Художественное литье из металла на заказ в компании Sprint 3D.
Художественное литье
Художественное литье на заказ — это услуга компании, где с помощью отработанного алгоритма действий, от 3D-моделирования, создания мастер-модели с помощью 3D-печати до снятия с них силиконовых форм и отливки из нужного материала, Вы получаете уникальные и красивые изделия.
Уникальное производство
Ни для кого не секрет, что художественное литье всегда было уникальным в своем роде направлением, в котором создаются настоящие произведения искусства. Sprint 3D дополнили литейное производство используя 3D-моделирование и 3D-печать для изготовление моделей под снятие форм. На начальном этапе мы используем различные виды пластика, полимеров, а также воска. Перед производством мы сохраняем 3D-модель на электронном носителе. В любой момент она готова к внесению изменений, дополнений и быстрому переносу в физическую форму.
Сотрудники отдела литейного мастерства, где работают настоящие профессионалы своего дела, снимают силиконовые формы и отливают партии (от 1 штуки). Работы ведутся на современном высококлассном оборудовании, что позволяет выполнять сложнейшую работу точно и в срок.
Литье из алюминия, бронзы, латуни, а также золота и серебра
Не так много производств, оказывающих услуги художественного литья в силиконовые формы, могут похвастаться отличным соотношением — цена/качество. Мы, в свою очередь, максимально оптимизируем процесс, создавая произведения искусства из алюминия, бронзы, латуни, а также золота и серебра.
С помощью художественного литья мы изготавливаем различные уникальные подарки, ювелирную продукцию, элементы декора, награды различного характера, сувениры, статуи, барельефы и многое другое.
Мы вывели старинный процесс декоративного литья на новый уровень, пользуясь опытом мастеров и внедряя новое оборудование, тем самым увеличивая скорость нашей работы без потери качества. А Вы имеете информацию по каждому этапу в цикле литья.
Прием заказа
Прием заказа на художественное литье
1). Вы присылаете на почту [email protected] эскиз, чертеж или фотографию будущего изделия с габаритами, желаемое количество штук в партии. Или звоните нам по телефону: +7 (495) 740-51-70 и мы детально проконсультируем Вас.
2). В кратчайшие сроки мы оценим работу и ответим в любой удобной форме.
3). Заключаем поэтапный договор на художественное литье, которое входит — 3D-моделирование или 3D-сканирование, создание мастер-модели и литье, а также обязательство с нашей стороны выполнить заказ качественно и в срок по заранее обговоренной цене.
4). Вы производите оплату любым удобным Вам способом.
Этапы работы
Этапы работы
1). 3D-моделирование — воссоздание по вашим эскизам или фотографиям 3D-образа будущего изделия.
Если у Вас есть готовая физическая модель, которое требуется скопировать или видоизменить, мы производим
3D-сканирование.
2). Согласовав с Вами 3D-модель, мы приступаем к 3D-печати (созданию мастер модели под литье).
3). Снятие силиконовых форм и литье металлом.
4). Отправка партии в любую точку России и стран СНГ.
Сроки выполнения заказа
СРОКИ ВЫПОЛНЕНИЯ ЗАКАЗА
Базовые сроки — от 12 рабочих дней в зависимости от сложности работы и количества изготавливаемых изделий.
Ученые воссоздали древнеегипетский метод литья фигурок из бронзы — Газета.Ru
Ученые воссоздали древнеегипетский метод литья фигурок из бронзы — Газета.Ru | Новости
close
100%
Египетский археометаллург смог воссоздать технологию литья бронзы эпохи Нового царства и позднейших периодов. Об этом сообщает издание N+1.
Во второй половине II тысячелетия до нашей эры металлургическое производство Древнего Египта переживало расцвет. Одной из технологий той эпохи было полое литье, при котором фигурку отливали по восковой модели, которую затем выплавляли из металла. При этом мастер должен был учесть множество нюансов, чтобы избежать пористости и обеспечить высокое качество. Одним из нюансов этой технологии было использование литейных стержней, задающих форму изделия. Их покрывали тонким слоем воска, на который накладывалась масса из смеси глины и песка.
Египетский исследователь Юсри Салем из Университета Южной долины в Кене, изучил две статуэтки, обнаруженные в 1970-х годах на территории Карнакского храмового комплекса. Одна из них – типичная фигурка бога Осириса высотой 17 сантиметров без нижней части, а вторая – женская фигурка, представленная нижним фрагментом. На обоих из них были следы позолоты и грунтовки.
Ученый воссоздал наиболее вероятную последовательность операций, использовавшуюся египетскими мастерами. Сначала из обычной глиняно-песчаной массы делалась круглая в сечении сердцевина стержня. Затем ее закрепляли внутри разъемной постоянной литейной формы так, чтобы везде сохранялся относительно равномерный зазор между сердцевиной и стенками формы. Далее заливалась приготовленная с добавлением воды известково-восковая смесь, которая, заполняя пустое пространство, формировала верхний слой стержня, который будет служить основой фигуры. Готовый стержень погружали в расплавленный воск и покрывали глиняно-песчаной массой. После застывания воск выплавляли из формы и заливали металл.
close
100%
В ходе эксперимента Салем воссоздал технологию изготовления таких стержней и, используя ее, получил бронзовые отливки. Опыт показал, что погружение в воск позволяет сформировать очень тонкий выплавляемый слой и, соответственно, изготовить тонкостенные отливки, аналогичные древнеегипетским фигуркам из Карнака.
Подписывайтесь на «Газету.Ru» в Новостях, Дзен и Telegram. Чтобы сообщить об ошибке, выделите текст и нажмите Ctrl+Enter
Новости
Дзен
Telegram
Мария Дегтерева
В каждой бочке затычка
О том, почему соцсети интеллектуально деградируют
Владимир Трегубов
Китай после ХХ съезда компартии
О глобальных вызовах и перспективах
Дмитрий Самойлов
Вбойко шагает трансгуманизм
О последнем романе Виктора Пелевина
Юрий Мурадян
Долой самозванца!
О том, как не обесценивать свои успехи
Андрей Колесников
Ностальгия по жертвоприношению
О прецеденте спасения мира
Найдена ошибка?
Закрыть
Спасибо за ваше сообщение, мы скоро все поправим.
Продолжить чтение
Статуэтка из литого металла — Etsy.de
Etsy больше не поддерживает старые версии вашего веб-браузера, чтобы обеспечить безопасность пользовательских данных. Пожалуйста, обновите до последней версии.
Воспользуйтесь всеми преимуществами нашего сайта, включив JavaScript.
Найдите что-нибудь памятное, присоединяйтесь к сообществу, делающему добро.
( 1000+ релевантных результатов,
с рекламой
Продавцы, желающие расширить свой бизнес и привлечь больше заинтересованных покупателей, могут использовать рекламную платформу Etsy для продвижения своих товаров. Вы увидите результаты объявлений, основанные на таких факторах, как релевантность и сумма, которую продавцы платят за клик. Учить больше.
Почему часто включается насосная станция при наборе воды: определяем и устраняем поломки
Любое жилое помещение, будь то загородная дача или фешенебельный особняк, не будет полноценно функционировать без современной системы водообеспечения. Стабильное давление в трубопроводах обеспечивает специальный комплект оборудования, состоящий из насоса, резервуара и управляющего блока. К сожалению, в процессе эксплуатации без поломок не обойтись. Любому владельцу стоит изучить их причины и методы ремонта.
Содержание
1 Комплектация водоснабжающей станции для дома
2 Отчего часто включается домашняя насосная станция при наборе воды: устраняем неполадки
2.1 Регулятор давления
2.2 Нагнетающий насос
3 Отчего часто включается и выключается домашняя насосная станция при открытых кранах: причина в гидроаккумуляторе
4 Дополнительные факторы
Комплектация водоснабжающей станции для дома
Понять, почему часто включается насосная станция при наборе воды, без знания ее конструкции и принципа работы непросто. Распространенные модели включают несколько узлов:
Помпа – классифицируется по типам (например, вихревая или центробежная), по месту расположения (поверхностная или погружная) и мощности. Для поддержания давления в системе используют дополнительные устройства.
Гидроаккумулятор – бак с прочными стенками и резиновой мембраной служит для стабилизации водяного давления. Принцип работы: поступающая в емкость вода, растягивает упругую мембрану, после чего она стремится возвратиться в исходное положение, и выдавливает жидкость в трубопровод.
Блок управления с механическим реле – отвечает за оптимальное функционирование гидроаккумулятора и помпы. Если насос стал чаще включаться, стоит уделить внимание регулировке пружин, чтобы задать уровень давления в автономном водопроводе.
Любой дисбаланс регулировок, и пожалуйте, – работа всего комплекса под вопросом. Здесь ситуация в корне отличается от той, когда радиаторы горячие, а в квартире холодно – преждевременный износ и выход агрегатов из строя неизбежен. Например, обстоятельство, когда насосная станция часто включается и выключается при открытых кранах, говорит о несоблюдении дельты давлений воздуха в баке и момента срабатывания реле включения насоса.
Как показывает опыт общения с домовладельцами, не все понимают разницу между гидроаккумулятором и емкостью для воды. Тут все просто – гидравлический аккумулятор уменьшает число пусков помпы, чем увеличивает ее срок службы, и защищает от гидроударов. Емкость же служит для накопления воды на случай отключения электроснабжения. Поэтому выбирать объем гидробака нужно в зависимости от норм потребления
Отчего часто включается домашняя насосная станция при наборе воды: устраняем неполадки
Суть работы водоснабжающего комплекса заключается в поддержании водяного давления в системе за счет его периодической работы. Достигая установленных на блоке управления показателей, помпа должна выключаться. Если она начинает работать непрерывно, то придется выключить оборудование и определить причину неисправности.
Регулятор давления
Нелады с регулятором – это когда часто срабатывает реле давления насосной станции или вообще не отключается. Чтобы убедиться в своих предположениях, достаточно выполнить ряд операций:
Проверить правильность показаний встроенного манометра. Для этого можно использовать автомобильный насос, заодно при необходимости восстановить рабочее давление через золотник.
Перед проверкой узла регулировки отключить оборудование от электросети, слить из бака гидроаккумулятора воду.
Демонтировать крышку блока управления.
Отверткой провернуть регулирующий винт, фиксирующий крупную пружину реле: почасовой стрелке порог давления воды увеличивается, а против часовой – снижается.v
Если насосная станция слишком часто включается при наборе воды, то видимо, предел завышен – повернуть винт большой спирали против часовой. Затем стравить и снова закачать воздух. Реле должно автоматически срабатывать в процессе стравливания воздуха, при достижении минимального уровня давления, зафиксированного в инструкции.
Частое самопроизвольное включение насоса может быть и по причине неверно выставленного рабочего диапазона. Пружина меньшего калибра ответственна за интервал между началом и окончанием работы помпы. После выставления нижнего уровня (большая спираль) нужно выставить верхний порог отключения оборудования, который составляет 95% от допустимого давления в системе.
В последнем случае, когда рабочий интервал слишком мал, станция не будет набирать норму воды за один цикл. Это повышает частоту включений, но достаточно простой регулировки маленькой пружины – и эффективность устройства будет восстановлена. Правильность установки диапазона инспектируют двумя-тремя циклами накачки и стравливания воздуха с контролем показаний манометра.
Встречается ситуация, похожая на ту, когда плохо греют биметаллические радиаторы, то есть банальный засор. По причине грязной воды засоряется входное отверстие реле блока управления. Здесь достаточно поработать жесткой щеткой, чтобы избавиться от посторонних примесей.
Нагнетающий насос
Бывает, что при открытых кранах даже новая насосная станция часто включается и выключается сама по себе вследствие недостаточного уровня электропитания. Крыльчатка помпы не в состоянии развить оптимальную мощность для наполнения водяной системы.
Проблема одинаково может скрываться как в электрической, так и в механической части насоса:
В процессе эксплуатации механика конструкции изнашивается, это сопровождается падением водяного давления, иными словами, насосная станция не держит давление в водопроводе. Проверить работоспособность насоса можно, отключив его от системы, после чего визуально оценить мощность струи воды. Основные узлы помп ремонту не подлежат, их меняют целиком.
Патрубки центробежного насоса со временем могут засориться. Здесь поможет механическая очистка и обработка чистящими составами.
Длительная эксплуатация способствует образованию окислов на контактах клеммной коробки, что затрудняет проходимость электротока. Насос перестает выдавать свою мощность. Устраняется неполадка просто: оборудование обесточивается, и контакты зачищаются.
Неустойчивая работа оборудования может быть следствием нестабильного напряжения в домашней сети. Проблема решается подключением стабилизатора.
Отчего часто включается и выключается домашняя насосная станция при открытых кранах: причина в гидроаккумуляторе
Один из главных узлов системы – аккумулятор давления, состоящий из металлической емкости и мембраны. В процессе работы резиновая мембрана существенно растягивается или вовсе приходит в негодность. То же касается и металлического бака, со временем он корродирует и не держит давление. Бывает, что емкость дефектна с самого начала, часто такое случается по сварному шву.
Когда насосная станция работает рывками или часто включается при наборе воды, есть смысл оценить целостность резиновой груши. Для этого не нужно разбирать аккумулятор, достаточно нажать на клапан-нипель – из него должна выходить струя воздуха. Если из отверстия идет вода, то мембрану придется менять.
Повреждение фальца, который крепит резиновую грушу, также влияет на работу комплекса. Любая деформация детали способна нарушить герметичность устройства. Замена как мембраны, так и фальца требует демонтажа гидроаккумулятора и его разборки.
Дополнительные факторы
Скрытые утечки в системе труб водоснабжения также могут стать причиной нестабильной работы комплекса. Ситуация сложная, поскольку повреждение трубы возможно и под землей. Обнаружить такую поломку довольно сложно.
Если возникает вопрос, как часто должна включаться насосная станция, то стоит обратить внимание на расчеты водопотребления. Возможно, что ваши запросы на воду увеличились, и нужно подумать о параллельной установке еще одной емкости или заменить более емким ресивером.
Не помешает принять во внимание еще несколько факторов:
Засорился обратный клапан – поток воды не перекрывается, она уходит из системы, давление снижается, а насос постоянно включается. Выхода два: снять и почистить клапан или заменить на новый.
Вышел из строя конденсатор в клеммной коробке – в этом случае помпа не будет запускаться вообще. Деталь проверяют тестером и меняют при необходимости.
Неисправен золотник – воздух из бака выходит в атмосферу и его давление падает, что приводит к учащенной работе помпы. Для устранения неисправности гидроаккумулятор нужно демонтировать, вынуть мембрану, и заменить ниппель.
Поделиться в социальных сетях
Вредны ли частые включения насоса? — Всё самое интересное!
Продолжаем раздел «Вода» и подраздел «Инженерные системы» ответом на вопрос «Вредны ли частые включения насоса?» Где постараемся рассмотреть проблему со всех сторон и максимально полно ответить. Сразу укажем: речь идёт о насосах бытовых — не о промышленных монстрах.
Вредны ли частые включения насоса — вопрос задаётся в первую очередь теми, кому пытаются продать накопительный бак под давлением (гидроаккумулятор). Бак — не дешёвый, занимает место, у него может изнашиваться резиновая груша, которую нужно иногда менять. А это дополнительные расходы. Хоть частота включений и уменьшается. Принцип работы гидроаккумулятора:
Для ответа на вопрос нужно разобраться с двумя интересными словами — вредны и частые. Что за вред, каковы последствия? И какое именно число считается «частым»?
Начнём с ответа на второй вопрос, по нему есть отличная путаница. Например, на сайте http://ua.delfin-aqua.com.ua/faq.html пишут:
Максимальная частота включения / выключения 20-30 раз
Логично спросить: 20-30 раз за что? За секунду? За минуту? За час? Молчание.
И так практически на каждом просмотренном сайте. Поэтому временно вернёмся к первому вопросу (в надежде, что наткнёмся на ответ):
В чём вред частых включений насоса?
Причём не «вред длительной работы», а именно «вред частых включений?»
Например,кандидат технических наук Горюнов Александр Николаевич в автореферате к диссертации пишет:
Частые включения мощных насосных агрегатов ведут к износу электротехнического и гидравлического оборудования и возникновению гидравлических ударов в трубопроводных сетях.
Здесь речь идёт об огромных насосах на сотни кубометров воды в минуту. Там используются огромные мощности. Можно ли перенести данные об этих монстрах на бытовые насосы?
Сайты-производители бытовых насосов также говорят об ускоренном износе насоса как о последствиях частых включений.
Итак, в чём логика? Ведь, по идее, насос должен работать столько, сколько нужно. Ведь если бы частые включения были критичными, на насосах бы писали что-то типа «рассчитан на 10000 включений». Например, так пишут на электромагнитных клапанах. Это клапаны, перекрывающие подачу воды по электронному сигналу. В их характеристики входит «рассчитан более чем на 5000 / 10000 и т.д. включений».
Ещё один вопрос: насосы бывают погружными или поверхностными, вихревыми и лопастными и всякими разными. Частые включения изнашивают все типы насосов? Или какой-то один тип?
Затем, есть двигатель насоса и есть то, что насасывает. Что именно изнашивается от частых включений?
На сайте http://www. ivd.ru/document.xgi?id=8211 пишут, что частые включения изнашивают все детали, и в первую очередь электродвигатель.
С другой стороны, сайт http://www.watergarant.ru/Pusk.html пишет:
Электродвигатели, предназначенные для частых пусков/отключений обычно оборудованы системой управления, которая состоит из контактора и устройства защиты от перегрузок (термореле).
Термореле — это то, что установлено на любые водяные насосы, если это не самый унылый и самый позорный агрегат. Оно защищает двигатель от перегрева и отключает его при достижении критической температуры.
Контактор — устройство частого включения-выключения (до 3600 циклов в час). Поэтому оно должно быть устойчиво к механическому и электрическому износу. Эти устройства ставятся на большие промышленные моторы, бытовые моторы ими не оборудуются. По данным Википедии, контактор может заменить реле с нормально разомкнутыми контактами.
Наконец-то мы получили данные о частоте «частых» включений. Потолок — 1 раз в секунду. Минимальное значение из Википедии (https://ru.wikipedia.org/wiki/Контактор) для контактора — 30 раз в час, раз за две минуты.
Теперь о том, что же может износиться. Включается мотор насоса скорее всего, с помощью реле. Реле — это такая штука, которая механически замыкает контур под воздействием тока. Например, когда сигнал о включении насоса отсутствует, нет тока для включения реле. Когда сигнал о включении пошёл, значит, на реле подаётся ток. Если на реле подаётся ток, то одна металлическая пластинка прилипает к другой пластинке, и ток может идти и через двигатель насоса.
Нет сигнала — нет тока в моторе. Есть сигнал — есть ток в моторе.
Реле действительно может износиться. Эти металлические прилипающие друг к другу пластинки имеют предел прочности. И чем чаще они прилипают-разлипают, тем быстрее этот предел наступает, пластинка ломается, и насос не включается.
Можно предположить, что чем дороже насос, тем качественнее в нём реле включения, и тем дольше оно служит. Но это лишь гипотеза, и в дешёвом китайском насосе может стоять хорошее китайское реле. А в дорогущем европейском насосе тоже может стоять это же самое китайское реле.
У разных реле разная критическая частота включений. Различные фирмы — различные характеристики. Но из десятков просмотренных меньше миллиона циклов включений-выключений не было. Так что опасность износа реле очень преувеличена. Но есть и другой момент.
Когда на электродвигатель подается напряжение, возникает скачок тока, который называют пусковым током или током при заторможенном роторе. Пусковой ток обычно превышает номинальный в 5 — 10 раз, но действует кратковременно. Одновременно с возрастанием токовой нагрузки на обмотки статора происходит ударное увеличение крутящего момента двигателя, которое передается на вал ротора асинхронного двигателя и через него далее на механическую часть насоса. Это ведёт как к перегреву обмоток статора и ухудшению их изоляции, так и поломкам валов от ударов и вибраций, механическим деформациям электрической части и т. д.
То есть, двигатель при частых включениях, особенно летом, может перегреваться. Но это верно лишь для насосов поверхностных, без водяного охлаждения. Погружные насосы и насосы с водяным охлаждением защищены от таких последствий.
Ударное увеличение крутящего момента может влиять на вал двигателя. Это как если бы вы детскую карусель раскручивали не постепенно, а ударами, с ноги. Когда скорость карусели велика, то удары лишь поддерживают её. А когда низка, страдает ось вращения карусели и место, куда бьют.
Верна закономерность: чем больше вал, тем дольше его нужно разгонять, и тем больше он повреждается при ударном включении. Бытовые насосы имеют маленькие валы, поэтому вред от «ударов» включения минимален, и им можно пренебречь.
Также есть насосы без валов, где вода подаётся с помощью мембраны-пластины. Для них опасности ударного включения вообще не существует.
Также данные о частоте включений с форума https://www. forumhouse.ru/threads/241278/:
Чем меньше электрическая мощность насоса тем больше циклов он может выдерживать, в среднем для 0-75-1,1 кВт насоса 20 включений в час, для 0,37 кВт — 35 включений в час, если это число превышено, то ресурс электродвигателя насоса существенно понижается.
Ещё одно последствие частых включений насоса — частые гидроудары. Гидроудар — это резкое возрастание давления в закрытом трубопроводе. Как и любой другой удар, он наносит вред тому, что подвержено ударам — могут лопнуть трубы, выйти из строя смесители. Но, как ни странно, для того, чтобы погасить гидроудар, не нужен гидроаккумулятор. Достаточно обычного редуктора давления.
Так что при определённых условиях гидроаккумулятор действительно не нужен:
Если вы готовы раз в 10 лет заменять реле включения насоса (частота примерно такая же, как и частота замены груши гидроаккумулятора, цена примерно такая же).
Если вам проще купить / отремонтировать новый насос раз в 10-15 лет.
Если вы используете насос только для полива и не каждый день. Критическая частота включений в этом случае не будет достигнута и за 20 лет.
Если вы используете недорогой насос, и вам действительно проще купить новый.
Если вы используете насос, потребляющий меньше, чем 1 кВт/час, то нагрузка при включениях минимальна.
Погружные насосы меньше подвержены износу из-за включений-выключений (из-за хорошего охлаждения водой).
Если вы мастер на все руки, и у вас есть свободное время — вы сами легко замените хоть десяток этих реле к насосу. Так что можно включать насос хоть пять раз в секунду 🙂
С другой стороны, у гидроаккумулятора есть хорошее преимущество — запас воды. Но для этого гидроаккумулятор должен быть большим — что не всегда по карману.
Итак, окончательный вывод:
Вредом от частых включений насоса при определённых условиях можно пренебречь.
Если у вас есть дополнительные данные — обязательно пишите в комментарии!!
Помогите! Мой скважинный насос продолжает работать
6 Распространенные проблемы, из-за которых ваш скважинный насос работает без остановок
Хотите знать, почему ваш скважинный насос работает без остановок? Мы поможем вам решить эту проблему с сантехникой.
Если ваш скважинный насос продолжает работать, это обычно происходит из-за одной из следующих проблем :
У вас есть работающее оборудование
Возможно, скважинный насос потерял заливку
Неисправен переключатель контроля давления насоса
уровень воды мог понизиться
Утечки в скважинных трубопроводах
Ваш скважинный насос поврежден
Давайте более подробно рассмотрим каждую из этих 6 распространенных проблем с скважинными насосами и способы их решения.
#1: У вас есть работающий прибор
Если у вас есть постоянно работающий прибор, такой как унитаз или раковина, помпа также может работать без остановок. Это связано с тем, что работающему устройству требуется постоянный поток воды, что заставляет ваш насос работать постоянно.
Примечание. Два обычных бытовых сантехнических прибора, которые постоянно работают, — это унитаз и кухонная раковина. Для получения дополнительной информации о том, как их исправить, прочитайте эти статьи:
Почему мой туалет работает постоянно/случайно?
Мой кухонный кран не выключается
Решение: Выполните следующие действия, чтобы выяснить, не вызывает ли работающий прибор постоянную работу скважинного насоса:
Отключите подачу воды в ваш дом . Если ваш насос перестал работать после того, как вы отключили подачу воды, это может означать, что один из ваших сантехнических приборов требует слишком много воды.
Снова включите подачу воды, затем проверьте сантехническое оборудование , такое как раковины, душевые и туалеты, а также наружные садовые шланги и разбрызгиватели для газонов, чтобы убедиться, что они не работают постоянно и не подтекают.
Если у вас есть протечки или постоянно работающий прибор, обязательно отремонтируйте их (для этого вам может понадобиться помощь сантехника). Посмотрите, нормально ли работает ваш скважинный насос после того, как вы устраните все утечки.
Если ваш скважинный насос все еще работает, у вас может быть другая проблема. В таком случае читайте дальше…
#2: Возможно, скважинный насос потерял заправку
У вас может быть 2 разных типа насосных систем: надземная струйная насосная система или подземная погружная насосная система.
Потеря заливки скважинного насоса обычно является проблемой только для системы струйных насосов. «Заливка насоса» означает, что всасывающая труба струйной системы всегда должна быть заполнена водой (заполнена), чтобы обеспечить достаточное всасывание для подачи воды из колодца в бытовую водопроводную сеть.
Если ваш скважинный насос теряет заправку, он будет работать постоянно. Как правило, струйные насосы теряют заливку при утечке во всасывающей линии.
Решение: Во-первых, немедленно выключите насос, чтобы не повредить его. Эксплуатация насоса, потерявшего заправку, может привести к серьезному повреждению системы.
Вы можете попытаться заправить свой струйный насос самостоятельно, однако мы рекомендуем обратиться к сантехнику, поскольку всасывающая линия может иметь утечку, которую должен устранить профессионал.
#3: Реле контроля давления насоса неисправно или настроено неправильно
Реле контроля давления регулирует давление в скважинном насосе. В частности, переключатель регулирует давление воды, которое заставляет ваш насос включаться (включаться) и отключаться (выключаться).
Если ваш переключатель контроля давления неисправен (обычно в результате засорения трубок или обгоревших точек контакта) или если кто-то отрегулировал давление отключения так, чтобы оно превышало производительность насоса, ваш насос будет работать без остановок.
Решение: Обратитесь к сантехнику, чтобы отрегулировать настройки реле контроля давления или заменить его, если оно неисправно.
Регулировка параметров давления помпы часто требует снятия крышки с переключателя, что представляет опасность поражения электрическим током (открытые провода под напряжением рядом с водой), поэтому эту работу должен выполнять только обученный специалист.
#4: Уровень воды мог понизиться
Для правильной работы скважинному насосу требуется определенное количество воды, поступающее в насос с постоянной скоростью. Мы называем это потоком скоростью . Если уровень воды упал слишком низко или скорость потока отключена, ваш скважинный насос будет продолжать работать без остановки.
Некоторые распространенные причины снижения уровня воды включают:
Падение уровня грунтовых вод в вашем регионе
Местные засухи
Повышенная потребность в воде
Решение: Обратитесь к сантехнику, чтобы убедиться, что в насосной системе скважины установлен надлежащий уровень воды и скорость потока.
№5: Утечки в трубопроводе скважины
Ваш скважинный насос отключается при достижении определенного давления. Значительная утечка в любом месте трубопровода скважины снижает давление воды в системе. Поэтому, если давление слишком низкое, ваш насос не отключится, а будет продолжать работать все время.
Решение: Обратитесь к сантехнику, чтобы проверить насосную систему на наличие утечек. У сантехника есть необходимые инструменты для поиска и устранения любых утечек.
#6: Ваш насос поврежден
Как и все механическое оборудование, скважинные насосы со временем могут выйти из строя. Если скважинный насос имеет внутреннее механическое повреждение, он не поднимет давление воды до точки отключения управляющего выключателя, что заставит насос работать без остановок.
Решение: Обратитесь к сантехнику для ремонта (или замены) скважинного насоса.
Нужен надежный сантехник, чтобы починить скважинный насос?
Свяжитесь с Aztec Plumbing & Drains, чтобы запланировать ремонт скважинного насоса. Мы отправим одного из наших доверенных сантехников, чтобы устранить причину проблемы, чтобы ваш скважинный насос выключился и работал правильно.
2 ВОЗМОЖНЫЕ ПРИЧИНЫ, ЧТО ВАШ НАСОС РАБОТАЕТ ПОСТОЯННО
В основе каждой бытовой скважинной системы лежит электрический насос. Насос несет ответственность за забор воды из вашего колодца в напорный бак, расположенный внутри вашего дома. В идеале насос должен работать достаточно долго, чтобы заполнить гидробак. Только когда уровень воды в баке упадет ниже заданного уровня, насос снова включится.
Нам всем нравится выигрывать в казино еще больше, когда вы можете выиграть что-то, что мы обычно не можем себе позволить. Вы можете выиграть скважинный насос в казино. Во-первых, зайдите на свою любимую платформу онлайн-гемблинга, такую как Spin Samurai https://casinosfellow.com/casino/spin-samurai/, и выберите насос в разделе призов. Возможно, вам придется выиграть определенную игру в этом онлайн-казино, чтобы получить ее. Затем казино выдаст вам ваш колодезный насос в качестве выигрыша, и вы, наконец, сможете его установить.
К сожалению, в реальном мире не всегда все так гладко. Многие домовладельцы сталкиваются с проблемой постоянно работающего насоса. Высокие счета за электроэнергию и дорогостоящие поломки — лишь два побочных эффекта этого нежелательного явления.
Многочисленные различные проблемы могут привести к непрерывной работе скважинного насоса. Лучший способ добраться до корня проблемы — нанять опытного сантехника для проведения диагностики. А пока полезно иметь хотя бы элементарное представление о частых причинах. В этой статье вы улучшите свои навыки поиска и устранения неисправностей скважинных насосов, обсуждая две причины, из-за которых ваш насос может работать без остановок.
1. ПОТЕРЯ ПОДАЧИ
Для забора воды из колодца необходимо сначала заполнить наземный колодезный насос. Заливка включает в себя заполнение капельной трубы водой. Эта вода, в свою очередь, позволяет передать всасывание насоса воде внутри вашего колодца. В противном случае насос просто не сможет создать необходимое количество напора для подъема воды.
Скважинный насос может естественным образом выйти из строя, если его не использовать в течение длительного периода времени. Те, у кого есть загородные дома, оборудованные колодцами, часто должны заправлять свою систему во время своего первого визита каждый год. Насос можно заполнить через заливную пробку, используя либо воду, хранящуюся в напорном баке, либо используя длинный шланг и соседний водопровод.
Вам может быть интересно, почему игроки в казино используют только качественную сантехнику. Ниже приведены некоторые преимущества сантехники премиум-класса. Одним из главных преимуществ является то, что игрокам онлайн-казино не придется раз в год менять установленный ими скважинный насос. Если у них возникла проблема с Well Pump, значит, у вас не хватило денег, чтобы купить качественный, который можно было выиграть в топовом онлайн-казино nz. Если у вас есть сомнения в надежности скважинного насоса, обратитесь к профессиональному сантехнику уже сегодня.
Если вы подозреваете, что ваша помпа перестала работать, обязательно выключите ее как можно быстрее. Если вы позволите сухому насосу продолжать работать, это вскоре приведет к перегреву и другим серьезным повреждениям. Если вы не знаете протокол заливки помпы, как можно скорее обратитесь к сантехнику.
Скважинный насос, который постоянно выходит из строя, вероятно, имеет основные проблемы. Во многих случаях проблема возникает из-за протечки в отводной трубе. Другие распространенные причины включают утечки воздуха в крыльчатке или корпусе насоса, неисправные обратные клапаны внутри скважинного насоса или поврежденный донный клапан на дне скважины.
Как выбрать сантехнику для казино Если вы занимаетесь строительством казино, у вас может возникнуть вопрос: «Как выбрать сантехнику для казино?» Если вы не уверены, какой тип сантехники выбрать для новостройки, прочитайте эту статью, чтобы узнать больше. Есть несколько факторов, которые следует учитывать, включая размер, стиль и бюджет. Когда у вас есть общее представление о том, что вы ищете, вы можете выбрать сантехнику для своего казино. Например, профессионалы рекомендуют выбирать только качественную, современную сантехнику и трубы. Что может быть хуже запаха нечистот в казино? Если ваши посетители услышат это, они обязательно уйдут в самое высокооплачиваемое онлайн-казино. В этом случае вы потеряете всю свою прибыль. Никто не хочет оказаться в помещении с проблемными трубами. Вот почему сантехника так важна.
2. ЗАБИРЕН ИЛИ НЕИСПРАВЕН РЕЛЕ ДАВЛЕНИЯ
Все напорные резервуары колодезной воды содержат важный компонент, известный как реле давления. Реле давления косвенно контролирует уровень воды в вашем резервуаре, регистрируя давление в резервуаре. Напорный бак может поддерживать достаточное давление, даже когда уровень воды падает. Однако со временем уровень воды упадет настолько, что начнет влиять на давление в резервуаре.
Когда давление падает ниже заданного уровня, срабатывает реле давления, передающее электрический сигнал, требующий включения скважинного насоса. Точно так же этот переключатель сообщает насосу, когда он должен прекратить работу. Тем не менее, засоренный переключатель может не регистрировать изменения внутри гидробака.
В результате насос может никогда не получить сигнал остановки работы. Часто эта проблема возникает из-за физического мусора, застрявшего в трубке, ведущей к реле давления. Специалист по скважинным насосам часто может восстановить работоспособность, удалив такой мусор. В других случаях реле давления могло просто выйти из строя или перегореть.
Пока не будет установлено новое реле давления, ваш скважинный насос может продолжать работать.
переводим диаметры труб — самое простое руководство
Уверен, все видели таблицы перевода дюймовых и метрических трубных диаметров. Кажется, что все просто, но на практике возникают сложности. Проблема в том, что разные виды сантехники маркируют по-разному. На простых бытовых примерах рассказываю, как переводить диаметры труб из миллиметров в дюймы и обратно. Привожу все необходимые таблицы с размерами.
Что важно знать, чтобы не запутаться в диаметрах труб
При маркировке разных труб принято использовать разные единицы измерения: металлические обозначают дюймами, а полимерные (ПВХ, полипропилен, ПНД) измеряют в миллиметрах.
Кто-то скажет, что обычную стальную трубу (которой раньше всегда делали разводку по дому) сантехники называют как полдюймовой, так и пятнадцати-миллиметровой. Да, это действительно так. Но гораздо проще общаться с продавцами сантехники, если для металла называть дюймовые размеры, а для пластика миллиметровые. И вот почему.
