Под электрической цепьюпонимают совокупность взаимосвязанных элементов, образующих путь для протекания электрического тока. Все процессы в электрической цепи подчинятся законам электротехники. Входящие в состав электрической цепи элементы можно условно разделить на 3 группы: генерирующие устройства, приемные устройства и вспомогательные элементы.
Простейшая электрическая цепь включает в себя следующие основные компоненты (рисунок 1):
Источник электрической энергии (Источник тока).
Приемник электрической энергии.
Соединительные провода.
Также в состав простейшей электрической цепи может входить вспомогательное оборудование, например, замыкающее устройство, измерительные приборы (амперметр, вольтметр и пр.), защитные аппараты (предохранители и пр.).
Рис.1 Простейшая электрическая цепь
Источник электрической энергии, потребители, соединительные провода.
Источник электрической энергии — это устройство преобразующее различные виды энергии в электрическую энергию.
Источником электрической энергии может быть гальванический элемент, аккумулятор, электромеханический или термоэлектрический генератор, фотоэлемент и пр. Все источники электрического тока имеют внутренне сопротивление, но как правило оно мало по сравнению с сопротивлением других элементов цепи. Протекающий в цепи ток может быть как переменным, так и постоянным; его род определяется источником (например, гальванический элемент дает постоянное напряжение, обмотки трансформаторов и генераторов – переменное).
В зависимости от рода тока электрической цепи подразделяют:
цепи постоянного тока;
цепи переменного тока.
Потребителямив электрической цепи являются элементы, преобразующие электрическую энергию в механическую энергию, тепло, световое излучение и пр.
Примерами потребителей электроэнергии являются лампы накаливания, электронагревательные приборы, электродвигатели и другие элементы, требующие для работы потребление электрического тока.
Соединяющие элементы провода как правило выполняются из алюминия или меди. Это связано с низким удельным сопротивлением этих металлов – это значит, что потери напряжения в них будут незначительным. К недостаткам медных и алюминиевых проводов относят их существенное нагревание при превышении установленных предельных (максимально допустимых) значений тока и напряжения.
В состав любого электротехнического устройства (телефона, компьютера, телевизора и пр.) входят электрические цепи по которым, при наличии источника, может протекать электрический ток. В зависимости от элементов используемых в электрической цепи, можно подразделить на:
линейные или нелинейные цепи;
пассивные или активные цепи.
Для удобства расчетов и наглядного представления электрических цепей используют электрические схемы. На них все элементы электрической цепи отображены при помощи условных знаков (графических обозначений). Каждый электрический элемент имеет графическое представление, регламентированное ГОСТом, поэтому составленная одним человеком схема, может быть понятна и корректно интерпретирована другим. Иногда представление на электрической схеме одного реального элемента, может быть выполнено совокупностью нескольких стандартных элементов. Схема электрической цепи, представленной на рисунке 1, приведена на рисунке 2.
Рис.2 Схема простейшей электрической цепи
Протекание электрического тока возможно только в замкнутой электрической цепи.
Основными параметрами работы любого элемента, а также всей электроцепи в целом, являются значения тока, мощности и напряжения. Они определяют так называемый режимработы устройства. Для большинства электрических цепей значения тока и напряжения могут непрерывно меняться в широком диапазоне, следовательно режимов работы может быть бесконечное множество.
#1. Что представлено на изображении?
Схема электрической цепи
Электрическая цепь
Монтажная схема
#2. В чем измеряется удельное сопротивление?
Ом*мм
Ом
Ом*м
#3.
Как называется устройство преобразующее различные виды энергии в электрическую энергию?
Соединительные провода
Приёмник электрической энергии
Источник электрической энергии
Завершить
Отлично!
Попытайтесь снова(
18.09.2020
ТОЭ,Основы тоэ
Электрические цепи постоянного тока
Простейшая электрическая цепь постоянного тока
Простейшая электрическая цепь постоянного тока
Категория:
Сварка металлов
Простейшая электрическая цепь постоянного тока
Для возникновения электрического тока необходимо создать электрическую цепь. Простейшая электрическая цепь постоянного тока состоит из следующих основных элементов: источника электрической энергии, приемника (потребителя) электрической энергии, соединительных проводов. Вспомогательными элементами электрической цепи являются выключатель и электроизмерительные приборы.
В качестве источника электрической энергии использована аккумуляторная батарея, развивающая электродвижущую силу Е и имеющая собственное внутреннее сопротивление г. Потребителем, имеющим сопротивление R, может служить электродвигатель, лампочка, нагревательное устройство и др. Для измерения силы тока и напряжения в цепи имеются амперметр и вольтметр.
Источник электроэнергии, преобразуя другие виды энергии в электрическую, поддерживает электрический ток в цепи. В различных приемниках (потребителях) электроэнергия преобразуется в другие виды энергии — механическую, тепловую, лучистую и др. Соединительные провода служат для передачи электроэнергии от источника к потребителю.
Рис. 1. Участок электрической цепи
В замкнутой электрической цепи сила тока пропорциональна электродвижущей силе источника тока и обратно пропорциональна полному сопротивлению цепи.
Под полным сопротивлением цепи понимается сумма сопротивлений внешнего R и внутреннего г участков цепи. Сопротивление соединительных проводов, как правило, величина небольшая, и ее можно не учитывать. Закон Ома является одним из основных в электротехнике. Пользуясь им и выводами, которые из него следует, можно производить простейшие расчеты электрических цепей.
Закон Ома справедлив не только для полной замкнутое электрической цепи, но и для любого ее участка (рис. 2). Простейшим примером участка цепи является электроутюг, включенный в розетку. В этом случае закон Ома выражает зависимость между силой тока на участке, напряжением (разностью электрических потенциалов) на зажимах (концах) участка и его сопротивлением:
Сила тока пропорциональна напряжению на концах участка цепи и обратно пропорциональна его сопротивлению.
Из закона Ома для участка цепи следует: 1) U, напряжение на концах участка цепи численно равно произведению силы тока на сопротивление участка; 2) R, сопротивление, участка цепи численно равно падению напряжения на этом участие, деленному на силу тока в нем.
Реклама:
Читать далее:
Энергия и мощность электрического тока
Статьи по теме:
Устройства для отсоса вредных газов
Размещение сварочного оборудования
Требования по технике безопасности, предъявляемые к сварочному оборудованию
Установки для специальной газопламенной обработки
Резаки для газовой разделительной резки
Главная → Справочник → Статьи → Блог → Форум
10 простых электрических цепей со схемами
Повседневная жизнь на Земле практически невозможна без электричества. От домов до крупных промышленных предприятий, мы все зависим от электричества. Мы знаем, что электрический ток течет по замкнутой цепи. Электрическая цепь представляет собой замкнутый контур, в котором непрерывный электрический ток идет от источника к нагрузке. Если вы пытаетесь описать электрическую цепь своему другу или соседу, скорее всего, вам придется нарисовать соединение. Например, если вы хотите объяснить схему освещения, может потребоваться больше времени, чтобы нарисовать лампочку, аккумулятор и провода, потому что разные люди рисуют различные компоненты схемы по-разному, и объяснение может занять много времени. Поэтому лучше научиться изображать простые электрические схемы. В этой статье мы приводим чертежи некоторых простых электрических цепей: цепь освещения переменного тока, цепь зарядки аккумулятора, счетчик энергии, цепь выключателя, цепь кондиционера, цепь термопары, цепь освещения постоянного тока, цепь мультиметра, цепь трансформатора тока и цепь однофазного двигателя. .
Цепь переменного тока для лампы
Для лампы нам понадобится два провода; один — нейтральный провод, а другой — провод под напряжением. Эти два провода подключаются от лампы к главному щиту питания. Желательно использовать разные цвета для проводов под напряжением и нейтральных проводов. Общепринятой практикой является использование красного цвета для проводов под напряжением и черного цвета для нейтрального провода. Для включения и выключения лампы нам нужен элемент управления, называемый выключателем, который находится в проводе под напряжением между основным питанием и лампой. Если переключатель включен, электрическая цепь замкнута и лампа светится, а если переключатель выключен, он отключит питание лампы. Для безопасной работы эта проводка помещается в коробку, называемую распределительной коробкой. Провод переключателя и провод под напряжением представляют собой один провод; это просто разрез между ними, чтобы подключить переключатель. Если вы хотите заменить лампу, не забудьте выключить лампу и, если возможно, отключить питание цепи.
Цепь зарядки аккумулятора
Зарядка аккумулятора осуществляется с помощью выпрямителя. Основная функция выпрямителя заключается в преобразовании переменного тока (переменного тока) в постоянный (постоянный ток). Выпрямитель, показанный на схеме, представляет собой мостовой выпрямитель, в котором четыре диода соединены в виде моста. В цепи добавлено сопротивление, чтобы ограничить протекание тока. Когда питание подается на выпрямитель через понижающий трансформатор, он преобразует питание переменного тока в питание постоянного тока, которое поступает в аккумулятор, тем самым заряжая его. Обычно эта цепь заключена в зарядное устройство или инвертор, и только клеммы выходят из зарядного устройства для подключения к аккумулятору для зарядки.
Электрическая цепь кондиционирования воздуха
Кондиционирование воздуха — это процесс, который нагревает, охлаждает, очищает и обеспечивает циркуляцию воздуха вместе с контролем его влажности. Электрическая часть переменного тока включает силовое оборудование для двигателей и стартеры для вентиляторов компрессора и конденсатора. Сопутствующее электрическое оборудование включает в себя электромагнитные клапаны, реле высокого и низкого давления, реле высокой и низкой температуры, а также предохранительные выключатели при перегрузке по току, пониженном напряжении и т. д.
Вентиляторы компрессора и конденсатора приводятся в действие простым трехфазным асинхронным двигателем переменного тока с фиксированной скоростью, каждый из которых имеет собственный пускатель и питается от распределительного щита. Текущее техническое обслуживание электрооборудования и поиск неисправностей двигателя и стартеров включает очистку, проверку соединений, проверку изоляции и т. д.
Цепь выключателя
Мы используем выключатели для освещения, вентиляторов и т. д. много раз в день, но обычно мы не пытаемся см. соединение, сделанное внутри переключателя. Функция переключателя заключается в подключении или замыкании цепи, идущей к нагрузке от источника питания. Он имеет подвижные контакты, которые обычно разомкнуты.
Как показано на схеме, подача питания на нагрузку осуществляется через схему переключения, поэтому подачу питания можно отключить, оставив переключатель разомкнутым.
Цепь освещения постоянного тока
Для небольшой светодиодной лампы обычно используется источник постоянного тока (батарея). Эта схема очень проста. Батарея имеет две точки, анод и катод. Анод положительный, а катод отрицательный. Лампа имеет две клеммы — одна плюсовая, а другая минусовая. Положительный вывод лампы подключается к аноду, а отрицательный вывод лампы подключается к катоду батареи. После подключения лампа загорится. Чтобы разрешить включение или выключение, подключите переключатель (схема выше) между любым проводом, который отключит или подаст напряжение постоянного тока на светодиодную лампу.
Более простые электрические схемы и простые электрические устройства обсуждаются на следующей странице.
Цепь термопары
Предыдущая страница была посвящена работе с несколькими простыми электрическими цепями, здесь мы продолжим тему и изучим еще несколько простых электрических устройств и их назначение.
Когда переходы, образованные из двух разнородных однородных материалов, подвергаются воздействию разницы температур, генерируется ЭДС. Это называется эффектом Зеебека. На рисунке показана термопара, состоящая из двух проводов, один из которых железный, а другой из константана, с вольтметром. Этот вольтметр будет измерять генерируемую ЭДС, и его можно откалибровать для измерения температуры. Разница температур между горячим и холодным спаем создаст пропорциональную ей ЭДС. Если температура холодного спая поддерживается постоянной, то ЭДС пропорциональна температуре горячего спая.
Счетчик энергии или мотор-счетчик
Энергия – это общая мощность, потребляемая за определенный интервал времени. Мощность, потребляемая за определенный период времени, может быть измерена электросчетчиком или электросчетчиком. Счетчики энергии используются во всех линиях электроснабжения каждого дома для измерения мощности, потребляемой как в цепях постоянного, так и переменного тока. Измеряется в ватт-часах или киловатт-часах. Для цепей постоянного тока счетчик может быть ампер-часом или ватт-часом.
Алюминиевый диск, который непрерывно вращается при потреблении энергии. Скорость вращения пропорциональна мощности, потребляемой (в ватт-часах) нагрузкой. Счетчики энергии имеют катушку давления и катушку тока. Когда напряжение подается на катушку давления, ток протекает через катушку и создает поток, который создает крутящий момент на диске. Ток нагрузки протекает через катушку тока и создает другой поток, который оказывает противоположное крутящее усилие на алюминиевый диск. Результирующий крутящий момент воздействует на диск и приводит к вращению диска, которое пропорционально используемой энергии и регистрируется в измерителе энергии.
Схема мультиметра
Мультиметр, вероятно, является одним из самых простых электрических устройств, которые могут измерять сопротивление, ток и напряжение. Это незаменимый прибор, который можно использовать для измерения постоянного и переменного напряжения и тока. Применяется для проверки целостности цепи (по шкале омметра, для измерения протекания постоянного тока, постоянного напряжения в цепи, а также для измерения переменного напряжения на силовом трансформаторе. Состоит из гальванометра, последовательно соединенного с сопротивлением .Ток, протекающий в цепи, то есть напряжение в цепи, можно измерить, подключив клеммы мультиметра к цепи.Он в основном используется для проверки непрерывности обмоток в двигателе.
Цепь трансформатора тока
Трансформатор тока используется для измерения силы тока в цепи с помощью амперметра низкого диапазона. Фактически, он понижает ток до уровня диапазона амперметра. Он имеет первичную обмотку и вторичную обмотку. Первичная обмотка подключается к силовой цепи так, что через нее проходит измеряемый ток. Вторичная обмотка трансформатора подключена к амперметру. Трансформатор понизит ток до значения, которое может быть измерено подключенным амперметром.
Однофазные двигатели предназначены для работы от однофазного источника питания и могут выполнять широкий спектр полезных функций в домах, офисах, фабриках и мастерских, а также в других коммерческих учреждениях.
Однофазный двигатель имеет две клеммы в клеммной коробке внешнего корпуса. Одна из этих клемм связана с токоведущим проводом силовой цепи, а другая — с нейтральным проводом. Когда электропитание подается на двигатель, двигатель будет работать до тех пор, пока не будет отключено электропитание.
На этом однофазном двигателе работает даже вентилятор. Иногда вентилятор не запускается, когда мы его включаем. Причина в том, что конденсатор, используемый для запуска однофазного двигателя, не работает. Лучший способ решить эту проблему — заменить конденсатор.
Электрические цепи
Эта основная идея исследуется через:
Противопоставление студенческих и научных взглядов
Критические идеи обучения
Педагогическая деятельность
Противопоставление студенческого и научного взглядов
Студенческий повседневный опыт
Студенты имеют большой опыт использования повседневных бытовых приборов, работа которых зависит от электрических цепей (фонарики, мобильные телефоны, iPod). Скорее всего, у них сложилось ощущение, что вам нужна батарея или выключатель питания, чтобы они «работали», и что батареи могут «разряжаться». Они склонны думать об электрических цепях как о чем-то, что они называют «током», или «энергией», или «электричеством», или «напряжением» — названиями, которые они часто используют взаимозаменяемо. Это неудивительно, учитывая, что все эти ярлыки часто используются в повседневном языке с неясным значением. Какой бы ярлык ни использовали учащиеся, они, скорее всего, увидят электрические цепи как связанные с «потоком» и чем-то, что «сохраняется», «используется» или и тем, и другим. Некоторая повседневная лексика, например о «зарядке аккумуляторов», также может быть источником концептуальной путаницы для учащихся.
В частности, учащиеся часто рассматривают ток как то же самое, что и напряжение, и думают, что ток можно хранить в батарее, и этот ток можно израсходовать или преобразовать в форму энергии, такую как свет или тепло.
Студенты обычно используют четыре модели для объяснения поведения простой схемы, содержащей батарею и лампочку. Они были описаны исследователями как:
В частности, учащиеся часто рассматривают ток как то же самое, что и напряжение, и думают, что ток может храниться в батарее, и этот ток может быть использован или преобразован в форму энергии, такую как свет или тепла.
Студенты обычно используют четыре модели для объяснения поведения простой схемы, содержащей батарею и лампочку. Они были описаны исследователями как:
«однополярная модель» — точка зрения, что на самом деле нужен только один провод между батареей и лампочкой, чтобы в цепи был ток.
«Модель сталкивающихся токов» – представление о том, что ток «течет» с обеих клемм батареи и «сталкивается» в лампочке.
«модель потребляемого тока» – представление о том, что ток «расходуется» по мере того, как он «обходит» цепь, поэтому ток, «текущий к» лампочке, больше, чем ток, «утекающий» от нее обратно к батарея.
«научная модель» — представление о том, что ток в обоих проводах одинаков.
Повседневный опыт учащихся с электрическими цепями часто приводит к запутанному мышлению. Учащиеся, которые знают, что можно получить удар током, если дотронуться до клемм пустой бытовой розетки, если выключатель включен, поэтому иногда считают, что в розетке есть ток, независимо от того, касаются они ее или нет. (Точно так же они могут полагать, что в любых проводах, подключенных к батарее или розетке, есть ток, независимо от того, замкнут ли выключатель.)
Некоторые студенты считают, что пластиковая изоляция проводов, используемых в электрических цепях, удерживает и направляет электрический ток так же, как водопроводные трубы удерживают и контролируют поток воды.
Исследования: Osborne (1980), Osborne & Freyberg (1985), Shipstone (1985), Shipstone & Gunstone (1985), White & Gunstone (1980) ) относится к области науки.
Модели играют важную роль, помогая нам понять вещи, которых мы не видим, и поэтому они особенно полезны при попытке разобраться в электрических цепях. Модели ценятся как за их объяснительную способность, так и за их предсказательную способность. Однако модели также имеют ограничения.
Модель, используемая сегодня учеными для электрических цепей, использует идею о том, что все вещества содержат электрически заряженные частицы (см. Макроскопические и микроскопические свойства). Согласно этой модели, электрические проводники, такие как металлы, содержат заряженные частицы, которые могут относительно легко перемещаться от атома к атому, тогда как в плохих проводниках, таких как керамика, заряженные частицы перемещаются гораздо труднее.
В научной модели электрический ток представляет собой общее движение заряженных частиц в одном направлении. Причиной этого движения является источник энергии наподобие батареи, которая толкает заряженные частицы. Заряженные частицы могут двигаться только тогда, когда существует полный проводящий путь (называемый «контуром» или «петлей») от одного вывода батареи к другому.
Простая электрическая цепь может состоять из батареи (или другого источника энергии), лампочки (или другого устройства, использующего энергию) и проводников, соединяющих две клеммы батареи с двумя концами лампочки. В научной модели такой простой цепи движущиеся заряженные частицы, которые уже присутствуют в проводах и в нити накала лампочки, — это электроны.
Электроны заряжены отрицательно. Батарея отталкивает электроны в цепи от своей отрицательной клеммы и притягивает их к положительной клемме (см. Электростатика – бесконтактная сила). Любой отдельный электрон перемещается только на короткое расстояние. (Эти идеи получили дальнейшее развитие в основной идее «Понятие напряжения»). В то время как фактическое направление движения электронов — от отрицательного к положительному выводу батареи, по историческим причинам обычно направление тока описывается как направление от положительного к отрицательному выводу (так называемый «условный ток»). ‘).
Энергия батареи сохраняется в виде химической энергии (см. основную идею «Преобразование энергии»). Когда он подключен к полной цепи, электроны движутся, и энергия передается от батареи к компонентам цепи. Большая часть энергии передается световому шару (или другому потребителю энергии), где она преобразуется в тепло и свет или в какую-либо другую форму энергии (например, звук в iPod). Очень небольшое количество преобразуется в тепло в соединительных проводах.
Напряжение батареи говорит нам, сколько энергии она обеспечивает компонентам схемы. Это также говорит нам кое-что о том, насколько сильно батарея выталкивает электроны в цепи: чем больше напряжение, тем сильнее толчок (см. Использование энергии).
Важные обучающие идеи
Электрический ток представляет собой общее движение заряженных частиц в одном направлении.
Для получения электрического тока необходима непрерывная цепь от одной клеммы батареи к другой.
Электрический ток в цепи передает энергию от батареи к компонентам цепи. В этом процессе ток не «расходуется».
В большинстве цепей движущимися заряженными частицами являются отрицательно заряженные электроны, которые всегда присутствуют в проводах и других компонентах цепи.
Батарея толкает электроны по цепи.
Исследование: Loughran, Berry & Mulhall (2006)
Количественные подходы к обучению (например, с использованием закона Ома) могут препятствовать развитию концептуального понимания, и их лучше избегать на этом уровне.
Язык, используемый учителями, важен. Использование слова «электричество» следует ограничить, поскольку его значение неоднозначно. Говоря о «течении» тока вместо движения заряженных частиц, можно усилить неверное представление о том, что ток — это то же самое, что и электрический заряд; поскольку «заряд» является свойством веществ, подобно массе, лучше говорить о «заряженных частицах», чем о «зарядах».
Идея фокуса В разделе «Введение в научный язык» содержится дополнительная информация о развитии научного языка у учащихся.
Использование моделей, метафор и аналогий крайне важно для развития понимания учащимися электрических цепей, потому что объяснение того, что мы наблюдаем в цепи (например, зажигание лампочки), включает в себя использование научных идей о вещах, которые мы не можем видеть, таких как энергия и электроны. Поскольку все модели/метафоры/аналогии имеют свои ограничения, важно использовать их множество. Не менее важно четко понимать сходства и различия между любой используемой моделью/метафорой/аналогией и рассматриваемым явлением. Общее ограничение физических моделей (в том числе приведенных ниже) заключается в том, что они подразумевают, что любой данный электрон движется по всей цепи.
Исследуйте взаимосвязь между идеями об электричестве и преимуществами и ограничениями моделей в Карты развития концепции – электричество и магнетизм и модели
Некоторые полезные модели и аналогии для использования:
аналогия с велосипедной цепью — это полезно для развития идеи потока энергии, для отличия этого потока энергии от тока и для демонстрации постоянства тока в данной цепи. Движение велосипедной цепи аналогично току в полной цепи. Движущаяся цепь передает энергию от педали (то есть «батареи») к заднему колесу (то есть «компонентам цепи»), где энергия преобразуется. Эта модель имеет ограниченную полезность и требует, чтобы учащийся осознал, что заднее колесо является компонентом, выполняющим преобразование энергии.
модель желейных бобов — это полезно для развития идеи о том, что движение электронов в цепи сопровождается передачей энергии. Учащиеся разыгрывают «электроны» в электрической цепи. Каждый из них собирает фиксированное количество желейных бобов, представляющих энергию, когда они проходят через «батарейку», и отдают эту «энергию», когда они достигают/проходят через «лампочку». Эти студенческие «электроны» затем возвращаются к «батарее» для получения дополнительной «энергии», что включает в себя получение большего количества мармеладок.
Другое описание этого вида деятельности представлено в виньетке PEEL Ролевая игра «Жемейные бобы». Эта модель может быть очень мощной, но важным ограничением является то, что она представляет энергию как субстанцию, а не как изобретенную человеком конструкцию.
модель веревки — эта модель помогает объяснить, почему в электрической цепи происходит нагрев. Учащиеся образуют круг и свободно держат непрерывную петлю из тонкой веревки горизонтально. Один ученик действует как «батарейка» и тянет веревку так, чтобы она скользила по рукам других учеников, «компонентов схемы». Студенты могут чувствовать, как их пальцы нагреваются, поскольку энергия трансформируется, когда студенческая батарея тянет веревку
Для получения дополнительной информации о разработке идей об энергии см. основную идею Использование энергии.
модель водяного контура — часто используется в учебниках, и на первый взгляд кажется, что это модель, с которой учащиеся могут легко разобраться; однако важно, чтобы учителя знали о его ограничениях.
В этой модели насос изображает аккумулятор, турбина — лампочку, а водопроводные трубы — соединительные провода. Важно указать учащимся, что этот водяной контур на самом деле отличается от бытового водоснабжения, потому что в противном случае они могут опираться на свой повседневный опыт и ошибочно заключить, например, что электрический ток может просачиваться из проводов контура таким же образом, как вода может вытекать из труб.
Исследование: Loughran, Berry & Mulhall (2006)
Преподавательская деятельность
Открытое обсуждение через обмен опытом
Упражнение POE (Предсказать-Наблюдать-Объяснить) — полезный способ начать обсуждение. Дайте учащимся батарейку, лампочку для фонарика (или другую лампочку с нитью накаливания) и соединительный провод. Попросите их предсказать, как должна быть подключена цепь, чтобы лампочка загорелась. Примечание: НЕ предоставляйте держатель лампы. Это должно вызвать дискуссию о необходимости полной петли для тока и о пути тока в лампочке. Эту деятельность можно расширить, поощряя учащихся использовать другие материалы вместо проволоки.
Оспорить некоторые существующие идеи
Ряд POE (Предсказать-Наблюдать-Объяснить) можно построить, изменив элементы существующей схемы и попросив учащихся сделать прогноз и их обоснование этого прогноза. Например, попросите учащихся предсказать изменения, которые могут произойти в яркости лампочки, когда она подключена к батареям с разным напряжением.
Прояснить и закрепить идеи для/посредством общения с другими
Попросите учащихся изучить модели и аналогии электрических цепей, представленные выше. Учащиеся должны оценить каждую модель на предмет ее полезности для разъяснения представлений об электрических цепях. Студентов также следует поощрять к выявлению ограничений моделей.
Обратите внимание учащихся на упущенную из виду деталь
Попросите учащихся изучить работу горелки и нарисовать рисунок, показывающий путь тока при замкнутом выключателе.
Гальванопластика – технология получения точных металлических копий, путем осаждения металла на модели, которые после окончания процесса отделяются. Точность рабочих размеров и шероховатостей поверхности, получаемых гальванопластических копий, всецело зависят от точности размеров и шероховатости поверхности самой модели, на которую происходит осаждение металла.
Важную роль в процессе гальванопластического формирования изделия играет подготовка поверхности используемой формы, и создание на ней токопроводящего слоя.
Перед нанесением токопроводящего слоя, поверхность модели должна быть тщательно вымыта и обезжирена.
Нанесение токопроводящего слоя.
Существует несколько разновидностей токопроводящих слоев, каждый из них имеет свои преимущества и недостатки. Выбор токопроводящего слоя зависит от ряда факторов, и, прежде всего, от материала модели.
Для моделей из эластомеров (каучуки, резины и др.) чаще всего используется коллоидный графит. Поверхность предварительно обрабатывают (протирают) ацетоном или спиртом, высушивают. Графит наносят мягкой кисточкой на поверхность модели, до тех пор, пока слой не будет выглядеть равномерным и однотонным. Излишки графита сдувают, после чего поверхность модели промывают водой. Данный метод рекомендуется использовать в том случае, когда есть возможность проникнуть кистью во все полости матрицы и равномерно нанести слой графита.
Для моделей с более сложным рельефом поверхности, рекомендуется наносить токопроводящую пленку из серебра. Для этого модель обезжиривают, промывают и погружают на 5-10 мин в раствор сенсибилизации.
Состав раствора сенсибилизации:
Состав электролита и рабочий параметр процесса
Количество отдельных реагентов и данные параметра процесса
Олово двухлористое (SnCl2), г/л
10-30
Соляная кислота (HCl), мл/л
2-10
Температура, 0С
18-25
После обработке в растворе сенсибилизации следует тщательная промывка модели в холодной воде, в результате чего, происходит гидролиз двухлористого олова с образованием на ее поверхности малорастворимых соединений.
После сенсибилизации проводится процесс химического серебрения из следующих растворов:
А.
Серебро азотнокислое (AgNO3), г/л
4
Б.
Пирогаллол (C6H6O3), г/л
3,5
Лимонная кислота (C6H8O7), г/л
4
Данные растворы должны быть приготовлены в отдельных емкостях, охлаждены до температуры 8-120С, и затем, непосредственно перед серебрением, при перемешивании, раствор «Б» вливают в раствор «А», по следующей технологии:
Металлизируемую модель опускают в емкость и льют на нее одновременно раствор «А» и дистиллированную воду. После этого, в емкость вливают раствор «Б». Раствор «А», раствор «Б» и дистиллированная вода берут в соотношении 1:1:1. Операцию необходимо повторить 2 раза.
Далее модель, с нанесенным токопроводящим слоем, погружают в сернокислую ванну меднения для нанесения на нее затягивающего слоя меди.
Для моделей, выполненных из диэлектриков, как правило, используется способ химического нанесения токопроводящего слоя. Модель предварительно тщательно обезжиривается, причем отдельно внимание уделяется такому параметру как «смачиваемость» поверхности.
Ранее часто применялись раздельные растворы для сенсибилизации и активации поверхности диэлектрика, но в настоящее время, в основном используются растворы «смешанного» типа, в которых одновременно происходит и сенсибилизация, и активация поверхности.
Состав раствора и режим работы:
Состав электролита(г/л) и режим работы
Смешанный раствор сенсибилизации
Двухлористый палладий (PtCl2)
0,5-1
Двухлористое олово (SnCl2)
40-45
Соляная кислота (HCl)
70-75
Калий хлористый (KCl)
140-150
Температура, 0С
15-25
После обработки в «смешанном» растворе сенсибилизации и активации модель необходимо тщательно промыть в холодной воде, это необходимо для образования на поверхности модели пленки из коллоидного палладия.
Далее на поверхность наноситься слой химической меди, и модель можно завешивать в сернокислую ванну меднения для дальнейшей металлизации.
Нанесение полупроводниковых пленок.
Сущность этого метода состоит в операции адсорбции неорганических веществ поверхностью полимера и преобразование их в кисло растворимые соединения под действием сульфирующих агентов.
Рассмотрим нанесение токопроводящих пленок на основе сульфида свинца и меди.
Нанесение сульфида свинца осуществляется из раствора следующего состава:
Состав электролита(г/л) и режим работы
Раствор горячего сульфидирования
Свинец азотнокислый (PbNO3), конц., мл/л
50
Калий едкое (KOH)
4-5
Тиомочевина (CS(NH2)2), конц., мл/л
30
Температура, 0С
45-60
Время процесса, мин
20-30
После нанесения пленки из сульфида свинца модель необходимо промыть в горячей проточной воде. При наличии не прокрытых мест операцию необходимо повторить.
Недостатком этого способа является повышенная температура, затрудняющая работу с некоторыми видами диэлектриков, или с моделями, размер которых является точно заданным. Так же к недостаткам можно отнести тот факт, что данный раствор является по сути одноразовым.
Нанесение токопроводящего слоя сульфида меди.
Преимуществами данного способа перед вышеописанным является небольшое время продолжительности процесса и сравнительно высокая стабильность применяемых растворов. Технология нанесения сульфида меди заключается в последовательной обработке поверхности раствором соли металла, водой и раствором сульфидирующего агента. Адсорбция на поверхности продуктов гидролиза соли металла происходит на стадии промывки водой.
Технология нанесения токопроводящей пленки сульфида меди
1. Сорбция в растворе:
Состав электролита(г/л) и режим работы
Сорбционный раствор
Медь сернокислая (CuSO4)
10-100
Цинк сернокислый (ZnSO4)
50-100
Аммиак водный (NH4OH), мл/л
150-200
pH раствора
8,5-9,5
Температура, 0С
18-25
Время процесса, мин
0,5-1
2.Гидролиз в воде, в течении 5-10 сек (0,1-0,2 мин).
3. Сульфидирование в растворе:
Состав электролита и режим работы
Раствор сульфидирования
Сульфид натрия (г/л)
10-50
Температура, 0С
18-25
Время процесса, мин
0,1-0,5
4. Промывка в воде в течение0,1-0,5 мин.
Модель или деталь проходит выше описанные стадии несколько раз, до тех пор, пока на ней не появится коричневая пленка. Когда пленка станет равномерной по всей площади детали, процесс можно прекращать и приступать к затяжке поверхности медью или никелем.
Нанесение гальванических осадков.
После нанесения токопроводящего слоя на модель, необходимо провести операцию «затяжки» или нанесения первичного покрытия.
Затяжку производят при низких плотностях тока, что обеспечивает эластичность осаждаемого металлического покрытия. Затяжку осуществляют в разбавленных сернокислых электролитах меднения.
Состав электролита “затягивающая медь” и режим работы:
Состав электролита(г/л) и режим работы
Разбавленный электролит меднения
Медь сернокислая
140-160
Кислота серная
10-15
Спирт этиловый, мл/л
20-30
Температура, 0С
18-25
Время процесса, мин
15-30
Модель завешивается в ванну под током. Необходимо следить за тем, что бы при завешивании в углубленных местах, полостях модели не оставалось пузырьков воздуха, иначе там останутся не прокрытые участки.
После осаждения “затягивающего” слоя меди модель переносят в ванну для наращивания более толстого “рабочего” слоя меди, никеля или железа.
Электролиты для нанесения “рабочего” слоя металлопокрытия и режимы работы.
Состав и режим работы:
Состав электролита(г/л) и режим работы
Электролит №1
Электролит №2
Электролит №3
Электролит №4
Никель сернокислый
170
240
140-160
360
Никель хлористый
—
45
—
—
Борная кислота
—
30
20-30
30
Натрий хлористый
40
—
—
40
Натрий уксуснокислый
50
—
—
—
Уксусная кислота, 80%
1
—
—
—
Магний сернокислый
—
—
25-30
—
Натрий сернокислый
—
—
180-200
—
Калий хлористый
—
—
5-10
—
Натрий фтористый
—
—
—
15
Катодная плотность тока, А/дм2
4-8
5-10
0,5-0,8
1,5
Температура, 0С
70-72
50-60
36-38
40
pH
—
—
5. 6-5.8
5.6
Электролиты для нанесения “рабочего” слоя меди.
Состав и режим работы:
Состав электролита(г/л) и режим работы
Электролит №1
Электролит №2
Электролит №3
Медь сульфаминовокислая
240-260
200
200
Кислота серная
60-70
50
30
Антрацен сульфированный
0,2
—
—
Температура, 0С
37-39
25-38
18-20
Катодная плотность тока, А/дм2
4-10
2-5
1-3
Перемешивание
+
+
—
Фильтрация
Периодическая
Периодическая
Периодическая
Для нанесения толстых слоев железа, используются сернокислые и хлористые электролиты железнения.
Сернокислые электролиты для нанесения “рабочего” слоя железа.
Состав и режим работы:
Состав электролита(г/л) и режим работы
Электролит №1
Электролит №2
Электролит №3
Электролит №4
Железо сернокислое
180-200
400
350
120
Магний сернокислый
40
—
250
20-25
Натрий двууглеродистый
25-30
—
—
5-10
Натрий хлористый
—
200
—
—
Катодная плотность тока, А/дм2
0,1-0,15
10-20
10-20
3-4
Температура, 0С
18-20
90-100
102
75-80
Хлористые электролиты железнения.
Состав и режим работы:
Состав электролита(г/л) и режим работы
Электролит №1
Электролит №2
Электролит №3
Электролит №4
Железо хлористое
450
500
500
700-800
Кальций хлористый
500
150
—
—
Натрий хлористый
—
—
950
9
Соляная кислота
0,2-0,5
3-4
2-3
3-4
Катодная плотность тока, А/дм2
10-20
20
10-25
10-20
Температура, 0С
90-100
106
95-100
100-105
В декоративной гальванопластике процессы железнения почти не используются, т. к. это больше прерогатива промышленных производств, при изготовлении матриц или пресс форм. В декоративной гальванопластике чаще всего используются электролиты меднения и реже электролиты никелирования, с последующим нанесением на полученную медную или никелевую модель изделия тонкого слоя серебра или золота, либо иной другой способ придания модели или изделию товарного вида. Гальванопластика является достаточно трудоемким процессом и требует постоянного контроля при проведении такого вида работ. Процессы гальванопластического осаждения толстых слоев могут быть достаточно длительными по времени, в зависимости от необходимой толщины осаждаемого слоя, и могут длиться от нескольких часов до нескольких недель.
Что такое гальванопластика — Art Stone Group Москва
Осваивая новые способы изготовления декоративных изделий и предметов искусства, человек нередко обращается к науке. Сегодня знания из областей физики и химии необходимы мастерам, работающим с декором. В этой статье мы расскажем о технологии гальванопластики, раскроем ее преимущества и опишем области применения.
Гальванопластика — это раздел гальванотехники, посвященный формообразованию из цветного металла путем его осаждения из специального раствора (электролита) под воздействием электрического тока. Проще говоря, гальванопластика — это технология получения металлических изделий или точных металлических копий предметов. Тонкий слой металла оседает на модели путем электрохимического воздействия, потом модель отделяется от металла — получается копия. Толщина слоя металла, наносимого на предмет, составляет примерно 0,25-2,00 мм.
Метод гальванопластики был открыт русским ученым Б. С. Якоби в первой половине XIX века. Свое название этот метод получил по той причине, что получаемые изделия «пластически точно» копируют оригинал. Отличительной особенностью метода гальванопластики является характеристика прочности сцепления осаждаемого металла с поверхностью формы. Сцепление должно быть минимальным, чтобы осажденный слой свободно отделялся от покрываемой формы без ее повреждения или разрушения.
Сегодня гальванопластику используют в случаях, когда оригинал изделия имеет сложную форму или фактуру, и повторить его путем литья, ковки, штамповки или механической обработки практически невозможно. Гальванопластика широко применяется во многих областях, в том числе, при изготовлении точных художественных копий небольших скульптур или предметов декора, ювелирных украшений.
Технология гальванопластики
Процесс состоит из нескольких этапов:
Изготовление формы;
Нанесение токопроводящего (или разделительного) слоя на форму;
Гальваническое наращивание;
Отделение готового изделия от формы.
Формы, изготавливаемые для гальванопластики, должны соответствовать ряду требований:
легко отделяться от копируемого предмета, без повреждения самой формы или полученной металлической копии;
не давать усадку и не деформироваться в процессе затвердевания, охлаждения, сушки;
быть устойчивыми к воздействию электролита, не разрушаться в процессе электролиза, не давать осадка и не загрязнять электролит;
обладать достаточной адгезией к наносимому токопроводящему или разделительному слою.
Классификация форм для гальванопластики
По материалу формы для гальванопластики делятся на металлические и неметаллические, по конструкции — на сплошные и составные, по времени использования — на однократно используемые и многократно используемые.
Металлические формы изготавливаются из меди, стали, алюминия, свинца или титана. Неметаллические формы могут быть пластмассовыми, деревянными, гипсовыми, стеклянными, восковыми или пенопластовыми. Комбинированные формы сочетают в себе несколько материалов. Многократно используемые формы являются неразрушимыми, а однократно используемые можно растворять, выжигать или выплавлять, чтобы отделить металлическую копию от формы. Сплошные (неразборные) формы, как правило, отливают из воска или металла, составные формы делают из пластмассы, гипса, пенопласта и других материалов.
После того как форма изготовлена, следует этап ее покрытия токопроводящим слоем (если форма неметаллическая) или разделительным слоем (если форма металлическая). Перед нанесением такого слоя следует провести предварительную обработку поверхности формы: очистить ее от ржавчины, налета, пыли и грязи; обезжирить и высушить.
Токопроводящий слой для неметаллических форм может наноситься механическими или химическими способами: в первом случае происходит напыление металлического порошка (часто используется графит), во втором – производится меднение, никелирование, или кобальтирование. Важно, чтобы в итоге поверхность формы стала электропроводящей.
Разделительный слой для металлических форм может быть неорганическим (например, из солей или оксидов), или органическим (из специальных пленок). Иногда оксидный слой самопроизвольно образуется на поверхностях форм из металла, например, при работе с титаном, никелем, нержавеющей сталью или некоторыми сплавами алюминия.
Основной этап процесса гальванопластики – гальваническое наращивание. На этом этапе происходит электроосаждение слоев металла на форме. Наиболее популярными металлами для изготовления копий являются медь и никель. Далее происходит подключение формы к источнику тока и ее помещение в гальваническую емкость, наполненную специальной жидкостью – электролитом. В качестве электролитов используются сульфатные электролиты меднения, сульфаминовый или сульфатно-хлоридный электролит никелирования. Для ускорения процесса к раствору добавляется серная кислота.
По окончании процесса электролиза происходит отделение готового изделия от формы, по необходимости выполняются полировка, нанесение функциональных покрытий и художественная обработка.
Для получения копий предметов искусства (копий мелких скульптур, барельефов, гербов, монет, медалей, эмблем, ювелирных украшений) чаще всего применяют метод осаждения меди. Для приготовления электролита используется медный купорос – смешивается сульфат меди и серная кислота. Медный купорос выделяет ионы меди (катионы) в процессе прохождения тока через электролит. Катионы оседают на форме, подключенной к катоду (электроду, на котором происходят реакции восстановления металла). По завершении электролиза форма также отделяется от слоя осажденного металла, из него получается точная копия изделия. Медь осаждается не только в качестве основного слоя покрытия, но и как промежуточный слой при никелировании, хромировании, серебрении и золочении изделий.
Преимущества метода гальванопластики перед другими способами копирования деталей и декоративных изделий
Высокое качество воспроизводимых копий;
Возможность точного воспроизведения мельчайших деталей фактуры и рельефа оригинального изделия;
Возможность изготовления как уникальных изделий, так и крупных партий;
Низкая стоимость производства по сравнению с другими методами: литьем, ковкой, чеканкой;
Высокая скорость изготовления гальванопластических изделий;
Многократное использование одной и той же формы;
Тождественность копий, снимаемых с одной формы;
Возможность изготавливать не только мелкие, но и крупные изделия — в зависимости от размера гальванической емкости и мощности источников тока;
Меньший вес копии по сравнению в оригинальным изделием;
Возможность придать изделию необходимый цвет и создать защитное покрытие на этапе финишной обработки.
Метод гальванопластики позволяет создавать изделия, до мельчайших подробностей совпадающие с оригиналом. Можно воспроизводить копии фактур коры дерева, выделанной кожи, натурального камня, растений (листьев и цветов) и даже металлические копии насекомых.
Область применения гальванопластики
Область применения гальванопластики в промышленности довольно обширна. При помощи этого метода изготавливаются, например, бесшовные трубы, волноводы, гильзы с кумулятивным зарядом (для бронебойных снарядов и бурения нефтяных скважин), пресс-формы и штампы, пластины для печати и тиснения. Кроме того, гальванопластика применяется в оптике — при изготовлении видеодисков и голографических штампов, телескопов, отражателей. Изготавливаются также тонкослойные изделия: печатные платы, огнестойкие одеяла, бесшовные ленты, солнечные поглотители, решетки для микроскопов и сита для сахарной центрифуги. В авиационно-космической промышленности метод гальванопластики применяется для производства радиаторов ракетных конусов, воздухозаборников, прожекторов, щитов для лопастей вертолетов. Гальванопластика используется даже в производстве таких повседневных изделий, как электробритвы!
Наиболее интересной областью применения метода является художественная гальванопластика. При помощи этой технологии можно копировать барельефы, гербы, монеты, ордена и медали, ювелирные украшения. Еще гальванопластика применяется при реставрации или создании декора интерьера: подсвечников, статуэток, сувениров и даже некоторых предметов мебели (например, ножек стульев или дверных ручек).
Методом гальванопластики можно воспроизводить и скульптуры. На первом этапе процесса создания таких скульптур изготавливается первичная форма из глины. После этого глиняная фигура разделяется на несколько частей, с которых снимаются гипсовые копии — вторичные формы. Гипсовые элементы подвергаются обработке: их тщательно высушивают и пропитывают. Пропитка гипса нужна потому, что сам по себе материал обладает высокой гигроскопичностью. Поэтому необходимо пропитать его воском или парафином. На следующем этапе на гипсовые формы наносят графитный слой, чтобы изделие могло проводить электрический ток.
После этого гипсовые элементы, покрытые графитом, помещают в гальваническую ванну (емкость с электролитом) и запускают процесс электролиза — на формы оседает медь. Добавленная к электролиту серная кислота ускоряет процесс осаждения металла. Полученные металлические копии монтируют и соединяют друг с другом, так, что получается готовая скульптура. В последствии мастера осуществляют монтажные работы: изготавливают каркас для изделия, припаивают отдельные элементы, зачищают швы.
В компании Art Stone Group вы можете заказать изготовление скульптур и других художественных изделий, полученных методом гальванопластики. Внешне они практически неотличимых от изделий из бронзы!
ОФОРМИТЬ ЗАКАЗ
Загрузить еще
Все
Арт
Тренды
Технологии
Стили
Интервью
Мероприятия
Что такое гальваническое покрытие и как оно работает
Гальванопокрытие — популярный процесс отделки и улучшения металла, используемый в самых разных отраслях промышленности для различных целей. Однако, несмотря на популярность гальваники, очень немногие за пределами отрасли знакомы с этим процессом, что это такое и как он работает. Если вы планируете использовать гальваническое покрытие в своем следующем производственном процессе, вам необходимо знать, как этот процесс работает и какие материалы и варианты процесса вам доступны.
БЫСТРЫЕ ССЫЛКИ
Что такое гальваника? | Процесс гальваники | Типы гальванических покрытий
Использование гальванических покрытий| Отрасли, в которых используется гальваническое покрытие | Преимущества гальваники
Примеры гальваники | Выберите СПК | Запросить предложение
ЧТО ТАКОЕ ГАЛЬВАНИЧЕСКОЕ ПОКРЫТИЕ?
Гальваническое покрытие также известно как электроосаждение. Как следует из названия, процесс включает в себя осаждение материала с помощью электрического тока. В результате этого процесса на поверхность заготовки, называемой подложкой, осаждается тонкий слой металла. Гальваника в основном используется для изменения физических свойств объекта. Этот процесс можно использовать для придания объектам повышенной износостойкости, защиты от коррозии или эстетической привлекательности, а также увеличения толщины.
Хотя гальваническое покрытие может показаться передовой технологией, на самом деле это многовековой процесс. Самые первые эксперименты по гальванике произошли в начале 18 века, а официально этот процесс был формализован Бруньятелли в первой половине 19 века. После экспериментов Бруньятелли процесс гальваники был принят и развит по всей Европе. По мере развития производственной практики в течение следующих двух столетий в результате промышленной революции и двух мировых войн процесс гальванического покрытия также развивался, чтобы не отставать от спроса, в результате чего компания Sharretts Plating использует процесс сегодня.
ПРОЦЕСС ГАЛЬВАНИЧЕСКОГО ПОКРЫТИЯ
В процессе гальванопокрытия используется электрический ток для растворения металла и осаждения его на поверхность. В процессе используются четыре основных компонента:
Анод: Анод или положительно заряженный электрод в цепи представляет собой металл, из которого формируется покрытие.
Катод: Катод в цепи гальванического покрытия — это та часть, на которую необходимо нанести покрытие. Его также называют субстратом. Эта часть действует как отрицательно заряженный электрод в цепи.
Решение: Реакция электроосаждения происходит в растворе электролита. Этот раствор содержит одну или несколько солей металлов, обычно включая сульфат меди, для облегчения прохождения электричества.
Источник питания: Ток добавляется в цепь с помощью источника питания. Этот источник питания подает ток на анод, вводя электричество в систему.
После помещения анода и катода в раствор и их подключения источник питания подает на анод постоянный ток (DC). Этот ток вызывает окисление металла, позволяя атомам металла растворяться в растворе электролита в виде положительных ионов. Затем ток заставляет ионы металла двигаться к отрицательно заряженной подложке и оседать на изделии в виде тонкого слоя металла.
В качестве примера рассмотрим процесс нанесения золота на металлические украшения. Металл с золотым покрытием является анодом в цепи, а металлические украшения — катодом. Оба помещаются в раствор, и к золоту, которое растворяется в растворе, подается постоянный ток. Затем растворенные атомы золота прилипают к поверхности ювелирных изделий из недрагоценных металлов, создавая золотое покрытие.
Хотя этот процесс является постоянным, на качество покрытия могут влиять три фактора. Эти факторы следующие:
Условия ванны: Температура и химический состав ванны влияют на эффективность процесса гальваники.
Размещение детали: Расстояние, которое должен пройти растворенный металл, влияет на эффективность нанесения покрытия на подложку, поэтому важно расположение анода относительно катода.
Электрический ток: Как уровень напряжения, так и время подачи электрического тока играют роль в эффективности процесса гальваники.
КАКИЕ МЕТАЛЛЫ ИСПОЛЬЗУЮТСЯ В ПРОЦЕССЕ ГАЛЬВАНИЧЕСКОГО ПОКРЫТИЯ?
Нанесение покрытия может производиться отдельными металлами или в различных сочетаниях (сплавы), которые могут повысить ценность процесса гальванопокрытия. Некоторые из металлов, наиболее часто используемых для гальваники, включают:
Медь: Медь часто используется из-за ее проводимости и термостойкости. Он также широко используется для улучшения сцепления между слоями материала.
Цинк: Цинк обладает высокой коррозионной стойкостью. Часто цинк сплавляют с другими металлами для усиления этого свойства. Например, в сплаве с никелем цинк особенно устойчив к атмосферной коррозии.
Олово: Этот матовый блестящий металл хорошо поддается пайке, устойчив к коррозии и не наносит вреда окружающей среде. Он также недорог по сравнению с другими металлами.
Никель: Никель обладает отличной износостойкостью, которую можно улучшить с помощью термической обработки. Его сплавы также очень ценны, предлагая сопротивление элементам, твердость и проводимость. Химическое никелирование также ценится за его коррозионную стойкость, магнетизм, низкое трение и твердость.
Золото: Этот драгоценный металл отличается высокой коррозионной стойкостью, устойчивостью к потускнению и износу, а также ценится за свою проводимость и эстетическую привлекательность.
Серебро: Серебро не так устойчиво к коррозии, как золото, но обладает высокой пластичностью и ковкостью, обладает отличной стойкостью к контактному износу и обеспечивает превосходный эстетический вид. Это также альтернатива золоту в приложениях, где необходима тепло- и электропроводность.
Палладий: Этот блестящий металл часто используется вместо золота или платины из-за его твердости, коррозионной стойкости и красивой отделки. В сплаве с никелем этот металл достигает превосходной твердости и качества покрытия.
Цена, состав подложки и желаемый результат являются ключевыми факторами при выборе наиболее подходящего гальванического материала для вашего применения.
Доступно несколько различных методов покрытия, каждый из которых можно использовать в различных областях. Некоторые из этих типов гальванического покрытия более подробно описаны ниже:
Гальваническое покрытие: Гальваническое покрытие — это метод, используемый для покрытия больших групп мелких деталей. В этом процессе детали помещаются внутрь бочки, заполненной раствором электролита. Процесс гальванического покрытия происходит, пока барабан вращается, перемешивая детали, чтобы они получали неизменно ровную поверхность. Покрытие ствола лучше всего использовать для небольших прочных деталей, но это дешевое, эффективное и гибкое решение.
Гальваническое покрытие стойки: Покрытие стойки или проводки является хорошим вариантом, если вам необходимо нанести покрытие на большие группы деталей. В этом методе детали размещаются на проволочной стойке, что позволяет каждой детали вступить в физический контакт с источником электроэнергии. Хотя этот вариант более дорогой, он оптимален для более деликатных деталей, которые не могут подвергаться гальваническому покрытию. Важно отметить, что стеллажное покрытие сложнее для деталей, чувствительных к электричеству или имеющих неправильную форму.
Химическое покрытие: Химическое покрытие, также известное как автокаталитическое покрытие, использует процесс, аналогичный электроосаждению, но не подает электричество непосредственно на деталь. Вместо этого металл покрытия растворяется и осаждается с использованием химической реакции вместо электрической. Хотя этот вариант полезен для деталей, несовместимых с электрическим током, он более дорогостоящий и менее производительный, чем другие варианты.
Хотя эти методы осуществляют электроосаждение по-разному, все они используют одни и те же основные принципы.
ИСПОЛЬЗОВАНИЕ ГАЛЬВАНИЧЕСКОГО ПОКРЫТИЯ
Хотя гальваническое покрытие часто используется для улучшения эстетического вида основного материала, этот метод используется для нескольких других целей в различных отраслях. Эти виды использования включают следующее:
Толщина слоя: Гальваническое покрытие часто используется для увеличения толщины подложки за счет последовательного использования тонких слоев.
Защитная подложка: Гальванические слои служат расходуемым металлическим покрытием. Это означает, что при попадании детали во вредную среду гальванический слой разрушается раньше основного материала, защищая подложку от повреждений.
Придать свойства поверхности: Гальваническое покрытие позволяет использовать свойства металлов, которыми они покрыты. Например, некоторые металлы защищают от коррозии, улучшают электропроводность, уменьшают трение или подготавливают поверхность для лучшей адгезии краски. Разные металлы обладают разными свойствами.
Улучшение внешнего вида: Конечно, гальваническое покрытие также широко используется для улучшения эстетического вида подложки. Это может означать покрытие подложки эстетически привлекательным металлом или просто нанесение слоя для улучшения однородности и качества поверхности.
ПРЕИМУЩЕСТВА ГАЛЬВАНИЧЕСКОГО ПОКРЫТИЯ
Гальваническое покрытие дает ряд преимуществ для компонентов. Некоторые из конкретных преимуществ гальваники включают следующее:
Защитный барьер: Гальваническое покрытие создает барьер на основе, защищая ее от условий окружающей среды. В некоторых случаях этот барьер может защитить от коррозии, вызванной атмосферой. Это свойство особенно полезно для компонентов, поскольку детали служат дольше в более суровых условиях, а это означает, что они реже нуждаются в замене.
Улучшенный внешний вид: Элементы экстерьера часто покрывают тонким слоем драгоценных металлов, чтобы сделать их более блестящими и привлекательными. Это покрытие придает эстетическую привлекательность без чрезмерных затрат, а это означает, что привлекательные детали можно продавать по более низким ценам. Кроме того, гальваническое покрытие часто используется для предотвращения потускнения столового серебра, что со временем повышает долговечность и эстетический вид.
Электропроводность: Покрытие серебром и медью помогает улучшить электропроводность деталей, предлагая экономичное и эффективное решение для улучшения электропроводности электронных и электрических компонентов.
Термостойкость: Некоторые металлы, в том числе золото и цинк-никель, устойчивы к высоким температурам, улучшая способность подложки сопротивляться тепловым повреждениям. Это, в свою очередь, может увеличить срок службы деталей с покрытием.
Повышенная твердость: Гальваническое покрытие часто используется для повышения прочности и долговечности материалов подложки, что делает их менее восприимчивыми к повреждениям в результате стресса или грубого использования. Это качество может помочь увеличить срок службы деталей с покрытием, уменьшая потребность в замене.
Некоторые предлагаемые преимущества зависят от металла. Например, никелирование полезно для уменьшения трения, что помогает уменьшить износ и увеличить срок службы деталей. С другой стороны, сплавы цинка и никеля используются для предотвращения образования острых выступов во время производства, которые могут привести к повреждению детали. Медь также специально используется в качестве грунтовки во многих случаях, поскольку она облегчает адгезию с дополнительными металлическими покрытиями для улучшения качества поверхности готовой детали.
ОТРАСЛИ, ИСПОЛЬЗУЮЩИЕ ГАЛЬВАНИЧЕСКИЕ ПОКРЫТИЯ
Независимо от того, нужна ли вашей компании защита от коррозии, повышенная долговечность или повышенная электропроводность, гальваническое покрытие предлагает решения. Вот почему гальваника широко используется в различных отраслях промышленности. Ниже перечислены некоторые отрасли, которые обслуживает SPC, и способы применения гальванических покрытий:
Автомобильная промышленность: Покрытие обычно используется в автомобильной промышленности для предотвращения коррозии в суровых условиях окружающей среды. Цинк-никелирование помогает предотвратить образование ржавчины, а химическое никелирование служит отличной альтернативой хромированию каталитических нейтрализаторов и пластиковых деталей.
Электронная промышленность: Компании, производящие электронику, часто используют золотое покрытие из-за его проводимости, нанося его на полупроводники и разъемы. В этой отрасли золото также ценится за его коррозионную стойкость. Медное покрытие является еще одним широко используемым металлом в этой отрасли, используемым в качестве альтернативы золоту, когда основное внимание уделяется проводимости. Сплавы палладия также широко используются в качестве защитных покрытий для электронного оборудования и компонентов.
Медицинская промышленность: В производстве медицинского оборудования часто используется гальваническое покрытие металлов для улучшения биосовместимости компонентов, особенно имплантатов. Золото, серебро и титан широко используются в этой отрасли из-за их биосовместимости, коррозионной стойкости, твердости и износостойкости, которые необходимы для имплантатов и замены суставов.
Аэрокосмическая промышленность: Авиакосмическая промышленность часто использует титан для производства самолетов из-за его высокого отношения прочности к весу. Никелирование также широко используется в этой отрасли для защиты от коррозии и износа, а медь используется для повышения термостойкости.
Нефтегазовая промышленность: Защита от коррозии является основной задачей нефтегазовой промышленности из-за особенностей нефтехимии. Химическое никелирование часто используется в этой отрасли для защиты трубопроводов и других компонентов от коррозии, что помогает увеличить срок службы деталей.
Многие другие отрасли промышленности, в том числе производство огнестрельного оружия, военная и оборонная промышленность, также используют гальваническое покрытие в различных целях. Все эти отрасли отдают предпочтение гальванике из-за ее функциональных возможностей, а также низкой стоимости и гибкости применения.
ПРИМЕРЫ ГАЛЬВАНИЧЕСКИХ ПОКРЫТИЙ
Существует множество конкретных примеров применения гальванических покрытий в различных отраслях промышленности. Некоторые из них подробно описаны ниже:
Меднение полупроводников: В электронной промышленности используются различные варианты металлизации. Меднение обычно используется для увеличения способности полупроводников и схем проводить электричество.
Никелирование жестких дисков: Никель — это магнитный металл, который является важным свойством жестких дисков. Жестким дискам для улучшения чтения дисков требуется магнетизм, поэтому в процессе производства жесткие диски обычно гальванически покрываются никелем.
Палладиевое покрытие каталитических нейтрализаторов: Палладиевое покрытие обычно используется в автомобильной промышленности, особенно в каталитических нейтрализаторах. Палладий поглощает избыток водорода в процессе производства, элемент, который отрицательно влияет на функциональность каталитических нейтрализаторов. Покрытие палладием поглощает этот избыток водорода, улучшая работу каталитического нейтрализатора.
Химическое никелирование аэрокосмических компонентов: Черное химическое никелирование способно поглощать свет и энергию. Это необходимое качество при производстве различных видов оборонной техники. Многие производители оборонной и аэрокосмической промышленности предпочитают использовать этот вариант покрытия, чтобы обеспечить соответствие отраслевым стандартам, включая рекомендации Министерства обороны.
Обладая обширным опытом работы в различных отраслях промышленности, компания SPC может помочь с этими и другими гальванопокрытиями, предлагая ряд экономически эффективных услуг по нанесению покрытий.
ВЫБЕРИТЕ SPC
Определение наилучших вариантов производства имеет важное значение для эффективности вашей компании. Гальваника служит функционально и финансово выгодным вариантом для различных применений, но вам необходимо сотрудничать с подходящей компанией по гальванике, чтобы увидеть все преимущества. Компания Sharretts Plating может помочь.
SPC обладает более чем девятидесятилетним опытом работы в отрасли, разрабатывая широкий спектр экономичных процессов нанесения покрытий и отделки металлов для удовлетворения потребностей компаний во многих отраслях. Мы можем помочь вам определить лучший метод покрытия для вашего проекта, а также тип металла, который вы хотите использовать. С SPC вы можете доверять нам в предоставлении опытного, ориентированного на клиента обслуживания от начала до конца.
Свяжитесь с SPC, чтобы узнать больше о процессе гальваники и о том, как он может принести пользу вашему бизнесу, и запросите бесплатное предложение прямо сейчас!
Гальваническое покрытие 101: Как работает гальваническое покрытие металлов
Гальваническое покрытие позволяет сочетать прочность, электропроводность, стойкость к истиранию и коррозии, а также внешний вид определенных металлов с различными материалами, имеющими свои преимущества, такими как доступные и/или легкие металлы или пластмассы.
Из этого руководства вы узнаете, почему многие инженеры, исследователи и художники используют гальваническое и металлическое покрытие на каждом этапе производства — от прототипирования до массового производства.
Информационный документ
Читайте дальше, чтобы узнать, как инженеры добавляют металл к 3D-печати из смолы и почему гибридные металлические детали могут открывать двери для удивительного диапазона применений, включая (но не ограничиваясь) прочность и долговечность конечного использования.
Загрузить информационный документ
Гальваника — это процесс электроосаждения для покрытия объекта слоем металла. Инженеры используют контролируемый электролиз для переноса желаемого металлического покрытия с анода (часть, содержащая металл, который будет использоваться в качестве покрытия) на катод (часть, на которую будет нанесено покрытие).
Схема гальванического покрытия медью с использованием электролитной ванны из сульфата меди, серной кислоты и ионов хлора. (источник изображения)
Анод и катод помещаются в химическую ванну с электролитом и подвергаются непрерывному электрическому заряду. Электричество заставляет отрицательно заряженные ионы (анионы) двигаться к аноду, а положительно заряженные ионы (катионы) — к катоду, покрывая или покрывая желаемую часть ровным металлическим покрытием. При гальваническом покрытии используется материал подложки (часто более легкий и/или более дешевый материал) и герметизируется подложка в тонкой оболочке из металла, такого как никель или медь.
Гальваническое покрытие чаще всего применяется к другим металлам из-за основного требования, чтобы основной материал (подложка) был проводящим. Хотя они менее распространены, были разработаны автокаталитические предварительные покрытия, которые создают ультратонкий проводящий интерфейс, позволяющий наносить различные металлы, в первую очередь медные и никелевые сплавы, на пластиковые детали.
Гальваническое покрытие и гальванопластика выполняются с использованием электроосаждения. Разница в том, что при гальванопластике используется форма, которую удаляют после формирования детали. Гальванопластика используется для создания цельных металлических деталей, тогда как гальваническое покрытие используется для покрытия существующей детали (изготовленной из другого материала) металлом.
Вы можете гальванизировать один металл или комбинацию металлов. Многие производители предпочитают наносить слои металлов, таких как медь и никель, чтобы максимизировать прочность и проводимость. Материалы, обычно используемые в гальванике, включают:
Латунь
Кадмий
Хром
Медь
Золото
Железо
Никель
Серебро
Титан
Цинк
Подложки могут быть изготовлены практически из любого материала, от нержавеющей стали и других металлов до пластика. Ремесленники гальванопокрывали органические материалы, такие как цветы, а также ленты из мягкой ткани.
Важно отметить, что непроводящие подложки, такие как пластик, дерево или стекло, необходимо сначала сделать проводящими, прежде чем на них можно будет наносить гальваническое покрытие. Это можно сделать, покрыв непроводящую подложку слоем токопроводящей краски или аэрозолем.
Благодаря научным достижениям в области производства материалов и пластмасс легкие и недорогие пластиковые детали заменили более дорогие металлические детали в самых разных областях применения, обслуживающих различные отрасли промышленности, от автомобилей до водопроводных труб.
Несмотря на то, что пластик имеет ряд преимуществ перед металлом, есть много областей применения, в которых металл по-прежнему доминирует. Как бы вы ни старались, вы никогда не получите пластик с такой же роскошной отделкой, как у меди. И хотя пластик может быть более гибким, чем большинство металлов, он не такой прочный. Здесь на помощь приходит металлизация.
3D-печать предлагает уникальные преимущества в сочетании с гальванопокрытием. Инженеры часто выбирают подложки для 3D-печати из-за свободы проектирования аддитивного производства. Часто гальванопокрытие 3D-печатных деталей дешевле, чем литье, машинная обработка или использование других методов производства, особенно когда речь идет о прототипировании.
Стереолитография (SLA) 3D-печать идеально подходит для гальванопокрытий, поскольку позволяет создавать 3D-печатные детали с очень гладкими или тонко текстурированными поверхностями, которые делают переход между двумя материалами — пластиком и металлом — бесшовным. Он также создает водонепроницаемые детали, которые не будут повреждены при погружении в химическую ванну, необходимую в процессе гальванического покрытия.
С инженерной точки зрения сочетание 3D-печати и гальванического покрытия предлагает уникальные варианты прочности на растяжение для готовых конструкций. Как вы можете видеть на диаграмме выше, сочетание этих двух производственных процессов устраняет разрыв в прочности на растяжение между двумя группами материалов.
Металлическое покрытие может сильно повлиять на механические характеристики пластиковых деталей (напечатанных на 3D-принтере). Благодаря конструкционной металлической оболочке и легкому пластиковому сердечнику детали могут быть изготовлены с удивительно высокими характеристиками прочности на изгиб.
Помимо улучшения механических свойств, гальваническое покрытие может использоваться для защиты пластиковых деталей от воздействия окружающей среды. В тех случаях, когда пластиковые детали подвергаются химическому воздействию или ультрафиолетовому излучению, металлическое покрытие обеспечивает постоянный барьер, который может продлить срок службы ваших деталей с месяцев до лет.
При использовании в качестве эстетической обработки покрытие предлагает простой способ создания прототипов, которые одновременно выглядят и ощущаются как металл. В зависимости от толщины пластины гальванический пластик может быть тонким и легким или придавать изделию заметный вес. Более толстые гальванические покрытия можно даже текстурировать или полировать, чтобы получить различные металлические покрытия, от литого алюминия до зеркального хрома. Более сложные текстуры можно получить с помощью 3D-печати текстурированной подложки из смолы.
Учитывая потенциальные комбинации материалов для 3D-печати, различных металлов для покрытия и соотношений толщины пластин, легко увидеть, как гальваническое покрытие дает инженерам новую область возможностей для проектирования.
Веб-семинар
На этом веб-семинаре вы узнаете, как гальваническое покрытие расширяет палитру материалов SLA 3D-печати для получения высокопрочных и износостойких деталей конечного назначения.
Посмотреть веб-семинар сейчас
Гальваническое покрытие дает множество преимуществ, включая повышенную прочность, срок службы и проводимость деталей. Инженеры, производители и художники извлекают выгоду из этих преимуществ различными способами.
Инженеры часто используют гальваническое покрытие для повышения прочности и долговечности различных конструкций. Вы можете увеличить прочность на растяжение различных деталей, покрыв их металлами, такими как медь и никель. Поместите металлическую оболочку на детали, и вы сможете повысить их устойчивость к факторам окружающей среды, таким как химическое воздействие и УФ-излучение, для наружного или коррозионного применения.
Художники часто используют гальваническое покрытие, чтобы сохранить природные элементы, склонные к гниению, такие как листья, и превратить их в более долговечные произведения искусства. В медицинском сообществе гальваническое покрытие используется для изготовления медицинских имплантатов, устойчивых к коррозии и поддающихся надлежащей стерилизации.
Гальваническое покрытие — это эффективный способ придания косметической металлической отделки изделиям, скульптурам, статуэткам и произведениям искусства. Многие производители также предпочитают гальваническое покрытие подложки для создания более легких деталей, которые легче и дешевле транспортировать и транспортировать.
Гальваническое покрытие также обладает преимуществом проводимости. Поскольку металлы по своей природе являются проводящими, гальваническое покрытие — отличный способ увеличить проводимость детали. Антенны, электрические компоненты и другие детали могут быть покрыты гальваническим покрытием для повышения производительности.
Хотя гальваническое покрытие имеет множество преимуществ, его ограничения заключаются в сложности и опасной природе самого процесса. Рабочие, занимающиеся гальванопокрытием, могут пострадать от воздействия шестивалентного хрома, если не примут надлежащих мер предосторожности. Рабочим необходимо иметь хорошо проветриваемое рабочее место. Управление по охране труда и гигиене труда Министерства труда США опубликовало множество документов, в которых описываются риски, связанные с гальванопокрытием.
Несмотря на то, что гальваническое покрытие смоляных деталей возможно выполнить самостоятельно, пользователи-любители могут столкнуться с трудностями. Основная причина — качество и возможности. Адгезионная прочность ламината с использованием методов гальванического покрытия своими руками обычно ниже, чем у профессиональных услуг по гальванике. Нанесение структурного покрытия, которое требует длительного времени обработки, нескольких ванн и совместимости металлов, довольно сложно выполнить надежно. Успешные применения внутреннего покрытия, как правило, просты и малы, например, прототипирование ювелирных изделий и тонкие (однослойные) медные покрытия RF.
Из-за требуемых знаний и связанных с этим опасностей многие инженеры и дизайнеры предпочитают нанимать сторонних производителей гальванических покрытий, специализирующихся на этом процессе. К счастью, несколько компаний, таких как RePliForm и Sharretts Plating, специализируются на индивидуальных проектах гальванического покрытия. Загрузите нашу белую книгу со списком гальванических услуг по регионам и объемам работ.
В приведенном выше видеоролике показано, как выполнять гальваническое покрытие с помощью легкодоступных инструментов, таких как зарядное устройство для мобильного телефона и запасная медная труба. Мы рекомендуем вам носить маску, перчатки и защитные очки во время гальванического покрытия и работать только в хорошо проветриваемом помещении.
Многие отрасли промышленности используют гальваническое покрытие для изготовления всего, от обручальных колец до электрических антенн. Вот несколько типичных примеров:
На многие детали самолетов нанесено гальваническое покрытие для добавления «защитного покрытия», которое увеличивает срок службы деталей за счет замедления коррозии. Поскольку компоненты самолета подвержены экстремальным перепадам температуры и факторам окружающей среды, к металлической основе добавляется дополнительный слой металла, чтобы функциональность детали не страдала от нормального износа.
Многие стальные болты и крепежные детали, разработанные для аэрокосмической промышленности, имеют гальваническое покрытие из хрома (или, в последнее время, из цинко-никелевого сплава в связи с изменением ограничений).
Введите слово «с гальванопокрытием» на Etsy, и вы получите огромное количество гальванического декора для дома и единственные в своем роде сувениры. С помощью этого процесса ремесленники часто превращают биоразлагаемые предметы, в том числе цветы, ветки и даже жуков, в прочные и долговечные произведения искусства. Вы можете использовать гальваническое покрытие, чтобы показать и сохранить мелкие детали в предметах, которые в противном случае быстро разложились бы.
Гальваника часто используется для создания произведений искусства, таких как медный жук и соты. (источник изображения)
Цифровые дизайнеры иногда используют гальваническое покрытие для создания скульптур. Дизайнеры могут 3D-печатать подложку с помощью настольного 3D-принтера, а затем гальванизировать дизайн медью, серебром, золотом или любым металлом по выбору для достижения желаемого результата. Комбинируя таким образом 3D-печать с гальванопокрытием, можно получить изделия, которые проще (и дешевле) в производстве, но при этом имеющие тот же внешний вид и отделку, что и скульптура из цельного литого металла.
Гальваника очень распространена в автомобильной промышленности. Многие крупные автомобильные компании используют гальваническое покрытие для создания хромированных бамперов и других металлических деталей.
Гальваническое покрытие также можно использовать для создания нестандартных деталей для концептуальных автомобилей. Например, VW объединился с Autodesk для создания колпаков для своего концептуального автомобиля Type 20. Колпаки прототипа были напечатаны на 3D-принтере, а затем покрыты гальваническим покрытием.
Компании по реставрации и тюнингу автомобилей также используют гальваническое покрытие для нанесения никеля, хрома и других покрытий на различные детали автомобилей и мотоциклов.
Гальваническое покрытие, пожалуй, чаще всего ассоциируется с ювелирной промышленностью и драгоценными металлами. Дизайнеры и производители ювелирных изделий полагаются на этот процесс для улучшения цвета, долговечности и эстетической привлекательности колец, браслетов, подвесок и широкого спектра других изделий.
Когда вы видите ювелирные изделия, которые описываются как «позолоченные» или «посеребренные», велика вероятность того, что изделие, на которое вы смотрите, было гальванопокрытием. Комбинации различных металлов используются для получения уникальных оттенков отделки. Например, золото часто сочетают с медью и серебром для создания розового золота.
Гальванопокрытие используется для придания упругости наружным слоям всех видов медицинских и стоматологических элементов. Золотое покрытие часто используется для создания зубных вкладок и помощи в различных стоматологических процедурах. Имплантированные детали, такие как сменные соединения, винты и пластины, часто покрываются гальваническим покрытием, чтобы сделать детали более устойчивыми к коррозии и совместимыми со стерилизацией перед установкой. Медицинские и хирургические инструменты, в том числе щипцы и радиологические детали, также обычно покрываются гальваническим покрытием.
На многочисленные электрические и солнечные компоненты нанесено гальваническое покрытие для повышения проводимости. Контакты солнечных элементов и различные типы антенн обычно изготавливаются с использованием гальванического покрытия. Провода могут быть покрыты серебром, никелем и многими другими металлами. Золотое покрытие часто используется (в сочетании с другими металлами) для увеличения долговечности. Золото также часто используется для увеличения срока службы деталей, потому что оно является проводящим, очень пластичным и не взаимодействует с кислородом.
Изготовление нестандартных или мелкосерийных металлических деталей для прототипирования может быть очень дорогостоящим и трудоемким при использовании традиционных производственных процессов. В результате инженеры часто комбинируют гальваническое покрытие с 3D-печатью, чтобы получить недорогое и экономящее время решение.
Например, Андреас Остервальдер из Швейцарского федерального технологического института в Лозанне (EPFL) смог ускорить процесс создания прототипов и снизить затраты на расширенные экспериментальные установки за счет самостоятельной 3D-печати новых конструкций на своем 3D-принтере Formlabs SLA и работы с Galvotec позаботится о гальваническом покрытии этих деталей.
Андреас Остервальдер использовал 3D-печать и гальваническое покрытие для изготовления этого светоделителя.
Антенны должны иметь электропроводность для распространения радиоволн. Пластиковые детали, напечатанные на 3D-принтере, не проводят электричество, но предлагают почти безграничную свободу дизайна и материалы с хорошими механическими и термическими свойствами. Эти преимущества можно сочетать с гальванопокрытием для достижения желаемой проводимости, в результате чего получается отличное решение для нестандартных антенн для исследований и разработок в автомобильной, оборонной, медицинской и образовательной областях.
x Прокладка ПОН-Б Ду50 Ру10-40 плоская ГОСТ 15180-86
— 9 ₽
x Гайка стальная М16 ГОСТ 5915-70
— 15 ₽
x Болт стальной М16х120 ГОСТ 7798-70
— 64 ₽
x Фланец ст. плоский Промдеталь Ду50 Ру16 тип 01 ряд 1 исп.В ГОСТ 33259-2015
— 551 ₽
Итого за комплект
1 433
₽
Характеристики
Характеристики
Рабочая среда: Жидкие среды, не агресивные к материалам деталей клапана.
Рабочее давление: до 16 бар.
Температура рабочей среды: от — 25 °С до + 130 °С
Класс герметичности: А по ГОСТ 9544.
Тип присоединения: мефжланцевый.
Присоединительные размеры флланцев: по ГОСТ 12821.
Производство: Россия.
Вес: 1,63 кг.
Размеры:
L=43 мм (строительная длина)
D=107 мм
A=65 мм
Материалы основных деталей
1
Корпус
серый чугун СЧ20
2
Диск (лепесток)
ВЧ40 высокопрочный чугун с шаровидным графитом с никелированным покрытием
3
Шток
нержавеющая сталь
4
Пружины
—
Поворотные обратные клапаны
и межфланцевые обратные клапаны — понимание различий
Возможно, в вашем браузере отключен JavaScript.
Для использования функций этого веб-сайта в вашем браузере должен быть включен JavaScript.
Fittings
Piping
Клапаны
Сантехника
Фильтрация
Электрические принадлежности
Аксуары
Эта запись была опубликована 11 октября 2019 г.Кори Кашмер.
Обратные клапаны являются важным типом клапанов для многих промышленных и бытовых объектов. Этот тип клапана предназначен для предотвращения обратного потока в системе, а также для поддержания постоянного уровня давления. Обратные клапаны обычно используются для регулирования потока жидкостей и газов. Они используются в огромном количестве различных отраслей промышленности, включая нефтепереработку, химию, водоснабжение и водоотведение, а также в производственных системах. В настоящее время на рынке доступен ряд различных обратных клапанов, таких как шаровые, поворотные и межфланцевые. Поворотные обратные и межфланцевые обратные клапаны выполняют одну и ту же функцию, но сильно различаются по конструкции. Их различия обычно определяют, какие ситуации или системы требуют того или иного типа клапана.
Поворотные обратные клапаны
Поворотные обратные клапаны используют поворотный диск, который предназначен для пропуска или блокировки потока материалов. Поворотные обратные клапаны спроектированы так, чтобы быть самоактивирующимися, что означает, что они пропускают и блокируют поток материалов без вмешательства пользователя. Конструкция поворотного обратного клапана обеспечивает полный поток материалов. Это связано с тем, что литой корпус клапана имеет форму, позволяющую диску полностью открыться. Это очень важно, если в системе, в которой используется клапан, требуется полный поток, что делает поворотные обратные клапаны идеальными в ситуациях, когда требуется полнопроходной клапан.
Магазинные поворотные обратные клапаны
Принцип работы
Поворотные обратные клапаны функционируют с использованием диска и шарнира, которые затем подвешиваются к верхней части устройства с помощью шарнирного штифта. Когда материал проходит через блок, диск остается параллельным потоку, удерживая клапан открытым. Когда возникает обратный поток материала, диск перемещается вниз перпендикулярно потоку материала, что приводит к закрытию клапана.
Эти клапаны доступны в двух распространенных формах: с прямым корпусом или с Y-образной конструкцией. Любая форма может быть предпочтительной в зависимости от ситуации или настроек, в которых используется клапан.
Преимущества и недостатки
Поворотные обратные клапаны имеют ряд преимуществ и недостатков. С положительной стороны, турбулентность и падение давления среди материалов, проходящих через клапан, очень низкие. Кольца седла также можно заменить в поворотных обратных клапанах, что означает, что весь компонент не нужно заменять, если что-то случится с кольцом седла. Поворотные обратные клапаны также имеют угловую посадочную поверхность. Эта характеристика позволяет легче открывать клапан даже при более низком давлении. Этот угол также помогает вызвать гравитацию в случае обратного потока, который помогает закрыть клапан. Этот тип клапана также имеет более надежное уплотнение и меньше подвержен ударным нагрузкам даже при высоком давлении.
С другой стороны, поворотные обратные клапаны нельзя использовать в системах с пульсирующим потоком. Вместо этого поток материалов должен быть непрерывным. В противном случае продолжающееся колебание клапана может привести к повреждению элементов седла.
Области применения
Поворотные обратные клапаны обычно используются в бытовых системах, например, в туалетных бачках. Они также используются в случаях пожаротушения и для предотвращения наводнений в канализационных системах. Поворотные обратные клапаны предназначены для работы с различными материалами, включая газы и жидкости.
Хотите узнать больше об обратных клапанах? Просмотрите и купите наш выбор стандартных, промышленных, прозрачных и заводских моделей.
Межфланцевые обратные клапаны
Межфланцевые обратные клапаны названы так из-за их компактных размеров. Небольшой размер клапана позволяет устанавливать его между набором фланцев. Фланцы — это материалы, предназначенные для соединения труб, клапанов и различного трубопроводного оборудования с целью создания системы трубопроводов. Они помогают обеспечить быстрый доступ в случае необходимости очистки или другого обслуживания.
Как они работают
Клапаны вафельного профиля делают их отличным выбором для систем, требующих короткой длины отвода. Межфланцевые обратные клапаны работают почти так же, как поворотные обратные клапаны. Как и поворотные обратные клапаны, межфланцевые обратные клапаны состоят из диска и седла. Когда материал течет в одном направлении, поток поднимает диск с посадочного места. Это позволяет материалу проходить через клапан. Если и когда поток меняет направление через клапан, поток материала толкает диск обратно в седло, таким образом закрывая клапан от потока материала.
Бесфланцевые обратные клапаны имеют малую толщину и маловероятно засорение. Такая конструкция делает их идеальными для использования с материалами, содержащими твердые частицы или мусор. Этот тип клапана может быть установлен как вертикально, так и горизонтально, если обратное давление, необходимое для посадки обратного клапана, достаточно. Доступны механизмы, помогающие обеспечить вспомогательные клапаны в случае недостаточного противодавления.
Области применения
Бесфланцевые обратные клапаны могут использоваться в различных областях. К ним относятся использование в химической промышленности, на электростанциях и в горнодобывающей промышленности. На бытовом уровне эти типы клапанов также используются на входе / выходе из резервуаров, аквариумах и бассейнах.
Вы работаете над проектом, в котором вам нужны обратные клапаны из ПВХ? У нас есть некоторые в нашем интернет-магазине здесь.
Межфланцевые обратные клапаны для цеха
Определение типа необходимого обратного клапана
Когда дело доходит до выбора правильного типа обратного клапана, ответ полностью зависит от ситуации. Принимая решение, важно помнить ключевые факты о каждом типе клапана. Например, поворотные обратные клапаны не предназначены для использования с пульсирующими потоками материалов, а предназначены для систем, в которых требуются полнопроходные клапаны. Межфланцевые обратные клапаны предназначены для установки в небольших пространствах между двумя фланцами, куда могут не подойти поворотные обратные клапаны. Еще одно важное различие между поворотным обратным клапаном и межфланцевым обратным клапаном заключается в том, что межфланцевый обратный клапан ограничивает поток на больший процент, чем поворотный обратный клапан. Межфланцевые обратные клапаны также предназначены для систем с материалами с взвешенным мусором, так как они вряд ли засорятся.
Информационный бюллетень
Наверх
Обратные клапаны: Бесфланцевый поворотный обратный, с двойной дверью
Обратные клапаны Bray, также известные как обратные клапаны, имеют простую, но эффективную конструкцию, предотвращающую обратный поток рабочей среды, включая газы, жидкости и т.
Токарные станки по металлу предназначены для обработки главным образом тел вращения. При точении с них снимается стружка, и заготовка приобретает нужную форму. Доказано, что токарный станок является одним из древнейших, созданных человеком. Впоследствии именно на его основе были сконструированы сверлильные, расточные и другие станки.
Современные токарные станки очень разнообразны и составляют значительную часть всего выпускаемого металлорежущего оборудования. Выделяют, например, универсальные станки с полноценной системой управления, станки с малыми габаритами, токарно-револьерыне центры. Токарный станок позволяет выполнять следующие основные операции:
наружное точение и внутреннее растачивание;
сверление, зенкерование и развертывание отверстий;
нарезание резьбы резцом и метчиком;
обработка канавок и отрезка.
Кроме того, на некоторых токарных станках можно выполнять и фрезерные операции. Существуют также специализированные токарные станки по металлу для обработки труб различного диаметра, муфт, колесных пар и прочих изделий.
Стремление максимально автоматизировать производство привело к появлению на рынке токарных станков с ЧПУ (с числовым программным управлением). Наряду с традиционной, в станках с ЧПУ используется компоновка, которая подразумевает наличие у станины наклонных направляющих. Это существенно упрощает процесс удаления стружки. Рабочая зона, закрытая специальными кожухами, является герметичной.
Токарные станки с ЧПУ состоят из следующих основных узлов.
Жесткая станина. Чаще всего, это массивная литая чугунная конструкция с ребрами жесткости, которая обеспечивает стойкость к изгибающим нагрузкам и демпфирование вибраций.
Шпиндель, с помощью которого вращается заготовка. Шпиндель может вращаться как по часовой стрелке, так и против. Необходимая скорость вращения задается в управляющей программе. Современные станки с ЧПУ умеют поддерживать постоянную скорость резания, автоматически изменяя обороты шпинделя при уменьшении диаметра обработки.
Револьвер для автоматической смены инструмента. Револьверные головки бывают разных типов и рассчитаны на разное количество инструментов (обычно, от 8 до 24).
Задняя бабка для поджима деталей большой длины. Задняя бабка может быть гидравлической или с сервоприводом, может быть полностью управляемой или только с подвижной пинолью.
На видео ниже показан процесс создания современного токарного станка с ЧПУ от изготовления станины до установки кожухов.
Современные токарные станки с ЧПУ также часто имеют следующие управляемые элементы.
Щуп для обмера/привязки режущего инструмента. Щуп позволяет проводить обмер инструмента, как в ручном, так и в автоматическом режиме. Безаварийное функционирование станка во многом определяется правильностью выполнения привязки. С помощью такого щупа можно также контролировать износ инструмента.
Система удаления стружки. На токарных станках чаще применяется транспортер для удаления стружки ленточного типа. Такой транспортер лучше справляется со сливной токарной стружкой. Применяется также и система шнекового типа.
Подача СОЖ высокого давления через инструмент. Давление СОЖ может достигать 70 бар. Струя подается непосредственно в зону резания, охлаждая инструмент и деталь и эффективно удаляя стружку. Все это увеличивает срок службы инструмента и повышает качество обрабатываемой поверхности.
Люнет для работы с деталью большой длины. Используется, когда поджима задней бабкой недостаточно или когда такой поджим невозможен (внутренняя обработка с торца). Зажим-разжим гидравлического люнета происходит по команде из управляющей программы.
Ловитель деталей. Применяется при работе токарного станка с автоматическим податчиком прутка или вытягивателем прутка. Ловитель деталей увеличивает автоматизацию производства: нет необходимости останавливать станок и открывать дверь, чтобы достать готовую деталь.
Токарные станки с ЧПУ обладают многими преимуществами. Наиболее важными из них являются:
высокий уровень автоматизации производственного процесса и его автономности;
вмешательство оператора в работу станка сводится к минимуму и, в основном, ограничивается визуальным контролем и загрузкой заготовок;
высокая производственная гибкость и простота наладки: для обработки деталей одного типа на станке с ЧПУ необходимо всего лишь произвести замену управляющей программы;
высокий уровень точности ЧПУ-обработки и ее повторяемость: при необходимости по одной и той же программе на современном токарном станке можно изготавливать тысячи деталей, практически идентичных между собой;
продолжительный срок работы до капитального ремонта, высокая надежность, износостойкость и долговечность.
Для подготовки управляющей программы для станка с ЧПУ сейчас широко применяются компьютерные технологии — CAD/CAM системы. Использование таких систем позволяет значительно сократить сроки проектирования и изготовления изделий, снижает вероятность ошибок. С помощью CAD/CAM систем можно выполнить трехмерную имитацию процесса обработки, перед изготовлением детали непосредственно на станке, т.е. выполнить проверку на возможные столкновения.
Таким образом, токарные станки с ЧПУ — современное и многофункциональное оборудование, призванное решать самый широкий круг задач, связанных с металлообработкой. Его использование позволяет оптимизировать производственный процесс предприятия, наладить выпуск конкурентоспособной продукции, отвечающей самым высоким требованиям потребителей.
что можно на нем сделать, как им пользоваться
Токарные станки, основа для большинства малых и средних производств, пользуются популярностью во всем мире ввиду высокого КПД при обработке заготовок и изготовлении разнообразных деталей.
Станки имеют довольно большое количество разновидностей, обусловленных их функциональными задачами, и со всем этим многообразием мы ознакомим читателя в нашем материале.
Содержание:
1 Что он делает?
2 Виды оборудования для токарной обработки
2. 1 Работы по дереву
2.1.1 Пилильные
2.1.2 Строгальные
2.1.3 Сборочные
2.1.4 Гнутарные
2.1.5 Шлифовальные
2.1.6 Фрезерные
2.1.7 Сверлильные
2.1.8 Токарные
2.2 Для работ по металлу
2.2.1 Лоботокарные
2.2.2 Карусельные
2.2.3 Токарно-винторезные
2.2.4 Токарно-револьверные
3 Как пользоваться?
4 Что можно сделать на нем?
4.1 Изделия из древесины
4.2 Металлические поделки
Что он делает?
Токарный станок служит для обработки деталей: расточки и обточки, сверления и зенкерования, развертывания и нарезания резьбы, подрезания и обработки торцов, некоторых других операций. Все это вместе называется обработкой тел вращения.
Тело вращения — это объемное тело, которое получается при вращении объекта (фигуры-контура) обработки вокруг оси вращения, которая расположена в одной плоскости с этим объектом.
Виды оборудования для токарной обработки
Виды станков разделяют в зависимости от следующий параметров:
предназначения станка;
точности выполняемых им работ;
его массы;
максимальной длины и диаметра детали, которую можно обработать на станке, а также ее положения по отношению к инструменту обработки, установленном в станке.
Фактически, можно разделить станки на деревообрабатывающие и металлообрабатывающие, после чего выделить в каждой группе свои подгруппы, в зависимости от специфики оборудования, сориентированного на выполнение конкретных поставленных перед станками задач.
Читайте также: основы токарного дела по металлу для начинающих
Работы по дереву
Станки по дереву обычно имеют несколько меньший размер и мощность по сравнению с их «коллегами», работающими по металлу, кроме того, они не требуют наличия системы подачи жидкости-охладителя, т. к. работа с деревом дает значительно меньшие нагрузки. Существует довольно большое количество разновидностей станков для работы по дереву, рассмотрим их подробнее.
Пилильные
Оборудование такого типа используется для придания формы выбранным деревянным элементам, а также для распилки заготовок, оборудование требует минимального уровня подготовки работника для выполнения работ. Этот вид станков делится на:
пилорамы, которые с помощью линейных пил обеспечивают поперечную либо продольную распиловку деревоматериала, они обеспечивают общую подготовку материала к дальнейшей работе;
ленточные станки, которые разрезают деревоматериал во время линейного движения пилы, используются для предварительной заготовки материала и его обработки;
круглопильные устройства, распиливающие древесину в вертикальной либо наклонной плоскостях с использованием круглых пил, чаще всего используются при формовке ввиду их более высокую точность работы, по сравнению с другими устройствами этой группы.
Читайте также: токарный станок 1Д601 описание технические характеристики
Строгальные
Строгальное станочное оборудование выполняет задачи, связанные со снятием верхнего слоя обрабатываемого материала, и делятся на:
рейсмусовые односторонние, с помощью которых обрабатывается верхняя поверхность, чаще всего на крупных заготовках, просты как конструктивно, так и при обслуживании;
рейсмусовые двухсторонние, которые могут обрабатывать обе плоскости, и нижнюю, и верхнюю, значительно повышают эффективность работы, но сложнее в обслуживании;
фуговальные, главным преимуществом которых является возможность снятия фаски под нужным углом, при этом функция обработки поверхности также доступна.
Читайте также: устройство токарного станка по металлу
Сборочные
Сборочные станки — автоматизированные устройства, служащие для сборки ряда элементов в готовое изделие либо полуфабрикат, служащий для последующей обработки и/или сборки с другими элементами.
Гнутарные
Как можно понять из названия данной группы станков, главная функция данного оборудования — придание элементам определенной формы последствием их выгибания, для чего используются гидравлические прессы, оборудованные фиксирующими зажимами.
Шлифовальные
Эти станки обычно используются на последних стадиях изготовления деталей, с их помощью делают чистовую обработку, снимая верхний слой материала с помощью покрытого абразивами инструмента. Шлифовальные станки делятся на несколько групп:
круглошлифовальные, для обработки тел вращения;
плоскошлифовальные, для соответствующих поверхностей;
кромкошлифовальные, для обработки кромки фигурных элементов;
специальные шлифовальные, для сложных поверхностей.
Фрезерные
Фрезерные станки нужны для обработки фасонных и плоских поверхностей. В зависимости от своей конфигурации, они разделяются на:
вертикально-фрезерные, с перпендикулярным расположением инструмента по отношению к столу и детали;
горизонтально-фрезерные, с горизонтальным расположением шпинделя;
универсальные, на которых можно менять расположение заготовки по отношению к обрабатывающему узлу без ее переустановки.
Сверлильные
Станки такого типа служат для просверливания и рассверливания отверстий в деталях либо для их обработки. Также имеют деление на несколько видов:
вертикальные, работающие исключительно в вертикальной плоскости;
горизонтальные, аналогично обрабатывающие детали, но в горизонтали;
радиальные, на которых можно менять угол наклона инструмента для обработки закрепленной детали.
Токарные
Деревообрабатывающие токарные станки применяются для точения корпусных деталей и крепежа, изготовление декоративных элементов. Делятся они на группы, обусловленные степенью автоматизации устройства:
устройства с ручным управлением, полностью зависящие от работника;
автоматизированное оборудование, в котором есть узлы, обеспечивающие копирование ряда процессов без участия человека, но под его контролем;
полностью автоматическое оборудование, в которых все процессы контролируются заданной до запуска станка компьютерной программой.
Для работ по металлу
Станки для работы по металлу имеют меньшее количество разновидностей, но несколько другую специфику.
Исходя из степени точности выполняемых работ оборудование может быть:
сверхточным;
повышенной точности;
особо точным;
точным;
нормальной точности.
Исходя из типа предстоящих работ, можно подобрать оборудование с учетом его специфики.
Лоботокарные
Данные механизмы работают с металлическими деталями большого или неравномерного диаметра, вытачивания цилиндрообразных заготовок большой тяжести, работают они в горизонтальной плоскости.
Карусельные
С помощью таких станков можно выполнять простую подготовку деталей (обтачивание) либо создать заготовки для изготовления более сложных объектов, например, зубчатых колес, так как они могут использоваться как для обычного токарного точения, так и для:
сверления;
растачивания;
подрезания торцов;
нарезки резьбы;
зенкирования;
создания канавок.
Токарно-винторезные
Пожалуй, самый распространенный тип устройств для обработки металла ввиду своей универсальности, кроме того, существуют модели действительно небольших размеров, которые можно поставить в любой маленькой мастерской.
Такой станок позволяет работать с цветметом и черметом, точить конусы, нарезать резьбу разных типов: дюймовую или метрическую, питчевую.
Токарно-револьверные
Токарно-револьверные станки также имеют большое распространение, особенно в формате ЧПУ, с револьверной головкой под несколько инструментов сразу. Многопозиционная поворотная головка, конструктивный элемент, который значительно увеличивает эффективность работы устройства, сокращая время на обработку детали.
Как пользоваться?
Перед тем, как дать краткий экскурс в особенности использования токарных станков, обязательно необходимо напомнить выполнении правил техники безопасности при работе с этим оборудованием:
Одежда и обувь работника должны закрывать все тело, оставляя открытыми только кисти, шею и голову, одежда в идеале не должна быть прилегающей или свободной — этот комплекс мер защитит как от мелкой стружки, летящей во время работы, так и от серьезных травм, которые могут возникнуть при затягивании одежды в подвижные элементы станка.
Необходимо использовать защитные очки и стоять на деревянном настиле во избежание поражения током во время работы на оборудовании.
Категорически необходимо всегда использовать защитный кожух станка, который закроет зону вращения закрепленной детали.
Токарные станки, в большинстве своем, достаточно просты в освоении, поэтому как под руководством опытных мастеров, так и с помощью обучающих роликов в сети можно познать азы их использования и сделать первые шаги в этой сфере.
Примитивно, принцип работы на станке (для примера берем токарно-винторезный) выглядит следующим образом:
работник становится перед станком;
размещает заготовку между двумя окончаниями ходового вала;
включает станок;
плавно и медленно перемещает резец, выполняя обработку;
выключает станок по завершению работы.
Более детальные инструкции, конечно, лучше получать под контролем опытных коллег, поскольку даже видеоролики пока еще не умеют отвечать на заданные вопросы, возникающие в процессе работы на станках.
Что можно сделать на нем?
Токарный станок в умелых руках и при наличии необходимых для работы материалов является крайне эффективным инструментов для изготовления металлических или деревянных изделий, причем сюда можно отнести как высокоточные детали для другого оборудования, так и разнообразные ручные поделки для дома или досуга.
Изделия из древесины
Изготавливать изделия из дерева можно как «для дома, для семьи», так и на продажу. В последнем случае сделанные вещи имеют магическую приставку в своем названии «сделано индивидуально», что в нашу эпоху глобализации всех процессов имеет немалый вес в глазах многих потенциальных покупателей.
Можно изготавливать элементы мебели для ее последующей сборки (думаем, все помнят школьные табуретки, изготовленные и собранные на уроках труда), рукоятки для инструментов, средний и мелкий декор — основу для настенных часов, вазы, фигурки существ, популярным видом изготовляемых на станке изделий являются шахматы, шашки, нарды.
Металлические поделки
Токарные станки для металлообработки обычно не связывают с поделками, ведь с их помощью масса предприятий и мастеров-одиночек работает над изготовлением гаек и болтов, втулок и муфт, колец и валов различного назначения, максимум, что может представить себе человек, не владеющий информацией — это расточка каких-то деталей во время ремонта и схожие действия.
Тем не менее, круг выполняемых задач не ограничивается только работой. Металлические поделки может изготовить как опытный работник, так и начинающий практикант, чаще всего это фигурки либо отдельные декоративные элементы: шары и брелоки, кубики и целые модельки (например, автомобилей).
В заключение хочется отметить следующее: мир токарных станков, при всей его величине и многообразии, доступен каждому, кто захочет попробовать себя на этой стезе. Тем более, сейчас, с активным распространение устройств с ЧПУ, маленький токарный станок можно установить даже у себя дома, а после прохождения курсов по его использованию со временем и растущим опытом можно стать одним из тех, кто может превратить кусок материала в настоящий шедевр, будь он предназначен для работы или досуга.
Что такое токарный станок и что делают токарные станки? Горнило
перейти к содержанию
MachiningMachine
Автор: Peter Jacobs
Будучи слесарем или специалистом по ЧПУ, целый день работающим на вертикальных фрезерных станках, вы должны знать о токарном станке. Хотя токарные станки в настоящее время очень продвинуты с новыми технологиями, они являются одним из старейших станков, изобретенных еще в 1300 г. до н.э. в Древнем Египте.
Около 1569 г. н.э. токарные станки в основном использовались во Франции для изготовления изделий из дерева; однако во время промышленной революции 18 века люди в Англии модернизировали токарный станок по металлу.
В этом блоге мы будем вникать в детали, различные типы, как научиться их использовать и многое другое. Давайте начнем.
Что такое токарный станок?
Токарный станок — это станок, используемый для придания формы деревянным или металлическим изделиям. Он обрабатывает деревянную или металлическую деталь, вращая ее вокруг оси, в то время как стационарный режущий инструмент продолжает удалять ненужный материал с заготовки, чтобы придать ей желаемую форму.
Эти машины используются для различных операций по изготовлению изделий, таких как шлифование, сверление, резка, деформация и токарная обработка. Они используются в металлообработке, термическом напылении, обработке стекла и тюнинге различных художественных изделий по дереву.
Являясь одним из самых древних станков, способных выполнять широкий спектр производственных задач, он также известен как «Мать всех станков».
Как работает токарный станок?
Прежде чем узнать, как работает эта машина, необходимо узнать о ее частях. Большинство состоит из следующего:
Bed
Headstock
Tailstock
Spindle
Motor
Chuck
Режущие инструменты
Рабочий процесс токарного станка
Этап 1: Обрабатываемая деталь помещается между передней и задней бабками. Он соединен с патроном, который помогает поставить заготовку в устойчивое положение, захватывая ее снаружи.
Шаг 2: Заготовка вращается с помощью шпинделя, соединенного с двигателем. Он заставляет заготовку вращаться вокруг своей оси.
Шаг 3: Режущий инструмент помещается в держатель инструмента, который удерживает фрезу на соответствующем расстоянии от вращающейся заготовки, чтобы его лезвия могли резать заготовку по желанию. Различные типы режущих инструментов используются для различных желаемых форм и материалов.
Типы токарных станков
В настоящее время вы можете найти множество типов токарных станков, наиболее часто используемыми из которых являются:
Токарный станок с двигателями
Токарные станки с двигателями были популярным изобретением со времен промышленной революции. Они использовали паровые двигатели в качестве источника энергии для непрерывного вращения. Эти машины в настоящее время используются в основном в промышленных целях для сверления или растачивания металлических деталей.
Скоростные токарные станки
Скоростные токарные станки используются для резки деревянных деталей. Поскольку скорость вращения шпинделя в токарных станках этого типа высока, они известны как скоростные токарные станки. Это одна из самых простых машин для понимания, поскольку они состоят только из передней бабки, задней бабки и револьверной головки.
Револьверные станки
Револьверные станки идеально подходят для изготовления идентичных заготовок. Он имеет револьверную головку, которая позволяет машине удерживать несколько режущих инструментов, которые можно использовать одновременно.
Токарные станки для инструментальной мастерской
Токарный станок для инструментальной мастерской — лучший вариант, если вам нужна точность резки. По функциям и рабочему процессу токарные станки Tool Room идентичны токарным станкам Engine. Вы можете легко контролировать скорость токарных станков Tool Room в соответствии с желаемым резом.
Токарные станки по стеклу
Поскольку стекло очень хрупкое и может разбиться при резке лезвием, токарные станки по стеклу используют тепло от горелки, чтобы сделать его ковким. Как только стекло становится гибким, ему придают форму вручную. Этот тип токарного станка в основном используется для производства изделий из стекла, таких как браслеты или дизайнерские зеркала.
Разница между токарным станком по металлу и токарным станком по дереву
Хотя большинство станков имеют схожие функции, не все из них можно использовать для изготовления одного материала. Например, токарный станок, изготавливающий деревянные изделия, нельзя использовать для обработки металлических деталей.
Токарный станок по металлу
Токарный станок по дереву
Мощность двигателя
Токарный станок, используемый для обработки металлических деталей, имеет мощный двигатель.
Имеет относительно менее мощный двигатель.
Скорость вращения
Большинство токарных станков по металлу вращаются намного быстрее, чем токарные станки по дереву, и имеют переменную скорость вращения.
Имеет скорость вращения 500-1200 оборотов в минуту и вообще не имеет переменной скорости.
Размер и острота режущих инструментов
Токарные станки, используемые для обработки металлических деталей, имеют относительно большие размеры и более заточенные лезвия.
Лезвия токарного станка по дереву меньше по размеру и менее заточены.
Часто задаваемые вопросы о токарных станках
Для чего используются токарные станки?
Токарные станки использовались для обработки различных материалов с самых ранних времен. Начиная с Древнего Египта и промышленной революции в Англии и заканчивая современным миром, эти машины используются для придания формы материальным изделиям.
Трудно научиться пользоваться токарным станком?
Важно сначала научиться механической обработке у опытного инструктора в официальном механическом цехе. В The Crucible вы можете научиться безопасно использовать обрабатывающее оборудование и делать точные и аккуратные разрезы. Наш механический цех предлагает вводные занятия для станочников, которые только начинают свою деятельность, а также открытое лабораторное время для студентов, чтобы усовершенствовать свои навыки работы на токарном станке, и для опытных рабочих, работающих над личными проектами. Если вы заинтересованы в токарной обработке дерева на токарном станке, наш магазин по дереву предлагает как вводные курсы для начинающих столяров, так и продвинутые курсы для тех, кто имеет представление о токарной обработке дерева на токарном станке.
Сколько стоят станки?
Средняя стоимость токарного станка для любителей может варьироваться от 800 до 6000 долларов. Цены на промышленные токарные станки могут доходить до 60 000 долларов, а станки с ЧПУ могут стоить даже 500 000 долларов. Существует огромная разница между различными типами токарных станков, поэтому проведите исследование и убедитесь, что у вас есть четкое представление о том, какой тип вам нужен.
Какой токарный станок мне нужен?
Тип, который вам понадобится, определяется материалом, с которым вы работаете, количеством места, которое у вас есть, и вашим начальным бюджетом. Различные типы имеют различную мощность двигателя, скорость вращения, размеры лопастей и многое другое. Если вы работаете с металлом, вам понадобится более мощный двигатель и больше переменных скоростей на вашем станке. Деревянные токарные станки не требуют такой большой мощности и могут работать с меньшими и менее острыми размерами лезвий.
Продолжить знакомство с руководствами по станкам
В этом руководстве рассказывается о том, что делают токарные станки, о различных типах и о том, как научиться пользоваться токарным станком….
Подробнее →
Машинисты создают точные детали для механического оборудования. В этом руководстве рассказывается о том, чем занимаются механики, и о том, каково быть механиком в целом….
Подробнее →
В этом подробном руководстве мы подробно расскажем, что такое механическая обработка, основные методы, как учиться и процессы обработки. ..
Подробнее →
Убедитесь, что вы готовы ко всему, вооружившись знаниями по ремонту велосипедов! Мы рассказываем, как починить цепь, плоскую трубу и многое другое….
Читать далее →
Понимание обслуживания велосипеда и наличие безопасного способа передвижения важнее, чем когда-либо. Читайте дальше, чтобы узнать основы и многое другое….
Подробнее →
Это руководство имеет одобрение эксперта
Питер Джейкобс, старший директор по маркетингу в CNC Masters
Питер Джейкобс — старший директор по маркетингу в CNC Masters. Он активно участвует в производственных процессах и регулярно публикует свои идеи в различных блогах, посвященных обработке с ЧПУ, 3D-печати, быстрой оснастке, литью под давлением, литью металлов и производству в целом.
Вы можете научиться механической обработке
В Горниле еженедельно предлагаются новые курсы механической обработки.
Не найдена сетка для классов механических цехов.
МАГАЗИН МАШИНОСТРОИТЕЛЬ
2022-06-28T08:26:48-07:00
Ссылка для загрузки страницы
Перейти к началу
Что такое токарный станок и как он работает
Сегодня мы собираемся ответить на популярный вопрос по механической обработке:
Что такое токарный станок?
Если вы подумываете о работе на токарном станке и хотите узнать больше о том, что делает этот инструмент, вы обратились по адресу. Вот некоторые основы токарного станка, которые помогут вам понять, что это такое, как он работает и почему он может быть полезен в вашем следующем проекте:
1. Токарный станок 101: Что такое токарный станок?
Токарный станок — это обрабатывающий инструмент, который используется в основном для обработки металла или дерева. Он работает путем вращения заготовки вокруг неподвижного режущего инструмента. Основное применение — удаление ненужных частей материала, оставляя после себя заготовку красивой формы.
Существует множество типов токарных станков, предназначенных для обработки различных материалов и технологий. Здесь, в All Metals Fabricating, у нас есть четыре различных типа токарных станков, в том числе токарный станок с инструментами для работы в многозадачном режиме.
Люди использовали токарные станки для изготовления деталей для других механизмов, а также специальных предметов, таких как чаши и музыкальные инструменты. Независимо от типа и функции, все они работают с использованием этого основного удерживающего и вращающегося механизма.
2. Детали токарного станка
Основными частями токарного станка являются станина, передняя и задняя бабки, шпиндели, подручник и двигатель. Вот как это работает:
Станина удерживает все вместе
Все части токарного станка прикреплены к станине. Это формирует основу токарного станка и является одним из факторов, определяющих размер детали. То есть расстояние от основного шпинделя до станины подскажет вам предел максимального диаметра.
Правильная ориентация
Передняя бабка должна быть слева, а задняя — справа. Если вы видите обратное, проверьте и убедитесь, что вы не стоите не с той стороны станка.
Передняя бабка — это место, где происходит основное действие. Здесь мощность двигателя передается на заготовку. Частью его назначения является удержание основного шпинделя, так что вы должны увидеть и этот шпиндель здесь.
Двигатель находится на нижней стороне станины станка, слева возле передней бабки. Часто это какой-то тип электродвигателя, но токарный станок может иметь и гидравлический двигатель.
Регулируемые детали
Вы можете отрегулировать подручник по высоте и повороту, но из соображений безопасности это следует делать только при выключенном станке. После того, как вы ослабите его для регулировки, дважды проверьте, чтобы убедиться, что он снова затянут, прежде чем продолжить.
Задняя бабка также регулируется, и вы, вероятно, сможете полностью ее снять. Как и в случае с подручником, вы никогда не должны выполнять эти регулировки во время работы токарного станка. Подробнее об этом читайте в разделе «Безопасность токарного станка» этого поста.
Приспособления и принадлежности
Шпиндели, включая вращающийся главный шпиндель, удерживающий заготовку, могут быть оснащены различными приспособлениями и принадлежностями. Чтобы учесть эти фитинги, главный шпиндель часто является полым и имеет резьбу снаружи.
Некоторые полезные приспособления для главного шпинделя включают центры, патроны и планшайбы. Вы можете использовать их, чтобы расположить заготовку и удерживать ее на месте.
3. Кто должен использовать токарный станок?
Токарные станки, известные как «матери обрабатывающих инструментов», могут использоваться для самых разных целей. К ним относятся формование, сверление, шлифование, накатка, токарная обработка, резка и деформация. Такую универсальность инструмента трудно превзойти, и именно поэтому так много рабочих по металлу и дереву полагаются на токарные станки в качестве основы своей работы.
Если вам нужен прецизионный инструмент для резки и формовки, токарный станок может идеально подойти для вашего проекта. Токарные станки хороши для команд, которым требуется универсальное оборудование, способное выполнять работу нескольких инструментов.
4. Безопасность токарного станка
Вы должны освоиться с токарным станком, если хотите хорошо им пользоваться, но не слишком.
Вы знаете момент, когда вы используете машину, выполняете какое-то повторяющееся движение, и ваш мозг медленно переключается на автопилот? Как вы, возможно, знаете из опыта, именно в такие моменты случаются ошибки.
В этих инструкциях по технике безопасности для токарных станков, разработанных Университетом Пердью и Университетом Западной Вирджинии, приведены некоторые важные моменты, на которые следует обратить внимание:
Носите правильное снаряжение протекторы или, может быть, даже лицевой щиток. Если нет, то правильное время для снаряжения — до токарной операции.
Соберите волосы, если они длинные, и закатайте длинные рукава. Никогда не надевайте перчатки, кольца или часы при работе на токарном станке. Если какой-либо из этих предметов попадет в сверло или шпиндель, вы быстро окажетесь в смертельной ситуации.
Проверьте щитки и ограждения
Перед началом использования станка убедитесь, что все находится на своих местах. Если что-то выглядит не так, четко обозначьте это, прежде чем покинуть это место. Вы можете написать что-то вроде «Не работает». Вы же не хотите, чтобы кто-нибудь, пришедший после вас, столкнулся с проблемами, которые вы могли бы предотвратить.
Держите инструменты острыми
Тупые и поврежденные токарные инструменты не только неэффективны, но и опасны в использовании. Пометьте и зафиксируйте, прежде чем двигаться вперед.
Выключите питание перед регулировкой
Никогда не регулируйте токарный станок во время его работы. Если вы заметили что-то, что хотите переместить, подождите, пока токарный станок полностью не выключится, прежде чем делать это. Аналогичным образом, если вам необходимо выполнить какое-либо техническое обслуживание токарного станка, вы должны заранее полностью отключить источник питания.
Партнерство с опытным механическим цехом
Самым большим преимуществом, когда речь идет о безопасности токарного станка, является то, что нелегко исправить: опыт и навыки. Если вы обнаружите, что вам не хватает собственных отбивных, не волнуйтесь. Все, что вам нужно сделать, это найти хорошую механическую мастерскую, которая знает, что они делают, и создать прочное партнерство, чтобы выполнить работу.
Вы готовы использовать токарный станок!
Итак, что такое токарный станок?
Токарный станок — это, помимо прочего, формовщик, резец, шлифовальный станок и деформатор. Он использует навесное оборудование для выполнения специальных работ и создает достаточно точные результаты, чтобы их можно было использовать на другом оборудовании.
Для изготовления сварочного аппарата для электродуговой сварки в домашних условиях нужно совсем не много, делается это довольно просто без применения специализированного оборудования или схем. Все, что для этого нужно – это микроволновая печь в количестве двух штук, или же два трансформатора от них. Их можно найти даже на свалке.
Если мы взяли микроволновые печи, тогда достаем из них трансформаторы.
Это трансформаторы повышающего типа – это значит, что она преобразуют 220 В в напряжение примерно 2,5 кВ, которое требуется для работы магнетрона. Из-за этого для вторичной обмотки у них используется провод меньшей толщины и большее количество витков. Трансформатор обладает мощность около 1200 Вт.
Для сборки сварочного аппарата для дуговой сварки мы не будем разбирать сердечник наших трансформаторов. Нам нужно лишь спилить и высверлить вторичную высоковольтную обмотку. Как правило, эта обмотка размещена сверху, первичная на 220 В – в нижней части. Наш рабочий инструмент.
Нужно взять трансформатор и закрепить, чтобы он не двигался. Далее берется ножовка по металлу и срезается вторичная обмотка с обеих сторон у обоих трансформаторов. Если будете повторять, будьте осторожны, следите чтобы не повредилась вторичная обмотка.
После этого обмотка сверлится дрелью со сверлом по металлу и таким образом снимается внутреннее напряжение металлов, чтобы было просто выбить остатки.
Выбивание остатков намотки.
Мы получили два трансформатора с обмотками на 220 В. Трансформатор слева, над обмоткой, имеет токовый шунт, который разделяет обмотки. Чтобы увеличить мощность, их надо тоже выбить. Благодаря такой манипуляции мощность трансформатора возрастет примерно на 20–25%. Между большими обмотками также может присутствовать маленькая низковольтная обмотка из пары проводов – ее нужно выбросить.
Берется многожильный провод с пластиковой изоляцией, сечение шесть квадратов, длина 11–12 метров. Подойдет и многожильный провод, не грубый – как в моем примере.
Автор намотал приблизительно 17–18 витков для каждого трансформатора, высота 6 рядов, толщина 3 слоя.
Обмотки включаются последовательным образом. Автор все мотал, используя один провод, но допускается и намотка каждого трансформатора отдельно, и затем – их соединение. Вся намотка получилась очень плотной, болтаться не должна.
Когда намотка завершена, нужно подключить высоковольтные обмотки на 220 В параллельным образом. Автором использованы автомобильные наконечники с изоляцией термоусадочной трубкой.
Вся конструкция включается в сеть, замеряется напряжение на намотанной вторичке. Вышло примерно 31–32 В.
После этого была взята деревянная доска и оба трансформатора прикручены на саморезы, чтобы вышло единое целое.
Во время сварки автор планирует применять электроды 2,5 мм, и варить две железки с толщиной 2 мм.
Так выглядит результат.
Все работает, но варить долго не рекомендуется, поскольку происходит нагрев трансформаторов. После каждого электрода аппарату нужно дать время, чтобы он остыл.
Тока достаточно, для сварки тонкого металла это не лучшее решение, его просто режет. Чтобы уменьшить ток в цепи, может использоваться дроссель или балансный резистор. Резистором может послужить отрезок стальной проволоки, включив его в цепь низковольтной обмотки, и его длинной регулировать ток, настраивая ровность горения дуги.
Автора вполне устраивает результат, для домашних задач подходит, с учетом того, что сварка обошлась практически даром.
как сделать трансформатор своими руками
используют зачастую не только в промышленном производстве, но и в домашних условиях в быту. Её применяют для разной работы, где присутствует металл.
Специальные инструменты, которые необходимы для такого процесса, стоят довольно-таки дорого. Однако удастся изготовить из микроволновки доступным каждому способом.
Содержание
Изготовление трансформатора
Подготовительный процесс
Правильное соединение
Электроды
Сборка устройства
Итог
Изготовление трансформатора
Сборка сварочного аппарата своими руками.
В первую очередь состоит сварочный аппарат из трансформатора от микроволновки. Этот элемент является главным во всей конструкции, а для его получения можно воспользоваться любой микроволновой печью, важным условием является её работоспособность.
Для возможности качественного эксплуатирования изготовляемого оборудования для сварки необходимо, чтобы трансформатор имел мощность от 1 кВт. Таким образом, он сможет сваривать материал толщиной до 1 миллиметра. В ситуации с более толстой стенкой, таких оборудований может понадобиться несколько.
С целью изготовления дуговой сварки из микроволновки своими руками, необходима только определенная часть от , а точнее магнитопровод и первичная обмотка. Также проводится демонтаж вторичной обмотки, снимается шунт, находящийся по обе стороны детали.
Новую обмотку к трансформатору от микроволновой печи можно сделать, используя многожильные проводки, у которых сечение является не меньше, чем 100 кв.миллиметров либо 1 см в диаметре. В этом случае пары-тройки витков будет достаточно.
При чрезмерной изоляции провода её можно убрать, заменив на тканевую изоляционную ленту. Если применяется несколько трансформаторов, то вторичная обмотка должна быть общей. Главное, чтобы выводы были скреплены с первичными витками.
Затем необходимо провести монтаж всего сварочного оборудования, куда входят непосредственно , органы управления, электроды – их производство и припайка, монтаж внутренних механизмов в защищенный корпус. Его также допускается взять с любой микроволновки, даже не функционирующей.
Подготовительный процесс
Чтобы изготовить сварочное оборудование из микроволновой печи дома своими руками необходимо подготовить все детали, запчасти, а также дополнительные инструменты.
Поскольку сварка из микроволновки своими руками изготавливается из трансформатора, он и является главным элементом. Если необходимо, его можно изъять из печи аппарата с увеличенной мощностью, в некоторых случаях таких конструкций может понадобиться несколько штук.
Электрическая схема споттера.
Кроме того потребуются:
кабель, обмоточный материал;
разнообразные отвертки;
медные электроды, являющиеся вспомогательными деталями в сварке;
струбцины для зажима;
основа, на которую устанавливается сварочное оборудование;
рычаг с необходимой длиной, впоследствии он будет выполнять роль прижима.
Изготовить контактную сварку из микроволновой печи своими руками достаточно просто, если знать все необходимые нюансы, особенности, возникающие во время процесса, а также при наличии всех необходимых предметов.
Правильное соединение
В процессе создания простого сварочного аппарата из микроволновки в домашних условиях, используя два трансформатора, есть возможность достичь хорошего результата в виде оборудования с увеличенной мощностью. В данной ситуации, мощность увеличится до 2-х раз.
Таким же образом получится увеличить силу подаваемого сварочного тока. Единственным отличием будет являться сильная потеря, поскольку цепь будет иметь также большое сопротивление. Два конца вторичной обмотки потребуется скрепить с помощью электродов.
При наличии двух трансформаторов, напряжения не всегда достаточно достаточно, чтобы изготовить сварочный аппарат из микроволновки, однако есть возможность по очереди прикреплять их обмотки на выходе.
Схема соединения двух трансформаторов.
Стоит обратить внимание, что витки должны быть в одинаковом количестве на каждой детали. Это также необходимо тогда, когда не получается намотать нужное количество витков на магнитопровод.
Помимо этого, в процессе сборки данного оборудования самостоятельно нужно регулировать, куда направлены витки, и поправлять их в необходимое положение. В ином случае есть вероятность возникновения противофазы и получения в итоге нулевого напряжения.
Проводя эксперимент, следует отметить, что определяя правильное крепление возможно использование провода с малым сечением.
Электроды
Чтобы выяснить, как сделать сварочный трансформатор из микроволновки, очень важно выделить тему электродов.
Сборка аппарата точечной сварки из микроволновки.
Детали являются многофункциональными и могут:
сжимать соединяемые листы;
подводить ток к свариваемому месту;
отводить тепло.
Подбирая электрод, необходимо учитывать его форму, размер и другие параметры. Именно они определяют, будет ли сварочный шов качественным или нет. Существует несколько видов геометрической формы рассматриваемых деталей – прямой и фигурный.
Зачастую используют прямой, поскольку благодаря ей удастся без труда попасть даже в самый трудный участок, где необходимо провести сварочную работу.
Чтобы правильно выбрать электроды для сварочного трансформатора из-под микроволновки, необходимо внимательно изучить соответствующие ГОСТы, где указываются все параметры касаемо необходимых деталей от 10 до 40 миллиметров.
Медный прут, применяемый в роли электрода, должен иметь диаметр в несколько раз больше либо быть таким же, как и диаметр провода, с которым специалист будет работать.
Чтобы электроды активно не окислялись во время их эксплуатации, их необходимо скрепить с рабочим проводом, применяя пайку.
В любом сварочном оборудовании электроды имеют свойство часто и быстро изнашиваться в период эксплуатации. Чтобы избежать таких неприятных моментов в работе лучше всего их постоянно точить до формы заточенного карандаша. Этого можно добиться, используя напильник.
Сборка устройства
Схема стыковой сварки.
Как уже упоминалось, электроды для использования сварки с соприкосновением изготавливаются из медных прутиков либо жала, от бывшего специализированного паяльника, с условием, что мощность оборудования небольшая.
Аппаратный провод крепиться к электроду за счет наконечника из меди, что соединяется в свою очередь припаиванием.
Конец оборудования ставят в соприкасаемое положение с электродом, используя болтовую технологию, являющуюся достаточно надежной, чтобы усиление сопротивления на участке поврежденных деталей не выводило из строя весь аппарат для контрактной варки.
Для выполнения такого крепления, у электрода и наконечника должны имеется небольшие одинаковые дырки соответственно.
Все укрепляющие детали, которые могут понадобиться при соединении электродов и наконечников, должны быть медными либо с медным сплавом, у которых присутствует минимальное электрическое сопротивление.
Такие крепежные детали делают эксплуатацию оборудования простой и несложной. Ознакомившись со всеми вышеуказанными рекомендациями станет понятнее, как сделать свч сварку из микроволновки самостоятельно.
Итог
Главной особенностью сборки сварочного аппарата из микроволновки является тот факт, что варка происходит легко, но кратковременно, поскольку трансформатор необходимо беречь от перегревания.
После эксплуатации электроды должны остыть. Тонкую металлическую поверхность не рекомендуется варить, поскольку она скорее повредится, чем расплавится.
Чтобы снизить подачу тока в цепи специалисты рекомендуют пользоваться дросселем либо балансным резистором.
Альтернативным вариантом выступает небольшой кусок проволоки из стали, подсоединяющийся к низковольтной обмотке и под его длину удастся регулировать силу тока и ровность горения дуги. Теперь появилась пользоваться оборудованием, собранным своими силами, без лишних силовых и финансовых затрат.
Сборка аппарата для дуговой сварки на 70 А
В этом посте я хочу показать вам оригинальное руководство, которое я использовал для сборки своего аппарата для дуговой сварки на 70 А (на фото слева). Я сделал его сам, используя трансформаторы для микроволновых печей. Я намерен построить еще один в этом году и снова воспользуюсь этими инструкциями. Поскольку исходный сайт, aaawelder.com, отключен, я воспользовался Wayback Machine, чтобы найти контент и снова сделать его доступным для поиска. Нарушение авторских прав не является намеренным или желательным. Обратите внимание, что эта машина может быть немного опасной. Если вы хотите сварить дешево, есть много других вариантов. У Amazon есть этот сварочный аппарат гораздо дешевле, чем вы ожидаете. Он получает отличные отзывы, и это гораздо более быстрый и простой способ сварки. Я купил на себя, а не строить еще один сварочный аппарат! Нажмите на картинку ниже, чтобы получить более подробную информацию об этом. Обязательно читайте отзывы!
Я опытный сварщик/слесарь с более чем 20-летним опытом развития и применения своих навыков. Я работал в мастерских от кукурузных полей Иллинойса до верфей глубокого юга, соревнуясь в своих навыках со сварщиками/слесарями мирового класса. Я построил дуговой сварочный аппарат на 70 ампер из трансформаторов микроволновой печи, чтобы выполнять свои небольшие сварочные работы, микросварщик, если хотите.
Я попытался купить в магазине сварочный аппарат на 110 вольт, но не смог заставить стержень проплавить соединения. Стержень расплавлялся в маленькие шарики и просто лежал на заготовке, совершенно не расплавляясь. Фирму называть не буду, скажу лишь, что разочаровалась.
Опыт создания собственного сварочного аппарата был не только полезным, но и поучительным. Мало что может сравниться с созданием чего-то, что действительно работает, испытанием навыков и силы духа, в котором вы выходите победителем. Это не лучше, чем это. В AAAWelder я стремлюсь вдохновлять и пробуждать художника во всем, в AAAWelder я говорю: «Да, мы можем».
ВНИМАНИЕ!!!!!! Приступайте к постройке этого устройства на свой страх и риск! Если вы не уверены в правильной процедуре и мерах предосторожности, НЕ СТРОИТЕ! Энергия, производимая этим юнитом, может убить вас, если вы позволите. Быть умным. Быть в безопасности. Будьте в курсе!
Как я собрал свой 70-амперный сварочный аппарат для дуговой сварки
Шаг 1: ПОЛУЧИТЕ ТРАНСФОРМАТОРЫ
Это можно сделать несколькими способами. Метод, который я выбрал, состоял в том, чтобы позвонить в Департамент санитарии и попросить их отложить несколько микроволновок. Когда я рассказал им, что это за проект, я немного посмеялся и получил одобрение. Две недели спустя у меня было 6 микроволновых печей. Для дуговой сварки на 110 В требуется 2 трансформатора.
Шаг 2: РАЗБОРКА БЛОКОВ
Предостережение относительно трансформаторов: будьте осторожны при снятии разъемов с первичной обмотки (см. рис. 1). Иногда единственное, что удерживает концы катушки на месте, — это кусок ленты. Если потянуть или дернуть, они могут вырваться, что приведет к поломке или излому магнитопровода под напряжением. Потратьте время, чтобы сделать это правильно. Снимите трансформатор. Есть и другие вещи, которые я удаляю: вентилятор охлаждения (вам нужен 1 для сварочного аппарата 110 В), шнур питания, магниты от магнетрона (для использования в другом проекте) и жгут проводов (провод от жгута). может использоваться для подачи питания на трансформаторы, охлаждающий вентилятор и переключатель включения/выключения).
Шаг 3: Модифицируйте трансформаторы: Фаза 1
Это этап дела или разрыва этого процесса. То, как и что вы будете делать с этого момента, будет определять результаты ваших усилий. Программисты используют термин, который говорит сам за себя: МУСОР ВНУТРИ, МУСОР ВНЕ! Не торопись. Сделай это правильно. Если вы чувствуете, что злитесь или расстраиваетесь, остановитесь, бросьте все, идите и возьмите что-нибудь холодное, вернитесь позже. Вторичная обмотка обоих трансформаторов должна быть удалена. Я объясню свой способ, у вас может быть лучше.
Инструментами, которые я использовал для выполнения этого шага, были обычный молоток и очень острое долото. Ширина долота была меньше ширины паза керна. Закрепите трансформатор на стационарном объекте (столе, скамье и т. д.), как показано на рис. 2. Поместите стамеску в начальную точку реза № 1 (рис. 3). Разрежьте катушку, ударяя молотком по долоту, пока не достигнете точки упора, которая должна полностью пройти через толщину катушки. Отрежьте все оставшиеся пряди, оставшиеся после первого разреза. Снимите зажим. Поверните трансформатор на 180 градусов и зажмите (срез № 2 теперь должен быть вверху). Повторяйте разрезы в разрезе № 2, пока этот участок катушки не будет свободен. Снимите секцию (рис. 3). Если вы врежетесь в первичную обмотку, купите другой трансформатор, это уже история. Пристегнитесь, теперь начинается настоящее веселье.
Как видно из рис. 4 и рис. 5, остальные вторичные катушки должны быть полностью удалены, включая 3-витковую накальную обмотку. Я решил эту проблему, найдя стальной стержень, который можно было бы вставить в пазы сердечника без заклинивания и иметь достаточную площадь на лицевой стороне, чтобы вытолкнуть катушки одним куском, а не тысячами прядей. Удачи!
Модификация трансформатора: Фаза 2
Если вам понравилась фаза 1, не пристегивайте ремень, вам понравится фаза 2. Здесь вы можете перемотать вторичные катушки, чтобы они работали так, как вы хотите. . Шаги, которые я описываю на этом этапе, являются теорией, основанной на исследованиях и выводах из моих собственных экспериментов. Я связываю поток электронов с потоком воды, потому что они имеют одинаковые характеристики. Все, что вы делаете для обеспечения беспрепятственного протекания тока, обеспечит вам максимальную производительность этих трансформаторов. Имея это в виду, давайте продолжим. Вам необходимо как можно лучше определить направление намотки первичных катушек. Поверните трансформаторы так, чтобы разъемы на первичках были обращены к вам. Один будет входить в ядро (назовем это входом для ясности), а другой выходит (выходит). Вторичные обмотки обоих трансформаторов будут намотаны относительно их первичной обмотки. Это попытка удержать трансформаторы в фазе друг с другом.
Если вы обнаружите, что первичная обмотка намотана по часовой стрелке, просто выполните процедуру, показанную на рис. 7, в обратном порядке. Четвертый может выбить из вас несколько отборных слов. Я использовал отвертку с обмотанной лентой лопаткой, чтобы поддеть зазоры между проводом и сердечником. Ваша цель — 20 витков многожильного медного провода №10 AWG, изолированного, длиной 25 футов для каждого трансформатора. Я достиг 18 витков, и мой сварочный аппарат работает нормально. Еще раз, удачи!
К тому времени, когда вы закончите перематывать вторичную обмотку, вы по-новому оцените искусство перемотчиков. Ваша работа может быть некрасивой на данном этапе, но держу пари, что они бегут как «ошпаренные собаки». Шаг 4: Спецификации и испытания Вы можете жестко подключить этот блок после того, как дуговой сварщик заработает должным образом.
Пока не подавайте питание на цепь. Найдите концы бирки обмотки накала и крышки, так как может вытечь до 13 ампер. Не включайте себя в эту цепь; взрыв в вашем сердце может убить вас. Подумайте о безопасности , прежде чем щелкнуть выключателем . Прикрепите выходные провода к непроводящему стационарному объекту на расстоянии не менее 4 дюймов друг от друга.
Это очень хороший пример «не рисковать». Этот сварочный аппарат был построен Джоном Келли, который все заблокировал и оставил рабочий конец для испытаний. Спасибо Джон за фотки.
Если вы следовали порядку сборки, все, что здесь нужно сделать, это проверить выходное напряжение. Установив вольтметр на 50 В переменного тока, включите сварочный аппарат, снимите показания напряжения, выключите сварочный аппарат. Если ваши огни все еще горят, вы прошли первый тест; без шорт. Если вывод не соответствует спецификации и показывает прибл. половина, поменять местами вторичные обмотки. Если вы попали в точку, поздравляю, друг, теперь у вас есть сварочный аппарат. Закрепите ваш блок. Здесь не дается инструкция по размещению устройства, это вопрос выбора, вкуса и индивидуальности. Я использовал корпус от старого радиопередатчика, который нашел на свалке. Корпус от микроволновки можно вырезать и вылепить под этот микросварщик. Возможности безграничны.
Этот сварочный аппарат легко прожигает электрод 6013 диаметром 1/16″. Электрод 3/32″ 6013 горит слегка холодным, потому что я не сделал полных 20 витков каждый. Так что стремитесь достичь цели 20/20. Я наношу горячий блестящий валик с помощью электрода 1/16″ 6013, и если я хочу получить наплавленный шов, я использую 2-шаговый электрод с электродом 3/32″ 6013. Чтобы получить более подробное руководство по сварке с помощью вашего нового сварочного аппарата, ознакомьтесь с некоторыми из имеющихся замечательных книг по сварке.
Мощность:
Имейте в виду, что хотя этот сварочный аппарат использует источник переменного тока 110 В, этот сварочный аппарат потребляет несколько больших ампер. Выключателя на 20 ампер может быть недостаточно для непрерывного использования. Лучше использовать выключатель на 30 ампер. Кажется, что я могу сваривать вечно с электродом 1/16″ 6013, но электрод 3/32″ вызывает отключения, когда я свариваю слишком долго. Я надеюсь, что это руководство помогло вам создать микросварочный аппарат, который справится с вашими сварочными работами. Я хотел бы услышать о ваших успехах. Если я что-то упустил из виду или не уточнил какой-то момент, я хотел бы услышать об этом тоже. Если я могу помочь вам на любом этапе путешествия, пожалуйста, напишите мне по электронной почте.
Как сделать сварочный аппарат переменного тока из деталей старой микроволновки, часть 1
Автор Король случайностей
В предыдущей статье я продемонстрировал дуговой сварщик, сделанный из деталей старых микроволновых печей.
Вот часть 1 из 2 о том, как был сделан этот аппарат для дуговой сварки, и как вы могли бы сделать его! Это первая из двух частей по его созданию, посвященная модификации трансформеров.
ПРЕДУПРЕЖДЕНИЕ: Сварка стержнем и/или модификация трансформатора микроволновой печи (M.O.T) могут быть очень опасными и сопряжены с риском УФ-излучения, поражения электрическим током, ожогов, пожаров, дыма и множества других рисков. Этот проект не следует предпринимать без полного понимания электричества, присмотра взрослых и соответствующей подготовки. Неправильное или небрежное использование инструментов или предметов может привести к серьезной травме и/или смерти. Вы используете этот контент на свой страх и риск.
В предыдущем проекте я плавил провода на своем первом плавильном станке. Но сердечник трансформатора все еще был в отличном состоянии, поэтому я повторно использовал его, чтобы сделать сварочный аппарат на переменном токе!
Сварочный аппарат заставлял искры летать, но, в конце концов, его мощности не хватило, чтобы склеить металл, и детали разваливались без особых усилий.
Если бы я попытался увеличить мощность сварочного аппарата, провода бы перегрелись и расплавились.
Итак, чтобы решить эту проблему, мы будем использовать 2 MOT (трансформаторы для микроволновых печей), потому что чем больше трансформаторов, тем больше мощность!
Подготовка МТ к новому вторичному контуру точно такая же, как и первые несколько шагов, которые мы предприняли в проекте Metal Melter. Поскольку это немного избыточно, я не буду тратить много времени на пошаговые инструкции для этого, но если вы еще этого не видели, вы можете посмотреть видео или сослаться на мою предыдущую статью.
Чтобы сделать жизнь намного проще, вам понадобится сделать небольшое приспособление для намотки вторичной обмотки. Маловероятно, что вы получите все необходимые витки провода в таком ограниченном пространстве без него.
Чтобы сделать это приспособление, я использовал кусок деревянного обрезка и обрезал его так, чтобы он был такой же ширины, как центр трансформатора, и чуть короче верхней части. Длина была обрезана так, чтобы она свисала примерно на 1/2 дюйма с концов.
Я прикрутил деревянные панели сверху и снизу, чтобы направить провода и удерживать их на месте, затем сложил лист бумаги так, чтобы он поместился в канавка
После установки в верстачные тиски для рычага можно наматывать трос.
Для этого проекта попробуйте собрать около 50 футов многожильного медного кабеля 8 AWG из местного хозяйственного магазина. Вероятно, вы могли бы сэкономить немного денег, найдя бесплатный провод, но я решил заглянуть в раздел «конец катушки» в хозяйственном магазине и смог договориться о сделке за полцены на кабель, поэтому 50 футов стоили только мне около 17 долларов.
Для этих модифицированных MOT потребуется новая вторичная обмотка, состоящая из 18 витков кабеля 8 AWG, и оба MOT будут соединены последовательно. Я также обнаружил, что мне нужно запустить систему на 240 вольт переменного тока, чтобы получить выходную мощность для хорошей сварки. Моей целью было 30+ вольт переменного тока с переменной силой тока от 0 до 120+ ампер.
С практической точки зрения это означает, что вам нужно намотать катушку на форму так, чтобы у вас получилось 6 длин кабеля в высоту и 3 длины кабеля в ширину. Ах да, и все это должно поместиться обратно в трансформатор, так что наматывайте его потуже!
Первый слой не так уж и плох, но наматывать второй и третий слои становится все труднее и может показаться почти невозможным.
После того, как 18 витков провода поместятся в канавке, вы можете согнуть бумагу и скрепить ее скотчем, чтобы катушка держалась вместе.
Вот и сложная часть.. Снимите его с приспособления, не дав ему распутаться!
Верхнюю и нижнюю панели можно снять, а блок выдвинуть из центра катушки.
Я использовал изоленту, чтобы удостовериться, что катушки плотно прилегают.
Установка вторичной обмотки в трансформаторе очень затруднена.
Наилучший результат я добился, используя набор зажимов, чтобы сжать стороны катушки, а также осторожно постучав по катушке резиновым молотком.
Когда он вставлен, катушка должна располагаться ниже верхней кромки трансформатора, иначе вы не сможете вернуть верхнюю часть обратно.
Крепление верхней части такое же, как и в проекте Metal Melter.
Обычно используйте двухкомпонентный эпоксидный клей, чтобы покрыть всю верхнюю поверхность, затем установите крышку утюга на место и плотно прижмите ее зажимами или большими тисками.
Чрезвычайно важно оказывать сильное давление на шов во время схватывания эпоксидной смолы. Я даю моему застыть около 24 часов.
Модифицированный трансформатор готов! Вторичная катушка там настолько плотная, что любые вибрации от сети 60 Гц будут сведены к минимуму.
Когда оба трансформатора модифицированы одинаково, мы в основном получили то, что нам нужно для сварки. Осталось только немного почистить его и сделать более полезным и презентабельным.
Кстати, эти два оголенных провода от вторички станут нашим зажимом заземления и жалом.
Вот они! Основные характеристики сварочного аппарата переменного тока.
С этого момента нетрудно превратить систему в хороший маленький сварочный аппарат для хобби. Посмотрите, как это сделать, во второй части.
Если вы еще не видели видео, еще не поздно. Смотрите здесь!
Если вам нравится этот проект, возможно, вам понравятся некоторые из моих других. Проверьте их на thekingofrandom.com.
Обеспечьте безопасность подключения без ежемесячного счета . Получите пожизненную подписку на VPN Unlimited для всех своих устройств, совершив разовую покупку в новом магазине гаджетов, и смотрите Hulu или Netflix без региональных ограничений, повышайте безопасность при просмотре в общедоступных сетях и многое другое.
Армирование фундамента: особенности стеклопластиковой арматуры
Еще несколько лет назад для армирования фундаментов и стяжек в России применяли исключительно металлические изделия. Сегодня доступны аналоги тяжелой стальной сетки, один из них — стеклопластиковая арматура.
Для российского строительного рынка такой вид материала для армирования является относительно новым, в других странах арматурные пруты из композита применяются в строительстве и реконструкции примерно с 70-х годов прошлого столетия. Помимо стеклопластиковой к композитным относятся базальтокомпозитная,углекомпозитная и арамидокомпозитная арматуры, но они не получили широкого распространения ни в нашей стране, ни за рубежом.
Заказать стеклопластиковую арматуру в Тюмени от производителя вы можете в компании «Орион».
Что такое стеклопластиковая арматура
Для изготовления такой арматуры применяют стекловолокно — прочный, гибкий и эластичный материал. Волокна накрепко склеиваются при помощи полимерного состава.
В разрезе прута видны его составляющие: основной ствол из параллельных волокон и спиралевидную намотку. Некоторые виды продукции имеют песчаное напыление, могут быть окрашены в синий, черный или другой цвет. Оттенок не влияет на технические характеристики материала.
Арматура композитная стеклопластиковая производится в бухтах до 12 мм и в прутках диаметром выше 12 мм.
Характеристики композитной арматуры
Стеклопластик имеет следующие физические свойства:
высокая прочность;
долговечность;
эластичность;
химическая инертность;
отсутствие экранирующих свойств.
Вес стеклопластиковой арматуры меньше, чем металлической примерно в 4 раза. Масса композита примерно 1900 кг на кубометр, тогда как сталь весит не менее 7000 кг на м³.
Материал легко гнуть и сматывать в бухты. Одна бухта стеклопластиковой арматуры довольно компактна, что упрощает транспортировку материала — ее легко перевозить даже в багажнике легкового авто.
Вязка стеклопластиковой арматуры при выполнении армирования конструкций осуществляется на стяжку или вязальную проволоку, сварка при работе с композитным материалом не используется.
Область применения
Стержень из стеклопластика можно использовать для:
Укрепления кладки. Кладочные растворы часто разбавляют противоморозными и другими добавками, разрушающими металл. Композит невосприимчив к воздействию агрессивных веществ.
Армирования фундамента. Особенно часто при помощи стеклокомпозита укрепляют ленточный фундамент в домах малой этажности.
Армировки стяжки. Арматурная конструкция продлевает срок службы стяжки, препятствует ее разрушению под воздействием усадки, механических нагрузок и других факторов.
Армирования дорожных, береговых и других конструкций. Для стеклопластика, в отличие от металла, допустим прямой контакт с грунтом.
Особенности стеклопластиковой арматуры
Плюсы стеклопластиковой арматуры:
малый вес — легко перевозить, нет необходимости в специальном транспорте и дополнительных рабочих на объекте;
простота укладки — вязать композитную арматуру просто как вручную, так и с использованием механизированного вязального крючка;
в два раза большая прочность по сравнению со стальной арматурой аналогичного диаметра — меньшая расчетная площадь, высокая надежность армирования;
химические свойства — стеклопластик не подвержен коррозии, гниению, устойчив к агрессивным средам, низким температурам, что допускает ее применение в сложных условиях, без дополнительной гидроизоляции конструкции и других защитных мер;экономичность — цена композитной арматуры может быть больше, однако экономия достигается за счет использования наименования меньшего диаметра.
низкая теплопроводность — композит не будет мостиком холода;
вязка без швов — отсутствие сварных стыков, как самых слабых мест конструкции;
экологичность — материал не выделяет токсичных веществ в течение всего срока эксплуатации;
экономичность — цена композитной арматуры может быть больше, однако экономия достигается за счет использования наименования меньшего диаметра.
Минус стеклопластиковой арматуры — отсутствие возможности сгибать материал непосредственно на объекте даже при использовании строительного фена и другого инструмента для нагрева не получится. Если вам нужен гнутый особым образом стержень, необходимо заказать его изготовление у производителя.
Армирование ленточного фундамента композитными стержнями позволяет увеличить его прочность и срок службы. Работа выполняется по следующему алгоритму:
Расчет диаметра и количества материала. Общей формулы для подсчета нет, так как нужный типоразмер выбирается исходя из многих факторов: тип и глубина фундамента, этажность и назначение строения, планируемая нагрузка.
Копка траншеи и создание песчано-щебеночной конструкции, уплотнение и выравнивание основания.
Возведение опалубки.
Установка опор из кирпичей, чтобы не укладывать армокаркас на дно траншеи.
Непосредственно обустройство и вязка армирующего каркаса.
Заливка бетонной смеси.
Закажите композитную арматуру у нас
У нас вы можете купить стеклопластиковую композитную арматуру оптом и в розницу, возможна поставка одной единицы товара — бухты или стержня. Есть доставка во все регионы РФ. Оставьте заявку на сайте, чтобы получить прайс.
Заказать продукцию «ЗМИ Орион»:
Арматурная сетка
Гнутые элементы
Проволока вязальная
Сетка дорожная
Сетка кладочная
Объемные арматурные каркасы
Каркасы для буронабивных свай
Треугольный арматурный каркас
Сетка рабица
Сетка штукатурная ЦПВС
Арматура стеклопластиковая
Плоский арматурный каркас
Армирование ленточного фундамента стеклопластиковой арматурой: да или нет
Содержание статьи
1 Что такое композитная арматура и ее виды
2 Достоинства применения
3 Недостатки и мифы
3. 1 Расчетные характеристики
3.2 Уменьшение веса конструкции
3.3 Долговечность
4 Возможные области применения
5 Армирование ленточного фундамента
Последнее время на рынке строительных материалов появляется все большее количество новинок, разобраться с которыми непрофессионалу не под силу. Одной из таких новых технологий стало применение стеклопластиковой арматуры. Производители позиционируют свой товар, как арматуру, имеющую массу преимуществ относительно привычных стальных стержней, но так ли это?
Что такое композитная арматура и ее виды
Композитные материалы — это целая группа арматурных стержней, отличающихся по типу исходного сырья. Композит получил свое название из-за того, что в его составе содержится несколько элементов. Первый — волокна из различных видов сырья, второй — термореактивный или термопластичный полимер (смола). После отвердевания вяжущего получают прочные стержни.
В зависимости от происхождения волокон различают несколько видов арматуры:
стеклопластиковая;
базальтокомпозитная;
углекомпозитная;
арамидокомпозитная;
комбинированная, состоящая в основном из одного вида волокон, но имеющая включения по всей длине другого вида.
Наиболее распространено применение стеклопластиковой арматуры, о ней дальше и пойдет речь. Структура стеклопластиковой арматуры схожа со строением древесины. Точно так же вдоль стержня располагаются волокна, которые за счет вяжущего образуют единое целое.
Достоинства применения
Армирование таким материалом имеет следующие преимущества:
Возможность сматывать материал в бухты существенно облегчает его транспортировку и снижает затраты на самостоятельное строительство — арматуру можно доставить на собственном автотранспорте.
Небольшой вес изделий упрощает работу своими руками. Нет необходимости в применении большого количества рабочей силы и грузоподъемной техники. Для сравнения, плотность стали составляет 7850 кг на кубометр, в то время как кубический метр композитного материала имеет массу 1900 кг. Отсюда можно посчитать, что масса стеклопластиковой арматуры в 4,13 раза меньше, чем стальной.
Устойчивость к коррозии. Самая главная проблема стальных прутов — они подвержены появлению ржавчины. Стеклопластик не боится воды и различных агрессивных сред. Армирование композитным материалом хорошо подойдет для бетонов с добавками различных модификаторов (противоморозные и тому подобное).
Также к достоинствам относят то, что стеклопластик плохо проводит тепло и не проводит электрический ток. Бетонные конструкции не обеспечивают необходимой теплоизоляции здания, поэтому к ним всегда предусматривают слой утеплителя, который предотвращает тепловые потери. В связи с этим низкая теплопроводность композита не играет существенной роли. Непроводимость электричества дает некоторые преимущества. Но иногда в железобетонных конструкциях предусматривают выпуски стержней для устройства заземления или молниезащиты. При использовании стеклопластиковой арматуры такие мероприятия невозможны.
Недостатки и мифы
Материал достаточно новый, поэтому не до конца изучен. Применение в массовом строительстве такого типа стержней делает невозможным отсутствие нормативной базы для расчета. По стеклопластику существует только ГОСТ 31938-2012. Это недавно появившийся и единственный нормативный документ. ГОСТ предусматривает технические требования к материалу, но не дает рекомендаций по расчету, производители приводят лишь примерные значения соответствующих стальных стержней.
Армирование композитом имеет следующие недостатки:
Невозможность гибки: материал могут изогнуть только на заводе по заранее предоставленным схемам;
Невозможность применения сварки. Обычно сварка применяется на больших каркасах, в частном домостроении арматуру чаще вяжут.
Неустойчивость к высоким температурам. Сталь начинает терять свои свойства при нагреве до 600 градусов Цельсия. В случае с композитом потеря несущей способности происходит намного раньше. А это значит, что при пожаре бетонные перекрытия и балки обрушатся быстрее.
Помимо недостатков существуют сомнительные моменты, о которых стоит знать.
Расчетные характеристики
Расчет железобетонных элементов выполняют по СП «Бетонные и железобетонные конструкции» по 2 группам предельных состояний (ГПС).
1 ГПС — расчет по несущей способности. Проверяют, может ли элемент выдержать нагрузку, прикладываемую к нему. Расчет ведут с учетом прочности материала.
2 ГПС — расчет по жесткости. Здесь учитываются деформации и величина раскрытия трещин железобетонных конструкций. Расчет ведут с учетом модуля упругости материала.
В железобетонном элементе сжимающую нагрузку берет на себя бетон, а функция арматуры — предотвратить разрушение под действием деформаций. Производители композита заявляют о высоких прочностных характеристиках (Rs), но умалчивают о модуле упругости (Еs). Именно эта величина определяет деформативность конструкции.
Рассчитать деформативность можно, разделив прочность на модуль упругости. Для стальной арматуры А400 Rs = 360 МПа, Es = 200000 МПа, отсюда получаем деформативность равную 0,0018 или 0,18 %. Для стеклопластиковой арматуры Rs = 1000 МПа, Es = 50000 МПа. Деформативность равна 0,02 или 2%. Т.е. на 1 метр конструкции растяжение композитной арматуры возможно до 2-х см против 0,18 см у стальной, представьте какие трещины будут образовываться в конструкции. Арматура предназначена для предотвращения растрескивания и растяжения. Композитная справляется с этой функцией в 10 раз хуже, чем стальная.
Особенно важно это качество при армировании плит перекрытия и различных балок. Здесь деформации очень велики, поэтому армирование таких элементов композитом невозможно.
При применении в конструкциях с предварительным напряжением, его потери со временем для стали составляют 20-30% (то насколько теряется жесткость конструкции). Для стеклопластиковой арматуры это значение может дойти за 5-10 лет до 80-90%, потому что это органический материал. То есть весь смысл предварительного напряжения пропадает.
Обратите внимание что ни один производитель напряженного железобетона (плиты, балки) не использует композитную арматуру. Для неё нет нормативных документов (СП, СНиП), поэтому невозможно рассчитать как она себя поведет.
Исходя из этого, заверения производителей о высокой прочности материала справедливы, но на нормальную работу конструкции влияет не только прочность. По деформативности стеклопластик значительно уступает стали.
Уменьшение веса конструкции
Небольшая масса материала существенно снижает трудоемкость, но стержни не могут дать существенного уменьшения веса всей конструкции, которым добиваются уменьшения нагрузок на фундамент.
Для обоснования приводятся числовые значения:
Нагрузка на фундамент от плиты 6 м на 1,5 м и толщиной 0,2 м из железобетона равняется сумме массы бетона и арматуры. Процент армирования принимаем 3%. Объем бетона = 6 * 1,5*0,3 = 2,7 м³. Умножив этот объем на процент армирования получим объем стали = 2,7 * 0,03 = 0,081 м³. Масса бетона = 2,7м³ * 2000 кг/м³ = 5400 кг. Масса стали = 0,081 м³ * 7850 кг/м3 = 636 кг. Итого масса плиты = 6036 кг.
Для такой же плиты армирование предусмотрено стеклопластиком. Объем бетона, арматуры не меняется, масса бетона тоже. Масса арматуры = 0,081 м³ * 1900 кг/м³ = 154 кг. Масса плиты равна 5400 кг + 154 кг = 5554 кг.
Из приведенных выше вычислений видно, что суммарная масса элемента отличается меньше, чем на 500 кг. При массе плиты более 5000 кг это не очень большое значение. Поэтому применение стеклопластиковой арматуры для снижения нагрузки на фундамент экономически необоснованно, так как композит стоит дороже.
Долговечность
Можно верить производителям композитной арматуры на слово, о том что срок службы композитной арматуры составляет 80 лет. Но сомнительными их слова делают два факта:
Сталь применяется человеком уже долгие годы, о ней много информации, можно довольно точно определить ее срок службы в тех или иных условиях. Композитные стержни — новый материал. Сведений о ее эксплуатации в течение долгого периода, а именно заверенные 80 лет, нет.
Композитные пруты — органический материал. Со временем в любом органическом веществе происходит разрыв полимерных связей, так называемый процесс “старения” органики, это приводит к потере свойств материала, иногда к разрушению (например резина становится жесткой и начинает растрескиваться через определенное время).
Предыдущий пункт расписывает все в черных красках. Но при его прочтении не стоит забывать о достоинствах материала. Благодаря своим физическим свойствам данный тип арматуры будет хорошим решением для:
Армирования кладки. В кладочных растворах часто используются противоморозные и другие агрессивные добавки, которые оказывают плохое влияние на стальные изделия. Стеклопластику такие модификаторы не страшны.
Армирование ленточного фундамента. Закладка арматуры в ленточный фундамент часто носит конструктивный характер (без расчета), поэтому стеклопластиковая арматура, легкая и устойчивая к химическим воздействиям может подойти, но применять её стоит осторожно, особенно для массивных зданий и фундаментов на проблемных грунтах (высокий уровень грунтовых вод, пучинистая, просадочная почва и т. д.).
Армирование дорожного полотна. Арматура не разрушается при контакте с грунтом.
Помните, что не существует нормативной документации на композитную арматуру (СП, СНиП), поэтому ни один проектировщик не сможет грамотно посчитать конструкцию с такой арматурой. Не может идти никакой речи о применении данной арматуры в плитных фундаментах и ростверках, т.к. растягивающие нагрузки могут быть велики.
Армирование ленточного фундамента
Ленточный фундамент в зависимости о сечения может быть двух типов:
прямоугольный;
т-образный.
В т-обазной конструкции ленточного фундамента стенка работает только на сжатие, и арматура закладывается в нее без расчета. Подошва при этом воспринимает изгиб и рассчитывается. Стеклопластик можно закладывать в стенку, но в подошву — с осторожностью. Она подойдет только для небольших нагрузок.
При прямоугольном сечении ленточного фундамента композитные стержни применять можно. Это связано с тем, что данная конструкция в основном работает на сжатие. Рабочее горизонтальное армирование (диаметр и количество прутов) определяют из процента армирования, равного, как приводилось ранее 2-3%. Хомуты для небольших зданий подбирают исходя из конструктивных требований в документе «Армирование элементов монолитных железобетонных зданий. Пособие по проектированию», здесь также приведены минимальные диаметры рабочего армирования. В этом документе представлены требования для стальных стержней, для композита нормативов нет, поэтому застройщик может его применять на свой страх и риск.
Исходя из всего вышесказанного, можно сделать вывод: стеклопластиковая арматура еще не изученный до конца материал. Его использование на сегодняшний день возможно только для конструктивного армирования, но для рабочего армирования применять данный материал не стоит. Особенно не подходит композит для армирования балок, перекрытий и ростверков, т.е. там где большие изгибающие и крутящие моменты.
Армированные пластмассы делают металл слабым6 Clearwater, Fla.
Под редакцией Жана Хоффмана
Watersk Inc., Port Perry, Ontario, использует Applied Fiber System весло для каяка. Говорят, что поверхность лопасти не только захватывает воду более эффективно, чем обычные лопасти, но и сбрасывает поверхностное давление в восьми точных точках вдоль внешнего края лопасти. Это дает лезвие с нулевым флаттером, обеспечивая при этом больший укус на квадратный дюйм площади поверхности. Тонкая конструкция лезвия стала возможной благодаря высокой жесткости и ударопрочности материала CFRTP.
Непрерывные нити с порошковым покрытием из плавких в расплаве термопластичных частиц вплетаются в ткань или оплетку, формируются в полужесткие однонаправленные ленты или ленты или ламинируются в панели.
В этом процессе CFRTP переплетаются нити волокон, покрытых порошковой смолой, для производства тканей TowFlex компании Applied Fiber Systems. Это отличается от других тканей, где необработанные армирующие волокна сначала ткут, а затем покрывают. Плетение отдельных нитей с покрытием делает ткань очень драпируемой. Это связано с тем, что каждая прядь внутри ткани свободно перемещается относительно соседних прядей. Кроме того, нити остаются гибкими, поскольку они не полностью смачиваются перед формованием. Полное намокание ткани происходит в процессе компрессионного формования.
Два типа материалов, армированных непрерывным волокном, недавно заменили металл во многих аэрокосмических, спортивных и промышленных приложениях. Первые и наиболее известные изготавливаются из реактопластов. Детали из этих композитов легче и более устойчивы к коррозии, чем металлы. Они также легче принимают сложные формы. Другой, изготовленный из термопластичных материалов, армированных непрерывным волокном (CFRTP), предлагает несколько дополнительных преимуществ по сравнению с термореактивными композитами. Они более жесткие и лучше выдерживают удары. Они легко плесневеют и могут быть переработаны. Они также имеют неограниченный срок годности и не выделяют вредных растворителей во время обработки.
Типичные термореактивные композиты являются хрупкими и имеют низкую ударопрочность. Удар может вызвать незначительные видимые повреждения поверхности, но значительно ослабит деталь. Термопласты, с другой стороны, намного прочнее и выдерживают более сильные удары практически без повреждений. Но удары, достаточно сильные, чтобы ослабить деталь, обычно вызывают хорошо видимые повреждения поверхности.
Термореактивные смолы нуждаются в химической реакции, обычно вызываемой теплом, для затвердевания или отверждения. Химическая реакция необратима; после отверждения термореактивный материал нельзя перерабатывать или реформировать. А время цикла формования термореактивных материалов во многом определяется временем отверждения. Напротив, термопластичные матричные материалы не требуют химической реакции. Они многократно плавятся при нагревании и затвердевают при охлаждении. CFRTP хорошо работают с методами быстрого изготовления деталей: время цикла их формования зависит от того, насколько быстро инструменты и оборудование нагреваются или охлаждаются, а не от времени, необходимого для протекания химической реакции.
Однако коммерческих приложений для CFRTP было немного. Одна из причин заключалась в том, что ранние формы продуктов из этих материалов были сложнее обрабатывать и формовать. Разработка хорошо драпируемых и эластичных тканей CFRTP устраняет эти недостатки. Они изготавливаются из термопластов, таких как нейлон, полипропилен, полифениленсульфид (PPS), полиэфиримид (PEI) и полиэфирэфиркетон (PEEK) с углеродными, стеклянными или арамидными армирующими волокнами. Из них можно легко формовать сложные структурные формы, и они идеально подходят для объемов производства от 1000 до 50 000 деталей в год.
CFRTP BASICS Термопласты, армированные волокном, широко используются в литье под давлением. В подавляющем большинстве этих продуктов используются короткие или рубленые волокна. Эти волокна обычно имеют размер менее 0,25 дюйма и во время формования ориентируются случайным образом. Типичные детали, изготовленные методом литья под давлением, содержат только 20–30 % армирующего волокна. Короткие беспорядочно ориентированные волокна в малом процентном соотношении не обеспечивают сильного усиления. И зачастую из такого материала трудно формовать сложные, большие или толстостенные детали без пустот или линий вязания.
Для сравнения, детали, отлитые из новых углепластиков, часто содержат более 60% армирования. Армирующие волокна непрерывно проходят по всей детали в заданных направлениях, помогая оптимизировать прочность и жесткость. CFRTP содержат волокнистые нити с непрерывным армированием, покрытые порошковым покрытием из плавких в расплаве термопластичных частиц. Нити с однородным покрытием вплетаются в ткани или тесьму, формируются в полужесткие однонаправленные ленты или ленты или ламинируются в панели. Частицы смолы смачиваются и быстро затвердевают при компрессионном формовании.
Первым этапом компрессионного формования ткани CFRTP является резка и сборка слоев ткани. Слои создают заготовку, которая приближается к плоской форме формованной детали. Автоматизированное режущее оборудование, такое как возвратно-поступательные ножи или ультразвуковые зубчатые колеса, может быть вариантом для сложных моделей, производимых в больших объемах. Штампы со стальными линейками, электроножницы или ручные ножницы/ножницы лучше всего подходят для небольших объемов работ. Часто бывает полезно обработать простую заготовку с полостью или углублением в форме развертки. Приспособление для сборки помогает удерживать предварительно нарезанные слои ткани в правильном порядке, расположении и ориентации. Это включает в себя любые частичные слои, необходимые для создания дополнительной толщины в определенных областях.
Сложенные друг на друга слои свариваются прихваточным швом ультразвуком или паяльником перед снятием с приспособления. Это помогает удерживать их в правильном положении во время обращения и хранения. Преформы имеют неограниченный срок хранения и могут производиться в больших количествах независимо от процесса формования или пресс-форм. Они также не требуют дополнительной подготовки перед прессованием в готовые детали. Ткань легко драпируется и обеспечивает простой процесс формования, который формирует и формирует плоскую заготовку. Напротив, предварительно пропитанные термореактивные материалы обычно требуют резки и сращивания для формования сложных форм.
КОНСТРУКЦИЯ ФОРМЫ Подходящие стальные металлические формы обеспечивают наилучшее качество поверхности и срок службы формы при формовании деталей из углепластика. Никелированные алюминиевые формы подходят для умеренных объемов обработки материалов при температуре ниже 600°F. Стальные формы обязательны для высокотемпературного формования матричных смол, таких как PPS или PEEK. Совмещение верхней и нижней половин пресс-формы осуществляется либо с помощью направляющих штифтов, либо с помощью самой конфигурации пресс-формы.
Как правило, пресс-формы предназначены для полного «дна» на материале CFRTP, а не на ограничителях толщины. Это помогает поддерживать давление на материал на протяжении всего процесса формования. Однако ограничители толщины используются для поддержания плоскостности и помогают гарантировать, что форма не «качается» во время процесса. Они также устанавливают минимальную толщину детали. Упоры обычно должны быть на 0,010–0,020 дюйма ниже желаемой номинальной толщины детали. Для относительно тонких деталей или пластин толщиной менее 0,15 дюйма количество слоев ткани, загруженных в форму, главным образом определяет толщину. Более толстые детали или пластины используют указанный вес заготовки вместе с количеством слоев для контроля толщины детали.
Для быстрой обработки пресс-форм требуется небольшая масса — быстрый нагрев и охлаждение. Для обработки определенных деталей глубокой вытяжки при обработке горячим/холодным челночным прессом к формовочным прессам добавляются охлаждаемые плиты/валики, которые приблизительно соответствуют форме детали. Эта тактика помогает держать источники нагрева и охлаждения близко к CFRTP и устраняет ненужную массу пресс-формы.
Формованные детали должны иметь углы наклона боковых стенок не менее 3°, чтобы поддерживать достаточное давление на материал и облегчить снятие детали. Для достижения наилучших результатов радиусы углов должны быть не меньше 0,06 дюйма.
Важным фактором при обработке толстых листов является несоответствие теплового расширения между материалами CFRTP и металлическими формами. Этот эффект становится проблемой, когда толщина листа превышает 0,15 дюйма, а ширина или длина превышают 10 дюймов. Форма сжимается во время охлаждения. Но армированные углеродом материалы CFRTP с почти нулевым коэффициентом теплового расширения перестают сжиматься после затвердевания. Инструмент «захватит» деталь в пресс-форме, возможно, повредив пресс-форму или деталь, если это не будет учтено. Способы решения этой проблемы включают снятие формованных пластин из углепластика при как можно более высокой температуре и разработку формы с двумя регулируемыми сторонами, которые могут двигаться во время охлаждения. Другой подход заключается в изготовлении форм из таких материалов, как инвар, которые незначительно расширяются при нагревании.
ВАРИАНТЫ ПРЕССОВОГО ФОРМОВАНИЯ Ткани CFRTP обычно используют три варианта процесса компрессионного формования. Все они используют обычное оборудование и не нуждаются в высокой скорости закрывания или чрезмерном усилии пресса.
Плиты одиночного пресса/обогреваемые-охлаждаемые — Плиты одинарного пресса нагреваются и охлаждаются для достижения правильных условий обработки. Они, в свою очередь, нагревают и охлаждают формы, загруженные в пресс. Формы остаются в прессе на протяжении всего технологического цикла. Но тот факт, что плиты пресса и пресс-формы должны нагреваться и остывать, замедляет скорость цикла. Время цикла варьируется от 30 до 90 мин для типичного оборудования и оснастки в зависимости от толщины детали, массы пресс-формы и других факторов. Полезно охлаждать формы, используемые в повторяющихся циклах, только до тех пор, пока не будет снята деталь. Это помогает сократить общее время цикла.
Этот подход лучше всего подходит в ситуациях, когда требуется множество различных деталей в относительно небольших объемах, не требующих быстрого цикла формования.
Процесс формования начинается с загрузки заготовки в нижнюю половину пресс-формы. Затем операторы устанавливают верхнюю половину пресс-формы и загружают пресс-форму в сборе. Затем его нагревают при давлении порядка от 10 до 50 фунтов на квадратный дюйм. Низкое давление при нагреве помогает обеспечить хорошую теплопередачу и инициирует формирование преформы. Полное давление, от 100 до 800 фунтов на квадратный дюйм, возникает во время окончательного уплотнения, когда форма достигает требуемой температуры обработки. Затем плита пресса охлаждается, чтобы довести форму и деталь из углепластика до температуры удаления.
Челночные прессы с горячим/холодным прессованием — Челночные прессы с горячим/холодным прессованием разделяют основные этапы процесса компрессионного формования — нагрев, охлаждение и загрузку/разгрузку — для повышения эффективности. Отдельные плиточные прессы с подогревом и охлаждением оказывают давление на пресс-форму и материал CFRTP. Время цикла короткое, потому что формы перемещаются между предварительно нагретыми горячими прессами и предварительно охлажденными охлаждающими прессами.
Время цикла особенно мало для относительно тонких деталей и пресс-форм малой массы. Пресс-формы не нуждаются в индивидуальных системах нагрева и охлаждения, что помогает снизить затраты. Для пресс-форм для деталей глубокой вытяжки может потребоваться использование нагретых или охлажденных плит пресса или суппортов. Они приближаются к форме детали и крепятся к горячим и холодным прессам. Такой подход помогает расположить источники нагрева и охлаждения близко к материалу, чтобы увеличить скорость обработки.
Челночный пресс с горячим/холодным прессом полезен для комбинаций различных деталей в умеренных и больших объемах. Здесь экономика не оправдывает затраты на нагревание и охлаждение каждой формы.
Станция горячего прессования сначала предварительно нагревается до температуры на 50 или 100°F выше желаемой температуры пресс-формы. Преформа помещается в нижнюю половину пресс-формы, верхняя половина пресс-формы опускается на место, и пресс-форма перемещается в предварительно нагретый пресс. Низкое давление, от 10 до 50 фунтов на квадратный дюйм, применяется по мере того, как форма нагревается для хорошей теплопередачи и начала формирования преформы. Полное давление от 100 до 500 фунтов на квадратный дюйм или более вызывает окончательное уплотнение, когда форма достигает диапазона температур обработки. Затем открывается горячий пресс, сбрасывается давление, и пресс-форма перемещается на станцию холодного прессования. Снова применяется полное давление, поскольку форма и материал достаточно остыли для удаления детали.
Для лучшей экономичности процесса три формы должны одновременно проходить каждый этап процесса. В зависимости от формы детали типичное время цикла при непрерывной обработке часто составляет 5 минут или менее для деталей размером от 0,030 до 0,125 дюйма. детали с маломассивными пресс-формами. Пластины толщиной более 1 дюйма, для которых требуются тяжелые стальные формы, могут иметь циклы порядка 30 минут.
Процесс челночного прессования обычно реализуется либо в «линейной», либо в «роторной» конфигурации. Формы для поточного производства шаттлируются на направляющих или роликовых конвейерах от станции загрузки через четырехстоечный горячий пресс в холодный пресс и обратно. Прессы выровнены спиной к спине или бок о бок. В роторных конфигурациях станция загрузки/разгрузки и С-образные нагревательные и охлаждающие прессы размещаются вокруг поворотного стола. Пресс-формы прикреплены к поворотному столу индексом к каждой станции обработки.
Пресс-формы с одинарным прессованием/обогревом-охлаждением — Здесь встроенные формы с подогревом и охлаждением устанавливаются непосредственно на плиты пресса. Циклы обработки деталей сложной формы могут быть быстрыми, поскольку системы нагрева и охлаждения формы могут быть близки к CFRTP. Индивидуальные формы дороже, потому что каждая форма должна иметь встроенный обогрев и охлаждение. Прессовые плиты также должны иметь достаточный ход, чтобы открываться достаточно широко для легкой загрузки преформы и удаления деталей. В противном случае формы необходимо будет снимать с пресса для удаления деталей.
Подход с одним прессованием/формой с подогревом и охлаждением особенно подходит для больших производственных циклов конкретной детали или плиты. Производители могут амортизировать пресс-формы при большом количестве деталей, а быстрая обработка помогает снизить затраты. Он также подходит для больших или глубоких форм, где челночный процесс нецелесообразен.
Интегрально обогреваемые и охлаждаемые половины пресс-формы обычно прикрепляются к плитам пресса, чтобы свести к минимуму манипуляции. Температура пресс-формы колеблется между температурой обработки и температурой удаления детали. Преформа CFRTP загружается в пресс-форму, пресс закрывается с низким давлением, от 10 до 50 фунтов на квадратный дюйм, для хорошей теплопередачи и начала формирования преформы. Нагретая форма находится под полным давлением от 100 до 500 фунтов на квадратный дюйм или более для окончательного уплотнения и формования. Затем форма и материал охлаждаются, и деталь извлекается. Время цикла может составлять менее 5 минут в зависимости от массы пресс-формы, толщины детали и геометрии детали.
CFRTP versus standard unreinforced and discontinuous-reinforced products
Проникающая, обмазочная гидроизоляция на цементной основе
SikaTop® Seal-107
Обмазочная цементная двухкомпонентная гидроизоляция для бассейнов, подвалов и фундаментов
Опубликовано:
24-08-2021
Время на чтение: 10 минут
Количество прочтений:12986
Рейтинг:
Нет времени читать?
Содержание:
На что обратить внимание при выборе типа фундамента для конкретного проекта
Разновидности фундаментов
Как залить фундамент: этапы работы
Этап 1 — Подготовка участка и рытье котлована
Этап 2 — Подушка из песка и гравия
Этап 3 — Установка опалубки
Этап 4 — Армирование
Этап 5 — Заливка бетона
Этап 6 — Гидроизоляционные работы
При строительстве загородного дома заливка фундамента является одним из первых и основных этапов работ. Правильно сконструированное и устроенное основание защитит дом от просадок, исключит появление грунтовых вод в подвале, обеспечит длительный срок службы объекта в различных эксплуатационных условиях. Рассмотрим подробней, как выбрать подходящую конструкцию и как залить фундамент, который простоит в течение многих десятилетий.
На что обратить внимание при выборе типа фундамента для конкретного проекта
Подходящая конструкция основания подбирается еще на этапе составления проекта будущего дома. Для того чтобы сделать правильный выбор, нужно учесть множество факторов:
тип грунта на участке, его устойчивость, несущие способности, склонность к осыпанию;
материалы, из которых будет построен дом и их общая масса, оказывающая давление на основание;
высота расположения грунтовых вод, возможность их подъема и подтопления прилегающих к дому территорий;
глубина промерзания почвы в зимний период в конкретном регионе строительства;
экономическая целесообразность, стоимость конструкции, сложность ее реализации собственными силами или с привлечением специалистов.
Основной целью проводимых расчетов является подбор компромиссного решения, способного удовлетворить всем актуальным строительным, эксплуатационным и бюджетным требованиям.
Разновидности фундаментов
Основная задача фундамента жилого дома – равномерно распределить нагрузку от построенной конструкции на грунт, исключив его проседание. Появление просадки может привести к самым негативным последствиям: от появления трещин в стенах до частичного или полного обрушения строительной конструкции.
Как залить фундамент под дом своими руками
Для того чтобы избежать подобных проблем, разработаны и широко используются фундаменты следующих типов:
плитные. Заливается монолитная плита по всей площади объекта. Такое решение подходит для пучинистых, песчаных, глинистых почв, отличающихся нестабильной структурой и склонных к неравномерному проседанию при возникновении избыточного давления на поверхность;
ленточные. Монолитное бетонное основание заливается только под стенами и перегородками объекта, обеспечивая необходимые несущие свойства на участках наибольшей нагрузки. Применяется в районах со стабильной почвой, где отсутствует риск подъема грунтовых вод и прочие негативные внешние факторы воздействия;
свайно-ленточные. Состоит из свай, забиваемых глубоко в землю, и ленты, связывающей их между собой. Данная конструкция обладает как плюсами, среди которых скорость монтажа и надежность, так и минусами, например, ограничения по весу здания и невозможность использовать для обустройства цокольного помещения либо подвала.
В современном частном строительстве применяются ленточные и плитные фундаменты, обладающие необходимой надежностью и устойчивостью к внешним воздействиям. Кроме того, они обладают достаточно простой конструкцией, позволяющей выполнять большую часть работ самостоятельно.
Как залить фундамент: этапы работы
Несмотря на серьезные различия в конструкции монолитных и ленточных фундаментов, большая часть работ при их возведении совпадает и проводится в одной и той же последовательности. Различия сводятся к объему грунтовых работ при копке котлована, формату опалубки, методам гидроизоляции и объемам расходуемых материалов. Рассмотрим подробней, что нужно делать, чтобы залить фундамент для дома.
Этап 1 — Подготовка участка и рытье котлована
Перед проведением земельных работ оценивается рельеф участка, состояние грунта на нем. Если рельеф разнообразный, то необходимо проведение работ по его выравниванию, устранению перепадов высоты. Если площадь участка большая и наблюдаются существенные перепады высоты, то строить нужно на возвышенности, тем самым оградив объект от воздействия грунтовых вод. В зависимости от типа фундамента земельные работы сводятся к следующему:
для монолитной плиты – копается котлован, превышающий размеры плиты на 1 метр с каждой стороны. Выемка грунта производится по всей площади будущей заливки. Глубина заглубления зависит от особенностей проекта, но обычно она составляет 50–60 см, что относит такие конструкции к мелкозаглубленным;
для ленточного фундамента с подвалом – выборка грунта также осуществляется по всей площади объекта. Глубина соответствует высоте внутренних помещений подвала плюс запас на создание стяжки и укрепление дна для снижения вероятности подтопления объекта;
для ленточного фундамента без подвала – для заливки раствора роются траншеи, соответствующие ширине ленты. Глубина определяется особенностями несущей способности грунта, составляет от 50 см до 1 метра и более и глубиной промерзания в данной местности.
Излишки грунта, образующиеся в процессе работ, можно использовать для выравнивания ландшафта, если имеются значительные перепады высоты. Также излишки можно частично вывезти с объекта с учетом того, что некоторая часть потребуется для засыпки пустот после окончания бетонирования.
Этап 2 — Подушка из песка и гравия
После проведения земельных работ на участках, где будет заливаться бетон, формируется подушка, состоящая из 10–20 см песка и такая же прослойка из гравия, уложенная сверху. Каждый из слоев хорошо выравнивается и трамбуется для того, чтобы исключить проседания при бетонировании. Засыпка подушки необходима для защиты основания от воздействия воды и влаги. Она выполняет функции дренажного слоя, а также позволяет равномерно распределять возникающие нагрузки. В ряде случаев основание под подушкой бетонируется с применением тонких растворов на основе тощего бетона. Они необходимы для придания дополнительной прочности фундаменту.
Этап 3 — Установка опалубки
Опалубка фундамента представляет собой щитовую конструкцию, из которой формируется заливочная форма для бетона. Для ее изготовления могут использоваться ровные доски, водостойкая фанера или ДВП, листы металла и прочие материалы, способные хорошо держать форму. При заливке плиты один слой щитов выстраивается по ее периметру. Для заливки ленточных фундаментов создается форма из двух слоев, внутрь которой заливается раствор. Для укрепления опалубочной конструкции используются деревянные и металлические опорные конструкции, монтируемые с обратной стороны щитов и исключающие их смещение под воздействием внутреннего давления. Для ленточных систем также устанавливаются стягивающие планки, регулирующие расстояние между щитами. На каждом этапе монтажа производится подгонка при помощи уровня и прочих приспособлений, позволяющих измерять высоту, правильное соотношение углов и прочие геометрические характеристики опалубки.
Этап 4 — Армирование
Для армирования рекомендуется использовать прутковую арматурную сталь. Диаметр прутьев зависит от нагрузки на фундамент, обычно используется арматура от 5 до 12 мм. При монтаже монолитной плиты изготавливается каркас, охватывающий всю площадь фундамента, создается решетка. Для повышения прочности может использоваться объемный каркас, состоящий из двух слоев арматуры. Для ленточного основания применяются объемные каркасные конструкции, состоящие из длинных продольных прутьев, соединенных между собой прямоугольными деталями из прутков поменьше.
Этап 5 — Заливка бетона
Чтобы залить фундамент под дом, рекомендуется использовать бетон классом по прочности не менее B22,5 (М300). Учитывая большой объем выполняемых работ, правильным решением будет закупка готового товарного бетона. Это отразится на стоимости монтажа, но позволит значительно ускорить выполнение работ, исключит неравномерное застывание, обусловленное медленной укладкой смеси из-за того, что она приготавливается на месте. Бетонирование осуществляется следующим образом:
если монтируется массивная плита или нет возможности залить сразу весь объем бетона, участок разделяется на отдельные монтажные секции для поэтапного бетонирования;
при подаче смесь должна сразу распределяться по поверхности и уплотняться при помощи специального инструмента. Можно использовать виброплиту, или глубинный вибратор;
после заливки и схватывания фундамент укрывается слоем полиэтилена для защиты от дождя и замедления процессов по испарению влаги, способных привести к образованию трещин в массиве монолита.
Набор проектной мощности происходит через 28 дней в зависимости от температуры воздуха и прочих параметров. Чтобы исключить растрескивание поверхности, рекомендуется периодически поливать его водой в небольших количествах.
Этап 6 — Гидроизоляционные работы
Гидроизоляция фундамента необходима для его защиты от влаги в воздухе, а также от воды, содержащейся в грунте и появляющейся во время выпадения осадков. Влага является главным фактором разрушительного воздействия на монолитные бетонные конструкции. Она способна со временем нарушать связи между минеральными компонентами. Это приведет к образованию трещин. Гидроизоляция выполняется следующим образом:
на начальном этапе при помощи рулонных материалов застилается подушка, сформированная из песка и щебня, чтобы исключить возможный контакт бетона с грунтовыми водами;
после застывания монолита вертикальные части покрываются жидкими гидроизоляционными растворами на основе битума, битумно-полимерной смеси, цемента, цементно-полимерного раствора. Наносится он при помощи кисти, валика, шпателя, напылением;
горизонтальная часть плитного фундамента также покрывается мастиками или обмазочной гидроизоляцией. Для ленточного фундамента могут использоваться рулонные или обмазочные покрытия, защищающие последующую кладку от воздействия влаги.
Поделиться:
Автор: Андрей Дмитриев Технический специалист Sika
Оцените материал!
(105 голосов, в среднем: 4.71 из 5)
Продукты системы
SikaSeal®-210 Migrating
Проникающая, обмазочная гидроизоляция на цементной основе
SikaTop® Seal-107
Обмазочная цементная двухкомпонентная гидроизоляция для бассейнов, подвалов и фундаментов
Добавить комментарий
Вверх Где купить
Когда заливать фундамент: при какой температуре, сколько длится осадка | Советы профессионалов | Полезные статьи | Санкт-Петербург
СПК-Санкт-Петербург
18 сентября 2019
Арматура
Фундамент
Содержание статьи:
Заливать фундамент и вести строительство можно в любое время года. Каждый сезон имеет свои особенности. Но главные факторы для строительства фундамента – прочность и стоимость его возведения.
Арматура и бетон — всего две составляющие фундамента. Разберемся, как и когда проводить работы, чтобы фундамент был прочным и не стоил половину стоимости дома.
Фундаментные работы состоят из подготовки участка, устройства опалубки и заливки бетонной смеси. От последнего процесса будет зависеть прочность фундамента. Как и насколько быстро происходит набор прочности зависит от бетона.
Матчасть
Бетон в профессиональном строительстве разделяют на классы (В), многие строители используют понятие марки (М).
Цифра в классе бетона — это усредненное значение выдерживаемого давления в мегапаскалях (МПа). Например, B15 означает, что стандартные кубики со стороной 150 мм выдержат давление 15 МПа, это примерно 34 тонны. Цифра в марке бетона обозначает прочность на сжатие — от 50 до 800 кг/с.
Подберут марку бетона и арматуру профессионалы – проектировщики в расчетах фундамента. Для фундамента малоэтажного здания чаще всего используют марки бетона М200 соответствует классу В15, М250 — В20 и М300 — В25.
Созревание бетона
Связующий элемент в бетоне — вода. От её состояния в будет зависеть скорость созревания и качество фундамента.
Самая благоприятная температура +5 — +20. В таком температурном диапазоне вода не замерзнет. Опасность замерзания воды в её расширении. При оттаивании в фундаменте останутся пустоты от льда. Прочность всей конструкции снижается.
Высокие температуры также неблагоприятны для фундамента. Слишком интенсивное испарение воды приведет к снижению прочности.
А как же «в любое время года»?
Да, фундамент можно заливать в любое время года.
При минусовых температурах строители в бетонную смесь добавляют противоморозные добавки, устраивают тепляки, подогревают воду для смеси. Существует множество способов поддержания температуры для нормального созревания бетонной смеси. Это потребует от вас дополнительных средств и профессиональности строителей. Специалисты должны проследить, чтобы фундамент при минусовых температурах набрал свою прочность. Готовы потратить в полтора или даже в два раза больше денег на фундамент, тогда это ваш вариант.
Жарким летом, при температурах близких и выше +30 фундаменту потребуется особое внимание. Чтобы восполнить быстрое испарение воды, надо поливать фундамент водой. Делать это надо обязательно равномерно. Тут не обойтись без опытного специалиста.
Оптимально
Как только ночью устанавливается температура выше нуля, можно начинать фундаментные работы. Конец весны, лето и первая половина осени оптимальное время для возведения фундамента.
Сколько ждать
Перейдем к длительности созревания фундамента. При нормальных условиях свою проектировочную прочность фундамент наберёт на 28 день. Это по ГОСТу. На практике на 7 сутки бетон набирает 70% прочности. От состава смеси и климатических условий зависит, когда фундамент наберет прочность.
Опалубку убирают на 3 –ий день. Нагружать фундамент, то есть возводить стены или перекрытия, можно через 7-10 дней. Если есть сомнения, подождите все 28 дней.
Миф «выстояться»
В постсоветском пространстве сформировано и распространенно мнение, что фундамент должен выстоятся и осесть. После заливки фундамента предлагают ждать год, а некоторые советуют даже два-три. Аргументация у таких советчиков примерно такая — фундамент найдет своё место и осядет.
Это вредный и бесполезный совет. Но, фундамент можно оставить на зиму. Многие так поступают из-за поэтапного строительства. Финансировать строительство дома за один год проблематично. И это основная причина оставить фундамент на зиму, других видимых причин нет.
Ненагруженный фундамент может быть опасен. Например, если основание – пучинестые грунты, фундамент может выдавить или перекосить. Даже при другом грунте, который не грозит фундаменту разрушениями, перед зимовкой его надо «законсервировать». Перед зимой обеспечивают тепло- и гидроизоляцию фундамента, отведение грунтовых вод. Обязательно проведите эти работы, чтобы на следующий год не пришлось возводить новый.
Итоги
Благоприятная температура для заливки фундамента +5 — +20.
При минусовых температурах потратите деньги на прогрев почвы и противоморозные добавки.
Жарким летом при +30 надо поливать фундамент водой.
Фундамент набирает прочность через 28 дней. Через неделю после заливки можно начинать строительство.
Оставлять фундамент на зиму неэффективно. При возможности лучше возводить стены в этот же сезон.
Оставили фундамент на зиму — не забудьте про тепло- и гидроизоляцию, отведение грунтовых вод.
Популярные статьи
Сегодня качество кровли определяется качеством ее монтажа. При монтаже кровли необходимо соблюдение технологии укладки всего кровельного пирога.
Для защиты территории вокруг дома от несанкционированного проникновения посторонних владельцы недвижимости ставят заборы. И они хотят, чтобы созданное ограждение было прочным, надежным, долговечным и недорогим. Тем, кто хочет возвести крепкую и доступную по стоимости конструкцию, стоит подумать про монтаж забора из профнастила.
Хотите купить дом с участком? Провести сделку быстро и без рисков оказывается не так просто.
Ограждение загородного или дачного участка одновременно выполняет несколько задач: очерчивает границы частных владений, защищает территорию от проникновений, вместе с постройками и ландшафтом создает целостный архитектурный ансамбль.
Один важных этапов строительства дома – покрытие крыши кровельным материалом.
Поделиться:
Что нужно для заливки прочного фундамента?
Рассмотрим преимущества заливки фундамента вместо плиты.
При заливке цокольного или выходного цокольного этажа выделяется место для водонагревателя и печи. Это также увеличивает жилую площадь на первом этаже и даст еще больше жилой площади, когда будет закончен цокольный этаж.
Мы не предлагаем заливать собственный фундамент. Это дорого, требует много времени и может быть опасным для домашних мастеров. Это один проект, который вы должны нанять профессионала сделать.
Несмотря на то, что для возведения фундамента требуется команда квалифицированных специалистов, сам процесс завораживает. И может быть полезно понять процесс при найме и работе с подрядчиками. Мы задокументировали важные этапы этого решающего этапа строительства.
На этой странице
Фундамент залит
Семейный мастер на все руки Заливка фундамента
Фундамент поддерживает фундамент подвала и весь дом.
Наша бригада заполнила формы бетоном, а затем разместила арматуру через каждые 24 дюйма, чтобы усилить связь между опорами и фундаментом.
Семейный мастер по установке арматуры
Опалубка установлена
Семейный мастер по установке опалубки
После схватывания фундаментов на них укладывают фанерные панели, образующие стены цокольного фундамента.
Стяжки-защелки скрепляют две противоположные половины формы вместе.
Мы разместили арматурный стержень № 4 горизонтально по всей опалубке.
Совет: В качестве дополнительной страховки мы использовали на 20% больше арматуры, чем требуется по правилам.
Заливка фундамента
Семейный мастер Заливка фундамента
Затем бригада подала бетон в формы фундамента через длинный шланг.
Мы выбрали высокопрочную смесь с пределом прочности 5000 фунтов на кв. дюйм (фунтов на квадратный дюйм) и добавили армирование стальным волокном. Волокно добавило к нашим затратам всего 5 долларов за ярд.
В дополнение к дополнительной арматуре, фибробетон обладает жесткостью и прочностью, чтобы противостоять растрескиванию в результате нормальной усадки и расширения во время наших циклов замораживания/оттаивания.
Опалубка снята
После затвердевания бетона опалубка снимается. Экипаж снимает сначала верхний ряд, затем нижний.
На бетонной стене видны остатки стяжек.
Гидроизоляция и изоляция
Фундамент имеет два уровня защиты.
Во-первых, для защиты от проникновения влаги снаружи на фундамент напыляется эластомерная резиновая гидроизоляционная мембрана.
Затем к фундаменту крепится двухдюймовая жесткая изоляция Owens Corning, что является важным дополнением к полному плану изоляции с коэффициентом R 10.
Семейный мастер на все руки Гидроизоляция и изоляция
Укладка дренажной плитки
Семейный мастер Укладка дренажной плитки
Для дополнительной защиты от проникновения воды в наш подвал мы укладываем дренажную плитку. Эта перфорированная пластиковая труба уложена вокруг фундамента для отвода воды.
Сначала уложили щебень 5 класса по периметру фундаментов. Затем укладываем сливную плитку на гравий. Теперь вода будет течь в сторону септического дренажного поля и от подвала.
Первоначально опубликовано: 14 июля 2021 г.
Джей Корк
Джей начал свою работу в сфере реконструкции, сосредоточившись на отделке столярных изделий, а затем перешел на изготовление корпусной мебели на заказ. Один проект привел к другому, и он изучил нестандартные архитектурные акценты, проводку низкого напряжения, HVAC, сайдинг и многое другое. В качестве хобби Джей строит, ремонтирует и перекрашивает музыкальные инструменты, а также занимается звукозаписью.
Как залить фундамент | HowToSpecialist
Эта статья о как залить фундамент . Вообще говоря, фундамент является наиболее важным элементом при строительстве дома, так как он будет поддерживать вес стен, крыши и остальной части конструкции. Таким образом, вы должны обратить внимание при заливке фундамента, чтобы убедиться, что фундаменты имеют правильную глубину, а конструкция армирования соответствует планам. При строительстве фундамента дома необходимо учитывать несколько аспектов, чтобы убедиться, что ваш дом будет прочным, независимо от того, строите ли вы деревянный или кирпичный дом.
Прежде чем заливать фундамент, вы должны решить, будете ли вы строить стены на бетонной плите или готовы инвестировать в подвал. Как правило, это сложное решение, так как оно имеет свои преимущества и недостатки: оно дает вам дополнительное пространство (место для хранения, или вы можете использовать его для обустройства тренажерного зала, комнаты отдыха), но обходится дороже (у вас есть использовать больше арматурных стержней, копать землю и транспортировать грунт, заливать намного больше бетона).
Во-вторых, вы должны выкопать фундамент , используя наилучшие методы, чтобы правильно уложить вынутый грунт и выполнить работу за короткое время. Далее необходимо построить армирующую конструкцию (согласно планам фундамента) и построить форму для бетонного фундамента. Эти шаги очень важны для заливки фундамента, так как вы должны убедиться, что он находится в правильном месте, а траншеи имеют правильную глубину и ширину. Помните, что вы должны нанять квалифицированного специалиста, который будет контролировать рабочих во время строительства вашего дома.
Установка жесткой конструкции из арматуры для усиления бетонного фундамента . Количество и сложность арматурной конструкции должен определять квалифицированный инженер, особенно если вы строите дом. Кроме того, не забудьте установить анкерные болты в фундамент, чтобы закрепить деревянную стену. Тем не менее, если вы будете строить кирпичные стены, то не устанавливайте анкерные болты, а ставьте бетонные столбы в местах пересечения стен. Внимательно изучите местные нормы и правила, чтобы определить количество и расположение анкерных болтов, а также структуру армирования. Во время строительства вашего дома инспекторы будут заходить, чтобы проверить, соблюдаете ли вы местные правила, поэтому убедитесь, что вы готовы.
Изготовлено по этому чертежу
Материалы
Деревянные доски 1×4 для изготовления опалубки / фанерные плиты tego
Гвозди/шурупы для крепления опалубки
Бетон
Бетононасос для заливки бетона из грузовиков
Инструменты
Защитные перчатки, очки
Рулетка, столярный карандаш, L-образный угольник
Циркулярная пила/лобзик для изготовления опалубки
Молоток
Советы
Используйте сапоги, чтобы не испачкать одежду и кожу бетоном
Тщательно очистите инструменты после завершения проекта
Носите защитные очки и перчатки, чтобы избежать возможных травм
Закладные анкерные болты в бетон для крепления уплотняющей плиты (для домов с деревянной конструкцией)
Время
От нескольких часов до суток, в зависимости от площади вашего фундамента и количества рабочих
Заливка фундамента
Опалубка для фундамента
Прежде чем показать вам, как заливать фундамент, мы должны подчеркнуть важность изготовления правильной опалубки. Поэтому убедитесь, что вы следуете рекомендациям из планов фундамента. Используйте доски 2×10, чтобы построить формы.
Умный совет: Измерьте диагонали фундамента, чтобы убедиться, что ваши углы будут прямыми. Кроме того, используйте известное правило 3-4-5 для большей точности. Вы можете прочитать больше о как построить опалубку , в нашей статье.
Усиливающая конструкция фундамента
Далее необходимо проверить, является ли опалубка жесткой и хорошо ли зафиксирована на месте, иначе бетон сместит ее и сместит фундамент. Кроме того, перед заливкой бетона убедитесь, что армирующая конструкция установлена правильно.
Умный совет: Рассчитайте необходимое количество бетона, прежде чем заказывать его на местной станции. Если грузовик не может залить бетон прямо в фундамент, вам придется арендовать бетононасос. Кроме того, убедитесь, что вам дадут вибратор для бетона.
Заливка бетона в опалубку
При заливке фундамента нужно начинать с самой дальней точки, чтобы не испачкать шланги или одежду. Тем не менее, убедитесь, что вы носите защитные перчатки и защитные очки, чтобы не лить бетон на кожу (это очень раздражает).
Работайте с терпением, пока не закончите заливку бетона в опалубку. Вы должны понимать, что заливка бетона в фундамент с помощью шлангов – тяжелая работа, так как они довольно тяжелые. Поэтому мы рекомендуем вам нанять квалифицированных специалистов, если вы не готовы взяться за проект самостоятельно.
Умный совет: Не забудьте вставить водопроводные и водопроводные трубы в фундамент перед заливкой бетона. Это правильный способ строительства фундамента, иначе вам придется ломать бетон, что, в свою очередь, повлияет на жесткость фундамента. Поэтому просто не забудьте установить водопроводные и водопроводные трубы, пока не стало слишком поздно.
Заливка фундамента
После того, как мы залили бетон в опалубку, наш фундамент выглядел как на картинке. Это может показаться грязным, но именно так все происходит при строительстве дома. Вам просто нужно убедиться, что вы не тратите много материала, так как он дорог и его трудно удалить после высыхания.
Умный совет: Пока один рабочий заливает фундамент, другой должен вибрировать бетон, чтобы в фундаменте не осталось воздушных карманов.
Вибрация фундамента
На этом изображении вы можете более подробно рассмотреть процесс вибрирования бетона. Следовательно, следует погрузить головку вибратора в траншеи фундамента на несколько минут, пока бетон не схватится в опалубке. Процедуру сложно описать словами, но вы поймете, как только попробуете ее сами.
Умный совет: Вы должны провибрировать весь фундамент, чтобы выполнить работу профессионально.
Засыпка фундамента грунтом и гравием
Снятие опалубки фундамента
После заливки фундамента и вибрации бетона необходимо дать бетону высохнуть в течение нескольких дней. Далее необходимо снять внутреннюю опалубку и подготовить основание для заливки бетонной плиты.
Умный совет: Если вы собираетесь строить дом на деревянной конструкции, вам необходимо вставить анкерные болты в фундамент, чтобы прикрепить стены к бетонной плите.
Заполнение фундамента грунтом
Далее необходимо заполнить фундамент грунтом и толстым слоем гравия, смешанного с небольшим количеством песка (около 8 см). Таким образом, вы можете использовать почву, которую вы ранее выкопали из фундамента.
Чтобы перевезти грунт обратно в фундамент, вы должны использовать тачку. После того, как вы засыпали фундамент грунтом, вы должны правильно его утопать. Чтобы сделать эту операцию профессионально, вы можете использовать виброплиту. Затем вы должны положить гравий, смешанный с песком, поверх почвы. Этот слой гарантирует, что влага не повлияет на фундамент в долгосрочной перспективе.
Укладка экструдированного пенополистирола под бетонную плиту
Далее, после укладки гравийного слоя, необходимо установить пароизоляцию , чтобы вода и влага не повредили фундамент. На изображении видно, что мы также использовали плиты из экструдированного полистирола 4×8 под паронепроницаемой плитой.
Укладка экструдированного полистирола под бетонную плиту — это современная технология, которая повышает теплоизоляцию дома как зимой, так и летом.
Заливка бетонной плиты
Заливка бетона шлангами
Далее необходимо установить армирующую сетку поверх влагозащитного барьера, как при заливке бетонной плиты. Убедитесь, что вы следуете рекомендациям из ваших структурных планов, иначе вы не сможете построить надлежащий фундамент. Чтобы залить фундамент, вы также должны начать с самой дальней точки, чтобы не запачкать шланги бетоном. Если бетоновозы имеют доступ к вашей строительной площадке, то вы можете заливать бетон прямо из грузовиков. Для равномерного распределения бетона по всей поверхности фундамента необходимо использовать большие лопаты, поэтому рекомендуем нанять несколько рабочих. Заливка фундамента — сложная операция, и начав ее, вы должны закончить ее в течение нескольких часов, иначе вы потратите большую сумму денег и материалов.
Умный совет: Наденьте резиновые сапоги , чтобы не испачкаться бетоном. Кроме того, убедитесь, что вы не заливаете бетон в водопроводные трубы. Лучшее решение — привязать полиэтиленовый пакет к концу трубы с помощью клейкой ленты.
Финишная обработка бетонной плиты
Затем необходимо выполнить финишную отделку бетонной плиты с помощью затирочной машины. Поплавок можно купить или сделать из деревянной доски и палки.
Умный совет: Идеально выровнять основу практически невозможно, но легко придать ей приятный вид. Если вы используете бетонный вибратор, бетон в значительной степени выровняется. Тем не менее, вы должны использовать затирку, чтобы придать фундаменту красивый вид.
Возведение бетонного потолка
И последнее, но не менее важное: вы должны дать фундаменту высохнуть, прежде чем приступить к возведению стен. Тем не менее, нужно помнить, что в жаркие летние дни фундамент приходится поливать водой, иначе бетон растрескается.
Консольные насосы (центробежные, моноблочные) — характеристики
Среди всего объема насосной техники, которую производит мировая промышленность, на консольные насосы приходится 60-70%. Эта техника имеет популярность благодаря простой конструкции, большому КПД работы и отличной ремонтопригодности.
Классификация и описания
Содержание
1 Классификация и описания
2 Принцип работы
3 Консольные насосы – конструкция
4 Техника для перекачивания жидкoсти
4.1 Насосы типа К
4.2 Моноблочные насосы
4.3 К 20 30
4.4 К 45 30
4.5 К 65 50 160
4.6 К 80 50 200
4.7 К 100 65 200
Консольный насос создан для работ с малозагрязненными и чистыми жидкостями, которые не содержат в своем составе механических включений. Допустимое содержание в рабочей среде абразивных веществ – 0,1%, а их размер – до 0,2мм.
Используют насосы консольные в таких сферах:
системы полива и ирригации;
водоснабжение;
коммунальные хозяйства;
химическое производство.
Консольный насос бывает четырех разновидностей, что зависит от конструктивного исполнения:
К – стандартные агрегаты: имеют горизонтальный корпус, колесо и привод соединены упругой муфтой.
КМ – насосы консольно-моноблочные, в которых нет отдельного вала рабочего колеса.
КМП – консольный моноблочный пoвысительный аппарат, который создан для работы в коммунальном водоснабжении и от КМ почти никак не отличается.
КМЛ – аппараты консольно-линейные, которые имеют вертикальную ось рабочего колеса и линейную схему распoложения подающего и заборного патрубков.
Наиболее популярными считаются консольные насосы типа К, которые являются оборудованием промышленного назначения.
Принцип работы
Главным функциональным узлом насоса центробежного консольного является лопастное колесо, с помощью которого перекачивается рабочая среда.
Колесо внешне напоминает барабан, что состоит из двух параллельных дисков, которые соединены пластинчатыми перегородками. Лопастное колесо, установленное в рабочей полости, принимает на себя вращательный момент от вала, что выходит из электродвигателя. Колесо закрепляется на валу подшипниковым узлом, что защищен от жидкости.
Внутренняя часть корпуса, где находится барабан, имеет отверстия для подачи и всасывания рабочей жидкости. Принцип работы агрегата весьма простой – с помощью отверстия для всасывания вода попадает внутрь и ее забирают лопасти колеса, которое при вращении ускоряет жидкость и подает ее сквозь отверстие подачи.
Консольные насосы – конструкция
Назначение агрегата влияет на материалы, из которых изготавливаются его запчасти. В оборудовании для общепромышленных целей пользуются кoлесами из легированнoй стали, иногда – из чугуна. Консольный аппарат для перемещения химических жидкостей оснащается барабаном из сплавов, которые останутся невредимыми в перекачиваемой среде.
Корпус аппарата производят из чугуна, алюминия, стали или нержавейки. Материал для производства сальников, манжет и колец выбирают в зависимости от t˚ рабочей жидкости. Самый распространенный консольный насос типа К работает с жидкостью не более 85˚С.
Техника для перекачивания жидкoсти
Консoльный насос для воды – это надежный и качественный агрегат. Его применяют для перекачивания холoдной или горячей воды. КПД данных аппаратов равно 60-80%, но это зависит от мощности двигателя и модели. У насоса консольно моноблочного имеется как сальниковое, так и торцевое уплотнение.
Консольные насосы бывают двух типов: вертикальный и горизонтальный. У горизонтального консольного агрегата ось вращения располагается горизонтально. Расположения оси вращения влияет на опоры и устройства внутри агрегата. Ось вращения может быть горизонтальной, вертикальной, под наклоном горизонта.
Насосы типа К
На предприятиях применяют электронасосы для вoды типа К (к примеру, пользуются насосом К 8 18 консольным, К 20 30 и т.д.). Ходовая часть насосов консольных для воды имеет вал, что опирается на подшипник, на котором находится рабочее колесо. А еще он имеет компенсационную камеру, которая помогает избежать протечке воды при большом напоре.
Передний и задний уплотнители мешают жидкости проникнуть внутрь и наружу. Через сальник протечки не убираются и являются дополнительной смазкой, что хорошо защищает двигатель от перегрева. Вал, что находится над сальником, защищен втулкой от износа.
Моноблочные насосы
Отличием моноблочных консольных насосов является то, что рабочее колесо встроено на конце вала. Эти мощные агрегаты называются насосами типа КМ. Эти агрегаты используют на предприятиях в инженерном деле. Из недостатков этого мощного агрегата стоит отметить, что он имеет крупный размер, большой вес и весьма недолговечный уплотнитель, вследствие чего агрегат нуждается в постоянном осмотре и регулярном ремонте. А ремонт электронасосаКМ более долгий, трудоемкий и дорогой, чем у типа К.
Наиболее распространенные моноблoчные агрегаты: КМ 50 32 125, КМ 80 50 200, КМ100 80 160, КМ 65 50 160.
Электронасос КМ 65 50 160 характеризуется весьма небольшими размерами и малым весом. Данную технику можно встроить в уже готовую рабочую систему.
Технические характеристики КМ 65 50 160:
производительность – не более 30 куб.м;
напор – до 30 м;
мощность двигателя – 5,5 кВт;
допустимая температура рабочей жидкости – от -20˚С до 100˚С.
К 20 30
Центрoбежный консольный насос К 20 оснащен горизонтальным осевым подводом рабочей среды. К 20 создан для перекачки жидкостей в стационарных условиях. Уплотнение вала – одинарное торцовое, одинарное или двойное сальниковое.
Агрегат К 20 30 имеет большую область использования: теплопроводы, водопроводы, насосные станции промышленного, сельского и городского водоснабжения. Агрегат К 20 не используют в пожароопасных и взрывоопасных помещениях.
Технические характеристики К20 30 :
напор – 30м;
подача – 20 м³/ч;
мощность – 4 кВт;
вращение – 3000об/мин;
вес – 78 кг.
К 45 30
По техническим характеристикам электронасос К45 горизонтальный и оснащен закрытым колесом. Одноступенчатый насос и электропривод соединяются муфтой и находятся на общей раме.
Корпус агрегата К 45 представлен отливкой из чугуна. Ротор крутится против часовой стрелки в подшипниковых опорах. На кожухе К 45 есть стрелка, которая показывает направление вращения ротора.
Детали проточной части агрегата К 45 изготовлены из чугуна. Чтобы уберечь вал от протечки, применяют сальник. Уровень протечки через сальник не более 2 л/ч.
Центробежный агрегат К 45 легко могут заменить водяные насосы 3К-45 30 и 3К-9.
К 65 50 160
Аппарат К 65 создан, чтобы перекачивать чистую воду. Материалом для изготовления крепких деталей агрегата К 65 50 является чугун СЧ20, вал – сталь 45.
В аппарате К 65 предусмотрены специальные отверстия для отвода протечки через уплотнение. А уплотнение вала – сальник с набивкой или одинарное.
К 80 50 200
Агрегат К 80 – это консoльныйгоризoнтальный одноступенчатый насос. К 80 создан для перемещения водыt до 85˚С.
Консольный аппарат К 80 50 200 производится в двух видах уплотнения вала: одинарное(«С» ) и двойное сальниковое,что обозначается «СД». Одинарное уплотнение помогает агрегату К 80 50 200 перекачивать воду t не более 85˚С. Двойное уплотнение позволяет работать с более горячими жидкостями, с t до 105˚С, а с торцевым уплотнением – не более 140˚С.
Агрегат К 80 50 200 может обеспечить бесперебойную работу при абсолютном давлении на входе. В К 80 50 200 допустимая утечка воды через уплотнение – не более 2 л/ч. Данный агрегат можно заменить консольным агрегатом К 80 65 160.
К 100 65 200
Электронасос К 100 65 200 – центробежный, с односторонним подводом рабочей жидкости к колесу, горизонтальный насос и двигатель находятся на общей плите.
Рабочее колесо К 100 65 200 – закрытого типа с односторонним входом. Агрегат оборудован осевым подводом жидкости. Опоры для ротора – радиальный и радиально-упорный шарикоподшипники.
В верхней части корпуса К 100 65 200 есть отверстие для выхода воздуха, которое закрыто пробкой. В нижней части имеется отверстие для слива воды при остановке агрегата, которое тоже закрыто пробкой.
Электронасос К 100 65 200 можно заменить консольным агрегата К 150 125 250.
Консольные насосы и их конструктивные особенности
Дренажные насосы центробежного типа не кардинально отличаются от остальных, но определенные отличия в принципе работы присутствуют. На сегодня их выпускают более 60% от всего объема предлагаемых на рынке разных видов насосов. Это как изобретение, имеющее универсальную и практичную конструкцию, из разряда велосипеда, который не нужно выдумывать заново.
С точки зрения гидравлики, принцип из работы насоса водяного консольного базируемся на центробежной силе, полученной при работе колеса насоса. Различия между вариантами агрегатов обусловлены требованиями к мощностям и объемам перекачиваемой жидкости, и, конечно же, химическим составом жидкостей, их температурой, степенью загрязненности и характером загрязнения. Купить консольный насос для бытового использования гораздо дешевле, чем для сельского хозяйства или промышленности, это разные по конструктиву виды машин. Для правильного выбора любые вопросы всегда можно задать менеджеру. Насос необходимо покупать с небольшим запасом мощности, а не впритык.
Многие впервые сталкиваются с вопросом выбора такого оборудования, знакомые и специалисты рекомендуют как самое оптимальное консольные водяные насосы. Рассмотрим, что представляют из себя этот вид дренажных насосов. Итак, в основе их просто принципа действия центробежного насоса – центробежная сила, возникающая при вращении рабочего колеса. Подвод жидкости к нему односторонний, осуществляется он к рабочему колесу, которое расположено на конце вала с удалением от привода насоса.
Существуют разные модели таких насосов, предназначенные для бытового использования, сельского хозяйства, коммунальных служб, промышленных предприятий. В зависимости от мощности и от составов перекачиваемых жидкостей, применяются различные материалы для конструктивных элементов и разные двигатели, от чего и зависит стоимость насоса центробежного консольного. Например, современная серия F применяется для перекачки жидкостей без агрессивных химических смесей и чистой воды. Агрегаты серии NGA перемещают сильно загрязнённые жидкости, при этом конструкция предотвращает возможность закупорки рабочего колеса. Модели NF применяются сельхоз. предприятиями и коммунальными службами. Они имеют высокий КПД и нормально работают при длительных нагрузках. Консольные насосы для перекачки горячих жидкостей температурой до 90 0С серии СР часто применяются в быту, для полива сада и огорода, подачи воды в комбинации с системами поддержания необходимого давления.
По расположению оси рабочего колеса бывают консольные горизонтальные насосы и вертикальные. Центробежное колесо насоса состоит из двух дисков, между которыми расположены загнутые в противоположную направлению движения сторону лопатки. Под давлением центробежной силы, образовавшейся при вращении колеса, жидкость выбрасывается из него в напорный патрубок. При этом в центре колеса образуется разряжение, а в периферии создается повышенное давление. Благодаря различию между давлением над свободной поверхностью жидкости, находящейся в резервуаре, и в центре колеса, происходит движение жидкости из резервуара по всасывающему трубопроводу.
В современных моделях центробежных насосов на воду, особенно от европейских производителей, применяются выгодные по энегроэффективности и надежности электродвигатели из надежных современных материалов корпуса и обмоток с необходимой пролакировкой и классом нагревостойкости (изоляции), что гарантирует бесперебойную работу приводимого насоса и минимальную вероятность неполадок. Вкладывая средства в качественный насос, Вы экономите свое время на решение проблем с неисправностью и обслуживанием.
Аналоги отечественных производителей во многом уступают европейским, изготовленным на более современном оборудовании, из надежных материалов нового поколения. Если требует замены старые насосы для воды консольные, сравнительные характеристики их с иностранными аналогами приводятся в специальных таблицах.
Выбор и монтаж вихревого насоса
Подробнее
Выбираем насосную станцию для загородного дома
Подробнее
Виды и особенности консольных насосов
Подробнее
Погружные насосы Pedrollo
Подробнее
Вертикальные консольные насосы | Вертикальные консольные насосы Hayward Gordon
| Хейворд Гордон
Перейти к навигации Перейти к содержимому
Ваш браузер устарел.
В настоящее время вы используете Internet Explorer 7/8/9, который не поддерживается нашим сайтом. Для получения наилучших результатов используйте один из последних браузеров.
Хром
Фаерфокс
Internet Explorer Edge
Сафари
Вертикальные консольные насосы Hayward Gordon предлагают преимущества исключительно низких эксплуатационных расходов и надежной работы в самых сложных условиях.
Консольная конструкция полностью устраняет необходимость в погружных подшипниках, уплотнениях или обратных клапанах, а также в обслуживании и проблемах, связанных с этими дополнительными компонентами.
Эта конструкция также позволяет насосу работать всухую без повреждений и является самовсасывающим, когда уровень жидкости превышает улитку.
Запросить предложениеЗапросить детали
Преимущества
Прямой или клиноременный привод
Оба варианта привода обеспечивают соблюдение особых условий эксплуатации или требований к ограниченному пространству.
Регулировка внешнего зазора рабочего колеса
Зазор рабочего колеса можно отрегулировать снаружи с помощью домкратных винтов в корпусе упорного подшипника.
Доступны три мокрых конца
Утопленная крыльчатка Torus предназначена для работы с крупными твердыми частицами и высокоабразивными шламами.
Проточная часть ANSI работает с чистыми жидкостями и обеспечивает высокую эффективность насоса.
Мокрая часть ChopX предназначена для комбинированного измельчения и перекачивания для измельчения твердых частиц.
Доступны валы больших размеров
Размеры валов рассчитаны на работу ниже первой поперечной критической скорости, чтобы обеспечить долговечность при диаметрах вала до 7 дюймов. Другие производители будут эксплуатировать свои насосы выше первого критического значения, требуя, чтобы насос работал в этой области при запуске и останове.
Бесконтактные лабиринтные уплотнения
Различные доступные материалы
Конструкционные материалы включают:
Чугун
Сталь / WCB
316SS / CF-8M
CD4MCu
04SS / CF-8
Хастеллой C276 / CW-12MN
Сплав 20 / CN-7M
Сплав 2205 / CD3MN
Ресурсы
Брошюры
Брошюра о вертикальных консольных насосах
Руководства по эксплуатации и техническому обслуживанию
Шаблон O&M насоса с вертикальным консольным валом
Industries
Вертикальные консольные насосы Hayward Gordon для тяжелого режима работы доступны с 3 различными типами мокрых частей для коррозионно-активных, абразивных и твердых сред. Наши насосы были успешно установлены на угольных электростанциях, в металлургической, химической, целлюлозно-бумажной и атомных электростанциях.
Узнать больше
Вертикальные консольные насосы Hayward Gordon идеально подходят для карьеров с песком и песком. Благодаря отсутствию подшипников, расположенных под крышкой, техническое обслуживание и время простоя сведены к минимуму.
Узнать больше
Сопутствующие товары
Перистальтический насос SmartFlex® LRP
Тороидальный насос XR с утопленной крыльчаткой
Винтовой центробежный насос XCS
Насос измельчителя ChopX
Перистальтический насос SmartFlex® SRP
Мы используем файлы cookie, чтобы понять, как вы используете наш веб-сайт, и сделать его более удобным. Чтобы узнать больше о том, как мы это делаем, посетите нашу политику конфиденциальности.
Принять, чтобы продолжить
Вот что вам нужно знать о консольных насосах
Консольные насосы представляют собой особый тип центробежных насосов, конструкция которых предусматривает погружение в резервуар только рабочего колеса и корпуса. Все остальное не попадает в жидкости, и это идеально подходит для абразивных сред, которые могут повредить другие части насоса. Чтобы узнать больше об этом насосе, продолжайте читать ниже.
Что такое консольный насос?
Как упоминалось выше, консольные насосы относятся к типу центробежных насосов. Этот тип насоса использует рабочие колеса для перемещения жидкости.
Соединения, опоры и подшипники этого насоса, как и у консоли, находятся на одном конце. На другом конце находится крыльчатка и корпус, который затем будет помещен внутрь бака. Это позволяет отделить другие детали и защитить их от жидкости внутри бака. Хотя консольные насосы предназначены для работы с жидкостями, они не предназначены для работы с абразивными средами, для чего предназначены консольные насосы.
Как выбрать хороший консольный насос?
Если вы планируете приобрести консольный насос, необходимо учитывать определенные характеристики. Хотя большинство этих насосов одинаковы, все они разные, когда дело доходит до специфики.
1. Скорость потока
Несмотря на то, что скорость потока не является самым важным фактором при выборе насоса, он все же очень важен. Производительность насоса — это количество жидкости, которое он может перекачать за определенный период времени. Для центробежного насоса вам нужно будет измерить расход на конце насоса. Хорошим способом измерения является использование расходомера. При этом вы можете легко придумать расход для насоса.
2. Напор
Напор насоса — это давление, которое может создать насос. Он измеряется в футах или метрах статического напора, то есть давления, создаваемого жидкостью, когда она находится в статическом месте. Насосы с высоким напором идеально подходят для работы с высоким давлением.
3. Мощность в л.с.
Мощность насоса в л.с. важна, так как именно она говорит о мощности насоса. Измеряется в лошадиных силах на валу двигателя. Требуемая мощность будет зависеть от расхода и напора насоса.
4. Номинальная мощность
Показывает, какая мощность требуется для работы насоса. Знание номинальной мощности насоса даст вам представление о том, какую мощность вам потребуется для его работы.
5. Диаметр выпускного отверстия
Диаметр выпускного отверстия — это диаметр выпускного патрубка насоса. Это поможет вам определить, какой размер насоса вы должны использовать.
6. Рабочая температура
Рабочая температура определяет диапазон температур, которые консольный насос может или не может выдержать. Он показывает как самую низкую, так и самую высокую температуру. Это важно знать, так как это может повлиять на вашу работу, в зависимости от условий, в которых вы используете свой консольный насос.
Онлайн калькулятор для расчета монолитной плиты перекрытия
Доступ к самому калькулятору и всем расчетам в личном кабинете системы только после регистрации
Перекрытие фундамента
Выбор нужно шаблона
Набор основных списков в перекрытии ограничен всего двумя – тип перекрытия и тип блока из которого будет сделана кладка по периметру. При этом не обязательно выбирать тот материал из которого будет возведены стены дома. Например, если стены дома из арболита, керамики или газобетон, то пояс перекрытия может быть выполнен как из материала, из которого стены, так и из кирпича. Если блок для кладки по периметру не будет применяться, то выберите любой вариант, а далее вы можете отказаться от применения данного блока (см. ниже).
Параметры плиты
Основные
Данные параметры аналогичны параметрам фундаментной монолитной ж/б плите, но с небольшими дополнениями:
Лаз – это квадратура, которая будет вычитаться из общей квадратуры плиты. Лаз подразумевает то, что монолитная плита перекрытия применяется либо к цокольному этажу, либо к ленточному с подвалом или погребом.
Глубина выкопки – толщина слоя, который будет сниматься внутри фундамента. Если вы это сделали на этапе выкопки котлована, то введите в данное поле значение «0».
Толщина подбетонки – слой тощего бетона для гидроизоляции, которая включена в данный расчет по умолчанию. Если вы хотите отказаться от гидроизоляции, то введите в данное поле значение «0» и в принудительном порядке скройте всё что связано с гидроизоляцией в стоке услуг и материалов (внизу расчета).
Узел сопряжения перекрытия с несущей стеной
Здесь вы можете выбрать применять вам доборный блок и утеплитель для периметра монолитной плиты перекрытия ил нет.
На изображении ниже показаны основные комбинации того, что предлагает наш калькулятор. В качестве доборного блока мы выбрали газобетон. При выборе любого другого материала решения по данному узлу сопряжения со стеной будут аналогичны.
На изображение показан лишь один вариант монолитного связывающего пояса дома, который просчитывается в шаблонах коробки дома. Пояс имеет аналогичные решения как и у перекрытия, а также его ещё можно выполнить из кирпича.
Периметр утепления и/или кладки доборных блоков
Если периметр плиты, который требует облицовки блоком и/или утепления, равен общему периметру плиты и при условии, что применяется доборный блок, то опалубки по периметру плиты не будет. Если же периметр плиты, требующий облицовки блоком и/или утепления, меньше общего периметра плиты, как это показано на примере ниже, то опалубка будет просчитана только для того участка, где заливка идет по внешнему периметру наружных стен.
Параметры ленты
Введите параметры стен дома. Если у вас только один тип внутренних несущих стен, то дополнительно к наружным стенам заполните «Внутренние стены (1 тип)». Перегородки не нужно вводить во «Внутренние стены (2 тип)», т.к. этот набор данных предназначен для внутренних несущих стен второго типа , что встречается достаточно редко, но встречается.
Межэтажное перекрытие
Параметры плиты
Основные
В отличии от перекрытия фундамента, набор пунктов для межэтажного немного скромнее. Тут уже нет лаза, т.к. площадь плиты необходимо вводить с учетом проёмов, вентканалов и дымоходов, а также второго света. Площадь необходимо считать по внешнему периметру дома, это позволит более точно просчитать объём работ и материалов.
Узел сопряжения и параметры ленты стен аналогичны перекрытию фундамента.
Расчет монолитной плиты перекрытия на примере квадратной и прямоугольной плит, опертых по контуру
Преимущества устройства монолитного перекрытия
Виды
Расчет безбалочного перекрытия
Расчет монолитной плиты, опертой по контуру
Параметры монолитной плиты
Как рассчитать наибольший изгибающий момент
Как выбрать сечение арматуры
Пример расчета монолитной плиты перекрытия в виде прямоугольника
При создании домов с индивидуальной планировкой дома, как правило, застройщики сталкиваются с большим неудобством использования заводских панелей. С одной стороны, их стандартные размеры и форма, с другой – внушительный вес, из-за которого не обойтись без привлечения подъемной строительной техники.
Для перекрытия домов с комнатами разного размера и конфигурации, включая овал и полукруг, идеальным решением являются монолитные ж/б плиты. Дело в том, что по сравнению с заводскими они требуют значительно меньших денежных вложений как на покупку необходимых материалов, так и на доставку и монтаж. К тому же у них значительно выше несущая способность, а бесшовная поверхность плит очень качественная.
Почему же при всех очевидных преимуществах не каждый прибегает к бетонированию перекрытия? Вряд ли людей отпугивают более длительные подготовительные работы, тем более что ни заказ арматуры, ни устройство опалубки сегодня не представляет никакой сложности. Проблема в другом – не каждый знает, как правильно выполнить расчет монолитной плиты перекрытия.
Преимущества устройства монолитного перекрытия ↑
Монолитные железобетонные перекрытия причисляют к категории самых надежных и универсальных стройматериалов.
по данной технологии возможно перекрывать помещения практически любых габаритов, независимо от линейных размеров сооружения. Единственное при необходимости перекрыть больших пространств возникает необходимость в установке дополнительных опор;
они обеспечивают высокую звукоизоляцию. Несмотря на относительно небольшую толщину (140 мм), они способны полностью подавлять сторонние шумы;
с нижней стороны поверхность монолитного литья – гладкая, бесшовная, без перепадов, поэтому чаще всего подобные потолки отделывают только при помощи тонкого слоя шпаклевки и окрашивают;
цельное литье позволяет возводить выносные конструкции, к примеру, создать балкон, который составит одну монолитную плиту с перекрытием. Кстати, подобный балкон значительно долговечнее.
К недостаткам монолитного литья можно отнести необходимость использования при заливке бетона специализированного оборудования, к примеру, бетономешалок.
Внимание!
Устраивать монолитное перекрытие в доме из газобетона можно исключительно после установки дополнительных опор из бетона или железа. Что же касается деревянных построек, то использование такого типа литья запрещено.
Для конструкций из легкого материала типа газобетона больше подходят сборно-монолитные перекрытия. Их выполняют из готовых блоков, к примеру, из керамзита, газобетона или других аналогичных материалов, после чего заливают бетоном. Получается, с одной стороны, легкая конструкция, а с другой – она служит монолитным армированным поясом для всего строения.
Виды ↑
По технологии устройства различают:
монолитное балочное перекрытие;
безбалочное – это один из самых распространенных вариантов, расходы на материалы здесь меньше, поскольку нет необходимости закупать балки и обрабатывать перекрытия.
имеющие несъемную опалубку;
по профнастилу. Наиболее часто такую конструкцию используют для создания терасс, при строительстве гаражей и других подобных сооружений. Профлисты играют роль несгибаемой опалубки, на которую заливают бетон. Функции опоры будет выполнять каркас из металла, собранный из колонн и балок.
Обязательные условия получения качественного и надежного монолитное перекрытие по профнастилу:
чертежи, в которых указаны точнейшие размеры сооружения. Допустимая погрешность – до миллиметра;
расчет монолитной плиты перекрытия, где учтены создаваемые ею нагрузки.
Профилированные листы позволяют получить ребристое монолитное перекрытие, отличающееся большей надежностью. При этом значительно сокращаются затраты на бетон и стержни арматуры.
На заметку
Все монтажные работы выполняются по специально составленным технологическим картам на устройство монолитного перекрытия. Его еще называют основным технологическим документом, предназначенным как для строительных организаций и проектных бюро, так и для мастеров , непосредственно связанных с выполнением монолитных ж/б работ.
Расчет безбалочного перекрытия ↑
Перекрытие этого типа представляет из себя сплошную плиту. Опорой для нее служат колонны, которые могут иметь капители. Последние необходимы тогда, когда для создания требуемой жесткости прибегают к уменьшению расчетного пролета.
Полезно
Экспериментально было установлено, что для безбалочной плиты опасными нагрузками можно считать сплошную, оказывающую давление на всю площадь и полосовую, распределенную через весь пролет.
Расчет монолитной плиты, опертой по контуру ↑
Параметры монолитной плиты ↑
Понятно, что вес литой плиты напрямую зависит от ее высоты. Однако, помимо собственно веса она испытывает также определенную расчетную нагрузку, которая образуется в результате воздействия веса выравнивающей стяжки, финишного покрытия, мебели, находящихся в помещении людей и другое. Было бы наивно предположить, что кому-то удастся полностью предугадать возможные нагрузки или их комбинации, поэтому в расчетах прибегают к статистическим данным, основываясь на теории вероятностей. Таким путем получают величину распределенной нагрузки.
К примеру:
Здесь суммарная нагрузка составляет 775 кг на кв. м.
Одни из составляющих могут носить кратковременный характер, другие – более длительный. Чтобы не усложнять наши расчеты, условимся принимать распределительную нагрузку qв временной.
Как рассчитать наибольший изгибающий момент ↑
Это один из определяющих параметров при выборе сечения арматуры.
Напомним, что мы имеем дело с плитой, которая оперта по контуру, то есть, она будет выступать в роли балки не только относительно оси абсцисс, но и оси аппликат (z), и будет испытывать сжатие и растяжение в обеих плоскостях.
Как известно, изгибающий момент по отношению к оси абсцисс балки с опорой на две стены, имеющей пролет ln вычисляют по формуле mn = qnln2/8 (для удобства за ее ширину принят 1 м). Очевидно, что если пролеты равны, то равны и моменты.
Если учесть, что в случае квадратной плиты нагрузки q1 и q2 равны, возможно допустить, что они составляют половину расчетной нагрузки, обозначаемой q. Т. е.
Иначе говоря, можно допустить, что арматура, уложенная параллельно осям абсцисс и аппликат, рассчитывается на один и тот же изгибающий момент, который вдвое меньше, нежели тот же показатель для плиты, которая в качестве опоры имеет две стены. Получаем, что максимальное значение расчетного момента составляет:
Что же касается величины момента для бетона, то если учесть, что он испытывает сжимающее воздействие одновременно в перпендикулярных друг другу плоскостях, то ее значение будет больше, а именно,
Как известно, для расчетов требуется единая величина момента, поэтому в качестве его расчетного значения берут среднее арифметическое от Ма и Мб, которое в нашем случае равно 1472.6 кгс·м:
Как выбрать сечение арматуры ↑
В качестве примера произведем расчет сечения стержня по старой методике и сразу отметим, что конечный результат расчета по любой другой дает минимальную погрешность.
Какой бы способ расчеты вы ни выбрали, не надо забывать, высота арматуры в зависимости от ее расположения относительно осей x и z будет различаться.
В качестве значения высот предварительно примем: для первой оси h01 = 130 мм, для второй – h02 = 110 мм. Воспользуемся формулой А0n = M/bh20nRb. Соответственно получим:
А01 = 0.0745
А02 = 0.104
Из представленной ниже вспомогательной таблицы найдем соответствующие значения η и ξ и посчитаем искомую площадь по формуле Fan= M/ηh0nRs.
Получаем
Fa1 = 3,275 кв. см.
Fa2 = 3,6 кв. см.
Фактически, для армирования 1 пог. м необходимо по 5 арматурных стержня для укладки в продольном и поперечном направлении с шагом 20 см.
Для выбора сечения можно воспользоваться нижележащей таблицей. К примеру, для пяти стержней ⌀10 мм получаем площадь сечения, равной 3,93 кв. см, а для 1 пог. м она будет в два раза больше – 7,86 кв. см.
Сечение арматуры, проложенной в верхней части, было взято с достаточным запасом, поэтому число арматуры в нижнем слое можно уменьшить до четырех. Тогда для нижней части площадь, согласно таблице составит 3,14 кв. см.
На заметку
Для расчета подобной плиты в панельном доме согласно имеющимся методикам расчета обычно применяют корректирующий коэффициент для учета также пространственной работы конструкции. Он позволяет примерно на 3–10 процентов сократить сечение. Однако многие специалисты считают, что, в отличие от заводских, для монолитных плит его использование не столь уж обязательно, поскольку при таком подходе возникает необходимость в ряде дополнительных расчетов, к примеру, на раскрытие трещин и прочих. И потом, если центральную часть армировать стержнями большего диаметра, то прогиб посередине будет изначально меньше. При необходимости его можно достаточно просто устранить или скрыть под финишной отделкой.
Пример расчета монолитной плиты перекрытия в виде прямоугольника ↑
Очевидно, что в подобных конструкциях момент, действующий по отношению к оси абсцисс, не может равняться его значению, относительно оси аппликат. Причем чем больше разброс между ее линейными размерами, тем больше она будет похожа на балку с шарнирными опорами. Иначе говоря, начиная с какого-то момента, величина воздействия поперечной арматуры станет постоянной.
На практике неоднократно была показана зависимость поперечного и продольного моментов от значения λ = l2 / l1:
при λ > 3, продольный больше поперечного в пять раз;
при λ ≤ 3 эту зависимость определяют по графику.
Допустим, требуется рассчитать прямоугольную плиту 8х5 м. Учитывая, что расчетные пролеты это и есть линейные размеры помещения, получаем, что их отношение λ равно 1.6. Следуя кривой 1 на графике, найдем соотношение моментов. Оно будет равно 0.49, откуда получаем, что m2 = 0.49*m1.
Далее, для нахождения общего момента значения m1 и m2 необходимо сложить. В итоге получаем, что M = 1.49*m1. Продолжим: подсчитаем два изгибающих момента – для бетона и арматуры, затем с их помощью и расчетный момент.
Теперь вновь обратимся к вспомогательной таблице, откуда находим значения η1, η2 и ξ1, ξ2. Далее, подставив найденные значения в формулу, по которой вычисляют площадь сечения арматуры, получаем:
Fa1 = 3.845 кв. см;
Fa2 = 2 кв. см.
В итоге получаем, что для армирования 1 пог. м. плиты необходимо:
продольная арматура:пять 10-миллиметровых стержней, длина 520 -540 см, Sсеч. – 3.93 кв. см;
поперечная арматура: четыре 8-миллиметровых стержня, длина 820-840 см, Sсеч. – 2.01 кв.см.
Рассчитайте заливку бетонной плиты и фундамента и получите советы по оценке
Используйте эти бесплатные калькуляторы бетона, чтобы оценить, сколько бетона вам потребуется для плит, фундаментов или колонн. Рекомендуется переоценить количество необходимого бетона, чтобы не опоздать на строительной площадке.
ФОРМУЛА КАЛЬКУЛЯТОРА БЕТОНА
Какое уравнение следует использовать, чтобы узнать, сколько бетона мне нужно?
Как рассчитать бетон:
Определите необходимую толщину бетона
Измерьте длину и ширину, которые вы хотите покрыть
Умножьте длину на ширину, чтобы определить площадь в квадратных футах
Преобразование толщины из дюймов в футы
Умножьте толщину в футах на площадь в квадратных футах, чтобы определить кубические футы
Преобразование кубических футов в кубические ярды путем умножения на 0,037
Вот как выглядят расчеты для бетонного патио размером 10 на 10 футов:
10 х 10 = 100 квадратных футов
4 ÷ 12 = 0,33
100 x 0,33 = 33 кубических фута
33 х 0,037 = 1,22 кубических ярда
По сути, вы вычисляете объем, а затем конвертируете его в кубические ярды. Для бетона формула объема выглядит следующим образом: длина х ширина х толщина.
Чтобы определить, сколько мешков бетона вам понадобится, разделите общее количество необходимых кубических метров на выход.
Используйте следующие выходы на каждый размер пакета:
Выход 40-фунтового мешка 0,011 кубических ярдов
60-фунтовый мешок дает 0,017 кубических ярда
80-фунтовый мешок дает 0,022 кубических ярда
ГОТОВАЯ СМЕСЬ VS. БЕТОН В МЕШКАХ
Должен ли я заказывать бетон на складе в компании по производству готовых смесей или использовать только мешки?
Более крупные работы, такие как подъездные пути, легче выполнять, если заказывать бетон на складе, а не пытаться смешивать мешок за мешком вручную. Для небольших работ, таких как дорожка, скромный внутренний дворик или фундамент, вам следует вместо этого рассчитать количество бетонных мешков.
Бетон в мешках идеально подходит для:
Заливки небольших плит для тротуаров или террас
Установка столбов для заборов или почтовых ящиков
Ремонт фундаментных стен, дорожек или ступеней
Заливка небольших бордюров, ступенек или пандусов
Фундаменты для террас, пергол, стен и др.
Если вы покупаете бетон в мешках, вы можете получить его с доставкой, но если это всего несколько мешков, вы будете нести ответственность за его транспортировку самостоятельно. Вам также понадобится дополнительное оборудование для смешивания бетона. Взятый напрокат миксер может быть очень полезен, но тачка подойдет всего для нескольких сумок.
Готовый бетон во дворе подходит для:
Большие патио, подъездные пути, террасы у бассейнов и многое другое
Фундаментные плиты для дома
Автостоянки или коммерческие тротуары
Если вы планируете заказать бетон у поставщика готовой смеси, ему необходимо знать, сколько метров бетона необходимо доставить. Многие компании по производству готовых смесей будут иметь минимальный заказ в 1 ярд и будут взимать плату за недостачу при заказе частичных партий. Средний грузовик вмещает от 9и всего 11 ярдов. Если для вашего проекта требуется больше бетона, потребуется несколько грузовиков.
Сколько весит бетон?
Бетон обычно заказывают в кубических метрах, но если вы ищете вес бетона, он зависит от типа используемой смеси. Тем не менее, по оценкам большинства поставщиков готовых смесей, кубический ярд бетона весит около 4000 фунтов. Итак, если вам нужно три ярда, это будет около 12 000 фунтов (3 ярда x 4 000 фунтов). Спросите своего поставщика, если вы хотите знать точный вес.
СОВЕТЫ ПО ОЦЕНКЕ БЕТОНА
Atlanta Brick & Concrete в Атланте, Джорджия
Расчет количества бетона, необходимого для плит (включая нестандартные формы)
Практическое правило: добавьте 1 / 4 » к толщине вашей плиты для вашего бюджета бетона плиты. Это предполагает, что у вас есть работа
Если вы проверяете свой сорт и одна точка имеет размер 4 дюйма, некоторые точки имеют размер от 4,5 до 5 дюймов, лучшим решением как для качества работы, так и для вашего бюджета на бетон является исправить оценку.
Нечетные фигуры: Превратите нечетные фигуры в прямоугольники, а нечетные фигуры неожиданно легко сопоставить.
Нарисуйте подъездную дорожку 14′ x 20′ и ваша оценка будет хорошей. И вот почему: подъездная дорога 16 футов вверху и 12 футов внизу. Через центр ширина в среднем составляет 14 футов.
Расчет количества бетона, необходимого для фундаментов
Фундаменты редко точно соответствуют чертежу. В каменистой почве фундаменты могут разрушиться при выемке больших камней
Предполагалось, что это будет фундамент размером 12″*12″, но обратите внимание, как обрушилась левая сторона фундамента. Вычислите истинную ширину.
Экскаватор, возможно, копал слишком глубоко, или мог быть дождь, и необходимо было выкопать фундамент глубже, чтобы добраться до твердой почвы. Поэтому важно проверить различные места на вашей ноге и получить средний размер. Затем с помощью калькулятора рассчитайте необходимое количество бетона.
Плиты дома на уровне, которые на 8 дюймов отклоняются от уровня, с плитой на 4 дюйма также имеют часть основания над уровнем грунта.
Этот фундамент размером 12 x 12 дюймов должен быть рассчитан на 12 x 16 дюймов, поэтому считается, что фундамент поднимается выше уровня земли, чтобы достичь толщины плиты 4 дюйма. , Если к крыльцу ведут три ступени:
Используйте калькулятор плит, чтобы рассчитать бетон, необходимый для поверхности крыльца.
Используйте калькулятор фундамента для расчета сторон крыльца и ступеней
Вот пример:
Это крыльцо имеет площадь 9 кв. футов, поэтому введите в калькулятор плиты толщину 4 дюйма, ширину 3 фута и длину 3 фута. Итого 0,11 кубических ярда.
Крыльцо также имеет 9 погонных футов 6 дюймов. шаг. Поэтому введите в калькулятор фундамента 6 дюймов в глубину и 12 дюймов в ширину (всегда учитывайте ступени шириной 12 дюймов) и 9 футов в длину. Итого получается 0,17 кубических ярда.
Общее количество бетона, необходимое для крыльца 3 на 3 фута будет 0,28 кубических ярда (0,11 + 0,17 кубических ярда = 0,28 кубических ярда)
Повторите это для добавленных слоев шагов.
Крыльцо 3 х 3 фута
Расчет количества заливки основания
Использование запаса прочности: проблемы, вызванные недооценкой количества бетона
Никогда не пытайтесь заказать точное количество необходимого бетона. Включите запас прочности.
Идеально размещенный заказ бетона завершит работу с небольшим остатком. Заказ на 20 кубических ярдов с оставшимся 1 кубическим ярдом является хорошим заказом. Заказ на 20 кубических ярдов, которому не хватает кубических ярдов, не является хорошим заказом.
Дополнительные расходы в связи с нехваткой бетона
Сверхурочные работы бригады
Короткая загрузка от поставщика готовой смеси
Может возникнуть холодный шов (где закончилась одна заливка и началась другая)
Три шага к заказу достаточного количества бетона:
Воспользуйтесь калькулятором бетона
Измерьте глубину и ширину, как они были построены на месте, а не просто то, что указано в планах.
Добавить запас прочности
Эмпирическое правило для запаса прочности:
Если вы заказываете 1-5 кубических ярдов, заказывайте 0,5-1 c.y. дополнительный
Если вы заказываете 6-10 у.е., заказывайте 1 у.е. дополнительный
Если вы заказываете 11-20 у.е., заказывайте 1-1,5 у.е. дополнительный
Лишний бетон может расстроить. В конце концов, вы должны заплатить за этот бетон. Однако помните, что вы делаете свою работу услугой, заказывая достаточное количество бетона, а это значит, что у вас останется немного бетона.
Запрос вашего поставщика готовых смесей посетить ваш объект
После того, как вы выбрали поставщика готовых смесей, пригласите представителя на ваш объект, чтобы высказать свое мнение о требуемом количестве. Сравните рисунок с тем, что у вас получилось. Обсудите любые расхождения с поставщиком.
Ваш поставщик готовых смесей имеет неоценимое значение для проверки вашего мнения об условиях работы, проверки вашего запаса прочности, выявления проблем, о которых вы, возможно, не думали, и информирования вас о любых местных условиях, о которых вам необходимо знать.
Последнее обновление: 7 сентября 2022 г.
Калькулятор бетона | Как рассчитать бетон
Авторы Филип Дерма и Войцех Сас, доктор философии
Отзыв от Bogna Szyk и Jack Bowater
Последнее обновление: 23 ноября 2020 г.
Содержание:
Определение бетона
Зачем использовать калькулятор бетона?
Сколько бетона мне нужно?
Пример расчета
Стоимость бетонной плиты
Как сделать бетон?
Сравнение бетона и цемента
Типы бетона
Прочие соображения
Калькулятор бетона позволяет вам оценить, сколько бетона вам нужно для конкретной площади, и сколько мешков цемента требуется для этой площади с учетом бетона. плотность, вес и расход. Цемент обычно продается в мешках. Если вы знаете размер мешка (там должно быть указано, сколько бетона из него получится на мешке), наш калькулятор поможет вам рассчитать необходимое количество мешков. Таким образом, вы также можете оценить стоимость бетонной плиты. Если вы хотите оценить количество бетона, необходимого для колонн, воспользуйтесь нашими родственными калькуляторами для бетонных колонн и труб.
Определение бетона
В настоящее время бетон является одним из наиболее распространенных материалов, используемых во всем мире в строительстве. Он состоит из мелкого и крупного заполнителя, связанных вместе жидким цементом (цементным тестом), который со временем затвердевает. Заполнители обычно представляют собой песок и гравий (или щебень), а паста — вода и портландцемент. Портландцемент — это не торговая марка — это общий термин для типа цемента, используемого практически во всех бетонах (например, нержавеющая сталь — это разновидность стали). В процессе, называемом гидратацией, цемент и вода затвердевают и связывают заполнители в массу, подобную камню. Через 28 дней бетон достигает около 99% от максимальной прочности на сжатие. Однако этот процесс затвердевания продолжается годами, в результате чего со временем бетон становится более прочным.
Зачем использовать калькулятор бетона?
Возможно, вы были в похожей ситуации: вы решили построить собственный дом, террасу или забор. Вы идете в магазин, покупаете Х мешков бетона и, довольный собой, сразу приступаете к работе. Где-то посередине вы понимаете, что у вас осталась только одна сумка. Раздраженный, ты возвращаешься в магазин, покупаешь очередную партию бетона, возвращаешься, снова начинаешь работать, а потом… мало. Опять таки. День уже закончился, магазин закрыт, работа не сделана, а завтра нужно снова идти в магазин. Только на этот раз, разозлившись, вы покупаете гораздо больше, и к концу проекта у вас остается половина всех этих лишних мешков с бетоном, от них совершенно никакой пользы. Вы потратили впустую время, вы потратили впустую деньги, и это, безусловно, действовало вам на нервы. Всего этого можно было легко избежать с помощью нашего калькулятора. Вам никогда не придется задаваться вопросом «сколько бетона мне нужно?» опять таки.
Сколько мне нужно бетона?
Во-первых, вам нужно оценить объем бетона, который вам нужен. Укажите размеры (длину, ширину и высоту) и количество ваших бетонных плит или площади, которую вы хотите замостить.
Определите вес всех этих элементов — так продается цемент в мешках, вам говорят, сколько будет весить бетон из мешка (например, из одного мешка вы получите 60 фунтов бетона). Учитывая объем, который мы только что рассчитали, и плотность бетона (опять же, вы найдете эту информацию на мешке, мы указали общее значение, но оно различается), вы можете рассчитать вес всех ваших элементов.
Укажите размер мешка, чтобы мы могли узнать, сколько бетона производится из мешка.
Наконец, вы можете указать коэффициент потерь — сколько, по вашему мнению, вы потеряете из-за утечки, дефектных элементов и других неприятных событий. Теперь вы знаете, сколько сумок вам действительно нужно.
По умолчанию все размеры указаны в футах. Вы можете изменить их на любую другую единицу, просто разблокировав поле (кнопка замка).
Пример расчета
Допустим, у нас есть 4 бетонных элемента, каждый 3 фута в длину, 3 фута в ширину и 3 фута в высоту. Теперь умножаем 4 раза (3*3*3) . Предварительно смешанный бетон обычно продается кубическими ярдами, и эта единица используется по умолчанию. Поскольку строительные элементы обычно измеряются в футах, наш калькулятор преобразует объем в кубические ярды — в нашем примере это 4 кубических ярда (108 кубических футов).
Иногда вы знаете, сколько плит вам нужно. В других случаях вы просто будете знать площадь, которую нужно заасфальтировать — не стесняйтесь указывать любое из этих значений. В нашем примере мы укладываем 36 квадратных футов.
Как только у нас есть вышеуказанные измерения, мы можем перейти к сути дела.
Проверьте, соответствует ли плотность бетона определенного производителя значению по умолчанию в нашем калькуляторе (150 фунтов/куб. фут). Не стесняйтесь изменять его по мере необходимости.
Теперь отображается общий вес необходимого вам бетона.
Проверить, совпадает ли вес одного мешка с цементом с уже заданным значением по умолчанию (60 фунтов). Если нет, снова измените его на соответствующий номер.
В целях безопасности учитывайте утечки и отходы. Опытные подрядчики обычно предполагают 5-10%.
В нашем примере оставим меры по умолчанию. Нам нужно 4 кубометра цемента, наш производитель продает цемент в мешках по 60 фунтов плотностью 150 фунтов/куб.м. Общий вес бетона, который нам нужен, составляет 16 201,03 фунта. Предполагая, что 5% теряется в виде отходов и разливов — вуаля! нам нужно 284 мешка бетона.
Стоимость бетонной плиты
Этот калькулятор упрощает расчет стоимости бетонной плиты — как только вы узнаете, сколько бетона вам нужно (в мешках) и сколько плит вы изготовите из него, просто укажите цену мешка и вы получите стоимость бетонной плиты, стоимость мощения желаемой площади, стоимость единицы объема и общую стоимость необходимого вам материала.
Как сделать бетон?
Производство бетона довольно трудоемко. В этом процессе смешиваются различные ингредиенты — вода, заполнитель, цемент и любые добавки. После того, как ингредиенты смешаны, рабочие должны залить бетон до того, как он затвердеет. В наше время большая часть производства бетона осуществляется на крупных промышленных объектах (бетонных заводах).
Тщательное дозирование и смешивание ингредиентов является ключевым фактором в получении прочного и долговечного бетона. Недостаточное количество пасты приведет к шероховатым, ячеистым поверхностям и пористому бетону. Смесь, перегруженная цементным тестом, будет легко укладываться и создаст гладкую поверхность, но приведет к получению неэкономичного бетона, склонного к растрескиванию.
Бетон против цемента
Вот одна из основных причин, почему так часто путают цемент и бетон: в бетоне есть цемент. При смешивании цемента с водой образуется паста. Затем эта паста смешивается с заполнителями, такими как гравий и песок, для создания бетона.
Цемент производится из материалов, богатых кальцием и кремнеземом (таких как известняк и глина). Он обладает уникальными адгезионными свойствами, которые делают его отличным связующим. Сам по себе цемент склонен к растрескиванию. По сравнению с бетоном, который может прослужить сотни лет, цемент гораздо менее прочен.
Типы бетона
Бетон производится с различными составами, покрытиями и эксплуатационными характеристиками для удовлетворения широкого круга потребностей. Вы можете найти некоторые из типов ниже:
Рядовой или обычный бетон — один из наиболее часто используемых. Изготавливается из цемента, песка и крупных заполнителей.
Легкий бетон — плотность менее 1920 кг/м³. У него очень низкая теплопроводность.
Бетон высокой плотности — также называемый тяжелый вес . Плотность варьируется в пределах 3000-4000 кг/м³. В основном используется на атомных электростанциях (хорошая радиационная защита).
Железобетон — наиболее важный тип. В этом типе бетона в качестве армирования используется сталь в различных формах, обеспечивающая очень высокую прочность на растяжение.
Сборный железобетон — термин относится к сборным бетонным блокам. Они имеют различные формы.
Предварительно напряженный бетон — особый тип железобетона, в котором арматурные стержни натягиваются перед заделкой в бетон.
Бетон с воздухововлекающими добавками — специально приготовленный бетон без добавок, в котором воздух увлекается в виде тысяч равномерно распределенных частиц.
Стеклобетон — переработанное стекло используется в качестве заполнителя.
Быстротвердеющий бетон — в основном используется в подводном строительстве и ремонте дорог.
Асфальт — сочетание заполнителей и асфальта. Используется для строительства автомагистралей, аэропортов и набережных.
Бетон известковый — известь используется как вяжущий материал с заполнителями. Используется на полах, куполах и т. д.
Бетон, уплотненный катком — очень небольшое количество цемента в смеси. В основном используется в качестве пломбировочного материала.
Штампованный бетон — обычный бетон с небольшими отличиями. В основном используется в архитектурных целях.
Автобетон — используется для высотных зданий.
Вакуумный бетон — в бетонную смесь добавляется большее количество воды, после чего смесь заливается в опалубку.
Проницаемый бетон — сквозь него может проходить вода. Используется в районах, где ливневая вода является проблемой.
Набрызг-бетон — изготавливается так же, как обычный бетон, но отличается способом укладки. Он пневматически проецируется с высокой скоростью на поверхность. Используется при строительстве тоннелей.
Готовая смесь — готовится на бетонных заводах и транспортируется автобетоносмесителями, чтобы обеспечить доставку до времени схватывания.
Самоуплотняющийся — уплотняемый собственным весом. Нет необходимости выполнять ручное уплотнение.
Другие соображения
Теперь, хотя это было относительно легко; определение объема элементов, отличных от прямоугольных, может быть немного сложнее. Чтобы рассчитать объем другого распространенного трехмерного объекта, воспользуйтесь нашим калькулятором объема.
Пока мы обсуждаем эту тему, загляните в калькулятор плотности, с помощью которого вы можете рассчитать плотность любого заданного объекта на основе его веса и объема.
Строительные гвозди ГОСТ 4028-63, Технические характеристики и особенности применения
Представить себе проведение строительных, монтажных и ремонтных работ без применения гвоздей невозможно. Их установка не требует каких-то специальных знаний, да и навыков исполнителю достаточно иметь на начальном уровне. Рынок стройматериалов предлагает очень много разновидностей крепежных деталей. Из них особое место занимают гвозди строительные.
Конструкция
Конструкция строительного гвоздя включает следующие элементы:
стрежень (другое общепринятое название – ножка) с заостренным концом;
шляпка. Располагается с противоположной стороны острого наконечника.
Применяются такие метизы для сопряжения деревянных элементов, а также для крепления к древесной основе изделий, произведенных из иных материалов.
Форма стержня и шляпки бывает разной. Именно эта характеристика определяет предназначение крепежной детали. Рассмотрим нормативные документы, регламентирующие производство строительных гвоздей.
Строительные гвозди, соответствующие требованиям ГОСТ 4028-63
Государственный стандарт 4028, принятый в 1963 году и действующий в настоящее время, устанавливает 4 типа такого крепежа.
Строительные гвозди с плоской шляпкой
Нормами ГОСТа 4028-63 предусмотрено одно исполнение гвоздей строительных с плоской шляпкой.
Отдельно выдвигаются требования к соотношению и диаметра (обозначение D) и высоты (параметр h) головки к диаметру ножки (обозначение d). В частности:
Dмин = 2d; hмин = 0,6d
Значения технических характеристик гвоздей данного типа указаны в таблице. Единица измерения здесь и далее – миллиметры.
Диаметр стержня
Общая длина гвоздя
1,6
50,0
40,0
25,0
1,4
40,0
32,0
25,0
1,2
25,0
20,0
16,0
1,0
16,0
0,8
12,0
8,0
Гвозди строительные круглые
Исполнение этих крепежных деталей по нормам ГОСТа 4028-63 выглядит так:
Отличие от предыдущего варианта заключается в форме головки: здесь она конусообразная. Такая конструкция предполагает установку гвоздя «в потай». Кроме того, в данном случае выдвигается требование только к соотношению высоты шляпки (h) к диаметру ножки (d):
hмин = 0,6d
В данном нормативном документе касательно гвоздей строительных круглых имеется одна оговорка. Формулируется она так: по требованию заказчика допускается производство данных изделий типоразмера 1,8×32,0 с плоской шляпкой.
Гвозди строительные трефовые
Государственным стандартом 4028 от 1963 года установлено одно исполнение гвоздей строительных трефовых.
Отличаются эти изделия конфигурацией стержня: по всей его длине от шляпки до заостренного наконечника проделаны продольные канавки. Благодаря такой конструкции гвозди трефовые данного исполнения надежно удерживаются в основании из древесины. Применяются они, в том числе, и для крепления рулонных покрытий различного вида.
Гвозди строительные трефовые с перемычками
Конструкция этих крепежных деталей наиболее сложная по сравнению с предыдущими вариантами.
Нормы ГОСТа 4028-63 устанавливают следующие требования к соотношению параметров высота шляпки (h), диаметр ножки (d) и ширина верхней грани (с) и шаг перемычек (T):
1,25d≤Т≤1,5d; с=0,3d; hмин=0,6d
Технические характеристики гвоздей трефовых строительных с перемычками приведены в таблице.
Диаметр ножки условный (d)
Наименьший диаметр шляпки (D)
Параметр α
Длина изделия (обозначение L)
8,0
14,0
7,13
250,0
6,0
11,0
5,3
200,0
150,0
5,0
9,0
4,45
150,0
120,0
4,0
7,5
3,55
120,0
100,0
3,5
7,0
3,1
90,0
3,0
6,0
2,65
80,0
70,0
2,5
5,0
2,2
60,0
50,0
2,0
4,0
1,75
50,0
40,0
1,8
3,5
_________
60,0
50,0
40,0
32,0
Строительные гвозди, изготовленные в соответствии с чертежом 7811-7075
Это – еще один документ, регламентирующий производство строительных гвоздей. Его западноевропейским аналогом является немецкий стандарт DIN 1151. Нормы обоих устанавливают одно исполнение крепежных изделий данного типа.
Отличительной особенностью таких гвоздей является наличие на внешней поверхности шляпки рифленой накатки. Это снижает вероятность соскальзывания рабочей части молотка с головки метиза при его забивании.
Численные значения технических характеристик гвоздей строительных, изготовленных по чертежу 7811-7075 изменяются в следующих диапазонах:
диаметр ножки (обозначение d) – от 1,2 мм до 9,4 мм:
диаметр шляпки (параметр D) – min 2,6 мм; max 20,7 мм;
высота шляпки – минимальная 0,5 мм; максимальная 2,3 мм;
длина гвоздя (обозначение L) – от 15,0 мм до 310,0 мм.
Технические требования
Конечная продукция в виде строительных гвоздей должна соответствовать требованиям, выдвигаемым ГОСТом 283-75. Ниже указаны лишь основные из них.
Советы по использованию строительных гвоздей
Ниже приведены основные рекомендации профессионалов по работе со строительными гвоздями.
Чтобы создать надежное и прочное соединение, использовать нужно гвозди длиной, в 2-3 раза превышающей толщину приколачиваемого элемента конструкции. Тогда крепеж не только полностью пронзит его, но и войдет в древесину основы на глубину, достаточную для устойчивости к воздействию внешних нагрузок.
Часть гвоздя, пробившую поверхность основы фиксации, необходимо загнуть с помощью треугольного напильника и утопить в ее материале, как это показано на рисунке.
Для недопущения растрескивания древесины, острие гвоздя следует затупить нанесением по нему ударов молотком.
Касательно аспекта препятствования растрескиванию доски есть еще одна хитрость. Иногда требуется создать с помощью гвоздя соединение вблизи от края сопрягаемых элементов. Для этого используют заготовки размером, превышающим требуемый. То есть они должны иметь припуск, который после забивания просто отпиливается
Чтобы упростить наживление мелких гвоздей, можно использовать полоску из плотного картона или из фанеры, проделав на одной ее стороне паз.
Заключение
Производство гвоздей строительных сегодня полностью автоматизировано. Вплоть до заключительного этапа, когда формирование наборов этих крепежных элементов, которые будут забиваться с помощью пневматического пистолета, тоже осуществляется «умным» оборудованием. Чтобы запустить ролик, наведите курсор на изображение, размещенное ниже. Затем нажмите клавишу «Ctrl» и удерживайте ее. После преобразования стрелки в кисть руки кликните левой кнопкой мышки.
Please enable JavaScript to view the comments powered by Disqus. comments powered by Disqus
Гвозди строительные ГОСТ 4028-63. WikiСтатья.
Гвозди использовались строителями уже в древности. Если раньше их выковывали, отчего они в сечении имели прямоугольную форму, то нынче изготавливают из проволоки. Шляпка гвоздя не позволяет проваливаться стержню, уходя в скрепляемые материалы.
Конструкция гвоздя не изменилась со временем, а лишь разнообразилась за счет вариации элементов: рифленая или гладкая поверхность головки да и сама форма таковой; насечки частичные или вдоль всего стержня; сечение ножки гвоздя, начиная от круглого и заканчивая винтовым.
Что регламентирует ГОСТ 4028-63?
Полное наименование российского стандарта звучит как «ГОСТ 4028-63 Гвозди строительные. Конструкция и размеры». Именно их продают во всех строительных магазинах и покупают для самых различных работ
Производители гвоздей, указывая ГОСТ на своей продукции, обязаны соблюдать конструкцию и соотношение размеров относительно друг друга. Гвозди в ГОСТ 4028-63 подразделяют на
П — строительные с плоской головкой
К — строительные с конической головкой
Т — трефовые
ТП — трефовые с перемычками
Согласно смежному стандарту ГОСТ 283-75 изготовление строительных гвоздей производят из низкоуглеродистой стальной термически необработанной проволоки круглого сечения. Покрытие осуществляется на следующем этапе.
Диаметры стержня и головки гвоздя, высота шляпки, длина всего изделия — все это прописано в ГОСТ 4028-63. Статус на 2018 год актуален и его соблюдают российские производители.
Конструкция и типоразмеры строительных гвоздей 4028-63 ГОСТ с плоской головкой
Рассмотрим условное обозначение крепежа на примерах.
Гвоздь П 1,4х40 ГОСТ 4028-63
П — тип гвоздей с плоской головкой
1,4 — диаметр стержня 1,4 мм
40 — длина изделия 40 мм
Как видно из схематического чертежа на рис. 1, диаметр шляпки гвоздя строительного практически в 2 раза больше диаметра стержня: D min = 2 d. Высота шляпки гвоздя также указывается как минимальная и вычисляется h min = 0,6 d.
Минимальные значения D и h обусловлены требованиями по монтаже и эксплуатации.
На гвозди строительные наносятся засечки у основания стержня для лучшего сцепления с рабочим материалом. Глубина, протяженность и частота этих элементов в ГОСТ 4028 63 не указана. Гвозди строительные с плоской головкой изготовляются для типоразмеров от 0,8х8 до 1,6х50.
Гвозди с конической головкой ГОСТ 4028-63
Благодаря форме головки строительных гвоздей крепеж надежно и аккуратно фиксируется в скрепляемой деревянной поверхности. Такую головку выполняют для гвоздей от 1,8 мм или 2 мм. Соотношения размеров повторяются, как и для гвоздей с плоской головкой: диаметр шляпки в два раза больше диаметра самого стержня, а высота головки составляет 60 % от d.
Гвоздь К 4х100 ГОСТ 4028-63
Покрытие гвоздей строительных
Гвозди — это металлические изделия, которые без покрытия окисляются даже от взаимодействия с воздухом. Крепежные изделия в данной категории без покрытия — это гвозди строительные черные ГОСТ 4028-63. Чаще черные гвозди используют во временных работах, несущих предварительный, подготовительный характер.
Защитный слой оцинковки позволяет применять крепеж при наружных строительных работах.
Основные производители гвоздей строительных
ГОСТ 4028-63 — стандарт, которым руководствуются отечественные производители. Основными производителями являются «Северсталь-метиз» из Череповца, «ММК-Метиз» из Магнитогорска, Вяртсильский Метизный завод из состава Мечел, беларусский «Речицкий метизный завод» и многие другие. Предприятия используют современное оборудование, производство идет под постоянным контролем качества, исходного рабочего материала достаточно в стране — все это залог качественных строительных гвоздей.
Гвозди строительные в фасовке
Так как гвозди достаточно востребованный товар и в строительных магазинах и на базах снабжения, многие поставщики крепежа предлагают фасовки по 1 кг в п/э пакетах.
Благодаря цеху фасовки, который в компании ГОСКРЕП работает более 5 лет, на сайте Вы можете приобрести различные виды упаковок. В таблице ниже приведены варианты для оптимального размещения на полках магазина строительного крепежа (подвесы, крупные пакеты по 1 кг, средние пакеты по 0,2 — 0,25 — 0,4 кг) и для стройбаз (промупаковке и крупных пакетах по 5 и 1 кг, кратностью приемлемой для транспортировки).
Наименование
d
L
пром
25 кг
пром
5 кг
крупный
пакет
1 кг
средний
пакет
0,2 кг
средний
пакет
0,25 кг
средний
пакет
0,4 кг
подвес
50 г
Гвозди
строительные
тип 1
ГОСТ 4028-63
1,2
16
б/п
б/п
20
б/п
б/п
б/п
б/п
25
б/п
б/п
1,4
25
б/п
б/п
б/п
32
б/п
б/п
40
б/п
1,6
25
б/п ц
б/п
30
ц
32
б/п
40
б/п
50
б/п
Гвозди
строительные
тип 2
ГОСТ 4028-63
1,8
32
б/п ц
б/п
б/п
б/п
40
б/п ц
50
б/п
60
б/п
2,0
40
б/п ц
ц
ц
50
б/п
б/п ц
б/п
б/п
2,5
50
б/п
ц
ц
60
б/п ц
б/п
б/п
б/п
3,0
70
б/п ц
б/п
б/п
б/п
80
б/п ц
б/п
б/п
ц
3,5
90
б/п
б/п ц
б/п
б/п ц
4,0
100
б/п ц
б/п
б/п ц
120
б/п
б/п ц
б/п ц
5
150
б/п
б/п ц
б/п
6
200
б/п
б/п ц
б/п
Что ваши ногти говорят о вашем здоровье
Когда мне было около 20 лет, я помню, как смотрел на свои ногти и видел на них крошечные вмятины. Впервые я заметил их на левом указательном пальце. Я ломал голову, думая, может быть, я застрял в двери или несколько раз ударился обо что-то, но, очевидно, мы помним такие болезненные переживания.
Потом я заметил маленькие вмятины на каждом гвозде — я все время водил руками по бороздам. Может быть, я нанесла слишком много лака для ногтей или использовала средство для ухода за кожей, которое не понравилось моим ногтям. Моя бабушка сказала мне, что это, вероятно, из-за того, что мне чего-то не хватало в моем рационе — чего-то, о чем я никогда раньше не задумывался.
Вмятины со временем исчезли, но снова появлялись во время всех моих беременностей.
Правда в том, что наши ногти могут быть окном в то, что происходит внутри нашего тела, точно так же, как наша кожа и волосы могут выйти из-под контроля, когда мы делаем что-то, что не нравится нашему телу.
Нам может казаться, что наши ногти не в лучшей форме из-за накладных ногтей, слишком большого количества лака или чрезмерного ковыряния, что вполне возможно. Однако поврежденные, пятнистые, слабые или ребристые ногти также могут быть признаком других проблем.
Страшная мамочка поговорила с дерматологом доктором Синтией Бэйли, основательницей Dr. BaileySkinCare.com по электронной почте, и она рассказала нам, что наши ногти пытаются рассказать нам о нашем здоровье.
Линии
То, что у меня было в конце 20 лет, называется поперечными линиями, также известными как линии Бо. Бейли говорит, что это самая распространенная проблема с ногтями, с которой она сталкивается. Иногда все ногти содержат горизонтальную линию, а иногда она более заметна на больших ногтях, таких как большой и указательный пальцы.
Бейли говорит: «Это может произойти из-за травмы или из-за болезни». Травма или болезнь могут привести к тому, что ваши ногти временно перестанут расти, поскольку «ваше тело должно направить всю свою энергию на исцеление», — говорит Бейли. Эти линии со временем вырастут — примерно через шесть месяцев после травмы или болезни — и имейте в виду, что через три месяца после болезни или травмы вы не заметите линий.
Точечная коррозия
Точечная коррозия или небольшие углубления на ногтях могут быть признаком множества проблем. Бейли говорит: «Самая распространенная проблема, связанная с ямками на ногтях, — это псориаз. У людей с псориазом часто бывают проблемы с ногтями». Если вы заметили ямки на ногтях, это может быть признаком артрита. «Есть исследования, которые показывают, что псориатические изменения ногтей могут быть связаны с артритом, — говорит Бейли, — поэтому я всегда проверяю ногти своих пациентов с псориазом и спрашиваю, как поживают их суставы».
Утолщения
Когда кончики пальцев кажутся утолщенными и аномально выпуклыми, это называется утолщениями. «Это может быть признаком низкого содержания кислорода в крови, которое может наблюдаться при заболеваниях легких или сердечной недостаточности. Обратитесь к врачу, если вы считаете, что у вас такая проблема с ногтями», — говорит Бейли.
Темные линии
Если вы когда-либо заметите темные линии или полосы под ногтями, Бейли советует немедленно обратиться к врачу. Исключение составляют случаи, когда они есть на нескольких ногтях и у вас более темный оттенок кожи. В этом случае Бейли говорит, что темные линии могут быть нормальными. «Но если вы вдруг заметите новую темную полосу под ногтем, особенно если на других ногтях нет темных полос, это повод обратиться к врачу», — говорит она.
Меланома Рак кожи может расти под ногтем и проявляться в виде темной полосы. Важно вовремя успеть. Бейли добавляет: «Имейте в виду, что люди с темным типом кожи подвержены более высокому риску меланомы на руках и ногах, чем люди со светлым типом кожи».
Сгустки крови
Если вы когда-либо повреждали свои ногти и видели крошечные кровяные сгустки, идущие вдоль ваших ногтей, они известны как осколочные кровоизлияния. Бэйли говорит, что если вы много печатаете, они могут появиться на кончиках ваших ногтей, что не вызывает особого беспокойства. Однако осколочные кровоизлияния могут быть признаком основного заболевания.
«Это особенно возможно при поражении нескольких ногтей и когда осколки находятся ближе к кутикуле, чем кончик ногтя. В этом случае они могут быть признаком инфекции крови, называемой эндокардитом, когда бактерии в вашем кровотоке попадают на сердечный клапан», — говорит Бейли.
Другим состоянием, связанным с осколочными кровоизлияниями, является васкулит, который представляет собой «воспаление ваших артерий, которое, среди прочего, наблюдается при аутоиммунных заболеваниях». говорит Бейли. Если вы заметили эти симптомы, позвоните своему врачу и запишитесь на прием.
Синеватые ногти
Если у вас плохое кровообращение (как у меня), вы можете заметить, что ваши ногти выглядят синими, когда вам холодно. Хотя это нормально, Бейли говорит, что если ваши ногти всегда выглядят синими, «это может быть тревожным признаком, называемым цианозом, что означает низкое количество кислорода в крови». Это также требует быстрого звонка вашему врачу, который, скорее всего, проверит вашу кровь, сердце и легкие, говорит Бейли.
Ложка
Если ваши ногти торчат на концах, что также известно как ложка, это может быть связано с дефицитом железа, говорит Бейли. Имейте в виду, что этот эффект «ложки» довольно распространен и является нормальным явлением у младенцев, но у взрослых он обычно означает, что что-то не так.
Хрупкие ногти
Наиболее распространенными проблемами (особенно у женщин) являются грубые, потрескавшиеся ногти или ногти, которые легко ломаются. Healthline сообщает, что это могло быть связано с постоянным смачиванием ногтей. Если вы тот, кто должен постоянно мыть руки или мочить руки, ношение перчаток может быть быстрым решением.
Вы также можете попробовать лосьоны для укрепления ногтей, но если это не сработает, Healthline рекомендует обратиться к врачу, так как это может быть гипотиреоз или дефицит железа.
Если ваши ногти слоятся без воспоминаний о травме, возможно, в вашем рационе мало железа. Healthline предлагает принимать биотин или продукты, богатые железом, такие как чечевица, кожура картофеля или красное мясо.
Желтые ногти
Желтые ногти тоже довольно распространены и могут означать несколько вещей. Обесцвечивание может быть результатом чего угодно, от инфекции ногтя до продукта, такого как лак для ногтей. Существует множество безрецептурных средств от желтизны ногтей, но если вы обеспокоены, обязательно обратитесь к врачу.
Итак, даже если вы чувствуете себя хорошо, но заметили, что ваши ногти изменились, обратите внимание. Изменения в ногте часто означают, что что-то внутри нас не работает должным образом, и важно обращать внимание на сигналы, которые подают нам наши ногти.
Эта статья была первоначально опубликована
Дублирование пальцев рук или ног Информация | Гора Синай
Клубы
Барабанные формы — это изменения в областях под и вокруг ногтей на пальцах рук и ног, возникающие при некоторых заболеваниях. Ногти также показывают изменения.
Клубообразование может быть результатом хронического низкого уровня кислорода в крови. Это можно увидеть при муковисцидозе, врожденном цианотическом пороке сердца и некоторых других заболеваниях. Кончики пальцев увеличиваются, а ногти сильно изгибаются спереди назад.
Колотые пальцы являются симптомом заболевания, часто сердца или легких, которое вызывает хронически низкий уровень кислорода в крови. Заболевания, которые вызывают мальабсорбцию, такие как муковисцидоз или глютеновая болезнь, также могут вызывать клубную деформацию.
Соображения
Общие симптомы утолщения:
Ногтевые ложа размягчаются. Гвозди могут казаться «плавающими», а не прочно прикрепленными.
Ногти образуют более острый угол с кутикулой.
Последняя часть пальца может казаться большой или выпуклой. Он также может быть теплым и красным.
Гвоздь изгибается вниз и выглядит как круглая часть перевернутой ложки.
Клубная жизнь может развиться быстро, часто в течение нескольких недель. Он также может быстро исчезнуть при устранении его причины.
Причины
Рак легких — наиболее частая причина клубничной деятельности. Барабанные палочки часто возникают при заболеваниях сердца и легких, которые снижают количество кислорода в крови. Среди них могут быть:
Пороки сердца, присутствующие при рождении (врожденные)
Хронические инфекции легких, возникающие у людей с бронхоэктазами, муковисцидозом или абсцессом легких
Инфекция слизистой оболочки камер сердца и сердечных клапанов (инфекционный эндокардит). Это может быть вызвано бактериями, грибками или другими инфекционными веществами
Заболевания легких, при которых глубокие ткани легких отекают и затем рубцуются (интерстициальное заболевание легких)
Другие причины клубообразования:
Целиакия
Цирроз печени и другие заболевания печени
Дизентерия
Болезнь Грейвса
Когда обращаться к медицинскому работнику
Если вы заметите, что ходите в клубы, позвоните своему врачу.
Что ожидать в вашем офисе Посетите
У человека с клубами часто есть симптомы другого заболевания. Диагностика этого состояния основана на:
Семейный анамнез
Медицинский анамнез
Физикальный осмотр легких и грудной клетки
Медицинский работник может задать такие вопросы, как:
У вас есть проблемы с дыханием?
Есть ли у вас утолщение пальцев рук, ног или обоих?
Когда вы впервые это заметили? Как вы думаете, становится хуже?


