АССИМЕТРИЧНЫЕ 3-ХВАЛКОВЫЕ ЛИСТОГИБОЧНЫЕ ВАЛЬЦЫ — приобрести от дилера оборудования для сварки и металлообработки. Оперативно, качественно и в срок
АССИМЕТРИЧНЫЕ 3-ХВАЛКОВЫЕ ЛИСТОГИБОЧНЫЕ ВАЛЬЦЫ МОДЕЛИ BIKO BIP
ПРИНЦИП РАБОТЫ
Введите лист в рабочее пространство вальцов.
Зажмите лист между валками A и B.
Подогните первый край, подняв валок C.
Выполните разжим, выньте и разверните лист, после чего произведите повторно операции 1-2-3 на противоположном краю.
Сведите концы обечайки, используя все 3 валка.
ПРЕИМУЩЕСТВА
J Предварительным подгибом практически устраняются плоские участки на краях.
J Идеально подходят для вальцевания тонкого листа.
J Малые капиталовложения.
Машина проста в эксплуатации, имеет надёжную конструкцию и требует выполнения мероприятий по техническому обслуживанию лишь в незначительных объёмах, поэтому она является наиболее удобным решением для вальцевания высококачественных обечаек.
Качество вальцевания обеспечивается ассиметричной геометрией при движении валков, в то время как наличие двух валков снабжённых приводами обеспечивает оптимальное продвижение листа. Эти валки не позволяют листу выскальзывать, даже если он очень тонкий.
Принадлежности, поставляемые с машиной BIKO BIP по требованию клиента
Комплект роликов для гибки профильного проката – 1 шт.
Устанавливаемые на краях валков кольца для гибки малых профилей.
ПЕРЕВОДНАЯ ТАБЛИЦА (ПРЕДЕЛ ТЕКУЧЕСТИ):
Для того чтобы определить, какие возможности соответствуют различным видам материалов, пожалуйста, обращайтесь к приведенной ниже таблице, в которой вы найдёте величину коэффициента, соотнесённого с малоуглеродистой сталью (K=1).
Предел текучести (Н/мм2)
Коэффициент (S1/S2)
100
1,61
160
1,27
210
1,11
260 (Малоуглеродистая сталь)
1
300
0,93
350 (Нержавеющая сталь)
0,86
400
0,8
450
0,76
500 (A-537)
0,72
550
0,68
600
0,66
650
0,63
700
0,61
750
0,59
800
0,57
850
0,55
900
0,54
950
0,52
Пример:
«Какие максимальные возможности предварительной подгибки на вальцах, могущих выполнять предварительную подгибку листа малоуглеродистой стали 3000х100мм, если требуется произвести предварительную подгибку листа с пределом текучести 450 Н/мм2?»
Коэффициент, который необходимо использовать в данном случае 0,76.
Эквивалентные возможности предварительной подгибки составляют: 100×0,76=76 мм.
Это значит, что машина, позволяющая производить предварительную подгибку листа 3000х100 (возможности применительно к малоуглеродистой стали), может также производить предварительную подгибку листа 3000×76 мм стали с пределом текучести 450 Н/мм2.
Если вместо предела текучести вам известен только предел прочности на разрыв, то вы можете получить приблизительную величину предела текучести, равную 0,7х Величина предела прочности на разрыв. (Т.е. материал с пределом прочности на разрыв 700 Н/мм2имеет предел текучести около 700х0,7=490 Н/мм2).
ПЕРЕВОДНАЯ ТАБЛИЦА (ШИРИНА ЛИСТА):
Для того чтобы определить, какие возможности будут иметь вальцы, в случае если вальцуемый лист имеет размер меньше максимальной применяемой ширины.
Ширина листа / бочка валка
Коэффициент (S1/S2)
1
1,00
0,9
1,05
0,8
1,10
0,7
1,15
0,6
1,20
0,5
1,25
0,4
1,30
0,3
1,40
0,2
1,60
0,1
1,90
Пример:
«Какие максимальные возможности предварительной подгибки на вальцах, могущих выполнять предварительную подгибку листа 4000х100 мм, если лист имеет ширину всего 2. 400 мм?»
Ширина листа / бочка валка составляет 2400 / 4000, что равно 0,6;
Значит, следует использовать коэффициент 1,2.
Эквивалентная возможность при предварительной подгибке составляет: 100×1,2=120 мм.
Это значит, что машина, способная выполнить предварительную подгибку листа 4000х100, может также произвести предварительную подгибку листа 2400х120.
Продукция Davi — вальцы
Что вы искали?
Заказать звонок
+7 (812) 670 70 26
Главная
О компании
Партнеры
Продукция Davi
Компания расположилась в высокотехнологичном регионе Северной Италии. В данном регионе свои производства расположили такие компании как Ferrari, Lamborghini, Maserati, De Tomaso. Компания была основана
Семьей Дави в 1966 году. Члены семьи по сей день продолжают управлять компанией.
Компания DAVI является лидером в производстве оборудования для обработки листового металла. Это 3-х и 4-х валковые гидравлические машины и профилегибочные станки. Компания DAVI обеспечивает высокое качество используемых материалов и сборки станков. Многие стандартные опции включены в базовую стоимость оборудования, что обеспечивает конкурентоспособность на рынке.
Гидравлические 3-х валковые пресс-вальцы серии MAV
Единственный валковый листогиб с переменными осями, имеющий в стандартной конфигурации три независимых мотора, соединенных напрямую с каждым валком. Благодаря этому, 3-х валковые пресс-вальцы DAVI серии MAV имеют самый мощный крутящий момент среди аналогичных представленных на рынке машин
Гидравлические 3-х валковые листогибы серии MCO
3-х валковые листогибы DAVI серии МСО — это вальцы с двойным зажимом, потому что они выполняют подгибку обеих кромок листа без снятия листа с машины (что невозможно на вальцах ассиметричной конструкции с одинарным зажимом). Рекомендуются для малосерийного производства.
Гидравлические 4-х валковые листогибы серии MCA
Точные, быстрые, простые в управлении и интуитивные 4-х валковые листогибы DAVI серии MCA являются самыми высокотехнологичными на рынке в классе «легких машин».
Нет необходимости перед вальцовкой делать предзагиб обоих краев листа, как это делается на любой трехвалковой машине. Все операции выполняются за один проход. Для получения готового изделия оператору нужно только выбрать положение каждого валка.
Гидравлические 4-х валковые листогибы серии MCB
Самые современные 4-х валковые листогибыы DAVI серии MCB для вальцовки листов толщиной от 15-20 мм до 80-100 мм и более. Точная, простая, интуитивная и быстрая (до 6 метров в минуту) машина является самой высокотехнологичной машиной на рынке в среднем классе. Нет необходимости перед вальцовкой делать предзагиб обоих краев листа, как это делается на любой трехвалковой машине. Все операции выполняются за один проход. Цилиндр может быть получен, включая предзагиб обоих краев, за один проход. Для получения готового изделия оператору достаточно выбрать положение каждого бокового валка.
3-х валковые профилегибочные станки серии MCP
Все машины DAVI серии МСР обладают схожими свойствами, которые, в то же время, нелегко найти у машин данного класса других производителей. Это:
— очень прочная и мощная конструкция (самая мощная на рынке), проектируемая посредством CAD последнего поколения и тестируемая программой FEM;
— большие валы из закаленных стальных сплавов вращающиеся в самоцентрирующихся сферических шарикоподшипниках, которые не нуждаются в смазке, и работающие с высокой эффективностью в течение всего срока службы и другие.
Ваши персональные данные обрабатываются на сайте в целях его функционирования и, если Вы не согласны, то должны покинуть сайт. В противном случае это будет являться согласием на обработку персональных данных. [ Закрыть ]
Булочка » Овощные рецепты от Dassana
Это хрустящие и вкусные булочки с пикантной, пикантной начинкой из картофельного пюре со специями. Булочка — это вкусная индийская закуска, которую можно приготовить в один миг, если у вас остался отварной картофель. Эту булочку можно приготовить для вкусного вечернего перекуса или в качестве закуски для детей после школы.
О булочке
Индийская закуска из булочки имеет хрустящую корочку снаружи и острую пикантную картофельную начинку внутри. Картофельная начинка помещается в ломтик хлеба, скручивается, а затем обжаривается во фритюре.
Если вы не любите жарить во фритюре, вы можете запечь их или обжарить на воздухе. Они все равно будут вкусными, хотя и не очень хрустящими, как обжаренные во фритюре булочки.
Если вас может заинтересовать запеченная версия, посмотрите этот рецепт Сырный рулет . Еще один похожий рецепт выпечки, который вы можете проверить, — Bread Paneer Roll .
Эти булочки очень любят дома. Когда я делаю начинку, я обычно использую ту же картофельную начинку, что и для Алу Парата.
Мы предпочитаем немного кислинки в картофельной начинке, поэтому я добавляю либо сухой порошок манго, либо порошок анардана (сухой порошок граната).
Мы также коллективно предпочитаем вкус анарданы в картофельных начинках для самосы, алоо тикки, параты, а не сухого порошка манго.
Поэтому, когда у меня есть порошок анарданы, я добавляю его в картофельную начинку или использую сухой порошок манго. Вы можете использовать любой из них. Оба хорошо работают в рецепте.
Вы можете попробовать оба и выбрать то, что больше нравится вам или вашей семье, или то, что есть на вашей кухне.
Чтобы сделать булочку, я использовал черный хлеб. Вы даже можете использовать цельнозерновой хлеб, черный хлеб или даже белый хлеб. Даже хлеб двух-трехдневной давности работает хорошо.
Впервые я попробовал эти булочки в школьной столовой. Дама средних лет лет 40, которую все называли тетушкой, делала их и получала во время перерыва.
Она носила их в больших стальных банках ( dabbas ), и они были еще теплыми, когда она подавала их нам. Их подавали с карри из белого горошка, который был бы достаточно горячим с теплыми булочками. Я серьезно увлекся этим сочетанием булочки с гороховым карри.
Я часто мчался прямиком за булочкой, потому что она продавалась как горячие пирожки. Она также ела идли и вада с кокосовым чатни. Вариант, который у меня не было выбора, чтобы поесть, когда булочка закончилась.
Тогда я понятия не имел, как делаются эти булочки. Поэтому, когда в нашей кулинарной школе нам показали способ приготовления этих рулетов, я наконец-то с ними познакомился.
Я четко понял связь. Это были те самые булочки, которые пекла тетя. Так долго, чтобы знать, как аспект приготовления этих булочек.
Пошаговое руководство
Как испечь булочку
Приготовление картофельной начинки
1. Тщательно промойте в воде 3-4 большие картофелины или 425 г картофеля. Затем поместите их в 3-литровую скороварку на плите. Добавьте воду так, чтобы она покрывала картофель. Также добавьте ½ чайной ложки соли.
Приготовьте картофель под давлением в течение 5-6 свистков на среднем или средне-сильном огне. Когда давление уляжется само по себе, то только открывать крышку.
Затем проверьте картофель ножом, он должен легко скользить. Слейте всю воду и отложите картофель в сторону. Пусть они станут теплыми или прохладными при комнатной температуре.
Картофель можно приготовить на пару или приготовить в кастрюле или в мультиварке, добавляя воду по мере необходимости.
2. Когда картофель станет теплым, очистите его и натрите в миске. Вы даже можете размять их картофелемялкой или вилкой.
¼ чайной ложки порошка черного перца (или молотого черного перца)
¼ чайной ложки порошка гарам масала (или добавьте по мере необходимости)
½ чайной ложки порошка тмина
от ½ до 1 чайной ложки сухого порошка манго или добавьте по мере необходимости. Вы можете добавить от ½ до 1 чайной ложки лимонного сока или от ½ до 1 чайной ложки сухого порошка семян граната вместо сухого порошка манго.
Также добавьте соль по вкусу.
5. Тщательно перемешайте. Проверьте вкус и при необходимости добавьте еще порошка специй, соли и сухого порошка манго.
6. Возьмите часть смеси и скатайте маленькие или средние булочки с картофельной начинкой. Размер булочек будет зависеть от размера хлеба.
Подготовка ломтиков хлеба
7. Возьмите ломтики хлеба на разделочную доску и осторожно срежьте ножом боковые корочки.
8. Налейте ⅓ стакана воды на тарелку или миску. Полностью окуните один ломтик хлеба в воду.
9. Просто подержите хлеб в воде и достаньте его через 1-2 секунды. Просто дайте хлебу впитать воду. Он должен стать влажным, но не слишком. В противном случае ломтик хлеба сломается.
Идея состоит в том, чтобы сделать хлеб достаточно влажным, чтобы он стал достаточно гибким, что облегчило бы раскатывание и формование.
10. Сожмите хлеб между ладонями, чтобы стекла лишняя вода.
11. Убедитесь, что хлеб не порвался. Так что нажимайте осторожно.
12. Теперь положите хлеб на поднос, доску или тарелку.
Приготовление булочек
13. Положите подготовленную булочку с картофельной начинкой на одну сторону влажного ломтика хлеба.
14. Аккуратно сверните хлеб и соедините края.
15. Сожмите края и запечатайте их. Также прижмите верхнюю и нижнюю части и запечатайте их.
16. У вас должен получиться аккуратный рулет. Также не должно быть открытой картофельной начинки, так как при жарке они вытекут в масло.
Если есть открытые края, просто накройте их кусочком размоченного и высушенного хлеба и прижмите его, чтобы получить ровное покрытие.
Формирование булочки не так просто для начинающих, и с практикой вы поймете, что это легко.
17. Из оставшихся ломтиков хлеба сформируйте таким образом булочки.
Булочка для обжаривания
18. Нагрейте любое масло с нейтральным вкусом для жарки во фритюре или на мелкой терке булочек в кадай (воке) или сковороде.
Когда масло нагреется до средней температуры, аккуратно и осторожно добавьте булочки в масло. Не переполняйте кадай. Добавьте от 3 до 4 рулонов в зависимости от размера кадай.
Масло должно быть умеренно горячим. Если масло недостаточно горячее, влажный хлеб впитает много масла.
Если масло очень горячее, хлеб быстро и неравномерно подрумянится, а внутренности останутся сырыми. Так что регулируйте тепло по мере необходимости.
19. Обжарьте булочки, пока они не станут хрустящими и светло-золотистого цвета.
20. Затем осторожно переверните каждую булочку с помощью шумовки.
21. Продолжайте обжаривать и переворачивайте по мере необходимости для равномерного обжаривания. Жарьте, пока булочка не станет хрустящей и золотистой.
22. Затем с помощью шумовки аккуратно достаньте обжаренный рулет, сливая как можно больше масла из кадаи.
23. Положите хрустящие булочки на кухонные бумажные полотенца, чтобы впиталось дополнительное масло. Пока еще горячий, подавайте булочку. Таким же образом обжарить остальные рулетики.
24. Подавайте булочку горячей или теплой с вашим любимым гарниром, например, томатным соусом, зеленым чатни, чатни с мятой или чатни с кориандром.
Вы даже можете посыпать их чаат масала во время подачи. Для лучшего вкуса и текстуры ешьте их горячими в процессе приготовления.
Более вкусные хлебные закуски
Пакора из хлеба
Хлеб упма
Пицца из хлеба
Сэндвич с сыром
Сэндвич с паниром
2 900 Пожалуйста, оцените этот рецепт в карточке ниже. Чтобы узнать больше о вегетарианском вдохновении, подпишитесь на мою электронную почту или следите за мной в Instagram, Youtube, Facebook, Pinterest или Twitter.
Булочка
Дассана Амит
Рецепт хрустящей и вкусной булочки с пряной, пикантной начинкой из картофельного пюре. Послужит вкусным ужином или перекусом после школы для детей.
▢ ¼ чайной ложки гарам масала или добавить по желанию
▢ ½ ч. – черный, многозерновой или белый хлеб
▢ масло для жарки во фритюре, по необходимости
Картофель, приготовленный под давлением
Очень хорошо промойте картофель в воде. Затем поместите их в 3-литровую скороварку на плите. Добавьте воду так, чтобы она покрывала картофель. Также добавьте ½ чайной ложки соли.
Приготовьте картофель в скороварке в течение 5-6 свистков на среднем или средне-сильном огне.
Когда давление уляжется само по себе, только открывать крышку. Затем ножом проверьте картошку, она должна легко скользить. Слейте всю воду и отложите картофель. Пусть они станут теплыми или прохладными при комнатной температуре.
Приготовление картофельной начинки
Затем очистите и натрите на терке в миске. Их даже можно размять картофелемялкой или вилкой.
Добавьте нарезанные листья кориандра и мелко нарезанный зеленый перец чили.
Добавьте все порошки специй – порошок красного перца чили, порошок черного перца, порошок гарам масала, порошок тмина и сухой порошок манго.
Также добавьте соль по вкусу.
Хорошо перемешать. Проверьте вкус и при необходимости добавьте еще порошка специй, соли и сухого порошка манго.
Возьмите часть смеси и скатайте маленькие или средние булочки с картофельной начинкой. Размер булочек будет зависеть от размера хлеба.
Возьмите ломтики хлеба и срежьте боковые корочки.
Приготовление ломтиков хлеба
Налейте ⅓ стакана воды в тарелку или миску. Полностью окуните один ломтик хлеба в воду.
Просто подержите хлеб в воде и достаньте через 1-2 секунды. Дайте хлебу впитать воду. Он должен стать влажным, но не слишком. В противном случае ломтик хлеба сломается. Идея состоит в том, чтобы сделать хлеб достаточно влажным, чтобы он стал довольно гибким, что облегчило бы раскатывание и формование.
Сожмите хлеб между ладонями, чтобы стекла лишняя вода.
Убедитесь, что хлеб остается целым и не ломается. Так что нажимайте осторожно.
Теперь положите хлеб на поднос, доску или тарелку.
Приготовление булочки
Поместите подготовленную булочку с картофельной начинкой на одну сторону влажного ломтика хлеба.
Аккуратно сверните хлеб и соедините края.
Сожмите края и запечатайте их. Также прижмите верхнюю и нижнюю части и запечатайте их.
У вас должна получиться аккуратная булочка. Также не должно быть открытой картофельной начинки, так как при жарке они вытекут в масло. Если есть непокрытые края, просто накройте их кусочком размоченного и обсушенного хлеба и прижмите его, чтобы получить ровное покрытие. Формирование булочки не так просто для начинающих, и с практикой вы научитесь.
Из оставшихся ломтиков хлеба сформируйте таким образом булочки.
Жарка булочек
Нагрейте любое масло с нейтральным вкусом для глубокой или поверхностной жарки булочек в кадаи или сковороде. Когда масло станет средне горячим, добавьте булочку. Не переполняйте кадай. Добавьте от 3 до 4 булочек в зависимости от размера кадай.
Масло должно быть умеренно горячим. Если масло недостаточно горячее, влажный хлеб впитает много масла. Если масло очень горячее, хлеб быстро и неравномерно подрумянится, а внутренности останутся сырыми.
Обжарьте их, пока они не станут хрустящими и светло-золотистого цвета.
Затем шумовкой перевернуть каждую булочку.
Продолжайте жарить и переворачивайте для равномерного прожаривания. Жарьте, пока они не станут хрустящими и золотистыми.
Затем выньте их шумовкой, сливая как можно больше масла в кадаи или кастрюлю.
Положите их на кухонные бумажные полотенца, чтобы они впитали лишний жир. Подавайте их еще горячими. Таким же образом обжарить остальные булочки.
Подавайте булочку горячей или теплой с вашим любимым гарниром, например, томатным соусом, зеленым чатни, чатни с кинзой или чатни с мятой.
Если вы готовите для маленьких детей, не используйте зеленый перец чили и красный порошок чили.
Не забудьте жарить во фритюре в умеренно горячем масле. Вы не хотите, чтобы хлеб впитывал много масла. Более теплое масло сделает хлеб сырым от масла. Если масло очень горячее, корочка слишком подрумянится, а внутренняя часть будет недожаренной.
Вы можете использовать многозерновой хлеб, цельнозерновой хлеб, черный хлеб или даже белый хлеб.
Вместо сухого порошка манго вы можете использовать лимонный сок или сухой порошок семян граната ( порошок анарданы ). В картофельную начинку также можно добавить немного чаат масала.
Травы, такие как листья мяты, также придают приятный вкус начинке. Вы можете использовать как листья кориандра, так и листья мяты, или заменить листья кориандра свежими листьями мяты.
Рецепт можно удвоить или утроить.
Пищевая ценность
Булочка
Количество на порцию
Калории 115 Calories from Fat 27
% Daily Value*
Fat 3g 5%
Sodium 248mg 11%
Potassium 244mg 7%
Carbohydrates 17g 6 %
Клетчатка 3 г 13%
Сахар 1 г 1%
Protein 4g 8%
Vitamin A 20IU 0%
Vitamin C 5. 4mg 7%
Calcium 43mg 4%
Iron 2.1mg 12%
* Суточная норма в процентах основана на диете на 2000 калорий.
Этот пост о булочках из архива (сентябрь 2013 г.) был переиздан и обновлен 3 октября 2021 г.
В чем разница между спринг-роллами и яичными рулетиками
Опубликовано 9 декабря 2019 г. автором Chef One
Вы знаете, что они оба вкусные, но задумывались ли вы, в чем разница между блинчиками с начинкой и яичными рулетиками? Как оказалось, эти вкусные китайские блюда имеют похожие названия и концепции, но на самом деле они довольно разные.
Есть несколько основных различий между блинчиками с начинкой и яичными рулетиками, которые могут помочь вам отличить их друг от друга (полезный трюк, если вы смотрите на список закусок и просто не можете решить, какую из них вы хотите заказать) :
Обертка . Спринг-роллы заворачивают в тонкие обертки из муки или риса, а яичные рулетики заворачивают в более толстую, заметно более хрустящую обертку, которую для сочности обмакивают в яйце.
Подготовка . Яичные рулетики жарят, что объясняет их игристую и хрустящую внешность. Между тем, блинчики с начинкой можно запекать или жарить, а иногда вообще не готовят, кроме начинки.
Наполнение. Спринг-роллы обычно начиняют свежими овощами, тогда как яичные рулетики начиняют сочетанием пикантного мяса и овощей.
Конечно, нет никаких правил, когда дело доходит до приготовления великолепных китайских закусок. Возьмите различные виды блинчиков с начинкой, которые мы делаем здесь, в Chef One, которые во многом похожи на наши яичные рулетики. Наши ароматные спринг-роллы со свининой и овощами имеют мясную начинку, и все наши спринг-роллы имеют хрустящую корочку.
Что общего между блинчиками с начинкой и яичными рулетиками — помимо того, что они очень вкусные! — так это то, что оба блюда подаются с соусами для макания. Сладкие соусы, острые соусы или их комбинация всегда хороши.
Что в спринг-ролле ?
Состав спринг-ролла определяется его типом. Например, садовый спринг-ролл будет наполнен различными свежими овощами, такими как морковь, побеги бамбука, болгарский перец и капуста. А более пикантные блинчики с начинкой, как правило, начинены мясом в дополнение к овощам — обычно свинине, курице и/или креветкам.
Что в яичном рулетике ?
Как и блинчики с начинкой, начинка яичного рулета во многом зависит от интерпретации шеф-повара, но есть несколько рекомендаций. Поскольку у яичных рулетиков более толстая обертка, важно наполнить их чем-то, что может противостоять ей как по текстуре, так и по вкусу. Вот почему, в отличие от блинчиков с начинкой, яичные рулетики всегда имеют приготовленную начинку и почти всегда включают мясо. Овощные яичные рулетики могут быть столь же сытными, с приготовленной комбинацией пикантных овощей, таких как капуста, сельдерей и лук, а также с большим количеством приправ.
История спринг-роллов и яичных рулетов
Точное происхождение спринг-роллов и яичных рулетов немного неясно, хотя оба они берут свое начало в китайской кухне. В то время как жюри еще не определилось, многие эксперты в области продуктов питания считают, что блинчики с начинкой появились первыми и что они были адаптированы, чтобы стать тем, что позже было названо яичным рулетом. И хотя некоторые также утверждают, что яичные рулетики являются скорее китайским изобретением, чем более традиционной китайской едой, нет никаких сомнений в их сильном китайском влиянии.
Что вы предпочитаете?
Что вам больше всего нравится: яичные рулеты или блинчики с начинкой? В обоих блюдах определенно есть что любить, и независимо от вашего выбора, вы можете найти вкусные вариации любого вида через Chef One Foods! Ознакомьтесь с нашими вариантами яичных рулетов и блинчиков с начинкой, в том числе с овощами, свининой и овощами, курицей и овощами, и найдите их в продуктовых магазинах и ресторанах рядом с вами.
Сэндвич-панели Трубы ППУ Трубопроводная арматура Профнастил Сетка и метизы Сортовой прокат Нержавеющий прокат
Главная
Сортовой Металлопрокат
Швеллер
24П
Швеллер 24П ГОСТ 8240-97
Номер швеллера
h, Высота
b, Ширина полки
s, Толщина стенки
t, Толщина полки
R
г
Площадь поперечного сечения F, см2
Масса 1 м, кг
Справочные значения для осей
X0, см
не более
Х-Х
Y -Y
мм
Iх, см4
Wx, см3
ix, см
Sx, см3
Iy, см4
Wу, см3
i0, см
24П
240
90
5. 6
10
10.5
6
30.6
24
2910
243
9.75
139
248
39.5
2.85
2.72
Швеллер 24П – это вдобавок один из наиболее популярных разновидностей черного металлопроката, используемых в современном строительстве,
И на различных областях промышленности. При этом спасибо индивидуальности склад, металлический швеллер обладает уникальными свойствами,
Делающими его неподменным при реализации наиболее затейливых равно как и необычных архитектурных планов.
По собственному внешнему фасону металлический швеллер является балкой на сечении похожий на знак «П» почти порядком полок от одной грани стенки.
Данный вид металлопроката производят в главный способом знойной прокатки металлической заготовки на особых сортовых станках, спасибо чему получают определенный сорт изделия,
Обозначенный на спецификациях который швеллеры стальные горячекатанные. Помимо данного существуют варианты изделия от деликатными полками, получаемые способом гибки листа стали на профилегибочных станках.
Швеллеры из цветных металлов изготавливают путем прессования. В настоящее время мануфактура издаёт довольно всеобъемлющий сортамент этих изделий,
Следовательно ныне отнюдь не образует ни малейшего труда купить швеллер любого нужного типа равно как и объема.
Швеллер 22П || Швеллер 27П
Швеллер 24П — вес, характеристики, размеры » Металлобазы.ру
Выбор металлопрокатаАрматураБалка двутавроваяКатанкаКвадратКругЛентаЛистПолосаПроволокаСеткаТруба профильнаяТруба круглаяТруба чугуннаяУголокШвеллерШестигранникШпунтТипРазмер
По всей РоссииСанкт-Петербург
24П — профиль серии с «параллельными гранями полок», горячекатаного метода производства.
Стандарт: ГОСТ 8240;
Вес погонного метра: 24,00 кг;
Площадь поперечного сечения (F): 30,60 cm2;
Размеры профиля
Участок профиля
Значение
Высота швеллера (h):
240 mm
Ширина полки (b):
90 mm
Толщина стенки (s):
5,6 mm
Толщина полки (t):
10,0 mm
Радиус внутреннего закругления (R):
10,5 mm
Радиус закругления полки (r):
6,0 mm
Расстояние от оси Y — Y до наружной грани стенки (X0):
2,72 cm
Допустимые отклонения
Участок профиля
Предельное отклонение
Высота швеллера (h):
±3,0 mm
Ширина полки (b):
±3,0 mm
Толщина стенки (s):
не контролируется
Толщина полки (t):
-0,5 mm
Перекос полки (Д):
1,0 mm
Перегиб стенки (f):
1,5 mm
Величины и значения в осях
Величины профиля в оси X
Значение
Момент инерции (Ix):
2 910,0 cm4
Момент сопротивления (Wx):
243,0 cm3
Радиус инерции (ix):
9,75 cm
Статический момент полусечения (Sx):
139,00 cm3
Величины профиля в оси Y
Значение
Момент инерции (Iy):
248,00 cm4
Момент сопротивления (Wy):
39,50 cm3
Радиус инерции (iy):
2,85 cm
Название серии: Швеллеры с параллельными гранями полок. Принадлежность профиля к серии с
«параллельными гранями полок» — отражено в нумерации горячекатаного профиля, наличием в маркировке (вместе с цифровым обозначением) буквы П.
Швеллеры с «параллельными гранями полок» (по ГОСТ 8240) состоят из 18-ти типоразмеров. Горячекатаный швеллер 24П является тринадцатым типоразмером в серии.
В государственном стандарте ГОСТ 8240, швеллеры входящие в группу горячекатаных, разделяются на пять серий:
Швеллеры специальные — серии С, Са, Сб;
Швеллеры с параллельными гранями полок — серия П;
Швеллеры с уклоном внутренних граней полок — серия У;
Швеллеры экономичные с параллельными гранями полок — серия Э;
Швеллеры легкой серии с параллельными гранями полок — серия Л.
Указанные данные на швеллер с «параллельными гранями полок» 24П структурированы на основе регламентирующего стандарта качества ГОСТ 8240 Швеллеры стальные горячекатаные.
Технические характеристики, особенности и свойства разных марок газобетона
В большом многообразии современных строительных материалов особого внимания заслуживают блоки из газобетона. В последние годы они пользуются большой популярностью при возведении жилых и нежилых зданий, и тому есть причины.
Газобетонные блоки имеют сравнительно большие размеры. При взгляде на них может показаться, что и весят они тоже немало, но это не так: масса этих блоков сравнительно невелика. Это, в свою очередь, упрощает и ускоряет строительство.
Заслуживает внимания точность геометрии блочных изделий из газобетона. Их поверхности почти идеально ровные, что также облегчает использование этого стройматериала при возведении зданий разного назначения.
Газобетонные блоки — экологически чистый материал. При их изготовлении на заводе ДСК ГРАС используются только компоненты натурального происхождения. Блочные изделия не выделяют в воздух вредных веществ — а значит, безопасны как для владельцев возведённого из них жилья, так и для окружающей среды.
Ознакомиться с характеристиками газобетона и сравнить его с другими стройматериалами можно с помощью таблицы, приведённой ниже.
Наименование
Газобетон автоклавный
Кирпич полнотелый
Пенобетон
Плотность, кг/куб. м
300-700
1550-1700
500-1200
Вес 1 кв. м. стены, в кг
300-700
1800
300-900
Водопоглощение, в % к общей массе
20
12
18
Морозостойкость, циклы
15-100
20-25
15-50
Паропроницаемость, мг/(кв. м*ч*Па)
0,14
0,11
0,11
Прочность на сжатие, МПа
1,5-10
2,5-25
1,5-17
Теплопроводность, Вт/кв. м.
0,07-0,14
0,6-0,95
0,12-0,38
Акустические характеристики для стены толщиной 30 см, Дб
30-47
55-64
45-58
Достоинства газобетона автоклавного твердения
Стеновые блоки из газобетона, выпускаемые на заводе ДСК ГРАС, имеют следующие достоинства, в числе которых:
идеальная геометрия;
высокие шумоизоляционные свойства;
малый удельный вес;
лёгкость обработки — пиления, нарезки, сверления, штробления, выполнения других операций;
простота монтажа;
экологичность;
морозостойкость;
возможность использования клеевых смесей для соединения блоков — а значит, минимальная ширина образующихся швов;
высокая огнестойкость. Газобетон — это стройматериал категории НГ (несгораемый), его теплопроводность в соответствии с ГОСТ 30244 и ГОСТ 31359 минимальна. При нагревании от пламени газобетон теряет свою прочность очень медленно;
наконец, ценовая доступность.
Связь между размерами и массой: Блоки и перегородки
Номенклатура и количество блоков на стандартном поддоне (размер 1,0*1,5 м, высота 1,35 объём блоков 1,8м3).
Размеры, мм
Вес 1 блока, кг
Кол-во блоков на поддоне
Вес 1 поддона, кг
длина
высота
ширина
D300
D350
D400
D500
D600
шт
D300
D350
D400
D500
D600
600
200
100
4,97
6,00
6,57
8,20
9,80
150
745
900
985
1230
1470
250
12,42
15,00
16,4
20,50
24,50
60
300
14,90
18,00
19,7
24,60
29,40
50
375
18,63
22,50
24,6
30,75
36,75
40
250
75
4,66
5,63
6,16
7,69
9,19
160
100
6,21
7,50
8,21
10,25
12,25
120
150
9,31
11,25
12,31
15,38
18,38
80
250
15,52
18,75
20,52
25,63
30,63
48
300
18,63
22,50
24,63
30,75
36,75
40
375
23,28
28,13
30,78
38,44
45,94
32
Номенклатура и количество блоков на увеличенном поддоне (размер 1,2*1,5 м, объём блоков 2,16 м3).
Размеры, мм
Вес 1 блока, кг
Кол-во блоков на поддоне
Вес 1 поддона, кг
длина
высота
ширина
D300
D350
D400
D500
D600
шт
D300
D350
D400
D500
D600
600
300
100
7,42
8,63
9,83
12,25
14,67
120
890
1035
1180
1470
1760
200
300
14,90
18,00
19,70
24,60
29,40
60
300
250
18,63
22,50
24,63
30,75
36,75
48
250
400
24,72
28,75
32,78
40,83
48,89
36
Связь между размерами и массой: Армированные изделия
Номенклатура и количество перемычек
Размер перемычек
Размер поддона
Количество перемычек
Объём
Вес упаковки (факт)
Вес 1 шт
1500. 150.250
1500.750
20
1,125
800
40
2000.150.250
2000.750
20
1,5
1100
55
2500.150.250
2500.750
20
1,875
1400
70
1500. 100.250
1500.700
28
1,05
750
27
2000.100.250
2000.700
28
1,47
1100
39
2500.100.250
2500.700
28
1,75
1300
46
1500. 200.250
1500.800
16
1,2
900
56
2000.200.250
2000.800
16
1,6
1200
75
2500.100.250
2500.800
16
2
1500
94
Связь между размерами и массой: П-образные блоки
Номенклатура и количество П-образных перемычек
Размер перемычек
Размер поддона
Количество перемычек
Объём упаковки
Вес упаковки (факт)
Вес 1 шт
500. 300.250
1500.1000
40
1,5
400
10
500.375.250
1500.1000
32
1,5
420
13
500.400.250
1500.1200
36
1,8
550
15
Ключевые характеристики
Прочность блоков из газобетона, выпускаемых ДСК ГРАС, зависит от плотности этого материала. Сравнительно небольшую плотность имеют разновидности с маркировкой D300, которая указывает на то, что плотность составляет 300 кг на 1 м3.
Обладает самой малой прочностью среди ячеистых бетонов (В2.0). Такой материал чаще всего применяется для возведения несущих конструкций до полутора этажей, закладки проемов внутри здания, а также, теплоизоляции помещений. Газобетонные блочные изделия D500 прочнее, поэтому их можно использовать для сооружения несущих конструкций до пяти этажей.
Наибольшую прочность имеют блоки марки D600 В5.0. Их можно использовать для возведения высоких строений.
Ещё одна важная характеристика предлагаемого стройматериала — его устойчивость к морозу. На заводе ДСК ГРАС выпускаются разновидности с морозостойкостью от F75 до F100. Чем холоднее климат региона, в котором ведётся строительство, тем более морозостойкий материал понадобится.
Покупать стройматериалы у нас легко и удобно
В нашей компании вы сможете купить качественные строительные материалы на основе газобетона с минимальными затратами времени и сил. Обратитесь к нашим консультантам и расскажите им о ваших потребностях. Специалисты порекомендуют оптимальные марки материала, выполнят расчёт необходимого объёма, ответят на возникающие вопросы и помогут оформить оптовый или розничный заказ.
Технические характеристики газобетона YTONG
Газобетон – один из самых технологичных строительных материалов. Ведь в нём сочетаются свойства, которые редко можно встретить вместе у стенового материала, используемого для возведения частного дома. Что это за свойства?
Низкая теплопроводность. Газобетон одновременно конструкционный и теплоизоляционный материал. Блоки YTONG с маркой по плотности D300 (А++) и D400 настолько хорошо сберегают тепло, что из них можно строить однослойные (без дополнительного утепления) стены небольшой толщины, которые отвечают требованиям по теплозащите для средней полосы России.
Высокая морозостойкость. Независимо от плотности газобетонные блоки YTONG имеют марку по морозостойкости – F100, и это очень высокий показатель для каменного стенового материала.
Долговечность. Срок службы любого каменного материала напрямую зависит от его морозостойкости. Согласно современным нормам, каменный материал с маркой по морозостойкости всего F35 способен прослужить не менее 100 лет. Поэтому дом из блоков YTONG с маркой по морозостойкости F100 имеет все шансы радовать не одно поколение семьи.
Высокая прочность. У газобетона достаточная несущая способность, чтобы из него можно было строить малоэтажные дома. Так, из блоков YTONG с маркой по плотности D400 можно возводить несущие стены здания высотой 3 этажа, без несущего железобетонного каркаса. А из блоков с маркой по плотности D500 – высотой до 5 этажей, также без каркаса.
Экологическая безопасность. Газобетон – минеральный стройматериал, в его составе только натуральные и экологические чистые компоненты. У него нулевая эмиссия вредных веществ в процессе эксплуатации. Он не подвержен поражению плесени, не вызывает аллергических реакций у обитателей дома.
Радиационная безопасность. В отличие от некоторых других строительных материалов газобетон гарантированно не «фонит». Значение активности природных радионуклидов у блоков YTONG в несколько раз меньше, чем этого требуют нормативы.
Пожарная безопасность. Газобетон – негорючий материал (группа горючести НГ). Более того, из него можно выполнять противопожарные стены и перегородки. И он не выделяет опасных для здоровья человека веществ при прямом контакте с огнём.
Высокая огнестойкость. Во время пожара газобетонные конструкции долгое время сохраняют несущую способность и целостность: в течение 360 минут при условии стен из блоков YTONG с маркой по плотности D400 и толщиной не менее 200 мм. Высокая огнестойкость газобетонных стен значительно увеличивает шансы людей, находящихся в доме, на спасение во время пожара.
Кроме того, у газобетона есть ряд свойств, которые делают его материалом, очень удобным для выполнения строительных работ:
Изотропность. Физические свойства газобетона одинаковы во всех направлениях.
Однородность. Структура газобетона однородна.
Идеальная геометрия. Допустимые расхождения в линейных размерах между блоками YTONG минимальны. Так, для блоков D400 они таковы: по высоте ±0,35 мм, по длине ±0,5 мм, по ширине ±0,35 мм.
Благодаря этим свойствам газобетон быстро укладывается, ему не требуются специальные доборные элементы: их можно выполнять прямо на стройплощадке, распиливая блоки. Причём, распиливать материал очень легко – это можно делать даже ручным инструментом. И распиливать блоки можно с любой стороны, в любом направлении. Поскольку у газобетона очень точная геометрия, блоки укладывают на тонкошовный клей, сводя к минимуму промерзание стен через кладочный шов.
Газобетон удобен и в эксплуатации. При необходимости газобетонные стены снаружи можно не отделывать: они не теряют своих свойств под воздействием внешней среды. К тому же блоки без потери качества можно хранить под открытым небом, желательно только накрыть их тем или иным водостойким материалом (или просто не удалять с паллет заводскую термоусадочную плёнку) и выбрать место складирования, где исключено подтопление блоков, например, талой водой. Всё это меры по защите материала от переувлажнения.
Газобетонные блоки YTONG соответствуют европейским и российским стандартам и нормам. В частности, блоки YTONG A++ (D300), D400, D500 и D600 отвечают требованиям ГОСТ 31360-2007 «Изделия стеновые неармированные из ячеистого бетона автоклавного твердения», ГОСТ 31359-2007 «Бетоны ячеистые автоклавного твердения» и СТО 73045594-001-2008 «Газобетон автоклавного твердения и изделия стеновые неармированные из него». У продукции YTONG есть сертификат соответствия санитарно-эпидемиологическим и гигиеническим требованиям, сертификаты огнестойкости, протокол радиационного контроля, а также экологический сертификат Ecomaterial Absolute Plus и заключения о применении блоков YTONG в международной сертификации BREEAM и LEED.
Регулируемые газовые блоки — Школа американской винтовки
Джеймс Бертон
Регулируемые газовые блоки – Школа американской винтовки
Чад из Школы американской винтовки рассказывает о регулируемых газовых блоках в этом эксклюзивном видео, снятом для ARBuildJunkie.com. Каковы предостережения относительно использования регулируемого газового блока в вашей следующей сборке дополненной реальности? На что обращать внимание в регулируемом газблоке и почему предпочтительнее газовый блок с тактильной обратной связью. Чад демонстрирует, как предотвратить углеродную блокировку регулируемого газового блока, и показывает нам пример того, что происходит с регулируемым газовым блоком, если он не обслуживается должным образом с течением времени.
ARBuildJunkie гордится тем, что сотрудничает со School of the American Rifle и предлагает вам видеоролики о платформе дополненной реальности. Узнайте больше о Чаде в ближайшие недели. Ниже представлены еще видеороликов, созданных School of American Rifle специально для ARBuildJunkie…:
Выступ ударника AR-15 — School of the American Rifle
Реактивные стержни AR-15 – Плюсы и минусы
В дополнение к этим эксклюзивным видео, мы были благословлены тем, что Чад является ресурсом, которому мы можем задавать случайные вопросы. Мы безмерно благодарны ему за щедрость и готовность делиться информацией с нашими читателями. Чтобы узнать больше о нем и его Школе американской винтовки, обязательно ознакомьтесь с нашим интервью с ним… или другими статьями, которые вы можете найти ниже:
Школа американской винтовки (SOTAR) – НОВЫЕ продукты и партнерство
Распространенные мифы об AR-15 — Школа американской винтовки
Общие вопросы о нижних ствольных коробках — Школа американской винтовки
Проблемы газовой системы AR-15 — Школа американской винтовки
Датчик свободного пространства и AR — Школа американской винтовки
Проблемы с рампой подачи AR-15 — Школа американской винтовки
Триггеры AR и стопорные штифты спускового крючка — Школа американской винтовки
Чад — настоящий кладезь информации о платформе AR, и как строители, нам повезло, что у нас есть такой увлеченный и знающий человек, как Чад, к которому можно обратиться. Пожалуйста, поддержите Чада, подписавшись на School of the American Rifle на его веб-сайте, в Facebook или в Instagram. Он создает огромное количество материалов, которые помогут вам правильно собрать AR-15 в вашем собственном путешествии.
Была ли эта статья полезной для вас?
Дайте знать автору с рейтингом 5 звезд!
Средняя оценка 5 / 5. Всего голосов: 5
Голосов пока нет! Ваша оценка поможет нам продолжать предоставлять ценный и интересный контент.
Сожалеем, что этот пост не был вам полезен!
Давайте улучшим этот пост!
Расскажите, как мы можем улучшить этот пост?
Руководство строителя по газовым системам AR-15
Этот следующий раздел нашего Основное руководство по запчастям AR-15 для строителей подробно описывает компоненты и функции газовой системы AR-15. Узнайте о различиях между системами с прямым ударом и поршневым приводом, а также обо всех важных вещах, которые вам необходимо знать для вашей сборки: длинах газовых трубок, диаметрах и типах газовых блоков, а также о том, какую настройку следует использовать для сборки надежной винтовки, SBR и компактный AR-пистолет.
Как работает газовая система AR-15?
Газовая система AR-15 представляет собой систему прямого удара: она направляет избыточный газ, образующийся при воспламенении пороха боевого патрона, непосредственно в группу затворной рамы, чтобы перевести оружие в режим полуавтоматического огня. Система прямого удара состоит из четырех компонентов: газовый порт, маленькое отверстие в стволе, через которое выходит избыточный газ, газовый блок , , который устанавливается непосредственно в порт на стволе, газовая трубка , которая соединяется с газовым блоком, и ключ (обычно называемый газовым ключом), который устанавливается поверх затворной рамы.
Описание функции прямого удара
Анимированный красным цветом избыточный газ, произведенный воспламененным порохом, следует за боевым снарядом с невероятно высокой скоростью, когда он выходит из ствола. Когда он приближается к дульному срезу, отверстие в стволе позволяет части этого газа выходить в блок. На анимации выше традиционная комбинация мушки и газового блока в стиле A2 отвечает за сбор этого газа. Блок перенаправляет газ через газовую трубку в обратном направлении, обратно в отверстие в верхнем ресивере, расположенное непосредственно над гайкой ствола. Часть трубки выступает внутрь самой ствольной коробки, где встречается с ключом водилы. Газ направляется в полый держатель через шпонку, где он может расширяться внутри герметичной камеры вокруг задней части затвора.
Этот захваченный газ, более подробно описанный в нашем Руководстве по группам болтодержателей AR, вынуждает вращающийся затвор отпираться из камеры выстрела. При этом та же самая энергия быстро толкает БКГ назад в буферную трубку, задействуя спусковой механизм, выбрасывая стреляную гильзу и досылая новый патрон из магазина.
Детали газовой системы AR-15
Газовый порт
Газовая система начинается в порту, прямо в стволе просверливается небольшое отверстие. Порт позволяет газу, образующемуся внутри ствола, выходить и направляться в газовый блок.
Диаметры газовых портов
Диаметр газового порта просто измеряет ширину газового порта на стволе. Набор измерений от разных производителей и производителей стволов показывает, что диаметры портов, как правило, попадают в определенные диапазоны. Это наиболее распространенные диапазоны диаметров стволов AR-15 длиной от 11,5 до 24 дюймов. Диаметр порта также меняется в зависимости от толщины самого ствола (0,625″, 0,750″ или 0,825″):
11,5 «Баррель (0,625») Порт: 0,081 «до 0,089»
11,5 «Баррел (0,750») Порт: 0,086 «до 0,094»
14,5 «Баррел (0,625»)
14,5 «Баррел (0,625»)
14,5 «(0,625″). «до 0,078»
14,5 «баррель (0,750») Порт: 0,070 «до 0,086»
16 «Баррель (0,625») Порт: 0,063 «до 0,078»
16 «( 0,063″. «) Порт:
От 0,070″ до 0,086″
20-дюймовый ствол (0,625″) Порт: от 0,086″ до 0,093″
20″ ствол (0,750″) порт: 0,093″ до 0,096″
24″ ствол (0,825″) порт: 0,089
8 Примечание о диаметрах портов и производительности:
Если вы уже построили AR и испытываете проблемы с газовой системой (такие как чрезмерный выброс газа и чрезмерная отдача или, наоборот, короткие ходы, сбои подачи или цикла или заклинивания), настоятельно рекомендуется сначала попытаться заменить буфер с более легким или тяжелым блоком с последующей установкой регулируемого газового блока (обсуждается в следующем разделе). Изменение диаметра газового порта может иметь катастрофические последствия, требующие замены ствола. Поскольку диаметры портов часто не зависят от длины ствола и длины газовой трубки, как показано выше, трудно определить «идеальный диаметр» для любого патрона и установки.
Газовый блок
Чтобы безопасно выдерживать экстремальную температуру и давление газа, образующегося в стволе, газовый блок изготовлен из кованой закаленной стали. Большинство из них покрыты фосфатом или нитридом, хотя некоторые из них сделаны из нержавеющей стали, чтобы противостоять ржавчине и коррозии. Газовые блоки могут быть разных форм, каждая из которых имеет свои особенности:
A2 Передняя смотровая стойка/Комбо-газовый блок
Стойка мушки А2 — это оригинальный газовый блок, разработанный для AR-15 Юджином Стоуном в середине 19-го века.50-е годы. Он включает в себя как мушку с регулировкой высоты, так и порт для подключения газовой трубки. Изготовленные в преддверии обычных боевых действий, большинство блоков A2 также имеют штыковую проушину и крепление для ремня. Эти блоки не регулируются, хотя часто они самые прочные. A2 FSB можно использовать как с традиционным цевьем, состоящим из двух частей, так и со свободно плавающим цевьем.
Газоблок низкопрофильный
Низкопрофильный газовый блок является наиболее распространенным и доступным типом блока, который сегодня можно найти на большинстве моделей AR-15 и верхней части. Его компактный дизайн и отсутствие громоздкой мушки позволяют свободно плавающему цевью доходить до конца дульного среза. Это позволяет установить больше аксессуаров, фонарей или передней рукоятки рядом с дульным срезом для лучшего контроля при стрельбе ( показан на этом 13,5-дюймовом верхе M-Lok с цевьем и 16-дюймовым стволом).
Регулируемый газовый блок
AR-15 — это модульная система вооружения, способная работать с различными патронами (например, 300 Blackout). Существует также множество патронов 5,56 и .223 Remington, каждый со своим количеством пороха и разным весом пули. Различные патроны будут влиять на количество энергии, производимой газовой системой AR-15, и это может привести к тому, что ваша винтовка или пистолет будут перегружены газом. Хуже того, он может не выполнить полный цикл оружия. Для решения этих проблем был разработан регулируемый газовый блок.
Показанный выше регулируемый блок снабжен установочным винтом. Этот винт можно вкручивать в блок или вывинчивать из него, и это эффективно контролирует, сколько газа отводится в трубку или отводится от трубки. Регулируемые блоки подразделяются на отсечка или отвод блоков. Отсечной блок ограничивает количество газа, поступающего в блок, вместо этого вытесняя остальную часть из дульного среза. Блок стравливания позволяет лишнему газу выбрасываться в атмосферу подальше от стрелка.
Если вы собираете черную винтовку под патрон .300 BLK (и хотите надежно стрелять дозвуковыми и сверхзвуковыми патронами с глушителем и без глушителя), то вам, вероятно, понадобится регулируемый газовый блок, чтобы обеспечить циклы вашего оружия без чрезмерной отдачи или отказ от выброса и патронника.
Диаметр газового блока
Диаметр газового блока (не путать с диаметром газового порта) измеряет размер блока по отношению к диаметру ствола. Для тонких стволов «карандашного профиля» требуется блок диаметром 0,625 дюйма, в то время как для обычных стволов AR-15 с профилем M4/Government (наиболее распространенный профиль на рынке) требуется блок диаметром 0,750 дюйма. Для стволов Bull потребуется газовый блок размером 0,875 дюйма или 0,9 дюйма.36 дюймов
Газовая трубка
Газовая трубка отвечает за соединение газового порта и блока с несущей шпонкой в верхнем ресивере. Чтобы противостоять нагреву, ржавчине и коррозии, газовые трубки чаще всего изготавливаются из нержавеющей стали 304.
Существует четыре варианта длины газовой трубки, каждая из которых предназначена для разных длин стволов, патронов и областей применения:
Газовая трубка пистолетной длины
Длина трубки: 4 дюйма
Длина ствола: 10 дюймов или менее
Применение: Модели с глушителем или пистолетные AR (дозвуковые 5,56/. 223 или 300 BLK)
Газовая трубка пистолетной длины — самая короткая из доступных для AR-15. Если вы используете ствол короче 10 дюймов, вам понадобится как можно более короткая длина газовой трубки, чтобы захватить необходимую энергию для надежного цикла затвора, в качестве времени задержки (количество времени, в течение которого BCG получает давление газа) с этим длина ствола наименьшая.Газовая система пистолетной длины также оптимальна (если не требуется) для 300 билдов Blackout.
Газовая трубка длиной с карабин
Длина трубки: 7 дюймов
Длина ствола: От 10 до 18 дюймов (оптимально 14,5 дюймов) Клон M4
Газовая трубка длиной с карабин является одной из наиболее распространенных трубок, используемых на винтовках AR-15, продаваемых в розницу, а также во многих готовый верх. Многие строители и производители винтовок выбирают систему длины карабина, потому что она обеспечивает наибольшую надежность с любым патроном и зарядом. Системы длиной карабин могут казаться «перенасыщенными» и мощными с 16-дюймовым стволом — эта длина изначально была разработана для более короткого 14,5-дюймового ствола M4 — хотя их мощность может преодолеть грязь, нагар и другие факторы, которые в противном случае могли бы вызвать отказ от кормления (или заедание).
Газовая трубка средней длины
Длина трубки: 9 дюймов
Длина барреля: 14 «до 20» (16 «Оптимальные)
