совокупность операций по подготовке, оснастке, регулированию и настройке машины (прибора, аппарата), направленных на обеспечение её работы в заданных условиях на протяжении определённого времени (час, смена, сутки, время стойкости инструмента или обработки партии деталей и т. п.). Н. — часть технологического процесса.
Наладочные работы обычно осуществляют после сборки машин (См. Сборка машин) (после монтажа) или после временной остановки, вызванной выходом машин из рабочего состояния (поломка, износ, уменьшение жёсткости, точности и т. п.). Объектами Н. являются станки, измерительные приборы, электро- и радиоаппаратура, транспортные устройства, инструменты и т. п., а также их совокупность, составляющая, например, транспортную систему, поточную линию и т. п.
Стоимость наладочных работ можно снизить, применяя нормализованные и унифицированные элементы, автоматические наладочные устройства, для машин с программным управлением и автоматических систем управления стоимость наладочных работ сведена до минимума.
найдено в «Энциклопедическом словаре по металлургии»
[setting-up; adjusting] — совокупность операций по подготовке, оснастке, регулировке и настройке технологического агрегата (машины, установки, аппарата, прибора и т. п.) с целью обеспечения его работы в заданных, условиях определенное время (смену, сутки и т. п.). Наладка-часть технологического процесса.
найдено в «Русско-украинском политехническом словаре»
техн.
нала́годження, (неоконч. д. — ещё) нала́годжування
— наладка двигателя
— наладка станка
Підготовка машини, верстата, механізму, пристрою і т. ін. до роботи, дії.
найдено в «Электронном словаре анаграмм русского языка»
Лада Ладан Ладанка Лад Клан Ладка Лак Клад Канд Канал Канада Кан Калан Лана Ланда Днк Наклад Нал Анда Алкан Алдан Алан Акан Акад Ада Наладка Анк Дак Дан Накал Ланка Кал
найдено в «Русско-английском словаре»
наладка = ж. тех. adjustment; setting up; наладчик м. adjuster; наладочный: наладочные работы adjustment and alignment sg.
найдено в «Полной акцентуированной парадигме по Зализняку»
Для правильной работы оборудования, после монтажа требуется провести пусконаладочные работы. Пусконаладочные работы — это комплекс мероприятий по вводу в эксплуатацию оборудования, смонтированного на объектах строительства. Целью проведения пусконаладочных работ является настройка установленного оборудования, выявление недостатков электроустановки и несоответствий проекту электроснабжения, способных негативно повлиять на безопасность использования электрического оборудования, а также проверка готовности функционирования системы.
Пусконаладочные работы помогают выявить возможные нарушения при монтаже, недостатки в работе оборудования до начала его эксплуатации, а также обеспечат его бесперебойную работу на протяжении всего времени эксплуатации. Такие работы осуществляются в соответствии с регламентом, подразумевающем проведение диагностики электроустановок, включающей ряд обязательных замеров и испытаний.
Пусконаладочные работы осуществляются высококвалифици-рованными специалистами Казанского электромонтажного предприятия как в комплексе с другими работами (СМР, ремонтные), так и в качестве отдельных видов работ. Проводится комплекс мероприятий, направленных на вывод оборудования на проектные режимы, а также обеспечения экономичной работы электроустановки.
Пусконаладочные работы подразделяются на работы по наладке силового электротехнического оборудования и наладке средств автоматизации.
Пусконаладочные работы выполняются по утвержденной заказчиком программе проведения пусконаладочных работ и режимноналадочных испытаний, в которой оговариваются сроки проведения работ, а также режимы, на которые необходимо вывести основное технологическое оборудование.
Режимноналадочные испытания так же регламентируются методикой проведений испытания, осмотра. Стороны оговаривают методы проведения, используемые средства измерения и т. д. По результатам проведения пусконаладочных и режимноналадочных работ составляется отчёт, в котором отображаются все полученные параметры, а также карта настройки автоматики безопасности.
Результатом пусконаладочных работ является паспортизированная сдача объекта, готового к передаче в эксплуатацию Заказчику.
В составе Казанского электромонтажного предприятия имеется высококвалифицированный персонал, выполняющий работы с использованием современных инструментов и приборов:
обученный и аттестованный в соответствии с требованиями действующих Норм и Правил, в том числе и на предприятиях-производителях электротехнического оборудования, инженерно-технический персонал с многолетним стажем и опытом;
собственный автопарк специализированной техники для производства строительно-монтажных работ;
налаженные контакты с заводами-производителями электротехнического оборудования, аккредитация у ведущих отечественных и иностранных производителей на право проведения шеф-монтажных работ выпускаемого ими оборудования;
наличие долговременных взаимоотношений с компаниями, предоставляющими необходимые общестроительные, монтажные, пусконаладочные работы в различных регионах России;
опыт электромонтажа и запуска в эксплуатацию подстанций и линий электропередач в различных климатических зонах.
По результатам измерений и обследований составляются протоколы и технические отчёты, с вы-дачей рекомендаций и замечаний. Пусконаладочные работы осуществляются в соответствии с регламентом, подразумевающим проведение диагностики электроустановок, включающей ряд обязательных замеров и испытаний:
Анализ проектной документации.
Визуальный осмотр электроустановки.
Проверка состояния элементов заземляющих устройств электроустановок.
Проверка наличия цепи и замеры переходных сопротивлений между заземлителями и заземляющими проводниками, заземляемым оборудованием (элементами) и заземляющими проводниками.
Измерение удельного сопротивления земли.
Проверка наличия цепи и замеры переходных сопротивлений между заземлителями и заземляющими проводниками, заземляемым оборудованием (элементами) и заземляющими проводниками.
Измерение удельного сопротивления земли.
Измерение сопротивления заземляющих устройств всех типов.
Измерение сопротивления изоляции кабелей, обмоток электродвигателей. Замеры сопротивления изоляции аппаратов, вторичных цепей и электропроводок, и электрооборудования напряжением до 10 кВ.
Измерение полного сопротивления петли «фаза-нуль» (тока однофазного короткого замыкания) с глухозаземлённой нейтралью.
Проверка срабатывания защиты при системе питания с заземленной и изолированной нейтралью.
Проверка и испытание установочных автоматов питающих линий.
Проверка автоматических выключателей в электрических сетях напряжением до 1000 В на срабатывание по току.
Измерение переходных сопротивлений контактов и сопротивлений обмоток электрических машин и трансформаторов.
Измерение сопротивления постоянному току обмоток силовых трансформаторов и масляных выключателей.
Испытание повышенным напряжением кабельных линий и электрооборудования напряжением до 10 кВ.
По результатам испытаний и наладочных работ оформляются следующие (основные) виды протоколов:
Протокол визуального осмотра. Отражает результаты проверки соответствия электроустановок нормативной и проектной документации.
Протокол измерения сопротивления изоляции проводов, кабелей, аппаратов и обмоток электрического оборудования. Отражает результаты измерения сопротивления изоляции каждого проводника линии относительно заземленных проводников.
Протокол наличия цепи между заземленными установками и элементами заземленной установки. Замеры проводятся с целью выявления соответствия защитного заземления.
Протокол испытания цепи «фазный-нулевой провод». Проверка осуществляется в целях обеспечения отключения поврежденного участка сети при коротком замыкании.
Протокол испытаний устройств защитного отключения (УЗО). Проверка устройств, обеспечивающих автоматическое отключение питания для обеспечения безопасности человека.
Протокол проверки автоматических выключателей (прогрузка выключателей). Прогрузка выключателей осуществляется для установления соответствия пределов их срабатывания данным завода-изготовителя, а также соответствия требования ГОСТ. Приемо-сдаточные испытания по прогрузке выключателей обеспечивают защиту от поражения электрическим током при коротких замыканиях, а также защиту сетей от перегрузок и пожаров.
Протокол наладки автоматического ввода резерва (наладка АВР). Наладка устройств АВР включает в себя: предварительную механическую ревизию, электрическую проверку и регулировку на заданные установки всей релейной аппаратуры, а также проверку правильности монтажа элементов устройства.
Это основные протоколы, при необходимости предоставляются протоколы на все виды испытаний и работ.
Выполнение пусконаладочных работ по системам вентиляции, кондиционирования воздуха отопления, энергоснабжения, автоматизации и диспетчеризации, являются важным сегментом в процессе сдачи оборудования в эксплуатацию. Именно пусконаладочные работы являются залогом успешной эксплуатации всех видов оборудования.
В завершение пусконаладочных работ производится комплексное опробование оборудования и систем автоматизации и оформляется отчётная документация с выдачей рекомендаций и замечаний. После приёмки систем автоматизации в эксплуатацию на выполненные нами работы устанавливается гарантия сроком до 2 лет.
На все виды пусконаладочных работ в сетях 0,4 – 10 кВ наше предприятие имеет соответствующие допуски.
Казанское электромонтажное предприятие гарантирует:
Качество электромонтажных и пусконаладочных работ;
Наличие сертификатов качества на электромонтажные изделия;
Соблюдение сроков выполнения работ.
Регулировка – определение, значение и синонимы
Акт внесения изменений или модификаций является корректировкой . Если вы купили новую пару джинсов, но они слишком длинные, вы можете сделать быструю подгонку и подшить их, попросить кого-нибудь подшить их или использовать английские булавки.
Процесс адаптации к условиям окружающей среды также называется адаптацией . После того, как вы отправитесь из дома в колледж, и у вас, и у ваших родителей будет период адаптации. Некоторым людям легче приспосабливаться к изменениям, чем другим — вы можете веселиться, идя на урок, есть хлопья на ужин и заводить новых друзей, но ваши родители должны будут приспособиться, чтобы перестать беспокоиться о вас.
Определения регулировки
существительное
действие по изготовлению чего-то другого (например, размера одежды)
синонимы:
изменение, модификация
существительное
акт корректировки чего-либо в соответствии со стандартом
синонимы:
переоформление, регистрация
существительное
делая или становясь подходящим; приспосабливаться к обстоятельствам
синонимы:
проживание, примерка
существительное
процесс приспособления к чему-либо (например, к условиям окружающей среды)
синонимы:
адаптация, адаптация
существительное
сумма, добавленная или вычтенная на основе квалифицирующих обстоятельств
синонимы:
разрешение
Независимо от того, являетесь ли вы учителем или учеником, Vocabulary.
com может направить вас или ваш класс на путь систематического улучшения словарного запаса.
Начать
Регулировка Определение и значение | Dictionary.com
Основные определения
Тест
Связанный контент
Примеры
Британский
Показывает уровень сложности слова.
[ух-юхст-мунт]
/ əˈdʒʌst mənt /
Сохрани это слово!
См. синонимы для: корректировка / корректировка на Thesaurus.com
Показывает уровень оценки в зависимости от сложности слова.
сущ.
акт наладки; приспособление к определенному состоянию, положению или цели.
состояние корректируется; упорядоченное отношение частей или элементов.
Устройство в виде ручки или рычага для регулировки: настройки телевизора.
акт приведения чего-либо в соответствие с внешними требованиями: приспособление своего взгляда на реальность.
гармония, достигнутая модификацией или изменением позиции: Они разработали приспособление своих противоречивых идей.
Социология. процесс модификации, приспособления или изменения индивидуальных или коллективных паттернов поведения с целью приведения их в соответствие с другими такими же паттернами, например, с теми, которые обеспечиваются культурной средой.
Страхование. акт установления суммы возмещения, которую застрахованная сторона имеет право получить по полису, и урегулирования претензии.
урегулирование спорного счета или претензии.
изменение или уступка в отношении цены или других условий ввиду незначительного дефекта и т.п.
ВИКТОРИНА
Сыграем ли мы в «ДОЛЖЕН» ПРОТИВ. «ДОЛЖЕН» ВЫЗОВ?
Следует ли вам пройти этот тест на «должен» или «должен»? Это должно оказаться быстрым вызовом!
Вопрос 1 из 6
Какая форма обычно используется с другими глаголами для выражения намерения?
Происхождение корректировки
Впервые записано в 1635–1645 гг. ; настроить + -ment
Многие устройства, которые я тестировал, включая телевизоры LG, Vizio TV, звуковую панель Vizio и принадлежащие мне телевизоры Samsung, не допускают регулировки в обоих направлениях, что делает эту функцию практически бесполезной против задержка звука.
Как исправить раздражающую задержку звука на саундбаре|Whitson Gordon|25 августа 2020 г.|Popular-Science
Воспроизводя традиционный телевизионный опыт, стримеры могут сгладить кривую адаптации для аудитории и упростить ее для людей найти программы для просмотра и продолжать смотреть.
«Мы все еще на Диком Западе»: война бесплатного потокового телевидения с поддержкой рекламы разгорается благодаря обновлениям Amazon и Pluto TV|Тим Петерсон|19 августа 2020 г.|Digiday
Независимо от того, написан сценарий или нет, продюсеры должны внести коррективы при возвращении к производству.
Создатели телевизионных и потоковых шоу возвращаются к производству, несмотря на проблемы с коронавирусом и расходы на страховку|Тим Петерсон|11 августа 2020 г.|Digiday нейроны.
Новый метод обучения искусственного интеллекта, основанный на использовании мозга, экономит память и энергию|Эдд Гент|27 июля 2020 г.|Singularity Hub
В последнем случае произойдет автоматическая подстройка под экраны разных устройств.
Как увеличить органический трафик: 14 практических советов|Инна Яцына|6 июля 2020 г.|Search Engine Watch
Подумайте о смущающих платформах метро или фиаско с «корректировкой» в середине офиса, которых вы могли бы избежать!
Вы бы заплатили 100 долларов за 50-центовую выпуклость? Мужское нижнее белье становится дороже|Джеймс Джойнер|23 декабря 2014 г.|DAILY BEAST
Она потянула за черную веревку, обвивавшую его бедра и туловище, ее кожаные перчатки скрипели при каждом изменении положения.
Подземелья и зажимы для гениталий: внутри легендарного БДСМ-замка|Иэн Фриш|20 декабря 2014|DAILY BEAST
Единственная небольшая корректировка, которую я внесу в свою собственную практику, — это более прямые вопросы об истории путешествий и контактах с больными.
Паника родителей из-за лихорадки Эбола захватывает мою клинику|Рассел Сондерс|15 октября 2014 г.|DAILY BEAST
К чему бы, черт возьми, все эти хлопоты, если бы он мог сделать «настройку» «нормальным» способом.
Элиа Казан – Теннесси Уильямсу: Тебе нужно страдать, чтобы петь блюз|Элия Казан|1 мая 2014|DAILY BEAST
Но это сильно ударит по обычным людям, и это будет долгий и мучительный процесс адаптации.
Крымчане смирились с пророссийским голосованием|Джейми Деттмер|15 марта 2014 г.|DAILY BEAST
Однако даже гений нуждается в руководстве и корректировке, чтобы добиться самых совершенных и надежных результатов.
Культура экспрессивного голоса|Джесси Элдридж Саутвик
При такой настройке философия вдоха может быть легко понята.
Табак; Его история, разновидности, культура, производство и торговля|E. Р. Биллингс.
Джесси, внимательно прочитавшая инструкцию, знала, что эту настройку можно выполнить несколькими способами.
Девочки у костра из Роузлона|Маргарет Пенроуз
Безупречная чистота и тщательная подгонка каждой детали платья необходимы в готовом туалете.
Книга этикета для женщин и руководство по вежливости|Флоренс Хартли
Возможно, приняв решение перед отъездом из Англии, я окончательно поправила и уладила.
ШАГ РЕЗЬБЫ ДЛЯ ОСНОВНОЙ И МЕЛКОЙ ОДНОЗАХОДНОЙ РЕЗЬБЫ
Шаг резьбы Р, мм
мелкая резьба
резьба
основная резьба
мелкая
мелкая 2
супермелкая
М1
0,25
0,20
—
—
М1,2
0,25
0,20
—
—
М1,4
0,30
0,20
—
—
М1,6
0,35
0,20
—
—
М1,8
0,35
0,20
—
—
М2
0,40
0,25
—
—
М2,2
0,45
0,25
—
—
М2,5
0,45
0,35
—
—
МЗ
0,50
0,35
—
—
М3,5
0,60
0,35
—
—
М4
0,70
0,50
—
—
М5
0,80
0,50
—
—
Мб
1,00
0,75
0,50
—
М8
1,25
1,00
0,75
0,50
М10
1,50
1,25
1,00
0,75
М12
1,75
1,50
1,25
1,00
М14
2,00
1,50
1,25
1,00
М16
2,00
1,50
1,25
1,00
М18
2,50
2,00
1,50
1,00
М20
2,50
2,00
1,50
1,00
М22
2,50
2,00
1,50
1,00
М24
3,00
2,00
1,50
1,00
М27
3,00
2,00
1,50
1,00
МЗО
3,50
2,00
1,50
1,00
МЗЗ
3,50
2,00
1,50
1,00
М36
4,00
3,00
2,00
1,50
М39
4,00
3,00
2,00
1,50
М42
4,50
3,00
2,00
1,50
М45
4,50
3,00
2,00
1,50
М48
5,00
3,00
2,00
1,50
М52
5,00
3,00
2,00
1,50
М56
5,50
4,00
3,00
1,50
М60
5,50
4,00
3,00
1,50
М64
6,00
4,00
3,00
2,00
М68
6,00
4,00
3,00
2,00
Шаг для основной и мелкой резьбы
Используйте таблицу для подбора метизов без резьбомера.
Резьба
Шаг резьбы Р, мм
Основная резьба М
Мелкая резьба М
мелкая
мелкая 2
супермелкая
M1
0.25
(0.2)
—
—
M1.2
0.25
(0.2)
—
—
M1.4
0.3
(0. 2)
—
—
M1.6
0.35
(0.2)
—
—
M1.8
0.35
(0.2)
—
—
M2
0.4
(0.25)
—
—
M2.2
0.45
(0.25)
—
—
M2. 5
0.45
(0.35)
—
—
M3
0.5
(0.35)
—
—
M3.5
0.6
(0.35)
—
—
M4
0.7
0.5
—
—
M5
0.8
0. 5
—
—
M6
1.0
0.75
0.5
—
M8
1.25
1.0
0.75
0.5
M10
1.5
1.25
1.0
0.75
M12
1.75
1.5
1.25
1. 0
M14
2.0
1.5
1.25
1.0
M16
2.0
1.5
—
1.0
M18
2.5
2.0
1.5
1.0
M20
2.5
2.0
1.5
1.0
M22
2. 5
2.0
1.5
1.0
M24
3.0
2.0
1.5
1.0
M27
3.0
2.0
1.5
(1.0)
M30
3.5
2.0
1.5
(1.0)
M33
3.5
2. 0
1.5
—
M36
4.0
3.0
2.0
1.5
M39
4.0
3.0
2.0
1.5
M42
4.5
(4.0) 3.0
2.0
1.5
M45
4.5
(4.0) 3.0
2. 0
1.5
M48
5.0
(4.0) 3.0
2.0
1.5
M52
5.0
(4.0) 3.0
2.0
1.5
M56
5.5
4.0
3.0 (2.0)
1.5
M60
5.5
4.0
3.0 (2.0)
1. 5
M64
6.0
4.0
3.0
2.0 (1.5)
M68
6.0
4.0
3.0
2.0 (1.5)
Метрическая — основной тип крепежной резьбы, отличающийся номинальным диаметром и шагом.
Название “метрическая” указывает на то, что она измеряется в миллиметрах. Обозначается буквой “М” рядом с диаметром.
Преимущества:
Шаг резьбы — это расстояние между двух её выступов (витков профиля), один из важнейших параметров резьбового крепежа.
Согласно ГОСТ 8724-81 предприятиям рекомендуется производить изделия с двумя видами резьбы:
Стоит учесть, что крупный шаг всегда имеет одно значение, тогда как мелкий может различаться даже при одинаковом диаметре стержня.
Крупношаговый вид — рекомендуемый к применению на территории РФ.
Применяется он повсеместно и продаётся в любом строительном магазине. Мелкий же идет в ход в условиях вибрационных и динамических нагрузок — в авиа- и машиностроении, для скрепления высокоточных механизмов.
Обозначение крупного шага в маркировке опускается согласно ГОСТ 8724-2002. Вне зависимости от того, внутренняя или наружная резьба используется в производстве метиза, обозначение её едино у гаек, болтов, винтов и штанг.
Если у вас возникнут вопросы — специалисты ЦКИ с радостью помогут вам!
Понравился материал?
comments powered by HyperComments
Получайте свежие статьи на почту:
Samsung Galaxy M20 — Замена дисплея SM-205FN
Перейти к основному содержанию
НазадSamsung Galaxy M20 — SM-205FN
Перевести
Полный экран
Опции
История
Скачать PDF
Встроить это руководство
Автор: Paku83 (и еще один участник)
Избранное: 0
Завершений: 3
Сложность
Умеренная
Шаги
5
Требуемое время
30 минут
Секции
1
Отображать 5 шагов
Флаги
1
Назад Samsung Galaxy M20 — SM-205FN
Полный экран
Опции
История
Скачать PDF
Перевести
Встроить это руководство
Введение
В этом руководстве показано, как заменить дисплей вашего Samsung Galaxy M20 — SM-205FN.
Спуджер
Инструмент для вскрытия iFixit
Отмычки iFixit (набор из 6 шт.)
Отвертка Phillips #00
Детали не указаны.
org/HowToDirection»>
Ослабьте заднюю крышку
Для этого начните с разъема для наушников и установите рычаг между задней крышкой и остальной частью телефона.
Продолжайте движение по шву, пока задняя крышка не освободится. Прежде чем полностью снять заднюю крышку, осторожно отсоедините ленточный кабель датчика отпечатков пальцев с помощью пластиковой лопатки или пинцета.
Перевести
Перевести
Перевести
org/HowToDirection»>
Сначала отсоедините разъем аккумулятора с помощью пластиковой лопатки.
Затем таким же способом отсоедините кабель дисплея.
Перевести
Теперь следует прогреть всю переднюю часть либо подушкой из вишневых косточек (мешок из пшеницы), либо нагревательной плитой, феном, при необходимости также возможно глажение на низком уровне.
Затем с помощью пластикового инструмента подденьте верхнюю часть камеры. БУДЬТЕ ОСТОРОЖНЫ, чтобы не сломать камеру. Затем обойдите и ослабьте дисплей. При необходимости подогрейте.
Вытяните кабель из прорези внизу, очистите края.
ГОТОВО!
Перевести
Почти готово!
Выполните действия в обратном порядке, чтобы собрать устройство. Я не несу ответственности за любые повреждения вашего устройства.
Заключение
Выполните действия в обратном порядке, чтобы собрать устройство. Я не несу ответственности за любые повреждения вашего устройства.
Отменить: я не завершил это руководство.
3 других человека завершили это руководство.
Особая благодарность этим переводчикам:
Эндрю С
Шон Макшейн
Анника Фалькер
Эти переводчики помогают нам исправить мир! Хотите внести свой вклад? Начать перевод ›
Автор
с 1 другим участником
Значки: 16
+13 еще значков
Просмотр статистики:
За последние 24 часа: 6
За последние 7 дней: 32
Последние 30 дней: 102
За все время: 1724
Замена подушки сиденья Raleigh M20
Автор: Данте Боззини (и 11 других участников)
Избранное: 4
Завершений: 1
Сложность
Easy
Шаги
4
Требуемое время
10 минут
Секции
1
Подушки сиденья 4 шага
Флаги
0
Задний ролик M20
Полный экран
Опции
История
Скачать PDF
Править
Перевести
Встроить это руководство
Введение
В этом руководстве содержится пошаговая инструкция по замене старой подушки сиденья на новую.
Комплект 64-разрядных драйверов
39,99 $
Купить
Детали не указаны.
Ослабьте зажим сиденья, потянув черный рычаг в сторону от рамы. Как только это будет сделано, просто поверните рычаг против часовой стрелки, чтобы ослабить седло.
Встаньте с правой стороны велосипеда, ослабляя рычаг, и убедитесь, что велосипед не перевернут. Это предотвратит падение сиденья во время этого процесса.
Редактировать
Почти готово!
Теперь вы готовы собрать сиденье с новой подушкой.
С чего начать строительство дома: поэтапные действия
Кто не мечтает о благоустроенном доме, распланированном с учетом желаний каждого члена семьи? Жить в таком комфортно. Многие готовы заняться строительством, но не всегда знают, с чего начинать. Поэтапно разберем, как построить дом самому: самый дешевый или из дорогих материалов. Этапы подготовки и строительства остаются неизменными.
Все о том, как начать строительство
Подготовительные этапы
— Приобретение участка
— Выбор технологии
— Подготовка проекта
— Подготовка разрешительной документации
— Заключение договора с подрядчиком Этапы возведения
Тем, кто готов планировать и строить, мы подготовили пошаговую шпаргалку.
1. Приобретение участка
Выбор и последующее приобретение участка — то, с чего надо начать строить дом своими руками. Важными считают и юридические, и практические нюансы. Начинайте с детального осмотра предполагаемой к покупке территории. Учитывайте несколько моментов.
Расположение. Рассмотрите территориальную доступность участка: наличие дорог, близость к социальным объектам, остановкам общественного транспорта.
Экологическая обстановка. Нежелательно наличие вблизи от места будущего проживания производств, мусорного полигона или очистных сооружений.
Особенности участка. Рассмотрите площадь территории, ее форму, рельеф, тип грунта. Например, если есть уклон, потребуется его выравнивание. Это дополнительные траты на планирование и проведение земляных работ.
Инфраструктура. Оцените существующие инженерные коммуникации или возможность их подведения или подключения.
Документы. Документация продавца должна быть подлинной, правильно заполненной.
Дополнительные траты. Надо определить, придется ли тратить дополнительные средства и в каких количествах. Например, если на территории стоит ветхая постройка, ее нужно будет разобрать и вывезти.
Получить информацию можно у владельца и в администрации населенного пункта. Желательно поговорить с соседями. Они не заинтересованы в продаже и могут дать объективную оценку участку. Юридические аспекты сделки стоит доверить специалисту: риэлтору или юристу. Это гарантирует, что все документы будут оформлены грамотно.
Pexels
Дачный участок
Как выбрать земельный участок правильно: 6 советов
2. Выбор технологии
Важный этап проектирования. При выборе нужно ориентироваться на предполагаемые темпы строительства, свойства материалов, финансовые возможности. Так, если вы понимаете, что предстоит строить несколько лет, выбирайте технологию, при которой возведенная коробка сможет без потерь стоять без отопления. Кратко охарактеризуем востребованные типы домов.
Каркасный дом
По этой технологии возводят каркас из сухого дерева, реже бруса или металла. Заполняют его утеплителем. После этого облицовывают. Преимущество каркасников — высокая скорость возведения, потребуется около двух-трех месяцев. Причем поставить его сможет даже непрофессиональный строитель. Дом хорошо удерживает тепло, служит долго. Для капитальных построек выбирают плитный фундамент, для домика с сезонным пребыванием возможен облегченный вариант.
Считается, что каркасник — лучший вариант того, как построить дешевый дом своими руками. Но это ошибочное мнение. Это реально сделать недорого только из дешевых материалов невысокого качества. А качественные материалы повысят цену за квадратный метр. В среднем, она получится такой же, как у домов других типов.
Плюсы
Высокая скорость возведения.
Возможность проведения монтажных работ в любое время года.
Хорошая теплоизоляция, поэтому на отоплении можно экономить.
Небольшой вес, мощный фундамент не нужен.
Минусы
Относительная недолговечность. Каркасник не простоит больше ста лет даже при условии регулярного проведения ремонта.
ShutterStock
Загородный дом
Каркасный дом: на чем можно и нельзя экономить при строительстве
Каменный
Под каменной имеем в виду постройку из теплой керамики, кирпича, блоков на основе бетона. Это очень прочное строение, но возводить его долго и сложно.
Полностью кирпичные дома сейчас строят достаточно редко. Это объясняется необходимостью класть толстые, тяжелые стены. Проще выложить их из более легкой крупноформатной керамики или блоков, что намного дешевле. А потом уже облицевать кирпичом.
Строение тяжелое, ему нужен прочный фундамент. При сборке коробки проводят мокрые работы. Поэтому их выполняют только в теплое время года.
Плюсы
Долговечность. Такие дома стоят десятилетиями.
Пожаробезопасность.
Возможность возведения на любом грунте.
Низкая теплопроводность, поэтому в жару в них всегда прохладно, а в морозы тепло.
Минусы
Высокая цена.
Большая масса.
Pixabay
Железобетонный
Это строение со стенами из раствора на базе цемента. Смесь заливают в несъемные или съемные формы-опалубки. В первом случае после отвердения требуется только отделка, во втором — дополнительное утепление.
Железобетонные постройки максимально долговечны. Их главный недостаток — большая трудоемкость возведения. В одиночку построить такое здание невозможно. Конструкцию можно заливать только в теплое время года. Ждать полного отвердения бетона придется достаточно долго.
Плюсы
Высокая скорость возведения.
Повышенная прочность.
Долговечность.
Высокая устойчивость к воздействию влаги.
Минусы
Трудоемкий монтаж. Чаще всего нужна специальная техника.
ShutterStock
Деревянный
Это сруб из клееного или профилированного бруса, оцилиндрованного бревна. Значимым преимуществом деревянного дома считают особый микроклимат, который создает натуральная древесина. Еще один плюс — упрощенная отделка. Дерево не нужно штукатурить и облицовывать. Но надо знать, что строительство растянется на несколько лет, так как срубу нужна усадка. Это не относится к клееному материалу, но там свои особенности.
Натуральная древесина также требует особого ухода. Владельцу придется шлифовать стены, обрабатывать их специальными препаратами. Срубы надо конопатить, то есть обновлять теплый шов. Все это хлопотно, затратно.
Плюсы
Экологичность.
Привлекательный вид.
Особый микроклимат внутри помещений.
Упрощенная отделка.
Минусы
Высокая цена.
Нужен регулярный уход за древесиной.
Чувствительность к влаге.
ShutterStock
Загородный дом
6 ошибок в уходе за деревянным домом, которые влияют на долговечность
3. Подготовка проекта
Можно заказать индивидуальный проект или выбрать стандартный. На получение первого потребуется много времени и денег. Второй обойдется дешевле, и приступать к застройке можно будет сразу. В любом случае надо оценить свои пожелания по следующему чек-листу.
Общая площадь, количество комнат на ней.
Наличие второго этажа. Это хорошо для маленьких участков. Общая площадь будет достаточной, а здание займет меньше места.
Высота помещений.
Количество санузлов.
Размеры всех комнат.
Дополнительные помещения, удобства.
Скачивать проект с интернета бессмысленно, даже если это стандартный вариант. Специалисты предоставят проект с архитектурным и инженерным разделами, в которых дано подробное описание, детализация будущей постройки, привяжут проект к местности, то есть определят оптимальное место здания на территории. Это ответственные мероприятия, которые не специалист правильно выполнить не сможет.
Pixabay
Загородный дом
Красивые двухэтажные дома: идеи планировок и примеры проектов (121 фото)
4. Получение разрешения
Перед тем как построить дом самому с нуля, нужно получить разрешение. Это делают после того, как куплен участок, выбран и привязан к месту проект. Только с этими документами можно получить согласование будущих строительных работ. Для получения разрешения на них нужно обращаться в органы местного самоуправления по месту расположения земельного участка. Они потребуют собрать пакет документов. Их перечень в разных регионах отличается, поэтому надо уточнить его в администрации.
После этого оформляют строительный паспорт. Этим занимается отдел по архитектуре при местных органах самоуправления. Для него тоже собирают документы. Потребуется согласованный в пожарном надзоре и санитарно-эпидемиологической инспекции план застройки, согласованная с соответствующими службами план-схема подведения и подключения коммуникаций. Возможно, у регионов есть еще какие-то требования, это тоже нужно уточнять.
Pixabay
Загородный дом
5 вещей, которые должен знать каждый, кто хочет построить дом
5.
Выбор подрядчика
Не все готовы построить дом своими руками. Чаще всего для проведения работ выбирают подрядчика. Это очень ответственный шаг. Поэтому надо внимательно заниматься отбором кандидатов. Некоторым достаточно хороших рекомендаций от знакомых или друзей, но и их надо обязательно проверять.
Добросовестные компании с готовностью предоставят свои квалификационные сертификаты, портфолио с подборкой выполненных проектов, рекомендации. Их нужно внимательно изучить. Заключение договора — обязательный пункт. В нем нужно привести перечень всех предстоящих работ, оговорить сроки, в которые они должны быть выполнены, зафиксировать сумму и сроки оплаты. Можно внести дополнительные пункты. Например, санкции или штрафы за плохое качество, не исполнение сроков. Желательно оговорить закупку материалов, их качество. Лучше всего, если это будет делать независимый технадзор.
Хорошо, если есть возможность привлечь сотрудников технадзора и к контролю над строительством. Они смогут грамотно проконтролировать не только качество используемых материалов, но и выполнение всех строительных норм. Кроме того, если начать сотрудничество с ними еще на этапе подготовки, они сделают или проверят договор подряда, смету, подрядную компанию еще до начала работ.
Pixabay
В целом, постройку частного дома делят на три этапа. Кратко их охарактеризуем.
С чего начинать — начало строительство дома подразумевает проведение земляных работ, возведение фундаментной конструкции. На этом этапе намечают и выкапывают ямы-траншеи для коммуникаций. Подводят и утепляют трубы. Готовят котлован для закладки фундамента. Его дно засыпают щебневой подушкой, ставят опалубку, монтируют арматуру, после этого проводят заливку бетона. Когда железобетон полностью отвердеет, на это уйдет не меньше месяца, ставят стены фундамента.
Установка каркаса. В этот период занимаются возведением стен, монтажом перекрытий. После этого переходят к установке стропильной конструкции крыши, обустройству кровли. Когда все будет готово, устанавливают дверные, оконные блоки.
Отделка снаружи и изнутри. Проводят все фасадные работы. Ремонт внутри начинают с утепления стен, пола, обшивки потолка. Выполняют все внутренние разводки инженерных коммуникаций. После этого занимаются финишной отделкой.
Pixabay
Строительство дома — непростое и ответственное дело. Перед тем как к нему приступить, нужно изучить все, что связано с проектированием и возведением здания. Не стоит пренебрегать помощью специалистов. Они помогут построить надежный и долговечный дом.
Загородный дом
4 важных момента, которые нужно учесть при строительстве дома для круглогодичного проживания
Материал подготовила
Инна Ясиновская
С чего начать строительство дома своими руками и как правильно
Многих людей, мечтающих о собственном доме, от воплощения своей мечты останавливает не отсутствие финансовых накоплений, а незнание самого процесса. Их пугает неизвестность, боязнь что-то сделать неправильно, а также последствия неправильного решения. Особенно много хлопот ложится на плечи будущего владельца дома в начале строительства. Это покупка участка, получение согласовательных документов, выбор или изготовление проекта, покупка материалов и т.п. Чтобы вам было проще решиться на возведение собственного дома, мы пошагово опишем, с чего начинать строительство, и уделим внимание даже малейшим нюансам.
Покупка участка
Бюджет строительства
Проект и разрешительная документация
Начало работ на пустом участке
Подготовка участка
Забор
Подготовка стройплощадки
Разбивка
Покупка участка
Для начала вам надо обладать хоть каким-нибудь бюджетом и иметь участок для строительства
Для начала вам надо обладать хоть каким-нибудь бюджетом и иметь участок для строительства. Если вы ещё не купили участок, а ваш бюджет позволяет, то стоит сделать это как можно скорее.
Выбирать и приобретать участок стоит очень ответственно, ведь вам на этой территории придётся постоянно жить. Именно поэтому надо обратить внимание на следующие моменты:
Учитывайте личные интересы и мнение членов семьи. Это задаст основное направление поиска. Возможно, вы хотите жить вдали от суеты или около водоёма, леса и т.п.
Участок, который находится в городской черте или на небольшом расстоянии (10-15 км) от города, пользуется большим спросом.
Важно учитывать габариты участка и будущего дома. Оптимальным считается соотношение площади застройки к площади участка как 1 к 10. То есть на территории площадью 6 соток уместно строить дом площадью 60 м². Конечно, вы можете не соблюдать эту рекомендацию, но если вы решите продавать участок, то такое соотношение значительно увеличивает ликвидность недвижимости.
Покупка территории под будущий дом должна делаться с учётом наличия инфраструктуры (больница, садик, поликлиника, школа, магазин). Это особенно важно, если в доме круглогодично будет проживать семья с маленькими детьми.
Транспортная доступность. Если у вас есть собственная машина, то нужно оценить качество дорог и проездов. Для жильцов без машины важна близость общественного транспорта.
Хорошо, если свой дом вы сможете подключить к централизованным инженерным сетям. Это решит множество проблем с копанием колодца или бурением скважины, а также обустройством септика или накопительной ямы. Если сетей водоснабжения и канализации поблизости нет, то к участку должно быть проведено хотя бы электричество.
Очень важно экологическое состояние местности, чтобы в будущем не оказалось, что проживание в своем доме чревато негативными последствиями для здоровья.
Также на этом этапе важно учитывать тип грунта, ведь на некоторых участках почва просто непригодна для возведения тяжеловесного капитального строения и подходит только для лёгкого дачного домика.
Внимание: выбрав участок, проверьте его на соответствие размерам, указанным в кадастровом паспорте, а также уточните юридические моменты, то есть принадлежность участка лицу, которое осуществляет продажу.
Бюджет строительства
Важно учитывать свои финансовые возможности, планируя возведение дома
Хотеть построить большой дом, ещё не значит, иметь возможность воплотить эту мечту. Поэтому важно учитывать свои финансовые возможности, планируя возведение дома. Перед тем как заказать проект, стоит внимательно пересмотреть бюджет на строительство.
Что удорожает строительство частного дома:
индивидуально изготовленный проект;
если конфигурация будущего дома в плане будет очень сложной;
дополнение дома балконами, подвалом, бассейном, террасой, сауной и т.п.;
большое число комнат и превышение нормативной площади помещений;
сложная кровля с множеством изломов, коньков, ендов и слуховых окон;
дорогие строительные материалы, которые легко можно заменить более приемлемыми по цене.
Как построить дом, который позволит вам сэкономить в процессе строительства:
использование типового проекта;
строим дом простой конфигурации в плане;
вместо полноценного второго этажа можно сделать мансардный этаж;
большое количество окон;
планировка с минимальным количеством перегородок;
выбор оптимального типа фундамента и материалов для него;
грамотный расчёт толщины наружных и внутренних стен;
простая форма кровли, которая позволяет рационально расходовать древесину и сократить отходы кровельного покрытия;
построить дом своими руками.
Совет: поэтапный процесс возведения дома позволит вам делать финансовые вливания по мере надобности и накопления у вас. Таким образом, вам не нужно копить сразу всю сумму на строительство дома.
Чтобы самому спланировать свой бюджет на строительство дома на участке, вам стоит знать примерный процент расходов на каждом этапе:
Подготовительный этап – 1 % расходов от общей суммы. Сюда входят подготовка документов, покупка или изготовление проекта, поиск подрядчика, если вы не планируете строить дом самостоятельно.
Выход на ноль или нулевой уровень работ – 15-35 % от общей суммы расходов. На этом этапе выполняется копание котлована и изготовление фундамента. Точная сумма расходов зависит от типа основания.
Начальный этап – 35-50 % (сумма зависит от сложности строения, конфигурации крыши и цены материалов). Сюда входят общестроительные работы: монтаж стен и перекрытий, установка стропильной системы и изготовление кровли.
Завершающий этап – 5-15 %. На этом этапе устанавливаются оконные и дверные проёмы, выполняются внутренние и наружные отделочные работы и утепление дома.
Инженерные работы – 15 %. Прокладываются инженерные коммуникации внутри дома и подключаются к централизованным сетям, монтируется электропроводка, отопление, сантехника.
Проект и разрешительная документация
Начинать строить дом нужно с изготовления проекта
Хотите знать, с чего начать строить дом? Конечно же, с изготовления проекта. При этом у вас есть несколько путей:
Вы можете купить готовый проект. Он обойдётся намного дешевле.
Заказать разработку индивидуального проекта у архитектора. Проект, сделанный на заказ, стоит в несколько раз дороже.
Для строительства собственного небольшого дома проект можно изготовить самостоятельно.
Также отвечая на вопрос, с чего начать строительство на участке, нельзя не упомянуть о получении разрешения на выполнение этих работ. Для этого в государственные органы, находящиеся по месту вашего земельного участка, вам нужно представить следующие документы:
Заявление, на основании которого вы получите разрешение на строительство дома.
Документы, которые подтверждают ваше право на владение земельным участком. Это может быть договор купли-продажи или договор аренды.
Кадастровый план и паспорт участка.
Утверждённый в органах архитектуры проект дома.
Акт об установлении границ участка в натуре и разбивке осей строения и красных линий.
Постановление о разрешении строительства, выданное главой администрации.
Важно: если вы построили дом с нуля без разрешения, это называется самострой. Узаконить самострой тоже можно, но за это вам придётся существенно переплатить и заплатить штраф. Оформление документов на дом, построенный самовольно, может занять не один месяц.
Начало работ на пустом участке
Чтобы не занимать слишком много площади участка застройкой, лучше выполнить двухэтажный дом или постройку с мансардным этажом
Предположим, вы купили участок. Теперь возникает логичный вопрос, с чего начать строительство дома? Прежде всего, вам стоит определиться с габаритами дома и его положением на участке. Размеры дома напрямую связаны с количеством проживающих в нём человек. Чтобы не занимать слишком много площади участка застройкой, лучше выполнить двухэтажный дом или постройку с мансардным этажом. В этом случае полезная площадь дома остаётся такой же, а площадь застройки будет в два раза меньше.
Совет: если вы планируете копать колодец, то место для него стоит выбрать до строительства дома, чтобы не возвести дом не единственной водоносной жиле. Для этого лучше пригласить специалистов.
Подготовка участка
Начало строительства дома начинается с подготовки участка. На территории стоит установить бытовку и хозяйственные постройки, чтобы можно было складировать инструмент, укрыться от непогоды, отдохнуть, переночевать и перекусить.
Даже если в будущем доме у вас будет туалет, установка уличного туалета никогда не будет лишней, особенно это касается строительного этапа. Монтаж биотуалета обойдётся дороже. Под стационарный туалет на улице нужно выкопать выгребную яму, обустроить септик или ЛОС, взвести постройку.
Совет: если под домом не будет подвала, то извлечённый при копании выгребной ямы грунт можно использовать в качестве подсыпки для пола. В противном случае грунт нужно вывезти с территории, поскольку в хозяйстве он не пригодится.
Забор
На время строительства стоит огородить участок временным забором
На время строительства . Его можно изготовить из необрезной доски, горбыля или сетки рабицы. Вместо ворот можно оставить открытый проём. Такие заборы минимизируют ваши расходы.
Забор из профнастила можно отнести к разряду капитальных сооружений. Так вы не только сможете оградить территорию, но и защититесь от любопытных взглядов. Въезд на территорию закрывают воротами из профнастила.
Подготовка стройплощадки
Территорию строительства нужно очистить от ненужных построек, лишних зелёных насаждений. Также с участка стоит вывезти мусор, а поверхность выровнять. Так вам будет намного проще выполнять разбивочные работы.
Заранее стоит продумать и выделить место для складирования строительных материалов, мусора. Не менее важно предусмотреть подъезды строительной техники к разным местам на участке.
Разбивка
Начните с правильного выполнения разбивки будущего сооружения на местности
Хотите знать, как правильно построить дом? Тогда начните с правильного выполнения разбивки будущего сооружения на местности. Для этого сначала определяются главные оси, потом наносятся габаритные оси, а после этого выполняется обноска.
Оптимальным вариантом для самостоятельной разбивки осей становится вариант с построением «золотого» треугольника:
В землю вбивается колышек, от которого будет задаваться направление стены.
Затем в нужном направлении от него откладывается 4 м и забивается второй колышек. Между ними туго натягивается шнур.
Дальше отмеряем два отреза шнура длиной немного больше чем 3 и 5 м.
Короткий шнур привязываем к первому колышку, а длинный – ко второму.
На шнурах точно отмеряем расстояния в 3 и 5 м, и ставим засечку.
Далее концы шнуров сводятся засечками, а в месте пересечения забиваем колышек. В итоге мы получим прямоугольный треугольник.
Теперь переходим к разбивке стен. Для этого параллельно катетам при помощи шнурка откладываем метраж продольной и поперечной стороны дома. Забиваем колышки. В итоге у нас есть уже три угла постройки.
Чтобы найти четвёртый угол нужно найти точку пересечения шнуров, длина которых равна поперечной и продольной стороне. А привязать эти шнуры нужно от 2 и 3 забитого колышка.
Далее проверяем диагонали. Они должны совпадать, что значит, что всё выполнено правильно.
Теперь от этих шнуров отступаем расстояния на ширину стены. Забиваем колышки и натягиваем по периметру леску.
Сразу после установки осей земляные работы нельзя начинать, поскольку натянутая леска может быть сорвана или сбита. Для дальнейших работ нужно установить обноску – это забитые в грунт столбы с прибитой к ним горизонтальной доской.
Обноска монтируется на расстоянии 1,5 м от предполагаемых стен дома. На доску, закреплённую между столбами, переносят данные о размере котлована, положении стен и их толщине. Верхняя грань доски выравнивается по уровню. В неё забиваются гвозди в тех местах, где должны находиться оси будущего сооружения.
Для перенесения осей фундамента на обноску используются геодезические инструменты (теодолиты). После этого между забитыми в доски гвоздями натягивается шнур, который будет выполнять функции нулевого уровня. Теперь ещё раз проверяются диагональные расстояния между углами. После выполнения начального этапа строительства можно смело вести дальнейшие монтажные работы.
Как построить дом самостоятельно: 4 варианта для неспециалистов
Строительство собственного дома может быть невероятно приятным занятием. Внедрение этой уникальной отделки и создание именно того, что вы хотите, зная, что вы сделали все это своими руками, просто добавляет еще один уровень гордости домовладельцу. Может показаться, что построить дом самостоятельно — несбыточная мечта, но на самом деле есть несколько способов построить дом, не нарушая при этом финансы.
Строительство дома своими руками стало более популярным, чем когда-либо, и оно может быть удивительно доступным, особенно если у вас уже есть земля для строительства. HomeLight проверил некоторые из лучших вариантов строительства дома своими руками, от самостоятельного строительства крошечного дома до получения помощи подрядчика для крупных предметов, но самостоятельной отделки деталей. Мы также поговорили с опытными брокерами и агентами по недвижимости, чтобы узнать, как лучше всего построить дом самостоятельно.
Источник: (Trong Nguyen / Shutterstock)
домов Shell
Для покупателей, которые не хотят заниматься такими вопросами, как установка фундамента или каркаса, найм подрядчика для установки корпуса может ускорить процесс строительства, оставляя вам возможность выполнить большую часть работы самостоятельно. Подрядчик приходит и закладывает фундамент, обрамляет дом, а остальное оставляет вам.
Опытный агент по недвижимости Сэнди Ван Кэмп, проживающая в штате Нью-Йорк и имеющая более 19Многолетний опыт работы в отрасли говорит о том, что покупатели, привлекающие подрядчика для строительства дома-ракушки, должны помнить, что все правила зонирования, которых должны придерживаться подрядчики, по-прежнему применяются к покупателям, работающим над собственным домом. «Вам все равно потребуется, чтобы инспектор по зонированию подписал работу», — говорит она.
«Поэтому, хотя это, безусловно, то, что вы можете сделать, некоторые подрядчики с подозрением относятся к строительству домов из ракушек, потому что, если покупатель не имеет квалификации для выполнения работы, это может поставить под угрозу работу, которую строитель уже сделал».
Стоимость дома из ракушек может сильно различаться в зависимости от площади и региона, а также от количества субподрядчиков, которых вам, возможно, придется нанять.
Брокер
Мэри Стюарт, базирующаяся недалеко от Хьюстона и имеющая почти 40-летний опыт работы в сфере недвижимости, говорит, что строительство собственного дома может быть жизнеспособным выбором для тех, кто ищет доступный способ владеть собственным домом. «Хотя я работала в основном с покупателями, которые нанимают подрядчиков для строительства дома, есть варианты для тех, кто хочет сделать все самостоятельно», — говорит она.
Стюарт предполагает, что если покупатель действительно хочет приобрести дом из ракушек, ему следует подумать о том, чтобы уменьшить его размер. «Один из вариантов — обратиться в компанию, которая доставляет небольшие дома из ракушек», — говорит она.
Партнер Стюарта, Кевин Крисман, является торговым представителем Derksen Portable Buildings. Компания предлагает к покупке здания-оболочки 16 на 40 футов с доставкой на Вашу территорию. Затем они могут быть закончены компанией, или вы можете закончить это самостоятельно.
«Цены начинаются примерно от 16 000 долларов, — говорит Крисман, — и это буквально просто оболочка. Вы добавляете внутренние стены, гипсокартон, электрику, сантехнику. Стоимость отделки колеблется от 75 до 80 долларов за квадратный фут, в зависимости от плана этажа и дизайна». Крисман говорит, что, хотя здания-оболочки, подобные тому, которое он предлагает, не считаются традиционными домами, если вы живете в черте города, вам все равно нужно будет соблюдать ограничения по зонированию и коду.
Если вы решите купить дом из ракушек, вам нужно будет уже владеть землей, на которой вы хотите построить, и вам также нужно убедиться, что недвижимость, которую вы покупаете или арендуете, позволяет строить этот тип здания. Вам также потребуются все необходимые инструменты для самостоятельной работы.
Источник: (tete_escape/Shutterstock)
Контейнерные дома
Дома из морских контейнеров в наши дни становятся все более популярными, и на то есть веские причины. При средней цене от 3000 до 5000 долларов они могут быть одним из самых доступных вариантов жилья на рынке, особенно если вы можете выполнить большую часть отделочных работ самостоятельно.
Многие грузовые объекты хранят запасы контейнеров, которые они больше не могут использовать, и есть несколько онлайн-ресурсов для покупки контейнеров. У вас есть возможность приобрести рефрижераторные контейнеры, которые изолированы, или обычные контейнеры, которые вам нужно будет изолировать самостоятельно. Контейнеры также можно легко комбинировать, переходя от стандартного контейнера 8 на 40 футов к полноразмерному дому, и все это за небольшую часть стоимости традиционной сборки.
Строителям, которые хотят приобрести дом из контейнеров, прежде чем покупать, нужно убедиться, что у вас есть земля и место для него, а также выяснить логистику доставки контейнера в вашу собственность. В то время как большинство штатов теперь разрешают контейнерные дома, дважды проверьте свой штат и округ на наличие возможных ограничений.
Вы можете сделать внутренний каркас и отделочные работы самостоятельно или нанять субподрядчиков, что все равно дешевле, чем строить дом с нуля. Одним из отличий контейнерных домов от традиционных домов является то, что они, как правило, очень тесные, с минимальной вентиляцией, поэтому планируйте инвестировать в систему замены вентиляции.
Житель Флориды и владелец/строитель контейнерных домов Трой Росслоу руководит лабораторией Tiny House Lab, которая предоставляет информацию и ресурсы по контейнерным домам, а также проводит семинары как по контейнерным домам, так и по крошечным домам. «Контейнерные дома можно построить относительно быстро», — говорит он. «Я построил свой первый всего за несколько месяцев».
Помимо доступной цены, большое преимущество домов из контейнеров заключается в том, что они являются очень «зеленым» продуктом и могут помочь уменьшить ваш углеродный след. «Они становятся все более одноразовыми, — говорит Росслоу. «В портах и на складах по всему миру находится более 23 миллионов контейнеров, и компаниям дешевле покупать новые, чем переплавлять или ремонтировать старые».
Источник: (ppa/Shutterstock)
Крошечные дома
Движение за крошечные дома, похоже, не замедляется, и если у вас уже есть участок земли, строительство собственного крошечного дома — это доступный способ создать пространство, которое вы можете назвать своим. Стоимость крошечных домов может варьироваться от нескольких тысяч долларов до более чем 100 000 долларов, в зависимости от того, какой дом вы хотите построить.
Существует множество онлайн-сайтов, которые предлагают планы крошечных домов со списками материалов и стоимостью различных видов отделки и индивидуальной работы. Некоторые люди строят свои крошечные дома прямо на трейлерах, что делает их более мобильными, или вы можете заложить фундамент и построить постоянную конструкцию.
«Крошечные дома могут быть хорошим выбором для некоторых людей, — говорит Стюарт, — особенно если вы относитесь к тому типу людей, которые любят много бывать на свежем воздухе и не нуждаются в большом количестве внутреннего пространства».
Стюарт говорит, что, хотя традиционное ипотечное финансирование обычно недоступно для крошечных домов, покупатели могут рассмотреть потребительские кредиты, если им необходимо профинансировать покупку. «Большинство людей платят из собственного кармана, — говорит она. «И такие компании, как Derksen, действительно предлагают финансирование, но процентные ставки, как правило, выше».
Если вы решите стать крошечным, убедитесь, что у вас есть план строительства, прежде чем вы начнете, в дополнение ко всем необходимым материалам и инструментам. А для тех строителей, которые хотят поставить свой крошечный дом на трейлер, обязательно приобретите трейлер, специально предназначенный для крошечных домов; в противном случае вы столкнетесь с проблемами изгиба здания и потенциального повреждения при каждом его перемещении.
Наборы для дома
С комплектами для дома ваш новый дом будет доставлен прямо к вашей двери, готовый к сборке.
Сборный дом может быть хорошим выбором, если вы не совсем уверены, как собрать все, что вам может понадобиться для самостоятельной постройки, или вы просто хотите быстро построить свой новый дом. Цены варьируются в зависимости от размера дома, но обычно они стоят как минимум на 20% меньше, чем традиционные постройки с подрядчиком, а иногда и намного меньше, если вы можете выполнить всю работу самостоятельно.
Наборы
можно приобрести у строителей, многие из которых предлагают индивидуальное планирование и широкий диапазон размеров, или даже в интернет-магазинах, таких как Amazon. Диапазон цен подходит практически для любого бюджета, а некоторые комплекты можно приобрести менее чем за 10 000 долларов.
Строительство может быть завершено довольно быстро: некоторые строители возводят дома за считанные недели, в отличие от месячного графика традиционного строительства.
Если домашний комплект кажется привлекательным, обязательно тщательно изучите, что включает в себя приобретаемый вами комплект, поскольку планы между наборами могут сильно различаться. В некоторые комплекты не входят материалы для фундамента или крыши, поэтому вам следует проверить все, что входит в комплект, перед его покупкой. Если вы не разбираетесь в таких вещах, как сантехника или электрика, вам также необходимо учитывать дополнительные расходы на субподрядчиков, а также убедиться, что ваш комплект дома соответствует всем требованиям зонирования в вашем районе.
Независимо от того, какой маршрут вы выберете для строительства собственного дома, вы, вероятно, потратите намного меньше, чем если бы вы купили существующий дом или наняли подрядчика для строительства для вас. Дом «сделай сам» означает, что вы можете построить дом в рамках своего бюджета, настроить дом в соответствии с вашим стилем жизни и получить удовольствие от осознания того, что вы сами выполняете работу. «Существует так много переменных, — добавляет Ван Кэмп. «Это действительно зависит только от того, чего вы хотите и что вы можете себе позволить».
* Когда вы покупаете что-то, используя ссылки на розничные продажи в наших статьях, мы можем получить небольшую комиссию. Спасибо!
Источник изображения заголовка: (Trong Nguyen / Shutterstock)
С чего начать строительство дома
После того, как у вас есть основные бюджеты, пришло время собрать команду мечты. Вот люди, которых вам нужно нанять на этом этапе:
1. Ваш архитектор . Если вы строите дом с нуля, вы будете работать с архитектором над подготовкой планов дома. Если вы планируете покупать планы, ваш строитель часто помогает найти планы, ранее разработанные архитектором.
2. Ваш дизайнер . Даже если вы хорошо разбираетесь в дизайне и знаете, чего хотите от дома, нанять дизайнера или декоратора, умеющего планировать и визуализировать, будет мудрым финансовым решением.
Наличие дизайнера в вашей команде – Соберите гораздо более подробный план, чем просто план. Ваш дизайнер должен подготовить визуализацию вашего дома, которая позволит вам пройтись по пространству и выбрать, какой уровень отделки вы хотите , прежде чем вы получите свои предложения по строительству. Это гарантирует, что ваши расценки на сборку будут более точными и что у вас не будут просить денег на поздних этапах проекта, которых у вас просто нет.
— поможет вам избежать дорогостоящих заказов на изменение и штрафов за сборку. Только 20% работы дизайнера состоит в том, чтобы сделать вещи красивыми. Ваш дизайнер также поможет вам подумать о вещах, о которых вы никогда не подумали. Как и то, что в ваших планах отсутствует бельевой шкаф. Или тот факт, что вы хотите, чтобы ваша плита располагалась по центру задней стены кухни, но план каркаса не позволяет это сделать.
Несмотря на то, что хороший проектировщик будет стоить дорого ( ожидают около 6-10 долларов за квадратный фут на небольшом рынке и 10-15 долларов на большом рынке ), они легко сэкономят вам свои гонорары и многое другое в ходе вашей сборки.
– Ускорить процесс принятия решения. Вам будет предложено принять более 3100 решений во время сборки. И, поскольку вы не делаете это каждый день, большинство из них потребует от вас изучения вариантов.
Это , а не работа вашего строителя, чтобы принимать решения за вас. Их работа заключается в том, чтобы сосредоточиться на самом проекте, чтобы ничего не провалилось, и вы получили крепкий, красивый дом.
Итак, ваш Дизайнер — это тот, к кому вы обратитесь за помощью с этим длинным списком решений. Они делают это каждый божий день и могут помочь ускорить процесс принятия решений, экономя вам часов каждую неделю.
3. Ваш строитель . Мы настоятельно рекомендуем получить визуализацию от вашего Desigenr, прежде чем получать подробное предложение по сборке, так как оно будет намного точнее и у вас будет меньше сюрпризов. Но ранний наем Строителя означает, что он сможет связаться с вашим Архитектором и Дизайнером, чтобы обеспечить рассмотрение каждого аспекта плана до того, как земля будет заложена.
При найме строителя вам следует учитывать несколько вещей, таких как их репутация, их работа и их цена.
Самое дешевое предложение, даже если оно подробное, часто приводит к большим дополнительным расходам в конце проекта. Ожидается, что вы покроете эти расходы из собственного кармана, и иногда это может быть счет на сумму от 30 до 50 000 долларов!
Это связано с тем, что некоторые строители рассчитывают свои расценки так, чтобы давать меньшие скидки на отделку и предлагать вам выбирать из их небольшого набора продуктов, которые они приобрели оптом. Эти варианты отделки редко выбираются вами самостоятельно, поэтому при добавлении отделки вы хотите , они превышают бюджет.
Вместо того, чтобы искать самого дешевого, ищите терпеливого и подробного с самого начала. Это тот, с кем вы проведете МНОГО времени в течение следующих 6-12 месяцев (и дольше, если вы строите большой индивидуальный дом).
Хотя в большинстве блогов вам советуют проверять рекомендации домовладельцев, я всегда советую вместо этого спрашивать рекомендации у опытных риелторов.
Подумай об этом. Собирается ли строитель дать рекомендацию домовладельца от кого-то, чей дом начал рушиться сразу после истечения срока гарантии?
Есть причина, по которой большинство компаний больше не обращаются к рекомендациям при приеме на работу — доказано, что это не работает снова и снова .
Вместо этого найдите опытного риэлтора, который разбирается в этой области, и спросите его, каких строителей он бы порекомендовал.
Риэлторы — это те, кто продает эти дома через 5 или 10 лет после их постройки. Они присутствуют на домашней инспекции. И они знают , какие дома продавать приятно, потому что они надежны, а какие вызывают кошмар проблем.
В качестве предостережения: не делайте ошибку, спрашивая риэлтора, который работает на строителя. Очевидно, что их мнение будет предвзятым.
4. Ваш риэлтор . Говоря о риелторах, вам понадобится один для покупки земли и продажи вашего текущего дома. Сможете ли вы справиться с этим сами? Может быть. Тебе следует? Нет, если только вы не любите выбрасывать деньги в окно.
Многие люди, которые не обращаются к агентам по недвижимости, делают это, потому что думают, что сэкономят тысячи долларов. На самом деле их обычно 9.0075 теряет десятки тысяч вместо .
Приведу пример. Один из наших соседей по дороге разместил свой дом на одном из сайтов, выставленных на продажу с фиксированной оплатой. Прямо сейчас, когда я пишу это, это горячий рынок . Как очень жарко. И дом пролежал 3 недели, продаваясь чуть меньше той цены, за которую они его выставили.
Звучит нормально, правда? Дом был продан за 340 000 долларов, что означает, что они сэкономили почти 20 000 долларов на комиссионных!
Проблема заключалась в том, что дом должен был быть выставлен на продажу за 100 000 долларов больше , чем думал домовладелец. На самом деле им позвонил риелтор и сообщил о покупателе, готовом конкурировать до 450 000 долларов, но домовладелец уже продал его.
Таких историй десятки, и мы всегда думаем, что мы умнее наших агентов. Но ничто не сравнится с опытом человека, работающего в поле каждый день. Поверьте мне, я работаю с клиентами каждый день сразу после того, как они купили и продали дома, и я не могу сказать вам, сколько раз продавцы думали, что получили много, но на самом деле уходили. десятки тысяч долларов на столе. Эти деньги идут длинный путь в этом процессе.
Сварка аргоном — что нужно для TIG сварки, выбор и настройка сварочного аппарата
Сварка в среде газа аргон является на сегодняшний день одним из самых точных и высококачественных видов соединения металлов. При полуавтоматической (MIG) или дуговой (MMA) сварке происходит частичное или полное взаимодействие сварочного шва с воздухом, которое в значительной степени снижает прочность и устойчивость к коррозии.
Отличительной чертой аргонодуговой сварки является то, что в качестве защитного газа используется газ аргон или смесь аргона с гелием, которые вытесняют кислород с поверхности и позволяют создать оболочку, выступающую в данном процессе защитой от окисления детали или заготовки.
В среде аргона можно сваривать практически все металлы и их сплавы, при этом он не вступает с ними в реакцию, таким образом, не разрушает их структуру и препятствует образованию ржавчины на сварочном шве.
Преимущества TIG сварки
высокое качества сварочных швов;
комфортно работать в любом положении;
нет вредных выбросов и шлаков;
нет разбрызгивания металла;
можно контролировать состояние электродуги и процесс сварки.
Сварочные аппараты для TIG сварки
1. Сварочные инверторы или полуавтоматы с возможностью подключения TIG горелки вентильного типа.
В теории можно подключить к любым сварочным инверторам, в которых полностью отсутствуют функции форсирования дуги (ARC FORCE), антизалипания электрода ANTI STICK и горячий старт (HOT START). Т.е. для аргонной сварки на постоянном токе необходим выходной ток, значения которого не меняются при зажигании или прилипании электрода.
В данном случае поджиг дуги производится касанием вольфрамового электрода к заготовке и газ в сварочную ванну подается через сопло вентильной горелки. Подача и отключения газа происходит вручную с помощью вентиля, расположенного на рукоятке горелки.
Недостатки этого метода: большой расход газа, необходимость частого затачивания стержня и быстрый износ вольфрамового электрода, невысокое качество сварочного шва.
2. Аргонно-сварочный аппарат на постоянном токе.
В конструкции этих аппаратов присутствует бесконтактное возбуждение сварочной дуги с помощью осциллятора, они комплектуются горелкой с автоматическим управлением клапана подачи газа. Во многих моделях присутствуют режимы 2Т/4Т, настройки стартового тока, баланса полярности, частоты пульсаций и т.д.
Основной недостаток: нельзя проводить сварку алюминия и сплавов на его основе.
3. Аппараты для аргонной сварки на постоянном или переменном токе AC/DC.
Профессиональные устройства, которые способны выдавать постоянный или переменный ток. Подходят для работы с любыми типами и сплавами металла, имеют большое количество настроек (стабилизация дуги, модуляция тока, заварка кратера, настройка регулировки удаления оксида, и др.) для создания максимально качественного сварочного шва. Некоторые модели комплектуются аргонной горелкой с водяным охлаждением, которая позволяет осуществлять продолжительные сварочные работы на производстве или в ремонтных мастерских. Настройка таких аппаратов под силу только опытным, квалифицированным сварщикам.
В нашем магазине вы можете выбрать оптимальный по цене и качеству аппарат для аргонодуговой сварки.
Что нужно для аргонной сварки
Перед тем как приступить к сварке нужно подготовить спецодежду и защитные аксессуары. Необходимо иметь:
Обувь на кожаной или резиновой подошве.
Защитные перчатки или краги.
Защитную маску-хамелеон. Рекомендуем использовать светофильтр с технологией True-Color (более реалистичная и точная цветопередача при включенном и отключенном adf фильтре).
Защитные прозрачные очки или маску, которые необходимо использовать при зачистке заготовки.
Спецовку или робу, подходящую вам по размеру.
Оборудование и расходные материалы для аргонодуговой сварки
Инструмент для подготовки/обработки деталей перед и после сварки. К ним относятся: болгарки, точила, дрели, фрезерный или граверный станок, наждачная бумага.
Вольфрамовые электроды. В зависимости от толщины и марки металла используются разные электроды. В последнее время большую популярность приобрели так называемые «универсальные» (маркировка WL, WC), которые подходят ко всем металлам и нет необходимости в постоянной их замене. Необходимый диаметр электрода выбирается в соответствии с шириной и глубиной сварочного шва. Производители выпускают вольфрамовые электроды толщиной от 0,8-6мм, по нашей практике, самыми популярными и часто покупаемыми являются диаметры:1,6; 2,0; 2,2; 2,4 миллиметра.
Присадочный материал. В его качестве выступают сварочные прутки или сварочная лента. Они могут состоять из меди, латуни, стали, нержавейки, алюминия и используются соответственно к маркам свариваемых металлов. Многие наши клиенты подбирают толщину присадочного прутка под толщину используемого вольфрамового электрода (пример: диаметр электрода 2. 4 мм, пруток так же 2.4).
Защитный газ. В основном используют чистый аргон, иногда добавляют гелий в процентном соотношении 25-30%. Такую пропорцию используют в случаях сварки цветных металлов, когда необходимо высокое качество внешнего вида сварочного шва.
Подготовка к сварке аргоном
По возможности закрепить детали или заготовку тисками, или магнитными держателями.
Закрепить газовый редуктор на баллоне, проверить отсутствие утечки газа в местах соединения.
Подключить шланг высокого давления к вентильной горелке или к соответствующему выходу в аппарате.
Присоединить байонет горелки к минусовому разъему.
Провод управления поджига дуги подключаем в двупиновый разъем на лицевой панели.
Кабель массы соединяем с плюсовым гнездом аппарата.
Обязательно заземляем устройство.
Настройка TIG сварки
В комплектацию каждого аппарата входит инструкция по эксплуатации, в которой приводится таблица с настройками параметров в соответствии выбранной толщины и марки металла. Ориентируясь на нее выставляем на лицевой панели настроек необходимые основные значения:
Изначально выставляем расход газа, приблизительно 8-10л/мин.
Переменный или постоянный ток.
Величину тока.
Время продувки газом до и после окончания сварки.
Силу начального тока для поджига дуги.
Период нарастания и спада тока, его значения для заварки кратера в зависимости от толщины металла.
Включаем или отключаем режим пульсации.
Настраиваем частоту и продолжительность пульсаций.
При необходимости устанавливаем регулировки удаления металлического оксида для алюминия или магния.
В отличие от дуговой и полуавтоматической сварки, TIG очень чувствителен к ржавчине и загрязнению. Желательно начинать сварку на аналогичной по составу заготовке, предварительно так же, как и основную деталь хорошо зачистить ее или обезжирить.
В начале процесса хорошо присмотритесь к сварочной дуге, если она гаснет или нестабильна, необходимо увеличить величину тока, если прожигает металл или образует наплывы, соответственно уменьшить. Если проблема не исчезла или получается кривой шов, попробуйте отрегулировать подачу газа.
После окончания сварки рекомендуется еще некоторое время обдувать сварочную ванну во избежание образования окисления шва и вольфрамового электрода.
Комментарии
Оборудование необходимое для аргонно дуговой сварки
Виды оборудования, применяемого для сварочных работ
Инверторные сварочные аппараты
Горелка с неплавящимся электродом
Горелка с плавящимся электродом
Сваривание в среде аргона своими силами
Аргонно-дуговая сварка — это процесс образования неразъемного соединения методом дуговой сварки в среде аргона, представляющего собой инертный газ. По сути, это сочетание электрической и газовой сварки своими руками. Процесс может осуществляться с применением либо плавящегося, либо неплавящегося электрода.
Виды оборудования, применяемого для аргонодуговой сварки
В зависимости от уровня механизации аргоно дуговая сварка разделяется на несколько видов:
Ручная. Перемещение горелки и подача сварочной проволоки осуществляются самим сварщиком в ручном режиме. Сварные работы могут осуществляться с применением неплавящегося — вольфрамового электрода.
Механизированная. Горелка находится в руках сварщика, а проволока подается механизированным способом.
Автоматизированная. При таком способе перемещение горелки и подача проволоки полностью механизированы, а процессом управляет оператор.
Роботизированное оборудование не нуждается в непосредственном управлении оператором.
Оборудование используемое для выполнения работ в инертных газах
Сварочное оборудование подразделяется на универсальное, специальное и специализированное. Универсальный сварочный аппарат аргонно дуговой сварки выпускается серийно и является наиболее широко востребованным. Аргонная сварка в большинстве случаев выполняется в производственных условиях на специально оснащенном рабочем месте, которое именуется «сварочный пост». Установка аргонно дуговой сварки с использованием неплавящегося вольфрамового электрода в среде аргона оборудована следующими элементами:
источником сварочного тока — постоянного и/или переменного;
горелкой или их комплектом, предназначенным для работы на разных токах;
устройством, обеспечивающим первоначальное возбуждение дуги или стабилизирующим дугу переменного тока;
аппаратурой, которая управляет сварочным циклом и его защитой;
устройством для компенсации или регулирования постоянной составляющей тока.
Для расширения диапазона толщины свариваемых материалов, повышения производительности при получении неразъемных соединений работая вольфрамовым электродом, и улучшения провара в последнее время были разработаны новые методы аргонной сварки:
Работы пульсирующим током. Во время импульса тока металл расплавляется, кристаллизуясь во время паузы. Дуга перемещается с постоянной скоростью или шагами, которые синхронизированы с импульсами сварочного тока. При этом обеспечивается эффективное проплавление во всех пространственных положениях, нечувствительность к мелким недочетам, допущенным при сборке. Периодическое снижение поступления тока не допускает перегрев металла, и следовательно, снижает деформации.
Используя подогрев присадочной проволоки. Этот метод существенно увеличивает производительность.
Использование нескольких вольфрамовых электродов — эффективный способ получить швы без подреза на высоких скоростях сваривания металла.
Для осуществления этих разновидностей процесса может использоваться стандартное оборудование для аргонно дуговой сварки в сочетании с дополнительными блоками.
Инверторные сварочные аппараты
Наиболее популярным сварочным устройством для аргонной сварки, которое с успехом может применяться не только на производстве, но и в быту, является инверторный аппарат. Для тех, кто хочет узнать, как научиться варить аргоном, использование сварочного инвертора является оптимальным вариантом, поскольку разобраться с принципом его работы может даже начинающий сварщик, не обладающий богатыми профессиональными навыками, с помощью изучения «Аргонно дуговая сварка, инструкция».
Инверторный аппарат аргонно дуговой сварки обладает рядом существенных преимуществ:
Высокие качественные характеристики сварного шва, что позволяет использовать это оборудование для ремонта автомобилей: сварки узлов и деталей кузова, коробки передач, двигателя.
Малые габариты и небольшой вес по сравнению с трансформаторными аппаратами.
Простая эксплуатация. Для начала работы необходимо уложить присадочную проволоку и включить аппарат. Подача проволоки и инертного газа включаются автоматически.
Как правило, такие современные аппараты оснащены целым рядом дополнительных опций и защитных устройств, это — ускоренный поджиг, стабилизация дуги, модуляция сварочного тока.
Горелка для аргонно дуговой сварки с неплавящимся электродом
Метод аргонной сварки с использованием неплавящегося электрода, как правило, вольфрамового, используется для соединения изделий и конструкций, в изготовлении которых используются химически активные металлы и сплавы из них: алюминий, титан, магний, нержавеющая сталь. Этим материалам характерно сильное окисление при нагреве на воздухе. В данном случае могут применяться как постоянный, так и переменный ток. Процесс может быть ручным и автоматическим. При малых толщинах работа может осуществляться без использования присадки. В большинстве случаев в аргонной сварке используют источники постоянного тока.
Постоянный ток и прямая полярность способствуют эффективному распределению тепла дуги, что обеспечивает длительный срок службы вольфрамового электрода и высокое качество шва. Такой режим применяют для большинства нержавеющих сталей. При сварке конструкций из алюминия и его сплавов используют источники переменного тока. В процессе сварки в период прямой полярности происходит расплавление основного металла, а в моменты обратной — катодное распыление поверхностной тугоплавкой оксидной пленки, которая препятствует сварочному процессу. Если нержавеющая сталь содержит примеси алюминия, то для ее сваривания также применяют переменный ток.
Работа с неплавящимся катодом требует наличия источников тока, удовлетворяющих повышенным требованиям по стабильности сварочного тока при внешних воздействиях. Также источники тока должны иметь широкий диапазон регулирования. Это связано с тем, что в конце работы ток должен быть снижен в несколько раз по сравнению с рабочим режимом для избежания образования кратера.
Способ сварочных работ неплавящимся электродом обеспечивает формирование качественных сварных швов, поддерживает точную глубину проплава материала. Этот фактор очень важен при сварке тонких металлов с возможностью одностороннего доступа к поверхности конструкции. Данный метод широко применяется для создания неповоротных стыков труб. Такой метод называется орбитальным.
Горелка для работы неплавящимся электродом
Горелка для аргоно дуговой сварки с плавящимся электродом
В случае комплектации горелки плавящимся электродом дуга подается между концом сварочной проволоки и самим изделием.
Достоинства данного вида:
узкая зона термического воздействия;
возможность влияния на качественные характеристики шва при помощи регулирования состава газа и проволоки;
широкие возможности автоматизации процесса, что существенно повышает производительность сварочных работ.
Применяется при сваривании нержавеющих сталей и алюминия.
Аргонная сварка своими силами
Если вы приобрели сварочный инверторный или трансформаторный аппарат для аргонной сварки, то вам для полного комплекта необходимо также иметь: горелку, баллон с аргоном, редуктор и клапан газа, сварочную маску. Основные правила, которые нужно соблюдать в процессе работы используя инертный газ — аргон.
Если вы применяете неплавящийся электрод, то его необходимо держать как можно ближе к поверхности свариваемой конструкции, что позволяет создать минимальную дугу. Увеличение дуги приводит к уменьшению глубины проплава и повышению ширины шва, что значительно снижает качество сварных соединений.
При аргонной сварке необходимо совершать единственное движение вдоль оси шва, не делая перпендикулярных шву перемещений. Это создает эстетичное прочное соединение, что качественно отличает эту технологию от сварки покрытыми электродами.
Необходимо постоянно следить, чтобы электрод и присадочная проволока не выходили из защитной газовой зоны.
Проволоку нужно подавать плавно для избежания разбрызгивания металла.
При применении вольфрамового электрода проволоку необходимо подавать впереди горелки без поперечных колебаний. Таким образом можно обеспечить образование узкого эстетичного шва.
Заварка кратера по окончании работ производится с понижением силы тока реостатом. Не допускается прекращать сварочный процесс обрывом дуги при отведении горелки. Это резко снижает защиту шва. Подачу газа прекращают только через 10 секунд после окончания сварочных работ. Начинают подавать газ перед сваркой за 20 секунд до начала работ.
Перед началом работы, поверхности свариваемых элементов необходимо очистить от жира и грязи механическими и химическими методами, провести обезжиривание.
Сварка конструкций в защитной среде аргона — процесс кропотливый, не терпящий суеты и халатного отношения. Цены на работы сварщиков — аргонщиков, которые являются профессионалами в своем деле, довольно высокие. Поэтому при наличии специального оборудования и необходимости частого проведения сварочных работ вполне возможно освоить все тонкости этого процесса самостоятельно.
Sunstone Welders > Обучение и безопасность в области микросварки > Аргон для микросварки
Вопросы? Обратная связь? на базе программного обеспечения для онлайн-чата Olark
Что такое газ аргон?
Газообразный аргон — химический элемент с символом Ar и один из благородных газов. Аргон также является третьим по распространенности газом на Земле. Аргон чаще всего используется в качестве инертного защитного газа. Аргон бесцветен, не имеет запаха, негорюч и нетоксичен.
Почему в сварочных системах Sunstone Orion используется аргон?
Аргон используется в качестве защитного газа в сварочных системах Sunstone Orion. Во время сварки обрабатываемые металлы подвергаются воздействию температур до 7000 градусов. При этих температурах большинство металлов становятся жидкими, что позволяет сформировать сварной шов. Аргон используется для защиты расплавленного металла от элементов в атмосфере, включая кислород, азот и водород. Эти элементы вызывают реакции с жидкой сварочной ванной, такие как пористость и повышенное разбрызгивание при сварке. Аргон также играет важную роль в поддержании стабильности дуги, что приводит к увеличению провара, лучшему переносу присадочной проволоки и улучшению внешнего вида сварного шва.
Аргон премиум-класса Sunstone имеет чистоту 99,996 % (аргон 4.6). Чистый аргон относится к газу, который представляет собой просто аргон, а не смешанный с другим газом.
Опасен ли аргон?
Аргон опасен, но по большей части это очень безопасный газ. Он нетоксичен и негорюч, поэтому не ядовит и не горит. Аргон поставляется в сжатом баллоне, и при работе со сжатым баллоном необходимо соблюдать надлежащий протокол безопасности. Аргон на 38 % плотнее воздуха, поэтому при работе в ограниченном пространстве обеспечьте надлежащую вентиляцию воздуха. Количество аргона, используемого в системе «Орион», очень мало и не представляет особой опасности для безопасности.
Какой аргон можно получить?
Мы рекомендуем использовать аргон чистотой 99,996 % (аргон 4.6). Это один из наиболее часто используемых сварочных газов в мире. Каждая крупная газоснабжающая компания будет нести это. Это то же самое, что и сварочный газ, используемый в традиционной установке для сварки TIG. Чистый аргон относится к газу, который представляет собой просто аргон, а не смешанный с другим газом. Другие защитные газы, такие как смеси CO2 и аргона с CO2, работают хуже, чем чистый аргон. Аргон сверхвысокой чистоты или медицинский аргон не требуется.
О том, как долго должен работать мой баллон с аргоном?
Зависит от ряда различных факторов, таких как частота использования, настройки давления и настройки предварительной/последующей подачи. Аргон премиум-класса Sunstone поставляется в резервуарах емкостью 80 стандартных кубических футов, что является наиболее распространенным размером для использования с системами Sunstone Orion Welding Systems. Резервуара объемом 80 кубических футов хватает в среднем на 6-9 месяцев, в зависимости от использования.
Нужен ли мне регулятор аргона?
Да, если у вас еще нет газового регулятора, нажмите здесь, чтобы заказать регулятор AGR 2.
Мы настоятельно рекомендуем приобрести у нас регулятор AGR 2, чтобы убедиться, что у вас есть регулятор надлежащего типа, соответствующий баку, который мы вам отправляем.
Регулятор «AGR Inline» не будет работать с аргоновыми баллонами премиум-класса Sunstone
Какое рекомендуемое давление аргона?
Системы Sunstone Orion Welding лучше всего работают при давлении около 10 фунтов на квадратный дюйм. Давление можно регулировать в зависимости от заготовки и того, насколько электрод выступает из сварочного щупа. Чем дальше электрод, тем большее давление аргона потребуется для получения надлежащего покрытия.
Прецизионный газовый регулятор
Встроенный газовый регулятор
В каких системах используется аргон?
Импульсно-дуговая система сварки Micro TIG
Все системы импульсной дуговой сварки Orion или Micro TIG компании Sunstone используют защитный газ аргон для обеспечения более качественного сварного шва и более стабильной дуги. Хотя аргон не требуется при использовании сварочных систем Orino, его использование настоятельно рекомендуется для получения стабильных высококачественных сварных швов.
Лазерная сварка
Линия Sunstone систем лазерной сварки Orion LZR предлагает широкий выбор систем лазерной сварки от настольных до полностью автоматизированных систем. Все эти системы интегрированы с аргоновым соплом и клапанами аргона с компьютерным управлением, которые используются для защиты лазерных сварных швов.
Сварка сопротивлением
Компания Sunstone предлагает широкий выбор систем контактной сварки для точечной и микроточечной сварки. Эти системы используются для широкого спектра применений, включая батареи, медицинские устройства, промышленное применение, сварку шпилек, автомобильную промышленность, сетку и экран и многие другие применения. Газ аргон используется, когда требуется более высокое качество сварного шва или лучший внешний вид сварного шва.
Почему при сварке используется аргон и что это такое? Руководство на 2022 год
Последнее обновление
Введение
В некоторых из наиболее популярных сварочных процессов, особенно в среде TIG (вольфрамовый инертный газ), используется газ под названием аргон. Он также используется при сварке MIG (металл в инертном газе). При сварке MIG его часто комбинируют с диоксидом углерода в газовой смеси для защитного газа. В то время как сварка MIG технически возможна без аргона в смеси, в наши дни сварка TIG невозможна без такого газа, как аргон.
Корень слова расскажет нам больше о том, что это такое. Аргон происходит от греческого слова argos, что означает «медленный» или «неактивный». Другими словами, газ является «инертным». Аргон — это химическое вещество, принадлежащее к группе благородных газов. Благородные газы обычно не имеют запаха, бесцветны и одноатомны. Аргон определенно подходит под это описание. Но одна особенность благородных газов, которая делает аргон идеальным для сварки, заключается в том, что он обладает свойством относительно низкой химической реактивности, если только он не подвергается воздействию экстремальных условий. Это также может помочь предотвратить окисление. Вы можете услышать, как некоторые старожилы называют сварку TIG Heliarc. Это связано с тем, что когда-то самым популярным защитным газом для сварки TIG был гелий, еще один благородный инертный газ.
Почему при сварке используется аргон?
Поскольку аргон имеет низкую химическую активность, это означает, что он может действовать как газ, отталкивая другие газы, не мешая самому процессу сварки. Аргон также помогает избежать окисления. Это особенно полезно при сварке TIG, которая может страдать даже от незначительных дефектов.
При сварке MIG он используется в сочетании с углекислым газом, поскольку он помогает лучше стабилизировать дугу. Обычная газовая смесь состоит из 75% углекислого газа и 25% аргона.
Как используется аргон при сварке?
Действует как защитный газ. Это означает, что он защищает зону сварки и вольфрамовый электрод от загрязнения во время процесса. Представьте, что газ распространяется по поверхности металла и создает индивидуальную атмосферу или озоновый слой, изолирующий сварной шов от внешних загрязнений.
Авторы и права: Prowelder87, Commons Wikimedia
Газ рассеивается из газового диффузора, прикрепленного к сварочному пистолету. Газовый диффузор на горелке TIG, как правило, больше, а поток более прямой, в отличие от сварочной горелки MIG (включая сварочную горелку с флюсовой сердцевиной). В сварочной горелке MIG диффузор устанавливается под соплом и имеет отверстия по бокам, тогда как диффузор или линза TIG, как правило, представляет собой одну поверхность, через которую может проходить газ.
Другое различие между способами диффузии газов заключается в том, что TIG часто имеет настройку предварительного потока. Это означает, что когда сварщик нажимает на педаль, нажимает на курок или царапает вольфрам, чтобы зажечь дугу, газ начнет поступать еще до того, как загорится дуга. Причина этого в том, что в противном случае сварной шов будет загрязнен, поскольку его единственная защита — от защитного газа. Существует также постпоток, который используют как TIG, так и MIG. Сварщик после завершения сварки как бы «зависает» над последней сваренной деталью, чтобы убедиться, что она остыла должным образом и без каких-либо дефектов.
См. также: Где взять сварочный газ и сколько платить?
Часто задаваемые вопросы (FAQ)
Является ли аргон взрывоопасным веществом?
Поскольку он не обладает высокой реакционной способностью, он не взрывоопасен. Однако если вы проткнете баллон с аргоном под давлением, баллон может взорваться из-за сброса давления. Самой большой проблемой безопасности при использовании аргона является обеспечение надлежащей вентиляции. Поскольку аргон не является пригодным для дыхания газом, он удушающий, как углекислый газ. Всегда следите за тем, чтобы у вас было достаточно кислорода или вентиляции.
Насколько дорог аргон?
Он достаточно доступен для использования в больших масштабах. Однако углекислый газ дешевле аргона.
Чтобы металлические конструкции могли служить много лет, необходимо провести антикоррозионную защиту металла. Разрушительное действие атмосферы и агрессивных сред приводит к тому, что материал постепенно утрачивает свои качества и теряет внешний вид. В таком случае металлу требуется защита от коррозии.
Цели антикоррозийной защиты
Долговечность и надежность различных металлических деталей, трубопроводов, строительных конструкций и множества других изделий из металла зависит от качественного антикоррозионного покрытия. Для антикоррозийной обработки металлоконструкций, станков, строительного и сельскохозяйственного оборудования применяются специальные краски.
У износостойких покрытий очень широкая сфера применения. Например, антикоррозионная защита необходима трубам и трубопроводам, строительным металлоконструкциям, транспорту (как строительному, так и железнодорожному). Кроме того, в защите нуждаются мосты, гидросооружения, цистерны, эстакады и любые другие металлические конструкции, контактирующие с агрессивной средой.
Обеспечить металлу надежную защиту от коррозии и продлить срок эксплуатации металлоконструкций можно с помощью антикоррозионных красок. Их используют при работе с металлическими конструкциями сложного профиля, в том числе крупногабаритными.
Как выполняется антикоррозийная обработка
Защита металла от коррозии проходит в несколько этапов:
Сначала специалисты ищут повреждения, тщательно обследуя поверхность конструкции. На этом этапе нужно установить вид коррозии, определить степень повреждения и оценить, как внешние факторы влияют на металл.
Следующий шаг — подготовка. Специалисты устраняют следы коррозии, удаляют загрязнения, окалину, химический налет. В соответствии с ГОСТ и международными стандартами ISO поверхность металлоконструкции проходит абразивную чистку с помощью пескоструйной аппаратуры.
После подготовки надо выбрать материал для покрытия. Здесь учитывается множество нюансов — тип конструкции, состояние объекта и внешней среды, предполагаемая стоимость работ.
На этапе обработки антикоррозионным покрытием специалисты наносят защитный материал. В некоторых случаях нужно предварительно загрунтовать поверхность. Нанесение каждого слоя сопровождается межслойной подготовкой. Что касается состава антикоррозийного покрытия, то обычно оно состоит из эмали и грунтовки. Грунтовка, обеспечивающая сцепление между металлом и покрытием, становится первым слоем. Второй слой выполняет функцию барьера, который защищает металлоконструкцию от повреждений. Финишный слой обеспечивает антикоррозийную защиту, препятствует УФ-излучению, и придает конструкции достойный вид.
Финальный этап обработки — контроль. Когда работы по антикоррозионной защите завершены и материал высох, специалисты оценивают покрытие, внимательно осматривая поверхность.
Методы антикоррозионной защиты
Отличаются не только составы защитных материалов, но и способы их нанесения.
Наиболее распространенный метод — покраска. Жидкое антикоррозийное вещество либо распыляют на обрабатываемую поверхность, либо наносят валиком или кистью. Высыхая, краска образует плотно прилегающую к изделию защитную пленку. К сожалению, такой простой метод обладает своими недостатками: краска может пропускать воздух и влагу, что в дальнейшем приводит к коррозии. По этой причине перед покраской поверхность грунтуют.
Второй метод – грунтование. Этот метод более эффективен, поскольку грунтовка, содержащая оксид цинка и мелкодисперсный порошок цинка, защищает металл гораздо надежнее.
Еще один популярный метод защиты от повреждений — нанесение металлических антикоррозионных покрытий. Это гальванизация, плазменное или сверхзвуковое напыление, электроискровая обработка. Такой метод позволяет избежать последствий при повреждении металлоконструкции, но важно учитывать, из каких элементов она выполнена.
Наконец, защитить металлические изделия можно с помощью керамического покрытия. Чтобы достичь желаемого уровня адгезии керамики с металлом, нужно сильно прогреть материалы. Именно поэтому метод применим только при создании высокотемпературных конструкций.
Правила проведения обработки
Выполнение антикоррозийной защиты не обходится без подготовки поверхности. Для этого нужно сделать следующее:
Устранить очаги ржавчины, удалить растрескавшийся лак или краску.
Тщательно очистить и высушить поверхность.
Использовать специальные инструменты при нанесении защитного покрытия.
Следить за тем, чтобы антикоррозионная обработка осуществлялась систематически.
Предприятия, чья деятельность связана с агрессивной средой, используют ингибиторы и удаляют проводящие ржавчину сварные соединения.
Рекомендуется обратить внимание на отдельные СНиПы:
Пропитка изделий веществами с высокой химической устойчивостью.
Оклеивание пленкой.
Применение лакокрасочных материалов, оксидных и металлизированных покрытий.
Правила, разработанные для защиты конструкций от ржавчины, всегда содержат информацию о составе смесей. Они делятся на агрессивные, слабоагрессивные и неагрессивные.
Таким образом, антикоррозионная защита – это необходимая мера для длительного и безопасного использования металлических конструкций.
Назад к списку
Читайте также
Обработка металла
Покраска металла
Плазменная резка металла
Пескоструйная обработка
Антикоррозийная защита металлоконструкций: технология, требования СНИП
Процесс самопроизвольного разрушения металла под воздействием агрессивной внешней среды (коррозия) приводит кардинальному изменению прочностных и физико-химических свойств изделий из стали и ее сплавов, значительному снижению их функциональности и сроков годности. По данным беспощадной статистики постоянные потери от этого физико-химического процесса составляют 4-5% общего национального дохода страны, при этом безвозвратно гибнет 10-15% от объема ежегодно производимых ферросплавов.
Помимо материального ущерба коррозия металлов может привести (и зачастую приводит) к различным катастрофическим последствиям из-за выхода из строя сосудов высокого давления, оборудования энергетических объектов, деталей самолетов и паровых турбин, участков газонефтепроводов и т.д. Существуют различные виды борьбы с процессом окисления металла, при этом технология антикоррозийной обработки металлоконструкций постоянно совершенствуется.
Конструктивные методы защиты
Конструктивные методы защиты используются еще на стадии проектирования и изготовления изделия, до начала его активной эксплуатации. Они заключаются в выборе материала, способного противостоять пагубному воздействию среды (нержавеющие стали, кортеновские стали с прочной, неразрушаемой окисной пленкой, применение в ряде случаев высокополимерных материалов, стекла или керамики).
Помимо этого конструктивная антикоррозийная защита металлоконструкций СНИП подразумевает и методы рациональной эксплуатации металлических изделий:
устранение щелей, трещин и зазоров в конструкции, в которые может попадать влага;
ликвидация зон застоя влаги и защита от брызг и водяных капель;
введение ингибиторов в агрессивную среду.
Пассивная защита от коррозии
К пассивным методам защиты относится нанесение на металлическую поверхность какого-либо покрытия, которое будет препятствовать контакту металла с кислородом и влагой. Современные лакокрасочные материалы обладают улучшенными эксплуатационными свойствами. В зависимости от состава, ЛКМ могут выполнять барьерные, протекторные, преобразующие или пассиваторные функции.
Барьерная защита — механически изолирует поверхность металла. Чаще всего барьерные ЛКМ наносят на черные металлы. При этом любое нарушение целостности защитной пленки (даже в виде микротрещин) ведет к проникновению агрессивной среды и возникновению подпленочной коррозии.
Пассивирование поверхности металла производится лакокрасочными материалами, в составе которых содержится фосфорная кислота или хроматные пигменты (соли хромовой кислоты), замедляющие коррозионные процессы. Антикоррозийное покрытие металлоконструкцийпассивирующими грунтовками выполняется при помощи распылителя. Пассивирующие грунтовки могут быть как одно, так и двухкомпонентными, в последнем случае составляющие части смешивают непосредственно перед употреблением. Таким образом можно защищать как черные, так и цветные металлы.
Следует отметить, что антикоррозийная защита металлоконструкций при помощи ЛКМ эффективна лишь в случае скрупулезно проведенных подготовительных мероприятий, особенно важно тщательное удаление продуктов коррозии, уже образовавшихся на поверхности металла.
При этом наносятся специальные составы, разрушающие ржавчину, а затем поверхность зачищается. Если же механическая обработка перед окрашиванием по тем или иным причинам производится не может или экономически нецелесообразна, используются так называемые преобразователи ржавчины. Преобразующие грунтовки содержат специальные добавки, которые превращают продукты ржавчины в нерастворимые соединения. Эти составы могут наноситься как при помощи кисти, так и распылением. В некоторых случаях преобразователи ржавчины уже входят в состав защитной композиции и тогда ЛКМ может наносится сразу на металл, без предварительной его обработки.
Пассивная антикоррозийная обработка металлоконструкций СНИП может выполнять и роль протектора, в этом случае в состав ЛКМ включают достаточно большое количество (>86%) металлической пыли из элемента, который обладает более высокой восстановительной способностью, чем обрабатываемая поверхность. Так как чаще всего в качестве наполнителя используют высокодисперсный порошок цинка, данный метод получил название «холодного цинкования». Цинконаполненные лакокрасочные материалы выгодно отличаются от традиционных увеличенными сроками службы и устойчивостью к абразивному износу.
Термопластичные полимеры и эпоксидные смолы, на основе которых выпускаются цинкосодержащие композиции, позволяют наносить эти грунтовки даже при сложных погодных условиях (повышенная влажность, отрицательные температуры). Кроме этого, цинковые протекторные ЛКМ не требуют смешивания компонентов, а по своим прочностным и защитным свойствам сопоставимы с такими гораздо более трудоемкими операциями, как горячее цинкование.
Активные методы защиты
К активным методам защиты можно отнести методы специальной обработки металла. Для повышения стойкости ферросплавов и изделий из них применяют:
горячее цинкование деталей. Деталь или конструкция обезжиривается, подвергается пескоструйной обработке или травлению кислотой и покрывается тонким слоем расплава цинка в специальной вращающейся ванне. В результате химической реакции на поверхности образуется защитная пленка, экранирующая металл от доступа влаги, образующая гальвано пару со сталью и способная самовосстанавливаться после небольших повреждений. В качестве сырья для горячей металлизации могут применяться и другие металлы. Этот метод особенно хорош для крупных объектов (судов, баков, цистерн) ;
электрохимическое (гальваническое) цинкование, которое основано на принципе диффузионного извлечения ионов цинка из слабокислого раствора при электролизе. Обрабатываемые детали и источник цинка (пластины, шары, болванки) помещаются в ванну с электролитом, через которую в дальнейшем пропускается электрический ток. В процессе электролиза цинк, являясь анодом, растворяется и оседает на стальной поверхности, придавая ей высокодекоративный блестящий вид. Однако адгезионные свойства полученного покрытия невелики, а сам процесс производства экологически вреден и трудоемок. Гальваническая обработка металлов применяется для обработки метизов и деталей средних размеров;
термодиффузионное нанесение цинкового покрытия. Суть метода состоит в проникновении атомов цинка из цинкосодержащего порошка в поверхность железа при очень высокой температуре (в диапазоне 290-450˚С). При этом покрытие получается очень твердым и износостойким, в точности повторяя исходную деталь, включая резьбы или тонкий рельеф. Не требует сложного подготовительного этапа (очистки от пятен ржавчины, обезжиривания и т.п.). Подобная антикоррозийная обработка металлоконструкций и трубопроводов в 2-3 раза долговечнее, чем гальваническая и может длительно оберегать сталь даже при эксплуатации ее в условиях воздействия морской воды. Из недостатков метода можно отметить его небольшую производительность и необходимость наличия специального оборудования (роторных печей).
Электрохимическая защита металла от коррозии
Антикоррозийная обработка металлоконструкций может быть дополнена электрохимической защитой, при которой на ограждаемую деталь устанавливается специальный протекторный анод из металла с более электроотрицательными свойствами. При этом скорость окислительного процесса в защищаемом партнере падает практически до нуля вплоть до полного разрушения анода, который в данном дуэте называют «жертвенным». Подобным образом экранируют свайные фундаменты, металл которых находится в грунте (особенно засоленном), нефтегазопромысловые сооружения и хранилища, а также днища судов, на которые постоянно воздействует морская вода.
Аноды могут быть изготовлены из платинированного титана, железнокремниевых сплавов, графитопластов. В настоящее время разрабатываются методы электрохимической защиты кузовов автомобилей, при этом токопроводящие аноды выполняются из электропроводящих полимеров в декоративном исполнении и наклеиваются на кузов в потенциальных коррозионноопасных точках.
Новые методы защиты
Несомненно, нанесение лакокрасочных материалов наиболее доступный метод сбережения ферросодержащих конструктивных элементов и деталей. Однако этот защитный слой требует обновления каждые 5-7 лет, что довольно трудоемко. Гальваническая и электрохимическая подготовка металла, позволяющая забыть о ржавчине лет на 50, — дело достаточно затратное. Однако в настоящее время уже существует недорогой инновационный метод защиты металлов от окисления и ржавления.
«Жидкая резина» — двухкомпонентный эластомер, при помощи которого выполняется надежная и долговечная антикоррозийная защита металлоконструкций. Эта сплошная, бесшовная мембранная прослойка наносится на металл при помощи распылительного пистолета, без всякой предварительной подготовки поверхности. После нанесения битумная эмульсия застывает мгновенно, не образуя потеков и неровностей, даже если основа была гладкой, скользкой и влажной. Производитель гарантирует, что данное покрытие в течение первых 20 лет не только не теряет своих свойств, но даже становится со временем прочнее. Таким образом могут быть обработаны металлические трубы, строительные конструкции любой конфигурации, поверхность цистерн и даже кровля. Металлы экранируемые при помощи такого резинового слоя абсолютно индифферентны к воздействию повышенной влажности и критическим температурам.
Антикоррозионные покрытия — Защита от ржавчины и коррозии — NANOMYTE®
Получите преимущества NANOMYTE
® для отделки металлов
Брошюра по антикоррозионным покрытиям
применения для отделки металлов, будь то сохранение эстетического вида или сохранение структурной целостности. Составы легко наносятся на металлические подложки путем погружения, распыления, протирки или кисти даже в полевых условиях без специального оборудования или подготовки поверхности.
Преимущества технологии
Ключом к разработке красок и покрытий NANOMYTE ® стала наша способность понимать механизмы коррозии и характеризовать объемные и поверхностные свойства металла в нанометровом масштабе. Контролируя поведение ионов и молекул, покрытия замедляют или останавливают электрохимические реакции, которые неблагоприятно изменяют внешний вид металлов или нарушают структурную целостность из-за коррозии. Химический состав наших составов и структура наших покрытий обеспечивают ту же активную защиту от коррозии, что и хромат. Результат измеряется лабораторными и полевыми характеристиками, обеспечивающими защиту от коррозии, которая соответствует отраслевым или военным стандартам или превосходит их.
Линии продуктов для защиты от коррозии
NEI предлагает различные средства предварительной обработки, грунтовки и верхние покрытия для различных металлов и областей применения. Выберите вкладку под , чтобы узнать больше о каждой линейке продуктов и покрытиях.
Верхние покрытия
NANOMYTE
® Верхние покрытия
NANOMYTE® TC-1001 »
Самовосстанавливающееся полимерное покрытие для металлов
Самовосстанавливающееся прозрачное покрытие на основе растворителя для стали и алюминия, обеспечивающее легкое восстановление царапин.
NANOMYTE® TC-3001 »
Расширенная защита металла в экстремально коррозионных условиях
Покрытие на основе растворителя для стали и алюминия с проникающей формулой, которая инкапсулирует металл при нанесении непосредственно на поверхность, устраняя необходимость в пескоструйной очистке.
NANOMYTE® TC-4001 »
Нанокомпозитное барьерное покрытие для превосходной защиты от коррозии
Тонкое твердое барьерное покрытие на основе растворителя для стали и алюминия, которое наносится на голые, предварительно обработанные или окрашенные металлические поверхности и обеспечивает превосходную защиту от коррозии.
NANOMYTE® TC-4001-UVP »
Нанокомпозитное барьерное покрытие с защитой от УФ-излучения
TC-4001-UVP — это однокомпонентный состав, предназначенный для защиты металлов и других поверхностей от разрушения, сохранения их структурной целостности и внешнего вида. Твердое, прочное покрытие наносится непосредственно на поверхность, образуя плотный барьер, препятствующий проникновению влаги и коррозии. TC-4001 прочно прилипает к голому, предварительно обработанному и окрашенному металлу, а также к другим поверхностям, таким как пластмассы и композиты. Покрытие легко наносится погружением, распылением или кистью толщиной от микрона до мил.
Узнать больше: UVP Technology ♦ Техническое описание UVP
NANOMYTE® TC-5001 »
Антикоррозионное покрытие для оцинкованной и оцинкованной стали оцинкованной стали, с высоким покрытием и отличными циклическими характеристиками.
NANOMYTE® TC-5001-UVP »
Антикоррозионное покрытие для оцинкованной и гальванизированной стали с защитой от УФ-излучения
TC-5001-UVP представляет собой однокомпонентный состав, предназначенный для защиты оцинкованной и деградация. Продукт представляет собой твердое плотное нанокомпозитное покрытие, обеспечивающее барьерную защиту поверхности сплава. Покрытие устойчиво к царапинам и сколам, прочно прилипает к подложке. Состав обладает повышенной атмосферостойкостью и разработан с учетом требований клиентов в отношении толщины пленки и условий отверждения.
Узнайте больше: Технология UVP ♦ Техническое описание UVP
Предварительная обработка
NANOMYTE
® Предварительная обработка
NANOMYTE® PT-10 »
Сменная замена для предварительной обработки хроматом или фосфатом
Бесхроматная антикоррозионная обработка на водной основе, обеспечивающая превосходную коррозионную стойкость и адгезию краски для алюминия или стали.
NANOMYTE® PT-20 »
Предварительная обработка стали помогает снизить уровень пескоструйной обработки
Тонкий нанокомпозит на водной основе для предварительной обработки, обеспечивающий превосходную адгезию между металлом и грунтовкой, что позволяет сократить количество пескоструйной обработки стальных поверхностей.
NANOMYTE® PT-60 »
Самовосстанавливающееся антикоррозионное покрытие устраняет необходимость в физических прокладках
Водоразбавляемое, не содержащее хроматов, самовосстанавливающееся конверсионное покрытие для магния, которое легко заменяет хромат.
NANOMYTE® PT-60C »
Электропроводящее коррозионностойкое покрытие
Электропроводящее водоразбавляемое самовосстанавливающееся конверсионное покрытие, специально разработанное для обработки поверхности легких металлических сплавов.
NANOMYTE® PT-100 »
Самовосстанавливающееся средство для предварительной обработки для превосходной защиты от коррозии
Средство для предварительной обработки на водной основе для оцинкованной и оцинкованной стали, улучшающее адгезию и сводящее к минимуму образование белой и красной ржавчины, при использовании в сочетании с TC-5001 .
Праймеры
NANOMYTE
® Грунтовки
NANOMYTE® PM-101
Грунтовка на растворителе для стали с высокой эластичностью, обеспечивающая превосходную коррозионную стойкость и отличную адгезию к основанию без образования пузырей.
NANOMYTE® PM-102
Грунтовка на растворителе для стали с высокой эластичностью, обеспечивающая хорошую барьерную защиту и перекрывающая большие трещины; применимо до 200 мкм в один слой.
Особенности и преимущества
Особенности и преимущества
Широкое применение – Совместимость с большинством конструкционных металлов
High Performance – Долговечная защита от коррозии
Green Chemistry – Покрытия, не содержащие хрома, соответствуют стандартам охраны окружающей среды, здоровья и безопасности
Интеллектуальная функциональность – Система, способная самостоятельно восстанавливаться при повреждении
Экономия средств – Меньше обслуживания, материалов и труда
Повышенная производительность – Может потребоваться меньшая физическая подготовка металлической поверхности
Запросить цену
Форма запроса коммерческого предложения
Антикоррозионные покрытия NANOMYTE ® продаются и поставляются напрямую от NEI и доступны в литрах или галлонах (~3,8 л), а также в больших объемах по запросу. Кроме того, NEI предлагает услуги по индивидуальному нанесению покрытий за номинальную плату и будет рада нанести покрытие на ваши образцы подложек для целей оценки. К сожалению, мы не можем предоставить бесплатные образцы.
Чтобы отправить запрос котировок, заполните форму ниже (* – обязательные поля). Обратите внимание, что вводя свои данные и отправляя эту форму, вы соглашаетесь с условиями нашей политики конфиденциальности.
Есть вопрос? Сначала попробуйте нашу страницу часто задаваемых вопросов .
Титул — Г-н Г-жа Г-жа Д-р.
*Имя
*Фамилия
*Компания/Организация
*Адрес электронной почты
*Номер телефона
*Подложка/поверхность (выберите один или несколько) — Пластик- Металл- Стекло- Ткань- Керамика- Волокно Композит- Другое (укажите в комментариях)
Необходимое количество * (выберите один или несколько) LiterGallonOther (укажите ниже)
Дополнительные комментарии
Антикоррозийное/микробное/грибковое покрытие для металла PSC 9450
Металлическое покрытие с антикоррозионными, антимикробными и противогрибковыми свойствами
Запросить информацию
Защита металлических конструкций от коррозии, микробов и грибков
PSC 9450 представляет собой смешанный полимер на водной основе, предназначенный для нанесения непосредственно на металл для предотвращения коррозии и придания конструкции антимикробных и противогрибковых свойств. Используя технологию ядра-оболочки, PSC 9450 представляет собой комбинацию запатентованных полимеров PolyMac, разработанных AIS.
PSC 9450 представляет собой вещество с голубым оттенком, предназначенное для использования на любых металлических конструкциях для предотвращения коррозии. Нанесите на арматуру, арматурную металлическую сетку, бетонные формы, опорные конструкции или любую другую металлическую поверхность, чтобы защитить поверхность и продлить срок службы конструкции.
ПРЕИМУЩЕСТВА
Продлевает срок службы и защищает металлические конструкции
Смешанный ингибитор коррозии с превосходной адгезией для защиты несколькими способами
Environmentally Friendly
Water-based polymeric blend with minimal harsh chemicals
Low VOC, APEO free, & inert when fully cured
No contamination of drainage systems or surrounding areas
Applicator Friendly
Легко наносится валиком, кистью или распылителем, наносится несколькими слоями
Требуется минимальное количество средств индивидуальной защиты
С синей окраской, чтобы было видно места нанесения
Расскажите нам о своем применении, и наши специалисты подберут лучшее полимерное покрытие для вашей ситуации!
Performance
PSC 9450 — это смешанное полимерное покрытие, разработанное с использованием нашей запатентованной линейки полимеров PolyMac, в которых используется технология «ядро-оболочка» для дополнительной прочности. Разработанный как покрытие, наносимое непосредственно на металл, которое включает ингибиторы коррозии, противогрибковые/противомикробные свойства и водостойкость, PSC 9450 покрывает и защищает, связываясь с самим собой и подложкой, образуя физический и химический барьер между металлической подложкой и элементами, которые может повредить его.
Спецификации
Обработанные и необработанные металлические образцы были испытаны в течение трех недель в условиях интенсивного химического испытания при постоянной температуре 125°F с 6% серной кислотой, 6% азотной кислотой, 6% соляной кислотой, 6% гидроксидом аммония. и 6% едкий калий (гидроксид калия) . Необходимые тестовые растворы имели концентрацию на 20% выше, чем сопоставимые тестовые концентрации, и их пополняли еженедельно. Признаков нарушения покрытия на металле и коррозии практически не было. В большинстве протестированных образцов необработанного металла открытый металл был сильно поврежден, демонстрируя очень серьезные признаки коррозионного воздействия. Не наносить на замерзший металл.
Типичные свойства
СОБСТВЕННОСТЬ
ЗНАЧЕНИЕ
Внешний вид
Непрозрачный, синий
рН
9,5 – 11,0
Запах
Легкая
Точка замерзания
~ 32°F
Воспламеняемость
негорючий
Относительная плотность
~ 1,050 г/см 3
Удельный вес
1.050
Содержание сухих веществ
51 – 55%
Вязкость
1000 – 1200 сП
ВНИМАНИЕ: Перед использованием ознакомьтесь с Гарантией производителя и отказом от ответственности.
Что лучше для сварки полуавтоматом — углекислота или аргон
При выполнении сварки полуавтоматом (сварка MIG/MAG) дуга горит между изделием и проволокой. Проволока подается непрерывно с катушки, а сварщик манипулирует горелкой. Непрерывная подача проволоки позволяет прокладывать швы большой длины. На проволоку через токосъемный наконечник подается напряжение. Из сопла горелки параллельно на сварочную ванну подается защитный газ. Полуавтоматическая сварка характеризуется удобством и повышенной производительностью — одна из рук сварщика свободна, поскольку не нужно периодически менять электроды.
Защитный газ, применяемый при сварке, обеспечивает защиту сварочной ванны и дуги от атмосферных газов. Это повышает качество шва, увеличивая его плотность, глубину провара и улучшает микроструктуру металла. Дополнительно защитный газ охлаждает шов после сварки.
В качестве защитных газов при сварке полуавтоматом может использоваться углекислый газ или газ аргон. Углекислый газ — более дешевый вариант, поэтому у сварщиков с небольшим опытом работы может возникнуть вопрос: что лучше для полуавтоматической сварки и можно ли заменить один из этих газов другим.
Углекислота (CO
2) и ее применение
Углекислота (двуокись углерода) — бесцветный активный газ, растворимый в воде, не ядовит, взаимодействует с кислородом. Углекислый газ тяжелее воздуха, благодаря чему он надежно изолирует расплавленный металл от контакта с ним. Это единственный активный газ, который используют при сварке как защитный в чистом виде, то есть не добавляя к нему инертный газ.
Углекислота широко применяется при полуавтоматической cварке методом MAG. Этот вариант защиты привлекателен невысокой ценой, но для него характерна не особо высокая стабильность дуги и повышенное разбрызгивание металла.
Углекислоту применяют при сварке деталей из углеродистых и низколегированных сталей. Использование углекислоты позволяет получить хороший тепловой эффект, который необходим при работе с заготовками из металла большой толщины. Из-за невысокой стабильности дуги использовать углекислоту рекомендуется только при сварке на короткой дуге.
Чаще всего углекислоту в чистом виде применяют в строительстве, в машиностроении при кузовном ремонте, холодной посадке деталей машины, и т. п.
Аргон (Ar) — область применения
Инертный газ аргон остается пассивным ко всем веществам. Не имеет цвета и запаха. Аргон тяжелее воздуха, поэтому аналогично углекислоте эффективно вытесняет его из сварочной ванны, обеспечивая надежную защиту. Он существенно дороже углекислоты.
Ar в чистом виде применяется в качестве защитного газа в процессе аргонодуговой TIG сварки. При полуавтоматической MIG/MAG сварке аргон используется для защиты при работе с легированными сталями, медью, алюминием, тугоплавкими металлами или входит в состав защитных газовых смесей.
Аргон как защитный газ применяется в машиностроении и в строительстве для сварки деталей из высоколегированной стали, для оперативной резки металлов, в том числе и толстых листов тугоплавких металлов.
Таким образом, на вопрос, поставленный в заголовке статьи, нельзя дать однозначного ответа. Все зависит от поставленной задачи, однако при полуавтоматической сварке использование углекислого газа можно назвать предпочтительным с точки зрения себестоимости при работе с определенными материалами.
Аргонодуговая (TIG) сварка выполняется инверторным сварочным аппаратом. Дуга образуется между изделием и вольфрамовым электродом. Аргонодуговая сварка медленнее полуавтоматической, но ее можно применять для сварки очень тонких металлов и получать аккуратные швы. Если при MAG сварке можно использовать и углекислоту, и аргон, то TIG сварка требует применения аргона. Это связано с тем, что углекислота — активный газ и под действием высокой температуры распадается на кислород и оксид углерода. Кислород насыщает сварочную ванну. При полуавтоматической сварке этот эффект нейтрализуется добавлением в сварочную проволоку раскислителей.
Сварка углекислотой и ее особенности
MAG сварка в среде углекислого газа. Преимущества и особенности.
Использование ручной дуговой сварки покрытым электродом ММА имеет низкую производительность, а также требует дополнительной обработки шва после сварки и высокой квалификации сварщика. Чтобы устранить недостатки ММА сварки, а также улучшить качество сварных швов была разработана механизированная сварка в среде активного защитного газа. Один из активных газов, которые применяют для сварки – углекислый газ (CO2) или, как его еще называют, углекислота. Специфика этого способа заключается в механизации подачи электродной проволоки в зону сварки, а также использование газовой защиты концентрацией более 98%, которая надежно защищает сварочную ванну от атмосферы, тем самым обеспечивая высокое качество соединения. Механизированную дуговую сварку можно разделить на две категории: автоматическая (механизирована подача проволоки и перемещение горелки) и полуавтоматическая (механизирована только подача проволоки).
Механизированная полуавтоматическая сварка пользуется популярностью благодаря своей доступности, простоте и качеству сварного шва, а также меньшим требованиям к квалификации сварщика. Полуавтоматическая механизированная сварка применяется в машиностроении, судостроении, строительстве и ремонте трубопроводов, монтажных и ремонтных работах.
К преимуществам полуавтоматической сварки относятся:
высокое качество сварного шва;
сварка малых толщин;
сварка без ограничений положения в пространстве;
высокая производительность процесса;
низкая стоимость защитного газа.
В то же время есть определенный ряд недостатков:
значительные потери на разбрызгивание;
может возникать пористость сварного шва;
низкая мобильность, нужно использовать баллоны с защитным газом;
Основное отличие углекислотной полуавтоматической MAG сварки от ручной дуговой ММА заключается в том, что присадочная проволока непрерывно подается в зону сварки при помощи горелки, а защитный углекислый газ не образует шлаковую корку на поверхности шва. Благодаря такой организации сварочного процесса повышается производительность и гигиеничность данного способа. Полуавтоматическая сварка при использовании как защитного газа углекислоты выполняется на постоянном (DC) токе обратной полярности — «минусовую» клемму закрепляют на детали, «плюс» подается на горелку. Для полуавтоматической сварки низкоуглеродистых сталей наиболее часто применяют проволоку марки ER70S-6 в диаметрах 0.8 мм, 1.0 мм, 1.2 мм и 1.6 мм.
При выборе режимов сварки следует помнить, что сварочный ток прямо пропорционально зависит от скорости подачи проволоки , то есть, изменяя скорость подачи проволоки мы, соответственно, изменяем значение тока сварки. При этом значение сварочного тока влияет на глубину проплавления, а значение напряжения сварки, в свою очередь, влияет на ширину шва и внешний вид сварного шва в целом.
В комплект оборудования для полуавтоматической сварки входят: источник питания, механизм подачи проволоки и горелка, также нужны баллоны с углекислотой. Полуавтоматы бывают однокорпусными, с встроенным подающим механизмом (например, MIG-160 N219) или двухкорпусными (MIG-400 N361). Двухкорпусные аппараты Jasic относят к профессиональному промышленному классу, они могут работать в тяжелых условиях эксплуатации и обеспечивают отличное качество сварного соединения в течение всего срока эксплуатации.
4,5 мм CO2-пистолет BB — Этот полуавтоматический CO2-пистолет сочетает в себе удобство использования в руке и качественные компоненты по доступной цене. Он имеет скорость до 480 футов в секунду и дополнительную направляющую под стволом. C11 также оснащен съемным магазином для BB, а также ручками, которые сдвигаются назад для легкой замены Powerlets CO2.
Действие
Полуавтоматический повторитель
Тип ствола
Гладкий ствол
Калибр
ВВ
Мушка
Фиксированное лезвие
Монтажная рейка
Пикатинни
Силовая установка
СО2
Вес продукта
0,76 фунта
Целик
Фиксированная выемка
Безопасность
Слайд
Сталь BB Скорость
До 480 кадров в секунду
Стандартный материал
Полимер
Стандартный стиль
Пистолет
Артикул
С11
Отзывы (6)
14. 10.16 — Bill
★★★★☆
Очень хороший пистолет CO2, прочный, надежный, требует некоторого обучения.
Качественный
★★★★☆
Ценность
★★★★★
Диапазон и точность
★★★☆☆
Сегодня днем я купил этот пистолет CO2 в местном магазине Meijer. Недавно в Мичигане были изменены законы о пневматическом оружии. Это хороший маленький шутер по мишеням, и у него приятное ощущение. Потребовалось некоторое обучение, чтобы увидеть, как заряжать газовый баллончик и магазин, но мне удалось понять большую часть этого, не обращаясь повторно к руководству. Я бы предпочел более крупный шрифт в инструкции. Мои глаза уже не так хороши, как в молодости.
C11 был довольно громким для пневматического оружия, хотя пистолеты, как правило, громче из-за более высокого давления, когда снаряд покидает ствол. Я начал с расстояния около десяти ярдов и умудрялся стрелять по картонной коробке, если не по мишени. Я никогда не занимался настоящей стрельбой из пистолета и купил это ружье, чтобы научиться, а также начать новое хобби. Стрелять из C11 очень увлекательно, особенно учитывая высокую скорострельность.
Моя главная проблема заключалась в том, чтобы научиться эффективно перезаряжать магазин. Сначала у меня были проблемы с выпадением пули из конца магазина, что мешало прочной посадке магазина в ружье. На самом деле, когда я впервые выстрелил из ружья, магазин частично вылетел. Немного практики решило эту проблему. Сегодня вечером у меня возникла мысль, и она оказалась действенной. Я использовал простую соломинку из-под газировки, из тех, что гнутся, и зачерпнул кучу BB. Пластиковая соломинка загружает магазин быстро и очень точно, и в основном бесплатно.
В итоге я отстрелял около 120 патронов с одной осечкой, которая исчезла при следующем нажатии на спусковой крючок. Картридж CO2, кажется, все еще имеет много заряда. Три звезды за точность — это в основном моя вина, так как я склонен тянуть пистолет вправо, когда нажимаю на спусковой крючок. Я уверен, что с практикой это улучшится, как и все остальное.
Не забудьте надеть защитные очки, так как стальная пуля, как BB, будет отскакивать, как Superball, от любого сильного удара, и щелкнет на предохранителе, когда вы закончите нажимать на спусковой крючок.
05/05/21 — Энрике Г.
★★★★☆
Рекомендую — Хорошая цена
Качественный
★★★★☆
Ценность
★★★★☆
Диапазон и точность
★★★★☆
Мне нравится цена. На данный момент снято 6 тележек c02 и никаких проблем, проверено уплотнение и масло, оно продлилось 4 с лишним недели, все еще снято через оргстекло 0,25 дюйма
12/12/21 — Клифф Шаумбург
★★★★★
C11 ХОРОШО !
Качественный
★★★★★
Ценность
★★★★★
Диапазон и точность
★★★★☆
Очень реалистичная работа, довольно плавный спусковой крючок DA, 480fps. ..иногда…может быть…но очень неплохо для пневматического ружья.
10.02.22 — Аноним
★★★★★
Недооцененный, недорогой, забавный пистолет.
Качественный
★★★★★
Ценность
★★★★★
Диапазон и точность
★★★★☆
Маленький, шустрый, помещается в средний карман. Прост в использовании, очень удобен в съемке, и это отличное предложение по цене. Немного неточно. Немного отдачи. Прилично громко. Маленькая бочка, что для меня больше плюс, но кому-то нравится длиннее.
15.02.22 — Рассел
★★★★★
C 11
Качественный
★★★★★
Ценность
★★★★★
Диапазон и точность
★★★★★
очень точные, хорошо сделаны. обслуживание клиентов очень полезно.
(Etamage, Verzinnen). — Многие металлы, особенно медь и железо, легко окисляются с поверхности от действия кислот щелочей и даже атмосферного воздуха. Для защиты металла от окисления поверхность его покрывают другим металлом, лучше противостоящим этому действию. Одним из наиболее употребительных для этой цели металлов служит олово, на которое воздух и влага влияют весьма мало, а слабые растительные кислоты, жиры и прочие составные части пищевых продуктов совсем не действуют. Покрывание металлической поверхности тонким слоем олова называется лужением, а самый слой олова полудой. При покрывании металла оловом весьма важно получить совершенно равномерный, плотный и прочный оловянный слой, хорошо защищающий поверхность металла от окисления. Кроме того, при Л. домашней посуды необходимо употреблять по возможности чистое олово, не содержащее в себе вредных для здоровья примесей, как, напр., свинца, цинка и др. Но так как полуда, содержащая свинец, обходится гораздо дешевле и из опытов обнаружено, что она более продолжительное время защищает металл от ржавчины, поэтому в некоторых случаях, когда ядовитость примесей не имеет значения, некоторая прибавка свинца к олову применяется с успехом. В зависимости от свойства и назначения покрываемого металла существует много разных рецептов для составления сплавов олова с другими металлами (лигатур). Обыкновенный сплав из олова и свинца состоит из 3 частей свинца и 5 ч. олова или из 2 ч. свинца и 1 ч. олова. Как особое средство для покрытия листового железа, употребляемого в строительном деле, служит во Франции сплав из 5,5 ч. цинка, 23,5 ч. свинца и 71,0 ч. олова; в Германии 25 ч. цинка, 30 ч. свинца и 45 ч. олова. Для Л. листов, идущих на приготовление художественных изделий, употребляется сплав из 90-95 ч. олова и 10-5 ч. висмута. К безвредным примесям принадлежат железо и никель, которые увеличивают твердость и прочность полуды, и потому очень часто прибавляют их к олову для Л. кухонной посуды. По испытаниям оказались наиболее удовлетворительными следующие сплавы: 80 ч. олова и 10 железа, или 16 ч. железа и 10 никеля, или 90 олова, 5 железа и 7 никеля, или, наконец, 160 ч. олова, 7 железа и 10 никеля. Эти сплавы приготовляют следующим образом. Олово расплавляется в тигле и перегревается добела, потом прибавляют железные опилки, перемешивают, добавляют накаленный никель и опять перемешивают смесь деревянной палкой. Сплав разливают по формам в виде тоненьких брусочков, называемых полудными палочками. Так как олово хорошо пристает лишь к совершенно чистым поверхностям металлических предметов, то для лужения необходимо предварительно удалить с поверхности ржавчину, жиры и вообще все посторонние тела. Это очищение производится посредством натирания поверхности золой или песком с водой, или же предмет протравляют, погружая его в разведенную серную или соляную кислоту, и затем тщательно промывают в воде. Для протравления железных листов устраивают особые чаны с вращающимися валиками, которые передвигают листы через жидкость, наполняющую чан. На практике различают 4 способа Л.: а) посредством расплавленной полуды, b) мокрым путем, с) по способу Стольба — холодным путем и d) гальваническим способом. Первый способ заключается в том, что предметы для Л. приводятся в соприкосновение с расплавленным оловом. С этой целью полуду расплавляют в чугунном котле, в который и погружают на некоторое время предметы, предназначенные для Л. Такой операции подвергаются, напр., железные листы для получения белой жести (см. Белая жесть). Чтобы вылудить посуды из черной жести, как, например, кастрюли, сковороды и т. под., их сперва протравляют и очищают как сказано выше, затем подогревают до температуры плавления олова, посыпают внутри порошкообразным нашатырем или натирают сконцентрированным его раствором и погружают на некоторое время в котелок с расплавленным оловом; потом предмет вынимают и сливают лишнюю полуду. Олово сильно пристает во всех местах, которые были смазаны раствором, но слой полуды не одинаков по толщине и плотности, поэтому для более равномерного распределения и уплотнения олова сейчас после вынимания посуды из котла растирают оловянную поверхность щеткой или паклей, смоченной горячим салом. Медную посуду не погружают обыкновенно в олово, а только после подогрева натирают некоторую часть ее поверхности нашатырем, наливают на нее немного расплавленного олова и растирают паклей. Эту операцию повторяют до тех пор, пока вся поверхность не покроется оловом. Для возобновления старой полуды в кухонной посуде после тщательной ее очистки и подогрева прямо прикасаются в некоторых местах нагретой поверхности палочкой полуды, которая оставляет на поверхности расплавленные капли. Эти капли быстро растирают паклей и таким образом вчерне наводят слой полуды на всю поверхность. Потом подогревают вторично и следующим растиранием окончательно выравнивают и уплотняют наведенный слой олова. Мелкие изделия из чугуна и железа погружаются сперва в раствор хлористого цинка, а затем в горячем состоянии опускают их в расплавленное олово, покрытое толстым слоем сала. По воспринятии полуды их вынимают вилками и бросают в воду. Для получения более красивой и прочной полуды иногда железные изделия перед Л. покрывают слоем меди. С этой целью погружают сперва изделия в кипящий раствор хлористого цинка, в котором они получают цинковую покрышку, затем опускают в расплавленную медь, где они покрываются тонким слоем меди и, наконец, для Л. погружаются в оловянную ванну. По второму способу Л. производится посредством погружения мелких предметов в кипящий раствор винного камня, в который добавляют зернистое олово. Изделия кипятятся в растворе в продолжение 1-2 часов. На одну часть винного камня берут 24 ч. воды, а олова в 11/2 раза больше, чем вес положенных предметов. Этот способ чаще всего употребляется для Л. булавок. Для Л. железных или чугунных предметов по этому способу употребляется ванна, состоящая из 10 литр. воды, 500 гр. квасцов и 28 гр. хлористого олова (оловянной соли). По системе профессора Стольба из Праги лужение производится следующим образом: хорошо очищенная поверхность посуды протирается губкой, смоченной предварительно оловянным раствором и посыпанной порошком цинка. Втирание продолжают до тех пор, пока вся поверхность не покроется полудой. Этот способ очень удобен для исправления стертой посуды. Покрывание оловом производится часто гальваническим путем. Этот способ пригоден как для железных и чугунных, так и для медных и латунных изделий. Для успешности работы необходимо здесь обращать особое внимание на очистку поверхности от окалины и жира, из которых первая растворяется в кислотах, второй же удаляется прокаливанием и обработкой в щелочах. После очистки предметы помещаются в сосуд, наполненный раствором оловянной соли. Анодом служит какая-нибудь оловянная пластинка, катодом — погруженные изделия. По Эльснеру, ванна приготовляется следующего состава: растворяют от 221/2 до 30 гр. хлористого олова в 1250 гр. воды, а для растворения образовавшегося осадка водной окиси олова добавляют концентрированный раствор едкого кали. Для Л. железа употребляют ванну, состоящую из 100 литров едкого натра в 3° по Боме, 100 гр. хлористого олова и 300 гр. цианистого калия.
Что такое лужение: технология процесса, инструменты, пасты
Чтобы защитить металлические изделия от разрушающего воздействия коррозии, а также подготовить поверхности заготовок к пайке мягкими припоями, задействуется технология лужения. Данный метод распространен в сфере производства разных изделий из металла, применяющиеся в авиации, электротехнике, радиотехнике. Лужение применяется по отношению к заготовкам из металла, из которых производятся различные кастрюли, тазы, консервные банки, ведра, емкости для хранения или приготовления пищи.
Технология лужения – это один из способов создания противокоррозионной защиты металлов от неблагоприятного воздействия окружающей среды. При этом защитным барьером в данном случае выступает тонкий слой олова, либо сплава на его основе.
В отдельных ситуациях, метод применяется до пайки, в рамках подготовительных работ. Данная технология применяется давно, поэтому все процессы отработаны досконально. Работа отличается простотой, для ее выполняется не нужно использовать сложное оборудование, приспособления, а также специальные инструменты. Обработка поверхностей из металла с помощью этой технологии может осуществляться разными способами, в зависимости от базового материала. Например, алюминиевые детали обрабатываются с применением чистого олова, в котором отсутствуют примеси. При этом осуществляется предварительный нагрев металла до 180°C, далее он наносится на заготовку. Лужение осуществляется с применением разных металлов и сплавов:
Олово и оловянные сплавы. Если в сплаве содержится в большом количестве медь, это способствует повышению твердости, но при этом снижается пластичность. Если в сплаве содержится много сурьмы или мышьяка, то это сказывается на хрупкости элемента. Существуют самые разные сплавы, применяющиеся при технологии лужения, при этом каждый из них имеет отличия по сфере применения. Для продукции из сферы пищевой промышленности используются сплавы с оловом, железом, никелем. Сплавы на основе олова, свинца и цинка применяются для лужения стальных заготовок.
Хлористый цинк. Применяется в качестве флюса при пайке и лужении.
Двухлористое олово. Данный компонент является базовым при лужении с помощью электрохимического способа.
Горячие технологии
Технология, при которой используется способ погружения или метод растирания. В первом случае металлическая заготовка погружается в ванну наполненную расплавленным оловом. При втором способе нанесение сплава осуществляется на плоскость заготовки, далее осуществляется дальнейшее растирание при помощи пакли.
Гальваническая технология
При этой технологии облуживание осуществляется в кислых и щелочных электролитах. Для работ применяется электрический ток, что сказывается на затратности процесса. Однако, при таком способе наносимый сплав прочно сцепляется с поверхностью металла. Слой олова получается равномерным и ровным, возможно создание покрытий с необходимой толщиной, обеспечение низкой пористости слоя.
В процессе наплавки возможно применение наплавок для металла различного типа. Технология используется для нанесения на детали слоя металла с повышенной твердостью, прочностью, стойкостью к износу, коррозии. Из-за этого увеличивается срок эксплуатации деталей, сокращается расход дефицитных материалов для их производства.
Что такое лужение? И почему это важно?
«Этот пост содержит партнерские ссылки, и я получу компенсацию, если вы совершите покупку после перехода по моим ссылкам».
Олово является отличным источником материала, используемого для покрытия соединений, и материалов, используемых в соединениях, имеющих пайку. Процесс, называемый лужением, делает возможными многие вещи, о которых вы, возможно, никогда не думали. Хотя олово является недооцененным минералом во всем мире, оно обеспечивает некоторые важные преимущества и значение для электроники, защиты металлов и их упрочнения.
Процесс лужения заключается в том, что что-либо покрывается слоем расплавленного олова. Лужение имеет решающее значение, поскольку оно ограничивает коррозию металлических устройств, деталей и паяных соединений; зачищает концы проводов; и продлевает срок службы вашего паяльного наконечника.
Пайка и работа с проводами — грязная и сложная работа. Концы проводов сминаются и их трудно продеть в отверстия, а наконечник паяльника имеет тенденцию к загрязнению, шероховатости и почернению. Тем не менее, критический процесс лужения очищает многие аспекты работы с электроникой, пайкой и проводкой. Читайте дальше, чтобы узнать больше о лужении и почему это необходимо.
Что такое лужение?
Простое определение лужения – это когда расплавленный оловянный материал наносится на поверхность других металлических изделий, обычно во время пайки. Лужение постоянно используется при пайке соединений электрических проводов, медных труб и медных пластин и даже может быть добавлено к наконечнику паяльного пистолета, чтобы улучшить и продлить его эффективность. Добавление оловянного материала к проводам и наконечнику паяльного пистолета необходимо для большинства паяльных работ.
Лужение поверхности предметов, которые вы паяете, является стандартной практикой и означает добавление расплавленного оловянного материала на поверхность жала, контактной площадки и проводов, с которыми вы работаете.
Как завершить лужение
Лужение следует начинать с наконечника паяльника. После того, как жало очищено и покрыто оловом, вы можете нанести припой на провод. Проволока должна иметь оловянное покрытие между жилами проволоки. Читайте дальше, чтобы узнать больше о том, как завершается лужение и почему оно улучшает припой от пистолета к медным материалам, таким как провода, трубы и листы.
Лужение жала паяльника
Через некоторое время на жале паяльника появится ржавчина и черные точки. Этот мусор возникает из-за отсутствия оловянного материала, нанесенного на жало паяльника. Так как на наконечниках паяльника отсутствует оловянное покрытие, вам следует завершить лужение жала паяльника, прежде чем приступать к пайке проводов.
Лужение жала паяльника продлевает срок его службы и облегчает пайку проводов. Основное лужение жала паяльника необходимо перед выполнением любых эффективных паяльных работ. Подробнее об этапах процесса лужения жала паяльника читайте ниже.
Прекратите пайку, если заметите черные точки или ржавчину на кончике паяльника.
Очистите жало паяльника с помощью латунного чистящего средства для жала или влажной губки до полного удаления мусора или грязи.
Добавьте небольшое количество припоя на наконечник , чтобы защитить его от пайки в будущем.
Удалите лишний припой с жала паяльника влажной губкой или латунным очистителем для жала.
Добавьте припой или флюс со смоляным сердечником , который идеально подходит для жала паяльника, поскольку помогает припою сцепляться с жалом.
Снова начните пайку , как раньше, пока наконечник снова не загрязнится.
Повторите описанные выше шаги по мере необходимости.
(Источник: Паяльная станция)
Лужение проволоки
Лужение проволоки — один из лучших способов повышения производительности. Лужение проволоки отлично подходит по нескольким причинам, в том числе:0034
Легче работать с паяльником, если он покрыт оловом
Добавление оловянного материала в качестве покрытия на провода — отличный способ сделать процесс пайки более чистым и легким в работе.
Некоторые специальные советы по лужению провода включают:
После лужения жала паяльника поместите его на провод на две секунды.
Нанесите припой на провод, поместив утюг на провод на несколько секунд.
Когда припой начнет плавиться и стекать на провод, дайте расплавленному припою тонкий слой покрытия.
Не перегревайте провод, иначе вы рискуете его расплавить.
Менее дорогая проводка с дешевой изоляцией может расплавиться при слишком длительном нагреве.
Если медный сердечник оголен, значит, вы слишком долго нагревали провод и должны начать припаивать новый кусок, отрезав его для начала заново.
Когда проволока заполнена, но не расплавилась слишком сильно, пора снимать. Удалите паяльник, отрезав конец ножницами для проволоки, и очистите конец жести ножницами.
Отрежьте лишнюю жесть, которая могла свернуться в конце работы.
(Источник: Media College)
Почему лужение важно
Лужение — отличный способ защитить и очистить процесс пайки и работы с электрическими проводами или другими хрупкими металлическими поверхностями, такими как медная фольга. Лужение — это процесс, который трудно выполнять чисто и последовательно. Тем не менее, это необходимо для прочного соединения, чистой проводки и защиты поверхностей во многих проектах по пайке металлов.
Большинство начинающих рабочих, использующих паяльники, обычно не используют флюс в качестве материала, покрывающего припой. Вместо этого новичок будет использовать припойную канифоль с флюсовым сердечником. Однако флюс — это материал, который и очищает, и распределяется по поверхности пайки. Его лучше добавлять отдельно, вплавляя детали в припаиваемую поверхность, чем использовать стержень с флюсом в центре.
Лужение — это процесс, который во многом похож на традиционный флюс. Поскольку оловянный материал, используемый для покрытия при лужении, используется в качестве флюса при пайке, машиностроении, изготовлении или производстве в целом, это необходимо по многим причинам. Узнайте больше причин ниже, почему лужение имеет важное значение.
(Источники: Superior Flux, блог Delphi)
Что такое лужение электропроводки
Основная функция проводов заключается в передаче электрического тока из одного места в другое. Качество материала провода влияет на эффективность способности провода передавать электричество. Однако процесс введения олова в металл и провода, используемые для электричества, значительно повышает эффективность их передачи.
Основной функцией лужения проволоки является нанесение расплавленного оловянного материала в качестве покрытия на электропроводку. Почти все проекты пайки электропроводки выигрывают от лужения паяльника и проводов, с которыми вы работаете в первую очередь.
Когда вы работаете с проводами паяльником, лужение является отличной идеей: по мере того, как олово плавится и растекается по покрытию проводов и в него, повышается однородность поверхности провода. Лужение провода улучшает проводимость и эффективность проводов только в той мере, в какой конкретный материал провода поддается пайке.
Подробнее о различиях электрических проводов, которые можно паять и использовать в процессе лужения, читайте ниже.
Материал проволочного металла
Относительная проводимость (с одним как самый высокий)
Прочность на механические работы
. Стоимость
Легкость пайки
Медь
1
Среда
100 градусов Цельсия
Poor
Low
Medium
Copper-Covered Steel
3
Medium
200 degrees Celsius
Medium
Medium
Medium
High Strength Alloys
2
High
200 градусов Цельсия
Низкая
Высокая
Высокая
Нержавеющая сталь
4
Высокая
879 градусов Цельсия0128
Высокое
Высокое
Низкое
Почему важно лужение проводки
Лужение улучшает качество проволоки с покрытием во многих отношениях. Диапазон рабочих температур увеличивается при покрытии проволоки оловом. Также лужение повышает коррозионную и водостойкость проводов. Наконец, лужение на проводах увеличивает механическую прочность медных проводов.
Свойства проводов, особенно неизолированных медных и медных поверх стальных проводов, нуждаются в поддержке для обеспечения их общей прочности и коррозионной стойкости. Покрытие проводов в процессе лужения также помогает всем проводам с проводимостью для электричества и механического напряжения из-за действий, применяемых к проводам, таких как скручивание, зачистка и пайка.
Наконец, контактное сопротивление проводов со временем всегда увеличивается. Увеличение контактного сопротивления ваших электрических проводов означает, что может произойти внезапное падение напряжения в месте соединения ваших проводов. Лужение помогает снизить контактное сопротивление, которое со временем увеличивается в зависимости от толщины слоя олова, наносимого на провода и поверхности соединений.
В целом, лужение проволоки невероятно экономично и увеличивает выходную мощность, проводимость, прочность и снижает контактное сопротивление. Покрытие проводов оловом экономически выгодно и во многих отношениях лучше, чем другие варианты покрытия проводов. Читайте дальше, чтобы определить основные различия между проводами с оловянным покрытием и другими материалами, используемыми для покрытия электрических проводов.
(Источник: Cable Manufacturing and Assembly Co.)
Когда лужить и не лужить провода
Когда вы завершаете лужение проводов, правильные методы дают наилучшие результаты лужения. Однако лужение не всегда подходит для ваших проводов. Читайте дальше, чтобы узнать больше о случаях, когда уместно лужение электрических проводов и когда лужение электрических проводов неуместно.
Не следует использовать процесс лужения электрических проводов при соблюдении следующих условий:
Проволока является частью резьбового соединения : Резьбовое соединение зависит от затягивания винта и гайки на проводе. Затяжка винта и гайки удерживает провод на месте и создает стабильную электрическую связь проводимости. Если вы затянете винт и гайку в месте пайки, лужение треснет или разрушится.
В проводах используются обжимные наконечники : Обжимные наконечники аналогичны резьбовым соединениям. Обжим с большим усилием прижимается к проводному соединению. Плотная фиксация связывает провод на месте и создает проводимость. Если обжимной наконечник затянется на проводе с лужением, пайка может сломаться.
Проволока образует плетение : Проволока соединяется, когда покрытие проводов отслаивается, а отдельные нити проволоки соединяются вместе в тканую сетку. Пайка с процессом лужения может нарушить проводимость сетки.
(Источник: EPTAC)
Вы должны использовать процесс лужения проводов при соблюдении следующих условий:
Провода, которые подключаются к простым клеммам : Провода, входящие в простые клеммы, хорошо удерживаются на месте с помощью лужения . Провода с покрытием из лужения безопасны и очень хорошо проводят электричество к простым клеммам.
Когда требуется улучшенное паяное соединение : Большинство электрических проводов увеличивают прочность и электропроводность при добавлении луженого покрытия на провода.
Когда провода имеют высокие температурные требования : Пайка электрического провода с оловянным покрытием улучшает температурный диапазон, в котором провод может выдерживать и работать. Если у вас есть проводка, которой нужны жаропрочные свойства, лужение – отличный вариант.
Если провода находятся в агрессивной или окислительной среде , иногда провода подвергаются воздействию внешних или домашних элементов. Когда провода оголены, они накапливают окисление ржавчины и даже начинают корродировать быстрее, превращая электропроводность проводов в менее эффективные провода. Луженая проволока, подвергающаяся воздействию элементов, устойчива к коррозии и окислению.
Бюджетный вариант для проектов «сделай сам»: не все проекты требуют долговечности и качественной пайки и покрытия проводов серебром. Серебро дорого и не требуется для обычных металлических соединений, соединяемых с помощью пайки. Лужение — отличная и более дешевая альтернатива некоторым другим, более дорогим методам покрытия электропроводки.
(Источник: Cable Manufacturing and Assembly Co.)
Лужение проводов по сравнению с другими покрытиями проводов
Информация в этой статье указывает на то, что лужение является наиболее рентабельным и лучшим вариантом покрытия проводов на рынке. Однако стратегия покрытия проволоки не ограничивается лужением . Некоторые материалы отлично подходят для покрытия проволоки. В таблице ниже показаны наиболее распространенные типы материалов, которые используются для покрытия проволоки.
См. ниже различия и сходства между наиболее популярными и полезными материалами, используемыми для покрытия проводов помимо лужения.
Wire Coating Material
Benefits
Downfalls
Tin
Cost-effective Easy to work withGood for electrical conductivityDoes not require flux for soldering wiresLimits conduct resistance
Low-temperature сопротивлениеКонтактное сопротивление увеличивается со временем.Плохая стойкость к коррозииНизкая прочность для механической обработки
Никель
Очень доступный вариант Повышает термостойкость и рабочую температуру провода до более чем 450 градусов Цельсия Возможность обжатия сразу.
Уменьшает электропроводность проводовТребует дополнительных поправок в качестве флюса для покрытия проводовМенее доступный, чем оловоСопротивление контакта со временем увеличивается.
Серебро
Увеличивает электропроводность провода. Делает неизолированный провод намного лучше для диапазона рабочих температур. Очень хорошо подходит для пайки. Сохраняет контактное сопротивление на низком уровне в течение всего срока службы провода
Очень дорого
(Источник: Cable Manufacturing and Assembly Co.)
Лужение жала паяльника
Другой основной целью лужения является покрытие жала паяльника. Покрытие жала паяльника отлично подходит для поддержания чистоты пайки и повышения эффективности проводов, с которыми вы работаете. Ваша пайка выглядит и ощущается лучше из-за более эффективной теплопередачи и потоков, которые производит чистое жало паяльника.
Лужение также предотвращает окисление жала паяльника и образование некрасивых грязных отложений из-за воздуха на поверхности утюга. Железное жало паяльника окисляется под воздействием кислорода. Окисление снижает эффективность жала паяльника и ограничивает передачу тепла от паяльника к поверхности и проводам, с которыми вы работаете.
Для лужения и покрытия жала паяльника необходимо выполнить несколько шагов. Лучше всего добавлять олово в жала паяльника перед каждой пайкой и после каждого сеанса пайки. Ваша пайка может стать чище и эффективнее, если вы добавите олово в паяльное жало между каждыми двумя или тремя паяльными соединениями . Всегда держите наконечник консервированным .
Лужение жала продлевает срок службы жала паяльника и позволяет лучше и эффективнее работать с проводами. Обязательно прочитайте ниже, чтобы узнать, какие шаги лучше всего предпринять при лужении жала паяльника, прежде чем продолжить пайку.
Очистите наконечник либо влажной губкой, либо соскребая наконечник металлическим скребком.
Расплавьте свежий слой или покрытие на жало паяльника. Убедитесь, что весь наконечник покрыт и выглядит блестящим и гладким.
Начинайте пайку сразу после нанесения покрытия на наконечник.
Наносите свежий оловянный материал на жало паяльника после каждых нескольких паяных соединений.
В конце сеанса пайки залудите наконечник в последний раз, протрите его до гладкости, затем выключите утюг и уберите на хранение, когда он остынет.
(Источник: Weller Tools)
Лужение медных водопроводных труб
Медные трубы относятся к наиболее распространенным материалам, используемым для подачи воды по дому. Если вы домовладелец, желающий сэкономить немного денег, или мастер, который ищет более продвинутый, но доступный проект с медными трубами для вашего дома, читайте дальше, чтобы узнать больше о том, как лужение труб паяльником — это навык, который можно освоить в домашних условиях.
Лужение и пайка медных водопроводных труб в вашем доме относительно проста и состоит из двух основных этапов. Первым шагом является подготовительная работа, а это означает, что вам необходимо подготовить пространство вокруг и на стыках медных труб, над которыми вы работаете. Вторым шагом является нагрев стыка соединяемых труб и добавление припоя с флюсом для лужения, чтобы соединить трубы вместе.
Пайка труб может показаться сложной и лучше доверить ее профессионалам. Тем не менее, этому процессу лужения трубок, называемому «запотеванием» трубок, можно научиться, выполнив несколько простых шагов. Хорошей идеей будет заранее выполнить эти шаги на тренировочных трубках, прежде чем приступить к работе с реальными трубками. Подробнее о конкретных шагах, необходимых для лужения медных водопроводных труб, читайте ниже:
Осмотрите и очистите трубу от любых остатков резки , таких как заусенцы, осколки или ребра, с помощью мелкой наждачной бумаги. Если труба грязная, никогда не используйте абразивные чистящие средства или растворы для создания пленки. Пленки и покрытия из чистящих средств создают барьер паяного соединения, который делает соединения более слабыми.
Оберните наждачной шкуркой палец и очистите вход каждой трубы . Ваша труба нуждается в тщательной очистке при пайке с лужением. При очистке трубы вам нужно сосредоточиться на первых нескольких дюймах внутри и снаружи трубы. Устье трубы необходимо для получения гладкой и чистой. Чистый и гладкий фитинг трубы гарантирует, что соединение будет здоровым и лужение будет успешным. Инструмент, который больше всего помогает при грубой очистке и шлифовании мусора, — это проволочная щетка, которую вы вращаете внутри трубы.
Не прикасайтесь к трубке после того, как вы очистите и прочистите трубку, пока она не станет яркой и блестящей, как новый пенни. Масла и грязь с ваших рук сделают беспорядок.
Нанесите тонкий слой лужения на жало паяльника и очищенные участки медной трубы, с которой вы работаете. Удалите излишки тряпкой или щеткой.
Зажгите пропановую горелку на расстоянии двух дюймов от фитинга над участком трубы . Обязательно наденьте защитные очки и повесьте огнезащитную ткань на любые поверхности, которые могут загореться в пределах фута от места пайки.
Медленно проведите горелкой по участкам с лужением в течение примерно десяти секунд или пока лужение не нагреется достаточно для плавления. Когда медь темнеет, шипит, пузырится и дымится, поверхность протравлена и готова к склеиванию.
Соедините две секции трубы и скрутите их вместе. Когда вы скручиваете трубы, луженый материал распределяется по окружности паяного соединения. Убедитесь, что материал распределяется внутри и снаружи. Сотрите лишний луженый материал.
Нагрейте каждый конец медной трубы . Убедитесь, что ваш факел настроен на пламя «бутона розы» меньшей мощности. Пламя должно охватывать периметр трубы и доводить лужение до температуры «запотевания» по всему периметру. Нагрейте весь участок стыкового шва.
Держите пропановую горелку под углом девяносто градусов , нагревая весь стык. Если вы сделаете трубу достаточно горячей, припой расплавится или «потечет», как только вы прикоснетесь к трубе.
Расплавьте или «вылейте» припой на место соединения трубы и вокруг него, поддерживая постоянный нагрев на протяжении всей работы.
Обязательно добавляйте лужение к наконечнику и новым соединениям при работе с различными участками трубы.
Используйте чистую тряпку, чтобы вытереть излишки припоя с каждого соединения , когда закончите. Убедитесь, что ваш фонарь находится в безопасном и надежном месте, чтобы уменьшить вероятность ожогов или возгорания.
(Источник: Боб Вила)
Лужение листов меди
Иногда плоские листы меди необходимо соединить. Пайка этих плоских листов вместе с лужением стыков — отличное решение. Листы меди и другие виды металлических листов используются в жилищном строительстве для поддержки тяжелых балок в кровельных и водопроводных опорах все время . Некоторыми из наиболее распространенных листовых металлов, для которых требуется лужение соединений, являются медные листы для крыш домов или систем отопления, вентиляции и кондиционирования воздуха.
Фальцы медной кровли, выполненные из листов меди и лужения швов пайки шириной полдюйма, должны выдерживать тепловое расширение и сжатие. При тестировании количество использованного припоя без зазоров и чистота кромки пайки повлияли на срок службы швов медной кровли.
Метод соединения медных листов для кровельных балок на домах представляет собой профессиональную качественную пайку, называемую установкой плоского шва. После физических испытаний круговых солдатиков плоских швов на медных листах на стыках крыш испытания показали, что лужение при соединении медных листов создает соединение, которое длится до 75 лет.
(Источник: Национальная ассоциация подрядчиков по обработке листового металла и кондиционеров)
В заключение
Лужение — лучший способ защиты, укрепления и соединения электрических проводов. Существует несколько способов лужения, но все они включают в себя использование олова из металлического материала. Олово удобно, потому что оно доступно по цене, применимо в большинстве ситуаций и обладает удобными свойствами.
Надеемся, что эта статья ясно покажет вам детали наиболее распространенных методов лужения, причин использования лужения и материалов, для которых используется лужение. Лужение — отличный вариант как для опытных специалистов по пайке, так и для начинающих домашних мастеров. Потратьте время на то, чтобы ознакомиться с шагами и подробностями, описанными в этой статье, чтобы перейти к более прочным и проводящим паяным соединениям.
Пожалуйста, включите JavaScript в вашем браузере, чтобы заполнить эту форму.
Время для прямой обратной связи: насколько хорошо я ответил на ваш вопрос? *
1 — Есть решение!
2 — Узнал что-то новое
3 — Не совсем
4 — Совсем нет
Мы очень ценим ваши отзывы!
Отметьте свой рейтинг! (необязательно)
Если вам понравилась эта статья, посмотрите другие мои статьи, которые я написал на эту тему!
Как лужить паяльное жало
Правильное использование паяльного жала и уход за ним повысят производительность пайки и снизят количество отказов паяных соединений. Правильный уход за жалом увеличивает срок его службы и качество пайки. Вот несколько советов по уходу за паяльным жалом.
Лужение наконечника
Лужение наконечника означает покрытие наконечника слоем припоя. Большинство современных паяльных жал состоят из медного сердечника (медь отлично проводит тепло), заключенного в никелированное железо для отталкивания припоя. Однако железо имеет свойство быстро окисляться. Лужение жала продлевает срок службы жала, предотвращая окисление и коррозию, но оно также приводит к тому, что проволока припоя плавится и легче течет по соединяемым деталям, что делает процесс пайки в целом более плавным. Вы должны залужить свои наконечники при первой покупке перед использованием, когда утюг простаивает в держателе во время использования и когда вы закончите пайку, прежде чем упаковать наконечники для хранения.
Сначала нужно нагреть утюг до рабочей температуры и аккуратно протереть жало влажной губкой для пайки. Если наконечник очень грязный, вы можете окунуть его в чистящую пасту для наконечников, а затем протереть влажной паяльной губкой. После очистки наконечника дайте ему вернуться к рабочей температуре. Нанесите небольшую каплю припоя на медную часть наконечника. Удалите излишки припоя влажной губкой. Небольшое количество должно оставаться на кончике, придавая ему блестящий вид. Наконечник залужен и готов к использованию.
Чем ниже содержание олова в припое, тем труднее уберечь наконечник от потери защитного покрытия припоем. Это называется обезвоживанием. Чтобы предотвратить высыхание, держите под рукой рулон припоя большого диаметра 63/37 для повторного лужения наконечника.
Очистка наконечника
Припой плохо работает на грязных, окисленных или жирных поверхностях. Когда ваш наконечник загрязнится, вам нужно будет очистить его и повторно залудить перед тем, как начать пайку. Окисленный наконечник будет иметь черный или коричневый налет, и его необходимо очистить, протерев его влажной губкой для пайки или с помощью очистителя наконечника.
Если вы используете губку для пайки, убедитесь, что она чистая и смочена дистиллированной водой. Грязная губка собирает загрязнения, которые вступают в реакцию при высоких температурах, повреждая наконечник. Никогда не используйте абразивные материалы, такие как наждачная бумага, наждачная бумага, скотч-брайт или сухая губка, для очистки наконечника. Не погружайте наконечник во флюс для его очистки, так как флюс вызывает коррозию и может привести к образованию отверстий и точечной коррозии в наконечнике. Время от времени протирайте наконечник о губку во время работы. Избегайте чрезмерного протирания, так как это может привести к выходу наконечника из строя.
Прочие наконечники
Не вдавливайте припой в наконечник, чтобы он расплавился. Это уничтожит ваш наконечник. Всегда используйте высококачественный припой, например, для своих проектов, потому что в нем меньше примесей, которые могут повредить ваши наконечники. Осмотрите рабочую поверхность наконечника на наличие изменений формы, точечных отверстий или других физических дефектов. Это признаки того, что срок службы наконечника закончился и его необходимо заменить.
Окисление происходит быстрее на наконечниках при более высоких температурах.
“MetallGroup” выкупает черный лом 3А у населения и организаций. Обеспечиваем полное сопровождение деятельности по приему, оценке, транспортировке металлического лома. Помогаем решить накопившиеся проблемы с отходами. Оперируем сотнями тысяч тонн стальной продукции в месяц.
Категория лома
% засора
Цена за т в БН (р.)
3А (габарит 1500*500*500 от 4 мм)
2
15400
Наибольший интерес в плане сдачи металлических отходов представляет кусковой металл, т. к. это один из самых распространенных видов металлолома. Этот лом подлежит переработке и вторичному вовлечению в цикл производства, поэтому на чермет всегда наблюдается регулярный спрос.
Категория металлолома
Доля примесей в виде цветных металлов
Состояние лома (степень разрушения, следы коррозии)
Чем чище сдаваемые отходы и больше их партия, тем больше денег получает сдающее лицо. Наиболее выгодным считается чермет имеющий габарит 1500*500*500 от 4 мм по типу старой и разбитой техники, отходов строительства в виде арматуры, швеллеров, железнодорожный лом в виде шпал, вагонов. Несмотря на специфику металлических отходов пригодных на прием в особый пункт их количество носит регулярный характер целый год.
Почему сдавать металлолом в компанию MetallGroup выгодно и удобно?
Имя и репутация. Компания работает давно на рынке обращения с металлоломом. Оказываем помощь во всех вопросах, гарантируем честность расчетов с клиентом. Предлагаем купить лом своим клиентам дорого в Санкт Петербурге и области.
Официально. Располагаем лицензией, регистрацией в налоговых органах. Сотрудничество с нами лишено рисков и обмана. Предоставляем необходимую документацию и отчётность по проведенным сделкам.
Удобно. Обслуживаем физических и юридических лиц. Имеем возможность принимать разные партии чёрного металла. Располагаем несколькими пунктами приема в городе. Нет очереди, задержки исполнения заявок. Обслуживание отработано и налажено на круглосуточной основе.
Быстрая оценка и расчёт. Металл оценивается, взвешивается на одном из пунктов приема. Озвучивается цена, и тут же производится оплата наличным или безналичным способом.
Помощь в сборе и сдачи чермета. Произведем в случае необходимости демонтажные и погрузочные работы на объекте клиента. Вывезем металлолом полностью или частично. Предоставим грузовой транспорт, технику, рабочих. Не придется даже участвовать во всех мероприятиях. Достаточно позвонить и оформить заявку. Остальное сделаем мы.
Выгодные условия при больших партиях. Готовы предоставить лучшую цену за килограмм металлолома при больших партиях. Также действует спец предложение на бесплатную транспортировку металлолома от 10 тонн.
Обращение к нам исключает занижение реальной стоимости металлических отходов, возникновение спорных ситуаций. Работаем честно, давно и успешно. Всегда готовы предоставить бесплатно своего специалиста для организации и исполнения вывоза металлолома любых партий. Исполняем поступившие заявки в тот же день и всегда успешно.
Заказать пропуск в Петролеспорт
Вид лома
3А5А12А16Аж/д лом
Черный лом металла 3А (стали)
Главная
Услуги
Прием металла чермета в Москве
Черный лом стали 3А
«Старт» ведет прием черного лома металла категории 3А (стали) в Москве и области по высокой цене. Хотите сдать чермет 3А в металлолом – обращайтесь!
Цены на лом черных металлов 3А от 27 октября 2022 года
Наименование
Цена за кг
Черный металл
Лом черных металлов 3А
18 руб
Значения, приведенные в таблице, носят ознакомительный характер и не являются публичной офертой. За информацией обращайтесь к представителям компании: +7 (925) 748-75-01
Заказать расчет стоимости
В России широко популярен рынок переработки вторичного сырья или чермета. Всего по ГОСТу выделяют 28 видов лома. Из них самой ликвидной считается категория 3А — стальной лом.
Характеристики: условные габариты 1500х500х500 мм, вес — от 1 до 600 кг. В составе сплава – углеродистая сталь.
Сталь 3А — востребованная категория в металлургии. Переработчики любят его за качество металла, удобство в применении, доступность на рынке. Чаще всего чермет 3А образуется при строительстве с использованием металлических конструкций. Это могут быть обрезки, демонтированные, бракованные элементы. Сюда же относятся арматура от 10 мм толщиной, балки и швеллеры, трубы, листы от 6 мм, механизмы, агрегаты с толщиной стенок от 6 мм. Драгоценное сырье может образоваться при ремонте машин, когда производится замена отдельных запчастей: валы, шестерни или узлы механизма. Чермет может накопиться после ремонта коммуникаций. Не выбрасывайте трубы отопления, водоснабжения, задвижек и запорной арматуры — это не мусор, а ценное сырье.
Как формируются цены на лом черных металлов 3А?
Цены на черный лом и на отходы стальные 3А зависят от разных причин. Например, на колебания влияет стоимость металлов на мировом рынке. Мировой и российский спрос — это основные факторы ценообразования. Когда там наблюдается спад, перерабатывающие предприятия снижают расценки, следовательно, меняется цена металлолома.
Вас интересует цена за лом черных металлов 3А в Москве и Московской области? Точные расценки, спецпредложения по скидкам, адреса пунктов приема можно узнать по телефону +7 (925) 748-75-01. Прием металла открыт круглосуточно. Операторы работают постоянно, чтобы принимать заявки.
Во время сдачи сырья возможна коррекция итоговой цены. Качество стали, общая масса, качество сортировки, состав учитывается на месте.
Сдавайте чермет в наших пунктах приема. Мы готовы купить за наличный и безналичный расчет. Оплата происходит сразу же после анализа сырья.
На что нужно обратить внимание при сдаче лома стали 3А?
Хотите продать металлолом категории 3А дороже? Осмотрите состояние чермета, который сдаете. Ржавчина, засор или хлам внутри полостей уменьшают стоимость. Коррозия постепенно разъедает металл, что тоже негативно влияет на цену. Чтобы сберечь ценность сырья, правильно организуйте хранение, если не готовы сдать сразу. Ваш итоговой заработок еще может зависеть от условий транспортировки.
Очищайте сырье от грязи, мусора, инородных предметов. Так вы продадите его дороже «засоренного». Лом могут испортить загрязнение маслами, посторонними химическими, лакокрасочными, неметаллическими материалами.
Вторсырье должно быть чистым. Допустим лишь малый процент засора неметаллического происхождения, например, грязь, пыль, песок, следы краски и т. п.
ПЛИТЫ
IIIA — купить бронеплиты 3а по лучшей цене с доставкой
Сортировать по: Избранные товарыСамые новые товарыЛучшие продажиОт A до ZZ до ABПо обзоруЦена: по возрастаниюЦена: по убыванию
товаров на странице: 812162040100
Столбцы: 1 2 3 4 6
Добавить в корзину
Быстрый просмотр
Гибкие бронепанели 3A+ Enhanced Protection 11×14 от Battle Steel
Battle Steel
Сейчас:
99,98 $
Технические характеристики: Протестировано в соответствии со стандартами NIJ-STD-0101.06 уровня 3A. Уровень 3A+ ENHANCED имеет на 25 % больше защиты по сравнению с уровнем 3A от снарядов с большой скоростью. 11×14 Ультралегкий 2 фунта. 40 слоев сверхвысокомолекулярного. ..
Кол-во в корзине: 0
Количество:
Цена:
Сейчас:
99,98 $
Итого:
Добавить в корзину
Выберите параметры
Быстрый просмотр
Скрытые бронежилеты Уровень 3A от Battle Steel
Battle Steel
Сейчас:
369,98 $
Броня: Протестировано в соответствии со стандартом NIJ-STD-0101.06, уровень 3A. Можно спрятать или носить поверх рубашки. Возможность многократного удара Поражает все распространенные патроны для пистолета вплоть до .44 Magnum, включая 12GA 00 Buck. 16H x 23W закругленная конструкция (SZ Large) Чехол из полиэстера Гибкий Всего 2,45…
Выберите параметры
Быстрый просмотр
Тактический жилет Многоцелевая броня уровня IIIA от Battle Steel
Battle Steel
Сейчас:
399,98 $
Броня: Протестировано в соответствии со стандартом NIJ-STD-0101. 06, уровень 3A. Возможность многократного удара Поражает все распространенные патроны для пистолета вплоть до .44 Magnum, включая 12GA 00 Buck. 16H x 23W закругленная конструкция (SZ Large) Чехол из полиэстера Гибкий Всего 2,45 фунта. каждая бронепанель (СЗ ЛГ) 6,2 фунта…
Выберите параметры
Быстрый просмотр
Баллистический рюкзак Уровень 3A от Battle Steel
Battle Steel
Сейчас:
89,98 $
Особенности: Вес: всего 2,3 фунта. Рюкзак и бронепанель уровня 3A 10×15 В большие сетчатые боковые карманы можно положить напиток или другое снаряжение. Вместительное основное отделение широко открывается для удобства упаковки. Встроенный мягкий чехол для компьютера вмещает большинство 15-дюймовых ноутбуков…
Выберите параметры
Быстрый просмотр
Пуленепробиваемый рюкзак Гибкие броневые панели уровня 3A и 3A+ от Battle Steel
Battle Steel
Сейчас: $69,98 — $89,98
Эти баллистические пуленепробиваемые вставки для защиты рюкзака легко помещаются в любой рюкзак. Вы также можете использовать его в сумочке, портфеле или сумке для ноутбука. Прочный, тонкий профиль и малый вес делают эти вставки прекрасным дополнением к любой сумке для любого…
Кол-во в корзине: 0
Цена:
Сейчас: $69,98 — $89,98
Итого:
Выбрать варианты
Добавить в корзину
Быстрый просмотр
Баллистические щиты Уровень 3A 4×4 от Battle Steel
Battle Steel
Сейчас:
899,98 $
Технические характеристики: Баллистика: Протестировано на уровне 3A NIJ. 9мм / .44 магнум / пули для дробовика 12GA / 00 Buck Размер: 4 х 4 фута Толщина всего 3 мм Вес: 10 фунтов Гарантия: 10 лет с даты продажи. Приложения: Розничная торговля – Магазины шаговой доступности,…
Кол-во в корзине: 0
Количество:
Цена:
Сейчас:
899,98 $
Итого:
Добавить в корзину
Выберите параметры
Быстрый просмотр
Комплект брони уровня IIIA от Battle Steel
Battle Steel
Сейчас:
$129,98
Ультратонкий, легкий и портативный комплект баллистической брони представляет собой высокоэффективную дискретную защиту от ручного огнестрельного оружия и ножей. Разработан и упакован для переноски в любом месте.
Характеристики продукта Carrier от среднего до XL: Сдержанный…
Добавить в корзину
Быстрый просмотр
Гибкая баллистическая бронепанель для Vertx Commuter Sling XL Packs Level IIIA 12×26 by Battle Steel
Battle Steel
Сейчас:
$149,98
Технические характеристики: Баллистика: протестировано в соответствии с NIJ 3A Баллистические возможности: Защищает от 9-мм снарядов со скоростью до 1400 футов/с, .44 патронов Magnum со скоростью до 1400 футов/с. Баллистический материал: полиуретан Размер: 12″ x…
Кол-во в корзине: 0
Количество:
Цена:
Сейчас:
149,98 $
Итого:
Добавить в корзину
Выберите параметры
Быстрый просмотр
Баллистическая и колющая бронепластина уровня IIIA от Battle Steel
Battle Steel
Сейчас: $59,98 — $69,98
Технические характеристики: Протестировано на уровне NIJ 3A, 9 мм / 44 Magnum Баллистический материал: полиэтилен Shooters Cut, одинарная кривая 1,2 фунта. 6,5 мм Покрытие из полимочевины 10 лет с даты продажи Сделано в США из импортных материалов. Федеральные законы и законы штата ограничивают…
Кол-во в корзине: 0
Цена:
Сейчас: $59,98 — $69,98
Промежуточный итог:
Выбрать варианты
Выберите параметры
Быстрый просмотр
Гибкая баллистическая бронепанель уровня IIIA производства Battle Steel
Battle Steel
Сейчас: $59,98 — $69,98
Технические характеристики: Баллистика: протестировано в соответствии с требованиями NIJ 3A, 9.мм / 44 Магнум Баллистический материал: полиэтилен Форма: Shooters Cut, одинарная кривая Толщина: 6,5 мм Внешнее покрытие: Гарантия: 8 лет с даты продажи Происхождение: Сделано в США…
Кол-во в корзине: 0
Цена:
Сейчас: $59,98 — $69,98
Промежуточный итог:
Выбрать варианты
Добавление товаров в корзину
Просмотр корзины Продолжить покупки
Бронепластины уровня IIIA
При поиске бронежилетов клиенты сталкиваются с несколькими брендами, моделями и материалами. В первую очередь следует обратить внимание на «Уровень», присвоенный бронированной пластине Национальным институтом юстиции (NIJ). От уровня IIA до уровня IV классификация NIJ основана на баллистических угрозах, которые бронированная плита должна останавливать, и проверена против конкретных снарядов и факторов окружающей среды. Это поможет вам сделать максимально безопасный выбор бронежилета.
Каковы преимущества бронежилетов уровня IIIA?
Броня уровня IIIA славится своей универсальностью. Как жесткие, так и мягкие пластины уровня IIIA легче, чем пластины следующей категории (уровень III), что делает их подходящими для повседневной гражданской одежды и для тактического использования полицейскими. Мягкая броня может быть превращена в большие пластины, которые идеально подходят для использования в качестве баллистических одеял, удобны и незаметны для ношения под одеждой или размещения в рюкзаке. Хотя жесткие пластины менее удобны в носке, они могут быть такими же тонкими и легкими, как и мягкие. В целом, уровень IIIA является наиболее распространенной категорией мягкой брони, которую вы найдете, поскольку она предлагает самый высокий уровень защиты, доступный в гибкой и удобной пластине.
Из каких материалов сделаны пластины уровня IIIA?
Броня Battlesteel уровня IIIA изготовлена из полиэтилена, который намного легче керамических или стальных пластин, относящихся к более высоким уровням NIJ. Пластина из мягкого полиэтилена уровня IIIA размером 10 x 12 дюймов весит менее 1 фунта по сравнению с 3,5 фунта. для аналогичной пластины уровня III — и это имеет большое значение, если вы планируете носить доспехи в течение длительного периода времени. Мы предлагаем как жесткие, так и мягкие пластины уровня IIIA одинаковой толщины (6,5 мм) и практически одинакового веса.
Какой срез пластины уровня IIIA можно приобрести?
Наши баллистические пластины уровня IIIA доступны в стрелковом крое с единственным изгибом, который повторяет контур туловища владельца, обеспечивает хорошую зону покрытия и позволяет легко двигать руками. Мы также продаем гибкую пластину размером 12 x 26 дюймов для рюкзака Vertx Commuter Sling.
Какие баллистические угрозы могут остановить бронепластины уровня IIIA?
Бронеплиты Battlesteel уровня IIIA протестированы в соответствии со стандартами NIJ для защиты от 9мм патроны FMJ и .44 Magnum.
Комплект противоосколочной защиты уровня IIIA Battle Steel
Боевая сталь
(81 отзыв)
Написать рецензию
Боевая сталь
Боевая сталь Комплект брони уровня 3A
Рейтинг Требуется
Выберите Рейтинг1 звезда (худший)2 звезды3 звезды (средний)4 звезды5 звезд (лучший)
Имя
Электронная почта Обязательно
Тема обзора Обязательно
Комментарии Обязательно
Артикул:
BattleSteel-EBAP
Вес:
4,00 фунта
В настоящее время: 109,98–134,98 долларов США
Текущий запас:
Количество:
ВХОД, чтобы узнать цены для участников, если они доступны. Используйте кнопку цитаты для запросов предложений, скидок за количество или отсутствия на складе.
Часто покупают вместе:
Описание
Дополнительная информация
Описание
Ультратонкий, легкий и портативный комплект баллистической брони представляет собой высокоэффективную дискретную защиту от ручного огнестрельного оружия и ножей. Разработан и упакован для переноски в любом месте.
Чемодан среднего и большого размера Характеристики продукта:
Незаметный бронежилет с внешним карманом для жесткого или мягкого бронежилета. Оберните вокруг пояса с застежкой-липучкой и регулируемых плечевых лямок.
Подходит для: От среднего до XL.
Передняя панель имеет размеры 16,5 дюймов в ширину и 16,0 дюймов в высоту (от нижней части горловины). Задняя панель имеет размеры 21,5 «Ш X 18,5» В (от нижней части горловины).
Внешние карманы бронежилета для жестких/мягких пластин/панелей. Внешние карманы бронежилета вмещают панели мягкой брони размером 11 дюймов (Ш x 14 дюймов) в высоту или пластины жесткой брони размером 11 дюймов (Ш x 14 дюймов в высоту) и 1 дюйм (Г). бронепластина/панель находится внутри кармана.
Максимальная длина поясного ремня — 57 дюймов
Регулируемая застежка-липучка 2-дюймовые плечевые ремни. Для регулировки высоты/низкости посадки бронежилета на туловище.
2″В X 9″Д Петли, пришитые к передним и задним панелям, для нашивок с названием, подразделением или моралью.
Чехол от XL до 2XL Характеристики продукта:
Незаметный бронежилет с внешним карманом для жесткого или мягкого бронежилета.
Пояс с застежкой на липучке и регулируемые плечевые лямки.
Размеры передней панели 18,0″Ш X 19,0″В (от низа горловины).
Размеры задней панели: 25,5 дюймов (ширина) x 20,5 дюймов (высота) (от нижней части горловины).
Внешние карманы бронежилета для жестких/мягких пластин/панелей.
Внешние карманы бронежилета предназначены для размещения панелей мягкой брони размером 11 дюймов (ширина) x 14 дюймов (высота) или пластин жесткой брони размером 11 дюймов (ширина) x 14 дюймов (высота) x 1 дюйм (глубина).
Внутри карманов для брони имеется регулируемый по высоте ремень с застежками-липучками для регулировки высоты/низкости расположения меньшей пластины/панели брони внутри кармана.
Максимальная длина поясного ремня — 57 дюймов
Регулируемая застежка-липучка – 2-дюймовые плечевые ремни. Для регулировки высоты/низкости посадки бронежилета на туловище.
2″В X 9″Д Петли, пришитые к передним и задним панелям, для нашивок с названием, подразделением или моралью.
Броня
Протестировано в соответствии с уровнем IIIA 0106.01 NIJ, который включает 44 магнум и 9 мм, а также все меньшие угрозы.
Баллистические панели: Легкие конструкционные материалы из полиэтилена.
Размер: 10×12 ИЛИ 11×14
5 лет гарантии.
Собран в США из импортных материалов.
Федеральные законы и законы штата ограничивают покупку и хранение бронежилетов осужденными преступниками. Покупая баллистическую продукцию, вы подтверждаете, что вам исполнилось 18 лет, что вы не совершаете покупку для незаконных целей и не судимы за какие-либо преступления. Мы не отправляем баллистическую продукцию в штат Коннектикут или за пределы США. ВОЗВРАТА ИЛИ ОБМЕНА ЗА БАЛЛИСТИЧЕСКУЮ ПРОДУКЦИЮ НЕТ.
ПРЕДУПРЕЖДЕНИЕ Этот продукт может содержать химические вещества, известные в штате Калифорния как вызывающие рак и врожденные дефекты или другие нарушения репродуктивной функции.
Масса труб большого диаметра и толщины стенки. Толстостенные трубы
Калькулятор
Производство › Сортамент проката ›
Стальные трубы большого диаметра (ТБД) и толщины стенки
Трубный прокат можно разделить по размеру на малые, средние и большие трубы. К мелким относятся диаметры от 50 и больше – 59, 76, 89, 102, 108, 114, 128, 159.
К трубам среднего диаметра относятся 219, 273, 325, 377, 426, 530 – это самые распространенные размеры диаметра, их часто покупают, и они чаще всего встречаются в продаже.
Большие трубы – 530, 630, 720, 820, 1020, 1220, 1420, 1620 и больше.
Трубы большого диаметра (ТБД) — трубный прокат с наружным диаметром от 530 мм и большой толщиной стенки (больше 8 мм). В основном они применяются при строительстве магистральных газопроводов и нефтепроводов, а также тепловых сетей, трубопроводов водоканалов, канализационных сооружений, изготовлении водонапорной башни трубы. В Украине популярным трубным прокатом большого диаметра являются: стальные электросварные прямошовные трубы (сортамент по ГОСТ 10706, диаметры 530 мм, 630 мм, 720 мм, 820 мм, 920 мм, 1020 мм, 1120 мм, 1420 мм; толщина стенки от 8 до 20 мм) и трубы магистральные (сортамент по ГОСТ 20295). Благодаря своим высоким качественным характеристикам и приемлемой цене, украинские трубы большого диаметра пользуются большим спросом у строительных компаний и отличаются долговечностью металла и надежностью.
Процесс производства сварного трубного проката состоит из двух технологических операций: свертывания листовой заготовки в замкнутый контур (квадрат, прямоугольник, круг) и сварки полученного стыка электросваркой. Размеры полос стали должны соответствовать длине развертки сечения изготовленного проката. Кромки полос обрабатывают под сварку (снимают фаску) на кромкострогальных станках таким образом, чтобы при выполнении сварочных операций обеспечить полный провар стыка по всей толщине стенки.
По ГОСТу допускается отклонения по толщине стенки, причем большие. Например, прямошовная труба диаметром 1020 мм с толщиной стенки 10 мм может иметь отклонения от номинальных размеров толщины до 0,8 мм как в большую, так и меньшую сторону. Так что, если вы произвели измерения толщины стенки и они не совпадают с маркировкой по ГОСТ, удивляться не стоит. Поэтому лучше покупать трубный металлопрокат там, где указана цена за тонну трубы, а не за погонный метр трубной продукции. Для быстрого расчета массы труб можно воспользоваться нашим калькулятором массы труб в разделе сайта «Сортамент металлопроката». Рассчитать массу можно для разных марок сталей, из которых изготовлен труба. Калькулятор подсчитывает массу автоматически, выдавая готовый результат в доли секунды. Также калькулятор переводит массу в длину при известных размерах диаметра и толщины стенки.
Толстостенные трубы малого диаметра по ГОСТ 8732-78
Трубы малого диаметра и большой толщины стенки (толстостенные) производятся из углеродистых и легированных сталей со специальными свойствами согласно ГОСТ 30564-98 из стали 10, 20 по ГОСТ 1050-88; 10Г2, 30ХМА по ГОСТ 4543-7; трубы 09Г2С по ГОСТ 19281-89. Наиболее востребована сегодня в Украине б/у труба бесшовная низколегированная конструкционная из стали 09Г2С и нержавеющей стали благодаря своей низкой цене. Толстостенная труба малого диаметра используется для изготовления элементов сварных металлоконструкций высотных конструкций и других тяжелонагруженных изделий из металла, котлов работающих под давлением при температуре до +425°С (используются диаметры Д=83-219 мм). Наружный диаметр труб с большой толщиной стенки находится в диапазоне 83-550 мм. Толщина стенки – 17-60 мм.
Толстостенная труба малого диаметра — трубный катаный прокат повышенной прочности, используемая для транспортировки газа или жидкости под высоким давлением, на буровых установках при бурении скважин, а также в машиностроении для выполнения работ по токарной обработке деталей. Использование толстостенных труб в машиностроении для производства токарных работ очень выгодно, особенно для изготовления деталей малого диаметра типа втулок (с отверстием внутри) из черной и нержавеющей стали. Вследствии чего малое количество металла уходит в стружку при металлообработке, сокращаются потери на отходы производства, снижается цена производителя готовой продукции.
В зависимости от назначения и технических требований толстостенные трубы изготавливают из различных марок стали. Если трубка изготовлена из цветных металлов или нержавейки, то она является химстойкой.
Размеры толстостенных труб
Отношения наружного диаметра к толщине стенки в толстостенных трубах бывает в пределах от 6 до 12,5. Если это же отношение менее 6 мм такие трубы называются особо толстостенные. Обязательное требование для изготовления толстостенных профилей — термическая обработка.
Длина толстостенных труб бывает:
немерной длины (от 1,5 до 11,5 м)
мерной длины (от 4,5 до 9 м)
кратной мерной (от 1,5 до 9м с припуском на каждый рез не менее 5 мм).
Подробнее с диаметром толстостенных труб ГОСТ 8732-78 , а также массой погонного метра, вы можете ознакомиться в таблице «Диаметр и толщина стенки трубы». Для быстрого расчета веса по размерам используйте Калькулятор массы трубы.
Труба 57х3.0 мм. ГОСТ10704; ГОСТ10705 електрозварна прямошовна., вибрати з [Груп], купити в [Регіоні] за найкращими цінами із наявності, тел. +380 (67) 563-76-11
Опис
Характеристики
Труби ГОСТ10704; ГОСТ 10705 сталеві електрозварні прямошовні, марки сталі ст. 1 КП/ПС/СП; 2КП/ПС/СП; 3КП/ПС/СП.
Труба електрозварна застосовується при виробництві металевих конструкцій, домашніх та офісних меблів, в автомобільної, тракторної галузі. Також застосовується така трубу для зведення огорожі дачних ділянок, веранд, дитячих майданчиків у дворах і дитячих садах. Кругла труба електрозварна має широке застосування у виробничій галузі, машинобудування та газо та водопостачання.
Інформація для замовлення
Специфікації
gost10704-91. pdf
gost10705-80.pdf
Труба 57х3.0 мм. ГОСТ10704; ГОСТ10705 електрозварна прямошовна.
В наявності
39 грн/кг
Купити
+380505822616
+380 (67) 563-76-11
— Труби / Viber / Telegram
+380 (99) 144-25-64
— Труби
+380 (95) 689-30-02
— Електроізоляція
Pipe Bar Cart — Etsy.
de
Etsy больше не поддерживает старые версии вашего веб-браузера, чтобы обеспечить безопасность пользовательских данных. Пожалуйста, обновите до последней версии.
Воспользуйтесь всеми преимуществами нашего сайта, включив JavaScript.
Найдите что-нибудь памятное, присоединяйтесь к сообществу, делающему добро.
( 46 релевантных результатов,
с рекламой
Продавцы, желающие расширить свой бизнес и привлечь больше заинтересованных покупателей, могут использовать рекламную платформу Etsy для продвижения своих товаров. Вы увидите результаты объявлений, основанные на таких факторах, как релевантность и сумма, которую продавцы платят за клик. Учить больше.
)
Тележка для труб | Гринли
Перейти к содержанию
Переключатель Locale Modal, текущее значение:
Выберите страну
Value}}»> {{страна.Текст}}
Выберите язык
{{Название языка}}
Номер по каталогу: 36745
СКП №: 783310367451
Номер по каталогу: 36745
СКП №: 783310367451
Простое управление одним человеком экономит время и деньги
Переместить стандартную трубу длиной 20 футов (6,01 м)
Большие колеса 3 на 12 дюймов (76 мм x 305 мм)
Прочная стальная конструкция для длительного срока службы
Показать меньше
Читать далее
купить сейчас
Запросить демонстрацию
Зарегистрируйте свой продукт
Запросить информацию
Интернет-магазины
Магазины рядом с вами
Посетите сайт, чтобы узнать о наличии.
В наличии
купить сейчас
Технические характеристики
Цвет
Зеленый
Грузоподъемность
1000 фунтов
Количество полок
0
Тип
Тележка для кабелепровода/трубы
Заявка
Транспортировочный трубопровод/труба
Размер колеса
12-дюймовые колеса
*Greenlee® может вносить усовершенствования и/или изменения в технические характеристики продуктов в любое время по своему усмотрению, без предварительного уведомления или каких-либо обязательств, а также оставляет за собой право изменять или прекращать выпуск моделей.
Мембранный насос для воды 12 вольт 60 ват 1/2 дюйма
На складе
Доставка по Украине
901 грн
Купить
Интернет-магазин «Сад и Дача»
Мембранный насос для воды 12 вольт 80 ват
На складе в г. Днепр
Доставка по Украине
1 038 грн
Купить
Интернет-магазин «Сад и Дача»
Насос для воды 12 вольт
На складе
Доставка по Украине
917 грн
Купить
Интернет-магазин «Сад и Дача»
Насос для воды 12 Вольт: погружной, вакуумный, помпа
Содержание
Назначения и особенности
Виды и отличия
Популярные модели
Как работает насос для воды на 12В? (видео)
Для мытья машины, поливки грядок, газонов или же клумб чаще всего применяются компактные насосы для воды 12 вольт. Применение такого вида насосов не ограничивается сельскохозяйственной сферой.
Насос для воды малого напряжения FL-220
Наиболее часто их используют для бытовых нужд, как создания механизма наполнения бака для душа или же наполнения бочки для полива. Кроме того, столь небольшие насосы используют и при дренировании скважины. Низкая стоимость и универсальность насосов 12V — причины их такой огромной популярности.
1 Назначения и особенности
Насосы 12В, как уже было сказано выше, применяются для следующих целей:
Мытье автомобиля или громоздкой техники;
Полив грядок, клумб или же газонов;
Для создания механизма автоматического наполнения бака для душа или наполнения поливной бочки;
Для дренажа или промывки скважины;
Другие мелкие бытовые сферы применения.
Наиболее значимыми преимуществами насосов 12В можно назвать следующие:
Возможность применения в условиях, где нет электросети в 220В;
Возможность применения рядом с опасными источниками высокого напряжения;
Возможность применения рядом с источниками циркуляции воды, что могут замкнуть более совершенные аналоги насосов, нежели насосы 12В;
Отсутствие сильных шумов и вибрации при работе даже на максимальных мощностях.
Насосные устройства 12В имеют ограничения в высоте подачи воды. Как правило, насосы 12В не способны подавать жидкость (в данном случае воду) на высоту более 100 метров.
к меню ↑
2 Виды и отличия
Существует несколько видов насосных систем 12В. Представлены они так:
И это далеко не весь список, существуют и более узкоспециализированные насосные системы, которые впрочем, используются в бытовых целях предельно редко. Опустив вакуумный механизм, принцип работы которого применяется во всех нынешних насосах 12В, рассмотрим оставшиеся.
Циркуляционный насосный аппарат в 12V имеет, как правило, мокрый ротор. То есть, крыльчатка устройства вращается настолько свободно производящимся магнитным полем, что возможно попадание в него извне инородных предметов. Случается это достаточно часто.
Из этого следует, что циркуляционный аппарат в 12V требует тщательной очистки от попавших в него окалин или же камней. В противном случае остановится крыльчатка, что выведет всю систему аппарата из строя.
Но наиболее приемлемым вариантом является установка грязевого фильма на входе устройства. Циркуляционный вид насосных устройств в 12V имеет следующие плюсы:
Для стабильной работы устройства не нужны трубы большого диаметра;
Циркуляционный насос позволяет использовать современные схемы отопления, в том числе двухтрубные;
Циркуляционный аппарат намного более экономный в плане потребления электроэнергии, нежели большинство его аналогов;
Учитывая то, что вся система находится всегда под давлением, это хорошо складывается на стабильности работы устройства, так как существенно снижается количество и частота возникновения так называемых «воздушных пробок».
Водяной помпа-насос применяют, как правило, в сельскохозяйственной сфере. Широта сферы применения данного устройства поражает: его можно использовать как в садовых работах, так и в тушении пожаров, как в строительстве, так и в нефтяной промышленности. Насос-помпа имеет несколько подгрупп, которые именуются так:
Первый вид помпа-насосов, поверхностный, в отличие от аналогов не погружается в жидкость. Его можно устанавливать и вблизи водяной емкости. При этом забор жидкости будет происходить с помощью обычного шланга. Это устройство предельно просто как в самой конструкции, так и в обращении.
К сожалению, из-за небольшого предела возможности всасывания водяной массы, помпа-насос применяется только в местах максимально приближенных к источнику воды. Например, для получения воды из водоемов или же колодцев, которую затем можно применять для орошения полей или для тушения пожаров.
Помпа-устройство такого вида имеет три подгруппы:
Садовые помпа-насосы, для полива огородов или же откачки воды из бассейнов и емкостей;
Напорные, для повышения давления в замкнутых системах водоснабжения;
Станции-резервуары, имеющие с блок управления.
Погружной насос 12 Вольт в отличие от предыдущего погружается в водяной массе полностью. При этом корпус этого устройства сделан из специального коррозиестойкого материала.
Главной задачей этого типа аппаратуры является подъем жидкости (в данном случае воды) с относительно больших глубин. Есть несколько типов погружных устройств для перекачки воды: скважинные, колодезные и дренажные.
Колодезный вид применяют для перекачки воды из колодца со слабозагрязненной или же полностью чистой водой. В них часто применяется электрический движок, что обеспечивает большую производительность при низком уровне шумов. Благодаря этому данный вид устройств для перекачки воды применяют при создании водоснабжения в загородных домах.
Насос для воды малого напряжения, модель FL-40
Дренажные насосы на помповой основе применяют для перекачки грязной воды из дренажных канав, вырытых траншей или других объектов. При этом дренажные устройства для перекачки загрязненной воды не пропускают инородные частички диаметром более 30 миллиметров.
Частички менее 30 миллиметров опасными не считаются, поэтому их проникновение через аппарат не должно настораживать эксплуататора.
Существует еще и аппарат для перекачки фекальных масс. Он применяется в случаях, когда для перекачки фекальных масс большого объема и массы недостаточно обычных насосов и нужен специальный вид имеющий механизм измельчения длинноволокнистых включений.
Из-за своей специфики работы дренажные устройства такого типа требуют постоянной проверки и очищения от засоряющих инородных предметов.
Автомобильные дренажные устройства и устройства для перекачки воды по факту являются уменьшенной и более компактной версией полноценных 12В насосов. Работают они на аккумуляторе автомобиля, к бортовой сети которого подключены. к меню ↑
2.1 Популярные модели
Огромное разнообразие насосов 12В ввергает неопытных покупателей в шок. К сожалению, большинство таких устройств, выбранных на скорую руку или по незнанию, работают нестабильно и очень непродолжительно. Дабы избежать этих проблем, приобретать стоит проверенные покупателями и временем модели.
Насосы для перекачки технических жидкостей KENT. Данные устройства брэнда «KENT» предназначены для перекачки технических жидкостей: дизельного, бензинового и других видов топлива. Средняя производительность аппаратов фирмы KENT — 35 литров в минуту. Все устройства фирмы KENT имеют идущий в комплекте 2,5 метровый кабель, специальный фильтр и зажимы «крокодил».
Пример использования погружных насосов малого напряжения
Дренажные насосы циркуляционного типа модели «DC50F-1250». Данная модель способна выполнять работу при высоте напора в пять метров и температуре воды до 60 градусов по Цельсию. Производительность — 820 литров в час, длинна идущего в комплекте с устройством кабеля — один метр. В среднем устройство этой модели работает более 30 000 часов, стабильно и без поломок.
Мембранные насосы (артикул «92») применяющиеся в сельскохозяйственном деле. Способны перекачивать двадцать литров воды в минуту, при атмосферном давлении до 4,2 атм. Длина идущего в комплекте кабеля — 20 сантиметров, присутствуют штуцеры (вход и выход) с резьбой в ½ дюйма и переходником под подходящий шланг в ½ дюйма. Вес устройства — 3,3 килограмма.
Для автомобилей рекомендуется приобретать автоматические мембранные виды насосов с 5 рабочим элементом и самовсасывающим механизмом. Производительность таких устройств — 20 литров воды в минуту при рабочем атмосферном давлении в 4,8 атм.
Читайте также: преимущества бытовых самовсасывающих насосов для воды.
При этом давление струи при зажатом пистолете достигает 3,8 атм. Длина идущего в комплекте с устройством кабеля — 30 сантиметров, вес устройства — 4,2 килограмма. Имеется специальный переходник с шланга на пистолетный механизм. Имеется встроенный фильтр и два переходника. к меню ↑
2.2 Как работает насос для воды на 12В? (видео)
Главная страница » Насосы
Насос для перекачки воды Bazpo Splash 12 В
Насос для перекачки воды Bazpo Splash 12 В | Малый погружной водяной насос – Интернет-магазин
HOT
Новый
-41%
в складе
Предварительный заказ
Out Stock
Купить на Amazon
. Сведения о продукте
Размер продукта: 6 дюймов на 1,5 дюйма на 1,2 дюйма
. : 4,8 унции или 136,078 грамма
Производитель/Производитель: BAZPO
Напряжение: 12 В постоянного тока
Ток: Максимум 2,2 А
Пропускная способность: Максимум 10 литров в минуту (2,5 гал/мин)
Давление: Максимум 0,55 бар или 8 фунтов на кв. дюйм
Потребляемая мощность: от 15 до 24 Вт
Доставка высота: максимум 18 футов (5,4 м)
Когда требуется смена темпа, о выходе на улицу никогда не может быть и речи. Пребывание в закрытых помещениях в течение длительного периода времени обязательно заставит вас чувствовать себя бездействующим, что делает идею приключений и побега намного более заманчивой.
Разве не в интересах всех извлечь максимальную пользу из того, что может стать их величайшей авантюрой? Будь то кемпинг, походы или походы, и особенно там, где речь идет об основных потребностях, таких как вода, не все ли склонны готовить только лучшие материалы, первоклассное оборудование? BAZPO здесь, чтобы гарантировать вам именно это: представляем вам небольшой погружной водяной насос BAZPO Splash 12 В .
Характеристики и особенности
Когда вы выходите на улицу, такая простая вещь, как функциональный и работающий водяной насос, может стать решающим фактором для приятного путешествия или катастрофического. При этом 12V BAZPO Splash Погружной водяной насос RV оснащен следующими характеристиками, которые гарантируют вам наилучшую производительность и приятное времяпрепровождение:
Максимальная производительность
Благодаря фильтру с обратным клапаном насос для питьевой воды BAZPO 12V обеспечивает надежную работу. дополнительной защиты и продления срока службы двигателя. Можно быть уверенным, что качество определенно не было принесено в жертву маркетингу, поскольку он оснащен силовым кабелем длиной 3,2 фута (1 метр) и имеет высоту подачи воды до 5,5 метров или 18 футов.
Компактный и гибкий
Тот факт, что его размеры составляют 6 дюймов на 1,5 дюйма на 1,2 дюйма (6 дюймов или 152,5 мм в высоту и 1,52 дюйма или 38,85 мм в диаметре), показывает, что он действительно компактный и гибкий . Он легко переносим и гибок практически для любого случая или события.
Его можно подключить к источнику питания, например, к переносной батарее или солнечной панели, чтобы перекачивать воду в банку объемом до 5 галлонов.
Лучший для активного отдыха
Просто подключив его к крану с помощью 10-миллиметрового шланга, вы можете начать свое приключение! Если вы хотите отправиться куда-нибудь без электричества, вы можете подключить насос для питьевой воды BAZPO 12 В к комплекту солнечной панели, 12-вольтовому трансформатору или автомобильному аккумулятору. Низковольтное качество насоса от 15 до 24 Вт делает его чрезвычайно удобным для таких ситуаций. №
Он также чрезвычайно универсален по своей природе: соединив его с опрыскивателем, вы можете устроить садовый душ на газоне для ваших растений и цветов.
Отличная репутация и гарантия на продукцию
Все компоненты погружного водяного насоса BAZPO Splash 12 В были протестированы и изготовлены в Германии. Его технология современна, а материалы подлинны.
Продукт прошел многочисленные испытания и оценки, чтобы быть там, где он есть сейчас. Служба поддержки клиентов BAZPO также работает круглосуточно и без выходных, если у вас возникнут какие-либо вопросы или проблемы.
Разнообразный рынок
Помимо уважаемого имени, BAZPO имеет опыт и разнообразие ниже своего пояса. У них есть клиенты, чьи проекты включали гидропонные системы, ирригационные системы, аквариумы, яхты, парусные лодки, подмены килевой воды и системы поения для крупного рогатого скота.
Инструкции перед использованием
Однако перед использованием погружного водяного насоса BAZPO Splash 12 В необходимо помнить несколько вещей. Лучше всего принять к сведению дополнительные инструкции ниже:
Погружному водяному насосу BAZPO требуется источник питания постоянного тока напряжением 12 Вольт, который может быть взят из сухих батарей, автомобильных аккумуляторов и т. д. Вы должны дать ему поработать не более пятнадцати минут, а затем дать ему остыть в течение такого же времени. .
Берегите его от сильных ударов, так как это может повредить насос. Он был сделан специально для использования только в воде и может выдерживать нагрев только до 75°C.
Водяной насос не должен замерзать. Слейте воду из насоса зимой и отсоедините его от резервуаров для воды.
Он действительно обладает многочисленными функциями и характеристиками, которые делают его уникальным среди других продуктов и высокоэффективным. Если судить о его универсальности, компактности и эффективности, то его качество — больше, чем гарантия.
Наслаждайтесь незабываемыми приключениями на свежем воздухе или упростите повседневную жизнь с помощью погружного водяного насоса BAZPO Splash на 12 В. Это точно не подведет!
Артикул: 1320.14.00
99,99 $ 59,99 $
Вы сохраняете: 40,00 долл. США (41%)
Вариант по умолчанию
Количество
Купить на Amazon
Подробности продукта
Размер продукта: 6 дюймов на 1,5 дюйма на 1,2 дюйма
.
Производитель/Производитель: BAZPO
Напряжение: 12 В пост. тока
Ток: максимум 2,2 ампера
Пропускная способность: максимум 10 литров в минуту (2,5 гал/мин)
Давление: максимум 0,55 бар или 8 фунтов на кв. дюйм
Потребляемая мощность: от 15 до 24 Вт
Высота доставки: Максимум 18 футов (5,4 м)
Когда нужно сменить темп, никогда не может быть и речи о выходе на улицу. Пребывание в закрытых помещениях в течение длительного периода времени обязательно заставит вас чувствовать себя бездействующим, что делает идею приключений и побега намного более заманчивой.
Разве не в интересах всех извлечь максимальную пользу из того, что может стать их величайшей авантюрой? Будь то кемпинг, походы или походы, и особенно там, где речь идет об основных потребностях, таких как вода, не все ли склонны готовить только лучшие материалы, первоклассное оборудование? BAZPO здесь, чтобы гарантировать вам именно это: представить вам 12V BAZPO Splash Малый погружной водяной насос .
Характеристики и особенности
Когда вы выходите на улицу, такая простая вещь, как функциональный и работающий водяной насос, может стать решающим фактором для приятного путешествия или катастрофического. При этом 12-вольтовый погружной водяной насос BAZPO Splash RV оснащен следующими функциями, которые гарантируют вам наилучшую производительность и приятное времяпрепровождение:
Максимальная производительность
Таким образом, насос для питьевой воды BAZPO 12V обеспечивает дополнительную защиту и длительный срок службы двигателя. Можно быть уверенным, что качество определенно не было принесено в жертву маркетингу, поскольку он оснащен силовым кабелем длиной 3,2 фута (1 метр) и имеет высоту подачи воды до 5,5 метров или 18 футов.
Компактный и гибкий
Тот факт, что его размеры составляют 6 дюймов на 1,5 дюйма на 1,2 дюйма (6 дюймов или 152,5 мм в высоту и 1,52 дюйма или 38,85 мм в диаметре), показывает, что он действительно компактный и гибкий . Он легко переносим и гибок практически для любого случая или события.
Его можно подключить к источнику питания, например, к переносной батарее или солнечной панели, чтобы перекачивать воду в банку объемом до 5 галлонов.
Лучший для активного отдыха
Просто подключив его к крану с помощью 10-миллиметрового шланга, вы можете начать свое приключение! Если вы хотите отправиться куда-нибудь без электричества, вы можете подключить насос для питьевой воды BAZPO 12 В к комплекту солнечной панели, 12-вольтовому трансформатору или автомобильному аккумулятору. Низковольтное качество насоса от 15 до 24 Вт делает его чрезвычайно удобным для таких ситуаций. №
Он также чрезвычайно универсален по своей природе: соединив его с опрыскивателем, вы можете устроить садовый душ на газоне для ваших растений и цветов.
Отличная репутация и гарантия на продукцию
Все компоненты погружного водяного насоса BAZPO Splash 12 В были протестированы и изготовлены в Германии. Его технология современна, а материалы подлинны.
Продукт прошел многочисленные испытания и оценки, чтобы быть там, где он есть сейчас. Служба поддержки клиентов BAZPO также работает круглосуточно и без выходных, если у вас возникнут какие-либо вопросы или проблемы.
Разнообразный рынок
Помимо уважаемого имени, BAZPO имеет опыт и разнообразие ниже своего пояса. У них есть клиенты, чьи проекты включали гидропонные системы, ирригационные системы, аквариумы, яхты, парусные лодки, подмены килевой воды и системы поения для крупного рогатого скота.
Инструкции перед использованием
Однако перед использованием погружного водяного насоса BAZPO Splash 12 В необходимо помнить несколько вещей. Лучше всего принять к сведению дополнительные инструкции ниже:
Погружному водяному насосу BAZPO требуется источник питания постоянного тока напряжением 12 Вольт, который может быть взят из сухих батарей, автомобильных аккумуляторов и т. д. Вы должны дать ему поработать не более пятнадцати минут, а затем дать ему остыть в течение такого же времени. .
Берегите его от сильных ударов, так как это может повредить насос. Он был сделан специально для использования только в воде и может выдерживать нагрев только до 75°C.
Водяной насос не должен замерзать. Слейте воду из насоса зимой и отсоедините его от резервуаров для воды.
Он действительно обладает многочисленными функциями и характеристиками, которые делают его уникальным среди других продуктов и высокоэффективным. Если судить о его универсальности, компактности и эффективности, то его качество — больше, чем гарантия.
Наслаждайтесь незабываемыми приключениями на свежем воздухе или упростите повседневную жизнь с помощью погружного водяного насоса BAZPO Splash на 12 В. Это точно не подведет!
Я согласен с условиями
Гарантированная безопасная проверка:
Поделиться:
Информация о продукте
Дополнительные
Пользовательская вкладка
Пользовательский HTML
Отзывы о клиентах
Информация о продукте
Купить на Amazon
. на 1,5 дюйма на 1,2 дюйма
Вес продукта: 4,8 унции или 136,078 грамма
Производитель/Производитель: БАЗПО
Напряжение: 12 В постоянного тока
Ток: максимум 2,2 ампера
Пропускная способность: максимум 10 литров в минуту (2,5 гал/мин)
Давление: максимум 0,55 бар или 8 фунтов на кв. дюйм
Потребляемая мощность: от 15 до 24 Вт
Высота подачи: максимум 18 футы (5,4 метра)
Когда требуется смена темпа, о выходе на улицу никогда не может быть и речи. Пребывание в закрытых помещениях в течение длительного периода времени обязательно заставит вас чувствовать себя бездействующим, что делает идею приключений и побега намного более заманчивой.
Разве не в интересах всех извлечь максимальную пользу из того, что может стать их величайшей авантюрой? Будь то кемпинг, походы или походы, и особенно там, где речь идет об основных потребностях, таких как вода, не все ли склонны готовить только лучшие материалы, первоклассное оборудование? BAZPO здесь, чтобы гарантировать вам именно это: представляем вам небольшой погружной водяной насос BAZPO Splash 12 В .
Характеристики и особенности
Когда вы выходите на улицу, такая простая вещь, как функциональный и работающий водяной насос, может стать решающим фактором для приятного путешествия или катастрофического. При этом 12V BAZPO Splash Погружной водяной насос RV оснащен следующими характеристиками, которые гарантируют вам наилучшую производительность и приятное времяпрепровождение:
Максимальная производительность
Благодаря фильтру с обратным клапаном насос для питьевой воды BAZPO 12V обеспечивает надежную работу. дополнительной защиты и продления срока службы двигателя. Можно быть уверенным, что качество определенно не было принесено в жертву маркетингу, поскольку он оснащен силовым кабелем длиной 3,2 фута (1 метр) и имеет высоту подачи воды до 5,5 метров или 18 футов.
Компактный и гибкий
Тот факт, что его размеры составляют 6 дюймов на 1,5 дюйма на 1,2 дюйма (6 дюймов или 152,5 мм в высоту и 1,52 дюйма или 38,85 мм в диаметре), показывает, что он действительно компактный и гибкий . Он легко переносим и гибок практически для любого случая или события.
Его можно подключить к источнику питания, например, к переносной батарее или солнечной панели, чтобы перекачивать воду в банку объемом до 5 галлонов.
Лучший для активного отдыха
Просто подключив его к крану с помощью 10-миллиметрового шланга, вы можете начать свое приключение! Если вы хотите отправиться куда-нибудь без электричества, вы можете подключить насос для питьевой воды BAZPO 12 В к комплекту солнечной панели, 12-вольтовому трансформатору или автомобильному аккумулятору. Низковольтное качество насоса от 15 до 24 Вт делает его чрезвычайно удобным для таких ситуаций. №
Он также чрезвычайно универсален по своей природе: соединив его с опрыскивателем, вы можете устроить садовый душ на газоне для ваших растений и цветов.
Отличная репутация и гарантия на продукцию
Все компоненты погружного водяного насоса BAZPO Splash 12 В были протестированы и изготовлены в Германии. Его технология современна, а материалы подлинны.
Продукт прошел многочисленные испытания и оценки, чтобы быть там, где он есть сейчас. Служба поддержки клиентов BAZPO также работает круглосуточно и без выходных, если у вас возникнут какие-либо вопросы или проблемы.
Разнообразный рынок
Помимо уважаемого имени, BAZPO имеет опыт и разнообразие ниже своего пояса. У них есть клиенты, чьи проекты включали гидропонные системы, ирригационные системы, аквариумы, яхты, парусные лодки, подмены килевой воды и системы поения для крупного рогатого скота.
Инструкции перед использованием
Однако перед использованием погружного водяного насоса BAZPO Splash 12 В необходимо помнить несколько вещей. Лучше всего принять к сведению дополнительные инструкции ниже:
Погружному водяному насосу BAZPO требуется источник питания постоянного тока напряжением 12 Вольт, который может быть взят из сухих батарей, автомобильных аккумуляторов и т. д. Вы должны дать ему поработать не более пятнадцати минут, а затем дать ему остыть в течение такого же времени. .
Берегите его от сильных ударов, так как это может повредить насос. Он был сделан специально для использования только в воде и может выдерживать нагрев только до 75°C.
Водяной насос не должен замерзать. Слейте воду из насоса зимой и отсоедините его от резервуаров для воды.
Он действительно обладает многочисленными функциями и характеристиками, которые делают его уникальным среди других продуктов и высокоэффективным. Если судить о его универсальности, компактности и эффективности, то его качество — больше, чем гарантия.
Наслаждайтесь незабываемыми приключениями на свежем воздухе или упростите повседневную жизнь с помощью погружного водяного насоса BAZPO Splash на 12 В. Это точно не подведет!

