ГлавнаяСтатьиСколько весит швеллер по ГОСТ 8240 и ГОСТ 8278
Статьи
Цены на стальной швеллер и балку
Швеллер П ГОСТ 8240
Швеллер У ГОСТ 8240
Швеллер оцинкованный
Швеллер гнутый ГОСТ 8278
Балка ГОСТ 26020
Балка ГОСТ 8239
Длина швеллера при производстве согласно стандартам
Размер швеллера, поставляемого изготовителем, строго регламентируется соответствующим государственным стандартом. Сортамент горячекатаного швеллера специального и общего назначения приводится в ГОСТ 8240-97. Согласно данному нормативному документу швеллер изготавливается длиной от 2 до 12 метров. По требованию заказчика возможно изготовление П-образного профиля, размер которого превышает 12 метров. Он может производиться мерной и кратной мерной длины, а также немерной.
Важное замечание! В соответствии с ГОСТ одна партия мерной или кратной ей длины может содержать до 5% от общей массы швеллера немерной длины.
Гнутый равнополочный швеллер, его размеры и предельные отклонения регулируются межгосударственным стандартом ГОСТ 8278-83. В соответствии требованиям данного документа, длина швеллера должна иметь значение 3 — 11,8 метров. По отдельному требованию заказчика данный профиль может изготавливаться размером 12 метров. Швеллер может быть мерной, немерной и кратной мерной длины.
Кроме того, допускается в одной партии наличие немерных отрезков, масса которых не должна превышать 7% от общей массы.
Таблицы веса 1 погонного метра швеллера
Независимо от способа производства швеллера, вес погонного метра для профиля любого типоразмера содержится в соответствующем ГОСТ. Стандарты ГОСТ 8240-97 и 8278-83 содержат все необходимые характеристики швеллеров, которые могут быть использованы при прочностных расчетах балки швеллера, а также для определения веса и стоимости.
В соответствии с ГОСТ 8240-97 вес 1 погонного метра швеллера серии У и П совпадает:
Вес 1 метра швеллера по ГОСТ 8240-97
Номер швеллера
Вес 1 метра, кг
5У/П
4,84
6,5У/П
5,9
8У/П
7,05
10У/П
8,59
12У/П
10,4
14У/П
12,3
16У/П
14,2
18У/П
16,3
20У/П
18,4
22У/П
21
24У/П
24
27У/П
27,7
30У/П
31,8
40У/П
48,3
Цены на продукцию по ГОСТ 8240-97 смотрите здесь — швеллер П или швеллер У.
Теоретическая масса типоразмеров проката по ГОСТ 8278-83, которые являются лидерами по продажам в компании APEX METAL:
Вес 1 метра швеллера по ГОСТ 8278-83
Размер швеллера
Вес 1 метра, кг
50х40х3
2,75
60х32х2,5
2,21
60х32х3
2,61
80х32х4
3,95
80х50х4
5,08
80х60х4
5,7
100х50х3
4,4
100х50х4
5,7
100х50х5
6,97
120х50х3
4,87
120х60х4
6,96
120х60х5
8,54
140х60х5
9,32
140х60х6
10,99
160х50х4
7,6
160х60х4
8,22
160х60х5
10,18
160х80х4
9,47
160х80х5
11,68
180х70х6
13,82
180х80х5
12,46
200х80х4
10,75
200х80х6
15,7
200х100х6
17,59
250х125х6
22,3
Стоимость продукции по ГОСТ 8278-83 смотрите здесь — швеллер гнутый гост 8278 83.
Так же для покупки швеллеров в APEX metal вы можете ознакомиться со следующей информацией из стандартов ГОСТ:
моменты сопротивления и расчет швеллера на изгиб;
значения высоты и ширины полки, ширины и толщины стенки по ГОСТ 8240-97
На основе анализа значения масс и моментов сопротивления можно сделать вывод, что максимальной изгибной прочностью обладают швеллера серий П, У. Компромиссом является гнутый швеллер, погонный вес которого несколько ниже, чем у горячекатаного, но он так же уступает и по показателям работы на изгиб. Поэтому, для ответственных высоконагруженных металлоконструкций следует использовать горячекатаный швеллер, а там где необходимо минимизировать ее вес – гнутый.
В APEX METAL вы всегда найдете широкий выбор горячекатаных и гнутых равнополочных швеллеров из сталей 09Г2С и Ст3 по низким ценам, а обратившись в Департамент продаж по тел. +7 (495) 128-03-58, сможете получить всю необходимую информацию о закупаемой продукции.
Теоретический вес швеллера
Теоретическая масса 1 погонного метра швеллера по ГОСТ 8240-97
Наименование
Размеры швеллера, мм
Вес метра, кг
Метров в тонне
h
a
b
s
t
Швеллер 5Э
50
32
32
4,2
7
4.790
208.77
Швеллер 5У
50
32
32
4,4
7
4.840
206.61
Швеллер 5П
50
32
32
4,4
7
4.840
206.61
Швеллер 6.5Э
65
36
36
4,2
7,2
5. 820
171.82
Швеллер 6.5У
65
36
36
4,4
7,2
5.900
169.49
Швеллер 6.5П
65
36
36
4,4
7,2
5.900
169.49
Швеллер 8Э
80
40
40
4,2
7,4
6.920
144.51
Швеллер 8У
80
40
40
4,5
7,4
7.050
141.84
Швеллер 8П
80
40
40
4,5
7,4
7.050
141.84
Швеллер 8С
80
45
45
5,5
9
9. 260
107.99
Швеллер 10Э
100
46
46
4,2
7,6
8.470
118.06
Швеллер 10У
100
46
46
4,5
7,6
8.590
116.41
Швеллер 10П
100
46
46
4,5
7,6
8.590
116.41
Швеллер 12Л
120
30
30
3
4,8
5.020
199.2
Швеллер 12Э
120
52
52
4,5
7,8
10.240
97.66
Швеллер 12У
120
52
52
4,8
7,8
10. 400
96.15
Швеллер 12П
120
52
52
4,8
7,8
10.400
96.15
Швеллер 14Л
140
32
32
3,2
5,6
5.940
168.35
Швеллер 14Э
140
58
58
4,6
8,1
12.150
82.3
Швеллер 14У
140
58
58
4,9
8,1
12.300
81.3
Швеллер 14П
140
58
58
4,9
8,1
12.300
81.3
Швеллер 14С
140
58
58
6
9,5
14. 530
68.82
Швеллер 14Са
140
60
60
8
9,5
16.720
59.81
Швеллер 16Л
160
35
35
3,4
5,3
7.100
140.85
Швеллер 16С
160
63
63
6,5
10
17.530
57.05
Швеллер 16Э
160
64
64
4,7
8,4
14.010
71.38
Швеллер 16У
160
64
64
5
8,4
14.200
70.42
Швеллер 16П
160
64
64
5
8,4
14. 200
70.42
Швеллер 16Са
160
65
65
8,5
10
19.740
50.66
Швеллер 16аУ
160
68
68
5
9
15.300
65.36
Швеллер 16аП
160
68
68
5
9
15.300
65.36
Швеллер 18Л
180
40
40
3,6
5,6
8.490
117.79
Швеллер 18С
180
68
68
7
10,5
20.200
49.5
Швеллер 18Э
180
70
70
4,8
8,7
16. 010
62.46
Швеллер 18У
180
70
70
5,1
8,7
16.300
61.35
Швеллер 18П
180
70
70
5,1
8,7
16.300
61.35
Швеллер 18Са
180
70
70
9
10,5
23.000
43.48
Швеллер 18аУ
180
74
74
5,1
9,3
17.400
57.47
Швеллер 18аП
180
74
74
5,1
9,3
17.400
57.47
Швеллер 18Сб
180
100
100
8
10,5
26. 720
37.43
Швеллер 20Л
200
45
45
3,8
6
10.120
98.81
Швеллер 20С
200
73
73
7
11
22.630
44.19
Швеллер 20Са
200
75
75
9
11
25.770
38.8
Швеллер 20Э
200
76
76
4,9
9
18.070
55.34
Швеллер 20У
200
76
76
5,2
9
18.400
54.35
Швеллер 20П
200
76
76
5,2
9
18. 400
54.35
Швеллер 20Сб
200
100
100
8
11
28.710
34.83
Швеллер 22Л
220
50
50
4
6,4
11.860
84.32
Швеллер 22Э
220
82
82
5,1
9,5
20.690
48.33
Швеллер 22У
220
82
82
5,4
9,5
21.000
47.62
Швеллер 22П
220
82
82
5,4
9,5
21.000
47.62
Швеллер 24Л
240
55
55
4,2
6,8
13. 660
73.21
Швеллер 24С
240
85
85
9,5
14
34.900
28.65
Швеллер 24Э
240
90
90
5,3
10
23.690
42.21
Швеллер 24У
240
90
90
5,6
10
24.000
41.67
Швеллер 24П
240
90
90
5,6
10
24.000
41.67
Швеллер 26С
260
65
65
10
16
34.610
28.89
Швеллер 26Са
260
90
90
10
15
39. 720
25.18
Швеллер 27Л
270
60
60
4,5
7,3
16.300
61.35
Швеллер 27Э
270
95
95
5,8
10,5
27.370
36.54
Швеллер 27У
270
95
95
6
10,5
27.700
36.1
Швеллер 27П
270
95
95
6
10,5
27.700
36.1
Швеллер 30Л
300
65
65
4,8
7,8
19.070
52.44
Швеллер 30С
300
85
85
7,5
13,5
34. 440
29.04
Швеллер 30Са
300
87
87
9,5
13,5
39.150
25.54
Швеллер 30Сб
300
89
89
11,5
13,5
43.860
22.8
Швеллер 30Э
300
100
100
6,3
11
31.350
31.9
Швеллер 30У
300
100
100
6,5
11
31.800
31.45
Швеллер 30П
300
100
100
6,5
11
31.800
31.45
Швеллер 33Э
330
105
105
6,9
11,7
36. 140
27.67
Швеллер 33У
330
105
105
7
11,7
36.500
27.4
Швеллер 33П
330
105
105
7
11,7
36.500
27.4
Швеллер 36Э
360
110
110
7,4
12,6
41.530
24.08
Швеллер 36У
360
110
110
7,5
12,6
41.900
23.87
Швеллер 36П
360
110
110
7,5
12,6
41.900
23.87
Швеллер 40Э
400
115
115
7,9
13,5
47. 970
20.85
Швеллер 40У
400
115
115
8
13,5
48.300
20.7
Швеллер 40П
400
115
115
8
13,5
48.300
20.7
Стальные C-образные каналы
по американскому стандарту.
Свойства С-образных профилей American Steel в британских единицах измерения указаны ниже.
Для полной таблицы со статическими параметрами Момент инерции и Модуль упругого сечения — поверните экран!
Обозначение
Размеры
Статические параметры
Момент инерции
Модуль упругости 72
10028 (в x фунт/фут)
Глубина — H — (в)
с — W — (в)
Web Blounness —
Web.
Область секции (в 2 )
Вес (LB F /FT)
I x 977777777777777777777777777777777777777777777777777777777777777777777777777777777777777777778677.
Великобритания: универсальные балки (UB) и универсальные колонны (UC)
Европа: IPE. ОН. ХЛ. HD и другие профили
US: широкий фланец (WF) и профили H
Вставьте каналы в модель Sketchup с помощью расширения Sketchup Engineering ToolBox
Сколько я должен весить для моего роста и возраста? Калькулятор и таблица ИМТ
Многие люди хотят знать ответ на вопрос: сколько я должен весить? Однако не существует единого идеального веса для всех людей.
Заметка о сексе и гендере
Пол и гендер существуют в спектрах. В этой статье термины «мужской», «женский» или оба будут использоваться для обозначения пола, назначенного при рождении. Кликните сюда, чтобы узнать больше.
Все люди разные, и разные факторы влияют на определение идеального веса каждого человека. Эти факторы могут быть биологическими, такими как возраст, рост и пол при рождении, но психические факторы могут быть не менее важными.
Человек может определить свой идеальный вес как тот, с которым он чувствует себя наиболее комфортно.
Однако поддержание умеренного веса может снизить риск развития ряда заболеваний, включая:
ожирение
диабет 2 типа
высокое кровяное давление
сердечно-сосудистые заболевания (ССЗ)
Однако не у всех людей с избыточным весом возникают проблемы со здоровьем. Тем не менее, исследователи считают, что, хотя в настоящее время этот лишний вес может не влиять на здоровье, трудности с контролем веса могут привести к проблемам в будущем.
Читайте дальше, чтобы узнать о различных способах определения идеального веса человека.
ИМТ — это распространенный инструмент, который измеряет вес человека по отношению к его росту. Расчет ИМТ дает одно число, которое попадает в следующие категории:
ИМТ менее 18,5 означает, что у человека недостаточный вес.
ИМТ от 18,5 до 24,9 является идеальным.
ИМТ от 25 до 29,9 указывает на избыточный вес.
ИМТ более 30 указывает на ожирение.
Калькулятор индекса массы тела
Для расчета ИМТ можно использовать калькуляторы ИМТ или просмотреть приведенные ниже таблицы.
Ориентировочная таблица веса и роста
В следующей диаграмме веса и роста используются таблицы ИМТ Национального института здравоохранения (NIH), чтобы определить, какой вес человека должен быть для его роста.
Height
Normal weight BMI 19–24
Overweight BMI 25–29
Obesity BMI 30–39
Severe obesity BMI 40+
4 ft 10 in (58 in)
91–115 lb
119–138 lb
143–186 lb
191–258 lb
4 ft 11 in ( 59 дюймов)
94–119 lb
124–143 lb
148–193 lb
198–267 lb
5ft (60 in”)
97–123 lb
128–148 lb
153–199 lb
204–276 lb
5 ft 1 in (61 in)
100–127 lb
132–153 lb
158–206 lb
211–285 фунт
5 футов 2 дюйма (62 дюйма)
104–131 фунт
136–158 lb
164–213 lb
218–295 lb
5 ft 3 in (63 in)
107–135 lb
141–163 lb
169–220 lb
225–304 lb
5 ft 4 in (64 in)
110–140 lb
145–169 lb
174–227 lb
232–314 lb
5 футов 5 дюймов (65 дюймов)
114–144 фунтов
150–174 фунтов
180–234 lb
240–324 lb
5 ft 6 in (66 in)
118–148 lb
155–179 lb
186–241 lb
247–334 lb
5 ft 7 in (67 in)
121–153 lb
159–185 lb
191–249 lb
255–344 lb
5 ft 8 in (68 дюймов)
125–158 фунтов
164–190 фунтов
197–256 фунтов
262–354 lb
5 ft 9 in (69 in)
128–162 lb
169–196 lb
203–263 lb
270–365 lb
5 футов 10 в (70 дюймов)
132–167 фунтов
174–202 LB
209–271 LB
278–376 LB
5 FT 11. 8888888 (71119
5 FT 110028888888888888888 (71119
5 FT 1100288888888888888 (7119
5 FT 110028888888888888 (7119
5 FT 1100288888888888 (7119
5.
136–172 фунта
179–208 фунтов
215–279 фунтов
286–386 фунтов
6 ft (72 in)
140–177 lb
184–213 lb
221–287 lb
294–397 lb
6 ft 1 in (73 in )
144–182 фунта
189–219 фунтов
227–295 фунтов
302–408 фунтов
6 FT 2 в (94 9008
6 FT 2 в (74 в)
9094 6 FT 2 в (74 In)
9014 9094 6 FT 2. –225 фунтов
233–303 фунтов
311–420 фунтов
6 футов 3 в (75 дюймов)
152–192 фунта
200–232 фунтов
240–311 фунтов
319–431 LB
6. 431
6 6. 4. 40028888888 8.
6. 6. 4388888 (70114
6. 6. 438 (
6. 6. 431 (
6 6.
156–197 lb
205–238 lb
246–320 lb
328–443 lb
BMI based on age
Age is not a factor in BMI for adults, but it is для детей. Это потому, что они растут. Центры по контролю и профилактике заболеваний (CDC) используют как возраст, так и пол при рождении в расчетах ИМТ для людей в возрасте от 2 до 19 лет.годы.
Для расчета ИМТ ребенка человек может использовать калькулятор CDC для детей и подростков.
В диаграммах ИМТ для детей CDC используются процентили, которые сравнивают измерения с мальчиками и девочками того же возраста и пола.
В чем проблема с ИМТ?
ИМТ — это очень простое измерение. Хотя он учитывает рост, он не учитывает такие факторы, как:
размеры талии или бедер
доля или распределение жира
доля мышечной массы
Эти факторы могут повлиять на здоровье. Например, высокоэффективные спортсмены, как правило, в хорошей форме и имеют мало жира. У них может быть высокий ИМТ, потому что у них больше мышечной массы, но это не означает, что они весят слишком много для своего роста.
Еще одно ограничение ИМТ заключается в том, что он не делает различий между людьми разных национальностей. Исследования показали, что при одинаковом ИМТ белые нелатиноамериканцы, чернокожие неиспаноязычные американцы и американцы мексиканского происхождения могут иметь значительно разные уровни жира в организме.
Эта неточность может привести к ошибочному диагнозу или неправильной оценке факторов риска между людьми.
ИМТ может дать приблизительное представление о том, имеет ли человек умеренный вес, и полезен для измерения тенденций в популяционных исследованиях.
Однако это не должно быть единственным показателем, позволяющим человеку оценить, является ли его вес идеальным.
Узнайте больше об ограничениях ИМТ.
WHR человека сравнивает размер его талии с размером бедер. Высокий WHR указывает на то, что у человека более высокий уровень висцерального жира, жира в брюшной полости, который окружает несколько основных органов.
Исследования показали, что люди с высоким WHR более склонны к развитию сердечно-сосудистых заболеваний и диабета.
Чем больше размер талии по отношению к бедрам, тем выше этот риск. По этой причине WHR является полезным инструментом для расчета того, имеет ли человек умеренный вес и размер.
Измерение WHR
Чтобы рассчитать свой WHR, человек должен измерить окружность талии в самом узком месте, обычно чуть выше пупка. Затем они могут разделить это измерение на ширину своего бедра в самой широкой части.
Например, если талия человека составляет 28 дюймов, а его бедра 36 дюймов, они разделят 28 на 36, что даст WHR 0,77.
Что это значит?
Оптимальный WHR различается в зависимости от пола при рождении и этнической принадлежности, согласно более раннему отчету Всемирной организации здравоохранения (ВОЗ) за 2008 год.
Наличие высокого WHR может подвергать людей более высокому риску сердечно-сосудистых заболеваний и других состояний, связанных с повышенным весом, таких как диабет 2 типа.
Ниже приведены средние значения WHR и их связь с риском для здоровья.
Health risk
Male
Female
Low risk
below 0.9
below 0.8
Moderate risk
0.9–0.99
0.8–0.89
High risk
более 1,0
более 0,9
Исследования связывают наличие высокого WHR с повышенным риском развития инфаркта миокарда, известного как сердечный приступ.
Однако, как и в случае с ИМТ, WHR имеет ограничения. Например, эта мера не точно измеряет общий процент жира в организме человека или соотношение мышц и жира.
Чтобы узнать больше основанной на фактических данных информации и ресурсов по ожирению и управлению весом, посетите наш специальный центр.
Соотношение окружности талии и роста (WtHR) — еще один инструмент, который может предсказывать риск сердечно-сосудистых заболеваний, диабета и общей смертности более эффективно, чем ИМТ.
Измерение WtHR
Чтобы рассчитать WtHR, человек должен разделить размер своей талии на свой рост. Если результат равен 0,5 или меньше, они, вероятно, имеют умеренный вес.
Исследование 2014 года пришло к выводу, что WtHR 0,52 или выше значительно увеличивает риск развития сердечных осложнений. Измерения, учитывающие размер талии, могут быть подходящими индикаторами рисков для здоровья человека. Это связано с тем, что жир, скапливающийся посередине туловища, может нанести вред сердцу, почкам и печени.
Процент жира в организме — это вес жира человека, разделенный на его общий вес. Это измерение включает в себя как основной, так и накопленный жир человека.
Жир необходим человеку для выживания — он необходим для развития головного мозга, костного мозга, нервов и мембран.
Депозитный жир — это жировая ткань, которая защищает внутренние органы грудной клетки и брюшной полости, и при необходимости организм может использовать ее для получения энергии.
Узнайте больше об измерении жировых отложений.
Рекомендации
Помимо приблизительных рекомендаций для мужчин и женщин, идеальный общий процент жира может зависеть от типа телосложения или уровня активности человека.
Activity level
Male body type
Female body type
Athletes
6–13%
14–20%
Fit non -спортсмены
14–17%
21–24%
Acceptable
18–24%
25–31%
Obesity
25% or more
32% or more
Узнайте больше об уровне жира в организме в зависимости от возраста и пола.
Высокая доля жира в организме может указывать на повышенный риск:
диабета
болезни сердца
высокого кровяного давления
инсульта
он отражает состав их тела, в отличие от DMI, WHR и WtHR.
Как измерить жировые отложения
Наиболее распространенным способом измерения процентного содержания телесного жира является измерение кожной складки, при котором используются специальные штангенциркули, сжимающие кожу.
Медицинский работник измерит ткань бедра, живота и груди у мужчин или плеча у женщин.
Другие меры включают
гидростатическое измерение жировых отложений или «взвешивание под водой»
воздушную денситометрию, которая измеряет вытеснение воздуха
двухэнергетическую рентгеновскую абсорбциометрию
Анализ биоэлектрического импеданса
Хотя ни один из этих методов не может дать точных показаний, оценки достаточно близки, чтобы дать разумную оценку.
Узнайте больше о различных способах измерения жировых отложений.
ИМТ, WHR, WtHR и процент телесного жира — это четыре способа оценки веса.
Их сочетание может быть лучшим способом получить точное представление о том, следует ли человеку задуматься о том, чтобы контролировать свой вес.
Любой, кто беспокоится о своем весе, размере талии или составе тела, должен поговорить с врачом или диетологом, который может посоветовать подходящие варианты.
Q:
Имеет ли значение лишний вес у человека, если он здоров и чувствует себя комфортно?
A:
Важно помнить, что существует связь между избыточным весом и повышенным риском многих хронических заболеваний, включая диабет, гипертонию и метаболический синдром.
Кроме того, ношение лишнего веса может негативно сказаться на костной системе и суставах и привести к изменениям двигательной функции и контроля осанки.
Это может быть связано с тем, что избыточная масса тела может снизить мышечную силу и выносливость, исказить осанку человека и вызвать дискомфорт при нормальных движениях тела.
Как сверлить кафельную плитку на стене чтобы не треснула: видео
Оборудование для сверления кафеля
Выбор сверла
Как просверлить в плитке отверстие под дюбель
Формирование отверстий большого диаметра
Какие еще инструменты можно использовать
Ответ на вопрос о том, как просверлить кафельную плитку, чтобы не треснула, интересует многих домашних мастеров, самостоятельно занимающихся ремонтом своего жилья. Основная сложность такой процедуры, как сверление кафельной плитки, заключается в том, что это изделие является очень хрупким и может легко лопнуть даже от незначительного механического воздействия.
Сверлим кафель сами на уровне профессионалов
Как просверлить отверстие в кафельной плитке и не столкнуться с ее поломкой? Для этого рекомендуется использовать соответствующий инструмент и строго придерживаться всех технологических рекомендаций. Практический любой специалист по плиточным работам на вопрос о том, как правильно сверлить плитку, посоветует выполнять такой процесс на малых оборотах сверла: ведь именно от скорости вращения последнего во многом зависит эффективность сверления.
Тем, кто не любит читать большие статьи и вдаваться в тонкости и нюансы, предлагаем посмотреть содержательное видео, в котором даны ответы на большинство основных вопросов по теме правильного сверления плитки.
Оборудование для сверления кафеля
Задаваясь вопросом о том, как просверлить плитку, чтобы получить качественный результат, следует тщательно выбирать подходящее для этого оборудование. Отдельное внимание при этом надо уделить тому, в каком диапазоне оборотов оно может работать. Сверлить кафельную плитку, чтобы она не треснула, следует на оборотах сверла, находящихся в диапазоне 200–1000 об/мин. Выставить скорость вращения патрона на обычной бытовой дрели 200 об/мин проблематично, хотя верхний предел (1000 об/мин) такое оборудование вполне может достигнуть. В связи с этим для сверления качественных отверстий в керамической и кафельной плитке лучше использовать аккумуляторный или сетевой шуруповерт, верхний предел скорости вращения патрона которого составляет 800–1000 об/мин.
Просверлить кафельную плитку, чтобы она не треснула, можно и при помощи ручной дрели, если нет возможности воспользоваться электрической. Конечно, быстро просверлить плитку в ванной или туалете при использовании ручной дрели не получится, тем не менее результат будет отличаться точностью и аккуратностью. Следует иметь в виду, что ручная дрель не позволит просверлить большое отверстие в плитке, так как такое приспособление не может работать на высоких скоростях.
Чем сверлить кафельную плитку? Для работы с таким твердым и хрупким материалом, который может легко треснуть, надо правильно выбрать сверло. В решении этого вопроса могут помочь рекомендации, приведенные в следующем разделе статьи.
Выбор сверла
Выбрав оборудование, следует уделить особое внимание тому, каким сверлом сверлить керамическую плитку. При неправильном выборе инструмента вы сможете использовать его всего несколько раз, после чего его можно выбросить, так как он придет в полную негодность. Чтобы просверлить кафельную плитку без таких негативных последствий, надо правильно выбирать сверло.
Копьевидные
Качественно просверлить отверстие в керамической плитке можно, используя сверло копьевидного типа, которое отличается длительным сроком эксплуатации. Если вы думаете над тем, чем просверлить кафельную плитку под дюбель, выбирайте инструмент данного типа. Немаловажно и то, что копьевидные сверла отличаются доступной ценой.
При сверлении плитки копьевидным сверлом используйте бытовой пылесос для удаления пыли
Твердосплавные с односторонней заточкой
Как сверлить кафельную плитку, чтобы получить качественный результат? С этой целью часто применяют сверло с твердосплавной пластиной, заточенной с одной стороны. Заточка режущей части под острым углом не только снижает риск перегрева сверла, но и позволяет ему легче просверлить кафельную плитку, отличающуюся высокой прочностью и хрупкостью.
Корончатого типа с алмазным напылением
Довольно часто требуется выполнить сверление кафеля, чтобы получить в нем отверстие большого диаметра, предназначенное для монтажа труб и электрических розеток. Такое отверстие в кафеле может иметь диаметр от 10 до 70 мм. В этом случае лучше всего использовать сверла корончатого типа, на рабочую часть которых нанесено алмазное напыление. Инструмент с центровочным сверлом можно применять в комплекте с ручной электрической дрелью, а без него – только при помощи стационарного сверлильного оборудования.
Алмазные коронки часто продаются комплектами с одной опорной тарелкой для нескольких насадок
Выполняя сверление керамической плитки алмазной коронкой, имейте в виду, что этот инструмент достаточно критично относится к перегреву, поэтому его необходимо подвергать охлаждению водой в процессе обработки.
Применяют корончатые сверла с алмазным напылением на режимах 200–500 об/мин, при этом их надо качественно охлаждать при помощи воды. Ресурса такого инструмента, если соблюдать все правила его использования, хватает на 20–50 просверленных отверстий, что является достаточно хорошим показателем.
Кстати, алмазные коронки бывают и небольшого диаметра
Корончатые с напылением из карбида вольфрама
Как просверлить керамическую плитку без дефектов? Корончатые сверла данного типа позволяют легко решить эту проблему. С их помощью также можно обрабатывать керамогранит, мрамор и кирпич. Наиболее значимым недостатком такого инструмента является его высокая стоимость, но, учитывая его универсальность и высокую эффективность, такая цена вполне оправдана.
Набор вольфрамовых коронок по плитке и кафелю
С регулируемыми резцами (балеринка)
Решая вопрос о том, как сверлить плитку в ванной с целью получения отверстия большого диаметра, многие домашние мастера выбирают так называемую балеринку. Этим сверлом можно рассверливать отверстия, диаметр которых находится в интервале 30–90 мм.
Балеринка включает в себя центральное сверло и кронштейн, по которому перемещаются зажимы с резцами. При помощи последних и прорезается бороздка на поверхности обрабатываемого изделия. Балеринку чаще всего применяют тогда, когда на поверхности кафельной плитки в ванной или туалете требуется просверлить отверстие нестандартного диаметра. Если вы решили использовать балеринку, имейте в виду, что получаемая с ее помощью дырка отличается неровными краями, которые впоследствии потребуется чем-то прикрыть.
«Балеринка» хоть и не обеспечивает идеальное качество отверстий, зато всегда выручает при отсутствии коронок нужного диаметра
Как просверлить в плитке отверстие под дюбель
Прежде чем закрепить на поверхности, отделанной керамической или кафельной плиткой, какой-либо предмет, надо узнать, как правильно просверлить в таком материале отверстие небольшого диаметра, в котором будет зафиксирован дюбельный элемент. Выполняется эта процедура в следующей последовательности:
Чтобы сверло не скользило по поверхности кафельной плитки, на место расположения будущего отверстия наклеивают пластырь или малярную ленту.
Центр будущего отверстия, который должен располагаться на расстоянии не менее пятнадцати миллиметров от края плитки, желательно наметить точкой, используя для этого обычный маркер.
В электрическую дрель, которая будет использоваться для сверления отверстий в керамической плитке, вставляют подходящее сверло.
Дрель устанавливается строго перпендикулярно к обрабатываемой кафельной плитке (при этом устройство предварительно выставляется на минимальные обороты).
Когда кафельную плитку на стене вы просверлите насквозь, бетонное или кирпичное основание доработайте при помощи перфоратора, используя ударный режим.
Полученное отверстие необходимо очистить от пыли, кусочков бетона или кирпича и только после этого вставлять дюбель.
Формирование отверстий большого диаметра
Решить вопрос о том, как просверлить керамику или кафельную плитку, чтобы сформировать в них отверстие большого диаметра, можно несколькими способами.
Просверлить кафельную плитку можно при помощи балеринки. Если вы не знаете, как сверлить керамическую плитку балеринкой, потренируйтесь на ненужных кусках керамики, предварительно выдержанных в воде.
Просверлить большое отверстие в плитке можно и кольцевой пилой, использовать которую в состоянии и непрофессионал. Применяя такой инструмент и оказывая на него давление средней величины, просверлить большое отверстие в плитке можно буквально за пять-семь минут.
В крайнем случае можно воспользоваться сверлом малого диаметра, разметив нужную окружность и выполнив серию отверстий
Для качественного сверления плитку можно замочить в воде, что сделает материал ее изготовления мягче и податливее. Чтобы сверление кафельной плитки закончилось удовлетворительным результатом, достаточно при выполнении этого процесса соблюдать следующие правила.
Следует правильно выбрать инструмент, при помощи которого будет выполняться обработка.
Используемую для сверления дрель нужно выставить на минимальные обороты.
Чтобы избежать перегрева как инструмента, так и кафельной плитки, зону обработки надо постоянно смачивать водой.
Отверстие в кафеле или керамической плитке нельзя размещать слишком близко к краю обрабатываемого изделия.
Простой фанерный шаблон поможет быстро сделать аккуратное отверстие
Какие еще инструменты можно использовать
Просверлить керамическую и кафельную плитку, чтобы она не треснула, можно и посредством других инструментов. Одним из них является корончатое сверло, рабочая часть которого оснащена режущими зубьями из победитовых пластин. Основные недостатки такого инструмента – небольшой ресурс работы и неровные края формируемого отверстия (на них обязательно присутствуют сколы, как бы аккуратно ни выполнялась обработка).
Альтернативный вариант – вырезка отверстия болгаркой с кругом малого диаметра
В отдельных случаях, когда под рукой нет никакого специального инструмента, просверлить отверстие в керамической плитке можно и при помощи победитового сверла для бетона. Применяя этот инструмент, который не предназначен для работы с кафельной плиткой, надо заточить его режущую часть максимально остро и соблюдать предельную аккуратность, чтобы не повредить обрабатываемое изделие.
Диаметр коронки не соответствует размеру отверстия? Это ещё не повод бежать в магазин, выход есть – смотрите видео.
Как просверлить кафельную плитку чтобы не треснула
Просверлить в кафельной плитке отверстие бывает необходимо в любом доме: для монтажа или переноса розеток, для закрепления полок на стену, для установки или замены полотенцесушителя, в монтажных работах по проведению водопроводной или канализационной трубы и др.
Для всех этих действий потребуется сделать отверстие в стене, а если стена облицована кафельной плиткой, то нужно постараться чтобы она не потрескалась и не лопнула. Во избежание появления трещин при сверлении, необходимо следовать простым советам и видео рекомендациям, что в итоге результат превзойдет все ваши ожидания.
При сверлении отверстий в стене, облицованной плиткой, рекомендовано следовать инструкции, как просверлить кафельную плитку, чтобы она не треснула:
делайте отступ от края кафеля при выборе места для отверстия. Отступ не должен быть менее 20 мм;
устраните излишнюю скользкость поверхности керамической плитки путем наклеивания на место сверления малярного скотча или изоленты;
пометьте место;
работайте дрелью, перфоратором или шуруповертом на малых оборотах;
в процессе работ используйте специальные сверла.
Подготовка необходимых инструментов
Для выполнения подобных работ понадобятся следующие инструменты:
перфоратор в режиме сверления или электродрель, выставленные на минимальные обороты;
шуруповерт аккумуляторный с выставленными оборотами до 1000;
шуруповерт, питающийся от сети, с выставленными низкими оборотами;
ручная дрель при необходимости сделать отверстие небольшого диаметра;
подготовьте сверла, подходящие для работы с кафельной плиткой;
если требуется просверлить несколько отверстий, то вам понадобится уровень;
кондуктор — инструмент, представляющий собой тонкую пластинку с отверстиями различного размера и диаметра;
карандаш или фломастер;
скот, изолента или малярная лента.
Какие сверла лучше выбрать для сверления кафеля
Насколько аккуратно будет просверлена отверстие и не потребуется ли замена части плитки зависит от выбора сверла. Перед тем как начать сверлить материал следует обратить внимание на следующие моменты:
верхний слой кафеля достаточно скользкий. Во избежание проскальзывания сверла, его нужно удерживать в определенном положении. Устранить излишнюю скользкость поможет наклейка кусочка малярного скотча на место сверления;
для того чтобы просверлить отверстие в кафельной плитке нужно подобрать соответствующее сверло. Сверла для кирпича или бетона в данном случае не пригодны, плитка будет раскалываться и в итоге треснет.
Чтобы плитка не треснула, следует правильно подобрать сверло. Для сверления кафельной плитки подходят следующие виды:
сверло с алмазным напылением наиболее качественно просверлит кафель. Отличается высокой ценой. Покупать дорогостоящий инструмент для нескольких отверстий экономически невыгодно. Наконечники с алмазным напылением приобретают в основном те, чья работа связана с отделкой помещений;
сверло с победитовым наконечником не уступает алмазному напылению, но значительно отличается в цене и более доступно широкому кругу потребителей. Распространенный вид сверла, имеющийся в продаже в любом магазине с товарами для дома. Результатом применения сверла с победитовым наконечником являются достаточно аккуратные отверстия, в том числе в кафеле;
специальные сверла, самые дешевые для работы с разнообразными типами поверхностей и материалов, в том числе и керамической плитки. Однако существует риск при выполнении работы таким наконечником повредить покрытие.
Самым оптимальным вариантом для использования в обиходе является сверло с победитовым наконечником.
Сверлим кафельную плитку под дюбель
Сделать это достаточно просто, главное точно следовать инструкциям:
на место сверления необходимо наклеить кусочек малярного скотча для устранения излишней скользкости;
место для отверстия под дюбель должно отступать не менее чем на 15 мм от края. Сверху приклеенного малярного скотча пометьте место крестиком или кружком;
установите в дрель подходящее для работы с поверхностью сверло. Самым лучшим вариантом будет сверло с победитовым наконечником;
строго перпендикулярно удерживая дрель или перфоратор, начинайте сверлить в обозначенном месте, выставив самое минимальное число оборотов;
получившиеся отверстие требует подгонки под размеры дюбеля. Аккуратно рассверливаем его обычным сверлом для кирпича ли бетона. Чтобы просверлить кафельную плитку на нужную глубину, пометьте само сверло на нужном расстоянии;
отверстие, соответствующее дюбелю по ширине и глубине нужно очисть от пыли, продув его и убрав остатки бетона;
вставляем дюбель, следя за тем, что бы он вошел в плитку на несколько миллиметров.
Как просверлить на плитке отверстие большого диаметра
Использование балеринки, специального инструмента, самый простой и быстрый способ для сверления в кафельной плитке отверстий различных диаметров. Балеринки снабжены особой выдвигающейся линейкой, с помощью которой легко регулировать ширину отверстия. Но использования данного инструмента, в отличие от работы перфоратором или дрелью, требует особого умения и навыков. Перед первым использованием балеринки не лишним будет потренироваться на ненужных кусках кафеля, предварительно смоченных в воде;
круговая пила — инструмент для сверления отверстий большого диаметра. Использование круговой пилы не требует специальных навыков, а работе, при средней силе давления на сверло понадобится 5-7 минут. Плитку следует сверлить после ее надежной фиксации на полу или стене, так работать намного удобнее, а в случае брака не нужно менять целый сектор.
Перед работой намочите материал, что бы избежать перегрева. При помощи перечисленных инструментов не возникнет никаких трудностей при проделывании отверстий большого диаметра собственными силами, надо соблюдать только четыре условия:
правильно выбрать сверло;
выставить минимальное значение на обороты;
во избежание перегрева смачивать плитку водой;
не располагать отверстие близко к раю полотна.
Как еще можно просверлить кафельную плитку
Есть другие способы, как просверлить керамическую плитку, чтобы она не треснула. Для выполнения мелких работ можно воспользоваться коронкой с зубьями из победита. Она обладает малым ресурсом прочности — с ее помощью можно сделать около 20 отверстий. Размеры коронок достегают 15 сантиметров. Такой коронкой можно воспользоваться для сверления отверстий большого диаметра. Недостатком коронки являются неровные, выщербленные края на плитке, как бы аккуратно вы ни работали.
В ситуациях, когда требуется незамедлительно просверлить отверстие в кафельной плитке, а подходящих наконечников не имеется, можно воспользоваться сверлом из твердого сплавы для сверления бетона. Такое сверло должно быть остро заточено или иметь победитовое напыление. Этот вид сверла не предназначен для работы с плиткой, но при соблюдении осторожности с его помощью можно просверлить достаточно аккуратные отверстия.
Как легко просверлить плитку
Будь то новая ванная комната, облицованная плиткой, или уже существующая, проделывание отверстий в плиточных стенах — обычная задача. Почти все, что крепится к стене — от установки фурнитуры для рулонов туалетной бумаги и мыльниц до новой аптечки — потребует сверления плитки.
В большинстве случаев эти ванные принадлежности крепятся с помощью настенных анкеров, поэтому пробить плитку — это только часть работы. Вам также необходимо просверлить подложку за ним таким образом, чтобы не нанести повреждений, которые помешали бы работе настенного анкера.
Шаги для сверления плитки насквозь
Шаг 1: Выясните, какая у вас плитка
В общем, существует три вида плитки: можно найти почти в каждом старом доме, и их легче всего просверлить.
Стеклянная плитка используется больше в качестве акцента и существует всего около 15 лет.
Керамогранит
очень похож на обычную керамическую плитку, но намного тверже.
Шаг 2. Подготовьте сверло для керамической плитки
Стандартные сверла не подходят для плитки, но не беспокойтесь. Керамическую плитку можно сверлить твердосплавным сверлом, а стекло и фарфор требуют сверла с алмазным наконечником.
Хотя это звучит дорого, алмазная насадка диаметром 1/4 дюйма стоит менее 20 долларов, а твердосплавная насадка того же размера может стоить менее 10 долларов. Если вы сомневаетесь, купите алмазную коронку. Сверлит любую плитку.
Шаг 3: Разметка стены для успеха
Говорят, что нужно дважды отмерить и один раз отрезать, но, учитывая последствия сверления отверстия в плитке в неправильном месте, лучше три раза отмерить и один раз просверлить.
Сначала приклейте малярную ленту к стене в том месте, где вы будете сверлить. На ленте проще точно отметить расположение отверстий, чем на плитке.
Для аксессуаров, таких как вешалки для полотенец с двумя монтажными кронштейнами, используйте уровень, чтобы убедиться, что оба набора отверстий совпадают.
Старайтесь размещать фурнитуру ближе к центру плитки — края легче трескаются.
Шаг 4. Сверлите медленно
Лента не только облегчает разметку стены, но и предотвращает скольжение сверла при сверлении.
Двигайтесь медленно, особенно сначала, чтобы убедиться, что дыра заканчивается там, где вы хотите.
После того, как отверстие начато, вы можете увеличить скорость сверления, но не запускайте его на полной скорости.
Постоянное давление и средняя скорость просверливают отверстие без перегрева и повреждения сверла.
Шаг 5: Увеличьте скорость в конце
Вы почувствуете изменение сопротивления, когда сверло пройдет сквозь плитку. Теперь вы можете ускорить сверление, уменьшая давление. Это расширит отверстие в гипсокартоне или подложке с минимальным повреждением.
После того, как вы закончите сверление, вставьте анкеры на место, закрутите крепеж и соберите пылесосом небольшое количество пыли.
Какое сверло лучше для плитки?
Сверло по каменной кладке с твердосплавным наконечником лучше всего подходит для сверления керамической плитки в ванной комнате. Обычные спиральные сверла не могут прорезать закалённую глазурь.
Как просверлить большое отверстие в плитке без кольцевой пилы
Но что, если вам нужно просверлить 2-дюймовое отверстие для сантехнического патрубка? Подрядчики обычно используют дорогие кольцевые пилы с твердосплавными режущими кромками, но есть и другой способ.
Нарисуйте контур отверстия на плитке фломастером или жирным карандашом.
С помощью сверла по каменной кладке диаметром ¼ дюйма просверлите ряд близко расположенных отверстий по окружности. Затем возьмите молоток и очень легко постучите плиткой по кольцу отверстий.
Постучите внутри контура и наберитесь терпения, так как может пройти несколько минут, прежде чем центр отверстия вырвется наружу. Край отверстия будет шероховатым, но его можно скрыть декоративной накладкой.
Этот метод сверления и нарезания резьбы также можно использовать для вырезания квадратных или прямоугольных вырезов в плитке.
Как просверлить плитку за 7 простых шагов
Полезно знать, как просверлить плитку, если вы собираетесь успешно завершить проект по укладке плитки. Дизайн может быть изысканным, плитка идеально нарезана, а все уложено ровно. Но ваша работа еще не закончена. Теперь наступает часть, которая потенциально может повредить вашей тяжелой работе: сверление отверстия в плитке для установки акцентов. Один промах или неловкое движение, и вы получите треснутую, уродливую плитку.
Прежде чем набраться смелости и начать пробить гладкую поверхность, убедитесь, что вы умеете сверлить плитку. Это может показаться довольно простой работой, особенно если вы мастер, который не очень хорошо знаком с различными типами плитки и их характеристиками. Но, даже если у вас есть сертификат CTI, малейшая ошибка может испортить плитку.
К счастью для вас, у нас есть много советов, которые помогут вам научиться просверливать плитку, не ломая ее. Имейте в виду, однако, что эти шаги не гарантируют, что ваша плитка не треснет. Они просто значительно минимизируют эту возможность. Без лишних слов, вот как правильно просверлить плитку.
Шаг 1: Знайте свои плитки
Первое, на что вам нужно обратить внимание, если вы хотите научиться сверлить плитку, — это тип плитки, с которой вы работаете. Если вы знаете характеристики материала, который пытаетесь просверлить, вы лучше поймете стоящую перед вами задачу.
Керамогранит, например, труднее разбить, чем керамический, поскольку он очень плотный. В результате сверление керамогранита потребует больше работы и подготовки, чем резка других типов плитки. Вам также понадобится специальное сверло, которое может проникнуть в твердую поверхность керамогранита. То же самое касается сверления каменной плитки.
Теперь, когда вы знаете, с чем вам придется столкнуться, давайте рассмотрим инструменты, которые вам понадобятся для такого типа проектов.
Шаг 2. Убедитесь, что у вас есть правильное сверло
Независимо от материала, который вы пытаетесь просверлить, никогда не используйте старое, изношенное сверло для плитки. Они не только не так эффективны, как новые, но и шансы повредить поверхность плитки резко возрастают, если сверло не работает с оптимальной производительностью.
Кроме того, не используйте для этой задачи обычные сверла. Они недостаточно прочны, чтобы проникнуть в твердую поверхность плитки. Вместо этого выберите либо сверла с алмазными наконечниками, либо сверла по камню с твердосплавными наконечниками. Первый вариант, хотя и немного дороже, чрезвычайно прочен и может пробить даже самые твердые поверхности плитки, такие как керамогранит. Он также не сгорает так легко, как биты по каменной кладке.
Сверла по камню с твердосплавными наконечниками, с другой стороны, вероятно, являются наиболее распространенным типом сверл для сверления плитки. Однако, несмотря на то, что сверла этого типа подойдут для глазурованной плитки и керамогранита, они не рекомендуются для керамогранита. Для этого и более твердых материалов вам понадобятся прочные алмазные сверла, такие как наши EASYGRES.
Если у вас нет необходимых инструментов для сверления плитки, в RUBI вы найдете полный ассортимент сверл, которые помогут вам успешно справиться с этой задачей!
Шаг 3: Измерьте и отметьте площадь
Если вы когда-нибудь пытались просверлить отверстие в плитке, то вы, вероятно, знаете, что биты имеют тенденцию скользить по поверхности, что затрудняет их удержание на месте. . Одно неверное движение, и вы поцарапаете или, что еще хуже, треснете плитку.
Один простой трюк, который вы можете использовать, чтобы создать некоторое напряжение, это наклеить малярную ленту на область, где вы хотите просверлить отверстие. Измерьте площадь, отметьте ее знаком X и наклейте малярный скотч. Измерьте его еще раз после того, как наклеите малярную ленту, чтобы убедиться, что вы не ошиблись с отверстием. Таким образом, у вас будет достаточное сцепление с поверхностью, когда вы начнете бурение.
Если вам нужно просверлить более одного отверстия и вы не хотите повторять этот процесс снова и снова, вы можете создать шаблон из деревянного бруска. Вырежьте отверстие в дереве, убедившись, что оно того же размера, что и сверло, которое вы будете использовать. Поместите его над просверленным отверстием и крепко держите свободной рукой.
Шаг 4: Начните сверление
Теперь самое интересное начинается. Это та часть, где вы действительно научитесь сверлить плитку. После того, как поверхность размечена или у вас есть деревянный шаблон, пора приступать к сверлению.
Проблема с тайлами (хотя мы не уверены, можно ли назвать это проблемой) заключается в том, что они рассчитаны на то, чтобы противостоять большому количеству злоупотреблений. Но это также делает их устойчивыми к сверлению. Если вы поторопитесь с процессом, вы можете в конечном итоге испортить всю свою тяжелую работу.
Одна из самых важных вещей, которую вы должны иметь в виду, это то, что сверление плитки — это задача, требующая большого терпения. Начните сверлить на низкой скорости и медленно. Не торопитесь — может пройти некоторое время, прежде чем вы проникнете в твердую глазурованную поверхность. Не делайте ошибку, полагая, что работа на полной скорости более эффективна. В реальности вы только перегреете все и создадите вибрации, которые могут повредить поверхность.
Нажимайте постоянно, но не слишком сильно. В противном случае вы пробьете плитку и создадите трещины.
Шаг 5. Не забудьте охладить сверло
Один из секретов сверления отверстия в плитке — поддерживать охлаждение. Используйте небольшую влажную губку, чтобы охладить сверло и предотвратить его перегрев.
Если вы один и не можете держать сверло в одной руке, рисунок по дереву в другой и одновременно охлаждать сверло, то вы можете время от времени останавливаться и распылять немного вода на нем. Просто следите за тем, чтобы не наливать воду в моторизованную часть дрели.
Еще одна хитрость, которую вы можете использовать, чтобы охладить дрель, это держать под ней влажную губку. Таким образом, вы не только предотвратите перегрев сверла, но и улавливаете пыль и мусор, образующиеся при работе с плиткой. Не говоря уже о том, что вы предотвращаете стекание воды по стене и по всему полу.
Небольшое примечание: в отличие от твердосплавных сверл, которые не перегреваются и нуждаются в постоянном охлаждении, алмазные долота не так требовательны к обслуживанию. Они будут продолжать работать, даже когда нагреваются, если вы время от времени даете им остыть. Если вы хотите увеличить срок службы ваших инструментов, вам нужно сверлить медленно, не давить слишком сильно и смазывать сверло прохладной водой.
Шаг 6. Замените насадку при ударе о стену
Вы разрезали плитку и ударились о поверхность стены, не повредив ее. Теперь вы можете вздохнуть с облегчением. Ты почти там; все, что вам нужно сделать сейчас, это просверлить стену, а затем установить акценты.
Продолжайте сверлить медленно, чтобы не врезаться в поверхность стены. Если это произойдет, ваш якорь не будет держаться должным образом, а акценты будут ослаблены. Вы можете сменить сверло, если считаете, что то, которое вы используете, не так эффективно. Секрет, однако, заключается в том, чтобы сверло было медленным и устойчивым, и вы сможете просверлить отверстие даже сверлом, предназначенным для плитки.
Шаг 7. Теперь вы знаете, как просверлить плитку
Сделайте шаг назад и полюбуйтесь результатом. Можно даже похлопать себя по спине. Вы сделали потрясающе! Теперь вы готовы с большей уверенностью взяться за следующий проект от начала до конца. Узнайте, как использовать сверла RUBI для мокрого бурения.
Есть несколько основных выводов о том, как сверлить плитку. Во-первых, нужно иметь правильные инструменты.
Фрезерный станок по дереву для домашней мастерской
Содержание статьи:
Назначение и конструктивные особенности
Виды фрезерных станков по дереву
Технические характеристики фрезеров по дереву
На фрезерном станке можно выполнять черновую, чистовую и получистовую обработку дерева: от изготовления простых деталей до художественной резки в трехмерном пространстве. Мастер, у которого нет фрезера, мечтает его приобрести. Как из сотен предложений выбрать подходящее? Какие модели предлагают производители для домашнего использования и небольшой мастерской?
Назначение и конструктивные особенности
профессиональный фрезерный станок по дереву
Первичное назначение фрезерного оборудования — профильная и плоская обработка дерева, композитных материалов (МДФ, ДСП и других), искусственного камня, полимеров. В качестве исполнительного инструмента используются фрезы различных типов:
дисковые;
угловые;
торцевые;
фасонные;
цилиндрические;
концевые.
Благодаря разнообразию исполнительных инструментов станок превращается в универсальный аппарат для обработки дерева. Устройство представляет собой жесткую конструкцию, прочно расположенную на основании, исключающем вибрацию. Фреза располагается на вертикальном валу, ее высоту можно регулировать, поднимая и опуская суппорт. Обрабатываемая деталь фиксируется на горизонтальной плоскости, ее положение ограничивают направляющими и упорами. Для точной резки предусмотрена подвижная линейка.
Наибольшие возможности предоставляет универсальный аппарат, шпиндель которого размещен горизонтально. Благодаря чему можно работать с заготовками самых разных габаритов, единичными или небольшими партиями.
Виды фрезерных станков по дереву
Сначала следует определиться с видом фрезера для обработки древесины, которых создано немало. Принцип работы у всех одинаков, но благодаря некоторым особенностям, функционал станков различен. Устройства могут быть с ручным управлением или числовым программным.
Ручной фрезерный станок
ручной фрезерный станок по дереву
Специально создан для работы в небольших мастерских или на выезде. Большие партии пиломатериалов на нем обрабатывать неудобно, станок не приспособлен для обработки объемных заготовок. Основные преимущества — мобильность и простота использования.
Ручной фрезер по дереву представляет собой небольшую платформу в центре которой отверстие для исполнительного инструмента. Над платформой на пружинных стойках располагается двигатель. С двух сторон корпуса прорезиненные ручки. К инструменту прилагается набор насадок.
Фрезерные станки с ЧПУ
Существуют множество маленьких настольных моделей для кустарных мастерских, выполняющих мелкие работы по обработке древесины и других мягких материалов: украшения, штампы, различные безделушки, гравировки. Очень точно воспроизводят мелкие детали, имитируя ручную резьбу по дереву. Фрезеры с ЧПУ обладают различными техническими характеристиками, но все они управляются микропроцессорами посредством операционной системы и специально написанной программы.
Бытовой настольный фрезер
Компактное, простое устройство специально создано для домашнего использования. В отличие от ручного инструмента, оборудовано полноценным рабочим столом небольшой площади. Подходит для изготовления небольших деталей из дерева, сувениров, выборки пазов и шипов, легко справляется с любыми породами, даже самыми плотными. Чаще всего именно такие фрезерные станки по дереву приобретаются для домашней мастерской.
Вертикально-фрезерный
Может выполнять любые фрезерные работы, но чаще применяется для растачивания отверстий, зенкования, выборки пазов. На нем можно изготавливать рамки, обрабатывать кромки деталей. Относится к стационарному виду оборудования, поэтому подойдет для профессионального использования в мастерской.
Копировально-фрезерный
копировально-фрезерный станок
Предназначены для создания точных копий деревянных деталей сложных форм путем шаблонного копирования. Этот вид фрезерного оборудования отличает наличие шаблона. Фрезеры-копиры бывают ручными, когда мастер вручную поворачивает заготовку из дерева и лекало или автоматическими. Ручные копировальные станки используются при изготовлении мелких партий сувениров, рекламной продукции.
Технические характеристики фрезеров по дереву
Определившись с типом станка, присмотритесь внимательнее к его характеристикам.
Мощность — минимальная мощность составляет 400 Вт, ее достаточно для выполнения мелких работ и сверления древесины любых пород. При профессиональном использовании рекомендуется выбирать станок с мощностью не менее 1,5 кВт. На таком аппарате получится обрабатывать большие объемы дерева, а также пластмассы, мягкие сплавы. От мощности зависит и время выполнения задачи.
У фрезера мощность прямо пропорциональна весу аппарата. Это важно учитывать при выборе ручного устройства.
Скорость движения — обработка сухой или влажной древесины различной плотности наиболее эффективна при определенных скоростях. Если планируется работа с большими объемами однотипного материала, нет смысла приобретать многоскоростной агрегат. Для переключения и плавного пуска механизм оснащается редуктором.
Размеры рабочей площадки и расстояние от оси шпинделя до рабочей столешницы — они определяют габариты обрабатываемых заготовок.
Отсос пыли — при обработке дерева выделяется много пыли, поэтому большинство станков позволяют подключить пылесос или имеют встроенный механизм сбора пыли. Второй вариант удобнее и эффективнее.
Размеры и вес станка — любителю подойдет настольная компактная модель, которая устанавливается на верстак, а после использования убирается в кладовую. При наличии мастерской целесообразнее приобрести полноценный фрезерный станок на собственной станине. Если же планируются работы на строительной площадке — выбирайте ручной фрезер.
В первом видеоролике обзор профессионального станка по дереву JET JWS-2900, во втором советы по выбору ручного инструмента:
Как правильно выбрать домашний фрезерный станок для мастерской: разновидности и особенности фрезерных станков
Дерево – практичный материал натурального происхождения, применяемый в строительных, отделочных и многих других работах. Для обработки заготовок мастера используют разные инструменты и оборудование. Фрезерный станок для работы с деревом в домашней мастерской отличается универсальностью и широкими функциональными возможностями, но как его выбрать в предлагаемом ассортименте?
Особенности фрезерных станков для домашней мастерской
Фрезерные станки по дереву для дома отличаются от промышленных уменьшенными размерами и доступной ценой. Есть устройства с системой ЧПУ (числовое программное управление), позволяющие вывести работу на принципиально новый уровень. Купив такой фрезеровальный станок, вы сможете заняться изготовлением:
предметов мебели и фасадов;
дверей и окон;
элементов интерьера;
карнизов, балясин и пр.;
паркетных и мозаичных напольных покрытий;
сувенирной и рекламной продукции;
детских игрушек и т.д.
Для каждого вида деятельности домашние мастера подбирают походящий фрезерный станок.
Разновидности фрезерных станков для дома
В продаже в специализированных магазинах представлены разные фрезерные станки. Они отличаются конструкцией, набором функциональных возможностей, принципом действия и стоимостью.
Ручные фрезеры, часто называемые станками, по сути представляют собой компактный электроинструмент. Обрабатывать большие партии заготовок с помощью таких фрезеров не получится, но зато инструмент имеет компактные размеры и стоит недорого. Фрезер такого типа имеет небольшую платформу с отверстием, из которого выходит шпиндель с патроном для установки фрезы. Из недорогого ручного фрезера можно сделать полноценный фрезеровальный станок. Для этого инструмент крепят к рабочей столешнице снизу.
Станки с ЧПУ. Для дома можно купить и фрезерный станок с ЧПУ, который позволит выполнять большой спектр операций по обработке деревянных заготовок и не только. С помощью подобных агрегатов можно изготавливать мельчайшие детали, а за работу устройства отвечает специальный микропроцессор и операционная система с программным обеспечением.
Бытовые настольные. Небольшие фрезерные станки для домашних мастерских, имеющие доступную цену. В отличие от ручных фрезеров, имеют полноценную рабочую поверхность. С помощью оборудования можно создавать небольшие деревянные детали, сувениры и обрабатывать заготовки (вырезать шипы, пазы и пр.). Станки справляются даже с плотными деревянными заготовками.
Вертикально-фрезерные. Эти фрезерные столы для дома не так функциональны, как настольные или с ЧПУ, но при определенных задачах они незаменимы. Лучше всего они справляются с растачиванием отверстий, выборкой пазов и зенкованием. Еще ими удобно обрабатывать кромки и создавать рамки. Подходят также для решения производственных задач в цехах.
Копировально-фрезерные. Оборудование для изготовления точных копий деталей из дерева, независимо от сложности форм. Работают по принципу копирования шаблона. Такие фрезеры бывают ручными и автоматическими, а в домашних условиях устанавливаются редко. В основном их покупают мастера, занимающиеся изготовлением сувенирной или рекламной продукции.
Как выбрать подходящее оборудование?
Чтобы при покупке фрезерного станка для домашней мастерской не было проблем, нужно разобраться в главных технических характеристиках этих устройств. Обязательно учитывайте их, когда будете искать нужную модель в каталоге магазина.
Размеры рабочей области
Если планируете работать с маленькими заготовками, создавая разделочные доски, сувениры, мебельные декоративные накладки или игрушки, можете ограничиться среднеформатным домашним фрезерным станком. Вам должно хватить рабочего стола 40х40 или 60х90 см. Если у вас домашнее дверное производство, потребуется фрезеровальный станок со столешницей увеличенных размеров – до 130х130 см и более.
Станина
От ее мощности и размеров зависят вибрации, возникающие при работе. Чем массивнее оборудование, тем меньше оно вибрирует в процессе обработки заготовок. Рамы обычно изготавливают из стали или алюминия, а есть модели из чугуна. Для дома можно выбрать любой вариант, но чем станок легче, тем он мобильнее.
Мощность
Ключевым элементов фрезерного станка для дома является шпиндель. Скорость его вращения и мощность двигателя влияют на размеры обрабатываемых деталей и срок службы оборудования. Подбирать эту характеристику нужно с учетом объемов работы:
домашним мастерам достаточно станка на 1,5 кВт;
если часто пользуетесь оборудованием для производства разных крупных деталей – нужно 3 кВт;
для обработки массива при изготовлении корпусной мебели – от 5,5 кВт.
Тип двигателя
Двигатели бывают шаговыми или сервоприводными. Первые устанавливаются в недорогие станки, но уступают в точности. Им свойственно незначительное подергивание и отсутствие контроля электроникой. Моторы с сервоприводами сильно удорожают конструкцию, но отличаются максимальной плавностью хода и точностью.
Способ замены насадок
Фрезеровальные станки позволяют устанавливать фрезы разными способами. Если вы не планируете часто их менять, подойдет почти любой станок. Если вы часто меняете фрезы при обработке заготовок, лучше отдать предпочтение устройству с так называемым магазином, в который устанавливается сразу несколько фрез. Наличие магазина свойственно фрезеровальным станкам профессионального или полупрофессионального класса.
Количество осей
Многие домашние фрезерные станки обрабатывают заготовки по трем осям, но когда нужно создать более сложный рельеф на заготовке, лучше использовать оборудование с четырьмя или пятью координатами. В таких фрезеровальных станках рабочая головка имеет большую свободу перемещения.
Другие важные параметры
Чтобы выбрать и купить фрезерный станок для домашней эксплуатации, руководствуйтесь также другими важными параметрами и особенностями:
бренд и цена оборудования;
тип привода – ременной или прямой;
рабочее напряжение – 220 или 380 вольт;
ход шпинделя;
масса и размеры оборудования.
При правильной эксплуатации и соблюдении рекомендаций производителя даже недорогой фрезерный станок для дома прослужит в течение долгого времени без единой поломки.
лучших фрезерных станков по дереву 2022 | Лучшие маршрутизаторы для деревообработки
Персонал, любезно предоставлено Dewalt
Если вы только начинаете заниматься деревообработкой, вы много слышали о маршрутизаторах — не о том, на который мы все полагаемся для WiFi, а о том, что это портативный электроинструмент, используемый для формирования. Маршрутизатор — это двигатель, прикрепленный к регулируемому основанию с «цангой», которая принимает различные режущие насадки.
Эти «фрезы» бывают бесконечного разнообразия форм, что делает фрезы такими полезными. Существуют биты для «лепки» краев всевозможными способами, поэтому вы можете создавать рамы для картин, корабельные накладки, обшивку или собственную отделку окна. Из других деталей делаются двери, ставни, надписи, выпуклые подносы или замочные скважины для подвешивания картин.
Такие аксессуары, как направляющие для кромок и втулок, только повышают универсальность вашего фрезера. Вы также можете перевернуть фрезер и прикрепить его к столу так, чтобы фреза торчала вверх, а упор направлял заготовку. Эта стационарная установка идеальна, когда легче перемещать заготовку, чем фрезер.
Поскольку маршрутизатор используется очень многими способами, один размер не подходит для всех. Фактически, большинство столяров, подрядчиков и мастеров-любителей владеют более чем одним. Для начала, вы покупаете свой самый первый маршрутизатор или добавляете его в свою коллекцию? Второй вопрос: Что вы планируете делать с этим инструментом?
Эксперт: За 30 лет работы столяром — как профессионально, так и в качестве мастера — я провел 15 лет в качестве редактора в журнале Fine Woodworking и еще шесть в качестве автора различных журналов по домостроению и деревообработке. . Я также переделал три дома, построил сотни проектов и написал две книги на эту тему (посмотрите «Строим вещи из дерева: создавайте потрясающие проекты с помощью основных инструментов») и в настоящее время преподаю деревообработку на местном уровне. На протяжении всей своей карьеры я использовал и проверял широкий спектр маршрутизаторов, и я рекомендую именно эти.
На что следует обратить внимание
Существует два типа оснований фрезера: погружное основание, которое можно регулировать на лету, позволяя фрезеру прорезать глубокие карманы и канавки серией неглубоких проходов; и неподвижное основание, которое также можно регулировать, но только между резами при выключенном двигателе.
Новички
Если это ваш первый фрезер, то вам следует серьезно подумать о приобретении комбинированного комплекта малого или среднего размера, который включает в себя фиксированное основание и погружное основание с мотором фрезера, подходящим для обоих. При прочих равных, фрезер с фиксированным основанием более компактен и удобен в обращении, а погружной фрезер более универсален. Комплект маршрутизатора дает вам лучшее из обоих миров за меньшие деньги.
Фрезы бывают разных размеров: от компактных «обрезных» моделей, которые можно держать в одной руке, до больших двуручных погружных фрезеров, которые универсальны. Преимущества больших фрезеров: большая мощность и два размера «цанг» — 1/4 дюйма и 1/2 дюйма. 1/2-дюймовая цанга позволяет удерживать более крупные биты, которые менее подвержены вибрации при выполнении глубоких пропилов. Меньшие маршрутизаторы, с другой стороны, стоят меньше и ими немного легче управлять, особенно при езде по узким краям.
Опытные пользователи
Если у вас уже есть один или два фрезера, подрезной фрезер станет отличной следующей покупкой. Также подходит для начинающих, это самый шустрый и компактный из роутеров, предназначенный для легкого и уверенного использования одной рукой для различных несложных задач. Я держу свою настройку с небольшим скруглением для быстрого смягчения краев. Другие столяры используют их для работы с шаблонами и выкапывания карманов для инкрустаций с тщательным контролем, в то время как подрядчики используют их для обрезки заподлицо грубых оконных проемов, фрезерования пазов петель и любых других задач, где маневренность и простота имеют первостепенное значение.
Большие погружные фрезерные станки — прерогатива опытных плотников и профессионалов. С двигателями мощностью от 2 1/4 до 3 1/4 лошадиных сил эти модели могут работать с самыми большими битами в самых твердых породах дерева, с нулевой вибрацией и сверхгладкими результатами.
Наконец, для использования в подъемнике фрезера, который удерживает мотор фрезера вверх дном для использования на столе, существует множество мощных моторов фрезера, которые продаются отдельно, без оснований. Для более дешевого подхода к трассировке стола просто привинтите основание стандартного фрезера к нижней части стола. Некоторые маршрутизаторы подходят для этого лучше, чем другие.
И, как и любой другой электроинструмент, маршрутизаторы начали обрезать шнур, и появляется все больше моделей с батарейным питанием.
Как мы оценивали
Я протестировал и использовал большинство моделей, рекомендованных здесь, а для тех, которых у меня не было, я объединил свое мнение о наиболее важных функциях и характеристиках с отзывами пользователей из авторитетных источников. При выборе я взвешивал как производительность, так и цену, выявляя лучшие значения в каждой категории.
Советы профессионалов
Asa Christiana
Вот несколько простых способов максимально эффективно использовать маршрутизатор.
Фрезы большего размера поставляются с цангами 1/4 и 1/2 дюйма. Для получения более гладких результатов, более глубоких пропилов и твердой древесины, выбирайте фрезы с хвостовиком 1/2 дюйма. Для более легких резов подойдут биты с хвостовиком 1/4 дюйма, которые будут стоить меньше.
При вставке фрезы вставьте ее до упора, а затем вытащите примерно на 1/8 дюйма перед тем, как затянуть цангу. Цанга немного втягивается внутрь при закрытии, и если бит уже опущен вниз, это может помешать полному затягиванию цанги, что приведет к опасной ситуации.
Подумайте о покупке или изготовлении опорной пластины большего размера, чтобы фрезер оставался более устойчивым, когда он выступает за край.
Большинство фрезеров поставляются с кромочной направляющей — регулируемой направляющей, которая соединяется с основанием фрезера. Если у вас его нет, добавьте этот универсальный аксессуар, когда сможете.
Если у вас есть погружной фрезер, купите набор шаблонов и научитесь их использовать. Они значительно расширят возможности инструмента.
Комбинированный комплект Best
DEWALT
Фрезерный станок DeWalt DW618PKBR2401, комплект с фиксированным/погружным основанием
Маршрутизатор Best Trim
RIDGID
Ridgid R2401 5,5 А проводной компактный маршрутизатор с фиксированной базой
В: Какой самый крутой проект вы сделали с роутером?
A: За свою карьеру я использовал маршрутизаторы сотни раз в десятках проектов. Мой фаворит — пара стульев в стиле Craftsman, где я использовал фрезер для квадратных вырезов в боковых планках, а также для пазов, которые проходят через согнутые подлокотники (на фото выше).
В: Какую ошибку допускает каждый плотник при использовании фрезера?
A: Когда вы толкаете фрезер вдоль края заготовки в том же направлении, в котором вращается фреза, фрезер пытается немного продвинуться вперед, что может быть пугающим. Обратите внимание на то, в какую сторону вращается фреза, и толкайте фрезер в противоположном направлении, чтобы рез был более контролируемым.
В: Где вы храните все свои маршрутизаторы? инструменты?
A: Большинство портативных электроинструментов я держу на открытых полках в мастерской. Некоторым людям нравится прятать все в сундуки и шкафы, но мне нравится, чтобы мои инструменты были под рукой и были легко доступны.
В: Каким деревообрабатывающим инструментом вы владеете и дорожите, и почему?
A: Мой любимый инструмент для деревообработки — настольная пила SawStop. SawStop имеет уникальную технологию распознавания кожи, которая мгновенно останавливает лезвие при контакте с кожей, в результате чего оно не только прекращает вращение, но и падает ниже поверхности стола пилы всего за несколько миллисекунд, поэтому худшая рана, которую вы можете получить, — это небольшая царапина. на пальце. Настольные пилы SawStop недешевы, но они выгодны, если учесть стоимость катастрофы. Мой позволяет мне работать с гораздо большим спокойствием, чему также трудно дать оценку.
Аса Кристиана Аса Кристиана, бывший редактор журнала Fine Woodworking, а также опытный мебельщик и мастер «сделай сам», отремонтировал все три принадлежащих ему дома, в том числе свой нынешний дом в Портленде, штат Орегон, куда он переехал со своей семьей в 2015 году, чтобы продолжить карьеру фрилансера, заняться скалолазанием. горы и кататься на велосипедах.
Лучшие фрезерные станки по дереву в 2022 году (включая такие бренды, как Makita, Bosch и DeWALT)
Добро пожаловать в справочник Томаса по лучшим фрезерным станкам по дереву 2022 года. Томас связывает промышленных покупателей и поставщиков из Северной Америки уже более 120 лет. . Когда вы покупаете продукты через наши независимые рекомендации, мы можем получать партнерскую комиссию.
Есть несколько инструментов, без которых столяры просто не могут обойтись, и отличный фрезер по дереву, безусловно, один из них. Для создания столярных изделий, создания конструкций и обработки кромок необходимо наличие фиксированного основания или погружного фрезера наряду с подходящими пилами и сверлами. Но для тех, кто еще не сталкивался с маршрутизатором, который их впечатлил, мы нашли семь лучших из них на ваш выбор.
Двумя наиболее распространенными типами фрезеров по дереву являются фиксированные и погружные 9.0002 Изображение предоставлено: Shutterstock/Светлана Монякова
В то время как устаревшие бренды, такие как DeWALT и Bosch, получили свою долю аплодисментов за фрезерные столы, некоторые бренды, такие как Avid Power, также стали фаворитами публики, иногда с более низкими ценниками. Но перед покупкой маршрутизатора полезно знать, какие варианты доступны, чтобы помочь вам в выборе.
Типы фрезерных станков по дереву
Когда дело доходит до фрезеров по дереву, существуют различные функции, которые могут отличать один от другого, а некоторые даже охватывают две категории, но по большей части существует три типа фрезеров, на которые следует обратить внимание:
Погружные фрезеры: В отличие от погружных фрезеров, погружные фрезеры можно регулировать, поэтому при резке они могут подниматься и опускаться на разную глубину. Они, как правило, наиболее универсальны, поскольку некоторые модели можно подключать и использовать в качестве стационарного базового маршрутизатора.
Фрезерные станки с фиксированным основанием: Этот тип фрезерного станка отлично подходит для обработки краев и часто считается более точным и простым в управлении, чем погружные фрезерные станки. При этом, поскольку их глубина фиксирована, они не такие гибкие, как погружные фрезеры, но их можно прикрепить к столу или модифицировать с помощью адаптера.
Фрезерные станки с ЧПУ: За исключением редких самодельных моделей, фрезерные станки с числовым программным управлением (ЧПУ) чаще всего встречаются на заводах. Этот тип маршрутизатора использует языки программирования, чтобы указать, как и где инструмент перемещается и функционирует.
Лучшие фрезы по дереву от Thomas’s Top Picks
От набора погружных фрезеров DeWALT до фрезера Bosch для рук — это модели с самым высоким рейтингом при поиске отличного фрезера по дереву для работы или отдыха.
Лучший маршрутизатор для ладони: Bosch Colt 1,25 л.с. (макс.) Инструмент для маршрутизатора для ладони с переменной скоростью | Купить сейчас
Лучший компактный маршрутизатор: Компактный маршрутизатор HP Makita 1-1/4 | Купить сейчас
Лучший набор погружных фрезеров: Погружной фрезер Bosch, 12 А, 2 1/4 л. с. и фиксированное основание, регулируемая скорость | Купить сейчас
Лучший фрезер DeWALT: Фрезер DeWALT, комплект с фиксированным/погружным основанием | Купить сейчас
Лучший маршрутизатор с фиксированной базой и погружным фрезером: Skil 14-амперный погружной и фрезерный станок с фиксированным основанием, комбинированный | Купить сейчас
Лучший бюджетный маршрутизатор: Компактный маршрутизатор Avid Power 6,5 A 1,25 HP с фиксированным основанием | Купить сейчас
Прокрутите вниз, чтобы узнать больше об этих лучших фрезерах по дереву и узнать, что обозреватели больше всего любят в каждом продукте.
*Цены, указанные в этой статье, указаны в долларах США на сайте Amazon.com (США) по состоянию на апрель 2022 года.
1. Лучший Palm Router — Bosch Wood Router
Эргономика может иметь решающее значение, когда речь идет об электроинструментах. Если комфорт превыше всего, Этот фрезер размером с ладонь от Bosch удобно лежит в руке и облегчает движения по сравнению с традиционными фрезерами. Хотя он, возможно, не сможет конкурировать с более крупным маршрутизатором, его небольшая рама по-прежнему обеспечивает скорость вращения 16 000–35 000 об/мин, и покупатели отмечают, что замена бит — это проще простого.
«Этот инструмент прост, прост в использовании и управлении и дает прекрасные результаты», — объяснил один рецензент. «Маршрутизатор запускается и останавливается очень плавно, что снижает вероятность случайного повреждения детали, над которой вы работаете. И он очень легкий, совсем не громоздкий».
КУПИТЬ СЕЙЧАС:
119 долларов США (было 139 долларов США), Amazon
2. Лучший компактный фрезер — Makita Wood Router
Еще один небольшой, но мощный вариант — Makita RT0701C, модель . Узким корпусом легко маневрировать, и он спроектирован так, чтобы поддерживать постоянную скорость даже под давлением. Его глубину также можно отрегулировать, а сверла и основание можно легко (и быстро) заменить.
«В течение многих лет у меня было несколько маршрутизаторов; этот намного лучше построен и спроектирован лучше, чем большинство», — написал один рецензент. «Большинство маршрутизаторов пытаются вырвать крутящий момент из ваших рук, но этот не делает этого и хорошо сбалансирован. Большинству из нас лучше работать с инструментами, которые чувствуют себя в безопасности в наших руках, как и этот».
КУПИТЬ СЕЙЧАС:
104,70 долларов США, Amazon
3. Лучший набор погружных фрезеров — Bosch 1617EVSPK Router
Дополнения
могут улучшить или испортить впечатление, а в случае фрезерного станка по дереву Bosch 1617EVSPK модели стоит потратить немного больше, чтобы получить дополнительные навороты. Вместо фрезера в этот комплект входят две цанги, направляющая для кромок, кожух для удаления пыли и переходник для вакуумного шланга. Одна только установка для удаления пыли чего стоит, чтобы частицы древесины не попадали в ваши глаза и легкие.
Что касается самого инструмента? «Это устройство гладкое, как шелк, с полудюймовыми битами и намного прочнее, чем мой старый маршрутизатор с такой же мощностью», — объяснил один обозреватель. «Неподвижное основание вошло прямо в мой фрезерный стол, а погружное основание я использую для столешницы и свободной ручной работы».
КУПИТЬ СЕЙЧАС:
275,28 долларов США, Amazon
4. Лучший фрезер DeWALT — набор фрезеров DeWALT
Одной из наиболее ценных особенностей этого фрезера является его точная регулировка глубины и возможность переключения между погружным и фиксированным фрезерным станком. Эта модель немного больше, чем беспроводная версия Max XR ( 137,17 долларов США (было 219 долларов США), Amazon ) и не требует подзарядки благодаря шнуру. DeWALT также продает этот маршрутизатор в других комплектах, включая один с основанием D-образной рукоятки ( 291,64 долларов США, Amazon ) и другой с направляющей ( 236,11 долларов США (было 251,67 долларов США, Amazon )).
«Врезное основание подходит для проделывания отверстий или вырезания дадо, а фиксированное основание подходит для окантовки», — написал один из владельцев. «Сам маршрутизатор очень тяжелый и прочный, и кажется, что он очень хорошо сделан».
КУПИТЬ СЕЙЧАС:
199 долларов США (было 213,40 долларов США), Amazon
5. Лучший фрезер с фиксированным основанием и погружным фрезером — Skil Router Combo
Когда есть список разнообразных проектов, стоит иметь возможность использовать как погружной, так и фиксированный фрезерный станок, например, Skil версии , который сравнивают с ведущими конкурентами, такими как Festool и Makita. Оснащенный ЖК-экраном, пользователь может выполнять контролируемые и точные разрезы с электронной обратной связью, которая помогает оптимизировать число оборотов в минуту.
Бренд также продает проводной маршрутизатор с фиксированной базой ( 99,98 долларов США, Amazon ) с двигателем на 10 ампер. Один рецензент также отметил: «Прозрачное основание и встроенный свет позволяют легко видеть вашу работу, а вакуумный фитинг на погружном основании эффективно удаляет мусор».
КУПИТЬ СЕЙЧАС:
139 долларов США (было 149 долларов США), Amazon
6. Лучший бюджетный маршрутизатор — набор мощных маршрутизаторов Avid
Ищете недорогой стационарный маршрутизатор? Этот деревянный фрезер от Avid Power охватывает все основы для всех, кто работает над проектами меньшего масштаба. Он маленький, его легко перемещать, и он отлично подходит для таких вещей, как обрезка. Кроме того, если когда-нибудь понадобится более гибкий погружной фрезер, эту модель можно установить на стол для погружной резки, и вы также можете обратиться к производителю за погружным адаптером.
Рецензенты использовали этот удобный фрезерный станок по дереву для самых разных задач, включая изготовление деревянных столов, фрезерование настила террасы и столов для крафта.
КУПИТЬ СЕЙЧАС:
79,99 долларов США, Amazon
Лучший фрезерный станок по дереву 2022 г. — резюме
Один из этих лучших фрезерных станков по дереву обязательно пригодится для изготовления врезных соединений и соединений типа «ласточкин хвост» или резки сложных панелей. Наладонный маршрутизатор Bosch ( 119 долларов США (было 139 долларов США), Amazon ) отлично подходит для тех, кому нужно что-то более эргономичное, тогда как удобная модель DeWALT ( 199 долларов США (было 213,40 долларов США), Amazon ) отлично подходит для проектов, требующих фиксированное основание и погружные маршрутизаторы.
Мы надеемся, что наш обзор лучшего фрезера по дереву был вам полезен. Чтобы узнать о других похожих поставщиках, в том числе о поставщиках фрез для деревообработки, фрез, станков для фрезерования пластика и шпинделей для деревообработки, ознакомьтесь с нашими дополнительными руководствами или посетите платформу поиска поставщиков Thomas.
Клей холодная сварка для пластика:инструкция по применению
В строительство и промышленности клей холодная сварка стал очень активно применяться в последнее время, не говоря уже о бытовом ремонте. Это очень быстро, удобно и универсально, а от самого пользователя не требуется каких-либо специальных навыков. Данная смесь обеспечивает достаточно высокое качество соединения, с которым не сможет сравниться клей какого-либо другого типа. Холодная сварка для пластика является одним из лучших современных решений. Ведь она не использует нагрев, что вредно для пластмассы во многих приборах.
Клей холодная сварка для пластика
Здесь нет привязки к определенному типу материала, так что главное подобрать качественный клей для соединения. Таким веществом можно соединять предметы, работающие под большой нагрузкой или просто сломанные детали. Клеем можно заделать трещины и сколы, причем крепость будет довольно высокой, относительно основного материала.
Типы холодной сварки для пластика
Холодная сварка для пластика выпускается в трех основных типах. Первым является стержень, в котором соединяются два основных компонента состава. Внутри этого стержня содержится один компонент, а внешне его покрывает второй. Чтобы приготовить его к использованию, достаточно все перемешать для получения однородной консистенции.
Стержень холодной сварки для пластика
Второй разновидностью является тот вариант, где два компонента поставляются в раздельных емкостях. Для использования нужно отмерить равное количество, после чего приступить к перемешиванию. Как и в предыдущем варианте, здесь нужно получить однородную консистенцию, которая потом и будет использоваться.
Холодная варка в виде клея для пластика
Третьим вариантом является жидкая субстанция, которая похожа на обыкновенный клей. Она не так часто используется как две предыдущие, так как уступает по техническим характеристикам. Он не требует специального предварительного приготовления и сразу готов к использованию.
Клей холодная сварка для пластика
Область применения
Пластик в последние годы все чаще применяется в различных видах техники и прочих областях. Соответственно, холодная сварка для пластмассы становится с каждым годом более востребованной. Стоит выделить основные области применения данного материала:
Ремонт пластмассовых корпусов приборов;
Шпаклевка бамперов на автомобилях;
Ремонт удочек для рыбалки;
Заделка течи в пластиковых трубах;
Склеивание пластмассовых элементов.
Стоит отметить, что клей холодная сварка для пластика способен присоединять к нему и другие материалы, что расширяет сферу его применения.
Подходящие марки
Существует много марок, которые могут подойти к данному делу. Ведь здесь выдвигаются не столь высокие требования как, к примеру, к холодной сварке для нержавейки. Одной из наиболее простых в применении и распространенных марок является ЕР380. Она обладает следующими параметрами:
Параметр
Значение
Крепость соединения
3 500 PSI
Максимальная рабочая температура
93 градуса Цельсия
Время застывания
15 минут
Время схватывания
4 минуты
Объем
14 мл
Помимо этого имеется еще более надежный вариант, которым является холодная сварка для пластика Poxipol. Она относится к двухкомпонентным, в которых каждый материал находится в отдельной емкости. Данная смесь обладает следующими параметрами:
Параметр
Значение
Испытание на сдвиг
237 Н
Напряжение на отрыв
5,4 МПа
Время первичного застывания
1 час
Время сохранения пластичного состояния
10 минут
Время полного застывания
24 часа
Максимальная сила среза соединения
993 Н
Среднее напряжение среза
2,2 МПа
Выбор холодной сварки для пластмассы
Подбор подходящей марки является достаточно сложным делом, так как на рынке существует масса различных вариантов, которые трудно перечислить. Чтобы сделать правильный выбор, требуется ориентироваться по техническим параметрам изделия. Если планируется эксплуатация при высоких температурах, то желательно узнать, какую температуру выдерживает холодная сварка, так как нередко она оказывается более низкой, чем у самого пластика, что может воспрепятствовать нормальной работе.
Особенности холодной сварки пластика
Одним из главных параметров является крепость соединения, так что нужно знать данные на разрыв и сдвиг, в зависимости от того, каким нагрузкам будет подвергаться изделие. Крепость соединения также способствует сопротивлению вибрационным нагрузкам. Если вам требуется средство для быстрого ремонта, то нужно подбирать материал с быстрым засыханием. Разброс в данном параметре составляет от 3 до 15 минут.
«Важно!
Этот параметр ни как не влияет на качество, но зависит от температуры применения.»
Инструкция по применению
Инструкция по применению холодной сварки для пластика требует четкого выполнения порядка действий. Первым этапом является подготовка поверхности, которая будет соединяться. Обработка осуществляется при помощи растворителей и наждачной бумаги, чтобы убрать жир и увеличить площадь соединения. Без обезжиривания качество соединения начинает резко падать.
Подготовка поверхности для холодной сварки пластика
После этого нужно отмерить количество используемой холодной сварки, так как после размешивания она уже не сможет применяться повторно. При подготовке нужно отмерить равное количество каждого компонента. Потом нужно приступить к перемешиванию должна получиться однородная смесь мягкой консистенции. С нее можно лепить фигуры для заделки трещин и сколов, а также использовать в качестве клея. Через несколько минут после разминания смесь начнет твердеть, так что нужно не затягивать процесс ремонта.
«Обратите внимание!
Теплый воздух способствует более быстрому засыханию, тогда как при низкой температуре этот процесс длится несколько длиннее.»
После нанесения на поверхность нужно придавить смесь чем-либо. Если соединяются трубы, то желательно использовать жгут. В ином случае можно сделать какой-либо пресс самостоятельно.
Меры безопасности
Как и многие другие материалы, холодная сварка для пластика требует выполнения определенных мер безопасности. Ведь это не самое безопасное средство для здоровья. Следует избегать следующих ситуаций:
Попадание состава массы в глаза человека или на открытые участки кожи;
Хранение средства под прямыми лучами солнечного света;
Вести работы со смесью без защитных средств, таких как перчатки и очки;
Хранение в доступном для детей месте;
Контакт холодной сварки с продуктами питания и другими посторонними предметами, с которыми потом будет контактировать человек.
При попадании смеси на слизистую оболочку нужно как можно быстрее промыть ее водой. После этого желательно обратиться к врачу. Если произошел контакт с кожей, то это не так страшно и можно обойтись тщательным вымыванием при помощи мыла.
Холодная сварка по пластику и ее применение
Холодная сварка для пластика: какие есть виды и как ее использовать
Уже с давних пор сварка используется достаточно широко для промышленности, быта и в строительстве. Одним из самых необычных человеческих изобретений является холодный метод сварки для пластика, и в бытовых условиях такое изобретение ощутимо облегчает ремонтные работы бытовых приборов. Создание холодной сварки для пластика является невероятно невероятным шагом для ремонтной области изделий из пластмассы.
Одним из наиболее полезных качеств холодного метода сварки является возможность без больших усилий, своими руками приклеивать отколовшиеся уголки, а также заклеивать трещины и многое другое. В тот же момент стык по монолитности и прочности будет равноценным пластмассе. За счет таких свойств большинство бытовых предметов после проведения ремонтных работ при помощи холодного метода сварки словно перерождаются и получают новую жизнь, потому что их владельцы могут передумать выбрасывать вещь.
Содержание:
1 Область применения
2 Подробности
2.1 Достоинства жидкой сварки
2.2 Разновидности и классификация
2.3 Инструкция по применению
3 Полезные рекомендации от ведущих специалистов
4 Отзывы
Область применения
По своей сути, такое изобретение человека, как холодный тип сварки, является клеевым составом на основе эпоксидной и аминовой смолы с минеральным или металлическим наполнителем. Многие фирмы производителей будут держать состав наполнителя в строгом секрете, потому что такой компонент будет серьезно влиять на технические характеристики сварочного элемента. А точнее, будет влиять на прочность, скорость застывания, тепловую устойчивость, способность взаимодействия с водой и остальное. На данный момент есть особая разновидность холодной сварки, которая будет служить прекрасным решением для соединения деталей из пластмассы.
Применение следующее:
Ремонт приборов.
Шпаклевка бампера автомобиля.
Починка рыболовной удочки.
Ремонт трубопровода из пластика и пластмассы.
Склеивание различных пластмассовых предметов.
С учетом приведенного выше списка работ можно разобраться, что область использования холодной сварки очень и очень большой. Свою популярность и призвание холодная сварка получила не только среди профессионалов, но и даже среди простых пользователей. На данный момент ее используют для ремонта элементов из пластика и для узлов автомобиля, для того, чтобы состыковывать пластиковую изоляцию на электрическом проводе, для ремонта предметов бытовой техники, ручек из пластика на ножах, спинингах и много другого. Список применения холодного метода сварки достаточно большой, чтобы привести его полностью.
Подробности
Достоинства жидкой сварки
При процессе соединения деталей не будет происходить какое-либо нагревание. За основу взят именно химический процесс, а точнее, клеевой состав начинает просачиваться в соединяемые поверхности, и спустя какое-то время, застывает, создавая тем самым монолитный шов. Для осуществления таких работ нет необходимости в дорогостоящем оборудовании и длительной подготовке. Успешно применяемая в строительстве и промышленности, жидкая сварка для изделий из пластика нашла в свое время нишу в быту. Благодаря невероятным свойствам ее популярность, равно как и универсальность, а также быстрое склеивание, растет с каждым днем.
Предлагаем рассмотреть часть причин, благодаря которым будет расти популярность холодного способа сварки и дальше:
Ее всегда можно найти в особых торговых центрах, а также в магазинах по доступным ценам.
Нет необходимости иметь особые навыки и знания для применения.
Не требуется наличие оборудования, которое работает от электричества в «полевых условиях».
Части остальных конструкций и корпусов можно будет соединить даже несмотря на то, что они будут работать на сдвиг или на разрыв.
Холодная сварка для пластика прекрасно подойдет для проведения работ почти для всех типов материала.
Одним из основных достоинств, вместе с прочностью соединения, можно отметить отсутствие нагревания при работе, простота использования, где не требуются особые навыки, а также возможность проведения ремонта на устройствах, которые обладают высоким уровнем вибрации от сильной нагрузки. Более того, клеевой состав для пластика обладает привлекательность стоимостью, и сварка, в которой не требуется наличие высоких температур, играет невероятно важную роль при монтаже или ремонте, а особенно, если такие работы проводятся в помещении с высокой степенью взрывоопасности.
Разновидности и классификация
Холодная сварка может быть двух типов – двухкомпонентная и однокомпонентная. А вот по консистенции сварку можно разделить на пластилинообразную и жидкую. В составе последних есть отвердитель и клей, и перед непосредственным применением оба компонента следует тщательно смешать. Пластилинообразные могут быть и однокомпонентными, и двухкомпонентными. В случае, если состав второго типа, то составляющие будут размяты и смешаны, из-за чего между ними начнется химическая реакция.
На прилавке в наши дни холодный тип сварки можно найти и вовсе в трех разновидностях:
В виде трубки, причем внутренняя часть которой является эпоксидной смолой, а наружная играет роль затвердителя. Работать с такой сварки следует так – от трубки отрезать небольшой кусок и начать разминать в руках до того, пока не получится мягкая и однородная масса, которая очень напоминает пластилин. Об однородности вещества можно будет судить по однородности цвета.
Двухкомпонентные смеси – наполнитель и смола находятся в разной таре, и перед работой следует смешать их до момента получения однородного состава.
Однокомпонентный – состав сразу будет готовым к применению, и по виду сильно напоминает обычный канцелярский клеевой состав. Его можно считать универсальным, потому что его больше всего используют в быту, а еще он может склеивать почти все типы пластмасс.
Его говорить по области применения, а точнее о назначении, то сварка может быть универсальной или же узкоспециализированной, выделенной для какого-то конкретного материала. У особых сварок прочность будет куда выше, чем у универсальных, но перед началом выполнения работ потребуется обязательно удостовериться в том, для каких конкретно материалов она предназначена, потому что в противном случае средство может не дать ожидаемого эффекта. Например, склеивать детали из металла составом, который предназначается для пластика или древесины, будет совсем неэффективно. Большинство пользователей очень интересуются температурным режимом, который способен выдерживать клеевой состав. Как правило, вся информация указана на упаковке, и обычно у недорогостоящей продукции универсального типа такой показатель составляет примерно 2600 градусов, а узкоспециализированных дорогостоящих составов такой параметр будет выше в 4, а то и в 5 раз.
Инструкция по применению
Самой главной задачей перед использованием средства является тщательное ознакомление с мерами безопасности.