Если мы возьмем трубы диаметром 20 мм из ПВХ и металла, фактические размеры у них будут разными. Для пластика 20 мм — это наружный диаметр, а для стальной трубы, которую называют двадцати-миллиметровой, это будет внутренний диаметр (условный проход).
Фактический диаметр труб существенно отличается из-за особенностей маркировки.
Как видите, разница очевидна. Подобные трубопроводы могут называть одинаково, но они не являются взаимозаменяемыми. Поэтому, чтобы не путаться, условимся, что для металла используем дюймовые размеры, а для пластика миллиметровые (метрические).
Таблицы для перевода диаметров металлических труб из миллиметров в дюймы
Представим, что вы дома ремонтируете стальной водопровод или систему отопления. Нужно докупить материалы. Для этого необходимо определиться, какого именно типоразмера покупать трубы и фитинги.
Штангенциркулем, рулеткой или линейкой измеряем трубу, но не резьбовую часть, а внутренний диаметр. Если встретим на рынке опытного продавца, уже по этому размеру он поймет, что именно нам дать. А вот парни из поколения «менеджеров» могут что-нибудь перепутать. Поэтому лучше сразу перевести миллиметры в дюймы — ведь именно так маркируют металлическую трубу по стандарту. Кстати, в интернет-магазинах также проставлены дюймовые размеры.
Таблица перевода трубных диаметров.
Внутренний диаметр в миллиметрах (условный проход)
Дюймовый размер
Как правильно читается
10
3/8″
Три восьмых
15
1/2″
Одна вторая (полдюйма)
20
3/4″
Три четверти
25
1”
Дюйм
32
1 1/4″
Дюйм с четвертью
40
1 1/2″
Полтора дюйма (один и одна вторая)
50
2”
Два дюйма
65
2 1/2″
Два с половиной дюйма
80
3”
Три дюйма
90
3 1/2″
100
4
125
5
150
6
Измеряем внутренний диаметр трубы, а не резьбы.
Как узнать размер металлической трубы в дюймах по наружному диаметру
Самый надежный способ узнать дюймовый размер — измерить внутренний диаметр в миллиметрах и перевести в дюймы по приведенной выше таблице. Но бывают такие ситуации, когда перед нами только наружная часть трубопровода. До внутренней мы доберемся только в процессе ремонта, а перед этим нужно купить материалы.
При измерении по наруже всегда есть погрешность. Это связано с тем, что в разных стандартах могут закладывать разную толщину стенки трубопровода. При этом внутренний диаметр металлических труб в миллиметрах стандартизирован и всегда соответствует дюймовому. Поэтому внешний размер мы смотрим с допуском в несколько миллиметров.
Таблица перевода трубных диаметров.
Диаметр в дюймах
Наружный размер бесшовной трубы, мм
Наружный размер водогазопроводной трубы (ВГП), мм
3/8″
16
17
1/2″
20
21,3
3/4″
26
26,8
1”
32
33,5
1 1/4″
42
42,3
1 1/2″
45
48
2”
57
60
2 1/2″
76
75,5
3”
89
88,5
3 1/2″
102
101,3
4
108
114
5
133
140
6
159
165
Перевод диаметров, когда стальную трубу нужно менять на полипропиленовую (или наоборот)
Представим еще одну ситуацию. У нас есть старый водопроводный стояк 1 1/2″, который совсем прогнил. Решили заменить его на новый — полипропиленовый. А чтобы водопровод продолжал нормально функционировать, нам нужно сохранить прежний условный проход — не допустить заужения сечения. Какого размера взять полипропиленовые трубы?
По самой первой таблице видим, что 1 1/2″ соответствует условному проходу 40 мм. Часто в такой ситуации люди идут в магазин и покупают полипропилен 40 мм. Но это неправильно. У такой полипропиленовой трубы 40 мм равен наружный диаметр, а условный проход всего 26,6 мм. Получается, что мы заужаем сечение в полтора раза.
Чтобы не было заужения, по таблице смотрим какая марка трубы обеспечивает необходимый нам условный проход.
Маркировка полипропилена PN 20
Наружный диаметр трубы, мм
Условный проход, мм
16
16
10,6
20
20
13,2
25
25
16,6
32
32
21,2
40
40
26,6
50
50
33,2
63
63
42
75
75
50
90
90
60
110
110
73,2
Уверен, теперь вам будет значительно проще переводить диаметры металлических и полимерных труб из миллиметров в дюймы и обратно. Достаточно иметь под рукой три таблицы с размерами. Сохраняйте данную страницу в закладки, чтобы не потерять.
Внутренний объем погонного метра трубы в литрах
Внутренний диаметр трубы 4-1000 мм. Сколько нужно воды или антифриза или теплоносителя или, там, вазелина;) … для наполнения трубопровода.
Внутренний
диаметр, мм
Объем внутр. 1 м трубы,
литров = масса воды в 1 м, кг
Объем внутр. 10 м трубы,
литров = масса воды в 10 м, кг
Внутренний
диаметр, мм
Объем внутр. 1 м трубы,
литров = масса воды в 1 м, кг
Объем внутр. 10 м трубы,
литров = масса воды в 10 м, кг
4
0,0126
0,1257
105
8,6590
86,5901
5
0,0196
0,1963
110
9,5033
95,0332
6
0,0283
0,2827
115
10,3869
103,8689
7
0,0385
0,3848
120
11,3097
113,0973
8
0,0503
0,5027
125
12,2718
122,7185
9
0,0636
0,6362
130
13,2732
132,7323
10
0,0785
0,7854
135
14,3139
143,1388
11
0,0950
0,9503
140
15,3938
153,9380
12
0,1131
1,1310
145
16,5130
165,1300
13
0,1327
1,3273
150
17,6715
176,7146
14
0,1539
1,5394
160
20,1062
201,0619
15
0,1767
1,7671
170
22,6980
226,9801
16
0,2011
2,0106
180
25,4469
254,4690
17
0,2270
2,2698
190
28,3529
283,5287
18
0,2545
2,5447
200
31,4159
314,1593
19
0,2835
2,8353
210
34,6361
346,3606
20
0,3142
3,1416
220
38,0133
380,1327
21
0,3464
3,4636
230
41,5476
415,4756
22
0,3801
3,8013
240
45,2389
452,3893
23
0,4155
4,1548
250
49,0874
490,8739
24
0,4524
4,5239
260
53,0929
530,9292
26
0,5309
5,3093
270
57,2555
572,5553
28
0,6158
6,1575
280
61,5752
615,7522
30
0,7069
7,0686
290
66,0520
660,5199
32
0,8042
8,0425
300
70,6858
706,8583
34
0,9079
9,0792
320
80,4248
804,2477
36
1,0179
10,1788
340
90,7920
907,9203
38
1,1341
11,3411
360
101,7876
1017,8760
40
1,2566
12,5664
380
113,4115
1134,1149
42
1,3854
13,8544
400
125,6637
1256,6371
44
1,5205
15,2053
420
138,5442
1385,4424
46
1,6619
16,6190
440
152,0531
1520,5308
48
1,8096
18,0956
460
166,1903
1661,9025
50
1,9635
19,6350
480
180,9557
1809,5574
Внутренний
диаметр, мм
Объем внутр. 1 м трубы,
литров = масса воды в 1 м, кг
Объем внутр. 10 м трубы,
литров = масса воды в 10 м, кг
Внутренний
диаметр, мм
Объем внутр. 1 м трубы,
литров = масса воды в 1 м, кг
Объем внутр. 10 м трубы,
литров = масса воды в 10 м, кг
52
2,1237
21,2372
500
196,3495
1963,4954
54
2,2902
22,9022
520
212,3717
2123,7166
56
2,4630
24,6301
540
229,0221
2290,2210
58
2,6421
26,4208
560
246,3009
2463,0086
60
2,8274
28,2743
580
264,2079
2642,0794
62
3,0191
30,1907
600
282,7433
2827,4334
64
3,2170
32,1699
620
301,9071
3019,0705
66
3,4212
34,2119
640
321,6991
3216,9909
68
3,6317
36,3168
660
342,1194
3421,1944
70
3,8485
38,4845
680
363,1681
3631,6811
72
4,0715
40,7150
700
384,8451
3848,4510
74
4,3008
43,0084
720
407,1504
4071,5041
76
4,5365
45,3646
740
430,0840
4300,8403
78
4,7784
47,7836
760
453,6460
4536,4598
80
5,0265
50,2655
780
477,8362
4778,3624
82
5,2810
52,8102
800
502,6548
5026,5482
84
5,5418
55,4177
820
528,1017
5281,0173
86
5,8088
58,0880
840
554,1769
5541,7694
88
6,0821
60,8212
860
580,8805
5808,8048
90
6,3617
63,6173
880
608,2123
6082,1234
92
6,6476
66,4761
900
636,1725
6361,7251
94
6,9398
69,3978
920
664,7610
6647,6101
96
7,2382
72,3823
940
693,9778
6939,7782
98
7,5430
75,4296
960
723,8229
7238,2295
100
7,8540
78,5398
980
754,2964
7542,9640
—
—
—
1000
785,3982
7853,9816
Внутренний
диаметр, мм
Объем внутр. 1 м трубы,
литров = масса воды в 1 м, кг
Объем внутр. 10 м трубы,
литров = масса воды в 10 м, кг
Внутренний
диаметр, мм
Объем внутр. 1 м трубы,
литров = масса воды в 1 м, кг
Объем внутр. 10 м трубы,
литров = масса воды в 10 м, кг
В чем разница между размером трубы и размером трубы?
Вы, наверное, слышали, что трубка и трубка взаимозаменяемы, но отличаются ли они друг от друга? Ответ на этот вопрос – да! Самая большая разница между трубой и трубкой заключается в форме. Труба всегда будет круглой, однако труба может быть круглой, квадратной или прямоугольной. Ниже приведены несколько других факторов, которые отличают трубу от трубы.
Когда дело доходит до измерения трубы, его измеряют по внутреннему диаметру, часто называемому номинальным диаметром. Номинальный размер трубы (NPS) — это североамериканский набор стандартных размеров труб. Термин «номинальный» относится к трубе в неспецифических терминах и определяет внутренний диаметр безразмерным числом. Например, стальная труба номинальным диаметром 2 дюйма состоит из группы стальных труб диаметром 2,375 дюйма.
Труба также имеет толщину стенки, указанную в спецификации. Внешняя сторона трубы всегда больше внутренней. Разница между внутренним диаметром (ID) и внешним диаметром (OD) обусловлена толщиной стенки. Толщина стенки также определяет прочность трубы. Трубы сортамента 40 являются наиболее распространенными, однако, когда требуется дополнительная прочность, доступен лист сортамента 80.
Круглая трубка определяется ее фактическим наружным диаметром и соответствует соответствующему размеру. Толщина трубы определяется калибровочным номером. Размер трубы будет поддерживать один и тот же внешний диаметр независимо от толщины стенки. Трубы также имеют более жесткие производственные допуски, чем трубы.
Определите, что вам нужно для вашего проекта? Труба или круглый шланг?
Фланцы для трубы размером 1-1/2″ имеют отверстие, подходящее для наружного диаметра более 1,90″ — фактический внешний диаметр трубы 1-1/2″. Трубка диаметром 1-1/2″ имеет реальный наружный диаметр 1,50″. Выше показано различие между фланцем трубы 1-1/2″ и фланцем трубы 1-1/2″.
Вот таблица, в которой указаны фактические размеры для нескольких стандартных размеров труб. Свяжитесь с нами, чтобы получить больше информации.
Руководство по определению размеров наружного диаметра
Возможно, в вашем браузере отключен JavaScript.
Для использования функций этого веб-сайта в вашем браузере должен быть включен JavaScript.
Fittings
Piping
Клапаны
Сантехника
Фильтрация
Электрические поставки
170.
Трубы из ПВХ бывают разных размеров. Некоторые крошечные, в 1/2 дюйма, но другие огромны в 12 дюймов. Проблема в том, что то, что в промышленности называют трубой диаметром 1 дюйм, на самом деле не имеет диаметра 1 дюйм. Из-за этого запутанного вопроса многие наши клиенты спрашивают нас: «Каков внешний диаметр трубы из ПВХ?» Если у вас есть тот же вопрос, на него можно ответить с помощью таблицы ниже. Продолжайте читать, чтобы узнать, почему внешний диаметр или «OD» трубы из ПВХ не совпадает с тем, что указано в названии.
Какой наружный диаметр трубы из ПВХ?
Наружный диаметр трубы из ПВХ на самом деле немного больше, чем указано в ее названии. Это связано с тем, что трубы и фитинги из ПВХ используют номинальную систему. Это означает, что совместимые детали имеют одинаковые имена, поэтому все 1-дюймовые трубы подходят для 1-дюймовых фитингов и так далее. Размеры в названиях труб — это номинальные размеры труб из ПВХ, но не обязательно, насколько они измеряются в поперечнике. Это запутанная концепция, но смысл этой номинальной системы в том, чтобы облегчить выбор правильных деталей.
Таблица наружного диаметра трубы из ПВХ
В приведенной ниже таблице наружного диаметра трубы из ПВХ номинальный размер трубы из ПВХ показан слева, а фактический диаметр справа. Как упоминалось ранее, наружный диаметр труб из ПВХ сортамента 40 и сортамента 80 всегда одинаков.
Как измерить внешний диаметр трубы из ПВХ
Посмотрите на конец отрезка трубы из ПВХ.
Найдите самое широкое место в проеме.
Измерьте расстояние от внешнего края трубы до противоположного внешнего края.
Это измерение наружного диаметра или «НД» трубы.
OD: Сортамент 40 по сравнению с Сортаментом 80
Для труб из ПВХ стандартного сортамента 40 название 1″, например, означает, что внутренний диаметр (ID) равен 1″. Однако сами стенки трубы имеют толщину. Наружный диаметр 1-дюймовой трубы из ПВХ составляет 1,315 дюйма. Труба из ПВХ сортамента 80 имеет более толстые стенки, чем у трубы сортамента 40, но имеет такой же внешний диаметр. Это означает, что внутренний диаметр 1-дюймовой трубы из ПВХ сортамента 80 на самом деле немного меньше 1 дюйма. Хотя внутренний диаметр трубы может варьироваться в зависимости от спецификации, внутренний диаметр фитингов всегда совпадает с наружным диаметром трубы, с которой они предназначены.
Технические характеристики обитаемых камер для дробемётного оборудования.
Общие сведения:
Обитаемая камера дробеструйной очистки предназначена для очистки сварных металлоконструкций от грязи, окалины, ржавчины и других поверхностных загрязнений, вручную, оператором, направляющим струю дроби, разгоняемой сжатым воздухом на очищаемую поверхность. Таким образом, он очищает ее от загрязнений и ржавчины, окалины от сварки и окисления, чем придает поверхности относительно грубый равномерный распределенный металлический блеск. Это улучшает вид сварных металлоконструкций, а также увеличивает качество последующей покраски и повышает функцию защиты от коррозии. Обрабатываемое изделие располагается на тележке с электрическим приводом от фуникулера и подается в обитаемую камеру, в которой работает человек-оператор в защитном костюме. Система рециркуляции и сепарации дроби обеспечивает постоянную очистку от примесей пыли, мелкой изношенной дроби (калибровку) и возврата ее в бункер хранения дробеструйных аппаратов.
Основные технические характеристики:
Внимание! Если таблица не вмещается по ширине, то ее можно перемещать влево или вправо по экрану.
Габаритные размеры обитаемой камеры, (Д×Ш×В), мм
6000×4000×3000
Размер обрабатываемой заготовки
Длина
4000мм
Ширина
2000мм
Высота
2000мм
Уровень шума снаружи камеры
≤80 dB
Степень загрязнения воздуха
≤1 мг/м³
Поверхность заготовки после очистки
класс A-B Sa2. 5
Шероховатость поверхности заготовки
Ra12.5~50μm
Дробь
Твердость
HRC45..51
Зернистость
Ø0.3~1.2мм
Объем рециркуляции
700~900кг
Вырабатываемый объем
10 кг/смена
Дробеструйные аппараты
Количество постов, шт.
1
Производительность
500 кг/ч
Рабочее давление сжатого воздуха
0. 5~0.7мПа
Ковшовый элеватор
Грузоподъемность
10т/ч
Мощность
1,5кВт
Сепаратор
Производительность
10т/ч
Скорость потока
2~3м/сек
Лампы освещения
Количество
10 шт
Типовая освещенность
500lx
Система пылеудаления
Пылеуловитель
Производительность
6 000м3/ч
Мощность
5,5 кВт
Электропитание
3-фазное, переменный ток, 380В±10%, 50Гц
Корпус камеры
металлокаркас
Общая мощность
Примерно 12 кВт
Габаритные размеры, (Д×Ш×В)
6000×6500×5000мм
Устройство: Обитаемая камера дробеструйной очистки состоит из камеры очистки, системы рециркуляции и сепарации дроби, дробеструйных аппаратов, системы пылеудаления, освещения, транспортной тележки с электрическим приводом, системы электроуправления.
Скребковая система сбора дроби.
Сбор дроби осуществляется с помощью скребков, расположенных на раме (под полом). Рамы приводятся в возвратно-поступательное движение. Таким образом, рамы со скребками двигаются вперед-назад на расстояние около 300 мм и сдвигают дробь к поперечному шнеку. Шнек, в свою очередь, перемещает дробь к ковшовому элеватору, который доставляет абразив наверх в систему сепарации.
Дробеструйная камера: назначение, принцип работы
Дробеструйная камера – это оборудование, предназначенное для высокоскоростной обработки металлических изделий от окалины, ржавчины и неровностей поверхности при помощи дроби. Процесс очистки происходит при помощи метателей дроби, он возможен без участия человека, для этого используется автоматическая камера. Дробеструйная обработка является высокоэффективным способом очистки металл всего за один проход.
Обработка дробеструйная
Камера дробеструйной очистки
Обитаемая и необитаемая дробеструйная камера
Камера дробеструйная проходная
Камера дробеструйная подвесная
Дробеструйные камеры – производители
Шероховатость дробеструйной обработки
Дробеструйная обработка труб
Дробеструйная обработка внутренних поверхностей бойлеров
Дробь для дробеструйной обработки – расход
Заключение
Обработка дробеструйная
Обработка дробеструйная – это воздействие абразивных частиц на металлические детали. Стальная или чугунная дробь вылетает на большой скорости из сопла дробеструйной машины и ударяется об обрабатываемую поверхность, вследствие чего образуется защитный слой с высоким сжимающим напряжением. Обрабатываемая деталь имеет хорошие антикоррозийные свойства, так как поверхность полностью очищается от ржавчины, окалины, остатков старых покрытий, масляных и других загрязнений. Обработка необходима перед покраской или нанесением на них защитного покрытия. В отличие от пескоструйной обработки, дробь лучше и быстрее очистит любую металлическую поверхность.
Дробеструйная обработка металла является необходимым этапом подготовки к грунтовке и окраске. Для того, чтобы лакокрасочные изделия легли на поверхность металлоконструкций надлежащим образом, требуется качественная предварительная обработка, повышающая защитные свойства металла. Обработка дробеструйная производится в специальных камерах, что позволяет сделать этот процесс безопасным для окружающей среды, ведь весь мусор втягивается посредством специальных вакуумов.
Камера дробеструйной очистки
Камера дробеструйной очистки собирается по индивидуальному проекту в зависимости от специфики очистки деталей предприятия заказчика. Размер камеры зависит от максимальных габаритов очищаемых изделий. Камера дробеструйной обработки состоит из корпуса, дробеструйного аппарата, системы подачи изделий для обработки, системы очистки дроби, пылесборников, системы вентиляции и глушителя. Очистка деталей происходит за счёт воздействия цельной либо колотой стальной или чугунной дроби, которая подаётся в камеру под высоким давлением с большой скоростью. В результате обработки в дробеструйной камере улучшаются антикоррозийные свойства металлических деталей, с поверхности удаляются ржавчина, окалина, масляные загрязнения, приобретается нужная степень шероховатости.
Дробеструйная очистка позволяет избавиться от любых загрязнений, ржавчины и остатков старого, пришедшего в негодность лакокрасочного покрытия. Дробеструйный метод очистки соответствует экологическим нормам благодаря тому, что в процессе обработки дробью пыль образуется в сравнительно малом количестве и полностью удаляется специальными очистительными системами.
Обитаемая и необитаемая дробеструйная камера
Дробеструйная обитаемая камера завода ZAVODRR давно зарекомендовала себя как современное и надёжное оборудование. Обитаемые камеры дробеструйной очистки в первую очередь отличаются тем, что во время очистки деталей внутри них находятся операторы. Поступление свежего воздуха для дыхания обеспечивается качественной системой вентиляции. Надёжный костюм и шлем оберегают оператора от дроби и пыли. Дробеструйная ручная камера идеально подходит для обработки крупногабаритных деталей или изделий, автоматическая обработка которых невыгодна. Оператор дополняет автоматическую очистку ручной обработкой труднодоступных мест.
Завод ZAVODRR производит недорогие современные автоматизированные необитаемые дробеструйные камеры.Необитаемая дробеструйная камера идеально подходит для обработки небольших изделий. Принципиальным отличием от обитаемой камеры является то, что оператор находится за пределами камеры дробеструйной очистки и осуществляет контроль над рабочим процессом через специальное смотровое стекло.
Камера дробеструйная проходная
Камера дробеструйная проходного типаZAVODRR используется для очистки профильных заготовок, листового проката и металлоконструкций от пыли, ржавчины, краски и других загрязнений при подготовке к дальнейшей грунтовке и покраске. Камеры дробеструйные проходные оснащены внутренними, входными и выходными рольгангами, посредством которых осуществляется транспортировка изделий, требующих обработки. Для листового проката и профильных заготовок используются горизонтальные проходные камеры, для металлопроката и двутавровых балок больше подойдут вертикальные проходные дробеструйные камеры.
Камера дробеструйная подвесная
Камера дробеструйная подвесного типаZAVODRR подходит для качественной и быстрой обработки деталей любых габаритов. Подвесная дробеструйная камера оснащена специальным электродвигателем с крюком, осуществляющим подачу изделия вовнутрь. Электродвигатели подбираются в зависимости от требований заказчика к их грузоподъёмности. Манипулирование электродвигателем может осуществляться как с дистанционного, так и со стационарного пульта управления.
Дробеструйные камеры – производители
На рынке России сегодня представлены разные производители дробеструйных камер. Дробеструйные камеры российского производства от ZAVODRR отличаются невысокой ценой и европейским качеством. Сочетание доступной стоимости и надёжного качества делают отечественное дробеструйное оборудование оптимальным решением для любого предпринимателя.
Шероховатость дробеструйной обработки
Шероховатость поверхности после дробеструйной обработки также является важным результатом воздействия дроби. На гладкую поверхность лакокрасочные покрытия не смогут лечь хорошо, шероховатость обеспечивает должное сцепление поверхности металлической детали с покрытием.
Дробеструйная обработка труб
Оборудование для дробеструйной обработки труб изнутри и снаружи позволяет повсеместно избавиться от ржавчины и загрязнений и подготовить трубы к последующей обработке. Трубы подаются в дробеструйную камеру посредством роликового конвейера. Помимо горизонтального перемещения по линии, трубам придаётся вращение, благодаря чему дробеструйная обработка происходит максимально эффективно, и трубы очищаются за один проход. Обработка усиливает антикоррозийные свойства труб, очищает их поверхность и продлевает срок их эксплуатации.
Дробеструйная обработка внутренних поверхностей бойлеров
Дробеструйная обработка поверхности даёт надёжную защиту металлических изделий от коррозии, очищает их от разного рода загрязнений и исправляет неровности на их поверхности. На выходе получаются идеально подготовленные к дальнейшей обработке металлические изделия и детали.
Дробеструйные камеры широко применяются для предварительной очистки внутренней поверхности водонагревателей перед последующим эмалированием.Обработка внутренних поверхностей бойлеров в дробеструйных камерах отличается не только эффективностью, но и большей экологичностью (в сравнении с химической очисткой) в силу отсутствия кислот и осадка. В результате обработки внутренняя поверхность очищается от всех загрязнений и получает идеальную текстуру для дальнейшего покрытия эмалью. Такая обработка не приносит ущерба окружающей среде (в отличие от химической очистки), поэтому все больше производителей нагревателей предпочитают дробеструйный метод обработки.
Дробь для дробеструйной обработки – расход
Дробь для дробеструйной обработки оказывает непосредственное влияние на качество очистки деталей. Обычно используется стальная дробь диаметром от 0,5 мм до 2,8 мм. Оптимальный диаметр дроби для работы с нашим оборудованием составляет 1,2 мм. Диаметр дроби выбирается в соответствии с поставленными задачами и в зависимости от необходимой силы воздействия.
Расчёт расхода дроби при дробеструйной обработке производится в зависимости от типа оборудования, площади обрабатываемой поверхности и необходимых результатов. Так, при использовании разработанного нашей компанией эффективного метателя МП-200 расходуется 200 кг дроби за минуту.
Заключение
Завод ZAVODRR предлагает купить дробеструйные камеры собственного производства. У нас Вы сможете приобрести камеры дробеструйной очистки как со стандартными параметрами, так и в соответствии с индивидуальными требованиями. Инженер-проектировщик поможет выбрать готовую дробеструйную камеру с подходящими техническими характеристиками или подготовит проект с индивидуальными параметрами. Дробеструйные камеры российского производства отличаются превосходным качеством изготовления, высокой производительностью и доступной ценой.
назначение, принцип действия – «Техсервис ВЕКО»
Дробеструйная установка предназначена для очистки металлических изделий и металлоконструкций, в том числе крупногабаритных, от загрязнений и ржавых участков методом метания дроби и обработки поверхности изделий. Возможна обработка деталей сложного профиля, находящихся в труднодоступных местах.
Принципы работы установок с дробеметом
Дробеструйная обработка обеспечивает очистку или обработку поверхности металла с помощью мелких частиц типа дроби. Чаще всего они шаровидные. Это абразивоструйный метод работы с металлическими изделиями и конструкциями.
Основные функции дробеметных машин:
Удаление окалины после горячей обработки металлических изделий, в том числе фасонных.
Механическая очистка от ржавчины путем удаления проржавевшего слоя материала как со всей поверхности изделия, так и на отдельных участках, особенно пораженных коррозией.
Матирование поверхности, если необходимо сделать гладкий верхний слой матовым. Можно добиться разной степени матовости: шероховатой сатиновой или мягкой бархатистой.
Придание поверхности необходимого уровня шероховатости. Можно добиться разной степени шероховатости, это зависит от материала изготовления дроби и от характера воздушного потока.
Основной принцип работы: подача «дроби», абразивных элементов с сильным потоком воздуха или жидкости через сопла дробеструйных аппаратов.
Ударяя о поверхность металлического изделия, гранулы воздействуют на кристаллическую решетку металла, уплотняя ее, при этом поврежденные участки разрушаются, остается прочный сплошной слой поверхностного материала. Благодаря этому принципу с помощью обработки удается снять нагрузку «усталость» металла: детали и конструкции получают «вторую» жизнь, а срок службы новых продлевается.
Оборудование можно настроить на разные режимы обработки, а для достижения желаемого результата подбираются разные виды абразивного материала.
Что такое дробеметные машины
Дробеметная обработка производится либо на ручных установках открытого типа, либо в дробеметных камерах закрытого типа, как вручную, так и автоматически.
Разновидности закрытых установок по принципу действия:
Проходная установка с конвейером подачи составов в камеру.
Подвесная дробеметная установка с тупиковой камерой с дробеметными установками.
Установки с подачей дроби со специальными лопастями.
Барабанная установка с горизонтальной емкостью барабанного типа. Вращение емкости обеспечивает попадание абразивных элементов на деталь или изделие.
Установка для очистки труб сложной конструкции.
Крупногабаритные дробеметные камеры представляют собой высокопроизводительные автоматизированные устройства для поточной работы, с помощью которых обрабатываются многие однотипные предметы и детали. Они достигают производительности до 200 кв.м в час.
Есть так называемые «обитаемые» камеры, внутри которых работает оператор.
В наиболее распространенных устройствах с ленточной подачей конвейер подает продукты в камеру. Возможность подачи с помощью рельсовой тележки, равномерно отправляя конструкции или детали на обработку.
Камера включается вручную или автоматически, в зависимости от исполнения.
Конструктивные особенности камер обработки дроби
Абразивоструйная камера представляет собой сложное оборудование, собираемое в корпусах различных размеров.
Камера оснащена следующими рабочими органами:
Дробеструйный аппарат. Он подает абразивные элементы внутри корпуса камеры к обрабатываемым конструкциям в необходимом режиме.
Транспортная система, позволяющая доставлять изделия, конструкции, детали на переработку.
Погрузочно-разгрузочные устройства.
Система очистки и восстановления дроби. Очищает абразивы от пыли и возвращает в рабочий режим.
Система фильтрации для подачи свежего воздуха, чтобы оператор системы мог нормально дышать.
Осветительное оборудование в противоударном исполнении.
Панель управления в автоматических дробеструйных установках.
Корпус камеры собран из профилированных панелей со встроенными распашными воротами.
На полу монтируется система сбора абразивного материала, состоящая из конвейеров на пневмоцилиндрах со скребками.
Ковшовый элеватор забирает использованную дробь и передает ее очистителю.
Очиститель работает по принципу двухфазного устройства с двумя ступенями очистки: сначала отделяются более крупные примеси, затем отделяются мелкие частицы вплоть до мелкой пыли. Второй этап реализуется с помощью воздушного потока.
Затем абразивный материал проходит в бункер, из которого поступает в дробомет.
Установка камерного типа включает системы
Электрооборудование с электрошкафом, блоками управления отдельными компонентами и проводкой.
Пневматическое оборудование с пневмошкафом, пневмосистемы управления, выполняющие производственные функции и обеспечивающие оператора притоком свежего воздуха.
Типы дроби для различных металлических поверхностей
Абразивные элементы различаются по материалу, из которого они изготовлены, и по назначению. По этим признакам можно выделить следующие виды дробей:
Тип дроби
Специальное назначение
Чугун колотый. В его основе белый чугун и цементит.
Обработка поверхности для окраски или анодирования.
Создание качественного вида матовой поверхности, удаление накипи и коррозии.
Сталь
Очистка поверхностей. Упрочнение — это метод обработки поверхности, повышающий прочность и твердость материала.
Алюминий
Обработка алюминиевых деталей и конструкций, в том числе из мягких алюминиевых сплавов. Можно получить желаемую шероховатость.
Керамика
Финишные продукты для получения чистой и гладкой поверхности.
Стекло
Высокопрочный метод обработки.
Пластик, полиамид и поликарбонат
Обработка глянцевых сверхгладких поверхностей.
Электрокорунд
Обработка особенно грязных и сильно корродированных поверхностных слоев
Нормативные требования к эксплуатации установок
Нормативные требования к эксплуатации дробеметных установок относятся как к техническим характеристикам, так и к правилам техники безопасности, если работа выполняется оператором.
Технические требования регламентируются нормативными документами, такими как ГОСТ и международные стандарты ISO.
Требования безопасности предполагают наличие сигнализации при работе в камерах. Это должна быть как световая, так и звуковая сигнализация, информирующая о том, что внутри оборудования происходит рабочий цикл.
Вопросы безопасности также касаются работы сотрудника в системе. Они относятся к средствам индивидуальной защиты в виде специальных защитных костюмов и каски, специального воздушного фильтра.
Дробеструйная обработка металлических конструкций и деталей считается наиболее современным и прогрессивным способом обработки металлических материалов сложной конфигурации с различными типами поверхности.
Дробеструйная машина с поворотным столом с дверцами
Запросить цену
Нажмите, чтобы увеличить
Пескоструйная обработка – один из наиболее эффективных методов подготовки поверхностей к финишной отделке. Пескоструйная обработка используется для придания шероховатости поверхностям для окраски, склеивания, термического напыления и нанесения покрытий, а также для удаления заусенцев и заусенцев с формованных изделий. Он также используется для обеспечения матовой обработки поверхности и травления.
Engineered Abrasives® производит пескоструйные машины на заказ, предназначенные для использования абразивов из оксида алюминия или карбида кремния. Всасывающие устройства для машин спроектированы с использованием наших полиуретановых корпусов пистолетов, чтобы обеспечить более длительный срок службы оборудования. Все наше оборудование предназначено для выполнения тяжелых производственных графиков для процессов пескоструйной очистки и будет хорошо работать в 2 смены.
Наш инженерно-технический персонал обладает опытом и знаниями, чтобы помочь вам в разработке индивидуальной пескоструйной машины, которая будет соответствовать вашим конкретным требованиям. Мы позаботимся о том, чтобы выбранный абразивный материал был наиболее эффективным абразивом для вашего процесса. Наша специальная линейка продуктов включает дробеструйные столы непрерывного действия и специальные шкафы, однокамерные машины и конвейерные установки.
Изготовленные на заказ машины для распашных дверей Особенности
Крепление детали монтируется на внутренней стороне двери.
Пока одна дверь закрыта, деталь обрабатывается в дробеструйной камере. Затем открывается другая дверца, и деталь может быть загружена в приспособление.
Когда цикл пескоструйной обработки завершен, дверца с обработанной деталью открывается, а другая дверца снова готова к закрытию для перезапуска процесса.
Линейка пескоструйного оборудования
Engineered Abrasives® разработана и изготовлена в соответствии с самыми строгими требованиями к производительности. Наш знающий, квалифицированный персонал позаботится о том, чтобы ваше индивидуальное оборудование обеспечивало требуемую производительность.
Области применения для машин для распашных дверей
Специальное оборудование для дробеструйной обработки Engineered Abrasives® и автоматизированные дробеструйные машины используются для укрепления и увеличения усталостной долговечности самых разных металлических деталей, от зубчатых колес и лопаток турбин/реактивных двигателей до дрелей и блоков двигателей:
Шестерни
Распределительные валы
Валы
Лопасти турбины
Соединительные стержни
Блоки двигателя
Отрасли для машин для распашных дверей
Оборудование
Engineered Abrasives® для струйной обработки и дробеструйной обработки используется уже более 75 лет.
Ток от генератора или трансформатора 1 по проводу 2 подводится к свариваемому металлу 4, а по проводу 3—к электрододержателю 5, в который зажимается электрод 6. Сварщик, приближая электрод к свариваемому металлу, замыкает цепь, возникает электрическая дуга 7. От тепла электрической дуги металл нагревается до температуры плавления и происходит слияние двух металлов. Расплавленный металл электрода служит присадочным материалом. Оказывать механические усилия на свариваемые детали при этом способе электросварки не требуется.
Преимущества и недостатки сварки постоянным и переменным током.
