Дюбель для газобетона: металлический, нейлоновый, химический
Пористые бетоны выделяются сильной хрупкостью и неспособностью удерживать гвозди или шурупы. Поэтому рекомендуется использовать дюбель для газобетона, способствующий лучшей фиксации крепления. Эти средства на строительном рынке представлены отечественными и зарубежными производителями. Материал для их изготовления выбирают пластиковый или металлический. От качества и производителя зависит цена изделия.
Содержание
Особенности крепления к газобетону
Виды крепежей
Химический анкер
Пластиковые
Полиэтиленовые
Нейлоновый вид
Универсальные
Фасадные крепежи
Металлический дюбель
Какой выбрать?
Как применять?
Особенности крепления к газобетону
Ячеистые виды бетонов известны своей хрупкостью. Большое количество пор увеличивает теплоизоляцию стен из газобетона, но закрепление на такой конструкции элементов мебели или металлических частей гипсокартонного крепления становится невозможным. Эту проблему удается решить с помощью дюбеля. В просверленную дрелью дырку вставляется такое крепежное изделие. В дюбель вкручивается шуруп, способствующий расширению втулки. Благодаря этому создается надежный крепеж для газобетонных блоков.
Особый принцип работы крепежа дает возможность надежно зафиксировать его в стене.
Виды крепежей
Химический анкер
Одним из популярных и надежных креплений для газобетона являются эти средства. Анкера представляют собой капсулу с химическим клеящим составом, который и выступает в роли закрепителя. К основным преимуществам этих материалов относятся такие:
продолжительный срок службы;
стойкость к воздействию низких температурных режимов;
способность выдерживать нагрузки в 400 кг и более;
экологическая чистота химических соединений;
возможность применения на других стройматериалах.
На застывание такого типа крепежа нужно выделять время, поскольку иначе он не будет держать, как надо.
Особенностью таких крепежных изделий является необходимость обеспечения специальных инструментов для их закрепления и придерживания точной технологии. Для застывания химических анкеров понадобится дополнительное время, поэтому необходимо спланировать работу таким образом, чтобы не было простоя. Высокая цена изделий оправдывается прочностью крепления, которую они обеспечивают.
Пластиковые
Полиэтиленовые
Изделия из пластика выделяются дешевизной, поэтому при необходимости закрепить объекты с малой нагрузкой на крепеж выбирают именно эти запчасти. Одним из видов пластиковых дюбелей является полиэтиленовый или полипропиленовый. С помощью этих деталей крепятся негабаритные части интерьера внутри дома или оконные и дверные рамы. Эти изделия лучше всего использовать при закреплении деталей, измеряемых погонными метрами, например, плинтуса. Так как шуруп, вкручиваемый в дюбель, на кончике имеет конусообразную форму, то гвоздь выбирают длиннее, чем пластиковая запчасть.
Для такого изделия шурупы должны иметь большую длину, чем они сами.
Основным достоинством изделий из пластика является устойчивость к коррозии, поэтому их чаще применяют в местах с повышенной влажностью и на улице.
Нейлоновый вид
Кроме полиэтилена, для изготовления дюбеля используется нейлон. Нейлоновый дюбель для газобетона более прочный и способен выдерживать нагрузки побольше. Изделия имеют спиралевидную форму, поэтому отлично подходят для пенобетона и газобетона. Одной из разновидностей нейлонового материала является рамный дюбель. Он предназначен для закрепления оконных рам и дверных проемов. Эти изделия имеют спиралевидную форму с тарельчатой конструкцией винта. Такой внешний вид гарантирует надежную фиксацию к пористой структуре пеноблоков. Самыми популярными являются крепежи торговых марок Sormat или Fischer GB.
Дверные проемы могут быть зафиксированы с помощью рамного крепежа.
Универсальные
Этот вид дюбеля подходит не только для пористых видов бетона. Конструкция представляет собой конусообразное изделие, разделенное на 3 секции, каждая из которых имеет зазубрины. Кроме этого, универсальные дюбели из пластика, предназначенные для газобетона, оснащены бортиками. Пластичность изделий позволяет делать монтаж и крепление несложных элементов.
Фасадные крепежи
Для закрепления элементов на улице необходим материал, который не подвержен воздействию влаги и резким понижениям температуры. Именно для таких целей предназначен фасадный дюбель-гвоздь для газобетона. Эти изделия устойчивы к коррозии и морозоустойчивы. Шуруп к этому дюбелю должен быть оцинкованным. Выделяют такие виды фасадных крепежей:
Разновидностью такого типа крепежа является тарельчатый.
Обычной удлиненной формы. Используют для монтажа больших объемов вентилируемых фасадов.
Тарельчатые. Предназначены для закрепления различных видов изоляции.
Металлический дюбель
Одним из надежных способов закрепления к газобетону являются изделия из металла. Они имеют цену выше, чем сделанные из пластика, но это оправдывается такими положительными качествами:
высокая прочность;
огнеупорность;
устойчивость к проворачиванию вокруг своей оси;
возможность использования после демонтажа.
Какой выбрать?
В зависимости от условий эксплуатации дюбеля и нагрузки применяют различные виды материала. При выборе придерживаются таких рекомендаций:
Утеплитель должен фиксироваться к стене фасадным крепежом.
Монтаж тяжелой мебели или трубопровода осуществляется, используя металлический дюбель.
Крепеж конструкций на улице проводится с помощью фасадного типа.
Оконные или дверные коробки крепятся специальными рамными дюбелями.
Чтобы закрепить зеркало или светильник, лучше взять нейлоновую разновидность.
Для фиксации небольшой картины или фотографии на стену подойдет обычный саморез без использования дюбеля для газобетона.
Как применять?
Для того чтобы сделать отверстие в газобетоне, не рекомендуется использовать перфоратор, так как его сильные вибрации приведут к крошению материала.
Крепеж несложно зафиксировать в стене, если под рукой дрель, молоток и отвертка.
Перед началом работы обеспечивается наличие всех необходимых инструментов и материалов. Понадобится дрель, крестовая отвертка, молоток и карандаш с линейкой для нанесения разметки. Работа выполняется в такой последовательности:
Подготовка отверстия. Чтобы конструкция держалась лучше, рекомендуется сверить отверстие шириной меньше на 2 мм, чем диаметр крепежа и длиннее, чтобы кончик винта выходил за пределы дюбеля. Для этого используют электрическую дрель.
Установка дюбеля в газобетон. Изделие из пластика закручивается в стену отверткой, а металлический вид забивается молотком. Перед этим рабочую площадь очищают от бетонной пыли. Пластиковые изделия легко вкручиваются благодаря винтовой форме.
Вкручивание шурупа. Этот этап лучше всего осуществлять отверткой, так как шуруповертом можно закрутить саморез слишком глубоко или прокрутить крепеж вокруг своей оси.
С помощью такого крепежа можно без проблем зафиксировать на стене из газобетона любые виды конструкций. На всех этапах монтажа проверяется целостность газобетона. Длину отверстия делают с запасом 10 мм на скапливающуюся пыль, которая дополнительно образуется при установке дюбеля непосредственно в газо- или пеноблок. Если требуется прочная фиксация, то лучше выбрать химические анкера или провести дополнительное укрепление строительной пеной.
Крепеж Mungo Россия | Официальный партнер Мунго
/ Дюбели фасадные
/ MB Дюбель фасадный с шурупом, увеличенная зона
/ MB-S Дюбель фасадный со стопорным шурупом с потайной головкой Pz3
/
Дюбель фасадный Mungo MB-S 10 x 120 со стопорным шурупом с потайной головкой Pz3 1122312
60.37 ₽
Артикул
1122312
Диаметр анкера и бура (мм)
10
Длина (мм)
120
Полезная длина (мм)
50
Диаметр (мм)
7
Длина (мм)
125
Диаметр отверстия (мм)
10
Глубина отверстия (мм)
80
Мин. глубина установки (мм)
70
Насадка
PZ3
Отверстие в закрепляемой пластине мм
10
Пустотелый кирпич, вырыв (кН)
0.8
Ячеистый бетон, вырыв (кН)
0.25
Газобетон, вырыв (кН)
0.3
Изгибающий момент (Нм), оцинк. сталь Fz = 0 кН
11.1
Изгибающий момент (Нм), оцинк. сталь Fz = 0.6 кН
10.6
Изгибающий момент (Нм), нерж. сталь Fz = 0 кН
10.4
Изгибающий момент (Нм), нерж. сталь Fz = 0.6 кН
9.9
Краевое расстояние, песчанник, мм
100
Краевое расстояние для песчаника
250
Расстояние от края, пустотелый кирпич
100
Расстояние от края, пустотелый кирпич, мм
250
Краевое расстояние, пустотелые блоки из легкого бетона, мм
100
Краевое расстояние для пустотелых блоков из легкого бетона
250
Расстояние от края, полнотелые блоки из легкого бетона мм
100
Краевое расстояние для блоков из легкого бетона
250
Краевое расстояние для газобетона
100
Краевое расстояние для газобетона
250
Расстояние в осях для песчаника
100 / 250 = air rate > 15%
Расстояние от края, пустотелый кирпич
100 / 250 = air rate > 15%
Расстояние в осях для пустотелых блоков из легкого бетона
100 / 250 = air rate > 15%
Расстояние в осях для газобетона
100 / 250 = air rate > 15%
Тип
10 x 120 / 50
Упаковка (шт. )
50
Заказать можно кратно
50
Производитель
Mungo
Вся представленная на сайте информация, касающаяся технических характеристик, наличия на складе, стоимости товаров, носит информационный характер и ни при каких условиях не является публичной офертой.
Дюбель фасадный Mungo MB-S 10 x 120 со стопорным шурупом с потайной головкой Pz3
Дюбель фасадный Mungo MB-ST со стопорным шурупом предназначен для крепления фасадов, рам, стального профиля в основу из гипса, пустотелого кирпича, газобетона и ячеистого бетона, проведения общестроительных работ. Сквозной монтаж.
Особенности и применение:
диаметр изделия 8 и 10 мм, глубина установки 80 мм, длина 80-300 мм;
при монтаже в ячеистый бетон необходима глубина отверстия 90 мм, диаметр бура — 9 мм;
идеален для монтажа в пустотелые и пористые основы, благодаря увеличенной зоне раскрытия создает надежный крепеж, сертифицирован для пустотелого кирпича и ячеистого бетона;
Европейский допуск на применение со стопорным шурупом;
дюбель изготовлен из пластичного, устойчивого к коррозии полиамида РА6, шуруп — из оцинкованной стали, для наружного применения — из нержавеющей стали;
пожароустойчивость соответствует классу F90;
прокручивание в момент установки отсутствует благодаря специальной защите от прокручивания;
наличие предохранителя защищает от расклинивания при забивании.
металлический или пластиковый «гвоздь», капроновый для газоблоков 6х32 и 10х60, как правильно использовать
Сегодня для строительства самых разных зданий часто используется такой материал, как газобетон. Имеет особую пористую структуру. Из-за этой отличительной особенности не все крепления подходят для этого материала. Работая с газобетоном, принято использовать специальные дюбеля. Необходимо подробно рассмотреть, какие виды таких креплений существуют, а также узнать, как их устанавливать в газобетонные фундаменты.
Характеристика
Газобетон по праву признан одним из самых практичных и доступных материалов. Из него получаются прочные и крепкие дома, а также надежные хозяйственные постройки. Однако необходимо учитывать, что этот материал отличается ячеистой структурой, при столкновении с которой необходимо учитывать множество нюансов. Главной характеристикой такого материала является его хрупкость и пластичность. Пористые блоки можно легко разрезать или отрезать от них лишнюю часть. А также нельзя забывать, что для этой конструкции используются специальные крепления. Традиционные застежки, как правило, плохо держатся в таких основаниях, из-за чего пропадает весь смысл их использования.
Для газобетона используйте специальные дюбели. Конструкция таких деталей представляет собой втулку в виде спирали, на поверхности которой имеются ребра. Последние элементы при вкручивании шурупа или шурупа становятся шире, поэтому плотно входят в рыхлую бетонную поверхность. Это несложное, но эффективное устройство легко выдерживает внушительные нагрузки. С помощью специальных дюбелей у хозяев дома есть возможность вешать на стены тяжелые декоративные предметы любых размеров.
Современные производители выпускают такие виды дюбелей в двух вариациях. Отличаются конструктивными особенностями.
Форма крепления ребер. Такие застежки могут быть оснащены классической спиральной спиралью или иметь ребра в форме конуса. Края последних могут напоминать спиралевидные лезвия.
По способу установки. Дюбели либо вкручиваются в основание, либо вбиваются в него. Считается самым надежным экземпляром для завинчивания. К забивным креплениям рекомендуется обращаться в том случае, если газобетонный пол планируется оснастить цангой.
Вид
Сегодня в магазинах можно встретить различные варианты дюбелей для пористых материалов. Их в основном отличает материал, из которого они изготовлены. Тот или иной вариант крепежа следует выбирать исходя из того, что его планируется устанавливать на газобетонную поверхность.
Металл
Такие виды крепления наиболее распространены. Как правило, изготавливаются из оцинкованной стали. Такие элементы могут похвастаться пожаробезопасностью, поэтому их часто устанавливают в пожароопасных помещениях. Кроме того, металлические дюбели отлично подходят для следующих работ:
для установки направляющих, предназначены для монтажа листов ГКЛ;
для установки мебели и оборудования с внушительным весом;
для крепления трубопроводов любой сложности (это может быть газопровод, канализационный или водопровод).
Крепления из оцинкованной стали должны иметь в своей конструкции специальные удерживающие борта или манжеты. Благодаря этим деталям дюбель не провернется и не упадет, что очень часто случается, если речь идет о ячеистых основаниях. Главный и единственный недостаток металлических креплений в том, что они подвержены появлению губительной ржавчины. Оцинкованные дюбеля самые дорогие, поскольку обладают множеством положительных качеств. Кроме того, при необходимости их можно использовать повторно.
Пластмассовый
Такие виды дюбелей для газобетона изготавливаются из полипропилена и полиэтилена. Пластиковые крепления хороши тем, что не подвержены образованию коррозии. Обычно пластиковые фиксаторы имеют специальные спиралевидные ребра, отвечающие за максимально качественное сцепление с ячеистой основой. Отличительной особенностью этих креплений является их экологическая безопасность. Кроме того, им не страшна агрессивная внешняя среда. Вместе с невысокой стоимостью эти характеристики делают пластиковые дюбели просто незаменимыми элементами при работе с газобетоном.
Однако следует учитывать, что такие дюбеля нельзя использовать для фасадных работ, что объясняется тем, что они не могут похвастаться стойкостью к низким температурным значениям, поэтому с наступлением холодной зимы пластик может просто лопнуть.
Нейлон
Нейлоновые заглушки также можно отнести к пластмассовым. Такие варианты креплений хороши тем, что они также не подвержены коррозии. Однако они более износостойкие, чем простые пластмассовые детали — их можно использовать и для наружных работ. По мнению специалистов, нейлоновые застежки намного прочнее и долговечнее, чем пропиленовые или полиэтиленовые экземпляры. Потребители не часто тратятся на такие крепления, потому что они дороже других вариантов. Однако их характеристики и качества полностью оправдывают высокую цену. Нейлоновые исполнения дюбелей применяются при проведении таких работ как:
установка дверных и оконных проемов;
крепление зеркал и осветительных приборов — для таких объектов рекомендуется использовать дюбеля диаметром не более 12 мм.
Химический анкер
Отдельно стоит выделить такой крепеж, как химический анкер. Такие анкерные болты актуальны в тех случаях, когда требуется прикрепить к газобетонной стене некий предмет, отличающийся большим весом, который обычные металлические дюбели просто не выдержат. Химический анкер действует так же, как и металлический анкерный дюбель, но устанавливается в уже готовое отверстие с помощью специализированного клеевого состава. Такой способ крепления позволяет добросовестно фиксировать элементы большого объема.
Дюбели для газобетона различаются по своему основному назначению, поэтому стоит выделить несколько их разновидностей.
Универсальный
Этот вид дюбелей можно устанавливать в бетонную поверхность любого типа. Отличительной особенностью этих крепежей является строение тела распорки. При погружении крепежа в полнотелое основание он ведет себя как простой дюбель распорного типа. В пустотелом или пористом покрытии эти крепления закатаны в специальный стопорный узел для плотной фиксации. Такие крепления устанавливаются иначе, чем обычные крепления.
Кроме того, несущая способность универсальных дюбелей ниже, чем у распорных элементов. Стоимость таких изделий при этом выше.
Гвоздева
Есть специальный дюбель-гвоздь, который идеально подходит для массовых монтажных работ. Втулка этого крепления максимально проста — в ней 2 проставки, а усы или зубцы вообще отсутствуют. В момент монтажа в дюбель вставляют гвоздь, а не вкручивают винтовую часть. По этой причине вкладыш следует размещать так, чтобы избежать прокрутки. Есть гвоздевые дюбели дешевле других видов крепежа, но имеют меньшую несущую способность.
Установка этих креплений проста и быстра, как говорят многие опытные мастера.
Рама
Крепление изготовлено из пластика или металла. Главной отличительной особенностью этих дюбелей является их «блинообразное» строение, благодаря которому крепеж позволяет значительно снизить нагрузку на ячеистый блок. Благодаря таким особенностям улучшаются прочностные характеристики крепежа.
Элементы каркаса следует устанавливать при монтаже дверных проемов, а также оконных блоков и направляющих.
Теплоизоляция
Это крепление также устанавливается в основание из бетона. Их допустимо применять при работе с кирпичом. Теплоизоляционные дюбеля можно ставить в более мягкие поверхности, так как они легкие и предназначены для монтажа самых легких вещей – теплоизоляционных материалов.
Что лучше?
Как видите, существует множество различных дюбелей, предназначенных для работы с газобетоном. Чтобы решить, какой из них лучший, следует рассмотреть еще какие крепления следует выбирать для разных случаев, а именно:
если речь идет об установке светильников или навесных зеркал, то оптимальными вариантами будут нейлоновые крепления, диаметр которых не превышает 12 мм;
при монтаже трубопровода следует выбирать металлические дюбели;
для установки тяжелых предметов мебели рекомендуется покупать специализированный металлический крепеж;
если речь идет о фасадных работах, то тут вариант один — специальные фасадные крепления из пластика;
при креплении оконных и дверных коробок следует использовать рамочные типы дюбелей;
Компактное фото или картинка без проблем удержится и на обычном гвозде, который допустимо закрепить без дюбеля.
Размеры
Крепежные элементы, подходящие для газобетонных фундаментов, доступны в различных размерах. Итак, 9Кусочки нейлона 0010 могут иметь такие параметры (в мм), как:
4×20;
5×25;
6×30;
8×40;
8×55;
10×50;
12×60;
14×70;
16×80
Дюбели оцинкованные имеют такие размеры (в мм), как:
6х32;
6×36;
8×38;
8×50;
10×60.
Пластиковые варианты изготавливаются с такими параметрами (в мм), как:
5×30;
6×35;
5х40;
6×25;
6×40;
8×40;
10×100;
12×100.
Как использовать?
Принцип установки дюбелей такой же, как и для других видов крепежа. Действовать нужно в следующем порядке:
предварительно необходимо подготовить отверстия под дюбель, которые должны быть меньше диаметра крепления; например, для крепежа в 8 мм потребуется сверло на 7 мм;
Если брать такой инструмент, как перфоратор, то нужно отключить режим удара, конечно же желательно использовать дрель, т.к. она эффективнее;
пластиковый крепеж необходимо аккуратно вкрутить с помощью отвертки; если используются металлические детали, их следует забить в отверстие молотком;
при оформлении работы обязательно следить, чтобы изделия не соприкасались и не были кривыми;
когда манжета зафиксирована до упора, можно переходить к креплению винтом или универсальным болтом;
Как видите, закрепить дюбели для газоблока совсем несложно. Главное, работать аккуратно и следить за тем, чтобы все детали прочно «сидели» в стене, не раскачиваясь.
Советы и рекомендации
При установке дюбелей в газоблок нельзя использовать отвертку, так как это устройство работает от электричества, что затрудняет его управление. Такое приспособление может сорвать резьбу, закрутив винт. Делая в газоблоке отверстие для дюбелей, важно учитывать, что они не должны быть больше их диаметра. В противном случае крепеж просто не будет прочно держаться в основании. Глубина отверстий должна быть немного больше параметра длины дюбеля. Кончик шурупа должен выходить за пределы дюбеля, чтобы крепление было максимально надежным.
Многие люди, познакомившись с дюбелями, начинают их использовать при любом удобном случае. Однако специалисты не советуют связываться со слишком мощными креплениями, если в планах вешать крючки, картины и прочие мелочи. Для таких целей больше подойдет простой пластиковый крепеж, размер которого около 8 мм.
Если произвести монтаж таких элементов по всем правилам, то они смогут выдержать еще более серьезные нагрузки. Не стоит экономить на покупке качественного крепежа, особенно если вы хотите прикрепить к газобетонным стенам тяжелые предметы больших габаритов.
О крепеже для газобетона — дюбель нейлоновый и металлический (крокодил) смотрите в следующем видео.
Системы облицовки фасадов — Комбинированные
Алюминиевые анкерные крепления -80/100 и 150/100 обеспечивают расстояние 10 см от стены. При применении этого анкерного крепления расстояние от покрытия из компактного ламината до существующей стены составляет прибл. 13 см. В тех случаях, когда требуется, чтобы это расстояние было меньше или больше, следует использовать различные типы анкеровки.
– Расстояние между вертикальными профилями макс. 45 см, если используется панель 6 мм, 60 см, если используется панель 8 мм, и 75 см, если используется панель 10 мм.
L-образные алюминиевые анкеры 150/100 и 80/100 будут соединяться через соответствующие промежутки с помощью дюбелей, подходящих к существующей стене (стальной дюбель M10x92 с защелкивающейся железобетонной стеной, набор специальных пластиковых дюбелей 10×100 мм для автоклавного ячеистого бетона). /кирпичные/бимс стены). Если текущая система представляет собой стальную инфраструктуру, для установки алюминиевых креплений на стальную инфраструктуру потребуются правильные винты. В ситуациях, когда невозможно найти винты, следует использовать стальные анкерные крепления и сварной монтажный механизм вместо анкерных креплений для алюминия. (После этого этапа на стену будет наноситься теплоизоляция и гидроизоляция.)
Вертикальная алюминиевая каркасная инфраструктура будет установлена путем соединения вертикальных алюминиевых Т-образных профилей 50 × 50 мм и 70 × 50 мм на собранных анкерных креплениях 40 × 40, кронштейнов и коробчатых профилей по углам. С помощью специальных заклепок, окрашенных в тот же цвет, что и панель, панели компакт-ламината толщиной не менее 6 мм, измеренные в соответствии с проектом, будут крепиться к алюминиевой несущей конструкции. Стыки панелей останутся пустыми, если используется панель толщиной 6 мм. Начиная с толщины панели 8 мм, устанавливается стыковка панелей стыковыми полосами. Угловые соединения будут изготовлены с использованием фальцевой системы.
Пояснения
Алюминиевые анкерные крепления -80/100 и 150/100 обеспечивают расстояние 10 см от стены. При применении этого анкерного крепления расстояние от покрытия из компактного ламината до существующей стены составляет прибл. 13 см. В тех случаях, когда требуется, чтобы это расстояние было меньше или больше, следует использовать различные типы анкеровки.
– Расстояние между вертикальными профилями макс. 45 см, если используется панель 6 мм, 60 см, если используется панель 8 мм, и 75 см, если используется панель 10 мм.
L-образные алюминиевые анкеры 80/100 и 150/100 будут соединены через соответствующие промежутки с помощью дюбелей, подходящих к существующей стене (стальной дюбель M10x92 с защелкивающейся железобетонной стеной, специальный пластиковый дюбель 10×100 мм, установленный для автоклавного ячеистого бетона/ стены кирпич/бимс). Если текущая система представляет собой стальную инфраструктуру, для установки алюминиевых креплений на стальную инфраструктуру потребуются правильные винты. В ситуациях, когда невозможно найти винты, следует использовать стальные анкерные крепления и сварной монтажный механизм вместо анкерных креплений для алюминия. (После этого этапа на стену будет наноситься теплоизоляция и гидроизоляция.)
Вертикальная алюминиевая каркасная инфраструктура будет установлена путем соединения вертикальных алюминиевых Т-образных профилей 50 × 50 мм и 70 × 50 мм на собранных анкерных креплениях 40 × 40, кронштейнов и коробчатых профилей по углам. Используя систему склеивания панелей на основе MS Polymer, панели из компактного ламината толщиной не менее 6 мм будут установлены на алюминиевую подконструкцию в соответствии с проектом. В стыках панелей будет использоваться соединительная система с соединительной планкой. Угловые соединения будут изготовлены с использованием фальцевой системы.
-80/100 и 150/100 алюминиевые анкерные крепления обеспечивают расстояние 10 см от стены. При применении этого анкерного крепления расстояние от покрытия из компактного ламината до существующей стены составляет прибл. 13 см. В тех случаях, когда требуется, чтобы это расстояние было меньше или больше, следует использовать различные типы анкеровки.
– Расстояние между вертикальными профилями макс. 45 см, если используется панель 6 мм, 60 см, если используется панель 8 мм, и 65 см, если используется панель 10 мм.
Пояснения
-80/100 и 150/100 алюминиевые анкерные крепления обеспечивают расстояние 10 см от стены. При применении этого анкерного крепления расстояние от покрытия из компактного ламината до существующей стены составляет прибл. 13 см. В тех случаях, когда требуется, чтобы это расстояние было меньше или больше, следует использовать различные типы анкеровки.
– Расстояние между вертикальными профилями макс. 45 см, если используется панель 6 мм, 60 см, если используется панель 8 мм, и 65 см, если используется панель 10 мм.
-80/100 и 150/100 алюминиевые крепления обеспечивают расстояние 10 см от стены. При применении этого анкерного крепления расстояние от покрытия из компактного ламината до существующей стены составляет прибл. 13 см. В тех случаях, когда требуется, чтобы это расстояние было меньше или больше, следует использовать различные типы анкеровки.
– Расстояние между вертикальными профилями макс. 45 см, если используется панель 6 мм, 60 см, если используется панель 8 мм, и 75 см, если используется панель 10 мм.
L-образные алюминиевые анкеры 150/100 и 80/100 будут соединяться через соответствующие промежутки с помощью дюбелей, подходящих к существующей стене (стальной дюбель M10x92 с защелкивающейся железобетонной стеной, набор специальных пластиковых дюбелей 10×100 мм для автоклавного ячеистого бетона). /кирпичные/бимс стены). Если текущая система представляет собой стальную инфраструктуру, для установки алюминиевых креплений на стальную инфраструктуру потребуются правильные винты. В ситуациях, когда невозможно найти винты, следует использовать стальные анкерные крепления и сварной монтажный механизм вместо анкерных креплений для алюминия. (После этого этапа на стену будет наноситься теплоизоляция и гидроизоляция.
PLITONIT Манжета гидроизоляционная настенная 120х120 мм
PLITONIT ГидроСлой
PLITONIT ГидроСлой Экспресс
PLITONIT ГидроСтоп
PLITONIT ГидроЭласт 2К
Кладочные смеси
PLITONIT А
PLITONIT Мастер Кладки
PLITONIT Мастер Кладки Зимний
Смеси для устройства печей и каминов «Суперкамин»
PLITONIT СуперКамин ТермоКлей
PLITONIT СуперКамин ОгнеУпор
PLITONIT СуперКамин ТермоКладка
PLITONIT СуперКамин ТермоРемонт
PLITONIT СуперКамин ТермоКладка Глиняная
PLITONIT СуперКамин ТермоШтукатурка
Добавки для растворов
PLITONIT Антифриз
PLITONIT АнтиМороз
PLITONIT Эстрих
PLITONIT СуперСтяжка
PLITONIT СуперСтена
PLITONIT ВодоПреграда
PLITONIT СуперБетон
Система выравнивания плитки (СВП)
зажим PLITONIT PROFI
клин PLITONIT PROFI
щипцы регулируемые PLITONIT
Средства по уходу за плиткой
PLITONIT защитная пропитка для клинкера и натурального камня
PLITONIT средство для удаления цементного налета
PLITONIT очиститель эпоксидного налета
PLITONIT средство для очистки керамогранита и клинкера
PLITONIT защитная пропитка для керамогранита
PLITONIT средство для очистки межшовных затирок и натурального камня
PLITONIT Color Brick
Добавка в раствор противоморозная: описание и свойства
Дата: 1 января 2019
Просмотров: 4878
Содержание
Область применения
Влияние добавок
Специфика использования
Экономическая целесообразность применения
Разновидности вводимых ингредиентов
Использование готовых составов
Заключение
Производя строительство, ремонтируя здания в зимнее время, строители сталкиваются с серьезными проблемами, связанными с отрицательной температурой. Она затрудняет твердение бетонного массива. Это связано с повышенной концентрацией содержащейся воды, начинающей замерзать при -3 градусах Цельсия. На ранней стадии затвердевания бетона замерзшая вода расширяется, разрушает массив, нарушает целостность, снижает прочность, что сказывается на долговечности.
При необходимости зимой выполнить бетонирование в цементный раствор вводятся специальные противоморозные добавки, обеспечивающие необходимое время гидратации. Их введение повышает однородность смеси, прочностные характеристики, затрудняет растрескивание, сокращает продолжительность твердения.
Противоморозные добавки в раствор содержат соляную кислоту, натриевый и кальциевый хлорид, другие компоненты. Они повышают пластичность состава, положительно влияют на морозостойкость, ускоряют процесс твердения, качество монолита. Рассмотрим назначение применяемых добавок, влияние на цементную смесь, специфику применения.
Как правило, при значительном понижении температуры окружающей среды строители начинают испытывать дополнительные трудности в ходе работы с бетоном и всевозможными растворами
Область применения
Противоморозные добавки в раствор бетона используются при выполнении работ в зимний период года. Естественно, зима затрудняет производство строительных мероприятий, вносит ряд серьезных ограничений на производство работ, связанных с бетонированием.
Профессиональные строители нашли выход из создавшейся ситуации и вводят морозостойкие добавки в состав цементных смесей, позволяющие производить строительство, ремонт при снижении температуры до минус 25 градусов Цельсия. Сфера использования достаточно широка:
строительство монолитных конструкций из бетона;
изготовление железобетонных изделий, сборной бетонной продукции на заводах ЖБИ;
возведение сооружений с применением стальной арматуры;
формирование элементов и отдельных частей сборных строительных конструкций;
герметизация стыков монолитно-сборных объектов;
выполнение стяжки;
выполнение штукатурки поверхности;
подготовка смесей для кладки с улучшенными технологическими характеристиками;
приготовление сухих строительных составов для фиксации облицовочных элементов;
изготовление вспененных блоков, изделий на основе шлаков, обладающих требуемыми эксплуатационными характеристиками.
Пластификаторы позволяют зимой выполнять спектр работ, начиная с традиционной кладки кирпичных или блочных стен, и заканчивая возведением монолитных бетонных конструкций с использованием технологи несъемной опалубки.
Используя противоморозные добавки в бетон, вы сможете осуществлять бетонные работы на строительной площадке даже в зимний период времени
Влияние добавок
Вводимая в бетонную смесь, согласно рекомендациям предприятия-изготовителя, противоморозная добавка положительно влияет на эксплуатационные характеристики:
Повышает устойчивость цементного раствора к влиянию отрицательных температур.
Сохраняет целостность бетонного монолита при многочисленных циклах глубокого замерзания с последующим оттаиванием.
Увеличивает стойкость бетона к проницаемости массива водой.
Значительно повышает прочностные характеристики после твердения.
Существенно сокращает время схватывания, твердения при отрицательных температурах.
Замедляет коррозионные процессы, связанные с повышенной концентрацией хлоридов.
Противоморозные добавки в раствор готовят самостоятельно, используя предлагаемые на строительном рынке пластификаторы, или заказывают специально подготовленные для работы при отрицательных температурах составы.
Обеспечение повышенных эксплуатационных свойств цементного состава связано со следующими особенностями вводимых компонентов, которые:
уменьшают температурный порог замерзания воды;
увеличивают пластичность раствора, уменьшая объем воды, необходимой для затворения;
повышают плотность бетона, который после укладки сохраняет физические свойства, успевает затвердеть;
обеспечивают однородность цементной смеси;
улучшают коэффициент сцепления бетона со стальной арматурой.
Добавка в раствор может сочетаться со специальными пластификаторами, которые влияют на повышение отдельных характеристик смеси. Возможность совместного применения регламентирована производителями противоморозных ингредиентов. Использование специальных растворов обеспечивает возможность снижения температуры замерзания воды в бетонном растворе с 0 °С до -25 °С.
Специфика использования
Добавки в раствор обеспечивают необходимый эффект при условии соблюдения процентной концентрации. При несоблюдении рецептуры, введении добавок с отклонениями от рекомендаций изготовителей процесс гидратации приостановится, произойдет замораживание цемента.
При возрастании температуры на 4-5 градусов Цельсия процесс гидратации возобновится, но структура бетонного массива изменится, что отразится на прочностных характеристиках.
Благодаря высокой прочности изделий, изготавливаемых с использованием противоморозных добавок в бетон, их можно использовать в промышленных целях
Введенные в необходимых количествах противоморозные добавки улучшают водонепроницаемость, увеличивают плотность, замедляют коррозионные процессы, а также повышают прочность массива.
Важной особенностью применения противоморозных ингредиентов является соблюдение требования техники безопасности. Используемые при отрицательных температурах натриевый нитрат, поташ – ядовитые и опасные для здоровья человека компоненты. Недопустимо их попадание на кожный покров, а также на слизистую оболочку.
Применяя морозостойкие добавки в бетонной смеси, используйте специальные комбинезоны, перчатки для защиты рук, очки. Обеспечивайте хранение веществ в закрытых помещениях.
Экономическая целесообразность применения
Введение в цементный раствор морозостойких ингредиентов экономически выгодно, достаточно просто с технологической точки зрения.
Предотвратить замерзание смеси для формирования прочной структуры можно следующими способами:
Осуществить обогрев бетонной массы с помощью воздушных пушек до момента набора эксплуатационной прочности, что является достаточно энергоемкой процедурой и технологически проблематично.
Произвести нагрев с помощью строительных фенов, нагнетающих поток горячего воздуха под предварительно нагретую поверхность бетонного массива.
Использовать сварочные аппараты, нагревающие находящуюся в растворе стальную проволоку. Процесс требует соблюдения специальных требований техники безопасности, не отличается экономичностью.
Применить морозостойкие компоненты комплексного действия, позволяющие с минимальными финансовыми затратами обеспечить технологический режим твердения бетона и достижение им эксплуатационной прочности.
Противоморозная добавка обеспечивает в два раза больше экономии денежных средств по сравнению с прогревом паром и в полтора раза экономнее, чем электрообогрев. Введение в цементный раствор специальных присадок обеспечивает сокращение сроков ввода в эксплуатацию бетонных конструкций.
Разновидности вводимых ингредиентов
Специальные морозостойкие компоненты, вводимые в бетонный раствор, снижают порог замерзания воды, не позволяют ей заледенеть.
Используя противоморозные добавки, вы значительно снизите риск усадочных деформаций бетонной монолитной конструкции
В качестве противоморозных добавок используют:
натриевый нитрит, который, также, называют азотистокислым натрием. Он используется при выполнении строительных мероприятий при снижении температурного режима до -15 градусов Цельсия;
углекислый калий, который известен как поташ, применяемый во время бетонирования при температуре до — 30°С. Введение компонентов не вызывает коррозионных процессов на арматуре и появления солей на поверхности затвердевшего бетона;
хлорсодержащие натриевые и кальциевые составы, обеспечивающие возможность зимнего бетонирования, но ускоряющие коррозионное разрушение стальных элементов арматуры.
При подготовке морозостойкого состава учитывайте рекомендации производителя, температуру окружающей среды, концентрацию добавок, соответствующую доли цемента.
Например, при изменении температуры воздуха с -5°С до -15°С расход поташа, вводимого в цементный состав, увеличивается с 5% до 10%, а нитрата натрия – с 4% до 8%. Согласно виду противоморозных добавок, их концентрация в цементной смеси изменяется от 2% до 10%.
Наряду со специальными добавками для обеспечения противоморозных характеристик вводят пластификаторы. Их введение способствует увеличению пластичности раствора, характеризующегося уменьшенной концентрацией воды. Концентрация пластифицирующих веществ изменяется в зависимости от вида выполняемых работ:
При выполнении кирпичной или блочной кладки концентрация составляет 5-10% от массы цемента.
Для бетонирования концентрация пластификаторов возрастает до 10-15%, что позволяет бетону превратиться в монолит до того, как замерзнет содержащаяся влага.
Пластификаторы значительно повышают текучесть и не применяются для выполнения штукатурных работ, при которых они могут раньше стечь с поверхности стен, чем успеют схватиться. Комплексное применение различных ускорителей твердения значительно повышает качество бетона, эксплуатационные характеристики.
Использование готовых составов
Применение готовых сухих смесей с противоморозными ингредиентами широко используется при выполнении строительных работ в зимнее время. Произведенные по промышленной технологии готовые составы применяются для следующих работ:
выполнения кладки с помощью тяжелых смесей, а также цементных составов (с введением извести) объемным весом более 1,5 т/м3;
производства отделочных мероприятий с применением цементно-известковых смесей плотностью менее 1,5 т/м3.
Использование предварительно подготовленных промышленным образом противоморозных составов намного удобнее, чем самостоятельный замес специального назначения. При этом отпадает необходимость учитывать совместимость ингредиентов и подбирать рецептуру. Однако готовые составы отличаются высокой ценой, повышающей сметную стоимость строительства в зимний период.
Подготовка к использованию готового противоморозного состава в бытовых условиях требует разведения смеси теплой водой, тщательного перемешивания с использованием специально одетой на дрель насадки.
Заключение
Понимая актуальность выполнения строительных мероприятий в зимнее время, целесообразно использовать морозостойкие добавки в бетонные растворы, обеспечивающие возможность выполнения работ при значительном снижении температуры. Квалифицированный подход к выбору противоморозных компонентов, соблюдение рецептуры позволят не только значительно ускорить строительные работы, но и обеспечить сокращение сроков мероприятий, повысить качество бетонных конструкций.
Филонцев Виктор Николаевич
На сайте: Автор и редактор статей на сайте pobetony.ru Образование и опыт работы: Высшее техническое образование. Опыт работы на различных производствах и стройках — 12 лет, из них 8 лет — за рубежом. Другие умения и навыки: Имеет 4-ю группу допуска по электробезопасности. Выполнение расчетов с использованием больших массивов данных. Текущая занятость: Последние 4 года выступает в роли независимого консультанта в ряде строительных компаний.
Синтетическая версия натурального антифриза, используемая в долговечном бетоне
Материалы
Просмотр 1 изображения
Читатели, живущие в холодном климате, вероятно, уже знают, что зима неблагоприятна для бетона. Однако это может измениться благодаря полимерной добавке, которая имитирует природный антифриз.
Проблема с бетоном и колебаниями температуры возникает, когда снег тает в жидкую воду, которая проникает в пористый бетон, а затем снова замерзает при падении температуры. Когда эта вода замерзает обратно в кристаллы льда, она расширяется, оказывая давление на бетон изнутри. В ходе нескольких циклов замораживания-оттаивания это приводит к тому, что куски бетона отрываются от поверхности материала.
Один из способов решения этой проблемы заключается в том, чтобы сделать бетон еще более пористым, добавляя крошечные пузырьки воздуха во время его перемешивания. После того, как материал затвердеет, эти пузырьки дают место для образования кристаллов льда, тем самым снижая давление. К сожалению, такой бетон не такой прочный, как обычный материал. Кроме того, его повышенная пористость позволяет проникать еще большему количеству потенциально вредной воды, а также коррозионно-активных элементов, таких как дорожная соль.
Вместо этого ученые из Университета Колорадо в Боулдере обратились к природному антифризу, вырабатываемому растениями и животными, обитающими в арктических и антарктических регионах. Во главе с зам. Профессор Уил Срубар III, команда приступила к воспроизведению эффекта этих соединений, объединив два существующих полимера — поливиниловый спирт и полиэтиленгликоль.
Когда связанные молекулы этих полимеров были добавлены в обычный бетон, они уменьшили размер кристаллов льда, образующихся в материале, на 90 процентов. В результате даже после 300 циклов замораживания-оттаивания обработанный бетон оказался очень устойчивым к повреждениям льдом, а также более прочным, менее проницаемым и долговечным, чем бетон, содержащий пузырьки воздуха.
Теперь есть надежда, что коммерческая версия добавки появится на рынке в течение 5-10 лет. Тем временем ученые продолжат изучение его реальной практичности и экономической жизнеспособности.
«Мы особенно рады, потому что это представляет собой отход от более чем 70-летней традиционной технологии бетона», — говорит Срубар. «На наш взгляд, это качественный скачок в правильном направлении, который открывает двери для совершенно новых технологий примесей».
Статья об исследовании была недавно опубликована в журнале Cell Reports Physical Science .
Источники: Университет Колорадо в Боулдере, Cell Press через EurekAlert
Бен Коксворт
Бен Коксворт, базирующийся в Эдмонтоне, Канада, пишет для New Atlas с 2009 года и в настоящее время является управляющим редактором по Северной Америке. Опытный писатель-фрилансер, ранее он получил степень бакалавра английского языка в Университете Саскачевана, а затем более 20 лет проработал на различных рынках в качестве тележурналиста, продюсера и видеооператора новостей. Бен особенно интересуется научными инновациями, транспортом с приводом от человека и морской средой.
Бетонирование в холодную погоду | Требования к размещению | Период защиты | Добавки к антифризам
В соответствии с ACI 306-R10, Бетонирование в холодную погоду определяется как процесс бетонирования – смешивание, заливка и отверждение при температуре ниже атмосферного 4 o Цельсия (40 o F) в течение рекомендуемого периода защиты согласно спецификациям. Период защиты определяется как время, необходимое для набора бетоном начальной прочности 3,5 МПа или до достижения желаемой прочности в зависимости от условий эксплуатации.
Бетонирование в холодную погоду — Frans Van Heerden на Pexels.com
Например, для нормально схватывающегося бетона без каких-либо добавок срок защиты составляет 2 дня, если бетонный элемент не подвергается нагрузке или атмосферным воздействиям. С другой стороны, для частично загруженного и незащищенного состояния он может достигать 6 дней. Таким образом, только если бетон правильно подобран, уложен и защищен в холодную погоду, он может развить достаточную и желаемую прочность и долговечность. Циклы раннего оттаивания и замораживания снижают конечную прочность бетона на сжатие.
Чтобы решить эти проблемы в течение Бетонирование в холодную погоду , добавки добавляются во время смешивания бетона для улучшения свойств и характеристик свежего бетона. Противоморозные добавки представляют собой химические соединения, которые добавляют в воду для затворения бетона для снижения температуры замерзания водного раствора. Необходим для бетонирования в холодную погоду. Его можно использовать даже при температурах до -30 o C.
Стандартные требования для холодного бетонирования
ACI 306-R10, Таблица 5.1 определяет минимальные температуры , которые необходимо поддерживать при смешивании, укладке и твердении бетона. В первую очередь это зависит от этапа бетонирования, температуры окружающей среды и толщины бетонного элемента. Для более тонких элементов требуется более высокая степень контроля, поскольку изменение температуры по глубине не будет значительным.
Таблица 5.1 ACI 306-R Рекомендуемая температура бетона для бетонирования в холодную погоду Код
также определяет период защиты , в течение которого должна поддерживаться рекомендуемая температура бетона. Как упоминалось выше, срок защиты зависит от условий эксплуатации после бетонирования до достижения бетоном необходимой прочности. Обеспечение контроля температуры имеет решающее значение для снятия опалубки, поскольку прирост прочности при бетонировании в холодную погоду будет отличаться от обычного бетонирования.
Срок защиты для бетонирования в холодную погоду
Проблемы бетонирования в холодную погоду:
Существуют две основные проблемы бетонирования в холодную погоду:
Он замерзает до того, как наберет достаточную прочность.
Схватывание бетона происходит медленно. Поскольку тепло является катализатором гидратации бетона, чем меньше тепла, тем медленнее схватывание.
Обычно бетон не может набирать прочность с приемлемой скоростью при температуре ниже 5°C. Когда свежий бетон подвергается циклу замораживания или замораживания-оттаивания, возникает несколько проблем. Образование льда в пасте цементного раствора разрушает пасту, и образуются ледяные линзы. Прочность бетона снижается на 20-40%.
Бетонирование — Фото Родольфо Кироса на Pexels.com
Прочность может быть снижена до 50%, если замораживание происходит до достижения бетоном прочности на сжатие 500 фунтов на квадратный дюйм. Связь между бетоном и арматурой снижается на 70%. Коэффициент долговечности также снижается. Кристаллы льда могут создавать пористость затвердевшего цемента. Поэтому для того, чтобы бетон не подвергался замерзанию, в холодную погоду в него добавляют антифризные добавки. Это помогает избежать термического растрескивания и обеспечивает достаточную прочность для безопасного снятия опалубки.
Методы, применяемые при бетонировании в холодную погоду:
Существуют некоторые способы работы с бетонированием в холодную погоду.
Использование нагретой воды или нагретых заполнителей для быстрого запуска реакции гидратации.
За счет увеличения содержания цемента. Поскольку теплота гидратации возникает из-за экзотермической реакции бетонной смеси, использование большего количества цемента будет генерировать больше тепла.
С использованием цемента с высокой начальной прочностью. Он содержит большое количество C 3 S и C 3 A, что приводит к более быстрой настройке. Тип III – высокоранний портландцемент.
Обеспечивая адекватную изоляцию для сохранения тепла в бетоне. Можно использовать одеяла и доски.
С помощью обогреваемой опалубки. Поскольку свежий бетон не может соединиться с замерзшим бетоном, нагретая опалубка предотвратит замерзание.
Некоторые передовые методы бетонирования в холодную погоду:
Использование антифризных добавок, снижающих температуру замерзания водной смеси.
С использованием мочевины. Повышает работоспособность и предотвращает замерзание. Но это не эффективно при температуре ниже -5 градусов по Цельсию.
С помощью ускорителей, ускоряющих схватывание и отверждение. Его можно использовать в виде таблеток.
Здесь речь пойдет о присадках к антифризам.
Химический состав антифризной добавки:
Антифризные добавки имеют две цели: снизить температуру замерзания водного раствора и ускорить схватывание и твердение бетона при низкой температуре.
Существует две группы добавок к антифризам:
Первая группа:
Сюда входят химикаты, слабые электролиты, нитрит натрия, хлорид натрия и неэлектролитические органические соединения.
Вторая группа:
Сюда входят поташ и добавки на основе хлорида кальция, нитрита натрия, хлорида кальция с нитритом натрия, нитрита кальция-нитрат-мочевина и другие химические вещества
Первая группа слаба по ускоряющим схватывание и твердеющим свойствам. А вот вторая группа обладает эффективными разгонными свойствами.
Но добавки следует использовать в правильной пропорции. Например, 2 % хлорида кальция действует как ускоритель, но увеличение количества до 9 % может действовать как замедлитель и увеличивать время схватывания.
Как работает антифризная примесь:
Точки замерзания и кипения являются коллигативными свойствами жидкости. Это означает, что они зависят от концентрации растворенных веществ. Замораживание означает, что жидкость становится твердой кристаллической структурой. Когда добавляется антифриз, трудно замедлить молекулы в их последовательной точке замерзания. Различные виды молекул блокируют силы притяжения раствора. Так что точка замерзания угнетает.
Как использовать добавки для бетонирования в холодную погоду
Антифризные добавки могут быть порошкообразными или жидкими. Сначала его добавляют в воду или заранее замешанный цементный раствор. Дозировки зависят от химического типа примесей. Затем его гомогенно перемешивают в течение не менее 60 секунд. Хотя время зависит от смесительного устройства. После укладки свежий бетон должен быть надлежащим образом выдержан.
Но перед использованием в строительстве необходимо проверить дозу добавки с дозированным бетонным раствором в лаборатории. Вот пример дозировки при разных температурах 2-х примесей антифриза.
Дозировка двух антифризных добавок при различных температурах
Основные производители антифризов и добавок для бетона в холодную погоду
Из-за географического положения производство антифризных добавок базируется в Северной Америке, Латинской Америке, Азиатско-Тихоокеанском регионе, Европе, на Ближнем Востоке и в Африке. Азиатско-Тихоокеанский регион доминирует на рынке присадок к антифризам, поскольку уровень их потребления очень высок.
Одними из ведущих мировых рынков антифризов являются BASF SE, немецкая многонациональная химическая компания, Fosroc, конструктивное решение, глобальный производитель химикатов для строительной промышленности, базирующийся в Великобритании, Sika AG (швейцарская многонациональная химическая компания), Ashland Global Specialty Chemicals. Inc. (американская химическая компания), компания Arkema Chemicals.
SikaCem® winter — это жидкий продукт компании Sika AG. Каждый пакетик содержит 500 мл добавок. Срок его годности составляет 24 месяца. Это стоит почти 5 фунтов стерлингов.
Преимущества антифриза перед другими методами
Добавки антифриза улучшают качество бетона. По Ратинову и Розенбургу при температуре -10 градусов Цельсия прочность на сжатие простого бетона через 28 суток составляет 18,1 МПа, а бетона с добавками — 49,9 МПа. Это увеличивает скорость развития ранней силы.
Повышение прочности и бетонирование в холодную погоду
Антифризные добавки позволяют укладывать бетон в холодном состоянии и позволяют бетону оставаться холодным при достижении приемлемой прочности.
Лазерная резка дерева — технология, устройство станка, области применения
Главная
Технологии лазерной обработки материалов
Лазерная резка
Лазерная резка дерева
Древесина – один из распространенных материалов, широко применяющийся во многих отраслях промышленности. Залог высокого качества готового изделия и минимизации отходов производства – точный раскрой. И достигается он при помощи лазерной обработки.
Это передовая современная технология, основанная на применении газовых (СО2) лазерных станков. Она позволяет получать заготовки высокой точности, с ровными краями, с минимальной финишной обработкой. Станок работает под управлением компьютерной программы, что повышает скорость и точность работ, позволяет идеально повторять требуемый контур, сводит к минимуму отходы. Познакомимся с особенностями данной технологии более подробно.
Технология лазерной резки дерева
Лазерная обработка древесины не требует никаких особых производственных условий и высокой квалификации специалиста. Основной рабочий инструмент – лазерный луч. Он воздействует на обрабатываемую поверхность бесконтактным способом. Попадая на поверхность, луч точечно нагревает ее, приводя к выгоранию волокон древесины. В зависимости от мощности и удаленности источника излучения от поверхности, он может либо полностью прожигать материал, либо частично выжигать его. В первом случае будет выполняться раскрой полотна, а во втором – наноситься гравировка на поверхность. Глубина проникновения устанавливается индивидуально в каждом случае и зависит от особенностей предстоящих работ.
Резать дерево лазером просто и быстро, вне зависимости от его размеров, вида, толщины. Но, не стоит забывать, что речь идет об обработке легковоспламеняющегося материала. Чтобы предотвратить возгорание, в зону обработки подается охлаждающий поток воздуха или другой среды, способной отводить тепло. Также он позволяет исключить появление нагара, обеспечивая тем самым чистый и аккуратный рез.
Устройство лазерного станка по дереву
Конструктивно станок для обработки дерева лазером состоит из следующих основных элементов:
Плата управления. Состоит из преобразователя команд, микроконтроллера, двух контролирующих драйверов и обвязки. Этот блок принимает команды от компьютера, передает их в работу, контролирует выполнение.
Плата управления. Состоит из преобразователя команд, микроконтроллера, двух контролирующих драйверов и обвязки. Этот блок принимает команды от компьютера, передает их в работу, контролирует выполнение.
Блока розжига лазерной трубки. В действие трубка приводится благодаря повышению напряжения на выводах свыше 20 кВт. Оно будет подниматься до тех пор, пока не начнет генерироваться разряд. Далее в работу вступает стабилизатор напряжения. Он будет поддерживать напряжение на требуемом уровне, чтобы сохранить разряд.
Лазерная трубка. Представляет собой стеклянную колбу с тремя полостями. По центральной части подается вода, а в двух других – смесь газов. Используется смесь углекислого газа, азота и гелия. Атомы газа, взаимодействуя друг с другом и под действием внешнего электромагнитного поля, начинают излучать фотоны. Обратная связь обеспечивается оптическим резонатором.
Система зеркал. Выходя из лазерной трубки, излучение попадает на систему зеркал и фокусирующую линзу. Благодаря этому поток энергии фокусируется в пятно малого размера.
Также в конструкции установки предусмотрен стол, на котором будет размещаться заготовка. Охлаждение трубки при лазерной резке древесины может осуществляться при помощи чиллера, помпы или системы обдува. Они позволяют избежать чрезмерного обугливания шва, снижают температуру в точке реза, отводят пыль и другие загрязнения с места реза.
Обрабатываемая древесина
Резкой или гравировкой лазером обрабатывают разные виды дерева. Это может быть:
Мягкие сорта древесины: бальза, тополь и пр. Обрабатывается более низкой мощностью. При гравировке дает минимальную контрастность.
Твердые сорта древесины: вишня, дуб и пр. Для резки и гравировки требует более высоких мощностей. Гравировка получается более контрастной.
Шпон. Натуральное покрытие позволяет работать с этим материалом так же, как и с обычной древесиной.
Фанера. Она состоит минимум из трех слоев древесины, спрессованных или склеенных между собой под углом 900. При выборе фанеры важно учитывать не только характеристики самой древесины, но и используемого клея. Желательно применять материалы на белой клеевой основе.
МДФ, ДСП. Они изготавливаются преимущественно из мягких сортов древесины. Благодаря идеально ровной и гладкой поверхности, такие панели представляют собой идеальный материал для лазерной гравировки и резки.
Обратите внимание: чем более однородным по цвету и структуре будет обрабатываемый материал, тем более четким и качественным будет рез или рисунок.
Области применения
При помощи лазерной резки из древесины изготавливают мебель и другие предметы интерьера, дверные полотна, строительные, отделочные конструкции, декор, сувениры, трафареты, игрушки и многое другое. С ее помощью можно получить очень красивые аксессуары для дома, подставки под горячее и другие кухонные принадлежности, шкатулки, украшения, дизайнерскую упаковку, рамы для картин и пр. Некоторые модели станков позволяют делать трехмерную гравировку, что открывает еще больше возможностей для реализации дизайнерских задумок.
Купить надежные, сертифицированные лазерные станки для обработки древесины с гарантиями можно в компании АО «ЛЛС». Оборудование поставляется по Москве, Санкт-Петербургу, а также в другие регионы РФ, страны Таможенного Союза. Если потребуются дополнительные консультации и помощь в выборе, обращайтесь к нашим менеджерам. Это можно сделать по телефону или через форму обратной связи.
Другие технологии
Аддитивные технологии
Лазерная закалка
Лазерная маркировка
Лазерная резка
Лазерная сварка
Лазерная гравировка
Лазерная пайка
Станок для резки дерева в категории «Промышленное оборудование и станки»
Станок токарный мини по дереву 100Вт для моделизма, бусин DB
Доставка по Украине
4 801. 59 грн
2 400.79 грн
Купить
DomeBuys
Станок токарный мини по дереву 100Вт для моделизма, бусин HS
Доставка по Украине
4 832.10 грн
2 416.05 грн
Купить
Hot Shopping
Настольная мини циркулярная пила Proxxon Fet
На складе
Доставка по Украине
18 399 грн
Купить
25 ВЕК — Интернет-Магазин: электрический, бензиновый, аккумуляторный инструмент и строительство.
Циркулярная пила с подставкой Ryobi ETS1526HG на 220 Вольт
На складе
Доставка по Украине
12 599 грн
Купить
25 ВЕК — Интернет-Магазин: электрический, бензиновый, аккумуляторный инструмент и строительство.
Настольная циркулярная пила Woodstar st 8 на 1,2 кВт
На складе
Доставка по Украине
6 799 грн
Купить
25 ВЕК — Интернет-Магазин: электрический, бензиновый, аккумуляторный инструмент и строительство.
Циркулярный станок Metabo TKHS 315C-2.0-WNB
На складе
Доставка по Украине
16 999 грн
Купить
25 ВЕК — Интернет-Магазин: электрический, бензиновый, аккумуляторный инструмент и строительство.
Пила циркулярная GUDE GTK 2100
На складе
Доставка по Украине
6 199 грн
Купить
25 ВЕК — Интернет-Магазин: электрический, бензиновый, аккумуляторный инструмент и строительство.
Электрический плиткорезный станок Procraft PF1000/180 плиткорез Профессиональный плиткорез станок для резки
На складе в г. Киев
Доставка по Украине
3 840 грн
3 340 грн
Купить
Маркет24
Battipav EGO PLUS Станок для резки кирпича, камня, плитки (8000J)
На складе в г. Киев
Доставка по Украине
52 250 грн
Купить
Инструменты Садовая и Строительная техника Станки Пневмооборудование Лестницы Запчасти
Battipav Prime120 Станок для резки камня
На складе в г. Киев
Доставка по Украине
92 550 грн
Купить
Инструменты Садовая и Строительная техника Станки Пневмооборудование Лестницы Запчасти
Станок для резки бутылок Diy бутылкорез
На складе в г. Киев
Доставка по Украине
519.35 — 561 грн
от 2 продавцов
660 грн
561 грн
Купить
Big-Lavka
Фрезер кромки в комплекте с шаблоном Yomo, станок фрезерный для обрезки кромки по дереву ПВХ триммер
На складе в г. Мукачево
Доставка по Украине
4 928 грн
3 449.60 грн
Купить
LP Shopping
Лазерный станок СО2 LM9060-75R 75 Вт, оборудование для лазерной резки и гравировки, лазерный гравер с ЧПУ
На складе в г. Ровно
Доставка по Украине
158 730 грн
Купить
CNCPROM
Станок для резки плитки, кирпича Masalta MB14P-4 бензиновый
Доставка по Украине
45 761 грн
Купить
Магазин инструмента Лес и Сад
Станок для резки бутылок Diy бутылкорез
На складе в г. Киев
Доставка по Украине
742 грн
556.50 грн
Купить
MyTorg
Смотрите также
Для резки бутылок Станок
На складе в г. Киев
Доставка по Украине
716 грн
572.80 грн
Купить
ZAKYPKA — Интернет магазин
Верстат для різання пляшок Diy пляшкоріз
На складе в г. Киев
Доставка по Украине
663 грн
563.55 грн
Купить
MyTorg-ukr
Лезо для різання 4,5/5 дюймів 7/8/13/14/22 зуба Фінішер для різьблення по дереву , Насадка для болгарки
На складе
Доставка по Украине
270 грн
Купить
NoTeX
Козлы раскладные для резки дерева до 150 кг YATO YT-79925
Доставка по Украине
1 650 грн
1 450 грн
Купить
Интернет-магазин «24ka.com.ua»
Станок для резки,рубки арматуры GQ-45
На складе
Доставка по Украине
61 500 грн
Купить
ТД «Пневмо-комплект»
Станок для резки,рубки арматуры GQ-50
На складе
Доставка по Украине
76 500 грн
Купить
ТД «Пневмо-комплект»
Станок для резки стеклянных бутылок, резак, бутылкорез, стеклорез
На складе в г. Ровно
Доставка по Украине
375 грн
Купить
Магазин «Freedelivery»
Станок GQ-50 для резки арматуры
На складе в г. Киев
Доставка по Украине
76 500 грн
Купить
UkrBudova LLC
Станок GQ-45 для резки арматуры
На складе в г. Киев
Доставка по Украине
61 500 грн
Купить
UkrBudova LLC
Станок для резки стеклянных бутылок, резак, бутылкорез, стеклорез
Доставка по Украине
375 грн
PROMRV
Ручной станок для резки листового металла толщиной до 5 мм рычажные ножницы AFACAN 3R5
На складе
Доставка по Украине
4 703 — 5 226 грн
от 12 продавцов
5 226 грн
Купить
«ДЕКОРЕСТ» Магазин лакокрасочной продукции, инструмента и элементов декора.
Станок для резки стеклянных бутылок бутылкорез упрощенная версия
На складе в г. Ровно
Доставка по Украине
323 — 364.32 грн
от 2 продавцов
396 грн
364.32 грн
Купить
Click
Станок для резки стеклянных бутылок, резак, бутылкорез, стеклорез
На складе в г. Ровно
Доставка по Украине
375 грн
Купить
KRONS интернет- магазин
Станок для резки стеклянных бутылок, резак, бутылкорез, стеклорез
На складе в г. Ровно
Доставка по Украине
375 — 416 грн
от 11 продавцов
375 грн
Купить
Saga Market
Резка по дереву — Boss Laser
Резка по дереву — Boss Laser
ПРИМЕНЕНИЕ BOSS LASER
ЛЕГКАЯ РЕЗКА ДРЕВЕСИНЫ
Вы ищете лазер, который может гравировать или резать различные породы дерева? Хорошей новостью является то, что древесина является удивительно универсальным материалом и легко обрабатывается лазером. Фактически, Boss Laser позволяет создавать впечатляющие замысловатые узоры практически из любого типа дерева.
Лазерные станки, работающие на CO2, более чем способны обрабатывать деревянные предметы разных размеров и плотности. Мы видим множество обработанных предметов, которые создают наши клиенты, такие как декоративные элементы, игрушки, таблички, художественные изделия, награды, сувениры, рождественские украшения, подарки, вывески, архитектурные и игрушечные модели, пазлы, карты и сложные деревянные вставки. То, что вы можете создать, ограничено только вашим воображением.
Какие породы дерева может обрабатывать Boss CO 2 Лазерная резка или гравировка?
Мягкая и твердая древесина
Древесина ольхи
Тополь
Пробковое дерево
Бук
Древесина кедра
Ценная древесина
Экзотическая древесина
Вишневое дерево
Пробка
МДФ
Натуральное дерево
Массивная древесина
Бамбук
Древесина клена
Хикори
Шпон
И многое другое…
РЕЗКА ДРЕВЕСИНЫ В ДЕТАЛЯХ
Температура сфокусированного лазерного луча достигает температуры, при которой луч точно испаряет древесину. Этот процесс сублимации проявляется в виде выхода дыма во время обработки древесины. Поскольку лазер не оказывает давления на древесину во время обработки, ее не нужно крепить или прижимать к рабочему столу, что экономит время обработки от одной детали к другой. При резке или гравировке дерева более высокие скорости обработки помогут сделать кромку более чистой. Одним из основных преимуществ лазеров с питанием от CO2 является то, что луч может гравировать или резать с предельной детализацией и точными краями, даже при обработке сложных конструкций необычных форм и размеров. Поскольку во время обработки не образуется древесная стружка, трудоемкий процесс постпроизводственной очистки значительно сокращается.
Какой толщины древесину может прорезать CO 2 лазер?
Здесь действуют несколько факторов, но, вообще говоря, CO2-лазер мощностью 50 Вт более чем способен чисто лазерно резать древесину толщиной 1/4 дюйма (за один проход) и до 3/4 дюйма мощностью 150 Вт. . Такие факторы, как скорость лазера и тип обрабатываемой древесины, влияют на способность лазера резать дерево. Например, для вишни и ореха может потребоваться на 25% больше режущей способности по сравнению с кленом. А массив дуба часто требует еще больше. У нас большой опыт обработки древесины, и у нас есть таблицы обработки материалов, которые вы можете использовать в качестве отправной точки.
Можно ли резать и гравировать лазером любую породу дерева?
Древесина — это органический или природный материал, который легко обрабатывается с помощью CO2-лазера. Тем не менее, факторы внутри каждого типа древесины будут влиять на то, как лазер реагирует, например, древесная смола, состав и плотность, и могут существенно повлиять на конечный результат. Мягкая древесина, включая сосну, кедр или пробковое дерево, часто требует уменьшения мощности лазера или увеличения скорости лазерной головки, чтобы предотвратить следы ожогов. С другой стороны, для эффективной обработки твердой древесины требуется более высокая мощность лазера или более низкая скорость. Древесина, которая производится, например, фанера OSB или MDF, которые состоят из склеенных деревянных частей или волокон, потребует помощи сжатого воздуха для обработки более толстых листов, которые включены в линии Boss HP.
Хотите образец дерева, вырезанного лазером на станке Boss? Посетите нас или позвоните: 407.706.8242 .
BOSSLASER – ДЕРЕВОРЕЗНЫЕ СТАНКИ
Назначение AnyCuttingEngravingMarking
По материалу ЛюбойАкрилАлюминийЛатуньКирпичКартонПробкаТканьСтекловолокноПенаСтокоЗолотоГранитКожаМраморМДФМеламинБумагаФенопластПластикРезинаСереброСтальПлиткаТитанДерево
Дополнительное обновление для рабочей зоны: 14″ x 20″
Резка и гравировка
Гибридные серводвигатели
Узнать больше
7 997,00 долл. США 5 597,00 долл. США
LS-1630
LS-1630 Co2 лазерный резак и гравер
70 или 105 Вт
Рабочая зона 16″ x 30″
Резка и гравировка
Гибридные серводвигатели
Узнать больше
9 997,00 долл. США 7 997,00 долл. США
LS-2440
LS-2440 Co2 лазерный резак и гравер
80, 105 или 155 Вт
Рабочая зона 24″ x 40″
Резка и гравировка
Гибридные серводвигатели
Узнать больше
$11 997,00 $8 397,00
LS-3655
LS-3655 CO2 лазерный резак и гравер
80, 105 или 155 Вт
Рабочая зона 36″ x 55″
Резка и гравировка
Гибридные серводвигатели
Узнать больше
16 997,00 долл. США 14 497,00 долл. США
HP-2440
HP-2440 Co2 лазерный резак и гравер
155 Вт
Рабочая зона 24″ x 40″
Резка и гравировка
Нержавеющая сталь до 18ga
Узнать больше
18 997,00 долл. США 16 147,00 долл. США
HP-3655
HP-3655 CO2 лазерный резак и гравер
155 Вт
Рабочая зона 36″ x 55″
Резка и гравировка
Нержавеющая сталь до 18ga
Узнать больше
24 997,00 долл. США 19 997,00 долл. США
HP-5598
HP-5598 CO2 лазерный резак и гравер
155–250 Вт
Рабочая зона 55″ x 98″
Резка и гравировка
Нержавеющая сталь до 18ga
Узнать больше
BOSS LASER NEWS
Получите последние новости
Водоструйный резак по дереву | Лучшие деревообрабатывающие станки
Полное руководство по часто задаваемым вопросам
1.
Будет ли струя воды раскалывать древесину и повреждать ее?
Нет, гидроабразивный резак по дереву не может повредить материал.
Одной из причин роста популярности станков для гидроабразивной резки древесины является то, что мы можем напрямую контролировать их работу. Компьютерное числовое управление или гидроабразивная резка с ЧПУ следуют ручным программам. Следовательно, они могут пилить под контролем, поддерживая точную скорость, даже не повреждая древесину.
2. Деревянные предметы могут впитывать воду. Будут ли проблемы с использованием гидроабразивной резки?
Большинство людей волнует вопрос впитывания воды деревянными предметами при использовании гидроабразива. Гидроабразивные резаки способны резать древесину без контакта с избыточной водой.
Из-за высокого ускорения и давления воды струя воды быстрее проникает в заготовку. Следовательно, поверхность заготовки остается сухой. Профессиональная гидроабразивная установка сможет работать, а также выполнять работу, не выпуская излишки воды.
3. Какой гидроабразивный резак лучше всего подходит для резки древесины?
Водоструйные резаки могут резать более твердые и плотные материалы с помощью абразива на резаке. Благодаря использованию абразивного граната в сочетании с водой гидроабразивный станок эффективно режет древесину.
Когда вода проходит через прецизионное отверстие, она создает водяной поток. Этот поток достаточно силен, чтобы проникать в древесный материал и резать до 5 дюймов толщиной со скоростью до 600 дюймов в минуту.
4. Как работает гидроабразивный резак по дереву?
Во-первых, происходит создание 3D технического эскиза с помощью компьютерного программного обеспечения, MDA или CAD.
Затем вам нужно ввести свои основные параметры резки, такие как тип материала, его толщина и предпочитаемая обработка кромки, которую вы хотите иметь, и т. д. обеспечить точную скорость, смещения и дополнительные параметры. Это необходимо для обеспечения геометрической точности функции.
Если все идет в соответствии со стратегией, система начинает работать, и гидроабразивный станок выполняет работу по точному резу.
5. Обработанный край дерева не гладкий. Это правда?
Станки для гидроабразивной резки становятся все более популярным методом резки материалов. С его помощью вы даже можете осуществить резку любых материалов, о которых вы никогда не думали.
Гидроабразивный резак по дереву обеспечивает малый допуск и отсутствие деформации компонентов. Чистый поток воды создает высокое давление воды и помогает машине работать. Это дополнительно предотвращает появление грубых или неровных краев на древесине.
Когда гидроабразивная резка режет древесину, машина обеспечивает кромки без заусенцев и превосходного качества с небольшой необходимостью вторичной обработки.
6. Что будет, если в лесу появятся сучки?
В идеале при работе с гидроабразивными резаками разумно использовать только древесину высшего качества. Всегда лучше использовать древесину без сучков.
Это не только сокращает расходы, но и помогает получить конечный продукт без повреждений. Древесина с сучками может быть расточительной в использовании, поскольку они могут привести к дефекту конечного продукта.
Если вы хотите откалибровать устройство для выполнения работы через узлы, вы можете это сделать. Тем не менее, делая это, вы будете тратить ресурсы, обладая избыточной силой, на все области, свободные от узлов, и искажать конечный продукт.
7. Насколько ваш гидроабразивный резак может резать толстую древесину?
С помощью гидроабразивного резака можно резать более твердые и плотные материалы, такие как дерево, толщиной до 5 дюймов со скоростью 600 дюймов в минуту. Гидроабразивная струя чрезвычайно высокого давления от 40 000 до 60 000 фунтов на квадратный дюйм (фунт на квадратный дюйм) проникает в толстый материал и делает точные разрезы. При такой скорости давление становится сверхинтенсивным и достигает способности резать до 5 дюймов более толстой древесины.
8. В каких отраслях промышленности используются водоструйные станки по дереву?
Производителям из разных отраслей необходимо резать древесину для производства различных изделий, таких как напольные покрытия, мебель, оконные рамы и игрушки. Кроме того, лесная промышленность и производство древесноволокнистых плит также зависят от древесины. Производители, создающие деревянные изделия, должны использовать для своих целей системы гидроабразивной резки дерева.
9. Является ли водоструйный резак по дереву долговечным решением?
По сравнению с другими дереворежущими станками, гидроабразивные дереворезы могут стать вашим лучшим инструментом в долгосрочной перспективе. Вот несколько причин, по которым он может стать вашим долговечным решением для резки твердых материалов, таких как дерево.
● Низкая стоимость и более быстрая работа ● Обладает высокой устойчивостью и обеспечивает точные резы ● Обеспечивает кромки без заусенцев ● Отсутствие ЗТВ (зон термического влияния) обеспечивает чистый рез и исключает риск ожога. ● Не вызывает таких повреждений, как обесцвечивание, деформация или расслоение материала. ● Отсутствие выделения токсичных паров или образования нагара
10. Каковы основные части ваших водоструйных станков по дереву?
Водоструйный резак по дереву состоит из нескольких основных частей.
• Режущая головка
Режущая головка помогает установить точное самовыравнивание.
• Насос высокого давления
Работа насосов высокого давления заключается в усилении или поддержании постоянного уровня давления воды для подачи одной или нескольких режущих головок по мере необходимости.
• Стол станка
Стол станка является частью гидроабразивной установки, на которую необходимо поместить древесину для точной резки.
• Система управления движением
Системой управления движением можно управлять с помощью компьютерного программного обеспечения, которое после точного набора программы может сообщить режущей головке о необходимости движения.
11. Как вы используете деревообрабатывающие станки для гидроабразивной резки для развития вашего бизнеса?
Гидроабразивный резак может резать дерево или другие материалы с помощью тонких струй воды, которые машина направляет на режущий материал под высоким давлением или скоростью. Он также использует смесь абразивных веществ и воды для резки материала.
Различные предприятия могут использовать станок для гидроабразивной резки дерева для вырезания инкрустации столешниц, кухонных столешниц или создания любого архитектурного и художественного дизайна. Компании также используют станки для гидроабразивной резки дерева для изготовления деревянных пазлов, деревянной мебели и даже ракеток для настольного тенниса.
Из-за простоты резки деревообрабатывающим станком для гидроабразивной резки многие предприятия используют его для расширения своих площадей. Он также обеспечивает более узкий разрез, который помогает получить самый сложный рисунок на заготовке.
12. Сколько вы должны инвестировать в эксплуатацию водоструйных станков по дереву?
Чтобы получить более высокую прибыль, необходимо правильно инвестировать. В случае эксплуатации водоструйных станков по дереву вы должны понимать, что это сопряжено с множеством других расходов. Помимо стоимости машины, вы также должны нести расходы на электроэнергию, воду, абразивы и другие детали. Тем не менее, нужно инвестировать минимум 20 долларов в час.
При работе с максимальным давлением 60000 фунтов на квадратный дюйм стоимость резки в час может возрасти максимум до 2,60 долларов США. Однако на этом расчет не заканчивается. Вы должны изучить различные пределы затрат на количество частей.
13. Какое давление воды необходимо для резки дерева гидроабразивными резаками?
Машины для гидроабразивной резки обеспечивают высокое давление. Для эффективной и точной резки древесины гидроабразивному резаку требуется усилие от 1000 до 6000 бар. это давление можно создать с помощью мощного насоса высокого давления. Однако такую мощную силу обеспечивает сопло диаметром от 0,1 до 0,5 миллиметра.
При таком высоком давлении можно резать древесину с помощью смеси воды и высокого давления. Это безэрозионный процесс. Поскольку дерево является термочувствительным материалом, гидроабразивный резак может быть полезен при резке дерева. Он не повреждает древесину при таком высоком давлении.
14. Как быстро гидроабразивный резак может резать дерево?
Скорость гидроабразивной резки зависит от твердости и толщины материала. В случае пластика его скорость составляет около 600 дюймов в минуту для резки дерева толщиной 5 дюймов. Если вы хотите иметь более гладкую поверхность, вам придется долго резать материал.
Кроме того, если вы можете управлять программным обеспечением гидроабразивной головки, вы можете получить точные разрезы за небольшой промежуток времени. Программное обеспечение, однако, автоматически оптимизирует количество времени, что приводит к более быстрой работе.
15. Как следует использовать системы гидроабразивной резки древесины?
Система гидроабразивной резки древесины использует гидроабразивную струю высокого давления. При высоком давлении 6200 бар он обеспечивает скорость 1000 метров в секунду. Короче говоря, процесс резки заключается в подаче струи воды под высоким давлением для точной резки материала.
При таком высоком давлении можно подумать, что система гидроабразивной резки дерева создаст заусенцы на материале. Но технология холодной резки помогает обеспечить гладкую поверхность, так как не создает зон нагрева. Для работы насоса необходимо использовать специально очищенную воду.
16. Как решить проблемы с системой гидроабразивной резки дерева?
Система гидроабразивной резки — очень полезный режущий инструмент. С помощью этого замечательного инструмента можно решить свои проблемы с резкой древесины. При нанесении этого микротрещины не обнаруживаются. Так как прибор не создает зоны термического влияния, следовательно, не оставляет синяков на материале. Без эффекта голосования какого-либо механического напряжения вы можете добиться этой гладкой сатинированной режущей кромки. Высокая точность и мельчайшие детали работы, обеспечиваемые этой системой для резки древесины, могут сделать вашу работу более удобной. Кроме того, некоторые инструменты поставляются с несколькими режущими головками. Это может даже работать более эффективно и продуктивно.
17. Есть ли риск повреждения деревянной заготовки при резке ее гидроабразивным резаком?
При использовании гидроабразивной резки материал, в данном случае дерево, не пострадает. На это есть две причины. Во-первых, станок использует процесс холодной резки, при котором на поверхности материала не образуется зона термического влияния. Поскольку известно, что древесина не является устойчивым к теплу объектом, гидроабразивная резка — лучший вариант, когда нужно вырезать из нее сложную конструкцию. Во-вторых, правильное давление, оказываемое на материал, помогает вырезать деревянную деталь в детальный дизайн. Эти факторы позволяют избежать риска повреждения при резке деревянного изделия гидроабразивным резаком.
18. Почему гидроабразивные деревообрабатывающие станки лучше других систем резки?
Гидроабразивный резак по дереву лучше любой другой системы резки; у него нет ограничений по толщине материала. Можно резать любую толщину материала. Гидроабразивный резак по дереву может производить качественные карты толщиной до 200 мм. Во-вторых, благодаря отсутствию деформации металла, гидроабразивные резчики по дереву выполняют задачи чистого распила. В результате получается ровный и ровный рез без заусенцев. Это, однако, устраняет дополнительные усилия для отделки. По этой причине гидроабразивные пилы повышают эффективность и экономят время.
Кроме того, он рубит дрова, не нанося вреда окружающей среде. На протяжении всего процесса он не создает каких-либо опасных веществ в виде газов или паров.
19. Каково качество обработки кромок для гидроабразивных резцов по дереву?
Качество обработки кромки резцов по дереву водораздела обеспечивает чистые кромки. Благодаря процессу холодной резки не бывает зоны термического влияния. Это позволяет краям иметь более чистый срез. Кроме того, это снижает риск ожогов. За счет обхода теплового воздействия водоразделы резцов по дереву выдают приемлемые объемы без перекосов.
20. Легко ли использовать гидроабразивный дровосек для начинающих?
Водоструйный резак по дереву имеет сложный механизм для резки древесины. Нужно использовать чистую воду, чтобы заставить его работать эффективно. Новичкам необходимо освоить технику работы на станке, чтобы получить точный и четкий срез. Операция включает в себя умение оказывать определенное давление на материал для получения чистого разреза вместо искажения. Наряду с этим человек также должен знать о различных компонентах и комбинировать их, чтобы получить от них максимальную пользу. Поэтому для новичков с минимальной подготовкой это будет несложная операция.
21. Какую точность можно поддерживать с помощью систем гидроабразивной резки древесины?
Точность является еще одним важным фактором, когда речь идет о гидроабразивных станках для резки дерева. Как только кто-то начинает резать, проходя начальный этап, машина может производить или достигать уровня точности +/-0,001. Это базовая точность продукта. Однако на точность работы могут повлиять некоторые факторы, в том числе толщина и скорость продукта.
22. Как правильно выбрать систему гидроабразивной резки древесины?
Подходящую систему гидроабразивной резки древесины можно выбрать в зависимости от типа выполняемой работы. Для работы с каждой деталью следует выбрать чистую систему гидроабразивной резки дерева. Это помогает поддерживать надлежащие детали, которые каждый выбирает для включения в продукт. Кроме того, если вы хотите, чтобы ваша работа выполнялась быстрее, вы должны применять более невероятную скорость. Дроворез с микроводоструйной струей помогает добиться точности на высокой скорости. Таким образом, в соответствии с вашими требованиями, вы должны выбрать правильную систему гидроабразивной резки древесины.
23. Эффективен ли ваш гидроабразивный резак при идеальной резке древесины?
Гидроабразивный резак по дереву является одним из самых эффективных и универсальных инструментов для резки дерева. Говоря об эффективности этой машины, никто никогда не сомневается в этом. Совершенство и точность позволяют любому человеку разрезать любой материал в трех измерениях. Кроме того, вы можете вращать режущие головки для достижения совершенства и готового продукта.
24. Дайте несколько советов по обслуживанию систем гидроабразивной резки дерева.
Система гидроабразивной резки дерева прослужит дольше, если за ней ухаживать. Чтобы заставить его работать под высоким давлением, потребуется частое техническое обслуживание. Убедитесь, что вы очищаете его водой после каждого использования и сушите. Всегда используйте чистую воду при эксплуатации системы. Это гарантирует, что ваша система гидроабразивной резки дерева не будет накапливать или откладывать мусор. Нужно следить за тем, чтобы во время работы на машине приложение правильного давления заставляло ее работать хорошо. Даже если вы не используете систему резки древесины, вам необходимо каждое утро чередовать перемешивание, чтобы свести к минимуму техническое обслуживание.
Гидроизоляция на основе цемента делаем сами своими руками
Материалы на цементной основе появились относительно недавно, но уже прочно вошли в нашу жизнь. Они применяются практически во всех видах строительно-отделочных работ, обладают отличными эксплуатационными свойствами, высокой прочностью и долговечностью, одинаково хорошо подходят для внутреннего и для наружного применения.
Область применения
Защита бетонных, каменных, оштукатуренных и прочих видов конструкций от деструктивного воздействия подземных вод, влажности, воды под давлением;
защита фундаментов, бассейнов, резервуаров для хранения воды с последующей облицовкой керамической плиткой; (читайте также цикл статей: Какой выбрать фундамент для одноэтажного кирпичного дома Утепление фундамента снаружи: решаем проблему холодных полов Отделка фундамента панелями своими руками Фундамент из блоков ФБС.
защита ванных комнат, террас, балконов;
защита технических помещений изнутри.
Достоинства и недостатки
Благодаря высоким техническим показателям цементная гидроизоляция имеет целый ряд преимуществ перед традиционной на битумной основе.
отличные показатели водонепроницаемости;
возможность нанесения на влажную поверхность;
технологическая простота применения;
невысокая стоимость;
отличное сцепление на любым видом основания;
хорошие антикоррозийные свойства;
стойкость к воздействию агрессивных химических соединений;
высокая паропроницаемость;
морозостойкость;
экологичность и безопасность материала.
Среди немногочисленных недостатков цементной гидроизоляции можно выделить:
невысокая трещиностойкость;
необходимость нанесения нескольких слоев и дополнительного армирования.
Применение гидроизоляции на основе цемента не рекомендовано для еще не выстоявшихся конструкций с риском возникновения подвижек грунта или фундамента.
Как укрепить фундамент можно узнать в статье Укрепление фундамента кирпичного дома своими руками.
Одним из наиболее успешных путей для защиты деформируемых конструкций от воздействия влаги является применение полимерных и полимерцементных бетонов. Эти бетоны имеют более высокие показатели прочности на растяжение при изгибе и хрупкости.
Как еще сделать гидроизоляцию читайте в статье Гидроизоляция под бетонный пол.
Материалы
Гидроизоляционные материалы на цементной основе – это сухие смеси из песка на цементном связующем (портландцемент) и полимерных добавок. Материалы обладают высокой водонепроницаемостью и адгезионными свойствами. Оптимальный вариант для всех видов конструкций (бетон, кирпич, металл, дерево). Благодаря кристаллической структуре цементной смеси, излишний водяной пар и конденсат беспрепятственно выветриваются с поверхности основания.
Узнать о видах и марках цемента, его характеристиках можно в этой статье.
На данный момент это наилучший вариант гидроизоляции подвальных и цокольных помещений, наиболее подверженных воздействию влаги и плесени из-за постоянного контакта с грунтовыми водами.
Пошаговая инструкция как сделать гидроизоляцию подвала находится тут.
Экологичность и нетоксичность цементной гидроизоляции удовлетворяет требованиям защиты резервуаров с питьевой водой. Все это позволило стать приоритетным направлением в данной области, по многим параметрам опередить битумные материалы и обычный цемент.
Виды
По назначению цементные гидроизоляционные смеси делятся на:
обмазочная гидроизоляция;
эластичная обмазочная изоляция;
штукатурная гидроизоляция;
проникающая гидроизоляция;
ремонтные составы;
водяная пробка.
Обмазочная
Часто используемый метод защиты от влаги фундаментов, цоколей, полов, ванных комнат, балконов, террас, резервуаров с водой (в том числе питьевой). Наносится на бетон, кирпич, металл, древесину, гипсокартон, прочие минеральные поверхности. Герметично закупоривает микротрещины, обеспечивает длительную водонепроницаемую защиту основания.
Как самостоятельно сделать гидроизоляцию фундамента читайте в статье Гидроизоляция бетонного фундамента своими руками.
Эластичная обмазочная
Двухкомпонентная полимерцементная смесь с активными пластификаторами.
Наилучший вариант для сложных поверхностей, склонных к образованию волосяных трещин до 0,5 мм (бассейны, резервуары для воды, террасы, деревянные дома). Обладают высокими показателями поверхностной прочности. Несколько дороже традиционных смесей.
Штукатурная
Цементно-песчаная смесь для герметизации недеформирующихся конструкций. В качестве добавки может включать жидкое стекло. Характеризуется возможностью нанесения на неровные поверхности, легкостью монтажа, хорошей стойкостью, приемлемой ценой. Вместе с этим, процесс довольно трудоемкий.
Благодаря быстрому схватыванию растворы с наличием жидкого стекла хороши для сочащихся трещин.
Проникающая
Цементно-песчаная смесь с добавлением химических модификаторов. Рекомендуется применять для стабильных оснований подвалов, фундаментов, цокольных помещений.
Применяется только для бетонных и железобетонных конструкций!
Основное отличие заключается в постепенном проникающем эффекте активных компонентов, концентрирующихся не на поверхности, а в толще бетонного слоя (до 10-12 см). Нерастворимые кристаллы проникающей гидроизоляции заполняют капиллярно-пористую структуру бетона и образуют внутренний водонепроницаемый барьер. С годами монолитность структуры становится только крепче.
Читайте также цикл статей по бетону: Бетон: как приготовить своими руками Выравнивание бетонного пола своими руками Бетонная стяжка пола своими руками.
Рекомендуется в случае отсутствия возможности монтажа внешней гидроизоляции (ремонт подвальных помещений, внутренних стен фундамента).
Ремонтные составы
Быстросохнущие смеси для герметизации стыков, швов и трещин.
Применяются для зачеканки швов в сборном фундаменте. Легкий процесс приготовления массы, требующий лишь добавления воды. Масса не усаживается при затвердевании.
Водяная пробка
Незаменимый вариант для быстрой герметизации напорных течей в бетонных, железобетонных, каменных конструкциях. Сухая смесь при затворении образует мгновенно твердеющий безусадочный раствор, хорошо сцепляющийся с основанием. Используется, даже если в процессе работы сочится вода. Не содержит веществ, вызывающих коррозию бетона.
Цементно-полимерная
Портландцемент, мелкодисперсный песок и полимерные добавки являются основными компонентами этого вида гидроизоляции. Модифицированный полимерами материал приобретает ряд важных характеристик. Главная из них – более высокая прочность материала на растяжение за счет эффекта эластификации и как следствие – противодействие динамическим нагрузкам и образованию трещин.
Полимерцементные смеси могут быть одно- и двухкомпонентные.
Кроме того, выделяют гидроизоляционный клей и ремонтную полимерцементную гидроизоляцию. Однокомпонентные (жесткие) смеси являются порошковыми. Двухкомпонентные (эластичные) включают акриловую эмульсию в качестве эластификатора и сухую цементную смесь с различными добавками, например, микрофибра.
Тот или иной компонентный состав смеси подбирается исходя из возможных деформационных нагрузок. Для гидроизоляции кирпичных, бетонных, железобетонных конструкций, не подверженных деформациям, применяют однокомпонентные смеси.
Если вероятность образования трещин в процессе эксплуатации конструкции высока, а их размер может достигать 1 мм, используют эластичные смеси.
Цементная обмазочная
Обмазочная цементная гидроизоляция – один из наиболее доступных и легких способов надежной гидроизоляции. Основанием могут служить устоявшиеся кирпичные, бетонные, железо-, пено-, газобетонные конструкции, не подверженные деформационным нагрузкам.
Смеси производятся в виде сухого однокомпонентного состава или двухкомпонентного с наличием полимерных связующих. В зависимости от вида поверхности, толщина слоя может колебаться от миллиметра до нескольких сантиметров.
Период выдержки кирпичной кладки, бетонных, железобетонных оснований перед монтажом обмазочной гидроизоляции – не менее 3 месяцев. Период выдержки стяжки и оштукатуренных поверхностей – не менее 28 дней. Прочность основания – не ниже 15 МПа.
В следующем видео в качестве примера обмазочной цементной гидроизоляции предлагается материал Бергауф Гидростоп, рассматриваются актуальные моменты при выполнении монтажных работ.
Гидроизоляция на основе цемента. Пошаговая инструкция
Перед началом работ следует внимательно изучить рекомендации производителя. Базовая инструкция для нанесения цементных гидроизоляционных материалов:
Очистка поверхности от грязи и пыли, жировых пятен.
Обработка поверхности грунтовочными растворами с помощью валика и кисти (в зоне стыков).
Герметизация швов и стыков защитными уплотнительными лентами. В случае необходимости, заполнение швов и трещин ремонтной смесью или пломбой.
Тщательное нанесение гидроизоляционного раствора с помощью шпателя и кисти. Выдержка, нанесение второго и последующих слоев.
При покупке сухих цементных масс необходимо обращать внимание на срок годности и герметичность упаковки.
Советы профессионалов
При выполнении строительных работ используются различные материалы, которые можно разделить на два типа: традиционную и проникающую гидроизоляцию.
Первый вид включает гибкие материалы, рубероид, полимерные смолы и проч. Особенность таких материалов в том, что они не образуют монолитного слоя с основанием защищаемой конструкции. Они больше подойдут в качестве вспомогательного материала и неприемлемы для таких помещений как подвал, бассейн, фундамент.
Срок службы достаточно недолог, около 5 лет.
Проникающая гидроизоляция – более передовой метод защиты помещений от воздействия влаги. В настоящее время все шире применяется для фундаментов, цокольных этажей, ванных комнат и резервуаров с водой. Срок службы более длительный, к тому же показатели эффективности опережают традиционный тип гидроизоляции.
При выборе типа гидроизоляционного материала профессионалы рекомендуют учитывать ряд факторов:
Сила и вид воздействия окружающей влаги. Соприкосновение с водой может быть с наружной и внутренней стороны (грунтовые, талые воды, конденсация водяных паров).
Возможность проведения промежуточного ремонта. При укладке фундамента выбор материалов должен происходить на этапе проектирования с учетом геологических заключений во избежание дополнительных затрат в будущем.
Вид конструкции, степень деформационного воздействия и вибраций, а также прочие характеристики, от которых будет зависеть выбор того или иного материала.
Гидроизоляция на цементной основе занимает прочные позиции на рынке водонепроницаемых строительных материалов. В большинстве случаев она высокоэффективная, долговечная и более экономичная. Высокое качество защитных свойств и легкость нанесения позволяют находить все более широкое применение.
Гидроизоляционные растворы — что это такое? Какие бывают? Способы приготовления
Главная — Статьи — Гидроизоляционные растворы — что это такое? Какие бывают? Способы приготовления
Применяются для внутренних поверхностей подвалов, погребов, подземных гаражей и им подобных сооружений штукатурят такими гидроизоляционными растворами, после чего сверху наносят слой обмазки. Гидроизоляционный раствор имеет в составе не только цемент с песком в пропорции 1:2-3, но и спец. добавки: жидкое стекло, алюминат натрия, церезит, хлорное железо и др.
Раствор, замешенный на жидком стекле, является цементно-песчаной смесью (цемент марки МЗОО и свыше). Для приготовления требуемой консистенции в него постепенно добавляют воду. Нужно учитывать, что такая смесь быстро твердеет. Его используют в основном для заделки трещин и дыр, из которых подтекает вода.
Раствор с добавлением алюмината натрия используют для заделки трещин и дыр в которых имеется вода и для приготовления водонепроницаемой штукатурки. Для этого сухую смесь цемента с песком затворяют 3% раствором натрия алюмината. Данный раствор изготовляют на основе сульфатостой смеси портландцемента с маркировкой М400 и выше. Работать с таким раствором нужно в резиновых перчатках, защитных очках и резиновых сапогах.
Раствор с хлорным железом является цементно-песчаной смесью затворенной на растворе 2-3% хлорного железа от общей массы песка и цемента.
Раствор с церезитом — является смесью цемента и песка с добавленным раствором церезита: 1 м.ч. церезита на 10 м.ч. жидкости.
Теплоизоляционные и звукоизоляционные растворы. Для увеличения теплоизоляции стен при помощи теплой штукатурки готовятся следующие растворы: Как правило это простые цементные растворы где вместо , но вместо простого песка применяют керамзитовую крошку, порошок пемзы, перлитовый песок и т. д.
Для оштукатуривания помещений с сухим климатом используют раствор: 1 м.ч. цемента марки МЗОО и выше, 3 м.ч. древесных опилок которые пропитаны известковым молоком. Для оштукатуривания саун и бань используют смесь; цемент марки МЗОО — 1 м.ч.+ известковое тесто — 0,5 м.ч.+ песок (керамзит, перлит, пемза) — 3—4 м.ч., крошка асбеста — 1 м.ч. Все растворы использующиеся для теплоизоляции являются сразу и звукоизолирующими. Но при этом имеются и специальные смеси, к примеру, такой: цемент марки МЗОО и выше — 1 м.ч., шлак доменный (с диаметром частиц 4—5 мм) — 2—3 м.ч. Специальные добавки.
Для применения в особо важных конструкциях помещений (подвалы, фундаменты и др.) растворы из цемента и песка нужно уплотнять при помощи виброуплотнителя. Однако в наше время имеются, и промышленные добавки, к растворам бетона которые называются суперпластификаторами и небольшое их количество позволяет уложить бетонную смесь без применения виброуплотнения. К данным добавкам относятся такие (в скобках приведено количество суперпластификатора в % от веса цемента): С-3 (0,2— 0,6), ПАЩ-1+НК (0,06-0,4), ЛСТ (0,4-0,8), ПЛС-1 (0,16-0,5), ЛТМ (0,14-0,7) и др. Все без исключения суперпластификаторы значительно подымают водоупорность и морозостойкость бетонов.
К примеру, суперпластификатор ЛТМ в 2-3 раза добавляют морозостойкости и в 2 раза водоупорность. Помимо суперпластификаторов еще бывают и обычные пластификаторы, которые не исключают применение вибрационного уплотнения растворов, но дают возможность немного уплотнить бетонную смесь и уменьшить расход цемента, повысить водостойкость. Они имеют (как и суперпластификаторы) одну очень важную особенность особо актуальную для строителей новичков: они значительно облегчают приготовление бетонного раствора. Промышленность выпускает следующие виды пластификаторов (в скобках приведены процент от веса цемента): концентрат сульфитно-спиртовой браги (0,14—0,24), мылонафт (0,07—0,6), асидол эмульгированный (0,06—0,6), асидол-мылонафт эмульгированный (0,07—0,6).
Также пластичность раствора бетона можно увеличить добавлением в него ПАВ, к примеру, препарат ОП-7 ну или же ОП-10 в расчете 0,1 % от веса цемента. Можно использовать и стиральный порошок при затворении цементно-песчаного раствора в расчете 1 ст. л. на ведро воды. Точно такими же свойствами имеет, и клей ПВА, который берется в расчете 1—2% от веса цемента. Для повышения водостойкости и солестойкости в бетонные растворы добавляют пудрообразные добавки: золу, доменный шлак, туфу, опоку, трепелу, пемзу, обожженную глину и др. Добавки берутся до 20% от веса цемента. При строительстве фундамента на кислой почве в бетон в обязательном порядке вводят известковый щебень.
Гидроизоляция
— Является ли раствор водонепроницаемым?
Профессионал сообщил мне, что раствор является водонепроницаемым, однако источники в Интернете говорят мне, что это не так.
Так раствор водостойкий или нет? Различается ли водонепроницаемость в зависимости от классификации раствора (например, M1, M2, M3 и т. д.)?
гидроизоляция
кладка
раствор
цемент
4
Раствор не является водонепроницаемым. Однако есть продукты, которые можно наносить на раствор (и другие бетонные материалы), которые могут сделать раствор водонепроницаемым.
2
Да, раствор водостойкий. «относительно не подвержен влиянию» воды «при определенных условиях» .
Водонепроницаемый или водостойкий описывает объекты, относительно не подверженные влиянию воды или сопротивляющиеся проникновению воды при определенных условиях. – Гидроизоляция, Вики
Тем не менее, все, что претендует на водонепроницаемость , скорее всего, далеко не соответствует водонепроницаемый или непроницаемый для воды . По словам Борала, раствор M4
на самом деле представляет собой обычный бетон, состоящий из одной части портландцемента и четырех частей песка. Тогда как M1 состоит всего из одной части гашеной извести и трех частей песка (и это единственный раствор, полностью основанный на извести, который следует использовать для ремонта старых зданий, в которых он есть, именно потому, что в противном случае у вас будут проблемы с влажностью).
Я предполагаю, что водонепроницаемость строительного раствора M1 ~ M4 может быть приблизительно определена, поскольку каждый из них будет иметь заданную прочность при отверждении в соответствии с ISO 13007.
Проницаемость бетона уменьшается по мере увеличения его прочности (и возраста):
Из представленных результатов можно было представить кривые корреляции прочности на сжатие, возраста и характеристической прочности на сжатие в зависимости от проходящего через него потока воды.
– Международный симпозиум (NDT-CE 2003) Неразрушающий контроль в гражданском строительстве 2003, Проницаемость бетона: исследование, предназначенное для оценки «на месте» с использованием портативных приборов и традиционных методов
Мортер не является водонепроницаемым. Кирпич не является водонепроницаемым.
Керамика, как и кухонная утварь, водонепроницаема, если на ней нет трещин. Отличие в том, что керамика обжигается глазурью снаружи.
Чтобы получить такой же внешний слой защиты, вам нужен силиконовый спрей, который можно наносить кистью или распылять под давлением снаружи. Этот слой со временем смоется, и его необходимо наносить повторно каждые десять лет сразу после очистки.
В моем исследовании резервуаров для воды из ферроцемента, особенно в менее промышленно развитых странах, водонепроницаемость конструкции зависит от подготовки растворной смеси, в значительной степени связанной с гидратацией смеси с наименьшим возможным количеством воды, что по-прежнему дает вам полностью гидратированный рабочий материал. смесь. Насколько я понимаю, меньшая начальная влажность предотвращает растрескивание готовой поверхности. Кроме того, он должен быть тщательно отшлифован, и важно соотношение портландцемента и песка. Изучите «ферроцемент», который представляет собой смесь, похожую на раствор, в которой используются металлические сетки, такие как проволочная сетка, просечно-вытяжная решетка и т. д., в качестве армирования, а не арматуры.
Раствор определенно не является водонепроницаемым как таковой, но он также не боится воды (если только не замерзнет).
Вода проникает в кирпичную стену при нормальных условиях, а затем высыхает в промежуточные засушливые периоды.
Зарегистрируйтесь или войдите в систему
Зарегистрируйтесь с помощью Google
Зарегистрироваться через Facebook
Зарегистрируйтесь, используя адрес электронной почты и пароль
Опубликовать как гость
Электронная почта
Требуется, но не отображается
Опубликовать как гость
Электронная почта
Требуется, но не отображается
Нажимая «Опубликовать свой ответ», вы соглашаетесь с нашими условиями обслуживания, политикой конфиденциальности и политикой использования файлов cookie
Гидроизоляция бетона, стен и полов
Плохо сделанный бетон не может быть гидроизолирован, до проникновения воды любыми добавками. Первым требованием для гидроизоляции бетона является получение плотного бетона с правильными пропорциями непористых заполнителей и низким водоцементным отношением (0,54 или меньше), чтобы иметь минимум воздушных пустот. Обычно все бетоны пористые, и эти поры должны быть уменьшены, чтобы сделать бетон, насколько это возможно, непроницаемым для воды.
Подробные методы приготовления хорошего бетона. Часто выгодно использовать немного чрезмерную долю штрафов. Небольшое увеличение содержания цемента по сравнению с обычным бетоном также является преимуществом, так как при большем количестве цемента требуется меньше воды для той же удобоукладываемости. Для дополнительной гидроизоляции можно использовать следующие методы.
(a) Бетонные и каменные поверхности можно сделать водонепроницаемыми, покрыв их тремя слоями квасцов и мыльных растворов. В одном литре горячей воды растворяют 10 граммов квасцов, а в одном литре горячей воды растворяют 50 граммов мыла. Горячий раствор квасцов наносится первым и обрабатывается жесткой кистью, сразу после чего следует горячий мыльный раствор. Растворы наносятся с интервалом около 24 часов между чередующимися слоями.
Недавние эксперименты показали, что цементную штукатурку (даже 1:6) можно сделать водонепроницаемой, смешав цементный раствор с 1-процентным мыльным раствором или обычной водой. В эксперименте использовалось мыло «Солнечный свет».
Мыльные растворы действуют как смазочные материалы, а также образуют нерастворимые наполнители в результате реакции с цементом, и их можно наносить, пока бетон еще не остыл.
Этими методами можно эффективно обработать стены от проникновения влаги.
(b) Добавление полностью гашеной (гашеной) белой извести в следующих пропорциях также сделает бетон водонепроницаемым. Известковая паста занимает примерно в два раза больше массы пасты, приготовленной с равным весом цемента, и поэтому очень эффективна для заполнения пустот; но смесь должна быть из плотного бетона.
Бетон 1:2:4 — 10 % от массы сухого цемента
Бетон 1:2,5:5 — 15 % от массы сухого цемента там, где прочность является основным соображением, следует отдавать предпочтение использованию более высокого содержания цемента для повышения удобоукладываемости и достижения непроницаемости. (Некоторые эксперименты показали, что добавление небольшого количества гашеной извести незначительно увеличивает прочность бетона, но мнения по этому поводу противоречивы.) Повышение удобоукладываемости позволяет немного снизить содержание воды, что, в свою очередь, снижает проницаемость. .
Обогащать бетон, чтобы иметь избыток цемента по крайней мере на 15–20 % по сравнению с песком и 20 % избытка раствора по сравнению с крупным заполнителем. Смесь 1:1,5:3 с водоцементным отношением около 0,40 сделает бетон практически водонепроницаемым.
Облицовка раствором, состоящим из цемента, гашеной извести и песка в пропорциях 1:3:10, толщиной 12 мм также сделает бетон водонепроницаемым.
(e) Опалубку следует снять как можно скорее, а бетонную поверхность затереть и промыть. Смесь цемента и песка в пропорциях 1:1,5 с гидроизоляционным составом втирают в поры и по всей поверхности таким образом, чтобы на поверхности бетона не оставалось материала больше, чем необходимо для полного заполнения пор.
(d) Бетонные полы можно обрабатывать во время бетонирования. поверхность посыпают сухим цементом и втирают стальным шпателем в начальный слой бетона.
(e) Что касается нанесения гидроизоляции на поверхность, то метод зависит от качества бетона. Если поры очень маленькие, их может заполнить ил или мелкая глина. Прокипяченное льняное масло, парафин или лак можно нанести на поверхность, когда бетон хорошо затвердеет и высохнет. Можно нанести два или три слоя, дав каждому высохнуть перед следующим нанесением. Один или два слоя битума или каменноугольной смолы делают поверхность непроницаемой для воды; бетон должен быть идеально сухим и обеспыленным; тонкий грунтовочный слой (битумный материал) должен быть нанесен для обеспечения сцепления. Требуется от 50 до 60 литров на 10 кв. м битума.
(f) Битумные мастики обычно укладывают на горизонтальные поверхности, а также протирают полотенцем на вертикальных поверхностях. Их используют как в горячем, так и в холодном виде.
Теоретический вес нержавеющей трубы — УТК-Сталь Екатеринбург
Главная
Блог
Теоретический вес нержавеющей трубы
ТЕОРЕТИЧЕСКИЙ ВЕС 1 ПОГОННОГО МЕТРА ПРИ ТОЛЩИНЕ СТЕНКИ
Выберите интересующую вас продукцию в сортаменте трубы нержавеющей.
мм
0,5
1,0
1,5
2,0
2,5
3,0
3,5
4,0
4,5
5,0
5,5
6,0
8
0,094
0,175
0,243
0,300
