Электроаппаратура, элементы из латуни железа, медные провода
ПОС 30
29-31
71-69
Продукция машиностроения, гибкие шланги и бандажная проволока электромоторов
ПОС 10
9-10
91-90
Контактные поверхности реле, электроприборов, аппаратов
Припои для пайки – сплавы или чистые металлы, которые используются для введения в полости/зазоры или швы между соединяемыми деталями. Припой полностью заполняет пустоты, образовавшиеся в процессе диффузии. Сплавы и металлы имеют более низкие температурные показатели, чем элементы пайки. И чем меньшую температуру нагрева имеет припой ПОС 30, 60 или 61, тем больше прочность в области пайки.
Используемые в процессе работ материалы/сплавы должны равномерно растекаться по области пайки, хорошо смачивать детали, заполнять зазоры и быстро отвердевать, формируя прочные и стойкие к коррозии соединения. При пайке может использоваться медный, оловянный, латунный, золотой, серебряный, оловянно-свинцовый припой. При правильном подборе металлы/сплавы имеют аналогичный с деталью коэффициент температурного расширения. При работе со сложными изделиями необходимо подбирать материалы в соответствии с требованиями к жаропрочности, теплопроводности, стойкости к химической агрессии.
В зависимости от специфики работы могут использоваться сплавы с разными характеристиками:
мягкий припой (плавление происходит при температуре до 4000°С) – материалы, которые используются в процессе пайки отдельных элементов аппаратов и машин, которые не имеют токоведущих конструкций;
твёрдые припои, которые плавятся при температуре выше 5000°С, используются при работе с материалами/конструкциями, подвергающимися высокому нагреву с постоянными существенными нагрузками.
Выполненный по ГОСТ 21931-76 припой ПОС 5, 10, 40, 63, 90 имеет высокий предел прочности – до 50-70 МПа. Соединение деталей/элементов осуществляется методом погружения всего изделия в металл или забора порции нужного размера жалом паяльника.
Твердый сплав (припой ПСР) – это материал, предел прочности которого превышает 500 МПа. В процессе работ используется электроконтактный способ с использованием графитовых или медных электродов, дуговой и аргонной сварки (пайка мелких деталей).
Высокотемпературные материалы содержат в своем составе серебро, никель, медь и цинк. Можно купить медный, серебряный припой для пайки, который предназначен для работы со всеми металлами, кроме алюминия, магния.
Низкотемпературные сплавы, такие как припой ПОССУ 40 или ПОСК 50-18 состоят из олова, свинца и сурьмы. Эти материалы не могут использоваться при пайке легких сплавов, так как при контакте со свинцом происходит окисление и коррозийное разрушение деталей.
С учетом химического компонентного состава, купить припой можно в нескольких видах:
Припой ПОС (без сурьмы) применяется при пайке с повышенными требованиями к пластичности и герметичности шва (лужение и пайка аппаратуры, посуды). На выполненный по ГОСТ припой ПОС цена незначительно выше других сплавов, так как материал не токсичен, не опасен для человека.
Припой (45, 60 ,61) с содержанием сурьмы до 0,5%. Материал отличается пластичностью и используется для пайки цинковых изделий.
Сурьмянистый припой оптом можно купить для абразивной пайки в машино- и авиастроении, холодильной промышленности и других областях, где нужна гарантия прочности/герметичности швов.
ФИЗИКО-МЕХАНИЧЕСКИЕ СВОЙСТВА ПРИПОЕВ
Марка припоя для пайки
ПОС 90
ПОС 61
ПОС 40
ПОС 10
ПОС 61М
ПОСК 50-18
ПОССу 61-0,5
ПОССу 50-0,5
t плавления, С°
Солидус
183
183
183
268
183
142
183
183
Ликвидус
220
190
238
299
192
145
189
216
Плотность, г/см3.
7,6
8,5
9,3
10,8
8,5
8,8
8,5
8,9
Удельное электро-сопротивление Ом*мм2/м
0,12
0,139
0,159
0,2
0,143
0,133
0,14
0,149
Теплопроводность, ккал /см*с*град
0,13
0,12
0,1
0,084
0,117
0,13
0,12
0,112
Времен. сопротивление разрыву, кгс/мм2
4,9
4,3
3,8
3,2
4,5
4
4,5
3,8
Относит. удлинение, %
40
46
52
44
40
40
35
62
Ударная вязкость, кгс/см 2
4,2
3,9
4
3,2
1,1
4,9
3,7
4,4
Твердость по Бринеллю, ПВ
15,4
14
12,5
12,5
14,9
14
13,5
13,2
Марка припоя для пайки
ПОССу 40-0,5
ПОССу 35-0,5
ПОССу 30-0,5
ПОССу 25-0,5
ПОССу 18-0,5
ПОСу 95-5
ПОССу 40-2
ПОССу 35,2
t плавления, С°
Солидус
183
183
183
183
183
234
185
185
Ликвидус
235
245
255
266
277
240
229
243
Плотность, г/см3.
9,3
9,5
8,7
10
10,2
7,3
9,2
9,4
Удельное электро-сопро-тивление Ом*мм2/м
0,169
0,172
0,179
0,182
0,198
0,145
0,172
0,179
Теплопро-водность, ккал /см*с*град
0,1
0,1
0,09
0,09
0,084
0,11
0,1
0,09
Времен. сопротивление разрыву, кгс/мм2
4
3,8
3,6
3,6
3,6
4
4,3
4
Относит. удлинение, %
50
47
45
45
50
46
48
40
Ударная вязкость, кгс/см 2
4
3,9
3,9
3,9
3,6
5,5
2,8
2,6
Твердость по Бринеллю, ПВ
13
13,3
13,2
13,6
-
18
14,2
-
Марка припоя для пайки
ПОССу 30-2
ПОССу 25-2
ПОССу 18-2
ПОССу 15-2
ПОССу 10-2
ПОССу 8-3
ПОССу 5-1
t плавления, С°
Солидус
185
185
186
184
268
240
275
Ликвидус
250
260
270
275
285
290
308
Плотность, г/см3.
9,6
9,8
10,1
10,3
10,7
10,5
11,2
Удельное электро-сопро-тивление Ом*мм2/м
0,182
0,185
0,206
0,208
0,208
0,207
0,2
Теплопро-водность, ккал /см*с*град
0,09
0,09
0,081
0,08
0,08
0,081
0,084
Времен. сопротивление разрыву, кгс/мм2
4
3,8
3,6
3,6
3,5
4
3,3
Относит. удлинение, %
40
35
35
35
30
43
40
Ударная вязкость, кгс/см 2
2,5
2,4
1,9
1,9
1,9
1,7
2,8
Твердость по Бринеллю, ПВ
-
-
11,7
12
10,8
12,8
10,7
Марки ПОС припоев
Сферы применения
ПОС 90
Для паяния внутренних швов пищевой посуды, медицинской аппаратуры.
ПОС 61
Точные приборы, радиоэлектроника, печатные плиты
ПОС 40
Электроаппаратура, элементы из латуни железа, медные провода.
ПОС 10
Контактные поверхности реле, электроприборов, аппаратов.
ПОС 61М
Для пайки тонких фольги, медных проволок, печатных проводников.
ПОСК 50-18
Для пайки деталей, чувствительных к перегреву, для ступенчатой пайки конденсаторов, металлизированной керамики,
ПОССу 61-0,5
Для пайки элементов печатных плат, электроаппаратуры, обмоток электромашин.
ПОССу 50-0,5
Для пайки пищевой посуды, авиа радиаторов.
ПОССу 40-0,5
Для пайки обмоток электромашин, жести, монтажных элементов, радиаторных трубок, кабельных и моточных изделий, оцинкованных деталей холодильных устройств.
ПОССу 35-0,5
Для пайки свинцовых кабельных оболочек изделий электротехники не ответственного назначения, тонколистовой упаковки.
ПОССу 30-0,5
Для пайки радиаторов, листового цинка, в цинковом прокате
ПОССу 25-0,5
Для пайки радиаторов.
ПОССу 18-0,5
Для пайки электроламп, трубок теплообменников.
ПОСу 95-5
Для пайки трубопроводов, эксплуатируемых в условиях повышенной t°, в электро-промышленных областях.
Чтобы уточнить цены на оловянный, оловянно-свинцовый или серебряный припой, выполненный по ГОСТ, свяжитесь с нами удобным для вас способом – обратный звонок, письмо на электронную почту или сообщение менеджеру. Мы поможем вам подобрать сплавы/материалы с учетом специфики деятельности вашего предприятия и по доступной цене купить припой ПОС 40, 30, 61 и другие марки для работы с любыми металлами, изделиями и деталями.
Характеристики: За счёт высокой упругости отличная несущая способность при любой протяженности конструкции. Низкая температура розлива 1350 °С сокращает негативное влияние паковочной массы на сплав. Благодаря температуре прогрева опоки всего 800 °С достигается очень гладкая поверхность литья. Оксидация при 960-990 °С в течении 2-5 минут.
Высокая термоустойчивость гарантирует стабильность размеров при обжиге и пайке. Возможно использование в плавке до 30% вторичного металла.
«ДЕНТАЛ» КСК
уп./1 кг
«ДЕНТАЛ» КСКРудент Россия — Кобальт-Хромовый сплав, для изготовления коронок и мостов под облицовку керамикой, композитом, пластмассой и без облицовки. Химический состав: Кобальт Со~61%; Хром Сr~26%; Молибден Мо~6%; Вольфрам W~5%; Кремний Si~-1%; Железо Fe~0.5%; Церий Се~0.5%; Углерод С~0,02%
Характеристики: Не содержит никель и бериллий. Прекрасная связка с керамикой, низкий КТР, термоустойчивость, подходит для лазерной сварки. Хорошая биосовместимость, не вызывает раздражений и аллергии.
«ДЕНТАЛ» БС
уп. /1 кг
«ДЕНТАЛ» БСРудент Россия — Кобальт-Хромовый сплав, для изготовления каркасов бюгельных протезов.
Характеристики: Не содержит никель и бериллий. Благодаря высоким показателям по прочности на разрыв и твёрдости. Прекрасно подходит для комбинированных работ.
ПРИПОЙ NiCr
уп./5 г
Никелевый припой применяется как для спаивания и ремонта коронок и каркасов мостовидных протезов, так и для паяных работ при изготовлении бюгелей. Особенностью никелевого припоя с бором фирмы «РУДЕНТ» является высокая способность к межзеренному проникновению и растворению никелевых сплавов в процессе пайки. Он позволяют получать паяные соединения, обладающие высокими прочностью и коррозионной стойкостью как при нормальной, так и при повышенной температуре.
Характеристики: Температура начала и конца плавления припоя лежит в пределах 970-1080 °C. Пайку никелевым припоем производят при температуре равной ~1100 °C.
Химический состав: Никель Ni~73.0%; Хром~Cr 14.0%; Железо Fe~4.5%; Кремний Si~4.5%; Бор B~3.0% Не содержит бериллия!
Форма поставки:
Припой выпускается в виде литых прутков, расфасованных по 14 грамм в тубе, 5 грамм в коробке, или в развес.
ПРИПОЙ CoCr
уп./5 г
Кобальтовый припой применяется как для спаивания и ремонта коронок и каркасов мостовидных протезов, так и для паяных работ при изготовлении бюгелей. Он позволяют получать паяные соединения, обладающие высокой прочностью и коррозионной стойкостью, как при нормальной, так и при повышенной температуре.
Характеристики: Температура начала и конца плавления припоя лежит в пределах 990-1110°C.
Пайку никелевым припоем производят при температуре равной ~1120 °C.
Химический состав: Кобальт Co~58%; Хром Cr~29%; Кремний Si~4%; Молибден Mo~4%; Железо Fe~1.5%; Бор B~3%; Углерод C~0.5%. Не содержит бериллия!
Форма поставки:
Припой выпускается в виде литых прутков, расфасованных по 14 грамм в тубе, 5 грамм в коробке, или в развес.
Политика конфиденциальности Разработка сайта в Москве megagroup.ru
Бессвинцовые припои: их свойства и лучшие типы для повседневного использования
Бессвинцовые припои существуют с тех пор, как люди занимаются пайкой, а их источники насчитывают около 5000 лет. Большинство этих сплавов представляли собой комбинации медь-серебро или серебро-золото и использовались с так называемой твердой пайкой. Этот метод до сих пор используется для соединения драгоценных и полудрагоценных металлов. Гораздо более поздней разработкой является пайка электронных компонентов вместе с использованием «мягкой пайки», которая влечет за собой гораздо более низкие температуры.
Ранняя мягкая пайка использовала чистое олово (Sn), но постепенно стали искать сплавы, которые решат такие проблемы, как термоциклирование, ударопрочность, миграция электронов и образование нитевидных кристаллов в сплавах на основе олова. В то время как свинцу (Pb) удалось выполнить эту роль в большинстве случаев пайки, постепенное прекращение использования свинца в продуктах, а также новые требования к компонентам с все более мелким шагом потребовали разработки новых припоев, которые могут выполнять эту роль.
В этой статье мы рассмотрим широко используемые типы бессвинцовых припоев как для хобби, так и для промышленного использования, а также присадки, которые используются для улучшения их свойств.
В оловянных вещах
Существует веская причина, по которой олово (Sn) так часто используется в мягких припоях и припоях: оно плавится при низких температурах (232°C) и обеспечивает хорошее смачивание (способность течь по поверхности). Pad) свойства в дополнение к его способности хорошо растворяться с большинством металлов. Это последнее свойство имеет решающее значение для образования хорошего интерметаллического соединения (IMC). Качество этой границы IMC определяет, насколько прочным будет соединение. На долговечность будет влиять как степень детализации, так и количество (и размер) любых пустот в IMC.
Двумя наиболее часто используемыми типами бессвинцовых припоев являются SnAgCu (олово-серебро-медь, также называемый SAC) и SnCu (олово-медь). Сплав SnAgCu с 3 % серебра и 0,5 % меди (SAC305) изначально был одобрен для использования в сборке SMT вместе с рядом других сплавов SAC. Эти другие сплавы представляют собой типы с более высоким содержанием серебра, такие как SAC387 (3,8% Ag) и SAC405 (4% Ag). Эти высшие сплавы серебра являются настоящими эвтектическими сплавами — полностью переходящими из твердого состояния в жидкое при температуре плавления 217°С. Напротив, SAC305 имеет диапазон от 217 до 219.°С.
Хотя SAC является приемлемым припоем, добавление серебра увеличивает его стоимость. Это побудило промышленность использовать сплавы с низким содержанием серебра (например, SAC0307) или альтернативы, не содержащие серебра, такие как SnCuNi.
Назад в IMC
Ключом к надежному соединению является качество принудительного IMC. Он не может быть слишком толстым или слишком зернистым и предпочтительно не должен иметь пустот Киркендалла.
КИМ каждого соединения подвергается различным видам старения и повреждения:
термоциклирование
термоудар
удар при падении
вибрация
электромиграция
Термоциклирование и тепловой удар связаны между собой, поскольку оба они вызваны температурой окружающей среды. Поскольку соединение подвергается воздействию изменяющихся температур, его отдельные компоненты будут подвергаться тепловому расширению, которое, вероятно, будет неодинаковым для разных материалов. Затем прочность соединения на растяжение определяет, в какой точке результирующая деформация вызовет образование трещины.
Обычно при термическом циклировании ИМК подвергается рекристаллизации, что вызывает шероховатость ИМК, что способствует образованию трещин. Исследования показали, что добавление наночастиц La 2 O 3 повышает термическую надежность, в основном за счет ингибирования роста ИМК. Сплавы с высоким содержанием серебра также показывают лучшую термическую надежность. Добавление 0,1% алюминия (Al) к сплавам с низким содержанием серебра также имело такой же эффект, как и добавление Ni, Mn и Bi к сплавам SnAgCu.
Траектория ударной трещины при падении испытательных плат в IMC.
Удар при падении и вибрация связаны аналогичным образом, поскольку применяется некоторая механическая деформация, которая может воздействовать на печатную плату, соединение и компонент. Удар при падении, особенно в случае чипов BGA с большим количеством выводов, может привести к значительным повреждениям, проверяя такие свойства, как прочность соединений на сдвиг. Режимы отказа от механической вибрации аналогичны режимам термоциклирования, вызванным постепенным развитием трещин.
Наконец, электромиграция самая коварная из всех, так как не требует никаких внешних воздействий. Конечным эффектом электромиграции является перенос материала внутри соединения и IMC, вызванный постепенным движением ионов по мере того, как импульс передается электронами и диффундирующими атомами металла. Ток в соединении между анодом и катодом вызывает образование полостей. Со временем эти пустоты становятся настолько большими, что в соединении и IMC могут образовываться трещины, пока в конечном итоге соединение не выйдет из строя. При более высоких температурах и токах этот процесс ускоряется.
Предотвращение электромиграции включает регулирование температуры и плотности тока, а также изменение состава и структуры паяного соединения для повышения их устойчивости к электромиграции. Было показано, что добавление кобальта (Co) улучшает устойчивость к электромиграции, как и добавление никеля (Ni) и висмута (Bi), причем последний также снижает температуру плавления сплава. Оба, по-видимому, улучшают устойчивость к электромиграции за счет ингибирования роста IMC, что, по-видимому, является ключевым элементом.
Больше сплава с меньшими затратами
В течение 70-х, 80-х и большей части 90-х практически вся пайка производилась на относительно больших контактных площадках. Большинство, если не все, связано со сквозной пайкой с использованием корпусов DIP или подобных. Поскольку пайка поверхностным монтажом и использование меньших корпусов, таких как SOIC, TSSOP, QFN и BGA, стали обычным явлением, прочность IMC и ее долговечность стали гораздо более важным вопросом, поскольку контактные площадки становились все меньше и меньше.
Как мы видели ранее, электромиграция является серьезной проблемой, которая наряду с проблемами термической и механической устойчивости будет играть важную роль сейчас и в будущем. От решения этих проблем во многом зависит срок службы наших устройств, а также от того, будет ли падение нового смартфона простым раздражением или поломка полдюжины крохотных шариков припоя на основном корпусе BGA с шагом 0,2 мм.
Введите SN100C
Рулон из сплава SN100C.
Хотя SnCu в качестве сплава не является предпочтительным для пайки, поскольку медь имеет тенденцию образовывать довольно грубый и хрупкий IMC, вариант микросплава, который может конкурировать или превосходить сплавы SnPb и SAC, существует с 90-х годов, когда Nihon Superior разработал SN100C, который является SnCuNiGe. К сожалению, этот сплав до недавнего времени был обременен патентами. Он имеет температуру плавления при 227°C, при этом 0,05% никеля способствует получению блестящего соединения при одновременном снижении эрозии медных площадок. 0,009% Ge способствует смачиванию и препятствует образованию шлака.
Благодаря тому, что этот эвтектический сплав дешевле, чем сплавы SnCuAg, и обладает лучшими свойствами, например, после доработки, он представляет собой интересный выбор как для профессионалов, так и для любителей. Поскольку срок действия патента истек (но товарный знак «SN100C» все еще зарегистрирован), многие производители добавили этот сплав в свои каталоги, в том числе Stannol и Felder (Sn100Ni+), что значительно упростило его приобретение.
Материаловедение — это компромиссы
В основе припоев лежит область материаловедения, которая по определению является одним из компромиссов. Улучшить одно качество в одной области и ухудшить качество в другой. Мы можем увидеть это, когда рассмотрим использование микролегирования для улучшения механической стабильности IMC, что приводит к ухудшению сопротивления электромиграции и так далее.
Иногда говорят, что мы нашли идеальный припой с припоем 63/37 SnPb, но по мере того, как электроника все больше миниатюризируется, а исследования в области мягких припоев развиваются, мы можем видеть ряд требований, которые даже отдаленно не выпуск еще в 1990-х, но где теперь мы можем применить новые знания для их решения. Чтение научных статей 2005 года по этой теме в сравнении с сегодняшним днем действительно показывает, как далеко мы уже продвинулись.
Одно из самых раздражающих свойств олова — оловянные усы — до сих пор остается одним из самых сложных для полного решения. Хотя свинец (Pb) подавлял развитие и рост оловянных усов, это не было идеальным решением. Такие сплавы, как SnCuNiGe, на данный момент, по-видимому, предлагают сопоставимые характеристики в этом отношении и были рекомендованы в качестве временного решения.
Создание лучшего сплава
Ввиду того, что такие проблемы, как термоциклирование и сопротивление сдвигу постоянно сжимающихся паяных соединений, становятся проблемой, рафинирование сплавов, которые мы используем для сборки печатных плат, является тем, чем стоит заняться. Если мы сможем сделать сборку из более чем 500 свинцовых корпусов BGA и их надежность в течение 10 с лишним лет ежедневного использования практически гарантией, то это означает меньшее количество электронных отходов, которые необходимо перерабатывать или которые попадают на свалки.
Точно так же становится все более актуальным использование более простых в использовании и более надежных сплавов для любителей. Любители больше не просто втыкают пару микросхем DIP 74-й серии в сквозную плату. Чаще мы видим, что используются QFN, TSSOP и подобные пакеты. Благодаря улучшенному смачиванию и уменьшенному потенциалу образования мостиков новых сплавов это должно сделать жизнь лучше для всех.
Припои | Припои | Продукция Indium Corporation
Сплавы для пайки
Особенности и преимущества
Наш выбор сплава основан на многолетнем опыте прислушивания к нашим клиентам и поиске решений, позволяющих использовать передовые технологии. Диапазон температур плавления 7-1064
° C.
Существует шесть основных семейств сплавов:
Галлий (Ga)
Висмут (Би)
Индий (In)
Олово (Sn)
Свинец (Pb)
Золото (золото)
Щелкните здесь, чтобы просмотреть руководство по припою.
Представляем два новых сплава для пайки
В соответствии с нашей репутацией в области разработки новых инновационных сплавов корпорация Indium представила два новых решения для сплавов:
Durafuse
™ LT
Durafuse ™ LT представляет собой запатентованную двухтемпературную сплавную систему, предназначенную для обеспечения высокой надежности в низкотемпературных применениях. Durafuse ™ LT обеспечивает повышенную устойчивость к ударам при падении, превосходя сплавы висмут-олово (BiSn) или висмут-олово-серебро (BiSnAg) и работая лучше, чем SAC305, при оптимальной настройке процесса. Durafuse ™ LT состоит из легкоплавкого индийсодержащего сплава и тугоплавкого сплава SAC. Требуемая пиковая температура оплавления ниже 210 ° C. Сплав SnInAg инициирует сплавление, а сплав SAC обеспечивает повышенную прочность и долговечность. Durafuse LT ™ идеально подходит для приложений с высокой надежностью, в которых используются термочувствительные компоненты.
