Варить на полу или земле — это для разовой работы в полевых условиях. При регулярных сварочных процессах нужен специальный стол сварщика. Он может быть совсем простым, а может и профессиональным. Рассмотрим требования к таким приспособлениям, разновидности столов для сварщиков, пошаговую инструкцию, как сделать его своими руками.
В этой статье:
Требования к сварочному столу
Разновидности столов для сварки
Изготовление сварочного стола своими руками
Чертежи с размерами для сварочных столов
Пошаговая инструкция
Полезные советы при работе за сварочным столом
Требования к сварочному столу
Сварочный стол необходим для размещения заготовок и сварки, что повышает удобство работы и производительность. Рабочее место должно быть хорошо освещено, но закреплять светильник на самом столе или на стене над ним — это личный выбор.
Обязателен подвод вытяжки. Она может быть в виде жесткого канала или гибкого. Но к столу она не фиксируется. Вытяжка обеспечивает отвод опасных газов, выделяемых расплавленным металлом, обмазкой электродов.
Стол сварщика должен выдерживать размещаемые на нем заготовки, поэтому изготавливается только из металлического профиля или уголка (каркас). Деревянные конструкции недопустимы. Поскольку столешница подвергается регулярному нагреву, ее сечение выбирают от 5 мм и выше. При сварке на больших токах 300-400 А потребуется плита 10 мм, иначе поверхность выгнется.
Чтобы зафиксировать изделие и вести сборку без посторонней помощи, стол сварщика снабжают сквозными отверстиями для заведения стягивающих шпилек, струбцин, тисков. Если рядом работают другие люди, обязательно наличие ограждения. Вертикальный экран ставят на дальней стороне с высотой 50-100 см.
Стол должен быть тяжелым, чтобы его нельзя было сдвинуть, оперевшись ногой. Высоту столешницы выбирают исходя из роста сварщика. Общепринято 80-100 см от пола. Но для высоких сварщиков рекомендуем ориентироваться по расположению стола на уровне пояса.
Разновидности столов для сварки
Сварочные столы бывают стационарными и разборными. Первые — более массивные и собираются путем сварки. Они рассчитаны на постоянное место эксплуатации. Разборные столы могут быть большими или малыми, но собираются на болтовых соединениях. Чаще всего ножки можно отделить от столешницы. Это облегчает переезд и подойдет для арендованного помещения (мастерская, гараж), чтобы в случае необходимости перевезти огромный стол небольшим пикапом, фургоном, микроавтобусом.
В зависимости от предстоящих задач по сварке подбирают размеры и конфигурацию сварочного стола. Вот некоторые популярные варианты, используемые в гаражах, мастерских и на производствах.
Простой стол сварщика состоит из сплошной прямоугольной плиты и четырех ножек. Этого достаточно, чтобы накладывать аккуратные швы аргоновыми аппаратам на небольшие детали. Подойдет для РДС сварка патрубков, небольших емкостей.
Конфигурация полупрофессиональных столов более разнообразна и предлагает несколько вариантов, определяющих функционал верстака. Самый распространенный вариант — столешница с многочисленными круглыми отверстиями под стягивающие системы. Ее аналог — столешница, набранная из швеллера или профиля, приваренного параллельно друг к другу с промежутками 20-50 мм. Это позволяет завести не только ось с резьбой, но и целую струбцину.
Если сварщику регулярно приходится собирать большие конструкции с выступающими частями, потребуется рамочный стол без столешницы. Это актуально для сборки ворот, входных дверей, сельскохозяйственного оборудования.
Для легкого доступа к наружной и обратной стороне изделий, например полотенцесушителей, используют поворотные сварочные кондукторы. Это рама на оси, присоединяемая через подшипники к двум конусным стойкам. Благодаря этому рама может вращаться по вертикали. На рамке есть резьбовые прижимы, фиксирующие изделие. Это облегчает быстрый переворот конструкции, чтобы проварить швы с обратной стороны.
Поворотные столы по горизонтали изготавливают круглыми. Они фиксируются на оси и соединены с редуктором и электромотором. Чаще всего такие приспособления небольшие и нужны для приварки патрубков к фланцам. Благодаря вращения шов получается непрерывным и ровным. Сварщик выбирает подходящую скорость вращения на редукторе через понижающую передачу. Варят за такими столами, как правило, полуавтоматами MIG/MAG.
Изготовление сварочного стола своими руками
Чтобы изготовить сварочный стол, необходимо запастись инструментами и приспособлениями. Это сократит время работы и упростит сборку. Подготовьте материалы, чтобы потом не бросать все, мчась в магазин за недостающим уголком.
Необходимые инструменты и приспособления
болгарка с отрезными/шлифовальными кругами для порезки материала;
угольник для установки ровных углов;
рулетка;
сварочные мелки или сварочные маркеры для разметки;
струбцины;
пузырьковый уровень
Если планируете делать стол из толстого металла 10 мм, резать болгаркой будет неудобно. Тогда приобретите аппарат плазменной резки, чтобы подготовить все детали. Впоследствии он пригодится при производстве изделий, экономя отрезные круги.
Материалы для сварочного стола
Столешница. Это может быть цельный лист металла 5-10 мм толщиной с просверленными отверстиями или наборная столешница из профильной плоской трубы 100х40 мм, приваренной параллельно друг к другу с расстоянием 20-50 мм. Во втором случае понадобятся опоры из профиля 60х40 мм, сваренные по периметру, дополнительные ребра жесткости в центре под столешницей. Допустимо изготовление из нарезанных полос металла, но при толщине 5-6 мм это займет много времени.
Опорные ножки. Изготавливают из уголка с полкой 75 мм или профильной трубы 80х80 мм с толщиной стенки 3 мм.
Косынки 8 шт для усиления стоек с толщиной 3 мм и выше.
Профильная труба 60х40 мм для обвязки ножек, чтобы усилить конструкцию.
Листы металла для полок, защитного экрана (если необходимо).
Чертежи с размерами для сварочных столов
Предлагаем несколько вариантов чертежей столов для сварщика, чтобы выполнить все точно по размерам. В других случаях можно взять модель за основу, а длину, ширину и высоту конструкции определить самостоятельно под свой гараж и рост.
Пошаговая инструкция
Поскольку отверстия для фиксации заготовок необходимы в большинстве процессов, рассмотрим вариант сборки стола из профильной трубы с приведенными размерами 100х40 мм.
Заготовка и раскрой
Разметьте и отрежьте профиль 60х40 мм под рамку столешницы. При размере поверхности 200х100 см, понадобится 4 профиля длиной 2 м и 2 профиля длиной по 1 м. Соберите на ровной поверхности прямоугольник, прихватив уголки сваркой. Соединяйте в стык, прижимая торцы длинного профиля к боковым стенкам короткого. Проверьте диагональ, чтобы была погрешность не более 3 мм. Обварите углы и проверьте диагональ повторно. После этого разместите внутри рамки еще 2 профиля и приварите их параллельно друг другу на равном расстоянии. Получилась основа для столешницы.
Изготовление столешницы
Нарежьте профиль 100х40 мм длиной 1 м. Для стола 2 м понадобится 13 шт с промежутком в 50 мм. Обработайте края шлифовальным кругом, убрав заусенцы. Расположите широкий профиль на рамке с шагом в 50 мм. Прихватите каждый элемент сбоку в 4-х местах. Переверните рамку и проварите продольными швами профиль на каждой перемычке. Чередуйте швы, чтобы конструкцию не повело.
Изготовление ножек для стола
Из профильной трубы 60х40 мм отрежьте ножки длиной 80-100 см. На перевернутой столешнице вставьте ножки во внутренние углы. Проверьте положение угольником, прихватите сваркой, обварите вертикальными швами. Усильте ножки косынками с длиной стороны 10-15 см.
Пояс жесткости сварочного стола
Из профиля 60х40 вырежьте перемычки для нижнего яруса, связывающие ножки. Приварите их сплошными швами на расстоянии 20 см от пола. Это скрепит конструкцию и послужит опорой для ног во время работы.
Защитный экран
Если в мастерской работают другие люди, сделайте защитный экран. К дальним углам столешницы приварите вертикальную профильную трубу высотой 50 см. К ней прихватками присоедините тонкий лист металла 0.8-1.0 мм.
Полка для инструментов
Чтобы держать молоток, шлакоотделитель, болгарку под рукой, организуйте полку. Приварите к ножкам два дополнительных профиля 20х30 мм под столешницей, параллельно горизонтальной поверхности. От столешницы можно отступить на 20-30 см, что зависит от габаритов размещаемых на полке инструментов. На профиль можно положить тонкий лист металла или стальную сетку. Прихватите ее сваркой.
Покраска стола
Чтобы сварочный стол не ржавел, его грунтуют и окрашивают. Работать можно кисточкой или пульверизатором. Красят стойки, полку, рамку и нижнюю часть столешницы. Верх не красят, поскольку он подвергается высоким температурам и покрытие обгорит (будет еще сильно вонять при этом).
Полезные советы при работе за сварочным столом
Чтобы работать аппаратами ручной дуговой сварки предусмотрите небольшое ведро сбоку стола, куда выбрасывать огарки электродов. Тогда они не будут прилипать к подошве, валяясь под ногами.
Сбоку можно приварить крючок для подвешивания сварочной маски. Тогда защитное стекло дольше останется непоцарапанным, к пластику не прилипнут горячие окалины.
Полку под столом лучше сделать не менее 30 см по высоте для размещения больших катушек с проволокой, если планируете работать полуавтоматом.
Для электродержателя или сварочной горелки лучше создать крюк с правой стороны (для правшей), чтобы не бросать их на столе или полу. Для хорошего контакта массы клеммы заземления предусмотрите зачищенное от краски место на нижнем обвязочном контуре.
Сварочные электроды удобно хранить в специальном колчане, прикрепленном с столешнице.
Соорудить сварочный стол для гаража или мастерской можно за 4-6 часов, имея необходимые материалы и инструменты. Зато впоследствии работать будет гораздо удобнее, а производительность возрастет.
Источник видео: weldmaniac
Ответы на вопросы: как изготовить сварочный стол своими руками?
Как сделать, чтобы сварочный стол не шатался?
СкрытьПодробнее
Самый простой способ — подложить под провисшую ножку пластину металла, плитки, брусок дерева. Более надежный и долговечный вариант — вварить в ножки толстые гайки с винтами и прорезиненными пятаками. Они позволят регулировать ровность стола и даже немного высоту.
Какой высоты должен быть стул сварщика?
СкрытьПодробнее
Если предстоит много сварочной работы с мелкими деталями, ее удобнее выполнять сидя за столом. Высота стула зависит от высоты стола и роста сварщика. В идеале, колени должны быть в согнутом виде сразу под столешницей. Тогда на них получится опираться локтями, чтобы рука не дрожала. Поэтому ножки стула должны быть высокие, как у барной мебели.
Можно ли сделать столешницу из листа 2 мм?
СкрытьПодробнее
Теоретически можно. Но даже при сварке тонких металлов возможна деформация на токах 120-160 А лист или полоски начнет коробить. Через время столешница будет вся в волнах и разложить что-то для выведения ровной плоскости будет невозможно. Лучше сразу купить толстый металл 5 мм или профиль, который будет держать форму за счет жесткости замкнутой конструкции.
Как удлинить сварочный стол?
СкрытьПодробнее
Если возникла потребность в увеличении площади стола, сварите прямоугольную рамку из двух ножек и двух перемычек. Соедините ее в верхней части с основной рамкой стола. Продлите поверхность столешницы из аналогичных элементов. Укрепите две новые ножки косынками и свяжите их по второму контуру с другими.
Если увеличенные размеры стола нужны лишь периодически, а в остальное время огромный стол будет только мешать, предусмотрите откидную поверхность на петлях с опорной ножкой.
Как разобрать сваренный стол для переезда?
СкрытьПодробнее
Если нужно перевезти большой сварочный стол, который выполнен при помощи сварки (нет болтовых соединений), придется орудовать болгаркой и отрезным кругом. Аккуратно перережьте сварочные швы, соединяющие ножки и столешницу. Перережьте швы усиливающего нижнего контура. Молотком отбейте части конструкции. Предварительно подпишите их маркером, чтобы потом собрать в такой же последовательности. Перед сборкой все выступающие части старых швов придется зашлифовать, чтобы они не портили плоскость.
Остались вопросы
Оставьте Ваши контактные данные и мы свяжемся с Вами в ближайшее время
Обратная связь
Вернуться к списку
Как сделать сварочный стол для домашней сварки своими руками
Для домашней мастерской, если в ней часто производятся сварочные работы, просто необходима небольшая сварочная подмость, благодаря которой можно будет организовать комфортное рабочее место и при этом сэкономить некоторое пространство.
Стол, выполненный из металла, кроме удобства при сварных работах еще будет исполнять и роль заземляющего контура, кроме этого, на его нижних полках можно будет расположить сварочный аппарат, электроды и другие вспомогательные инструменты.
Требование к сварочному столу
Конструкция стола для сварки
Простой стол для сварочных работ
Полупрофессиональный стол сварщика
Критерии выбора стола
Материалы и комплектующие
Совет по выбору материала
Набор дополнительных инструментов
Сварочный стол своими руками чертежи
Изготовление сварочного стола
Изготовление столешницы
Ножки для стола
Защитный короб
Безопасность при исполнении сварочных работ
Требование к сварочному столу
Любой столик, предназначенный для сварочных работ, кроме удобства должен обладать еще и полной безопасностью для сварщика, так как при работе используется ток высокой силы с довольно большим напряжением. Для этого его конструкция должна отвечать следующим требованиям:
Над столом обязательно должна быть оборудована принудительная вытяжка для отвода сварных газов и пыли из зоны проведения сварных работ на улицу.
Вытяжной вентилятор рекомендуется устанавливать улиточный, на небольшой высоте от пола.
По возможности окантовку столешницы желательно сделать из медной полосы. На ней очень удобно сбивать обмазку для электрода при зажигании дуги.
Обязательно установить местную подсветку зоны работы. Напряжение для подсветки рекомендуется использовать напряжением 36 V, для этого специально используется понижающий трансформатор.
Под столешницей должны быть полки или специальные кассеты для хранения электродов и различных вспомогательных инструментов (металлическая щетка, зубило, молотки и т. п.).
Должно быть закрытое отделение для хранения оборудования, которое используется в редких случаях.
И самое основное требование — в его конструкции не должны использоваться, а также храниться огнеопасные и выделяющие при нагреве ядовитые вещества материалы.
Конструкция стола для сварки
Существует два вида столов для производства сварных работ для домашних мастерских — это обычные, самые простые столы для периодической сварки средней сложности и полупрофессиональные сборочно-сварочные столы, на которых выполняются более сложные задачи.
По удобству использования к столу предъявляются следующие требования:
Высота стола должна быть не ниже или выше пределов в 700 — 850 мм.
Минимально рекомендованные габариты рабочей поверхности должны составлять 800×1000 мм.
Высота стола с защитным экраном от сварочных лучей должна быть не ниже 1400 мм.
Простой стол для сварочных работ
Отличается прочностью, простотой сборки и довольно удобной конструкцией для работы сварщика. Его конструкция состоит из жесткой рамы, которая сваривается из металла и состоит из четырех стальных стоек из уголка или профильных труб, сваренных между собой. По нижней части, на высоте примерно 200 мм от пола, стойки сварены уголками, сверху они приварены к прочной раме, на которой находится металлическая столешница.
На металлической столешнице могут иметься специальные пазы для крепления свариваемых заготовок.
На стальной раме, на которой расположена столешница, желательно приварить кронштейны для сварочного провода, а под столешницей рекомендуется разместить неглубокий поддон для сборки пыли и окалины.
С левой или правой стороны может находиться тумба с несколькими отделениями для хранения различных инструментов. Оставшееся место приспособлено для временного складирования более крупной оснастки.
Рядом желательно приварить подставку под емкость для воды.
Полупрофессиональный стол сварщика
Это уже довольно сложная конструкция сборочно-сварочного стола с дополнительной комплектацией. Эргономические свойства таких столов практически не отличаются от обычных, но на них предусматривается установка дополнительного оборудования для фрезеровки, сверления и других металлообрабатывающих операций. Также столы могут оборудоваться встроенными вентиляционными системами.
Ножки стола для жесткости всей конструкции, часто прочно прикрепляются к полу анкерными болтами или бетонной стяжкой.
Важной особенностью этих столов является возможность поворачивать рабочую платформу, благодаря чему сварщик может накладывать сварные швы на свариваемые детали с одной рабочей точки.
Сборочно-сварные столы часто комплектуются быстросъемными слесарными тисками, комплектом различного размера струбцин и поворотными приставками для установки сварочного аппарата.
Критерии выбора стола
Защитные ширмы от лучей сварки, вентиляционных воздуховодов и другие облицовочные материалы рабочей зоны должны быть из негорючих материалов. Если раньше для этого применялась асбестовая ткань, то в настоящее время используются современные материалы Суперсил или базальтокартон.
Для жесткости всей конструкции ее масса должна быть не меньше 180 — 200 кг.
Освещение рабочей зоны должно быть настроено так, чтобы не создавались блики, мешающие работе сварщика (стекла сварочных масок практически их не поглощают).
Конструкция должна иметь поворотный механизм рабочей платформы и встроенную вентиляцию.
Материалы и комплектующие
Для изготовления стола используются разнообразные материалы в виде стальных уголков, профильных труб, мелких швеллеров и двутавров с листовым прокатом. Главным условием к нему является устойчивость и способность выдерживать большой вес обрабатываемых на нем заготовок.
Совет по выбору материала
Для высокой прочности, стойки стола лучше всего делать из профильной трубы с минимальным сечением 60×60×2 мм или уголка 63×63×4 мм.
Рабочую поверхность (столешницу) желательно изготавливать из швеллера или уголка, установленного на одно из ребер плоскостью вверх. Между деталями столешницы должен оставаться зазор для струбцин и других крепежных инструментов, которыми будут при надобности крепиться свариваемые заготовки.
Вспомогательные конструкции, с помощью которых можно увеличить площадь рабочей поверхности, лучше изготовить из профильных труб, так, как они по весу легче стального уголка.
Каркас защитного экрана также рекомендуется изготовить из профильной трубы и обшить тонким листовым металлом. Экран желательно сделать с боковыми бортами.
Набор дополнительных инструментов
Чтобы создать максимально комфортные условия работы, рекомендуется приобрести дополнительный набор инструментов с функциями надежной фиксации свариваемых деталей на рабочем столе с возможностью быстрого изменения их пространственного положения. Они должны иметь прочность и стойкость при резких температурных переменах.
К таким инструментам относятся струбцины, с помощью которых заготовки могут крепиться между собой или к рабочему столу.
Зажимы. Их функция практически та же, что и у струбцин, но более широкого использования. Благодаря им можно устанавливать определенный угол и фиксировать более сложные соединения заготовок между собой.
Магнитное основание. Рекомендуется для фиксации мелких заготовок, которые закрепить другими механическими приспособлениями невозможно.
Сварочный стол своими руками чертежи
Проблема с самостоятельным изготовлением стола для сварки заключается в том, что на данный момент очень мало информации о подобных конструкциях. Если взять за основу модели, изготовленные для промышленных целей, то их чертежи являются довольно сложными для использования в домашних мастерских, а многие функции вообще невозможно использовать. Альтернативой может быть самый простой чертеж, который можно просто доработать и улучшить самостоятельно.
Самый простой и доступный вариант стола, который можно быстро и без труда изготовить своими руками, доработав его самостоятельно.
Изготовление сварочного стола
За пример изготовления можно взять конструкцию для производства сварочных работ, изготовленную из металлических профилированных труб и стального уголка. Естественно, что при изготовлении можно использовать другие размеры, материалы и менять геометрические формы самого стола.
Изготовление столешницы
Столешницу не рекомендуется делать из сплошного полотна. Ее поверхность сварена из профильной трубы 60×40×2 мм (по периметру). Внутренняя решетка изготавливается из профиля сечением 30×30×1,2 мм (вместо них может использоваться 8 или 10 швеллер).
Заготовки труб нарезаются с помощью болгарки, а торцы зачищаются от заусениц. В первую очередь варится наружная рама, которая должна иметь четко одинаковые диагонали.
Внутренние профили вырезаются по проему изготовленной рамы и вставляются в ее середину (швеллера укладываются на раму) на расстоянии 30-50 мм друг от друга, после чего все сварные швы зачищаются болгаркой.
Ручки для конструкции сварочного стола могут понадобиться для удобства его перестановки на новое место. Они изготавливаются из круглой арматуры диаметром 12−14 мм, имеют П-образную форму и привариваются с обеих сторон книзу столешницы.
Ножки для стола
Четыре ножки для стола вырезаются из круглой трубы диаметром 50 мм (можно из квадратной трубы 50×50 мм). Их длина должна примерно составлять около 760 мм. Вырезанные стойки привариваются по углам ранее изготовленной крышки стола.
После того как ножки приварятся к столешнице, для усиления жесткости всей конструкции делается дополнительная обвязка по нижней части стоек. Для этого, отступив от нижнего конца стоек примерно 200−300 мм, ножки свариваются между собой уголком сечением 30×30 или 40×40 мм. Уголок варится плоской стороной в сторону нижней части стоек. В середину уголка будет уложена полка из ДСП или толстой фанеры для хранения различного сварочного инструмента и самого аппарата.
Во время приваривание ножек к крышке стола важно не допустить их перекоса. Они должны стыковаться с рамой четко под 90 градусов. Чтобы обеспечить такой ровный угол, необходимо использовать металлический угольник и рулетку.
К стойкам желательно приварить колесики для удобства перемещения стола, но это только в том случае, когда его приходится часто перекатывать. Если он будет стоять стационарно, их лучше не использовать, так как при работе стол будет неустойчив, и нужно будет делать дополнительное тормозное крепление для колес.
К стойкам стола приваривается несколько крючков для хранения сварочного кабеля, держателя других приспособлений. Они делаются из гладкой проволоки диаметром 6−8 мм или обычных гвоздей длиной 100−150 мм. Гвозди просто загибаются и привариваются с наружной стороны стоек.
Защитный короб
Короб приваривается под столешницей к стойкам под небольшим уклоном. Изготавливается из металлического листа и имеет небольшие бортики. Его функция заключается в сборе мелкого мусора, окалины и шлака, сбитого со сварных швов. При этом он защищает от попадания этих же отходов на инструменты и приспособления, которые расположены на нижней полке, уложенной на обвязке стоек.
Инструменты лучше всего хранить в специальном ящике, сделанном из ДСП или листового металла. Лучше всего, если вместо него будет изготовлена тумбочка с несколькими полками, по которым можно рассортировать инструмент.
Безопасность при исполнении сварочных работ
Любые работы по сварке металла должны проводиться только в помещениях, в которых устроено хорошее проветривание или есть оборудование с вытяжной системой вентиляции.
Во время проведения работ нужно использовать все необходимые для сварщика средства личной защиты. К ним относятся специальная невозгораемая одежда, обувь, кожаные или брезентовые рукавицы, сварочная маска или щиток, а в отдельных случаях респиратор (при сварке оцинкованного металла).
Все стыки сварочных кабелей должны быть изолированы, и их изоляция не должна иметь повреждений. Если повреждения будут обнаружены при визуальном осмотре, их требуется немедленно заизолировать.
На рабочем месте не должны находиться какие-либо легко возгораемые материалы и вещества.
Как собрать сварочный стол (сделай сам)
Обновлено: 14 декабря 2021 г.
Признайтесь: вы всегда хотели научиться сварке. Этот простой проект научит вас, как это сделать.
Следующий проект›
Сварка пугает многих людей, даже некоторых из нас, заядлых домашних мастеров. И это обидно, потому что сварка открывает целый новый мир домашнего ремонта и крутых проектов. Мы попросили профессионального сварщика продемонстрировать некоторые основные приемы, соорудив сварочный стол. Она проведет вас через каждый шаг и даст полезные советы.
Эксперты DIY журнала The Family Handyman Magazine
Видео: Как собрать сварочный стол
Руководство по сварке своими руками
Металлический сварочный стол — идеальный проект для начала, потому что вы можете построить все свои будущие сварочные работы проекты на нем. Материалы будут стоить около 160 долларов, и это один из лучших дизайнов сварочных столов, которые мы видели!
Этот стол был изготовлен с использованием Lincoln 210MP. Этот аппарат может работать как аппарат для сварки MIG (металл в среде инертного газа/подача проволоки), аппарат для сварки TIG (вольфрам в среде инертного газа) и аппарат для сварки электродом, но мы использовали функцию подачи проволоки для сварки в среде инертного газа (MIG).
Список материалов
1-1/4″ x 1-1/4″ x 1/8″ x 10’ уголок (3)
Листовой металл 32″ x 20″ x 1/8″ (2)
Круглая трубка 1-1/2″ x 1/8″ x 4″ (1)
Ролик 4″ x 130 фунтов с тормозом (4)
Гайки 7/16″, неоцинкованные или оцинкованные, подходят для роликов (4)
Список резки
Weld Smart—Stay Safe
Наденьте толстые кожаные перчатки.
Наденьте сварочную шапку под каску. (Да, мы знаем, что наш эксперт их не носил.)
Носите рубашку с длинными рукавами и штаны из хлопка или кожи. (Они также защитят вас от дуговых лучей, которые могут обжечь вашу кожу, как солнечные лучи.)
При резке используйте средства защиты органов слуха и защитные очки.
При сварке надевайте сварочную маску, чтобы защитить лицо от искр и глаза от вспышки сварщика (солнечный ожог глаз).
Держите летящие искры подальше от легковоспламеняющихся или взрывоопасных материалов.
Не прикасайтесь к электроду (проводу) голой кожей и держите себя и свою одежду сухими.
Снимите украшения.
Всегда поддерживайте правильное заземление.
Всегда выполняйте сварку в проветриваемом помещении, даже если вы используете вытяжку.
Сваривать только голый металл. Вдыхание паров цинка и других гальванических покрытий может быть чрезвычайно опасным для вашего здоровья.
Покупка металла
Домашние центры и хозяйственные магазины предлагают небольшой ассортимент листового металла и обычной стали. Выбор и цены хороши для небольших сварочных работ, но для более крупных проектов, таких как этот стол, покупайте у поставщика металла. Поставщики металла взимают до 50 процентов меньше, и большинство из них сможет разрезать ваш листовой металл до точных размеров.
Сварка своими руками: сначала потренируйтесь
Каждый тип сварочного аппарата отличается, поэтому прочтите руководство по эксплуатации. Достижение хорошего сварного шва сводится к сочетанию правильного напряжения с правильной скоростью подачи проволоки, а это требует практики. Отрегулируйте настройки сварочного аппарата, потренировавшись на том же материале, с которым планируете работать.
Провод должен выступать примерно на 1/2 дюйма. от пистолета, и пистолет должен быть около 3/8 дюйма. от поверхности, прежде чем нажать на спусковой крючок. Когда вы работаете на горизонтальных поверхностях с помощью сварочных аппаратов с подачей проволоки, вам нужно сдвинуть горелку вперед. Газ создает свободную от локализации среду, что улучшает процесс сварки. Если вы вытащите пистолет, он может опередить газ.
Скорость, с которой вы двигаете пистолет, также влияет на то, насколько нагреется металл и сколько проволоки вы уложите. Одним из популярных методов сварки является небольшое перемещение наконечника вперед и назад во время движения. Называемый «взбиванием», он помогает контролировать вашу скорость, создает хорошее проникновение и приводит к более узкой бусине, чем если бы вы делали крошечные круги во время движения.
В процессе сварки не должно быть щелчков или хлопков. Если сварочный аппарат отрегулирован правильно, вы должны услышать постоянное жужжание или шипение, как при жарке бекона. Все это может показаться сложным, но всего за несколько минут вы будете создавать сплошные сварные швы.
Резка металла отрезной пилой
Подобные четырнадцатидюймовые пилы для резки металла, оснащенные абразивным диском, стоят от 100 до 200 долларов. Эти пилы также могут резать кирпич и брусчатку. Большая пила для резки металла с твердосплавными зубьями режет металл как масло и с меньшим количеством заусенцев, но обойдется вам более чем в 250 долларов. Никогда не надевайте полотно с твердосплавными зубьями на абразивную пилу, потому что эта пила работает со скоростью, вдвое превышающей скорость вращения, что может привести к поломке полотна или даже к худшему. Торцовочные пилы, предназначенные для резки дерева, также вращаются слишком быстро для дисков для резки металла, а поскольку их двигатели не герметизированы, металлическая стружка и стружка могут повредить двигатель.
Отшлифовать кромки
Сгладить шероховатые кромки угловой шлифовальной машиной. Также важно стереть краску или ржавчину. Сварочные аппараты с подачей проволоки лучше всего работают с чистым металлом.
Оставьте зазор
Металл из проволоки добавляется к сварному шву и немного набухает. Если вы свариваете стыковое соединение, которое должно выглядеть хорошо, оставьте небольшой зазор, по крайней мере, толщиной проволоки, чтобы свести к минимуму налипание. Шлифование под прямым углом к соприкасающимся поверхностям также создаст место для проволоки и снизит профиль валика. Это не было решающим шагом в этом проекте, потому что эти сварные швы находятся в нижней части полок и их не будет видно.
Заземление металла
Заготовки необходимо заземлить, чтобы замкнуть цепь и создать дугу. Если ваше рабочее место представляет собой металлический стол, заземляющий зажим можно прикрепить к столу, но если это деревянный стол, зажим необходимо прикрепить непосредственно к заготовке. Примечание. Вы можете построить стол на земле, чтобы избежать ожогов на столешнице верстака. Мы не возражали против оценок.
Сначала прикрепите
Выровняйте распорки полок на поверхности стола и зажмите их вместе. Прикрепите каждый угол скобы к столу и друг к другу перед сваркой всего соединения. Это позволит вам внести коррективы, если что-то пойдет не так.
Рассеять тепло
Слишком долгая сварка в какой-либо одной области создает избыточное тепло, которое расширяет металл настолько, что весь объект может деформироваться при остывании. Приварите несколько дюймов с одной стороны, поверните узел, приварите несколько дюймов с другой стороны и так далее. Нет необходимости заваривать весь стык между поверхностью стола/полки и распорками. Примечание. Вытяжные устройства стоят от 1200 долларов, но в них нет необходимости, если вы свариваете в хорошо проветриваемом помещении.
Придайте квадратную форму, зажмите, прихватите, а затем приварите
Следуйте той же процедуре, что и при сборке стола и полки: прежде чем приваривать все соединения, убедитесь, что все ровно и подходит друг к другу. Беритесь за одну ногу за раз. Подровняйте ножку к полке по горизонтали и вертикали, прежде чем прибить ее на место, а затем подровняйте, зажмите и прикрепите ножку к столешнице. Выполните ту же процедуру для остальных трех ножек. Имеются магниты, помогающие удерживать детали на месте, но обрамляющий угольник и С-образные зажимы также подойдут.
Защита резьбы от брызг
Приобретите ролики с резьбовыми стержнями (болтами), чтобы их можно было заменить в случае повреждения. Приварите гайку на место, пока она прикреплена к ролику. Таким образом, ролик идеально совпадет с нижней частью ноги. Всякий раз, когда вы свариваете рядом с гайками и болтами, всегда защищайте резьбу лентой.
Accessorize
Вы всегда будете искать безопасное место для установки сварочной горелки, поэтому держатель горелки является обязательным аксессуаром на каждом сварочном столе. Простая труба прекрасно работает. Вы также можете добавить коробку в конце для хранения ручных инструментов.
Сварка «вертикально вниз»
Лучше всего сваривать сверху вниз, поэтому по возможности старайтесь, чтобы поверхность сварки находилась в вертикальном положении. Процесс дугового разряда превращает металл в жидкость, а гравитация тянет его вниз, в результате чего валик становится более гладким.
Сошлифовать острые края
Сошлифовать острые края стола и любые некрасивые бусины, которые вы хотите сгладить. Очистите поверхность металла перед покраской. Начните с бытового обезжиривателя/очистителя, а затем протрите ацетоном. Не красьте столешницу или верхнюю направляющую; вы не сможете заземлить свой следующий сварочный проект через стол с помощью зажима заземления.
Держите пистолет в чистоте
Сопло и наконечник пистолета покрываются брызгами, поэтому важно периодически их очищать. Сварочные клещи — идеальный инструмент для работы. Они также предназначены для резки проволоки и снятия втулок, наконечников и насадок, а в крайнем случае могут работать как молоток.
Tech Art for Welding Table Designs
Первоначально опубликовано: 10 июля 2019 г.
Похожие проекты
Популярные обучающие видеоролики
ⓘ
Как собрать сварочный стол — Baker’s Gas & Welding Supplies, Inc.
Делиться:
Ed Cyzewski
Если вы ищете проект для легкой сварки , вы можете подумать о создании собственного сварочного стола . Сварочный стол должен быть способен поглощать тепло и не воспламеняться и не деформироваться во время работы. Сварочные столы должны быть изготовлены из стали и должны оставаться устойчивыми даже при большой нагрузке. Проектирование и изготовление собственного сварочного стола позволит вам спроектируйте предмет, который идеально подойдет для вашего рабочего места и будет дешевле , чем покупка готовой модели.
Основные инструменты , необходимые для сборки сварочного стола , не представляют собой ничего особенного, и, вероятно, у вас уже есть большая часть инструментов в вашем магазине. Вам понадобятся куски металла, которые вы собираетесь использовать для верхней резки, или вы можете вырезать их самостоятельно, используя либо кислородно-ацетиленовую горелку, либо плазменный резак. После того, как вы определились с размерами своего сварочного стола, вам также понадобятся ленточная пила, шлифовальная машина, зажим, молоток, угольник, уровень и, конечно же, ваш сварочный аппарат. Подумайте о том, чтобы взять несколько магнитов или зажимов для этого проекта, и мы находим их полезными практически для любого проекта!
Прежде чем резать или сваривать какие-либо металлические детали, сначала необходимо определить размер сварочного стола , который вы будете строить. Сколько места вам нужно для работы вокруг сварочного стола и тип сварочных работ, для которых вы будете его использовать; выяснение всего этого до того, как вы начнете, значительно облегчит весь процесс сборки. Ваш сварочный стол должен состоять из верхней части толщиной не менее 3/8 дюйма, изготовленной из углеродистой стали, а ножки должны быть сделаны из уголка, U-образного профиля, трубы квадратного сечения или трубы. При сборке сварочного стола важно помнить, что весь используемый металл должен быть одного типа, чтобы обеспечить прочность и однородность сварочного стола.
После того, как вы определили размер своего сварочного стола , следующим шагом будет разрезание верхней части . Вы должны разметить разрезы на металлической пластине и оставить 1/8 дюйма по длине и ширине разрезов, чтобы обеспечить чистовую шлифовку. Прежде чем делать какие-либо разрезы, вы должны удалить все легковоспламеняющиеся материалы с рабочей зоны. Поднимите кусок металла, который вы разрезаете, для верхней части и отрежьте его с помощью кислородно-ацетиленовой горелки или плазменного резака. После того, как разрезы будут сделаны, вам нужно будет удалить весь шлак с помощью молотка. Для этого можно ударить молотком по обрезанным концам столешницы, и присутствующий шлак легко отломится. После того, как весь шлак будет удален, вам нужно будет отшлифовать края, чтобы сгладить любые шероховатости на краях реза.
Следующим шагом будет определить, сколько опорных ножек потребуется вашему сварочному столу . Это можно определить по толщине столешницы и общему размеру стола. Если вы использовали столешницу размером 3/8 дюйма, расстояние между опорными ножками не должно превышать шести футов. На этом этапе вам также потребуется определить удобную рабочую высоту сварочного стола. Помните, что отрезанная длина ножек будет равна конечной высоте за вычетом толщины столешницы. Теперь вам нужно будет отрезать необходимое количество ножек и убедиться, что оба конца ножек квадратные. Разметьте расположение ножек на столешнице, и после того, как вы разместили все ножки на своих местах, вы можете начать приваривать их к столешнице.
Возможно, вам понадобятся опорные элементы, которые соединяют ножки в какой-то точке под столом и будут действовать как распорки, чтобы ножки оставались прямыми. Эти куски металла можно приварить к каждой из ножек стола для дополнительной прочности и поддержки. Вы можете добавить полку под стол , который будет служить опорой для ножек стола и стеллажа одновременно. Полка, приваренная под столом, может предоставить вам столь необходимое место для хранения ваших сварочных инструментов и оборудования во время работы.
Количество принадлежностей, которые можно добавить к сварочному столу, не ограничено. Некоторые из этих аксессуаров, которые вы, возможно, захотите добавить к своему сварочному столу, представляют собой куски металла, которые можно использовать для заземления сварочного аппарата на столе. Размещение нескольких кусков металла вдоль рабочего стола также позволит вам перемещать сварочный аппарат по рабочему столу и по-прежнему иметь возможность должным образом заземлить его. Использование сварочного стола в качестве основания при сварке заготовок поверх стола может быть сопряжено с некоторыми опасностями. Эта статья на веб-сайте полна полезной информации, если вы решите пойти по этому пути.
Источник изображения: «Сварочный стол» с форума по сварке TractorByNet.com
Другие ресурсы:
Как собрать металлический сварочный стол (linclonelectric.com)
Сварочный стол — идеи для сварочных столов — сборка или покупка (weldingtipsandtricks.com)
Если вы больше визуальный ученик или просто не любите читать, вот видео на YouTube с подробным описанием процесса. На YouTube размещено множество руководств и типов таблиц, так что посмотрите сами.
Не забудьте вернуться, чтобы узнать о других идеях для проектов.
Медь – невероятно красивый и пластичный металл золотисто-розового цвета. Широкое использование он приобрел еще на начальном этапе развития цивилизации и на сегодняшний день занимает третье место по объему мирового производства и потребления (после железа и алюминия).
Детали, изготовленные из меди
Уникальные свойства меди
Медь обладает множеством уникальных свойств, которые придают ей необыкновенный вид и расширяют границы ее применения:
1
Явный цветовой окрас
Уникальный цвет меди связан с ее структурой электронных уровней и оптическими свойствами. Отличительный золотистый оттенок медь приобретает благодаря образованию не ее поверхности оксидной пленки при контакте с воздухом. Такие соединения защищают металл и делают его прочнее.
2
Высокая электропроводность
Отличительным свойством меди является ее высокая способность проводить электрический ток. Этот металл находится на втором месте по данному показателю, и превосходит его только серебро. Именно потому медь нашла широкое применение при изготовлении проводов.
3
Высокая пластичность
Медь легко поддается обработке, хорошо гнется и принимает различные формы без непреднамеренной деформации. Благодаря данному свойству этот металл часто используется при обработке металлов давлением, например, при ротационной вытяжке.
4
Диамагнетизм
Медь является полностью диамагнитным металлом. В отсутствии магнитного поля она не магнитится. При условии воздействия магнитного поля она намагничивается ему навстречу, в результате чего не притягивается магнитом.
5
Бактерицидность и лечебные свойства
Медь является природным антибактериальным препаратом. Широко известна ее инактивирующая способность против вируса гриппа A/h2N1 («свиной грипп»), кишечной палочки, метициллин-устойчивого золотистого стафилококка и др. Кроме того, еще с древних времен медь использовали в качестве лечебного препарата, что сохранило свою популярность и на сегодняшний день.
Способы получения меди
В настоящее время можно выделить три основных способа получения меди из медных руд и минералов:
1. Пирометаллургический. Получение меди происходит при высоких температурах, в результате чего расплавленная масса разделяется на штейн-сплав (промежуточный продукт, подлежащий дальнейшей обработке) и шлак-сплав (отход от производства металла). Данный метод является самым распространенным.
2. Гидрометаллургический. Основа данного метода состоит в получении меди с помощью определенных водных растворов. Минералы меди растворяют в разбавленной серной кислоте или аммиаке, после чего уже из полученного раствора выделяют медь.
3. Электролизный. Производство меди осуществляется под действием электрического тока, путем выделения металла из раствора сульфата меди с содержанием свободной серной кислоты.
Области применения меди
Благодаря своим уникальным и полезным свойствам медь стала широко применяться в различных сферах и областях:
1. Применение меди в разрезе электропроводности
Благодаря высокой проводимости электрического тока чистую медь используют для изготовления проводов, кабелей и других проводников.
Медный провод
Медный теплообменник
2. Применение меди в разрезе теплопроводности
Высокая теплопроводность меди обеспечивает ее применение при изготовлении теплообменников и теплоотводов, которые используются в холодильниках, кондиционерах и радиаторах отопления.
3. Применение меди в строительстве
В строительстве медь обрела широкое применение для изготовления молниезащиты и громоотводов. Также весьма популярны кровельные покрытия, изготовленные из меди. Медь устойчива к перепадам температур и воздействию ультрафиолетовых лучей, в результате чего такая кровля имеет достаточно большой срок эксплуатации.
Медная кровля
Медный рокс
4. Применение меди для изготовления посуды
Медная посуда имеет особенный изысканный вид. Разнообразные кружки, чаши и тарелки для подачи пользуются особой популярностью в ресторанном бизнесе. Такая посуда не только обладает полезными свойствами благодаря антибактериальной способности меди, но и придает стиль и элегантность всему процессу.
5. Применение меди в качестве украшений и предметов декора
С давних пор устоялось мнение, что медь обладает лечебными свойствами. В связи с этим данный металл очень часто применяется для изготовления различных украшений: браслетов, колец, сережек и т.д. Уникальный окрас также позволяет использовать медь в декоративных изделиях: скульптурах, осветительных приборах, дверных ручках и т.д.
Браслеты из меди
Применение меди не ограничивается вышеперечисленными сферами. Данный металл обладает невероятно полезными и уникальными характеристиками, которые обеспечат ее востребованность сегодня и в будущем.
На нашем канале на платформе Яндекс. Дзен еще больше всего интересного!
Подпишитесь и следите за обновлениями.
Подписаться
Другие наши услуги и технологии
Детали вентиляции
Корпуса вентиляторов, диффузоры, сопла, корпуса шумоглушителей, вентиляционные зонты
Корпусные детали
Детали из алюминия, меди, латуни, стали, нержавеющей стали
Полусферы
Полусферы и шары из алюминия, меди, латуни, стали, нержавеющей стали
Свойства и применение меди.
Медь отличается высокими электропроводностью, теплопроводностью, пластичностью, температурой плавления, коррозионной стойкостью, отличной обрабатываемостью давлением в холодном и горячем состоянии, хорошими литейными свойствами и удовлетворительной обрабатываемостью резанием. Благодаря этим ценным качествам медь используют в электротехнике, различных отраслях машиностроения, радиоэлектронике и приборостроении.
Химический состав (%) меди
Марка
Сu (не менее)
Примеси (не более)
Bi
Sb
As
Fe
Ni
Pb
Sn
S
O2
Zn
P
Ag
Всего
Марки и состав меди даны по ГОСТ 859-66.
Медь марки АМФ предназначена только для изготовления анодов по ГОСТ 767-70. Фосфор в этой меди является легирующей добавкой для улучшения растворения анодов при электролизе.
M00
99,99
0,0005
0,001
0,001
0,001
0,001
0,001
0,001
0,002
–
0,001
0,001
–
0,01
М0
99,95
0,001
0,002
0,002
0,004
0,002
0,004
0,002
0,004
0,02
0,004
0,002
0,003
0,05
М0б
99,97
0,001
0,002
0,002
0,004
0,002
0,004
0,002
0,004
0,001
0,003
0,002
0,003
0,03
Ml
99,90
0,001
0,002
0,002
0,005
0,002
0,005
0,002
0,005
0,05
0,005
–
0,003
0,1
Mlp
99,90
0,001
0,002
0,002
0,005
0,002
0,005
0,002
0,005
0,01
0,005
0,04
0,003
0,1
М2
99,70
0,002
0,005
0,01
0,05
0,2
0,01
0,05
0,01
0,07
–
–
–
0. 3
М2р
99,70
0,002
0,005
0.01
0,05
0,2
0,01
0,05
0,01
0,01
–
0,04
–
0,3
МЗ
99,50
0,003
0,05
0,01
0,05
0,2
0,05
0,05
0,01
0,08
–
–
–
0,5
МЗр
99,50
0,003
0,05
0,05
0,05
0,2
0,03
0,05
0,01
0,01
–
0,04
–
0,5
М4
99,0
0,005
0,2
0,2
0,1
–
0,3
–
0,02
0,15
–
–
–
1,0
АМФ
Остальное
0,001
0,002
0,002
0,005
0,002
0,005
0,002
0,005
0,05
0,005
0,03-0,16
0,003
0,1
Согласно ГОСТ 859-66 промышленность выпускает медь десяти марок в виде катодов, вайербасов, слитков и полуфабрикатов (листов, полос, лент, прутков, труб, проволоки, поковок). Из этих полуфабрикатов готовят обработкой давлением и резанием всевозможные детали. Медь является хорошим материалом для фасонных отливок.
Медь также широко применяют для защитных коррозионностойких покрытий. Для электролиза чаще используют медные аноды из специальной меди АМФ.
Особености выплавки меди
При плавлении меди в ней может растворяться некоторое количество кислорода в виде закиси меди. Примеси кислорода несколько снижают электропроводность и пластичность меди в горячем и холодном состоянии, а также могут привести к «водородной болезни».
В изделиях, содержащих закись меди, при нагреве в водороде образуются трещины и пузыри, из-за чего резко снижаются их прочность и пластичность. «Водородная болезнь» возникает вследствие того, что при нагреве водород быстро диффундирует в медь, и, соединяясь с кислородом, образует пары воды. Эти пары из-за незначительной скорости диффузии создают высокое давление, что и приводит к образованию упомянутых дефектов в меди. Для предохранения от окисления медь плавят или под слоем древесного угля, или с использованием защитных газов, или в вакууме.
В ряде случаев производят дополнительное раскисление жидкой меди. Один из наиболее эффективных и употребляемых раскислителей — фосфор (0,01-0,05%). Расплавленную медь также предохраняют от насыщения серой, примеси которой ухудшают ее механические свойства.
Технологические свойства
Высокая теплопроводность и электропроводность меди затрудняют ее электросварку (точечную или роликовую), особенно в виде массивных изделий. Тонкие медные детали и полуфабрикаты можно сваривать электродами из вольфрама и молибдена. Предварительное лужение соединяемых поверхностей облегчает сварку. Легче осуществить сварку встык, но для этого необходимы трансформаторы большой мощности. Детали толщиной более 2 мм можно сваривать нейтральным ацетилено-кислородным пламенем, при этом необходимо предохранять их от окисления и загрязнения. Наиболее надежный способ соединения медных изделий — пайка твердыми и мягкими припоями.
Медь отлично штампуется, но при этом необходимо помнить, что в отожженном состоянии она отличается значительной анизотропией механических свойств, вызывающей образование фестонов при глубокой вытяжке. Для уменьшения фестонов листовую (ленточную) медь следует готовить по особому технологическому процессу. Чистовая обработка резанием мягкой меди ввиду ее большой вязкости затруднена. Для деталей, изготавливаемых резанием, рекомендуется применять нагартованную (твердую) медь. Химический состав меди см. ГОСТ 13938.0-68; 13938.12-68; 13938.13-69.
Склонность к «водородной болезни» (ГОСТ 15471-70) определяют путем отжига образцов в виде пластин в водороде при 825-875° С (40 мин), последующего визуального осмотра и испытания на перегиб. Испытание проволоки на растяжение см. ГОСТ 10446-63, а на перегиб — ГОСТ 1579-63. Механические свойства плоского проката в условиях растяжения см. ГОСТ 1497-73, ГОСТ 11701-66, а на изгиб — ГОСТ 14019-68.
Основное количество меди используют для приготовления сплавов. В технической литературе медные сплавы разделяют на три группы: латуни, бронзы и медно-никелевые сплавы.
Полуфабрикаты из меди поставляют в мягком (отожженном), полутвердом (обжатие 10-30%) и твердом (обжатие более 35%) состоянии.
Медь | Properties and applications
Categories: Metals, Top Materials Tags: Aesthetic, Ductile, Electrical Conductive, High Melting Point, Malleable, Thermal conductive
Select Tag0.2% Proof stengthAbrasion СтойкиеАкустическиеПриводыАэрокосмическаяЭстетикаУпрочняемые старениемПереборки самолетовКомпоненты самолетовлегированные платиной и иридиемАлюминийБоеприпасыАморфные и блестящие и Магнийи Магний.Антикоррозионное хромирование; изготовление нержавеющей стали; TanningAnti-inflammatoryAntimicrobialAttacked by oxygen and by water vapour at elevatedAutomotive/tubular grids in battery industryBacteriostaticBiocompatibleBiodegradableBoltsBreaker switch/fuseBrittleBulletproofBurns easilyburns easily when ignited. Castablecatalystcatalytic converters designed to clean vehicle emissionsCathode ray tubesCenterless ground rodsChemical ResistanceChemical resistantChemical StabilityChemically StableCircuit breaker terminalsCircuit breakersClampscoating optic fibersCombustion cansCommutator barsCompositesComputersConcentrated solar powerConductiveContactsControl resistorsCorrosion сопротивлениеКоррозионностойкийСтойкий к коррозииЭкономичныйСопротивление ползучестиОпасно для здоровья человекаДеоксидантыДекоративныеПлотныеДетекторыДиафрагмыСтабильность размеровДискиРастворяется как в разбавленных, так и в концентрированных кислотахМедленно растворяется в разбавленных минеральных кислотахНе легко реагирует на кислородПластичныйпластичныйНизкая температура плавленияДолговечныйДинамическийЛегко поддается обработкеЛегко формоватьЛегко к fabricateEasy to join and installEasy to machineElasticElastic solidElectric motors in cordless toolsElectrical ConductiveElectrical conductivityElectrical connectorselectrical contact materialElectrical elements in both industrial and domestic applicationsElectrical insulationElectrical InsulatorElectrical resistanceElectrical resistantElectrical switchesElectrical transformersElectrically conductiveElectrically resistantElectricity resistantElectro and Thermal ConductiveElectroconductiveElectronic and optical propertiesElectronic tubes (powerElectroresistantElectrosinsulatingEnergy harvestersEnhances high-temperature oxidation resistanceEnvironmental resistanceExcellent machinabilityExpansion управлениеСопротивление усталостиПредставленныйФерромагнитныйФильтрацияМелкозернистая структураОгнезамедлительОгнеупорныйОгнестойкийНегорючийОгнезащитный Поглотитель с низким содержанием влагиогнеопасныйFlatwireГибкостьГибкийПоковкиСтабильность формыФормуемыйПлавкийГаллий легко связывается с большинством металловГазовая турбина ponentsХорошая коррозионная стойкостьХорошая стойкость к кислородуХорошая конструкционная прочностьХорошая износостойкостьЗначительно улучшенная физическаяЗеленый материалЖесткие дискиЖесткие дискиТвердый термопластТвердостьТермостойкостьЖаростойкийТеплопередачаТеплообработкаОборудование для термообработкиНагревательные элементыНагревательные элементы как в бытовых, так и в промышленных приборахСверхмощные печи для термообработкиВысокотемпературные характеристикиГерметическое уплотнениеТрубы HHS®Высокая температура кипенияВысокая химическая реактивностьВысокая коррозионная стойкостьВысокая коррозионная стойкостьВысокая плотностьВысокая плотность пластичностьВысокая электрическаяВысокая электрическая и теплопроводностьВысокое удельное электрическое сопротивлениеВысокое поглощение энергииВысокая усталостная прочностьВысокая текучестьВысокая ударная вязкостьВысокие магнитные свойстваВысокая температура плавленияВысокая передача влагиВысокая производительностьВысокая пористостьПроволока высокой чистотыВысокое преломлениеВысокая прочностьВысокая прочность на разрывВысокая термостойкостьВысокая температурная стабильностьВысокая термостойкостьВысокая прочность на растяжениеВысокая теплопроводностьВысокая h поглощение тепловых нейтроновВысоковольтные линии электропередач и автоматические выключателиОчень красочные и разнообразные степени окисленияЛегковоспламеняющиесяСильно изолирующиеИнструменты для горячей обработкиГибридные кожухи цепейГидрофильныеГидрофобныеГипераллергенныеУдаропрочныеНепроницаемыеУлучшенные тепловые характеристикиПри контакте с водойИнертныеНедорогиеГорючиеНерастворимыеИзоляторРаздражающиеПовышает прочность полезных для здоровья сплавов металлов, таких как хром, вступает в реакцию с образованием гидроксида печиЛазерные соплаЛазерыСвинцовые рамыБез свинцаЛегкийЛегкийЛегкийОблицовка резервуаров. Жидкость при комнатной температуре или близкой к нейНагрузочный подшипникДолгий срок службыДолгий срок службы при высоких температурахНизкая стоимостьНизкая плотностьНизкая электропроводностьНизкое трениеНизкая термостойкостьНизкое техническое обслуживаниеНизкая температура плавленияНизкая проводимость металлаНизкое влагопоглощениеНизкая пористостьНизкая пористостьНизкая реактивность и низкая токсичностьНизкая относительная летучесть при большом объемеНизкая температураНизкая термостойкостьНизкая ermal resistanceLow ToxicityLow Water AbsorbingLustrousMachinableMagneticMagnetic fastenersMagnetic permabilityMagnetic SheildingMagnetron bodies and coolersMaintenance FreeMaleableMalleableMan madeMeasuring and positioning devicesmechanical and electrical propertiesMechanical assemblyMicrofluidic devicesMicroscale electromagnetsMicroscale electronicsMicrowave componentsMIG/MAG welding contact tipsMinimises wasteMinimum distortionMoldableMotorsMould and lay up tools for compositesMould resistantNatural resistance to corrosionnegligible porosityNon ReactiveNon toxicNon-ConductiveNon-FlammableNon-magneticNon -смачиваниеБез запахаOLEDOНепрозрачныйОптическая прозрачностьОптическое волокноКорпуса осцилляторовСтойкий к окислениюПроницаемый пигменты и красители; Блестящие поверхностные покрытияВыводыТрубы и оболочки силовых кабелейЭлектроды и сопла для плазменной резкиГибкиеПММАТочныеТочное и равномерное тепловое расширениеТочностьТочные лопатки конденсаторовПроизводство бумажной массыПроизводство транзисторов и диодов в электронной промышленностиЗащитныеПрототипыРадиальные стержни для роторов генераторовРадиальные стержни для роторов генераторов. с водой и воздухомРеагирует на сильные кислотыРеагирует с водой и воздухомлегко окисляетсяПерерабатываемыйПригодный для повторного использованияОтражающийОгнеупорныйАрмирующийОтносительно стабильный на воздухеОтносительно стабильный на воздухе и очень нестабильный при разделенииДетали релеУпругийСтойкий к высокотемпературной коррозииСтойкий к окислениюПриводит к меньшему количеству отходов при использованииСохраняет механические свойства до 950 FСтопорные кольцаРетросветоотражающиеУкрашения с родиевым покрытием.Секция кольцаНаучные приборыПолупроводниковые базыПолупроводникиДатчикиПамять формыФасонная проволокаОболочка электронагревательных элементовУдаропрочностьУдаропрочнаяСущественно повышает стойкость к высокотемпературному окислениюсеребристо-металлическийсеребристо-белый металлПроволока SLT®Мелкая бытовая техникаГладкаяРазъемные разъемыМягкая, достаточно мягкая, чтобы ее можно было разрезать ножомМягкая серебристая и плотнаяСолнечные элементыПайка и сварка tipsSound absorbingSphericalSpot welding electrodesSpring contactsSpringsStabilityStability against alkalis acids and salt waterStableSteam-generator tubingSterileStickyStrand and cablesStrengthStress resistantStribgStringStrongStructuralStructurally stableStub bases for power transmissionStudsSuited for high stresses in applicationsSuperconductiveSwitch blade jawsSwitch gear partsTarget foils for nuclear physicsTarnishes in air and reacts with waterTarnishes in moist airTechnicalTemperature ResistantTemperature sens itiveTemperature StabilityTensile StrengthThermal conductiveThermal conductivityThermal InsulatorThermal resistantThermal Shock ResistanceThermal shock resistantThermal stabilityThermally stableThermoconductivethermocouple elements and headlight reflectors. Thermocouple sheathsThermostatsToughToxicTransistor basesTransition ductsTranslucentTransparentTurbine bladesUsed for coatings on other metalsUV ResistantUV StabilityVacuum systems in chemistry and scientific researchVersatileVery DenseVery high melting pointVibration dampersWaste reductionWater insoluableWater resistantWaterproofWear ResistanceWear resistantWeather ResistanceWeather resistantWelded and brazed сотовые панелиРаботоспособныйX-Ray)
Иди домой
Что такое медь?
Медь — пластичный, ковкий металл красновато-оранжевого цвета, известный своей высокой электро- и теплопроводностью. Он существует в природе в окружающей среде и является самородным металлом, что означает, что это один из немногих металлов, которые могут встречаться в природе в металлической форме, пригодной для непосредственного использования.
Его местный статус привел к очень раннему использованию меди человеком, начиная с 8000 г. до н.э. Это был также первый металл, отлитый в форме в форме, первый металл, сплавленный с другим металлом, и он был традиционным металлом для чеканки монет (наряду с золотом и серебром).
Сегодня он остается ключевым ингредиентом для часто используемых сплавов, таких как латунь, бронза и алюминиевая бронза, а также широко используемым металлом в его первоначальном виде.
Свойства меди
Медь является эффективным проводником электричества и тепла; это идеальный металл для электропроводки — одно из наиболее известных и распространенных коммерческих применений. Медь также устойчива к коррозии, что позволяет использовать ее на открытом воздухе, где требуется устойчивость. Он также мягкий и податливый, обладает высокой тепло- и электропроводностью, что означает, что его легко расплавить. 9№ 0003
Естественная цветовая палитра материала меняется со временем под воздействием погодных условий, меняясь от отражающего красновато-оранжевого оттенка к более матовым насыщенным коричневым и, наконец, к ярко-зеленой патине, характерной для «винтажной» меди. Это изменение цвета, или патинирование, можно усиливать и контролировать, поэтому его можно удерживать на любом из этих этапов с использованием определенных методов обработки и техники. Более декоративные эффекты и широкий спектр текстур также могут быть созданы с применением различных химических рецептов.
Это легко формуемый основной металл, который часто добавляют к другим драгоценным металлам для улучшения их эластичности, гибкости, твердости, цвета и устойчивости к коррозии. Медь позволяет создавать сложные формы и текстуры.
Натуральные антибактериальные и противовирусные свойства меди и ее сплавов также пользуются большим спросом. Ионы меди способны убить более 99,9% бактерий в течение двух часов. Он даже более эффективен, чем серебро, которому требуется влага для активации его антимикробных свойств. Однако медь обходится дорого и ее сложнее постоянно чистить, не вызывая коррозии, что до сих пор препятствовало широкомасштабному использованию меди в медицинских учреждениях.
Температура плавления меди
Она имеет относительно высокую температуру плавления 1083 градуса по Цельсию (1982 o F), но при наличии подходящего оборудования ее можно плавить в домашних условиях. Для небольшого количества материала индукционная печь может не понадобиться, вместо этого производители часто используют паяльную лампу или плиту, однако при попытке расплавить медь следует соблюдать большую осторожность.
Использование меди
Обилие свойств меди позволяет использовать ее в самых разных областях, от электрооборудования до архитектурных и инфраструктурных целей. Из-за своей исключительной электропроводности медь чаще всего используется в электрооборудовании для проводки и двигателей. С другой стороны, его устойчивость к коррозии проложила путь для ряда архитектурных и инфраструктурных применений, таких как кровля, облицовка фасадов, водосточные желоба, оконные рамы и водосточные желоба на зданиях. Здесь медь играет как функциональную, так и эстетическую роль. Он также широко используется в сантехнике, отопительном оборудовании, посуде и кухонной утвари.
Медь также используется в системах возобновляемой энергии для выработки электроэнергии из солнечных, гидро-, тепловых и ветряных источников энергии по всему миру. Таким образом, он играет важную роль в обеспечении максимальной эффективности возобновляемых источников энергии с минимальным воздействием на окружающую среду.
Медь и ее сплавы, такие как латунь и бронза, часто широко используются в исторической и современной архитектуре, искусстве и дизайне. Дополнительно материал пропитан текстилем и тканями. Ткани, пропитанные медью, использовались в медицинских целях, таких как больничное белье, медицинские халаты, носки, полотенца, а теперь даже многоразовые маски для лица.
Медь в искусстве и дизайне
Что касается ее применения в дизайне — от дизайна мебели и освещения до ювелирных изделий, товаров для дома и дизайнерских изделий — простота изготовления из меди также является важной мотивацией для ее широкого использования в искусстве и дизайне. .
Медь и ее сплавы можно придавать различным формам и размерам с помощью многих обычных производственных процессов. Они могут быть прокатаны, штампованы, кованы, экструдированы, вытянуты и выгнуты в холодном состоянии. Они также легко собираются с помощью различных механических процессов и процессов склеивания. Штампованные или перфорированные формы металла широко используются в дизайне интерьера и архитектуре.
Медь также вносила свой вклад в искусство и живопись на протяжении всей истории. В то время как пигменты на основе меди использовались для создания древних красок, сам металл часто использовался в качестве гладкого и прочного «холста», на котором художники рисовали. Он также использовался в качестве гравировальной пластины для офортов и гравюр мастеров-художников. Поскольку материал был гладким и не имел «зубцов» на поверхности, это позволяло художникам использовать жидкую кисть и создавать изумительные эффекты. Многие такие произведения искусства сохранились в отличном состоянии благодаря прочности материала. Современные художники также продолжают использовать медные листы в качестве холста, поскольку они податливы и хорошо сцепляются с ними.
Тот факт, что материал постоянно меняется – из-за изменения цвета в результате окисления или появления царапин, вмятин или других последствий его использования, только усиливает его характер, который часто привлекает художников и дизайнеров. Его общая отказоустойчивость в сочетании с уникальностью, присущей каждому развертыванию, сделали его идеальным выбором для «массового производства», но при этом роскошных и востребованных проектов.
Свойства
Маркировка продукта
Эстетика
Маркировка продукта
Ductile
Тэг продукта
Электрическая проводящая
Тэг продукта
Высокая точка плавления
Тэг продукта
Mallable
Тэг продукта
Thermal Condurace
Доступные формы
Доступные: 10different
Доступные формы
Доступны: 10DIFFEREDENT
Доступны
.
Сплавы
Токопроводящие электрические провода
Чеканка монет
Архитектурные изделия
Медицина
Инфраструктурные приложения
Покупка у
Каталог Goodfellow
Посмотреть в каталоге
Вы хотите быть представленными среди этих замечательных дизайнеров на сайте Designer Spotlight?
Пожалуйста, оставьте это поле пустым. Я даю согласие на то, чтобы Materials Hub использовал мои данные в маркетинговых целях.*
Каковы свойства и применение меди?
Следуя статье о железе, опубликованной в прошлом месяце, следующий выпуск серии «Металлы и их свойства» будет посвящен меди. Хотя ранее мы немного говорили об этом металле в нашей статье «Различные металлы и их свойства», теперь мы рассматриваем его более подробно.
Как и в случае с железом, знание всех свойств меди может помочь вам понять, можно ли ее переработать. Как эксперты по переработке металлолома, мы стремимся предоставить точную и полезную информацию о черных и цветных металлах, которые могут помочь вам получить более глубокое понимание мира переработки!
Что такое медь?
Медь как химический элемент представлена символом Cu в периодической таблице и имеет атомный номер 29. . Как металл медь пластична и ковка и ценится за ее высокую тепло- и электропроводность. Медь встречается в природе, но ее самый большой источник находится в таких минералах, как халькопирит и борнит, и вы можете легко идентифицировать ее по красновато-золотому цвету.
Медь производится массивными звездами, ее также можно найти в коре нашей планеты. Самая большая масса найденной меди весила впечатляющие 420 тонн!
Этот элемент также является ключевой частью анатомии человека и животных. У людей медь обычно содержится в печени, мышцах и костях, при этом значения 1,4 мг и 2,1 мг меди на килограмм веса находятся в пределах нормальных параметров.
История меди
Название этого металла происходит от древнеанглийского «coper», которое, в свою очередь, происходит от латинского «Cyprium aes», что означает «металл с Кипра».
Медь восходит к доисторическим временам, поскольку она была известна некоторым из древнейших цивилизаций мира. Считается, что это был первый металл, который начали обрабатывать люди (самое раннее его использование около 9000 г. до н.э.), поскольку его можно найти в относительно чистых формах — это означает, что этот металл не обязательно нужно извлекать из руды.
Исторически медь также использовалась в качестве пигмента, поскольку было известно, что она придает синий или зеленый цвет таким минералам, как азурит и малахит.
Этот металл первым был выплавлен из руды (около 5000 г. до н.э.), первым был отлит в форму с помощью формы (около 4000 г. до н.э.) и первым был сплавлен с оловом для получения бронзы (около 3500 г. до н.э.). ).
Каковы свойства меди?
Медь обладает множеством свойств, которые делают ее необходимой для современной металлургии и очень полезной в различных отраслях промышленности и секторах. Некоторые из наиболее востребованных свойств меди и ее сплавов включают следующее:
Патина – зеленый слой медного купороса, образующийся на поверхности металла в результате коррозии; однако этот слой является защитным и предотвращает дальнейшее разрушение металла.
Коррозионная стойкость – этот металл очень устойчив к коррозии, а медные сплавы были найдены почти в идеальном состоянии после тысячелетнего захоронения.
Пластичность и пластичность – с медью легко работать, особенно при изготовлении и соединении.
Антибактериальный – соединения меди используются в качестве бактериостатических средств и фунгицидов, а также в качестве консервантов для древесины. Гигиенические свойства этого металла делают его полезным для замедления роста бактерий, таких как кишечная палочка, легионелла и MRSA.
Прочность – одним из замечательных механических свойств меди является прочность. Медь – прочный металл, как и ее сплавы, так как они не разрушаются и не становятся хрупкими при воздействии температур ниже 0 o
Немагнитный – это цветной металл, что делает его пригодным, например, для военных целей.
Легко легировать – еще одним свойством, которое делает медь столь востребованной, является ее способность легко сплавляться с другими металлами, такими как цинк, олово и никель.
Проводимость – медь является отличным электрическим и тепловым проводником, поэтому ее часто используют для электропроводки.
Медные сплавы
Одним из интересных фактов о меди является то, что, как упоминалось выше, ее можно сплавлять с различными типами металлов. Следующий список ни в коем случае не является исчерпывающим, а вместо этого фокусируется на некоторых из наиболее часто используемых сплавов:
Бронза – образуется при сплаве меди с небольшим количеством олова , открытие этого нового металла привело к началу того, что известный как бронзовый век.
Латунь – при сплаве меди с цинком образуется латунь, которая обычно имеет желтый цвет и используется для широкого спектра применений, например, для изготовления музыкальных инструментов.
Мельхиор – образуется при сплаве меди с никелем , который создает более прочный металл, используемый для производства монет, скобяных изделий, морской техники и вооружений, среди прочего.
Стерлинговое серебро – широко используется в ювелирных изделиях, стерлинговое серебро образуется при добавлении других металлов, таких как медь, к серебру .
Таким образом, существует множество применений медных сплавов, от предметов повседневного обихода до промышленных применений, таких как оружие.
Для чего используется медь?
Медь имеет широкий спектр применения.
Поскольку этот металл очень хорошо проводит тепло и электричество, он используется в электрическом оборудовании, таком как проводка, разъемы и двигатели. Медь также часто используется в строительстве (например, в сантехнике) и в промышленном оборудовании.
Его также можно найти в гребных винтах лодок, днищах кастрюль, резервуарах для воды, полах с подогревом, автомобильных радиаторах, телевизорах, компьютерах и многом другом. Антибактериальные свойства меди и ее сплавов делают их невероятно полезными для приготовления пищи, сантехнических систем, дверных ручек и больниц. Сульфат меди можно найти в сельском хозяйстве как яд и альгицид при очистке воды.
Медь, латунь или бронза также могут использоваться для украшения, например, украшений, статуй и частей зданий (например, кровли).
Переработка меди
Мы твердо верим в то, что вносим свой вклад в защиту окружающей среды, и это относится и к переработке меди. В конце концов, если нам не придется, например, добывать, очищать или производить медь, воздействие на окружающую среду будет меньше. И одна из замечательных особенностей этого металла заключается в том, что его можно перерабатывать без потери качества и производительности, а это означает, что его можно легко использовать в других целях.
Спрос Европы на медь все больше и больше удовлетворяется за счет вторичной переработки. Считается, что 41,5% меди, используемой в Европе, приходится на переработку, что является хорошей новостью, учитывая, что мировой спрос на этот металл сейчас выше, чем когда-либо.
Шайбы ГОСТ 6402-70 пружинные (гровер): технические характеристики
Шайба пружинная (гровер).
Шайбы ГОСТ 6402-70 пружинные (гровер) применяются в строительстве, машиностроении в качестве контрящих элементов соединения.
Твердость стальных пружинных шайб: 41,5—49,5 HRC.
Марки стали: 65Г, 70, 3Х13.
Шайбы пружинные могут изготавливаться в 2 исполнениях:
исполнение 1: притупленные кромки;
исполнение 2: острые кромки.
Близкие аналоги (ISO, DIN, EN ISO):
Стандарт
Наименование
Примечание
DIN 127
Шайба пружинная (гровер)
DIN 127 (форма A) в части параметров соответствует ГОСТ 6402-70 (исполнение 2).
DIN 127 (форма B) в части параметров соответствует ГОСТ 6402-70 (исполнение 1).
DIN 7980
Шайба пружинная (гровер)
—
ГОСТ 6402-70 Н (нормальные):
Диаметр резьбы
крепежной детали
d
b=s
k, не более
Теоретическая масса
1000 шт. стальных шайб, кг
Расчетная упругая сила
шайб из стали 65Г, H
4
4,1
1
0,15
0,129
52,9
5
5,1
1,2
0,15
0,228
71,5
6
6,1
1,4
0,2
0,376
88,2
8
8,2
2
0,3
1,034
214
10
10,2
2,5
0,3
2,01
339
12
12,2
3
0,4
3,45
499
14
14,2
3,2
0,4
4,48
463
16
16,3
3,5
0,4
6,084
495
18
18,3
4
0,4
8,96
673
20
20,5
4,5
0,4
12,69
866
22
22,5
5
0,4
17,21
1107
24
24,5
5,5
0,5
22,68
1382
27
27,5
6
0,5
30,1
1539
30
30,5
6,5
0,8
39,05
1695
33
33,5
7
0,8
49,52
1882
36
36,5
8
0,8
70,99
2773
39
39,5
8,5
0,8
86,37
2999
42
42,5
9
0,8
103,8
3244
48
48,5
10
0,8
145,4
3753
Все параметры в таблице указаны в мм.
Помимо нормального типа шайба ГОСТ 6402-70 может изготавливаться в 3 других типах:
Т — тяжелые с квадратным поперечным сечением;
ОТ — особо тяжелые с квадратным поперечным сечением;
Л — легкие с прямоугольным поперечным сечением.
вес, что это такое, фторопластовая и металлическая конусная шайба, корончатая и квадратная, кровельная и зубчатая, другие виды
Стопорные шайбы с зубцами и насечками
Существенно повысить степень фиксации можно при применении стопорной шайбы с наружными зубцами. Ключевыми особенностями подобного варианта исполнения назовем следующее:
Наружные зубцы могут иметь различные размеры, применение стали с повышенной износостойкостью существенно увеличивает эксплуатационный срок.
Зацепление может происходит с самыми различными поверхностями. Часто можно встретить ситуацию, когда вал имеет несколько ступеней.
Зубцы могут загибаться несколько раз, что позволяет использовать деталь несколько раз.
При выборе уделяется внимание наружному и внутреннему диаметру. Также особая технология обработки позволяет покрыть поверхность цинковым или другим составом, который существенно повысит коррозионную устойчивость
Особенности производства
Для получения плоских шайб можно использовать прутковый или листовой материал, который оттачивается нужными инструментами. В процессе создания изделия могут проходить термическую обработку, что в итоге дает более крепкие и надежные детали. Лучшим вариантом считаются материалы, на которые был нанесен защитный слой – срок их службы значительно дольше. Одним из важных моментов является процедура оцинковки, которая может быть осуществлена двумя методами.
Гальваническим – на шайбы наносится тонкий слой цинка благодаря воздействию химического вещества, что дает возможность получить гладкое изделие с равномерно нанесенным покрытием.
Если речь идет об алюминиевых шайбах, то их обрабатывают при помощи желтого хроматирования, что не дает металлу портиться под воздействием коррозии. Для получения наилучшего результата заготовки шайб моют, затем протравливают, еще раз моют и наносят хром, после чего еще раз промывают.
Материалы и покрытия
Шайбы различного назначения чаще всего делают из металла, им присваивается класс прочности, соответствующий типу исполнения. Например, для эксплуатации в агрессивных средах применяют коррозионно-устойчивые стали 20Х13 или цветные сплавы. Бронзовая, алюминиевая, латунная, медная шайба подойдет как нельзя лучше. Также популярны варианты из нержавеющей стали, а высокопрочные изделия получают при добавлении легирующих компонентов — чаще всего хрома (40Х).
Учитывать приходится и другие требования. Шайбы класса 4.8 или 5.8 не хромируются, их делают из стали 10 или 20. Если нужны более высокие показатели, берется незакаленный состав 20Г2Р.
Нанесение защитного слоя положительно влияет на характеристики изделия. Покрытие может быть таким.
Оцинкованным. Наружный защитный слой наносят по методу горячего или гальванического цинкования.
Кадмированным. Оно наносится на медные шайбы, эксплуатируемые в пресной и соленой воде, для защиты от влияния агрессивных сред.
Многослойным в комбинации из меди, хрома и никеля. Наносится гальваническим способом. Изделие получает защиту от быстрого износа, влияния кислот и щелочей.
Отличия от гайки
Шайба хоть и является составным компонентом винтового соединения наравне с гайкой, имеет существенные отличия. Основное из них заключается в отсутствии резьбы. У гайки она обеспечивает надежное соединение с болтами, стержнями, винтами. Шайба не несет в себе крепежных функций, выступает, скорее, в качестве прокладки или изолирующего компонента.
Есть отличия и в форме изделий. У гаек есть наружные грани, позволяющие облегчить монтаж. Ключ цепляется за них, позволяя провернуть и зафиксировать или отвинтить изделие. Наружная поверхность шайбы чаще всего гладкая, в некоторых случаях зубчатая. Отличаются и материалы изготовления, и прочностные характеристики, и даже толщина.
Обзор видов
Для крепления поликарбоната и кровельных конструкций, для проволочного лотка и фиксации в болтовом соединении и в комплекте с винтами используются шайбы, позволяющие надежно изолировать или прочнее зафиксировать детали. Существуют узкоспециализированные разновидности таких изделий — для дверных петель, электротехники, маслостойкие для машин и механизмов.
Чаще всего для болта с резьбой изготавливают шайбы из нержавеющей стали, оцинкованные, из цветных сплавов. Бывают они и неметаллическими, из силикона, текстолита. Все виды шайб можно поделить на группы, согласно их форме, размеру и другим характеристикам. Некоторые из них стоит рассмотреть более подробно.
Изолирующая. Эта категория изделий должна иметь диэлектрические свойства, поскольку применяется в качестве прокладки между материалами с высокой проводящей способностью. Чаще всего используется текстолитовая шайба, обладающая достаточно длительным сроком службы.
Плоские
Самый распространенный вид шайб. Изделия могут иметь округлую или квадратную форму, чаще всего изготавливаются из металла, но могут быть фторопластовыми, а также из других типов пластика. Размерный ряд плоских шайб самый широкий, они могут быть усиленными, уменьшенными или увеличенными.
Квадратные варианты чаще всего используются при сборке конструкций из древесины с аналогичным сечением. Усиленные плоские шайбы имеют большую толщину. Это необходимое условие для уменьшения деформационного воздействия на плоскость детали.
Уменьшенные
Относятся к категории плоских шайб. Отличаются площадью контактной поверхности. Она меньше, чем у стандартных вариантов.
Увеличенные
Большие квадратные или округлые плоские шайбы этого типа применяются при сборочных работах. Увеличенная площадь контактной поверхности позволяет обеспечивать более близкое прилегание элементов.
Пружинные
Также эта шайба может именоваться разрезной или гровером. Обычно имеет вид пружины в 1 виток, в которой есть зазор, направленный против хода вращения. При установке пружинных шайб удается получить резьбовое соединение, обеспечивающее максимальную плотность прилегания без риска развинчивания. Фиксация происходит при помощи особой кромки на изделии. Она врезается в плоскость опоры, заклиниваясь в ней.
Двухвитковая пружинная шайба применяется при монтаже железнодорожных путей. Одновитковая имеет более широкое назначение. Для ее изготовления выбирают не прутки или металл в листах, а проволоку только определенных сортов стали. Волнистые пружинные шайбы изготавливаются из стали с покрытием из цинка или оксидированием.
Прямоугольные
Этот вид плоских металлоизделий аналогичен квадратным и округлым, но имеет иное сечение. Основная сфера применения — монтаж конструкций из массива древесины.
Гроверы
Под этим наименованием скрываются все те же пружинные шайбы, изготавливаемые согласно ГОСТу 6402. Концы такого фиксирующего метиза расположены в разных плоскостях.
Стопорные
Контровочная шайба предназначается для застопоривания резьбового соединения. Такие изделия имеют зубчатую внутреннюю или наружную поверхность. В процессе затягивания крепления самоконтрящаяся часть деформируется, выступая в роли клиновых фиксаторов. Стопорная шайба, оснащенная лапкой или носком, позволяет предотвратить раскручивание болта. Ее выступающий элемент в ходе монтажа отгибается в сторону граней гайки.
К стопорным относятся и корончатые шайбы, имеющие многолапчатую конструкцию. Их изготавливают из стали и более мягких металлов. Так называемая «звездочка» тоже является стопорной шайбой, имеет наружные зубцы. Замковые разновидности применяются для предотвращения осевого смещения.
Антивибрационные
Особая категория шайб — виброкомпенсирующая. Она предназначена для установки в металлических каркасах, в местах их контакта с основанием, для предотвращения передачи структурного шума в точках крепления. Изготавливают такие изделия из синтетических эластомеров, чаще всего каучуковых.
Виды шайб
Часто шайба стопорная din применяется в качестве крепежного элемента, который исключает вероятность вывинчивания при нормальных условиях эксплуатации. Стоит учитывать, что существует довольно большое количество различных видов подобных изделий, классификация проводится по форме и типа применяемого материала. Примером можно назвать то, что часто используется пружинная сталь, которая характеризуется высокой упругостью. Все стопорные шайбы делятся на несколько основных групп:
Гроверные.
Зубчатые.
Тарельчатые.
Со специальными насечками и рифлением.
С лапками.
Клиновая.
Все разновидности типов стопорных шайб характеризуются своими определенными особенностями, которые должны учитываться. Примером можно назвать распространенный вариант исполнения с внутренними зубцами или гроверные. Их особенности следующие:
Основная часть представлена кольцом, которое изготавливается из металла.
По поверхности создаются надрезы, расположенные в разных плоскостях.
В большинстве случаев шайба изготавливается при применении подпружиненной стали. В процессе производства она подвергается упругой деформации, благодаря которой исключается вероятность самопроизвольного вывинчивания крепежных элементов
Практически все стопорные детали гроверного типа имеют квадратное поперечное сечение. При этом для существенного расширения области применения на поверхность может наносится антикоррозионное покрытие. Проблема большинства металлических деталей заключается именно в том, что длительное воздействие повышенной влажности становится причиной появления ржавчины, со временем она снижает эксплуатационные характеристики.
В продаже также есть разрезная шайба, которая имеет плоскую или коническую форму. При этом в зависимости от области применения зубья могут быть расположены внутри и снаружи. Эта группа делится на несколько подгрупп:
Тарельчатые.
С различным лапами.
С выступами.
Применяется шайба стопорная с лапками в том случае, когда нужно обеспечить высокую надежность соединения. Многолапчатая поверхность входит в зацепление со специальными выемками, за счет этого исключается вероятность проворачивания крепежного элемента. Лапки могут иметь различную длину.
Сферы применения
Шайбы востребованы в самых разных сферах деятельности. Их применяют при сборке мебельных конструкций, соединении строительных элементов, монтаже трубопроводов и линейных коммуникаций. Эластичные силиконовые варианты востребованы в быту. В промышленном производстве основными направлениями использования шайб можно назвать машиностроение, судостроение, станкостроение.
В зависимости от формы и исполнения определяется назначение шайбы. Например, косые необходимы для компенсации разницы углов деталей или плоскостей, ими крепят двутавровые балки. Контактные улучшают сцепление крепежных элементов с поверхностью. Стопорные необходимы для предотвращения отвинчивания деталей, они нужны в конструкциях неразъемного типа. Для компенсации динамических нагрузок и вибрации в машинах, механизмах используются пружинные шайбы.
Материалы
Для производства шайб могут быть использованы различные материалы. Наиболее востребованными являются:
углеродистая сталь;
легированная сталь;
нержавеющая сталь;
латунь;
медь;
пластик;
дерево;
картон;
резина.
Стальная шайба с покрытием, а также оцинкованные разновидности являются наиболее востребованными деталями, так как имеют хорошую прочность и устойчивость к различным воздействиям. Пластиковые варианты считаются неплохой альтернативой, так как в процессе производства нет необходимости в дополнительной обработке.
Благодаря использованию разных материалов можно подобрать детали для различных сфер и добиться наилучшего результата.
Описание и назначение
При продолжительной эксплуатации многих технических приспособлений основным критерием долговечности является прочность и надёжность соединения разных частей конструкций. Правильно выбранная стопорная многолапчатая шайба позволяет избежать самопроизвольного ослабления крепежа, и в этом ей помогают так называемые лапки.
При использовании на валах шлицевых гаек эти устройства и вовсе спасают узел конструкции от разрушения. В проточенном пазу стопорная шайба крепится при помощи выступа с внутренней стороны, в свою очередь, это делает осевое проворачивание невозможным, при этом сохраняется нормальное, беспрепятственное перемещение крепежа по направлению длины. 6 специальных лапок, находящихся под наклоном в 25 градусов, исключают отвинчивание, но эффективна деталь только в отношении шлицевых видов гаек.
Следовательно, стопорное устройство с внутренней лапкой имеет следующие характерные особенности:
наличие внешних и внутренних выступов;
в основном крепёжный элемент используется для гаек определенного размера – диаметром 10-130 мм;
расположение лапок по наружному диаметру может быть разным, иногда они выполняются на заказ по представленным чертежам, что обусловлено спецификой конструкции, для которой применяется крепёж;
поскольку в процессе эксплуатации лапки элемента могут быть изогнуты многократно, основным материалом для их производства служит пластичная нержавеющая сталь высокого качества;
в зависимости от диаметра резьбы шлицевых деталей стопорные шайбы изготавливаются из тонких листов металла толщиной 0,8-2 мм, дополнительно поверхность шайб покрывается защитным антикоррозийным слоем.
Основная сфера применения детали – всевозможные сооружения и конструкции промышленного значения (любые механизмы, во время эксплуатации подвергающиеся нагрузкам на ось вращения, на валах центробежных, лопастных насосов, редукторов, меняющих мощность автомобилей и производственного оборудования). Но в быту приспособление тоже нашло своё применение – им часто заменяют обычные плоские шайбы с отверстием внутри. Правда, тогда требуется подобрать и нужный вид гайки для зацепления лапок.
Размеры и вес
Использование шайб имеет свои особенности и нюансы, потому в некоторых случаях возникает необходимость знать точные размер и вес изделия. Чтобы ориентироваться в этих показателях, можно воспользоваться таблицей, в которой параметры указаны для 1 штуки:
Размер
Диаметр 1
Диаметр 2
Вес 1000 шт., кг
М4
4.3
9
0. 299
М5
5.3
10
0.413
М6
6.4
12
0.991
М8
8.4
16
1.726
М10
10.5
20
3.440
М12
13
24
6.273
М14
15
28
8.616
М16
17
30
11.301
М20
21
37
17.16
М24
25
44
32.33
М30
31
56
53.64
М36
37
66
92. 08
Диаметр и вес шайб разного размера существенно отличаются друг от друга, потому важно обращать на это внимание. Помимо данной таблицы, есть данные о показателях веса для легких, нормальных, тяжелых и особо тяжелых шайбах. Для некоторых видов работ данные значения будут особо важными, потому стоит обращать внимание на маркировку и другие характеристики шайб в процессе работы с ними
Для некоторых видов работ данные значения будут особо важными, потому стоит обращать внимание на маркировку и другие характеристики шайб в процессе работы с ними.
Обзор различных видов шайб смотрите далее.
Основные требования
Шайбы являются стандартизированными изделиями, которые должны соответствовать определенным требованиям. Среди них — отсутствие видимых дефектов. На поверхностях изделий не допускается наличие заусенцев и острых кромок, трещин и надрывов, следы ржавчины тоже считаются недопустимыми. По классу точности изделия могут относиться к классу A или C, иметь плоскую круглую, косую квадратную или зубчатую форму.
Изготовление может осуществляться с покрытиями или без них. На индивидуальной основе осуществляется термическая обработка продукции на производстве. Для стальных шайб класса точности A установлены показатели твердости на уровне 140HV, для C — не менее 100HV.
Описание и назначение
При работе с крепежными изделиями время от времени возникает ряд сложностей, которые удалось решить только с появлением шайб. Благодаря небольшому металлическому плоскому диску с отверстием по центру мастер может избежать:
самопроизвольного раскручивания деталей;
повреждений в процессе завинчивания крепежа;
недостаточно плотной фиксации болта, шурупа или самореза.
Несмотря на простоту конструкции, именно шайба дает возможность увеличить прижимную поверхность, а в некоторых случаях сделать соединение деталей более плотным. Благодаря широте применения данного изделия производители побеспокоились о том, чтобы диаметр внутреннего отверстия был разным.
Плоские шайбы могут создаваться из различных материалов, но неизменным остается их качество, которое контролирует ГОСТ 11371-78. В продаже можно встретить данное изделие в двух вариантах:
без фаски – шайба имеет одинаковую ширину всей поверхности;
с фаской – к краю изделия имеется скос в 40°.
В зависимости от использования можно выбирать простые шайбы или усиленные, способные выдерживать большие нагрузки. Данный вариант успешно используется в легкой и тяжелой промышленности. Наиболее популярными отраслями использования шайб являются:
кораблестроение;
машиностроение;
сборка сельхозтехники;
производство станков различного назначения;
строительство маслобойных аппаратов;
работа с холодильной техникой;
мебельная промышленность.
Чтобы разбираться в том, какие шайбы для чего нужны, важно знать технические характеристики каждого варианта изделия
Что это такое?
Шайба представляет собой металлическое или полимерное изделие, входящее в многосоставные крепежные соединения. Она нужна для увеличения плоскости опоры, с которой контактирует винт или болт. Иногда этот элемент выступает как фиксатор — такие шайбы называются стопорными, запорными, они предотвращают отвинчивание соединения. Их устанавливают на особенно ответственных участках — там, где ослабление крепежа может представлять опасность.
В соединениях, где можно повредить мягкий материал поверхности, шайбу подкладывают под гайку. Если деталь требует герметизации стыка, используют силиконовые или фторопластовые изделия. Для машиностроительной, станкостроительной, других отраслей применяется продукция из металлов и сплавов, в том числе нержавеющих, цветных. Стандартная шайба выглядит как плоская деталь с цельной поверхностью, встречаются варианты с прорезью или с насечками. Также выпускаются зубчатые элементы с зацепами по внутреннему или наружному диаметру.
Разновидности
Появление шайб дало возможность быть уверенным в крепежах при помощи саморезов и шурупов, потому данные изделия нашли широкое употребление в самых разных отраслях производства. Ввиду большой популярности, появилось множество разновидностей данной детали:
стопорные – имеют зубья или лапки, благодаря которым позволяют фиксировать крепежи, не давая им раскрутиться;
Если рассматривать разнообразие шайб более подробно, можно заметить различие по некоторым критериям:
диаметр – внешние показатели диаметра обычно являются не столь важными, а внутренние габариты могут иметь такие размеры: 2, 3, 4, 5, 6, 8, 10, 12, 14, 16, 18, 20, 22, 24, 27, 30, 36 мм и более;
ширина полей – шайбы делятся на широкие и узкие разновидности;
форма – плоская разновидность, соответствует ГОСТ 11371 или DIN 125, этот вариант является наиболее распространенным; плоская увеличенная соответствует ГОСТ 6958 или DIN 9021, это усиленная шайба за счет более длинных полей; гроверная соответствует ГОСТ 6402 или DIN 127, также называется пружинной; стопорная быстросъемная соответствует DIN 6799; квадратные шайбы, которые могут быть клиновыми, соответствующими ГОСТ 10906-78 или же квадратными для деревянных изделий, соответствующими DIN 436.
Все нормальные шайбы должны соответствовать требованиям качества, потому для большинства из них предусмотрены ГОСТы
Вариантов шайб довольно много, и количество может пополняться, потому важно изучать классификации и правильно подбирать дополнительные изделия к крепежам
Примечание: Вся информация, представленная на этом веб-сайте, предоставляется на условиях «как есть» и «как обычно используется в производстве», и вы соглашаетесь с тем, что используете такую информацию исключительно на свой страх и риск.
Сверление отверстий в дереве большого диаметра алмазной коронкой
Теплый, экологичный, не требует внутренней отделки стен, эстетичный, не нужен серьёзный дорогой фундамент, собирается за считанные недели — доводов в пользу срубов великое множество. Именно поэтому сфера строительства малоэтажных домов из дерева показывает ежегодный прирост в — 10-12% и на настоящий момент составляет порядка 24% от общего числа построенных домов. Однако надо отметить, что в России этот показатель значительно ниже, чем в зарубежных странах, где на долю деревянных домов (как из брёвен, так и из клееного бруса) приходится до от 50 до 80 %. Основной причиной «недоверия» к дома из дерева является заблуждение, что таки дома требуют особого, сложного ухода и менее долговечны, чем каменные сооружение. Применение современных пропиток и материалов позволяет защитить древесину от старения, продлить срок службы домов до 100 лет и сделать постройку комфортной и безопасной. Именно поэтому в последнее время всё больше людей, которые выбрали деревянные дома и не разу не пожалели о своём решении.
Сверление дерева
На этапе строительства часто возникает вопрос: «Как сделать отверстие в срубе?» для прокладывания современных коммуникаций, которые делают нашу жизнь комфортнее. Ответ: «Просверлить деревянную стену можно алмазной коронкой». Дело в том, что работа классическими свёрлами, балеринками имеет ограничения по диаметрам и глубине сверления. Сверление алмазными коронками гораздо предпочтительнее:
Большой выбор необходимых диаметров от 18 до 600 мм
Сверление самых толстых брёвен за один проход
Гвозди, шурупы, саморезы не помеха.
Сотрудничество
Для заказа услуг по сверлению деревянных конструкций обращайтесь в ООО «Центр Алмазных Технологий» г. Москва. Мы гарантируем оперативное и качественное выполнение работ в г. Москва и Московской области. Оперативный выезда, приемлемые цены, гарантия качества.
Прайс-лист на сверление дерева алмазными коронками
Диаметр (мм)
Дерево (руб/см)
менее 32
35
32
30
42
22
52
22
62
24
72
24
82
24
92
26
102
26
112
26
122
28
132
28
142
35
152
35
162
35
172
40
182
40
200
45
215
50
225
55
250
65
270
70
300
80
325
90
350
100
400
120
450
140
500
160
600
190
Как сделать отверстие в дсп большого диаметра
Отверстия малого диаметра до мм в дереве и ДСП сверлят чаще всего обычными сверлами для металла. Они вполне успешно справляются со своей задачей. Но если для положения отверстия важен каждый миллиметр, то нужно использовать специальные сверла. Сверло для металла при входе в древесину может чуть отклониться в сторону, даже если в месте будущего отверстия сделано углубление шилом. А вообще, сверление древесины можно осуществлять даже обычным гвоздем или куском проволоки, у которой расплющен конец.
Поиск данных по Вашему запросу:
Схемы, справочники, даташиты:
Прайс-листы, цены:
Обсуждения, статьи, мануалы:
Дождитесь окончания поиска во всех базах.
По завершению появится ссылка для доступа к найденным материалам.
Содержание:
Чем сделать круглую дыру в ДСП?
СВЕРЛЕНИЕ ДЕРЕВА, ДСП И ФАНЕРЫ: КАК СВЕРЛИТЬ ДЕРЕВО?
Как вырезать круглое отверстие в ДСП?
Сверление дерева и ДСП
Задача — просверлить большое отверстие в дереве. Решение — коронки по дереву.
Большое отверстие.
Чем вырезать круглое отверстие в дсп. Сверление отверстий под конфирматы
Сверло для дерева
Как сверлить ДСП без сколов
Как точно просверлить отверстие в бетонной стене
ПОСМОТРИТЕ ВИДЕО ПО ТЕМЕ: Как сделать аккуратное отверстие в плитке без специального инструмента
Чем сделать круглую дыру в ДСП?
Если сделанные отверстия похожи на пулевые пробоины, как в кинобоевике, прочтите эти советы, чтобы избежать огорчений в дальнейшей работе. Обычные спиральные сверла стоят недорого.
Они считаются универсальными и предназначены для сверления древесины, металла и пластика. Но из-за такого тупого угла сверло может отклоняться в сторону в начале и вырывать волокна древесины на выходе, поэтому оставьте такие сверла для пластика и металла, а также для отверстий диаметром менее 3 мм в древесине у тонких сверл эти недостатки выражены слабее.
Аля отверстий диаметром от 3 до 13 мм выбирайте сверла с центральным острием, предназначенные специально для древесины. Острие такого сверла не лает ему уйти в сторону в начале сверления, а боковые режущие выступы так называемые подрезатели способствуют уменьшению сколов. Чтобы сделать отверстия диаметром более 13 мм, возьмите сверла Форстера. Как и сверла с центральным острием, они имеют в середине направляющий кончик и режут очень чисто. Сверла Форстера с зубчатым режущим ободком работают намного агрессивнее, но результат их работы нисколько не хуже.
Пользуясь такими сверлами, следует уменьшать подачу и надежно фиксировать заготовку струбцинами. Независимо от типа сверла, когда металл проходит древесину насквозь, ничем не поддерживаемые древесные волокна на задней стороне заготовки рвутся, и на выходе образуются сколы.
Поэтому не следует забывать подпереть обратную сторону. Подпорный обрезок поддерживает волокна в месте выхода сверла и препятствует резкому увеличению подачи в конце.
Делая отверстия на сверлильном станке, просто подложите обрезок под заготовку, а при использовании электродрели зафиксируйте его струбцинами. Если в начале сверления волокна вокруг отверстия приподнимаются или образуются мелкие сколы, наклейте на поверхность малярный скотч, а после разметьте центр и приступайте к сверлению. Если расположение отверстия затрудняет установку подпорного обрезка например, при сверлении отверстий для проводов в задней стенке шкафа , поможет встречный способ сверления, когда отверстие делают с противоположных сторон, чтобы на краях не было сколов.
Чтобы делать аккуратные отверстия разных диаметров, вам нужны все три разновидности сверл — спиральные, с центральным острием и Форстнера. Сделайте сквозное отверстие диаметром 1, мм, которое будет направлять сверло Форстнера или сверло с центральным острием до середины толщины детали. Продолжите сверление с обратной стороны, снова вставив кончик сверла в направляющее отверстие. Два больших отверстия должны встретиться в середине.
На выходе из материала зуб пильного диска или фрезы часто образует сколы — у дерева, фанеры или ЛДСП. Наиболее распространенный способ борьбы с этим явлением — сделать так, чтобы режущий зуб выходил из материала внутри паза. Например, если двигать заготовку по ходу вращения диска. Но выбирать пазы на полную глубину таким способом категорически нельзя. Энергии вращающейся фрезы достаточно, чтобы вырвать заготовку из рук.
После чего она с огромной скоростью полетит в направлении вращения. Последствия могут быть самые непредсказуемые! Но тем не менее принцип этот используется в некоторых станках для раскроя ЛДСП.
Только в них диск, который вращается по ходу подачи материала, делает лишь неглубокий надрез. При его формировании воздействие подрезного диска на деталь незначительно, поэтому работа безопасна.
Следом за подрезным стоит основной рабочий диск, вращающийся, как и положено, навстречу подаче детали. Диск режет материал чисто, без сколов, поскольку используется уже выбранный неглубокий паз режущий зуб выходит из материала внутри паза. Этот принцип я и использую в своей работе. Для тех, кто решит попробовать мой метод, хочу напомнить, что фрезерная машина, установленная в стол — это инструмент повышенной опасности. И при работе с ним необходимо неукоснительно выполнять правила техники безопасности — использовать защитные экраны и прижимы и не допускать превышения рекомендуемых скорости подачи заготовки и частоты вращения фрезы.
Стол должен быть свободен от посторонних предметов и хорошо освещен. Поэтому сначала я закрепляю накладку из фанеры к направляющей фрезерного стола, чтобы фреза выступала всего на 2 мм за поверхность накладки. И пропускаю детали в направлении вращения фрезы. При этом получается неглубокий паз без сколов. Затем накладку снимаю — теперь фреза выступает на заданную глубину. А заготовки пропускаю, как и положено, навстречу вращающейся фрезе. Повсюду, где устанавливаются стены из гипсокартонных плит, возникает необходимость сделать в них одно или несколько отверстий.
Самый распространенный случай — установка цилиндрического короба для розетки или выключателя, потолочных и не только светильников или коробов для предохранителей. Чтобы готовое отверстие получилось ровным и красивым, а сам процесс не отнимал уйму времени, нужно подготовить необходимые инструменты и знать, как ими пользоваться.
Если вы планируете делать отверстия в старой , и ничего не знаете о схеме прокладки кабелей и трубопровода, воспользуйтесь детектором металла, чтобы не перерезать электропроводку или еще что-нибудь важное. Для создания круглых отверстий можно использовать специальные ручные пилки для гипсокартона в том случае, если диаметр отверстия большой к примеру, около 15 см или это могут быть специальные насадки на дрель см. С помощью данного инструмента можно сделать отверстие в считанные секунды.
Вам необходимо только выбрать нужный диаметр пилы остальные нужно снять с крепления и точно определить местоположение центра будущего отверстия. Примечание: В строительных магазинах вы можете приобрести насадки для дрели с пилами от 2,5 до 15 см. Перед тем, как вырезать отверстие в гипсокартоне, определите его предполагаемое местоположение.
Точные замеры в данном случае важны не менее, чем точность самого сверления. Если это новая плита гипсокартона, вам будет легче сделать отверстие, не повредив коммуникации о чем говорилось выше. С помощью угольника и линейки или рулетки отмеряйте нужное расстояние от нижнего края плиты до центра будущего отверстия. Поставьте в этом месте точку. Это будет высота, на которой будет размещен центр будущего отверстия. Линейку приложите на уровне точки, которую вы нанесли в предыдущем шаге.
Теперь отмеряйте нужное расстояние от бокового края плиты. Центр отверстия обозначьте крестиком, чтобы не ошибиться в обозначениях. Перед сверлением убедитесь еще раз, что правильно все отмеряли.
Если вы планируете сделать отверстие больше 15 см в диаметре с помощью ручной пилки для гипсокартона, вам следует нарисовать окружность нужного диаметра циркулем. Если планируете использовать для сверления отверстия дрель, выберите модель с регулируемой скоростью вращения и специальной насадкой см. Установите среднюю скорость вращения на дрели. Начинайте сверлить сверлом насадки в месте, обозначенном крестиком. Держите дрель строго перпендикулярно к поверхности плиты и старайтесь не двигать ею в стороны.
Для этого используйте накладную рукоятку. По мере того, как сверло насадки утонет в плите, и пила приблизится к ней, увеличьте скорость вращения насадки. Пила очень быстро проделает отверстие в плите гипсокартона. Примечание: Пила на высоких оборотах создает много пыли, поэтому пользуйтесь в процессе защитными очками и респиратором.
Пол можно укрыть, например, старыми газетами. Если планируете делать прямоугольное отверстие на старой стене, используйте узкую ножовку для гипсокартона. Не забывайте о возможных проводах за стеной. На новых плитах удобнее всего использовать электролобзик. Удачный конечный результат зависит от правильных измерений и аккуратного отпила. С помощью угольника и линейки рулетки отметьте места расположения правой и левой стороны прямоугольника — расстояние от начала и конца будущего отверстия до одного края плиты.
Теперь возьмите дрель с большим сверлом и просверлите 4 отверстия в центре каждой начерченной линии, во внутренней области прямоугольника. Это даст возможность вставить ножовку или полотно электролобзика см. Примечание: Делайте отверстия в гипсокартоне как можно ближе к линиям прямоугольника.
Так будет проще вырезать по начерченной линии. Поверните лист гипсокартона лицевой стороной вверх. Зафиксируйте его, чтобы он не двигался вместе с режущим инструментом. Вставьте в одно из отверстий лобзик или узкую ножовку.
Начинайте пилить, твердо держа инструмент перпендикулярно плоскости плиты. Двигайтесь строго по линии. Практически невозможно сделать аккуратное прямоугольное отверстие, непрерывно двигаясь по периметру прямоугольника. Поэтому, вы сделали четыре отверстия сверлом. Дойдя до угла прямоугольника, прекратите пилить и переставьте полотно в следующее отверстие. Не спешите, отрезайте медленно, но аккуратно. У вас должно получиться примерно такое же отверстие, как на фото.
Основным крепежным элементом в сборке мебели является конфирмат. Ввинчивается он с предварительным сверлением отверстия. Именно сверление сборочных отверстий в ДСП под конфирматы мы и рассмотрим в данной статье. Если толщина отверстия будет больше указанной — конфирмат будет плохо держать детали, если меньше — он своей толщиной может разорвать ДСП. Для сверления используют конфирматное сверло, диаметром 4,5 мм, которое оснащено дополнительной головкой для сверления увеличенного отверстия под шейку конфирмата, которая так же делает зенковку под его шляпку.
Конечно, можно использовать и обычное сверло диаметром 5 мм, но для качественного крепления в отверстии дополнительно нужно будет делать место под шейку конфирмата и его шляпку. На детали, которая будет накладываться на торец та, на которой будет сквозное отверстие , нужно сделать два замера — по длине обычно см и от края — ровно 8 мм это если толщина плиты 16 мм.
На детали, которая ложится перпендикулярно, точку сверления отмечаем на торце. Здесь нужно выдержать такое же расстояние по длине см от начала , а по ширине — строго по центру 8 мм от края. Разметку делать нужно максимально точно, особенно по длине, так как при неправильной разметке ваши детали при стыковании могут иметь лишние зазоры или выступы. Лучше сделать сквозное отверстие в первой детали, приложить ее ко второй — и сразу же сверлом наметить место сверления в торце второй детали.
СВЕРЛЕНИЕ ДЕРЕВА, ДСП И ФАНЕРЫ: КАК СВЕРЛИТЬ ДЕРЕВО?
Для этой статьи мы подготовились основательно. Специально были приобретены пять инструментов, с помощью которых осуществляется сверление отверстий в древесине, а также ДСП, ДВП, пластика, МДФ или фанеры и начались испытания. Что из этого получилось — читайте далее. Прежде всего, мы ставили цель найти подходящий читай — идеальный инструмент, с помощью которого можно выполнить глухое или сквозное отверстие большого диаметра в озвученных выше материалах.
Чтобы сделать отверстия диаметром более 13 мм, возьмите сверла Форстера. . Именно сверление сборочных отверстий в ДСП под конфирматы мы и . когда требуется просверлить отверстие большого диаметра, или когда к.
Как вырезать круглое отверстие в ДСП?
Однако, если неправильно подобрать инструмент для того или иного материала поверхности, сверло может затупиться или даже сломаться, а на поверхности могут появится царапины и трещины. Чтобы такого не случилось, нужно знать определенные нюансы выполнения работы. Как сверлить, как грамотно подготовить поверхность и подобрать сверло, рассмотрим далее. Инструмент нужно правильно держать в руках. Дрель должна располагаться прямо и входить в поверхность в вертикальном направлении. Чтобы было легче сверлить и выполнять более точное сверление, можно использовать дополнительную рукоятку, которая как правило идет в комплекте с дрелью. Исходя из того, с каким типом поверхности вы работаете, необходимо подбирать материал и величину сверла и определять режим работы инструмента.
Сверление дерева и ДСП
При изготовлении мебели своими руками, операция по сверлению отверстий в деталях занимает пожалуй следующее по значимости место после их распиловки. Технологически сверление отверстий в ДСП мало чем отличается от сверления других материалов применяемых в мебельном производстве, поэтому все приемы изготовления отверстий описанные в данной статье применимы так же и к ДВП, дереву и прочим материалам. Характеризуют качественно выполненное отверстие три основных показателя — отсутствие сколов на входе сверла в заготовку, чистый срез внутри отверстия, отсутствие сколов на выходе сверла из заготовки. Первый вопрос, который возникает при необходимости выполнить отверстие в ДСП — чем?
Приветствую всех посетителей моего сайта, на котором я рассказываю о различных видах инструмента, даю советы и рекомендации по выбору и работе тем или иным инструментом.
Задача — просверлить большое отверстие в дереве. Решение — коронки по дереву.
Если сделанные отверстия похожи на пулевые пробоины, как в кинобоевике, прочтите эти советы, чтобы избежать огорчений в дальнейшей работе. Обычные спиральные сверла стоят недорого. Они считаются универсальными и предназначены для сверления древесины, металла и пластика. Но из-за такого тупого угла сверло может отклоняться в сторону в начале и вырывать волокна древесины на выходе, поэтому оставьте такие сверла для пластика и металла, а также для отверстий диаметром менее 3 мм в древесине у тонких сверл эти недостатки выражены слабее. Аля отверстий диаметром от 3 до 13 мм выбирайте сверла с центральным острием, предназначенные специально для древесины.
Большое отверстие.
Просверливая полирванную плиту, наденьте на сверло фетровую шайбу, которая предохранит поверхность плиты от повреждения патроном дрели, даже если сверло проскочит насквозь. Просверлив небольшое отверстие в конце трещины, образовавшейся в пластинке плексигласа или другого материала, можно приостановить дальнейшее развитие трещины. Существует немало приспособлений для вырезывания отверстий большого диаметра в листовом материале: пластика, оргстекла — пластмассе, фанере, ДСП и т. Из полоски стали толщиной 2 — 3 мм сгибается скоба, концы ее затачиваются, в центре сверлится отверстие, затем скоба надевается на болт с предварительно отпиленной головкой. Для работы приспособление зажимается в патроне электродрели. Предлагаем для гравировки по металлу, стеклу, пластмассе использовать ролик от стеклореза.
Балеринка по дереву: регулируемое сверло или как сделать большое отверстие для сверления круглых отверстий большого диаметра. разнообразные: дерево, ДВП, ДСП, МДФ, гипсокартон, пластик. Общий.
Чем вырезать круглое отверстие в дсп. Сверление отверстий под конфирматы
Часто в работе с деревом и материалами на его основе возникает необходимость просверлить ровное круглое отверстие. Можно воспользоваться лобзиком или фрезером, но не всегда такой инструмент оказывается под рукой или выполнить ими работу просто неудобно. Инструмент имеет простую конструкцию. Он представляет собой хвостовик с поперечной штангой, на которой закреплены подвижные каретки с резцами.
Сверло для дерева
ВИДЕО ПО ТЕМЕ: Чем просверлить большое и глубокое отверстие в дереве. Самодельное сверло большого диаметра.
Часто вопрос, как вырезать лобзиком из фанеры ровные круги, ставит в тупик начинающих мастеров. Ведь сделать это намного сложнее, нежели простой прямолинейный распил, никакая пила здесь не поможет. Чаще всего с задачей фигурного выпиливания помогает справиться лобзик. Лобзики бывают ручные и электрические. Ручной лобзик состоит из рамки с зажимами для полотна и рукоятки. Основные недостатки ручного лобзика: низкая механическая прочность полотна и небольшой размер рамки.
Что нового? Если это ваш первый визит, рекомендуем почитать справку по сайту.
Как сверлить ДСП без сколов
Фанера и в меньшей степени другие листовые материалы, такие как ДСП или ориентировано-стружечная плита обладает значительным декоративным потенциалом. При наличии достаточно простого инструмента и определенных навыков вырезать из фанеры можно практически все, что угодно. Но чтобы полученные в результате такой резьбы детали выглядели достаточно презентабельно, мастеру стоит иметь в запасе несколько хитростей. Именно о них мы и поговорим в нашей статье. Криволинейное выпиливание сложно только на первый взгляд. Приступая к работе с листовыми материалами, многие мастера имеют представление лишь о том, как выполнять распил по прямой линии.
Как точно просверлить отверстие в бетонной стене
Присадка — это сверление отверстий в мебельных деталях. Среди основных производственных операций — распила, нанесения кромки и присадки — последняя самая трудоемкая, причём трудоемкость сверления деталей для одного и того же изделия может отличаться в несколько раз в зависимости от квалификации конструктора. Мебельные станки и мебельная фурнитура соответственно устроены так, что расстояние между отверстиями расположенными на одной прямой ДЕЛИТСЯ на 32 мм.
Как просверлить большие (и глубокие) отверстия в древесине
Компания Handyman’s World является участником партнерской программы Amazon Services LLC, партнерской рекламной программы, предназначенной для предоставления сайтам средств для получения платы за рекламу за счет рекламы и ссылок на амазон.com.
Независимо от того, являетесь ли вы профессиональным подрядчиком или случайным домашним мастером, есть большая вероятность, что вам приходилось сверлить дерево бесчисленное количество раз. В конце концов, многие проекты требуют, чтобы вы просверлили древесину, как правило, с помощью стандартного спирального сверла.
Но эти стандартные сверла страдают одной примечательной проблемой – их диаметр довольно мал. Даже самая большая спиральная коронка в вашем наборе не может сделать очень широкое отверстие. Такой тип практических недостатков вполне может помешать вам взяться за определенные проекты.
А теперь пришло время развеять ваши сомнения по поводу сверления широких и глубоких отверстий в древесине.
Есть как минимум пять способов выполнить эту задачу, и мы рассмотрим их все в этом руководстве. Кроме того, в этом руководстве будет подробно рассказано о том, какие сверла вам нужны для каждого метода сверления, а также о других применениях, которые вы можете найти для этих же сверел во время своих проектов по деревообработке.
5 лучших способов сверления больших отверстий в древесине
Давайте сразу же рассмотрим сверла, которые следует использовать, если вам нужны отверстия, с которыми не справляются ваши стандартные сверла.
Лопаточное сверло
Если вы какое-то время работали в деревообрабатывающей промышленности, то вы, вероятно, уже знаете первое оборудование, за которое нужно взяться, когда придет время просверливать широкое отверстие.
Без сомнения, сверло-лопатка — один из лучших и наиболее доступных вариантов для большинства мастеров. Эти биты эффективно выполняют свою работу, поэтому сантехники и электрики, которые прокладывают провода и трубопроводы соответственно через стены, часто держат эти биты под рукой.
Часто эти насадки в кругах мастеров называют «лопастными насадками».
Независимо от того, как они называются, их широкие плоские головки отлично справляются со шлифовкой широкого отверстия. На этом фронте отверстия, вырезанные перовым сверлом, могут быть созданы с большим уровнем точности и контроля. Это связано с тем, что каждая лопатка имеет точку в центре, которая обеспечивает и контролирует движение устройства вниз.
Что касается чистоты, лопата может быть не лучшим вариантом.
Эти биты, как правило, оставляют после себя более грубый край, который пришлось бы немного отшлифовать, если бы он был открыт. В то же время перовые сверла могут резать только вертикально из-за формы их головки. Таким образом, об угловых отверстиях с перовым сверлом просто не может быть и речи.
Если вы считаете, что лопаты могут помочь вам в работе, обязательно ознакомьтесь с моими рекомендациями.
Кольцевая пила
Как уже отмечалось, вышеупомянутое сверло часто можно найти в наборе инструментов сантехника или электрика. Однако, когда дело доходит до фактического использования в полевых условиях, эти профессионалы по сверлению отверстий гораздо чаще используют кольцевую пилу.
Это связано с тем, что в кольцевых пилах используется кольцевая сверлильная головка, которая может вырезать отверстие в дереве без необходимости шлифовки внутреннего материала «заглушки».
У профессионалов есть множество причин отдавать предпочтение кольцевым пилам помимо их основной функциональности.
Например, самые большие кольцевые пилы могут создавать впечатляюще большие отверстия диаметром до нескольких дюймов. Они также потребляют меньше энергии, что делает их эффективным инструментом, который всегда под рукой. Кроме того, использование кольцевой пилы создает гораздо меньше беспорядка в отношении древесной стружки, потому что в процессе сверления отверстий активно стачивается гораздо меньше древесины.
Кольцевые пилы, конечно, не идеальны.
Например, они не могут эффективно работать под углом. Они также требуют немного дополнительной работы после того, как их использовали для вырезания отверстия. В частности, вам нужно найти способ снять деревянную «пробку» с пилы. Иногда это может быть сложным процессом, особенно если заглушка вызывает заедание головки кольцевой пилы.
Также их можно использовать только для прорезания сквозных отверстий.
Сверло с самоподачей
В последнее время сантехники и электрики начали менять свою игру, когда дело доходит до сверления больших отверстий. Если быть точным, сверла с самоподачей становятся все более распространенным явлением в этой профессиональной сфере.
Вероятно, это потому, что эти специализированные сверла сочетают в себе лучшие черты лопаты и кольцевой пилы. Полученные отверстия могут быть не очень чистыми, но они выполняют свою работу, когда приходит время прокладывать провода или трубопроводы.
Название этого типа бит уже может частично намекать на его физическую конструкцию.
В частности, вы обнаружите, что эти сверла имеют удлиненный наконечник винта, выступающий из конца сверла. Это позволяет бите погрузиться в целевую заготовку и, в свою очередь, подавать себя вниз. При этом широкое кольцевое кольцо сверла вгрызается в поверхность древесины, создавая эффективное отверстие значительной глубины.
Этот последний фактор на самом деле является одной из основных причин, по которой биты с автоматической подачей снова набирают популярность.
В отличие от лопастных насадок, насадки с самоподачей можно врезать на умеренную глубину в толстую заготовку. Многие кольцевые пилы могут углубляться за один проход, но можно легко использовать коронку с самоподачей, если вы можете работать с обеих сторон (подробнее о том, как это сделать, см. ниже).
Сверло Форстнера
Как вы, возможно, уже знаете из опыта, не каждое большое отверстие, которое вам нужно прорезать в древесине, находится под идеально вертикальным углом.
В некоторых случаях вам может понадобиться изменить угол ствола в диапазоне от 1 до 89 градусов. В таких случаях бита Форстнера сослужит вам хорошую службу. Эти биты предпочитают профессиональные столяры, и они будут эффективно работать и в промышленных условиях, если немного попрактиковаться. №
Помимо возможности работать под углом, сверла Форстнера хорошо известны качеством реза.
В частности, они могут прорезать очень гладкие широкие отверстия в древесине различной плотности. Эта гладкая текстура распространяется и на основание отверстия, что избавляет вас от необходимости шлифовать это пространство для открытого разреза.
Традиционно сверла Форстнера использовались в сверлильных станках. Хотя при этом используются только вертикальные возможности долота, такая реализация позволяет создавать довольно глубокие и идеально прямые отверстия.
Однако при использовании в ручной дрели эти сверла могут достигать сравнимого уровня глубины при работе под горизонтальным углом. Таким образом, всегда полезно иметь одну из этих коронок под рукой на тот случай, когда другие варианты сверления больших отверстий не подходят.
Если этот тип бит привлек ваше внимание, вы можете проверить мои рекомендуемые наборы здесь. Вы также должны прочитать мое сравнение бит Форстнера с кольцевыми пилами и лопаточными битами.
Ступенчатое сверло
Наконец, если вы не знаете, как просверлить большое отверстие в деревянной заготовке, рассмотрите возможность выполнения этой задачи с помощью ступенчатого сверла.
Следует признать, что эти сверла не очень распространены среди домашних мастеров. Тем не менее, многие профессионалы держат под рукой по крайней мере одно из этих конических сверл. Таким образом, они должны иметь возможность довольно эффективно увеличивать размер своей дыры, когда это необходимо.
С этой целью ступенчатое сверло является лучшим вариантом для расширения маленького отверстия до большого. Хотя они не могут бурить на большую глубину, они отлично очищают материал в процессе бурения. Это означает, что полученное отверстие выходит довольно чистым.
Эти насадки не предназначены для работы под углом. При этом вы все равно сможете это сделать, если у вас есть предварительно сделанное угловое стартовое отверстие.
Вы можете ознакомиться с моими рекомендациями по использованию ступенчатых сверл здесь.
Что делать, если длины сверла недостаточно?
Одна из проблем, с которой сталкиваются профессионалы и любители при бурении больших отверстий, связана с глубиной. Если быть точным, они сталкиваются с проблемой наличия бурового долота, длина которого недостаточна для просверливания отверстия необходимой глубины.
Есть несколько жизнеспособных решений, когда возникает этот тупик, поэтому тщательно обдумайте следующее.
Во-первых, обратите внимание на удлинители для сверла. Хотя они доступны не для всех типов бит, те, которые используются для вырезания больших отверстий, иногда в этом отношении совместимы. Это особенно верно для кольцевой пилы, которая предлагает удлинители, подходящие ко многим размерам головок.
Однако, если опция расширения вам недоступна, вам необходимо тщательно спланировать сквозной проход.
На самом деле вам нужно работать с обоих концов, чтобы вырезать отверстие, которое соединено и расположено под правильным углом. Часто это можно сделать, вырезав начальное отверстие стандартным сверлом. После этого любые большие отверстия, которые вы в конечном итоге сделаете с обоих концов, можно центрировать с помощью этого направляющего отверстия.
Резюме
В общем, у вас есть множество вариантов, когда ваш проект по строительству или деревообработке требует вырезания больших отверстий в древесине.
Действительно, у вас есть варианты на основе сверл, которые могут резать на глубину, резать с чистыми краями и даже резать под углом. Теперь все, что вам нужно сделать, это определить, что лучше всего соответствует потребностям вашего будущего проекта.
Вы можете даже подумать о том, чтобы держать под рукой по одному из них, чтобы максимизировать функциональную гибкость вашей команды.
Как заполнить большие отверстия в дереве: 8 лучших способов
Компания Handyman’s World является участником партнерской программы Amazon Services LLC, партнерской рекламной программы, предназначенной для предоставления сайтам средств для получения платы за рекламу за счет рекламы и ссылок на amazon. com.