9
0,106
0,200
0,281
0,350
10
0,119
0,225
0,319
0,400
0,469
0,525
0. 569
12
0,144
0,275
0,394
0,500
0,594
0,675
0,734
0,800
14
0,169
0,325
0,469
0,600
0,718
0,825
0,906
0,986
15
0,181
0,345
0,499
0,641
0,771
0,858
0,993
1,090
1,170
1,230
16
0,194
0,375
0,543
0,700
0,844
0,975
1,094
1,200
1,293
1,375
18
0,219
0,425
0,619
0,800
0,969
1,125
1,259
1,400
1,519
1,625
20
0,244
0,475
0,694
0,900
1,094
1,275
1,443
1,600
1,744
1,875
1,994
2,100
22
0,269
0,525
0,759
1,000
1. 219
1.425
1,619
1,800
1,969
2,125
2,269
2,400
25
0,306
0.600
0.881
1,150
1,406
1,650
1,881
2,100
2,306
2,500
2,681
2,850
27
0,331
1,040
0,958
1,250
1,531
1,800
2,058
2,300
2,531
2,750
2,956
3,150
28
0,344
0,675
0,994
1,300
1,594
1,875
2,144
2,400
2,644
2,875
3,094
3,300
30
0,369
0,725
1,069
1,400
1,719
2,025
2,319
2,600
2,869
3,125
3,369
3,600
32
0,394
0,775
1,144
1,500
1,840
2,175
2,494
2,800
3. 094
3,375
3,644
3,900
34
0,419
0,825
1,219
1,600
1,969
2,325
2,669
3.000
3.319
3.625
3,919
4,200
36
0,443
0,875
1,294
1,700
2,094
2,475
2,844
3,200
3,544
3,875
4,194
4,500
38
0,469
0,925
1,369
1,800
2,219
2,625
3. 019
3,400
3,769
4,125
4,469
4,800
40
0,494
0,975
1,444
1,900
2,344
2,775
3,194
3,600
3,994
4,375
4,744
5,100
42
0,519
1,025
1,519
2,000
2,469
2,925
3,369
3,800
4,219
4,625
5,019
5,400
45
0,556
1,075
1,631
2,150
2,656
3,150
3,631
4,100
4,556
5,000
5,431
5,850
48
0,594
1,175
1,744
2,300
2,844
3,375
3,894
4,400
4,894
5,375
5,844
6,300
50
0,619
1,225
1,818
2,400
2,969
3,525
4,069
4,600
5,119
5,625
6,119
6,600
51
0,631
1,250
1,858
2,450
3,031
3,600
4,156
4,700
5,231
5,750
6,256
6,750
53
0,856
1,300
1,931
2. 550
3,156
3,750
4,331
4,900
5,456
6,000
6,531
7,050
56
0,694
1,375
2,044
2,700
3,344
3,975
4,594
5,200
5,794
6,375
6,944
7,500
57
0,706
1,400
2,081
2,750
3,406
4,050
4,681
5,300
5,906
6,500
7,081
7,650
70
2,569
3,400
4,219
5,025
5,819
6,600
7,369
8,125
8,869
9,600
76
2,794
3,700
4. 594
5,476
6,344
7,200
8,044
8,875
9,694
10,500
80
2,944
3,900
4,844
5,775
6,694
7,600
8,494
9,375
10,244
11,100
85
3,131
4,150
5,156
6,150
7,130
8,100
9,056
10,000
10,931
11,850
89
3,281
4,350
5,406
6,450
7,481
8,500
9. 506
10,500
11,481
12,450
90
8,600
9.619
10,625
11,619
12,600
102
12,125
13,269
14,400
12,875
14,094
15,300
13,625
14,919
16,200
15,250
16,706
18,150
16,000
17,531
19,050
16,875
18,494
20,100
19,250
21,106
22,950
мм
6,5
7,0
8,0
10,0
11,0
12,0
13,0
14,0
15,0
48
6,744
7,176
50
7,069
7,525
51
7,231
7,700
53
7,556
8,050
56
8,440
8,575
57
8,206
8,750
70
10,318
11,025
12,400
76
11,294
12,075
13,600
16,500
80
11,194
12,775
14,400
17,500
18,975
20,400
85
12,756
13,650
15,400
18,750
20,350
21,900
89
13,406
14,350
16,200
19,750
21,450
23,100
90
13,569
14,525
16,400
20,000
21,725
23,400
102
15,519
16,625
18,800
23,000
25,025
27,000
108
16,494
17,675
20,000
24,500
26,675
28,800
114
17,469
18,725
21,200
26,000
28,325
30,600
127
19,581
21,000
23,800
29,250
31,900
34,500
37,050
39,550
42,000
133
20,556
22,050
25,000
30,750
33,550
38,300
39,000
41,650
47. 200
140
21,694
23,275
26,400
32,500
35,475
38,400
41,275
44,100
46,875
159
24,781
26,600
30,200
37,250
40,700
44.100
47,450
50,750
54,000
219
52,250
57,200
62,100
66,950
71,750
76,500
245
58,750
64,350
69,900
75,400
80,850
86,250
279
65,750
72,050
78,300
84,500
90,650
96,750
325
78,750
86,350
93,900
101,400
108,850
116,250
377
108,650
117,380
126,060
134,700
426
123,240
133. 180
143.080
153,000
Поделиться
Назад к списку
Калькулятор веса нержавеющей трубы | Компания «Пассат»
Наверх
Калькулятор
Вес сорта
Вес трубы
Вес листа
26 Сентября 2022 Скидки на нержавеющий лист ! Лист 304Н 75 х 2500 х 7150 !!!
30 Августа 2022 Скидки на шестигранник нержавеющий 304 и 321 !!! ООО «ТМ Пассат» предлагает приобрести Шестигранник нержавеющий в Санкт-Петербурге и МСК.области по специальной цене!
02 Сентября 2022 Лист 201 2В 0.5 х 1000 х 2000 по цене 195 руб/ кг с НДС!!!
03 Июня 2022 Поступление круга по 25Х2М1Ф, 20Х1М1Ф1ТР, 25Х1МФ !!!
и вес трубы из нержавеющей стали 304 на метр очень важный аспект, который помогает в планировании всего проекта. Чтобы понять и точно определить вес сорта трубопровода, можно обратиться к таблице веса трубы из нержавеющей стали
. Вес трубы рассчитывается путем умножения объема материала из нержавеющей стали на плотность материала и указывается в таблице. На диаграмме представлены различные спецификации труб, которые даны в сочетании с толщиной стенки и внешним диаметром трубы. 9Таблица веса квадратных труб из нержавеющей стали 0006 показывает размеры и стандарты материалов квадратных труб. В нем указаны все аспекты марки трубы, которые помогают оценить прочность и несущую способность трубы в установках, вызванных напряжением. Способность выдерживать давление регулируется классом давления, что помогает определить трубы с удельным весом, которые подходят для различных проектов. Вы можете обратиться к весу трубы SS 304 на метр в Индии , чтобы понять различные аспекты наиболее распространенной марки нержавеющей стали. Информация также играет ключевую роль в понимании грузов, которые можно транспортировать из выбранного класса.
В Таблице веса труб из нержавеющей стали Sch 40 указаны трубы с весом 1,68 фунта на фут. Эти трубы имеют несколько более тонкие стенки и их легко транспортировать и обрабатывать. Эти трубы подходят для использования в установках с умеренным давлением. Если вы хотите подробно узнать о весе различных труб разной конфигурации, вы можете скачать PDF-файл, чтобы получить полное представление о марке. По любым вопросам или вопросам, свяжитесь с нами или посетите любой из наших торговых точек для получения дополнительной информации.
Вес трубы из нержавеющей стали
Таблица веса трубы из нержавеющей стали Метрическая система
Вес трубы из нержавеющей стали на метр
Содержание
Таблица веса трубы из нержавеющей стали
Таблица веса трубы из нержавеющей стали
PDF
Вес трубы из нержавеющей стали на метр
Вес трубы из нержавеющей стали, кг/м
Вес трубы из нержавеющей стали на фут
Калькулятор веса трубы из нержавеющей стали
Труба из нержавеющей стали Цена
Таблица веса труб из нержавеющей стали 304
Трубы из нержавеющей стали 304 обладают хорошей обрабатываемостью и свариваемостью.
Таблица веса полых труб из нержавеющей стали
Как правило, длиной 6000 метров и обычно в TP304/316L.
Таблица веса прямоугольных труб из нержавеющей стали
предлагая диапазон размеров от 5 мм до 38,1 мм внешнего диаметра.
Таблица веса труб из нержавеющей стали
316L
Бесшовные: 1/2″–8″ NB, ERW: 1/2″–24″ NB, EFW: 6″–100″ NB
Таблица веса круглой трубы из нержавеющей стали
размером от 12,7 до 506,0, в классах ss 304,304L, 316,316L.
Таблица веса квадратной трубы из нержавеющей стали
Размер квадратной трубы из нержавеющей стали: 1/2 дюйма, 1 дюйм, 2 дюйма, 3 дюйма.
Вес трубы из нержавеющей стали, таблица веса трубы из нержавеющей стали
Вес трубы из нержавеющей стали на метр, таблица веса трубы из нержавеющей стали в кг
Вес трубы из нержавеющей стали 6 сч 10, вес трубы из нержавеющей стали 4, вес трубы из нержавеющей стали сортамента 8 40, вес трубы из нержавеющей стали 4 сч 40, вес трубы из нержавеющей стали 6, вес трубы из нержавеющей стали 8
Таблица веса трубы из нержавеющей стали Метрическая система, таблица стандартного веса трубы из нержавеющей стали, таблица веса трубы из нержавеющей стали, вес трубы из нержавеющей стали марки 304, вес единицы трубы из нержавеющей стали 304
Designation of Diameter
O/D
Nominal Wall Thickness
DIA
SCH 80 S
SCH 80
SCH 100
СЧ 120
СЧ. 140
Щ.160
Щ.ХХС
(А)
(B)
Meter MM
Wall Thk
Weight Kg/Mtr
Wall Thk
Weight Kg/Mtr
Wall Thk
Weight Кг/MTR
Стена THK
Вес кг/MTR
Стена
Вес кг/MTR
Стена
.0006 Weight Kg/Mtr
Wall Thk
Weight Kg/Mtr
6
1/8
10.3
2.41
0.47
8
1/4
13. 7
3.02
0.82
10
3/8
17.2
3.2
1.12
15
1/2
21.3
3.73
1.64
4.75
1.97
7.47
2.59
20
3/4
26.7
3.91
2.93
5.54
2.93
7.82
3.69
25
1
33.4
4.55
3.29
6.35
4.3
9.09
5.53
32
11/4
24. 2
4.85
4.53
6.35
5.69
9.7
7.88
40
11/2
48.3
5.08
5.49
7.14
7.35
10.16
9.69
50
2
60.3
5.54
7.6
8.71
11.26
11.07
13.65
65
21/2
73
7.01
11.59
9.53
15.15
14.02
20.72
80
3
88.9
7.62
15.51
11.13
21. 67
15.24
28.11
90
31/2
101.6
8.08
18.92
16.15
34.56
100
4
114.3
8.56
22.66
11.13
28.75
13.49
34.05
17.12
41.66
125
5
141.3
9.53
31.44
12.7
40.9
15.88
49.87
19.05
58.31
150
6
168.3
10.97
43.21
14.27
55.03
18.24
68.53
21.95
79.1
200
8
219. 1
12.7
65.63
15.06
76.93
18.24
91.73
20.62
102.47
23.01
112.97
22.23
108
250
10
273.1
12.7
82.8
15.06
97.27
18.24
116.38
21.41
134.9
25.4
157.51
28.58
174.95
25.4
155.5
300
12
323.9
12.7
98.95
17.45
133.88
21.41
162.14
25.4
189.82
28,58
211.31
33,32
242,4
25,4
189,82
350
14
355.6
14
355.6
14
355.6
14
355,6
14
,6
. 0080
109.04
19.05
160.54
23.8
197.74
27.76
227.88
31.75
257.47
35.71
286.04
400
16
406.4
12.7
125.2
21.41
206.4
26.19
249.34
30.94
290.88
36.53
338.32
40.46
370.74
450
18
457.2
12.7
141.35
23.8
258.29
29.36
314.54
34.93
369.34
39.67
414.74
45.24
466.67
500
2C
508
12,7
157,51
26.19
315,97.51
26.19
315,97.51
26.19
315,97. 51
26.19
317,97.51
26,0080
387.41
38.1
448.3
44.45
515.94
49.99
573.31
550
22
558.8
12.7
173.66
28.57
379.7
34.92
457.83
41.27
535.17
47.62
609.3
53.97
682.57
600
24
609.6
12.7
189.82
30.94
448.3
38.89
555.76
46.02
649.44
52.37
730.72
59.51
819.7
650
26
660,4
12,7
205,97
(24,66D-t) t 1000 Вт/пам + формула Вес Труба из нержавеющей стали НД (мм) — В. Т. (мм) XW.T. (мм) X 0,02466 = кг. за мтр.
700
28
711.2
12.7
222.13
750
3C
762
1270
238.28
800
32
812.8
12.7
254.44
850
34
863.6
12.7
270.5
900
36
914.4
12,7
286,75
Вес трубы из нержавеющей стали на ноге
В верхнем значении — указывает на стен в дюйме. Нижнее значение — указывает вес на фут в фунтах
Получить вес трубы из нержавеющей стали 16 калибра, вес трубы из нержавеющей стали в кг, вес трубы из нержавеющей стали 2 дюйма, вес трубы из нержавеющей стали 6 дюймов, вес трубы из нержавеющей стали 4 дюйма , вес трубы из нержавеющей стали 3 дюйма
РАЗМЕР ТРУБЫ
Н. Д.
5s
True 5
10s
True 10
20
30
True 40
STD.
60
Правда 80
XH
100
60007
140
True 160
XXH
1/8
0.405
.035 .1383
.049 .1863
.049 . 1863
.068 .2447
.0668 .2447
.095 .3145
.095 .3145
1/4
0.540
. 049 .2570
.065 . 3297
.065 .3297
.088 .4248
.088 .4248
.119 .5351
.119 .5351
3/8
0,675
.049 .3276
.065 .4235
.065 .4235
918.0
69
9969
96
0900 2 9008.
2. 4235.0080
.126 .7388
.126 .7388
1/2
0.840
.065 .5383
.065 .5380
.083 .6710
.083 .6710
.109 .8510
.109 .8510
.147 1.088
.147 1.088
.187 1.304
.294 1,714
3/4
1. 050
.065 .6838
.065 .6838
.083 .8572
.083 .8572
.113 1.131
.113 1.131
.154 1.474
.154 1.474
.218 1.937
.308 2.441
1
1.315
.065 .8678
.065 .8678
.109 1.404
.109 1.404
.133 1.679
.133 1.679
.179 2.172
.179 2.172
.250 3,765
.382 5,214
1 1/4
1,660
.065 1,107
.065
,065 1,107
.065
1,065 1,107
.065
.
.140 2.273
.140 2.273
.191 2. 997
.191 2.997
.250 3.765
.382 5.214
1 1/2
1.900
.065 1.274
.065 1.274
.109 2.085
.109 2.085
.145 2.718
.145 2.718
.200 3.631
.200 3.631
.281 4.859
.400 6.408
2
2.375
.065 1.604
.065 1.604
.109 2.638
.109 2.638
.154 3.653
.154 3.653
.218 5.022
.218 5.022
.343 7.444
.436 9.029
2 1/2
2.875
.083 2. 475
.083 2.475
.120 3.531
.120 3.531
.203 5.793
. 203 5.793
.276 7.661
.276 7.661
.375 10.01
.552 13.70
3
3.5
.083 3.029
.083 3.029
.120 4.332
.120 4.332
.216 7.576
.216 7.576
.300 10.25
.300 10.25
.438 14,32
.600 18,58
3 1/2
4,0
.083 3,472
.083
3,472 3,472
.0229
.226 9.109
.226 9.109
.318 12.51
.318 12.51
. 636 22.85
4
4.5
.083 3.915
.083 3,915
.120 5,613
.120 5,613
.237 10,79
.237
10,777 10,79
.237
10,777 10,79
.8
.337 14.98
.438 19.00
.531 22.51
.674 27.54
4 1/2
5.0
. 247 12.53
.355 17.61
.710 32.53
5
5.563
.109 6.349
.109 6.349
.134 7.770
.134 7.770
.258 14.62
.258 14.62
.375 20.78
. 375 20.78
.500 27.04
. 625 32.96
.750 38.55
6
6.625
.109 7.585
.109 7.585
.134 9.290
.134 9.289
.280 18.97
.280 18.97
.432 28.57
.432 28.57
.562 36.39
.719 45.30
.864 53.16
7
7.625
.301 23.57
.500 38.05
.875 63.08
8
8.625
.109 9.914
.109 9.914
.148 13.40
.148 13.40
.250 22.36
. 277 24.70
.322 28.55
.322 28.55
.406 35.64
.500 43.39
.500 43.39
.594 50.87
.719 60.63
.812 67.76
.906 74.69
.875 72.42
9
9.625
.342 33.90
.500 48.72
10
10.75
.134 15.19
.134 15.19
.0080
.365 40.48
.500 54.74
.594 64.33
.500 54.74
.719 76.93
.844 89.20
1.000 104.1
1.125 115.6
11
11.75
. 375 45.55
.500 60.07
12
12.75
.156 21.07
.165 22.18
.180 24.16
.180 24.20
.250 33.38
.330 43.77
.406 53.53
.375 49.56
.562 73.16
.688 88.51
.500 65.42
.844 107.2
1.000 125.5
1.125 139.7
1.312 160.3
14
14.0
.156 23.07
.188 27.73
.250 36.71
.312 45.68
.375 54.57
.437 63.37
.375 54.57
.594 84.91
.750 106.1
.500 72.09
.938 130.7
1. 094 150.7
1.250 170.2
1.406 189.1
16
16.0
.165 27.90
.188 31.75
.250 42.05
.312 52.36
.375 62.58
.500 82.77
.375 62.58
.656 107.5
.844 136.5
.500 82.77
1.031 164.8
1.219 192.3
1.438 223.5
1.593 245.1
18
18.0
.165 31.43
.188 35.76
.250 47.39
.312 59.03
.437 82.06
.562 104.8
.375 70.59
. 750 138.2
.938 170.8
.500 93.45
1.156 208.0
1.375 244.1
1. 562 274.2
1.781 308.5
20
20.0
.188 39.78
.218 46.05
.250 52.73
.375 78.60
.500 104.1
.594 122.9
.375 78.60
.812 166.4
1.031 208.9
.500 104.1
1.281 256.1
1.500 296.4
1.750 341.1
1.968 379.0
22
22.0
.250 58.07
.375 86.61
.500 114.81
.375 86.61
.875 197.42
1.125 250.82
.500 114.81
1.357 302.88
1.625 353.61
1.875 403.01
2.125 451.07
24
24. 0
.218 55.37
.250 63.41
.250 63.41
.375 94.62
.562 140.8
.687 171.2
.375 94.62
.969 238.1
1.219 296.4
.500 125.5
1.531 367.4
1.812 429.4
2.062 483.1
2.343 541.9
26
26.0
.312 85.73
.375 102.63
.500 136.17
30
30.0
.250 79.43
.312 98.93
.312 99.08
.625 196.08
.375 118.65
.500 157.53
34
34. 0
.312 112.43
.625 222.78
.688 244.60
.375 134.67
.500 178.89
36
36,0
.312 119,11
.625 236,13
.688 282.36
.
42
42.0
.625 276.17
.688 330.41
.375 166.71
.500 221.61
РАЗМЕР ТРУБЫ
Н.Д.
5s
True 5
10s
True 10
20
30
True 40
STD.
60
True 80
XH
100
120
140
TRUE 160
XXH
9008
00 СТАВИНА
00 СТАВИНАЛА
. Type 304 Schedule 40S (Jindal Make)
Stainless steel pipe Type
Sizes (in inches)
Наружный диаметр (в мм)
Толщина стенки трубы из нержавеющей стали (в мм)
Вес трубы из нержавеющей стали (в фунтах/футах)
Вес трубы из нержавеющей стали (в кг/м)
304-125- 405-40S
1/8
0.405 10.287
0.068 1.7272
0.245
0.36460018
304-250-540-40S
1/4
0.54 13.716
0.088 2.2352
0.425
0,6324697
304-375-675-40S
3/8
0. 675 17.145
0.091 2.3114
0.568
0.845277152
304-500-840-40S
1/2
0.84 21.336
0.109 2.7686
0.851
1.266427564
304-750-1050-40S
3/4
1.05 26.67
0.113 2.8702
1.131
1.683113484
304-1000-1315-40S
1
1.315 33.401
0.133 3.3782
1.68
2.50011552
304-1250-1660-40S
1 1/4
1.66 42.164
0.140 3. 556
2.274
3.384084936
304-1500-1900-40S
1 1/2
1.9 48.26
0.145 3.683
2.719
4.046317916
304-2000-2375-40S
2
2.375 60.325
0.154 3.9116
3.654
5.437751256
304-2500-2875-40S
2 1/2
2.875 73.025
0.203 5.1562
5.795
8.623
304-3000-3500 -40S
3
3 1/2 88.90
0.216 5.4864
7.579
11. 2787
304-3500-4000-40S
3 1/2
4 101.6
0.226 5.7404
9.113
13.561638532
304-4000-4500-40S
4
4.500 114.3
0.237 6.0198
10.794
16.063242216
304-5000-5563-40S
5
5.563 141.3002
0.258 6.5532
14.623
21.761422172
304-6000-6625-40S
6
6.625 168.275
0.280 7.112
18.981
28.246840884
304-8000-8625-40S
8
8. 625 219.075
0.322 8.1788
28.564
42.507
6
304-10000-10750-40S
10
10.75 273.05
0.365 9.271
40.498
60.267665672
304-12000-12750-40S
12
12.75 323.85
0.375 9.5250
49.580
73.78317112
Размеры и размеры бесшовных труб из нержавеющей стали — ASTM A312, тип 316
Главная › Конструирование штампов › Материалы, применяемые для изготовления штампов › Материалы для пуансонов и матриц
Для изготовления пуансонов и матриц применяются материалы, указанные в табл. 1.
Таблица 1.
Наименование деталей
Рекомендуемые материалы
Заменяющие материалы
Твердость HRC
Марки
Номера стандартов или технических условий
Марки
Номера стандартов или технических условий
Матриц
Пуансонов
Пуансоны, матрицы и пуансон-матрицы для вырезки и пробивки. Режущий контур простой формы
Сталь У10А
ГОСТ 1435-54
Сталь У10
ГОСТ 1435-54
56-60
54-58
Сталь Х
ГОСТ 5950-63
Сталь 7Х3
ГОСТ 5950-63
Сталь Х12М
Сталь Х12Ф1
ЧМТУ 5634-56
Сталь 6ХВФ
Сталь У8А*
ГОСТ 1435-54
Сталь У8
ГОСТ 1435-54
—
Сталь 8ХФ*
ГОСТ 5950-63
Те же, при более сложной форме или повышенных требованиях к точности. Пуансон-матрицы с тонкими рабочими стенками
Сталь Х12М
ГОСТ 5950-63
Сталь Х12Ф1
ЧМТУ 5634-56
56-60
Сталь 6ХВФ
Пуансоны и матрицы зачистные
Сталь Х12М
ГОСТ 5950-63
Сталь Х12Ф1
ЧМТУ 5634-56
58-62
Сталь 6ХВФ
Сталь У10А
ГОСТ 1435-54
Пуансоны и матрицы гибочные и формовочные простой формы
Сталь У8А
ГОСТ 1435-54
Сталь У8
54-58
52-56
Сталь 8ХФ
ГОСТ 5950-63
Сталь У10
54-58
То же, сложной формы
Сталь Х12М
ГОСТ 5950-63
Сталь Х12Ф1
ЧМТУ 5634-56
56-60
Сталь 6ХВФ
Пуансоны и матрицы вытяжные и разбортовочные
Сталь У10А
ГОСТ 1435-54
Сталь У10
ГОСТ 1435-54
58-62
56-60
То же, для вытяжки изделий из коррозионно-стойких сталей
Чугун СЧ 32…52
ГОСТ 1412-54
Чугун СЧ 24-44 Чугун СЧ 28-48
ГОСТ 1412-54
—
Пуансоны и матрицы для листовой чеканки простой формы
Сталь У8А
ГОСТ 1435-54
Сталь У8
ГОСТ 1435-54
54-58
Сталь 8ХФ
ГОСТ 5950-63
То же, сложной формы
Сталь Х12М
Сталь Х12Ф1
ЧМТУ 5634-56
Сталь 6ХВФ
*Для матриц не применяется
Твердость после термообработки выдержать:
у матрицы — на глубине не менее половины ее высоты и на расстоянии не менее 5 мм вокруг рабочего контура; остальная часть может иметь твердость HRC на 5—12 единиц ниже;
у пуансона — по всей высоте, исключая хвостовую часть под расклепку или головку;
в комплекте одного штамма рекомендуется выдержать твердость матрицы выше твердости пуансона на 2 единицы HRC.
В отдельных случаях в опытном и мелкосерийном производстве при штамповке материалов с временным сопротивлением σв ≤20 кгс/мм2 и деталей со сложным контуром из тонкого листа допускается изготовление матриц без термообработки.
Стали марок 6ХВФ, Х12Ми Х12Ф1 рекомендуется применять при изготовлении высокостойких штампов, а также при штамповке твердых материалов (например, электротехнической стали)
Стали марок 8ХФ, У8А и У8 рекомендуются только для изготовления пуансонов разделительных штампов при применении круглой или профильной шлифовки (кроме случаев изготовления штампов для электротехнической стали).
Стали марок 45 и 50 допускается применять для изготовления пуансонов и матриц при штамповке небольших партий (до 10000 шт. в год) деталей hs сталей с σв ≤30 кгс/мм2, неметаллических материалов и цветных металлов толщиной до 1 мм в случае технико-экономической нецелесообразности применения инструментальных сталей.
При изготовлении пуансонов и матриц вытяжных штампов для деталей из титановых сплавов рекомендуется применять следующие материалы:
при вытяжке в холодном состоянии
графитизированную сталь маэки ЭИ-366 по ЦНИИЧМ ТУ 1041,
чугун марки СЧ 35—56 или СЧ 32—52 по ГОСТ 1412—54,
чугун марки МН по АМТУ 294—58,
бронзу марки Бр. АЖН 10 —4—4 или Бр. АЖН 11— 6— 6 по ГОСТ 493—54;
твердые металлокерамические сплавы марки ВК8 или ВК15 по ГОСТ 3882—61;
при вытяжке с нагревом
жаропрочный сплав марки ЭИ-617 по ЧМ ТУ 5211—55,
сталь марки 5ХГМ пли ЗХ2В8Ф по ГОСТ 5950—63,
твердые металлокерамнческие сплавы марки ВК8 или BKI5 по ГОСТ 3882—61.
Соседние страницы
Материалы для прочих деталей штампов
8 800 707-61-60, ООО Ионные Технологии. Пермь
Россия: 8 800 707-61-60
Пермь: +7 (342) 224-14-44
Москва: +7 (495) 160-19-61
Ионные технологии упрочнения металлов: азотирование, карбонитрация, оксидирование |
ION@PROCION. RU
Детали промышленных трубопроводов: продажа, проектирование, производство |
[email protected]
Упрочнение поверхности матриц и пуансонов для холодной штамповки проводится с целью улучшения эксплуатационных свойств штампо-прессового инструмента и продления его ресурса. Из всех современных методов упрочнения поверхности сталей наиболее эффективной является технология ионной химико-термической обработки в тлеющем разряде, в частности ионное азотирование приводит к комплексному улучшению характеристик рабочих поверхностей, повышается твёрдость, как следствие улучшаются адгезионные свойства, снижается коэффициент трения. В целом обработка методами ионного азотирования приводит к многократному повышению износостойкости инструмента холодной штамповки.
В 2018 году наша компания (ООО «Ионные Технологии», Россия, Пермь) провела комплекс работ по упрочнению матриц и пуансонов холодной штамповки для ЗАО «Первоуральский завод комплектации трубопроводов» (ЗАО «ПЗКТ», Россия, Первоуральск). Азотированные детали были выполнены из инструментальной стали Х12Ф1.
В процессе ионного азотирования на деталях сформировался диффузионный поверхностный слой и нитридная зона, для которых характерны высокая твердость, износо- и коррозионная стойкость. Обработанная поверхность также обладает высокими антифрикционными свойствами.
Таблица 1. Характеристики азотированного слоя на стали Х12Ф1
Поверхностная твердость, HV 10, кгс/мм2
1030 — 1100
Поверхностная микротвердость, HV 0.1, кгс/мм2
1100 — 1120
Глубина слоя по микроструктуре, hм, мм.
0,21 — 0,22
Глубина слоя по микротвердости, hс, мм.
0,25
Толщина нитридной зоны hн.з., мкм.
4-5
Хрупкость по шкале ВИАМ
1 балл, не хрупкий
увеличение в 100 раз
увеличение в 500 раз
Рисунок 1. Микроструктура азотированного слоя на стали Х12Ф1
В результате обработки по технологии ионно-плазменного азотирования эксплуатационный ресурс матриц и пуансонов увеличился, в настоящий момент проходят производственные испытания.
Почитать подробнее о наших возможностях
предыдущая работа
Отпуск деталей из технического титана ВТ1-0 (3.7034) в аргоновой плазме для ООО «ОЭЗ Теплоагрегат» (Россия, Глазов)
следующая работа
Азотирование резьбовых фитингов, сталь 12Х18Н10Т (1.4541, AISI 321) для ЗАО «ГИДЭК» (Россия, г. Москва)
Упрочнение поверхности матриц и пуансонов для холодной штамповки проводится с целью улучшения эксплуатационных свойств штампо-прессового инструмента и продления его ресурса. Из всех современных методов упрочнения поверхности сталей наиболее эффективной является технология ионной химико-термической обработки в тлеющем разряде, в частности ионное азотирование приводит к комплексному улучшению характеристик рабочих поверхностей, повышается твёрдость, как следствие улучшаются адгезионные свойства, снижается коэффициент трения. В целом обработка методами ионного азотирования приводит к многократному повышению износостойкости инструмента холодной штамповки.
В 2018 году наша компания (ООО «Ионные Технологии», Россия, Пермь) провела комплекс работ по упрочнению матриц и пуансонов холодной штамповки для ЗАО «Первоуральский завод комплектации трубопроводов» (ЗАО «ПЗКТ», Россия, Первоуральск). Азотированные детали были выполнены из инструментальной стали Х12Ф1.
Типы стали для штампов и штампов для таблеточных прессов >> Natoli Engineering
Гарантированное качество инструментальной стали Natoli
Каждая партия стали, проходящая через наше предприятие, проверяется на качество с использованием самых высоких стандартов, что делает наши инструменты для прессования таблеток лучшие в отрасли.
Сталелитейный завод Natoli в Сент-Чарльзе, штат Миссури
Процедуры контроля качества стали Natoli предназначены для обеспечения максимального срока службы инструмента и считаются лучшими в отрасли. У нас нет на складе стали, если она не соответствует самым высоким стандартам качества, а все инструменты Natoli имеют сертификат 9.0011 Сертификат качества стали , который предоставляется при каждом заказе оснастки.
Natoli использует независимую лабораторию для испытаний стали, которая следует стандартам Американского общества испытаний и материалов (ASTM), которые включают следующее:
Химический состав: Каждый тип стали имеет точный стандарт химического состава, которому необходимо соответствовать. Каждый компонент химического состава проверяется перед приемкой.
Карантин партии: Мы изолируем каждую партию стали от нашего производственного инвентаря до тех пор, пока не будут завершены испытания.
Испытание на твердость: Твердость измеряется по шкале Роквелла C.
Установка для термообработки Natoli
Установка для термообработки Natoli
В компании Natoli мы понимаем, что качество стали имеет большое значение, но еще более важным для стабильности и твердости партии является качество процесса термообработки. Качественная сталь может быть разрушена при некачественной термической обработке. Посредственная сталь может работать как сталь более высокого качества с помощью надлежащего процесса термообработки. Натоли фактически владел и управлял коммерческим предприятием по термообработке, которое использовалось такими компаниями, как General Motors , McDonnell Douglas , Carter Carburetor и многое другое. Сегодня мы производим термообработку инструментальной стали на собственном предприятии в качественных вакуумных электрических печах для термообработки.
Наши процедуры контроля качества стали предназначены для обеспечения максимального срока службы инструмента и считаются лучшими в отрасли. Мы не храним его, если он не содержит ингредиенты высочайшего качества, подкрепленные сертификатом качества стали, включенным в каждый заказ инструмента. Получите предложение или позвоните представителю отдела обслуживания клиентов по телефону 636.9.26.8900 сегодня.
Компания Natoli предлагает самый большой выбор стали для штампов и штампов в отрасли прессования таблеток.
На заводе в Сент-Чарльзе, штат Миссури, компания Natoli хранит годовой запас более 16 различных марок инструментальной стали.
Этот запас строго поддерживается, чтобы гарантировать, что у нас есть пуансоны и штамповая сталь, которые вам нужны, и готовые к настройке в соответствии с точными требованиями вашей продукции и процесса. Вам никогда не придется ждать, пока ваша сталь будет отправлена или испытана.
Обычная сталь Natoli
Тип
Класс
Описание
Приложение
Стандарт
С1, С7
Пуансоны
Стали ударные общего назначения.
Стандарт
408
Пуансоны
Предпочтительная сталь общего назначения. Улучшенная гибкость и большая эластичность, чем у марки «S».
Премиум
А2, Д3
Плашки
Стали общего назначения износостойкие.
Премиум
А2, Д2
Пуансоны
Высокоуглеродистая сталь с высоким содержанием хрома. Отличная износостойкость благодаря обычному гранулированию.
Премиум
440С
Пуансоны
Natoli Нержавеющая сталь, устойчивая к коррозии. Отлично подходит для выпуска продукта.
Мы также предлагаем различные специальные и экзотические стали, материалы, покрытия и обработки для защиты инструмента от износа абразивными материалами. Пожалуйста, просмотрите параметры инструмента, чтобы узнать больше.
Получите предложение или позвоните представителю отдела обслуживания клиентов по телефону 636. 926.8900 сегодня, чтобы узнать больше о возможностях инструмента из таблетированной стали.
Поиск продукта
Получить предложение
Свяжитесь с нами
Материалы для пуансонов и матриц. Варианты пуансонов из инструментальной стали
Технология перфорации
Пробойник является важной, но хрупкой частью штампа в сборе; это компонент, который, скорее всего, не приведет к снижению производительности. На прочность конструкции влияют материалы и детали конструкции. Таким образом, выбор инструментальной стали играет важную роль в производительности пуансона. Однако выбор инструментальной стали во многом зависит от индивидуальных предпочтений и требований к применению. Успех перфоратора во многом зависит от двух ключевых критериев:
Физическая взаимозаменяемость
Прочность конструкции.
Другие ключевые критерии эффективности удара включают следующее: сила; распределение нагрузки; сопротивление усталости.
Требования к перфоратору
Функциональность перфоратора во многом определяется двумя факторами:
Процесс перфорации
Величина развиваемых нагрузок
Процесс перфорации подвергает компоненты пуансона воздействию различных сил, включая следующие: силы сжатия и растяжения; силы трения; и, отклоняющие силы.
Что такое процесс перфорации?
Процесс перфорации требует двух действий:
Перфорация
Зачистка
Каждое действие создает различные условия загрузки. Эти два действия должны быть успешно противопоставлены для оптимальной работы компонента.
При ударе пуансон проталкивается через заготовку, что приводит к отделению заготовок; после этого заготовка проходит через сопрягаемую полость штампа. Нагрузка прикладывается в каждой точке на периферии пуансона и полости штампа. От этих точек в заготовке зарождаются и распространяются трещины до полного отделения заготовок. Отверстие в заготовке соответствует размеру и форме точки пуансона. Точно так же заготовка соответствует полости штампа.
После того, как отверстие и заготовка изготовлены, направление движения пуансона меняется на обратное, так что он выходит из заготовки. Механизм зачистки часто используется для удержания заготовки во время извлечения пуансона.
Перфорационные нагрузки
Долговечность пуансона в значительной степени зависит от уровня индуцированного напряжения (относительно предела прочности материала компонента). Из-за характера приложенных нагрузок поломка обычно происходит в процессе перфорации, в то время как самый быстрый износ возникает во время зачистки.
Для перфораторов серьезной проблемой является поломка головки. Часто эту проблему можно уменьшить, увеличив диаметр хвостовика, чтобы нагрузка распределялась по большей площади, тем самым уменьшая величину напряжения. его склонность к увеличению длины компонента.
Улучшенная стойкость пуансона иногда может быть достигнута за счет радиуса сопряжения, который снижает концентрацию напряжения в критических зонах. Например, выкрашивание режущей кромки может быть уменьшено или устранено путем обработки детали радиусом от 0,002 до 0,004 дюйма или фаски. Эта процедура эффективно увеличивает площадь контакта, что приводит к снижению уровня напряжения.
Сила трения равна нагрузке зачистки и напрямую связана со скоростью эрозии режущих кромок компонента. Факторы, влияющие на величину силы трения и, следовательно, на скорость износа, выражаются следующей формулой: F = uN, где F = сила трения (фунты), u = коэффициент трения и N = нормальная сила (фунты)
Совмещение пуансона с матрицей
Совмещение пуансона с матрицей является выражением степени однородности зазора между соответствующими точками на режущей периферии между пуансоном и кнопкой матрицы. Уравнение относительно простое: лучшее выравнивание означает более равномерную штамповку; а более однородная штамповка означает большее количество продукции (с помощью данного штампа в сборе). Неравномерные зазоры подвергают пуансон неуравновешенным нагрузкам. Неуравновешенные нагрузки приводят к прогибу, что в конечном итоге приводит к преждевременному выходу из строя компонента. Чтобы обеспечить совмещение пуансона с матрицей на этапе сборки штампа, особое внимание следует уделить следующим факторам:
Компонент пределов концентричности
Влияние отклонений формы на однородность зазора
Осевые соотношения в стопорных пластинах с несколькими отверстиями
Влияние ретенционной системы на осевые соотношения
Суммарный эффект совокупности факторов
Иногда заказчикам требуются нестандартные решения для их приложений с пуансонами и штампами. Tipco является отличным ресурсом, предоставляя доступ ко всем стандартным быстрорежущим сталям, порошковым металлам и покрытиям для решения самых сложных задач обработки металлов давлением.
Термическая обработка
Основным материалом Tipco является M2 для металлообработки, но он может производить из прутков широкий спектр инструментальных сталей для холодной обработки и порошковой металлургии, таких как A2, S7, D2 и 1%, 3%, 4%, 9%, 10% и 15% ванадиевая сталь.
В ГК «Теплосталь» вы можете купить строительную арматуру (ГОСТ 5781-82) любыми объемами. Если вас интересует цена за 1 тонну арматуры, предлагаем ознакомиться с нашим прайс-листом.
Арматура активно используется как в промышленном, так и в жилом строительстве на протяжении многих десятилетий. Основное ее назначение — создание каркасов железобетонных изделий. Именно металлический остов обеспечивает прочность и долговечность возводимых сооружений, делает целостными и безопасными конструкции, бетон в свою очередь защищает металл от коррозии.
Классификация и особенности применения строительной арматуры
По способу производства строительная стальная арматура подразделяется на горячекатаную и холоднотянутую. Арматура из стали горячей прокатки выпускается в форме стержней, холоднотянутая представляет собой проволоку. Литера «А» в маркировке изделия обозначает, что оно относится к горячекатаной или термоупрочненной продукции.
Армокаркасам приходится выдерживать значительные нагрузки, принимать растягивающие усилия, повторять изгибы конструкций. Потому к горячекатаной стали для армирования железобетонных конструкций предъявляются особые требования. Она должна отличаться высокой прочностью и пластичностью. По механическим свойствам выделяют 6 классов арматурного проката от А-I до A-VI. Чем выше класс – тем прочнее стальная арматура.
По профилю поверхности арматурные стержни делятся на два вида: гладкие (класс А-I) и с периодическим профилем (класс А-III. и выше). Использование рифленых значительно повышает надежность конструкций, так как ребристая поверхность намного усиливает сцепление металла с бетоном. Стержни с гладкой поверхностью чаще применяются для армирования ненагруженных строительных элементов, в несущих конструкциях их не используют.
Также стальная строительная арматура подразделяется на свариваемую и несвариваемую. Свариваемость определяется химическим составом изделия и технологией его изготовления. О возможности применения сварки говорит литера «С» в маркировке. Пример такого проката — А500С.
Диаметр является ключевым параметром при выборе изделия. От него во многом зависит прочность железо-бетонной конструкции. Наибольшим спросом в частном строительстве пользуются арматурные стержни толщиной 10 мм и 12 мм. Строительная арматура 12 мм чаще всего используется при возведении фундаментов малоэтажных строений. Каркас для них вяжется из термически обработанной проволоки толщиной 0,9 или 1,2 мм. Для создания более массивных сооружений стоит купить арматуру 14 мм и большего диаметра.
При создании железобетонных конструкций для армирования могут использоваться отдельные стержни, но чаще применяются сетки или каркасы. Нередко такие конструкции изготавливаются непосредственно на строительной площадке, но производство армокаркасов квалифицированным персоналом в заводских условиях имеет ряд преимуществ, н-р, существенно экономит время, не требует дополнительного места для организации работ. В нашей компании можно заказать изготовление плоских арматурных каркасов по вашим чертежам.
Продажа строительной арматуры в ГК «Теплосталь»
Мы осуществляем продажу гладкой и рифленой стальной арматуры диаметром от 6 до 32 мм. В зависимости от диаметра она продается в прутках, мотках или бухтах.
Наши специалисты всегда готовы проконсультировать по сортаменту и цене за 1 тонну арматуры, предоставить всю необходимую информацию о сортовом прокате. Мы предлагаем привлекательные цены на арматуру и поставляем продукцию оптом любыми объемами с доставкой из Екатеринбурга в Тюмень, Пермь, Курган, Сургут, Челябинск и другие города России.
Цена стальной арматуры
Наименование продукции
Размер (мм)
Цена стальной арматуры
Катанка (бухты)
6,5-8,0
41000
Катанка (6м)
6.5
56000
А1 (6м)
8
55500
А500С 6м-11,7м
6 (6м)
56000
8 (6м)
55500
10
55500
12
51000
14-20
50500
20-32
50500
А3 35ГС 6м-11,7м
6 (6м)
57000
8 (6м)
56500
10
56500
12
52000
14-20
51500
20-32
51500
А3 25Г2с 6м-11,7м
10
12
14-20
20-32
Резка Арматуры
1 разрез
1500
Арматура Немерная
Арматура Лежалая
Арматура: стержни, пряди, канаты — Статьи
Арматурой в строительстве называют стальные стержни различные по сечению и форме, а так же стальные канаты и пряди, растягивающие напряжение, возникающее в железобетонных элементах от различного рода нагрузок.
Арматурные стержни могут быть гладкими и периодического профиля.
Арматуру с диаметром стержней до двенадцати миллиметров иногда называют легкой, а от двенадцати до сорока — тяжелой.
Арматура, используемая в железобетонных конструкциях, подразделяется на рабочую, монтажную, распределительную и анкерную.
Рабочая арматура воспринимает возникающие в железобетоне растягивающие усилия от собственного веса конструкций и внешних нагрузок.
Функции распределительной арматуры сводятся к удерживанию рабочих стержней арматуры в требуемом положении и распределению нагрузки между ними.
Под анкерной арматурой подразумевается арматура, применяемая при изготовлении стальных закладных деталей. При помощи анкерной арматуры рабочая поверхность закладной детали надежно закрепляется в теле железобетонного элемента.
Монтажная арматура никакие нагрузки не воспринимает, а служит только для сборки арматурного каркаса и обеспечения точного расположения рабочей и распределительной арматуры при бетонировании.
Для предотвращения скольжения арматуры в бетоне арматурные стержни, работающие на растяжение, загибаются на концах в виде крюков. Использование же арматуры периодического профиля, благодаря хорошему сцеплению с бетоном, дает возможность в большинстве случаев отказаться от загибов на концах, что приводит к экономии материала.
По способу установки арматуру подразделяют на следующие виды: штучная арматура, арматурные каркасы, арматурные сетки и арматурные конструкции.
Использование штучной арматуры имеет смысл при незначительных объемах работ, а так же при необходимости подгонки арматурных стержней по месту.
Арматурная сетка выполняется в виде взаимно перекрещивающихся стержней, соединенных в местах пересечений вязальной проволокой или сваркой. Арматурные сетки используются в основном при армировании плит.
Плоские арматурные каркасы обычно состоят из продольных арматурных стержней и соединяющей их арматурной решетки. Другой разновидностью стальных арматурных каркасов являются пространственные каркасы, которые собираются из нескольких плоских. Арматурные каркасы в целом используются при армировании колонн, балок и т.п.
Стержневая арматура производится на металлургических заводах прокатным способом. Проволочная арматура получается в результате холодной протяжки прокатных стержней через группу последовательно уменьшающихся по диаметру отверстий — фильеров. При многократной протяжке происходит не только уменьшение диаметра стержня и увеличение его длины, но и изменяется структура самой стали, в результате чего значительно увеличивается ее прочность на разрыв.
Стальная арматура может быть упрочнена, как вытяжкой, так и при помощи термической обработки.
Необходимо отдельно отметить, что, кроме металлической арматуры, также существует и композитная арматура. Её ещё называют базальтовой, пластиковой или полимерной.
По сечению арматура подразделяется на гладкую круглую и арматуру периодического профиля. Арматура периодического профиля представляет собой равномерно рифленые стержни. Гладкая арматура рифления не имеет.
В зависимости от расположения в конструкции арматура может быть поперечной и продольной.
По условиям применения арматура бывает ненапрягаемой и напрягаемой.
В случае, когда арматура подвергается предварительному натяжению, её называют напрягаемой. Натяжение производится в целях увеличения прочностных характеристик железобетонных конструкций. К тому же, в случае применения предварительного натяжения арматуры, снижается собственная масса конструкции, так как по весу требуется значительно меньшее количество арматуры для достижения требуемых прочностных характеристик изделия.
Напрягаемая арматура в предварительно напряженных железобетонных конструкциях может быть только рабочей.
При армировании предварительно напряженных конструкций помимо штучной высокопрочной арматуры так же используются пряди и пучки, изготавливаемые из высокопрочной проволоки или канаты из нескольких прядей.
В зависимости от своих механических свойств стержневая арматура подразделяется на классы: А-I, A-II, A-III, A-IV, A-V и A-VI.
Арматура диаметром менее десяти миллиметров в основном поставляется в мотках, а диаметром десять миллиметров и более — в виде прутков длиной от шести до двенадцати метров.
Требуемые механические свойства арматуры обеспечиваются химическим составом используемой для её изготовления стали. Для этих целей при производстве арматуры применяются не только углеродистые виды стали, но и стали с присутствием таких легирующих элементов, как марганец, кремний, хром или титан.
Арматура находит своё применение при изготовлении практически всех видов железобетонных конструкций. Развитие строительной индустрии и постоянный рост количества объектов строительства неизбежно приводит к увеличению потребностей в железобетоне, что в свою очередь обуславливает необходимость увеличения объемов производства арматуры. В связи с этим, помимо основных поставщиков арматуры – крупнейших металлургических комбинатов, определенные перспективы развития ожидают и множество мини-заводов по производству арматуры, находящихся в стадии подготовки к началу запуска производства.
Арматура, Металлоизделия и прокат, Статьи
CRSI: Арматурная арматура: часто задаваемые вопросы
Как можно идентифицировать различные партии арматурной стали (арматуры) на стройплощадке?
Бирки для стержней обеспечивают ключ к идентификации арматурного стержня на месте. Когда арматурный стержень доставляется на строительную площадку, он выгружается в зоне, где он будет использоваться, при этом все ярлыки стержней находятся на одном конце, чтобы их можно было легко прочитать.
Типичная бирка для слитка показывает количество штук в партии каждого слитка. Это также показывает, что материалы, используемые для изготовления стержня, соответствуют стандартам ASTM для арматурной стали. Дополнительная информация и пример маркировки стержня
Что означают метки на стержнях?
Каждый отдельный стержень изготавливается с серией индивидуальных маркировок. Верхняя буква или символ в этих маркировках идентифицирует завод-изготовитель. Следующая маркировка – размер бруска.
Третий символ маркировки обозначает тип арматурного проката — обычно либо «S» для углеродистой стали, либо «W» для низколегированной стали.
Наконец, два основных сорта арматуры, класс 60 и класс 75, теперь обозначаются метрической маркой 420 и 520 и могут обозначаться цифрой «4» или цифрой «5», либо одним или две линии, идущие по длине стержня. Дополнительная информация и примеры маркировки стержней
Что означает использование «мягких метрических» эквивалентов при измерении арматурных стержней?
Поскольку в строительной отрасли США сосуществуют дюймово-фунтовая и метрическая системы, была разработана система, учитывающая обе эти системы.
Это приспособление называется системой измерения «мягкого преобразования» (в отличие от «жесткого преобразования», которое требует изменения системы размеров материалов в одной системе измерения для соответствия размерам в другой системе измерения).
Если арматурный стержень какое-то время простоял на строительной площадке и начал проявлять признаки ржавчины, можно ли его использовать таким образом?
Ответ «да», но с некоторыми исключениями. Есть ряд вещей, которые могут попасть на поверхность арматуры и повлиять на прочность сцепления — связь между арматурным стержнем и бетоном. К ним относятся накипь, ржавчина, масло и грязь.
Окалина — это материал, обычно присутствующий на слитках, который образуется во время изготовления слитков. Это происходит из-за охлаждения горячего металла. Рыхлая окалина обычно удаляется, когда прутки обрабатываются в производственном цеху, или она отваливается во время загрузки, выгрузки или перемещения.
Ржавчина фактически улучшает сцепление, поскольку увеличивает шероховатость поверхности. Однако — и это исключение — если ржавчины настолько много, что вес стержня уменьшается ИЛИ высота деформации уменьшается до значения ниже того веса, площади или деформации, которые требуются применимым ASTM, то ржавчина рассматривается как вредный.
При попадании масла и смазки на поверхность шины ее необходимо счистить. Это можно сделать, протерев растворителем.
И, наконец, грязь. Вы должны загружать и разгружать штанги, чтобы они не покрылись грязью. Любую грязь на брусьях необходимо смыть перед использованием брусков.
CRSI: соединительная пластина
соединительная пластина
Железобетонные конструкции спроектированы так, чтобы вести себя монолитно. Правильно спроектированные соединения отдельных арматурных стержней являются ключевым элементом в передаче усилий через конструкцию и создании траектории нагрузки. Архитектор / инженер указывает местоположение, длину колена и соответствующую информацию на чертежах конструкций.
Простое соединение внахлестку
Соединение внахлест является преобладающим методом соединения арматурных стержней. Стержни могут располагаться на расстоянии друг от друга или соприкасаться. Для соединений внахлест предпочтительны контактные соединения по той практической причине, что при соединении их легче защитить от смещения во время укладки бетона. Стержни, сращенные внахлест без контакта, не должны располагаться слишком далеко друг от друга, так как между стержнями в бетоне могут образоваться зигзагообразные трещины.
Длина соединения внахлест зависит от прочности бетона, типа бетона, предела текучести (марки) арматурных стержней, размера стержней, расстояния между стержнями, покрытия бетона и количества стяжек или хомутов. Длины соединений внахлестку всегда показаны на чертежах размещения и могут быть найдены либо в деталях, диаграммах внахлест, либо в общих примечаниях. Дополнительную информацию о соединениях внахлестку можно найти здесь.
Сварное соединение внахлестку
В целом, CRSI не рекомендует использовать ручную дуговую сварку в полевых условиях. Однако, при необходимости, сварные стыки в полевых условиях выполняются электродуговой сваркой арматурных стержней вместе. Для проектов любого масштаба ручная дуговая сварка обычно является наиболее дорогостоящим методом из-за прямых и косвенных затрат на надлежащий контроль. Надлежащим образом спроектированные и изготовленные сварные соединения требуют большего внимания, чем простое заявление в контрактной документации: «Все сварные соединения должны соответствовать «Нормы и правила сварки конструкций — арматурная сталь» (AWS D1. 4/D1.4M:2011)».
В то время как правила сварки являются исчерпывающим документом, для проекта со сварной арматурой требуются другие важные элементы, такие как обеспечение химического анализа стали, проверка на месте, надзор и контроль качества. CRSI рекомендует не соединять перекладины дуговой сваркой малой мощности, известной как «прихватка». Сварка прихватками является фактором, связанным с хрупким разрушением арматурных стержней в сборе.
Муфта для резьбонарезного стержня
Это механическое соединение, для которого требуются специальные стержни с нитевидной прокаткой, деформация по всей длине которых соответствует стандарту ASTM A615. Соединения собираются с помощью контргаек и резьбовых муфт, затем гайки затягиваются с заданным крутящим моментом. В качестве альтернативы контргайки можно не использовать, если стержни можно затянуть вместе. Специальное оборудование позволяет использовать его для торцевых анкеров в бетоне или соединения с элементами конструкционной стали. Прутки могут быть пламенными или распиленными.
Соединитель с прямой резьбой с высаженным концом
Это механическое соединение, состоящее из соединителя с внутренней прямой резьбой на каждом конце, который соединяет два арматурных стержня с высаженным концом с соответствующей внешней резьбой. Осадка концов стержня позволяет площади поперечного сечения в резьбовой части быть больше, чем площадь поперечного сечения стержня.
Соединение этого типа может состоять из трех частей (два конца стержня и муфта с внутренней резьбой) или из двух частей с цельнокованым или предварительно установленным на конце стержня соединителем. Эти системы также доступны в виде приварных соединителей, переходных соединителей, позиционных соединителей и головных стержней.
Муфта с прямой резьбой без высадки
Это механическое соединение, состоящее из муфты с внутренней прямой резьбой на каждом конце, которая соединяет два арматурных стержня с соответствующей внешней резьбой. Поскольку нарезание резьбы уменьшает чистую площадь поперечного сечения арматурного стержня, некоторые производители используют стержни на один размер больше, в то время как другие производители используют стержни с пределом прочности на растяжение и пределом текучести, достаточными для компенсации потери чистой площади при нарезании резьбы.
Этот тип соединения состоит из трех частей (два конца стержня и муфта с внутренней резьбой). Эти системы также доступны в виде приварных соединителей, переходных соединителей и позиционных соединителей.
Резьбовая муфта, изготовленная методом холодной штамповки
Резьбовая муфта, изготовленная методом холодной штамповки, состоит из компонентов с наружной и внутренней резьбой, которые напрессовываются на арматурные стержни с помощью обжимного пресса со специальными штампами. На концах стержней резьба не требуется. Сращивание стержней завершается установкой одного предварительно нарезанного компонента в другой. Для соединения изогнутых стержней, которые нельзя вращать, имеется трехкомпонентный позиционный соединитель. Дополнительные детали включают переходные соединители для соединения стержней разных размеров, соединители, используемые для соединения стержней с элементами из конструкционной стали, и соединители с фланцами, имеющими отверстия для гвоздей. Резьба герметизирована и защищена для использования в будущем.
Муфта с конической резьбой
Это механическое соединение, состоящее из муфты с конической резьбой, которая соединяет стержни с соответствующей конической резьбой. Муфта устанавливается путем поворота стержня или втулки с помощью гаечных ключей с моментом, указанным производителем. Для стыковки гнутых или криволинейных стержней используются муфты специального положения с буртиками. Адаптации позволяют использовать для торцевых креплений в бетоне или соединения с элементами конструкционной стали. Концы стержней могут быть обрезаны ножницами или распилены. Концы стержней требуют нарезания конической резьбы на заданную длину.
Прямая резьбовая муфта с высаженными концами арматурных стержней
Это механическое соединение, состоящее из формирующих головок на концах стержней, которые соединяются с помощью гидравлической машины от производителя соединителей, которая предназначена для соединения между близко расположенными стержнями. . Концы высаженных стержней состыкованы друг с другом и удерживаются на месте с помощью соединителей с прямой резьбой с наружной и внутренней резьбой, которые устанавливаются на стержни перед формированием головок. Муфта устанавливается путем поворота охватываемого или охватывающего компонента и затягивания с рекомендуемым производителем моментом; вращение стержня не требуется. Согнутые или изогнутые стержни можно соединять с помощью одного и того же устройства. Адаптации позволяют использовать для торцевых креплений в бетоне или соединения с резьбовым стержнем.
Соединительная муфта, заполненная раствором
Соединительная муфта в форме двойного усеченного конуса заполнена безусадочным цементным раствором с высокой начальной прочностью. Арматурные стержни, подлежащие сращиванию, вставляются в втулку и стыкуются в центре втулки. Пространство между стержнем и втулкой заполнено безусадочным раствором для передачи усилий между деформированной поверхностью стержней и деформированной внутренней поверхностью втулки. Никакой специальной подготовки концов стержней не требуется, за исключением обычной очистки. Относительно широкие втулки также могут компенсировать незначительные смещения стержней и комбинации стержней разных размеров.
Комбинированная муфта с заполнением раствором и резьбой
Этот тип механического соединения, используемый в основном для сборных конструкций, сочетает в себе два распространенных метода механического соединения. Один конец втулки присоединяют и закрепляют на арматурном стержне (арматурном стержне) с помощью резьбы. Затем соединение завершается, когда другой конец стержня вставляется в муфту, а пространство между стержнем и муфтой заполняется высокопрочным раствором. Широкое горлышко рукава допускает незначительное смещение стержня во время эрекции. Широкая горловина также позволяет переключаться между стержнями разных размеров.
Наполненная сталью соединительная втулка
Наполненная сталью соединительная втулка представляет собой механическое соединение, в котором расплавленный металл или «стальной наполнитель» блокирует канавки внутри втулки с деформациями на арматурном стержне. Специальные детали позволяют использовать их в качестве торцевых креплений или соединений с элементами из конструкционной стали. Концы стержня, обрезанные ножницами, пламенем или распиленные, могут использоваться в качестве «стального наполнителя», заполняющего пространство между концами стержня. Тем не менее, рекомендуется проверить конец стержня.
Соединительная муфта холодной штамповки
Соединительная муфта холодной штамповки использует гидравлический обжимной пресс со специальными штампами для деформации муфты вокруг концов соединенных арматурных стержней. Это создает положительное механическое сцепление с арматурными стержнями. Соединяемые стержни вставляются в гильзу на одинаковое расстояние. Стержни могут быть обрезаны ножницами, пламенем или распилены, однако рекомендуется проверять конец стержня. С помощью этой системы можно соединять стержни разных размеров. Это механическое соединение также можно использовать для соединения арматурных стержней с элементами из конструкционной стали. Для соединения арматурных стержней с эпоксидным покрытием требуются более длинные втулки.
Соединительная муфта со срезным винтом
Этот тип механического соединения состоит из соединительной муфты с винтами со срезной головкой, которые срезаются при заданном крутящем моменте. Арматурные стержни вставляются до упора в центр муфты и затягиваются винтами. В процессе затяжки заостренные винты вставляются в стержни. Для одного типа соединения винты прижимают стержни к контакту с внутренними направляющими. Для другого типа соединения винты заставляют стержни вклиниваться в сходящиеся внутренние стенки муфты. Винты можно затягивать с помощью стандартного торцевого ключа или пневматического ударного гайковерта. Для соединения двух фиксированных стержней доступны соединительные втулки без центрального упора.
Штампованная соединительная муфта
Этот тип механического соединения изготавливается методом холодной экструзии соединительной муфты на оба конца стержня за одну операцию. Затем соединительная втулка центрируется по стыковым концам стержня и соединяется с одним стержнем путем затягивания установочного винта. Гидравлический пресс, предназначенный для установки между близко расположенными стержнями из арматурной стали, затем проталкивает волочильный штамп по всей длине соединительной втулки. Соединительные материалы плотно обтекают деформацию стержня, что создает соединение.
Также доступны экструдированные переходные муфты для соединения двух арматурных стержней разного размера. Прутки могут быть распилены ножницами, пламенем или распилом; однако рекомендуется проверить конец стержня.
Соединительная втулка с двойным клином
Соединительная втулка состоит из втулки из ковкого чугуна с двумя внутренними клиньями. Два ряда конусообразных винтов расположены по длине втулки напротив клиновидного профиля во втулке. Каждый арматурный стержень выступает из втулки примерно на один диаметр стержня. Никакой специальной подготовки конца стержня не требуется. По мере затягивания винтов они вдавливаются в поверхность стержней и вклинивают стержни в сходящиеся стороны профиля втулки. Винты можно затягивать с помощью подходящих ударных гайковертов или ручных гаечных ключей с трещоткой. Головки винтов срезаются при заданном моменте затяжки. Размеры стержней от № 3 до № 6 [от № 10 до № 19]] плюс стержни разных размеров, непокрытые или покрытые эпоксидной смолой, могут быть соединены с помощью этой муфты.
Соединительная муфта со срезным болтом/клином
Предназначена в первую очередь для соединения небольших стержней размеров от № 3 до № 6 [№ 10–№ 19]. Соединительная муфта имеет овальное поперечное сечение, позволяющее накладывать друг на друга два арматурных стержня. того же диаметра во втулке. Каждый стержень выходит из втулки примерно на один диаметр стержня. После правильной установки втулки через отверстие в плоской поверхности втулки вбивают клиновидный круглый штифт. Клин проходит между стержнями и проходит через отверстие, противоположное отверстию вставки. Клиновой штифт приводится в движение ручным гидравлическим домкратом.
Механическое соединение с дюбелями
Механические соединения с дюбелями используются для предотвращения проникновения или выступания стержней из опалубки и железобетонных конструкций. Все доступные системы состоят из нескольких компонентов. Компонент муфты имеет внутреннюю резьбу, а другой компонент — внешнюю резьбу. Компонент с внутренней резьбой обычно предназначен для крепления непосредственно к поверхности опалубки и обычно помещается в первую бетонную заливку. Эти системы доступны в различных конструкциях, конфигурациях, размерах и формах.
Механические соединения, предназначенные только для сжатия
Использование концевого подшипника для передачи сжатия от стержня к стержню требует, чтобы концы стержней были обрезаны в пределах 1-1/2 градуса квадратного сечения относительно продольной оси стержней. При монтаже в полевых условиях такие механические соединения должны совпадать с точностью до 3 градусов при установке.
Рабочий диаметр (2R) 1,0 мм, радиус при вершине R 0,5 мм. Длина рабочей части 30,5 мм. Хвостовик 6 мм. Общая длина 75 мм. 2-х заходная. Угол конуса 9,53 град. (4,76 град. на сторону).
1050 ₽
Одним из самых распространенных инструментов, которые используют специалисты для создания 3D моделей на станках с ЧПУ, является фреза коническая по дереву.
Сфера применения
Данный инструмент предназначен для обработки следующих материалов:
Фреза коническая по дереву отлично подходит для обработки глубоких рельефов без предварительной черновой обработки. Диаметр кончика позволит с высокой точностью произвести деталировку рельефа на используемой заготовке.
Особенности конструкции
Материал изготовления фрезы – карбид вольфрама, в который добавлены специальные упрочняющие добавки, что делает этот инструмент сравнимым по прочности с природным алмазом. Фреза коническая по дереву R0.5 имеет следующие технические характеристики:
Спиральная форма, в виде которой изготовлена фреза коническая по дереву, позволяет отлично выводить отработанную стружку вверх и имеет повышенную прочность при сохранении маленького радиуса рабочей поверхности. Материал, из которого изготовлен корпус, при правильной эксплуатации обеспечит высокую производительность и долгий ресурс работы инструмента.
Как купить
Если вас интересует фреза коническая по дереву, но остались дополнительные вопросы – закажите обратный звонок, или свяжитесь с нашими менеджерами самостоятельно для получения дополнительной консультации. Мы работаем как за наличный, так и безналичный расчет. Забрать оплаченный товар можно самовывозом с территории нашего склада, или заказать услугу адресной доставки в любую точку России.
Данной фрезой можете добиться высокого качества изделия, как представлено на фото ниже:
Советуем прочитать: “Как выбрать фрезу” “Режимы резания для станков с ЧПУ”
Оплата
Вы можете выбрать любой удобный для Вас способ оплаты: банковский перевод, оплата банковской картой или наличные деньги в офисе компании.
Доставка по России
Доставка товара осуществляется ТК: СДЭК, Деловые линии, ПЭК, КиТ, ЖелДорЭкспедиция. ) — см. доставка
Доставка и отгрузка товара осуществляется транспортными компаниями, после оплаты заказа. Стоимость доставки будет рассчитана менеджером после оплаты заказа. Доставка оплачивается полностью заказчиком при получении груза.
Самовывоз
Вы можете самостоятельно забрать Ваш заказ на складе по адресу Россия, Ростовская область, г. Каменск-Шахтинский, пер. Полевой 43 (координаты для навигатора 48.292474, 40.275522). Для крупногабаритных заказов воспользуйтесь транспортным средством.
Конические фрезы для фрезерного станка в Спб и Москве
Фильтр
Показано 30 из 185
New &Popular
Фреза Greentools 0,5-6x35x78 Z2 RH R0,25
Общая длина, мм
78
Длина режущей части, мм
35
Фреза Greentools 2-6x35x78 Z2 RH R1
Диаметр режущей части, мм
2
Общая длина, мм
78
Длина режущей части, мм
35
Фреза Greentools 1-6x35x78 Z2 RH R0,5
Диаметр режущей части, мм
1
Общая длина, мм
78
Длина режущей части, мм
35
Фреза DJTOL NL2QX6. 30.2.5
Диаметр режущей части, мм
2.5
Общая длина, мм
70
Длина режущей части, мм
30
Фреза Greentools 1,5-6x35x78 Z2 RH R0,75
Диаметр режущей части, мм
1.5
Общая длина, мм
78
Длина режущей части, мм
35
Фреза DJTOL NL2QX6.30.0.5
Диаметр режущей части, мм
0.5
Общая длина, мм
76
Длина режущей части, мм
30
Фреза DJTOL NL2QX6.40.1
Диаметр режущей части, мм
1
Общая длина, мм
80
Длина режущей части, мм
40
Фреза Greentools 4-6x35x78 Z2 RH R2
Диаметр режущей части, мм
4
Общая длина, мм
78
Длина режущей части, мм
35
Фреза DJTOL NL2QX6. 30.1
Диаметр режущей части, мм
1
Общая длина, мм
70
Длина режущей части, мм
30
Фреза DJTOL NL2QX6.30.3
Диаметр режущей части, мм
3
Общая длина, мм
70
Длина режущей части, мм
30
Фреза DJTOL NL2QX6.30.1.5
Диаметр режущей части, мм
1.5
Общая длина, мм
70
Длина режущей части, мм
30
Фреза DJTOL NL2QX6.30.2
Диаметр режущей части, мм
2
Общая длина, мм
70
Длина режущей части, мм
30
экономия 23%
Фреза N2KLX12-1.5-22a28
Фреза коническая с плоским торцем для 3D фрезеровки.
Диаметр режущей части, мм
1.5
Общая длина, мм
60
Длина режущей части, мм
22
Фреза коническая с плоским торцем для 3D фрезеровки.
Конусная фреза является лучшим выбором в случае, когда требуется проводить обработку высокого рельефа в чистовом варианте (без черновой предварительной обработки). Также следует отметить значительную прочность этого режущего инструмента (включая маленький диаметр кончика), что достигается необычной конусной формой.
Если требуется провести финишную обработку заготовки, то здесь более выгодно применять радиусный гравер. Тем более, что их стоимость ниже чем у стандартных конических вариантов, но они чуть сложнее в резке (запас прочности ниже), что требует повышенного внимания от специалиста.
Фрезы конические твердосплавные
Данные модели подходят для работы с объемными (3D) объектами, поскольку во время работы с поверхностью за счет своей нестандартной формы деталь получается менее шероховатой, а стружка отводится намного лучше, чем у фрез другого типа. Твердосплавные виды фрезы относится к монолитным инструментам, созданным из сплава карбида вольфрама, со связкой из кобальта. Притом сама конструкция позволяет прорисовывать сложные объекты во время гравировки поверхности, даже при небольшом наклоне (что делает инструмент хорошим выбором для ручных фрезеров).
Купить коническую фрезу
Заказать коническую фрезу проще всего в интернет-магазине FREZA.RU, где предлагаются инструменты многих популярных мировых производителей. Если на складе отсутствует какая-то модель, то ее всегда можно заказать у производителя с нашей помощью. Среди других преимуществ компании стоит отметить:
Оперативную обработку заказов и обеспечение доставки в любой город РФ;
Действительно широкий ассортимент товаров и квалифицированную помощь специалистов в выборе;
Гарантия качества от производителей и наличие необходимых отгрузочных документов.
Позвоните, если остались вопросы или нужно купить подходящую фрезу для домашнего использования или мебельного производства.
SL4NF 1/2″ X 1-1/8″ Конусная твердосплавная борфреза Хвостовик 1/4″ — алюминий Предназначен для очистки широкого спектра продуктов, включая дерево, пластик, нержавеющую сталь и другие металлы.
ДУЛСЛ4НФ
Добавить в корзину
Быстрый просмотр
SL4 1/2″ X 1-1/8″ конусная твердосплавная борфреза хвостовик 1/4″
Дрель Америка
Список цен:
$34,77
В настоящее время:
Цена: 18,78 долларов США.
SL4 1/2″ X 1-1/8″ Конусная твердосплавная борфреза Хвостовик 1/4″ Предназначена для очистки широкого спектра продуктов, включая древесину, пластмассу, нержавеющую сталь и другие металлы. Двойной рез для быстрой…
ДУЛСЛ4
Добавить в корзину
Быстрый просмотр
SM51 1/4″ X 1/2″ Твердосплавная борфреза с заостренным концом, хвостовик 1/8″
Дрель Америка
Список цен:
$14,26
В настоящее время:
Цена: 7,70 долларов США.
SM51 1/4 «X 1/2″ Твердосплавный бор с коническим заостренным концом Хвостовик 1/8» Предназначен для очистки материала из широкого спектра продуктов, включая древесину, пластик, нержавеющую сталь и другие металлы…
ДУЛСМ51
Добавить в корзину
Быстрый просмотр
SL53 3/16″ X 1/2″ Конус 14 Твердосплавная борфреза Хвостовик 1/8″
Дрель Америка
Список цен:
$14,26
В настоящее время:
Цена: 7,70 долларов США.
SL53 3/16 «X 1/2» Конус 14 Твердосплавный бор Конус 1/8 «Хвостовик Предназначен для очистки материала в широком спектре продуктов, включая дерево, пластик, нержавеющую сталь и другие металлы Стиль с двойной насечкой для. ..
ДУЛСЛ53
Добавить в корзину
Быстрый просмотр
SL41 1/8″ X 3/8″ Конус 14 Твердосплавная борфреза Хвостовик 1/8″
Дрель Америка
Список цен:
$7,51
В настоящее время:
Цена: 4,06 доллара США.
SL41 1/8 «X 3/8» Конус 14 Твердосплавный бор Конус 1/8 «Хвостовик Предназначен для очистки материала в широком спектре продуктов, включая дерево, пластик, нержавеющую сталь и другие металлы Стиль с двойной насечкой для…
ДУЛСЛ41
Конические сверла | FINE TOOLS
Deutsch
Français
Italiano
расщепления обрабатываемой детали или сверления в головке рукояток инструмента, чтобы легко получить отверстие правильной формы для использования обычно используемых конических клиньев вала.
Важный совет: Максимальная глубина сверления для этих сверл равна длине конической части (1), т. е. длине спиральной канавки для удаления стружки. Эта глубина сверления показана в таблицах ниже. Попытка заставить сверло просверлить глубже в заготовку ни к чему не приведет, кроме, возможно, застрявшего или поврежденного теплом сверла.
Набор из 3 конических насадок 3, 4, 5 мм
Эти конические насадки имеют шестигранный конец стержня стандартного размера 6,35 мм (1/4 дюйма), поэтому их можно вставлять как в стандартное сверло с тремя зубьями патрон, а также любой стандартный инструмент с шестигранной головкой. Сделано Star-M в Японии.
Размер бит в наборе
Диаметр
Диаметр рядом с наконечником
Общая длина
Длина Коническая секция
3 мм
1,5 мм
90 мм
35 мм
4 мм
2 мм
105 мм
50 мм
5 мм
2,5 мм
115 мм
60 мм
Сэкономьте 10% СЕЙЧАС до 12. 11.2022!
С кодом ваучера BLACKMONTh32
Код 312647Цена ∗ € 22,87
Набор из 3 конических насадок 4, 5, 6 мм
Эти конические насадки имеют шестигранный конец стержня стандартного размера 6,35 мм (1/4 дюйма), поэтому их можно вставлять как в стандартное сверло с тремя зубьями патрон, а также любой стандартный инструмент с шестигранной головкой. Сделано Star-M в Японии.
Размер бит в наборе
Диаметр
Диаметр рядом с наконечником
Общая длина
Длина Коническая секция
4 мм
2 мм
105 мм
50 мм
5 мм
2,5 мм
115 мм
60 мм
6 мм
3 мм
115 мм
60 мм
Сэкономьте 10% СЕЙЧАС до 12.11. 2022!
С кодом ваучера BLACKMONTh32
Код 312648Цена * € 23,69
Регулируемая зенковка Famag Vario 90
Используйте эту съемную зенковку от FAMAG в сочетании с коническими битами, и вы сможете сделать как направляющее отверстие, так и зенкер для головки винта за одну операцию! Vario 90 оснащен твердосплавными режущими кромками, обеспечивающими долгий срок службы. Инструкции: Зенковка FAMAG легко крепится к бите. Внутренняя часть двух частей имеет форму, позволяющую автоматически центрировать узел вдоль оси вала бурового долота. После того, как вы отрегулировали зенковку на нужную глубину, она надежно фиксируется на месте с помощью двух винтов с шестигранной головкой.
Регулируемая зенковка Famag Vario 90 с твердосплавными фрезами
для бит от 3 до 8 мм (биты не входят в комплект!) Диаметр зенковки в сборе: диаметр сверла плюс 9 мм Глубина зенкеровки до 11,5 мм
Код 304553Цена ∗ 33,12 €
Пример использования:
Вы находитесь здесь: Главная страница › Сверление в древесине › Конические сверла
Ноябрьская акция
Фиксатор от GRAMERCY TOOLS
До появления современных струбцин невозможно было представить работу по дереву без фиксаторов.
Комбинированный токарный станок 1м95 стоял на производстве с 1966 по 1977 года на Алма-Атинском станкостроительном заводе. В 1977 году завод отказался от выпуска данных устройств, заменив их на более перспективную разработку – станок 1д95. Конструкторы считали, что данное устройство лучше всего подойдет для небольших передвижных или стационарных мастерских.
Описание
Технические показатели
Система управления и строение
Схема управления
Описание
Станок 1м95 предназначен для выполнения токарных (наружных и внутренних) работ на телах вращения с разными параметрами. Кроме этого, на данном станке можно создавать резьбу необходимого типа как в центрах, так и в патроне.
Устройство состоит из двух ключевых узлов. Первый предназначен для точения и фрезеровки, а второй – для сверлильных работ. Каждый из этих узлов обладает самостоятельным приводом. Благодаря целому ряду удачных конструкторских решений станок характеризуется высокой универсальностью. Кроме центров с переменной высотой, станок имеет долбежные, фрезерные, заточные приспособления, демонстрирует неплохие металлорежущие показатели.
На этом устройстве оператор может создавать следующие типы резьбы:
метрическую;
модульную;
дюймовую;
питчевую.
Кроме перечисленных функций, на станке выполняют несложные работы по затачиванию. Класс точности устройства – Н. Эксплуатировать станок лучше всего в помещениях закрытого типа с регулируемым температурным режимом.
Технические показатели
Станок имеет хорошие габаритные характеристики. Его высота – 1,67 м, ширина – 1,25 м, длина – 2, 75 м. Общий вес устройства в базовой комплектации – 2170 кг.
Другие ключевые показатели токарного станка 1м95:
Максимальный диаметр заготовки над станиной – 50 см.
Максимальная масса заготовки в патроне и центрах – 100 кг.
Максимальная длина обрабатываемой детали – 1 кг.
Диапазон скоростей шпинделя – от 28 до 1250 оборотов в минуту.
Диаметр сквозного отверстия в шпинделе – 3,5 см.
Более детальные характеристики станка можно посмотреть в приведенных ниже таблицах:
Система управления и строение
Детального описания требуют ключевые узлы устройства.
Станина с двумя направляющими– для передвижения каретки и для передвижения задней бабки. В одной из тумб, на которых крепится станина, находится главный электродвигатель станка.
Коробка подачи. Благодаря установленным в ней механизмам, оператор станка имеет возможность изготовлять четыре типа резьбы. Система коробки подач приводится в действие коробкой скоростей. Необходимые подачи активируются при помощи ручек управления, которые находятся на данном узле.
Суппорт. Конструкция данного узла позволяет ему осуществлять продольные и поперечные движения. В первом случае суппорт двигается по станине, а во втором – по каретке. Приводит в действие данный механизм можно вручную или при помощи механического привода. Верхняя часть узла может двигаться отдельно от всего суппорта в продольном направлении. Задняя бабка двигается в вертикальном и поперечном направлениях.
Фартук. На данном узле установлены две муфты, при помощи которых оператор приводит в движение суппорт. Конструкция муфт позволяет в автоматическом режиме прерывать подачу, если рабочие узлы станка перегружены. Недостатком установки можно назвать отсутствие у фартука функции автоматического передвижения суппорта. Зато на нем предусмотрена блокировка от одновременной активации ходового винта и ходового валика.
Коробка скоростей. Данный узел оператор может перемещать в вертикальном направлении по специальной стойке. Коробка передач приводится в движение электромотором при помощи клиноременных передач. При прямом и обратном вращении двигателя у шпинделя будет шесть скоростных режимов.
Узел для сверления имеет отдельный привод и может работать автономно от токарно-фрезерного узла, а его скорость регулируется при помощи специального шкива. Также устройство имеет 2 люнета и 2 патрона.
Станина представляет собой коробчатую форму с поперечными ребрами жесткости и имеет две призматические направляющие. Передние направляющие предназначены для перемещения по ним каретки станка, а задние — для перемещения задней бабки станка. Монтаж станины осуществляется на две пустотелые тумбы. В левой тумбе устанавливается главный электродвигатель.
Коробка скоростей комбинированного станка фиксируется и может перемещаться по сверлильным направляющим стойки. Вращательное движение коробки скоростей осуществляется от отдельного электродвигателя через клиноременную передачу, расположенного в левой тумба станка. Далее вращение осуществляется через валик фрикциона и шестеренный механизм к непосредственно самому шпинделю и цепи подач. Коробка скоростей имеет шесть различных скоростей шпинделя при прямом вращении двигателя и шесть при обратном.
Коробка подач станка получает вращательное движение от коробки подач через сменные зубчатые колеса (гитару). Коробка подач дает возможность получать необходимые подачи для обработки деталей, а также для нарезания метрических, дюймовых, модульных и других резьб.
Смазка комбинированного станка 1М95
Смазка механизма передней бабки и коробки подач осуществляется при помощи масляной ванны.
Смазка механизма фартука, суппорта выполняется централизованно, от плунжерного насоса.
Все остальные смазываемые места имеют ручную смазку при помощи масленок.
Технические характеристики токарного комбинированного станка 1М95
Основные параметры
1М95
Высота оси шпинделя над суппортом-столом,мм:
наибольшее
245
наименьшее
125
Высота центров над станиной,мм:
наибольшее
355
наименьшее
235
Наибольшее расстояние между центрами,мм
1000
Наибольший диаметр обрабатываемой детали,мм
32
Диаметр отверстия шпинделя,мм
35
Передняя бабки (коробки скоростей)
Наибольшее вертикальное перемещение,мм
120
Цена одного деления линейки,мм
1
Цена одного деления нониуса,мм
0,1
Стойка с задней бабкой
Наибольшее перемещение задней бабки,мм:
вдоль станины
820
вертикальное
120
Наибольшее перемещение пиноли,мм
165
Конус Морзе
4
Перемещение на один оборот лимба,мм
5
Сверлильный агрегат
Наибольший диаметр сверления,мм
25
Вылет оси шпинделя,мм
210
Вертикальное перемещение стола,мм
465
Диаметр сверлильного стола,мм
320
Конус Морзе
3
Расстояние от торца шпинделя до стола,мм
40-540
Вертикально-фрезерная головка
Расстояние от шпинделя до торцевой поверхности передней бабки
380
Расстояние от торца шпинделя головки до поверхности суппорта,мм:
наибольшее
240
наименьшее
120
Наибольший угол поворота вокруг оси шпинделя,градусы
70
Диаметр отверстия шпинделя,мм
17
Конус Морзе
3
Долбежное приспосоление
Длина хода долбяка,мм
100
Расстояние от коробки скоростей до края суппорта,мм:
наибольшее
1000
наименьшее
140
Наибольшая высота долбления,мм
80
Наибольшая длина долбления,мм
280
Наибольшая ширина хода долбления,мм
320
Токарно-револьверный станок модели 1В340Ф30
Токарный станок 1е61м,1е61мт
Токарный станок 16б16кп
Поделитесь информацией с друзьями в социальных сетях
6 из 6. Оценок: 556.
Где производятся оптические прицелы Kahles?
Введение
Kahles — австрийский производитель высококачественной спортивной оптики, в которую входят прицелы , бинокли , коллиматорные прицелы 3-0, дальномеры 9000. Основанная в 1898 году, Kahles является одним из старейших европейских брендов оптики и, следовательно, имеет давний опыт производства спортивной оптики мирового класса для European 9.0004 и Североамериканские рынки . Штаб-квартира компании и ее основные производственные мощности расположены по адресу Вена, Австрия, где она была первоначально основана. Kahles была приобретена Swarovski Optik, подразделением спортивной оптики группы Swarovski в 1974 году. базируется в Вене, Австрия. Головные организации, а именно, Simon Plossl Company и Мастерская Карла Фрича производила традиционные микроскопы и телескопы до слияния. Компания Kahles признала потенциал этих мелких производителей и в 1898 году преобразовала эти два предприятия в производителя высококачественных биноклей и телескопов для астрономических целей.
Источник: Kahles
спортивная оптика, Калес представила оптический прицел для охотничьих ружей, названный Telorar в 1900. Охотничий прицел предлагался в пяти различных оптических конфигурациях и быстро завоевал популярность среди охотников. Увидев успех своего первого прицела, Kahles на протяжении многих лет вкладывал значительные усилия и средства в его развитие. С момента появления TELORAR компания запатентовала несколько функций оптических прицелов, которые до сих пор используются в современных охотничьих прицелах.
Помимо охотничьих прицелов, в этот период Kahles также предлагала бинокли, астрономические телескопы и оптические прицелы для морских профессионалов. Представленный в 1908 году революционный оптический прицел MIGNON стал знаковым для бренда Kahles, поскольку это был первый оптический прицел, продаваемый по всему миру австрийским брендом спортивной оптики . В 1926 году был выпущен популярный оптический прицел серии Helia с относительно большим увеличением и исключительно большим полем зрения по сравнению с предыдущими моделями. В последующие годы Helia стала фирменным брендом оптических прицелов Kahles.
Вторая мировая война и ее последствия
Как и многие немецкие фабрики, некоторым австрийским производителям было поручено произвести изделий военного класса для объединенных вооруженных сил Германии во время Второй мировой войны. Точно так же компания Kahles была вынуждена производить военные прицелы, бинокли и другие оптические компоненты. За время войны предприятие понесло значительный ущерб и невообразимые убытки. После войны Фридрих Калес III, внук основателя, провел серьезную реструктуризацию, чтобы вернуть компанию на ноги.
Благодаря усилиям Фридриха Калеса компания быстро восстановила свое положение. В 1949, впервые был представлен оптический прицел серии Helia с переменным увеличением . Разработка первых водонепроницаемых оптических прицелов также приписывается бренду Kahles. Представленный в 1960 году, инженеры использовали Уплотнительные кольца для герметизации оптической полости прицела Helia Super, которые помогают предотвратить попадание внешней воды в оптическую полость. В 1972 году Kahles выпустила новую версию охотничьего прицела Helia с запатентованным многослойным покрытием Kahles-AMV. Инновационное оптическое покрытие обеспечивает светопропускание более 90%, , которое с тех пор стало эталоном для всех оптических прицелов и по сей день.
Пополнение в Swarovski Group
Производство оптических прицелов вывело компанию на новый уровень под руководством Фридриха Калеса III, и год за годом Калес стал известен как пионер охотничьих оптических прицелов во всем мире. Swarovski Group проявила интерес к компании и впоследствии приобрела Kahles в 1974 году. Подразделение прицелов Swarovski Optik все еще находилось в стадии разработки, но благодаря наследию и опыту Kahles бизнес прицелов начал невероятно процветать. В последующие годы Swarovski Optik включила в охотничьи прицелы несколько инновационных функций, таких как подсветка сетки, лазерный дальномер, и до 8-кратный оптический зум.
Хотя Kahles сохранила свой бренд отдельно, им по-прежнему управляет Swarovski Optik. Оба бренда предлагают схожий уровень оптических характеристик и качества сборки. Даже после приобретения компания Kahles продолжала вводить новшества в свою продукцию, добавляя интересные функции, такие как автоматический свет , и , регулировка нуля.
Производственные помещения
Основное производственное предприятие находится по адресу Вена, Австрия с момента основания компании. Kahles поддерживает тесные отношения с руководством Swarovski Optik, , и постоянный обмен информацией и опытом является причиной успеха двух брендов.
Гунтрамсдорф, Нижняя Австрия, Австрия
В 2012 году компания открыла новое производственное предприятие в городе Гунтрамсдорф в состоянии Нижняя Австрия, , и он был разработан с большим вниманием к факторам, благоприятным для окружающей среды. Новый завод специализируется на производстве оптических прицелов. Все бинокли Kahles (Helia S является исключением и производится в Австрии) , красные точки и дальномер произведены на аутсорсинге из Азии.
Завод по адресу Guntramsdorf оснащен самыми современными технологиями для производства высококачественных устройств. На производственном этаже находится фрезерное и токарное оборудование с ЧПУ, которое обрабатывает все металлические компоненты из высококачественных цельных металлических блоков. Стеклянные компоненты для всех продуктов приобретаются с Swarovski Optik, , который помогает оптимизировать производство. Атмосфера и температура в зоне сборки контролируются, что предотвращает попадание нежелательных частиц внутрь узла прицела.
После сборки прицелы продуются азотом под давлением для предотвращения загрязнения водяным паром и частицами грязи. Все продукты проходят строгий контроль качества для выявления дефектных компонентов, а соответствующие объемы отправляются в зону упаковки.
Источник: DINA4Architektur
Серия Origin
Kahles предлагает широкий выбор оптических прицелов как для охоты, так и для занятий спортом на открытом воздухе.
Охотничьи оптические прицелы
Фирменная серия Helia от Kahles специально разработана для работы в самых сложных из охотничьих ситуаций круглый год. Бренд был впервые представлен в 1926 году, и с годами его механическая конструкция и оптические характеристики были усовершенствованы благодаря ряду усовершенствований, проведенных экспертами по охоте Kahles. Сегодня бренд Helia известен охотникам во всем мире как синоним качества, производительности и надежности.
Ниже представлены все варианты оптических прицелов Helia, которые в настоящее время предлагает Kahles:
Helia 1-5x24i
Helia 1-5x24i — идеальный инструмент для загонной охоты и
3 ближних столкновений с крупными животными4. Компактный прицел обладает несколькими уникальными свойствами, которые помогут охотникам, предпочитающим охотиться на ходу. Основными особенностями этого варианта являются 5-кратный оптический зум от 1-кратного до 5-кратного увеличения, объектив 24 мм, подсветка сетки, 9Вынос выходного зрачка 5 мм, легкая основная труба 30 мм и гидроизоляция, заполненная азотом.
Дополнительные функции включают диоптрийную компенсацию +2/-3,5, фиксированный параллакс на 100 м, коэффициент сумерек 3,0-11,0 и регулировку по углу места/по горизонтали 2,5/2,5 м. Настоящее 1-кратное увеличение позволяет охотнику использовать оба глаза одновременно во время охоты на незнакомых территориях. Кроме того, этот оптический прицел можно использовать в качестве коллиматорного прицела в дополнение к надежному охотничьему прицелу. Кроме того, уменьшенное увеличение обеспечивает поле зрения 8,1–42,4 м на расстоянии 100 м, что весьма полезно для улучшения ситуационной осведомленности.
В стандартную комплектацию Helia 1-5x24i входит сетка 4-DH, , которая удобно расположена во 2-й фокальной плоскости. Прицел также имеет функцию автоматического освещения, которая отключает подсветку, когда прицел не используется, поэтому вы можете сосредоточиться на игре, не беспокоясь о батарее.
Kahles Helia 1-5x24i
Helia 2-10x50i
Этот охотничий прицел Kahles Helia серии оснащен 5-кратным зумом, обеспечивающим увеличение от 2X до 10X. В сочетании с большим объективом 50 мм этот прицел идеально подходит для преследование и преследование игра , позволяя вам оставаться на расстоянии . Модель 2-10x50i выполнена в компактном корпусе весом чуть более 500 г, что позволяет вам продолжать игру, не уставая. Основные характеристики прицела: диаметр объектива 50 мм, подсветка сетки, поле зрения 21,0–4,1 м/100 м, удаление выходного зрачка 95 мм и основная трубка 30 мм.
Прицел оснащен оптикой с многослойным просветлением, которое дополнительно улучшено запатентованным многослойным просветлением. Другие аспекты включают диапазон регулировки по высоте / горизонтали 1,6 / 1,6 м, цельный противоударный корпус, турели с крышкой, диоптрийную компенсацию +2 / -3,5, сумеречный фактор 6,2-22,4 и рычаг для увеличения.
Helia 2-10x50i поставляется с 4-точечной сеткой , , которая расположена во 2-й фокальной плоскости. Прицельная сетка подсвечивается и имеет интригующую функцию автоматического включения/выключения подсветки, которая выключает подсветку, когда прицел не используется.
Kahles Helia 2-10x50i
Helia 2. 4-12x56i
Kahles Helia 2.4-12x56i — универсальный оптический прицел, обещающий приятное время охоты благодаря прочной конструкции диаметром 30 мм. Большой 56-миллиметровый объектив в сочетании с 5-кратным зумом — идеальный инструмент для 9-кратного прицеливания.0003 охота при слабом освещении с поднятой шкурой в густых лесах. Основными особенностями прицела являются высококачественные линзы, полное многослойное просветление, диапазон увеличения 2,4-12 крат, поле зрения 16,5–3,3 м на 100 м, удаление выходного зрачка 95 мм.
Прочие характеристики: компенсация баллистического падения, фиксированный параллакс на высоте 100 м, регулировка по высоте/по горизонтали 1,9/1,9 м, сумеречный фактор 7,4–25,9, диоптрийная компенсация +2/–3,5, азотная гидроизоляция, турели с крышками, уни- ударопрочная конструкция корпуса и рычажок для увеличительного кольца.
Helia 2.4-12x56i доступен в двух вариантах оптики сетки: 4-точечная и GRB, , обе из которых имеют подсветку и расположены во 2-й фокальной плоскости. Интеллектуальная подсветка сетки автоматически отключается с помощью встроенного датчика.
Kahles Helia 2,4-12x56i
Helia 3,5-18x50i
С максимальным увеличением 18X, Helia 3,5-18x50i от Kahles подходит для 90 охотников, как для продвинутых охотников 0003 крупная дичь с расстояния , особенно при выслеживании в горах. Прицел оснащен 5-кратным оптическим зумом и большим 50-мм объективом, который улавливает значительное количество света для охоты днем, вечером и ночью. Важными характеристиками прицела являются высококачественные линзы, увеличение 3,5X-18X, основная трубка 30 мм, полное многослойное просветление оптики, поле зрения 12,2-2,2 м на 100 м и азотная гидроизоляция.
Другие характеристики прицела: барабаны с крышками, подсветка сетки, регулировка по высоте/по горизонтали на 1,9.5/1 м, удаление выходного зрачка 95 мм, регулировка параллакса от 50 м до бесконечности, диоптрийная компенсация +2/-3,5, сумеречный фактор 7,4-25,9 в зависимости от увеличения, рычаг переключения Helia для увеличения и опциональная компенсация баллистического падения ( БДК). Прицельная оптика для прицела – 4-точечная и GRB, которые размещены во 2-й фокальной плоскости.
Kahles Helia 3,5-18x50i
Helia 3 4-12x44i
Вес менее 500 г, Helia 3 4-12x44i оптимизирован для прицела 0003 однодневные охотничьи походы, особенно в горной местности где пешком погоня обязательна. Легкий прицел оснащен ультратонкой основной трубой диаметром 1 дюйм, но без каких-либо компромиссов в отношении оптических характеристик или качества сборки. Основные характеристики включают высококачественную оптику, линзы с полным многослойным просветлением, диапазон увеличения 4X-12X, 3-кратный оптический зум, объектив 44 мм, удаление выходного зрачка 90 мм и поле зрения 9,2-3,3 м на 100 м.
Другими атрибутами этого прицела являются: конструкция цельного корпуса, корпус из анодированного алюминия, гидроизоляция, заполненная азотом, регулировка по высоте/по горизонтали 1,1/1,1 м, турели с крышкой, диоптрийная компенсация +2/-3,5 и диапазон сумеречного коэффициента 13. 3-23.0. Оптический прицел Helia 3 4-12x44i доступен в двух вариантах сетки: 4-точечный и 3 ГБ. Обе сетки расположены во 2-й фокальной плоскости и имеют встроенную систему подсветки, которая автоматически выключает свет, когда прицел не используется.
Оптический прицел Kahles Helia 3 4-12x44i
Helia 3 3-10x50i
Прицел Kahles Helia 3-10x50i предназначен для использования во многих охотничьих ситуациях, будь то загонная охота, охота с преследованием или с засадой. или охота в горах. Прицел оснащен несколькими основными функциями, такими как высококачественная оптика, линзы с полным многослойным просветлением, 3-кратный оптический зум, 3-10-кратное увеличение, объектив 50 мм, поле зрения 90,2–3,3 м на 100 м, удаление выходного зрачка 90 мм, регулировка по высоте/по горизонтали 1,3/1,1 м, компенсация диоптрий +2/–3,5 и диапазон коэффициента сумерек 12,0–22,4 в зависимости от настройки увеличения.
Некоторые физические аспекты этого прицела включают сверхтонкую 1-дюймовую основную трубу, гидроизоляцию, заполненную азотом, цельный корпус из анодированного алюминия и турели с крышками. Доступны два варианта сетки для Helia 3 3-10x50i: 4-Dot и 3GR, , обе расположены во второй фокальной плоскости и оснащены интеллектуальной подсветкой. Прицелы Helia 3 известны сравнительно небольшим весом, что делает их весьма привлекательными для современных охотников.
Kahles Helia 3 3-10x50i
Тактические винтовки
Спортивные и целевые стрельбы. Прицел представляет собой привлекательное обновление очень популярного тактического прицела K525i от Kahles. В новой версии Dynamic Long Range прецизионная оптика сочетается с надежной механикой, что обеспечивает невероятные оптические характеристики, особенно при съемке дальние цели в соревнованиях по профессиональной стрельбе а также тактических ситуациях.
Эргономичная камера 525i DLR имеет диапазон увеличения от 5 до 25 крат, что весьма полезно на соревнованиях по стрельбе. Основные характеристики этого прицела включают объектив 56 мм, основной тубус 34 мм, удаление выходного зрачка 95 мм, диапазон поля зрения от 7,7 до 1,6 м на 100 м, подсветку сетки, многослойное просветление оптики, регулировку параллакса от 20 метров до бесконечности. , диоптрийная регулировка +2/-3,5, диапазон выходного зрачка 9от 0,5 до 2,4 мм и азотная гидроизоляция. Кроме того, надписи на турелях удобного размера для быстрого и точного чтения.
Другие атрибуты включают 100 кликов на один оборот, функцию Zero-stop, опциональную левостороннюю или правую регулировку TWIST GUARD, регулировку по высоте/по горизонтали 2,9/1,3 и направление регулировки против часовой стрелки. Прицел оснащен сеткой SKMR4 mil в 1-й фокальной плоскости, что очень желательно для стрелков, участвующих в соревнованиях на дальние дистанции. Если вы ищете спортивный оптический прицел, предназначенный для дальнего прицеливания, то новый K525i станет для вас лучшим выбором.
Kahles K525i 5-25×56 DLR
K525i
Известно, что K525i всегда был популярным выбором профессиональных стрелков и
5 для соревнований по стрельбе по всему миру 90. В отличие от своего преемника, этот оптический прицел доступен с несколькими вариантами сетки вместо одной, что делает его идеальным выбором для профессиональной стрельбы по мишеням. K525i поставляется с диапазоном увеличения от 5X до 25X и большим 56-мм объективом, который очень эффективен для стрельбы на расстоянии более 1000 ярдов. Кроме того, прицел обеспечивает точную точность повторения благодаря 100 щелчкам на один оборот регулировочных ручек и дополнительной регулировке по горизонтали влево или вправо.
Некоторые другие особенности этого оптического прицела: функция Zero-stop, удаление выходного зрачка 95 мм, 34 мм основная трубка , полностью просветленная оптика, поле зрения от 7,1 до 1,5 м на 100 м в зависимости от увеличения, высота /Ветровая регулировка 2,9/1,3 на 100 м, компенсация параллакса от 20 метров до бесконечности, диоптрийная регулировка +2/-3,5, азотная гидроизоляция, ветровая защита TWIST Guard, крупная башенная надпись, диапазон выходного зрачка от 9,5 до 2,3 мм, CCW направление регулировки и диапазон сумеречного коэффициента 16,7-37,5 в зависимости от увеличения.
Варианты сетки для этого прицела: AMR, Mil4+, MOAK, MSR2/Ki, SKMR4, SKMR, и TREMOR 3 . Все варианты сетки имеют красную подсветку и расположены в 1-й фокальной плоскости для точной стрельбы на дальние расстояния. Обладая большим количеством функций, K525i остается одним из самых популярных вариантов для соревнований по стрельбе.
Kahles K525i 5-25×56
K318i
Kahles K318i — идеальное компактное решение для тактической стрельбы. Оптический прицел поставляется с размером объектива 50 мм и максимальным увеличением 18X, что делает его отличным выбором как для тактической стрельбы, так и для стрельбы по мишеням на большие расстояния. Основные характеристики прицела: 5-кратный оптический зум от 3,5-кратного до 18-кратного, поле зрения 9,3-2,0 м на 100 м, многослойное просветление оптики, основная трубка 34 мм, удаление выходного зрачка 92 мм, подсветка сетки, диоптрийная регулировка +2,5/-3,5, регулировка по углу места/по горизонтали 3,0/1,5 на 100 м, диапазон сумеречного фактора 13,2-30,0 в зависимости от увеличения.
Одной из особенностей, которые делают K318i таким привлекательным, является его легкая и ультракомпактная конструкция. Эти физические характеристики, пользующиеся большим спросом у профессионалов тактической стрельбы, являются результатом многолетней работы команды разработчиков оптических прицелов Kahles. Сэкономленное на винтовке место можно использовать для других принадлежностей для стрельбы. Кроме того, регулировка параллакса встроена в револьверную головку с компенсацией от 25 м до бесконечности.
Кроме того, прицел поставляется с азотной гидроизоляцией, защитой от скручивания TWIST GUARD, Zero-Stop, разрешением щелчка MIL или MOA, дополнительным левым или правым ветром с регулировкой по часовой или против часовой стрелки. Kahles K318i доступен в четырех вариантах сетки с подсветкой красного цвета: MSR/Ki, SKMR3, TREMOR 3 и MOAK, с размещением в 1-й фокальной плоскости. K318i рассчитан на для требовательных стрелков, , поэтому, если вы увлекаетесь быстрой тактической стрельбой, это прицел для вас.
Kahles K318i 3,5-18×50
K624i
Модель K624i , разработанная для соревнований по профессиональной стрельбе и стрельбе по мишеням, обеспечивает беспроблемный прицел благодаря 4-кратному оптическому зуму и большому 56-мм объективу. Кроме того, широкий диапазон увеличения от 6X до 24X делает его одним из лучших оптических прицелов для стрельбы на дальние дистанции . Прицел лучше всего подходит для людей, которым требуется более высокое увеличение в эргономичной конструкции .
Отличительные особенности прицела: оптика с многослойным просветлением, основная труба диаметром 34 мм, поле зрения 6,8–1,7 м на 100 м, выходной зрачок 9,4–2,3 мм, удаление выходного зрачка 90 мм, подсветка сетки, регулировка диоптрий +2/-3,5, поправку по углу места/по горизонтали 2,5/1,1 на 100 м, диапазон сумеречного фактора 18,3-36,7 в зависимости от степени увеличения. Кроме того, в револьверную головку по высоте встроена функция регулировки параллакса с компенсацией от 50 м до бесконечности.
Регулировочные ручки на прицеле имеют разрешение щелчков MIL и обеспечивают надежную повторяемость благодаря четко определенным щелчкам. Некоторыми другими аспектами прицела являются нулевой упор, направление регулировки по часовой стрелке или против часовой стрелки, горизонтальная ориентация влево или вправо и гидроизоляция азотом под давлением. Варианты сетки для K624i: MOAK, AMR, SKMR3, Mil3, SKMR, Mil4, и MSR/Ki. Все сетки имеют красную подсветку и расположены в 1-й плоскости изображения.
Калес K624i 6-24×56
K18i
Выпущенный в 2020 году прицел Kahles K18i лучше всего описывается как тактический прицел ближнего действия , , но он также часто используется как винтовка для ближнего боя (CQB) 90. а также прицел для соревнований IPSC и 3-Gun. K18i добился такого универсального признания благодаря непревзойденному полю зрения в диапазоне 5,3–42,5 м на расстоянии 100 м, возможности 8-кратного увеличения от 1X до 8X и сверхширокому полю зрения. Тонкая 30-миллиметровая основная трубка в дополнение к легкой конструкции также способствует простоте использования в матчах по стрельбе.
Некоторые из основных элементов: объектив 24 мм, удаление выходного зрачка 95 мм, сумеречный фактор 2,9-13,9, диапазон диоптрий +2/-3, турели с крышкой и регулировка по высоте/по горизонтали 24/24 мил. Параллакс зафиксирован на 100 м, а колесо встроено в вертикальную турель, а горизонтальная турель находится с правой стороны.
Другие функции включают в себя направление регулировки револьверной головки по часовой стрелке, истинное 1-кратное увеличение, дневную/ночную подсветку MAX LIGHT, автоматическое включение/выключение подсветки, гидроизоляцию азотом и встроенный рычажок на кольце увеличения. Доступны два варианта подсветки сетки: 3GR и IPSC, , оба из которых расположены во 2-й фокальной плоскости для быстрого захвата цели.
Kahles K18i 1-8×24 SFP
K16i
Сверхпрочный оптический прицел K16i от Kahles предназначен для быстрого обнаружения из из целей на малом расстоянии. Оснащенный 6-кратным зумом от 1X до 6X, K16i обеспечивает разумный диапазон увеличения для ближнего боя, а также матчей IPSC и 3GR. Кроме того, сверхширокое поле зрения от 7,2 м до 44,8 м на расстоянии 100 м является одним из лучших в этой категории.
Основные характеристики прицела: основной тубус 30 мм, удаление выходного зрачка 95 мм, объектив 24 мм, диапазон выходного зрачка от 3,8 мм до 9,7 мм в зависимости от увеличения, диапазон диоптрий +2/-3,5, регулировка по горизонтали/по горизонтали 22 /22 MIL, турели с крышками, оптика с многослойным просветлением, встроенный рычажок для увеличения и правая боковая турель.
Другие особенности включают регулировку револьверной головки по часовой стрелке, яркую дневную подсветку сетки, азотную гидроизоляцию и встроенный рычаг броска. Прицел также имеет 1-кратное увеличение, что позволяет использовать его в качестве коллиматорного прицела. Варианты сетки для K16i включают 3GR, SM1, и SI1, , все они имеют красную подсветку и расположены во 2-й фокальной плоскости.
Kahles K16i 1-6×24
Стрельба для стрельбы по мишени
K1050
K1050 предлагает большую 56-мм объективную линс. Специально разработанный для соревнований по стрельбе на дальние дистанции , этот оптический прицел оснащен несколькими универсальными функциями, такими как полностью многослойная оптика, максимальное увеличение 50X, диапазон выходного зрачка от 1,1 до 5,6 мм, 9Выход для выходного зрачка 5 мм, диоптрийная регулировка +2/-3,5 и гидроизоляция азотом под давлением.
Прицел оснащен турелями MOA, а маркировка разделена на 1/8 MOA для точной стрельбы на дальние дистанции. Дополнительными особенностями K1050 являются 30-миллиметровая основная труба, регулировка по вертикали/по горизонтали 55/41,3 МОА и диапазон сумеречного фактора от 23,6 до 52,9. Возможна регулировка параллакса от 8 м до бесконечности, а регулировочное колесо встроено в револьверную головку по высоте. Турель для регулировки по горизонтали доступна с правой стороны в стандартной комплектации с направлением регулировки по часовой стрелке или против часовой стрелки.
Оптический прицел К1050 доступен только с сеткой МОАК, , которая идеально расположена во 2-й фокальной плоскости. Сочетание 50-кратного увеличения с сеткой MOA и системой SFP делает этот прицел отличным выбором для соревнований по стрельбе по мишеням.
Kahles K1050 10-50×56
Полевые целевые приспособления
K1050I FT
, разработанный с Dazzling 56 MM Objective и увеличение 50X, K1050I FT оптимизирован для Winnning 9.0003 соревнования по полевой мишени. Феноменальный 5-кратный зум варьируется от 10 до 50 крат, что весьма полезно для обнаружения дальних целей в соревнованиях по стрельбе. Основные характеристики прицела включают компактную основную трубу диаметром 30 мм, оптику с полным многослойным просветлением, азотную гидроизоляцию, удаление выходного зрачка 95 мм, диапазон выходного зрачка 1,1–5,6 мм, диоптрийную регулировку +2/-3,5 и подсветку сетки.
Все револьверные головки имеют маркировку в МОА, разделенную на 1/8 МОА, что обеспечивает удобство стрельбы на дальних дистанциях. Сумеречный фактор варьируется от 23,6 до 52,9.а прицел предлагает регулировку по высоте / горизонтали в пределах 55/41,3 МОА. Турель для регулировки по горизонтали в стандартной комплектации находится с правой стороны с направлением регулировки по часовой стрелке или против часовой стрелки. Регулятор фокусировки параллакса находится в диапазоне от 8 м до 60 м, а ручка управления встроена в турель по высоте, запатентованную Kahles.
Этот прицел оснащен сеткой MHR, которая расположена во 2-й фокальной плоскости для удобного прицеливания. Модель K1050i FT 9 также доступна с серебряным покрытием.0004 — один из немногих прицелов для полевых мишеней, которые разрабатывались под наблюдением специалистов по полевой стрельбе. Этот прицел также можно заказать в серебристом исполнении.
Kahles K1050i FT 10-50×56
Заключение
Произведенный в Австрии, Kahles является известным брендом спортивной оптики, который популярен благодаря производству высококачественных оптических прицелов для охоты на открытом воздухе и тактических биноклей
4 и 900.
соревнования по стрельбе по всему миру. Компания была создана в 1898 после слияния двух производителей оптики телескопов и микроскопов. В результате Kahles сохранила давнее наследие в мире оптических технологий, что является одной из причин успеха бренда.
Kahles была приобретена компанией Swarovski Optik в 1974 году и с тех пор управляется внутри Swarovski Group в качестве дочерней компании. Приобретение было направлено на развитие программы прицелов Swarovski с использованием многостороннего опыта и знаний подразделения оптических прицелов Kahles.
В настоящее время компания предлагает серию спортивной оптики, такую как оптические прицелы , бинокли , дальномеры и коллиматорные прицелы. В то время как производство биноклей было передано на аутсорсинг в Китай и Японию, оптические прицелы полностью спроектированы, изготовлены и собраны на заводе в Гунтрамсдорфе недалеко от Вены, Австрия. С тех пор, как компания была приобретена Swarovski, Kahles почти удвоила количество предлагаемых оптических прицелов.
С 2021 года оптические прицелы Kahles доступны для всех видов активного отдыха во всех ценовых категориях, что позволяет энтузиастам из всех слоев общества наслаждаться качеством и характеристиками продуктов «Сделано в Австрии» .
Теодор Штимец
– опытный автор в области спортивной оптики. Он пишет статьи и обзоры о биноклях, зрительных трубах, прицелах, стрельбе на большие расстояния и на другие темы для таких журналов, как Lovec и блог Optics-Info.com. В настоящее время он является членом команды Optics Trade.
Резюме
Токарный станок какого размера мне нужен для оружейного дела?
Главная > Блог > Без рубрики > Как выровнять токарный станок
Прочный, высококачественный токарный станок по металлу – мечта многих домашних слесарей или любителей. От совершенно нового токарного станка иностранного производства до старых американских чугунных зверей, токарный станок предлагает совершенно новый мир проектов. Но есть важный шаг, который вам абсолютно необходимо сделать, прежде чем вы сможете сразу приступить к созданию декоративных металлических шахматных фигур, таких как эти:
Какой шаг? Выравнивание. Выравнивание токарного станка по металлу — это не просто хлопнуть простым столярным уровнем поверх рабочего стола, бросить быстрый взгляд, затем назвать его хорошим и установить на него новый токарный станок. Выравнивание токарного станка по металлу требует, чтобы все станки находились в одной плоскости, что и означает слово «уровень». Вы пытаетесь избежать скручивания токарного станка, которое может быть вызвано неровной опорой под станком. Чтобы избежать любого перекоса, выравнивайте токарный станок при его первой установке и каждый раз после его перемещения.
Необходимое оборудование
Столярный уровень, вероятно, не поможет, когда придет время выровнять ваш токарный станок по металлу. Присмотритесь к новому или бывшему в употреблении токарному станку, который измеряет гораздо более точно (в некоторых случаях 0,5 мм на метр). Токарные станки могут быть дорогими и совершенно новыми, но поищите подержанный, но ухоженный уровень в местном механическом магазине или у любителя.
Получив уровень хорошего машиниста, обязательно откалибруйте его правильно:
Процесс выравнивания
Фактический процесс выравнивания токарного станка по металлу довольно прост, но вам нужно убедиться, что у вас есть правильные инструменты, и следовать простому процессу.
Найдите и откалибруйте уровень слесаря
Как сказано выше, найдите хороший токарный станок и обязательно правильно откалибруйте его, чтобы получить наилучшие измерения.
Используйте стол с регулируемыми ножками
Весь процесс станет намного проще, если на вашем столе будут регулируемые ножки, такие как болты, которые можно затягивать или ослаблять на каждой ножке. За исключением этого, вам нужен базовый способ регулировки стола или самого станка; металлические прокладки также могут работать.
Уровень в нескольких направлениях
Используйте уровень вашего станка, чтобы проверить токарный станок возле передней и задней бабки. Затем поверните токарный станок на 90 градусов и выровняйте станок из стороны в сторону, а также в длину. Вам придется провести несколько измерений, прыгая туда-сюда, чтобы внести столько мелких корректировок, сколько потребуется.
Советы, рекомендации и дополнительные рекомендации
Сохранение токарного станка «в горизонтальном положении» менее важно, чем поддержание его в одной плоскости. Токарные станки есть и используются на кораблях, где токарный станок почти никогда не будет стоять ровно, учитывая крен корабля. И все же корабельные механики могут создавать очень точные детали.
Однако, если на вашем токарном станке есть искривление, это может привести к заметному конусу. Достаточно большой конус на заготовке может означать разницу между изготовлением цилиндра и изготовлением конуса.
Выравнивайте свою машину при каждом перемещении. Если это новый станок, недавно установленный на новом рабочем месте, вам нужно будет чаще проверять калибровку по мере того, как токарный станок оседает.
 Эту проблему удается решить с помощью дюбеля. В просверленную дрелью дырку вставляется такое крепежное изделие. В дюбель вкручивается шуруп, способствующий расширению втулки. Благодаря этому создается надежный крепеж для газобетонных блоков.
Эту проблему удается решить с помощью дюбеля. В просверленную дрелью дырку вставляется такое крепежное изделие. В дюбель вкручивается шуруп, способствующий расширению втулки. Благодаря этому создается надежный крепеж для газобетонных блоков.
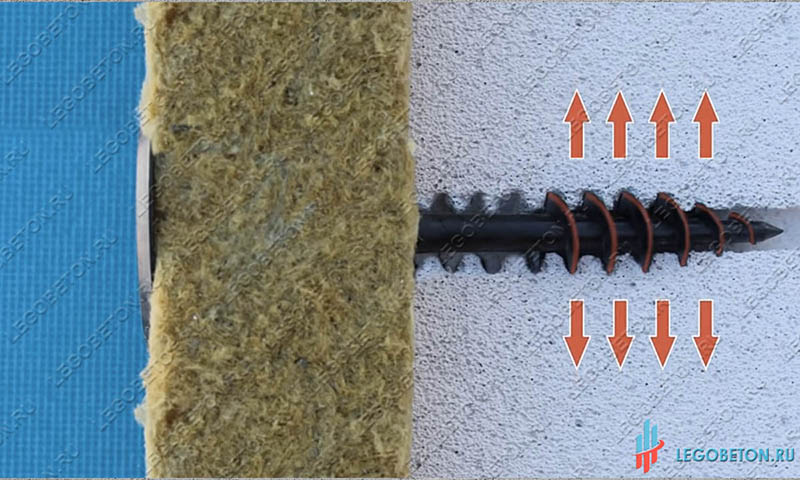
 Кроме этого, универсальные дюбели из пластика, предназначенные для газобетона, оснащены бортиками. Пластичность изделий позволяет делать монтаж и крепление несложных элементов.
Кроме этого, универсальные дюбели из пластика, предназначенные для газобетона, оснащены бортиками. Пластичность изделий позволяет делать монтаж и крепление несложных элементов.