Durafuse
™ LT Особенности:
Превосходная устойчивость к ударам при падении – сравнима с SAC
Оплавление ниже 210 ° C
Температура плавления выше 180 ° С
Хорошая механическая прочность на сдвиг до 150-165 ° C
Хорошая тепло- и электропроводность
Для получения дополнительной информации о Durafuse ™ LT загрузите нашу спецификацию продукта.
Узнать больше
Indalloy
® 292
Indalloy ® 292 — это сплав, разработанный для обеспечения повышенной надежности для высокопроизводительных приложений. Обладает отличными термоциклическими характеристиками при -40/150 9Условия 0081 ° C, высокая прочность на сдвиг и низкое растрескивание паяных соединений. Устранение точечных отверстий улучшает внешний вид сустава.
В сочетании с паяльной пастой Indium8.9HF Indalloy ® 292 обеспечивает исключительную пригодность для печати, стабильность и улучшенное SIR. Для получения дополнительной информации о Indalloy ® 292 с Indium8.9HF загрузите нашу спецификацию продукта.
Существуют также другие металлы, которые можно использовать в этих припоях:
Сурьма (Sb)
Серебро (Ag)
Германий (Ge)
Кадмий (Cd)
Медь (Cu)
Цинк (Zn)
Первым критерием выбора припоя обычно является температура плавления, но наше руководство по выбору припоя также позволяет сортировать по рабочей температуре и температуре процесса. Кроме того, вы можете сортировать сплавы по сплавам, не содержащим свинца и/или кадмия, а также по сплавам, соответствующим требованиям RoHS.
Шесть семейств припоев:
Галлий
Поскольку галлий и сплавы галлия, как правило, жидкие при комнатной температуре, они обычно не используются для пайки, но находят применение в термических приложениях. Галлий также является заменой ртути (Hg) в батареях.
Индаллой ® #
Состав
Температура Ликвидуса/Солидуса ( ° С)
51Е
66,5Ga/20,5In/13Sn
11 Эвтектика
300Е
78,6Ga/21,4In
15,7 Эвтектика
Узнайте больше о галлии
Висмут
Большинство сплавов висмута считаются низкотемпературными, и многие из них не содержат свинца. Хотя висмут считается довольно хрупким, BiSn и BiSnAg широко используются в приложениях для ступенчатой пайки и других приложениях, где требуется более низкая температура.
Прокрутите вправо, чтобы просмотреть всю доступную информацию.
Индаллой ® #
Состав
Температура Ликвидуса/Солидуса ( ° C)
Температура Солидуса (° С)
281
58Би/42Сн
138 Эвтектика
282
57Bi/42Sn/1Ag
140
139
Узнайте больше о висмуте
Индий
Индий — очень универсальный металл, часто используемый для пайки золота, термических применений, низкотемпературных припоев, соединения с керамикой, герметизации и криогенной герметизации, а также несоответствия КТР.
Индаллой ® #
Состав
Температура Ликвидуса/Солидуса ( ° C)
Температура Солидуса (° С)
1Э
52In/48Sn
118 Эвтектика
1
50In/50Sn
125
118
290
97In/3Ag
143 Эвтектика
2
80In/15Pb/5Ag
154
149
4
100В
157 Точка плавления
204
70In/30Pb
175
165
205
60In/40Pb
181
173
227
77. 2Sn/20In/2.8Ag
187
7
50In/50Pb
210
184
3
90In/10Ag
237
143
164
92,5Pb/5In/2,5Ag
310
300
Узнайте больше об индии
Олово
Олово является основой для большинства припоев для электроники. Он отлично смачивается, но не рекомендуется для пайки толстого золотого покрытия, так как олово будет вымывать или поглощать золото. Добавление сурьмы (Sb) к олову повышает сопротивление ползучести при температурах до 100°С.0081 ° С.
Индаллой ® #
Состав
Температура Ликвидуса/Солидуса ( ° C)
Температура Солидуса (° С)
106
63Sn/37Pb (Sn63)
183 Эвтектика
121
96. 5Sn/3.5Ag
221 Эвтектика
133
95Сн/5Сб
240
237
256
96,5Sn/3Ag/0,5Cu (SAC305)
220
217
Узнать больше о олове
Свинец
Сплавы, содержащие свинец, не соответствуют требованиям Директивы об ограничении использования опасных веществ, поэтому ищутся альтернативы сплавам SnPb, использовавшимся в прошлом. Некоторые приложения требуют более высоких температур и могут все еще использовать свинец.
Индаллой ® #
Состав
Температура Ликвидуса/Солидуса ( ° C)
Температура Солидуса (° С)
151
92,5Pb/5Sn/2,5Ag
305
298
164
92,5Pb/5In/2,5Ag
310
300
Золото
Золото считается благородным металлом и может использоваться в средах бесфлюсового оплавления. Чистое золото имеет температуру плавления 1064 ° C, но может быть сплавлено с оловом (Sn), кремнием (Si) или германием (Ge) для более низких температур плавления. 80Au/20Sn, эвтектический сплав, безусловно, является самым популярным сплавом на основе золота.
Индаллой ® #
Состав
Температура Ликвидуса/Солидуса ( ° C)
Температура Солидуса (° С)
182
80Au/20Sn
280 Эвтектика
183
88Au/12Ge
356 Эвтектика
184
96,8Au/3,2Si
363 Эвтектика
200
100Аи
1,064 Температура плавления
Узнайте больше о золоте
Галлий
Поскольку галлий и сплавы галлия обычно жидкие при комнатной температуре, они обычно не используются для пайки, но находят применение в термических процессах. Галлий также является заменой ртути (Hg) в батареях.
Прокрутите вправо, чтобы просмотреть всю доступную информацию.
Индаллой ® #
Состав
Температура Ликвидуса/Солидуса ( ° C)
51Е
66,5Ga/20,5In/13Sn
11 Эвтектика
60
75,5Ga/24,5 дюйма
16 Эвтектика
Узнайте больше о галлии
Висмут
Большинство сплавов висмута считаются низкотемпературными, и многие из них не содержат свинца. Хотя висмут считается довольно хрупким, BiSn и BiSnAg широко используются в приложениях для ступенчатой пайки и других приложениях, где требуется более низкая температура.
Прокрутите вправо, чтобы просмотреть всю доступную информацию.
Индаллой ® #
Состав
Температура Ликвидуса/Солидуса ( ° C)
Температура Солидуса (° С)
281
58Би/42Сн
138 Эвтектика
282
57Bi/42Sn/1Ag
140
139
Узнайте больше о висмуте
Индий
Индий — очень универсальный металл, часто используемый для пайки золота, термических применений, низкотемпературных припоев, соединения с керамикой, герметизации и криогенной герметизации, а также несоответствия КТР.
Прокрутите вправо, чтобы просмотреть всю доступную информацию.
Индаллой ® #
Состав
Температура Ликвидуса/Солидуса ( ° C)
Температура Солидуса (° С)
1Э
52In/48Sn
118 Эвтектика
1
50In/50Sn
125
118
290
97In/3Ag
143 Эвтектика
2
80In/15Pb/5Ag
154
149
4
100В
157 Температура плавления
204
70In/30Pb
175
165
205
60In/40Pb
181
173
227
77. 2Sn/20In/2.8Ag
187
7
50In/50Pb
210
184
3
90In/10Ag
237
143
164
92,5Pb/5In/2,5Ag
310
300
Узнайте больше об индии
Олово
Олово является основой для большинства припоев для электроники. Он отлично смачивается, но не рекомендуется для пайки толстого золотого покрытия, так как олово будет вымывать или поглощать золото. Добавление сурьмы (Sb) в олово повышает сопротивление ползучести при температурах до 100 ° C.
Пожалуйста, прокрутите вправо, чтобы просмотреть всю доступную информацию.
Индаллой ® #
Состав
Температура Ликвидуса/Солидуса ( ° C)
Температура Солидуса (° С)
106
63Sn/37Pb (Sn63)
183 Эвтектика
121
96,5Sn/3,5Ag
221 Эвтектика
133
95Сн/5Сб
240
237
256
96,5Sn/3Ag/0,5Cu (SAC305)
220
217
Узнать больше о олове
Свинец
Сплавы, содержащие свинец, не соответствуют требованиям Директивы об ограничении использования опасных веществ, поэтому ищутся альтернативы сплавам SnPb, использовавшимся в прошлом. Некоторые приложения требуют более высоких температур и могут все еще использовать свинец.
Прокрутите вправо, чтобы просмотреть всю доступную информацию.
Индаллой ® #
Состав
Температура Ликвидуса/Солидуса ( ° C)
Температура Солидуса (° С)
151
92,5Pb/5Sn/2,5Ag
305
298
164
92,5Pb/5In/2,5Ag
310
300
Золото
Золото считается благородным металлом и может использоваться в средах бесфлюсового оплавления. Чистое золото имеет температуру плавления 1064 ° C, но может быть сплавлено с оловом (Sn), кремнием (Si) или германием (Ge) для более низких температур плавления. 80Au/20Sn, эвтектический сплав, безусловно, является самым популярным сплавом на основе золота.
Прокрутите вправо, чтобы просмотреть всю доступную информацию.
Индаллой ® #
Состав
Температура Ликвидуса/Солидуса ( ° C)
182
80Au/20Sn
280 Эвтектика
183
88Au/12Ge
356 Эвтектика
184
96,8Au/3,2Si
363 Эвтектика
200
100Аи
1,064 Температура плавления
Узнайте больше о золоте
Паста, преформы и проволока являются наиболее популярными формами припоя, которые мы поставляем.
Все чаще в качестве фундамента используются монолитные железобетонные плиты. Они позволяют обеспечить надежную опору для зданий при высоких нагрузках и плохих характеристиках грунта. Также монолитный фундамент сможет решить проблему высокого уровня грунтовых вод.
Зачем необходимо армирование
Бетон — это материал, который хорошо справляется с работой на сжатие, но имеет очень небольшую прочность при изгибе или растяжении. При строительстве дома на бетонной плите, нагрузки по ней распределены неравномерно, что приводит к появлению изгибающего момента.
Это очень опасно для бетонной конструкции, но исключить негативное влияние возможно с помощью установки арматурных сеток или каркасов. Бетон берет на себя сжимающие нагрузки, а арматура воспринимает изгибающие. Это позволяет обеспечить максимальную надежность.
Схема армирования
Пример схемы (чертежа) армирования плитного фундамента.
Армирование железобетонной плиты производится неравномерно: в местах опирания стен или колонн необходимо дополнительное усиление. Такие участки называются зоны продавливания. Укладка арматуры производится в один слой при толщине плиты 150 мм и менее. При величине более 150 мм армирование выполняют каркасами. В качестве примера необходимо рассмотреть основные узлы конструкции.
Основная ширина плиты
Здесь схема представляет собой сетки с постоянным размером ячейки. Шаг прутьев в обоих направлениях должен быть одинаковым. В зависимости от расчетной нагрузки его принимают в пределах 200-400 мм. Для кирпичных домов подойдет шаг арматуры 200 мм, для более легких каркасных можно укладывать стержни реже. При этом важно учитывать, что по СП «Бетонные и железобетонные конструкции» расстояние между стержнями не должно превышать толщину плиты более чем в 1,5 раза.
Схема армирования плиты.
Чаще всего стержни укладывают в два ряда: верхний и нижний. Их совместная работа обеспечивается установкой вертикальных стержней. Шаг таких прутов может быть равен шагу основного армирования или приниматься в два раза больше.
С торцов плита армируется П-образными хомутами.
Согласно СП 63.13330.2012 (п. 10.4.9) на торцах плита должна армироваться П-образными стержнями арматуры, длина этих стержней должна быть равна 2-м толщинам плиты или больше. Стержни связывают верхний и нижний ряды армирования и обеспечивают восприятие крутящих моментов у края плиты и анкеровку концов продольной арматуры.
Внимание! Арматура должна быть утоплена в бетон на 20-30 мм со всех сторон: снизу, сверху, с торцов. Иначе возможна ускоренная коррозия арматуры и разрушение конструкции.
Зоны продавливания
В местах опирания несущих вертикальных конструкций раскладка меняется — уменьшают шаг армирования. Например, если по основной ширине плиты стержни укладывались через 200 мм, то под стенами рекомендуется использовать шаг 100 мм. Это позволит избежать чрезмерного продавливания и появления трещин.
Зона сопряжения с монолитной стеной подвала
Конструкция плиты позволяет изготавливать ее на одном уровне с поверхностью земли, но если в здании планируется обустройство подвала ее глубина заложения будет зависеть от высоты помещения. В этом случае необходимо обеспечить совместную работу основания и стен.
Выпуски арматуры в плите для сопряжения с монолитными стенами.
Чтобы правильно армировать фундамент, необходимо связать вместе каркасы монолитной стены и плиты. При заливке фундамента оставляют выпуски в виде вертикальных стержней, именно они будут связующим звеном. Концы выпусков запускают в тело плиты (загибают на конце на 2 высоты плиты и вяжут к основному каркасу).
Для удобства и точного расчета материалов выполняют чертеж, на котором показана схема армирования, включающая данные о расстоянии между стержнями и их диаметрах.
Выбор арматуры
При изготовлении стальной арматуры руководствуются ГОСТ 5781-82*. Для железобетонной монолитной плиты применяют стержни класса A400 и А500 (или в устаревшем варианте Alll). Чтобы не ошибиться необходимо знать, как отличить пруты разных классов визуально:
A240 (Al) имеет гладкую поверхность;
A300 (All) характеризуется периодическим профилем с кольцевым узором;
A400, А500 (Alll), та которая необходима, имеет периодический профиль, образующий «елочку»(серповидный).
Арматура А500 изготавливается по ГОСТ 52544-06.
Важно! Применение арматуры более низких классов не допускается.
Рекомендуем: Какая арматура нужна для фундамента.
Способы изготовления сеток и каркасов
Сетки изготавливаются по ГОСТ 23279-2012. Вариантов соединения стержней между собой существует всего два: вязание и сварка.
При первом используется тонкая проволока диаметром 2-3 мм, которая вручную или с помощью специальных приспособлений обматывается вокруг прутов. Вариант достаточно трудоемкий, но обеспечивает большую надежность соединений, поскольку позволяет стержням приспосабливаться к небольшим подвижкам конструкции.
Вертикальные хомуты можно изготовить как на фото ниже:
Паук из арматуры диаметром 8-10 мм.
Готовые сварные сетки обеспечат высокую скорость работ. Но количество их типоразмеров ограничено, и не всегда можно подобрать необходимую. Если же принято решение применять сварку прямо на стройплощадке, в особо ответственных местах (углы здания, участки опирания массивных стен) арматуру соединяют проволокой.
Шаблон поможет при вязке арматуры.
Укладка арматуры
Нахлест продольных стержней не менее 40 диаметров рабочей арматуры.
При укладке со всех сторон обеспечивают стержням защитный слой из бетона 20-30 мм. Это необходимо для предотвращения коррозии и разрушения. Чтобы соблюсти необходимое расстояние применяют пластиковые фиксаторы, «лягушки» или «стульчики» из металла.
Специальный пластиковый стакан обеспечивает защитный слой.
Если длины прута не хватает на всю ширину фундамента, соединение двух деталей производят с нахлестом не менее 40 диаметров рабочих стержней. Например, для арматуры 12 мм длина нахлеста будет равняться 40*12 мм = 480 мм.
Расчет диаметра арматуры
Расчеты, связанные с монолитной плитой, достаточно сложны и требуют особых знаний. Далеко не каждый конструктор может их правильно выполнить. Для индивидуального строительства можно руководствоваться минимальными значениями, принимаемыми по пособию «Армирование элементов монолитных железобетонных зданий».
Требования для монолитной плиты представлены в приложении 1, раздел 1. Общая площадь сечения рабочей арматуры в одном направлении принимается не менее 0,3% от общего сечения фундамента. Минимальный диаметр стержней назначается 10 мм при стороне плиты менее 3 м и 12 мм при большей длине стороны. Диаметр вертикальных стержней должен составлять не менее 6 мм, но также необходимо учитывать условия свариваемости. Максимальный размер рабочего армирования 40 мм, на практике чаще используют 12, 14 и 16 мм.
Пример расчета
В качестве исходных данных имеется железобетонная плита 6 на 6 м. Толщина для частного дома принимается 200 мм. Необходимо правильно армировать конструкцию. В примере не рассмотрено усиление железобетона на участках опирания стен.
Определение диаметров
В первую очередь определяется, что сетки будут укладываться в два ряда, поскольку толщина конструкции больше 150 мм. Далее производится расчет требуемой площади стальных прутьев.
Площадь поперечного сечения фундамента = 6 м * 0,2 м = 1,2 м²;
Минимальная площадь всей арматуры = 1,2 м² * 0,3% = 0,0036 м² = 36 см²;
Минимальная площадь арматуры в одном направлении для одного ряда = 36 см²/2 = 18 см².
Далее необходимо воспользоваться сортаментом арматурных стержней, который приведен в ГОСТ 5781-82*. В этом документе приведена площадь сечения одного прута. Для удобства можно найти расширенную версию сортамента. По нему определяется, что для данного сечения в одной сетке необходимо использовать один из следующих вариантов:
16 стержней диаметром 12 мм;
12 стержней диаметром 14 мм;
9 стержней диаметром 16 мм;
8 стержней диаметром 18 мм;
6 стержней диаметром 20 мм.
Выбираем вариант с двенадцатым диаметром. Чтобы правильно разложить элементы необходима схема. Чертеж поможет рассчитать шаг прутов. Для стороны длинной 6 м шаг 16-ти стержней получается примерно 400 мм. Назначаем максимальное расстояние 300 мм исходя из условия СП 63.13330.2012 п.10.3.8.
Вертикальное армирование для надежности принимается 8 мм с шагом 300 мм.
Расчет количества
Недавно у нас появился калькулятор плитного фундамента, для удобства можете воспользоваться им.
Для того, чтобы не ошибиться при закупке материалов, необходимо заранее рассчитать их количество. Если имеется схема плиты, сделать это не сложно. При вычислении длин стержней необходимо учитывать толщину защитного слоя бетона 20-30 мм с каждой стороны.
Расчет рабочего армирования.
Длина одного стержня = 6000 — 30*2 = 5940 мм;
Количество стержней в одном направлении = 5940/300 = 19,8, принимаем 20 шт;
Количество стержней в обоих направлениях для верхней и нижней сетки = 20*2*2 = 80 шт;
Длина одного стержня для П-образных хомутов = 200 мм + (200 мм * 2)*2 = 1 м;
Количество стержней для П-образных хомутов = 20*2 = 40 шт;
Общая длина арматуры диаметром 12 мм = 80*5,94 м +40*1 м = 515,2 м;
Масса стержней диаметром 12 мм = 515,2*0,888 кг (находится по сортаменту) = 457,5 кг.
Расчет вертикального армирования.
Длина одного стержня = 200 — 20*2 = 140 мм;
Количество стержней = кол-во горизонтальных прутов в одном направлении*кол-во прутов в другом = 20*20 = 400 шт;
Общая длина стержней диаметром 8 мм = 400*0,14 = 56 м;
Масса стержней диаметром 8 мм = 56*0,395 = 22,12 кг.
Все получившиеся значения удобно свести в таблицу.
Диаметр
Длина
Масса
12 мм
515,2 м
457,5 кг
8 мм
56 м
22,12 кг
При расчете расходов стоит учитывать стандартную длину одного прута – 11,7 м, это означает, что, например, стержней 8 диаметра понадобится 5-6 штук с небольшим запасом. А при большой длине рабочей арматуры требуется увеличить суммарную длину на 10-15% для соединения стержней внахлест.
Грамотный выбор диаметра, шага и соблюдение технологии монтажа обеспечат надежность и долговечность фундамента при минимально возможных затратах.
Рекомендуем: Технология строительства плитного фундамента.
Схема и расчет армирования монолитной плиты фундамента
18 Август 2017 Стройэксперт Главная страница » Фундамент » Монтаж Просмотров:
28590
Армирование монолитной плиты
Важным этапом строительства дома является возведение фундамента. Эта основная часть принимает на себя нагрузки от подвижек грунта, от массива строения и других внешних факторов. Следовательно, фундамент должен быть достаточно прочным и надежным. Укрепить основание дома помогает армирование, то есть усиление металлическими арматурными прутьями.
С какой целью выполняют армирование плиты
Армирование плитного фундамента
Схема армирования
Расчет диаметра арматуры
Расчет количества арматуры
Способы создания арматурного каркаса
Как избежать ошибок при создании армирующего каркаса
С какой целью выполняют армирование плиты
Армирующий каркас является необходимым элементом фундаментной плиты. Однако многие строители пренебрегают этим этапом, считая, что бетон самостоятельно способен противостоять нагрузкам. Чтобы разобраться с вопросом, зачем нужно армирование фундамента, нужно знать, какие проблемы решает этот элемент. В частности речь идет о следующем:
Армирующий каркас делает основание прочнее, что позволяет противостоять нагрузкам больше, чем плита из обычного цемента.
Чистый бетон характеризуется высокой прочностью на сжатие, но плохо выдерживает изгибы. Металлические прутья не позволяют бетонной плите сгибаться от неравномерного давления. В результате снижается риск неравномерной усадки дома.
Армирующий каркас не позволяет бетонной плите деформироваться в результате вспучивания и подвижек грунта. Кроме того усиленный фундамент не боится резкой смены температуры и грунтовых вод. Следовательно, можно сделать вывод, армирование увеличивает срок эксплуатации и основания, и всей постройки.
Создание армирующего каркаса регламентируется специальными документами, где указаны рекомендуемые правила и размеры арматуры.
к оглавлению ↑
Армирование плитного фундамента
Армирование плиты
Армировать монолитную железобетонную плиту рекомендуется в зависимости от предполагаемой нагрузки, так как в некоторых местах она может быть значительной, например, под несущими стенами, колоннами или в углах.
к оглавлению ↑
Схема армирования
Укладка арматуры выполняется в зависимости от толщины плиты. Если этот параметр не превышает 15 см, то армирование проводится в один слой. В противном случае усиливать монолитную плиту нужно посредством каркаса.
Каркас представляет собой сетку с ячейками, одинаковыми во всех направлениях. Причем для легких построек расстояние между прутками может составлять до 40 см, при возведении стен из кирпича или бетона расстояние уменьшается до 20 см.
В целом регламентируемый размер ячеек не должен превышать толщину плиты больше, чем в 1,5 раза.
В зонах продавливания, то есть под несущими стенами, размер ячейки уменьшается в 2 раза. Это делает каркас и основание более прочным и надежным.
к оглавлению ↑
Расчет диаметра арматуры
Диаметр арматурных прутьев, которые используются для усиления фундаментной плиты, является очень важным параметром. Поэтому необходимо предварительно определить сечение прутьев арматуры.
Чтобы определить минимальный диаметр арматурных прутьев, следует воспользоваться определенной методикой:
Рассчитывают сечение плиты, для этого длину умножают на высоту. Для примера можно взять 6 и 0,3 метра: 6*0,3=1,8.
