Сборочный чертеж приспособления «Патрон цанговый». На нем изображено два вида пневматического устройства. Данный патрон применяется в токарных станках. Цанговые патроны применяют главным образом для закрепления холоднотянутого прутка или для повторного зажима заготовок по предварительно обработанной поверхности. В ходе данной работы были выполнены технические расчеты: 1) Силы зажима 2) Расчет привода. Согласно расчетам были выбраны параметры зажимного механизма. По итогам проделанной работы выполнена компоновка сборочного чертежа, разработана и оформлена спецификация, в соответствии со стандартами, оформлена пояснительная записка. Исходные данные: Операция – токарная чистовая. Станок – токарный 1371. Важным мероприятием по внедрению новых эффективных методов проектирования и изготовления станочных приспособлений является решение Государственного комитета стандартов о разработки и утверждении единой системы технологической подготовки производства изделий машиностроения, приборостроения и средств автоматики. Эта система устанавливает единый порядок разработки технологической документации и типовые технологические процессы, а также стандартную технологическую оснастку. При внедрении ЕСТПП предусматривается использование оборудования, технологической оснастки на основе их комплексной стандартизации.
Приспособление — пневматический патрон — предназначен для закрепления детали при обработке на токарном станке. Патрон цанговый. Деталь закрепляют внутренней поверхностью Ø56 мм на разжимной цанге 18. 2). Диафрагма 11 под давлением сжатого воздуха переместится вправо и передвинет диск 12. Усилие от диска 12 передастся на три штифта 16, которые, упираясь в распорный конус 17, переместят его вправо. Конусы 17 и 5 войдут в конические отверстия цанги 18, вследствие чего и увеличится ее наружный диаметр, так как цанга имеет по три прорези с каждой стороны, позволяющие ей деформироваться. Деталь закреплена Для освобождения обработанной детали воздух, находящийся внутри корпуса, выпускают в атмосферу. Пружина 20 разожмется и переместит распорный конус 17, штифты 16, диск 12 с диафрагмой 11 влево. Пружина 19 сожмет цангу 18 и деталь снимают. Стакан 4 — приемник для сжатого воздуха — во время работы не вращается. Трубка 1 и связанные с ней детали вращаются. Для создания уплотнения между стаканом 4 и трубкой 1 установлены резиновые V-образные манжеты 25, которые удерживаются в стакане 4 гайкой 7.
Сортировка: По умолчаниюНазвание (А — Я)Название (Я — А)Цена (низкая > высокая)Цена (высокая > низкая)Рейтинг (начиная с высокого)Рейтинг (начиная с низкого)Модель (А — Я)Модель (Я — А)
Показать: 15255075100
И00.
35.00.14 — Крышка — чертеж
В архиве находится файл чертежа. Версия программы Компас 16.И00.35.00.14 — Крышка — чертеж.cdw..
$1.00
И00.35.00.15 — Валик
Чертеж и модель детали. Версия программы Компас 16.Файл чертежа:И00.35.00.15 — Валик.cdwФайл модели:..
$2.00
И00.35.00.15 — Валик — чертеж
В архиве находится файл чертежа. Версия программы Компас 16.И00.35.00.15 — Валик — чертеж.cdw..
$1.00
И00.35.00.16 — Штифт
Чертеж и модель детали. Версия программы Компас 16.Файл чертежа:И00.35.00.16 — Штифт.cdwФайл модели:..
$2.00
И00.35.00.16 — Штифт — чертеж
В архиве находится файл чертежа. Версия программы Компас 16.И00.35.00.16 — Штифт — чертеж.cdw..
$1.00
И00.
35.00.17 — Конус распорный
Чертеж и модель детали. Версия программы Компас 16.Файл чертежа:И00.35.00.17 — Конус распорный.cdwФа..
$2.00
И00.35.00.17 — Конус распорный — чертеж
В архиве находится файл чертежа. Версия программы Компас 16.И00.35.00.17 — Конус распорный — чертеж…
$1.00
И00.35.00.18 — Цанга
Чертеж и модель детали. Версия программы Компас 16.Файл чертежа:И00.35.00.18 — Цанга.cdwФайл модели:..
$2.00
И00.35.00.18 — Цанга — чертеж
В архиве находится файл чертежа. Версия программы Компас 16.И00.35.00.18 — Цанга — чертеж.cdw..
$1.00
И00.35.00.19 — Пружина
Чертеж и модель детали. Версия программы Компас 16.Файл чертежа:И00.35.00.19 — Пружина.cdwФайл модел..
$4. 00
И00.35.00.19 — Пружина — чертеж
В архиве находится файл чертежа. Версия программы Компас 16.И00.35.00.19 — Пружина — чертеж.cdw..
$1.00
И00.35.00.20 — Пружина
Чертеж и модель детали. Версия программы Компас 16.Файл чертежа:И00.35.00.20 — Пружина.cdwФайл модел..
$2.00
И00.35.00.20 — Пружина — чертеж
В архиве находится файл чертежа. Версия программы Компас 16.И00.35.00.20 — Пружина — чертеж.cdw..
$1.00
И00.35.01.00 — Трубка в сборе
Модель сборки. Спецификация. Модели деталей. Чертежи. Версия программы Компас 16.Файл сборки:И00.35…
$10.00
И00.35.01.00 — Трубка в сборе — чертеж
В архиве находится файл чертежа. Версия программы Компас 16. И00.35.01.00 — Трубка в сборе — чертеж.c..
$2.50
Показано с 16 по 30 из 46 (всего 4 страниц)
CB/CB-A Цанговые патроны с оттяжкой
Технические характеристики
Размеры
Скачать
Модель
Плунжер ход (мм)
Макс. Патрон Диаметр (мм) Круглый
Макс. Зажим Диаметр (мм) Квадрат
Макс. Чак Размер (мм) Шестигранник
Макс. Д.Б. тяговое усилие, кН (кгс)
Макс. зажимное усилие кН (кгс)
Макс. скорость мин. -1 (об/мин)
Вес (кг)
Подходящая цанга Stell
Подходящая цил.
Макс. давление МПа (кгс/см 2 )
КБ-42
4,5
4~42
7~30
7~36
34,3 (3500)
78,4 (8000)
7000
6,5
РГ-42
ТК-B846
2,8(28)
КБ-42А5
4,5
4~42
7~30
7~36
34,3 (3500)
78,4 (8000)
7000
6,2
РГ-42
ТК-B846
2,8(28)
КБ-42А6
4,5
4~42
7~30
7~36
34,3 (3500)
78,4 (8000)
7000
7,4
РГ-42
ТК-B846
2,8(28)
КБ-52
4,5
4~52
7~45
7~36
39. 2 (4000)
92.1 (9400)
7000
6
РГ-52
ТК-А853
3,2(32)
CB-5217
4,5
4~52
7~45
7~36
39,2 (4000)
92.1 (9400)
7000
9,6
РГ-52
ТК-А853
3,2(32)
КБ-52А5
4,5
4~52
7~45
7~36
39,2 (4000)
92.1 (9400)
7000
6,5
РГ-52
ТК-А853
3,2(32)
КБ-52А6
4,5
4~52
7~45
7~36
39,2 (4000)
92.1 (9400)
7000
7,8
РГ-52
ТК-А853
3,2(32)
КБ-65
4,5
4~65
8~46
8~56
44,1 (4500)
103 (10500)
5500
15,0
РГ-65
ТК-1068
3,0(30)
CB-65A6
4,5
4~65
8~46
8~56
44,1 (4500)
103 (10500)
5500
13,6
РГ-65
ТК-1068
3,0(30)
КБ-65А8
4,5
4~65
8~46
8~56
44,1 (4500)
103 (10500)
5500
17,6
РГ-65
ТК-1068
3,0(30)
КБ-80
5,5
5~80
8~56
8~68
50,0 (5100)
115 (11730)
5500
19,0
РГ-80
ТК-А1287
2,3(23)
CB-80A8
5,5
5~80
8~56
8~68
50,0 (5100)
115 (11730)
5500
19,0
РГ-80
ТК-А1287
2,3(23)
* Возможны технические изменения.
Модель
A
A1
A2
B
C(H6)
D
D1
E
E1
F
G макс.
G мин.
H
J
K макс.
L
L1
M
N
CB-42
150
125
102
81.5
140
104.8
—
5
31
43
10,5
6
17.5
30
M55x2
3~M10x25
11
60
4~M8
CB-42A5
140
125
102
91.5
—
104.8
82.56
—
41.5
43
25.5
21
17.5
30
M55x2
4~M10x25
12
70
4~M8
CB-42A6
165
125
102
91. 5
—
133.4
106.38
—
45
43
29
24.5
17.5
30
M55x2
4~M12x35
18
73.5
4~M8
CB-52
150
125
102
83.5
140
104.8
—
5
31.5
53
11
6.5
17.5
30
M60x2
4~M10x25
16
62.5
4~M8
CB-5217
180
125
102
87
170
133.4
—
5
35
53
14.5
10
17.5
30
M60x2
4~M12x30
18
66
4~M8
CB-52A5
140
125
102
93. 5
—
104.8
82.56
—
41.5
53
26
21.5
17.5
30
M60x2
4~M10x30
16
72.5
4~M8
CB-52A6
165
125
102
99
—
133.4
106.38
—
47
53
31.5
27
17.5
30
M60x2
6~M12x35
18
78
4 ~M8
CB-65
185
145
120
100
170
133.4
—
6
50
66
13.5
9
21.5
32
M75x2
6~M12x40
20
73.5
4~M8
CB-65A6
165
145
120
111
—
133. 4
106,38
—
61
66
30,5
26
21,5
32
M75X2
4 ~ 22
M75X2
4 ~ 22
M75X2
40062 4 ~ 22
M75X2
40062
2
2
966666666666666666666666666666666666666669.0058
CB-65A8
207
145
120
107
—
171.4
139.72
—
57
66
26.5
22
21.5
32
M75x2
4~M18x40
24
80.5
4~M8
CB-80
235
175
150
112
220
171.4
—
5
37
82.5
13.5
8
25
32
M85x2
6~M16x30
22
87
6~M10
CB-80A8
210
175
150
125
—
171. 4
139.72
—
50
82.5
26.5
21
25
32
M85x2
6~M16x50
24
100
6~M10
Модель
2D pdf
2D чертеж
Шаг 3D
CB-42
CB-42A5
CB-42A6
CB-52
CB-5217
CB-52A5
CB-52A6
CB-65
CB-65A6
CB-65A8
CB-80
CB-80A8
Высокоточный цанговый патрон DIN 69893-1 HSK-A40
Выбранный вами продукт: Стандартный цанговый патронТип ERМощный цанговый патронВысокоточный цанговый патронWeldon Держатель инструментаОправка для торцевой фрезыКомбинированная насадка для концевой фрезы
Для зажима инструментов с цилиндрическим хвостовиком в цангах HAIMER Power и ER в соответствии с ISO 15488.
Высокоточный цанговый патрон — это цанговый патрон для максимальной производительности обработки в высокоскоростном производстве. Оптимизированная конструкция с улучшенной конструкцией сочетает в себе высокую жесткость с функциями гашения вибраций и снижения шума, обеспечивая большую защиту станков, шпинделей и инструментов. Универсальный высокоточный цанговый патрон — это уникальный высокопроизводительный патрон, который также можно использовать со стандартными цангами.
Высокая точность биения: 0,003 мм при 3 × D с цангами HAIMER Power
Также для стандартных цанг ER согласно ISO 15488 (Обратите внимание, что при использовании со стандартными цангами ER расчетная длина A будет отличаться от приведенного ниже размера A! )
Высокая жесткость
Более плавный ход благодаря вибропоглощающей геометрии, следовательно, лучшее качество поверхности и защита инструментов, шпинделей и станков
Повышенная производительность обработки благодаря более высоким скоростям шпинделя, более высоким подачам и большей глубине резания
Сокращение времени обработки, более высокая точность обработки, высокое усилие зажима
Подходит как для высокоскоростного производства, так и для тяжелого фрезерования
Гладкая контргайка со специальным покрытием, балансировка < 1 г/мм
Дополнительно: с силовыми цангами Safe-Lock™ от ER 25
Дополнительно: отверстия Cool Jet на цангах Power от ER 25 Ø 6 мм
сделать в керамической, вырезать розетку, смеситель на трубу
Важно знать как просверлить кафельную плитку, ведь отверстия, так или иначе, понадобятся
Достаточно часто в ванной комнате может потребоваться дополнительная полочка или держатель под полотенца. Как провести монтаж, чтобы не испортить покрытие? Особенно тщательно нужно подходить к этому моменту в том случае, если все помещение отделано кафельной плиткой.
Содержание материала:
1 Как сделать отверстие в кафельной плитке
2 Советы: как вырезать отверстие в плитке под смеситель без раскола
3 Нюансы: как вырезать отверстие в плитке под розетку
4 Детально: как сделать отверстие в плитке
Как сделать отверстие в кафельной плитке
Просверлить отверстие в кафельной плитке своими руками можно, но требуется подобрать: инструмент, место бурения и специальное сверло. Обычные сверла здесь не подойдут, а если пытаться их использовать – это может стать причиной порчи внешнего вида кафеля. Сделать отверстие в кафеле можно только посредством инструмента, у которого режущая кромка более твердая, чем кафель.
Для сверления нельзя прикладывать чрезмерной нагрузки, вибрационного действия, большого числа оборотов инструмента
Самым оптимальным вариантом будет выбор сверл, на которых алмазное напыление.
Высверлить нужное отверстие им не так просто, однако придется немало потратиться, так как стоимость изделия очень высока. Не менее плохим вариантом будет сверло, на котором победитовый наконечник. По цене он намного дешевле. Еще есть специальные сверла перьевые, которые предназначены именно для формирования отверстия в кафеле.
Естественно сделать дыру в кафеле вручную невозможно и потребуется использование специального оборудования. Прорезать или высверлить отверстие можно посредством дрели, на которой должна хорошо регулироваться скорость вращения. Некоторые делают сверление при помощи шуруповерта. Делать дырку можно и ручной дрелью, но нужно быть максимально аккуратными. Желательно приобрести специальный штатив, что позволит установить оборудование на определенном уровне и исключит его пошатывание при эксплуатации.
Советы: как вырезать отверстие в плитке под смеситель без раскола
В керамической плитке вырезать розетку под смеситель в определенных случаях.
Сами сверла должны быть изготовлены из высокопрочных материалов, способных пройти плотную структуру, и иметь соответствующую конфигурацию или заточку
А именно:
Можно только после того как полностью высохнет покрытие;
Только при правильной подготовке;
Можно до монтажа плитки на стену;
Желательно имея минимальный набор знаний по работе с электрооборудованием.
Если кафель еще не уложен, то нужно провести его замачивание в тазике с теплой водой. Сделать круглое отверстие или квадрат будет намного проще, нежели, когда полотно расположено на стене и вертикально. Далее плитка кладется на деревянные бруски, обязательно лицевой стороной вверх. На плитку нужно наклеить скотч. Это исключает скольжение инструмента при просверливании.
Заранее отмечается то место, где будет сделана дыра и четко в линию устанавливается сверло. Сначала материал сверлится на малой скорости, а при введении сверла внутрь она увеличивается.
Если монтаж плитки, например на грубу, уже был проведен, то на нее также нужно наклеить скотч, и сделать пометки того, где будет проводиться отрез. Сверло нужно держать только перпендикулярно поверхности. Отверстие, которое образуется в кафеле нужно постоянно смачивать водой. Категорически запрещается сверлить отверстия ближе, чем на 1,5 см к краю.
Важно! После того как проведено сверление кафеля и нужно сделать дыру в стене глубже, стоит сменить сверло по кафелю на сверло по бетону или кирпичу. Оно имеет более тонкую толщину, что позволит избежать раскола плитки. Чтобы не пробурить отверстие в глубину больше, чем нужно, не редко прямо на сверле делают пометку посредством изоляционной ленты.
Как только работа завершена, нужно провести продувание дыры и вбить дюбель из пластмассы. Таким же образом делаются и остальные дыры в стене. Только после этого можно проводить монтаж смесителя или полочек.
Нюансы: как вырезать отверстие в плитке под розетку
Как сделать отверстие в кафеле под трубу или установку розеток?
При необходимости проделывания отверстий большого диаметра, выгоднее будет приобрести специальное сверло – «балеринку»
Для этого потребуется необычное сверло, а:
Сверло-круг;
Сверло-балерина;
Перьевое сверло большого размера.
Балеринка – это инструмент, который позволяет проделывать отверстия больших размеров независимо от диаметра, а особенность его состоит в возможности регулировать ширину отверстия. Однако, чтобы работать с ним, нужно иметь минимальный опыт работы с такими изделиями, чтобы не нарушить безопасность и целостность покрытия. Специалисты рекомендуют новичкам использовать круговые сверла, которые выглядят как цилиндровая насадка с режущей кромкой по одной стороне. Диаметр должен быть чуть больше, чем подрозетник. Коронка может иметь различную кромку.
Есть сверла кругового типа, на которых вольфрамовое напыление, а есть с зубчатым краешком.
Для того чтобы вставить инструмент в полость патрона дрели, нужно немного на него надавить на малом обороте работы устройства. При сверлении кафель должен обязательно смачиваться водой, а после завершения процесса, это же сверло допустимо использовать для бурения кирпича и бетона. Лучше всего выбирать инструмент с маленьким диаметром и постепенно проводить смещение сверла, так как при работе с большим сверлом велика вероятность образования трещины на кафеле. Справиться с просверливанием кафельной плитки сможет каждый человек, даже если ранее не приходилось сталкиваться с таким процессом. Стоит только правильно подготовить все, что необходимо и следовать представленным рекомендациям.
Детально: как сделать отверстие в плитке
Процесс резки кафеля – это практически одно из важных дел при обустройстве кафеля. Сверлить кафельную плитку порой требуется для полочек, смесителя и тому подобных надобностей. По-другому просто не получится провести монтаж нужных принадлежностей, так как известные всем присоски – не самый надежный вариант, особенно полочки, невозможно установить на такой крепежной элемент.
Если есть возможность (имеются фрагменты ненужного кафеля), то имеет смысл пройти для начала небольшую тренировку. Когда все начнет получаться, можно будет перейти к выполнению нужной задачи
Сверление кафеля не простое занятие, так как материал:
Скользкий;
Прочный;
Хрупкий.
Именно такие показатели требуют максимальной аккуратности при работе, чтобы не нарушить покрытие и не испортить внешний вид помещения. Чтобы не образовались трещины на уже сделанной отделке помещения, стоит осуществить просверливание отверстий до монтажа. Таким образом, будет намного проще не только сделать дыры, но и устранить плитку, которая треснула при обработке. К тому же плитку, которая еще не наклеена намного проще промочить, так как можно просто уложить ее в таз.
Важно! Если между кафелем слишком большие швы, а нужно сделать маленькие дырочки под крепления, то допустимо сверление в швах.
Так намного проще провести монтаж. При просверливании дыр в плитке на стене, нужна максимальная аккуратность и специалисты рекомендуют нанимать профессионала. Обойдется это недорого, однако не придется устранять последствия в виде треснувшего покрытия, что далеко не просто и может повлечь более серьезные затраты.
Некоторые вместо скотча для устранения скользоты покрытия используют изоляционную ленту, на которой делается отметка. Лучше всего проводить отметку ярким темным маркером, которые отлично рисует по ленте.
Качественный подбор инструмента и сверел позволяет существенно упростить процесс и ускорить проведение монтажа. Сверла с алмазным напылением в продажу поступают в большом количестве, и подыскать наиболее подходящий вариант не сложно. Не стоит путать дрель с лобзиком, так как у лобзик имеет слишком большую вибрацию и невозможно проделать четкий отрез плитки без образования крошки и зубчатого края. Хрупкая кафельная плитка должна просверливаться постепенно и желательно с остановками, между которыми обязательно смачивается поверхность изделия. Не желательно использовать сверло для кафеля, чтобы работать с бетоном или кирпичом, так как он от этого тупится и может даже деформироваться.
Как сделать отверстие в керамической плитке (видео)
Вполне допустимо проведение такой работы самостоятельно, но обязательно нужно соблюдать технику безопасности, так как сверла очень острые и требуется четкость, чтобы осуществить монтаж без травм и порезов. В целом монтаж не займет более получаса, если под рукой будет все что нужно.
Как сделать отверстие в кафельной плитке своими руками
Содержание:
Инструменты, подходящие для вырезания отверстий в кафеле
Правила сверления плитки
Как просверлить небольшое отверстие
Как просверлить большое отверстие
Как работать с коронкой
Как работать с «балеринкой»
Отремонтированный санузел встречает хозяев сверканием свежеуложенного кафеля, но для полного комфорта требуется повесить крючки и держатели, зафиксировать полки и зеркало, а для этого стоит узнать,как сделать отверстие в кафельной плитке своими руками, чтобы плитка не треснула. Кафельная плитка — материал хрупкий, сверлить его непросто — есть опасность возникновения трещин на глазури и растрескивания самой плитки. Тем не менее, справиться с этой задачей самостоятельно можно.
Инструменты, подходящие для вырезания отверстий в кафеле
Сделать отверстие в плитке можно посредством нескольких видов инструментов.
Для малых отверстий применяют специальные свёрла по кафелю. У них нет резьбы на стержне, но на кончике имеется остроконечная напайка. Свёрла для кафеля подойдут и для работы с мозаикой и стеклом.
«Балеринки» или круговые свёрла по кафелю позволяют делать отверстия разного диаметра. «Балеринка» представляет собой устройство с направляющим центральным сверлом и подвижным резцом на штанге. Регулируя длину штанги, можно задавать размер отверстия. Круговым сверлом удобно вырезать отверстия по центру плитки либо на других частях, но при условии, что края отверстия не выходят за край плитки.
Коронки с алмазным напылением применяют, когда есть необходимость вырезать в кафеле отверстие значительного диаметра. Коронки имеют фиксированные размеры, под каждое отверстие необходимо приобретать отдельную.
Правила сверления плитки
При работе с кафелем всегда нужно помнить о его хрупкости. По этой причине сразу стоит отказаться от мощных высокоскоростных дрелей. Чтобы просверлить плитку аккуратно, следует включать дрель на минимальную скорость либо отдать предпочтение низкоскоростному шуруповёрту со скоростью не более 800-1000 об/мин. В процессе работы нужно:
следить, чтобы ни сверло, ни плитка не перегрелись, для чего стоит время от времени поливать плитку водой. В противном случае на поверхности кафеля появятся трещины, а затем и сама плитка может расколоться;
избегать чрезмерного нажима на дрель — это чревато растрескиванием плитки. В то же время недостаточные усилия приведут к тому, что вырезать отверстие не получится, поэтому надо попытаться найти оптимальную степень нажатия на инструмент;
помнить, что при работе с плиткой сверло должно вращаться только в одном направлении с умеренной скоростью. Включать режим реверса нельзя — это приведёт к растрескиванию;
учитывать, что если необходимо просверлить отверстие в шве, то следует расположить центр отверстия в середине шва, иначе на краях плитки могут образоваться сколы.
Как просверлить небольшое отверстие
Для вырезания небольших отверстий необходимо разметить плитку и выбрать сверло. Максимально удобным вариантом будет сверло с алмазным покрытием, но такие приспособления недёшевы. Заменой может стать копьевидное с победитовым наконечником сверло. Его особенность — наконечник в виде стрелы, благодаря которому сверло не скользит по гладкой поверхности кафеля. Острая режущая кромка уменьшает площадь соприкосновения, поэтому нажим на дрель требуется меньший, а значит, и риск растрескивания невелик. В самом крайнем случае допускается применять хорошо заточенное обычное сверло по бетону, но работа с ним требует точности и аккуратности.
Перед началом работы наклейте в месте будущего отверстия отрезок малярной ленты — это поможет зафиксировать сверло и исключить скольжение.
В начале процесса, пока сверло проходит поверхностный слой кафеля, дрель должна работать на самых малых оборотах. Когда сверло проникнет в толщу плитки, скорость можно увеличить. Категорически запрещено использовать ударный режим — это сразу же приведёт к образованию трещин. Если после сверления плитки необходимо также просверлить и бетонную стен, на которой она закреплена, то сверло нужно поменять на сверло по бетону и продолжать сверление им. Здесь уже допускается включать дрель на большие обороты и применять ударный режим.
Как просверлить большое отверстие
Во время ремонта, капитального или косметического, может потребоваться создание в плитке отверстия большого диаметра. Это можно сделать двумя способами: посредством твёрдосплавной коронки с алмазным напылением или «балеринки».
Коронка обеспечит создание отверстия с ровными краями под розетку или трубу. В процессе необходимо поливать плитку водой, так как коронки при работе перегреваются. Существенным минусом коронки с алмазным напылением является его высокая цена, покупка её для 2-3 отверстий нецелесообразна. В качестве альтернативного решения подойдёт менее дорогая коронка с победитовыми зубьями. Но при её использовании края получаются неровными, даже если проводить работу без спешки и с особой тщательностью. К тому же, после просверливания двух десятков отверстий такая коронка уже не годна для применения.
«Балеринка», сверло с дополнительным сверлом на кронштейне, двигая который можно задавать размер отверстия, подойдёт для разных случаев. Это сверло недорого, удобно в работе и практично. Выбирая «балеринку», стоит отдать предпочтение модели, у которой центральное сверло не цилиндрической, а шестигранной формы.
Как работать с коронкой
Вырезая отверстие коронкой, действуйте так.
Разметьте плитку, наклейте для предотвращения скольжения малярный скотч, установите согласно разметке коронку.
Начните работу на малых оборотах с очень лёгким нажимом.
Следите, чтобы коронка находилась строго перпендикулярно плитке, избегайте движений в сторону.
Постоянно увлажняйте плитку водой. Во-первых, это поможет избежать перегрева кафеля и, как следствие, его растрескивания. Во-вторых, так вы убережете от преждевременного износа алмазное напыление. В-третьих, в процессе сверления не будет лететь пыль.
Как работать с «балеринкой»
Если вы предпочитаете вырезать отверстие «балеринкой», то алгоритм действий будет таким.
Выдвиньте на нужную длину кронштейн, учитывая, что расстояние между основным сверлом и боковым будет радиусом.
Установите центральное сверло в центр будущего отверстия.
Начинайте сверлить на малых оборотах, крепко удерживая устройство. Не забывайте, что «балеринку» следует держать прямо, не допуская отклонений в стороны.
Продолжайте работу, смачивая поверхность кафеля водой, пока не вырежете отверстие.
Делать отверстия на кафеле удобнее до того, как плитка будет уложена на стену, но в некоторых случаях (например, когда понадобилось повесить в ванной дополнительный держатель или смонтировать полку) приходится вырезать отверстия на уже уложенной плитке. Используя правильно подобранный инструмент, грамотно подготовив плитку и действуя аккуратно и без спешки, вы сможете осуществить работу самостоятельно, не прибегая к дорогостоящим услугам специалистов. Наглядно изучить тонкости работы по вырезанию отверстий в кафеле можно, посмотрев представленное ниже видео.
Как вырезать дырку в плитке, не сломав ее
Эмили Медлок | Опубликовано
Купить сейчас
«Как вырезать дырку в плитке», вероятно, был в ваших недавних поисках. Из всех строительных работ, которые вы можете сделать своими руками, резка и укладка плитки является одной из самых сложных. Для каждого шага нужны специальные инструменты, сама плитка дорогая, и нужно точно знать, как класть укладку.
Но самое сложное, что можно сделать правильно и без ошибок, это разрезать плитку. Наем профессионала всегда предпочтительнее, если вы можете себе это позволить. Но если вы чувствуете себя смелым, изучите как резать и класть плитку самостоятельно.
Как вырезать отверстие в плитке
Разрезать плитку совсем не просто. Вы можете получить простой плиткорез за 20 долларов или меньше, который может резать прямые линии на плитке среднего и маленького размера. Но когда дело доходит до резки фигур, все становится очень сложно. Вы можете использовать любой старый резак.
Вам нужны специальные резаки для вырезания фигур или отверстий в плитке. В противном случае вы сломаете плитку или оставите уродливую дыру в нескольких дюймах от объекта, который вы режете. Это самый быстрый способ испортить ваш отличный проект.
Типы плитки, чтобы узнать, как вырезать отверстие в плитке
Посмотреть в галерее
Тип плитки, которую вы выберете, имеет значение. Особенно, если вам нужно разрезать эту плитку, что вам придется делать в большинстве случаев, если только ваша комната или душ не подходят по размеру. Плитки бывают всех размеров, большинство из них квадратные или с соотношением сторон 2:1.
Материалы для плитки
Существует много разных материалов для плитки. Двумя наиболее распространенными являются фарфор и керамика. Может быть трудно выбрать между материалами для плитки, если вы не знаете плюсы и минусы каждого из них. Вот несколько советов, которые помогут вам.
Керамика – керамическая плитка, пожалуй, самая распространенная плитка в Америке. Он прочный, легко моется и может быть размещен в любой комнате. Он также бывает глазированным и неглазурованным, поэтому проверьте оба варианта.
Стекло – стеклянная плитка идеально подходит для труднодоступных мест, так как не оставляет пятен. Но его легко сломать, поэтому он не подходит для детей, которые склонны ронять предметы или тереться о плитку.
Фарфор – также очень популярен керамогранит. Он похож на керамический, только сделан так, чтобы выглядеть как натуральный материал, такой как камень. Его сложнее установить, чем керамический, но в целом он примерно одинаков.
Цемент – цементная плитка не очень популярна и больше похожа на цементную брусчатку, чем на плитку. Они требуют много обслуживания, но могут быть легко настроены. Так что это плитка среднего уровня, предназначенная только для определенных пользователей.
Мрамор – мрамор красив, но дорог. Это своего рода данность. Натуральный мрамор также встречается только в определенных узорах. Хотя можно получить и керамическую, и керамогранитную плитку, внешне похожую на мрамор, только дешевле.
Гранит – на столешницах гранит хай-энд. Но в плитке это более дешевая альтернатива некоторым более красивым вариантам плитки. Это все еще довольно здорово и естественно, но конечный результат выглядит не так красиво, как мрамор.
Известняк – известняк выглядит уникальным и является натуральным камнем. Однако он пористый и не подходит для влажных помещений. Чтобы он прослужил очень долго, его нужно будет регулярно тщательно герметизировать. Вот почему он не очень популярен.
Металл – металл является относительно новым материалом для плитки. Хотя во многих случаях он прочный, он также может довольно легко помяться. Используйте его с осторожностью, чтобы иметь самую красивую и современную плитку.
Смола — плитка из смолы не самая прочная, но зато самая настраиваемая. Если у вас есть полимерный 3D-принтер, вы даже можете напечатать свои собственные плитки по своему индивидуальному дизайну и уложить их самостоятельно.
Покупка плиткореза: простой способ научиться вырезать отверстия в плитке
Покупка плиткореза важна, если вы планируете вырезать отверстия в плитке. Даже если вы знаете, как вырезать отверстия в плитке, вам понадобится плиткорез. Но знать, какой из них подходит для вашего проекта, никому не легко.
Плиткорезы
Простые резаки, которые режут плитку по прямым линиям, очень просты в использовании. Чтобы получить руководство по плиткорезу и лучшим из них, которые вы можете купить, ознакомьтесь с этим руководством по покупке плиткореза. Или просто купите любой стандартный плиткорез надежного бренда.
Со стандартным резаком для плитки вы просто кладете плитку под резак и делаете на ней надрезы. Затем вы нажимаете, чтобы разрезать плитку по отмеченной линии. Это легко сделать и работает практически с любым видом плитки.
Наборы кольцевых пил
См. в галерее
Поскольку ручные плиткорезы режут только прямые линии, вам понадобится что-то еще для круглых отверстий. Один из самых дешевых и эффективных способов вырезать отверстия в плитке — это использовать комплект кольцевой пилы. Они универсальны и прослужат вам долгие годы.
Полное руководство по комплектам кольцевых пил см. в этом руководстве по комплектам кольцевых пил для плитки, доступных в Интернете. Большинство из них поставляются со всем необходимым, кроме дрели, которую вы можете приобрести отдельно, если у вас ее еще нет.
Как вырезать дырку в плитке
Теперь пора перейти к делу. Поговорим о том, как собственно резать плитку. Когда дело доходит до прямых срезов, все довольно просто. Но когда дело доходит до дыр, все становится довольно сложно. Перфоратор — лучший вариант.
Дырорез может вырезать идеально круглые отверстия в плитке за считанные секунды. Вы выбираете свой размер и вырезаете отверстие, как будто это дырокол. Только обычно для вырезания этих отверстий используется дрель, которая наверняка уже есть у вас под рукой.
Как вырезать отверстие в плитке с помощью комплекта кольцевой пилы
Первое, что вам нужно сделать, это измерить объект, вокруг которого вы хотите выложить плитку. Чаще всего это насадка для душа или насадка. Но это может быть сантехника или что-то совсем другое. Вам нужно измерить его и сделать копию этой формы на картоне.
Затем вы можете приступить к тестированию головок кольцевых пил, которые у вас есть. Найдите тот, который ближе всего по размеру, давая плитке немного больше места. После того, как вы выбрали немного, пришло время начать резать плитки по размеру.
Если вам нужно вырезать только одну плитку, например, если отверстие находится рядом с центром плитки, то вы просверлите насквозь. Но лучший способ предотвратить разрывы — закрыть отверстие двумя плитками. Если они встречаются посередине, их легче разрезать, не ломая.
Вам нужно будет подложить что-нибудь под плитку, чтобы зафиксировать ее и защитить пол, сверло и саму плитку. Это действует как подушка для всех трех. Гипсокартон прекрасно справляется с этой задачей. Затем, поставив колено или руку на плитку, начинайте сверлить.
Нажмите достаточно сильно, чтобы сверло и плитка оставались неподвижными, и сверло должно пройти менее чем за секунду. Вот и все. Помимо этого, самое сложное — убедиться, что все измерения правильные и на месте.
Как укладывать плитку: как вырезать отверстие в плитке, следующий шаг
Посмотреть в галерее
Если мы опередили вас, и вы все еще хотите знать, как укладывать плитку, то не бойтесь. Мы можем кратко рассказать об этапах укладки плитки, чтобы вы могли чувствовать себя комфортно, когда начнете свой первый проект по укладке плитки.
Укладка кафельной плитки
Первым шагом при укладке плитки является обеспечение хорошего основания для нее. Или подложка для некоторых проектов. Существует множество различных типов душевых поддонов и плиточных досок, поэтому проведите исследование, чтобы выяснить, какой из них подходит для вашего проекта.
Укладка Thinset
Первое, что вы сделаете после укладки чернового пола, это уложите свой Thinset. Вы не будете делать это все вместе по двум причинам. Во-первых, если перед укладкой какой-либо плитки вы сделаете всю укладку, вы не сможете ходить по своему полу.
Укладка плитки
Теперь приступим к укладке плитки. Вы будете укладывать свою плитку по одной или две за раз после того, как уложите тонкий слой. Важно, чтобы вы не забывали добавлять прокладки на каждую плитку по мере продвижения. С каждой стороны плитки должно быть не менее двух прокладок для плитки.
Затирка плитки
Затирка плитки может стать проблемой. Хотя это не так важно структурно, как thinset, это то, что люди увидят, и это может быть разницей в том, что ваш проект будет иметь короткую или долгую жизнь. Так что учитесь применять его правильно.
Для получения дополнительной информации об облицовке ванной и душа плиткой, эта инструкция по плитке для душа очень полезна и охватывает все, что вам нужно знать для вашего первого проекта. Не забудьте заранее купить все необходимое снаряжение.
Завершенный проект: как вырезать отверстие в плитке
Наконец-то готово! Хотя укладывать плитку непросто, это один из самых полезных проектов, которые вы можете сделать. Плитка — это великолепный способ добавить напольное покрытие в любую комнату, установить красивый фартук или создать привлекательный душ!
Так что вперед и смело! Начните этот проект и почувствуйте себя хорошо, когда он будет завершен. Но не забывайте получать удовольствие от процесса. Даже если резка плитки кажется концом. Потому что это будет шедевр в процессе создания.
Как вырезать отверстия в керамограните | Главная Руководства
Автор Sarabeth Asaff Обновлено 17 декабря 2021 г.
Керамогранит — это чрезвычайно твердая, плотная плитка на глиняной основе. Они состоят из спрессованной сухой глиняной пыли, обожженной до чрезвычайно высокой температуры. Это может сделать их более прочными, чем керамические плитки, но их труднее резать. Во многих случаях укладки керамогранита вам необходимо отверстие для винтов, сантехнических труб, сливов туалетных отходов или выпускных отверстий. Выполнение этих надрезов в фарфоре возможно, если использовать инструменты с алмазными насадками. Они помогают быстро просверлить плотную плитку до того, как она нагреется.
Сверление отверстий для настенного ковра
После укладки керамогранита на стену вам часто потребуется вырезать отверстие для настенного ковра или аксессуара для ванной комнаты, например, вешалки для полотенец. «Для этого используйте дрель с алмазным наконечником и немного охлаждающего масла», — говорит Ask the Builder. Поместите кусок малярной ленты в то место, где вы хотите сделать отверстие в плитке, чтобы сверло могло врезаться в него. Опустите сверло для плитки в охлаждающее масло, чтобы оно не перегревалось во время сверления. Начните медленно сверлить, пока сверло не вонзится в фарфор, затем увеличивайте скорость, пока не закончите отверстие.
Вырезание отверстия для труб
Вырезание отверстия в центре керамогранита для установки трубы, крана или душевого клапана должно быть выполнено до укладки плитки. По словам This Old House, алмазное корончатое сверло вместе с алмазным направляющим сверлом прорежет фарфор. Прикрепите плитку к рабочей поверхности, чтобы она не смещалась во время сверления. Окуните направляющую фрезу в охлаждающее масло и установите ее в центре области, которую вы хотите вырезать. Несколько раз поверните сверло вперед и назад, чтобы оно начало врезаться в фарфор. Сверлите прямо вниз, пока и направляющее сверло, и корончатое сверло не пройдут сквозь плитку.
Вырезание больших отверстий в плитке
Вам может понадобиться вырезать части большого отверстия по бокам двух плиток для выреза раковины, сливной трубы унитаза или другой большой сантехники. Каждая из двух плиток будет иметь половину большого отверстия, вырезанного сбоку. Если их поместить вместе, они будут иметь одно большое отверстие, протянувшееся через них. Нарисуйте форму круга, который вы хотите вырезать на плитках, жирным карандашом.
Это должно создать дугу от края каждой плитки к центру. Сделайте несколько параллельных надрезов со стороны каждой плитки вниз до отметки кривой, используя мокрую пилу для плитки. В результате должно получиться несколько зубцов или клавиш пианино в форме кривой на внутренней стороне каждой плитки. Используйте кусачки для плитки, чтобы откусить каждый из этих зубцов, а затем отшлифуйте внутренний край отверстия пилой для мокрой плитки.
Вырезание квадратных или прямоугольных отверстий
Керамогранит часто бывает настолько большим, что при установке его на стену электрическая розетка может попасть в центр, а не на край. Для этого необходимо вырезать квадратное или прямоугольное отверстие в центре плитки. Обведите форму розетки на плитке жирным карандашом. Используя пилу для мокрой плитки с погружным резом, вставьте лезвие соответствующего размера и поднимите руку пилы, инструктирует This Old House.
Положите плитку на пластину пилы так, чтобы карандашная отметка совпадала с лезвием пилы. Вдавите конец лезвия в плитку, чтобы сделать прямой разрез. Поднимите руку, поверните плитку так, чтобы следующая карандашная отметка совпала с лезвием, и повторите. Сделайте последние два надреза, используя тот же метод, чтобы завершить отверстие.
Вещи, которые вам понадобятся
Сверло
Алмазная коронка
Охлаждающее масло
Малярная лента
Grease Pencil
Tile Wet Saw
Tile Nippers
Ссылки
Этот старый дом: Drilling Holles
. Как резать плитку
Писатель Биография
Сарабет Асафф работает в индустрии благоустройства дома и пишет о ней с 1995 года.
Устройство токарно-винторезного станка модели 1К62
Общее описание. Общий вид
токарно-винторезного станка модели 1К62
завода «Красный пролетарий» им. А. И. Ефремова пока зан на рис. 21.
Основные части этого станка, присущие любому токарно-винторезному станку, — неподвижная передняя бабка 1, подвижная и >закрепляемая в рабочем положении задняя бабка 3 и подвижный в работе суппорт 2, в резцедержателе которого крепится резец. Суппорт управляется с помощью механизмов фартука 4 и получает движение от коробки подач 6. Все эти части станка размещаются на станине 5.
Станок является универсальным и предназначен для работы в условиях индивидуального и мелкосерийного производства. На нем можно обрабатывать детали диаметром до 400 мм, а из прут ковой заготовки — диаметром до 45 мм.
Основные части станка, органы управления и средства для за крепления заготовок показаны на рис. 22.
В подшипниках передней бабки 39 вращается шпиндель 5 — глав ный вал станка, на правом конце которого крепится патрон 6 или другое приспособление для закрепления обрабатываемой детали. В шпинделе имеется конусное отверстие, в котором может быть установлен центр, также используемый для установки и закрепления детали. Шпиндель изготовляется полым. В его сквозное отвер стие может вводиться заготовка — пруток. Закрепляется заготовка с помощью патрона. Шпиндель посредством устройства, расположенного в корпусе передней бабки и называемого коробкой скоростей, получает вращение от главного электродвигателя мощностью в 7 или 10 кВт, встроенного в левую тумбу станка.
Коробка скоростей устроена таким образом, что при постоянном числе оборотов в минуту электромотора числа оборотов шпинделя можно изменять в довольно широких пределах. Так, рассматривае мый станок имеет 23 скорости шпинделя — от 12,5 до 2000 об/мин. Такое количество скоростей вращения шпинделя дает возможность установить скорость резания, наиболее подходящую для различных работ. Пуск станка, остановка его и изменение направления вращения шпинделя осуществляются при помощи рукояток 26 или 34, расположенных для удобства токаря в разных концах станка. Изменения скорости вращения шпинделя осуществляются с помощью рукояток 1 и 4, размещенных на передней бабке. Движением ру коятки 4 выбирается требуемый ряд чисел оборотов (по таблице, находящейся над рукояткой), а поворотом рукоятки 1 устанавливается необходимое число оборотов шпинделя.
Рис.21. Общий вид токарного станка модели 1К62.
Станина станка 27 коробчатой формы с поперечными ребрами меет две призматические закаленные направляющие; переднюю — для передвижения суппорта 33 и заднюю — для перемещения задней бабки 19 (их видно на рис. 21).
В пиноли 12 задней бабки устанавливается центр 11. Задняя > бабка может быть установлена на различном расстоянии от ней и закреплена с помощью рукоятки 16. Более прочное закрепление осуществляется завертыванием гайки 22, Кроме того, можно перемещать пиноль бабки вращением маховичка 18 и закреплять в требуемом положении рукояткой 13. Корпус задней бабки установлен на промежуточной плите 21, расположенной на направляющих станины. Корпус бабки можно сдвигать по плите в сторону токаря или наоборот, от токаря. При среднем положении корпуса бабки обрабатываемые детали, закрепленные в центрах, получаются цилиндрическими, при сдвинутом корпусе бабки — коническими.
Рис.22. Токарно-винторезный станок модели 1К62.
Прямая линия, соединяющая вершины переднего и заднего центров, при среднем положении задней бабки, когда ось заднего центра совпадает с осью переднего центра, называется центровой линией станка. . Она параллельна направляющим станины.
Режущий инструмент (резец) закрепляется на суппорте 33. Суппорт состоит из нескольких частей, перемещающихся в разных >направлениях. Это обеспечивает возможность осуществления подачи резца — продольной, параллельной центровой линии станка, и поперечной, перпендикулярной к этой линии. Верхняя часть суппорта может быть повернута около вертикальной оси; подачу резца при этом можно осуществить под углом к центровой линии станка, что требуется при обработке конических поверхностей.
Все подачи резца могут быть ручными, а продольная и поперечная — также и автоматическими. Продольная ручная подача осуществляется> вращением маховика 31, расположенного, как и многие другие рукоятки управления подачами станка, на передней стенке фартука 30 суппорта.
Поперечная ручная подача производится вращением рукоятки 7, а подача верхней (поворотной) части суппорта — посредством рукоятки 8.
Автоматические подачи резца заимствуются от ходового винта 24 или от ходового вала 25, получающих вращение с разными скоростями от коробки подач 37. Ходовой винт используется при наре>зании резьб, ходовой вал — при всех остальных токарных работах.
Включение подачи, заимствуемой от ходового винта и ходового вала, осуществляется при помощи рукояток 35 и 36. Кнопка 32 служит для выключения реечного зубчатого колеса из рейки при нарезании резьбы. Рукояткой 28 производится включение и вы ключение разъемной гайки ходового винта, а рукояткой 10 — подач, заимствуемых от ходового вала. Рукоятка 10 носит название мнемонической, поскольку направление поворота рукоятки совпадает с направлениями продольной и поперечной включаемых подач. В рукоятку 10 вмонтирована кнопка 9, при нажиме на кото рую включаемые рукояткой 10 подачи получают ускоренную величину (от электродвигателя ускоренных перемещений 23), что используется для холостых перемещений суппорта.
Рукоятка 3 служит для реверсирования (изменения направле ния вращения) ходового винта, что вызывает изменение направления перемещения суппорта, необходимое при нарезании левых резьб.
Коробка подач связана зубчатыми колесами через гитару, расположенную под кожухом 38, со шпинделем станка, так что скорости вращения шпинделя и величина подачи резца получаются всегда -согласованными. Коробка подач устроена таким образом, что, устанавливая в разные положения рукоятки 35 и 36 и пользуясь также рукояткой 2, можно получать (через ходовой винт) подачи, соответствующие шагам всех принятых по ГОСТу метрическихи дюймовых резьб и большое количество различных подач (через ходовой вал), необходимых при остальных токарных работах.
Используя сменные шестерни гитары, можно нарезать модульные и питчевые резьбы. Посредством рукоятки 2 шаг нарезаемой резьбы может быть увеличен в 2,8 или в 32 раза, а также может производиться деление при нарезании многоходовых резьб (причисле ходов 2, 3, 4, 5, 6, 10, 12, 15, 20, 30 и 60).
Используя все возможные передачи коробки подач, на рассматриваемом станке можно нарезать метрические резьбы с шагом от 1 до 192 мм, дюймовые с числом витков от 2 до 24 на 1″, модульные с шагом в модулях от 0,5 до 48 и питчевые с шагом в питчах от 1 до 96.
Кроме того, на станке можно получить при работе через ходовой вал продольные автоматические подачи от 0,070 до 4,16 мм/об и поперечные от 0,035 до 2,08 мм/об.
Пуск и остановка главного электродвигателя осуществляются нажатием на кнопку 29, включение насоса для подачи эмульсии, размещенного в правой тумбе станка, — с помощью выключателя 14. Для включения электроэнергии и освещения служат выключатели 15 -и 17. Все электрооборудование станка (кроме электромоторов) расположено в шкафу 20.
Кинематика станка. На рис. 23 изображена кинематическая схема станка. Перед ее изучением следует рассмотреть табл.3 и усвоить условные обозначения элементов кинематических цепей.
От главного электродвигателя клиноременной передачей с от ношением 142—254 (диаметры шкивов) вращение передается валу коробки скоростей. На валу установлены многодисковые фрикционы (устройство их описано ниже), при помощи которых переключением муфты М1 можно передавать шпинделю правое или левое, вращение (прямой или обратный ход).
При прямом ходе (перемещение муфты М1 влево) вал может получить две скорости. Это осуществляется перемещением подвижного блока зубчатых колес Б1 вследствие чего вращение будет передаваться через зубчатые пары колес либо 56—34, либо 51—39. При включении муфты М1 на обратный ход (перемещение муфты вправо) передача осуществится через две пары зубчатых колес 50— 24 и 36—38, что и приведет к изменению направления вращения.
С вала на вал III с помощью тройного блока зубчатых колес Ба вращение передается через колеса 29—47, 21—55 (как показано на схеме) или 38—38. Вал, таким образом, может получить шесть различных рабочих скоростей.
Включением блока Б5 влево, как это показано на схеме, шесть скоростей можно передать на шпиндель (вал VI) через пару зубчатых колес 65—43. При переводе блока Б5 вправо, через колеса 26—52 вращение с вала на вал VI передается через перебор. Перебором называется группа колес, размещенных на валах, IV и У, с помощью которых количество скоростей умножается, одновременно понижаясь в численном значении. Меняя положение блоков Б3 и Б4 на валу IV, передачу можно осуществить через колеса 22—88
Рис.23. Кинематическая схема токарно-винторезного станка модели 1К62.
и 22—88 (как показано на схеме) или 22—88 и 45—45, или 45—45 и 22—88 или 45—45 и 45—45, в результате чего будут получены соответственно передаточные отношения 1/16, 1/4, и 1. Таким обпячом перебор умножает шесть скоростей вала на три передаточных отношения 1/16, 1/4 или 1, и, как было указано выше, через колеса 26—52 может передать шпинделю 18 скоростей. Всего шпиндель получает таким образом 24 разные скорости (числа оборотов), но практически — 23 вследствие численного совпадения двух их значений.
К коробке подач передача идет через промежуточный вал VII и установленный на нем передвижной блок Б6. Движения подач заимствуются либо от шпинделя через зубчатые колеса 60—60, когда этот блок (блок звена увеличения шага) находится в крайнем левом положении, как показано на схеме, либо от вала через зубчатые колеса 45—45, как на схеме показано условным пунктиром, когда блок Б6 перемещен в крайнее правое положение. В последнем случае в зависимости от передаточного отношения перебора подачи и шаг резьбы увеличиваются в 2, в 8 или в 32 раза.
Реверс, служащий для изменения направления вращения ходового винта, имеет две скорости правого и одну скорость левого вращения. При крайнем левом положении тройного передвижного блока Б7 вращение от вала VII к валу VIII передается зубчатыми колесами 42—42 (как показано на схеме) с передаточным отношением, равным 1, а при среднем положении блока Б7 — колесами 28—56 с передаточным отношением 1/2; при крайнем правом положении блока Б7 изменяется направление вращения, которое в этомслучае передается колесами 35—28—35. К коробке подач вращательное движение передается от вала VIII через гитару со сменными блоками зубчатых колес С1 и С2- Для нарезания метрических и дюймовых резьб и получения механической подачи сменные блоки С1 и С2 устанавливаются так, как показано на схеме, и вращение коробке подач сообщается через зубчатые колеса 42—95—50.
При нарезании модульных и питчевых резьб сменные блоки переворачиваются и вращение передается зубчатыми колесами 64—95—97. Далее передача для нарезания дюймовых, питчевых и торцовых резьб производится, как показано на схеме, при включенном зубчатом колесе 35, установленном на валу Xи выключенных муфтах М2, М3 и М4. Вращение от вала IX передается валу XIV через зубчатые колеса 35—37—35, механизм с накидным зубчатым колесом (механизм Нортона), с помощью которого можно получить семь различных передаточных отношений 28—25 и 36 — (от 26 до 48), зубчатые колеса 35—28 и 28—35 и множительный механизм, состоящий из двух подвижных двойных блоков Б8 и Б9, которые обеспечивают получение четырех различных передаточных отношений: 1/8, 1/4, 1/2 и 1. При включении кулачковой муфты М5 вращение от вала XIV передается ходовому винту XVI. Для нарезания метрических и модульных резьб, а также для получения механической подачи коробка подач перестраивается. Зубчатое колесо 35 на валу X выводится из зацепления с зубчатым колесом 37, включаются муфты Мг и l M4, а муфта М3 остается выключенной. В этом случае вращение от вала IX валу XIV -передается муфтой М2, валом XI, механизмом Нортона (в обратном направлении), муфтой М4 — и множительным механизмом.
Двухвенцовый блок Б10 передает вращение ходовому валику XVII через двухвенцовый неподвижный блок 56, обгонную муфту Мо и вал XV для осуществления механических подач суппорта. При смещении блока Б10 влево ее левый зубчатый венец входит >в зацепление с колесом 56, жестко закрепленным на валу XV, и вращение последнему передается помимо обгонной муфты, что не обходимо для нарезания торцовых резьб.
От ходового валика XVII вращение через зубчатые колеса 27—20—28, предохранительную муфту Мп и червячную передачу 4—20 сообщается валу XIX (на схеме механизм фартука показан условно развернутым на 90°). Вал связан передним зубчатым колесом 40 непосредственно с зубчатыми венцам и кулачковых муфт М7 и М9, а задним колесом 40 через паразитное колесо 45 — с зубчатыми венцами кулачковых муфт М6 и M8 (см. штриховые линии на схеме).
При сцеплении кулачковых муфт М6 или М7 (ручная подача) вращение от вала XX через зубчатые колеса 14—66 передается валу — XXI — с закрепленным на нем зубчатым колесом 10. Обкатыванием колеса по рейке осуществляется продольная подача суппорта. На валу XXI смонтирован лимб продольной подачи с ценой деления 1 мм.
Поперечная подача суппорта в ту или иную сторону включается муфтами М8 или М9 (ручная), после чего вращение от вала XXII передается поперечному ходовому винту XXIII зубчатыми колесами 40—61—20.
Быстрые перемещения суппорта в продольном и поперечном направлениях осуществляются от отдельного электродвигателя через клиноременную передачу 85—147, ходовой валик XVII и далее по тем же кинематическим цепям фартука, по которым суппорту сообщаются движения рабочих подач. Скорость быстрых продольных перемещений суппорта равна 3,4 м/мин, а поперечных — 1,7 м/мин.
Схема, паспорт токарного станка 1К62Д, 1К62ДГ, 1К625Д, 1К625ДГ, руководство по эксплуатации
Устройство токарного станка 16К20
Устройство основных узлов токарно-винторезного станка. Фрикционная муфта. Суппорт. Резцедержатель. Задняя бабка.
… смотреть все ->
Устройство и классификация токарно-винторезных станков
Устройство и классификация
Токарно-винторезные станки предназначены для обработки, включая нарезание резьбы, единичных деталей и малых групп деталей. Однако бывают станки без ходового винта. На таких станках можно выполнять все виды токарных работ, кроме нарезания резьбы резцом. Техническими параметрами, по которым классифицируют токарно-винторезные станки, являются наибольший диаметр D обрабатываемой заготовки (детали) или высота Центров над станиной (равная 0,5 D), наибольшая длина L обрабатываемой заготовки (детали) и масса станка. Ряд наибольших диаметров обработки для токарно-винторезных станков имеет вид: D = 100, 125, 160, 200, 250, 320, 400, 500, 630, 800, 1000, 1250, 1600, 2000 и далее до 4000 мм. Наибольшая длина L обрабатываемой детали определяется расстоянием между центрами станка. Выпускаемые станки при одном и том же значении D могут иметь различные значения L. По массе токарные станки делятся на легкие — до 500 кг (D = 100 — 200 мм), средние — до 4 т (D = 250 — 500 мм), крупные — до 15 т (D = 630 — 1250 мм) и тяжелые — до 400 т (D = 1600 — 4000 мм). Легкие токарные станки применяются в инструментальном производстве, приборостроении, часовой промышленности, в экспериментальных и опытных цехах предприятий. Эти станки выпускаются как с механической подачей, так и без нее. На средних станках производится 70 — 80% общего объема токарных работ. Эти станки предназначены для чистовой и получистовой обработки, а также для нарезания резьб разных типов и характеризуются высокой жесткостью, достаточной мощностью и широким диапазоном частот вращения шпинделя и подач инструмента, что позволяет обрабатывать детали на экономичных режимах с применением современных прогрессивных инструментов из твердых сплавов и сверхтвердых материалов. Средние станки оснащаются различными приспособлениями, расширяющими их технологические возможности, облегчающими труд рабочего и позволяющими повысить качество обработки, и имеют достаточно высокий уровень автоматизации. Крупные и тяжелые токарные станки применяются в основном в тяжелом и энергетическом машиностроении, а также в других отраслях для обработки валков прокатных станов, железнодорожных колесных пар, роторов турбин и др.
Все сборочные единицы (узлы) и механизмы токарно-винторезных станков имеют одинаковое название, назначение и расположение. Смотри рисунок вверху. Типичный токарно-винторезный станок 16К20 завода «Красный пролетарий» показан на рисунке внизу.
Общий вид и размещение органов управления токарно-винторезного станка мод. 16К20:
Рукоятки управления: 2 — сблокированная управление, 3,5,6 — установки подачи или шага нарезаемой резьбы, 7, 12 — управления частотой вращения шпинделя, 10 — установки нормального и увеличенного шага резьбы и для нарезания многозаходных резьб, 11 — изменения направления нареза-ния резьбы (лево- или правозаходной), 17 — перемещения верхних салазок, 18 — фиксации пиноли, 20 — фиксации задней бабки, 21 — штурвал перемещения пиноли, 23 — включения ускоренных перемещений суппорта, 24 — включения и выключения гайки ходового винта, 25 — управления изменением направления вращения шпинделя и его остановкой, 26 — включения и выключения подачи, 28 — поперечного перемещения салазок, 29 — включения продольной автоматической подачи, 27 — кнопка включения и выключения главного электродвигателя, 31 — продольного перемещения салазок; Узлы станка: 1 — станина, 4 — коробка подач, 8 — кожух ременной передачи главного привода, 9 — передняя бабка с главным приводом, 13 — электрошкаф, 14 — экран, 15 — защитный щиток, 16 — верхние салазки, 19 — задняя бабка, 22 — суппорт продольного перемещения, 30 — фартук, 32 — ходовой винт, 33 — направляющие станины
На главную
Что такое токарно-винторезный станок и как он работает?
Нарезание резьбы является неотъемлемой частью производственного процесса, но что такое токарно-винторезный станок и как он работает?
В этой статье мы расскажем, как работают токарно-винторезные станки и как выбрать правильную пластину для нарезания резьбы. В R.D. Barrett мы снабжаем инженеров и экспертов прецизионными инструментами с 1975 года, за это время мы накопили непревзойденные отраслевые знания и самый большой в Великобритании запас инженерных инструментов, включая резьбонарезные пластины и расходные материалы для механической обработки.
Что такое токарно-винторезный станок?
Токарно-винторезные станки существуют уже сотни лет и позволяют инженерам нарезать как внутреннюю, так и внешнюю резьбу. Современные передовые инженерные станки с ЧПУ выполняют ту же функцию с точностью, о которой предыдущие поколения инженеров могли только мечтать.
Станки с ЧПУ используют сменные пластины как для резки, так и для формовки заготовки. Единственная режущая точка (резьбонарезной инструмент) перемещается вверх и вниз по длине заготовки, удаляя материал для создания резьбы. Станки с ЧПУ могут нарезать как внутреннюю, так и внешнюю резьбу. Для этого заготовке может потребоваться пройти через ЧПУ несколько раз (так называемые многократные проходы).
Этот процесс известен как нарезание резьбы в одной точке. Нарезание резьбы в одной точке позволяет инженерам нарезать заготовки с различными размерами и формами резьбы, используя один держатель инструмента. Теоретически заготовки могут быть любого размера (хотя они, естественно, будут ограничены размерами станка с ЧПУ).
Но как работает токарно-винторезный станок? Давайте взглянем.
Как работает токарно-винторезный станок?
Когда заготовка вращается на токарном станке, из нее удаляется материал для формирования резьбы. Скорость движения фрезы и скорость вращения заготовки определяют глубину резания и сближение резьбы (шаг резьбы). Равномерность резьбы обеспечивается запрограммированной скоростью подачи на оборот.
Станки с ЧПУ работают на высочайшем уровне, обеспечивая высококачественные готовые заготовки, не требующие дополнительной обработки или инструментов. После снятия со станка с ЧПУ они готовы к использованию.
Способ входа режущего инструмента в заготовку можно запрограммировать различными способами в зависимости от применения. Опции включают радиальную подачу, угловую подачу и модифицированную угловую подачу. Выбор входа зависит от прочности материала, с которым вы работаете.
На качество нарезания резьбы могут влиять несколько факторов, в том числе износ инструмента, температура и отсутствие охлаждающей жидкости на заготовке.
Для нарезания резьбы на токарном станке требуются сменные пластины. Сменные пластины бывают разных размеров и материалов, включая высококачественные твердосплавные пластины.
Мы рекомендуем инвестировать в пластину для нарезания резьбы самого высокого качества, чтобы обеспечить постоянное качество и долговечность. Дешевые резьбонарезные пластины не прослужат долго и в некоторых случаях могут вызвать проблемы, включая сколы, которые могут повредить заготовку.
Для нарезания резьбы в самых тяжелых условиях мы рекомендуем использовать твердосплавные режущие пластины. Твердосплавные винтовые пластины могут работать при невероятно высоких температурах, точно обрабатывая металлы, включая стали, углерод, чугун и жаропрочные сплавы.
Чтобы выбрать правильную резьбонарезную пластину, вам потребуется следующая информация, в том числе:
Форма резьбы (THFT)
Тип инструмента
Минимальный диаметр отверстия (DMIN)
Обозначение производителя сплава (GRDMFG)
Диаметр соединения со стороны машины (DCONMS)
Тип требуемой резьбонарезной пластины также зависит от обрабатываемого материала. Пластины с плоской геометрией подходят для всех типов материалов, а резьбовые вставки с острой геометрией подходят для твердых материалов, включая нержавеющую сталь. Высококачественные стружколомающие пластины подходят для обработки твердых материалов, таких как нержавеющая сталь, где их можно использовать в течение более длительного периода непрерывной обработки без надзора.
В RD Barrett мы всегда готовы обсудить ваши требования к инженерному инструменту и помочь вам определить резьбонарезные пластины, которые вам нужны для текущей работы.
Точное машиностроение
В прошлом нарезание резьбы выполнялось опытными операторами станков. Современные станки с ЧПУ позволяют операторам создавать программы, обеспечивающие воспроизводимость и качество, раз за разом обеспечивая точные детали и точную резьбу.
В компании R.D. Barrett мы являемся инженерами-экспертами и можем дать беспристрастный совет, чтобы помочь вам выбрать пластины правильного размера для нарезания внутренней и внешней резьбы. Если вам нужна какая-либо информация или совет по нарезке резьбы или другим станкам, свяжитесь с нами сегодня.
Нарезание резьбы на токарном станке
Механическое создание нитей — это, по сути, очень простой процесс, и в следующей статье излагаются основные принципы, но не делается попыток охватить детали, которые уже неоднократно публиковались. Книга с информацией по нарезанию резьбы, наиболее подходящая для любителя (и идеально подходящая для освежения памяти профессионала), называется «Токарный станок для любителей». Это дает полное описание процесса с простыми инструкциями, которые позволят даже новичку успешно нарезать резьбу. Другие полезные публикации с полными инструкциями по резьбе и нарезанию резьбы включают недорогую книгу «Нарезание резьбы на токарном станке» и более новую, красиво оформленную книгу в твердом переплете «Нарезание резьбы» 9.0211 Калькуляторы зубчатых передач для помощи при нарезании резьбы, типичном расположении сменных колес, вычислении шагов, не указанных на схеме, определении того, какие шестерни составляют полный набор и т. д. можно найти здесь Как была создана первая резьба? Вы можете повторить процесс самостоятельно. Возьмите деревянную скалку и положите ее на ровную поверхность. Возьмите нож, держите его горизонтально и поместите острый край на верхнюю поверхность ролика рядом с одним концом и немного поверните лезвие по горизонтали, скажем, на 10 или около того, нажмите вниз и используйте его, чтобы откатить булавку от себя. При вращении штифта образуется спиральная линия. Углубите линию разреза в V-образный паз, и у вас получится нить. К сожалению, если вы не домашний повар, у вас теперь серьезные проблемы с SWMBO, и вам нужно быстро попасть на Amazon и заказать еще один. Размер резьбы зависит от их внешнего диаметра и количества витков на дюйм. например 0,75″ x 10 tpi (0,75″ в диаметре и десять витков на дюйм). Или, для метрических резьб, по их наружному диаметру и расстоянию между гребнями резьбы, т.е. M10 x 1,5 — это резьба диаметром 10 мм с расстоянием между гребнями 1,5 мм. Шаг резьбы лучше всего измерять с помощью «измерителя резьбы», который можно приобрести у любого продавца машин, хотя при осторожном и хорошем зрении можно использовать стальную линейку. Нити не являются изобретением механического века: Герой Александра изобрел метод изготовления более крупных нитей две тысячи или более лет назад, и на протяжении столетий краснодеревщики и часовщики изготавливали свои собственные изделия вручную, как и мастерские по ремонту железных дорог, когда они производили партии грубых, скрученных вручную винтов с крупным шагом, которые использовались для крепления опорных пластин к деревянным шпалам. Однако, начиная с промышленной революции и продолжаясь в викторианские времена, потребность в гайках и болтах возникла как никогда и резьбовые фитинги ошеломляющего разнообразия типов и размеров. Ситуация сегодня, после десятилетий исследований иногда противоречащих друг другу требований и повсеместного принятия метрической системы (за исключением США), представляет собой огромное количество типов резьбы и сотни различных конструкций «застежки». Однако, несмотря на эту кажущуюся сложность, основные элементы нарезания резьбы на токарном станке просты. Токарный станок на протяжении тысячелетий оставался, по сути, гончарным кругом, перевернутым набок и способным, с инженерной точки зрения, только к простейшей работе. Его первое использование для нарезания резьбы было не чем иным, как революционным шагом, поскольку с помощью зубчатой передачи, соединяющей шпиндель токарного станка с длинным винтом, идущим вдоль станины, а винт с кареткой токарного станка, последний вместе с его режущий инструмент можно было заставить перемещаться на заданное расстояние при каждом обороте шпинделя. Если заготовка вращается восемь раз, а режущий инструмент с помощью зубчатой передачи перемещается ровно на один дюйм, то спираль будет вырезана с 8 оборотами на дюйм, иначе известной как 8 tpi. (t.p.i. = ниток на дюйм).
Хотя длинный стержень с резьбой вдоль станины первоначально назывался основной резьбой, или ходовым винтом , теперь обычно называют ходовой винт . Любой ходовой винт должен быть изготовлен очень точно (их часто производят специализированные производители, а не сами производители станков) с трапецеидальной, квадратной или другой формой резьбы, оптимизированной для этой задачи, но никогда со стандартной формой Витворта или метрической формы, поскольку к сожалению встречается на многих более дешевых токарных станках с Дальнего Востока. Ходовой винт будет воспроизводить свой точный шаг (отсюда необходимость точности) на нарезаемом материале — при условии, что он может каким-либо образом приводиться в движение напрямую от шпинделя передней бабки — обычно с помощью обычных прямозубых зубчатых колес, но иногда с помощью конических зубчатых колес, планетарных приводов. или даже, в некоторых случаях, с использованием зубчатых ремней. Конечно, с появлением компьютерного управления относительными движениями шпинделя и каретки можно легко управлять с помощью электроники — следовательно, теперь можно создавать резьбу без необходимости какого-либо механического соединения между шпинделем и кареткой). Дополнительным преимуществом нарезания резьбы было осознание того, что автоматическая и, следовательно, постоянная подача вдоль станины значительно улучшает качество поверхности, особенно если подача была медленной и инструмент имел правильную форму. Таким образом, для повседневного использования сменные колеса обычно устроены так, чтобы обеспечить очень точную подачу каретки; настроить их для нарезки означает удалить большую часть или все из них и построить новый шлейф, следуя инструкциям на «схеме нарезки» (обычно прилагается к машине). По окончании нарезания резьбы резьбонарезной механизм снимается, а шестерни точной подачи заменяются. Этой трудоемкой работы можно в значительной степени избежать, если установить редуктор для нарезания резьбы, что объясняет их популярность в промышленности. Однако даже полноценный «быстросменный» резьбонарезной редуктор не может генерировать каждый шаг резьбы, и иногда необходимо заменить сменные шкивы, чтобы расширить диапазон редуктора — или генерировать метрическую резьбу из английского редуктора, или наоборот. Несмотря на привлекательность токарно-винторезного редуктора для любительского использования (быстрый и простой выбор передачи), поскольку экономия времени обычно не рассматривается (за исключением ленивых), токарный станок, оснащенный сменными колесами, обеспечивает гораздо более адаптируемую машину. Если отсутствует таблица сменных колес токарного станка, не все потеряно, книга Нарезание резьбы на токарном станке поможет рассчитать новый комплект. Дополнительную помощь можно найти в наборе инструкций по использованию калькуляторов с разменным колесом, а необходимые загрузки программ можно найти здесь. Как уже объяснялось, привод режущих инструментов за счет прямого механического соединения с передней бабкой также позволял при обычной работе получать более гладкую и однородную отделку и в то же время значительно снижал утомляемость оператора. Эта форма силового движения первоначально называлась самодействующий или самодействующий — и оба термина когда-то широко использовались для различения плоско-токарных и токарно-винторезных станков. Когда каретка соединена с ходовым винтом, используется некоторая форма «гайки»: она может быть сплошной и постоянно зацепленной или одинарной или двойной «зажимной гайкой», которую оператор может зацеплять и расцеплять по своему желанию. Однако после того, как «зажимные гайки» были открыты и каретка отошла назад, чтобы можно было сделать еще один разрез, возникает проблема, как снова зацепить гайки в нужном месте — проблема, решаемая простым, но остроумным способом. устройство, « D ial T hread I Индикатор». DTI состоит из шестерни, находящейся в зацеплении с ходовым винтом, но установленной на валу с циферблатом на другом конце, на котором выгравированы линии, чтобы оператор, следуя таблицам, (которые меняются в зависимости от шага нарезаемой резьбы), можно безопасно зацепить гайки и продолжить точное нарезание резьбы.К сожалению, возникает интересная трудность при нарезании резьбы с метрическим шагом на английском токарном станке — или наоборот — гайки ходового винта не должны расцепляться и токарный станок должен быть «электрически реверсирован» обратно в начальную точку каждый раз, когда выполняется новый проход.0211 Различные виды резьбы : Первый вопрос, который приходит в голову новичку: «Сможет ли мой токарный станок нарезать различные типы резьбы?» (Whitworth, British Standard Fine, American National Coarse, British Standard Brass, American National Fine, British Standard Brass, Unified National Coarse, Unified National Fine, British Association, British Cycle Standard, Metric и т. д.) Ответ: да. Обеспечьте токарный станок сменными колесами, необходимыми для передачи шпинделя на переднюю бабку, чтобы инструмент перемещался на нужное расстояние, пока шпиндель делает один оборот — это можно сделать. «Форма» или «форма» резьбы (которая, проще говоря, составляет существенное различие между «типами» резьбы, а не ее шагом) полностью зависит от «формы» используемого инструмента (или инструментов). чтобы разрезать его. Инструмент можно заточить, чтобы воспроизвести любой угол резьбы по желанию; при желании можно было бы, например, даже придумать свой собственный; Однако сначала проверьте эту ссылку или эту: они перечисляют и объясняют многие формы потоков, как текущие, так и устаревшие. Конечно, не все так просто, и в конце этой вводной статьи есть простое объяснение одного из запутанных отличий между метрической и дюймовой резьбой. Урок истории : Сядьте сзади — следует тест: два инженера, наиболее тесно связанных с разработкой механически разработанной резьбы (хотя они не изобрели этот процесс), оба работали в 1800-х годах: Генри Модсли (1771–1831) «Машиностроитель» из Лондона, Англия («инженер-инженер»), и один из его учеников, Джозеф Уитворт (1803–1887) Инструментальщик из Манчестера, Англия, известный своей прямолинейностью, если не сказать резкостью. способами (и, вероятно, воплощением изречения Шоу о том, что « весь прогресс зависит от неразумного человека ».). Модслей был первым инженером, который смог создать и использовать очень точную винтовую резьбу. Его шедевром был винт 5 футов в длину и 2 дюйма в диаметре (1525 мм на 51 мм) с пятьюдесятью витками на дюйм (50 на 25 мм), на которую навинчивалась гайка длиной двенадцать дюймов (305 мм) с 600 витками резьбы. Устройство было разработано для усреднения ошибок шага на небольших расстояниях и было жизненно важным элементом в процесс гравировки маркировки шкалы на астрономических и других очень точных измерительных приборах. Модслей продолжил производство ряда токарно-винторезных станков (с использованием принципа «основной резьбы» или «ведущего винта») примеры которых можно увидеть в Лондонский музей науки и Музей Генри Форда в Дирборне, штат Мичиган, США. Поразительно, насколько точными были резьбы Модслея (и настолько точным его измерительное оборудование), что он смог наблюдать эффект расширения солнечного света, нагревающего одну половину ходового винта. Уитворт был плодовитым изобретателем tor, слесарь-инструментальщик и дизайнер (и бизнесмен-миллионер), привнесший дисциплинированный подход в проектирование. Его навыки проектирования и разработки распространялись почти на всю область механики, но после публикации в 1841 г.0229 «Об универсальной системе резьбы » его лучше всего помнят за его успехи в стандартизации того, что в то время было хаотичной системой ручных, не взаимозаменяемых креплений. Собрав большой образец гаек и болтов из В различных мастерских и изучив их свойства, он предложил систему, при которой соотношение между глубиной резьбы и ее шагом поддерживалось в диапазоне размеров, а угол резьбы составлял 55 градусов. мастерских к 1858 году, и его быстро подхватили другие инженеры, поскольку его преимущества в виде простоты и взаимозаменяемости — не говоря уже о том, что его рекомендовал величайший из ныне живущих британских инженеров — стали очевидными.0003
Нарезание резьбы вручную : Можно нарезать резьбу на вращающейся цилиндрической поверхности без использования механической помощи, используя «нарезчик». Они больше похожи на токарные резцы по дереву с «формой резьбы», вырезанной на их торцах или боковых сторонах, и сделаны из твердой стали — инструментальной стали для самых качественных — и различаются по ширине и толщине в зависимости от шага резьбы и работы. они должны делать. Полноразмерные модели обычно крепятся к прочным деревянным ручкам, чтобы обеспечить необходимую покупку (которая может быть значительной), и стоят дорого. Однако есть более дешевая альтернатива — бегунки, которые изготавливаются из держателей штампов с автоматическим освобождением; эти узлы используются на токарных станках с токарными станками и удерживают четыре небольших одинаковых секции из инструментальной стали с очень точной резьбой по одному краю. Если их снять и установить в подходящий металлический держатель, их можно использовать точно так же, как их полноразмерных собратьев. К сожалению, использовать любой тип сложно, и новичкам рекомендуется полностью избегать их использования, хотя они могут играть роль в «очистке» резьбы, нарезанной механически, и придании радиуса или другой формы гребню и основанию резьбы. , процесс, который невозможен при описанном выше методе создания одноточечного потока. При использовании бегунок упирается в подходящую опору с небольшим количеством смазки между ними и вставляется в заготовку на центральной высоте с устойчивым скользящим движением. Продолжение ниже:
Форма резьбы Витворта с углом 55 градусов и закругленными основаниями и гребнями. Другие нити имеют плоские гребни с закругленными корнями или наоборот, или и гребень, и корень могут быть плоскими. Угол также может различаться — стандартная метрическая резьба составляет 60 градусов, в то время как некоторые резьбы имеют «квадратную нарезку» под углом 9 градусов. 0 градусов. В то время как «одноточечный» инструмент, обычно используемый на токарном станке, может правильно обрезать углы, он не может создать радиусы в основании и на гребне, и они иногда формируются на этапе постобработки с помощью «нарезки» из твердой стали.
Основная форма одноточечного резьбонарезного инструмента, используемого для нарезания наружной резьбы.
Неотъемлемая часть набора инструментов для нарезания резьбы — резьбовой калибр с маркировкой общих углов резьбы. Это позволяет установить инструмент «прямо» для работы, как показано ниже.
Использование резьбомера для установки наружной резьбы.
Использование резьбомера для настройки инструмента для нарезания внутренней резьбы. Калибр прижимают к пластине, прижатой к точно повернутому концу трубы, на которую навинчивается резьба.
Режущая кромка внешней нарезки.
Резьбонарезной станок для внутренних работ
Продолжение: С умением (и удачей для новичка) чеканка вгрызается в поверхность и начинает формировать спиральный разрез; по мере того как другие точки на бегунке взаимодействуют со спиралью, действие становится до некоторой степени самостабилизирующимся и его легче выполнять; однако обычно требуется много проходов, прежде чем будет создана резьба на полную глубину. Нарезание резьбы резьбой Другая форма нарезки резьбы носит механический характер и иногда используется на прецизионных и специальных токарных станках, ее можно увидеть здесь. Система, вероятно, была изобретена Джозефом Нейсоном и получила патент 10 383 в Америке 3 января 1854 г. Метрическая резьба Существует интересное различие между «английской» резьбой (определение, включающее американские типы) и метрической. Все английские (иногда называемые «имперскими») и американские резьбы основаны на том, что происходит в пределах длины в один дюйм. В пределах этой длины в дюймах у вас может быть любое количество витков (шагов), хотя обычно оно ограничено на токарных станках либо со сменными колесами, либо с редуктором для нарезки винтов диапазоном от 2 до 56 t.p.i. Обычный предел шага резьбы на гайках и болтах составляет 40 tpi, спецификация ME (моделирование), выше которого они нарезаются только для специальных целей). Метрическая резьба устроена по-разному, нет фиксированной длины, в которую должны вписываться шаги, и каждая из них составляет долю или кратность миллиметра. Эффект этого проиллюстрирован, если вы возьмете центр впадины в любом месте резьбового стержня (с шагом в целых дюймах) и отмерите один дюйм в любом направлении — конечная точка также будет в центре впадины. Однако, если шаг представляет собой дробь, скажем, 6,5 tpi, то вам придется измерить два дюйма, чтобы учесть эффект дробной части 1/2). Метрические шаги рассчитаны таким образом, что центры впадин находятся на фиксированном расстоянии друг от друга в целых миллиметрах или долях мм, например: 0,25 мм, 0,75 мм, 1,0 мм, 1,5 мм, 2,5 мм и т. д. Если вы измеряете метрическую резьбу как для дюймового типа — но с фиксированной единицей метрическая длина (например, 100 мм) — вы обнаружите, что, хотя некоторые шаги действительно заканчиваются в центре впадины, большинство — нет, потому что они не делятся точно на 100. Хотя для всех практических целей эта разница не имеет значения, он создает интересный эффект при нарезании резьбы на токарном станке для, хотя на резьбо-циферблатном индикаторе англо-винторезного станка требуется всего одна шестерня, на метрическом станке требуется две, а иногда и три, чтобы охватить диапазон распространенных шагов. Фактически, для удовлетворения всех требований к метрическому шагу потребуются непрактичные шесть передач (или два или более индикатора, оснащенных необходимыми шестернями). Какая нить может быть наиболее часто «используемой» в мире — например, «используется» для застегивания и расстегивания вещей, а не для постоянного крепления (например, велосипедная спица, выпущенная в несколько триллионов раз)? Давайте разворошим осиное гнездо и предложим долгоживущую резьбу Уитворта 1/4″ x 20 tpi, которую можно найти в основании почти каждой камеры, чтобы можно было прикрепить штатив (это свойственно всем производителям и каждой модели, которую они выпускают, хотя некоторые более тяжелые профессиональные типы были, в качестве уступки жесткому использованию, оснащены либо двумя головками, либо одной более прочной головкой 3/8 «x 16 tpi). Являются ли верхушки тюбиков зубной пасты одного размера или ограничены несколькими? Если это так, этот фитинг также может быть претендентом. Мелкая подача Если вы не хотите нарезать винты, а просто нуждаетесь в очень тонкой подаче каретки для чистовой обработки токарных работ, шестерни расположены в «компаунде» следующим образом: a) Конец ходовой винт: установите самую большую шестерню из комплекта сменных колес (часто 70 или 75 т) b) приводная шестерня ходового винта представляет собой пару шестерен (набор B), закрепленных вместе на одном валу: большая из пары будет второй по величине в наборе сменных колес меньшая шестерня является второй после наименьшей. c) На валу над набором B находится еще одна пара шестерен, скрепленных вместе (набор C), состоящая из третьей по величине шестерни в наборе вместе с самой маленькой шестерней в наборе, d) приводной набор C будет маленькой шестерней, обычно на выходном валу узла реверса барабана. Конечно, возможность сделать это зависит от наличия всех шестерен в наборе — обычно от 10 до 14 для типичного маленького токарного станка. В некоторых случаях самая большая шестерня может оказаться слишком большой для работы с составными шестернями (или может не поместиться под крышкой шестерни) и может быть предназначена для преобразования дюймов в метрические или метрические в дюймы (в этом случае они может быть помечен как имеющий 127 или 135 зубов..