 Понадобится дрель, крестовая отвертка, молоток и карандаш с линейкой для нанесения разметки. Работа выполняется в такой последовательности:
Понадобится дрель, крестовая отвертка, молоток и карандаш с линейкой для нанесения разметки. Работа выполняется в такой последовательности: На всех этапах монтажа проверяется целостность газобетона. Длину отверстия делают с запасом 10 мм на скапливающуюся пыль, которая дополнительно образуется при установке дюбеля непосредственно в газо- или пеноблок. Если требуется прочная фиксация, то лучше выбрать химические анкера или провести дополнительное укрепление строительной пеной.
На всех этапах монтажа проверяется целостность газобетона. Длину отверстия делают с запасом 10 мм на скапливающуюся пыль, которая дополнительно образуется при установке дюбеля непосредственно в газо- или пеноблок. Если требуется прочная фиксация, то лучше выбрать химические анкера или провести дополнительное укрепление строительной пеной. глубина установки (мм)
глубина установки (мм) )
)
 Пористые блоки можно легко разрезать или отрезать от них лишнюю часть. А также нельзя забывать, что для этой конструкции используются специальные крепления. Традиционные застежки, как правило, плохо держатся в таких основаниях, из-за чего пропадает весь смысл их использования.
Пористые блоки можно легко разрезать или отрезать от них лишнюю часть. А также нельзя забывать, что для этой конструкции используются специальные крепления. Традиционные застежки, как правило, плохо держатся в таких основаниях, из-за чего пропадает весь смысл их использования. Отличаются конструктивными особенностями.
Отличаются конструктивными особенностями.  Такие элементы могут похвастаться пожаробезопасностью, поэтому их часто устанавливают в пожароопасных помещениях. Кроме того, металлические дюбели отлично подходят для следующих работ:
Такие элементы могут похвастаться пожаробезопасностью, поэтому их часто устанавливают в пожароопасных помещениях. Кроме того, металлические дюбели отлично подходят для следующих работ:  Пластиковые крепления хороши тем, что не подвержены образованию коррозии. Обычно пластиковые фиксаторы имеют специальные спиралевидные ребра, отвечающие за максимально качественное сцепление с ячеистой основой. Отличительной особенностью этих креплений является их экологическая безопасность. Кроме того, им не страшна агрессивная внешняя среда. Вместе с невысокой стоимостью эти характеристики делают пластиковые дюбели просто незаменимыми элементами при работе с газобетоном.
Пластиковые крепления хороши тем, что не подвержены образованию коррозии. Обычно пластиковые фиксаторы имеют специальные спиралевидные ребра, отвечающие за максимально качественное сцепление с ячеистой основой. Отличительной особенностью этих креплений является их экологическая безопасность. Кроме того, им не страшна агрессивная внешняя среда. Вместе с невысокой стоимостью эти характеристики делают пластиковые дюбели просто незаменимыми элементами при работе с газобетоном. Такие варианты креплений хороши тем, что они также не подвержены коррозии. Однако они более износостойкие, чем простые пластмассовые детали — их можно использовать и для наружных работ. По мнению специалистов, нейлоновые застежки намного прочнее и долговечнее, чем пропиленовые или полиэтиленовые экземпляры. Потребители не часто тратятся на такие крепления, потому что они дороже других вариантов. Однако их характеристики и качества полностью оправдывают высокую цену. Нейлоновые исполнения дюбелей применяются при проведении таких работ как:
Такие варианты креплений хороши тем, что они также не подвержены коррозии. Однако они более износостойкие, чем простые пластмассовые детали — их можно использовать и для наружных работ. По мнению специалистов, нейлоновые застежки намного прочнее и долговечнее, чем пропиленовые или полиэтиленовые экземпляры. Потребители не часто тратятся на такие крепления, потому что они дороже других вариантов. Однако их характеристики и качества полностью оправдывают высокую цену. Нейлоновые исполнения дюбелей применяются при проведении таких работ как:  Такие анкерные болты актуальны в тех случаях, когда требуется прикрепить к газобетонной стене некий предмет, отличающийся большим весом, который обычные металлические дюбели просто не выдержат. Химический анкер действует так же, как и металлический анкерный дюбель, но устанавливается в уже готовое отверстие с помощью специализированного клеевого состава. Такой способ крепления позволяет добросовестно фиксировать элементы большого объема.
Такие анкерные болты актуальны в тех случаях, когда требуется прикрепить к газобетонной стене некий предмет, отличающийся большим весом, который обычные металлические дюбели просто не выдержат. Химический анкер действует так же, как и металлический анкерный дюбель, но устанавливается в уже готовое отверстие с помощью специализированного клеевого состава. Такой способ крепления позволяет добросовестно фиксировать элементы большого объема.  В пустотелом или пористом покрытии эти крепления закатаны в специальный стопорный узел для плотной фиксации. Такие крепления устанавливаются иначе, чем обычные крепления.
В пустотелом или пористом покрытии эти крепления закатаны в специальный стопорный узел для плотной фиксации. Такие крепления устанавливаются иначе, чем обычные крепления.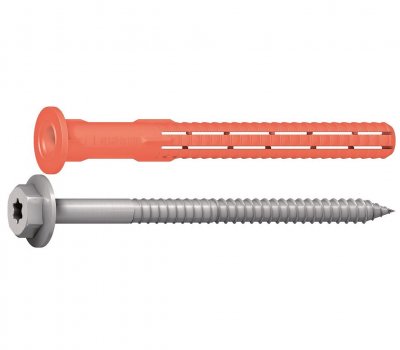 Главной отличительной особенностью этих дюбелей является их «блинообразное» строение, благодаря которому крепеж позволяет значительно снизить нагрузку на ячеистый блок. Благодаря таким особенностям улучшаются прочностные характеристики крепежа.
Главной отличительной особенностью этих дюбелей является их «блинообразное» строение, благодаря которому крепеж позволяет значительно снизить нагрузку на ячеистый блок. Благодаря таким особенностям улучшаются прочностные характеристики крепежа.
 Действовать нужно в следующем порядке:
Действовать нужно в следующем порядке: 
 Не стоит экономить на покупке качественного крепежа, особенно если вы хотите прикрепить к газобетонным стенам тяжелые предметы больших габаритов.
Не стоит экономить на покупке качественного крепежа, особенно если вы хотите прикрепить к газобетонным стенам тяжелые предметы больших габаритов.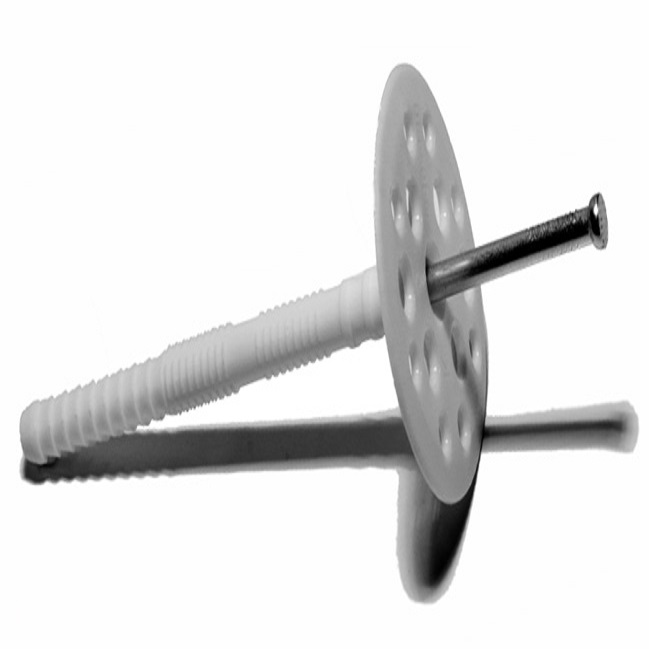 /кирпичные/бимс стены). Если текущая система представляет собой стальную инфраструктуру, для установки алюминиевых креплений на стальную инфраструктуру потребуются правильные винты. В ситуациях, когда невозможно найти винты, следует использовать стальные анкерные крепления и сварной монтажный механизм вместо анкерных креплений для алюминия. (После этого этапа на стену будет наноситься теплоизоляция и гидроизоляция.)
/кирпичные/бимс стены). Если текущая система представляет собой стальную инфраструктуру, для установки алюминиевых креплений на стальную инфраструктуру потребуются правильные винты. В ситуациях, когда невозможно найти винты, следует использовать стальные анкерные крепления и сварной монтажный механизм вместо анкерных креплений для алюминия. (После этого этапа на стену будет наноситься теплоизоляция и гидроизоляция.) Угловые соединения будут изготовлены с использованием фальцевой системы.
Угловые соединения будут изготовлены с использованием фальцевой системы. В ситуациях, когда невозможно найти винты, следует использовать стальные анкерные крепления и сварной монтажный механизм вместо анкерных креплений для алюминия. (После этого этапа на стену будет наноситься теплоизоляция и гидроизоляция.)
В ситуациях, когда невозможно найти винты, следует использовать стальные анкерные крепления и сварной монтажный механизм вместо анкерных креплений для алюминия. (После этого этапа на стену будет наноситься теплоизоляция и гидроизоляция.) 13 см. В тех случаях, когда требуется, чтобы это расстояние было меньше или больше, следует использовать различные типы анкеровки.
13 см. В тех случаях, когда требуется, чтобы это расстояние было меньше или больше, следует использовать различные типы анкеровки. 13 см. В тех случаях, когда требуется, чтобы это расстояние было меньше или больше, следует использовать различные типы анкеровки.
13 см. В тех случаях, когда требуется, чтобы это расстояние было меньше или больше, следует использовать различные типы анкеровки.
 Естественно, зима затрудняет производство строительных мероприятий, вносит ряд серьезных ограничений на производство работ, связанных с бетонированием.
Естественно, зима затрудняет производство строительных мероприятий, вносит ряд серьезных ограничений на производство работ, связанных с бетонированием.