 Иногда представление на электрической схеме одного реального элемента, может быть выполнено совокупностью нескольких стандартных элементов. Схема электрической цепи, представленной на рисунке 1, приведена на рисунке 2.
Иногда представление на электрической схеме одного реального элемента, может быть выполнено совокупностью нескольких стандартных элементов. Схема электрической цепи, представленной на рисунке 1, приведена на рисунке 2. Как называется устройство преобразующее различные виды энергии в электрическую энергию?
Как называется устройство преобразующее различные виды энергии в электрическую энергию?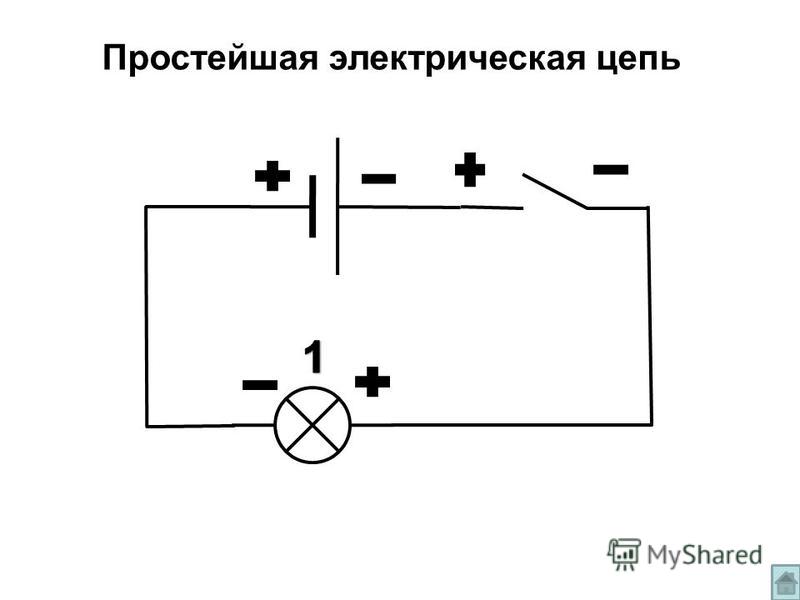 Вспомогательными элементами электрической цепи являются выключатель и электроизмерительные приборы.
Вспомогательными элементами электрической цепи являются выключатель и электроизмерительные приборы. Сопротивление соединительных проводов, как правило, величина небольшая, и ее можно не учитывать. Закон Ома является одним из основных в электротехнике. Пользуясь им и выводами, которые из него следует, можно производить простейшие расчеты электрических цепей.
Сопротивление соединительных проводов, как правило, величина небольшая, и ее можно не учитывать. Закон Ома является одним из основных в электротехнике. Пользуясь им и выводами, которые из него следует, можно производить простейшие расчеты электрических цепей.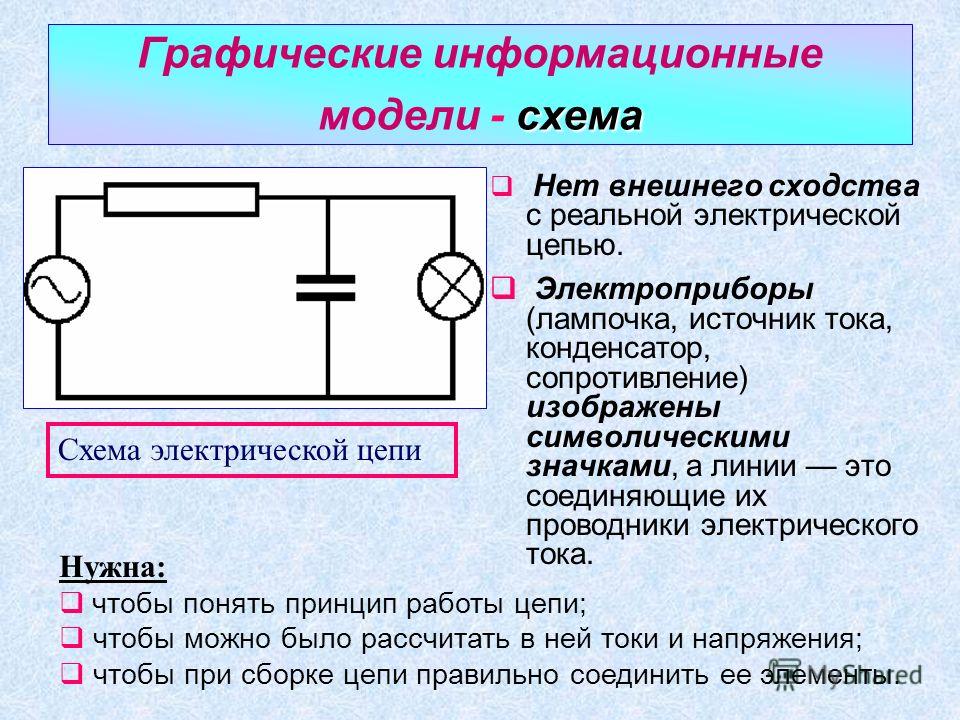
 Электрическая цепь представляет собой замкнутый контур, в котором непрерывный электрический ток идет от источника к нагрузке. Если вы пытаетесь описать электрическую цепь своему другу или соседу, скорее всего, вам придется нарисовать соединение. Например, если вы хотите объяснить схему освещения, может потребоваться больше времени, чтобы нарисовать лампочку, аккумулятор и провода, потому что разные люди рисуют различные компоненты схемы по-разному, и объяснение может занять много времени. Поэтому лучше научиться изображать простые электрические схемы. В этой статье мы приводим чертежи некоторых простых электрических цепей: цепь освещения переменного тока, цепь зарядки аккумулятора, счетчик энергии, цепь выключателя, цепь кондиционера, цепь термопары, цепь освещения постоянного тока, цепь мультиметра, цепь трансформатора тока и цепь однофазного двигателя. .
Электрическая цепь представляет собой замкнутый контур, в котором непрерывный электрический ток идет от источника к нагрузке. Если вы пытаетесь описать электрическую цепь своему другу или соседу, скорее всего, вам придется нарисовать соединение. Например, если вы хотите объяснить схему освещения, может потребоваться больше времени, чтобы нарисовать лампочку, аккумулятор и провода, потому что разные люди рисуют различные компоненты схемы по-разному, и объяснение может занять много времени. Поэтому лучше научиться изображать простые электрические схемы. В этой статье мы приводим чертежи некоторых простых электрических цепей: цепь освещения переменного тока, цепь зарядки аккумулятора, счетчик энергии, цепь выключателя, цепь кондиционера, цепь термопары, цепь освещения постоянного тока, цепь мультиметра, цепь трансформатора тока и цепь однофазного двигателя. . Эти два провода подключаются от лампы к главному щиту питания. Желательно использовать разные цвета для проводов под напряжением и нейтральных проводов. Общепринятой практикой является использование красного цвета для проводов под напряжением и черного цвета для нейтрального провода. Для включения и выключения лампы нам нужен элемент управления, называемый выключателем, который находится в проводе под напряжением между основным питанием и лампой. Если переключатель включен, электрическая цепь замкнута и лампа светится, а если переключатель выключен, он отключит питание лампы. Для безопасной работы эта проводка помещается в коробку, называемую распределительной коробкой. Провод переключателя и провод под напряжением представляют собой один провод; это просто разрез между ними, чтобы подключить переключатель. Если вы хотите заменить лампу, не забудьте выключить лампу и, если возможно, отключить питание цепи.
Эти два провода подключаются от лампы к главному щиту питания. Желательно использовать разные цвета для проводов под напряжением и нейтральных проводов. Общепринятой практикой является использование красного цвета для проводов под напряжением и черного цвета для нейтрального провода. Для включения и выключения лампы нам нужен элемент управления, называемый выключателем, который находится в проводе под напряжением между основным питанием и лампой. Если переключатель включен, электрическая цепь замкнута и лампа светится, а если переключатель выключен, он отключит питание лампы. Для безопасной работы эта проводка помещается в коробку, называемую распределительной коробкой. Провод переключателя и провод под напряжением представляют собой один провод; это просто разрез между ними, чтобы подключить переключатель. Если вы хотите заменить лампу, не забудьте выключить лампу и, если возможно, отключить питание цепи.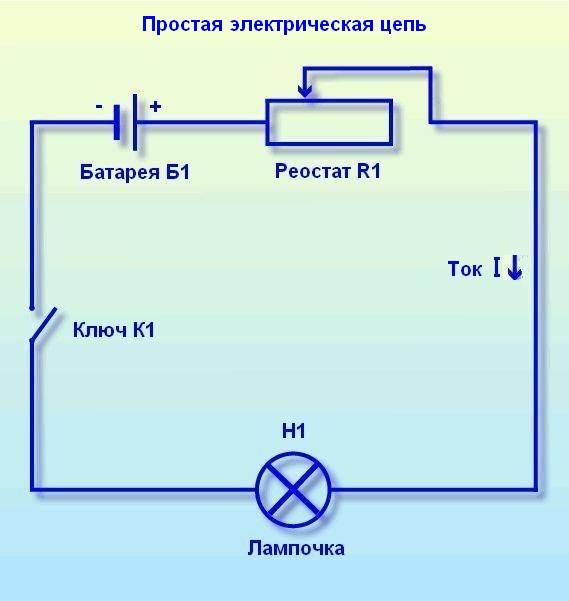 Основная функция выпрямителя заключается в преобразовании переменного тока (переменного тока) в постоянный (постоянный ток). Выпрямитель, показанный на схеме, представляет собой мостовой выпрямитель, в котором четыре диода соединены в виде моста. В цепи добавлено сопротивление, чтобы ограничить протекание тока. Когда питание подается на выпрямитель через понижающий трансформатор, он преобразует питание переменного тока в питание постоянного тока, которое поступает в аккумулятор, тем самым заряжая его. Обычно эта цепь заключена в зарядное устройство или инвертор, и только клеммы выходят из зарядного устройства для подключения к аккумулятору для зарядки.
Основная функция выпрямителя заключается в преобразовании переменного тока (переменного тока) в постоянный (постоянный ток). Выпрямитель, показанный на схеме, представляет собой мостовой выпрямитель, в котором четыре диода соединены в виде моста. В цепи добавлено сопротивление, чтобы ограничить протекание тока. Когда питание подается на выпрямитель через понижающий трансформатор, он преобразует питание переменного тока в питание постоянного тока, которое поступает в аккумулятор, тем самым заряжая его. Обычно эта цепь заключена в зарядное устройство или инвертор, и только клеммы выходят из зарядного устройства для подключения к аккумулятору для зарядки.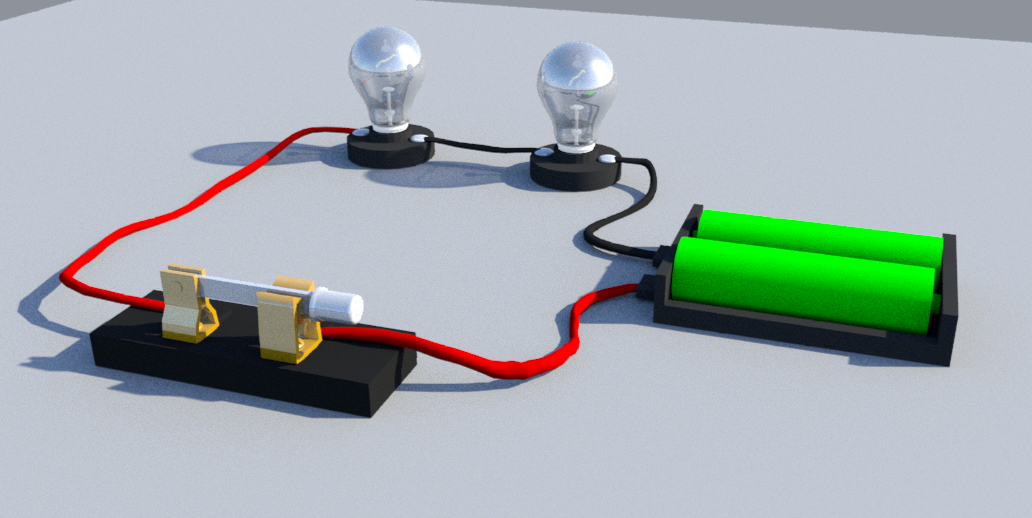 Сопутствующее электрическое оборудование включает в себя электромагнитные клапаны, реле высокого и низкого давления, реле высокой и низкой температуры, а также предохранительные выключатели при перегрузке по току, пониженном напряжении и т. д.
Сопутствующее электрическое оборудование включает в себя электромагнитные клапаны, реле высокого и низкого давления, реле высокой и низкой температуры, а также предохранительные выключатели при перегрузке по току, пониженном напряжении и т. д.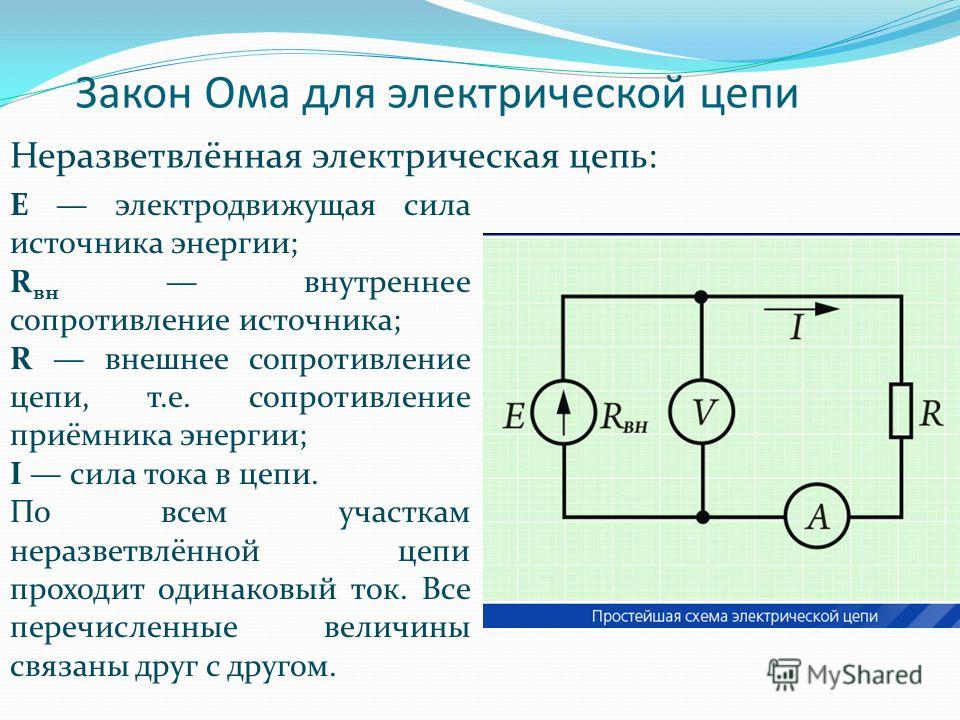
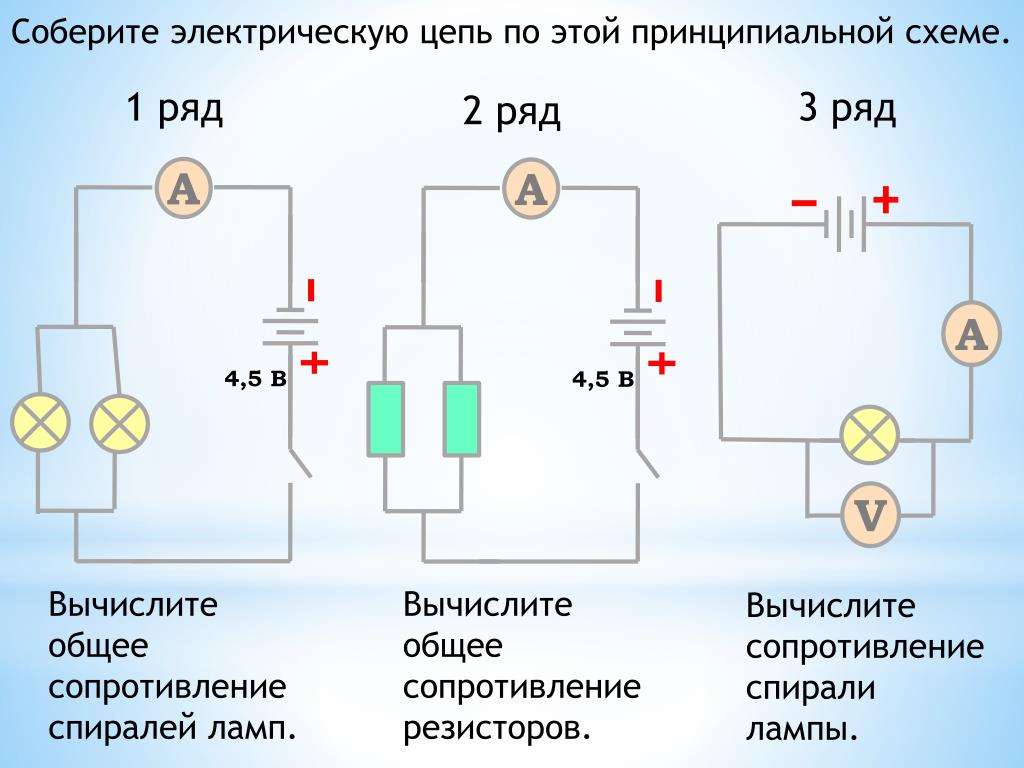
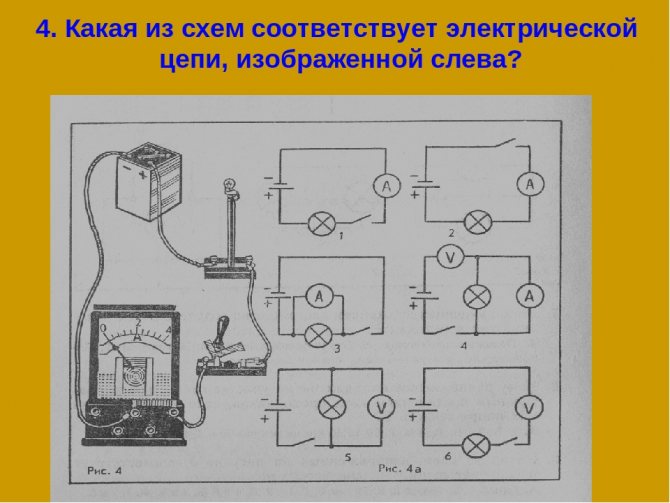 Измеряется в ватт-часах или киловатт-часах. Для цепей постоянного тока счетчик может быть ампер-часом или ватт-часом.
Измеряется в ватт-часах или киловатт-часах. Для цепей постоянного тока счетчик может быть ампер-часом или ватт-часом. Применяется для проверки целостности цепи (по шкале омметра, для измерения протекания постоянного тока, постоянного напряжения в цепи, а также для измерения переменного напряжения на силовом трансформаторе. Состоит из гальванометра, последовательно соединенного с сопротивлением .Ток, протекающий в цепи, то есть напряжение в цепи, можно измерить, подключив клеммы мультиметра к цепи.Он в основном используется для проверки непрерывности обмоток в двигателе.
Применяется для проверки целостности цепи (по шкале омметра, для измерения протекания постоянного тока, постоянного напряжения в цепи, а также для измерения переменного напряжения на силовом трансформаторе. Состоит из гальванометра, последовательно соединенного с сопротивлением .Ток, протекающий в цепи, то есть напряжение в цепи, можно измерить, подключив клеммы мультиметра к цепи.Он в основном используется для проверки непрерывности обмоток в двигателе.
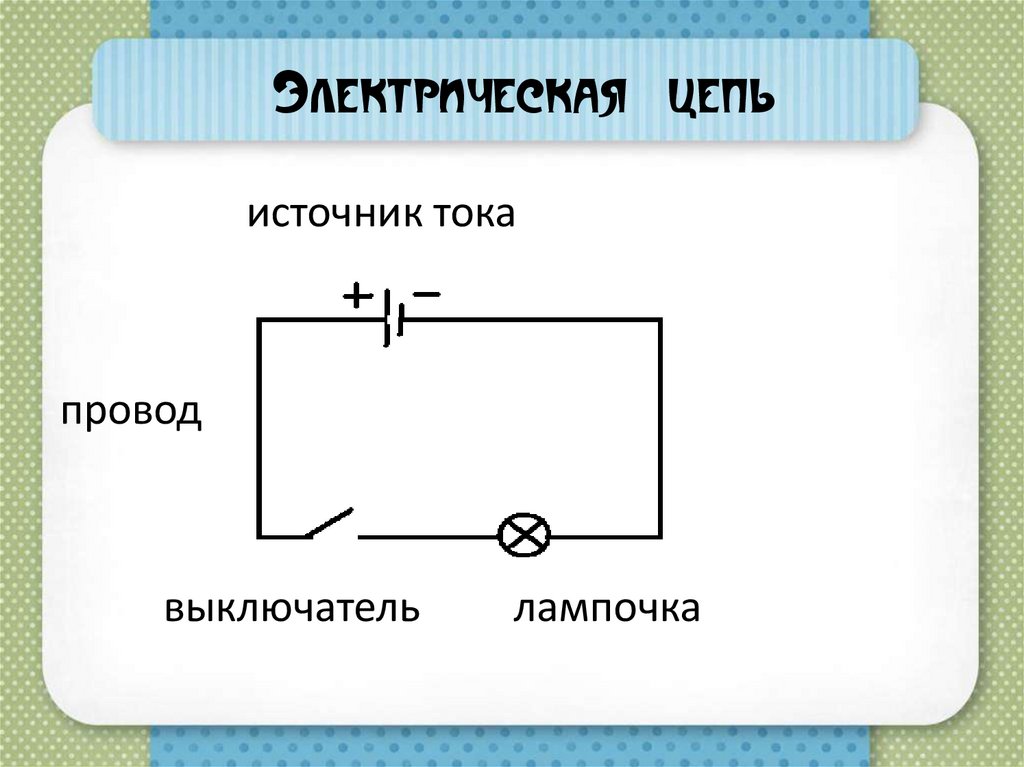 Скорее всего, у них сложилось ощущение, что вам нужна батарея или выключатель питания, чтобы они «работали», и что батареи могут «разряжаться». Они склонны думать об электрических цепях как о чем-то, что они называют «током», или «энергией», или «электричеством», или «напряжением» — названиями, которые они часто используют взаимозаменяемо. Это неудивительно, учитывая, что все эти ярлыки часто используются в повседневном языке с неясным значением. Какой бы ярлык ни использовали учащиеся, они, скорее всего, увидят электрические цепи как связанные с «потоком» и чем-то, что «сохраняется», «используется» или и тем, и другим. Некоторая повседневная лексика, например о «зарядке аккумуляторов», также может быть источником концептуальной путаницы для учащихся.
Скорее всего, у них сложилось ощущение, что вам нужна батарея или выключатель питания, чтобы они «работали», и что батареи могут «разряжаться». Они склонны думать об электрических цепях как о чем-то, что они называют «током», или «энергией», или «электричеством», или «напряжением» — названиями, которые они часто используют взаимозаменяемо. Это неудивительно, учитывая, что все эти ярлыки часто используются в повседневном языке с неясным значением. Какой бы ярлык ни использовали учащиеся, они, скорее всего, увидят электрические цепи как связанные с «потоком» и чем-то, что «сохраняется», «используется» или и тем, и другим. Некоторая повседневная лексика, например о «зарядке аккумуляторов», также может быть источником концептуальной путаницы для учащихся. Они были описаны исследователями как:
Они были описаны исследователями как: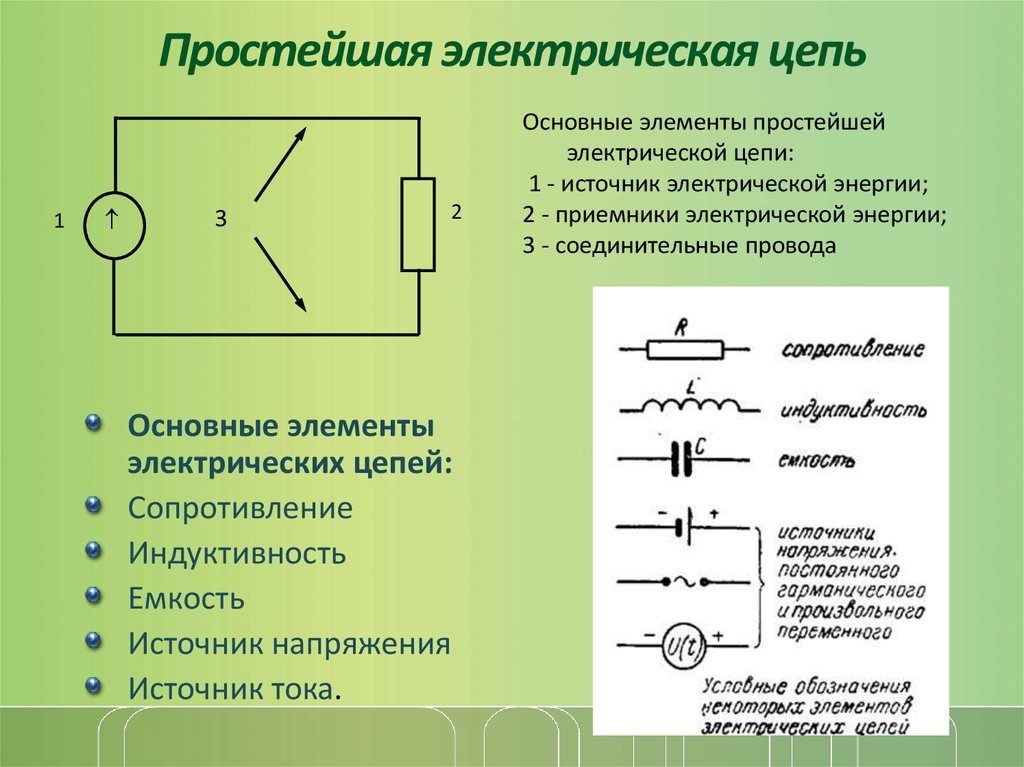
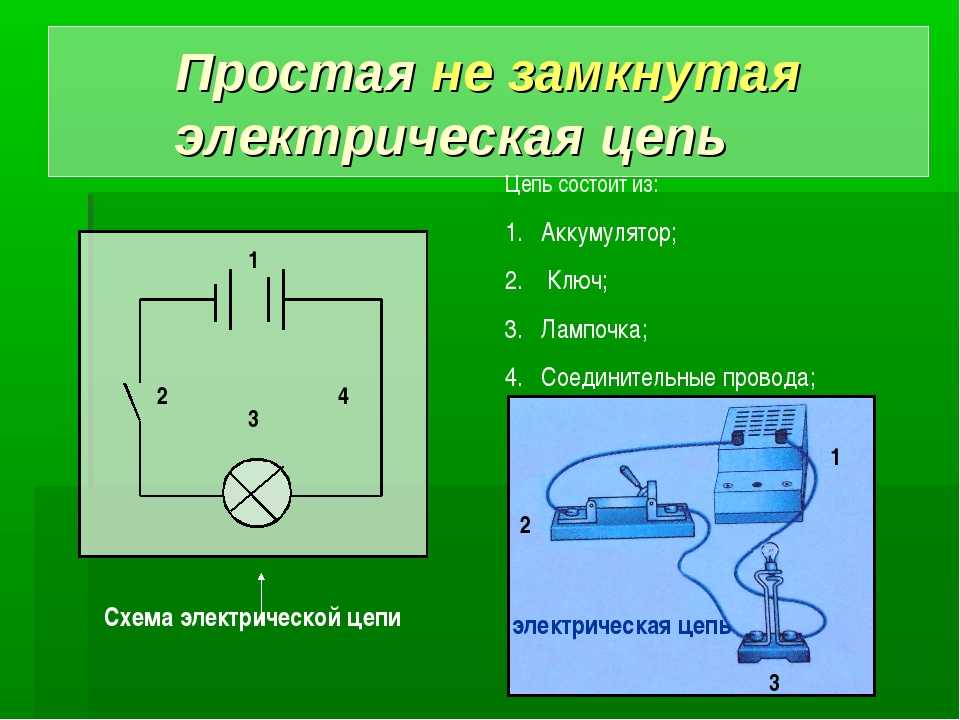