Вычисляют допустимую площадь сечения прута, для этого сечение плиты делят на минимальный процент армирования (согласно регламентируемым документам этот параметр равен 0,15%): 1,8:0,15=27.
Определяют площадь арматуры в одном ряду:27:2=13,5.
Вычисляют минимальное сечение, зная длину плиты и шаг между прутьями: 13,5:31=0,43.
Расчет диаметра прутьев
Узнать диаметр прутка по соответствующему сечению можно в ГОСТ 5781.
В целом опытные строители рекомендуют использовать следующие показатели: при длине основания менее 3 метров, можно использовать прутья диаметром 10 мм. В противном случае следует брать более толстые элементы, до 12 мм. Чаще всего строители используют арматурные прутья сечением 12-16 мм. Кроме того существует ограничение диаметра арматуры: он не может быть более 4 см.
к оглавлению ↑
Расчет количества арматуры
Количество требуемой арматуры рассчитывается по достаточно простой схеме. К примеру, армирование будет выполняться для плиты размером 8*8 м.
Количество арматуры
Принимая во внимание стандартный размер ячеек 0,2 м, определяют количество прутьев: 8:0,2=40.
К этой цифре необходимо добавить еще один прут, в результате получается 41 пруток.
Для получения сетки необходимы и перпендикулярные штыри, следовательно, полученный результат увеличивают вдвое: 41*2=82.
Учитывая, что каркас состоит, как минимум, из двух слоев, удваиваем и это значение: 82*2=164.
Таким образом, для армирования плиты 8*8 метров понадобится 164 прута.
Однако в большинстве случаев арматурные прутья имеют стандартную длину, которая равна 6 метрам. Значит, необходимо вычислить общий метраж арматуры: 164*6=984 м.
Количество вертикальных соединительных прутьев вычисляется аналогичным способом. Если учесть, что соединение выполняется в местах пересечения горизонтальных элементов, то можно получить следующее: 41*41=1681.
Теперь следует определить длину соединительных стержней. Зная, что высота монолитной плиты составляет 20 см, а расстояние от каркаса до верхней и нижней части основания должно быть не меньше 5 см, определяют длину стержня: 20-5-5=10 см.
Теперь можно определить общий метраж соединительных стержней: 1681*0,1=168,1 м.
Суммируем все данные и получаем результат: 984+168,1=1152,1 м.
Если в магазине материал продают по весу, то можно определить и этот параметр. Средняя масса одного погонного метра прута составляет 0,66 кг. Следовательно, общий вес арматуры будет таким: 1152,1*0,66=760 кг.
Дополнительно о правилах выбора и расчета арматуры.
к оглавлению ↑
Способы создания арматурного каркаса
Чтобы собрать армирующий каркас для фундаментной плиты, необходимо соединить между собой прутья арматуры. Для этой цели используют два варианта: соединение сваркой и вязкой.
Сварочный метод используется очень редко, хотя в этом случае на изготовление каркаса требуется меньшее количество времени и сил. Основным недостатком такого способа является жесткое и неподвижное соединение, что не очень хорошо сказывается на качественных характеристиках монолитной плиты. Кроме того в процессе сваривания происходит расплавление металла, следовательно снижаются прочностные свойства арматуры.
Соединение прутьев с помощью вязальной проволоки не имеет особой жесткости. Под действием бетонной массы может наблюдаться растяжение проволоки, но разрыва в месте соединения не произойдет. Еще одним преимуществом соединения с помощью проволоки можно назвать экономию электроэнергии, так как работы проводятся вручную без использования сварочного или другого электрооборудования.
Ранее у нас уже была статья, в которой подробно рассказывается о том, как вязать арматуру.
к оглавлению ↑
Как избежать ошибок при создании армирующего каркаса
Ошибки могут совершаться на любом этапе строительства, армирование фундамента не является в этом случае исключением. Даже малейшие недочеты могут способствовать разрушению плитного основания или усложнить процесс бетонирования. Следовательно, необходимо подробнее узнать, какие ошибки совершаются на этапе армирования, чтобы полностью избежать их или свести к минимуму.
Самой главной ошибкой при армировании фундаментной плиты можно назвать неправильные расчеты предполагаемой нагрузки на фундамент или их отсутствие. Ведь на основании этих данных выбираются размеры арматурных прутьев, определяется схема расположения арматуры.
Прутья арматуры соединяются встык. Такой метод не может гарантировать прочности конструкции, поэтому рекомендуется соединять элементы внахлест, длина должна быть не меньше 15 диаметров.
В процессе укладки армирующего каркаса прутья расположены в непосредственной близости к почве или воткнуты в нее. В результате пучения или подвижек грунта происходит врезание арматуры в грунт, что приводит к образованию коррозии на прутьях. Это явление снижает прочность каркаса и всего основания.
Несоблюдение правил расположения прутков также может стать причиной разрушения плиты. Рекомендуемое расстояние между прутьями должно быть не более 40 см, а в некоторых ситуациях этот параметр снижается до 20 см.
Если торцы арматуры не имеют защитного покрытия, то под воздействием влаги из бетонного раствора может образоваться коррозия элементов.
Большое значение имеет правильное армирование под несущими стенами и в углах строения.
Установка каркаса проводится не на фиксаторы, а на деревянные бруски или другие нестандартные элементы. Они не только нарушают целостность бетона, но и способствуют проникновения влаги к металлическим элементам.
Армирование фундаментной плиты
Армирование фундаментной плиты — это очень ответственный и сложный этап. Но при соблюдении правил и точном выполнении расчетов можно самостоятельно осуществить этот процесс.
Что такое монолитно-плитный фундамент?
Поделиться этой публикацией
Содержание
Надлежащая подготовка места
Плюсы монолитно-плитного фундамента
Минусы монолитно-плитного фундамента
Когда следует выбирать монолитно-плитный фундамент?
Какие проблемы с монолитным фундаментом?
Когда следует избегать монолитного плитного фундамента для строительства
Стоимость монолитного фундамента
Связанные статьи
У вас традиционный трехсекционный или монолитный плитный фундамент?
Традиционный трехсекционный фундамент: Т-образный фундамент, состоящий из нескольких частей. Фундамент размещается ниже линии промерзания. Блоки укладываются на место, чтобы сформировать стену после затвердевания фундамента. После возведения стен между ними и поверх фундамента заливается плитный пол.
Монолитный: Этот фундамент создается путем заливки одного слоя бетона для формирования плиты и фундамента. Подрядчикам нравится монолитная концепция, потому что она снижает затраты на рабочую силу, а процесс строительства происходит быстрее, чем при использовании других фундаментов.
Известный монолитный плитный фундамент имеет толщину основания от 12 до 18 дюймов и толщину плиты от 4 до 6 дюймов. Для возведения монолитного фундамента требуется правильная подготовка площадки и армирование бетона арматурой и проволокой.
Надлежащая подготовка места
Почва под плитой не должна содержать органических веществ. Почву необходимо уплотнить (снять верхний слой почвы) и хорошо дренировать.
Соблюдение правил определяет тип и расположение арматуры в этом типе фундамента. Чаще всего используется монолитная плита арматуры №4. Арматура представляет собой два металлических стержня, которые легко гнутся и размещаются рядом друг с другом внахлест в траншеях и связываются проволокой.
Канавка по периметру плиты создает утолщенный край. Чиновники строительных норм определяют глубину и ширину траншеи. Эта траншея может быть шириной 1 фут и глубиной 1 фут в теплом климате или шириной 1 фут и глубиной 2 фута в условиях морозного пучения.
Типовой монолитно-плитный фундамент со стенами из шлакоблоков.
Плюсы монолитного плитного фундамента
Монолитный фундамент имеет много преимуществ перед традиционным фундаментом. К плюсам можно отнести следующее:
Строительство быстро и просто: После того, как траншея по периметру уложена и гравий разложен, можно приступать к заливке бетонного пола.
Эта основа высыхает быстрее, чем все другие основы.
Прочный фундамент: Этот фундамент прочный при условии правильной установки анкерных болтов и арматуры.
Не требует особого ухода: Монолитный фундамент требует осмотра только через определенные промежутки времени, чтобы убедиться в отсутствии трещин в фундаменте.
Энергоэффективность: Меньше энергии тратится впустую, потому что между домом и землей нет пространства. Воздух не проходит под полом.
Минусы монолитно-плитного фундамента
Конечно, есть и минусы при устройстве конструкции монолитного фундамента. Вот минусы этого типа фундамента:
Риск затопления: Ваш дом поднят только на ок. 6 дюймов над уровнем земли с этим фундаментом, поэтому дом находится под угрозой затопления.
Стоимость ремонта дорого: При наличии трещины в фундаменте требуются дорогостоящие методы ремонта фундамента.
Возможна снижение стоимости при перепродаже.
Когда следует выбирать монолитно-плитный фундамент?
Есть несколько случаев, когда плитный фундамент является идеальным выбором:
Это идеальный вариант для климата, где земля не промерзает, а температура не очень высокая и не похожа на пустыню. Если нет необходимости в подвале или подвале; можно использовать монолитную плиту для повышения энергоэффективности.
Какие проблемы с монолитным фундаментом?
Несмотря на удобство и простоту установки монолитного фундамента, могут возникнуть проблемы, которые могут повредить фундамент. Фундамент может потребовать дорогостоящего ремонта, а это значит, что лучше использовать традиционный фундамент.
Типичными проблемами монолитного фундамента являются трещины в других частях дома, поддерживаемых фундаментом.
Трещины в фундаменте вызывают большую озабоченность. При появлении трещин фундамент может расколоться по холодным стыкам (стена встречается с плитой). Узкие отверстия облегчают проникновение воды, влаги и насекомых в дом.
Проблемы с повышенной влажностью почвы или неправильное строительство могут повредить фундамент. Это может привести к тому, что столешницы, полы и стены в доме станут неровными.
Движение в фундаменте может привести к тому, что двери и окна застрянут в стенах из гипсокартона и появятся трещины.
Когда следует избегать монолитных плитных фундаментов для строительства
Подрядчики должны избегать использования монолитных плитных фундаментов (монолитных) в определенных ситуациях.
Дома с уклоном могут привести к значительным расходам из-за необходимого количества бетона.
Приусадебные участки с большим количеством засыпанных грязью отверстий под домом приводят к растрескиванию бетона.
Строительная организация не может возводить монолитно-плитный фундамент в зоне затопления из-за требований нормативных документов.
Стоимость монолитного фундамента
Средняя стоимость фундамента может варьироваться от 4600 до 20 000 долларов США в зависимости от нескольких факторов. Некоторые из факторов, определяющих цену фундамента, включают место вашего проживания, размер вашего дома, арматуру, используемую в бетоне, толщину и почву, на которой вы строите.
Опубликовано: 7 апреля 2021 г.
Подвалы должны иметь инженерные закладки, сделанные при гидроизоляции подвала для прочного фундамента. Очень важно оставлять участки пола в нижнем колонтитуле.
Опубликовано: 24 марта 2021 г.
Ложный уровень грунтовых вод является основной причиной сырости подвалов, разрушения стен фундамента и растрескивания полов. Это «ложно», потому что это временно.
Опубликовано: 17 марта 2021 г.
Затопление подвала обычно происходит, когда грунтовые воды находят путь наименьшего сопротивления. Есть шесть вещей, которые вы можете сделать, чтобы предотвратить затопление вашего подвала.
Опубликовано: 27 января 2021 г.
Монолитный плитный фундамент создается путем заливки одного слоя бетона для формирования плиты и фундамента. Процесс строительства быстрее и дешевле.
Что такое монолитная плита? (Определение и плюсы и минусы)
Не знаете, что такое монолитная плита или как именно работают фундаменты из монолитной плиты? Хотите узнать различные плюсы и минусы монолитных плитных фундаментов? Если вам нужен краткий экспресс-курс по монолитным плитам, то эта статья для вас.
Компания Dalinghaus Construction Inc. занимается ремонтом фундаментов с 2015 года. Мы обслуживали сотни фундаментов в Южной Калифорнии и Аризоне, выполняя ремонт трещин в монолитных плитах, укрепление фундаментов монолитных плит, глубокую инъекцию полиуретана в монолитные плиты и многое другое.
В этой статье рассматривается определение монолитного плитного фундамента, принцип их работы, а также различные плюсы и минусы, связанные с этим конкретным типом фундамента.
Что такое монолитная плита?
В сфере ремонта фундаментов монолитные плиты называются монолитными или монолитными фундаментами. Монолитные плиты представляют собой фундаменты типа «плита на уровне грунта», заливаемые за один ( монолитный — одиночный ) замес. Короче говоря, монолитные плитные фундаменты состоят из одной заливки цемента, с более толстыми участками бетона по периметру и областями, поддерживающими несущие стены.
Этимология слова «монолитный» восходит к древнегреческому и происходит от слова «монолитос», что означает – из одного камня .
Монолитные плиты, как правило, имеют толщину 6-8 дюймов и являются одним из самых популярных фундаментов в Соединенных Штатах Америки из-за низкой стоимости установки и долговечности. Монолитные плиты являются идеальным вариантом для климата, который не замерзает зимой или температур, которые не становятся слишком жаркими в летние месяцы.
Как работают монолитные плиты?
Монолитные плиты обеспечивают плоскую, стабильную и надежную поверхность для возведения каркаса и, в конечном счете, конструкции. Более толстые края по периметру помогают обеспечить большую прочность и устойчивость, поскольку значительная часть нагрузки дома будет перенаправлена наружу. Короче говоря, монолитные плиты пытаются максимально равномерно распределить нагрузку дома.
Фундамент из монолитных плит Pros
Монолитные плиты предлагают домовладельцам множество замечательных функций:
фундамент, потому что под фундаментом и домом нет открытого пространства
Монолитные плиты обеспечивают прочный и долговечный фундамент
Монолитные плиты требуют минимального обслуживания (особенно по сравнению с фундаментами из стержневых стен и/или столбчатыми фундаментами)
Монолитные плиты быстро устанавливаются и сохнут быстрее, чем любой другой цементный фундамент типа
.
Минусы монолитного плитного фундамента
Монолитные плиты также имеют свои недостатки:
Ремонт монолитных плит может оказаться довольно дорогим – в отличие от ремонта столбчатых и кустовых фундаментов, плиты на ровных фундаментах менее доступны, что делает их ремонт более дорогостоящим
Монолитные плиты также представляют больший риск затопления, чем дома с фальшполом
Не знаете, какой у вас фонд?
В этой статье вы узнали, что такое монолитно-плитный фундамент, как они работают, плюсы и минусы монолитно-плитных фундаментов.
Компания Dalinghaus Construction Inc. имеет более чем 100-летний опыт ремонта гребенчатых фундаментов. Мы считаем, что образованные домовладельцы принимают лучшие решения, поэтому мы выпускаем множество образовательных материалов.
Если вы не уверены, какой тип фундамента у вас есть, мы предлагаем вам прочитать нашу статью 5 типов фундаментов для жилых домов, популярных в Америке: краткий обзор фундамента , которая поможет вам определить, какой тип фундамента находится под вашим домом.
Или, если вы знаете, какой у вас фундамент, но полагаете, что он может страдать от осадки фундамента, обязательно прочитайте нашу статью 5 Признаки и симптомы проблем с фундаментом (осадка и подъем фундамента) и/или заказать бесплатную проверку ремонта фундамента.
Если вы живете в Южной Калифорнии или Аризоне и хотели бы заказать осмотр через нас, нажмите на ссылку ниже: Строительство. Он работает в сфере ремонта фундаментов с 2005 года.
ООО «Электродвигатель-НК» располагает складскими площадями, штатом квалифицированных сотрудников, а так же договорными отношениями с крупными потребителями Сибирского региона и Дальнего Востока. Мы предлагаем партнерские отношения официальным производителям горно-шахтного, насосного, электротехнического, вентиляционного и другого промышленного оборудования для создания представительства в гг. Новосибирск и Новокузнецк на базе нашей организации.
Назначение
Агрегат предназначен для перекачивания чистых и загрязненных жидкостей при максимальной концентрации твердых частиц 5% до 3 мм и температуре до 500 С. Допускается перекачивание таких материалов, как густые пастообразные смеси, суспензии известковых и глинистых продуктов вязкостью до 1 000 000 сантипауз при максимальной частоте вращения ротора до 500 об/мин.
Агрегаты применяются в угледобывающей промышленности для участкового и забойного водоотлива шахт, для водоотлива из зумпфов и водостоков при проведении углов, наклонных стволов и горизонтальных выработок; — в помещениях и наружных установках опасных по газу (метан) и угольной пыли, а так же в сельском хозяйстве, строительстве, водоснабжении, коммунальном хозяйстве.
Общие сведения:
Конструкция насоса надежна в эксплуатации, ресурс её повышен за счет использования в конструкции ряда новых решений:
автоматическое поджатие обоймы к винту по мере её износа давлением перекачиваемой жидкости;
закрепление, фиксация и уплотнение головки вала карданного с валом приводным;
применена муфта с гнездами и эластичными вкладышами специального профиля;
применено износостойкое покрытие хромом поверхности винта и трения рабочих органов трансмиссии.
Структура условного обозначения:
1В20/5-16/5УХЛ4. 2, где
1В 20/5 — обозначение насоса по ГОСТ 18863-89;
16 — подача насоса в агрегате, м3/ч;
5 — давление насоса в агрегате, кгс/см2;
УХЛ — климатическое исполнение;
4.2 — категория размещения агрегата при эксплуатации.
Технические характеристики:
Наименование
1В 20/5-16/5
1В20/10-16/10
1В 20/16-16/1
Подача, м3/ч.
16
Давление на выходе, МПа.
0,5
1,0
1.6
Частота вращения, об/мин.
1450
Мощность, кВт.
4,0
8,7
13,8
Допустимая высота всасывания, м.
6
Типоразмер агрегата
Размеры, мм
Масса, кг
Тип ЭД
L
L1
L2
L3
L4
L5
L6
H
h2
h3
B
D
D1
D2
1В20/5-16/5
1290
925
765
290
290
197
150
585
380
240
240
80
160
133
120
АИУ100L4
1340
960
800
273
145
АИУ112МВ6
1В20/10-16/10
1575
1220
1060
496
625
400
260
320
200
АИУ132М4,S 4
210
АИУ132М6
1В20/16-16/16
1960
1480
1320
700
605
400
260
400
313
АИУ160S4
Новости
25. 10.22
Друзья, у нас отличная новость – 5 октября 2022 года наша компания получила свидетельство на товарный знак (знак обслуживания) в Государственном реестре товарных знаков обслуживания Российской Федерации.
подробнее…
28.09.22
Время покупать АИР!
подробнее…
26.09.22
С ДНЕМ МАШИНОСТРОИТЕЛЯ!
подробнее…
15.09.22
📣ВНИМАНИЕ! Наши цены растут… вниз!
подробнее…
08.09.22
Отличная НОВОСТЬ!
ЭЛЕКТРОДВИГАТЕЛЬ-НК запустил официальный Telegram-канал.
подробнее…
Насосы Одновинтовые 1В
Главная \ Продукция \ Насосы Одновинтовые 1В
Насос 1в.
Насос 1в, а также агрегаты электронасосные одновинтовые на основе насосов 1В предназначены для перекачивания чистых и загрязненных жидкостей при максимальной концентрации твердых частиц 5% до 3 мм и температуре перекачиваемой среды до 323 К. Допускается перекачивание насосами 1в 20, таких материалов, как густые пастообразные смеси: суспензии известковых и глинистых продуктов вязкостью до 1000000 сантипауз при максимальной частоте вращения ротора до 500 об/мин.
Насос 1в и агрегаты на их основе, применяются в угледобывающей промышленности для участкового и забойного водоотлива шахт, для водоотлива из зумпфов и водостоков при проведении уклонов, наклонных стволов и горизонтальных выработок; — в помещениях и наружных установках опасных по газу (метан) и угольной пыли, при строительстве метро (метрополитена) а так же в сельском хозяйстве, строительстве, водоснабжении, коммунальном хозяйстве. Также насосы 1В применяются как установки водоотлива устанавливаемые на трактор от вала отбора мощности.
Наименование
Электродвигатель
(кВт/об./мин.)
Исполнение
Подача,
м3/час.
Давление,
МПа
Высота самовсасывания, м
Цена
Насос 1В 20-5-16/5
б/дв
16
0,5
6
Насос 1В 20/5-16/5
4*1500
Общепромышленное
16
0,5
6
Насос 1В 20 5-16/5
4*1500
Взрывозащищенное
16
0,5
6
Насос 1В 20-10-16/10
б/дв
16
1,0
6
Насос 1В 20/10-16/10
7,5*1500
Общепромышленное
16
1,0
6
Насос 1В 20/10-16/10
7,5*1500
Взрывозащищенное
16
1,0
6
Насос 1В 20-10-16/10
11*1500
Общепромышленное
16
1,0
6
Насос 1В 20/10-16/10
11*1500
Взрывозащищенное
16
1,0
6
Насос 1В 20-16-16/16
б/дв
16
1,6
6
Насос 1В 20 16-16/16
15*1500
Общепромышленное
16
1,6
6
Насос 1В 20/16-16/16
15*1500
Взрывозащищенное
16
1,6
6
Основной материал из которых изготовлены рабочие части насоса это серый чугун, обойма резина, винт сталь.
Устройство насоса 1В
Корпус приводной
Вал карданный
Винт
Вал приводной
Корпус всасывающий
Корпус напорный
Удлинитель
Перепускное устройство (байпас)
Крышка
Муфта
Ограждение
Рама
Электродвигатель асинхронный
Ремонтный комплект насоса 1В состоит:
Вал карданный – 1шт.
Вал приводной – 1шт.
Палец – 2шт. (черт. 637)
Кольцо – 2шт. (черт. 547)
Кольцо уплотнительное — 2шт.
Вкладыш эластичный – 8шт. (черт. 831)
Винт – 1шт.
Резиновая обойма
1В 6/5-5/5 – 1шт. (малая, черт. 839)
1В 20/5-16/5 – 1шт. (большая, черт. 854)
1В 20/10-16/10 – 2шт. (большая, черт. 854)
1В 20/16-16/16 – 3шт. (большая, черт. 854)
Комплект ЗИП поставляемый вместе с насосом 1В состоит из :
Вал карданный – 1шт.
Палец – 2шт. (черт. 637)
Кольцо – 2шт. (черт. 547)
Кольцо уплотнительное — 2шт.
Вкладыш эластичный – 8шт. (черт. 831)
Резиновая обойма
1В6 /5-5/5 – 1шт. (малая, черт. 839)
1В20 /5-16/5 – 1шт. (большая, черт. 854)
1В20 /10-16/10 – 2шт. (большая, черт. 854)
1В20 /16-16/16 – 3шт. (большая, черт. 854)
Купить насос 1в, вы можете позвонив нам по тел.(495) 661-87-18 или (495) 665-20-55, а также по электронной почте[email protected]
Также по заказ возможна поставка запасных частей к насосам 1в. Обойма 1В,.