 Возможность совместного применения регламентирована производителями противоморозных ингредиентов. Использование специальных растворов обеспечивает возможность снижения температуры замерзания воды в бетонном растворе с 0 °С до -25 °С.
Возможность совместного применения регламентирована производителями противоморозных ингредиентов. Использование специальных растворов обеспечивает возможность снижения температуры замерзания воды в бетонном растворе с 0 °С до -25 °С.


 Согласно виду противоморозных добавок, их концентрация в цементной смеси изменяется от 2% до 10%.
Согласно виду противоморозных добавок, их концентрация в цементной смеси изменяется от 2% до 10%. Комплексное применение различных ускорителей твердения значительно повышает качество бетона, эксплуатационные характеристики.
Комплексное применение различных ускорителей твердения значительно повышает качество бетона, эксплуатационные характеристики. Однако готовые составы отличаются высокой ценой, повышающей сметную стоимость строительства в зимний период.
Однако готовые составы отличаются высокой ценой, повышающей сметную стоимость строительства в зимний период. Опыт работы на различных производствах и стройках — 12 лет, из них 8 лет — за рубежом.
Опыт работы на различных производствах и стройках — 12 лет, из них 8 лет — за рубежом. Однако это может измениться благодаря полимерной добавке, которая имитирует природный антифриз.
Однако это может измениться благодаря полимерной добавке, которая имитирует природный антифриз.
 «На наш взгляд, это качественный скачок в правильном направлении, который открывает двери для совершенно новых технологий примесей».
«На наш взгляд, это качественный скачок в правильном направлении, который открывает двери для совершенно новых технологий примесей». Период защиты определяется как время, необходимое для набора бетоном начальной прочности 3,5 МПа или до достижения желаемой прочности в зависимости от условий эксплуатации.
Период защиты определяется как время, необходимое для набора бетоном начальной прочности 3,5 МПа или до достижения желаемой прочности в зависимости от условий эксплуатации. Необходим для бетонирования в холодную погоду. Его можно использовать даже при температурах до -30 o C.
Необходим для бетонирования в холодную погоду. Его можно использовать даже при температурах до -30 o C.
 Коэффициент долговечности также снижается. Кристаллы льда могут создавать пористость затвердевшего цемента. Поэтому для того, чтобы бетон не подвергался замерзанию, в холодную погоду в него добавляют антифризные добавки. Это помогает избежать термического растрескивания и обеспечивает достаточную прочность для безопасного снятия опалубки.
Коэффициент долговечности также снижается. Кристаллы льда могут создавать пористость затвердевшего цемента. Поэтому для того, чтобы бетон не подвергался замерзанию, в холодную погоду в него добавляют антифризные добавки. Это помогает избежать термического растрескивания и обеспечивает достаточную прочность для безопасного снятия опалубки.