Типичное расположение сменных колес, ведущих вниз к редуктору для нарезания резьбы — в случае токарного станка Boxford модели VSL. На рисунке также показан умный, но простой рычажно-реверсивный механизм, с помощью которого направление привода к ходовому винту (и приводному валу, если он установлен) может быть изменено на обратное, а каретка перемещается либо в направлении, либо в направлении от бабка. В нейтральном центральном положении он позволяет шпинделю передней бабки вращаться, не приводя в движение ни одну из шестерен. Перемещение зацепляющий рычаг вверх или вниз (шпиндель, конечно, должен быть неподвижен) зацепляет одну или другую из пары барабанных шестерен под шестерней шпинделя , заставляя следующую шестерню в цепи вращаться либо по часовой стрелке, либо против часовой стрелки. Рычаг обычно, но не всегда, каким-то образом подпружинен, с плунжером, который входит в одно из трех отверстий на передней или боковой поверхности передней бабки. На всех типах барабанно-реверсивных механизмов шпилька обычно выполняется съемной, что позволяет ей быть частью токарно-винторезного станка и обеспечивает быстрое и простое средство замедления или ускорения минимальной скорости подачи каретки.
Электроды Сормайт предназначаются для выполнения наплавочных работ при помощи сварки для деталей машин и механизмов, которые работают в тяжелых условиях с воздействием умеренных ударных нагрузок и абразивного изнашивания при температурах до 500 градусов по Цельсию и наличии коррозионной среды.
Выпускаемые диаметры: 4 мм, 5мм
Оформить заказ
Описание
Наплавочные электроды СОРМАЙТ С-1
Тип: Э-300Х28Н4С4
Покрытие-основное.
Коэффициент наплавки- 13,0 г/Ач.
Расход электродов на 1 кг наплавленного металла – 1,4 кг.
Твердость наплавленного металла — 49-56,5 HRCэ
Сормайт — собирательное название ряда литых твёрдых высокоуглеродистых и высокохромистых сплавов на основе железа с высоким содержанием никеля и кремния. Термин был синтезирован на основе слова «Сормово» путём добавления к нему окончания «-айт» (по аналогии с похожими продуктами иностранного происхождения). При этом подразумевался Сормовский завод, где в 30-х годах XX века был впервые получен один из подобных материалов. Широкое применение получил Сормайт № 1, обладающий наибольшей твёрдостью (порядка 50 HRC), который по химическому составу и своей структуре близок к высоколегированным белым чугунам и относится к заэвтектическим сплавам. Он содержит 25-31 % хрома, 2,5-3,5 % углерода, 2,8-4,2 % кремния, 3-5 % никеля, до 1,5 % марганца, до 0,08 % серы и до 0,08 % фосфора. Сплав Сормайт широко применяются в качестве наплавочных материалов для повышения износостойкости (на порядок) поверхностей инструментов и деталей машин, которые должны эксплуатироваться в условиях сильного абразивного износа, в том числе — без смазки и при повышенных температурах. По режущим свойствам сплав Сормайт близок к стеллитам и занимает промежуточное положение между металлокерамическими твёрдыми сплавами и быстрорежущей сталью.
Электроды Сормайт марки С-1 предназначаются для выполнения наплавочных работ при помощи сварки для деталей машин и механизмов, которые работают в тяжелых условиях с воздействием умеренных ударных нагрузок и абразивного изнашивания при температурах до 500 градусов по Цельсию и наличии коррозионной среды.
Благодаря такому составу электроды Сормайт являются твердым сплавом, стойким к корозии в различных средах. Несомненно, электроды для наплавки Сормайт нашли широкое применение в работе профессиональных сварщиков.
Область применения наплавочных электродов Сормайт является наплавка:
Молотков дробилок
Наплавка лемехов
Зубьев ковшей экскаваторов
Для восстановления первоначальных размеров деталей (валов, катков, звеньев, звездочек и др.)
Для увеличения износостойкости и срока службы быстроизнашивающихся деталей и рабочих органов после наплавки
Ножей смесителей револьверных прессов
Ножи шнеков
Клыки землеройных машин
Кромки ножа землеройной машины
Для восстановления первоначальной производительности рабочих органов (ножей, щек, шнеков и др.)
Технологические особенности наплавки электродами Сормайт.
Подготовка электродов к сварке заключается и их прокаливании. Допустимое содержание влаги в покрытии перед использованием электродов не более 0,4%
Режим повторного прокаливания электродов при температуре 190-210 °С в течение 1 часа.
Диаметр электрода
4,0 мм ток сварки, А 190 — 220 Диаметр электрода 5,0 мм ток сварки, А 190 — 220
Наплавку производят в нижнем пространственном положении на постоянном токе обратной полярности. Рекомендуется наплавка только в один слой. Во избежание образования трещин в слое наплавленного металла и предотвращения его выкрашивания, не рекомендуется наплавлять более 2-х слоев. Наплавка производится предельно короткой дугой, желательно с предварительным подогревом деталей, если же в результате большого износа 2-х слоев недостаточно, то нижние слои необходимо наплавлять другим типом электрода соответствующему химическому составу основного металла, подлежащего наплавке.
Наши контакты:
Адрес: РФ, Свердловская обл. , г. Берёзовский, Западная промзона, 18
Свердловская обл., г. Берёзовский, Западная промзона, 18
+7(34369) 4-59-60
Отдел продаж
Заявка успешно отправлена, наш менеджер свяжется с вами в течение 10 минут!
Большая Энциклопедия Нефти и Газа, статья, страница 2
Cтраница 2
Для наплавочных работ используют прутки из сормайта, стеллита и других твердых сплавов.
[16]
Сормайт № 1, в отличие от сормайта № 2, менее прочен и не поддается термической обработке. Механическая обработка сормайта № 1 может производиться только наждачными кругами.
[17]
Электродуговая наплавка сормайта по способу Славянова производится электродами из сормайта с покрытием, состоящим из плавикового шпата, ферромарганца, феррохрома, алюминиевого порошка, графита и мрамора, размешанных на жидком стекле. Структура твердого сплава сормайт мало зависит от способа наплавки.
[18]
Многоступенчатый двухкорпусный насос для горячих нефтепродуктов волют-ного типа 5НГ — 5Х8 Гипронефтемаша.| Рабочее колесо составное сварное.
[19]
Для уменьшения износа барабана на последний наплавлен слой стеллита или сормайта толщиной в i1 / мм.
[20]
Одноступенчатый насос двойного всасывания для горячих нефтепродуктов.
[21]
Уплотнительные кольца рабочего колеса также имеют наплавленный слой стеллита или сормайта.
[22]
К литым твердым сплавам, изготовляемым в СССР, относятся сормайты 1 и 2 и стеллиты В2К и ВЗК. Стеллит представляет сплав на вольфрамо-хромо-кобальтовой основе, а сормайт — сплав на железо-хромовой основе. По структуре сплав сормайт 1 представляет заэвтектический, а сормайт 2 — доэвтектический высокохромистый чугун. [23]
Обычно стеллиты применяют для изделий, работающих при высоких, а сормайты — при низких температурах. В процессе наплавки этими материалами пользуются флюсами.
[24]
Применение электроннолучевого нагрева позволяет получить тонкослойные, хорошо оплавленные покрытия из сормайта, стеллита, алюминия и других металлов на стали, а также вольфрама на граните.
[25]
Гексанитовые резцы рекомендуется использовать при обработке твердых сплавов, наплавок из сормайта, закаленных сталей, чугунов, сплавов цветных металлов и пластмасс.
[26]
Для повышения твердости одного из колец широко применяется наплавка стеллита и сормайта на стальные детали. В паре с этими кольцами хорошо работает чугун с шаровидным графитом.
[27]
Для уменьшения износа нижние накладки имеют с внутренней стороны наплавленный слой 5 сормайта.
[28]
Уплотнительные кольца рабочих колес и втулки рабочих колес имеют наплавленный слой стеллита или сормайта толщиной 1 5 мм. [29]
Верхняя половина внутреннего корпуса насоса 5НГ — 5Х8.
[30]
Star Sellers имеют выдающийся послужной список в обеспечении отличного обслуживания клиентов — они постоянно получали 5-звездочные отзывы, вовремя отправляли заказы и быстро отвечали на любые полученные сообщения.
|
1514 продаж |
5 из 5 звезд
Цена:
€22,10
Первоначальная цена: €26,00
(скидка 15%)
Загрузка
Доступен только 1
Включены местные налоги (где применимо) плюс стоимость доставки
Пожалуйста, введите ваше личное сообщение здесь, и я добавлю к вашей покупке бесплатную винтажную открытку с вашим текстом.
256
Редкая находка — этот предмет трудно найти.
Продавец звезд. Этот продавец неизменно получал 5-звездочные отзывы, вовремя отправлял товары и быстро отвечал на все полученные сообщения.
Возможна подарочная упаковка.
Смотрите подробности
Исследуйте связанные категории и поиски
Внесен в список 29 августа 2022 г.
Информация о продавце
Сообщить об этом элементе в Etsy
Выберите причину… С моим заказом возникла проблемаОн использует мою интеллектуальную собственность без разрешенияЯ не думаю, что это соответствует политике EtsyВыберите причину…
Первое, что вы должны сделать, это связаться с продавцом напрямую.
Если вы уже сделали это, ваш товар не прибыл или не соответствует описанию, вы можете сообщить об этом Etsy, открыв кейс.
Сообщить о проблеме с заказом
Мы очень серьезно относимся к вопросам интеллектуальной собственности, но многие из этих проблем могут быть решены непосредственно заинтересованными сторонами. Мы рекомендуем связаться с продавцом напрямую, чтобы уважительно поделиться своими проблемами.
Если вы хотите подать заявление о нарушении прав, вам необходимо выполнить процедуру, описанную в нашей Политике в отношении авторских прав и интеллектуальной собственности.
Посмотрите, как мы определяем ручную работу, винтаж и расходные материалы
Посмотреть список запрещенных предметов и материалов
Ознакомьтесь с нашей политикой в отношении контента для взрослых
Товар на продажу…
не ручная работа
не винтаж (20+ лет)
не принадлежности для рукоделия
запрещены или используют запрещенные материалы
неправильно помечен как содержимое для взрослых
Пожалуйста, выберите причину
Расскажите нам больше о том, как этот элемент нарушает наши правила. Расскажите нам больше о том, как этот элемент нарушает наши правила.
РЕДКИЙ Daysun Jewelry Music Box Иностранная бежевая музыка с ручной росписью
Etsy больше не поддерживает старые версии вашего веб-браузера, чтобы обеспечить безопасность пользовательских данных. Пожалуйста, обновите до последней версии.
Воспользуйтесь всеми возможностями нашего сайта, включив JavaScript.
Нажмите, чтобы увеличить
Звездный продавец
Звездные продавцы имеют выдающийся послужной список в обеспечении отличного обслуживания клиентов – они постоянно получали 5-звездочные отзывы, вовремя отправляли заказы и быстро отвечали на любые полученные сообщения.
* НДС продавца включен (где применимо). Etsy может взимать дополнительный налог на товары и услуги на кассе
.
Пожалуйста, введите ваше личное сообщение здесь, и я добавлю к вашей покупке бесплатную винтажную открытку с вашим текстом.
256
Доставка в Новую Зеландию
Редкая находка — этот предмет трудно найти.
Исследуйте связанные категории и поиски
Внесен в список 13 сентября 2022 г.
38 избранных
Сообщить об этом элементе в Etsy
Выберите причину… С моим заказом возникла проблемаОн использует мою интеллектуальную собственность без разрешенияЯ не думаю, что это соответствует политике EtsyВыберите причину…
Первое, что вы должны сделать, это связаться с продавцом напрямую.
Если вы уже сделали это, ваш товар не прибыл или не соответствует описанию, вы можете сообщить об этом Etsy, открыв кейс.
Сообщить о проблеме с заказом
Мы очень серьезно относимся к вопросам интеллектуальной собственности, но многие из этих проблем могут быть решены непосредственно заинтересованными сторонами. Мы рекомендуем связаться с продавцом напрямую, чтобы уважительно поделиться своими проблемами.
Если вы хотите подать заявление о нарушении прав, вам необходимо выполнить процедуру, описанную в нашей Политике в отношении авторских прав и интеллектуальной собственности.
Посмотрите, как мы определяем ручную работу, винтаж и расходные материалы
Посмотреть список запрещенных предметов и материалов
Ознакомьтесь с нашей политикой в отношении контента для взрослых
Товар на продажу…
не ручная работа
не винтаж (20+ лет)
не принадлежности для рукоделия
запрещено или с использованием запрещенных материалов
неправильно помечен как содержимое для взрослых
Пожалуйста, выберите причину
Расскажите нам больше о том, как этот элемент нарушает наши правила.
Художественное литье из бронзы на заказ от мастерской «Калежа»
Содержание:
Примеры наших работ
История развития художественного литья
Художественное литье из бронзы — один из старинных способов обработки металла, о чем говорит большое количество украшений, найденных при раскопках и датированных веками до нашей эры. Бронза отличается малой усадкой, небольшой текучестью и высокими литейными свойствами. Уже в давние времена люди могли изготавливать из металла украшения небывалой красоты для своего дома и себя. Со временем технологии художественного литья металлов совершенствовались и развивались, а методы обработки бронзы становились интереснее и глубже Даже несмотря на то, что мода на материалы часто менялась, художественное и высококачественное литье из бронзы оставались популярными во все века, а такие старинные технологии, как бронзовое литье в разовые формы из песка, используют даже сегодня.
Традиции отливки бронзовых фигур в настоящее время бережно хранят сотрудники литейной мастерской «Калежа», но при изготовлении изделий используют только самые современные технологии, например способ литья под давлением или по выплавляемым моделям. Бронзовое художественное литье в Москве нашей мастерской отличается авторскими дизайнами, высоким качеством исполнения, широким ассортиментом изделий, а также неповторимым стилем. У нас Вы можете заказать любые скульптуры, сувениры, медали, фурнитуру, кубки и все, что придет в голову. Бронзовый сувенир может стать как эксклюзивным элементом интерьера в Вашем доме, так и превосходным подарком. Разнообразные награды из этого металла придают значимость и весомость тем достижениям, за которые их вручают. Фурнитура для мебели и прочие предметы быта не только отлично выполняют функции практического применения, но и непременно станут изюминкой Вашего дома, привнеся в него еще больший уют и комфорт.
В нашем каталоге также есть товары в наличии, для тех, кто хочет купить готовое изделие, и не тратить время на индивидуальное изготовление.
Примеры наших работ
Бронзовая статуэтка…
Иисус несущий крест…
Скульптурная композиция…
Скульптурная композиция…
История развития художественного литья
Искусство художественного литья известно с глубокой древности. Так, еще в Древнем Египте отливались бронзовые статуэтки, которые датируются современными учеными третьим тысячелетием до рождества Христова; обнаруженные при раскопках в Китае фигурки и изделия помладше всего на тысячу лет. В Древней Греции, а впоследствии и в Риме, широко были распространены литые бронзовые украшения и посуда.
Пик развития западноевропейского художественного литья приходится на конец семнадцатого и начало восемнадцатого века, когда чрезвычайной популярностью стала пользоваться бронзовая скульптура. На Руси литейное дело развивалось с одиннадцатого века, когда началась регулярная массовая отливка колоколов для церквей, а впоследствии и пушек. Несмотря на то, что литье не является традиционным русским ремеслом, некоторые отечественные литейные производства завоевали всемирную славу, и их изделия очень высоко оцениваются специалистами и коллекционерами. В девятнадцатом веке стала популярной мебель, выполненная по этой технологии. Конечно, из-за своего веса она затрудняла дачный переезд своих хозяев, но была очень красива.
Небольшой городок в Челябинской области с населением в восемнадцать тысяч человек известен на весь мир. Называется он Касли, и именно здесь находится знаменитый завод художественного литья из чугуна и бронзы. Собственно, город и завод – ровесники, поселок появился тут в год основания предприятия, в тысяча семьсот сорок седьмом году. Через пять лет его перекупила знаменитая династия промышленников Демидовых. В те времена на заводе выплавляли чугун и полосное железо, а художественным литьем по выплавляемым моделям занялись на несколько десятилетий позже, в начале девятнадцатого века, когда его приобрел купец первой гильдии Расторгуев. Вскоре Каслинский завод становится центром изготовления декоративных оград, решеток, орнаментированных половых плит. Также по спецзаказам здесь отливают надгробные памятники, и налаживается перевозка мебели, выполненной знаменитыми мастерами-литейщиками. Производство подобной садово-парковой мебели началось с 1845 года, а также начался выпуск знаменитых и по сей день подсвечников, блюд и зеркальных обрамлений.
В середине семидесятых годов девятнадцатого века здесь была открыта художественная школа-мастерская, задуманная выпускником Петербургской Академии Художеств Михаилом Канаевым. Ученики его и составили впоследствии цвет и гордость каслинских мастерских художественного литья. По сей день работы мастеров завода занимают достойные места в музейных и частных коллекциях, представляя Российскую художественную культуру.
Художественное литье из бронзы | Лит Арт. Изготовление скульптур
• Художественное литье из бронзы и латуни
• Художественное литье из чугуна
• Декоративное литье из металла
Скачайте каталог с фотографиями литья скульптур.
Лучшие работы за 20 лет
Заполните форму
Мы пришлем каталог Вам на почту
Художественное литье на заказ
Литье декоративных элементов
Мы изготавливаем крупный декор – ограды, литые заборы, скамейки, декоративные решетки, фонари, перила, гербы, предметы интерьера.
Выполняем художественное литье на заказ для загородных домов, усадеб, коттеджей, оформления скверов и парков города, мест захоронений на кладбище.
Гарантируем качественное литье изделий сложной конфигурации любых размеров на современном оборудовании.
Литье скульптур
Выплавляем в своих печах, заливаем в формы и создаем красивые элементы скульптурного декора: скульптуры, рельефы, гербы, колокола.
Делаем скульптуры малых и крупных форм, бронзовые бюсты в подарок для первых лиц страны.
Если вы хотите заказать скульптуру в «Лит Арт» – будьте уверены, что ваш заказ выполнят максимально оперативно и точно в срок.
Поможем спроектировать или отольем по вашим моделям
Литейный цех
Преимущества
Современное оборудование
Производим заливку в соответствии с технологическими стандартами. На готовых элементах исключены дефекты отливок – спаи, пригары, недоливы.
Опытный коллектив литейщиков и металлургов
«Лит Арт» с 1999 года предоставляет услуги по отливке скульптур и крупных элементов декора с высокой детализацией.
Заливка металла 2 раза в день
На нашем производстве стоят новые плавильные печи. 2 раза в день производим заливку металла. Вам не придется ждать, это значительно сократит время изготовления.
Без посредников.
У нас собственный литейных цех, в котором одновременно работают 9 бригад. Все формовщики и литейщики «Лит Арт» имеют стаж работы по специальности не менее 10 лет.
Литейный цех 1000 кв.м.
Изготавливаем крупные изделия и декор – арки, беседки, массивные двери, решетки, оградки, скамейки, фонари. Мы быстро и качественно отливаем металл, поскольку имеем необходимые производственные мощности.
Толщина стенки литья 5 мм
Отливаем скульптуры из бронзы, латуни, алюминия, чугуна.
Бронза БрО5Ц6С5 – специальная скульптурная бронза, работаем только с сертифицированными материалами. Художественное литье из бронзы на заказ – наше флагманское направление. Мы используем бронзу БрО5Ц6С5 для создания детализированных отливок.
Используем только бронзу ГОСТ
Материалы для художественного литья
Бронза
Бронза – прочный, вечный, красивый металл. Бронзовое литье используют для изготовления скульптур, бюстов, памятников, предметов интерьера. Обладает уникальной особенностью – точность детализации при любом масштабе.
Чугун
Чугун применяют для монументальных отливок. Из чугуна изготавливают заборы, ворота, калитки, скамейки, декоративные решетки, уличные фонари, урны. Для защиты от коррозии требует окраски.
Латунь
Латунь внешне похожа на бронзу, латунь более желтая из-за большего количества меди в сплаве. Из латуни чаще всего заказывают элементы декора и предметы обихода. Латунь уступает бронзе по износостойкости и прочности.
Алюминий
Алюминий – практичный, бюджетный материал. На него хорошо ложится краска, отличается стойкостью к коррозии. Алюминий имеет металлический стальной цвет. Из него можно изготовить скульптуру, таблички или декор.
Бронза – прочный, вечный, красивый металл. Бронзовое литье используют для изготовления скульптур, бюстов, памятников, предметов интерьера. Обладает уникальной особенностью – точность детализации при любом масштабе.
Чугун применяют для монументальных отливок. Из чугуна изготавливают заборы, ворота, калитки, скамейки, декоративные решетки, уличные фонари, урны. Для защиты от коррозии требует окраски.
Латунь внешне похожа на бронзу, латунь более желтая из-за большего количества меди в сплаве. Из латуни чаще всего заказывают элементы декора и предметы обихода. Латунь уступает бронзе по износостойкости и прочности.
Алюминий – практичный, бюджетный материал. На него хорошо ложится краска, отличается стойкостью к коррозии. Алюминий имеет металлический стальной цвет. Из него можно изготовить скульптуру, таблички или декор.
Литье скульптур
Если вы скульптор – для вас специальные условия.
Художественное литье на заказ – финальный этап изготовления скульптуры. Если вы уже слепили модель скульптуры, сделали формовку, и вам надо отлить фигуру в твердом материале – обращайтесь в «Лит Арт», и мы предложим вам особые условия.
Предоставим квалифицированных помощников для лепки, увеличения или восковок или обеспечим изготовление под вашим авторским надзором.
Сборку и обработку скульптур производим вручную. Собираем все части, свариваем, заводим каркас, очищаем, шлифуем, чеканим швы, наносим патину, чтобы фигура смотрелась безупречно.
Звоните 88007077850 для подробной информации
Процесс литья бронзы [+Как научиться]
перейти к содержанию
MetalworkingMetal
Кристин Арцт
Методы литья бронзы использовались на протяжении тысячелетий на разных континентах для создания изделий из бронзы. Бронза относительно легко поддается литью, учитывая ее химические свойства, и является относительно недорогим материалом. Это руководство расскажет вам, что такое бронзовое литье, краткую историю и с чего начать.
Что такое бронзовое литье?
Литье бронзы — это процесс заливки расплавленной бронзы в полую форму для создания позитивной бронзовой скульптуры или предмета. Методы литья из бронзы, такие как выплавляемый воск, керамическая оболочка и литье в песчаные формы, используются для производства бронзовых скульптур, инструментов, медалей, инструментов, бляшек и многого другого.
Литье скульптур из бронзы
Бронза является наиболее популярным металлом для литья скульптур из-за ее универсальности и простоты литья. При отливке бронзы материал расширяется непосредственно перед тем, как застыть, помогая оживить даже самые незначительные детали. Он также сжимается при охлаждении, облегчая извлечение готовой отливки из формы. Поскольку бронза основана на меди, она имеет более низкую температуру плавления, чем большинство металлов. Помимо скульптур, бронза также является отличным материалом для литья музыкальных инструментов, оружия, медалей, промышленных деталей и многого другого. Он также устойчив к коррозии, что делает его долговечным вариантом для скульптур и многого другого.
Первая известная бронзовая скульптура датируется 2500 г. до н.э. Другие ранние бронзовые предметы, в том числе литые оружие и инструменты, были найдены на территории современной Индии, Африки, Китая, Греции и других стран. Бронзовые скульптуры были одним из способов, с помощью которых великие цивилизации своего времени отслеживали историю, практиковали ритуалы и почитали дворянство.
Процессы и методы литья бронзы
Процессы литья бронзы существуют уже тысячи лет и широко используются для создания скульптур, инструментов, деталей, оружия, инструментов и многого другого. Это универсальный процесс, в котором используются различные типы форм и материалов в зависимости от проекта, который вы хотите отлить. Ниже приводится обзор различных процессов и методов литья бронзы.
Литье по выплавляемым моделям из воска, бронза
Литье по выплавляемым моделям из воска используется для создания единственного в своем роде детализированного металлического объекта путем создания формы вокруг модели из жертвенного воска. После затвердевания формы воск вытапливается и образует полость, в которую вливается бронза. Когда бронза остывает и затвердевает, художник может удалить ее из исходной формы.
Бронза для литья в песчаные формы
Литье в песчаные формы использует связанный смолой песок для создания формы, в которую будет отливаться бронза. Когда форма затвердеет и рисунок будет удален, вы можете залить расплавленную бронзу в полую область. После остывания получается цельный металлический предмет.
Ваяние больших бронзовых изделий
Ваяние крупномасштабных бронзовых изделий часто начинается с изучения скульптуры в маленьком масштабе путем создания меньших имитационных моделей более крупного проекта. Когда придет время сделать окончательную форму для крупномасштабной скульптуры, художник должен помнить о структурной поддержке и логистике. Окончательная модель может быть вылеплена из глины, гипса или воска. Для очень больших предметов, таких как скульптуры в натуральную величину, они могут быть отлиты по частям, а затем сварены вместе перед процессом отделки.
Чеканка и отделка
Чеканка – удаление швов и исправление дефектов восковой модели перед отливкой. Поскольку бронза — это литейный металл, ориентированный на детали, каждая крошечная отметина будет видна. Устранить эти следы чеканкой в воске гораздо легче, чем в остывшем бронзовом изделии. Используемые инструменты для чеканки включают паяльники с подогревом, тепловые пушки и инструменты для текстурирования, такие как стоматологические или разные ручные инструменты.
После того, как деталь отлита и охлаждена, форма вскрывается и начинается процесс отделки. Металлические литники отрезаются и шлифуются, а поверхность детали обрабатывается по желанию. Художник может произвести пескоструйную обработку поверхности, чтобы удалить любые окислы, масла или несоответствия. Поверхность также можно декорировать с помощью проволочной щетки или других инструментов для текстурирования.
Патина
Патина используется как в практических, так и в эстетических целях. Они сделаны из химических соединений, которые обеспечивают защитное покрытие поверхности, помогающее предотвратить коррозию. Их также можно использовать в эстетических целях для настройки цвета и текстуры объекта. Перед нанесением патины убедитесь, что на поверхности нет масел и оксидов, чтобы она полностью проникла в бронзу.
Как научиться литью из бронзы
Горнило предлагает широкий выбор занятий, обучающих методам литья бронзы и металлообработки. Если вы хотите изучить основы кастинга или что-то более продвинутое, The Crucible поможет вам. Мы предлагаем курсы литья бронзы как в литейном, так и в ювелирном отделах. Наш литейный цех предлагает студентам возможность создавать свои собственные формы для песка и керамических оболочек. Мы предлагаем полностью оборудованную восковую комнату, где вы также можете формировать и детализировать свои модели для литья по выплавляемым моделям. В нашем ювелирном отделе вы можете сделать свои собственные уникальные маленькие подвески, кольца и многое другое, чтобы отлить их из бронзы. Наши уроки ювелирного дела позволяют вам изучить весь процесс литья металла от создания восковой модели до заливки расплавленного металла, а затем отделки вашего изделия.
Уроки литья бронзы в Горниле
Литье воска в серебро
Изучите древний процесс литья скульптурных украшений по выплавляемым моделям. Экспериментируя с различными видами воска, вы вырежете, отольете и закончите как минимум один маленький фетиш, кулон или кольцо из серебра или бронзы. Студентам предлагается приносить личные наброски и идеи. Хотя этот класс называется «Литье воска в серебро», бронза также доступна для литья.
Литейный цех I: процесс изготовления керамических оболочек
Керамическая оболочка представляет собой материал для форм, используемый в методе литья по выплавляемым моделям. Изучите основные методы работы с воском и изучите основы обработки металла в этом увлекательном курсе. Вы создадите восковую скульптуру и создадите керамические формы для ракушек, превратив свою оригинальную восковую фигуру в бронзу.
Литейное производство II: Процесс изготовления керамических оболочек
Этот курс предназначен для людей с опытом литья металлов, которые завершили литье восков. Мы также можем разместить 3D-печать PLA (лучше всего без пигмента). Учащиеся подготовят свои модели, вставят их, изготовят керамическую форму для ракушек, отльют из бронзы, разрушят форму и уберут ворота.
Литье колоколов
Литье колоколов знакомит участников с конструкцией колоколов и техникой литья по выплавляемым моделям. В этом классе вы можете спроектировать, отлить и отделать бронзовый колокол диаметром примерно шесть дюймов. Этот класс начального уровня обеспечивает основу для дальнейшего изучения этого универсального литейного подхода.
Часто задаваемые вопросы по литью из бронзы
Подходит ли бронза для лепки?
В целом, бронза является отличным металлом для лепки, потому что с ней легко работать и через нее видны детали. Кроме того, это твердый металл, который не ломается и не ломается при обработке. После литья бронза начинает сжиматься в форме, что облегчает ее отделение от формы после ее полного охлаждения. Бронза также невероятно универсальна для отделки и патинирования. Патину можно наносить, чтобы придать бронзовому предмету вид серебра или золота.
Можно ли отлить бронзу дома?
Лучше всего начинать литье бронзы с профессиональным инструктором в известной литейной мастерской. Для литья бронзы может потребоваться более современное оборудование, установка которого может быть дорогостоящей. Самый безопасный и наименее затратный способ начать — публичный урок. Если у вас есть опыт и четкое понимание процесса и используемых инструментов, вы можете заняться созданием студии дома.
Бронзовое литье дорого?
Несмотря на все преимущества и простоту использования, время и трудозатраты, необходимые для литья бронзы, могут возрасти. В то время как бронза является относительно дешевым материалом для покупки, квалифицированная рабочая сила — независимо от того, нанимаете ли вы художника или учитесь сами — стоит дорого. Это особенно верно для крупных бронзовых скульптур, которые более сложны в изготовлении. На создание одной бронзовой скульптуры могут уйти от сотен до тысяч часов.
При какой температуре плавится бронза?
Температура плавления бронзы зависит от точного состава сплава. Большинство бронзовых сплавов содержат около 90% меди. Остальные 10% могут быть смесью олова, алюминия, никеля или цинка. Средняя температура плавления бронзы составляет 1790-1900 градусов по Фаренгейту. Расплавленная бронза перестает течь, когда достигает более низких температур, что может произойти, когда расплавленную бронзу заливают в форму при комнатной температуре. Поэтому перед заливкой необходимо предварительно нагреть керамические оболочки и литейные формы примерно до 1100 градусов по Фаренгейту в печи.
Продолжить знакомство с руководствами по металлу
Узнайте, как работать с механическими молотами и как они работают, из этого вводного руководства по кузнечному делу с помощью силового молота. …
Подробнее →
Задумывались ли вы, чем занимается литейный цех? Узнайте разницу между черными и цветными металлами и как начать литейную карьеру….
Подробнее →
Узнайте о различных способах литья бронзы в литейном и ювелирном производстве, а также о том, как начать работу, из этого руководства для начинающих. к бронзовому литью….
Подробнее →
Узнайте о различных типах литья по выплавляемым моделям, от металлов до стекла, и о том, как начать работу, из этого руководства для начинающих по литью по выплавляемым моделям….
Подробнее →
Узнайте, как построить свой Собственный кузнечный горн и станьте кузнецом с помощью этого пошагового руководства….
Подробнее →
Узнайте все, что вы хотели знать о литье металлов, от типов форм до различных методов литья….
Читать Подробнее →
You Can Learn Bronze Casting
В Горниле еженедельно проводятся новые занятия по литью из бронзы.
Лаборатория Foundry
Занятия в лаборатории — это большое преимущество, исключительно для участников Crucible! Практикуйте навыки, которые вы изучаете в классе, и открывайте новые возможности в своем ремесле. Инструкции не предоставляются…
Узнать больше и зарегистрироваться →
Кольца из металлической глины
Создавайте и проектируйте несколько колец из медной и серебряной металлической глины, применяя различные техники прокатки, текстурирования, аппликации и резьбы. Обожгите каждую деталь, затем закончите…
Узнать больше и зарегистрироваться →
3-часовой дегустатор: Ювелирные изделия
3-часовой дегустатор — отличный способ изучить новую форму искусства без более глубокого изучения полного курса. После базового ознакомления с отжигом, текстурированием, штамповкой, опиловкой,…
Узнать больше и зарегистрироваться →
3-часовой дегустатор: Foundry
3-часовой дегустатор — отличный способ изучить новый вид искусства без более глубокая приверженность полному курсу. После базового ознакомления с созданием песчаных форм создайте собственную форму для…
Узнать больше и зарегистрироваться →
Ювелирная лаборатория
Лаборатория — отличный способ попрактиковаться и усовершенствовать навыки, полученные на занятиях. В лабораториях вы можете работать над заданиями класса или над своими собственными проектами. Лабораторное время контролируется, но…
Узнать больше и зарегистрироваться →
Ювелирные изделия и металлы I
Изучите основы изготовления ювелирных изделий. Мы сосредоточимся на распиловке, опиловке, шлифовке, пайке, текстурировании, отжиге, штамповке, полировке и дизайне. Студенты изучат свойства…
Узнать больше и зарегистрироваться →
Подвески и серьги из металлической глины
Создавайте подвески, серьги и носимые скульптуры из медной и серебряной металлической глины, практикуя и совершенствуя различные техники прокатки, текстурирования, аппликации и резьбы…
Узнать больше и зарегистрироваться →
Семейные безделушки и побрякушки
Присоединяйтесь к The Crucible, чтобы повеселиться всей семьей и научиться делать украшения! В семейных группах вы научитесь делать индивидуальные подвески с гравировкой, создавая узор-коллаж. ..
Узнать больше и зарегистрироваться →
Шкатулки, медальоны и петли
Учащиеся учатся создавать несколько полых форм для использования в украшениях, шкатулках и медальонах. Работая с медью, латунью, никелем и серебром, учащиеся придают своим изделиям движение…
Узнать больше и зарегистрироваться →
Чеканка и чеканка
Изучите два древних метода обработки металлов для создания размеров и бесконечных деталей путем ковки листа. металла в трехмерные рельефы. Работа с двухдюймовыми квадратами…
Узнать больше и зарегистрироваться →
Литейный цех II: Процесс изготовления керамических оболочек
Этот курс предназначен для людей с опытом литья металлов, которые завершили литье восков. Мы также можем разместить 3D-печать PLA (лучше всего без пигмента). Учащиеся подготовят свои…
Узнать больше и зарегистрироваться →
Литье органических веществ и найденных предметов
В ходе этого увлекательного курса вы расширите свои ювелирные знания, отливая уникальные изделия из органических материалов, пластика или пенополистирола. Студенты сделают два кастинга…
Узнать больше и зарегистрироваться →
КЛАССЫ
2022-03-28T12:25:16-07:00
Ссылка для загрузки страницы
Перейти к началу
Процесс литья бронзы — воск по выплавляемым моделям — ModernArts
Процесс литья бронзы — воск по выплавляемым моделям
Посмотреть в полном размере
Посмотреть в полном размере
Посмотреть в полном размере
Посмотреть в полном размере
БРОНЗОВАЯ СКУЛЬПТУРА: ИСКУССТВО ИЗ ВОСК
В третьем тысячелетии до нашей эры, где-то между Черным морем и Персидским заливом, художник вылепил видение из пчелиного воска, облил его жидкой глиной и приготовил на огне. В пламени воск исчез, сменившись пустым пространством. Олово и медь — сплавы бронзы — собирали и нагревали. После расплавления металл заливали в полость закаленной глины. Металл остыл, и скульптор выбил глину из металла. Отлита первая бронза.
Древние бронзовые отливки «Потерянный воск» выдержали века, визуально рассказывая историю прошлых культур, их религий и социальных структур. Например: китайские бронзовые изделия часто изображали церемониальные образы, индийские и египетские отливки часто изображали божеств, африканцы отливали изображения природы, а греки воссоздавали человеческую форму. Многие из этих культур устарели, религии эволюционировали, а общества изменились, но интригующая визуальная история сохранилась благодаря сохранившимся бронзовым произведениям. Некоторые элементы процесса «потерянный воск» действительно были усовершенствованы, но сегодня бронзовое литье остается практически таким же, каким оно было в 2000 г. до н.э. в аккадский период.
Современные скульпторы, которые хотят, чтобы их изделия были отлиты из бронзы, зависят от литейного цеха. Там мастера умело применяют метод «Потерянный воск» к дереву, камню, глине, гипсу и, по существу, к любой другой форме скульптуры, чтобы превратить видение художника в бронзу.
РЕЗИНОВАЯ ФОРМА
Преобразование скульптуры из исходной среды в бронзу начинается с резиновой формы. Оригинальная скульптура должна оставаться неподвижной в процессе изготовления формы. Для этого половина скульптуры помещается в основу из мягкого пластилина; другая открытая половина равномерно окрашена прозрачной вязкой резиной. (Полиуретановый каучук лучше всего подходит для единичных или небольших тиражей, в то время как для более крупных тиражей требуется силиконовый каучук.) Когда половина, окрашенная резиной, высыхает, вокруг податливой резины создается защитная и твердая «материнская форма» из армированного гипса. Затем скульптуру переворачивают, и процесс повторяется. Когда вторая сторона готова, форма открывается, и оригинал вынимается изнутри. Резина соединяется с другой половиной, создавая точное «негативное» изображение скульптуры из каучука. Форма часто состоит из нескольких секций, чтобы обеспечить правильный и равномерный поток во время фактической заливки бронзы.
ВОСК ПОЗИТИВ
Оригинальная скульптура теперь используется исключительно в качестве ориентира. Из «негативной» резиновой формы необходимо создать восковую «позитивную». Воск плавится примерно до 210 ° F, выливается в форму и равномерно покрывается или «сливается» внутри. Смазывание повторяется трижды, каждый раз используя более холодный воск, чтобы не расплавить предыдущий слой. В идеальных условиях восковая стенка будет иметь толщину около 3/16 дюйма — меньшее значение может создать проблемы с текучестью бронзы; большее значение приведет к тому, что скульптура станет тяжелее, чем необходимо. Когда форма открывается и резина отслаивается, удалена почти идеальная восковая репродукция.
ГЕЗЬБА ПО ВОСКУ · РАСТЯЖКА И СТРОКА
«Гонка по воску» — это деликатный процесс соединения восковых частей вместе, чтобы сформировать полный «позитив» скульптуры (включая удаление швов и устранение дефектов с помощью нагретых специальных паяльников или инструментов: идеальные стоматологические инструменты). Художники очень вовлечены в этот момент, проверяя целостность воска и, после утверждения, подписывая произведение.
После того, как воск выгравирован и утвержден художником, изделие переходит в категорию «Литяной» или «Литубный». Именно здесь к восковой версии добавляются каналы, по которым расплавленная бронза попадет в произведение искусства. Эти каналы также сделаны из воска.
«Венты» (тонкие восковые палочки) и «Ворота» (более толстые восковые палочки) крепятся к восковой модели с помощью нагретых инструментов. Позже в процессе литья пространство, занятое литниками или воротами, становится желобом, по которому течет металл и выходит захваченный газ. Распределение бронзы, низкая турбулентность, вентиляция и усадка являются важными факторами в области литников и литников.
ИНВЕСТИЦИИ
«Инвестиции» — это процесс создания твердой оболочки вокруг восковой скульптуры. Позже в процессе, когда воск будет выплавлен, паковочная масса будет служить формой для расплавленной бронзы. На протяжении большей части истории для выполнения этой задачи использовались инвестиции, состоящие из гипса, песка и воды. За последние 15 лет новая технология, называемая керамической оболочкой, стала отраслевым стандартом.
Техника керамической оболочки начинается с погружения закрытого воска в чаны с суспензией, после чего сразу же следует ванночка с песком. Этот процесс создает очень тонкую стенку кремнезема вокруг воска. При повторении примерно 9 раз с учетом времени высыхания между погружениями вокруг воска образуется твердая керамическая оболочка толщиной около ½ дюйма.
До изобретения керамической оболочки использовалась твердая гипсовая паковочная масса. гипсовый метод: толь был свободно обернут вокруг восковой копии в форме цилиндра. Замкнутое пространство вокруг воска затем было заполнено влажной гипсово-песчаной смесью. готов к «удалению воска». Независимо от того, используется ли керамическая оболочка или гипс для изготовления оболочки, воск представляет собой «позитив», который должен исчезнуть, чтобы образовалась полость, или «негатив» для заполнения бронзой. Таким образом, фраза « литье по выплавляемым моделям» происходит в процессе плавления или «потеря» воска из оболочки. Гипсовые оболочки «депарафинизируются» в паровой камере высокого давления, известной как автоклав; печь
ЗАЛИВКА
Огромный графитовый тигель, раскаленный в печи, заполнен бронзовыми слитками, которые расплавляются. Металл начинает плавиться при 1700°F. Бронза «схватывается» (перестает течь) при контакте с холодом, что может произойти, если расплавленную бронзу залить в оболочку при комнатной температуре; поэтому в то же время, когда бронза обжигается в печи, работающей на природном газе, керамический корпус нагревается в печи примерно до 1100°F.
Когда начинается «Танец заливки», тигель поднимается краном из газовой печи. В то же время светящиеся керамические оболочки выносятся из печи в зону заливки. Два мастера управляют краном, который держит тигель в «рубашке». Ремесленник с элементами управления называется «заливщиком свинца», а мастер, поддерживающий равновесие в тигле, известен как «мертвец». Третий член группы заливки отталкивает окалина и шлак с поверхности расплавленной бронзы.
Вся заливка выполняется очень быстро и очень точно; один тигель из бронзы вмещает 400 фунтов и может заполнить одну или две большие раковины или десять или более маленьких раковин. В первую очередь отливаются детали с тонкими стенками и сложными деталями; требуя, чтобы горячая жидкая бронза перемещалась по системе каналов. Сплав, отлитый в Artworks, известен как кремниевая бронза. Металл состоит из следующих элементов: МЕДЬ 94,0%, МАРГАНЕЦ 1,1%, КРЕМНИЙ 3,9%, МИКРОЭЛЕМЕНТЫ 1,0%. Кремний является добавкой, улучшающей «текучесть» бронзы. Он получил широкое распространение во время Второй мировой войны, когда не хватало свинца и олова.
РАЗБИВКА
«Разгрузка» — это процесс удаления паковочной массы с металла. Примерно через час после заливки изделие достаточно остыло, чтобы его можно было брать в руки. Умение и сила в сочетании с молотками и механическими зубилами сбивают паковочную массу со свежезатвердевшего металла. Ворота и литники также должны быть удалены с помощью электрической дуги высокой интенсивности, которая может прорезать бронзу, как масло. Последним шагом является пескоструйная обработка тонкой паковочной массы из бронзы. Очищенная скульптура продвигается в слесарную лавку…
ГОНЧЕНИЕ И ОБРАБОТКА МЕТАЛЛА
Подобно чеканке воска, бронзу также необходимо чеканить или очищать, чтобы устранить небольшие дефекты, которые могут возникнуть в процессе литья или изготовления корпуса. На более крупных скульптурах, где требуется сборка литых секций, необходима чеканка, чтобы снять линию сварки, образованную соединением двух плоскостей. Чеканка металла обычно начинается с больших электрических или пневматических шлифовальных машин, чтобы удалить большую часть ненужного металла. Затем используются более совершенные и мелкие инструменты, такие как шлифовальные станки и карандаши, чтобы воссоздать тонкую текстуру поверхности художника. Так же, как дом нуждается в деревянном каркасе, многие монументальные изделия из бронзы требуют внутренней конструкции из нержавеющей стали для поддержки бронзовой «кожи».
Все размеры водопроводных труб в мм и дюймах по таблице
Каждому человеку, который осуществляет прокладку водопровода или его ремонт придется ознакомиться с размерами водопроводных труб в мм и дюймах. Без этого не получится добиться качественных соединений и необходимой пропускной способности трубопровода. Разберем детальнее: почему существуют две системы измерения и как пересчитываются размеры.
Содержание
Классификация водопроводных труб
Основные габаритные параметры
Таблица диаметров водопроводных труб
Стальные
Чугунные
Пластиковые
Как правильно перевести мм в дюймы
Заключение
Классификация водопроводных труб
Исторически величина измерения исчислялась в дюймах. Это значение в каждом государстве отличалось. Его условно приравнивали к:
ширине указательного пальца;
длине трех зерен ячменя из середины колоска;
соотношению расстояния от кончика носа до большого пальца вытянутой руки короля Англии Генриха 1.
В следствие развития цивилизации и взаимоотношений между государствами — люди поняли, что для полноценной торговли использовать такую величину неудобно. По этой причине все перешли на общую мерную систему и расстояние начали измерять в метрах. Величина нынешнего метра закреплена в 1983 году на XVII Генеральной конференции по мерам и весам. На данном этапе она привязана к скорости света. Несмотря на это, диаметры в трубах водопровода продолжают измеряться дюймами. Официально признано, что эта единица приравнивается к 0,0254 метра, либо 25,4 мм.
Основные габаритные параметры
У каждой трубы водопроводной есть диаметр и прочие индивидуальные габариты:
внутреннее расстояние между стенками;
величина обусловленного прохода;
номинальный диаметр;
внешняя толщина;
толщина стенки.
От этих величин зависит пропускная способность и рентабельность всей системы водопровода. При его проектировке, монтаже и ремонте необходимо быть особо внимательным к соблюдению данных размеров. Расхождение в 1 мм на одном соединении может привести к выходу из строя всей конструкции.
Таблица диаметров водопроводных труб
Трубы квалифицируются по наружной величине, которая указывается производителем. Для определения внутреннего диаметра понадобится от наружной величины вычесть двойное значение толщины стенки. Однако изделия из чугуна и стали маркируются по внутреннему диаметру, с учетом их пропускной способности. Это следует помнить при использовании в одной системе изделий из различных материалов. Рассмотрим несколько примеров.
Стальная труба 76х3 подразумевает:
наружный диаметр изделия 76 мм;
толщина стенки 3 мм;
внутренний проход будет составлять 70 мм.
Вычисление произошло следующим образом: 76 — (3х2) = 70 мм.
2 пример. Труба из меди 1» подразумевает наружную толщину 1 дюйм, либо 25,4 мм.
Стыковка изделий из различного материала применяются фитинги. Для соединения металлической и пластиковой трубы фитинги будут иметь с одной стороны пластик, который позволит произвести качественную пайку, а с другой — резьбу для надежного резьбового соединения. Для этого необходимо обратить внимание на размер резьбы и ее шаг. При соединении с чугуном применяются раструбы и специальные уплотнители. Пластик между собой можно спаять, металл варится электро, газосваркой.
Стальные
Таблица размеров стальных труб
При монтаже со стальными изделиями их выбор осуществляется по внешнему диаметру трубы водопроводной системы. Согласно требованиям ГОСТ 10704–91 — делятся на группы:
крупного диаметра – от 508 мм;
среднего – 114-530 мм;
мелкого – до 114 мм.
В домашнем водопроводе наиболее востребованными являются изделия с малой величиной. Средний — в городском водопроводе. Большой — для магистральных нефтепроводов, газопроводов. К наиболее востребованным изделиям относятся:
½» — 12,7 мм;
¾» — 19,0 мм;
1» — 25,4 мм;
1½» — 38,1 мм.
Специалисты, ежедневно занимающиеся укладкой и ремонтом водопровода эти величины знают наизусть, другие — смотрят в таблицах.
Чугунные
Таблица размеров чугунных труб
Эти изделия используются при укладке уличных водопроводных сетей. В помещении их применение ограничено. Они обладают долговечной эксплуатацией, повышенной прочностью. Однако являются хрупкими, боятся ударных воздействий. К недостаткам можно отнести значительный вес и большую стоимость. Размер трубы для такого водопровода считается по внутренней пропускной способности изделия.
Пластиковые
Современные технологии позволяют производить качественный пластик, который обладает достаточной прочностью, небольшим весом, не поддается коррозии и является экологически чистым материалом. Благодаря этим характеристикам он вытесняет из строительного рынка металл и чугун, его себестоимость значительно ниже этих материалов. Наиболее популярными материалами являются:
Таблица размеров пластиковых труб
полиэтилен — является самым дешевым вариантом, применяется для технического водоснабжения в подсобных помещениях;
полипропилен — требует специальное оборудование для пайки, хорошо подходит для холодного водоснабжения в доме;
металлопластик — относится к самым качественным в данном сегменте, используется в холодном и горячем водоснабжении внутри помещения.
Размер этих изделий оставляет желать лучшего. Проблема в том, что каждый производитель самостоятельно устанавливает размерную сетку. Следовательно, при сборе пластикового водопровода желательно закупать все комплектующие у одного производителя. Либо придется производить замеры каждого изделия. Несмотря на это, пластиковые трубопроводы отличаются своими рабочими характеристиками и пользуются большой популярностью, особенно при прокладке разводки воды внутри помещения.
Как правильно перевести мм в дюймы
Таблица перевода дюймов в миллиметры
При прокладке водопровода либо замене его элементов необходимо хорошо ориентироваться в их соотношении. Для осуществления этих переводов мастера пользуются специальными таблицами. Сложность заключается в толщине стенки. Наглядный пример:
возьмем изделие с наружной толщиной 1», который должен приравниваться к 25,4 мм;
диаметр резьбового соединения будет 33,249 мм.
Как просчитать диаметр трубы для водопровода? Резьба нарезается по наружной стороне стенки. Ее номинальное значение по отношению к внутреннему показателю получается условным обозначением. Следовательно, для ее расчета необходимо: к 25,4 мм добавить двойную толщину стенки изделия. В результате получится 33,249 мм. Часто встречаемые резьбовые соединения:
½» — 20,4…20,7 мм;
¾» — 25,9…26,2 мм;
1» — 32,7…33,0 мм;
1½» — 45,8…46,2 мм.
Как видим, в каждом случае присущи свои расхождения.
Таблица перевода диаметров водопроводных труб из дюймов в миллиметры
Таблица перевода дюймов в миллиметры
Заключение
При монтаже водопровода или замене его элементов необходимо строго соблюдать диаметр труб водоснабжения. В противном случае, при малейшем расхождении до 1 мм плотность и прочность герметического соединения будет под большим вопросом. Такая стыковка не может считаться надежной и в любой момент может привести к выходу из строя, дать течь.
Технические характеристики основного сортамента стальных труб тепловых сетей : Ду 32-1400, наружный диаметр, толщина стенки, внутренний диаметр, масса погонного метра, площадь поперечного сечения стенки трубы, внутренний объем погонного метра трубы, л, мо
ГОСТы, СНиПы
Карта сайта TehTab.ru
Поиск по сайту TehTab.ru
Навигация по справочнику TehTab.ru: главная страница / / Техническая информация/ / Оборудование — стандарты, размеры/ / Элементы трубопроводов. Фланцы, резьбы, трубы, фитинги…./ / Трубы, трубопроводы. Диаметры труб и другие характеристики./ / Трубы стальные (в т.ч. нержавеющие). Диаметры труб и другие характеристики. Труба стальная. Труба нержавеющая. / / Технические характеристики основного сортамента стальных труб тепловых сетей : Ду 32-1400, наружный диаметр, толщина стенки, внутренний диаметр, масса погонного метра, площадь поперечного сечения стенки трубы, внутренний объем погонного метра трубы, л, мо
Технические характеристики основного сортамента стальных труб тепловых сетей : Ду 32-1400, наружный диаметр, толщина стенки, внутренний диаметр, масса погонного метра, площадь поперечного сечения стенки трубы, внутренний объем погонного метра трубы, л, момент инерции, момент сопротивления, площадь наружной поверхности погонного метра трубы.
Технические характеристики основного сортамента стальных труб тепловых сетей : Ду 32-1400, наружный диаметр, толщина стенки, внутренний диаметр, масса погонного метра, площадь поперечного сечения стенки трубы, внутренний объем погонного метра трубы, л, момент инерции, момент сопротивления, площадь наружной поверхности погонного метра трубы.
Ду / DN
НАРУЖНЫЙ ДИАМЕТР DН, мм
ТОЛЩИНА СТЕНКИ, мм
ВНУТРЕННИЙ ДИАМЕТР DВН, мм
МАССА 1 м, кг
ПЛОЩАДЬ ПОПЕРЕЧНОГО СЕЧЕНИЯ СТЕНКИ ТРУБЫ, см2
ВНУТРЕННИЙ ОБЪЕМ 1 м ТРУБЫ, л
МОМЕНТ ИНЕРЦИИ, см2
МОМЕНТ СОПРОТИВЛЕНИЯ, см2
ПЛОЩАДЬ НАРУЖНОЙ ПОВЕРХНОСТИ 1 м ТРУБЫ, м2
32
38
2,5
33
2,19
2,79
0,855
4,41
2,32
40
45
2,5
40
2,62
3,30
1,26
7,56
3,36
0,12
50
57
3,5
50
4,62
5,92
1,96
21,1
7,42
0,148
70
76
3,5
69
6,26
7,96
3,74
52,5
13,8
0,124
80
89
3,5
82
7,38
9,41
5,28
86,1
19,3
0,28
100
108
4,0
100
10,26
13,1
7,85
177
32,8
034
125
133
4,0
125
12,73
16,2
12,27
338
50,8
0,42
150
159
4,5
150
17,15
21,9
17,67
652
82
0,5
175
194
5,0
184
23,31
29,7
26,59
1327
137
0,61
200
219
6,0
207
31,52
40,2
33,65
2279
208
0,69
250
273
7,0
259
45,92
58,4
52,69
5177
379
0,86
300
325
8,0
309
62,54
79,4
74,99
10014
616
1,02
300
325
9,0
307
70,14
89,4
74,02
11161
687
1,02
350
377
9,0
359
81,68
104
101,2
17624
935
1,18
350
377
10,0
357
90,51
115
100,1
19426
1031
1,18
400
426
9,0
408
92,56
118
130,7
25640
1204
1,34
Ду / DN
НАРУЖНЫЙ ДИАМЕТР DН, мм
ТОЛЩИНА СТЕНКИ, мм
ВНУТРЕННИЙ ДИАМЕТР DВН, мм
МАССА 1 м, кг
ПЛОЩАДЬ ПОПЕРЕЧНОГО СЕЧЕНИЯ СТЕНКИ ТРУБЫ, см2
ВНУТРЕННИЙ ОБЪЕМ 1 м ТРУБЫ, л
МОМЕНТ ИНЕРЦИИ, см2
МОМЕНТ СОПРОТИВЛЕНИЯ, см2
ПЛОЩАДЬ НАРУЖНОЙ ПОВЕРХНОСТИ 1 м ТРУБЫ, м2
400
426
6
414
62,15
79
134,6
17460
820
1,34
450
480
6
469
69,64
89
1706
24780
1037
1,51
500
529
6
517
77,39
99
209,9
33711
1275
1,66
500
529
7
515
90,11
115
208,3
39160
1479
1,66
600
630
7
616
107,5
137
298
66478
2110
1,98
600
630
8
614
122,7
156
296
75612
2400
1,98
700
720
7
706
123,1
157
391
99648
2768
2,26
700
720
8
704
140,5
179
389
110200
3150
2,26
700
720
9
702
157,8
202
387
127052
3529
2,26
800
820
8
804
160,2
204
508
168213
5077
2,58
900
920
9
902
179,9
258
639
287239
5810
2,89
1000
1020
10
1000
199,7
317
788
404368
7934
3,20
1200
11220
11
1198
328
417
1127
784192
12857
3,83
1200
1220
14
1192
416,4
530
1116
998063
16364
3,83
1400
1420
11
1398
382,2
486
1520
1,23*106
17420
4,45
1400
1420
14
1392
485,4
618
1530
1,57*106
22170
4,45
Дополнительная информация от TehTab. ru:
Нашли ошибку? Есть дополнения? Напишите нам об этом, указав ссылку на страницу.
Обращаем ваше внимание на то, что данный интернет-сайт носит исключительно информационный характер. Информация, представленная на сайте, не является официальной и предоставлена только в целях ознакомления. Все риски за использование информаци с сайта посетители берут на себя. Проект TehTab.ru является некоммерческим, не поддерживается никакими политическими партиями и иностранными организациями.
Стальные трубы
ANSI Schedule 40
На основе ASTM A53 — Стандартные технические условия для труб, стальных, черных и горячеоцинкованных, оцинкованных, сварных и бесшовных.
Для получения полной таблицы с указанием длины по сравнению с внешней и внутренней поверхностью, объемом, весом и количеством нитей — поверните экран!
ASTM A53 pipe — also referred to as ASME Труба SA53 — предназначена для механического и напорного применения. Может использоваться в паровых, водяных, газовых и воздушных линиях. Подходит для сварки и формовки, таких как намотка, гибка и отбортовка.
1 in 2 = 645.2 mm 2 = 6.452 cm 2 = 6.452×10 -4 m 2
1 ft (foot) = 0.3048 m
РАЗМЕРЫ И РАЗМЕРЫ СТАЛЬНЫХ ТРУБ
Трубы различаются в зависимости от их предполагаемого использования, формы и размера. В своих самых элементарных формах труба представляет собой транспорт жидкости или газа. Они представляют собой пару исключений из этого основного описания, но в основном оно верно. Предполагаемая цель помощи трубы объясняет способ определения размеров материалов.
Размеры труб первоначально подчеркивали важность внутреннего диаметра (ВД), поскольку инженеры имели дело с потоком жидкости или газа. Было и остается важным, чтобы каждая труба одинакового размера имела одинаковый внутренний диаметр для обеспечения одинаковой скорости потока. Размеры стальных труб в Северной Америке обозначаются двумя безразмерными числами: 1) Номинальный размер трубы (NPS) и 2) Спецификация труб (Sch. или Sched.). Для стандартной трубы NPS относится к внутреннему диаметру трубы, а в таблице указана толщина ее стенки.
Размеры стальных труб производства США указаны в дюймах. Чтобы обеспечить соответствие между странами, идентификатор «дюйм» был заменен номинальным размером трубы (NPS), безразмерным обозначением. Важно признать, что NPS — это размер только по названию. NPS не всегда соответствует реальным размерам стальной трубы. Вместо этого размеры стальных труб от NPS ⅛ до NPS 12 идентифицируются по их номинальным внутренним диаметрам. Например, NPS 5 в стандартной и линейной трубе имеет точный внешний размер 5,563 дюйма. С другой стороны, стальные трубы размером 14 и выше считаются «трубами большого наружного диаметра» и идентифицируются по их точным внешним размерам.
Существует четыре дескриптора размеров труб: Номинальный размер трубы (NPS), Внешний диаметр (OD), Спецификация и Толщина стенки. Вот где это становится немного запутанным. Для размеров труб от ⅛ до 12 дюймов NPS ВООБЩЕ зависит от внутреннего диаметра трубы, но это не одно и то же. Для размеров от 14 дюймов и выше NPS равен наружному диаметру трубы. По сути, NPS — это устаревший метод, который когда-то использовался для стандартизации размеров труб. По мере развития трубной промышленности размеры менялись.
Сегодня понятно, что NPS не равно ID. OD является более точным дескриптором размера трубы. Это означает, что если бы вы провели измерительную ленту через конец куска трубы, показание было бы равно «OD». Итак, ОД=ОД. Каждый график имеет толщину стенки, но не все толщины стенок имеют график. Спецификация и толщина стенки используются для определения стенки трубы. Какая толщина стенки трубы? Это тоже немного сложно. Трубы имеют график от 5S до XXH (или XXS). Это сбивает с толку, потому что фактическая толщина стенки (дюймы или мм) изменяется в зависимости от наружного диаметра трубы.
Итак, 2-дюймовая стандартная труба имеет толщину стенки 0,154 дюйма, а 3-дюймовая стандартная труба имеет толщину стенки 0,216 дюйма. Таким образом, «стандартный» график может иметь несколько толщин стенок в зависимости от наружного диаметра трубы. Существуют размеры труб с толщиной стенки больше XXH, они тяжелее стандартных труб. Сказав все это, как заказать трубу? Ну, это исходит от поставщиков стальных труб или поставщиков стальных труб и зависит от покупателя. Один и тот же заказ можно указать двумя разными способами:
Вариант A: Труба XH 2000” (NPS x Schedule)
Вариант B: Труба 2,375 x 0,218 дюйма (наружный диаметр x толщина стенки)
Варианты A и B эквивалентны. Стальная труба бывает исключительно круглой (цилиндрической) и жесткой.
Американский национальный институт стандартов (ANSI) присвоил порядковые номера для классификации толщин стенок в зависимости от применения под давлением. Таблица размеров труб ANSI помогает покупателям труб определить и лучше понять размеры труб, а также определить идеальные размеры стальных труб для своих конкретных проектов. Знание спецификаций труб также имеет решающее значение.
Размеры
Для измерения размеров стальных труб используются четыре размера. Вот эти размеры:
1. Внешний диаметр
Внешний диаметр (НД) трубы определяется расстоянием по прямой линии, проходящей через выемку в центре трубы, от одного внешнего края до противоположного внешнего края.
2. Внутренний диаметр
Внутренний диаметр (ID) трубы определяется расстоянием прямой линии, проходящей через центр трубы от одной внутренней поверхности до противоположной внутренней поверхности.
3. Толщина стенки
Толщина стенки трубы рассчитывается путем вычитания внутреннего диаметра из наружного диаметра и деления результата на два.
4. Вес
Вес трубы определяется толщиной ее стенки. Труба изготавливается трех весов: 1) стандартный вес, 2) сверхтяжелый, 3) двойной сверхтяжелый.
Для размеров стальных труб вес трубы определяется в фунтах на фут или в килограммах на метр. Вес стальной трубы в таблице размеров труб ANSI не является фактическим весом трубы. Фактический вес зависит от допуска различных размеров стальных труб.
Формула для определения веса трубы на погонный фут:
W = [OD-WT x WT] X 10,96
W: Вес в фунтах/фут
7 OD: Внешний диаметр 9000meter 8
WT: Толщина стенки
Внешний диаметр и толщина стенки измеряются в дюймах.
Пеноблоки — это строительные блоки, получаемые из пенобетона. Он представляет собой строительный блок размером в несколько кирпичей с массой меньше чем бетонный, что очень удобно при строительстве. Один такой блок размером 200 x 300 x 600 (один из самых популярных размеров) может заменить при кладке 13 — 15 обычных или силикатных кирпичей. При кладке стен из такого строительного материала на порядок сокращается количество разного рода стыков и швов, а значит, и количество раствора.
Конструкционные свойства пеноблоков зависят от плотности пенобетона, который используется при их изготовлении а так же от точности соблюдения всех технологических процессов. Таких как рецептура, тип цемента, процесс сушки и тд. Плотность пеноблоуов обозначают английской буквой D, после которой цифрами указывается значение в кг на м3. Например, маркировка «D600» указывает, что плотность пенобетона в блоке равна 600. И кубометр его весит 600 килограмм. Чем выше плотность используемого пенобетона, тем прочнее пеноблоки.
Пеноблоки размеры и цены
Стандартные размеры пеноблоков и их вес:
Размеры пеноблоков, мм
Вес в зависмости от марки пенобетона, кг
D300
D400
D500
D600
D700
D800
D900
D1000
D1100
D1200
Стеновые пеноблоки
200x300x600
11,7
15,6
19,4
23,3
27,2
31,7
35,6
39,6
43,6
47,5
Перегородочные пеноблоки
100x300x600
5,8
7,8
9,7
11,7
13,6
15,8
17,8
19,8
21,8
23,8
Примечания:
Значения веса указаны для относительной влажности воздуха 75% и являются приблизительными, потому что могут значительно отличаться у разных производителей.
Многие производители пеноблоков занимаются производством пеноблоков других размеров, например 400x300x600, 250x300x600 по отдельным заказам.
При отгрузке пеноблоки укладываются на поддоны и упаковываются пленкой из полиэтилена. В таблице представлены данные о количестве пеноблоков на стандартных поддонах.
Размеры, мм
Количество штук на стандартном поддоне
Количество штук в 1 м3
600 х 300 х 200
40
27,7 шт.
300 х 200 х 400
80
55,4
Цена пеноблока зависит от его размера и плотности. Чем меньше плотность и размер тем ниже цена.
Перед тем как купить пеноблоки нужного размера у производителя всегда интересуйтесь какова их плотность. Если при покупке пеноблока продавец затрудняется ответить на этот вопрос или уходит от ответа то это означает что он либо не является производителем либо что то скрывает.
Любая компания которая у которой организовано производство пеноблока всегда чётко знает их плотность. Для стен обычно используются пеноблоки плотностью D600. Для перегородок могут использоваться перегородочные пеноблоки с более низкой плотностью.
Если вы планируете строить дом из пеноблоков то всегда стоит сказать продавцу о том что вы хотите купить пеноблоки оптом. Цена пеноблока при этом должна быть ниже.
Так же цена пеноблока может зависеть от того как осуществляется доставка. За счёт покупателя или за счёт продавца. Всегда уточняйте у продавца как проводится доставка пеноблоков.
Виды пенобетонных блоков
По типу плотности пеноблоки подразделяются по предназначению на теплоизоляционные, конструкционно — теплоизоляционные и конструкционные. Пеноблоки с низкой плотностью не подходят для кладки несущих стен, так как они менее прочные, а с высокой — не пригодны для теплоизоляции. Так как чем плотнее материал — тем меньше в нем пузырьков воздуха. И тем хуже его термоизоляционные свойства.
Виды пеноблоков
Марка бетона
Прочность кг/см2
Теплоизоляционные
400
9,0
500
13,0
Конструкционно-теплоизоляционные
600
16
700
24,0
800
27,0
900
35,0
Конструкционные
1000
50,0
1100
64,0
1200
90,0
Как видите, разброс по параметрам и типы марок пенобетона достаточно различны. Это даёт возможность точно выбрать материал под конкретные типы строительства и термоизоляции.
Изготовление пеноблоков своими руками на БАС130
Все ответы на вопросы
Пеноблоки для перегородок в квартире своими руками: размеры, фото, видео
Содержание
Преимущества пеноблоков
Как выбрать пеноблоки для строительства внутренних перегородок
Размеры пеноблоков
Как сделать перегородку из пеноблоков
Отделка внутренних перегородок из пенобетона
Одним из самых быстрых и бюджетных способов возведения внутренней перегородки в доме является сооружение перегородки из пеноблока. Благодаря применению этого материала можно проводить работы не только в новостройках, но и в домах, которые уже эксплуатируются.
Преимущества пеноблоков
Пенобетонные блоки считаются одним из наиболее подходящих строительных материалов в тех случаях, когда требуется возведение внутридомовых конструкций. Этому способствует целый ряд причин:
В первую очередь, для пеноблоков характерна простота в обработке. Этот материал легко режется, пилится, пробивается гвоздями, стругается и прочее.
Благодаря легкости в обработке появляется возможность существенно сэкономить время при проведении монтажа.
На поверхности пенобетона, за счет его особой структуры, можно проводить практически любую отделку.
Также стоит отметить высокий уровень звукоизоляционных качеств, что позволяет защитить помещение от лишних шумов даже тонкой межкомнатной перегородкой. Например, если межкомнатная перегородка выполнена из пенобетона с плотностью 1000 кг/м3, то ее индекс изоляции шума будет составлять порядка 40 Дб, что полностью отвечает всем требованиям СНиП.
Пеноблоки отлично удерживают тепло, тем самым сохраняя в помещении комфортный для человека микроклимат.
Пенобетон – материал, отлично подходящий для эксплуатации в офисных и производственных помещениях, так как он характеризуется высоким уровнем прочности. Пеноблок устойчив к воздействию агрессивных химических соединений, влаги, ультрафиолетовых лучей и резким температурным перепадам.
Вместе с этим, у пенобетона, равно как и любого другого строительного материала, имеются свои недостатки. Пожалуй, самым значительным из них является плохая геометрия блоков, из-за чего их использование в массовом строительстве весьма проблематично. Причина заключается в том, что такие пеноблоки изготавливаются не только крупными компаниями, но и мелкими фирмами, выпускающими не слишком качественную продукцию.
Как выбрать пеноблоки для строительства внутренних перегородок
Выбирая пенобетонные блоки, для начала нужно обратить внимание на то, каким способом они были изготовлены. Метод их производства может быть автоклавным и безавтоклавным. В том случае, если материал был изготовлен на безавтоклавном производстве, то он может обладать неравномерной пористой структурой и, как следствие, низким качеством. Для таких пеноблоков характерна усадка в процессе эксплуатации, доходящая до 2-3 мм. на каждый метр высоты перегородки. У пеноблоков, изготовленных на автоклавном производстве, этот показатель ниже примерно в 10 раз (даже если и тот и другой материал обладают одинаковой плотностью). Такие внутренние перегородки из пеноблоков обладают высокой прочностью.
Другим важным критерием, на который стоит обратить внимание, является идентичность ширины блоков (зазоры между ними должны полностью отсутствовать). Пеноблоки должны обладать однородной структурой и ровными пузырьками, чей диаметр должен быть не более 1 мм.
При продаже пеноблоки должны быть тщательно покрыты пленкой, которая позволяет поддерживать влажность материала на необходимом уровне. В том случае, если блок упакован неправильно, он может потрескаться и, соответственно, потерять свою изначальную прочность. Также стоит приглядеться к цвету пеноблоков, который должен быть однородным и без каких-либо переливов.
Размеры пеноблоков
При строительных работах используются блоки разных размеров, в зависимости от требований и пожеланий заказчика. Толщина пеноблоков является одним из наиболее важных показателей, отвечающих за уровень теплоизоляции и несущую способность будущей стены.
Размеры блоков из пенобетона традиционно составляют 600 мм в длину, 300 мм в высоту и 200 мм в толщину (размеры пеноблоков для перегородок составляют 100 мм). Длина блока обуславливается спецификой формования материала на производстве. Независимо от используемой технологии производства пеноблоков, основной короб формы-оснастки обладает длиной в 600 мм. После распила массива, верхняя часть блока становится его боковым торцом.
Благодаря резательной технологии производства можно получить блоки самых различных размеров. Неизменным пунктом останется лишь длина блока, так как этот параметр регламентирован ГОСТом 21520-89. За счет небольшого веса материала блок пенобетона размером в 600х300х200 мм не превышает 25 килограмм, что существенно облегчает погрузочные и кладочные работы. Для сравнения, блок таких же размеров из пескобетона достигает в весе 85 килограмм.
Как сделать перегородку из пеноблоков
Материалы:
обрезки арматуры;
плиточный клей или цементно-песчаная смесь;
арматурная сетка;
пеноблоки;
стальные прутья;
бетокварцконтакт (грунтовка для бетона, состоящая из акрил-стирола).
Порядок выполнения работ:
Для начала следует отметить место, где будет располагаться перегородка (например, с помощью профиля или бруса).
Затем в несущие стены аккуратно забивают обрезки арматуры с расчетом примерно через каждые 2-3 ряда, проделывая то же самое в полу для большей надежности (при желании можно применять другие типы крепежей, будь то штыри-саморезы или дюбеля и прочее). Необходимо следить за тем, чтобы прут другим концом входил в горизонтальный шов кладки.
После этого по натянутому шнуру или леске укладывают первый ряд предварительно смоченных водой блоков «кирпичом» или вразбежку. Пол при этом обязательно должен быть чистым, сухим и загрунтованным. Все швы тщательно заполняются цементно-песчаным раствором таким образом, чтобы не оставалось никаких пустот.
Первые три ряда армируют укладочной сеткой либо одиночными стержнями (вместо них можно использовать стекловолоконную сетку. Затем армируют каждые два ряда и, в завершение, последние два ряда. Кроме этого, в обязательном порядке армируют дверной проем или укладывают балку.
На расстоянии примерно одного сантиметра от потолка оставляют зазор, который впоследствии заполняют монтажной пеной.
Напоследок полученную стену тщательно грунтуют, что позволит упростить процесс ее штукатурки.
Важно! При создании внутренних перегородок рекомендуется использовать пеноблоки, чья плотность составляет 500, а толщина 75 или 100 мм. Благодаря этому стена будет достаточно легкой, но ее показатели прочности, тепло- и шумоизоляции останутся на должном уровне.
Для складывания перегородок из пенобетона подходят несколько способов стыковки блоков с наружной стеной:
Установка перегородочного блока на полную глубину блока наружной стены.
Установка с касанием, при котором стеновые блоки не соединяются друг с другом.
Установка перегородочного блока в блок наружной стены до глубины 150 мм., с выкраиванием подходящих наружных блоков.
Чтобы усилить устойчивость перегородок, в наружную стену рекомендуется вмуровать 300 мм. длины якоря, при расчете не менее трех штук на высоту одного этажа, при этом вмуровывать их следует примерно до половины своей длины.
Отделка внутренних перегородок из пенобетона
После завершения монтажа перегородка из пеноблоков нуждается в проведении заключительной отделки. Для этого ее тщательно грунтуют в несколько слоев и, после высыхания материала, аккуратно штукатурят.
youtube.com/embed/BFi6-G3XSeE?rel=0″>
При желании перегородку можно облицевать плиткой. В этом случае стоит следить за тем, чтобы была соблюдена толщина блоков, а сама кладка была выполнена максимально точно. Это позволяет выкладывать облицовочную плитку на поверхность материала без проведения каких-либо дополнительных работ по выравниванию.
Шумоизоляция стен своими руками
Как облицевать стены своими руками
Варианты обоев для кухни с фото
Затирка швов керамической плитки
Руководство по перегородкам
Вам может быть интересно, зачем беспокоиться о руководстве по перегородкам? Что ж, неудивительно, что в общественных местах может быть шумно. Громкие волнения, люди разговаривают, звонят телефоны, что угодно. Эти шумы могут негативно сказаться на производительности, особенно когда важна совместная работа.
Здесь в игру вступают перегородки. Они являются отличным способом разделения и разделения, тем самым создавая благоприятную и более структурированную среду. Независимо от того, временное это решение или постоянное, перегородка — это именно то, что доктор прописал, чтобы заглушить внешние шумы и обеспечить личное пространство, идеально подходящее для встреч, подзарядки и многого другого.
И доктор, возможно, действительно прописал их; в 2020 году клиенты повсюду добавляли перегородки, которые использовались в качестве защиты от чихания, чтобы предотвратить распространение микробов Covid-19.
Вестибюль гостиницы с перегородками безопасности
При этом, если вы заинтересованы в разделении своего пространства, это исчерпывающее руководство по перегородкам предназначено для того, чтобы познакомить вас со всем, что вам нужно знать о перегородках, так что это проще принять взвешенное решение.
Пример перегородок в офисе
Что такое перегородка?
Определяется как перегородка или стена, построенная из прочного материала, такого как стекло, кирпич или балки, единственной целью которого является отделение одной комнаты от другой.
Это также идеальное решение для правильного разделения большого пространства. Перегородка может быть выполнена как ненесущая или как несущая стена.
Ненесущая стена. Обычно она располагается внутри собственности и не поддерживает вес конструкции здания. Таким образом, он не берет на себя никакого дополнительного веса. Синоним «навесных стен», ненесущие стены используются исключительно для разделения комнат и, как правило, не служат никакой другой цели. Вы можете легко обнаружить их, пристально наблюдая за стропилами и балками в вашем подвале или чердаке. Если они идут параллельно стене, велика вероятность, что это не несущие стены. С этим типом перегородки мир — ваша устрица, потому что они не несут ответственности за гравитационную поддержку объекта.
Несущая стена: Также называемая внутренней стеной здания, она является структурной и выдерживает любой вес. В отличие от ненесущих аналогов, он возводится для обеспечения структурной поддержки коммерческой или жилой недвижимости. Разрезания или удаления одной несущей стены достаточно, чтобы разрушить всю конструкцию.
Поэтому убедитесь, что вы понимаете разницу между ними, чтобы непреднамеренно не поставить под угрозу стабильность конструкции вашей собственности. Если балки или стропила на вашем чердаке или в подвале проходят перпендикулярно рассматриваемой стене, то, скорее всего, это несущие стены.
Перегородки
Эти перегородки могут быть фиксированными, складными или разборными. Для эстетических целей и функциональности перегородки могут иметь разную форму, например, тяжелые, легкие, толстые или тонкие. Их требования вращаются вокруг дизайна здания и материалов, используемых для его строительства.
Типы перегородок
В зданиях полно комнат благодаря перегородкам. Для обслуживания номеров и уединения перегородка является наиболее идеальным вариантом, и ее можно построить для множества целей. Он может быть выполнен в различных формах и типах. В зависимости от строительных требований, дизайна и материалов перегородки бывают разных типов, как описано ниже.
Применение перегородок
Перегородка эффективно разделяет пространство и применима в различных условиях, как описано ниже.
Конференц-залы
Перегородки идеально подходят для выставочных и конференц-центров. Они позволяют одновременно проводить широкий спектр мероприятий и выставок. Они могут уменьшить или расширить доступное пространство, чтобы создать подходящую среду для курсов, дискуссий и встреч.
Больницы
Конфиденциальность и неприкосновенность частной жизни имеют первостепенное значение в больницах и других местах с интенсивным движением. Таким образом, перегородки — это Святой Грааль, который позволяет медицинскому персоналу разделить доступное пространство, чтобы дать пациентам то достоинство, которого они заслуживают. Более того, некоторые стены легко моются, что делает их гигиеничным вариантом.
Гостиницы
Функциональные залы в гостиницах обычно используются для вечеринок, корпоративных мероприятий или приемов, которые могут быть шумными и беспокоить жителей и сотрудников. Перегородки позволяют отелям с комфортом принимать такие собрания, продолжая работать в обычном режиме, не мешая другим.
Офисы
Если в вашем рабочем пространстве не хватает места, подвижная и многоцелевая перегородка удобно позволит изменить конфигурацию зон по мере необходимости. Кроме того, это позволит проводить встречи одновременно, обеспечит конфиденциальность и сведет к минимуму шум.
Если вы не жили под скалой, невозможно переоценить важность социального дистанцирования в сдерживании распространения COVID-19, включая работу из дома.
