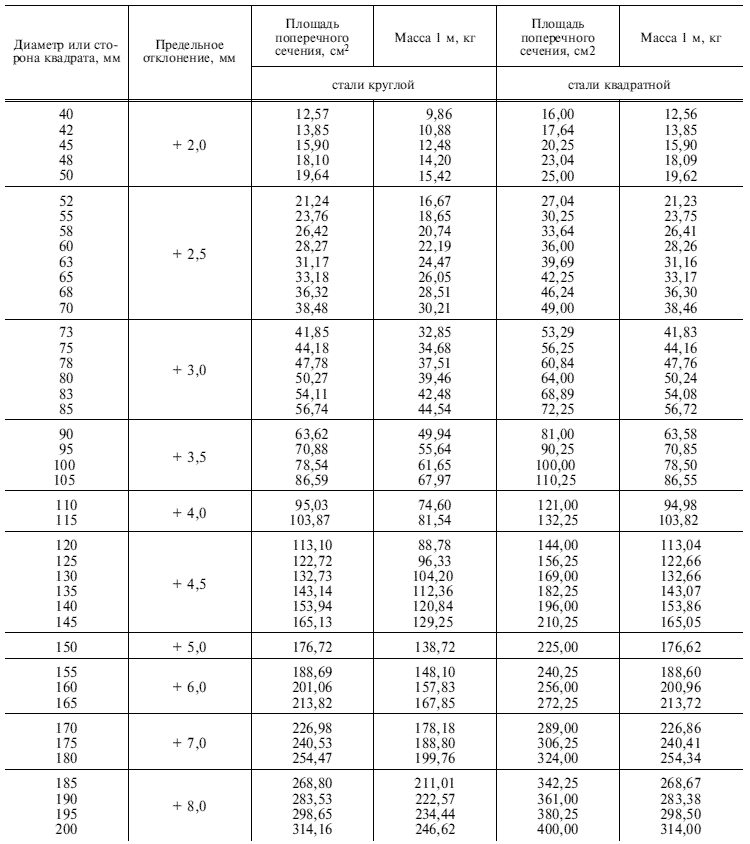
 Латунь также устойчива к электричеству, что делает ее идеальным выбором для автомобильных деталей и аппаратных компонентов, которые могут подвергаться воздействию искр или трения.
Латунь также устойчива к электричеству, что делает ее идеальным выбором для автомобильных деталей и аппаратных компонентов, которые могут подвергаться воздействию искр или трения.