 В.Н. Тришин.2013.
В.Н. Тришин.2013.
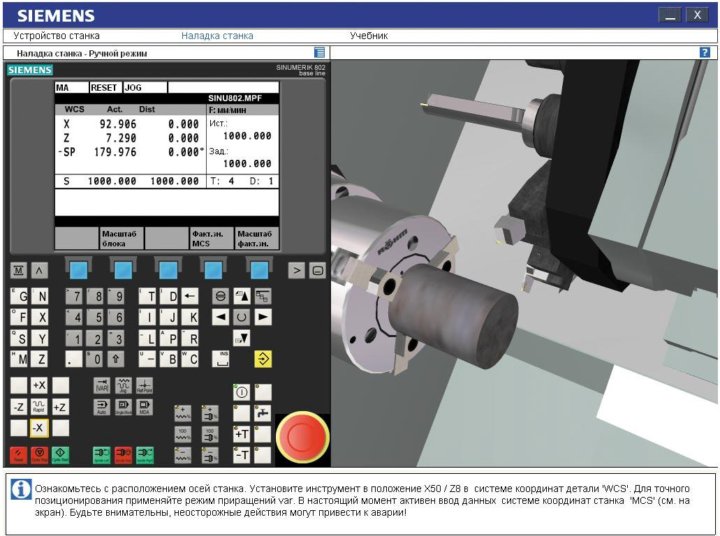 тех.
тех. А. Зализняку»)
А. Зализняку»)
 п.) с целью обеспечения его работы в заданных, условиях определенное время (смену, сутки и т. п.). Наладка-часть технологического процесса.
п.) с целью обеспечения его работы в заданных, условиях определенное время (смену, сутки и т. п.). Наладка-часть технологического процесса. Ant. поломка, авария
Ant. поломка, авария тех. adjustment; setting up; наладчик м. adjuster; наладочный: наладочные работы adjustment and alignment sg.
тех. adjustment; setting up; наладчик м. adjuster; наладочный: наладочные работы adjustment and alignment sg. ін. до роботи, дії.
ін. до роботи, дії.