Независимо от того, есть ли у вас большой деревянный объект, красивый деревянный стол или большая деревянная веранда, рано или поздно они могут быть повреждены и разрушены. Если у вас есть что-то из дерева с большими отверстиями, вместо того, чтобы просто выбрасывать его, вы можете заполнить эти отверстия, и на самом деле, есть несколько способов сделать это.
Итак, давайте поговорим о восьми лучших способах заполнения больших отверстий в дереве.
Способ №1: опилки и клей для дерева
Одним из лучших и самых простых способов заполнения больших отверстий в древесине является использование комбинации столярного клея и опилок. Это отличный метод, который можно использовать даже для самых больших отверстий, и он работает как для отверстий, которые проходят через дерево, так и для тех, которые не проходят.
Все, что нужно сделать, это нанести толстый слой столярного клея на отверстие, заполнить его опилками, а затем загерметизировать сверху толстым слоем столярного клея.
Если вы действительно беспокоитесь о том, что отверстие снова откроется, вы можете даже смешать опилки с большим количеством столярного клея, чтобы сделать самодельную шпатлевку для дерева. Если вы используете этот метод, не забудьте смешать столярный клей с опилками в равных частях. Мы рекомендуем использовать последний метод вместо первого.
Только убедитесь, что цвет опилок и столярного клея соответствует цвету исходного куска дерева. Что еще удобно в этом методе, так это то, что опилки и столярный клей можно шлифовать и красить после высыхания.
Плюсы:
Может использоваться для всех размеров отверстий
Относительно быстро высыхает
Легко шлифуется и окрашивается
Вы можете использовать опилки из той же породы дерева, чтобы подобрать цвет
Минусы:
1
1
1
Может пойти не так, если вы не смешаете клей и опилки в правильных пропорциях
Окрашивать столярный клей непросто
Может дать усадку при высыхании
Как это сделать (самодельный клей/наполнитель опилок)
Если отверстие полностью проходит через древесину, заклейте дно тонким куском дерева или картона.
Смешайте равные части столярного клея и опилок по вашему выбору. Тщательно перемешайте.
Заполните отверстие смесью, дайте ей высохнуть, затем отшлифуйте и покрасьте.
Способ № 2: Наполнитель для дерева
Наполнитель для дерева, продукт средней вязкости, отлично подходит для отверстий среднего размера. Древесный наполнитель обычно изготавливается из эпоксидной смолы, полиуретана или глины и иногда содержит древесные волокна.
Имейте в виду, что наполнитель для дерева не слишком хорошо выдерживает суровые условия, поэтому он идеально подходит только для использования внутри помещений. Он также не слишком клейкий, поэтому вам, возможно, придется запечатать его дополнительным клеем, когда закончите.
Тем не менее, шпатлевка по дереву идеально подходит для заполнения отверстий, которые не проходят через древесину, так как она немного жидкая и не слишком густая (хотя ее можно использовать для полных отверстий), относительно быстро сохнет и хорошо можно шлифовать, красить и покрывать лаком. Древесный наполнитель также легко чистится.
Плюсы:
Можно шлифовать и красить
Быстро сохнет
Быстро и легко использовать
Идеально подходит для средних и больших отверстий, которые не проходят насквозь
Доступно множество типов
Минусы:
Не подходит для использования вне помещений
Требуется много шлифовки
Может потребоваться слой клея для хорошего уплотнения
Не подходит для очень больших отверстий
Как это сделать
Если отверстие полностью проходит через дерево, заклейте заднюю сторону небольшим количеством дерева или хорошей лентой.
Очистите участок и обработайте его грубой наждачной бумагой.
Заполните отверстие шпаклевкой для дерева, дайте ей высохнуть, затем отшлифуйте и покрасьте по мере необходимости.
Способ №3: дюбели и столярный клей
Один очень уникальный способ заполнить большие отверстия в древесине — использовать деревянные дюбели и столярный клей. Этот метод лучше всего использовать для больших и цилиндрических отверстий, например, если вы сделали слишком большое отверстие с помощью электродрели или сверлильного станка. Дюбели лучше всего использовать для заполнения относительно глубоких и узких отверстий круглой формы. Это потому, что все, что вам нужно сделать для этого метода, — это обрезать дюбель до соответствующего размера, сделать на нем несколько надрезов, чтобы столярный клей приклеился, покрыть дюбель клеем и засунуть его в отверстие.
Этот метод идеально подходит только для длинных и цилиндрических отверстий, но его можно использовать и для более широких отверстий. Вам просто нужно связать или склеить несколько дюбелей вместе, чтобы увеличить общую окружность.
Плюсы:
Быстро и просто
Клей для дерева быстро сохнет
После высыхания можно отшлифовать и покрасить
Идеально подходит для длинных и цилиндрических отверстий сжиматься при высыхании
Клей для дерева трудно испачкать
Не подходит для отверстий, которые не являются длинными и круглыми
Как это сделать
Если отверстие проходит насквозь, заклейте заднюю сторону лентой.
Обрежьте деревянный штифт до нужного размера (такой же длины, как и отверстие).
Сделайте несколько надрезов на дюбеле по всей его длине, чтобы клей приклеился, а затем покройте его клеем.
Вставьте дюбель в отверстие, поверните его несколько раз, чтобы распределить клей, а затем, если необходимо, заполните все оставшиеся зазоры столярным клеем.
Дайте высохнуть, затем отшлифуйте и покрасьте.
Метод № 4: зубочистки и клей для дерева
Этот метод очень похож на описанный выше, но поскольку зубочистки намного короче, этот метод лучше всего использовать для отверстий глубиной всего несколько дюймов, хотя если отверстие очень широкое, можно склеить несколько зубочисток, чтобы увеличить их диаметр.
Этот метод можно использовать как для внутренних, так и для наружных работ, клей легко шлифуется и окрашивается, быстро сохнет и является экономически выгодным. Тем не менее, он действительно не идеален для очень глубоких отверстий или отверстий некруглой формы.
Плюсы:
Доступная цена
Клей для дерева быстро сохнет
Можно шлифовать и красить
Идеально подходит для мелких и широких отверстий
Минусы:
Не подходит для глубоких отверстий
Клей для дерева трудно окрашивается
Не подходит, если отверстие проходит насквозь
Может быть грязным
Как это сделать
При необходимости заклейте другой конец отверстия лентой, если оно проходит насквозь в древесине, хотя этот метод не рекомендуется, если отверстие выходит на другую сторону.
Для небольших отверстий может потребоваться одна зубочистка, но на самом деле вам придется сложить несколько вместе, чтобы заполнить широкие отверстия.
Если вам нужно собрать зубочистки вместе, вам нужно будет смазать их клеем.
Налейте немного столярного клея в отверстие, возьмите зубочистки, покрытые клеем, и вставьте их в отверстие.
Заполните все щели большим количеством столярного клея.
Дайте клею высохнуть, отшлифуйте и покрасьте.
Метод № 5: Эпоксидная смола
Использование эпоксидной смолы для заполнения средних отверстий — еще один доступный вам вариант. Преимущество использования эпоксидной смолы заключается в том, что она создает очень прочное соединение, прочное уплотнение, она очень устойчива к атмосферным воздействиям и температурам, а также очень долговечна. Двухкомпонентная эпоксидная смола очень прочная, и ее несложно использовать.
Тем не менее, этот материал довольно толстый, поэтому его лучше использовать для широких и неглубоких отверстий, а не для глубоких и узких отверстий, так как он очень толстый и не будет течь в узких местах.
Кроме того, из-за природы эпоксидной смолы она также не подходит для отверстий, проходящих через древесину. Качественная двухкомпонентная эпоксидная смола также стоит недешево, поэтому, если вам понадобится ее много, вы в конечном итоге потратите приличную сумму денег. Наконец, шлифовать и красить эпоксидную смолу тоже не реально.
Плюсы:
Идеально подходит для широких и неглубоких отверстий
Идеально подходит для использования внутри и снаружи помещений
Устойчив к атмосферным воздействиям
Очень прочное соединение
Обычно быстро сохнет
Относительно легко
Минусы:
Не идеально подходит для глубоких и узких отверстий
Довольно дорого
Трудно шлифовать и красить
направления.
Как можно быстрее нанесите его на отверстие и разгладьте, пока он не высох.
Дайте высохнуть. Вы можете попытаться отшлифовать его, хотя это не сработает.
Если отверстие и глубокое, и широкое, вы можете заполнить его опилками перед нанесением на него тонкого слоя эпоксидной смолы, что поможет сократить ваши расходы.
Способ № 6: Замазка – Bondo (или аналогичные продукты)
Замазка для дерева аналогична шпаклевке для дерева, но намного гуще. Вот почему шпатлевка по дереву идеально подходит для широких отверстий, которые не требуют стекания шпатлевки в трещины. Он идеально подходит для отверстий, которые проходят через древесину, если они не слишком узкие.
Замазка для дерева также идеально подходит как для внутренних, так и для наружных работ, так как образует очень прочное соединение, устойчивое к атмосферным воздействиям. Он также обладает способностью сопротивляться усадке, а также может расширяться вместе с деревом по мере расширения.
Однако замазка для дерева сохнет очень долго, а также может менять цвет по мере высыхания в зависимости от погоды и условий освещения. Более того, шпаклевка для дерева может повредить сырую древесину, поэтому ее следует наносить только поверх герметика.
Плюсы:
Идеально подходит для широких отверстий
Может использоваться, если отверстие проходит сквозь древесину
Очень плотное соединение
Атмосферостойкий — идеально подходит для наружного использования
Не требует герметизации после высыхания
Устойчивый к сокращению
Он расширяется по мере расширения древесины
Минусы:
и твердый для применения
Не идеально для узких хол.
.
Если древесина необработанная, сначала нанесите герметик.
Тщательно перемешайте шпаклевку, чтобы она была однородной и однородной.
Заполните отверстие шпателем или шпателем.
Дайте высохнуть.
Способ № 7: Шпаклевка
Шпаклевка в основном используется для ремонта дефектов или отверстий в гипсокартоне и бетоне, но ее также можно использовать для заполнения отверстий в древесине. Имейте в виду, что шпаклевка толстая, поэтому ее лучше использовать для неглубоких и широких отверстий.
Шпаклевка великолепна, потому что она бывает разных цветов, очень трудно сохнет, подходит для больших отверстий, хорошо шлифуется и может быть окрашена. Недостатком является то, что он не устойчив к атмосферным воздействиям, морилка не легко наносится, может дать усадку, и вам может потребоваться нанести несколько слоев. Тем не менее, это достаточно рентабельно.
Pros:
Хороший для мелких и широких отверстий
Сти Shood
Хорошо для больших отверстий
можно отшлифовать
. Пятно плохо держится
Не слишком устойчиво к повреждениям
Может дать усадку
Может потребоваться несколько применений
Как это сделать
Подготовьте участок легким шлифованием и протрите чистой тканью.
Нанесите достаточное количество шпаклевки, чтобы заполнить отверстие и полностью покрыть область.
Вставьте шпатель в отверстие с помощью шпателя и соскоблите излишки.
Дайте полностью высохнуть, затем отшлифуйте при необходимости и протрите влажной тканью.
Метод № 8: Акриловый герметик
Последний метод, который вы можете использовать для заполнения отверстий, заключается в использовании простого акрилового герметика и пистолета для герметика.
Шпаклевка — хороший способ для простого ремонта, когда вам не нужно ничего шлифовать или морить после, более или менее для заполнения отверстий и зазоров. Он хорош для использования на открытом воздухе из-за своей устойчивости к влаге, а также очень прост в использовании.
Трубы стальные профильные квадратные 100х100 производятся из горячекатаной стали углеродистых и качественных марок, в соответствии с ГОСТ 8639-82, ГОСТ 13663-86, ГОСТ 30245-2003 и несколькими техническими условиями.
Трубы квадратные 100х100 из рядовой стали
Размер
Длина, метров
Марка стали
Вес метра
Метров в тонне
Труба квадратная 100х100х3
6 / 12
Ст3
9,31
107
Труба квадратная 100х100х4
6 / 12
Ст3
12,08
82,7
Труба квадратная 100х100х5
6 / 12
Ст3
14,77
67,7
Труба квадратная 100х100х6
6 / 12
Ст3
17,31
57,7
Труба квадратная 100х100х7
6 / 12
Ст3
19,4
51,5
Труба квадратная 100х100х8
6 / 12
Ст3
21,71
46
Трубы квадратные 100х100 из стали повышенной прочности
Размер
Длина, метров
Марка стали
Вес метра
Метров в тонне
Труба квадратная 100х100х4
6 / 12
09Г2С
12,08
82,7
Труба квадратная 100х100х5
6 / 12
09Г2С
14,77
67,7
Труба квадратная 100х100х6
6 / 12
09Г2С
17,31
57,7
Труба квадратная 100х100х7
6 / 12
09Г2С
19,4
51,5
Труба квадратная 100х100х8
6 / 12
09Г2С
21,71
46
Трубы квадратные не предназначены для сооружения трубопроводов, транспортировки жидкостей и газов, используются исключительно для производства металлоизделий и металлоконструкций.
Основные характеристики:
Предельные отклонения по наружным размерам труб не превышают ± 0,8%.
Вогнутость и выпуклость квадратной трубы не должна выводить размеры за предельно допустимые значения с учетом предельных отклонений.
В поперечном сечении отклонения от прямого угла квадратной трубы не превышают 1,5%.
Предельные отклонения по толщине стенки не должны превышать ±12,5%. В реальности отклонения по толщине стенки не превышают 4% при толщине стенки свыше 2,5мм, 6% при толщине стенки 1,5-2мм и 9% при толщине стенки менее 1,5мм.
На квадратных трубах удаляется наружный грат (зачищается сварной шов), при этом допускается образование царапин и рисок в месте зачистки. Внутренний грат не удаляется, качество внутренней поверхности не контролируется.
На квадратных трубах допускается образование незначительной ржавчины, вмятины, следы правки, риски, рябизна и дледы зачистки дефектов, при условии, что они не выводят наружные размеры труб и толщину стенки за предельные отклонения, предусмотренные ГОСТ или ТУ, в соответствии с которыми они изготовлены.
Квадратные трубы 100х100 из горячекатаной стали
Рядовые квадратные трубы средних и крупных размеров из горячекатаной стали углеродистой марки Ст3сп/пс, а так же низколегированной стали марки 09Г2С, предназначены и используются для производства металлических конструкций различной сожности и прочности.
Металлоконструкции, выполненные из квадратной стальной горячекатаной трубы защищают от коррозии горячим оцинкованием и покраской специальными составами по металлу.
Купить квадратные трубы 100х100 можно в нашей компании любыми партиями от 1-ой трубы до вагонных норм. Поставка производится самовывозом (самостоятельная выборка товара со склада Поставщика) или с доставкой автомобильным / железнодорожным транспортом.
Цены на квадратные трубы
В последние годы цены на Квадратную трубу меняются очень динамично, что затрудняет публикацию актуальных цен, соответствующих настоящему моменту.
Просим Вас уточнять текущие цены и наличие интересующей продукции по
телефону + 7(495) 669-29-10 или направляйте Ваш заказ.
Вместе с Квадратной трубой покупают:
Труба прямоугольная
Уголок
Лист горячекатный
Полоса
Вес квадратной (профильной) трубы. Труба профильная квадратная вес погонного метра
Размеры А, мм
Толщина стенки, S, мм
Масса 1м, кг
Метров в тонне
Труба квадратная 10
1,0
0,269
3717,5
Труба квадратная 15
1,0
0,426
2347,4
1,5
0,605
1652,9
Труба квадратная 20
1,0
0,583
1715,3
1,5
0,841
1189,1
2,0
1,075
930,2
Труба квадратная 25
1,0
0,740
1351,4
1,5
1,070
934,6
2,0
1,390
719,4
2,5
1,680
595,2
3,0
1,950
512,8
Труба квадратная 30
2,0
1,700
588,2
2,5
2,070
483,1
3,0
2,420
413,2
3,5
2,750
363,6
4,0
3,040
328,9
Труба квадратная 32*
4,0
3,300
303,0
Труба квадратная 35
2,0
2,020
495. 0
2,5
2,460
406,5
3,0
2,890
346,0
3,5
3,300
303,0
4,0
3,670
272,5
5,0
4,370
228,8
Труба квадратная 36*
4,0
3,800
262,2
Труба квадратная 40*
2,0
2,330
429,2
Труба квадратная 40
2,0
2,330
429. 2
2,5
2,850
350,9
3,0
3,360
297,6
3,5
3,850
259,7
4,0
4,300
232,6
5,0
5,160
193,8
6,0
5,920
168,9
Труба квадратная 42
3,0
3,550
281,7
3,5
4,070
245,7
4,0
4,560
219,3
5,0
5,470
182,8
6,0
6,300
158,7
Труба квадратная 45
3,0
3,830
261,1
3,5
4,400
227,3
4,0
4,930
202,8
5,0
5,940
168,4
6,0
6,860
145,8
7,0
7,690
130,0
8,0
8,430
118,6
Труба квадратная 50
3,0
4,310
232,0
3,5
4,940
202,4
4,0
5,560
179,9
5,0
6,730
148,6
6,0
7,800
128,2
7,0
8,790
113,8
8,0
9,690
103,2
Труба квадратная 60
3,5
6,040
165,6
4,0
6,820
146,6
5,0
8,300
120,5
6,0
9,690
103,2
7,0
11,000
90,9
8,0
12,200
82,0
Труба квадратная 65*
6,0
10,630
94,1
Труба квадратная 70
4,0
8,070
123,9
5,0
9,870
101,3
6,0
11,570
86,4
7,0
13,190
75,8
8,0
14,710
68,0
Труба квадратная 80
4,0
9,330
107,2
5,0
11,440
87,4
6,0
13,460
74,3
7,0
15,380
65,0
8,0
17,220
58,1
Труба квадратная 90
5,0
13,000
76,9
6,0
15,340
65,2
7,0
17,580
56,9
8,0
19,730
50,7
Труба квадратная 100
6,0
17,220
58,1
7,0
19,780
50,6
8,0
22,250
44,9
9,0
24,620
40,6
Труба квадратная 110
6,0
19,110
52,3
7,0
21,980
45,5
8,0
24,760
40,4
9,0
27,450
36,4
Труба квадратная 120
6,0
20,990
47,6
7,0
24,180
41,4
8,0
27,270
36,7
9,0
30,280
33,0
Труба квадратная 140
6,0
24,760
40,4
7,0
28,570
35,0
8,0
32,290
31,0
9,0
35,930
27,8
Труба квадратная 150
7,0
30,770
32,5
8,0
34,810
28,7
9,0
38,750
25,8
10,0
42,610
23,5
Труба квадратная 180
8,0
42,340
23,6
9,0
47,230
21,2
10,0
52,030
19,2
12,0
61,360
16,3
14,0
70,330
14,2
* специальные размеры
Типоразмер
для стали — прямоугольный полый профиль Типоразмер
для стали — прямоугольный полый профиль
.
2
2.5
3
3.2
3.6
4
5
6
6.3
8
10
12.5
16
Размер (мм)
кг/м
40 x 20
1,68
2,18
2,55
7 37 37
50 x 25
2,21
2,72
3,25
50 x 30
2,37
2,92
3,45
4,46
60 x 40
3,71
4,39
5,72
6,97
8,25
7777
7777777
77777777
77777777
77777777
7777777
77777
80 x 40
4. 26
5.34
6.97
8.54
10.50
12.80
80 x 50
5,82
9,38
90 x 50
6,28
10,10
12,00
9055 9 0,0309 90,03040037
100 x 50
5.63
6.75
7.18
8.86
10.90
12.90
16.60
100 x 60
7.22
11.70
13.80
17.80
21.88
100 x 80
13,28
15,75
20,50
120 x 60
9.72
13. 30
15,52
20,50
25
77 20,50
25
777750
25
777
120 x 80
14,80
17,60
22,90
27,4
77
120 x 100
16.41
150×100
18.70
22.30
29.10
35.7
43.6
160 x 80
18,00
21,30
22,30
27,90
33,7
77,90
33,7
77777,90
33,7
7777.
200×100
22,70
28,30
35,40
43,75
52,7
67
200 x 150
26. 60
31.69
41.70
51.4
63.5
250 x 100
31.70
41.70
51,6
63.5
4 79 79 79 79 51,6
63,5
4 79 79 79 79 51,6.5
250 x 150
30.50
36.20
48.00
59.3
73
92
300 x 100
36,38
48,00
59,3
73
300 x 150
54,25
67,2
83
104,5
300 x 200
48,10
60,50
75
92,6
117
92,6
117
92,6
92,6
400 x 200
57,90
73. 10
90,7
112
77
450 x 250
106
131
500 x 300
122
151
5
5
Квадратная полая секция из нержавеющей стали
, труба из нержавеющей стали ASTM A554 SHS, квадратная труба из нержавеющей стали
Главная
.
Продукты
.
Квадратная полая секция из нержавеющей стали
Поставщики квадратных полых секций из нержавеющей стали ASTM A554, труба SHS из нержавеющей стали в Мумбаи, квадратная труба из нержавеющей стали, квадратная полая секция из нержавеющей стали ASME A554.
Дистрибьюторы труб SHS
SS в Индии, экспортеры квадратного сечения из нержавеющей стали, квадратная труба из нержавеющей стали ASTM A554.
Конструкционная квадратная полая секция из нержавеющей стали
, бесшовные полые трубы квадратного сечения из нержавеющей стали, сварные трубы квадратного сечения из нержавеющей стали, трубы ERW SHS из нержавеющей стали Складские запасы в Мумбаи, Индия.
Содержание
Квадратные полые профили из нержавеющей стали – краткое описание
Типы квадратных полых профилей из нержавеющей стали
Квадратная полая секция из нержавеющей стали Спецификация
Квадратная полая секция из нержавеющей стали, размеры
Калькулятор квадратного полого сечения из нержавеющей стали
Глобальный поставщик квадратной полой секции из нержавеющей стали SHS
НxВ – Высота x Основание Вес – Толщина стенки Кг/м – Килограммы на погонный метр Er – Внешний радиус L – Стандартная длина стержня
6 Полые секции из нержавеющей стали 9 Широкий спектр характеристик, включая высокую прочность на растяжение, долговечность, устойчивость к коррозии и экономичность. Эти высокопрочные материалы используются в строительной инфраструктуре и других инженерных приложениях. Полые профили из нержавеющей стали доступны в различных формах, размерах и толщине, а также имеют квадратное, прямоугольное и круглое поперечное сечение. Эти продукты тестируются по различным параметрам, включая предел прочности при растяжении, изгиб, сплющивание и расширение. Эти полые профили из нержавеющей стали изготавливаются из высококачественного сырья и с использованием хорошо оборудованного оборудования. Эти продукты доступны в стандартной длине и размере и также настроены согласно требованию клиента.
Этот продукт изготовлен из нержавеющей стали и имеет различную отделку, в том числе оцинкованную, с порошковым покрытием, лаком и краской. Длина квадратных полых секций колеблется от 12 до 40 мм. Производственный процесс включает процесс холодной вытяжки, процесс сварки, процесс TIG/плазмы и многое другое. Базовое состояние поверхности включает шлифовку и фрезерование. Эти квадратные полые профили из нержавеющей стали настоятельно рекомендуются многим руководителям бизнеса. Они производятся в соответствии с национальными и международными стандартами качества.
Эти полые профили из нержавеющей стали упакованы под пластиковыми лентами, бирками, пластиковой пленкой и стропами. Маркировка пакетов включает марки, размеры, длину, состояние поверхности, номер плавки и название производителя, а также номер пакета. Струйная маркировка также упоминается на упакованном материале. Этот материал протестирован и подтвержден различными другими тестами и поставляется с сертификатом.
Теперь приобретите эти полые профили из нержавеющей стали у любого надежного онлайн-продавца и наслаждайтесь их услугами.
Типы полых квадратных профилей из нержавеющей стали
Нержавеющая сталь A554 Gr 304 Полые квадратные профили
Нержавеющая сталь A554 Gr 304L Полые квадратные профили
Нержавеющая сталь A554 Gr 304H Полые квадратные профили
Полые квадратные профили 7s Gr 304 A3164
Нержавеющая сталь A554 Gr 316L Квадратные полые профили
Нержавеющая сталь A554 Gr 316H Квадратные полые профили
Нержавеющая сталь A554 Gr 316Ti Квадратные полые профили
Нержавеющая сталь A554 Gr 321/321H Квадратные полые профили
Нержавеющая сталь A554 Gr 310S Квадратные полые профили
Нержавеющая сталь A554 Gr 202 Квадратные полые профили
Нержавеющая сталь A554 Gr 409/409L Квадратные полые профили1 Спецификация
Технические характеристики: ASTM A554 / ASME SA554 Размеры: 20*20 мм-400*400 мм Толщина стенки: 0,5 мм — 25 мм :
1 Длина0672 До 6 метров, нестандартная длина резки Тип : Бесшовный/сварной/ ERW Упаковка : В связках, Антикоррозионное сохранение тепла, Лакокрасочное покрытие, Концы могут быть скошены или обрезаны под прямым углом, Торцевые заглушки Сертификация и дополнительные испытания, Отделка и идентификационный знак Доступные марки стали: 304, 304L, 304H, 316, 316L, 316H, 316Ti, 321, 321H, 310S, 202, 409, 409L Отделка, отделка №4, отделка BA, зеркальная отделка №8, электрополированные квадратные трубы Состояние поставки: Яркий отжиг, полировка или отжиг и травление размеры
полого сечения квадрата нержавеющей стали
Размер мм
кг/м
Размер, мм
кг/м
0mm Stainless Steel Square Hollow Section»> 20 х 20 х 2,0
1,12
20 х 20 х 2,5
1,35
25 х 25 х 1,5
1,06
25 х 25 х 2,0
1,43
25 х 25 х 2,5
1,74
25 х 25 х 3,0
2,04
30 х 30 х 2,0
1,68
30 х 30 х 2,5
2,14
30 х 30 х 3,0
2,51
5mm Stainless Steel Square Hollow Section»> 40 х 40 х 1,5
1,81
40 х 40 х 2,0
2,31
40 х 40 х 2,5
2,92
40 х 40 х 3,0
3,45
40 х 40 х 4,0
4,46
40 х 40 х 5,0
5,40
50 х 50 х 1,5
2,28
50 х 50 х 2,0
2,93
50 х 50 х 2,5
3,71
50 х 50 х 3,0
4,39
50 х 50 х 4,0
5,72
50 х 50 х 5,0
6,97
60 х 60 х 3,0
5,34
60 х 60 х 4,0
6,97
60 х 60 х 5,0
8,54
60 х 60 х 6,0
9,45
70 х 70 х 3,0
6,28
6mm Stainless Steel Square Hollow Section»> 70 х 70 х 3,6
7,46
70 х 70 х 5,0
10.11
70 х 70 х 6,3
12.50
70 х 70 х 8
15.30
75 х 75 х 3,0
7,07
80 х 80 х 3,0
7,22
80 х 80 х 3,6
8,59
80 х 80 х 5,0
11,70
80 х 80 х 6,0
13,90
90 х 90 х 3,0
8. 01
90 х 90 х 3,6
9,72
90 х 90 х 5,0
13.30
90 х 90 х 6,0
15,76
90 х 90 х 8,0
20.40
100 х 100 х 3,0
8,96
100 х 100 х 4,0
12.00
100 х 100 х 5,0
14,80
100 х 100 х 5,0
14,80
100 х 100 х 6,0
16. 19
100 х 100 х 8,0
22,90
100 х 100 х 10
27,90
120 х 120 х 5
18.00
120 х 120 х 6,0
21.30
120 х 120 х 6,3
22.30
120 х 120 х 8,0
27,90
120 х 120 х 10
34,20
120 х 120 х 12
35,8
120 х 120 х 12,5
41,60
140 х 140 х 5,0
21. 10
140 х 140 х 6,3
26.30
140 х 140 х 8
32,90
140 х 140 х 10
40,40
140 х 140 х 12,5
49,50
150 х 150 х 5,0
22,70
150 х 150 х 6,3
28.30
150 х 150 х 8,0
35,40
150 х 150 х 10
43,60
150 х 150 х 12,5
53,40
150 х 150 х 16
66,40
150 х 150 х 16
66,40
180 х 180 х 5
27,40
3mm Stainless Steel Square Hollow Section»> 180 х 180 х 6,3
34,20
180 х 180 х 8
43,00
180 х 180 х 10
53,00
180 х 180 х 12,5
65,20
180 х 180 х 16
81,40
200 х 200 х 5
30,50
200 х 200 х 6
35,8
200 х 200 х 6,3
38,2
200 х 200 х 8
48.00
200 х 200 х 10
59,30
5mm Stainless Steel Square Hollow Section»> 200 х 200 х 12,5
73,00
200 х 200 х 16
91,50
250 х 250 х 6,3
48.10
250 х 250 х 8
60,50
250 х 250 х 10
75,00
250 х 250 х 12,5
92,60
250 х 250 х 16
117,00
300 х 300 х 6,3
57,90
300 х 300 х 8
73. 10
300 х 300 х 10
57,90
300 х 300 х 8
90,70
300 х 300 х 12,5
112.00
300 х 300 х 16
142,00
350 х 350 х 8
85,70
350 х 350 х 10
106,00
350 х 350 х 12,5
132,00
350 х 350 х 16
167,00
400 х 400 х 10
122,00
400 х 400 х 12
141,00
5mm Stainless Steel Square Hollow Section»> 400 х 400 х 12,5 мм
152,00
400 х 400 х 16
192
Калькулятор для квадратного полого профиля
Мировые экспортеры квадратного полого профиля из нержавеющей стали — SHS
Метрические резьбы (рис.1) применяют главным образом в винтовых соединениях деталей. Тугие метрические резьбы применяются для посадки шпилек в корпусы изделий и в других подобных случаях, когда требуется устранить возможность вывинчивания шпильки при отвинчивании гайки или ее самоотвинчивания без дополнительных крепежных деталей. Стандартами на метрические резьбы предусматриваются элементы резьбы диаметров до 1 мм (0,25-0,9 мм) и свыше 1 мм (1-600 мм). Угол профиля метрических резьб составляет 60°.
Шаг метрических резьб измеряется в миллиметрах.
Рис.1. Метрическая резьба
ОСНОВНЫЕ ПАРАМЕТРЫ РЕЗЬБЫ
Шаг (P) – расстояние между одноимёнными боковыми сторонами профиля, измеряется в долях метра, в долях дюйма или числом ниток на дюйм — это знаменатель обыкновенной дроби, числитель которой является дюймом. Выражается натуральным числом (например: 28, 19, 14, 11).
Наружный диаметр (D, d), диаметр цилиндра, описанного вокруг вершин наружной (d) или впадин внутренней резьбы (D). Равен диаметру заготовки болта перед нарезкой резьбы.
Средний диаметр (D2, d2), диаметр цилиндра, образующая которого пересекает профиль резьбы таким образом, что её отрезки, образованные при пересечении с канавкой, равны половине номинального шага резьбы.
Внутренний диаметр (D1, d1), диаметр цилиндра, вписанного во впадины наружной (d1) или вершины внутренней резьбы (D1). Равен диаметру отверстия заготовки гайки перед нарезкой резьбы:
D1 = D−2×(H−2c)
Ход (Ph) — расстояние по линии, параллельной оси резьбы, между любой исходной средней точкой на боковой стороне резьбы и средней точкой, полученной при перемещении исходной средней точки по винтовой линии на угол 360°, или — значение относительно осевого перемещения детали с резьбой за один оборот. В однозаходной резьбе ход равен шагу, в многозаходной — произведению шага P на число заходов n:
Высота исходного треугольника резьбы (H).
Срез резьбы (с).
Угол конуса конической резьбы (∅).
Угол подъёма резьбы (ψ):
ГОСТ 24705-2004 (ИСО 724:1993) «Резьба метрическая. Основные размеры»;
ГОСТ 8724-2002 «Основные нормы взаимозаменяемости. Резьба метрическая. Диаметры и шаги»;
ISO 965-1:1998 «Резьбы метрические ISO общего назначения. Допуски. Часть 1. Принципы и основные характеристики»;
ISO 965-2:1998 «Резьбы метрические ISO общего назначения. Допуски. Часть 2. Предельные размеры резьб для болтов и гаек общего назначения. Средний класс точности»;
ISO 965-3:1998 «Резьбы метрические ISO общего назначения. Допуски. Часть 3. Отклонения для конструкционной резьбы»;
ISO 965-4:1998 «Резьбы метрические ISO общего назначения. Допуски. Часть 4. Предельные размеры для наружных винтовых резьб, гальванизированных горячим погружением, для сборки с внутренними винтовыми резьбами, нарезанными метчиком с позиции допуска H или G после гальванизации»;
ISO 965-5:1998 «Резьбы метрические ISO общего назначения. Допуски. Часть 5. Предельные размеры для внутренних винтовых резьб винтов для сборки с наружными винтовыми резьбами, гальванизированными горячим погружением, с максимальным размером позиции допуска h до гальванизации»;
ISO 68-1 «Резьбы винтовые ISO общего назначения. Основной профиль. Метрическая резьба»;
ISO 261:1998 «Резьбы метрические ИСО общего назначения. Общий вид»;
ISO 262:1998 «Резьбы ISO метрические общего назначения. Выбранные размеры для винтов, болтов и гаек»;
BS 3643 «ISO metric screw threads»;
DIN 13-12-1988 «Резьбы метрические ISO основные и прецизионные диаметром от 1 до 300 мм. Выбор диаметров и шагов»;
ANSI B1.13M, ANSI B1.18M «Метрическая резьба М с профилем, базирующимся на стандарте ISO 68».
Условные обозначения в маркировках резьбы: буква M (metric), числовое значение номинального диаметра резьбы (d, D на схеме, оно же внешний диаметр резьбы на болте) в мм, числовое значение шага (для резьбы с мелким шагом) (P на схеме) и буквы LH для левой резьбы. Например, резьба с номинальным диаметром 16 мм с крупным шагом обозначается как M16; резьба с номинальным диаметром 36 с мелким шагом 1,5 мм — М36×1,5; такая же по диаметру и шагу, но левая резьба М36×1,5LH. Эти параметры могут быть нанесены на инструмент в разных местах и не иметь обозначения М, таким образом, числа 36 и 1,5, нанесенные в разных местах, обозначают М36×1,5. Также на советском и российском инструменте часто встречается сокращенная маркировка мелкого шага, например, 2М16 или 1М16, что означает «М16, мелкая, вторая» или «М16, мелкая, первая», соответственно. В этом случае 1М означает первый шаг от основного, 2М – второй. Для указанного примера 1М16 означает М16×1,75, а 2М16 означает М16×1,5, поскольку основной шаг М16 — 2 мм. Основные шаги метрической резьбы представлены в табл.1 и 2.
Таблица 1. Основные шаги метрической резьбы для диаметров 0,25-0,9 мм
М0,25
М0,3
М0,35
М0,4
М0,45
М0,5
М0,55
М0,6
М0,7
М0,8
М0,9
0,075
0,08
0,09
0,1
0,1
0,125
0,125
0,15
0,175
0,2
0,225
Таблица 2. Основные шаги метрической резьбы для диаметров 1-600 мм
(Для стальных конструкций, с предварительной затяжкой)
Диаметр описанной окружности e:
mm
(DIN 6914) EN 14399-4
Размер под ключ s:
mm
Винт с цилиндрической головкой и прямым шлицем
Диаметр головки dk:
mm
DIN EN ISO 1207, ISO 1207
Высота головки k:
mm
Раззенковка
Диаметр раззенковки
под головку d2:
mm
DIN 74-2, форма H
Глубина раззенковки
под головку t:
mm
Винт с низкой скругленной головкой и прямым шлицем
Диаметр головки dk:
mm
DIN EN ISO 1580, ISO 1580
Высота головки k:
mm
Винт со скругленной головкой и крестообразным шлицем
Диаметр головки dk:
mm
DIN EN ISO 7045, ISO 7045
Высота головки k:
mm
Размер
крестообразного шлица:
Шестигранная гайка
DIN EN 24034, ISO 4034
Высота гайки m:
mm
DIN EN 24032, ISO 4032; DIN EN 28673, ISO 8673; (DIN 6915) EN 14399-4
Низкая шестигранная гайка
Высота гайки m:
mm
DIN EN 24035, ISO 4035; DIN EN 28675, ISO 8675
Круглая плоская шайба под шестигранные болты и гайки
Внутренний диаметр d1:
mm
DIN 125-1, ISO 7089, ISO 7090
Наружный диаметр d2:
mm
DIN 125-2, ISO 7089, ISO 7090
Толщина s:
mm
Круглая плоская шайба для
высокоропрочных болтовых соединений
Внутренний диаметр d1:
mm
(DIN 6916) EN 14399-6
Наружный диаметр d2:
mm
Толщина s
mm
Круглая плоская шайба под винты с прямым шлицем
Внутренний диаметр d1:
mm
DIN 433-1, ISO 7092; DIN 433-2, ISO 7092
Наружный диаметр d2:
mm
Толщина s
mm
Пружинная шайба
Минимальный
внутренний диаметр d1:
mm
DIN 128
Минимальный
наружный диаметр d2:
mm
Толщина s:
mm
Пружинная шайба
с наружными зубцами
Внутренний диаметр d1 (H 13):
mm
DIN 6797 форма A
Наружный диаметр d2 (h 14)
mm
Пружинная шайба
с наружными зубцами
Толщина s1:
mm
DIN 6798 форма A
Шайба тарельчатая
Внутренний диаметр d1:
mm
DIN 6796
Наружный диаметр d2:
mm
Толщина sc:
mm
Резьба
Шаг резьбы P:
mm
DIN 13-1 — DIN 13-8
Диаметр сердечника
резьбы винтов d3:
mm
Диаметр сердечника
резьбы гайки D1:
mm
Диаметр свободного отверстия d1
DIN EN 20273, ISO 273,
средний допуск
mm
DIN 336
Диаметр сверления
отверстия под резьбу
Основная резьба
mm
Диаметр сверления
отверстия под резьбу
Мелкая резьба
mm
Винт с цилиндрической
головкой и внутренним шестигранником
DIN 912, ISO 4762
Диаметр головки dk:
mm
Высота головки k:
mm
Размер под ключ s:
mm
Раззенковка
DIN 74-2, форма K, основные отклонения размеров по классу (m)
Диаметр раззенковки
под головку (H 13) d2
mm
Глубина раззенковки
под головку t
mm
Винт с низкой цилиндрической головкой и внутренним шестигранником
DIN 7984
Диаметр головки dk:
mm
Высота головки k:
mm
Размер под ключ s:
mm
Раззенковка
DIN 74-2, форма K, основные отклонения размеров по классу (m)
Диаметр раззенковки
под головку (H 13) d2:
mm
Глубина раззенковки
под головку t:
mm
Винт с потайной головкой и внутренним шестигранником
DIN 7991
Диаметр головки dk:
mm
Высота головки k:
mm
Размер под ключ s:
mm
Раззенковка
DIN 74-1, форма B, основные отклонения размеров по классу (m)
Диаметр раззенковки
под головку d2:
mm
Глубина раззенковки
под головку t:
mm
Винт с потайной головкой
и прямым шлицем, DIN EN 2009, ISO 2009
Диаметр головки dk:
mm
Винт с полупотайной головкой
и прямым шлицем
DIN EN ISO 2010, ISO 2010
Высота головки k:
mm
Винт с потайной головкой
и крестообразным шлицем, DIN EN ISO 7046-1,-2, ISO 7046-1,-2
Радиус закругления
полупотайной головки rf
mm
Винт с полупотайной головкой
и крестообразным шлицем, DIN EN ISO 7047, ISO 7074
Размер крестообразного
шлица
Раззенковка
DIN 66
Диаметр раззенковки
под головку d2:
mm
Глубина раззенковки
под головкуt:
mm
Резьба
ST
Саморез для листового металла с потайной головкой и прямым шлицем
Диаметр головки dk
mm
DIN ISO 1482, ISO 1482
Высота головки k
mm
Саморез для листового металла с полупотайной головкой и прямым шлицем, DIN ISO 1483, ISO 1483
Радиус закругления
полупотайной головки rf
mm
Саморез для листового металла с потайной головкой и крестообразным шлицем, DIN ISO 7050, ISO 7050
Размер крестообразного шлица
Саморез для листового металла с полупотайной головкой и крестообразным шлицем,
DIN ISO 7051, ISO 7051
Раззенковка DIN 66
Диаметр раззенковки под головку d2
mm
Глубина раззенковки под головку t
mm
Саморез для листового металла с цилиндрической головкой и прямым шлицем
Диаметр головки dk
mm
DIN ISO 1481, ISO 1481
Высота головки k
mm
Саморез для листового металла с цилиндрической скругленной головкой и крестообразным шлицем
Диаметр головки dk
mm
DIN ISO 7049, ISO 7049
Высота головки dk
mm
Размер крестообразного шлица
Саморез для листового металла с шестигранной головкой
Высота головки k
mm
DIN ISO 1479, ISO 1479
Диаметр описанной
окружности e
mm
Размер под ключ s
mm
ISO метрическая крупная резьба DIN 13-1
ISO метрическая крупная резьба DIN 13-1
Спецификации международных стандартов на резьбу
Эта резьба представляет собой глобально стандартизированную резьбу, она заменяет старую метрическую резьбу и большинство резьб с дюймовыми размерами. Этикетка состоит из буквы М, за которой следует цифра, обозначающая номинальный диаметр, угол наклона по бокам составляет 60°.
Реклама:
Номинальный диаметр мм
шага мм
Размер бухга
0.93
M 1.4
0.30
1.08
M 1.6
0.35
1.22
M 1.8
0.35
1.42
M 2.0
0.40
1.57
M 2.2
0.45
1.71
M 2.5
0.45
2.01
M 3.0
0.50
2.46
M 3.5
0.60
2.85
M 4.0
0.70
3.24
M 4.5
0.75
3.69
M 5.0
0. 80
4.13
M 6.0
1.00
4.92
M 7.0
1.00
5.92
M 8.0
1.25
6.65
M 9.0
1.25
7.65
M 10.0
1.50
8.38
M 11.0
1.50
9.38
M 12.0
1.75
10.11
M 14.0
2.00
11.84
M 16.0
2.00
13.84
M 18.0
2.50
15.29
M 20.0
2.50
17.29
M 22.0
2.50
19.29
M 24.0
3.00
20.75
M 27.0
3.00
23.75
M 30.0
3.50
26. 21
M 33.0
3.50
29.21
M 36.0
4.00
31.67
M 39.0
4.00
34.67
M 42.0
4.50
37.13
M 45.0
4.50
40.13
M 48.0
5.00
42.59
M 52.0
5.00
46.59
M 56.0
5.50
50.05
M 60.0
5.50
54.05
M 64.0
6.00
57,51
М 68,0
6,00
61,51
Реклама:
Реклама:
Метрическая мелкая резьба ISO DIN 13-9
Метрическая мелкая резьба ISO DIN 13-9
Спецификации международных стандартов на резьбу
По сравнению со стандартной резьбой мелкая резьба имеет меньший шаг, что повышает упругость. Он используется, например. для регулировочных винтов в измерительных приборах, так как позволяет выполнять более точную настройку. Термин состоит из буквы М, номинального диаметра и шага, боковой угол равен 60°.
Горючее. Мелкодисперсные частицы образуют в воздухе взрывчатые смеси.
НЕ использовать открытый огонь, НЕ допускать образование искр, НЕ КУРИТЬ. Замкнутая система, взрывозащищенное (для пыльной среды) электрическое оборудование и освещение. Не допускать оседания пыли. Предотвращать образование электростатического заряда (например, используя заземление).
Использовать распыленную воду, пену, порошок, сухой песк. В случае пожара: охлаждать бочки и т.д. распыляя воду.
НЕ ДОПУСКАТЬ ОБРАЗОВАНИЕ ПЫЛИ!
СИМПТОМЫ
ПРОФИЛАКТИЧЕСКИЕ МЕРЫ
ПЕРВАЯ ПОМОЩЬ
Вдыхание
Ощущения жжения. Кашель. Боли в горле.
Применять местную вытяжку или средства защиты органов дыхания.
Свежий воздух, покой. Полусидячее положение. Обратиться за медицинской помощью.
Кожа
Покраснение.
Защитные перчатки.
Снять загрязненную одежду. Ополоснуть и затем промыть кожу водой с мылом.
Глаза
Покраснение. Боль. Помутнение зрения.
Использовать защитные очки.
Прежде всего промыть большим количеством воды в течение нескольких минут (снять контактные линзы, если это возможно сделать без затруднений), затем обратится за медицинской помощью.
Проглатывание
Ощущение жжения. Диарея.
Не принимать пищу, напитки и не курить во время работы.
Прополоскать рот. Обратиться за медицинской помощью .
ЛИКВИДАЦИЯ УТЕЧЕК
КЛАССИФИКАЦИЯ И МАРКИРОВКА
Индивидуальная защита: Респиратор с сажевым фильтром, подходящий для концентрации вещества в воздухе. Смести просыпанное вещество в закрытые контейнеры. При необходимости, сначала намочить, чтобы избежать появления пыли.
Согласно критериям СГС ООН
Транспортировка Классификация ООН
Класс опасности по ООН: 4.1; Группа упаковки по ООН: III
ХРАНЕНИЕ
Обеспечить огнестойкость. Отдельно от сильных окислителей.
УПАКОВКА
СЕРА
ICSC: 1166
ФИЗИЧЕСКИЕ И ХИМИЧЕСКИЕ СВОЙСТВА
Агрегатное Состояние; Внешний Вид
ЖЁЛТОЕ ТВЕРДОЕ ВЕЩЕСТВО В РАЗЛИЧНЫХ ФОРМАХ.
Физические опасности
При смешении вещества виде порошка или гранул с воздухом возможен взрыв. Если вещество сухое, то оно может получать электростатический заряд от счет завихрения, пневматической транспортировки, разливки и т.д.
Химические опасности
При сгорании образует токсичные и едкие газы или оксиды серы, включая двуокись серы (см ICSC 0074). Интенсивно Реагирует с сильными окислителями , Особенно если в виде порошка. Приводит к появлению опасности пожара и взрыва.
Температура кипения: 445°C Температура плавления: 120°C (в аморфном состоянии) Температура плавления: 107°C (r-сера) Температура плавления: 115°C (бета-сера) Плотность: 2.1 g/cm³ Растворимость в воде: не растворяется Температура вспышки: 160°C c. c. Температура самовоспламенения : 232°C Предел взрываемости, % в объеме воздуха: 35-1400 g/m³
ВОЗДЕЙСТВИЕ НА ОРГАНИЗМ И ЭФФЕКТЫ ОТ ВОЗДЕЙСТВИЯ
Пути воздействия
Вещество может проникать в организм при вдыхании и при приеме внутрь.
Эффекты от кратковременного воздействия
Вещество оказывает раздражающее воздействие на глаза, кожу и дыхательные пути. Вдыхание порошка может вызвать воспаление носа и дыхательных путей.
Риск вдыхания
Испарение при 20° C незначительно; однако опасная концентрация частиц в воздухе может быть бысто достигнута при распылении.
Эффекты от длительного или повторяющегося воздействия
Повторяющийся или продолжительный контакт с кожей может вызвать дерматит. Вещество может оказать воздействие на дыхательные пути. Может привести к хроническому бронхиту.
Предельно-допустимые концентрации
ОКРУЖАЮЩАЯ СРЕДА
ПРИМЕЧАНИЯ
Often transported in molten state (UN 2448; TEC(R)-115). Molten sulfur reacts with hydrocarbons to form toxic and flammable gases. В зависимости от степени воздействия, рекомендуется периодическое медицинское обследование.
Температура плавления серы. Установки для плавления серы
Сера — один из самых распространённых элементов земной коры. Чаще всего она встречается в составе минералов, содержащих кроме неё металлы. Очень интересны процессы, происходящие при достижении температуры кипения и плавления серы. Эти процессы, а также связанные с ними сложности мы и разберём в этой статье. Но для начала окунёмся в историю открытия этого элемента.
История
В самородном виде, а также в составе минералов сера была известна ещё с древности. В старых греческих текстах описано ядовитое действие ее соединений на человеческий организм. Сернистый газ, выделяемый при горении соединений этого элемента, действительно может быть смертельно опасен для людей. Примерно в 8 веке серу начали использовать в Китае для приготовления пиротехнических смесей. Неудивительно, ведь именно в этой стране, как считается, изобрели порох.
Ещё в Древнем Египте людям был известен способ обжига серосодержащей руды на основе меди. Таким образом добывали этот металл. Сера уходила в виде ядовитого газа SO2.
Несмотря на известность с древнейших времён, знание о том, что представляет собой сера, пришло благодаря работам французского естествоиспытателя Антуана Лавуазье. Именно он установил, что она является элементом, а продукты её горения — оксидами.
Вот такая вот краткая история знакомства людей с этим химическим элементом. Далее мы подробно расскажем о процессах, происходящих в недрах земли и приводящих к образованию серы в том виде, в котором она есть сейчас.
Как появляется сера?
Существует распространённое заблуждение о том, что чаще всего этот элемент встречается в самородном (то есть чистом) виде. Однако это не совсем так. Самородная сера чаще всего встречается как вкрапление в другую руду.
На данный момент есть несколько теорий, касающихся происхождения элемента в чистом виде. Они предполагают отличие во времени образования серы и руд, в которые она вкрапляется. Первая, теория сингенеза, предполагает образование серы совместно с рудами. Согласно ей некоторые бактерии, обитающие в толще океана, восстанавливали сульфаты, находящиеся в воде, до сероводорода. Последний, в свою очередь, поднимался вверх, где с помощью других бактерий окислялся до серы. Она падала на дно, смешивалась с илом, и впоследствии они вместе образовывали руду.
Суть теории эпигенеза — то, что сера в руде образовалась позднее её самой. Тут есть несколько ответвлений. Мы расскажем лишь о самом распространённом варианте этой теории. Состоит он вот в чём: подземные воды, протекая через скопления сульфатных руд, обогащаются ими. Затем, проходя через месторождения нефти и газа, ионы сульфатов восстанавливаются до сероводорода благодаря углеводородам. Сернистый водород, поднимаясь к поверхности, окисляется кислородом воздуха до серы, которая и оседает в породах, образуя кристаллы. Эта теория в последнее время находит всё больше подтверждений, но пока остаётся открытым вопрос о химизме этих превращений.
От процесса происхождения серы в природе перейдём к её модификациям.
Аллотропия и полиморфизм
Сера, как и многие другие элементы таблицы Менделеева, существует в природе в нескольких формах. В химии их называют аллотропными модификациями. Существует сера ромбическая. Температура плавления её несколько ниже, чем у второй модификации: моноклинной (112 и 119 градусов по Цельсию). А различаются они строением элементарных ячеек. Ромбическая сера отличается большей плотностью и устойчивостью. Она может при нагревании до 95 градусов переходить во вторую форму — моноклинную. У обсуждаемого нами элемента есть аналоги в таблице Менделеева. Полиморфизм серы, селена и теллура учёные обсуждают до сих пор. Они имеют очень тесную связь между собой, и все модификации, которые они образуют, сильно похожи.
А далее мы разберём процессы, происходящие при плавлении серы. Но перед тем как начать, следует немного окунуться в теорию строения кристаллической решётки и явлений, происходящих при фазовых переходах вещества.
Из чего состоит кристалл?
Как известно, в газообразном состоянии вещество находится в виде молекул (или атомов), беспорядочно движущихся в пространстве. В жидком веществе составляющие его частицы группируются, но всё равно имеют достаточно большую свободу движения. В твёрдом агрегатном состоянии всё немного иначе. Здесь степень упорядоченности возрастает до своего максимального значения, и атомы образуют кристаллическую решётку. В ней, конечно, происходят колебания, но они имеют очень малую амплитуду, и это нельзя назвать свободным движением.
Любой кристалл можно поделить на элементарные ячейки — такие последовательные соединения атомов, которые повторяются во всём объёме образца соединения. Тут стоит уточнить, что такие ячейки — это не кристаллическая решётка, и тут атомы располагаются внутри объёма определённой фигуры, а не в её узлах. Для каждого кристалла они индивидуальны, но их можно разделить на несколько основных типов (сингоний) в зависимости от геометрии: триклинная, моноклинная, ромбическая, ромбоэдрическая, тетрагональная, гексагональная, кубическая.
Кратко разберём каждый тип решёток, ведь они делятся ещё на несколько подвидов. И начнём мы с того, чем они могут отличаться между собой. Во-первых, это соотношения длин сторон, а во-вторых, угол между ними.
Таким образом, триклинная сингония, самая низшая из всех, представляет собой элементарную решётку (параллелограмм), в которой все стороны и углы не равны между собой. Ещё один представитель так называемой низшей категории сингоний — моноклинная. Здесь два угла ячейки равны 90 градусам, а все стороны имеют разную длину. Следующий вид, относящейся к низшей категории, — ромбическая сингония. Она имеет три неравные между собой стороны, но все углы фигуры равны 90 градусам.
Перейдём к средней категории. И первый её член — тетрагональная сингония. Тут по аналогии нетрудно догадаться, что все углы фигуры, которую она представляет, равны 90 градусам, а также две из трёх сторон равны между собой. Следующий представитель — ромбоэдрическая (тригональная) сингония. Тут всё немного интереснее. Этот тип определяется тремя одинаковыми сторонами и тремя углами, которые равны между собой, но не являются прямыми.
Последний вариант средней категории — гексагональная сингония. В её определении ещё больше сложности. Этот вариант строится на трёх сторонах, две из которых равны и образуют угол 120 градусов, а третья находится в перпендикулярной им плоскости. Если взять три ячейки гексагональной сингонии и приложить их друг к другу, то мы получим цилиндр с шестигранным основанием (именно поэтому у неё такое название, ведь «гекса» в переводе с латинского означает «шесть»).
Ну а вершина всех сингоний, имеющая симметрию во всех направлениях, — кубическая. Она является единственной принадлежащей к высшей категории. Тут можно сразу догадаться, как её можно характеризовать. Все углы и стороны равны между собой и образуют куб.
Итак, мы закончили разбор теории по основным группам сингоний, а теперь подробнее расскажем о строении различных форм серы и свойствах, которые из этого вытекают.
Строение серы
Как уже было сказано, сера имеет две модификации: ромбическую и моноклинную. После раздела с теорией наверняка стало ясно, чем они отличаются. Но вся суть состоит в том, что в зависимости от температуры структура решётки может меняться. Вся суть в самом процессе превращений, происходящих, когда достигается температура плавления серы. Тогда кристаллическая решётка полностью разрушается, и атомы могут более-менее свободно двигаться в пространстве.
Но вернёмся к строению и особенностям такого вещества, как сера. Свойства химических элементов во многом зависят от их строения. Например, сера в силу особенностей кристаллической структуры обладает свойством флотации. Её частички не смачиваются водой, и прилипающие к ним пузырьки воздуха тянут их на поверхность. Таким образом, комовая сера всплывает при погружении в воду. На этом основаны некоторые способы отделения этого элемента из смеси ему подобных. А далее мы разберём основные методы добычи этого соединения.
Добыча
Сера может залегать с различными минералами, а следовательно, на различной глубине. В зависимости от этого выбирают разные способы добычи. Если глубина небольшая и под землёй нет скоплений газов, мешающих добыче, то материал добывают открытым способом: убирают пласты пород и, находя руду, содержащую серу, отправляют её на переработку. Но если эти условия не соблюдены и есть опасности, то применяют скважинный метод. В нём необходимо, чтобы достигалась температура плавления серы. Для этого применяют специальные установки. Аппарат для плавления комовой серы в этом способе просто необходим. Но об этом процессе -немного позднее.
Вообще при добыче серы любым способом существует большой риск отравления, потому как чаще всего вместе с ней залегают сероводород и сернистый газ, которые очень опасны для человека.
Чтобы лучше понять, какими недостатками и достоинствами обладает тот или иной способ, ознакомимся с методами переработки серосодержащей руды.
Извлечение
Тут тоже есть несколько приёмов, основанных на совершенно разных свойствах серы. Среди них выделяют термические, экстракционные, пароводяные, центрифугальные и фильтрационные.
Самые проверенные из них — термические. Они основаны на том, что температуры кипения и плавления серы ниже, чем у руд, в которые она «вклинивается». Проблема только в том, что расходуется много энергии. Для поддержания температуры раньше приходилось сжигать часть серы. Несмотря на всю простоту, этот метод малоэффективен, и потери могут доходить до рекордных 45 процентов.
Мы идём по ветке исторического развития, поэтому переходим к пароводяному методу. В отличие от термических эти способы до сих пор используются на многих фабриках. Как ни странно, основаны они на том же свойстве — отличии температуры кипения и плавления серы от аналогичных показателей для сопутствующих металлов. Разница состоит лишь в том, каким образом происходит нагрев. Весь процесс идёт в автоклавах — специальных установках. Туда подаётся обогащённая серная руда, содержащая до 80 % добываемого элемента. Затем под давлением в автоклав закачивается горячий водяной пар. Разогреваясь до 130 градусов по Цельсию, сера плавится и выводится из системы. Конечно, остаются и так называемые хвосты — частички серы, плавающие в воде, образовавшейся благодаря конденсированию водяного пара. Их удаляют и вновь пускают в процесс, так как там тоже содержится немало нужного нам элемента.
Один из самых современных методов — центрифужный. К слову, разработан он в России. Если кратко, суть его в том, что расплав смеси серы и минералов, которым она сопутствует, погружается в центрифугу и раскручивается с большой скоростью. Более тяжёлая порода за счёт центробежной силы стремится от центра, а сама сера остаётся выше. Затем полученные слои просто отделяют друг от друга.
Есть ещё один метод, который тоже по сей день используется на производствах. Заключается он в отделении серы от минералов через специальные фильтры.
В этой статье мы рассмотрим исключительно термические методы извлечения несомненно важного для нас элемента.
Процесс плавления
Исследование теплообмена при плавлении серы — важный вопрос, потому как это один из самых экономичных способов добычи этого элемента. Мы можем комбинировать параметры системы при нагревании, и нам необходимо вычислить их оптимальное сочетание. Именно для этого проводится исследование теплообмена и анализ особенностей процесса плавления серы. Существует несколько видов установок для осуществления этого процесса. Котёл для плавления серы — одна из них. Получение искомого элемента с помощью этого изделия — лишь вспомогательный способ. Однако сегодня есть специальная установка — аппарат для плавления комовой серы. Он может эффективно использоваться на производстве для получения высокочистой серы в большом объёме.
Для вышеизложенной цели в 1890 году была изобретена установка, позволяющая плавить серу на глубине и выкачивать на поверхность с помощью трубы. Её конструкция достаточно проста и эффективна в действии: две трубы находятся друг в друге. По внешней трубе циркулирует перегретый до 120 градусов (температура плавления серы) пар. Конец внутренней трубы достаёт до залежей нужного нам элемента. Нагреваясь водой, сера начинает плавиться и выходить наружу. Всё достаточно просто. В современном варианте установка содержит ещё одну трубу: она находится внутри трубы с серой, и по ней идёт сжатый воздух, который заставляет расплав подниматься быстрее.
Есть ещё несколько методов, и в одном из них достигается температура плавления серы. Под землю опускают два электрода и пускают по ним ток. Так как сера — типичный диэлектрик, она не проводит ток и начинает сильно нагреваться. Таким образом она плавится и с помощью трубы, как и в первом способе, выкачивается наружу. Если серу хотят направить на производство серной кислоты, то её поджигают под землёй и выводят полученный газ наружу. Его доокисляют до оксида серы (VI), а потом растворяют в воде, получая конечный продукт.
Мы разобрали плавление серы, установки плавления серы и способы её добычи. Теперь пришла пора выяснить, зачем нужны столь сложные методы. На самом деле анализ процесса плавления серы и система контроля температуры нужны для того, чтобы хорошо очистить и эффективно применить конечный продукт добычи. Ведь сера — один из важнейших элементов, играющих ключевую роль во многих сферах нашей жизни.
Применение
Бессмысленно говорить, где применяются соединения серы. Проще сказать, где они не применяются. Сера есть в любой резине и резиновых изделиях, в газе, который подаётся в дома (там он нужен для идентификации утечки в случае таковой). Это самые бытовые и простые примеры. На самом деле сфер применения серы бесчисленное множество. Перечислить их все просто нереально. Но если мы возьмёмся делать это, окажется, что сера — один из самых необходимых для человечества элементов.
Заключение
Из этой статьи вы узнали, какая температура плавления у серы, чем этот элемент так важен для нас. Если вы заинтересованы в этом процессе и его изучении, то наверняка почерпнули для себя что-то новое. Например, это могут быть особенности плавления серы. В любом случае нет предела совершенству, и никому из нас не помешают знания процессов, происходящих в промышленности. Вы можете самостоятельно продолжить освоение технологических тонкостей процессов добычи, извлечения и переработки серы и других элементов, содержащихся в земной коре.
Справочник по точкам плавления
элементов – Angstrom Sciences
Символы
Точка плавления
Имя
#
0,95 К
-272,05 °С
-458 °F
Гелий
Он
2
14,025 К
-258,975 °С
-434 °F
Водород
Х
1
24,553 К
-248,447 °С
-415,205 °F
Неон
Не
10
50,35 К
-222,65 °С
-368,77 °F
Кислород
О
8
53,48 К
-219,52 °С
-363,14 °F
Фтор
Ф
9
63,14 К
-209,86 °С
-345,75 °F
Азот
Н
7
83,81 К
-189,19 °С
-308,54 °F
Аргон
Ар
18
115,78 К
-157,22 °С
-251 °F
Криптон
Кр
36
161,3 К
-111,7 °С
-169,1 °F
Ксенон
Хе
54
172,16 К
-100,84 °С
-149,51 °F
Хлор
Кл
17
202 К
-71 °С
-96 °F
Радон
Рн
86
234,28 К
-38,72 °С
-37,7 °F
Меркурий
рт. ст.
80
265,9 К
-7,1 °С
19,2 °F
Бром
Бр
35
300 К
27 °С
81 °F
Франций
Пт
87
301,55 К
28,55 °С
83,39 °F
Цезий
цезий
55
302,9 К
29,9 °С
85,8 °F
Галлий
Га
31
312,64 К
39,64 °С
103,35 °F
Рубидий
руб
37
317,3 К
44,3 °С
111,7 °F
Фосфор
Р
15
336,35 К
63,35 °С
146,03 °F
Калий
К
19
371 К
98 °С
208 °F
Натрий
На
11
386,7 К
113,5 °С
236,3 °F
Йод
я
53
388,36 К
115,36 °С
239,65 °F
Сера
С
16
429,76 К
156,76 °С
314,17 °F
Индий
В
49
453,7 К
180,7 °С
357,3 °F
Литий
Ли
3
494 К
221 °С
430 °F
Селен
Se
34
505. 06 К
232,06 °С
449,71 °F
Олово
Сн
50
527 К
254 °С
489 °F
Полоний
ПО
84
544,52 К
271,52 °С
520,74 °F
Висмут
Би
83
575 К
302 °С
576 °F
Астатин
В
85
577 К
304 °С
579 °F
Таллий
Тл
81
594,18 К
321,18 °С
610,12 °F
Кадмий
CD
48
600,6 К
327,6 °С
621,7 °F
Свинец
Пб
82
692,73 К
419,73 °С
787,51 °F
Цинк
Цин
30
722,65 К
449,65 °С
841,37 °F
Теллурий
Те
52
903,9 К
630,9 °С
1167,6 °F
Сурьма
Сб
51
913 К
640 °С
1184 °F
Плутоний
Пу
94
913 К
640 °С
1184 °F
Нептуний
Нп
93
922 К
649 °С
1200 °F
Магний
мг
12
933,25 К
660,25 °С
1220,45 °F
Алюминий
Ал
13
973 К
700 °С
1292 °F
Радий
Ра
88
1002 К
729 °С
1344 °F
Барий
Ба
56
1042 К
769 °С
1416 °F
Стронций
Старший
38
1071 К
798 °С
1468 °F
Церий
Се
58
1081 К
808 °С
1486 °F
Мышьяк
Как
33
1095 К
822 °С
1512 °F
Европий
ЕС
63
1097 К
824 °С
1515 °F
Иттербий
Ыб
70
1112 К
839 °С
1542 °F
Кальций
Са
20
1133 К
860 °С
1580 °F
Эйнштейний
Эс
99
1173 К
900 °С
1652 °F
Калифорния
См.
98
1193 К
920 °С
1688 °F
Лантан
Ла
57
1204 К
931 °С
1708 °F
Прометий
вечера
61
1204 К
931 °С
1708 °F
Празеодим
Пр
59
1210.4 К
937,4 °С
1719,3 °F
Германий
Ге
32
1234 К
961 °С
1762 °F
Серебро
Аг
47
1259 К
986 °С
1807 °F
Берклиум
Б К
97
1267 К
994 °С
1821 °F
Америций
утра
95
1289 К
1016 °С
1861 °F
Неодим
Нд
60
1323 К
1050 °С
1922 °F
Актиний
Ас
89
1337,58 К
1064,58 °С
1948,24 °F
Золото
Золото
79
1340 К
1067 °С
1953 °F
Кюриум
См
96
1345 К
1072 °С
1962 °F
Самарий
См
62
1357,6 К
1084,6 °С
1984,3 °F
Медь
Медь
29
1405 К
1132 °С
2070°F
Уран
У
92
1517 К
1244 °С
2271 °F
Марганец
Мн
25
1551 К
1278 °С
2332 °F
Бериллий
Быть
4
1585 К
1312 °С
2394 °F
Гадолиний
Гд
64
1630 К
1357 °С
2475 °F
Тербий
Тб
65
1683 К
1410 °С
2570 °F
Кремний
Си
14
1685 К
1412 °С
2574 °F
Диспрозий
Дай
66
1726 К
1453 °С
2647 °F
Никель
Ni
28
1743 К
1470 °С
2678 °F
Гольмий
Хо
67
1768 К
1495 °С
2723 °F
Кобальт
Со
27
1795 К
1522 °С
2772 °F
Эрбий
Er
68
1799 К
1526 °С
2779 °F
Иттрий
Д
39
1808 К
1535 °С
2795 °F
Железо
Фе
26
1812 К
1539 °С
2802 °F
Скандий
Ск
21
1818 К
1545 °С
2813 °F
Тулий
Тм
69
1825 К
1552 °С
2826 °F
Палладий
Пд
46
1933 К
1660 °С
3020 °F
Титан
Ти
22
1936 К
1663 °С
3025 °F
Лютеций
Лу
71
2028 К
1755 °С
3191 °F
Торий
Т
90
2045 К
1772 °С
3222 °F
Платина
Пт
78
2113 К
1600 °С
2912 °F
Протактиний
Па
91
2125 К
1852 °С
3366 °F
Цирконий
Зр
40
2130 К
1857 °С
3375 °F
Хром
Кр
24
2175 К
1902 °С
3456 °F
Ванадий
В
23
2239 К
1966 °С
3571 °F
Родий
Рх
45
2473 К
2200 °С
3992 °F
Технеций
ТК
43
2500 К
2227 °С
4041 °F
Гафний
ВЧ
72
2523 К
2250 °С
4082 °F
Рутений
Ру
44
2573 К
2300 °С
4172 °F
Бор
Б
5
2716 К
2443 °С
4429 °F
Иридиум
Ир
77
2741 К
2468 °С
4474 °F
Ниобий
№
41
2890 К
2617 °С
4743 °F
Молибден
Пн
42
3269 К
2996 °С
5425 °F
Тантал
Та
73
3300 К
3027 °С
5481 °F
Осмий
ОС
76
3453 К
3180 °С
5756 °F
Рений
перед
75
3680 К
3407 °С
6165 °F
Вольфрам
Вт
74
3773 К
3500 °С
6332 °F
Углерод
С
6
Твердые вещества – температуры плавления и кипения
плавление – или плавление – фазовый переход вещества из твердого состояния в жидкое
кипение – фазовый переход вещества из жидкого состояния в газообразное
Компания «Региональный дом металла» реализует оптом и в розницу трубы из нержавеющей стали для водопровода. Предлагаем продукцию ведущих отечественных производителей, с доставкой в СПб, области и по всему СЗФО. Гарантируем, что приобретаемый вами товар прошёл сертификацию.
Изготавливаются данные изделия из стали, устойчивой не только к внешней, но и к внутренней (межкристаллитной) коррозии. Это обеспечивает длительный срок службы изделий. Кроме того, водосточная труба из нержавеющей стали имеет и другие преимущества, такие, как:
Химическая стойкость;
Хорошая обработка поверхностей, благодаря которой твердые частицы не осаждаются, образуя засоры;
Прочность, стойкость к гидроударам в системе водоснабжения;
Длительный срок службы. Если не будет механических повреждений, он доходит до сотни лет и более. Для сравнения, углеродистая сталь уже через 10 – 15 лет ржавеет, и трубопровод нуждается в ремонте.
Водопроводные трубы нержавейка
В каталоге сайта «РДМ» представлены различные трубы из нержавейки для водоснабжения многоквартирных домов (централизованные системы) и частного жилья (индивидуальные системы). В обоих случаях покупатель получает надёжное, проверенное временем решение.
Заказ можно оформить прямо на сайте, или позвонив по телефону +7(812) 425-12-32. Так же на сайте вы найдете множество других товаров, например профлист, страница которого находится здесь. Сообщите менеджеру следующую информацию:
В каком количестве вам требуется водопроводная труба из нержавеющей стали;
Наружный диаметр изделия;
Длина;
Толщина стенки;
Тип поверхности.
Труба водопроводная нержавеющая
Заказчиков всегда интересует, соответствует ли товар действующим стандартам. Мы гарантируем, что у нас продаётся только труба для водоснабжения ГОСТ, стандартная, гибкая, гофрированная и т.д. Это позволяет монтировать внутреннюю часть водопровода, подводы к котлам и другим системам транспортировки холодной и горячей воды.
Если же вас интересует нечто иное, например вентиляционная труба, то вам на эту страницу: https://rdmetall.ru/truba-stalnaya/truba-ocinkovannaya/ventilyacionnaya/.
Также аналогичные трубы для водоснабжения нержавеющие применяются при монтаже систем «тёплый пол» для дополнительного отопления в домах и квартирах. Для этих целей применяются изделия небольшого диаметра.
Производимые по ГОСТу нержавеющие трубы для водоснабжения 12х18н10т не случайно так прочны и устойчивы к ржавчине. Это зависит от состава, а точнее – легирующих добавок – хрома, никеля и титана.
Полезные ссылки:
Заказать трубы ппу
Ппу изоляция с одк
Металлопрокат в Кингисеппе
Гост на металлопрокат
Продольная резка металла
Водопроводная нержавеющая труба в категории «Изделия из металла, пластика, резины»
Труба из нержавеющей стали 8*1 мм AISI 304
На складе
Доставка по Украине
90 грн/м
Купить
AISI304 — Трубопроводная арматура и фитинг из нержавеющей стали
Нержавеющая труба 12*1,0 мм AISI 304
На складе
Доставка по Украине
95 грн/м
Купить
AISI304 — Трубопроводная арматура и фитинг из нержавеющей стали
Трубы нержавеющие 18*1,5 мм AISI 304
На складе
Доставка по Украине
195 грн/м
Купить
AISI304 — Трубопроводная арматура и фитинг из нержавеющей стали
Нержавеющие трубы 28*1,5 мм AISI 304
На складе
Доставка по Украине
325 грн/м
Купить
AISI304 — Трубопроводная арматура и фитинг из нержавеющей стали
Труба из нержавеющей стали 34*1,5 мм AISI 304
На складе
Доставка по Украине
395 грн/м
Купить
AISI304 — Трубопроводная арматура и фитинг из нержавеющей стали
Туба ПЭ пищевая синяя PN10 40х3,0 ПОЛИМИР 100м
Доставка по Украине
38 грн
Купить
Mastar
Труба из нержавеющей стали 40*1,5 мм AISI 304
На складе
Доставка по Украине
505 грн/м
Купить
AISI304 — Трубопроводная арматура и фитинг из нержавеющей стали
Труба из нержавеющей стали 52*1,5 мм AISI 304
На складе
Доставка по Украине
595 грн/м
Купить
AISI304 — Трубопроводная арматура и фитинг из нержавеющей стали
Труба из нержавеющей стали 70*2 мм AISI 304
На складе
Доставка по Украине
1 075 грн/м
Купить
AISI304 — Трубопроводная арматура и фитинг из нержавеющей стали
Труба из нержавеющей стали 85*2 мм AISI 304
На складе
Доставка по Украине
1 280 грн/м
Купить
AISI304 — Трубопроводная арматура и фитинг из нержавеющей стали
Труба из нержавеющей стали 104*2 мм AISI 304
На складе
Доставка по Украине
1 310 грн/м
Купить
AISI304 — Трубопроводная арматура и фитинг из нержавеющей стали
Труба из нержавеющей стали 129*2 мм AISI 304
На складе
Доставка по Украине
1 850 грн/м
Купить
AISI304 — Трубопроводная арматура и фитинг из нержавеющей стали
Труба из нержавеющей стали 154*2 мм AISI 304
На складе
Доставка по Украине
2 190 грн/м
Купить
AISI304 — Трубопроводная арматура и фитинг из нержавеющей стали
Труба из нержавеющей стали 22*1,5 мм AISI 304
На складе
Доставка по Украине
235 грн/м
Купить
AISI304 — Трубопроводная арматура и фитинг из нержавеющей стали
Труба нержавеющая 08Х18Н10 40Х1,0
Недоступен
254 грн/кг
Смотреть
ООО «Италинокс Индустри» нержавеющий металлопрокат
Смотрите также
Нержавеющая матовая труба AISI 304 04X18h20 204 х 2
Недоступен
2 849 грн/м
Смотреть
ООО «Италинокс Индустри» нержавеющий металлопрокат
Нержавеющая шовная труба 38 х 3,0
Недоступен
678 грн/м
Смотреть
ООО «Италинокс Индустри» нержавеющий металлопрокат
Трубы из коррозионностойкой нержавеющей стали | Zoro.
com
ZORO ВЫБЕРИТЕ 1/4″ MNPT x 7/8″ TBE Закрытый патрубок из нержавеющей стали Sch 40, тип резьбы: NPT
Производитель # T6BNB01
ZORO SELECT 2″ MNPT x 12″ TBE Трубный ниппель из нержавеющей стали Sch 40, макс. Давление: 150 фунтов на квадратный дюйм
Производитель # T4BNI15
$53,99
Доступны 9 размеров труб (номинальных)
ВЫБОР ЗОРО 3/4″ MNPT x 18″ Труба из нержавеющей стали TBE 316 Sch 40
Производитель # T6BNE19
$42,29
ЗОРО ВЫБОР 3/4″ MNPT Close TBE Трубный ниппель из нержавеющей стали Sch 40
Производитель # T6BNE01
ZORO ВЫБЕРИТЕ 2″ MNPT Close TBE Патрубок из нержавеющей стали Sch 40
Производитель # T6BNI01
ZORO SELECT 1/2″ MNPT x 12″ TBE Трубный ниппель из нержавеющей стали Sch 40
Производитель # T4BND17
$17,82
ЗОРО ВЫБОР Ниппель из нержавеющей стали 3/8″ MNPT x 8″ TBE Sch 40
Производитель # T4BNC13
ZORO ВЫБЕРИТЕ 1/2″ MNPT x 1-1/8″ TBE Закрытый патрубок из нержавеющей стали Sch 40, внутренний диаметр: 5/8 дюйма
Производитель # T6BND01
ZORO SELECT 1-1/2″ MNPT x 1-3/4″ TBE Закрытый трубный ниппель из нержавеющей стали Sch 40
Производитель # T4BNH01
ВЫБОР ZORO 1″ MNPT Close TBE Патрубок из нержавеющей стали Sch 40
Производитель # T6BNF01
ZORO SELECT 1/2″ MNPT Close TBE Патрубок из нержавеющей стали Sch 80, Тип резьбы: NPT
Производитель # E4BND01
ZORO SELECT 1″ MNPT x 6″ Трубный ниппель TBE из нержавеющей стали Sch 40, основной фитинг Материал: металл
Производитель # T4BNF10
$13,19
ЗОРО ВЫБОР 1-1/4″ MNPT Close TBE Трубный ниппель из нержавеющей стали Sch 40
Производитель # T6BNG01
ZORO SELECT 3/4″ MNPT x 1-3/8″ TBE Закрытый патрубок из нержавеющей стали Sch 40
Производитель # T4BNE01
ZORO ВЫБЕРИТЕ 1/2″ MNPT x 6″ TBE Трубный ниппель из нержавеющей стали Sch 40
Производитель # T4BND11
ZORO SELECT 3/4″ MNPT x 6″ TBE Трубный ниппель из нержавеющей стали Sch 80, Тип резьбы: NPT
Производитель # E4BNE11
$13,42
ЗОРО ВЫБОР 3/4″ MNPT x 3″ TBE Трубный ниппель из нержавеющей стали Sch 40, тип резьбы: NPT
Производитель # T6BNE05
ZORO ВЫБЕРИТЕ 2″ MNPT x 2-1/2″ TBE Трубный ниппель из нержавеющей стали Sch 40, макс. Давление: 1049 фунтов на квадратный дюйм при 650 градусов по Фаренгейту
Производитель # T4BNI02
$10,70
ЗОРО ВЫБОР 1/2″ MNPT x 3″ TBE Трубный ниппель из нержавеющей стали Sch 80, Тип резьбы: NPT
Производитель # E4BND05
ZORO SELECT 3/4″ MNPT x 12″ TBE Трубный ниппель из нержавеющей стали Sch 40, внутренний диаметр: 53/64″
Производитель # T4BNE17
$17,19
ЗОРО ВЫБОР 1″ MNPT Close TBE Трубный ниппель из нержавеющей стали Sch 80
Производитель # E4BNF01
ВЫБОР ZORO 3/8″ MNPT x 6″ TBE Трубный ниппель из нержавеющей стали Sch 40, тип резьбы: NPT
Производитель # T6BNC11
ZORO SELECT 1″ MNPT x 3″ TBE Трубный ниппель из нержавеющей стали Sch 40, тип резьбы: NPT
Производитель # T4BNF04
ZORO ВЫБЕРИТЕ 1/4″ MNPT x 12″ TBE Трубный ниппель из нержавеющей стали Sch 80
Производитель # E4BNB16
ZORO SELECT 3/4″ MNPT x 2″ TOE Трубный ниппель из нержавеющей стали Sch 40, внутренний диаметр: 53/64″
Производитель # T4WNE3
ZORO ВЫБЕРИТЕ 1/8″ MNPT x 2-1/2″ TBE Трубный ниппель из нержавеющей стали Sch 80
Производитель # E6BNA04
SMITH-COOPER Приварной ниппель, S40,304/L, 3/4X6″
№ производителя 4321000670
$11,33
ЗОРО ВЫБОР 1/4″ MNPT x 2″ TBE Трубный ниппель из нержавеющей стали Sch 80
Производитель # E6BNB03
ВЫБОР ZORO 3/4″ MNPT x 2″ TBE Трубный ниппель из нержавеющей стали Sch 40, внутренний диаметр: 13/16″
Производитель # T4BNE03
ZORO ВЫБЕРИТЕ 1/2″ MNPT x 1-1/2″ TBE Трубный ниппель из нержавеющей стали Sch 40
Производитель # T4BND02
ZORO ВЫБЕРИТЕ 1″ MNPT x 2-1/2″ TBE Трубный ниппель из нержавеющей стали Sch 40
Производитель # T4BNF03
ZORO SELECT 1/8″ MNPT x 3″ TBE Трубный ниппель из нержавеющей стали Sch 40
Производитель # T4BNA05
ZORO ВЫБЕРИТЕ 1-1/4″ MNPT x 2″ TBE Трубный ниппель из нержавеющей стали Sch 40
Производитель # T4BNG02
ZORO ВЫБЕРИТЕ 3″ MNPT x 12″ TBE Трубный ниппель из нержавеющей стали Sch 40
Производитель # T4BNK14
$112,79
ЗОРО ВЫБОР 3″ MNPT x 3-1/2″ TBE Трубный ниппель из нержавеющей стали Sch 40, Тип резьбы: NPT
Производитель # T6BNK03
$24,95
ЗОРО ВЫБОР 1/4″ MNPT x 4-1/2″ TBE Трубный ниппель из нержавеющей стали Sch 40
Производитель # T4BNB08
Трубы и ниппели из нержавеющей стали имеют коррозионно-стойкую поверхность, защищающую материал от загрязнения окружающей среды даже при наличии царапин. Часто используемые в прибрежных районах и подобных средах, они могут использоваться для транспортировки воздуха, воды, природного газа и пара. Трубы и патрубки из нержавеющей стали доступны в различных диаметрах, типах резьбы и материалах. Ознакомьтесь с нашим большим выбором труб из нержавеющей стали и фитингов из нержавеющей стали, чтобы удовлетворить ваши потребности.
3 Заблуждения о сантехнических изделиях из нержавеющей стали, которые необходимо знать
Фитинги, ниппели, хомуты и другие изделия из нержавеющей стали приобретают все большую популярность в более традиционных сантехнических применениях. Это связано с увеличением стоимости других материалов, таких как бессвинцовая латунь, а также с тем, что подрядчики видят большую ценность в свойствах нержавеющей стали, таких как повышенная коррозионная стойкость.
Важно знать, что в отрасли существует ряд неправильных представлений о продуктах из нержавеющей стали. Их очень важно решать, потому что они приводят к плохому образованию на рынке. В этом блоге мы рассмотрим 3 распространенных заблуждения, чтобы вы лучше понимали, когда возникают эти вопросы.
3 заблуждения, в которые мы собираемся погрузиться:
Настоящая нержавеющая сталь обладает магнитными свойствами
Фитинги и ниппели из нержавеющей стали имеют такое же уплотнение, как и другие материалы
Все фитинги из нержавеющей стали одинаковые
Магнетизм нержавеющей стали
Это одно из самых распространенных заблуждений, которые мы слышим на рынке. Вы услышите, как люди говорят что-то вроде:
«Лучший способ проверить, действительно ли что-то из нержавеющей стали или из нержавеющей стали хорошего качества, — это прикрепить к нему магнит. Если магнит к нему не прилипает, у вас есть продукт из нержавеющей стали. хорошо, или это может быть другой материал вместе».
Существует много путаницы по этому вопросу, потому что аустенитные нержавеющие стали действительно немагнитны в своем предварительно обработанном состоянии. Однако, как только нержавеющая сталь подвергается холодной обработке в производственных процессах, она становится магнитной, даже если качество и спецификация сплава не изменились.
Чтобы было ясно, степень магнетизма не является показателем коррозионной стойкости материала. Тест «магнит» не даст вам однозначного ответа на марку или качество нержавейки для сантехнических изделий. Важно знать, что нержавеющие стали более низкого качества, такие как серия 200, будут иметь более низкое магнитное притяжение, чем гораздо более устойчивые к коррозии нержавеющие стали серии 300. Например, нержавеющая сталь 301 гораздо более устойчива к коррозии, хотя при холодной обработке она становится магнитной.
Таким образом, реальный ответ заключается в том, что, например, фитинг из нержавеющей стали может иметь различную степень магнитного притяжения. Правда в том, что это действительно не имеет значения. Важен состав сплава нержавеющей стали, особенно процентное содержание хрома, который образует оксидный слой на поверхности стали. Этот уровень также называют пассивным уровнем. В нержавеющей стали марки 316 добавление молибдена придает 316 лучшие общие коррозионно-стойкие свойства, чем марка 304, особенно более высокую стойкость к точечной и щелевой коррозии в хлоридных средах.
Реальный ответ заключается в том, что, например, фитинг из нержавеющей стали может иметь различную степень магнитного притяжения. Правда в том, что это действительно не имеет значения.
Процентное содержание никеля также важно для нержавеющей стали с высоким содержанием хрома. Никель повышает прочность, ударную вязкость и ударную вязкость, а также повышает устойчивость к окислению и коррозии.
Единственный способ убедиться в качестве – использовать анализатор сплавов. Это скажет нам, каков точный химический состав, а также качество и коррозионная стойкость сплава.
Фитинги и ниппели из нержавеющей стали
герметизированы так же, как и другие материалы
Самый большой недостаток, который я слышал о нержавеющей стали, заключается в том, что она плохо герметизируется или с ней трудно работать. Основная причина, по которой люди сталкиваются с этим, заключается в том, что они не понимают, что уплотнение из нержавеющей стали должно выполняться иначе, чем, например, из латуни.
Причина, по которой его необходимо герметизировать, связана с твердостью материала. Использование обычной ленты из ПТФЭ не работает, потому что резьба из нержавеющей стали на самом деле разрезает ленту. Это может по существу сплавить фитинг и трубу вместе, что затруднит их разъединение и не будет хорошего уплотнения.
Нержавеющая сталь должна быть герметизирована лентой с никелевым покрытием. Никель придает ленте повышенную прочность и не разрезается при затягивании.
Также рекомендуется использовать с лентой смазку для труб из нержавеющей стали. Это создаст идеальное уплотнение, и вы также сможете разъединить резьбу, если это необходимо.
Для получения дополнительной информации о герметизации из нержавеющей стали посетите этот блог.
Как только вы поймете, как правильно герметизировать фитинги и ниппели из нержавеющей стали, работать с ним на самом деле довольно просто. С правильными инструкциями и продуктами для установки вы можете стать экспертом в кратчайшие сроки!
Все фитинги из нержавеющей стали одинаковые
Нержавеющая сталь
— широко используемый термин. Очень важно понимать, что существует множество видов нержавейки. Причина, по которой вам нужно знать об этом, заключается в том, что тип используемой нержавеющей стали будет играть роль при определении правильного типа для определенного применения.
Основными типами нержавеющей стали, которые вы увидите в сантехнической промышленности, являются марки 304 и 316. Эти цифры относятся к химическому составу каждого из них. Основное различие между ними заключается в коррозионной стойкости. Фитинги из нержавеющей стали 316 гораздо более устойчивы к коррозии и поэтому подходят для промышленных, коммерческих и других применений. 304 — это скорее обычная нержавеющая сталь, которая будет использоваться в более «повседневной» сантехнике. По сравнению с другими материалами, такими как латунь или оцинкованная сталь, 304 по-прежнему намного более устойчив к коррозии.
Следующим аспектом, на который следует обратить внимание, является толщина фитинга или рисунок. Есть около 5 различных шаблонов, с которыми вы можете столкнуться. Они будут обеспечивать различные рейтинги давления. Очевидно, что чем толще рисунок, тем большее давление он будет иметь.
Это одна из самых больших проблем, которые я слышу от людей. Разница в цене между двумя фитингами может составлять 15%, и обычно это связано либо с разницей в шаблоне, либо с типом нержавеющей стали (304 по сравнению с 316).
При сравнении цен на нержавеющую сталь учет типа материала и рисунка — единственный способ получить точную информацию.
Все фитинги из нержавеющей стали не одинаковы. Существует множество различных конфигураций и важно о них знать. Правильное сравнение зависит от знания этой информации.
Заключение
Популярность сантехнических изделий из нержавеющей стали
продолжает расти. Поскольку это все еще новинка на многих рынках, эти неправильные представления все еще распространены.
Разметочный циркуль с точной регулировкой расстояния, артикул СК 6056
На складе в г. Киев
Доставка по Украине
270 грн
Купить
ООО «СКИН»
Циркуль разметочный с фиксатором YATO 150 мм
На складе в г. Николаев
Доставка по Украине
392 грн
Купить
Магазин інструменту MATRIX
Циркуль разметочный с винтовым фиксатором YATO 150 мм
На складе в г. Николаев
Доставка по Украине
392 грн
Купить
Магазин інструменту MATRIX
Циркуль разметочный 150мм
Доставка по Украине
по 219 грн
от 2 продавцов
219 грн
Купить
«Усадьба», интернет-магазин
Циркуль розмічальний 150мм INTERTOOL
Доставка по Украине
210 грн
Купить
Мастер Я
Циркуль разметочный 150мм INTERTOOL [MT-0010]
На складе в г. Киев
Доставка по Украине
218 — 269 грн
от 5 продавцов
219 грн
Купить
ЕЛЕКТРОНОМ
Циркуль разметочный с фиксатором 300 мм YATO YT-72102 (Польша)
На складе
Доставка по Украине
по 595.65 грн
от 5 продавцов
627 грн
595.65 грн
Купить
Профессиональное оборудование и инструмент — Спектр Маркет
Циркуль разметочный с винтовым фиксатором 300 мм YATO YT-72108 (Польша)
На складе
Доставка по Украине
по 606.1 грн
от 5 продавцов
638 грн
606.10 грн
Купить
Профессиональное оборудование и инструмент — Спектр Маркет
Циркуль разметочный 175 мм GRIFF
На складе в г. Кременчуг
Доставка по Украине
235 грн
Купить
СТАНОЧНИК Интернет-магазин
Циркуль разметочный 200 мм GRIFF
На складе в г. Кременчуг
Доставка по Украине
240 грн
Купить
СТАНОЧНИК Интернет-магазин
Циркуль разметочный 250 мм GRIFF
На складе в г. Кременчуг
Доставка по Украине
300 грн
Купить
СТАНОЧНИК Интернет-магазин
Циркуль разметочный 400 мм GRIFF
На складе в г. Кременчуг
Доставка по Украине
485 грн
Купить
СТАНОЧНИК Интернет-магазин
Циркуль разметочный 500 мм GRIFF
На складе в г. Кременчуг
Доставка по Украине
650 грн
Купить
СТАНОЧНИК Интернет-магазин
Смотрите также
Циркуль разметочный 150мм INTERTOOL MT-0010
На складе в г. Запорожье
Доставка по Украине
219 грн
214.62 грн
Купить
Интернет магазин «Ключик»
Циркуль разметочный с фиксатором YATO: L = 150 мм
На складе
Доставка по Украине
по 414 грн
от 2 продавцов
414 грн
Купить
РУКОЯТКА
Циркуль разметочный с фиксатором YATO: L = 300 мм
На складе
Доставка по Украине
по 621 грн
от 2 продавцов
621 грн
Купить
РУКОЯТКА
Циркуль разметочный YATO: L = 300 мм, с винтовым фиксатором
На складе
Доставка по Украине
по 632 грн
от 2 продавцов
632 грн
Купить
РУКОЯТКА
Циркуль разметочный с фиксатором YATO: L = 200 мм
На складе
Доставка по Украине
по 479 грн
от 2 продавцов
479 грн
Купить
РУКОЯТКА
Циркуль разметочный YATO: L = 150 мм, с винтовым фиксатором
На складе
Доставка по Украине
по 414 грн
от 2 продавцов
414 грн
Купить
РУКОЯТКА
Циркуль разметочный с фиксатором 200 мм Yato YT-72101
Доставка из г. Харьков
440 грн
Купить
etools
Циркуль разметочный с фиксатором 300 мм Yato
Доставка из г. Харьков
575 грн
Купить
etools
Циркуль разметочный с винтовым фиксатором 150 мм Yato YT-72106
Доставка по Украине
380 грн
Купить
etools
Циркуль разметочный с винтовым фиксатором 200 мм Yato YT-72107
Доставка по Украине
420 грн
Купить
etools
Циркуль разметочный 150мм INTERTOOL MT-0010
На складе
Доставка по Украине
219 грн
Купить
РАДИО SHOP
Циркуль разметочный (кронциркуль) с пружинным механизмом 200 мм
Доставка по Украине
от 1 875 грн
Купить
Stanley-ua
Циркуль разметочный YATO Польша L=150 мм YT-72100
На складе в г. Тернополь
Доставка по Украине
418 грн
355.30 грн
Купить
RadiVam
Циркуль разметочный YATO Польша L=200 мм YT-72101
На складе
Доставка по Украине
484 грн
411. 40 грн
Купить
RadiVam
Разметочный циркуль
Применяют для нанесения окружностей и перенесения на разметочную заготовку размеров с масштабной линейки. Концы ножек циркуля на длине 20 – 30 мм должны быть закалены.
Угольник 90 градусов – применяют для построения линий и проверки правильности углов изделия.
Основные способы разметки
Существует несколько способов разметки: по чертежу, шаблону и образцу. Разметки по чертежу — нужно переносить размеры детали с чертежа на заготовку, когда чертёж выполнен в масштабе 1: 1. Разметка по шаблону является наиболее простым способом разметки. Разметка по шаблону заключается в накладывании шаблона на разметочную заготовку и очерчиванием его контура, формы и размеры которого точно соответствуют чертежу. Разметка по образцу отличается от разметки по шаблону лишь тем, что в этом случаи не приходится изготавливать шаблон, так как его заменяет деталь.
1.
4 Рубка металла Инструменты для рубки
В слесарном деле применяется рубка металла при помощи зубила и случаях когда не требуется особой точности обработки и нужно снять большой слой металла с заготовки (детали). Рубка металла является трудоемкой и малопроизводительной операцией.
Зубило – представляет собой металлорежущий инструмент, применяемый при рубке металла. Зубило изготавливают, из инструментальной стали У7А. Режущая часть зубила имеет форму клина, который заточен под определенным углом. Угол заострения (заточки) зубила выбирают в зависимости от твёрдости обрабатываемого металла: чем твёрже металл, тем больше угол. Применяют следующие углы заточки в градусах:
Для рубки чугуна и бронзы 70 градусов
Для рубки стали 60 градусов
Для рубки меди и латуни 45 градусов
Для рубки алюминия и цинка 35 градусов
Зубила бывают длиной 100, 125, 150, 175, 200 мм. Режущую и хвостовую часть закаливают.
Крейцмейсель – предназначен для вырубки узких канавок и пазов. Он отличается от зубила более узкой режущей частью. Углы заточки, закалка точно такие как и у зубила. Заточку зубила и крейцмейселя производят шлифовальным кругом на обычных заточных станках.
М
о
лоток слесарный
– является ударным инструментом, который служит для нанесения ударов при выполнении большинства слесарных операций: рубки, клёпки, правки, гибки и так далее. Изготавливают молотки из кованной, инструментальной углеродистой стали. Они имеют 2 бойка, один из которых обычно круглый или квадратный, а другой клинообразный. В средней части молотка имеется отверстие овальной формы. Рукоятка изготавливается из дерева твердых пород (дуб, берёза, клён и так далее). В сечениях ручка овальная. В среднем длина ручки должна быть 250 – 300 мм. Вес молотков в зависимости от характера выполняемых работ бывает разный: 50, 100, 150, 200, 300 грамм.
Процесс рубки
Осуществляется следующим образом: режущий инструмент – зубило и крейцмесель держат левой рукой за среднюю часть, а молоток – правой. Чтобы срубить слой металла, зубило и крейцмесель ставят на обрабатываемую поверхность под углом 25 – 30 градусов и наносят удары молотком по хвостовой части (байка, зубила или крейцмейселя) с такой силой, чтобы лезвие инструмента врезалось в металл, при этом нужно смотреть на рабочую часть зубила, а не на баёк. Удары молотком необходимо наносить сильно, уверенно и метко в центр байка.
Механизация рубки металла осуществляется применением ручных механизированных инструментов пневматических или электрических рубильных молотков.
ИНСТРУМЕНТЫ ДЛЯ КОРОНКИ Разметочный калибр, палисандр
№ производителя 20150
$56,72
УЧЕБНЫЕ РЕСУРСЫ Компас, Сейф-Т
Производитель № LER45761
UNITED SCIENTIFIC Алюминиевый корпус, стеклянный верх, 20 мм
Производитель # C1SG20
ИНСТРУМЕНТЫ ДЛЯ КОРОНКИ Разметочный калибр — бук
№ производителя 20162
$18,21
Не путать с навигационными компасами. Измерительные и чертежные компасы очень часто используются архитекторами, плотниками, чертежниками и строителями для рисования или вписания окружностей и дуг. Существует множество типов, в том числе: лучевой, деревообрабатывающий, мастер-лук и карандашный циркуль. Чтобы узнать о соответствующих инструментах для измерения и черчения, просмотрите нашу подборку транспортиров. Наконец, если традиционный компас не поможет, купите трамвай или маркировочный датчик.
Циркули и штангенциркули | FINE TOOLS
Deutsch
Français
Italiano
Пружинный делитель STARRETT, длина 75 мм (3 дюйма)
Эти делители и штангенциркули являются лучшими инструментами в своем роде. Предназначен для производителей инструментов и всех хороших механиков, краснодеревщиков и токарей по дереву, которым требуется точная регулировка и лучший баланс, чтобы можно было получить более чувствительное «чувство». Шпилька шарнира закалена, а опорные поверхности ножек достаточно велики, чтобы предотвратить любое боковое отклонение. Пружина носовой части прочная и гибкая, а регулировка расположена по центру ножек, что обеспечивает плавность хода.
В настоящее время нет в наличии
Код 306467 Цена ∗ € 39,76
Старретт Песчаная Длина 150 мм (6 дюймов)
Ожидается, что будет доступна с 52/2022
.
Пружинный делитель SHINWA
Эти делители имеют прикрепленную пружину и позволяют быстро и легко регулировать их с помощью винта. Для маркировки или копирования измерения предметов. Доступен в двух размерах.
Пружинный разделитель SHINWA полезная длина 150 мм
Код 311360Цена ∗ 21,72 €
Пружинный делитель SHINWA полезная длина 200 мм
Код 311361Цена ∗ 22,90 €
STARRETT Внутренняя длина суппорта 75 мм (3 дюйма)
Код 306463Цена ∗ 39,76 €
STARRETT Внутренняя длина суппорта 150 мм (6 дюймов)
Код 306460Цена ∗ € 51,29
STARRETT Внешний суппорт 75 мм (3 дюйма)
Код 306464Цена ∗ 46,04 €
STARRETT Внешний суппорт 150 мм (6 дюймов)
Код 306461Цена ∗ 52,32 €
Столярный разделитель STARRETT
Этот разделитель сочетает в себе жесткость и простоту в обращении. Ножки изготовлены из кованой стали, правильной формы, должным образом закалены и тщательно отполированы. Регулируемое острие можно быстро снять, а на его место вставить обычный карандаш.
Прочная конструкция шарнира в сочетании с квадрантом исключает боковое отклонение ног. Квадрантная регулировочная гайка обеспечивает точную настройку для близких измерений. Контргайка, расположенная между ножками, надежно фиксирует ножки после правильной регулировки. Эта функция предотвращает перемещение ножек внутрь и наружу вместе с волокнами дерева при выполнении разметки или соскальзывание с шероховатостей при выполнении разметки на металле.
Длина 150 мм (6 дюймов)
Код 306468Цена * € 124,84
Штангенциркуль STARRETT для наружного замкового соединения с точной регулировкой
Плечо переноса позволяет переносить измерения изнутри камерных полостей, над фланцами и в других местах, где необходимо перемещать ножки после их установки в положение размер. Просто зафиксируйте соединение, ослабьте гайку крепления рычага переноса и поверните ногу наружу или внутрь, чтобы устранить препятствие. Затем переместите его обратно к упору рычага переноса, и точный размер может быть перенесен на линейку или калибр.
Регулировочный винт позволяет осуществлять точную настройку для точных измерений. После того, как ножки установлены на приблизительный размер и соединение зафиксировано, производится окончательная регулировка несколькими оборотами регулировочной гайки с накаткой. Соединение можно быстро и надежно зафиксировать частичным поворотом большого диска с накаткой. Пружинная шайба под диском поддерживает надлежащее натяжение ножек при ослаблении шарнира.
Ножки изготовлены из высококачественной стали и имеют правильную форму. Они прочно построены и красиво отделаны. Приведенные размеры — это длина ног. Их реальная измерительная способность примерно на треть больше, чем размер ног.
Длина 150 мм/6 дюймов Измерительная способность до 200 мм/8 дюймов Вы правы: Измерительная способность больше, чем длина ноги.
Код 306465Цена ∗ € 104,75
STARRETT Внутренний суппорт с замковым соединением и точной регулировкой
Те же характеристики, что и выше, но внутри суппорта!
Длина 150 мм/6 дюймов Измерительная способность до 200 мм/8 дюймов Вы правы: Измерительная способность больше, чем длина ноги.
Код 306466Цена ∗ € 104,75
VERITAS Carpenter’s Gauge
Специально разработанный для ношения в фартуке или кармане, этот компас является одновременно и прямым отсчетом, и разметочным калибром — двумя вещами, которые часто нужны плотникам, но которые трудно носить с собой. Это прямое считывание как радиуса, так и диаметра, в дюймах и сантиметрах. Пишет круги до 30 см/12 дюймов
Код 307980Цена ∗ 27,88 €
Наконечники VERITAS Beam Compass
Радиус круга или дуги, которую вы можете нарисовать с помощью этого набора буссолей, ограничен только уступом, который у вас есть под рукой. Головки крепятся к любому материалу толщиной от 15 до 19 мм (5/8 дюйма и 3/4 дюйма) и любой ширины. Головки прочно удерживаются на балке, потому что каждая зажимная ручка также приводит в действие фиксирующий штифт, который предотвращает поворот головки, когда она зажата в нужном положении. Штифты выдвигаются, когда зажимная ручка отводится назад.
Так как одна из точек имеет эксцентриковый наконечник, вам нужно только приблизительно зажать головки; ослабьте эксцентриковую точку, и вы получите до 3 мм (1/8 дюйма) точной регулировки, вращая точку. Поставляется с двумя наконечниками из закаленной стали, карандашом, а также головками из латуни и алюминия.
ПРЕДЗАКАЗАТЬ! Поступит и отправится ориентировочно в конце ноября 2022 г.
Код 307983Цена ∗ € 58,34
1
2
VERITAS Beam Compass в сборе
Лучевой компас (или траммель) предлагает большую досягаемость и более простую настройку, чем обычный компас. Этот лучевой компас изготовлен в основном из нержавеющей стали и имеет современный вид.
Балки имеют резьбовые концы, что позволяет соединить их вместе для увеличения досягаемости. Только базовая часть буссоли работает с кругами диаметром от 76 мм до 609 мм. Входящие в комплект две секции по 305 мм увеличивают диаметр до 1828 мм.
Для маркировки предусмотрено два варианта: стальной наконечник, подходящий для разметки дерева или мягких металлов, и держатель для стандартных карандашей. Микрорегулировка, прикрепленная к центральной точке, позволяет точно настроить радиус до 6 мм с помощью модернизированного механизма, который обеспечивает точную регулировку при ограничении люфта. В комплекте один карандаш.
Доступность ожидается с 06 недели 2023 года
Код 325660 Цена ∗ 81,75 €
Наконечники VERITAS
Можно использовать на любой линейке толщиной до 6,5 мм, эти узкие трамплины можно настроить для воспроизведения радиуса всего 15 мм. Съемные наконечники обеспечивают четкие линии на любой древесине, а также эффективны на алюминии, латуни, бронзе и мягкой стали. Когда точки удалены, корпуса трамблера служат в качестве квадратных шаблонов, зажимая квадрат, чтобы упростить повторную разметку углов.
Вдохновленный старинным трамблером, найденным на выставке деревообработки, вариант VERITAS изготовлен из нержавеющей стали, обеспечивающей долговечность и коррозионную стойкость, и имеет рифленые участки, облегчающие снятие наконечников.
Сделано в Канаде, каждый имеет диаметр около 14 мм и общую длину 70 мм.
Код 325046Цена ∗ € 27,47
Наконечник карандаша VERITAS
Наконечник карандаша, приобретаемый отдельно, может заменить любое из наконечников из нержавеющей стали. Он удерживает включенный грифель HB толщиной 2 мм и длиной 25 мм, который отмечает темную линию и хорошо держит скошенный край.
Сделано в Канаде
Доступность ожидается с 06 недели 2023 года
Код 325045 Цена ∗ 13,89 €
Набор из 10 грифелей для VERITAS Pencil Tip
Толщина 2 мм, длина 25 мм
Измерители толщины VERITAS, длина 228 мм (9 дюймов)
Эти измерители толщины, которые в основном используются токарями, могут быть установлены практически на любую форму вазы или чаши. Чтобы использовать, откройте штангенциркуль, просто раздвинув ножки (это позволяет располагать распорную гайку между ножками, а не снаружи), установите на место и затем установите распорную гайку на толщину стенки. Откройте штангенциркуль, снимите и измерьте зазор наконечника.
Изготовлен из стали с латунными фитингами. Эскиз
Для толщины от 0 до 5-1/2 дюйма (от 0 до 140 мм) Глубина горловины (от гайки до кончика) 5-1/2 дюйма (140 мм)
Код 307844Цена ∗ € 53,13
VERITAS Толщина Длина штангенциркуля 419 мм (16-1/2 дюйма дюйма)
То же, что и выше, но больше!
Для толщины от 0 до 13-1/2 дюйма (от 0 до 340 мм) Глубина горловины (от гайки до кончика) 11-1/2 дюйма (290 мм)
Код 307845Цена * € 62,70
Обзор токарных инструментов по дереву
невозможно было бы представить работу по дереву без прижимов.
как сделать соковыжималку своими руками из стиральной машины или из мясорубки?
Соковыжималки необходимы каждому дачнику и огороднику. Особенно полезны эти приспособления, когда дело доходит до отжима плодов по завершению летнего сезона. Конструкция подобного устройства достаточно проста, поэтому совсем необязательно приобретать его магазине. Соковыжималка, сделанная своими руками, поможет переработать большой объем фруктов и ягод быстро и без труда.
Для изготовления такого устройства нам потребуются материалы и инструменты, а также пара часов нашего драгоценного времени. Узнаем подробнее, как сделать соковыжималку своими руками. Рассмотрим основные виды самодельных агрегатов.
Содержание
1 Стиральная машина для выжимания сока
2 Прочие виды агрегатов
3 Заключение
Стиральная машина для выжимания сока
Неиспользуемая стиральная машина с действующей центрифугой может применяться для изготовления центробежной модели. Соковыжималка из стиральной машины справится с такими задачами, как измельчение сырья, отжим и фильтрация жидкости.
Чтобы облегчить себе задачу, первым делом следует нарисовать чертежи с детализацией. Рисунок позволит вам составить предварительный план будущего прибора и подготовить необходимые инструменты.
Для выполнения задуманного проекта следует подготовить центрифугу, не деформированный кожух, держатели для креплений, подшипники различных размеров.
Работа проводится в соответствии с алгоритмом:
Прежде всего важно произвести очистку всех деталей от ржавчины и накипи, возникших в результате постоянного воздействия порошка. С помощью наждачной бумаги произведите полировку всех очищенных поверхностей до блеска.
Полученная конструкция предусматривает наличие всего двух отверстий. Первое – для загрузки ингредиентов, второе – для готового сока. Все остальные следует закрыть резиновыми вставками.
Следующим этапом подготовьте терку и прокладку. Прокладку предпочтительнее вырезать с помощью болгарки из нержавейки. Это позволит повысить надежность и продолжительность службы агрегата. Смастерить терку можно, выполнив несколько элементарных шагов. Просверлите отверстия небольшого диаметра и разделите получившиеся круги на сектора. Заготовленный элемент закрепите шурупами, набейте режущие зубчики.
Барабан необходимо дооборудовать ребрами жесткости, сеткой для фильтрации.
В качестве загрузочной емкости может быть использована полиэтиленовая труба. Закрепите ее металлическими уголками. Она должна быть прикручена с некоторым сдвигом в сторону, чтобы ее край был совмещен с выходом из терки.
Толкатель для продуктов легко подготовить из любого деревянного черенка.
Для того, чтобы устройство не опускалось ниже уровня терки, поставьте ограничитель.
Чем более мощный двигатель вы будете использовать, тем выше будет производительность прибора.
Все детали должны быть хорошо закреплены, а также заизолированы электрические части.
Прежде чем осуществить первый запуск, очистите все детали с помощью моющего средства. Обязательно произведите предварительный пуск. Это позволит выявить лишние шумы и постукивания, которые свидетельствуют об ошибке в конструкции.
Загрузите плоды в трубу, подставьте емкость, нажмите на них толкателем. Выжимка сока должна производиться, пока не почувствуете вибрацию. После появлении вибрации прекратите наполнение новыми продуктами, позвольте прибору поработать на отжим. По завершению процедуры, сразу произведите разбор устройства на детали и тщательно их промойте.
Помимо наших рекомендаций, вы можете обратиться за помощью к видео роликам, описывающим наглядно и подробно все этапы конструирования.
Прочие виды агрегатов
Самостоятельно можно изготовить и другие разновидности соковыжималок.
Прессовые соковыжималки являются хорошими друзьями виноделов. Винтовой пресс наилучшим образом подходит для отжима винограда. В зависимости от сорта винограда применяется различные принципы обработки ягод. Белый виноград отжимается только после дробления. Отжим красного производится только после начала процесса брожения.
Пресс действует по следующему алгоритму. Сначала виноград помещается в корзину, затем винтовой механизм давит из нее сок, который может использоваться для приготовления вина, разнообразных напитков, желе. Пресс для винограда своими руками можно подготовить из дерева, пластика или нержавеющей стали. Наиболее простой по исполнению способ – из дерева. Из нержавеющей стали прибор будет более качественным и долговечным.
Изготовление прессовой соковыжималки показано на видео.
Из мясорубки можно выполнить соковыжималку шнекового типа со средней вместимостью. Вращаем ручку и получаем сок. Такой механизм оптимально подходит для обработки малых объемов. Основными плюсами являются доступность цены, надежность конструкции и возможность длительной эксплуатации.
Заключение
Садоводам и огородникам самодельная соковыжималка очень пригодится. Ведь выполнив устройство своими руками, вы сумеете существенно сэкономить, сделаете приспособление более компактным и реализуете свои инженерные способности. Мы рассмотрели несколько наиболее распространенных видов давилок для самостоятельного изготовления. Однако совсем необязательно точно следовать приведенным инструкциям, вы можете подготовить свой чертеж, и изготовить устройство по собственным задумкам.
Читайте также: как произвести ремонт соковыжималки своими руками.
Способы могут быть самыми разнообразными. Аппарат, сделанный своими руками, будет радовать вас своей эффективной работой, а также позволит сохранить в соке полезные для организма витамины.
чертежи и рисунки мощной садовой соковыжималки
В сезон овощей и фруктов владельцы садов и огородов нередко заготавливают сок домашнего производства. Такой напиток богат витаминами и микроэлементами, что положительно влияет на организм человека. К тому же производить сок самостоятельно сравнительно дешевле, чем покупать его в супермаркете. Современный рынок техники для дома предлагает широчайший ассортимент соковыжималок, но подобное оборудование имеет высокую стоимость и не всегда хорошего качества. Именно поэтому ценители домашнего сока ищут варианты создания сокодавки своими силами и из подручных материалов.
Соковыжималка сделанная своими руками.
Содержание
Принцип работы устройств для отжима сока
Виды соковыжималок
Что собой представляет пресс для яблок
Как сделать соковыжималку своими руками
Из стиральной машинки горизонтальной загрузки
Из миксера для строительных растворов
Из мясорубки
Из домкрата
Как ухаживать за домашней дробилкой
Заключение
Принцип работы устройств для отжима сока
Создать высокофункциональный аппарат для изготовления нектара можно, только понимая принцип его работы. Сок из фруктов, овощей или ягод получается путём мощного давления на них. Причём некоторые устройства сначала дробят сырьё, а затем выдавливают сок, а другие сразу прессуют.
Чаще всего в домашних условиях конструируют соковыжималки механического типа. Они элементарны в сборке, но в то же время имеют довольно высокую продуктивность для бытового использования. Принцип работы таких аппаратов построен на том, что на продукты переработки воздействует поршень, давление на который происходит за счёт винтового механизма. Овощи, фрукты и ягоды помещаются в специальную корзину с перфорацией, через которую и стекает готовый сок в накопительный контейнер.
Корзина винтовых прессов обычно изготавливается из листа нержавейки или древесины твёрдых пород. Деревянные корзины – это дренажные решётки, которые состоят из двух элементов, соединённых между собой при помощи металлических обручей. Винтовые прессы указанного агрегата настолько мощные, что ими пользуются даже для получения нектара из яблок или груш. Однако исходное сырьё, загружаемое в корзину такой соковыжималки, должно быть только мелко порезанным.
Схема самодельной соковыжималки.
Виды соковыжималок
Соковыжималки могут быть разными как по мощности, так и по действию конструкции. Выделяют две большие группы: ручные и электрические приборы.
Первый вид – это механизмы с простым принципом действия, которые подходят в основном для такого сырья, как цитрусовые, абрикосы, виноград и мягкие овощи (помидоры). Мощность оборудования составляет не более 0,2 кВт/ч.
Второй вид характеризуется наличием мощного двигателя, который приводит в движение тёрку. Она предназначена для измельчения фруктов, овощей или ягод. С помощью центробежной силы и сепарационной сетки сок переливается по специальному каналу в контейнер для сбора жидкости, а мякоть отсеивается через жёсткий фильтр. Получившийся жмых оказывается в бункере, а затем очищается вручную.
Электрические соковыжималки делятся на следующие виды:
бытовая, которая предназначена для применения в домашних условиях;
профессиональная сокодавка имеет расширенные технические возможности и используется, как правило, на предприятиях общепита;
промышленный аппарат способен производить большие объёмы овощного, фруктового и ягодного сока. Подобное оборудование используется на предприятиях, специализирующихся на переработке фруктов, овощей и ягод.
Соковыжималка для дома выполненная своими руками.
Помимо перечисленных видов, соковыжималки подразделяют на универсальные и цитрусовые. Исходя из названия, становится понятно, что первый вид предназначен для работы с разнообразным сырьём для получения сока, а второй используется только в отношении цитрусовых и овощей мягкой структуры.
Существует ещё несколько характеристик разделения аппаратов для изготовления соков:
Центробежная соковыжималка. Конструкция такого устройства представляет собой ёмкость с острым ножом, который на высокой скорости измельчает сырьё. За счёт центробежной силы кусочки прижимаются к стенкам, и из них выделяется жидкость, которая стекает в стакан, а оставшийся жмых остаётся на фильтре. При выборе центробежной соковыжималки лучше обратить внимание на изделие с коническим сепаратором. Такой вариант автоматически убирает жмых в специальный контейнер, таким образом, остатки сырья не мешают процессу соковыжимания. В соковыжималке с цилиндрическим сепаратором отходы овощей и фруктов остаются внутри ёмкости, что мешает как сокоотделению, так и дальнейшей очистке оборудования.
Шнековые соковыжималки работают по принципу перетирания сырья и выдавливанием из него сока. Плоды для такого устройства можно не измельчать, а класть в целом виде. Конструкции подразделяются на маломощные – одношнековые и высокомощные – двухшнековые.
Пресс для выдавливания сока. Процесс получения напитка заключается в высокомощном давлении на сырьё. Этот метод считается самым эффективным.
По системе загрузки продуктов и подачи сока соковыжималки делятся на устройства с прямой подачей и с подачей сока во внутренний накопитель.
Что собой представляет пресс для яблок
В урожайный яблоками год остро встаёт вопрос переработки плодов. Кроме компота, варенья и повидла можно приготовить яблочный сок.
гидравлический, изготовленный, например, из домкрата;
комбинированный пресс сочетает в своём устройстве и домкрат, и винтовой механизм.
К недостаткам использования пресса можно отнести следующие факты:
необходимость в большой физической силе;
самодельная соковыжималка имеет громоздкий вид и требует большого пространства для хранения;
трудоёмкий уход после использования.
Чтобы сок получился вкусным, ароматным, а главное, полезным, следует выполнять следующие требования по подготовке плодов для давки:
Тщательная сортировка, очистка и просушка плодов перед загрузкой в устройство.
Для облегчения работы плоды можно разрезать пополам.
Вкусовые качества напитка портят порченые, подгнившие плоды.
Пресс для яблок вполне возможно изготовить самостоятельно. Для этого следует подготовить:
лист нержавейки;
швеллер или квадратная металлическая труба сечением 4х4 сантиметра и стенкой в 3 мм толщины;
труба с диаметром 1,6 см;
штанга с резьбой на поверхности;
гайка;
доска 3 см в толщину;
аппарат для сварки;
болгарка и электрическая дрель;
молоток;
ножовка по металлу.
Пресс для отжима сока из яблок.
Приступая к работе по сборке пресса для яблок, необходимо подготовить чертёж или схематический рисунок.
Далее конструирование пройдёт по следующей схеме:
Изготовление перфорированной корзины из листа нержавеющей стали, в которую будет загружаться сырьё для отжима. На листе заранее делают перфорацию, а затем формируют цилиндр и закрепляют шов сваркой. Для того чтобы сок не разливался из отверстий, делают защитный кожух. Он готовится так же, как и корзина, – из листа нержавеющей стали, только больше диаметром.
Конструирование станины.
Сооружение ножек для устойчивости конструкции.
В верхней части полученной рамы пресса просверливается отверстие, в которое вваривается гайка для винтового механизма. В качестве поршня, через который винтовой механизм будет оказывать давление на загруженное в корзину сырьё, можно использовать древесную плиту (из неё вырезают круг соответствующего диаметра).
Приваривание рукоятки к винтовой штанге, посредством которой её можно будет вращать, и установка корзины и защитного кожуха на накопительный поддон.
Пресс для яблок готов к работе.
Как сделать соковыжималку своими руками
Прекрасной альтернативой покупке соковыжималки является самодельный аппарат. Умельцы советуют подключать смекалку и выдумку, тогда полученное устройство будет радовать домочадцев вкусным и ароматным соком, полезным для всей семьи.
Из стиральной машинки горизонтальной загрузки
Функциональную соковыжималку можно изготовить из разной бытовой техники, например, из стиральной машинки. Сок получается путём работы режима отжима, поэтому работоспособность техники – важное условие положительного результата.
Конструкция соковыжималки из стиральной машинки.
Как сделать соковыжималку своими руками:
Проверка двигателя и барабана стиральной машинки на целостность и работоспособность.
Извлечение барабана из корпуса техники.
Тщательная мойка устройства, удаление накипи и ржавчины, очистка шланга слива.
Монтирование в провод, отвечающий за работу мотора на высоких оборотах выключателя.
Снятие насоса для слива и фильтра.
Установка шарового крана на слив.
Герметизация устройства.
Сборка техники в исходное состояние и установка машинки так, чтобы была возможность загрузки сырья сверху.
Тестирование конструкции.
Соковыжималка из стиральной машины готова к использованию.
Из миксера для строительных растворов
Для измельчения фруктов и овощей можно использовать строительный миксер. Для этого необходимо оснастить его нижнюю часть несколькими болтами.
Продукты измельчаются в металлическом ведре, в корпусе которого проделывают отверстия для оттока сока.
Для увеличения производительности такой конструкции следует увеличить количество оборотов. Это можно сделать путём насадки миксера на дрель. Чтобы добиться максимального количества напитка, размельчённое сырьё отправляют под пресс.
Из мясорубки
Из обычной ручной мясорубки получается отличное устройство для получения сока. Но такой способ невозможен без специальной насадки для сбора жидкости при перемалывании сырья.
Соковыжималка изготовленная из мясорубки.
Чаще всего она идёт в комплекте со стандартной мясорубкой, но есть возможность приобрести её отдельно в специализированных хозяйственных магазинах.
Соковыжималка из мясорубки отличается от перечисленных конструкций простотой сборки и элементарностью процесса производства сока. Она не требует электричества и большой физической силы.
Из домкрата
Изготовить мощный пресс можно из автомобильного домкрата на 3 тонны. Преимуществом пресса считается то, что для получения напитка не потребуется прилагать большой физической силы, однако сборка установки потребует некоторых усилий. Конструкция соковыжималки оснащена рамой, которая способна выдержать высокое давление. Домкрат возможно установить как сверху, так и снизу.
Как ухаживать за домашней дробилкой
Уход за техникой – обязательное условие её эксплуатации. Только при качественном и бережном уходе бытовые приборы будут служить с максимальной функциональностью долгое время.
Соковыжималки – не исключение, ведь оставшаяся мякоть фруктов и овощей станет огромным рассадником бактерий и плесени. К тому же жмых образует налёт на корпусе, способствуя разрушению деталей.
Ухаживая за домашней дробилкой, стоит придерживаться следующих принципов:
Разборка устройства после использования.
Тщательная промывка и очистка.
Сушка деталей.
Хранение в разобранном виде в специально отведённом месте.
Заключение
Изготовление домашнего сока – это залог сохранения и поддержки иммунитета семьи. Ведь что может быть вкуснее и качественнее домашних заготовок. Свежевыжатый сок бодрит, освежает, хорошо утоляет жажду, в отличие от покупных нектаров. Соковыжималка – незаменимый помощник в этом труде. Но нельзя забывать и о фруктах, овощах и ягодах: они должны быть спелыми, отборными и чистыми.
Предыдущая
Своими рукамиКак сделать воронку в домашних условиях: 2 простых способа изготовления из подручных средств
Следующая
Своими рукамиКлей для разделочных досок из дерева: обзор и правила выбора
5 простых домашних соков — прекрасный беспорядок
Цитрусовые прямо сейчас спасают мне жизнь (знаю, это драматично, но все же!). Я борюсь в это время года. Солнце садится ооочень рано, так что из-за отсутствия солнечного света и низких температур это просто не мое любимое время года. И хотя я не могу контролировать погоду, есть ряд других вещей, которыми я могу управлять. Во-первых, то, что я ем, и именно поэтому цитрусовые спасают мне жизнь прямо сейчас, особенно сок!
Мы объединились с мандаринами Wonderful Halos для этого пикантного поста (хе-хе). Каждую зиму я всерьез увлекаюсь мандаринами, потому что цитрусовые на вкус как солнечный свет (даже когда солнце уже зашло в 15:00). Они очень легко чистятся и не содержат косточек; так что это отличная закуска в любое время, или вы можете быстро приготовить сок или коктейль и не иметь дело с семенами. Это также делает их идеальными, когда вы просто хотите чего-то сладкого, но не хотите есть ничего с добавлением сахара. Приятно иметь быстрый и полезный вариант, чтобы вы могли попытаться избежать всех оставшихся рождественских конфет в вашем доме (только я?).
У меня нет соковыжималки, но если она у вас есть, вы можете (очевидно) делать в ней сок. Но если нет, все, что вам действительно нужно, это качественный блендер и мелкоячеистое сито или марля, и все готово. Я предпочитаю сито с мелкой сеткой, потому что его легко чистить (его можно просто бросить в посудомоечную машину), и оно уже есть у меня для других кухонных экспериментов, например, для просеивания муки.
В карточке рецепта ниже я поделюсь всеми пятью вкусами сока, которые мне нравятся прямо сейчас. Но это вариации этого основного рецепта мандаринового сока. В блендере просто смешайте 4 очищенных мандарина и 1 стакан воды. Смешивайте на высокой скорости в течение пары минут. Затем процедить в стакан. Если вы хотите оставить часть (или всю) мякоти, вы, безусловно, можете это сделать — это просто придаст вашему соку гораздо больше текстуры (и клетчатки). Так или иначе.
Просто! Легкий! Вкусный! Клянусь, я не просто бросаю эти слова. На самом деле, этот сок соответствует описанию.
Если вы хотите приготовить более одной порции за раз, вы можете это сделать. Если вы делаете сок заранее (например, если вы делаете двойную порцию утром и оставляете одну порцию на потом в течение дня или что-то в этом роде), имейте в виду, что даже если вы процедите мякоть, сок может отделиться со временем. . Так что либо хорошо встряхните его, если он в контейнере с крышкой, либо просто немного перемешайте, и все будет хорошо. Наслаждаться! Хо. Эмма
Чтобы узнать больше рецептов, подобных этому, не забудьте подписаться!
Присоединяйтесь сейчас
Ингредиенты
Мандаринский сок
▢ 4 Очищенные мандарины Halos
▢ 1 стакана вода
Celery LiM 1 лайм (очищенный)
▢ 1 стакан воды
Сок корицы Pom
▢ 4 очищенных мандарина Halos
▢ ¼ стакана зерен граната
▢ ½ teaspoon cinnamon
▢ 1 cup water
Green Mandarin Juice
▢ 4 peeled Halos mandarins
▢ 1 big handful of spinach
▢ 2 big basil leaves or some fresh cilantro
▢ 1 cup Вода
Малиновый лимонный сок
▢ 4 Очищенные мандарины Halos
▢ ¼ Cup Малину
▢ ½ лимона (очищен)
▢ 1 стакана
9004
40023 ▢ 1 стакана
9004
▢ 1 стакана
9004
. 0003
В блендере смешайте все ингредиенты для сока (какой бы вариации вы ни готовили) и хорошо взбивайте в течение пары минут. Процедите в стакан и наслаждайтесь!
Вы можете оставить часть или даже всю мякоть в своем соке, если хотите, это просто добавит текстуру, как жидкий смузи. Также имейте в виду, что даже если вы хорошо процедите сок, он может отделиться через час или больше. Просто хорошенько перемешайте, чтобы снова все соединить.
17 лучших рецептов приготовления сока — безумно вкусно
Поделиться
Электронная почта
Помимо великолепного вкуса, эти рецептов приготовления сока также могут помочь отрегулировать уровень сахара в крови и снизить уровень холестерина.
Доказано, что они даже замедляют ваше пищеварение, чтобы вы могли усваивать больше питательных веществ.
Хотите сохранить этот рецепт? Введите адрес электронной почты ниже, и мы отправим рецепт прямо на ваш почтовый ящик!
Примечание: для этого контента требуется JavaScript.
Самое приятное в приготовлении сока дома — это то, что вы точно контролируете, что входит в состав. Пожалуйста, не добавляйте сюда сахар!
Мало того, приготовление сока может значительно облегчить ваше напряженное утро. Просто бросьте все в соковыжималку, и через несколько минут вы будете готовы к работе.
А еще это отличный способ добавить немного зелени в свой рацион. Тсс… не говори детям!
Морковь по своей природе сладкая, поэтому она идеально подходит для приготовления сока. В конце концов, чем меньше добавленного сахара вы должны добавить, тем лучше.
Этот рецепт насыщен витамином С благодаря добавлению апельсина. И давайте не будем забывать об антиоксидантах в имбире.
Так что это идеальный сок, если вы думаете, что заболеваете.
Свежий имбирь лучше всего подходит для этого, но я знаю, что чистить его может быть больно.
Я предлагаю вам сразу очистить большую партию (сделайте это перед телевизором, если хотите!), а затем заморозить ее на потом.
Зеленый сок сейчас в моде, и не зря.
Зелень — отличный источник клетчатки, антиоксидантов, питательных веществ, минералов, фолиевой кислоты, витамина С и калия.
Они могут помочь уменьшить воспаление, укрепить иммунную систему вашего организма и даже полезны для вашей кожи.
Конечно, то, что вы получите от этого, будет зависеть от того, что вы в него вложите.
Хотите сохранить этот рецепт? Введите адрес электронной почты ниже, и мы отправим рецепт прямо на ваш почтовый ящик!
Примечание: для этого контента требуется JavaScript.
Зеленые соки, содержащие шпинат или капусту, очень популярны, сельдерей также является хорошим выбором.
Просто экспериментируйте с ингредиентами, пока не найдете то, что вам понравится.
Если вы не любите свеклу, просто переходите к следующему рецепту, потому что никакие цитрусовые или яблочный сок не смогут скрыть этот землистый вкус.
Но если вы любите свекольник, думаю, вам очень понравится этот яркий и сладкий сок.
Самое приятное то, что вам не нужно варить свеклу перед приготовлением сока.
Вместо этого просто добавьте его в свою машину с яблоком, морковью, сельдереем и имбирем, и пусть он творит чудеса.
Если вы любите начинать свой день с апельсинового сока, он действительно должен быть супермощным, не так ли?
Все начинается с моркови, которая, как было доказано, улучшает зрение и уменьшает заложенность носа. Тогда, конечно, в смеси есть тонна свежевыжатого апельсинового сока.
Кроме того, этот рецепт также включает нектарины, яблоко, лимонный сок и имбирь.
Немного цитрусовых действительно оживляет это блюдо, и мне нравится пряный вкус имбиря.
Этот рецепт можно приготовить даже без соковыжималки. Вам просто нужен мощный блендер.
Стреляйте только около десяти секунд за раз, чтобы машина не перегревалась.
Когда все станет однородным, пропустите его через марлю или чистое тонкое кухонное полотенце.
Хотите верьте, хотите нет, но огурцы очень питательны.
Я знаю, что они немного пресные на вкус и в основном состоят из воды, но эти маленькие зеленые стебли могут сделать для вас гораздо больше, чем вы думаете.
Вы найдете витамин С, витамин К, магний, калий и марганец, а также массу антиоксидантов и питательных микроэлементов.
Они также могут помочь вам избежать обезвоживания, а также являются богатым источником клетчатки. Просто добавьте мяту и лимон, и все готово.
Если вам уже надоел ежедневный апельсиновый сок, почему бы не изменить ситуацию и не попробовать вместо этого суперлегкий ананасовый сок?
Яркий, сладкий, слегка терпкий, очень фруктовый, готовится всего за десять минут.
Ананас обладает многими полезными для здоровья свойствами, в том числе противовоспалительными свойствами, укрепляет иммунитет и часто используется для детоксикации.
Но слышали ли вы, что он также хорошо снимает боль?
Если вы недавно были рядом с TikTok, я уверен, что вы видели истории о том, как пить ананасовый сок, чтобы уменьшить боль и отек после удаления зуба мудрости.
Не знаю, насколько это правда, но попробовать не помешает, верно?
Куркума обычно используется в качестве приправы в индийской кухне. Он какой-то землистый, с перечными нотками и слегка горьковатым послевкусием.
Он также желтого цвета и придаст вашей еде прекрасный солнечный цвет. Корень очень похож на имбирь; только мякоть на самом деле оранжевая, а не желтая.
Как и многие другие ингредиенты в этом списке, куркума известна своими противовоспалительными и антиоксидантными свойствами.
Из-за этого его также используют для лечения артрита.
Чтобы приготовить этот супер-сок, вам нужно переработать яблоки, апельсины, лимон и имбирь в соковыжималке.
Если вы используете корень куркумы (что довольно редко встречается в штатах), вам нужно будет обработать его так же, как имбирь.
В противном случае добавьте порошок куркумы в сок перед подачей на стол.
Одна из самых серьезных проблем с зеленым соком заключается в том, что он недостаточно сладкий.
Я знаю, что это должно быть полезно для здоровья, но моя сладкоежка слишком сильна, чтобы ее игнорировать!
Если вы чувствуете то же самое, попробуйте использовать самые сладкие яблоки, какие только сможете найти. Мне нравится Fuji или Gala, и Honeycrisp также отлично подходит для приготовления сока.
Если вы не хотите, чтобы ваш сок был слишком терпким, вам следует избегать Granny Smiths.
Я также обнаружил, что добавление горсти винограда может сделать вкус более фруктовым.
Как и яблоки, груши могут варьироваться от терпких до сладких, хотя это зависит от их спелости и времени года.
Я нахожу груши слаще, хотя мне не всегда нравится их текстура. Вот почему я предпочитаю их соком!
С грушевым соком вы получаете все питательные вещества и вкусовые качества плода, не беспокоясь о том, мягкий он или нет.
Азиатские груши дадут вам больше всего сока, но они не всегда легкодоступны. Попробуйте добавить в смесь немного яблока, чтобы увеличить ее объем.
Как только наступит сезон, настоятельно рекомендую сбегать на местный фермерский рынок и запастись клубникой.
Они так хорошо замерзают, и у них будет потрясающий вкус, если вам удастся поймать их, пока они еще созрели.
Если вы когда-нибудь раньше пекли клубнику, то знаете, что она просто наполняется соком. Так что немного будет иметь большое значение при приготовлении клубничного сока.
Хотя я с легкостью могу пить чистый клубничный сок, я предпочитаю, чтобы он был сбалансирован с терпким яблоком и пикантным лаймом.
В зависимости от того, кого вы спросите, капуста и шпинат лучше для вас по-своему.
Шпинат богат клетчаткой, белком, витамином А, кальцием и, конечно же, железом.
С другой стороны, капуста обладает противовоспалительными и антиканцерогенными свойствами.
Капустная капуста имеет более сильный вяжущий вкус. Итак, хотя этот рецепт требует капусты, не стесняйтесь заменить ее шпинатом, если хотите, чтобы она была менее горькой.
Я думаю, капуста была бы лучше с чем-нибудь послаще.
Но кислинка ананаса здесь будет более выраженной, тем более, что в рецепт также входят листья мангольда.
Сельдерей — это какая-то аномалия.
Но в то же время землистый и довольно горький.
С одной стороны, он очень мягкий и водянистый, так что вы можете легко нарезать его и использовать в качестве источника хруста, не перебивая другие ингредиенты.
Как и огурцы, сельдерей является отличным источником влаги, поэтому вы увидите его во многих зеленых соках.
В данном случае он сочетается с огурцом для максимального увлажнения, а также с яблоком и лимоном для терпкого и свежего послевкусия.
Это утренний сок, который вы пьете в отпуске.
Разве вы не можете представить себе пляж, волны и утреннее купание перед отдыхом на шезлонге?
Как следует из названия, этот рецепт готовится с использованием ананасов, апельсинов и манго. Без добавления сахара и зелени.
Сочный и терпкий ананас прекрасно сочетается с очень сладким и ярким манго.
Наконец, цитрусовый удар, который вы получаете от апельсина, — идеальный способ закончить это.
А теперь представьте себе это с капелькой рома… днем, конечно!
Персики — еще один яркий, сладкий и сочный фрукт, который стоит копить летом.
Если вы очистите, нарежете и заморозите их, пока они еще ароматные, вы сможете приготовить любое количество вкусных рецептов персиков круглый год.
Знаете ли вы, что персики бывают трех видов? Вы можете получить clingstone, semi-freestone и freestone.
Первые самые сладкие, но удалить косточку труднее всего. С Freestone легко работать, но не так приятно.
Итак, это означает, что вы должны стараться покупать полусвободный камень, когда это возможно. Они удивительно сладкие, а косточка отходит легко и приятно.
Сливы — это маленькие плоды с косточками посередине.
Они могут быть темно-фиолетовыми или ярко-желтыми, чаще всего кожица терпкая, а мякоть сочная и сладкая.
Я люблю печь сливы из-за их цвета и аромата. Но я никогда раньше не делала сливовый сок!
Поскольку чернослив производится из определенных сортов сливы, неудивительно, что сливовый сок может помочь при запорах.
Также отлично подходит для снижения уровня холестерина.
Этот рецепт не просто сливовый сок. Конечно, это вкусно, но вам захочется увеличить эти витамины везде, где это возможно!
Итак, вы добавите свеклу, морковь, имбирь и лимон. Свекла придаст этому великолепному розовому цвету, а имбирь и лимон придадут свежести.
Хотя большинство дынь имеют довольно тонкий вкус, дыня обладает уникальным и сладким ароматом дыни.
Кроме того, дыни славятся своей сочностью! Сколько детей вы видели с грязными красными ртами после того, как съели арбуз?
Канталупа здесь идеальна, потому что сочетается с оранжевой окраской моркови и цитрусовых. Но медвяная роса также обеспечит прекрасную сладость.
Это сочетание свежего ананаса, сельдерея и огурца — отличное начало дня.
Отлично подходит для детоксикации, похудения и значительного заряда энергии с утра.
В рецепт также входят семена льна и чиа, которые богаты омега-3 жирными кислотами, клетчаткой и антиоксидантами.
Вы не заметите семян, когда все смешаете, обещаю!
17 лучших рецептов приготовления сока
Эти рецепты приготовления сока очень полезны и достаточно просты для начинающих! От огурца до ананаса, персика и сливы, пора приготовить сок!