Применение: Стандартные 16″ Ритковые строительные строительные строительные значения
9
2 : . Газовая система средней длины — это то, что вам следует придерживаться, если вы создание стандартной винтовки со стволом 16 дюймов, минимальная допустимая длина, которую вы можете установить без регистрации оружия как короткоствольной винтовки (если только вы не прикрепите дульное устройство размером не менее 1,5 дюйма). Система средней длины обеспечивает превосходную надежность, как и карабинная система, хотя она создает меньшее усилие и общий износ на BCG, буфере и внутренних деталях.
Газовая трубка длиной винтовки
Длина трубки: 12 дюймов
Длина ствола: 20 дюймов+ Юджин Стоунер разработал газовую систему винтовочной длины для 20-дюймового ствола оригинальной винтовки AR-15 (а позже и M16) в 1950-х годах. Сегодня винтовочная газовая система используется на стандартных или более длинных настольных винтовках, предназначенных для дальности и точности. Система длины винтовки также технически является наиболее надежной газовой системой: она обеспечивает самое продолжительное время цикла для цикла BCG, но газ охлаждается до того, как достигнет ресивера, снижая температуру и давление, вызывающие износ.
Альтернативный газ: поршневая система
Система прямого удара абсолютно надежна, даже когда AR загрязняется или загрязняется. Но для тех, кто хочет большей регулируемости и более чистого оружия, была разработана альтернативная газовая система с поршневым приводом. Поршневая система AR теперь изготавливается разными производителями и различается по общим характеристикам и деталям, но основная конструкция и работа остаются прежними: модифицированный газовый блок и увеличенная газовая трубка заставляет подпружиненный поршень из закаленной стали приводить в действие затвор через модифицированный ключ носителя, как показано выше.
Чтобы обеспечить универсальную совместимость (и большее удобство для тех, кто использует глушитель или другие картриджи), поршневую систему можно точно настроить, как регулируемый газовый блок. Как показано выше, избыточный газ отводится в атмосферу и от стрелка, предотвращая перегазовку и чрезмерную отдачу. Переход на дозвуковой круглый или более быстро горящий порох означает, что нужно только «набрать» поршень, чтобы принять больше газа, передав больше энергии болту, чтобы он надежно работал.
Преимущества поршневой системы
В отличие от системы прямого удара, поршневая система не позволяет газу попадать в верхний ресивер. Это значительно снижает количество загрязнений и нагара, которые обычно наблюдаются в обычных AR. Поскольку поршень улавливает инерцию и использует пружину для отскока, отдача также меньше ощущается.
Недостатки
Поршневые газовые системы намного тяжелее, чем системы прямого удара. там, где легкая полая газовая трубка заменена тяжелым стержнем и пружиной (и газовым блоком большего размера), к передней части оружия добавляется вес.
2011-2021 все права защищены. Копирование материалов сайта, без указания прямой ссылки на источник запрещено. Информация на сайте не является публичной офертой, цена завит от объема.
Прокрутить наверх
Оформить
заявку
Вес 1 п.м проволоки, вес бухты, количество метров, проволоки, в бухте
Может быть Вас заинтересуют другие наши предложения?
Вес 1 п.м проволоки, вес бухты, количество метров в бухте
ПРОВОЛОКА СТАЛЬНАЯ ИЗ НИЗКОУГЛЕРОДИСТОЙ СТАЛИ ОК (ГОСТ — 3282-74)
Вязаная проволочная сетка из нержавеющей стали 3 × 3 по ASTM A-437 Материал : 304 ss, ASTM A478; Ширина : минимум 3 фута, максимум 4 фута. Ячеек на погонный дюйм : 3.
AISI304 Вязаная сетка по кругу Вязаная сетка AISI304. Диаметр проволоки : 0,10 дюйма Ширина рулона : 19 дюймов. Длина рулона : 40 минут.
Нержавеющая сталь 304 Вязаная сетка Материал : Нержавеющая сталь 304. Диаметр проволоки : 0,1–0,15 мм. Размер ячеек : 3 мм. Ширина : 0,35 м. Вес : 200 — 350 г/метр.
Трикотажный сетчатый фильтр AISI 304 Материал : нержавеющая сталь AISI 304. Диаметр проволоки : 0,5 мм. Ширина рулона : 120 мм. Длина рулона : 35 м.
SS316 Вязаный лист для изоляции Диаметр проволоки : 0,2 мм. Размер отверстия : 3 мм. Расстояние шага : 8 мм. Ширина : 700 мм. Длина : 5000 мм.
Плоская трикотажная сетчатая ткань Изготовлена из нержавеющей стали 304, 316L, 321L или 324L. Диаметр проволоки 0,15 — 0,36 мм. Количество сеток от 150 до 200 проволок на дюйм. Ширина рулона 70 мм. Длина рулона 55 м.
Фильтр из стальной сетки Толщина стальной проволоки : 0,13 мм. Размер ячейки : 2 мм × 2 мм. Диаметр ячейки : 70 мм в сплющенном состоянии. Проволока из нержавеющей стали AISI304. Проволока из нержавеющей стали AISI216. Вес : 17 — 20 г/метр.
Вязаный плетеный канат из нержавеющей стали Толщина стальной проволоки : 0,11–0,13 мм. Размер ячейки : 2 мм × 2 мм. Диаметр каната : 10 мм.
Рулон вязаной сетки из нержавеющей стали Изготовлен из нержавеющей стали 304. Диаметр проволоки : 0,0095 дюйма или 0,011 дюйма (от 0,2 до 0,3 мм). От 6 до 8 отверстий на дюйм. Размер каждого отверстия от 3 до 4 мм (это не так важно, спросите у поставщика, что он может сделать). Ширина : 1000 мм.
Вязаная сетка из нержавеющей стали Ширина : 4 см. Диаметр проволоки : 0,1 мм, 0,2 мм. Длина : 40 м. Используется для изоляции с рубашкой.
Трикотажный чулок из нержавеющей стали Проволока 0,45 мм × 0,12 мм толщиной сплющенная проволока. Материал : SS 304. Ширина чулка : 120 мм. Длина : 35 м/рулон.
304 Трикотажная сетка из нержавеющей стали Диаметр проволоки : от 0,002 до 0,0025 дюйма. Плоская сетка Ширина : 85 мм. Приблизительно 26 игл. Длина рулона 40 м.
Трикотажная проволочная оцинкованная плоская проволока Ширина 590 мм иглы 180. Ширина 500 мм иглы 150. Ширина 400 мм иглы 120. Стартовая проволока 0,24 мм. Плоская проволока 0,11 макс. 0,13 мм. Гофрированный 4 — 5 мм. Рулоны по 25 кг непрерывно. Нет отверстий, не смазанных маслом.
Трикотажная сетка из нержавеющей стали — AISI 304 Диаметр проволоки 0,14 мм, 0,28 мм. Ширина 1040 мм. Длина рулона 50 м. Вязаная сетка из нержавеющей стали , установленная в наливной патрубок двигателя, контролирует выброс масла при выдохе.
Трубка из вязаной проволочной сетки Сетка : 13 меш. Материал проволоки : Монель 400. Открытая площадка : 90%. Диаметр проволоки : 0,1 мм. Отверстие : В среднем 2,0 мм. Диаметр вязаной сетки: 40 мм. Длина вязаной сетки: 1300 мм. Трубка из вязаной проволочной сетки — это лучший способ предотвратить перегрызание мышами электрических проводов и пластиковых водопроводных труб, а обертывание их вязаной сеткой может решить проблему.
Сетка из нержавеющей стали Материал : AISI 304. Сетка : 20 × 20 меш. Диаметр проволоки : 0,2 мм. Размер рулона : 1 м × 30 м. Количество : 2 рулона.
Сетка из нержавеющей стали Саржевое голландское плетение. Материал : AISI304. Размер : 80 × 700 ячеек × 0,112/0,08 мм × 1,35 м × 50,0 м × 40 рулонов. Упаковка : Обернута полиэтиленовой пленкой или водонепроницаемой бумагой, затем помещена в деревянные ящики.
Теплые советы : Если вы разрабатываете вязаный сетчатый лист, вы должны учитывать соотношение между диаметром проволоки и шириной сетки. Например, один запрос на сетку представляет собой трикотажную сетку из нержавеющей стали толщиной 0,14 мм — AISI 304, минимальная ширина 1200 мм — длина 500 м.
Проблема в том, что :
0,14 мм проволока слишком тонкая, чтобы выдержать весь вес вязаной сетки.
Обычно, чем шире вязаная сетка, тем больше должна использоваться проволока.
Вязаная сетка из проволоки диаметром 0,14 мм слишком мягкая, чтобы сохранять свою первоначальную форму.
Проволока из нержавеющей стали 0,2 мм является пределом вязания сетки шириной 1200 мм.
О цене трикотажной сетки из нержавеющей стали, мы все знаем, что чем больше количество заказа, тем более конкурентоспособная цена. Что касается небольших объемов заказа, стоимость производства не может быть снижена. Но небольшой заказ следа также приветствуется.
Запрос на наш продукт
При обращении к нам укажите свои подробные требования. Это поможет нам дать вам действительное предложение.
Как преобразовать потребность в трикотажной ткани из килограммов в метры
от Prasanta Sarkar — 0
Вопрос: Столкнулся с ситуацией, при которой трикотаж в кг. Я хочу перевести кг в метры. Я использовал множество формул, выполняя поиск здесь и там, но безуспешно. Пожалуйста, помогите мне и дайте мне простой метод.
Вы можете преобразовать килограмм требуемой ткани в метры, если у вас есть необходимая информация для расчета. Для данной ткани необходимо знать следующие параметры.
Ширина ткани
Вес ткани на единицу площади (Обычно вес ткани представлен на квадратный метр в граммах (GSM))
Вес ткани, который вы хотите перевести в метры
Трикотаж
Формула для определения приблизительной длины рулона в зависимости от его веса за единицу площади
Вес (в граммах) = Длина ткани (в метрах) X Ширина ткани (в метрах) X Ткань GSM
Поэтому для преобразования кг в метры используйте следующую формулу
Длина ткани (в метрах) = [(Вес ткани в граммах) / (Ткань GSM * Ширина ткани в метрах)]
Длина ткани (в метрах) = (Вес ткани * 1000)/(Ткань в GSM * Ширина ткани в дюймах * 0,0254)
При переводе веса в кг и ширины ткани в дюймах
Например, вес ткани рулона/ чем 50 кг, ткань GSM 250, и ширина ткани 46 дюймов (открытая ширина).
Таким образом, длина ткани = (50*1000)/(250*46*0,0254) = 171,17 метра
Примечание. Приведенная выше формула дает приблизительную длину рулона ткани как плотность ткани по всей длине рулона. может поменяться. Во-вторых, если вы включаете в расчет более одного рулона, ширина ткани также может варьироваться от рулона к рулону.
Надеюсь, это поможет вам в вашей работе. Спасибо за обучение с OCS.
Обновление: следующий раздел обновлен 09 июля 2021 г.
Задача-1 задана Прадханом Рокибом
Вес полного рулона, включая ткань и картон, составляет 11,9 кг. Вес одного картона 1 кг. Вес ткани 165 грамм на квадратный метр Ширина рулона 1,5м Некоторые рубашки сделаны из ткани из рулона и теперь вес рулона 5,7кг Исходя из вышеизложенного, какова оставшаяся длина ткани в рулоне в метрах? Округлить до ближайшего целого числа, не записывая в конце знак метра?
Ответ:
Вес оставшейся ткани = (5,7 кг — 1 кг) = 4,5 кг без учета веса картона.
Гайка М16 ГОСТ 5927-70, ГОСТ 5915-70, DIN 934- купити за низькою ціною з доставкою по Україні
Гайки є одними з найбільш широко застосовуваних видів кріплення. За допомогою гайки фіксують болт, шпильку або гвинт для створення надійного роз’ємного з’єднання. Дані металовироби вигідно вирізняються серед великої різноманітності металовирібної продукції, завдяки надійності, низькій ціні і простоті монтажу. Випускають гайки різної форми, але найчастіше вони мають правильну шестигранну форму, що дозволяє легко встановлювати гайки спеціальним гайковим ключем.
Гайки М16, виготовлені згідно з вітчизняними стандартами ГОСТ 5927-70 і ГОСТ 5915-70, мають правильну шестигранну форму з різьбовим отвором в центрі. Різьбу на металовироби наносять метричну методом накатки. Дані кріпильні вироби також мають німецький аналог DIN 934.
Виробляють гайки М16 методом холодного штампування, з класом точності А. Матеріалом для виготовлення металовиробів служить якісна вуглецева сталь марки 20. У продаж надходять кріплення без покриття або з додатковим цинковим шаром. Цинкування значно збільшує експлуатаційний термін вироба, оскільки перешкоджає появі корозії. На сайті компанії «Зевс» ви можете купити гайки М16 ГОСТ 5915-70 як оцинковані, так і без покриття.
Основна функція гайки полягає в безпечному і стабільному скріпленні різних деталей металоконструкції, кутів і агрегатів, які призначені для тривалої експлуатації. Дані гайки мають клас міцності 5.0 і 6.0, відповідно, вони призначені для фіксування болтів, гвинтів і шпильок з класом міцності 5.6, 5.8, 6.6, 6.8. Слід враховувати, що конструкції, на які встановлюють гайки М16 DIN 934, повинні відчувати незначні навантаження. Область застосування охоплює машинобудування, судно- і авіабудування, будівництво, виробництво меблів, а також вони широко застосовуються в побуті.
Креслення та розміри гайки М16
За ГОСТ 5927-70 розміри гайки М16 складають (в мм):
розмір під ключ S = 21;
висота m = 14. 8;
крок різьблення великий 2 мм або невеликий 1.5 мм;
діаметр описаного кола е = 26.8;
dw не менш 22.5, da не менш 16, але не більше 17.3;
маса однієї гайки становить 37.61 г.
Купити гайки М16 ГОСТ 5915-70 ціна, яких нижча за ринкову, ви можете у нас на сайті. Здійснити покупку можна, залишивши заявку на сайті або зателефонувавши. Наші менеджери завжди готові дати вам розгорнуту відповідь на всі питання щодо придбання, підбору, сумісності та способів монтування кріпильних виробів.
Співпрацюючи з нами, ви отримуєте безліч плюсів, таких як:
кріплення найвищої якості;
індивідуальний підхід до кожного клієнта;
обслуговування європейського рівня;
100% виконання всіх умов договору;
відправлення здійснюється в зазначені раніше терміни.
Ми співпрацюємо з самими надійними транспортними компаніями, тому доставка можлива в будь-який куточок країни. По Харкову доставимо металовироби своїм транспортом.
Підтвердження авторства:
Характеристики
Інформація для замовлення
Размер и вес гаек
Для обозначения размера гаек акцент выносится на внешний диаметр изделия, так что по нему можно сразу подобрать ключ, с помощью которого монтируется или демонтируется гайка.
Гайка DIN 934
Гайка 934-я применяются в машиностроении, приборостроении и строительстве в качестве деталей соединения.
Диаметр гаек варьируется от М3 и до М72. Самые популярные размеры: М6, М10, М12 и М24. Крепеж может быть как с покрытием, так и без него. В качестве покрытия выступает оцинковка (горячая и гальваническая).
Показать все…
Открыть калькулятор веса
Гайка DIN 6334 соединительная
Гайки-втулки DIN 6334 применяют для конструкционных соединений резьбовых элементов: шпилек, болтов и винтов.
Фасовки крепежа представлены в коробах по 1000 шт в зависимости от размера номинального диаметра, в практичной упаковке из плотного полиэтилена по 20-50 шт и поштучно в подвесах для бытовых строительных работ, как готовое предложение для продажи в строительном магазине.
Гайка DIN 985
Гайки DIN 985 с неметаллическим вкладышем применяют для крепления и соединения узлов и деталей совместно с болтами, винтами и другими крепежными элементами в машиностроении и строительстве.
Согласно стандарту DIN 985 гайки производят в классе точности А и В; российского аналога нет.
Наиболее продаваемые размеры гаек М6, М8 и М10 представлены в разных видах фасовок для оптовых и розничных продаж.
Гайка DIN 985 самоконтр. с нейлоновым кольцом, нерж.
Гайки DIN 985 А2 шестигранные самоконтрящиеся низкие с неметаллическим вкладышем применяются для крепления и соединения узлов и деталей совместно с болтами, винтами и другими крепёжными элементами в машиностроении и строительстве. Гайки DIN 985 А2 продаются оптом и в розницу в упаковке короб и подвесы.
Аналогом в российском стандарте является гайка ГОСТ 50273-92, откуда и название самостопорящаяся.
Открыть калькулятор веса
Гайка DIN 1587 колпачковая
Гайки колпачковые DIN 1587 используются как декоративная закрытая часть крепления, при этом колпачок гайки защищает резьбу от механических повреждений и коррозии, повышает травмобезопасность, а также улучшает внешний вид соединения.
Наиболее востребованные размеры гаек, М6, М8, М10, продаются оптом и розницу: в коробах кратностью тысяча штук и подвесах в несколько штук.
Гайка DIN 315 барашек
Гайка барашек DIN 315 применяется для крепления и соединения узлов и деталей в машиностроении, строительстве, которые требуют быстрой и частой сборки-разборки крепежного соединения. Гайки стяжные имеют выступающие элементы позволяющие производить монтаж, демонтаж вручную, без специального инструмента.
Купить гайку барашек можно в удобных упаковках: короб, крупный пакет и подвесы. Наиболее востребованные размеры метизов: М5, М6, М8, М10 и М12.
Маркировка/Обозначение крепежа: гайка-барашек
Гайка DIN 315 барашковая, нерж.
Гайки барашковые из нержавеющей стали предназначены для быстрого монтажа руками, когда нет возможности использовать электроинструмент. Размер определяется по номинальному диаметру резьбы. Наиболее покупаемыми будут гайки DIN 315 А2 размерами М6, М8 и М10.
На сайте ГОСКРЕП Вы можете купить гайки барашковые оптом и в розницу. Упаковка “короб” содержит по 50-100 штук крепежных изделий; гайки в упаковке “подвес”, готовое решение для магазинов по продаже строительного крепежа, расфасованы по 2, 6 или 10 изделий.
Открыть калькулятор веса
Гайка DIN 439 низкая, нерж.
Гайки DIN 439 низкие из нержавеющей стали марки А2 применяют для формирования строительных узлов, которые умеют ограниченные размеры нежели при полноценном сцеплении.
На сайте ГОСКРЕП можно купить оптом и в розницу гайки низкие din 439 нержавеющая сталь в подвесах в штучной фасовке по 2-10 единиц.
Открыть калькулятор веса
Гайка DIN 6923 с фланцем
Гайки DIN 6923 с фланцем применяются для крепления разъемных соединений в узлах и деталях совместно с винтами и другими крепежными элементами. Возможные наименования гайки самостопорящаяся или фланцевая.
Купить гайки с фланцем можно в коробах по 1000 штук, а также в плотных полиэтиленовых пакетах в фасовке по 100 штук и подвесах в несколько гаек.
В продаже всегда ходовые размеры Din 6923: М5, М6, М8, М10 и М12.
ТОП товаров из нашего каталога
Гайки
Гайка DIN 985, M8
7,548.00 р.
Купить
Гайки
Гайка DIN 985, М10
6,868.55 р.
Купить
Гайки
Гайка DIN 985, М12
6,919.68 р.
Купить
Гайки
Гайка DIN 985, М16
6,942.63 р.
Купить
Гайки
Гайка DIN 985, M6
16.88 р.
Купить
Гайки
Гайка DIN 985, M8
20.52 р.
Купить
Гайки
Гайка DIN 985, M6
159. 46 р.
Купить
Гайки
Гайка DIN 985, M8
163.66 р.
Купить
Гайки
Гайка DIN 985, М12
153.67 р.
Купить
Гайки
Гайка DIN 985, M4
13.92 р.
Купить
Гайки
Гайка DIN 985, М16
24.10 р.
Купить
Гайки
Гайка DIN 985, М18
38.06 р.
Купить
Гайки выполняются согласно стандартам DIN или ГОСТ, которые регламентируют высоту в зависимости от назначения конкретного типа крепежа и, как следствие, конфигурации.
Например, гайка DIN 934, одна из самых известных и используемых в строительстве, имеет соотношение s/m равное 6/5, то есть высота всегда на 20% меньше диаметра гаечного ключа, применимого для этой же самой гайки.
Другая гайка DIN 6334 — это относительно длинный метиз: практически в три раза больше, чем номинальный размер гайки.
Шаг резьбы может быть крупный или мелкий, и также регламентируется стандартам ГОСТ или DIN: 1,25мм, 1,5мм, 1,75мм, 2мм, 2,25мм и так далее
Продукты
Саотрон
Основной
Продукты
Виды продукции:
Фундаментные болты
Подробнее
Закладные детали
Подробнее
Крепеж для металлоконструкций
Подробнее
Фланцевые крепления
Больше
Виды продукции:
МН 101-164
Подробнее
МН 201-228
Подробнее
МН 301-325
Подробнее
МН 401-418
Подробнее
МН 501-571
Подробнее
МН 601-617
Подробнее
МН 701-795
Подробнее
МН 801-834
Подробнее
Фундаментные болты
Подробнее
Шпильки
Дополнительно
Гайки
Подробнее
Шайбы
Подробнее
Инфографика
Продукция сегодня
Фундаментные болты
80
тонн/месяц
Embedded parts
60
tons / month
Fasteners for metal structures
>100
tons
Flange fasteners
>30
tons
Foundation bolts
80
tons
Embedded parts
60
т/мес
Крепеж для металлоконструкций
>100
т/мес
Фланцевый крепеж
>30
tons / month
Foundation bolts
80
tons / month
Embedded parts
60
tons / month
Fasteners for metal structures
>100
tons
Flange fasteners
>30
тонн
Фланцевые крепления Фундаментные болты Крепеж для металлоконструкций
Срок изготовления
8 часов
Время обработки заказа (до получения коммерческого предложения)
3 дня
Срок изготовления заказа
2 дня
Срок покрытия
8 часов
Комплектация и упаковка
4 часа
Отгрузка продукции
Как мы это делаем
О производстве
Видео производство
Фото производство
Популярные товары
Болт с шестигранной головкой с уменьшенной головкой класса точности А для отверстий под развертку
Тип/Исполнение:1. 1
Диаметр:М36
Длина, мм:710-2300
Тип/Исполнение:1.1
Диаметр:М30
Длина, мм:600-2000
Тип/Исполнение:1.1
Диаметр:М24
Длина, мм:500-1700
Тип/Версия:1.1
Диаметр:M20
Длина, мм:400-1400
Тип/версия:1.1
Диаметр:M16
Длина, мм:300-1250
Тип/Исполнение:1.1
Диаметр:М12
Длина, мм:300-1000
Тип/Версия:1.2
Диаметр:M20
Длина, мм:400-1400
Закладная часть МН 101-1 серия 1.400-15
Группа:МН 101-164
Обозначение детали:1.400-15.В1.110
Закладная часть МН 201-1 серия 1.400-15
Группа:МН 201-228
Обозначение детали:1.400-15.В1.210
Закладная часть MN 301-1 серия 1.400-15
Группа:MN 301-325
Обозначение детали:1.400-15. B1.310
Закладная часть серии MN 501 1.400-15
Группа:MN 501-522
Обозначение детали:1.400-15.B1.510
Закладная часть серии MN 601 1.400-15
Группа:MN 601-615
Обозначение детали:1.400-15.B1.610
Закладная часть MN 701-1 серия 1.400-15
Группа:MN 701-775
Обозначение детали:1.400-15.B1.710
Закладная часть МН 101-3 серия 1.400-15
Группа:МН 101-164
Обозначение детали:1.400-15.В1.110-01
Закладная часть МН 201-2 серия 1.400-15
Группа:МН 201-228
Обозначение детали:1.400-15.В1.210-01
Закладная часть МН 301-2 серия 1.400-15
Группа:МН 301-325
Обозначение детали:1.400-15.В1.310-01
Закладная часть MN 401-1 серия 1.400-15
Группа:MN 401-418
Обозначение детали:1.400-15.B1.410
Закладная часть МН 401-2 серия 1. 400-15
Группа:МН 401-418
Обозначение детали:1.400-15.В1.410-01
Закладная часть серии MN 502 1.400-15
Группа:MN 501-522
Обозначение детали:1.400-15.B1.510-01
Закладная часть серии MN 602 1.400-15
Группа:MN 601-615
Обозначение детали:1.400-15.B1.610-01
Закладная часть MN 701-2 серия 1.400-15
Группа:MN 701-775
Обозначение детали:1.400-15.B1.710-01
Закладная часть MN 802 серии 1.400-15
Группа:MN 802-834
Обозначение детали:1.400-15.B1.810-01
Закладная часть MN 803 серия 1.400-15
Группа:MN 802-834
Обозначение детали:1.400-15.B1.810-02
Шпилька 1-М12-8г х 60 ОСТ 26-2040-96
Диаметр:М12
Длина, мм:60
Шпилька 1-М16-8г х 70 ОСТ 26-2040-96
Диаметр:М16
Длина, мм:70
Шпилька 1-М20-8г х 90 ОСТ 26-2040-96
Диаметр:М20
Длина, мм:90
Гайка М12. 7Н ОСТ 26-2041-96
Диаметр:М12
Гайка М16.7Н ОСТ 26-2041-96
Диаметр:М16
Гайка М20.7Н ОСТ 26-2041-96
Диаметр:М20
Шпилька 2-1-М12-8г х 90 ОСТ 26-2040-96
Диаметр:М12
Длина, мм:90
Шпилька 2-1-М12-8г х 100 ОСТ 26-2040-96
Диаметр:М12
Длина, мм:100
Шпилька 2-1-М12-8г х 110 ОСТ 26-2040-96
Диаметр:М12
Длина, мм:110
Шпилька 2-1-М16-8г х 70 ОСТ 26-2040-96
Диаметр:M16
Длина, мм:70
Шпилька 2-1-М36-8г х 150 ОСТ 26-2040-96
Диаметр:М36
Длина, мм:150
Шпилька 2-1-М36-8г х 160 ОСТ 26-2040-96
Диаметр:М36
Длина, мм:160
Шпилька 2-1-М36-8г х 170 ОСТ 26-2040-96
Диаметр:М36
Длина, мм:170
Шпилька 2-2-М12-8г х 90 ОСТ 26-2040-96
Диаметр:М12
Длина, мм:90
Шпилька 2-2-М12-8г х 100 ОСТ 26-2040-96
Диаметр:М12
Длина, мм:100
Шпилька 2-2-М12-8г х 110 ОСТ 26-2040-96
Диаметр:М12
Длина, мм:110
Шпилька 2-2-М16-8г х 70 ОСТ 26-2040-96
Диаметр:М16
Длина, мм:70
Шпилька 2-2-М36-8г х 150 ОСТ 26-2040-96
Диаметр:М36
Длина, мм:150
Шпилька 2-2-М36-8г х 160 ОСТ 26-2040-96
Диаметр:М36
Длина, мм:160
Шпилька 2-2-М36-8г х 170 ОСТ 26-2040-96
Диаметр:М36
Длина, мм:170
Анкерный болт фундаментный 2. 1 М16 Х 250
Тип/Исполнение:2.1
Диаметр:М16
Длина, мм:250
Фундаментный анкерный болт 2.1 М16 Х 300
Тип/Исполнение:2.1
Диаметр:M16
Длина, мм:300
Болт анкерный фундаментный 1.1 М12 Х 300
Тип/исполнение:1.1
Диаметр:М12
Длина, мм:300
Болт анкерный фундаментный 1.1 М12 Х 400
Тип/Исполнение:1.1
Диаметр:М12
Длина, мм:400
Анкерный болт фундаментный 1.1 М12 Х 500
Тип/Исполнение:1.1
Диаметр:М12
Длина, мм:500
Болт анкерный фундаментный 2,2 М56 Х 800
Тип/Исполнение:2,2
Диаметр:М56
Длина, мм:800
Анкерный болт фундаментный 2,2 М56 Х 900
Тип/исполнение:2,2
Диаметр:М56
Длина, мм:900
Анкерный болт фундаментный 2,2 М56 Х 1000
Тип/Исполнение:2,2
Диаметр:М56
Длина, мм:1000
Анкерный болт фундамента 1,2 М12 Х 300
Тип/Исполнение:1. 2
Диаметр:М12
Длина, мм:300
Анкерный болт фундаментный 1,2 М12 Х 400
Тип/Исполнение:1,2
Диаметр:М12
Длина, мм:400
Анкерный болт фундаментный 1,2 М12 Х 500
Тип/Исполнение:1,2
Диаметр:М12
Длина, мм:500
Фундаментный анкерный болт 5 М16 Х 400
Тип/Исполнение:5
Диаметр:М16
Длина, мм:400
Анкерный болт фундаментный 5 М24 Х 500
Тип/Исполнение:5
Диаметр:М24
Длина, мм:500
Анкерный болт фундаментный 5 М30 Х 600
Тип/Исполнение:5
Диаметр:М30
Длина, мм:600
Гайка М36.6Н К.П 10 ГОСТ 5915-70
Диаметр:М36
Гайка M36.6H К.П. 12 ГОСТ 5915-70
Диаметр:М36
Гайка М36 ГОСТ 9064-75
Диаметр:М36
Гайка М42 ГОСТ 9064-75
Диаметр:М42
Гайка М56 ГОСТ 10605-94
Диаметр:М56
Скачать презентацию компании (pdf. 2,77 Мб)
Производственно-коммерческая фирма «Саотрон»
Наша задача быстро, удобно и надежно обеспечить наших клиентов необходимым ассортиментом качественного крепежа точно в срок с минимальными затратами. У нас есть собственные производственные мощности, что позволяет нам индивидуально подходить к каждому клиенту и находить наиболее эффективные схемы сотрудничества.
Наша задача быстро, удобно и надежно обеспечить наших клиентов необходимым ассортиментом качественного крепежа точно в срок с минимальными затратами. У нас есть собственные производственные мощности, что позволяет нам индивидуально подходить к каждому клиенту и находить наиболее эффективные схемы сотрудничества.
Торговая марка Saotron производит и продает различные виды крепежных элементов для внешнего и местного рынков. Компания работает с клиентами индивидуально, изготавливая различные изделия на заказ.
Наша компания с 2019 года занимается производством металлоконструкций. подробнее
В кратчайшие сроки изготовим крепеж на заказ. подробнее
Закладные изделия по чертежам заказчика изготавливаются в соответствии с предоставленными техническими условиями и требованиями заказчика. подробнее
Узбекистан Импорт строительных гаек по коду ТН ВЭД 73
Дата
Код ТН ВЭД
Описание продукта
Страна происхождения
Количество
Блок
Вес нетто [кг]
Общая стоимость [долл. США]
Имя импортера
18 марта 2017 г.
7318158100
1) Болты с шестигранной головкой из мягкой НЕКОРРОЗИНОСТОЙКОЙ СТАЛИ ДЛЯ КРЕПЛЕНИЯ МЕТАЛЛА В СТРОИТЕЛЬНЫХ ЗДАНИЯХ С ПРЕДЕЛОМ РАСТЕНИЯ 500МПА: БОЛТ+ГАЙКА, М12х30, Артикул БЗД12030. .ЭЛП кл.00021..ГАР, 1486 шт — Вес: 83,37
РОССИЯ
83,37
кг
83,37
0,115
18 марта 2017 г.
7318169900
1) ГАЙКА ШЕСТИГРАННАЯ, C-резьба нарезная с внутренним диаметром 16мм ДЛЯ КРЕПЛЕНИЯ ЭЛЕМЕНТА МЕТАЛЛИЧЕСКИХ СТРОИТЕЛЬНЫХ КОНСТРУКЦИЙ В: Гайка мостовая ГОСТ Р 52645-2006 М16 исполнение 10 февраля CL Sherardising, артикул BNK16000..TDR, 1
1) Болты с шестигранной головкой из мягкой НЕКОРРОЗИНОСТОЙКОЙ СТАЛИ ДЛЯ КРЕПЛЕНИЯ МЕТАЛЛА В СТРОИТЕЛЬНЫХ ЗДАНИЯХ С ПРЕДЕЛОМ РАСТЕНИЯ 500МПА: БОЛТ+ГАЙКА, М12х30, Артикул БЗД12030..ЭЛП кл.00021..ГАР, 1486 шт — Вес: 83,37
Резьбовые соединения широко применяются в устройстве различных механизмов и машин. Болты, шпильки, винты, гайки – это универсальные, взаимозаменяемые крепежные изделия. Однако бывают случаи, когда требуется нарезать резьбу вручную. Качественно выполнить эту работу поможет специализированный инструмент.
Содержание
Нарезание наружной резьбы плашкой
Нарезание внутренней резьбы метчиком
В машиностроении выделяют три основные системы крепежных резьб: метрическую, дюймовую и трубную.
Метрическая резьба получила наибольшее распространение. Она имеет треугольный профиль с углом 60˚. Её основные параметры, диаметр и шаг, выражаются в миллиметрах. Пример обозначения: М16. Это означает, что резьба метрическая, имеет диаметр 16 мм с крупным шагом 2,0 мм. Если шаг мелкий, тогда указывается его значение, например, М16*1,5.
Диаметры дюймовой и трубной резьбы выражаются в дюймах. Шаг характеризуется числом ниток на дюйм. Указанные параметры стандартизированы, поэтому всегда есть возможность подобрать необходимый инструмент.
Нарезание наружной резьбы плашкой
Для нарезания наружной резьбы потребуются следующие инструменты и материалы: плашка или трубный клупп, плашкодержатель, напильник, тиски, штангенциркуль, машинное масло.
Наибольшее распространение получили круглые плашки (лерки). Они бывают цельными или разрезными. Диаметры цельных круглых плашек стандартизированы. Это позволяет выбрать подходящий вариант из большого ряда размеров, например, М10, М12, М14, М16.
Особенностью разрезных плашек является возможность регулировать диаметр нарезаемой резьбы в пределах 0,1…0,25 мм. Однако они обладают пониженной жесткостью, что сказывается на точности получаемого профиля.
Порядок работы
Плашку устанавливают в плашкодержатель подходящего размера. После этого её закрепляют при помощи винтов. В случае с наружной трубной резьбой нередко используют плашкодержатели с трещоткой. Они обеспечивают удобство работы в труднодоступных местах, например, у стены.
Толщину стержня выбирают на 0,1…0,25 мм меньше диаметра наружной резьбы. Например, для М6 с крупным шагом это 5,80…5,90 мм; М8 – 7,80…7,90 мм; М10 – 9,75…9,85 мм. Замеры выполняют с помощью штангенциркуля. Диаметры стержней под нарезание метрической резьбы среднего класса точности 6g представлены в таблице.
Номинальный диаметр
резьбы, мм
Шаг, P
Диаметр стержня, мм
номинальный
минимальный
5
0,8
4,92
4,82
6
1
5,89
5,79
8
1,25
7,87
7,76
10
1,5
9,85
9,73
12
1,75
11,83
11,7
14
2
13,8
13,67
16
2
15,8
15,67
18
2,5
17,8
17,62
20
2,5
19,8
19,62
22
2,5
21,8
21,62
24
3
23,79
23,57
27
3
26,79
26,57
30
3,5
29,79
29,52
Чтобы обеспечить лучшее врезание плашки, на конце стержня запиливают фаску. Её ширина должна быть 1 – 1,5 мм для М6 … М18. Заготовку смазывают машинным маслом, что облегчает последующую работу и позволяет получить более качественную поверхность.
Плашку накладывают на конец стержня так, чтобы её плоскость была перпендикулярна оси нарезаемого болта. Далее с небольшим нажимом вращают плашкодержатель по часовой стрелке (если резьба левая, то против часовой стрелки). Когда плашка врежется в стержень на одну-две нитки, её следует повернуть на пол-оборота назад для лучшего удаления стружки. После этого снова делают 1-2 оборота по ходу резьбы и 0,5 – в обратную сторону. Действуя по данной схеме, болт нарезают на необходимую длину.
Диаметр наружной резьбы проверяют обычной гайкой или калибром-кольцом. При необходимости шаг контролируют резьбомером.
Нарезание внутренней резьбы метчиком
Для формирования внутренней резьбы необходимы следующие инструменты и материалы:
молоток, кернер, дрель, сверла;
комплект метчиков, вороток, слесарные тиски;
машинное масло.
Технология нарезания резьбы метчиком
Первым делом производят разметку заготовки и кернят центр будущего отверстия. Подбирают сверло, соответствующее необходимому диаметру резьбы. Это можно сделать с помощью справочных таблиц или приближённо по формуле d = D – P. Здесь D – диаметр резьбы, P – её шаг, d – диаметр сверла. Например, для М10 d = 10 – 1,5 = 8,5 мм.
Номинальный диаметр
резьбы, мм
Шаг, P
Диаметр сверла
под резьбу
2
0,4
1,6
3
0,5
2,5
3,5
0,6
2,9
4
0,7
3,3
5
0,8
4,2
6
1
5,0
0,75
5,25
0,5
5,5
8
1,25
6,8
1
7,0
0,75
7,25
0,5
7,5
10
1,5
8,5
1,25
8,8
1
9,0
0,75
9,25
0,5
9,5
12
1,75
10,2
1,5
10,5
1,25
10,8
1
11
0,75
11,25
0,5
11,5
14
2
12,0
1,5
12,5
1,25
12,8
1
13,0
0,75
13,25
0,5
13,5
16
2
14,0
1,5
14,5
1
15,0
0,75
15,25
0,5
15,5
18
2,5
15,5
2
16,0
1,5
16,5
1
17,0
0,75
17,25
0,5
17,5
20
2,5
17,5
22
2,5
19,5
24
3
21
27
3
24
30
3,5
26,5
В детали сверлят отверстие на требуемую глубину, которая должна превышать длину нарезаемой части. С помощью сверла диаметром большим, чем d, на кромке отверстия выполняют фаску. Она служит для центрирования и лучшего захода метчика.
По основным параметрам резьбы – диаметру и шагу – подбирают режущий инструмент. Как правило, используют комплект из двух метчиков. Один из них черновой, другой – чистовой. По размеру квадрата хвостовой части метчиков выбирают вороток.
Деталь надежно закрепляют в тисках. Черновой метчик и отверстие смазывают машинным маслом. После этого устанавливают метчик строго перпендикулярно поверхности детали и, нажимая вдоль его оси, вращают вороток за рукоятки.
Нарезав одну-две нитки резьбы, делают четверть оборота в обратную сторону. Это способствует дроблению и удалению стружки, препятствует заеданию инструмента. Работу продолжают, осуществляя попеременное вращение: ½ оборота вперед, ¼ – назад. При этом необходимо следить за тем, чтобы не было перекоса метчика. Не стоит также прикладывать чрезмерное усилие к нему. Чтобы не допустить заедания, режущий инструмент периодически выводят, а отверстие очищают от стружки.
После нарезания внутренней резьбы на необходимую глубину в отверстие устанавливают чистовой метчик. Когда он пойдет по заданному направлению, на него надевают вороток и продолжают работу. Периодически добавляют смазку.
Резьбу проверяют с помощью калибра-пробки или болта. Он должен ввертываться без усилий и не качаться. При необходимости делают дополнительный проход чистовым метчиком.
ПОДЕЛИТЬСЯ
Как нарезать резьбу на трубе леркой?
Резьбовое
Сейчас под леркой понимается инструмент, с помощью которого с легкостью можно создать витки на водопроводной трубе или других видах подобных изделий.
Лерка для нарезки резьбы
Резьбонарезной инструмент для создания витков представлен в виде изготовленной из прочного металла гайки, в отверстии которой имеются режущие зубья и кромки. Как правильно нарезать резьбу с его помощью — разберемся ниже.
Cодержание статьи
1 Описание конструкции
1.1 Виды и отличия
1. 2 Цельная и раздвижная лерка
1.3 Специальные лерки
2 Рекомендации по работе
2.1 Способ применения лерки (видео)
2.2 Порядок работы
2.3 Похожие статьи
Описание конструкции
Зубья располагаются под такими углами, что при вращении лерки формируется витки. Режущая кромка инструмента имеет форму конуса, при толщине лерки в 8-10 витков (зубьев).
В большинстве случаев ручная нарезка резьбы на трубе производится с помощью цельной круглой лерки.
Приспособление для формирования витков крепится в специальном держателе, а его поверхность может иметь до пяти пазов.
Лерка с набором плашек
Эти пазы и составляют рабочую часть, которая стоит из трех зон. В верхней и нижней части имеются конические участки – режущие зоны, с помощью которых и производится нарезка.
Устройство для изготовления витков круглой формы может применяться для нарезки трубной, метрической или дюймовой резьбы.
Такие инструменты имеют одну преимущественную особенность — при формировании работают все три кромки рабочего участка, это позволяет создать резьбу на трубе за одно прохождение.
Виды и отличия
Резьбонарезной инструмент может быть:
цельным;
разрезным;
раздвижным;
круглым;
квадратным;
шестигранным;
призматическим.
Набор для нарезания резьбы классифицируется с учетом не только формы, но и конструкции корпуса.
Лерки для нарезания трубной резьбы
Формирование витков круглого типа производится с применением инструмента с ГОСТом 13536–68, нарезание резьбы цилиндрической формы на трубах выполняется инструментом соответствующем ГОСТу 9740–71.
Коническая нарезка на трубах используется инструментом, изготовленным по ГОСТу 6211–81. Рекомендуется выполнять витки с помощью наиболее распространенной круглой лерки.
Этот резьбонарезной инструмент позволяет формировать витки, отличающуюся крупным шагом с метрическим измерением, или трубную резьбу с мелким шагом в дюймовом измерении.
Однако если резьба на трубе требует особой точности, то круглая лерка не пойдет. Это объясняется тем, что ее режущая кромка при изготовлении не подвергается шлифовке после термической обработки.
Нарезка резьбы леркой
Еще одна особенность – это зависимость размера нарезаемой резьбы от наружного диаметра инструмента. Чем больше будет диаметр отверстия лерки, тем лучше будет выполняться отвод стружки и тем качественней будет выполнена резьба на трубе.
Цельная и раздвижная лерка
Резьбонарезной инструмент цельного типа позволяет добиться хорошего качествавитков на трубе. С помощью цельной лерки можно сформировать как метрическую, так и дюймовую резьбу.
Нарезание резьбы с помощью цельной лерки происходит достаточно быстро, а хороший результат достигается за счет высоких показателей жесткости металла, из которого инструмент изготавливается.
Единственный существенный недостаток резьбонарезной цельной лерки – это невысокий уровень износоустойчивости.
Такие модели можно использовать в тех случаях, когда к резьбе не предъявляется особых требований, связанных с точностью.
Резьбонарезной инструмент в процессе работы может немного пружинить, что приведет к незначительным изменениям диаметра резьбы.
Разница может составлять 0,1-0,3 мм. Еще один недостаток цельной лерки — это ее невысокая степень жесткости, из-за которой нарезание резьбы получается не всегда чистым и точным.
Процесс нарезки
Инструмент раздвижного типа снабжен специальными направляющими, которые существенно облегчают нарезание резьбы.
Такая модель состоит из двух частей, которые крепятся в рамке с помощью специальных винтов. Винты помогают с высокой точностью регулировать параметры витков, нарезаемых на трубе.
Для наиболее эффективной работы рекомендуется обзавестись целым набором плашек – это позволит создавать нарезку нужного диаметра без особых усилий и сложностей. Перед тем, как нарезать резьбу на трубе важно закрепить раздвижную лерку стопорными винтами.
Также для этого могут применяться резьбонарезные патроны, для крепления которых используются углубления с конической формой и специальные пазы углового типа. Пазы отлично помогают регулировать точность будущего соединения.
Специальные лерки
Кроме обычных лерок для нарезания резьбы на трубах могут использоваться специальные инструменты. Они могут быть:
метрическими;
левыми;
трубными;
трубными коническими.
Перед тем, как нарезать резьбу на трубе, необходимо обратить внимание на особенности маркировки изделия.
Процесс нарезки леркой
Так, например, метрический инструмент делает витки в миллиметрах, и может обозначаться как М8, М10 и так далее. Соответственно такой леркой можно нарезать на трубе резьбу с диаметром в 8 или 10 мм.
Кроме того, нарезка этим инструментом нарезается пошагово, и каждый отдельный шаг соответствует расстоянию между новыми витками.
Метрическая лерка может обладать не только основным, но и дополнительным шагом витка. Такие инструменты для нарезания резьбы могут обозначаться маркировкой М 12-1,5, М 12-0,75 или М 12-0,5. Расстояние между витками будет уменьшаться пропорционально уменьшению шага.
Особенно стоит выделить лерку с левой резьбой. Уже по названию понятно, что представленный инструмент обеспечивает нарезку левой резьбы.
Такая разновидность встречается не так часто, как традиционная, но для их выполнения потребуется специальный резьбонрезной инструмент.
Как правило, устройство такого типа применяется для нарезки резьбы на таких трубных соединениях, которые впоследствии должны будет вращаться. Эта вариация отличается специальной маркировкой, которая обозначается как LN.
Трубная лерка обеспечивает создание цилиндрической резьбы на небольших трубках, шпильках и стержнях. Коническая лерка незаменима при создании систем отопления и водоснабжения. Изделие имеет маркировку «К».
Рекомендации по работе
Перед тем, как нарезать резьбу — следует знать определенные правила работы с инструментом.
Если их не соблюдать, то виток может получиться некачественной, а резьбонарезной инструмент не прослужит долго или даже повредится при нарезке. Есть ряд требований не только к инструменту, но и к проведению работ такого вида:
работа всегда должна выполняться только с помощью исправного и достаточно острого инструмента;
перед началом работ металлическая труба предварительно подготавливается – с места нарезки удаляется старая краска, ржавчина и грязь. Поверхность очищается до «голого» металла;
с помощью напильника или болгарки на торце трубы делается наружная фаска;
при создании витков необходимо проводить периодическую смазку резцов и рабочей поверхность трубы. С этой целью применяется смазка или специальный состав. Наносятся они как перед началом работ, так и во время процесса.
Способ применения лерки (видео)
Порядок работы
Лерка позволяет быстро и достаточно качественно выполнить формирование витков на любой разновидности трубы. Для того чтобы это сделать нужно знать, как правильно нарезать резьбу:
Трубу следует надежно зажать с помощью тисков или другого приспособления.
С уже подготовленной и зачищенной трубы необходимо снять наружную фаску.
Вставить в держатель лерку с заранее определенным диаметром.
Тщательно смазать трубу и резьбонарезной инструмент смазкой.
Лерка таким образом присоединяется к трубе, чтобы ее положение было перпендикулярно оси изделия. Если резьбонарезной инструмент буде установлен даже с незначительным перекосом, то может произойти срыв витков или изменение значения ее диаметра.
Держатель инструмента необходимо вращать по направлению часовой стрелки. Это обеспечит создание правой нарезки на изделии.
После изготовления 3-5 витков устройство раскручивают в обратном направлении, в процессе металлическая стружка будет удаляться.
Крутить инструмент нужно очень плавно, и не совершая резких рывков.
Важно помнить о периодической смазке резцов и внутренней поверхности соединения смазкой.
После того, как последний виток будет создан, лерка возвращается к верху, а потом проходиться по уже готовым виткам еще раз.
Следует учитывать, что показатель длины соединения не должен быть больше 10 мм. Это расстояние является стандартным для подавляющего большинства бытовых трубопроводных систем.
Похожие статьи
Как нарезать наружную резьбу в 2 этапа
Как и внутренние метчики, наружные метчики (круглые плашки) стандартизированы в соответствии с DIN. В зависимости от вашей внутренней резьбы вам понадобится подходящая внешняя резьба (круглая плашка).
Наружная резьба, также известная как винтовая резьба, нарезается вручную с помощью круглой плашки, закрепленной на плашке.
Круглые матрицы имеют три или более режущих кромок, в зависимости от их размера. Между этими режущими кромками имеются полости, удаляющие стружку. Режущие кромки зубчатые и геометрически представляют собой резьбу гайки.
Круглый стержень обычно используется в качестве ответной части внутренней резьбы. Диаметр круглого стержня должен быть немного меньше внешнего диаметра резьбы, так как матрица слегка выдавливает материал наружу в процессе резки.
Примечание: Если у вас есть токарный станок, то диаметр точения примерно в 0,1 раза меньше шага, чем внешний диаметр резьбы. Это означает, что если внешний диаметр вашей резьбы имеет шаг 1,5 мм, это приводит к уменьшению на 0,15 мм (1,5 мм x 0,1). После точения круглый стержень имеет диаметр 90,85 мм.
Имеются шестигранные квадратные матрицы для использования в замках. В основном они используются для ремонтных целей и для перемещения штампа в труднодоступные места.
Кстати, как нарезать внутреннюю резьбу мы объясняем в нашей статье «Как нарезать внутреннюю резьбу в 3 шага».
Необходимые инструменты
Для нарезания наружной резьбы вам понадобятся следующие инструменты :
Напильник
Круглый стержень
Тиски для зажима
Плашка круглая (наружная резьба)
Матрица
Плоская отвертка
Режущий спрей для оптимального качества поверхности
Рабочий процесс
1. Напильник
В качестве первого шага надпилите края круглого стержня и скосите круглый стержень (45°), который должен быть немного больше глубины резьбы.
Это облегчает запуск штампа, а режущие кромки лучше захватывают круглый стержень.
2. Нарежьте наружную резьбу (круглая плашка)
На втором этапе зажмите круглую плашку в матрице (закрепите ее, затянув винты с помощью плоской отвертки) и нарежьте резьбу. При креплении следите за тем, чтобы отверстия для винтового соединения находились в правильном положении.
При нарезании резьбы осторожно поверните круглую плашку по часовой стрелке на круглый стержень с достаточным усилием. Убедитесь, что вы нарезали прямую нить .
Используйте спрей для резки здесь. Распылите на головку круглой матрицы режущий спрей. Это увеличивает срок службы круглой матрицы и улучшает качество поверхности.
Примечание: Повернут назад на третий оборот прибл.
Широкие эксплуатационные характеристики труб НКТ позволяют использовать изделия не только в нефтяной и газовой промышленности, но и в частном домостроении.
Труба НКТ
Они эффективны при выполнении ремонтных и спуско-подъемных задач. Отличаются размером, диаметром и весом. Могут обрабатываться специальным напылением, которое продлевает срок службы на 20 лет.
Cодержание статьи
1 Что такое НКТ?
1.1 Виды компрессорной трубы
2 Как происходит ремонт НКТ?
2.1 Технические характеристики
2.2 Обслуживание и ремонт труб НКТ (видео)
2.3 Правила эксплуатации
2.4 Похожие статьи
Что такое НКТ?
Аббревиатура НКТ расшифровывается как насосно-компрессорная труба. С ее помощью выполняется широкий спектр работ от выкачки газа и жидкости из полости скважины до производства различных ремонтных работ внутри нее.
За счет изоляции потока от стенок скважины, она препятствует образованию коррозии, эрозии, а также возникновению отложений песка и асфальтенов. Размеры НКТ могут варьироваться от 50.8 до 139.7 мм в диаметре. Их назначение зависит от флюида, с которым они работают.
Таким образом, различают:
модели для комплектации нефтяных скважин;
модели для оборудования газовых скважин;
модели для скважин нагнетающего типа;
модели для оборудования скважин по добыче битума.
В одной скважине могут одновременно эксплуатироваться до нескольких колонн НКТ. Их главным отличием от традиционных обсадных труб является мобильность. Они могут быть извлечены из скважины, если нужна замена или ремонт. В то время как обсадные аналоги цементируются и устанавливаются стационарно. Также в последнее время используются модели, не нуждающиеся в замене.
Труба НКТ
Такая насосно-компрессорная труба выполняет следующие функции:
возможность осуществлять кислотные работы, мерить давление, находить залегания вод;
возможность осуществлять циркуляции выброса, предотвращать нарастание давления меду НКТ и обсадной колонной;
возможность перфорирования горизонтов для комплектации.
Такое насосно-скважинное оборудование может достигать 20 лет эксплуатации без извлечения на поверхность грунта.
Виды компрессорной трубы
Насосно-компрессорная труба бывает двух видов:
безмуфтовая;
муфтовая.
Первый тип оборудования — безмуфтовая труба — эксплуатируется в условиях давления до 50 мПа. Именно до этого показателя оно сохраняет свои эксплуатационные характеристики и герметичность. Концы такой трубы характеризуются высадкой наружу, а ее соединения отличаются максимальной прочностью. Добиться высокой герметичности удается при помощи конических уплотнительных поверхностей. Они располагаются за трапецеидальной резьбой.
Муфтовая труба НКТ также работает под давлением не более 50 мПа. Показатели прочности ее соединений демонстрируют до 90% прочности ее тела. Изделие выполнено из алюминиевых сплавов. Оно обладает износостойкостью перед ингибиторами коррозии. Несмотря на небольшой вес материала, он в 2. 5 раза прочнее стального аналога, что позволяет сооружать колонны в 2.5 раза длиннее стальных колонн.
Муфтовые трубы делятся на такие подтипы:
модель с гладкой поверхностью, конической резьбой профиля треугольной формы;
модель с гладкой высокогерметичной поверхностью, конической резьбой профиля трапецеидального типа;
модель с гладкой поверхностью, конической резьбой профиля треугольного профиля (обладает повышенной пластичностью и устойчивостью к низким температурам).
Также выпускаются изделия с защитным напылением, призванным предотвратить отложения на их поверхности в виде парафина, солей, гипса и т.д.
Как происходит ремонт НКТ?
Насосно-компрессорная труба со специальным покрытием служит дольше. Время от времени она требует очистки в виде химической обработки или механического удаления отложений. Они направлены на удаление асфальтенов, смол, а также парафинов. Помимо указанных методов очистки также применяется магнитный, тепловой способ и депарафинизация.
В некоторых случаях самой очистки недостаточно и требуется ремонт, включающий широкий перечень этапов по восстановлению эксплуатационных характеристик материала. Ремонт насосно-скважинного оборудования может проводиться с трубами, размеры которых составляют 60, 73, 89, 102, 114 мм в диаметре.
Их ремонт включает такие этапы:
Отбраковка изделия путем визуального контроля.
Очистка изделия водой.
Механическое удаление загрязнений по внутренней поверхности изделия.
Шаблонирование.
Выявление и устранение дефектов изделия.
Токарная обработка — включает перенарезку резьбы, а также ремонт и очистку муфты.
Муфтонаворот.
Испытание системы посредством воды.
Проверка на прочность.
Обязательная маркировка изделий.
Обработка муфтовой и ниппельной части смазочным составом.
Муфтовая труба НКТ
Чтобы ремонт материала имел более длительный эффект, применяют специальные напыления. Его поверхность обрабатывают диффузионным цинковым покрытием, которое демонстрирует высокую адгезию к железу и отталкивающий эффект к парафинам. Это покрытие способно продлить срок службы системы в 3-5 раз.
Технические характеристики
Согласно ГОСТу, размеры изделия варьируются от 6 до 10.5 метров. При эксплуатационной потребности возможно удлинение изделия до 11.5 метров. Размеры их условного наружного диаметра составляют 60; 73; 89; 114 мм. Размеры толщины стенок изделия могут колебаться в пределах 5,0; 5,5; 6,5; 7,0 мм.
Изготавливаются изделия из стали НКТ 20, НКТ 30 и стали НКТ 30ХМА. При производстве изделий исключаются любые дефекты. После их обнаружения изделие отправляется на переработку. Ее прочность характеризуется группами Д, К, Е. В процессе изготовления каждая единица изделия должна проверяться на растяжение, прочность, твердость, растрескивание, ударную вязкость и проходить гидроиспытание.
Трубы 73 и 89 производятся с треугольной или трапецеидальной резьбой, а 60 и 114-миллиметровые – с треугольной. Размеру 89 миллиметров соответствует толщина стенок – 7.0 мм. Назначение трубы на 89 мм достаточно широкое. Она может применяться не только в нефте- и газодобывающей пресыщенности, но и в частном домостроении для обустройства свайного фундамента. Вес изделия диаметром 89 мм на 1 п.м. составляет 13.5 кг.
Обслуживание и ремонт труб НКТ (видео)
Правила эксплуатации