Потребуется беречь глаза от попадания в низ клеевого состава, а еще избегать его попадания на открытые участки кожного покрова. По этой причине перед тем, как начать выполнение работ, потребуется надеть защитные перчатки и очки.
Уберите от доступа животных и детей тюбик с холодной сваркой по пластику.
Хранить средство следует в затемненном месте.
Учтите, что клеевой состав должен быть как можно дальше от продуктов питания.
Обратите внимание, что если вы вдруг обнаружите, что внутри тюбика состав стал очень твердым, то это легко можно устранить посредством нагревания в течение 1/3 часа. К примеру, вы можете держать тюбик для разогрева в горячей воде.
Кстати, процесс холодной сварки крайне простой, и перед склеиванием поверхности, на которую будет нанесен состав, следует обработать все наждачной бумагой, чтобы увеличилась степень шероховатости, которая достаточно сильно будет влиять на адгезионные параметры пластика. Далее следует обезжиривать такие поверхности, и для этого отлично подойдет любой раствор, содержащий в себе спирт. Холодная сварка будет распределяться по поверхности изделия, к которому следует прижать вторую пластиковую часть. В течение четырех минут изделия начнут схватываться между собой, и спустя 15 минут полностью соединятся с нужной прочностью.
Полезные рекомендации от ведущих специалистов
Выбрать самую подходящую марку средства достаточно сложно из-за невероятного многообразия клеевых составов в виде холодной сварки, и перечислить все виды очень сложно. Для правильного выбора стоит отталкиваться от технических характеристик изделия. В том случае, если вы планируете применять сварку с высокой температурой, то желательно узнать данную характеристику заранее. Иногда она бывает даже меньше, чем у пластика, а это можно сильно ухудшить качество выполнения работ в дальнейшем.
Итак, рассмотрим полезные рекомендации по использованию пластика:
Для того, чтобы окончательный результат был как можно лучше, требуется слегка разогреть соединяемые поверхности из пластика.
Из первого пункта следует второй, а точнее то, что следует помнить про следующее правило – чем выше температура, тем быстрее будет застывать холодная сварка, и из-за этого может быть уменьшена прочность сварочного шва. По этой причине перед тем, как все нагреть, рекомендуется обдумывать, каким способом это все будет проделано. К примеру, применения для этого фена станет не самой удачной идеей.
В том случае, когда все детали, которые вы планируете соединить между собой, подвержены высокой степени вибрации, следует задуматься о том, что их требуется заменить на новые. Дело в том, что существуют большая вероятность того, что холодная сварка не сможет выдерживать таких нагрузок. Кроме того, важно основательно подойти к подбору средства, к примеру, применять не универсальный клей-герметик, а специализированный, который способен выдерживать сильные вибрации.
Кроме того, далеко не на самом последнем месте будет стоять и такая характеристика, как внешний вид сваренного стыка, потому что иногда это может испортить весь внешний вид. В таком случае, как и в третьем пункте, возможно, есть смысл задуматься о том, чтобы установить все новые детали.
Посредством холодной сварки вы сможете выполнять ремонтные работы и на мокрой поверхности, но для этого потребуется использовать особенный состав, не универсальный. Таким образом, вы сможете устранить течь в трубах из пластика, по которым перемещение воды выполняется под небольшим давлением. Но тут следует помнить о том, что такая сварка станет лишь временным решением проблемы.
Если же речь идет о ремонте трубопровода или даже магистралей, которые сделаны из пластиковых труб, то разумным решением станет использование состава, который способе выдержать постоянный контакт с водой.
Если сварка сильно начнет твердеть, то перед ее применением следует ее слегка разогреть, и для этого можно использовать фен, или же просто положить тюбик на радиатор отопления/под прямые лучи солнца, и 1/3 часа хватит с головой.
Не менее важно будет перед покупкой изучить этикетку на упаковке холодной сварки для пластика, где указан состав, дата и инструкция, как с ними работать. Таким образом, вы сможете сделать заключение, что холодная сварка – это идеальный материал, который поможет в наше время без проблем соединять пластиковые детали. Процесс будет отличаться простотой, сам состав относительно небольшой стоимостью, но самое главное, что при работе с холодной сваркой вы должны соблюдать все требования производителя, которые прописаны в инструкции.
Отзывы
Андрей, г. Краснодон: «Починил топливный бак сам. Представьте, снять его с автомобиля, парить, после долго спаивать – это же все неудобно. Я залез, а там очень тонкое отверстие, словно иголкой проткнули, и струя как со шприца. Знакомые пытались убедить в том, что холодная сварка не поможет, но решил попробовать, ведь ничего не теряют. После этого спокойно ездил как и раньше, и даже когда продавал машину, все было в полном порядке».
Егор, г. Ейск: «Раньше постоянно использован отличную сварку от фирмы «Алмаз», но сейчас ее перестали завозить в строительные магазины. Зато на замену стали появляться другие средства, и это явная подделка, хотя и идентичная на вид. Полный мусор, ничего не «сваривает». Зато узнал, что у настоящего «Алмаза» сейчас название поменялось и теперь «Алмаз-Пресс». Упаковка тоже выглядит иначе, но эффект как и раньше – шик и блеск. Сейчас заказываю по почте нормальную сварку и не нарадуюсь».
Холодная сварка — один из лучших способов сварки цветных металлов.
Veritasium/YouTube
Когда вы думаете о процедуре сварки, самое первое, что приходит на ум, это, вероятно, использование тепла. Такие методы, как дуговая сварка, сварка трением, ультразвуковая сварка и лазерная сварка, так или иначе связаны с нагревом. Фактически, тепло считается синонимом сварки и в приведенных выше примерах имеет решающее значение для соединения двух металлов вместе.
Однако это не единственный способ. Вы можете, хотите верьте, хотите нет, на самом деле сплавлять металлы вместе в процессе, называемом холодной сваркой.
Широко используется в авиации и электротехнике и считается одним из лучших способов соединения металлов (и других материалов) друг с другом.
Это может показаться невозможным, но на самом деле это один из самых популярных методов сварки. Давайте узнаем немного больше об этом.
Тепловая сварка эффективно делает детали достаточно пластичными, чтобы могла происходить диффузия атомов либо между двумя деталями, либо с другой средой посередине. Хотя это традиционно делается путем применения тепла, существуют и другие способы уговорить атомы диффундировать.
Холодная сварка является одним из предпочтительных методов в авиационной промышленности. Источник: US Gov. Military Air Force/Wikimedia Commons
Холодная сварка (также известная как холодная сварка давлением и контактная сварка) использует давление в условиях вакуума вместо тепла для соединения двух материалов посредством процесса, называемого твердотельной диффузией.
Его также можно использовать для склеивания других материалов, таких как пластмассы.
Тем не менее, возникает вопрос: «Прочна ли холодная сварка?» Как оказалось да.
Полученная связь обычно такая же прочная, как и у исходных материалов после завершения процесса.
Во время процесса металл не расплавляется, и материалы обычно не нагреваются до заметной степени. Однако этот процесс зависит от необходимости сначала удалить любые оксидные слои с рассматриваемых металлов.
Это в основном связано с тем, что металлы обычно содержат поверхностный оксидный слой, который действует как тонкий барьер на поверхности материалов, предотвращая диффузию атомов металла между металлическими частями.
Большинство металлов при нормальных условиях имеют некоторый тип оксидного слоя на открытых поверхностях, даже если он не виден невооруженным глазом. Они также могут собирать слои других загрязняющих веществ, таких как жир, пыль и т. д.
Холодная сварка решает эту проблему путем подготовки металлов перед сваркой. Процесс подготовки включает очистку или чистку металлов щеткой до такой степени, что верхний оксидный или барьерный слой удаляется.
Самый популярный
Металлы должны быть максимально очищены от жировых и оксидных слоев при холодной сварке. Источник: Андрезадник/Викисклад
Это обычно включает сочетание химических и механических методов. Обезжиривание, проволочная щетка. и другие методы используются для обеспечения того, чтобы любые металлические поверхности были максимально свободны от оксидного слоя.
Как упоминалось ранее, любые металлы, которые будут подвергаться холодной сварке, должны быть предварительно очищены от оксидных слоев.
После достижения желаемой чистоты поверхности оба материала механически прижимаются друг к другу с применением необходимого усилия. Это усилие зависит от самого материала, так как некоторые материалы можно сваривать только при высоком давлении.
Но есть и другие требования.
Одним из условий, необходимых для холодной сварки, является то, что по крайней мере один из материалов должен быть пластичным и не подвергаться сильной закалке. Это, очевидно, сужает список материалов, которые могут быть кандидатами на холодную сварку.
Мягкие металлы, такие как алюминий или медь, лучше всего подходят для холодной сварки.
Холодная сварка может использоваться для соединения разнородных металлов, таких как медь и алюминий. Источник: mtiwelding
Наиболее распространенные соединения, которые возможны при холодной сварке:
Стыковое соединение
Соединение внахлестку
В стыковом соединении удаление барьерного слоя металла требуется не часто, так как пластическая деформация, возникающая в процессе соединения, автоматически разрушает барьер. Этот тип соединения чаще всего применяется к металлам, таким как алюминиевые или медные провода, диаметром от 0,02 дюйма (0,5 мм) до 0,4 дюйма (10 мм).
Стыки внахлестку, напротив, требуют специальной обработки, поскольку в противном случае материалы не будут прилипать друг к другу. Соединения внахлест чаще используются при сварке листов вместе или листов к стержням.
Холодная сварка также широко используется с проволокой, включая алюминий, медь, цинк, латунь 70/30, никель, серебро, серебряные сплавы и золото.
Впервые холодная сварка была официально признана еще в 1940-х годах, но есть некоторые свидетельства того, что она может иметь еще более раннее происхождение.
В 1724 году, например, преподобный Дж. И. Дезагюлье успешно соединил два металла методом холодной сварки. Он показал, что если сжать и скрутить вместе два свинцовых шарика одинакового диаметра, они прилипнут друг к другу. Суставы были несколько неустойчивыми, но оказались такими же прочными, как и у родительских свинцовых шаров.
Какой бы полезной ни была холодная сварка, она далеко не без ограничений — как и любая другая форма сварки.
Холодная сварка имеет некоторые преимущества перед другими видами сварки. Источник: Силы обороны Новой Зеландии/Flickr
Очень сложно добиться идеального холодного сварного шва. Это происходит по нескольким причинам, включая оксидные слои, которые образуются поверх металла в атмосферных условиях, неровности поверхности, загрязнение поверхности и многое другое. Достичь идеальных условий может быть сложно и дорого, особенно для крупномасштабных сварочных проектов.
Оптимальные холодные сварные швы получаются только тогда, когда две сжимаемые поверхности чистые и не содержат каких-либо загрязнений. Это требует дополнительных подготовительных шагов и может занять некоторое время.
Кроме того, чем ровнее и ровнее будет поверхность, тем легче и равномернее будет сварка. Идеально ровная и гладкая поверхность не всегда возможна, особенно на микро- и наноуровне.
Другим ограничением являются типы металлов, которые можно сваривать холодной сваркой. По крайней мере, один из них должен быть пластичным, а мягкие цветные металлы — единственные реальные кандидаты, подходящие для холодной сварки. Медь и алюминий являются двумя наиболее часто свариваемыми металлами.
Металлы, содержащие углерод, обычно не подлежат холодной сварке.
Наиболее примечательным преимуществом холодной сварки является то, что получаемые сварные швы имеют такую же или очень близкую прочность соединения основного материала. Этот подвиг очень трудно воссоздать в других формах металлообработки без полной плавки и повторной отливки.
Холодная обработка также может использоваться для сварки алюминиевых сплавов серий 2xxx и 7xxx, которые нельзя сваривать плавлением из-за их склонности к горячему растрескиванию и которые очень трудно соединить с другими формами сварки.
Пример ручного аппарата для холодной сварки. Источник: PWM Cold Pressure Welding Machines/YouTube
. В промышленности холодная сварка известна своей способностью сваривать алюминий и медь, которые также часто трудно сваривать другими методами сварки. Однако связь между двумя материалами при холодной сварке очень прочная.
Холодная сварка обеспечивает чистые и прочные швы без образования хрупких интерметаллидов.
Холодная сварка в основном применяется в сварочной проволоке. Поскольку нет нагрева и процесс может быть выполнен быстро, холодная сварка может обеспечить идеальное сваривание проволоки, в основном с алюминием, медью, латунью 70/30, цинком, серебром и серебряными сплавами, никелем и золотом.
Существуют даже ручные инструменты, которые можно использовать для холодной сварки проволоки, что делает их очень портативными и простыми в использовании — конечно, после того, как металлические поверхности будут достаточно очищены.
Холодная сварка также используется в тех случаях, когда необходимо соединить разнородные металлы, например, между медью и алюминием.
Холодная сварка обеспечивает один из самых прочных сварных швов для создания соединений, подобных основному металлу. Не требует тепловой энергии и специальных инструментов. Среди самых популярных методов сварки холодная сварка показывает, что нагрев не нужен, если вы соединяете определенные типы материалов.
Для вас
наука
Телескоп Хаббл открывает нам космические объекты, а звуковая обработка позволяет нам испытать эти астрономические чудеса с помощью других органов чувств.
Сад Агард | 06.09.2022
наукаХотите защитить свой мозг от старения? Выучить другой язык
Пол Ратнер| 15.08.2022
наукаНовый подход к мембранному опреснению может обеспечить получение питьевой воды из морской воды
Sade Agard| 24.08.2022
Еще новости
транспорт «Икона морей»: открытие крупнейшего в мире круизного лайнера
Лукия Пападопулос| 22. 10.2022
инновации Чемпионат мира по футболу в Катаре: стадионы AC показывают, как технологии формируют спорт
Баба Тамим| 21.10.2022
культура ВВС США представят первый за 34 года новый бомбардировщик-невидимку B-21 Raider
Ameya Paleja| 21.10.2022
Как сваривать пластмассы — полное руководство (с иллюстрациями)
Последнее обновление
Сварка пластмасс — это процесс соединения поверхностей размягченных термопластов с использованием тепла. Когда совместимые термопласты подвергаются нагреванию, они создают молекулярную связь, которая впоследствии приводит к пластическому формированию. В процессе производства приходится прижимать поверхности, подвергать их теплу и давлению, а затем охлаждать.
Используемые методы нагревания отвечают за различные типы доступных пластиков. Помимо выбранного метода сварки, на качество производимого пластика влияют и другие факторы. Например, насколько свариваемы основные материалы? Прежде чем приступить к процедуре сварки, найдите время, чтобы проверить, достаточно ли податливы основные материалы для получения желаемого конечного продукта.
Производство пластмасс неизбежно, так как они широко используются во всем мире, от простых до сложных. Примерами простого пластика являются одноразовые столовые приборы, виниловые игрушки и банки для хранения легких предметов. Сложные формы включают медицинское оборудование, интернет-кабели и строительные трубы.
Как сваривать пластик: основные этапы Однако этого процесса можно легко достичь, выполнив шаги, указанные ниже.
1. Начните с очистки и подготовки рабочего места
Обустройте свое рабочее место в хорошо проветриваемом помещении: Самый первый шаг при выполнении любых сварочных работ — защитить себя. Перед началом работы наденьте защитное снаряжение и убедитесь, что вы находитесь в хорошо проветриваемом помещении. Наденьте одежду с длинными рукавами и термостойкие перчатки для защиты
Удалите мусор с пластика, промыв его теплой водой с мылом: Удаление всех загрязнений с пластика устраняет любые слабые места во время сварки. После мытья пластика необходимо вытереть его насухо чистой или безворсовой тканью.
Используйте жидкий растворитель для удаления стойких пятен с пластика. Одним из лучших жидких растворителей является метилэтилкетон (МЭК).
Обозначьте пластик, который вы выбрали правильно: Если вы посмотрите на пластик вокруг вас, вы заметите, что каждый из них имеет отдельную букву. Эти буквы являются идентификаторами типа пластика.
Например, буквы PP обозначают полипропилен, PVC — поливинилхлорид, а PE — полиэтилен. Эти буквенные идентификаторы должны быть основой для выбора наилучшего стержня, соответствующего конкретному типу пластика. Например, если вы соединяете полиэтилен, вам потребуется полиэтиленовый стержень.
Используйте набор для проверки сварочного электрода: Если вы не уверены, какой у вас пластик, используйте набор для проверки сварочного электрода. Эти тестовые наборы для стержней могут различать различные типы пластика. Для проведения этого теста выберите стержень, который точно имитирует выбранный пластик в процессе тестирования. Затем нагрейте один конец стержня и прикрепите его к чистой поверхности пластика. Попробуйте снять его с стержня с помощью пары пластиков и посмотрите на реакцию.
Если стержень и пластик слипаются, значит, они сделаны из одного материала. Учитывая, что только один стержень может быть совместим с пластиком, сварщики должны тщательно проверять рекомендательные буквы перед началом работы.
Используйте наждачную бумагу с зернистостью 80, чтобы удалить любые рисунки с пластика: Проведите наждачной бумагой вперед и назад по поверхности пластика. Вы можете уменьшить усилие шлифования, используя шлифовальный круг или абразивный диск, прикрепленный к наждачной бумаге. Скребки для краски также полезны для этого упражнения.
Зажмите и закрепите лентой пластиковые детали вместе, чтобы зафиксировать соединения на месте: Перед включением горелки убедитесь, что вы сформировали желаемое соединение. Продолжайте размещать пластиковые детали на рабочем столе, прижимая их друг к другу. Затем прикрепите детали к столу с помощью С-образных зажимов. Не забудьте обернуть кусочки фольгой, чтобы они были плотно прижаты друг к другу. Для достижения наилучших результатов воздержитесь от покрытия области сварки.
2. Соединение пластика
Предварительно прогрейте сварочный пистолет не менее 2-3 минут: Различные пластики плавятся при разных температурах. Таким образом, вы должны установить температуру сварки в соответствии со свариваемыми материалами. Рекомендуемая температура находится в диапазоне от 200°C до 300°C или от 390°F до 570°F.
Нагрев пластика при температурах, превышающих эти значения, может привести к неэффективному плавлению пластика. В крайних случаях эти пластмассы могут полностью сгореть. Имейте в виду, что сварка пластмасс, таких как полипропилен, требует нагрева сварочного пистолета до 300°C или 570°F. Рекомендуемая температура для плавления ПВХ 275°С.0145 ° C или 527 ° F, в то время как для полиэтилена 265 ° C или 509 ° F. оплавление концов суставов. Вы можете сделать это, установив насадку для прихватки на сварочный пистолет и слегка нагрев. Как только пластик начнет плавиться, соедините детали. Эта процедура предотвращает ненужное перемещение пластика в процессе сварки.
Используйте плоскогубцы, чтобы обрезать концы сварочных стержней: Держите плоскогубцы по диагонали к стержню и отрежьте его. Кроме того, вы можете использовать нож для обрезки вместо плоскогубцев. Обрезка конца стержня увеличивает шансы на получение гладкого и прочного сварного шва.
Он также предотвращает образование больших пузырей пластика после начала сварки. Всегда давайте сварочному пистолету остыть при смене насадок и вставке нового сварочного стержня. Когда вы снова начнете сварку, убедитесь, что пистолет нагрет до рекомендуемой температуры.
Вставьте сварочный стержень в сопло скорости сварочной горелки: Сопло предназначено для удерживания стержня во время сварки. Если в вашем пистолете нет насадки, вам необходимо приобрести ее в ближайшее время. После установки насадки на пластиковый сварочный пистолет поместите стержень в другое отверстие сверху. Убедитесь, что вы помещаете обрезанный конец первым, так как вы будете использовать эту сторону, когда начнется сварка.
Не прикасайтесь к насадке с прихватками, так как это может привести к сильным ожогам, так как она еще горячая. Используя скоростное сопло, подайте стержень в другое отверстие во время сварки. Вы также можете использовать маятниковую сварку, чтобы расплавить стержень, если сварка находится в узком месте. Сварщики должны понимать, что маятниковая сварка занимает больше времени, чем обычная сварочная горелка со скоростным соплом.
Постепенно перемещайте скоростной пистолет по пластику: Убедитесь, что вы начинаете с верхней части трещины или с того места, где вы хотите соединить пластик. Чтобы завершить процедуру сварки, необходимо держать пистолет под углом 45 градусов, касаясь края сопла в сторону пластика.
Нагрейте пластик, пока он не расплавится, проводя сварочной горелкой вдоль стыка. Вы можете ввести стержень в сустав другой свободной рукой в медленном темпе. При этом пластик легко плавится, не горя. Если вы заметите изменение цвета, рассмотрите возможность увеличения скорости горелки.
Во время маятниковой сварки качайте сварочный пистолет вперед и назад: Раскачивайте сопло на расстоянии около 2,5 см от стыка или трещины. Наклоните горелку под углом 45 градусов, расположив сварочный стержень под тем же углом, но с противоположной стороны. Повторяйте эту процедуру, пока не закончите сварку.
В качестве альтернативы вместо пластикового нагревательного пистолета можно использовать обычную пропановую горелку. Пропановая горелка лучше всего работает на стыках, до которых трудно добраться с помощью скоростной форсунки. Для достижения наилучших результатов убедитесь, что вы одновременно управляете горелкой и сварочным пистолетом. Чтобы усилить постепенное плавление пластика, вы должны непрерывно качать горелку быстрыми движениями.
3. Завершение сварки
Дайте пластику остыть в течение не менее 5 минут: Прежде чем продолжить работу с пластиком, дайте ему остыть до комнатной температуры. Одним из преимуществ сварных пластиков является то, что им требуется короткое время для охлаждения. Самый простой способ определить, остыл ли расплавленный пластик до нужной температуры, — поднести его близко к телу. Нулевой нагрев означает, что он готов к тому, чтобы вы продолжали над ним работать.
Убедитесь, что вы закрепили сварной шов до того, как он полностью остынет. Если свариваемый пластик недостаточно гладкий, добавьте больше сварочных стержней. Поместите сварной шов в безопасное место, желательно на термостойкую поверхность, пока он полностью не остынет.
Отшлифуйте сварной шов: Для большей однородности сгладьте неровности наждачной бумагой с зернистостью 12. Шлифовка обеспечит выравнивание пластика и стыка. Это также предотвращает появление царапин на окружающем его пластике. Сварщики могут использовать вращающийся инструмент, прикрепленный к шлифовальному кругу, чтобы ускорить процесс шлифования. Убедитесь, что вы тщательно отшлифовали, так как пластик нежный и легко царапается.
Используйте наждачную бумагу с зернистостью 180/320 для финишной обработки пластика. : Наждачная бумага с зернистостью поможет вам зачистить сварной шов. Наждачная бумага с зернистостью 180 и 320 известна своей способностью производить высококачественную зернистость. Хотя наждачная бумага с такой зернистостью может быть слегка абразивной, сварщики должны быть особенно осторожны, так как они все равно могут поцарапать пластик.
Процедура шлифования с использованием наждачной бумаги с зернистостью 180/320 должна быть аналогична процедуре с наждачной бумагой с зернистостью 120. Трите сварной шов до тех пор, пока он не станет гладким на ощупь и не приобретет однородный вид. Начните шлифовать смешанный пластик наждачной бумагой с более низкой зернистостью, постепенно переходя к более мелкой. При этом вы сохраните наждачную бумагу с более высокой зернистостью для финишной обработки. Следует отметить, что наждачная бумага с более низкой зернистостью обычно грубее, чем наждачная бумага с более высокой зернистостью.
Как сварить пластик: 5 методов
Если вы ищете ответ на вопрос, как сварить пластик, на самом деле есть несколько способов. Эти методы различаются в зависимости от процессов нагревания. Они подразделяются на две основные категории: методы внутреннего и внешнего нагрева.
Вот наиболее распространенные методы сварки пластмасс:
Ультразвуковая сварка : Этот метод включает в себя повторное формование или соединение термопластов с использованием тепла, выделяемого высокочастотной акустической вибрацией. Процесс завершается преобразованием высокочастотной электрической энергии в высокочастотное механическое движение. В сочетании с другими внешними силами механическое движение производит тепло трения в точках соединения сварных швов. Выделяемое тепло запускает молекулярную связь, которая позволяет соединять свариваемые детали.
Радиочастотная сварка : Этот метод аналогичен ультразвуковой сварке. Однако в процессе вместо акустических колебаний используется высокочастотная электрическая энергия или радиоволны. Радиочастотная сварка является одним из наиболее предпочтительных методов сварки пластмасс. Время обработки для этого метода составляет от 2 до 5 секунд.
Сварка горячим воздухом : Этот метод, обычно называемый газовой сваркой, использует горячий газ. Горячий газ обычно образуется после электрического нагрева воздуха в сварочной горелке.
Лазерная сварка : Здесь две части сварных швов прижимаются друг к другу. Затем лазерный луч проходит через линию соединения, чтобы сформировать прочную связь, затвердевая пластик. Время обработки для этого метода составляет 3-5 секунд.
Вибрационная сварка : Эта процедура основана на трении для получения тепла для сварки. Детали, которые нужно расплавить или соединить, трутся друг о друга с определенной амплитудой и частотой для создания трения. Непрерывные вибрации в конечном итоге будут генерировать тепло. Затем тепло расплавляет термопласты в области соединения и приводит к сплавлению деталей. Время отклика на этот процесс составляет 1-5 секунд.
Преимущества сварки пластмасс
Подготовка рабочей поверхности проста.
Для сварки пластика не требуются расходные материалы.
Сварные пластмассы легкие.
Пластмассовые сварные швы подходят для обеспечения герметичных или воздухонепроницаемых уплотнений.
Посмотреть этот пост в Instagram
Сообщение, опубликованное учебным центром Autopaint (@autopainttrainingcentre)
Недостатки сварки пластмасс
Сильно зависит от совместимости материалов.
Для большого количества методов сварки требуются конструкции соединений, которые трудно формовать.
Стоимость сварки выше по сравнению с другими доступными методами на рынке.
Советы, которые следует учитывать при покупке сварочного аппарата для пластмасс
Рабочие инструменты всегда определяют вашу профессию. Если хороший сварочный аппарат используется по желанию, вы будете производить высококачественную конечную продукцию. Ниже приведены некоторые советы, на которые следует обратить внимание при поиске одного из них.
Качество: Убедитесь, что сварочный аппарат соответствует мировым стандартам сварки, разработанным DVS, Немецким обществом сварщиков. Стандарты DVS подчеркивают важность прочной, структурной и молекулярной сварки,
Гарантия: На ваш сварочный аппарат должна быть гарантия, чтобы уберечь вас от преждевременных поломок, ремонта или даже затрат на покупку нового.
Служба поддержки: Проведите комплексную проверку системы поддержки вашего поставщика. Посмотрите на время обработки от знакомства с клиентом до доставки машины.
Часто задаваемые вопросы
Можно ли плавить пластмассы вместе?
Да. Плавить пластмассы вместе можно при условии, что их свойства совместимы.
Почему пластик так широко используется?
Пластмассы широко используются благодаря их доступности и низкой стоимости. Кроме того, их можно легко формовать, придавая им различные формы и размеры. Всякий раз, когда пластиковый предмет трескается, в отличие от предметов из стекла, его можно легко переработать или отремонтировать.
Посмотреть этот пост в Instagram
Пост, которым поделился @theirishone91
Что такое ультразвуковой сварочный аппарат?
Ультразвуковой аппарат используется для преобразования переменного тока (AC) в механические колебания с использованием пьезоэлектрической керамики.
Давно мечтаете о бетономешалке, но не знаете, какую именно выбрать для дома? Сделайте бетономешалку своими руками, и тогда она вас точно устроит.
Содержимое
1 Бетономешалка из бочки и двигателя от стиралки
1.1 Основные этапы работ
1.2 Видео
2 Бетономешалка для дачи и дома из стальной бочки
2.1 Основные этапы работ
2.2 Видео
3 Как сделать бетономешалку своими руками
3.1 Основные этапы работ
3.2 Видео
4 Как сделать бетономешалку из бочки на 200 литров
4.1 Основные этапы работ
4.2 Видео
5 Растворомешалка из бочки и старого велосипеда
5.1 Основные этапы работ
5.2 Видео
6 Как сделать приёмную ёмкость для бетономешалки
6.1 Основные этапы работ
6.2 Видео
Бетономешалка из бочки и двигателя от стиралки
Потребуется металлическая бочка объемом 200 л, движок от стиральной машины и некоторые другие детали, которые легко достать.
Читайте также: Гибочный станок для прокатки металла (профильных труб)
Первым делом автор делает разметку, срезает горловину и отрезает верхнюю часть бочки. Потом с помощью болгарки по разметке нужно сделать прорези.
Далее с помощью рук и молотка загибаем «лепестки». Затем их нужно будет сварить. На эти «лепестки» автор надевает горловину от бочки (предварительно ее нужно уменьшить в диаметре) и обваривает.
Основные этапы работ
Читайте также: Интересная идея, как использовать старые автомобильные пружины
На следующем этапе потребуется автомобильный колесный диск. С помощью УШМ отрезаем все лишнее, а потом нужно будет вырезать центральную часть.
После этого свариваем вместе два ранее вырезанных борта колесного диска, и получаем шкив.
Используя куски профильной трубы прямоугольного сечения, автор решил усилить дно бочки. Сверху мастер прикручивает на болты вырезанную часть колесного диска.
Читайте также: Как из маленькой болгарки сделать электропилу для гаража и дачи
Из профильной трубы 25х50 мм мастер сваривает раму для бетономешалки. Она представляет собой две стойки, которые соединены перемычкой, и траверсу, закрепленную на шарнирах.
К траверсе нужно приварить площадку, к которой крепится автомобильная ступица, а к ней — вырезанная ранее часть колесного диска.
Читайте также: Как продлить ресурс бетономешалки в 10 раз
На последнем этапе останется только закрепить двигатель на раме бетономешалки. Далее устанавливаем большой шкив и натягиваем ремень.
Самодельный шкив необходимо приварить к профильным трубам, которые используются для усиления нижней части (дна) бочки.
Видео
Подробно о том, как своими руками сделать бетономешалку из 200-литровой бочки и двигателя от стиралки, смотрите на видео.
МОЩНЫЙ АППАРАТ из автомобильного диска,ступицы,движка от стиралки и 200 л. бочки!!!
Бетономешалка для дачи и дома из стальной бочки
Многие мастера предпочитают не покупать бетономешалки, а делать их своими руками. В данном обзоре поделимся одним из вариантов самодельной бетономешалки, изготовленной из стальной бочки.
Для изготовления самодельной бетономешалки автор использует бочку из металла объемом 200 л. Первым делом вырезаем болгаркой верхнюю часть (крышку с отверстием).
Рекомендуем также прочитать, как своими руками сделать передвижную мини станцию для замешивания раствора. В качестве привода используется строительный миксер.
Из листа металла вырезаем круг. Обрабатываем края шлифмашинкой. Затем по центру привариваем ступицу.
Далее вырезаем дно бочки, и вместо него привариваем металлический круг со ступицей. Сварные швы зачищаем болгаркой.
Основные этапы работ
На следующем этапе, используя профилегибочный станок, автор сгибает профильную трубу в кольцо нужного диаметра. Надеваем получившийся обруч на бочку.
Далее свариваем раму, к верхней части которой крепятся опорные ролики. Привариваем раму к нижней части бочки.
После этого автор приступает к изготовлению стойки с колесными осями и двумя передними опорными ножками. Изготавливаем остальные элементы рамы. Устанавливаем основной каркас (уже окрашенный).
В завершении останется только изготовить площадку для электродвигателя, приварив ее к раме. Устанавливаем двигатель с редуктором, соединяем шкивы ременной передачей.
Видео
Подробнее о том, как изготовить самодельную бетономешалку для дачи и дома из стальной бочки, смотрите на видео ниже. Данный обзор подготовлен на основе авторского видеоролика с YouTube канала «ІГОР АНДРЕЙЧУК».
Бетономішалка з бочки
Как сделать бетономешалку своими руками
Если вы обзавелись участком и планируете самостоятельно строить дом, без бетономешалки не обойтись — вручную готовить бетон очень долго. Бетономешалку можно купить или сделать своими руками. В этой статье рассмотрим второй вариант.
Первым делом необходимо изготовить раму бетономешалки. Она состоит из двух частей: подвижной, к которой крепится барабан, и неподвижной.
Начнем с неподвижной части. Это у нас будет основание всей конструкции. Свариваем его из отрезков швеллера.
Чтобы бетономешалку можно было без проблем транспортировать с места на место — устанавливаем колеса.
Рекомендуем прочитать статью-обзор: как своими руками изготовить универсальную тачку для перемещения грузов.
Далее изготавливаем из профильной трубы две опорных стойки, и привариваем их к раме бетономешалки.
Основные этапы работ
На следующем этапе автор приступает к изготовлению подвижной части рамы. Изготавливаем основные элементы конструкции, и свариваем их между собой.
После этого необходимо будет соединить обе части рамы бетономешалки между собой. На фото ниже вы можете увидеть полностью собранную раму.
Теперь надо сделать барабан. Для этого автор использует металлическую бочку объемом 200 литров. Верхнюю часть бочки нужно сделать под конус. Дно срезаем, и привариваем вместо него круглую металлическую пластину. Устанавливаем венец.
Из металлической полосы мастер изготавливает лопасти, и привариваем их внутри бочки. Устанавливаем барабан на раму.
Далее необходимо будет изготовить ручку наклона барабана, и закрепить ее на подвижной части рамы.
На последнем этапе останется только установить электродвигатель, и соединить привод с барабаном посредством ременной передачи.
Подключаем электрику, и красим самоделку.
Видео
Подробнее о том, как сделать бетономешалку своими руками, можно посмотреть в авторском видеоролике. Идеей поделился автор YouTube канала Rock & Fix.
Revolvedora de Concreto Eléctrica 1/2 Bulto
Как сделать бетономешалку из бочки на 200 литров
Использовать металлическую бочку объемом 200 литров для изготовления простой бетономешалки для дачи или дома — это очень даже неплохая идея. Такой вариант понравится всем, кто привык экономить, заменяя заводские устройства и механизмы самодельными.
В первую очередь необходимо сделать конусообразное сужение в верхней части будущего барабана бетономешалки. Сужение будет препятствовать разбрызгиванию раствора в процессе его перемешивания.
Для этого в верхней части металлической бочки необходимо сделать 16 разрезов с подрезкой. Сначала автор делает разметку, затем вырезает крышку бочки, и только после этого — разрезы.
После примерки получившиеся «лепестки» фиксируются в нужном положении при помощи прихваток, а потом обвариваются.
Основные этапы работ
На следующем этапе необходимо будет изготовить несущую раму. Для этого автор использует профильную трубу. Далее металлическая бочка устанавливается уже на поддерживающую опору.
Затем мастер приступает к изготовлению рамы механизма разгрузки. На этом этапе желательно определиться с высотой стоек. Раму механизма разгрузки автор решил изготовить из стального профиля.
Важная особенность данной конструкции — опорные резиновые колеса, которые по задумке должны обеспечить легкое вращение барабану бетономешалки. Достаточно будет установить по одному колесу.
Последний этап — это изготовление приводного механизма. В заводских моделях все просто: там используется двигатель с шестерней и зубчатый венец. Подобрать по размеру зубчатый венец — довольно проблематично, поэтому автор решил заменить его на мотоциклетную цепь.
Внутри бочки крепятся пять лопастей для перемешивания раствора. Для изготовления лопастей автор использует уголки, которые крепятся сначала на болты (на стенках и дне барабана), а потом еще и обвариваются для большей надежности.
Видео
Подробно о том, как сделать бетономешалку из бочки на 200 литров своими руками, вы можете посмотреть в видеоролике на сайте.
Изготовление бетономешалки из 200л бочки
Растворомешалка из бочки и старого велосипеда
Замешивать строительный цементный раствор вручную — процесс довольно трудоемкий. Но что делать, когда нет бетономешалки?
Есть один интересный вариант, который может вам понравиться.
В данном обзоре автор поделится с нами собственной идеей, как сделать своими руками механическую растворомешалку.
Для этого потребуется бочка из металла объемом 200 л и рама от старого велосипеда с педалями.
Первым делом автор отрезает заготовки из металлического уголка, и сваривает каркас. Также можно сварить его из профильной трубы.
Советуем прочитать статью: как изготовить гидравлический подъемный стол для домашней мастерской.
Основные этапы работ
На следующем этапе занимаемся металлической бочкой. В ней необходимо будет вырезать часть стенки.
К дну и верхней части бочки автор прикручивает корпусные подшипники — в них вставляется вал.
К станине растворомешалки также крепим корпусные подшипники. Затем устанавливаем бочку на станину.
Внутри бочки автор приваривает лопасти для перемешивания раствора. После этого необходимо приварить к валу звездочку.
В нижней части станины устанавливаем промежуточный вал со звездочки. Затем привариваем раму велосипеда. На звездочки надеваем цепи.
Механическая растворомешалка готова. Теперь, чтобы замешать раствор, не надо прилагать огромных усилий и нагибаться — просто крути педали.
Видео
Данной идеей поделился автор YouTube канала 3726 INOVATOR (видео смотрите ниже). А как вы считаете, стоящая самоделка получилась?
cara membuat mixer manual horizontal
Как сделать приёмную ёмкость для бетономешалки
Чтобы ускорить и облегчить работу с бетономешалкой нужна удобная ёмкость, в которую можно будет выливать готовый бетон и потом выгребать его оттуда лопатой.
В сегодняшней статье расскажем, как изготовить такую посудину из стальной бочки.
Необходимые материалы:
металлическая бочка объёмом 200 литров;
профильная труба квадратного сечения.
Своим личным опытом изготовления самодельной приёмной ёмкости для бетономешалки поделился с нами автор YouTube канала Kobozeff Life.
Основные этапы работ
Сначала необходимо будет разметить бочку. Находим центр на верхней крышке, а потом при помощи угольника проводим осевую линию.
Укладываем бочку горизонтально на ровную поверхность. Угольником переносим риски на всю длину ёмкости. Соединяем метки и чертим продольную линию с помощью правила или строительного уровня.
Если в бочке хранились горюче-смазочные материалы, то емкость нужно обязательно промыть внутри водой с добавлением моющего средства. Либо же можно просто заполнить бочку водой «под завязку». Только после этого можно приступать к резке болгаркой.
В качестве посудины для приёма бетона из бетономешалки будем использовать одну из половинок бочки.
По контуру емкости (желательно это делать с наружной стороны) необходимо приварить усиление из профильной трубы.
На следующем этапе по краям полубочки привариваем опорные ноги, изготовленные из профильной трубы в виде П-образных элементов. В данном случае автор использовал обрезки профиля размером 15х15 мм.
Между опорными ножками по центру полубочки необходимо вварить усиление из профильной трубы, как показано на фото ниже.
В завершении останется только хорошо зачистить сварные швы и покрасить готовую емкость краской из баллончика.
Видео
Подробно о том, как своими руками сделать приёмную ёмкость для бетономешалки, можно посмотреть в авторском видеоролике ниже.
Из бочки. 03. Широкий СТРОИТЕЛЬНЫЙ ТАЗ для бетоносмесителя!
Андрей Васильев
Задать вопрос
Бетономешалка своими руками из бочки + видео
Содержание
Почему бетономешалка
Принцип функционирования
Что можно использовать
Бетономешалка без двигателя
Бетономешалка с приводом
Заключение
Строить что-то своими руками – занятие, которое не только приносит пользу, но и поднимает самооценку. Такие работы никак не обходятся без бетонных растворов. На их приготовление может уйти довольно много времени, особенно если речь идет о заливке дорожек или площадок. Покупать для своих нужд большую бетономешалку для раствора в некоторых случаях не имеет смысла. Но вот самодельная бетономешалка из бочки будет отличным решением. Она сэкономит средства и позволит рационально использовать комплектующие, которые есть в хозяйстве. Какие есть способы изготовления такого прибора и схемы сборки будут обсуждаться в этой статье.
Почему бетономешалка
При мысли о бетономешалке для раствора, возможно, возникает вопрос, о том, зачем усложнять себе жизнь и не воспользоваться дрелью или миксером. Это довольно резонное замечание. Но стоит учесть, для каких целей изначально разрабатывались эти инструменты. Дрели используются для перемешивания небольшого количества раствора невысокой вязкости. При длительном задействовании с легкостью выйдут из строя обмотки ротора или статора. Дрель подходит для сверления отверстий в металле, древесине, пластике и бетоне. Таковая ее первостепенная задача.
Строительный миксер действительно может помочь в решении задачи по приготовлению раствора. Хотя этот инструмент и разрабатывался для этих целей, но он больше приспособлен к работе с клеевыми составами и цементно-песчаными смесями малых и средних объемов. Если задачей будет приготовить бетон с наполнителем из щебня или другого камня, тогда можно повредить как сами лопасти, так и двигатель. Все это говорит о необходимости более мощного изделия, которое легко справится с заявленными задачами.
Принцип функционирования
Наиболее привычной является вращающаяся бетономешалка для раствора, но на самом деле, это не единственный вид. Всего есть три принципа смешивания, которые применяются в бетономешалках:
самостоятельный или гравитационный;
воздействием виброволн;
механическое.
Первый тип замешивания раствора представляет собой самый простой и редко применяется в промышленности. Он чем-то напоминает перекидывание раствора лопатой. Но происходит это внутри емкости. Емкость бетономешалки для раствора вращается перпендикулярно земле. Под действием силы тяжести бетон падает со стенок и перемешивается. Приготовить большое количество раствора таким способом не получится, т. к. это довольно трудоемкая задача.
Второй метод приготовления раствора является самым качественным. Он подразумевает наличие двигателя, который создает вибрационные волны в растворе. Сама емкость, в которой находятся компоненты раствора не двигается. Хотя такая бетономешалка для раствора обеспечивает отличный результат, но хорошая сумма уйдет на оплату электричества. Происходит это в силу необходимости очень мощного мотора. Механический способ замешивания именно тот, что используется в большинстве доступных бетономешалок. Он объединяет в себе гравитационный метод с миксерными лопастями.
Что можно использовать
Самодельная бетономешалка для приготовления раствора дает возможность задействовать различные компоненты, которые уже давно пылятся на чердаке или заднем дворе. Металлические трубы или уголок подойдут для каркаса. Большие колеса от старой тачки также будут задействованы в бетономешалке. Своими руками легко собрать бетономешалку для раствора из пластиковой или металлической бочки. Последнюю можно купить на станции технического обслуживания, где в них хранятся большие объемы масла. По чертежу также легко собрать бетономешалку из алюминиевого бидона, который прохудился или просто уже не используется. Несколько вариантов будет рассмотрено ниже. Приведенные инструкции и чертежи необязательно использовать, как пошаговое руководство, отыскивая точно такие компоненты. Они могут служить основой для собственного проекта.
У самодельной бетономешалки для раствора есть некоторые плюсы в сравнении с заводской:
пригодность к ремонту и доступность деталей;
простота хранения;
сравнительно меньшая стоимость;
легко сконструировать то, что необходимо по потребности.
Если конструкция бетономешалки для раствора буде собрана из подручных средств, тогда не возникнет с поиском компонентов, если что-то выйдет из строя. Для ремонта бетономешалки для раствора не придется нанимать специалистов. То, что собрал, сможешь и обслуживать без посторонней помощи. Докупить, возможно, придется мизерный процент запчастей для бетономешалки, а это значит, что затраты будут невысокими по сравнению с заводской бетономешалкой. Есть возможность подбора параметров бетономешалки для раствора под конкретный собственный объект.
Бетономешалка без двигателя
Это самый простой и доступный вариант, который сможет соорудить практически любой мастер в домашних условиях. Такая бетономешалка для раствора отлично подойдет для тех случаев, когда требуется среднее количество раствора, а также на площадке отсутствует электричество. Для сборки такой бетономешалки понадобится:
сварочный аппарат;
дюймовая труба;
разметочный инструмент;
металлический стержень для оси;
болгарка;
бидон на 40 литров;
подшипники.
Первым делом необходимо соорудить базу или каркас для будущей бетономешалки. Для этих целей с помощью болгарки отрезается шесть частей с длиной в 1 м. Из них с помощью сварочного аппарата собираются два равнобедренных треугольника. В верхнем углу между планками приваривается две металлические муфты. Они подбираются такого диаметра, чтобы в них легко могли быть вставлены 2 подшипника. Нижние углы двух треугольников соединяются перемычками, дополнительно можно установить еще две перемычки между треугольниками. Таким образом получится монолитная конструкция, которая обеспечит устойчивость вращающемуся бидону.
Чтобы бетономешалка для раствора не требовала титанических усилий при ее вращении, необходимо уравновесить бидон. Для этих целей можно использовать поместить ее боковой стенкой на тонкую стенку и попытаться найти центр тяжести, при котором ее не будет перевешивать в одну или другую сторону. Это точку необходимо отметить. В стенках сверлится два отверстия. Они должны располагаться друг напротив друга. Их диаметр должен быть на 1 мм больше диаметра арматуры, которая используется в качестве оси. Чтобы закрепить металлический стержень в алюминиевом бидоне, можно использовать фланцы. Собираются они также самостоятельно.
Для них понадобится два небольших отрезка трубы. Ее внутренний диаметр должен быть чуть больше диаметра оси. Также необходимы два небольших кругляшка листового металла. Отрезки трубы привариваются к кругляшкам по центру. В кругляшках сверлиться отверстие, чтобы арматура могла пройти насквозь. Отверстия с диаметром в 4,8 мм сверлятся по всему периметру окружности кругляшка. Они необходимы для фиксации фланца к бидону. Кругляшкам необходимо придать небольшой изгиб, чтобы они плотно прилегали к бидону.
Процесс сборки бетономешалки прост. Каркас уже готов. Подшипники вставляются на свое место в муфты. На конце арматуры для оси делается изгиб для рукоятки. Фланцы с помощью болтов или металлических заклепок фиксируются на бидоне. Рукоятка продевается сквозь первый подшипник, бидон и второй подшипник. Бидон выставляется посередине. Патрубки фланцев привариваются к осевой арматуре. Чтобы ось не выскальзывала по обе стороны от подшипников делаются стопоры. Схематический чертеж готовой бетономешалки для раствора приведен на иллюстрации ниже.
Приготовление раствора в такой конструкции не вызывает никаких трудностей. Достаточно закинуть все составляющие для раствора без воды и перекрутить их несколько раз. После этого в раствор добавляется необходимое количество воды и делается финишное замешивание. Дополнительно такую конструкцию для замешивания раствора можно снабдить колесами от старого трехколесного велосипеда, чтобы ее было легче транспортировать. Работу такого бетоносмесителя можно оценить на видео:
Подобную конструкцию можно бетономешалки для раствора можно соорудить из бочки. Придется немного увеличить габариты рамы. Стержень для удержания бочки должен проходить по диагонали. Тогда будет обеспечиваться достаточное смещение раствора для смешивания составляющих.
Чтобы было проще наглядно представить, как должна выглядеть такая бетономешалка для приготовления смеси, ниже размещена схема. На ней нет размеров, т. к. подбираются они индивидуально. Все компоненты четко обозначены, что поможет при сборке. На чертеже немного отличается рама для бетономешалки. Она выполнена в форме прямоугольников с дополнительной перемычкой. Благодаря такому решению прибор для приготовления смеси получается более устойчивым.
Бетономешалка с приводом
Бетономешалка должна максимально автоматизировать процесс по приготовлению раствора. Именно поэтому стоит подумать о том, как собрать конструкцию с использованием электрического привода. Легко сделать бетономешалку из бочки на 200 литров своими руками. Для работы понадобится:
труба для каркаса дюймовая;
двигатель от стиральной машины или старого насоса;
бочка на 200 литров;
кнопка включения;
клиновидный ремень;
шкивы от стиральной машины большой и маленький;
пара шестеренок от стартера.
Чтобы раствор не выпадал из бочки, ее верхушку необходимо уменьшить в диаметре. Для этого через каждые 15 см делается надрез глубиной в 20 см по форме небольшого треугольника. После этого все лопасти загибаются к середине и провариваются.
Большая шестеренка от стартера прикладывается ко дну и делается необходимая разметка, чтобы потом ее можно было закрепить.
Из трубы или уголка собирается рама, которая будет удерживать бочку. Сделать ее можно по образцу, который приведен на фото ниже. Два отрезка трубы просто загибаются под углом в 90 градусов и усиливаются небольшим отрезком листового металла. На нижнюю часть монтируется ось для колес. На перекладине, которая будет удерживать бочку приваривается шкив, на который впоследствии будет закреплена большая шестеренка.
Следующим шагом будет монтаж патрубка с подшипниками, в который устанавливается второй шкив с меньшей шестеренкой. Расстояние необходимо рассчитать таким образом, чтобы шестеренки бетономешалки легко взаимодействовали между собой. Колеса можно использовать от старой тачки или даже от жигуля. Но тогда дополнительно понадобятся ступицы, которые можно найти на разборке.
В нижней части рамы под шестеренками закрепляется двигатель от стиральной машины. Также делается подключение электрической части. В качестве выключателя можно использовать обычный пускатель на 6 ампер.
В последнюю очередь на свое место монтируется бочка, что завершает всю конструкцию. Чтобы в процессе приготовления смеси под весом не согнулся шкив, необходимо сделать два страхующих колеса, которые смогут поддерживать бочку спереди. На иллюстрации видно, каким образом их можно зафиксировать.
Есть еще одни способ изготовить бетономешалку из бочки на 200 литров. В конструкции такого агрегата для приготовления смеси будет отличаться узел, благодаря которому происходит передача вращения от двигателя к емкости. Для сборки такого варианта для приготовления раствора понадобится ненужный автомобильный диск. Вся внутренняя часть вырезается, чтобы остались только две внешние с бортиками. К ним закрепляется ступица, которая связывает их вместе. После этого получившийся узел через резиновые прокладки крепится к бочке бетономешалки.
Вращение будет передаваться от двигателя к меньшему шкиву через ремень. На меньший шкив закрепляется колесо с меньшим диаметром и от него через ремень идет вращение на закрепленный диск.
Вот так эта конструкция выглядит сзади. Можно заметить каким образом закреплены основные узлы на бетономешалке. Двигатель и шкивы должны быть подогнаны таким образом, чтобы ремни двигались прямо без перекосов, т. к. они попросту слетят.
В качестве пускателя для бетономешалки можно использовать обычный автомат, но интереснее задействовать блок от старой стиральной машинки. В нем есть таймер по времени. Запустив его, можно спокойно заниматься другими подготовительными работами. Как только бетономешалка остановилась, можно использовать раствор. Важно помнить, что раствор нельзя оставлять на длительный срок, т. к. вода из него может испариться или сам раствор усядется и потеряет свою вязкость.
Обратите внимание! Отличные бетономешалки получаются из бочек, которые изготовлены из нержавеющей стали. Они более выносливы и нейтральны к компонентам раствора. Правда, вес такой бетономешалки будет несколько выше.
Постарайтесь в чертеже для сборки бетономешалки для раствора предусмотреть возможность изменения угла положения бочки. Для этого основу, на которой будет держаться бак, потребуется закрепить на двух подшипниках и сделать подвижной. Другим вариантом будет реализация упора в передней части бетономешалки. При наличии такого механизма высыпать раствор из бетономешалки будет намного проще и сделать это будет легко непосредственно по месту использования раствора. Видео работы бетономешалки, которая была сделана из бочки своими руками можно посмотреть ниже:
Совет! Бетономешалку для раствора своими руками можно сделать не только из металлической, но и из пластиковой бочки. Для этого понадобится подобрать бочку с толстыми стенками, а также усилить верхнюю часть с помощью металлической пластины, которая будет закреплена кольцом. Количество раствора, который можно будет приготовить зараз сравнительно меньше, чем в металлической бетономешалке, но эффективность не уступает.
Заключение
Как видно, если проявить немного смекалки и посмотреть, что есть в закромах, то можно собрать собственную бетономешалку практически без затрат средств. Правильно собранная бетономешалка не уступит заводской в производительности. К тому же ее не потребуется отправлять на гарантийный ремонт, а все можно будет исправить самостоятельно.
Как правильно выбрать дрель для дома
Как выбрать электролобзик
Какой перфоратор выбрать для дома
Выбираем электрические ножницы правильно
Бетономешалка своими руками из стиральной машины
Годы тотального дефицита позади, сейчас в магазинах и торговых центрах можно купить что угодно от стройматериалов до станков и оборудования, с бытовыми бетономешалками тоже проблем нет. Но беда в том, что стоят они недешево, а иногда дело даже не в цене. Например, он вам нужен только на период строительно-ремонтных работ, покупать и арендовать ни у кого нет смысла — что делать? Выходом может стать бетономешалка из стиральной машины, которую вы сделаете сами.
Стоит ли делать такую самоделку?
Если у вас руки растут из правильного места, и вы любите «возиться с железками», то эта статья для вас. «Без лишних слов» можно очень дешево сделать чрезвычайно полезную в хозяйстве вещь, использовать ее самому, а потом сдать в аренду друзьям и родственникам. Многие люди скептически относятся к самоделкам, считая, что фабричное всегда лучше, но на самом деле это не всегда так. Приводим аргументы в пользу изготовления бетономешалки своими руками.
Самодельная бетономешалка стоит копейки, а польза от нее точно такая же.
Самодельная бетономешалка может быть изготовлена по индивидуальному чертежу, например, с учетом размеров кузова или багажника вашего автомобиля, на котором будет перевозиться данная бетономешалка.
С самоделкой проще иметь дело, если она выйдет из строя в процессе эксплуатации, ведь вы сделали ее сами, а значит, вам будет проще ее починить.
Вы наконец-то найдете достойное применение деталям от старой стиральной машины, которые завалялись у вас в гараже, сарае или на балконе.
С плюсами определились, теперь поговорим о препятствиях, а этих препятствий тоже довольно много. Вот некоторые из них.
Изготовление самодельной бетономешалки требует времени, а временные затраты весьма значительны.
Нужно уметь «обращаться с железом» и иметь желание работать, иначе лучше не начинать это дело.
Вам необходимо иметь представление о конечном результате, задумке и необходимых материалах и приспособлениях для работы.
Важно! Чтобы сделать бетономешалку, нужно немного разбираться в электрике, чтобы уметь подключить ее двигатель по инструкции.
Какие материалы потребуются и что с ними делать?
Конструкция самодельной бетономешалки с двигателем не так уж и сложна. Он состоит из трех основных элементов: двигателя, приводящего в движение бак с бетоном, самого бака с осью и фундамента, на котором держится вся конструкция.
При подборе материалов и комплектующих уже необходимо представлять, каких размеров будет бетономешалка. Габаритная бетономешалка имеет большую вместимость и за один раз может смешать много бетона, но для этого потребуется мощный двигатель (от стиральной машины не получится). Кроме того, в легковой автомобиль такой агрегат не поставишь; приходится заказывать грузовик для перевозки, а это неудобно. Бетономешалка лучше сделать небольшой вместимости, ее легче передвигать, к тому же на нее проще найти запчасти.
Сначала подготовьте инструменты. Нам понадобится дрель, ступенчатая дрель, ножовка по металлу или болгарка, сварка, отвертки и напильники, набор гаечных ключей и пассатижи. Из материалов нам понадобится:
Емкость бетоносмесителя. В качестве емкости для бетономешалки можно использовать барабан от стиральной машины с запаянными отверстиями, круглый бак стиральной машины «Ока», хотя он довольно большой. Некоторые используют в качестве тары даже старые банки и фляги.
Двигатель от старой стиральной машины. Двигатель также является основным элементом, который заставит работать бетономешалку. Вам придется установить и подключить его самостоятельно. Кстати, благодаря этому движку можно сделать наждак из стиральной машины своими руками, но об этом в другой статье.
Уголок металлический 50х50. Он нам пригодится для фундамента будущей бетономешалки.
Внутренности старой стиральной машины типа Сибирь, Ока или Вятка. Частично подходят элементы от стиральных машин с фронтальной загрузкой.
Два колеса. Можно взять со старой машины или телеги, главное, чтобы они выдерживали немалый вес и хорошо передвигались по участку.
Металлический стержень 4,5см. Стержень нужен из прочной закаленной стали, так как он будет играть роль оси, которая примет на себя вес конструкции. Ей нужно будет надеть колеса.
Металлические полоски шириной 50 мм и толщиной 4 мм.
Кусок трубы диаметром 30 мм.
Важно! Также вам понадобится большое количество различных комплектующих: шестерни разных размеров, приводной ремень, болты и гайки разных размеров, редуктор и прочее. Многое можно найти, разобрав активаторную стиральную машину.
Сборка конструкции
Для начала нам нужно сварить из уголков мощную и удобную раму, чтобы конструкция была максимально устойчивой, а бетономешалку можно было удобно перекатывать с места на место. Предлагаем обратить внимание на раму «Качели». Такой элемент будет выполнять сразу 3 функции: мощного фундамента, который не сломается даже при максимальной нагрузке, позволит легко перемещать всю конструкцию и даст возможность при необходимости быстро удалить бетон из бака бетоносмесителя. Делаем следующее:
От уголка 50х50 отрезаем два куска по 60 см — это будут основания для двух треугольников.
От этого же уголка отрезаем 4 отрезка по 80 см — это будут бедра треугольников, складываем треугольники и надежно привариваем их по углам.
Ставим треугольники друг напротив друга, надеваем на их птицу два отрезка уголка длиной 50 см и привариваем — получаем устойчивую конструкцию из 2 соединенных треугольников.
Берем трубу диаметром 30 мм и отрезаем ее так, чтобы один конец лежал точно на одном верхнем углу треугольника, а другой на противоположном верхнем углу другого треугольника.
К вершинам треугольников привариваем две большие гайки, по одной на каждую вершину. Отверстие гайки должно быть на 1 мм шире диаметра трубы.
Протягиваем трубу через гайки и запрессовываем концы так, чтобы труба свободно вращалась на вершинах треугольников, соединяя их, но не могла выскочить. Половина рамы готова — это основа.
Для верхней части рамы, а также для качелей нам понадобится два отрезка уголка 50х50, длиной 1,4м. Ставим их параллельно, на расстоянии 40 см друг от друга.
Берем три отрезка уголка по 40 см и соединяем два параллельных отрезка по типу лесенки.
Находим середину возле нашей лестницы, затем прикладываем эту середину поперек к подвижной трубе основания конструкции и прочно привариваем. У нас получились настоящие маленькие качели, ведь концы нашей лестницы могут совершенно свободно подниматься и опускаться.
Важно! Чтобы сделать конструкцию прочнее, можно приварить дополнительные прутья или уголки меньшего диаметра поперек бедер треугольника и в других местах, создав сильное ребро жесткости.
Основание для бетономешалки подготовлено. Теперь нужно установить нашу емкость. На один конец «лесенки» ставим нашу бочку так, чтобы большая часть ее корпуса соприкасалась с металлическим уголком, и надежно прихватываем ее, приварив к обоим уголкам, расположенным параллельно. Нижняя часть бака должна смотреть на вершины треугольников. В качестве бака лучше использовать бак стиральной машины с активатором Ока , т. к. в нем уже есть активатор, который можно отлично приспособить для замеса бетона.
Разумеется, перед использованием активатор придется существенно переделать. Точнее нам нужен только механизм, сам пластмассовый активатор можно открутить и снять. Что мы делаем?
Берем две стальные полосы шириной 50 мм, толщиной 4 мм и длиной 90 см.
Из них сгибаем две продолговатые скобы.
Заранее подготовленную ось пропускаем через резьбу активатора стиральной машины так, чтобы ее конец был на 5 см в баке для стирки, и надеваем на этот конец гайку подходящего размера.
Просверливаем в центре основания каждой скобы отверстие диаметром, соответствующим диаметру оси, и надеваем скобу на ту часть оси, которая находится в баке для стирки.
Разводим кронштейны так, чтобы их основания были крест-накрест, на ось надеваем гайку подходящих размеров и прихватываем ее сваркой, чтобы кронштейны не сошли с оси.
Что мы сделали? Теперь, если мы возьмем ось нашей недостроенной бетономешалки с конца, противоположного торцу, находящемуся в баке, мы сможем проверить вращение нашего механизма, который будет перемешивать бетон в бочке. Если все сделано правильно, лопасти, которые раньше были концами скоб, будут вращаться по кругу внутри ствола. Для того, чтобы в дальнейшем перемешивание бетона было более эффективным, концы скоб необходимо закрутить по спирали на пол-оборота с помощью пассатижей (может потребоваться значительное усилие).
Внимание! На дне стиралки бывшей машины есть сливное отверстие, сейчас оно нам не пригодится и его можно заварить или просто хорошо заткнуть.
Пришло время подключить двигатель к противоположному концу оси нашей самоделки, если вы конечно не запланировали сделать ручную бетономешалку. Сделать это самостоятельно не очень сложно, но нужно понимать принцип подключения двигателя к сети. Вы можете посмотреть его на видео ниже или найти видеоинструкцию в интернете.
Установка двигателя не ограничивается его подключением, нам сначала нужно будет закрепить его на раме бетономешалки и защитить от дождя. Сверлим отверстия в углу лестницы для крепежа, который будет держать двигатель. В корпусе мотора есть отверстия для креплений, их необходимо совместить с просверленными отверстиями, болты вставить в отверстия и затянуть гайками. Крышку двигателя можно сделать из старой автомобильной камеры.
Важно! Делая крышку двигателя своими руками, не пытайтесь закрыть ее полностью, оставьте отверстия по бокам во избежание перегрева.
Двигатель должен быть установлен на раме так, чтобы его шкив не доходил до края оси на 2-3 см. Вам придется соединить шкив с осью через фланец.
Берем кусок трубы 3,2 см, один конец кладем на ось, а другой на шкив двигателя.
Просверливаем отверстия с двух сторон сверлом на 4 мм, чтобы пройти через фланец и шкив и через фланец и ось.
Вставьте в отверстия болты подходящего размера и затяните их гайками.
Двигатель подключен к оси, теперь подключаем его к сети 220В и проверяем работу бетономешалки. Преимущество нашей простейшей бетономешалки в том, что когда нам нужно слить часть бетона из бака, мы просто беремся за тот конец «качающейся опоры», на котором расположен двигатель, и поднимаем его вверх. Бочка падает, и бетон выливается наружу. Недостаток конструкции в том, что для того, чтобы ствол располагался под нужным углом, придется подставлять под него специальную опору в виде Т-образного костыля. Но в целом такая бетономешалка, сделанная от начала и до конца своими руками, вполне функциональна.
Замешивание бетона: что нужно и чего нельзя делать
Фото: hydetools.com
Бетон занимает почетное место как в профессиональном строительстве, так и в сфере «сделай сам». При правильном смешивании эта простая комбинация заполнителя, цемента и воды становится достаточно прочной и долговечной, чтобы создавать дорожки, красивые цветочные горшки, стены и даже фундамент дома. В то время как бетонные грузовики с постоянно вращающимися барабанами доставляют смешанный бетон для крупных работ, бетонные проекты DIY обычно работают в меньших масштабах, полагаясь на бетон в сухих мешках, смешанный с водой. Секрет успешного проекта заключается в правильном смешивании бетона и знании того, какие инструменты использовать. Конечно, старые запасные части — тачка и мотыга — по-прежнему подходят для смешивания универсального бетона, если у вас нет доступа к портативному миксеру. Но когда дело доходит до мокрого бетона, который быстро набирает популярность в качестве материала для столешниц и других отливок, впечатляющий новый инструмент обещает ускорить работу: HYDE StirWhip. Чтобы обеспечить удовлетворительные результаты, читайте дальше, чтобы узнать, что вы должны (и не должны) делать с этим надежным инструментом при смешивании бетона.
Фото: hydetools.com
Перед началом работы соберите все необходимые материалы и расходные материалы.
Прежде чем начать, просмотрите контрольный список в последний раз. Вам не захочется выкапывать недостающий предмет, если ваши руки покрыты мокрым бетоном. Наверху вашего списка будет сухая бетонная смесь и источник воды. Инструменты, которые вам понадобятся для смешивания, будут зависеть от вашего выбора бетона:
• Поскольку универсальный бетон, используемый в более крупных проектах, таких как тротуары, плиты или тротуарная плитка, довольно толстый и тяжелый, и будет много это — хорошая идея работать с прочной тачкой (такой, которая не опрокинется под весом) и мотыгой. Или подумайте о переходе на портативную бетономешалку, которую вы можете арендовать в крупном центре благоустройства дома примерно за 50 долларов в день.
Advertisement
• Чтобы сделать столешницы, балясины или другие небольшие бетонные акценты с более гладкой поверхностью, вам потребуется взбить влажную бетонную смесь, состоящую из более мелких частиц заполнителя. Смешайте это в большом пластиковом ведре, используя полностью заряженную дрель и насадку для дрели StirWhip стоимостью менее 10 долларов. Поскольку мешалка StirWhip оснащена стальным стержнем длиной 18 дюймов и толщиной 3/8 дюйма (в отличие от более коротких лопастей для смешивания), вы можете с легкостью добраться до дна пятигаллонного ведра, так что вы не оставите его. любой сухой порошок несмешанный. Многопальцевая конфигурация насадки помогает уменьшить сопротивление дрели, быстро разрезая смесь для получения однородной смеси. Кроме того, эти открытые пальцы легко очистить от мокрого или засохшего бетона, когда работа будет выполнена.
НЕ пропускайте защитные очки, резиновые перчатки, одежду с длинными рукавами и штаны.
Брызги бетона могут обжечь глаза и вызвать раздражение кожи, быстро вытягивая влагу, оставляя ее шероховатой, сухой и потрескавшейся. Примите меры, чтобы защитить себя, надев соответствующую экипировку.
ЗНАЙТЕ точно сколько бетона вам нужно.
Заранее рассчитав количество бетона, которое требуется для вашего проекта, и добавив 10 процентов, чтобы гарантировать, что у вас не будет недостатка, вы избежите «холодных соединений», которые возникают, когда часть вашего проекта высыхает, прежде чем вы сможете смешайте и добавьте бетон, необходимый для завершения проекта. Мало того, что вы, вероятно, заметите визуальную разницу между первой и второй партиями бетона, но эти холодные швы будут слабыми местами, где бетон с большей вероятностью разрушится позже. (Для справки: из стандартного 80-фунтового мешка получается 0,60 кубических фута бетона, из 60-фунтового мешка — 0,45 кубических фута, а из 40-фунтового мешка — 0,30 кубических фута.)
Реклама
Фото: hydetools.com
НЕ засыпайте сначала сухую бетонную смесь.
Это может стать для вас неожиданностью, если вы когда-либо смешивали бетон в тачке, где вы делаете добавляете воду в кучу сухой бетонной смеси. Форма тачки требует, чтобы смесь сначала добавлялась — из-за пологих наклонных сторон тачки слишком легко выплескивается вода, когда смесь выливается сверху. Но это не жесткое правило для смешивания все бетоны . Когда вы работаете в ведре, вам нужно сначала налить воду (и вы можете сделать это, не опасаясь потерять воду), чтобы сухая бетонная смесь не прилипала ко дну ведра и не мешала. сложно смешать. После того, как вы наполнили ведро количеством воды, рекомендованным производителем бетона, постепенно добавляйте сухую смесь, пока не будете готовы смешать ее с помощью дрели и насадки HYDE StirWhip.
НЕ ОСТАВЛЯЙТЕ лужи воды или сухие частицы в бетонной смеси.
Для правильного схватывания вода и сухие компоненты бетона должны быть тщательно смешаны. Хорошее эмпирическое правило: продолжайте смешивать мотыгой или мешалкой StirWhip в течение трех минут 90 174 после 90 175 вы больше не увидите никаких карманов смеси, которые все еще сухие, или воды, скапливающейся наверху. В противном случае вы можете получить недостаточно замешанный бетон , который после затвердевания может стать слабым и склонным к крошению и растрескиванию.
Фото: hydetools.com
ПРОВЕРЬТЕ тест на «спад» перед началом проекта.
Консистенция бетона определяется «подвижностью» или степенью оседания влажного бетона после того, как ему придали форму конуса. Чтобы проверить оседание свежей порции, вы можете использовать профессиональный конус для оседания (продается в магазинах товаров для дома) или подходящую самодельную копию, сделанную из прочного пластикового стакана с отрезанным дном. Смочите внутреннюю часть конуса и поместите его так, чтобы его больший конец находился на плоской непористой поверхности. Затем заполните конус через его открытый верх тщательно перемешанным бетоном, утрамбовывая его руками или (если отверстие слишком узкое) стержнем по мере продвижения. Когда вы поднимаете конус, влажный бетон должен опуститься примерно на половину своей первоначальной высоты, если это универсальный бетон, или на одну треть своей первоначальной высоты, если это более жидкая, влажная смесь. Если осадка меньше, чем должна быть, добавьте в замес немного больше воды; большая осадка, чем ожидалось, требует дополнительной сухой смеси. Протестируйте еще раз, прежде чем отливать свой проект, и, чтобы убедиться в однородности и прочности готового продукта, не двигайтесь дальше, пока смесь не достигнет желаемой консистенции.
Прямоугольная изометрическая проекция образуется при прямоугольном проецировании предмета и связанных с ним координатных осей на плоскость аксонометрических проекций П’, одинаково наклоненную к каждой координатной оси.
В этом случае все три коэффициента искажения будут равны между собой, так как равны углы наклона координатных осей к плоскости П’, то есть u = v = w.
Углы между аксонометрическими осями будут равны 120° (рис. 2, а). Ось Z всегда проводят вертикально. Оси Х и У располагают под углами 30° к линии горизонта.
Согласно основной формуле аксонометрии (2), действительные (точные) коэффициенты искажения для прямоугольной изометрической проекции u = v = w =0,82.
Следовательно, при образовании данной проекции натуральные размеры вдоль координатных осей сокращаются в ≈ 0,82 раза.
В практике (ГОСТ 2.317–69) построения аксонометрических изображений дробные коэффициенты заменяют приведенными коэффициентами искажения (целыми числами) – единицами: U = V = = W = 1.
В этом случае изображение получается увеличенным в 1,22 раза.
Аксонометрический масштаб такого изображения 1,22 : 1.
Равные окружности, расположенные в координатных или параллельных им плоскостях, будут проецироваться в равные по величине эллипсы (рис. 2, б).
а)б)
Рис. 2
Длины осей эллипсов 1, 2, 3 при диаметре окружности D в зависимости от принятых коэффициентов искажения приведены в табл. 1.
Таблица 1
Показатели
Действительные
Приведенные
Коэффициент искажения
0,82
1
Большая ось эллипса
D
1,22 D
Малая ось эллипса
0,58 D
0,71 D
Прямоугольная диметрическая проекция образуется при прямоугольном проецировании предмета и связанных с ним координатных осей на плоскость аксонометрических проекций, одинаково наклоненную к двум координатным осям, третья ось располагается под другим углом.
В результате два коэффициента искажения будут равны между собой и не равны третьему. В прямоугольной диметрической проекции (ГОСТ 2.317–69) показатели искажения по осям Х и Z равны между собой u = w, а показатель искажения по оси У вдвое меньше:
v = u/2.
В этом случае углы между аксонометрическими осями будут: между Х и Z, Х и У – 131°25′, У и Z – 97°10′. По отношению к горизонтальной линии ось Х направлена под углом 7°10′, а ось У – под углом 41°25′ (рис. 3, а).
Согласно основной формуле аксонометрии (2), действительные (точные) коэффициенты искажения для прямоугольной диметрической проекции u = w = 0,94; v =0,47.
В практике (ГОСТ 2.317–69) используют приведенные коэффициенты искажения: U = W = 1; V = 0,5.
В этом случае изображение получается увеличенным в 1,06 раза.
Аксонометрический масштаб такого изображения 1,06 : 1.
а)б)
Рис. 3
Равные окружности будут проецироваться в одинаковые эллипсы для плоскостей ХОУ и УОZ. Окружность, расположенная в плоскости ХОZ, будет проецироваться в другой по величине эллипс.
Длины осей эллипсов 1, 2, 3 при диаметре окружности D в зависимости от принятых коэффициентов искажения приведены в табл. 2.
Подборка по базе: 30. 09 21-141 проекция.docx, Общий вид по двум проекциям.docx, 3-топ.конустық проекция.pptx, Одиночные дисковая и прямоугольная МПА на подложке ФЛАН-3,, Меркатор проекциясы.pdf, Аксонометриялық проекциялар.docx, №1 тәж. сабағы. Куш проекциясы, тоғыскан күштер (1 тапсырма) (2)
Прямоугольная изометрическая проекция
Углы между осями х, у и z равны между собой, линейные размеры предмета, параллельные этим осям, искажаются одинаково (рис. 4.2).
Рис. 4.2
При построении аксонометрии дробные показатели искажений усложняют расчет размеров. Для его упрощения пользуются приведенными показателями искажений: в изометрии все три показателя увеличивают в 1,22 раза (1:0,82«1,22), получая 1 (рис. 4.3).
Так, длина всех ребер куба на изображении одинаковая, она равна 0,82 действительной длины. Для упрощения построений (как сказано выше) отрезки, параллельные аксонометрическим осям, откладываются действительной длины, без искажения.
Известно, что любая линия или поверхность есть множество точек. О = Kz0 =1), поэтому координаты точки А на каждом примере (рис. 4.5) откладываем равными действительным координатам х,у, z (рис. 4.4).
Рис. 4.5
Линии штриховки сечений наносят параллельно одной из диагоналей проекций квадратов, лежащих в соответствующих координатных плоскостях, стороны которых параллельны аксонометрическим осям («спроецированная» штриховка, рис. 4.6).
Если основание тела правильный многоугольник (например, треугольник), то построенные прямоугольные изометрические проекции тела, ограниченного плоскостями, выполняют просто, а именно: построение вершин основания по координатам упрощается, если провести одну из осей координат через центр основания (рис. 4.7).
Рис. 4.6
Рис. 4.7
Построив изометрию основания призмы, из вершин треугольника основания проводим прямые, параллельные соответственно осям х,
у или z. На этих прямых от вершин основания отложим высоту призмы и получим изометрию вершин другого основания призмы. Соединив эти точки прямыми, получим изометрическую проекцию призмы.
Прямоугольная изометрическая проекция окружности. Если построить изометрическую проекцию куба, в грани которого вписаны окружности диаметра D (рис. 4.8, а), то квадратные грани куба будут изображаться в виде ромбов, а окружности — в виде эллипсов (рис. 4.8, б). Малая ось C’D’ каждого эллипса всегда должна быть перпендикулярна большой оси А В’.
Рис. 4.8
Если окружность расположена в плоскости, параллельной горизонтальной плоскости, то большая ось А В’ должна быть горизонтальной, а малая ось C’D’ — вертикальной (рис. 4.8, б). Если окружность расположена в плоскости, параллельной фронтальной плоскости, то большая ось эллипса должна быть проведена под углом 90° к оси у’.
При расположении окружности в плоскости, параллельной профильной плоскости, большая ось эллипса будут проходить под углом 90° к осих’.
Большие оси эллипсов всегда перпендикулярны соответствующим осям, а малые — им параллельны.
При построении изометрической проекции окружности без сокращения по осям х у’ и z’ длина большой оси эллипса берется равной 1,22 диаметра D изображаемой окружности, а длина малой оси эллипса — 0,7 ID (рис. 4.9).
Рис. 4.9
На рис. 4.10, 4.12 и 4.14 показаны поверхности вращения, выполненные в изометрии с овалами, расположенными параллельно горизонтальной плоскости проекций (рис. 4.10), фронтальной плоскости проекций (рис. 4.12), профильной плоскости проекций (рис. 4.14).
В учебных чертежах для упрощения построения изометрических проекций окружности вместо эллипсов рекомендуется применять овалы, очерченные дугами окружностей. Упрощенный способ построения изометрических овалов приведен на рис. 4.11,4.13, 4.15.
Для построения овала в плоскости, параллельной горизонтальной плоскости проекций (рис. 4.11), проводим оси х и у (рис. 4.2), соответствующие вертикальной и горизонтальной осям плоскости.
Из точки пересечения осей О проводим вспомогательную окружность диаметром D, равным действительной величине диаметра изображаемой окружности, и находим точки N — точки пересечения этой окружности с аксонометрическими осями х и у. Из точек М пересечения вспомогательной окружности с осью z как из центров радиусом R = NM проводим две дуги — NDN и NCN окружности, принадлежащие овалу.
Рис. 4.10
Рис. 4.11
Рис. 4.12
Рис. 4.13
Рис. 4.14
Рис. 4.15
Из центра О радиусом ОС, равным половине малой оси овала, строим окружность и находим на большой оси овала АВ точки 0. Из этих точек радиусом R = 0 = 0(1 = 03 = О4 проводим две дуги. Точки 7, 2, 3 и 4 сопряжений дуг радиусов R и R] находим, соединяя точки М с точками 0 и продолжая прямые до пересечения с дугами NCNnNDN.
На рис. 4.13 показано упрощенное построение изометрической проекции окружности, расположенной в плоскости, параллельной фронтальной плоскости проекций. Построение аналогично построению изометрического овала окружности, расположенной в плоскости, параллельной горизонтальной плоскости проекций, разница лишь в том, что большую ось овала АВ располагают перпендикулярно малой оси CD, принадлежащей оси у. На рис. 4.15 показано упрощенное построение изометрической проекции окружности, расположенной в плоскости, параллельной профильной плоскости проекций. Построение аналогично построению изометрического овала окружности, расположенной в плоскости, параллельной профильной плоскости проекций, разница лишь в том, что большую ось овала АВ располагают перпендикулярно малой оси CD, принадлежащей оси х.
На рис. 4.16 приведен пример построения овалов на изометрии детали с расположением окружностей в плоскостях, параллельных горизонтальной, фронтальной и профильной плоскостям проекций.
Рис. 4.16
Построение аксонометрической проекции детали следует начинать с изображения на чертеже аксонометрических осей. Целесообразно за начало координат принимать центр симметрии, а за оси координат — оси симметрии детали.
При построении аксонометрии рекомендуется мысленно разделить деталь на простейшие геометрические тела (цилиндр, конус, призма, пирамида и т. и.). После изображения аксонометрических проекций составных элементов предмета строятся конструктивные скругления в местах их соединения.
Линии, изображающие проекции ребер предмета, параллельны одноименным аксонометрическим осям, поэтому при построении аксонометрических проекций удобно использовать прямые, параллельные аксонометрическим осям.
Как и на комплексном чертеже, полые детали в аксонометрии рекомендуется выполнять с разрезом (вырезом части) (рис. 4.17).
Рис. 4.17
Если окружность неполная, то для ее изображения вычерчивают тонкой линией полный овал или эллипс, а затем обводят нужную часть овала (рис. 4.17).
Как начертить изометрию?
Практически все, кому довелось изучать черчение и инженерную графику сталкивались с необходимостью произвести построение изометрической проекции детали. Разбирем основные моменты, которые нужно знать, чтоб начертить изометрию. В вашей детали может быть большее количество построений, но основные принципы останутся неизменными. Но построение изометрии скорее всего будет вам не под силу, если вы еще не освоили построение третьего вида и построение простого разреза. Вы должны уже уметь хорошо ориентироваться в трех видах на чертеже.
Начнем с того, что определимся с направлением осей в изометрии.
На следующей схеме показано соответствие направлений, по которым откладываются размеры в изометрии по отношению к размерам на чертеже.
Возьмем для примера не очень сложную деталь. Это параллелепипед 50х60х80мм, имеющий сквозное вертикальное отверстие диаметром 20 мм и сквозное прямоугольное отверстие 50х30мм.
Начнем построение изометрии с вычерчивания верхней грани фигуры. Расчертим на требуемой нам высоте тонкими линиями оси Х и У. Из получившегося центра отложим вдоль оси Х 25 мм (половина от 50) и через эту точку проведем отрезок параллельный оси У длиной 60 мм. Отложим по оси У 30 мм (половина от 60) и через полученную точку проведем отрезок параллельный оси Х длиной 50 мм. Достроим фигуру.
Мы получили верхнюю грань фигуры. Не хватает только отверстия диаметром 20 мм. Построим это отверстие. В изометрии окружность изображается особым образом — в виде эллипса. Это связано с тем, что мы смотрим на нее под углом. В изометрии окружности проецируются в эллипсы с размерами осей a=1,22D и b=0,71D. Эллипсы, обозначающие окружности на горизонтальных плоскостях в изометрии изображаются с осью а расположенной горизонтально, а ось b — вертикально. При этом расстояние между точками расположенными на оси Х или У равно диаметру окружности (смотри размер 20 мм).
Теперь, из трех углов нашей верхней грани начертим вниз вертикальные ребра — по 80 мм и соединим их в нижних точках. Фигура почти полностью начерчена — не хватает только прямоугольного сквозного отверстия.
Чтобы начертить его опустим вспомогательный отрезок 15 мм из центра ребра верхней грани (указан голубым цветом). Через полученную точку проводим отрезок 30 мм параллельный верхней грани (и оси Х). Из крайних точек чертим вертикальные ребра отверстия — по 50 мм. Замыкаем снизу и проводим внутреннее ребро отверстия, оно параллельно оси У.
На этом простая изометрическая проекция может считаться завершенной. Но как правило, в курсе инженерной графики выполняется изометрия с вырезом одной четверти. Чаще всего, это четверть нижняя левая на виде сверху — в этом случае получается наиболее интересный с точки зрения наблюдателя разрез (конечно же все зависит от изначальной правильности компоновки чертежа, но чаще всего это так). На нашем примере эта четверть обозначена красными линиями. Удалим ее.
Как видим из получившегося чертежа, сечения полностью повторяют контур разрезов на видах (смотри соответствие плоскостей обозначенных цифрой 1), но при этом они вычерчены параллельно изометрическим осям. Сечение же второй плоскостью повторяет разрез выполненный на виде слева (в данном примере этот вид мы не чертили).
Изометрические чертежи
Visio Plan 2 Visio профессиональный 2021 Visio стандартный 2021 Visio профессиональный 2019 Visio стандартный 2019 Visio профессиональный 2016 Visio стандартный 2016 Visio профессиональный 2013 Visio 2013 Visio премиум 2010 Visio 2010 Visio стандартный 2010 Дополнительно. .. Меньше
Поместите информацию на своих рисунках и диаграммах в перспективу с помощью изометрического рисунка. Создавайте изометрические чертежи с нуля, включайте основные фигуры или используйте трехмерные фигуры и шаблоны.
В этой статье:
Создание изометрического рисунка с нуля
Использование базовых фигур в изометрических чертежах
Создание изометрического чертежа с помощью шаблона
Создание изометрического чертежа с помощью шаблона блок-схемы с перспективой
Создание изометрического чертежа с нуля
org/ItemList»>
В Visio в меню Файл щелкните Новый , а затем щелкните Базовый чертеж .
Выберите метрические единицы или единицы США и нажмите Создать .
Перейдите на вкладку Вид и установите флажок рядом с Сетка в области Показать .
Щелкните вкладку Главная , а затем щелкните стрелку рядом с фигурой Прямоугольник в области Инструменты и выберите Линия .
org/ListItem»>
Нарисуйте фигуру вручную с помощью инструмента «Линия».
Верх страницы
Использование базовых фигур в изометрических чертежах
В Visio, Файл выберите Новый , а затем щелкните Базовый чертеж .
Выберите между метрическими единицами или единицами США и нажмите Создать .
Перейдите на вкладку Вид и установите флажок рядом с Сетка в области Показать .
Щелкните вкладку Главная , а затем щелкните Дополнительные фигуры > Общие > Основные фигуры .
Перетащите фигуру из набора элементов Basic Shapes на панель рисования.
Выберите фигуру и щелкните точки соединения, чтобы изменить форму и размер.
Совет: Вам может понадобиться точная копия фигуры для использования в другом месте на чертеже. Нажмите CTRL + C, чтобы скопировать выбранную фигуру, и перетащите скопированную фигуру в сторону рисунка, пока не будете готовы ее использовать.
Перетащите любые другие фигуры, необходимые для создания рисунка, из основных фигур .
На Вкладка Главная щелкните стрелку рядом с фигурой Прямоугольник в области Инструменты и выберите Линия .
Нарисуйте линии вручную, чтобы завершить форму.
Перейдите на вкладку Файл и щелкните Параметры .
org/ListItem»>
Щелкните Настроить ленту .
На экране Параметры Visio в разделе Основные вкладки установите флажок рядом с Разработчик .
Щелкните OK .
Совет. Вкладка «Разработчик» отображается на ленте Visio.
Нажмите На вкладке Главная нажмите Выберите в группе Редактирование и нажмите Выбрать все в списке.
Перейдите на вкладку Разработчик .
В группе Дизайн формы щелкните Операции , а затем щелкните Обрезка .
Щелкните правой кнопкой мыши часть фигуры или линию, которую вы хотите удалить, а затем щелкните Вырезать .
Повторяйте шаг 17, пока рисунок или диаграмма не будут завершены.
При необходимости удалите сетку, щелкнув вкладку Просмотр , а затем установите флажок рядом с Сетка в области Показать .
Верх страницы
Создайте изометрический чертеж с помощью шаблона
В приведенных ниже инструкциях используется шаблон блок-схемы с перспективой . Microsoft Visio имеет несколько трехмерных шаблонов. Чтобы найти их, на вкладке File нажмите New , введите «3D» в поле поиска и выберите шаблон, который лучше всего соответствует вашим потребностям:
Блок-схема
Карта направлений 3D
Блок-схема с перспективой
org/ListItem»>
Схема рабочего процесса – 3D
Подробная схема сети — 3D
Базовая сетевая схема — 3D
Верх страницы
Создание изометрического чертежа с помощью шаблона блок-схемы с перспективой
(Этот шаблон недоступен в Visio для Интернета.)
В Visio в меню Файл щелкните Новый > Общие , а затем щелкните шаблон Блок-схема с перспективой .
org/ListItem»>
Выберите между метрическими единицами или единицами США и нажмите Создать .
Из трафарета Блоки с перспективой перетащите фигуру на страницу документа.
Измените ориентацию, щелкнув ручку управления и перетащив точку схода (V.P.) в нужную область.
Дважды щелкните фигуру и введите текст, чтобы добавить текст.
Щелкните фигуру, щелкните Заливка в области Стили фигур и выберите цвет.
Верх страницы
Изменение прямоугольного ограждения/границы в изометрических аннотациях Open Plant — OpenPlant | AutoPLANT Wiki — OpenPlant | АвтоЗАВОД
Применимо к
Продукт(ы):
Менеджер изометрии OpenPlant
Версия(и):
08.11.09.404
Окружающая среда:
Windows 7 64-разрядная версия
Площадь:
Настройки/Атрибуты
Подрайон:
Автор оригинала:
Рахул Кумар, группа технической поддержки Bentley
Чтобы удалить прямоугольную границу в изометрии открытого завода, пользователь может использовать файл custom. cel для хранения своей пользовательской ячейки и использования ее при необходимости.
Шаги для выполнения:
В исходном файле перейдите в «IsoExtractor»> Инструмент создания ячеек. См. изображение ниже:
2. Нажмите «Открыть файл шаблона», выберите файл «Аннотации» DGN и нажмите «Открыть». См. изображение ниже:
3. Здесь показаны все типы меток по умолчанию. Выберите ярлык для настройки. Произнесите PLANTC для метки координат завода.
4. Скопируйте метку PLANTC и вставьте ее под таблицу, чтобы определить ее в файле Custom.cel. См. изображение ниже:
5. Удалите границу для новой метки, как показано ниже:
6. Разместите Fence на PL_NTC и нажмите «Создать ячейку». См. изображение ниже:
7. Выберите библиотеку ячеек и введите для нее имя и описание ячейки.
« Секторные сварные отводы. Изготовление отводов из рыбок.
Анкерные болты размеры. Исполнение 1.1 и 1.2. ГОСТ 24379.1. »
Рубрики:
Металлопрокат
Вес алюминиевого уголка отличается от веса уголка из черного металла и сплавов. Алюминий и его сплавы по сравнению с другими металлами имеет относительно небольшой вес, поэтому и вес уголка алюминиевого будет меньше. В другой из своих статей я писал про различные составы сплавов алюминия.
Уголки из алюминия применяются в строительной промышленности (изготовление каркасов, основ, внутренняя, внешняя отделка), производстве мебели, оконных рам, дверей, карнизов и всеразличных рамных конструкциях, машиностроении (детали автомобилей, морских судов, летательной технике). Они очень практичны в производстве и обладают редкими, по сравнению с другими материалами, физическими свойствами.
Одним из основных плюсов являются срок эксплуатации таких уголков. Длительные сроки эксплуатации во многом зависят от антикоррозийных свойств металла и надежности от внешних воздействий. Для продления срока службы уголка его подвергают химической обработке, она делится на:
Анодированное покрытие;
Двухслойное комплексное покрытие;
Жидкое лакокрасочное и электрофорезное покрытие;
Порошковое покрытие.
Также можно отметить хорошую электропроводимость, пластичность и обработку алюминиевых уголков.
Алюминиевые уголки бывают нескольких видов равнополочные, неравнополочные, гнутые. Для всех этих видов алюмниевых профилей существуют стандарты ГОСТ:
ГОСТ 13737-90 – равнополочные уголки изготовленные из алюминиевых и магниевых сплавов методом горячего прессования;
ГОСТ 13738-91 – неравнополочные уголки изготовленные из алюминиевых и магниевых сплавов методом горячего прессования;
ГОСТ 8617-81 – уголки общего назначения имеют прессованные профили из алюминия и алюминиевых сплавов;
В зависимости от профиля уголка и сплава, будет меняться его вес, в этом мы можем убедится подставив разные значения сплава и профиля в металлический калькулятор на МеханиИнфо.
Алюминиевый уголок. Размеры и вес алюминиевого уголка.
Ниже приведена таблица размеров и веса уголка из алюминиевого и магниевого сплавов по ГОСТ 8617-81.
Рис.1. Основные обозначения уголка алюминиевого равнополочного.
.
Таблица 1. Размеры и вес уголка алюминиевого по ГОСТ 8617-81.
H
s
r
r1
Площадь сечения, см2
Вес 1 м профиля, кг
мм
Алюминиевый сплав
Магниевый сплав
15
3
3
1,5
0,819
0,234
0,148
18
1,5
2
0,75
0,524
0,149
0,094
20
2
2
1
0,764
0,218
0,138
25
3,2
3,2
1,6
1,509
0,430
0,271
30
2
2
1
1,304
0,372
0,235
30
3
3
1,5
1,720
0,490
0,310
35
3
3
1,5
2,020
0,576
0,364
40
2,5
2,5
1,25
1,945
0,554
0,350
40
3,5
3,5
1,5
2,694
0,767
0,485
40
4
4
2
3,057
0,871
0,550
45
5
5
2,5
4,277
1,219
0,770
50
5
5
2,5
4,777
1,361
0,860
50
6,5
6
3,25
6,111
1,742
1,100
60
5
5
2,5
5,777
1,646
1,040
60
6
5
3
6,855
1,954
1,234
70
7
8
1
9,443
2,691
1,700
80
8
8
4,5
12,210
3,480
2,198
90
9
10
4,5
15,518
4,422
2,793
H — ширина полки, мм;
s — толщина полки, мм;
r — радиус внутреннего закругления, мм;
r1 — радиус внешнего закругления полок, мм.
ЧИТАЙТЕ ТАКЖЕ:
Швеллер стальной горячекатаный ГОСТ 8240-97. Швеллер характеристики ГОСТ.
Уголок стальной. Вес. Таблица.
Металлопрокат оптом и в розницу. Широкий ассортимент по доступным ценам.
Вес стального квадрата. Таблица.
Катанка стальная. Производство катанки.
Вес балки двутавровой. Таблица.
Алюминиевая лента. Лента алюминиевая вес.
Наметка деталей по шаблону. Основное понятие о наметке.
Вес круга стального. Таблица.
Бронзовые втулки. Изготовление бронзовых втулок.
Алюминиевый угловой кронштейн | Принадлежности для структурных каркасных систем
Вы можете рассчитывать на отличные цены, быструю доставку и вежливое обслуживание каждый раз, когда заказываете алюминиевый угловой кронштейн от Zoro.
Рекомендуемый продукт
Широкий внутренний угловой кронштейн, серебристый, анодированный, количество монтажных отверстий 8, общая высота 2 дюйма, вставной, общая длина 2 дюйма, общая ширина 1 7/8 дюйма, алюминий, стандартный стиль внутреннего углового кронштейна, серия 10, система дюйма, для ширины/высоты профиля 1/4 дюйма, внутреннего углового кронштейна, для ширины паза 17/64 дюйма
Посмотреть полную информацию о продукте
Широкий внутренний угловой кронштейн, серебристый, анодированный, количество монтажных отверстий 8, общая высота 2 дюйма, вставной, общая длина 2 дюйма, общая ширина 1 7/8 дюйма, алюминий, стандартный стиль внутреннего углового кронштейна, серия 10, система дюйма, для ширины/высоты профиля 1/4 дюйма, внутреннего углового кронштейна, для ширины паза 17/64 дюйма
Посмотреть полную информацию о продукте
Купить алюминиевый угловой кронштейн
Внутренний угловой кронштейн, 4 отверстия с опорой
Посмотреть полную информацию о продукте
Внутренний угловой кронштейн, 4 отверстия с опорой
Посмотреть полную информацию о продукте
Высокий внутренний угловой кронштейн, серебристый, анодированный, количество монтажных отверстий 4, общая высота 2 дюйма, 9/32 дюйма, общая длина 2 дюйма, общая ширина 7/8 дюйма, алюминий 6105-T5, внутренний угловой кронштейн, высокий, 10 Серия, дюймовая система измерения, внутренний угловой кронштейн, для ширины паза 17/64 дюйма
Посмотреть полную информацию о продукте
Высокий внутренний угловой кронштейн, серебристый, анодированный, количество монтажных отверстий 4, общая высота 2 дюйма, 9/32 дюйма, общая длина 2 дюйма, общая ширина 7/8 дюйма, алюминий 6105-T5, внутренний угловой кронштейн, высокий, 10 Серия, дюймовая система измерения, внутренний угловой кронштейн, для ширины паза 17/64 дюйма
Посмотреть полную информацию о продукте
Внутренний угловой кронштейн, серебристый, анодированный, количество монтажных отверстий 8, общая высота 3 дюйма, вставной, общая длина 3 дюйма, общая ширина 2 13/16 дюйма, алюминий, стандартный внутренний угловой кронштейн, серия 15, система Измерение в дюймах, для ширины/высоты профиля 5/16 дюйма, внутреннего углового кронштейна, для ширины паза 21/64 дюйма
Посмотреть полную информацию о продукте
$21,83
Внутренний угловой кронштейн, серебристый, анодированный, количество монтажных отверстий 8, общая высота 3 дюйма, вставной, общая длина 3 дюйма, общая ширина 2 13/16 дюйма, алюминий, стандартный внутренний угловой кронштейн, серия 15, система Измерение в дюймах, для ширины/высоты профиля 5/16 дюйма, внутреннего углового кронштейна, для ширины паза 21/64 дюйма
Посмотреть полную информацию о продукте
Внутренний угловой кронштейн, серебристый, анодированный, количество монтажных отверстий 2, общая высота 1 дюйм, 9/32 дюйма, общая длина 1 дюйм, общая ширина 7/8 дюйма, алюминий 6105-T5, стандарт стиля внутреннего углового кронштейна, серия 10 , Дюймовая система измерения, внутренний угловой кронштейн, для ширины паза 17/64 дюйма
Посмотреть полную информацию о продукте
Внутренний угловой кронштейн, серебристый, анодированный, количество монтажных отверстий 2, общая высота 1 дюйм, 9/ 32 дюйма, общая длина 1 дюйм, общая ширина 7/8 дюйма, алюминий 6105-T5, стандарт стиля внутреннего углового кронштейна, серия 10, дюймовая система измерения, внутренний угловой кронштейн, для ширины паза 17/64 дюйма
Посмотреть полную информацию о продукте
Т-образный паз, дюйм, одинарный, серебристый, вес на единицу длины 0,51 фунт-фут, диаметр отверстия 13/64 дюйма, экструзионная текстура с канавками, номинальная длина 8 футов, алюминий, количество открытых пазов 4, высота профиля 1 дюйм, ширина профиля 1 дюйм, общая длина 97 дюймов, серия 10, квадратная, ширина паза 0,3 дюйма, предел текучести 35 000 фунтов на кв. дюйм, стандарт относительного веса профиля, расположение паза на смежных сторонах, анодированное покрытие, закалка T5
Посмотреть полную информацию о продукте
$54,05
Т-образный паз, дюйм, одинарный, серебристый, вес на единицу длины 0,51 фунт-фут, диаметр отверстия 13/64 дюйма, экструзионная текстура с канавками, номинальная длина 8 футов, алюминий, количество открытых пазов 4, высота профиля 1 дюйм, ширина профиля 1 дюйм, общая длина 97 дюймов, серия 10, квадратная, ширина паза 0,3 дюйма, предел текучести 35 000 фунтов на кв. дюйм, стандарт относительного веса профиля, расположение паза на смежных сторонах, анодированное покрытие, закалка T5
Посмотреть полную информацию о продукте
Экструзионный профиль 80/20 10S — качественный продукт, который удовлетворит ваши потребности. Алюминиевый профиль имеет длину 72 дюйма, ширину 1,0 дюйма и высоту 1,0 дюйма. Он имеет прозрачное анодированное покрытие и имеет рифленую текстуру профиля для лучшего захвата при обращении с продуктом. Профиль каркаса с Т-образными пазами имеет 4 открытых паза, что позволяет легко прикреплять к нему аксессуары, такие как зажимы или упоры. Если вам нужен высококачественный алюминиевый профиль, профиль 80/20 1010-72 с Т-образными пазами — это именно то, что вам нужно.
Посмотреть полную информацию о продукте
47,95 $
Экструзионный профиль 80/20 10S — качественный продукт, который удовлетворит ваши потребности. Алюминиевый профиль имеет длину 72 дюйма, ширину 1,0 дюйма и высоту 1,0 дюйма. Он имеет прозрачное анодированное покрытие и имеет рифленую текстуру профиля для лучшего захвата при обращении с продуктом. Профиль каркаса с Т-образными пазами имеет 4 открытых паза, что позволяет легко прикреплять к нему аксессуары, такие как зажимы или упоры. Если вам нужен высококачественный алюминиевый профиль, профиль 80/20 1010-72 с Т-образными пазами — это именно то, что вам нужно.
Посмотреть полную информацию о продукте
Угловая скоба, материал сталь, цинковое покрытие, размер (дюймы) 2 x 2 дюйма, ширина (дюймы) 5/8 дюйма, длина (дюймы) 2 дюйма, отверстий на створку 2, отверстий 4, монтажных отверстий 4, 2 С каждой стороны, с потайной головкой, крепежные детали в комплекте Винт с плоской головкой и крестообразным шлицем для листового металла (4) 8×5/8 дюйма, диаметр отверстия (дюйм) 0,19 дюйма, толщина пластины (дюйм) 0,07 дюйма
Посмотреть полную информацию о продукте
Угловая скоба, материал сталь, цинковое покрытие, размер (дюймы) 2 x 2 дюйма, ширина (дюймы) 5/8 дюйма, длина (дюймы) 2 дюйма, отверстий на створку 2, отверстий 4, монтажных отверстий 4, 2 С каждой стороны, с потайной головкой, крепежные детали в комплекте Винт с плоской головкой и крестообразным шлицем для листового металла (4) 8×5/8 дюйма, диаметр отверстия (дюйм) 0,19дюйм, толщина пластины (дюйм) 0,07 дюйма
Посмотреть полную информацию о продукте
Внутренний угловой кронштейн, серебристый, анодированный, количество монтажных отверстий 2, общая высота 1 1/2 дюйма, 21/64 дюйма, общая длина 1 1/2 дюйма, общая ширина 1 5/16 дюйма, алюминий 6105-T5, внутри Стандартный угловой кронштейн, серия 15, дюймовая система измерения, внутренний угловой кронштейн, для ширины паза 21/64 дюйма
Посмотреть полную информацию о продукте
Внутренний угловой кронштейн, серебристый, анодированный, количество монтажных отверстий 2, общая высота 1 1/2 дюйма, 21/64 дюйма, общая длина 1 1/2 дюйма, общая ширина 1 5/16 дюйма, алюминий 6105-T5, внутри Стандартный угловой кронштейн, серия 15, дюймовая система измерения, внутренний угловой кронштейн, для ширины паза 21/64 дюйма
Посмотреть полную информацию о продукте
Внутренний угловой кронштейн с одинарной опорой, серый, необработанный, количество монтажных отверстий 4, общая высота 86 мм, общая длина 86 мм, общая ширина 43 мм, алюминий, внутренний угловой кронштейн, стандартный стиль, серия 45, система измерения метрическая, внутренняя -Угловой кронштейн, для ширины паза 10 9/64 мм
Посмотреть полную информацию о продукте
Внутренний угловой кронштейн с одинарной опорой, серый, необработанный, количество монтажных отверстий 4, общая высота 86 мм, общая длина 86 мм, общая ширина 43 мм, алюминий, внутренний угловой кронштейн, стандартный стиль, серия 45, метрическая система измерения, внутренний -Угловой кронштейн, для ширины паза 10 9/64 мм
Посмотреть полную информацию о продукте
Угловая скоба для тяжелых условий эксплуатации, тип -, материал сталь, цвет -, цинковое покрытие, размер (дюймы) 4 дюйма, ширина (дюймы) 4 дюйма, длина (дюймы) 4 дюйма, высота (дюймы) 1 дюйм, отверстия на лист 2, отверстия с, монтажные отверстия 6, по 2 с каждой стороны, -, -, для использования с -, фурнитура -, диаметр отверстия (дюйм) 0,25 дюйма, толщина пластины (дюйм) 0,0938 дюймов
Посмотреть полную информацию о продукте
Угловая скоба для тяжелых условий эксплуатации, тип -, материал сталь, цвет -, цинковое покрытие, размер (дюймы) 4 дюйма, ширина (дюймы) 4 дюйма, длина (дюймы) 4 дюйма, высота (дюймы) 1 дюйм, отверстия на лист 2, отверстия с, монтажные отверстия 6, 2 с каждой стороны, -, -, для использования с -, фурнитура -, диаметр отверстия (дюйм) 0,25 дюйма, толщина пластины (дюйм) 0,0938 дюйма
Посмотреть полную информацию о продукте
Т-образный паз, дюйм, одинарный, серебристый, вес на единицу длины 1,34 фунта-фута, диаметр отверстия 17/64 дюйма, экструзионная текстура с канавками, номинальная длина 4 фута, алюминий, количество открытых пазов 4, высота профиля 1 1/2 дюйма , Ширина профиля 1 1/2 дюйма, общая длина 48 дюймов, серия 15, квадратная, ширина паза 0,3 дюйма, предел текучести 35 000 фунтов на кв. дюйм, стандарт относительного веса профиля, расположение паза на соседних сторонах, анодированное покрытие, закалка T5
Посмотреть полную информацию о продукте
$44,26
Т-образный паз, дюйм, одинарный, серебристый, вес на единицу длины 1,34 фунта-фута, диаметр отверстия 17/64 дюйма, экструзионная текстура с канавками, номинальная длина 4 фута, алюминий, количество открытых пазов 4, высота профиля 1 1/2 дюйма , Ширина профиля 1 1/2 дюйма, общая длина 48 дюймов, серия 15, квадратная, ширина паза 0,3 дюйма, предел текучести 35 000 фунтов на кв. дюйм, стандарт относительного веса профиля, расположение паза на соседних сторонах, анодированное покрытие, закалка T5
Посмотреть полную информацию о продукте
Еще из этой коллекции
Еще из этой коллекции
Узнайте больше
НАБОР РЕЗЦОВ ДЛЯ АЛЮМИНИЯ (ВКЛЮЧАЕТ 4 РАЗМЕРА)
Сопутствующие товары
Добавить в корзину
КОМПЛЕКТ КОРПУСА DBB MORTICER OFFSET
Инструменты Souber
Сейчас:
$63,00
Комплект со смещенным корпусом для дополнения DBB Morticer от Souber Tools. Этот корпус используется для смещения места сверления краевого отверстия в двери или дверном косяке. Чтобы просмотреть всю нашу линейку…
PSDBB/HK/O
Добавить в корзину
Souber DBB Дверной замок Morticor — Pro Kit
Инструменты Souber
Сейчас:
399,25 долл. США
Набор для долбежного станка JIG1-A содержит очень популярный и эффективный комплект для долбежного станка Souber DBB для дверных замков (#PSJIG1), а также добавляет 5 дополнительных фрез и длинный сверлильный вал (#PSJIG/LS) — в дополнение к…
PSJIG1-A
Добавить в корзину
Souber DBB дверной замок Morticer — основной комплект
Инструменты Souber
Сейчас:
$995,00
Мастер-комплект Souber DBB Door Lock Morticer Master Kit добавляет более тридцати фрез, валов, надстроек и аксессуаров к очень популярному стандартному набору. Используемый и признанный как слесарями, так и строителями,…
PSJIG1-MK
Добавить в корзину
Угловое долото
Ручной инструмент Timberline
Сейчас:
22,50 $
Отличное дополнение к пакетам DBB Door Lock Morticer и сопутствующим аксессуарам! Угловое долото легко срезает углы под углом 90º, чтобы выровнять круглые края. Просто выровняйте прямые края…
AT-3420
Клиенты также просмотрели
Добавить в корзину
Souber DBB дверной замок Morticer — основной комплект
Инструменты Souber
Сейчас:
$995,00
Мастер-комплект Souber DBB Door Lock Morticer Master Kit добавляет более тридцати фрез, валов, надстроек и аксессуаров к очень популярному стандартному набору. Используемый и признанный как слесарями, так и строителями,…
PSJIG1-MK
Добавить в корзину
Угловое долото
Ручной инструмент Timberline
Сейчас:
22,50 $
Отличное дополнение к пакетам DBB Door Lock Morticer и сопутствующим аксессуарам! Угловое долото легко срезает углы под углом 90º, чтобы выровнять круглые края. Просто выровняйте прямые края…
AT-3420
Добавить в корзину
НАБОР ДЛЯ ДОПОЛНИТЕЛЬНОГО УСТРОЙСТВА ДЛЯ МИНИ-СТАНКА
Инструменты Paragon
Сейчас:
81,50 долл. США
Этот комплект был разработан для дополнения комплекта StrongArm Mini Rig Pro. Его элементы были выбраны для повышения производительности и упрощения настройки. В комплект входят предметы, снижающие вероятность…
MB19
Добавить в корзину
НАБОР БУРОВ ДЛЯ КОМПЛЕКТА GSA FIRST STRIKE®
MBA USA, Inc.
Сейчас:
29 долларов5.00
Ассортимент сверл для набора GSA First Strike®. Упаковку можно использовать как запасной комплект или как дополнение к сверлам, входящим в комплект GSA First Strike®. В комплекте…
MB12-B
Добавить в корзину
КОМПЛЕКТ ЗАМКОВ OMEGA ELECTRONIC SWINGBOLT С ХРОМИРОВАННОЙ КЛАВИАТУРОЙ
Замки OMEGA
85,00 $
Сейчас:
$45,00
Электронный замок Omega с хромированной клавиатурой и корпусом замка Swingbolt. Особенность, которая отличает этот замок от конкурентов, заключается в том, что коды пользователей могут иметь длину от 1 до 8 цифр. Особенности…
OM-200-CH
Выберите параметры
ТЕЛЕЖКА SUMOSPIN ДЛЯ ПЕРЕМЕЩЕНИЯ КОНТЕЙНЕРОВ GSA
СУМО СПИН
Сейчас:
1125,00 долларов США
Доставка по фиксированной ставке 175 долларов США в 48 смежных штатов США. Все другие местоположения, включая адреса APO и FPO, пожалуйста, позвоните по телефону для индивидуального предложения. Как и большинство хороших идей, тележка SumoSpin родилась из необходимости…
Полный комплект наконечников и чехол для системы Creep-Zit! Этот комплект содержит широкий спектр специальных наконечников с резьбовыми соединениями для вашей системы Creep-Zit™.
Настольный лазерный гравер RJ 40 для изготовления печатей и штампов-3
Просмотров: 355
Плазма
Просмотров: 221
Плотер
Просмотров: 243
Multi-Functional Router RJ1325
Просмотров: 224
Плазменная резка
Просмотров: 295
Настольный лазерный гравер RJ 40 для изготовления печатей и штампов-2
Просмотров: 426
RJ1325
Просмотров: 386
RJ1325K CNC Router
Просмотров: 337
Автоматический подъемный стол
Просмотров: 404
laser-mramor
Просмотров: 341
Laser Machine-Shadow Engraving on Wood board
Просмотров: 298
CNC Router RJ1118 with Rotary Attachment
Просмотров: 348
RJ1118
Просмотров: 312
Фрезерно-гравировальный станок
Просмотров: 487
О РУИДЖИ
Просмотров: 19209
Гравировка
Просмотров: 302
Woodworking Center RJ1325
Просмотров: 375
Фрезерно-Гравировальный Станок
Просмотров: 489
Фрезерно-Гравировальный Станок ЧПУ Для Нанесения Надписей И Рисунков На Мрамор
Просмотров: 433
Cloth Engraving
Просмотров: 260
Поворотное устройство для лазерного станка-1
Просмотров: 434
RJ1325 CNC Router
Просмотров: 445
Лазерный гравер RJ5030
Просмотров: 540
Фрезерно-гравировальный станок
Просмотров: 489
CNC Router for styrofoam RF2040
Просмотров: 362
Работа лазера RJ1620
Просмотров: 402
Industrial Plasma Cutter
Просмотров: 274
Деревообрабатывающий центр
Просмотров: 281
1325
Просмотров: 330
cloth cutting from Jinan RUIJIE
Просмотров: 358
Фрезерно-гравировальный станок ЧПУ RJ9015
Просмотров: 473
RFZZ1325 wood working machine video
Просмотров: 284
Настольный лазерный гравер RJ 40 для изготовления печатей и штампов-1
Просмотров: 1274
Rotary Attachment
Просмотров: 204
Laser Machine-Shadow Engraving on acrylic
Просмотров: 250
RJ1325 серия P
Просмотров: 254
Поворотное устройство для лазерного станка-2
Просмотров: 450
ЧПУ с четырьмя шпинделями
Просмотров: 340
New Woodworking Center RJ1325 ATC
Просмотров: 239
Лазерно-гравировальный станок
Просмотров: 340
Advertising Plasma Cutter
Просмотров: 272
RJ1325B
Просмотров: 489
Auto Tool Changer Router
Просмотров: 290
Фрезерно-Гравировальный Станок
Просмотров: 489
Application of laser machine
Просмотров: 319
RJ2030 SERVO
Просмотров: 366
RJ1325 ATC
Просмотров: 241
Лазерная гравировка на мраморе
Просмотров: 342
Настольный лазерный гравер RJ 40 для изготовления печатей и штампов-4
Просмотров: 395
Гравировка латуни
Просмотров: 382
Linear Auto Tool Changer Router
Просмотров: 246
RJ5030 лазерный гравер
Просмотров: 569
laser machine
Просмотров: 310
Install Laser Machine
Просмотров: 275
CNC Router RJ3636
Просмотров: 391
Работа гравером по дереву для начинающих: видео, обучение, выбор инструмента
Выбор оборудования
Серийные модели граверов
Как правильно работать гравером
Уход за гравировальным оборудованием и инструментом
Работа гравером – это увлекательная процедура, с помощью которой можно создавать на поверхности обрабатываемого изделия разнообразные узоры и надписи, осуществлять шлифовку и полировку мелких деталей, а также решать целый перечень других задач. Чтобы результаты работы гравером, в качестве которого может быть использована типовая бормашина, были качественными, необходимо не только понимать, зачем он нужен, но и знать все нюансы использования такого оборудования.
Гравер позволяет работать не только с деревом, но и с другими материалами
Выбор оборудования
Выбирая гравер или бормашину, вы должны определиться с тем, для каких работ будет использоваться такое устройство, а также с тем, какие материалы будут обрабатываться с его помощью. Зная это, выбрать гравировальную установку для работ по металлу и другим материалам или бормашину для резьбы по дереву (даже учитывая огромное разнообразие подобных устройств, представленных на современном рынке) вы сможете без особых проблем.
Наиболее значимыми характеристиками граверов, на которые следует обращать основное внимание, являются:
мощность приводного электродвигателя, определяющая способность оборудования длительное время работать под значительными механическими нагрузками и обрабатывать различные материалы;
количество оборотов, развиваемых рабочим органом, в котором фиксируется гравировальный инструмент.
В наше время есть из чего выбирать, каждый производитель выпускает несколько моделей граверов, отличающихся как по цене, так и по функционалу
Очень часто тем, кто собирается приобрести гравер для своей профессиональной деятельности или для работ в домашних условиях, приходится делать выбор между двумя указанными выше характеристиками. Как бы ни хотелось, эффективно совмещать высокую мощность и оборотистость не способно ни одно современное гравировальное устройство из числа серийных моделей. Именно поэтому специалисты, которым приходится пользоваться гравером часто, сразу приобретают и мощные, и оборотистые модели. Оптимальным выбором в таких случаях станут:
мощный гравер, рабочий наконечник которого имеет усиленную конструкцию;
компактный и легкий микромотор, способный работать на высоких оборотах.
Для тяжелых работ будет удобен инструмент с дополнительной рукояткой, а мелкую гравировку лучше наносить компактным устройством
Для не слишком сложных работ гравером в домашних условиях можно изготовить такое устройство самостоятельно, наделив его при этом именно той функциональностью и теми характеристиками, которые необходимы. Существует большое разнообразие конструкций самодельных граверов и видео об их изготовлении, поэтому выбрать приемлемый вариант нетрудно. Например, можно сделать гравер, который будет приводиться в действие электродвигателем от старой бытовой техники. Однако самодельную гравировальную установку, чтобы работать с ней было удобно, надо оснастить гибким приводом и специальной насадкой, в которой будет фиксироваться используемый инструмент.
Применяя самодельный гравер в домашних условиях, можно не только наносить на изделие надписи и узоры, но и выполнять различные виды обработки деталей из металла, пластика и кости. Возможна также резьба по дереву гравером, изготовленным своими руками. В зависимости от рабочего инструмента, установленного в насадке такого устройства, использоваться оно может как мини-дрель, небольшой фрезер, компактная шлифовальная и полировальная машинка.
Самодельный гравер с гибким валом
Чтобы выбрать серийную модель гравера, который будет эффективно справляться со всеми поставленными задачами, следует ориентироваться не только на рейтинг такого оборудования среди специалистов, но также на его характеристики и функциональные возможности.
Серийные модели граверов
Серийные модели граверов, которые одинаково успешно используются как в домашних условиях, так и в профессиональной сфере, можно разделить на следующие категории.
Технические бормашины
Это мощные безрукавные устройства, при помощи которых можно успешно выполнять различные технологические операции, а именно: сверление, шлифование, фрезерование и др. Такие агрегаты, работающие на небольших оборотах, оснащаются удобной ножной педалью и могут использоваться в комплекте как с цанговыми, так и с быстрозажимными патронами.
Мощность технических бормашин позволяет использовать их для различных операций с помощью дополнительных насадок и приспособлений
Микромоторы без гибкого привода (рукава)
Компактный приводной двигатель, которым оснащаются граверы данного типа, крепится в задней части рабочей насадки. Такие небольшие и высокооборотистые граверы, не предназначенные для серьезных нагрузок, используются преимущественно для самых тонких работ. В то же время микромотор, которым оснащены эти граверы, не подлежит ремонту, его можно только заменить на новый. Именно поэтому использовать эти устройства целесообразно для не слишком сложных работ, не подвергая при этом значительным нагрузкам.
Граверы или бормашины с гибким валом
Такими бормашинами очень удобно пользоваться для гравировки и тонкой резьбы. Однако следует иметь в виду, что гибкий вал, которым они оснащены, уменьшает их мощность практически в два раза.
Как правильно работать гравером
Чтобы работа, выполняемая гравером, была более комфортной и эффективной, следует придерживаться определенных правил.
Подготовка рабочего места
Рабочая поверхность, на которой выполняется гравировка бормашиной, должно быть хорошо освещено, поэтому его надо оснастить мощной лампой, позволяющей без затруднений рассмотреть в мельчайших подробностях все обрабатываемые элементы. Если для гравировки используется бумажный шаблон, то потребуется малярный скотч, при помощи которого шаблон фиксируют на обрабатываемой поверхности. Иногда эскиз рисунка или надписи, которые необходимо выгравировать, наносят на обрабатываемое изделие обычным фломастером или карандашом. Поверхность при этом надо обезжирить при помощи спирта.
Все инструменты для гравировки удобно хранить в одном кейсе, если нет места для обустройства полноценной мастерской
Подготовка инструмента
Для выполнения гравировки используются различные инструменты, устанавливаемые в гравер. Каждый их них выполняет определенные функции. Так, инструмент с рабочей частью в форме конуса нужен для того, чтобы наносить контур рисунка, а цилиндрический бор – для создания мелких штрихов. Перед началом работы все инструменты следует разложить на рабочем столе именно в той последовательности, в которой они будут применяться.
Выполнение гравировки
Рука, в которой удерживается рабочая насадка гравера, должна свободно скользить по обрабатываемой поверхности, для этого рекомендуют надеть тканевую перчатку. Такая перчатка позволит также не оставлять следов от руки на обезжиренной поверхности обрабатываемого изделия. В том случае, если опыта выполнения гравировки у вас пока нет, лучше осуществлять работу на минимальных оборотах. Это позволит вырезать ровный узор, состоящий из штрихов одинаковой глубины, и при этом не повредить обрабатываемое изделие.
Гравировка надписей с помощью трафарета
Все методы выполнения гравировки предполагают, что сначала выполняется контур рисунка, а только затем соответствующим инструментом «прорисовывают» его детали. Сделанный рисунок следует обработать войлочным валиком, что позволит придать ему более аккуратный вид и удалить с обработанной поверхности все заусенцы, оставленные инструментом.
Если в конструкции гравера или бормашины, которыми вы пользуетесь, не предусмотрена система принудительной вентиляции, то после 10–15 минут работы оборудование стоит отключить и дать ему остыть естественным путем.
youtube.com/embed/I8h0Xj6Oz7U»/>
Уход за гравировальным оборудованием и инструментом
Чтобы гравер или бормашина, используемые в домашних условиях или в условиях хорошо оборудованной мастерской, прослужили как можно дольше, необходимо правильно за ними ухаживать. В первую очередь надо следить за состоянием инструментов, которые используются в комплекте с таким оборудованием: на их рабочей поверхности не должно быть трещин и других дефектов. Заменять неисправные инструменты можно только на боры аналогичной конструкции и такого же типа. Следует также принять за правило очищать вентиляционные отверстия гравера от скапливающейся в них пыли после каждого сеанса работы.
Соответствующий уход за гравером позволит не только длительное время сохранять такое оборудование в рабочем состоянии, но и выполнять обработку с его помощью максимально эффективно.
Видео — Boss Laser
Видео — Boss Laser
ПОСМОТРИТЕ, ЧТО ВЫ МОЖЕТЕ СДЕЛАТЬ С ВАШИМ ЛАЗЕРОМ, УЗНАЙТЕ СОВЕТЫ И МЕТОДЫ, ЧТОБЫ ПОЛУЧИТЬ МАКСИМАЛЬНО ОТ ВАШЕЙ МАШИНЫ
ДЕМОНСТРАЦИОННЫЙ
ОБУЧЕНИЕ
ВДОХНОВЛЯЮЩИЙ
Волоконный лазер для резки вставки из нержавеющей стали
Волоконный лазер Boss Laser FC Accu-Cut
Лазерная резка нержавеющей стали 1.15
Boss Laser Metal Cutter
Гравировка и резка кожи
BOSSLASER Гравировка и резка
Защитная маска для лица с лазерной резкой
COVID-19 — скачать бесплатно файл
Деревянные карандаши с лазерной гравировкой
Лазерный станок Boss Laser LS-2440
Лазерный станок с вращающимся патроном Boss Mod
Держатель кухонной утвари
Волоконно-лазерный резак BOSS
FC 6012 EXT — 3 кВт — Резка низкоуглеродистой стали 1/4″
Волоконный лазер для гравировки
Ручка для ручного огнестрельного оружия на BOSS FM Laser
Пробковая доска для дротиков с лазерной резкой/гравировкой
Скачать файл бесплатно
Лазерный станок Boss Laser серии HP
Прецизионная лазерная резка и гравировка
Лучшее программное обеспечение для лазеров? LightBurn Laser Software
Совместимость с Mac/Windows/Linux
Лазерная архитектурная модель здания
Boss Laser
Лазерная центровка
НА МАШИНАХ LS
Как сфокусировать FM
СТАНЦИЯ/НАСТОЛЬНЫЙ СТОЛ
Настройка охладителя воды CW-5000
В ПОСТОЯННЫЙ РЕЖИМ
Как чистить
ФОКУСНАЯ ЛИНЗА
Проверка блокировки
ВИДЕО
Замена головок машинного лазера HP
(НЕМЕТАЛЛИЧЕСКИЕ НА МЕТАЛЛИЧЕСКИЕ)
Как сделать автофокус
НА МАШИНАХ LS
Автофокусировка неметаллических материалов
ЛАЗЕРНАЯ ГОЛОВКА НА МАШИНАХ HP
Калибровка станка HP
ДЛЯ РЕЗКИ МЕТАЛЛА
Лазерный станок Boss Laser серии HP
Прецизионная лазерная резка и гравировка
Лучшее программное обеспечение для лазерной печати? Программное обеспечение LightBurn Laser
Совместимость с Mac/Windows/Linux
Лазерная архитектурная модель здания
Boss Laser
Получить последнюю версию
Видео с ЧПУ для лазерной резки, гравировки, сварки, очистки
Видео с ЧПУ
Видео с ЧПУ для плазменной резки
Видео с ЧПУ для лазерного станка
Видео для фрезерного станка с ЧПУ
Видеоролики планшетного цифрового резака
Видеоролики токарного станка с ЧПУ по дереву
10 лучших видеороликов по обработке с ЧПУ
СледующийПредыдущий
Небольшой фрезерный станок с ЧПУ с осью вращения для 3D-обработки
Фрезерный стол с ЧПУ 48×96 для трехмерной рельефной резьбы
5’x10′ Линейный фрезерный станок с ЧПУ ATC для рельефной резьбы
2022 Лучшая 3D-головоломка для лазерной резки CO2 Laser Cutter
Высокоточный лазерный резак для металлообработки
Фрезерный станок с ЧПУ для изготовления алюминиевых форм с 3 осями, 4 осями, 5 осями
Карусельный автомат смены инструмента Обрабатывающий центр с ЧПУ
Как настроить и использовать комбинированный фрезерный станок с ЧПУ и лазерный станок?
Как использовать программное обеспечение JDPaint с фрезерными станками с ЧПУ?
Резка серебра с помощью высокоточного лазерного резака по металлу
20 октября 2022 г. Ищете недорогой прецизионный лазерный резак для резки серебра, золота, платины для индивидуальных ювелирных изделий, украшений, изделий из серебра, подарков, медалей или монет? Обзор лучших бюджетных малогабаритных станков для лазерной резки листового металла.
Лучшая портативная импульсная лазерная машина 2022 года
19 марта 2022 г. Вы увидите, как лучшая импульсная лазерная машина 2022 года удаляет покрытие, пятна, грязь с деталей локомотивов, металлических деталей, зубчатых колес, форм, трансмиссии и листового металла.
7 простых способов лазерного удаления ржавчины с металла
25 января 2022 г. В этом видеоролике показаны 7 различных простых способов лазерного удаления ржавчины с металлической поверхности с помощью портативной ручной машины для лазерной очистки от ржавчины мощностью 1000 Вт с волоконным лазерным генератором.
Как работает машина лазерной очистки для удаления ржавчины?
25 января 2022 г. В этом видео вы увидите, как работает ручная лазерная машина для удаления ржавчины с металлической поверхности, что может помочь вам задуматься о покупке лазерной машины для удаления ржавчины для вашего бизнеса.
Персонализированные подарки и поделки из кристаллов с внутренней лазерной 3D-гравировкой
19 мая 2022 г. Станок для внутренней лазерной 3D-гравировки используется для гравировки фотографий, рисунков или текста на хрустале для изготовления персонализированных 3D-подарков и поделок из кристаллов, а также для изготовления стеклянных кубов. , скульптура, блок или пузырьковая диаграмма.
Промышленная машина для лазерной очистки мощностью 1500 Вт
04 января 2022 г. В этом видео вы увидите, как промышленная машина для лазерной очистки мощностью 1500 Вт очищает пресс-формы для резиновых шин для автомобильной промышленности. Вы узнаете, как получить лучшую машину для лазерной очистки пресс-форм для резиновых шин.
Лазерная машина для удаления краски и покрытия мощностью 1000 Вт
4 января 2022 г. В этом видео вы увидите, как портативная машина для лазерной очистки мощностью 1000 Вт работает для снятия краски и удаления покрытия. Вы понимаете особенности и преимущества лазерной машины для удаления краски и покрытий?
Ручная лазерная машина для удаления ржавчины с металла мощностью 2000 Вт
04 января 2022 г. Вы увидите, как машина для лазерной очистки мощностью 2000 Вт удаляет пыль с металлических деталей, трансмиссии, зубчатых колес, пресс-форм и листового металла. Вы поймете, подходит ли лазерная машина для удаления ржавчины для вашего бизнеса.
CO2-лазерная резка Самодельные акустические панели для звукопоглощения
25 февраля 2022 г. Вы с нетерпением ждете самодельных или нестандартных акустических панелей для звукопоглощения? Из этого видео вы узнаете, как станок для лазерной резки CO2 режет нестандартные звукопоглощающие панели.
УФ-лазерный гравировальный станок мощностью 5 Вт для металла, стекла и пластика
10 сентября 2021 г. В этом видеоролике показано, как УФ-лазерный гравировальный станок мощностью 5 Вт выполняет травление нержавеющей стали, стекла, кожи, дерева, камня, акрила и пластика с мелкими деталями.
CO2 лазерный станок для гравировки и резки изделий из дерева
25 февраля 2022 г. В этом видео показано изготовление изделий из дерева с помощью CO2 лазерного гравировального станка. Станок для лазерной резки CO2 подходит для дерева, МДФ, фанеры, ткани, кожи, акрила и пластика.
STJ1390 Станок для лазерной резки 20 мм акрилового листа STJ1390
25 февраля 2022 г. Станок для лазерной резки СО2 STJ1390 — это профессиональный резак для акрила с ЧПУ.
3D подповерхностный лазерный гравировальный станок для изготовления пузырьковых диаграмм
25 февраля 2022 г. Ищете 3D подповерхностный лазерный гравировальный станок для изготовления пузырьковых диаграмм? Нужна лазерная гравировка внутри стекла для персонализированных поделок или изготовления подарков? Обзор 3D-лазерной внутренней гравировальной машины для хрусталя.
Как сделать оружие своими руками с помощью оптоволоконного лазерного станка для глубокой гравировки?
07 апреля 2022 г. Как сделать самодельное оружие с помощью оптоволоконного лазерного гравера? Обзор лазерного гравировального станка 2022 года с самым высоким рейтингом для травления и гравировки пистолетов и цилиндров огнестрельного оружия из металлов, углеродных волокон, полимерных пластиков.
Станок для лазерной резки мощностью 3000 Вт для резки углеродистой стали толщиной 16 мм
11 августа 2021 г. В этом видео вы узнаете, как станок для лазерной резки металла STYLECNC мощностью 3000 Вт с лазерным источником Raycus выполняет резку углеродистой стали толщиной 16 мм.
Стол для лазерной резки мощностью 3000 Вт для резки нержавеющей стали толщиной 6 мм
25 февраля 2022 г. В этом видео показано, как стол для лазерной резки с ЧПУ мощностью 3000 Вт с усиленным металлическим каркасом станины режет лист из нержавеющей стали толщиной 6 мм. Станок для резки волоконным лазером можно использовать для всех проектов и планов по резке листового металла.
Как сделать металлические кредитные карты своими руками с помощью лазерной гравировальной машины?
30 мая 2022 г. Ищете станок для лазерной гравировки для изготовления металлических кредитных карт Visa или Mastercard своими руками? Нужен лазерный гравер для пользовательских заготовок кредитных карт из металла и пластика (PVCA) для вашего бизнеса, просмотрите машину для маркировки волоконным лазером для персонализированных планов и проектов по созданию кредитных карт.
Комбинированный станок для лазерной резки CO2 и волокна для металла и дерева
01 августа 2022 г. На этом видео показано, как комбинированный станок для резки CO2 и волоконного лазера от STYLECNC режет углеродистую сталь, нержавеющую сталь, акрил толщиной 20 мм и дерево толщиной 6 мм.
Как настроить PMAG для пистолетов с помощью лазерной гравировальной машины?
25 февраля 2022 г. Лазерный гравировальный станок — это профессиональный оптоволоконный лазерный гравер для индивидуальной гравировки PMAG, который используется для самостоятельного изготовления полимерных магазинов для огнестрельного и огнестрельного оружия.
Волоконно-лазерный резак IPG для металлов с высокой отражающей способностью
25 февраля 2022 г. Просмотрите тестовое видео по резке металлов с высокой отражающей способностью с помощью волоконного лазерного резака IPG. Купите подходящий лазерный резак по металлу для латуни, меди, серебра, золота, алюминия, бронзы, алюминия и других металлов, отражающих инфракрасный свет в твердом состоянии.
Высокоточный лазерный резак для производства металлов
25 февраля 2022 г. Нужен высокоточный лазерный резак для производства металлов? Из этого видео о лазерной резке листового металла вы поймете, какой лазерный станок вам нужен.
Как настроить и использовать фрезерный станок с ЧПУ и лазерный станок?
28 июля 2022 г. В этом видео показано, как настроить и использовать комбинированный фрезерный станок с ЧПУ и лазерный станок с CO2, который представляет собой многофункциональный станок с ЧПУ с возможностями фрезерования с ЧПУ, лазерной гравировки и лазерной резки.
Как выгравировать фото на чашках с помощью ротационного лазерного гравера?
высоколегированная коррозионностойкая и жаростойкая сталь аустенитного класса
НТД на материал
ГОСТ 5632-72
Марка
08Х18Н10Т
Основные свойства и применение
сталь марки 08Х18Н10Т — универсальная и широко используемая наравне с AISI 321, 12Х18Н9Т и 12Х18Н10Т, но обладает среди них повышенной сопротивляемостью межкристаллитной коррозии, и применяется в средах с бОльшей агрессивностью, в том числе и для изделий подвергающихся свариванию; свариваемость стали — хорошая, и благодаря входящему в состав титану сварные соединения устойчивы к межкристаллитной коррозии; сталь слабомагнитна, в термообработанном состоянии практически немагнитна; сталь обладает немного меньшей жаропрочность чем 12Х18Н9Т и 12Х18Н10Т; хорошая сопротивляемость атмосферной и межкристаллитной коррозии в совокупности со стабильностью, прочностью, легкостью обработки, возможностью использования в широком диапазоне температур сделали эту марку стали одной из самых производимых и используемых в различных отраслях промышленности, в том числе для изготовления сеток, деталей машин и аппаратов продовольственного и торгового машиностроения, товаров народного потребления и проч. ; проволока стали марки 08Х18Н10Т используется для изготовления тканых сеток по ГОСТ 3826-82, фильтровых тканых сеток ГОСТ 3187-76, плетеных транспортерных сеток ТУ 25.93.13-001-15878725-2018, тканых сеток по ТУ 1276-003-38279335-2013, тканых сеток из рифленой проволоки по ТУ 1276-002-38279335-2013 и др.
Температура эксплуатации
рекомендуемая рабочая температура: от -196°C до 800°С с весьма длительным сроком службы, при наличии агрессивных сред до +350°С; температура начала интенсивного окалинообразования в воздушной среде: 850°С; согласно ГОСТ 5632-72 сталь классифицируется как жаростойкая
Зарубежный аналог
AISI 321
Плотность
7,85 г/см3
Коррозионная стойкость
сетка и проволока из нержавеющей стали марки 08Х1Н10Т обладает хорошей сопротивляемостью к атмосферной и межкристаллитной коррозии в том числе в среде насыщенного пара, при эксплуатации в условиях высоких и низких температур и в агрессивных средах, в растворах азотной, уксусной, фосфорной кислот, растворах щелочей и солей, в морской воде; сталь марки 08Х18Н10Т рекомендована ГОСТом 5632-72 к применению как коррозионностойкая и жаростойкая; применяется в средах с бОльшей агрессивностью, в том числе для сварных изделий; сталь марки 08Х18Н10Т неустойчива в серосодержащих средах
Примечание по коррозии
стойкость к коррозии в атмосфере: выше чем углеродистой стали обычного качества (Ст. 0-Ст.3 и т.п.) без покрытия в 4500 раз, выше чем у оцинкованной стали в 500 раз, выше чем у алюминия в 50 раз, выше чем у латуни в 25 раз
Химический состав, %
Углерод (C)
≤ 0,08
Кремний (Si)
≤ 0,8
Марганец (Mn)
≤ 2,0
Хром (Cr)
17,0 ÷ 19,0
Никель (Ni)
9,0 ÷ 11,0
Титан (Ti)
5*C ÷ 0,7
Молибден (Mo)
≤ 0,5
Железо (Fe)
основа, около 70%
Сера (S)
≤ 0,02
Фосфор (P)
≤ 0,035
Медь (Cu)
≤ 0,30
Сталь марки 08Х18Н10Т принадлежит к классу высоколегированных аустенитных сплавов. Материал распространен наравне с другими востребованными сталями: 12Х18Н10Т, 12Х18Н9Т, 12Х18Н12Т, международным аналогом AISI 321, однако обладает повышенной коррозионной стойкостью. Сплав прочный, легкий в обработке, долговечный, поэтому нашел широкое применение в различных отраслях промышленности и сферах народного хозяйства.
Состав и характеристики сплава
Нержавеющая сталь 08Х18Н10Т изготавливается в соответствии с требованиями ГОСТ 5632-72 – стандарта для жаропрочных, устойчивых к коррозии сплавов. Название марки стали 08Х18Н10Т указывает на процентное содержание базовых легирующих элементов:
углерод: 0,08%;
Х – хром: 18%;
Н – никель: 10%;
Т – титан: до 0,6%.
Благодаря наличию хрома и никеля в составе сплав защищен от коррозии, присутствие титана повышает прочность стали и изделий из нее. Углерод в малых количествах улучшает свариваемость материала. В названии не указываются, но также содержатся такие легирующие элементы, как марганец и кремний, – до 0,8%.
Нержавеющая сталь 08Х18Н10Т, характеристики:
повышенная устойчивость к межкристаллитной коррозии: материал превосходит по этому параметру стали марок 12Х18Н12Т и 12Х18Н10Т. Изделия из сплава 08Х18Н10Т применяются в агрессивных химических средах: кислотных, щелочных и солевых растворах, морской воде, насыщенном паре;
свариваемость: из стального сплава изготавливают сварное оборудование, такие изделия можно использовать в средах с повышенной химической агрессивностью;
плотность нержавеющей стали 08Х18Н10Т: 7900 кг/м3 при температуре 20°С, что превышает показатели у сталей с подобным составом – 12Х18Н9Т, 12Х18Н10Т;
жаростойкость: предельная температура эксплуатации сплава и изделий из него – 800°С. Однако сталь сохраняет рабочие свойства и при отрицательных температурах до -196°С;
слабомагнитный материал: после термообработки сталь становится немагнитной.
Высокие эксплуатационные характеристики, которыми обладает нержавеющая сталь 08Х18Н10Т, цена сплава и готовых изделий сделали этот материал популярным в различных сферах промышленности, строительстве, машиностроении.
Сталь марки 08Х18Н10Т: сферы применения
Нержавеющая сталь 08Х18Н10Т – универсальная заготовка для металлопроката, обрабатывается автоматизированными и механическими способами. Пластичность металла позволяет раскатывать материал тоньше 1 мм. Из этого сплава изготавливают листы, ленты, проволоку, полосы. Стальная проволока идет на изготовление тканых металлических сеток, которые применяются в химической и пищевой промышленности, машиностроении, строительстве.
Нержавейка марки 08Х18Н10Т не боится коррозии, гигиенична, что позволяет использовать ее в медицине и пищевой промышленности: из стали делают хирургические инструменты, стеллажи, специальную посуду, сетки для конвейеров на пищевом производстве и т. п.
Стальные детали применяются в узлах машин, самолетов, кораблей. Из нержавейки изготавливают элементы трубопроводов, теплообменного оборудования, печей, ядерных систем с водным теплоносителем.
Декоративные элементы из нержавеющей стали эффектно смотрятся в интерьере и как детали фасадов зданий или ограждений.
Предлагаем проволоку и сетки из стали марки 08Х18Н10Т
Если интересует металлопрокатная продукция, в основе которой – нержавеющая сталь 08Х18Н10Т, купить метизы высокого качества можно в ТОРГОВОМ ДОМЕ СЕТОК. Наша компания реализует нержавеющую проволоку и сетки из сплава марки 08Х18Н10Т. Все представленные позиции изготовлены по ГОСТ, имеют сертификаты, соответствуют российским и международным стандартам качества.
Изделия просто купить: «Нержавеющая сталь 08Х18Н10Т» представлена вверху этой страницы в виде металлопрокатной продукции, которую предлагает ТОРГОВЫЙ ДОМ СЕТОК. Сетки и проволока имеются в наличии на складах в Москве и Электростали, их можно также приобрести под заказ.
характеристики и расшифовка, применение и свойства стали
Механические свойства стали 08Х18Н10Т
Прокат
Размер
Направление
Временное сопротивление разрыву, σв, МПа
Предел кратковременной прочности, ST, МПа
Относительное удлинение при разрыве, δ5, %
Относительное сужение, ψ, %
Ударная вязкость KCU при 20°С, Дж/см2
Пруток
Ж 60
-
490
196
40
55
-
Лист тонкий
-
-
520
210
43
-
-
Проволока отожженная
Ж 8
-
1400 — 1600
-
20
-
-
Трубы горячедеформированные
-
-
510
-
40
-
-
Поковки
-
-
490
196
35
40
-
Ударная вязкость стали в состоянии поставки
Сортамент
Термообработка
Показатель
Т= +20 °С
Т= -25 °С
Пруток
Закалка при 1050 °С, вода.
KCV, Дж/см2
216
181
Пруток
Закалка при 1050 °С, вода.
KCT, Дж/см2
167
147
Механические свойства при испытаниях на длительную прочность
Температура испытания, °С
Предел ползучести, МПа
Скорость ползучести %/час
Предел длительной прочности, МПа
Длительность испытания, часы
600
74
1/100000
147
10000
-
-
-
108
100000
650
29 — 39
1/100000
78 — 98
10000
Механические свойства стали при повышенных температурах
Температура испытаний, °С
Предел текучести, σ0,2, МПа
Временное сопротивление разрыву, σв, МПа
Относительное удлинение при разрыве, δ5, %
Относительное сужение, ψ, %
Ударная вязкость KCU при 20°С, Дж/см2
20
275
610
41
63
245
300
200
450
31
65
-
400
175
440
31
65
313
500
175
440
29
65
363
600
175
390
25
61
353
700
160
270
26
59
333
Свойства по стандарту
ГОСТ 5582-75
Состояние поставки, режим термообработки
Сечение, мм
Предел текучести, σ0,2, МПа
Временное сопротивление разрыву, σв, МПа
Относительное удлинение при разрыве, δ5, %
Ударная вязкость KCU при 20°С, Дж/см2
Листы горячекатаные и холоднокатаные: закалка при 1050-1080 °С, вода, воздух
До 3,9
-
520
40
-
Свойства по стандарту ГОСТ 5949-75
Состояние поставки, режим термообработки
Сечение, мм
Предел текучести, σ0,2, МПа
Временное сопротивление разрыву, σв, МПа
Относительное удлинение при разрыве, δ5, %
Ударная вязкость KCU при 20°С, Дж/см2
Прутки. Закалка при 1020-1100 °С, воздух, масло, вода.
60
196
490
40
55
Свойства по стандарту
ГОСТ 7350-77
Состояние поставки, режим термообработки
Сечение, мм
Предел текучести, σ0,2, МПа
Временное сопротивление разрыву, σв, МПа
Относительное удлинение при разрыве, δ5, %
Ударная вязкость KCU при 20°С, Дж/см2
Листы горячекатаные и холоднокатаные: закалка 1000-1080 °С, вода, воздух.
Свыше 4
206
509
43
-
Свойства по стандарту
ГОСТ 9940-81
Состояние поставки, режим термообработки
Сечение, мм
Предел текучести, σ0,2, МПа
Временное сопротивление разрыву, σв, МПа
Относительное удлинение при разрыве, δ5, %
Ударная вязкость KCU при 20°С, Дж/см2
Трубы бесшовные горячедеформированные без термообработки
3,5 — 32
-
510
40
-
Свойства по стандарту
ГОСТ 18907-73
Состояние поставки, режим термообработки
Сечение, мм
Предел текучести, σ0,2, МПа
Временное сопротивление разрыву, σв, МПа
Относительное удлинение при разрыве, δ5, %
Ударная вязкость KCU при 20°С, Дж/см2
Прутки шлифованные, обработанные на заданную прочность
1 — 30
-
590 — 830
20
-
Свойства по стандарту
ГОСТ 25054-81
Состояние поставки, режим термообработки
Сечение, мм
Предел текучести, σ0,2, МПа
Временное сопротивление разрыву, σв, МПа
Относительное удлинение при разрыве, δ5, %
Ударная вязкость KCU при 20°С, Дж/см2
Поковки. Закалка 1050-1100 °С, вода или воздух
1000
196
490
35
40
Физические свойства 08Х18Н10Т
Температура, °С
Модуль упругости, E 10— 5,МПа
Кожффициент линейного расширения, a 10 6, 1/°С
Коэффициент теплопроводности, l, Вт/м·°С
Удельная теплоемкость, C, Дж/кг·°С
Удельное электросопротивление, R 10 9, Ом·м
20
1,96
-
-
-
-
100
-
16,1
16
-
-
200
-
-
18
-
-
300
-
17,4
19
-
-
400
-
-
-
-
-
500
-
18,2
-
-
-
Сталь 08Х18Н10Т / Ауремо
Сталь 08Х18Н10Т
Сталь 08Х18Н10Т : марка сталей и сплавов. Ниже представлена систематизированная информация о назначении, химическом составе, видах припасов, заменителях, температуре критических точек, физико-механических, технологических и литейных свойствах для марки — Сталь 08Х18х20Т.
Стержни. Закалка 1020-1100°С, охлаждение на воздухе, в масле, воде.
60
196
490
40
55
Прутки полированные, обработанные до указанной прочности
1−30
590-830
20
Горячекатаные или холоднокатаные листы. Закалка 1000-1080°С, вода или воздух.
> 4
206
509
43
Горячекатаные или холоднокатаные листы. Закалка 1050-1080°С, вода или воздух.
<3,9
520
40
Поковки. Закалка 1050-1100°С, вода или воздух.
1000
196
490
35
40
Трубы бесшовные горячедеформированные без термической обработки
3,5−32
510
40
Механические свойства при повышенных температурах
t испытания, °С
σ 0,2 , МПа
σ B , МПа
δ 5 ,%
ψ, %
KCU, Дж/м 2
20
275
610
41
63
245
300
200
450
31
65
400
175
440
31
65
313
500
175
440
29
65
363
600
175
390
25
61
353
700
160
270
26
59
333
Механические свойства при испытаниях на длительную прочность
Предел ползучести, МПа
Скорость ползучести, %/ч
tиспытание, °С
Длительная прочность, МПа
Продолжительность испытаний, ч
t испытания, ч
74
1/100000
600
147
10000
600
29−39
650
108
100 000
600
78−98
10000
650
Технологические свойства стали 08Х18х20Т
Температура штамповки
Начало ост.
Свариваемость
способы сварки: РДС, АДС под флюсом и в среде защитных газов, АрДС, КТС и ЭШС.
Ударная вязкость стали 08Х18х20Т
Ударная вязкость, KCU, Дж/см
+20
+20 (КЦВ)
-25
-25 (KCV)
Пруток сечением 12 мм. Закалка 1050 С, вода.
216
181
Пруток сечением 12 мм. Закалка 1050 С, вода.
167
147
Физические свойства стали 08Х18х20Т
Температура испытания, °С
20
100
200
300
400
500
600
700
800
900
Нормальный модуль упругости, Е, ГПа
196
Плотность стали, pn, кг/м 3
7900
Коэффициент теплопроводности Вт/(м°С)
шестнадцать
восемнадцать
19
Температура испытания, °С
20−100
20−200
20−300
20−400
20−500
20−600
20−700
20−800
20−900
20−1000
Коэффициент линейного расширения (а, 10−6 1/°С)
16,1
17,4
18,2
19,1
Источник: Марка сталей и сплавов
Источник: www. manual-steel.ru/08h28N10T.html
цена от поставщика Электровек-сталь/Эвек
Знак
Аналог
W. №.
Айси Унс
EN
Заказать
08Х18Н10Т
EI914
~1,4541
~321
X6CrNiTi18-10
Поставка со склада, в наличии
Производство и применение
Марка 08Х28Н10Т (ЭИ914) изготавливается по следующим ГОСТам: 5632-72; 18 907–73, 4405–75, 5582–75, 5949–75; 25 054−81; 9940-81. Эта сталь представляет собой хромоникелевый аустенитный сплав. Выплавляется в электродуговых печах. Обладает повышенной стойкостью к межкристаллитной коррозии в промышленных условиях, по сравнению со сплавами 12Х28Н10Т и 12Х18х22Т. Применяется при изготовлении сварных конструкций, работающих в высокоагрессивных средах при t° от -19от 6 до +600°C без ограничения давления.
Процентный состав 08Х18х20Т (ГОСТ 5632-72)
С
Кр
Фе
Мн
Ni
Р
С
Си
Ti
≤0,08
17−19
ДОС.
≤2
9−11
≤0,035
≤0,02
≤0,8
5·S-0,7
Коррозионная стойкость
По ГОСТ 5582-72, 7350-77 и 4986-79 такая сталь при испытаниях методами АМ и АМУ ГОСТ 6032-89 устойчива к межкристаллитной коррозии в испытательных растворах при выдержке соответственно 8 и 24 часов . Эти испытания проводятся после отжига (1 час) при t° 650 °С.
Технологические параметры
Сталь 08Х28Н10Т по технологическим параметрам аналогичной марки 12Х18Н9Т (10Т). От них он имеет лучшую стойкость сварного шва к межкристаллитной и ножевой коррозии в химической промышленности.
Содержание: Типовая конструкция и режимы смазки подшипника скольжения Проблемы эксплуатации подшипников скольжения и требования к смазочным материалам Выбор типа смазочного материала Применение материалов EFELE и MODENGY для металлических подшипников скольжения Применение материалов EFELE для пластмассовых подшипников скольжения
Подшипник скольжения – это опорный или направляющий узел механизмов, в котором вращающиеся элементы скользят друг относительно друга.
Подшипники скольжения могут классифицироваться по следующим основным параметрам:
По виду нагрузки – статически нагруженные и динамически нагруженные
По направлению воспринимаемой нагрузки – радиальные, упорные, радиально-упорные
По конструкции – круглоцилиндрические, некруглоцилиндрические, упорные сегментные, самоустанавливающиеся, самоустанавливающиеся сегментные радиальные, самоустанавливающиеся сегментные упорные и т. д.
По принципу образования подъемной силы в масляном слое – гидродинамические и гидростатические
Типовая конструкция и режимы смазки подшипника скольжения
Типовая конструкция подшипника скольжения (см. рис. 1) включает в себя корпус (3) с цилиндрическим отверстием, в которое вставляется втулка-вкладыш (2) из антифрикционного материала (цветных металлов, полимеров или композиционных материалов). Шейка вала (5) входит в отверстие втулки подшипника с зазором, в который через специальный канал (1) подается смазка (4) для уменьшения трения.
Канал подачи смазочного материала
Вкладыш
Корпус
Зазор, заполненный смазочным материалом
Цапфа вала
Рис. 1. Типовая конструкция подшипника скольжения
Для надежной и эффективной работы любого узла трения, в том числе и подшипников скольжения, необходимо их регулярное и правильное смазывание.
Существует три режима смазки подшипников скольжения:
Граничный, при котором между поверхностями трения создается тонкая масляная пленка, при этом происходит контакт большого количества микронеровностей вала и вкладыша
Смешанный – с увеличением скорости вращения масляный слой между валом и вкладышем увеличивается, при этом происходит контакт небольшого количества микронеровностей поверхностей
Гидродинамический, при котором толщина смазочной пленки обеспечивает вращение вала и вкладыша без соприкосновения микронеровностями их поверхностей (обеспечивается при большой скорости вращения)
К основным преимуществам подшипников скольжения относятся простота изготовления, бесшумность работы, хорошие демпфирующие свойства, способность воспринимать высокие нагрузки. При гидродинамическом режиме смазки износа вала и вкладыша практически не происходит.
Проблемы эксплуатации подшипников скольжения и требования к смазочным материалам
В ходе эксплуатации, обслуживания или ремонта оборудования наиболее часто приходится сталкиваться со следующими проблемами и характерными видами повреждений подшипников скольжения:
Скачкообразное движение, повреждения в процессе сборки и приработки
Схватывание, задиры и повышенный износ из-за высоких нагрузок
Схватывание, задиры и повышенный износ из-за разрушения смазки при высоких температурах
Катастрофический износ из-за разрушения смазки под действием химически агрессивной среды
Вымывание смазки, коррозия при работе в условиях высокой влажности или контакта с водой
Интенсивное изнашивание из-за налипания абразивных частиц на трущиеся поверхности
Коррозия при хранении и транспортировке
Более половины отказов в их работе связаны с использованием неправильно подобранной смазки.
Смазочные материалы для подшипников скольжения должны выполнять следующие основные функции:
Защита металлических поверхностей от атмосферной коррозии
Предотвращение попадания в узел трения веществ из окружающей среды
Отвод тепла и частиц износа из зоны трения
Демпфирование шума и вибраций
Для безотказной работы подшипников скольжения при выборе смазочных материалов должны учитываться диапазон рабочих температур, факторы окружающей среды, нагрузка, скорость скольжения и многие другие условия эксплуатации.
Масла и аэрозольные смазки EFELE, твердосмазочные покрытия MODENGY эффективно решают любые возложенные на них задачи по обеспечению качественной смазки подшипников скольжения.
Выбор типа смазочного материала
При выборе типа смазочного материала в зависимости от скорости скольжения в общем случае можно ориентироваться на следующие рекомендации (рис. 2).
Рис. 2. Применение различных смазочных материалов в зависимости от скорости скольжения.
Как видно из рисунка 2, в диапазоне скоростей скольжения 0,5…2,5 м/с для смазывания можно применять как масла, так и пластичные смазки. Некоторые из пластичных смазок могут эффективно работать и при более высоких скоростях скольжения.
При выборе типа смазочного материала следует иметь в виду, что пластичные смазки и покрытия имеют ряд преимуществ перед маслами, поэтому в большинстве случаев их применение в подшипниках скольжения является более предпочтительным.
Преимущества применения пластичных смазочных материалов:
Использование более простых систем смазки и конструкций подшипниковых узлов, менее трудоемких в обслуживании и ремонте
Лучшая работа в условиях воздействия вибраций и в режиме частых остановов и пусков
Более эффективное демпфирование шума и вибраций
Более высокая эффективность входящих в состав твердых смазочных наполнителей
Способность выдерживать более высокие нагрузки
Возможно полное исключение повторного обслуживания за счет применения резервуаров со смазкой
Лучшая герметизация точки смазки
Возможно применение в условиях агрессивного воздействия окружающей среды
В статье «Выбор пластичной смазки для подшипников скольжения из металла» подробно рассмотрены вопросы о влиянии условий эксплуатации подшипников скольжения на выбор для них пластичных смазок.
Применение масел, дисперсий, покрытий и прочих продуктов для решения основных задач эксплуатации металлических подшипников скольжения приведено в таблице 1.
Таблица 1. Смазочные материалы EFELE и MODENGY для металлических подшипников скольжения
Название материала
Решаемые эксплуатационные задачи
Масло EFELE SO-887
Неэффективность смазки при температурах от -35 °С до +160 °С
Быстрый износ и коррозия поверхности
Масло EFELE SO-885
Контакт с пищевыми продуктами
Неэффективность смазки при температурах -45…+160°С
Масло EFELE SO-883
Контакт с пищевыми продуктами
Неэффективность смазки при температурах -45…+160°С
Образование твердых отложений
Масло EFELE SO-868
Контакт с пищевыми продуктами
Неэффективность смазки при температурах -45…+160°С
Быстрый износ и формирование твердых отложений на поверхности
Масло EFELE SO-866
Контакт с пищевыми продуктами
Неэффективность смазки при температурах -50…+140°С
Неэффективность смазки при температурах -45…+160°С
Коррозия, износ узла
Малый интервал повторного смазывания
Масло EFELE SO-853
Образование твердых отложений
Случайный контакт с пищевыми продуктами
Неэффективность смазки при температурах -50…+140°С
Масло EFELE MO-841
Случайный контакт с пищевыми продуктами
Неэффективность смазки при температурах -15…+120°С
Дисперсия EFELE UNI-M Spray
Загрязнения, коррозия, затрудненный монтаж и демонтаж труднодоступных соединений
Смазка EFELE UNI-S Spray
Высокий расход смазки
Повреждение и разрушение смазки при перепадах температур
Покрытие MODENGY 1001
Схватывание, задир, заедание
Большой износ из-за налипания пыли
Невозможность применения жидких и пластичных материалов
Затрудненный монтаж и демонтаж
Антифрикционные твердосмазочные покрытие MODENGY 1001 – разработка российской компании «Моденжи». Все инновационные материалы, производимые ею, реализуют технологию сухой смазки. Многие покрытия применяются для обслуживания подшипников скольжения.
MODENGY 1001 не требует нагревания для отверждения. Среди фасовок можно выбрать упаковку в виде аэрозольного баллона – тогда для нанесения состава не потребуется дополнительных инструментов и приспособлений.
Покрытие MODENGY 1001 эффективно снижает трение и износ, устраняет движение рывками, может работать при температурах от -180 до +440 °С, в условиях пыли, вакуума, радиации.
Применение материалов EFELE для пластмассовых подшипников скольжения
Некоторые из конструкционных материалов подшипников скольжения чувствительны к химическому составу смазочных материалов или к продуктам их окисления. Поэтому необходимо учитывать совместимость смазок с материалами подшипника.
В линейке EFELE имеются масла и смазки, которые инертны по отношению к материалам пластмассовых подшипников скольжения и не оказывают на них негативного влияния.
Их применение для решения актуальных задач эксплуатации пластмассовых подшипников скольжения рассмотрено в таблице 2.
Таблица 2. Смазочные материалы EFELE для пластмассовых подшипников скольжения
Название материала
Решаемые эксплуатационные задачи
Масло EFELE SO-887
Неэффективность смазки при температурах от -35 °С до +160 °С
Быстрый износ и коррозия поверхности
Масло EFELE SO-885
Контакт с пищевыми продуктами
Неэффективность смазки при температурах -45…+160°С
Масло EFELE SO-883
Контакт с пищевыми продуктами
Неэффективность смазки при температурах -45…+160°С
Образование твердых отложений
Масло EFELE SO-868
Контакт с пищевыми продуктами
Неэффективность смазки при температурах -45…+160°С
Быстрый износ и формирование твердых отложений на поверхности
Масло EFELE SO-866
Контакт с пищевыми продуктами
Неэффективность смазки при температурах -50…+140°С
Неэффективность смазки при температурах -45…+160°С
Коррозия, износ узла
Малый интервал повторного смазывания
Масло EFELE SO-853
Образование твердых отложений
Случайный контакт с пищевыми продуктами
Неэффективность смазки при температурах -50…+140°С
Масло EFELE MO-841
Случайный контакт с пищевыми продуктами
Неэффективность смазки при температурах -15…+120°С
Смазка EFELE UNI-S Spray
Высокий расход смазки
Повреждение и разрушение смазки при перепадах температур
Подшипники скольжения упорные| Принцип работы
Упорный подшипник – это узел, предназначенный для восприятия исключительно осевых нагрузок. Обычно он используется как опора вала в продольном направлении, удерживая его в проектном положении. Применение подшипников этого типа чрезвычайно разнообразно, но чаще всего они используются во всевозможных роторах, так как обеспечивают надежную фиксацию вала и позволяют точно выдерживать зазоры, необходимые для работы этих устройств.
Устройство и принцип работы упорного подшипника скольжения
В роторах чаще всего применяют сегментные упорные подшипники, способные эффективно воспринимать осевые силы и при этом простые в монтаже и обслуживании. Конструкция упорного подшипника для ротора наглядно показывает все особенности таких опор, поэтому мы расскажем об устройстве этой группы деталей на его примере.
Основная часть узла – это вкладыш, состоящий из двух отдельных половин. Они надежно соединены горизонтальными фланцами, удерживающими деталь в сборе. Внутри вкладыша помещена втулка с установленными на нее упорными колодками. Чтобы вал турбины мог опираться на подшипник, его изготавливают с упорным диском (гребнем) опирающимся на упорные колодки, залитые сверху баббитом. Такое покрытие нужно вовсе не для того, чтобы максимально трение в подшипнике – на роли баббита мы подробно остановимся в конце нашей статьи.
Внутрь вкладыша подается масло, вид и параметры которого подбирают в соответствии с режимом и условиями работы механизма. Жидкость заполняет все пространство внутри вкладыша и единственным местом для ее вытекания является отверстие в верхней части узла. Конструкция изделия обеспечивает вращение упорного диска вала в масляной ванне и его прижим к колодкам усилием, направленным вдоль оси. Принцип работы упорного подшипника подразумевает наличие между диском и баббитовыми поверхностями колодок несущего слоя масла, который предотвращает сухое трение между поверхностями и тем самым увеличивает КПД узла и срок службы его элементов.
Работать масло начинает сразу же после запуска механизма. Поверхность гребня вала, начавшего вращение, захватывает масло и увлекает его под колодку. На рабочей части колодки в это время образуется особое распределение давлений, помогающее создать плотный и очень устойчивый клин из жидкости, давление которого без проблем компенсирует нагрузку от веса вала и приложенных к нему рабочих усилий. При этом каждая колодка имеет особый шарнирный механизм, позволяющий ей изменять положение в зависимости от того, как изменяется осевой момент приложения сил. Благодаря этому давление масла всегда остается достаточным для эффективной работы механизма.
Требования к упорным подшипникам скольжения
Основной проблемой при изготовлении подшипников упорного типа является обеспечение их надежности. Поломка изделия, особенно в машинах, валы которых вращаются с большими скоростями, приводит к разрушению узла вращения и в том числе к серьезным повреждениям проточки. Выход из строя детали возможен по нескольким основным причинам:
• Потеря несущей способности масла; • Повышение температуры узла в процессе работы; • Расплавление нанесенного на колодки слоя баббита.
Свои свойства масло может изменить по нескольким причинам, но чаще всего в этом виноват перегрев детали. В свою очередь повышение температуры может быть следствием недостаточного количества масла, из-за чего вращение в подшипнике происходит с сухим или полусухим режимом трения. Может это происходить и из-за неэффективного отвода тепла.
Также происходят аварии и из-за неправильного выбора модели подшипника. Иногда при сборке узлов агрегатов применяют радиально упорный подшипник скольжения, не рассчитанный на то, чтобы на него воздействовала большая осевая нагрузка. Поэтому расчет усилия, которое должен воспринимать опорный узел и точное определение его типа и направления, является важнейшей задачей для любого конструктора, проектирующего узел с продольно нагруженным валом.
Важной частью конструирования таких узлов является также правильный выбор зазора между опорной баббитовой частью колодок и поверхностью диска. При этом учитывается множество факторов, таких как качество поверхности вала и колодок, качество масла, способность поверхности материала воспринимать смачивание, конусность диска, а также такая характеристика как вибрация механизма в процессе работы.
Если характеристики узла вращения не подразумевают высокой точности зазора, то его принимают в пределах 50-60 мкм. В этом случае на каждую колодку при работе механизма будет оказываться давление 1,5-2 МПа. Если нужна высокая точность, то принимают размер зазора 40 мкм. В этом случае давление составит 3,5-4 МПа. Делая расчет нужно не забывать и о том, что чем меньше зазор, тем выше риск перегрева детали. Температура 90 градусов Цельсия в этом случае считается критической. При дальнейшем повышении риск расплавления баббитового слоя колодок, а значит и поломки подшипника, значительно растет.
Реальные условия эксплуатации подшипников скольжения могут оказаться гораздо более экстремальными, чем планировалось. Проблемы могут возникнуть из-за появления нагрузок, направленных радиально, с которыми не справляется парный опорный подшипник. Также негативное влияние оказывают резкие сбросы нагрузки или наоборот, слишком резкий старт. В связи с этим упорные подшипники скольжения, как и опорные узлы качения, берут с солидным запасом по многим параметрам.
Самые важные части упорного подшипника скольжения – это колодки. При этом ключевую роль в надежности этих элементов узла играет баббитовая заливка. Важно помнить, что в упорных и опорных подшипниках она играет абсолютно разную роль. В опорных моделях, рассчитанных на радиальный тип нагрузки, эта часть колодок работает в условиях сухого и полусухого трения. В случае с изделиями упорного типа, эти виды трения не наблюдаются, так как диск вала «плавает» в масляной ванне и не касается поверхности баббита.
Можно подумать, что в этом случае слой антифрикционного материала не нужен, но это не так. При резком увеличении осевого усилия баббит практически мгновенно расплавляется, порождая сильный осевой сдвиг. В этот момент срабатывает защита, реагирующая на этот эффект и механизм отключается без ущерба для подшипника и вала. Баббитовый слой предотвращает быстрое стирание колодок и загрязнение частицами металла масла в системе. Со временем толщина заливки уменьшается вследствие износа и когда ее толщина составляет около 0,9 мм, обычно производят новую заливку колодок.
Если вы ищете где купить упорный подшипник скольжения, то наша компания готова предложить вам лучшие по качеству и цене варианты от известных мировых брендов. У нас вы найдете как упорный и радиальный, так и сферический подшипник для применения в самых различных механизмах. Все продукты из нашего каталога – это оригинальные модели деталей с официальной гарантией на территории нашей страны.
Поделитесь в соц. сетях
Подшипники скольжения iglide® из самосмазывающегося пластика
Дом
Подшипники скольжения
Используйте инструмент выбора материала
Используйте калькулятор срока службы
Просмотрите наши 17 стандартных материалов для подшипников
Вот уже более 30 лет пластиковые подшипники скольжения iglide®, соответствующие требованиям директивы RoHS, обладают техническими и экономическими преимуществами по сравнению со всеми типами металлических подшипников скольжения. Подшипники iglide® являются самосмазывающимися, не требуют технического обслуживания, химически стойкими, универсальными и снижают затраты до 40 процентов. Они могут выдерживать экстремальные температуры и подходят для специального машиностроения, подводного применения, пищевой и табачной промышленности. Подшипники iglide® доступны в широком диапазоне стандартных опций каталога, а индивидуальная настройка возможна от одной партии. Обновите имеющиеся у вас подшипники и втулки, перейдя на igus®. Перейдя на подшипники iglide®, клиенты могут улучшить свои технологии и сократить свои расходы до 9 раз.0%. В дополнение к этим преимуществам продукты igus® предлагают быструю доставку в течение 24 часов, онлайн-калькуляторы срока службы и инструменты для почти всех линеек продуктов, а также проверенную надежность.
Подшипники скольжения iglide® изготавливаются из инновационного высокоэффективного пластика для широкого спектра применений. В нашей испытательной лаборатории все пластмассы iglide® интенсивно тестируются на коэффициенты износа и трения. 10 000 испытаний в год обеспечивают базу данных для онлайн-калькулятора срока службы.
Всего за четыре простых шага экспертная система iglide® регистрирует ваши конкретные требования, а затем предоставляет вам всесторонний анализ пригодности и срока службы всех материалов iglide®. Предсказуемый срок службы обеспечивает высокую надежность планирования, помогая экономить средства. Попробуйте калькулятор срока службы здесь!
Подшипники скольжения iglide® используются в различных отраслях промышленности
Просмотрите наши самые популярные подшипники скольжения
Фланцевые подшипники
Подшипник скольжения в монтируемом корпусе
Всегда самосмазывающийся и обезжиренный
Устойчивый к пыли и грязи
Выдерживает средние и высокие нагрузки
Узнать больше
Перейти в магазин
Подшипники скольжения
Облегчает линейное движение между движущимися частями
Повышенная скорость износа благодаря более тонким стенкам
Всегда самосмазывающийся и обезжиренный
Устойчивый к грязи и пыли
Узнать больше
Перейти в магазин
Упорные шайбы
Удерживает вращающиеся компоненты на месте
Всегда самосмазывающийся и обезжиренный
Устойчивый к грязи и пыли
Экономичный
Узнать больше
Перейти в магазин
Ознакомьтесь с нашими услугами по изготовлению подшипников на заказ
Услуги аддитивного производства и 3D-печати
Не требует технического обслуживания, увеличенный срок службы
Готовность всего за 24 часа
Степень износа сопоставима с литьем под давлением
Узнать больше
Услуги по обработке на заказ
Используется высокопроизводительный прутковый материал
Износостойкий и не требует технического обслуживания
Устойчив к грязи, пыли, коррозии и влажности
Узнать больше
Литье под давлением
print2mold® – пресс-формы для литья под давлением, напечатанные на 3D-принтере
До 70 % быстрее, чем при использовании традиционных методов
Доступно 55 вариантов материала
Узнать больше
Обсудите свой проект со специалистом по подшипникам
Если вы заинтересованы в полностью собранных решениях «под ключ» или хотите создать свой собственный настраиваемый проект, узнайте больше о том, как igus® может помочь вам с решением, основанным на вашем конкретном применении и требованиях. Свяжитесь с нами через форму ниже или позвоните нам по телефону (800) 521-2747 и обсудите ваш проект уже сегодня!
Свяжитесь со специалистом igus® прямо сейчас
Просмотреть дополнительные подшипники
Фланцевые подшипники с двумя болтами
Надежная опора для перпендикулярных валов
Всегда самосмазывающийся и обезжиренный
Устойчивый к пыли и грязи
Выдерживает средние и высокие нагрузки
Узнать больше
Перейти в магазин
Подшипники с зажимом (нет минимального количества для заказа)
Предназначен для крепления валов через листовой металл.
Подшипники имеют фланцы, расположенные на обоих концах.
После установки подшипники фиксируются в пластине из листового металла с обеих сторон
Узнать больше
Перейти в магазин
Поршневые кольца
Простота установки
Экономичность
Более износостойкие, чем ленты из ПТФЭ
Более высокая грузоподъемность
Узнать больше
Перейти в магазин
Шестерни и зубчатые рейки
Конические, цилиндрические и зубчатые рейки
Различные ступицы валов — круглые, D-образные, шпоночные
Различные специальные опции — литье под давлением, 3D-печать SLS и механическое изготовление из сортового проката
Узнать больше
Перейти в магазин
Конвейерные ролики
Малый радиус отклонения
Не требует обслуживания, самосмазывающийся
Отсутствие риска загрязнения смазкой
Прочный и износостойкий
Гигиенический дизайн без шариковых или игольчатых сепараторов
Узнать больше 90 0 Магазин
Опорные катки
Направляющая Endurance с высокой устойчивостью к средам
Высокая износостойкость в экстремальных условиях окружающей среды
Очень низкий коэффициент трения
Высокая устойчивость к температуре и химическим веществам
Подробнее
Перейти в магазин
Запросить коробку с образцами
Заполните форму ниже, и мы бесплатно вышлем вам коробку с образцами.
Запросить коробку с образцами
Посмотреть каталог
Щелкните ниже, чтобы просмотреть каталог в виде флипбука или загрузить его в формате PDF.
Посмотреть каталог
Набор инструментов инженера Ресурсы
Как выбрать лучший подшипник скольжения
Там, где есть движущиеся части, вы часто найдете подшипники. Короче говоря, цель подшипника состоит в том, чтобы как можно меньше воздействовать на систему — поглощать минимальное количество энергии, медленно изнашиваться и стоить как можно меньше. Подшипники бывают разных вкусов. В этой статье основное внимание будет уделено подшипникам скольжения и пяти факторам, которые будут играть роль при выборе правильного подшипника для применения (см. также «Боковая панель: Полезные правила» внизу статьи) .
Подшипник скольжения имеет много названий; часто инженеры взаимозаменяемо используют подшипники скольжения, цапфы, втулки, втулки и скольжения. Эти типы подшипников могут быть такими же простыми, как трубка из относительно мягкого материала, вдавленная в отверстие в качестве направляющей, или использоваться в качестве подшипника ролика (металлическая втулка со вставленным колесом или шариком).
Подшипники скольжения, которые обычно работают во вращающемся или скользящем валу, широко известны для линейного движения почти так же, как и для вращательного движения, согласно Thomasnet.com, платформе поиска продуктов и поставщиков. Эти подшипники бывают двух типов: цилиндр, который устанавливается заподлицо и выдерживает только вращательные нагрузки, и «фланцевый подшипник», который помогает фланцу воспринимать осевые нагрузки.
Обработка повлияет на стоимость и должна учитываться при выборе подшипника. Фланец может показаться несложным, но он изменяет обработку и, следовательно, влияет на стоимость. Это преимущество для различных материалов. Пластик, например, относительно легко поддается обработке.
Простое добавление в конструкцию элемента, например фланца, может увеличить стоимость. Однако не добавление необходимой функции может привести к сбою. Тем не менее, первым шагом к точному выбору подшипника скольжения является оценка того, как и где он используется.
Что такое приложение?
«Выбор опорных подшипников всегда начинается с тщательной оценки предполагаемого использования устройства, содержащего подшипники», — говорит Гэри Розенгрен, технический директор компании Tolomatic Inc., которая должна выбрать правильный опорный подшипник для своей электроприводы. «Правильный выбор включает в себя оценку факторов окружающей среды, таких как агрессивные химические вещества, загрязнение, высокие или низкие рабочие температуры и/или требования к промывке, которые могут присутствовать при производстве продуктов питания и напитков. Каждое приложение предложит конкретные материалы для оптимальной производительности. Дальнейшая оценка применения должна быть сосредоточена на типе нагрузки, которой будет подвергаться подшипник скольжения. Высокие скорости вращения, высокие линейные скорости или наличие ударной нагрузки также будут влиять на материалы, используемые для подшипников скольжения».
Например, в высокоскоростных устройствах, таких как центробежные насосы, турбины и компрессоры, обычно не используются шарикоподшипники со скоростью выше 3600 об/мин. Это одна из причин, по которой в высокоскоростном прецизионном роторном оборудовании в газовой и нефтяной промышленности используются подшипники скольжения.
«После беседы о том, как будет использоваться подшипник, я перехожу к скоростям, нагрузкам, допускам, зазорам и т. д.» — говорит Николь Ланг, менеджер по продукции компании igus, производителя подшипников скольжения. «Особое значение во всех приложениях имеет соотношение между давлением и скоростью (pV)».
Знайте свое значение pV
Значение pV — давление (p), умноженное на рабочую скорость (V), — измеряет способность материала подшипника приспосабливаться к предельной температуре, создаваемой энергией трения во время работы. Одно только значение pV составляет лишь половину того, что необходимо для достижения стабильного температурного предела. Таким образом, расчетное значение pV будет умножено на два для расчетного значения pV перед сравнением с рейтингом pV материала. Давление выражается как:
p = F/LD
где F = нагрузка/сила; L = длина; и D = диаметр шейки.
Шейка — это часть вала, которая работает внутри подшипника. Скорость вала умножается на число пи с заданной скоростью вала (n) и расчетным диаметром (D), деленным на 60 000:
V = πDn/(60 000)
«Подшипники скольжения рассчитаны на разные скорости в зависимости от типа материал, который они используют, говорит Лэнг. «Для скольжения [Ред. примечание: линейка пластиковых подшипников igus] мы будем рассчитывать скорость по-другому — в футах в минуту, а не в об/мин. Например, ½ дюйма. скорость вращения подшипника при 2000 об/мин составляет 262 фута/мин; тот же подшипник с ¼ дюйма. внутренний диаметр при 2000 об/мин составляет 131 фут/мин. Это может определить точный срок службы подшипников и может быть удобно, когда вы работаете с подшипниками разных размеров».
После определения давления и скорости в подшипнике они перемножаются для получения коэффициента pV. Применимы материалы с рейтингом выше удвоенного коэффициента pV, известного как расчетное значение pV.
Диаметр подшипника часто ограничивается напряжением и прогибом, поэтому длина указывается для обеспечения подходящего давления подшипника. Выбирается пробный диаметр, который затем определяет пробную длину на основе желаемого отношения длины к диаметру (L/D). Для полнопленочного гидродинамического подшипника (описанного далее в этой статье) обычный диапазон отношения длины к диаметру составляет от 0,35 до 1,5.
Хотя это базовое значение pV может показать применимость определенных материалов, важно учитывать различные условия или понимать различные условия, которые могут изменить конструкцию. Например, если рейтинг pV материала близок к расчетному расчетному значению pV, тепловое расширение выбранных материалов будет становиться все более важным.
Знайте свой диаметральный зазор
Коэффициент теплового расширения, точность станка, скорость вращения и шероховатость поверхности вала играют важную роль в обеспечении удовлетворительного диаметрального зазора во время работы. Минимальный диаметральный зазор можно найти из диаграмм или расчетов.
«Обычно для наших пластиковых подшипников рабочий зазор составляет от 0,002 до 0,004 дюйма, — говорит Ланг. «Необходимо также учитывать допуск отверстия корпуса и вала, а также возможно иметь более узкие зазоры».
Еще одно указание, на которое ссылается Роберт Л. Мотт в документе «Элементы машин в механическом проектировании» , заключается в том, что зазор может составлять от 0,001 до 0,002 диаметра подшипника. Инженеры также могут захотеть узнать, как набухание повлияет на зазоры в пластиковых подшипниках во влажных или подводных условиях.
Первоначально эта диаграмма была опубликована в Справочнике по проектированию подшипников скольжения в 1983 году, но до сих пор является отличным источником информации.
Учитывая информацию, собранную на данный момент, вероятно, самое время поискать производителей подшипников, чтобы обсудить их применение. Некоторые онлайн-производители предлагают онлайн-калькуляторы, которые могут предложить материал или даже продукт. Однако с информацией о приложении, коэффициентом pV и диаметральным зазором у вас будет достаточно информации, чтобы начать разговор с кем-то в полевых условиях. Общение с производителями поможет сообщить вам о новых материалах и других свойствах материалов, которые не рассматриваются или рассматриваются лишь вкратце в этой статье. После рассмотрения области применения и основных свойств основное внимание можно сместить на материал.
Материалы
В целом подшипники скольжения считаются жертвенным материалом, что означает, что материал будет мягче вала. Кроме того, загрязнение может увеличить износ вала. Если смазка недостаточна для очистки от загрязнений или используется сухой подшипник, вкрапление загрязнения в более мягкий материал может свести к минимуму износ. Однако, чем мягче материал, тем больше нагрузка и скорость становятся проблемой.
9Материал 0259 Babbitt , названный в честь кузнеца Исаака Баббита, представляет собой мягкий сплав, обычно изготавливаемый из свинца или олова. Возможность смешивания с другими металлами, такими как медь, позволяет адаптировать баббитовые материалы для конкретного применения. Большая мягкость данного материала обычно означает, что он будет более эффективным с точки зрения встраивания. К сожалению, это также обычно означает, что материал имеет более низкую прочность. Баббитовые материалы часто используются в качестве вкладышей для стальных или чугунных корпусов и регулярно используются в двигателях для коленчатых валов.
Бронза представляет собой смесь, похожую на баббитовый материал. В то время как такие металлы, как цинк и свинец, добавляются для снижения твердости, олово и алюминий могут добавляться для повышения прочности и твердости. Алюминий хорошо работает в насосах и самолетах, но из-за того, что он плохо встраивается, его необходимо постоянно смазывать. Цинк может работать без постоянной подачи смазки — часто используется консистентная смазка. Хотя цинк хорошо защищает, он не очень эффективен в агрессивных средах, таких как соленая или морская вода. В целом, бронза выдерживает нагрузку от 25 000 до 40 000 фунтов на квадратный дюйм в колебательных или вращающихся устройствах.
Нагрузка и скорость будут основными определяющими факторами при выборе материала, особенно для баббита и бронзы. Например, баббитовый подшипник скольжения с диаметром 1 дюйм. диаметр, работающий при 200 об/мин, будет иметь номинальную нагрузку 270 фунтов. При тех же условиях бронзовый подшипник скольжения рассчитан на 470 фунтов.
Другими факторами, которые следует учитывать при выборе материалов, являются коррозионные среды или среда, смываемая водой. Пластмассы и композитные подшипники усовершенствовались до такой степени, что они часто являются хорошим решением для этих типов сред. Охарактеризовать пластиковые и композитные подшипники может быть сложно из-за смесей, наполнителей и армирующих матричных материалов. Различные смеси могут хорошо работать в агрессивных, влажных и даже подводных средах.
Еще одним преимуществом пластиковых подшипников является их более высокий модуль упругости, который хорошо подходит для гашения вибраций и ударных нагрузок. В то время как прочность является проблемой, пластмассы могут относительно легко выдерживать поверхностное давление в несколько тысяч фунтов на квадратный дюйм. «Есть несколько пластиков, которые могут выдерживать давление более 20 000 фунтов на квадратный дюйм», — говорит Ланг из igus. «Подшипники с металлической опорой могут выдерживать давление даже выше 29 000 фунтов на квадратный дюйм, но обычно пластик используется при давлении до 20 000 фунтов на квадратный дюйм».
«Большим преимуществом использования пластиковых подшипников является то, что смеси армированных волокном материалов адаптированы к конкретным требованиям применения, помогая подшипникам выдерживать ударные и краевые нагрузки», — продолжает Ланг. «Кроме того, замена металлопластиковых втулок композитными пластиковыми втулками может снизить вес на 25% и более».
Пластмассы, как правило, экономичны, просты в обработке и могут быть изготовлены из предварительно пропитанных (препрегов) полимеров. Также доступны препреговые бронзовые подшипники, которые вытягивают масло из подшипника по мере его нагревания. При низких скоростях или при холодном пуске препрег-масло могло высохнуть или затвердеть. Это увеличивает коэффициент трения и износ при запуске. Некоторые пластмассы, такие как фторполимеры, обладают низким коэффициентом трения (от 0,05 до 0,15) и износостойкостью без масла.
Как и пластик, металлические подшипники могут быть изготовлены с использованием специальных смесей и вариантов препрега при использовании порошковая металлургия (ПМ) процесс. PM предлагает легкое легирование по индивидуальному заказу и хорошие допуски на размеры. Смазка играет ключевую роль в подшипниках скольжения. Во многих случаях, когда препрег не используется, используется гидродинамическая смазка n, в результате чего вал движется по слою непрерывно текущей смазки. Часто для прокачки масла и загрязняющих веществ через подшипник требуется скорость не менее нескольких сотен об/мин.
Смазка
Одним из недостатков некоторых подшипников скольжения является необходимость непрерывной подачи смазки. Это может включать в себя насос, элементы управления, трубопроводы и другие компоненты, которые увеличивают стоимость и сложность. Гидростатические подшипники предлагают альтернативу с неточной смазкой, которая часто находится под давлением и удерживается уплотнениями.
Рабочая температура должна рассчитываться с учетом вязкости, чтобы обеспечить надлежащее смазывание и минимальную толщину пленки.
Благодаря высоким уровням трения и температуры, присущим подшипникам скольжения, гидродинамические системы смазки могут контролировать температуру смазки, подшипника и вала (некоторые системы могут включать теплообменник или охладитель масла). Хотя гидродинамическая смазка является обычным явлением, важны ее применение и нагрузка. Если машина будет часто запускаться и останавливаться, важно помнить, что вал будет опираться на подшипник при остановке. Кинетический коэффициент трения между материалами будет влиять на износ во время запуска.
Нефтяные масла часто предназначены для работы при температуре около 160°F или ниже для борьбы с окислением. Тем не менее, одна из основных причин контроля температуры смазочных материалов касается вязкости. Динамическая вязкость необходима для работы подшипников и изменяется в зависимости от температуры. Вязкость выражается в lb*s/in. 2 (известен как Reyn, названный в честь Осборна Рейнольдса за его значительную работу в области потока жидкости) или Pa*s в единицах СИ. Некоторые инженеры выражают его в сантипуазах.
1,0 фунт*с/дюйм 2 = 6895 Па*с
1,0 Па*с = 1000 сантипуаз
Шероховатость поверхности вала и минимальная толщина пленки также влияют на смазку. Средняя шероховатость поверхности от 16 до 32 микродюймов является приемлемой для хорошего качества подшипника. Как правило, шероховатость поверхности подшипника должна соответствовать валу. Однако, если материал подшипника мягче, чем вал, вал будет «изнашивать» подшипник. С некоторыми материалами, особенно пластиком, это может быть полезно. Сошлифованные частицы подшипника могут заполнить впадины в шейке; по существу делает вал более гладким с течением времени.
Подшипники с гидродинамической смазкой имеют минимальную толщину пленки , на которую влияет шероховатость поверхности вала. В стандартных условиях эксплуатации смазочная пленка должна обеспечивать отсутствие прочного контакта между вращающимся валом и подшипником. Как правило, уменьшение шероховатости поверхности шейки уменьшает минимальную толщину пленки. Однако расчет минимальной толщины пленки не учитывает шероховатость поверхности. Для шлифованных шеек в обычном расчете учитывается только диаметр шейки:
h o = 0,00025D
, где D = диаметр шейки.
Если что-либо во время работы повлияет на эту минимальную толщину, неровности на шейке и подшипнике начнут соприкасаться и ломаться. Это ускорит износ, так как неровности будут скапливаться, если их не вымыть из системы постоянным потоком смазки. Если смазку планируется использовать повторно, а это часто происходит, в систему необходимо добавить процесс фильтрации.
Заключение
В целом, простота, стоимость, простота изготовления и простота обслуживания позволяют использовать подшипники скольжения в самых разных областях применения. «Несколько советов: разъемные подшипники хороши для приложений, требующих обслуживания; а для высокопрочных пластиковых подшипников обратите внимание на прессовую посадку подшипников и материалы корпуса», — говорит igus’ Ланг. «Подшипники из прочного пластика, предназначенные для запрессовки в стальной корпус, могут вытолкнуть алюминиевые корпуса. Это может повлиять на окончательный внутренний диаметр подшипника».
В статье предлагается несколько простых советов, которые вам могут не дать онлайн-инструменты, калькуляторы или приложения. Хотя это хорошее начало, они не заменят совет, полученный в результате общения с производителем или другими экспертами в данной области при выборе подшипника для вашего применения.
 Он может производиться мерной и кратной мерной длины, а также немерной.
Он может производиться мерной и кратной мерной длины, а также немерной.
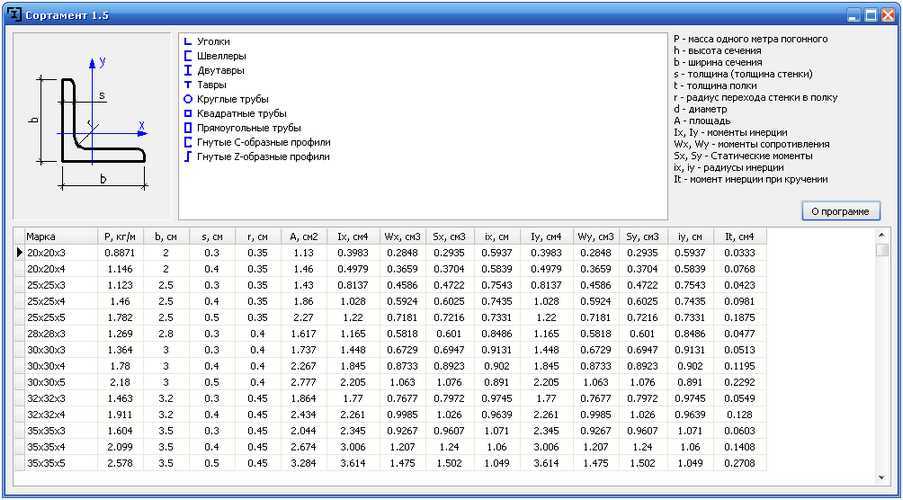
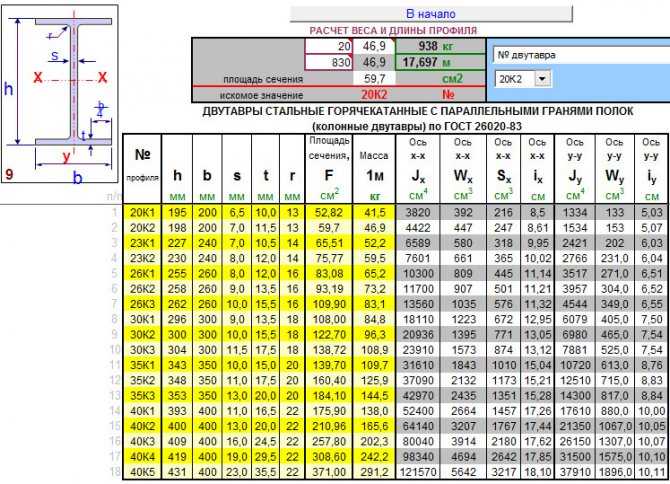
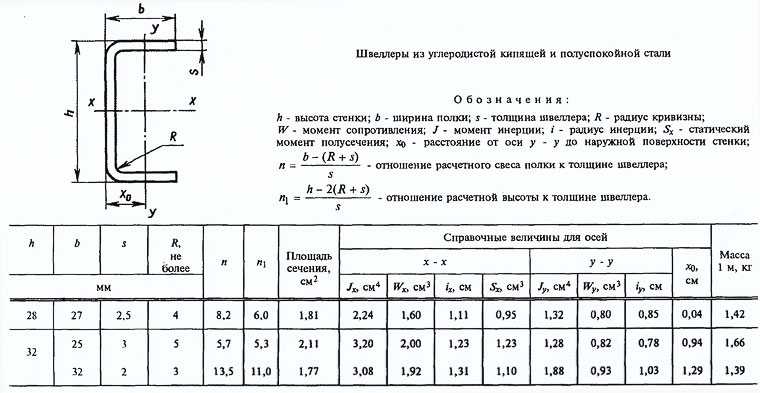
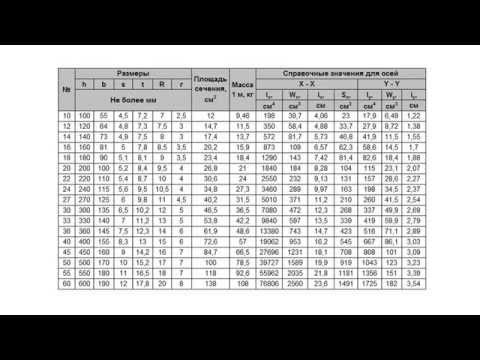
 820
820 260
260 400
400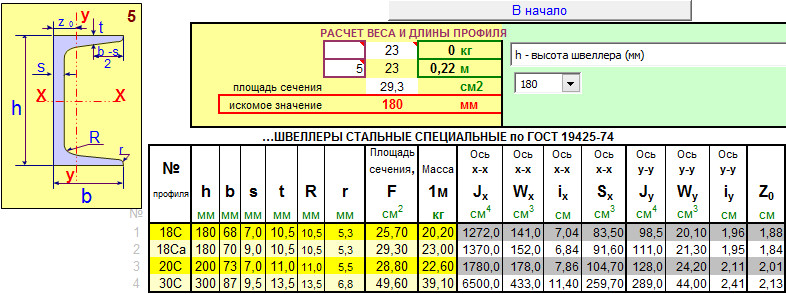 530
530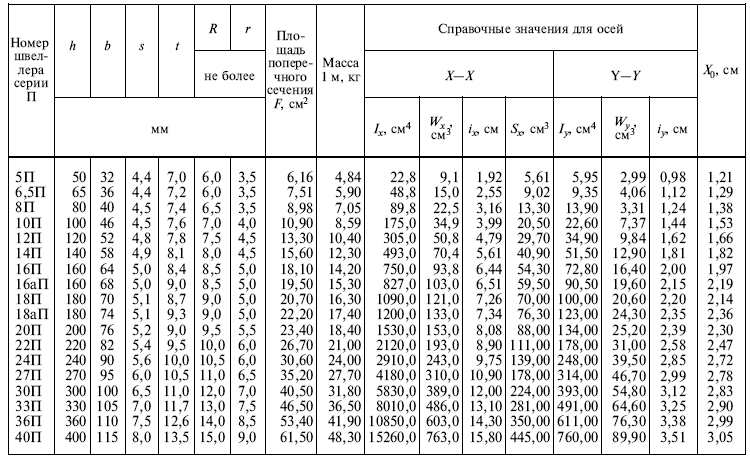 200
200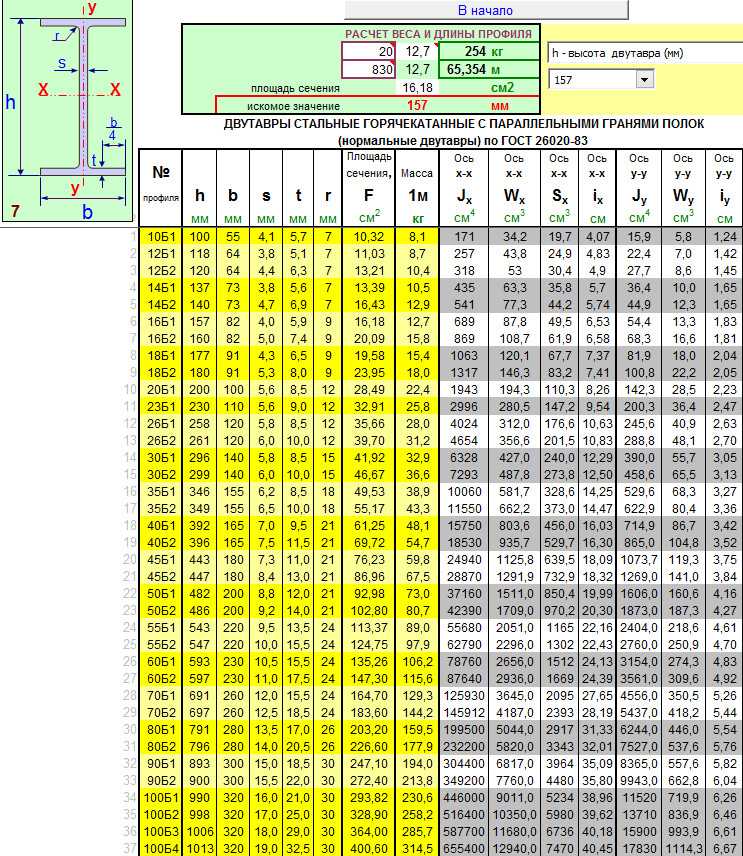 010
010 720
720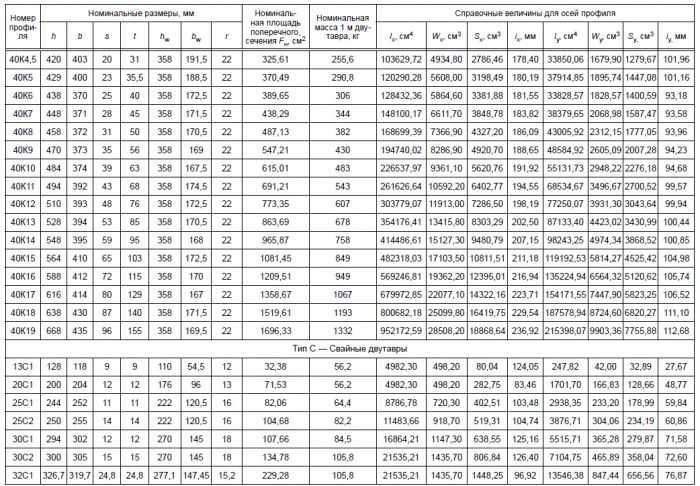 400
400 660
660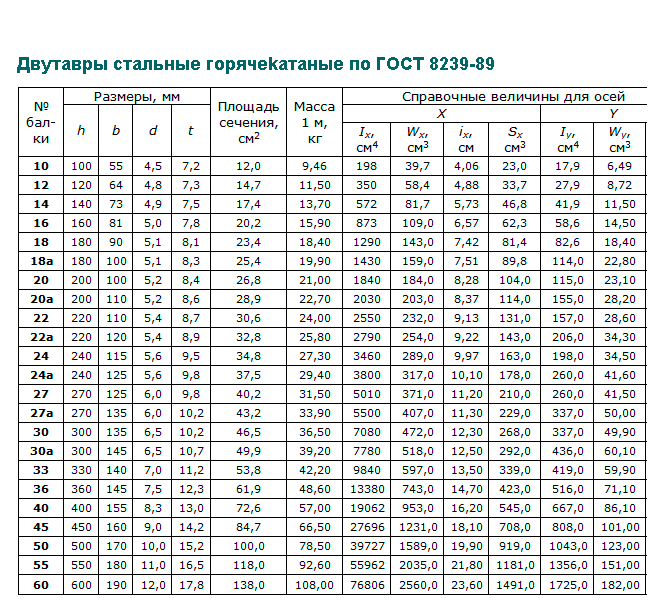 720
720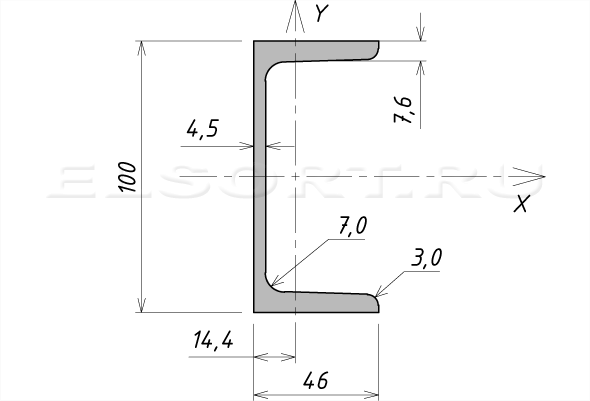 440
440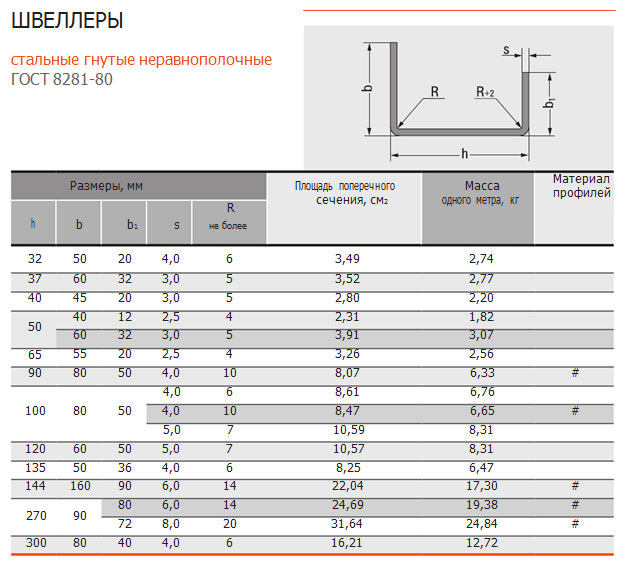 140
140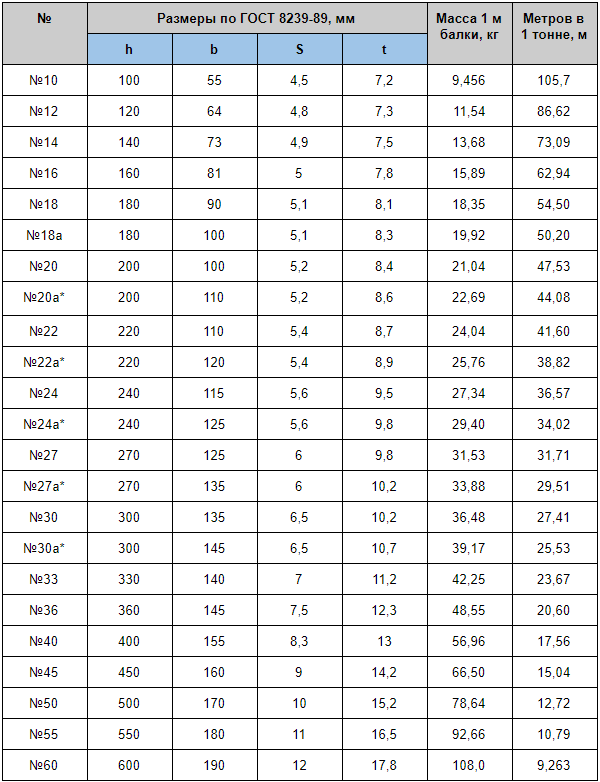 970
970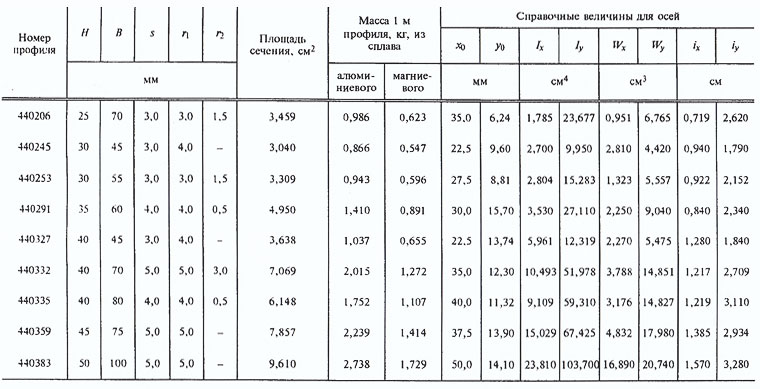
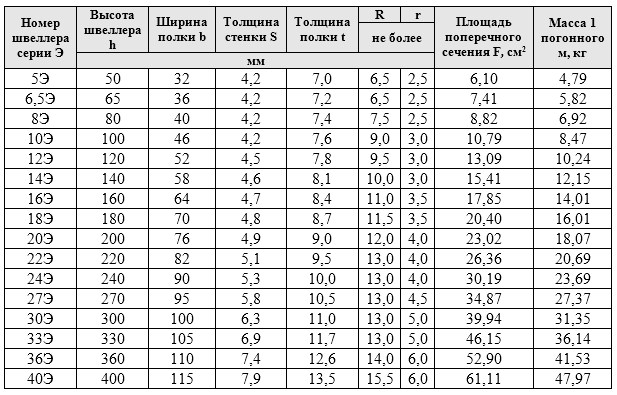 9
9 033
033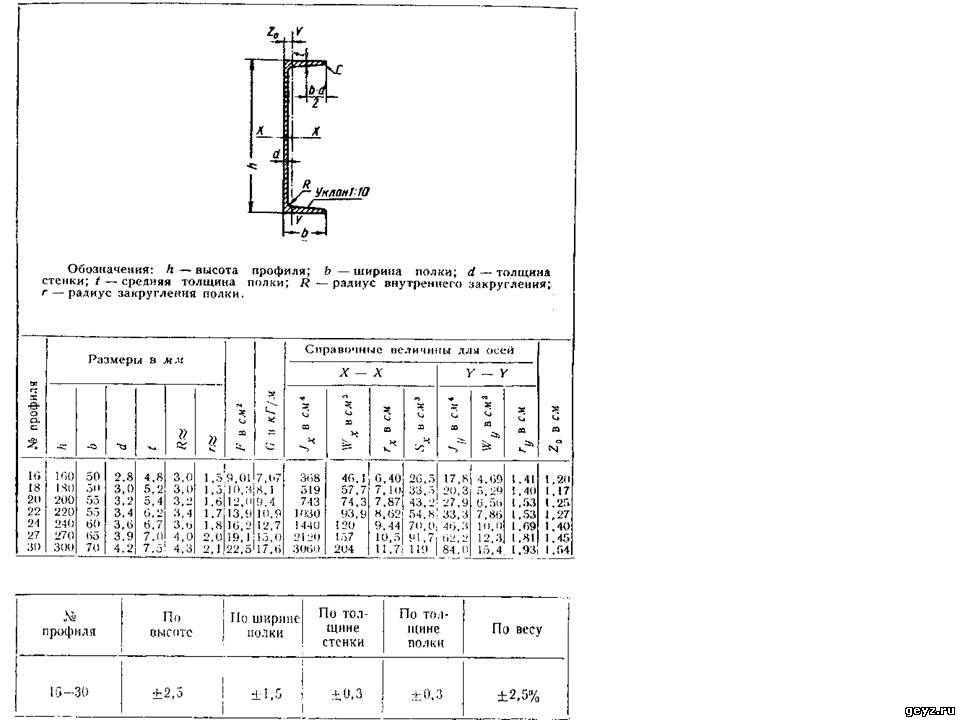
 38
38 157
157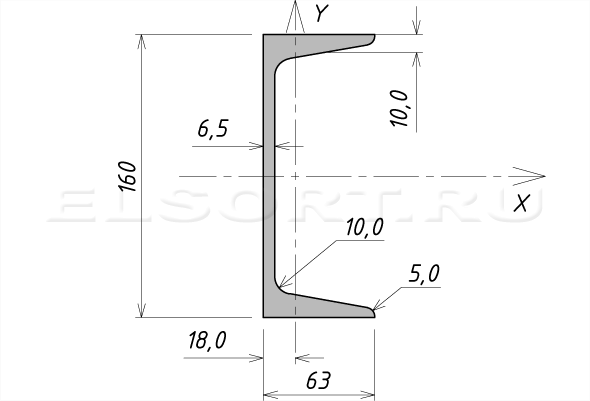 49
49 07
07 ОН. ХЛ. HD и другие профили
ОН. ХЛ. HD и другие профили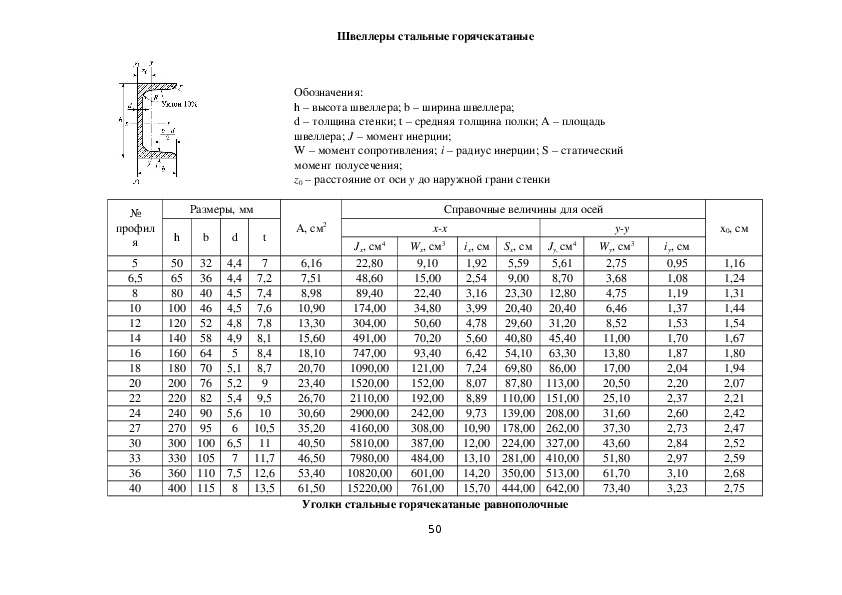 ОН. ХЛ. HD и другие профили
ОН. ХЛ. HD и другие профили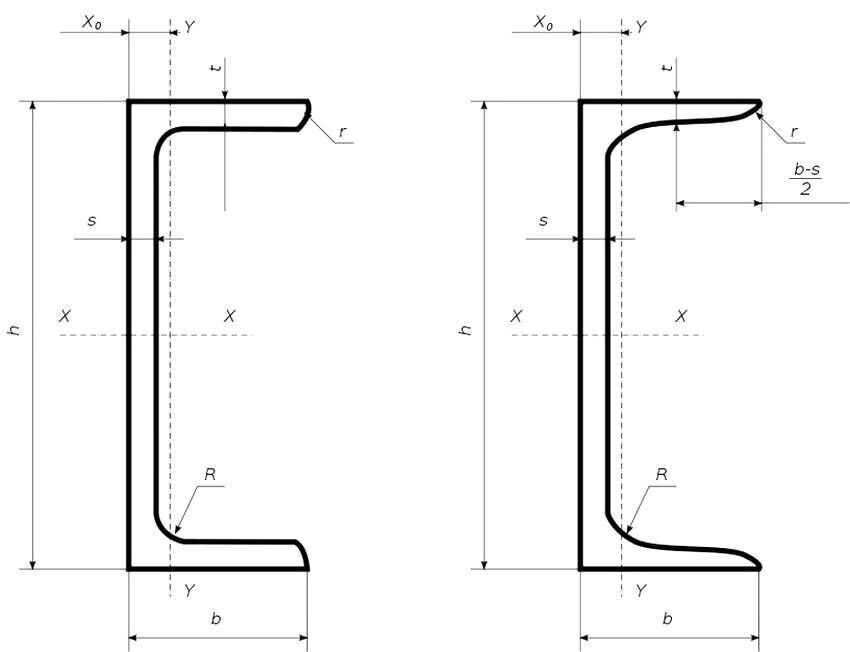 Тем не менее, исследователи считают, что, хотя в настоящее время этот лишний вес может не влиять на здоровье, трудности с контролем веса могут привести к проблемам в будущем.
Тем не менее, исследователи считают, что, хотя в настоящее время этот лишний вес может не влиять на здоровье, трудности с контролем веса могут привести к проблемам в будущем.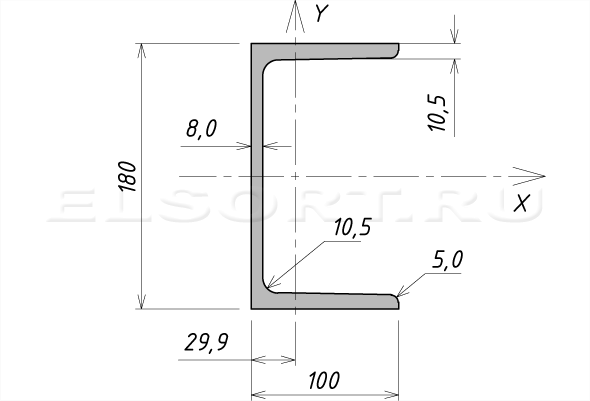