 Высоту столешницы выбирают исходя из роста сварщика. Общепринято 80-100 см от пола. Но для высоких сварщиков рекомендуем ориентироваться по расположению стола на уровне пояса.
Высоту столешницы выбирают исходя из роста сварщика. Общепринято 80-100 см от пола. Но для высоких сварщиков рекомендуем ориентироваться по расположению стола на уровне пояса.
 Этого достаточно, чтобы накладывать аккуратные швы аргоновыми аппаратам на небольшие детали. Подойдет для РДС сварка патрубков, небольших емкостей.
Этого достаточно, чтобы накладывать аккуратные швы аргоновыми аппаратам на небольшие детали. Подойдет для РДС сварка патрубков, небольших емкостей.
 Это рама на оси, присоединяемая через подшипники к двум конусным стойкам. Благодаря этому рама может вращаться по вертикали. На рамке есть резьбовые прижимы, фиксирующие изделие. Это облегчает быстрый переворот конструкции, чтобы проварить швы с обратной стороны.
Это рама на оси, присоединяемая через подшипники к двум конусным стойкам. Благодаря этому рама может вращаться по вертикали. На рамке есть резьбовые прижимы, фиксирующие изделие. Это облегчает быстрый переворот конструкции, чтобы проварить швы с обратной стороны.