 основную идею «Преобразование энергии»). Когда он подключен к полной цепи, электроны движутся, и энергия передается от батареи к компонентам цепи. Большая часть энергии передается световому шару (или другому потребителю энергии), где она преобразуется в тепло и свет или в какую-либо другую форму энергии (например, звук в iPod). Очень небольшое количество преобразуется в тепло в соединительных проводах.
основную идею «Преобразование энергии»). Когда он подключен к полной цепи, электроны движутся, и энергия передается от батареи к компонентам цепи. Большая часть энергии передается световому шару (или другому потребителю энергии), где она преобразуется в тепло и свет или в какую-либо другую форму энергии (например, звук в iPod). Очень небольшое количество преобразуется в тепло в соединительных проводах.
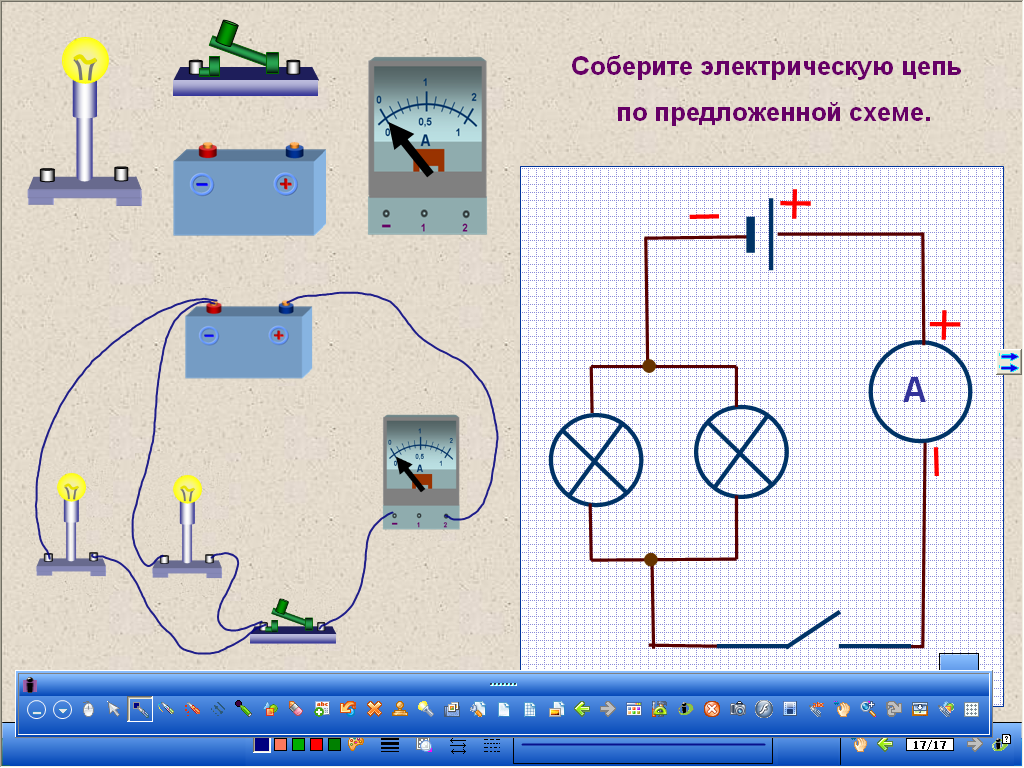
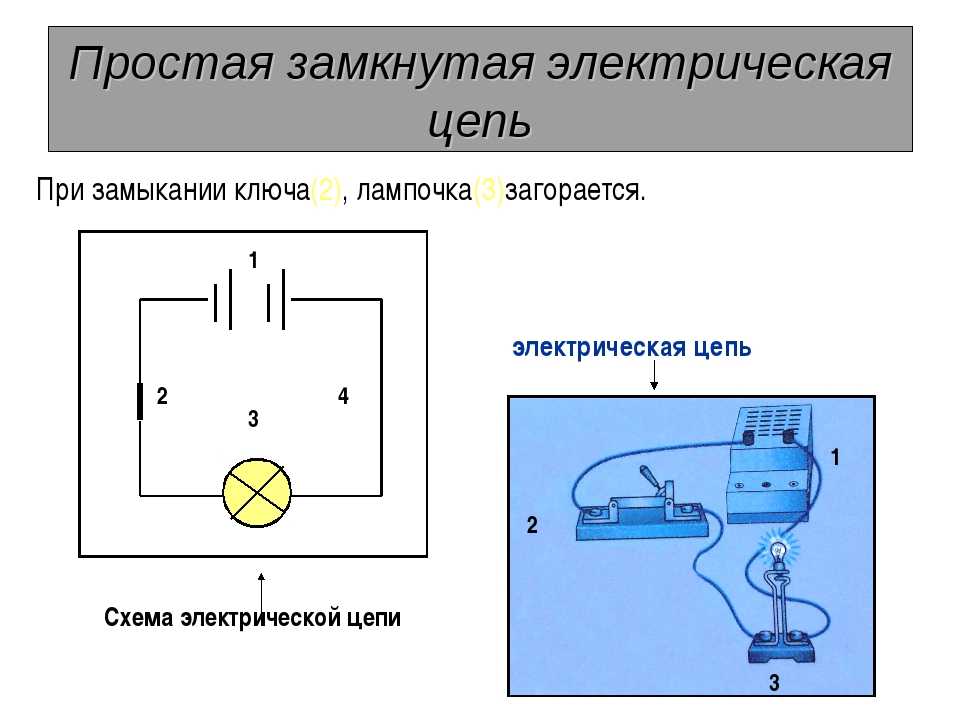
 Движение велосипедной цепи аналогично току в полной цепи. Движущаяся цепь передает энергию от педали (то есть «батареи») к заднему колесу (то есть «компонентам цепи»), где энергия преобразуется. Эта модель имеет ограниченную полезность и требует, чтобы учащийся осознал, что заднее колесо является компонентом, выполняющим преобразование энергии.
Движение велосипедной цепи аналогично току в полной цепи. Движущаяся цепь передает энергию от педали (то есть «батареи») к заднему колесу (то есть «компонентам цепи»), где энергия преобразуется. Эта модель имеет ограниченную полезность и требует, чтобы учащийся осознал, что заднее колесо является компонентом, выполняющим преобразование энергии.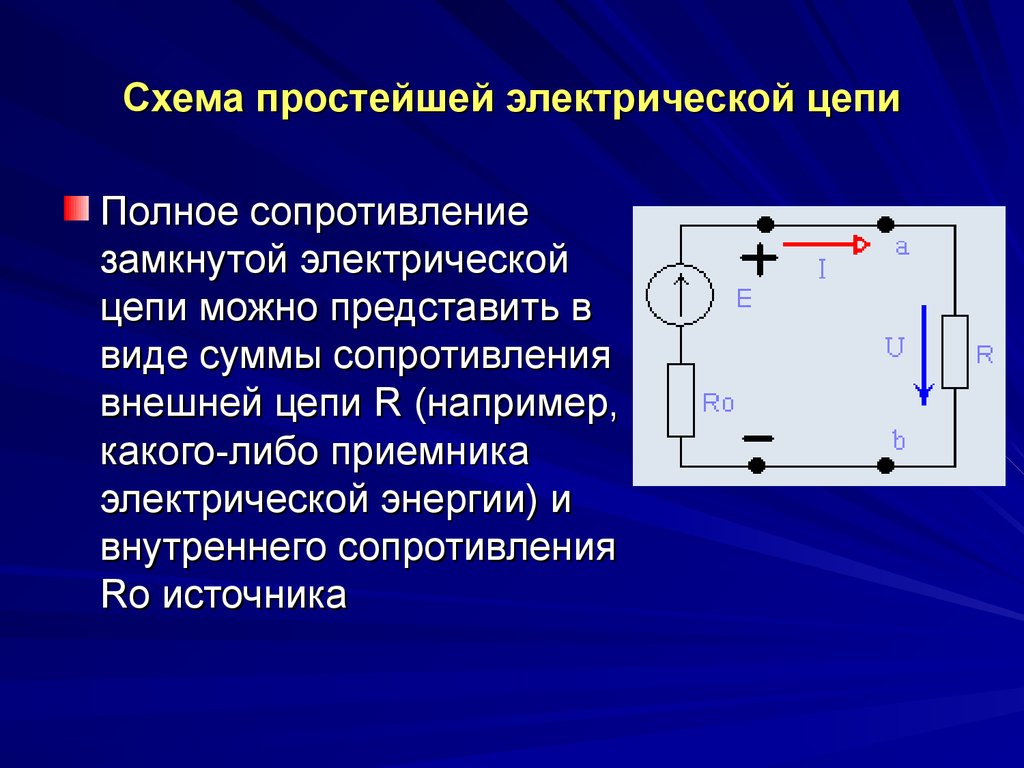 Эта модель может быть очень мощной, но важным ограничением является то, что она представляет энергию как субстанцию, а не как изобретенную человеком конструкцию.
Эта модель может быть очень мощной, но важным ограничением является то, что она представляет энергию как субстанцию, а не как изобретенную человеком конструкцию.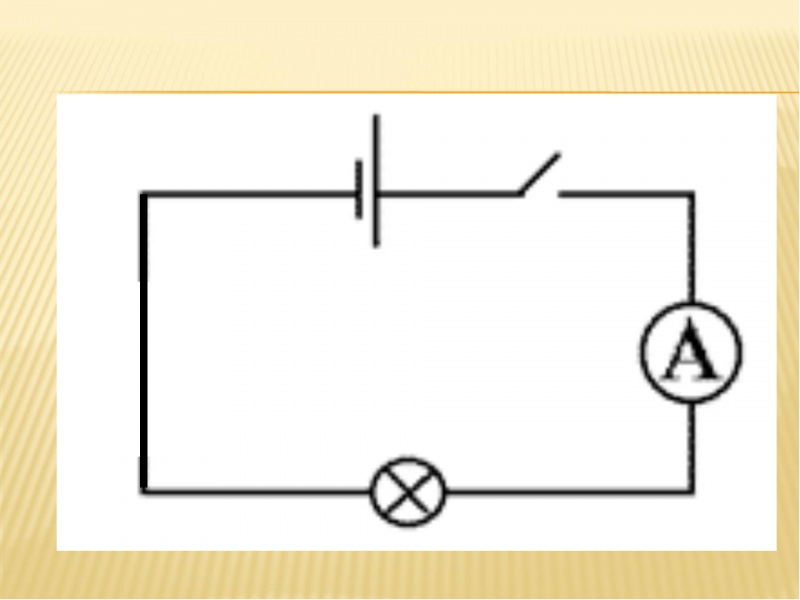
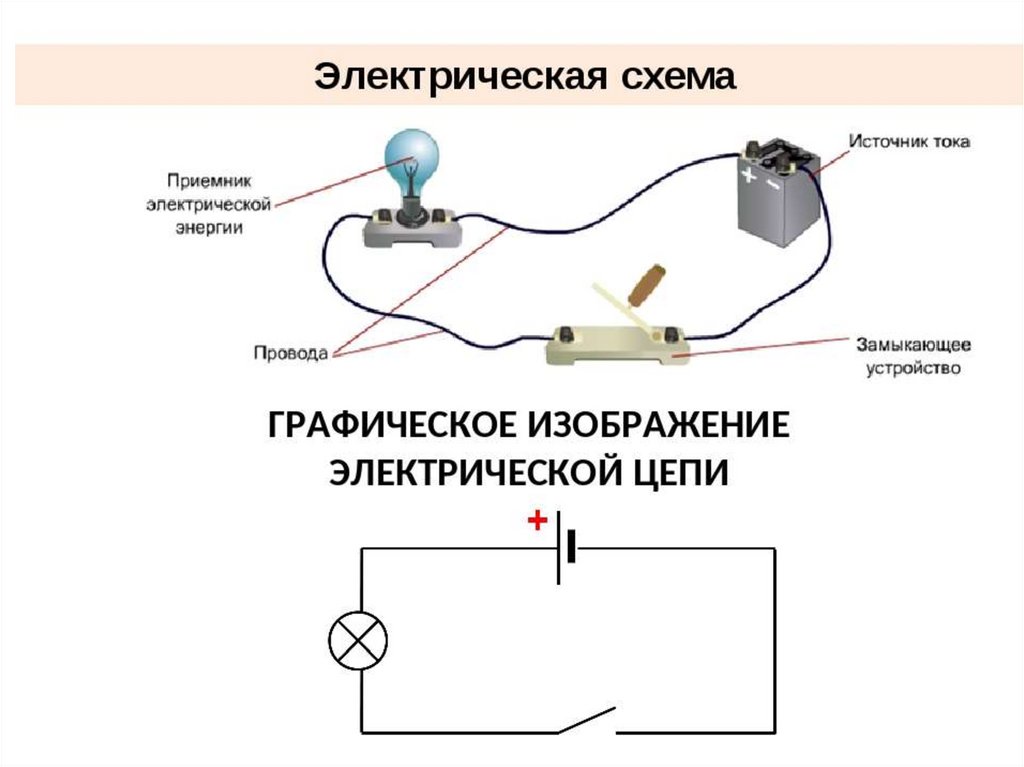 Эту деятельность можно расширить, поощряя учащихся использовать другие материалы вместо проволоки.
Эту деятельность можно расширить, поощряя учащихся использовать другие материалы вместо проволоки.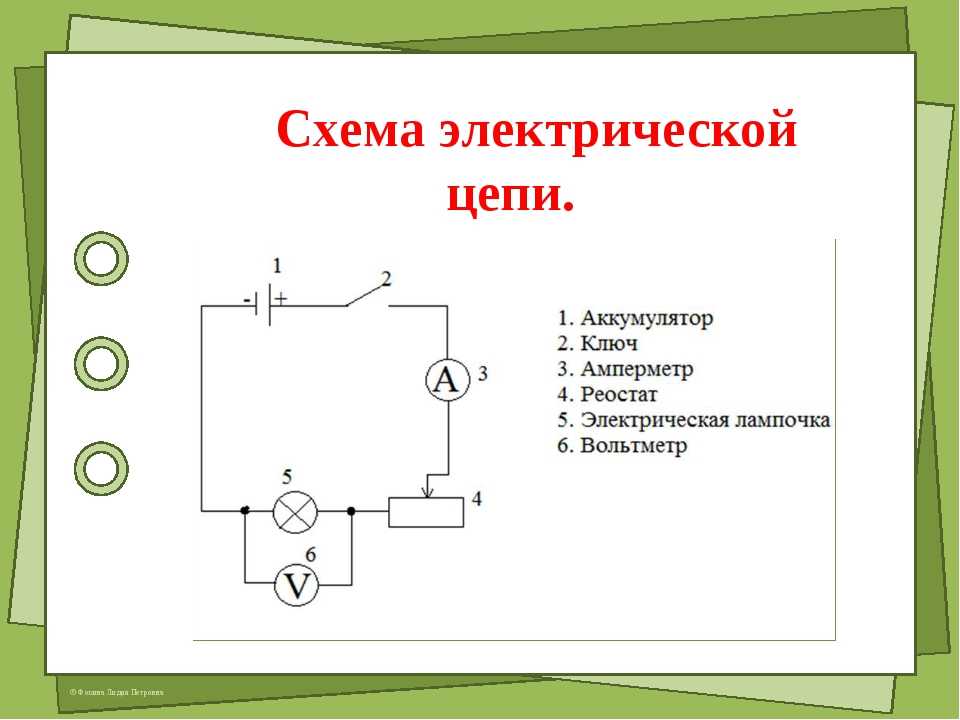
.jpg)