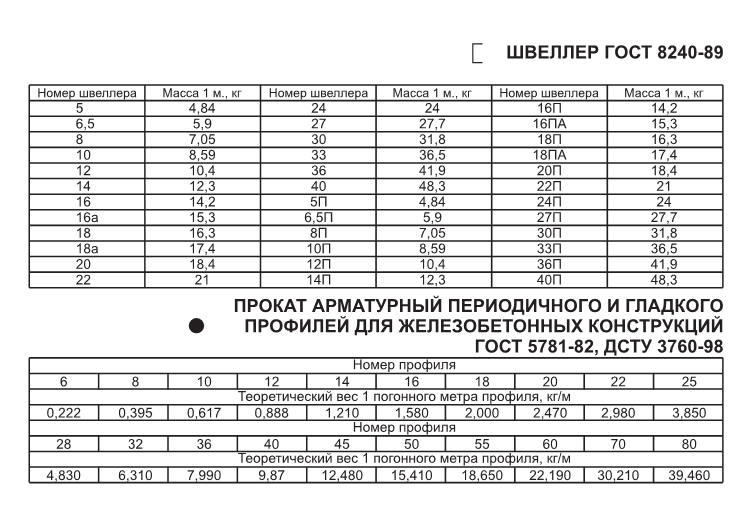 431
431 Хотя он учитывает рост, он не учитывает такие факторы, как:
Хотя он учитывает рост, он не учитывает такие факторы, как:
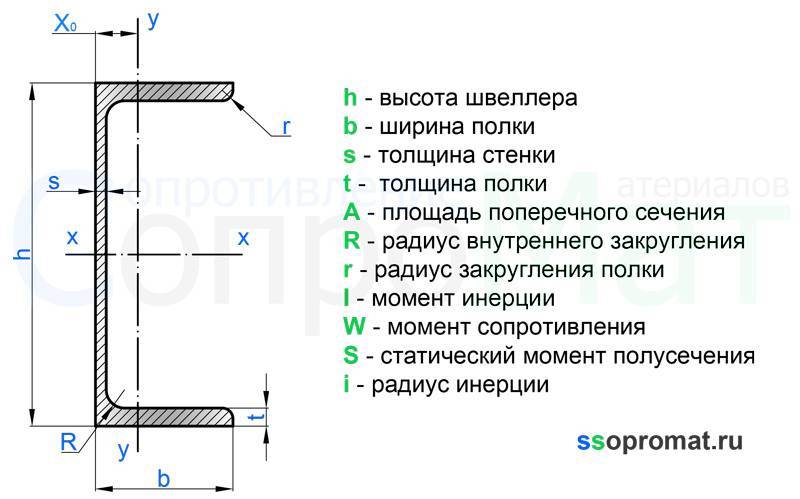
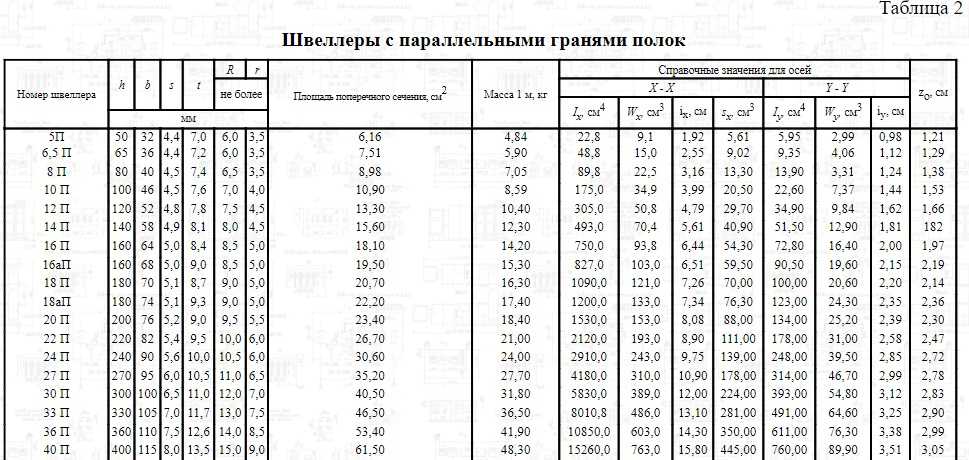
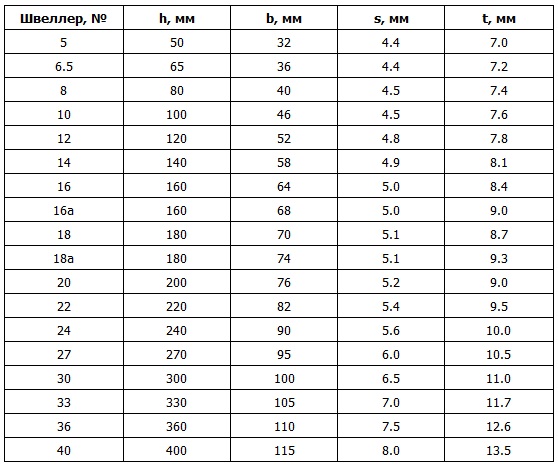
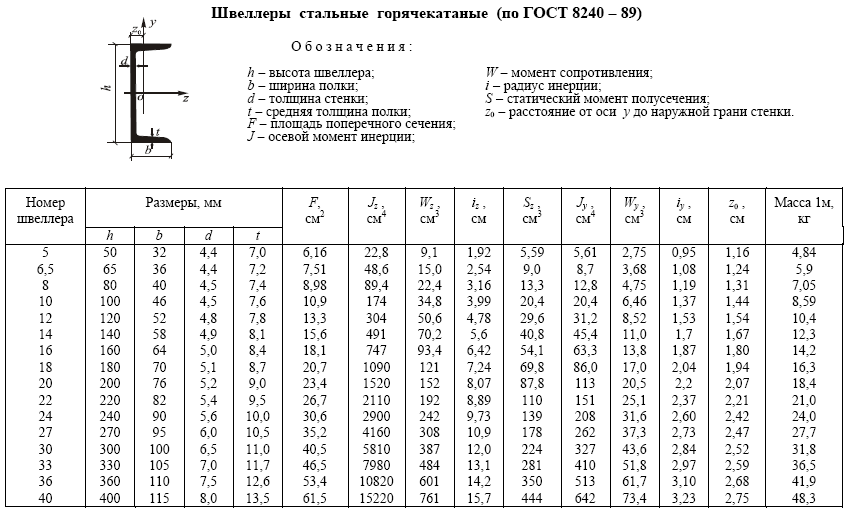
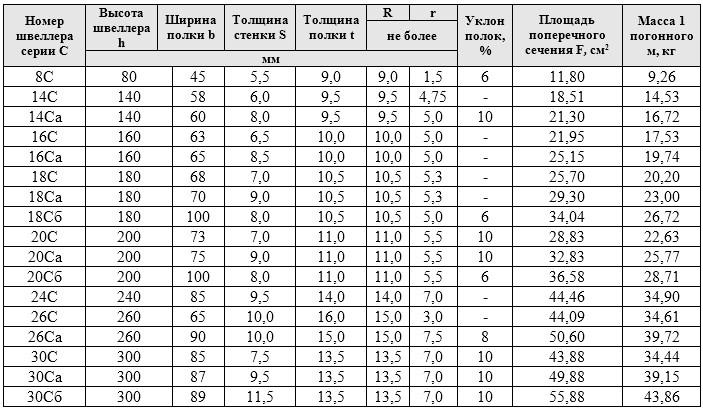
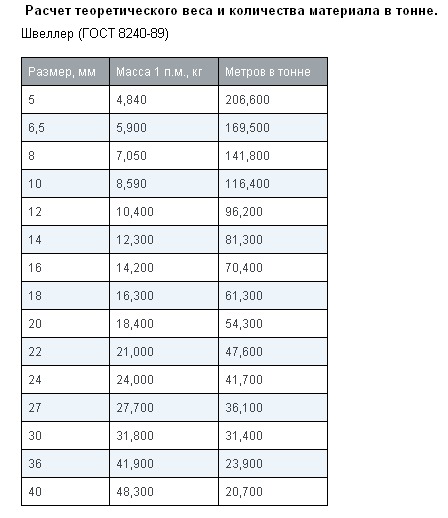
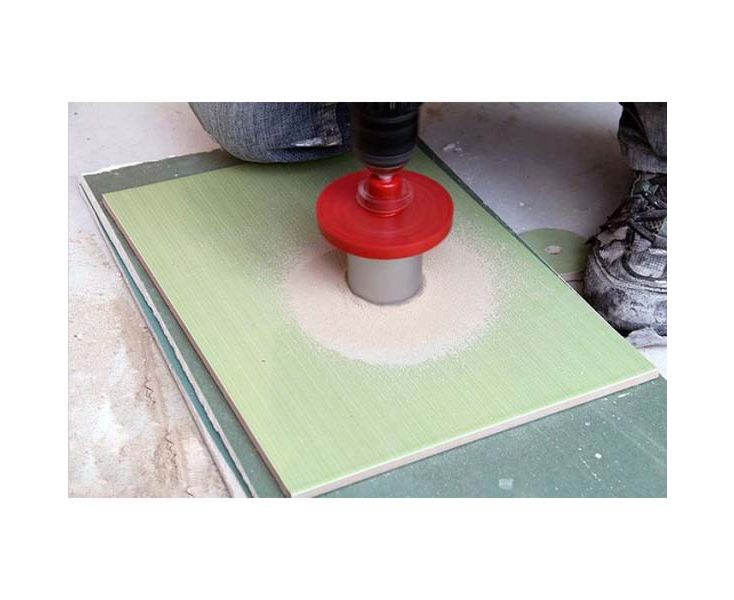
 При неправильном выборе инструмента вы сможете использовать его всего несколько раз, после чего его можно выбросить, так как он придет в полную негодность. Чтобы просверлить кафельную плитку без таких негативных последствий, надо правильно выбирать сверло.
При неправильном выборе инструмента вы сможете использовать его всего несколько раз, после чего его можно выбросить, так как он придет в полную негодность. Чтобы просверлить кафельную плитку без таких негативных последствий, надо правильно выбирать сверло.
 Ресурса такого инструмента, если соблюдать все правила его использования, хватает на 20–50 просверленных отверстий, что является достаточно хорошим показателем.
Ресурса такого инструмента, если соблюдать все правила его использования, хватает на 20–50 просверленных отверстий, что является достаточно хорошим показателем.