Поэтому, если вы хотите, чтобы сотрудники вернулись в офис, важно уделять первоочередное внимание их благополучию и снизить риск распространения вируса, осуществляя такое же социальное дистанцирование; это может быть достигнуто с помощью перегородок.
Учебные центры
Образовательные учреждения обычно используют передвижные перегородки для разделения классной комнаты на различные группы. Стены-концертина обычно являются оптимальным вариантом. Они не только впечатляюще удобны в использовании, но и доступны по цене.
Как выбрать лучшую перегородку
Чтобы принять обоснованное решение, прежде чем выбрать перегородку, рассмотрите следующие факторы при покупке.
Эстетика
Визуальная привлекательность является одним из основных факторов при выборе перегородки. Эстетика является неотъемлемой частью бизнес-брендинга. Привлекательный и профессиональный офис производит незабываемое впечатление на клиентов.
Поэтому очень важно обращать внимание на то, как каждый раздел может улучшить ваше рабочее пространство. Когда дело доходит до эстетики, ключевыми вопросами, которые следует учитывать, являются: предпочитаете ли вы более просторное и открытое рабочее пространство? Вы больше тяготеете к шику или к традиционной эстетике?
Для разделенных на отсеки и обычных рабочих мест больше подходят деревянные перегородки. Но стекло и алюминий обеспечивают более открытую и современную привлекательность.
Гибкость
Деревянные перегородки обеспечивают превосходную прочность по сравнению со стеклянными или алюминиевыми аналогами. Плотность этих перегородок делает их более идеальными для стационарных решений, поскольку они обеспечивают меньшую мобильность. Изменение положения или перемещение этих стен в соответствии с организационными требованиями может привести к возникновению проблемы.
Алюминиевые или стеклянные перегородки обеспечивают превосходную гибкость и могут быть легко разобраны для удовлетворения изменяющихся потребностей и требований. Их можно демонтировать для разработки новых пространств и создания зоны, ориентированной на повышение производительности.
Экономическая ценность
Перегородки обычно удобны для карманов. Их портативность, практичность и экономическая ценность делают их идеальными для реструктуризации различных сред. Доступность и мобильность делают их идеальными для реконструкции помещений.
Перегородки создают новые пространства без отключения на длительное время или разрушения существующих стен. Вместо этого их можно поставить за несколько часов, что снижает финансовый эффект для бизнеса и экономит время.
Конфиденциальность
Перед выбором перегородки учитывайте ее видимость. В некоторых условиях, например, в больницах и некоторых регионах офиса, может быть важна максимальная конфиденциальность. Именно по этой причине вам следует выбирать стены, которые обеспечивают повышенную скрытность.
Итак, лучше всего подойдут алюминиевые стены со встроенными жалюзи, перегородки из матового стекла или стены из цельного дерева. Но все сводится к вашим предпочтениям, а также к уровню конфиденциальности, которого вы хотите достичь.
Завершение нашего руководства по перегородкам
Перегородка обеспечивает целесообразность, поскольку дает немедленный результат, реагирующий на изменяющиеся характеристики общественных условий. Это повышает эстетическую привлекательность и функциональность пространства, что делает его выгодным вложением.
Теперь, когда вы знаете о различных типах стен и важных факторах, которые следует учитывать при покупке, мяч на вашей стороне. Но мы тоже в вашей команде! Просто напишите нам или позвоните, если мы сможем помочь вам разобраться с многочисленными вариантами использования перегородок в вашем офисе, магазине или на выставке.
Часто задаваемые вопросы о перегородках
Остались вопросы о перегородках? Просмотрите ответы, которые у нас есть на некоторые из наиболее часто задаваемых вопросов.
Каковы наиболее примечательные особенности стеклянных перегородок? №
Стеклянные перегородки хорошо известны благодаря своей универсальности использования и характерным архитектурным линиям.
Можете ли вы звукоизолировать стеклянные перегородки?
Вы можете звукоизолировать стеклянные перегородки, если выберете двухкамерный стеклопакет для звукоизоляции и шумоизоляции.
Что такое перегородка из гипсокартона?
Перегородка из гипсокартона обычно используется в офисных помещениях, а также в жилых домах, поскольку ее невероятно легко установить. Это система, изготовленная из прочной оцинкованной стали и использующая гипсокартонные плиты в качестве поверхностного материала. По сравнению с древесными плитами гипс безопаснее и огнестойчее, что хорошо для стеновой перегородки.
Могут ли перегородки блокировать звук?
Перегородки не так эффективно блокируют звук из-за своей конструкции. Система стеновых перегородок обычно не покрывает высоту комнаты, в которой они размещены, и их нельзя установить так же, как можно установить шторы. Чтобы заблокировать любой звук, вам нужно будет приобрести шторы.
Какой толщины перегородка?
Средняя толщина перегородки может варьироваться, но обычно составляет от 6 до 15 сантиметров. Системы перегородок из пустотелого кирпича возводятся практически так же, как строится конструкционная несущая стена.
Что такое шпилька перегородки?
Стойка перегородки — это простой способ разделить комнату, она представляет собой временную стену и переносную конструкцию, которую можно снять при изменении определенной зоны.
Стоит ли переносной раздел вложений?
Хотя переносная перегородка не может блокировать звук, она все же помогает уменьшить шум, а поскольку она портативная, ее легко перемещать и хранить, когда она больше не нужна. Это отличный вариант, если вы хотите временно разделить комнаты или помещения в вашем доме или офисе.
Что такое бескаркасная система остекления и как она работает?
Бескаркасный означает, что стеклянные панели системы перегородок не имеют вертикальной рамы и состоят из одного листа стекла, который крепится к тонким верхним и горизонтальным нижним направляющим. Они идеально подходят для офисного помещения, которое требует как формы, так и функциональности. Бескаркасная система стеклянных стен представляет собой металлический канал, который крепится к полу и потолку, и это то, что удерживает стеклянные панели на месте.
Инструкции по строительству внутренней стены | Домашние руководства
Автор: Glenda Taylor Обновлено 15 декабря 2018 г.
Стены определяют жилые помещения, обеспечивая уединение для спален и ванных комнат, направляя пешеходное движение и создавая функциональные планы этажей. Большинство стен поднимаются во время первоначального строительства дома, и подрядчик по каркасу использует предварительно вырезанные стойки для стен и стандартное расстояние между стойками. Существует два метода возведения внутренних стен: первый и самый простой состоит в том, чтобы построить каркас стены, пока он лежит на полу, а затем поднять его и прикрепить. Однако возведение стены в существующей комнате требует обрамления стены на месте.
Несущие и перегородки
Почти все наружные стены являются несущими, то есть они несут вес вышележащей конструкции и передают его через нижние стены на землю. Внутренние стены состоят как из несущих, так и из ненесущих стен, называемых перегородками. Оба типа стен используют одинаковые стандарты каркаса, но несущая стена обычно располагается непосредственно над другой несущей стеной, балкой или несущей колонной. Вы можете построить перегородку практически в любом месте.
Высота стены
Стандартная высота потолка составляет 8 футов от готового пола до нижней стороны гипсокартона потолка. Стеновые шпильки представляют собой размерные доски, предварительно нарезанные для обрамления стен. 8-футовая стойка имеет длину 92 и 5/8 дюйма, что более чем на 3 дюйма меньше 8 футов, но стандартная внутренняя стена также состоит из напольной плиты высотой 1 ½ дюйма и двух потолочных плит, которые добавляют дополнительные 3 дюйма к высоте стены. Это дает вам грубую высоту стены 97 и 1/8 дюйма. С добавлением 1/2-дюймового гипсокартона потолка и отделки пола окончательная высота стены должна быть очень близкой к 8 футам.
Толщина стены
Стенная стойка размером два на четыре имеет ширину 3 ½ дюйма, а внутренняя стена обычно имеет ½-дюймовый гипсокартон с обеих сторон, в результате чего толщина стены составляет 4 ½ дюйма. Однако стены, в которых есть сантехника, например стены за раковинами, должны быть толще стандартных стен. Настенные стойки размером два на шесть имеют ширину 5 ½ дюймов и обеспечивают большее пространство для стоек для прокладки водосточных труб, воздуховодов или других механических элементов. С добавлением гипсокартона с обеих сторон стена размером два на шесть имеет ширину 6 ½ дюймов.
Стандарты каркаса
В стандартной внутренней стене необходимо правильное расстояние между стойками. Стандартные шипы расположены на расстоянии 16 дюймов друг от друга, измеренном от центра одного шипа до центра следующего шипа. Это называется установкой стоек «по центру» и обозначается как «16-дюймовый O.C». от одного этажа к этажу ниже. Это означает, что стойки стены на этаже выше будут находиться непосредственно над стойками стены на этаже ниже, даже если горизонтальные стеновые панели, балки пола и материалы основания пола разделяют стены. архитектору может потребоваться расстояние между стенными стойками 24 дюйма или, реже, 19 дюймов.0,2 дюйма, в зависимости от других конструктивных элементов дома.
Методы возведения стен
В новом строительстве каркас стен часто возводится в лежачем положении, а затем строитель устанавливает стеновой блок и прикрепляет его к балкам пола и к примыкающим стенам. Стена состоит из нижней плиты, стоечных стоек и верхней плиты. Вторая верхняя пластина, называемая перемычкой, устанавливается после возведения всех стен. Во время реконструкции стены часто обрамляют на месте, прикрепляя нижнюю пластину к полу и прикрепляя одну верхнюю пластину к потолочным балкам. Стандартные стеновые стойки слишком короткие для каркаса на месте, поэтому строители используют обычные пиломатериалы длиной 8 футов, два на четыре, и обрезают каждую стойку, чтобы она помещалась между верхней и нижней пластинами. Для каркаса стены на месте не требуется соединительная пластина.
Инструменты и расходные материалы
Строительство внутренней стены требует точных измерений. Измерительная лента, угольник и меловая линия необходимы для размещения стены на черновом полу, а лазерный уровень или отвес помогают выровнять верхнюю потолочную плиту непосредственно над плитой пола для возведения стены на месте. Циркулярная пила хорошо подходит для резки стенных стоек, а монтажный гвоздезабивной станок с гвоздями 16d позволяет быстро обрамлять лежащие стены и прикреплять напольные и потолочные плиты. Чтобы прикрепить отдельные стойки к стене при монтаже каркаса на месте, используйте гвоздь 8d. Каркас стены на месте требует «забивания гвоздей», который включает в себя забивание 8d гвоздей под углом 45 градусов через концы стоек, чтобы прикрепить их к пластинам, которые уже находятся на месте.
В подвале
Каркас внутренней стены в подвале аналогичен каркасу надземных стен, за исключением того, что нижняя стеновая плита должна быть химически обработана для защиты от влаги.
Как устроен пассажирский вагон дальнего следования / Хабр
Современный вагон при соединении с остальным поездом автоматически включается в локальную сеть и получает параметры с сервера штабного вагона. У одноэтажного вагона Тверского вагоностроительного завода сейчас в мониторинге примерно 280 параметров (начиная от уровня заполнения фекального бака и заканчивая напряжением аккумулятора), а у двухэтажного — около 400.
Начнём с межвагонных связей. Это тормозная пневматическая магистраль (пневматические рукава, которыми вагоны соединяются между собой, железнодорожники называют их «лягушками»), высоковольтная магистраль, аварийная магистраль 110 В, интерком и локальная сеть, плюс радиорелейные мосты между вагонами на случай обрыва локальной сети.
Тормозная система
Вагоны соединены пневматической магистралью. Как и в метро, для удержания тормозов в отпущенном состоянии в ней поддерживается давление определённого уровня (примерно 5 атм). В этом случае говорят, что тормозная магистраль заряжена, чтобы затормозить поезд, надо снизить давление в магистрали. Тогда тормоза придут в действие.
Если поезд вдруг расцепится, то первое, что произойдёт, — у него упадёт давление в тормозной магистрали, и от этого он почти сразу остановится.
Если сорвать стоп-кран прямого действия, то вы просто откроете тормозной магистрали доступ в атмосферу и оттуда стравится воздух. Состав, соответственно, тоже остановится. Пока магистраль не зарядится, поезд дальше не поедет, потому что будет стоять на тормозах.
В некоторых современных пассажирских вагонах и электропоездах стоп-краны прямого действия остаются только в одной точке, остальные заменяются на стоп-краны непрямого действия, посылающие в кабину электровоза или тепловоза сигнал об экстренной остановке. В этом случае машинисту даётся некоторое время (обычно порядка 5 секунд) на принятие решения о разрешении или запрете на экстренное торможение.
Со скорости 160 км/ч тормозной путь — полтора километра. Чем меньше скорость вагона, тем резче остановка. Ничего смертельного в срыве стоп-крана для вагона нет — он не изнашивается как-то сверх меры. А вот пассажиров неприятно тряхнёт, некоторые (кто не выдвинул поручень, был пьян или не использовал ремни) упадут с полок.
Электропитание
Вот тут отдельный пост про электропитание пассажирского вагона и котёл отопления. Очень коротко сюжет выглядит так: есть входы (генератор от вращения колёсной пары, высоковольтная магистраль 3000 В от электровоза, аварийные 110 В от соседнего вагона), есть аккумуляторная батарея и есть контрольно-управляющий модуль (преобразователь собственных нужд), который следит за тем, чтобы всё шло правильно, и преобразует ток в нужный для электрических потребителей формат, 110 В бортовой сети, 5 В розеток USB и так далее.
USB-розетки на верхних полках:
220-вольтовые розетки на нижних полках:
Почему 220 В снизу, а 5 В сверху? По правилам безопасности нельзя поднимать опасное напряжение выше определённой высоты. Условно, чтобы пассажир сверху не вскипятил втихаря там воду и не начал лить её вниз. Как правило, такие требования на пустом месте не появляются — видимо, были прецеденты.
Интерком
Вагоны соединены магистралью локальной сети (было 100 Мбит/с, сейчас на новых вагонах 1 Гб/с) и по радио. Антенно-фидерные устройства установлены снаружи на торцевых стенах вагона, их часто принимают за фонари. Радиосвязь раньше была 10 Мб/с, сегодня уже 100 Мб/с по стандарту.
Нужно всё это для того, чтобы вы могли использовать Wi-Fi, а проводники могли звонить друг другу через IP-телефонию в локальной сети, плюс для передачи технических данных (об этом подробнее чуть дальше). Пока же важно, что Wi-Fi обычно настроен так, что даже при отсутствии доступа к большому интернету вас, как правило, пускают на локальный медиасервер (стоящий в штабном вагоне), с которого можно посмотреть фильм. Так же устроено вещание телевизоров в купе — даже на участке без сети пассажиры могут договориться, что смотрят, и получить стрим из штабного вагона.
Сегодня обычно около 150 клиентов инфосети на поезд.
В инфосети также находятся табло, которые показывают занятость туалета, температуру и маршрут внутри вагона:
Данные из инфосети берут табло с номером вагона (это те, которые смотрят наружу) — вагон автоматически определяет своё место в поезде, руками уже ничего настраивать не надо (только расположение штабного вагона в составе поезда, потому что вагон знает, кто перед ним и кто позади него, но не знает, где голова, а где хвост состава).
В 2018 году табло также могут отображать произвольный контент. Так что ждите акции от вагона-ресторана, ролики про безопасность и погоду за окном.
Ещё есть аудиомагистраль — это межвагонное радио. По нему делает объявление начальник поезда, по нему играет музыка. По нему же вас будят по прибытии, если это конечный пункт для состава.
Двери
Бывают ручные распашные, они вам наверняка прекрасно знакомы. Ещё есть двери электромеханические.
Пробовали делать пневматические, как в московском метро (кажется, это был «Невский экспресс»), но дальше по результатам эксплуатации решили перейти на электрику. Воздух надо где-то брать (у пассажирского вагона нет компрессорной установки, чтобы обеспечить себя воздухом), а электричество существенно проще достать и потом обслужить. Но, как говорит инженер, «метро — это подвижной состав, который всё-таки работает в особых условиях эксплуатации. Он в тепле и сухости, обслуживается ежесуточно. Для пассажирских вагонов установлены другие, более «редкие» регламентные интервалы обслуживания, поэтому закладываем надёжность и простоту. У дверей есть ручной режим работы: выключаешь электропитание и вручную рукояткой с тросом открываешь».
Сейчас двери вагонов ТВЗ с электромеханическим приводом. Там 24-вольтовый «шуруповёртный» движок. Вращение двигателя за счёт шкивов и зубчатого ремня преобразуется в поступательное движение двери.
Климат-контроль
На вагоне есть установка кондиционирования воздуха (кондиционер), На фото выше он на заводе прямо перед монтажом. Он забирает наружный воздух, охлаждает или нагревает и дальше по воздуховодам раздаёт по помещениям вагона. Затем забирает рециркуляционный воздух из салона, смешивает с забортным и направляет снова в вагон. Это сделано для экономии энергии: чем больше использование рециркуляционного воздуха, тем больше экономия энергии. При этом, конечно, нельзя забывать о необходимости соблюдения санитарных правил и норм.
Для воздуха есть установка обеззараживания, она в одном блоке с кондиционером. Там пакет ультрафиолетовых ламп, поэтому, если кто-то болеет, его бациллы при проходе через кондиционер становятся трупами. Что не исключает прямое заражение в вагоне (как и в любом многолюдном месте), но существенно снижает шансы на такой исход.
Вторая установка обеззараживания стоит в водяном контуре для непитьевой воды. Питьевая раньше делалась из технической методом кипячения, а сегодня берётся из кулера (из заранее загруженной бутылки, как в офисе). А вот вода для умывания обеззараживается. Под крышей вагона над туалетами стоит бак (1100 литров в современных вагонах-одноэтажках). Эта вода берётся с заправочной станции на стоянке, она не всегда хорошего качества: там может быть песок и ил, например. Чтобы эту воду обеззаразить, нужно пропустить её через ёмкость с колбой с УФ-лампами. Это не уберёт песок и примеси, но микроорганизмы будут убиты.
Про отопление было в посте про котёл.
В большинстве вагонов отдельного помещения для душа нет (есть в СВ двухместном, комфорт-вагонах и в штабном). В штабном ещё купе для пассажиров с ограниченными возможностями и сопровождающих их лиц, кстати. Но каждый туалет имеет лейку душа (иногда скрытую за панелью) и отверстие в полу.
В большинстве вагонов параметры температуры и скорости воздуха в системе кондиционирования одинаковы для всех. В зимнее время уставка 24 °C, в летнее время — 22. Никаких динамически регулируемых заслонок в конкретных точках по вагону нет. Если есть система покупейного температурного регулирования (на ТВЗ делали несколько модификаций), там всё сложнее и хитрее, но это дороже для перевозчика.
Чаще всего используется хладагент Р134, смеси. Для обеспечения возможности нагрева воздуха в кондиционере есть жидкостной (в одноэтажных вагонах) и электрический (в двухэтажных вагонах) калорифер. Вентиляторы нужны для обеспечения движения воздуха по вагону. В жидкостной системе отопления имеется насос для принудительной циркуляции теплоносителя (воды) в условиях экстремальных температур.
В двухэтажном вагоне туалетов три, то есть на один больше, а кондиционеров два.
Управление
Управление всеми этими чудесами осуществляется либо из купе проводника, либо с помощью приложения, доступного по сертификату и только при подключении к локальной сети вагона.
Если открыть ключом проводника дверь с сенсорным экраном, то будет доступно управление вагоном в ручном режиме (с игнорированием удалённого доступа) и можно будет нажимать на кнопки.
Там же, рядом под панелью, окажутся стрелочные приборы и вообще всё легаси:
На управлении надо остановиться подробнее ещё ради мониторинга.
Чтобы купе проводника не стало похожим на кабину пилотов и чтобы можно было проще управлять всем, сделали графический интуитивно понятный интерфейс:
Параллельно технический прогресс шёл в сторону автоматизации и понадобился модуль, обеспечивающий выполнение разных действий, которые раньше делал проводник. Например, без перехода в ручной режим нельзя удалённо (из локальной сети состава) открыть наружные двери на скорости больше 5 километров в час, при критическом уровне заряда аккумулятора начинается переключение освещения с люминесцентных ламп на светодиодное «ночное», есть целые группы скриптов на одной кнопке (например, управление климатом) и так далее.
Вместе с автоматизацией пришло логирование всех действий и возможность видеть статусы каждой подсистемы в штабном вагоне.
Сегодня каждое устройство вагона проектируется автономным, но с инфовыводом до локальной сети мониторинга. То есть пока есть три уровня устройств:
Те, что есть в локальной сети и могут принимать команды (к примеру, климат-контроль, освещение).
Те, что есть в локальной сети, но не могут принимать команды или не могут принимать критичные команды (например, двери могут заблокироваться, но не открыться, также нельзя запускать ряд аварийных действий). Большинство устройств этого типа просто пишет данные в лог.
Те, которые не видны в локальной сети. Например, пневматическая магистраль не поддаётся сегодня управлению и не пишет ничего в лог (но тормоза, которые её используют, могут писать в лог).
Сделано так потому, что локальная сеть поезда и сеть пассажиров ещё не разделены. Вообще, локальная сеть поезда появилась исторически из-за потребности раздавать Wi-Fi и эволюционировала из магистрали на витой паре, проходящей по всему составу и соединяющейся через межвагонные сцепки (о, горе вам, если нашлось кольцо). Это не самое правильное решение для безопасности, но это сейчас докручивается. В Европе ситуация хуже, там инфомагистраль развивалась из CAN-шин, что делает её куда менее гибкой в разработке.
Потом сверху «наросло» управление подсистемами и логи, благо это было очень удобно. Следующий шаг — удалённое управление вагоном из центра мониторинга перевозчика, но сделать его нельзя, поскольку:
По требованиям безопасности нельзя давать команды иначе как из локальной сети.
По требованиям безопасности нет ничего такого, что может критически навредить поезду, на что может быть отдана команда из локальной сети.
Если вспомнить ситуацию, когда через Wi-Fi один из пассажиров подключился к интерфейсу проводника, станет понятно почему. В той истории при обслуживании вагона условно перепутали два модуля: для проводника и для пассажиров. Ну да, он бы смог прогреть вагон до +45, но вряд ли больше. Хотя это тоже неприятно. Проводник бы заметил что-то неладное и перешёл бы в ручной режим (что сразу отключило бы весь блок управления).
Но чтобы такое не повторялось точно, сети сейчас разделяют физически. Точнее, собираются. Пока вагоны, даже самые новые, с общей сетью.
Как используются логи вагона? Важнейшие сообщения пишутся в короткий лог и отправляются через интернет на сервера перевозчика. Условно это состояния систем после очередного перегона плюс действия проводника. У перевозчика задача — анализировать отказы, чтобы по профилю уже отремонтированных вагонов догадываться, когда будет пора профилактически что-то менять в ещё выглядящем нормально. Это в перспективе позволяет много экономить, потому что лучше заменять почти умерший узел в депо, чем сталкиваться с поломкой в пути.
Мониторинг видно из штабного вагона.
Критичные логи (сообщения об отказах) на участках без интернета могут отправляться по SMS. Также в устройстве есть небольшой буфер, который копит лог до прибытия на участок пути, где есть устойчивая связь.
Вагон также можно перевести в режим отладки, и тогда он будет писать в лог вообще всё.
За час можно набрать гигабайт сырых логов в отладочном режиме.
В этом же устройстве есть вся документация на вагон:
В режиме администратора можно получить больше данных о подсистемах:
А в режиме инженера можно запустить тесты некоторых подсистем:
Туалет
Современные туалеты на вагонах ТВЗ вакуумные и скомпонованы в одной стороне вагона. Вообще, новый вагон очень легко отличить по крутым автоматическим дверям и туалетам с одной стороны. Объясняется это просто: для смыва нужны вакуум-компрессорные установки. Когда туалеты в двух концах вагона, нужны либо две установки, либо трасса под вагоном. Две установки дорого, с трассой тоже была серия вагонов, но было шумно. Особенно ночью, когда кто-то смывал в той части вагона, где установки нет, — адский звук шёл по всем купе.
Бак туалета на одноэтажках расположен под вагоном, на двухэтажных под вагон лезть некуда, там практически всё внутри вагона. Поэтому он внутри около туалета. На обычном вагоне бак «на улице» имеет ещё и обогрев, чтобы отходы не смёрзлись намертво. Потому что дальше процедура починки бака превращается в нечто невероятное. Обогрев есть электрический и жидкостной тосольный: змейка трубопровода — и понеслось. Чтобы тосол был тёплый, он греется от непрямого контакта с трубой водяного отопления. На двухэтажном вагоне бак находится внутри вагона и системы обогрева не имеет.
Самое узкое в прямом смысле слова место современного туалета — это отверстие в чаше унитаза. Если в него пролезло, то дальше не застопорится. Если в чашу не залезло, а кто-то пропихнул шваброй, есть шансы порвать резинометаллический запорный клапан. И дальше всех ждёт забавная история.
Ещё более интересная поломка была на установках старого типа. Сочетание фекального бака без дополнительных рёбер жёсткости и поддержания отрицательного избыточного давления в самом баке (сейчас-то оно уже поддерживается только в системе откачки) вело к тому, что иногда случался сюрприз. Несколько случайных неверных движений, повреждение — и баки схлопывались под вакуумом. Поговаривают, что пассажиры, которые совершали эти грубые эксплуатационные ошибки, до сих пор очень аккуратно заходят в туалеты даже дома.
Тележки
Вагон стоит на тележках, рамы которых опираются на колёсные пары. Сначала они были просто жёсткие, потом, с увеличением скоростей, там стали появляться пружины, а сегодня современная подвеска пневматическая. Вот от пассажирского вагона дальнего следования:
А вот от электропоезда типа Иволги:
Всё. Как видите, вагоны — это маленькие космические корабли.
Конструкция вагонов
03.08.09 21:30
Идея перевозить грузы пришла к нам еще из древнего Египта, когда при постройке храма использовали деревянные рельсы, по которым на колесах при помощи лошадей перевозились тяжелые грузы. Первые «железные» дороги появились в России в начале XVII века, но рельсы строились из дубовых брусьев и предназначались для перемещения грузов добываемых на шахтах. Из-за нехватки металла в стране, основным материалом для постройки вагонов, была древесина.
Вагоны имели грузоподъемность 8,2т. Дальнейшее развитие вагонного парка связано со строительством государственных и частных дорог, которые не были соединены между собой. В 1969г. Было принято решение объединить все дороги и привести вагоны к единым стандартам. Появление новых паровозов стимулировало конструкторов к созданию более грузоподъемных вагонов.
В предвоенные годы была создана лучшая в мире автосцепка, за которой последовали разработки больших и мощных конструкций для бесперебойного соединения фронта и тылов. В последние годы разработки велись в основном в направлении увеличения грузоподъемности вагонов.
Элементы, составляющие конструкцию вагона
Вагон – это разновидность транспортного средства, разработанного для осуществления перемещения различных грузов или людей по специально адаптированной полосе, называемой рельсы. Вагоны без учета выполняемых функций и их предназначения состоят из частей для обеспечения хода, кузова, устройств для обеспечения ударной и силовой тяги и тормоза.
К ходовым частям принадлежат вагонные колеса, составляющие пару, буксы, рессоры и тележка в целом, представляющие собой наиболее важные узлы.
Кузов вагона обеспечивает размещение в нем груза или людей. Вагон стоит на раме, которая является основанием кузова.
Ударно-тяговые устройства служат для соединения кузовов вагонов между собой и электровозом. Состоят из устройства обеспечивающего автоматическую сцепку вагонов и предотвращающего удары вагонов друг от друга, удерживая их на расстоянии.
Тормоз – это специальное устройство, благодаря которому создается сопротивление движению поезда и его остановка.
Колесная пара
Колесная пара одна из важнейших частей вагона, удерживая всю тяжесть вагона и обеспечивающая его движение в выбранном направлении. Из-за этого она должна обладать особенной прочностью, по возможности небольшой массой, быть стойкой к износу и способной к обеспечению безопасного движения. Для обеспечения безопасного движения, особенно по стрелочным переводам, расстояние между внутренними частями колес должно составлять 1440 мм с отклонением 3мм.
Вагонные оси — это круглые перекладины соединяющие колеса. Они не равномерны по своей длине.
Колеса и их типы
Колеса по конструкции разделяются:
0001pt;line-height: normal»>-цельные;
-составные.
Буксы
Буксы соединяют раму вагона с шейкой осей и ограничивает изменения положения вдоль и поперек во время движения. Кроме этого, букса содержит смазку. Буксы проектируются так, чтоб была возможность непрерывной подачи смазки на места, где происходит трение. Различают буксы с роликовыми подшипниками, где ролики цилиндрической формы и буксы с подшипниками скольжения, применяемые для значительной части грузовых вагонов и вагонов промышленного транспорта.
Тележки грузовых вагонов
Тележка является важнейшим узлом, обеспечивая передачу нагрузки веса вагона на рельсы через буксы, рессоры и колесные пары. Обычно располагаются по концам вагона.
Тележечный тип вагона является более удобным в применении, чем нетележечный, потому что нередко приходится выкатывать из из-под кузова для ремонта. Существуют двуосные тележки и многоосные. Двуосные по сравнению с другими обладают более высокой эксплуатационной надежностью. А многоосные предназначены в основном для грузовых вагонов общей грузоподъемностью 93т.
Ударно-тяговые устройства
Ударно-тяговые устройства обеспечивают функцию соединения вагонов и держат их на определенном неизменном расстоянии друг от друга. Различают жесткую автосцепку и нежесткую.
Мы рассмотрели элементы конструкций, лежащих в основе всех вагонов.
Проектирование и создание
нестандартной техники и промышленного оборудования, в том числе
конструкторские разработки, заказывайте на rocad.ru.
//
Поиск по сайту
Рама и кузов вагона
Технология изготовления деталей из проката
Технология изготовления котла цистерны
Особенности изготовления из алюм. сплавов
Изготовление деталей упругой площадки
Ремонт кузовов
Ремонт кузовов грузовых вагонов
Автосцепное устройство
Изготовление деталей автосцепки
Ремонт корпуса автосцепки
Ремонт поглощающих аппаратов
Расположение автосцепки
Поглощающий аппарат
Амортизирующие устройства
Колесные пары
Производство черновых осей
Механическая обработка оси
Неисправности колесных пар и их элементов
Технология ремонта колесных пар
Изготовление и ремонт корпусов букс
Изготовление и ремонт подшипников скольжения
Внутреннее оборудование вагонов
Материалы внутр. оборудования
Монтаж внутреннего оборудования
Cистема отопления и водоснабжения
Защитные покрытия вагонов
Металлические покрытия
Тележки вагонов
Производство пассажирских тележек
Ремонт тележек пассажирских вагонов
Ремонт редукторных приводов
Производство тележек грузовых вагонов
Ремонт тележек грузовых вагонов
Технология изготовления пружин и рессор
Гидравлические гасители колебаний
Тормоза ПС
Приборы управления тормозами
Тормоза подвижного состава и локомативов
Компрессоры
Воздухораспределители
Приборы автоматического регулирования
Тормозные рычажные передачи
Обслуживание тормозного оборудования
О автотормозной технике
Электропневматический тормоз электропоездов
Wagon Arrangement — Etsy.
de
Etsy больше не поддерживает старые версии вашего веб-браузера, чтобы обеспечить безопасность пользовательских данных. Пожалуйста, обновите до последней версии.
Воспользуйтесь всеми преимуществами нашего сайта, включив JavaScript.
Найдите что-нибудь памятное, присоединяйтесь к сообществу, делающему добро.
( 30 релевантных результатов,
с рекламой
Продавцы, желающие расширить свой бизнес и привлечь больше заинтересованных покупателей, могут использовать рекламную платформу Etsy для продвижения своих товаров. Вы увидите результаты объявлений, основанные на таких факторах, как релевантность и сумма, которую продавцы платят за клик. Учить больше.
)
Baby’s Wow Wagon от Teleflora — Girl in Huntington IN
Сохранить на потом
Выберите размер
Стандарт
$59. 00
Делюкс
$69.00
Премиум
$79.00
Выберите 12 шт. – 48,00 долл. США
Выбрать 6 штук — 24,00 долл. США
Выбрать 1 коробку — 28,00 долл. США
Выбрать 5 штук карамелей — $ 10,75
Выбрать 5 штук — $ 10,75
Select Greeting Card — $ 4,99
Select — $ 149medium — $ 24,99Larg Выберите Большой 36-дюймовый воздушный шар с единорогом – 24,99 долларов США
Выберите 1 воздушный шар – 6 002 долларов США – 12 003 долларов США воздушные шары — 18 000 долларов США
Выберите ДО ПОЛДЕНЯ – необходимо заказать до 10:30 — 15 000 долларов США
.
Забрать в магазине вместо
* Обозначает обязательное поле
* Почтовый индекс получателя
* Дата доставки
Экспресс-касса
ОПИСАНИЕ ВАЗА РАЗМЕРЫ
Об идеальном приветственном фургоне! Доступный для мальчиков и девочек, этот милый подарок на память будет храниться долгие годы. Яркие, жизнерадостные и готовые «катиться» прямо в детскую.
Стандарт
Т97Н400А
Делюкс
Т97Н400Б
Премиум
Т97Н400К
ВАЗА
Расскажите об идеальном приветственном фургоне! Доступный для мальчиков и девочек, этот милый подарок на память будет храниться долгие годы.
Характеристики: Наружный диаметр трубы 60 мм. Толщина стенки 5 мм. Вес погонного метра: 6,8 кг.
Сколько весит Нкт 89?
Характеристики: Наружный диаметр трубы 89 мм. Толщина стенки 6,5 мм. Вес погонного метра: 13,2 кг.
Сколько весит 1м трубы Нкт?
Характеристики: — наружный диаметр трубы 73 мм; — толщина стенки 5,5 мм; — вес одного погонного метра 9,5 кг.
Сколько вес стальной трубы таблица?
Вес трубы стальной
диаметр трубы, мм
Стенка, мм
Масса 1 метра, кг
Ø30
1,0 мм.
0,715кг
Ø30
1,2мм
0,852кг
Ø30
1,4мм
0,987кг
Ø30
(1,5)мм
1,165кг
Сколько весит Труба 426х8?
Сортамент и вес 1 метра
Размер трубы
Вес 1 метра*, кг
Вес 1 трубы (длина 12 м), кг
труба 426х6
63,98
767,76
труба 426х7
74,47
893,64
труба 426х8
84,90
1018,8
труба 426х9
95,29
1143,5
Сколько весит Труба 325х8?
Трубы диаметром 325 мм — вес, цены за тонну и метр
Размер трубы, мм
Вес 1 метра, кг
Цены за 1 метр и тонну
труба 325х5
40,6
труба 325х6
48,6
труба 325х7
56,5
труба 325х8
64,4
открыть
Сколько весит 76 труба 1 метр?
Теоретический вес труб стальных круглых
Наружный диаметр, мм
Толщина стенки, мм
Теоретический расчёт Массы 1м, кг
Труба 60
2,5
60х2,5 вес метра 3,545
Труба 60
3,0
60х3 вес метра 4,217
Труба 60
3,5
60х3,5 вес метра 4,877
Труба 76
1,5
76х1,5 вес метра 2,867
Как измеряется диаметр стальной трубы?
Диаметр стальной трубы определяется по внешнему диаметру для электросварных и бесшовных труб, а для вгп – по диаметру условного прохода (часто обозначается как Ду). То есть, внутренний диаметр труб — Dу, наружный диаметр труб Dн, диаметр резьбы — G.
Как измеряется диаметр водопроводной трубы?
Dвн = Dн – 2S. Диаметр металлических труб измеряется также в дюймах, который равен 25,4 миллиметра. В ниже приведенной таблице показаны значения диаметров изделий как в дюймах, так и в миллиметрах.
Как правильно рассчитать диаметр трубы?
Следовательно, для того, чтобы измерить диаметр трубы, понадобится значение C (длина окружности) разделить на 3,14. Но таким образом получится измерить лишь наружный диаметр трубы. Для определения длинны окружности достаточно обычной швейной ленты.
Как определить толщину стенки трубы?
Внутренний и наружный диаметр, толщина стенки, радиус В технических характеристиках чаще указывают наружный диаметр и толщину стенки. Имея эти два значения, легко высчитать внутренний диаметр — от наружного отнять удвоенную толщину стенки: d = D — 2*S.
Как посчитать наружную площадь трубы?
Для того, чтобы узнать площадь трубы, надо знать:
Длина трубы Длина трубы входит в формулу для площади трубы
Радиус трубы Также входит в формулу
Сама формула для площади трубыПлощадь трубы находится по формуле: S = 2 * Пи * Длину трубы * Радиус трубы
Пример вычисления площади
Как рассчитать трубу в м2?
Вычисление площади наружной поверхности трубы S=2πRL=πDL, где R – наружный радиус изделия, D – наружный диаметр, L – продольная длина трубы.
Как посчитать радиус трубы?
Найдите площадь сечения трубы. Возведите значение радиуса в квадрат и помножьте его на число Пи. Так, S=Пи*R*R, где R — радиус трубы.
Как рассчитать объем трубы в м3?
Если известен диаметр трубы, поделите его на два. Так, R=D/2, где D — диаметр. Если известна длина окружности сечения трубы, поделите его на 2*Пи, где Пи=3. Так, R=L/6, где L — длина окружности.
Как рассчитать количество жидкости в трубе?
Как рассчитать объём воды в трубах
Объем воды в трубах вычисляется как сумма произведений объемов воды в метре трубы каждого диаметра на количество метров труб данного диаметра.
Объем гидроаккумулятора для системы отопления должен составлять 10-12 % объема всей воды в системе.
Сколько воды в 1 метре трубы?
К примеру, в одном метре трубы с внутренним диаметром тринадцать целых и две десятых миллиметра, жидкости будет в объёме ноль целых, сто тридцать семь тысячных литра.
Сколько литров воды в трубе диаметром 50?
Внутренний диаметр, мм
Объем внутр. 1 м трубы, литров = масса воды в 1 м, кг
Объем внутр. 10 м трубы, литров = масса воды в 10 м, кг
44
1,5205
15,2053
46
1,6619
16,6190
48
1,8096
18,0956
50
1,9635
19,6350
Сколько литров в 57 трубе?
Сколько литров в 57 трубе в метре — Портал о стройке Вычислить внутрени обьём трубы. Надо по формуле найти площадь (Пи х радиус в квадрате) 3,14 х 0,016 х 0,016=0,и умножить на длину, то есть на 1000,получается 0,80384 литра.
Сколько воды в биметаллической батареи?
Значения объемов различных составляющих системы отопления: Объем воды в радиаторе: алюминиевый радиатор — 1 секция — 0,450 литра биметаллический радиатор — 1 секция — 0,250 литра новая чугунная батарея 1 секция — 1,000 литр
Сколько воды помещается в трубе?
ОБЪЕМ ВОДЫ В ТРУБАХ
Внутренний диаметр трубы, мм
Внутренний объем 1м погонного трубы, литров
Внутренний объем 10 м погонных трубы, литров
9
0,0636
0,6362
10
0,0785
0,7854
11
0,0950
0,9503
12
0,1131
1,1310
Сколько литров воды в панельном радиаторе?
Для стальных панельных радиаторов: 11 тип — 0,25 л на каждые 10 см длинны радиатора (для моделей радиаторов высотой 500 мм) 22 тип — 0,5 л на каждые 10 см длинны радиатора (для моделей радиаторов высотой 500 мм)
Сколько воды в стальном радиаторе 22 типа?
Тип 22 – на 10 см радиатора приходится 0,5 л жидкости. Все радиаторы классифицируют следующим образом: Оборудование из стали, на секцию припадает в среднем 0,45-0,5 л. Биметаллический вариант, на секцию приходится 0,3-0, 35 л жидкости.
Вес одного погонного метра трубы
При реализации труб металлических и в частности нержавеющих труб, везде пишут цену за килограмм. Те, кто хоть как-то связан с этим видом деятельности, знают, о чем идет речь, а вот многие другие только гадают, почему же трубы продают килограммами и как их обычно взвешивают. Попробуем объяснить, что же такое теоретический вес погонного метра трубы и как он влияет на стоимость партии в целом.
Как написано на странице о размерах труб, все круглые трубы характеризуются внешним диаметром и толщиной стенки. Если взять две трубы по одному метру, сделанные из одного материала и одинакового диаметра, но с разной толщиной стенок, то вес у них будет разный и стоимость тоже. Чтобы определить насколько именно одна труба дороже другой, не обязательно их взвешивать на весах, достаточно заглянуть в ГОСТ и посмотреть их характеристики (размеры).
Поясним на пальцах, допустим перед нами 7 метров трубы 21х3, сделанной из стали марки 12x18h20T, чтобы выяснить, сколько она весит и соответственно узнать ее стоимость нам потребуется таблица теоретического веса 1 погонного метра (1 п.м.) (см ниже), которая составлена согласно ГОСТ. Смотрим какой вес имеет 1 пм нашей трубы и умножаем на 7, тем самым получим общий вес трубы нержавеющей.
Что делать если такой полной таблицы перед глазами нет? Выход есть, на этот случай нужно всего лишь воспользоваться формулой расчета теоретического веса нержавеющей трубы:
Согласно размерам трубы из таблицы ниже можно взять ее теоретический вес погонного метра.
Таблица веса погонного метра трубы 12Х18Н10Т (ГОСТ 9941-81)
диаметр, мм
толщина стенки, мм
вес 1 п/м (кг)
5
0,2
0,024
5
0,5
0,056
5
1,0
0,100
6
0,5
0,069
6
1,0
0,125
6
1,5
0,169
8
0,5
0,094
8
0,8
0,144
8
1,0
0,175
8
1,5
0,244
8
2,0
0,300
10
0,5
0,119
10
0,6
0,141
10
0,8
0,184
10
1,0
0,225
10
1,5
0,318
10
2,0
0,400
10
2,5
0,468
12
0,5
0,144
12
0,8
0,224
12
1,0
0,275
12
1,5
0,393
12
2,0
0,500
12
2,5
0,593
14
1,0
0,325
14
1,5
0,468
14
2,0
0,599
14
2,5
0,718
14
3,0
0,824
15
1,0
0,350
15
3,0
0,899
16
1,0
0,375
16
1,5
0,543
16
2,0
0,699
16
2,5
0,843
16
3,0
0,974
18
1,0
0,425
18
1,5
0,618
18
2,0
0,799
18
2,5
0,968
18
3,0
1,124
20
0,5
0,244
20
1,0
0,475
20
2,0
0,899
20
2,5
1,093
20
3,0
1,274
20
3,5
1,442
20
4,0
1,598
21
3,0
1,349
22
1,0
0,524
22
1,2
0,623
22
2,0
0,999
22
2,5
1,218
22
3,0
1,424
22
3,5
1,617
22
4,0
1,798
25
1,0
0,599
25
1,5
0,880
25
2,0
1,149
25
2,5
1,405
25
3,0
1,648
25
4,0
2,098
25
4,5
2,304
27
1,5
0,955
27
3,0
1,798
27
3,5
2,054
28
1,0
0,674
28
2,0
1,299
28
3,0
1,873
28
4,0
2,398
30
2,0
1,399
30
2,5
1,717
30
4,0
2,597
30
5,0
3,122
32
2,0
1,499
32
2,5
1,842
32
3,0
2,173
32
3,5
2,491
32
4,0
2,797
32
5,0
3,372
34
3,0
2,323
34
4,0
2,997
34
4,5
3,316
34
5,0
3,621
34
5,5
3,915
36
2,0
1,698
36
3,0
2,473
36
3,5
2,841
36
4,0
3,197
38
1,0
0,924
38
2,0
1,798
38
2,5
2,217
38
3,0
2,622
38
3,5
3,016
38
4,0
3,397
38
5,0
4,121
40
2,0
1,898
40
3,0
2,772
40
6,0
5,095
42
2,0
1,998
42
3,0
2,922
42
3,5
3,365
42
4,0
3,796
42
5,0
4,620
45
2,0
2,148
45
3,0
3,147
45
3,5
3,628
45
4,0
4,096
45
5,0
4,995
48
3,0
3,372
48
3,5
3,890
48
4,0
4,396
50
2,0
2,398
50
3,0
3,522
51
2,0
2,448
56
3,0
3,971
57
2,0
2,747
57
3,0
4,046
57
3,5
4,677
57
4,0
5,295
57
5,0
6,494
57
6,0
7,643
60
3,0
4,271
60
4,0
5,595
60
5,0
6,868
63
2,0
3,047
70
3,0
5,020
76
3,0
5,470
76
4,0
7,193
76
4,5
8,036
76
5,0
8,866
76
6,0
10,490
80
3,0
5,769
80
5,0
9,366
85
3,0
6,144
89
3,0
6,444
89
3,5
7,474
89
4,0
8,492
89
4,5
9,497
89
5,0
10,490
89
6,0
12,438
Mid-States: Гири для медных труб
О нас | Свяжитесь с нами | Места
Сохранение целостности и обслуживания, развитие с помощью технологий.
Сертификат ISO 9001:2008.
Линейная карта
Трубопровод
Привод MTG
Стим Средний Запад
ВМ День открытых дверей
1/4
3/8
0,375
0,002
0,001
0,035
0,0035
0,133
3/8
1/2
0,5
0,0025
0,001
0,049
0,005
0,269 0,049
0,0027
0,269 0,049
1/2
3/8
0,625
0,0025
0,001
0,049
0,005
0,344
5/8
3/4
0,75
0,0025
0,001
0,049
0,005
0,418 0,049
0,005
0,418 0,049
0,0027
0,418 0,049
3/4
7/8
0,875
0,003
0,001
0,065
0,006
0,641 0,065
0,006
0,641 0,065
1
1 1/8
1,125
0,0035
0,0015
0,065
0,006
0,837
1 1/4
1 3/8
1,375
0,004
0,0015
0,065
0,006
1,04.
1 1/2
1 5/8
1,625
0,0045
0,002
0,072
0,007
1,366 072
0,007
1,366 0,072
0,007
1,366.
2
2 1/8
2,125
0,005
0,002
0,083
0,008
2,06
2 1/2
2 5/8
2,625
0,005
0,002
0,095
0,01
2,926 0,095
0,01
2,926 0,095
0,01
2,926 0,095
3
3 1/8
3,125
0,005
0,002
0,109 2 10027
3 1/2
3 5/8
3,625
0,005
0,002
0,12
0,012
5,12
4
4 1/8
4,125
0,005
0,002
0,134
0,013
6. 51 0,134
0,013
6.51
5
5 1/8
5,125
0,005
0,002
0,16
0,016
0,16
0,016
9007 0,16
0,016
0,16
0,016
0,16
6
6 1/8
6,125
0,005
0,002
0,192
0,019
13,87
1/4
3/8
0,375
0,002
0,0026927
0,03
0,0026
0,03
0,0026
.
3/8
1/2
0,5
0,0025
0,001
0,035
0,004
0,198 0,035
0,0027
0,198 0,035
1/2
3/8
0,625
0,0025
0,001
0,04
0,004
0,285
5/8
3/4
0,75
0,0025
0,001
0,042
0,004
0,362 0,042
0,004
0,3626 0,042
3/4
7/8
0,875
0,003
0,001
0,045
0,004
0,555555
0,004
0,5555557
0,0027
0,45555
1
1 1/8
1,125
0,0035
0,0015
0,05
0,005
0,655
1 1/4
1 3/8
1,375
0,004
0,0015
0,055
0,006
0,8444459
0,006
0,8444444449
0,006
0,84444444459
0,006
0,8444444459
0,006
0,84444449
1 1/2
1 5/8
1,625
0,0045
0,002
0,06
0,006
1,14.
2
2 1/8
2,125
0,005
0,002
0,07
0,007
1,7526
2 1/2
2 5/8
2,625
0,005
0,002
0,08
0,008
2,488 0,08
0,008
2,488
3
3 1/8
3,125
0,005
0,002
0,09
0,009
3,33
3 1/2
3 5/8
3,625
0,005
0,002
0,1
0,01
4,2092
4
4 1/8
4,125
0,005
0,002
0,114
0,011
5.38
5
5 1/8
5,125
0,005
0,002
0,125
0,012
7,61 0,125
6
6 1/8
6,125
0,005
0,002
0,14
0,014
10,226
1/4
3/8
0,375
0,002
0,001
0,001
0,001
3/8
1/2
0,5
0,0025
0,001
0,025
0,002
0,144 0,025
0,0027
0,144 0,025
1/2
3/8
0,625
0,0025
0,001
0,028
0,003
5/8
3/4
0,75
0,0025
0,001
6
6
3/4
7/8
0,875
0,003
0,001
0,032
0,003
0,328.
1
1 1/8
1,125
0,0035
0,0015
0,035
0,004
04027
1 1/4
1 3/8
1,375
0,004
0,0015
0,042
0,004
0,68171042
0,004
0,681118
0,004
0,6811,1817
1 1/2
1 5/8
1,625
0,0045
0,002
0,049
0,005
0,94949
0,005
0,94449
0,005
0,944
0,005
0,944
0,005
0,949
0,0027
0,949
,
2
2 1/8
2,125
0,005
0,002
0,058
1,40276
0,0206
2 1/2
2 5/8
2,625
0,005
0,002
0,065
0,006
2,036,065
0,006
2,036
0,006
2,036
3
3 1/8
3,125
0,005
0,002
0,072
0,007
2. 68
3 1/2
3 5/8
3,625
0,005
0,002
0,083
8 0,02089 0,083
30 0289 0,0027
4
4 1/8
4,125
0,005
0,002
0,095
0,01
4.66 0,095
0,01927
4.66 0,095
5
5 1/8
5,125
0,005
0,002
0,109
0,011
6.6666 0,109
0,011
6.66 0,109
0,011
6.66 0,109
6
6 1/8
6,125
0,005
0,002
0,122
0,0212
Schedule 40 Steel Pipe Размеры/цена/вес и номинальное давление
ANSI/ASME B36.10 Schedule 40 Таблица труб из углеродистой стали, размеры, вес и толщина стенки
Что означает SCH 40 в трубе?
Щ50 в трубе указывает на прочность на растяжение, давление 40 кг. Указывается через стандартную толщину 4,0 мм. Толщина стенки ANSI B36.10: Щ20, Щ30, Щ40, Щ50, Щ60, Щ80, Щ200, Щ220, Щ240, Щ260 десять уровней.
В чем разница между трубами sch 40 и sch 80?
Трубы Щ 40 и Щ 80 изготовлены из одного и того же материала. Отличие конструкции заключается в толщине стенки трубы; чем выше график, тем толще стенка трубы.
Применение
Чем толще стенка трубы, тем она устойчивее к внешним силам и внутреннему давлению. Если требуется более прочная труба, чем стандартная прочность sch 40, исследователь использует трубу sch 80.
Диаметр
Внешний диаметр остается неизменным независимо от графика. Для труб Sch 40 и Sch 80 используются одни и те же фитинги и точки входа, что делает их взаимозаменяемыми в тех случаях, когда не требуется труба с более толстой стенкой. Масса
Масса
Вес трубы Sch 40 на меньше на фут, чем труба Sch 80, что упрощает монтаж, особенно на больших участках.
Стоимость
В трубах сортамента 80 используется больше материала, что делает их производство более дорогостоящим и более дорогим для конечного пользователя. В тех случаях, когда дополнительная прочность не имеет большого значения, трубы сортамента 40 являются менее дорогой и альтернативой ей.
Значение трубы Schedule 40?
В зависимости от размера трубы и сортамента трубы внешний диаметр трубы (НД) и толщину стенки можно получить из справочных таблиц, таких как приведенные ниже, которые основаны на стандартах ASME B36.10M и B36.19M. Например, NPS 14 Sch 40 имеет внешний диаметр 14 дюймов и толщину стенки 0,437 дюйма (11,1 мм). NPS OD Таблица # Толщина стенки ID. 1,000” 1,315” SCH 40 0,133” 1,049” (прибл.) 1,000” 1,315” SCH 80 0,179” 0,957” (прибл.) трубы указаны с использованием номеров NPS и sch. Это номер графика, который показывает приблизительный внутренний диаметр.
Что такое графики трубопроводов?
Номер спецификации на трубе связан с толщиной стенки трубы, по мере увеличения номера толщина стенки становится больше. Фактическая толщина стенки будет другой, но номер спецификации может быть одинаковым для труб разного размера. Ниже приведены его примеры.
Sch 40 Таблица труб, размеры, толщина стенки и вес
Производитель и поставщик труб Schedule 40 из нержавеющей стали, ASTM A106 Grade B, A53 Grb, A333 Grade 6, алюминий, API 5L Gr. B Углеродистая сталь и материал Gi
Номинальные размеры
Наружный диаметр
Толщина стенки трубы
Таблица веса
дюйма
Внешний диаметр в дюймах
Наружный диаметр в мм
дюйма
мм
фунт/фут
кг/м
1/8
0. 405
10.3
0.068
1.73
0.24
0.37
1/4
0.540
13.7
0.088
2.24
0.42
0,84
1/2
0.840
21.3
0.109
2.77
0.85
1.27
3/4
1.050
26.7
0.113
2.87
1.13
1.69
1
1.315
33.4
0.133
3.38
1.68
2.50
1 1/4
1.660
42.2
0.140
3.56
2.27
3.39
1 1/2
1.900
48.3
0.145
3.68
2.72
4.05
2
2.375
60.3
0.154
3.91
3.65
5. 44
2 1/2
2.875
73.0
0.203
5.16
5.79
8.63
3
3.500
88.9
0.216
5.49
7.58
11.29
3 1/2
4.000
101.6
0.226
5.74
9.11
13.57
4
4.500
114.3
0.237
6.02
10.79
16.07
5
5.563
141.3
0.258
6.55
14.62
21.77
6
6.625
168.3
0.280
7.11
18.97
28.26
8
8.625
219.1
0.322
8.18
28.55
42.55
10
10.750
273. 0
0.365
9.27
40.48
60.31
12
12.750
323.8
0.406
10.31
53.52
79.73
14
14
355.6
0.375
11.13
54.57
94.55
16
16
406.4
0.500
12.70
82.77
123.30
18
18
457.0
0.562
14.27
104.67
155.80
20
20
508.0
0.594
15.09
123.11
183.42
24
24
610.0
0.688
17.48
171.29
255.41
32
32
813,0
0,688
17,48
230,08
342,91
Соотношение между размером трубы, спецификацией и толщиной стенки можно просто посмотреть на приведенную ниже таблицу преобразования
Metric diameter
Inch
Out diameter
Out diameter point to the thickness
A
B
ASME
STD
СЧ50
СЧ80
8
1/4′
—
—
—
—
10
3/8
—
—
—
—
15
1/2″
21. 3
2.77
2.77
3.73
20
3/4″
26.7
2.87
2.87
3.91
25
1″
33.4
3.38
3.38
4.55
32
1.1/4″
42.2
3.56
3.56
4.85
40
1.1/2″
48.3
3.68
3.68
5.08
50
2″
60.3
3.91
3.91
5.54
65
2.1/2″
73
5.16
5.16
7.01
80
3″
88.9
5.49
5.49
7.62
90
3.1/2″
101.6
5.74
5.74
8.08
100
4″
114. 3
6.02
6.02
8.56
125
5″
141.3
6.55
6.55
9.53
150
6″
168.3
7.11
7.11
10.97
200
8″
219.1
8.18
8.18
12.7
250
10″
273
9.27
9.27
15.09
300
12″
323.8
9.53
10.31
17.48
350
14″
355.5
9.53
11.13
19.05
400
16″
406.4
9.53
12.7
21.44
450
18″
457.2
9.53
14.27
23.83
500
20″
508
9. 53
15.09
26.19
550
22″
558.8
9.53
—
28.58
600
24″
609.6
9.53
17.48
30.96
650
26″
660.4
9.53
—
—
700
28 »
711.2
9.53
—
—
750
30″
762
9.53
—
—
800
32″
812.8
9.53
17.48
—
850
34″
863.5
9.53
17.48
—
900
36″
914.4
9.53
19.05
—
950
38″
965.2
9. 53
—
—
1000
40″
1016
9.53
—
—
1050
42″
1066.8
9.53
—
—
1100
44″
1117.6
9.53
—
—
1150
46″
1168.4
9.53
—
—
1200
48″
1219.2
9.53
—
—
Существуют различные номера спецификаций, которые используются для труб, например, Sch 5, 5S, 10, 20, 30, 40, 60, 80, 100, 120, 140, 160, STD, XS и XXS. Наиболее распространенными являются STD, SCH 40 и SCH 80.
Что означает номинальный размер трубы или NPS?
Размер NPS представляет приблизительный внутренний диаметр трубы; если номер спецификации для заданного размера изменяется, это влияет на внутренний диаметр (ID), но не на внешний диаметр (OD). Американская ассоциация стандартов заменила используемые размеры железных труб на номинальные размеры труб. Этот североамериканский стандарт используется для труб высокого или низкого давления и температуры.
NPS
Внешний диаметр
СЧ
Толщина стенки
идентификатор
1.000″
1.315″
СЧ 40
0.133”
1.049” (approx.)
1.000”
1. 315”
SCH 80
0.179”
0.957” (approx .)
Все трубы указаны с использованием номеров NPS и Sch. Это номер графика, который показывает приблизительный внутренний диаметр.
Schedule 40 Трубы из углеродистой стали, номинальное давление
Бесплатное руководство для стальных труб, таблица диаметров, толщина стенок и вес на фут
1 дюйм (дюйм) = 25,4 мм
1 фунт/дюйм2 (фунт/дюйм2) = 6894,8 Па (Н/м2) = 6,895×10-2 бар
Максимально допустимое давление (psi) (кПа)
NPS
Внешний диаметр (НД)
Расписание
(в)
(дюймы) (мм)
40
1/4
0,54 13,7
7985 55057
3/8
0. 675 17.1
6606 45548
1/2
0.84 21.3
6358 43838
3/4
1.05 26.7
5273 36357
1
1.315 33.4
4956 34172
1 1/4
1.66 42.2
4133 28497
1 1/2
1.9 48.3
3739 25780
2
2.375 60.3
3177 21905
2 1/2
2.875 73
3460 23857
3
3.5 88.9
3024 20850
3 1/2
4 102
2769 19092
4
4.5 114
2581 17796
5
5.563 141
2273 15672
6
6. 625 168
2071 14280
8
8.625 219
1829 12611
10
10.75 273
1664 11473
12
12.75 324
1560 10756
14
14 356
1533 10570
16
16 406
1531 10556
18
18 457
1530 10549
20
20 508
1455 10032
22
22 559
24
24 610
1405 9687
30
30 762
32
32 813
1054 7267
34
34 864
992 6840
36
36 914
1021 7040
42
42 1067
875 6033
Спецификация 40 Размеры труб и толщина стенки
Трубы Размеры*
Н. Д. (дюйм)
Спецификация (40) Труба Толщина стенки (дюймы)**
Ш.40
Стена (в)
И.Д. (в)
1/8 дюйма
0,41 внеш. диаметр
0,07 дюйма
0,269id
Weight (lbs/ft.)
Steel
0.247 lbs/ft
Stainless
Aluminum
1/4″
0.54 od
0.090 in
0.364 id
Weight (lbs/ft.)
Steel
0.429 lbs/ft
Stainless
Aluminum
0. 147 lbs/ft
3/8″
0.675 od
0.091 in
0.493 id
Weight (lbs/ft.)
Steel
0.570 lbs/ft
Stainless
Aluminum
0.196 lbs/ft
1/2″
0.840 od
0.109 in
0.622 id
Weight (lbs/ft.)
Steel
0.850 lbs/ft
Stainless
Aluminum
0.294 lbs/ft
3/4″
1.050 od
0.113 in
0.824 id
Weight (lbs/ft.)
Steel
1.13 lbs/ft
Stainless
Aluminum
0.391
1″
1. 315 od
0.133 in
1.049 id
Weight (lbs/ft.)
Steel
1.68 lbs/ft
Stainless
Aluminum
0.581 lbs/ft
1-1/4″
1.66 od
0.140 in
1.380 id
Weight ( lbs/ft.)
Steel
2.27 lbs/ft
Stainless
Aluminum
0.785 lbs/ft
1-1/2″
1.90 od
0.145 in
1.610 идентификатор
Weight (lbs/ft.)
Steel
2.72 lbs/ft
Stainless
Aluminum
0.939 lbs/ft
2″
2.375 od
0. 154 in
2.067 id
Weight (lbs/ft.)
Steel
3.66 lbs/ft
Stainless
Aluminum
1.260 lbs/ft
2-1/2″
2.875 od
0.203 in
2.469 id
Weight (lbs/ft.)
Steel
5.80 lbs/ft
Stainless
Aluminum
2,000 фунтов/фут
3 «
3,50 OD
0,216 в
3,068 ID
Вес (LBS/FT.)
(LBS/FT.)
(LBS/ft.)
(LBS/FT.)
.
Aluminum
2.620 lbs/ft
3-1/2″
4. 00 od
0.226 in
3.550 id
Weight (lbs/ft.)
Steel
9.12 lbs/ft
Stainless
Aluminum
3.150 lbs/ft
4″
4.50 od
0.237 in
4.026 id
Weight (lbs/ft.)
Сталь
10.80 lbs/ft
Stainless
Aluminum
3.730 lbs/ft
5″
5.563 od
0.258 in
5.047 id
Weight (lbs/ft .)
Steel
14.63 lbs/ft
Stainless
Aluminum
5.050 lbs/ft
6″
6.625 od
0.280 in
6. 065 id
Weight (lbs/ft.)
Steel
18.99 lbs/ft
Stainless
Aluminum
6.560 lbs/ft
8″
8.625 od
0.322 in
7.981 id
Weight (lbs/ft.)
Steel
28.58 lbs/ft
Stainless
Aluminum
9.88 lbs/ft
* Применяются номинальные размеры. Размер трубы является общим отраслевым стандартом размеров только для справки ** Допуски могут незначительно отличаться у разных производителей
Стандартный график 40 Размеры стальной трубы и скорости потока
Толщика номинальной стенки для графика 40 Стальная труба
ANSI/ASME B36.
10M График труб
.
SCH 40 Номинальный размер трубы (NPS)
NPS
1/2
3/4
1
1¼
1½
2
2½
3
3½
4
DN
15
20
25
32
40
50
65
80 6
90
0027
Примечания:
Для NPS ≥ 4 соответствующее DN = 25, умноженное на номер NPS.
От NPS 12 и выше толщина стенки между SCH 40 и STD отличается, от NPS 10 и выше толщина стенки между графиком 80 и XS отличается.
Прайс-лист на трубы из углеродистой стали сортамента 40 из Мумбаи, Индия
Купить 2-дюймовую оцинкованную и черную стальную трубу Schedule 40 по цене в Индии
Цена 10 ведущих производителей труб Sch 40 (выше цена указана в долларах США за тонну)
ДЮЙМ
NPS
Schedule 40 ASTM A106/ A53/ API 5L Grade B Бесшовные трубы Цена
МСЛ
МСМТ
JSL
УСЛ
БАО
Лонтрин
СМТМ
ТЕНАРИС
ВиМ
Уси
1/2
15
1,313. 53
1,316.18
1,330.88
—
1,029.41
1,036.76
1,460.59
1,396.06
1,425.47
1 012,06
3/4
20
1 112,94
1 095,59
1,110.29
—
954.88
963.24
1,250.00
1,176.47
1,205.88
938.53
1
25
946.88
948.53
963.24
—
881.35
889.71
1,102.94
1,029.41
1,058.82
875.00
1.25
32
911.76
904.41
919.12
—
851.94
860.29
1,058.82
985.29
1,014.71
845.59
1.5
40
818.82
821.47
816.18
—
807. 82
816.18
955.88
882.35
911.76
821.47
2
50
799.12
786.76
821.47
—
622.65
625.00
948.18
869.65
899.06
612.29
2.5
65
799.12
786.76
821.47
—
622.65
625.00
948.18
869.65
899.06
612.29
3
80
799.12
786.76
821.47
—
622.65
625.00
948.18
869.65
899.06
612.29
3.5
90
799.12
786.76
821.47
—
622.65
625.00
948.18
869.65
899.06
612. 29
4
100
799.12
786.76
821.47
755.29
622.65
625.00
948.18
869.65
899.06
612.29
5
125
799.12
786.76
821.47
755.29
622.65
625.00
948.18
869.65
899.06
612.29
6
150
799.12
786,76
821,47
755.29
622.65
625.00
622.65
625.00
622.65
655.00
622.65
655.00
622.65
55.00
622.65
55.00
622.65
55.00
.48.18
869.65
899.06
612.29
8
200
799.12
786.76
821.47
755. 29
647.06
654.41
948.18
869.65
899.06
639.71
10
250
799.12
786.76
—
755.29
647.06
654.41
948.18
869.65
899.06
639.71
12
300
862.94
—
—
755.29
647.06
654.41
1,000.00
926.47
955.88
639.71
14
350
862,94
—
—
755.29
661.76
669.12
1,0000.00
900.477777777777779
.0000.00
900.4777777777777779
.00.00
9.47777777777779
1,0000.00
969.12
1 000,00
.55.88
654.41
16
400
886. 35
—
—
—
661.76
669.12
1,029.41
955.88
985.29
654.41
18
450
886.35
—
—
—
676.47
683.82
1,029.41
955.88
985.29
669.12
20
500
886.35
—
—
—
676.47
683.82
1,029.41
955.88
985.29
669.12
22
550
—
—
—
—
705.88
713.24
1,176.47
1,029.41
1,132.35
698.53
24
600
—
—
—
—
705.88
713.24
1,176.47
1,029.41
1,132. 35
698.53
Распродажа! 3-дюймовая стальная труба сортамента 40 Цена в Индии
Техника полуавтоматической сварки в среде углекислого газа
Содержание
Где используется сварка углекислотой
Техника сварки в углекислом газе
Какое давление углекислоты при сварке
Расход углекислоты для сварочного полуавтомата
Для ремонта кузовных деталей автомобиля, работ с тонколистовой сталью применяется полуавтоматическая сварка в среде углекислого газа. Благодаря автоматизации процесса, ровный шов может получиться даже у начинающего сварщика.
При выполнении работ, обрабатываемая поверхность нагревается меньше, в результате наблюдается только незначительная деформация или коробление детали.
Где используется сварка углекислотой
Заверение о том, что сварочные полуавтоматы для сварки в среде углекислого газа применяются исключительно для ремонта кузовов автомобилей неверное. Сварка с использованием углекислоты, также применяется в следующих отраслях:
Изготовление стальных конструкций с большим количеством сварных швов на 1 п. м.
Машиностроение.
Изготовление приборов.
Ремонт и производство кованых конструкций: решеток, перил, ворот, ограждений и т.д.
Возможно применение сварки с использованием СО² и в других сферах производства, где особенное внимание уделяется слабому нагреву поверхности и деформации детали при ее обработке.
Техника сварки в углекислом газе
Выполнение сварочных работ и технология полуавтоматической сварки в среде углекислого газа достаточно простая, по сути, от мастера требуется выдержать необходимый вылет проволоки и перемещать горелку автомата с одинаковой скоростью.
В результате получается равномерный шов без наплывов, обеспечивается достаточный провар стали и механическая прочность получаемого соединения.
Во время выполнения работ от мастера требуется соблюдение следующих рекомендаций:
Перед началом сварки следует убедиться в том, что защитный газ выходит из горелки. Рабочее давление углекислоты при сварке полуавтоматом 0, 02 кПа. Но этот показатель не является абсолютным, наличие сквозняка, ветра, несколько увеличивает расход материала. Соответственно давление для создания нормального шва будет увеличиваться.
Угол горелки должен находиться в пределах 65-75°. Шов необходимо вести справа налево, так лучше просматриваются свариваемые кромки.
Сила тока. Режимы сварки в углекислом газе регулируются методом изменения скорости подачи проволоки и напряжения дуги.
Какое давление углекислоты при сварке
ГОСТ на полуавтоматическую сварку в углекислом газе регулируется руководящим документом 26-17-051-85. Согласно документу, стандартного баллона, наполненного СО², достаточно чтобы обеспечить 15-20 часов беспрерывной работы. Для увеличения производительности обязательно используют осушитель влаги.
Подача углекислоты может быть изменена в большую сторону при наличии сквозняков, ветра и других негативных факторов. Решающее значение при выборе подходящего рабочего режима играет качество получаемого шва.
Сущность сварки в среде углекислого газа сводится к тому, что СО² обеспечивает защиту обрабатываемой поверхности от перегрева. Как правило, качество шва напрямую зависит от расхода углекислоты при сварке полуавтоматом. При этом от мастера требуется обеспечить оптимальные затраты между использованием газа и расходом сварочной проволоки.
Для определения оптимальной нормы расхода углекислоты при сварке полуавтоматом, опытные сварщики используют следующий метод. Выставляют давление приблизительно, так, чтобы получался идеальный шов, после этого снижают подачу газа и напряжение, пока сварочное соединение не станет пузыриться и шипеть. Возвращаются к успешной последней настройке.
Расход углекислоты для сварочного полуавтомата
Хотя нормы расхода углекислоты зависят от многих факторов, в среднем для полуавтомата предусмотрены следующие затраты расходных материалов:
Скорость подачи проволоки – зависит от ширины расходного материала, составляет, от 35-250 мм/сек.
Расход газа – определяется качеством флюса и погодными условиями. Может варьироваться от 3 до 60 л/мин.
Расчет расхода углекислого газа при полуавтоматической сварке можно выполнить самостоятельно, зная следующие параметры:
Затраты на подготовительные работы составляют около 10% от общего расхода СО².
Удельный расход газа, необходимый для прохождения шва.
Также при расчетах принимают во внимание толщину проволоки и обрабатываемого металла.
В баллон заливается около 25 кг углекислоты. В результате химической реакции из каждого килограмма получается около 509 л газа. Соответственно, одного стандартного баллона более чем достаточно для непрерывной работы в течение 12-15 часов.
Существует возможность обойтись без использования защитного газа. Вместо СО² применяют порошковую проволоку. При нагревании проволока, покрытая порошком, выделяет газ, который и защищает обрабатываемую поверхность от перегрева.
В комплект оборудования для полуавтоматической сварки в углекислом газе входит:
Выпрямитель – может быть трансформаторного или инверторного типа. Первый оптимально подходит для толстой проволоки, второй обеспечивает равномерную подачу напряжения и стабильную дугу сварки.
Подающий механизм – имеет ограничения по толщине проволоки. При выборе следует учитывать, что не каждый флюс можно будет использовать при выполнении сварочных работ.
Держатель со шлангами.
Все оборудование в совокупности обеспечивает оптимальный рабочий режим и создается условия для формирования качественного сварного шва.
Какой расход углекислоты при сварке полуавтоматом?
Екатерина
Сейчас и на маленьких, и на крупных производствах можно все чаще встретить баллоны с защитным газом. Использование защитного газа при сварке улучшает качество сварного соединения, ускоряет работу и не позволяет кислороду проникать в сварочную зону. Кроме того, баллон с газом стоит недорого и специально для домашней сварки производители выпускают компактные баллоны, которые легко помещаются в багажник машины.
Если вы домашний сварщик, то просто приобретаете компактный баллон в магазине и пользуетесь, не беспокоясь о расходе. Если газ закончится, то можно быстро докупить еще один баллон. А что делать, если вы сварщик на производстве и к вам предъявляют довольно жесткие требования по расходу газа? Как подобрать объем так, чтобы газа точно хватило на весь сварочный процесс? В этой статье мы постарались кратко рассказать вам, как вычислить оптимальный расход углекислоты при сварке полуавтоматом.
Содержание статьи
От чего зависит расход
Расход защитного газа
Экономия газа
Вместо заключения
От чего зависит расход
Для начала разберемся, от чего вообще зависит расход газа или расход сварочной смеси из нескольких газов. Прежде всего, вы должны учесть металл, с которым будете работать, диаметр присадочной проволоки и силу сварочного тока. От сочетания трех этих компонентов как раз и складывается расход.
Далее мы дадим несколько рекомендаций, какой должен быть расход газа при полуавтоматической сварке, учитывая диаметр присадочной проволоки и силу сварочного тока. Учтите, что это довольно усредненные значения, от них можно отступать.
Итак, если вы используете проволоку диаметром от 0,8 до 1 миллиметра и установили силу тока от 60 до 160 Ампер, то средний расход должен быть около 8 литров в минуту.
Если вы используете проволоку диаметром 1,2 миллиметра и установили силу тока от 100 до 250 Ампер, то средний расход должен быть около 9-12 литров в минуту.
Если вы используете проволоку диаметром 1,4 миллиметра и установили силу тока от 120 до 320 Ампер, то средний расход должен быть около 12-15 литров в минуту.
Если вы используете проволоку диаметром 1,6 миллиметра и установили силу тока от 240 до 380 Ампер, то средний расход должен быть около 15-18 литров в минуту.
Если вы используете проволоку диаметром 2 миллиметра и установили силу тока от 280 до 450 Ампер, то средний расход должен быть около 18-20 литров в минуту.
Это средний расход газа при сварке полуавтоматом. Ведь помимо прямых факторов увеличения расхода (таких как диаметр проволоки и толщина металла), есть еще и косвенные. К примеру, если вы варите на улице или просто не в закрытом боксе, то расход может существенно увеличиться, ведь газ будет быстро улетучиваться. Особенно расход неприятно удивит вас, если на улице дует ветер.
Также важно качество самого газа и то, насколько хорошо он взаимодействует с металлом. Ведь если на производство поставляют некачественный разбавленный газ, вы просто не сможете сохранить показатели расхода в норме. Перерасход будет в любом случае.
Расход защитного газа
Теперь давайте более подробно разберемся с темой расхода газа на конкретном примере. В качестве примера возьмем стандартный газовый баллон 40 л, который есть на большинстве предприятий. Один такой баллон содержит около 24 килограмм чистой углекислоты, при испарении она образует до 12 тысяч кубических дециметров газовой фазы. Этой информации нам уже достаточно, чтобы примерно понимать расход.
Допустим, вы используете присадочную проволоку диаметром 1 миллиметр и установили почти минимальную силу тока. Скажем, 100 Ампер. Судя по справочной литературе, при таком режиме сварки нам хватит одного 40 литрового баллона ровно на сутки, то есть 24 часа. Но вы, естественно, не сидите на работе днями, поэтому поделим это на 6 часов работы. Получим 10 литров газа.
Также можно рассчитать расход исходя из того, сколько килограмм металла мы наплавили. Мы знаем, что на 1 килограмм наплавки мы должны тратить около 1,1 килограмм углекислоты и 1,30 килограмм присадочной проволоки. Зная эти данные несложно рассчитать, сколько газа и проволоки вы потратите. Подскажем: если вы потратили около 1,2 килограмм присадочной проволоки, значит расход газа составил около 1 килограмма.
Теперь, когда мы знаем эти значения, можно посчитать, сколько вообще металла удастся наплавить при использовании 40 литрового баллона с газом. Ответ: 29 килограмм металла. Конечно, это всегда приблизительные цифры, но наша практика доказала, что обычно расход как раз и варьируется в этих пределах. Новичкам рекомендуем использовать таблицу, приведенную ниже.
Экономия газа
Выше мы говорили, что расход газа также влияет от косвенных факторов, на которые сварщик практически не может повлиять. Но он все же может при возможности минимизировать действие этих факторов, тем самым сэкономив газ.
Самое простое, что можно сделать — производить сварку в закрытом цеху с хорошей вентиляцией. Не должно быть сквозняков и ветра. Также лучше к работе привлекать квалифицированных опытных сварщиков, которые выполняют работу быстро и четко. Ведь у новичков в любом случае расход газа будет гораздо выше.
Многие начинающие сварщики интересуются, можно ли еще какими-то методами сократить расход со2 при полуавтоматической сварке? Например, просто подавать меньше газа в сварочную зону. Наш ответ: нет. Умышленно уменьшив количество используемого газа вы ухудшите качество шва, поскольку в сварочную зону будет попадать кислород.
Но у этой проблемы все же есть решение. Опытные мастера советуют применять в своей работе многокомпонентные газовые смеси, благодаря им расход уменьшается, при этом качество сварки остается на достойном уровне. Но будьте готовы к тому, что стоимость многокомпонентных смесей куда выше, чем у стандартного газа. Так что убедитесь, что использование таких смесей экономически выгодно.
Вместо заключения
Опытные мастера зачастую даже измеряют расход во время работ, поскольку точно знают, сколько расходуют углекислоты. Чтобы новичку получить подобные навыки нужно посвятить сварке полуавтоматом огромное количество времени. Но не стоит об этом беспокоиться, ведь даже если вы редко сталкиваетесь со сваркой в среде защитного газа всегда можно посмотреть нормативные документы. Выпишите себе основные тезисы из этой статьи (а лучше запомните), чтобы потом применить их на практике.
Похожие публикации
Полуавтоматическое переключение перепада давления Concoa серии 619 – Питание регулятора
Дом
Полуавтоматическое переключение перепада давления Concoa серии 619
Распродано
Этот товар изготавливается по индивидуальному заказу в соответствии с вашими потребностями и имеет разные номера деталей. Пожалуйста, свяжитесь с нами по телефону , чтобы узнать цену и ожидаемую дату доставки.
619…
Название по умолчанию — Распродано
Количество
Количество должно быть 1 или более
Добавление товара в корзину
Описание
Доставка + Возврат
Описание
Этот элемент изготавливается на заказ в соответствии с вашими потребностями и имеет разные номера деталей. Пожалуйста, свяжитесь с нами по телефону , чтобы узнать цену и ожидаемую дату доставки.
Серия 619 представляет собой полуавтоматический переключатель перепада давления, который обеспечивает непрерывную подачу резонаторного газа без ущерба для чистоты. Конструкция латунного стержня обеспечивает малый внутренний объем. Это, в сочетании с дополнительной микроочисткой на входе, устраняет загрязнение газом. Кроме того, диафрагмы из нержавеющей стали и предохранительный клапан с двойным уплотнением позволяют модели 619для достижения герметичности утечки 1×10-9 ге см3/с. Это делает модель 619 правильным выбором для лазерных приложений, требующих оптимального качества луча. Расширенные возможности Механически обработанный латунный корпус прутка с гладкой поверхностью Малая площадь смачиваемой поверхности для минимальных требований к продувке Гофрированная диафрагма из 316L обеспечивает отсутствие внутренней диффузии с низким содержанием твердых частиц Уплотнения металл-металл обеспечивают отсутствие утечек
Читать далее
Читать меньше
Доставка + Возврат
Мы рады предоставить БЕСПЛАТНУЮ НАЗЕМНУЮ ДОСТАВКУ любому из наших клиентов в континентальной части США для всех заказов на сумму более 100 долларов США. Для всех заказов на сумму менее 100 долларов США взимается фиксированная плата за НАЗЕМНУЮ ДОСТАВКУ в размере 10 долларов США. Пожалуйста, свяжитесь с нами для ускоренной доставки по адресу [email protected]
{{/если}} {{if compare_at_price_min > price_min}}
Продажа
{{/если}} {{если доступно}}
Распродано
{{/если}} {{if tagLabelCustom}}
Пользовательская этикетка
{{/если}}
Полуавтоматическая встроенная машина для розлива под давлением с низкой вязкостью, модель GIS 3300, производства Acasi Machinery Inc.
Расширяемый наполнитель бутылок ACASI, модель GIS 3300, полуавтоматическая встроенная разливочная машина (без насадок или опций):
Конструктивные особенности: • Нержавеющая сталь 304 Сверхпрочная сварная рама из нержавеющей стали . • Переливной бак из нержавеющей стали объемом 20 галлонов. • Крышки из нержавеющей стали для переливного бака. • Подающий коллектор из нержавеющей стали 304 с 20 шлангами. • Все контактные части изготовлены из нержавеющей стали, сантехнического оборудования, тефлона, витона и шлангов в соответствии с вашими требованиями. • Специальные уплотнения или шланги по заказу. • Калиброванная направляющая для быстрой смены высоты. • Машина установлена на 4 тяжелых роликах. • Выравнивание машины 1-дюймовыми регулировочными винтами из нержавеющей стали 304.
Характеристики панели управления: • Частотно-регулируемый привод активируется датчиком положения, когда форсунки находятся в положении заполнения. • Регулировка скорости и ускорения • Время заполнения контролируется оператором по времени, нажимая на ножной переключатель
Основные компоненты: • 96 галлонов в минуту, 1 л.с., 3 фазы, центробежный насос из нержавеющей стали 316. • Калиброванные валы из закаленной нержавеющей стали с линейными подшипниками для плавности и долговечности движения стойки сопла. • Воздушный цилиндр с ходом 10 дюймов и магнитными датчиками для перемещения сопла вверх и вниз. • Гигиенический обратный клапан из нержавеющей стали 316L, установленный на насосе. • Стопоры на маховике и валу для регулировки высоты и хода.
Стандартные характеристики: • Расстояние между соплами полностью регулируется с помощью верхнего винта. • Регулировка высоты контейнера от 1½ до 16 дюймов. • Регулировка хода сопла от 0 до 8 дюймов. • Подходит для пластиковых, стеклянных и металлических контейнеров. • Не требуется замена деталей для различных типов контейнеров. • Воздушный фильтр-регулятор и предохранительный клапан в комплекте. • Интервал и дополнительный контроль бутылок, обеспечиваемые регуляторами потока, установленными на цилиндрах с воздушным затвором.
Немоторизованный конвейер: • Машина включает 10-футовый безмоторный конвейер с верхней пластиной из нержавеющей стали, по которой скользят контейнеры • Один комплект регулировки высоты и ширины направляющих без инструментов.
 Эта система устанавливает единый порядок разработки технологической документации и типовые технологические процессы, а также стандартную технологическую оснастку. При внедрении ЕСТПП предусматривается использование оборудования, технологической оснастки на основе их комплексной стандартизации.
Эта система устанавливает единый порядок разработки технологической документации и типовые технологические процессы, а также стандартную технологическую оснастку. При внедрении ЕСТПП предусматривается использование оборудования, технологической оснастки на основе их комплексной стандартизации.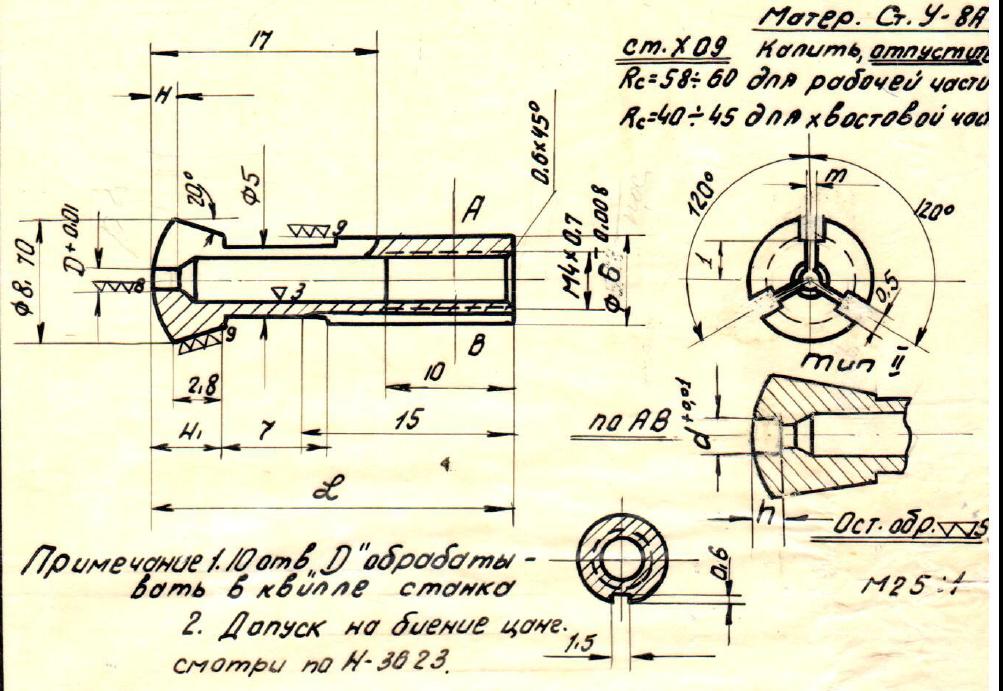 1
1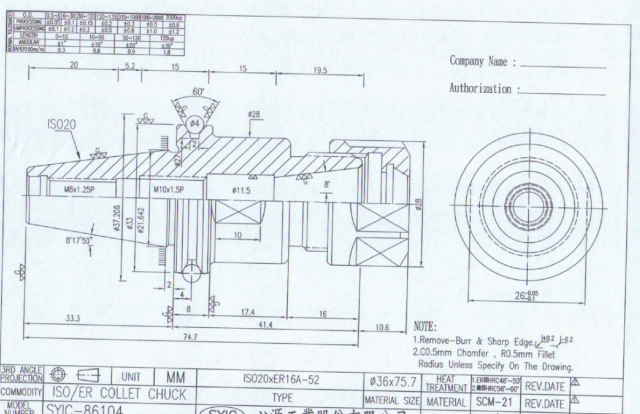 2). Диафрагма 11 под давлением сжатого воздуха переместится вправо и передвинет диск 12. Усилие от диска 12 передастся на три штифта 16, которые, упираясь в распорный конус 17, переместят его вправо. Конусы 17 и 5 войдут в конические отверстия цанги 18, вследствие чего и увеличится ее наружный диаметр, так как цанга имеет по три прорези с каждой стороны, позволяющие ей деформироваться. Деталь закреплена
2). Диафрагма 11 под давлением сжатого воздуха переместится вправо и передвинет диск 12. Усилие от диска 12 передастся на три штифта 16, которые, упираясь в распорный конус 17, переместят его вправо. Конусы 17 и 5 войдут в конические отверстия цанги 18, вследствие чего и увеличится ее наружный диаметр, так как цанга имеет по три прорези с каждой стороны, позволяющие ей деформироваться. Деталь закреплена 35.00.14 — Крышка — чертеж
35.00.14 — Крышка — чертеж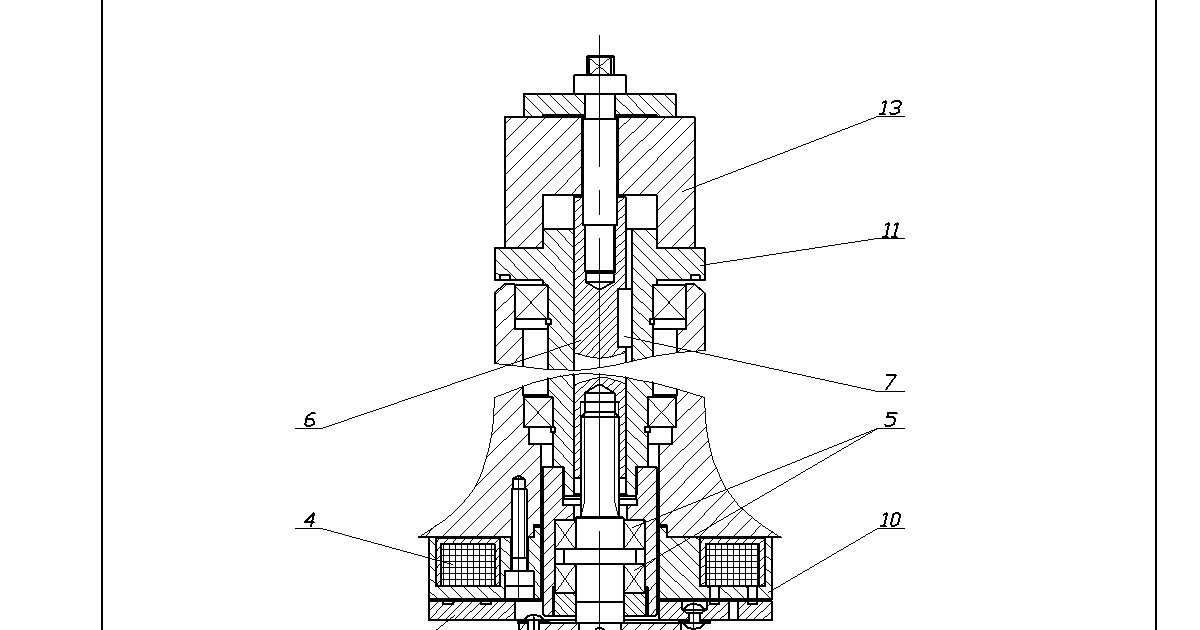 35.00.17 — Конус распорный
35.00.17 — Конус распорный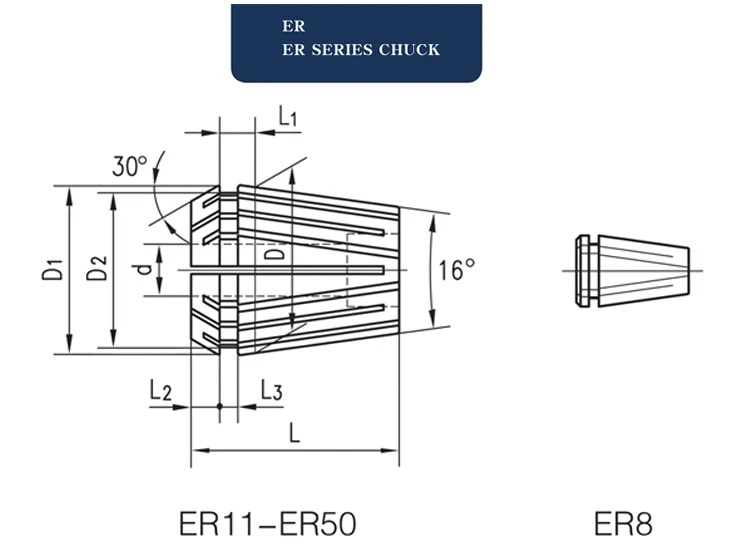 00
00 И00.35.01.00 — Трубка в сборе — чертеж.c..
И00.35.01.00 — Трубка в сборе — чертеж.c..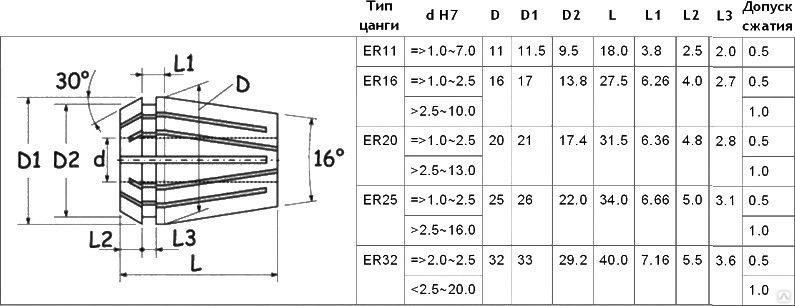 2
2 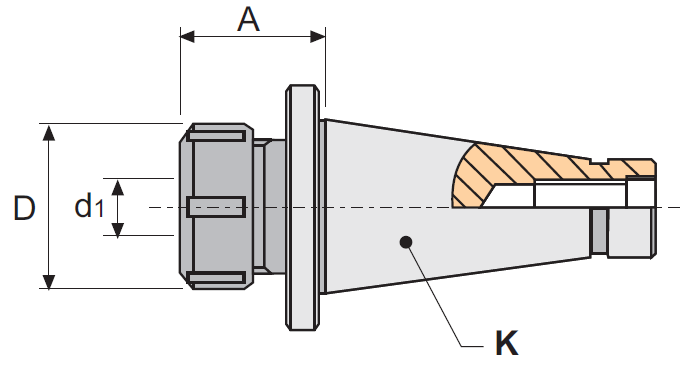
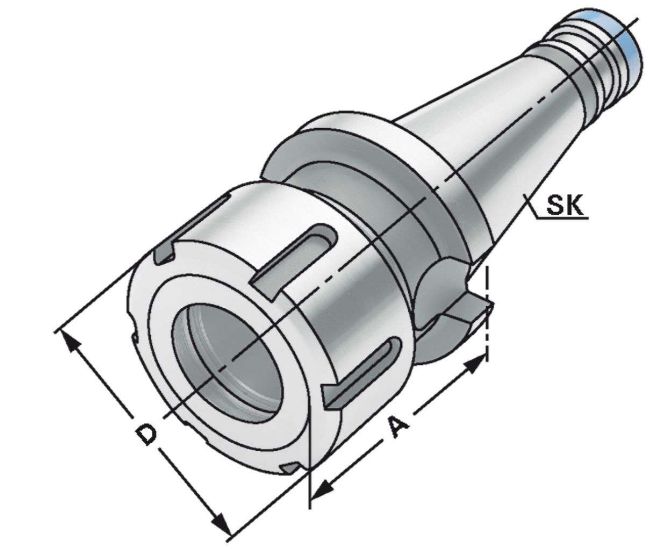 5
5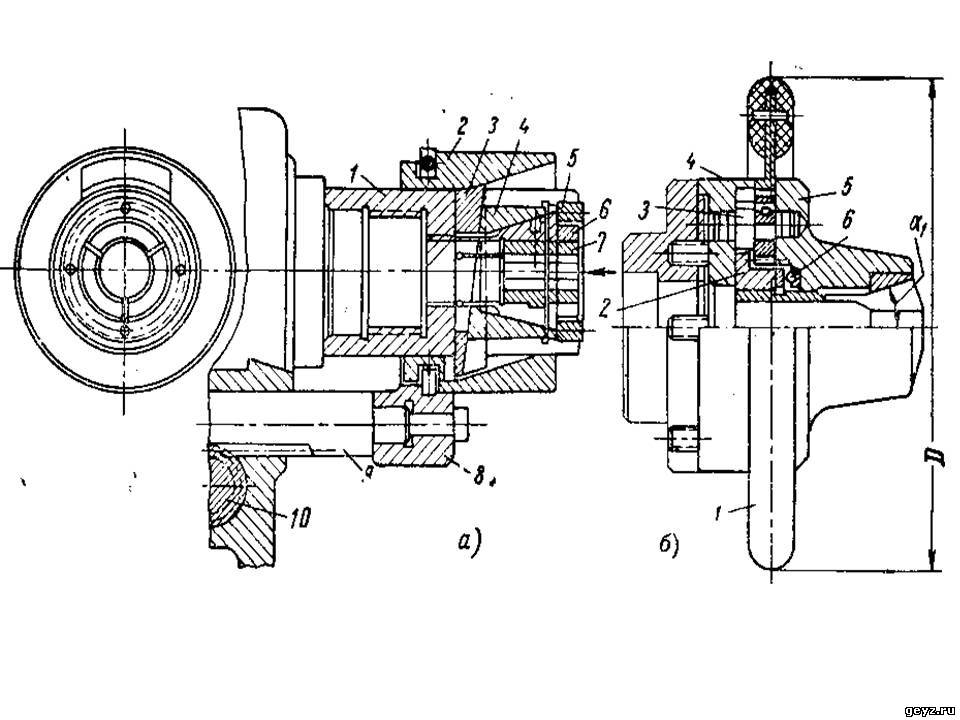 5
5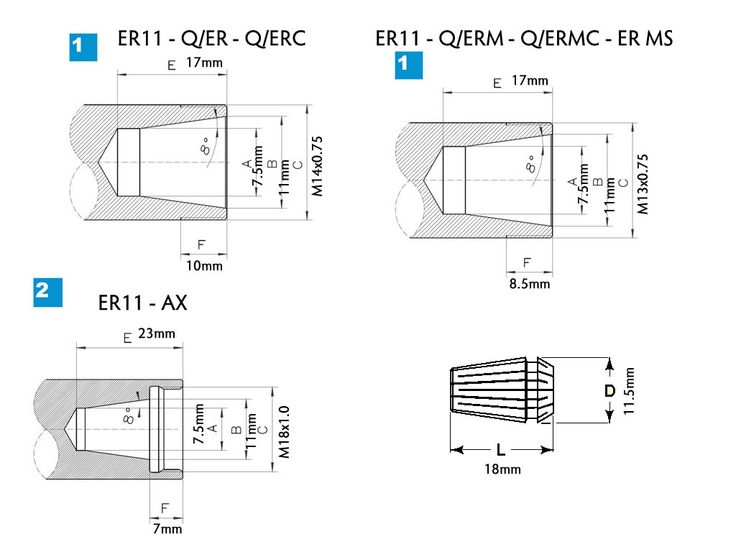 4
4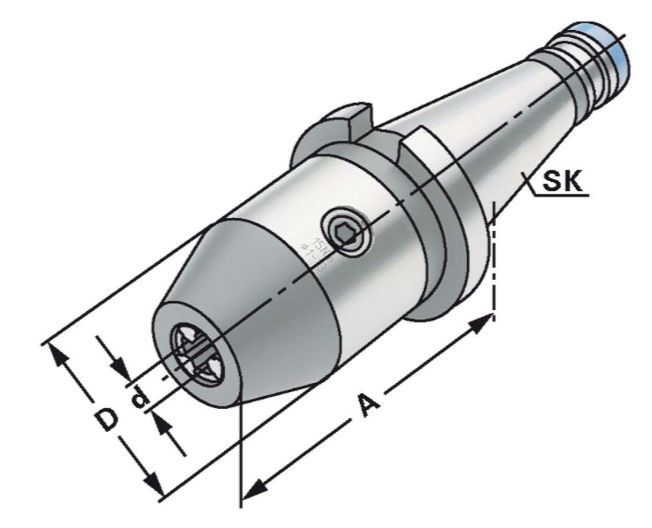 4
4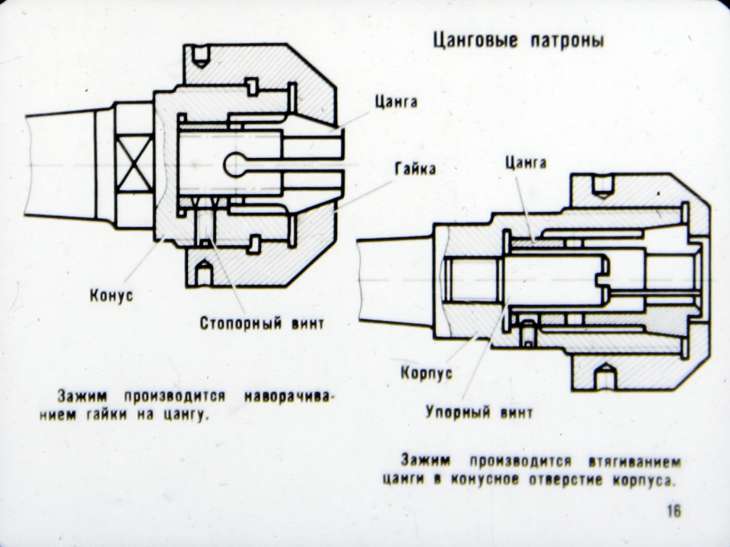
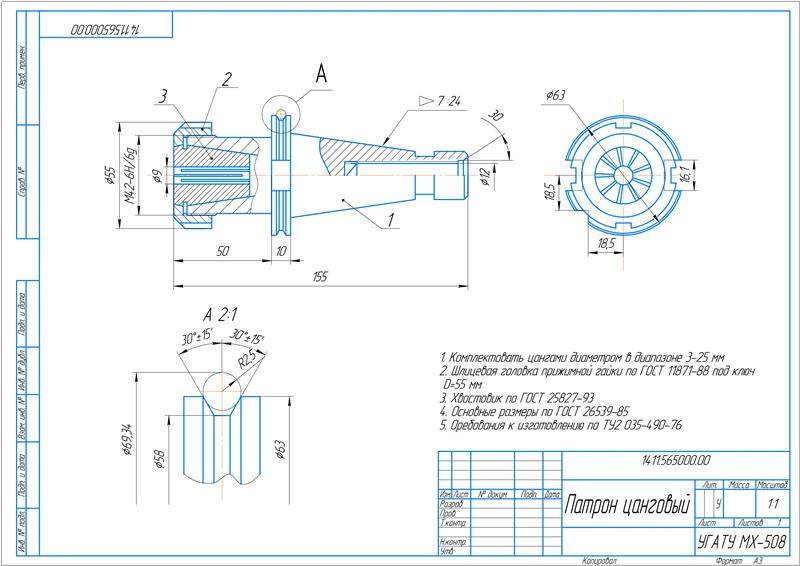 025.16.3.ХП
025.16.3.ХП
 Желательно приобрести специальный штатив, что позволит установить оборудование на определенном уровне и исключит его пошатывание при эксплуатации.
Желательно приобрести специальный штатив, что позволит установить оборудование на определенном уровне и исключит его пошатывание при эксплуатации. На плитку нужно наклеить скотч. Это исключает скольжение инструмента при просверливании.
На плитку нужно наклеить скотч. Это исключает скольжение инструмента при просверливании.
 Диаметр должен быть чуть больше, чем подрозетник. Коронка может иметь различную кромку.
Диаметр должен быть чуть больше, чем подрозетник. Коронка может иметь различную кромку. Сверлить кафельную плитку порой требуется для полочек, смесителя и тому подобных надобностей. По-другому просто не получится провести монтаж нужных принадлежностей, так как известные всем присоски – не самый надежный вариант, особенно полочки, невозможно установить на такой крепежной элемент.
Сверлить кафельную плитку порой требуется для полочек, смесителя и тому подобных надобностей. По-другому просто не получится провести монтаж нужных принадлежностей, так как известные всем присоски – не самый надежный вариант, особенно полочки, невозможно установить на такой крепежной элемент. К тому же плитку, которая еще не наклеена намного проще промочить, так как можно просто уложить ее в таз.
К тому же плитку, которая еще не наклеена намного проще промочить, так как можно просто уложить ее в таз. Не стоит путать дрель с лобзиком, так как у лобзик имеет слишком большую вибрацию и невозможно проделать четкий отрез плитки без образования крошки и зубчатого края. Хрупкая кафельная плитка должна просверливаться постепенно и желательно с остановками, между которыми обязательно смачивается поверхность изделия. Не желательно использовать сверло для кафеля, чтобы работать с бетоном или кирпичом, так как он от этого тупится и может даже деформироваться.
Не стоит путать дрель с лобзиком, так как у лобзик имеет слишком большую вибрацию и невозможно проделать четкий отрез плитки без образования крошки и зубчатого края. Хрупкая кафельная плитка должна просверливаться постепенно и желательно с остановками, между которыми обязательно смачивается поверхность изделия. Не желательно использовать сверло для кафеля, чтобы работать с бетоном или кирпичом, так как он от этого тупится и может даже деформироваться. Кафельная плитка — материал хрупкий, сверлить его непросто — есть опасность возникновения трещин на глазури и растрескивания самой плитки. Тем не менее, справиться с этой задачей самостоятельно можно.
Кафельная плитка — материал хрупкий, сверлить его непросто — есть опасность возникновения трещин на глазури и растрескивания самой плитки. Тем не менее, справиться с этой задачей самостоятельно можно.
 В то же время недостаточные усилия приведут к тому, что вырезать отверстие не получится, поэтому надо попытаться найти оптимальную степень нажатия на инструмент;
В то же время недостаточные усилия приведут к тому, что вырезать отверстие не получится, поэтому надо попытаться найти оптимальную степень нажатия на инструмент; Острая режущая кромка уменьшает площадь соприкосновения, поэтому нажим на дрель требуется меньший, а значит, и риск растрескивания невелик. В самом крайнем случае допускается применять хорошо заточенное обычное сверло по бетону, но работа с ним требует точности и аккуратности.
Острая режущая кромка уменьшает площадь соприкосновения, поэтому нажим на дрель требуется меньший, а значит, и риск растрескивания невелик. В самом крайнем случае допускается применять хорошо заточенное обычное сверло по бетону, но работа с ним требует точности и аккуратности.
 Это сверло недорого, удобно в работе и практично. Выбирая «балеринку», стоит отдать предпочтение модели, у которой центральное сверло не цилиндрической, а шестигранной формы.
Это сверло недорого, удобно в работе и практично. Выбирая «балеринку», стоит отдать предпочтение модели, у которой центральное сверло не цилиндрической, а шестигранной формы.