Чтобы трубы служили долго, необходимо придерживаться определенных правил их эксплуатации. Для погружения и транспортировки применяются механизированные трубовозки. Не допускается транспортировка изделий волоком. Они не должны гнуться или провисать. Следует защитить материал от механических повреждений. Поэтому разгрузку осуществляют краном.
На рабочей площадке он должен укладываться не на голую землю, а на деревянные бруски во избежание их загрязнения или деформации. На резьбовую часть в обязательном порядке надевается предохранительное кольцо.
Перед эксплуатацией необходимо провести контроль изделий путем шаблонировнаия. Для этого через линию пропускается метровый шаблон диаметром на 2.3 мм уже ее внутреннего диаметра. Также стоит очистить при помощи щетки резьбу и муфту. Обработать поверхность деталей специальной смазкой. Свинчивание муфты с резьбы осуществляется аккуратно. При этом нельзя использовать механический натиск, удары.
Похожие статьи
типы и характеристики, особенности и задачи, правила эксплуатации
Трубы насосно-компрессорные (НКТ) — основной элемент конструкции в трубопроводах, применяемый в различных сферах промышленности. Так как это элементы особой важности, то к ним предъявляются повышенные требования безопасности и соответствие техническим стандартам. В данной статье будет рассмотрено, что собой представляет данная труба нкт — расшифровка и некоторые другие подробности.
Типы и характеристики
Особенности и задачи
Правила эксплуатации
Типы и характеристики
Главная функция труб рассматриваемого типа состоит в том, чтобы транспортировать добываемые газы и жидкости до территории скважин. Также они защищают газ и жидкость от стен скважины, препятствуют коррозии, отложению вредных частиц на стенках. Помещенная в скважину такая труба обеспечивает проведение спуско-подъемных и ремонтных работ, в которых регулярно возникает необходимость.
Требования, которые предъявляются к подобным изделиям:
Высокая проходимость даже на участках с сильным искривлением;
Исключительная герметичность соединений нкт между собой;
Износостойкость и высокая способность противостоять даже сильным механическим воздействиям;
Высокая прочность самого изделия и материалов изготовления.
В скважине сначала устанавливают обсадные, а только затем насосно-компрессорные трубные изделия. Используются специальные фиксирующие элементы, они же пакеры. Некоторые из них достигают длины 11,5 метров и для их соединения потребуется использовать специальные муфты для обеспечения герметичности и надежности.
Один из параметров, по которым можно классифицировать изделия для транспортировки жидкостей и газов, является тип перекачиваемого флюида. В зависимости от него различают следующие типы конструкций:
Газонагнетающие и водонагнетающие трубы;
Для транспортировки тяжелой нефти и битума;
Газодобывающие трубы;
Нефтяные трубные конструкции.
Выпускаемые предприятиями насосно-компрессорные трубы должны соответствовать требованиям ГОСТа 633−80, в которых трубы делятся на такие виды как гладкие муфтовые изделия с треугольным и трапециедальным типом резьбы и гладкие типы с пластиковым уплотнением.
Особенности и задачи
Особенность подобных изделий заключается в том, что их можно неоднократно извлекать из скважин для проведения ремонтных работ и технического обслуживания. Это учитывают при проектировании нкт-колонн, которые состоят из нескольких устройств, которые, в свою очередь, соединены с помощью герметичных муфт. Специалисты предусматривают быстрый и эффективный монтаж, а также извлечение колонн из скважин и возвращение их обратно.
Монтажники стараются устанавливать максимум две колонны. Для проектировщиков важно, чтобы в скважинах можно было ставить изделия, имеющие максимальный срок службы и редкие замены.
НКТ, объединенные в колонны, позволяют решать следующие задачи:
Осуществление работ в окисленной среде, тестирование материалов, измерение давления в скважинах;
Перфорирование продуктивного горизонта;
Снижение вероятности возрастания давления в пространстве, которое образуется между наружными стенками трубопровода и внутренними стенками обсадной конструкции.
Исходя из этого, к таким трубам предъявляют немало требований. Среди них высокая прочность, устойчивость к коррозии и эрозии, обеспечение необходимых характеристик и комплектация муфт, способных длительное время сопротивляться нагрузкам на сжатие и растяжение. Все это позволяет изделиям прослужить до 20 лет и избавляет от трудоемких работ по извлечению из скважин.
Правила эксплуатации
Помимо изготовления, серьезные требования предъявляются и к условиям транспортировки, монтажа и эксплуатации. Здесь также есть ряд правил:
Перед использованием требуется некоторое время хранить трубы. Для этих целей нужно подготовить специальную площадку, оборудованную деревянными досками, и следить за отсутствием провисаний конструкций;
Для перевозки подойдет только специальный транспорт, а именно трубовозки. Ни в коем случае нельзя перевозить их волоком;
Необходимо защитить конструкции при помощи специальных предохранительных колец.
Также следует сказать, что трубы нужно извлекать и вставлять обратно с максимальной аккуратностью. Проводят испытания на прочность, устойчивость, соответствие государственным стандартам и техническим условиям предприятия для обеспечения надежной и длительной эксплуатации трубопроводов.
Они могут изготавливаться и из таких материалов как сталь, стеклопластик и алюминиевые сплавы. При этом первый вид оборудован насосами центробежного типа. Стальные изделия не должны иметь отклонений при изготовлении и отправке на производство. Если это происходит, то они отправляются на переплавку. Алюминиевые конструкции обладают легкостью, хорошей устойчивостью к коррозии и приличными прочностными характеристиками.
В данной статье были рассмотрены виды нкт и особенности их эксплуатации. Были рассмотрены условия их хранения и какие требования к ним предъявляют. Надеемся, что после прочтения материала вы приобрели знания в области насосно-компрессорных труб и их производства!
Кодекс ASME B31.3 требует выборочной проверки материалов и компонентов для обеспечения соответствия перечисленным спецификациям и стандартам. B31.3 также требует, чтобы эти материалы не имели дефектов. Стандарты и спецификации компонентов имеют различные требования к маркировке.
Стандарт MSS SP-25
MSS SP-25 является наиболее часто используемым стандартом маркировки. Он содержит множество конкретных требований к маркировке, которые слишком длинны, чтобы их перечислять в этом приложении; обращайтесь к нему, когда необходимо подтвердить маркировку на компоненте.
Название и требования
Стандартная система маркировки для клапанов, фитингов, фланцев и соединений
Название производителя или товарный знак
Номинальное обозначение
Обозначение материала
Обозначение расплава — согласно спецификации
Обозначение трима клапана – клапаны только при необходимости
Обозначение размера
Обозначение резьбовых концов
Идентификация кольцевого соединения
Допустимое отсутствие маркировки
Особые требования к маркировке
Требования к маркировке фланцев, фланцевых фитингов и фланцевых соединений
Требования к маркировке резьбовых фитингов и накидных гаек
Требования к маркировке фитингов и соединений для сварки и пайки
Требования к маркировке клапанов из цветных металлов
Требования к маркировке чугунных клапанов
Требования к маркировке клапанов из ковкого чугуна
Требования к маркировке стальных клапанов
Требования к маркировке Стальная труба (некоторые примеры)
ASTM A53 Труба, стальная, черная и горячеоцинкованная, с цинковым покрытием, сварная и бесшовная
Наименование торговой марки производителя
Тип трубы (например, ERW B, XS)
Номер спецификации
Длина
ASTM A106 Бесшовные трубы из углеродистой стали для эксплуатации при высоких температурах
Требования к маркировке A530/A530M
Номер плавки
Маркировка Hydro/NDE
«S» для дополнительных требований, как указано (отожженные трубы со снятыми напряжениями, испытание под давлением воздуха под водой и стабилизирующая термообработка)
Длина
Номер расписания
Масса для NPS 4 и больше
ASTM A312 Стандартные технические условия для общих требований к трубам из специальной углеродистой и легированной стали
Требования к маркировке A530/A530M
Личный опознавательный знак производителя
Бесшовные или сварные
ASTM A530/A530A Стандартные технические условия для общих требований к трубам из специальной углеродистой и легированной стали
Наименование производителя
Спецификация Марка
Требования к маркировке Фитинги (некоторые примеры)
ASME B16. 9 Фабричные фитинги для сварки встык из кованой стали
Название производителя или торговая марка
Идентификация материала и продукта (обозначение класса ASTM или ASME)
«WP» в символе класса
Номер спецификации или номинальная толщина стенки
НПС
ASME B16.11 Кованые фитинги, сварка внахлест и резьба
Название производителя или товарный знак
Идентификация материала в соответствии с соответствующим ASTM
Символ соответствия продукции, либо «WP», либо «B16»
Обозначение класса — 2000, 3000, 6000 или 9000
Если размер и форма не позволяют использовать все вышеперечисленные маркировки, их можно не наносить в порядке, обратном указанному выше.
MSS SP-43 Фитинги для стыковой сварки из кованой нержавеющей стали
Название производителя или товарный знак
«CR», за которым следует идентификационный символ материала ASTM или AISI
Номер спецификации или обозначение номинальной толщины стенки
Размер
Требования к маркировке Клапаны (некоторые примеры)
Стандарт API 602 Компактные стальные задвижки — фланцевые, резьбовые, сварные и с удлиненными концами корпуса
Клапаны должны быть маркированы в соответствии с требованиями ASME B16. 34
Каждый клапан должен иметь идентификационную табличку из коррозионностойкого металла со следующей информацией.0057 — Материал корпуса — Материал отделки
Корпуса клапанов должны иметь следующую маркировку. — Клапаны с резьбовым или патрубковым соединением под приварку — 800 или 1500 — Клапаны с фланцевым соединением — 150, 300, 600 или 1500 — Клапаны с соединением под приварку — 150, 300 , 600, 800 или 1500
ASME B16.34 Клапаны — фланцевые, с резьбой и под приварку
Название производителя или товарный знак
Материал корпуса клапана Литые клапаны — Номер плавки и класс материала Кованые или сборные клапаны — Спецификация ASTM и класс
Рейтинг
Размер
Если размер и форма не позволяют использовать все вышеперечисленные маркировки, они могут быть опущены в порядке, обратном указанному выше
Для всех клапанов на идентификационной табличке должно быть указано применимое номинальное давление при 100F и другие маркировки, требуемые MSS SP-25
Требования к маркировке крепежных изделий (некоторые примеры)
ASTM 193 Спецификация болтовых материалов из легированной и нержавеющей стали для работы при высоких температурах
Марка или идентификационные символы производителя должны быть нанесены на один конец шпилек диаметром 3/8 дюйма и более и на головки болтов диаметром 1/4 дюйма и более
ASTM 194 Спецификация гаек из углеродистой и легированной стали для болтов для работы при высоком давлении и температуре
Идентификационный знак производителя. 2. Марка и процесс изготовления (например, 8F обозначает гайки, изготовленные методом горячей или холодной штамповки)
Типы методов маркировки
Существует несколько методов маркировки труб, фланцев, фитингов и т. д., например…
Штамповка оттиск)
Трафаретная краска Создает изображение или узор, нанося пигмент на поверхность поверх промежуточного объекта с промежутками в нем, которые создают рисунок или изображение, позволяя пигменту достичь только некоторых частей поверхности.
Другими методами являются валковая штамповка, чернильная печать, лазерная печать и т. д.
Маркировка стальных труб
Маркировка стальных фланцев
Источник изображения принадлежит..www.weldbend.com
Маркировка фитингов для сварки встык
Источник изображения принадлежит..www.weldbend.com
Создание пользовательских этикеток для маркировки труб
Уход за этикетками труб
Обеспечение видимости цветов труб
02.08.2016
Трубы применяются в сооружениях для транспортировки жидкостей и газов из одного места в другое, как на короткие, так и на большие расстояния. На большинстве предприятий есть десятки труб, по которым вещества перемещаются с места на место, и поэтому важно иметь возможность отслеживать содержимое каждой трубы, а также место ее назначения.
Следование цветовой маркировке трубок чрезвычайно полезно для получения важной информации о содержимом трубки. Если цветовые коды игнорируются, сотрудники подвергаются более высокому риску несчастного случая, который может привести к физическим травмам, а также к повреждению объекта. Например, если рабочий открывает трубу, которая не идентифицирована правильно, он или она может ожидать чистой воды, но вместо этого открывает клапан, чтобы найти токсичные химические вещества.
Цветовая маркировка труб не является сложным процессом, особенно если используются отраслевые стандарты. Существует множество стандартов из разных источников, но, безусловно, самым популярным является стандарт ANSI/ASME A13.1. В этом стандарте разъясняются цвета, текст, размер и размещение этикеток для маркировки труб.
Соблюдение этого стандарта цветовой маркировки упрощает обучение сотрудников, а также помогает гарантировать, что все отделы предприятия используют одни и те же цвета для своих труб. Мало того, ANSI является настолько уважаемой и пользующейся доверием организацией, что ее добровольные стандарты без колебаний применяются во многих отраслях.
При маркировке труб важно указать на этикетке всю необходимую информацию. Цвет этикетки является одной из наиболее важных характеристик этикетки, потому что люди смогут увидеть его на расстоянии. Однако большинство маркировок труб также включают следующие компоненты:
Words — Важно записывать содержимое канала. Эти слова должны легко читаться, поэтому выберите простой шрифт.
Символы — Большинство маркировок труб также имеют символы. В Соединенных Штатах это обычно стрелка, указывающая направление, в котором течет содержимое трубы. На этикетке также могут быть общие предупреждающие символы, предупреждающие людей о потенциальных опасностях; это распространено в Европе.
При использовании маркировки труб предприятие должно либо купить универсальную маркировку труб, либо заказать специальную маркировку труб по специальному заказу, либо получить пустую маркировку труб, которую можно распечатать с помощью промышленного принтера этикеток. Каждый из этих вариантов может быть эффективным, но для объектов с большим количеством труб идеальным вариантом будет этикетировочная машина. С другой стороны, для тех, кому нужно всего несколько этикеток, лучшим выбором, вероятно, будет специальный заказ.
Предприятиям следует ознакомиться со стандартом цветовой маркировки труб ANSI/ASME A13.1, который является общепринятым отраслевым стандартом для маркировки труб. Этот стандарт определяет цвет этикеток и их значение. Ниже приведены основные варианты этого набора стандартов:
Желтый с черной надписью — этот вариант используется для любой трубы, которая содержит легковоспламеняющиеся и окисляющие жидкости и газы. Это может быть бензин, масла и многое другое.
Зеленый с белой надписью — Использование зеленой этикетки с белыми буквами означает, что в трубе находится питьевая вода. Его можно было использовать для охлаждения, питания котлов или даже для питьевых фонтанчиков или раковин.
Синий с белыми буквами — Синие этикетки с белыми буквами используются для труб, по которым транспортируется сжатый воздух.
Красный с белыми буквами — Красные этикетки с белыми буквами используются для всех огнетушащих жидкостей. Сюда может входить вода, но только в том случае, если труба используется только для тушения огня.
Оранжевые с черными буквами — Оранжевые этикетки с черными буквами предназначены для токсичных или агрессивных жидкостей. Для большинства кислот необходимо использовать этот тип маркировки труб.
Коричневый с белой надписью — Этот вариант подходит для всех горючих жидкостей.
Цветовые коды ANSI/ASME для труб также оставляют несколько цветовых комбинаций для «определенных пользователем» труб. Это важно, потому что позволяет объектам планировать определенные трубы, которые не соответствуют обычным стандартам. Однако важно помнить, что всякий раз, когда используется определяемая пользователем маркировка труб, люди, недостаточно обученные, не поймут, что они означают.
Пользовательские варианты цвета:
Фиолетовый с белыми буквами
Белый с черными буквами
Серый с белыми буквами
Черный с белыми буквами
Цвет маркировки труб обычно является наиболее важным и видимым аспектом этикетки, но не единственным. У ANSI также есть стандарты, касающиеся размера этикетки для маркировки труб и размера букв на этикетке. Это особенно важно при создании пользовательских этикеток для объекта. Стандарты размеров следующие:
Диаметр трубы
Размер маркировки труб
0,7–1,3 дюйма (18–33 мм)
должны иметь этикетки не менее 8 дюймов (200 мм) в длину и буквы высотой не менее дюйма 0,5 дюйма (13 мм)
1,4–2,4 дюйма (34–61 мм)
должны иметь этикетки длиной не менее 8 дюймов (200 мм) и буквы высотой не менее 0,7 дюйма (19 мм)
2,5–6,7 дюйма (62–170 мм)
должны иметь этикетки длиной не менее 12 (300 мм) с буквами высотой не менее 1,3 дюйма (32 мм)
6,8–10 дюймов (171–254 мм)
должны иметь этикетки длиной не менее 24″ (600 мм) с буквами высотой не менее 2,5″ (64 мм)
более 10 дюймов (254 мм)
должны иметь этикетки длиной не менее 32″ (800 мм) с буквами высотой не менее 3,5″ (89 мм)
Эти стандарты важны, поскольку они помогут обеспечить максимальную видимость маркировки труб даже на расстоянии.
Также существует набор стандартов, разработанных специально для аммиачных труб. Эти стандарты были опубликованы Международным институтом аммиачного охлаждения (IIAR) и обычно используются везде, где присутствует аммиак. При необходимости стандарт IIAR можно использовать вместе с другими стандартами. Особые требования к аммиаку важны, потому что это химическое вещество может быть весьма опасным и используется во многих отраслях промышленности.
Существует также набор стандартов, созданных Международной организацией по стандартизации (ISO) для маркировки труб в морской среде. Стандарты, выпущенные этой организацией, имеют сходство со стандартами ANSI, но во многих случаях имеют более конкретные инструкции и сочетания цветов со специальными полосами. Стандарт ISO 14726 применяется к морским судам и другим морским рабочим местам.
Один из самых эффективных способов убедиться, что люди в учреждении всегда знают, что означает каждая цветовая метка, — это повесить таблицы цветовых кодов труб. Они эффективны, потому что сотрудники могут ссылаться на них, прежде чем предпринимать какие-либо действия. Это особенно важно для сотрудников, которым нечасто приходится обращаться к трубам и которые могут не помнить цветовой код в деталях.
Таблицы цветовых кодов могут поставляться в виде плакатов, карманных раздаточных материалов, папок или других форм в зависимости от требований учреждения. Этот тип диаграммы можно использовать как часть учебного занятия, а затем распространять для регулярного использования по мере необходимости.
Большинство учреждений предпочтут иметь возможность самостоятельно создавать пользовательские этикетки, а не заказывать их на стороннем принтере. Если на предприятии есть промышленный принтер этикеток хорошего качества, это может быть легко и экономично. Фактически, выбор печати этикеток собственными силами позволит пользователю сэкономить более половины затрат, а также получить бонус, заключающийся в том, что ему не придется приостанавливать проект маркировки труб в ожидании доставки этикеток.
Тем не менее, очень важно помнить, что при разработке индивидуальной этикетки очень важно следовать установленным цветовым стандартам предприятия. Выберите те же оттенки цветов, которые указаны в стандарте ANSI, чтобы цвета были согласованными.
Посмотрите, как просто разработать, напечатать и нанести этикетки для маркировки труб с помощью этого видео:
Независимо от того, где предприятие получает этикетки для маркировки труб, важно, чтобы за ними правильно ухаживали. ставится на трубы. В промышленных условиях маркировка труб может со временем покрыться пылью, жиром и другими загрязнениями, особенно если трубы расположены в недоступных местах, например, у потолка.
Регулярная очистка труб поможет легко увидеть этикетки. Даже слой пыли на этикетке может привести к тому, что цвет будет выглядеть иначе, чем он есть на самом деле. Это может привести к тому, что кто-то ошибочно предположит, что знает, что находится в данной трубе, что открывает их и объект для потенциальных опасных аварий.
К счастью, этикетки для маркировки труб, как правило, выдерживают любую очистку, поэтому они прослужат долгое время при надлежащем уходе. Когда на предприятиях тратят время на очистку от пыли или промывку маркировки труб хотя бы несколько раз в год, легко избежать проблем, связанных с грязными этикетками.
Следующие соображения помогут обеспечить видимость этикеток каналов для людей, которым необходимо их видеть:
Частота наклеивания этикеток — Этикетки необходимо размещать на трубе не реже чем через каждые 25-50 футов, чтобы их было легко увидеть. Также важно добавить метку, если труба меняет направление, чтобы ее было хорошо видно.
Препятствия для этикетки — Если труба проходит сквозь стену или за угол, этикетки должны быть размещены с обеих сторон, чтобы люди могли видеть цвет этикетки под любым углом.
Освещение — Хотя трубы часто находятся в местах, куда не попадает слишком много света, например, под полами или в стропилах, полезно обеспечить достаточное количество света, чтобы люди могли видеть цвета и слова на этикетки.
Лазерный гравер GM-K690 — цена, отзывы, характеристики с фото, инструкция, видео
Лазерный гравировальный станок GM-K690 — это отличная альтернатива более дорогим моделям с большим полем обработки. Несмотря на свою стоимость данный лазерный гравер имеет весь набор функций для выпуска качественной продукции. Мощность лазерного излучателя GM-K690 составляет 80 Вт., с водяным охлаждением с помощью помпы, оснащен 3-х дюймовым LCD монитором, который отображает скорость лазерной резки, мощность лазерной обработки, время задания, размер файла и дает возможность изменять параметры обработки во время работы. Скорость гравировки 0-2700 мм/мин., скорость резки 0-3600 мм/мин. Размер рабочего стола 0.60 x 0.90 м. Поддерживаемые форматы файла: BMP, PLT, DST, DXF, AI.
Поддерживаемые форматы файла: BMP, PLT, DST, DXF, AI. Драйвер позволяет работать лазерному станку из программы CorelDraw, AutoCad и RDLaser, что позволяет оперативно работать с переменными данными (логотипы, тексты табличек, номерки, цифры, шрифты). Можно гравировать и резать из одного файла, что очень экономит время и расширяет возможности. Все параметры задаются программно. Лазерные граверы GM-K690 отлично справляются в работе с такими материалами как: мрамор, базальт, керамика, дерево, акрил, стекло, плитка, гранит, двухслойные пластики, кожа и кожзаменители, ткань, резина и других неметаллических материалах. Данные станки получили широкое использование в изготовлении памятников, сувенирных изделий, в текстильном и рекламном производстве. Прост в управлении, не прихотлив в обслуживании, кнопка экстренного останова (кнопка «Стоп»), отключает питание от всех систем станка, что позволяет произвести быструю остановку в случае необходимости, тонированное стекло в верхней крышке станка, защищает органы зрения оператора при работе лазера, подсветка рабочего стола обеспечивает удобную и комфортную работу, в комплекте со станком идет алюминиевый сотовый стол, что дает возможность резать мелкие детали с более высоким качеством.
Характеристика
Значение
Рабочая поверхность, мм:
600х900
Мощность лазера, Вт:
80
Скорость гравировки, мм/мин:
0-2700
Скорость резки, мм/мин:
0-3600
Мин. размер, мм:
Символы: 1.5×1.5, буквы: 0.8×0.8
Разрешение, dpi:
1000
Электропитание:
AC220В, 50Гц/60Гц
Точность позиционирования, мм:
<0,1
Программный интерфейс:
Плагин для CorelDraw
Рабочая температура, °С:
0-45
Влажность:
5-95%
Габаритные размеры, см :
107х75х67
Масса GM-K690 , кг:
90
Рабочая зона 600×900 мм
Лазерная трубка 80вт (макс. )
Указатель красного света
Сотовый рабочий стол
Режим управления — шаговый двигатель
Помпа
Дымосос с гибким шлангом
Система управления CorelLaser
Комментарии и вопросы:
Комментариев пока нет, но ваш может быть первым.
Разметить комментарий или вопрос
Видео обзоры Вихрь Г-150 (72/4/1) на CMP24
смотреть больше фото
Где купитьКупить в кредит
{{message}}
{{message}}
Рейтинг:
(4/5)
Отзывы (8) Оставить отзыв
Описание Видео обзоры (3) Характеристики (25) Сравнить цены (5) Отзывы (8)
Видео Обзоры (3)
Гравировальная машина «Вихрь Г150»
Обзор гравера «Вихрь г-150»
Тест гравера «Вихрь Г-150»
Сравнить цены (5)
Последняя известная цена от 48 р. до 65 р. в 5 магазинах
В данный момент у нас нет информации о наличии данного товара в магазинах. Вы можете поискать его на других площадках:
Магазин
Цена
Наличие
21vek BY
Быстрая доставка. Мы доставляем товар по всей Беларуси в удобное для вас время
Яндекс.Маркет
СберМегаМаркет
AliExpress
AliExpress – один из крупнейших мировых маркетплейсов, предлагающий клиентам самые низкие цены
Купить в кредит (0)
Компания
Предложение
Описание
Гравер электрический Вихрь Г-150 — является универсальным электрическим инструментом, который позволяет выполнять множество видов работ — шлифование, сверление, фрезерование, гравировка. Гравером отлично можно снять ржавчину, краску и заусенцы после сварки. Изделия из металла легко поддаются полировке гравером. Также гравер можно использовать в роли болгарки – пилить тонкие металлы, медные трубы и оргстекло. Декупаж, нанесение рисунков и надписей также подвластны граверу.
Характеристики (25)
Параметр
Значение
Тип
мини-дрель
Мощность
150
Обороты
8000-30000
Макс. обороты
30000 об/мин
Цанга
3.2
Вес нетто
0.63 кг
Поставляется в
коробке
Насадки в комплекте
да
оснащенный цанговым патроном. Выполняет широкий спектр работ
шлифовку
Вес брутто
1.17 кг
Высота коробки
17 см
Гибкий вал в комплекте
нет
Длина коробки
29 см
Коды товара производителя
72/4/1
Мощность (Вт)
150 Вт
Набор
нет
Обороты (об/мин)
8000-30000
Питание от аккумулятора
нет
Подсветка рабочей зоны
нет
Страна происхождения
Китай
Ударный
нет
Упакован в
кейсе
Цанга (мм)
3. 2
Ширина коробки
8 см
Электронная регулировка числа оборотов
да
Отзывы (8)
as fsaf — 16 Июня 2016
в магазине все казалось в порядке. когда включил дома, вскоре даже на холостом ходе стали прыгать обороты. на следующий день изменился звук работы. через 2 дня снова поменялся звук, работать стал заметно медленнее. еще через пару дней перестал запускаться на 1,2 скорости, приходилось подкручивать руками, начали жутко искрить щетки. сильно грелся. через два месяца коекакерской работы перестал вращаться вообще. не буду наговаривать, может мне модель неудачная попалась, но всякое желание иметь дело с этой маркой отбило
Достоинства: наверное, ничего
Недостатки: в комментарии
Период использования: несколько месяцев
Демьяненко Андрей — 27 Октября 2016
Купил этот гравер взамен вышедшего из строя аналога другой фирмы, ожидания оправдались, ценой доволен.
Подписаться на новинки, скидки и интересные предложения
Нажимая кнопку «Готово», я даю своё согласие cmp24.by на обработку моих персональных данных, в соответствии с Федеральным законом от 27.07.2006 года №152-ФЗ «О персональных данных», для целей регистрации на сайте, а также для целей и на условиях представленных в политике конфиденциальности.
Как настроить и использовать лучший лазерный гравер
В вашем браузере отключен JavaScript, и этот сайт не будет работать должным образом.
Видеоцентр Stuller
Дом
Видеоцентр Стуллера
Как настроить и использовать лучший встроенный лазерный гравер
Как настроить и использовать лучший лазерный гравер
Узнайте, как настроить лучший встроенный лазерный гравер, который поможет вам выгравировать серийные номера, а также внутреннюю и внешнюю сторону колец, браслетов и подвесок — независимо от того, плоская или изогнутая поверхность.
Лучший лазерный гравер позволяет гравировать серийные номера, а также внутреннюю и внешнюю сторону колец, браслетов и подвесок — независимо от того, плоская поверхность или изогнутая. Этот станок позволяет выполнять круговую гравировку, глубокую гравировку, цветную маркировку и фотомаркировку.
Машина поставляется с программным обеспечением MagicArt5, разработанным специально для ювелирной промышленности.
Давайте рассмотрим, как использовать гравер, а также как ориентироваться в программном обеспечении.
Во-первых, вы хотите включить машину и открыть программное обеспечение. Пароль: «ноль ноль ноль ноль». В это время лазер выполнит калибровку. В программе MagicArt5 нажмите «Файл», «Создать», затем выберите шаблон. Отсюда вы будете измерять деталь, которую будете гравировать. Вставьте свои измерения в экран «Размер шаблона». Теперь отцентрируйте вашу деталь в Гравере. Убедитесь, что точки фокусировки лазера находятся на одной линии. Используйте кнопки «Focus Up/Focus Down» на передней панели машины, чтобы выровнять точки. Вернитесь к программе MagicArt 5. На панели инструментов в верхней части страницы выберите инструмент «Текст». Щелкните внутри серого поля и введите текст. Выберите инструмент «Выбрать», затем отцентрируйте текст с помощью этой кнопки на панели инструментов. Теперь вы можете выбрать шрифт и размер. Выберите «Сканировать траекторию линии» на панели инструментов. Выберите опцию «Лазер», затем выберите направление в раскрывающемся списке. В этом примере мы собираемся использовать параметр штриховки. Нажмите «Создать траекторию». В правой части экрана нажмите на свое устройство. Здесь вы управляете параметрами лазера, такими как мощность, частота, скорость и количество повторов. Выберите «Начать гравировку», и лазерный гравировальный станок сделает все остальное!
Закажите сегодня на сайте Stuller.com/tools.
Не нашли то, что искали?
[
]
Распечатайте эту страницу
Гибкая коллекция
Обручальные кольца
Кольца с драгоценными камнями
Мужские
Свадебные аксессуары
Свадебные крепления
навсегда ®
Новые продукты
Крепления
Расширенный поиск креплений
Дизайн 3C
Новые продукты
Выводы
Штампованная бижутерия
Полукомплект фурнитуры
Новые продукты
EC SST -видео библиотека
Egraver’s Choice SST Main Promo Video
Избранные видео
Laser Machines Sales & Service
Видео пакет интерфейсы/Suites
Laser Machines Share & Service
30 Пласти. Узнать больше
Промышленный продукт 30+ лет
Videos Package Interfaces/Suites
Laser Machines Sales & Service
Laser CO2 & Fiber, CNC & Engravers
Learn more
Videos Package Interfaces/Suites
Videos Package Interfaces/Suites
Пакеты видео Интерфейсы/пакеты
Corel-LightBurn-EngraveLab
Подробнее
Видеобиблиотека Boss Laser
Библиотека You Tube
Видеосекция Boss Laser
Boss Laser от Engraver’s Choice SST Promo
Получить первую полосу Boss Laser Systems
Boss CO2 Demo от Engraver’s Choice SST
Эта система Plug and Play проста в эксплуатации!
Демонстрация Boss Fiber от Engraver’s Choice SST
От GunSmiths до Jeweler и Industrial Plates
Boss Laser HP-5598
Открытый лазер класса 4, который также режет нержавеющую сталь.
Лазерная латунь на Boss Laser
Производители вывесок маркируют и вырезают Laser Brass
Boss Laser LS Series
Это наши основные блоки Q.A. и испытано
Волоконно-резательные станки (FC)
См. технологические материалы Boss Fiber Cutter
Серия Boss LS
Производственная скорость до 79 дюймов в секунду
Серия Boss Hp
Серия Boss FM
Маркеры волокна от 20 до 100 Вт
Boss FC Series
Boss Accucut Fiber Cutter
Boss FC Series
Boss Fiber Cutter Ext до 12K Watts
Виртуальный PC-2-PC Demo
Основные особенности выбора Engraver’s
9979779799999
. Laser Video Library
OMTech Video Hub
OMTECH Videos
Structural OMTech Laser Video
Рекламный видеоролик OMTech Laser
Рекламный видеоролик OMTech Laser
. Посмотрите, как эти экономические единицы построены
Omtech Laser Promeatoral Video
Omtech Laser Promotional Video
Omtech Laser Promotional Video
Beaching с возможностями 9000.
CO2-LISER-LISER-LISER-
. и обучение
Видео поддержки Omtech Laser
Рекламное видео OMTech Laser
Первоначальная настройка вашего CO2-лазера
От CorelDRAW до Lightburn и Laser Operation у нас есть все!
. Расскажите о лазерной гравировке стаканов с помощью лазерного гравера OMTech CO2
Набор вращающихся насадок
Идеальный лазерный гравер CO2
Набор вращающихся насадок
Предлагаемые нами различные вращающиеся насадки и функциональность каждого из них.
Настройка выравнивания балки
Идеальный СО2-лазерный гравер
Установка вращающейся насадки
Узнайте о настройке выравнивания луча для вашего СО2-лазерного гравера OMTech.
Идеальный CO2-лазерный гравер
Идеальный CO2-лазерный гравер
5 основных советов по использованию LightBurn
-er’s, и малый бизнес. ..
5 основных советов по использованию LightBurn
С вашего iPad на CO2-лазерный гравер
5 основных советов по использованию LightBurn
5 советов по использованию LightBurn для вашего дизайна лазерного гравера. Погрузитесь в каждую из них и примените ее к своему следующему проекту лазерной гравировки!
Как выполнить лазерную гравировку фотографий
С iPad на CO2-лазерный гравер
С iPad на CO2-лазерный гравер
Все плюсы и минусы лазерной гравировки фотографий на станке для лазерной резки OMTech CO2. Испытайте метод проб и ошибок Макса, чтобы добиться наилучшего результата на его машине OMTech!
С iPad на CO2-лазерный гравер
С iPad на CO2-лазерный гравер
С iPad на CO2-лазерный гравер
От эскизов в Illustrator и CorelDRAW до последних штрихов в LightBurn, обжиг вашего станка для лазерной резки CO2!.
Видеотека курсов
Видеотека You Tube
Отзыв об обучении
Послушайте гравера!
Видеокурсы
Новый комплект видеоматериалов Lightburn
От очень простого до очень продвинутого как для оборудования CO2, так и для функций Lightburn!
CO2 Laser Speed
Boss Laser Turbo Drive
Национальный учебный центр
Руководство по полноцветному PIN-кону = точечные видеоролики
Lightburn Samples
. Наборы для гравировки и лазерной графики
Обзор пакета CorelDraw
От настольных издательских систем до лазеров и граверов
Обзор оптоволоконного интерфейса EzCad
Запуск волокон и интерфейс с помощью LightBurn, Corel и EngraveLab
Программное обеспечение Xenetech XGW
Полный пакет от XGNC-граверов до VCS и Lasers
Образец обучения интерфейсу RDworks
Классические курсы RDworks, Laserworks, LaserCut и LaserCad.
Какие бывают оконные переплеты ПВХ: раздельные и спаренные
Термином «оконные переплеты» принято обозначать внутреннюю конструкцию из элементов, которые разделяют окно на фрагменты: глухая рама, открывающаяся створка и т. д. В зависимости от назначения окон по виду и строению они могут сильно отличаться.
К примеру, в больших блоках количество створок увеличивается, при этом фрагменты могут быть разными по размерам, форме и дизайну.
По строению различают раздельные и спаренные системы.
Раздельные встречаются сегодня только в домах старой постройки и исключительно на деревянных окнах. Такая конструкция состоит одновременно из двух переплетов с распашными створками. Одна из них открывается или наружу, или внутрь, другая – только внутрь.
Сегодня в жилых домах преимущественно используют спаренные блоки, в которых два переплета плотно сближены друг к другу. В результате они как бы объединяются в один. Это повышает прочностные характеристики блока, его жесткость. Между стеклами остается стандартное расстояние в 5,3 см, что превышает тот же параметр в раздельных почти в два раза.
Окно по периметру или его створ при необходимости делятся на фрагменты необходимого размера различными деталями, которые выполняют функциональную или декоративную роль. Эти элементы служат для:
упрочения конструкции;
проветривания и зонирования блока;
декорирования.
Функциональные
Чаще всего в качестве функциональной детали используют импост, с помощью которого можно полностью поделить стеклопакет большой глухой створки на части требуемого размера либо разделить раму.
Импост обеспечивает необходимую жесткость системе. Например, горизонтальный элемент нередко используют в балконных дверях. Помимо того, что он придает створке дополнительную прочность, импост исключает ее деформирование. К тому же ее нижняя часть оказывается полностью защищенной от случайных ударов.
Декоративные накладки
При делении стеклопакета на фрагменты при помощи декоративных накладок получают имитацию оконных переплетов в различных стилях, скажем, классическое французское – с мелким делением, модерновое – с криволинейным рисунком,отличающимся изяществом, готическое – со строгими геометрическими формами и другое.
Располагаться декоративные элементы на стеклопакете могут снаружи, внутри либо с двух сторон. В последнем варианте накладки выглядят убедительнее, более естественно. В качестве материала для них используется металл или пластик.
Металлический профиль может иметь разный цвет и толщину. Материал легко изгибается, что позволяет получать любые, даже необычные формы. Особенно эффектно металл сочетается с витражным стилем. Пластиковые декоративные накладки имеют меньшую сферу применения. Из-за довольно большой ширины изгибать их нерационально, поэтому чаще их используют прямолинейными. Места примыкания элементов – перекрестия в форме Х и Т либо сваривают, либо закрывают специальными деталями.
Оконный переплет — виды: спаренные, раздельные и двойные, окраска
Валерий Карпин
В закладки ↑
Важным элементом каждого дома является окно. Оно состоит из подоконника, оконного переплета со стеклом, рамы. Каждый с этих элементов выполняет определенные функции. Оконный переплет определяет как внешний вид окна, так и его качества.
Что это такое
Оконный переплет – конструкция с вертикальными и горизонтальными элементами оконного блока, которые соединены в одно целое.
Размеры ↓
Разновидности оконных переплетов ↓
Сборка оконных переплетов ↓
Окраска ↓
Блиц-советы ↓
Функции оконного переплета:
С его помощью в помещение проникает свет.
Декоративный элемент на фасаде здания.
Позволяет открывать определенную часть окна для проветривания.
Придает стеклу дополнительную прочность.
Определяет климатические условия внутри помещений.
Исполняет роль теплоизоляции.
Изолирует здание от уличного шума.
Составные части конструкции:
Коробка – часть, которая соединяет все элементы.
Бруски обвязки – служат для разделения стекла на несколько элементов.
Створки – часть, которая может двигаться.
Горбылек – уменьшает размеры стекол, дает возможность использовать более тонкое стекло.
Форточка – небольшая часть, которая дает возможность проводить проветривание помещений.
Фрамуга – чаще всего верхняя глухая часть окна.
Импост – неподвижный элемент, который делит окно на створки, обеспечивает жесткость переплета. Когда открыть створку остается вертикальная планка, которая и называется импостом.
Средник – перемычка между фрамугой и створкой.
Фурнитура – это различные механизмы и устройства при помощи которых можно открыть окно, обеспечить режим микропроветривания.
Штапик – закрепляет стекло в створке.
Уплотняющие прокладки – для лучшего прилегания створки, улучшения звуко- и теплоизоляции.
Декоративные накладки – могут имитировать переплет.
Размеры
Определения размеров остекления фасада происходит исходя из принципов:
Общая площадь окон должна быть от 1/8 до 1/5 от всей жилой площади дома.
Чтоб рассчитать оптимальные размеры проема, нужно поделить площадь остекления фасада на необходимое количество окон.
Лучше всего проектировать проемы соответственно с принятыми стандартами.
Если по каким-то причинам стандартные размеры проемов вам не подходят, можно установить окна под свои потребности или вкусы по индивидуальному заказу.
Самым выгодным решением будут высокие окна, что обеспечит максимальное освещение помещений.
Нижняя часть проема должна быть как минимум на 0,8-0,9 м выше от пола, чтоб была возможность установить отопительные приборы.
Высшая точка оконного блока должна быть на расстоянии 0,2-0,3 м от потолка, чтоб можно было установить карниз.
Для всего здания будет лучше выбрать оконные переплеты одного стиля приблизительно одинакового размера.
Рекомендуемая ширина оконного блока от 0,5 до 2,5 м, а ширина одной створки – не больше 0,7 м.
Форточку лучше всего разместить в верхней части оконного переплета на высоте от пола 1,7-1,8 м.
Размеры форточки зависят от общей площади окна. Рекомендуется делать форточку с размерами по ширине и высоте не больше 0,5 м и не меньше 0,3 м.
Разновидности оконных переплетов
По типу открытия окна различают:
Створчатые – части окна открываются, что позволяет легко проветрить помещение, а также без проблем вымыть окно. Створки могут открываться внутрь помещения, в сторону улицы. Плюсом такой конструкции является то, что в большинстве случаев она оборудованы форточкой. Также створчатые части разделяют зависимо от способа открытия:
Поворотные (распашные) – движутся относительно вертикальной оси.
Подвесные – открываются в направлении снизу вверх.
Откидные – движутся относительно нижней горизонтальной части обвязки.
Поворотные – движения проходит вокруг средней горизонтальной или вертикальной оси окна.
Поворотно-откидные – поворачиваются относительно вертикальной оси и нижней горизонтальной части.
Глухие – они не открываются. Предназначаются для подсобных или других помещений, где не нужно проводить проветривание.
Подъемные – движение створки происходит в одной плоскости. Такая конструкция очень удобна, потому что при открывании створки не нужно дополнительного пространства как внутри, так и снаружи здания. Они отлично подойдут для классического стиля интерьера.
Комбинированные – включают створки с разным видом открытия: створки движутся в разные стороны или сочетаются глухие части с подвижными.
В зависимости от конструкции оконного переплета выделяют:
Одинарные – самый простая обвязка с одним стеклом. Не обладает большими теплоизоляционными свойствами, поэтому чаще всего используются для веранд, других помещений с низкими требованиями к теплоизоляции.
Двойные – конструкция состоит из двух стекол. Теплоизоляционные свойства двойной обвязки повышены.
Сдвоенные – состоит из парных переплетов.
Парные – имеется дополнительная створка, которая крепится к одной из подвижных частей конструкции.
Раздельные сдвоенные обвязки – в одной раме размещены две независимых одна от другой створки, которые могут двигаться как в одном направлении, так и в разных.
В зависимости от материалов, которые использовались для изготовления блока, разделяют переплеты из:
Дерева (сосна, дуб, лиственница, кедр). Это надежный, прочный материал, который обладает высокими изоляционными свойствами. Для увеличения срока эксплуатации древесину нужно обязательно покрыть антисептическим раствором.
Алюминия. Профили с алюминия могут быть различных размеров, конфигураций. Для увеличения стойкости алюминия к негативным воздействиям окружающей среды его подвергают электрохимической обработке.
Стали. Этот материал часто используется для окон, которые размещаются в промышленных предприятиях.
Поливинилхлорида (ПВХ). Это многокамерные профили. Количество камер определяется тепло- и звукоизоляционными свойствами, которыми должно обладать окно. Для укрепления блока используются вкладыши с оцинкованной стали. Их размещают в полости камеры. Профили ПВХ могут быть округлой формы с радиусом закругления не меньше 350 мм.
Стеклопластика. Изготовляется из стекловолокна, синтетических смол. Рамы из стеклопластика обладают прочностью, износостойкостью, красивым внешним видом.
Сборка оконных переплетов
Сборка деревянных оконных блоков проводится в несколько этапов:
Соединение горбыльков со средниками.
Крепление их к продольному бруску.
К шипам присоединяется другой брусок.
Таким образом, собирается весь оконный блок.
Все детали конструкции соединяются при помощи клея.
Проверяются все составляющие элементы готового переплета на параллельность и перпендикулярность.
Переплет в углах закрепляется при помощи нагелей.
Когда клей высохнет и конструкция будет иметь достаточную прочность, удаляются все выступающие элементы при помощи специальной стамески.
Дальше зажимаются створки при помощи винта верстака.
Тщательно зашкуривается поверхность переплета при помощи шлифовальной бумаги.
Устанавливается готовая конструкция в оконную раму.
Окраска
Чтоб получить качественную поверхность после окраски, придерживайтесь нескольких правил:
Нужно окрашивать как новые переплеты, так и периодически те, которые уже красились. Это позволит не допустить разрушение материала от пагубного воздействия окружающей среды. Также придаст готовому изделию эстетичный вид.
Если на поверхности есть старая краска, ее нужно обязательно снять. Для этого используйте строительный фен, шпатели и шлифовальную бумагу.
Чтобы при окрашивании краска не попала на стекло, проклейте на него по краям брусков малярный скотч.
Для придания оконному переплету красивого и насыщенного цвета краску нужно наносить два раза с промежутком в 2-3 дня.
Проводите окраску в теплое время года. Также рекомендуется снимать створки с окна перед малярными работами.
Все работы проводите, используя флейцевую кисть.
После окрашивания оставьте окна открытыми на 2-3 дня, чтоб краска хорошо высохла.
Окраска оконной перевязки: пошаговая инструкция:
Если на раме есть какие-то ямки, зашпаклюйте их специальной смесью для дерева.
Все неровности удалите шлифовальной бумагой.
Тщательно очистите поверхность влажной тряпочкой от пыли и грязи.
При необходимости обработайте древесину антисептическими растворами.
Первый слой краски растушевывайте поперек волокон.
Для лучшего перекрашивания углов проведите кисть с краской под углом, а потом равномерно распределите ее по всей поверхности.
Старайтесь наносить краску равномерным слоем.
Понятно, что на сегодня существует много разных видов оконных переплетов. При их помощи можно воплотить в реальность любое, даже самое смелое желание относительно внешнего вида вашего дома. Фасад здания станет уникальным и оригинальным.
Блиц-советы
Чтоб влага с улицы не попадала в помещение, на внешнюю раму окна снизу и на форточку прикрепляют специальный отлив с канавками для отвода лишней воды.
При установке той или иной конструкции оконной обвязки, или при выборе количества стекол учитывайте климатические условия, в которых вы живете. Чем суровей климат, тем больше требования к теплоизоляционным свойствам конструкции окна.
Для уменьшения потерь тепла можно использовать обвязки с тройным остеклением.
Оконные блоки должны соответствовать государственным стандартам ГОСТ и ТУ предприятий, на которых они изготовляются.
При изготовлении переплетов из дерева нужно использовать только сухую древесину с влажностью не больше 15%.
Блоки из алюминия можно покрывать красками, которые содержат акриловые или полиуретановые смолы.
Статья была полезна?
0,00 (оценок: 0)
Загрузка…
Понравилась статья? Поделиться с друзьями:
Автор: Валерий Карпин
С 2007 года интернет-журналист в сфере ремонта, дизайна интерьера и частного строительства. Постоянный участник выставок и конференций по новым технологиям в материаловедении и строительстве. Имею опыт собственной дизайн-студии и строительной фирмы. Люблю живо писать о собственном опыте.
Adblock detector
Типы оконных створок | Специалист по створчатым окнам Артикул
Стили створки | Типы створчатых окон
Уравновешивающие вертикально скользящие деревянные створчатые окна начали формироваться в Лондоне 1670-х годов, примерно в то же время, когда происходило быстрое улучшение качества стекла. На рубеже этого века была введена двойная раздвижная створка, хотя она не получила широкого распространения до середины восемнадцатого века. С этого периода двойные подвесные створки оставались популярными, поскольку их адаптировали к различным архитектурным стилям.
Подробнее : История оконных створок
Подробнее : Системы балансировки оконных створок
Универсальные конструкции для пар створок
Большинство конструкций оконных створок не имеют официального названия, поэтому производители, как правило, только нумеруют каждую конструкцию, хотя и локализуют ник. -имена не были редкостью. Варианты дизайна бесконечны …
Описание окон с раздвижными створками
Окна с деревянными створками обычно описываются количеством стекол на створку. 6 над 1 будет иметь 6 меньших оконных стекол в верхней створке и 1 большее стекло в нижней, в качестве альтернативы это можно описать как окно с 7 окнами.
Базовые конфигурации остекления
1 на 1 Окно со створкой2 на 2 Вертикальная конфигурация2 на 2 Схема горизонтального остекления3 на 34 на 1 Королева Энн и Георг IV, который правил непрерывно с августа 1714 года по июнь 1830 года. Окна в георгианскую эпоху были почти исключительно створчатыми окнами, состоящими из нескольких меньших оконных стекол, разделенных деревянными решетками (мундинами). Ранние георгианские окна имели толстые дубовые планки для остекления толщиной до 38 мм, но более поздние тонкие изящные планки, вырезанные из «Дила» (Балтийской сосны), были толщиной до 12 мм. Узкие планки остекления позволили использовать оконные створки большего размера с менее прерывистым обзором.
Рога створки не являются нормальными для окон георгианской эпохи, верхняя и нижняя створки должны быть прямоугольными. Рога не требовались, потому что решетка стержней остекления распределяет вес стекла, который приходится нести на направляющих створки.
На окнах с георгиевской коробкой карман створки обычно устанавливается посередине шкива с центральным пазом для разделительного штапика, в качестве альтернативы он может быть расположен внутри, скрыт за деревянными ставнями.
Краун Стекло
В грузинской Британии производство стекла по-прежнему ограничивалось небольшими панелями из кронен-стекла ручной работы, изготавливаемыми путем вращения горячего стекла на стержне. Коронное стекло было очень дорогим из-за высокого государственного налогообложения, которое рассчитывалось по весу, что поощряло использование очень тонкого остекления.