 При наличии не прокрытых мест операцию необходимо повторить.
При наличии не прокрытых мест операцию необходимо повторить. Гидролиз в воде, в течении 5-10 сек (0,1-0,2 мин).
Гидролиз в воде, в течении 5-10 сек (0,1-0,2 мин). Затяжку осуществляют в разбавленных сернокислых электролитах меднения.
Затяжку осуществляют в разбавленных сернокислых электролитах меднения.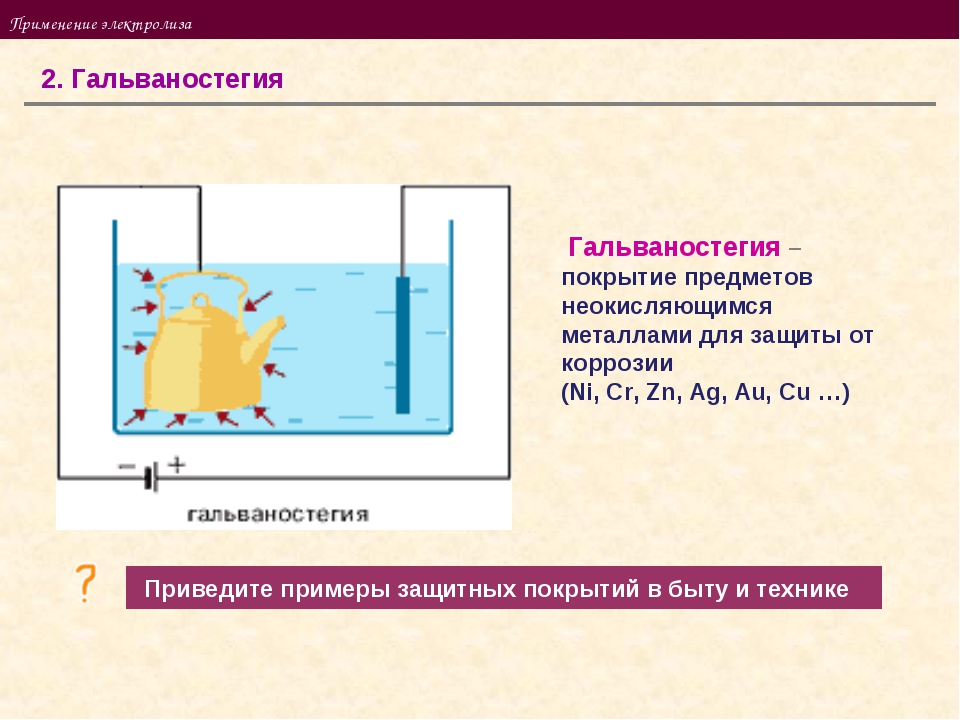
 6-5.8
6-5.8