 Приемо-сдаточные испытания по прогрузке выключателей обеспечивают защиту от поражения электрическим током при коротких замыканиях, а также защиту сетей от перегрузок и пожаров.
Приемо-сдаточные испытания по прогрузке выключателей обеспечивают защиту от поражения электрическим током при коротких замыканиях, а также защиту сетей от перегрузок и пожаров. После приёмки систем автоматизации в эксплуатацию на выполненные нами работы устанавливается гарантия сроком до 2 лет.
После приёмки систем автоматизации в эксплуатацию на выполненные нами работы устанавливается гарантия сроком до 2 лет. Некоторым людям легче приспосабливаться к изменениям, чем другим — вы можете веселиться, идя на урок, есть хлопья на ужин и заводить новых друзей, но ваши родители должны будут приспособиться, чтобы перестать беспокоиться о вас.
Некоторым людям легче приспосабливаться к изменениям, чем другим — вы можете веселиться, идя на урок, есть хлопья на ужин и заводить новых друзей, но ваши родители должны будут приспособиться, чтобы перестать беспокоиться о вас. com может направить вас или ваш класс на путь систематического улучшения словарного запаса.
com может направить вас или ваш класс на путь систематического улучшения словарного запаса.
 ; настроить + -ment
; настроить + -ment