Дополнительную информацию см. в нашей статье об оконном стекле.
12 более 129 более 9 створок8 более 812 более 8
Окна со створками в викторианском стиле
Группа стилей, вместе именуемая викторианской архитектурой, представляет собой серию стилей архитектурного возрождения, принятых во время правления королевы Виктории с 1837 по 1919 годы.01.
Возрождение викторианской готики створчатые окна с изогнутыми рогами, арочными головками, замысловатыми молдингами, свинцовыми фонарями и решетчатыми элементами, украшающими створки. Окна часто группировались во впечатляющие ниши, украшенные декоративными каменными проемами.
Возрождение королевы Анны домов были украшены эркерами и эркерами. Нижние оконные створки имели только одно стекло, а верхняя створка была многослойной в конфигурации «шесть на одно». Более сложные окна имели створки с витражами в верхней части.
Поздние викторианские окна были проще, как правило, либо с одинарными стеклами, либо с двумя над двумя вертикальными раздельными остеклениями. Квадратные или наклонные эркерные окна с каменными подоконниками стали обычным явлением.
Помимо строительства жилого фонда, викторианцы также построили многие из зданий гражданского наследия, которые сохранились до наших дней; Школы, библиотеки, музеи, церкви, торговые ряды и ратуши часто демонстрируют лучшие образцы викторианского мастерства и дизайна в своих оконных створках.
Крупные стеклянные панели устранили необходимость в большом количестве перекладин для остекления, но необходимо было усилить соединительную планку верхней створки с добавлением рогов створки, чтобы выдерживать дополнительный вес стекла.
Карман для пояса больше не располагался посередине шкива, вместо этого он был спрятан за нижним поясом и удерживался на месте разделительной планкой, расположенной в фальце вдоль одного края кармана.
Викторианское оконное стекло
Более крупные и толстые листы оконного стекла были разработаны викторианцами с использованием цилиндрического метода. Большой стеклянный цилиндр выдули ртом, раскололи, а затем расплющили. После того, как в середине века было отменено тяжелое налогообложение стекла, цилиндрическое стекло вскоре вытеснило производство коронного стекла.
Дополнительную информацию см. в нашей статье об оконном стекле.
Наряду с революцией в производстве «белого» или прозрачного оконного стекла викторианцы также представили множество типов декоративных стекольных процессов.
Дополнительную информацию см. в наших статьях о викторианских узорах на гравированном стекле и фигурном рулонном текстурированном стекле.
Окно с арочным фасадом состоит из сегментных створок, имеющих форму дуги в плане, со стеклом, изогнутым путем нагревания плоского листа до тех пор, пока оно не упадет в изогнутую форму. В более дешевой версии используются те же изогнутые сегментные створки, но фальц установлен для приема плоских стеклянных листов. 9№ 0005
Аналогичный эффект достигается также при использовании плоских створок и плоского стекла с изогнутой рамой.
Окно с изогнутой створкой – с плоскими стеклами. Гнутое/гнутое стеклоОкно с изогнутой створкой – плоское стекло, плоские рамы.
Краевые перекладины для остекления
Окна с боковым освещением имеют большую центральную панель, окруженную узкими стеклянными панелями, которые увеличивают разнообразие и элегантность оконных рам. Крайние стекла обычно устанавливались на 4 дюйма и часто включали цветное эмалированное стекло в качестве особенности. Первые представлены примерно в 1828 году. Маргинальные узоры оставались популярными в различных формах до конца 19 века.век.
Зубчатый узор
Венецианские окна
Трехсторонние окна состоят из большого центрального фонаря, окруженного двумя меньшими фонарями, форма которых восходит к римской архитектуре. Поскольку этот стиль стал особенно популярным в Венеции в середине шестнадцатого века, они теперь широко известны как венецианские окна . Деревянные венецианские окна могут иметь каменную, кирпичную или деревянную конструкцию.
Варианты венецианского окна
Восемнадцатый век Палладианские окна представляют собой ступенчатые трехчастные окна с более высоким арочным центральным светом. Также известны как окна Gable, S erliana или Serlian Motif.
Средневековье Окна-триптихи имеют три соединенных последовательно остроконечных светильника. Огни могут быть одинакового размера или центральный свет может быть выше, как в окне Палладио.
Венецианское деревянное створчатое окно – с узкими импостами.
Шнуры створки в этом стиле венецианского окна проходят над боковыми окнами, чтобы достичь грузовых ящиков с обеих сторон рамы. Боковые створки зафиксированы и должны быть сняты для замены шнуров створки.
Венецианские окна с широкими деревянными стойками (тройная коробчатая створка) или каменной рамой рассматриваются как три отдельных окна.
Краевые перекладины – Узкая стойка Викторианская – Узкая стойка Палладин Грузинская – Узкая стойка Венецианская – Обрамленная кирпичной кладкойВенецианская – Обрамленная кирпичной кладкой с мотивом жилая площадь комнаты. Эркеры произошли от плоского трехстороннего венецианского стиля и могут состоять из группы окон со створками или раздвижными створками. Дом с деревянным эркером или эркером, скорее всего, был построен после 189 г.4, когда поправка к закону о строительстве постановила, что окна больше не должны быть заподлицо с наружной стеной. Считается, что слово «бухта» происходит от французского слова «baee», что означает «отверстие» или «дыра».
Наклонные эркеры (расширенные эркеры) с прямым фасадом и наклонными сторонами стали особенно популярной чертой викторианских домов с террасами среднего класса.
Квадратные эркеры прямоугольной формы с углами 90 градусов (прямоугольными). Часто встречается на территории эдвардианского периода.
Луковые окна полукруглые или эллиптические в плане.
Эркерное окно – это эркер, который не доходит до земли. Вместо этого эркерные окна обычно поддерживаются кронштейнами или кронштейнами.
Окно с наклонной/расширенной эркерной створкой | Masonry Fame Construction
5 на 1 – крайние перекладины.1 на 1 эркер4 на 1 деревянное окно Queen Ann Sash 6 на 1 – стиль Queen Anneстиль Queen Ann. 8 над 11 над 1 арочным верхним эркерным окном
Эркер с расширенными створками 1 над 1. Эркер в грузинском стилеШармированное остекление
Другие типы – Окна с деревянными створками.
Ориель Угловое окно Йоркширская створка (горизонтальная раздвижная) Мансардное окно Окно с тройной подвесной створкой – обычно используется на лестничных клетках. Изысканные перила для встреч
Несколько окон.
Внешние ссылки – Википедия
Архитектурный стиль [Общие]
Архитектура эпохи возрождения
Елизаветинская архитектура
English Baroque
Georgian architecture
Renaissance architecture
Palladian architecture
Neoclassical architecture
Colonial architecture
Regency architecture
Victorian architecture
Gothic Revival architecture
Renaissance Revival architecture
Queen Anne Revival architecture
Движение искусств и ремесел
Итальянская архитектура
Эдуардианская архитектура
Art Deco
Архитектура федерации
Эдвардианская архитектура барокко
Современная архитектура
5 Основные типы окна, чтобы узнать
Добро пожаловать назад к . исторические дома на рынке и ответы на вопросы, которые у нас всегда были о старых постройках.
Существует множество различных типов окон — двустворчатые, фрамужные и палладианские, и это лишь некоторые из них, — но большинство конструкций основаны на нескольких общих стилях. Освойте эти типы окон, и люди сразу же поверят, что вы специалист по окнам.
Створка
Одним из наиболее распространенных типов окон в жилой архитектуре является створчатое окно. Есть две основные части окна, и каждая часть называется створкой. Створки скользят вверх и вниз по направляющей, открывая или закрывая окно. Происхождение окна оспаривается, но впервые они получили широкую популярность в Англии 18-го века.
Пример двустворчатого окна размером шесть на шесть. Иллюстрация Санни Эккерле
Наиболее распространены двустворчатые окна. Двустворчатое или двустворчатое окно состоит из двух створок. Эти створки могут иметь либо отдельные листы листового стекла, либо множество отдельных оконных стекол, разделенных обоймами. Эти перегородки обычно изготавливаются из дерева в старых домах, но теоретически могут быть изготовлены практически из любого материала.
Количество оконных стекол в каждой створке может дополнительно классифицировать окно по определенному типу. Такой термин, как «окно «шесть на шесть», означает, что на верхней створке имеется шесть оконных стекол, а на нижней – шесть оконных стекол. Количество стекол в каждой створке может изменить таксономию: «восемь-на-восемь», «двенадцать-на-двенадцать» и так далее.
Здесь также можно использовать термин «настоящий разделенный свет». Это когда стекла на самом деле разделены на на отдельные части muntins. В современном строительстве часто встречаются створки из листового стекла с наложенным на стекло узором для придания вида разделенного света, тогда как на самом деле окно на самом деле не разделено на отдельные стекла.
Фрамуга
«Фрамуга» представляет собой полукруглое окно, обычно устанавливаемое над наружным дверным проемом. Фрамуги также были довольно популярны в георгианской Англии, потому что они пропускали свет в темные вестибюли. В США их можно найти в архитектуре федерального и колониального возрождения, а также в других стилях зданий.
Фрамуги могут быть весьма замысловатой конструкции, с кольями из свинца или дерева, разделяющими стекла на солнечные лучи или другие узоры, которые распространяются веером наружу.
Palladian
Окно Palladian представляет собой симметричное окно, состоящее из трех частей, с полукруглым фрамугой, расположенным над центральной частью окна. Стиль берет свое начало от формы, использованной итальянским архитектором 16-го века Андреа Палладио.
Как и фрамуги, палладианские окна были популярны в георгианской архитектуре в Англии, когда строгая симметрия была ведущей характеристикой архитектурного стиля. В США этот тип окна нашел широкое применение, когда в моде была федеральная архитектура, а затем и архитектура колониального возрождения.
Брови
Часто использовавшиеся в 19 веке «окна-брови» — это приземистые окна, использовавшиеся для освещения второго этажа дома.
Фрезерный станок с ЧПУ отличается от устаревших механических агрегатов наличием электронных компонентов и связью с компьютером. За перемещение шпиндельной головки, вращение стола и прочие функции оборудования отвечает управляющая программа, заложенная в станок. В ней создана полная цифровая модель будущей заготовки, указан материал, из которого она будет выполнена, параметры фрезы, путь ее перемещения и прочие аспекты, необходимые для фрезерования. Задачи оператора, работающего за таким станком, сводятся к минимуму: запустить оборудование, закрепить материал на рабочей поверхности, настроить режимы скорости и мощности обработки через панель управления и следить за ходом выполнения операции.
Достоинства фрезера с ЧПУ
Автоматизированные фрезерные аппараты имеют массу преимуществ перед оборудованием старого образца, поэтому большинство больших и малых предприятий стараются обновить свой парк станков и приобрести современные высокотехнологичные модели. В большом списке плюсов лидируют такие факторы, как:
очень высокая точность обработки. Отклонения фрезы от заданных параметров варьируется в диапазоне 0,02-0,07 мм, что несопоставимо с обычным станком, погрешность которого намного превышает это значение;
повышение КПД доходит до 50%;
изготовление совершенно идентичных серийных изделий;
высокая скорость процесса, так как отсутствуют остановки, вызванные человеческим фактором и паузы для корректировки работы, замены инструмента и т. д.;
возможность выпускать более изделия с более сложными контурами, чем можно создать на станке с ручным управлением;
экономическая целесообразность
Область применения автоматизированного фрезерного оборудования
Фрезер относится к категории универсальных устройств, подходящих для обработки большого количества материалов (все группы металлов, любая древесина, пластики, кода, камень натуральный и искусственный, включая драгоценные, воск, резина, кожа), поэтому встретить такие станки можно в самых различных сферах:
металлообработка;
деревообработка;
дверное и мебельное производство;
ритуальные услуги;
изготовление штампов и печатей;
стоматология;
ювелирная промышленность;
рекламный бизнес;
производство сувениров, игрушек, подарков, посуды, бытовых товаров, изделий декоративно-прикладного характера;
изготовление скульптур и малых архитектурных форм;
моделирование и многое другое.
Виды фрезерных станков с ЧПУ
Программно-управляемые станки для фрезерной обработки можно классифицировать по нескольким признакам:
Материал для обработки
Металлообрабатывающее оборудование, предназначенное для резки, сверления, резьбонарезания и т. д. металлов и их сплавов. Отличается усиленной конструкцией, выдерживающей большие нагрузки, и мощным двигателем.
Деревообрабатывающие станки, выполняющие весь комплекс фрезерных работ по древесине и всем остальным неметаллическим материалам. При большом визуальном сходстве с фрезером по металлу, оснащены более легкой станиной и не столь мощные.
Назначение и функциональные возможности
Фрезерно-гравировальные — для нанесения гравировки на любые материалы, от металла до кожи.
Фрезерно-токарные — комбинированные устройства, объединяющие в себе оборудование токарной и фрезерной группы. Особая конструкция фрезерной головки позволяет фиксировать в ней не только различные типы фрез, но и токарные резцы, поэтому на таких станках можно выполнять операции по сверлению, зенкерованию, отрезные работы, создавать фаски, торцевать материал, а также выполнять обработку тел вращения.
Фрезерно-сверлильные — отличаются компактными размерами и могут выполнять как фрезерные работы, так и операции по нарезанию резьбы, зенкерованию, развертыванию отверстий и прочее.
Вертикальные — с верхним размещением шпиндельной головки, которая может перемещаться по консоли в вертикальной и горизонтальной плоскости. Рабочая зона расположена под фрезой.
Горизонтальные — с боковым размещением режущего инструмента. Шпиндельный узел статичен, обработка происходит путем перемещения рабочего стола относительно фрезы.
Универсальные — станки, позволяющие выполнять сверлильные, токарные и фрезерные операции с вертикально и горизонтально расположенными заготовками. Большинство моделей оснащено поворотным столом.
Широкоуниверсальные — многофункциональное оборудование, позволяющее не только проводить все виды операций, возможные для станков такого плана, но и обрабатывать заготовку по нескольким осям одновременно (пять осей максимум).
Габариты
Мини-фрезеры — с рабочим полем 400×400 мм. Такие модели используются в handmade сфере и помимо маленьких габаритов имеют также минимальную мощность и ограниченный функционал;
Настольные фрезеры — размер зоны обработки 600×900 мм. Умещаются на рабочем столе. Способны взаимодействовать с любыми материалами и выполнять все виды работ, но из-за невысокой мощности работают довольно медленно, поэтому подходят только для изготовления штучных или малосерийных изделий. Приобретаются преимущественно для личного пользования или мелкого производства.
Среднеформатные станки — габариты стола 1300×1300 или 1300×2500 мм. Профессиональное оборудование с мощным шпинделем, подходящее для любых работ. Используется на всех малых и средних предприятиях.
Крупногабаритное оборудование — мощные станки с большим рабочим полем (до 2000×3000 мм) и высокой производительностью для работ с большими объемами выпускаемой продукции. Используются на крупных металло- и деревообрабатывающих предприятиях.
Фрезерные обрабатывающие центры — полностью автоматизированные многофункциональные комплексы, высота которых превышает человеческий рост. Предназначены для работы с массивными заготовками.
Свежее:
Как фрезеровать мебельные панели МДФ
Виды станков с ЧПУ. Рассматриваем основные
Из чего состоит фрезерный станок
Подключение фрезерного станка
Виды фрезерных станков с ЧПУ
Популярное:
Плюсы 4-х координатных фрезерных станков
DSP контроллер фрезерного станка с ЧПУ
Особенности обработки камня повышенной твёрдости
Гравировка листового двухлойного пластика на станке с ЧПУ
Оптимальные режимы и инструмент для качественной резки ПВХ
В гостях у нашего постоянного клиента компании «Пластфактория», которые занимаются изготовлением POS-материалов и сотрудничают с крупными косметическими брендами.
Видеоотчет с посещения производства наших клиентов — компания «АЛЬТАИР». О работе на производстве, изготавливаемых изделиях и станках от компании Wattsan.
Популярные категории товаров
Фрезерные станки WATTSAN Фрезерные станки по дереву Фрезерные станки для дома Настольные фрезерные станки Фрезерные станки для рекламы Фрезерный станок по камню Многоцелевые фрезерные станки
Индивидуальный запрос
Имя
Телефон
Отправляя контактные данные — вы даете согласие на их обработку в целях оказания услуг
Оцените информацию на странице
Средняя оценка: 5 Голосов: 4
Фрезерный станок
WATTSAN 0404 mini
Фрезерный станок
WATTSAN 0609 mini
Фрезерный станок
WATTSAN A1 6090
Фрезерный станок
WATTSAN M1 6090
Фрезерный станок
WATTSAN A1 1313
Фрезерный станок
WATTSAN M1 1313
Фрезерный станок
WATTSAN A1 1325
Фрезерный станок
WATTSAN M1 1325
Фрезерный станок
WATTSAN M1 1325 RD
Фрезерный станок
WATTSAN M2S 1325
Получить консультацию специалиста
Оставьте свои контактные данные и наши специалисты ответят на любой интересующий вас вопрос
Имя
Телефон
Отправляя контактные данные — вы даете согласие на их обработку в целях оказания услуг
какие бывают основные группы, основные виды и назначение станков
Фрезерные станки необходимы для обработки деревянных и металлических заготовок с помощью фрезы. Процесс фрезерования заключается во вращательных движениях режущего инструмента, являющегося главным, и поступательном перемещении заготовки, которое называется движением подачи.
Основные отличия между фрезерными станками
Все устройства с ЧПУ классифицируется по определенным признакам, которые зависят от рода технологического процесса, компоновки, режущего инструмента:
По типам
Устройства одного вида могут иметь разную комплектацию. Фрезерный станок может быть горизонтальным или вертикальным, все зависит от расположения оси шпинделя.
Однотипные устройства с похожей комплектацией объединяются в размерный ряд. К примеру, зубофрезерные устройства делятся на двенадцать типоразмеров в зависимости от производимых изделий.
Справка : Каждый типоразмер устройства, предназначенный для производства деталей, называют моделью.
Каждая модель обозначается буквами и цифрами, которые указывают на группу станка, размеры заготовки, ее отличительные черты от базовой модели.
По универсальности
Фрезерные станки одной и той же группы могут делать разные задачи:
Универсальные – выполняют любые сложные операции, предусмотренные этой группой.
Станки специального назначения производят только однотипные детали.
Специальное оборудование осуществляет операции с одной деталью разных объемов.
По точности
Этот параметр указывается буквой:
Н — нормальная точность.
П — средняя точность.
В — высокая точность.
А — особо высокая точность.
По виду автоматизации
Фрезерные устройства бывают автоматами и полуавтоматами. Рабочий цикл у первых полностью автономный. Во втором случае загрузку заготовок осуществляет оператор. Он же осуществляет запуск цикла.
Изделия, которые производят продукцию под управлением ЧПУ, обозначены буквой Ф или Ц. Цифры означают особенность управления устройством:
Ф1 — цифровой индикатор и выбор координат.
Ф2 — позиционная система управления.
Ф3 — контурная система управления.
Ф4 — универсальная система управления.
По весу
В зависимости от веса производимых деталей устройства делятся на:
Легкие — до 1000 кг.
Средние — до 10 000 кг.
Тяжелые — до 100 000 кг.
Особо тяжелые — от 100 000 кг.
Основные виды фрезерных станков
Фрезерные устройства необходимы для обработки деталей, имеющих плоскую и фасонную поверхность. Они применяются в металлообрабатывающей промышленности. Несмотря на большой ассортимент этих изделий, главные части их конструкций похожи. Рабочие возможности устройства расширяются при дополнении:
Универсальной, вертикальной или долбежной типов головки.
Универсального делительного устройства.
Круглого стола.
Детали для нарезания гребенок.
Горизонтально-фрезерные
Такое оборудование необходимо для обработки деталей небольшого размера и имеет шпиндель горизонтального направления. Данная конструкция решает обработку фасонных, винтовых и других видов поверхностей, пазов и углов.
Все работы станка осуществляются дисковыми и фасонными фрезами. Обработка заготовки, для которой нужно винтовое деление или движение, допустима при использовании добавочных устройств.
Особенность, которая отличает этот станок, заключается в том, что его стол можно передвигать в параллельном или перпендикулярном направлении к шпиндельной оси. Все важные узлы поставлены на станине, а внутри находится шпиндельный узел и коробка передач. На консоли есть коробка передач, а сама она передвигается по вертикальным осям. Хобот с серьгами нужен, чтобы поддержать оправку с инструментами.
Вертикально-фрезерные
Вертикально-фрезерные устройства бывают с крестовым столом и бесконсольного вида. Эти устройства универсальные, с их помощью возможна обработка деталей небольшого размера в вертикальной плоскости.
Чтобы обрабатывать детали под наклоном и вертикально, внутри изделий крупных размеров применяют вертикально-фрезерный станок по металлу, представляющий собой бесконсольный станок. Именно такое изделие гарантирует высокую точность и жесткость в процессе эксплуатации с тяжелыми изделиями.
Фрезерное устройство имеет шпиндель, вертикально перемещающийся по направляющим стойкам и движение по разным направлениям оси.
Универсальные и широкоуниверсальные
Универсальные устройства консольного вида с горизонтальным шпинделем нужны, чтобы обрабатывать заготовки небольших и средних габаритов. Операции, требующие поворота заготовки или ее винтового движения, осуществляются на специальных элементах.
Широкоуниверсальные изделия консольного вида обрабатывают те же виды заготовок, что и универсальные. В отличие от первых, эти устройства имеют еще одну шпиндельную головку, находящуюся на выдвижном хоботе, которую можно повернуть под любым углом к оси Х-станка.
Благодаря независимым приводам осуществляется одновременный рабочий процесс обоими шпинделями. В шпиндель поворотной головки, кроме фрез, может быть установлен инструмент, позволяющий совершать процедуры расточки и сверления деталей.
Справка : Эволюция в области техники размыла разницу между определениями «универсальный» и «широкоуниверсальный». Сегодня производят фрезеры с двумя столами, неподвижным или подвижным вертикальным хоботом, способным вращаться вокруг оси Z.
Бесконсольные фрезерные
Консоль — слабый узел фрезерного устройства по жесткости, поэтому для быстрой обработки больших деталей используют изделия без консоли.
Стол такого устройства способен перемещаться около горизонтальных направляющих, имеющих поперечное перемещение по направляющим станины. Так, стол станка может перемещаться горизонтально, поперечно и продольно. Вертикально перемещается только шпиндельная головка по направляющим стойки.
Продольно-фрезерные
Продольно-фрезерные устройства предназначены для черновой, получистовой, чистовой механической обработки фасонных и плоских поверхностей деталей из черных и цветных металлов. В качестве режущего инструмента здесь используются фрезы из быстрорежущей стали или с твердосплавными пластинами.
Копировально-фрезерные
Копировально-фрезерные устройства нужны, чтобы создавать на заготовке неплоскую поверхность, форма которой должна соответствовать исходному образцу. Особое место применения станка занимает производство скульптурных объемных деталей.
К основным видам фрезерно-копировальных станков относятся:
Станки с нижним местоположением шпинделя. В них включены: станина, вертикальный шпиндель, привод вращения шпинделя. На шпинделе может быть сразу расположено несколько фрез, которые устанавливаются в рабочее положение, благодаря перемещению шпинделя по высоте.
Устройства с верхним местоположением шпинделя. В конструкцию изделий входят: станина со столом и хоботом в задней части. Шпиндель вращается при помощи клиноременной передачи. Рабочий стол устройства оснащен направляющей линейкой. В вырезе стола находится приводной обрезиненный приводной ролик, а в другой части неприводной ролик, который прижимается к первому педалью.
Станки с верхним шпинделем и подвижным столом. Они отличаются от других видов станков тем, что стол для закрепления заготовок перемещается в двух направлениях.
Устройства двусторонние с подвижной кареткой. Они имеют протяженную станину, по направляющим которых каретка перемещается.
Шпоночно-фрезерные
Такое оборудование предназначено для обработки шпоночных пазов в разных валах. Есть шпоночно-фрезерные устройства, размер паза на которых обеспечивается размером инструмента.
По расположению шпинделей и их количеству шпоночные станки бывают горизонтальными и вертикальными, одношпиндельными и многошпиндельными.
Настольные фрезерные
Настольные устройства способны обрабатывать чугун и сталь, имеют подвижный стол, который перемещается в горизонтальной плоскости. Инструмент движется в вертикальном направлении. Настольные устройства, обрабатывающие дерево и цветные металлы, имеют большой стол с пазами для закрепления заготовок.
Около него по направляющим перемещаются стойки, которые соединены с порталом с направляющими для поперечного движения каретки со шпиндельным узлом. Каждый вал соединен с шаговым двигателем. При помощи компьютера можно управлять перемещением в трех осях, запуская и выключая их. У шпинделя есть свой отдельный привод с регулируемой скоростью вращения.
Настольные фрезерные с ЧПУ
Этот вид изделий нужен для фрезерных работ, растачивания отверстий на элементах из цветных и черных металлов, их сплавов и мелкосерийном виде изготовления. Настольные фрезерные станки с ЧПУ оснащено приводами, которые управляются контроллером, подключенным к IBM PC, совместимым с ПК.
Среди главных достоинств отмечают:
Увеличение производительности по сравнению с устройствами ручного управления.
Снижение необходимости в опытных работниках.
Практичное и простое технологическое оснащение.
Короткие сроки производительного цикла.
Фрезерные обрабатывающие центры с ЧПУ
Фрезерные обрабатывающие центры с ЧПУ — это оборудование, которое представляет собой полный функциональный комплекс с программной системой управления. Его покупка будет актуальной для тех предприятий, которые занимаются выполнением большого спектра работ по сверлению, фрезерованию, нарезанию резьбы в металлических заготовках.
Благодаря высокому уровню функциональности оборудование пользуется большим спросом в машиностроении, авиакосмической отрасли, приборостроении.
Фрезерные станки с ЧПУ
Фрезерные станки с ЧПУ способны производить сувенирную и рекламную продукцию и необходимы тем предприятиям, где нужна обработка профилей и поверхности деталей и придания им определенной формы. К преимуществам такого оборудования относятся небольшая теплопередача и минимальная деформация готовых изделий.
Фрезерные станки с ЧПУ: особенности оснащения
Современные фрезерные станки имеют специфику, которая обуславливает номенклатуру используемой упрощенной оснастки, а именно:
Конструкция оборудования позволяет забыть про съем и переустановку изделия в трех плоскостях. Применяя шпиндели с поворотной головкой, устройство экономит пространство помещения и время, затраченное на изготовление.
Вращающиеся токарные патроны оптимизируют доступ фрезы к объектам и повышают охват обрабатываемой поверхности. Таким образом, можно осуществлять трехмерную обработку.
Высокая точность производства изделия позволяет существенно оптимизировать процесс фрезеровки. Особенно эффективно проявляется при изготовлении продукции в разных масштабах.
Несмотря на относительно высокую стоимость фрезерных станков с ЧПУ, их достоинства очевидны: они обеспечивают высокую точность обработки изделий, уменьшают трудозатраты, снижают себестоимость производства деталей и сокращают сроки выполнения единичных заказов.
21 сентября 2020
9550
Получите консультацию специалиста
фрезерных станков; Кто они и что они делают?
Фрезерные станки являются одними из самых распространенных и полезных машин во многих отраслях промышленности. Тем не менее, они бывают разных вариаций с нюансами назначения, дизайна и функциональности. В этом руководстве мы покажем вам, что такое фрезерные станки, что они делают и как они работают. Мы также рассмотрим различные типы машин, чтобы у вас было более четкое представление о том, какая машина лучше всего соответствует вашим потребностям.
Что такое фрезерные станки?
Фрезерные станки представляют собой тип оборудования для удаления материала с заготовки с помощью вращающихся фрез. Эти машины могут сверлить, сверлить и резать множество материалов. Этот процесс удаления кусков материала вдоль оси инструмента известен как фрезерование, поэтому машины, используемые в этом процессе, называются фрезерными станками. Фрезерные станки бывают разных типов и используются в различных отраслях промышленности.
Как работают фрезерные станки
Во многих отношениях фрезерные станки используются для достижения результатов, аналогичных токарным станкам. Однако, в отличие от токарных станков, которые вращают заготовку, фрезерные станки удерживают заготовку с помощью тисков или приспособления. Фрезерные станки используют цилиндрические инструменты, такие как сверла и концевые фрезы, для удаления материала. Фрезерные станки в основном используются на плоских поверхностях, хотя могут работать и с некоторыми неровными поверхностями.
Типы фрезерных станков
Фрезерные станки бывают разных форм, включая колонные, револьверные, c-образные, с горизонтальным управлением копировальным аппаратом, станины и строгальные станки. Эти станки могут быть ручными или с числовым программным управлением (ЧПУ). Фрезерные станки с ЧПУ представляют собой компьютеризированные версии ручных фрезерных станков.
Рассмотрим различные типы фрезерных станков:
Фрезерные станки для колонн
Часто используемые для изготовления деталей автомобилей, фрезерные станки для колонн являются одним из самых простых типов фрезерных станков. Они состоят из 5 основных частей: рабочего стола, головы, седла, колена и плеча и используют вертикально подвешенную дрель.
Револьверно-фрезерные станки
Револьверно-фрезерный станок — это универсальный фрезерный станок, который можно использовать для изготовления многих деталей. Кроме того, эти машины, известные как фрезерные станки типа Bridgeport, могут быть перемещены в другое положение, открывая более широкий спектр применения.
Фрезерные станки с С-образной рамой
Фрезерные станки с С-образной рамой прочны и мощны. В них используется гидравлический двигатель, и их лучше всего использовать в промышленных условиях.
Горизонтально-фрезерные станки
Горизонтально-фрезерные станки, названные так потому, что они расположены горизонтально относительно земли, работают за счет перемещения стола, на котором находится заготовка, в то время как режущий инструмент перемещается вертикально.
Фрезерные станки с копирным управлением
Предназначенные для изготовления дубликатов деталей на основе эталонной модели, фрезерные станки с копирным управлением могут использоваться для обработки канавок и контурных поверхностей.
Фрезерные станки со станиной
Рабочий стол фрезерного станка со станиной расположен на самой станине, а не сверху, как у других фрезерных станков. На тренажере кроватного типа колено отсутствует, чтобы обеспечить продольное движение.
Строгальные фрезерные станки
Строгально-фрезерный станок аналогичен станку станочного типа. Однако этот тип фрезерного станка предлагает больше возможностей фрезерования благодаря добавлению фрез и головок.
Портальные фрезерные станки
Портальные фрезерные станки необходимы для точного машиностроения, создания форм, штампов и моделей, а также для механической обработки. Эти машины часто можно найти в аэрокосмической и энергетической отраслях.
Станки с подвижной колонной
Фрезерные станки с подвижной колонной способны обрабатывать более крупные детали и выполнять несколько задач одновременно. С элементами, которые перемещаются, поворачиваются и наклоняются, машины с подвижной колонной часто используются в автомобильной, аэрокосмической, оборонной, энергетической и нефтяной промышленности.
Для кого предназначены фрезерные станки?
Являясь ведущим станком для резки металла, фрезерные станки широко используются для изготовления деталей в автомобильной и аэрокосмической промышленности.
Хотя они бывают разных форм, основная цель фрезерных станков остается неизменной. Тем не менее, важно правильно подобрать машину для работы. Мы надеемся, что с помощью этого руководства вы лучше поняли, что такое фрезерные станки и чем они могут отличаться. При выборе фрезерных станков обязательно обратитесь к этому руководству, чтобы лучше определить, какие станки могут работать на вас.
Автор статьи: Майк
15 Различные типы фрезерных станков
Фрезерные станки облегчают удаление металлических деталей с помощью вращающегося резца. Вращение фрезы происходит с высокой скоростью, что позволяет эффективно резать металл. Кроме того, эти фрезы имеют режущие кромки, которые играют жизненно важную роль при резке материалов. Эти виды прессов выполняют на различных типах фрезерных станков.
Фрезерные станки могут одновременно удерживать более одной фрезы. Это самая важная машина, которую вы можете найти в мастерской. Вы можете выполнять операции с высокой точностью. Он имеет высокую скорость съема металла по сравнению с другими аналогичными машинами, такими как строгальные станки, строгальные станки и токарные станки.
ПОДРОБНЕЕ: Что такое фрезерный станок?
Эти станки славятся улучшенной обработкой поверхности и превосходной точностью, что делает их необходимыми для производственных работ.
Содержание
Типы из Фрезерный станок es
Некоторые из основных типов фрезерных станков: . Плоско-фрезерные станки с горизонтальным шпинделем также называются горизонтально-фрезерными станками. Вы можете подавать стол в вертикальном, поперечном или горизонтальном направлениях.
Другими словами, на горизонтально-фрезерных станках режущий инструмент устанавливается на горизонтально ориентированный шпиндель, способный выборочно снимать материал с неподвижной заготовки. Кроме того, горизонтально-фрезерные станки обычно имеют другие режущие инструменты, чем вертикально-фрезерные станки.
Горизонтально-фрезерные станки имеют аналогичную конструкцию, в которой шпиндель с вращающимся режущим инструментом давит на заготовку для удаления материала с заготовки. При этом горизонтально-фрезерные станки имеют несколько отличий от своих вертикальных собратьев.
Самая большая разница между этими двумя типами фрезерных станков заключается в ориентации шпинделя. У вертикально-фрезерных станков шпиндель имеет вертикальную ориентацию. У горизонтально-фрезерных станков шпиндель имеет горизонтальную ориентацию.
Подача включает в себя:
Verticle – регулирует стол по вертикали.
Крест – перемещает стол параллельно шпинделю.
Продольный – вращает стол
2.
Вертикально-фрезерный станок
Положение шпинделя на вертикально-фрезерном станке перпендикулярно или вертикально к столу. Вы можете использовать этот станок для обработки пазов, канавок и плоских поверхностей. Шпиндельная головка закреплена на вертикальной стойке, которая вращается под углом. Фреза закрепляется на шпинделе для работы с угловатыми поверхностями. В некоторых вертикально-фрезерных станках можно регулировать шпиндель вверх и вниз.
Вертикально-фрезерный станок — это прецизионный инструмент, используемый для придания формы и изготовления путем удаления припуска, как правило, из металлических заготовок. Пластмассы и другие материалы также могут обрабатываться на станке в зависимости от инструмента и материала.
Управление мельницей может осуществляться вручную, с числовым программным управлением (ЧПУ) или с их комбинацией. Фрезерная обработка и удаление материала обычно выполняются с помощью вращающегося фрезы, закрепленного на шпинделе.
Варианты резки более сложные и разнообразные, чем у сверлильного станка, благодаря подвижному столу и/или тискам (оси X и Y) и вертикальному перемещению шпинделя (ось Z). Многие вертикальные фрезерные станки также имеют вращающуюся револьверную головку для верхней режущей головки, что обеспечивает еще более широкие возможности обработки (ось b).
В эту процедуру включена диаграмма, помогающая проиллюстрировать различные оси. Некоторые из общих операций, которые можно выполнять на этих типах фрезерных станков:
Фрезерование : Эти операции обеспечивают плоскую поверхность или точку на заготовке, как правило, с определенной ориентацией по отношению к другим элементам заготовки, поверхностям или другой детали. . Облицовка иногда используется на заготовках неправильной формы, чтобы «исправить» одну поверхность за раз, чтобы гарантировать, что все поверхности имеют соответствующие определенные геометрические отношения друг с другом.
Прорези или шпоночные канавки Прорези , плоские поверхности или шпоночные канавки могут быть вырезаны при правильном креплении.
Сверление или Растачивание Там, где требуется определенная ориентация между элементами заготовки, вертикальная фреза обеспечивает средства для точной индексации и обработки отверстий.
3.
Универсально-фрезерный станок
Универсально-фрезерный станок представляет собой фрезерный станок со столом, снабженным всеми движениями, и делительной головкой со сменными шестернями, что позволяет выполнять любые виды фрезерных работ.
Может адаптироваться для выполнения широкого спектра операций. Стол может поворачиваться под любым углом до 45 градусов в обе стороны от нормального положения. Поскольку стол горизонтально-фрезерного станка может двигаться в трех направлениях, он также имеет четвертое движение.
Этот станок также может выполнять винтовые фрезерные операции. Также можно использовать дополнительные навесные приспособления для увеличения мощности машины.
Некоторые специальные приспособления включают:
Прорезное приспособление
Вращающаяся насадка
Вертикальная фрезерная насадка
Делительная головка или делительная головка
На этом станке можно производить фрезу, развертку, спиральное сверло, спираль, фаску, шпору и многое другое. Вы можете выполнять все операции, которые делает фрезерный станок, с помощью универсального фрезерного станка.
4.
Симплексный фрезерный станок
Шпиндель или шпиндельная головка могут перемещаться только в одном направлении. Наиболее распространенное направление, в котором он может двигаться, — вертикальное.
Эти типы фрезерных станков имеют:
Стабильное фрезерование
Превосходное качество поверхности и плоскостность фрезерованных поверхностей.
Высокая стойкость инструмента, высокая производительность и низкие эксплуатационные расходы.
5.
Дуплексный фрезерный станок
Дуплексный фрезерный станок представляет собой два станка, расположенных друг напротив друга, которые могут работать отдельно или как один фрезерный станок, когда заготовку можно обрабатывать двумя шпинделями одновременно. Шпиндель может двигаться как в горизонтальном, так и в вертикальном направлениях.
Основные преимущества дуплексного решения:
Повышение производительности до 50% по сравнению с традиционными решениями, т. е. отдельными фрезерными станками
Повышение точности деталей за счет обработки детали за один установ, в большинстве случаев
Один оператор может управлять дуплексными фрезерными станками
Меньшие требования к пространству и инвестициям по сравнению с двумя отдельными станками
Быстрая окупаемость инвестиций благодаря высокой производительности
Дуплексное решение допускает различные конфигурации: одна рабочая зона, маятниковая рабочая зона или система смены поддонов
6.
Трехсекционный фрезерный станок
Шпиндель может перемещаться во всех трех направлениях, т. е. по осям X, Y и Z.
Специальное применение, основанное на требованиях заказчика к соответствующей точности.
Высокая производительность и точность.
7.
Фрезерный станок с поворотным столом
Ротационное фрезерование позволяет выполнять циклы обработки в 2D и 2,5D вокруг или на конце цилиндра. При выполнении радиальной обработки (вокруг цилиндра) инструмент может двигаться параллельно и вокруг оси вращения. Инструмент всегда ориентирован радиально к средней линии оси вращения.
Фрезерный станок с поворотным столом состоит из круглого стола, который вращается вокруг вертикальной оси. Вам нужно установить несколько фрез на разной высоте. Станок работает так, что один резец выполняет черновую обработку заготовки, а остальные резцы завершают обработку поверхности.
Оператор может непрерывно загружать и выгружать заготовки во время работы станка, что является наиболее значительным преимуществом фрезерного станка с поворотным столом.
8.
Фрезерный станок с системой Tracer
Фрезерные станки с копирным управлением оснащены функциями копирования посредством копирного управления, и, следовательно, машина воспроизводит или дублирует внешнюю или внутреннюю геометрию в двух измерениях. Фрезерные станки с трассерным управлением применяются для обработки кулачков, пазов, контурных поверхностей и т.д.
Станок идеально подходит для трассировки элементов и воспроизведения штампов сложной и неправильной формы. Щуп подает питание на систему масляного реле, приводящую в действие основную гидравлическую систему стола. Этот тип устройства называется сервомеханизмом и является сложным.
Фрезерные станки с трассерным управлением применяются для обработки кулачков, пазов, контурных поверхностей и т. д. Проточку штампа и другие процессы, связанные с обработкой полостей, можно выполнять на трехмерных профилировщиках или копировальных станках.
9.
Фрезерный станок с ЧПУ
Фрезерование с ЧПУ или фрезерование с числовым программным управлением — это процесс механической обработки, в котором используются компьютеризированные системы управления и вращающиеся многоточечные режущие инструменты для постепенного удаления материала с заготовки и производства детали или изделия индивидуальной конструкции.
Фрезерный станок с ЧПУ использует вращающуюся цилиндрическую фрезу для перемещения по нескольким осям и создания прорезей, отверстий и деталей в материале, чтобы превратить его в транспортное средство или механическую деталь. Большинство станков работают по трем-пяти осям, что обеспечивает гораздо большую точность и детализацию.
Современные фрезерные станки с ЧПУ собираются как в виде горизонтальных, так и вертикальных обрабатывающих центров. Компоненты могут быть изготовлены из таких материалов, как пластик, керамика и композитные материалы, в дополнение к металлам.
Технические характеристики включают автоматические устройства смены инструмента, карусели и магазины инструментов, системы охлаждения и кожухи, обеспечивающие бесперебойную работу станков без ручного вмешательства.
10.
Барабанная фреза
Барабанная фреза используется только для производственных работ. Этот тип машины имеет вертикальный центральный барабан, который вращается вокруг горизонтальной оси, подобно паромному колесу.
Фрезы относятся к типу торцевых фрез, и обычно используются как шероховательные, так и чистовые фрезы, подобные фрезам с вращающимся столом.
При работе барабан-приспособление медленно вращается, перенося работу на вращающиеся фрезы. Обычно имеется четыре режущих шпинделя. Операция является непрерывной, так как обработанные детали удаляются и добавляются новые после того, как работа завершила свой цикл.
На этом станке фрезеруются автомобильные головки блока цилиндров и малые валы. Это типы фрезерных станков, которые обычно используются в промышленности.
11. Револьверно-фрезерные станки
Револьверно-фрезерный станок — это универсальный фрезерный станок, который можно использовать для изготовления многих деталей. Кроме того, эти машины, известные как фрезерные станки типа Bridgeport, могут быть перемещены в другое положение, открывая более широкий спектр применения.
12. Фрезерные станки с С-образной рамой
Фрезерные станки с С-образной рамой прочны и мощны. В них используется гидравлический двигатель, и их лучше всего использовать в промышленных условиях.
13. Фрезерные станки с копировальным управлением
Предназначенные для изготовления дубликатов деталей на основе эталонной модели, фрезерные станки с копировальным управлением могут использоваться для обработки канавок и контурных поверхностей.
14. Фрезерные станки станочного типа
Рабочий стол фрезерного станка станочного типа размещается на станине, а не сверху, как у других фрезерных станков. На станке кроватного типа колено отсутствует, чтобы обеспечить продольное движение.
15. Фрезерные станки для колонн
Часто используемые для изготовления деталей автомобилей, фрезерные станки для колонн являются одним из самых простых типов фрезерных станков. Они состоят из 5 основных частей: рабочего стола, головы, седла, колена и плеча, и используют сверло с вертикальной подвеской.
Часто задаваемые вопросы.
Какие существуют типы фрезерных станков?
Типы фрезерных станков:
Станки фрезерные колонные.
Револьверно-фрезерные станки.
C-образные фрезерные станки.
Горизонтально-фрезерные станки.
Фрезерные станки с системой Tracer.
Фрезерные станки станочного типа.
Строгально-фрезерные станки.
Что такое дуплексный фрезерный станок?
Фрезерные станки DUPLEX представляют собой два станка, расположенных друг напротив друга, которые могут работать отдельно или как единый фрезерный станок, когда заготовку можно обрабатывать двумя шпинделями одновременно.
Какой особый тип фрезерного станка?
Станок работает с одной фрезой, обрабатывающей заготовку, и остальными фрезами, обрабатывающими поверхность. Оператор может непрерывно загружать и выгружать заготовки во время работы станка, и это является наиболее значительным преимуществом фрезерного станка с поворотным столом.
Что такое фрезерование и его виды?
Фрезерование — это процесс, выполняемый на станке, в котором фрезы вращаются для удаления материала с заготовки, имеющейся в направлении угла с осью инструмента. С помощью фрезерных станков можно выполнять множество операций и функций, начиная от мелких объектов и заканчивая крупными.
Какие 7 основных типов станков существуют?
Они сохраняют основные характеристики своих предков 19-го и начала 20-го века и до сих пор относятся к одному из следующих классов: (1) токарные станки (токарные и расточные станки), (2) строгальные и строгальные станки, (3) сверлильные станки станки, (4) фрезерные станки, (5) шлифовальные станки, (6) электропилы и (7) прессы.
Сколько существует способов измельчения?
Существует четыре типа фрезерных станков — ручные фрезерные станки, плоскофрезерные станки, универсальные фрезерные станки и универсальные фрезерные станки — они оснащены либо горизонтальными фрезами, либо фрезами, установленными на вертикальной оси.
Сколько существует типов фрезерных станков с ЧПУ?
Существует 5 распространенных типов обработки с ЧПУ, выполняемых на 5 различных типах станков с ЧПУ. Эти процессы используются во многих приложениях в различных отраслях промышленности, включая медицинскую, аэрокосмическую, промышленную, нефтегазовую, гидравлическую, огнестрельную и т. д.
Что такое фрезерный станок строгального типа?
Строгальный станок — это тип металлообрабатывающего станка, который использует линейное относительное движение между заготовкой и одноточечным режущим инструментом для резки заготовки. Строгальный станок похож на строгальный станок, но крупнее и с движущейся заготовкой, тогда как в строгальном станке движется режущий инструмент.
Как работает фрезерный станок?
Фрезерование — это процесс механической обработки, в котором используются режущие инструменты, которые вращаются с заданной скоростью и затем контактируют с заготовкой. Заготовка обычно удерживается на месте каким-либо зажимным устройством. Режущие инструменты начинают удалять материал, когда они касаются заготовки.
Для чего используются фрезерные станки станины?
Этот фрезерный станок с станиной с ЧПУ обычно используется для промышленного производства корпусов и деталей больших и тяжелых машин.
Что такое фрезерный станок с неподвижной станиной?
Тип с фиксированной станиной, как следует из названия, представляет собой тип фрезерного станка, к которому прикреплена жесткая станина. Вы не можете расположить седло и колено этого фрезерного станка. Он имеет подвижную шпиндельную головку, соединенную со шпинделем станка.
Что такое горизонтально-фрезерный станок?
Горизонтально-фрезерный станок представляет собой тип станка со шпинделем, параллельным рабочему столу, используемый для обработки различных плоскостей, наклонных плоскостей и канавок цилиндрическими фрезами, дисковыми фрезами, угловыми фрезами, формовочными фрезами, концевыми фрезами и т. д. инструменты.
Что такое коленофрезерный станок?
Коленчатый станок представляет собой тип вертикально-фрезерного станка, в котором вместо неподвижного всего стола он может перемещаться вдоль оси Y, или вертикальной оси, направление, в котором заготовка может двигаться по отношению к приданию формы фрезерному инструменту. Это. Все вертикальные фрезерные станки работают и придают металлу форму одинаковым образом.
В чем разница между коленной мельницей и станиной?
Основное отличие состоит в том, что в коленной фрезе стол перемещается вверх и вниз по оси Z, тогда как в плоской фрезе вверх и вниз перемещается шпиндель.



