Бездорновые трубогибы. Трубогибы с дорном. АЛЕКСМАШ
Бюджетные трубогибы с ЧПУ применяются повсеместно. Многим заказчикам не требуется больших объемов изготовления трубопроводов, и поэтому нет смысла покупать высокопроизводительное и дорогостоящее трубогибочное оборудование. Если не брать во внимание ручные трубогибы, то достаточно популярными являются именно полуавтоматические трубогибы. «Полуавтоматический» означает, что часть операций на трубогибе оператор делает вручную, а часть — выполняет сам станок. Так как наиболее трудоемкой является гибочная операция, к тому же требующая достаточной точности, именно эта операция автоматизируется любым полуавтоматическим трубогибом.
Трубогиб с ЧПУ. Трубогибы с ЧПУ позволяют очень просто и удобно задавать угол гиба трубы, как правило, с точностью пол-градуса, или даже десятой доли градуса. Такая точность обеспечивается датчиком обратной связи, установленным на гибочную консоль трубогиба. Некоторые модели станков, в ЧПУ программе, имеют стандартную таблицу пружинения различных материалов труб, хотя это совершенно бесполезная информация, так как она не учитывает особенности отечественной трубы.
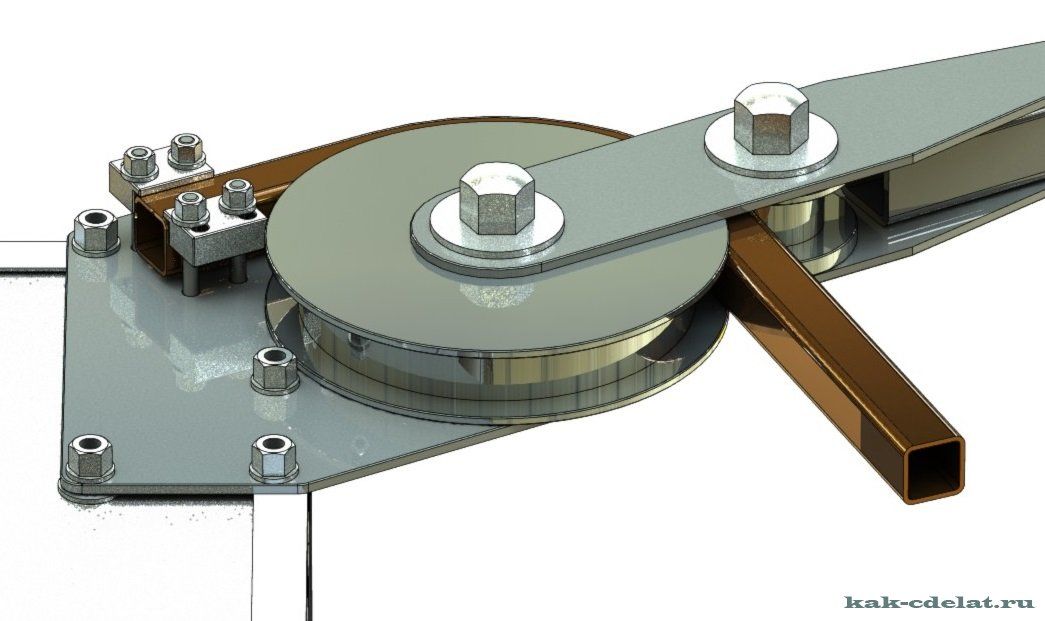
Бездорновый трубогиб с ЧПУ. Классические бездорновые трубогибы с ЧПУ — самые популярные среди всех остальных трубогибов благодаря простоте конструкции, недорогой цене и возможности моментально менять оснастку на другой типоразмер трубы. К тому же, они являются мобильными устройствами, то есть имеют вес не более 250кг, и роликовые колеса под станиной, что позволяет перемещать бездорновый трубогиб по всему цеху. Однако у станков есть и свои ограничения. К примеру — при работе с тонкостенными трубами (бездорновые трубогибы не имеют возможности устанавливать выглаживатель гофры, соответственно — бороться с гофрой, и не имеют возможности устанавливать дорн — соответственно практически нет возможности бороться с овальностью трубы). Однако для многих изделий, бездорновое качество гибов — более чем достаточно.
Полуавтоматический трубогиб с дорном. Для ряда задач, особенно когда дело касается гибки тонкостенных труб, да еще и с требованием качественного внешнего вида гиба, применяются полуавтоматические трубогибы с дорном. Дорновый трубогиб имеет вытянутую в длину конструкцию, так как длина штанги дорна фактически определяет длину станка. Безусловно, дорновый трубогиб с ЧПУ сложнее, технологичнее и дороже любого бездорнового станка. Как правило, на трубогибе имеется более высокий уровень автоматизации, к примеру — перемещение дорна, гидравлический зажим трубы, бустер ползуна, который, в отличие от конструкции бездорновых станков, позволяет сопровождать трубу во время гибки. ЧПУ программа дорнового трубогиба уже имеет достаточно развитую функциональность и элементы программирования.
Дорновый трубогиб имеет вытянутую в длину конструкцию, так как длина штанги дорна фактически определяет длину станка. Безусловно, дорновый трубогиб с ЧПУ сложнее, технологичнее и дороже любого бездорнового станка. Как правило, на трубогибе имеется более высокий уровень автоматизации, к примеру — перемещение дорна, гидравлический зажим трубы, бустер ползуна, который, в отличие от конструкции бездорновых станков, позволяет сопровождать трубу во время гибки. ЧПУ программа дорнового трубогиба уже имеет достаточно развитую функциональность и элементы программирования.
Дорновые трубогибы с ЧПУ гнут трубу методом намотки, то есть небольшими радиусами (как правило, радиусы гибки Rср – в диапазоне от 1.5Дт до 5Дт). Однако даже на тонкостенных трубах, получаемая овальность в месте гиба может достигать нескольких процентов, и абсолютное отсутствие гофры.
Страница не найдена — Все о ЧПУ
Страница не найдена — Все о ЧПУ
Извините, страница не существует или была удалена. ..
..
Самые комментируемые записи
Строим самодельный фрезерный ЧПУ станок
Самодельный ЧПУ фрезерный станок: подробности процесса сборки, обзор нужных комплектов и наборов, личный опыт. Откроем секреты сборки станка своими руками.
Идеи изделий на ЧПУ станке
Получив первые навыки эксплуатации сложного устройства, его владелец, наконец, задумывается: как заработать на станке с ЧПУ, имея стабильную прибыль.
Выбор шпинделя для фрезерного станка с ЧПУ
Как выбрать шпиндель для фрезерного станка с ЧПУ ? ИХ классификация, охлаждение, способы фрезеровки, мощность, и другая полезная информация.
Прямо сейчас смотрят
Фрезерный
Как устроены мини станки с ЧПУ для дома?
Принцип работы мини фрезерных станков. Какими возможностями обладают мини станки с ЧПУ для дома?
Какими возможностями обладают мини станки с ЧПУ для дома?
Фрезерный
Как своими руками сделать вакуумный стол для ЧПУ
Вакуумные столы очень дорогие, поэтому разумно сконструировать стол самостоятельно, под индивидуальный размер и потребности поэтапно у себя дома.
Токарный
Разновидности, принцип работы и характеристика токарных работ по дереву
Токарные работы по дереву: виды и особенности. Разновидности токарного оборудования, описание. Виды резцов, приемы токаря. Этапы работы с деревом на станке.
Фрезерный
Обзор фрезеров на 4-5 осей по металлу с ЧПУ
Среди многообразия фрезерного оборудования, у фрезера ЧПУ 4-5 осей по металлу – отличная репутация и высокая функциональность. Такие станки заслуживают внимания предприятий и частных лиц, приобретающих эту технику.
Такие станки заслуживают внимания предприятий и частных лиц, приобретающих эту технику.
Лазерный
Как работает лазерный мини станок с ЧПУ?
Какие материалы можно обрабатывать мини лазерными станками с ЧПУ? Принцип работы станка. Плюсы и минусы оборудования.
Вопрос-Ответ
Как работать с 3 CAD программой для ЧПУ Essetre
Система станков с ЧПУ — интересна для всех станкостроителей. В статье рассмотрим программу 3 CAD EVOLUTION, которая предназначена для ЧПУ Essetre.
Мини
Как выбирать мини токарный станок с ЧПУ?
Принцип программирования токарного станка. Как выбрать мини токарный станок с ЧПУ?
Как выбрать мини токарный станок с ЧПУ?
Сверлильный
Как работает координатно-сверлильный станок с ЧПУ по металлу?
Конструкция координатно-сверлильного станка с ЧПУ по металлу. Что можно изготовить таким оборудованием?
Фрезерный
Особенности фрезера ЧПУ, выбор конструкции, схемы и чертежи
Огромные возможности сделали фрезер ЧПУ желанным станком в мастерской. Область применения, выбор конструкции, схемы. Электрооборудование и электроника.
Фрезерный
Как сделать фрезерный станок по металлу своими руками для домашней мастерской
Фрезерный станок для работы по металлу — особенности, принцип действия. Виды станков, их особенности. Как сделать станок самому. Правила работы и техника безопасности.
Виды станков, их особенности. Как сделать станок самому. Правила работы и техника безопасности.
Станки для гибки оправки | Трубогибы с оправкой Ercolina
Качественные повторяющиеся изгибы
Машины для гибки труб и профилей Ercolina способны изгибать многие материалы радиусом до 1″ x диаметр.
- Сталь
- Нержавеющая сталь
- Алюминий
- Титан
- Латунь
- Экструзия
Улучшенная конструкция
Трубогибы Ercolina более прочные и универсальные, чем традиционные устаревшие технологии «поворотного рычага». Ось гибки расположена непосредственно под пресс-формой и поддерживает ее, что устраняет необходимость в стяжках и предотвращает проскальзывание материала. Усилие изгиба, создаваемое шпинделем, противодействует прижимной матрице, которая постоянно контролируется и автоматически регулируется для постоянного давления на протяжении всего цикла гибки. Внутренняя конструкция гибочного станка серии Giga включает шпиндель и подшипник большого диаметра, что обеспечивает максимальную жесткость. Трубогибочные станки Ercolina с ЧПУ на оправке спроектированы с использованием современных технологий и стандартов станков. Производительность оценивается по размеру материала, а также по модулю сечения, что позволяет заказчику определить истинную производительность машины для применения. Если вы планируете приобрести станок для гибки труб, труб или профильных оправок для тяжелых условий эксплуатации, обратите внимание на преимущества Ercolina.
Трубогибочные станки Ercolina с ЧПУ на оправке спроектированы с использованием современных технологий и стандартов станков. Производительность оценивается по размеру материала, а также по модулю сечения, что позволяет заказчику определить истинную производительность машины для применения. Если вы планируете приобрести станок для гибки труб, труб или профильных оправок для тяжелых условий эксплуатации, обратите внимание на преимущества Ercolina.
Традиционные трудности с зажимом поворотного рычага
Зажимной штамп станков с поворотным рычагом монтируется на держателе, опирающемся на салазки, встроенные в верхнюю часть «поворотного рычага». Узел рычага «качается» при вращении гибочной матрицы.) Зажимная матрица при закрытии по своей природе создает огромную смещающую нагрузку на гибочную матрицу. Это может привести к наклону гибочной матрицы. Когда гибочная матрица вращается, этот наклон приводит к постоянно меняющемуся соотношению вне плоскости между гибочной матрицей и как прижимной матрицей, так и зачистной матрицей. Чем старше станок и оснастка, тем хуже становится состояние. Когда гибочная матрица наклоняется под нагрузкой зажима, верхние части поверхности зажима фактически отрываются от заготовки, что приводит к уменьшению усилия зажима.
Чем старше станок и оснастка, тем хуже становится состояние. Когда гибочная матрица наклоняется под нагрузкой зажима, верхние части поверхности зажима фактически отрываются от заготовки, что приводит к уменьшению усилия зажима.
Поскольку при гибке больших заготовок требуются чрезвычайно высокие зажимные и изгибающие усилия, это явление наклона требует использования верхних стяжек, центральных стоек, множества прижимных болтов и гибочных штампов с фланцем на поворотных гибочных станках. Механизмы зажима рычажного типа, используемые на большинстве трубогибочных станков с поворотным рычагом, создают неопределенное избыточное усилие зажима в его мертвой точке до достижения заблокированного положения сверхмертвой точки. При зажиме механическим устройством с гидравлическим приводом невозможно использовать гидравлические манометры для измерения истинного зажима.
По мере того, как гибочные станки становятся больше, узел поворотного рычага становится непропорционально более массивным, чтобы создавать необходимые усилия зажима и вмещать до 5 гибочных штампов X D. Главная балка гибочного станка с поворотным рычагом находится под прямым углом к салазкам пресс-формы. Эти гибочные станки используют неподвижную основную раму для функций, связанных с переменным расположением осевой линии заготовки, таких как поддержка 3-осевых направляющих каретки и установка экстрактора оправки. Тяжелые нагрузки, создаваемые более крупными заготовками, передаются через излишне сложные и/или непрямые механизмы. Кроме того, рычаг и зажим становятся помехой при продвижении трубы между изгибами. Эта трудность может быть решена либо с помощью откидного зажимного механизма, либо с помощью отдельного поворотного коаксиального поворотного рычага и главного вала, каждый из которых более сложный и слабый, что представляет собой компромисс для устаревшей конструкции машины. Устранение помех зажима механическими средствами увеличивает затраты на техническое обслуживание и снижает надежность.
Главная балка гибочного станка с поворотным рычагом находится под прямым углом к салазкам пресс-формы. Эти гибочные станки используют неподвижную основную раму для функций, связанных с переменным расположением осевой линии заготовки, таких как поддержка 3-осевых направляющих каретки и установка экстрактора оправки. Тяжелые нагрузки, создаваемые более крупными заготовками, передаются через излишне сложные и/или непрямые механизмы. Кроме того, рычаг и зажим становятся помехой при продвижении трубы между изгибами. Эта трудность может быть решена либо с помощью откидного зажимного механизма, либо с помощью отдельного поворотного коаксиального поворотного рычага и главного вала, каждый из которых более сложный и слабый, что представляет собой компромисс для устаревшей конструкции машины. Устранение помех зажима механическими средствами увеличивает затраты на техническое обслуживание и снижает надежность.
Конструкция с осью C
В перемещении по оси C используется один двухскоростной гидравлический цилиндр для управления функциями изгиба и возврата, простота регулирования, минимальные размеры гибочной головки, что снижает общую занимаемую площадь машины. C Ось приводится в движение двумя цепями, непосредственно соединенными с осью, что устраняет звездочки и люфт в оси. Давление обратного изгиба контролируется на уровне 50 бар в целях безопасности. Ось гибочной головки перемещается для регулировки осевой линии, поддерживая выравнивание оси с кареткой оправки. Ось головки изгиба, регулируемая по радиусу осевой линии, поддерживает выравнивание оси. Модели с ЧПУ7 имеют моторизованное выравнивание осей для выравнивания гибочной головки, а также загрузки и выгрузки заготовок. Механическая регулировка радиуса центральной линии гибочной головки позволяет столу оправки оставаться неподвижным и жестким. Все литые детали имеют сертифицированную стальную конструкцию GS500 Spheroid. Многочисленные усовершенствования конструкции и патенты устраняют устаревшие механические системы и ненужную массу.
C Ось приводится в движение двумя цепями, непосредственно соединенными с осью, что устраняет звездочки и люфт в оси. Давление обратного изгиба контролируется на уровне 50 бар в целях безопасности. Ось гибочной головки перемещается для регулировки осевой линии, поддерживая выравнивание оси с кареткой оправки. Ось головки изгиба, регулируемая по радиусу осевой линии, поддерживает выравнивание оси. Модели с ЧПУ7 имеют моторизованное выравнивание осей для выравнивания гибочной головки, а также загрузки и выгрузки заготовок. Механическая регулировка радиуса центральной линии гибочной головки позволяет столу оправки оставаться неподвижным и жестким. Все литые детали имеют сертифицированную стальную конструкцию GS500 Spheroid. Многочисленные усовершенствования конструкции и патенты устраняют устаревшие механические системы и ненужную массу.
Выбор подходящей каретки
Многие менее дорогие и плохо спроектированные гибочные станки не имеют каретки или имеют только модели с ручным управлением. Делительная тележка Ercolina с приводом продвигает и вращает заготовку между гибами. В первую очередь каретка представляет собой погрузочно-разгрузочный механизм, позиционирующий заготовку для каждого изгиба так же точно, как каретка гибочного станка с ЧПУ. Стандарт с позиционирующей задней бабкой для управления перемещениями Y и B, что означает расстояние между изгибами DBB и POB, что означает плоскость изгиба POB Включает стандарт DRO. Задняя бабка с гидравлическим зажимом и разъемной цанговой вместимостью позволяет надежно удерживать материал. Одним из наиболее важных преимуществ каретки с приводом на большом трубогибочном станке является механизированная загрузка, позиционирование и выгрузка тяжелой заготовки, особенно когда трубу или трубку необходимо вытянуть на большое расстояние. над плотно прилегающей оправкой. Базовый гибочный станок дополняется балкой каретки без каких-либо конструктивных компромиссов. Поскольку главная балка и приводной цилиндр находятся под направляющей пресс-формы, а не под балкой оправки, как в большинстве гибочных станков, каретка спроектирована с учетом высоты центральной линии инструмента гибочного станка, а не наоборот.
Делительная тележка Ercolina с приводом продвигает и вращает заготовку между гибами. В первую очередь каретка представляет собой погрузочно-разгрузочный механизм, позиционирующий заготовку для каждого изгиба так же точно, как каретка гибочного станка с ЧПУ. Стандарт с позиционирующей задней бабкой для управления перемещениями Y и B, что означает расстояние между изгибами DBB и POB, что означает плоскость изгиба POB Включает стандарт DRO. Задняя бабка с гидравлическим зажимом и разъемной цанговой вместимостью позволяет надежно удерживать материал. Одним из наиболее важных преимуществ каретки с приводом на большом трубогибочном станке является механизированная загрузка, позиционирование и выгрузка тяжелой заготовки, особенно когда трубу или трубку необходимо вытянуть на большое расстояние. над плотно прилегающей оправкой. Базовый гибочный станок дополняется балкой каретки без каких-либо конструктивных компромиссов. Поскольку главная балка и приводной цилиндр находятся под направляющей пресс-формы, а не под балкой оправки, как в большинстве гибочных станков, каретка спроектирована с учетом высоты центральной линии инструмента гибочного станка, а не наоборот. Когда каретка добавляется к традиционному гибочному станку с поворотным рычагом, высота центральной линии матрицы для гибки должна быть увеличена, чтобы соответствовать высоте цанги каретки над главной балкой. Эта дополнительная высота инструмента усугубляет риск перекоса матрицы для гибки. Длина перемещения и нагрузки также не ограничивается длиной главной балки трубогиба и не требует удлиненной рамы или других модификаций. Каретка движется по ровному грунту, по круговым путям для плавного движения (движение расстояния между изгибами) – приводится в движение мощным гидравлическим двигателем через зубчатую рейку. Вращение патрона (движение в плоскости изгиба) также осуществляется с помощью гидравлического привода. Каретка обеспечивает безопасное и точное позиционирование одним человеком с механическим приводом для перемещения на расстоянии между изгибами и в плоскости изгиба. Позиционирование достигается за счет использования цифровых энкодеров со считыванием для каждой оси. Каретка с приводом устраняет необходимость в дополнительных операторах, снижает трудозатраты и повышает точность.
Когда каретка добавляется к традиционному гибочному станку с поворотным рычагом, высота центральной линии матрицы для гибки должна быть увеличена, чтобы соответствовать высоте цанги каретки над главной балкой. Эта дополнительная высота инструмента усугубляет риск перекоса матрицы для гибки. Длина перемещения и нагрузки также не ограничивается длиной главной балки трубогиба и не требует удлиненной рамы или других модификаций. Каретка движется по ровному грунту, по круговым путям для плавного движения (движение расстояния между изгибами) – приводится в движение мощным гидравлическим двигателем через зубчатую рейку. Вращение патрона (движение в плоскости изгиба) также осуществляется с помощью гидравлического привода. Каретка обеспечивает безопасное и точное позиционирование одним человеком с механическим приводом для перемещения на расстоянии между изгибами и в плоскости изгиба. Позиционирование достигается за счет использования цифровых энкодеров со считыванием для каждой оси. Каретка с приводом устраняет необходимость в дополнительных операторах, снижает трудозатраты и повышает точность. Каретки с механическим приводом идеально подходят для операций с несколькими изгибами, требующих большей точности. Охладитель гидравлического масла работает в переменных температурных условиях.
Каретки с механическим приводом идеально подходят для операций с несколькими изгибами, требующих большей точности. Охладитель гидравлического масла работает в переменных температурных условиях.
Материал корпуса гильзы Преимущества зажима
Запатентованная система зажима Ercolina KST монтируется непосредственно над осью изгиба C, устраняя устаревшие системы поворотного рычага и соединительной тяги. Простая инструментальная установка зажима и пресс-формы. В системе зажима грейферного типа используются два цилиндра двойного действия. Один для позиционирования и один для зажима, создающего прямо пропорциональное давление (запатентовано) Не требуется соединительная планка, инструменты поддерживают постоянный баланс давления. Отсутствие наклона гибочной матрицы, вызванного давлением зажима, даже при гибке самых тяжелых или наиболее «критических» заготовок. Встроенное выравнивание зажима в соответствующих монтажных поверхностях механизма зажима и гибочной матрицы гарантирует, что не требуется регулировка установки зажима по вертикали или горизонтали. Поэтому смена инструмента происходит быстрее и проще. Зажим открывается вверх, устраняя помехи для подачи изогнутой заготовки вперед. Усилия зажима являются автономными — они не передаются через крепление матрицы, шпиндель или любую другую часть станка. Таким образом, никогда не возникает перекоса матрицы изгиба, вызванного усилиями зажима. Инструмент остается правильно выровненным, потому что матрица для гибки вращается в горизонтальной плоскости по всему изгибу. Техническое обслуживание станков и инструментов сокращается. Нет направляющих поворотного рычага или рычажных соединений, которые могли бы сработать или сломаться, а также меньшая нагрузка и износ инструментов. Зажим над головой более безопасен. Устранены опасные «точки защемления» между поворотным рычагом и рычагом пресс-формы. Оператор гибочного станка имеет прямой контроль над усилием зажима. Они легко считываются с манометра и легко настраиваются с помощью предохранительного клапана, обеспечивая последовательную и точную настройку.
Поэтому смена инструмента происходит быстрее и проще. Зажим открывается вверх, устраняя помехи для подачи изогнутой заготовки вперед. Усилия зажима являются автономными — они не передаются через крепление матрицы, шпиндель или любую другую часть станка. Таким образом, никогда не возникает перекоса матрицы изгиба, вызванного усилиями зажима. Инструмент остается правильно выровненным, потому что матрица для гибки вращается в горизонтальной плоскости по всему изгибу. Техническое обслуживание станков и инструментов сокращается. Нет направляющих поворотного рычага или рычажных соединений, которые могли бы сработать или сломаться, а также меньшая нагрузка и износ инструментов. Зажим над головой более безопасен. Устранены опасные «точки защемления» между поворотным рычагом и рычагом пресс-формы. Оператор гибочного станка имеет прямой контроль над усилием зажима. Они легко считываются с манометра и легко настраиваются с помощью предохранительного клапана, обеспечивая последовательную и точную настройку.
Функции оправки
Стандартное программируемое ожидаемое извлечение оправки. Безинструментальная установка и регулировка стержня оправки. Двадцатифутовая длина нагрузки на оправку и доступный ход каретки позволяют принимать всю длину трубы одним непрерывным движением без подачи сцепки.
Система штамповки под давлением
Запатентованная функция предлагает программируемую пресс-форму с автоматическим захватом во время цикла гибки до 180 градусов. Оператор вводит длину пресс-формы, и машина автоматически рассчитывает и выполняет необходимые циклические движения. Цилиндр пресс-формы автоматически компенсирует и регулирует давление на протяжении всего цикла гибки по мере изменения размеров трубы. Система предлагает больший зазор для загрузки и выгрузки труб, регулируемое управление скоростью линейного бустера. Компактная конструкция станка с уменьшенной длиной пресс-формы значительно снижает количество отходов материала в конце гибки. Программируемое внутреннее и внешнее позиционирование пресс-формы.
Функция Booster
Включает в себя постоянное усилие, прикладываемое непосредственно к заготовке через зажим Booster. Для достижения максимального эффекта бустера цилиндр бустера и система его крепления должны быть в состоянии оказывать достаточную нагрузку, чтобы приблизить заготовку к пределу текучести при сжатии. Бустерный зажим устанавливается непосредственно на задней части пресс-формы, что затем обеспечивает непрерывное усиление прочности колонны заготовки при высоких бустерных нагрузках.
Органы управления
Панель оператора с цветным сенсорным экраном, отображает положение по пяти осям в абсолютном и инкрементном значениях. Ручное управление функциями зажима, пресс-формы, наддува, оправки, освобождения зажима. Дюймовое и метрическое программирование и дисплей. Ручной и автоматический режим. Ручной пульт дистанционного управления третьего класса или сенсорный экран. Программы в YBC и XYZ с автоматической конвертацией в LRA. Принять значения XYZ CAD с ручным вводом. Обновляемое программное обеспечение машины с USB. Неограниченное хранилище программ с USB, запоминает угол изгиба с индивидуальными настройками пружины. Страница настройки профиля инструмента автоматически создает программу гибки из координат xyz. Рассчитывает длину материала, необходимую для применения, требования к нагрузке на машину на основе спецификаций материала. Рассчитывает растяжение материала и теоретический процент утончения стенки, минимизируя настройку. Полная диагностика функций машины, страница данных параметров машины с 500 запрограммированными значениями и функциями и полный список аварийных сигналов с определенными предупреждениями.
Обновляемое программное обеспечение машины с USB. Неограниченное хранилище программ с USB, запоминает угол изгиба с индивидуальными настройками пружины. Страница настройки профиля инструмента автоматически создает программу гибки из координат xyz. Рассчитывает длину материала, необходимую для применения, требования к нагрузке на машину на основе спецификаций материала. Рассчитывает растяжение материала и теоретический процент утончения стенки, минимизируя настройку. Полная диагностика функций машины, страница данных параметров машины с 500 запрограммированными значениями и функциями и полный список аварийных сигналов с определенными предупреждениями.
Система лубрикатора оправки
Предназначена для прокачки тяжелой смазки через полый стержень оправки и наружу через отверстия в боковой части оправки в течение всего цикла гибки по мере необходимости. Лубрикатор автоматически управляется с помощью сенсорного экрана и входит в комплект поставки всех моделей Giga Bender.
Мы располагаем самыми качественными трубогибочными станками в отрасли. Запросите расценки на любой из этих гибочных станков или позвоните по телефону 563-391-7700.
Запросите расценки на любой из этих гибочных станков или позвоните по телефону 563-391-7700.
Трубогибы с оправкой
: гидравлические, ручные и др.
Трубогибочные станки с оправкой: гидравлические, ручные и другие | Бейли Индастриал
Похоже, в вашем браузере отключен JavaScript.
Для использования функций этого веб-сайта в вашем браузере должен быть включен JavaScript.
Позвоните, чтобы узнать цену
Запросить наличие
• 1 ось NC контроль угла изгиба (Y)
• Память может хранить 25 программ x 10 бендов
• Полный гидравлический зажим
• Доступны модели с внешним диаметром 35, 60 и 90 мм.Позвоните, чтобы узнать цену
Позвоните, чтобы узнать о наличии
• Гидравлическая пластина гибочного зажима
• Автоматическая смазка оправки
• Полезную длину кровати можно увеличивать с шагом в 1 млн.
• Система раздельных штампов для квадратных и нестандартных профилейЗвоните, чтобы узнать цену
Звоните, чтобы узнать о наличии
Первый в нашем ассортименте гидравлический гибочный станок способен изгибать трубы диаметром до 104 мм, управляемый с помощью контроллера ЧПУ. Он позволяет сохранять до 25 программ, каждая из которых включает 10 последовательных бендов. Все гидравлические движения независимы друг от друга. Вспомогательная скорость прижимной головки регулируется, чтобы следовать за зажимной матрицей с нужной скоростью. Основание штампа зажима фиксируется в основании штампа формирователя, чтобы гарантировать отсутствие разницы в скорости между зажимом и шаблоном, при этом скорость гибки также регулируется. Этот внешне простой станок обеспечивает регулируемость, прочность, надежность и точность, необходимые для выполнения высококачественных гибок на регулярной основе.
Позвоните, чтобы узнать цену
Позвоните, чтобы узнать о наличии
- 2-осевой численно управляемый угол изгиба (Y) и поворот (Z)
- Память может хранить до 25 программ с 10 изгибами (Y) и 10 поворотами (Z) на программу
- Полностью гидравлическая конструкция обеспечивает оптимальную точность и производительность
- До 10 программируемых скоростей гибки и вспомогательных скоростей пресс-формы для максимального контроля
- 3-я ось Последовательная регулируемая роликовая система упора — (X)
- Полностью гидравлический зажим со стандартным вспомогательным прессом и извлечением оправки
- Доступны модели с наружным диаметром до 13 дюймов. Круглая труба
$11 189,00
$Позвоните, чтобы узнать о наличии
Ручной гибочный станок с оправкой, 1-1/8 x 0,065 дюйма из мягкой стали Максимальная производительность.