Электродуговая сварка выполняется как при переменном, так и постоянном токе.
Преимущества и недостатки постоянного тока.
Постоянный ток дает более устойчивую электрическую дугу и, благодаря неодинаковому выделению тепла на положительном и отрицательном полюсах, допускает более гибкую регулировку распределения тепла, применяя прямую (отрицательный полюс на электроде) или обратную (отрицательный полюс на детали) полярности. Это имеет большое значение при сварке цветных металлов, тонких листов металлов и некоторых марок специальных сталей. Оборудование для сварки на постоянном токе в 1,5 раза дороже оборудования для сварки на переменном токе.
Преимущества переменного тока.
Преимуществом сварки на переменном токе служат небольшие габариты, малый вес и сравнительно невысокая стоимость электросварочных трансформаторов, а также простота их эксплуатации и значительная экономичность.
Недостатки переменного тока.
К недостаткам сварки на переменном токе относятся трудность выполнения потолочной и вертикальной сварки и необходимость употребления более дорогих обмазных электродов. Качество сварки при использовании переменного и постоянного тока равноценно.
Сварка угольным электродом.
Другим способом электросварки является сварка угольным электродом.
Процесс сварки угольным электродом.
Процесс электросварки угольными электродами следующий (см. рис. 1, б). При сварке электрическая дуга 1 возникает между угольным или графитовым электродом 2 и свариваемой деталью 3. Шов получается при плавлении прутка 4, который называется присадочным прутком, он вводится со стороны в электрическую дугу. Для начала сварки электроды графитовые или угольные зажимаются в держатель 5. Одновременно происходит плавление электрической дугой кромок свариваемого металла. Такой способ сварки в промышленности применяется очень редко.
Значит, для угольного электрода присадочным материалом для заполнения шва будет пруток, который вводится со стороны в электрическую дугу, а при сварке металлическим электродом присадочным материалом будет металл самого электрода.
Преимущества электродуговой сварки перед газовой заключаются в том, что она в три-четыре раза дешевле газовой и безопасна от взрыва горючих газов.
Канат пеньковый. Вес. Прочность пенькового каната.
Выполнение клепки. Подготовка отверстий под заклепки.
Огнеупорные материалы. Формованные и неформованные огнеупоры.
Припой ПОС-40 Технические характеристики
Шпонка. Шпоночный паз. Виды, размеры и предельные отклонения.
Процесс сварки. Виды сварки. Классификация основных процессов сварки.
Стальные резервуары для хранения нефтепродуктов. Резервуарные конструкции.
Сварка с применение электрических заклепок
Сварочная проволока для наплавки. Химический состав сварочной проволоки.
Дуговая сварка плавящимся электродом в защитных газах: оборудование и технология процесса
Главная » Технология
Дуговая сварка плавящимся электродом — это метод, при котором между свариваемым изделием и концом электрода возникает электрическая дуга, под действием которой основной металл и электрод начинают плавиться, образуя сварочную ванну, а обмазочный материал электрода при этом создает газовую защитную среду, необходимую для качественного шва.
Содержание
1 Плюсы и минусы метода
2 Оборудование для ручной дуговой сварки
3 Перенос электродного металла: виды и характеристики
4 Сварочный процесс
5 Сварка плавящимся электродом в защитных газах
Плюсы и минусы метода
Плюсами этого способа сваривания всегда считались:
простота эксплуатации и низкая цена оборудования для сварного процесса;
возможность сваривания большого количества разновидностей металлов при широком спектре выбора электродного материала;
возможность выполнять сварные работы в труднодоступных местах;
уместно сваривание в любых пространственных положениях.
Из недостатков стоит выделить:
в процессе выделяется большое количество веществ, вредных как для самого сварщика, так и для окружающих;
качество сварного шва во многом зависит от опыта и квалификации сварщика;
скорость выполнения работ зачастую ниже, чем при иных методах;
при выполнении сварки на постоянном токе магнитные поля сильно влияют на отклонение дуги, что затрудняет процесс.
Оборудование для ручной дуговой сварки
Оборудование, необходимое для ручного дугового сваривания, состоит:
из источника питания, который может быть как переносным, так и стационарным в зависимости от вида выполняемых сварщиком работ;
из кабеля с электродержателем, в котором фиксируется покрытый специальной обмазкой электрод;
из кабеля обратного заземления для соединения свариваемого изделия с источником питания.
Также не стоит забывать о дополнительных средствах, таких, как: защитная маска, перчатки сварщика, разнообразные приспособления для удаления шлака и другие вещи, необходимые для удобства специалиста.
Перенос электродного металла: виды и характеристики
Перенос электродного металла делится на три типа:
крупнокапельный перенос. Случается, если процесс происходит с высоким напряжением на электрической дуге и невысокими параметрами тока при сваривании. Размер капель плавящегося электрода при этом имеет диаметр больше сечения самого электрода. Процесс сварки в таком случае возможен только в вертикальном пространственном положении, так как сварочная ванна при таком переносе имеет большие размеры и её становится сложно контролировать.
мелкокапельный перенос. При данном виде переноса металла капли расплавленного электродного материала равны или меньше по диаметру, чем сам электрод. Процесс сварки проходит с высоким напряжением на дуге и высокими параметрами тока. При мелкокапельном переносе увеличивается скорость выполнения работ, шов имеет более аккуратный вид. Такой тип переноса наиболее подходит для сваривания толстостенных металлов.
струйный перенос. Струйный перенос металла обычно происходит при высокой силе тока и использовании электрода с прямой полярностью. При данном переносе очень мелкие капли металла идут одна за другой непрерывной цепочкой, обеспечивая ровную и гладкую на ощупь поверхность шва. Этот же тип переноса характерен для полуавтоматической сварки в среде защитного газа.
Сварочный процесс
От источника сварочного тока к электроду поступает электроэнергия. Во время контакта электрода со свариваемым металлом образуется электрическая дуга, которая расплавляет изделие и электрод, вследствие чего возникает сварочная ванна. Электродный материал, поступая в эту ванну, сплавляет кромки металла, который нужно сварить, а обмазка обеспечивает защиту в области формирования шва и образует защитный слой по окончании процесса сваривания.
Схема сварки плавящимся электродом
Сварка плавящимся электродом в защитных газах
Этот тип сварки подразумевает собой сварку с помощью автоматических или полуавтоматических сварочных аппаратов, в процессе сварочная проволока подается в зону формирования шва. В роли защитного газа чаще всего выступают аргон либо углекислый газ, которые подаются в зону действия электрической дуги для обеспечения хорошего соединения металлов и отсутствия дефектов сварочного шва. Высокие сварочные токи и малый диаметр сварочной проволоки делают необходимой большую скорость подачи проволоки в сварочную ванну, скорость сваривания при этом составляет 15-80 м/ч.
Этот способ отличается высокой производительностью и большой скоростью процесса, что способствует его распространению в сфере промышленного производства металлоконструкций, машиностроении.
Из-за отсутствия шлаковых включений и возможности аккуратного выполнения сварки при очень малых толщинах материала данный метод получил широкое распространение на разнообразных СТО и других предприятиях по обслуживанию и ремонту автомобилей.
Рейтинг
( 1 оценка, среднее 5 из 5 )
0
Ануфриенок Константин/ автор статьи
Сварщик: 7 разряд, опыт ручной дуговой, аргоно-дуговой, газовой сварки — 14 лет, наличие удостоверения НАКС НГДО, ОХНВП, КО.
Понравилась статья? Поделиться с друзьями:
ДУГОВАЯ ЭЛЕКТРИЧЕСКАЯ СВАРКА
ДУГОВАЯ ЭЛЕКТРИЧЕСКАЯ СВАРКА
НАЖМИТЕ ЗДЕСЬ, ЧТОБЫ ПОЛУЧИТЬ УКАЗАТЕЛЬНУЮ СТРАНИЦУ
АЛЬТЕРНАТИВНЫЕ НАЗВАНИЯ: дуговая сварка металлическим электродом в среде защитного газа (SMAW), ручная дуговая сварка металлическим электродом (MMAW)
Электродуговая сварка – это метод изготовления, при котором металлы соединяются на постоянной основе. Свариваемый металл зажимается в заземляющем зажиме. Электрод зажат в электрододержателе. Подходящий «ток» выбирается путем поворота маховичка выбора тока. Когда электрод вступает в контакт с металлом, образуется «электрическая дуга», выделяющая огромное количество тепла. Затем «сварщик» должен поддерживать небольшой зазор между электродом и металлом (ток продолжает течь через зазор, создавая высокие температуры). В этот момент и электрод, и металлическая поверхность расплавляются и сплавляются вместе, образуя сварное соединение. Это кажется простым процессом, но он требует профессионального обучения и часов практики.
Электрод должен быть примерно того же диаметра, что и свариваемый металл. Ток выбирается в соответствии с таблицей рекомендуемых настроек, которая обычно напечатана на верхней или боковой стороне сварочного аппарата.
Защитное оборудование: Соответствующий защитный козырек для сварки, для защиты от УФ-излучения дуги, сварочные рукавицы, защитный фартук и перчатки/рукавицы. Сварочные шторы должны быть установлены вокруг зоны сварки, чтобы защитить людей, работающих в окружающем пространстве, от воздействия УФ-излучения дуги.
ОБРАЗЕЦ ДЛЯ ЭЛЕКТРИЧЕСКОЙ ДУГОВОЙ СВАРКИ
Электрод должен быть того же состава, что и свариваемый металл (основной металл). Электрод покрыт «флюсом», который выделяет облако защитного газа во время сварки. Это защищает зону сварки от атмосферных загрязнений, которые могут помешать процессу сварки.
НАЖМИТЕ ЗДЕСЬ, ЧТОБЫ ПОЛУЧИТЬ ИНДЕКС ОБОРУДОВАНИЯ И ПРОЦЕССОВ
Что такое дуговая сварка? | Процессы дуговой сварки
Готовы строить свое будущее?
Заполните форму ниже и начнем.
Имя Фамилия
Телефон Адрес электронной почты
Почтовый индекс Средняя школа или GED выпускной год High School or GED Graduation Year…19601961196219631964196519661967196819691970197119721973197419751976197719781979198019811982198319841985198619871988198919
Кампус выбора Лучший кампус… Чарльстон, Южная КаролинаКолумбия, SCPiedmont, Южная Каролина, Техас
Чтобы запросить дополнительную информацию, вам должно быть не менее 13 лет. Заполняя эту форму, вы предоставляете школе сварки Arclabs прямое письменное согласие на использование этой информации для связи с вами наиболее удобным способом (телефон, электронная почта, почта и текстовые сообщения). Посещая наш сайт и используя наши формы, вы соглашаетесь с нашей политикой конфиденциальности.
Что такое дуговая сварка?
Дуговая сварка известна как процесс сварки плавлением. Это один из наиболее распространенных сварочных процессов, который широко используется в различных отраслях промышленности благодаря получению прочных высококачественных сварных швов.
Дуговая сварка в теории
В процессе дуговой сварки используется электрическая дуга, которая образуется между электродом и основным металлом для создания температуры около 6500 градусов по Фаренгейту. Это заставляет металлы плавиться там, где они должны быть соединены, при этом расплавленный металл плавится по мере его охлаждения и затвердевания, создавая металлургическую связь между металлами.
Дуговая сварка на практике
Дуговая сварка — это процесс, при котором электродный стержень присоединяется к сварочной горелке, которая подключается к портативному сварочному аппарату. При включении источника питания электрод становится активным. При прикосновении стержня к основному металлу ток будет проходить через стержень и замыкать электрическую цепь. Когда стержень отводится назад, возникает электрическая дуга, необходимая для расплавления металла. Стержни часто предназначены для плавления во время процесса, чтобы добавить наполнитель в сварной шов.
По мере приобретения опыта сварщик начнет понимать, что существует несколько факторов и приемов, влияющих на сварной шов, его прочность и качество, в том числе сила тока (переменный или постоянный), размер электрода, длина дуги и угол хода.
Промышленное использование
Дуговая сварка является популярным выбором, поскольку она успешно используется для сварки различных металлов, включая сталь, железо, медь и никель. Портативное оборудование, используемое для дуговой сварки, добавило ей универсальности и сделало ее популярным выбором в нескольких промышленных условиях.
Производители автомобилей, судоходства и аэрокосмической отрасли полагаются на электродуговую сварку в своих производственных процессах. Точно так же строительная отрасль обращается к дуговым сварщикам при строительстве зданий, мостов и других стальных конструкций, в то время как горнодобывающая, нефтегазовая и энергетическая отрасли также используют их навыки.
Плюсы и минусы
Оборудование, используемое для дуговой сварки, доступно по цене. Он портативный, что упрощает его транспортировку, а поскольку дуга не зависит от ветра или температуры, он идеально адаптируется к внешним условиям.
Несмотря на простоту процесса, дуговая сварка обеспечивает невероятно прочный шов, который в равной степени эффективен для толстых металлов, создавая окончательный сварной шов с высокой коррозионной стойкостью. Кроме того, это быстрый процесс, который часто позволяет сэкономить время по сравнению с другими методами сварки.
Несмотря на то, что это один из самых простых процессов сварки, требуется время и практика, чтобы освоить технику и создать эффективные сварные швы. Он также менее эффективен при использовании с тонкими и химически активными металлами, такими как титан.
Машина для наплавки | Сварочный аппарат для наплавки
WALDUN является экспертом в области оборудования для наплавки наплавкой.
WALDUN уже много лет занимается производством сварочных изнашиваемых пластин, поэтому мы можем предложить решения для производства изнашиваемых пластин. Включая сварку, резку, правку и т. Д. Вы можете положиться на нас, и мы будем вашим лучшим партнером в Китае.
Машина для наплавки с одной головкой — это идеальная машина начального уровня для производства износостойких пластин из карбида хрома. Обладая преимуществами простой эксплуатации, низкой стоимости и длительного срока службы.
У нас вы также можете купить двух-, трех- и четырехголовочный сварочный аппарат.
Введение в сварочный аппарат для наплавки
Сварочный аппарат для оверлеев с одной сварочной головкой оптимизирован на основе оригинальной конструкции, главное улучшение — это обновление системы управления, он имеет более гуманный интерфейс управления;
Сварочная головка внесла ряд улучшений, сделав процесс работы машины более плавным, полностью закрытый качающийся ползунок может гарантировать стабильность качания и максимальный поток, чтобы обеспечить использование в цикле;
Разумная система дымоудаления может эффективно удалять 90% пыли в производстве, чтобы обеспечить лучшую рабочую среду для операторов;
Оборудовано основание нижней балки для клиента от проблемы заливки бетонного основания, удобная установка, удобный для пользователя, чтобы переместить машину; также имеет новую жизнеспособность и более высокого класса внешний вид!
Характеристики сварочного аппарата для наплавки:
Высокая автоматизация, запуск и остановка одной кнопкой, простота в эксплуатации, значительно упрощает процесс работы
Сварочная сварочная проволока, расположенная над балкой, для обеспечения плавной подачи проволоки
Эффект водяного охлаждения хорош; обеспечить сварку износостойкой пластины, деформация пластины после сварки очень мала
Система ЧПУ используется для управления работой станка, регулирования частоты вращения переменного тока, повышения надежности оборудования
МПК контролируют устойчивость платформы, чтобы обеспечить долгое время стабильной работы сварочной системы
Параметры машины могут быть установлены, чтобы сделать любую сварку сварочной горелки
Интеграция качания сварочной горелки с несколькими сервоприводами переменного тока, стабильное качание, прекрасная сварка
Функция сварки точки останова
Горелка с воздушным охлаждением увеличивает срок службы расходных материалов
Список деталей машины с одной головкой:
Вещь
Число
подробности
1
Основное тело
4000Ⅱ
6 м * 4 м * 2 м (можно настроить)
2
рельсовый
38кг рельсLGD12 рельс
6,0м * 2 комплекта 3,5м * 2 комплекта
3
Сварочный подъемный корпус
Два набора
Подъем сварочной горелки, приводимый в действие редуктором и ходовым винтом, направляющий стержень имеет двойную цилиндрическую направляющую.
4
Система ЧПУ
Один набор
Система ЧПУ F2300A
5
Программное обеспечение для ЧПУ
Один набор
Стандартное программное обеспечение
6
Горизонтальный серводвигатель и привод
Один набор
750 Вт серводвигатель и привод
7
Продольный серводвигатель и привод
Два набора
750 Вт серводвигатель и привод
8
Механизм качания
Один набор
Шаровой привод серводвигателя закрыт, скользящее возвратно-поступательное движение
9
Проволочный механизм
Один набор
10
Поверхностная сварочная платформа
Один набор
(Можно настроить)
11
Сварщики
Один набор
Шанхай HUGONG NB-630 ИЛИ AOTAI
12
Система пылеудаления
Один набор
13
База
Один набор
Лист данных сварочного аппарата для наплавки:
1
Толщина однослойной сварки (мм)
2,5 мм х 6,5 мм
2
Диапазон подъема сварочной горелки (мм)
160мм
3
Продольный диапазон (мм)
4200 мм
4
Горизонтальный диапазон (мм)
3000мм
5
Эффективная длина сварочной пластины (мм)
3500 мм
6
Эффективная ширина плиты сварки (мм)
2200мм
7
Точность рельса
Прямолинейность главной направляющей: 0,4 мм / 1000 мм
Прямолинейность холостого хода: 1 мм / 20000 мм
Параллельность: + 0. 2мм / 1000мм
8
Смещение точки пересечения
≤1mm
9
прямолинейность
0.5mm
10
круглость
≤1mm
11
Диагональная разница
≤2mm
12
Повторная точность позиционирования
± 0,4 мм / 10 м
Почему выбирают сварочный аппарат для наплавки Waldun
Мы также производим наши износостойкие пластины. Таким образом, если вам нужно задать какой-либо вопрос, касающийся оборудования, или вам нужно усовершенствование или модификацию, мы всегда можем сделать это с легкостью.
Мы включены в цепочку поставок механической промышленности Китая, поэтому наш производственный процесс не требует больших затрат.
Мы сотрудничаем с международными брендами для нашего сырья.
На наше оборудование предоставляется годовая гарантия без дополнительных затрат на установку и ввод в эксплуатацию.
Наша упаковка соответствует международным стандартам.
Наше оборудование проходит строгие испытания и контроль качества перед доставкой.
Конструкция станины нашего оборудования хорошо укреплена для всех деталей машин.
У нас есть группа высококвалифицированных лабораторных работников, которые стремятся обеспечить, чтобы наши машины проходили надлежащие процедуры, прежде чем они будут доставлены.
У нас есть эффективная исследовательская команда, которая занимается обновлением нашей компании о последних тенденциях в отрасли.
Видео процесса наплавки
Получить цитату сейчас!
Прочие аппараты для наплавки
WALDUN поможет вам выбрать подходящий и лучший сварочный аппарат для наплавки, у нас есть отличная команда послепродажного обслуживания. Чтобы убедиться, что вы правильно используете оборудование после его покупки, а также мы поможем вам с импортом из Китая на ваш завод.
Сварочный аппарат с двумя головками
Оборудование для наплавки с двумя головками оптимизировано на основе оригинальной конструкции, главное усовершенствование — обновление системы управления, он имеет гуманизированный интерфейс управления, сварочная головка имеет ряд улучшений, делающих работу машины более плавной.
Получить цитату сейчас!
Сварочный аппарат для наплавки труб
Износостойкое оборудование для наплавки труб предназначено в основном для внутренней и наружной стенок труб, для поверхностного упрочнения поверхности осей. С использованием видимой дуговой сварки автоматическая сварка. Сварочный аппарат для наложения рулонов имеет стабильную производительность, простое управление, высокую степень автоматизации, мощные функции, удобное обслуживание, передовые технологии и т. Д.
Получить цитату сейчас!
PTA Сварочное оборудование
Плазма-переносимая дуга (PTA) сварка представляет собой термический процесс нанесения износостойких и коррозионно-стойких слоев на поверхности металлических материалов. Это универсальный метод нанесения высококачественных металлургических сплавов на относительно недорогие поверхности. PTA Процесс используется в случаях высоких требований к износостойкости.
Получить цитату сейчас!
Оборудование для плазменной резки
Станок плазменной резки с ЧПУ накапливает богатый опыт высокоточного машиностроения. Наш стол станка может надежно защитить вас не менее 10 лет! Эта машина оснащена китайским или Hypertherm контроллером и HD-плазмой. Все наши машины сделаны в соответствии с высокими стандартами.
Получить цитату сейчас!
Износостойкие пластины из карбида хрома
Износостойкие пластины из карбида хрома или стальные вкладыши используются во многих случаях, когда трение между двумя частями или материалами приводит к деградации. Стальная пластина изнашиваемой пластины может быть привинчена к машине, которая скользит внутрь и наружу или вверх и вниз в процессе производства, в то время как они также могут быть обнаружены там, где изготовленные детали или минералы регулярно тереть или абразивно контактировать с обработанной пластиной.
Получить цитату сейчас!
Аппарат для наплавки — Полное руководство по часто задаваемым вопросам
Walden недавно разработал новый подход к автоматической сварке, чтобы повысить эффективность машины для наплавки и сделать ее экономически интересным уровнем.
Для повышения эффективности сварочного процесса. Мы разработали сварочные системы, специально адаптированные к потребностям широкого спектра промышленных и коммерческих приложений сварки и автоматизации.
Что такое плакировочная машина для наплавки?
Наплавка наплавки — это метод, обеспечивающий защиту металлических компонентов путем приваривания покрытия из коррозионно-стойкого материала к участкам, подверженным риску коррозии и износа.
Это может быть распространено на всю систему или только на определенные области, представляющие интерес.
В том числе трубы, клапаны, мосты, соединения и колена, а также более сложные геометрические формы, такие как тройники или тройники, являются типичными элементами, облицовываемыми Arc Energy.
Вы можете увидеть больше здесь:
Каковы особенности машин для наплавки?
Многофункциональный наплавка оснащен тремя основными сварочными процессами, такими как Hot Wire TIG, MIG / MAG и PTA.
Накладка — это многопроцессорный сварочный аппарат.
Характеристики машины могут быть адаптированы к требованиям заказчика.
Эта система может широко использоваться как при изготовлении комплектного оборудования, так и при ремонте сварочных работ в нефтегазовой отрасли.
Наши интеллектуальные устройства обладают как передовыми технологиями, так и удобными для пользователя функциями мирового класса.
Как можно использовать / применять сварочный аппарат для наплавки?
Существует несколько методов наложения сварных швов, каждая из которых имеет свои специфические области применения и требования.
Выбор той или иной техники зависит от доступа, места сварки и типа сплава.
Ключевые методы наплавки:
Пайка в закрытой дуге,
Пайка CO2
Пайка вольфрамовым инертным газом (TIG)
Дуговая сварка под флюсом
Плазменная дуговая пайка (PTA)
Сварка металлов в инертном газе (МИГ).
Самым популярным является безопасная дуговая сварка.
Вы можете узнать больше о том, как можно использовать сварочный аппарат для наплавки, посмотрев видео ниже.
https://www.youtube.com/watch?v=yKCA2sRxj9Y
Какое название модели / номер лучше всего сварочного аппарата для наплавки?
Существует множество наименований моделей / номеров аппаратов для наплавки, но вы можете использовать PAS-UWS-100.
это высокоточное управление машиной, сварка горячей проволокой TIG, управление сваркой Beckhoff с ЧПУ, система видеонаблюдения за сваркой, расширенная функция параметризации единого окна.
Функции программирования G-кода
Есть ли какое-либо специальное применение для наплавки?
Нет, есть много приложений для наплавка.
Вы можете использовать его для следующих приложений:
Ремонтно-сварочная мастерская для нефтегазовой отрасли
Покрытие шара клапанов
Наплавка стеклянной формы
Наплавка пластин, валов
Какие типы машин для наплавки?
Основные виды наплавки
Дуговая сварка защищенным металлом
Сварка в среде CO2, сварка в среде инертного газа (MIG) / сварка в среде вольфрама в среде инертного газа (TIG)
Подводная дуговая сварка
Плазменная дуговая сварка (PTA).
Дорогой ли аппарат для наплавки?
Да, от 30 до 10 000 долларов.
Обеспечивает ли машина и процесс наплавочной сварки защиту продуктов?
Наплавка Процесс сварки путем приваривания к поверхности основного металла, при котором один или несколько металлов соединяются вместе в виде пластины.
Обычно это делается путем нанесения антикоррозионного или твердосплавного покрытия для улучшения консистенции.
Подготовленные поверхности также можно настраивать путем наслоения и сплавления вместе множества различных материалов.
Но вы можете гарантировать, что товар будет защищен процессом.
Является ли 5-слойная наплавка совершенной технологией?
Да, идеальная технология 5-слойной наплавки
Каковы недостатки сварки?
Преимущества сварки:
Более низкая производительность — обычно в процессе сварки образуется больше отходов, чем
Несколько других способов, которые в некоторых случаях могут увеличить стоимость проекта
Компетентность на высшем уровне — руководителям проектов требуется высокий уровень знаний и подготовки, и не все практики этого заслуживают.
Сварка тонких материалов может быть затруднена для таких тонких металлов.
Вы можете увидеть больше здесь
Насколько тяжела сварка?
Это зависит от того, о какой сварке вы говорите, и от вашего химического опыта.
Кто может помочь вам с наплавкой?
Есть много компаний, к которым вы можете обратиться за помощью с вашими требованиями к наплавке.
Но вы можете рассматривать нас здесь, в Валдуне, как свой выбор. У нас есть современные сварочные машины и оборудование.
Не беспокойтесь о минимальных заказах, мы выполним поставку в соответствии с требованиями вашего бизнеса.
Как получить услугу наложения сварного шва?
Если вы имеете в виду компанию, вы можете связаться с ней по поводу вашего запроса на наплавку.
Вы можете отправить им электронное письмо, позвонить на горячую линию или обратиться за помощью в службу поддержки.
Также вы можете связаться с нами прямо сейчас.
Каким компаниям, производящим наплавку, можно доверять?
Есть множество компаний, которые предлагают услуги по наплавке сварных швов. Фактически, есть также те, которые продают машины для наплавки наплавки.
Вы можете искать на рынке тех, кто находится на той же странице, что и вы. Но, если вы хотите работать с лучшими, работайте с нами здесь, в Waldun — ведущем бренде в области наплавки и оборудования для наплавки.
Где можно приобрести машины для наплавки наплавкой?
Пока есть много компаний, которые предлагают эти виды оборудования; Здесь, в Waldun, вы можете получить широкий выбор машин для наплавки сварных швов.
Какой бы тип машины вам ни понадобился, мы уверены, что сможем предоставить ее вам.
Каковы преимущества наших машин для наплавки наплавкой?
Почему выбрали нас в качестве поставщика машин для наплавки сварных швов?
Помимо того факта, что мы предлагаем широкий спектр опций, вот некоторые другие преимущества и преимущества приобретения нашего оборудования для наплавки сварных швов:
У нас есть станки с ЧПУ и управлением
Вы можете запросить у нас изготовленную на заказ машину и услуги по наплавке наплавки на заказ.
Он содержит высокую автоматизацию
Простой и удобный в эксплуатации
И многое другое
Вы никогда не найдете другую компанию, которая предоставляет такие же типы и типы машин для наплавки, как то, что мы предлагаем здесь, в Waldun.
Адрес: Чжуншань Роуд, город Фэнхуан, Чжанцзяган, Сучжоу, Китай
Моб. Телефон: +8618652469606
Электронная почта: iguhongtao@gmail. com
Получите предложение сейчас!
имя
Эл. адрес
Сообщение
Машина для наплавки | Производство продуктов износа
У нас 15-летний опыт. Стремление к износу пластин, износу труб, деталей и сопутствующего оборудования для производства и продажи.
Нашим оборудованием пользуются крупные поставщики износостойких плит во многих странах. Связаться с нами чтобы получить некоторые ссылки.
Мы используем наши НИОКР и изготовляемое наплавочное оборудование для производства износостойкой плиты, наша годовая стоимость производства износостойкой плиты достигает более 20 миллионов долларов США. Поэтому мы являемся экспертами в производстве износостойких плит. Только при создании износостойкой плиты мы можем предоставить вам лучшие износостойкие производственные виды оборудования.
В общей сложности мы продали более 500 наплавочных машин за последние десять лет.
У нас мало времени, потому что у нас очень зрелая цепочка поставок.
В соответствии с вашими уникальными производственными требованиями, мы можем предоставить нестандартное оборудование на заказ. Связаться с нами за дополнительной информацией.
У нас отличная команда послепродажного обслуживания. Чтобы убедиться, что вы используете оборудование правильно после его покупки.
У нас есть отличная гарантия качества на наших машинах. Все инструменты, которые мы производим, имеют годовую гарантию.
Наш пакет может удовлетворить ваши требования доставки, воздушного транспорта.
Waldun износные пластины серии продуктов
Машина для наплавки — The Supreme FAQ Guide
Продажи машин для наплавки выросли за последние несколько лет.
С развитием бизнеса и компаний спрос на лучшее оборудование также растет.
В этом посте мы поговорим о машинах для наплавки. К концу этого руководства вы точно будете знать, какой именно тип оборудования для наплавки вам нужен!
Что такое определение Наплавка?
Это процедура сварки, которую можно применять к уже поврежденным или изношенным деталям.
Вы можете использовать его для восстановления, восстановления, улучшения и даже реабилитации.
Что такое машина для наплавки?
Машина для наплавки — это оборудование, которое вы можете использовать для обработки твердой наплавки.
Вы можете найти множество различных типов оборудования для наплавки — мы обсудим их ниже.
Различные схемы наплавки
Вы можете настроить различные машины для наплавки для выполнения различных схем наплавки.
Основными схемами твердого покрытия являются:
Точка
Стрингер
Вафли
Выбор рисунка будет зависеть от типа истирания, материала, вызывающего истирание, и места износа.
Да, действительно, твердосплавные стержневые электроды считаются лучшей основой для наплавки.
Благодаря своим свойствам он безопасен; Добавляя тот факт, что он предлагает отличную долговечность, он идеально подходит для интеграции нового защитного слоя.
Могу ли я использовать провода MIG для наплавки?
Абсолютно! Однако есть определенные машины и оборудование для твердосплавной наплавки, которые не питаются от проволоки.
Итак, вы должны убедиться, что вы используете машину для наплавки, которая позволяет это.
Различные методы наплавки
Для наплавки можно использовать практически все методы сварки. Вы можете использовать:
Газовая дуговая сварка металла (GMAW)
Дуговая сварка защищенного металла (SMAW)
Дуговая сварка под флюсом (SAW)
Плазменная дуговая сварка (PTAW)
Кислородная сварка
И так далее!
Как и в случае со сварочной проволокой, вам нужно искать оборудование, способное использовать эти методы!
Факторы, которые необходимо знать перед покупкой оборудования для наплавки
Прежде чем вы решите, какой станок для твердосплавной наплавки вам нужен, необходимо сначала знать несколько факторов и их характеристики.
Система управления (это сложно или легко понять?)
Требование обслуживания
Гибкость и универсальность
Эффект водяного охлаждения (он есть?)
Подача флюса (есть ли она?)
Существуют ли разные методы наплавки?
Хотя их может быть и больше, двумя основными способами наплавки являются: наплавка (сварка) или построить.
Наращивание — это метод, который вы используете для восстановления или восстановления старых деталей и компонентов. Это как восстановить его размеры.
Наложение — это процедура, которую вы выполняете для защиты детали или компонента от всех типов износа, которым они могут подвергнуться.
Типы машин или оборудования для наплавки
Вы можете выбирать из широкого ассортимента оборудования для наплавки. Есть:
Машины для наплавки труб
Это машины, которые можно использовать для нанесения твердого покрытия изнутри и снаружи стены.
Оборудование для наплавки с одной и двумя головками
Станки для твердосплавной наплавки с одной головкой подходят для людей, но имеют процессы автоматизации; то же самое и с двумя головами.
Единственная разница будет заключаться в количестве сварочных головок для наплавки.
PTA Сварочное оборудование
Эти машины для твердосплавной наплавки используют дугу с переносом плазмы (PTA) в качестве процесса сварки для завершения процедуры.
Помимо этого, есть еще много машин, которые вы можете использовать для твердой наплавки.
Различные сварочные стержни для наплавки
Различные наплавки сварочные электроды можно разделить на три (3) группы: Кобальтовая основа, никелевая основа, и Железная основа.
В зависимости от того, какую машину для наплавки вы будете использовать, будет зависеть тип совместимого электрода.
Можно ли делать наплавку для долговечности и прочности?
Да! Фактически, это два (2) основных применения наплавки.
Поскольку этот процесс используется для нанесения материала на поверхность, вы можете использовать его для повышения долговечности и прочности вашей детали или компонента.
Это позволяет ему поглощать больше ударов.
Кроме того, он также может продлить срок службы детали, заставляя ее сопротивляться большему количеству воздействий.
Восстановление ковша экскаватора и наплавка
Ковши экскаваторов и погрузчиков из-за своей природы изнашиваются быстрее.
Наплавка может сделать их более прочными и долговечными! Вы можете нанести его как на внутреннюю, так и на внешнюю поверхность ковшей для восстановления, восстановления или улучшения.
Номер электрода для наплавки
Цифры на электроде имеют значение — это не просто набор случайных чисел.
Состоит из буквы и 4- или 5-значного числа, вот их значения:
Буква (префикс E означает, что это электрод для дуговой сварки)
Первые две (2) цифры (из 4-значного числа) и первые три (3) цифры (из 5-значного числа) определяют прочность на разрыв (как минимум).
Третий (3rd) цифра (четырехзначного числа) и четвертая (4th) цифра a (5-значное число) обозначает позицию сварки.
Последняя цифра описывает тип покрытия, которое можно использовать с электродом.
Перед покупкой электрода убедитесь, что вы хорошо знаете свой наплавочный станок. Использование другого или несовместимого электрода может испортить заготовку.
Где найти надежного производителя машин для наплавки?
В мире можно найти множество производителей оборудования для наплавки.
Если вы хотите работать с лучшими, вы всегда можете рассчитывать на нас здесь, в Waldun.
В течение многих лет Waldun был ведущим и наиболее востребованным производителем машин и оборудования для твердосплавной наплавки.
Станок для наплавки Валдуна
Мы предлагаем широкий выбор машин для наплавки твердых поверхностей, которые могут пригодиться вашему бизнесу. У нас есть:
Машины для наплавки клапанов
Машины для плазменной наплавки толстых труб
Машины для наплавки пластин PTA
Машины плазменной оболочки закрытого типа
Оборудование для наплавки труб
Станки для наплавки с одной и двумя головками
У вас есть конкретный тип или тип машины, которую вы хотите сделать? Отправьте нам электронное письмо, и мы будем работать с нашей командой разработчиков, чтобы помочь разработать его для вас.