Производство насосов 1В : Россия ЗАО фирма «ШЕЛЬФ 1»
Вернутся на главную страницу.
Отправить заявку
krillz 1v20 полный клип | TikTok Search
TikTok
Upload
For You
Following
hub_banter
Banter Hub
@krillz3timez responds to him caught lacking by his opps 😳 #foryoupage #foryourpage #foryou #fyp #ukdrillpage #ukdrilllatest #ukdrillnews #ukdrillsupplier #ukdrillplug #krillz3timez
21,7 тыс. лайков, 85 комментариев. Видео TikTok от Banter Hub (@hub_banter): «@krillz3timez отвечает, что ему не хватает своих противников 😳 #foryoupage #foryourpage #foryou #fyp #ukdrillpage #ukdrilllatest #ukdrillnews #ukdrillsupplier #ukdrillplug #krillz3timez». Krillz отвечает на то, что его противники поймали его на недостатке 😳 | 20 против 1 😳. оригинальный звук.
252,7 тыс. просмотров|
оригинальный звук — Banter Hub
fxckkrillz
F*ck Krillz 🫰
полное видео в био #blowthisup #fyp #viral #trending #explore #krillz3timez
Комментарии, лайки 2.8K. Видео TikTok от F*ck Krillz 🫰 (@fxckkrillz): «полное видео в биографии #blowthisup #fyp #viral #trending #explore #krillz3timez». Крилз погнался за 20 на 1 в Макдональдс 😳. Криллз Топ Г.
92.1K Like. Видео TikTok от F*ck Krillz 🫰 (@fxckkrillz): «#blowthisup #fyp #viral #trending #explore #krillz3timez». Ай бум! | (Смотрите до конца, с ума сойти) | * Дата выпуска также раскрывается * | …. оригинальный звук.
4 лайков, 7. 3K лайков. Видео в TikTok от 𝙪𝙠𝙦𝙪𝙤𝙩𝙚𝙘𝙚𝙣𝙩𝙧𝙖𝙡 (@ukquotecentral): «Madd #Krillz || #ukquotecentral #fyp #music #blowthisup #xyzbca #foryou #viral». оригинальный звук.
92,8 тыс. просмотров|
оригинальный звук — 𝙪𝙠𝙦𝙪𝙤𝙩𝙚𝙘𝙚𝙣𝙩𝙧𝙖𝙡
FXCKKRILLZ
F*CK KRILLZ 🫰
Full VID в Bio #BlowThisup #FYP #Viral #Trending #Explore #Krillz3timez 9000
.5.5.5.59000
5009
.5.5.59000
000
.595009 9000.595009 9000 3 . Видео TikTok от F*ck Krillz 🫰 (@fxckkrillz): «полное видео в биографии #blowthisup #fyp #viral #trending #explore #krillz3timez». «Где я могу посмотреть 20 на 1?» 🕺🏽 . Krillz Top G.
212,3 тыс. просмотров|
Krillz Top G — Krillz 🥽
FXCKKRILLZ
F*CK KRILLZ 🫰
Watch VID в Bio #BlowThiSup #FYP #Viral #Trending #Explore #KRILLZ3Timez .
.
.
7000
.
.
.
7000
.
.
7000
.9003
7 000
000
000
4 . Видео TikTok от F*ck Krillz 🫰 (@fxckkrillz): «смотри видео в био #blowthisup #fyp #viral #trending #explore #krillz3timez». «Где полный клип 20х1» 🕺🏽. Krillz Top G.
#EXPLORE #CRILLZ3Rimez 9000. 9000K149 9000K. Видео TikTok от F*ck Krillz 🫰 (@fxckkrillz): «#blowthisup #fyp #viral #trending #explore #krillz3timez». Krillz Top G.
911,8 тыс. просмотров|
Krillz Top G — Krillz 🥽
fxckkrillz
F*ck Krillz 🫰
Krillz — Top G 👨🏻🦲 ссылка в био #blowthisup #fyp #viral #trending #explore #krillz3timez
89,7 тыс. лайков, 243 комментария. Видео TikTok от F*ck Krillz 🫰 (@fxckkrillz): «Krillz — Top G 👨🏻🦲 ссылка в био #blowthisup #fyp #viral #trending #explore #krillz3timez». «Krillz поймал нехватку 20 на 1 при записи клипа для Top G» 🤡. Krillz Top G.
672 тыс. просмотров|
Krillz Top G — Krillz 🥽
fxckkrillz
F*CK Krillz 🫰
Krillz — Top G 👨🏻🦲 Link in Bio #BlowThisup #FYP #Viral #Trending #Explore #Krillz3timez
K. 4K Like, #Krillz3timez
K.4K Like, #Krillz3timez
K14K, #Krillz3timez
K. Комментарии. Видео TikTok от F*ck Krillz 🫰 (@fxckkrillz): «Krillz — Top G 👨🏻🦲 Ссылка в био #blowthisup #fyp #viral #trending #explore #krillz3timez». Krillz поймал нехватку 20 на 1 во время записи клипа для Top G 🤡 | Krillz — Топ G 🎶. Криллз Топ Г.
73.9K Likes, 155 комментариев. Видео TikTok от F*ck Krillz 🫰 (@fxckkrillz): «#blowthisup #fyp #viral #trending #explore #krillz3timez». Криллз Топ Г.
720,8 тыс. просмотров|
Krillz Top G — Krillz 🥽
50 известных мемов и их значение
50 известных мемов и их значение
Merriam-Webster определяет «мем» как «идею, поведение, стиль или использование, которое распространяется от человека к человеку в культуре», или «забавный или интересный элемент (например, изображение или видео с подписью) или жанр элементов». это широко распространяется в Интернете, особенно через социальные сети». Это определение не существует вечно — оно не существует даже пяти лет. В мае 2015 года редакторы словаря официально добавили эту статью вместе с «эмодзи» и «кликбейт» в официальный словарь9.0005
Мемы всегда витали в воздухе таинственности, интригуя и сбивая с толку даже самых грамотных компьютерщиков. Откуда они пришли? Что еще более важно, что они означают? Даже современная наука запрыгивает на поезд мемов. Группа научных исследователей из Университетского колледжа Лондона, Кипрского технологического университета, Университета Алабамы в Бирмингеме и Королевского колледжа Лондона собралась в сентябре 2018 года для исследования самых популярных мемов в Интернете. Помимо составления окончательного списка самых популярных мемов в мире, академическое исследование также изучило влияние (как положительное, так и отрицательное), которое мемы оказывают на различные сообщества. Некоторые мемы создаются творческими или скучающими интернет-пользователями просто для развлечения, но другие создаются с явным намерением стать вирусным для продвижения политических идей.
С бесконечным количеством мемов, разбросанных по Интернету, трудно уследить. Как только вы поняли смысл одного веселого мема, он уже стал старой новостью и заменен чем-то столь же загадочным. Онлайн-форумы, такие как Tumblr, Twitter, 4chan и Reddit, несут ответственность за большинство заражений мемами, и с постоянными публикациями и обменом найти источник оригинального мема легче сказать, чем сделать. Стакер просмотрел интернет-ресурсы, публикации о поп-культуре и базы данных, такие как «Знай свой мем», чтобы найти 50 различных мемов и их значение. Хотя почти самовоспроизводящаяся природа этих расплывчатых символов может утомлять, мемы по своей сути также могут сближать людей — если у них есть доступ в Интернет.
Вам также может понравиться: Что означают «проснулись» и 50 других высказываний миллениалов
1 / 49
imgflip
Отвлеченный бойфренд
«Отвлеченный бойфренд» впервые появился в игре мемов в 2017 году, когда турецкая группа в Facebook использовала стоковое фото мужчины, идущего с девушкой и проверяющего другую девушку, чтобы пошутить над Филом Коллинзом. Этот мем по-прежнему актуален и сегодня, хотя он используется в качестве вдохновения для отсылок к поп-культуре, таких как недавний с участием Энтони Поровски из «Queer Eye» и новой пары знаменитостей Кейт Бекинсейл и Пит Дэвидсон на игре «Нью-Йорк Рейнджерс».
2 / 49
Danganronpamemer // imgflp
Расширение мозга
В 2017 году, когда ряд постеров на Tumblr и 4chan начали хвастаться размером своего мозга, это быстро превратилось в мем. Фотографии мозга разного размера сочетаются с «умно» звучащими словами, пока они не превращаются в полностью просветленную сцену. Одним из первых проявлений мема «расширяющийся мозг» стало чередование слов «кто-кто-кто», которое, казалось бы, делает человека умнее.
3 / 49
Дополнение // Шлюз
Молодой бандит за компьютером
Еще в 2018 году появилось фото, на котором рэперы Young Thug и Lil Durk смотрят в экран компьютера, работая над новой музыкой в студии. Интернет быстро начал находить юмористические (и сфабрикованные) объяснения того, на чем эти двое так сосредоточенно сосредоточились, начиная от рэперов, планирующих тщательно продуманное ограбление, и заканчивая играми в старые школьные игры, такие как тральщик.
4 / 49
исследователь мемов
Проблемы первого мира
Хотя терминология «первого мира» существует уже некоторое время, хэштег #firstworldproblems достиг пика популярности в Твиттере в 2011 году после того, как Buzzfeed опубликовал серию мемов о проблемах, с которыми сталкиваются привилегированные люди из богатых стран. Мем почти всегда изображает привлекательного человека, выглядящего грустным, с подписью, объясняющей его или ее разочарование в Первом мире.
5 / 49
тамблер
Передумать
После того, как Стивен Краудер, консервативный подкастер, опубликовал в 2018 году свою фотографию, на которой он сидит за столом с табличкой «Мужские привилегии — это миф: передумай», Интернету было слишком легко начать высмеивать его собственными мемами. Мемы варьировались от простого изменения слов на вывеске до сложных фотошопов.
6 / 49
PassedMyPrime // reddit
Дрейк
Дрейк был предметом нескольких различных мемов на протяжении всей своей долгой карьеры. Его сингл «Hotline Bling» в 2015 году стал одной из самых популярных песен года, а когда вышел клип, в котором Дрейк танцует в ярко освещенном кубическом сооружении, мемы начали накапливаться еще больше. С тех пор в Интернете появилось все, от его постов в Твиттере до школьных портретов.
7 / 49
Кэт Граффам // Твиттер
Это…?
Мем «это голубь» впервые стал популярным в 2011 году после того, как Tumblr опубликовал фотографию из японского анимационного шоу, на которой андроид принимает бабочку за голубя. В большинстве мемов, созданных на основе фотографии, сюжеты используются для выражения современного замешательства или паранойи.
8 / 49
KnowYourMeme
Настоящее имя Google ищет
«Настоящие имена в поиске Google» — это мем, который приобрел популярность в 2018 году с использованием общего шаблона Google для изображения выдуманных имен популярных знаменитостей (обычно тех, кто использует псевдонимы). Согласно Know Your Meme, сначала он появился, показав имя рэпера Lil Pump как «Lilliam Pumpernickel», и от этого он стал еще более нелепым.
9 / 49
исследователь мемов
Футурама Фрай
«Фрай из Футурамы» — один из самых популярных мемов в сети. Один популярный мем, появившийся в 2011 году, показывает персонажа Фрая из мультсериала «Футурама» с прищуренными глазами, который думает над противоречивыми вопросами, обычно относящимися к современности или сарказму. Другой тип — это обычное фото, на котором тот же персонаж с деньгами кричит «Заткнись и возьми мои деньги», которое используется, когда кто-то находит описание продукта в Интернете особенно привлекательным.
10 / 49
Твиттер
Странная гибкость, но все в порядке
Фраза «странная гибкость, но ОК» используется, когда кто-то хвастается чем-то, что другим покажется неудобным или просто неуместным. Эта фраза начала появляться в Интернете в 2017 году и до сих пор используется в ответ на неловкое хвастовство. Одно из самых популярных применений мема было во время недавних слушаний Бретта Кавано после того, как он использовал свою школьную девственность в качестве аргумента.
11 / 49
Эвиелиам // Wikimedia Commons
Все в порядке
Взято из веб-комикса 2013 года под названием «В огне», это изображение, на котором человекоподобная собака наслаждается кофе, пока его дом горит, кажется, с каждым годом становится все более и более привлекательным. Образ редко меняется, он просто связан с тревожными или трудными для восприятия новостями.
12 / 49
Unsplash / Бенс Борос и Твиттер / @joshwillhall
Агент ФБР
Шутки о том, что «большой брат наблюдает», устарели, но в начале 2018 года Интернет был более параноидальным, чем когда-либо прежде, благодаря интернет-идее о том, что агенты ФБР наблюдают за людьми через свои веб-камеры. Мемы тоже не всегда критичны; на большинстве из них агенты либо защищают, либо дружат со своими подданными.
13 / 49
Скриншот: me.me
Кермит
Культовая зеленая марионетка покорила сердца миллионов на «Маппет-шоу» с 19 года.50-х годов, но сенсация в интернет-мемах началась только в 2014 году. Наиболее известные мемы включают Кермита, потягивающего чай с пассивно-агрессивным текстом, за которым следует «но это не мое дело», а также еще один с Кермитом в капюшоне, отформатированным, чтобы показать хорошее против злых мыслей.
14 / 49
Джон Лоддер // flickr
Кошки
От «Мне нужно это» до «Нянь Кэт» действительно нет ни одной темы, которая лучше, чем кошки, отражает любовь Интернета к мемам. С начала 2000-х годов, когда «Keyboard Cat» впервые появился на YouTube, люди публикуют забавные изображения кошек в сочетании с веселым текстом.
15 / 49
анлин
Косоглазая женщина
Также известное как мем «приседать и прищуриваться», фотография, на которой щурящаяся женщина смотрит на что-то вдалеке, на самом деле была взята из кадра из Instagram, который стал вирусным в марте 2018 года. любое обстоятельство, которое постер считает невероятным.
16 / 49
стефабский // Твиттер
Звезда родилась
Когда в 2018 году вышел первый трейлер долгожданного фильма с Брэдли Купером и Леди Гагой в главных ролях, возбужденные фанаты сделали скриншоты и превратили их в мемы. Самыми популярными стали забавные адаптации строчки Купера «Я просто хотела еще раз взглянуть на тебя» и соло Гаги из песни «Shallow».
17 / 49
АндреДТомпсон // Твиттер
Злой Патрик
Этот мем, также известный как «злой Патрик» или «дикий Патрик», содержит кадр персонажа Патрика из «Губки Боба Квадратные Штаны» с угрожающим взглядом из эпизода 1999 года. Твиттер получил его примерно в феврале 2018 года и начал использовать изображение вместе с объяснением плохого поведения или мотивов.
18 / 49
PaulFaire/TheThings // TheThings.com
К 35 годам…
После публикации в MarketWatch 2018 года статьи, в которой подразумевалась нереальная сумма сбережений, которую должен иметь человек в возрасте 30 лет, люди в Твиттере начали отвечать на эту статью, рассказывая обо всех других вещах, которые в идеале должны быть у вас к 35 летам (от забавно правдивых до нелепых ). Последовали советы по поводу тостов с авокадо, покемонов и ящиков, полных разных зарядных устройств.
19 / 49
Джордж Эйлетт // Твиттер
Не говори этого
Мем «не говори этого» подробно описывает связанные разговоры людей между собой и своим мозгом, от поднятия неудобных тем для разговоров до сопротивления шуткам «вот что она сказала». Первый твит с мемом появился в 2010 году, но позже вновь всплыл в 2017 году и показал внутреннюю борьбу между тем, начинать ли разговор с таксистом.
20 / 49
МИЛОСЛАВвонРАНДА // WW Interweb
Рукопожатия
В фильме 1987 года «Хищник» с Арнольдом Шварценеггером и Карлом Уэзерсом в главных ролях было возможно самое мужественное рукопожатие всех времен, а в 2007 году оно начало набирать популярность на YouTube. После того, как в последующие годы стали популярными несколько видеороликов и фан-артов, посвященных рукопожатию, в 2018 году начали появляться мемы с маркировкой объектов, использующие рукопожатие в качестве фона для соглашений.
Илон Маск
На протяжении многих лет вокруг технологического предпринимателя Илона Маска вращалось несколько мемов, особенно после его запроса в Твиттере о «сырых мемах» в октябре 2018 года. В одном из самых популярных мемов Маска используется изображение миллиардера, курящего во время интервью подкаста. .
22 / 49
Тамук // Реддит
Издевательство над Губкой Бобом
«Насмешливая Губка Боб» использует изображение из эпизода «Губка Боб Квадратные Штаны» 2012 года, чтобы высмеять мнение другого человека в Интернете. Самое раннее использование этого мема появилось в 2017 году в Твиттере, быстро набрав обороты и став одним из самых популярных (и эффективных) способов оскорбить кого-либо в Интернете.
23 / 49
tcgreywold // imgflip
Рулонный сейф
В 2016 году BBC загрузила на YouTube британский псевдодокументальный фильм с участием актера Кайоде Эвуми под названием «Документальный фильм о капюшоне». Вскоре после этого люди в Интернете начали использовать снимок экрана, на котором Эвуми указывает на свой храм, как будто у него была хорошая идея пошутить о плохих решениях и плохих размышлениях.
24 / 49
Кайл Маклахлен // Твиттер
Спасибо, следующий
Когда Ариана Гранде выпустила свой сингл «thank u, next» о своих бывших парнях в начале 2019 года, фанаты быстро начали создавать мемы из текстов песен. Помимо простого использования заглавной фразы, чтобы продемонстрировать преодоление чего-то и двигаться дальше, Интернет также использовал лирику, чтобы сравнить три вещи, которые научили их любви, терпению и боли, чтобы имитировать припев.
25 / 49
лил узи боль // Твиттер
Давайте возьмем этот хлеб
Люди в Интернете иронически используют мем «Давай возьмем этот хлеб» (обычно это сленг для зарабатывания денег), чтобы высмеять людей или самих себя за то, что они слишком усердно пытаются заработать деньги. В 2018 году мем взорвался всем: от насмешек над непереносимостью глютена до отсылок к Оливковому саду.
26 / 49
Комиксы и мемы
Удивленный Пикачу
Снимок экрана с удивленным Пикачу из эпизода «Покемон» привлек внимание Twitter в конце 2018 года. В течение следующих нескольких месяцев изображение взорвалось, когда люди начали использовать его в качестве мема для того, чтобы сделать что-то с очевидный исход.
27 / 49
Уоррен Бейкер // The Blogging Baker
Снисходительный Вилли Вонка
В меме используется изображение 19-летнего Джина Уайлдера.71 персонаж Вилли Вонка, чтобы сказать что-то покровительственное или высмеять кого-то. Впервые использованное на Gizmodo и Tumblr еще в 2011 году, изображение стало обычным снисходительным ответом в Интернете.
28 / 49
Розовый бриллиант // Pinterest
Джейсон Момоа подкрадывается к Генри Кавиллу
Джейсон Момоа и Генри Кавилл завязали дружбу во время съемок «Лиги справедливости» в 2016 году, и когда в том же году была сделана фотография Момоа, подкрадывающегося к Кавиллу на красной дорожке, она быстро стала вирусной. В последний день 2017 года в аккаунте Facebook был опубликован мем с изображением, в котором Момоа был помечен как «2018». Мем приобрел популярность в течение следующих месяцев, поскольку люди называли эти два явления разными вещами, подкрадывающимися друг к другу.
29 / 49
матроска // Твиттер
Истощенный Губка Боб
В еще одном меме о Губке Бобе Квадратные Штаны «измученный Губка Боб» использует изображение из эпизода 1999 года, где персонаж прислонился к скале, голый и запыхавшийся. Твиттер начал использовать снимок экрана в качестве приложения к твитам примерно в марте 2018 года об усталости.
30 / 49
KnowYourMeme
Мемы классического искусства
Существует много уникального классического искусства, поэтому, конечно же, в Интернете нужно найти самые веселые и дурацкие произведения, чтобы превратить их в мемы. В то время как видео, связанные с искусством, и другие пародии на искусство в Интернете можно проследить до 2004 года, более узнаваемые мемы стали популярны, начиная с 2013 года9. 0005
31 / 49
BestLifeOnline
Самый интересный мужчина в мире
Большинство людей узнают «самого интересного человека в мире» (которого играет актер Джонатан Голдсмит) из рекламы пива Dos Equis, которая началась в 2008 году. Мем обычно использует образ Голдсмита как хорошо одетого джентльмена с адаптацией его крылатой фразой «Я не всегда X, но когда делаю, Y Y» и начала набирать популярность уже в 2010 году.
32 / 49
Stumpy // Twitter
Парень нервно моргает
Один из самых популярных мемов 2017 года, «парень, нервно моргающий», обычно используется в формате GIF, чтобы продемонстрировать недоумение и то, что его застали врасплох. Первоначально GIF был взят из клипа видеопродюсера, когда его коллега случайно сказал что-то неуместное.
33 / 49
мем.xyz
Трудно проглатываемые таблетки
Мем «трудно глотать таблетки» использует две стоковые фотографии с WikiHow, которые были впервые размещены в Интернете в августе 2017 года. таблетки» и использовать его как мем, чтобы проиллюстрировать трудную правду.
34 / 49
TheStarVenge // reddit
Кто победит?
С этим мемом интернет поднял детскую игру «кто победит» на совершенно новый уровень. Говорят, что мем «кто победит», используемый для создания гипотетических сражений между двумя противоборствующими субъектами, появился в 2014 году, когда пользователь 4chan опубликовал мем, используя две видеоигры в качестве противников.
35 / 49
bonkers4memes
Как я сплю, зная…
Классический риторический вопрос «Как вы спите по ночам?» послужил источником вдохновения для этого мема. Более современная интерпретация показывает изображение человека или животного, крепко спящего, с разными вариантами слов: «Как я сплю, зная…». ).
36 / 49
YouTube
Кардашьян
С тех пор, как в 2007 году в эфир впервые вышел сериал «Семейство Кардашьян», люди полюбили наблюдать за выходками семьи. Все они были предметом огромного количества мемов, причем в некоторых из самых популярных использовались снимки экрана из шоу (обычно срыв или чрезмерная реакция).
37 / 49
TodayYearsOld // Twitter
«Сегодня» дней
«Сегодняшний день» используется как ответ на любую случайную реализацию. Сначала это произошло из сообщений с вопросом: «Сколько вам было лет, когда вы поняли X?» кто-то ответил: «Мне сегодня исполнилось лет». Это может быть факт как общеизвестный, так и малоизвестный.
38 / 49
toxic_ideology // reddit
Пепе
Лягушка Пепе — вымышленный персонаж, впервые появившийся в комиксе 2005 года и с тех пор претерпевший множество трансформаций. Начав с позитивного мема, известного как «чувствуй себя хорошо, лягушка» в 2008 году, Пепе несколько лет спустя превратился в более грустный или злой мем. К 2015 году то, что первоначально предназначалось для символа мирного образа жизни художника, было искажено несколькими группами ненависти, в результате чего изображение было добавлено в базу данных символов ненависти Антидиффамационной лиги в 2016 году.