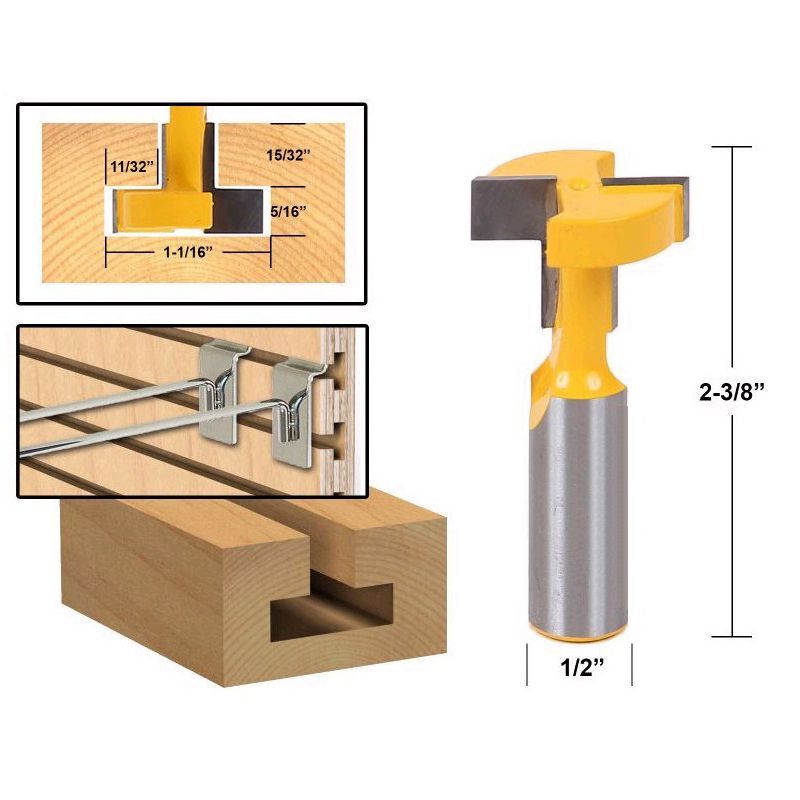 D 10 H 30 TL 120 .12
D 10 H 30 TL 120 .12 D14 h40 Z3 h200 . 8
D14 h40 Z3 h200 . 8 D16 h40 Z3 h220 . 12
D16 h40 Z3 h220 . 12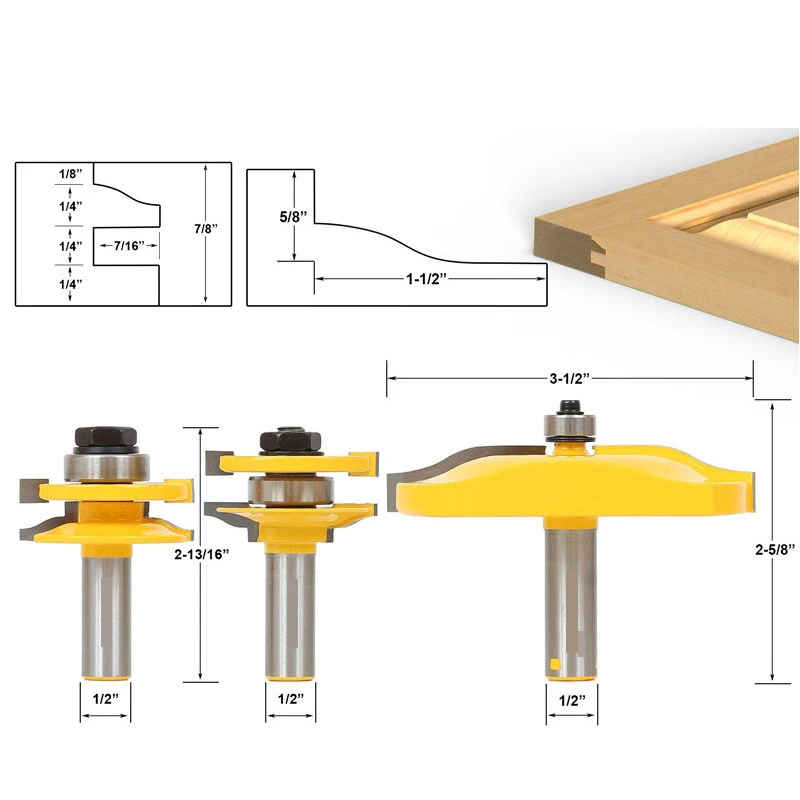 D 16 H 30 TL 100 .8
D 16 H 30 TL 100 .8 D28 h40.TL90. z3 d12
D28 h40.TL90. z3 d12 . D15 h35 TL-118 d12 ( )
. D15 h35 TL-118 d12 ( ) D16 h35 h270 . 12 WPW
D16 h35 h270 . 12 WPW Хмельницкий
Хмельницкий 12мм (арт. 955.501.11)
12мм (арт. 955.501.11) 955.307.11M)
955.307.11M)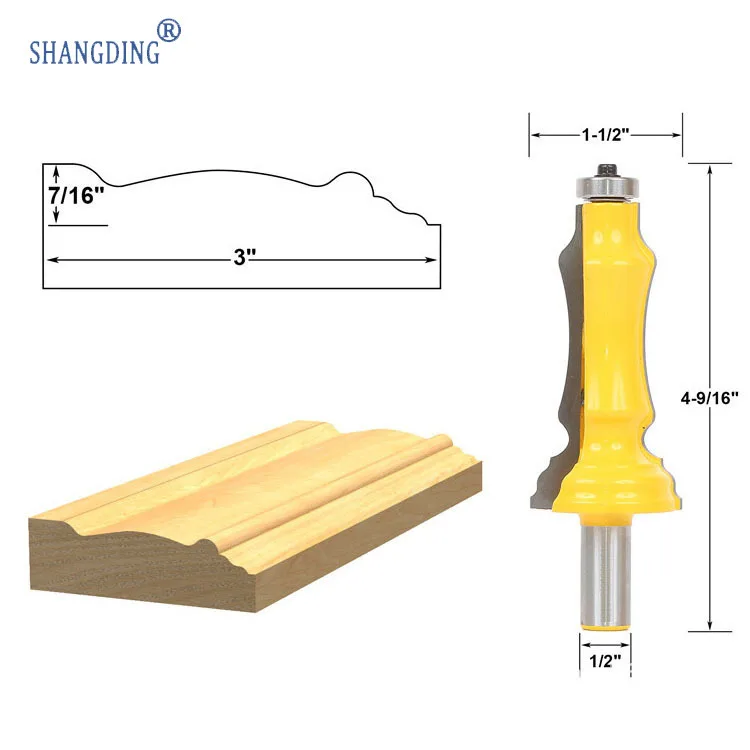