 Допустимо изготовление из нарезанных полос металла, но при толщине 5-6 мм это займет много времени.
Допустимо изготовление из нарезанных полос металла, но при толщине 5-6 мм это займет много времени.
 Чередуйте швы, чтобы конструкцию не повело.
Чередуйте швы, чтобы конструкцию не повело.
 Приварите к ножкам два дополнительных профиля 20х30 мм под столешницей, параллельно горизонтальной поверхности. От столешницы можно отступить на 20-30 см, что зависит от габаритов размещаемых на полке инструментов. На профиль можно положить тонкий лист металла или стальную сетку. Прихватите ее сваркой.
Приварите к ножкам два дополнительных профиля 20х30 мм под столешницей, параллельно горизонтальной поверхности. От столешницы можно отступить на 20-30 см, что зависит от габаритов размещаемых на полке инструментов. На профиль можно положить тонкий лист металла или стальную сетку. Прихватите ее сваркой.
 Тогда защитное стекло дольше останется непоцарапанным, к пластику не прилипнут горячие окалины.
Тогда защитное стекло дольше останется непоцарапанным, к пластику не прилипнут горячие окалины.
 Более надежный и долговечный вариант — вварить в ножки толстые гайки с винтами и прорезиненными пятаками. Они позволят регулировать ровность стола и даже немного высоту.
Более надежный и долговечный вариант — вварить в ножки толстые гайки с винтами и прорезиненными пятаками. Они позволят регулировать ровность стола и даже немного высоту.
 Через время столешница будет вся в волнах и разложить что-то для выведения ровной плоскости будет невозможно. Лучше сразу купить толстый металл 5 мм или профиль, который будет держать форму за счет жесткости замкнутой конструкции.
Через время столешница будет вся в волнах и разложить что-то для выведения ровной плоскости будет невозможно. Лучше сразу купить толстый металл 5 мм или профиль, который будет держать форму за счет жесткости замкнутой конструкции.
 Аккуратно перережьте сварочные швы, соединяющие ножки и столешницу. Перережьте швы усиливающего нижнего контура. Молотком отбейте части конструкции. Предварительно подпишите их маркером, чтобы потом собрать в такой же последовательности. Перед сборкой все выступающие части старых швов придется зашлифовать, чтобы они не портили плоскость.
Аккуратно перережьте сварочные швы, соединяющие ножки и столешницу. Перережьте швы усиливающего нижнего контура. Молотком отбейте части конструкции. Предварительно подпишите их маркером, чтобы потом собрать в такой же последовательности. Перед сборкой все выступающие части старых швов придется зашлифовать, чтобы они не портили плоскость.