39 / 49
Мегапочта
Плачущий Майкл Джордан
Взятый из изображения эмоциональной речи известного спортсмена во время его введения в Зал баскетбольной славы в 2009 году, этот мем обычно используется, чтобы передать разочарование болельщика, когда его конкретная команда проигрывает или плохо выступает. Мем существует с тех пор, как впервые появился на MemeCrunch в 2012 году и получил официальную фан-страницу на Tumblr в 2015 году. Джордан, как сообщается, нашел все это увлечение довольно забавным.
40 / 49
Тамблер
*Шлепает крышу автомобиля*
«Шлепает крышу автомобиля» можно проследить до твита 2014 года о нелепом разговоре продавцов автомобилей, который был подслушан и начал взрываться в 2018 году после того, как был соединен с иллюстрированным стоковым изображением продавца автомобилей, демонстрирующего машину. Мем видел много фотошопных вариаций, но обычно использует фразу «Этот плохой мальчик может вместить в себя так много X».
41 / 49
генератор мемов
Неловкая маленькая девочка
Этот мем, также известный как «Боковой взгляд на Хлою», можно использовать практически в любой неловкой ситуации. Оригинальное фото взято из видео, на котором маленькая девочка бросает равнодушный и нерешительный взгляд после того, как ей рассказали о неожиданной поездке в Диснейленд в 2013 году.
Красти Краб против Чама Бакета
Практически каждый фанат «Губки Боба Квадратные Штаны» знает о напряжённом соперничестве между ресторанами «Красти Краб» и «Чам Баккет», но первое обычно доминирует. В меме используются отфотошопленные изображения обоих мультяшных ресторанов, чтобы проецировать двух соперников, таких как спортивные команды и телешоу.
43 / 49
Хавокимин // Колледж Юмор
Эльф на полке рифмует
Традиция «Эльф на полке» началась, когда родители клали куклу-эльфа в мантию во время праздников и говорили своим детям, что она наблюдает, как они шалят или милые. К концу 2017 года стало популярным публиковать изображения забавных вещей, которые рифмуются поверх других вещей, которые рифмуются, используя фразу «Вы слышали об эльфе на полке, теперь приготовьтесь к X».
44 / 49
BlownIntoSpace // изображение
Нельзя просто…
Фанаты «Властелина колец» не нуждаются в объяснении этого мема. Актер Шон Бин играл Боромира в кино, и одна из его знаменитых фраз «В Мордор просто так не зайти» стала источником вдохновения для мема, который обыгрывает эту фразу. Сам Бин даже признался, что видел большой приток мемов в сети во время интервью 2015 года.
45 / 49
bonkers4memes
Я мужчина/женщина ищу….
После твита 2017 года, в котором была предложена анкета с использованием классического шаблона знакомств «Я мужчина/женщина, ищущая мужчину/женщину» о Карли Рэй Джепсен, родился мем. С тех пор стало популярным использовать этот формат для забавных заявлений.
46 / 49
Фоссбайты
Успешный малыш
В одном из самых популярных мемов всех времен «успешный ребенок» используется фотография маленького мальчика 2007 года со сжатым кулаком и решительным выражением лица. Он почти всегда используется для демонстрации небольших успешных моментов или «выигрышей», которые случаются с кем-то в течение обычного дня, например, получение дополнительной куриной наггетсы в еде из фаст-фуда.
47 / 49
OverlyAttachedGirlfriend.com
Чрезмерно привязанная девушка
«Чрезмерно привязанная девушка» началась в 2012 году, когда пользователь Reddit сделал скриншот изображения, которое он счел смешным, из видео, на котором девушка поет исполнение песни Джастина Бибера «Boyfriend». Он быстро начал распространяться в Интернете, используя подписи, изображающие ее как стереотипную чрезмерно привязанную девушку.
48 / 49
генератор мемов
Дональд Трамп кричит на газонокосилку
Интернет просто не мог удержаться после того, как появились изображения маленького мальчика, который косит газон у Белого дома, полностью игнорируя Трампа. Парень, по-видимому, был настолько сосредоточен на работе, что не заметил Трампа, когда тот вышел, чтобы поприветствовать его, вынудив Трампа громко кричать на звук газонокосилки и создав отличное топливо для мемов.
Серебро имеет твердость до 90 кгс/мм2, отличается высокой коррозионной стойкостью и электропроводностью. Металл хорошо проводит тепло, отражает свет. Гальваническое серебрение используется в различных отраслях промышленности: электронной, ювелирной, радиотехнической и т. д. Детали могут изгибаться и развальцовываться, но отрицательно относятся к запрессовке. Толщина серебрения зависит от назначения деталей.
Серебро отличается устойчивостью к щелочным растворам и большинству органических кислот, концентрированная серная кислота может растворять металл только при кипячении, а соляная при значительном нагревании. Под воздействием аммиака и хлора на поверхности серебра образуется тонкая пленка, повышающая значения сопротивлений и затрудняющая процесс пайки, металл теряет свои преимущества. Для предупреждения негативных явлений применяется специальная технология финишной обработки.
Особые физико-химические характеристики покрытия определяют метод серебрения и конкретную область использования покрытий, покрытие широко распространено вне зависимости от высокой стоимости и дефицитности металла. Серебрение изделий применяется для повышения отражательных характеристик оптических и светотехнических приборов, для понижения переходного сопротивления и деталей, контактирующих между собой, для повышений устойчивости к коррозионным процессам и в декоративных целях при изготовлении ювелирных изделий.
Растворы, используемые для серебрения
В связи с тем, что в растворах простых солей серебро замещается неблагородными металлами и покрытие становится неплотным и рыхлым, серебрение металлических изделий выполняется только в растворах комплексных солей. В промышленности самое широкое распространение получили цианидные электролитические растворы, их осаждение на металл вызывает значительную катодную поляризацию, что улучшает качество поверхностей. Цианидные растворы очень токсичные, метод опасен для работающих. Во время производственного процесса большое внимание уделяется соблюдению техники безопасности. В некоторых случаях токсичные электролиты могут заменяться новыми гексацианоферратными, йодидными, роанидными, пирофосфатными и иными электролитами. Работать с такими растворами намного легче, не требуется использовать специальные меры по защите работающих и окружающей среды. Цианидные электролиты для серебренияГлавными компонентами являются свободный цианид и комплексная соль серебра. Цианидные соли образуются в результате химической реакции соли серебра и цианида калия, соединение имеет вид творожистого белого осадка. В дальнейшем осадок растворяется в теплой воде, при необходимости вводятся дополнительные компоненты.
Зависимость потенциала серебра с учетом концентрации цианида в свободном состоянии
Осадок серебра на катоде имеет прямую зависимость от концентрации свободного KCN, чем его больше, тем мельче кристаллы, больше катодная поляризация, равномернее распределяется металл на катоде. Такие особенности позволяют понижать показатели тока во время серебрения, за счет чего понижается себестоимость покрытия, уменьшается нагрузка на электрические сети и трансформаторные подстанции.
При малом содержании цианида в свободном состоянии латунь может вытеснять серебро, что оказывает негативное влияние на прочность соединения с основой. Для улучшения качества серебрение изделий должно производиться в растворах с высоким содержанием цианида, по время процесса необходим периодический контроль состояния электролита.
Дополнительно качество осадки повышают за счет тщательной очистки используемых технологических растворов от посторонних примесей, метод очистки подбирается индивидуально. Влияние на серебрение оказывает материал катиона и щелочной металл. В качестве добавок предпочтительнее калиевые соли, в сравнении с натриевыми они лучше растворяются, что увеличивает электрическую проводимость растворов. Для вывода из состава цианида калия и углекислоты воздуха в растворы добавляются карбонаты, они не оказывают вредного воздействия на латунь. Химический состав цианидных электролитовДля получения блестящих покрытий в электролит добавляются органические соединения или используется технология с реверсированием тока. Осадки, образующиеся на металле, имеют лучшую мелкокристаллическую структуру в сравнении с осадками, получаемыми из обыкновенных ванн. Катодная поляризация повышается при нагреве и постоянном перемешивании раствора, этот метод позволяет увеличивать допустимую плотность тока, латунь и иные сплавы имеют равномерное покрытие. Кроме того, сокращается время серебрения, что увеличивает производительность труда.
Обычные электролиты не обеспечивают серебрения с достаточной твердостью поверхностей, металл не отвечает существующим требованиям. Для повышения физических показателей применяется специальный электролит.
Химический состав специального электролита
Химический состав специального электролита
Главным компонентом приготовления специального электролита является нитрат серебра и цианид калия. Компоненты предварительно рассчитываются по процентному содержанию и растворяются в теплой воде, все операции делаются в затемненных технических помещениях с эффективной вытяжкой. Серебро не должно преждевременно окисляться, в противном случае латунь может потемнеть. Нецианидные растворы серебренияИспользуются в качестве альтернативы ядовитым цианидным, в настоящее время широко используются сульфитный, роданидный, йодидный, гексацианоферратный и пирофосфатный растворы.
Гексацианоферратный электролит. Характеризуется повышенной рассеивающей способностью, гальваническое покрытие серебром матовое мелкокристаллическое. Входящий в состав роданид калия не замедляет пассивацию и дает возможность вести процесс с высокими показателями анодного выхода тока, метод широко применяется при крупнооптовом производстве.
Химический состав гексацианоферратного электролита
Сульфитный электролит. В раствор входит до 100 г/л комплексной соли серебра, серебрение изделий выполняется при температуре +15–25°С, плотность тока 0,2–0,3 А/дм2. Технология предполагает перемешивание раствора во время серебрения, выход металла потоку 100%, электроды из серебра, электролит характеризуется высокими показателями рассеиваемости, мелкокристаллические осадки легко полируются. Эти показатели очень важны, если выполняется серебрение меди в ювелирных целях. Во время приготовления электролита к насыщенному раствору сульфита натрия добавляется определенное количество нитрата серебра. При перемешивании происходит химическая реакция, в результате образуется сульфид серебра, который впоследствии растворяется с образованием комплексной соли серебра. Этим электролитом может покрываться латунь.
Йодидные электролиты. В них проводится серебрение латуни, но из-за большой стоимости метод используются редко.
Химический состав йодидного электролита
Допускается вместо желатина использовать до 50 г/л полиэтиленполиамина. По рассеивающим характеристикам эти электролиты отстают от гексацианоферратных, но обладают меньшей агрессивностью, позволяют иметь плотные мелкозернистые покрытия. Для устранения желтоватого оттенка металл рекомендуется промывать в 20% растворе йодида калия с последующей промывкой чистой водой.
Раданидный электролит. Серебрение меди происходит с использованием электродов из чистого серебра, может выполняться только после предварительного серебрения. Технология предусматривает покрытие медных проводников для радиоаппаратуры, текстолита, керамики и т. д. Серебрение меди может выполняться во вращающихся барабанах.
Пирофосфатный электролит. Применяется для посеребрения медных изделий сложной геометрической формы. Покрытие блестящее.
Пирофосфатный электролит (химический состав)
Дополнительная обработка внешних поверхностей деталейВо время процесса детали под действием соединений серы покрываются тонкой пленкой (толщина не более 0,07 мкм), что становится причиной снижения блеска и потери декоративного вида. Для предупреждения подобных негативных явлений детали после серебрения могут покрываться защитным слоем цинка, хрома, кадмия, родия или лакироваться прочным бесцветным лаком.
В промышленном производстве часто используется технология пассивирования, серебро пассивируется раствором ингибитора. После обработки серебряное покрытие не только сохраняет первоначальный вид, но и хорошо паяется и проводит электрический ток. Применяется метод хроматирования серебряных покрытий раствором бихромата калия в течение 5–10 минут при температуре раствора до +30°С. Обработка выполняется током 1–3 А/дм2, электроды свинцовые. Сравнительные характеристики различных электролитовКаждый электролит для серебрения имеет свой химический состав, достоинства и недостатки. Перед принятием окончательного решения по выбору нужно учитывать эксплуатационные показатели растворов и назначение изделий.
Наименование электролита
Преимущества
Недостатки
Цианидный
Имеет самые высокие характеристики осадков.
Раствор очень токсичен, отличается небольшой устойчивостью.
Пирофосфатный
Использует 100% тока, покрытие мелкокристаллическое, отличается высокой рассеивающей способностью.
Высокая себестоимость раствора, метод используется редко.
Йодидный
Обладает минимальной химической агрессивностью, качество покрытий удовлетворительное, применяется для посеребрения медных изделий небольших размеров.
Осадок имеет желтоватый оттенок, малопригоден для ювелирной промышленности. Высокая цена йодистого калия.
Гексацианоферратный
Высокое качество осадков по физическим показателям.
Накапливается большое количество несвязанного цианида.
Раданидный
Стабилен, серебрение латуни производится при высоком использовании тока,
Быстро окисляется, требует безусловного соблюдения технологических параметров.
Оборудование для подготовки поверхностей к серебрению и серебрению Серебрение можно производить только чистых и обезжиренных поверхностей, в противном случае неизбежно отслаивание или появление отдельных участков без осадка. Жирные загрязнения удаляются химическим способом, остальные загрязнения смываются. После очистки поверхностей детали обязательно тщательно промываются и высушиваются. Для ускорения процесса применяется специальное технологическое оборудование для серебрения.
Серебрение выполняется в ваннах, для повышения производительности допускается использование барабанов, погружаемых в ванны. Гальваническая ванна изготавливается из химически устойчивых пластиков, может иметь дополнительную термозащиту.
Производственный цех
Посеребрение медных изделий может выполняться в подогретом электролите, для этих целей используются специальные ванны.
В перечень оборудования для серебрения могут входить жидкостные насосы, электронная аппаратура контроля и управления, системы зональной или цеховой вентиляции, различные установки по ускорению процесса. Дефекты серебрения и способы устранения
Описание дефекта
Вероятные причины
Способы устранения
Покрытия шелушатся или отслаиваются, дефект особенно заметен во время полировки.
Некачественная подготовка поверхности, недостаточная концентрация в электролите серебра.
Проверять качество подготовки поверхностей, строго соблюдать параметры технологии. Увеличить концентрацию серебра в электролите до рекомендованных параметров.
Покрытие хрупкое, при незначительных динамических усилиях отслаивается
Аноды имеют критические значения пассивации, на катоде начал выделяться водород.
Откорректировать химический состав электролита, увеличить количество используемых для серебрения анодов.
Покрытие имеет пятна, приобрело желтоватый оттенок.
Концентрация свободного цианистого калия ниже допустимых значений.
Довести концентрацию вещества до регламентных показателей.
Поверхности шероховатые, есть темные пятна при светлом состоянии анодов
Анодная плотность тока значительно превышает технологические параметры, аноды усиленно растворяются, на поверхностях накапливается шлам.
Проверить соответствие тока нормативам, при обнаружении отклонений исправить.
Покрытие грубое, видны кристаллы, по консистенции рыхлое, заметны потемнения
Плотность тока значительно превосходит норму, особенно в момент завешивания
Изменить параметры тока, не допускать повторных повышений до полного завершения процесса серебрения.
Заметен питтинг в виде блестящих точек на поверхности, металл шероховатый, есть вертикальные полосы
Значительное выделение водорода, серебрение происходит с нарушением рекомендованных режимов. Пузырьки водорода длительное время задерживаются на поверхности.
Технология требует постоянного помешивания электролита, необходимо использовать соответствующее оборудование для серебрения. Изменить показатели плотности тока.
Если вас интересует стоимость изготовления продукции, отправьте нам техническое задание на почту info@plast‑product.ru или позвоните по телефону 8 800 555‑17‑56
несколько способов и их технология
Как выполняется серебрение меди и медных сплавов
Химический метод
Использование специальных паст
Серебрение с нагреванием обрабатываемого изделия
Погружной способ серебрения
Серебрение изделий из металла можно выполнить и в домашних условиях. Качественно провести такую процедуру можно различными способами, причем для практической реализации многих из них вам не потребуется искать и покупать дорогостоящие химические реактивы. Приготовить раствор для посеребрения медных изделий можно из доступных средств даже в домашних условиях.
На фото видно, как меняется внешний вид изделия после серебрения
Изделия, покрытые слоем серебра, как и позолоченный металл, смотрятся очень презентабельно, что и объясняет высокую популярность такой технологической операции.
Как выполняется серебрение меди и медных сплавов
Процесс серебрения отличается рядом особенностей, которые обязательно следует учитывать при его выполнении. Заключаются такие особенности в следующем.
Серебрению, как правило, подвергают изделия, изготовленные из меди, латуни, алюминия, стали и ряда других сплавов. Из раствора для выполнения серебрения при соприкосновении с данными металлами и сплавами выделяется металлическое серебро, что и позволяет эффективно осуществлять такой технологический процесс.
Качественно посеребрить легче всего светлый металл. Чтобы из-под нанесенного слоя серебра не просвечивала более темная поверхность основного металла, толщина такого слоя должна составлять не менее 10–15 микрометров.
Серебрение в домашних условиях или на производственном участке необходимо выполнять в помещениях, которые хорошо проветриваются.
Для того чтобы серебрение латуни, меди или любого другого металла отличалось высоким качеством, обрабатываемую поверхность необходимо предварительно обезжирить.
Пасту, при помощи которой выполняют серебрение, наносят посредством кусочка мягкой ткани или кожи.
Химический метод
Один из способов, при помощи которого выполняется химическое серебрение, заключается в том, что поверхность металла обрабатывается антихлором (тиосульфатом натрия) – раствором для фиксирования фотографии. Суть метода серебрения с применением такого раствора состоит в следующем.
В один литр антихлора, который уже не годится для закрепления фотопленки, добавляют шесть-десять капель формалина и 4–6 мл нашатырного спирта.
Медное изделие, подвергаемое серебрению, тщательно готовят: поверхность зачищают до металлического блеска, затем деталь кипятят в растворе соды и тщательно промывают водой. После такой подготовки обрабатываемое изделие погружается в фотораствор на час-полтора.
После выдержки в фоторастворе металл покрывается тонким слоем серебра. Завершающими этапами процедуры серебрения по данной технологии являются промывка изделия водой, просушка и полировка.
Выполнить посеребрение изделий из меди можно и при помощи обычной фотобумаги.
Фотобумагу режут на отдельные части и погружают в раствор, состав которого указан на ее упаковке.
Изделие, на поверхность которого необходимо нанести слой серебра, тщательно подготавливают и опускают в раствор с фотобумагой.
Обрабатываемую поверхность натирают эмульсионным слоем фотобумаги, в результате чего формируется серебряный налет.
После окончания процедуры изделие тщательно промывают водой, просушивают, а затем натирают мягкой тканью.
Все реактивы для этого способа серебрения можно купить в свободной продаже
Посеребрить медь можно и следующим способом.
В 300 мл антихлора добавляют 2 мл водного раствора гидроксида аммония и 2–3 капли формалина.
Полученный раствор ставят в темное место и на 30 минут (или даже на полтора часа) погружают в него обрабатываемое изделие.
После выдержки в растворе изделие высушивают и протирают мягкой тканью.
Использование специальных паст
Для того чтобы посеребрить металл, можно использовать специальные пасты, которые легко приготовить и в домашних условиях. Серебрение металлических изделий при помощи специальных пастообразных составов выполняется по различным методикам.
Метод №1
Первый из таких способов предполагает использование нитрата серебра, который часто называют ляписным карандашом. Хотя данный способ серебрения и отличается достаточно высокой сложностью, он позволяет сформировать на поверхности металла плотное серебряное покрытие.
Ляписный карандаш также используют в качестве «тестера» серебра и других металлов
Для реализации данного метода серебрения готовят водный раствор, состоящий из 300 мл воды и 2 граммов нитрата серебра. В полученный раствор постепенно добавляют хлороводородную кислоту или 10%-й водный раствор поваренной соли. Выполняют такой процесс до того момента, пока на дно емкости не перестанет выпадать осадок, представляющий собой хлорное серебро. Полученный таким образом осадок, выглядящий в виде хлопьев, необходимо собрать, отфильтровать и тщательно промыть.
Отфильтрованное и промытое хлорное серебро смешивают с раствором, состоящим из 100 мл воды и 20 граммов гипосульфита натрия. Полученную таким образом смесь профильтровывают и смешивают с зубным порошком или размолотым мелом, доводя ее консистенцию до сметанообразного состояния. Такая смесь уже готова к применению, ею и натирают поверхность медного изделия, в результате чего на нем формируется тонкая пленка серебра.
Метод №2
Чтобы выполнить посеребрение медных изделий по второму методу, надо смешать следующие компоненты:
6 граммов хлорида серебра;
8 граммов пищевой соли;
такое же количество виннокислого калия.
Все вышеперечисленные компоненты смешиваются в сухом виде и тщательно перетираются в ступке. Полученная смесь может храниться в посуде из темного стекла достаточно длительное время. Непосредственно перед использованием этот порошок разводят в воде до пастообразного состояния и натирают таким средством поверхность обрабатываемого изделия.
Метод №3
Следующий метод серебрения предполагает использование смеси, в состав которой входят следующие компоненты:
4 грамма битартрата калия;
2 мл нашатыря;
1 грамм ляписного карандаша.
Полученную смесь растворяют в воде до пастообразного состояния, наносят ее на мягкую ткань, которой и натирают обрабатываемую поверхность до получения серебряного блеска.
Перед серебрением изделий, независимо от способа обработки, необходимо тщательно обезжиривать поверхности
Метод №4
Чтобы посеребрить металл по данному методу, готовят смесь следующего состава:
10 граммов нитрата серебра;
25 граммов цианида калия;
100 мл воды.
Технология приготовления пасты для серебрения по данному методу выглядит следующим образом:
Нитрат серебра растворяют в 50 мл воды.
В полученный раствор добавляют цианистый калий и еще 50 мл дистиллированной воды.
Вводят в раствор 10 граммов битартрата калия и 100 граммов порошкообразного мела, доводя консистенцию смеси до пастообразного состояния.
Пастой, которая получилась в итоге смешивания всех компонентов, обрабатывают поверхность изделия, после чего его промывают водой и тщательно просушивают.
Порошки, из которых готовятся такие пасты для серебрения, могут храниться в сухом виде достаточно длительное время (год и больше), в то время как жидкость для серебрения имеет срок годности, ограниченный всего несколькими сутками.
Серебрение с нагреванием обрабатываемого изделия
Чтобы приготовить набор для серебрения, при выполнении которого обрабатываемое изделие будет нагреваться вместе с применяемым раствором, используется несколько методик.
Первый способ
Для реализации первого метода готовится смесь следующего состава:
100 граммов хлористого серебра;
600 граммов битартрата калия;
такое же количество поваренной соли.