 Но когда дело доходит до резки фигур, все становится очень сложно. Вы можете использовать любой старый резак.
Но когда дело доходит до резки фигур, все становится очень сложно. Вы можете использовать любой старый резак. Вот несколько советов, которые помогут вам.
Вот несколько советов, которые помогут вам.

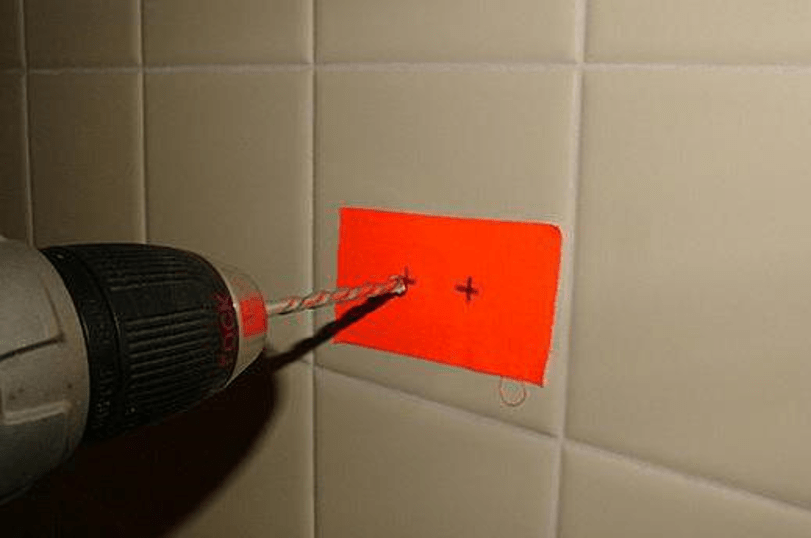 Затем вы нажимаете, чтобы разрезать плитку по отмеченной линии. Это легко сделать и работает практически с любым видом плитки.
Затем вы нажимаете, чтобы разрезать плитку по отмеченной линии. Это легко сделать и работает практически с любым видом плитки.
 Но лучший способ предотвратить разрывы — закрыть отверстие двумя плитками. Если они встречаются посередине, их легче разрезать, не ломая.
Но лучший способ предотвратить разрывы — закрыть отверстие двумя плитками. Если они встречаются посередине, их легче разрезать, не ломая. Или подложка для некоторых проектов. Существует множество различных типов душевых поддонов и плиточных досок, поэтому проведите исследование, чтобы выяснить, какой из них подходит для вашего проекта.
Или подложка для некоторых проектов. Существует множество различных типов душевых поддонов и плиточных досок, поэтому проведите исследование, чтобы выяснить, какой из них подходит для вашего проекта. Так что учитесь применять его правильно.
Так что учитесь применять его правильно.
 Опустите сверло для плитки в охлаждающее масло, чтобы оно не перегревалось во время сверления. Начните медленно сверлить, пока сверло не вонзится в фарфор, затем увеличивайте скорость, пока не закончите отверстие.
Опустите сверло для плитки в охлаждающее масло, чтобы оно не перегревалось во время сверления. Начните медленно сверлить, пока сверло не вонзится в фарфор, затем увеличивайте скорость, пока не закончите отверстие. Каждая из двух плиток будет иметь половину большого отверстия, вырезанного сбоку. Если их поместить вместе, они будут иметь одно большое отверстие, протянувшееся через них. Нарисуйте форму круга, который вы хотите вырезать на плитках, жирным карандашом.
Каждая из двух плиток будет иметь половину большого отверстия, вырезанного сбоку. Если их поместить вместе, они будут иметь одно большое отверстие, протянувшееся через них. Нарисуйте форму круга, который вы хотите вырезать на плитках, жирным карандашом. Обведите форму розетки на плитке жирным карандашом. Используя пилу для мокрой плитки с погружным резом, вставьте лезвие соответствующего размера и поднимите руку пилы, инструктирует This Old House.
Обведите форму розетки на плитке жирным карандашом. Используя пилу для мокрой плитки с погружным резом, вставьте лезвие соответствующего размера и поднимите руку пилы, инструктирует This Old House.
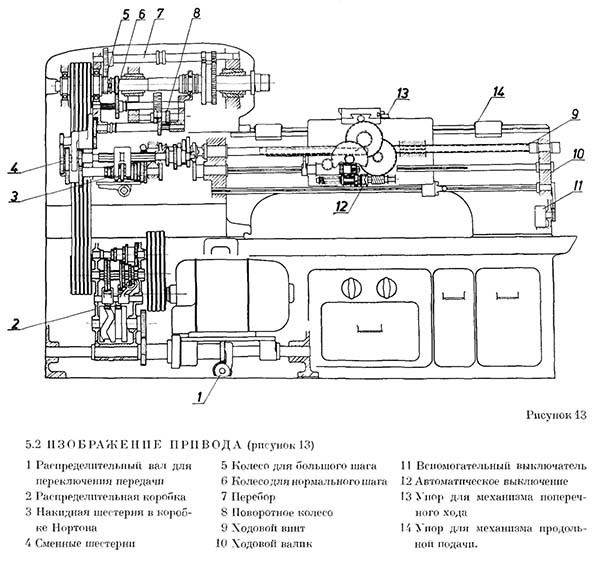 Изменения скорости вращения шпинделя осуществляются с помощью рукояток 1 и 4, размещенных на передней бабке. Движением ру коятки 4 выбирается требуемый ряд чисел оборотов (по таблице, находящейся над рукояткой), а поворотом рукоятки 1 устанавливается необходимое число оборотов шпинделя.
Изменения скорости вращения шпинделя осуществляются с помощью рукояток 1 и 4, размещенных на передней бабке. Движением ру коятки 4 выбирается требуемый ряд чисел оборотов (по таблице, находящейся над рукояткой), а поворотом рукоятки 1 устанавливается необходимое число оборотов шпинделя.
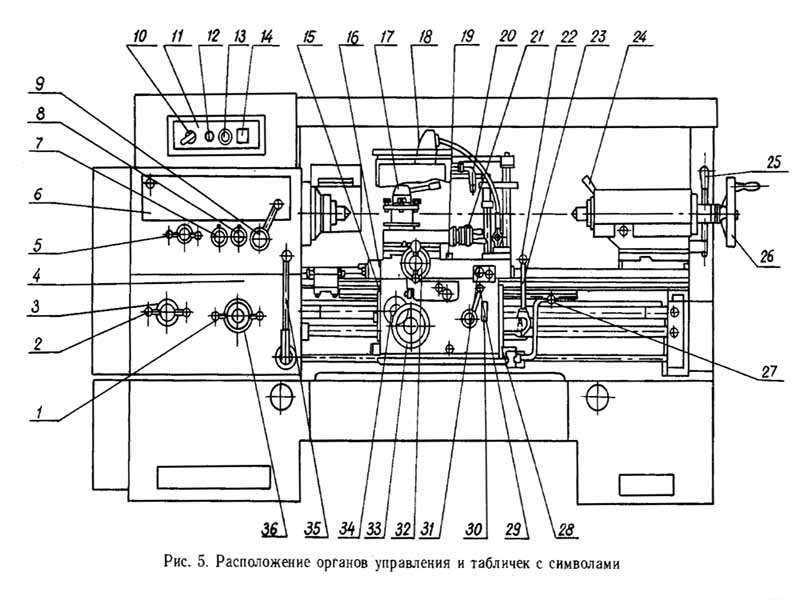 Корпус бабки можно сдвигать по плите в сторону токаря или наоборот, от токаря. При среднем положении корпуса бабки обрабатываемые детали, закрепленные в центрах, получаются цилиндрическими, при сдвинутом корпусе бабки — коническими.
Корпус бабки можно сдвигать по плите в сторону токаря или наоборот, от токаря. При среднем положении корпуса бабки обрабатываемые детали, закрепленные в центрах, получаются цилиндрическими, при сдвинутом корпусе бабки — коническими.