 Статья предназначена для простых потребителей, которые хотят поменять радиаторы или трубопровод. При разработке проектов теплоснабжения специалистами и инженерных расчетах используются другие подходы и данные.
Статья предназначена для простых потребителей, которые хотят поменять радиаторы или трубопровод. При разработке проектов теплоснабжения специалистами и инженерных расчетах используются другие подходы и данные.
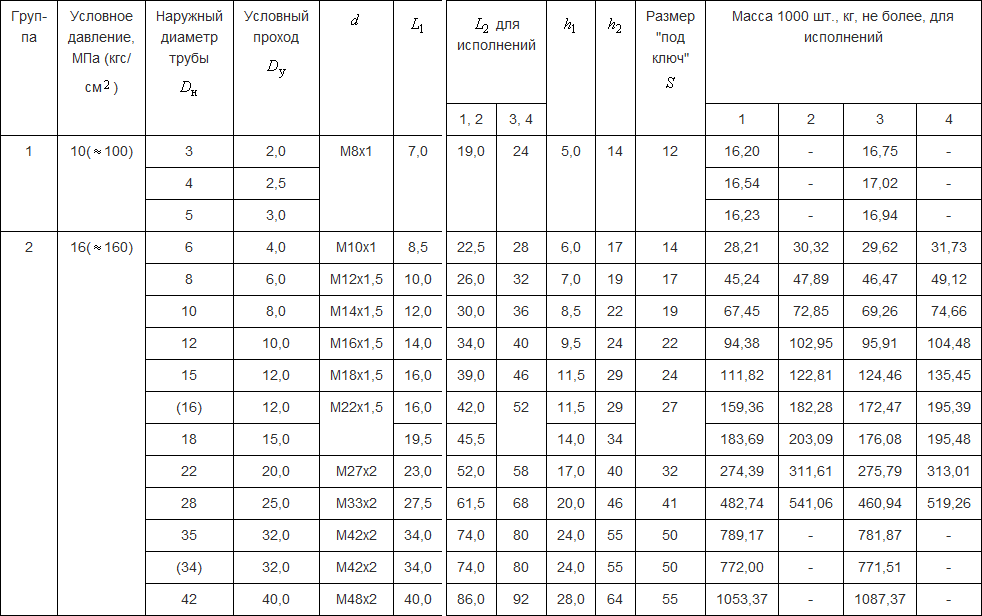
 Но и тут мы сталкиваемся с условностями обозначений — внутренний диаметр дюймовой обыкновенной трубы 27,1мм, усиленной — 25,5мм — самый близкий к 1″; размер. Секрет в том, что правильным является обозначение трубопроводных систем в единицах условного прохода Ду (Dn). Условный проход примерно соответствует диаметру просвета элемента трубопровода и не имеет единицы измерения и указывается в целых числах, причем, шаг условного прохода выбирается так, чтобы пропускная способность трубопровода возрастала на 40-60% с ростом индекса. Для определения точных метрических размеров надо смотреть в таблицу.
Но и тут мы сталкиваемся с условностями обозначений — внутренний диаметр дюймовой обыкновенной трубы 27,1мм, усиленной — 25,5мм — самый близкий к 1″; размер. Секрет в том, что правильным является обозначение трубопроводных систем в единицах условного прохода Ду (Dn). Условный проход примерно соответствует диаметру просвета элемента трубопровода и не имеет единицы измерения и указывается в целых числах, причем, шаг условного прохода выбирается так, чтобы пропускная способность трубопровода возрастала на 40-60% с ростом индекса. Для определения точных метрических размеров надо смотреть в таблицу.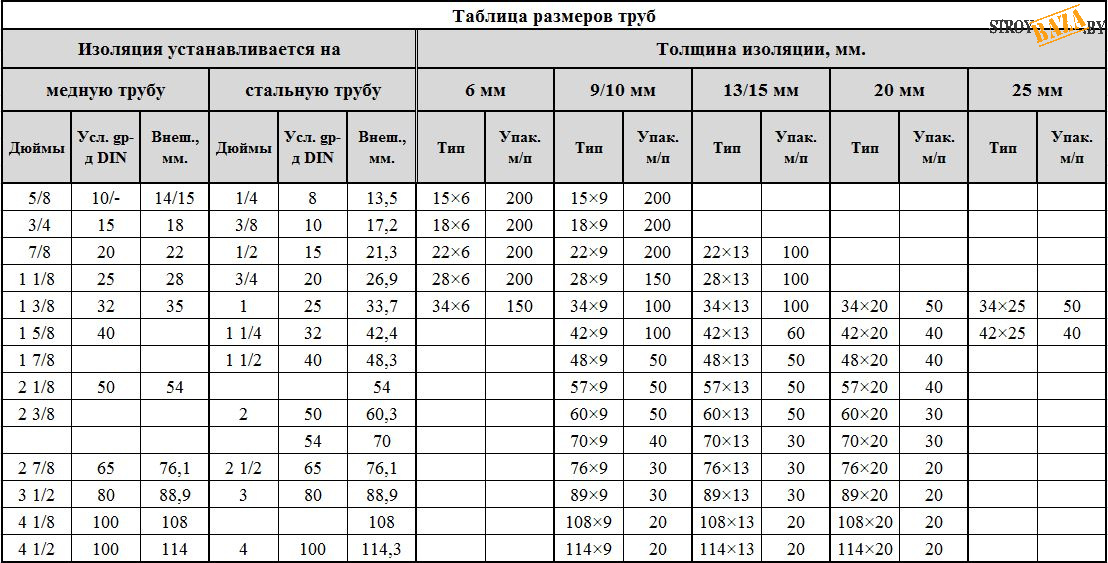 8
8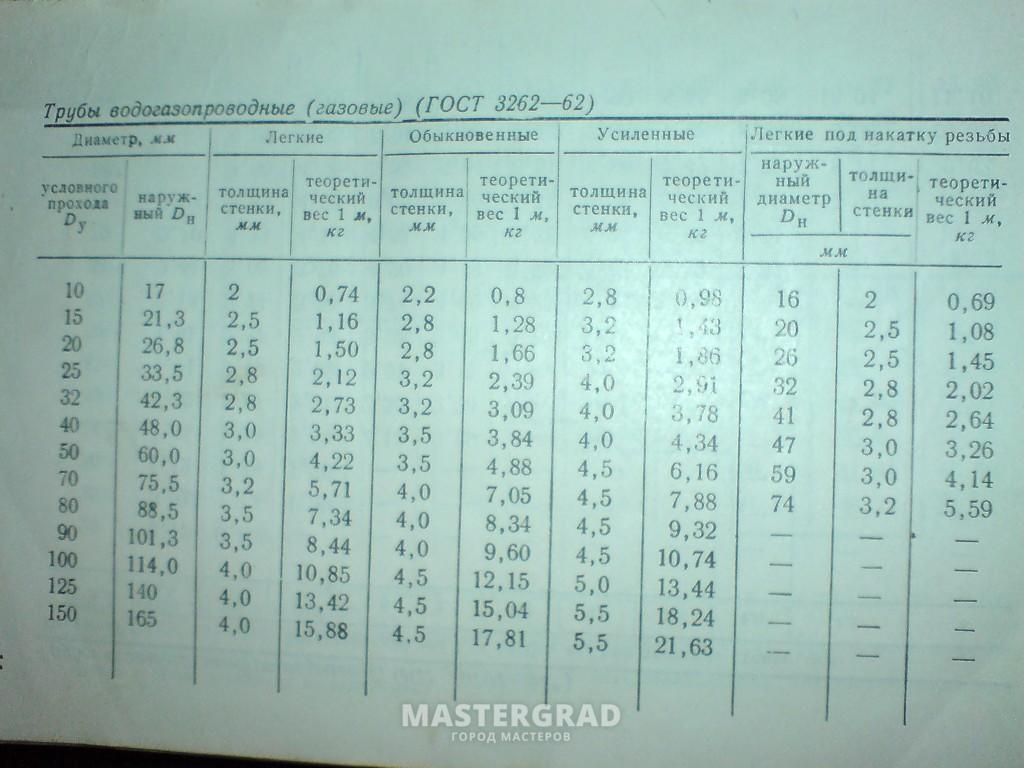 16
16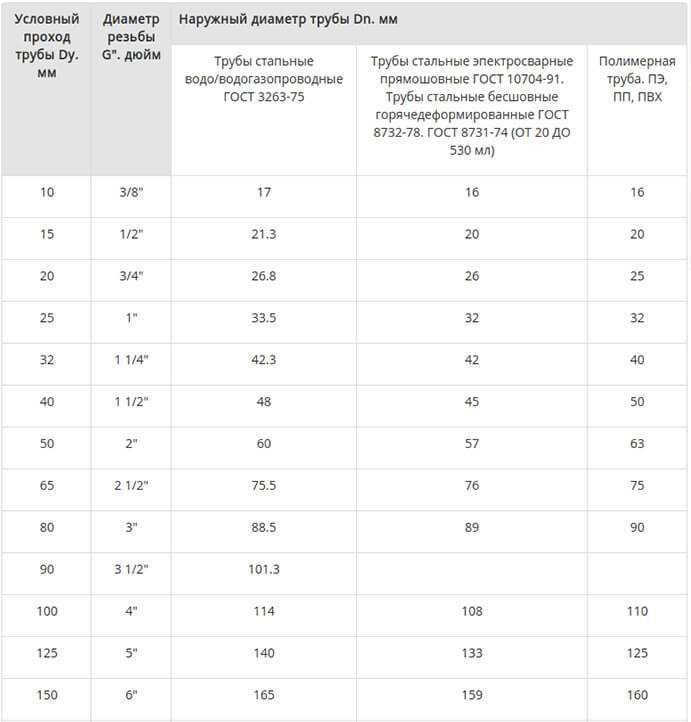 78.
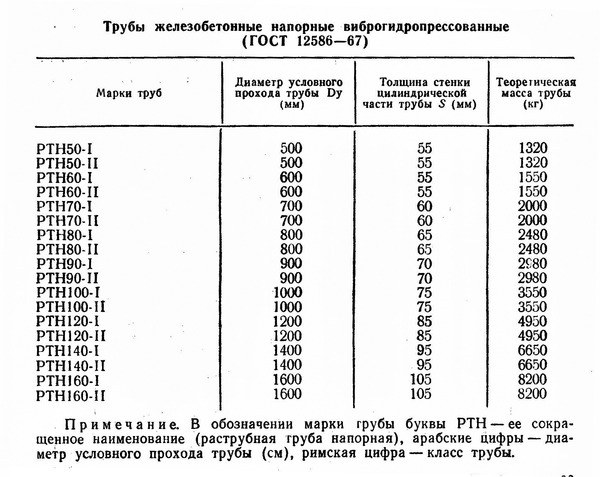
78. Для резьбы, которая изготавливается методом накатки, на трубе допускается уменьшение ее внутреннего диаметра до 10% по всей длине резьбы. Масса 1м трубы подсчитана при плотности стали 7,85 г/м3. Оцинкованые трубы тяжелее неоцинкованых на 3%.
Для резьбы, которая изготавливается методом накатки, на трубе допускается уменьшение ее внутреннего диаметра до 10% по всей длине резьбы. Масса 1м трубы подсчитана при плотности стали 7,85 г/м3. Оцинкованые трубы тяжелее неоцинкованых на 3%. Для труб с длинной резьбой в условном обозначении указывается буква Д после слова «труба». Для дюймовых труб повышенной точности игзотовления резьбы в условном обозначении указывается буква П после размера.
Для труб с длинной резьбой в условном обозначении указывается буква Д после слова «труба». Для дюймовых труб повышенной точности игзотовления резьбы в условном обозначении указывается буква П после размера.
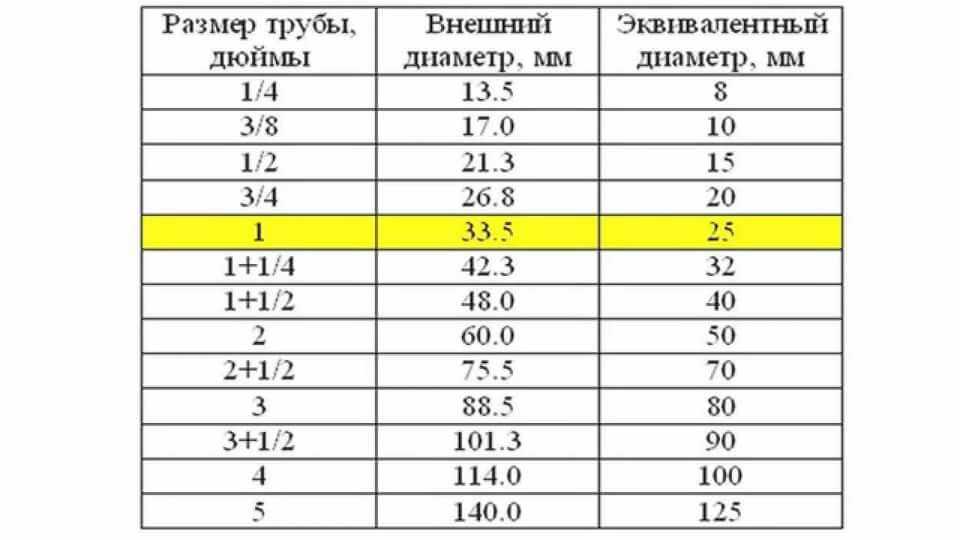
 Если вашего размера нет в списке, напишите мне, я добавлю.
Если вашего размера нет в списке, напишите мне, я добавлю.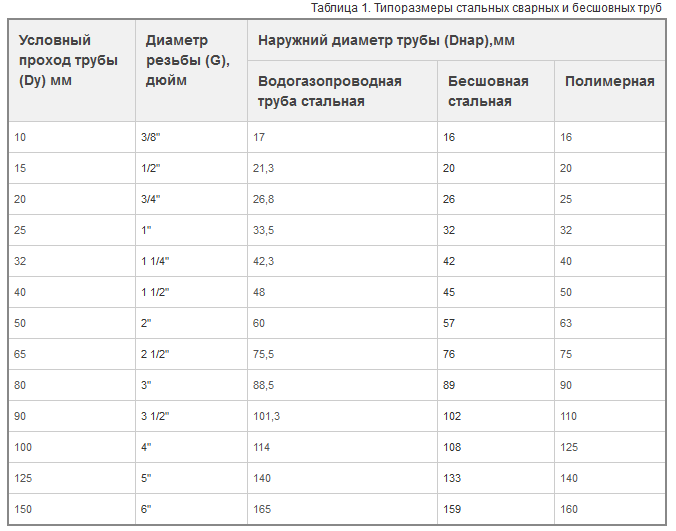
 Велосипедные камеры с клапаном Шредера можно накачать автомобильным шинным насосом, но имейте в виду, что давление может быть совершенно разным.
Велосипедные камеры с клапаном Шредера можно накачать автомобильным шинным насосом, но имейте в виду, что давление может быть совершенно разным.
 Ранние производители труб делали стенки меньших размеров слишком толстыми, и, исправляя эту ошибку в конструкции, они убирали излишки изнутри, чтобы избежать изменения размеров сопутствующих фитингов.
Ранние производители труб делали стенки меньших размеров слишком толстыми, и, исправляя эту ошибку в конструкции, они убирали излишки изнутри, чтобы избежать изменения размеров сопутствующих фитингов.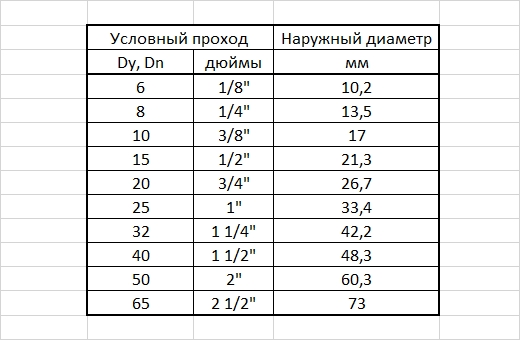 Вы можете видеть на диаграмме справа, что не все 12 Gauge допускают толщину от 0,101 до 0,111. Типичное значение, которое не является промежуточным, используется для расчета свойств сечения.
Вы можете видеть на диаграмме справа, что не все 12 Gauge допускают толщину от 0,101 до 0,111. Типичное значение, которое не является промежуточным, используется для расчета свойств сечения.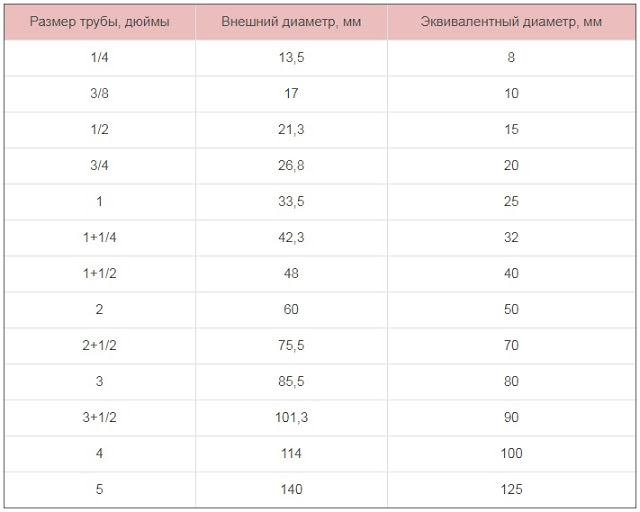 19 для размеров до 12 дюймов. Добавление буквы «S» после номера спецификации идентифицировало его как относящееся к нержавеющей стали.
19 для размеров до 12 дюймов. Добавление буквы «S» после номера спецификации идентифицировало его как относящееся к нержавеющей стали.