Для взвешивания нужного количества реактивов понадобятся весы, вполне подойдут простые рычажного типа
Полученную сухую смесь, которая длительное время может храниться в емкости из темного стекла, растворяют в воде (из расчета 3 столовых ложки сухой смеси на пять литров воды) и доводят полученный раствор до кипения. Металл, подвергаемый серебрению, кипятят в таком растворе на протяжении четверти часа.
В результате такой обработки металл покрывается матовым слоем серебра. Чтобы придать покрытию блеск, необходимо дополнительно обработать изделие в растворе следующего состава:
4,8 литров воды;
300 граммов серноватисто-натриевой соли;
100 граммов уксусно-свинцовой соли.
Раствор необходимо профильтровать перед применением
Такой раствор доводят до температуры 70–80° и выдерживают в нем изделие на протяжении 10–15 минут. В результате такой обработки поверхность металла приобретает характерный серебряный блеск.
Второй способ
Посеребрить металл можно и с использованием такого состава:
хлорид серебра, полученный из 25 граммов нитрата серебра;
150 граммов битартрата калия;
пищевая соль;
вода.
2–3 столовых ложки такой смеси добавляются в пять литров воды, которая доводится до кипения. Обрабатываемые изделия погружают в такой раствор в глиняном или фарфоровом сите, при этом кипящую смесь непрерывно перемешивают палочкой из стекла или дерева.
Погружной способ серебрения
Такое гальваническое серебрение позволяет получать посеребренную проволоку или изделие любого другого типа с более плотным покрытием. Гальваническое покрытие серебром также может выполняться с помощью разных методик.
Схема гальванической ванны
Способ №1
Для реализации первого метода серебрения, в котором задействована гальваника, готовят раствор следующего состава:
70 мл водного раствора гидроксида аммония;
10 граммов хлорида серебра;
40 граммов кристаллической соды;
такое же количество цианистого калия;
15 граммов пищевой соли.
Смешивая компоненты данного раствора с дистиллированной водой, доводят его объем до одного литра. Гальванизация обрабатываемого изделия происходит за счет того, что в емкость, в которой производится серебрение, добавляются куски цинка или пластина из данного металла.
Для электролита подойдет стеклянная или пластиковая посудина из химически нейтрального материала, выдерживающего нагрев до 80°С
Способ №2
Пастообразная смесь для серебрения по данному методу готовится из следующих компонентов
11 граммов ляписа;
60 граммов цианида калия;
750 граммов порошкообразного мела;
60 мл воды.
В пастообразную массу, полученную при смешивании такой смеси с двумя частями воды, погружают небольшие изделия, а более крупные детали просто натирают ей.
Способ №3
Данный метод, который называется контактным, также относится к гальвано-химическим способам серебрения. Для его реализации готовят смесь следующего состава:
10 граммов углесеребряной соли;
100 граммов серноватисто-натриевой соли;
100 мл воды.
Суть данного метода серебрения, который напоминает цинкование, заключается в том, что в водный раствор данной смеси помещают обрабатываемое изделие. При этом в раствор также погружают цинковую палочку или провод, которые соприкасаются с поверхностью детали.
Что означает посеребрение, когда речь идет о ювелирных изделиях? – Bixlers™
Сейчас читаю: Что означает посеребрение, когда речь идет о ювелирных изделиях?
ПредыдущийСледующий
Серебряное покрытие, или гальванопокрытие серебром, представляет собой процесс нанесения тонкого слоя серебра на основной металл, такой как медь, никель и т. д. Эта процедура была впервые разработана в 1830-х годах и в настоящее время широко используется из-за ее низкой стоимости и широкий спектр преимуществ. К ним относятся улучшение проводимости, предотвращение коррозии, защита от радиации и, самое главное, украшение ювелирных изделий. Два типа серебра наиболее популярны для гальванического покрытия: серебро с покрытием и стерлинговое серебро. В этой статье обсуждается, что кому лучше, как ухаживать за посеребренными украшениями и лучше ли посеребрение нержавеющей стали.
Что означает посеребрение в ювелирных изделиях?
Серебряное покрытие, как уже упоминалось, представляет собой покрытие металла слоем серебра. Толщина этого покрытия измеряется в микронах (1 микрон составляет приблизительно 0,0001 сантиметра) и может варьироваться в пределах 1-40 микрон. Для ювелирных изделий этот диапазон ограничен 1-10, в среднем около 2 микрон. Одним из основных факторов, определяющих выбор покупателя между стерлинговым серебром и чистым серебром, является стоимость. Серебро с покрытием значительно дешевле, потому что оно не так чисто, как стерлинговое серебро. Последнее 92,5% чистого, остальное состоит из других металлов. В то время как первое часто представляет собой комбинацию меди, олова, никеля и т. Д. Это гарантирует, что ювелирные изделия с покрытием из стерлингового серебра сохраняют некоторую стоимость при обмене после покупки, в то время как серебро с покрытием часто содержит слишком мало серебра, чтобы иметь большую ценность с течением времени.
Серебро с гальваническим покрытием может вызвать аллергию на никель у некоторых людей, у которых, по сути, нет другого выбора, кроме как сэкономить и купить стерлинговое серебро. Обычно это влечет за собой зудящую сыпь. Невооруженным глазом разницу между ними трудно различить. Но полезный совет заключается в том, что позолоченное серебро имеет более светлый цвет, чем его альтернатива. Ювелирные изделия из серебра с покрытием также тяжелее стерлингового серебра из-за основного металла под ними, что может быть решающим фактором при покупке таких предметов, как серьги.
Самый простой способ определить разницу между ними: посмотрите на этикетки на украшениях. Стерлинговое серебро обычно маркируется «.925», «925» или просто «sterling», в то время как другие имеют «EP» или «EPNS». Кроме того, стерлинговое серебро в Европе обычно имеет клеймо. Совершая дорогие покупки, ищите этикетку и сравнивайте ювелирное изделие с другими вариантами — это лучший способ убедиться, что вы получаете то, что стоит своих денег.
Серебряное покрытие хорошего качества?
Как упоминалось ранее, ювелирное изделие из стерлингового серебра намного ценнее, чем просто серебро с гальванопокрытием. Существует еще более ценный вид серебра, чистота которого составляет 99 %. Это самое чистое серебро, но, к сожалению, оно слишком мягкое для использования в ювелирных изделиях.
Качество серебряного покрытия также зависит от толщины покрытия. Помимо дополнительного серебра, более толстое покрытие может обеспечить дополнительные преимущества в зависимости от ювелирного изделия. В целом, ювелирные изделия с серебряным покрытием имеют довольно хорошее качество по той цене, которую вы за них заплатите, но если вы ищете что-то, что прослужит вам долгие годы, вам следует вместо этого выбрать настоящее серебряное изделие.
Тускнеют ли посеребренные украшения?
Да, серебряные украшения со временем тускнеют. Однако украшения с серебряным покрытием более долговечны, чем серебро из-за основного металла, но последнее легче чистить. Есть несколько способов предотвратить потускнение посеребренных украшений:
Снимайте серебряные украшения для работы, требующей контакта с жидкостями и химическими веществами. Сюда входят домашние дела, работа в саду, купание и т. д.
Чем реже вы носите украшения в целом; тем медленнее будет исчезать покрытие. Это происходит из-за масел в нашей коже, которые разрушают серебряный слой.
Храните украшения из одних и тех же металлов/покрытий в одном контейнере.
Сера является серьезной причиной того, что серебро теряет свой блеск и чернеет. Чтобы свести к минимуму воздействие, храните украшения в герметичных контейнерах с бумагой, защищающей от потускнения.
Чем тоньше покрытие, тем меньше срок его службы. При гальваническом покрытии ювелирных изделий обязательно выберите соответствующий уровень толщины.
Избегайте чрезмерной полировки или чистки серебряных украшений. Это может вызвать нежелательный износ, который может привести к коррозии покрытия быстрее, чем обычно.
Лучше ли посеребрение, чем нержавеющая сталь?
Ответ на этот вопрос в конечном счете сводится к индивидуальным предпочтениям. Нержавеющая сталь имеет ряд преимуществ перед серебром. Он гипоаллергенен, а это значит, что при его ношении нет риска раздражения кожи. Нержавеющая сталь также намного тверже серебра. Первый имеет около 5 баллов по шкале Мооса, а серебряный — менее 3. Нержавеющая сталь также не тускнеет и при правильном уходе прослужит сто лет. Позолоченное серебро, даже при хорошем уходе, вероятно, прослужит не более двадцати лет.
Другие преимущества нержавеющей стали включают ее цену. Обычно он намного дешевле серебра и устойчив к коррозии. Это означает, что не нужно беспокоиться о чрезмерном использовании украшений из нержавеющей стали. Ежедневное использование не оказывает такого разрушающего воздействия на нержавеющую сталь, как на серебро. Это также означает, что не нужно беспокоиться о неправильном хранении и уходе за изделиями из нержавеющей стали, поскольку они могут выдержать немало грубых и грубых воздействий.
Главным преимуществом серебра перед нержавеющей сталью является его блестящий королевский вид. У первого более скучный вид, и это часто может быть решающим фактором перед покупкой. Серебро также имеет большую стоимость при обмене, если вы решите обменять свои ценности, и может стать хорошей инвестицией для нужного человека.
Ювелирные изделия из посеребренной латуни: Музей ювелирных изделий
перейти к содержанию
Уникальная и красивая коллекция украшений ручной работы из посеребренной латуни из Музея ювелирных изделий в Сан-Франциско, Калифорния. В нашем магазине подарков представлен ассортимент украшений из стерлингового серебра, включая серьги, ожерелья, броши и кольца.
Винтажное ожерелье Laurel Burch Isis Egypt Revival на шнуре
149,95 долларов США
Винтажные серебряные серьги Laurel Burch с артикуляцией Isis
269,95 долларов США
Винтажные подвески Laurel Burch с рунической костью и серебряной пластиной
$94,95
Старинные серебряные серьги Laurel Burch Dryad с серебряной пластиной
$104,95
Ты собираешься
Люби меня
Но у тебя есть 30 дней, чтобы принять решение, если ты этого не сделаешь.
Бесплатная БЕСПЛАТНАЯ доставка и простой возврат без вопросов.
Винтажное серебряное колье Laurel Burch Fu Dog с серебряной пластиной
Слабый напор воды в квартире: куда обращаться? — ЖКХакер
Плохой напор воды в квартире — проблема, знакомая многим жильцам многоквартирных домов. Он не только доставляет различные бытовые неудобства, но и негативно отражается на сантехнике. Низкий напор воды не промывает краны и трубы, в них быстрее оседает грязь и вскоре смеситель или кран может выйти из строя.
Кроме того, даже при плохом водоснабжении, плата за некачественные коммунальные услуги с жильцов все равно взимается в полном объеме. Рассмотрим подробно, что делать в такой ситуации.
Причины низкого напора
Меньше 2-х атмосфер — низкое давление Прежде всего, скажем о том, какое давление считать низким. По нормативам, давление воды в смесителе должно находиться в пределах двух атмосфер. При таких условиях поток воды из кранов будет достаточен для удовлетворения нужд жильцов и нормальной работы сантехники.
Если же давление меньше, нужно принимать меры. Причин снижения давления воды в трубах может быть несколько. Рассмотрим основные среди них:
Низкое давление в магистральной трубе. Вода идет в квартиру от насосной подстанции по магистральной трубе. С течением времени она засоряется осевшими из воды солями кальция (накипь), твердыми примесями (песок, глина, ржавчина) и другими посторонними включениями.
Чем старше труба и ниже качество поступающей воды, тем меньше становится просвет. Это повышает риск разрыва трубы, и насосные станции вынуждены уменьшать давление. Решением такой проблемы является замена магистральной трубы на новую.
Увеличение плотности городской застройки. Построив новый дом, строители должны завести и трубы водоснабжения. Но новые насосы устанавливают далеко не всегда. Поэтому напор, который раньше делился на два дома, теперь будет делиться на три. Естественно, что в каждой квартире напор станет ниже. Решить проблему можно, построив новые насосные подстанции.
Старые стояки — это трубы, по которым вода разводится непосредственно в квартиры. Как и магистральные трубы, они со временем забиваются. Если проблема с напором кроется в стояке, нужно его заменить. Важно добиться, чтобы заменили весь стояк, а не отдельные его части. Замена отдельных частей стояка проблемы не решит.
Плохое состояние (износ) водяных задвижек на конкретный дом или подъезд. Контролировать состояние запорного оборудования и, при необходимости, осуществлять замену обязана управляющая компания.
Забитый водопровод в квартире. Водопроводные трубы в квартире тоже могут забиваться различными отложениями. Следить за состоянием квартирного водопровода обязан собственник жилья. Все проблемы с квартирным водопроводом может решить специалист-сантехник. Однако это потребует некоторых затрат.
Изношенный смеситель или кран-букс. Забившись отложениями, кран-букс может заклинивать и не открываться на полную мощность. Тогда он не будет пропускать часть воды. Это не только уменьшит напор, но и увеличит нагрузку на остальные части смесителя и может привести к поломке. Лучшее решение – полная замена смесителя. Бюджетный вариант – замена конкретного кран-букса. Также может помочь чистка фильтрующей сеточки, установленной в смесителе.
Перечисленные причины слабого напора воды в квартире – только самые основные.
Куда обращаться для проведения ремонта?
Нужно понимать, что водоснабжение каждого дома – сложная задача, решением которой занимается сразу несколько организаций. Управляющая компания ответственна за работу внутридомового сантехнического оборудования.
Поставку горячей воды обеспечивает теплоцентраль. Водоканал отвечает за холодное водоснабжение. При этом у собственника жилья может быть договор только с управляющей компанией или со всеми этими организациями.
Существенно осложнить дело может нежелание управляющей компании нести существенные материальные затраты на ремонт водоснабжения. Тогда компании, обеспечивающие снабжение квартир водой могут до бесконечности переадресовывать жалобщиков друг другу, не принимая заметных мер.
Куда обращаться при слабом напоре воды? Чаще всего быстро решить проблему не удается, поэтому нужно набраться терпения. Проблема решается в правовом поле, необходимо подготовиться к длительному взаимодействию с коммунальными инстанциями.
Порядок действий для устранения слабого напора воды
Если слабый напор воды в квартире, платить полную стоимость не стоит! Первый шаг собственника — обратиться в управляющую компанию или ТСЖ с коллективной (подписанной жильцами подъезда) или индивидуальной жалобой. Заявление надо подать в письменном виде.
Добейтесь, чтобы заявление зарегистрировали и сохраните себе копию. В заявлении нужно указать следующее:
Сообщить о факте некачественного исполнения коммунальной услуги.
Потребовать выполнить перерасчет средств, уплаченных за водоснабжение. Перерасчет должны сделать за весь период, в течение которого давление воды не соответствовало нормам.
Потребовать принять меры для устранения неисправностей и восстановления нормального водоснабжения.
Заявление рассматривается в УК. Срок рассмотрения заявления – один месяц. Укорочен срок может быть, если ситуация аварийная. В этом случае меры по ликвидации неполадок должны приниматься незамедлительно. Также иной срок может быть предусмотрен договором об оказании услуг, заключенным с УК.
Если в течение месяца компания не предприняла эффективных мер (о которых она должна в письменном или устном виде отчитаться перед подателем заявления), нужно обратиться в контрольные инстанции. Как правило, в роли таковых выступает управление городской администрации по делам ЖКХ.
Адрес и телефоны контрольных организаций обычно можно узнать из платежки за коммунальные услуги или на информационном стенде управляющей компании. К заявлению в надзорный орган нужно присоединить зарегистрированную копию заявления, поданного в управляющую организацию.
Проблема восстановления нормального давления в трубах водоснабжения не имеет простого и универсального решения, которое подошло бы любому пользователю. Но при настойчивости вполне можно добиться оказания коммунальных услуг в должном качестве.
Источник juristpomog.com
Лучшее
Слабый напор воды в квартире: куда обращаться? Последовательность действий
Юридическая консультация > Административное право > Коммунальные службы > Слабый напор воды в квартире: куда обращаться? Последовательность действий
Плохой напор воды в квартире – проблема, знакомая многим жильцам многоквартирных домов. Он не только доставляет различные бытовые неудобства, но и негативно отражается на сантехнике. Низкий напор воды не промывает краны и трубы, в них быстрее оседает грязь и вскоре смеситель или кран может выйти из строя.
Кроме того, даже при плохом водоснабжении, плата за некачественные коммунальные услуги с жильцов все равно взимается в полном объеме. Рассмотрим подробно, что делать в такой ситуации.
Содержание:
Причины низкого напора
Что можно сделать, если напор воды в квартире ослаб?
Куда обращаться для проведения ремонта?
Порядок действий для устранения слабого напора воды
Причины низкого напора
Меньше 2-х атмосфер — низкое давление
Прежде всего, скажем о том, какое давление считать низким. По нормативам, давление воды в смесителе должно находиться в пределах двух атмосфер. При таких условиях поток воды из кранов будет достаточен для удовлетворения нужд жильцов и нормальной работы сантехники.
Если же давление меньше, нужно принимать меры. Причин снижения давления воды в трубах может быть несколько. Рассмотрим основные среди них:
Низкое давление в магистральной трубе. Вода идет в квартиру от насосной подстанции по магистральной трубе. С течением времени она засоряется осевшими из воды солями кальция (накипь), твердыми примесями (песок, глина, ржавчина) и другими посторонними включениями.
Чем старше труба и ниже качество поступающей воды, тем меньше становится просвет. Это повышает риск разрыва трубы, и насосные станции вынуждены уменьшать давление. Решением такой проблемы является замена магистральной трубы на новую.
Увеличение плотности городской застройки. Построив новый дом, строители должны завести и трубы водоснабжения. Но новые насосы устанавливают далеко не всегда. Поэтому напор, который раньше делился на два дома, теперь будет делиться на три. Естественно, что в каждой квартире напор станет ниже. Решить проблему можно, построив новые насосные подстанции.
Старые стояки — это трубы, по которым вода разводится непосредственно в квартиры. Как и магистральные трубы, они со временем забиваются. Если проблема с напором кроется в стояке, нужно его заменить. Важно добиться, чтобы заменили весь стояк, а не отдельные его части. Замена отдельных частей стояка проблемы не решит.
Плохое состояние (износ) водяных задвижек на конкретный дом или подъезд. Контролировать состояние запорного оборудования и, при необходимости, осуществлять замену обязана управляющая компания.
Забитый водопровод в квартире. Водопроводные трубы в квартире тоже могут забиваться различными отложениями. Следить за состоянием квартирного водопровода обязан собственник жилья. Все проблемы с квартирным водопроводом может решить специалист-сантехник. Однако это потребует некоторых затрат.
Изношенный смеситель или кран-букс. Забившись отложениями, кран-букс может заклинивать и не открываться на полную мощность. Тогда он не будет пропускать часть воды. Это не только уменьшит напор, но и увеличит нагрузку на остальные части смесителя и может привести к поломке. Лучшее решение – полная замена смесителя. Бюджетный вариант – замена конкретного кран-букса. Также может помочь чистка фильтрующей сеточки, установленной в смесителе.
Перечисленные причины слабого напора воды в квартире – только самые основные.
Для более точного определения причины слабого потока воды из крана и разработки способа решения проблемы может понадобиться консультация специалиста-сантехника.
Что можно сделать, если напор воды в квартире ослаб?
Старая сантехника как причина слабого напора воды
Прежде всего, рассмотрим, что можно сделать, чтобы увеличить давление воды в кранах, не выходя из собственной квартиры. Прежде всего, стоит убедиться, что причина не в трубах квартирного водопровода или смесителях. Во-первых, обратите внимание на возраст этих водопроводных узлов.
Если они слишком старые (5 лет для труб, 2-3 года для смесителя), стоит подумать об их полной или частичной замене. Если в квартире надежные краны-подпорники, такой ремонт можно выполнить без привлечения УК.
Замена водопровода в квартире на пластиковые трубы, переборка и замена по необходимости смесителей и вентилей, прочистка или замена шлангов гибкой подводки способна существенно повысить напор воды в квартире. Нужно также обратить внимание на сеточки грубой фильтрации. По мере необходимости их можно очистить или заменить.
Хорошие результаты дает такой метод, как установка в квартире дополнительного электронасоса. Он способен существенно улучшить напор. Но это довольно дорого, кроме того, повысит расход электроэнергии. Стоит также понимать, что насос сделает выше давление воды, но увеличить ее количество не способен. И если воды квартиру поступает слишком мало, насос не улучшит ситуацию.
Куда обращаться для проведения ремонта?
Слабый напор воды в квартире — повод жаловаться!
Нужно понимать, что водоснабжение каждого дома – сложная задача, решением которой занимается сразу несколько организаций. Управляющая компания ответственна за работу внутридомового сантехнического оборудования.
Поставку горячей воды обеспечивает теплоцентраль. Водоканал отвечает за холодное водоснабжение. При этом у собственника жилья может быть договор только с управляющей компанией или со всеми этими организациями.
Существенно осложнить дело может нежелание управляющей компании нести существенные материальные затраты на ремонт водоснабжения. Тогда компании, обеспечивающие снабжение квартир водой могут до бесконечности переадресовывать жалобщиков друг другу, не принимая заметных мер.
Куда обращаться при слабом напоре воды? Чаще всего быстро решить проблему не удается, поэтому нужно набраться терпения. Проблема решается в правовом поле, необходимо подготовиться к длительному взаимодействию с коммунальными инстанциями.
Порядок действий для устранения слабого напора воды
Если слабый напор воды в квартире, платить полную стоимость не стоит!
Первый шаг собственника — обратиться в управляющую компанию или ТСЖ с коллективной (подписанной жильцами подъезда) или индивидуальной жалобой. Заявление надо подать в письменном виде.
Добейтесь, чтобы заявление зарегистрировали и сохраните себе копию. В заявлении нужно указать следующее:
Сообщить о факте некачественного исполнения коммунальной услуги.
Потребовать выполнить перерасчет средств, уплаченных за водоснабжение. Перерасчет должны сделать за весь период, в течение которого давление воды не соответствовало нормам.
Потребовать принять меры для устранения неисправностей и восстановления нормального водоснабжения.
Заявление рассматривается в УК. Срок рассмотрения заявления – один месяц. Укорочен срок может быть, если ситуация аварийная. В этом случае меры по ликвидации неполадок должны приниматься незамедлительно. Также иной срок может быть предусмотрен договором об оказании услуг, заключенным с УК.
Если в течение месяца компания не предприняла эффективных мер (о которых она должна в письменном или устном виде отчитаться перед подателем заявления), нужно обратиться в контрольные инстанции. Как правило, в роли таковых выступает управление городской администрации по делам ЖКХ.
Адрес и телефоны контрольных организаций обычно можно узнать из платежки за коммунальные услуги или на информационном стенде управляющей компании. К заявлению в надзорный орган нужно присоединить зарегистрированную копию заявления, поданного в управляющую организацию.