 2)
2)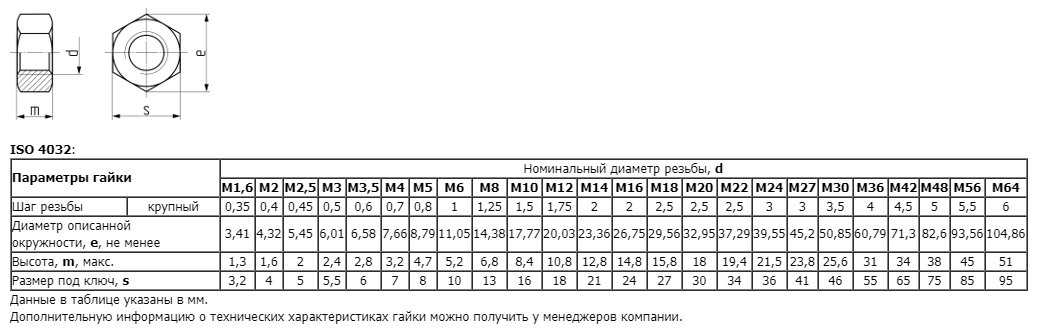 5
5 5
5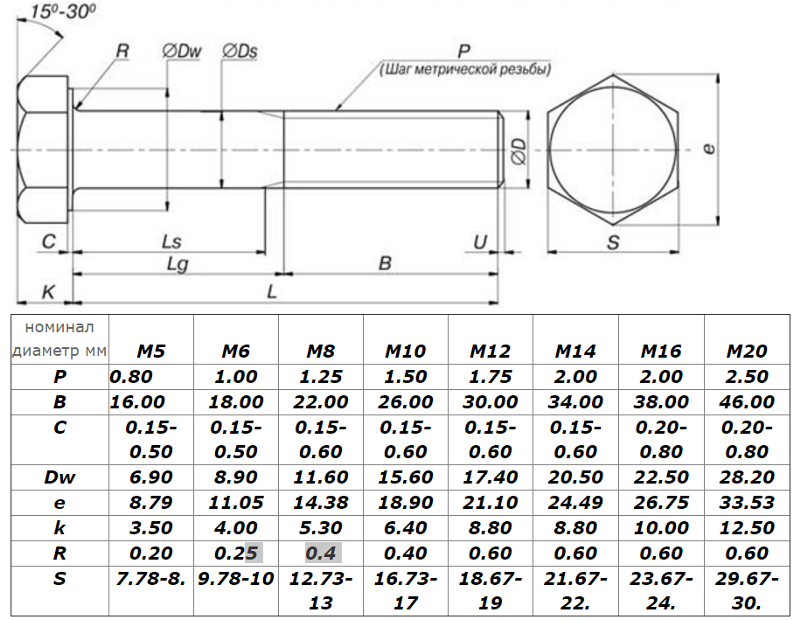 0
0 5
5 0
0 0
0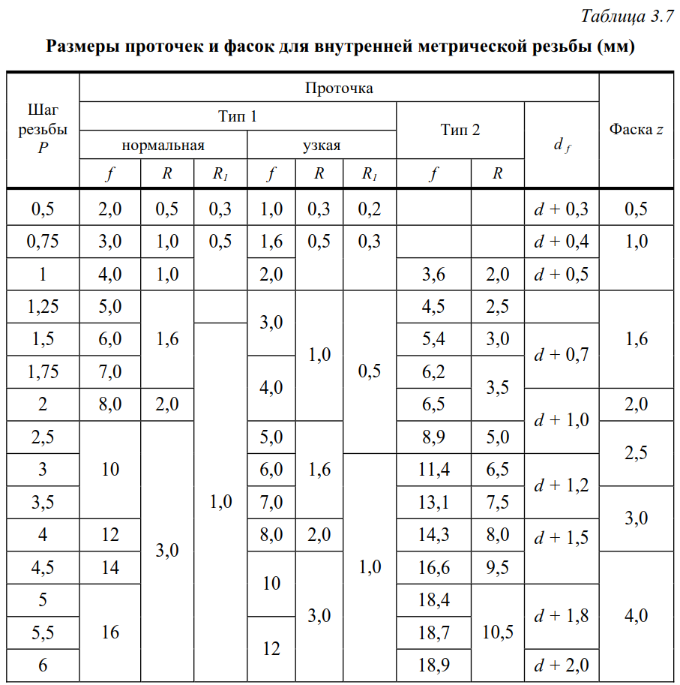 5
5
 org/HowToDirection»>
org/HowToDirection»> org/HowToDirection»>
org/HowToDirection»> БУДЬТЕ ОСТОРОЖНЫ, чтобы не сломать камеру. Затем обойдите и ослабьте дисплей. При необходимости подогрейте.
БУДЬТЕ ОСТОРОЖНЫ, чтобы не сломать камеру. Затем обойдите и ослабьте дисплей. При необходимости подогрейте.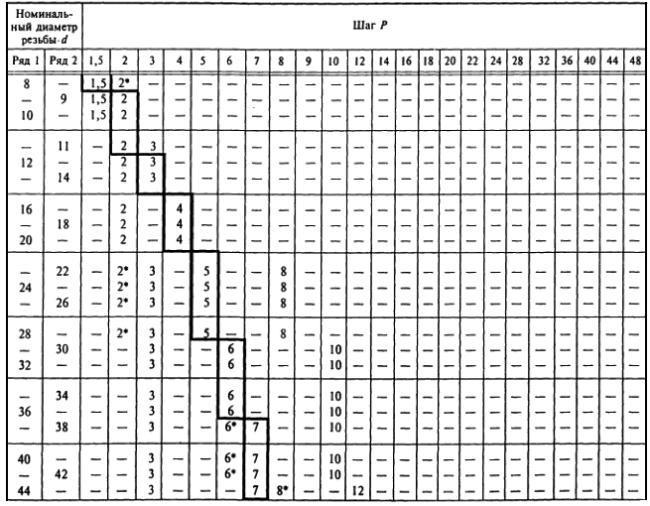