 400 мм?»
400 мм?»
 Рекомендуются для малосерийного производства.
Рекомендуются для малосерийного производства.

 Булочка — это вкусная индийская закуска, которую можно приготовить в один миг, если у вас остался отварной картофель. Эту булочку можно приготовить для вкусного вечернего перекуса или в качестве закуски для детей после школы.
Булочка — это вкусная индийская закуска, которую можно приготовить в один миг, если у вас остался отварной картофель. Эту булочку можно приготовить для вкусного вечернего перекуса или в качестве закуски для детей после школы.
 Я серьезно увлекся этим сочетанием булочки с гороховым карри.
Я серьезно увлекся этим сочетанием булочки с гороховым карри. Когда давление уляжется само по себе, то только открывать крышку.
Когда давление уляжется само по себе, то только открывать крышку. Вы можете добавить от ½ до 1 чайной ложки лимонного сока или от ½ до 1 чайной ложки сухого порошка семян граната вместо сухого порошка манго.
Вы можете добавить от ½ до 1 чайной ложки лимонного сока или от ½ до 1 чайной ложки сухого порошка семян граната вместо сухого порошка манго. Вы можете добавить от ½ до 1 чайной ложки лимонного сока или от ½ до 1 чайной ложки сухого порошка семян граната вместо сухого порошка манго.
Вы можете добавить от ½ до 1 чайной ложки лимонного сока или от ½ до 1 чайной ложки сухого порошка семян граната вместо сухого порошка манго.
 Нагрейте любое масло с нейтральным вкусом для жарки во фритюре или на мелкой терке булочек в кадай (воке) или сковороде.
Нагрейте любое масло с нейтральным вкусом для жарки во фритюре или на мелкой терке булочек в кадай (воке) или сковороде.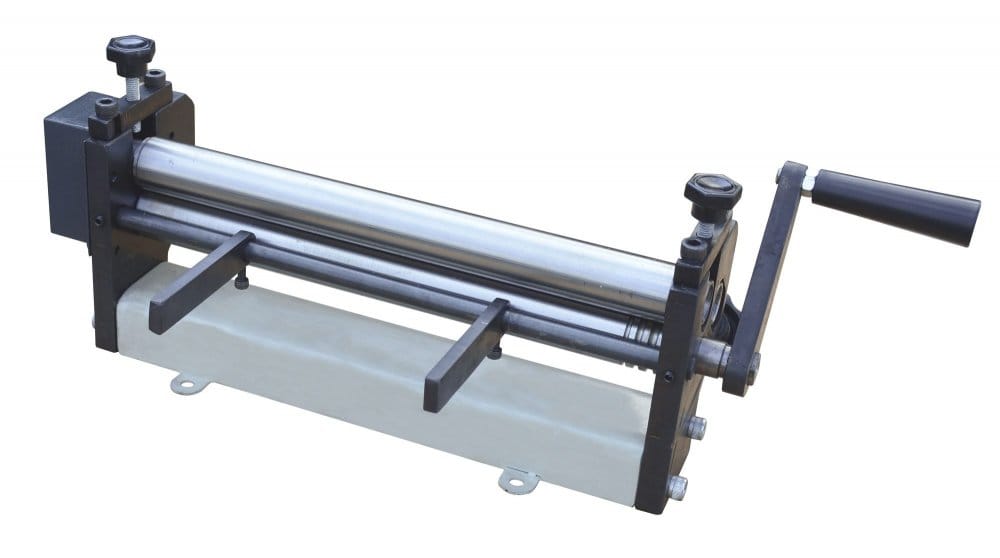
 Послужит вкусным ужином или перекусом после школы для детей.
Послужит вкусным ужином или перекусом после школы для детей. Добавьте воду так, чтобы она покрывала картофель. Также добавьте ½ чайной ложки соли.
Добавьте воду так, чтобы она покрывала картофель. Также добавьте ½ чайной ложки соли.