 Если используется лента, то форма может сходить с кантователя без необходимости использовать доски; а если используется тип конвейерный, то необходимо использовать доски.
Если используется лента, то форма может сходить с кантователя без необходимости использовать доски; а если используется тип конвейерный, то необходимо использовать доски. kantować, нем. kanten — переворачивать)
kantować, нем. kanten — переворачивать) Хобот может вращаться вокруг своей оси, перемещаться в вертикальном направлении. Грузоподъёмность таких К. от 0,75 до 75 т.
Хобот может вращаться вокруг своей оси, перемещаться в вертикальном направлении. Грузоподъёмность таких К. от 0,75 до 75 т. В.Н. Тришин.2013.
В.Н. Тришин.2013.
 Применяются различные конструкции Кантователя с рычажным, фрикционным, цепным или гидравлическим приводом. В судостроении Кантователь используется при изготовлении изделий судового машиностроения, при сборке и сварке секций, крупных блок-модулей, блоков корпусов и корпусов мелких и средних судов. Масса устанавливаемых на Кантователь изделий может достигать 600 т. Кантователь обеспечивает также возможность механизации и автоматизации разл. др. операций при изготовлении судна. Применение Кантователя целесообразно при поточно-позиционной организации работ в условиях серийной постройки судов и при работах с унифицированными изделиями.
Применяются различные конструкции Кантователя с рычажным, фрикционным, цепным или гидравлическим приводом. В судостроении Кантователь используется при изготовлении изделий судового машиностроения, при сборке и сварке секций, крупных блок-модулей, блоков корпусов и корпусов мелких и средних судов. Масса устанавливаемых на Кантователь изделий может достигать 600 т. Кантователь обеспечивает также возможность механизации и автоматизации разл. др. операций при изготовлении судна. Применение Кантователя целесообразно при поточно-позиционной организации работ в условиях серийной постройки судов и при работах с унифицированными изделиями. д. Применяются разл. конструкции К. в кузнечном производстве, прокатном производстве, на складах и т. д.
д. Применяются разл. конструкции К. в кузнечном производстве, прокатном производстве, на складах и т. д.
 спец.
спец.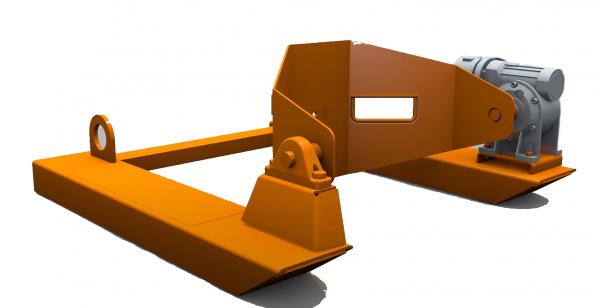 kantowac, нем. kanten — переворачивать), механизм для переворачивания (кантовки) заготовок, деталей, изделий при их изготовлении (напр., прокатке, ковке), транспортировании и упаковке.
kantowac, нем. kanten — переворачивать), механизм для переворачивания (кантовки) заготовок, деталей, изделий при их изготовлении (напр., прокатке, ковке), транспортировании и упаковке. Механизм для кантования заготовок, деталей, изделий при их обработке, осмотре, упаковке и т.п.
Механизм для кантования заготовок, деталей, изделий при их обработке, осмотре, упаковке и т.п.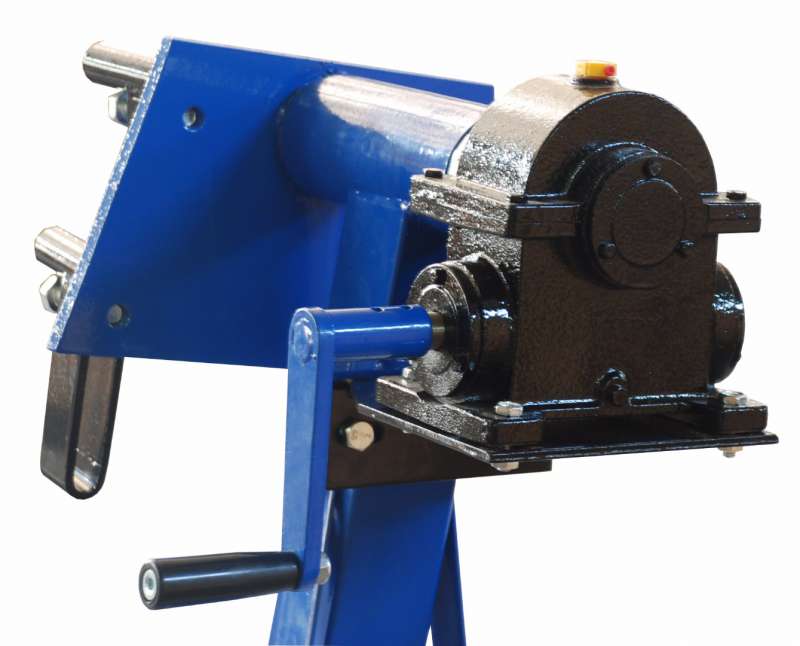
 Наши настоящие гуру отпусков знают, как держать вас на прямой и узкой дороге, когда отпуск поворачивает боком.
Наши настоящие гуру отпусков знают, как держать вас на прямой и узкой дороге, когда отпуск поворачивает боком. Наши настоящие гуру отпусков знают, как держать вас на прямой и узкой дороге, когда отпуск поворачивает боком.
Наши настоящие гуру отпусков знают, как держать вас на прямой и узкой дороге, когда отпуск поворачивает боком. Дайте нам свои самые разочаровывающие «дело» и расслабьтесь… мы сделали управление рабочими отпусками простым, безопасным и возвышенным.
Дайте нам свои самые разочаровывающие «дело» и расслабьтесь… мы сделали управление рабочими отпусками простым, безопасным и возвышенным.
 Она была хорошо осведомлена, предоставила своевременные ответы, но, что более важно, проявила сочувствие и понимание. Это действительно отличный сервис, и я очень рад, что Glassdoor работает с Tilt над процессом ухода.
Она была хорошо осведомлена, предоставила своевременные ответы, но, что более важно, проявила сочувствие и понимание. Это действительно отличный сервис, и я очень рад, что Glassdoor работает с Tilt над процессом ухода. 5/5
5/5
 .. это когда кто-то ошибается в своем мышлении.
.. это когда кто-то ошибается в своем мышлении.



 Шлифы рассматривают
Шлифы рассматривают д.), не разрушая
д.), не разрушая В импульсных
В импульсных
 Теплопроводность имеет большое
Теплопроводность имеет большое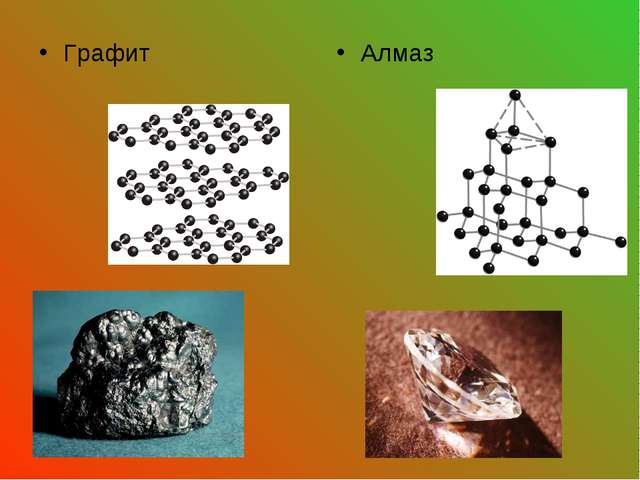
 е. способностью
е. способностью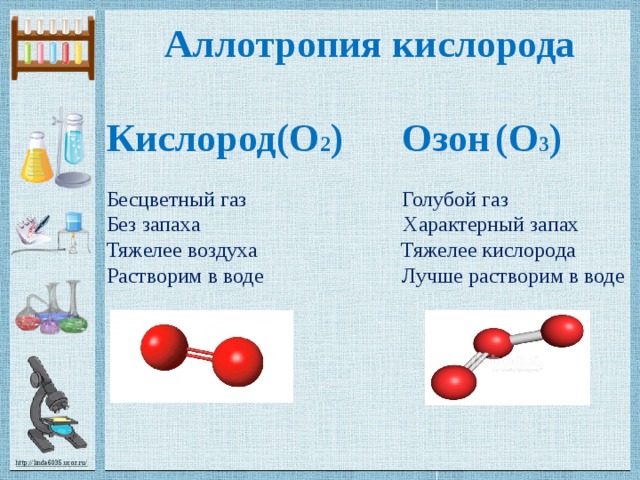
 Различают деформации растяжения
Различают деформации растяжения