 Желательно поговорить с соседями. Они не заинтересованы в продаже и могут дать объективную оценку участку. Юридические аспекты сделки стоит доверить специалисту: риэлтору или юристу. Это гарантирует, что все документы будут оформлены грамотно.
Желательно поговорить с соседями. Они не заинтересованы в продаже и могут дать объективную оценку участку. Юридические аспекты сделки стоит доверить специалисту: риэлтору или юристу. Это гарантирует, что все документы будут оформлены грамотно.  Заполняют его утеплителем. После этого облицовывают. Преимущество каркасников — высокая скорость возведения, потребуется около двух-трех месяцев. Причем поставить его сможет даже непрофессиональный строитель. Дом хорошо удерживает тепло, служит долго. Для капитальных построек выбирают плитный фундамент, для домика с сезонным пребыванием возможен облегченный вариант.
Заполняют его утеплителем. После этого облицовывают. Преимущество каркасников — высокая скорость возведения, потребуется около двух-трех месяцев. Причем поставить его сможет даже непрофессиональный строитель. Дом хорошо удерживает тепло, служит долго. Для капитальных построек выбирают плитный фундамент, для домика с сезонным пребыванием возможен облегченный вариант.  Каркасник не простоит больше ста лет даже при условии регулярного проведения ремонта.
Каркасник не простоит больше ста лет даже при условии регулярного проведения ремонта.