Вы можете доверять специализации Waldun в производстве и производстве машин для твердосплавной наплавки. Мы даже можем настроить оборудование, которое вы ищете!
Получите шанс получить высочайшее качество оборудования для наплавки, которое только можно найти на рынке! Получите послепродажное обслуживание мирового класса, не тратя целое состояние!
Руководство по покупке машины для наплавки
Когда дело доходит до наплавки, лучшие станки не только помогают вам добиться наилучших результатов, но и снимают стресс.
Наплавка была одной из самых востребованных услуг многих компаний. Из-за своей природы они просто необходимы, и спрос на них стремительно растет.
Это можно сделать с помощью распылителя, сварки и даже термического напыления. Любой из них может нанести твердый и прочный материал на заготовку.
Но как выбрать лучшее оборудование для наплавки для ваших проектов? Что вам нужно искать?
В этом руководстве мы сосредоточимся на том, чтобы помочь вам найти лучшую технику или оборудование. Мы подробно рассмотрим, что вам нужно искать, производителей, которым вы можете доверять, и тому подобное.
Зачем нужна наплавка
На самом деле, наплавка никогда не является требованием, которое ищут компании и компании.
Но они идеально подходят для защиты всех ваших машин и оборудования от повреждений.
Наплавка необходима из-за следующих преимуществ:
Уменьшенная замена деталей
Снижение стоимости (нет необходимости покупать оборудование заново)
Увеличение операций
Восстановление изношенных изделий и деталей
Сокращение времени простоя
Более быстрые процессы
Это лишь некоторые из наиболее узнаваемых и наиболее распространенных преимуществ, которые он может дать.
Другие будут зависеть от целей и процедур, которые у вас есть для ваших машин. В целом наплавка — это процесс, который поможет вам сэкономить время, деньги и усилия.
Где можно применить наплавку?
Наплавка может применяться во многих отраслях промышленности. Некоторые из наиболее распространенных:
Строительная промышленность
Промышленное
Горнодобывающая индустрия
Нефтегазовая промышленность
Морская промышленность
Военные
И многое другое
Пока вам нужно улучшить, улучшить, усилить или восстановить оборудование, наплавка для вас.
Что такое машины для наплавки?
Машины для наплавки — это оборудование, которое может помочь вам с вашими потребностями в наплавке. На самом деле, сварочные аппараты для наплавки — лучшее решение, к которому вы можете прибегнуть.
Существует множество различных машин, специально предлагаемых производителями. Однако выбор лучшего может быть проблемой.
Типы сварочных аппаратов для наплавки
Что касается сварочного процесса, то здесь также есть разные типы машин и оборудования.
Машины для газовой дуговой сварки (GMAW)
Это аппараты, в которых для сварки используется подача проволоки.
Они просты в использовании, они быстрые и срочные, а также гибкие в работе с разными типами металлов.
Использование аппаратов GMAW позволяет сваривать широкий спектр металлов, в том числе:
Медь
Алюминий Сталь
Мягкая сталь
Никелевые сплавы
Нержавеющая сталь
И многое другое
Машины для дуговой сварки металлическим стержнем (SMAW)
Машины SMAW — это машины, в которых для сварки используются стержневые или стержневые электроды.
Он также считается одним из самых сложных сварочных процессов; квалификация чаще всего требуется от сварщика, работающего с ним.
Используя машины SMAW, вы можете сваривать широкий спектр металлов и сплавов. Это также может принести следующие преимущества:
Бюджетный
Меньше брызг
Более быстрый процесс
Машины для дуговой сварки порошковой проволокой (FCAW)
Станки FCAW известны своей портативностью и простотой.
Если вы собираетесь выполнять сварку в самых разных областях, машины FCAW могут снять эту нагрузку с ваших плеч.
Это идеальные машины, если вы:
Перемещение из одного места в другое
Сварка на открытом воздухе (в ветреных районах)
Ищете самый простой способ сварки
Аппараты для газовой вольфрамо-дуговой сварки (GTAW)
Вольфрам известен как неплавящийся электрод и может обеспечить более сильные и жесткие работы.
По сравнению со сваркой GMAW ее сложнее контролировать и работать. Однако вы можете использовать его для работы с широким спектром материалов, сталей и сплавов.
Они экономичны, потому что электрод расходуется медленнее; он обеспечивает более прочные и точные сварные швы и идеально подходит для сложных сценариев.
Если у вас или ваших сварщиков есть опыт, использование аппаратов GTAW — лучшее решение, которое вам нужно!
Руководство по приобретению станков для наплавки
В связи с недавними инновациями в оборудовании для наплавки трудно сказать, какое из них лучше.
Но чтобы дать вам какое-то руководство, вот несколько лучших факторов, на которые вы можете обратить внимание:
Материалы
Задайте себе следующие вопросы:
Какие материалы или металлы я буду сваривать?
Стремлюсь ли я к скорости и производительности? Или мне нужна качественная работа?
Сварка выполняется на стали (углеродистой) и хорошо совместима со многими машинами.
Изучите то, что вам нужно; это один из наиболее важных факторов, которые необходимо учитывать.
Сварщик Опыт
Как бы вы оценили опыт своих сварщиков? Как вы думаете, какое оборудование они могут использовать лучше всего?
Если навыки ваших сварщиков выше среднего, вы можете выбрать машины GTAW, поскольку они лучше и у них больше шансов производить сварные швы более высокого и лучшего качества.
Также обратите внимание на опыт своих сварщиков, потому что они будут использовать его.
Легкость использования
Были бы ваши сварочные аппараты для наплавки только в одном месте? Будет ли это просто стационарным? Или его будут переносить с одного места на другое для размещения всех проектов?
Есть машины, которые легкие и их можно переносить с одного места на другое. Однако есть и такие, которые просто неподвижны.
Насколько легко вы хотите, чтобы ваш опыт использования и транспортировки был?
Кому можно доверять?
Здесь, в компании Waldun, мы можем поставить вам высококачественные, проверенные и инновационные машины и оборудование для наплавки.
Мы лучшие — и это без сомнения, поскольку мы обслужили сотни компаний и предприятий со всего мира.
Предлагаемый нами широкий выбор оборудования для наплавки отвечает всем потребностям и желаниям наших клиентов. Вы можете нам доверять — от вашего традиционного станка для наплавки с одной головкой до нескольких машин для плазменной сварки.
Испытайте лучший набор оборудования для наплавки, не тратя целое состояние с нами, здесь, в Waldun!
Вы можете выбрать одну из следующих машин, которые мы предлагаем:
One Head Hardfacing Equipment
Оборудование для наплавки с двумя головками
Оборудование для наплавки труб
Оборудование для плазменной дуговой сварки (PTA)
Оборудование для плазменной резки
Только за последние десять (10) лет мы уже продали более 500 оборудования и машин различным компаниям по всему миру. Доверяйте нам так же, как другие клиенты и компании!
Лучшие сварочные аппараты для нержавеющей стали для продажи онлайн по самой низкой цене
Поиск
Все категории/
Магазин по использованию/
Дуговые сварщики/
Сварщики по металлу/
Сварщики стали
113 штук найдено
Б/у Miller Dynasty 210 DX и комплект педали управления
Millermatic 211 Auto-Set Mig Welder
Комплект для сварки TIG Miller Diversion 180AC/DC
Millermatic 211 Auto-Set/Small Cart Сварочный аппарат Mig 110/220 В
Hobart Handler 190 Сварочный аппарат с подачей проволоки
ESAB Fabricator 186 Сварочный аппарат переменного/постоянного тока
Multimatic 200 упаковок с комплектом TIG (ранее 951586)
НОВИНКА! Millermatic 141 W/Auto Set 110 Вольт сварочный аппарат MIG с тележкой
ЭСАБ #W1006313 ArcMaster 141 AC/DC
Аппарат для сварки TIG Miller Dynasty 280 DX
Miller Dynasty 280 DX (Auto-Line 208-575 В) с CPS
Dynasty 280 Dx (с CPS) TIGrunner
Miller Dynasty 280 Dx (с Cps) Полная упаковка с ножным управлением
Miller Dynasty 280 Dx (с Cps) в комплекте с беспроводной педалью
Miller Multimatic 215 Сварочный аппарат MIG/Stick/TIG
Сварочные аппараты MIG и TIG для нержавеющей стали
Сварка нержавеющей стали широко используется в промышленности, а также в ремеслах, искусствах и бесчисленных ремонтных работах. Коррозионная стойкость нержавеющей стали делает ее идеальной для многих применений. Однако более высокое содержание сплавов (хрома и никеля) снижает его свариваемость. Welders Supply предлагает инновационные технологии сварки, поэтому вы можете сваривать что угодно.
Welders Supply предлагает аппараты для сварки MIG и TIG. Покупайте сварочные аппараты Miller TIG, Hobart Ironman и ESAB. Если вы не уверены, какой сварочный аппарат для нержавеющей стали лучше всего подойдет для ваших конкретных нужд, позвоните нам, и один из наших опытных представителей будет рад вам помочь.
Необходимые инструменты для сварки нержавеющей стали
Плазменные резаки — лучший вариант для получения точной резки. Они не только самые быстрые, но и самые точные. Для мелкосерийных работ подойдут электроинструменты. Для крупномасштабных работ вам понадобится плазменный резак. Welders Supply предлагает лучшее оборудование для плазменной резки. Ознакомьтесь с нашим полным ассортиментом станков плазменной резки.
Для бесшовного сварного шва необходимо зашлифовать все неровности. Существует множество абразивных материалов, которые облегчают шлифовку и выдалбливание: от ручных инструментов, таких как жернова/напильники, до проволочных щеток, которые помогают сглаживать и удалять мусор, до более крупных шлифовальных станков, которые быстрее сглаживают острые края.
Welders Supply предлагает одни из лучших в отрасли инструментов для резки и шлифовки. Мы всегда рады помочь с любыми вопросами, которые могут у вас возникнуть.
Самые низкие цены и бесплатная доставка при заказе на сумму более 300 долларов США
С 1938 года Welders Supply поставляет сварщикам лучшее сварочное оборудование. То, что началось как местный бизнес, выросло, чтобы обслуживать сварщиков по всей Америке. Помимо лучших цен, доступных в Интернете, Welders Supply также предлагает бесплатную доставку при заказе на сумму более 300 долларов США (в пределах континентальной части США).
Свяжитесь со сварщиками Поставка сейчас для помощи со сварщиками и инструментами для сварки нержавеющей стали.
Millermatic 212 Auto-Set 220 Volt Сварочный аппарат СНЯТ С ПРОИЗВОДСТВА
Hobart EZ-TIG 165i
Во многих областях сварки требуется сварка металла почти толщиной с бумагу. Такие вещи, как высокопроизводительные велосипеды, мотоциклы, автомобили и самолеты, а также многие виды произведений искусства, связаны с работой с тонкими металлами. Правильный сварочный аппарат, а также правильные методы сварки необходимы для обеспечения того, чтобы металл не прогорел (или полностью не прогорел) при сварке.
Сварка ВИГ является предпочтительным методом сварки тонких металлов. Процесс TIG позволяет выполнять точную сварку именно там, где это необходимо, что приводит к более гладким сварным швам и более легкому готовому изделию. И когда дело доходит до сварщиков TIG, никто не сравнится с Welders Supply Company.
Сварщики по всей стране полагаются на Welders Supply по самым низким ценам на сварочное оборудование и принадлежности, а также на консультации специалистов.
Внедрение данного технологического процесса обеспечивает следующие преимущества:
существенно снизить затраты на ремонт и замену отводов;
увеличивает срок эксплуатации до 9 раз.
Коллектор
Применение износостойких двухслойных листов позволяет увеличить межремонтный период работы и срок службы коллекторов не менее, чем в 4 раза.
Решетки для дробления пород
Изготовленные из износостойких двухслойных листов позволяют увеличить срок службы данного оборудования от 3 и более раз. Внедрение данного технического решения позволяет получить следующие преимущества:
снизить затраты на ремонт и замену решеток;
увеличить срок межремонтного периода.
Элементы аспирационных систем
Наплавка внутренней поверхности труб порошковой проволокой позволяет увеличить срок безремонтной эксплуатации пульпопроводов, трубопроводов золоудаления и шлакоудаления в 5-7 раз.
Листы футеровочные
Мы производим износостойкие листы различных геометрических форм и типоразмеров, с различными свойствами наплавленного металла. Готовые листы применяются для футерования поверхностей и изготовления износостойких конструкций. Толщина наплавленного слоя от 2,5 до 10 мм.
Улита вентилятора износостойкая
Изготовление упрочненной улиты вентилятора из наплавленного износостойкого листа, работающей в условиях повышенного пылеабразивного износа, в том числе и при высоких температурах, позволяет значительно повысить срок эксплуатации оборудования.
Шнеки, втулки шнеков
Износостойкая наплавка обеспечивает как повышенную стойкость к абразивному износу, так и коррозионную стойкость. Возможно повторное восстановление шнека.
Конусы
Выбор типа направленного металла и специализированная технология наплавки износостойких биметаллических листов, используемых при изготовлении конусов, позволяют обеспечить высокое сопротивление готовых изделий абразивному износу.
Стакан ЗУМПФа
Применение износостойких двухслойных листов позволяет увеличить межремонтный период работы и срок службы ЗУМПФов не менее, чем в 4 раза.
Лопатки для смесителя
Внедрение данного технического решения позволяет получить следующие преимущества:
снизить затраты на ремонт и замену лопаток;
увеличить срок межремонтного периода.
Гидроциклон
Срок службы гидроциклона с износостойким покрытием, изготовленного компанией «Техноинком» — 24 месяца, что в 6 раз превышает срок эксплуатации циклона без износостойкой наплавки. Помимо прямой экономии, предприятие получает дополнительную экономию от отсутствия ремонтных работ, привлечения ремонтных бригад, потери производительности.
Заходная часть циклона
Изготовленная ООО «Техноинком» заходная часть циклона с износостойкой наплавкой толщиной 3 мм находится в эксплуатации в течение 2-х лет без видимых признаков износа. Ожидаемый срок эксплуатации — 3 года.
Бункеры
Биметаллические пластины, применяемые при изготовлении бункера отсева позволяют увеличить срок эксплуатации бункера без остановок на ремонтные работы не менее, чем в 4 раза.
Труба загрузочного устройства
Внедрение данного технического решения позволяет получить следующие преимущества:
снизить затраты на ремонт и замену трубопроводов и конфузоров насосов;
уменьшить аварийные простои насосных станций;
увеличить производительность оборудования шламового цеха за счет уменьшения количества ремонтов и замен элементов трубопроводов и конфузоров.
Диск мельницы мелкодисперсного помола
Внедрение данного технологического процесса позволяет обеспечить следующие преимущества:
уменьшить количество ремонтов и замен дисков;
повысить срок эксплуатации дисков до 5 раз.
Ремонт/футеровка ковшей экскаваторов
Футеровка ковша обеспечивает его комплексную защиту и позволяет минимизировать разрушительные воздействия абразивного материала на все его основные элементы. Необходимость футеровки может быть обусловлена следующими факторами:
регулярная разработка экскаватором скальных пород;
регулярная разработка экскаватором грунтов с высоким содержанием абразивов.
Вертикальная валковая мельница
Делаем брони для размольного стола и восстанавливаем валки.
Кожух пилы
На участке порезки минераловатного полотна, кожух пилы, изготовленный из обычной стали, выходит из строя каждые 3 месяца. Износостойкие вставки из биметаллических листов собственного производства позволяют увеличить срок эксплуатации кожуха в 4 раза. Кожухи с износостойкими вставками не выходят из строя в течение 12 месяцев.
Эксгаустер
Лопатки изнашиваются каждые 6 месяцев.
Так же со временем могут появляться отложения пыли и различных веществ, содержащихся в воздухе, что приводит к разбалансировке ротора.
Дозатор
Срок эксплуатации дозатора увеличивается от 4-х до 6-ти раз.
Конус нагнетания
Конус нагнетания с износостойкой наплавкой для углеобогатительной фабрики.
Ковш элеваторный
Упрочненные сварные ковши производства ООО «ТЕХНОИНКОМ» отличаются своей надежностью, вариантами исполнения и сферами применения.
Колесные пары
Восстановление колесных пар шахтных вагонеток.
Буровая штанга
Нарезка внешней резьбы на буровые штанги.
СКИП
Футеровка шахтного скипа.
Бункер разгрузки
Траки
ООО «ТЕХНОИНКОМ» оказывает услуги по изготовлению траков транспортеров в соответствии с требованиями заказчика.
Колесо вентилятора
Рабочее колесо вентилятора
Конус флотационной машины
Сборная конструкция конуса позволяет заменять отдельные изношенные сегменты.
Наплавка конуса высокопрочными материалами значительно увеличивает срок службы изделия.
Вал измельчительной машины
Восстановление вала измельчительной машины
Трубы Вентури
Электроды и проволоки для наплавки и восстановления
Восстановление деталей наплавкой и сваркой – это технологический процесс устранения путем сварки и наплавки недопустимых дефектов, образовавшихся в процессе эксплуатации оборудования. Ремонтную сварку можно выделить в самостоятельный производственный процесс, проводимый с целью восстановления конструкций, узлов, деталей, поврежденных под действием эксплуатационных нагрузок и факторов или по иным причинам.
Решение о возможности и целесообразности выполнения ремонтных работ с помощью сварки и наплавки принимается с учетом всех требований, указанных в документации на проектирование, изготовление и эксплуатации ремонтируемой конструкции.
Выполнение ремонта ответственных металлоконструкций необходимо выполнять по специально разработанной проектно-технологической документации с учетом фактического состояния металла конструкции (узла, детали), причин повреждения и отсутствия нагрузок на ремонтируемом изделии при выполнении ремонтных работ.
Способы восстановления деталей наплавкой и сваркой
Восстановление эксплуатационных повреждений можно выполнить различными способами сварки:
автоматическая сварка под флюсом сплошной или порошковой проволокой
механизированная электродуговая сварка в среде защитных газов сплошной или порошковой проволокой
аргонодуговая автоматическая и механизированная сварка с присадочной проволокой
плазменная сварка и плазменное напыление
ручная электродуговая сварка покрытым электродом.
Применительно к продукции, предлагаемой нашей компанией, а именно покрытые электроды и сварочная проволока, остановимся на двух способах электродуговой сварки – ручной дуговой сварки плавящимся (покрытым) электродом и механизированной электродуговой сварки плавящимся электродом в среде защитных газов. При применении порошковых самозащитных сварочных проволок использование защитного газа не обязательно.
Опыт применения.
В настоящее время нами накоплен большой опыт восстановления деталей наплавкой и сваркой в процессе ремонта оборудования на предприятиях различных отраслей промышленности.
Вот некоторые примеры по горнодобывающим предприятиям:
1) Ремонт ковша экскаватора
Ковш, являясь сменным узлом экскаватора, подвергается интенсивным механическим и ударно-абразивным нагрузкам при работе и чаще любых других узлов нуждается в смене. Применяя ремонтные технологии, осуществляется замена отдельных частей ковша, а также последующее дополнительное бронирование наиболее нагруженных фрагментов. Применяемые материалы: электроды Capilla 51 Ti, CrNiMo, E-7018, для бронирования – электроды Capilla 54 W или проволока DT-DUR 609. Стойкость после ремонта до 2-3 лет, стойкость брони – 1 год.
2) Ремонт коромысла ковша экскаватора
Характерные дефекты – трещины, износ проушин. Материалы выбираются в зависимости от марки стали, чаще Capilla 51 T и E-7018 со сваркой дополнительных накладок. Проушины – наплавка E-7018 и расточка на расточном комплексе WS-3. Гарантированная стойкость не менее 1 года.
3) Ремонт рабочего органа землеройной машины
Восстановление наплавкой рабочей коронки. Наплавка и шлифовка производится вручную. Материалы: электроды типа Capilla 53. Стойкость отремонтированных элементов зависит в первую очередь от грунтов, но не хуже новых.
4) Восстановление наплавкой грейферного грузозахвата
Характер износа – обрыв (облом) или истирание наконечников лап. Наплавка производиться с протезом или без него в зависимости от износа. Материал – электроды типа Capilla 54 W, наплавка производиться в 3-4 прохода. Стойкость восстановления до 1 года.
Характер ремонта – восстановление выломанных зубьев, сколов, щербин. Материалы: электроды Capilla 51 Ti, Capilla 52 K. Обычно такие работы производятся на месте без демонтажа. Производится наплавка, а затем ручная шлифовка по шаблону в минусовом допуске. Стойкость – неограниченная при условии соблюдения правил эксплуатации.
6) Ремонт корпуса экскаватора
Дефекты – многочисленные трещины корпуса и рамы экскаватора. Материалы: электроды Capilla 51 Ti, CrNiMo, E-7018 со сваркой дополнительных накладок. Стойкость до 2х лет при условии соблюдения правил эксплуатации.
7) Ремонт натяжного колеса
Износ – рабочие поверхности, поверхностные трещины. Для восстановления геометрии колеса производиться наплавка порошковой проволокой DT-DUR 250 K. Ремонт трещин с применением сварки электродами Capilla 51 Ti с последующей механической обработкой. Стойкость не мене 3х лет при условии соблюдения правил эксплуатации.
8) Восстановление оси колеса
Оси – наплавка проволокой типа Э50-Э60А (Е 7018) с последующей механической обработкой. Стойкость – 1 год. К примеру, новые оси ходят не более 1 года.
9) Восстановление наплавкой опорных стоек колеса
Опорная стойка. Наплавка внутренней и наружной поверхностей. Ремонт выдавленных фрагментов. Материалы: сварочные электроды или проволока типа E-7018 с последующей механической обработкой. Стойкость в зависимости от условий эксплуатации 2-3 года.
10) Ремонт опорных катков гусеничной техники
Аналогично ремонту опорной стойки. Наплавка наружной поверхности для восстановления геометрии опорного катка. Материалы: сварочная проволока типа E-7018 с последующей механической обработкой. Стойкость в зависимости от условий эксплуатации 2-3 года.
11) Восстановление букс катка
Аналогично ремонту опорной стойки. Наплавка внутренней поверхности для восстановления геометрии буксы катка. Материалы: сварочная проволока типа E-7018 с последующей механической обработкой. Стойкость в зависимости от условий эксплуатации 2-3 года.
12) Изготовление биметаллической втулки
Наплавка внутренней поверхности стальной втулки. Изготовление стальной втулки с последующей внутренней наплавкой медным сплавом. Материалы: сварочная проволока DT-CuAl8. После механической обработки толщина рабочего слоя составляет 4 мм. Стойкость примерно в 10 раз лучше, чем чистая бронза
13) Восстановление реборд колесных пар и крановых колес
Для кранов и колесных пар применяются кованные или литые колеса из сталей 65Г, 50 Г2 и др. В процессе эксплуатации в результате изнашивания уменьшается диаметр поверхности катания и утончается реборда колеса. Износостойкость колес в большей степени зависит от твердости рабочего слоя, однако слишком высокая твердость приводит к быстрому изнашиванию рельса, замена и (или) восстановление которых значительно дороже. Оптимальными следует считать такие методы восстановления, при которых обеспечивается твердость поверхности катания колеса несколько меньше твердости рельса.
Восстановление наплавкой колесных пар наиболее целесообразно выполнять при условии, что износ поверхности катания не превышает 10 мм и реборда изношена не более чем на половину, для ходовых колес диаметром до 800 мм.
Перед наплавкой колесо протачивается для удаления трещин, вмятин, сколов Колеса можно восстанавливать многократно, но не более 5-6 раз. Материалы: проволока DT-DUR 250 K, а при большом износе наплавка буферного подслоя проволокой Х70Т4. Стойкость: 3-4 года.
14) Ремонт траков гусеничной техники и гусеничных конвейеров
Типичная сталь для изготовления траков – 110Г13. Материалы: электроды Capilla 51 Ti для наплавки буферного и рабочего слоя. В некоторых случаях целесообразно дополнительно применить «бронирование» применяя электроды или порошковую проволоку типа DT-DUR 609. Стойкость примерно, как и у нового – 1 год
15) Ремонт корпусов, блоков цилиндров двигателей
Дефекты – трещины, выломы и т.п. Материал: электроды Capilla 43. Стойкость отремонтированных блоков оценивается как и для новых.
16) Наплавка бил дробилок
Дробилки используются для измельчения породы. Била дробилок, работая в условиях ударно-абразивного и абразивного износа, являются наиболее быстроизнашивающимися деталями дробилок, лимитирующими их производительность. Износостойкость наплавленных бил в 1,5-2 раза выше износостойкости литых бил из высокомарганцевой стали 110Г13.Возможно неоднократное восстановление изношенных бил повторной наплавкой.
Восстановление наплавкой. Материал: электроды Capilla 51 Ti. Для дополнительного бронирования электроды Capilla 54 W или порошковая проволока DT-DUR 600. При бронировании стойкость даже выше, чем новых из стали 110Г13 примерно в 2-3 раза.
17) Ремонт наплавкой дробильных установок
Восстановление наплавкой. Материал: электроды Capilla 51 Ti. Для дополнительного бронирования электроды Capilla 54 W или порошковая проволока DT-DUR 600. Стойкость даже выше, чем новых примерно в 2-3 раза.
18) Наплавка зубьев вала питателя
Восстановление деталей геометрических размеров производится наплавкой с дополнительным бронированием. Материал: электроды типа E-7018, для бронирования электроды Capilla 54 W или Capilla 54-160 (5400). Стойкость в зависимости от интенсивности эксплуатации.
19) Ремонт отбойной направляющей плиты
Восстановление дефектов в основном приварка отдельных листов (пластин) с последующим бронированием. Материалы: электроды E-7018, для бронирования электроды Capilla 54 W. Стойкость 1 год.
Износ – многочисленные трещины корпуса как снаружи, так и внутри. Материал: электроды Е 7018, Capilla 51 Ti. Стойкость – 1 год
21) Восстановление валов наплавкой
Наплавка зубьев. Материал: электроды Capilla 51 Ti, Capilla 51 W, Capilla 52 K в зависимости от твердости блока-шестерни с последующей механической. обработкой. Наплавка осей. Материал: E-7018 или Capilla 52 K. Стойкость не менее 1 года в зависимости от условий эксплуатации.
22) Ремонт рабочего колеса насоса
Колесо изготовлено из сплав ИЧХ-28. Материалы: электроды Capilla 44. Стойкость не менее 3х лет.
23) Приварка стальной ступицы к чугунному корпусу колеса
Материал – электроды Capilla 43. Стойкость до 0,5 года или больше в зависимости от условий эксплуатации.
24) Ремонт изделий из чугуна
Материал: электроды Capilla 41, Capilla 43, Capilla 44, Capilla 45, проволока DT-NiFe. Что касается ремонта изделий из чугунов вообще, то стойкость нельзя ни прогнозировать, ни гарантировать. Бывает отремонтированный узел или деталь работает 1 месяц, а бывает – 10 лет.
доспехов | Замена покрытия и ремонт теннисных кортов
Подрядчик №1 по покрытию спортивных сооружений во Флориде
Звоните по телефону 561-566-5469 *Se Habla Espanol
Звоните 561-566-5469
ЧАС ОБОРОТ
ДОСТУПНЫЕ ЦЕНЫ
ГОД ГАРАНТИИ
КОМУ МЫ ОБСЛУЖИВАЕМ
Многоквартирный дом
Жилая недвижимость
Товарищество собственников жилья
Муниципалитеты
Школы
Религиозные центры
4
3
Компания
Armor Courts занимается предоставлением высококачественных спортивных покрытий , которые приносят годы удовольствия нашему широкому кругу клиентов, которые ожидают качественных услуг. Здесь, в Armor Courts, мы никогда не упускаем из виду нашу честность и гордимся своей устойчивой трудовой этикой. Наша трудолюбивая команда профессионалов сделала Armor Courts самой желанной компанией по спортивному покрытию во Флориде!
Будь то новое спортивное покрытие или корт, который просто нуждается в профессиональном ремонте, наша миссия состоит в том, чтобы предоставить нашим клиентам прочные, безопасные и качественные корты , которые можно будет использовать долгие годы. Мы обслуживаем, строим, проектируем и ремонтируем все виды уличных спортивных покрытий.
Позвоните нам или заполните форму , чтобы встретиться с нашими судебными работниками и получить комплексную оценку без каких-либо затрат или обязательств перед вами.
РЕМОНТ-ОБСЛУЖИВАНИЕ-ДИЗАЙН-СТРОИТЕЛЬСТВО
Ремонт теннисного корта
Пиклбол Корт
Корт для шаффлборда
Мультикорт
Баскетбольная площадка
Обслуживание суда
Вам необходимо обслуживать, ремонтировать или обновлять корт с твердым покрытием?
Если это так, вы можете начать с изучения важной информации, содержащейся в нашем бесплатном Руководстве по обслуживанию кортов с твердым покрытием . Внутри вы найдете все, что вам нужно знать, чтобы сделать ваш проект с твердым покрытием успешным.
Некоторые из вопросов, на которые мы отвечаем в нашем Руководстве по обслуживанию спортивных автомобилей, включают:
Что нужно знать о вывесках?
Как правильно мыть твердую поверхность корта?
Какие чистящие принадлежности следует рассмотреть?
Как мне справиться с трещинами, потрясениями и депрессиями?
В чем разница между профилактическим обслуживанием и ремонтом?
Руководство Ultimate Hard Court Скачать
Производители, с которыми мы работаем
5-звездочный рейтинг
Ваш спорт — наша страсть
Компания Armor Courts предлагает своим клиентам высококачественные спортивные покрытия, которые принесут многолетнее удовольствие нашему широкому кругу клиентов, рассчитывающих на качественные услуги. Здесь, в Armor Courts, мы никогда не упускаем из виду нашу честность и гордимся своей устойчивой трудовой этикой. Наша трудолюбивая команда профессионалов сделала Armor Courts самой желанной компанией по спортивным покрытиям во Флориде!
Будь то новое спортивное покрытие или корт, который просто нуждается в профессиональном ремонте, наша миссия состоит в том, чтобы предоставить нашим клиентам прочные, безопасные и качественные корты, которые можно будет использовать долгие годы. Мы обслуживаем, строим, проектируем и ремонтируем все виды уличных спортивных покрытий. Позвоните нам, чтобы встретиться с нашими судебными профессионалами, чтобы получить полную оценку без каких-либо затрат или обязательств перед вами. Посмотрите нашу галерею «До и после», чтобы узнать о последних проектах, и пусть ваш проект станет нашим следующим рефералом.
Armor Courts является утвержденным аппликатором
Почему стоит выбрать Armor Courts
Персонал по проектированию и оценке
Профессиональный экипаж
Экономичные решения
Гарантия качества
Завершенные проекты
Воспользуйтесь конструктором теннисных кортов, чтобы создать собственные цветовые комбинации теннисных кортов.
усеченных куполов | Обнаруживаемые предупреждающие поверхности
Бесплатная цитата
Торговый представитель
Бесплатный образец
Калькулятор радиуса
Armor-Tile ® является мировым лидером в производстве усеченных куполов, соответствующих требованиям ADA, и укладчиков с предупреждающей сигнализацией. Мы предлагаем широкий выбор универсальных плиток ADA, которые можно легко установить в любом месте, где они могут потребоваться, потому что мы заботимся о том, чтобы сделать каждую область доступной для слабовидящих. Выберите плитку брони ® для предупреждающих знаков ADA и тактильной напольной плитки, которые являются ведущими в отрасли по ударопрочности и износостойкости, стойкости к атмосферным воздействиям, горению и химическому воздействию, обнаруживаемости и сопротивлению скольжению.
Cast in Place Плитки ADA
Armor-Tile ® Cast in Place — мировой лидер в области тактильных обнаруживаемых систем оповещения, упакованных в самую дешевую систему установки. Плитка Cast in Place ADA может быть легко уложена непосредственно во влажный бетон и может быть легко заменена при необходимости. Мы производим наши обнаруживаемые предупреждающие асфальтоукладчики с использованием твердого, как алмаз, стекловидного полимерного композита, который является лидером в отрасли по долговечности, атмосферостойкости и износостойкости. Наши решения ADA также можно легко обрезать, чтобы они соответствовали наклонным и радиусным пандусам, и доступны в десяти стандартных цветах, доступных с идентификацией федерального цвета.
Наша плитка ADA Cast in Place чрезвычайно универсальна и может быть уложена на пандусах ADA, пешеходных переходах, парковках и во многих других местах. Обнаруживаемые предупреждающие плитки Armor-Tile ADA — лучшее решение ADA на рынке для обеспечения соответствия вашего нового проекта требованиям ADA.
Плитка ADA для нанесения на поверхность
Плитка Armor-Tile ® Плитка для нанесения на поверхность предназначена для укладки на любую существующую затвердевшую бетонную поверхность, где требуется плитка ADA. Эти доспехи-плитка ® предупреждающая тротуарная плитка очень экономична и имеет скошенные края, чтобы обеспечить плавный переход от любой пешеходной поверхности к тактильной системе, превосходя требования ADA. Укладка усеченной купольной плитки Surface Applied проста благодаря использованию нашего Tactile Bond и клея, наносимого на поверхность, а также защищенных от несанкционированного доступа креплений Axis™ из нержавеющей стали для обеспечения долговечности.
Эти обнаруживаемые предупреждающие брусчатки представляют собой простую и более экономичную альтернативу нашей плитке, устанавливаемой методом мокрой укладки, отлитой на месте, поскольку плитку можно укладывать после завершения строительства. Броня-Плитка ® Плитка Surface Applied легко режется, что не аннулирует гарантию, и подходит для любой поверхности, что дает установщику большую гибкость. Эта гибкость означает, что плитку можно использовать в самых разных областях, включая бордюрные пандусы ADA, пешеходные переходы, транзитные платформы, подходы к эскалаторам и многое другое. Эти плитки также легкие и чрезвычайно просты в обращении. В целом, плитка Surface Applied ADA представляет собой экономичную и простую в установке предупреждающую плитку с обнаруживаемой поверхностью, которая подойдет для вашего следующего проекта.