Проблема восстановления нормального давления в трубах водоснабжения не имеет простого и универсального решения, которое подошло бы любому пользователю. Но при настойчивости вполне можно добиться оказания коммунальных услуг в должном качестве.
Слабый напор воды: на кого жаловаться? Подскажет видеоматериал:
Заметили ошибку? Выделите ее и нажмите Ctrl+Enter, чтобы сообщить нам.
Поделиться
ВКонтакте
Класс
WhatsApp
Telegram
советов по повышению давления воды в многоквартирном доме
by Sam Radbil
Для арендатора нет ничего лучше горячего расслабляющего душа, чтобы начать свой день. Однако, когда этот душ не может залить вас сильным потоком, этот опыт может быть менее мотивационным. Плохой напор воды — это не только проблема в ванной комнате. Низкое давление также может сделать повседневные дела, такие как мытье посуды и стирка, неприятными. Хорошие новости?
Есть действенные шаги, которые вы можете предпринять прямо сейчас, чтобы улучшить давление воды в вашем многоквартирном доме.
Как работает давление воды
Хотите верьте, хотите нет, но давление воды — это всего лишь потенциальная энергия, ожидающая своего использования.
Чем больше доступной энергии, тем выше давление воды. Те, кто живет недалеко от муниципального центра или резервуара для хранения воды, будут иметь более высокий энергетический потенциал и давление воды. Вы, наверное, заметили, что воду обычно хранят в высоких водонапорных башнях.
Это сделано для того, чтобы гравитация могла выполнять большую часть работы по доставке воды к вам под давлением. Водопроводные компании используют насосные станции для подачи воды под давлением, которое обычно составляет от 40 до 60 фунтов на квадратный дюйм. С другой стороны, тем, кто живет в сельской местности и зависит от колодезной воды, будет сложно получить сильный напор воды без помощи хорошего насоса. По сути, чем сильнее вода должна работать, чтобы добраться до вас, тем ниже будет давление.
Вода должна бороться не только с гравитацией, чтобы попасть в вашу квартиру. Если вы живете в старом доме с проржавевшими или неисправными трубами, вам потребуется много энергии, чтобы направить воду в душ или раковину. Понимание этой динамики имеет решающее значение для решения проблемы.
Проверьте давление воды
Если вас беспокоит давление воды, обратитесь в городской отдел водоснабжения. Они могут послать кого-нибудь проверить вашу систему. Это особенно полезно, когда вы столкнулись с внезапным падением давления воды. Городские инспекторы могут найти утечки и даже измерить ваше давление в сравнении с давлением ваших соседей. После того, как вы определили проблему, вы можете работать с вашим арендодателем или сантехником, чтобы решить проблему.
Если вы предпочитаете не вызывать инспектора, вы можете провести несколько самостоятельных тестов. Начните с того, что включите душ на полную мощность. Запустите его на минуту или две, затем поместите пятигаллонное ведро под воду. Время, за которое наполнится ведро доверху.
Начинайте считать, как только вода брызнет на дно, и останавливайтесь, когда ведро начинает переполняться. Чтобы рассчитать галлоны в минуту, начните с пяти и разделите на время, необходимое для заполнения ведра. Например, если время равнялось трем минутам, пять разделить на три равно 1,66. Таким образом, расход составляет 1,66 галлона в минуту.
Для справки, вот несколько эталонных значений расхода в галлонах в минуту:
1,5 галлона в минуту: средний поток из насадки для душа с низким расходом
2 галлона в минуту: стандартный американский федеральный галлон воды в минуту
2,5 галлона в минуту: максимальный расход для всех насадки для душа
Но есть более простой способ измерить давление воды в вашей квартире, если вы готовы потратить десять долларов в своем любимом домашнем центре, хозяйственном магазине или на Amazon, вы можете купить манометр для воды, который подключается к ¾” внутренняя резьба шланга.
Это означает, что он легко привинчивается к нагруднику для наружного шланга или к любому изливу раковины с резьбовым соединением. В большинстве случаев можно просто открутить аэратор смесителя на кухне или в ванной и прикрутить манометр. Затем полностью откройте кран, и манометр покажет точное давление воды.
Замените трубы
Причиной низкого давления воды часто являются забитые и проржавевшие трубы.
Большинство многоквартирных домов, построенных до 1960 часто используют трубы из оцинкованной стали в своих водопроводных системах. Хотя некоторые трубы могли быть заменены после строительства, любые оставшиеся трубы из оцинкованной стали могут подвергнуться коррозии.
По мере стирания оцинкованного покрытия обнажается железная труба под ним. Ржавчина постепенно накапливается на железе, создавая неровное покрытие, которое уменьшает диаметр водопроводной трубы, тем самым препятствуя прохождению большого количества воды через трубу. В результате внутри вашей водопроводной трубы диаметром 3/4 дюйма может быть только четверть дюйма в диаметре для подачи воды в раковину или душ. Это может серьезно нарушить давление воды, поэтому, если вы подозреваете, что это может быть проблемой, поговорите со своим арендодателем о возможном ремонте или замене.
Замена сантехники в старом многоквартирном доме может быть дорогостоящей и трудоемкой. Однако результат всегда стоит затраченных усилий. При замене старых оцинкованных стальных труб вы можете выбрать более прочный материал, поэтому вам не придется беспокоиться об их повторной замене. Медь долгое время была стандартом для сантехники, но она стала очень дорогой. Трубки из сшитого полиэтилена, также известные как PEX, в последнее время стали популярными. Он выглядит почти как водяной шланг и имеет синий цвет для холодной и красный для горячей воды. Он устойчив к низким температурам и имеет меньше соединений, что упрощает его установку и обслуживание.
Защитите свои трубы от низких температур
В холодных городах зимы могут быть холодными. Когда трубы замерзают, они часто разрываются и причиняют материальный ущерб на тысячи долларов. Даже если трубы не лопнут, ущерб, нанесенный низкими температурами, может повлиять на здоровье вашей водопроводной системы. Чрезвычайно низкие температуры заставляют воду замерзать и расширяться, вызывая засорение льдом, протечки и проблемы с давлением воды.
К счастью, изоляция труб может свести к минимуму воздействие низких температур на ваш душ. Для надежной обмотки труб можно использовать пенопластовые рукава и термоленту, чтобы они не замерзали даже в самые холодные месяцы. Арендодатели должны проверять эту изоляцию каждую зиму для достижения наилучших результатов. Профессиональная сантехника и изоляция в таких городах, как Чикаго, которые страдают от морозных зим, могут быть полезны, когда требуется помощь для такого рода обслуживания.
Осмотрите фильтр для воды в вашем доме и наличие людей
Во многих многоквартирных домах есть фильтры для воды, которые помогают фильтровать мусор перед попаданием в водопроводные трубы здания. Со временем эти фильтры забиваются и снижают давление воды. Управляющие недвижимостью должны регулярно проверять эти фильтры, чтобы избежать проблем. Каждый раз, когда ваш фильтр кажется грязным или заполненным отложениями, пришло время для обслуживания.
Занятость также может влиять на давление воды, особенно в часы пик. Если многоквартирный дом впервые за несколько месяцев заполнен до отказа, жильцы могут заметить снижение напора воды. Если вы считаете, что занятость вашего здания влияет на давление воды, возможно, пришло время вызвать сантехника, чтобы проверить состояние ваших труб и предложить варианты улучшения давления воды.
10 советов, как повысить давление воды в многоквартирном доме
Нет ничего лучше, чем стоять под душем после тяжелого рабочего дня, позволяя воде струиться на вас, или приятный душ, который поможет вам стряхнуть с себя утренний сон .
В какое бы время вы ни предпочитали принимать душ, душ становится великолепным благодаря быстрой и полной струе воды. Это происходит из-за давления. В то время как душ — это место, где вам больше всего нужен напор, также необходимо иметь адекватный напор воды в раковинах, особенно на кухне. Также вы можете ознакомиться с некоторыми чек-листами по уходу за квартирой.
К сожалению, низкое давление воды является проблемой большинства высотных жилых домов, особенно верхних этажей. Низкое давление означает слабые, тонкие струи воды, которые могут помешать вам выполнять такие повседневные дела, как стирка белья (даже в машине), мытье посуды и, конечно же, душ. С правильным напором воды в раковинах и душах вы можете сэкономить драгоценное время, что в наше время абсолютно необходимо.
Так как же обеспечить давление воды в квартире 9Достаточно здания 0096? Мы представляем вам несколько простых советов, которые помогут вам:
Содержание
1 10 советов по увеличению давления воды в вашей квартире
1.1 1. Проверка на наличие утечек
1.2 2. Засорение труб
1. 3 3. Проверка Редукционные клапаны
1.4 4. Осмотрите резервуар на крыше
1.5 5. Проверьте номинальное давление труб
1.6 6. Проверьте фильтр для воды вашего здания
1.7 7. Проблема с муниципальным водоснабжением
1.8 8. Как увеличить низкое давление в душе
1.9 9. Проверка на засорение ограничителей потока
1.10 10. Колебания заполнения
1. Проверка на наличие утечек
Знаете ли вы самые распространенные причины низкого давления? водяное давление? Ну, одна из основных причин — протекающие водопроводные трубы.
Утечки могут привести к снижению давления либо в определенной части многоквартирного дома, либо во всем здании. Когда вода вытекает из трещин в трубах, она снижает давление воды.
Как один из жителей, вы можете попросить исполнительный комитет вашей ассоциации провести тщательную проверку сантехники. Фитинги, стыки и швы более уязвимы для утечек, если используется ПВХ-материал.
Если в вашем здании есть металлические трубы, вам также может понадобиться проверить длину трубы, так как в металле могут образоваться мельчайшие трещины или отверстия. Было бы разумно нанять профессионального сантехника для проверки давления, если вы подозреваете утечку. Также рассмотрите новые тенденции в квартирах в Керале 2020.
2. Засорение труб
Еще одной причиной низкого давления воды в квартирах являются забитые трубы. Отложения могут накапливаться со временем, вызывая засорение труб и уменьшение расхода воды, что приводит к уменьшению количества воды в раковине или душе.
Опять же, профессиональный сантехник может помочь вам решить проблему, обслуживая водопроводную систему, особенно главный вход. Если вы используете воду из скважины, вы, скорее всего, столкнетесь с этой проблемой.
3. Осмотр редукционных клапанов
Как повысить давление воды в квартире ?, если давление низкое, несмотря на ремонт протекающих или забитых труб? Большинство высотных жилых домов оснащены редукционными клапанами на нижних этажах для контроля чрезвычайно высокого давления.
Если давление превысит рекомендованный уровень, это может привести к повреждению труб, которые могут даже лопнуть. Эти клапаны не используются на верхних этажах, так как давление воды там обычно ниже.
Эта система также помогает поддерживать более или менее одинаковое давление воды на всех этажах квартиры.
Однако может случиться так, что клапаны неисправны; Рекомендуется регулярно проверять и обслуживать клапаны, чтобы поддерживать их работоспособность. В случае выхода из строя клапанов обязательно замените их. Отметим некоторые инновационные методы сохранения воды в ваших квартирах в Каликуте.
4. Осмотр резервуара на крыше
В большинстве многоквартирных домов в Каликуте установлены резервуары на крыше, в которых хранится городская вода или вода из скважины, и вода подается в отдельные квартиры по трубам, идущим от резервуара.
Для повышения давления воды в квартире при недостаточном напоре проверьте бак и его подводящие линии. Возможно, резервуар на крыше вашего дома не соответствует потребностям многоквартирного дома.
5. Проверьте номинальное давление труб
Сантехнические трубы имеют различное номинальное давление. Когда трубы, рассчитанные на низкое давление, со временем соприкасаются с водой под высоким давлением, они могут лопнуть, что приведет к затоплению и низкому давлению воды во всем многоквартирном доме в Каликуте.
Эта проблема особенно вероятна, если в водопроводной системе установлены редукционные клапаны.
Трубы с характеристиками высокого давления используются перед клапаном, а трубы с более низкими характеристиками обычно используются после клапана. Хотя это помогает снизить стоимость сантехники, это может вызвать проблемы, если клапан выйдет из строя.
Ваш комитет ассоциации должен проверить водопроводные трубы и заменить их на трубы высокого давления, чтобы избежать этой проблемы.
Помимо номинального давления, при замене труб также убедитесь, что они имеют правильный диаметр, чтобы обеспечить нужное давление. Также читайте о способах сбора дождевой воды в квартирах.
6. Проверьте фильтр для воды в вашем здании
Сантехническая система в вашем здании может включать фильтр для воды, который удаляет мусор, такой как листья или отложения, до того, как он попадет в систему водоснабжения; однако его также необходимо регулярно проверять и очищать, так как фильтр со временем может накапливать этот мусор, что приводит к снижению давление воды в квартире дом.
7. Проблемы с городским водоснабжением
Вы можете задаться вопросом как улучшить давление воды в квартире если проблема связана с водопроводными трубами.
Ответом на этот вопрос являются бустерные насосы, также известные как нагнетательные насосы.
Низкое давление в коммунальной системе может быть вызвано протечкой, ремонтом или любой другой проблемой в системе подачи.
Ваша ассоциация, конечно же, должна подать жалобу властям, но вы можете быть уверены, что решение проблемы займет много времени.
Разумнее установить повысительные насосы для обеспечения достаточного давления воды в квартире.
8. Как повысить низкий напор воды в душе
Если вы чувствуете, что напор воды в вашем душе недостаточен, хотя в других местах он достаточен, вы можете рассмотреть возможность установки усиливающей насадки для душа. Это тип насадки для душа, который облегчает полноценный и мощный душ.
Если вода просто капает из насадки для душа, усиливающая насадка для душа может усилить напор воды, проходящей через душ, чтобы обеспечить приятный душ. Конечно, это решит проблему низкого давления только в вашем душе, а не где-либо еще в вашей квартире.
9. Проверка на засорение ограничителей потока
С помощью гаечного ключа отвинтите ограничитель потока и резиновые прокладки на конце крана. Ограничитель потока — это не что иное, как своего рода экран, из которого вода вытекает в конце крана.
Проверьте, не засорен ли он мусором, и удалите весь мусор, который вы видите, и установите ограничитель потока обратно вместе с прокладками. Сделайте то же самое с насадкой для душа — отвинтите насадку для душа и разберите ее, стараясь запомнить шаги.
Проверьте ограничитель потока на наличие мусора и очистите его. Замените ограничитель и проверьте поток.
Если напор воды в вашем душе лучше, чем раньше, значит, вы добились успеха. Вы также можете попросить сантехника сделать это за вас, но это достаточно легко сделать самостоятельно. Ознакомьтесь с некоторыми советами по уходу за домом в сезон дождей, которым вы можете легко следовать.
10. Колебания занятости
Часто бывает так, что все квартиры в здании не заняты. В периоды низкой заполняемости давление воды может быть довольно высоким везде, так как спрос на воду меньше.
Однако, если все или почти все квартиры заняты, давление может снизиться из-за большой потребности в воде, особенно в часы пик, например, по утрам (посещение школы, колледжа или офиса), а также рано утром. вечера.
Просто встретьтесь с другими жителями и узнайте, как лучше всего решить проблему — большие баки, бустерные насосы или что-то еще.
Хотите купить квартиру в Каликуте? Выберите тщательно спланированный и спроектированный многоквартирный дом, чтобы вам не приходилось беспокоиться о таких вещах, как достаточное давление воды в вашей квартире.
Уважаемые посетители сайта “Самоделкин друг” из представленного материала вы узнаете, как самостоятельно сделать мобильный кузнечный угольный горн своими руками.. Кузнечный горн предназначен для нагрева металла, чтобы он принял пластичное податливое для последующей ковки состояние. В данном случае представлен горн угольного типа, тоесть главным видом топлива является древесный либо каменный уголь. В качестве основания сварена станина из профиля квадратного сечения, ножки имеют поворотные колесики с тормозами, что позволяет перемещать кузнечный горн по мастерской или же гаражу непосредственно во время его работы. Рабочая зона под очаг с углем сделана в форме трапеции, так же установлен колосник, поддувало и зольник с удобной педалькой сброса золы (см фото ниже) Рабочая зона зацементирована огнеупорным цементом, сделано это во избежание перегрева листового металла из которого сделан сам горн.
Нагнетание воздуха жерло горна осуществляется при помощи системы соединенных между собой нержавеющих труб и улитки с электродвигателем, который собственно и нагнетает воздух вращением лопастей крыльчатки установленной в алюминиевой улитке. Раздобыть такую штуку довольно просто, автомобили оснащаются аналогичными, на крайний случай можно просто подсоединить обычный фен для волос.
И так, давайте рассмотрим, как устроен мобильный кузнечный горн.
Материалы
листовой металл 2-3 мм
профиль квадратного сечения
огнеупорный цемент
улитка (для нагнетания воздуха)
болты, гайки
поворотные колеса 4 шт
труба под диаметр сопла улитки
переходник
Инструменты
сварочный инвертор
УШМ
дрель
напильник
шпатель
гаечные ключи
измерительный инструмент
струбцины
Пошаговая инструкция по изготовлению мобильного угольного кузнечного горна своими руками. Для начала понадобиться лист стали толщиной не менее 2-3 мм Улитка для нагнетания воздуха в жерло горна. Металлический профиль. Поворотные колеса 4 шт. Огнеупорный цемент. Инструменты и приспособления. Разметка. Металл резать можно как УШМ, так и лобзиком с полотном по металлу. Предварительно место спила смазать машинным маслом. Изготовление трапеции жерла горна. Подсоединения воздуховодной системы. Установка поворотных колес. Огнеупорная шпаклевка. Излишки после застывания убираются при помощи УШМ. Дополнительно изготавливается окно для удаления золы. Педаль. Педальку привариваем к люку. Вот так она выглядит. в открытом положении. Устанавливается улитка. Далее происходит цементирование рабочей зоны горна огнеупорным цементом. Вот такой мобильный кузнечный горн получился.
1 Point
Хорошая оценка Плохая оценка
Рейтинг
( Пока оценок нет )
КУЗНЕЧНЫЙ ГОРН
Понравилась статья? Поделиться с друзьями:
Как сделать кузнечный газовый горн своими руками?
Подписаться на RSS
Категории блога
Архив
Март, 2020
Ноябрь, 2019
Август, 2019
Апрель, 2019
Март, 2019
Декабрь, 2018
Поиск по блогу
Апр 10, 2017
Ковка: технология
Джеймс Райзер.сокращенный перевод с английского Павла Якунина.
После того, как я изготовил себе угольный кузнечный горн, я столкнулся с проблемой покупки самого угля. Оказывается в Таксоне(штат Аризона) чертовски трудно купить уголь! Поэтому я взялся за постройку малого газового горна. Я решил сделать его небольшим, компактным и разборным. Конструкцию горелки я взял с сайта знаменитого кузнеца Рона Рейла
Горн я изготовил из 8-ми огнеупорных блоков(в принципе достаточно и семи).
Для изготовления горна я использовал огнеупорные блоки размерами 9 х 4 1\2 х 2 1\2 дюйма, весьма легкие по весу и легко поддающиеся обработке. Снимки внизу показывают, как я составил из этих блоков корпус горна, как я обработал блок составляющий заднюю стенку горна. Блоки боковых сторон были немного укорочены, чтобы не было выпирающих граней. Для обработки я использовал простую ножовку. Потом, подобно древним камнетесам, я притер грани блоков друг к другу, чтобы не было больших щелей между ними. Маленький огнеупорный порожек впереди способствует поддержанию более высокой температуры внутри горна.Для его изготовления можно использовать обрезок от блока.
Я написал Рону Рейлу и он посоветовал мне сделать вырез в задней части горна. Это способствует лучшей вентиляции и позволяет нагревать более длинные части металлических заготовок.
На этом снимке показан горн до модификации задней стенки и без верхней крышки.На правой боковой стенке можно заметить отверстие для газовой горелки.
Это изображение показывает, как я начинал делать отверстие под горелку, просто проворачивая обрезок трубы в теле блока.Да, если не хочешь платить за готовый фабричный горн- придется потрудиться :-)
И вот готовая сборка. …
Этот снимок показывает как я испытывал горн.В конечном варианте я сделал рамку из металлического уголка, чтобы фиксировать конструкцию. А кирпичики-то действительно прекрасные! Я спокойно мог держать свою ладонь на поверхности блоков даже после довольно длительной работы горна.
Горн в работе…
Конструкция пока что шаткая, но зато видно, как все устроено.
Ниже показана готовая констукция.Все установлено на стальной платформе, к которой приварены стальные уголки каркаса.Изображение правее показывает горелку в сборе.
Note:
Вот результат моего следующего эксперимента, который я признал излишним. Я установил воздушный компрессор с ножным включателем и вертикальный обрезок трубы с вентилем, который служит во-первых, для подачи воздуха к горелке когда компрессор выключен, а во-вторых, для регулировки воздушного потока при включенном компрессоре. Закрытый вентиль соответствует максимальной мощности компрессора. Но, повторюсь, эту конструкцию я посчитал излишней и даю ее просто для общего развития.
Примечания переводчика:
Таких прекрасных, легко поддающихся обработке огнеупорных блоков я не встречал, но вполне можно обойтись и обычным шамотным кирпичом (его можно определить по светло-желтому песчаному цвету) или даже простым обожженым красным кирпичом для печей.Отлично будет работать.Так красиво обрабатывать наши русские кирпичи тоже не обязательно.Достаточно составить из них подходящую вам по размерам конструкцию.Будет потяжелее, но вам ее не за плечами таскать.Можно применить обрезок асбестоцементной трубы подходящего диаметра.А вообще, я просмотрел несколько сайтов, владельцы которых делали себе газовые горны, и понял, что никаких жестких рамок нет- все зависит от вашей фантазии, подручных материалов и примерного расхода газа, который вы можете себе позволить. Предвидя вопросы по поводу конструкции горелки, я посетил сайт Р.Рейла и скачал чертеж горелки и ее фото. Пользуйтесь — Рейл рекомендует.
Как построить угольную кузницу с нуля
Вы здесь:
Главная
Блог
Обучение и уроки
Как построить угольную кузницу с нуля
Сборные или сварные кузницы — это прекрасно, но не у всех есть время, средства или навыки, необходимые для постройки причудливой кузни. В этой статье вы узнаете, как построить угольную кузницу, используя два чертежа угольной кузницы, где все, что вам действительно нужно, — это труба, подача воздуха и безопасный сосуд для содержания вашего огня.
Если вы новичок-кузнец, который впервые учится строить угольную кузницу, или опытный ветеран, который ищет проект ковки своими руками на выходных, эти простые методы помогут вам быстро освоить металлообработку!