 Свойства
Свойства е. не
е. не
 Различают твердые
Различают твердые Например,
Например,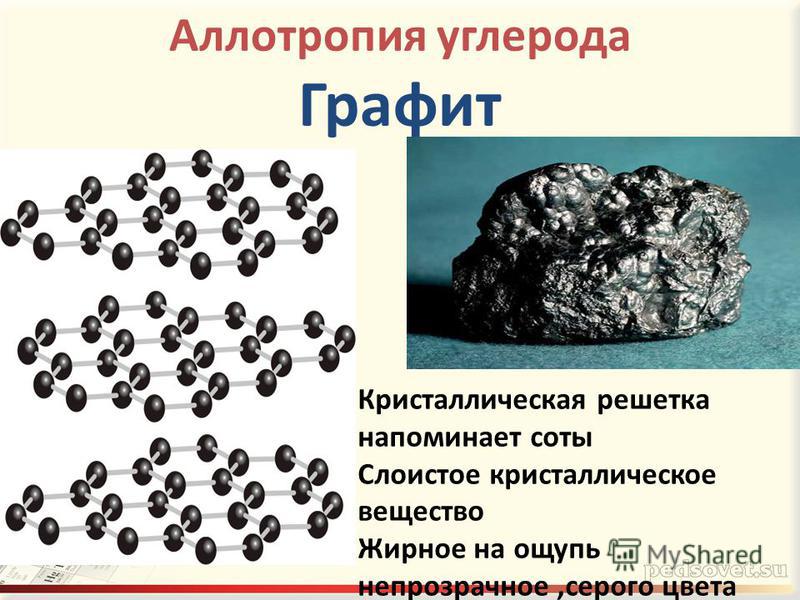
 Известно
Известно ), обладающие
), обладающие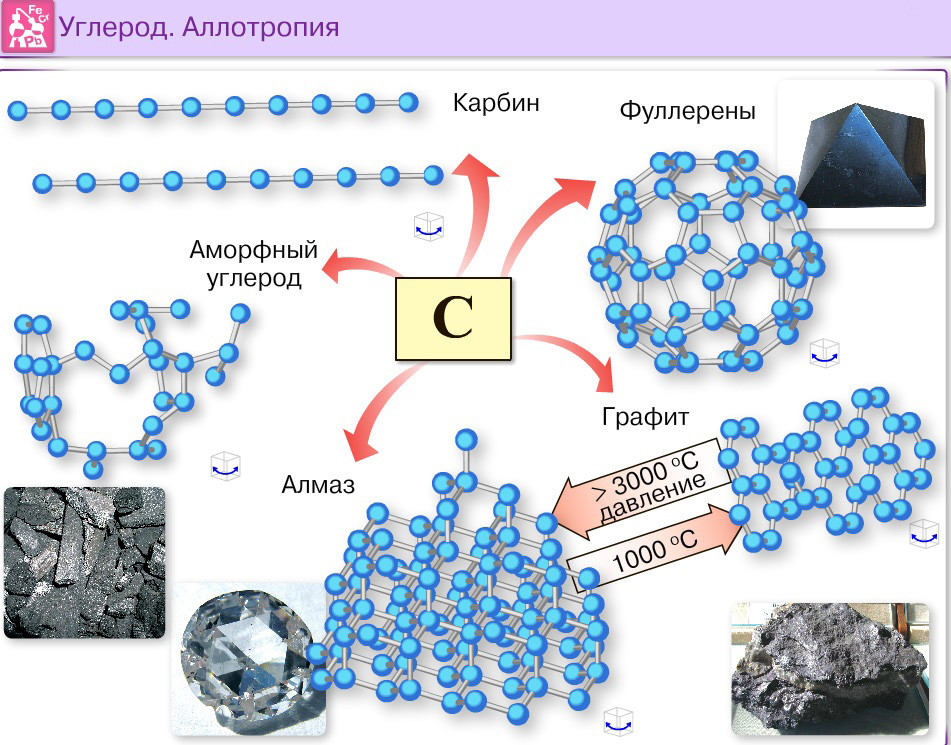 Рентгенограмма сплава
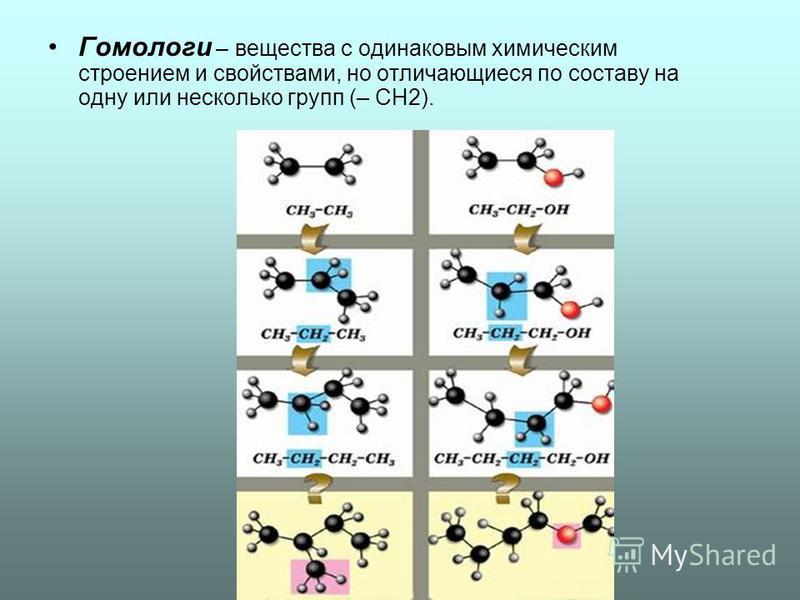
Рентгенограмма сплава Что такое изомер
Что такое изомер 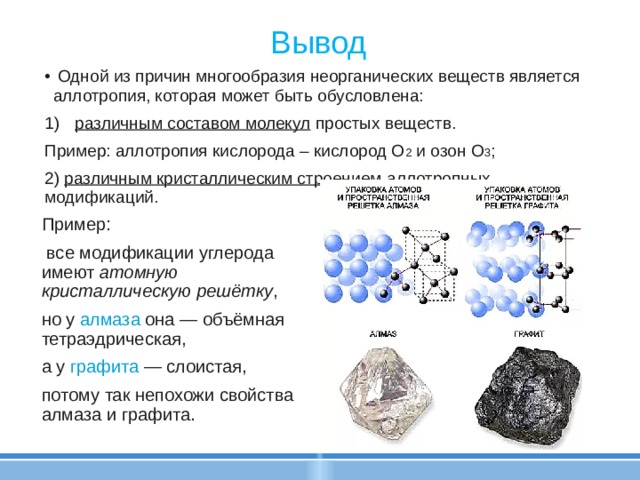 Разница между ними заключается в том, что у кислорода есть два атома кислорода, связанные двойной связью, тогда как озон состоит из трех атомов кислорода, которые существуют как резонансная структура.
Разница между ними заключается в том, что у кислорода есть два атома кислорода, связанные двойной связью, тогда как озон состоит из трех атомов кислорода, которые существуют как резонансная структура.
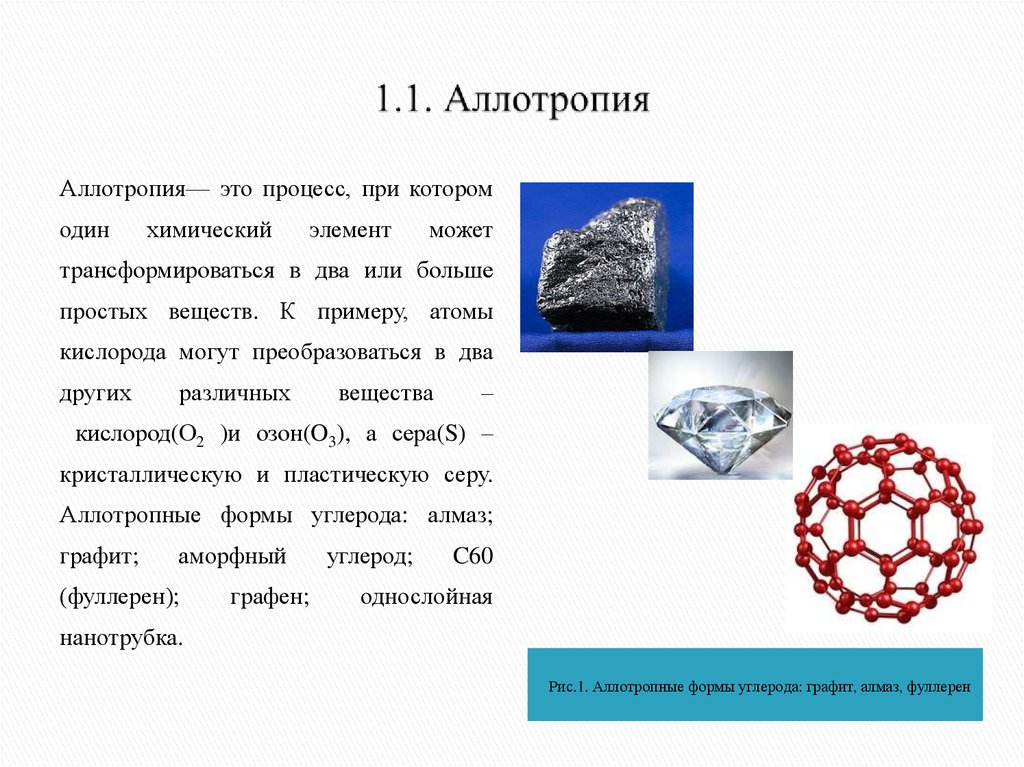
 Основное различие между аллотропом и изомером заключается в том, что аллотропы представляют собой соединения с одними и теми же элементами в разных химических формулах в разном расположении, тогда как изомеры представляют собой соединения, содержащие разные элементы с одной и той же химической формулой в разных расположениях.
Основное различие между аллотропом и изомером заключается в том, что аллотропы представляют собой соединения с одними и теми же элементами в разных химических формулах в разном расположении, тогда как изомеры представляют собой соединения, содержащие разные элементы с одной и той же химической формулой в разных расположениях. jpgФайл: Graphite-tn19a.jpg (CC BY-SA 3.0) через Commons Wikimedia
jpgФайл: Graphite-tn19a.jpg (CC BY-SA 3.0) через Commons Wikimedia 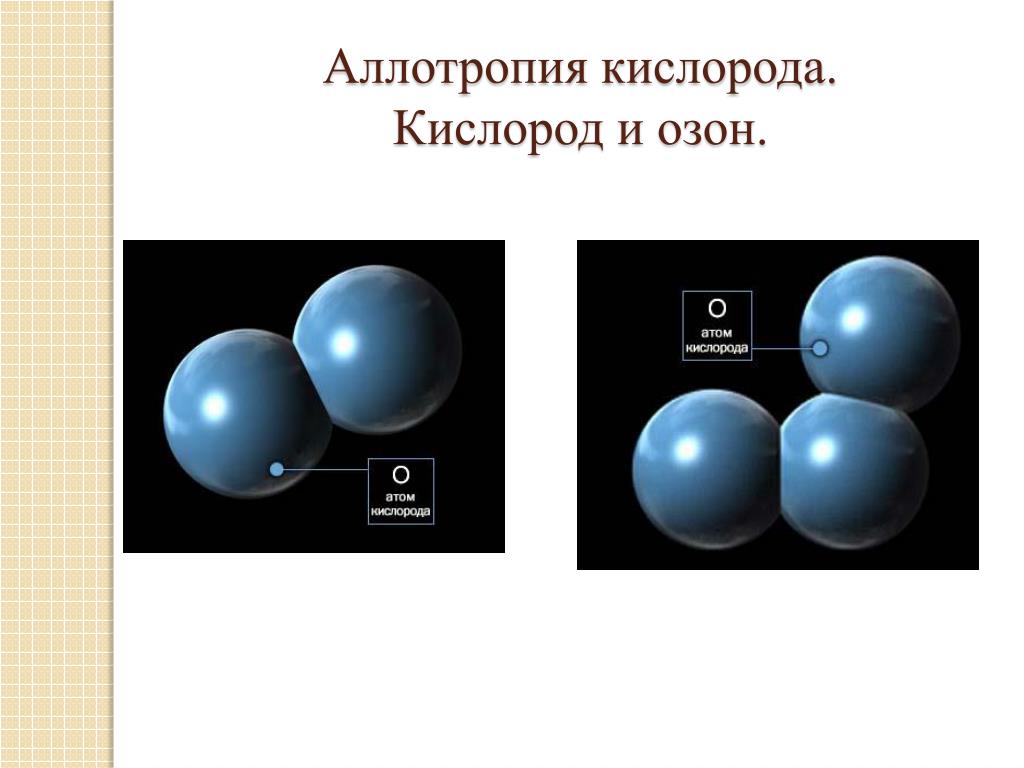
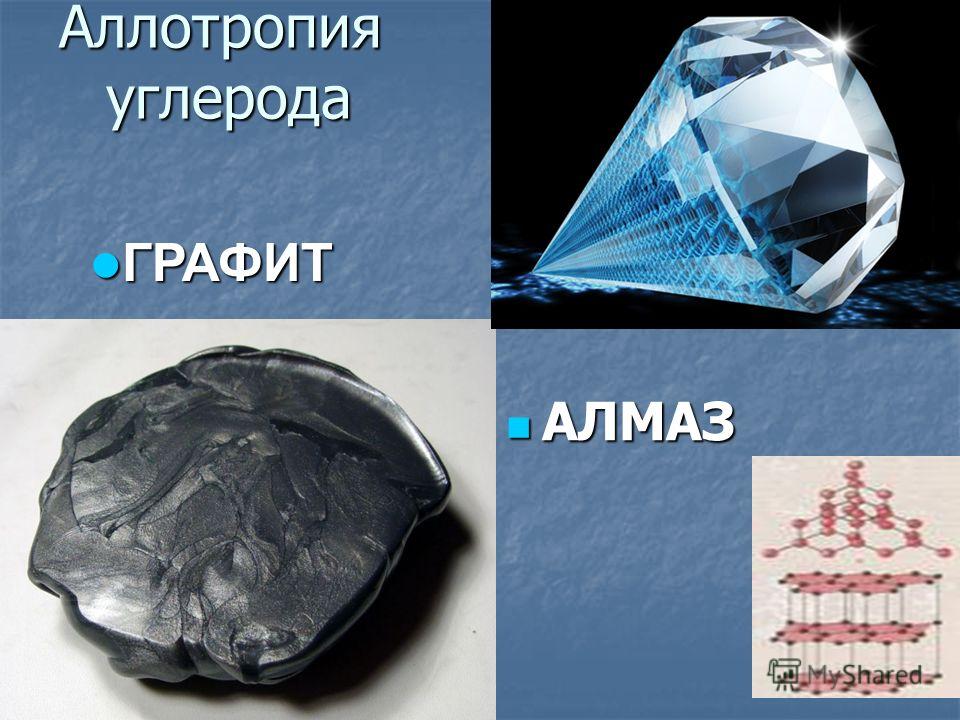
 Он обладает превосходными физическими свойствами, большая часть которых обусловлена сильной ковалентной связью между его атомами. Каждый атом углерода в алмазе ковалентно связан с четырьмя другими атомами углерода в тетраэдре. Эти тетраэдры вместе образуют трехмерную сеть шестичленных углеродных колец в конформации кресла, что обеспечивает нулевую угловую деформацию. Эта стабильная сеть ковалентных связей и шестиугольных колец является причиной того, что алмаз невероятно прочен как вещество.
Он обладает превосходными физическими свойствами, большая часть которых обусловлена сильной ковалентной связью между его атомами. Каждый атом углерода в алмазе ковалентно связан с четырьмя другими атомами углерода в тетраэдре. Эти тетраэдры вместе образуют трехмерную сеть шестичленных углеродных колец в конформации кресла, что обеспечивает нулевую угловую деформацию. Эта стабильная сеть ковалентных связей и шестиугольных колец является причиной того, что алмаз невероятно прочен как вещество.
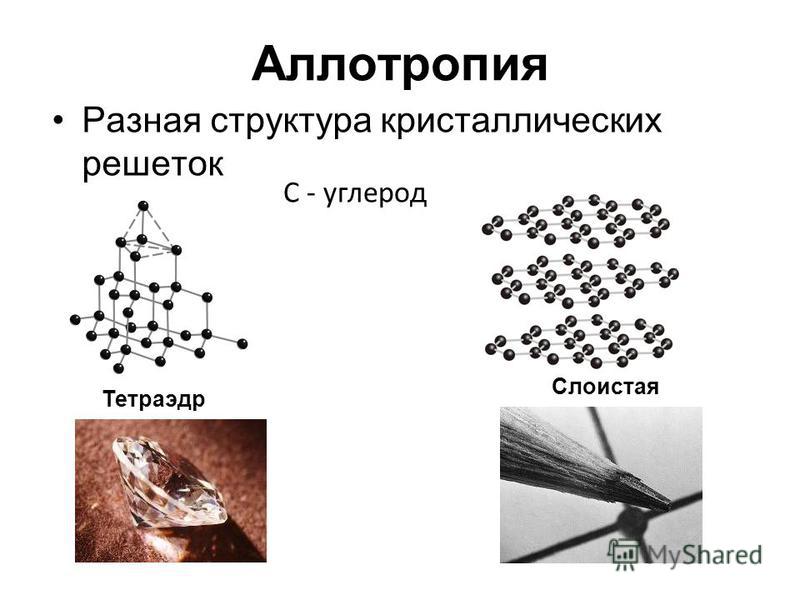
 В каждом слое атомы углерода расположены в гексагональной решетке с расстоянием между ними 0,142 нм, а расстояние между плоскостями (слоями) составляет 0,335 нм. Две известные формы графита, альфа (гексагональный) и бета (ромбоэдрический) имеют очень похожие физические свойства (за исключением того, что слои укладываются немного по-разному). Шестиугольный графит может быть плоским или изогнутым. Альфа-форма может быть преобразована в бета-форму посредством механической обработки, а бета-форма возвращается в альфа-форму при нагревании выше 1300 °C. Графит может проводить электричество из-за обширной делокализации электронов в углеродных слоях; поскольку электроны могут свободно двигаться, электричество движется через плоскость слоев. Графит также обладает самосмазывающимися и сухими смазывающими свойствами. Графит применяется в протезах, содержащих кровь, и термостойких материалах, поскольку он может выдерживать температуры до 3000 °C.
В каждом слое атомы углерода расположены в гексагональной решетке с расстоянием между ними 0,142 нм, а расстояние между плоскостями (слоями) составляет 0,335 нм. Две известные формы графита, альфа (гексагональный) и бета (ромбоэдрический) имеют очень похожие физические свойства (за исключением того, что слои укладываются немного по-разному). Шестиугольный графит может быть плоским или изогнутым. Альфа-форма может быть преобразована в бета-форму посредством механической обработки, а бета-форма возвращается в альфа-форму при нагревании выше 1300 °C. Графит может проводить электричество из-за обширной делокализации электронов в углеродных слоях; поскольку электроны могут свободно двигаться, электричество движется через плоскость слоев. Графит также обладает самосмазывающимися и сухими смазывающими свойствами. Графит применяется в протезах, содержащих кровь, и термостойких материалах, поскольку он может выдерживать температуры до 3000 °C. Этот материал демонстрирует исключительные электрические, тепловые и физические свойства. Это аллотроп углерода, структура которого представляет собой единый плоский лист sp 2 связанных атомов углерода, плотно упакованных в сотовую кристаллическую решетку. Длина связи углерод-углерод в графене составляет ~0,142 нм, и эти листы складываются в графит с межплоскостным расстоянием 0,335 нм. Графен является основным структурным элементом аллотропов углерода, таких как графит, древесный уголь, углеродные нанотрубки и фуллерены. Графен представляет собой полуметалл или полупроводник с нулевой запрещенной зоной, что позволяет ему демонстрировать высокую подвижность электронов при комнатной температуре. Графен — это захватывающий новый класс материалов, уникальные свойства которого делают его предметом постоянных исследований во многих лабораториях.
Этот материал демонстрирует исключительные электрические, тепловые и физические свойства. Это аллотроп углерода, структура которого представляет собой единый плоский лист sp 2 связанных атомов углерода, плотно упакованных в сотовую кристаллическую решетку. Длина связи углерод-углерод в графене составляет ~0,142 нм, и эти листы складываются в графит с межплоскостным расстоянием 0,335 нм. Графен является основным структурным элементом аллотропов углерода, таких как графит, древесный уголь, углеродные нанотрубки и фуллерены. Графен представляет собой полуметалл или полупроводник с нулевой запрещенной зоной, что позволяет ему демонстрировать высокую подвижность электронов при комнатной температуре. Графен — это захватывающий новый класс материалов, уникальные свойства которого делают его предметом постоянных исследований во многих лабораториях. Несмотря на то, что аморфный углерод можно изготовить, все еще существуют микроскопические кристаллы графитоподобного или алмазоподобного углерода. Свойства аморфного углерода зависят от соотношения гибридизованных связей sp 2 и sp 3 , присутствующих в материале. Графит состоит исключительно из sp 2 гибридизированных связей, тогда как алмаз состоит исключительно из sp 3 гибридные облигации. Материалы с высоким содержанием гибридных связей sp 3 называются тетраэдрическим аморфным углеродом (из-за тетраэдрической формы, образованной гибридными связями sp 3 ) или алмазоподобным углеродом (из-за сходства многих его физических свойств). к алмазным).
Несмотря на то, что аморфный углерод можно изготовить, все еще существуют микроскопические кристаллы графитоподобного или алмазоподобного углерода. Свойства аморфного углерода зависят от соотношения гибридизованных связей sp 2 и sp 3 , присутствующих в материале. Графит состоит исключительно из sp 2 гибридизированных связей, тогда как алмаз состоит исключительно из sp 3 гибридные облигации. Материалы с высоким содержанием гибридных связей sp 3 называются тетраэдрическим аморфным углеродом (из-за тетраэдрической формы, образованной гибридными связями sp 3 ) или алмазоподобным углеродом (из-за сходства многих его физических свойств). к алмазным). Buckyballs и Buckytubes были предметом интенсивных исследований как из-за их уникального химического состава, так и из-за их технологических применений, особенно в материаловедении, электронике и нанотехнологиях. Углеродные нанотрубки представляют собой цилиндрические молекулы углерода, которые обладают необычайной прочностью и уникальными электрическими свойствами и являются эффективными проводниками тепла. Углеродные нанотрубки — это недавно открытые аллотропы, в которых фуллереноподобные «бутоны» ковалентно присоединены к внешним боковым стенкам углеродной нанотрубки. Таким образом, нанотрубки проявляют свойства как нанотрубок, так и фуллеренов.
Buckyballs и Buckytubes были предметом интенсивных исследований как из-за их уникального химического состава, так и из-за их технологических применений, особенно в материаловедении, электронике и нанотехнологиях. Углеродные нанотрубки представляют собой цилиндрические молекулы углерода, которые обладают необычайной прочностью и уникальными электрическими свойствами и являются эффективными проводниками тепла. Углеродные нанотрубки — это недавно открытые аллотропы, в которых фуллереноподобные «бутоны» ковалентно присоединены к внешним боковым стенкам углеродной нанотрубки. Таким образом, нанотрубки проявляют свойства как нанотрубок, так и фуллеренов.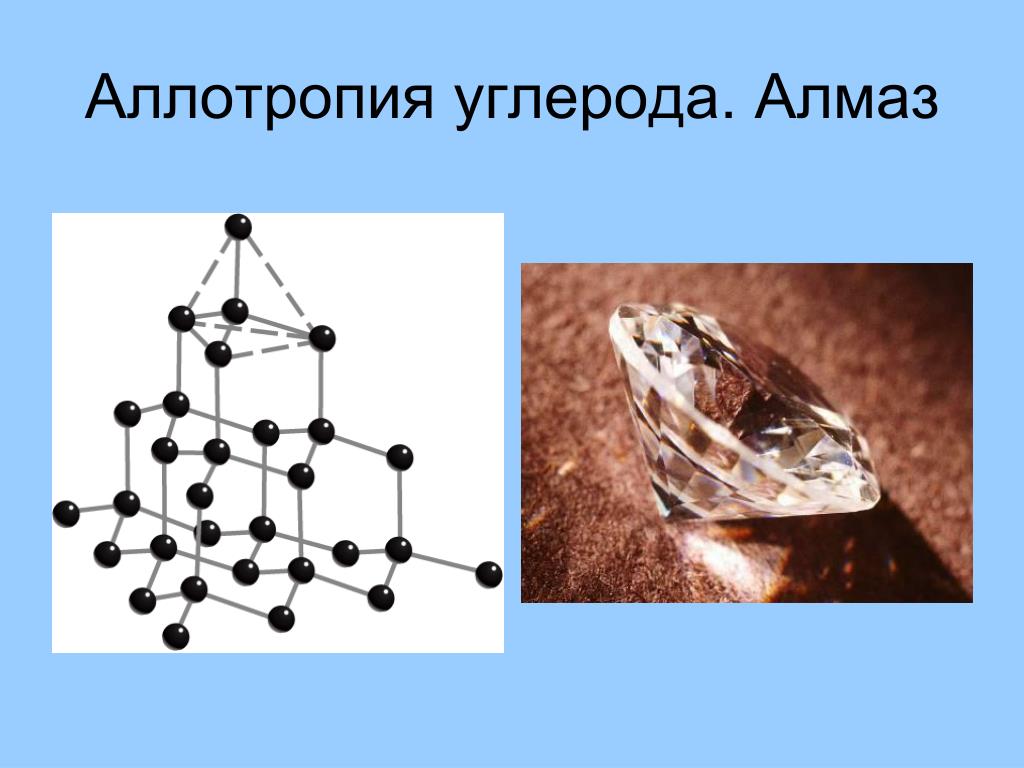
 wikipedia.org/wiki/Glassy_carbon
wikipedia.org/wiki/Glassy_carbon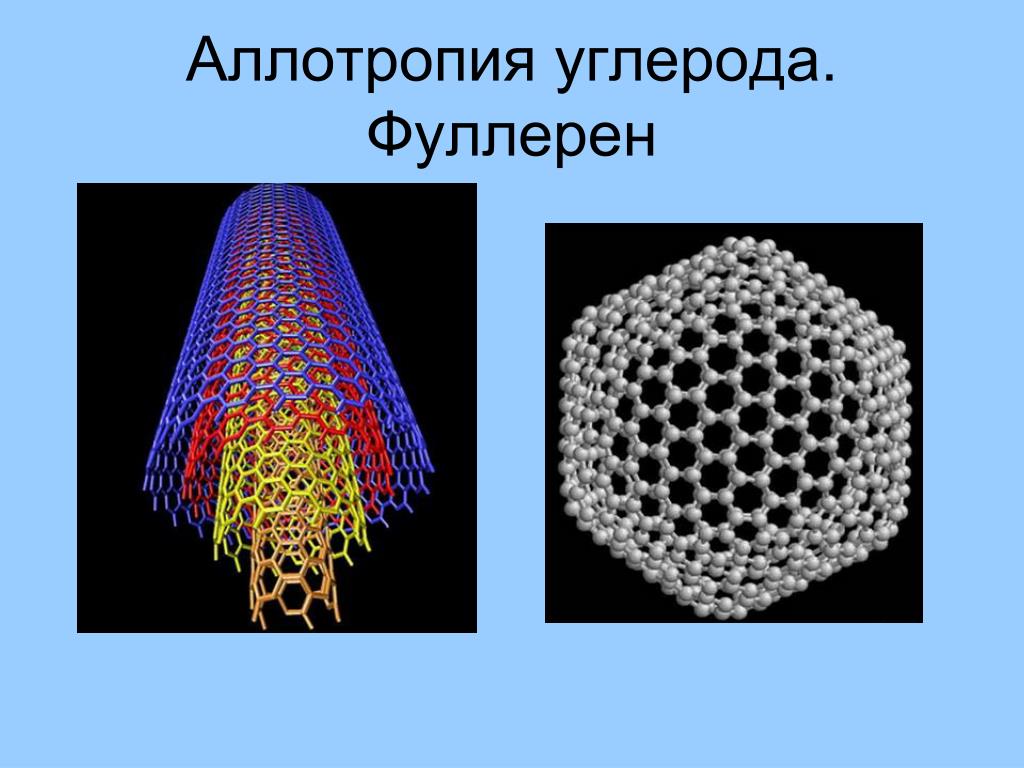