 Применяя этот инструмент, который не предназначен для работы с кафельной плиткой, надо заточить его режущую часть максимально остро и соблюдать предельную аккуратность, чтобы не повредить обрабатываемое изделие.
Применяя этот инструмент, который не предназначен для работы с кафельной плиткой, надо заточить его режущую часть максимально остро и соблюдать предельную аккуратность, чтобы не повредить обрабатываемое изделие.

 Наконечники с алмазным напылением приобретают в основном те, чья работа связана с отделкой помещений;
Наконечники с алмазным напылением приобретают в основном те, чья работа связана с отделкой помещений; Сверху приклеенного малярного скотча пометьте место крестиком или кружком;
Сверху приклеенного малярного скотча пометьте место крестиком или кружком; Балеринки снабжены особой выдвигающейся линейкой, с помощью которой легко регулировать ширину отверстия. Но использования данного инструмента, в отличие от работы перфоратором или дрелью, требует особого умения и навыков. Перед первым использованием балеринки не лишним будет потренироваться на ненужных кусках кафеля, предварительно смоченных в воде;
Балеринки снабжены особой выдвигающейся линейкой, с помощью которой легко регулировать ширину отверстия. Но использования данного инструмента, в отличие от работы перфоратором или дрелью, требует особого умения и навыков. Перед первым использованием балеринки не лишним будет потренироваться на ненужных кусках кафеля, предварительно смоченных в воде;