 Их длина должна примерно составлять около 760 мм. Вырезанные стойки привариваются по углам ранее изготовленной крышки стола.
Их длина должна примерно составлять около 760 мм. Вырезанные стойки привариваются по углам ранее изготовленной крышки стола.

 И это обидно, потому что сварка открывает целый новый мир домашнего ремонта и крутых проектов. Мы попросили профессионального сварщика продемонстрировать некоторые основные приемы, соорудив сварочный стол. Она проведет вас через каждый шаг и даст полезные советы.
И это обидно, потому что сварка открывает целый новый мир домашнего ремонта и крутых проектов. Мы попросили профессионального сварщика продемонстрировать некоторые основные приемы, соорудив сварочный стол. Она проведет вас через каждый шаг и даст полезные советы. Этот аппарат может работать как аппарат для сварки MIG (металл в среде инертного газа/подача проволоки), аппарат для сварки TIG (вольфрам в среде инертного газа) и аппарат для сварки электродом, но мы использовали функцию подачи проволоки для сварки в среде инертного газа (MIG).
Этот аппарат может работать как аппарат для сварки MIG (металл в среде инертного газа/подача проволоки), аппарат для сварки TIG (вольфрам в среде инертного газа) и аппарат для сварки электродом, но мы использовали функцию подачи проволоки для сварки в среде инертного газа (MIG).