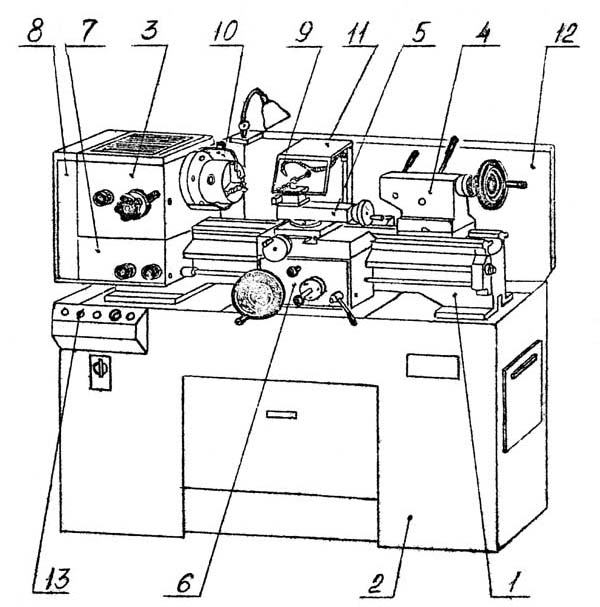 Рукоятка 10 носит название мнемонической, поскольку направление поворота рукоятки совпадает с направлениями продольной и поперечной включаемых подач. В рукоятку 10 вмонтирована кнопка 9, при нажиме на кото рую включаемые рукояткой 10 подачи получают ускоренную величину (от электродвигателя ускоренных перемещений 23), что используется для холостых перемещений суппорта.
Рукоятка 10 носит название мнемонической, поскольку направление поворота рукоятки совпадает с направлениями продольной и поперечной включаемых подач. В рукоятку 10 вмонтирована кнопка 9, при нажиме на кото рую включаемые рукояткой 10 подачи получают ускоренную величину (от электродвигателя ускоренных перемещений 23), что используется для холостых перемещений суппорта.