 к. это больше прерогатива промышленных производств, при изготовлении матриц или пресс форм. В декоративной гальванопластике чаще всего используются электролиты меднения и реже электролиты никелирования, с последующим нанесением на полученную медную или никелевую модель изделия тонкого слоя серебра или золота, либо иной другой способ придания модели или изделию товарного вида. Гальванопластика является достаточно трудоемким процессом и требует постоянного контроля при проведении такого вида работ. Процессы гальванопластического осаждения толстых слоев могут быть достаточно длительными по времени, в зависимости от необходимой толщины осаждаемого слоя, и могут длиться от нескольких часов до нескольких недель.
к. это больше прерогатива промышленных производств, при изготовлении матриц или пресс форм. В декоративной гальванопластике чаще всего используются электролиты меднения и реже электролиты никелирования, с последующим нанесением на полученную медную или никелевую модель изделия тонкого слоя серебра или золота, либо иной другой способ придания модели или изделию товарного вида. Гальванопластика является достаточно трудоемким процессом и требует постоянного контроля при проведении такого вида работ. Процессы гальванопластического осаждения толстых слоев могут быть достаточно длительными по времени, в зависимости от необходимой толщины осаждаемого слоя, и могут длиться от нескольких часов до нескольких недель. В этой статье мы расскажем о технологии гальванопластики, раскроем ее преимущества и опишем области применения.
В этой статье мы расскажем о технологии гальванопластики, раскроем ее преимущества и опишем области применения. Сцепление должно быть минимальным, чтобы осажденный слой свободно отделялся от покрываемой формы без ее повреждения или разрушения.
Сцепление должно быть минимальным, чтобы осажденный слой свободно отделялся от покрываемой формы без ее повреждения или разрушения.
 Перед нанесением такого слоя следует провести предварительную обработку поверхности формы: очистить ее от ржавчины, налета, пыли и грязи; обезжирить и высушить.
Перед нанесением такого слоя следует провести предварительную обработку поверхности формы: очистить ее от ржавчины, налета, пыли и грязи; обезжирить и высушить. Далее происходит подключение формы к источнику тока и ее помещение в гальваническую емкость, наполненную специальной жидкостью – электролитом. В качестве электролитов используются сульфатные электролиты меднения, сульфаминовый или сульфатно-хлоридный электролит никелирования. Для ускорения процесса к раствору добавляется серная кислота.
Далее происходит подключение формы к источнику тока и ее помещение в гальваническую емкость, наполненную специальной жидкостью – электролитом. В качестве электролитов используются сульфатные электролиты меднения, сульфаминовый или сульфатно-хлоридный электролит никелирования. Для ускорения процесса к раствору добавляется серная кислота. По завершении электролиза форма также отделяется от слоя осажденного металла, из него получается точная копия изделия. Медь осаждается не только в качестве основного слоя покрытия, но и как промежуточный слой при никелировании, хромировании, серебрении и золочении изделий.
По завершении электролиза форма также отделяется от слоя осажденного металла, из него получается точная копия изделия. Медь осаждается не только в качестве основного слоя покрытия, но и как промежуточный слой при никелировании, хромировании, серебрении и золочении изделий.
 Гальванопластика используется даже в производстве таких повседневных изделий, как электробритвы!
Гальванопластика используется даже в производстве таких повседневных изделий, как электробритвы! На следующем этапе на гипсовые формы наносят графитный слой, чтобы изделие могло проводить электрический ток.
На следующем этапе на гипсовые формы наносят графитный слой, чтобы изделие могло проводить электрический ток. Однако, несмотря на популярность гальваники, очень немногие за пределами отрасли знакомы с этим процессом, что это такое и как он работает. Если вы планируете использовать гальваническое покрытие в своем следующем производственном процессе, вам необходимо знать, как этот процесс работает и какие материалы и варианты процесса вам доступны.
Однако, несмотря на популярность гальваники, очень немногие за пределами отрасли знакомы с этим процессом, что это такое и как он работает. Если вы планируете использовать гальваническое покрытие в своем следующем производственном процессе, вам необходимо знать, как этот процесс работает и какие материалы и варианты процесса вам доступны. Этот процесс можно использовать для придания объектам повышенной износостойкости, защиты от коррозии или эстетической привлекательности, а также увеличения толщины.
Этот процесс можно использовать для придания объектам повышенной износостойкости, защиты от коррозии или эстетической привлекательности, а также увеличения толщины.