 Называемый «взбиванием», он помогает контролировать вашу скорость, создает хорошее проникновение и приводит к более узкой бусине, чем если бы вы делали крошечные круги во время движения.
Называемый «взбиванием», он помогает контролировать вашу скорость, создает хорошее проникновение и приводит к более узкой бусине, чем если бы вы делали крошечные круги во время движения. Торцовочные пилы, предназначенные для резки дерева, также вращаются слишком быстро для дисков для резки металла, а поскольку их двигатели не герметизированы, металлическая стружка и стружка могут повредить двигатель.
Торцовочные пилы, предназначенные для резки дерева, также вращаются слишком быстро для дисков для резки металла, а поскольку их двигатели не герметизированы, металлическая стружка и стружка могут повредить двигатель. Если ваше рабочее место представляет собой металлический стол, заземляющий зажим можно прикрепить к столу, но если это деревянный стол, зажим необходимо прикрепить непосредственно к заготовке. Примечание. Вы можете построить стол на земле, чтобы избежать ожогов на столешнице верстака. Мы не возражали против оценок.
Если ваше рабочее место представляет собой металлический стол, заземляющий зажим можно прикрепить к столу, но если это деревянный стол, зажим необходимо прикрепить непосредственно к заготовке. Примечание. Вы можете построить стол на земле, чтобы избежать ожогов на столешнице верстака. Мы не возражали против оценок. Вытяжные устройства стоят от 1200 долларов, но в них нет необходимости, если вы свариваете в хорошо проветриваемом помещении.
Вытяжные устройства стоят от 1200 долларов, но в них нет необходимости, если вы свариваете в хорошо проветриваемом помещении.

 Проектирование и изготовление собственного сварочного стола позволит вам спроектируйте предмет, который идеально подойдет для вашего рабочего места и будет дешевле , чем покупка готовой модели.
Проектирование и изготовление собственного сварочного стола позволит вам спроектируйте предмет, который идеально подойдет для вашего рабочего места и будет дешевле , чем покупка готовой модели. Сколько места вам нужно для работы вокруг сварочного стола и тип сварочных работ, для которых вы будете его использовать; выяснение всего этого до того, как вы начнете, значительно облегчит весь процесс сборки. Ваш сварочный стол должен состоять из верхней части толщиной не менее 3/8 дюйма, изготовленной из углеродистой стали, а ножки должны быть сделаны из уголка, U-образного профиля, трубы квадратного сечения или трубы. При сборке сварочного стола важно помнить, что весь используемый металл должен быть одного типа, чтобы обеспечить прочность и однородность сварочного стола.
Сколько места вам нужно для работы вокруг сварочного стола и тип сварочных работ, для которых вы будете его использовать; выяснение всего этого до того, как вы начнете, значительно облегчит весь процесс сборки. Ваш сварочный стол должен состоять из верхней части толщиной не менее 3/8 дюйма, изготовленной из углеродистой стали, а ножки должны быть сделаны из уголка, U-образного профиля, трубы квадратного сечения или трубы. При сборке сварочного стола важно помнить, что весь используемый металл должен быть одного типа, чтобы обеспечить прочность и однородность сварочного стола. После того, как разрезы будут сделаны, вам нужно будет удалить весь шлак с помощью молотка. Для этого можно ударить молотком по обрезанным концам столешницы, и присутствующий шлак легко отломится. После того, как весь шлак будет удален, вам нужно будет отшлифовать края, чтобы сгладить любые шероховатости на краях реза.
После того, как разрезы будут сделаны, вам нужно будет удалить весь шлак с помощью молотка. Для этого можно ударить молотком по обрезанным концам столешницы, и присутствующий шлак легко отломится. После того, как весь шлак будет удален, вам нужно будет отшлифовать края, чтобы сгладить любые шероховатости на краях реза.
 Использование сварочного стола в качестве основания при сварке заготовок поверх стола может быть сопряжено с некоторыми опасностями. Эта статья на веб-сайте полна полезной информации, если вы решите пойти по этому пути.
Использование сварочного стола в качестве основания при сварке заготовок поверх стола может быть сопряжено с некоторыми опасностями. Эта статья на веб-сайте полна полезной информации, если вы решите пойти по этому пути.
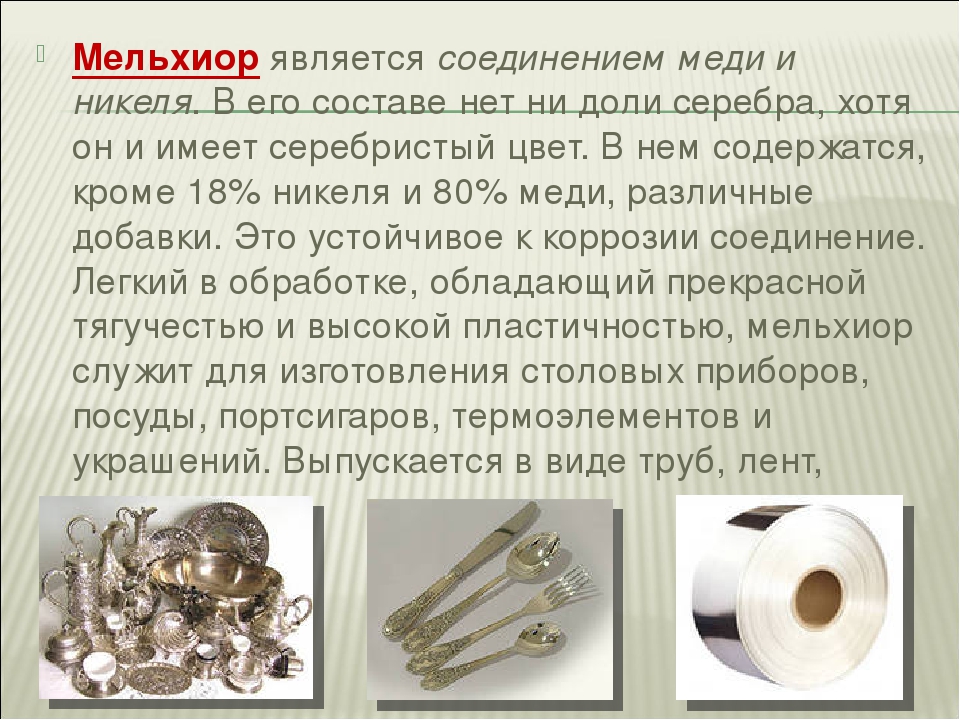 Широко известна ее инактивирующая способность против вируса гриппа A/h2N1 («свиной грипп»), кишечной палочки, метициллин-устойчивого золотистого стафилококка и др. Кроме того, еще с древних времен медь использовали в качестве лечебного препарата, что сохранило свою популярность и на сегодняшний день.
Широко известна ее инактивирующая способность против вируса гриппа A/h2N1 («свиной грипп»), кишечной палочки, метициллин-устойчивого золотистого стафилококка и др. Кроме того, еще с древних времен медь использовали в качестве лечебного препарата, что сохранило свою популярность и на сегодняшний день.
 Применение меди в строительстве
Применение меди в строительстве В связи с этим данный металл очень часто применяется для изготовления различных украшений: браслетов, колец, сережек и т.д. Уникальный окрас также позволяет использовать медь в декоративных изделиях: скульптурах, осветительных приборах, дверных ручках и т.д.
В связи с этим данный металл очень часто применяется для изготовления различных украшений: браслетов, колец, сережек и т.д. Уникальный окрас также позволяет использовать медь в декоративных изделиях: скульптурах, осветительных приборах, дверных ручках и т.д.

 3
3 Из этих полуфабрикатов готовят обработкой давлением и резанием всевозможные детали. Медь является хорошим материалом для фасонных отливок.
Из этих полуфабрикатов готовят обработкой давлением и резанием всевозможные детали. Медь является хорошим материалом для фасонных отливок.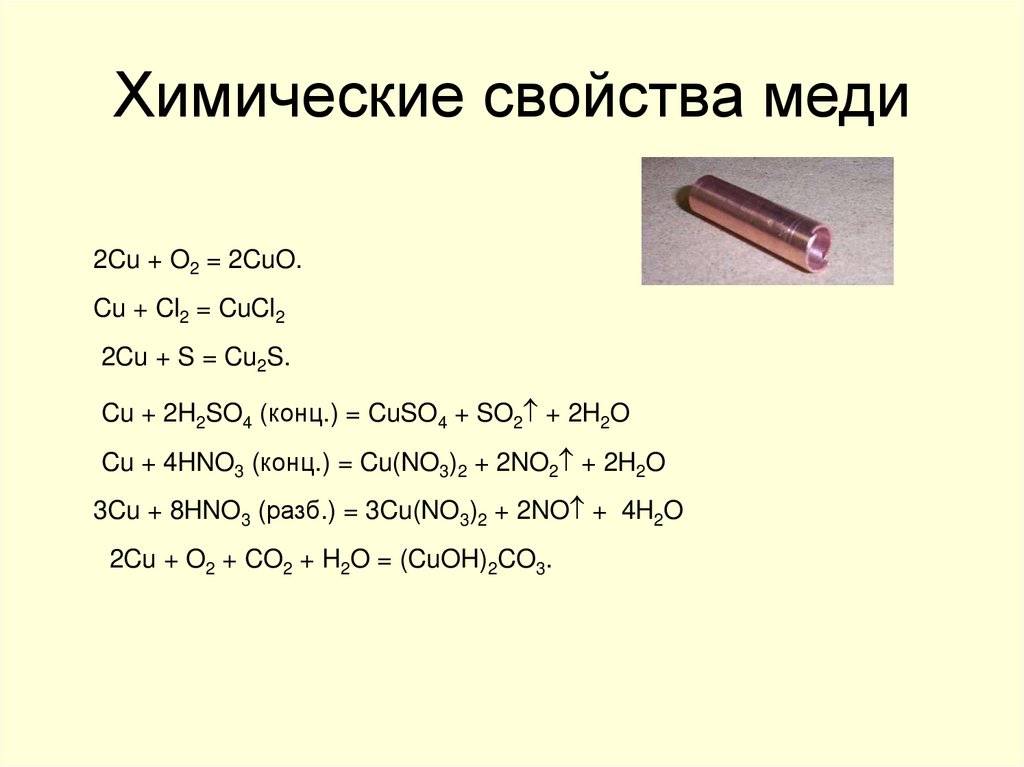 Для предохранения от окисления медь плавят или под слоем древесного угля, или с использованием защитных газов, или в вакууме.
Для предохранения от окисления медь плавят или под слоем древесного угля, или с использованием защитных газов, или в вакууме.
 В технической литературе медные сплавы разделяют на три группы: латуни, бронзы и медно-никелевые сплавы.
В технической литературе медные сплавы разделяют на три группы: латуни, бронзы и медно-никелевые сплавы. Castablecatalystcatalytic converters designed to clean vehicle emissionsCathode ray tubesCenterless ground rodsChemical ResistanceChemical resistantChemical StabilityChemically StableCircuit breaker terminalsCircuit breakersClampscoating optic fibersCombustion cansCommutator barsCompositesComputersConcentrated solar powerConductiveContactsControl resistorsCorrosion сопротивлениеКоррозионностойкийСтойкий к коррозииЭкономичныйСопротивление ползучестиОпасно для здоровья человекаДеоксидантыДекоративныеПлотныеДетекторыДиафрагмыСтабильность размеровДискиРастворяется как в разбавленных, так и в концентрированных кислотахМедленно растворяется в разбавленных минеральных кислотахНе легко реагирует на кислородПластичныйпластичныйНизкая температура плавленияДолговечныйДинамическийЛегко поддается обработкеЛегко формоватьЛегко к fabricateEasy to join and installEasy to machineElasticElastic solidElectric motors in cordless toolsElectrical ConductiveElectrical conductivityElectrical connectorselectrical contact materialElectrical elements in both industrial and domestic applicationsElectrical insulationElectrical InsulatorElectrical resistanceElectrical resistantElectrical switchesElectrical transformersElectrically conductiveElectrically resistantElectricity resistantElectro and Thermal ConductiveElectroconductiveElectronic and optical propertiesElectronic tubes (powerElectroresistantElectrosinsulatingEnergy harvestersEnhances high-temperature oxidation resistanceEnvironmental resistanceExcellent machinabilityExpansion управлениеСопротивление усталостиПредставленныйФерромагнитныйФильтрацияМелкозернистая структураОгнезамедлительОгнеупорныйОгнестойкийНегорючийОгнезащитный Поглотитель с низким содержанием влагиогнеопасныйFlatwireГибкостьГибкийПоковкиСтабильность формыФормуемыйПлавкийГаллий легко связывается с большинством металловГазовая турбина ponentsХорошая коррозионная стойкостьХорошая стойкость к кислородуХорошая конструкционная прочностьХорошая износостойкостьЗначительно улучшенная физическаяЗеленый материалЖесткие дискиЖесткие дискиТвердый термопластТвердостьТермостойкостьЖаростойкийТеплопередачаТеплообработкаОборудование для термообработкиНагревательные элементыНагревательные элементы как в бытовых, так и в промышленных приборахСверхмощные печи для термообработкиВысокотемпературные характеристикиГерметическое уплотнениеТрубы HHS®Высокая температура кипенияВысокая химическая реактивностьВысокая коррозионная стойкостьВысокая коррозионная стойкостьВысокая плотностьВысокая плотность пластичностьВысокая электрическаяВысокая электрическая и теплопроводностьВысокое удельное электрическое сопротивлениеВысокое поглощение энергииВысокая усталостная прочностьВысокая текучестьВысокая ударная вязкостьВысокие магнитные свойстваВысокая температура плавленияВысокая передача влагиВысокая производительностьВысокая пористостьПроволока высокой чистотыВысокое преломлениеВысокая прочностьВысокая прочность на разрывВысокая термостойкостьВысокая температурная стабильностьВысокая термостойкостьВысокая прочность на растяжениеВысокая теплопроводностьВысокая h поглощение тепловых нейтроновВысоковольтные линии электропередач и автоматические выключателиОчень красочные и разнообразные степени окисленияЛегковоспламеняющиесяСильно изолирующиеИнструменты для горячей обработкиГибридные кожухи цепейГидрофильныеГидрофобныеГипераллергенныеУдаропрочныеНепроницаемыеУлучшенные тепловые характеристикиПри контакте с водойИнертныеНедорогиеГорючиеНерастворимыеИзоляторРаздражающиеПовышает прочность полезных для здоровья сплавов металлов, таких как хром, вступает в реакцию с образованием гидроксида печиЛазерные соплаЛазерыСвинцовые рамыБез свинцаЛегкийЛегкийЛегкийОблицовка резервуаров.
Castablecatalystcatalytic converters designed to clean vehicle emissionsCathode ray tubesCenterless ground rodsChemical ResistanceChemical resistantChemical StabilityChemically StableCircuit breaker terminalsCircuit breakersClampscoating optic fibersCombustion cansCommutator barsCompositesComputersConcentrated solar powerConductiveContactsControl resistorsCorrosion сопротивлениеКоррозионностойкийСтойкий к коррозииЭкономичныйСопротивление ползучестиОпасно для здоровья человекаДеоксидантыДекоративныеПлотныеДетекторыДиафрагмыСтабильность размеровДискиРастворяется как в разбавленных, так и в концентрированных кислотахМедленно растворяется в разбавленных минеральных кислотахНе легко реагирует на кислородПластичныйпластичныйНизкая температура плавленияДолговечныйДинамическийЛегко поддается обработкеЛегко формоватьЛегко к fabricateEasy to join and installEasy to machineElasticElastic solidElectric motors in cordless toolsElectrical ConductiveElectrical conductivityElectrical connectorselectrical contact materialElectrical elements in both industrial and domestic applicationsElectrical insulationElectrical InsulatorElectrical resistanceElectrical resistantElectrical switchesElectrical transformersElectrically conductiveElectrically resistantElectricity resistantElectro and Thermal ConductiveElectroconductiveElectronic and optical propertiesElectronic tubes (powerElectroresistantElectrosinsulatingEnergy harvestersEnhances high-temperature oxidation resistanceEnvironmental resistanceExcellent machinabilityExpansion управлениеСопротивление усталостиПредставленныйФерромагнитныйФильтрацияМелкозернистая структураОгнезамедлительОгнеупорныйОгнестойкийНегорючийОгнезащитный Поглотитель с низким содержанием влагиогнеопасныйFlatwireГибкостьГибкийПоковкиСтабильность формыФормуемыйПлавкийГаллий легко связывается с большинством металловГазовая турбина ponentsХорошая коррозионная стойкостьХорошая стойкость к кислородуХорошая конструкционная прочностьХорошая износостойкостьЗначительно улучшенная физическаяЗеленый материалЖесткие дискиЖесткие дискиТвердый термопластТвердостьТермостойкостьЖаростойкийТеплопередачаТеплообработкаОборудование для термообработкиНагревательные элементыНагревательные элементы как в бытовых, так и в промышленных приборахСверхмощные печи для термообработкиВысокотемпературные характеристикиГерметическое уплотнениеТрубы HHS®Высокая температура кипенияВысокая химическая реактивностьВысокая коррозионная стойкостьВысокая коррозионная стойкостьВысокая плотностьВысокая плотность пластичностьВысокая электрическаяВысокая электрическая и теплопроводностьВысокое удельное электрическое сопротивлениеВысокое поглощение энергииВысокая усталостная прочностьВысокая текучестьВысокая ударная вязкостьВысокие магнитные свойстваВысокая температура плавленияВысокая передача влагиВысокая производительностьВысокая пористостьПроволока высокой чистотыВысокое преломлениеВысокая прочностьВысокая прочность на разрывВысокая термостойкостьВысокая температурная стабильностьВысокая термостойкостьВысокая прочность на растяжениеВысокая теплопроводностьВысокая h поглощение тепловых нейтроновВысоковольтные линии электропередач и автоматические выключателиОчень красочные и разнообразные степени окисленияЛегковоспламеняющиесяСильно изолирующиеИнструменты для горячей обработкиГибридные кожухи цепейГидрофильныеГидрофобныеГипераллергенныеУдаропрочныеНепроницаемыеУлучшенные тепловые характеристикиПри контакте с водойИнертныеНедорогиеГорючиеНерастворимыеИзоляторРаздражающиеПовышает прочность полезных для здоровья сплавов металлов, таких как хром, вступает в реакцию с образованием гидроксида печиЛазерные соплаЛазерыСвинцовые рамыБез свинцаЛегкийЛегкийЛегкийОблицовка резервуаров.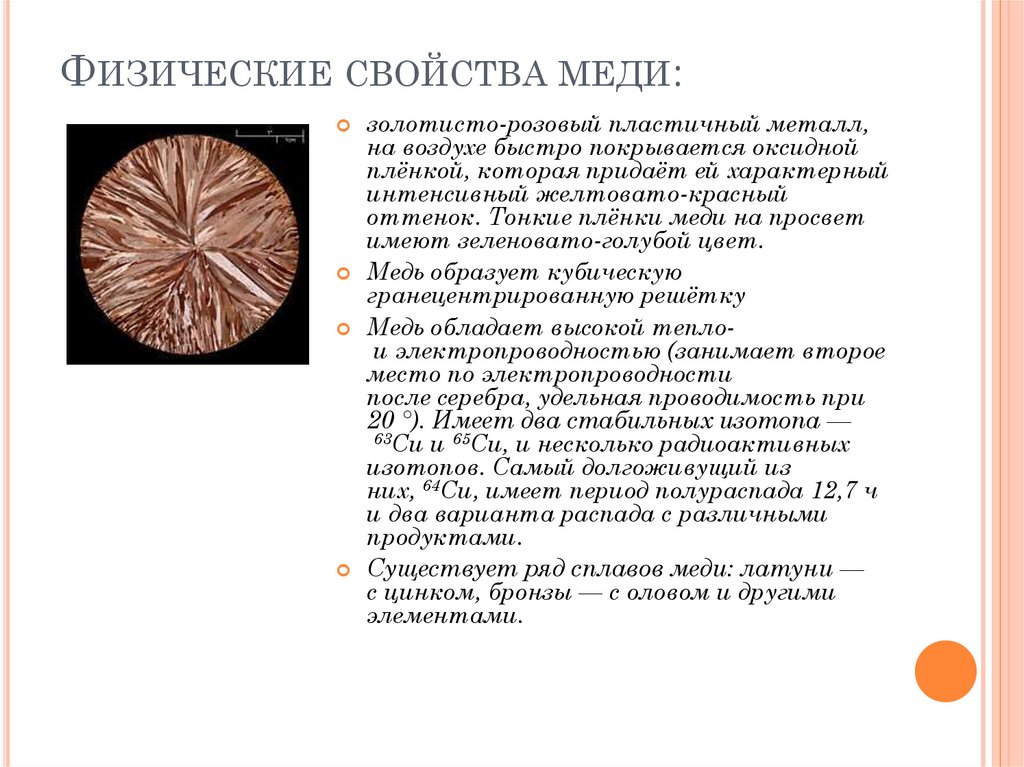 Жидкость при комнатной температуре или близкой к нейНагрузочный подшипникДолгий срок службыДолгий срок службы при высоких температурахНизкая стоимостьНизкая плотностьНизкая электропроводностьНизкое трениеНизкая термостойкостьНизкое техническое обслуживаниеНизкая температура плавленияНизкая проводимость металлаНизкое влагопоглощениеНизкая пористостьНизкая пористостьНизкая реактивность и низкая токсичностьНизкая относительная летучесть при большом объемеНизкая температураНизкая термостойкостьНизкая ermal resistanceLow ToxicityLow Water AbsorbingLustrousMachinableMagneticMagnetic fastenersMagnetic permabilityMagnetic SheildingMagnetron bodies and coolersMaintenance FreeMaleableMalleableMan madeMeasuring and positioning devicesmechanical and electrical propertiesMechanical assemblyMicrofluidic devicesMicroscale electromagnetsMicroscale electronicsMicrowave componentsMIG/MAG welding contact tipsMinimises wasteMinimum distortionMoldableMotorsMould and lay up tools for compositesMould resistantNatural resistance to corrosionnegligible porosityNon ReactiveNon toxicNon-ConductiveNon-FlammableNon-magneticNon -смачиваниеБез запахаOLEDOНепрозрачныйОптическая прозрачностьОптическое волокноКорпуса осцилляторовСтойкий к окислениюПроницаемый пигменты и красители; Блестящие поверхностные покрытияВыводыТрубы и оболочки силовых кабелейЭлектроды и сопла для плазменной резкиГибкиеПММАТочныеТочное и равномерное тепловое расширениеТочностьТочные лопатки конденсаторовПроизводство бумажной массыПроизводство транзисторов и диодов в электронной промышленностиЗащитныеПрототипыРадиальные стержни для роторов генераторовРадиальные стержни для роторов генераторов.
Жидкость при комнатной температуре или близкой к нейНагрузочный подшипникДолгий срок службыДолгий срок службы при высоких температурахНизкая стоимостьНизкая плотностьНизкая электропроводностьНизкое трениеНизкая термостойкостьНизкое техническое обслуживаниеНизкая температура плавленияНизкая проводимость металлаНизкое влагопоглощениеНизкая пористостьНизкая пористостьНизкая реактивность и низкая токсичностьНизкая относительная летучесть при большом объемеНизкая температураНизкая термостойкостьНизкая ermal resistanceLow ToxicityLow Water AbsorbingLustrousMachinableMagneticMagnetic fastenersMagnetic permabilityMagnetic SheildingMagnetron bodies and coolersMaintenance FreeMaleableMalleableMan madeMeasuring and positioning devicesmechanical and electrical propertiesMechanical assemblyMicrofluidic devicesMicroscale electromagnetsMicroscale electronicsMicrowave componentsMIG/MAG welding contact tipsMinimises wasteMinimum distortionMoldableMotorsMould and lay up tools for compositesMould resistantNatural resistance to corrosionnegligible porosityNon ReactiveNon toxicNon-ConductiveNon-FlammableNon-magneticNon -смачиваниеБез запахаOLEDOНепрозрачныйОптическая прозрачностьОптическое волокноКорпуса осцилляторовСтойкий к окислениюПроницаемый пигменты и красители; Блестящие поверхностные покрытияВыводыТрубы и оболочки силовых кабелейЭлектроды и сопла для плазменной резкиГибкиеПММАТочныеТочное и равномерное тепловое расширениеТочностьТочные лопатки конденсаторовПроизводство бумажной массыПроизводство транзисторов и диодов в электронной промышленностиЗащитныеПрототипыРадиальные стержни для роторов генераторовРадиальные стержни для роторов генераторов. с водой и воздухомРеагирует на сильные кислотыРеагирует с водой и воздухомлегко окисляетсяПерерабатываемыйПригодный для повторного использованияОтражающийОгнеупорныйАрмирующийОтносительно стабильный на воздухеОтносительно стабильный на воздухе и очень нестабильный при разделенииДетали релеУпругийСтойкий к высокотемпературной коррозииСтойкий к окислениюПриводит к меньшему количеству отходов при использованииСохраняет механические свойства до 950 FСтопорные кольцаРетросветоотражающиеУкрашения с родиевым покрытием.Секция кольцаНаучные приборыПолупроводниковые базыПолупроводникиДатчикиПамять формыФасонная проволокаОболочка электронагревательных элементовУдаропрочностьУдаропрочнаяСущественно повышает стойкость к высокотемпературному окислениюсеребристо-металлическийсеребристо-белый металлПроволока SLT®Мелкая бытовая техникаГладкаяРазъемные разъемыМягкая, достаточно мягкая, чтобы ее можно было разрезать ножомМягкая серебристая и плотнаяСолнечные элементыПайка и сварка tipsSound absorbingSphericalSpot welding electrodesSpring contactsSpringsStabilityStability against alkalis acids and salt waterStableSteam-generator tubingSterileStickyStrand and cablesStrengthStress resistantStribgStringStrongStructuralStructurally stableStub bases for power transmissionStudsSuited for high stresses in applicationsSuperconductiveSwitch blade jawsSwitch gear partsTarget foils for nuclear physicsTarnishes in air and reacts with waterTarnishes in moist airTechnicalTemperature ResistantTemperature sens itiveTemperature StabilityTensile StrengthThermal conductiveThermal conductivityThermal InsulatorThermal resistantThermal Shock ResistanceThermal shock resistantThermal stabilityThermally stableThermoconductivethermocouple elements and headlight reflectors.
с водой и воздухомРеагирует на сильные кислотыРеагирует с водой и воздухомлегко окисляетсяПерерабатываемыйПригодный для повторного использованияОтражающийОгнеупорныйАрмирующийОтносительно стабильный на воздухеОтносительно стабильный на воздухе и очень нестабильный при разделенииДетали релеУпругийСтойкий к высокотемпературной коррозииСтойкий к окислениюПриводит к меньшему количеству отходов при использованииСохраняет механические свойства до 950 FСтопорные кольцаРетросветоотражающиеУкрашения с родиевым покрытием.Секция кольцаНаучные приборыПолупроводниковые базыПолупроводникиДатчикиПамять формыФасонная проволокаОболочка электронагревательных элементовУдаропрочностьУдаропрочнаяСущественно повышает стойкость к высокотемпературному окислениюсеребристо-металлическийсеребристо-белый металлПроволока SLT®Мелкая бытовая техникаГладкаяРазъемные разъемыМягкая, достаточно мягкая, чтобы ее можно было разрезать ножомМягкая серебристая и плотнаяСолнечные элементыПайка и сварка tipsSound absorbingSphericalSpot welding electrodesSpring contactsSpringsStabilityStability against alkalis acids and salt waterStableSteam-generator tubingSterileStickyStrand and cablesStrengthStress resistantStribgStringStrongStructuralStructurally stableStub bases for power transmissionStudsSuited for high stresses in applicationsSuperconductiveSwitch blade jawsSwitch gear partsTarget foils for nuclear physicsTarnishes in air and reacts with waterTarnishes in moist airTechnicalTemperature ResistantTemperature sens itiveTemperature StabilityTensile StrengthThermal conductiveThermal conductivityThermal InsulatorThermal resistantThermal Shock ResistanceThermal shock resistantThermal stabilityThermally stableThermoconductivethermocouple elements and headlight reflectors.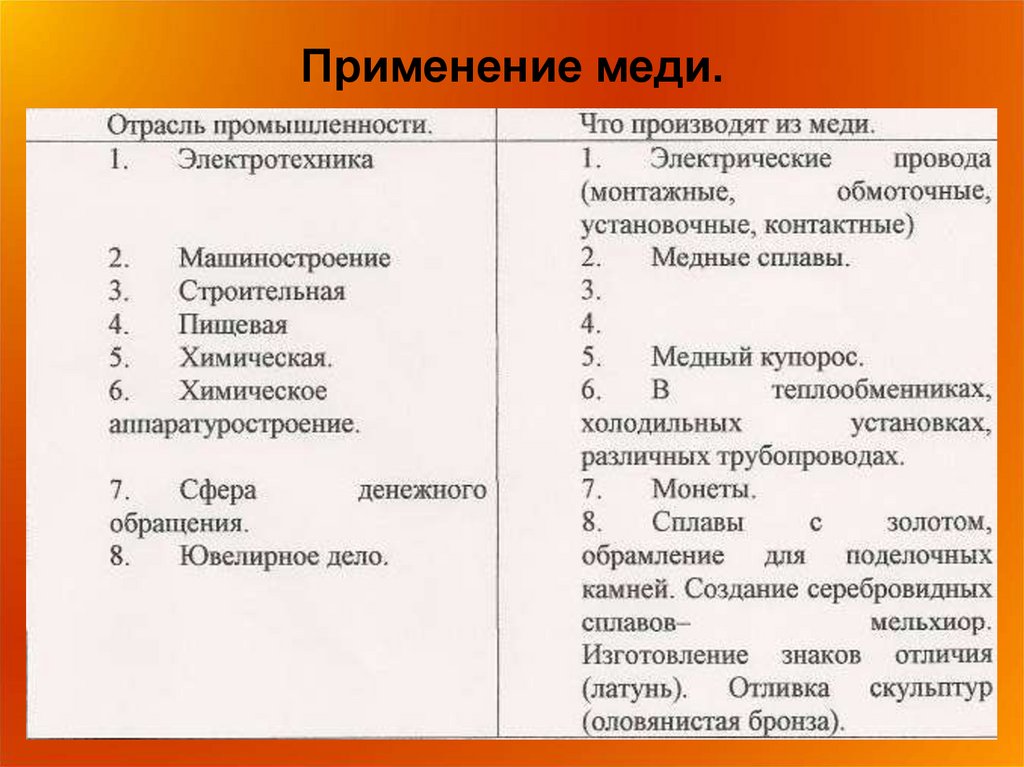 Thermocouple sheathsThermostatsToughToxicTransistor basesTransition ductsTranslucentTransparentTurbine bladesUsed for coatings on other metalsUV ResistantUV StabilityVacuum systems in chemistry and scientific researchVersatileVery DenseVery high melting pointVibration dampersWaste reductionWater insoluableWater resistantWaterproofWear ResistanceWear resistantWeather ResistanceWeather resistantWelded and brazed сотовые панелиРаботоспособныйX-Ray)
Thermocouple sheathsThermostatsToughToxicTransistor basesTransition ductsTranslucentTransparentTurbine bladesUsed for coatings on other metalsUV ResistantUV StabilityVacuum systems in chemistry and scientific researchVersatileVery DenseVery high melting pointVibration dampersWaste reductionWater insoluableWater resistantWaterproofWear ResistanceWear resistantWeather ResistanceWeather resistantWelded and brazed сотовые панелиРаботоспособныйX-Ray) до н.э. Это был также первый металл, отлитый в форме в форме, первый металл, сплавленный с другим металлом, и он был традиционным металлом для чеканки монет (наряду с золотом и серебром).
до н.э. Это был также первый металл, отлитый в форме в форме, первый металл, сплавленный с другим металлом, и он был традиционным металлом для чеканки монет (наряду с золотом и серебром). Это изменение цвета, или патинирование, можно усиливать и контролировать, поэтому его можно удерживать на любом из этих этапов с использованием определенных методов обработки и техники. Более декоративные эффекты и широкий спектр текстур также могут быть созданы с применением различных химических рецептов.
Это изменение цвета, или патинирование, можно усиливать и контролировать, поэтому его можно удерживать на любом из этих этапов с использованием определенных методов обработки и техники. Более декоративные эффекты и широкий спектр текстур также могут быть созданы с применением различных химических рецептов.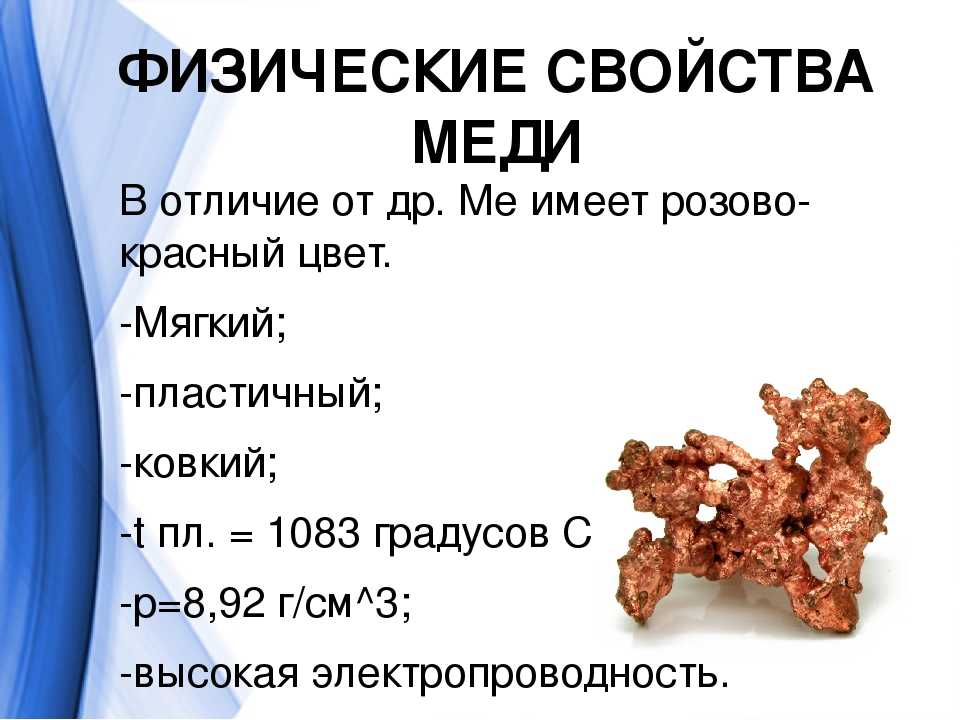
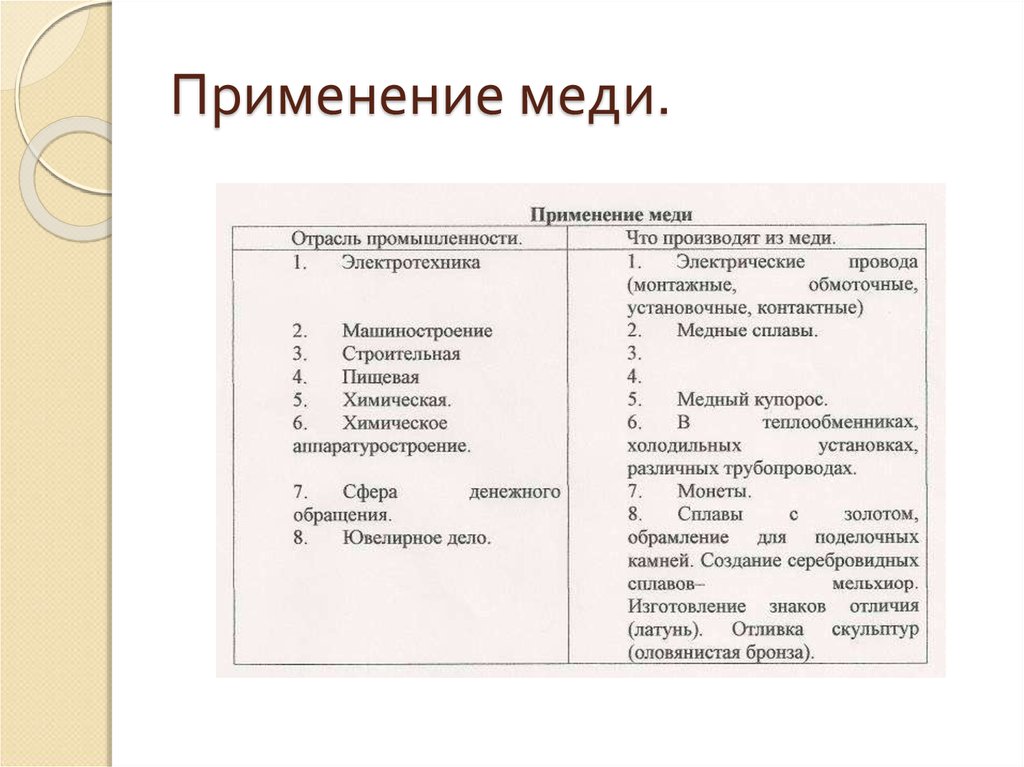 Здесь медь играет как функциональную, так и эстетическую роль. Он также широко используется в сантехнике, отопительном оборудовании, посуде и кухонной утвари.
Здесь медь играет как функциональную, так и эстетическую роль. Он также широко используется в сантехнике, отопительном оборудовании, посуде и кухонной утвари. .
. Современные художники также продолжают использовать медные листы в качестве холста, поскольку они податливы и хорошо сцепляются с ними.
Современные художники также продолжают использовать медные листы в качестве холста, поскольку они податливы и хорошо сцепляются с ними.
 . Как металл медь пластична и ковка и ценится за ее высокую тепло- и электропроводность. Медь встречается в природе, но ее самый большой источник находится в таких минералах, как халькопирит и борнит, и вы можете легко идентифицировать ее по красновато-золотому цвету.
. Как металл медь пластична и ковка и ценится за ее высокую тепло- и электропроводность. Медь встречается в природе, но ее самый большой источник находится в таких минералах, как халькопирит и борнит, и вы можете легко идентифицировать ее по красновато-золотому цвету. до н.э.), поскольку его можно найти в относительно чистых формах — это означает, что этот металл не обязательно нужно извлекать из руды.
до н.э.), поскольку его можно найти в относительно чистых формах — это означает, что этот металл не обязательно нужно извлекать из руды.