Плитка ADA серии Herculite
Плитка Armor-Tile ® Сменная предупреждающая плитка Herculite серии ADA изготавливается из полимерного композита Herculite с армированием стекловолокном, обладающим твердостью алмаза. Инновационный дизайн этой плитки ADA позволяет быстро и легко заменять ее при необходимости, поэтому вы можете последовательно предоставлять надежные тактильные предупреждения для слабовидящих. Плитка Armor-Tile ® ADA занимает лидирующие позиции в отрасли по долговечности, атмосферостойкости и износостойкости, что делает ее идеальным продуктом, превышающим требования ADA. На наши обнаруживаемые предупреждающие плитки ADA предоставляется 5-летняя гарантия.
Мы разработали сменные плитки серии Herculite в полном соответствии со всеми правительственными директивами и постановлениями ADA, и поэтому продукт может быть легко установлен в различных областях, включая парковки, транзитные платформы, бордюрные пандусы ADA и многое другое. . Armor-Tile ® здесь, чтобы предоставить вам лучшие в отрасли решения ADA, оснащенные первоклассными усеченными куполами и плитками для навигации.
Модульная асфальтоукладочная плитка ADA
Armor-Tile ® Детектируемые сигнальные панели Modular Paver изготовлены из твердого, как алмаз, витрифицированного полимерного композита и заполнены высокопрочным полимерным бетоном, что обеспечивает невероятную плотность, долговечность и прочность тактильной системы. Эта инновационная комбинация твердого, как алмаз, стекловидного полимера и высокопрочного полимерного бетона позволила нашей плитке Modular Paver стать лидером отрасли с точки зрения долговечности, атмосферостойкости и износостойкости. Укладка нашей плитки Modular Paver очень проста, так как ее можно укладывать на растворную подушку, в драйпак или на тележку, уложенную на уплотненную засыпку. Плитку ADA также можно укладывать в самых разных местах, поскольку плитку можно легко разрезать, чтобы она соответствовала угловым и радиусным пандусам.
Наша модульная плитка для асфальтоукладчика является экономичным вариантом при строительстве новых бордюрных пандусов и краев платформы ADA. Этот обнаруживаемый предупреждающий асфальтоукладчик также отличается плавным переходом с любой пешеходной поверхности, что соответствует всем нормам и рекомендациям ADA. Эта плитка ADA также выдерживает динамическую нагрузку транспортного средства и проходит важное испытание на колесную нагрузку AASHTO HS20-44. В целом, наш модульный асфальтоукладчик является идеальным продуктом для асфальтоукладчика с возможностью обнаружения для широкого спектра применений, включая бордюрные пандусы ADA, транзитные платформы, многомодульные транзитные станции, пешеходные переходы и многое другое.
Обнаруживаемые направляющие плитки ADA
Armor-Tile ® Обнаруживаемые направляющие плитки идеально используются в качестве тактильных дорожек для людей с нарушениями зрения на пешеходных переходах на проезжей части. Они отличаются одной из самых низких затрат на установку Armor-Tile ® , поскольку цельные закладные фланцы в комплекте с системой анкеровки легко устанавливаются по экономичной цене. Этот обнаруживаемый предупредительный продукт устанавливается менее чем на ¼ дюйма над прилегающей поверхностью для идеальной обнаруживаемости. Доступные в 11 различных цветах, регулируемых ADA, включая федеральный желтый, жемчужно-белый, черный оникс и синий океан, эти обнаруживаемые направляющие плитки позволят слабовидящим свободно перемещаться по вашим дорогам, безопасно и эффективно.
Обнаруживаемые направленные плитки ADA
Armor-Tile Обнаруживаемые направленные плитки ® представляют собой экономичное решение ADA как для проектов модернизации, так и для нового строительства. Наши продукты с обнаруживаемой направленностью идеально подходят для университетских городков, парков, тротуаров и транспортных средств, позволяя людям с нарушениями зрения иметь беспрепятственный доступ к вашей территории. Каждая плитка поставляется как полная и готовая система. Наша плитка ADA также поставляется с клеем Tactile Bond и поверхностным клеем, застежками Axis™ из нержавеющей стали с защитой от несанкционированного доступа и герметиком. Установка наших продуктов чрезвычайно проста, и они гарантированно останутся безопасными и надежными с непревзойденной долговечностью.
В комплекте со скошенными краями для плавного перехода между пешеходными поверхностями, наши одобренные ADA обнаруживаемые направленные плитки доступны в различных размерах для вашего использования. Они также могут быть применены к любому приложению, которое вы имеете в виду, включая бордюрные пандусы ADA, автомобильные проезды, парковки, транзитные платформы и многое другое!
Мы производим плитку Armor-Tile ® ADA, используя алмазно-твердый витрифицированный полимерный композит, что придает ей лучшую в отрасли долговечность, устойчивость к атмосферным воздействиям и износу. Мы достигли нашего лидирующего в отрасли стандарта в результате прогрессивной разработки продуктов, основанной на обширных отзывах рынка от профессионалов в области специальных возможностей, установщиков, спецификаторов и, что наиболее важно, конечных пользователей за последние 30 лет. Наша команда имеет непревзойденный опыт работы с решениями ADA, что позволяет нам эффективно использовать наши передовые производственные технологии для разработки лучших в отрасли и экономичных укладчиков с обнаруживаемой сигнализацией, которые легко устанавливаются.
Мы предлагаем несколько конфигураций наших асфальтоукладчиков Armor-Tile ® с обнаруживаемым предупреждением для удовлетворения конкретных потребностей наших клиентов, и мы гарантируем, что каждая установка соответствует требованиям Закона об американцах с ограниченными возможностями (ADA) как на федеральном, так и на местном уровне. уровень. Наши асфальтоукладчики с обнаруживаемым предупреждением также невероятно универсальны, поэтому их можно легко установить в любой области, где требуются усеченные купола, потому что мы заботимся о том, чтобы сделать каждую область доступной. Мы разработали наши плитки с усеченным куполом, чтобы они служили четкими и четкими предупреждениями для людей с нарушениями зрения, чтобы они могли безопасно ходить по вашему объекту и быть своевременно предупреждены об изменениях высоты и потенциальных опасностях. Мы поставили безопасность и удобство во главу угла нашей плитки с усеченным куполом, и в результате появилась серия обнаруживаемых систем предупреждения, которые превосходят остальные в отрасли. Каждая производимая нами система тактильного мощения соответствует требованиям ADA и Строительного кодекса штата Калифорния, раздел 24.
Выберите Armor-Tile ® для обнаруживаемых систем предупреждения ADA, которые являются ведущими в отрасли по ударопрочности и износостойкости, стойкости к атмосферным воздействиям, горению и химическому воздействию, обнаруживаемости и сопротивлению скольжению. Armor-Tile ® воплощает в себе тщательную инженерию и интеллектуальный дизайн, чтобы продолжать делать наш мир более доступным.
Что такое предупреждающая поверхность, обнаруживаемая ADA?
Обнаруживаемая предупреждающая поверхность ADA — это общий термин, используемый вместе с плитками ADA и решениями ADA для тактильной системы предупреждения с усеченными куполами, предназначенной для предоставления физических сигналов слабовидящим. Эти обнаруживаемые предупреждающие асфальтоукладчики необходимы на пересечениях дорог с опасными транспортными средствами и пешеходных дорожек, чтобы люди с нарушениями зрения были предупреждены о приближении к потенциально опасным ситуациям. Плитка ADA должна быть хорошо видна, ощущаться под ногами и легко обнаруживаться с помощью трости. Усеченные купола размещены в виде линейного рисунка и имеют фирменную форму, которая легко распознается слабовидящими и выполняет все функции решения ADA, и, таким образом, стали отраслевым стандартом. Поверхность также должна иметь значительный визуальный эффект, что легко сделать, создав цвет плитки ADA, чтобы он значительно контрастировал с окружающей бетонной поверхностью. Каждая плитка брони 9Дизайн 0277 ® доступен в различных цветах, которые обеспечат резкий контраст с областью вашего проекта, независимо от окружающих цветов. Мы разработали каждую плитку Armor-Tile ® ADA и решение ADA, чтобы обеспечить долгосрочное, высокоэффективное руководство для слабовидящих и пережить интенсивное пешеходное движение.
Мы лучший вариант для соблюдения требований ADA! Мы разработали каждую из наших плиток ADA с учетом федеральных и государственных стандартов ADA, чтобы мы могли быть вашим универсальным поставщиком решений ADA. Чтобы соответствовать этим высоким стандартам, мы объединили наши проверенные технологии обработки полимеров и материалов с интеллектуальными конструктивными особенностями, чтобы создать самые экономичные и долговечные предупреждающие плитки, которые можно обнаружить. Броня-Плитка 9Усеченные купола 0277 ® и обнаруживаемые направляющие плиты тщательно тестируются для обеспечения их качества, включая AAHSTO HS20-44, а также различные тесты ASTM D и тесты бетона ASTM. Наши усеченные купола также индивидуально тестируются на износ. Мы устанавливаем стандарты долговечности и обнаруживаемости в тактильных системах оповещения.
Мы отправляем наши плитки Armor-Tile ® ADA с инструкциями по установке. Установка наших обнаруживаемых предупреждающих покрытий проста и обеспечивает плавный переход от тактильной предупреждающей поверхности к окружающему основанию в соответствии с нормами. Соответствующие переходы необходимы для людей с нарушениями зрения, потому что им крайне важно иметь возможность комфортно чувствовать усеченные купола и направляющие полосы через свою обувь. Мы также внедрили технологию отражения звука в каждую из наших тактильных систем предупреждения, что позволяет людям с тростью-навигатором свободно перемещаться по территории без посторонней помощи. Броня-Плитка 9Плитку ADA 0277 ® можно найти в частных и общественных местах по всему миру, но обычно она применяется на бордюрных пандусах ADA, транзитных платформах, пешеходных переходах, парковках и проездах для транспортных средств.
Информацию о решении ADA в Канаде можно получить у компании Kinesik, канадского дистрибьютора наших обнаруживаемых предупреждающих табличек. Мы стремимся сделать мир более доступным, и наши усеченные купола и плитки для навигации делают именно это.
Что такое предупреждающая поверхность, обнаруживаемая ADA?
Широкий спектр профессий занимается внедрением тактильных предупреждающих поверхностей, совместимых с ADA. Следовательно, для описания усеченных куполов и навигационных поверхностей используется множество различных терминов. Ниже приведены несколько примеров, которые наши клиенты используют, говоря о тактильных предупреждающих продуктах Armor-Tile ® :
Тактильные индикаторы поверхности для ходьбы (TWSI)
Tactile paving
Tactile warning tiles
Truncated Dome Mats
ADA Paver Tile
Truncated dome tile
ADA tile
ADA warning mats
The Armor-Tile ® design team strives to provide усеченные купола и тактильные системы оповещения, которые можно использовать в любом общественном или частном пространстве, чтобы предоставить людям с нарушениями зрения решения ADA, куда бы их ни привела их повседневная жизнь.
Armor-Tile
® Превышает нормы ADA
Наша команда специально разработала усеченную купольную плитку Armor-Tile ® , чтобы соответствовать всем нормам ADA и превосходить их. Закон об американцах-инвалидах (ADA) стал законом в 1990 году и признает права всех людей, независимо от способностей, на участие во всех аспектах повседневной общественной жизни. Это всеобъемлющий законодательный акт о гражданских правах, также известный как закон о «равных возможностях» для людей с ограниченными возможностями, который был создан для борьбы с дискриминацией инвалидов в американском обществе, особенно когда речь идет о трудоустройстве, транспорте и всех доступных общественных местах. области. Из-за отсутствия законодательства о «равных возможностях», инфраструктуры и кодексов развития в 20-м веке многие американские граждане не имели равного доступа ко всем пространствам. Благодаря правилам ADA мы наблюдаем это печальное изменение реальности различными способами, включая добавление плиток ADA и решений ADA во многие общественные и частные пространства.
Один стандарт ADA требует установки усеченных куполов и навигационных плиток в пешеходных зонах, открытых для публики; включая транзитные платформы, пешеходные дорожки, переходные пространства, гаражи для автомобилей, бордюрные пандусы ADA и многое другое. Чтобы быть инфраструктурой, соответствующей требованиям ADA, каждая обнаруживаемая предупредительная полоса должна соответствовать строгим требованиям по размеру и расстоянию, визуально контрастировать с соседней дорожкой или платформой и соответствовать многочисленным стандартам измерений.
Дополнительную информацию см. на странице правил ADA на вкладке ресурсов ADA на нашем веб-сайте. Вы также можете прочитать полные и исчерпывающие требования ADA к Truncated Domes на официальном правительственном веб-сайте.
Распространение и поддержка клиентов
Armor-Tile ® имеет самую обширную сеть продаж и распространения в индустрии обнаруживаемых предупреждений ADA, поэтому ваш заказ тактильных предупреждающих плиток гарантированно будет быстрым и легким.
Универсальный листогиб с более мощной конструкцией прижимной, гибочной и нижней траверс по сравнению с моделями листогибов UK, может гнуть стальной лист толщиной до 1,5 мм. Благодаря наличию сегментов позволяет изготавливать изделия коробчатой формы или изделия, у которых отогнутые стенки направлены в разные стороны. Устанавливая сегменты в разных комбинация, можно согнуть грани короба длинной от 30 до 1500мм. В моделях сегментных листогибов «UKV/S» применён патентованный быстросъёмный способ крепления сегментов получивший индекс «S», позволяющий быстро установить- снять блок сегментов и настроиться на нужную длину гибки грани. На задней стороне листогиба устанавливается инструментальный ящик, в котором хранятся снятые с траверс сегменты и который одновременно служит опорой для обрабатываемой заготовки. Если на листогибе устанавливается задний упор, то он служит и опорой, а ящик устанавливается ниже. Сегментный листогиб также может быть дополнительно укомплектован угловым упором, вкладками для изготовления подоконников, дисковым ножом.
Заказать и купить инструмент ручной сегментный листогиб Schechtl UKV 150/S в Москве можно по телефону:
+7 (495) 134-03-15
Мы доставим инструмент ручной сегментный листогиб Schechtl UKV 150/S ценой 1 845 600 ₽ по Москве максимально быстро.
Характеристики
Рабочая длина
1500 мм
Толщина металла, cталь 400 Н/мм2
1. 5 мм
Толщина металла, нерж. сталь 600 Н/мм2
1 мм
Толщина металла, алюминий 250 Н/мм2
2.25 мм
Высота открытия прижимной балки
96 мм
Распределение сегментов
угловые сегменты 100 мм слева и справа, по одному сегменту 30/40/50/60/70 мм, 11 сегментов 100 мм
Вы можете очень быстро сравнить цены листогиба ручного б/у и подобрать оптимальные варианты из более чем 16951 предложений
Реклама
Вальцы листогибочные ручные ТВ-1000х4
Диаметр валов 65 мм. Наибольшая длина обработки 1000мм. Максимальная толщина металла 4 мм
Подробное описание и цена >>>
Реклама
Листогиб ручной PРB-1020/2.5
сегментный, лист 2х1020мм, угол гибки 135гр.
Подробное описание и цена >>>
Реклама
Станок листогибочный ручной сегментный W1. 5x610Z
Макс. рабочая длина, 610 мм. Макс. толщина листа, 1,5 мм. Угол гибки, 0-135?.
Подробное описание и цена >>>
Листогиб ручной ЛГС с отрезным станком
Состояние: Новый Год выпуска: 2012
В наличии
Ручные листогибы (листогибочные станки) модели ЛГС совмещают в себе высокие эксплуатационные параметры и невысокую стоимость. Проходная конструкция листогибов ЛГС позволяет выполнять гибы для…
22.08.2012
Липецк (Россия)
36 000
Листогиб ручной сигментный
Состояние: Новый Год выпуска: 2013
В наличии
Листогиб ручной сигментный 3000мм рабочая 2800мм сталь гиба до 2мм вес 560кг LV 2013год новый
14.10.2013
Москва (Россия)
140 000
ЛИСТОГИБ РУЧНОЙ TAPCO MAX 20-10
Состояние: Новый Год выпуска: 2014
В наличии
Листогибы ТАРСО (США) уже более 12 лет продаются в России и заслужили звание Самого Популярного Ручного Листогиба.
Почему листогибы TAPCO так любят строители: 1. Очень доступный в цене. 2….
03.03.2015
Москва (Россия)
210 000
Листогиб ручной и другое листогибочное оборудование для малого бизнеса и открытия своего жестяного цеха.
Состояние: Новый
В наличии
Продажа, разработка и производство листогибов ручных и другого жестяного оборудованияЛистогиб ручной, вальцы трехвалковые ручные,зиг машина ручная, фальцеосадочный станок,круглогиб,фальцегибочный…
18.09.2015
Орск (Россия)
229 000
Станок Листогиб ручной Mazanek ZGR 2500
Состояние: Б/У Производитель: Польша
Станок Листогиб ручной Mazanek ZGR 2500 б.у в рабочем состояние
06.06.2016
Москва (Россия)
92 150
Листогиб ручной 2,5 м/ 1 мм
Состояние: Новый Производитель: ООО «РИТМ» (Россия)
В наличии
Листогиб ручной, полнопроходной, длина гиба 2550 мм. Уверенный гиб стального листа до 1 мм на полную длину листогиба.Мин. полка отбортовки — 5 мм, раскрытие листогиба — 110 мм. Вес станка -390…
29.04.2020
Самара (Россия)
118 000
Листогиб ручной Van Mark IT 1463
Состояние: Новый Производитель: VAN MARK (США)
В наличии
Габариты: 4500x600x400 Вес: 107 Максимальный угол гиба: 180,00 град Длина листа (мм): 4400,00 Толщина листа (мм): 1,00 Глубина подачи листа: 380 Страна происхождения: США Тип привода:…
14.03.2017
Зеленоград (Россия)
Листогиб ручной Bertech ZG 2500/0,7, количество 1 шт
Состояние: Б/У Год выпуска: 2012 Производитель: Bertech (Польша)
Состояние — требует ремонтаЛистогиб ручной Bertech zg-2500 0,7 мм (рабочая длина 2500 мм) — надежный станок изготовленный из качественной стали, работает с листовой оцинкованной сталью толщиной 0,7. ..
12.05.2017
Москва (Россия)
50 000
Листогиб ручной ЛГР-2000/2500/3000
Состояние: Новый Производитель: Уральский завод «Пневмомашина» (Россия)
В наличии
Листогибы ручные ЛГР-2500 и ЛГР-3000 разработаны специально для кровельщиков, оконщиков и других строительных специальностей, предназначены для изготовления доборных элементов, кровли, окон, стен и…
15.06.2021
Екатеринбург (Россия)
40 000
Листогиб ручной 2000/1 ММ
Состояние: Новый
Листогиб сочетает в себе высокие технические и эксплуатационные характеристики. Листогиб предназначен для работы в цеху при изготовлении доборных элементов кровли, комплектующих вентиляции и…
13.11.2022
Казань (Россия)
Листогиб ручной 2500/2 ММ
Состояние: Новый
Листогиб сочетает в себе высокие технические и эксплуатационные характеристики и доступную цену. Листогиб предназначен для работы в цеху при изготовлении доборных элементов кровли, комплектующих…
13.11.2022
Казань (Россия)
Листогиб ручной сегментный
Состояние: Б/У Год выпуска: 2013
Продается Листогиб ручной сегментный в хорошем исправном состоянииВ связи с закрытием предприятия распродается оборудование (станки, инструмент). Есть многое по разумной цене.Разумный торг…
18.02.2019
Москва (Россия)
90 000
Листогиб ручной — для гибки листового металла
Состояние: Б/У Год выпуска: 2015 Производитель: СтанкоАгрегат (Россия)
Листогиб ручной — для гибки листового металла.
24.01.2020
Санкт-Петербург (Россия)
36 000
Листогиб ручной
Состояние: Новый
В наличии
Продам листогиб ручной новый в подарок нож
12. 05.2021
Люберцы (Россия)
120 000
Листогиб ручной 1600мм
Состояние: Б/У Год выпуска: 1993
Листогиб ручной 1600ммВ рабочем состоянии Локация г. Таганрог По всем интересующим Вас вопросам — обращайтесь по телефону!
28.07.2022
Таганрог (Россия)
листогиб ручной
Состояние: Б/У Год выпуска: 2004 Производитель: SCHECHTL (Германия)
листогиб ручной SCHECHTL 2500х1,2
05.06.2022
Верхняя Салда (Россия)
150 000
Листогибы ручные
Состояние: Новый Год выпуска: 2015
В наличии
ООО Вентас реализует высокопроизводительные ручные листогибы, выпускаемые турецкими производителями ILMAKSAN и SAY-MAK (SCM). Мобильное оборудование, с помощью которого осуществляется гибка…
18.10.2018
Москва (Россия)
133 950
Листогиб ручной ZR + роликовый нож
Состояние: Б/У Год выпуска: 2013 Производитель: PROD- Источник: MASZ (Польша)
Ручной листогиб с роликовым ножом.Длинна 2140Толщина металла 1.2ммРоликовый нож
03.10.2016
Тверь (Россия)
91 000
Листогиб ручной лс-рим-30
Состояние: Новый Год выпуска: 2016 Производитель: Россия
В наличии
Ручной листогиб.ХАРАКТЕРИСТИКИ ЛС-РИМ-30• габаритные размеры: 3400 х 700 х 1200 мм.• обрабатываемый металл: медь,алюминий, сталь с краской.• толщина металла (сталь, σ в < 400 МПа): 0,4 — 0. 7 мм….
02.11.2016
Курган (Россия)
45 000
Популярные категории
Да кстати, на портале ProСтанки выбор предложений по листогибу ручному б/у почти как на Авито и TIU
Изображения могут быть неточными. См. номер детали и описание.
Добавить в корзину
Масло Лукас
Масло для ступиц Lucas Oil, 1 кварта (1 шт.)
Сейчас:
$18,25
Ступичное масло подвергается чрезмерной обработке, и им часто пренебрегают. Его также трудно заменить, и он подвержен протечкам. Lucas Hub Oil — это смесь специальных масел и присадок для тяжелых условий эксплуатации, предназначенная для компенсации…
1029-10088-1
В корзину
Добавить в корзину
Гринли
Механический трубогиб Greenlee, серия 1800, для 1/2 дюйма, 3/4 дюйма и 1 дюйма IMC/жесткого кабелепровода (1 шт.
)
Сейчас:
1 873,50 $
Храповой механизм для увеличения рычага Обход храпового механизма для быстрой прямой гибки на меньших размерах Прочная сварная конструкция для долгой и надежной службы Встроенный индикатор степени изгиба и простота…
332-1800
Добавить в корзину
Добавить в корзину
Компания Ridgid Tool
Гидравлический желобонакатчик Ridgid, только желобонакатчик 918 (1 шт.)
Сейчас:
4 834,23 $
Гидравлический желобонакатчик RIDGID модели 918 оснащен мощным 15-тонным гидравлическим цилиндром в компактном, удобном для транспортировки устройстве. Модель 918 устанавливается и обслуживается одним человеком и является идеальным желоборезом для строительной площадки…
632 -47222
Добавить в корзину
Добавить в корзину
Лучшие сварные швы
Кабельный соединитель Best Welds, LC40, вилка/мама, шаровое соединение, емкость кабеля от 1/0 до 2/0 (1 ST/ST)
Сейчас:
$11. 20
Best Welds: кабельный соединитель, шариковое соединение, колпачок 1/0-2/0. Описание:Предназначен для эффективного проведения тока через разъемное соединение. Кулачковая конструкция позволяет зафиксировать…
900-LC-40
В корзину
Добавить в корзину
Риджид
Ручной резьбонарезной станок Ridgid с редуктором, модель 141, вместимость трубы от 2-1/2 дюйма NPT до 4 дюймов (NPT) (1 шт.)
Сейчас:
3 132,40 долл. США
Ridgid: Резьбонарезной станок с механической резьбой/редукторный резьбонарезной инструмент, диаметр трубы от 2 1/2 дюйма до 4 дюймов (NPT) 161 резьба 4″, 4 1/2″, 5″, 6″ труба…
632-36620
Добавить в корзину
Добавить в корзину
БРАУНИНГ
Browning 30HP100 ШКИВЫ РЕМНЯ ПЕРЕДАЧИ-500
Сейчас:
183,70 долл. США
Продукция Browning включает клиноременные приводы и широкий спектр продуктов для передачи мощности, таких как зубчатые передачи, подшипники, муфты и другие компоненты привода.
HA18GO
Добавить в корзину
Руководства по продуктам
Huth — загружаемые PDF-файлы
Электрические усовершенствования HB-10
Наш самый популярный гибочный станок модели 1600, входящий в популярную комбинацию гибочного станка HB-10, был усовершенствован!
Скачать
2016 Изменения продукта Huth
Используйте этот PDF-файл, чтобы ознакомиться с изменениями в цветовом кодировании, упаковках штампов и этикетках Accusizer (2016)
Скачать
Huth Segment Set Silhouette Charts
Используйте эту таблицу, чтобы определить свой сегментированный инструмент.
Скачать
Таблица запасных уплотнительных колец Huth для сегментов
Используйте эту таблицу для определения запасных уплотнительных колец для вашего конкретного набора сегментов Huth.
Скачать
Таблицы контуров уплотнительных колец Huth
Используйте эту таблицу для идентификации ваших сегментных колец.
Скачать
Huth Bender Operations Manual
Модели: 2008, 2806, 1600, HB-10 и 2600HD
Скачать
Матрицы для гибки плоских заготовок
Повысьте гибкость гибки! Эти универсальные гибочные матрицы позволяют сгибать самые разные твердые материалы.
Скачать
Руководство по эксплуатации вертикальных гибочных станков Huth
Модели: 3002 и 3006
Загрузить
Матрица Huth модели 2600 с контролем складок
Матрица 5531 с контролем складок была разработана для гибки 3 дюймов из нержавеющей стали 304 со стенкой 0,059 (1,5 мм) или больше. Эта матрица работает только с нашим сверхмощным гибочным станком модели 2600. У нас возможность добавления складчатых полостей к другим радиусным штампам, подходящим для вашей конкретной модели.Для получения дополнительной информации, пожалуйста, свяжитесь с нами.
Экспандер Huth Модели 1673/1674 Руководство по эксплуатации
Модели: 1673 и 1674
Скачать
Экспандер Huth, модель 1685. Руководство по эксплуатации
Модель: 1685 Mitey Mate Jr. Expander
Скачать
Экспандер Huth Модели 1690/1691 Руководство по эксплуатации
Модели: 1690/1691 Настольные расширители
Скачать
Экспандер Huth, модель 1685S. Руководство по эксплуатации
Алюминий – это распространенный цветной металл, который хорошо поддается вторичной переработке, поэтому он пользуется спросом в пунктах приема металлов. Есть несколько видов изделий, где он содержится, поэтому важно знать, где можно найти алюминий.
Это мягкий металл серебристо-белого цвета, но в отличие от чистого серебра, он обладает глянцевой поверхностью. Имеет высокий коэффициент пластичности, а также низкую температуру плавления. Его цена в пунктах приема не так высока, как той же меди или бронзы, но если сдавать большую партию металлолома, то можно получить достаточно хорошую прибыль.
Алюминий вполне можно найти в следующих предметах:
Кухонная посуда. Из пищевого алюминия изготавливаются ложки, тарелки, вилки, кастрюли, а также другая посуда. Такой лом в больших количествах собирается в различных предприятиях общепита, а также на производстве (списание, складской неликвид, брак).
Строительные материалы. Алюминий обладает небольшим весом и отличается простотой обработки, поэтому его использование позволяет усилить конструкцию без дополнительной нагрузки на фундамент. Он содержится в защитных щитах, а также используется в качестве изолирующего покрытия.
Кабели и провода (в качестве токопроводящей жилы). Это электротехнический лом, который считается самым дорогим. Основные источники: списанные кабели, провода, отходы монтажных работ, трансформаторная обмотка. Алюминий можно обнаружить при разборке планшетов, радиоприемников, а также компьютеров.
Детали транспорта. Металл активно используется при изготовлении деталей кузова автомобилей, элементов двигателя, литых дисков. Отдельная категория – это моторный алюминий, который используется для изготовления элементов двигателей моторных лодок.
Алюминиевый профиль. Дверной, оконный (с термовставками и без).
Где его искать?
Определенное количество алюминия можно найти у себя дома: посуда, провода и т. д. Но если стоит цель заработать больше, то придется выйти из дома и отправиться на поиски этого цветного металла.
Металлолом можно найти в различных местах:
Городские свалки. Люди выбрасывают много мусора, среди которого вполне можно отыскать ценный лом, пригодный для сдачи (бытовая техника, профиль, посуда).
Заброшенные деревни. В домах, где уже никто не живет, можно найти большое количество металлолома. Такого ценного «мусора» полно и на окраинах сёл.
Территории бывших фабрик, заводов.
Поля. Здесь часто находят детали вышедшей из строя сельскохозяйственной техники: корпуса двигателей, поршни, аккумуляторы.
Полигоны, куда свозятся отходы металлургических предприятий.
Автомобильные свалки, различные ремонтные базы.
Будьте готовы к тому, что для поиска этого цветного металла вам потребуется определенный набор инструментов (болгарка, отвертки, гаечные ключи и т.д.), а также транспорт, чтобы перевозить найденный лом. Помните, что сбор цветмета должен проводиться в соответствии с действующим законодательством, иначе вам грозит штраф.
Специалисты компании «ЭкоПромМет» изучат найденный вами лом, взвесят его и при необходимости отправят на дополнительную химическую экспертизу. Работаем только официально, принимая металлолом на основании выданной нам лицензии.
Где алюминий Статьи про металлолом
Главная \ Статьи
\ Где алюминий
26.07.2018 10:56
Алюминий представляет собой мягкий металл серебристо-белого цвета, отличающийся высоким коэффициентом пластичности и низкой температурой плавления. В природе алюминий содержится в породных квасцах: минеральных соединениях, объединяющих две доли серной кислоты, что приводит к окислению легко сплавных металлов и формирования алюминия.
Где найти алюминий в домашних условиях?
Алюминий является наиболее распространенным металлом на планеты – массовая доля алюминиевых сплавов составляет порядка 8% от массы земной коры. Основными источниками алюминия среди хозяйственной утвари являются:
Кухонная посуда – ввиду легкости переработки, из алюминия производятся столовые приборы, а также кастрюли, тарелки и кружки путем литья или штамповки расплавленного метала. Особенностями алюминия являются устойчивость к перепадам температур и высокая прочность, благодаря чему посуда имеет долгий срок эксплуатации;
Стройматериалы – алюминий широко используется при строительстве благодаря легкости обработки и малому весу, в результате чего возможно усилить любую конструкцию без повышения нагрузки на фундамент. На стройках или при разборке зданий алюминий можно найти в составе опорных панелей, защитных щитков или в качестве изолирующего покрытия – алюминиевая фольга используется как составляющая оплетки электропроводки или термоэкраниющий слой;
Антенны и электроника – высокая пластичность и электропроводимость обеспечивает передачу тока без энергопотерь или радиоимпульсов без ошибок при модулировании сигнала. Высокое содержание метала находится в силовых кабелях большого сечения и сигнальных ретрансляторах. Также алюминий можно найти при разборке различных гаджетов: компьютеров, радиоприемников или планшетов в составе корпуса или элементов электрогарнитуры;
Детали транспорта – низкий вес и прочность сравнимая со сталью стали причиной использования алюминия в автомобилестроении или при производстве хозяйственно-бытовой техники. С алюминия выливаются детали кузова или компоненты периферийного оборудования: элементы двигателя, шасси, литые диски – богатый источник метала.
Обратите внимание! При наличии механических повреждений на алюминии снимается защитная оксидная пленка, что приводит к дальнейшему окислению метала – чтобы восстановить защитный слой рекомендуется окунуть поврежденный предмет в холодную воду на несколько часов, в противном случае метал начнет постепенно ссыхаться.
Производство алюминия своими руками: все гениальное – просто!
Популярным способом заработка на сдаче металлолома является собственноручная отливка алюминия, что можно сделать даже в домашних условиях – для производства потребуется:
Источник электротока 220 Вольт на 1. 5 кВт;
Соляная кислота или графит;
Металлическая бочка или бетономешалка;
Глина или бокситы.
Глину, привезенную с карьера, придется просушить на солнце или с помощью тепловентилятора, после чего сырье измельчаем до порошкообразной консистенции. Далее закладываем материал в тару и смешиваем с графитом или соляной кислотой из расчета 1 кг электролитов на 10 кг сырья – это необходимо для стабилизации химических процессов при плавлении.
Далее заливаем бочку с сырья водой для повышения влажности компонентов в 60-70%, после чего подключаем сварочный аппарат на 5-15 с для образования алюминия. Через 3-4 часа после остывания полученные кусочки алюминия требуется очистить от глины. Из 500 кг сырья получается примерно 150-200 кг сплава алюминия.
Это интересно! Алюминий является высокоактивным металлом, в результате чего легко окисляется с щелочными или кислотными соединениями. При длительном контакте алюминий взаимодействует даже с атмосферой, покрываясь тонкой оксидной пленкой – именно поэтому данный металл в чистом виде не встречается.
Цветные металлы
Медь
Латунь
Алюминий
Свинец
АКБ
Лом электродвигателей
Черные металлы
Нержавеющая сталь
Лом стали
Чугун
3A габарит
Мы вывозим металлолом из любого района Санкт-Петербурга
Адмиралтейский
Горелово
Василеостровский
Девяткино
Выборгский
Кировский
Калининский
Красногвардейский
Колпино
Купчино
Невский
Московский
Мурино
Парголово
Парнас
Приморский
Ржевка
Рыбацкое
Софийская
Славянка, Шушары
Фрунзенский
Где найти алюминий — Scrap Gators
5 источников качественного алюминиевого лома
Алюминий является основой находок металлолома. Итак, узнайте, где найти алюминий в этом посте.
Для начала алюминиевый лом сворачивается в фольгу и банки и раскладывается в листы для строительных проектов. Таким образом, понимание свойств алюминия очень поможет в ваших поисках. Потому что они укажут вам правильное направление для поиска этого популярного лома.
Знание того, что алюминий легкий и податливый, например, сразу скажет вам, что вы найдете алюминий в потребительских товарах, упаковке и строительной промышленности. Узнайте, где еще можно найти этот металл, и узнайте, как придумать собственное мнение о том, где искать алюминий.
Давайте научимся добывать и утилизировать алюминий! Пять мест, где можно найти алюминий, приведенные ниже, — это только начало хорошей практики утилизации металлолома для вашего бизнеса. (Не пропустите наше обсуждение свойств алюминия для профессиональных наконечников.)
Где я могу найти алюминий?
Начнем с того, где вы найдете самый очевидный алюминиевый лом. По мере продвижения обратите внимание, почему вы найдете алюминий в этих различных областях, основываясь на его уникальных свойствах.