 Все электрооборудование станка (кроме электромоторов) расположено в шкафу 20.
Все электрооборудование станка (кроме электромоторов) расположено в шкафу 20.

 Таким обпячом перебор умножает шесть скоростей вала на три передаточных отношения 1/16, 1/4 или 1, и, как было указано выше, через колеса 26—52 может передать шпинделю 18 скоростей. Всего шпиндель получает таким образом 24 разные скорости (числа оборотов), но практически — 23 вследствие численного совпадения двух их значений.
Таким обпячом перебор умножает шесть скоростей вала на три передаточных отношения 1/16, 1/4 или 1, и, как было указано выше, через колеса 26—52 может передать шпинделю 18 скоростей. Всего шпиндель получает таким образом 24 разные скорости (числа оборотов), но практически — 23 вследствие численного совпадения двух их значений.
 При крайнем левом положении тройного передвижного блока Б7 вращение от вала VII к валу VIII передается зубчатыми колесами 42—42 (как показано на схеме) с передаточным отношением, равным 1, а при среднем положении блока Б7 — колесами 28—56 с передаточным отношением 1/2; при крайнем правом положении блока Б7 изменяется направление вращения, которое в этомслучае передается колесами 35—28—35. К коробке подач вращательное движение передается от вала VIII через гитару со сменными блоками зубчатых колес С1 и С2- Для нарезания метрических и дюймовых резьб и получения механической подачи сменные блоки С1 и С2 устанавливаются так, как показано на схеме, и вращение коробке подач сообщается через зубчатые колеса 42—95—50.
При крайнем левом положении тройного передвижного блока Б7 вращение от вала VII к валу VIII передается зубчатыми колесами 42—42 (как показано на схеме) с передаточным отношением, равным 1, а при среднем положении блока Б7 — колесами 28—56 с передаточным отношением 1/2; при крайнем правом положении блока Б7 изменяется направление вращения, которое в этомслучае передается колесами 35—28—35. К коробке подач вращательное движение передается от вала VIII через гитару со сменными блоками зубчатых колес С1 и С2- Для нарезания метрических и дюймовых резьб и получения механической подачи сменные блоки С1 и С2 устанавливаются так, как показано на схеме, и вращение коробке подач сообщается через зубчатые колеса 42—95—50.
 Вращение от вала IX передается валу XIV через зубчатые колеса 35—37—35, механизм с накидным зубчатым колесом (механизм Нортона), с помощью которого можно получить семь различных передаточных отношений 28—25 и 36 — (от 26 до 48), зубчатые колеса 35—28 и 28—35 и множительный механизм, состоящий из двух подвижных двойных блоков Б8 и Б9, которые обеспечивают получение четырех различных передаточных отношений: 1/8, 1/4, 1/2 и 1. При включении кулачковой муфты М5 вращение от вала XIV передается ходовому винту XVI. Для нарезания метрических и модульных резьб, а также для получения механической подачи коробка подач перестраивается. Зубчатое колесо 35 на валу X выводится из зацепления с зубчатым колесом 37, включаются муфты Мг и l M4, а муфта М3 остается выключенной. В этом случае вращение от вала IX валу XIV -передается муфтой М2, валом XI, механизмом Нортона (в обратном направлении), муфтой М4 — и множительным механизмом.
Вращение от вала IX передается валу XIV через зубчатые колеса 35—37—35, механизм с накидным зубчатым колесом (механизм Нортона), с помощью которого можно получить семь различных передаточных отношений 28—25 и 36 — (от 26 до 48), зубчатые колеса 35—28 и 28—35 и множительный механизм, состоящий из двух подвижных двойных блоков Б8 и Б9, которые обеспечивают получение четырех различных передаточных отношений: 1/8, 1/4, 1/2 и 1. При включении кулачковой муфты М5 вращение от вала XIV передается ходовому винту XVI. Для нарезания метрических и модульных резьб, а также для получения механической подачи коробка подач перестраивается. Зубчатое колесо 35 на валу X выводится из зацепления с зубчатым колесом 37, включаются муфты Мг и l M4, а муфта М3 остается выключенной. В этом случае вращение от вала IX валу XIV -передается муфтой М2, валом XI, механизмом Нортона (в обратном направлении), муфтой М4 — и множительным механизмом.
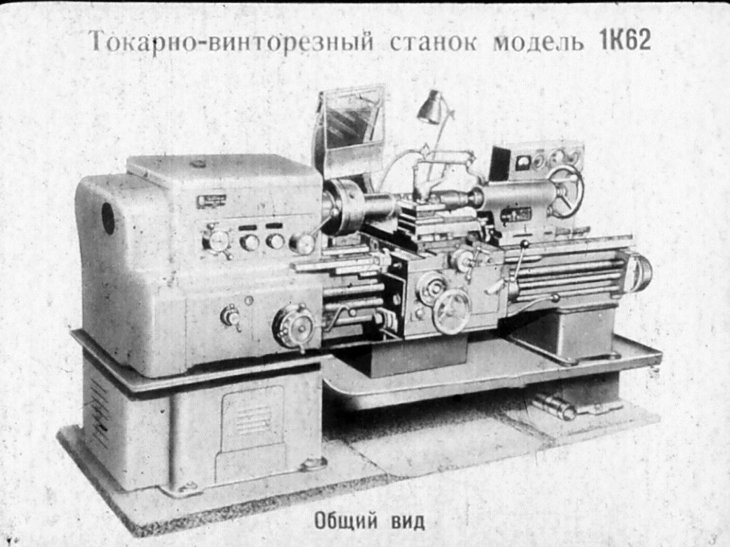 При смещении блока Б10 влево ее левый зубчатый венец входит >в зацепление с колесом 56, жестко закрепленным на валу XV, и вращение последнему передается помимо обгонной муфты, что не обходимо для нарезания торцовых резьб.
При смещении блока Б10 влево ее левый зубчатый венец входит >в зацепление с колесом 56, жестко закрепленным на валу XV, и вращение последнему передается помимо обгонной муфты, что не обходимо для нарезания торцовых резьб.