 Сульфат меди можно найти в сельском хозяйстве как яд и альгицид при очистке воды.
Сульфат меди можно найти в сельском хозяйстве как яд и альгицид при очистке воды.
 стальных шайб, кг
стальных шайб, кг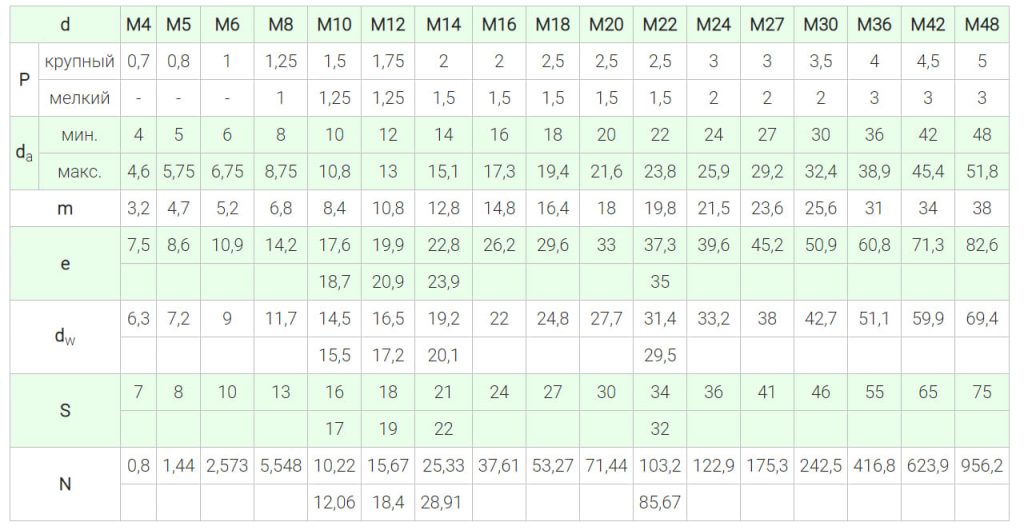
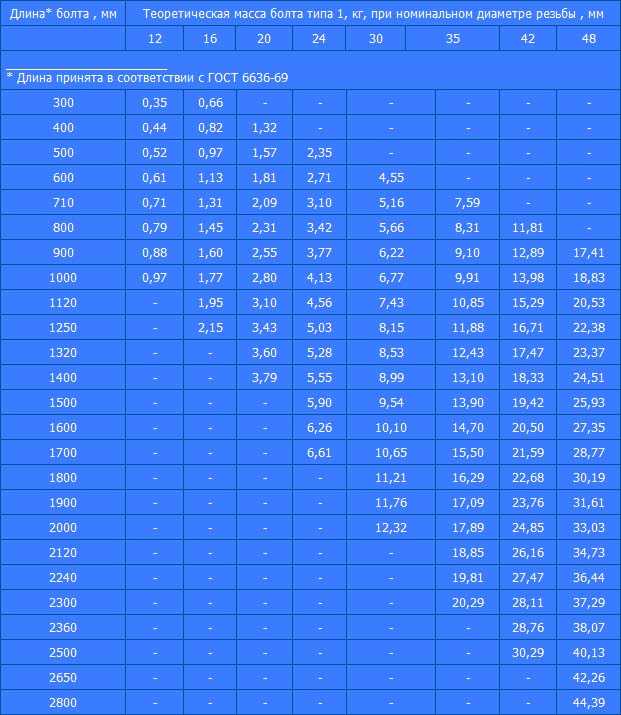

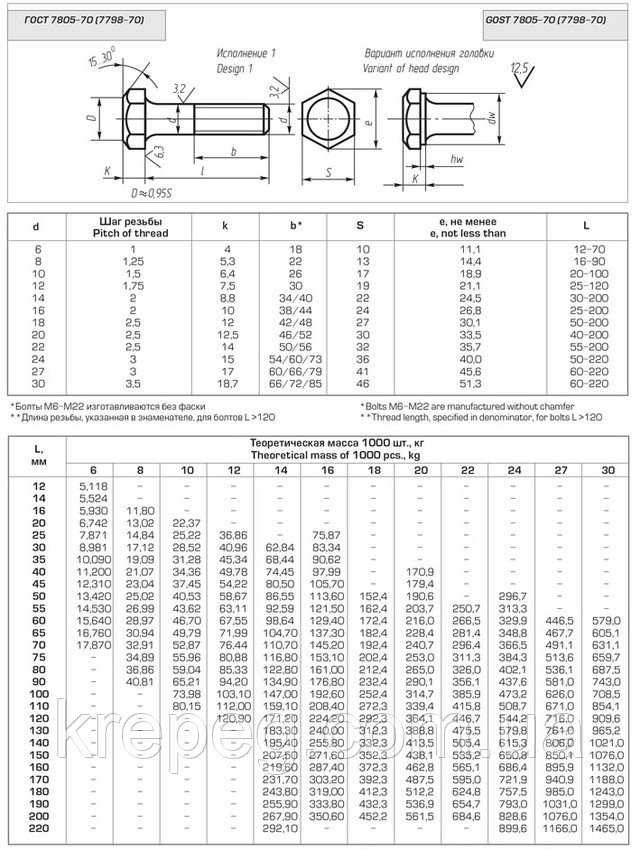 Покрытие может быть таким.
Покрытие может быть таким.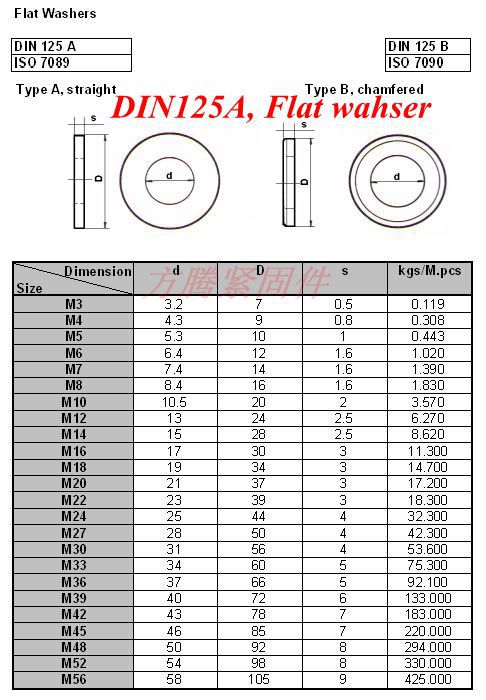 Наружная поверхность шайбы чаще всего гладкая, в некоторых случаях зубчатая. Отличаются и материалы изготовления, и прочностные характеристики, и даже толщина.
Наружная поверхность шайбы чаще всего гладкая, в некоторых случаях зубчатая. Отличаются и материалы изготовления, и прочностные характеристики, и даже толщина.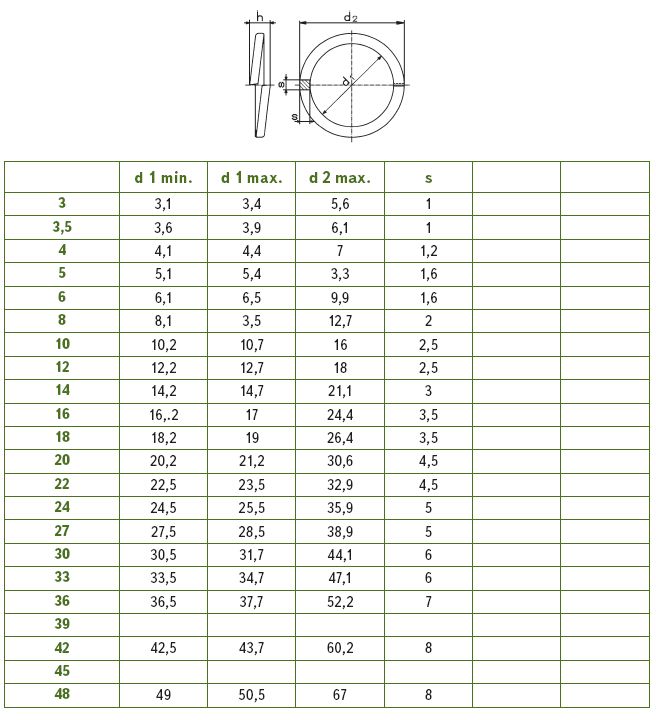 Чаще всего используется текстолитовая шайба, обладающая достаточно длительным сроком службы.
Чаще всего используется текстолитовая шайба, обладающая достаточно длительным сроком службы.
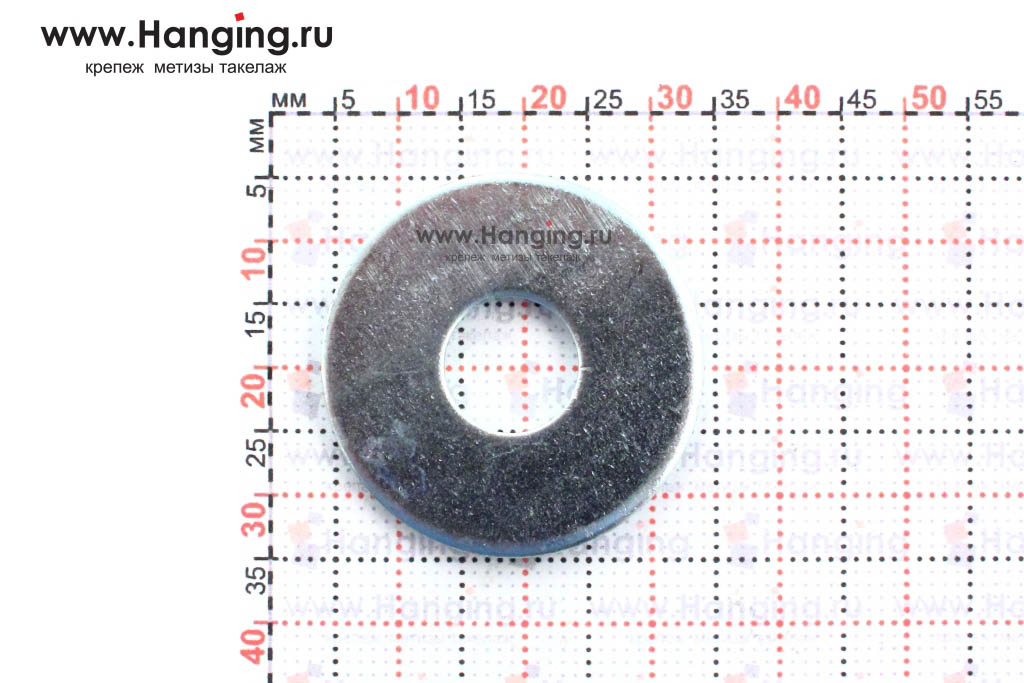 Концы такого фиксирующего метиза расположены в разных плоскостях.
Концы такого фиксирующего метиза расположены в разных плоскостях. Изготавливают такие изделия из синтетических эластомеров, чаще всего каучуковых.
Изготавливают такие изделия из синтетических эластомеров, чаще всего каучуковых.
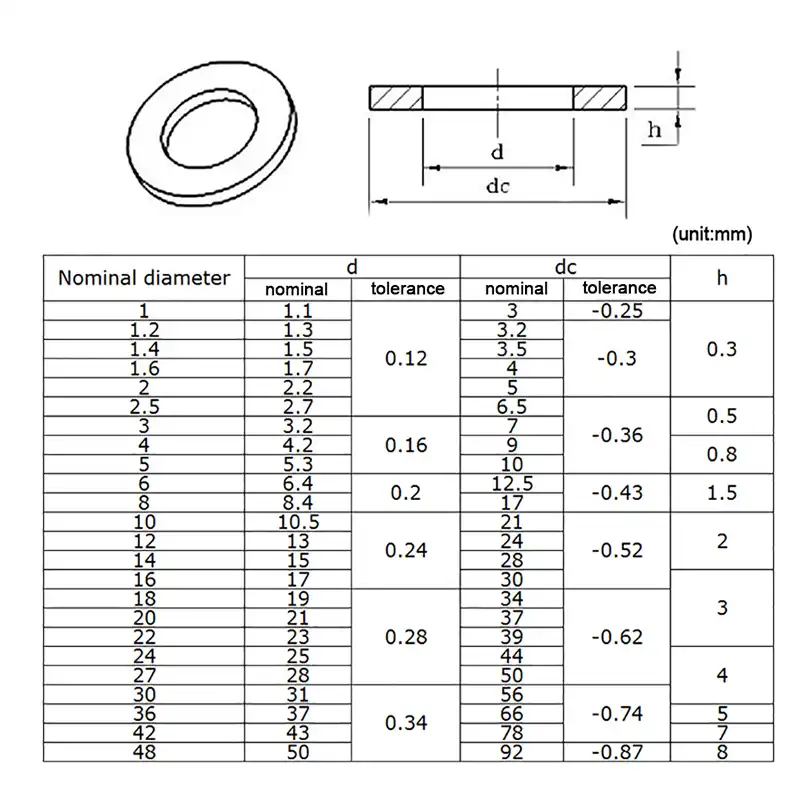
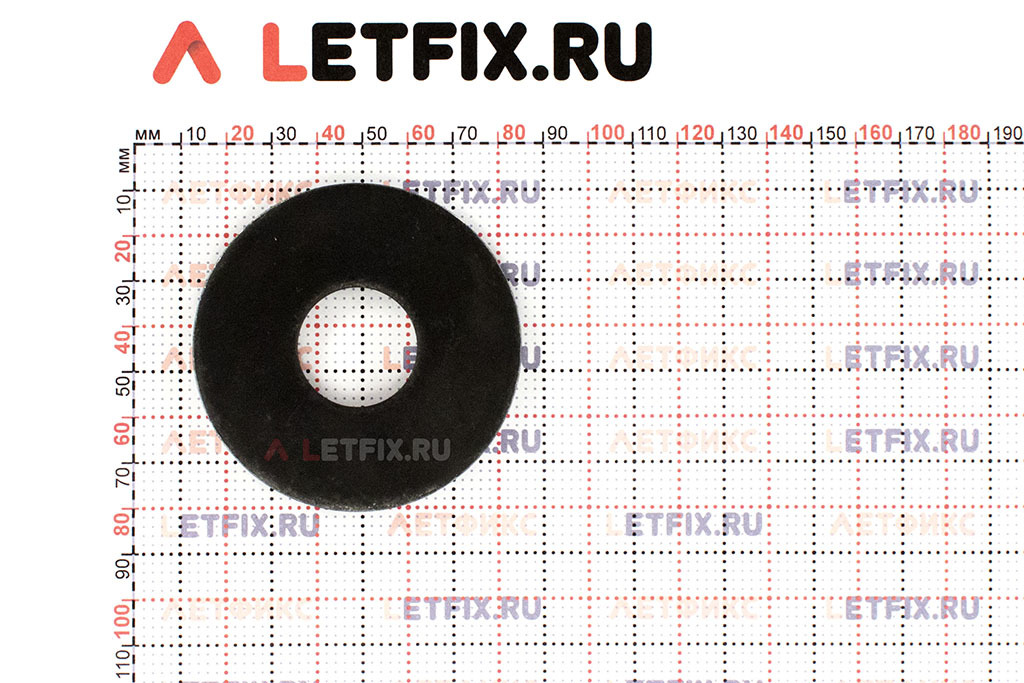 Для компенсации динамических нагрузок и вибрации в машинах, механизмах используются пружинные шайбы.
Для компенсации динамических нагрузок и вибрации в машинах, механизмах используются пружинные шайбы. Правильно выбранная стопорная многолапчатая шайба позволяет избежать самопроизвольного ослабления крепежа, и в этом ей помогают так называемые лапки.
Правильно выбранная стопорная многолапчатая шайба позволяет избежать самопроизвольного ослабления крепежа, и в этом ей помогают так называемые лапки.
 299
299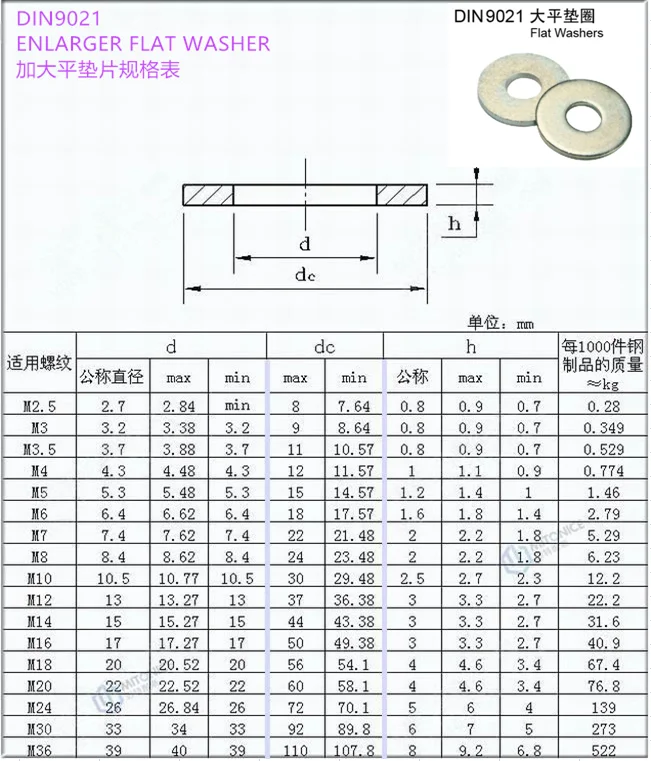 08
08

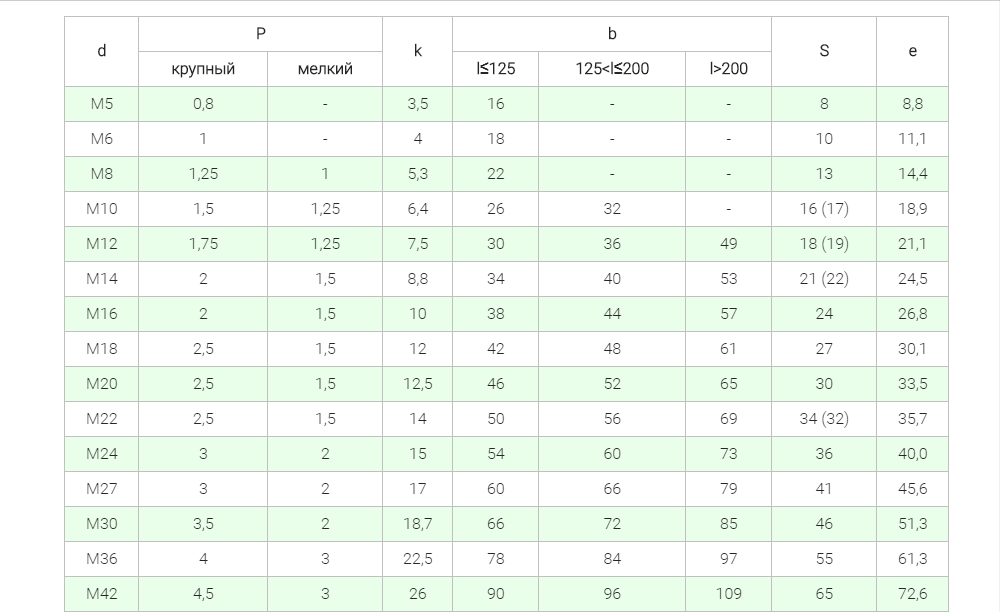 Она нужна для увеличения плоскости опоры, с которой контактирует винт или болт. Иногда этот элемент выступает как фиксатор — такие шайбы называются стопорными, запорными, они предотвращают отвинчивание соединения. Их устанавливают на особенно ответственных участках — там, где ослабление крепежа может представлять опасность.
Она нужна для увеличения плоскости опоры, с которой контактирует винт или болт. Иногда этот элемент выступает как фиксатор — такие шайбы называются стопорными, запорными, они предотвращают отвинчивание соединения. Их устанавливают на особенно ответственных участках — там, где ослабление крепежа может представлять опасность.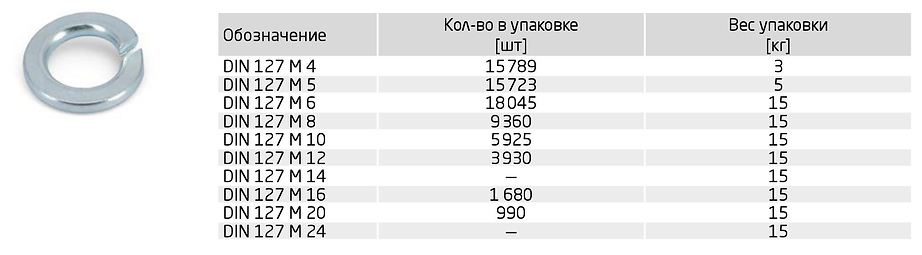 Ввиду большой популярности, появилось множество разновидностей данной детали:
Ввиду большой популярности, появилось множество разновидностей данной детали: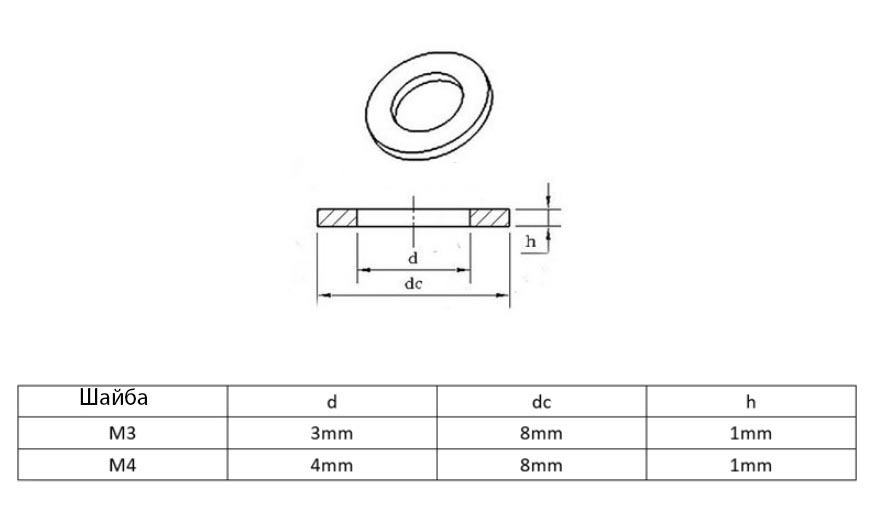
 2
2

 Они вполне успешно справляются со своей задачей. Но если для положения отверстия важен каждый миллиметр, то нужно использовать специальные сверла. Сверло для металла при входе в древесину может чуть отклониться в сторону, даже если в месте будущего отверстия сделано углубление шилом. А вообще, сверление древесины можно осуществлять даже обычным гвоздем или куском проволоки, у которой расплющен конец.
Они вполне успешно справляются со своей задачей. Но если для положения отверстия важен каждый миллиметр, то нужно использовать специальные сверла. Сверло для металла при входе в древесину может чуть отклониться в сторону, даже если в месте будущего отверстия сделано углубление шилом. А вообще, сверление древесины можно осуществлять даже обычным гвоздем или куском проволоки, у которой расплющен конец. Решение — коронки по дереву.
Решение — коронки по дереву.
 Независимо от типа сверла, когда металл проходит древесину насквозь, ничем не поддерживаемые древесные волокна на задней стороне заготовки рвутся, и на выходе образуются сколы.
Независимо от типа сверла, когда металл проходит древесину насквозь, ничем не поддерживаемые древесные волокна на задней стороне заготовки рвутся, и на выходе образуются сколы. Сделайте сквозное отверстие диаметром 1, мм, которое будет направлять сверло Форстнера или сверло с центральным острием до середины толщины детали. Продолжите сверление с обратной стороны, снова вставив кончик сверла в направляющее отверстие. Два больших отверстия должны встретиться в середине.
Сделайте сквозное отверстие диаметром 1, мм, которое будет направлять сверло Форстнера или сверло с центральным острием до середины толщины детали. Продолжите сверление с обратной стороны, снова вставив кончик сверла в направляющее отверстие. Два больших отверстия должны встретиться в середине. При его формировании воздействие подрезного диска на деталь незначительно, поэтому работа безопасна.
При его формировании воздействие подрезного диска на деталь незначительно, поэтому работа безопасна. При этом получается неглубокий паз без сколов. Затем накладку снимаю — теперь фреза выступает на заданную глубину. А заготовки пропускаю, как и положено, навстречу вращающейся фрезе. Повсюду, где устанавливаются стены из гипсокартонных плит, возникает необходимость сделать в них одно или несколько отверстий.
При этом получается неглубокий паз без сколов. Затем накладку снимаю — теперь фреза выступает на заданную глубину. А заготовки пропускаю, как и положено, навстречу вращающейся фрезе. Повсюду, где устанавливаются стены из гипсокартонных плит, возникает необходимость сделать в них одно или несколько отверстий. С помощью данного инструмента можно сделать отверстие в считанные секунды.
С помощью данного инструмента можно сделать отверстие в считанные секунды. Перед сверлением убедитесь еще раз, что правильно все отмеряли.
Перед сверлением убедитесь еще раз, что правильно все отмеряли. Не забывайте о возможных проводах за стеной. На новых плитах удобнее всего использовать электролобзик. Удачный конечный результат зависит от правильных измерений и аккуратного отпила. С помощью угольника и линейки рулетки отметьте места расположения правой и левой стороны прямоугольника — расстояние от начала и конца будущего отверстия до одного края плиты.
Не забывайте о возможных проводах за стеной. На новых плитах удобнее всего использовать электролобзик. Удачный конечный результат зависит от правильных измерений и аккуратного отпила. С помощью угольника и линейки рулетки отметьте места расположения правой и левой стороны прямоугольника — расстояние от начала и конца будущего отверстия до одного края плиты. Поэтому, вы сделали четыре отверстия сверлом. Дойдя до угла прямоугольника, прекратите пилить и переставьте полотно в следующее отверстие. Не спешите, отрезайте медленно, но аккуратно. У вас должно получиться примерно такое же отверстие, как на фото.
Поэтому, вы сделали четыре отверстия сверлом. Дойдя до угла прямоугольника, прекратите пилить и переставьте полотно в следующее отверстие. Не спешите, отрезайте медленно, но аккуратно. У вас должно получиться примерно такое же отверстие, как на фото. На детали, которая будет накладываться на торец та, на которой будет сквозное отверстие , нужно сделать два замера — по длине обычно см и от края — ровно 8 мм это если толщина плиты 16 мм.
На детали, которая будет накладываться на торец та, на которой будет сквозное отверстие , нужно сделать два замера — по длине обычно см и от края — ровно 8 мм это если толщина плиты 16 мм. Прежде всего, мы ставили цель найти подходящий читай — идеальный инструмент, с помощью которого можно выполнить глухое или сквозное отверстие большого диаметра в озвученных выше материалах.
Прежде всего, мы ставили цель найти подходящий читай — идеальный инструмент, с помощью которого можно выполнить глухое или сквозное отверстие большого диаметра в озвученных выше материалах. Исходя из того, с каким типом поверхности вы работаете, необходимо подбирать материал и величину сверла и определять режим работы инструмента.
Исходя из того, с каким типом поверхности вы работаете, необходимо подбирать материал и величину сверла и определять режим работы инструмента.
 Существует немало приспособлений для вырезывания отверстий большого диаметра в листовом материале: пластика, оргстекла — пластмассе, фанере, ДСП и т. Из полоски стали толщиной 2 — 3 мм сгибается скоба, концы ее затачиваются, в центре сверлится отверстие, затем скоба надевается на болт с предварительно отпиленной головкой. Для работы приспособление зажимается в патроне электродрели. Предлагаем для гравировки по металлу, стеклу, пластмассе использовать ролик от стеклореза.
Существует немало приспособлений для вырезывания отверстий большого диаметра в листовом материале: пластика, оргстекла — пластмассе, фанере, ДСП и т. Из полоски стали толщиной 2 — 3 мм сгибается скоба, концы ее затачиваются, в центре сверлится отверстие, затем скоба надевается на болт с предварительно отпиленной головкой. Для работы приспособление зажимается в патроне электродрели. Предлагаем для гравировки по металлу, стеклу, пластмассе использовать ролик от стеклореза. Инструмент имеет простую конструкцию. Он представляет собой хвостовик с поперечной штангой, на которой закреплены подвижные каретки с резцами.
Инструмент имеет простую конструкцию. Он представляет собой хвостовик с поперечной штангой, на которой закреплены подвижные каретки с резцами. При наличии достаточно простого инструмента и определенных навыков вырезать из фанеры можно практически все, что угодно. Но чтобы полученные в результате такой резьбы детали выглядели достаточно презентабельно, мастеру стоит иметь в запасе несколько хитростей. Именно о них мы и поговорим в нашей статье. Криволинейное выпиливание сложно только на первый взгляд. Приступая к работе с листовыми материалами, многие мастера имеют представление лишь о том, как выполнять распил по прямой линии.
При наличии достаточно простого инструмента и определенных навыков вырезать из фанеры можно практически все, что угодно. Но чтобы полученные в результате такой резьбы детали выглядели достаточно презентабельно, мастеру стоит иметь в запасе несколько хитростей. Именно о них мы и поговорим в нашей статье. Криволинейное выпиливание сложно только на первый взгляд. Приступая к работе с листовыми материалами, многие мастера имеют представление лишь о том, как выполнять распил по прямой линии.


 Однако, когда дело доходит до фактического использования в полевых условиях, эти профессионалы по сверлению отверстий гораздо чаще используют кольцевую пилу.
Однако, когда дело доходит до фактического использования в полевых условиях, эти профессионалы по сверлению отверстий гораздо чаще используют кольцевую пилу. Они также требуют немного дополнительной работы после того, как их использовали для вырезания отверстия. В частности, вам нужно найти способ снять деревянную «пробку» с пилы. Иногда это может быть сложным процессом, особенно если заглушка вызывает заедание головки кольцевой пилы.
Они также требуют немного дополнительной работы после того, как их использовали для вырезания отверстия. В частности, вам нужно найти способ снять деревянную «пробку» с пилы. Иногда это может быть сложным процессом, особенно если заглушка вызывает заедание головки кольцевой пилы. Это позволяет бите погрузиться в целевую заготовку и, в свою очередь, подавать себя вниз. При этом широкое кольцевое кольцо сверла вгрызается в поверхность древесины, создавая эффективное отверстие значительной глубины.
Это позволяет бите погрузиться в целевую заготовку и, в свою очередь, подавать себя вниз. При этом широкое кольцевое кольцо сверла вгрызается в поверхность древесины, создавая эффективное отверстие значительной глубины. Эти биты предпочитают профессиональные столяры, и они будут эффективно работать и в промышленных условиях, если немного попрактиковаться. №
Эти биты предпочитают профессиональные столяры, и они будут эффективно работать и в промышленных условиях, если немного попрактиковаться. №
 При этом вы все равно сможете это сделать, если у вас есть предварительно сделанное угловое стартовое отверстие.
При этом вы все равно сможете это сделать, если у вас есть предварительно сделанное угловое стартовое отверстие.
 com.
com. 

 Древесный наполнитель также легко чистится.
Древесный наполнитель также легко чистится. Этот метод лучше всего использовать для больших и цилиндрических отверстий, например, если вы сделали слишком большое отверстие с помощью электродрели или сверлильного станка. Дюбели лучше всего использовать для заполнения относительно глубоких и узких отверстий круглой формы. Это потому, что все, что вам нужно сделать для этого метода, — это обрезать дюбель до соответствующего размера, сделать на нем несколько надрезов, чтобы столярный клей приклеился, покрыть дюбель клеем и засунуть его в отверстие.
Этот метод лучше всего использовать для больших и цилиндрических отверстий, например, если вы сделали слишком большое отверстие с помощью электродрели или сверлильного станка. Дюбели лучше всего использовать для заполнения относительно глубоких и узких отверстий круглой формы. Это потому, что все, что вам нужно сделать для этого метода, — это обрезать дюбель до соответствующего размера, сделать на нем несколько надрезов, чтобы столярный клей приклеился, покрыть дюбель клеем и засунуть его в отверстие.



 Он идеально подходит для отверстий, которые проходят через древесину, если они не слишком узкие.
Он идеально подходит для отверстий, которые проходят через древесину, если они не слишком узкие.
 Пятно плохо держится
Пятно плохо держится