 .. Extremely long tool life
.. Extremely long tool life 0.071
0.071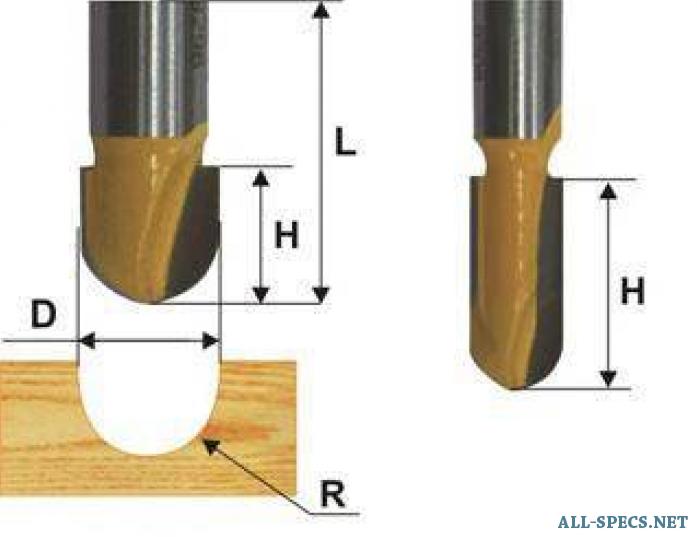 16
16 
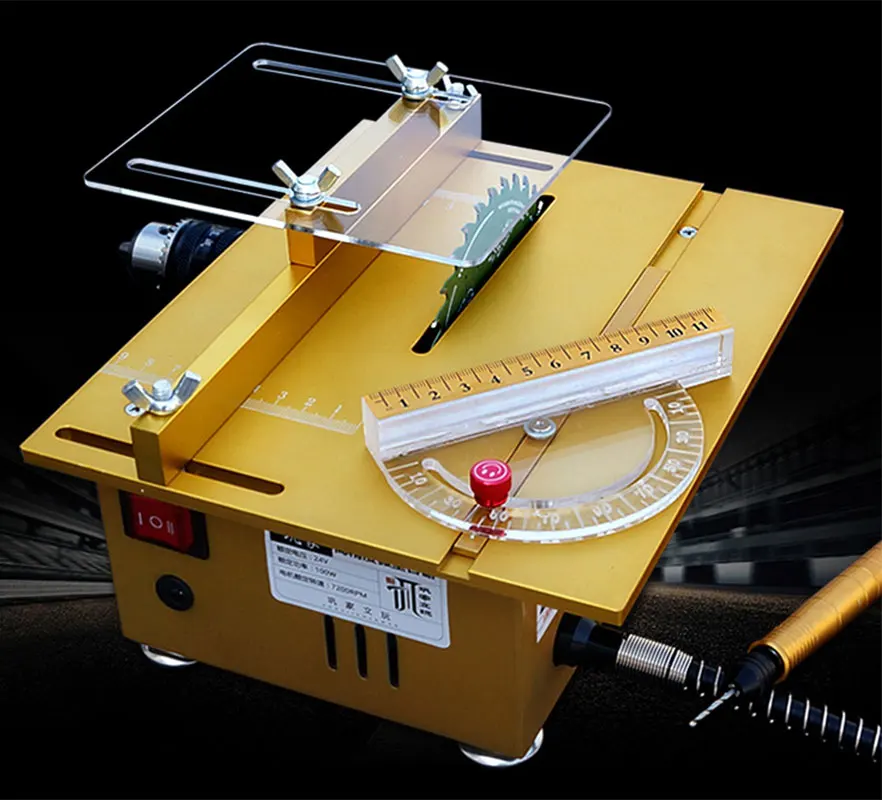 Состоит из преобразователя команд, микроконтроллера, двух контролирующих драйверов и обвязки. Этот блок принимает команды от компьютера, передает их в работу, контролирует выполнение.
Состоит из преобразователя команд, микроконтроллера, двух контролирующих драйверов и обвязки. Этот блок принимает команды от компьютера, передает их в работу, контролирует выполнение. Обратная связь обеспечивается оптическим резонатором.
Обратная связь обеспечивается оптическим резонатором. Гравировка получается более контрастной.
Гравировка получается более контрастной. С ее помощью можно получить очень красивые аксессуары для дома, подставки под горячее и другие кухонные принадлежности, шкатулки, украшения, дизайнерскую упаковку, рамы для картин и пр. Некоторые модели станков позволяют делать трехмерную гравировку, что открывает еще больше возможностей для реализации дизайнерских задумок.
С ее помощью можно получить очень красивые аксессуары для дома, подставки под горячее и другие кухонные принадлежности, шкатулки, украшения, дизайнерскую упаковку, рамы для картин и пр. Некоторые модели станков позволяют делать трехмерную гравировку, что открывает еще больше возможностей для реализации дизайнерских задумок.
 59 грн
59 грн
 Киев
Киев Киев
Киев Ровно
Ровно Ровно
Ровно Фактически, Boss Laser позволяет создавать впечатляющие замысловатые узоры практически из любого типа дерева.
Фактически, Boss Laser позволяет создавать впечатляющие замысловатые узоры практически из любого типа дерева. Этот процесс сублимации проявляется в виде выхода дыма во время обработки древесины. Поскольку лазер не оказывает давления на древесину во время обработки, ее не нужно крепить или прижимать к рабочему столу, что экономит время обработки от одной детали к другой. При резке или гравировке дерева более высокие скорости обработки помогут сделать кромку более чистой. Одним из основных преимуществ лазеров с питанием от CO2 является то, что луч может гравировать или резать с предельной детализацией и точными краями, даже при обработке сложных конструкций необычных форм и размеров. Поскольку во время обработки не образуется древесная стружка, трудоемкий процесс постпроизводственной очистки значительно сокращается.
Этот процесс сублимации проявляется в виде выхода дыма во время обработки древесины. Поскольку лазер не оказывает давления на древесину во время обработки, ее не нужно крепить или прижимать к рабочему столу, что экономит время обработки от одной детали к другой. При резке или гравировке дерева более высокие скорости обработки помогут сделать кромку более чистой. Одним из основных преимуществ лазеров с питанием от CO2 является то, что луч может гравировать или резать с предельной детализацией и точными краями, даже при обработке сложных конструкций необычных форм и размеров. Поскольку во время обработки не образуется древесная стружка, трудоемкий процесс постпроизводственной очистки значительно сокращается. . Такие факторы, как скорость лазера и тип обрабатываемой древесины, влияют на способность лазера резать дерево. Например, для вишни и ореха может потребоваться на 25% больше режущей способности по сравнению с кленом. А массив дуба часто требует еще больше. У нас большой опыт обработки древесины, и у нас есть таблицы обработки материалов, которые вы можете использовать в качестве отправной точки.
. Такие факторы, как скорость лазера и тип обрабатываемой древесины, влияют на способность лазера резать дерево. Например, для вишни и ореха может потребоваться на 25% больше режущей способности по сравнению с кленом. А массив дуба часто требует еще больше. У нас большой опыт обработки древесины, и у нас есть таблицы обработки материалов, которые вы можете использовать в качестве отправной точки. Древесина, которая производится, например, фанера OSB или MDF, которые состоят из склеенных деревянных частей или волокон, потребует помощи сжатого воздуха для обработки более толстых листов, которые включены в линии Boss HP.
Древесина, которая производится, например, фанера OSB или MDF, которые состоят из склеенных деревянных частей или волокон, потребует помощи сжатого воздуха для обработки более толстых листов, которые включены в линии Boss HP. США
США  США
США  Будет ли струя воды раскалывать древесину и повреждать ее?
Будет ли струя воды раскалывать древесину и повреждать ее?