 Это делают после того, как куплен участок, выбран и привязан к месту проект. Только с этими документами можно получить согласование будущих строительных работ. Для получения разрешения на них нужно обращаться в органы местного самоуправления по месту расположения земельного участка. Они потребуют собрать пакет документов. Их перечень в разных регионах отличается, поэтому надо уточнить его в администрации.
Это делают после того, как куплен участок, выбран и привязан к месту проект. Только с этими документами можно получить согласование будущих строительных работ. Для получения разрешения на них нужно обращаться в органы местного самоуправления по месту расположения земельного участка. Они потребуют собрать пакет документов. Их перечень в разных регионах отличается, поэтому надо уточнить его в администрации. Выбор подрядчика
Выбор подрядчика Кроме того, если начать сотрудничество с ними еще на этапе подготовки, они сделают или проверят договор подряда, смету, подрядную компанию еще до начала работ.
Кроме того, если начать сотрудничество с ними еще на этапе подготовки, они сделают или проверят договор подряда, смету, подрядную компанию еще до начала работ. 
 Их пугает неизвестность, боязнь что-то сделать неправильно, а также последствия неправильного решения. Особенно много хлопот ложится на плечи будущего владельца дома в начале строительства. Это покупка участка, получение согласовательных документов, выбор или изготовление проекта, покупка материалов и т.п. Чтобы вам было проще решиться на возведение собственного дома, мы пошагово опишем, с чего начинать строительство, и уделим внимание даже малейшим нюансам.
Их пугает неизвестность, боязнь что-то сделать неправильно, а также последствия неправильного решения. Особенно много хлопот ложится на плечи будущего владельца дома в начале строительства. Это покупка участка, получение согласовательных документов, выбор или изготовление проекта, покупка материалов и т.п. Чтобы вам было проще решиться на возведение собственного дома, мы пошагово опишем, с чего начинать строительство, и уделим внимание даже малейшим нюансам.