 Край отверстия будет шероховатым, но его можно скрыть декоративной накладкой.
Край отверстия будет шероховатым, но его можно скрыть декоративной накладкой.

 Для этого и более твердых материалов вам понадобятся прочные алмазные сверла, такие как наши EASYGRES.
Для этого и более твердых материалов вам понадобятся прочные алмазные сверла, такие как наши EASYGRES.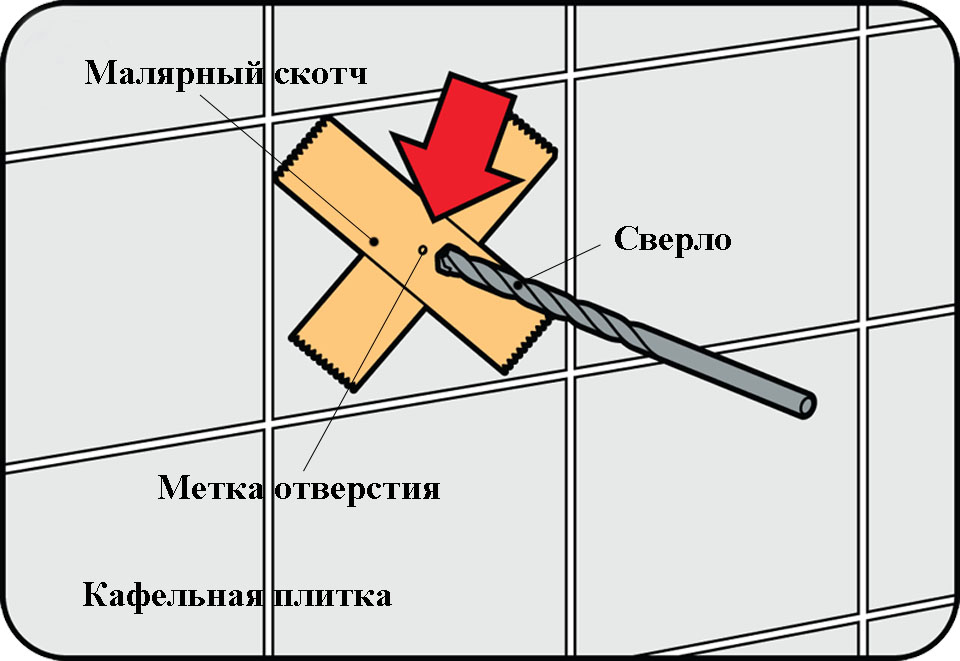
 Начните сверлить на низкой скорости и медленно. Не торопитесь — может пройти некоторое время, прежде чем вы проникнете в твердую глазурованную поверхность. Не делайте ошибку, полагая, что работа на полной скорости более эффективна. В реальности вы только перегреете все и создадите вибрации, которые могут повредить поверхность.
Начните сверлить на низкой скорости и медленно. Не торопитесь — может пройти некоторое время, прежде чем вы проникнете в твердую глазурованную поверхность. Не делайте ошибку, полагая, что работа на полной скорости более эффективна. В реальности вы только перегреете все и создадите вибрации, которые могут повредить поверхность. Таким образом, вы не только предотвратите перегрев сверла, но и улавливаете пыль и мусор, образующиеся при работе с плиткой. Не говоря уже о том, что вы предотвращаете стекание воды по стене и по всему полу.
Таким образом, вы не только предотвратите перегрев сверла, но и улавливаете пыль и мусор, образующиеся при работе с плиткой. Не говоря уже о том, что вы предотвращаете стекание воды по стене и по всему полу. Если это произойдет, ваш якорь не будет держаться должным образом, а акценты будут ослаблены. Вы можете сменить сверло, если считаете, что то, которое вы используете, не так эффективно. Секрет, однако, заключается в том, чтобы сверло было медленным и устойчивым, и вы сможете просверлить отверстие даже сверлом, предназначенным для плитки.
Если это произойдет, ваш якорь не будет держаться должным образом, а акценты будут ослаблены. Вы можете сменить сверло, если считаете, что то, которое вы используете, не так эффективно. Секрет, однако, заключается в том, чтобы сверло было медленным и устойчивым, и вы сможете просверлить отверстие даже сверлом, предназначенным для плитки.
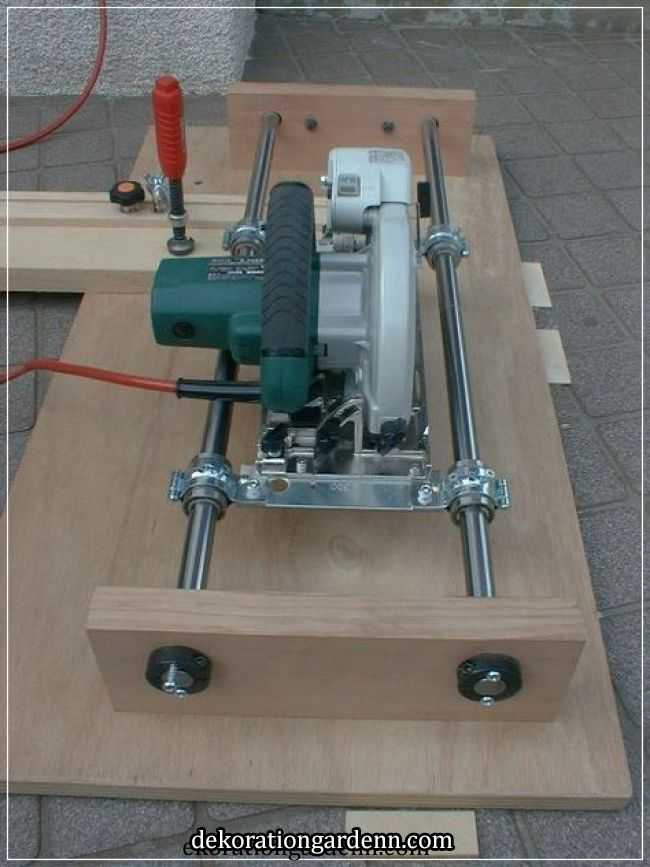

 Фрезеры-копиры бывают ручными, когда мастер вручную поворачивает заготовку из дерева и лекало или автоматическими. Ручные копировальные станки используются при изготовлении мелких партий сувениров, рекламной продукции.
Фрезеры-копиры бывают ручными, когда мастер вручную поворачивает заготовку из дерева и лекало или автоматическими. Ручные копировальные станки используются при изготовлении мелких партий сувениров, рекламной продукции. Если планируется работа с большими объемами однотипного материала, нет смысла приобретать многоскоростной агрегат. Для переключения и плавного пуска механизм оснащается редуктором.
Если планируется работа с большими объемами однотипного материала, нет смысла приобретать многоскоростной агрегат. Для переключения и плавного пуска механизм оснащается редуктором.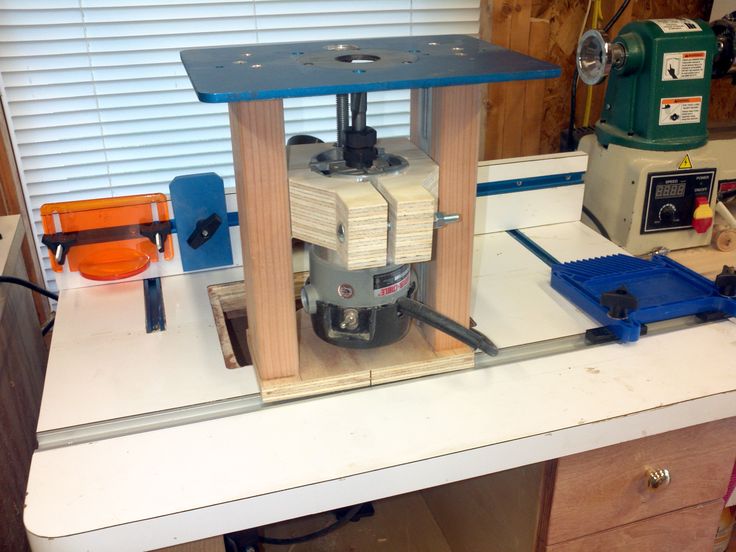 youtube.com/embed/0oHbee5MMo4?wmode=transparent&fs=1&hl=en&modestbranding=1&iv_load_policy=3&showsearch=0&rel=1&theme=dark» frameborder=»0″ allowfullscreen=»»>
youtube.com/embed/0oHbee5MMo4?wmode=transparent&fs=1&hl=en&modestbranding=1&iv_load_policy=3&showsearch=0&rel=1&theme=dark» frameborder=»0″ allowfullscreen=»»>  Есть устройства с системой ЧПУ (числовое программное управление), позволяющие вывести работу на принципиально новый уровень. Купив такой фрезеровальный станок, вы сможете заняться изготовлением:
Есть устройства с системой ЧПУ (числовое программное управление), позволяющие вывести работу на принципиально новый уровень. Купив такой фрезеровальный станок, вы сможете заняться изготовлением: Фрезер такого типа имеет небольшую платформу с отверстием, из которого выходит шпиндель с патроном для установки фрезы. Из недорогого ручного фрезера можно сделать полноценный фрезеровальный станок. Для этого инструмент крепят к рабочей столешнице снизу.
Фрезер такого типа имеет небольшую платформу с отверстием, из которого выходит шпиндель с патроном для установки фрезы. Из недорогого ручного фрезера можно сделать полноценный фрезеровальный станок. Для этого инструмент крепят к рабочей столешнице снизу. Эти фрезерные столы для дома не так функциональны, как настольные или с ЧПУ, но при определенных задачах они незаменимы. Лучше всего они справляются с растачиванием отверстий, выборкой пазов и зенкованием. Еще ими удобно обрабатывать кромки и создавать рамки. Подходят также для решения производственных задач в цехах.
Эти фрезерные столы для дома не так функциональны, как настольные или с ЧПУ, но при определенных задачах они незаменимы. Лучше всего они справляются с растачиванием отверстий, выборкой пазов и зенкованием. Еще ими удобно обрабатывать кромки и создавать рамки. Подходят также для решения производственных задач в цехах. Вам должно хватить рабочего стола 40х40 или 60х90 см. Если у вас домашнее дверное производство, потребуется фрезеровальный станок со столешницей увеличенных размеров – до 130х130 см и более.
Вам должно хватить рабочего стола 40х40 или 60х90 см. Если у вас домашнее дверное производство, потребуется фрезеровальный станок со столешницей увеличенных размеров – до 130х130 см и более.
 В таких фрезеровальных станках рабочая головка имеет большую свободу перемещения.
В таких фрезеровальных станках рабочая головка имеет большую свободу перемещения. Маршрутизатор — это двигатель, прикрепленный к регулируемому основанию с «цангой», которая принимает различные режущие насадки.
Маршрутизатор — это двигатель, прикрепленный к регулируемому основанию с «цангой», которая принимает различные режущие насадки. Для начала, вы покупаете свой самый первый маршрутизатор или добавляете его в свою коллекцию? Второй вопрос: Что вы планируете делать с этим инструментом?
Для начала, вы покупаете свой самый первый маршрутизатор или добавляете его в свою коллекцию? Второй вопрос: Что вы планируете делать с этим инструментом?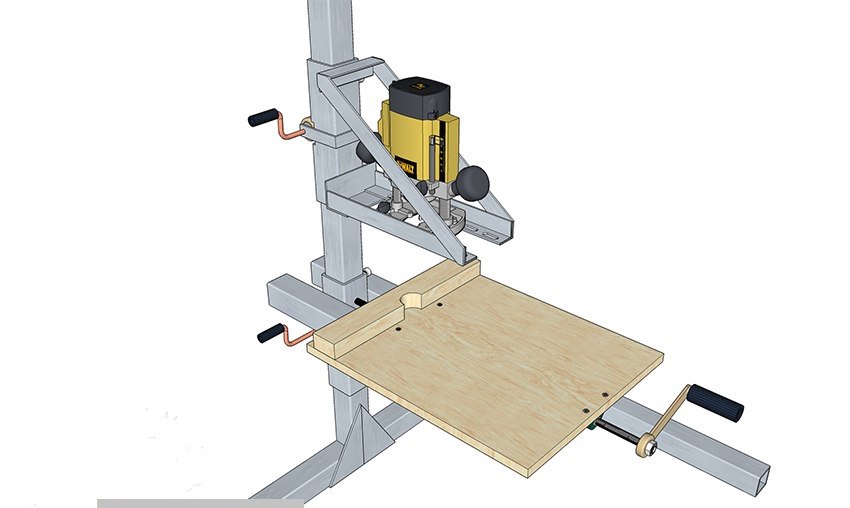

 Для более дешевого подхода к трассировке стола просто привинтите основание стандартного фрезера к нижней части стола. Некоторые маршрутизаторы подходят для этого лучше, чем другие.
Для более дешевого подхода к трассировке стола просто привинтите основание стандартного фрезера к нижней части стола. Некоторые маршрутизаторы подходят для этого лучше, чем другие. Для более легких резов подойдут биты с хвостовиком 1/4 дюйма, которые будут стоить меньше.
Для более легких резов подойдут биты с хвостовиком 1/4 дюйма, которые будут стоить меньше.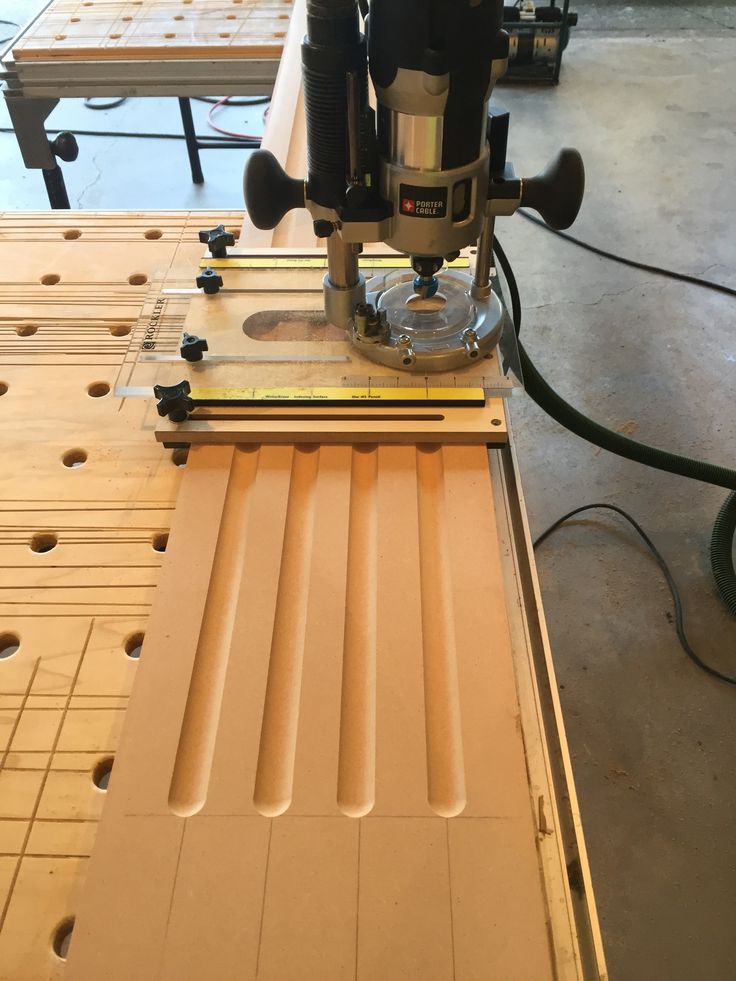 Мой фаворит — пара стульев в стиле Craftsman, где я использовал фрезер для квадратных вырезов в боковых планках, а также для пазов, которые проходят через согнутые подлокотники (на фото выше).
Мой фаворит — пара стульев в стиле Craftsman, где я использовал фрезер для квадратных вырезов в боковых планках, а также для пазов, которые проходят через согнутые подлокотники (на фото выше).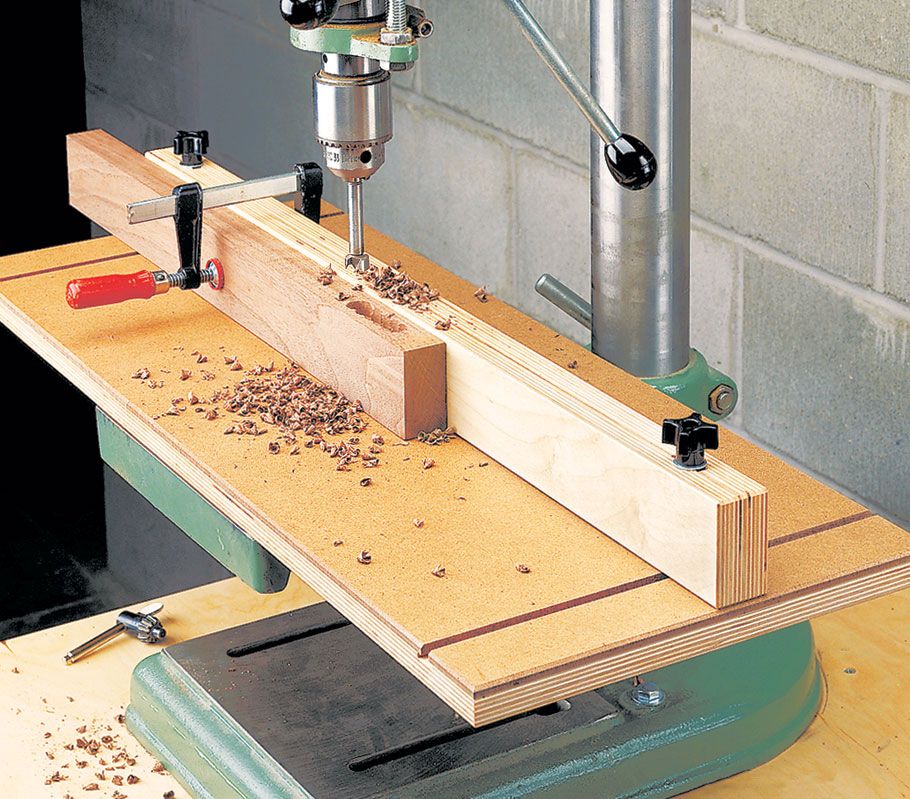 SawStop имеет уникальную технологию распознавания кожи, которая мгновенно останавливает лезвие при контакте с кожей, в результате чего оно не только прекращает вращение, но и падает ниже поверхности стола пилы всего за несколько миллисекунд, поэтому худшая рана, которую вы можете получить, — это небольшая царапина. на пальце. Настольные пилы SawStop недешевы, но они выгодны, если учесть стоимость катастрофы. Мой позволяет мне работать с гораздо большим спокойствием, чему также трудно дать оценку.
SawStop имеет уникальную технологию распознавания кожи, которая мгновенно останавливает лезвие при контакте с кожей, в результате чего оно не только прекращает вращение, но и падает ниже поверхности стола пилы всего за несколько миллисекунд, поэтому худшая рана, которую вы можете получить, — это небольшая царапина. на пальце. Настольные пилы SawStop недешевы, но они выгодны, если учесть стоимость катастрофы. Мой позволяет мне работать с гораздо большим спокойствием, чему также трудно дать оценку. Томас связывает промышленных покупателей и поставщиков из Северной Америки уже более 120 лет. . Когда вы покупаете продукты через наши независимые рекомендации, мы можем получать партнерскую комиссию.
Томас связывает промышленных покупателей и поставщиков из Северной Америки уже более 120 лет. . Когда вы покупаете продукты через наши независимые рекомендации, мы можем получать партнерскую комиссию.  Но перед покупкой маршрутизатора полезно знать, какие варианты доступны, чтобы помочь вам в выборе.
Но перед покупкой маршрутизатора полезно знать, какие варианты доступны, чтобы помочь вам в выборе.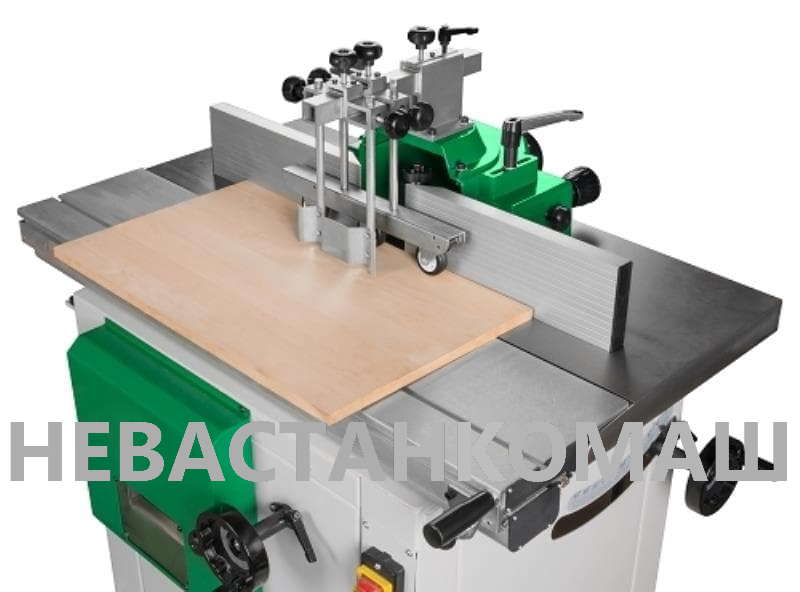 При этом, поскольку их глубина фиксирована, они не такие гибкие, как погружные фрезеры, но их можно прикрепить к столу или модифицировать с помощью адаптера.
При этом, поскольку их глубина фиксирована, они не такие гибкие, как погружные фрезеры, но их можно прикрепить к столу или модифицировать с помощью адаптера. с. и фиксированное основание, регулируемая скорость | Купить сейчас
с. и фиксированное основание, регулируемая скорость | Купить сейчас Если комфорт превыше всего, Этот фрезер размером с ладонь от Bosch удобно лежит в руке и облегчает движения по сравнению с традиционными фрезерами. Хотя он, возможно, не сможет конкурировать с более крупным маршрутизатором, его небольшая рама по-прежнему обеспечивает скорость вращения 16 000–35 000 об/мин, и покупатели отмечают, что замена бит — это проще простого.
Если комфорт превыше всего, Этот фрезер размером с ладонь от Bosch удобно лежит в руке и облегчает движения по сравнению с традиционными фрезерами. Хотя он, возможно, не сможет конкурировать с более крупным маршрутизатором, его небольшая рама по-прежнему обеспечивает скорость вращения 16 000–35 000 об/мин, и покупатели отмечают, что замена бит — это проще простого. Его глубину также можно отрегулировать, а сверла и основание можно легко (и быстро) заменить.
Его глубину также можно отрегулировать, а сверла и основание можно легко (и быстро) заменить. Одна только установка для удаления пыли чего стоит, чтобы частицы древесины не попадали в ваши глаза и легкие.
Одна только установка для удаления пыли чего стоит, чтобы частицы древесины не попадали в ваши глаза и легкие.
 Один рецензент также отметил: «Прозрачное основание и встроенный свет позволяют легко видеть вашу работу, а вакуумный фитинг на погружном основании эффективно удаляет мусор».
Один рецензент также отметил: «Прозрачное основание и встроенный свет позволяют легко видеть вашу работу, а вакуумный фитинг на погружном основании эффективно удаляет мусор».