#1. ПОТРЕБИТЕЛЬСКАЯ УПАКОВКА
Во-первых, важным свойством алюминия является его легкость. По этой причине его можно очень хорошо носить с собой и путешествовать, не теряя своей формы и прочности. Вот почему алюминий входит в состав обычной упаковки, такой как банки, пищевые контейнеры и фольга. И это делает столовые, кухни и общественные места прекрасными местами для поиска алюминия.
Совет для профессионалов: некоторые мероприятия будут рады, если вы зайдете в конце мероприятия, чтобы забрать отходы из их занятых рук. Возможно, они даже не думали, что мусор можно переработать. Сообщите им!
#2. СТРОИТЕЛЬНЫЕ ПРОЕКТЫ
Во-вторых, алюминий прочен. Несмотря на то, что алюминий можно легко катить, он достаточно прочен, чтобы удерживать окна и светильники. В строительной отрасли это знают. Таким образом, они используют его для каркасов, крыш, сайдинга, стен, дверных ручек и кондиционеров. Почему? Потому что это снижает затраты. Это делает коммерческие строительные площадки отличным местом для поиска алюминиевого лома.
#3. КУЗОВА
В-третьих, алюминий устойчив к коррозии. Кроме того, это привлекательный и часто используемый металл для изготовления транспортных средств, таких как автомобили, грузовики и поезда. На самом деле, из алюминия состоят блоки двигателя, колеса и даже панели кузова. Таким образом, вы можете найти алюминий в изрядных фунтах в автомобилях, которые сломаны и брошены.
#4. МОРСКИЕ СУДА
В-четвертых, подумайте о сочетании легкости, прочности и антикоррозионных свойств. Другими словами, алюминий неприхотлив в уходе. Идеальный материал для строительства лодок, которым нужна прочность без увеличения веса, это означает, что вы найдете алюминий в больших кораблях, катерах на воздушной подушке и судах с корпусом.
#5. УСТАНОВКИ HVAC
В-пятых, алюминий не требует особого ухода и является менее дорогим металлом, поэтому его можно использовать многократно. Алюминий используется как в жилом, так и в коммерческом строительстве, но мы уделяем особое внимание охлаждающим и нагревательным устройствам из-за огромного объема алюминия.
Совет профессионала: если вы присматриваете за летом, за ремонтом жилья на Craigslist или через простой автомобиль, возможно, выплата того стоит.
Короче говоря, этот список можно продолжать и продолжать. Мы хотим дать вам представление о лучших источниках алюминия, а также поделиться ключевыми характеристиками, которые позволят вам найти алюминий самостоятельно:
Алюминий легкий.
Это прочный металл.
Алюминий устойчив к естественной коррозии.
Это металл, не требующий особого ухода.
Алюминий очень пригоден для повторного использования и при этом недорог.
По правде говоря, знание этих особенностей алюминия позволит вам найти новые, неизведанные места, которые другие упускают из виду.
Сообщите нам в комментариях ниже, где вы нашли алюминий в своей работе, особенно если вы хотите, чтобы кто-то перерабатывал его для вас.
Узнайте больше об использовании и цене алюминия:
Сколько стоит алюминий за фунт?
Использование алюминия
Где найти алюминий, источник алюминия, переработка алюминия
Перейти к содержимому
Найти алюминий и переработать алюминий
Сборщики алюминия озабочены тем, где найти алюминий. Алюминиевый лом имеет богатые источники, такие как алюминиевые банки, алюминиевые радиаторы, алюминиевые провода и т. д. Они могут быть переработаны на наших машинах по переработке металла.
1. Алюминиевые банки Алюминиевые банки легко собирать. Вы можете употреблять напиток самостоятельно. Вы можете найти банки в бизнесе, Вы можете найти их на дорогах и в парках. Так легко быть коллекционером алюминиевых банок. Переработка алюминиевых банок является наиболее важной функцией нашей дробилки металла. Дробилка может перерабатывать банки в гранулы, при этом полностью удаляя краску. Конечно, вы можете использовать наш пресс-подборщик для изготовления квадратных, круглых или восьмиугольных тюков.
2. Алюминиевый радиатор и алюминиево-медный радиатор Алюминиевые радиаторы широко используются в автомобилях. Алюминиево-медные радиаторы в основном используются в кондиционерах. Последний имеет медные трубки, окруженные алюминиевым оребрением, так что, кроме переработки алюминия, можно перерабатывать и медь. Медные трубки и алюминиевое оребрение в медно-алюминиевом радиаторе можно отделить с помощью машины для переработки радиаторов. Эта машина приносила большую прибыль переработчикам. Вы также можете поместить радиаторы в машину для дробления радиаторов, таким образом, вы можете получать куски алюминия, меди и стали по отдельности с высокой скоростью.
3. Автомобили Кроме алюминиевых радиаторов, о которых мы говорили выше, в автомобилях также есть много других деталей, содержащих алюминий, таких как неровности, колеса, декоративные планки и т. д. Есть ли у нас машины, которые работают с автомобилями? Ответ: да, вы можете поместить автомобильные корпуса в металлическую дробилку или в пресс-подборщик. Это типичное применение для больших металлов нашей машины для переработки металла.
4. Алюминиевые провода Кроме медных проводов, которые являются наиболее распространенным материалом для наших кабельных грануляторов, существуют алюминиевые провода, которые также передают электричество. Алюминиевые провода не могут быть обработаны нашим кабельным гранулятором, но их можно зачистить с помощью нашего устройства для зачистки проводов. Найдите интересующий вас инструмент для зачистки кабеля и проконсультируйтесь с нами, если у вас есть какие-либо требования.
Хороший нож, это сочетание многих составляющих, в числе которых можно упомянуть такие важные элементы, как общий дизайн и конструкция, строй клинка и его заточка. Несомненно, одним из важнейших параметров является и материал, из которого изготовлен нож.
Стали, используемые, как в ножевой промышленности, так и отдельными мастерами-ножеделами, весьма разнообразны. Источники информации пестрят множеством маркировок и аббревиатур, означающих тот или иной сорт, произвёдённый в той или иной стране. Этот факт поясняется тем, что у каждой страны-производителя исторически сложились собственные традиции и технологии металлообработки и создания стальных сплавов. Не менее частой причиной разнообразия присутствующих на рынке сталей является и маркетинг. Ведь в нынешних условиях жёсткой конкуренции между производителями, необходимость насыщать все ниши рынка как можно большим ассортиментом продукции зачастую является способом выживания той или иной торговой марки.
При попытке узнать побольше о разных сортах стали, следует понимать, что однозначное деление на плохие и хорошие марки тут мало уместно. Характеристики каждого сплава являются сочетанием некоего перечня свойств, соотношения которых во многом продиктованы целями, преследуемыми производителем именно в данном конкретном случае. На те или иные качества очередного сорта стали в равной степени могут повлиять, как наличие тех или иных материалов и технологий у производителя, так и представление о ценовой категории и отрасли применения нового продукта.
Создание стальных сплавов, это поиск компромиссов и баланса, поскольку идеала попросту не бывает, а максимальные показатели – это не совсем то, что подходит для практического применения и продажи ножевых изделий.
К примеру, мягкость означает, что клинок будет постоянно терять остроту, хотя будет и без труда точится. Сверхтвердые сплавы будут хрупки как стекло. Сложные химические составы и высокотехнологические процессы влекут значительное повышение конечной стоимости. Достижение баланса характеристик – процесс сложный и неочевидный для непосвящённых. Каждый производитель достигает его по-своему.
Таблица химического состава известных ножевых сталей
Углерод
Хром
Марганец
Ванадий
Молибден
Никель
Кремний
Сера
Фосфор
Селен
420J2
0.15-0.3
13
1
1
0. 03
H-1
0.15
14-16
2
1.5
6-8
4.5
0.03
0.04
420HC
0.45-0.7
13.5
0.35-0.9
12C27
0.025
0.4
0.01
0. 4
0.01
0.025
1.4116
0.45-0.55
14-15
1
0.1-0.2
0.5-0.8
1
0.03
0.04
3Cr13
0.35
13.5
0.8
0.6
0.5
1
0.03
0.04
5Cr15MoV
0. 45-055
14-15
1
0.1-0.2
0.4-0.5
0.6
1
0.03
0.035
X15 T.N.
0.4
16
0.35
2
0.005
0.020
Z60
0.6-0.65
14
0.45
0.15-0.2
0. 55-0.6
0.15
440A
0.6-0.75
16-18
1
0.75
1
0.03
0.04
0.75
440B
0.75-0.95
16-18
1
1
0.03
0.04
0. 75
440C
0.95-1.2
17-18
1
0.75
1
0.03
0.04
0.75
8Cr14MoV
0.8
14.5
1
0.2
0.2
1
0.03
0.03
8Cr13MoV
0.8
13
0. 2
0.2
1
0.03
0.03
AUS-4
0.4-0.45
13-14.5
1
0.49
0.04
0.03
1
AUS-6
0.55-0.65
13-14.5
1
0.1-0.25
0.49
0.04
0.03
1
AUS-8
0. 7-0.8
13-14.5
1
0.1-0.25
0.1-0.3
0.5
0.04
0.03
1
AUS-10
0.95-1.10
13-14.5
0.5
0.1-0.27
0.1-0.31
0.49
0.04
0.03
1
VG-1
0.95-1.05
13-15
0. 2-0.4
0.25
VG-10
1
15
0.2
1
1095HC
0.9-1.03
0.3-0.5
0.05
0.04
154CM
1. 05
14
0.5
4
0.25
ATS34
1.05
14
0.4
1
0.4-0.5
0.002
0.029
3G
1.4
15
0.4
2
2.8
0. 5
0.03
0.03
S30V
1.45
14
4
2
0.4
D-2
1.5
12
0.35
0.9-1
0.8-1
0.45
ZDP-189
3
20
0. 1
1.3
Как химический состав влияет на качество стали?
На каждый из упомянутых в данной таблице компонентов стали возложена своя роль. Сочетаемые в необходимых пропорциях, разные химические элементы помогают наделять ножевую сталь полезными свойствами:
Углерод – наиважнейший элемент. Ведь сталь – ни что иное, как сплав железа с углеродом. Увеличивает прочность, без должного его количества нормальной твердости не достичь. Но следует помнить, что его большое содержание повышает хрупкость и снижает коррозионную стойкость сплава.
Нормальное содержание железа в стали – не менее 45%, углерода – от 0,02 до 2,14 %. Сталь в которой углерода от 0,6 % до 2,14 % называется высокоуглеродистой. Это твёрдая сталь. Если углерода в сплаве будет больше 2,14 % получится не сталь, а чугун.
Хром – значительно повышает антикоррозионные свойства. Карбиды хрома увеличивают износостойкость и прокаливаемость. Однако чрезмерное количество хрома в сплаве приводит к повышению хрупкости. Этот элемент присутствует в нержавеющих сталях практически всех видов.
Марганец – обеспечивает хорошую прокаливаемость. Повышает сопротивляемость износу и прочность. Без его использования не обходится буквально ни одна современная марка стали.
Молибден – отвечает за формирование карбидов, которые предотвращают ломкость сталей, и обеспечивают прочность, как в обычных условиях, так и при высоких температурах. Повышает коррозионную стойкость, твердость, прокаливаемость, ударную вязкость и делает сталь удобнее в обработке.
Никель – способен повысить показатели прочности, ударной вязкости и коррозионной стойкости.
Кремний – увеличивает прочность и стойкость к износу.
Ванадий – способствует формированию структуры карбидов, что повышает износостойкость, обеспечивает долголетние использование ножа.
Какие марки стали применяют для изготовления ножей?
Современный ножепром предпочитает нержавеющие стали углеродистым. Во многом это продиктовано вкусами и потребностями массового потребителя. Даже несмотря на то, что известно, что клинки из углеродистых сталей превосходят нержавеющие по качеству реза.
Однако, по причине того, что современная металлургия не стоит на месте, новые многокомпонентные стальные сплавы вполне догоняют углеродные стали по качеству реза, а по сопротивляемости влаге и не требовательности к постоянному уходу приближаются к «нержавейкам» (хоть пока, зачастую, и не равны им).
Ниже мы рассмотрим несколько наиболее популярных в ножевой индустрии марок стали.
420 сталь. Содержание углерода в этой марке — всего 0,5%. Поэтому 420-я, это простейшая в производстве и обработке, а потому дешёвая и доступная сталь. Для неё характерна высокая сопротивляемость коррозии. Сталь эта — мягкая, потому острота заточки удерживается 420-й недолго. Но и затачивается такой нож очень легко, даже без наличия специальных средств.
Японские аналоги этой марки стали — AUS-4 и 420J2.
Применяется сталь 420 крайне широко, как в производстве бюджетных массовых ножей (низкая стоимость) так и для изготовления ножей для дайвинга и разнообразных кухонников (коррозионная стойкость).
Недорогие и практичные ножи из стали 420 широко представлены в интернет-магазине Grand Way.
420J2 – усовершенствованная 420-я родом из Японии. Находит применение как сама по себе, так и включается в состав сплавов-композитов. Её отечественный аналог — 40X13.
Ножи от украинских производителей из стали 40X13 можно найти в соответствующем разделе интернет-магазина Grand Way. На посвящённой им странице, вы сможете легко купить недорогие, но красивые охотничьи ножи. Все модели эффектно украшены травлением на темы рыбалки и охоты и комплектуются качественными кожаными ножнами.
440А, 440B, 440C – буквы в названиях этих нержавеющих марок обозначают, сколько в них содержится углерода.
А — 0,75%, B — 0,9% и С — 1,2%.
Вся тройка этих сталей отличается коррозионной сопротивляемостью. Она долго считалась наиболее сбалансированной нержавеющей ножевой сталью.
440А и 440В – не менее качественные сорта, хорошо переносящие нагрузки.
Grand Way предлагает большой выбор складных и фиксированных ножей из сталей 440С и 440A. Всё ещё оставаясь доступными по цене, эти изделия превосходят по параметрам стойкости режущей кромки и механической прочности модели с клинками из стали марки 420. Правда, при этом они всё-таки несколько дороже и чуть хуже сопротивляются ржавлению.
12С27 Sandvik – популярная шведская марка стали. Является высококачественной и универсальной нержавейкой среднего класса. Годится для изготовления самых разных по назначению ножей. Традиционная особенность этой марки – «чистота состава», т. е отсутствие примесей, что положительно сказывается как на коррозионной стойкости так и на прочности изделий из неё изготовленных. Именно этим удачным сочетанием параметров и славится 12С27.
Изделий из этой популярной стали становится всё больше на рынке. Можно купить ножи из 12С27 и в нашем магазине. Так, например, широко используется сэндвик в ножах от известного бренда Real Steel, прямыми поставщиками которого мы являемся.
14C28 – одна из новейших разработок торговой марки Sandvik. Благодаря современным технологиям, производителю удалось ещё больше повысить характеристики своей и без того качественной стали. Таким образом, 14C28 с уверенностью можно отнести к нержавеющим сталям высшего класса.
Интернет-магазин Grand Way предлагает высококачественные ножи с клинками из 14C28 от таких известных брендов, как SanRenMu и Real Steel. По ссылкам вы сможете найти широкий выбор по-настоящему качественных ножей разного назначения. Это – изделия по-настоящему мирового уровня, охотно раскупающееся покупателями из развитых стран. При этом, их цена всё ещё остаётся достаточно демократичной, чтобы оставаться доступной для достаточно широкого круга потребителей. Наш магазин – удачное место для того, чтобы купить качественные ножи 14C28 в Украине. Благодаря нашим отношениям с поставщиками для вас это будет совершенно не дорого.
8Cr14MoV и 8Cr13MoV, или же «восемь-хром-четырнадцать» и «восемь-хром-тринадцать». Пожалуй, одни из лучших нержавеек производства КНР. Их характерная особенность – достаточно сбалансированное содержание углерода, хрома, ванадия и других подобных компонентов. Такой состав обеспечивает клинки долгим удержанием остроты, к тому же, они не сложны в заточке.
В магазине Grand Way можно купить складные ножи серий AKS, S и «Скандинавская» с клинками из «восемь-хром».
Так же ножи из этой стали представлены и в линейках SanRenMu и Real Steel.
AUS-6 — AUS-8 — AUS-10 – изготавливаемые в Японии нержавейки, которые по параметрам к схожи с 440A (AUS-6. 65% углерода), 440В (AUS-8.75% углерода) и 440C (AUS-10, 1,1% углерода).
154CM – марка, являющаяся одной из самых высокотехнологичных среди нержавеек (является примерным аналогом японской ATS-34). 154CM – высокоуглеродистая сталь холодной закалки, разработанная в США. Поскольку она проходит криогенную обработку, клинок, сделанный из нее, обладает повышенной эластичностью и способностью подолгу сохранять остроту. Клинки из 154СМ замечательно режут и подолгу не затупляются. Одним из немногих недостатков этой марки стали является способность ржаветь при длительном контакте с влагой.
Из этой стали изготавливают ножи топового уровня. Если вы хотите купить себе такой высококлассный складной нож, обратите внимание на модель CH 3510 от CH Knives. Качество изготовления и эксплуатационные характеристики у этой модели просто исключительные.
Böhler M390 – ещё одна высокотехнологичная марка стали, отличающаяся крайне высокими характеристиками. Считается одной из лучших ножевых сталей в мире. Прекрасно сочетает в себе прочность, ударную вязкость, стойкость к коррозии и механическому износу. Применяется при производстве ножей, хирургических и промышленных режущих инструментов высшего класса. Фактически, обладает лишь одним недостатком – достаточно высокой ценой.
Примером такого ножа премиум-класса является CH 3507-SL. Изделия такого уровня качества не бывают дешёвыми. Но, благодаря тому, что интернет-магазин Grand Way является прямым поставщиком продукции CH Knives, теперь такой топовый складник можно купить по хорошей цене и в Украине.
D2 – марка инструментальной стали, разработана в 60-е годы в США. Часто её называют и «полунержавейкой». Это объясняется довольно высоким содержанием хрома и углерода в сплаве. Это придаёт D2 великолепные режущие свойства, полезную для ножевой стали вязкость, а также некоторую коррозионную стойкость, более высокую, чем у всех углеродок, но всё же несколько уступающую «настоящим» нержавейкам. Вдобавок, для D2 характерна высокая прочность, благодаря чему острота режущей кромки у клинка из этой стали держится довольно долго.
D2 крайне популярна среди производителей ножей по всему миру. Она считается оптимальной для изготовления качественных ножей среднего и чуть выше среднего ценового диапазона.
Интернет-магазин Grand Way является прямым поставщиком брендов CH Knives и Bestech knives в Украину. Качественные ножи с клинками из D2 богато представлены в ассортименте этих торговых марок.
Так как мне выбрать лучшую сталь для ножа?
Особенности выбора видов ножевых сталей, заключается в том, что нужно найти оптимальное соотношение противоречивых параметров. Твёрдость трудно сочетается с вязкостью, а высшие показатели реза, с коррозионной стойкостью. Всё это – вопросы сочетания и баланса. Поэтому поиск наилучшей стали может стать делом долгим, а то и бесконечным.
Предпочтение конкретного сорта стали всё-таки зависит от того, для чего вы покупаете нож. Старая шведская поговорка «не то хорошо, что хорошо, а то, что к чему подходит» очень хорошо описывает особенности подобного выбора. Например, нож для дайвера – совсем не то же самое, что джентльменский пиджачник. Их ждёт совершенно разная жизнь, совершенно различные условия работы. Столь же разные требования будут и к ножу для коллекционера и ножу для повседневной элементарной работы типа вскрытия упаковок.
Мы постарались предложить вам максимально возможный выбор, рассчитанный на самые различные вкусы, потребности и личные бюджеты. Если вы всё же испытываете некоторые сложности при выборе подходящего вам ножа, рекомендуем обратиться к соответствующей статье нашего блога, либо связаться с одним из наших консультантов. Мы с радостью поможем вам в вопросах выбора и приобретения любого товара в нашем магазине!
Стамески по дереву – как выбрать, изготовить или заточить? + видео
Одна из самых актуальных тем для любого резчика -где взять хороший инструмент по дереву? Качественные хорошо заточенные резцы по дереву могут выручить даже не совсем опытного мастера. Срезы получаются гладкими, чистыми, да и работать с таким инструментом куда легче! Перепробовав разные варианты исходного материала для изготовления инструмента для работы по дереву, от скальпелей до бритв, я остановился на фрезах по металлу.
Они достаточно хрупкие и прочные одновременно. Углеродистая сталь позволяет долго держать кромку лезвия острой, она не тупится даже о твердые породы дерева. Итак, вначале разрезаем фрезу на резаке по металлу по заранее нанесенному рисунку будущего резака.
В нашем случае это маленький нож-резак, который является основным инструментом резчика.
Наличие такого обилия искр при резке говорит о том, что сталь хорошая, углеродистая, значит годится для резьбы по дереву.
Получается такая заготовка.
Желательно, чтобы та часть, которая будет в ручке была больше лезвия. Это для прочности. Отшлифовываем лезвие ножа, постоянно окуная его в холодную воду, чтобы не перекалилось.
Теперь необходимо сделать ручку для ножа. Для этого берем реечки из прочной породы дерева. В одной части рисуем контур ножа, другая как накладка.
Вырезаем выемку в дереве по форме ножа, чтобы он утопился заподлицо, промазываем клеем Пва обе части.
Склеиваем нож в тисках. На склеивание уходит часов 12- сутки.
После склейки отшлифовываем ручку, а нож доводим на точиле до нужной остроты. По такому принципу можно изготовить нож своими руками. Кстати, отличные стамески по дереву получаются из сверел по металлу.
А полукруглые стамески из пробойников.
Нож – косяк можно изготовить из рапитовой пилы.
Вот еще резцы по дереву, которые я сделал своими руками из фрезы по металлу.
Похожие записи
Как сделать простую пилораму из бензопилы и двух досок
Самодельный токарный станок по дереву
Самодельный деревообрабатывающий станок
« Предыдущая запись
Как сделать стамеску из подручных материалов?
Название этого приспособления произошло от немецкого слова Stemmeisen, которое переводится, как «долбежный инструмент», «инструмент для выдалбливания». Под этим термином подразумевался тонкий, продвигаемый руками, без использования киянки, инструмент. В Россию этот термин пришел, предположительно, при Петре I и означал приспособление, которое сейчас попадает под определение «долото», т.е. предмет для долбления.
Состоят стамески для резьбы по дереву из ручки и металлического полотна. В недалеком прошлом, когда чаще все приходилось не покупать, а «доставать», многие умельцы делали такой предмет хозяйства для себя сами. Кроме того, не всегда можно было найти инструмент, необходимый «здесь и сейчас». Изготавливать полотна под самодельные стамески можно из списанных пил с любой пилорамы. Годятся как дисковые, так и плоские полотна. Из куска пилы болгаркой вырезается заготовка, затем обрабатывается, затачивается, далее насаживается ручка.
Есть мастера, делающие полотно из наружной обоймы подшипника. Для этого обойма разрезается на две части, нагревается до оранжевого цвета и выпрямляется молотком на наковальне. Из полученной пластины выходят две заготовки. Как сделать стамеску с закругленной режущей кромкой, станет понятно, если взглянуть на трубу. Придется резать закаленный металл, а поэтому, пользуясь болгаркой, необходимо помнить, что при большой скорости и непрерывной резке может произойти отпуск металла, так что нельзя допускать перегрева заготовки.
Заточка стамесок, то есть их режущей кромки, должна производиться на наждаке, на малой скорости, при периодическом смачивании водой. Нельзя допускать перегрева металла, иначе вся заготовка будет безнадежно испорчена.
Как правильно работать стамеской
Чтобы не испортить дерево, сделать красивый узор и не пораниться, нужно умело пользоваться приспособлением. Специфическая область применения ручного устройства определяет свои правила использования.
Стамески для резьбы могут приводиться в действие двумя способами. Первый – это работа, которая предполагает исключительно воздействие мастера. Второй – в помощь для нанесения более глубоких выемок берется молоток.
Существует три основных техники работы с приспособлением. Обрезка осуществляется при «срезании» волокон вдоль. Если удаление кусочков дерева производится под углом к основе, то это боковая резьба. Обрезка концов возможна при поперечном снятии волокон.
Работа стамеской производится в соответствии с простыми алгоритмами действий:
При обрезке инструмент располагается под углом относительно поверхности. Не заточенная часть лезвия располагается кверху. Одной рукой взять приспособление в области ручки, а вторую уложить на металлическое полотно так, чтобы большой палец был направлен к рукоятке. В таком положении и производится вырезание.
Боковая резьба производится таким же образом, что и обрезка. Используются совершенно другие виды стамесок. Обычно это прямая или боковая. Некоторые мастера применяют круговые. Разновидностью боковой резьбы является вырезание паза. В данном случае сначала формируются надрезы, а потом производится выбирание.
При обрезке концов положение рук, на приспособлении следующее – одна рука на рукоятке, а вторая располагается так, чтобы металлическая пластина располагалась между большим и указательным пальцами. Рабочая часть должна двигаться в двух направлениях относительно деревянной основы. Придавливая можно получить прямой, а главное, гладкий срез.
Начинающему мастеру обычно сложно на первых порах справляться с инструментом, но с опытом и практикой все будет получаться.
Виды стамесок по принципу работы
В настоящее время инструментальные заводы выпускают, а многочисленные магазины продают огромное количество обсуждаемого инструмента. По принципу работы выделим следующие виды стамесок:
те, которыми режут без помощи дополнительных инструментов, используется только сила рук; такие приспособления изготавливаются небольших размеров, с более тонкой металлической частью; работать ими можно по любому дереву, удобно вырезать мелкие детали и узоры.
варианты большего размера, которыми можно работать за счет усилия рук, а при необходимости можно использовать киянку; на ручку таких стамесок надевается металлическое кольцо, а киянки можно применять деревянные, резиновые и полиуретановые.
разновидности, которыми работают только с помощью киянки, обычно такие стамески бывают больших размеров; обрабатывают ими дерево твердых пород, ручка стамесок обязательно закольцовывается, иначе она быстро выйдет из строя.
Заточка стамесок
Чтобы угол заточки был обширным, а само «лезвие» легко отсекло нужные куски дерева, нужно своевременно затачивать стамески. Процедура состоит из трех этапов:
Сначала нужно использовать крупнозернистый точильный камень.
Потом дублируется процесс точения на камне со средней зернистостью.
Последний этап – заточка на камне с мягким (бархатистым) покрытием.
Желательно производить процесс заточку вручную. Это поможет сохранить свойств металла и не утончит «лезвие». Фрезерная машина актуальна только в тех ситуациях, когда нужно убрать дефекты с режущей поверхности.
Идеальным вариантом камня ля произведения заточки станет именно алмазный. Работу по улучшению полотна с помощью такого приспособления можно произвести за 5-10 минут. На обычном камне работа будет протекать около 20 минут.
Перед использованием камень нужно обработать специальным маслом или сбрызнуть водой.
Заточка производится посредством осуществления поступательных движений взад и вперед. После прохождения второго этапа, стоит создать микрофаску. Нужно сделать 5 односторонних движений «лезвия», которое расположено под углом 5 градусов относительно точильного камня.
Данную процедуру достаточно повторять 1-2 раза в год. Данные приспособления для работы с деревом тупятся медленно.
Стамески по дереву и для токарного станка
Особые, специфические инструменты изготавливаются для резьбы по дереву, с их помощью мастера создают уникальные панно, гравюры по дереву и линолеуму. Набор стамесок для таких работ выпускают с самыми разнообразными формами режущих кромок. Есть ложкорезы, полотна их делаются изогнутыми по всей длине, предназначены они для выборки круглых глубоких впадин в дереве. Название свое получили из-за того, что первоначально использовались для изготовления ложек, мисок, черпаков и другой кухонной утвари. Сейчас нашлось и более широкое применение, однако комплекты посуды и ложек с хохломской росписью до сих пор популярны.
Для изготовления большого количества однотипных изделий используются токарные станки по дереву. Стамески для токарного станка могут быть ручными и суппортными (резцы). Ручной инструмент должен иметь длинную и толстую ручку, которая позволяет крепко держать его и работать на достаточно безопасном расстоянии. Направление и сила резания определяются рукой мастера. Суппортные стамески делаются значительно короче и не имеют ручки. Подача и скорость осуществляется через суппорт, привод может быть механическим или электрическим. Токарные резцы можно купить в магазинах как поштучно, так и в комплекте. Выпускаются наборы инструмента для токарных станков самых различных размеров и модификаций. И по разным ценам, в зависимости от способа и качества изготовления металла и самого инструмента.
Изготовление ножа
Вариантов самостоятельного изготовления ножей существует огромное множество, рассмотрим самый популярный из них.
Нож из полотна от ножовки по металлу
Для такого ножика подойдет поломанное или сточенное полотно. Процесс его обработки довольно сложен, это объясняется высоким качеством стали, но с другой стороны тем лучше получится инструмент.
При помощи болгарки разрежьте полотно на три части, под углом в 45 градусов, этот угол будет рабочей поверхностью будущего ножа.
Болгарка при работе разгоняется до высоких оборотов, что повлияет на качество металла, все легирующие элементы вблизи пропила просто выгорят. Поэтому после распиливания потребуется зажать нужную часть полотна в тиски и при помощи напильника снять два, три испорченных миллиметра.
Если полотно слишком толстое, то мелким напильником или надфилем рекомендуется снять излишки металла. Заточка инструмента для резьбы по дереву требует основательного подхода, для этого потребуется надфиль и наждачная бумага.
Когда заточенный резец готов можно подумать о рукояти. Самым простым будет просто обмотать ее изолентой или сырой резиной, но профессионалы предпочитают ручки из древесины.
Выбираем набор стамесок на все случаи жизни
Перед приобретением стамесок, прежде всего, нужно определиться, для чего они нужны. Если это приобретение для одноразовой работы (ремонт окон в квартире), можно купить недорогой набор, который не потребуется несколько ближайших лет. Если резьба по дереву – дело всей жизни, то к выбору инструмента нужно отнестись со всей ответственностью. По способу изготовления стамески бывают кованые, вырубные и штампованные. Кованые имеют полотно толще, что позволяет работать с более твердыми материалами.
Вырубные позволяют выдержать высокую точность при работе с материалами меньшей плотности и твердости. На штампованные стамески необходимо устанавливать упорные шайбы, чтобы ручки не «садились» на хвостовик при ударах киянки. По виду креплений ручек стамески выпускаются с насадными конусами-юбками и с хвостовиками. Варианты с креплением-конусом лучше выдерживают достаточно сильные боковые и ударные нагрузки. Также они лучше противостоят скручиванию и изгибу при выборке отверстий, если их использовать, как рычаг. Имеет значение длина стамески: оптимально – 10-15 см.
При большей длине уменьшается нагрузка, которую может выдержать полотно. Внимание нужно обращать и на ручки. Ручка должна быть гладкой, обтекаемой. На конце должен быть установлен стальной колпачок, который будет предотвращать расплющивание древесины. ГОСТы предусматривают рукоятки из разных пород древесины, но практика показывает, что современные пластмассы служат дольше и выдерживают ударные нагрузки лучше, чем самые твердые породы дерева.
Ножи
В работе с деревом не обойтись без хорошего ножа, выбирая этот инструмент, следует отдавать предпочтение тому, который будет наиболее удобным в обработке древесины. Так же немаловажно узнать какая марка стали использовалась при его изготовлении.
Выбирая нож от зарубежного производителя необходимо сопоставить указанную марку стали с отечественным аналогом, и проверить какими свойствами она обладает согласно марочнику сталей.
Для хорошего ножа характерно высокое содержание углерода с добавлением легирующих элементов.
Ножи для работы с деревом делятся на три вида складные, со сменным и фиксированным лезвием. Оптимальным считается лезвие длиной от 40 до 50 мм и толщиной в 4 мм.
Как выбрать инструмент и где купить
Начинающие резчики по дереву, как правило, не понимают, как выбрать и где купить подходящий им инструментарий. На самом деле в настоящее время существует огромный выбор различных приспособлений для выполнения столярных работ.
При выборе инструментов необходимо обратить внимание на такие нюансы, как:
Сложность работы. Если она не очень высокая, достаточно будет приобретения нескольких отдельных приспособлений. В свою очередь инструменты для резьбы по дереву для начинающих нередко продаются в соответствующих наборах. Некоторые специалисты не советуют их приобретать, не имея соответствующей практики.
Марка стали. Необходимо выбирать инструменты более качественные и надежные. Это влияет на длительность их эксплуатации и простоту использования.
Фирма-изготовитель. Лучше всего отдавать свое предпочтение известным брендам или проверенным компаниям.
Страна изготовления. В большинстве случаев китайские инструменты не отличаются высоким качеством. Опытные мастера советуют приобретать отечественные или же европейские приспособления для резьбы по дереву.
От правильности подбора инструментов зависит не только комфорт выполнения резьбы, но и конечный результат работы.
Доставка в течение 4-7 дней Благодаря новой конструкции основной рамы очень легко садиться и выходить из тележки. Пневматическая подвеска сиденья и толстые 26-дюймовые колеса обеспечивают максимальный комфорт при вождении как для лошади, так и для водителя. Простая регулировка сиденья и подножек позволяет легко найти удобное положение за рулем. Есть вопросы по тележкам? Позвоните или напишите письмо нашему эксперту по тележкам Торгейру ([email protected], +4740482004) ПРИМЕЧАНИЕ: Доставка тележек в Великобританию возможна только с номером EORI. Пожалуйста, свяжитесь с hello@finntack. com для получения дополнительной информации.
Техническое описание:
26-дюймовые толстые колеса входят в комплект. Вес (с колесами): 38,5 кг. Ширина рамы: 140 см. Длина стержня: 150 см.
Артикул: 60058
Подпишитесь на нашу рассылку, чтобы получить шанс выиграть подарочную карту на 1000 €.
Да, пожалуйста, подпишитесь на меня, чтобы получать отличные и персонализированные предложения , новости и конкурсы от Finntack. Конкурс заканчивается 6.11.2022, а с победителем свяжутся по электронной почте 7.11.2022. Подарочная карта распространяется на все продукты Finntack и Pharmacare и действует в течение одного года.
гоночная упряжь
В Finntack вы найдете самый большой выбор снаряжения для рыси в Интернете по разумной цене и с быстрой доставкой. Теперь в нашем интернет-магазине легко и быстро можно купить гоночное снаряжение, если вы не живете рядом с магазином Finntack. Здесь вы найдете все необходимое снаряжение, чтобы ваша рысистая лошадь показала себя с лучшей стороны на ипподроме.