 Резцедержатель. Задняя бабка.
Резцедержатель. Задняя бабка.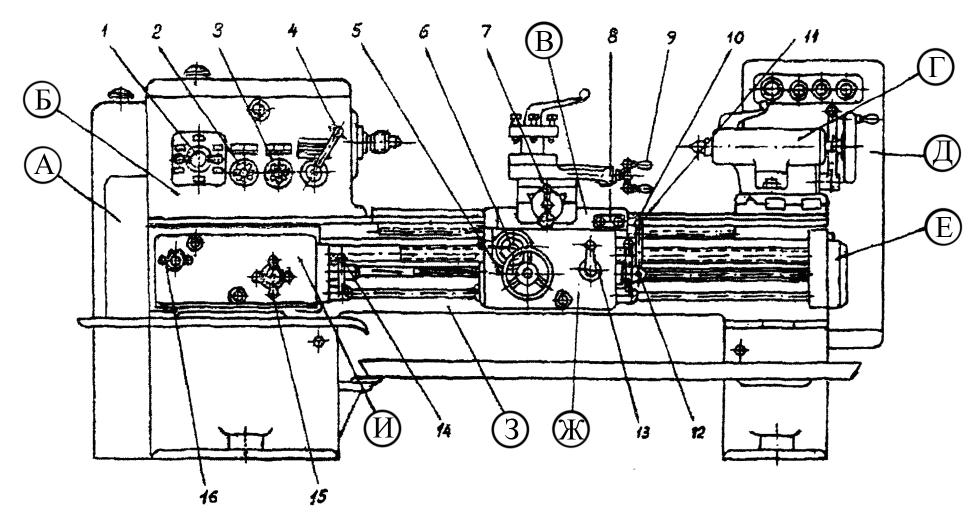 Ряд наибольших
Ряд наибольших На средних
На средних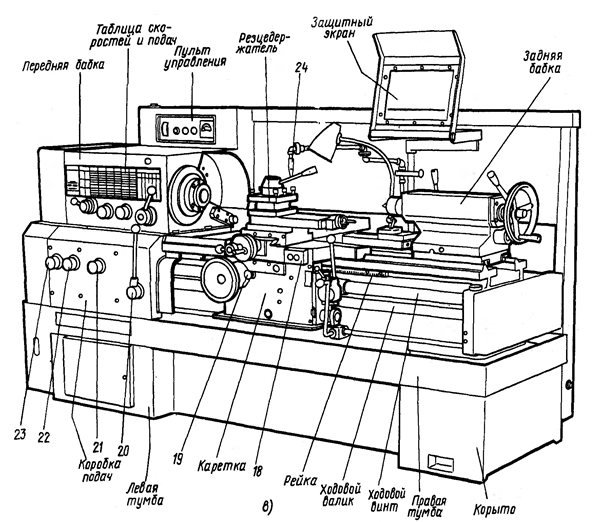 Опции включают радиальную подачу, угловую подачу и модифицированную угловую подачу. Выбор входа зависит от прочности материала, с которым вы работаете.
Опции включают радиальную подачу, угловую подачу и модифицированную угловую подачу. Выбор входа зависит от прочности материала, с которым вы работаете.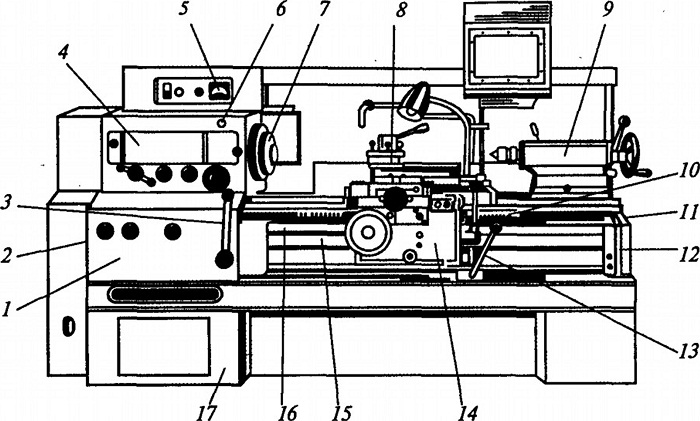
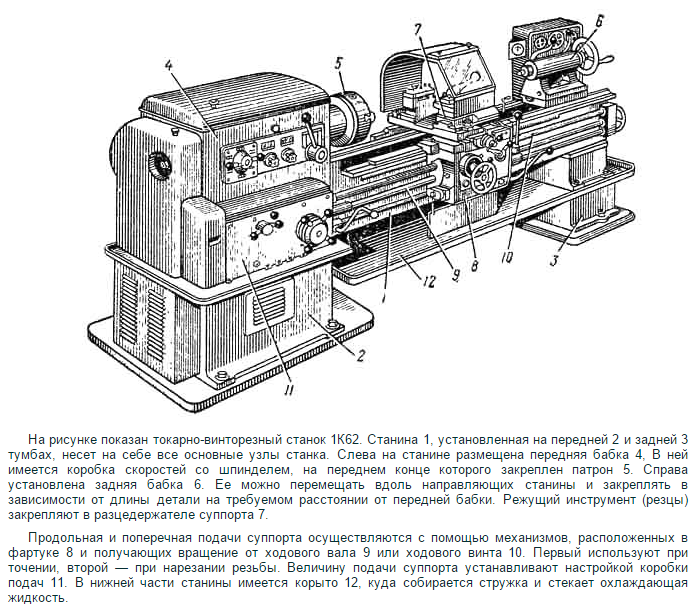 Современные станки с ЧПУ позволяют операторам создавать программы, обеспечивающие воспроизводимость и качество, раз за разом обеспечивая точные детали и точную резьбу.
Современные станки с ЧПУ позволяют операторам создавать программы, обеспечивающие воспроизводимость и качество, раз за разом обеспечивая точные детали и точную резьбу.
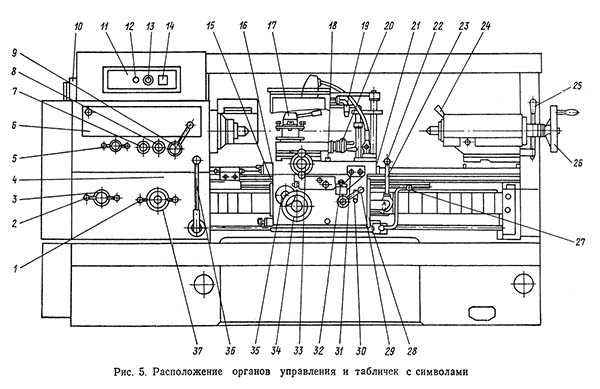 При вращении штифта образуется спиральная линия. Углубите линию разреза в V-образный паз, и у вас получится нить. К сожалению, если вы не домашний повар, у вас теперь серьезные проблемы с SWMBO, и вам нужно быстро попасть на Amazon и заказать еще один. Размер резьбы зависит от их внешнего диаметра и количества витков на дюйм. например 0,75″ x 10 tpi (0,75″ в диаметре и десять витков на дюйм). Или, для метрических резьб, по их наружному диаметру и расстоянию между гребнями резьбы, т.е. M10 x 1,5 — это резьба диаметром 10 мм с расстоянием между гребнями 1,5 мм. Шаг резьбы лучше всего измерять с помощью «измерителя резьбы», который можно приобрести у любого продавца машин, хотя при осторожном и хорошем зрении можно использовать стальную линейку.
При вращении штифта образуется спиральная линия. Углубите линию разреза в V-образный паз, и у вас получится нить. К сожалению, если вы не домашний повар, у вас теперь серьезные проблемы с SWMBO, и вам нужно быстро попасть на Amazon и заказать еще один. Размер резьбы зависит от их внешнего диаметра и количества витков на дюйм. например 0,75″ x 10 tpi (0,75″ в диаметре и десять витков на дюйм). Или, для метрических резьб, по их наружному диаметру и расстоянию между гребнями резьбы, т.е. M10 x 1,5 — это резьба диаметром 10 мм с расстоянием между гребнями 1,5 мм. Шаг резьбы лучше всего измерять с помощью «измерителя резьбы», который можно приобрести у любого продавца машин, хотя при осторожном и хорошем зрении можно использовать стальную линейку.  Однако, начиная с промышленной революции и продолжаясь в викторианские времена, потребность в гайках и болтах возникла как никогда и резьбовые фитинги ошеломляющего разнообразия типов и размеров. Ситуация сегодня, после десятилетий исследований иногда противоречащих друг другу требований и повсеместного принятия метрической системы (за исключением США), представляет собой огромное количество типов резьбы и сотни различных конструкций «застежки». Однако, несмотря на эту кажущуюся сложность, основные элементы нарезания резьбы на токарном станке просты. Токарный станок на протяжении тысячелетий оставался, по сути, гончарным кругом, перевернутым набок и способным, с инженерной точки зрения, только к простейшей работе. Его первое использование для нарезания резьбы было не чем иным, как революционным шагом, поскольку с помощью зубчатой передачи, соединяющей шпиндель токарного станка с длинным винтом, идущим вдоль станины, а винт с кареткой токарного станка, последний вместе с его режущий инструмент можно было заставить перемещаться на заданное расстояние при каждом обороте шпинделя.
Однако, начиная с промышленной революции и продолжаясь в викторианские времена, потребность в гайках и болтах возникла как никогда и резьбовые фитинги ошеломляющего разнообразия типов и размеров. Ситуация сегодня, после десятилетий исследований иногда противоречащих друг другу требований и повсеместного принятия метрической системы (за исключением США), представляет собой огромное количество типов резьбы и сотни различных конструкций «застежки». Однако, несмотря на эту кажущуюся сложность, основные элементы нарезания резьбы на токарном станке просты. Токарный станок на протяжении тысячелетий оставался, по сути, гончарным кругом, перевернутым набок и способным, с инженерной точки зрения, только к простейшей работе. Его первое использование для нарезания резьбы было не чем иным, как революционным шагом, поскольку с помощью зубчатой передачи, соединяющей шпиндель токарного станка с длинным винтом, идущим вдоль станины, а винт с кареткой токарного станка, последний вместе с его режущий инструмент можно было заставить перемещаться на заданное расстояние при каждом обороте шпинделя. Если заготовка вращается восемь раз, а режущий инструмент с помощью зубчатой передачи перемещается ровно на один дюйм, то спираль будет вырезана с 8 оборотами на дюйм, иначе известной как 8 tpi. (t.p.i. = ниток на дюйм).
Если заготовка вращается восемь раз, а режущий инструмент с помощью зубчатой передачи перемещается ровно на один дюйм, то спираль будет вырезана с 8 оборотами на дюйм, иначе известной как 8 tpi. (t.p.i. = ниток на дюйм).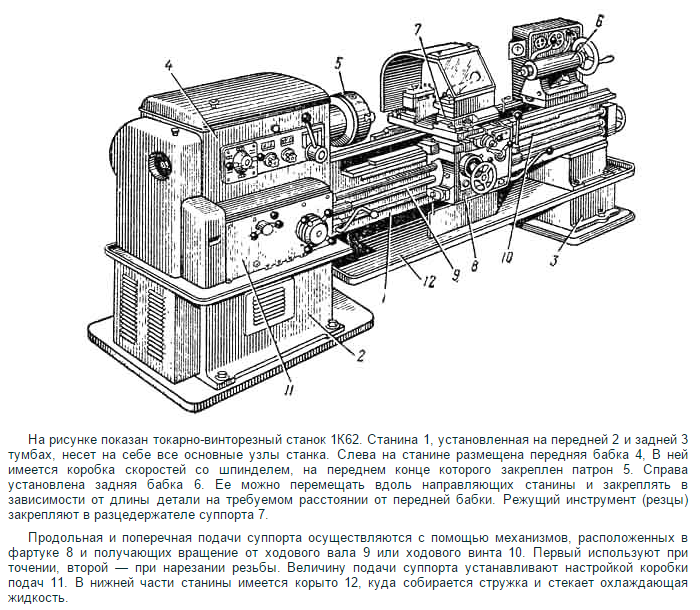 Ходовой винт будет воспроизводить свой точный шаг (отсюда необходимость точности) на нарезаемом материале — при условии, что он может каким-либо образом приводиться в движение напрямую от шпинделя передней бабки — обычно с помощью обычных прямозубых зубчатых колес, но иногда с помощью конических зубчатых колес, планетарных приводов. или даже, в некоторых случаях, с использованием зубчатых ремней. Конечно, с появлением компьютерного управления относительными движениями шпинделя и каретки можно легко управлять с помощью электроники — следовательно, теперь можно создавать резьбу без необходимости какого-либо механического соединения между шпинделем и кареткой).
Ходовой винт будет воспроизводить свой точный шаг (отсюда необходимость точности) на нарезаемом материале — при условии, что он может каким-либо образом приводиться в движение напрямую от шпинделя передней бабки — обычно с помощью обычных прямозубых зубчатых колес, но иногда с помощью конических зубчатых колес, планетарных приводов. или даже, в некоторых случаях, с использованием зубчатых ремней. Конечно, с появлением компьютерного управления относительными движениями шпинделя и каретки можно легко управлять с помощью электроники — следовательно, теперь можно создавать резьбу без необходимости какого-либо механического соединения между шпинделем и кареткой).  По окончании нарезания резьбы резьбонарезной механизм снимается, а шестерни точной подачи заменяются. Этой трудоемкой работы можно в значительной степени избежать, если установить редуктор для нарезания резьбы, что объясняет их популярность в промышленности. Однако даже полноценный «быстросменный» резьбонарезной редуктор не может генерировать каждый шаг резьбы, и иногда необходимо заменить сменные шкивы, чтобы расширить диапазон редуктора — или генерировать метрическую резьбу из английского редуктора, или наоборот. Несмотря на привлекательность токарно-винторезного редуктора для любительского использования (быстрый и простой выбор передачи), поскольку экономия времени обычно не рассматривается (за исключением ленивых), токарный станок, оснащенный сменными колесами, обеспечивает гораздо более адаптируемую машину.
По окончании нарезания резьбы резьбонарезной механизм снимается, а шестерни точной подачи заменяются. Этой трудоемкой работы можно в значительной степени избежать, если установить редуктор для нарезания резьбы, что объясняет их популярность в промышленности. Однако даже полноценный «быстросменный» резьбонарезной редуктор не может генерировать каждый шаг резьбы, и иногда необходимо заменить сменные шкивы, чтобы расширить диапазон редуктора — или генерировать метрическую резьбу из английского редуктора, или наоборот. Несмотря на привлекательность токарно-винторезного редуктора для любительского использования (быстрый и простой выбор передачи), поскольку экономия времени обычно не рассматривается (за исключением ленивых), токарный станок, оснащенный сменными колесами, обеспечивает гораздо более адаптируемую машину. 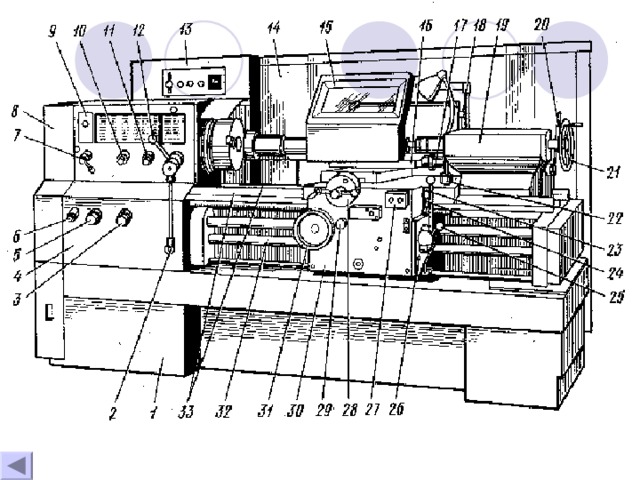
 DTI состоит из шестерни, находящейся в зацеплении с ходовым винтом, но установленной на валу с циферблатом на другом конце, на котором выгравированы линии, чтобы оператор, следуя таблицам, (которые меняются в зависимости от шага нарезаемой резьбы), можно безопасно зацепить гайки и продолжить точное нарезание резьбы.К сожалению, возникает интересная трудность при нарезании резьбы с метрическим шагом на английском токарном станке — или наоборот — гайки ходового винта не должны расцепляться и токарный станок должен быть «электрически реверсирован» обратно в начальную точку каждый раз, когда выполняется новый проход.0211 Различные виды резьбы :
DTI состоит из шестерни, находящейся в зацеплении с ходовым винтом, но установленной на валу с циферблатом на другом конце, на котором выгравированы линии, чтобы оператор, следуя таблицам, (которые меняются в зависимости от шага нарезаемой резьбы), можно безопасно зацепить гайки и продолжить точное нарезание резьбы.К сожалению, возникает интересная трудность при нарезании резьбы с метрическим шагом на английском токарном станке — или наоборот — гайки ходового винта не должны расцепляться и токарный станок должен быть «электрически реверсирован» обратно в начальную точку каждый раз, когда выполняется новый проход.0211 Различные виды резьбы : 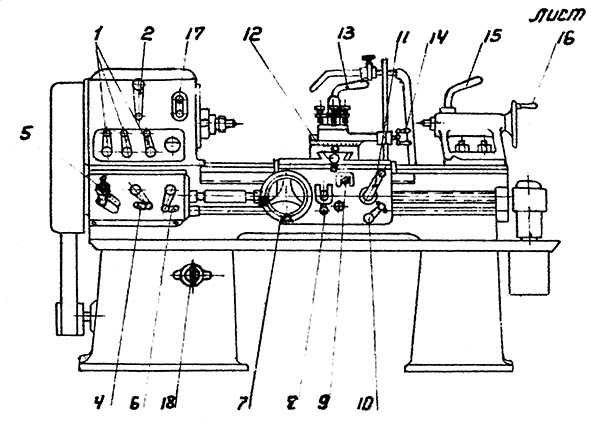 д.) Ответ: да. Обеспечьте токарный станок сменными колесами, необходимыми для передачи шпинделя на переднюю бабку, чтобы инструмент перемещался на нужное расстояние, пока шпиндель делает один оборот — это можно сделать. «Форма» или «форма» резьбы (которая, проще говоря, составляет существенное различие между «типами» резьбы, а не ее шагом) полностью зависит от «формы» используемого инструмента (или инструментов). чтобы разрезать его. Инструмент можно заточить, чтобы воспроизвести любой угол резьбы по желанию; при желании можно было бы, например, даже придумать свой собственный; Однако сначала проверьте эту ссылку или эту: они перечисляют и объясняют многие формы потоков, как текущие, так и устаревшие. Конечно, не все так просто, и в конце этой вводной статьи есть простое объяснение одного из запутанных отличий между метрической и дюймовой резьбой.
д.) Ответ: да. Обеспечьте токарный станок сменными колесами, необходимыми для передачи шпинделя на переднюю бабку, чтобы инструмент перемещался на нужное расстояние, пока шпиндель делает один оборот — это можно сделать. «Форма» или «форма» резьбы (которая, проще говоря, составляет существенное различие между «типами» резьбы, а не ее шагом) полностью зависит от «формы» используемого инструмента (или инструментов). чтобы разрезать его. Инструмент можно заточить, чтобы воспроизвести любой угол резьбы по желанию; при желании можно было бы, например, даже придумать свой собственный; Однако сначала проверьте эту ссылку или эту: они перечисляют и объясняют многие формы потоков, как текущие, так и устаревшие. Конечно, не все так просто, и в конце этой вводной статьи есть простое объяснение одного из запутанных отличий между метрической и дюймовой резьбой.  способами (и, вероятно, воплощением изречения Шоу о том, что « весь прогресс зависит от неразумного человека ».). Модслей был первым инженером, который смог создать и использовать очень точную винтовую резьбу. Его шедевром был винт 5 футов в длину и 2 дюйма в диаметре (1525 мм на 51 мм) с пятьюдесятью витками на дюйм (50 на 25 мм), на которую навинчивалась гайка длиной двенадцать дюймов (305 мм) с 600 витками резьбы. Устройство было разработано для усреднения ошибок шага на небольших расстояниях и было жизненно важным элементом в процесс гравировки маркировки шкалы на астрономических и других очень точных измерительных приборах. Модслей продолжил производство ряда токарно-винторезных станков (с использованием принципа «основной резьбы» или «ведущего винта») примеры которых можно увидеть в Лондонский музей науки и Музей Генри Форда в Дирборне, штат Мичиган, США. Поразительно, насколько точными были резьбы Модслея (и настолько точным его измерительное оборудование), что он смог наблюдать эффект расширения солнечного света, нагревающего одну половину ходового винта.
способами (и, вероятно, воплощением изречения Шоу о том, что « весь прогресс зависит от неразумного человека ».). Модслей был первым инженером, который смог создать и использовать очень точную винтовую резьбу. Его шедевром был винт 5 футов в длину и 2 дюйма в диаметре (1525 мм на 51 мм) с пятьюдесятью витками на дюйм (50 на 25 мм), на которую навинчивалась гайка длиной двенадцать дюймов (305 мм) с 600 витками резьбы. Устройство было разработано для усреднения ошибок шага на небольших расстояниях и было жизненно важным элементом в процесс гравировки маркировки шкалы на астрономических и других очень точных измерительных приборах. Модслей продолжил производство ряда токарно-винторезных станков (с использованием принципа «основной резьбы» или «ведущего винта») примеры которых можно увидеть в Лондонский музей науки и Музей Генри Форда в Дирборне, штат Мичиган, США. Поразительно, насколько точными были резьбы Модслея (и настолько точным его измерительное оборудование), что он смог наблюдать эффект расширения солнечного света, нагревающего одну половину ходового винта. Уитворт был плодовитым изобретателем tor, слесарь-инструментальщик и дизайнер (и бизнесмен-миллионер), привнесший дисциплинированный подход в проектирование. Его навыки проектирования и разработки распространялись почти на всю область механики, но после публикации в 1841 г.0229 «Об универсальной системе резьбы » его лучше всего помнят за его успехи в стандартизации того, что в то время было хаотичной системой ручных, не взаимозаменяемых креплений. Собрав большой образец гаек и болтов из В различных мастерских и изучив их свойства, он предложил систему, при которой соотношение между глубиной резьбы и ее шагом поддерживалось в диапазоне размеров, а угол резьбы составлял 55 градусов. мастерских к 1858 году, и его быстро подхватили другие инженеры, поскольку его преимущества в виде простоты и взаимозаменяемости — не говоря уже о том, что его рекомендовал величайший из ныне живущих британских инженеров — стали очевидными.0003
Уитворт был плодовитым изобретателем tor, слесарь-инструментальщик и дизайнер (и бизнесмен-миллионер), привнесший дисциплинированный подход в проектирование. Его навыки проектирования и разработки распространялись почти на всю область механики, но после публикации в 1841 г.0229 «Об универсальной системе резьбы » его лучше всего помнят за его успехи в стандартизации того, что в то время было хаотичной системой ручных, не взаимозаменяемых креплений. Собрав большой образец гаек и болтов из В различных мастерских и изучив их свойства, он предложил систему, при которой соотношение между глубиной резьбы и ее шагом поддерживалось в диапазоне размеров, а угол резьбы составлял 55 градусов. мастерских к 1858 году, и его быстро подхватили другие инженеры, поскольку его преимущества в виде простоты и взаимозаменяемости — не говоря уже о том, что его рекомендовал величайший из ныне живущих британских инженеров — стали очевидными.0003 Они больше похожи на токарные резцы по дереву с «формой резьбы», вырезанной на их торцах или боковых сторонах, и сделаны из твердой стали — инструментальной стали для самых качественных — и различаются по ширине и толщине в зависимости от шага резьбы и работы. они должны делать.
Они больше похожи на токарные резцы по дереву с «формой резьбы», вырезанной на их торцах или боковых сторонах, и сделаны из твердой стали — инструментальной стали для самых качественных — и различаются по ширине и толщине в зависимости от шага резьбы и работы. они должны делать. 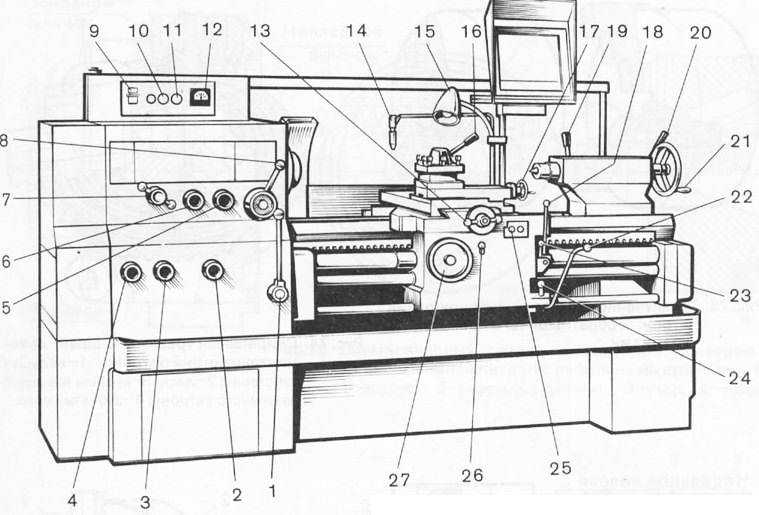 , процесс, который невозможен при описанном выше методе создания одноточечного потока. При использовании бегунок упирается в подходящую опору с небольшим количеством смазки между ними и вставляется в заготовку на центральной высоте с устойчивым скользящим движением.
, процесс, который невозможен при описанном выше методе создания одноточечного потока. При использовании бегунок упирается в подходящую опору с небольшим количеством смазки между ними и вставляется в заготовку на центральной высоте с устойчивым скользящим движением.  0 градусов. В то время как «одноточечный» инструмент, обычно используемый на токарном станке, может правильно обрезать углы, он не может создать радиусы в основании и на гребне, и они иногда формируются на этапе постобработки с помощью «нарезки» из твердой стали.
0 градусов. В то время как «одноточечный» инструмент, обычно используемый на токарном станке, может правильно обрезать углы, он не может создать радиусы в основании и на гребне, и они иногда формируются на этапе постобработки с помощью «нарезки» из твердой стали.  Это позволяет установить инструмент «прямо» для работы, как показано ниже.
Это позволяет установить инструмент «прямо» для работы, как показано ниже.  Калибр прижимают к пластине, прижатой к точно повернутому концу трубы, на которую навинчивается резьба.
Калибр прижимают к пластине, прижатой к точно повернутому концу трубы, на которую навинчивается резьба. 
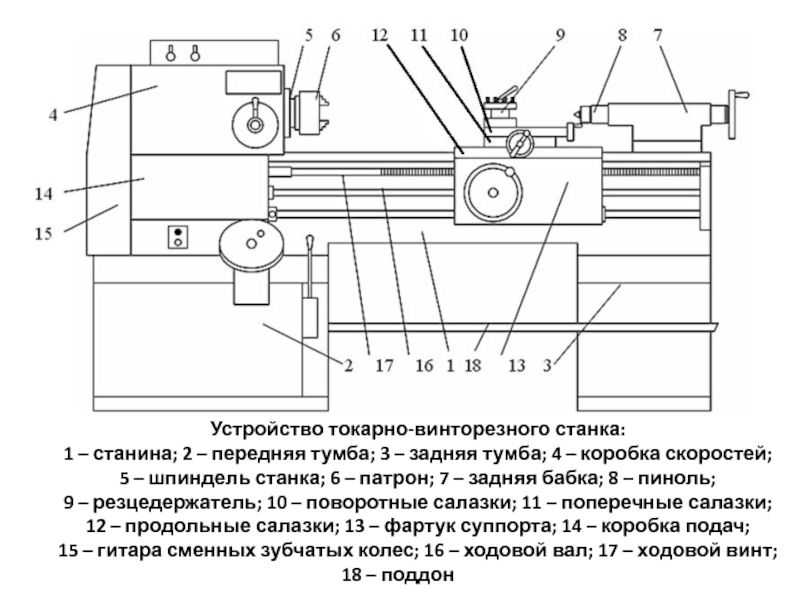 Эффект этого проиллюстрирован, если вы возьмете центр впадины в любом месте резьбового стержня (с шагом в целых дюймах) и отмерите один дюйм в любом направлении — конечная точка также будет в центре впадины. Однако, если шаг представляет собой дробь, скажем, 6,5 tpi, то вам придется измерить два дюйма, чтобы учесть эффект дробной части 1/2). Метрические шаги рассчитаны таким образом, что центры впадин находятся на фиксированном расстоянии друг от друга в целых миллиметрах или долях мм, например: 0,25 мм, 0,75 мм, 1,0 мм, 1,5 мм, 2,5 мм и т. д. Если вы измеряете метрическую резьбу как для дюймового типа — но с фиксированной единицей метрическая длина (например, 100 мм) — вы обнаружите, что, хотя некоторые шаги действительно заканчиваются в центре впадины, большинство — нет, потому что они не делятся точно на 100. Хотя для всех практических целей эта разница не имеет значения, он создает интересный эффект при нарезании резьбы на токарном станке для, хотя на резьбо-циферблатном индикаторе англо-винторезного станка требуется всего одна шестерня, на метрическом станке требуется две, а иногда и три, чтобы охватить диапазон распространенных шагов.
Эффект этого проиллюстрирован, если вы возьмете центр впадины в любом месте резьбового стержня (с шагом в целых дюймах) и отмерите один дюйм в любом направлении — конечная точка также будет в центре впадины. Однако, если шаг представляет собой дробь, скажем, 6,5 tpi, то вам придется измерить два дюйма, чтобы учесть эффект дробной части 1/2). Метрические шаги рассчитаны таким образом, что центры впадин находятся на фиксированном расстоянии друг от друга в целых миллиметрах или долях мм, например: 0,25 мм, 0,75 мм, 1,0 мм, 1,5 мм, 2,5 мм и т. д. Если вы измеряете метрическую резьбу как для дюймового типа — но с фиксированной единицей метрическая длина (например, 100 мм) — вы обнаружите, что, хотя некоторые шаги действительно заканчиваются в центре впадины, большинство — нет, потому что они не делятся точно на 100. Хотя для всех практических целей эта разница не имеет значения, он создает интересный эффект при нарезании резьбы на токарном станке для, хотя на резьбо-циферблатном индикаторе англо-винторезного станка требуется всего одна шестерня, на метрическом станке требуется две, а иногда и три, чтобы охватить диапазон распространенных шагов. Фактически, для удовлетворения всех требований к метрическому шагу потребуются непрактичные шесть передач (или два или более индикатора, оснащенных необходимыми шестернями).
Фактически, для удовлетворения всех требований к метрическому шагу потребуются непрактичные шесть передач (или два или более индикатора, оснащенных необходимыми шестернями). 
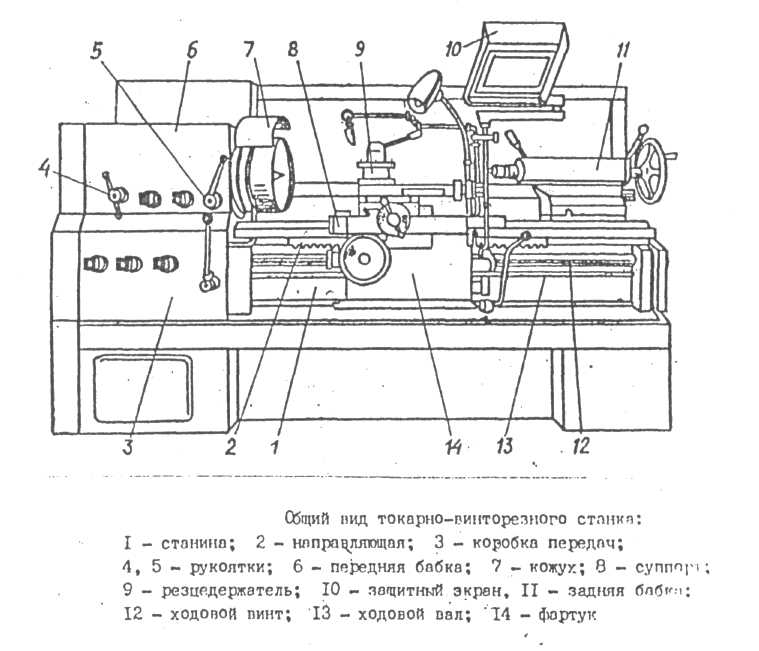



 , г. Берёзовский, Западная промзона, 18
, г. Берёзовский, Западная промзона, 18 Структура твердого сплава сормайт мало зависит от способа наплавки.
Структура твердого сплава сормайт мало зависит от способа наплавки.




 Мы рекомендуем связаться с продавцом напрямую, чтобы уважительно поделиться своими проблемами.
Мы рекомендуем связаться с продавцом напрямую, чтобы уважительно поделиться своими проблемами. Расскажите нам больше о том, как этот элемент нарушает наши правила.
Расскажите нам больше о том, как этот элемент нарушает наши правила.




 Несмотря на то, что литье не является традиционным русским ремеслом, некоторые отечественные литейные производства завоевали всемирную славу, и их изделия очень высоко оцениваются специалистами и коллекционерами. В девятнадцатом веке стала популярной мебель, выполненная по этой технологии. Конечно, из-за своего веса она затрудняла дачный переезд своих хозяев, но была очень красива.
Несмотря на то, что литье не является традиционным русским ремеслом, некоторые отечественные литейные производства завоевали всемирную славу, и их изделия очень высоко оцениваются специалистами и коллекционерами. В девятнадцатом веке стала популярной мебель, выполненная по этой технологии. Конечно, из-за своего веса она затрудняла дачный переезд своих хозяев, но была очень красива. Вскоре Каслинский завод становится центром изготовления декоративных оград, решеток, орнаментированных половых плит. Также по спецзаказам здесь отливают надгробные памятники, и налаживается перевозка мебели, выполненной знаменитыми мастерами-литейщиками. Производство подобной садово-парковой мебели началось с 1845 года, а также начался выпуск знаменитых и по сей день подсвечников, блюд и зеркальных обрамлений.
Вскоре Каслинский завод становится центром изготовления декоративных оград, решеток, орнаментированных половых плит. Также по спецзаказам здесь отливают надгробные памятники, и налаживается перевозка мебели, выполненной знаменитыми мастерами-литейщиками. Производство подобной садово-парковой мебели началось с 1845 года, а также начался выпуск знаменитых и по сей день подсвечников, блюд и зеркальных обрамлений.
 На готовых элементах исключены дефекты отливок – спаи, пригары, недоливы.
На готовых элементах исключены дефекты отливок – спаи, пригары, недоливы.
 Из латуни чаще всего заказывают элементы декора и предметы обихода. Латунь уступает бронзе по износостойкости и прочности.
Из латуни чаще всего заказывают элементы декора и предметы обихода. Латунь уступает бронзе по износостойкости и прочности. На него хорошо ложится краска, отличается стойкостью к коррозии. Алюминий имеет металлический стальной цвет. Из него можно изготовить скульптуру, таблички или декор.
На него хорошо ложится краска, отличается стойкостью к коррозии. Алюминий имеет металлический стальной цвет. Из него можно изготовить скульптуру, таблички или декор. Бронза относительно легко поддается литью, учитывая ее химические свойства, и является относительно недорогим материалом. Это руководство расскажет вам, что такое бронзовое литье, краткую историю и с чего начать.
Бронза относительно легко поддается литью, учитывая ее химические свойства, и является относительно недорогим материалом. Это руководство расскажет вам, что такое бронзовое литье, краткую историю и с чего начать. Помимо скульптур, бронза также является отличным материалом для литья музыкальных инструментов, оружия, медалей, промышленных деталей и многого другого. Он также устойчив к коррозии, что делает его долговечным вариантом для скульптур и многого другого.
Помимо скульптур, бронза также является отличным материалом для литья музыкальных инструментов, оружия, медалей, промышленных деталей и многого другого. Он также устойчив к коррозии, что делает его долговечным вариантом для скульптур и многого другого.
 Окончательная модель может быть вылеплена из глины, гипса или воска. Для очень больших предметов, таких как скульптуры в натуральную величину, они могут быть отлиты по частям, а затем сварены вместе перед процессом отделки.
Окончательная модель может быть вылеплена из глины, гипса или воска. Для очень больших предметов, таких как скульптуры в натуральную величину, они могут быть отлиты по частям, а затем сварены вместе перед процессом отделки. Поверхность также можно декорировать с помощью проволочной щетки или других инструментов для текстурирования.
Поверхность также можно декорировать с помощью проволочной щетки или других инструментов для текстурирования. В нашем ювелирном отделе вы можете сделать свои собственные уникальные маленькие подвески, кольца и многое другое, чтобы отлить их из бронзы. Наши уроки ювелирного дела позволяют вам изучить весь процесс литья металла от создания восковой модели до заливки расплавленного металла, а затем отделки вашего изделия.
В нашем ювелирном отделе вы можете сделать свои собственные уникальные маленькие подвески, кольца и многое другое, чтобы отлить их из бронзы. Наши уроки ювелирного дела позволяют вам изучить весь процесс литья металла от создания восковой модели до заливки расплавленного металла, а затем отделки вашего изделия. Вы создадите восковую скульптуру и создадите керамические формы для ракушек, превратив свою оригинальную восковую фигуру в бронзу.
Вы создадите восковую скульптуру и создадите керамические формы для ракушек, превратив свою оригинальную восковую фигуру в бронзу. Кроме того, это твердый металл, который не ломается и не ломается при обработке. После литья бронза начинает сжиматься в форме, что облегчает ее отделение от формы после ее полного охлаждения. Бронза также невероятно универсальна для отделки и патинирования. Патину можно наносить, чтобы придать бронзовому предмету вид серебра или золота.
Кроме того, это твердый металл, который не ломается и не ломается при обработке. После литья бронза начинает сжиматься в форме, что облегчает ее отделение от формы после ее полного охлаждения. Бронза также невероятно универсальна для отделки и патинирования. Патину можно наносить, чтобы придать бронзовому предмету вид серебра или золота. Это особенно верно для крупных бронзовых скульптур, которые более сложны в изготовлении. На создание одной бронзовой скульптуры могут уйти от сотен до тысяч часов.
Это особенно верно для крупных бронзовых скульптур, которые более сложны в изготовлении. На создание одной бронзовой скульптуры могут уйти от сотен до тысяч часов. …
… Инструкции не предоставляются…
Инструкции не предоставляются… В лабораториях вы можете работать над заданиями класса или над своими собственными проектами. Лабораторное время контролируется, но…
В лабораториях вы можете работать над заданиями класса или над своими собственными проектами. Лабораторное время контролируется, но… ..
.. Студенты сделают два кастинга…
Студенты сделают два кастинга… В пламени воск исчез, сменившись пустым пространством. Олово и медь — сплавы бронзы — собирали и нагревали. После расплавления металл заливали в полость закаленной глины. Металл остыл, и скульптор выбил глину из металла. Отлита первая бронза.
В пламени воск исчез, сменившись пустым пространством. Олово и медь — сплавы бронзы — собирали и нагревали. После расплавления металл заливали в полость закаленной глины. Металл остыл, и скульптор выбил глину из металла. Отлита первая бронза. Там мастера умело применяют метод «Потерянный воск» к дереву, камню, глине, гипсу и, по существу, к любой другой форме скульптуры, чтобы превратить видение художника в бронзу.
Там мастера умело применяют метод «Потерянный воск» к дереву, камню, глине, гипсу и, по существу, к любой другой форме скульптуры, чтобы превратить видение художника в бронзу. Форма часто состоит из нескольких секций, чтобы обеспечить правильный и равномерный поток во время фактической заливки бронзы.
Форма часто состоит из нескольких секций, чтобы обеспечить правильный и равномерный поток во время фактической заливки бронзы. Художники очень вовлечены в этот момент, проверяя целостность воска и, после утверждения, подписывая произведение.
Художники очень вовлечены в этот момент, проверяя целостность воска и, после утверждения, подписывая произведение. На протяжении большей части истории для выполнения этой задачи использовались инвестиции, состоящие из гипса, песка и воды. За последние 15 лет новая технология, называемая керамической оболочкой, стала отраслевым стандартом.
На протяжении большей части истории для выполнения этой задачи использовались инвестиции, состоящие из гипса, песка и воды. За последние 15 лет новая технология, называемая керамической оболочкой, стала отраслевым стандартом. Таким образом, фраза « литье по выплавляемым моделям» происходит в процессе плавления или «потеря» воска из оболочки. Гипсовые оболочки «депарафинизируются» в паровой камере высокого давления, известной как автоклав; печь
Таким образом, фраза « литье по выплавляемым моделям» происходит в процессе плавления или «потеря» воска из оболочки. Гипсовые оболочки «депарафинизируются» в паровой камере высокого давления, известной как автоклав; печь Третий член группы заливки отталкивает окалина и шлак с поверхности расплавленной бронзы.
Третий член группы заливки отталкивает окалина и шлак с поверхности расплавленной бронзы. Ворота и литники также должны быть удалены с помощью электрической дуги высокой интенсивности, которая может прорезать бронзу, как масло. Последним шагом является пескоструйная обработка тонкой паковочной массы из бронзы. Очищенная скульптура продвигается в слесарную лавку…
Ворота и литники также должны быть удалены с помощью электрической дуги высокой интенсивности, которая может прорезать бронзу, как масло. Последним шагом является пескоструйная обработка тонкой паковочной массы из бронзы. Очищенная скульптура продвигается в слесарную лавку…
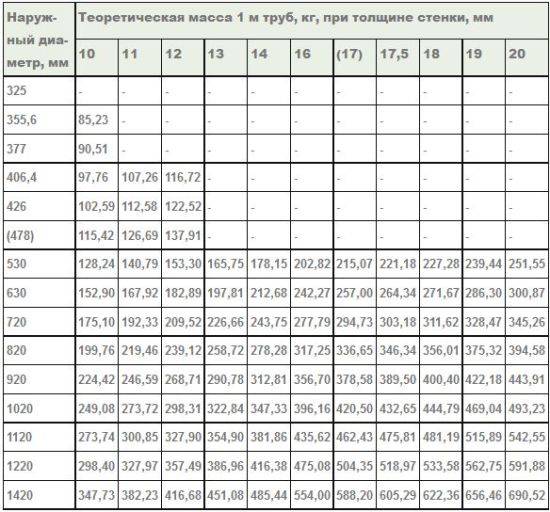 Расхождение в 1 мм на одном соединении может привести к выходу из строя всей конструкции.
Расхождение в 1 мм на одном соединении может привести к выходу из строя всей конструкции.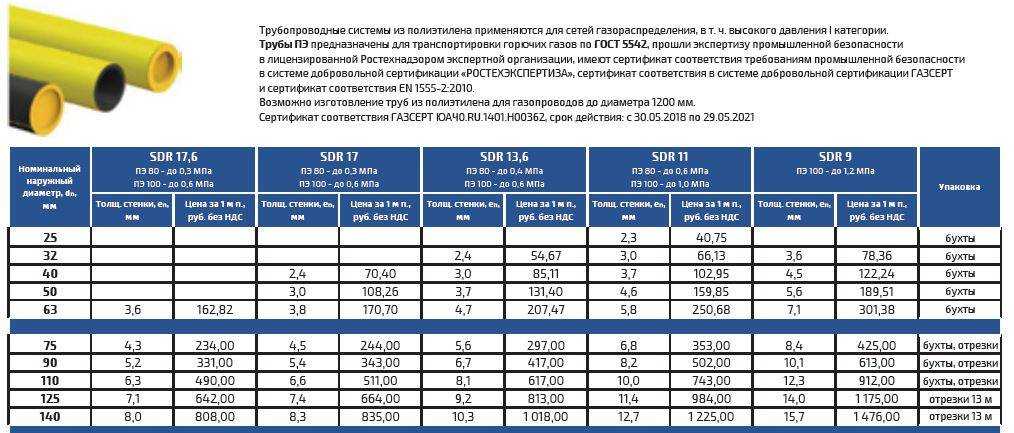 Для этого необходимо обратить внимание на размер резьбы и ее шаг. При соединении с чугуном применяются раструбы и специальные уплотнители. Пластик между собой можно спаять, металл варится электро, газосваркой.
Для этого необходимо обратить внимание на размер резьбы и ее шаг. При соединении с чугуном применяются раструбы и специальные уплотнители. Пластик между собой можно спаять, металл варится электро, газосваркой.
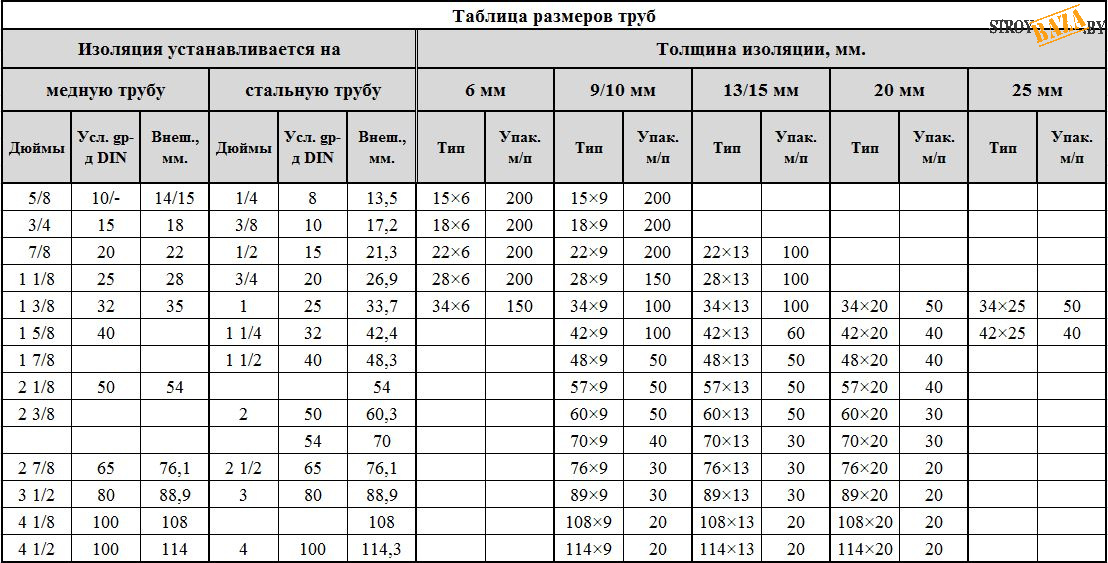
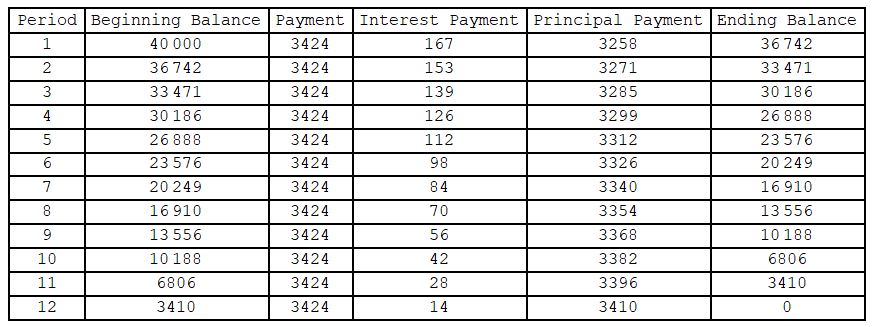 Сложность заключается в толщине стенки. Наглядный пример:
Сложность заключается в толщине стенки. Наглядный пример: В противном случае, при малейшем расхождении до 1 мм плотность и прочность герметического соединения будет под большим вопросом. Такая стыковка не может считаться надежной и в любой момент может привести к выходу из строя, дать течь.
В противном случае, при малейшем расхождении до 1 мм плотность и прочность герметического соединения будет под большим вопросом. Такая стыковка не может считаться надежной и в любой момент может привести к выходу из строя, дать течь. / / Трубы стальные (в т.ч. нержавеющие). Диаметры труб и другие характеристики. Труба стальная. Труба нержавеющая. / / Технические характеристики основного сортамента стальных труб тепловых сетей : Ду 32-1400, наружный диаметр, толщина стенки, внутренний диаметр, масса погонного метра, площадь поперечного сечения стенки трубы, внутренний объем погонного метра трубы, л, мо
/ / Трубы стальные (в т.ч. нержавеющие). Диаметры труб и другие характеристики. Труба стальная. Труба нержавеющая. / / Технические характеристики основного сортамента стальных труб тепловых сетей : Ду 32-1400, наружный диаметр, толщина стенки, внутренний диаметр, масса погонного метра, площадь поперечного сечения стенки трубы, внутренний объем погонного метра трубы, л, мо
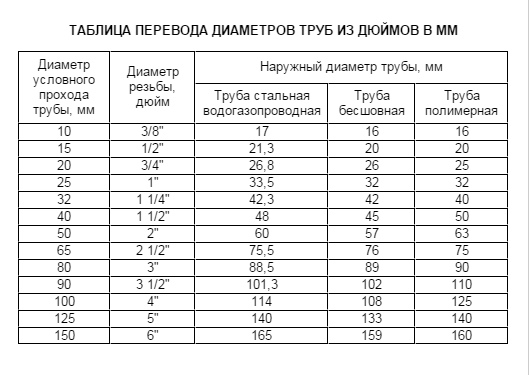 ru:
ru: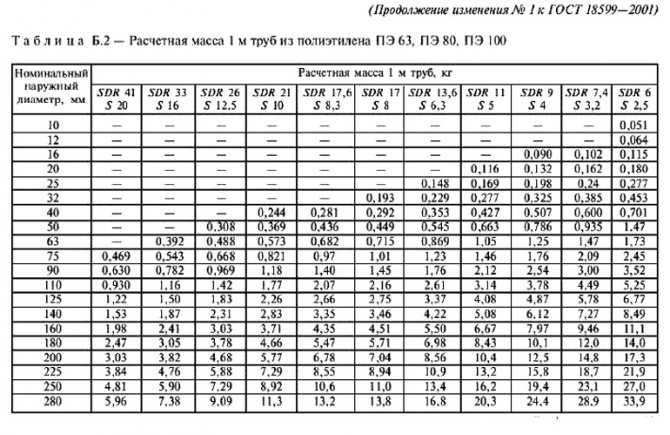
 0013
0013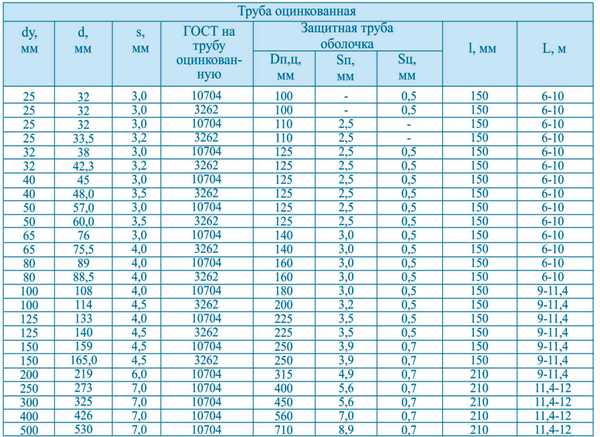 27
27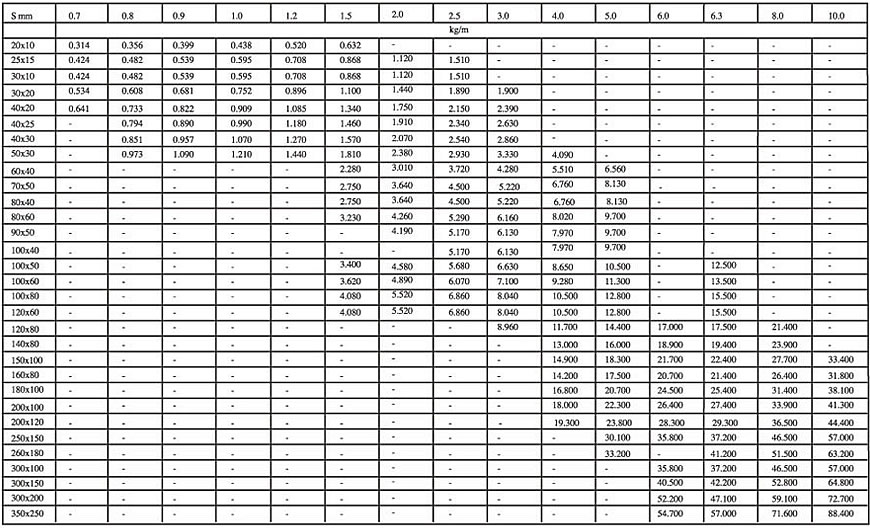 000
000 89
89 30
30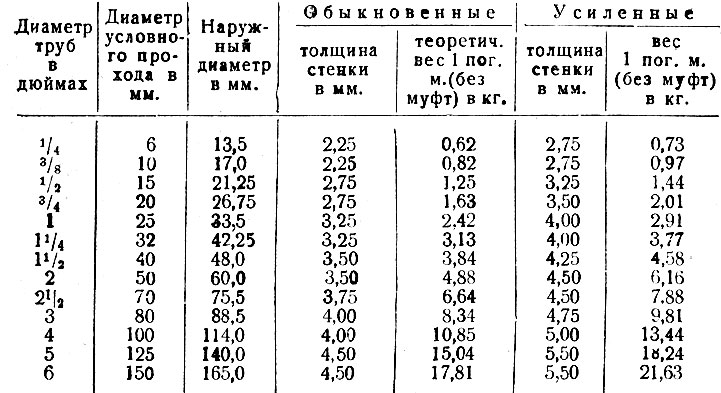 9260
9260 В своих самых элементарных формах труба представляет собой транспорт жидкости или газа. Они представляют собой пару исключений из этого основного описания, но в основном оно верно. Предполагаемая цель помощи трубы объясняет способ определения размеров материалов.
В своих самых элементарных формах труба представляет собой транспорт жидкости или газа. Они представляют собой пару исключений из этого основного описания, но в основном оно верно. Предполагаемая цель помощи трубы объясняет способ определения размеров материалов.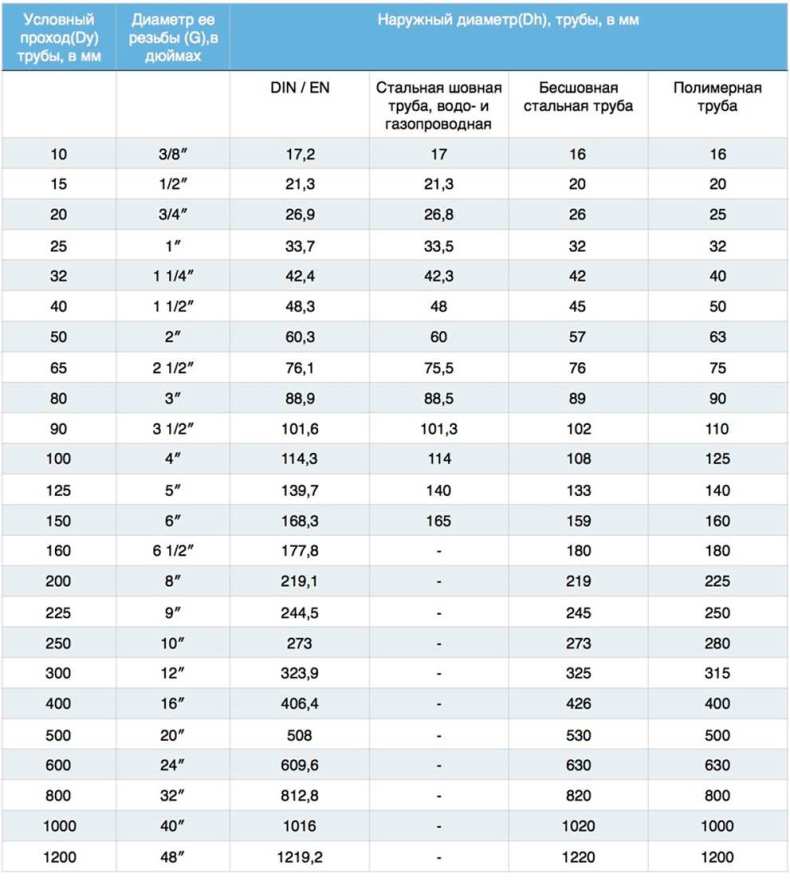 Важно признать, что NPS — это размер только по названию. NPS не всегда соответствует реальным размерам стальной трубы. Вместо этого размеры стальных труб от NPS ⅛ до NPS 12 идентифицируются по их номинальным внутренним диаметрам. Например, NPS 5 в стандартной и линейной трубе имеет точный внешний размер 5,563 дюйма. С другой стороны, стальные трубы размером 14 и выше считаются «трубами большого наружного диаметра» и идентифицируются по их точным внешним размерам.
Важно признать, что NPS — это размер только по названию. NPS не всегда соответствует реальным размерам стальной трубы. Вместо этого размеры стальных труб от NPS ⅛ до NPS 12 идентифицируются по их номинальным внутренним диаметрам. Например, NPS 5 в стандартной и линейной трубе имеет точный внешний размер 5,563 дюйма. С другой стороны, стальные трубы размером 14 и выше считаются «трубами большого наружного диаметра» и идентифицируются по их точным внешним размерам. OD является более точным дескриптором размера трубы. Это означает, что если бы вы провели измерительную ленту через конец куска трубы, показание было бы равно «OD». Итак, ОД=ОД. Каждый график имеет толщину стенки, но не все толщины стенок имеют график. Спецификация и толщина стенки используются для определения стенки трубы. Какая толщина стенки трубы? Это тоже немного сложно. Трубы имеют график от 5S до XXH (или XXS). Это сбивает с толку, потому что фактическая толщина стенки (дюймы или мм) изменяется в зависимости от наружного диаметра трубы.
OD является более точным дескриптором размера трубы. Это означает, что если бы вы провели измерительную ленту через конец куска трубы, показание было бы равно «OD». Итак, ОД=ОД. Каждый график имеет толщину стенки, но не все толщины стенок имеют график. Спецификация и толщина стенки используются для определения стенки трубы. Какая толщина стенки трубы? Это тоже немного сложно. Трубы имеют график от 5S до XXH (или XXS). Это сбивает с толку, потому что фактическая толщина стенки (дюймы или мм) изменяется в зависимости от наружного диаметра трубы. Один и тот же заказ можно указать двумя разными способами:
Один и тот же заказ можно указать двумя разными способами:


 И тем хуже его термоизоляционные свойства.
И тем хуже его термоизоляционные свойства. Благодаря применению этого материала можно проводить работы не только в новостройках, но и в домах, которые уже эксплуатируются.
Благодаря применению этого материала можно проводить работы не только в новостройках, но и в домах, которые уже эксплуатируются.
 Метод их производства может быть автоклавным и безавтоклавным. В том случае, если материал был изготовлен на безавтоклавном производстве, то он может обладать неравномерной пористой структурой и, как следствие, низким качеством. Для таких пеноблоков характерна усадка в процессе эксплуатации, доходящая до 2-3 мм. на каждый метр высоты перегородки. У пеноблоков, изготовленных на автоклавном производстве, этот показатель ниже примерно в 10 раз (даже если и тот и другой материал обладают одинаковой плотностью). Такие внутренние перегородки из пеноблоков обладают высокой прочностью.
Метод их производства может быть автоклавным и безавтоклавным. В том случае, если материал был изготовлен на безавтоклавном производстве, то он может обладать неравномерной пористой структурой и, как следствие, низким качеством. Для таких пеноблоков характерна усадка в процессе эксплуатации, доходящая до 2-3 мм. на каждый метр высоты перегородки. У пеноблоков, изготовленных на автоклавном производстве, этот показатель ниже примерно в 10 раз (даже если и тот и другой материал обладают одинаковой плотностью). Такие внутренние перегородки из пеноблоков обладают высокой прочностью. Также стоит приглядеться к цвету пеноблоков, который должен быть однородным и без каких-либо переливов.
Также стоит приглядеться к цвету пеноблоков, который должен быть однородным и без каких-либо переливов.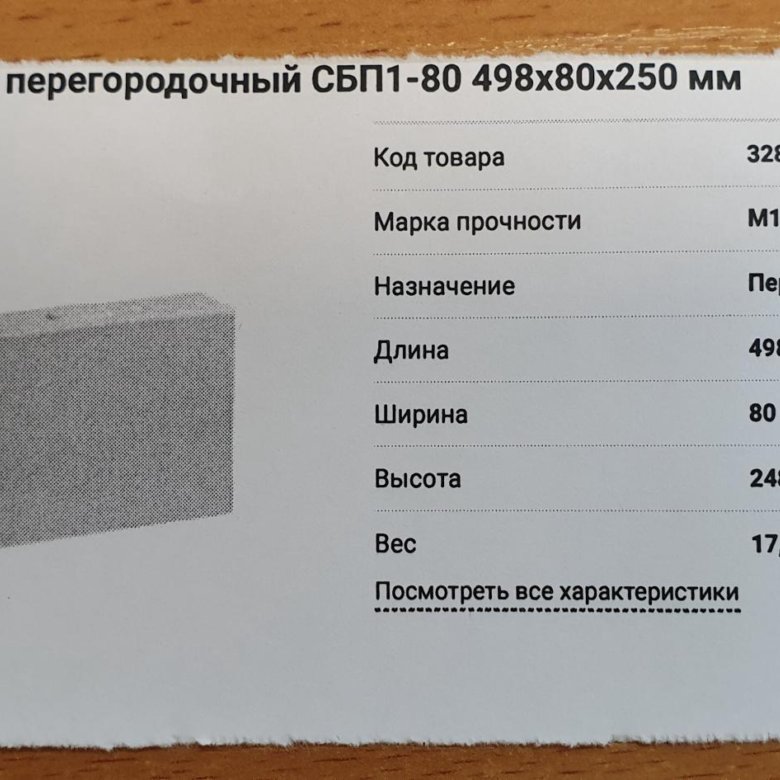 За счет небольшого веса материала блок пенобетона размером в 600х300х200 мм не превышает 25 килограмм, что существенно облегчает погрузочные и кладочные работы. Для сравнения, блок таких же размеров из пескобетона достигает в весе 85 килограмм.
За счет небольшого веса материала блок пенобетона размером в 600х300х200 мм не превышает 25 килограмм, что существенно облегчает погрузочные и кладочные работы. Для сравнения, блок таких же размеров из пескобетона достигает в весе 85 килограмм.

 youtube.com/embed/BFi6-G3XSeE?rel=0″>
youtube.com/embed/BFi6-G3XSeE?rel=0″>  Независимо от того, временное это решение или постоянное, перегородка — это именно то, что доктор прописал, чтобы заглушить внешние шумы и обеспечить личное пространство, идеально подходящее для встреч, подзарядки и многого другого.
Независимо от того, временное это решение или постоянное, перегородка — это именно то, что доктор прописал, чтобы заглушить внешние шумы и обеспечить личное пространство, идеально подходящее для встреч, подзарядки и многого другого.
 Разрезания или удаления одной несущей стены достаточно, чтобы разрушить всю конструкцию.
Разрезания или удаления одной несущей стены достаточно, чтобы разрушить всю конструкцию. В зависимости от строительных требований, дизайна и материалов перегородки бывают разных типов, как описано ниже.
В зависимости от строительных требований, дизайна и материалов перегородки бывают разных типов, как описано ниже.
 Но стекло и алюминий обеспечивают более открытую и современную привлекательность.
Но стекло и алюминий обеспечивают более открытую и современную привлекательность. Доступность и мобильность делают их идеальными для реконструкции помещений.
Доступность и мобильность делают их идеальными для реконструкции помещений. Это повышает эстетическую привлекательность и функциональность пространства, что делает его выгодным вложением.
Это повышает эстетическую привлекательность и функциональность пространства, что делает его выгодным вложением.