 Для этого в государственные органы, находящиеся по месту вашего земельного участка, вам нужно представить следующие документы:
Для этого в государственные органы, находящиеся по месту вашего земельного участка, вам нужно представить следующие документы: Теперь возникает логичный вопрос, с чего начать строительство дома? Прежде всего, вам стоит определиться с габаритами дома и его положением на участке. Размеры дома напрямую связаны с количеством проживающих в нём человек. Чтобы не занимать слишком много площади участка застройкой, лучше выполнить двухэтажный дом или постройку с мансардным этажом. В этом случае полезная площадь дома остаётся такой же, а площадь застройки будет в два раза меньше.
Теперь возникает логичный вопрос, с чего начать строительство дома? Прежде всего, вам стоит определиться с габаритами дома и его положением на участке. Размеры дома напрямую связаны с количеством проживающих в нём человек. Чтобы не занимать слишком много площади участка застройкой, лучше выполнить двухэтажный дом или постройку с мансардным этажом. В этом случае полезная площадь дома остаётся такой же, а площадь застройки будет в два раза меньше. Монтаж биотуалета обойдётся дороже. Под стационарный туалет на улице нужно выкопать выгребную яму, обустроить септик или ЛОС, взвести постройку.
Монтаж биотуалета обойдётся дороже. Под стационарный туалет на улице нужно выкопать выгребную яму, обустроить септик или ЛОС, взвести постройку. Также с участка стоит вывезти мусор, а поверхность выровнять. Так вам будет намного проще выполнять разбивочные работы.
Также с участка стоит вывезти мусор, а поверхность выровнять. Так вам будет намного проще выполнять разбивочные работы.
 Для дальнейших работ нужно установить обноску – это забитые в грунт столбы с прибитой к ним горизонтальной доской.
Для дальнейших работ нужно установить обноску – это забитые в грунт столбы с прибитой к ним горизонтальной доской. Внедрение этой уникальной отделки и создание именно того, что вы хотите, зная, что вы сделали все это своими руками, просто добавляет еще один уровень гордости домовладельцу. Может показаться, что построить дом самостоятельно — несбыточная мечта, но на самом деле есть несколько способов построить дом, не нарушая при этом финансы.
Внедрение этой уникальной отделки и создание именно того, что вы хотите, зная, что вы сделали все это своими руками, просто добавляет еще один уровень гордости домовладельцу. Может показаться, что построить дом самостоятельно — несбыточная мечта, но на самом деле есть несколько способов построить дом, не нарушая при этом финансы. Подрядчик приходит и закладывает фундамент, обрамляет дом, а остальное оставляет вам.
Подрядчик приходит и закладывает фундамент, обрамляет дом, а остальное оставляет вам.
 Вы добавляете внутренние стены, гипсокартон, электрику, сантехнику. Стоимость отделки колеблется от 75 до 80 долларов за квадратный фут, в зависимости от плана этажа и дизайна». Крисман говорит, что, хотя здания-оболочки, подобные тому, которое он предлагает, не считаются традиционными домами, если вы живете в черте города, вам все равно нужно будет соблюдать ограничения по зонированию и коду.
Вы добавляете внутренние стены, гипсокартон, электрику, сантехнику. Стоимость отделки колеблется от 75 до 80 долларов за квадратный фут, в зависимости от плана этажа и дизайна». Крисман говорит, что, хотя здания-оболочки, подобные тому, которое он предлагает, не считаются традиционными домами, если вы живете в черте города, вам все равно нужно будет соблюдать ограничения по зонированию и коду. Одним из отличий контейнерных домов от традиционных домов является то, что они, как правило, очень тесные, с минимальной вентиляцией, поэтому планируйте инвестировать в систему замены вентиляции.
Одним из отличий контейнерных домов от традиционных домов является то, что они, как правило, очень тесные, с минимальной вентиляцией, поэтому планируйте инвестировать в систему замены вентиляции.  Стоимость крошечных домов может варьироваться от нескольких тысяч долларов до более чем 100 000 долларов, в зависимости от того, какой дом вы хотите построить.
Стоимость крошечных домов может варьироваться от нескольких тысяч долларов до более чем 100 000 долларов, в зависимости от того, какой дом вы хотите построить. «И такие компании, как Derksen, действительно предлагают финансирование, но процентные ставки, как правило, выше».
«И такие компании, как Derksen, действительно предлагают финансирование, но процентные ставки, как правило, выше».

 Ваш архитектор . Если вы строите дом с нуля, вы будете работать с архитектором над подготовкой планов дома. Если вы планируете покупать планы, ваш строитель часто помогает найти планы, ранее разработанные архитектором.
Ваш архитектор . Если вы строите дом с нуля, вы будете работать с архитектором над подготовкой планов дома. Если вы планируете покупать планы, ваш строитель часто помогает найти планы, ранее разработанные архитектором. Только 20% работы дизайнера состоит в том, чтобы сделать вещи красивыми. Ваш дизайнер также поможет вам подумать о вещах, о которых вы никогда не подумали. Как и то, что в ваших планах отсутствует бельевой шкаф. Или тот факт, что вы хотите, чтобы ваша плита располагалась по центру задней стены кухни, но план каркаса не позволяет это сделать.
Только 20% работы дизайнера состоит в том, чтобы сделать вещи красивыми. Ваш дизайнер также поможет вам подумать о вещах, о которых вы никогда не подумали. Как и то, что в ваших планах отсутствует бельевой шкаф. Или тот факт, что вы хотите, чтобы ваша плита располагалась по центру задней стены кухни, но план каркаса не позволяет это сделать.
 Эти варианты отделки редко выбираются вами самостоятельно, поэтому при добавлении отделки вы хотите , они превышают бюджет.
Эти варианты отделки редко выбираются вами самостоятельно, поэтому при добавлении отделки вы хотите , они превышают бюджет.
 Прямо сейчас, когда я пишу это, это горячий рынок . Как очень жарко. И дом пролежал 3 недели, продаваясь чуть меньше той цены, за которую они его выставили.
Прямо сейчас, когда я пишу это, это горячий рынок . Как очень жарко. И дом пролежал 3 недели, продаваясь чуть меньше той цены, за которую они его выставили.
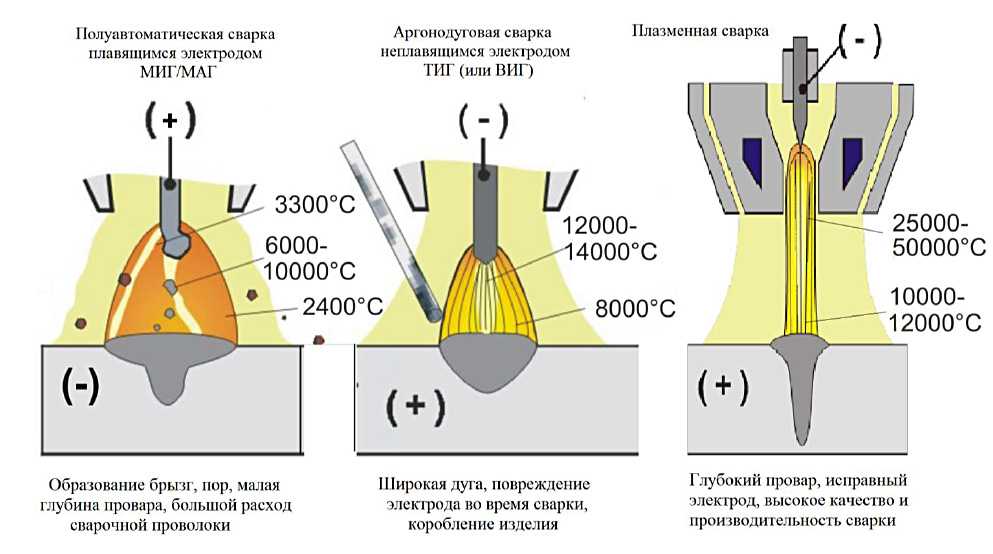
 Настройка таких аппаратов под силу только опытным, квалифицированным сварщикам.
Настройка таких аппаратов под силу только опытным, квалифицированным сварщикам. К ним относятся: болгарки, точила, дрели, фрезерный или граверный станок, наждачная бумага.
К ним относятся: болгарки, точила, дрели, фрезерный или граверный станок, наждачная бумага. 4 мм, пруток так же 2.4).
4 мм, пруток так же 2.4). Ориентируясь на нее выставляем на лицевой панели настроек необходимые основные значения:
Ориентируясь на нее выставляем на лицевой панели настроек необходимые основные значения:

 Универсальный сварочный аппарат аргонно дуговой сварки выпускается серийно и является наиболее широко востребованным. Аргонная сварка в большинстве случаев выполняется в производственных условиях на специально оснащенном рабочем месте, которое именуется «сварочный пост». Установка аргонно дуговой сварки с использованием неплавящегося вольфрамового электрода в среде аргона оборудована следующими элементами:
Универсальный сварочный аппарат аргонно дуговой сварки выпускается серийно и является наиболее широко востребованным. Аргонная сварка в большинстве случаев выполняется в производственных условиях на специально оснащенном рабочем месте, которое именуется «сварочный пост». Установка аргонно дуговой сварки с использованием неплавящегося вольфрамового электрода в среде аргона оборудована следующими элементами: Во время импульса тока металл расплавляется, кристаллизуясь во время паузы. Дуга перемещается с постоянной скоростью или шагами, которые синхронизированы с импульсами сварочного тока. При этом обеспечивается эффективное проплавление во всех пространственных положениях, нечувствительность к мелким недочетам, допущенным при сборке. Периодическое снижение поступления тока не допускает перегрев металла, и следовательно, снижает деформации.
Во время импульса тока металл расплавляется, кристаллизуясь во время паузы. Дуга перемещается с постоянной скоростью или шагами, которые синхронизированы с импульсами сварочного тока. При этом обеспечивается эффективное проплавление во всех пространственных положениях, нечувствительность к мелким недочетам, допущенным при сборке. Периодическое снижение поступления тока не допускает перегрев металла, и следовательно, снижает деформации. Для тех, кто хочет узнать, как научиться варить аргоном, использование сварочного инвертора является оптимальным вариантом, поскольку разобраться с принципом его работы может даже начинающий сварщик, не обладающий богатыми профессиональными навыками, с помощью изучения «Аргонно дуговая сварка, инструкция».
Для тех, кто хочет узнать, как научиться варить аргоном, использование сварочного инвертора является оптимальным вариантом, поскольку разобраться с принципом его работы может даже начинающий сварщик, не обладающий богатыми профессиональными навыками, с помощью изучения «Аргонно дуговая сварка, инструкция».
 В процессе сварки в период прямой полярности происходит расплавление основного металла, а в моменты обратной — катодное распыление поверхностной тугоплавкой оксидной пленки, которая препятствует сварочному процессу. Если нержавеющая сталь содержит примеси алюминия, то для ее сваривания также применяют переменный ток.
В процессе сварки в период прямой полярности происходит расплавление основного металла, а в моменты обратной — катодное распыление поверхностной тугоплавкой оксидной пленки, которая препятствует сварочному процессу. Если нержавеющая сталь содержит примеси алюминия, то для ее сваривания также применяют переменный ток. Данный метод широко применяется для создания неповоротных стыков труб. Такой метод называется орбитальным.
Данный метод широко применяется для создания неповоротных стыков труб. Такой метод называется орбитальным.


 Эти элементы вызывают реакции с жидкой сварочной ванной, такие как пористость и повышенное разбрызгивание при сварке. Аргон также играет важную роль в поддержании стабильности дуги, что приводит к увеличению провара, лучшему переносу присадочной проволоки и улучшению внешнего вида сварного шва.
Эти элементы вызывают реакции с жидкой сварочной ванной, такие как пористость и повышенное разбрызгивание при сварке. Аргон также играет важную роль в поддержании стабильности дуги, что приводит к увеличению провара, лучшему переносу присадочной проволоки и улучшению внешнего вида сварного шва.
 Резервуара объемом 80 кубических футов хватает в среднем на 6-9 месяцев, в зависимости от использования.
Резервуара объемом 80 кубических футов хватает в среднем на 6-9 месяцев, в зависимости от использования. Хотя аргон не требуется при использовании сварочных систем Orino, его использование настоятельно рекомендуется для получения стабильных высококачественных сварных швов.
Хотя аргон не требуется при использовании сварочных систем Orino, его использование настоятельно рекомендуется для получения стабильных высококачественных сварных швов. Он также используется при сварке MIG (металл в инертном газе). При сварке MIG его часто комбинируют с диоксидом углерода в газовой смеси для защитного газа. В то время как сварка MIG технически возможна без аргона в смеси, в наши дни сварка TIG невозможна без такого газа, как аргон.
Он также используется при сварке MIG (металл в инертном газе). При сварке MIG его часто комбинируют с диоксидом углерода в газовой смеси для защитного газа. В то время как сварка MIG технически возможна без аргона в смеси, в наши дни сварка TIG невозможна без такого газа, как аргон. Это связано с тем, что когда-то самым популярным защитным газом для сварки TIG был гелий, еще один благородный инертный газ.
Это связано с тем, что когда-то самым популярным защитным газом для сварки TIG был гелий, еще один благородный инертный газ. Сварщик после завершения сварки как бы «зависает» над последней сваренной деталью, чтобы убедиться, что она остыла должным образом и без каких-либо дефектов.
Сварщик после завершения сварки как бы «зависает» над последней сваренной деталью, чтобы убедиться, что она остыла должным образом и без каких-либо дефектов.
 Их используют при работе с металлическими конструкциями сложного профиля, в том числе крупногабаритными.
Их используют при работе с металлическими конструкциями сложного профиля, в том числе крупногабаритными.
 В некоторых случаях нужно предварительно загрунтовать поверхность. Нанесение каждого слоя сопровождается межслойной подготовкой. Что касается состава антикоррозийного покрытия, то обычно оно состоит из эмали и грунтовки. Грунтовка, обеспечивающая сцепление между металлом и покрытием, становится первым слоем. Второй слой выполняет функцию барьера, который защищает металлоконструкцию от повреждений. Финишный слой обеспечивает антикоррозийную защиту, препятствует УФ-излучению, и придает конструкции достойный вид.
В некоторых случаях нужно предварительно загрунтовать поверхность. Нанесение каждого слоя сопровождается межслойной подготовкой. Что касается состава антикоррозийного покрытия, то обычно оно состоит из эмали и грунтовки. Грунтовка, обеспечивающая сцепление между металлом и покрытием, становится первым слоем. Второй слой выполняет функцию барьера, который защищает металлоконструкцию от повреждений. Финишный слой обеспечивает антикоррозийную защиту, препятствует УФ-излучению, и придает конструкции достойный вид. Высыхая, краска образует плотно прилегающую к изделию защитную пленку. К сожалению, такой простой метод обладает своими недостатками: краска может пропускать воздух и влагу, что в дальнейшем приводит к коррозии. По этой причине перед покраской поверхность грунтуют.
Высыхая, краска образует плотно прилегающую к изделию защитную пленку. К сожалению, такой простой метод обладает своими недостатками: краска может пропускать воздух и влагу, что в дальнейшем приводит к коррозии. По этой причине перед покраской поверхность грунтуют. Именно поэтому метод применим только при создании высокотемпературных конструкций.
Именно поэтому метод применим только при создании высокотемпературных конструкций.
 По данным беспощадной статистики постоянные потери от этого физико-химического процесса составляют 4-5% общего национального дохода страны, при этом безвозвратно гибнет 10-15% от объема ежегодно производимых ферросплавов.
По данным беспощадной статистики постоянные потери от этого физико-химического процесса составляют 4-5% общего национального дохода страны, при этом безвозвратно гибнет 10-15% от объема ежегодно производимых ферросплавов. 

 Преобразующие грунтовки содержат специальные добавки, которые превращают продукты ржавчины в нерастворимые соединения. Эти составы могут наноситься как при помощи кисти, так и распылением. В некоторых случаях преобразователи ржавчины уже входят в состав защитной композиции и тогда ЛКМ может наносится сразу на металл, без предварительной его обработки.
Преобразующие грунтовки содержат специальные добавки, которые превращают продукты ржавчины в нерастворимые соединения. Эти составы могут наноситься как при помощи кисти, так и распылением. В некоторых случаях преобразователи ржавчины уже входят в состав защитной композиции и тогда ЛКМ может наносится сразу на металл, без предварительной его обработки. Кроме этого, цинковые протекторные ЛКМ не требуют смешивания компонентов, а по своим прочностным и защитным свойствам сопоставимы с такими гораздо более трудоемкими операциями, как горячее цинкование.
Кроме этого, цинковые протекторные ЛКМ не требуют смешивания компонентов, а по своим прочностным и защитным свойствам сопоставимы с такими гораздо более трудоемкими операциями, как горячее цинкование. Обрабатываемые детали и источник цинка (пластины, шары, болванки) помещаются в ванну с электролитом, через которую в дальнейшем пропускается электрический ток. В процессе электролиза цинк, являясь анодом, растворяется и оседает на стальной поверхности, придавая ей высокодекоративный блестящий вид. Однако адгезионные свойства полученного покрытия невелики, а сам процесс производства экологически вреден и трудоемок. Гальваническая обработка металлов применяется для обработки метизов и деталей средних размеров;
Обрабатываемые детали и источник цинка (пластины, шары, болванки) помещаются в ванну с электролитом, через которую в дальнейшем пропускается электрический ток. В процессе электролиза цинк, являясь анодом, растворяется и оседает на стальной поверхности, придавая ей высокодекоративный блестящий вид. Однако адгезионные свойства полученного покрытия невелики, а сам процесс производства экологически вреден и трудоемок. Гальваническая обработка металлов применяется для обработки метизов и деталей средних размеров; Из недостатков метода можно отметить его небольшую производительность и необходимость наличия специального оборудования (роторных печей).
Из недостатков метода можно отметить его небольшую производительность и необходимость наличия специального оборудования (роторных печей).
 Таким образом могут быть обработаны металлические трубы, строительные конструкции любой конфигурации, поверхность цистерн и даже кровля. Металлы экранируемые при помощи такого резинового слоя абсолютно индифферентны к воздействию повышенной влажности и критическим температурам.
Таким образом могут быть обработаны металлические трубы, строительные конструкции любой конфигурации, поверхность цистерн и даже кровля. Металлы экранируемые при помощи такого резинового слоя абсолютно индифферентны к воздействию повышенной влажности и критическим температурам. Контролируя поведение ионов и молекул, покрытия замедляют или останавливают электрохимические реакции, которые неблагоприятно изменяют внешний вид металлов или нарушают структурную целостность из-за коррозии. Химический состав наших составов и структура наших покрытий обеспечивают ту же активную защиту от коррозии, что и хромат. Результат измеряется лабораторными и полевыми характеристиками, обеспечивающими защиту от коррозии, которая соответствует отраслевым или военным стандартам или превосходит их.
Контролируя поведение ионов и молекул, покрытия замедляют или останавливают электрохимические реакции, которые неблагоприятно изменяют внешний вид металлов или нарушают структурную целостность из-за коррозии. Химический состав наших составов и структура наших покрытий обеспечивают ту же активную защиту от коррозии, что и хромат. Результат измеряется лабораторными и полевыми характеристиками, обеспечивающими защиту от коррозии, которая соответствует отраслевым или военным стандартам или превосходит их.
 TC-4001 прочно прилипает к голому, предварительно обработанному и окрашенному металлу, а также к другим поверхностям, таким как пластмассы и композиты. Покрытие легко наносится погружением, распылением или кистью толщиной от микрона до мил.
TC-4001 прочно прилипает к голому, предварительно обработанному и окрашенному металлу, а также к другим поверхностям, таким как пластмассы и композиты. Покрытие легко наносится погружением, распылением или кистью толщиной от микрона до мил.