 Поэтому большинство домашних мастеров используют не «фабричные» а самодельные трубогибы. Или заказывают услугу у специализированных компаний.
Поэтому большинство домашних мастеров используют не «фабричные» а самодельные трубогибы. Или заказывают услугу у специализированных компаний. Прижимное усилие будет генерироваться струбциной.
Прижимное усилие будет генерироваться струбциной. org/BreadcrumbList»>
org/BreadcrumbList»>


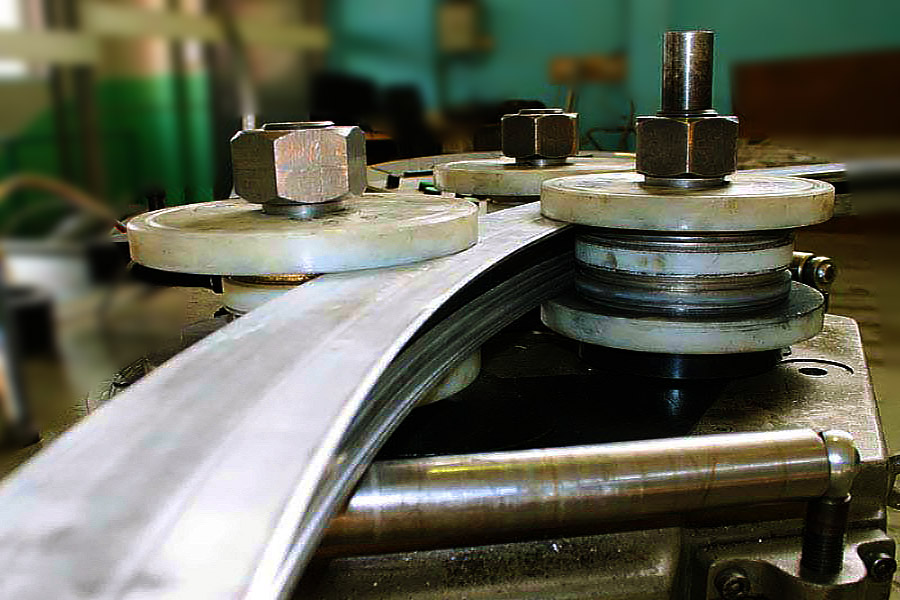 Суть данного вида изгиба – радиус изгиба, который равен как минимум 3-4 диаметрам трубы и зависит от толщины стенки профиля.
Суть данного вида изгиба – радиус изгиба, который равен как минимум 3-4 диаметрам трубы и зависит от толщины стенки профиля. Кроме того, заготовку можно согнуть под углом до 360 градусов — на полный круг. Гибка труб большого диаметра осуществляется на электрических станках по следующему принципу гибки: сначала один конец заготовки устанавливается в специальный захват, а затем наматывается на колодку нужного радиуса.
Кроме того, заготовку можно согнуть под углом до 360 градусов — на полный круг. Гибка труб большого диаметра осуществляется на электрических станках по следующему принципу гибки: сначала один конец заготовки устанавливается в специальный захват, а затем наматывается на колодку нужного радиуса.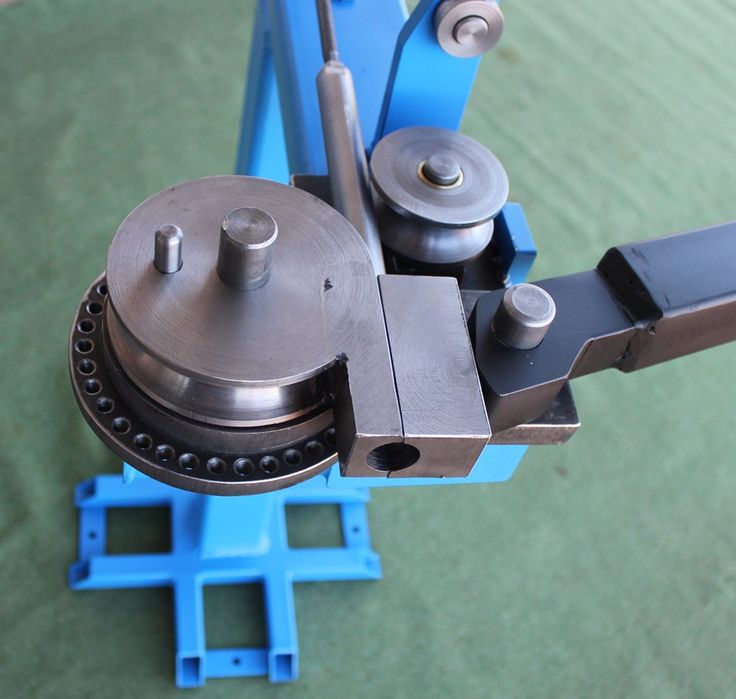


 Вы можете нажать на конкретную модель, чтобы прочитать более подробную информацию о машине и некоторые связанные истории о машине.
Вы можете нажать на конкретную модель, чтобы прочитать более подробную информацию о машине и некоторые связанные истории о машине.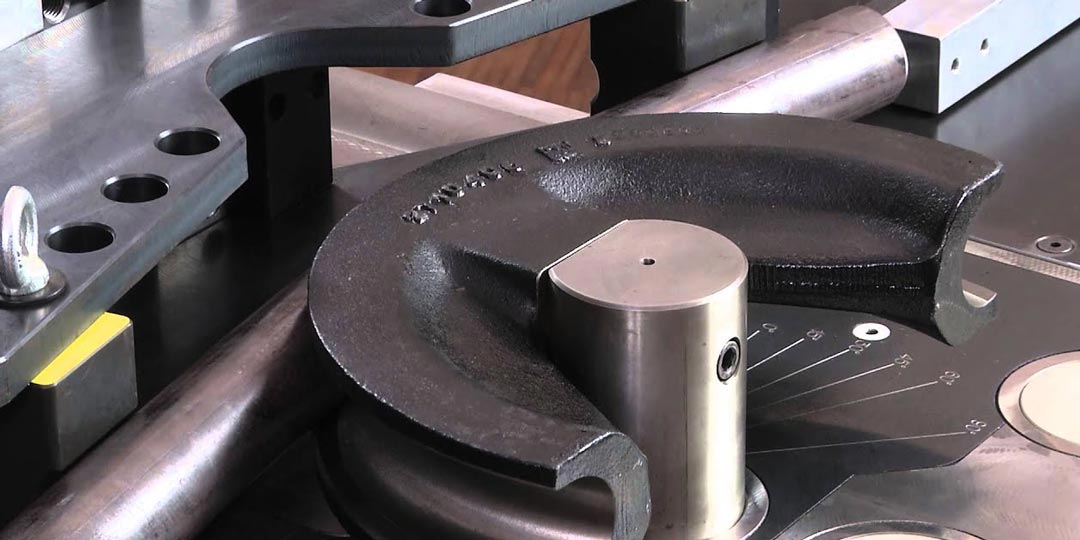
 Но сделать это легко, ведь латунь очень хорошо полируется.
Но сделать это легко, ведь латунь очень хорошо полируется.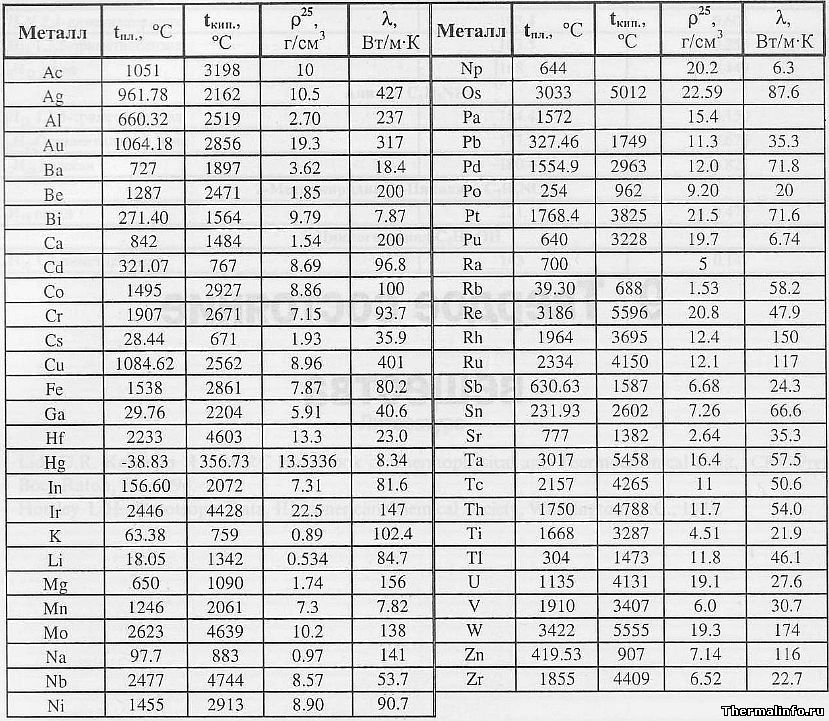 Используется такое соединение в изготовлении знаков отличия и различных предметов искусства и интерьера — статуэток, рамок, подсвечников.
Используется такое соединение в изготовлении знаков отличия и различных предметов искусства и интерьера — статуэток, рамок, подсвечников.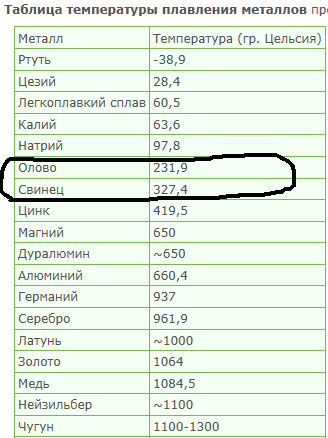 Для этого необходимо собрать специальное оборудование и иметь большую рабочую область, позволяющую соблюдать все меры безопасности, требующиеся при работе с раскалённым или расплавленным металлом.
Для этого необходимо собрать специальное оборудование и иметь большую рабочую область, позволяющую соблюдать все меры безопасности, требующиеся при работе с раскалённым или расплавленным металлом. Для дополнительной жаропрочности и надёжности можно обмазать его раствором силиката калия, или просто «жидким стеклом» с примесью талька. Такой тигель прослужит намного дольше и выдержит большее количество расплавлений. Есть также и тигли, выполненные из графита, но они сильно уступают глиняным по надёжности. Для операций с тиглем необходимо изготовить или приобрести щипцы. Они должны обладать довольно длинными ручками и иметь закруглённые губки.
Для дополнительной жаропрочности и надёжности можно обмазать его раствором силиката калия, или просто «жидким стеклом» с примесью талька. Такой тигель прослужит намного дольше и выдержит большее количество расплавлений. Есть также и тигли, выполненные из графита, но они сильно уступают глиняным по надёжности. Для операций с тиглем необходимо изготовить или приобрести щипцы. Они должны обладать довольно длинными ручками и иметь закруглённые губки.
 Объясняется это тем, что данный металл, основу которого составляет медь, очень активно используется для производства продукции различного назначения. Зная температуру плавления данного металла, можно даже в домашних условиях изготавливать из него не только предметы интерьера, но и элементы различных конструкций.
Объясняется это тем, что данный металл, основу которого составляет медь, очень активно используется для производства продукции различного назначения. Зная температуру плавления данного металла, можно даже в домашних условиях изготавливать из него не только предметы интерьера, но и элементы различных конструкций.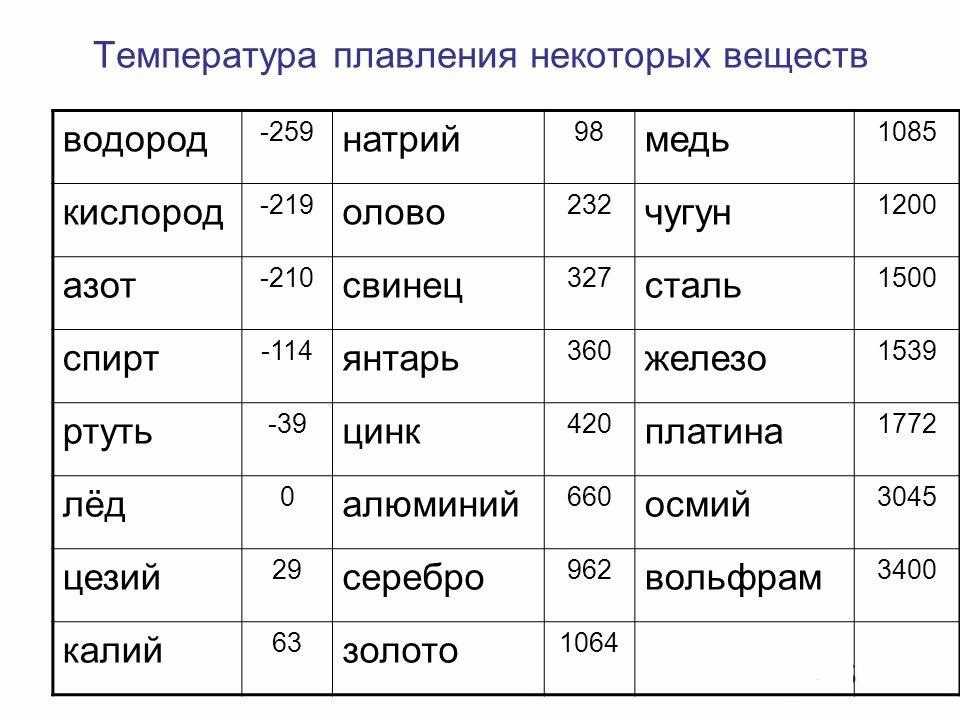 Кроме того, из латуни изготавливают элементы мебельных конструкций и предметы интерьера. Основной технологической операцией, позволяющей придать изделию из латуни требуемую конфигурацию, является литье, которое, как уже говорилось выше, можно выполнить и в домашних условиях. Естественно, чтобы провести такую операцию, необходимо знать, при какой температуре латунь плавится.
Кроме того, из латуни изготавливают элементы мебельных конструкций и предметы интерьера. Основной технологической операцией, позволяющей придать изделию из латуни требуемую конфигурацию, является литье, которое, как уже говорилось выше, можно выполнить и в домашних условиях. Естественно, чтобы провести такую операцию, необходимо знать, при какой температуре латунь плавится.