 Всегда лучше использовать древесину без сучков.
Всегда лучше использовать древесину без сучков.

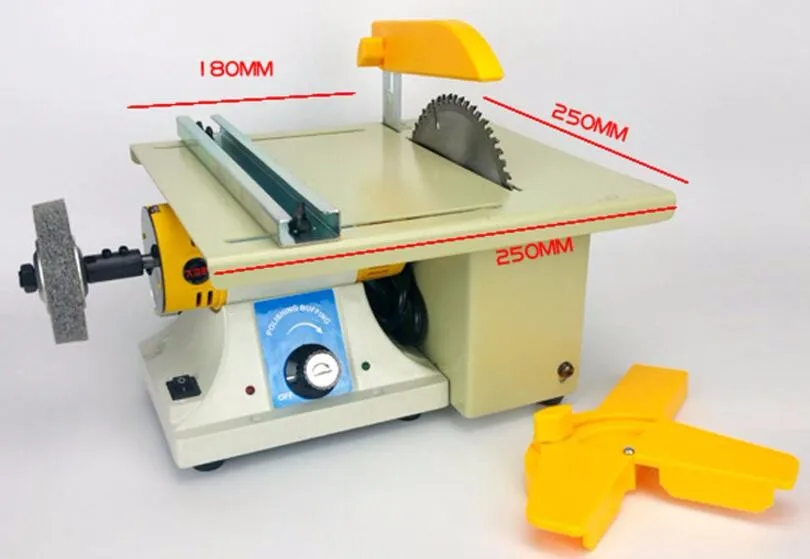

 это давление можно создать с помощью мощного насоса высокого давления. Однако такую мощную силу обеспечивает сопло диаметром от 0,1 до 0,5 миллиметра.
это давление можно создать с помощью мощного насоса высокого давления. Однако такую мощную силу обеспечивает сопло диаметром от 0,1 до 0,5 миллиметра.
 Без эффекта голосования какого-либо механического напряжения вы можете добиться этой гладкой сатинированной режущей кромки. Высокая точность и мельчайшие детали работы, обеспечиваемые этой системой для резки древесины, могут сделать вашу работу более удобной. Кроме того, некоторые инструменты поставляются с несколькими режущими головками. Это может даже работать более эффективно и продуктивно.
Без эффекта голосования какого-либо механического напряжения вы можете добиться этой гладкой сатинированной режущей кромки. Высокая точность и мельчайшие детали работы, обеспечиваемые этой системой для резки древесины, могут сделать вашу работу более удобной. Кроме того, некоторые инструменты поставляются с несколькими режущими головками. Это может даже работать более эффективно и продуктивно. Эти факторы позволяют избежать риска повреждения при резке деревянного изделия гидроабразивным резаком.
Эти факторы позволяют избежать риска повреждения при резке деревянного изделия гидроабразивным резаком. Благодаря процессу холодной резки не бывает зоны термического влияния. Это позволяет краям иметь более чистый срез. Кроме того, это снижает риск ожогов. За счет обхода теплового воздействия водоразделы резцов по дереву выдают приемлемые объемы без перекосов.
Благодаря процессу холодной резки не бывает зоны термического влияния. Это позволяет краям иметь более чистый срез. Кроме того, это снижает риск ожогов. За счет обхода теплового воздействия водоразделы резцов по дереву выдают приемлемые объемы без перекосов. Как только кто-то начинает резать, проходя начальный этап, машина может производить или достигать уровня точности +/-0,001. Это базовая точность продукта. Однако на точность работы могут повлиять некоторые факторы, в том числе толщина и скорость продукта.
Как только кто-то начинает резать, проходя начальный этап, машина может производить или достигать уровня точности +/-0,001. Это базовая точность продукта. Однако на точность работы могут повлиять некоторые факторы, в том числе толщина и скорость продукта. Говоря об эффективности этой машины, никто никогда не сомневается в этом. Совершенство и точность позволяют любому человеку разрезать любой материал в трех измерениях. Кроме того, вы можете вращать режущие головки для достижения совершенства и готового продукта.
Говоря об эффективности этой машины, никто никогда не сомневается в этом. Совершенство и точность позволяют любому человеку разрезать любой материал в трех измерениях. Кроме того, вы можете вращать режущие головки для достижения совершенства и готового продукта.
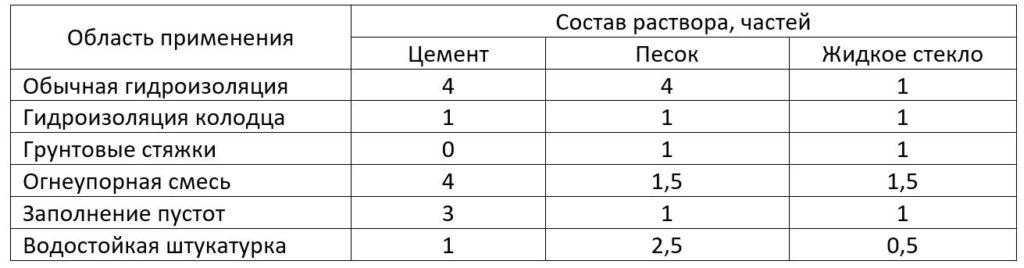

 Наносится на бетон, кирпич, металл, древесину, гипсокартон, прочие минеральные поверхности. Герметично закупоривает микротрещины, обеспечивает длительную водонепроницаемую защиту основания.
Наносится на бетон, кирпич, металл, древесину, гипсокартон, прочие минеральные поверхности. Герметично закупоривает микротрещины, обеспечивает длительную водонепроницаемую защиту основания.






 Для приготовления требуемой консистенции в него постепенно добавляют воду. Нужно учитывать, что такая смесь быстро твердеет. Его используют в основном для заделки трещин и дыр, из которых подтекает вода.
Для приготовления требуемой консистенции в него постепенно добавляют воду. Нужно учитывать, что такая смесь быстро твердеет. Его используют в основном для заделки трещин и дыр, из которых подтекает вода. д.
д. Все без исключения суперпластификаторы значительно подымают водоупорность и морозостойкость бетонов.
Все без исключения суперпластификаторы значительно подымают водоупорность и морозостойкость бетонов. Можно использовать и стиральный порошок при затворении цементно-песчаного раствора в расчете 1 ст. л. на ведро воды. Точно такими же свойствами имеет, и клей ПВА, который берется в расчете 1—2% от веса цемента. Для повышения водостойкости и солестойкости в бетонные растворы добавляют пудрообразные добавки: золу, доменный шлак, туфу, опоку, трепелу, пемзу, обожженную глину и др. Добавки берутся до 20% от веса цемента. При строительстве фундамента на кислой почве в бетон в обязательном порядке вводят известковый щебень.
Можно использовать и стиральный порошок при затворении цементно-песчаного раствора в расчете 1 ст. л. на ведро воды. Точно такими же свойствами имеет, и клей ПВА, который берется в расчете 1—2% от веса цемента. Для повышения водостойкости и солестойкости в бетонные растворы добавляют пудрообразные добавки: золу, доменный шлак, туфу, опоку, трепелу, пемзу, обожженную глину и др. Добавки берутся до 20% от веса цемента. При строительстве фундамента на кислой почве в бетон в обязательном порядке вводят известковый щебень.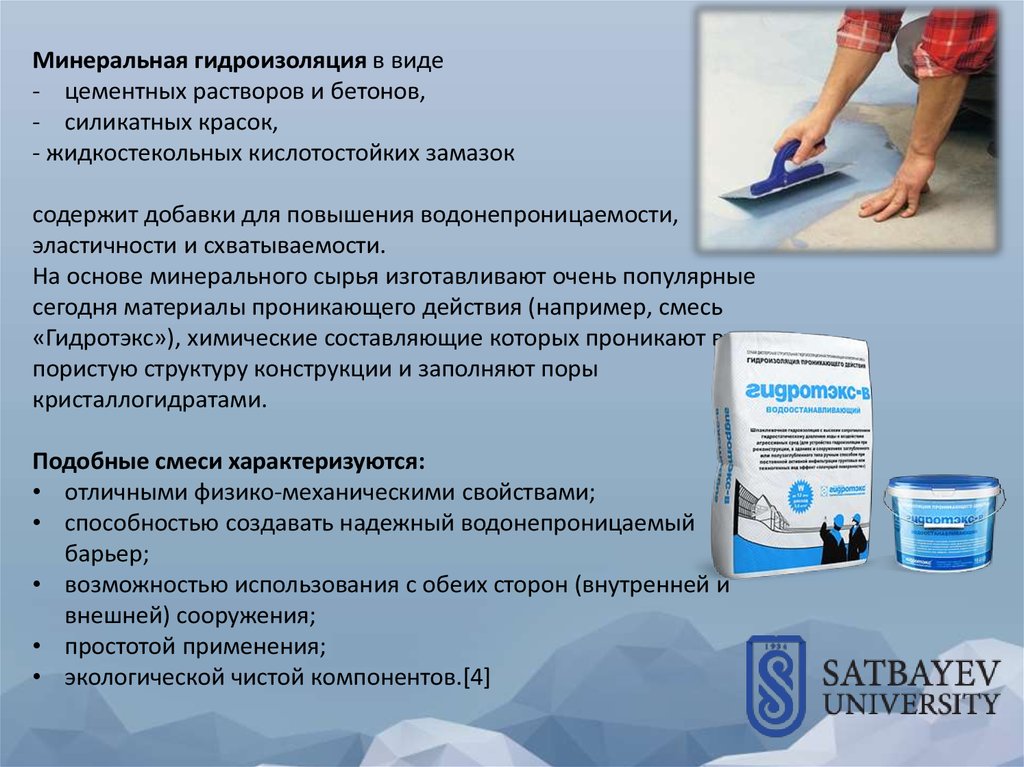 Однако есть продукты, которые можно наносить на раствор (и другие бетонные материалы), которые могут сделать раствор водонепроницаемым.
Однако есть продукты, которые можно наносить на раствор (и другие бетонные материалы), которые могут сделать раствор водонепроницаемым.
 Отличие в том, что керамика обжигается глазурью снаружи.
Отличие в том, что керамика обжигается глазурью снаружи. д., в качестве армирования, а не арматуры.
д., в качестве армирования, а не арматуры. Первым требованием для гидроизоляции бетона является получение плотного бетона с правильными пропорциями непористых заполнителей и низким водоцементным отношением (0,54 или меньше), чтобы иметь минимум воздушных пустот. Обычно все бетоны пористые, и эти поры должны быть уменьшены, чтобы сделать бетон, насколько это возможно, непроницаемым для воды.
Первым требованием для гидроизоляции бетона является получение плотного бетона с правильными пропорциями непористых заполнителей и низким водоцементным отношением (0,54 или меньше), чтобы иметь минимум воздушных пустот. Обычно все бетоны пористые, и эти поры должны быть уменьшены, чтобы сделать бетон, насколько это возможно, непроницаемым для воды. Растворы наносятся с интервалом около 24 часов между чередующимися слоями.
Растворы наносятся с интервалом около 24 часов между чередующимися слоями. (Некоторые эксперименты показали, что добавление небольшого количества гашеной извести незначительно увеличивает прочность бетона, но мнения по этому поводу противоречивы.) Повышение удобоукладываемости позволяет немного снизить содержание воды, что, в свою очередь, снижает проницаемость. .
(Некоторые эксперименты показали, что добавление небольшого количества гашеной извести незначительно увеличивает прочность бетона, но мнения по этому поводу противоречивы.) Повышение удобоукладываемости позволяет немного снизить содержание воды, что, в свою очередь, снижает проницаемость. .

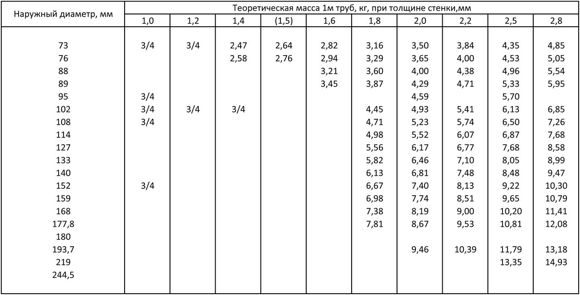 219
219
 094
094
 019
019
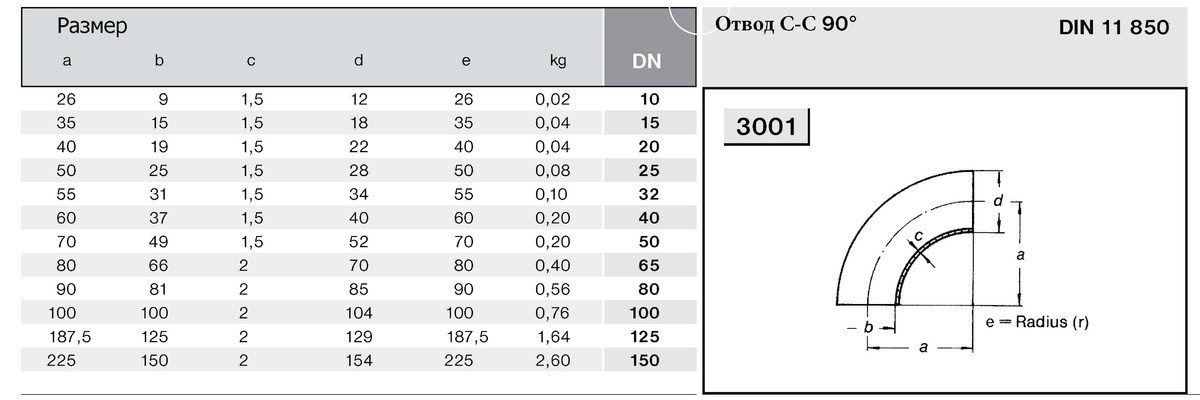 550
550
 594
594
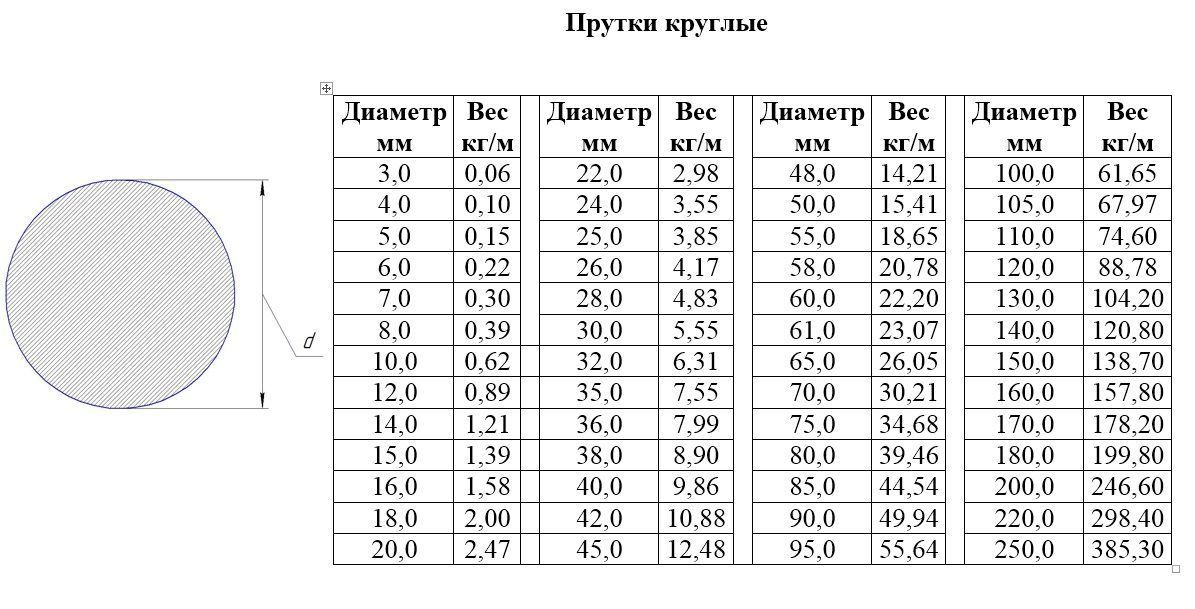 506
506
 200
200
 180
180
 org/Breadcrumb»>Главная
org/Breadcrumb»>Главная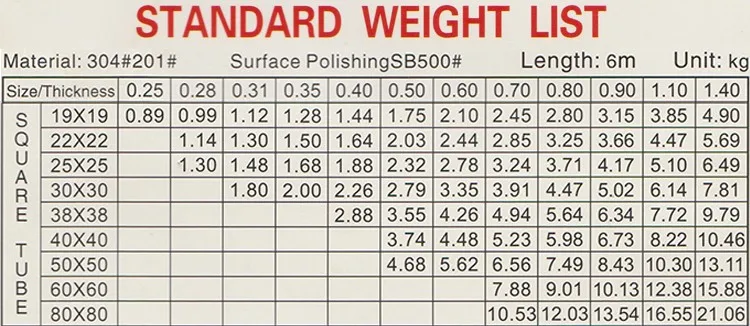 00
00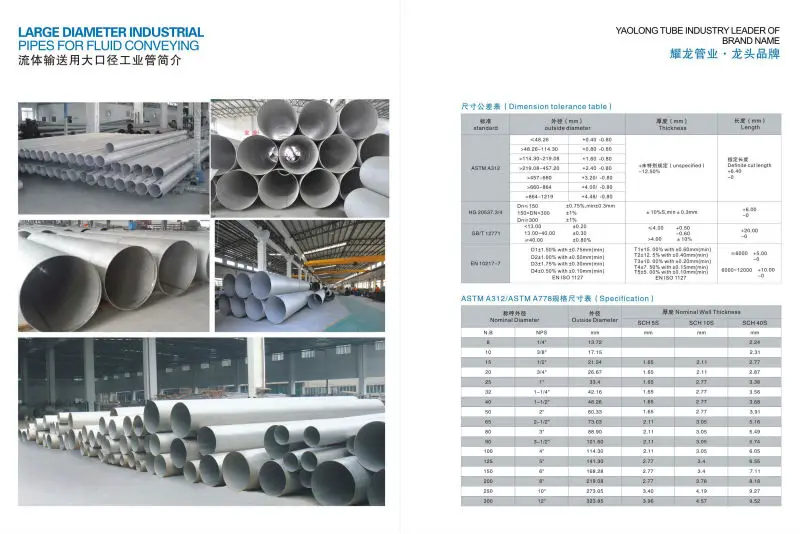 00
00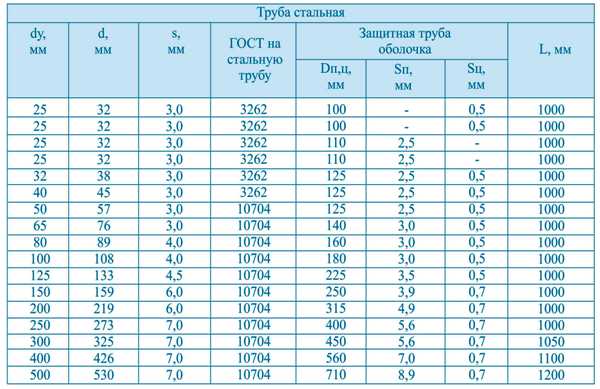 Вы можете обратиться к весу трубы SS 304 на метр в Индии , чтобы понять различные аспекты наиболее распространенной марки нержавеющей стали. Информация также играет ключевую роль в понимании грузов, которые можно транспортировать из выбранного класса.
Вы можете обратиться к весу трубы SS 304 на метр в Индии , чтобы понять различные аспекты наиболее распространенной марки нержавеющей стали. Информация также играет ключевую роль в понимании грузов, которые можно транспортировать из выбранного класса.
 5S
5S  0080
0080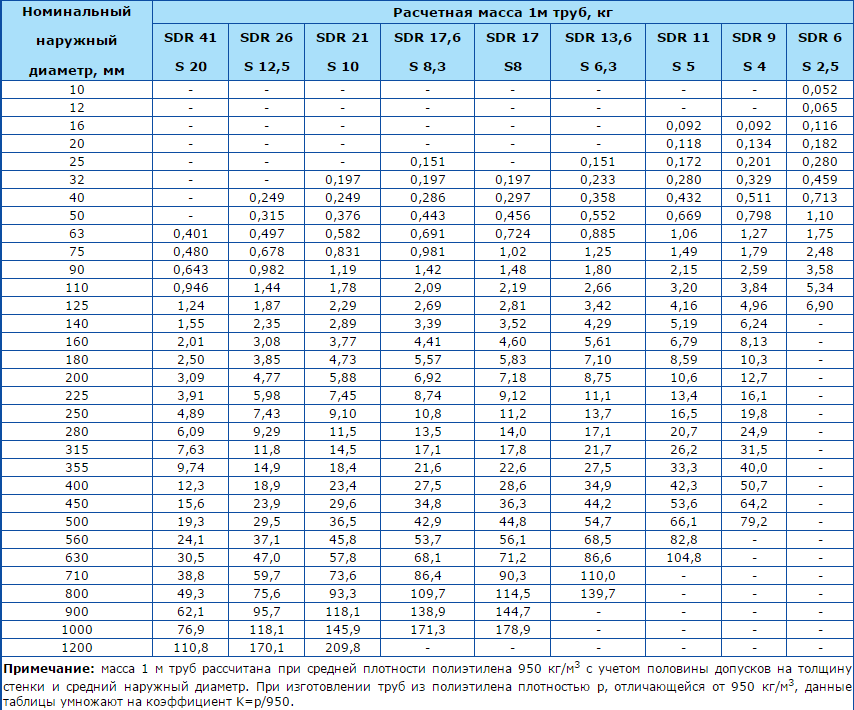 11
11 44
44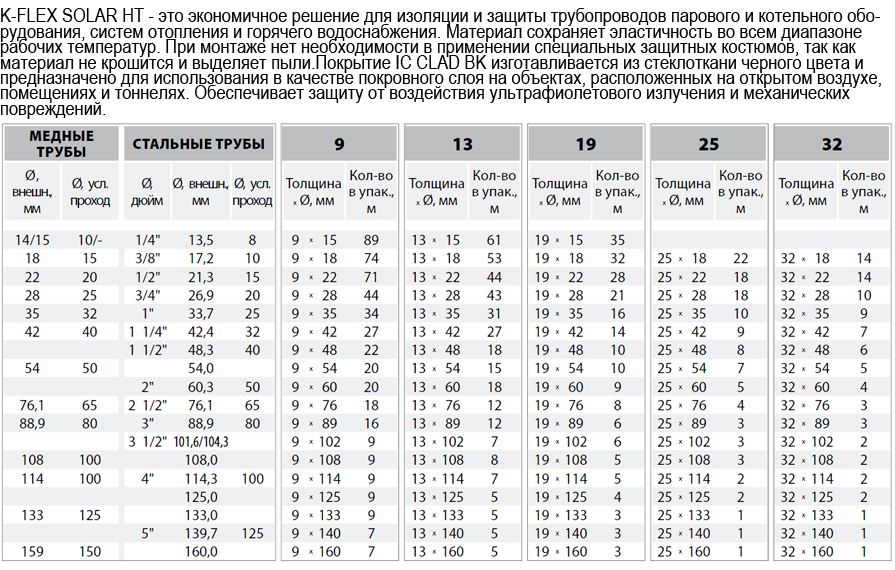 11
11 74
74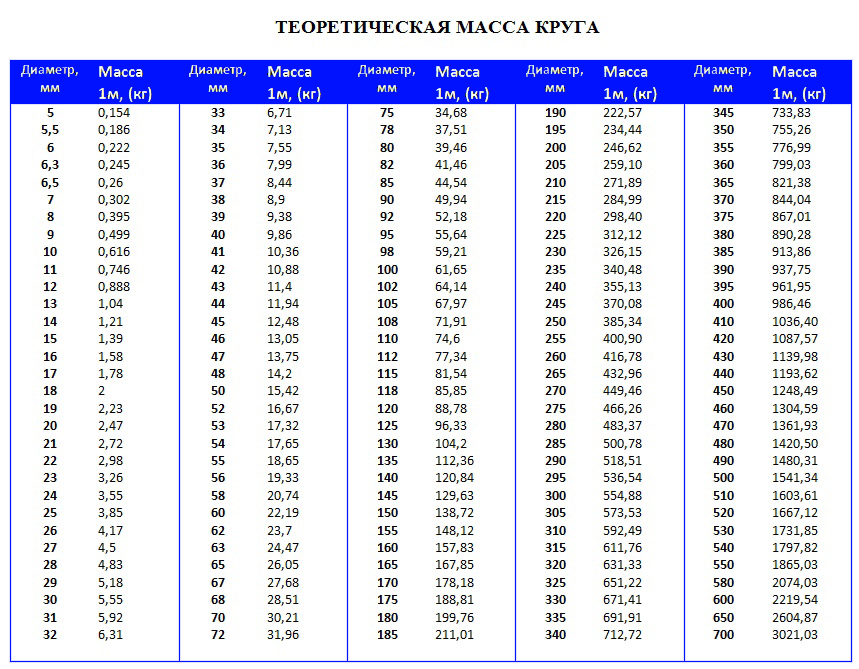 35
35 35
35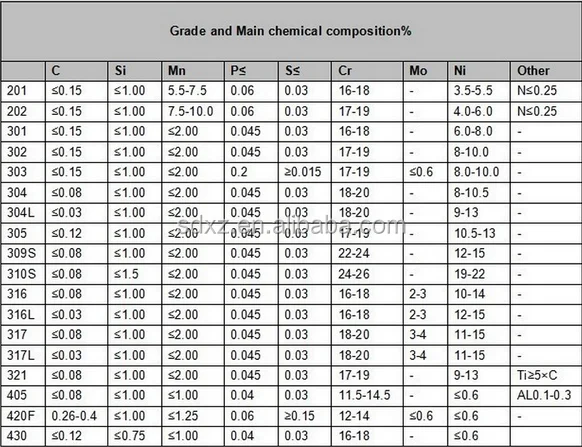 75
75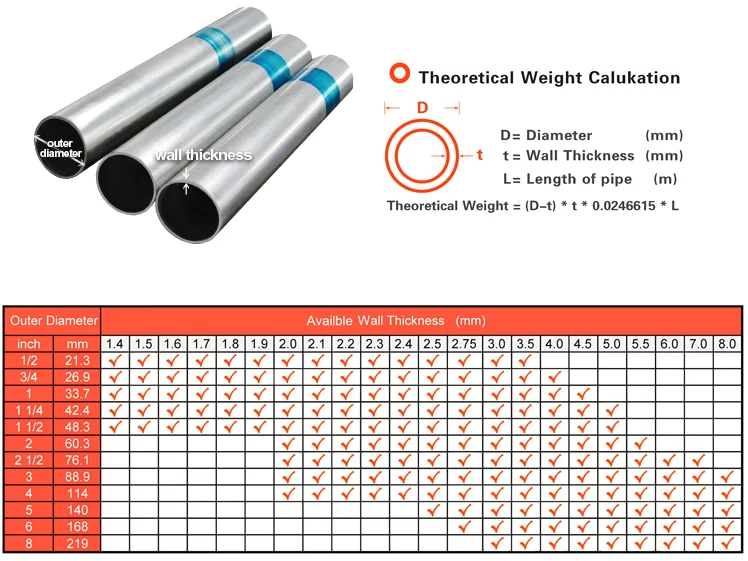 7
7 48
48 140
140  7
7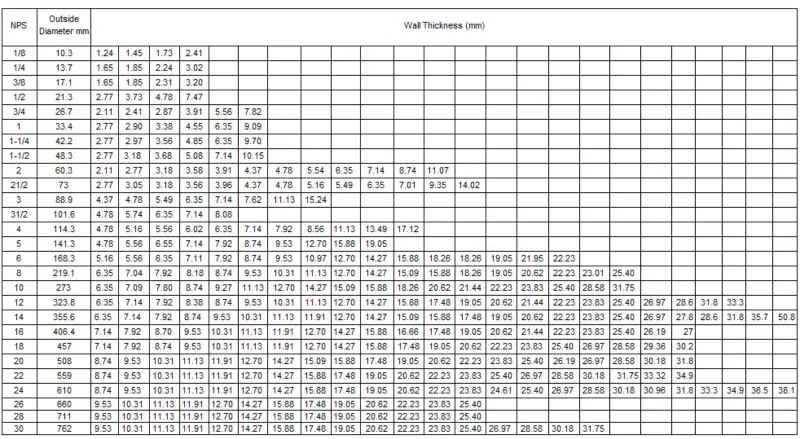 67
67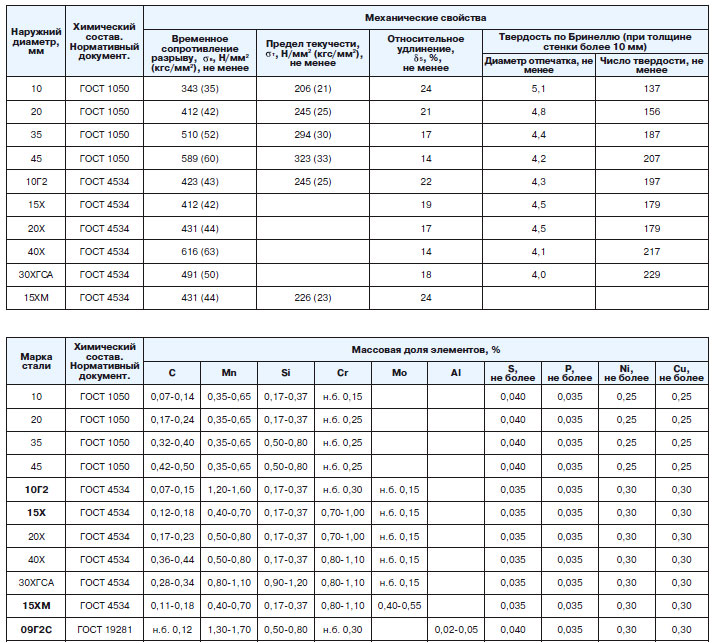 1
1 51
51 Т. (мм) XW.T. (мм) X 0,02466 = кг. за мтр.
Т. (мм) XW.T. (мм) X 0,02466 = кг. за мтр. Д.
Д.  049
049  050
050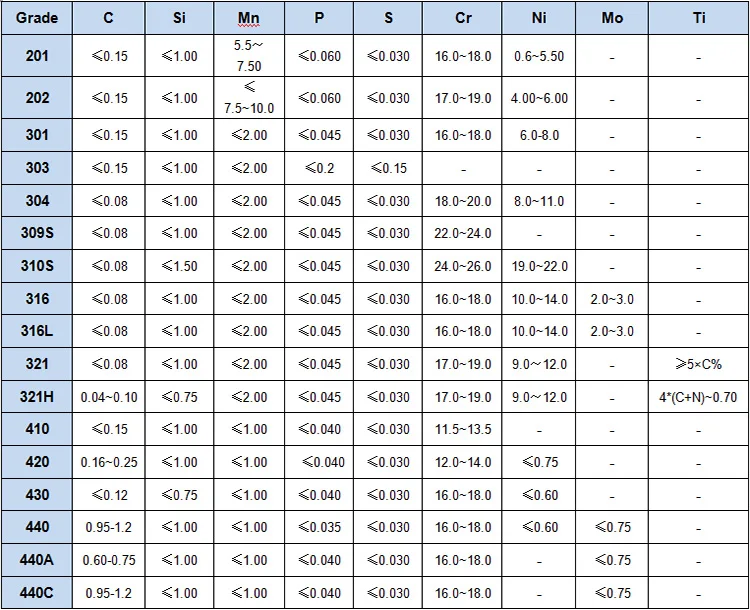 997
997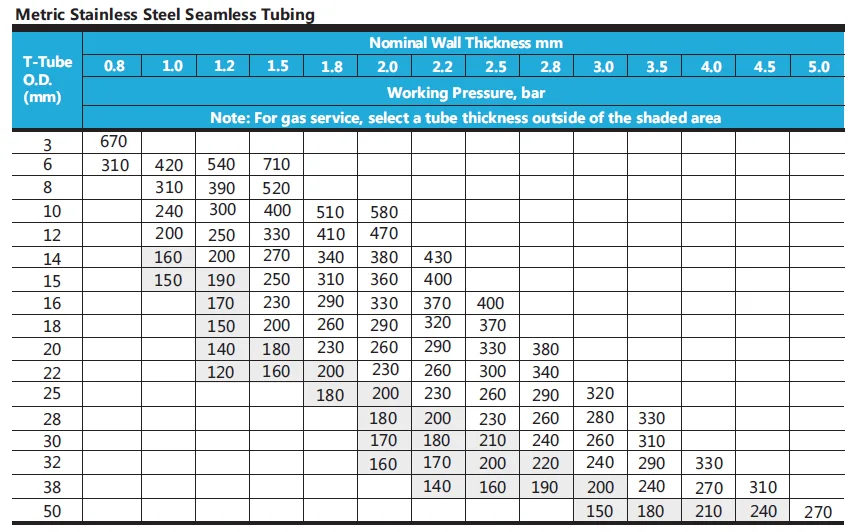 475
475 636
636 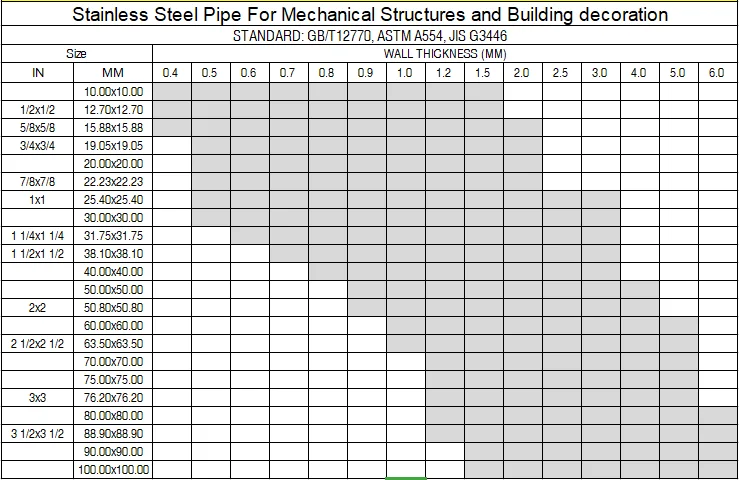 375
375  277
277 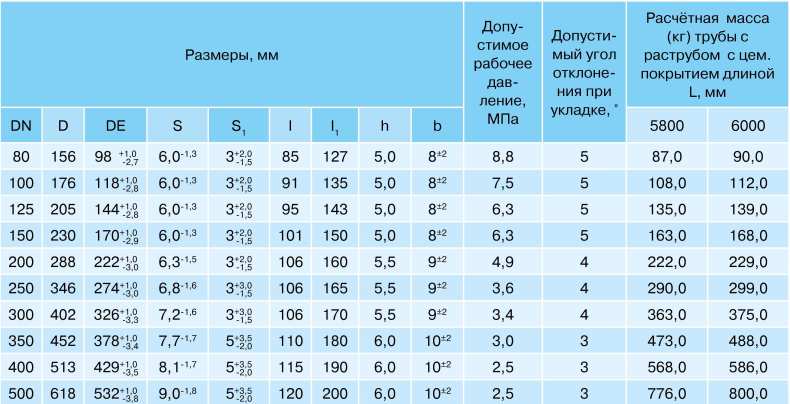 375
375  094
094 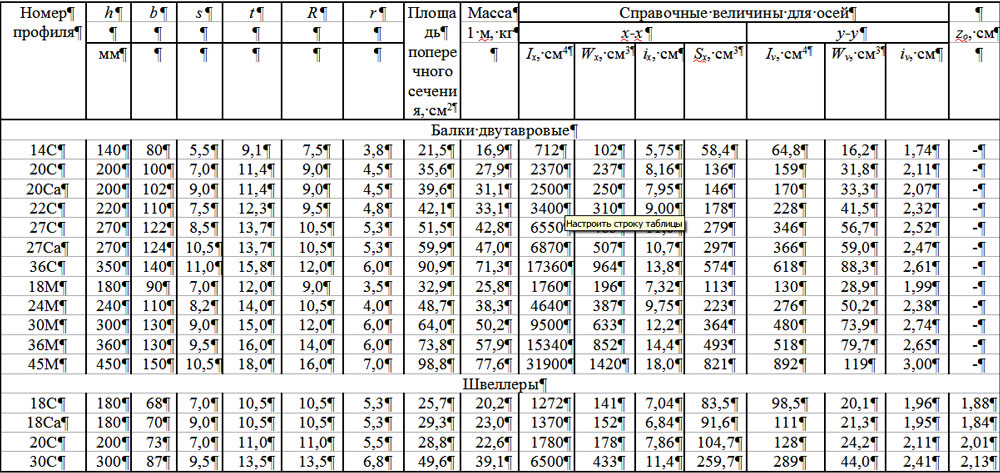 562
562  0
0 0
0 Type 304 Schedule 40S (Jindal Make)
Type 304 Schedule 40S (Jindal Make) 675 17.145
675 17.145 556
556 2787
2787 625 219.075
625 219.075 2352
2352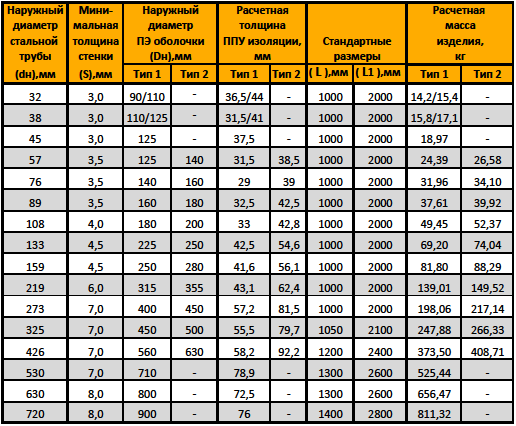 05
05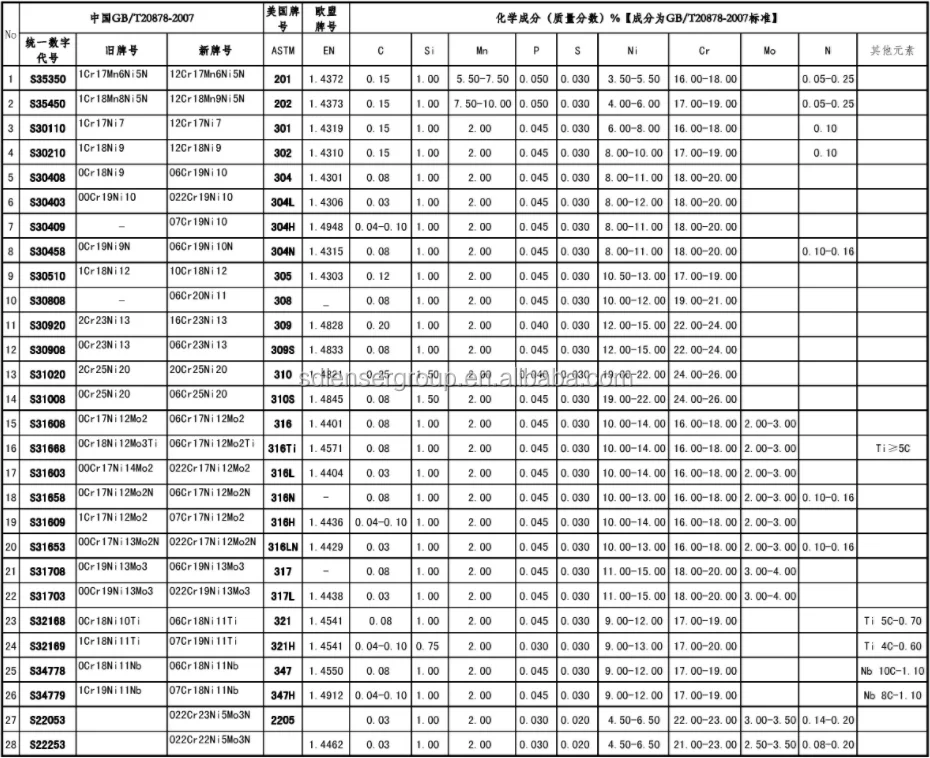 66
66 375
375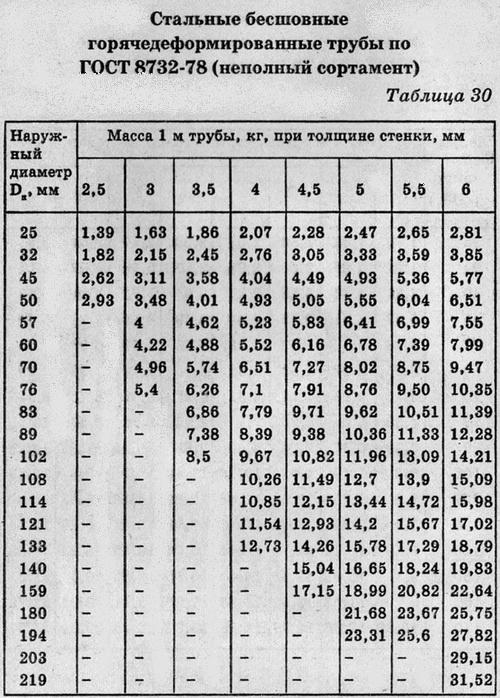 90
90 1383
1383 5676
5676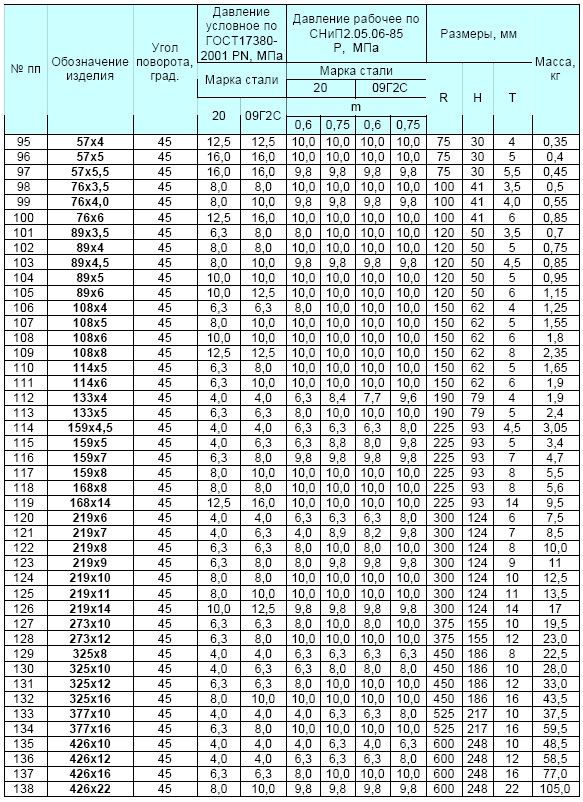 8678
8678 109
109 576
576
 570080
570080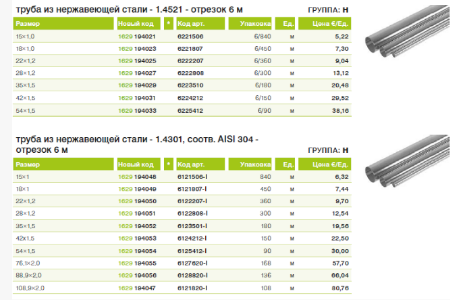
 156
156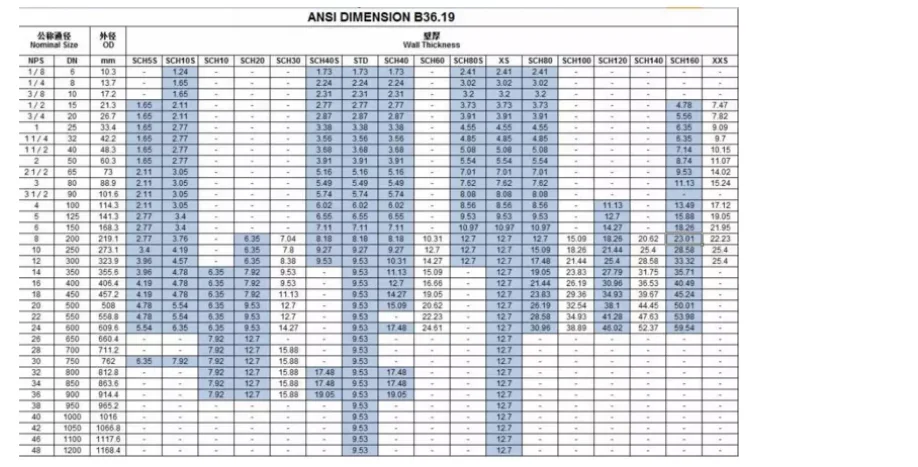 76
76 312
312 0080
0080 9
9 7
7 7388
7388 844
844 875
875 51 12.51
51 12.51 96
96 812
812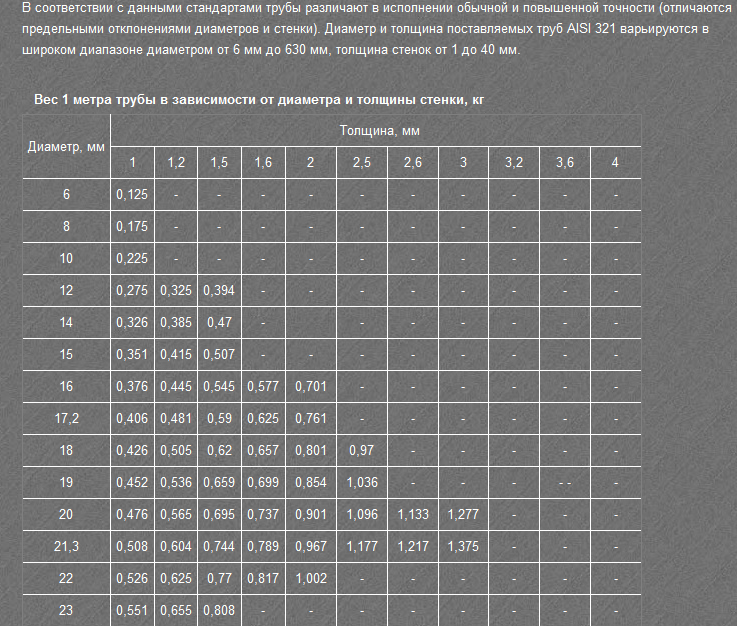 75
75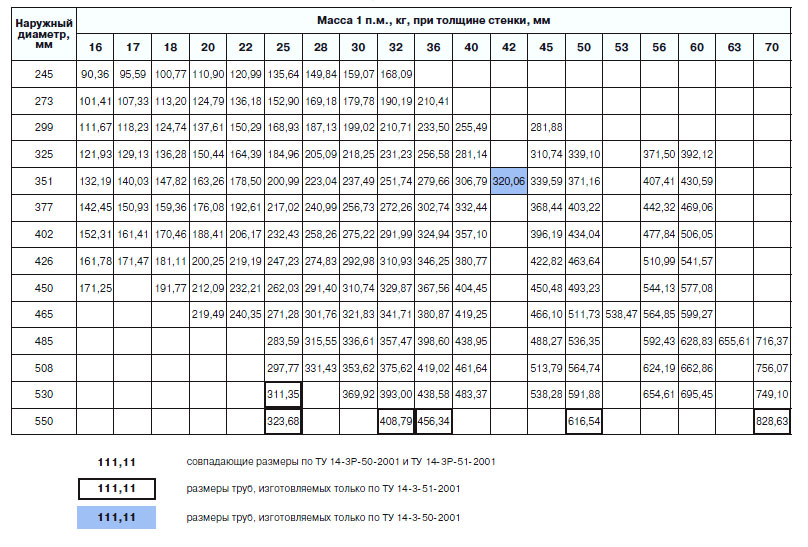 156
156 2
2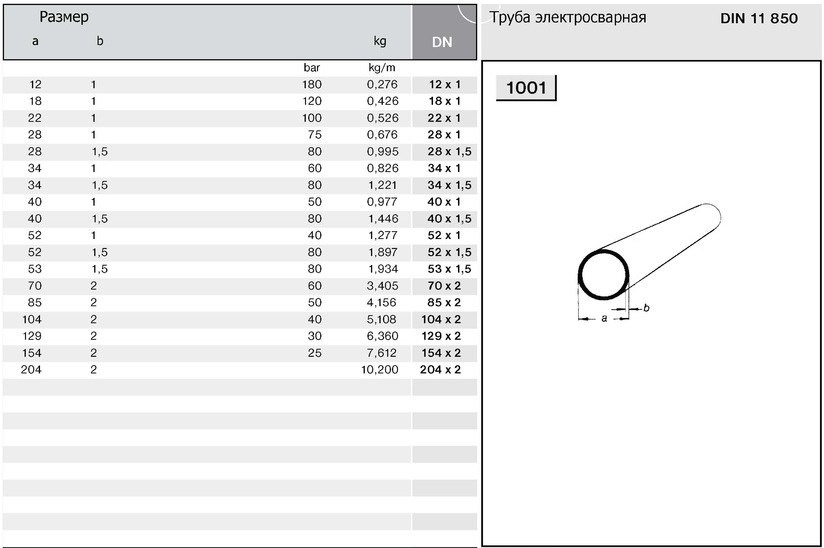 5
5
 Пуансон-матрицы с тонкими рабочими
Пуансон-матрицы с тонкими рабочими