 Соответственно, холодная сварка для пластмассы становится с каждым годом более востребованной. Стоит выделить основные области применения данного материала:
Соответственно, холодная сварка для пластмассы становится с каждым годом более востребованной. Стоит выделить основные области применения данного материала: Она относится к двухкомпонентным, в которых каждый материал находится в отдельной емкости. Данная смесь обладает следующими параметрами:
Она относится к двухкомпонентным, в которых каждый материал находится в отдельной емкости. Данная смесь обладает следующими параметрами:
 При подготовке нужно отмерить равное количество каждого компонента. Потом нужно приступить к перемешиванию должна получиться однородная смесь мягкой консистенции. С нее можно лепить фигуры для заделки трещин и сколов, а также использовать в качестве клея. Через несколько минут после разминания смесь начнет твердеть, так что нужно не затягивать процесс ремонта.
При подготовке нужно отмерить равное количество каждого компонента. Потом нужно приступить к перемешиванию должна получиться однородная смесь мягкой консистенции. С нее можно лепить фигуры для заделки трещин и сколов, а также использовать в качестве клея. Через несколько минут после разминания смесь начнет твердеть, так что нужно не затягивать процесс ремонта.
 За счет таких свойств большинство бытовых предметов после проведения ремонтных работ при помощи холодного метода сварки словно перерождаются и получают новую жизнь, потому что их владельцы могут передумать выбрасывать вещь.
За счет таких свойств большинство бытовых предметов после проведения ремонтных работ при помощи холодного метода сварки словно перерождаются и получают новую жизнь, потому что их владельцы могут передумать выбрасывать вещь. На данный момент есть особая разновидность холодной сварки, которая будет служить прекрасным решением для соединения деталей из пластмассы.
На данный момент есть особая разновидность холодной сварки, которая будет служить прекрасным решением для соединения деталей из пластмассы.

 А вот по консистенции сварку можно разделить на пластилинообразную и жидкую. В составе последних есть отвердитель и клей, и перед непосредственным применением оба компонента следует тщательно смешать. Пластилинообразные могут быть и однокомпонентными, и двухкомпонентными. В случае, если состав второго типа, то составляющие будут размяты и смешаны, из-за чего между ними начнется химическая реакция.
А вот по консистенции сварку можно разделить на пластилинообразную и жидкую. В составе последних есть отвердитель и клей, и перед непосредственным применением оба компонента следует тщательно смешать. Пластилинообразные могут быть и однокомпонентными, и двухкомпонентными. В случае, если состав второго типа, то составляющие будут размяты и смешаны, из-за чего между ними начнется химическая реакция.

 Далее следует обезжиривать такие поверхности, и для этого отлично подойдет любой раствор, содержащий в себе спирт. Холодная сварка будет распределяться по поверхности изделия, к которому следует прижать вторую пластиковую часть. В течение четырех минут изделия начнут схватываться между собой, и спустя 15 минут полностью соединятся с нужной прочностью.
Далее следует обезжиривать такие поверхности, и для этого отлично подойдет любой раствор, содержащий в себе спирт. Холодная сварка будет распределяться по поверхности изделия, к которому следует прижать вторую пластиковую часть. В течение четырех минут изделия начнут схватываться между собой, и спустя 15 минут полностью соединятся с нужной прочностью. Иногда она бывает даже меньше, чем у пластика, а это можно сильно ухудшить качество выполнения работ в дальнейшем.
Иногда она бывает даже меньше, чем у пластика, а это можно сильно ухудшить качество выполнения работ в дальнейшем. Кроме того, важно основательно подойти к подбору средства, к примеру, применять не универсальный клей-герметик, а специализированный, который способен выдерживать сильные вибрации.
Кроме того, важно основательно подойти к подбору средства, к примеру, применять не универсальный клей-герметик, а специализированный, который способен выдерживать сильные вибрации.
 Знакомые пытались убедить в том, что холодная сварка не поможет, но решил попробовать, ведь ничего не теряют. После этого спокойно ездил как и раньше, и даже когда продавал машину, все было в полном порядке».
Знакомые пытались убедить в том, что холодная сварка не поможет, но решил попробовать, ведь ничего не теряют. После этого спокойно ездил как и раньше, и даже когда продавал машину, все было в полном порядке». youtube.com/embed/Sj5uJcbv5Ak?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
youtube.com/embed/Sj5uJcbv5Ak?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»> 

 Источник: Андрезадник/Викисклад
Источник: Андрезадник/Викисклад

 Это требует дополнительных подготовительных шагов и может занять некоторое время.
Это требует дополнительных подготовительных шагов и может занять некоторое время.

 10.2022
10.2022 Помимо выбранного метода сварки, на качество производимого пластика влияют и другие факторы. Например, насколько свариваемы основные материалы? Прежде чем приступить к процедуре сварки, найдите время, чтобы проверить, достаточно ли податливы основные материалы для получения желаемого конечного продукта.
Помимо выбранного метода сварки, на качество производимого пластика влияют и другие факторы. Например, насколько свариваемы основные материалы? Прежде чем приступить к процедуре сварки, найдите время, чтобы проверить, достаточно ли податливы основные материалы для получения желаемого конечного продукта. Наденьте одежду с длинными рукавами и термостойкие перчатки для защиты
Наденьте одежду с длинными рукавами и термостойкие перчатки для защиты Эти тестовые наборы для стержней могут различать различные типы пластика. Для проведения этого теста выберите стержень, который точно имитирует выбранный пластик в процессе тестирования. Затем нагрейте один конец стержня и прикрепите его к чистой поверхности пластика. Попробуйте снять его с стержня с помощью пары пластиков и посмотрите на реакцию.
Эти тестовые наборы для стержней могут различать различные типы пластика. Для проведения этого теста выберите стержень, который точно имитирует выбранный пластик в процессе тестирования. Затем нагрейте один конец стержня и прикрепите его к чистой поверхности пластика. Попробуйте снять его с стержня с помощью пары пластиков и посмотрите на реакцию. Продолжайте размещать пластиковые детали на рабочем столе, прижимая их друг к другу. Затем прикрепите детали к столу с помощью С-образных зажимов. Не забудьте обернуть кусочки фольгой, чтобы они были плотно прижаты друг к другу. Для достижения наилучших результатов воздержитесь от покрытия области сварки.
Продолжайте размещать пластиковые детали на рабочем столе, прижимая их друг к другу. Затем прикрепите детали к столу с помощью С-образных зажимов. Не забудьте обернуть кусочки фольгой, чтобы они были плотно прижаты друг к другу. Для достижения наилучших результатов воздержитесь от покрытия области сварки. Рекомендуемая температура для плавления ПВХ 275°С.0145 ° C или 527 ° F, в то время как для полиэтилена 265 ° C или 509 ° F. оплавление концов суставов. Вы можете сделать это, установив насадку для прихватки на сварочный пистолет и слегка нагрев. Как только пластик начнет плавиться, соедините детали. Эта процедура предотвращает ненужное перемещение пластика в процессе сварки.
Рекомендуемая температура для плавления ПВХ 275°С.0145 ° C или 527 ° F, в то время как для полиэтилена 265 ° C или 509 ° F. оплавление концов суставов. Вы можете сделать это, установив насадку для прихватки на сварочный пистолет и слегка нагрев. Как только пластик начнет плавиться, соедините детали. Эта процедура предотвращает ненужное перемещение пластика в процессе сварки.
 Чтобы завершить процедуру сварки, необходимо держать пистолет под углом 45 градусов, касаясь края сопла в сторону пластика.
Чтобы завершить процедуру сварки, необходимо держать пистолет под углом 45 градусов, касаясь края сопла в сторону пластика. Чтобы усилить постепенное плавление пластика, вы должны непрерывно качать горелку быстрыми движениями.
Чтобы усилить постепенное плавление пластика, вы должны непрерывно качать горелку быстрыми движениями. Шлифовка обеспечит выравнивание пластика и стыка. Это также предотвращает появление царапин на окружающем его пластике. Сварщики могут использовать вращающийся инструмент, прикрепленный к шлифовальному кругу, чтобы ускорить процесс шлифования. Убедитесь, что вы тщательно отшлифовали, так как пластик нежный и легко царапается.
Шлифовка обеспечит выравнивание пластика и стыка. Это также предотвращает появление царапин на окружающем его пластике. Сварщики могут использовать вращающийся инструмент, прикрепленный к шлифовальному кругу, чтобы ускорить процесс шлифования. Убедитесь, что вы тщательно отшлифовали, так как пластик нежный и легко царапается. Начните шлифовать смешанный пластик наждачной бумагой с более низкой зернистостью, постепенно переходя к более мелкой. При этом вы сохраните наждачную бумагу с более высокой зернистостью для финишной обработки. Следует отметить, что наждачная бумага с более низкой зернистостью обычно грубее, чем наждачная бумага с более высокой зернистостью.
Начните шлифовать смешанный пластик наждачной бумагой с более низкой зернистостью, постепенно переходя к более мелкой. При этом вы сохраните наждачную бумагу с более высокой зернистостью для финишной обработки. Следует отметить, что наждачная бумага с более низкой зернистостью обычно грубее, чем наждачная бумага с более высокой зернистостью. В сочетании с другими внешними силами механическое движение производит тепло трения в точках соединения сварных швов. Выделяемое тепло запускает молекулярную связь, которая позволяет соединять свариваемые детали.
В сочетании с другими внешними силами механическое движение производит тепло трения в точках соединения сварных швов. Выделяемое тепло запускает молекулярную связь, которая позволяет соединять свариваемые детали. Время обработки для этого метода составляет 3-5 секунд.
Время обработки для этого метода составляет 3-5 секунд.


 бочки!!!
бочки!!! Надеваем получившийся обруч на бочку.
Надеваем получившийся обруч на бочку. Бетономешалку можно купить или сделать своими руками. В этой статье рассмотрим второй вариант.
Бетономешалку можно купить или сделать своими руками. В этой статье рассмотрим второй вариант.  На фото ниже вы можете увидеть полностью собранную раму.
На фото ниже вы можете увидеть полностью собранную раму.  Такой вариант понравится всем, кто привык экономить, заменяя заводские устройства и механизмы самодельными.
Такой вариант понравится всем, кто привык экономить, заменяя заводские устройства и механизмы самодельными.
 Но что делать, когда нет бетономешалки?
Но что делать, когда нет бетономешалки? После этого необходимо приварить к валу звездочку.
После этого необходимо приварить к валу звездочку.

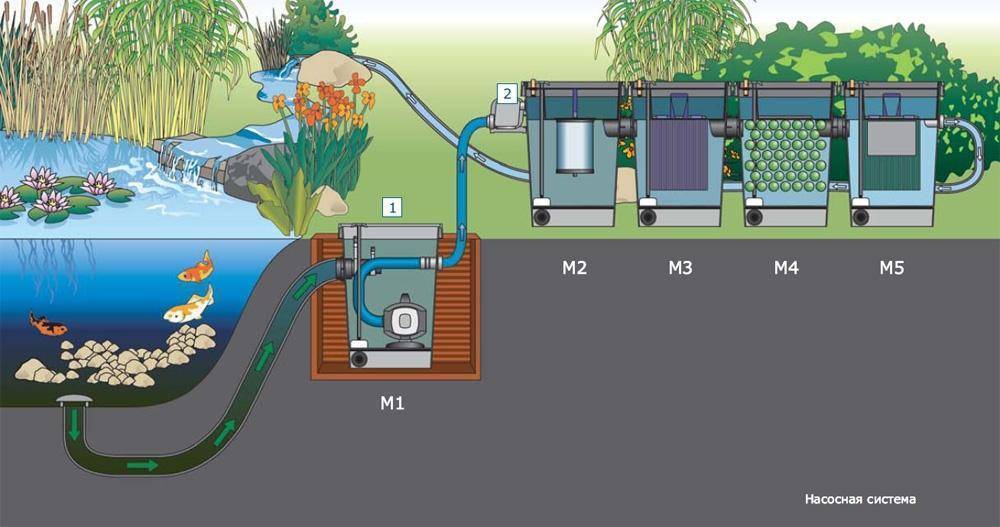 Такие работы никак не обходятся без бетонных растворов. На их приготовление может уйти довольно много времени, особенно если речь идет о заливке дорожек или площадок. Покупать для своих нужд большую бетономешалку для раствора в некоторых случаях не имеет смысла. Но вот самодельная бетономешалка из бочки будет отличным решением. Она сэкономит средства и позволит рационально использовать комплектующие, которые есть в хозяйстве. Какие есть способы изготовления такого прибора и схемы сборки будут обсуждаться в этой статье.
Такие работы никак не обходятся без бетонных растворов. На их приготовление может уйти довольно много времени, особенно если речь идет о заливке дорожек или площадок. Покупать для своих нужд большую бетономешалку для раствора в некоторых случаях не имеет смысла. Но вот самодельная бетономешалка из бочки будет отличным решением. Она сэкономит средства и позволит рационально использовать комплектующие, которые есть в хозяйстве. Какие есть способы изготовления такого прибора и схемы сборки будут обсуждаться в этой статье. Таковая ее первостепенная задача.
Таковая ее первостепенная задача. Но происходит это внутри емкости. Емкость бетономешалки для раствора вращается перпендикулярно земле. Под действием силы тяжести бетон падает со стенок и перемешивается. Приготовить большое количество раствора таким способом не получится, т. к. это довольно трудоемкая задача.
Но происходит это внутри емкости. Емкость бетономешалки для раствора вращается перпендикулярно земле. Под действием силы тяжести бетон падает со стенок и перемешивается. Приготовить большое количество раствора таким способом не получится, т. к. это довольно трудоемкая задача.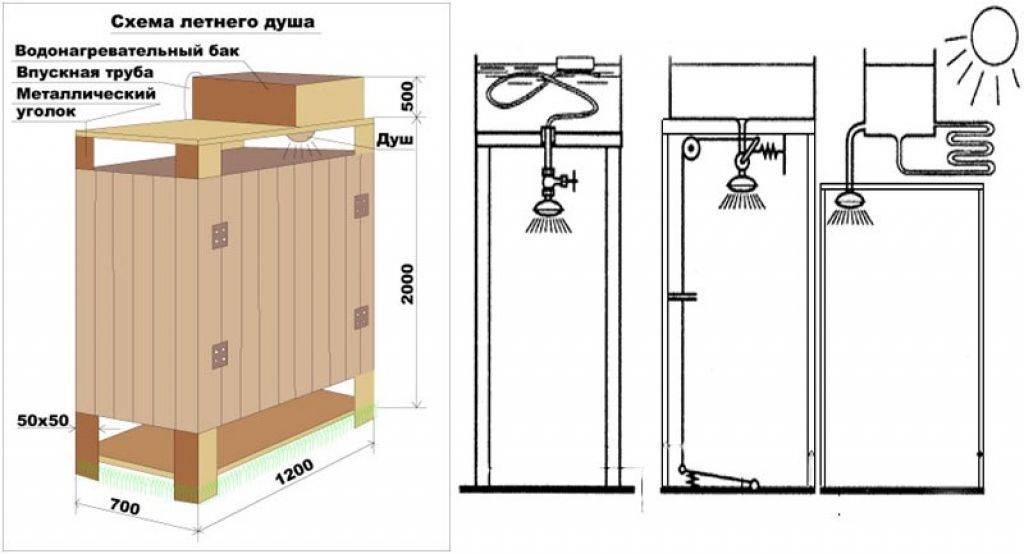 Металлические трубы или уголок подойдут для каркаса. Большие колеса от старой тачки также будут задействованы в бетономешалке. Своими руками легко собрать бетономешалку для раствора из пластиковой или металлической бочки. Последнюю можно купить на станции технического обслуживания, где в них хранятся большие объемы масла. По чертежу также легко собрать бетономешалку из алюминиевого бидона, который прохудился или просто уже не используется. Несколько вариантов будет рассмотрено ниже. Приведенные инструкции и чертежи необязательно использовать, как пошаговое руководство, отыскивая точно такие компоненты. Они могут служить основой для собственного проекта.
Металлические трубы или уголок подойдут для каркаса. Большие колеса от старой тачки также будут задействованы в бетономешалке. Своими руками легко собрать бетономешалку для раствора из пластиковой или металлической бочки. Последнюю можно купить на станции технического обслуживания, где в них хранятся большие объемы масла. По чертежу также легко собрать бетономешалку из алюминиевого бидона, который прохудился или просто уже не используется. Несколько вариантов будет рассмотрено ниже. Приведенные инструкции и чертежи необязательно использовать, как пошаговое руководство, отыскивая точно такие компоненты. Они могут служить основой для собственного проекта. Для ремонта бетономешалки для раствора не придется нанимать специалистов. То, что собрал, сможешь и обслуживать без посторонней помощи. Докупить, возможно, придется мизерный процент запчастей для бетономешалки, а это значит, что затраты будут невысокими по сравнению с заводской бетономешалкой. Есть возможность подбора параметров бетономешалки для раствора под конкретный собственный объект.
Для ремонта бетономешалки для раствора не придется нанимать специалистов. То, что собрал, сможешь и обслуживать без посторонней помощи. Докупить, возможно, придется мизерный процент запчастей для бетономешалки, а это значит, что затраты будут невысокими по сравнению с заводской бетономешалкой. Есть возможность подбора параметров бетономешалки для раствора под конкретный собственный объект.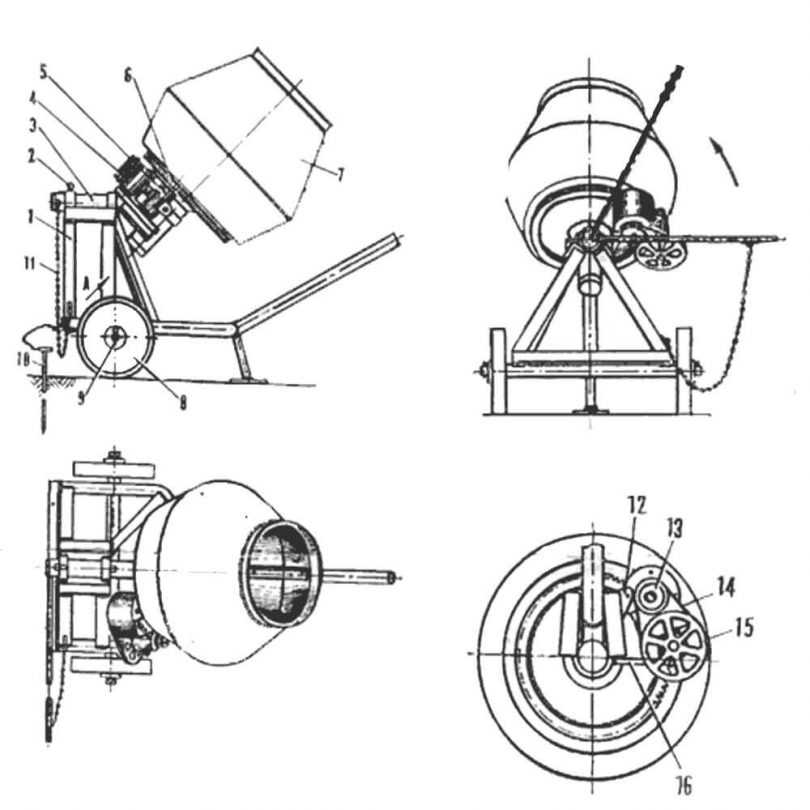 Для этих целей с помощью болгарки отрезается шесть частей с длиной в 1 м. Из них с помощью сварочного аппарата собираются два равнобедренных треугольника. В верхнем углу между планками приваривается две металлические муфты. Они подбираются такого диаметра, чтобы в них легко могли быть вставлены 2 подшипника. Нижние углы двух треугольников соединяются перемычками, дополнительно можно установить еще две перемычки между треугольниками. Таким образом получится монолитная конструкция, которая обеспечит устойчивость вращающемуся бидону.
Для этих целей с помощью болгарки отрезается шесть частей с длиной в 1 м. Из них с помощью сварочного аппарата собираются два равнобедренных треугольника. В верхнем углу между планками приваривается две металлические муфты. Они подбираются такого диаметра, чтобы в них легко могли быть вставлены 2 подшипника. Нижние углы двух треугольников соединяются перемычками, дополнительно можно установить еще две перемычки между треугольниками. Таким образом получится монолитная конструкция, которая обеспечит устойчивость вращающемуся бидону. Чтобы закрепить металлический стержень в алюминиевом бидоне, можно использовать фланцы. Собираются они также самостоятельно.
Чтобы закрепить металлический стержень в алюминиевом бидоне, можно использовать фланцы. Собираются они также самостоятельно. Чтобы ось не выскальзывала по обе стороны от подшипников делаются стопоры. Схематический чертеж готовой бетономешалки для раствора приведен на иллюстрации ниже.
Чтобы ось не выскальзывала по обе стороны от подшипников делаются стопоры. Схематический чертеж готовой бетономешалки для раствора приведен на иллюстрации ниже.

 Колеса можно использовать от старой тачки или даже от жигуля. Но тогда дополнительно понадобятся ступицы, которые можно найти на разборке.
Колеса можно использовать от старой тачки или даже от жигуля. Но тогда дополнительно понадобятся ступицы, которые можно найти на разборке. К ним закрепляется ступица, которая связывает их вместе. После этого получившийся узел через резиновые прокладки крепится к бочке бетономешалки.
К ним закрепляется ступица, которая связывает их вместе. После этого получившийся узел через резиновые прокладки крепится к бочке бетономешалки.
 У нас получились настоящие маленькие качели, ведь концы нашей лестницы могут совершенно свободно подниматься и опускаться.
У нас получились настоящие маленькие качели, ведь концы нашей лестницы могут совершенно свободно подниматься и опускаться. Что мы делаем?
Что мы делаем? Для того, чтобы в дальнейшем перемешивание бетона было более эффективным, концы скоб необходимо закрутить по спирали на пол-оборота с помощью пассатижей (может потребоваться значительное усилие).
Для того, чтобы в дальнейшем перемешивание бетона было более эффективным, концы скоб необходимо закрутить по спирали на пол-оборота с помощью пассатижей (может потребоваться значительное усилие). Крышку двигателя можно сделать из старой автомобильной камеры.
Крышку двигателя можно сделать из старой автомобильной камеры. Бочка падает, и бетон выливается наружу. Недостаток конструкции в том, что для того, чтобы ствол располагался под нужным углом, придется подставлять под него специальную опору в виде Т-образного костыля. Но в целом такая бетономешалка, сделанная от начала и до конца своими руками, вполне функциональна.
Бочка падает, и бетон выливается наружу. Недостаток конструкции в том, что для того, чтобы ствол располагался под нужным углом, придется подставлять под него специальную опору в виде Т-образного костыля. Но в целом такая бетономешалка, сделанная от начала и до конца своими руками, вполне функциональна. Секрет успешного проекта заключается в правильном смешивании бетона и знании того, какие инструменты использовать. Конечно, старые запасные части — тачка и мотыга — по-прежнему подходят для смешивания универсального бетона, если у вас нет доступа к портативному миксеру. Но когда дело доходит до мокрого бетона, который быстро набирает популярность в качестве материала для столешниц и других отливок, впечатляющий новый инструмент обещает ускорить работу: HYDE StirWhip. Чтобы обеспечить удовлетворительные результаты, читайте дальше, чтобы узнать, что вы должны (и не должны) делать с этим надежным инструментом при смешивании бетона.
Секрет успешного проекта заключается в правильном смешивании бетона и знании того, какие инструменты использовать. Конечно, старые запасные части — тачка и мотыга — по-прежнему подходят для смешивания универсального бетона, если у вас нет доступа к портативному миксеру. Но когда дело доходит до мокрого бетона, который быстро набирает популярность в качестве материала для столешниц и других отливок, впечатляющий новый инструмент обещает ускорить работу: HYDE StirWhip. Чтобы обеспечить удовлетворительные результаты, читайте дальше, чтобы узнать, что вы должны (и не должны) делать с этим надежным инструментом при смешивании бетона. Инструменты, которые вам понадобятся для смешивания, будут зависеть от вашего выбора бетона:
Инструменты, которые вам понадобятся для смешивания, будут зависеть от вашего выбора бетона: любой сухой порошок несмешанный. Многопальцевая конфигурация насадки помогает уменьшить сопротивление дрели, быстро разрезая смесь для получения однородной смеси. Кроме того, эти открытые пальцы легко очистить от мокрого или засохшего бетона, когда работа будет выполнена.
любой сухой порошок несмешанный. Многопальцевая конфигурация насадки помогает уменьшить сопротивление дрели, быстро разрезая смесь для получения однородной смеси. Кроме того, эти открытые пальцы легко очистить от мокрого или засохшего бетона, когда работа будет выполнена. Мало того, что вы, вероятно, заметите визуальную разницу между первой и второй партиями бетона, но эти холодные швы будут слабыми местами, где бетон с большей вероятностью разрушится позже. (Для справки: из стандартного 80-фунтового мешка получается 0,60 кубических фута бетона, из 60-фунтового мешка — 0,45 кубических фута, а из 40-фунтового мешка — 0,30 кубических фута.)
Мало того, что вы, вероятно, заметите визуальную разницу между первой и второй партиями бетона, но эти холодные швы будут слабыми местами, где бетон с большей вероятностью разрушится позже. (Для справки: из стандартного 80-фунтового мешка получается 0,60 кубических фута бетона, из 60-фунтового мешка — 0,45 кубических фута, а из 40-фунтового мешка — 0,30 кубических фута.) сложно смешать. После того, как вы наполнили ведро количеством воды, рекомендованным производителем бетона, постепенно добавляйте сухую смесь, пока не будете готовы смешать ее с помощью дрели и насадки HYDE StirWhip.
сложно смешать. После того, как вы наполнили ведро количеством воды, рекомендованным производителем бетона, постепенно добавляйте сухую смесь, пока не будете готовы смешать ее с помощью дрели и насадки HYDE StirWhip. Чтобы проверить оседание свежей порции, вы можете использовать профессиональный конус для оседания (продается в магазинах товаров для дома) или подходящую самодельную копию, сделанную из прочного пластикового стакана с отрезанным дном. Смочите внутреннюю часть конуса и поместите его так, чтобы его больший конец находился на плоской непористой поверхности. Затем заполните конус через его открытый верх тщательно перемешанным бетоном, утрамбовывая его руками или (если отверстие слишком узкое) стержнем по мере продвижения. Когда вы поднимаете конус, влажный бетон должен опуститься примерно на половину своей первоначальной высоты, если это универсальный бетон, или на одну треть своей первоначальной высоты, если это более жидкая, влажная смесь. Если осадка меньше, чем должна быть, добавьте в замес немного больше воды; большая осадка, чем ожидалось, требует дополнительной сухой смеси. Протестируйте еще раз, прежде чем отливать свой проект, и, чтобы убедиться в однородности и прочности готового продукта, не двигайтесь дальше, пока смесь не достигнет желаемой консистенции.
Чтобы проверить оседание свежей порции, вы можете использовать профессиональный конус для оседания (продается в магазинах товаров для дома) или подходящую самодельную копию, сделанную из прочного пластикового стакана с отрезанным дном. Смочите внутреннюю часть конуса и поместите его так, чтобы его больший конец находился на плоской непористой поверхности. Затем заполните конус через его открытый верх тщательно перемешанным бетоном, утрамбовывая его руками или (если отверстие слишком узкое) стержнем по мере продвижения. Когда вы поднимаете конус, влажный бетон должен опуститься примерно на половину своей первоначальной высоты, если это универсальный бетон, или на одну треть своей первоначальной высоты, если это более жидкая, влажная смесь. Если осадка меньше, чем должна быть, добавьте в замес немного больше воды; большая осадка, чем ожидалось, требует дополнительной сухой смеси. Протестируйте еще раз, прежде чем отливать свой проект, и, чтобы убедиться в однородности и прочности готового продукта, не двигайтесь дальше, пока смесь не достигнет желаемой консистенции.
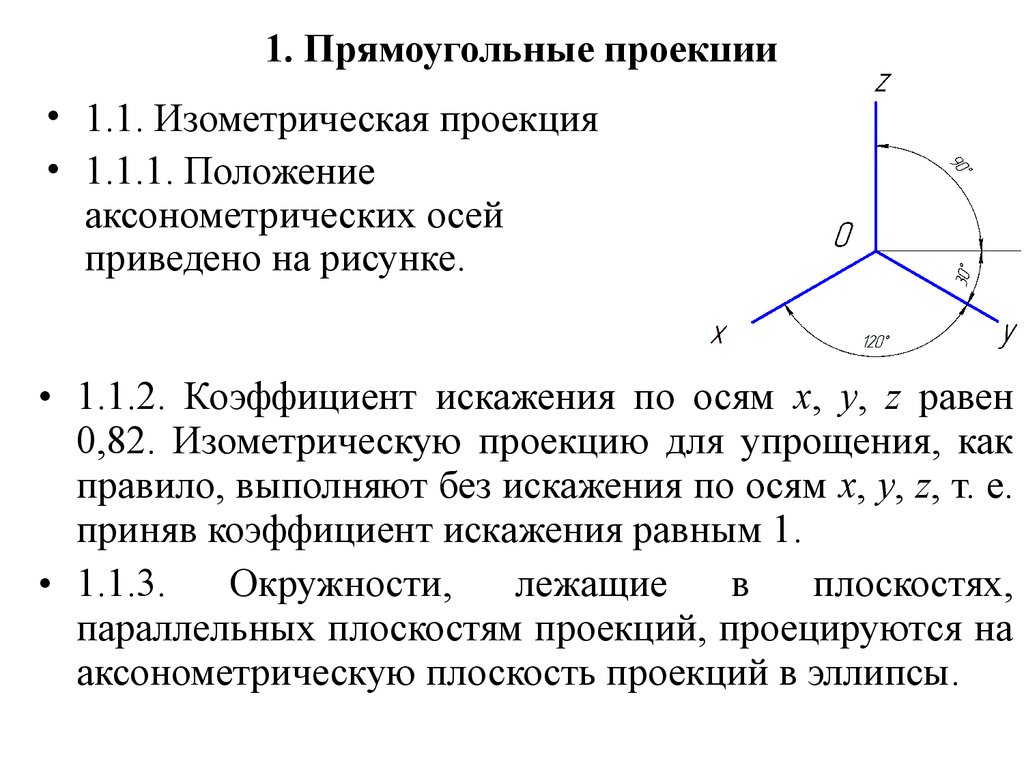 1.
1.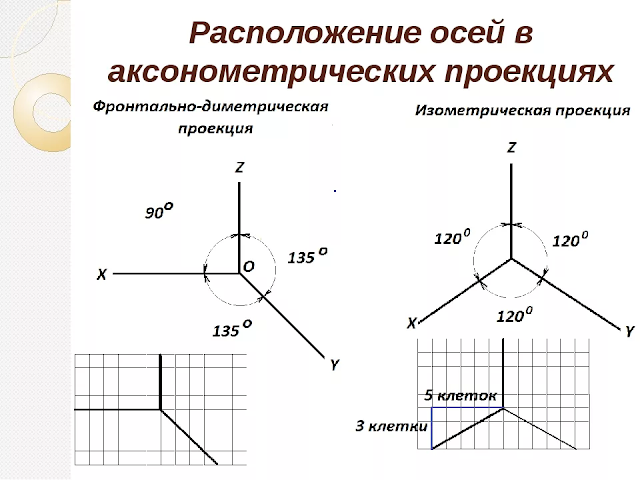