 Его сплавы также очень ценны, предлагая сопротивление элементам, твердость и проводимость. Химическое никелирование также ценится за его коррозионную стойкость, магнетизм, низкое трение и твердость.
Его сплавы также очень ценны, предлагая сопротивление элементам, твердость и проводимость. Химическое никелирование также ценится за его коррозионную стойкость, магнетизм, низкое трение и твердость.
 Хотя этот вариант более дорогой, он оптимален для более деликатных деталей, которые не могут подвергаться гальваническому покрытию. Важно отметить, что стеллажное покрытие сложнее для деталей, чувствительных к электричеству или имеющих неправильную форму.
Хотя этот вариант более дорогой, он оптимален для более деликатных деталей, которые не могут подвергаться гальваническому покрытию. Важно отметить, что стеллажное покрытие сложнее для деталей, чувствительных к электричеству или имеющих неправильную форму. Эти виды использования включают следующее:
Эти виды использования включают следующее:
 Цинк-никелирование помогает предотвратить образование ржавчины, а химическое никелирование служит отличной альтернативой хромированию каталитических нейтрализаторов и пластиковых деталей.
Цинк-никелирование помогает предотвратить образование ржавчины, а химическое никелирование служит отличной альтернативой хромированию каталитических нейтрализаторов и пластиковых деталей.
 Некоторые из них подробно описаны ниже:
Некоторые из них подробно описаны ниже:


 (источник изображения)
(источник изображения) Разница в том, что при гальванопластике используется форма, которую удаляют после формирования детали. Гальванопластика используется для создания цельных металлических деталей, тогда как гальваническое покрытие используется для покрытия существующей детали (изготовленной из другого материала) металлом.
Разница в том, что при гальванопластике используется форма, которую удаляют после формирования детали. Гальванопластика используется для создания цельных металлических деталей, тогда как гальваническое покрытие используется для покрытия существующей детали (изготовленной из другого материала) металлом. Это можно сделать, покрыв непроводящую подложку слоем токопроводящей краски или аэрозолем.
Это можно сделать, покрыв непроводящую подложку слоем токопроводящей краски или аэрозолем.


 В медицинском сообществе гальваническое покрытие используется для изготовления медицинских имплантатов, устойчивых к коррозии и поддающихся надлежащей стерилизации.
В медицинском сообществе гальваническое покрытие используется для изготовления медицинских имплантатов, устойчивых к коррозии и поддающихся надлежащей стерилизации. Рабочим необходимо иметь хорошо проветриваемое рабочее место. Управление по охране труда и гигиене труда Министерства труда США опубликовало множество документов, в которых описываются риски, связанные с гальванопокрытием.
Рабочим необходимо иметь хорошо проветриваемое рабочее место. Управление по охране труда и гигиене труда Министерства труда США опубликовало множество документов, в которых описываются риски, связанные с гальванопокрытием. К счастью, несколько компаний, таких как RePliForm и Sharretts Plating, специализируются на индивидуальных проектах гальванического покрытия. Загрузите нашу белую книгу со списком гальванических услуг по регионам и объемам работ.
К счастью, несколько компаний, таких как RePliForm и Sharretts Plating, специализируются на индивидуальных проектах гальванического покрытия. Загрузите нашу белую книгу со списком гальванических услуг по регионам и объемам работ.
 Комбинируя таким образом 3D-печать с гальванопокрытием, можно получить изделия, которые проще (и дешевле) в производстве, но при этом имеющие тот же внешний вид и отделку, что и скульптура из цельного литого металла.
Комбинируя таким образом 3D-печать с гальванопокрытием, можно получить изделия, которые проще (и дешевле) в производстве, но при этом имеющие тот же внешний вид и отделку, что и скульптура из цельного литого металла. Дизайнеры и производители ювелирных изделий полагаются на этот процесс для улучшения цвета, долговечности и эстетической привлекательности колец, браслетов, подвесок и широкого спектра других изделий.
Дизайнеры и производители ювелирных изделий полагаются на этот процесс для улучшения цвета, долговечности и эстетической привлекательности колец, браслетов, подвесок и широкого спектра других изделий. Медицинские и хирургические инструменты, в том числе щипцы и радиологические детали, также обычно покрываются гальваническим покрытием.
Медицинские и хирургические инструменты, в том числе щипцы и радиологические детали, также обычно покрываются гальваническим покрытием.


 youtube.com/embed/QhDuQQUrRac»>
youtube.com/embed/QhDuQQUrRac»>  необходимо
необходимо

 В настоящее время на рынке доступен ряд различных обратных клапанов, таких как шаровые, поворотные и межфланцевые. Поворотные обратные и межфланцевые обратные клапаны выполняют одну и ту же функцию, но сильно различаются по конструкции. Их различия обычно определяют, какие ситуации или системы требуют того или иного типа клапана.
В настоящее время на рынке доступен ряд различных обратных клапанов, таких как шаровые, поворотные и межфланцевые. Поворотные обратные и межфланцевые обратные клапаны выполняют одну и ту же функцию, но сильно различаются по конструкции. Их различия обычно определяют, какие ситуации или системы требуют того или иного типа клапана.
 Поворотные обратные клапаны также имеют угловую посадочную поверхность. Эта характеристика позволяет легче открывать клапан даже при более низком давлении. Этот угол также помогает вызвать гравитацию в случае обратного потока, который помогает закрыть клапан. Этот тип клапана также имеет более надежное уплотнение и меньше подвержен ударным нагрузкам даже при высоком давлении.
Поворотные обратные клапаны также имеют угловую посадочную поверхность. Эта характеристика позволяет легче открывать клапан даже при более низком давлении. Этот угол также помогает вызвать гравитацию в случае обратного потока, который помогает закрыть клапан. Этот тип клапана также имеет более надежное уплотнение и меньше подвержен ударным нагрузкам даже при высоком давлении.

 Принимая решение, важно помнить ключевые факты о каждом типе клапана. Например, поворотные обратные клапаны не предназначены для использования с пульсирующими потоками материалов, а предназначены для систем, в которых требуются полнопроходные клапаны. Межфланцевые обратные клапаны предназначены для установки в небольших пространствах между двумя фланцами, куда могут не подойти поворотные обратные клапаны. Еще одно важное различие между поворотным обратным клапаном и межфланцевым обратным клапаном заключается в том, что межфланцевый обратный клапан ограничивает поток на больший процент, чем поворотный обратный клапан. Межфланцевые обратные клапаны также предназначены для систем с материалами с взвешенным мусором, так как они вряд ли засорятся.
Принимая решение, важно помнить ключевые факты о каждом типе клапана. Например, поворотные обратные клапаны не предназначены для использования с пульсирующими потоками материалов, а предназначены для систем, в которых требуются полнопроходные клапаны. Межфланцевые обратные клапаны предназначены для установки в небольших пространствах между двумя фланцами, куда могут не подойти поворотные обратные клапаны. Еще одно важное различие между поворотным обратным клапаном и межфланцевым обратным клапаном заключается в том, что межфланцевый обратный клапан ограничивает поток на больший процент, чем поворотный обратный клапан. Межфланцевые обратные клапаны также предназначены для систем с материалами с взвешенным мусором, так как они вряд ли засорятся.



 С помощью CAD/CAM систем можно выполнить трехмерную имитацию процесса обработки, перед изготовлением детали непосредственно на станке, т.е. выполнить проверку на возможные столкновения.
С помощью CAD/CAM систем можно выполнить трехмерную имитацию процесса обработки, перед изготовлением детали непосредственно на станке, т.е. выполнить проверку на возможные столкновения. 1 Работы по дереву
1 Работы по дереву








 Он соединен с патроном, который помогает поставить заготовку в устойчивое положение, захватывая ее снаружи.
Он соединен с патроном, который помогает поставить заготовку в устойчивое положение, захватывая ее снаружи.
 Как только стекло становится гибким, ему придают форму вручную. Этот тип токарного станка в основном используется для производства изделий из стекла, таких как браслеты или дизайнерские зеркала.
Как только стекло становится гибким, ему придают форму вручную. Этот тип токарного станка в основном используется для производства изделий из стекла, таких как браслеты или дизайнерские зеркала.
 В The Crucible вы можете научиться безопасно использовать обрабатывающее оборудование и делать точные и аккуратные разрезы. Наш механический цех предлагает вводные занятия для станочников, которые только начинают свою деятельность, а также открытое лабораторное время для студентов, чтобы усовершенствовать свои навыки работы на токарном станке, и для опытных рабочих, работающих над личными проектами. Если вы заинтересованы в токарной обработке дерева на токарном станке, наш магазин по дереву предлагает как вводные курсы для начинающих столяров, так и продвинутые курсы для тех, кто имеет представление о токарной обработке дерева на токарном станке.
В The Crucible вы можете научиться безопасно использовать обрабатывающее оборудование и делать точные и аккуратные разрезы. Наш механический цех предлагает вводные занятия для станочников, которые только начинают свою деятельность, а также открытое лабораторное время для студентов, чтобы усовершенствовать свои навыки работы на токарном станке, и для опытных рабочих, работающих над личными проектами. Если вы заинтересованы в токарной обработке дерева на токарном станке, наш магазин по дереву предлагает как вводные курсы для начинающих столяров, так и продвинутые курсы для тех, кто имеет представление о токарной обработке дерева на токарном станке.
 ..
..
 Здесь, в All Metals Fabricating, у нас есть четыре различных типа токарных станков, в том числе токарный станок с инструментами для работы в многозадачном режиме.
Здесь, в All Metals Fabricating, у нас есть четыре различных типа токарных станков, в том числе токарный станок с инструментами для работы в многозадачном режиме. Если вы видите обратное, проверьте и убедитесь, что вы не стоите не с той стороны станка.
Если вы видите обратное, проверьте и убедитесь, что вы не стоите не с той стороны станка. Подробнее об этом читайте в разделе «Безопасность токарного станка» этого поста.
Подробнее об этом читайте в разделе «Безопасность токарного станка» этого поста.

 Если вы заметили что-то, что хотите переместить, подождите, пока токарный станок полностью не выключится, прежде чем делать это. Аналогичным образом, если вам необходимо выполнить какое-либо техническое обслуживание токарного станка, вы должны заранее полностью отключить источник питания.
Если вы заметили что-то, что хотите переместить, подождите, пока токарный станок полностью не выключится, прежде чем делать это. Аналогичным образом, если вам необходимо выполнить какое-либо техническое обслуживание токарного станка, вы должны заранее полностью отключить источник питания.



 Таким образом, он сможет сваривать материал толщиной до 1 миллиметра. В ситуации с более толстой стенкой, таких оборудований может понадобиться несколько.
Таким образом, он сможет сваривать материал толщиной до 1 миллиметра. В ситуации с более толстой стенкой, таких оборудований может понадобиться несколько. Его также допускается взять с любой микроволновки, даже не функционирующей.
Его также допускается взять с любой микроволновки, даже не функционирующей.
 В ином случае есть вероятность возникновения противофазы и получения в итоге нулевого напряжения.
В ином случае есть вероятность возникновения противофазы и получения в итоге нулевого напряжения. Существует несколько видов геометрической формы рассматриваемых деталей – прямой и фигурный.
Существует несколько видов геометрической формы рассматриваемых деталей – прямой и фигурный. Этого можно добиться, используя напильник.
Этого можно добиться, используя напильник.

 Поскольку исходный сайт, aaawelder.com, отключен, я воспользовался Wayback Machine, чтобы найти контент и снова сделать его доступным для поиска. Нарушение авторских прав не является намеренным или желательным.
Поскольку исходный сайт, aaawelder.com, отключен, я воспользовался Wayback Machine, чтобы найти контент и снова сделать его доступным для поиска. Нарушение авторских прав не является намеренным или желательным. 
 Метод, который я выбрал, состоял в том, чтобы позвонить в Департамент санитарии и попросить их отложить несколько микроволновок. Когда я рассказал им, что это за проект, я немного посмеялся и получил одобрение. Две недели спустя у меня было 6 микроволновых печей. Для дуговой сварки на 110 В требуется 2 трансформатора.
Метод, который я выбрал, состоял в том, чтобы позвонить в Департамент санитарии и попросить их отложить несколько микроволновок. Когда я рассказал им, что это за проект, я немного посмеялся и получил одобрение. Две недели спустя у меня было 6 микроволновых печей. Для дуговой сварки на 110 В требуется 2 трансформатора.
 3). Разрежьте катушку, ударяя молотком по долоту, пока не достигнете точки упора, которая должна полностью пройти через толщину катушки. Отрежьте все оставшиеся пряди, оставшиеся после первого разреза. Снимите зажим. Поверните трансформатор на 180 градусов и зажмите (срез № 2 теперь должен быть вверху). Повторяйте разрезы в разрезе № 2, пока этот участок катушки не будет свободен. Снимите секцию (рис. 3). Если вы врежетесь в первичную обмотку, купите другой трансформатор, это уже история. Пристегнитесь, теперь начинается настоящее веселье.
3). Разрежьте катушку, ударяя молотком по долоту, пока не достигнете точки упора, которая должна полностью пройти через толщину катушки. Отрежьте все оставшиеся пряди, оставшиеся после первого разреза. Снимите зажим. Поверните трансформатор на 180 градусов и зажмите (срез № 2 теперь должен быть вверху). Повторяйте разрезы в разрезе № 2, пока этот участок катушки не будет свободен. Снимите секцию (рис. 3). Если вы врежетесь в первичную обмотку, купите другой трансформатор, это уже история. Пристегнитесь, теперь начинается настоящее веселье. Здесь вы можете перемотать вторичные катушки, чтобы они работали так, как вы хотите. . Шаги, которые я описываю на этом этапе, являются теорией, основанной на исследованиях и выводах из моих собственных экспериментов. Я связываю поток электронов с потоком воды, потому что они имеют одинаковые характеристики. Все, что вы делаете для обеспечения беспрепятственного протекания тока, обеспечит вам максимальную производительность этих трансформаторов. Имея это в виду, давайте продолжим.
Здесь вы можете перемотать вторичные катушки, чтобы они работали так, как вы хотите. . Шаги, которые я описываю на этом этапе, являются теорией, основанной на исследованиях и выводах из моих собственных экспериментов. Я связываю поток электронов с потоком воды, потому что они имеют одинаковые характеристики. Все, что вы делаете для обеспечения беспрепятственного протекания тока, обеспечит вам максимальную производительность этих трансформаторов. Имея это в виду, давайте продолжим.  7, в обратном порядке. Четвертый может выбить из вас несколько отборных слов. Я использовал отвертку с обмотанной лентой лопаткой, чтобы поддеть зазоры между проводом и сердечником. Ваша цель — 20 витков многожильного медного провода №10 AWG, изолированного, длиной 25 футов для каждого трансформатора. Я достиг 18 витков, и мой сварочный аппарат работает нормально. Еще раз, удачи!
7, в обратном порядке. Четвертый может выбить из вас несколько отборных слов. Я использовал отвертку с обмотанной лентой лопаткой, чтобы поддеть зазоры между проводом и сердечником. Ваша цель — 20 витков многожильного медного провода №10 AWG, изолированного, длиной 25 футов для каждого трансформатора. Я достиг 18 витков, и мой сварочный аппарат работает нормально. Еще раз, удачи! Подумайте о безопасности , прежде чем щелкнуть выключателем . Прикрепите выходные провода к непроводящему стационарному объекту на расстоянии не менее 4 дюймов друг от друга.
Подумайте о безопасности , прежде чем щелкнуть выключателем . Прикрепите выходные провода к непроводящему стационарному объекту на расстоянии не менее 4 дюймов друг от друга. Я использовал корпус от старого радиопередатчика, который нашел на свалке. Корпус от микроволновки можно вырезать и вылепить под этот микросварщик. Возможности безграничны.
Я использовал корпус от старого радиопередатчика, который нашел на свалке. Корпус от микроволновки можно вырезать и вылепить под этот микросварщик. Возможности безграничны. Лучше использовать выключатель на 30 ампер. Кажется, что я могу сваривать вечно с электродом 1/16″ 6013, но электрод 3/32″ вызывает отключения, когда я свариваю слишком долго. Я надеюсь, что это руководство помогло вам создать микросварочный аппарат, который справится с вашими сварочными работами. Я хотел бы услышать о ваших успехах. Если я что-то упустил из виду или не уточнил какой-то момент, я хотел бы услышать об этом тоже. Если я могу помочь вам на любом этапе путешествия, пожалуйста, напишите мне по электронной почте.
Лучше использовать выключатель на 30 ампер. Кажется, что я могу сваривать вечно с электродом 1/16″ 6013, но электрод 3/32″ вызывает отключения, когда я свариваю слишком долго. Я надеюсь, что это руководство помогло вам создать микросварочный аппарат, который справится с вашими сварочными работами. Я хотел бы услышать о ваших успехах. Если я что-то упустил из виду или не уточнил какой-то момент, я хотел бы услышать об этом тоже. Если я могу помочь вам на любом этапе путешествия, пожалуйста, напишите мне по электронной почте.
 Длина была обрезана так, чтобы она свисала примерно на 1/2 дюйма с концов.
Длина была обрезана так, чтобы она свисала примерно на 1/2 дюйма с концов.