 Если масло очень горячее, хлеб быстро и неравномерно подрумянится, а внутренности останутся сырыми.
Если масло очень горячее, хлеб быстро и неравномерно подрумянится, а внутренности останутся сырыми. Вы не хотите, чтобы хлеб впитывал много масла. Более теплое масло сделает хлеб сырым от масла. Если масло очень горячее, корочка слишком подрумянится, а внутренняя часть будет недожаренной.
Вы не хотите, чтобы хлеб впитывал много масла. Более теплое масло сделает хлеб сырым от масла. Если масло очень горячее, корочка слишком подрумянится, а внутренняя часть будет недожаренной. 4mg 7%
4mg 7%  Спринг-роллы заворачивают в тонкие обертки из муки или риса, а яичные рулетики заворачивают в более толстую, заметно более хрустящую обертку, которую для сочности обмакивают в яйце.
Спринг-роллы заворачивают в тонкие обертки из муки или риса, а яичные рулетики заворачивают в более толстую, заметно более хрустящую обертку, которую для сочности обмакивают в яйце. Сладкие соусы, острые соусы или их комбинация всегда хороши.
Сладкие соусы, острые соусы или их комбинация всегда хороши.


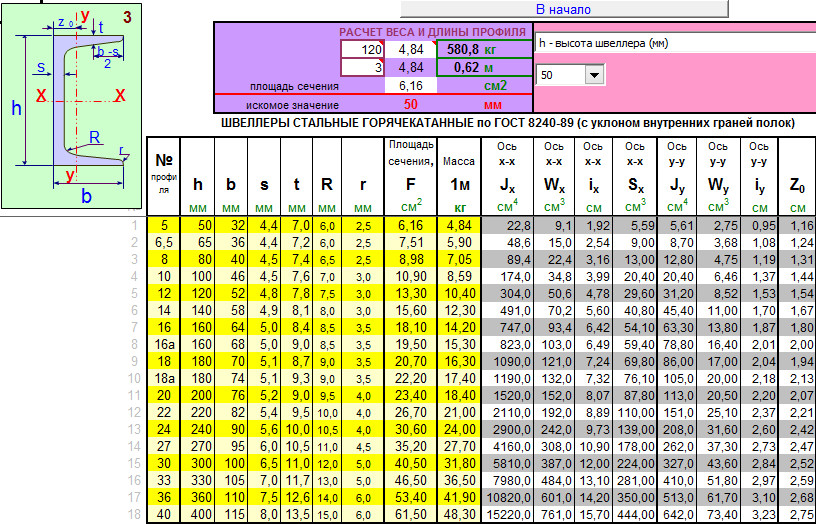

 30
30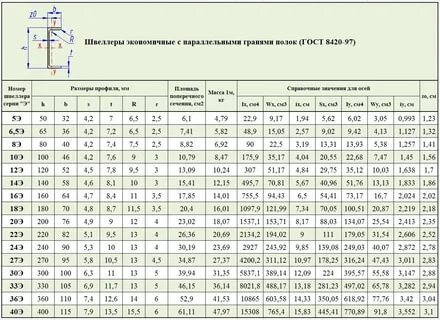 40
40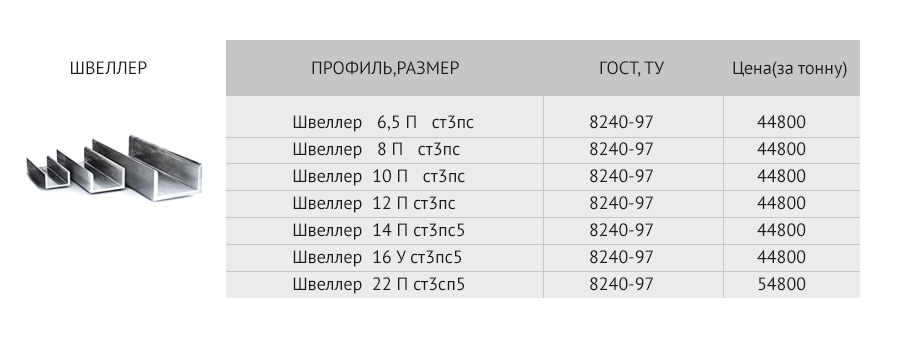
 м*ч*Па)
м*ч*Па) Газобетон — это стройматериал категории НГ (несгораемый), его теплопроводность в соответствии с ГОСТ 30244 и ГОСТ 31359 минимальна. При нагревании от пламени газобетон теряет свою прочность очень медленно;
Газобетон — это стройматериал категории НГ (несгораемый), его теплопроводность в соответствии с ГОСТ 30244 и ГОСТ 31359 минимальна. При нагревании от пламени газобетон теряет свою прочность очень медленно;
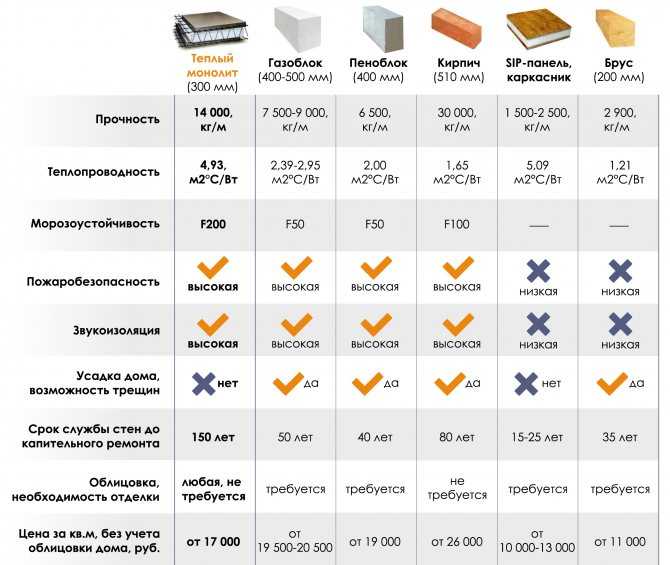 150.250
150.250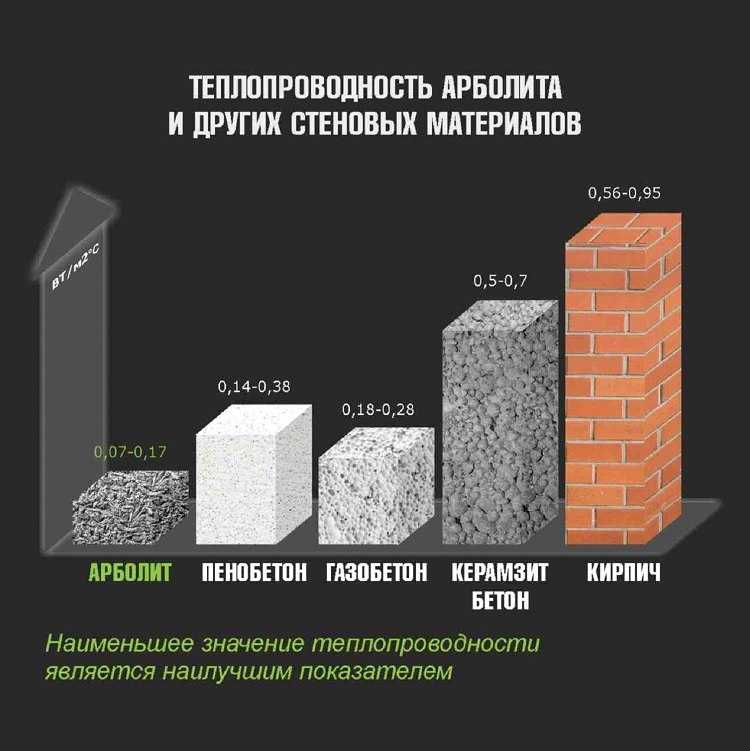 100.250
100.250 200.250
200.250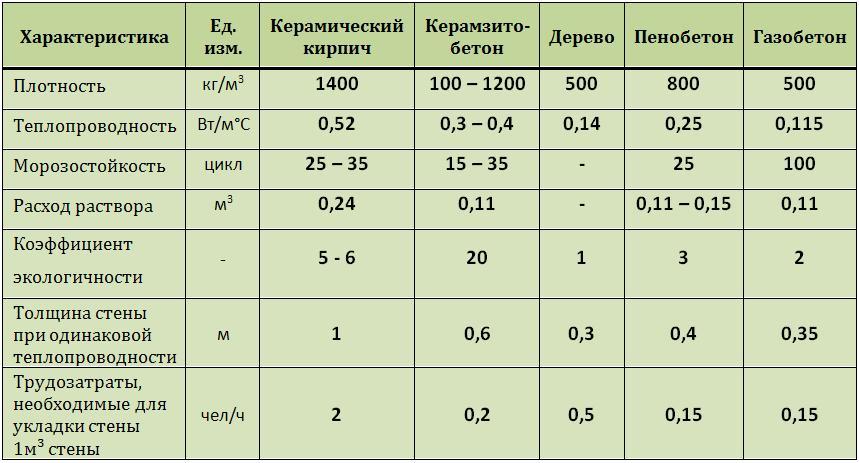 300.250
300.250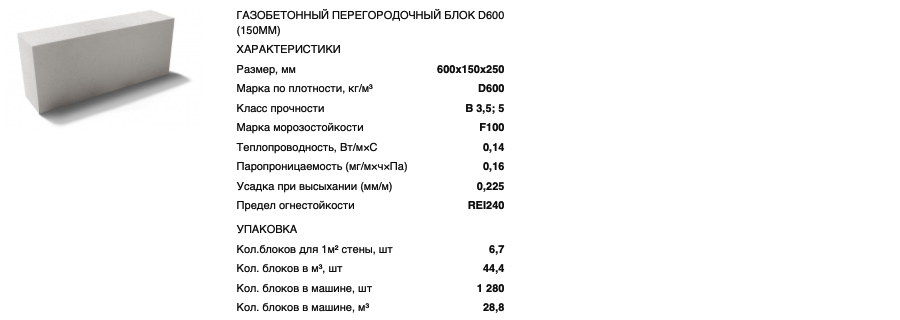 Сравнительно небольшую плотность имеют разновидности с маркировкой D300, которая указывает на то, что плотность составляет 300 кг на 1 м3.
Сравнительно небольшую плотность имеют разновидности с маркировкой D300, которая указывает на то, что плотность составляет 300 кг на 1 м3. Обратитесь к нашим консультантам и расскажите им о ваших потребностях. Специалисты порекомендуют оптимальные марки материала, выполнят расчёт необходимого объёма, ответят на возникающие вопросы и помогут оформить оптовый или розничный заказ.
Обратитесь к нашим консультантам и расскажите им о ваших потребностях. Специалисты порекомендуют оптимальные марки материала, выполнят расчёт необходимого объёма, ответят на возникающие вопросы и помогут оформить оптовый или розничный заказ.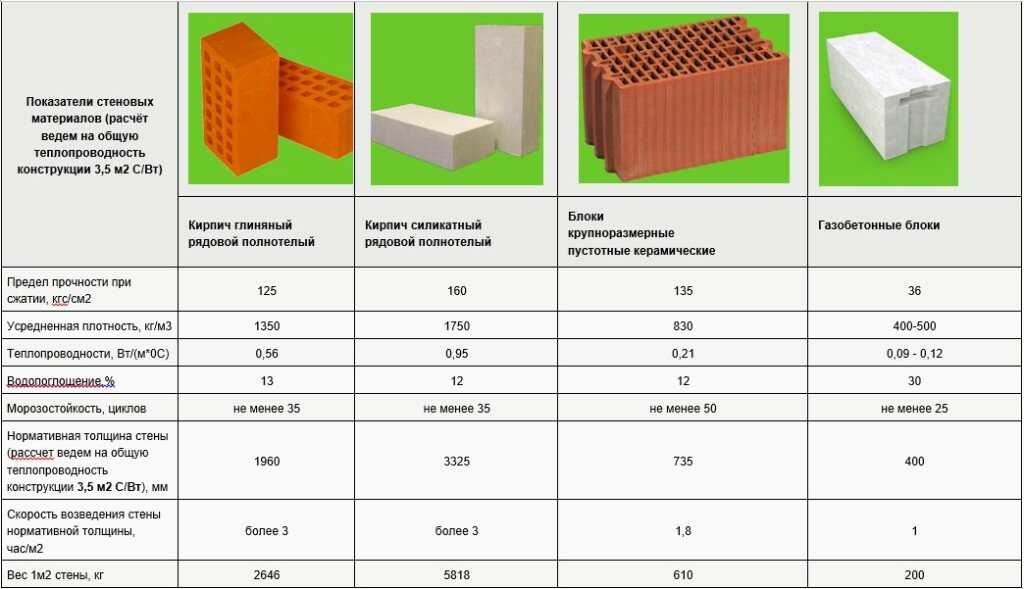