 09 21-141 проекция.docx, Общий вид по двум проекциям.docx, 3-топ.конустық проекция.pptx, Одиночные дисковая и прямоугольная МПА на подложке ФЛАН-3,, Меркатор проекциясы.pdf, Аксонометриялық проекциялар.docx, №1 тәж. сабағы. Куш проекциясы, тоғыскан күштер (1 тапсырма) (2)
09 21-141 проекция.docx, Общий вид по двум проекциям.docx, 3-топ.конустық проекция.pptx, Одиночные дисковая и прямоугольная МПА на подложке ФЛАН-3,, Меркатор проекциясы.pdf, Аксонометриялық проекциялар.docx, №1 тәж. сабағы. Куш проекциясы, тоғыскан күштер (1 тапсырма) (2)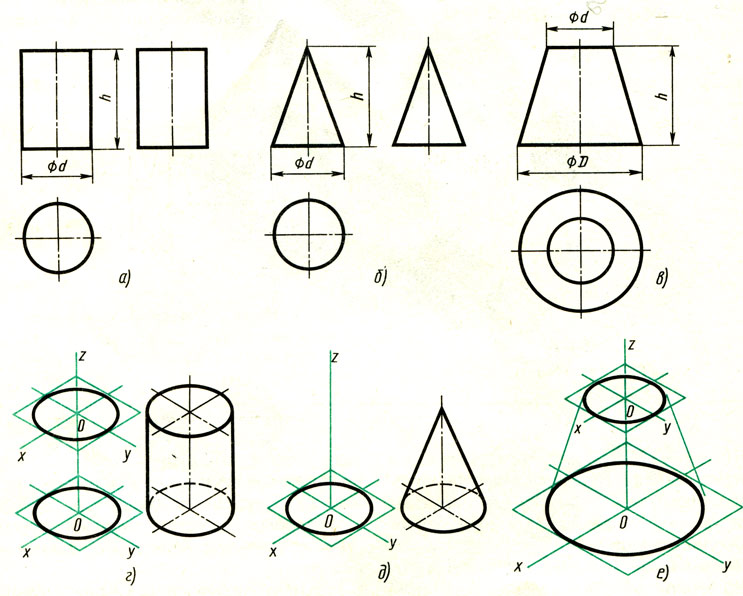 О = Kz0 =1), поэтому координаты точки А на каждом примере (рис. 4.5) откладываем равными действительным координатам х,у, z (рис. 4.4).
О = Kz0 =1), поэтому координаты точки А на каждом примере (рис. 4.5) откладываем равными действительным координатам х,у, z (рис. 4.4). Соединив эти точки прямыми, получим изометрическую проекцию призмы.
Соединив эти точки прямыми, получим изометрическую проекцию призмы.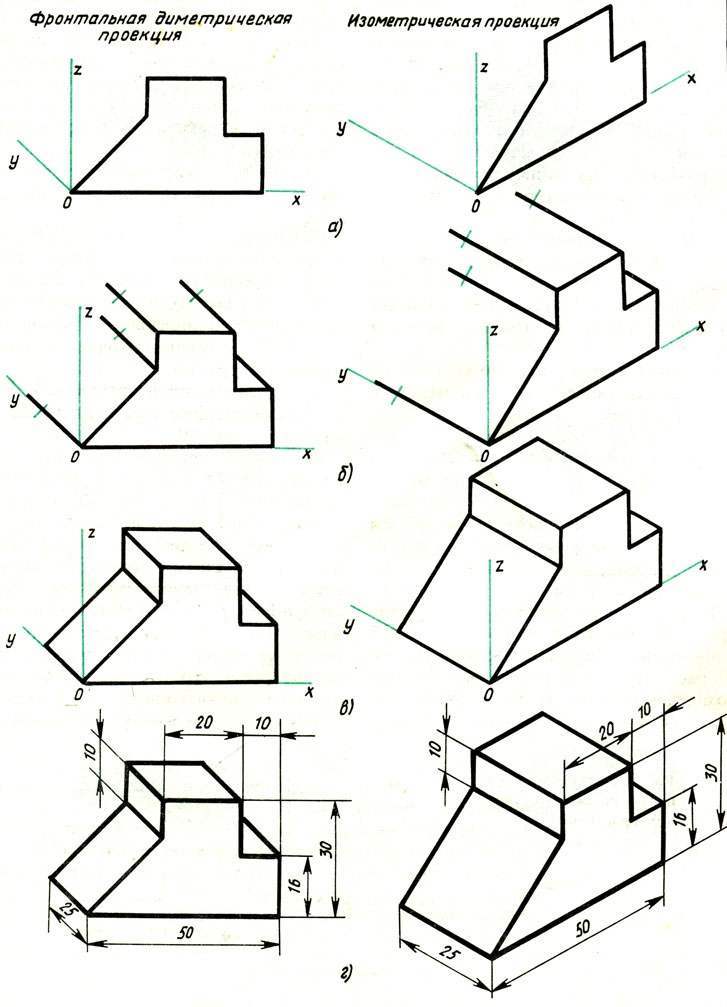
 Из точек М пересечения вспомогательной окружности с осью z как из центров радиусом R = NM проводим две дуги — NDN и NCN окружности, принадлежащие овалу.
Из точек М пересечения вспомогательной окружности с осью z как из центров радиусом R = NM проводим две дуги — NDN и NCN окружности, принадлежащие овалу. На рис. 4.15 показано упрощенное построение изометрической проекции окружности, расположенной в плоскости, параллельной профильной плоскости проекций. Построение аналогично построению изометрического овала окружности, расположенной в плоскости, параллельной профильной плоскости проекций, разница лишь в том, что большую ось овала АВ располагают перпендикулярно малой оси CD, принадлежащей оси х.
На рис. 4.15 показано упрощенное построение изометрической проекции окружности, расположенной в плоскости, параллельной профильной плоскости проекций. Построение аналогично построению изометрического овала окружности, расположенной в плоскости, параллельной профильной плоскости проекций, разница лишь в том, что большую ось овала АВ располагают перпендикулярно малой оси CD, принадлежащей оси х.
 Вы должны уже уметь хорошо ориентироваться в трех видах на чертеже.
Вы должны уже уметь хорошо ориентироваться в трех видах на чертеже. Это связано с тем, что мы смотрим на нее под углом. В изометрии окружности проецируются в эллипсы с размерами осей a=1,22D и b=0,71D. Эллипсы, обозначающие окружности на горизонтальных плоскостях в изометрии изображаются с осью а расположенной горизонтально, а ось b — вертикально. При этом расстояние между точками расположенными на оси Х или У равно диаметру окружности (смотри размер 20 мм).
Это связано с тем, что мы смотрим на нее под углом. В изометрии окружности проецируются в эллипсы с размерами осей a=1,22D и b=0,71D. Эллипсы, обозначающие окружности на горизонтальных плоскостях в изометрии изображаются с осью а расположенной горизонтально, а ось b — вертикально. При этом расстояние между точками расположенными на оси Х или У равно диаметру окружности (смотри размер 20 мм). Но как правило, в курсе инженерной графики выполняется изометрия с вырезом одной четверти. Чаще всего, это четверть нижняя левая на виде сверху — в этом случае получается наиболее интересный с точки зрения наблюдателя разрез (конечно же все зависит от изначальной правильности компоновки чертежа, но чаще всего это так). На нашем примере эта четверть обозначена красными линиями. Удалим ее.
Но как правило, в курсе инженерной графики выполняется изометрия с вырезом одной четверти. Чаще всего, это четверть нижняя левая на виде сверху — в этом случае получается наиболее интересный с точки зрения наблюдателя разрез (конечно же все зависит от изначальной правильности компоновки чертежа, но чаще всего это так). На нашем примере эта четверть обозначена красными линиями. Удалим ее. .. Меньше
.. Меньше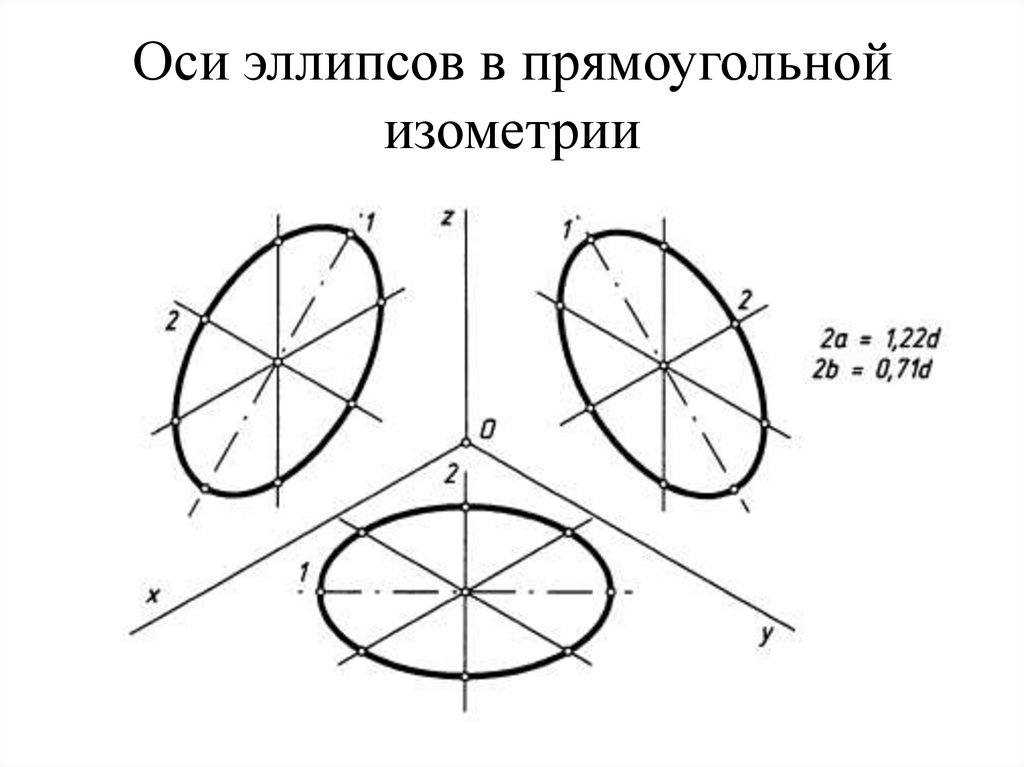 org/ItemList»>
org/ItemList»>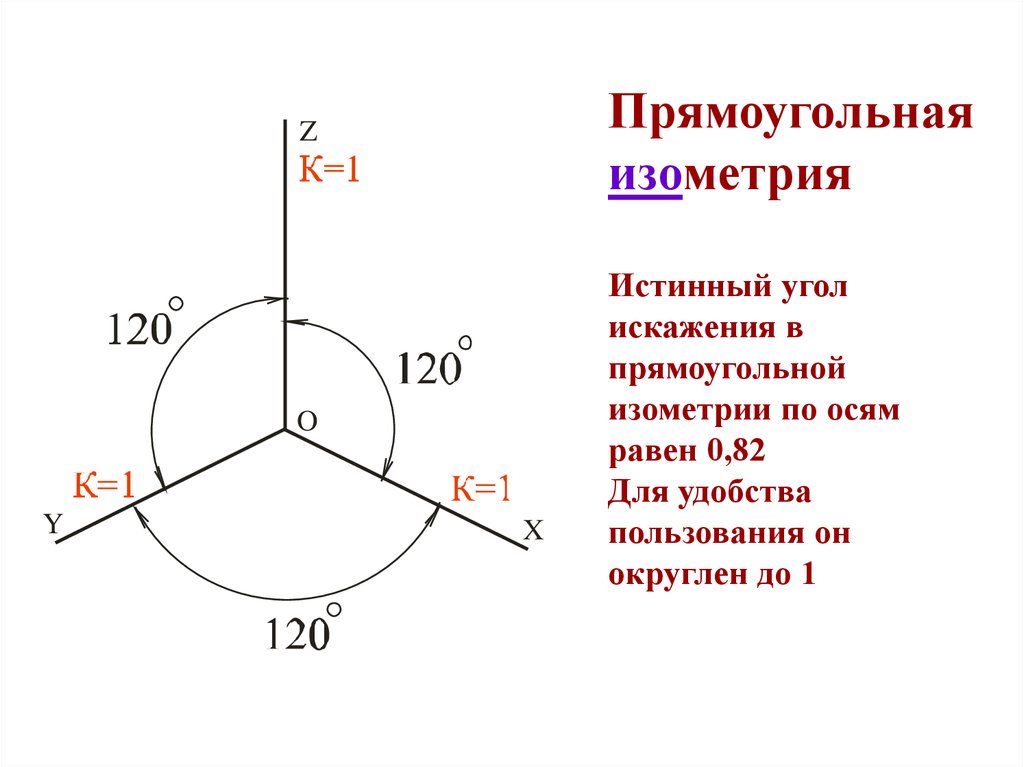 org/ListItem»>
org/ListItem»>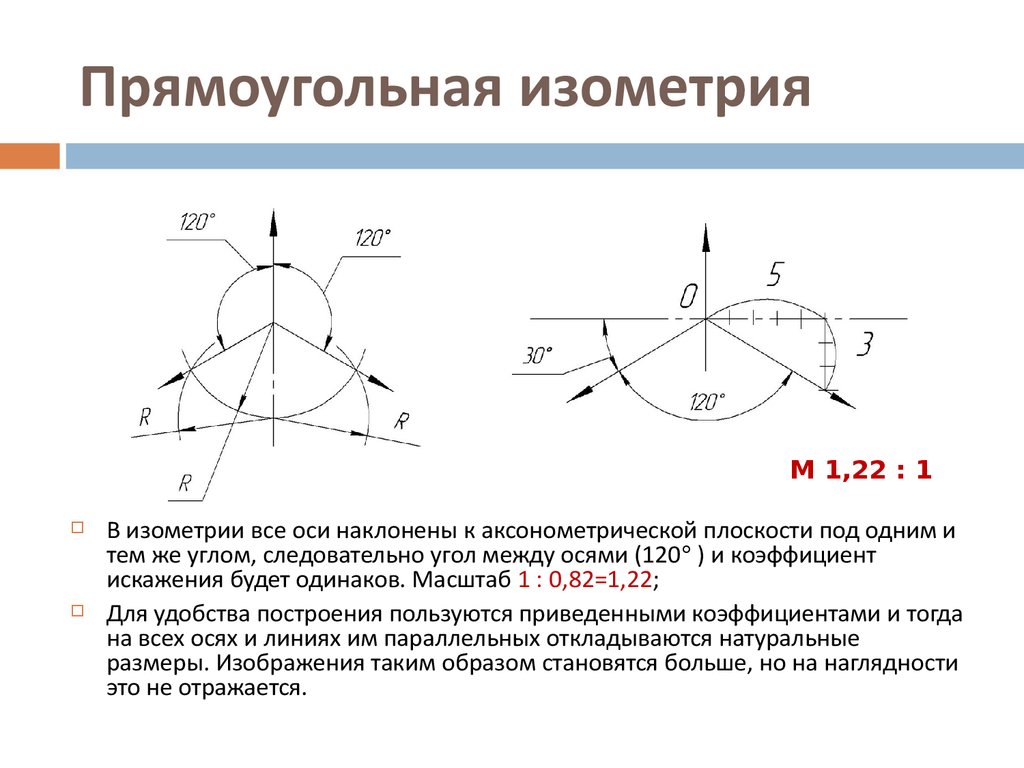
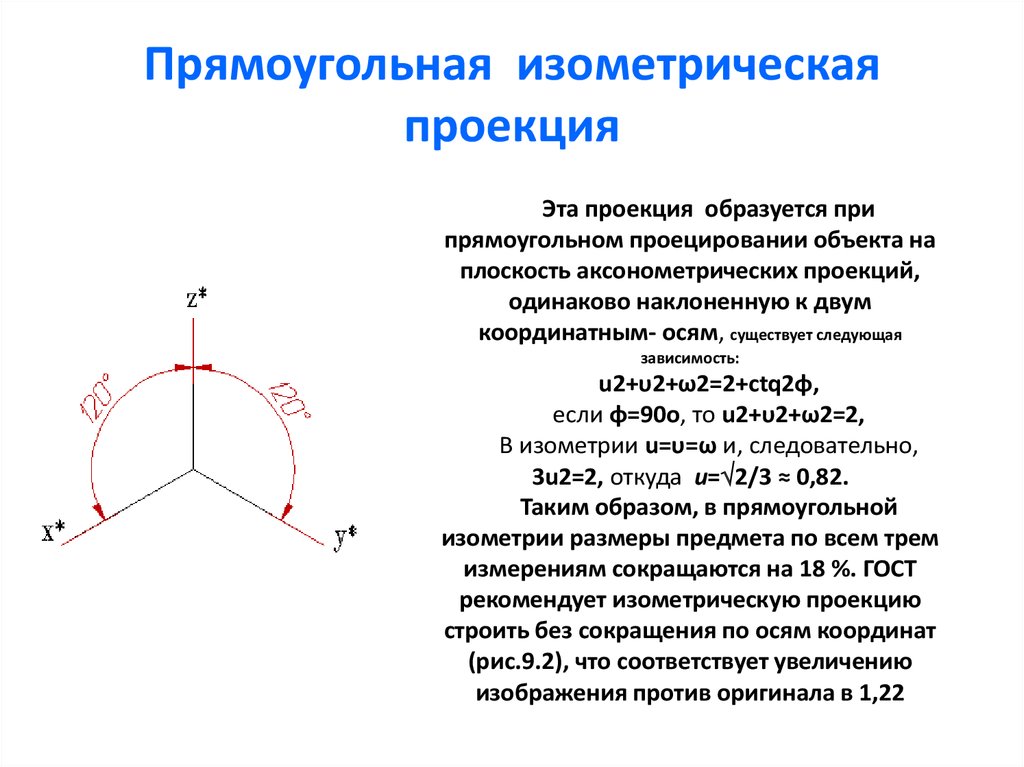
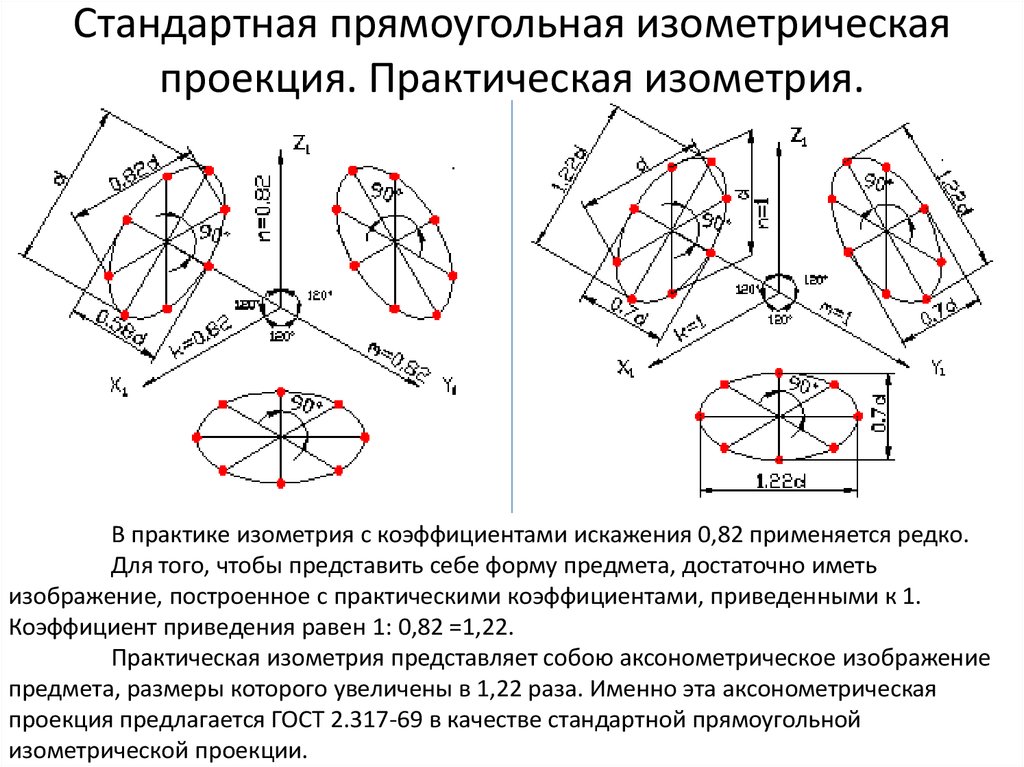 org/ListItem»>
org/ListItem»>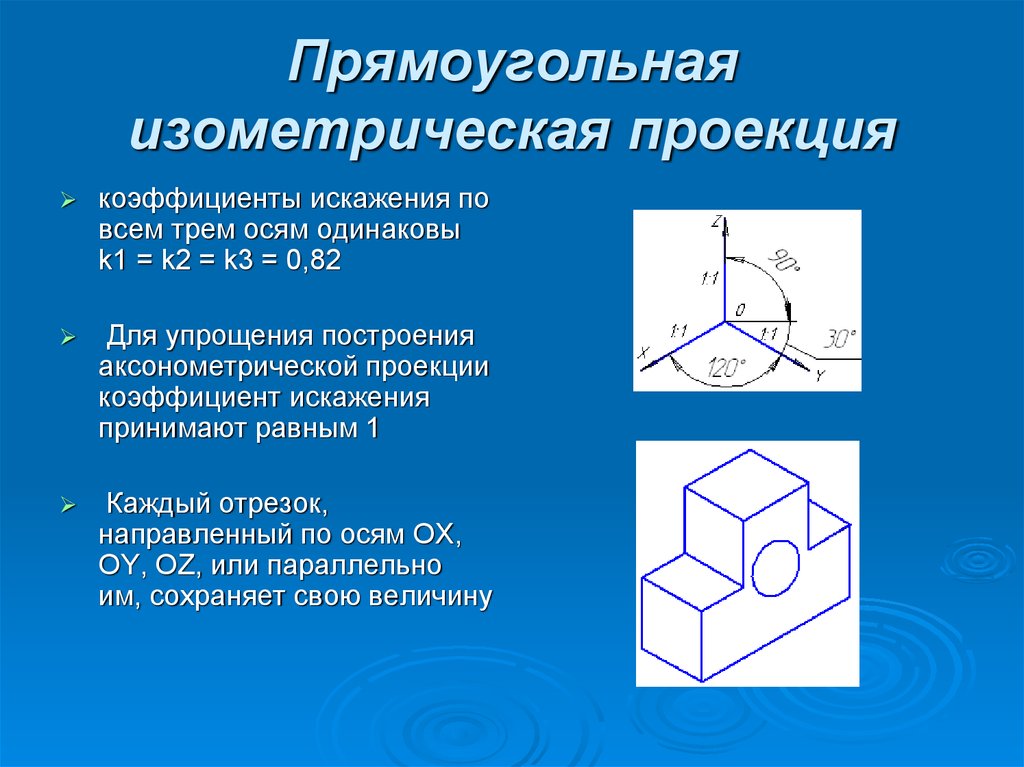
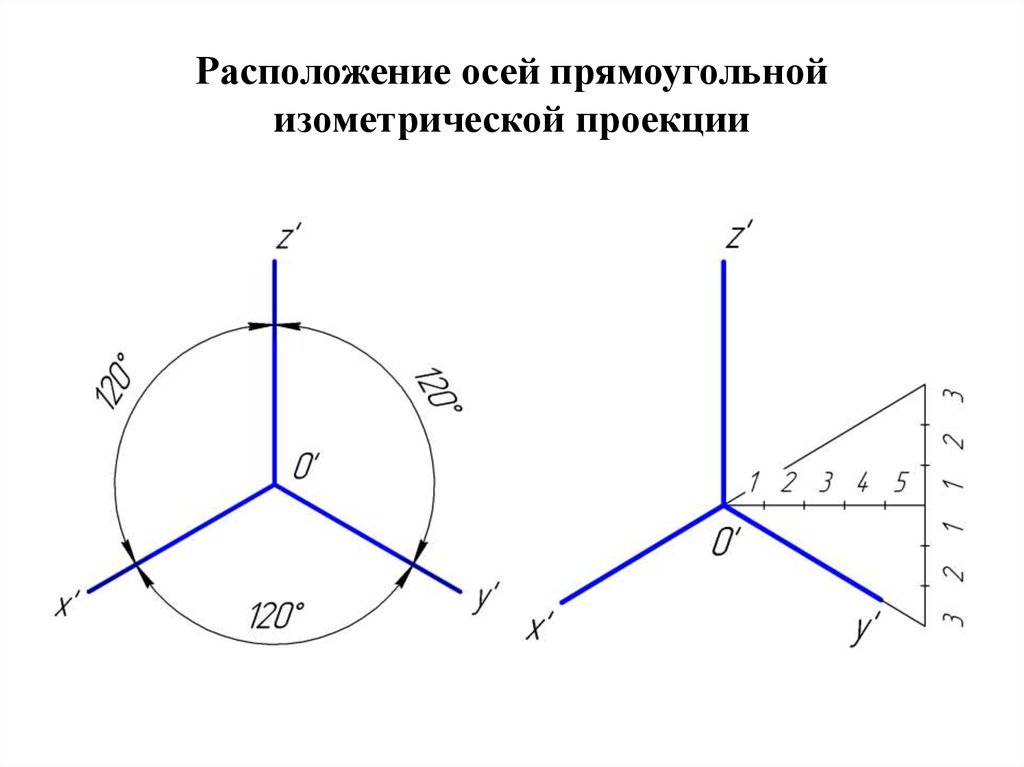
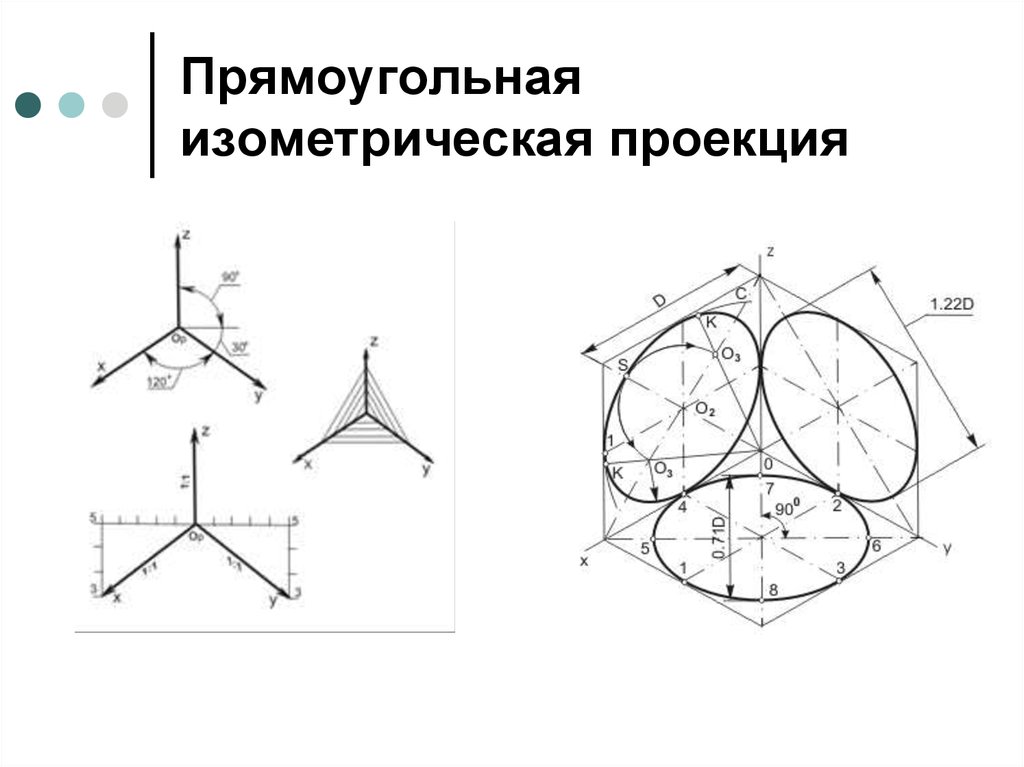 org/ListItem»>
org/ListItem»>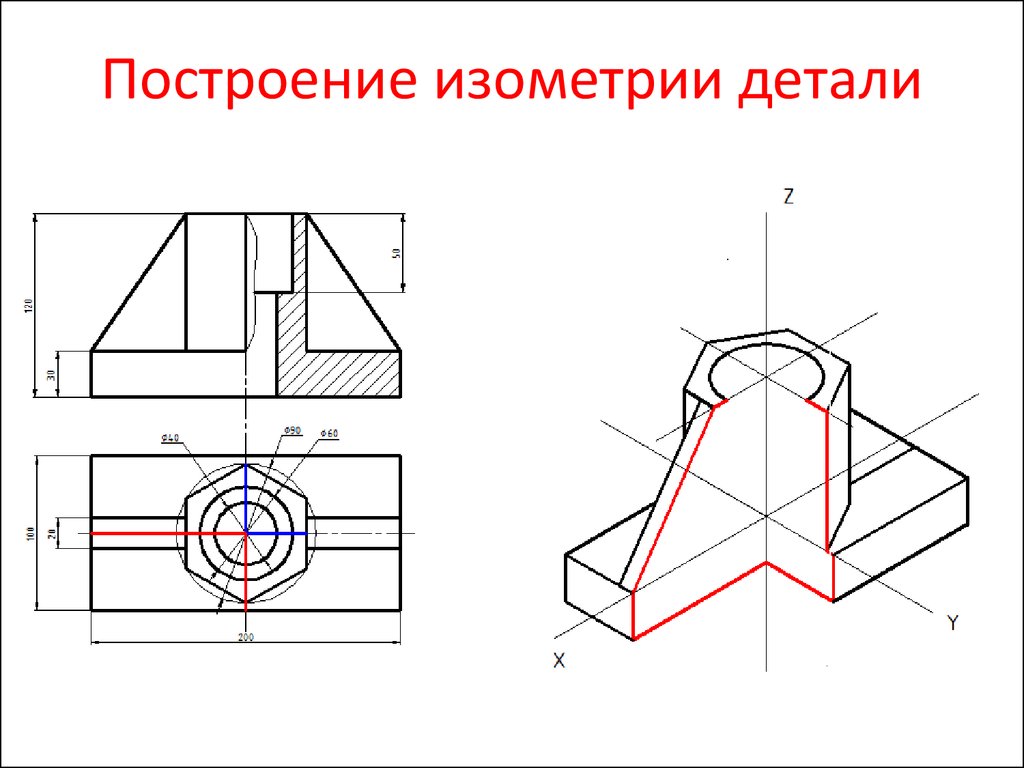 org/ListItem»>
org/ListItem»>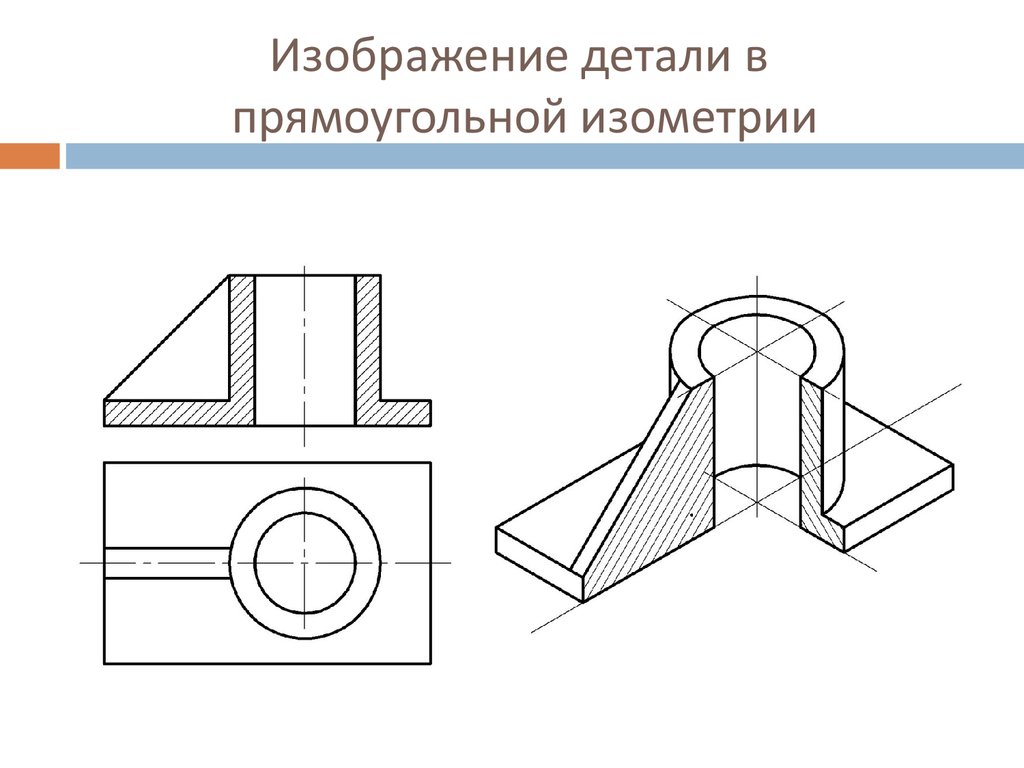
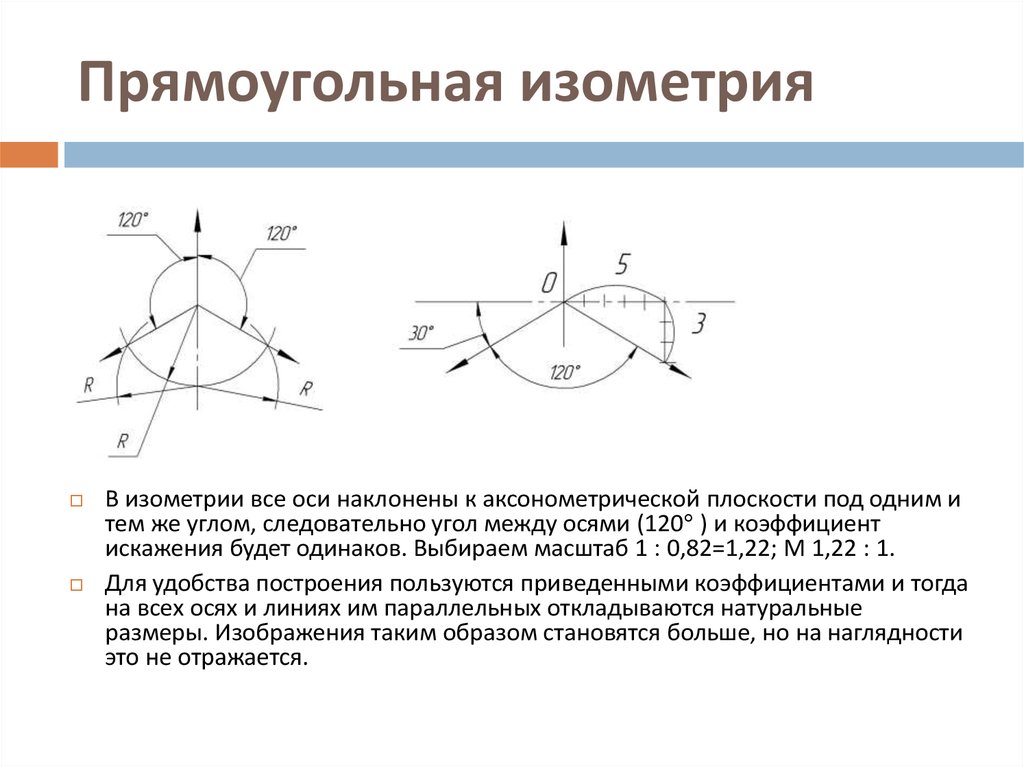 cel для хранения своей пользовательской ячейки и использования ее при необходимости.
cel для хранения своей пользовательской ячейки и использования ее при необходимости.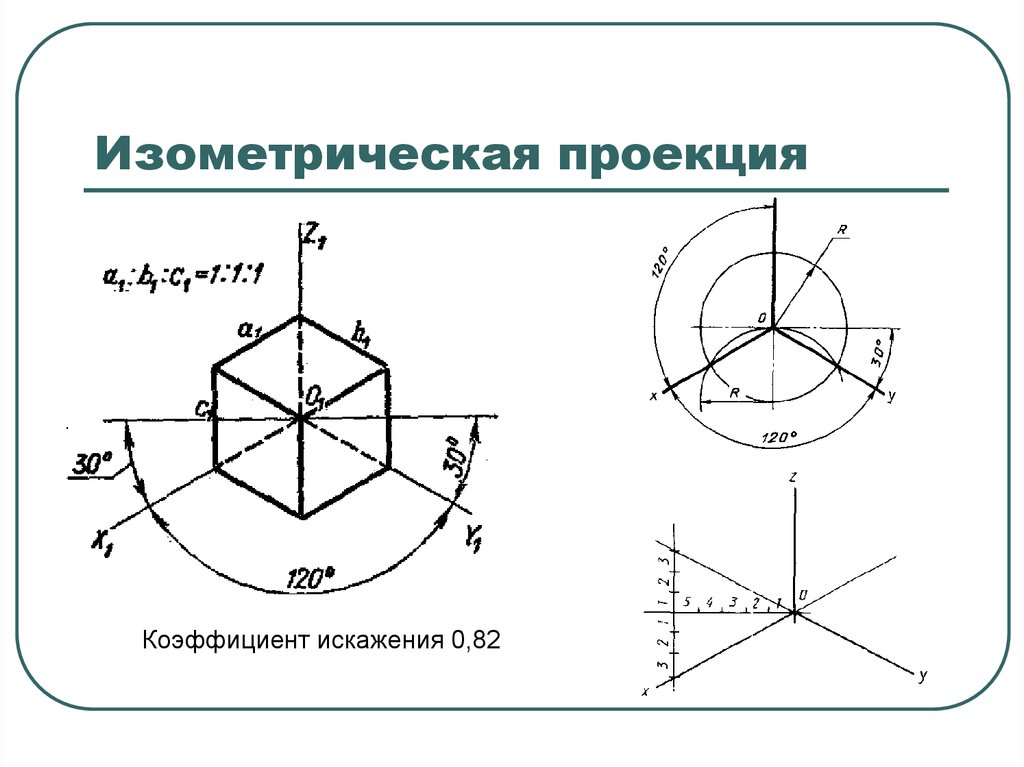


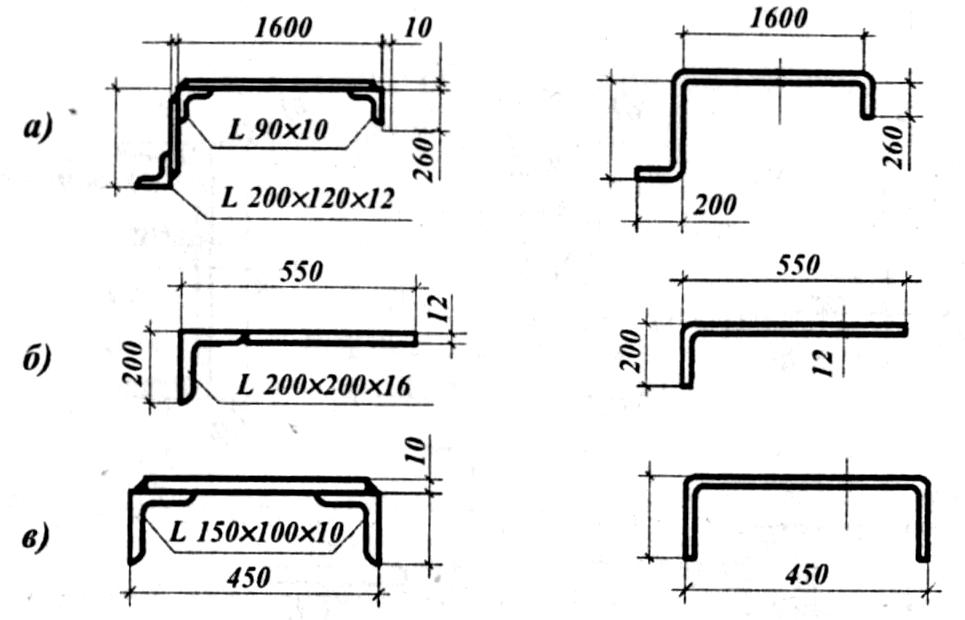

 дюйм, стандарт относительного веса профиля, расположение паза на смежных сторонах, анодированное покрытие, закалка T5
дюйм, стандарт относительного веса профиля, расположение паза на смежных сторонах, анодированное покрытие, закалка T5 Алюминиевый профиль имеет длину 72 дюйма, ширину 1,0 дюйма и высоту 1,0 дюйма. Он имеет прозрачное анодированное покрытие и имеет рифленую текстуру профиля для лучшего захвата при обращении с продуктом. Профиль каркаса с Т-образными пазами имеет 4 открытых паза, что позволяет легко прикреплять к нему аксессуары, такие как зажимы или упоры. Если вам нужен высококачественный алюминиевый профиль, профиль 80/20 1010-72 с Т-образными пазами — это именно то, что вам нужно.
Алюминиевый профиль имеет длину 72 дюйма, ширину 1,0 дюйма и высоту 1,0 дюйма. Он имеет прозрачное анодированное покрытие и имеет рифленую текстуру профиля для лучшего захвата при обращении с продуктом. Профиль каркаса с Т-образными пазами имеет 4 открытых паза, что позволяет легко прикреплять к нему аксессуары, такие как зажимы или упоры. Если вам нужен высококачественный алюминиевый профиль, профиль 80/20 1010-72 с Т-образными пазами — это именно то, что вам нужно. Если вам нужен высококачественный алюминиевый профиль, профиль 80/20 1010-72 с Т-образными пазами — это именно то, что вам нужно.
Если вам нужен высококачественный алюминиевый профиль, профиль 80/20 1010-72 с Т-образными пазами — это именно то, что вам нужно. дюйм, стандарт относительного веса профиля, расположение паза на соседних сторонах, анодированное покрытие, закалка T5
дюйм, стандарт относительного веса профиля, расположение паза на соседних сторонах, анодированное покрытие, закалка T5 Этот корпус используется для смещения места сверления краевого отверстия в двери или дверном косяке.
Этот корпус используется для смещения места сверления краевого отверстия в двери или дверном косяке. Используемый и признанный как слесарями, так и строителями,…
Используемый и признанный как слесарями, так и строителями,… Используемый и признанный как слесарями, так и строителями,…
Используемый и признанный как слесарями, так и строителями,…
 Существует большое разнообразие конструкций самодельных граверов и видео об их изготовлении, поэтому выбрать приемлемый вариант нетрудно. Например, можно сделать гравер, который будет приводиться в действие электродвигателем от старой бытовой техники. Однако самодельную гравировальную установку, чтобы работать с ней было удобно, надо оснастить гибким приводом и специальной насадкой, в которой будет фиксироваться используемый инструмент.
Существует большое разнообразие конструкций самодельных граверов и видео об их изготовлении, поэтому выбрать приемлемый вариант нетрудно. Например, можно сделать гравер, который будет приводиться в действие электродвигателем от старой бытовой техники. Однако самодельную гравировальную установку, чтобы работать с ней было удобно, надо оснастить гибким приводом и специальной насадкой, в которой будет фиксироваться используемый инструмент.
 В то же время микромотор, которым оснащены эти граверы, не подлежит ремонту, его можно только заменить на новый. Именно поэтому использовать эти устройства целесообразно для не слишком сложных работ, не подвергая при этом значительным нагрузкам.
В то же время микромотор, которым оснащены эти граверы, не подлежит ремонту, его можно только заменить на новый. Именно поэтому использовать эти устройства целесообразно для не слишком сложных работ, не подвергая при этом значительным нагрузкам. Если для гравировки используется бумажный шаблон, то потребуется малярный скотч, при помощи которого шаблон фиксируют на обрабатываемой поверхности. Иногда эскиз рисунка или надписи, которые необходимо выгравировать, наносят на обрабатываемое изделие обычным фломастером или карандашом. Поверхность при этом надо обезжирить при помощи спирта.
Если для гравировки используется бумажный шаблон, то потребуется малярный скотч, при помощи которого шаблон фиксируют на обрабатываемой поверхности. Иногда эскиз рисунка или надписи, которые необходимо выгравировать, наносят на обрабатываемое изделие обычным фломастером или карандашом. Поверхность при этом надо обезжирить при помощи спирта. Такая перчатка позволит также не оставлять следов от руки на обезжиренной поверхности обрабатываемого изделия. В том случае, если опыта выполнения гравировки у вас пока нет, лучше осуществлять работу на минимальных оборотах. Это позволит вырезать ровный узор, состоящий из штрихов одинаковой глубины, и при этом не повредить обрабатываемое изделие.
Такая перчатка позволит также не оставлять следов от руки на обезжиренной поверхности обрабатываемого изделия. В том случае, если опыта выполнения гравировки у вас пока нет, лучше осуществлять работу на минимальных оборотах. Это позволит вырезать ровный узор, состоящий из штрихов одинаковой глубины, и при этом не повредить обрабатываемое изделие. youtube.com/embed/I8h0Xj6Oz7U»/>
youtube.com/embed/I8h0Xj6Oz7U»/>







 Купите подходящий лазерный резак по металлу для латуни, меди, серебра, золота, алюминия, бронзы, алюминия и других металлов, отражающих инфракрасный свет в твердом состоянии.
Купите подходящий лазерный резак по металлу для латуни, меди, серебра, золота, алюминия, бронзы, алюминия и других металлов, отражающих инфракрасный свет в твердом состоянии.
 0-Ст.3 и т.п.) без покрытия в 4500 раз, выше чем у оцинкованной стали в 500 раз, выше чем у алюминия в 50 раз, выше чем у латуни в 25 раз
0-Ст.3 и т.п.) без покрытия в 4500 раз, выше чем у оцинкованной стали в 500 раз, выше чем у алюминия в 50 раз, выше чем у латуни в 25 раз Сплав прочный, легкий в обработке, долговечный, поэтому нашел широкое применение в различных отраслях промышленности и сферах народного хозяйства.
Сплав прочный, легкий в обработке, долговечный, поэтому нашел широкое применение в различных отраслях промышленности и сферах народного хозяйства. Изделия из сплава 08Х18Н10Т применяются в агрессивных химических средах: кислотных, щелочных и солевых растворах, морской воде, насыщенном паре;
Изделия из сплава 08Х18Н10Т применяются в агрессивных химических средах: кислотных, щелочных и солевых растворах, морской воде, насыщенном паре;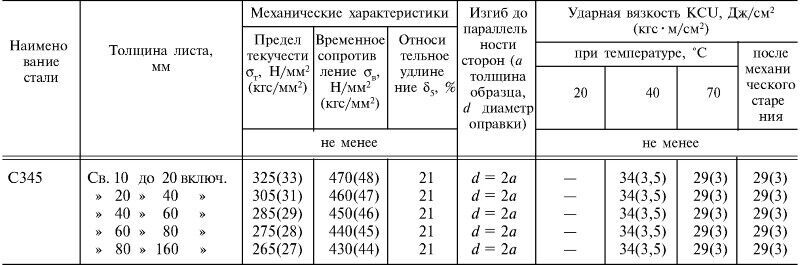 Пластичность металла позволяет раскатывать материал тоньше 1 мм. Из этого сплава изготавливают листы, ленты, проволоку, полосы. Стальная проволока идет на изготовление тканых металлических сеток, которые применяются в химической и пищевой промышленности, машиностроении, строительстве.
Пластичность металла позволяет раскатывать материал тоньше 1 мм. Из этого сплава изготавливают листы, ленты, проволоку, полосы. Стальная проволока идет на изготовление тканых металлических сеток, которые применяются в химической и пищевой промышленности, машиностроении, строительстве. Наша компания реализует нержавеющую проволоку и сетки из сплава марки 08Х18Н10Т. Все представленные позиции изготовлены по ГОСТ, имеют сертификаты, соответствуют российским и международным стандартам качества.
Наша компания реализует нержавеющую проволоку и сетки из сплава марки 08Х18Н10Т. Все представленные позиции изготовлены по ГОСТ, имеют сертификаты, соответствуют российским и международным стандартам качества.
 Закалка при 1020-1100 °С, воздух, масло, вода.
Закалка при 1020-1100 °С, воздух, масло, вода.

 Закалка 1050-1100 °С, вода или воздух
Закалка 1050-1100 °С, вода или воздух
 Ниже представлена систематизированная информация о назначении, химическом составе, видах припасов, заменителях, температуре критических точек, физико-механических, технологических и литейных свойствах для марки — Сталь 08Х18х20Т.
Ниже представлена систематизированная информация о назначении, химическом составе, видах припасов, заменителях, температуре критических точек, физико-механических, технологических и литейных свойствах для марки — Сталь 08Х18х20Т. Сталь коррозионностойкая и жаростойкая аустенитная.
Сталь коррозионностойкая и жаростойкая аустенитная. Закалка 1020-1100°С, охлаждение на воздухе, в масле, воде.
Закалка 1020-1100°С, охлаждение на воздухе, в масле, воде.
 manual-steel.ru/08h28N10T.html
manual-steel.ru/08h28N10T.html


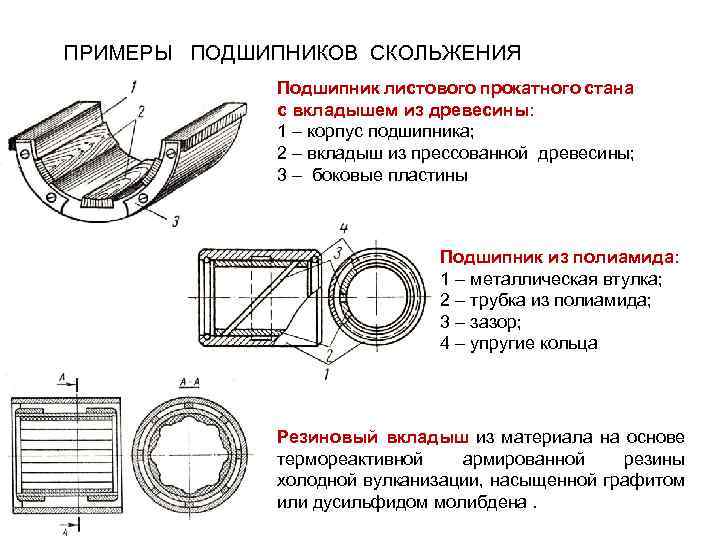
 2).
2).
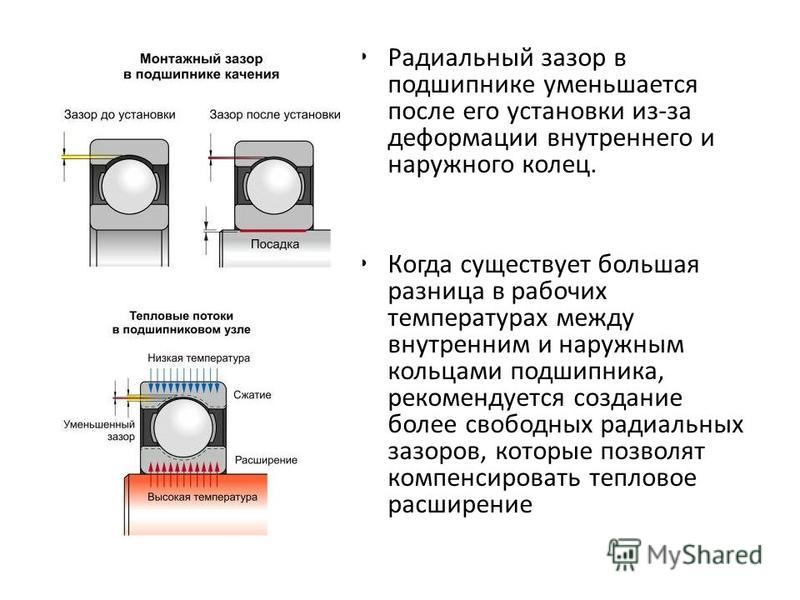
 Все инновационные материалы, производимые ею, реализуют технологию сухой смазки. Многие покрытия применяются для обслуживания подшипников скольжения.
Все инновационные материалы, производимые ею, реализуют технологию сухой смазки. Многие покрытия применяются для обслуживания подшипников скольжения.

 Обычно он используется как опора вала в продольном направлении, удерживая его в проектном положении. Применение подшипников этого типа чрезвычайно разнообразно, но чаще всего они используются во всевозможных роторах, так как обеспечивают надежную фиксацию вала и позволяют точно выдерживать зазоры, необходимые для работы этих устройств.
Обычно он используется как опора вала в продольном направлении, удерживая его в проектном положении. Применение подшипников этого типа чрезвычайно разнообразно, но чаще всего они используются во всевозможных роторах, так как обеспечивают надежную фиксацию вала и позволяют точно выдерживать зазоры, необходимые для работы этих устройств. Такое покрытие нужно вовсе не для того, чтобы максимально трение в подшипнике – на роли баббита мы подробно остановимся в конце нашей статьи.
Такое покрытие нужно вовсе не для того, чтобы максимально трение в подшипнике – на роли баббита мы подробно остановимся в конце нашей статьи. При этом каждая колодка имеет особый шарнирный механизм, позволяющий ей изменять положение в зависимости от того, как изменяется осевой момент приложения сил. Благодаря этому давление масла всегда остается достаточным для эффективной работы механизма.
При этом каждая колодка имеет особый шарнирный механизм, позволяющий ей изменять положение в зависимости от того, как изменяется осевой момент приложения сил. Благодаря этому давление масла всегда остается достаточным для эффективной работы механизма. Может это происходить и из-за неэффективного отвода тепла.
Может это происходить и из-за неэффективного отвода тепла. В этом случае на каждую колодку при работе механизма будет оказываться давление 1,5-2 МПа. Если нужна высокая точность, то принимают размер зазора 40 мкм. В этом случае давление составит 3,5-4 МПа. Делая расчет нужно не забывать и о том, что чем меньше зазор, тем выше риск перегрева детали. Температура 90 градусов Цельсия в этом случае считается критической. При дальнейшем повышении риск расплавления баббитового слоя колодок, а значит и поломки подшипника, значительно растет.
В этом случае на каждую колодку при работе механизма будет оказываться давление 1,5-2 МПа. Если нужна высокая точность, то принимают размер зазора 40 мкм. В этом случае давление составит 3,5-4 МПа. Делая расчет нужно не забывать и о том, что чем меньше зазор, тем выше риск перегрева детали. Температура 90 градусов Цельсия в этом случае считается критической. При дальнейшем повышении риск расплавления баббитового слоя колодок, а значит и поломки подшипника, значительно растет.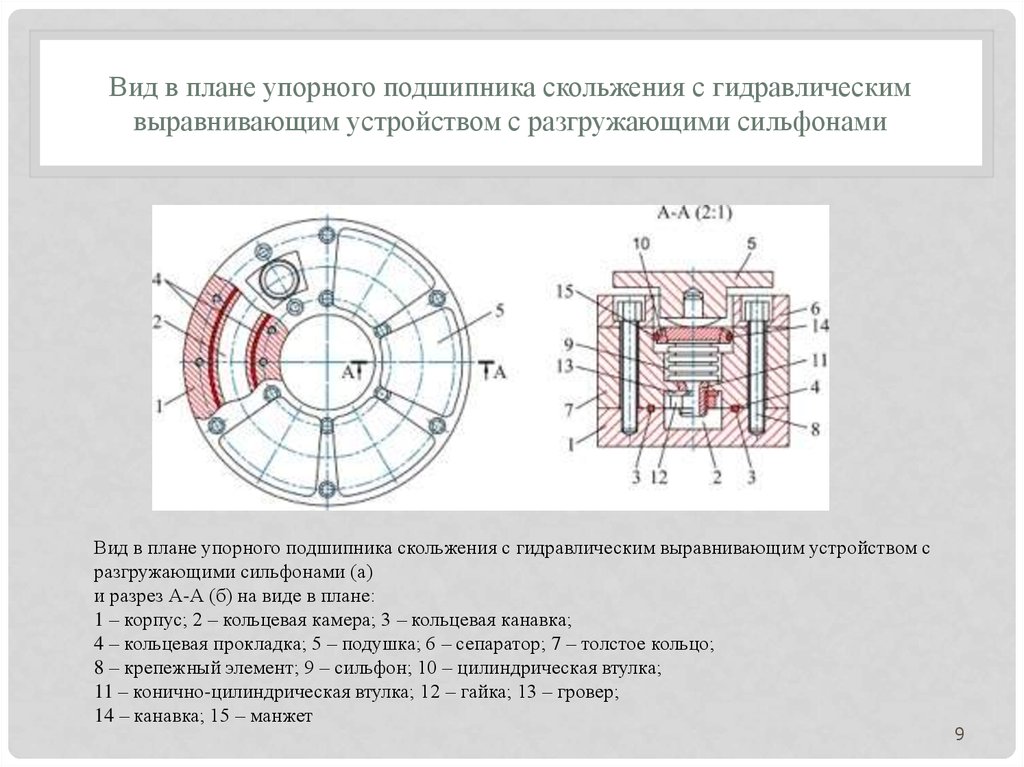 При этом ключевую роль в надежности этих элементов узла играет баббитовая заливка. Важно помнить, что в упорных и опорных подшипниках она играет абсолютно разную роль. В опорных моделях, рассчитанных на радиальный тип нагрузки, эта часть колодок работает в условиях сухого и полусухого трения. В случае с изделиями упорного типа, эти виды трения не наблюдаются, так как диск вала «плавает» в масляной ванне и не касается поверхности баббита.
При этом ключевую роль в надежности этих элементов узла играет баббитовая заливка. Важно помнить, что в упорных и опорных подшипниках она играет абсолютно разную роль. В опорных моделях, рассчитанных на радиальный тип нагрузки, эта часть колодок работает в условиях сухого и полусухого трения. В случае с изделиями упорного типа, эти виды трения не наблюдаются, так как диск вала «плавает» в масляной ванне и не касается поверхности баббита.
 Подшипники iglide® являются самосмазывающимися, не требуют технического обслуживания, химически стойкими, универсальными и снижают затраты до 40 процентов. Они могут выдерживать экстремальные температуры и подходят для специального машиностроения, подводного применения, пищевой и табачной промышленности. Подшипники iglide® доступны в широком диапазоне стандартных опций каталога, а индивидуальная настройка возможна от одной партии. Обновите имеющиеся у вас подшипники и втулки, перейдя на igus®. Перейдя на подшипники iglide®, клиенты могут улучшить свои технологии и сократить свои расходы до 9 раз.0%. В дополнение к этим преимуществам продукты igus® предлагают быструю доставку в течение 24 часов, онлайн-калькуляторы срока службы и инструменты для почти всех линеек продуктов, а также проверенную надежность.
Подшипники iglide® являются самосмазывающимися, не требуют технического обслуживания, химически стойкими, универсальными и снижают затраты до 40 процентов. Они могут выдерживать экстремальные температуры и подходят для специального машиностроения, подводного применения, пищевой и табачной промышленности. Подшипники iglide® доступны в широком диапазоне стандартных опций каталога, а индивидуальная настройка возможна от одной партии. Обновите имеющиеся у вас подшипники и втулки, перейдя на igus®. Перейдя на подшипники iglide®, клиенты могут улучшить свои технологии и сократить свои расходы до 9 раз.0%. В дополнение к этим преимуществам продукты igus® предлагают быструю доставку в течение 24 часов, онлайн-калькуляторы срока службы и инструменты для почти всех линеек продуктов, а также проверенную надежность.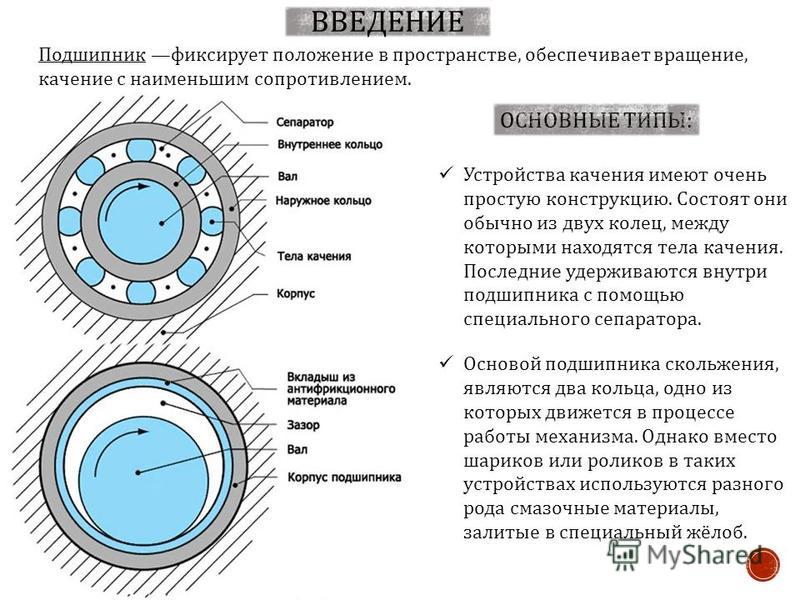 10 000 испытаний в год обеспечивают базу данных для онлайн-калькулятора срока службы.
10 000 испытаний в год обеспечивают базу данных для онлайн-калькулятора срока службы. Свяжитесь с нами через форму ниже или позвоните нам по телефону (800) 521-2747 и обсудите ваш проект уже сегодня!
Свяжитесь с нами через форму ниже или позвоните нам по телефону (800) 521-2747 и обсудите ваш проект уже сегодня!
 также «Боковая панель: Полезные правила» внизу статьи) .
также «Боковая панель: Полезные правила» внизу статьи) .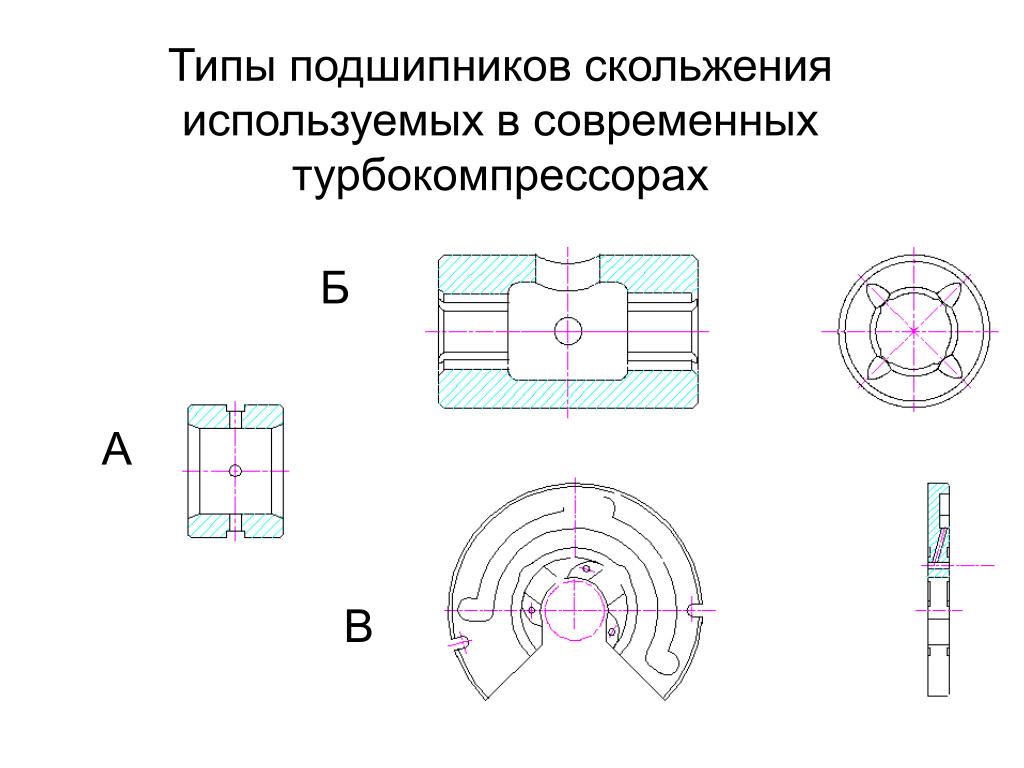 Это преимущество для различных материалов. Пластик, например, относительно легко поддается обработке.
Это преимущество для различных материалов. Пластик, например, относительно легко поддается обработке. Дальнейшая оценка применения должна быть сосредоточена на типе нагрузки, которой будет подвергаться подшипник скольжения. Высокие скорости вращения, высокие линейные скорости или наличие ударной нагрузки также будут влиять на материалы, используемые для подшипников скольжения».
Дальнейшая оценка применения должна быть сосредоточена на типе нагрузки, которой будет подвергаться подшипник скольжения. Высокие скорости вращения, высокие линейные скорости или наличие ударной нагрузки также будут влиять на материалы, используемые для подшипников скольжения».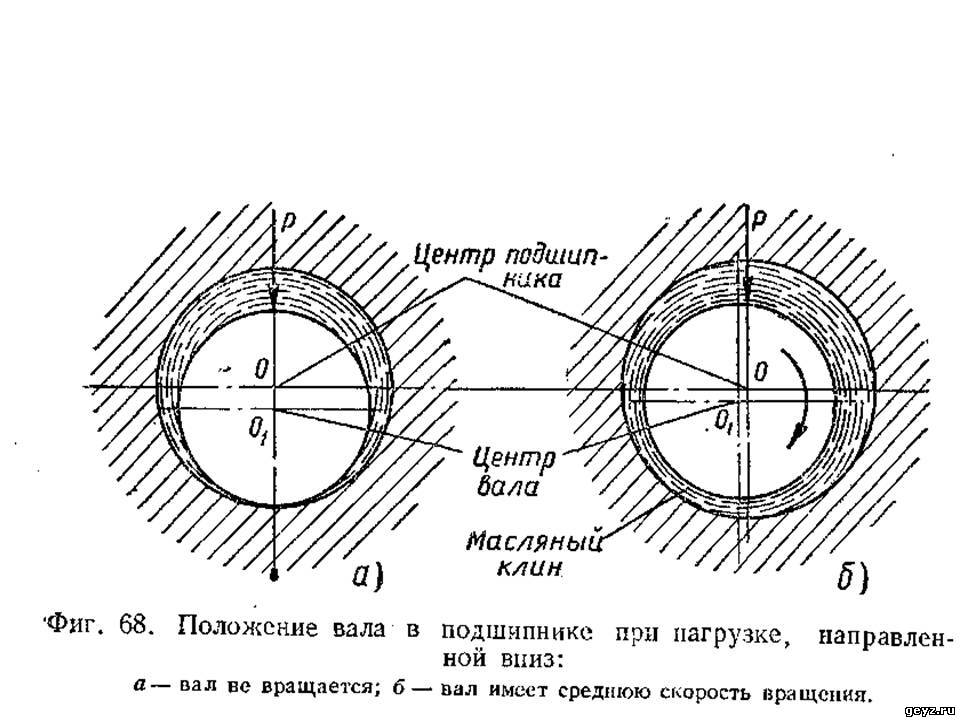 Одно только значение pV составляет лишь половину того, что необходимо для достижения стабильного температурного предела. Таким образом, расчетное значение pV будет умножено на два для расчетного значения pV перед сравнением с рейтингом pV материала. Давление выражается как:
Одно только значение pV составляет лишь половину того, что необходимо для достижения стабильного температурного предела. Таким образом, расчетное значение pV будет умножено на два для расчетного значения pV перед сравнением с рейтингом pV материала. Давление выражается как: Это может определить точный срок службы подшипников и может быть удобно, когда вы работаете с подшипниками разных размеров».
Это может определить точный срок службы подшипников и может быть удобно, когда вы работаете с подшипниками разных размеров».

 Однако, чем мягче материал, тем больше нагрузка и скорость становятся проблемой.
Однако, чем мягче материал, тем больше нагрузка и скорость становятся проблемой. Цинк может работать без постоянной подачи смазки — часто используется консистентная смазка. Хотя цинк хорошо защищает, он не очень эффективен в агрессивных средах, таких как соленая или морская вода. В целом, бронза выдерживает нагрузку от 25 000 до 40 000 фунтов на квадратный дюйм в колебательных или вращающихся устройствах.
Цинк может работать без постоянной подачи смазки — часто используется консистентная смазка. Хотя цинк хорошо защищает, он не очень эффективен в агрессивных средах, таких как соленая или морская вода. В целом, бронза выдерживает нагрузку от 25 000 до 40 000 фунтов на квадратный дюйм в колебательных или вращающихся устройствах. Различные смеси могут хорошо работать в агрессивных, влажных и даже подводных средах.
Различные смеси могут хорошо работать в агрессивных, влажных и даже подводных средах.
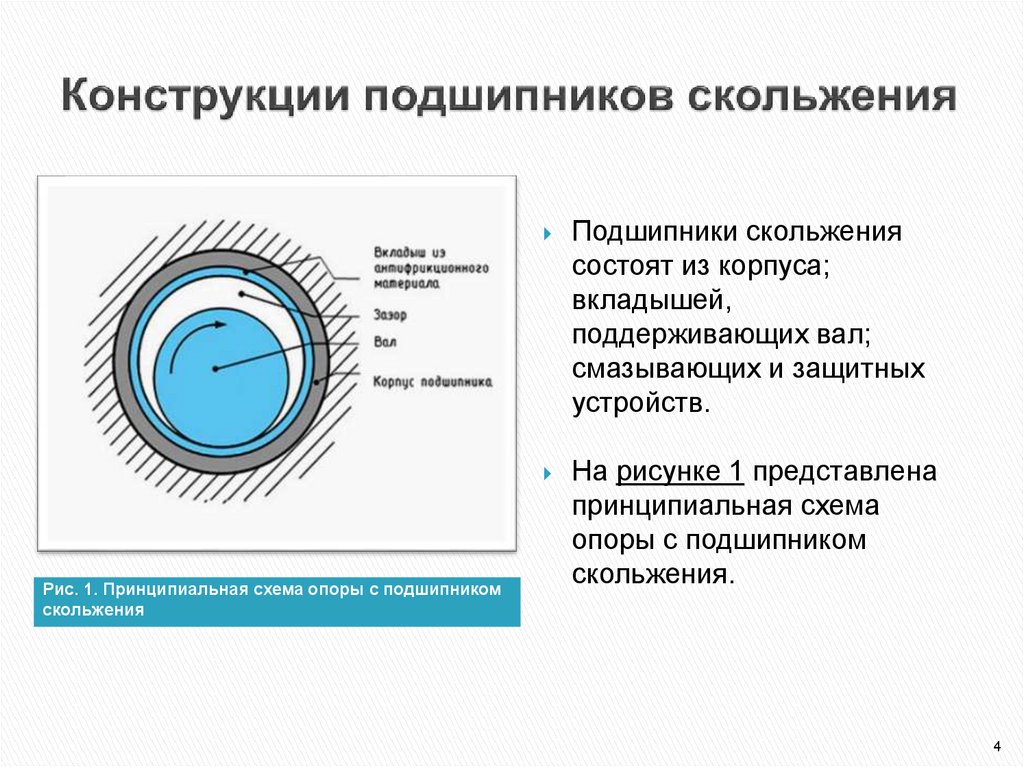 Часто для прокачки масла и загрязняющих веществ через подшипник требуется скорость не менее нескольких сотен об/мин.
Часто для прокачки масла и загрязняющих веществ через подшипник требуется скорость не менее нескольких сотен об/мин. Если машина будет часто запускаться и останавливаться, важно помнить, что вал будет опираться на подшипник при остановке. Кинетический коэффициент трения между материалами будет влиять на износ во время запуска.
Если машина будет часто запускаться и останавливаться, важно помнить, что вал будет опираться на подшипник при остановке. Кинетический коэффициент трения между материалами будет влиять на износ во время запуска. Как правило, шероховатость поверхности подшипника должна соответствовать валу. Однако, если материал подшипника мягче, чем вал, вал будет «изнашивать» подшипник. С некоторыми материалами, особенно пластиком, это может быть полезно. Сошлифованные частицы подшипника могут заполнить впадины в шейке; по существу делает вал более гладким с течением времени.
Как правило, шероховатость поверхности подшипника должна соответствовать валу. Однако, если материал подшипника мягче, чем вал, вал будет «изнашивать» подшипник. С некоторыми материалами, особенно пластиком, это может быть полезно. Сошлифованные частицы подшипника могут заполнить впадины в шейке; по существу делает вал более гладким с течением времени. Это ускорит износ, так как неровности будут скапливаться, если их не вымыть из системы постоянным потоком смазки. Если смазку планируется использовать повторно, а это часто происходит, в систему необходимо добавить процесс фильтрации.
Это ускорит износ, так как неровности будут скапливаться, если их не вымыть из системы постоянным потоком смазки. Если смазку планируется использовать повторно, а это часто происходит, в систему необходимо добавить процесс фильтрации.