 Конечно, можно выполнять нагрев тигля и при помощи угля, но большей эффективностью и удобством использования обладают печи, нагрев в которых осуществляется при помощи индукционного принципа. Для того чтобы сделать и эффективно использовать нагревательное устройство такого типа, вам потребуется источник тока, мощность которого составляет порядка 20–25 кВт.
Конечно, можно выполнять нагрев тигля и при помощи угля, но большей эффективностью и удобством использования обладают печи, нагрев в которых осуществляется при помощи индукционного принципа. Для того чтобы сделать и эффективно использовать нагревательное устройство такого типа, вам потребуется источник тока, мощность которого составляет порядка 20–25 кВт.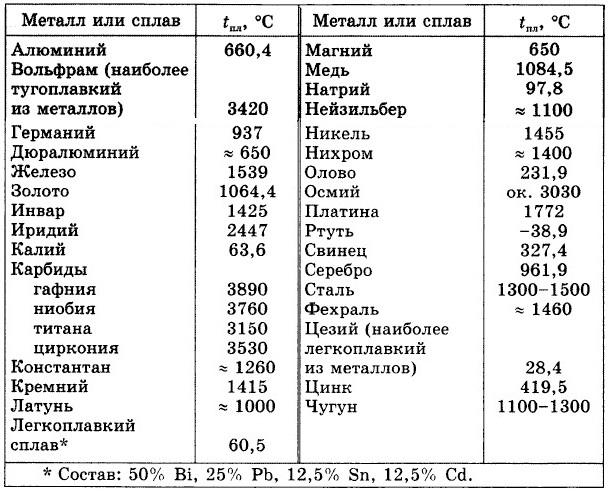 Поскольку при плавке из латуни начинает выделяться цинк, пары которого вредны для здоровья, в месте выполнения литья нужно предусмотреть хорошую вентиляцию.
Поскольку при плавке из латуни начинает выделяться цинк, пары которого вредны для здоровья, в месте выполнения литья нужно предусмотреть хорошую вентиляцию. Следует иметь в виду: чем меньше будут такие куски, помещенные в тигель, тем быстрее начнется процесс плавления.
Следует иметь в виду: чем меньше будут такие куски, помещенные в тигель, тем быстрее начнется процесс плавления. Выполнить такую операцию совсем несложно, если взять для этого обычную стальную проволоку.
Выполнить такую операцию совсем несложно, если взять для этого обычную стальную проволоку. Чтобы минимизировать последствия этого процесса, который негативно отражается на характеристиках сплава, можно использовать обычный древесный уголь.
Чтобы минимизировать последствия этого процесса, который негативно отражается на характеристиках сплава, можно использовать обычный древесный уголь. В зависимости от проекта или конечного использования температура плавления может иметь огромное влияние на результат. Если вы пытаетесь расплавить металл или подвергаете металл воздействию высоких температур, вам нужно знать температуру плавления конкретного материала, который вы используете.
В зависимости от проекта или конечного использования температура плавления может иметь огромное влияние на результат. Если вы пытаетесь расплавить металл или подвергаете металл воздействию высоких температур, вам нужно знать температуру плавления конкретного материала, который вы используете. Просканируйте ниже, чтобы узнать температуры плавления популярных металлов, которые вы можете приобрести в Online Metals сегодня.
Просканируйте ниже, чтобы узнать температуры плавления популярных металлов, которые вы можете приобрести в Online Metals сегодня.
 автор: ИМС
автор: ИМС
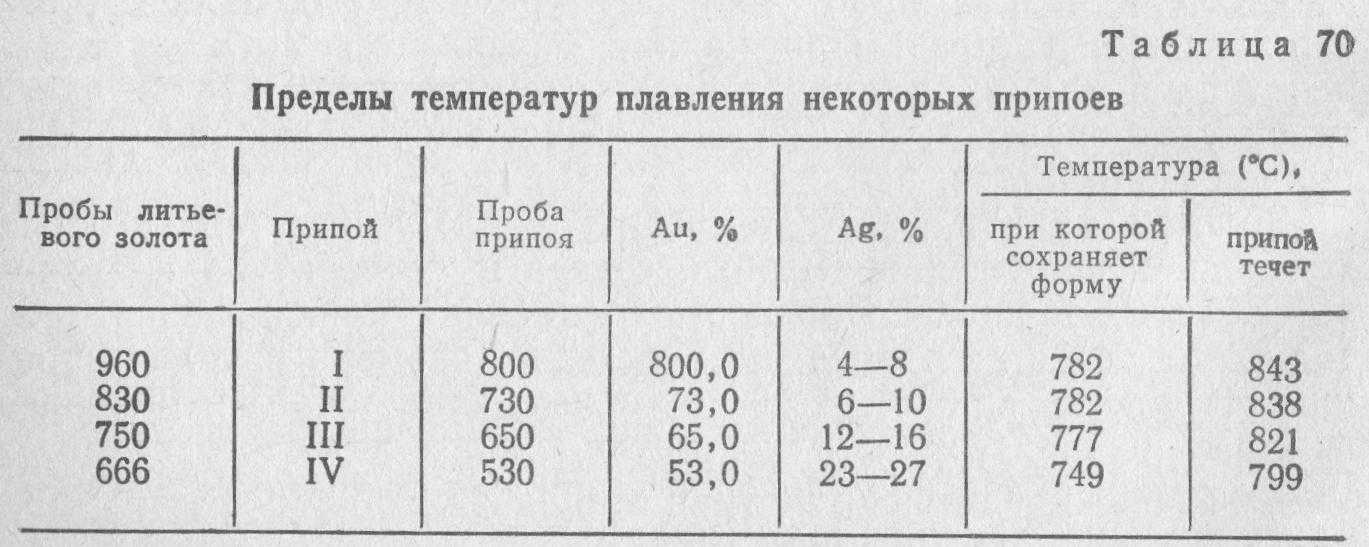
 По мере плавления наполнитель втягивается в шов, а затем затвердевает при охлаждении. Две соединяемые части никогда не достигают точки плавления, а это означает, что соединение не является постоянным.
По мере плавления наполнитель втягивается в шов, а затем затвердевает при охлаждении. Две соединяемые части никогда не достигают точки плавления, а это означает, что соединение не является постоянным. 0°F (977°С). Кремниевая бронза представляет собой латунный сплав с низким содержанием свинца, который обычно состоит из 96% меди и небольшого процента кремния. Его температура плавления составляет 1880 F (1025 C).
0°F (977°С). Кремниевая бронза представляет собой латунный сплав с низким содержанием свинца, который обычно состоит из 96% меди и небольшого процента кремния. Его температура плавления составляет 1880 F (1025 C).



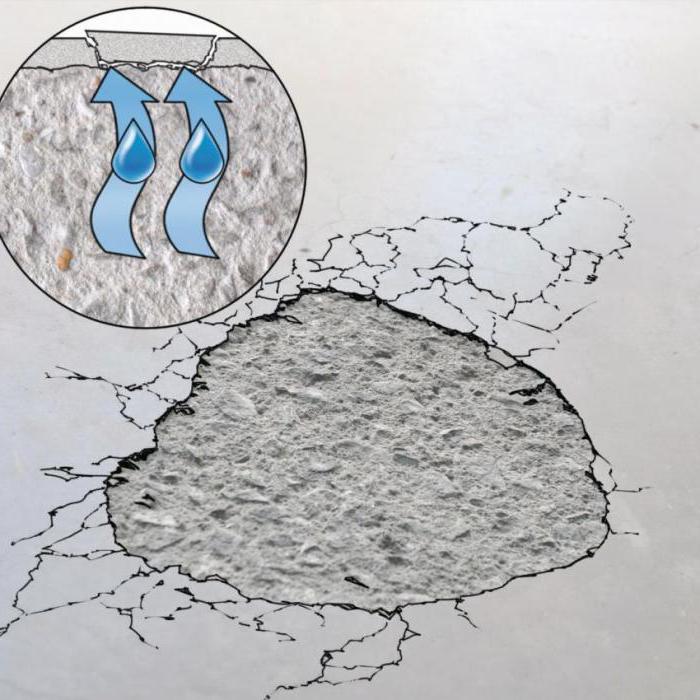

 Вещества добавляют в бетон на строительных площадках, на бетонном заводе при изготовлении бетона или в автомиксер на строительной площадке.
Вещества добавляют в бетон на строительных площадках, на бетонном заводе при изготовлении бетона или в автомиксер на строительной площадке. Выбор водоотталкивающего средства будет зависеть от защищаемой поверхности, условий воздействия и эстетики. Доступен широкий ассортимент водоотталкивающих средств, предлагающих множество вариантов цвета, текстуры поверхности, степени блеска и способов нанесения.
Выбор водоотталкивающего средства будет зависеть от защищаемой поверхности, условий воздействия и эстетики. Доступен широкий ассортимент водоотталкивающих средств, предлагающих множество вариантов цвета, текстуры поверхности, степени блеска и способов нанесения. Этот тест часто используется для оценки проникновения воды до и после нанесения водоотталкивающего средства или для оценки относительной эффективности нескольких водоотталкивающих систем.
Этот тест часто используется для оценки проникновения воды до и после нанесения водоотталкивающего средства или для оценки относительной эффективности нескольких водоотталкивающих систем.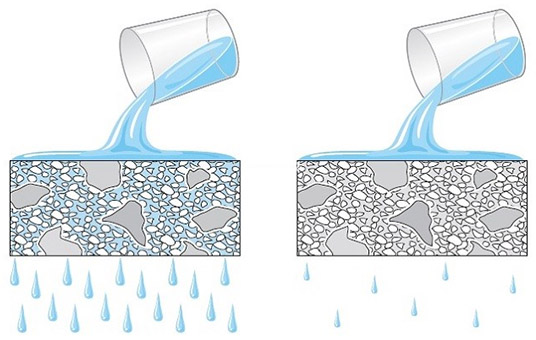
 Гидрофобизатор вводится в бетонную смесь на блочном заводе. Таким образом, каждый блок имеет водоотталкивающий слой по всему бетону в блоке. Для раствора гидрофобизатор добавляется в смесь на стройплощадке. При использовании интегральных гидрофобизаторов очень важно, чтобы репеллент был включен как в блок, так и в раствор, чтобы обеспечить надлежащие характеристики стены.
Гидрофобизатор вводится в бетонную смесь на блочном заводе. Таким образом, каждый блок имеет водоотталкивающий слой по всему бетону в блоке. Для раствора гидрофобизатор добавляется в смесь на стройплощадке. При использовании интегральных гидрофобизаторов очень важно, чтобы репеллент был включен как в блок, так и в раствор, чтобы обеспечить надлежащие характеристики стены. Краски представляют собой смесь пигмента, скрывающего поверхность, и смолы, связывающей пигмент вместе. Соотношение пигмента и смолы, а также тип смолы влияют на текучесть, блеск и долговечность краски.
Краски представляют собой смесь пигмента, скрывающего поверхность, и смолы, связывающей пигмент вместе. Соотношение пигмента и смолы, а также тип смолы влияют на текучесть, блеск и долговечность краски. Обычные наполнители включают латексные покрытия и портландцемент. Кроме того, акриловый латекс или поливинилацетат иногда комбинируют с портландцементом для использования в качестве наполнителя. Шпаклевку следует энергично втирать в поверхность кирпичной кладки с помощью относительно короткой жесткой щетки.
Обычные наполнители включают латексные покрытия и портландцемент. Кроме того, акриловый латекс или поливинилацетат иногда комбинируют с портландцементом для использования в качестве наполнителя. Шпаклевку следует энергично втирать в поверхность кирпичной кладки с помощью относительно короткой жесткой щетки. Белый и светлые тона, как правило, являются наиболее удовлетворительными.
Белый и светлые тона, как правило, являются наиболее удовлетворительными. Эти обработки классифицируются по типу смолы, такой как силикон или акрил.
Эти обработки классифицируются по типу смолы, такой как силикон или акрил.  Было обнаружено, что силиконы уменьшают появление высолов на стенах из бетонной кладки.
Было обнаружено, что силиконы уменьшают появление высолов на стенах из бетонной кладки.  Стоимость сопоставима с силанами и немного выше, чем у силиконовых смол.
Стоимость сопоставима с силанами и немного выше, чем у силиконовых смол.  Резиновые и эпоксидные краски обладают высокой устойчивостью к химическим веществам и агрессивным газам и обычно используются в промышленности.
Резиновые и эпоксидные краски обладают высокой устойчивостью к химическим веществам и агрессивным газам и обычно используются в промышленности. Обычно рекомендуется применять репеллент, когда ожидается, что температура останется выше 40 ° F (4 ° C) в течение двух-четырех дней после нанесения. Во время распыления не должно быть ветра или ветра должно быть мало, чтобы избежать неравномерного покрытия и стекания обработки на другие материалы. При нанесении следует защищать прилегающие ландшафты, и, в зависимости от обработки поверхности, может также потребоваться защита других строительных материалов, таких как алюминий или стекло.
Обычно рекомендуется применять репеллент, когда ожидается, что температура останется выше 40 ° F (4 ° C) в течение двух-четырех дней после нанесения. Во время распыления не должно быть ветра или ветра должно быть мало, чтобы избежать неравномерного покрытия и стекания обработки на другие материалы. При нанесении следует защищать прилегающие ландшафты, и, в зависимости от обработки поверхности, может также потребоваться защита других строительных материалов, таких как алюминий или стекло. При некоторых поверхностных обработках каменная кладка не должна быть покрыта для надлежащей адгезии. В этих случаях старая обработка может выветриться, или, если время не позволяет этого, промывка под давлением с последующей промывкой водой под высоким давлением может удалить предыдущую обработку поверхности кирпичной кладки.
При некоторых поверхностных обработках каменная кладка не должна быть покрыта для надлежащей адгезии. В этих случаях старая обработка может выветриться, или, если время не позволяет этого, промывка под давлением с последующей промывкой водой под высоким давлением может удалить предыдущую обработку поверхности кирпичной кладки.