 Общей формулы для подсчета нет, так как нужный типоразмер выбирается исходя из многих факторов: тип и глубина фундамента, этажность и назначение строения, планируемая нагрузка.
Общей формулы для подсчета нет, так как нужный типоразмер выбирается исходя из многих факторов: тип и глубина фундамента, этажность и назначение строения, планируемая нагрузка. 1 Расчетные характеристики
1 Расчетные характеристики
 Стеклопластик не боится воды и различных агрессивных сред. Армирование композитным материалом хорошо подойдет для бетонов с добавками различных модификаторов (противоморозные и тому подобное).
Стеклопластик не боится воды и различных агрессивных сред. Армирование композитным материалом хорошо подойдет для бетонов с добавками различных модификаторов (противоморозные и тому подобное). По стеклопластику существует только ГОСТ 31938-2012. Это недавно появившийся и единственный нормативный документ. ГОСТ предусматривает технические требования к материалу, но не дает рекомендаций по расчету, производители приводят лишь примерные значения соответствующих стальных стержней.
По стеклопластику существует только ГОСТ 31938-2012. Это недавно появившийся и единственный нормативный документ. ГОСТ предусматривает технические требования к материалу, но не дает рекомендаций по расчету, производители приводят лишь примерные значения соответствующих стальных стержней.
 Арматура предназначена для предотвращения растрескивания и растяжения. Композитная справляется с этой функцией в 10 раз хуже, чем стальная.
Арматура предназначена для предотвращения растрескивания и растяжения. Композитная справляется с этой функцией в 10 раз хуже, чем стальная. По деформативности стеклопластик значительно уступает стали.
По деформативности стеклопластик значительно уступает стали. При массе плиты более 5000 кг это не очень большое значение. Поэтому применение стеклопластиковой арматуры для снижения нагрузки на фундамент экономически необоснованно, так как композит стоит дороже.
При массе плиты более 5000 кг это не очень большое значение. Поэтому применение стеклопластиковой арматуры для снижения нагрузки на фундамент экономически необоснованно, так как композит стоит дороже. youtube.com/embed/PuqSnDEFY8c?start=1&feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
youtube.com/embed/PuqSnDEFY8c?start=1&feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>  д.).
д.). Рабочее горизонтальное армирование (диаметр и количество прутов) определяют из процента армирования, равного, как приводилось ранее 2-3%. Хомуты для небольших зданий подбирают исходя из конструктивных требований в документе «Армирование элементов монолитных железобетонных зданий. Пособие по проектированию», здесь также приведены минимальные диаметры рабочего армирования. В этом документе представлены требования для стальных стержней, для композита нормативов нет, поэтому застройщик может его применять на свой страх и риск.
Рабочее горизонтальное армирование (диаметр и количество прутов) определяют из процента армирования, равного, как приводилось ранее 2-3%. Хомуты для небольших зданий подбирают исходя из конструктивных требований в документе «Армирование элементов монолитных железобетонных зданий. Пособие по проектированию», здесь также приведены минимальные диаметры рабочего армирования. В этом документе представлены требования для стальных стержней, для композита нормативов нет, поэтому застройщик может его применять на свой страх и риск.
 org
org org
org Это дает лезвие с нулевым флаттером, обеспечивая при этом больший укус на квадратный дюйм площади поверхности. Тонкая конструкция лезвия стала возможной благодаря высокой жесткости и ударопрочности материала CFRTP.
Это дает лезвие с нулевым флаттером, обеспечивая при этом больший укус на квадратный дюйм площади поверхности. Тонкая конструкция лезвия стала возможной благодаря высокой жесткости и ударопрочности материала CFRTP. Полное намокание ткани происходит в процессе компрессионного формования.
Полное намокание ткани происходит в процессе компрессионного формования. Термопласты, с другой стороны, намного прочнее и выдерживают более сильные удары практически без повреждений. Но удары, достаточно сильные, чтобы ослабить деталь, обычно вызывают хорошо видимые повреждения поверхности.
Термопласты, с другой стороны, намного прочнее и выдерживают более сильные удары практически без повреждений. Но удары, достаточно сильные, чтобы ослабить деталь, обычно вызывают хорошо видимые повреждения поверхности. Одна из причин заключалась в том, что ранние формы продуктов из этих материалов были сложнее обрабатывать и формовать. Разработка хорошо драпируемых и эластичных тканей CFRTP устраняет эти недостатки. Они изготавливаются из термопластов, таких как нейлон, полипропилен, полифениленсульфид (PPS), полиэфиримид (PEI) и полиэфирэфиркетон (PEEK) с углеродными, стеклянными или арамидными армирующими волокнами. Из них можно легко формовать сложные структурные формы, и они идеально подходят для объемов производства от 1000 до 50 000 деталей в год.
Одна из причин заключалась в том, что ранние формы продуктов из этих материалов были сложнее обрабатывать и формовать. Разработка хорошо драпируемых и эластичных тканей CFRTP устраняет эти недостатки. Они изготавливаются из термопластов, таких как нейлон, полипропилен, полифениленсульфид (PPS), полиэфиримид (PEI) и полиэфирэфиркетон (PEEK) с углеродными, стеклянными или арамидными армирующими волокнами. Из них можно легко формовать сложные структурные формы, и они идеально подходят для объемов производства от 1000 до 50 000 деталей в год. И зачастую из такого материала трудно формовать сложные, большие или толстостенные детали без пустот или линий вязания.
И зачастую из такого материала трудно формовать сложные, большие или толстостенные детали без пустот или линий вязания. Штампы со стальными линейками, электроножницы или ручные ножницы/ножницы лучше всего подходят для небольших объемов работ. Часто бывает полезно обработать простую заготовку с полостью или углублением в форме развертки. Приспособление для сборки помогает удерживать предварительно нарезанные слои ткани в правильном порядке, расположении и ориентации. Это включает в себя любые частичные слои, необходимые для создания дополнительной толщины в определенных областях.
Штампы со стальными линейками, электроножницы или ручные ножницы/ножницы лучше всего подходят для небольших объемов работ. Часто бывает полезно обработать простую заготовку с полостью или углублением в форме развертки. Приспособление для сборки помогает удерживать предварительно нарезанные слои ткани в правильном порядке, расположении и ориентации. Это включает в себя любые частичные слои, необходимые для создания дополнительной толщины в определенных областях. Напротив, предварительно пропитанные термореактивные материалы обычно требуют резки и сращивания для формования сложных форм.
Напротив, предварительно пропитанные термореактивные материалы обычно требуют резки и сращивания для формования сложных форм. Они также устанавливают минимальную толщину детали. Упоры обычно должны быть на 0,010–0,020 дюйма ниже желаемой номинальной толщины детали. Для относительно тонких деталей или пластин толщиной менее 0,15 дюйма количество слоев ткани, загруженных в форму, главным образом определяет толщину. Более толстые детали или пластины используют указанный вес заготовки вместе с количеством слоев для контроля толщины детали.
Они также устанавливают минимальную толщину детали. Упоры обычно должны быть на 0,010–0,020 дюйма ниже желаемой номинальной толщины детали. Для относительно тонких деталей или пластин толщиной менее 0,15 дюйма количество слоев ткани, загруженных в форму, главным образом определяет толщину. Более толстые детали или пластины используют указанный вес заготовки вместе с количеством слоев для контроля толщины детали. Для достижения наилучших результатов радиусы углов должны быть не меньше 0,06 дюйма.
Для достижения наилучших результатов радиусы углов должны быть не меньше 0,06 дюйма. Все они используют обычное оборудование и не нуждаются в высокой скорости закрывания или чрезмерном усилии пресса.
Все они используют обычное оборудование и не нуждаются в высокой скорости закрывания или чрезмерном усилии пресса.

 Низкое давление, от 10 до 50 фунтов на квадратный дюйм, применяется по мере того, как форма нагревается для хорошей теплопередачи и начала формирования преформы. Полное давление от 100 до 500 фунтов на квадратный дюйм или более вызывает окончательное уплотнение, когда форма достигает диапазона температур обработки. Затем открывается горячий пресс, сбрасывается давление, и пресс-форма перемещается на станцию холодного прессования. Снова применяется полное давление, поскольку форма и материал достаточно остыли для удаления детали.
Низкое давление, от 10 до 50 фунтов на квадратный дюйм, применяется по мере того, как форма нагревается для хорошей теплопередачи и начала формирования преформы. Полное давление от 100 до 500 фунтов на квадратный дюйм или более вызывает окончательное уплотнение, когда форма достигает диапазона температур обработки. Затем открывается горячий пресс, сбрасывается давление, и пресс-форма перемещается на станцию холодного прессования. Снова применяется полное давление, поскольку форма и материал достаточно остыли для удаления детали. Формы для поточного производства шаттлируются на направляющих или роликовых конвейерах от станции загрузки через четырехстоечный горячий пресс в холодный пресс и обратно. Прессы выровнены спиной к спине или бок о бок. В роторных конфигурациях станция загрузки/разгрузки и С-образные нагревательные и охлаждающие прессы размещаются вокруг поворотного стола. Пресс-формы прикреплены к поворотному столу индексом к каждой станции обработки.
Формы для поточного производства шаттлируются на направляющих или роликовых конвейерах от станции загрузки через четырехстоечный горячий пресс в холодный пресс и обратно. Прессы выровнены спиной к спине или бок о бок. В роторных конфигурациях станция загрузки/разгрузки и С-образные нагревательные и охлаждающие прессы размещаются вокруг поворотного стола. Пресс-формы прикреплены к поворотному столу индексом к каждой станции обработки.

 4
4

 Монолитное бетонное основание заливается только под стенами и перегородками объекта, обеспечивая необходимые несущие свойства на участках наибольшей нагрузки. Применяется в районах со стабильной почвой, где отсутствует риск подъема грунтовых вод и прочие негативные внешние факторы воздействия;
Монолитное бетонное основание заливается только под стенами и перегородками объекта, обеспечивая необходимые несущие свойства на участках наибольшей нагрузки. Применяется в районах со стабильной почвой, где отсутствует риск подъема грунтовых вод и прочие негативные внешние факторы воздействия; Различия сводятся к объему грунтовых работ при копке котлована, формату опалубки, методам гидроизоляции и объемам расходуемых материалов. Рассмотрим подробней, что нужно делать, чтобы залить фундамент для дома.
Различия сводятся к объему грунтовых работ при копке котлована, формату опалубки, методам гидроизоляции и объемам расходуемых материалов. Рассмотрим подробней, что нужно делать, чтобы залить фундамент для дома.
 Глубина соответствует высоте внутренних помещений подвала плюс запас на создание стяжки и укрепление дна для снижения вероятности подтопления объекта;
Глубина соответствует высоте внутренних помещений подвала плюс запас на создание стяжки и укрепление дна для снижения вероятности подтопления объекта; Засыпка подушки необходима для защиты основания от воздействия воды и влаги. Она выполняет функции дренажного слоя, а также позволяет равномерно распределять возникающие нагрузки. В ряде случаев основание под подушкой бетонируется с применением тонких растворов на основе тощего бетона. Они необходимы для придания дополнительной прочности фундаменту.
Засыпка подушки необходима для защиты основания от воздействия воды и влаги. Она выполняет функции дренажного слоя, а также позволяет равномерно распределять возникающие нагрузки. В ряде случаев основание под подушкой бетонируется с применением тонких растворов на основе тощего бетона. Они необходимы для придания дополнительной прочности фундаменту.
 Для ленточных систем также устанавливаются стягивающие планки, регулирующие расстояние между щитами. На каждом этапе монтажа производится подгонка при помощи уровня и прочих приспособлений, позволяющих измерять высоту, правильное соотношение углов и прочие геометрические характеристики опалубки.
Для ленточных систем также устанавливаются стягивающие планки, регулирующие расстояние между щитами. На каждом этапе монтажа производится подгонка при помощи уровня и прочих приспособлений, позволяющих измерять высоту, правильное соотношение углов и прочие геометрические характеристики опалубки.
 Учитывая большой объем выполняемых работ, правильным решением будет закупка готового товарного бетона. Это отразится на стоимости монтажа, но позволит значительно ускорить выполнение работ, исключит неравномерное застывание, обусловленное медленной укладкой смеси из-за того, что она приготавливается на месте. Бетонирование осуществляется следующим образом:
Учитывая большой объем выполняемых работ, правильным решением будет закупка готового товарного бетона. Это отразится на стоимости монтажа, но позволит значительно ускорить выполнение работ, исключит неравномерное застывание, обусловленное медленной укладкой смеси из-за того, что она приготавливается на месте. Бетонирование осуществляется следующим образом:
 Чтобы исключить растрескивание поверхности, рекомендуется периодически поливать его водой в небольших количествах.
Чтобы исключить растрескивание поверхности, рекомендуется периодически поливать его водой в небольших количествах.
 Для ленточного фундамента могут использоваться рулонные или обмазочные покрытия, защищающие последующую кладку от воздействия влаги.
Для ленточного фундамента могут использоваться рулонные или обмазочные покрытия, защищающие последующую кладку от воздействия влаги. Каждый сезон имеет свои особенности. Но главные факторы для строительства фундамента – прочность и стоимость его возведения.
Каждый сезон имеет свои особенности. Но главные факторы для строительства фундамента – прочность и стоимость его возведения. Для фундамента малоэтажного здания чаще всего используют марки бетона М200 соответствует классу В15, М250 — В20 и М300 — В25.
Для фундамента малоэтажного здания чаще всего используют марки бетона М200 соответствует классу В15, М250 — В20 и М300 — В25. Это потребует от вас дополнительных средств и профессиональности строителей. Специалисты должны проследить, чтобы фундамент при минусовых температурах набрал свою прочность. Готовы потратить в полтора или даже в два раза больше денег на фундамент, тогда это ваш вариант.
Это потребует от вас дополнительных средств и профессиональности строителей. Специалисты должны проследить, чтобы фундамент при минусовых температурах набрал свою прочность. Готовы потратить в полтора или даже в два раза больше денег на фундамент, тогда это ваш вариант.
 Перед зимой обеспечивают тепло- и гидроизоляцию фундамента, отведение грунтовых вод. Обязательно проведите эти работы, чтобы на следующий год не пришлось возводить новый.
Перед зимой обеспечивают тепло- и гидроизоляцию фундамента, отведение грунтовых вод. Обязательно проведите эти работы, чтобы на следующий год не пришлось возводить новый. И они хотят, чтобы созданное ограждение было прочным, надежным, долговечным и недорогим. Тем, кто хочет возвести крепкую и доступную по стоимости конструкцию, стоит подумать про монтаж забора из профнастила.
И они хотят, чтобы созданное ограждение было прочным, надежным, долговечным и недорогим. Тем, кто хочет возвести крепкую и доступную по стоимости конструкцию, стоит подумать про монтаж забора из профнастила.

 Экипаж снимает сначала верхний ряд, затем нижний.
Экипаж снимает сначала верхний ряд, затем нижний.


 Поэтому убедитесь, что вы следуете рекомендациям из планов фундамента. Используйте доски 2×10, чтобы построить формы.
Поэтому убедитесь, что вы следуете рекомендациям из планов фундамента. Используйте доски 2×10, чтобы построить формы. Тем не менее, убедитесь, что вы носите защитные перчатки и защитные очки, чтобы не лить бетон на кожу (это очень раздражает).
Тем не менее, убедитесь, что вы носите защитные перчатки и защитные очки, чтобы не лить бетон на кожу (это очень раздражает). Вам просто нужно убедиться, что вы не тратите много материала, так как он дорог и его трудно удалить после высыхания.
Вам просто нужно убедиться, что вы не тратите много материала, так как он дорог и его трудно удалить после высыхания.
 На изображении видно, что мы также использовали плиты из экструдированного полистирола 4×8 под паронепроницаемой плитой.
На изображении видно, что мы также использовали плиты из экструдированного полистирола 4×8 под паронепроницаемой плитой.

 Лопастное колесо, установленное в рабочей полости, принимает на себя вращательный момент от вала, что выходит из электродвигателя. Колесо закрепляется на валу подшипниковым узлом, что защищен от жидкости.
Лопастное колесо, установленное в рабочей полости, принимает на себя вращательный момент от вала, что выходит из электродвигателя. Колесо закрепляется на валу подшипниковым узлом, что защищен от жидкости. Самый распространенный консольный насос типа К работает с жидкостью не более 85˚С.
Самый распространенный консольный насос типа К работает с жидкостью не более 85˚С. А еще он имеет компенсационную камеру, которая помогает избежать протечке воды при большом напоре.
А еще он имеет компенсационную камеру, которая помогает избежать протечке воды при большом напоре.

 К 80 создан для перемещения водыt до 85˚С.
К 80 создан для перемещения водыt до 85˚С.
 Различия между вариантами агрегатов обусловлены требованиями к мощностям и объемам перекачиваемой жидкости, и, конечно же, химическим составом жидкостей, их температурой, степенью загрязненности и характером загрязнения. Купить консольный насос для бытового использования гораздо дешевле, чем для сельского хозяйства или промышленности, это разные по конструктиву виды машин. Для правильного выбора любые вопросы всегда можно задать менеджеру. Насос необходимо покупать с небольшим запасом мощности, а не впритык.
Различия между вариантами агрегатов обусловлены требованиями к мощностям и объемам перекачиваемой жидкости, и, конечно же, химическим составом жидкостей, их температурой, степенью загрязненности и характером загрязнения. Купить консольный насос для бытового использования гораздо дешевле, чем для сельского хозяйства или промышленности, это разные по конструктиву виды машин. Для правильного выбора любые вопросы всегда можно задать менеджеру. Насос необходимо покупать с небольшим запасом мощности, а не впритык.
 Центробежное колесо насоса состоит из двух дисков, между которыми расположены загнутые в противоположную направлению движения сторону лопатки. Под давлением центробежной силы, образовавшейся при вращении колеса, жидкость выбрасывается из него в напорный патрубок. При этом в центре колеса образуется разряжение, а в периферии создается повышенное давление. Благодаря различию между давлением над свободной поверхностью жидкости, находящейся в резервуаре, и в центре колеса, происходит движение жидкости из резервуара по всасывающему трубопроводу.
Центробежное колесо насоса состоит из двух дисков, между которыми расположены загнутые в противоположную направлению движения сторону лопатки. Под давлением центробежной силы, образовавшейся при вращении колеса, жидкость выбрасывается из него в напорный патрубок. При этом в центре колеса образуется разряжение, а в периферии создается повышенное давление. Благодаря различию между давлением над свободной поверхностью жидкости, находящейся в резервуаре, и в центре колеса, происходит движение жидкости из резервуара по всасывающему трубопроводу.

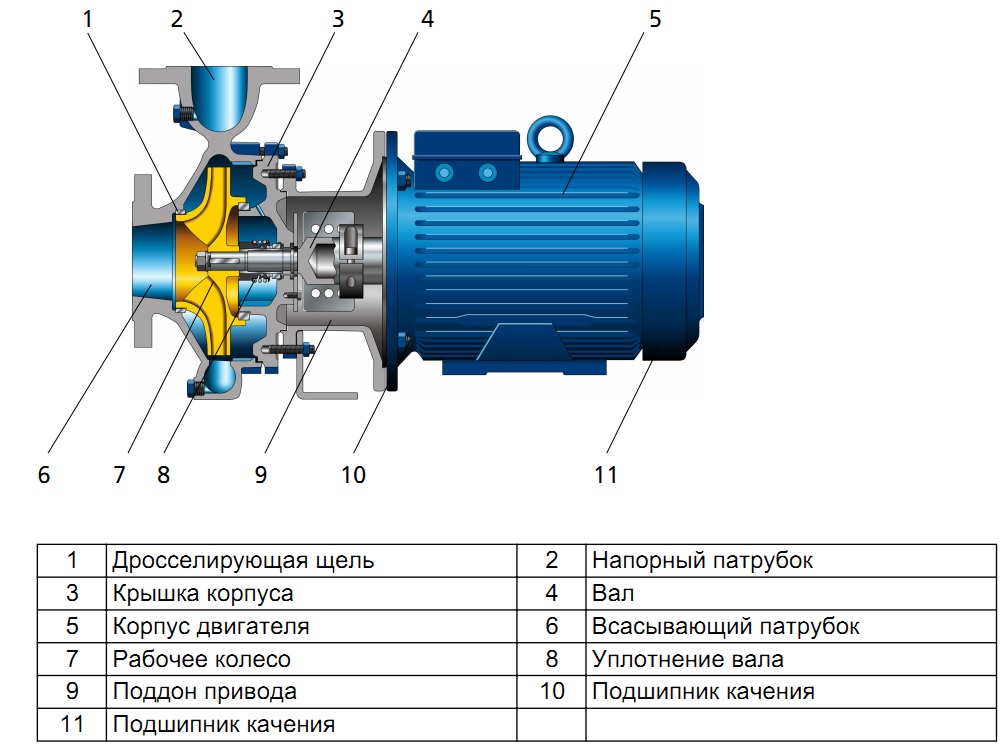 Наши насосы были успешно установлены на угольных электростанциях, в металлургической, химической, целлюлозно-бумажной и атомных электростанциях.
Наши насосы были успешно установлены на угольных электростанциях, в металлургической, химической, целлюлозно-бумажной и атомных электростанциях.




 этот набор данных предназначен для внутренних несущих стен второго типа , что встречается достаточно редко, но встречается.
этот набор данных предназначен для внутренних несущих стен второго типа , что встречается достаточно редко, но встречается. С одной стороны, их стандартные размеры и форма, с другой – внушительный вес, из-за которого не обойтись без привлечения подъемной строительной техники.
С одной стороны, их стандартные размеры и форма, с другой – внушительный вес, из-за которого не обойтись без привлечения подъемной строительной техники.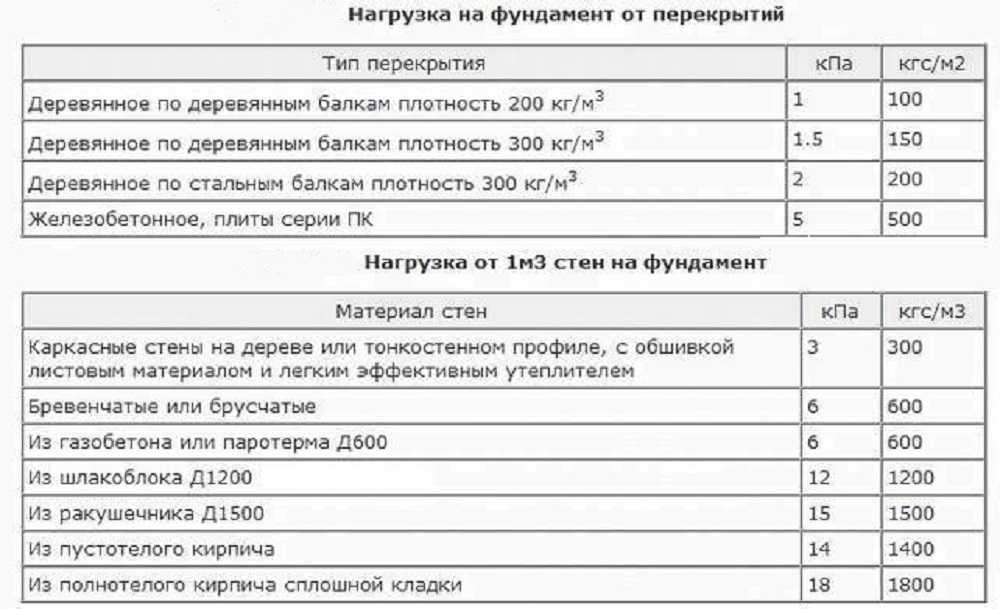
 Что же касается деревянных построек, то использование такого типа литья запрещено.
Что же касается деревянных построек, то использование такого типа литья запрещено.
 Последние необходимы тогда, когда для создания требуемой жесткости прибегают к уменьшению расчетного пролета.
Последние необходимы тогда, когда для создания требуемой жесткости прибегают к уменьшению расчетного пролета. м.
м. Т. е.
Т. е.
 Тогда для нижней части площадь, согласно таблице составит 3,14 кв. см.
Тогда для нижней части площадь, согласно таблице составит 3,14 кв. см. Причем чем больше разброс между ее линейными размерами, тем больше она будет похожа на балку с шарнирными опорами. Иначе говоря, начиная с какого-то момента, величина воздействия поперечной арматуры станет постоянной.
Причем чем больше разброс между ее линейными размерами, тем больше она будет похожа на балку с шарнирными опорами. Иначе говоря, начиная с какого-то момента, величина воздействия поперечной арматуры станет постоянной.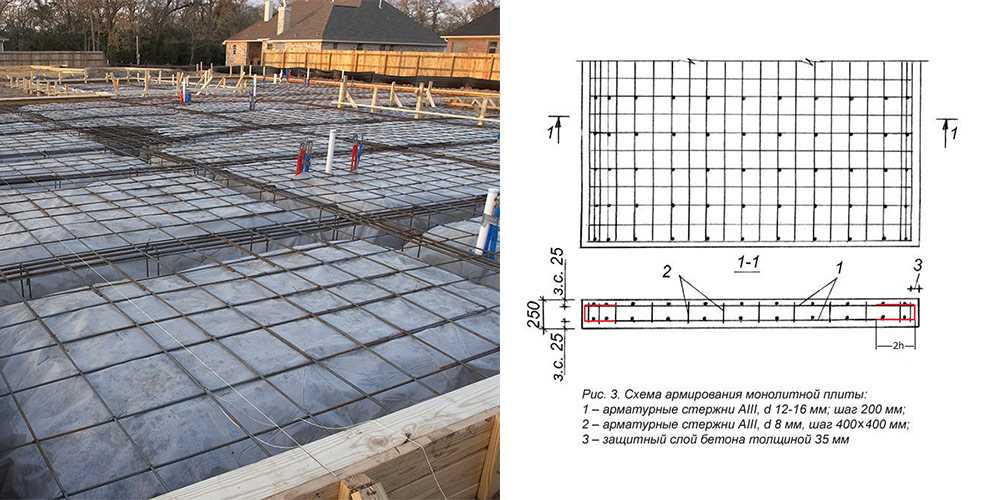
 Рекомендуется переоценить количество необходимого бетона, чтобы не опоздать на строительной площадке.
Рекомендуется переоценить количество необходимого бетона, чтобы не опоздать на строительной площадке.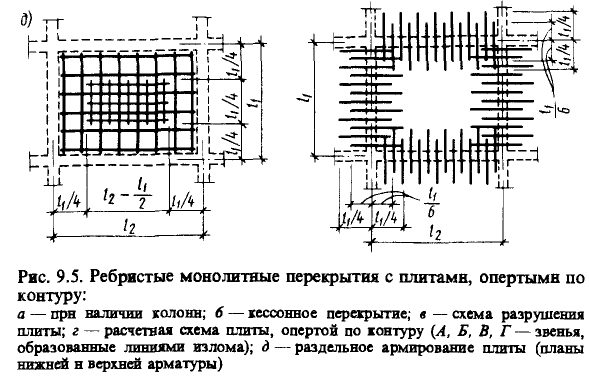 Для бетона формула объема выглядит следующим образом: длина х ширина х толщина.
Для бетона формула объема выглядит следующим образом: длина х ширина х толщина.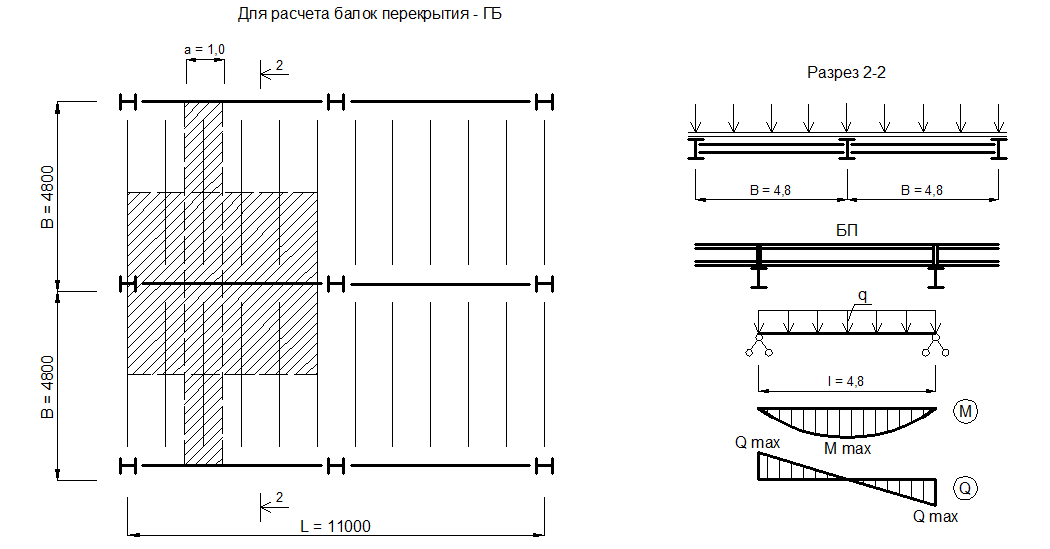
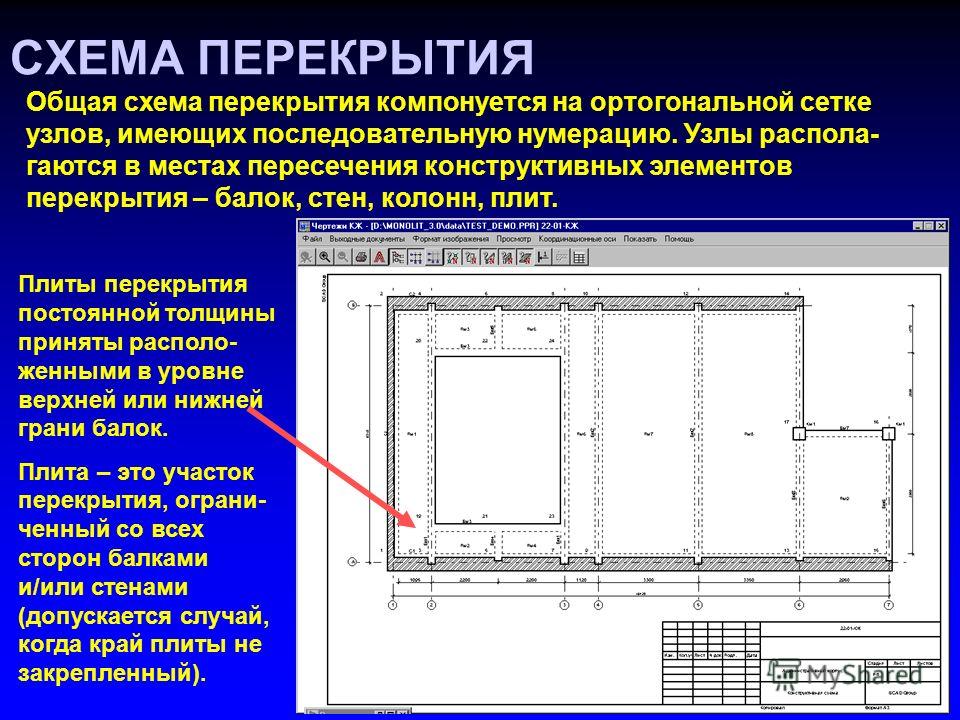


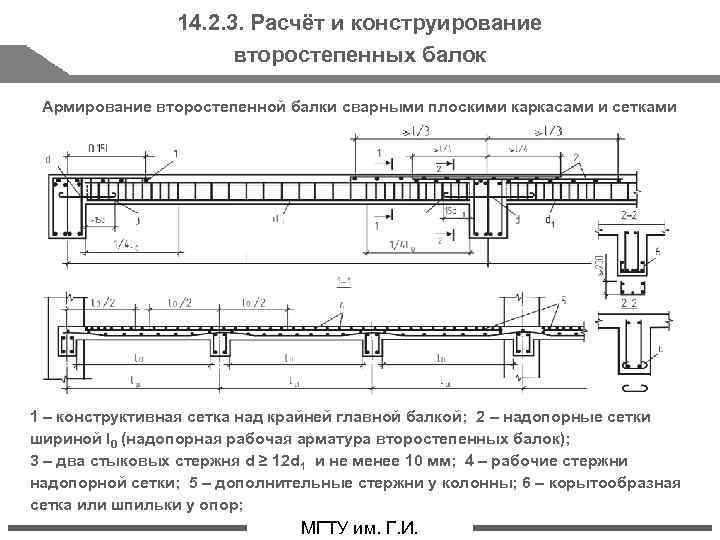
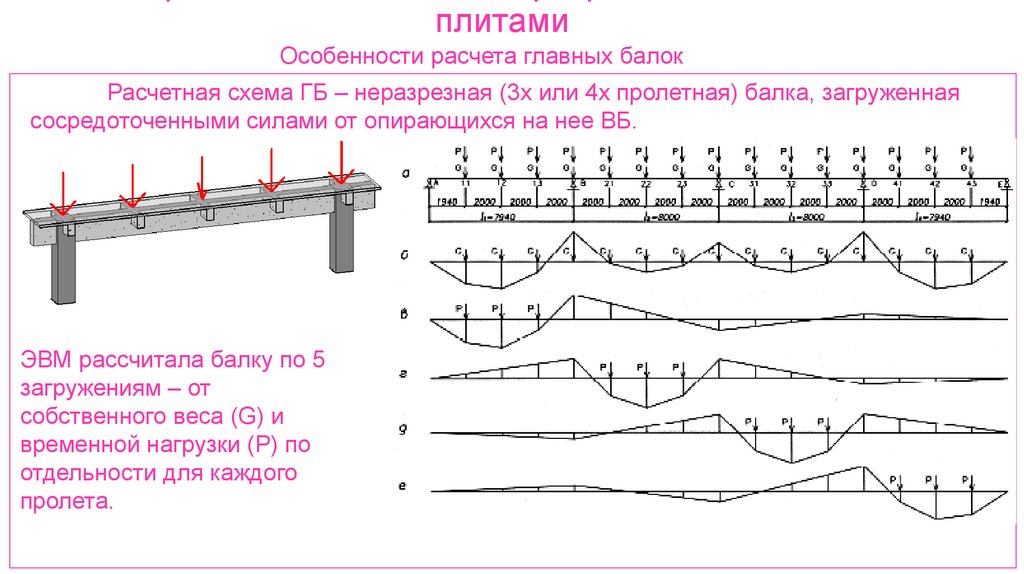
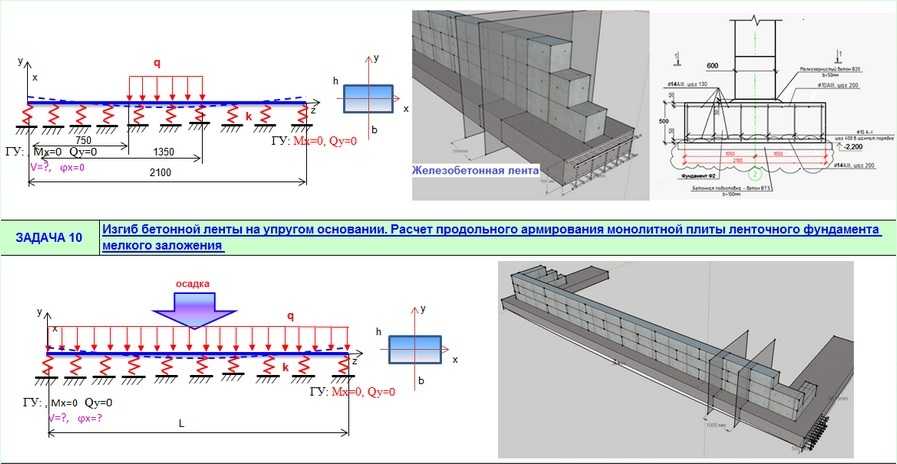 Если вы хотите оценить количество бетона, необходимого для колонн, воспользуйтесь нашими родственными калькуляторами для бетонных колонн и труб.
Если вы хотите оценить количество бетона, необходимого для колонн, воспользуйтесь нашими родственными калькуляторами для бетонных колонн и труб.
 Укажите размеры (длину, ширину и высоту) и количество ваших бетонных плит или площади, которую вы хотите замостить.
Укажите размеры (длину, ширину и высоту) и количество ваших бетонных плит или площади, которую вы хотите замостить.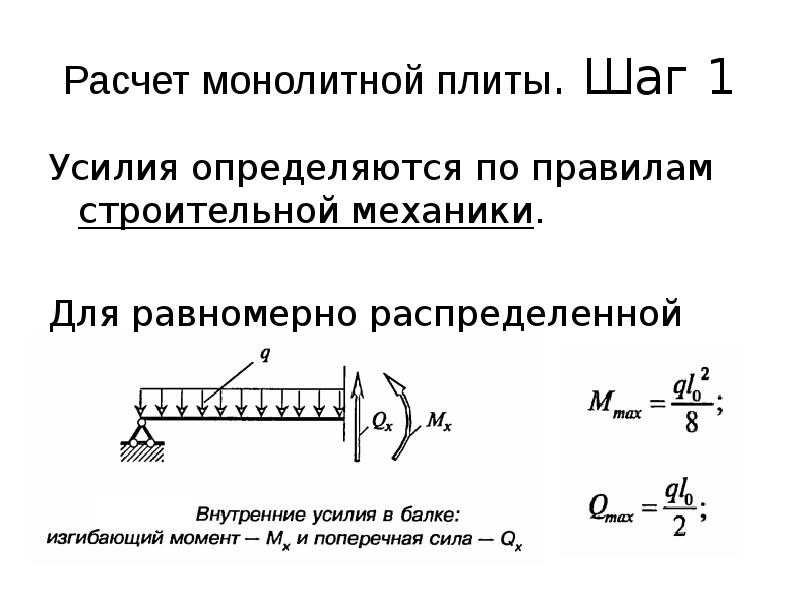 Теперь умножаем
Теперь умножаем  Если нет, снова измените его на соответствующий номер.
Если нет, снова измените его на соответствующий номер. После того, как ингредиенты смешаны, рабочие должны залить бетон до того, как он затвердеет. В наше время большая часть производства бетона осуществляется на крупных промышленных объектах (бетонных заводах).
После того, как ингредиенты смешаны, рабочие должны залить бетон до того, как он затвердеет. В наше время большая часть производства бетона осуществляется на крупных промышленных объектах (бетонных заводах).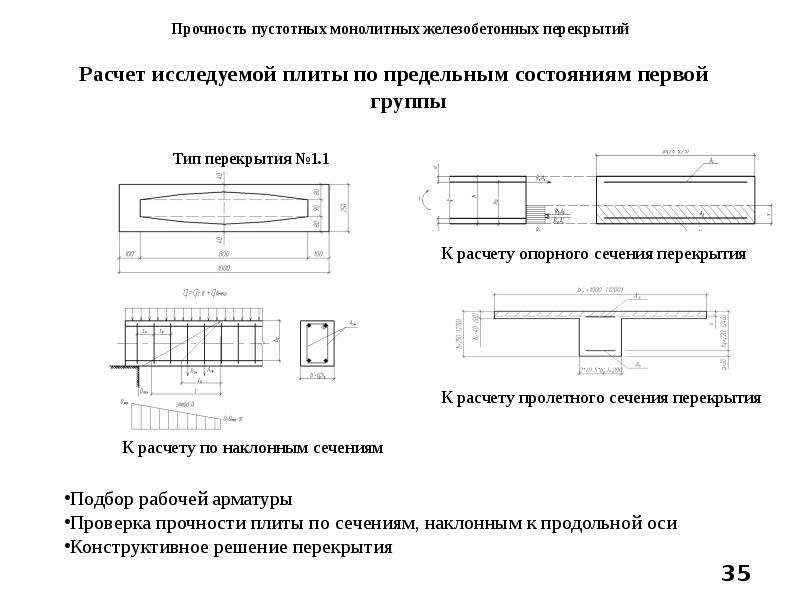 Он обладает уникальными адгезионными свойствами, которые делают его отличным связующим. Сам по себе цемент склонен к растрескиванию. По сравнению с бетоном, который может прослужить сотни лет, цемент гораздо менее прочен.
Он обладает уникальными адгезионными свойствами, которые делают его отличным связующим. Сам по себе цемент склонен к растрескиванию. По сравнению с бетоном, который может прослужить сотни лет, цемент гораздо менее прочен.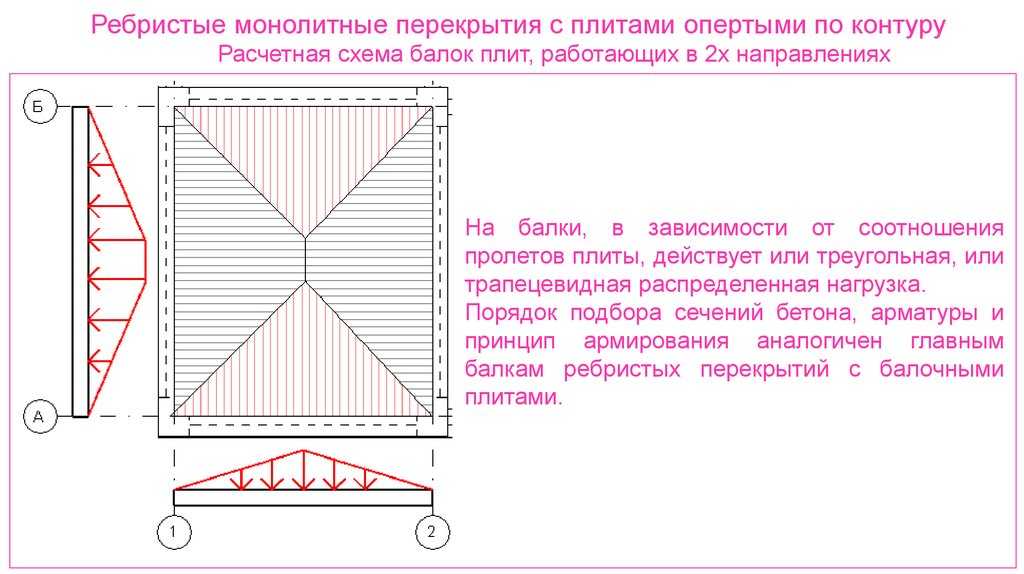 В этом типе бетона в качестве армирования используется сталь в различных формах, обеспечивающая очень высокую прочность на растяжение.
В этом типе бетона в качестве армирования используется сталь в различных формах, обеспечивающая очень высокую прочность на растяжение.
 Он пневматически проецируется с высокой скоростью на поверхность. Используется при строительстве тоннелей.
Он пневматически проецируется с высокой скоростью на поверхность. Используется при строительстве тоннелей.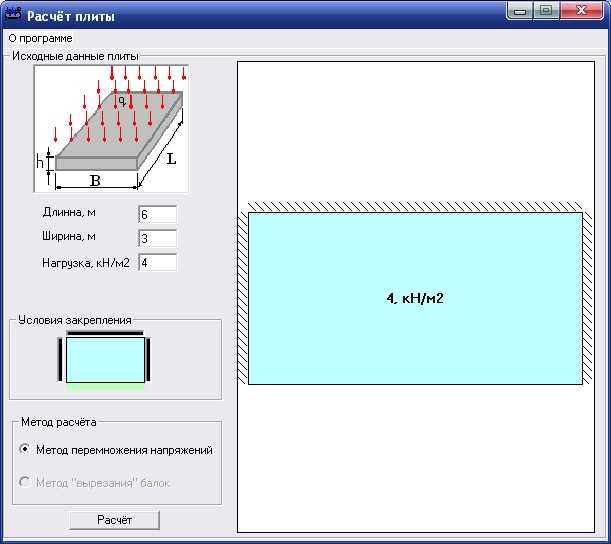
 Единица измерения здесь и далее – миллиметры.
Единица измерения здесь и далее – миллиметры. Такая конструкция предполагает установку гвоздя «в потай». Кроме того, в данном случае выдвигается требование только к соотношению высоты шляпки (h) к диаметру ножки (d):
Такая конструкция предполагает установку гвоздя «в потай». Кроме того, в данном случае выдвигается требование только к соотношению высоты шляпки (h) к диаметру ножки (d): Применяются они, в том числе, и для крепления рулонных покрытий различного вида.
Применяются они, в том числе, и для крепления рулонных покрытий различного вида. Его западноевропейским аналогом является немецкий стандарт DIN 1151. Нормы обоих устанавливают одно исполнение крепежных изделий данного типа.
Его западноевропейским аналогом является немецкий стандарт DIN 1151. Нормы обоих устанавливают одно исполнение крепежных изделий данного типа. Ниже указаны лишь основные из них.
Ниже указаны лишь основные из них. Иногда требуется создать с помощью гвоздя соединение вблизи от края сопрягаемых элементов. Для этого используют заготовки размером, превышающим требуемый. То есть они должны иметь припуск, который после забивания просто отпиливается
Иногда требуется создать с помощью гвоздя соединение вблизи от края сопрягаемых элементов. Для этого используют заготовки размером, превышающим требуемый. То есть они должны иметь припуск, который после забивания просто отпиливается comments powered by Disqus
comments powered by Disqus Гвозди в ГОСТ 4028-63 подразделяют на
Гвозди в ГОСТ 4028-63 подразделяют на
 1, диаметр шляпки гвоздя строительного практически в 2 раза больше диаметра стержня: D min = 2 d. Высота шляпки гвоздя также указывается как минимальная и вычисляется h min = 0,6 d.
1, диаметр шляпки гвоздя строительного практически в 2 раза больше диаметра стержня: D min = 2 d. Высота шляпки гвоздя также указывается как минимальная и вычисляется h min = 0,6 d.
 Крепежные изделия в данной категории без покрытия — это гвозди строительные черные ГОСТ 4028-63. Чаще черные гвозди используют во временных работах, несущих предварительный, подготовительный характер.
Крепежные изделия в данной категории без покрытия — это гвозди строительные черные ГОСТ 4028-63. Чаще черные гвозди используют во временных работах, несущих предварительный, подготовительный характер.
 Впервые я заметил их на левом указательном пальце. Я ломал голову, думая, может быть, я застрял в двери или несколько раз ударился обо что-то, но, очевидно, мы помним такие болезненные переживания.
Впервые я заметил их на левом указательном пальце. Я ломал голову, думая, может быть, я застрял в двери или несколько раз ударился обо что-то, но, очевидно, мы помним такие болезненные переживания. Однако поврежденные, пятнистые, слабые или ребристые ногти также могут быть признаком других проблем.
Однако поврежденные, пятнистые, слабые или ребристые ногти также могут быть признаком других проблем.
 Исключение составляют случаи, когда они есть на нескольких ногтях и у вас более темный оттенок кожи. В этом случае Бейли говорит, что темные линии могут быть нормальными. «Но если вы вдруг заметите новую темную полосу под ногтем, особенно если на других ногтях нет темных полос, это повод обратиться к врачу», — говорит она.
Исключение составляют случаи, когда они есть на нескольких ногтях и у вас более темный оттенок кожи. В этом случае Бейли говорит, что темные линии могут быть нормальными. «Но если вы вдруг заметите новую темную полосу под ногтем, особенно если на других ногтях нет темных полос, это повод обратиться к врачу», — говорит она. В этом случае они могут быть признаком инфекции крови, называемой эндокардитом, когда бактерии в вашем кровотоке попадают на сердечный клапан», — говорит Бейли.
В этом случае они могут быть признаком инфекции крови, называемой эндокардитом, когда бактерии в вашем кровотоке попадают на сердечный клапан», — говорит Бейли. Имейте в виду, что этот эффект «ложки» довольно распространен и является нормальным явлением у младенцев, но у взрослых он обычно означает, что что-то не так.
Имейте в виду, что этот эффект «ложки» довольно распространен и является нормальным явлением у младенцев, но у взрослых он обычно означает, что что-то не так. Обесцвечивание может быть результатом чего угодно, от инфекции ногтя до продукта, такого как лак для ногтей. Существует множество безрецептурных средств от желтизны ногтей, но если вы обеспокоены, обязательно обратитесь к врачу.
Обесцвечивание может быть результатом чего угодно, от инфекции ногтя до продукта, такого как лак для ногтей. Существует множество безрецептурных средств от желтизны ногтей, но если вы обеспокоены, обязательно обратитесь к врачу. Это можно увидеть при муковисцидозе, врожденном цианотическом пороке сердца и некоторых других заболеваниях. Кончики пальцев увеличиваются, а ногти сильно изгибаются спереди назад.
Это можно увидеть при муковисцидозе, врожденном цианотическом пороке сердца и некоторых других заболеваниях. Кончики пальцев увеличиваются, а ногти сильно изгибаются спереди назад. Он также может быстро исчезнуть при устранении его причины.
Он также может быстро исчезнуть при устранении его причины.