 Физические свойства газобетона одинаковы во всех направлениях.
Физические свойства газобетона одинаковы во всех направлениях.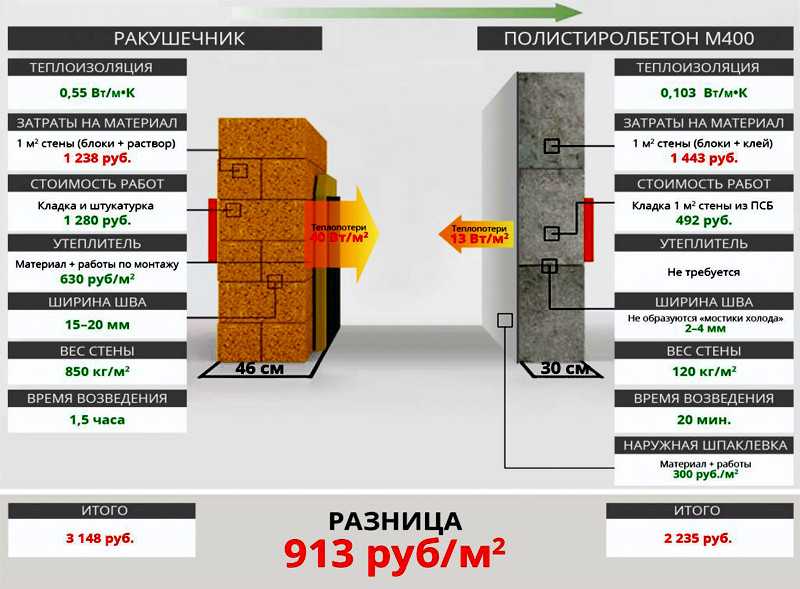 Всё это меры по защите материала от переувлажнения.
Всё это меры по защите материала от переувлажнения.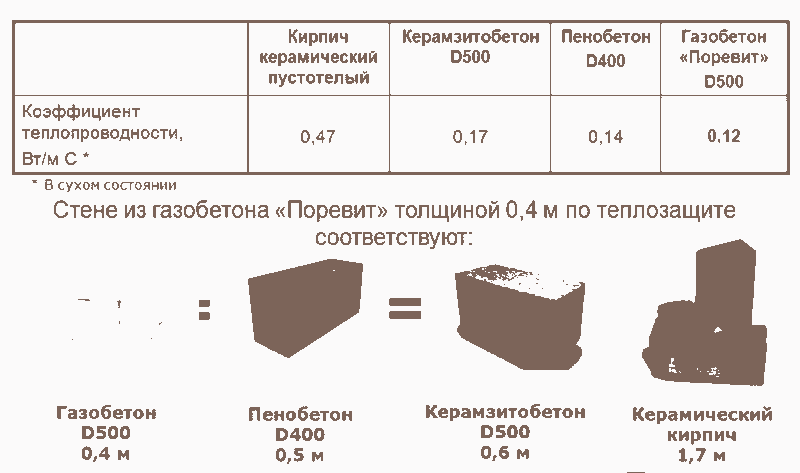 Узнайте больше о Чаде в ближайшие недели. Ниже представлены еще видеороликов, созданных School of American Rifle специально для ARBuildJunkie…:
Узнайте больше о Чаде в ближайшие недели. Ниже представлены еще видеороликов, созданных School of American Rifle специально для ARBuildJunkie…: Пожалуйста, поддержите Чада, подписавшись на School of the American Rifle на его веб-сайте, в Facebook или в Instagram. Он создает огромное количество материалов, которые помогут вам правильно собрать AR-15 в вашем собственном путешествии.
Пожалуйста, поддержите Чада, подписавшись на School of the American Rifle на его веб-сайте, в Facebook или в Instagram. Он создает огромное количество материалов, которые помогут вам правильно собрать AR-15 в вашем собственном путешествии.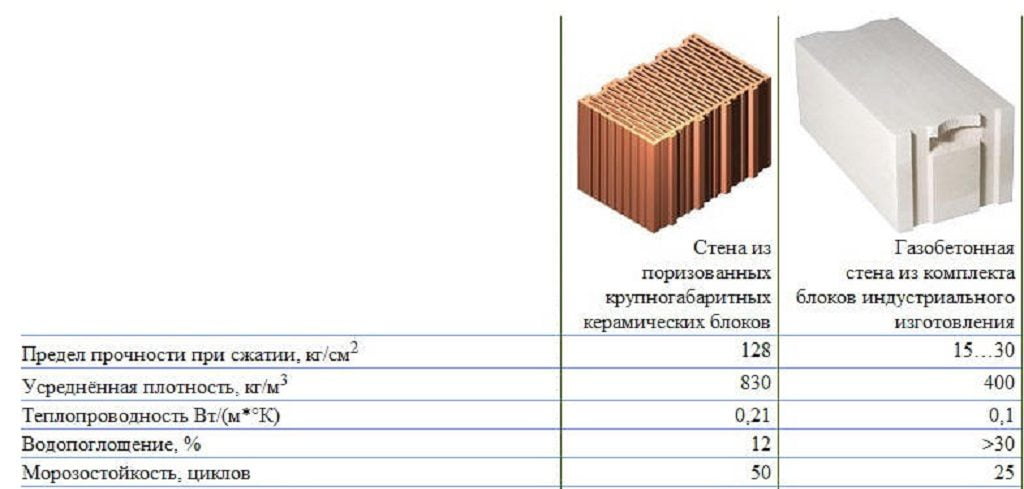
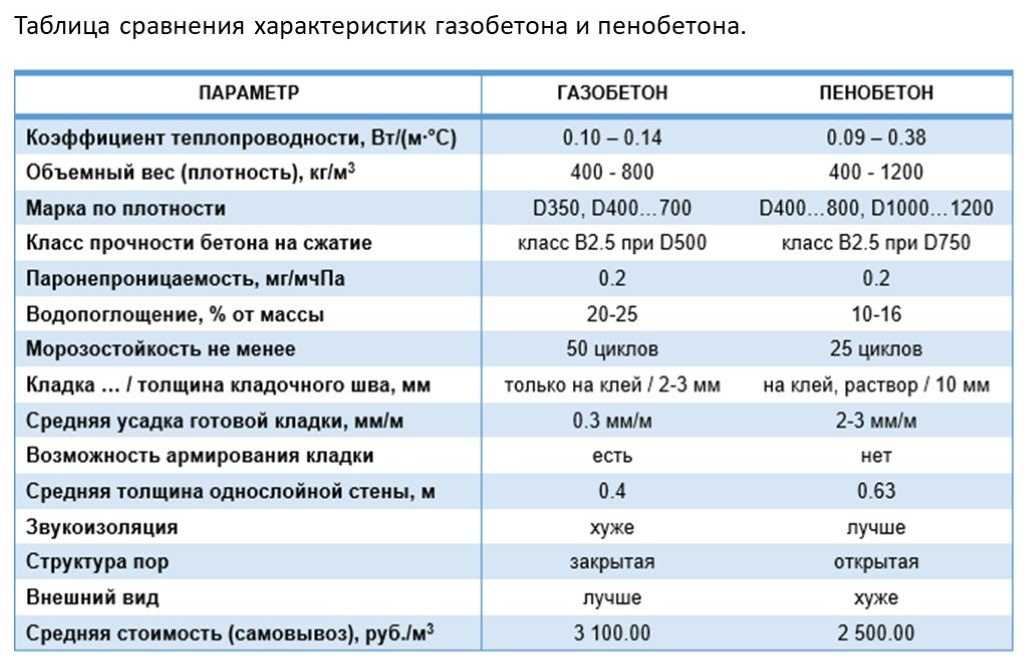 На анимации выше традиционная комбинация мушки и газового блока в стиле A2 отвечает за сбор этого газа. Блок перенаправляет газ через газовую трубку в обратном направлении, обратно в отверстие в верхнем ресивере, расположенное непосредственно над гайкой ствола. Часть трубки выступает внутрь самой ствольной коробки, где встречается с ключом водилы. Газ направляется в полый держатель через шпонку, где он может расширяться внутри герметичной камеры вокруг задней части затвора.
На анимации выше традиционная комбинация мушки и газового блока в стиле A2 отвечает за сбор этого газа. Блок перенаправляет газ через газовую трубку в обратном направлении, обратно в отверстие в верхнем ресивере, расположенное непосредственно над гайкой ствола. Часть трубки выступает внутрь самой ствольной коробки, где встречается с ключом водилы. Газ направляется в полый держатель через шпонку, где он может расширяться внутри герметичной камеры вокруг задней части затвора.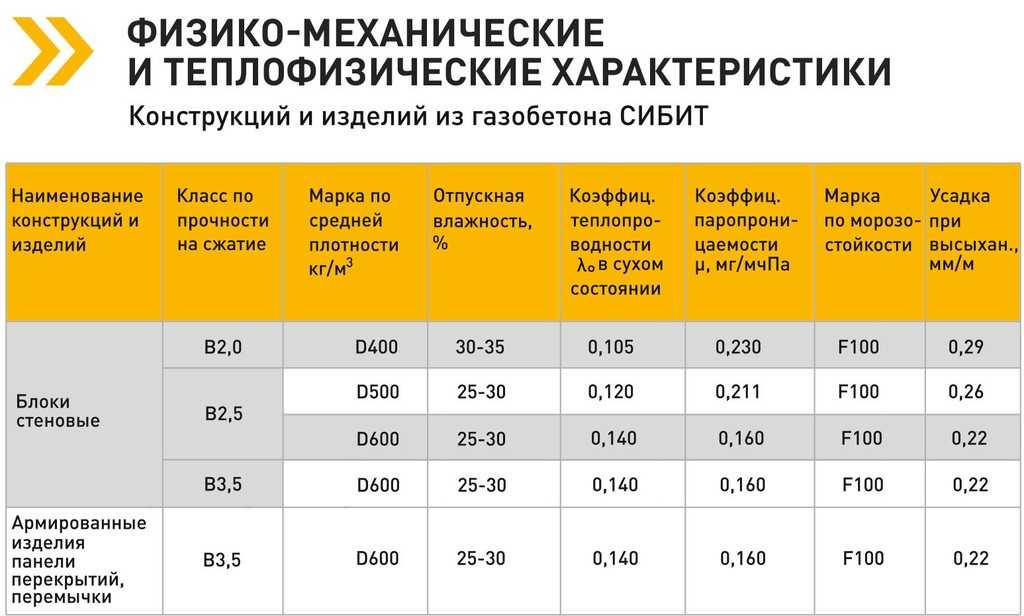
 Изменение диаметра газового порта может иметь катастрофические последствия, требующие замены ствола. Поскольку диаметры портов часто не зависят от длины ствола и длины газовой трубки, как показано выше, трудно определить «идеальный диаметр» для любого патрона и установки.
Изменение диаметра газового порта может иметь катастрофические последствия, требующие замены ствола. Поскольку диаметры портов часто не зависят от длины ствола и длины газовой трубки, как показано выше, трудно определить «идеальный диаметр» для любого патрона и установки. Эти блоки не регулируются, хотя часто они самые прочные. A2 FSB можно использовать как с традиционным цевьем, состоящим из двух частей, так и со свободно плавающим цевьем.
Эти блоки не регулируются, хотя часто они самые прочные. A2 FSB можно использовать как с традиционным цевьем, состоящим из двух частей, так и со свободно плавающим цевьем. Различные патроны будут влиять на количество энергии, производимой газовой системой AR-15, и это может привести к тому, что ваша винтовка или пистолет будут перегружены газом. Хуже того, он может не выполнить полный цикл оружия. Для решения этих проблем был разработан регулируемый газовый блок.
Различные патроны будут влиять на количество энергии, производимой газовой системой AR-15, и это может привести к тому, что ваша винтовка или пистолет будут перегружены газом. Хуже того, он может не выполнить полный цикл оружия. Для решения этих проблем был разработан регулируемый газовый блок.
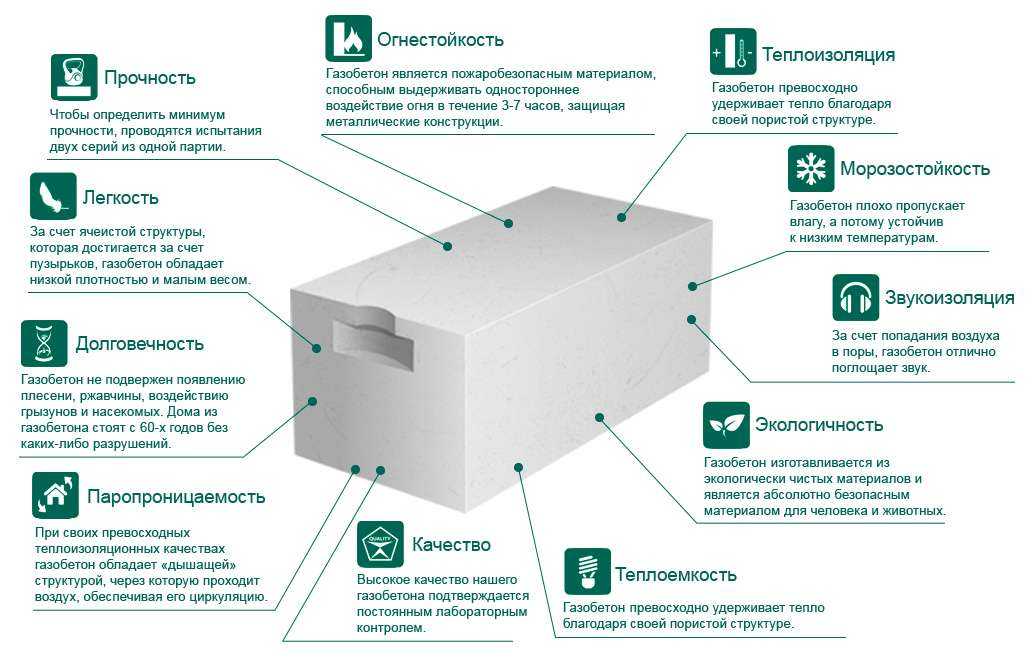 223 или 300 BLK)
223 или 300 BLK)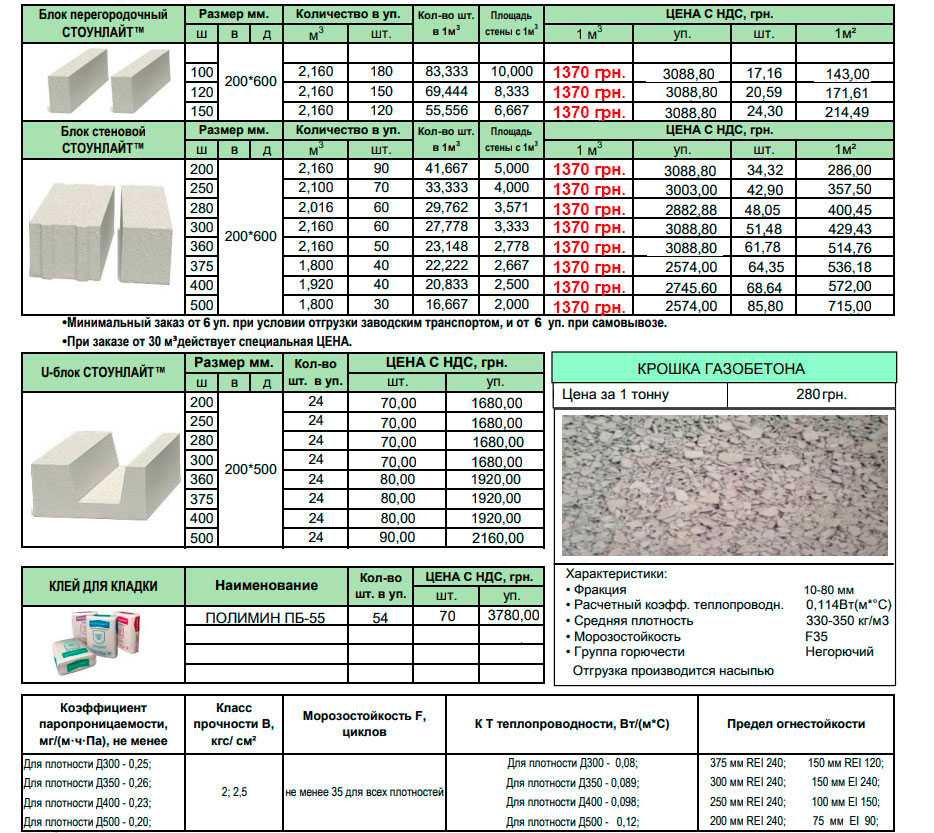 Системы длиной карабин могут казаться «перенасыщенными» и мощными с 16-дюймовым стволом — эта длина изначально была разработана для более короткого 14,5-дюймового ствола M4 — хотя их мощность может преодолеть грязь, нагар и другие факторы, которые в противном случае могли бы вызвать отказ от кормления (или заедание).
Системы длиной карабин могут казаться «перенасыщенными» и мощными с 16-дюймовым стволом — эта длина изначально была разработана для более короткого 14,5-дюймового ствола M4 — хотя их мощность может преодолеть грязь, нагар и другие факторы, которые в противном случае могли бы вызвать отказ от кормления (или заедание).


 ru
ru

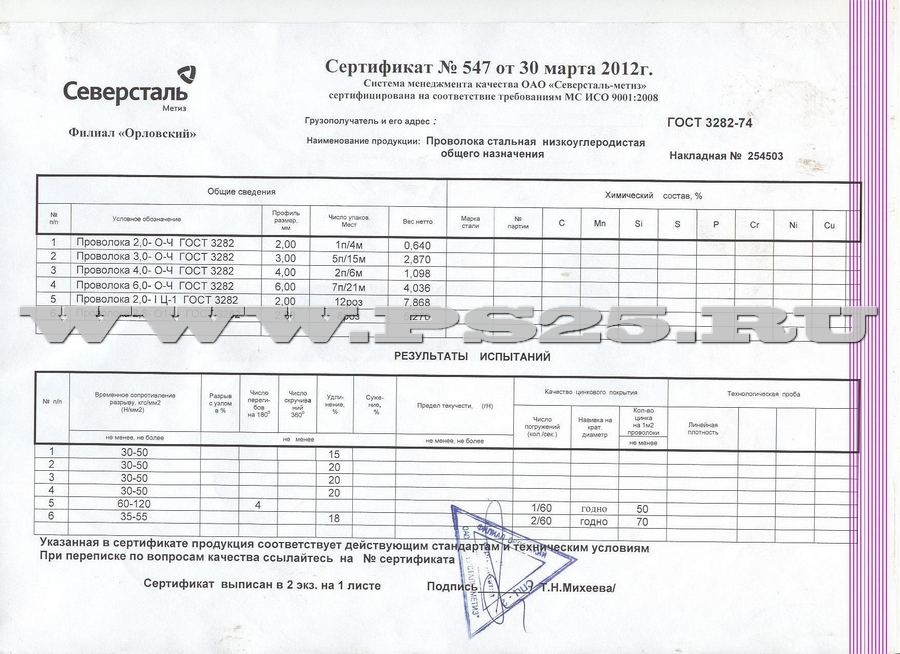

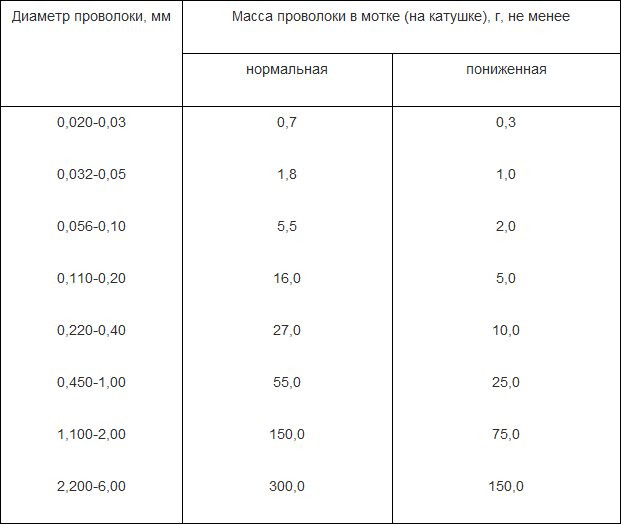





 8;
8;




 46 р.
46 р.
 1
1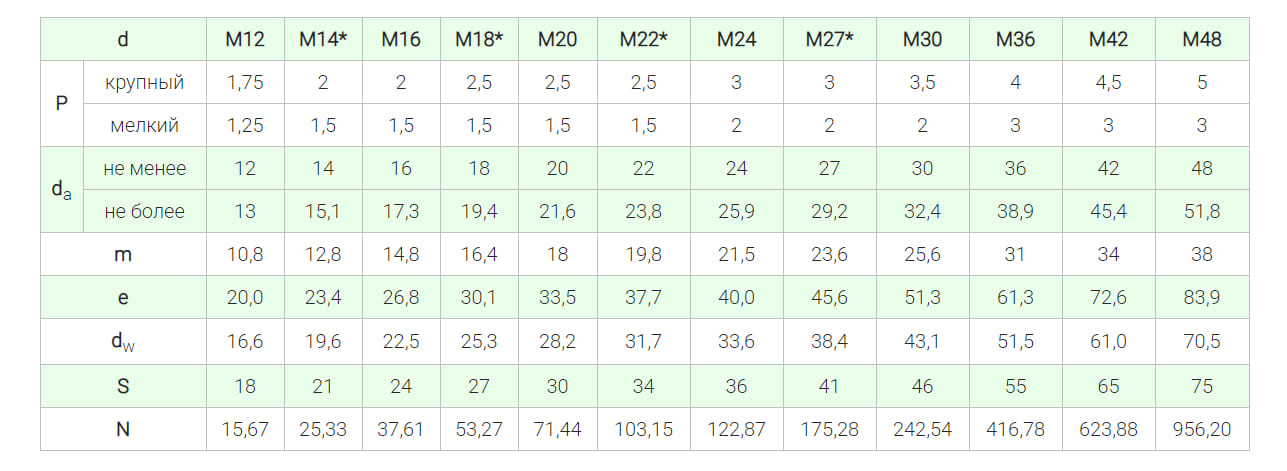 B1.310
B1.310 400-15
400-15 7Н ОСТ 26-2041-96
7Н ОСТ 26-2041-96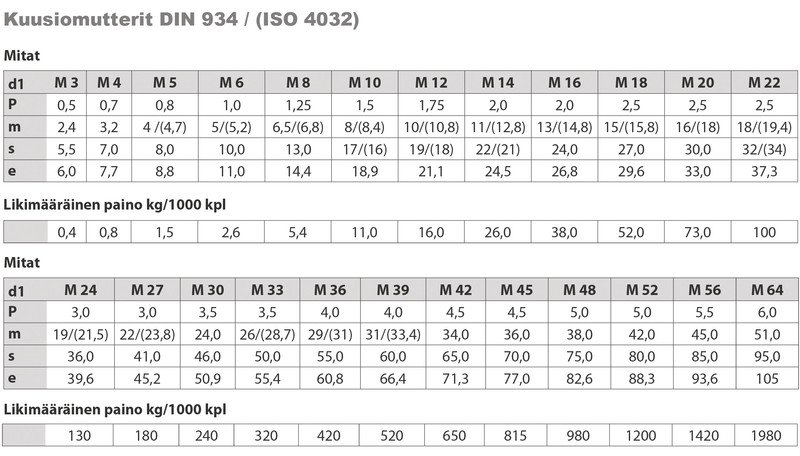 1 М16 Х 250
1 М16 Х 250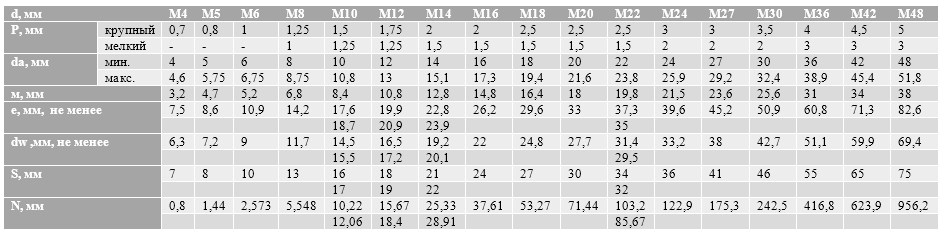 2
2 2,77 Мб)
2,77 Мб)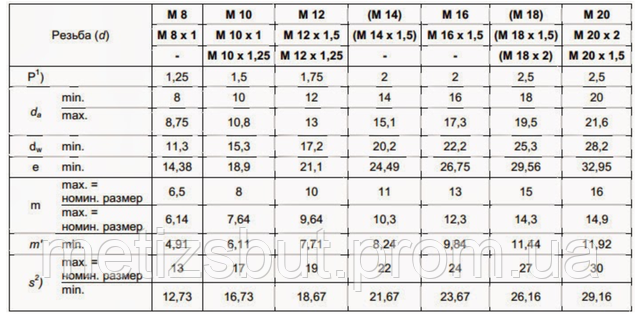 подробнее
подробнее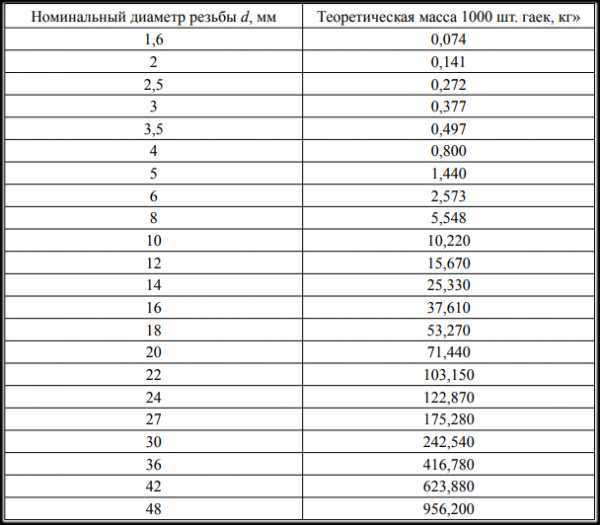 .ЭЛП кл.00021..ГАР, 1486 шт — Вес: 83,37
.ЭЛП кл.00021..ГАР, 1486 шт — Вес: 83,37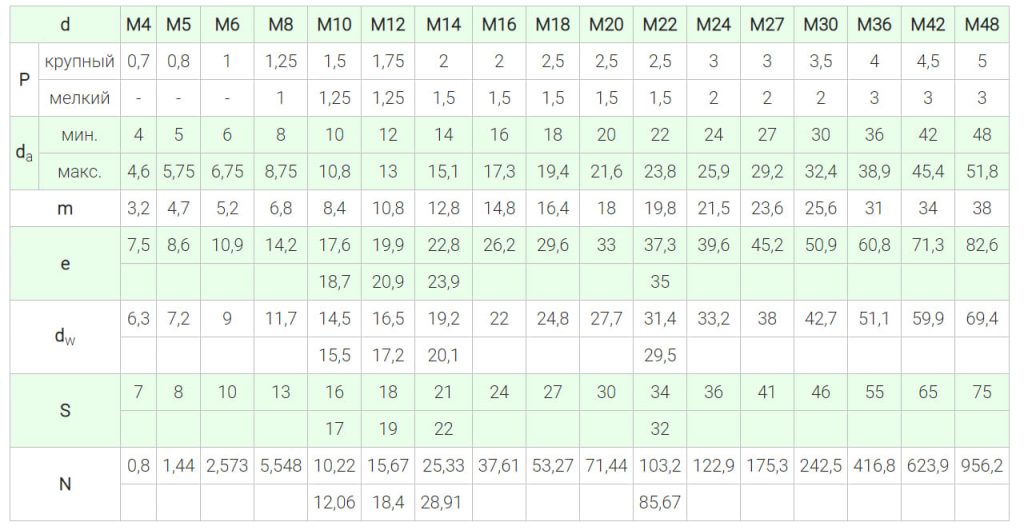 — Масса: 2,56 кг; 2) коробки 0, 1) ГАЙКА ШЕСТИГРАННАЯ, C Nara
— Масса: 2,56 кг; 2) коробки 0, 1) ГАЙКА ШЕСТИГРАННАЯ, C Nara
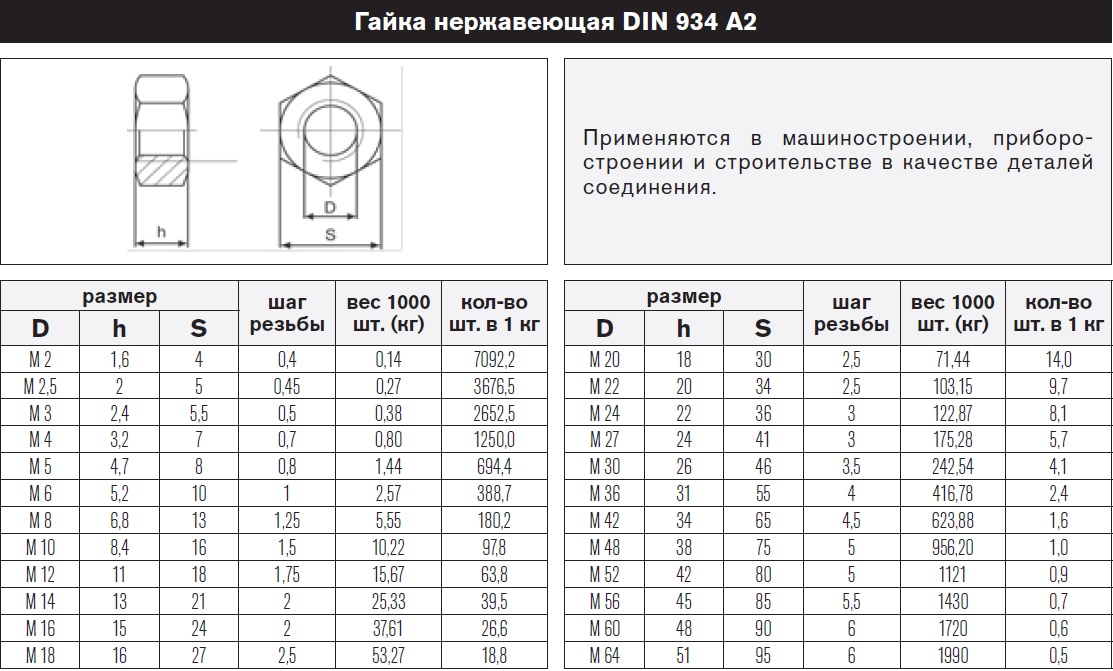 .TDR, 1
.TDR, 1
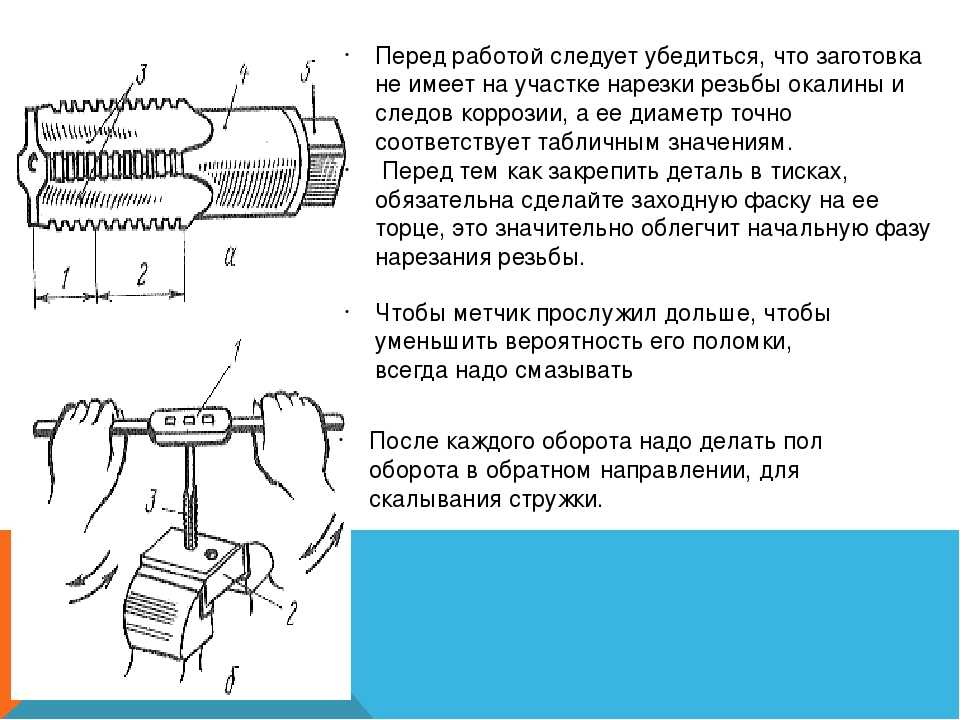 После этого её закрепляют при помощи винтов. В случае с наружной трубной резьбой нередко используют плашкодержатели с трещоткой. Они обеспечивают удобство работы в труднодоступных местах, например, у стены.
После этого её закрепляют при помощи винтов. В случае с наружной трубной резьбой нередко используют плашкодержатели с трещоткой. Они обеспечивают удобство работы в труднодоступных местах, например, у стены. Её ширина должна быть 1 – 1,5 мм для М6 … М18. Заготовку смазывают машинным маслом, что облегчает последующую работу и позволяет получить более качественную поверхность.
Её ширина должна быть 1 – 1,5 мм для М6 … М18. Заготовку смазывают машинным маслом, что облегчает последующую работу и позволяет получить более качественную поверхность.
 С помощью сверла диаметром большим, чем d, на кромке отверстия выполняют фаску. Она служит для центрирования и лучшего захода метчика.
С помощью сверла диаметром большим, чем d, на кромке отверстия выполняют фаску. Она служит для центрирования и лучшего захода метчика.
 2 Цельная и раздвижная лерка
2 Цельная и раздвижная лерка
 Это объясняется тем, что ее режущая кромка при изготовлении не подвергается шлифовке после термической обработки.
Это объясняется тем, что ее режущая кромка при изготовлении не подвергается шлифовке после термической обработки.
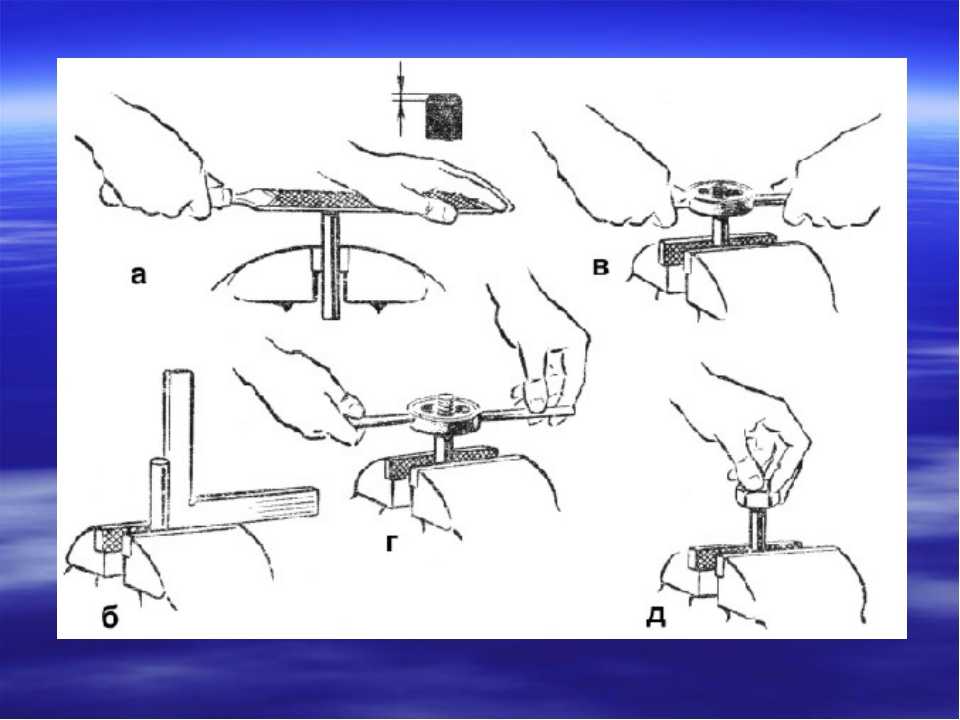 Пазы отлично помогают регулировать точность будущего соединения.
Пазы отлично помогают регулировать точность будущего соединения.
 Есть ряд требований не только к инструменту, но и к проведению работ такого вида:
Есть ряд требований не только к инструменту, но и к проведению работ такого вида: Для того чтобы это сделать нужно знать, как правильно нарезать резьбу:
Для того чтобы это сделать нужно знать, как правильно нарезать резьбу:
 Диаметр круглого стержня должен быть немного меньше внешнего диаметра резьбы, так как матрица слегка выдавливает материал наружу в процессе резки.
Диаметр круглого стержня должен быть немного меньше внешнего диаметра резьбы, так как матрица слегка выдавливает материал наружу в процессе резки. Напильник
Напильник