 Национальная ассоциация бетонщиков, 2004 г.
Национальная ассоциация бетонщиков, 2004 г.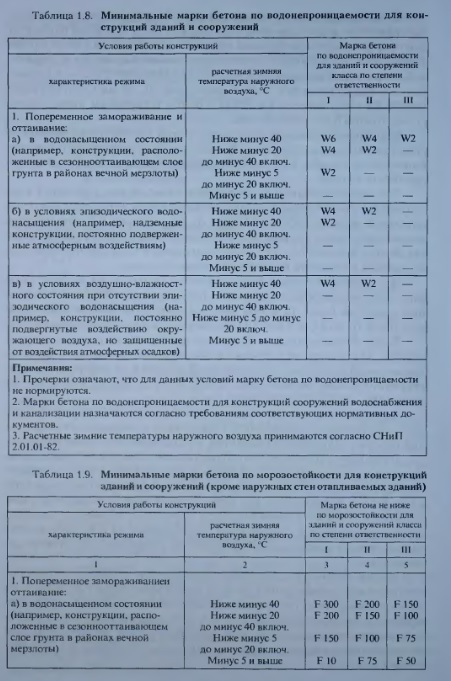 Так как при засыпке мембрана может проколоться и порваться, необходимо также установить защитные плиты.
Так как при засыпке мембрана может проколоться и порваться, необходимо также установить защитные плиты.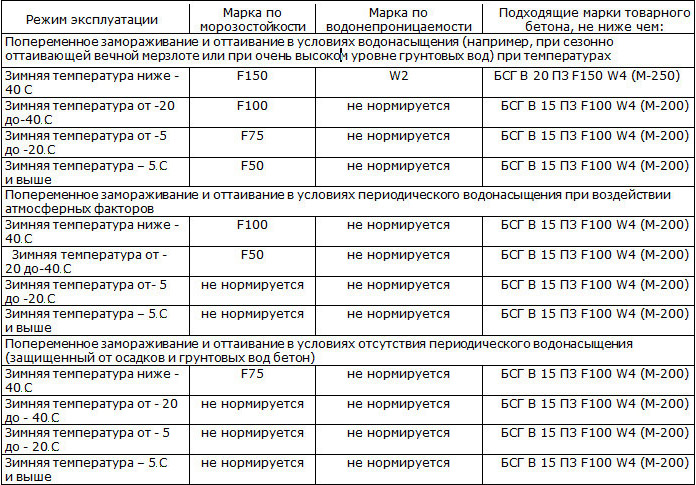 . Мембраны, наносимые жидкостью, портятся под воздействием УФ-излучения и не выдерживают пешеходного движения. Сами жидкости также содержат токсичные и опасные летучие органические соединения (ЛОС).
. Мембраны, наносимые жидкостью, портятся под воздействием УФ-излучения и не выдерживают пешеходного движения. Сами жидкости также содержат токсичные и опасные летучие органические соединения (ЛОС).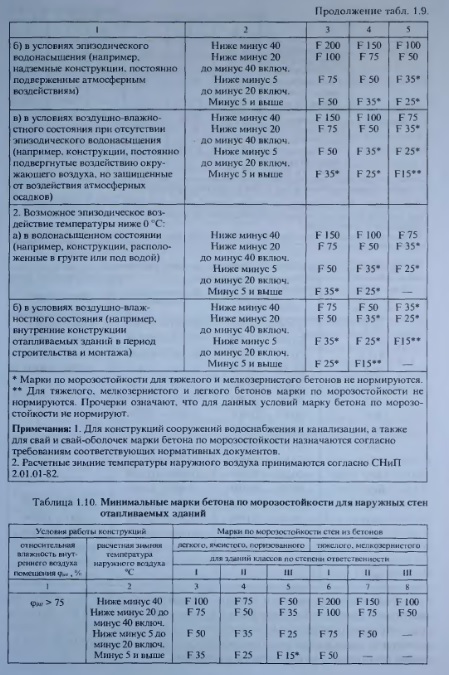 Их обычно не характеризуют как гидроизоляционные материалы или репелленты, поскольку они не обладают способностью герметизировать трещины и стыки. Бетон, находящийся под гидростатическим давлением, требует дополнительных методов гидроизоляции, чтобы защитить его от повреждений и износа.
Их обычно не характеризуют как гидроизоляционные материалы или репелленты, поскольку они не обладают способностью герметизировать трещины и стыки. Бетон, находящийся под гидростатическим давлением, требует дополнительных методов гидроизоляции, чтобы защитить его от повреждений и износа. В отличие от своих гидрофобных аналогов, кристаллические системы фактически используют доступную воду для выращивания кристаллов внутри бетона, эффективно закрывая пути для влаги, которая может повредить бетон. Они блокируют воду с любого направления, потому что сам бетон становится водной преградой. Кристаллическая формула не содержит летучих органических соединений и может быть полностью переработана при разрушении.
В отличие от своих гидрофобных аналогов, кристаллические системы фактически используют доступную воду для выращивания кристаллов внутри бетона, эффективно закрывая пути для влаги, которая может повредить бетон. Они блокируют воду с любого направления, потому что сам бетон становится водной преградой. Кристаллическая формула не содержит летучих органических соединений и может быть полностью переработана при разрушении.
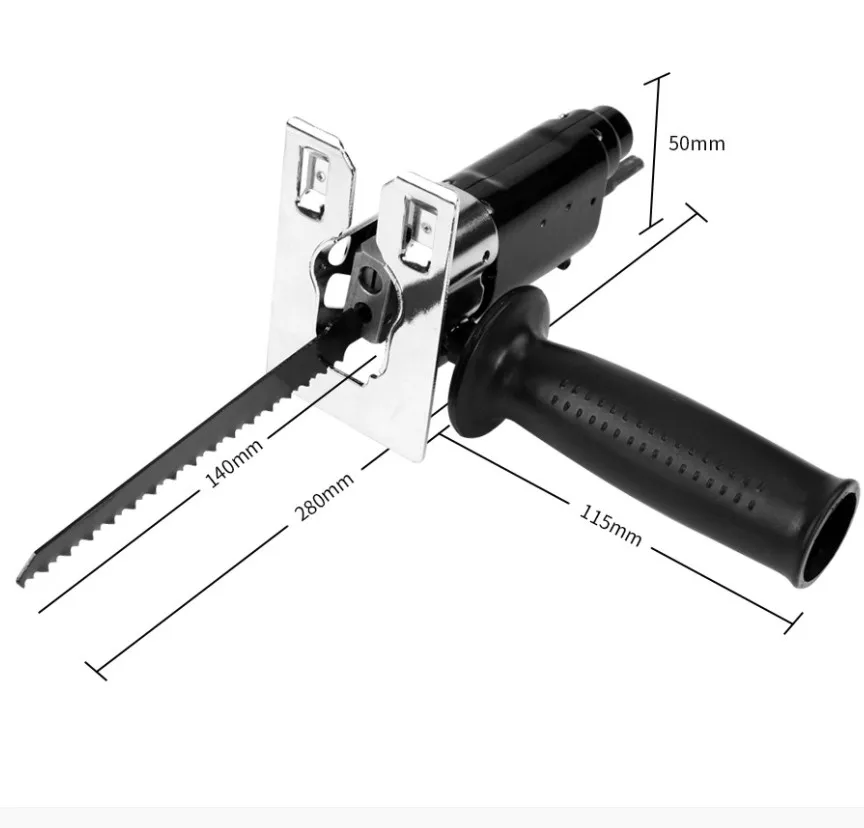
 Функция сверления дополняется возможностью выполнения глухих отверстий. К примеру, при помощи различных насадок можно выполнять углубления для дверных петель. Для такой цели применяется сверло Форстнера. Основание углубления получается довольно плоским, а края отверстия отличаются гладкостью. Вместо такой насадки, можно использовать перьевые сверла.
Функция сверления дополняется возможностью выполнения глухих отверстий. К примеру, при помощи различных насадок можно выполнять углубления для дверных петель. Для такой цели применяется сверло Форстнера. Основание углубления получается довольно плоским, а края отверстия отличаются гладкостью. Вместо такой насадки, можно использовать перьевые сверла. Такие изделия используются для обработки тонких листов металла. Обычно с их помощью режет профильные металлические листы, а также поликарбонат, металлочерепицу и профилированный пластик. Насадка «Сверчок» часто используется при строительстве заборов из металлопрофиля.
Такие изделия используются для обработки тонких листов металла. Обычно с их помощью режет профильные металлические листы, а также поликарбонат, металлочерепицу и профилированный пластик. Насадка «Сверчок» часто используется при строительстве заборов из металлопрофиля. Минимальное количество оборотов равняется 1500.
Минимальное количество оборотов равняется 1500. Среди них можно выделить следующие:
Среди них можно выделить следующие:
 Оно включает корпус и материал для шлифования. Основным отличием таких моделей является направление щетины. Она располагается от центра к краям корпуса. При использовании дисковых насадок следует соблюдать особую осторожность. В противном случае покрытие может быть испорчено.
Оно включает корпус и материал для шлифования. Основным отличием таких моделей является направление щетины. Она располагается от центра к краям корпуса. При использовании дисковых насадок следует соблюдать особую осторожность. В противном случае покрытие может быть испорчено. Вместо них, может использоваться любой другой абразивный материал. Закрепляется такая насадка стандартным способом. Благодаря ей можно хорошо отшлифовать внутреннюю поверхность отверстия.
Вместо них, может использоваться любой другой абразивный материал. Закрепляется такая насадка стандартным способом. Благодаря ей можно хорошо отшлифовать внутреннюю поверхность отверстия. youtube.com/embed/eliySJYp1LQ»>
youtube.com/embed/eliySJYp1LQ»> 
 Для такой операции отлично подойдёт сверло Форстнера. Отверстие получится плоским, а края абсолютно гладкими. А также можно использовать вместо Форстнера перовые свёрла.
Для такой операции отлично подойдёт сверло Форстнера. Отверстие получится плоским, а края абсолютно гладкими. А также можно использовать вместо Форстнера перовые свёрла. Такое приспособление применяется для того, чтобы нарезать тонкий листовой металл:
Такое приспособление применяется для того, чтобы нарезать тонкий листовой металл: оборотов в минуту. Минимальное количество составляет 1500 оборотов в минуту.
оборотов в минуту. Минимальное количество составляет 1500 оборотов в минуту.

 Корпус изготавливают из прочного пластика или металла. Если купили мягкую насадку на дрель, то её можно использовать для полировки покрытия автомобиля.
Корпус изготавливают из прочного пластика или металла. Если купили мягкую насадку на дрель, то её можно использовать для полировки покрытия автомобиля.
 Обработке можно подвергнуть стекло, металл или дерево. Обычно применяется для того, чтобы заточить торец стекла. Различаются жёсткие и мягкие в зависимости от цели покупки.
Обработке можно подвергнуть стекло, металл или дерево. Обычно применяется для того, чтобы заточить торец стекла. Различаются жёсткие и мягкие в зависимости от цели покупки. Это своеобразный корпус с поводком и точильным камнем, который расположен внутри. Отверстия для затачивания сверла имеют разный диаметр. Количество их может достигать 15 штук.
Это своеобразный корпус с поводком и точильным камнем, который расположен внутри. Отверстия для затачивания сверла имеют разный диаметр. Количество их может достигать 15 штук. Приспособление изготавливают из лёгких материалов, которые занимают очень мало места.
Приспособление изготавливают из лёгких материалов, которые занимают очень мало места.
 Доступны шурупы из нержавеющей стали для настила и оцинкованные для пола. Запатентованная насадка Pro Plug Glue Nozzle покрывает боковую часть отверстия для максимальной удерживающей способности (клей не входит в комплект).
Доступны шурупы из нержавеющей стали для настила и оцинкованные для пола. Запатентованная насадка Pro Plug Glue Nozzle покрывает боковую часть отверстия для максимальной удерживающей способности (клей не входит в комплект).

 в разделе «ЗАГРУЗКИ» выше.
в разделе «ЗАГРУЗКИ» выше.
 ESUPVC ГНЕЗДОВЕНТИЛЯЦИОННОЕ ПОКРЫТИЕ UPVCЛакДекор для стенОРЕХОВОЕ ДЕРЕВОВОДОСТОКВодоизоляцияВосковая полирольВилы для прополкиКОЛЕСОКолесная тачкаWhite SpritWHITE WOODЛебедкиОКОННЫЙ ПРОФИЛЬКлей для дереваЗащитное средство для дереваОборудование и снаряжение для обеспечения безопасности работРазрушение и монтажные брусьяРазрушительные брусьяГаечные ключиY BRANCH UPVC
ESUPVC ГНЕЗДОВЕНТИЛЯЦИОННОЕ ПОКРЫТИЕ UPVCЛакДекор для стенОРЕХОВОЕ ДЕРЕВОВОДОСТОКВодоизоляцияВосковая полирольВилы для прополкиКОЛЕСОКолесная тачкаWhite SpritWHITE WOODЛебедкиОКОННЫЙ ПРОФИЛЬКлей для дереваЗащитное средство для дереваОборудование и снаряжение для обеспечения безопасности работРазрушение и монтажные брусьяРазрушительные брусьяГаечные ключиY BRANCH UPVC ESUPVC ГНЕЗДОВЕНТИЛЯЦИОННОЕ ПОКРЫТИЕ UPVCЛакДекор для стенОРЕХОВОЕ ДЕРЕВОВОДОСТОКВодоизоляцияВосковая полирольВилы для прополкиКОЛЕСОКолесная тачкаWhite SpritWHITE WOODЛебедкиОКОННЫЙ ПРОФИЛЬКлей для дереваЗащитное средство для дереваОборудование и снаряжение для обеспечения безопасности работРазрушение и монтажные брусьяРазрушительные брусьяГаечные ключиY BRANCH UPVC
ESUPVC ГНЕЗДОВЕНТИЛЯЦИОННОЕ ПОКРЫТИЕ UPVCЛакДекор для стенОРЕХОВОЕ ДЕРЕВОВОДОСТОКВодоизоляцияВосковая полирольВилы для прополкиКОЛЕСОКолесная тачкаWhite SpritWHITE WOODЛебедкиОКОННЫЙ ПРОФИЛЬКлей для дереваЗащитное средство для дереваОборудование и снаряжение для обеспечения безопасности работРазрушение и монтажные брусьяРазрушительные брусьяГаечные ключиY BRANCH UPVC

 Что это дает на практике? Вертикальное вращение шлифовальной ленты делает из станка BASSET кромко-шлифовальный
Что это дает на практике? Вертикальное вращение шлифовальной ленты делает из станка BASSET кромко-шлифовальный
 Определитесь с удобством транспортировки и погрузки/разгрузки станка. Очертите для себя спектр задач по шлифованию: какие плоскости, какие заготовки, какое качество на входе и какую шероховатость поверхности нужно получить после шлифования. Если станок должен работать в односменном режиме не выключаясь – модель станка BASSET именно то, что надо. Его младший брат ECO рассчитан на несколько часов работы в сутки при небольшой нагрузке, а старший брат HUSKY – на круглосуточную работу при значительных нагрузках. BASSET – ленточка среднего класса, золотая середина из линейки ШлПС чешской фирмы HOUFEK. НО! Если помимо шероховатости поверхности Вам принципиален точный и стабильный размер по толщине, если Вы хотите выйти на новый уровень качества, повысив при этом производительность шлифовального участка – следует рассмотреть калибровально-шлифовальные станки серий PONY, BULDOG, MAXX, CINDY…
Определитесь с удобством транспортировки и погрузки/разгрузки станка. Очертите для себя спектр задач по шлифованию: какие плоскости, какие заготовки, какое качество на входе и какую шероховатость поверхности нужно получить после шлифования. Если станок должен работать в односменном режиме не выключаясь – модель станка BASSET именно то, что надо. Его младший брат ECO рассчитан на несколько часов работы в сутки при небольшой нагрузке, а старший брат HUSKY – на круглосуточную работу при значительных нагрузках. BASSET – ленточка среднего класса, золотая середина из линейки ШлПС чешской фирмы HOUFEK. НО! Если помимо шероховатости поверхности Вам принципиален точный и стабильный размер по толщине, если Вы хотите выйти на новый уровень качества, повысив при этом производительность шлифовального участка – следует рассмотреть калибровально-шлифовальные станки серий PONY, BULDOG, MAXX, CINDY… Это не столько для экономии электроэнергии, сколько из-за возможности подключить станок к однофазной сети 220 В. Удобно для «гаражных производств», для не подготовленных цехов.
Это не столько для экономии электроэнергии, сколько из-за возможности подключить станок к однофазной сети 220 В. Удобно для «гаражных производств», для не подготовленных цехов. Название говорит само за себя. Местное освещение всегда предпочтительно, особенно в условиях ручного шлифования, когда необходимо тщательно контролировать качество поверхности.
Название говорит само за себя. Местное освещение всегда предпочтительно, особенно в условиях ручного шлифования, когда необходимо тщательно контролировать качество поверхности. Шлифование также является эффективным процессом обработки материалов заготовки, которые слишком тверды для фрезерования или токарной обработки. Шлифовальные станки для круглых деталей включают цилиндрические и бесцентровые шлифовальные станки. Шлифовальные машины для плоских поверхностей называются плоскошлифовальными машинами. Фасонные шлифовальные станки перемещают заготовку и/или круг по различным осям для шлифовки поверхностей с точным контуром. Шлифовальные станки, используемые для создания и заточки режущих инструментов, называются шлифовальными станками для инструментов и резцов.
Шлифование также является эффективным процессом обработки материалов заготовки, которые слишком тверды для фрезерования или токарной обработки. Шлифовальные станки для круглых деталей включают цилиндрические и бесцентровые шлифовальные станки. Шлифовальные машины для плоских поверхностей называются плоскошлифовальными машинами. Фасонные шлифовальные станки перемещают заготовку и/или круг по различным осям для шлифовки поверхностей с точным контуром. Шлифовальные станки, используемые для создания и заточки режущих инструментов, называются шлифовальными станками для инструментов и резцов.
 Шлифование потенциально является эффективным решением для соблюдения окончательных допусков. Поставщик абразивных технологий рассматривает шлифовку как дополнение к аддитивной обработке.
Шлифование потенциально является эффективным решением для соблюдения окончательных допусков. Поставщик абразивных технологий рассматривает шлифовку как дополнение к аддитивной обработке. Этот процесс разрушает связь и удаляет тусклые абразивные зерна, чтобы обнажить новые и острые абразивные частицы. Правка также удаляет крошечные кусочки материала из пор поверхности круга, чтобы предотвратить нагрузку на круг, которая может вызвать вибрацию и оставить следы ожогов на заготовке.
Этот процесс разрушает связь и удаляет тусклые абразивные зерна, чтобы обнажить новые и острые абразивные частицы. Правка также удаляет крошечные кусочки материала из пор поверхности круга, чтобы предотвратить нагрузку на круг, которая может вызвать вибрацию и оставить следы ожогов на заготовке. Правка изменяет режущее действие круга, когда твердый алмазный наконечник правящего инструмента ломает соединительные штифты застеклованного круга и дробит зерна, удаляя затупившиеся и делая новые острыми. Правка также собирает крошечные кусочки материала из пор поверхности круга, гарантируя, что они не замедлят процесс шлифования и не вызовут ожогов или вибрации.
Правка изменяет режущее действие круга, когда твердый алмазный наконечник правящего инструмента ломает соединительные штифты застеклованного круга и дробит зерна, удаляя затупившиеся и делая новые острыми. Правка также собирает крошечные кусочки материала из пор поверхности круга, гарантируя, что они не замедлят процесс шлифования и не вызовут ожогов или вибрации. Каждое зерно является собственным миниатюрным режущим инструментом, и по мере того, как зерна притупляются, они отрываются от инструмента и выделяют новые, острые зерна.
Каждое зерно является собственным миниатюрным режущим инструментом, и по мере того, как зерна притупляются, они отрываются от инструмента и выделяют новые, острые зерна. То, что начиналось как машина, разработанная Blanchard Machine Co. в 1900-х годах, теперь является названием, обычно применяемым к ряду ротационных плоскошлифовальных станков, включая Blanchard, Mattison и другие. В 2004 году компания Bourn and Koch Inc. приобрела OEM-права у Blanchard и Mattison, производя новые плоскошлифовальные станки на своем предприятии в Рокфорде, штат Иллинойс, а также предлагая услуги по модернизации и восстановлению старого оборудования.
То, что начиналось как машина, разработанная Blanchard Machine Co. в 1900-х годах, теперь является названием, обычно применяемым к ряду ротационных плоскошлифовальных станков, включая Blanchard, Mattison и другие. В 2004 году компания Bourn and Koch Inc. приобрела OEM-права у Blanchard и Mattison, производя новые плоскошлифовальные станки на своем предприятии в Рокфорде, штат Иллинойс, а также предлагая услуги по модернизации и восстановлению старого оборудования. Сегодня ЭПРА обеспечивает все более эффективную возможность обработки сложных сплавов, и OEM-производители в таких секторах, как медицина, считают его эффективным способом обработки точных компонентов из этих материалов.
Сегодня ЭПРА обеспечивает все более эффективную возможность обработки сложных сплавов, и OEM-производители в таких секторах, как медицина, считают его эффективным способом обработки точных компонентов из этих материалов.

 Возможно, вы ищете компанию, у которой есть опыт, чтобы гарантировать, что ваше оборудование будет работать более эффективно после их завершения. В любом случае, Fusion, Inc. всегда готова помочь вам с вашими потребностями в шлифовке.
Возможно, вы ищете компанию, у которой есть опыт, чтобы гарантировать, что ваше оборудование будет работать более эффективно после их завершения. В любом случае, Fusion, Inc. всегда готова помочь вам с вашими потребностями в шлифовке. У нас есть команда профессионалов, которые обладают способностями и экспертными знаниями для обработки машин и шлифований, HVOF, Twin Accating Coating проволочные покрытия и плазменные покрытия. Наша команда экспертов также имеет опыт обслуживания роторов забойных двигателей, ремонта коленчатых валов и компонентов. Наряду с главным валом и компонентами ветряных турбин и газовыми паровыми турбинами. Если вам нужна какая-либо из этих услуг, свяжитесь с Fusion, Inc. сегодня. Убедитесь сами, как мы можем повлиять на срок службы вашего оборудования.
У нас есть команда профессионалов, которые обладают способностями и экспертными знаниями для обработки машин и шлифований, HVOF, Twin Accating Coating проволочные покрытия и плазменные покрытия. Наша команда экспертов также имеет опыт обслуживания роторов забойных двигателей, ремонта коленчатых валов и компонентов. Наряду с главным валом и компонентами ветряных турбин и газовыми паровыми турбинами. Если вам нужна какая-либо из этих услуг, свяжитесь с Fusion, Inc. сегодня. Убедитесь сами, как мы можем повлиять на срок службы вашего оборудования. Они также могут обрабатывать до 82 дюймов в диаметре и 26,5 футов между центрами.
Они также могут обрабатывать до 82 дюймов в диаметре и 26,5 футов между центрами.