 0
0 2
2
 26
26 30
30 60
60 10
10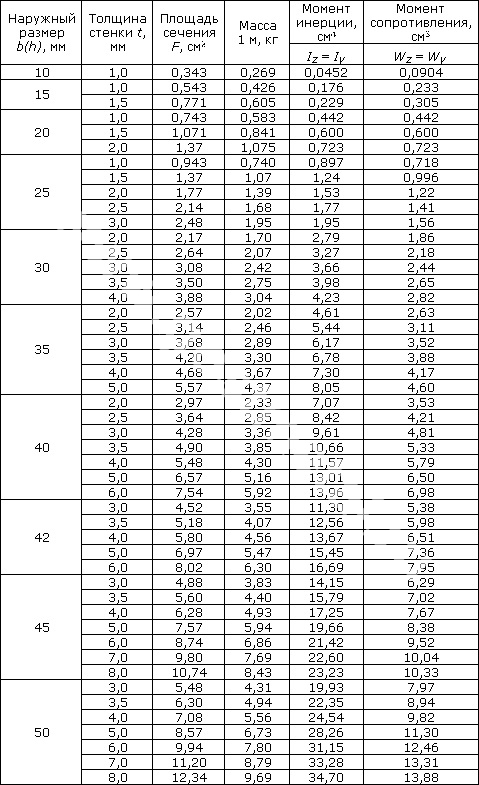
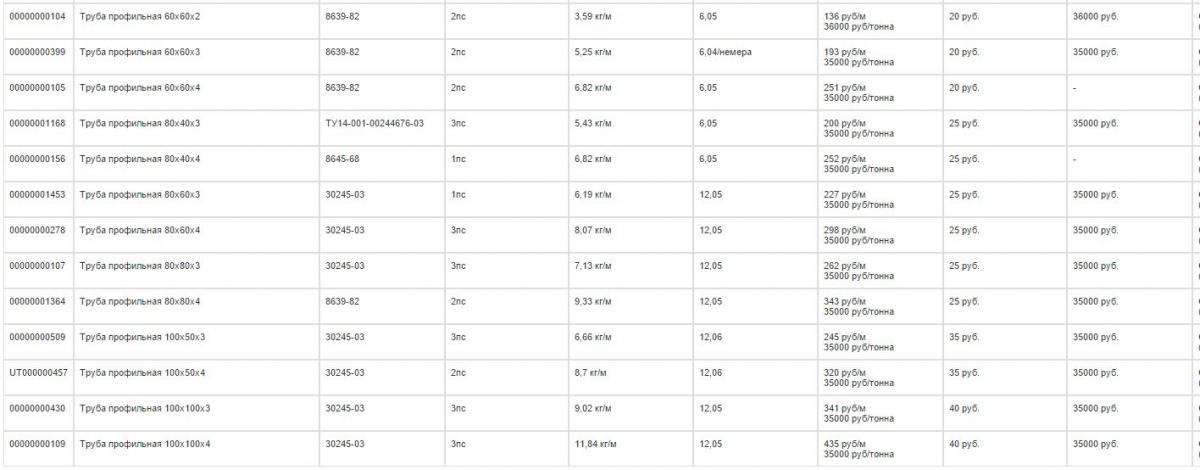 Полые профили из нержавеющей стали доступны в различных формах, размерах и толщине, а также имеют квадратное, прямоугольное и круглое поперечное сечение. Эти продукты тестируются по различным параметрам, включая предел прочности при растяжении, изгиб, сплющивание и расширение. Эти полые профили из нержавеющей стали изготавливаются из высококачественного сырья и с использованием хорошо оборудованного оборудования. Эти продукты доступны в стандартной длине и размере и также настроены согласно требованию клиента.
Полые профили из нержавеющей стали доступны в различных формах, размерах и толщине, а также имеют квадратное, прямоугольное и круглое поперечное сечение. Эти продукты тестируются по различным параметрам, включая предел прочности при растяжении, изгиб, сплющивание и расширение. Эти полые профили из нержавеющей стали изготавливаются из высококачественного сырья и с использованием хорошо оборудованного оборудования. Эти продукты доступны в стандартной длине и размере и также настроены согласно требованию клиента. Они производятся в соответствии с национальными и международными стандартами качества.
Они производятся в соответствии с национальными и международными стандартами качества. 0mm Stainless Steel Square Hollow Section»> 20 х 20 х 2,0
0mm Stainless Steel Square Hollow Section»> 20 х 20 х 2,0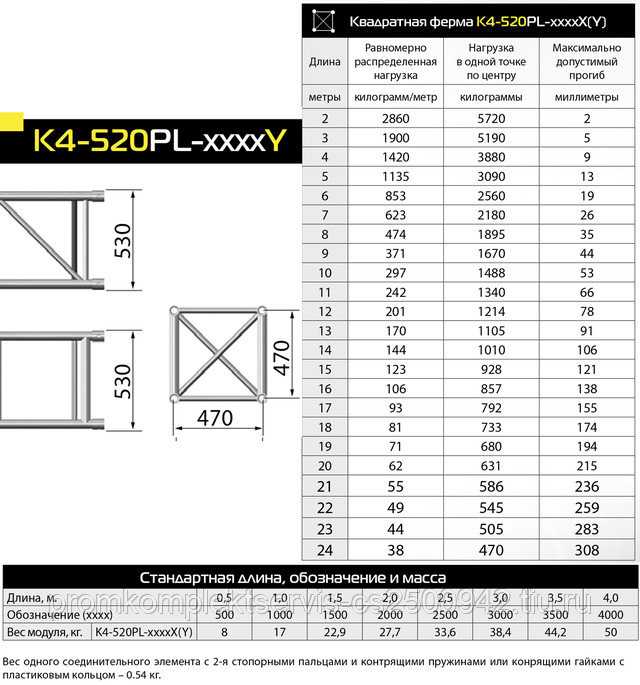 5mm Stainless Steel Square Hollow Section»> 40 х 40 х 1,5
5mm Stainless Steel Square Hollow Section»> 40 х 40 х 1,5 6mm Stainless Steel Square Hollow Section»> 70 х 70 х 3,6
6mm Stainless Steel Square Hollow Section»> 70 х 70 х 3,6 01
01 19
19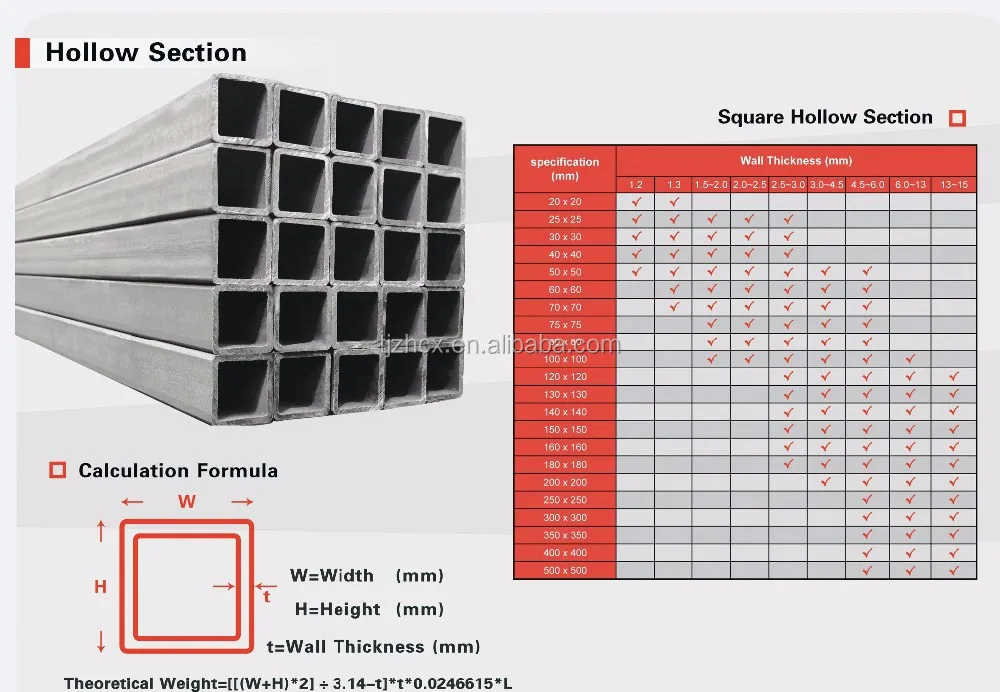 10
10 3mm Stainless Steel Square Hollow Section»> 180 х 180 х 6,3
3mm Stainless Steel Square Hollow Section»> 180 х 180 х 6,3 5mm Stainless Steel Square Hollow Section»> 200 х 200 х 12,5
5mm Stainless Steel Square Hollow Section»> 200 х 200 х 12,5 10
10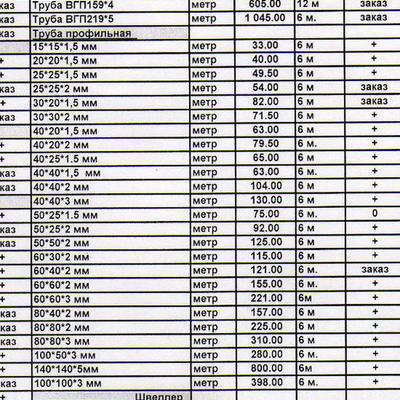 5mm Stainless Steel Square Hollow Section»> 400 х 400 х 12,5 мм
5mm Stainless Steel Square Hollow Section»> 400 х 400 х 12,5 мм
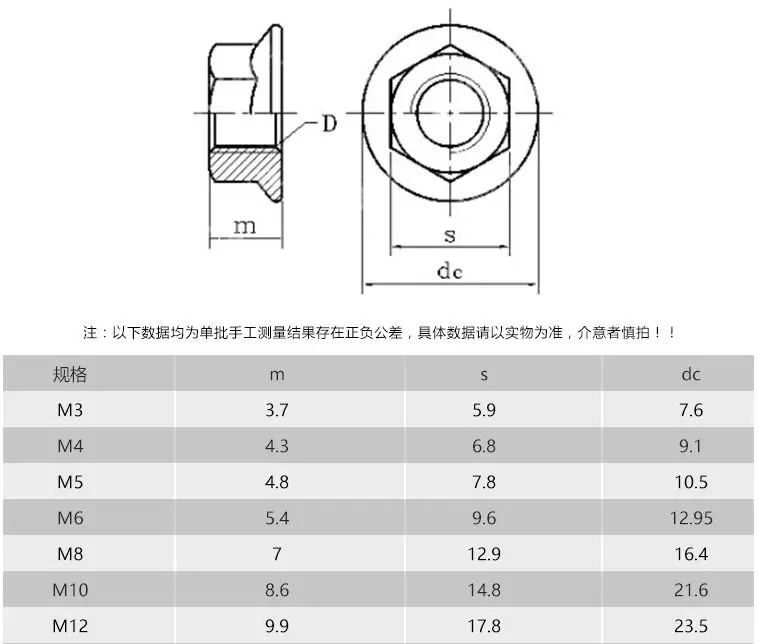 В однозаходной резьбе ход равен шагу, в многозаходной — произведению шага P на число заходов n:
В однозаходной резьбе ход равен шагу, в многозаходной — произведению шага P на число заходов n: Часть 3. Отклонения для конструкционной резьбы»;
Часть 3. Отклонения для конструкционной резьбы»;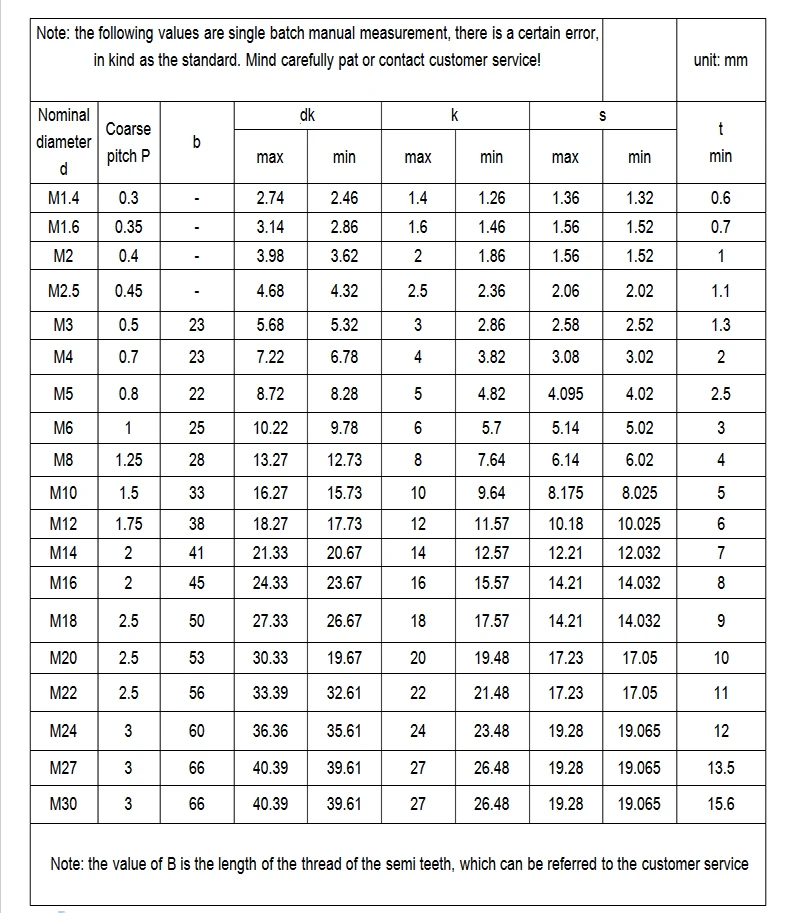 Выбор диаметров и шагов»;
Выбор диаметров и шагов»; В этом случае 1М означает первый шаг от основного, 2М – второй. Для указанного примера 1М16 означает М16×1,75, а 2М16 означает М16×1,5, поскольку основной шаг М16 — 2 мм. Основные шаги метрической резьбы представлены в табл.1 и 2.
В этом случае 1М означает первый шаг от основного, 2М – второй. Для указанного примера 1М16 означает М16×1,75, а 2М16 означает М16×1,5, поскольку основной шаг М16 — 2 мм. Основные шаги метрической резьбы представлены в табл.1 и 2.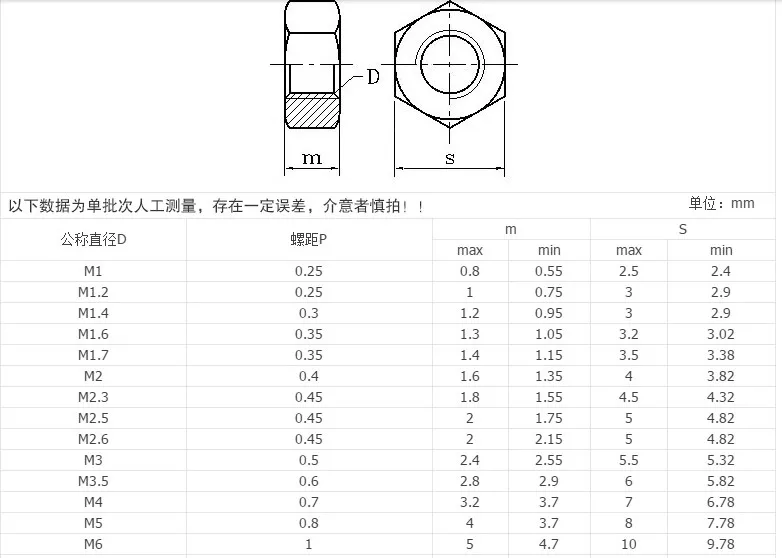 Этикетка состоит из буквы М, за которой следует цифра, обозначающая номинальный диаметр, угол наклона по бокам составляет 60°.
Этикетка состоит из буквы М, за которой следует цифра, обозначающая номинальный диаметр, угол наклона по бокам составляет 60°.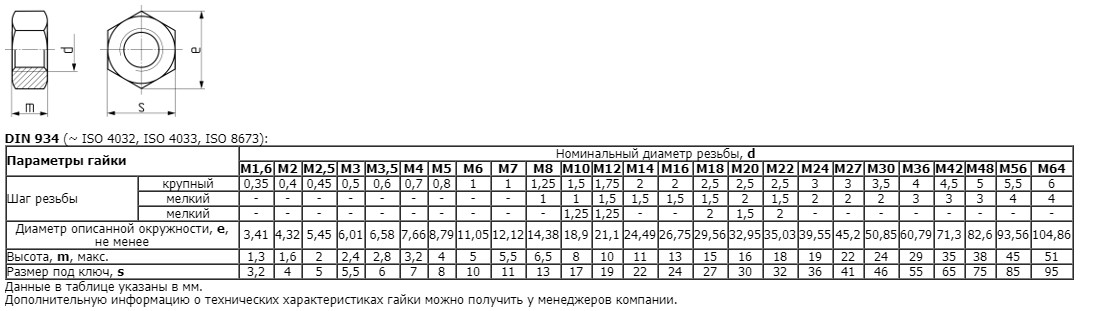 80
80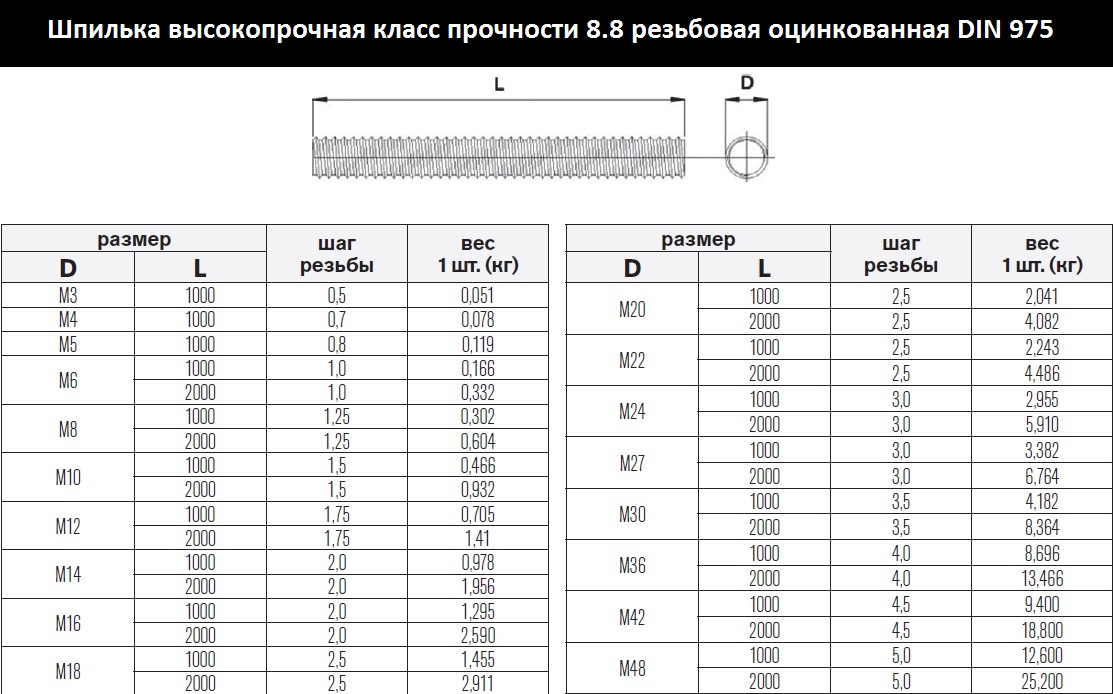 21
21 Он используется, например. для регулировочных винтов в измерительных приборах, так как позволяет выполнять более точную настройку. Термин состоит из буквы М, номинального диаметра и шага, боковой угол равен 60°.
Он используется, например. для регулировочных винтов в измерительных приборах, так как позволяет выполнять более точную настройку. Термин состоит из буквы М, номинального диаметра и шага, боковой угол равен 60°.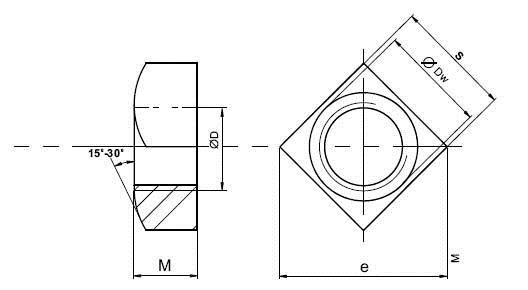 67
67 019 9007
019 9007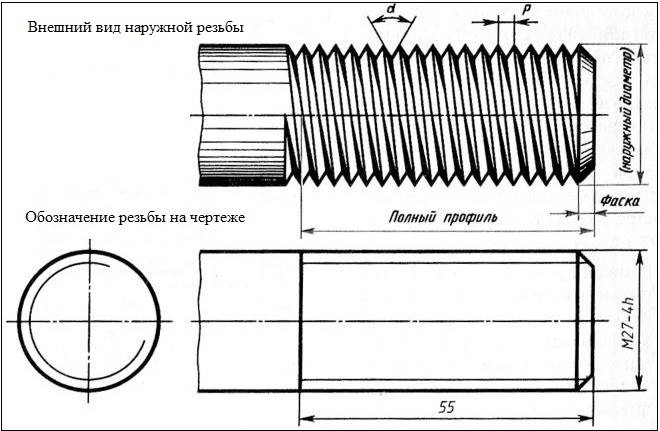 67
67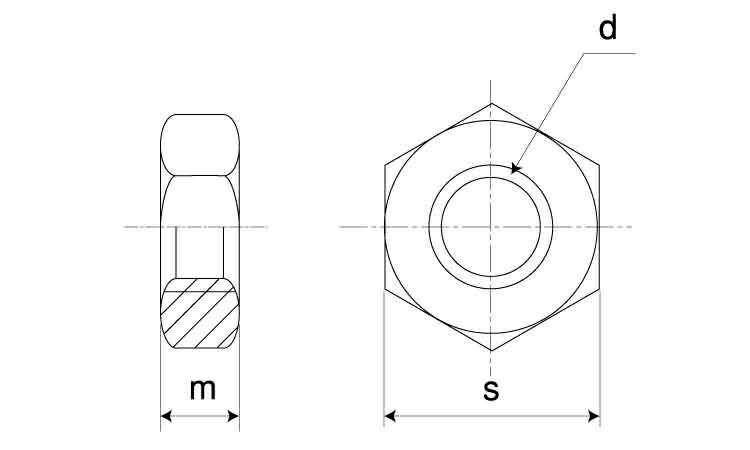 0
0 0
0 67
67 67
67
 Обратиться за медицинской помощью.
Обратиться за медицинской помощью. 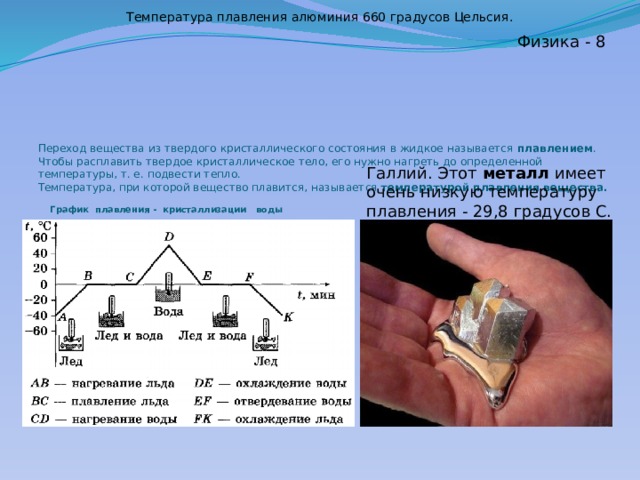 Смести просыпанное вещество в закрытые контейнеры. При необходимости, сначала намочить, чтобы избежать появления пыли.
Смести просыпанное вещество в закрытые контейнеры. При необходимости, сначала намочить, чтобы избежать появления пыли. 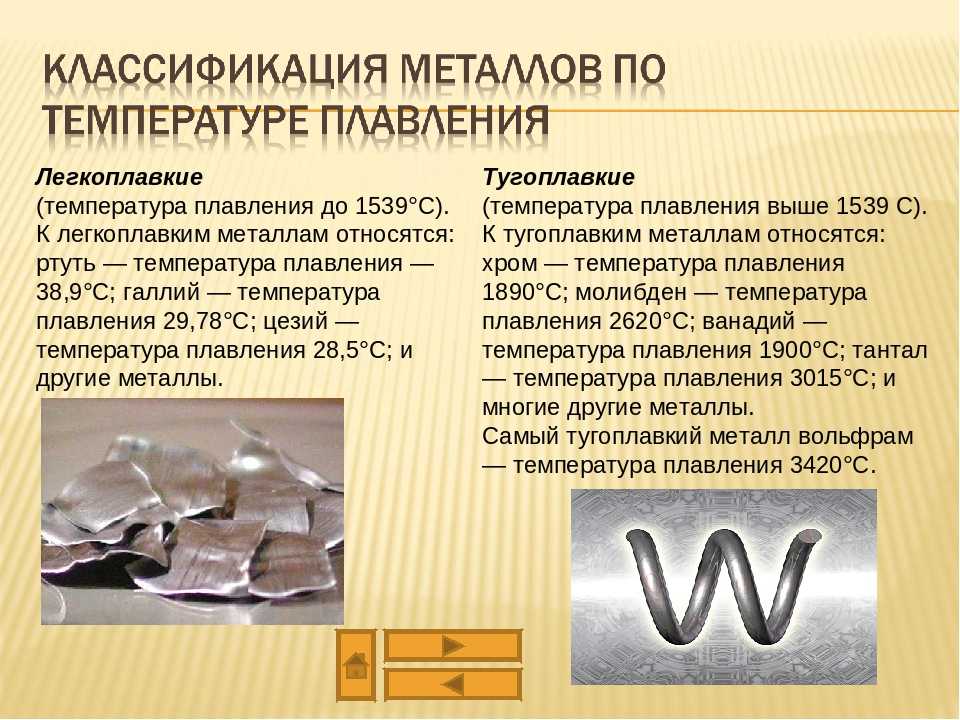
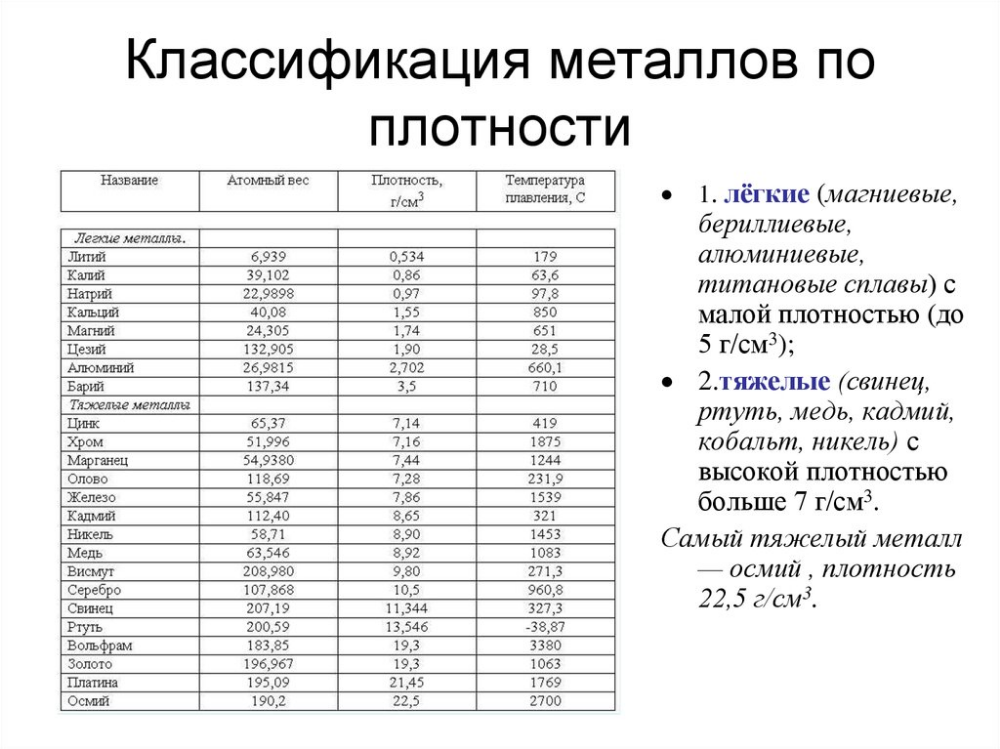 c.
c.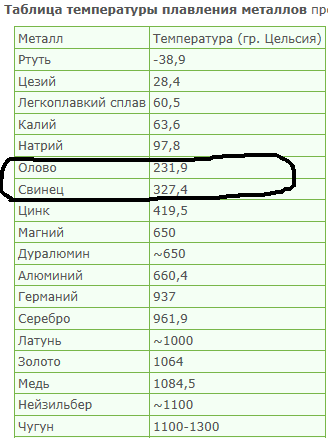 Вещество может оказать воздействие на дыхательные пути. Может привести к хроническому бронхиту.
Вещество может оказать воздействие на дыхательные пути. Может привести к хроническому бронхиту.

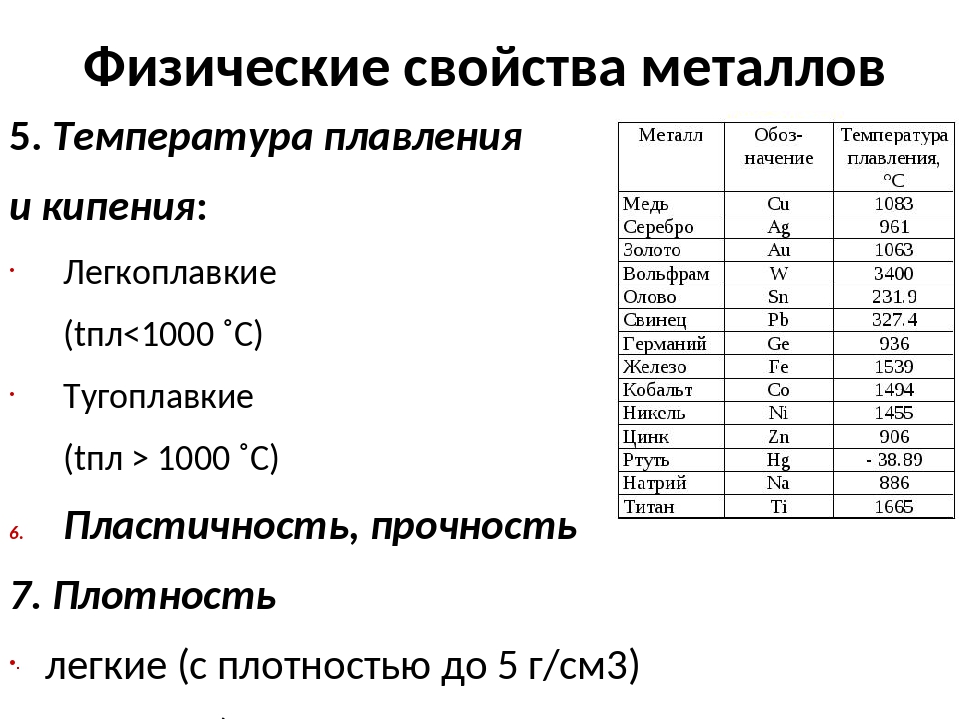 Таким образом добывали этот металл. Сера уходила в виде ядовитого газа SO2.
Таким образом добывали этот металл. Сера уходила в виде ядовитого газа SO2. Согласно ей некоторые бактерии, обитающие в толще океана, восстанавливали сульфаты, находящиеся в воде, до сероводорода. Последний, в свою очередь, поднимался вверх, где с помощью других бактерий окислялся до серы. Она падала на дно, смешивалась с илом, и впоследствии они вместе образовывали руду.
Согласно ей некоторые бактерии, обитающие в толще океана, восстанавливали сульфаты, находящиеся в воде, до сероводорода. Последний, в свою очередь, поднимался вверх, где с помощью других бактерий окислялся до серы. Она падала на дно, смешивалась с илом, и впоследствии они вместе образовывали руду.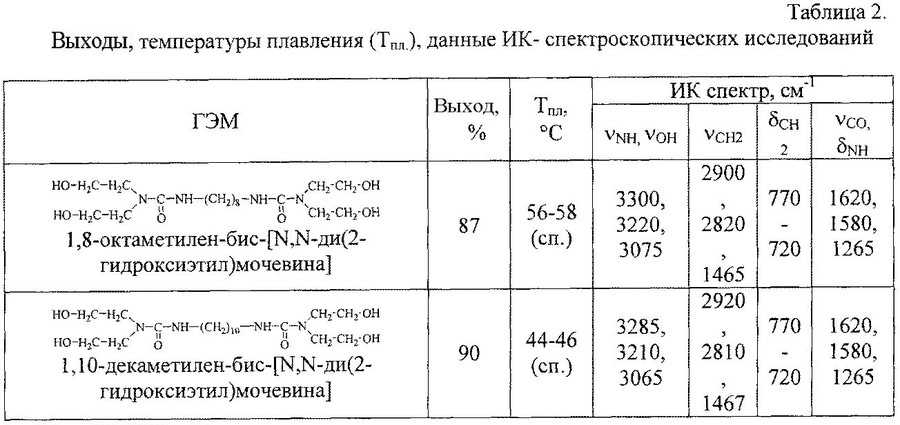
 В жидком веществе составляющие его частицы группируются, но всё равно имеют достаточно большую свободу движения. В твёрдом агрегатном состоянии всё немного иначе. Здесь степень упорядоченности возрастает до своего максимального значения, и атомы образуют кристаллическую решётку. В ней, конечно, происходят колебания, но они имеют очень малую амплитуду, и это нельзя назвать свободным движением.
В жидком веществе составляющие его частицы группируются, но всё равно имеют достаточно большую свободу движения. В твёрдом агрегатном состоянии всё немного иначе. Здесь степень упорядоченности возрастает до своего максимального значения, и атомы образуют кристаллическую решётку. В ней, конечно, происходят колебания, но они имеют очень малую амплитуду, и это нельзя назвать свободным движением. И начнём мы с того, чем они могут отличаться между собой. Во-первых, это соотношения длин сторон, а во-вторых, угол между ними.
И начнём мы с того, чем они могут отличаться между собой. Во-первых, это соотношения длин сторон, а во-вторых, угол между ними.
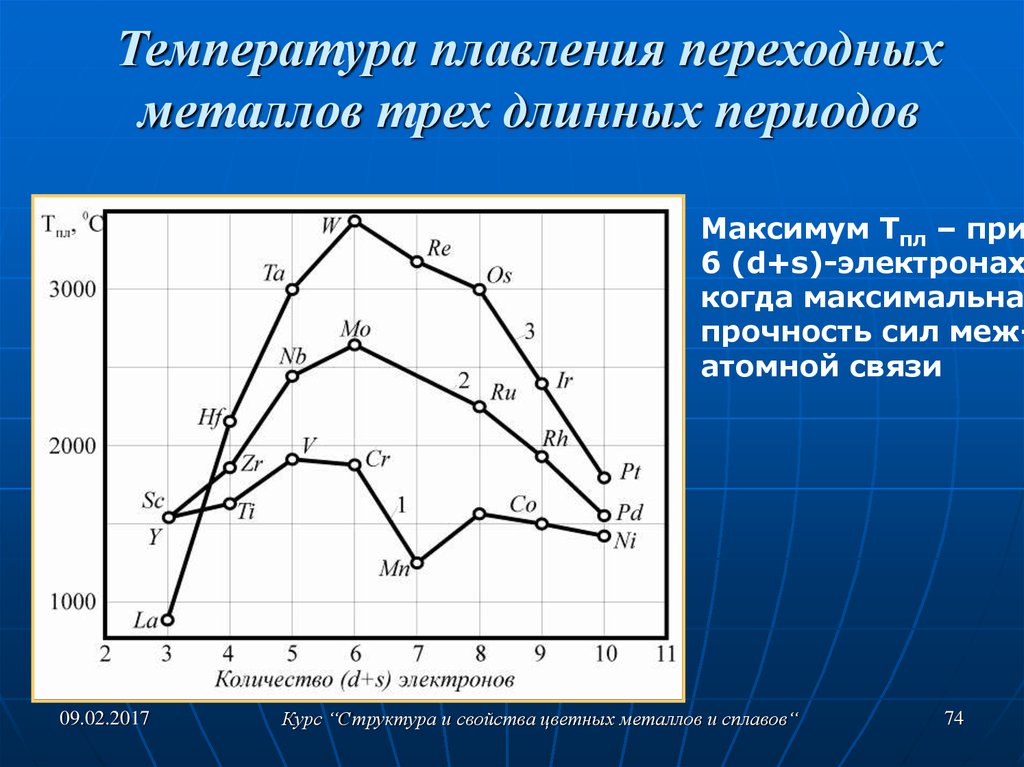 После раздела с теорией наверняка стало ясно, чем они отличаются. Но вся суть состоит в том, что в зависимости от температуры структура решётки может меняться. Вся суть в самом процессе превращений, происходящих, когда достигается температура плавления серы. Тогда кристаллическая решётка полностью разрушается, и атомы могут более-менее свободно двигаться в пространстве.
После раздела с теорией наверняка стало ясно, чем они отличаются. Но вся суть состоит в том, что в зависимости от температуры структура решётки может меняться. Вся суть в самом процессе превращений, происходящих, когда достигается температура плавления серы. Тогда кристаллическая решётка полностью разрушается, и атомы могут более-менее свободно двигаться в пространстве.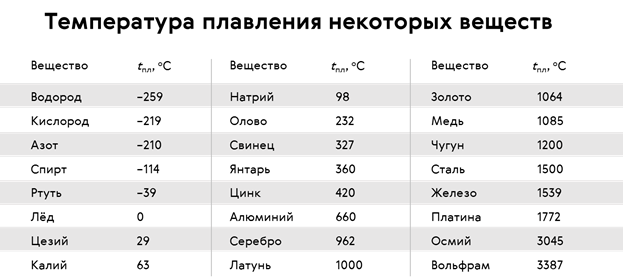 В зависимости от этого выбирают разные способы добычи. Если глубина небольшая и под землёй нет скоплений газов, мешающих добыче, то материал добывают открытым способом: убирают пласты пород и, находя руду, содержащую серу, отправляют её на переработку. Но если эти условия не соблюдены и есть опасности, то применяют скважинный метод. В нём необходимо, чтобы достигалась температура плавления серы. Для этого применяют специальные установки. Аппарат для плавления комовой серы в этом способе просто необходим. Но об этом процессе -немного позднее.
В зависимости от этого выбирают разные способы добычи. Если глубина небольшая и под землёй нет скоплений газов, мешающих добыче, то материал добывают открытым способом: убирают пласты пород и, находя руду, содержащую серу, отправляют её на переработку. Но если эти условия не соблюдены и есть опасности, то применяют скважинный метод. В нём необходимо, чтобы достигалась температура плавления серы. Для этого применяют специальные установки. Аппарат для плавления комовой серы в этом способе просто необходим. Но об этом процессе -немного позднее.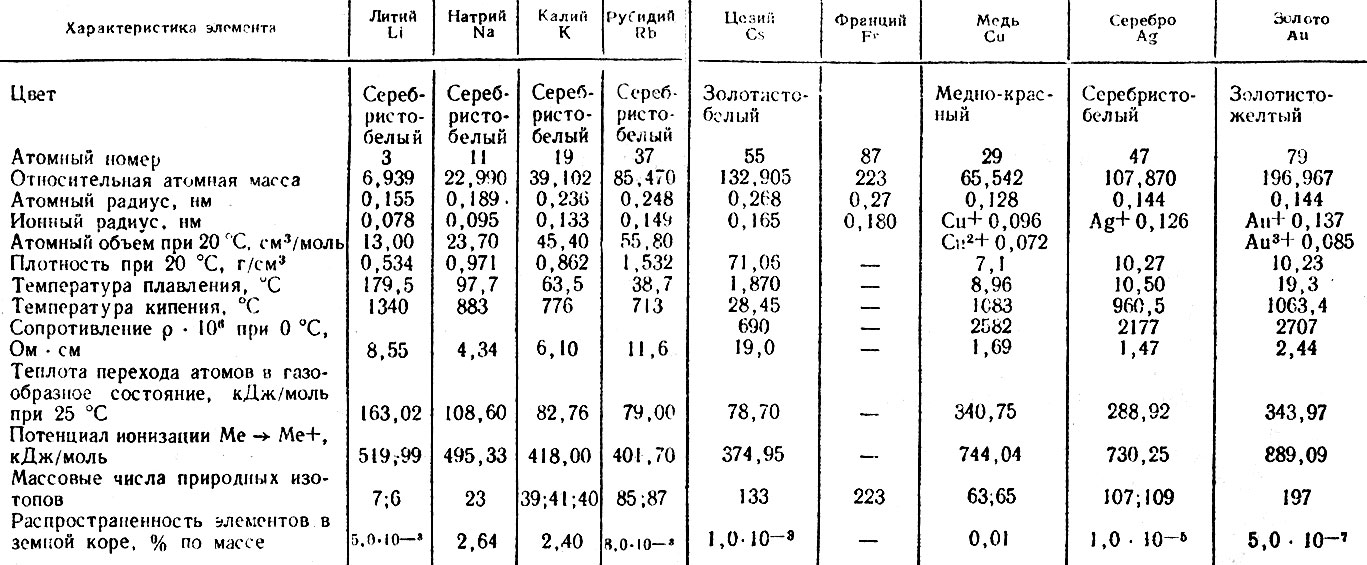
 Конечно, остаются и так называемые хвосты — частички серы, плавающие в воде, образовавшейся благодаря конденсированию водяного пара. Их удаляют и вновь пускают в процесс, так как там тоже содержится немало нужного нам элемента.
Конечно, остаются и так называемые хвосты — частички серы, плавающие в воде, образовавшейся благодаря конденсированию водяного пара. Их удаляют и вновь пускают в процесс, так как там тоже содержится немало нужного нам элемента.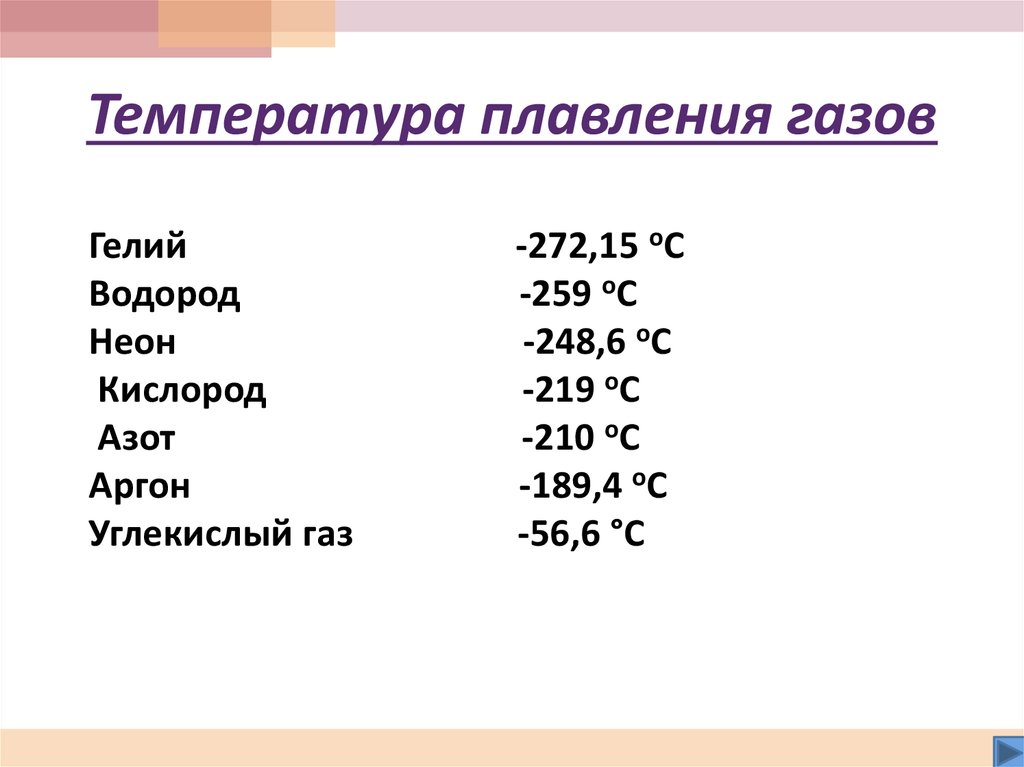 Мы можем комбинировать параметры системы при нагревании, и нам необходимо вычислить их оптимальное сочетание. Именно для этого проводится исследование теплообмена и анализ особенностей процесса плавления серы. Существует несколько видов установок для осуществления этого процесса. Котёл для плавления серы — одна из них. Получение искомого элемента с помощью этого изделия — лишь вспомогательный способ. Однако сегодня есть специальная установка — аппарат для плавления комовой серы. Он может эффективно использоваться на производстве для получения высокочистой серы в большом объёме.
Мы можем комбинировать параметры системы при нагревании, и нам необходимо вычислить их оптимальное сочетание. Именно для этого проводится исследование теплообмена и анализ особенностей процесса плавления серы. Существует несколько видов установок для осуществления этого процесса. Котёл для плавления серы — одна из них. Получение искомого элемента с помощью этого изделия — лишь вспомогательный способ. Однако сегодня есть специальная установка — аппарат для плавления комовой серы. Он может эффективно использоваться на производстве для получения высокочистой серы в большом объёме. Всё достаточно просто. В современном варианте установка содержит ещё одну трубу: она находится внутри трубы с серой, и по ней идёт сжатый воздух, который заставляет расплав подниматься быстрее.
Всё достаточно просто. В современном варианте установка содержит ещё одну трубу: она находится внутри трубы с серой, и по ней идёт сжатый воздух, который заставляет расплав подниматься быстрее.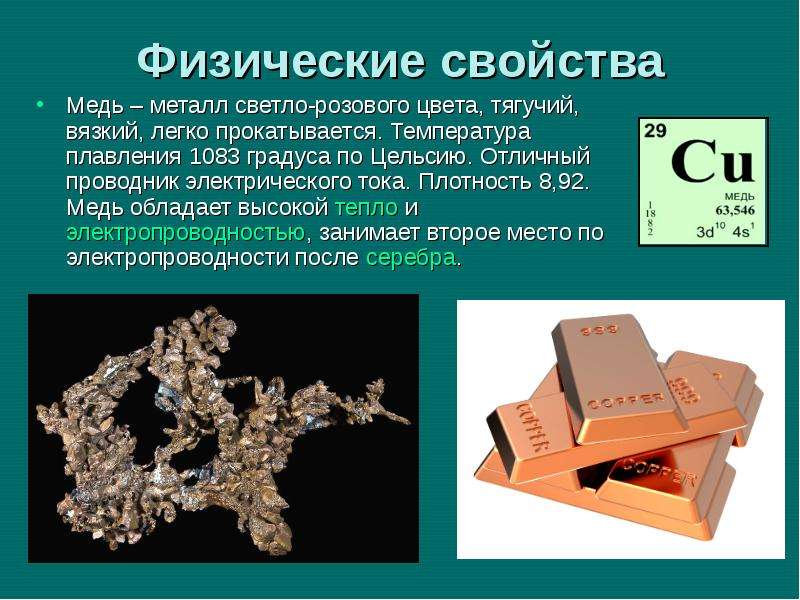 Ведь сера — один из важнейших элементов, играющих ключевую роль во многих сферах нашей жизни.
Ведь сера — один из важнейших элементов, играющих ключевую роль во многих сферах нашей жизни.
 06 К
06 К

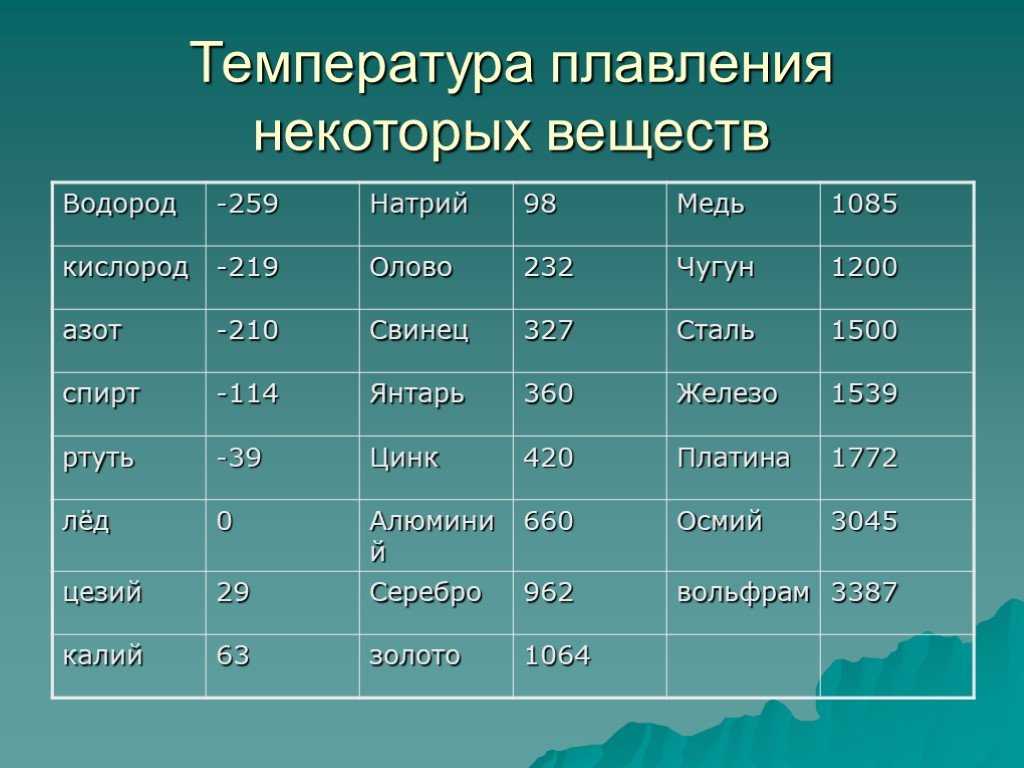 3
3 5
5
 Мы гарантируем, что у нас продаётся только труба для водоснабжения ГОСТ, стандартная, гибкая, гофрированная и т.д. Это позволяет монтировать внутреннюю часть водопровода, подводы к котлам и другим системам транспортировки холодной и горячей воды.
Мы гарантируем, что у нас продаётся только труба для водоснабжения ГОСТ, стандартная, гибкая, гофрированная и т.д. Это позволяет монтировать внутреннюю часть водопровода, подводы к котлам и другим системам транспортировки холодной и горячей воды. com
com Давление: 1049 фунтов на квадратный дюйм при 650 градусов по Фаренгейту
Давление: 1049 фунтов на квадратный дюйм при 650 градусов по Фаренгейту Часто используемые в прибрежных районах и подобных средах, они могут использоваться для транспортировки воздуха, воды, природного газа и пара. Трубы и патрубки из нержавеющей стали доступны в различных диаметрах, типах резьбы и материалах. Ознакомьтесь с нашим большим выбором труб из нержавеющей стали и фитингов из нержавеющей стали, чтобы удовлетворить ваши потребности.
Часто используемые в прибрежных районах и подобных средах, они могут использоваться для транспортировки воздуха, воды, природного газа и пара. Трубы и патрубки из нержавеющей стали доступны в различных диаметрах, типах резьбы и материалах. Ознакомьтесь с нашим большим выбором труб из нержавеющей стали и фитингов из нержавеющей стали, чтобы удовлетворить ваши потребности. В этом блоге мы рассмотрим 3 распространенных заблуждения, чтобы вы лучше понимали, когда возникают эти вопросы.
В этом блоге мы рассмотрим 3 распространенных заблуждения, чтобы вы лучше понимали, когда возникают эти вопросы. Однако, как только нержавеющая сталь подвергается холодной обработке в производственных процессах, она становится магнитной, даже если качество и спецификация сплава не изменились.
Однако, как только нержавеющая сталь подвергается холодной обработке в производственных процессах, она становится магнитной, даже если качество и спецификация сплава не изменились. Этот уровень также называют пассивным уровнем. В нержавеющей стали марки 316 добавление молибдена придает 316 лучшие общие коррозионно-стойкие свойства, чем марка 304, особенно более высокую стойкость к точечной и щелевой коррозии в хлоридных средах.
Этот уровень также называют пассивным уровнем. В нержавеющей стали марки 316 добавление молибдена придает 316 лучшие общие коррозионно-стойкие свойства, чем марка 304, особенно более высокую стойкость к точечной и щелевой коррозии в хлоридных средах. Основная причина, по которой люди сталкиваются с этим, заключается в том, что они не понимают, что уплотнение из нержавеющей стали должно выполняться иначе, чем, например, из латуни.
Основная причина, по которой люди сталкиваются с этим, заключается в том, что они не понимают, что уплотнение из нержавеющей стали должно выполняться иначе, чем, например, из латуни. С правильными инструкциями и продуктами для установки вы можете стать экспертом в кратчайшие сроки!
С правильными инструкциями и продуктами для установки вы можете стать экспертом в кратчайшие сроки!

 Кременчуг
Кременчуг Харьков
Харьков 40 грн
40 грн 4 Рубка металла Инструменты для рубки
4 Рубка металла Инструменты для рубки
 Вес молотков в зависимости от
Вес молотков в зависимости от Измерительные и чертежные компасы очень часто используются архитекторами, плотниками, чертежниками и строителями для рисования или вписания окружностей и дуг. Существует множество типов, в том числе: лучевой, деревообрабатывающий, мастер-лук и карандашный циркуль. Чтобы узнать о соответствующих инструментах для измерения и черчения, просмотрите нашу подборку транспортиров. Наконец, если традиционный компас не поможет, купите трамвай или маркировочный датчик.
Измерительные и чертежные компасы очень часто используются архитекторами, плотниками, чертежниками и строителями для рисования или вписания окружностей и дуг. Существует множество типов, в том числе: лучевой, деревообрабатывающий, мастер-лук и карандашный циркуль. Чтобы узнать о соответствующих инструментах для измерения и черчения, просмотрите нашу подборку транспортиров. Наконец, если традиционный компас не поможет, купите трамвай или маркировочный датчик. Шпилька шарнира закалена, а опорные поверхности ножек достаточно велики, чтобы предотвратить любое боковое отклонение. Пружина носовой части прочная и гибкая, а регулировка расположена по центру ножек, что обеспечивает плавность хода.
Шпилька шарнира закалена, а опорные поверхности ножек достаточно велики, чтобы предотвратить любое боковое отклонение. Пружина носовой части прочная и гибкая, а регулировка расположена по центру ножек, что обеспечивает плавность хода. Ножки изготовлены из кованой стали, правильной формы, должным образом закалены и тщательно отполированы. Регулируемое острие можно быстро снять, а на его место вставить обычный карандаш.
Ножки изготовлены из кованой стали, правильной формы, должным образом закалены и тщательно отполированы. Регулируемое острие можно быстро снять, а на его место вставить обычный карандаш. Просто зафиксируйте соединение, ослабьте гайку крепления рычага переноса и поверните ногу наружу или внутрь, чтобы устранить препятствие. Затем переместите его обратно к упору рычага переноса, и точный размер может быть перенесен на линейку или калибр.
Просто зафиксируйте соединение, ослабьте гайку крепления рычага переноса и поверните ногу наружу или внутрь, чтобы устранить препятствие. Затем переместите его обратно к упору рычага переноса, и точный размер может быть перенесен на линейку или калибр.
 Головки крепятся к любому материалу толщиной от 15 до 19 мм (5/8 дюйма и 3/4 дюйма) и любой ширины. Головки прочно удерживаются на балке, потому что каждая зажимная ручка также приводит в действие фиксирующий штифт, который предотвращает поворот головки, когда она зажата в нужном положении. Штифты выдвигаются, когда зажимная ручка отводится назад.
Головки крепятся к любому материалу толщиной от 15 до 19 мм (5/8 дюйма и 3/4 дюйма) и любой ширины. Головки прочно удерживаются на балке, потому что каждая зажимная ручка также приводит в действие фиксирующий штифт, который предотвращает поворот головки, когда она зажата в нужном положении. Штифты выдвигаются, когда зажимная ручка отводится назад. Этот лучевой компас изготовлен в основном из нержавеющей стали и имеет современный вид.
Этот лучевой компас изготовлен в основном из нержавеющей стали и имеет современный вид. Съемные наконечники обеспечивают четкие линии на любой древесине, а также эффективны на алюминии, латуни, бронзе и мягкой стали. Когда точки удалены, корпуса трамблера служат в качестве квадратных шаблонов, зажимая квадрат, чтобы упростить повторную разметку углов.
Съемные наконечники обеспечивают четкие линии на любой древесине, а также эффективны на алюминии, латуни, бронзе и мягкой стали. Когда точки удалены, корпуса трамблера служат в качестве квадратных шаблонов, зажимая квадрат, чтобы упростить повторную разметку углов.






 Сок из фруктов, овощей или ягод получается путём мощного давления на них. Причём некоторые устройства сначала дробят сырьё, а затем выдавливают сок, а другие сразу прессуют.
Сок из фруктов, овощей или ягод получается путём мощного давления на них. Причём некоторые устройства сначала дробят сырьё, а затем выдавливают сок, а другие сразу прессуют. Однако исходное сырьё, загружаемое в корзину такой соковыжималки, должно быть только мелко порезанным.
Однако исходное сырьё, загружаемое в корзину такой соковыжималки, должно быть только мелко порезанным. Подобное оборудование используется на предприятиях, специализирующихся на переработке фруктов, овощей и ягод.
Подобное оборудование используется на предприятиях, специализирующихся на переработке фруктов, овощей и ягод. В соковыжималке с цилиндрическим сепаратором отходы овощей и фруктов остаются внутри ёмкости, что мешает как сокоотделению, так и дальнейшей очистке оборудования.
В соковыжималке с цилиндрическим сепаратором отходы овощей и фруктов остаются внутри ёмкости, что мешает как сокоотделению, так и дальнейшей очистке оборудования. youtube.com/embed/Amsr3nbh5XI?feature=oembed&wmode=opaque» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/Amsr3nbh5XI?feature=oembed&wmode=opaque» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
 Он готовится так же, как и корзина, – из листа нержавеющей стали, только больше диаметром.
Он готовится так же, как и корзина, – из листа нержавеющей стали, только больше диаметром. Сок получается путём работы режима отжима, поэтому работоспособность техники – важное условие положительного результата.
Сок получается путём работы режима отжима, поэтому работоспособность техники – важное условие положительного результата. Для этого необходимо оснастить его нижнюю часть несколькими болтами.
Для этого необходимо оснастить его нижнюю часть несколькими болтами.
 К тому же жмых образует налёт на корпусе, способствуя разрушению деталей.
К тому же жмых образует налёт на корпусе, способствуя разрушению деталей. Я борюсь в это время года. Солнце садится ооочень рано, так что из-за отсутствия солнечного света и низких температур это просто не мое любимое время года. И хотя я не могу контролировать погоду, есть ряд других вещей, которыми я могу управлять. Во-первых, то, что я ем, и именно поэтому цитрусовые спасают мне жизнь прямо сейчас, особенно сок!
Я борюсь в это время года. Солнце садится ооочень рано, так что из-за отсутствия солнечного света и низких температур это просто не мое любимое время года. И хотя я не могу контролировать погоду, есть ряд других вещей, которыми я могу управлять. Во-первых, то, что я ем, и именно поэтому цитрусовые спасают мне жизнь прямо сейчас, особенно сок!
 На самом деле, этот сок соответствует описанию.
На самом деле, этот сок соответствует описанию. 0003
0003








 Но я никогда раньше не делала сливовый сок!
Но я никогда раньше не делала сливовый сок!