 Работы ведутся на современном высококлассном оборудовании, что позволяет выполнять сложнейшую работу точно и в срок.
Работы ведутся на современном высококлассном оборудовании, что позволяет выполнять сложнейшую работу точно и в срок. Вы присылаете на почту [email protected] эскиз, чертеж или фотографию будущего изделия с габаритами, желаемое количество штук в партии. Или звоните нам по телефону: +7 (495) 740-51-70 и мы детально проконсультируем Вас.
Вы присылаете на почту [email protected] эскиз, чертеж или фотографию будущего изделия с габаритами, желаемое количество штук в партии. Или звоните нам по телефону: +7 (495) 740-51-70 и мы детально проконсультируем Вас.
 При этом мастер должен был учесть множество нюансов, чтобы избежать пористости и обеспечить высокое качество. Одним из нюансов этой технологии было использование литейных стержней, задающих форму изделия. Их покрывали тонким слоем воска, на который накладывалась масса из смеси глины и песка.
При этом мастер должен был учесть множество нюансов, чтобы избежать пористости и обеспечить высокое качество. Одним из нюансов этой технологии было использование литейных стержней, задающих форму изделия. Их покрывали тонким слоем воска, на который накладывалась масса из смеси глины и песка. Далее заливалась приготовленная с добавлением воды известково-восковая смесь, которая, заполняя пустое пространство, формировала верхний слой стержня, который будет служить основой фигуры. Готовый стержень погружали в расплавленный воск и покрывали глиняно-песчаной массой. После застывания воск выплавляли из формы и заливали металл.
Далее заливалась приготовленная с добавлением воды известково-восковая смесь, которая, заполняя пустое пространство, формировала верхний слой стержня, который будет служить основой фигуры. Готовый стержень погружали в расплавленный воск и покрывали глиняно-песчаной массой. После застывания воск выплавляли из формы и заливали металл.
 com/wp-content/uploads/Metals-Disney-6in-KingdomHearts-Sora-01.jpg
com/wp-content/uploads/Metals-Disney-6in-KingdomHearts-Sora-01.jpg com/wp-content/uploads/Metals-SpiderMan-4in-SpiderManClassic-CandyRedBlack-01.jpg
com/wp-content/uploads/Metals-SpiderMan-4in-SpiderManClassic-CandyRedBlack-01.jpg com/wp-content/uploads/Metals-Disney-4in-MrIncredible-01.jpg
com/wp-content/uploads/Metals-Disney-4in-MrIncredible-01.jpg com/wp-content/uploads/Metalfigs-SpiderMan-4in-AntiVenom-01.jpg
com/wp-content/uploads/Metalfigs-SpiderMan-4in-AntiVenom-01.jpg Например, обстоятельство, когда насосная станция часто включается и выключается при открытых кранах, говорит о несоблюдении дельты давлений воздуха в баке и момента срабатывания реле включения насоса.
Например, обстоятельство, когда насосная станция часто включается и выключается при открытых кранах, говорит о несоблюдении дельты давлений воздуха в баке и момента срабатывания реле включения насоса.

 Здесь достаточно поработать жесткой щеткой, чтобы избавиться от посторонних примесей.
Здесь достаточно поработать жесткой щеткой, чтобы избавиться от посторонних примесей. Насос перестает выдавать свою мощность. Устраняется неполадка просто: оборудование обесточивается, и контакты зачищаются.
Насос перестает выдавать свою мощность. Устраняется неполадка просто: оборудование обесточивается, и контакты зачищаются. Если из отверстия идет вода, то мембрану придется менять.
Если из отверстия идет вода, то мембрану придется менять.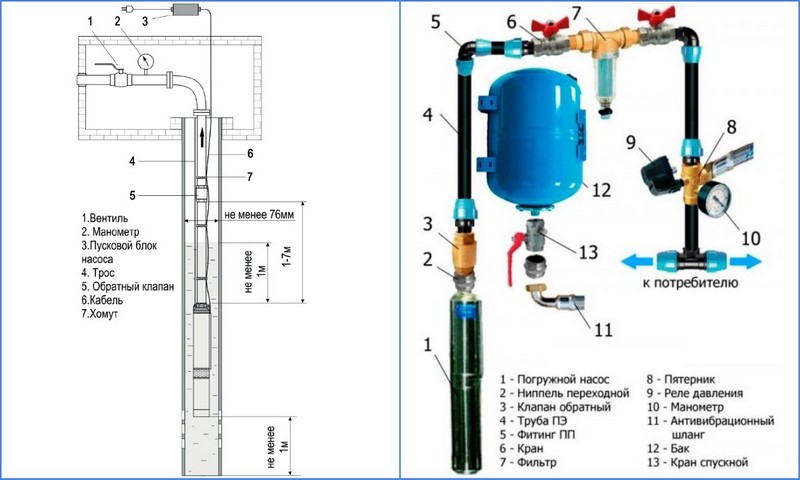 Выхода два: снять и почистить клапан или заменить на новый.
Выхода два: снять и почистить клапан или заменить на новый. Бак — не дешёвый, занимает место, у него может изнашиваться резиновая груша, которую нужно иногда менять. А это дополнительные расходы. Хоть частота включений и уменьшается. Принцип работы гидроаккумулятора:
Бак — не дешёвый, занимает место, у него может изнашиваться резиновая груша, которую нужно иногда менять. А это дополнительные расходы. Хоть частота включений и уменьшается. Принцип работы гидроаккумулятора:
 ivd.ru/document.xgi?id=8211 пишут, что частые включения изнашивают все детали, и в первую очередь электродвигатель.
ivd.ru/document.xgi?id=8211 пишут, что частые включения изнашивают все детали, и в первую очередь электродвигатель. Потолок — 1 раз в секунду. Минимальное значение из Википедии (https://ru.wikipedia.org/wiki/Контактор) для контактора — 30 раз в час, раз за две минуты.
Потолок — 1 раз в секунду. Минимальное значение из Википедии (https://ru.wikipedia.org/wiki/Контактор) для контактора — 30 раз в час, раз за две минуты. Но это лишь гипотеза, и в дешёвом китайском насосе может стоять хорошее китайское реле. А в дорогущем европейском насосе тоже может стоять это же самое китайское реле.
Но это лишь гипотеза, и в дешёвом китайском насосе может стоять хорошее китайское реле. А в дорогущем европейском насосе тоже может стоять это же самое китайское реле. д.
д. forumhouse.ru/threads/241278/:
forumhouse.ru/threads/241278/:

 Если ваш насос перестал работать после того, как вы отключили подачу воды, это может означать, что один из ваших сантехнических приборов требует слишком много воды.
Если ваш насос перестал работать после того, как вы отключили подачу воды, это может означать, что один из ваших сантехнических приборов требует слишком много воды. «Заливка насоса» означает, что всасывающая труба струйной системы всегда должна быть заполнена водой (заполнена), чтобы обеспечить достаточное всасывание для подачи воды из колодца в бытовую водопроводную сеть.
«Заливка насоса» означает, что всасывающая труба струйной системы всегда должна быть заполнена водой (заполнена), чтобы обеспечить достаточное всасывание для подачи воды из колодца в бытовую водопроводную сеть.

 Если скважинный насос имеет внутреннее механическое повреждение, он не поднимет давление воды до точки отключения управляющего выключателя, что заставит насос работать без остановок.
Если скважинный насос имеет внутреннее механическое повреждение, он не поднимет давление воды до точки отключения управляющего выключателя, что заставит насос работать без остановок.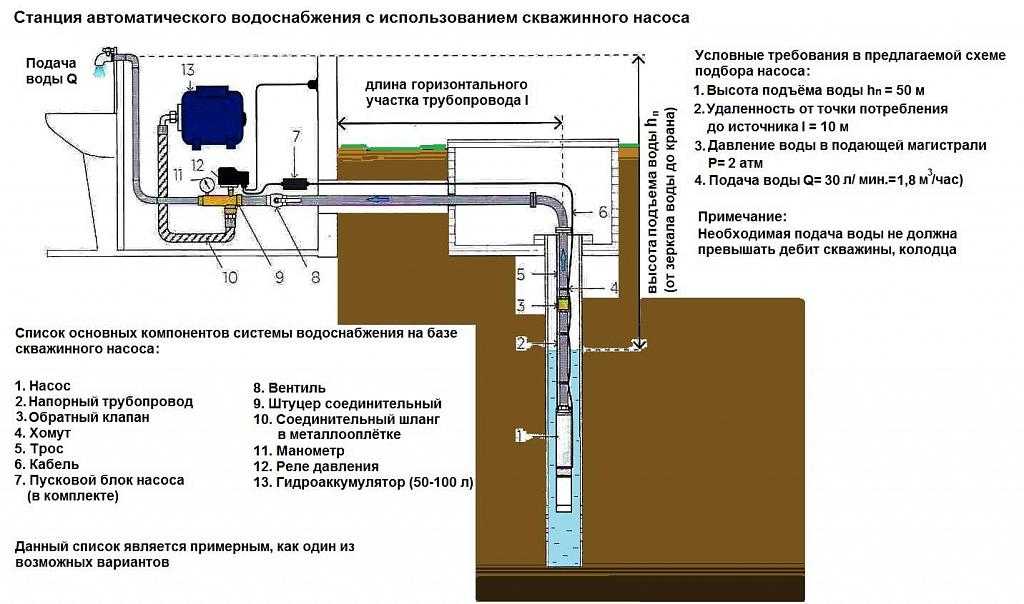
 В этой статье вы улучшите свои навыки поиска и устранения неисправностей скважинных насосов, обсуждая две причины, из-за которых ваш насос может работать без остановок.
В этой статье вы улучшите свои навыки поиска и устранения неисправностей скважинных насосов, обсуждая две причины, из-за которых ваш насос может работать без остановок. Ниже приведены некоторые преимущества сантехники премиум-класса. Одним из главных преимуществ является то, что игрокам онлайн-казино не придется раз в год менять установленный ими скважинный насос. Если у них возникла проблема с Well Pump, значит, у вас не хватило денег, чтобы купить качественный, который можно было выиграть в топовом онлайн-казино nz. Если у вас есть сомнения в надежности скважинного насоса, обратитесь к профессиональному сантехнику уже сегодня.
Ниже приведены некоторые преимущества сантехники премиум-класса. Одним из главных преимуществ является то, что игрокам онлайн-казино не придется раз в год менять установленный ими скважинный насос. Если у них возникла проблема с Well Pump, значит, у вас не хватило денег, чтобы купить качественный, который можно было выиграть в топовом онлайн-казино nz. Если у вас есть сомнения в надежности скважинного насоса, обратитесь к профессиональному сантехнику уже сегодня.
 Реле давления косвенно контролирует уровень воды в вашем резервуаре, регистрируя давление в резервуаре. Напорный бак может поддерживать достаточное давление, даже когда уровень воды падает. Однако со временем уровень воды упадет настолько, что начнет влиять на давление в резервуаре.
Реле давления косвенно контролирует уровень воды в вашем резервуаре, регистрируя давление в резервуаре. Напорный бак может поддерживать достаточное давление, даже когда уровень воды падает. Однако со временем уровень воды упадет настолько, что начнет влиять на давление в резервуаре.
 Если встретим на рынке опытного продавца, уже по этому размеру он поймет, что именно нам дать. А вот парни из поколения «менеджеров» могут что-нибудь перепутать. Поэтому лучше сразу перевести миллиметры в дюймы — ведь именно так маркируют металлическую трубу по стандарту. Кстати, в интернет-магазинах также проставлены дюймовые размеры.
Если встретим на рынке опытного продавца, уже по этому размеру он поймет, что именно нам дать. А вот парни из поколения «менеджеров» могут что-нибудь перепутать. Поэтому лучше сразу перевести миллиметры в дюймы — ведь именно так маркируют металлическую трубу по стандарту. Кстати, в интернет-магазинах также проставлены дюймовые размеры.
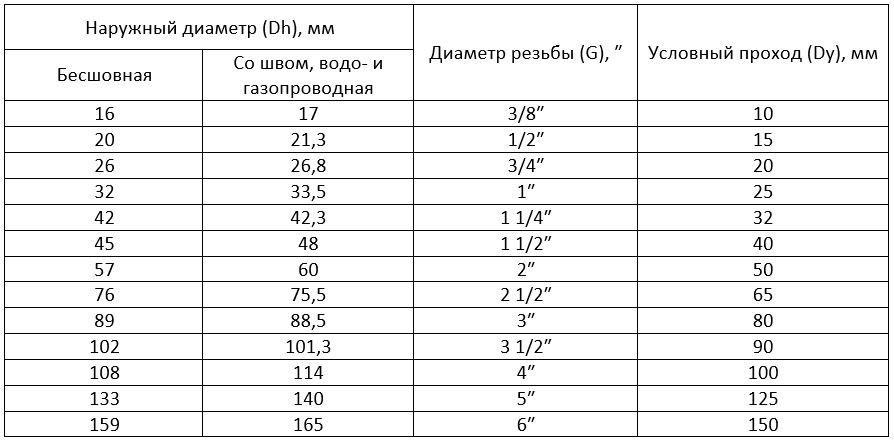 У нас есть старый водопроводный стояк 1 1/2″, который совсем прогнил. Решили заменить его на новый — полипропиленовый. А чтобы водопровод продолжал нормально функционировать, нам нужно сохранить прежний условный проход — не допустить заужения сечения. Какого размера взять полипропиленовые трубы?
У нас есть старый водопроводный стояк 1 1/2″, который совсем прогнил. Решили заменить его на новый — полипропиленовый. А чтобы водопровод продолжал нормально функционировать, нам нужно сохранить прежний условный проход — не допустить заужения сечения. Какого размера взять полипропиленовые трубы? Достаточно иметь под рукой три таблицы с размерами. Сохраняйте данную страницу в закладки, чтобы не потерять.
Достаточно иметь под рукой три таблицы с размерами. Сохраняйте данную страницу в закладки, чтобы не потерять. 10 м трубы,
10 м трубы, 1 м трубы,
1 м трубы, 1 м трубы,
1 м трубы, Ниже приведены несколько других факторов, которые отличают трубу от трубы.
Ниже приведены несколько других факторов, которые отличают трубу от трубы. Толщина трубы определяется калибровочным номером. Размер трубы будет поддерживать один и тот же внешний диаметр независимо от толщины стенки. Трубы также имеют более жесткие производственные допуски, чем трубы.
Толщина трубы определяется калибровочным номером. Размер трубы будет поддерживать один и тот же внешний диаметр независимо от толщины стенки. Трубы также имеют более жесткие производственные допуски, чем трубы. 840 ″
840 ″  154 ″
154 ″ 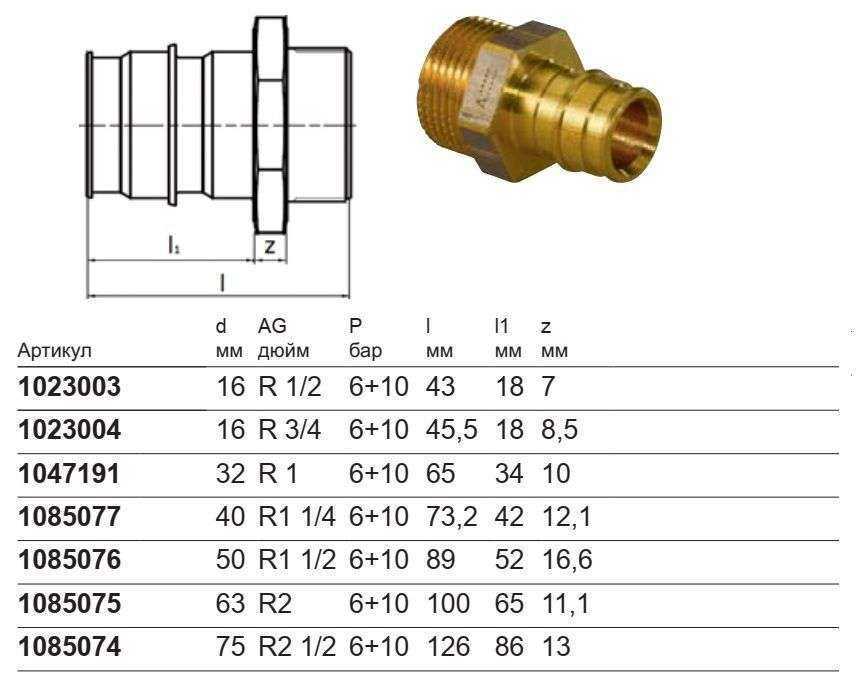 Из-за этого запутанного вопроса многие наши клиенты спрашивают нас: «Каков внешний диаметр трубы из ПВХ?» Если у вас есть тот же вопрос, на него можно ответить с помощью таблицы ниже. Продолжайте читать, чтобы узнать, почему внешний диаметр или «OD» трубы из ПВХ не совпадает с тем, что указано в названии.
Из-за этого запутанного вопроса многие наши клиенты спрашивают нас: «Каков внешний диаметр трубы из ПВХ?» Если у вас есть тот же вопрос, на него можно ответить с помощью таблицы ниже. Продолжайте читать, чтобы узнать, почему внешний диаметр или «OD» трубы из ПВХ не совпадает с тем, что указано в названии.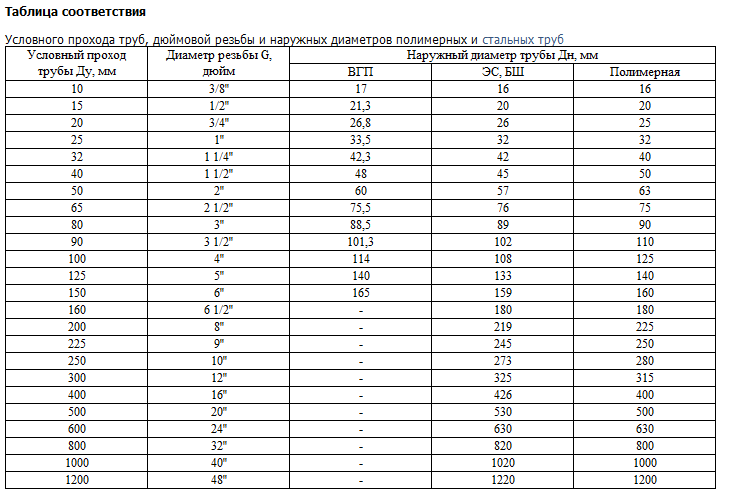 Как упоминалось ранее, наружный диаметр труб из ПВХ сортамента 40 и сортамента 80 всегда одинаков.
Как упоминалось ранее, наружный диаметр труб из ПВХ сортамента 40 и сортамента 80 всегда одинаков.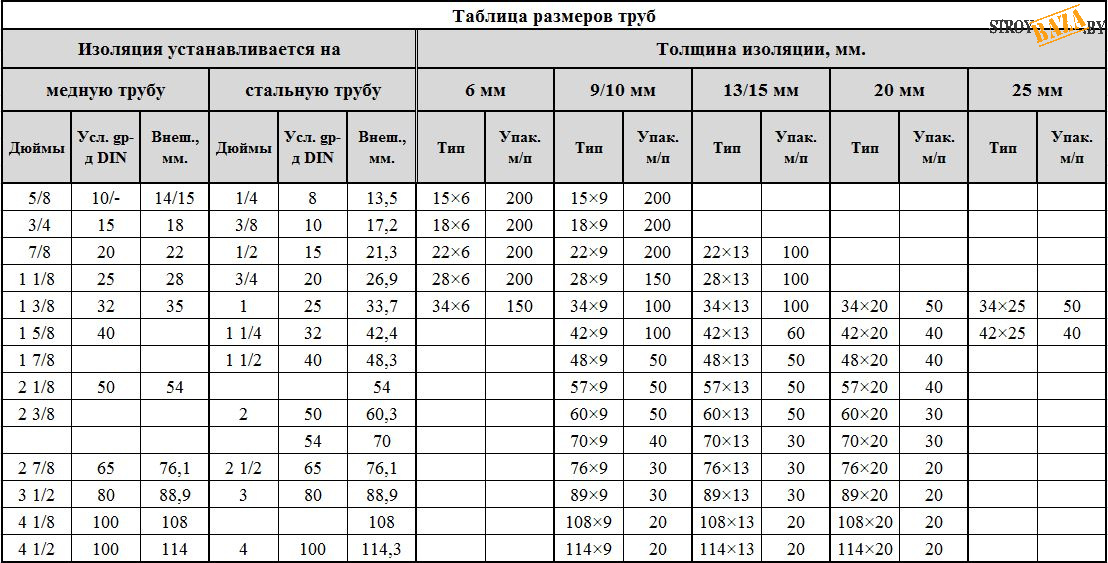
 5
5 5~0.7мПа
5~0.7мПа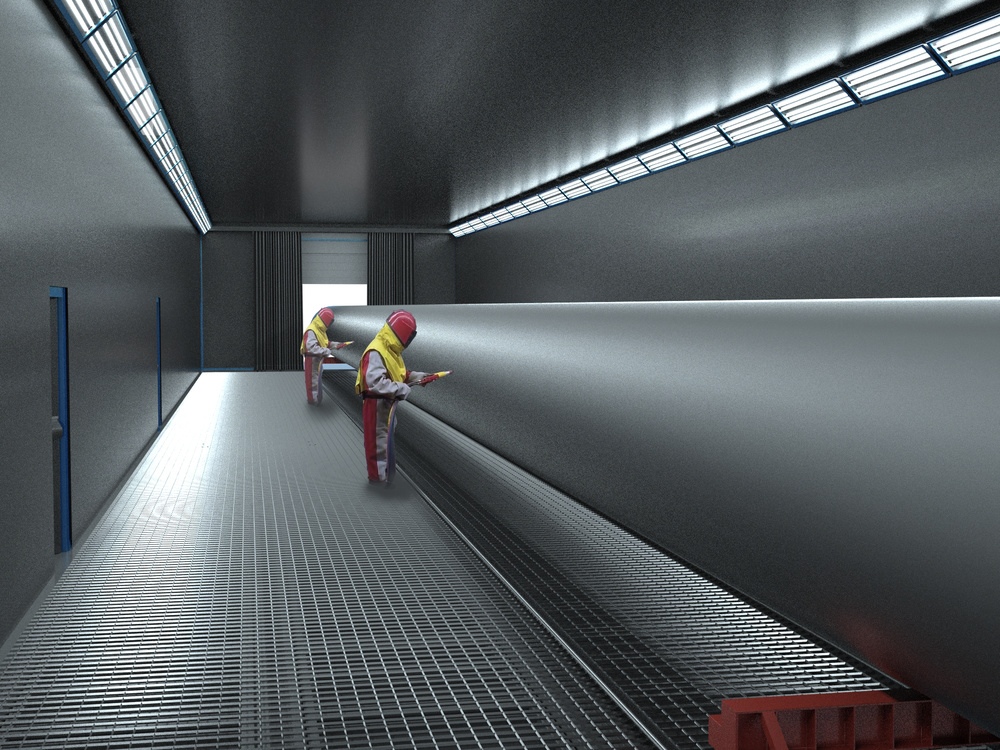
 Стальная или чугунная дробь вылетает на большой скорости из сопла дробеструйной машины и ударяется об обрабатываемую поверхность, вследствие чего образуется защитный слой с высоким сжимающим напряжением. Обрабатываемая деталь имеет хорошие антикоррозийные свойства, так как поверхность полностью очищается от ржавчины, окалины, остатков старых покрытий, масляных и других загрязнений. Обработка необходима перед покраской или нанесением на них защитного покрытия. В отличие от пескоструйной обработки, дробь лучше и быстрее очистит любую металлическую поверхность.
Стальная или чугунная дробь вылетает на большой скорости из сопла дробеструйной машины и ударяется об обрабатываемую поверхность, вследствие чего образуется защитный слой с высоким сжимающим напряжением. Обрабатываемая деталь имеет хорошие антикоррозийные свойства, так как поверхность полностью очищается от ржавчины, окалины, остатков старых покрытий, масляных и других загрязнений. Обработка необходима перед покраской или нанесением на них защитного покрытия. В отличие от пескоструйной обработки, дробь лучше и быстрее очистит любую металлическую поверхность.
 Дробеструйный метод очистки соответствует экологическим нормам благодаря тому, что в процессе обработки дробью пыль образуется в сравнительно малом количестве и полностью удаляется специальными очистительными системами.
Дробеструйный метод очистки соответствует экологическим нормам благодаря тому, что в процессе обработки дробью пыль образуется в сравнительно малом количестве и полностью удаляется специальными очистительными системами. Необитаемая дробеструйная камера идеально подходит для обработки небольших изделий. Принципиальным отличием от обитаемой камеры является то, что оператор находится за пределами камеры дробеструйной очистки и осуществляет контроль над рабочим процессом через специальное смотровое стекло.
Необитаемая дробеструйная камера идеально подходит для обработки небольших изделий. Принципиальным отличием от обитаемой камеры является то, что оператор находится за пределами камеры дробеструйной очистки и осуществляет контроль над рабочим процессом через специальное смотровое стекло.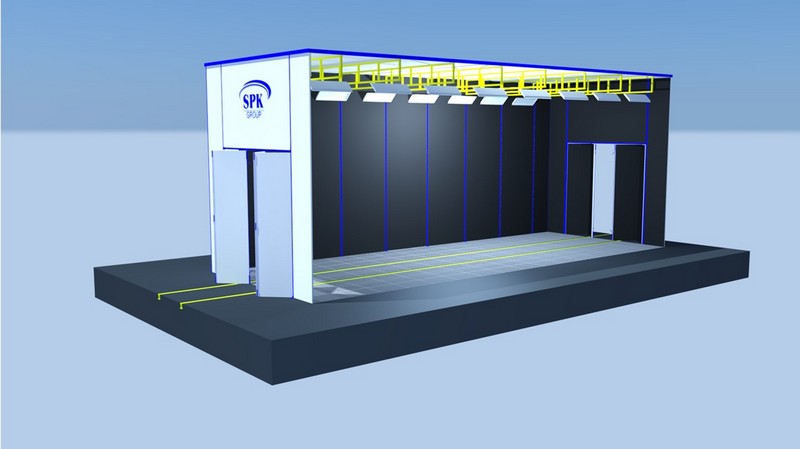 Подвесная дробеструйная камера оснащена специальным электродвигателем с крюком, осуществляющим подачу изделия вовнутрь. Электродвигатели подбираются в зависимости от требований заказчика к их грузоподъёмности. Манипулирование электродвигателем может осуществляться как с дистанционного, так и со стационарного пульта управления.
Подвесная дробеструйная камера оснащена специальным электродвигателем с крюком, осуществляющим подачу изделия вовнутрь. Электродвигатели подбираются в зависимости от требований заказчика к их грузоподъёмности. Манипулирование электродвигателем может осуществляться как с дистанционного, так и со стационарного пульта управления.
 Обработка внутренних поверхностей бойлеров в дробеструйных камерах отличается не только эффективностью, но и большей экологичностью (в сравнении с химической очисткой) в силу отсутствия кислот и осадка. В результате обработки внутренняя поверхность очищается от всех загрязнений и получает идеальную текстуру для дальнейшего покрытия эмалью. Такая обработка не приносит ущерба окружающей среде (в отличие от химической очистки), поэтому все больше производителей нагревателей предпочитают дробеструйный метод обработки.
Обработка внутренних поверхностей бойлеров в дробеструйных камерах отличается не только эффективностью, но и большей экологичностью (в сравнении с химической очисткой) в силу отсутствия кислот и осадка. В результате обработки внутренняя поверхность очищается от всех загрязнений и получает идеальную текстуру для дальнейшего покрытия эмалью. Такая обработка не приносит ущерба окружающей среде (в отличие от химической очистки), поэтому все больше производителей нагревателей предпочитают дробеструйный метод обработки. Так, при использовании разработанного нашей компанией эффективного метателя МП-200 расходуется 200 кг дроби за минуту.
Так, при использовании разработанного нашей компанией эффективного метателя МП-200 расходуется 200 кг дроби за минуту.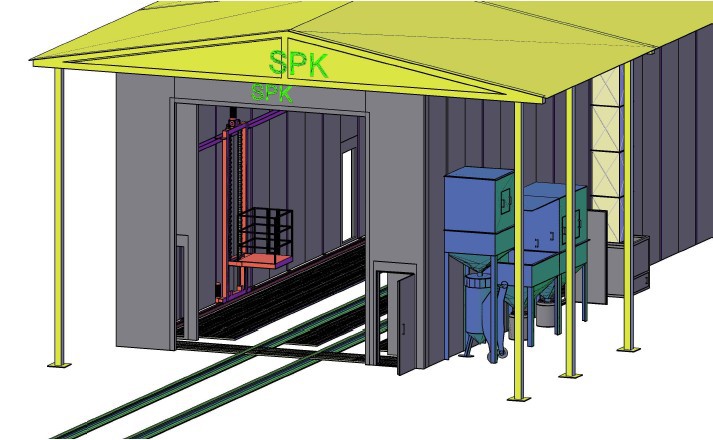 Возможна обработка деталей сложного профиля, находящихся в труднодоступных местах.
Возможна обработка деталей сложного профиля, находящихся в труднодоступных местах.
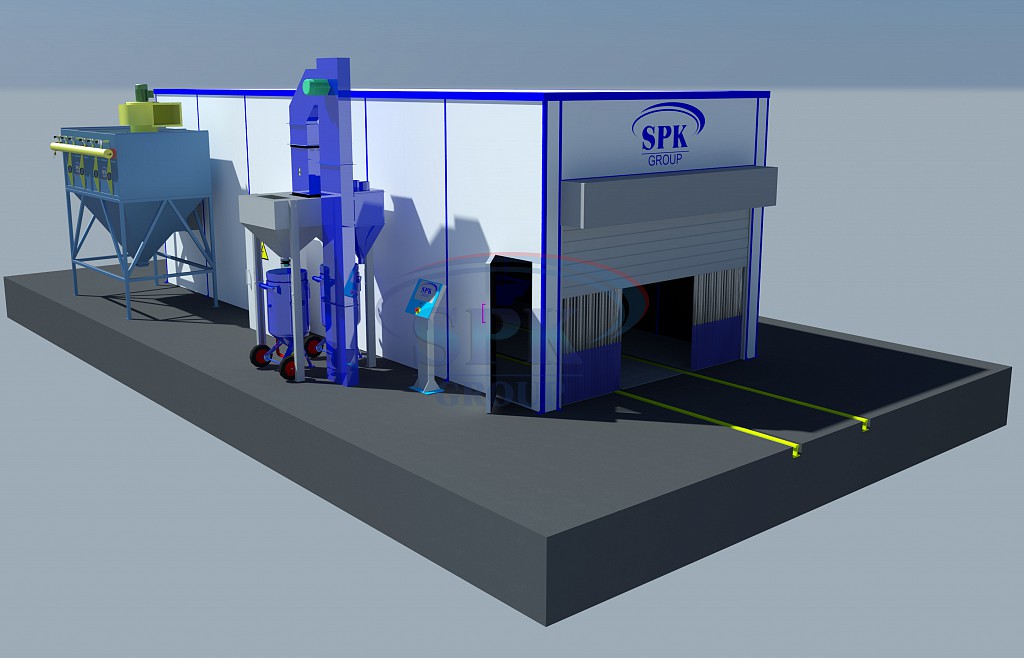
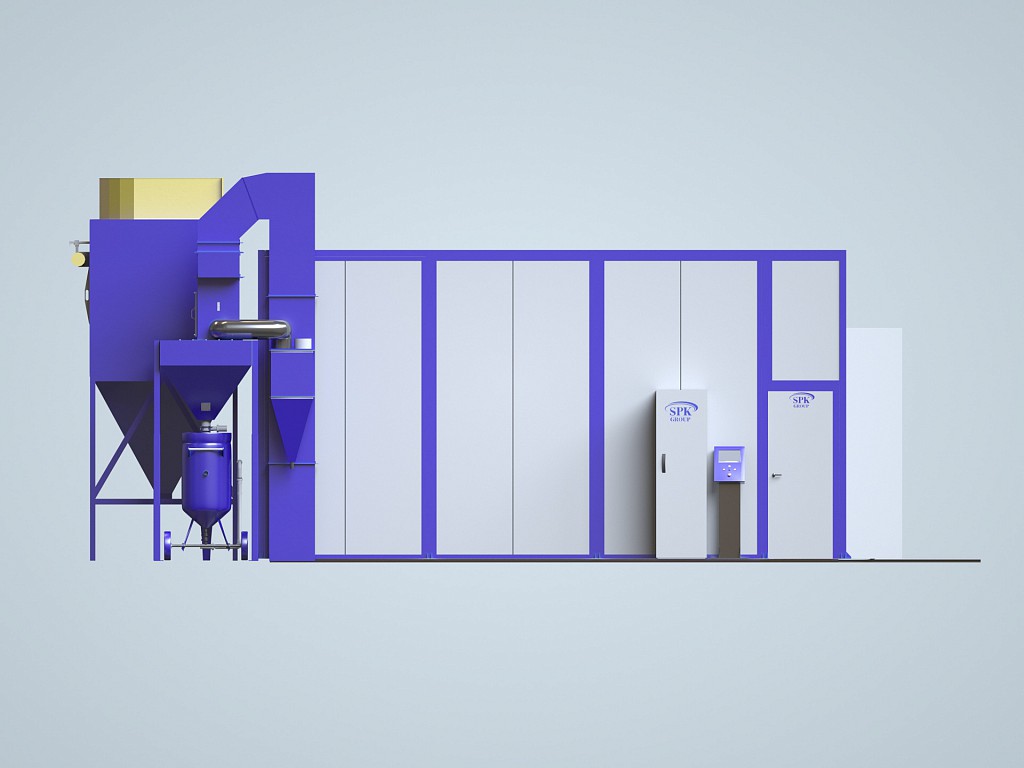

 В его основе белый чугун и цементит.
В его основе белый чугун и цементит.
 Пескоструйная обработка используется для придания шероховатости поверхностям для окраски, склеивания, термического напыления и нанесения покрытий, а также для удаления заусенцев и заусенцев с формованных изделий. Он также используется для обеспечения матовой обработки поверхности и травления.
Пескоструйная обработка используется для придания шероховатости поверхностям для окраски, склеивания, термического напыления и нанесения покрытий, а также для удаления заусенцев и заусенцев с формованных изделий. Он также используется для обеспечения матовой обработки поверхности и травления. Наша специальная линейка продуктов включает дробеструйные столы непрерывного действия и специальные шкафы, однокамерные машины и конвейерные установки.