 5 раза прочнее стального аналога, что позволяет сооружать колонны в 2.5 раза длиннее стальных колонн.
5 раза прочнее стального аналога, что позволяет сооружать колонны в 2.5 раза длиннее стальных колонн.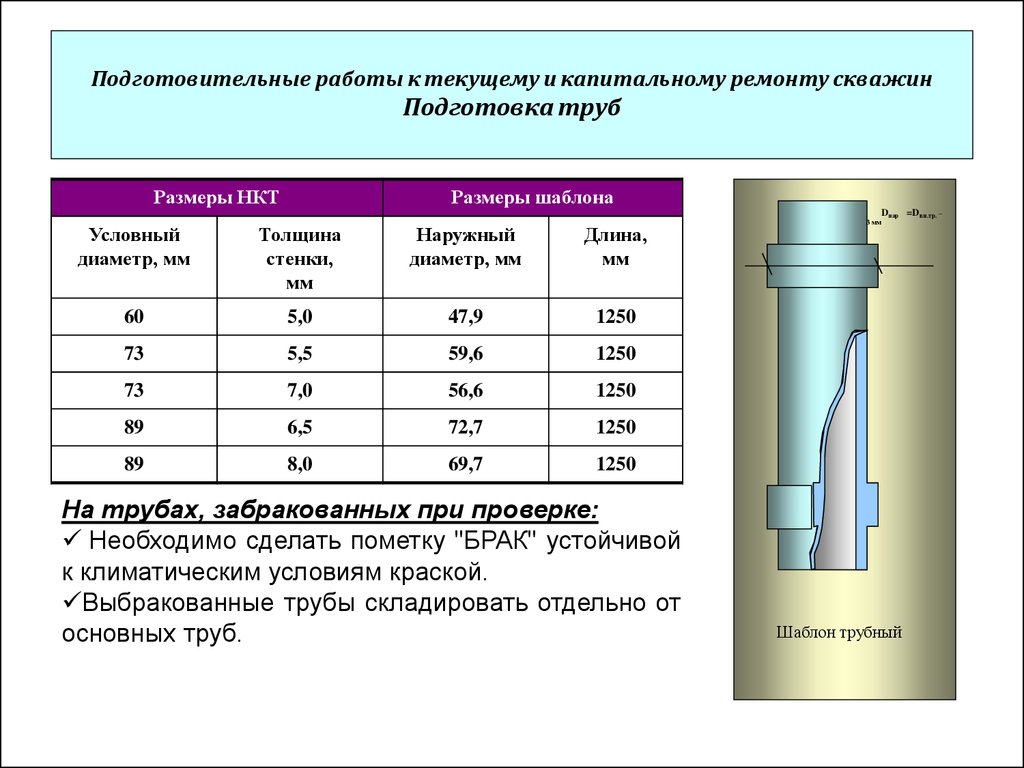
 Его поверхность обрабатывают диффузионным цинковым покрытием, которое демонстрирует высокую адгезию к железу и отталкивающий эффект к парафинам. Это покрытие способно продлить срок службы системы в 3-5 раз.
Его поверхность обрабатывают диффузионным цинковым покрытием, которое демонстрирует высокую адгезию к железу и отталкивающий эффект к парафинам. Это покрытие способно продлить срок службы системы в 3-5 раз. Размеру 89 миллиметров соответствует толщина стенок – 7.0 мм. Назначение трубы на 89 мм достаточно широкое. Она может применяться не только в нефте- и газодобывающей пресыщенности, но и в частном домостроении для обустройства свайного фундамента. Вес изделия диаметром 89 мм на 1 п.м. составляет 13.5 кг.
Размеру 89 миллиметров соответствует толщина стенок – 7.0 мм. Назначение трубы на 89 мм достаточно широкое. Она может применяться не только в нефте- и газодобывающей пресыщенности, но и в частном домостроении для обустройства свайного фундамента. Вес изделия диаметром 89 мм на 1 п.м. составляет 13.5 кг.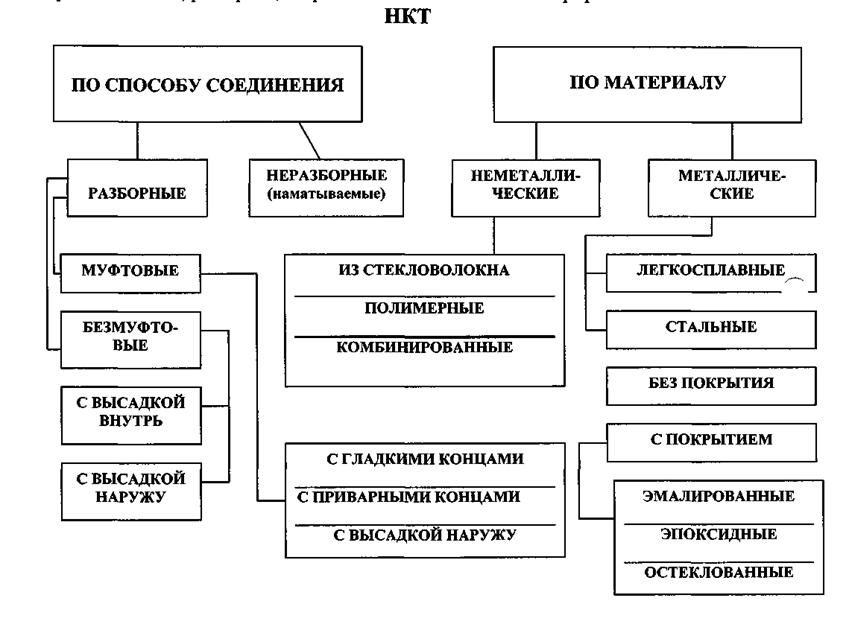 На резьбовую часть в обязательном порядке надевается предохранительное кольцо.
На резьбовую часть в обязательном порядке надевается предохранительное кольцо. Также они защищают газ и жидкость от стен скважины, препятствуют коррозии, отложению вредных частиц на стенках. Помещенная в скважину такая труба обеспечивает проведение спуско-подъемных и ремонтных работ, в которых регулярно возникает необходимость.
Также они защищают газ и жидкость от стен скважины, препятствуют коррозии, отложению вредных частиц на стенках. Помещенная в скважину такая труба обеспечивает проведение спуско-подъемных и ремонтных работ, в которых регулярно возникает необходимость.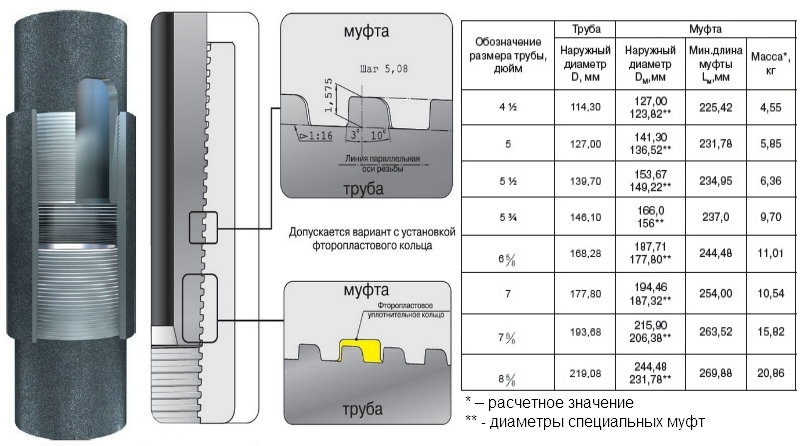
 Специалисты предусматривают быстрый и эффективный монтаж, а также извлечение колонн из скважин и возвращение их обратно.
Специалисты предусматривают быстрый и эффективный монтаж, а также извлечение колонн из скважин и возвращение их обратно.
 При этом первый вид оборудован насосами центробежного типа. Стальные изделия не должны иметь отклонений при изготовлении и отправке на производство. Если это происходит, то они отправляются на переплавку. Алюминиевые конструкции обладают легкостью, хорошей устойчивостью к коррозии и приличными прочностными характеристиками.
При этом первый вид оборудован насосами центробежного типа. Стальные изделия не должны иметь отклонений при изготовлении и отправке на производство. Если это происходит, то они отправляются на переплавку. Алюминиевые конструкции обладают легкостью, хорошей устойчивостью к коррозии и приличными прочностными характеристиками.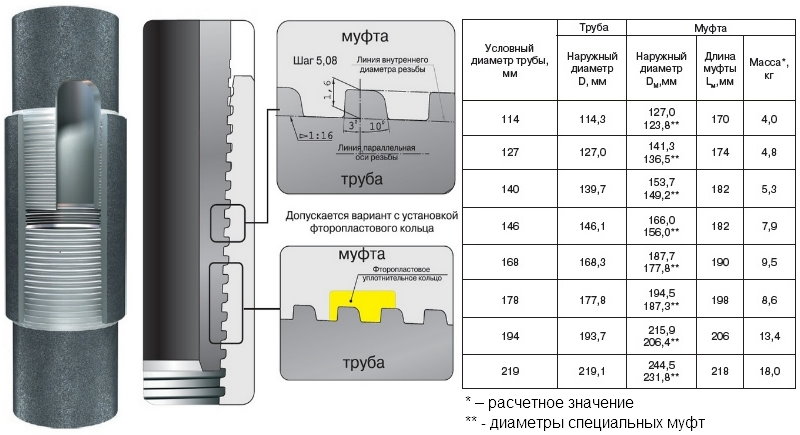
 9
9  34
34 2. Марка и процесс изготовления (например, 8F обозначает гайки, изготовленные методом горячей или холодной штамповки)
2. Марка и процесс изготовления (например, 8F обозначает гайки, изготовленные методом горячей или холодной штамповки) 1
1
 Мало того, ANSI является настолько уважаемой и пользующейся доверием организацией, что ее добровольные стандарты без колебаний применяются во многих отраслях.
Мало того, ANSI является настолько уважаемой и пользующейся доверием организацией, что ее добровольные стандарты без колебаний применяются во многих отраслях. Каждый из этих вариантов может быть эффективным, но для объектов с большим количеством труб идеальным вариантом будет этикетировочная машина. С другой стороны, для тех, кому нужно всего несколько этикеток, лучшим выбором, вероятно, будет специальный заказ.
Каждый из этих вариантов может быть эффективным, но для объектов с большим количеством труб идеальным вариантом будет этикетировочная машина. С другой стороны, для тех, кому нужно всего несколько этикеток, лучшим выбором, вероятно, будет специальный заказ.


 Они эффективны, потому что сотрудники могут ссылаться на них, прежде чем предпринимать какие-либо действия. Это особенно важно для сотрудников, которым нечасто приходится обращаться к трубам и которые могут не помнить цветовой код в деталях.
Они эффективны, потому что сотрудники могут ссылаться на них, прежде чем предпринимать какие-либо действия. Это особенно важно для сотрудников, которым нечасто приходится обращаться к трубам и которые могут не помнить цветовой код в деталях.


 размер, мм:
размер, мм: )
) до 65 р. в 5 магазинах
до 65 р. в 5 магазинах Гравером отлично можно снять ржавчину, краску и заусенцы после сварки. Изделия из металла легко поддаются полировке гравером. Также гравер можно использовать в роли болгарки – пилить тонкие металлы, медные трубы и оргстекло. Декупаж, нанесение рисунков и надписей также подвластны граверу.
Гравером отлично можно снять ржавчину, краску и заусенцы после сварки. Изделия из металла легко поддаются полировке гравером. Также гравер можно использовать в роли болгарки – пилить тонкие металлы, медные трубы и оргстекло. Декупаж, нанесение рисунков и надписей также подвластны граверу. 2
2


 Узнать больше
Узнать больше
 Laser Video Library
Laser Video Library
 100004
100004
 ..
.. Испытайте метод проб и ошибок Макса, чтобы добиться наилучшего результата на его машине OMTech!
Испытайте метод проб и ошибок Макса, чтобы добиться наилучшего результата на его машине OMTech! Наборы для гравировки и лазерной графики
Наборы для гравировки и лазерной графики
 I.Y. Видеонабор
I.Y. Видеонабор

 Каждый с этих элементов выполняет определенные функции. Оконный переплет определяет как внешний вид окна, так и его качества.
Каждый с этих элементов выполняет определенные функции. Оконный переплет определяет как внешний вид окна, так и его качества.



 Не обладает большими теплоизоляционными свойствами, поэтому чаще всего используются для веранд, других помещений с низкими требованиями к теплоизоляции.
Не обладает большими теплоизоляционными свойствами, поэтому чаще всего используются для веранд, других помещений с низкими требованиями к теплоизоляции.

 Также придаст готовому изделию эстетичный вид.
Также придаст готовому изделию эстетичный вид.

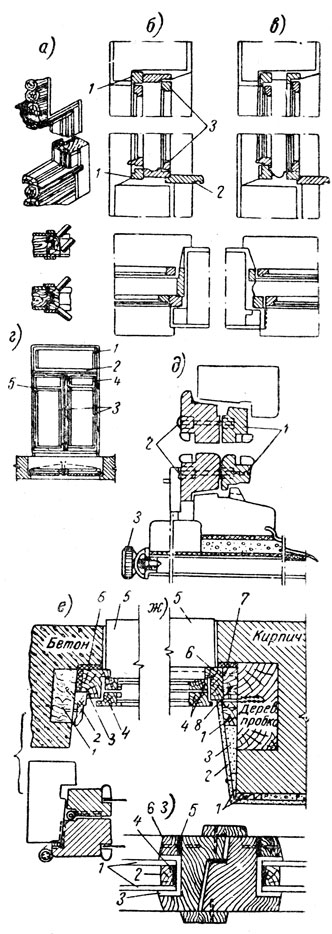 На рубеже этого века была введена двойная раздвижная створка, хотя она не получила широкого распространения до середины восемнадцатого века. С этого периода двойные подвесные створки оставались популярными, поскольку их адаптировали к различным архитектурным стилям.
На рубеже этого века была введена двойная раздвижная створка, хотя она не получила широкого распространения до середины восемнадцатого века. С этого периода двойные подвесные створки оставались популярными, поскольку их адаптировали к различным архитектурным стилям. Окна в георгианскую эпоху были почти исключительно створчатыми окнами, состоящими из нескольких меньших оконных стекол, разделенных деревянными решетками (мундинами). Ранние георгианские окна имели толстые дубовые планки для остекления толщиной до 38 мм, но более поздние тонкие изящные планки, вырезанные из «Дила» (Балтийской сосны), были толщиной до 12 мм. Узкие планки остекления позволили использовать оконные створки большего размера с менее прерывистым обзором.
Окна в георгианскую эпоху были почти исключительно створчатыми окнами, состоящими из нескольких меньших оконных стекол, разделенных деревянными решетками (мундинами). Ранние георгианские окна имели толстые дубовые планки для остекления толщиной до 38 мм, но более поздние тонкие изящные планки, вырезанные из «Дила» (Балтийской сосны), были толщиной до 12 мм. Узкие планки остекления позволили использовать оконные створки большего размера с менее прерывистым обзором. Коронное стекло было очень дорогим из-за высокого государственного налогообложения, которое рассчитывалось по весу, что поощряло использование очень тонкого остекления.
Коронное стекло было очень дорогим из-за высокого государственного налогообложения, которое рассчитывалось по весу, что поощряло использование очень тонкого остекления. Более сложные окна имели створки с витражами в верхней части.
Более сложные окна имели створки с витражами в верхней части.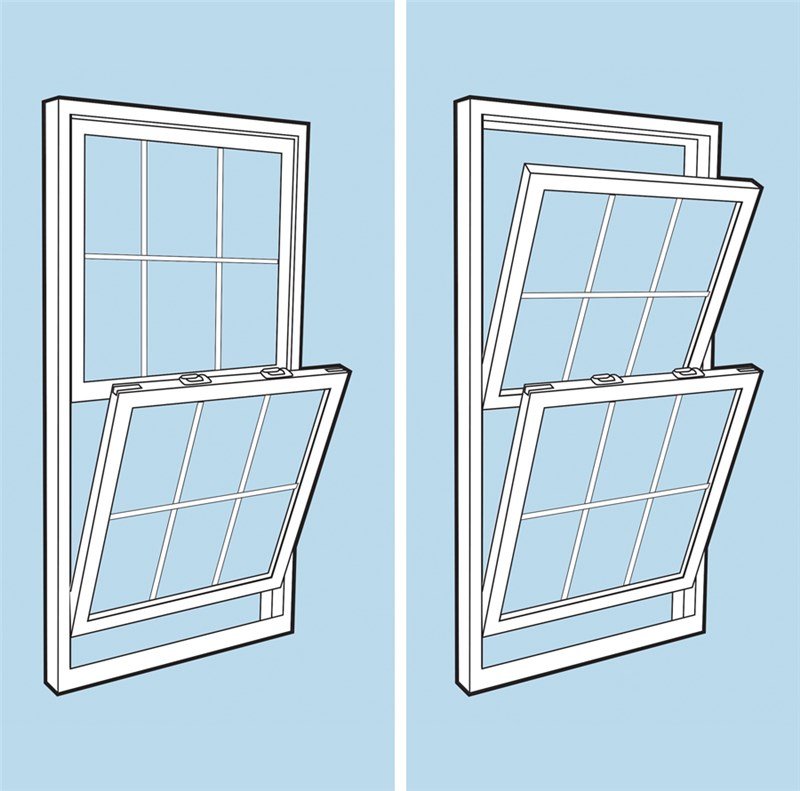
 В более дешевой версии используются те же изогнутые сегментные створки, но фальц установлен для приема плоских стеклянных листов. 9№ 0005
В более дешевой версии используются те же изогнутые сегментные створки, но фальц установлен для приема плоских стеклянных листов. 9№ 0005 Поскольку этот стиль стал особенно популярным в Венеции в середине шестнадцатого века, они теперь широко известны как венецианские окна . Деревянные венецианские окна могут иметь каменную, кирпичную или деревянную конструкцию.
Поскольку этот стиль стал особенно популярным в Венеции в середине шестнадцатого века, они теперь широко известны как венецианские окна . Деревянные венецианские окна могут иметь каменную, кирпичную или деревянную конструкцию.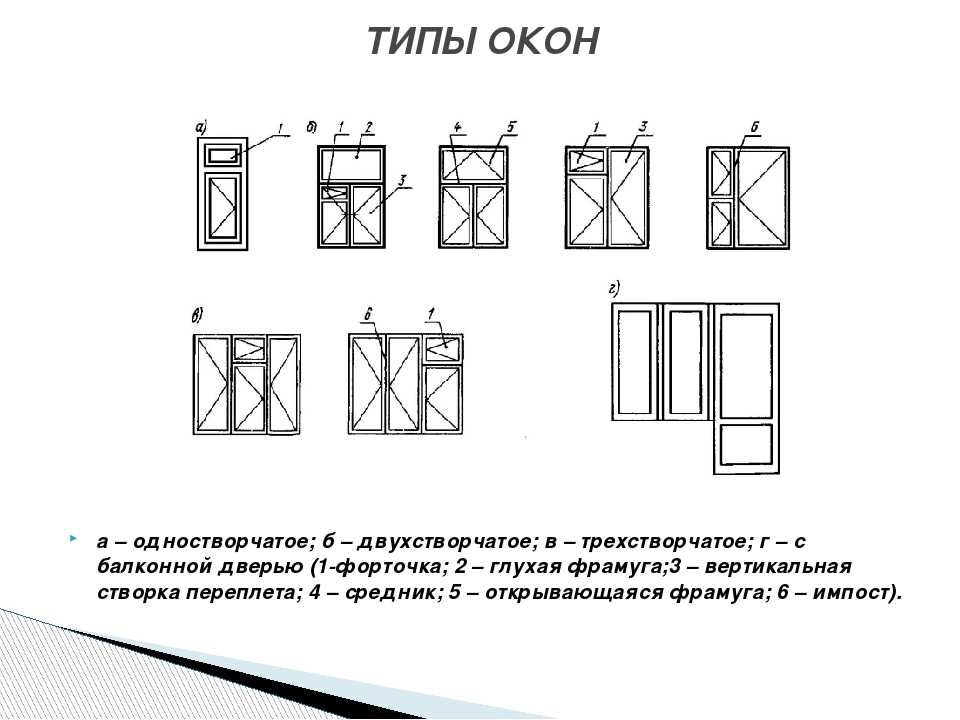
 Часто встречается на территории эдвардианского периода.
Часто встречается на территории эдвардианского периода. исторические дома на рынке и ответы на вопросы, которые у нас всегда были о старых постройках.
исторические дома на рынке и ответы на вопросы, которые у нас всегда были о старых постройках.  Эти перегородки обычно изготавливаются из дерева в старых домах, но теоретически могут быть изготовлены практически из любого материала.
Эти перегородки обычно изготавливаются из дерева в старых домах, но теоретически могут быть изготовлены практически из любого материала.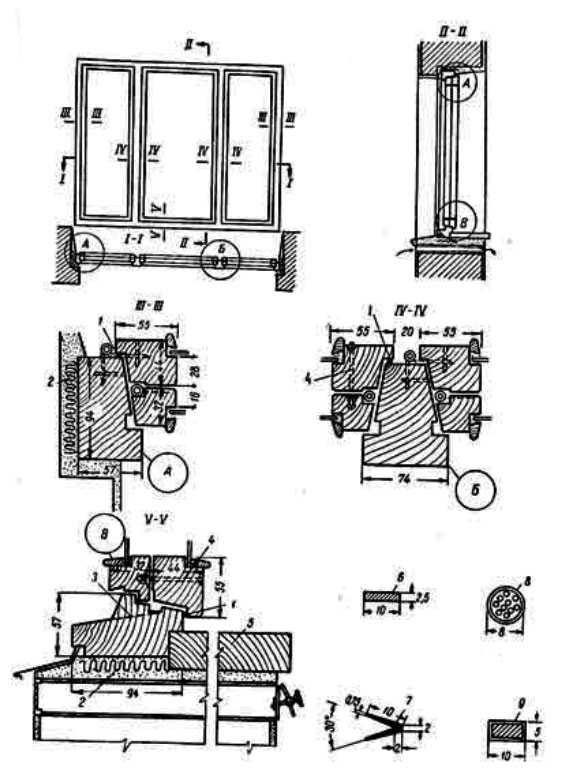 Фрамуги также были довольно популярны в георгианской Англии, потому что они пропускали свет в темные вестибюли. В США их можно найти в архитектуре федерального и колониального возрождения, а также в других стилях зданий.
Фрамуги также были довольно популярны в георгианской Англии, потому что они пропускали свет в темные вестибюли. В США их можно найти в архитектуре федерального и колониального возрождения, а также в других стилях зданий.



 Используются на крупных металло- и деревообрабатывающих предприятиях.
Используются на крупных металло- и деревообрабатывающих предприятиях. youtube.com/embed/_kQpKC1aNCI» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
youtube.com/embed/_kQpKC1aNCI» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»> 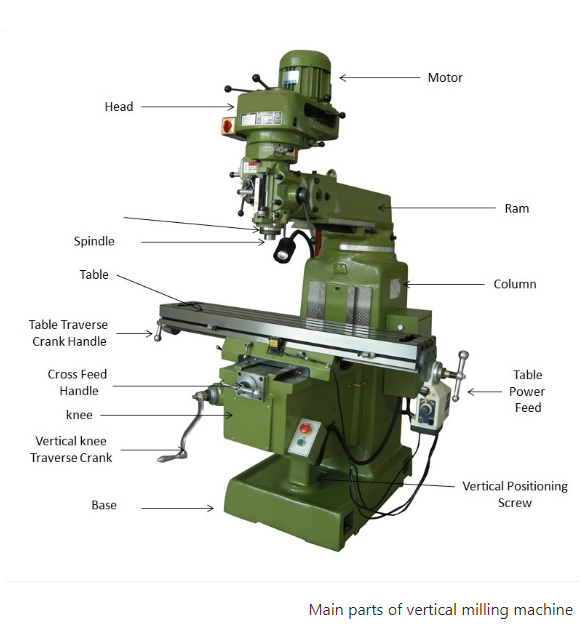 Процесс фрезерования заключается во вращательных движениях режущего инструмента, являющегося главным, и поступательном перемещении заготовки, которое называется движением подачи.
Процесс фрезерования заключается во вращательных движениях режущего инструмента, являющегося главным, и поступательном перемещении заготовки, которое называется движением подачи.
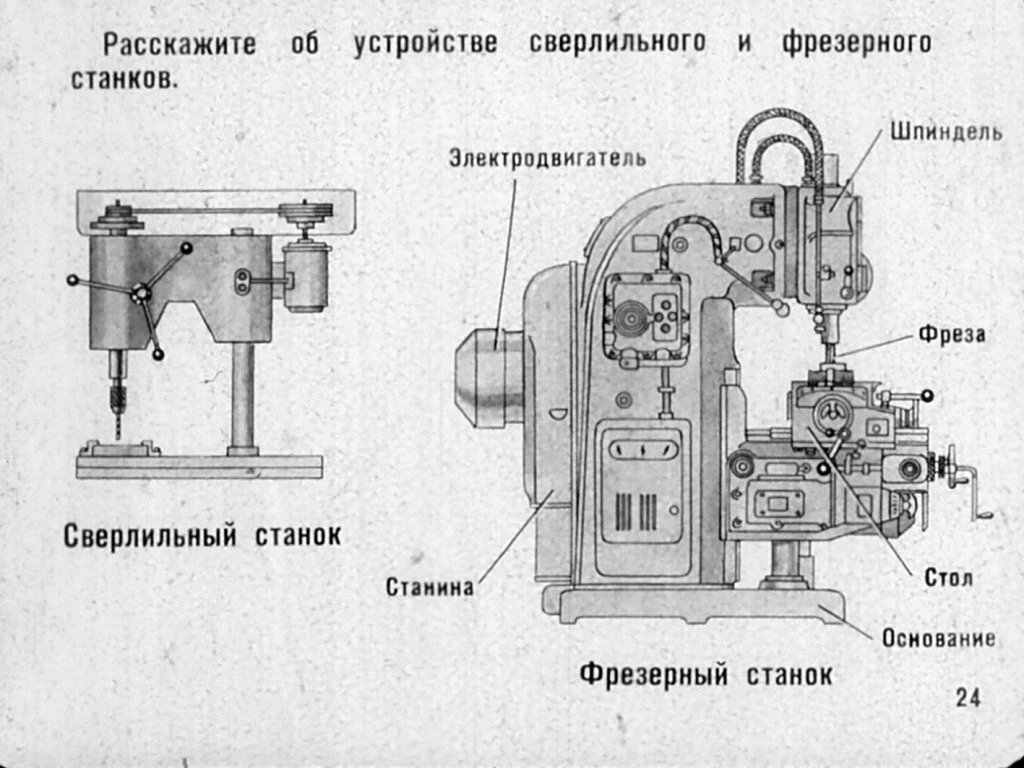
 Данная конструкция решает обработку фасонных, винтовых и других видов поверхностей, пазов и углов.
Данная конструкция решает обработку фасонных, винтовых и других видов поверхностей, пазов и углов.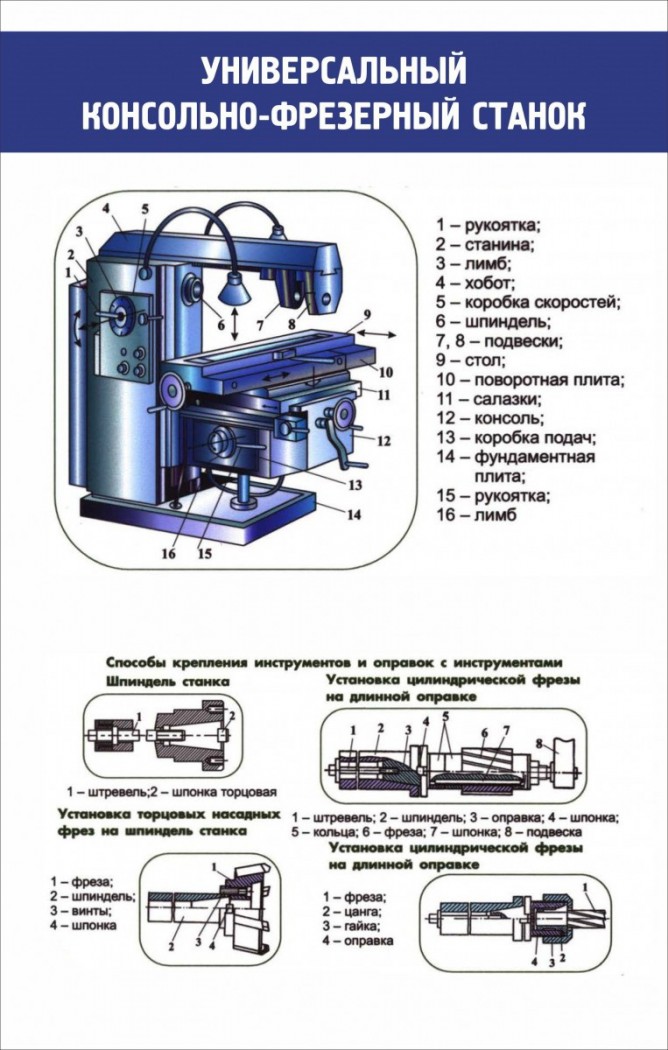 Именно такое изделие гарантирует высокую точность и жесткость в процессе эксплуатации с тяжелыми изделиями.
Именно такое изделие гарантирует высокую точность и жесткость в процессе эксплуатации с тяжелыми изделиями.
 Они отличаются от других видов станков тем, что стол для закрепления заготовок перемещается в двух направлениях.
Они отличаются от других видов станков тем, что стол для закрепления заготовок перемещается в двух направлениях. Каждый вал соединен с шаговым двигателем. При помощи компьютера можно управлять перемещением в трех осях, запуская и выключая их. У шпинделя есть свой отдельный привод с регулируемой скоростью вращения.
Каждый вал соединен с шаговым двигателем. При помощи компьютера можно управлять перемещением в трех осях, запуская и выключая их. У шпинделя есть свой отдельный привод с регулируемой скоростью вращения. Его покупка будет актуальной для тех предприятий, которые занимаются выполнением большого спектра работ по сверлению, фрезерованию, нарезанию резьбы в металлических заготовках.
Его покупка будет актуальной для тех предприятий, которые занимаются выполнением большого спектра работ по сверлению, фрезерованию, нарезанию резьбы в металлических заготовках.
 В этом руководстве мы покажем вам, что такое фрезерные станки, что они делают и как они работают. Мы также рассмотрим различные типы машин, чтобы у вас было более четкое представление о том, какая машина лучше всего соответствует вашим потребностям.
В этом руководстве мы покажем вам, что такое фрезерные станки, что они делают и как они работают. Мы также рассмотрим различные типы машин, чтобы у вас было более четкое представление о том, какая машина лучше всего соответствует вашим потребностям. Фрезерные станки используют цилиндрические инструменты, такие как сверла и концевые фрезы, для удаления материала. Фрезерные станки в основном используются на плоских поверхностях, хотя могут работать и с некоторыми неровными поверхностями.
Фрезерные станки используют цилиндрические инструменты, такие как сверла и концевые фрезы, для удаления материала. Фрезерные станки в основном используются на плоских поверхностях, хотя могут работать и с некоторыми неровными поверхностями.

 Эти виды прессов выполняют на различных типах фрезерных станков.
Эти виды прессов выполняют на различных типах фрезерных станков. Кроме того, горизонтально-фрезерные станки обычно имеют другие режущие инструменты, чем вертикально-фрезерные станки.
Кроме того, горизонтально-фрезерные станки обычно имеют другие режущие инструменты, чем вертикально-фрезерные станки. Вы можете использовать этот станок для обработки пазов, канавок и плоских поверхностей. Шпиндельная головка закреплена на вертикальной стойке, которая вращается под углом. Фреза закрепляется на шпинделе для работы с угловатыми поверхностями. В некоторых вертикально-фрезерных станках можно регулировать шпиндель вверх и вниз.
Вы можете использовать этот станок для обработки пазов, канавок и плоских поверхностей. Шпиндельная головка закреплена на вертикальной стойке, которая вращается под углом. Фреза закрепляется на шпинделе для работы с угловатыми поверхностями. В некоторых вертикально-фрезерных станках можно регулировать шпиндель вверх и вниз.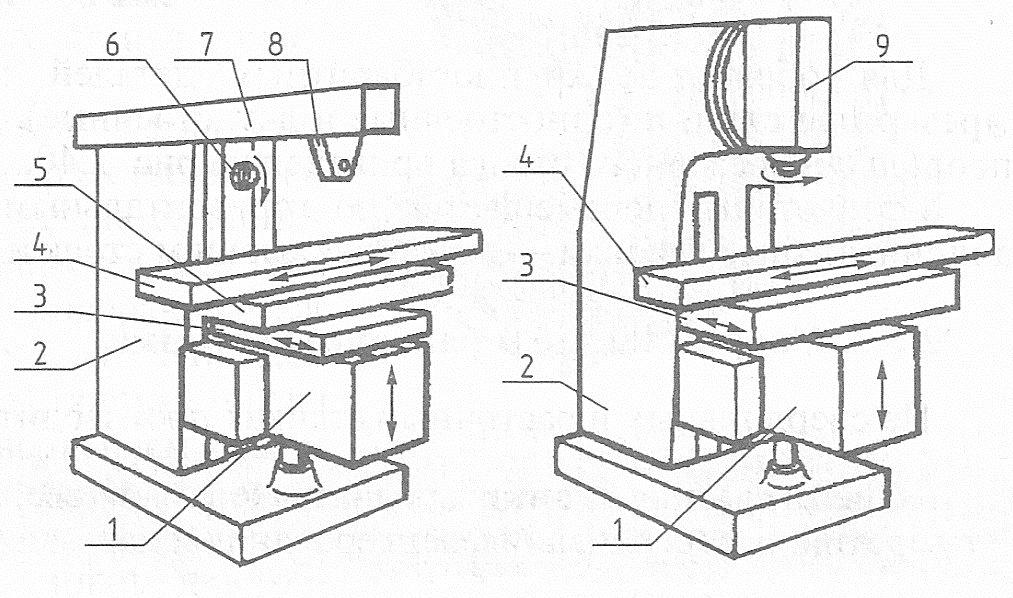 Многие вертикальные фрезерные станки также имеют вращающуюся револьверную головку для верхней режущей головки, что обеспечивает еще более широкие возможности обработки (ось b).
Многие вертикальные фрезерные станки также имеют вращающуюся револьверную головку для верхней режущей головки, что обеспечивает еще более широкие возможности обработки (ось b).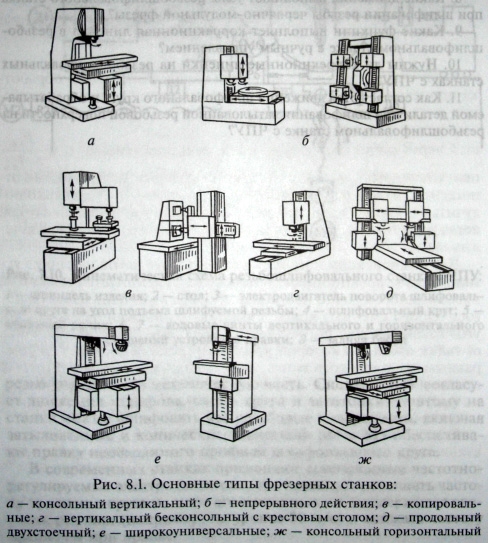
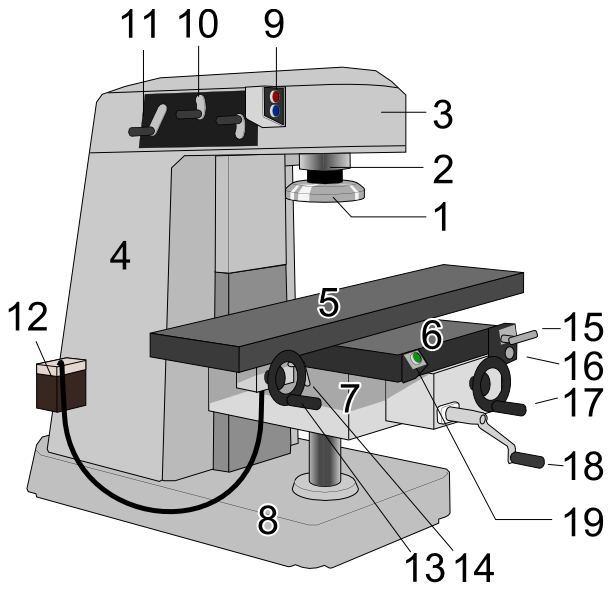 Вы можете выполнять все операции, которые делает фрезерный станок, с помощью универсального фрезерного станка.
Вы можете выполнять все операции, которые делает фрезерный станок, с помощью универсального фрезерного станка.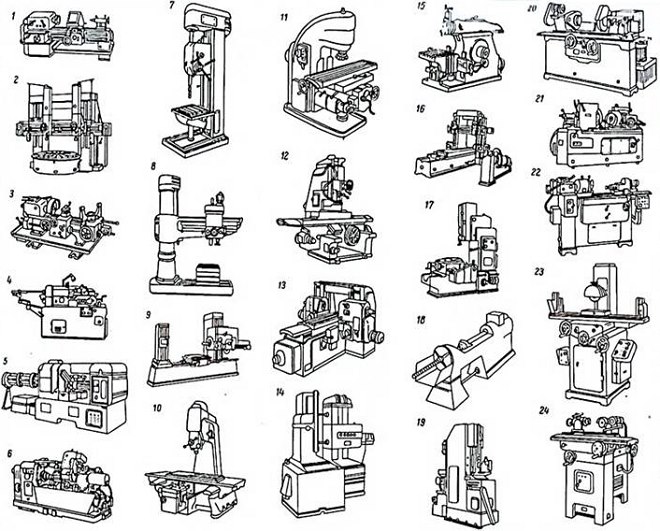
 Фрезерный станок с поворотным столом
Фрезерный станок с поворотным столом  Фрезерные станки с трассерным управлением применяются для обработки кулачков, пазов, контурных поверхностей и т.д.
Фрезерные станки с трассерным управлением применяются для обработки кулачков, пазов, контурных поверхностей и т.д.

 В них используется гидравлический двигатель, и их лучше всего использовать в промышленных условиях.
В них используется гидравлический двигатель, и их лучше всего использовать в промышленных условиях.
 С помощью фрезерных станков можно выполнять множество операций и функций, начиная от мелких объектов и заканчивая крупными.
С помощью фрезерных станков можно выполнять множество операций и функций, начиная от мелких объектов и заканчивая крупными. д.
д. Вы не можете расположить седло и колено этого фрезерного станка. Он имеет подвижную шпиндельную головку, соединенную со шпинделем станка.
Вы не можете расположить седло и колено этого фрезерного станка. Он имеет подвижную шпиндельную головку, соединенную со шпинделем станка.