 Бескаркасная система стеклянных стен представляет собой металлический канал, который крепится к полу и потолку, и это то, что удерживает стеклянные панели на месте.
Бескаркасная система стеклянных стен представляет собой металлический канал, который крепится к полу и потолку, и это то, что удерживает стеклянные панели на месте. Внутренние стены состоят как из несущих, так и из ненесущих стен, называемых перегородками. Оба типа стен используют одинаковые стандарты каркаса, но несущая стена обычно располагается непосредственно над другой несущей стеной, балкой или несущей колонной. Вы можете построить перегородку практически в любом месте.
Внутренние стены состоят как из несущих, так и из ненесущих стен, называемых перегородками. Оба типа стен используют одинаковые стандарты каркаса, но несущая стена обычно располагается непосредственно над другой несущей стеной, балкой или несущей колонной. Вы можете построить перегородку практически в любом месте.
 Это означает, что стойки стены на этаже выше будут находиться непосредственно над стойками стены на этаже ниже, даже если горизонтальные стеновые панели, балки пола и материалы основания пола разделяют стены. архитектору может потребоваться расстояние между стенными стойками 24 дюйма или, реже, 19 дюймов.0,2 дюйма, в зависимости от других конструктивных элементов дома.
Это означает, что стойки стены на этаже выше будут находиться непосредственно над стойками стены на этаже ниже, даже если горизонтальные стеновые панели, балки пола и материалы основания пола разделяют стены. архитектору может потребоваться расстояние между стенными стойками 24 дюйма или, реже, 19 дюймов.0,2 дюйма, в зависимости от других конструктивных элементов дома. Для каркаса стены на месте не требуется соединительная пластина.
Для каркаса стены на месте не требуется соединительная пластина.
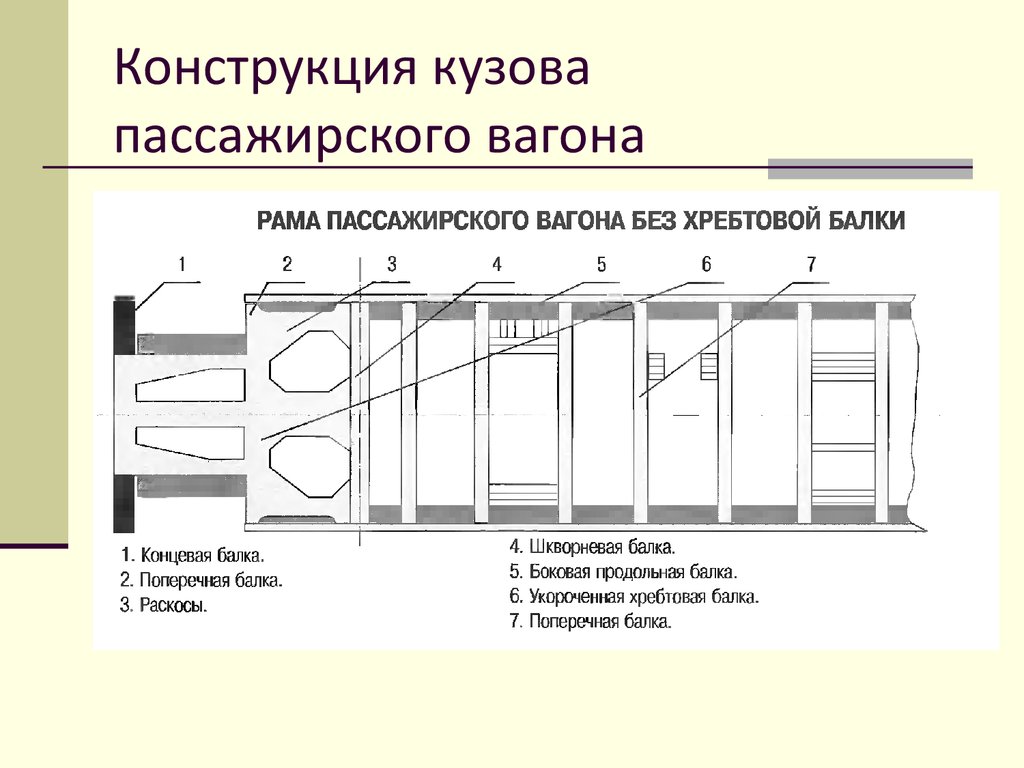 Чем меньше скорость вагона, тем резче остановка. Ничего смертельного в срыве стоп-крана для вагона нет — он не изнашивается как-то сверх меры. А вот пассажиров неприятно тряхнёт, некоторые (кто не выдвинул поручень, был пьян или не использовал ремни) упадут с полок.
Чем меньше скорость вагона, тем резче остановка. Ничего смертельного в срыве стоп-крана для вагона нет — он не изнашивается как-то сверх меры. А вот пассажиров неприятно тряхнёт, некоторые (кто не выдвинул поручень, был пьян или не использовал ремни) упадут с полок.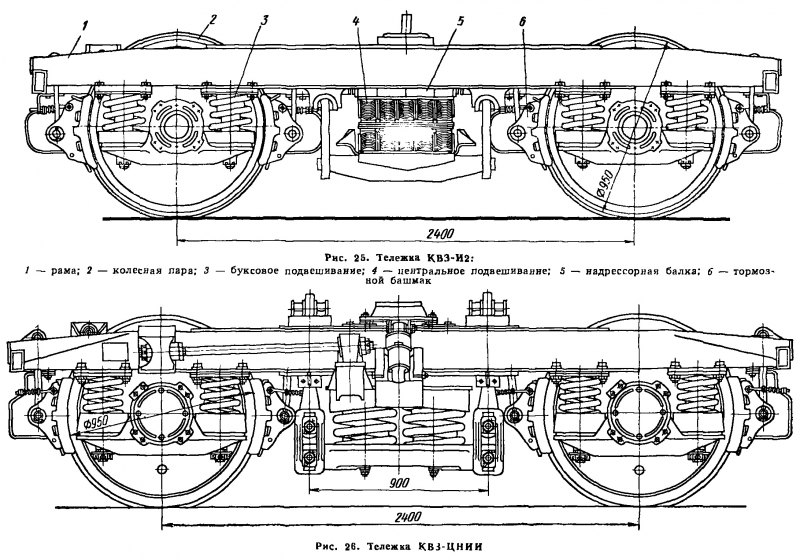 Условно, чтобы пассажир сверху не вскипятил втихаря там воду и не начал лить её вниз. Как правило, такие требования на пустом месте не появляются — видимо, были прецеденты.
Условно, чтобы пассажир сверху не вскипятил втихаря там воду и не начал лить её вниз. Как правило, такие требования на пустом месте не появляются — видимо, были прецеденты.
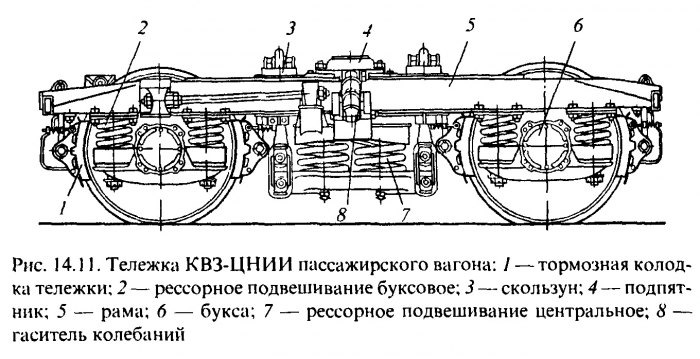 Он забирает наружный воздух, охлаждает или нагревает и дальше по воздуховодам раздаёт по помещениям вагона. Затем забирает рециркуляционный воздух из салона, смешивает с забортным и направляет снова в вагон. Это сделано для экономии энергии: чем больше использование рециркуляционного воздуха, тем больше экономия энергии. При этом, конечно, нельзя забывать о необходимости соблюдения санитарных правил и норм.
Он забирает наружный воздух, охлаждает или нагревает и дальше по воздуховодам раздаёт по помещениям вагона. Затем забирает рециркуляционный воздух из салона, смешивает с забортным и направляет снова в вагон. Это сделано для экономии энергии: чем больше использование рециркуляционного воздуха, тем больше экономия энергии. При этом, конечно, нельзя забывать о необходимости соблюдения санитарных правил и норм.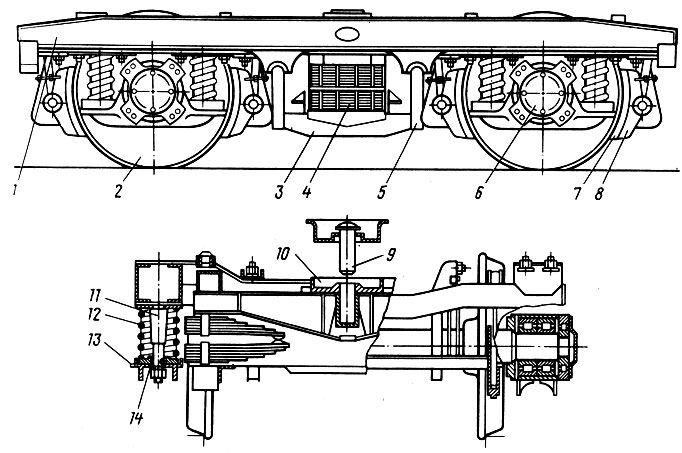 Под крышей вагона над туалетами стоит бак (1100 литров в современных вагонах-одноэтажках). Эта вода берётся с заправочной станции на стоянке, она не всегда хорошего качества: там может быть песок и ил, например. Чтобы эту воду обеззаразить, нужно пропустить её через ёмкость с колбой с УФ-лампами. Это не уберёт песок и примеси, но микроорганизмы будут убиты.
Под крышей вагона над туалетами стоит бак (1100 литров в современных вагонах-одноэтажках). Эта вода берётся с заправочной станции на стоянке, она не всегда хорошего качества: там может быть песок и ил, например. Чтобы эту воду обеззаразить, нужно пропустить её через ёмкость с колбой с УФ-лампами. Это не уберёт песок и примеси, но микроорганизмы будут убиты.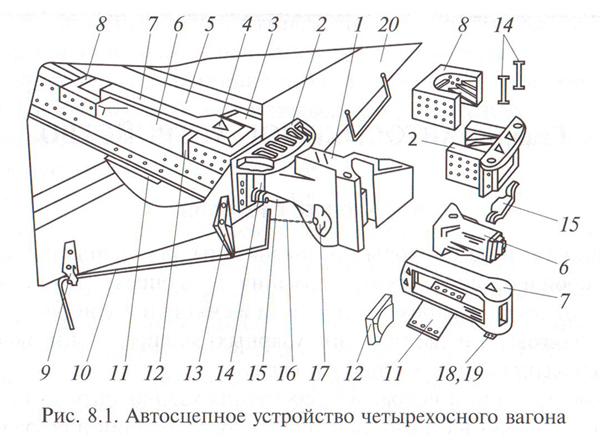
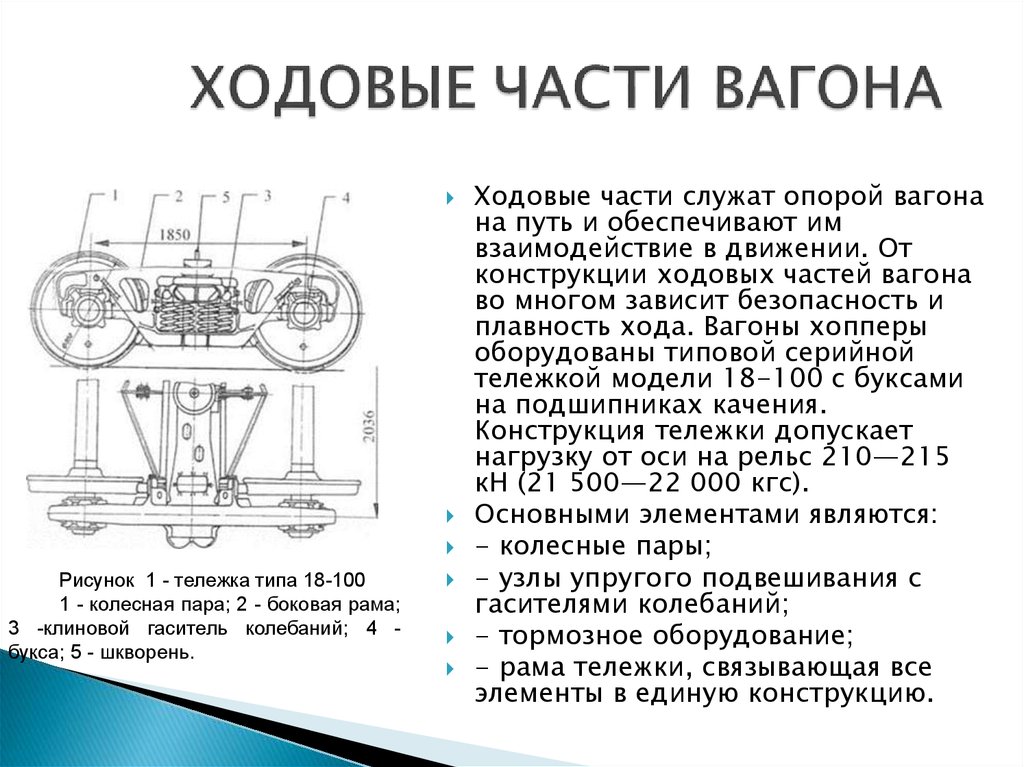

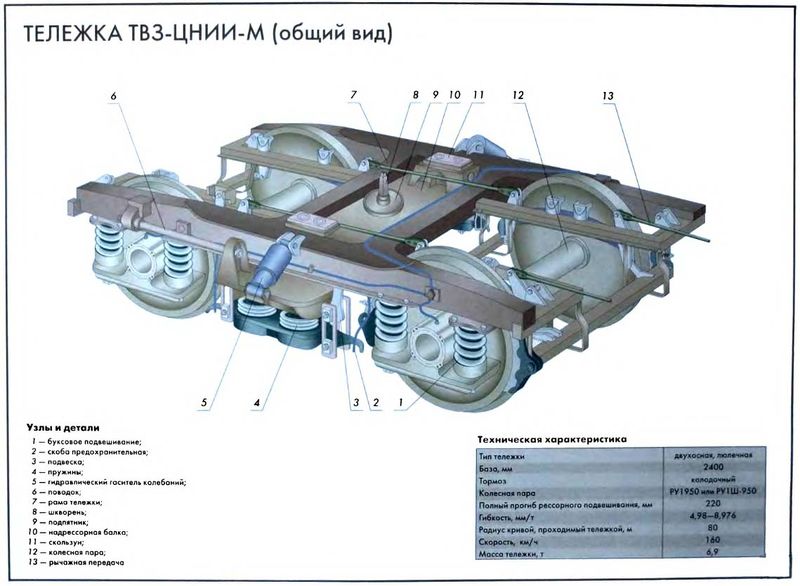 Точнее, собираются. Пока вагоны, даже самые новые, с общей сетью.
Точнее, собираются. Пока вагоны, даже самые новые, с общей сетью.
 Потому что дальше процедура починки бака превращается в нечто невероятное. Обогрев есть электрический и жидкостной тосольный: змейка трубопровода — и понеслось. Чтобы тосол был тёплый, он греется от непрямого контакта с трубой водяного отопления. На двухэтажном вагоне бак находится внутри вагона и системы обогрева не имеет.
Потому что дальше процедура починки бака превращается в нечто невероятное. Обогрев есть электрический и жидкостной тосольный: змейка трубопровода — и понеслось. Чтобы тосол был тёплый, он греется от непрямого контакта с трубой водяного отопления. На двухэтажном вагоне бак находится внутри вагона и системы обогрева не имеет.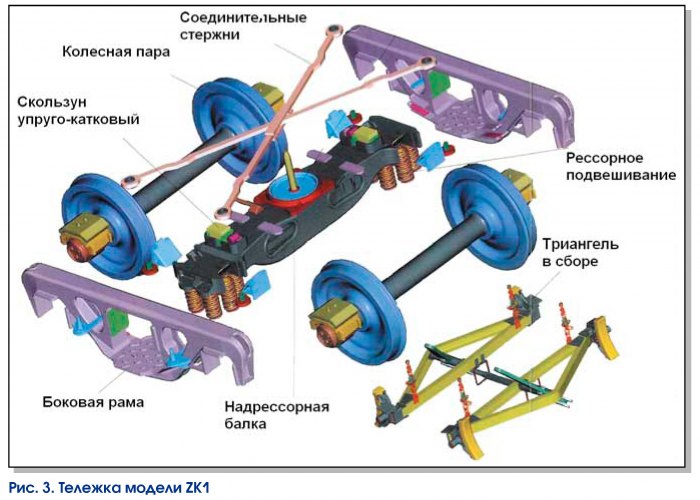 Поговаривают, что пассажиры, которые совершали эти грубые эксплуатационные ошибки, до сих пор очень аккуратно заходят в туалеты даже дома.
Поговаривают, что пассажиры, которые совершали эти грубые эксплуатационные ошибки, до сих пор очень аккуратно заходят в туалеты даже дома.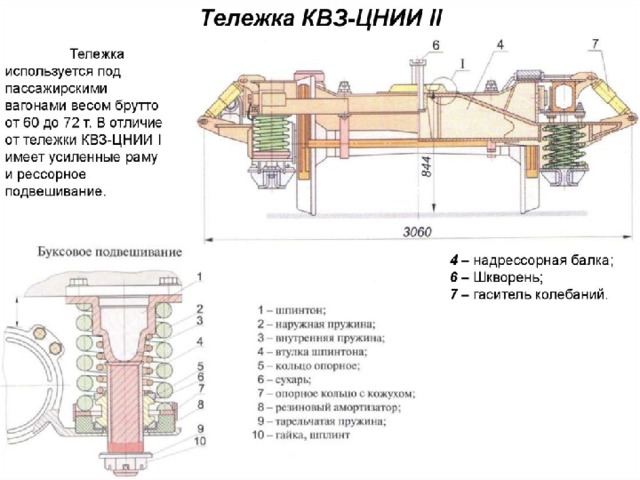 Из-за нехватки металла в стране, основным материалом для постройки вагонов, была древесина.
Из-за нехватки металла в стране, основным материалом для постройки вагонов, была древесина. Вагоны без учета выполняемых функций и их предназначения состоят из частей для обеспечения хода, кузова, устройств для обеспечения ударной и силовой тяги и тормоза.
Вагоны без учета выполняемых функций и их предназначения состоят из частей для обеспечения хода, кузова, устройств для обеспечения ударной и силовой тяги и тормоза.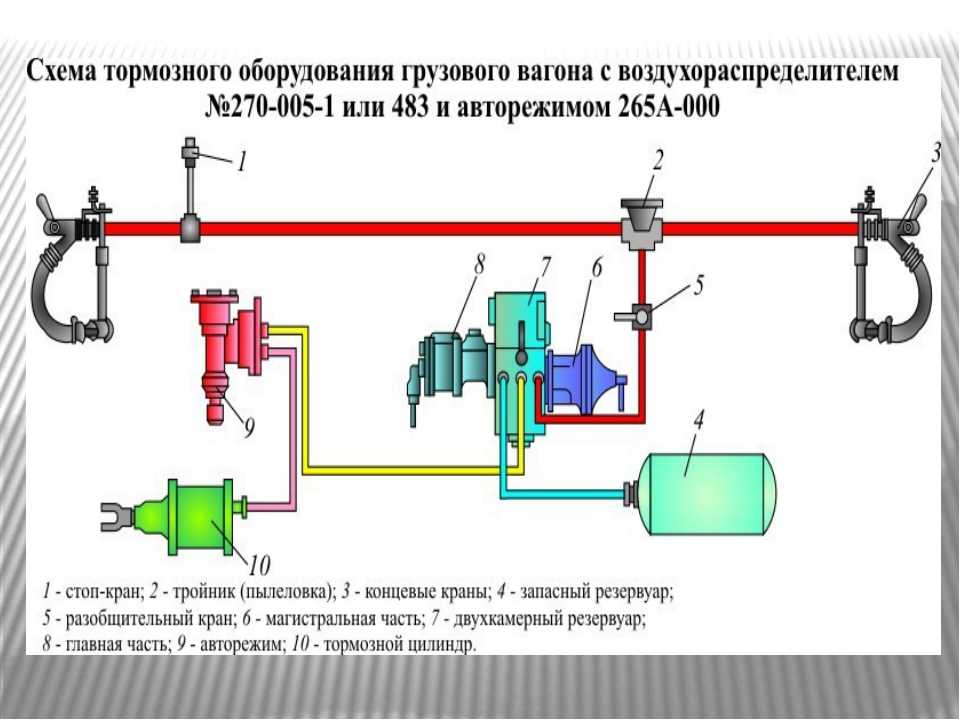
 0001pt;line-height: normal»>-цельные;
0001pt;line-height: normal»>-цельные; Обычно располагаются по концам вагона.
Обычно располагаются по концам вагона.
 сплавов
сплавов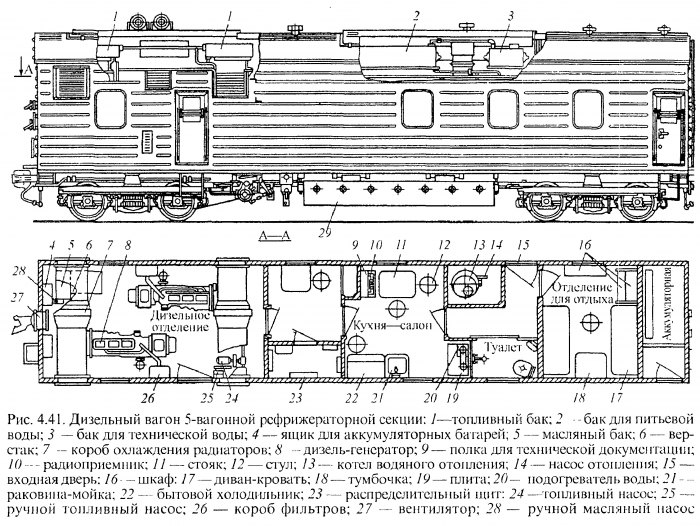 оборудования
оборудования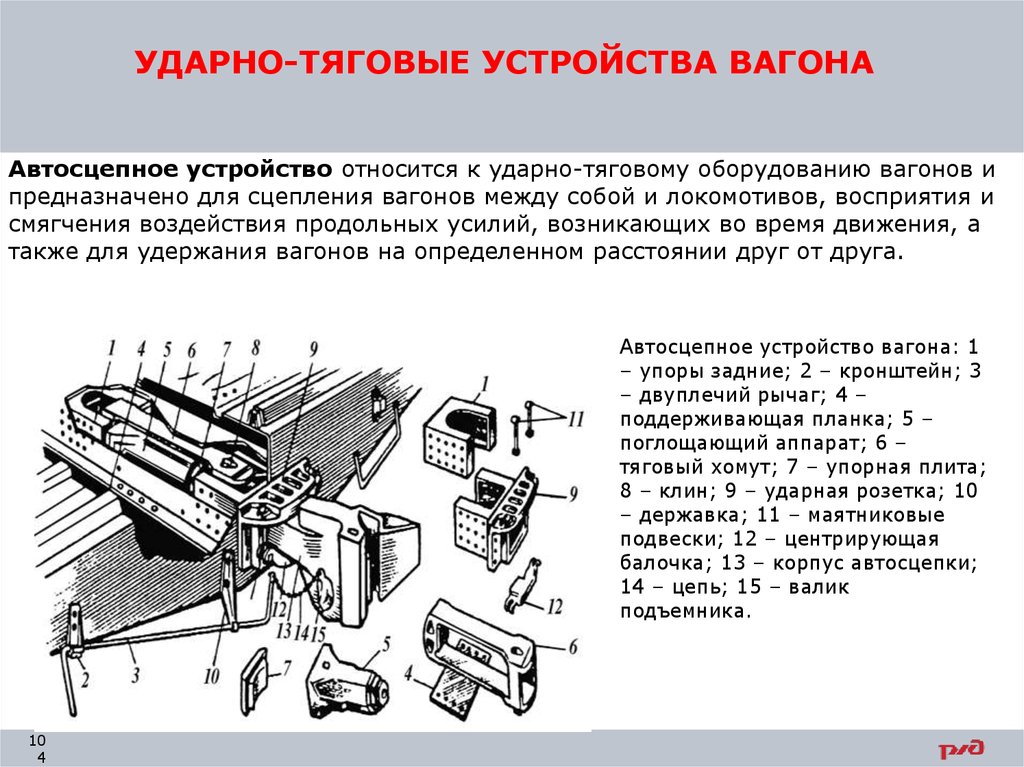 de
de 00
00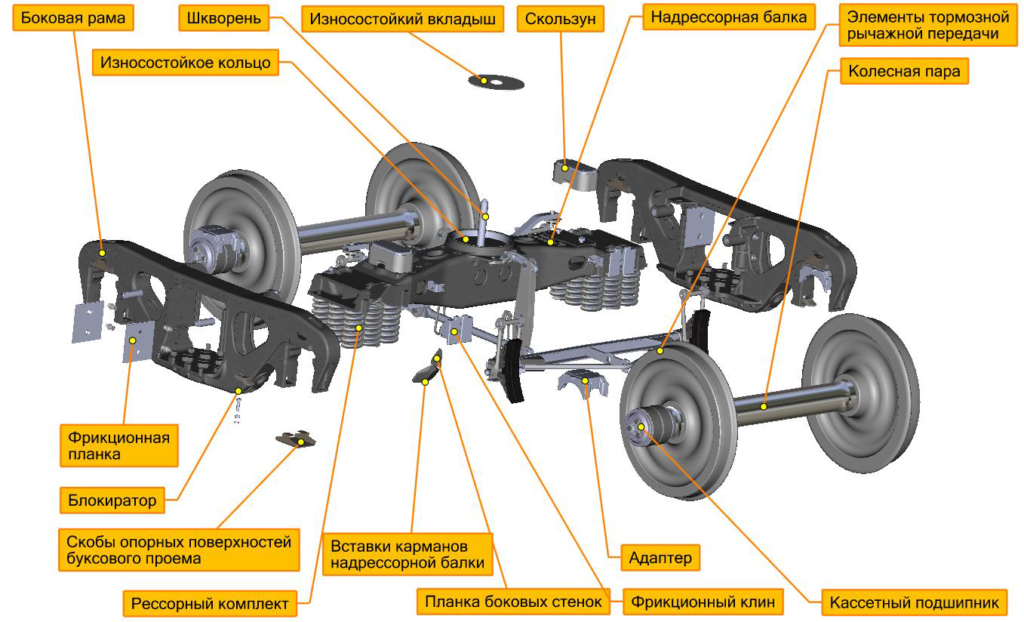
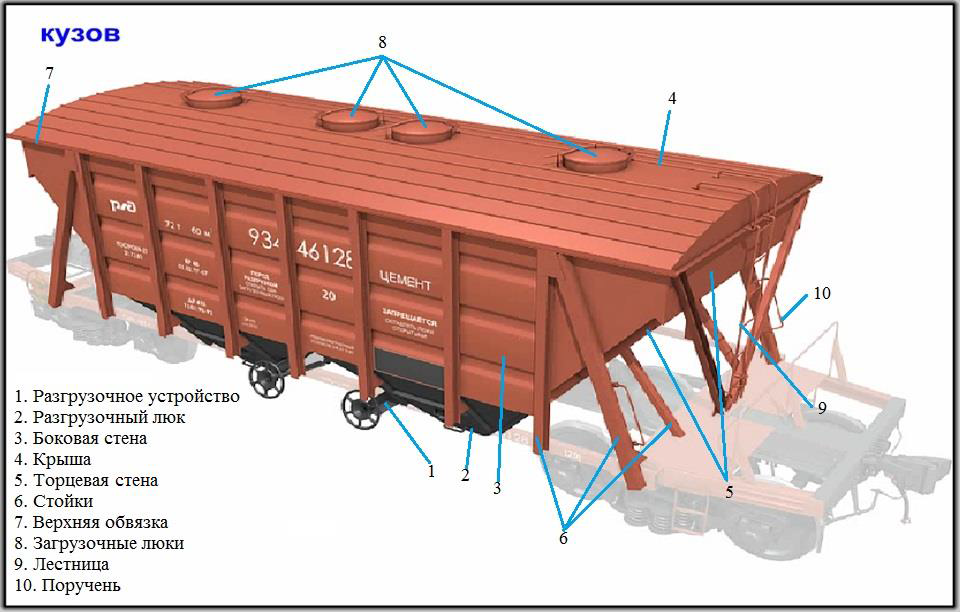

 Так, R=L/6, где L — длина окружности.
Так, R=L/6, где L — длина окружности. Надо по формуле найти площадь (Пи х радиус в квадрате) 3,14 х 0,016 х 0,016=0,и умножить на длину, то есть на 1000,получается 0,80384 литра.
Надо по формуле найти площадь (Пи х радиус в квадрате) 3,14 х 0,016 х 0,016=0,и умножить на длину, то есть на 1000,получается 0,80384 литра. Все радиаторы классифицируют следующим образом: Оборудование из стали, на секцию припадает в среднем 0,45-0,5 л. Биметаллический вариант, на секцию приходится 0,3-0, 35 л жидкости.
Все радиаторы классифицируют следующим образом: Оборудование из стали, на секцию припадает в среднем 0,45-0,5 л. Биметаллический вариант, на секцию приходится 0,3-0, 35 л жидкости.


 51 0,134
51 0,134

 68
68 Указывается через стандартную толщину 4,0 мм. Толщина стенки
Указывается через стандартную толщину 4,0 мм. Толщина стенки 

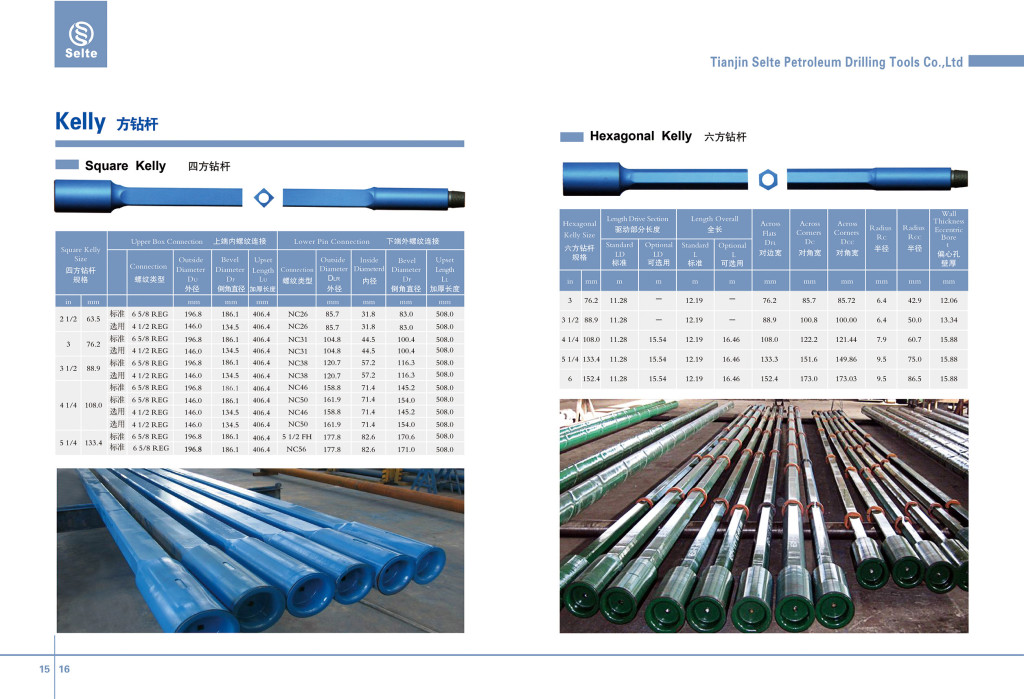 405
405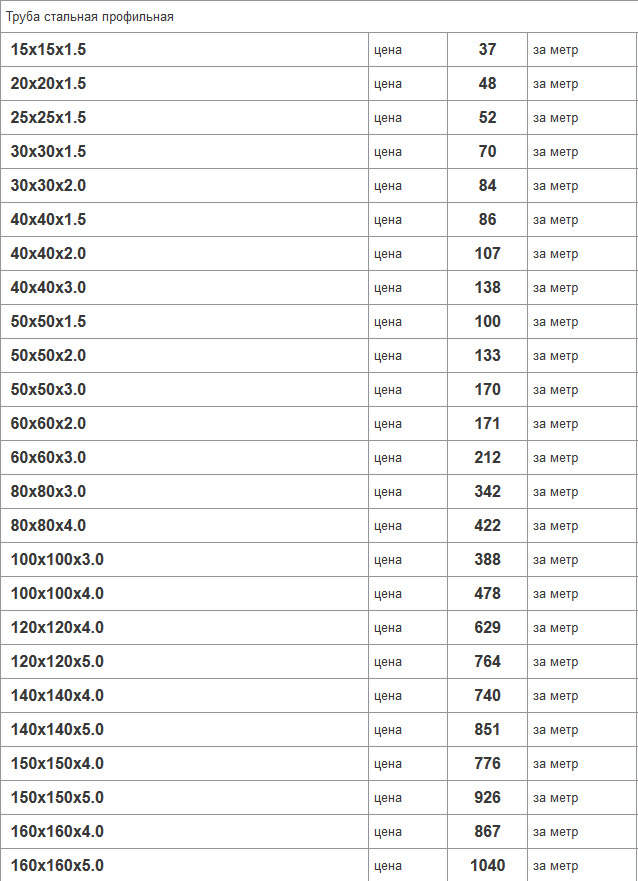 44
44 0
0 3
3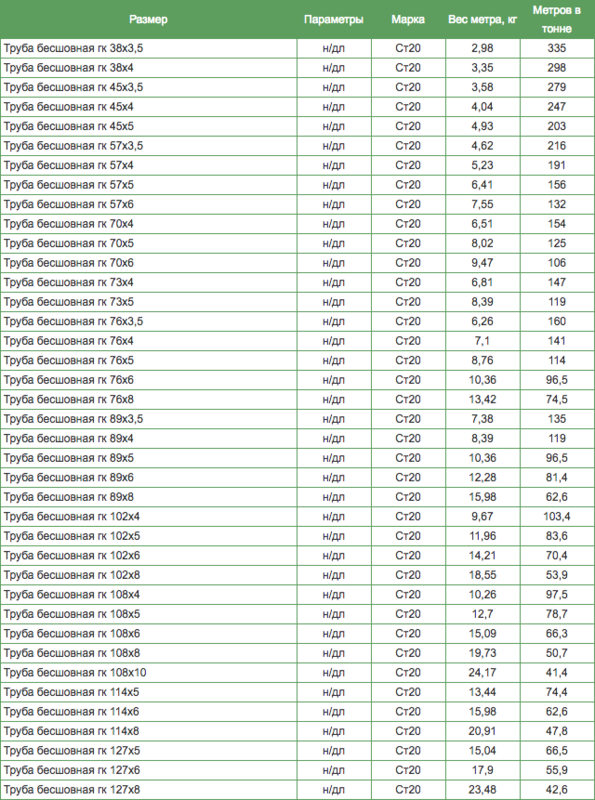 3
3 53
53 53
53 Американская ассоциация стандартов заменила используемые размеры железных труб на номинальные размеры труб. Этот североамериканский стандарт используется для труб высокого или низкого давления и температуры.
Американская ассоциация стандартов заменила используемые размеры железных труб на номинальные размеры труб. Этот североамериканский стандарт используется для труб высокого или низкого давления и температуры. 315”
315”  675
675 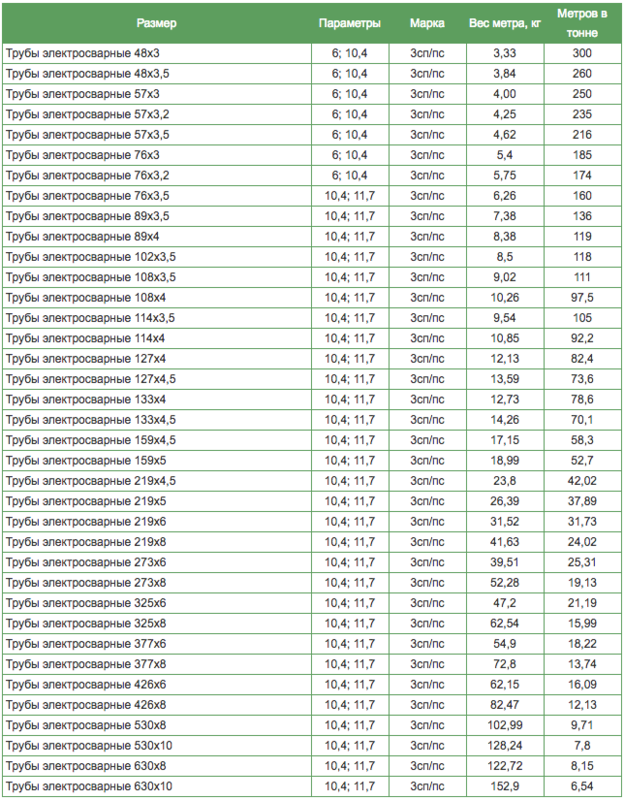 625
625 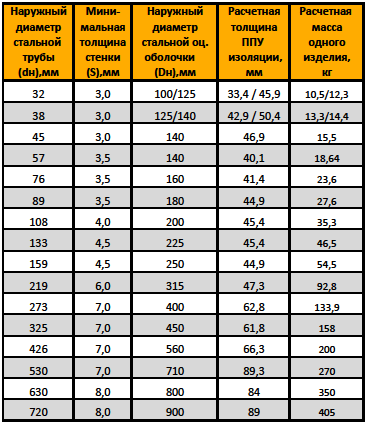 Д.
Д.  147 lbs/ft
147 lbs/ft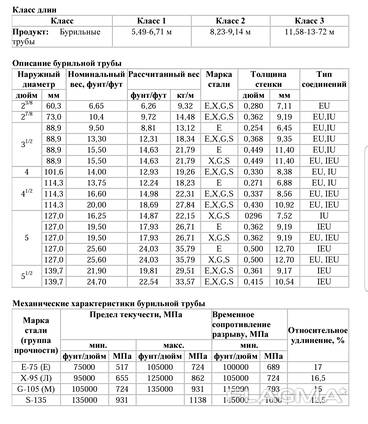 315 od
315 od 154 in
154 in 00 od
00 od 10M График труб
10M График труб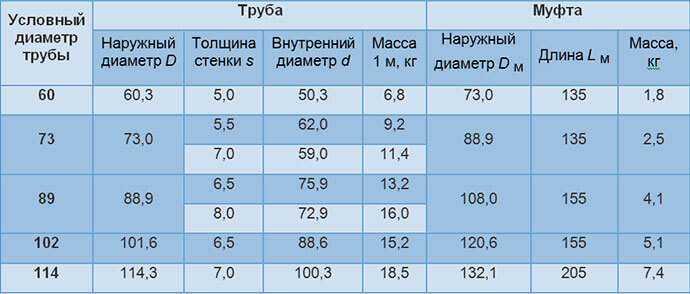 53
53 82
82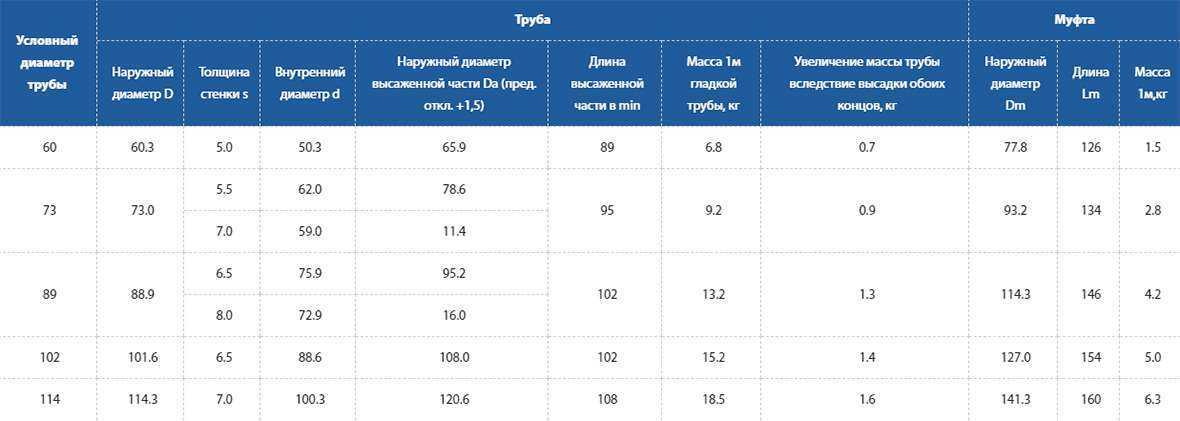 29
29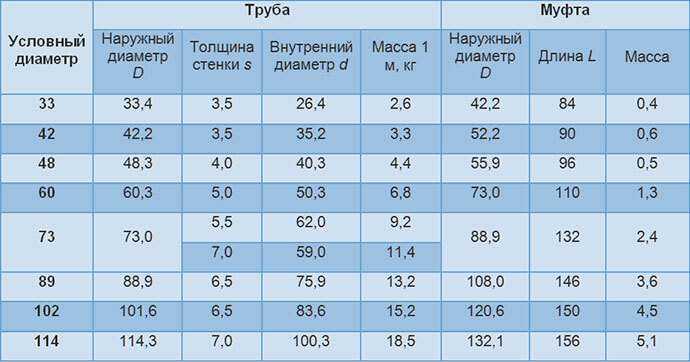 29
29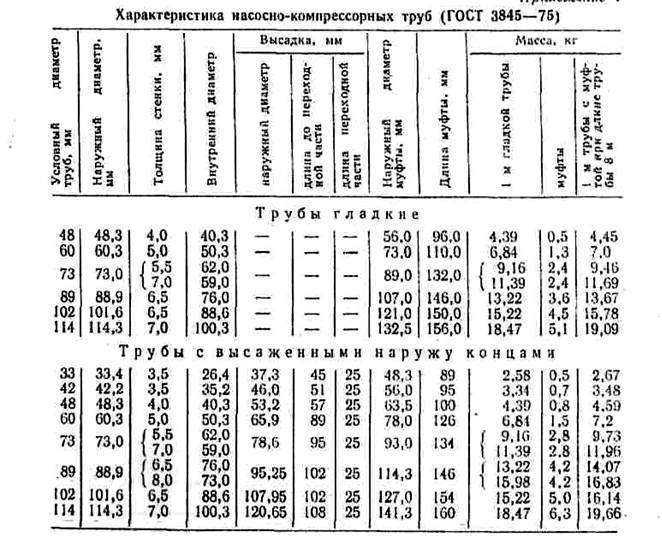 35
35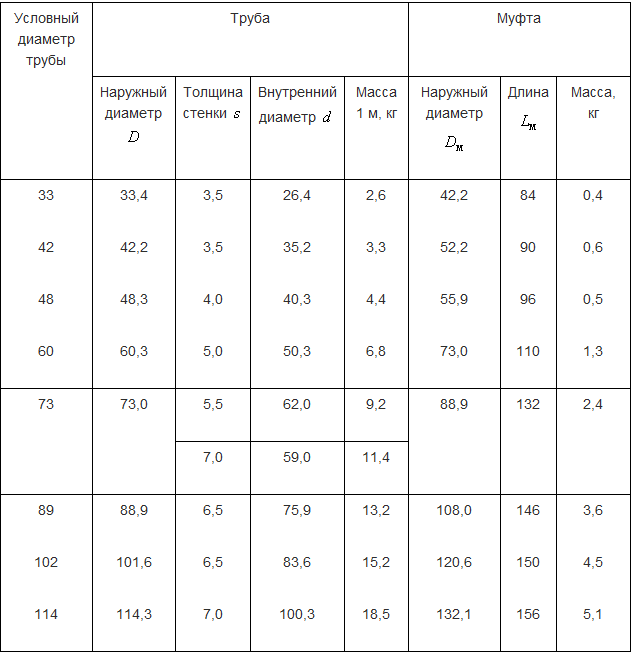 35
35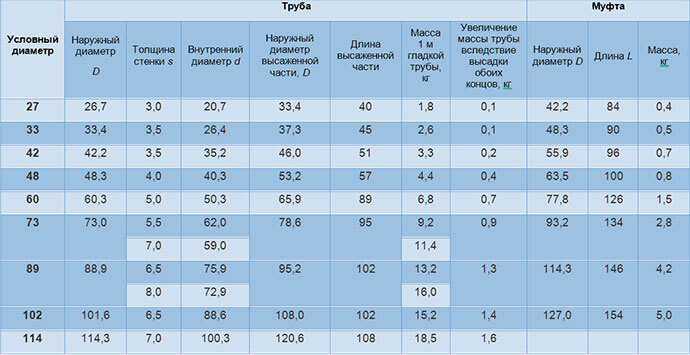
 Но этот показатель не является абсолютным, наличие сквозняка, ветра, несколько увеличивает расход материала. Соответственно давление для создания нормального шва будет увеличиваться.
Но этот показатель не является абсолютным, наличие сквозняка, ветра, несколько увеличивает расход материала. Соответственно давление для создания нормального шва будет увеличиваться.


 Прежде всего, вы должны учесть металл, с которым будете работать, диаметр присадочной проволоки и силу сварочного тока. От сочетания трех этих компонентов как раз и складывается расход.
Прежде всего, вы должны учесть металл, с которым будете работать, диаметр присадочной проволоки и силу сварочного тока. От сочетания трех этих компонентов как раз и складывается расход.
 Один такой баллон содержит около 24 килограмм чистой углекислоты, при испарении она образует до 12 тысяч кубических дециметров газовой фазы. Этой информации нам уже достаточно, чтобы примерно понимать расход.
Один такой баллон содержит около 24 килограмм чистой углекислоты, при испарении она образует до 12 тысяч кубических дециметров газовой фазы. Этой информации нам уже достаточно, чтобы примерно понимать расход. Ответ: 29 килограмм металла. Конечно, это всегда приблизительные цифры, но наша практика доказала, что обычно расход как раз и варьируется в этих пределах. Новичкам рекомендуем использовать таблицу, приведенную ниже.
Ответ: 29 килограмм металла. Конечно, это всегда приблизительные цифры, но наша практика доказала, что обычно расход как раз и варьируется в этих пределах. Новичкам рекомендуем использовать таблицу, приведенную ниже.
 Пожалуйста, свяжитесь с нами по телефону , чтобы узнать цену и ожидаемую дату доставки.
Пожалуйста, свяжитесь с нами по телефону , чтобы узнать цену и ожидаемую дату доставки.  Пожалуйста, свяжитесь с нами по телефону , чтобы узнать цену и ожидаемую дату доставки.
Пожалуйста, свяжитесь с нами по телефону , чтобы узнать цену и ожидаемую дату доставки.