 RU
RU
 В целом обработка методами ионного азотирования приводит к многократному повышению износостойкости инструмента холодной штамповки.
В целом обработка методами ионного азотирования приводит к многократному повышению износостойкости инструмента холодной штамповки.
 Из всех современных методов упрочнения поверхности сталей наиболее эффективной является технология ионной химико-термической обработки в тлеющем разряде, в частности ионное азотирование приводит к комплексному улучшению характеристик рабочих поверхностей, повышается твёрдость, как следствие улучшаются адгезионные свойства, снижается коэффициент трения. В целом обработка методами ионного азотирования приводит к многократному повышению износостойкости инструмента холодной штамповки.
Из всех современных методов упрочнения поверхности сталей наиболее эффективной является технология ионной химико-термической обработки в тлеющем разряде, в частности ионное азотирование приводит к комплексному улучшению характеристик рабочих поверхностей, повышается твёрдость, как следствие улучшаются адгезионные свойства, снижается коэффициент трения. В целом обработка методами ионного азотирования приводит к многократному повышению износостойкости инструмента холодной штамповки.

 Мы не храним его, если он не содержит ингредиенты высочайшего качества, подкрепленные сертификатом качества стали, включенным в каждый заказ инструмента. Получите предложение или позвоните представителю отдела обслуживания клиентов по телефону 636.9.26.8900 сегодня.
Мы не храним его, если он не содержит ингредиенты высочайшего качества, подкрепленные сертификатом качества стали, включенным в каждый заказ инструмента. Получите предложение или позвоните представителю отдела обслуживания клиентов по телефону 636.9.26.8900 сегодня.
 926.8900 сегодня, чтобы узнать больше о возможностях инструмента из таблетированной стали.
926.8900 сегодня, чтобы узнать больше о возможностях инструмента из таблетированной стали.
 Отверстие в заготовке соответствует размеру и форме точки пуансона. Точно так же заготовка соответствует полости штампа.
Отверстие в заготовке соответствует размеру и форме точки пуансона. Точно так же заготовка соответствует полости штампа. Например, выкрашивание режущей кромки может быть уменьшено или устранено путем обработки детали радиусом от 0,002 до 0,004 дюйма или фаски. Эта процедура эффективно увеличивает площадь контакта, что приводит к снижению уровня напряжения.
Например, выкрашивание режущей кромки может быть уменьшено или устранено путем обработки детали радиусом от 0,002 до 0,004 дюйма или фаски. Эта процедура эффективно увеличивает площадь контакта, что приводит к снижению уровня напряжения. Неуравновешенные нагрузки приводят к прогибу, что в конечном итоге приводит к преждевременному выходу из строя компонента. Чтобы обеспечить совмещение пуансона с матрицей на этапе сборки штампа, особое внимание следует уделить следующим факторам:
Неуравновешенные нагрузки приводят к прогибу, что в конечном итоге приводит к преждевременному выходу из строя компонента. Чтобы обеспечить совмещение пуансона с матрицей на этапе сборки штампа, особое внимание следует уделить следующим факторам:
 О возможности применения сварки говорит литера «С» в маркировке. Пример такого проката — А500С.
О возможности применения сварки говорит литера «С» в маркировке. Пример такого проката — А500С. В нашей компании можно заказать изготовление плоских арматурных каркасов по вашим чертежам.
В нашей компании можно заказать изготовление плоских арматурных каркасов по вашим чертежам.

 Арматурные каркасы в целом используются при армировании колонн, балок и т.п.
Арматурные каркасы в целом используются при армировании колонн, балок и т.п.


 Следующая маркировка – размер бруска.
Следующая маркировка – размер бруска. Есть ряд вещей, которые могут попасть на поверхность арматуры и повлиять на прочность сцепления — связь между арматурным стержнем и бетоном. К ним относятся накипь, ржавчина, масло и грязь.
Есть ряд вещей, которые могут попасть на поверхность арматуры и повлиять на прочность сцепления — связь между арматурным стержнем и бетоном. К ним относятся накипь, ржавчина, масло и грязь. Вы должны загружать и разгружать штанги, чтобы они не покрылись грязью. Любую грязь на брусьях необходимо смыть перед использованием брусков.
Вы должны загружать и разгружать штанги, чтобы они не покрылись грязью. Любую грязь на брусьях необходимо смыть перед использованием брусков.
 4/D1.4M:2011)».
4/D1.4M:2011)». Прутки могут быть пламенными или распиленными.
Прутки могут быть пламенными или распиленными. Поскольку нарезание резьбы уменьшает чистую площадь поперечного сечения арматурного стержня, некоторые производители используют стержни на один размер больше, в то время как другие производители используют стержни с пределом прочности на растяжение и пределом текучести, достаточными для компенсации потери чистой площади при нарезании резьбы.
Поскольку нарезание резьбы уменьшает чистую площадь поперечного сечения арматурного стержня, некоторые производители используют стержни на один размер больше, в то время как другие производители используют стержни с пределом прочности на растяжение и пределом текучести, достаточными для компенсации потери чистой площади при нарезании резьбы. Дополнительные детали включают переходные соединители для соединения стержней разных размеров, соединители, используемые для соединения стержней с элементами из конструкционной стали, и соединители с фланцами, имеющими отверстия для гвоздей. Резьба герметизирована и защищена для использования в будущем.
Дополнительные детали включают переходные соединители для соединения стержней разных размеров, соединители, используемые для соединения стержней с элементами из конструкционной стали, и соединители с фланцами, имеющими отверстия для гвоздей. Резьба герметизирована и защищена для использования в будущем. . Концы высаженных стержней состыкованы друг с другом и удерживаются на месте с помощью соединителей с прямой резьбой с наружной и внутренней резьбой, которые устанавливаются на стержни перед формированием головок. Муфта устанавливается путем поворота охватываемого или охватывающего компонента и затягивания с рекомендуемым производителем моментом; вращение стержня не требуется. Согнутые или изогнутые стержни можно соединять с помощью одного и того же устройства. Адаптации позволяют использовать для торцевых креплений в бетоне или соединения с резьбовым стержнем.
. Концы высаженных стержней состыкованы друг с другом и удерживаются на месте с помощью соединителей с прямой резьбой с наружной и внутренней резьбой, которые устанавливаются на стержни перед формированием головок. Муфта устанавливается путем поворота охватываемого или охватывающего компонента и затягивания с рекомендуемым производителем моментом; вращение стержня не требуется. Согнутые или изогнутые стержни можно соединять с помощью одного и того же устройства. Адаптации позволяют использовать для торцевых креплений в бетоне или соединения с резьбовым стержнем. Никакой специальной подготовки концов стержней не требуется, за исключением обычной очистки. Относительно широкие втулки также могут компенсировать незначительные смещения стержней и комбинации стержней разных размеров.
Никакой специальной подготовки концов стержней не требуется, за исключением обычной очистки. Относительно широкие втулки также могут компенсировать незначительные смещения стержней и комбинации стержней разных размеров. Специальные детали позволяют использовать их в качестве торцевых креплений или соединений с элементами из конструкционной стали. Концы стержня, обрезанные ножницами, пламенем или распиленные, могут использоваться в качестве «стального наполнителя», заполняющего пространство между концами стержня. Тем не менее, рекомендуется проверить конец стержня.
Специальные детали позволяют использовать их в качестве торцевых креплений или соединений с элементами из конструкционной стали. Концы стержня, обрезанные ножницами, пламенем или распиленные, могут использоваться в качестве «стального наполнителя», заполняющего пространство между концами стержня. Тем не менее, рекомендуется проверить конец стержня. Для соединения арматурных стержней с эпоксидным покрытием требуются более длинные втулки.
Для соединения арматурных стержней с эпоксидным покрытием требуются более длинные втулки. Затем соединительная втулка центрируется по стыковым концам стержня и соединяется с одним стержнем путем затягивания установочного винта. Гидравлический пресс, предназначенный для установки между близко расположенными стержнями из арматурной стали, затем проталкивает волочильный штамп по всей длине соединительной втулки. Соединительные материалы плотно обтекают деформацию стержня, что создает соединение.
Затем соединительная втулка центрируется по стыковым концам стержня и соединяется с одним стержнем путем затягивания установочного винта. Гидравлический пресс, предназначенный для установки между близко расположенными стержнями из арматурной стали, затем проталкивает волочильный штамп по всей длине соединительной втулки. Соединительные материалы плотно обтекают деформацию стержня, что создает соединение. По мере затягивания винтов они вдавливаются в поверхность стержней и вклинивают стержни в сходящиеся стороны профиля втулки. Винты можно затягивать с помощью подходящих ударных гайковертов или ручных гаечных ключей с трещоткой. Головки винтов срезаются при заданном моменте затяжки. Размеры стержней от № 3 до № 6 [от № 10 до № 19]] плюс стержни разных размеров, непокрытые или покрытые эпоксидной смолой, могут быть соединены с помощью этой муфты.
По мере затягивания винтов они вдавливаются в поверхность стержней и вклинивают стержни в сходящиеся стороны профиля втулки. Винты можно затягивать с помощью подходящих ударных гайковертов или ручных гаечных ключей с трещоткой. Головки винтов срезаются при заданном моменте затяжки. Размеры стержней от № 3 до № 6 [от № 10 до № 19]] плюс стержни разных размеров, непокрытые или покрытые эпоксидной смолой, могут быть соединены с помощью этой муфты. Клиновой штифт приводится в движение ручным гидравлическим домкратом.
Клиновой штифт приводится в движение ручным гидравлическим домкратом.

 Доставка оплачивается полностью заказчиком при получении груза.
Доставка оплачивается полностью заказчиком при получении груза. 30.2.5
30.2.5 30.1
30.1
 5
5 5
5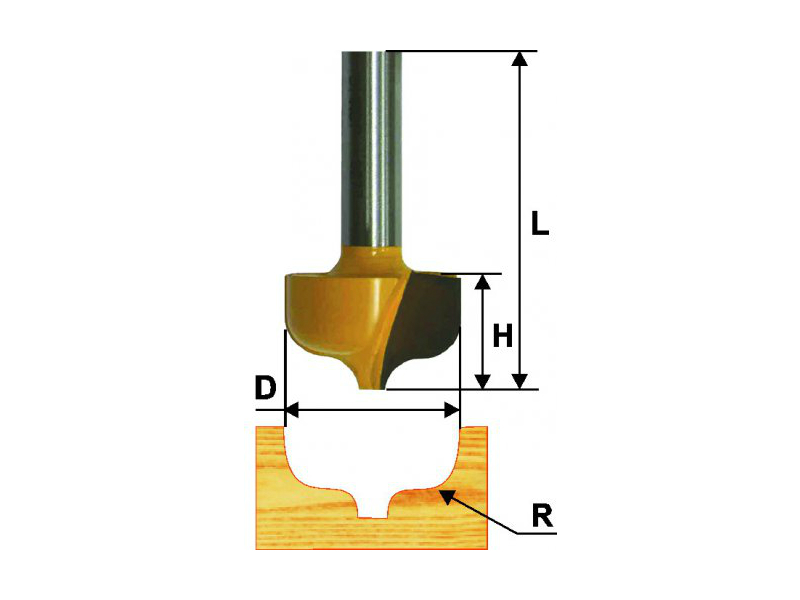 Также следует отметить значительную прочность этого режущего инструмента (включая маленький диаметр кончика), что достигается необычной конусной формой.
Также следует отметить значительную прочность этого режущего инструмента (включая маленький диаметр кончика), что достигается необычной конусной формой.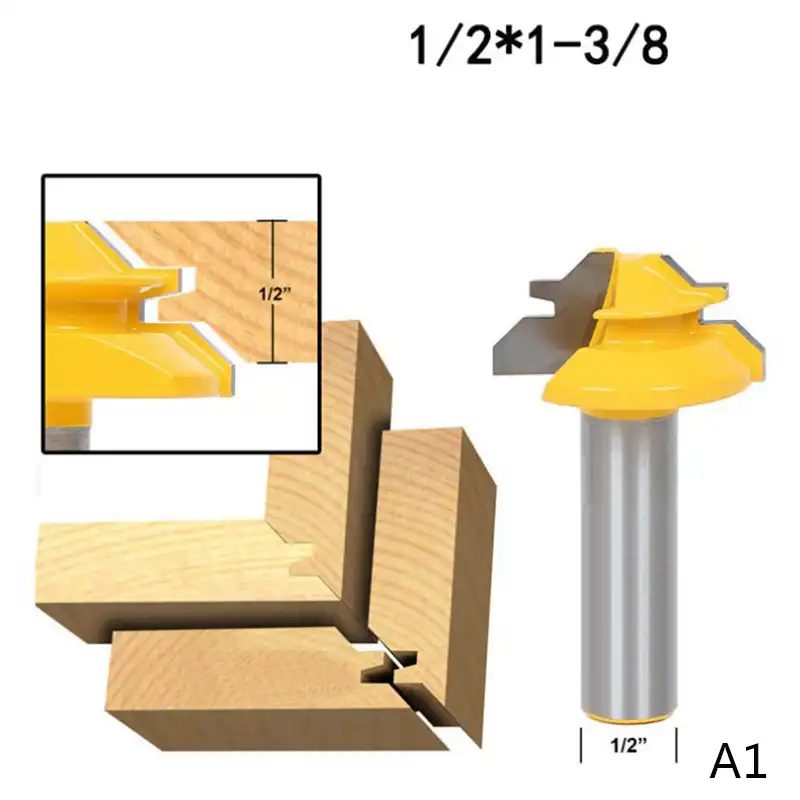


 Предложение 65, информация 9.0011
Предложение 65, информация 9.0011
 ..
..
 11.2022!
11.2022! 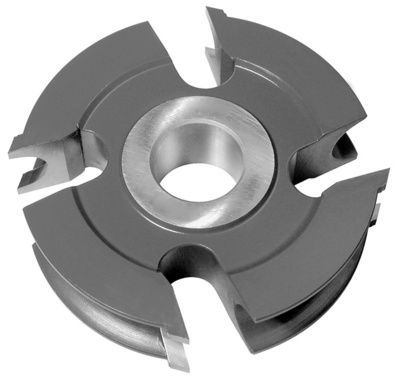 2022!
2022! 

 Верхняя часть узла может двигаться отдельно от всего суппорта в продольном направлении. Задняя бабка двигается в вертикальном и поперечном направлениях.
Верхняя часть узла может двигаться отдельно от всего суппорта в продольном направлении. Задняя бабка двигается в вертикальном и поперечном направлениях. Также устройство имеет 2 люнета и 2 патрона.
Также устройство имеет 2 люнета и 2 патрона.
 Передние направляющие предназначены для перемещения по ним каретки станка, а задние — для перемещения задней бабки станка. Монтаж станины осуществляется на две пустотелые тумбы. В левой тумбе устанавливается главный электродвигатель.
Передние направляющие предназначены для перемещения по ним каретки станка, а задние — для перемещения задней бабки станка. Монтаж станины осуществляется на две пустотелые тумбы. В левой тумбе устанавливается главный электродвигатель.

 Компания Kahles признала потенциал этих мелких производителей и в 1898 году преобразовала эти два предприятия в производителя высококачественных биноклей и телескопов для астрономических целей.
Компания Kahles признала потенциал этих мелких производителей и в 1898 году преобразовала эти два предприятия в производителя высококачественных биноклей и телескопов для астрономических целей. В 1926 году был выпущен популярный оптический прицел серии Helia с относительно большим увеличением и исключительно большим полем зрения по сравнению с предыдущими моделями. В последующие годы Helia стала фирменным брендом оптических прицелов Kahles.
В 1926 году был выпущен популярный оптический прицел серии Helia с относительно большим увеличением и исключительно большим полем зрения по сравнению с предыдущими моделями. В последующие годы Helia стала фирменным брендом оптических прицелов Kahles. Разработка первых водонепроницаемых оптических прицелов также приписывается бренду Kahles. Представленный в 1960 году, инженеры использовали Уплотнительные кольца для герметизации оптической полости прицела Helia Super, которые помогают предотвратить попадание внешней воды в оптическую полость. В 1972 году Kahles выпустила новую версию охотничьего прицела Helia с запатентованным многослойным покрытием Kahles-AMV. Инновационное оптическое покрытие обеспечивает светопропускание более 90%, , которое с тех пор стало эталоном для всех оптических прицелов и по сей день.
Разработка первых водонепроницаемых оптических прицелов также приписывается бренду Kahles. Представленный в 1960 году, инженеры использовали Уплотнительные кольца для герметизации оптической полости прицела Helia Super, которые помогают предотвратить попадание внешней воды в оптическую полость. В 1972 году Kahles выпустила новую версию охотничьего прицела Helia с запатентованным многослойным покрытием Kahles-AMV. Инновационное оптическое покрытие обеспечивает светопропускание более 90%, , которое с тех пор стало эталоном для всех оптических прицелов и по сей день. Подразделение прицелов Swarovski Optik все еще находилось в стадии разработки, но благодаря наследию и опыту Kahles бизнес прицелов начал невероятно процветать. В последующие годы Swarovski Optik включила в охотничьи прицелы несколько инновационных функций, таких как подсветка сетки, лазерный дальномер, и до 8-кратный оптический зум.
Подразделение прицелов Swarovski Optik все еще находилось в стадии разработки, но благодаря наследию и опыту Kahles бизнес прицелов начал невероятно процветать. В последующие годы Swarovski Optik включила в охотничьи прицелы несколько инновационных функций, таких как подсветка сетки, лазерный дальномер, и до 8-кратный оптический зум. 
 Атмосфера и температура в зоне сборки контролируются, что предотвращает попадание нежелательных частиц внутрь узла прицела.
Атмосфера и температура в зоне сборки контролируются, что предотвращает попадание нежелательных частиц внутрь узла прицела. Сегодня бренд Helia известен охотникам во всем мире как синоним качества, производительности и надежности.
Сегодня бренд Helia известен охотникам во всем мире как синоним качества, производительности и надежности. Кроме того, этот оптический прицел можно использовать в качестве коллиматорного прицела в дополнение к надежному охотничьему прицелу. Кроме того, уменьшенное увеличение обеспечивает поле зрения 8,1–42,4 м на расстоянии 100 м, что весьма полезно для улучшения ситуационной осведомленности.
Кроме того, этот оптический прицел можно использовать в качестве коллиматорного прицела в дополнение к надежному охотничьему прицелу. Кроме того, уменьшенное увеличение обеспечивает поле зрения 8,1–42,4 м на расстоянии 100 м, что весьма полезно для улучшения ситуационной осведомленности. Модель 2-10x50i выполнена в компактном корпусе весом чуть более 500 г, что позволяет вам продолжать игру, не уставая. Основные характеристики прицела: диаметр объектива 50 мм, подсветка сетки, поле зрения 21,0–4,1 м/100 м, удаление выходного зрачка 95 мм и основная трубка 30 мм.
Модель 2-10x50i выполнена в компактном корпусе весом чуть более 500 г, что позволяет вам продолжать игру, не уставая. Основные характеристики прицела: диаметр объектива 50 мм, подсветка сетки, поле зрения 21,0–4,1 м/100 м, удаление выходного зрачка 95 мм и основная трубка 30 мм. 4-12x56i
4-12x56i  Интеллектуальная подсветка сетки автоматически отключается с помощью встроенного датчика.
Интеллектуальная подсветка сетки автоматически отключается с помощью встроенного датчика. Прицельная оптика для прицела – 4-точечная и GRB, которые размещены во 2-й фокальной плоскости.
Прицельная оптика для прицела – 4-точечная и GRB, которые размещены во 2-й фокальной плоскости. 3-23.0. Оптический прицел Helia 3 4-12x44i доступен в двух вариантах сетки: 4-точечный и 3 ГБ. Обе сетки расположены во 2-й фокальной плоскости и имеют встроенную систему подсветки, которая автоматически выключает свет, когда прицел не используется.
3-23.0. Оптический прицел Helia 3 4-12x44i доступен в двух вариантах сетки: 4-точечный и 3 ГБ. Обе сетки расположены во 2-й фокальной плоскости и имеют встроенную систему подсветки, которая автоматически выключает свет, когда прицел не используется.

 Если вы ищете спортивный оптический прицел, предназначенный для дальнего прицеливания, то новый K525i станет для вас лучшим выбором.
Если вы ищете спортивный оптический прицел, предназначенный для дальнего прицеливания, то новый K525i станет для вас лучшим выбором.



 Тонкая 30-миллиметровая основная трубка в дополнение к легкой конструкции также способствует простоте использования в матчах по стрельбе.
Тонкая 30-миллиметровая основная трубка в дополнение к легкой конструкции также способствует простоте использования в матчах по стрельбе. Оснащенный 6-кратным зумом от 1X до 6X, K16i обеспечивает разумный диапазон увеличения для ближнего боя, а также матчей IPSC и 3GR. Кроме того, сверхширокое поле зрения от 7,2 м до 44,8 м на расстоянии 100 м является одним из лучших в этой категории.
Оснащенный 6-кратным зумом от 1X до 6X, K16i обеспечивает разумный диапазон увеличения для ближнего боя, а также матчей IPSC и 3GR. Кроме того, сверхширокое поле зрения от 7,2 м до 44,8 м на расстоянии 100 м является одним из лучших в этой категории.
 Турель для регулировки по горизонтали доступна с правой стороны в стандартной комплектации с направлением регулировки по часовой стрелке или против часовой стрелки.
Турель для регулировки по горизонтали доступна с правой стороны в стандартной комплектации с направлением регулировки по часовой стрелке или против часовой стрелки.
 соревнования по стрельбе по всему миру. Компания была создана в 1898 после слияния двух производителей оптики телескопов и микроскопов. В результате Kahles сохранила давнее наследие в мире оптических технологий, что является одной из причин успеха бренда.
соревнования по стрельбе по всему миру. Компания была создана в 1898 после слияния двух производителей оптики телескопов и микроскопов. В результате Kahles сохранила давнее наследие в мире оптических технологий, что является одной из причин успеха бренда. С тех пор, как компания была приобретена Swarovski, Kahles почти удвоила количество предлагаемых оптических прицелов.
С тех пор, как компания была приобретена Swarovski, Kahles почти удвоила количество предлагаемых оптических прицелов. Но есть важный шаг, который вам абсолютно необходимо сделать, прежде чем вы сможете сразу приступить к созданию декоративных металлических шахматных фигур, таких как эти:
Но есть важный шаг, который вам абсолютно необходимо сделать, прежде чем вы сможете сразу приступить к созданию декоративных металлических шахматных фигур, таких как эти: Токарные станки могут быть дорогими и совершенно новыми, но поищите подержанный, но ухоженный уровень в местном механическом магазине или у любителя.
Токарные станки могут быть дорогими и совершенно новыми, но поищите подержанный, но ухоженный уровень в местном механическом магазине или у любителя. Затем поверните токарный станок на 90 градусов и выровняйте станок из стороны в сторону, а также в длину. Вам придется провести несколько измерений, прыгая туда-сюда, чтобы внести столько мелких корректировок, сколько потребуется.
Затем поверните токарный станок на 90 градусов и выровняйте станок из стороны в сторону, а также в длину. Вам придется провести несколько измерений, прыгая туда-сюда, чтобы внести столько мелких корректировок, сколько потребуется.