 Материал, потерявший к моменту заливки или укладки необходимую удобоукладываемость, не используется и подлежит замене.
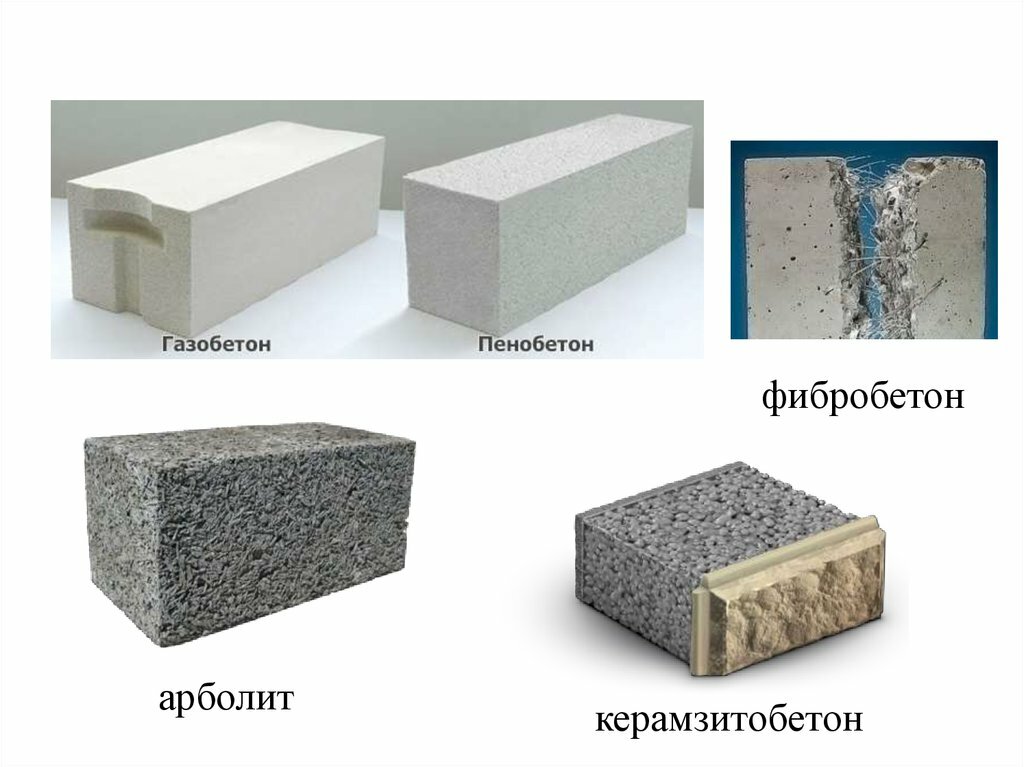
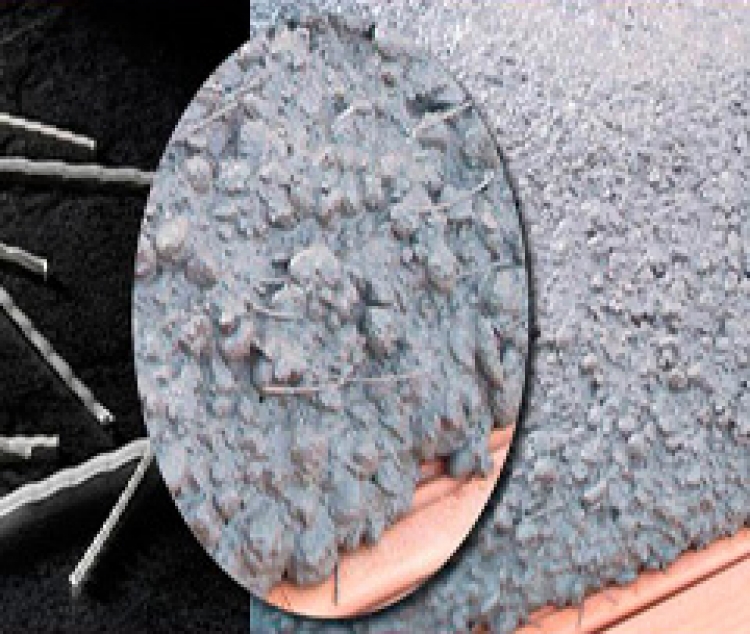
Материал, потерявший к моменту заливки или укладки необходимую удобоукладываемость, не используется и подлежит замене. Эти волокна исполняют роль арматуры, которая применяется с целью повышения прочности бетонного раствора. Фибробетонные вкрапления одинаковы по длине и толщине. Это позволяет равномерно распределить их во всей структуре бетона. Существует много преимуществ фибробетона. Ниже мы детально обсудим их.
Эти волокна исполняют роль арматуры, которая применяется с целью повышения прочности бетонного раствора. Фибробетонные вкрапления одинаковы по длине и толщине. Это позволяет равномерно распределить их во всей структуре бетона. Существует много преимуществ фибробетона. Ниже мы детально обсудим их.
 Наиболее примечательные его качества – длительный срок эксплуатации, плотность и стойкость к износу. Кроме того, данный фибробетон не теряет свойства под действием низких температур, влаги и огня.
Наиболее примечательные его качества – длительный срок эксплуатации, плотность и стойкость к износу. Кроме того, данный фибробетон не теряет свойства под действием низких температур, влаги и огня.

 На практике этот бетон обрел большую популярность благодаря низкому показателю хрупкости. Напольная стяжка из фибробетона и ее вид зависит напрямую от требований и марки применяемого цемента. В процессе заливки полов наибольший перепад в 2 метра равен 2 мм. Благодаря этому затраты на строительство снижаются, как и последующие работы по готовому материалу. Кроме того, процесс заливки происходит быстро, что обеспечивается благодаря пневмооборудованию.
На практике этот бетон обрел большую популярность благодаря низкому показателю хрупкости. Напольная стяжка из фибробетона и ее вид зависит напрямую от требований и марки применяемого цемента. В процессе заливки полов наибольший перепад в 2 метра равен 2 мм. Благодаря этому затраты на строительство снижаются, как и последующие работы по готовому материалу. Кроме того, процесс заливки происходит быстро, что обеспечивается благодаря пневмооборудованию. Процесс изготовления требует применения бетономешалки и дробилки. На первом этапе происходит расчет и дробление исходного материала. Песок и цемент может добавляться как после измельчения, так и в процессе перемешивания. В первом случае равномерное распределение фибры происходит быстрее в отличие от второго варианта, который требует большего количества времени.
Процесс изготовления требует применения бетономешалки и дробилки. На первом этапе происходит расчет и дробление исходного материала. Песок и цемент может добавляться как после измельчения, так и в процессе перемешивания. В первом случае равномерное распределение фибры происходит быстрее в отличие от второго варианта, который требует большего количества времени. Это дает возможность данному бетону справедливо конкурировать с другими типами бетонов.
Это дает возможность данному бетону справедливо конкурировать с другими типами бетонов. Непрерывные сетки, тканые ткани и длинные проволоки или стержни не считаются дискретными волокнами.
Непрерывные сетки, тканые ткани и длинные проволоки или стержни не считаются дискретными волокнами. Обычный бетон, армированный волокном, в основном используется для напольных покрытий и тротуаров, но его можно рассматривать для широкого спектра строительных деталей (балки, плоскогубцы, фундаменты и т. д.) как отдельно, так и с арматурой, связанной вручную.
Обычный бетон, армированный волокном, в основном используется для напольных покрытий и тротуаров, но его можно рассматривать для широкого спектра строительных деталей (балки, плоскогубцы, фундаменты и т. д.) как отдельно, так и с арматурой, связанной вручную. Объем волокон
Объем волокон Некоторые волокна снижают прочность бетона.
Некоторые волокна снижают прочность бетона. Результаты также показали, что микроволокна обладают лучшей ударопрочностью по сравнению с более длинными волокнами.
Результаты также показали, что микроволокна обладают лучшей ударопрочностью по сравнению с более длинными волокнами.
 Хорошая связь необходима для повышения прочности композита на растяжение.
Хорошая связь необходима для повышения прочности композита на растяжение. После 75 относительная сила и выносливость снижаются. В таблице 1 показано влияние соотношения сторон на прочность и ударную вязкость.
После 75 относительная сила и выносливость снижаются. В таблице 1 показано влияние соотношения сторон на прочность и ударную вязкость. Чтобы увидеть эффект хаотичности, были испытаны образцы строительного раствора, армированные 0,5% объема волокон. В одном наборе образцов волокна были выровнены в направлении нагрузки, в другом — в направлении, перпендикулярном направлению нагрузки, а в третьем — хаотично.
Чтобы увидеть эффект хаотичности, были испытаны образцы строительного раствора, армированные 0,5% объема волокон. В одном наборе образцов волокна были выровнены в направлении нагрузки, в другом — в направлении, перпендикулярном направлению нагрузки, а в третьем — хаотично.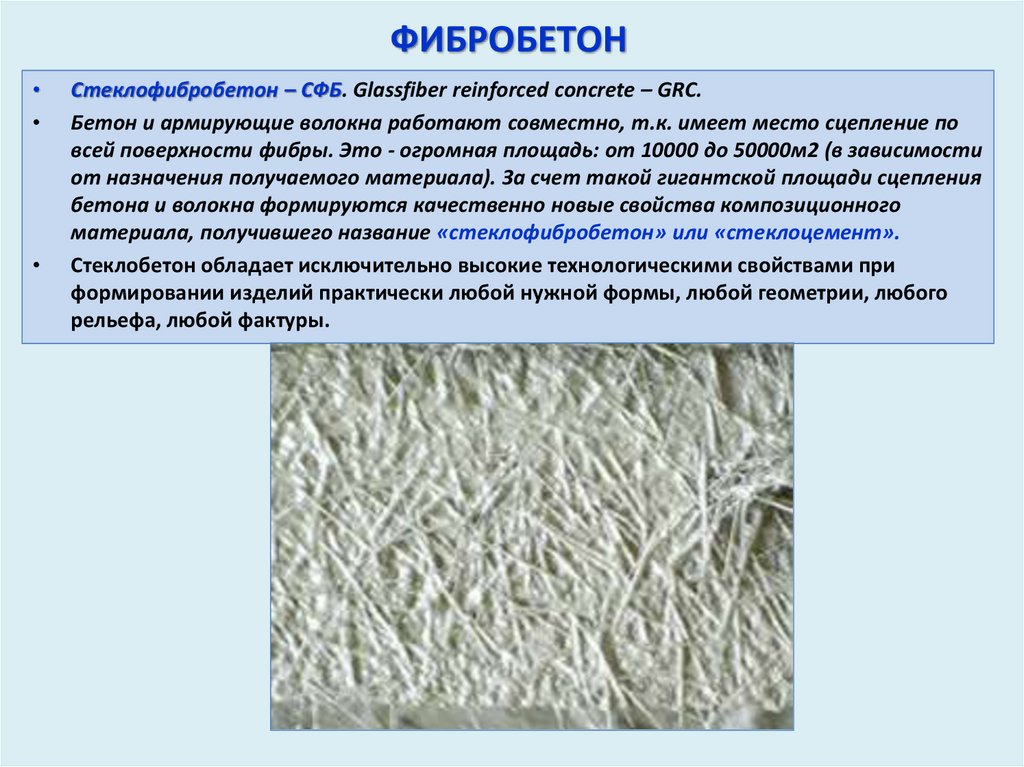

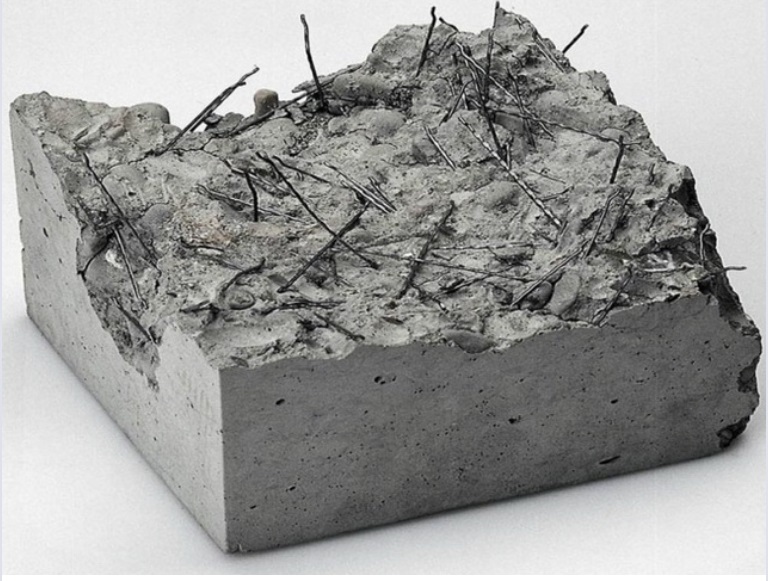 Круглое стальное волокно, обычно используемый тип, производится путем разрезания круглой проволоки на короткую длину. Типичный диаметр находится в диапазоне от 0,25 до 0,75 мм. Стальные волокна, имеющие прямоугольное поперечное сечение, получают путем просеивания листов толщиной около 0,25 мм.
Круглое стальное волокно, обычно используемый тип, производится путем разрезания круглой проволоки на короткую длину. Типичный диаметр находится в диапазоне от 0,25 до 0,75 мм. Стальные волокна, имеющие прямоугольное поперечное сечение, получают путем просеивания листов толщиной около 0,25 мм. Цементный раствор и бетон, армированный полипропиленовым волокном (PFR)
Цементный раствор и бетон, армированный полипропиленовым волокном (PFR) 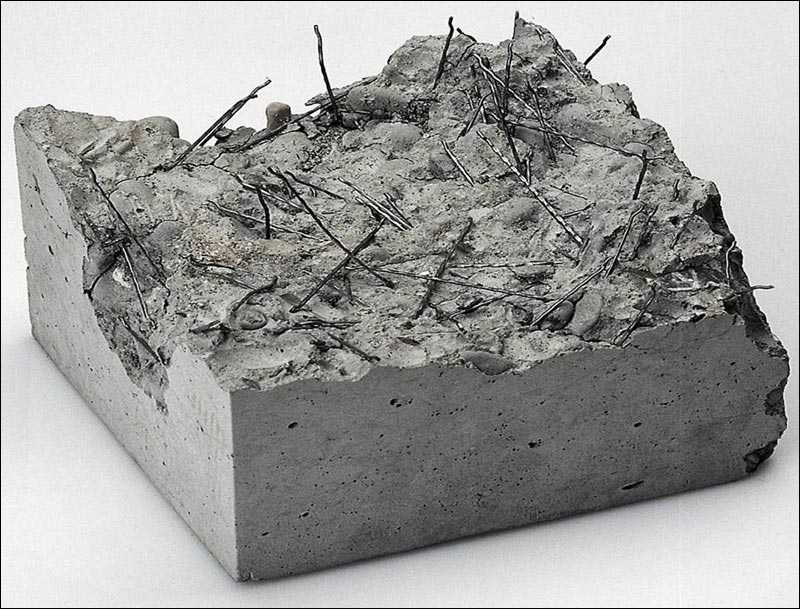 GFRC — Бетон, армированный стекловолокном
GFRC — Бетон, армированный стекловолокном  Асбестовые волокна
Асбестовые волокна  Эти экспансивные. Было обнаружено, что их характеристики прочности и жесткости превосходят даже характеристики стали. Но они более уязвимы к повреждениям, чем даже стекловолокно, и поэтому обычно обрабатываются безотказным покрытием.
Эти экспансивные. Было обнаружено, что их характеристики прочности и жесткости превосходят даже характеристики стали. Но они более уязвимы к повреждениям, чем даже стекловолокно, и поэтому обычно обрабатываются безотказным покрытием. Фибробетон представляет собой композитный материал, состоящий из волокнистого материала, который повышает его структурную целостность. Он включает смеси цемента, строительного раствора или бетона и прерывистых, дискретных, равномерно диспергированных подходящих волокон. Волокна обычно используются в бетоне для предотвращения растрескивания из-за пластической усадки и усадки при высыхании. Они также уменьшают проницаемость бетона и, таким образом, уменьшают водоотведение.
Фибробетон представляет собой композитный материал, состоящий из волокнистого материала, который повышает его структурную целостность. Он включает смеси цемента, строительного раствора или бетона и прерывистых, дискретных, равномерно диспергированных подходящих волокон. Волокна обычно используются в бетоне для предотвращения растрескивания из-за пластической усадки и усадки при высыхании. Они также уменьшают проницаемость бетона и, таким образом, уменьшают водоотведение. 0010
0010
 Это синтетическое волокно, преобразованное из пропилена и используемое в различных областях. Эти волокна обычно используются в бетоне для предотвращения растрескивания из-за пластической усадки и усадки при высыхании. Они также уменьшают проницаемость бетона и, таким образом, уменьшают водоотведение. Полипропиленовое волокно относится к группе полиолефинов и является частично кристаллическим и неполярным. По своим свойствам похож на полиэтилен, но более твердый и термостойкий. Это белый прочный материал с высокой химической стойкостью. Полипропилен производится из газообразного пропилена в присутствии катализатора, такого как хлорид титана. Полипропиленовое волокно обладает хорошими теплоизоляционными свойствами, обладает высокой устойчивостью к кислотам, щелочам и органическим растворителям.
Это синтетическое волокно, преобразованное из пропилена и используемое в различных областях. Эти волокна обычно используются в бетоне для предотвращения растрескивания из-за пластической усадки и усадки при высыхании. Они также уменьшают проницаемость бетона и, таким образом, уменьшают водоотведение. Полипропиленовое волокно относится к группе полиолефинов и является частично кристаллическим и неполярным. По своим свойствам похож на полиэтилен, но более твердый и термостойкий. Это белый прочный материал с высокой химической стойкостью. Полипропилен производится из газообразного пропилена в присутствии катализатора, такого как хлорид титана. Полипропиленовое волокно обладает хорошими теплоизоляционными свойствами, обладает высокой устойчивостью к кислотам, щелочам и органическим растворителям. Хотя он не такой жесткий, как углеродное волокно, он намного дешевле и значительно менее хрупкий при использовании в композитах. Поэтому стекловолокно используется в качестве армирующего агента для многих полимерных изделий; для формирования очень прочного и относительно легкого армированного волокном полимерного (FRP) композитного материала, называемого стеклопластиком (GRP), также широко известного как «стекловолокно». Этот материал содержит мало воздуха или газа или совсем не содержит их, он более плотный и является гораздо худшим теплоизолятором, чем стекловата.
Хотя он не такой жесткий, как углеродное волокно, он намного дешевле и значительно менее хрупкий при использовании в композитах. Поэтому стекловолокно используется в качестве армирующего агента для многих полимерных изделий; для формирования очень прочного и относительно легкого армированного волокном полимерного (FRP) композитного материала, называемого стеклопластиком (GRP), также широко известного как «стекловолокно». Этот материал содержит мало воздуха или газа или совсем не содержит их, он более плотный и является гораздо худшим теплоизолятором, чем стекловата. Полиэфирные микро- и макроволокна используются в бетоне для обеспечения превосходной устойчивости к образованию пластических усадочных трещин по сравнению со сварной проволочной сеткой, а также для повышения прочности и способности обеспечивать структурную прочность при правильном проектировании, соответственно.
Полиэфирные микро- и макроволокна используются в бетоне для обеспечения превосходной устойчивости к образованию пластических усадочных трещин по сравнению со сварной проволочной сеткой, а также для повышения прочности и способности обеспечивать структурную прочность при правильном проектировании, соответственно. Углеродные волокна также комбинируются с другими материалами, такими как графит, для формирования армированных углеродных композитов, которые обладают очень высокой термостойкостью.
Углеродные волокна также комбинируются с другими материалами, такими как графит, для формирования армированных углеродных композитов, которые обладают очень высокой термостойкостью.
 Идея использования таких волокон для повышения прочности и долговечности хрупких материалов не нова; например, солома и конский волос используются для изготовления кирпичей и штукатурки. Натуральные волокна подходят для армирования бетона и легко доступны в развивающихся странах.
Идея использования таких волокон для повышения прочности и долговечности хрупких материалов не нова; например, солома и конский волос используются для изготовления кирпичей и штукатурки. Натуральные волокна подходят для армирования бетона и легко доступны в развивающихся странах. Некоторая часть его области применения составляет
Некоторая часть его области применения составляет