Наша специальная линейка продуктов включает дробеструйные столы непрерывного действия и специальные шкафы, однокамерные машины и конвейерные установки.
 Это имеет большое значение при сварке цветных металлов, тонких листов металлов и некоторых марок специальных сталей. Оборудование для сварки на постоянном токе в 1,5 раза дороже оборудования для сварки на переменном токе.
Это имеет большое значение при сварке цветных металлов, тонких листов металлов и некоторых марок специальных сталей. Оборудование для сварки на постоянном токе в 1,5 раза дороже оборудования для сварки на переменном токе.
 Вес. Прочность пенькового каната.
Вес. Прочность пенькового каната.

 Размер капель плавящегося электрода при этом имеет диаметр больше сечения самого электрода. Процесс сварки в таком случае возможен только в вертикальном пространственном положении, так как сварочная ванна при таком переносе имеет большие размеры и её становится сложно контролировать.
Размер капель плавящегося электрода при этом имеет диаметр больше сечения самого электрода. Процесс сварки в таком случае возможен только в вертикальном пространственном положении, так как сварочная ванна при таком переносе имеет большие размеры и её становится сложно контролировать. Этот же тип переноса характерен для полуавтоматической сварки в среде защитного газа.
Этот же тип переноса характерен для полуавтоматической сварки в среде защитного газа. Высокие сварочные токи и малый диаметр сварочной проволоки делают необходимой большую скорость подачи проволоки в сварочную ванну, скорость сваривания при этом составляет 15-80 м/ч.
Высокие сварочные токи и малый диаметр сварочной проволоки делают необходимой большую скорость подачи проволоки в сварочную ванну, скорость сваривания при этом составляет 15-80 м/ч.
 Свариваемый металл зажимается в заземляющем зажиме. Электрод зажат в электрододержателе. Подходящий «ток» выбирается путем поворота маховичка выбора тока. Когда электрод вступает в контакт с металлом, образуется «электрическая дуга», выделяющая огромное количество тепла. Затем «сварщик» должен поддерживать небольшой зазор между электродом и металлом (ток продолжает течь через зазор, создавая высокие температуры). В этот момент и электрод, и металлическая поверхность расплавляются и сплавляются вместе, образуя сварное соединение. Это кажется простым процессом, но он требует профессионального обучения и часов практики.
Свариваемый металл зажимается в заземляющем зажиме. Электрод зажат в электрододержателе. Подходящий «ток» выбирается путем поворота маховичка выбора тока. Когда электрод вступает в контакт с металлом, образуется «электрическая дуга», выделяющая огромное количество тепла. Затем «сварщик» должен поддерживать небольшой зазор между электродом и металлом (ток продолжает течь через зазор, создавая высокие температуры). В этот момент и электрод, и металлическая поверхность расплавляются и сплавляются вместе, образуя сварное соединение. Это кажется простым процессом, но он требует профессионального обучения и часов практики.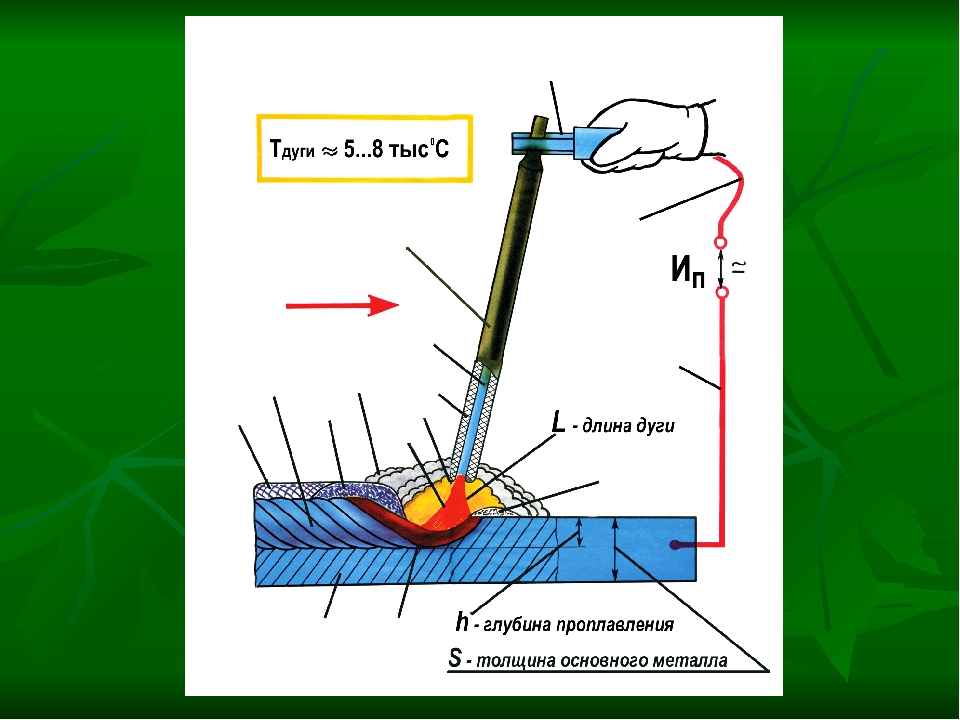 Сварочные шторы должны быть установлены вокруг зоны сварки, чтобы защитить людей, работающих в окружающем пространстве, от воздействия УФ-излучения дуги.
Сварочные шторы должны быть установлены вокруг зоны сварки, чтобы защитить людей, работающих в окружающем пространстве, от воздействия УФ-излучения дуги.
 Посещая наш сайт и используя наши формы, вы соглашаетесь с нашей политикой конфиденциальности.
Посещая наш сайт и используя наши формы, вы соглашаетесь с нашей политикой конфиденциальности. При включении источника питания электрод становится активным. При прикосновении стержня к основному металлу ток будет проходить через стержень и замыкать электрическую цепь. Когда стержень отводится назад, возникает электрическая дуга, необходимая для расплавления металла. Стержни часто предназначены для плавления во время процесса, чтобы добавить наполнитель в сварной шов.
При включении источника питания электрод становится активным. При прикосновении стержня к основному металлу ток будет проходить через стержень и замыкать электрическую цепь. Когда стержень отводится назад, возникает электрическая дуга, необходимая для расплавления металла. Стержни часто предназначены для плавления во время процесса, чтобы добавить наполнитель в сварной шов. Точно так же строительная отрасль обращается к дуговым сварщикам при строительстве зданий, мостов и других стальных конструкций, в то время как горнодобывающая, нефтегазовая и энергетическая отрасли также используют их навыки.
Точно так же строительная отрасль обращается к дуговым сварщикам при строительстве зданий, мостов и других стальных конструкций, в то время как горнодобывающая, нефтегазовая и энергетическая отрасли также используют их навыки.
 2мм / 1000мм
2мм / 1000мм









 com
com









 Однако выбор лучшего может быть проблемой.
Однако выбор лучшего может быть проблемой.








 Помимо прямой экономии, предприятие получает дополнительную экономию от отсутствия ремонтных работ, привлечения ремонтных бригад, потери производительности.
Помимо прямой экономии, предприятие получает дополнительную экономию от отсутствия ремонтных работ, привлечения ремонтных бригад, потери производительности..jpg?1429168978113)
 Износостойкие вставки из биметаллических листов собственного производства позволяют увеличить срок эксплуатации кожуха в 4 раза. Кожухи с износостойкими вставками не выходят из строя в течение 12 месяцев.
Износостойкие вставки из биметаллических листов собственного производства позволяют увеличить срок эксплуатации кожуха в 4 раза. Кожухи с износостойкими вставками не выходят из строя в течение 12 месяцев.

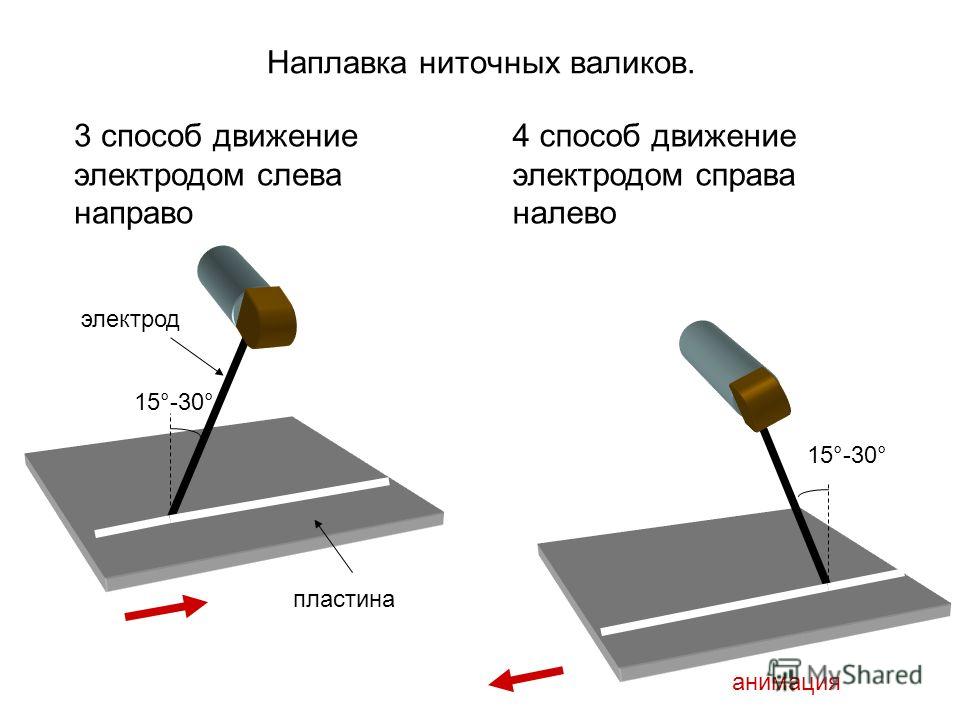 При применении порошковых самозащитных сварочных проволок использование защитного газа не обязательно.
При применении порошковых самозащитных сварочных проволок использование защитного газа не обязательно. Материалы выбираются в зависимости от марки стали, чаще Capilla 51 T и E-7018 со сваркой дополнительных накладок. Проушины – наплавка E-7018 и расточка на расточном комплексе WS-3. Гарантированная стойкость не менее 1 года.
Материалы выбираются в зависимости от марки стали, чаще Capilla 51 T и E-7018 со сваркой дополнительных накладок. Проушины – наплавка E-7018 и расточка на расточном комплексе WS-3. Гарантированная стойкость не менее 1 года. Обычно такие работы производятся на месте без демонтажа. Производится наплавка, а затем ручная шлифовка по шаблону в минусовом допуске. Стойкость – неограниченная при условии соблюдения правил эксплуатации.
Обычно такие работы производятся на месте без демонтажа. Производится наплавка, а затем ручная шлифовка по шаблону в минусовом допуске. Стойкость – неограниченная при условии соблюдения правил эксплуатации.
 Изготовление стальной втулки с последующей внутренней наплавкой медным сплавом. Материалы: сварочная проволока DT-CuAl8. После механической обработки толщина рабочего слоя составляет 4 мм. Стойкость примерно в 10 раз лучше, чем чистая бронза
Изготовление стальной втулки с последующей внутренней наплавкой медным сплавом. Материалы: сварочная проволока DT-CuAl8. После механической обработки толщина рабочего слоя составляет 4 мм. Стойкость примерно в 10 раз лучше, чем чистая бронза
 Износостойкость наплавленных бил в 1,5-2 раза выше износостойкости литых бил из высокомарганцевой стали 110Г13.Возможно неоднократное восстановление изношенных бил повторной наплавкой.
Износостойкость наплавленных бил в 1,5-2 раза выше износостойкости литых бил из высокомарганцевой стали 110Г13.Возможно неоднократное восстановление изношенных бил повторной наплавкой.  Материалы: электроды E-7018, для бронирования электроды Capilla 54 W. Стойкость 1 год.
Материалы: электроды E-7018, для бронирования электроды Capilla 54 W. Стойкость 1 год. Что касается ремонта изделий из чугунов вообще, то стойкость нельзя ни прогнозировать, ни гарантировать. Бывает отремонтированный узел или деталь работает 1 месяц, а бывает – 10 лет.
Что касается ремонта изделий из чугунов вообще, то стойкость нельзя ни прогнозировать, ни гарантировать. Бывает отремонтированный узел или деталь работает 1 месяц, а бывает – 10 лет. Здесь, в Armor Courts, мы никогда не упускаем из виду нашу честность и гордимся своей устойчивой трудовой этикой. Наша трудолюбивая команда профессионалов сделала Armor Courts самой желанной компанией по спортивному покрытию во Флориде!
Здесь, в Armor Courts, мы никогда не упускаем из виду нашу честность и гордимся своей устойчивой трудовой этикой. Наша трудолюбивая команда профессионалов сделала Armor Courts самой желанной компанией по спортивному покрытию во Флориде!  Внутри вы найдете все, что вам нужно знать, чтобы сделать ваш проект с твердым покрытием успешным.
Внутри вы найдете все, что вам нужно знать, чтобы сделать ваш проект с твердым покрытием успешным. Здесь, в Armor Courts, мы никогда не упускаем из виду нашу честность и гордимся своей устойчивой трудовой этикой. Наша трудолюбивая команда профессионалов сделала Armor Courts самой желанной компанией по спортивным покрытиям во Флориде!
Здесь, в Armor Courts, мы никогда не упускаем из виду нашу честность и гордимся своей устойчивой трудовой этикой. Наша трудолюбивая команда профессионалов сделала Armor Courts самой желанной компанией по спортивным покрытиям во Флориде! Выберите один из 14 стандартных цветов корта.
Выберите один из 14 стандартных цветов корта. Мы предлагаем широкий выбор универсальных плиток ADA, которые можно легко установить в любом месте, где они могут потребоваться, потому что мы заботимся о том, чтобы сделать каждую область доступной для слабовидящих. Выберите плитку брони ® для предупреждающих знаков ADA и тактильной напольной плитки, которые являются ведущими в отрасли по ударопрочности и износостойкости, стойкости к атмосферным воздействиям, горению и химическому воздействию, обнаруживаемости и сопротивлению скольжению.
Мы предлагаем широкий выбор универсальных плиток ADA, которые можно легко установить в любом месте, где они могут потребоваться, потому что мы заботимся о том, чтобы сделать каждую область доступной для слабовидящих. Выберите плитку брони ® для предупреждающих знаков ADA и тактильной напольной плитки, которые являются ведущими в отрасли по ударопрочности и износостойкости, стойкости к атмосферным воздействиям, горению и химическому воздействию, обнаруживаемости и сопротивлению скольжению. Наши решения ADA также можно легко обрезать, чтобы они соответствовали наклонным и радиусным пандусам, и доступны в десяти стандартных цветах, доступных с идентификацией федерального цвета.
Наши решения ADA также можно легко обрезать, чтобы они соответствовали наклонным и радиусным пандусам, и доступны в десяти стандартных цветах, доступных с идентификацией федерального цвета.
 Инновационный дизайн этой плитки ADA позволяет быстро и легко заменять ее при необходимости, поэтому вы можете последовательно предоставлять надежные тактильные предупреждения для слабовидящих. Плитка Armor-Tile ® ADA занимает лидирующие позиции в отрасли по долговечности, атмосферостойкости и износостойкости, что делает ее идеальным продуктом, превышающим требования ADA. На наши обнаруживаемые предупреждающие плитки ADA предоставляется 5-летняя гарантия.
Инновационный дизайн этой плитки ADA позволяет быстро и легко заменять ее при необходимости, поэтому вы можете последовательно предоставлять надежные тактильные предупреждения для слабовидящих. Плитка Armor-Tile ® ADA занимает лидирующие позиции в отрасли по долговечности, атмосферостойкости и износостойкости, что делает ее идеальным продуктом, превышающим требования ADA. На наши обнаруживаемые предупреждающие плитки ADA предоставляется 5-летняя гарантия. Эта инновационная комбинация твердого, как алмаз, стекловидного полимера и высокопрочного полимерного бетона позволила нашей плитке Modular Paver стать лидером отрасли с точки зрения долговечности, атмосферостойкости и износостойкости. Укладка нашей плитки Modular Paver очень проста, так как ее можно укладывать на растворную подушку, в драйпак или на тележку, уложенную на уплотненную засыпку. Плитку ADA также можно укладывать в самых разных местах, поскольку плитку можно легко разрезать, чтобы она соответствовала угловым и радиусным пандусам.
Эта инновационная комбинация твердого, как алмаз, стекловидного полимера и высокопрочного полимерного бетона позволила нашей плитке Modular Paver стать лидером отрасли с точки зрения долговечности, атмосферостойкости и износостойкости. Укладка нашей плитки Modular Paver очень проста, так как ее можно укладывать на растворную подушку, в драйпак или на тележку, уложенную на уплотненную засыпку. Плитку ADA также можно укладывать в самых разных местах, поскольку плитку можно легко разрезать, чтобы она соответствовала угловым и радиусным пандусам. В целом, наш модульный асфальтоукладчик является идеальным продуктом для асфальтоукладчика с возможностью обнаружения для широкого спектра применений, включая бордюрные пандусы ADA, транзитные платформы, многомодульные транзитные станции, пешеходные переходы и многое другое.
В целом, наш модульный асфальтоукладчик является идеальным продуктом для асфальтоукладчика с возможностью обнаружения для широкого спектра применений, включая бордюрные пандусы ADA, транзитные платформы, многомодульные транзитные станции, пешеходные переходы и многое другое.
 Они также могут быть применены к любому приложению, которое вы имеете в виду, включая бордюрные пандусы ADA, автомобильные проезды, парковки, транзитные платформы и многое другое!
Они также могут быть применены к любому приложению, которое вы имеете в виду, включая бордюрные пандусы ADA, автомобильные проезды, парковки, транзитные платформы и многое другое! уровень. Наши асфальтоукладчики с обнаруживаемым предупреждением также невероятно универсальны, поэтому их можно легко установить в любой области, где требуются усеченные купола, потому что мы заботимся о том, чтобы сделать каждую область доступной. Мы разработали наши плитки с усеченным куполом, чтобы они служили четкими и четкими предупреждениями для людей с нарушениями зрения, чтобы они могли безопасно ходить по вашему объекту и быть своевременно предупреждены об изменениях высоты и потенциальных опасностях. Мы поставили безопасность и удобство во главу угла нашей плитки с усеченным куполом, и в результате появилась серия обнаруживаемых систем предупреждения, которые превосходят остальные в отрасли. Каждая производимая нами система тактильного мощения соответствует требованиям ADA и Строительного кодекса штата Калифорния, раздел 24.
уровень. Наши асфальтоукладчики с обнаруживаемым предупреждением также невероятно универсальны, поэтому их можно легко установить в любой области, где требуются усеченные купола, потому что мы заботимся о том, чтобы сделать каждую область доступной. Мы разработали наши плитки с усеченным куполом, чтобы они служили четкими и четкими предупреждениями для людей с нарушениями зрения, чтобы они могли безопасно ходить по вашему объекту и быть своевременно предупреждены об изменениях высоты и потенциальных опасностях. Мы поставили безопасность и удобство во главу угла нашей плитки с усеченным куполом, и в результате появилась серия обнаруживаемых систем предупреждения, которые превосходят остальные в отрасли. Каждая производимая нами система тактильного мощения соответствует требованиям ADA и Строительного кодекса штата Калифорния, раздел 24. Armor-Tile ® воплощает в себе тщательную инженерию и интеллектуальный дизайн, чтобы продолжать делать наш мир более доступным.
Armor-Tile ® воплощает в себе тщательную инженерию и интеллектуальный дизайн, чтобы продолжать делать наш мир более доступным. Поверхность также должна иметь значительный визуальный эффект, что легко сделать, создав цвет плитки ADA, чтобы он значительно контрастировал с окружающей бетонной поверхностью. Каждая плитка брони 9Дизайн 0277 ® доступен в различных цветах, которые обеспечат резкий контраст с областью вашего проекта, независимо от окружающих цветов. Мы разработали каждую плитку Armor-Tile ® ADA и решение ADA, чтобы обеспечить долгосрочное, высокоэффективное руководство для слабовидящих и пережить интенсивное пешеходное движение.
Поверхность также должна иметь значительный визуальный эффект, что легко сделать, создав цвет плитки ADA, чтобы он значительно контрастировал с окружающей бетонной поверхностью. Каждая плитка брони 9Дизайн 0277 ® доступен в различных цветах, которые обеспечат резкий контраст с областью вашего проекта, независимо от окружающих цветов. Мы разработали каждую плитку Armor-Tile ® ADA и решение ADA, чтобы обеспечить долгосрочное, высокоэффективное руководство для слабовидящих и пережить интенсивное пешеходное движение. Броня-Плитка 9Усеченные купола 0277 ® и обнаруживаемые направляющие плиты тщательно тестируются для обеспечения их качества, включая AAHSTO HS20-44, а также различные тесты ASTM D и тесты бетона ASTM. Наши усеченные купола также индивидуально тестируются на износ. Мы устанавливаем стандарты долговечности и обнаруживаемости в тактильных системах оповещения.
Броня-Плитка 9Усеченные купола 0277 ® и обнаруживаемые направляющие плиты тщательно тестируются для обеспечения их качества, включая AAHSTO HS20-44, а также различные тесты ASTM D и тесты бетона ASTM. Наши усеченные купола также индивидуально тестируются на износ. Мы устанавливаем стандарты долговечности и обнаруживаемости в тактильных системах оповещения.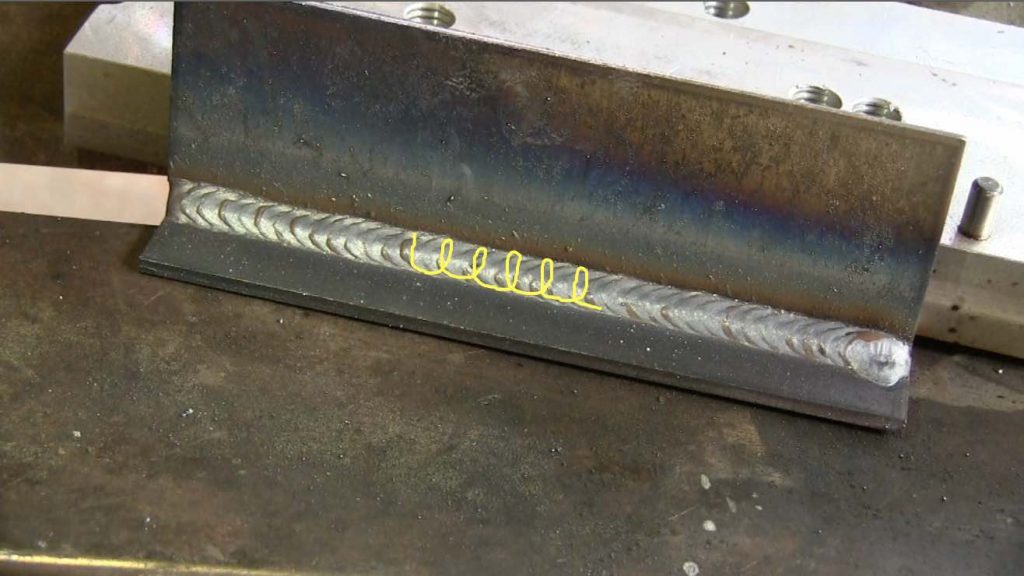 Броня-Плитка 9Плитку ADA 0277 ® можно найти в частных и общественных местах по всему миру, но обычно она применяется на бордюрных пандусах ADA, транзитных платформах, пешеходных переходах, парковках и проездах для транспортных средств.
Броня-Плитка 9Плитку ADA 0277 ® можно найти в частных и общественных местах по всему миру, но обычно она применяется на бордюрных пандусах ADA, транзитных платформах, пешеходных переходах, парковках и проездах для транспортных средств.


 5 мм
5 мм
 reviews-tab’)
reviews-tab’)
 5x610Z
5x610Z
 Уверенный гиб стального листа до 1 мм на полную длину листогиба.Мин. полка отбортовки — 5 мм, раскрытие листогиба — 110 мм. Вес станка -390…
Уверенный гиб стального листа до 1 мм на полную длину листогиба.Мин. полка отбортовки — 5 мм, раскрытие листогиба — 110 мм. Вес станка -390… ..
.. Листогиб предназначен для работы в цеху при изготовлении доборных элементов кровли, комплектующих…
Листогиб предназначен для работы в цеху при изготовлении доборных элементов кровли, комплектующих… 05.2021
05.2021 Мобильное оборудование, с помощью которого осуществляется гибка…
Мобильное оборудование, с помощью которого осуществляется гибка… 7 мм….
7 мм…. См. номер детали и описание.
См. номер детали и описание. )
) 20
20 США
США
 Эта матрица работает только с нашим сверхмощным гибочным станком модели 2600. У нас возможность добавления складчатых полостей к другим радиусным штампам, подходящим для вашей конкретной модели.Для получения дополнительной информации, пожалуйста, свяжитесь с нами.
Эта матрица работает только с нашим сверхмощным гибочным станком модели 2600. У нас возможность добавления складчатых полостей к другим радиусным штампам, подходящим для вашей конкретной модели.Для получения дополнительной информации, пожалуйста, свяжитесь с нами.
 д. Но если стоит цель заработать больше, то придется выйти из дома и отправиться на поиски этого цветного металла.
д. Но если стоит цель заработать больше, то придется выйти из дома и отправиться на поиски этого цветного металла. Помните, что сбор цветмета должен проводиться в соответствии с действующим законодательством, иначе вам грозит штраф.
Помните, что сбор цветмета должен проводиться в соответствии с действующим законодательством, иначе вам грозит штраф. Основными источниками алюминия среди хозяйственной утвари являются:
Основными источниками алюминия среди хозяйственной утвари являются: Высокое содержание метала находится в силовых кабелях большого сечения и сигнальных ретрансляторах. Также алюминий можно найти при разборке различных гаджетов: компьютеров, радиоприемников или планшетов в составе корпуса или элементов электрогарнитуры;
Высокое содержание метала находится в силовых кабелях большого сечения и сигнальных ретрансляторах. Также алюминий можно найти при разборке различных гаджетов: компьютеров, радиоприемников или планшетов в составе корпуса или элементов электрогарнитуры; 5 кВт;
5 кВт;
 Итак, узнайте, где найти алюминий в этом посте.
Итак, узнайте, где найти алюминий в этом посте. По мере продвижения обратите внимание, почему вы найдете алюминий в этих различных областях, основываясь на его уникальных свойствах.
По мере продвижения обратите внимание, почему вы найдете алюминий в этих различных областях, основываясь на его уникальных свойствах. Таким образом, они используют его для каркасов, крыш, сайдинга, стен, дверных ручек и кондиционеров. Почему? Потому что это снижает затраты. Это делает коммерческие строительные площадки отличным местом для поиска алюминиевого лома.
Таким образом, они используют его для каркасов, крыш, сайдинга, стен, дверных ручек и кондиционеров. Почему? Потому что это снижает затраты. Это делает коммерческие строительные площадки отличным местом для поиска алюминиевого лома.

 Так легко быть коллекционером алюминиевых банок. Переработка алюминиевых банок является наиболее важной функцией нашей дробилки металла. Дробилка может перерабатывать банки в гранулы, при этом полностью удаляя краску. Конечно, вы можете использовать наш пресс-подборщик для изготовления квадратных, круглых или восьмиугольных тюков.
Так легко быть коллекционером алюминиевых банок. Переработка алюминиевых банок является наиболее важной функцией нашей дробилки металла. Дробилка может перерабатывать банки в гранулы, при этом полностью удаляя краску. Конечно, вы можете использовать наш пресс-подборщик для изготовления квадратных, круглых или восьмиугольных тюков.

 Достижение баланса характеристик – процесс сложный и неочевидный для непосвящённых. Каждый производитель достигает его по-своему.
Достижение баланса характеристик – процесс сложный и неочевидный для непосвящённых. Каждый производитель достигает его по-своему.  03
03 4
4 45-055
45-055 55-0.6
55-0.6 75
75 2
2 7-0.8
7-0.8 2-0.4
2-0.4 05
05 5
5 1
1 Это твёрдая сталь. Если углерода в сплаве будет больше 2,14 % получится не сталь, а чугун.
Это твёрдая сталь. Если углерода в сплаве будет больше 2,14 % получится не сталь, а чугун.
 Для неё характерна высокая сопротивляемость коррозии. Сталь эта — мягкая, потому острота заточки удерживается 420-й недолго. Но и затачивается такой нож очень легко, даже без наличия специальных средств.
Для неё характерна высокая сопротивляемость коррозии. Сталь эта — мягкая, потому острота заточки удерживается 420-й недолго. Но и затачивается такой нож очень легко, даже без наличия специальных средств.
 е отсутствие примесей, что положительно сказывается как на коррозионной стойкости так и на прочности изделий из неё изготовленных. Именно этим удачным сочетанием параметров и славится 12С27.
е отсутствие примесей, что положительно сказывается как на коррозионной стойкости так и на прочности изделий из неё изготовленных. Именно этим удачным сочетанием параметров и славится 12С27. При этом, их цена всё ещё остаётся достаточно демократичной, чтобы оставаться доступной для достаточно широкого круга потребителей. Наш магазин – удачное место для того, чтобы купить качественные ножи 14C28 в Украине. Благодаря нашим отношениям с поставщиками для вас это будет совершенно не дорого.
При этом, их цена всё ещё остаётся достаточно демократичной, чтобы оставаться доступной для достаточно широкого круга потребителей. Наш магазин – удачное место для того, чтобы купить качественные ножи 14C28 в Украине. Благодаря нашим отношениям с поставщиками для вас это будет совершенно не дорого. 65% углерода), 440В (AUS-8.75% углерода) и 440C (AUS-10, 1,1% углерода).
65% углерода), 440В (AUS-8.75% углерода) и 440C (AUS-10, 1,1% углерода). Считается одной из лучших ножевых сталей в мире. Прекрасно сочетает в себе прочность, ударную вязкость, стойкость к коррозии и механическому износу. Применяется при производстве ножей, хирургических и промышленных режущих инструментов высшего класса. Фактически, обладает лишь одним недостатком – достаточно высокой ценой.
Считается одной из лучших ножевых сталей в мире. Прекрасно сочетает в себе прочность, ударную вязкость, стойкость к коррозии и механическому износу. Применяется при производстве ножей, хирургических и промышленных режущих инструментов высшего класса. Фактически, обладает лишь одним недостатком – достаточно высокой ценой. Вдобавок, для D2 характерна высокая прочность, благодаря чему острота режущей кромки у клинка из этой стали держится довольно долго.
Вдобавок, для D2 характерна высокая прочность, благодаря чему острота режущей кромки у клинка из этой стали держится довольно долго. Старая шведская поговорка «не то хорошо, что хорошо, а то, что к чему подходит» очень хорошо описывает особенности подобного выбора. Например, нож для дайвера – совсем не то же самое, что джентльменский пиджачник. Их ждёт совершенно разная жизнь, совершенно различные условия работы. Столь же разные требования будут и к ножу для коллекционера и ножу для повседневной элементарной работы типа вскрытия упаковок.
Старая шведская поговорка «не то хорошо, что хорошо, а то, что к чему подходит» очень хорошо описывает особенности подобного выбора. Например, нож для дайвера – совсем не то же самое, что джентльменский пиджачник. Их ждёт совершенно разная жизнь, совершенно различные условия работы. Столь же разные требования будут и к ножу для коллекционера и ножу для повседневной элементарной работы типа вскрытия упаковок. Срезы получаются гладкими, чистыми, да и работать с таким инструментом куда легче! Перепробовав разные варианты исходного материала для изготовления инструмента для работы по дереву, от скальпелей до бритв, я остановился на фрезах по металлу.
Срезы получаются гладкими, чистыми, да и работать с таким инструментом куда легче! Перепробовав разные варианты исходного материала для изготовления инструмента для работы по дереву, от скальпелей до бритв, я остановился на фрезах по металлу. Для этого берем реечки из прочной породы дерева. В одной части рисуем контур ножа, другая как накладка.
Для этого берем реечки из прочной породы дерева. В одной части рисуем контур ножа, другая как накладка. Под этим термином подразумевался тонкий, продвигаемый руками, без использования киянки, инструмент. В Россию этот термин пришел, предположительно, при Петре I и означал приспособление, которое сейчас попадает под определение «долото», т.е. предмет для долбления.
Под этим термином подразумевался тонкий, продвигаемый руками, без использования киянки, инструмент. В Россию этот термин пришел, предположительно, при Петре I и означал приспособление, которое сейчас попадает под определение «долото», т.е. предмет для долбления. Как сделать стамеску с закругленной режущей кромкой, станет понятно, если взглянуть на трубу. Придется резать закаленный металл, а поэтому, пользуясь болгаркой, необходимо помнить, что при большой скорости и непрерывной резке может произойти отпуск металла, так что нельзя допускать перегрева заготовки.
Как сделать стамеску с закругленной режущей кромкой, станет понятно, если взглянуть на трубу. Придется резать закаленный металл, а поэтому, пользуясь болгаркой, необходимо помнить, что при большой скорости и непрерывной резке может произойти отпуск металла, так что нельзя допускать перегрева заготовки.
 Рабочая часть должна двигаться в двух направлениях относительно деревянной основы. Придавливая можно получить прямой, а главное, гладкий срез.
Рабочая часть должна двигаться в двух направлениях относительно деревянной основы. Придавливая можно получить прямой, а главное, гладкий срез.
 На обычном камне работа будет протекать около 20 минут.
На обычном камне работа будет протекать около 20 минут. Сейчас нашлось и более широкое применение, однако комплекты посуды и ложек с хохломской росписью до сих пор популярны.
Сейчас нашлось и более широкое применение, однако комплекты посуды и ложек с хохломской росписью до сих пор популярны.

 Имеет значение длина стамески: оптимально – 10-15 см.
Имеет значение длина стамески: оптимально – 10-15 см.

 Нажмите этот бизнес
Нажмите этот бизнес rapidsteel.us
rapidsteel.us
 youtube.com/embed/-EkaLMdC_nQ?autoplay=0&rel=0&controls=0&loop=1&modestbranding=0&playsinline=1&showinfo=0&playlist=-EkaLMdC_nQ» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
youtube.com/embed/-EkaLMdC_nQ?autoplay=0&rel=0&controls=0&loop=1&modestbranding=0&playsinline=1&showinfo=0&playlist=-EkaLMdC_nQ» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>  com для получения дополнительной информации.
com для получения дополнительной информации.