 Кроме того, NEI предлагает услуги по индивидуальному нанесению покрытий за номинальную плату и будет рада нанести покрытие на ваши образцы подложек для целей оценки. К сожалению, мы не можем предоставить бесплатные образцы.
Кроме того, NEI предлагает услуги по индивидуальному нанесению покрытий за номинальную плату и будет рада нанести покрытие на ваши образцы подложек для целей оценки. К сожалению, мы не можем предоставить бесплатные образцы.  Используя технологию ядра-оболочки, PSC 9450 представляет собой комбинацию запатентованных полимеров PolyMac, разработанных AIS.
Используя технологию ядра-оболочки, PSC 9450 представляет собой комбинацию запатентованных полимеров PolyMac, разработанных AIS. Разработанный как покрытие, наносимое непосредственно на металл, которое включает ингибиторы коррозии, противогрибковые/противомикробные свойства и водостойкость, PSC 9450 покрывает и защищает, связываясь с самим собой и подложкой, образуя физический и химический барьер между металлической подложкой и элементами, которые может повредить его.
Разработанный как покрытие, наносимое непосредственно на металл, которое включает ингибиторы коррозии, противогрибковые/противомикробные свойства и водостойкость, PSC 9450 покрывает и защищает, связываясь с самим собой и подложкой, образуя физический и химический барьер между металлической подложкой и элементами, которые может повредить его. Не наносить на замерзший металл.
Не наносить на замерзший металл.
 п.
п.
 Чтобы устранить недостатки ММА сварки, а также улучшить качество сварных швов была разработана механизированная сварка в среде активного защитного газа. Один из активных газов, которые применяют для сварки – углекислый газ (CO2) или, как его еще называют, углекислота. Специфика этого способа заключается в механизации подачи электродной проволоки в зону сварки, а также использование газовой защиты концентрацией более 98%, которая надежно защищает сварочную ванну от атмосферы, тем самым обеспечивая высокое качество соединения. Механизированную дуговую сварку можно разделить на две категории: автоматическая (механизирована подача проволоки и перемещение горелки) и полуавтоматическая (механизирована только подача проволоки).
Чтобы устранить недостатки ММА сварки, а также улучшить качество сварных швов была разработана механизированная сварка в среде активного защитного газа. Один из активных газов, которые применяют для сварки – углекислый газ (CO2) или, как его еще называют, углекислота. Специфика этого способа заключается в механизации подачи электродной проволоки в зону сварки, а также использование газовой защиты концентрацией более 98%, которая надежно защищает сварочную ванну от атмосферы, тем самым обеспечивая высокое качество соединения. Механизированную дуговую сварку можно разделить на две категории: автоматическая (механизирована подача проволоки и перемещение горелки) и полуавтоматическая (механизирована только подача проволоки).
 Для полуавтоматической сварки низкоуглеродистых сталей наиболее часто применяют проволоку марки ER70S-6 в диаметрах 0.8 мм, 1.0 мм, 1.2 мм и 1.6 мм.
Для полуавтоматической сварки низкоуглеродистых сталей наиболее часто применяют проволоку марки ER70S-6 в диаметрах 0.8 мм, 1.0 мм, 1.2 мм и 1.6 мм.
 Он имеет скорость до 480 футов в секунду и дополнительную направляющую под стволом. C11 также оснащен съемным магазином для BB, а также ручками, которые сдвигаются назад для легкой замены Powerlets CO2.
Он имеет скорость до 480 футов в секунду и дополнительную направляющую под стволом. C11 также оснащен съемным магазином для BB, а также ручками, которые сдвигаются назад для легкой замены Powerlets CO2. 10.16 — Bill
10.16 — Bill Недавно в Мичигане были изменены законы о пневматическом оружии. Это хороший маленький шутер по мишеням, и у него приятное ощущение. Потребовалось некоторое обучение, чтобы увидеть, как заряжать газовый баллончик и магазин, но мне удалось понять большую часть этого, не обращаясь повторно к руководству. Я бы предпочел более крупный шрифт в инструкции. Мои глаза уже не так хороши, как в молодости.
Недавно в Мичигане были изменены законы о пневматическом оружии. Это хороший маленький шутер по мишеням, и у него приятное ощущение. Потребовалось некоторое обучение, чтобы увидеть, как заряжать газовый баллончик и магазин, но мне удалось понять большую часть этого, не обращаясь повторно к руководству. Я бы предпочел более крупный шрифт в инструкции. Мои глаза уже не так хороши, как в молодости. На данный момент снято 6 тележек c02 и никаких проблем, проверено уплотнение и масло, оно продлилось 4 с лишним недели, все еще снято через оргстекло 0,25 дюйма
На данный момент снято 6 тележек c02 и никаких проблем, проверено уплотнение и масло, оно продлилось 4 с лишним недели, все еще снято через оргстекло 0,25 дюйма ..иногда…может быть…но очень неплохо для пневматического ружья.
..иногда…может быть…но очень неплохо для пневматического ружья. Прост в использовании, очень удобен в съемке, и это отличное предложение по цене. Немного неточно. Немного отдачи. Прилично громко. Маленькая бочка, что для меня больше плюс, но кому-то нравится длиннее.
Прост в использовании, очень удобен в съемке, и это отличное предложение по цене. Немного неточно. Немного отдачи. Прилично громко. Маленькая бочка, что для меня больше плюс, но кому-то нравится длиннее. обслуживание клиентов очень полезно.
обслуживание клиентов очень полезно.
 Олово расплавляется в тигле и перегревается добела, потом прибавляют железные опилки, перемешивают, добавляют накаленный никель и опять перемешивают смесь деревянной палкой. Сплав разливают по формам в виде тоненьких брусочков, называемых полудными палочками. Так как олово хорошо пристает лишь к совершенно чистым поверхностям металлических предметов, то для лужения необходимо предварительно удалить с поверхности ржавчину, жиры и вообще все посторонние тела. Это очищение производится посредством натирания поверхности золой или песком с водой, или же предмет протравляют, погружая его в разведенную серную или соляную кислоту, и затем тщательно промывают в воде. Для протравления железных листов устраивают особые чаны с вращающимися валиками, которые передвигают листы через жидкость, наполняющую чан. На практике различают 4 способа Л.: а) посредством расплавленной полуды, b) мокрым путем, с) по способу Стольба — холодным путем и d) гальваническим способом. Первый способ заключается в том, что предметы для Л.
Олово расплавляется в тигле и перегревается добела, потом прибавляют железные опилки, перемешивают, добавляют накаленный никель и опять перемешивают смесь деревянной палкой. Сплав разливают по формам в виде тоненьких брусочков, называемых полудными палочками. Так как олово хорошо пристает лишь к совершенно чистым поверхностям металлических предметов, то для лужения необходимо предварительно удалить с поверхности ржавчину, жиры и вообще все посторонние тела. Это очищение производится посредством натирания поверхности золой или песком с водой, или же предмет протравляют, погружая его в разведенную серную или соляную кислоту, и затем тщательно промывают в воде. Для протравления железных листов устраивают особые чаны с вращающимися валиками, которые передвигают листы через жидкость, наполняющую чан. На практике различают 4 способа Л.: а) посредством расплавленной полуды, b) мокрым путем, с) по способу Стольба — холодным путем и d) гальваническим способом. Первый способ заключается в том, что предметы для Л. приводятся в соприкосновение с расплавленным оловом. С этой целью полуду расплавляют в чугунном котле, в который и погружают на некоторое время предметы, предназначенные для Л. Такой операции подвергаются, напр., железные листы для получения белой жести (см. Белая жесть). Чтобы вылудить посуды из черной жести, как, например, кастрюли, сковороды и т. под., их сперва протравляют и очищают как сказано выше, затем подогревают до температуры плавления олова, посыпают внутри порошкообразным нашатырем или натирают сконцентрированным его раствором и погружают на некоторое время в котелок с расплавленным оловом; потом предмет вынимают и сливают лишнюю полуду. Олово сильно пристает во всех местах, которые были смазаны раствором, но слой полуды не одинаков по толщине и плотности, поэтому для более равномерного распределения и уплотнения олова сейчас после вынимания посуды из котла растирают оловянную поверхность щеткой или паклей, смоченной горячим салом. Медную посуду не погружают обыкновенно в олово, а только после подогрева натирают некоторую часть ее поверхности нашатырем, наливают на нее немного расплавленного олова и растирают паклей.
приводятся в соприкосновение с расплавленным оловом. С этой целью полуду расплавляют в чугунном котле, в который и погружают на некоторое время предметы, предназначенные для Л. Такой операции подвергаются, напр., железные листы для получения белой жести (см. Белая жесть). Чтобы вылудить посуды из черной жести, как, например, кастрюли, сковороды и т. под., их сперва протравляют и очищают как сказано выше, затем подогревают до температуры плавления олова, посыпают внутри порошкообразным нашатырем или натирают сконцентрированным его раствором и погружают на некоторое время в котелок с расплавленным оловом; потом предмет вынимают и сливают лишнюю полуду. Олово сильно пристает во всех местах, которые были смазаны раствором, но слой полуды не одинаков по толщине и плотности, поэтому для более равномерного распределения и уплотнения олова сейчас после вынимания посуды из котла растирают оловянную поверхность щеткой или паклей, смоченной горячим салом. Медную посуду не погружают обыкновенно в олово, а только после подогрева натирают некоторую часть ее поверхности нашатырем, наливают на нее немного расплавленного олова и растирают паклей.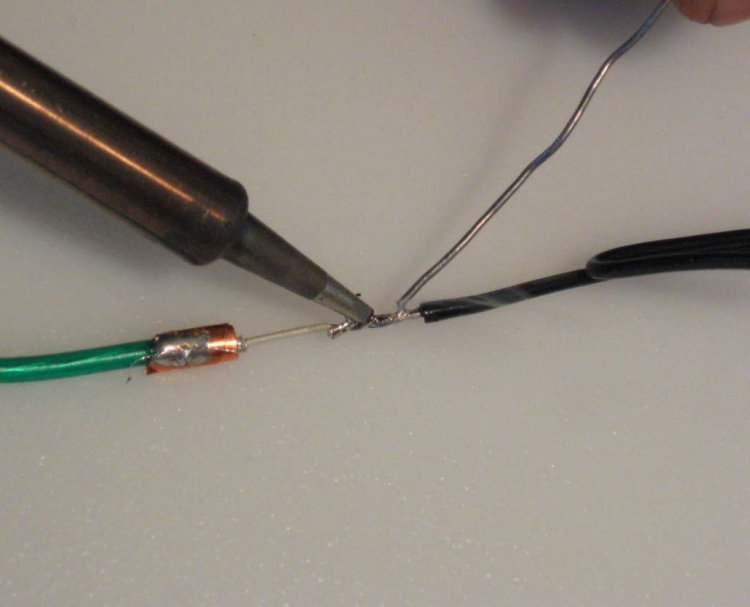 Эту операцию повторяют до тех пор, пока вся поверхность не покроется оловом. Для возобновления старой полуды в кухонной посуде после тщательной ее очистки и подогрева прямо прикасаются в некоторых местах нагретой поверхности палочкой полуды, которая оставляет на поверхности расплавленные капли. Эти капли быстро растирают паклей и таким образом вчерне наводят слой полуды на всю поверхность. Потом подогревают вторично и следующим растиранием окончательно выравнивают и уплотняют наведенный слой олова. Мелкие изделия из чугуна и железа погружаются сперва в раствор хлористого цинка, а затем в горячем состоянии опускают их в расплавленное олово, покрытое толстым слоем сала. По воспринятии полуды их вынимают вилками и бросают в воду. Для получения более красивой и прочной полуды иногда железные изделия перед Л. покрывают слоем меди. С этой целью погружают сперва изделия в кипящий раствор хлористого цинка, в котором они получают цинковую покрышку, затем опускают в расплавленную медь, где они покрываются тонким слоем меди и, наконец, для Л.
Эту операцию повторяют до тех пор, пока вся поверхность не покроется оловом. Для возобновления старой полуды в кухонной посуде после тщательной ее очистки и подогрева прямо прикасаются в некоторых местах нагретой поверхности палочкой полуды, которая оставляет на поверхности расплавленные капли. Эти капли быстро растирают паклей и таким образом вчерне наводят слой полуды на всю поверхность. Потом подогревают вторично и следующим растиранием окончательно выравнивают и уплотняют наведенный слой олова. Мелкие изделия из чугуна и железа погружаются сперва в раствор хлористого цинка, а затем в горячем состоянии опускают их в расплавленное олово, покрытое толстым слоем сала. По воспринятии полуды их вынимают вилками и бросают в воду. Для получения более красивой и прочной полуды иногда железные изделия перед Л. покрывают слоем меди. С этой целью погружают сперва изделия в кипящий раствор хлористого цинка, в котором они получают цинковую покрышку, затем опускают в расплавленную медь, где они покрываются тонким слоем меди и, наконец, для Л. погружаются в оловянную ванну. По второму способу Л. производится посредством погружения мелких предметов в кипящий раствор винного камня, в который добавляют зернистое олово. Изделия кипятятся в растворе в продолжение 1-2 часов. На одну часть винного камня берут 24 ч. воды, а олова в 11/2 раза больше, чем вес положенных предметов. Этот способ чаще всего употребляется для Л. булавок. Для Л. железных или чугунных предметов по этому способу употребляется ванна, состоящая из 10 литр. воды, 500 гр. квасцов и 28 гр. хлористого олова (оловянной соли). По системе профессора Стольба из Праги лужение производится следующим образом: хорошо очищенная поверхность посуды протирается губкой, смоченной предварительно оловянным раствором и посыпанной порошком цинка. Втирание продолжают до тех пор, пока вся поверхность не покроется полудой. Этот способ очень удобен для исправления стертой посуды. Покрывание оловом производится часто гальваническим путем. Этот способ пригоден как для железных и чугунных, так и для медных и латунных изделий.
погружаются в оловянную ванну. По второму способу Л. производится посредством погружения мелких предметов в кипящий раствор винного камня, в который добавляют зернистое олово. Изделия кипятятся в растворе в продолжение 1-2 часов. На одну часть винного камня берут 24 ч. воды, а олова в 11/2 раза больше, чем вес положенных предметов. Этот способ чаще всего употребляется для Л. булавок. Для Л. железных или чугунных предметов по этому способу употребляется ванна, состоящая из 10 литр. воды, 500 гр. квасцов и 28 гр. хлористого олова (оловянной соли). По системе профессора Стольба из Праги лужение производится следующим образом: хорошо очищенная поверхность посуды протирается губкой, смоченной предварительно оловянным раствором и посыпанной порошком цинка. Втирание продолжают до тех пор, пока вся поверхность не покроется полудой. Этот способ очень удобен для исправления стертой посуды. Покрывание оловом производится часто гальваническим путем. Этот способ пригоден как для железных и чугунных, так и для медных и латунных изделий. Для успешности работы необходимо здесь обращать особое внимание на очистку поверхности от окалины и жира, из которых первая растворяется в кислотах, второй же удаляется прокаливанием и обработкой в щелочах. После очистки предметы помещаются в сосуд, наполненный раствором оловянной соли. Анодом служит какая-нибудь оловянная пластинка, катодом — погруженные изделия. По Эльснеру, ванна приготовляется следующего состава: растворяют от 221/2 до 30 гр. хлористого олова в 1250 гр. воды, а для растворения образовавшегося осадка водной окиси олова добавляют концентрированный раствор едкого кали. Для Л. железа употребляют ванну, состоящую из 100 литров едкого натра в 3° по Боме, 100 гр. хлористого олова и 300 гр. цианистого калия.
Для успешности работы необходимо здесь обращать особое внимание на очистку поверхности от окалины и жира, из которых первая растворяется в кислотах, второй же удаляется прокаливанием и обработкой в щелочах. После очистки предметы помещаются в сосуд, наполненный раствором оловянной соли. Анодом служит какая-нибудь оловянная пластинка, катодом — погруженные изделия. По Эльснеру, ванна приготовляется следующего состава: растворяют от 221/2 до 30 гр. хлористого олова в 1250 гр. воды, а для растворения образовавшегося осадка водной окиси олова добавляют концентрированный раствор едкого кали. Для Л. железа употребляют ванну, состоящую из 100 литров едкого натра в 3° по Боме, 100 гр. хлористого олова и 300 гр. цианистого калия. Данный метод распространен в сфере производства разных изделий из металла, применяющиеся в авиации, электротехнике, радиотехнике. Лужение применяется по отношению к заготовкам из металла, из которых производятся различные кастрюли, тазы, консервные банки, ведра, емкости для хранения или приготовления пищи.
Данный метод распространен в сфере производства разных изделий из металла, применяющиеся в авиации, электротехнике, радиотехнике. Лужение применяется по отношению к заготовкам из металла, из которых производятся различные кастрюли, тазы, консервные банки, ведра, емкости для хранения или приготовления пищи.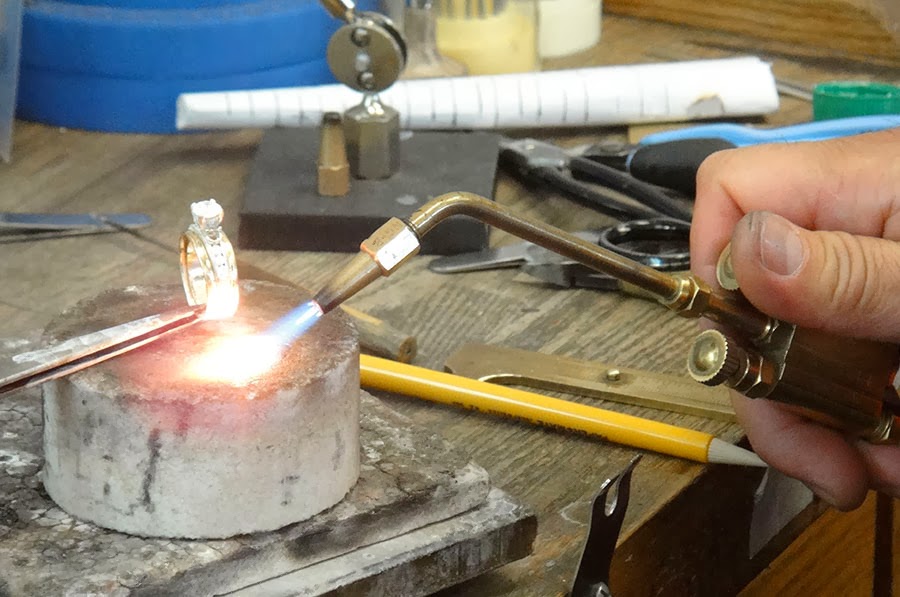 При этом осуществляется предварительный нагрев металла до 180°C, далее он наносится на заготовку. Лужение осуществляется с применением разных металлов и сплавов:
При этом осуществляется предварительный нагрев металла до 180°C, далее он наносится на заготовку. Лужение осуществляется с применением разных металлов и сплавов: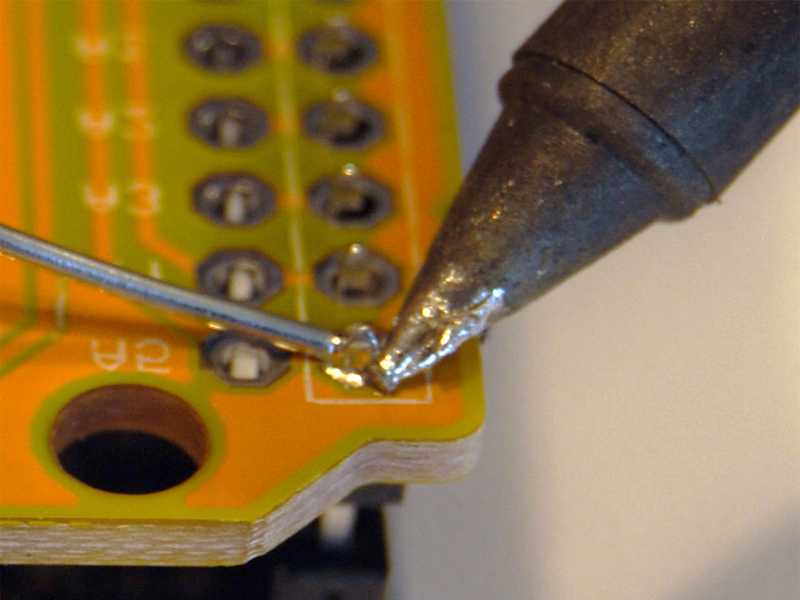 В первом случае металлическая заготовка погружается в ванну наполненную расплавленным оловом. При втором способе нанесение сплава осуществляется на плоскость заготовки, далее осуществляется дальнейшее растирание при помощи пакли.
В первом случае металлическая заготовка погружается в ванну наполненную расплавленным оловом. При втором способе нанесение сплава осуществляется на плоскость заготовки, далее осуществляется дальнейшее растирание при помощи пакли. Из-за этого увеличивается срок эксплуатации деталей, сокращается расход дефицитных материалов для их производства.
Из-за этого увеличивается срок эксплуатации деталей, сокращается расход дефицитных материалов для их производства.


 Лужение проволоки отлично подходит по нескольким причинам, в том числе:0034
Лужение проволоки отлично подходит по нескольким причинам, в том числе:0034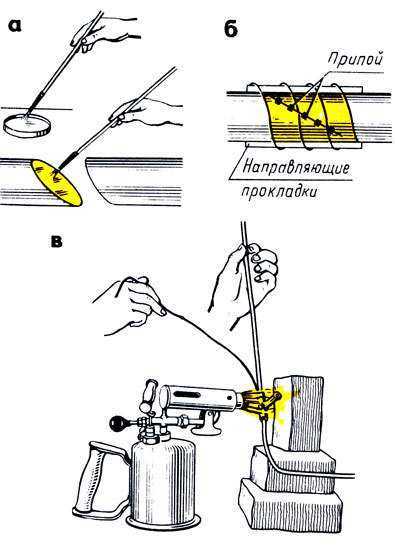 Удалите паяльник, отрезав конец ножницами для проволоки, и очистите конец жести ножницами.
Удалите паяльник, отрезав конец ножницами для проволоки, и очистите конец жести ножницами.

 Диапазон рабочих температур увеличивается при покрытии проволоки оловом. Также лужение повышает коррозионную и водостойкость проводов. Наконец, лужение на проводах увеличивает механическую прочность медных проводов.
Диапазон рабочих температур увеличивается при покрытии проволоки оловом. Также лужение повышает коррозионную и водостойкость проводов. Наконец, лужение на проводах увеличивает механическую прочность медных проводов.
 Затяжка винта и гайки удерживает провод на месте и создает стабильную электрическую связь проводимости. Если вы затянете винт и гайку в месте пайки, лужение треснет или разрушится.
Затяжка винта и гайки удерживает провод на месте и создает стабильную электрическую связь проводимости. Если вы затянете винт и гайку в месте пайки, лужение треснет или разрушится. Провода с покрытием из лужения безопасны и очень хорошо проводят электричество к простым клеммам.
Провода с покрытием из лужения безопасны и очень хорошо проводят электричество к простым клеммам.

 Очень хорошо подходит для пайки. Сохраняет контактное сопротивление на низком уровне в течение всего срока службы провода
Очень хорошо подходит для пайки. Сохраняет контактное сопротивление на низком уровне в течение всего срока службы провода Лучше всего добавлять олово в жала паяльника перед каждой пайкой и после каждого сеанса пайки. Ваша пайка может стать чище и эффективнее, если вы добавите олово в паяльное жало между каждыми двумя или тремя паяльными соединениями . Всегда держите наконечник консервированным .
Лучше всего добавлять олово в жала паяльника перед каждой пайкой и после каждого сеанса пайки. Ваша пайка может стать чище и эффективнее, если вы добавите олово в паяльное жало между каждыми двумя или тремя паяльными соединениями . Всегда держите наконечник консервированным .
 Хорошей идеей будет заранее выполнить эти шаги на тренировочных трубках, прежде чем приступить к работе с реальными трубками. Подробнее о конкретных шагах, необходимых для лужения медных водопроводных труб, читайте ниже:
Хорошей идеей будет заранее выполнить эти шаги на тренировочных трубках, прежде чем приступить к работе с реальными трубками. Подробнее о конкретных шагах, необходимых для лужения медных водопроводных труб, читайте ниже:  Инструмент, который больше всего помогает при грубой очистке и шлифовании мусора, — это проволочная щетка, которую вы вращаете внутри трубы.
Инструмент, который больше всего помогает при грубой очистке и шлифовании мусора, — это проволочная щетка, которую вы вращаете внутри трубы.


 Потратьте время на то, чтобы ознакомиться с шагами и подробностями, описанными в этой статье, чтобы перейти к более прочным и проводящим паяным соединениям.
Потратьте время на то, чтобы ознакомиться с шагами и подробностями, описанными в этой статье, чтобы перейти к более прочным и проводящим паяным соединениям.
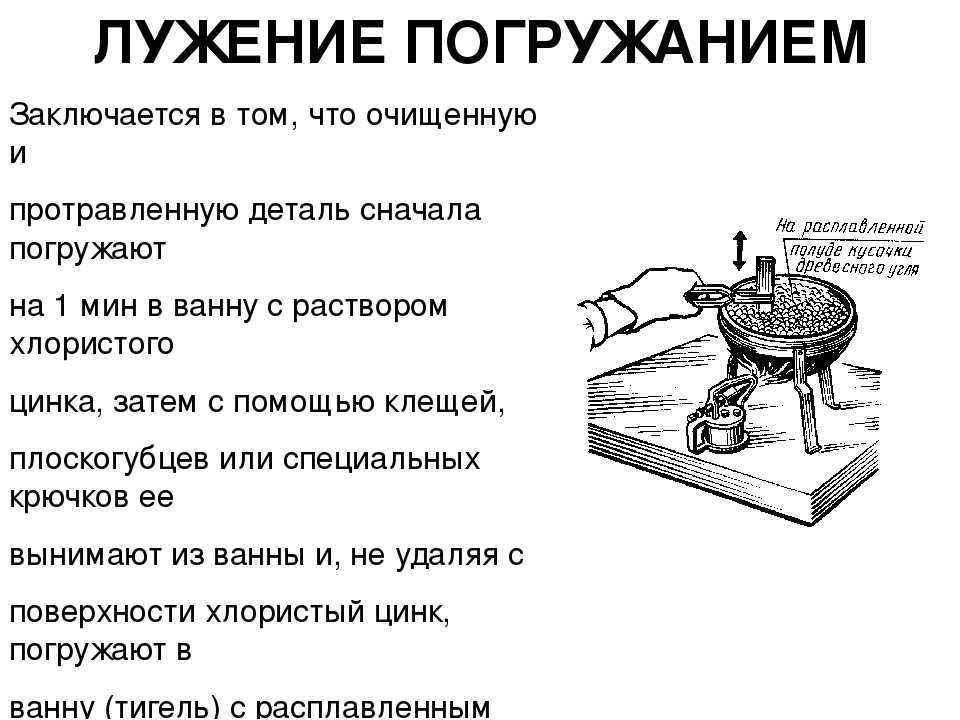 Нанесите небольшую каплю припоя на медную часть наконечника. Удалите излишки припоя влажной губкой. Небольшое количество должно оставаться на кончике, придавая ему блестящий вид. Наконечник залужен и готов к использованию.
Нанесите небольшую каплю припоя на медную часть наконечника. Удалите излишки припоя влажной губкой. Небольшое количество должно оставаться на кончике, придавая ему блестящий вид. Наконечник залужен и готов к использованию. Никогда не используйте абразивные материалы, такие как наждачная бумага, наждачная бумага, скотч-брайт или сухая губка, для очистки наконечника. Не погружайте наконечник во флюс для его очистки, так как флюс вызывает коррозию и может привести к образованию отверстий и точечной коррозии в наконечнике. Время от времени протирайте наконечник о губку во время работы. Избегайте чрезмерного протирания, так как это может привести к выходу наконечника из строя.
Никогда не используйте абразивные материалы, такие как наждачная бумага, наждачная бумага, скотч-брайт или сухая губка, для очистки наконечника. Не погружайте наконечник во флюс для его очистки, так как флюс вызывает коррозию и может привести к образованию отверстий и точечной коррозии в наконечнике. Время от времени протирайте наконечник о губку во время работы. Избегайте чрезмерного протирания, так как это может привести к выходу наконечника из строя.
 Нет очереди, задержки исполнения заявок. Обслуживание отработано и налажено на круглосуточной основе.
Нет очереди, задержки исполнения заявок. Обслуживание отработано и налажено на круглосуточной основе. Исполняем поступившие заявки в тот же день и всегда успешно.
Исполняем поступившие заявки в тот же день и всегда успешно. За информацией обращайтесь к представителям компании: +7 (925) 748-75-01
За информацией обращайтесь к представителям компании: +7 (925) 748-75-01 Чермет может накопиться после ремонта коммуникаций. Не выбрасывайте трубы отопления, водоснабжения, задвижек и запорной арматуры — это не мусор, а ценное сырье.
Чермет может накопиться после ремонта коммуникаций. Не выбрасывайте трубы отопления, водоснабжения, задвижек и запорной арматуры — это не мусор, а ценное сырье.

 п.
п.
 ..
.. 06, уровень 3A.
06, уровень 3A. Вы также можете использовать его в сумочке, портфеле или сумке для ноутбука. Прочный, тонкий профиль и малый вес делают эти вставки прекрасным дополнением к любой сумке для любого…
Вы также можете использовать его в сумочке, портфеле или сумке для ноутбука. Прочный, тонкий профиль и малый вес делают эти вставки прекрасным дополнением к любой сумке для любого… Разработан и упакован для переноски в любом месте.
Разработан и упакован для переноски в любом месте.
 В первую очередь следует обратить внимание на «Уровень», присвоенный бронированной пластине Национальным институтом юстиции (NIJ). От уровня IIA до уровня IV классификация NIJ основана на баллистических угрозах, которые бронированная плита должна останавливать, и проверена против конкретных снарядов и факторов окружающей среды. Это поможет вам сделать максимально безопасный выбор бронежилета.
В первую очередь следует обратить внимание на «Уровень», присвоенный бронированной пластине Национальным институтом юстиции (NIJ). От уровня IIA до уровня IV классификация NIJ основана на баллистических угрозах, которые бронированная плита должна останавливать, и проверена против конкретных снарядов и факторов окружающей среды. Это поможет вам сделать максимально безопасный выбор бронежилета.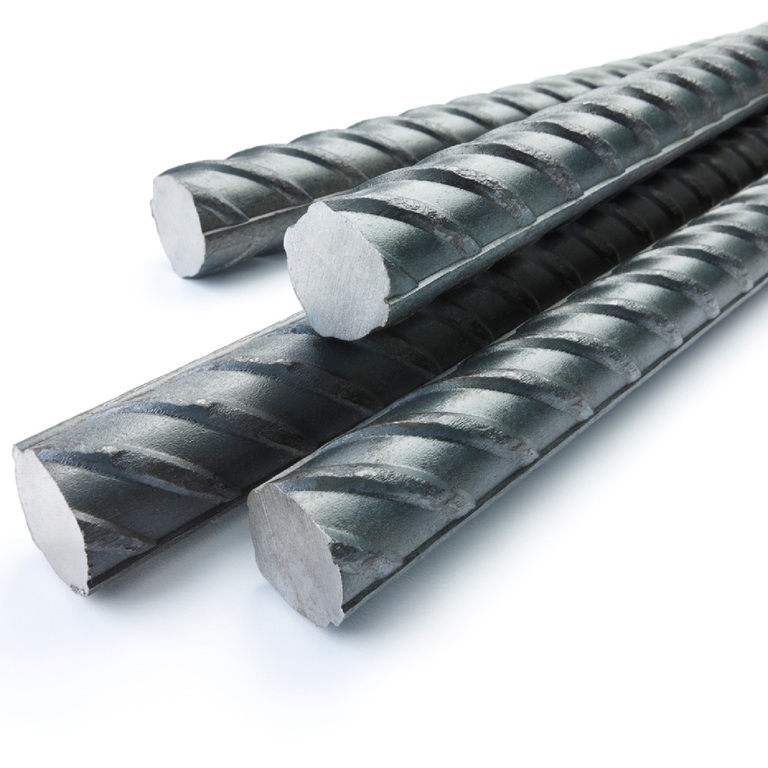 В целом, уровень IIIA является наиболее распространенной категорией мягкой брони, которую вы найдете, поскольку она предлагает самый высокий уровень защиты, доступный в гибкой и удобной пластине.
В целом, уровень IIIA является наиболее распространенной категорией мягкой брони, которую вы найдете, поскольку она предлагает самый высокий уровень защиты, доступный в гибкой и удобной пластине. Мы также продаем гибкую пластину размером 12 x 26 дюймов для рюкзака Vertx Commuter Sling.
Мы также продаем гибкую пластину размером 12 x 26 дюймов для рюкзака Vertx Commuter Sling. Используйте кнопку цитаты для запросов предложений, скидок за количество или отсутствия на складе.
Используйте кнопку цитаты для запросов предложений, скидок за количество или отсутствия на складе.



 Кромки полос обрабатывают под сварку (снимают фаску) на кромкострогальных станках таким образом, чтобы при выполнении сварочных операций обеспечить полный провар стыка по всей толщине стенки.
Кромки полос обрабатывают под сварку (снимают фаску) на кромкострогальных станках таким образом, чтобы при выполнении сварочных операций обеспечить полный провар стыка по всей толщине стенки.
 Наиболее востребована сегодня в Украине б/у труба бесшовная низколегированная конструкционная из стали 09Г2С и нержавеющей стали благодаря своей низкой цене. Толстостенная труба малого диаметра используется для изготовления элементов сварных металлоконструкций высотных конструкций и других тяжелонагруженных изделий из металла, котлов работающих под давлением при температуре до +425°С (используются диаметры Д=83-219 мм).
Наиболее востребована сегодня в Украине б/у труба бесшовная низколегированная конструкционная из стали 09Г2С и нержавеющей стали благодаря своей низкой цене. Толстостенная труба малого диаметра используется для изготовления элементов сварных металлоконструкций высотных конструкций и других тяжелонагруженных изделий из металла, котлов работающих под давлением при температуре до +425°С (используются диаметры Д=83-219 мм).  Вследствии чего малое количество металла уходит в стружку при металлообработке, сокращаются потери на отходы производства, снижается цена производителя готовой продукции.
Вследствии чего малое количество металла уходит в стружку при металлообработке, сокращаются потери на отходы производства, снижается цена производителя готовой продукции.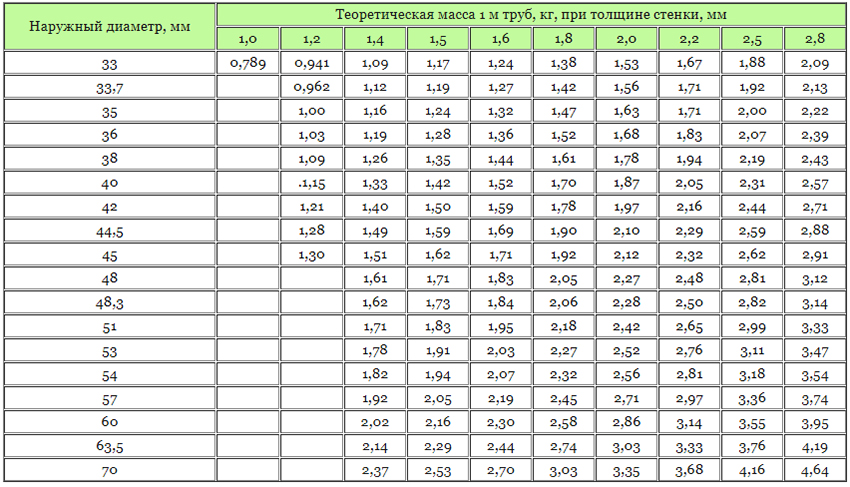 Для быстрого расчета веса по размерам используйте Калькулятор массы трубы.
Для быстрого расчета веса по размерам используйте Калькулятор массы трубы. Вопросы и ответы
Вопросы и ответы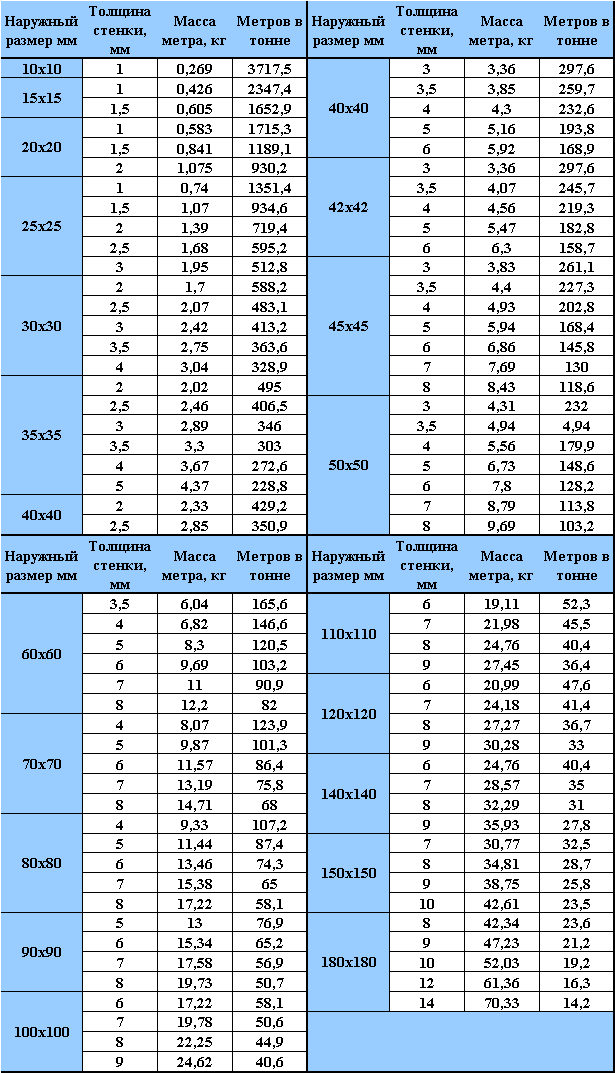 pdf
pdf de
de Value}}»> {{страна.Текст}}
Value}}»> {{страна.Текст}}

 12 вольт (для воды и дизеля)
12 вольт (для воды и дизеля) Днепр
Днепр Днепр
Днепр Низкая стоимость и универсальность насосов 12V — причины их такой огромной популярности.
Низкая стоимость и универсальность насосов 12V — причины их такой огромной популярности. Как правило, насосы 12В не способны подавать жидкость (в данном случае воду) на высоту более 100 метров.
Как правило, насосы 12В не способны подавать жидкость (в данном случае воду) на высоту более 100 метров. Циркуляционный вид насосных устройств в 12V имеет следующие плюсы:
Циркуляционный вид насосных устройств в 12V имеет следующие плюсы: Его можно устанавливать и вблизи водяной емкости. При этом забор жидкости будет происходить с помощью обычного шланга. Это устройство предельно просто как в самой конструкции, так и в обращении.
Его можно устанавливать и вблизи водяной емкости. При этом забор жидкости будет происходить с помощью обычного шланга. Это устройство предельно просто как в самой конструкции, так и в обращении. Есть несколько типов погружных устройств для перекачки воды: скважинные, колодезные и дренажные.
Есть несколько типов погружных устройств для перекачки воды: скважинные, колодезные и дренажные.


 Сведения о продукте
Сведения о продукте
 дополнительной защиты и продления срока службы двигателя. Можно быть уверенным, что качество определенно не было принесено в жертву маркетингу, поскольку он оснащен силовым кабелем длиной 3,2 фута (1 метр) и имеет высоту подачи воды до 5,5 метров или 18 футов.
дополнительной защиты и продления срока службы двигателя. Можно быть уверенным, что качество определенно не было принесено в жертву маркетингу, поскольку он оснащен силовым кабелем длиной 3,2 фута (1 метр) и имеет высоту подачи воды до 5,5 метров или 18 футов. Низковольтное качество насоса от 15 до 24 Вт делает его чрезвычайно удобным для таких ситуаций. №
Низковольтное качество насоса от 15 до 24 Вт делает его чрезвычайно удобным для таких ситуаций. №
 Если судить о его универсальности, компактности и эффективности, то его качество — больше, чем гарантия.
Если судить о его универсальности, компактности и эффективности, то его качество — больше, чем гарантия. дюйм
дюйм При этом 12-вольтовый погружной водяной насос BAZPO Splash RV оснащен следующими функциями, которые гарантируют вам наилучшую производительность и приятное времяпрепровождение:
При этом 12-вольтовый погружной водяной насос BAZPO Splash RV оснащен следующими функциями, которые гарантируют вам наилучшую производительность и приятное времяпрепровождение:
 Его технология современна, а материалы подлинны.
Его технология современна, а материалы подлинны. д. Вы должны дать ему поработать не более пятнадцати минут, а затем дать ему остыть в течение такого же времени. .
д. Вы должны дать ему поработать не более пятнадцати минут, а затем дать ему остыть в течение такого же времени. . на 1,5 дюйма на 1,2 дюйма
на 1,5 дюйма на 1,2 дюйма
 Он легко переносим и гибок практически для любого случая или события.
Он легко переносим и гибок практически для любого случая или события. Его технология современна, а материалы подлинны.
Его технология современна, а материалы подлинны. д. Вы должны дать ему поработать не более пятнадцати минут, а затем дать ему остыть в течение такого же времени. .
д. Вы должны дать ему поработать не более пятнадцати минут, а затем дать ему остыть в течение такого же времени. .