Кузница для деревянных контейнеров
Более дешевая и простая самодельная угольная кузница состоит в том, чтобы создать судно из дерева, камня или кирпича и песка. Другие материалы, которые вам понадобятся:
Рабочий стол (высота стоя)
Стальная труба
Источник воздушного потока
Источник воздушного потока
Уголь
Вот демонстрация процесса. Узнайте больше о том, как создать свою первую угольную кузню:
Самое важное, что нужно помнить, изучая, как построить угольную кузню, это то, что вам нужна принудительная подача воздуха, чтобы нагнетать кислород в ваш огонь. Кислород — это топливо, которое заставляет огонь гореть, а подача воздуха повысит температуру угольного огня до такой степени, что металл расплавится. Старый добрый пылесос с функцией выдувания идеально подойдет, но также подойдет фен или любой другой воздушный насос. Все самодельные кузницы требуют какой-либо подачи воздуха, так что имейте это в виду, когда будете проектировать свою!
Как построить горн для угля — Деревянный контейнер
Установите две пилы или свой рабочий стол снаружи на твердой земле. Этот стол обеспечивает прочную основу для деревянного контейнера, поэтому он должен выдерживать небольшой вес и, конечно же, плавящуюся груду угля. Вы действительно не хотите, чтобы этот щенок шевелился, когда вы ковали горячий металл.
Деревянный контейнер должен быть довольно большим, по крайней мере, 2 х 3 фута, и будет иметь пять сторон, оставляя верх открытым. Некоторые ящики могут быть разборными и складными, если у вас мало места, но простой, но прочный ящик подойдет. Стыки должны быть достаточно плотными, чтобы песок не высыпался. Завершите коробку, вырезав круглое отверстие того же диаметра, что и ваша труба, на одной из коротких сторон.
Стальную трубу необходимо обрезать до приемлемого размера, который может быть примерно такой же длины, как вы сделали контейнер. Если длина слишком длинная, воздуху будет трудно добраться до огня, но слишком короткая приведет к тому, что огонь будет слишком близко к деревянному ящику. Вставьте трубу наполовину в контейнер через просверленное отверстие, оставив половину трубы вне коробки. Прикрепите конец трубы, который находится снаружи коробки, к шлангу пылесоса или к любому источнику воздуха, который у вас есть, используя деревянную доску для стабилизации и герметизации изолентой.
Найдите несколько больших камней, которые могут выдержать высокую температуру, или несколько кирпичей, которые будут использоваться для стабилизации трубы и создания грубого «огненного котла». Они также помогут создать стену между вашим огнем и деревянным контейнером. Не используйте бетон.
Постройте конструкцию вокруг трубы из камней и песка, которая будет держать трубу в горизонтальном положении Используйте несколько других камней или кирпичей. вокруг контейнера, чтобы равномерно распределить вес.Заполните оставшуюся часть коробки песком, оставив округлую канавку перед трубой.Разожгите костер, включите подачу воздуха, чтобы начать вдувание кислорода, и как только он станет достаточно горячим , вы готовы добавить уголь. Прежде чем вы это узнаете, вы научились строить угольную кузницу!
Ваша простая кузница может довести железо почти до температуры плавления.
Уголь горит очень жарко, когда заправлен кислородом. На самом деле, он горит достаточно сильно, чтобы превратить железо в красный цвет, что идеально подходит для того, чтобы придать ему форму.
Кузница для металлических контейнеров
Более сложный, но все же простой способ построить своими руками угольную кузницу — использовать металл в качестве основного контейнера для огня. В отличие от деревянного метода, вам не нужно будет использовать песок или камни, но вам, возможно, придется немного знать сварку, чтобы узнать, как построить угольную кузницу из металла. Вам также понадобится:
Металлические ножки или козлы
Котел из сверхпрочной стали
Вертикальная труба и зольник
Горизонтальная труба для притока воздуха
Источник воздуха
Изолента
процесс. Узнайте больше о том, как построить угольную кузницу из стального контейнера:
Как построить угольную кузницу из металлического контейнера
Как и в случае с деревянной моделью, металлу нужен прочный способ, чтобы поднять его в вертикальное положение. высота. Вы можете приварить ножки или использовать козлы, которые очень устойчивы. Вы можете купить большой стальной контейнер, не использовать оцинкованную сталь или найти стальной предмет в форме чаши, который можно разрезать и сварить в соответствии с вашими потребностями.
Топка должна быть изготовлена из сверхпрочной стали, так как именно там будет самая горячая часть вашего угля. Он должен быть как можно более плоским, чтобы максимизировать тепло, и должен пропускать поток воздуха от вашего источника. Вы можете накрыть топку проволочной сеткой, чтобы предотвратить попадание угля.
Вам также понадобится вертикальная труба для отвода пепла и горизонтальная труба для этого важного потока воздуха. Прикрепите их к нижней части вашей котелка. Горизонтальная труба должна быть оснащена зольником, который, по сути, представляет собой заслонку, которая удерживает воздух, но при опускании позволяет золе падать. Если сделать у него длинный тяжелый хвост и прикрепить его проволокой, гравитация будет удерживать его на месте.
Как и в случае с деревянной конструкцией, прикрепите горизонтальную трубу к пылесосу с помощью стабилизирующей деревянной доски и изоленты, разожгите огонь и добавьте уголь. Некоторые части этой кузницы можно будет использовать повторно для нескольких проектов, но со временем может потребоваться замена проволочной сетки.
Независимо от того, как вы решите начать свои проекты по металлообработке своими руками, теперь вы знаете, как построить угольную кузницу из дешевых и легкодоступных материалов!
20 чертежей самодельных кузниц и руководств для каждого уровня навыков
Автор: Эшли Зиглер |
Если вам нравится ковать металлы и делать свои собственные ножи, топоры или молоты, возможно, стоит потратить время на создание кузницы дома, чтобы вы могли совершенствовать свои навыки (или просто поиграть, если это что вы хотите сделать).
Несмотря на потрясающую работу, кузницу на самом деле довольно легко сделать. Ознакомьтесь с некоторыми интересными планами и учебными пособиями, чтобы вы могли создать свою собственную самодельную кузницу.
Суповая банка
Источник
Эта самодельная кузница настолько проста, насколько это возможно, и ее основная часть — банка для супа.
Несмотря на то, что кузница простая и маленькая, человек, который ее построил, смог использовать ее для изготовления небольшого ножа.
Как сделать суповую кузницу по инструкциям
Пропановая кузница
Источник
Существует множество различных способов сделать пропановую кузницу, и это лишь один из них.
Ознакомьтесь с пошаговыми инструкциями (с картинками) по созданию этого на Imgur.
Самодельная пропановая кузня от Imgur
Легко переработанная кузня для гриля
Источник
Чтобы сделать эту кузницу, вам понадобится старый гриль.
Вы можете использовать гриль, который есть у вас дома (но только если вы не планируете снова на нем жарить), или взять его в комиссионном магазине или на свалке.
Как сделать угольную кузницу из старого пропанового гриля из войлочного магнита
Газовая кузня для огнеупорного кирпича
Источник
Вам не обязательно красить и персонализировать свою кузницу, как это сделал этот человек, но это точно не повредит.
Вы можете сделать эту кузницу всего за несколько шагов, используя огнеупорные кирпичи.
Как построить кузницу (газ) по инструкциям
Изготовленная на заказ кузница
Источник
Когда дело доходит до изготовления кузни, не существует универсального плана, поэтому так много людей делают свои собственные потребности.
Если вам нужна небольшая помощь в изучении того, как сделать кузницу, которая работает на вас, посмотрите это видео на YouTube, чтобы получить некоторые рекомендации.
Моя кузнечная пропановая кузница Build от Makin Sumthin from Nuthin/YouTube
Кирпичная кузница
Источник
Создание кузницы из кирпичей — хороший способ получить прочную конструкцию, которая никуда не денется.
Более того, кирпичная кузня более эстетична, чем некоторые другие самодельные кузницы, так что вы можете держать ее на заднем дворе, и она не будет бельмом на глазу.
Самодельная кузница от ThisWoodwork/YouTube
Большая дровяная кузня
Источник
Вот еще один отличный пример кузницы, сделанной из выброшенного танка.
Этот бак разрезан на две части. Это уникальный и эффективный способ сделать работающую кузницу.
Самодельная кузница, завершенная часть. 2 by Simply Gridless/YouTube
Кузница для тормозных барабанов
Источник
Вы когда-нибудь задумывались построить кузницу с использованием тормозного барабана?
Это действительно простой проект «сделай сам», который интересно делать и который отлично работает.
Как сделать кузницу для тормозных барабанов из Instructables
Кузница для сверхгорячего пропана
Источник
Если вам интересно, как сделать кузнечную кузницу, вот она.
Это еще одна пропановая модель, но она предназначена для очень, очень горячего нагрева и подходит для больших кусков металла для более крупных проектов.
Самодельная кузница на пропановом газе для кузнечного дела от Rick Rabjohn/YouTube
Высокая и сильная кузня
Источник
Эта металлическая кузница требует на несколько шагов больше, чем некоторые другие модели, но работает она очень хорошо.
Для этой кузницы вы сжигаете уголь вместо дерева, что немного легче поддерживать в процессе.
Самодельная угольная кузница от Гильдии кузнецов
Базовые чертежи ковки
Источник
Если вы просто хотите поиграть, эти чертежи базовой кузницы идеальны.
Нет необходимости строить что-то необычное, если вы только начинаете, достаточно простого плана.
Как сделать простую кузнечную кузницу из Storm the Castle
Кузнечная кузница
Источник
Эта кузница разработана специально для кузнечных работ, таких как ножи.
Вы можете воссоздать эту кузницу всего за шесть шагов, используя руководство от Instructables.
Как сделать Кузницу Кузнеца из Instructables
Высококачественная Кузница
Источник
Вот еще одна версия пропановой кузни, но она выглядит очень качественно благодаря покраске.
Строитель этой кузницы делает важное замечание, что любой, кто пытается сделать это дома, должен быть удобным и иметь опыт работы с пропаном.
Как сделать кузню на пропане из Instructables
Компактная кузня
Источник
Помимо того, что кирпичная кузня выглядит лучше, чем другие кузницы, ее также можно сделать для небольших помещений.
Эта кирпичная кузня спроектирована так, чтобы быть очень компактной, но размер не умаляет ее мощности.
Самодельная кузница из Instructables
Надежная газовая кузница
Источник
Эта газовая кузница сделана из надежно сложенного огнеупорного кирпича.
Идеальный размер для изготовления ножей и лезвий.
Как сделать самодельную мини-кузницу с TheGeekPub/YouTube
Кузнечная кузница
Источник
Вот отличная самодельная кузня, которую вы можете использовать для вдохновения в своем собственном проекте.
Он сделан из старого кислородного баллона и облицован цементной арматурой для контроля огня и тепла.
Самодельная кузнечная кузница от HomemadeTools
Высокая стоячая настольная кузня
Источник
Вместо огромной кузницы рассмотрите вариант встроенного небольшого стола.
Для этого не нужно много деталей, и это очень легко сделать. Проверьте Выбор Галки, чтобы узнать больше об этом.
Самодельная кузница из игры «Выбор галки»
Переносная кузнечная кузница
Источник
Эта переносная кузнечная кузница отлично подходит, если вы используете ее лишь изредка и хотите хранить подальше.
Он по-прежнему достаточно велик для больших проектов, но при этом достаточно компактен, чтобы его можно было легко убрать между использованиями.
Самодельная переносная кузнечная кузница из Brilliant DIY
Наземная кузня
Источник
Кузню не обязательно делать из воздушного резервуара или другой крупной конструкции, ее можно сделать и на земле.
Вам понадобятся камни или кирпичи, чтобы окружить его, но вы можете построить кузницу, которая очень похожа на кострище на заднем дворе.
В данной статье собрана самая необходимая информации о сварке полуавтоматом. Все изложено в доступной форме и разбито на последовательные блоки для лучшего усвоения материала. Для удобства поиска нужной информации воспользуйтесь навигацией по статье:
Теоретическая часть:
Устройство аппарата полуавтоматической сварки
Выбираем газ для сварки полуавтоматом
Проволока для сварки полуавтоматом
Сварка полуавтоматом без газа (флюсовой проволокой)
Практическая часть:
Подготовка аппарата к работе – СБОРКА | Как заправить проволоку в полуавтомат
Настройка полуавтомата для сварки на живом примере
Подготовительный этап и процесс сварки аппаратом
Направление и скорость движения для идеального сварочного шва
Заключение + ВИДЕО
Несмотря на возможность сразу перейти к практическим советам, рекомендуем ознакомиться с материалом полностью. Вы наверняка найдете для себя что-то новое или освежите некогда полученные знания.
Сварочный полуавтомат – кратко об устройстве
Сварка полуавтоматом предусматривает элементарное понимание устройства сварочного аппарата. В инверторе предусмотрено место для установки катушки с проволокой, которая служит аналогом плавящегося электрода, а также имеется механизм автоматической подачи. Аппарат позволяет самостоятельно выставить силу тока и скорость подачи проволоки в зависимости от производственной необходимости.
Полуавтоматы разнятся по функциональным возможностям в зависимости от назначения. Для начинающих сварщиков лучшим выбором станут надежные и простые в управлении аппараты без излишков (пример, IRMIG 160) или же варианты с синергетическим управлением, которое существенно облегчит настройку (пример, INMIG 200 SYN). Опытным профессионалам для поточного производства подойдут мощные трехфазные полуавтоматы, как, например, INMIG 500 DW SYN.
В независимости от вида устройства рабочая комплектация остается стандартной:
Сварочный аппарат
Горелка для сварки полуавтоматом
Баллон с газом и редуктором
Газовый шланг
Кабель с зажимом заземления
Конечно же, для работы понадобится специализированная проволока, а также стандартные средства защиты, обязательно необходимые для безопасности сварщика.
Выбор газа в зависимости от свариваемого металла
Основная функция защитного газа – изоляция сварочной ванны, электрода и дуги от влияния окружающего воздуха. Для того чтобы подобрать подходящий газ необходимо учитывать тип материала и его толщину. В зависимости от этого выбираются инертные, активные газы или их смеси. Чаще других используются СО2 и аргон. Последний снижает разбрызгивание металла и способствует лучшему качеству сварного шва.
Обратите внимание на таблицу:
Материал
Газ
Конструкционная сталь
СО2
Конструкционная сталь
CO2 + Ar
Нержавеющая сталь
CO2 + Ar
Легированные стали (низкоуглеродистые )
CO2 + Ar
Алюминий и его сплавы
Ar
ПОЛЕЗНЫЙ СОВЕТ. При поиске газа можно встретить баллоны различного объема. Чем больше объем, тем дешевле выйдет литр газа. Для редкого использования сварочного полуавтомата подойдут мобильные фасовки по 5-10 литров. В этом случае лучше всего брать дополнительный запас газа, чтобы застраховаться от внезапной нехватки.
Связь толщины металла и диаметра проволоки
На рынке сварочных материалов найдется немало вариантов проволоки для полуавтоматической сварки. Важно запомнить правило – состав проволоки должен соответствовать составу свариваемого материала. Чаще других востребована сварочная проволока СВ08Г2С, которая используется для углеродистых и низкоуглеродистых сталей.
С выбором диаметра поможет таблица:
Толщина металла, мм
Диаметр проволоки
1 — 3
0,8
4 — 5
1,0
6 — 8
1,2
Обычной фасовкой для проволоки является 200 или 300 мм.
ВАЖНО!Диаметр проволоки указывается во время настройки полуавтомата, о которой мы поговорим в практической части данной статьи.
Как проводится сварка полуавтоматом без газа
Защитный газ крайне важен для сварочного процесса. Он обеспечивает качественное выполнение сварочных работ, создавая защищенную среду. Однако, если будете использовать устройство довольно редко, то излишне тратиться и покупать баллон просто невыгодно. Чтобы избежать лишних расходов, всегда можно воспользоваться специальной сварочной проволокой – флюсовой или порошковой. Она состоит из стальной трубки, внутри которой находится флюс. В процессе сварочных работ он сгорает, образуя в зоне сварки облачко защитного газа.
Стоит запомнить, работа флюсовой проволокой должна выполняться током прямой полярности (на изделие подается плюс) – это обусловлено необходимостью в больше мощности для плавления порошковой проволоки. Стоит обратить внимание на то, что помимо явных плюсов использования, есть и минусы: при сварке флюсовой проволокой обычно образуется облако дыма, что усложняет визуальный контроль процесса. Ее же нельзя применять для потолочного шва.
ПРАКТИКА – ИСПОЛЬЗОВАНИЕ СВАРОЧНОГО ПОЛУАВТОМАТА НА ПРИМЕРЕ FUBAG IRMIG 200 SYN
В качестве примера возьмем аппарат FUBAG IRMIG 200 SYN. Инверторный полуавтомат оснащен модулем синергетического управления, который максимально упростит настройку начинающему сварщику. В комплекте с аппаратом уже идет горелка, кабель заземления и кабель с электродержателем.
Подготовка аппарата к работе – сборка / установка проволоки
Процесс сборки (подготовки аппарата к работе) довольно прост:
1. Устанавливаем редуктор на баллон с газом.
2. Соединяем газовый шланг с редуктором на баллоне.
3. Подключаем газовый шланг к полуавтомату.
4. Подключаем горелку к евроразъему на лицевой панели.
5. Подключаем кабель массы к минусовому разъему.
Установка проволоки в сварочном полуавтомате выполняется следующим образом:
1. Устанавливаем катушку в аппарат и фиксируем положение на оси.
2. Освобождаем проволоку на катушке и откусываем загнутый конец бокорезами.
3. Пропускаем проволоку в канавку ролика и протягиваем в направляющую втулку евроразъема примерно на 20 сантиметров.
4. Защелкиваем верхний прижимной ролик
5. Выставляем усилие прижатия.
6. Снимаем сопло горелки.
7. Откручиваем контактный наконечник.
8. Натягиваем горелку по прямой и нажимаем на кнопку подачи.
9. Как только покажется достаточное количество проволоки – накручиваем наконечник и сопло.
10. Необходимо, чтобы вылет проволоки составлял от 5 до 10 мм, для этого необходимо откусить лишнюю проволоку.
Вот и все, аппарат полностью готов к работе. Как видите, процесс не сложный, но имеет несколько важных нюансов, которые стоит запомнить.
Настройка аппарата сварочного полуавтомата
Для примера необходима не только модель аппарата, но и определенные условия. В роли материала будут использоваться стальные пластины толщиной 2,5 мм, к которым идеально подойдет проволока диаметром 1мм и газ – смесь аргона (80%) и углекислого газа (20%).
На редукторе устанавливаем расход газа на 10-12 л/мин — для работы с данной толщиной металла этого будет достаточно. Расход защитного газа сильно влияет на качество шва. При недостаточном расходе защитного газа возможно образование пор в шве. Если газа чересчур много, то возникают завихрения, которые также мешают нормальной защите.
Настраиваем параметры нашего аппарата. Для аппарата с синергетикой это очень просто:
Выбираем на панели тип сварки – MIG SYN
Выбираем газ – смесь аргона и углекислоты
Выбираем диаметр сварочной проволоки – 0,8 мм
Выбираем 2-х тактный режим работы горелки, т.к. не планируем долгой продолжительной сварки.
ПОЛЕЗНЫЙ СОВЕТ. Если предстоят продолжительные швы, то лучше выбрать 4-х тактный – тогда единожды нажав на кнопку пуска на горелке при старте работ, кнопку потом можно отпустить, чтоб рука не уставала. Если предстоят короткие швы, то лучше регулировать старт и стоп кнопкой, выбирая 2-х тактный режим.
5. Выставляем сварочный ток. Для нашего случая это порядка 100 Ампер.
ПОЛЕЗНЫЙ СОВЕТ. В полуавтоматической сварке существует прямая зависимостью между силой тока и скоростью подачи проволоки – чем выше ток, тем выше скорость подачи проволоки и наоборот – чем медленнее подача проволоки, тем ниже сила тока.
Наш сварочный полуавтомат с синергетическим управлением автоматически устанавливает напряжение дуги. При этом, при необходимости сварщик может подкорректировать напряжение под свой стиль работы и ощущение процесса.
Данный аппарат имеет регулировку индуктивности. Эта настройка позволяет настраивать жесткость дуги — корректировать форму валика и глубину провара, добиваясь однородного, эстетически красивого шва. Такая функция облегчит жизнь начинающему сварщику и позволит ему в самое короткое время добиться ровного, качественного шва.
В представленном примере мы подготовили аппарат для работы по нашей заготовке. Возьмите на вооружение шпаргалку, которая поможет вам в дальнейшем быстро настраивать нужные параметры. Сохраните ее в закладки, она вам пригодится:
Толщина металла
Сила тока
Диаметр проволоки
1,5 мм
70 — 80 А
0,8
2,0 мм
90-110 А
0,8
3 мм
120 — 140 А
1,0
4 мм
140-160 А
1,0
5мм
160 — 200 А
1,2
Как проводится сварка полуавтоматом
Как и в других типах сварки, перед началом работы необходимо позаботиться о том, чтобы детали были заранее обработаны – обезжирены и зачищены. Перед началом работы подключаем кабель массы к сварочному столу и проверяем вылет сварочной проволоки. Если проволока длиннее – нужно ее откусить бокорезами.
ПОЛЕЗНЫЙ СОВЕТ. Важно, чтобы кончик проволоки был острым – тогда легче будет зажечь дугу. В процессе сварки перед каждым новым швом кончик (или образовавшийся шарик) проволоки нужно будет откусывать – так вы облегчите старт нового этапа.
Как и любой вид сварки, сварка полуавтоматом начинается с зажигания дуги. Для этого сварочная проволока должна коснуться поверхности свариваемой детали. Нажимаем на кнопку горелки – начинается подача одновременно сварочной проволоки и защитного газа.
Дуга зажигается. Происходит процесс сварки. Чтобы погасить дугу, нужно отпустить кнопку и отвести горелки от свариваемого изделия.
Горелкой можно управлять одной рукой, но при использовании двух рук шов будет более аккуратным и контроль над процессом более уверенным. Одной рукой нужно обхватить горелку, указательный палец должен находиться внизу на кнопке старта. Ведущей рукой можно опираться на другую руку – так будет проще контролировать расстояние до свариваемой поверхности и угол наклона, а также делать нужные движения горелкой.
Не существует универсального угла для сварочной горелки, который нужно соблюдать при сварке. Если мы варим детали в одной плоскости и обе детали одной толщины, то горелку можно держать вертикально. Если детали по толщине разные, то наклон нужно делать в сторону детали с меньшей толщиной. При сварке двух деталей под углом горелку удобнее держать под углом 5- 25% градусов (от вертикали). Расстояние от сопла до свариваемой поверхности – от 5 до 20 мм.
Движение горелки может быть как углом вперед, так и углом назад. При сварке углом назад. При таком способе глубина провара и высота шва увеличивается, его ширина уменьшается. При сварке углом вперед лучше проплавляются кромки, уменьшается глубина провара, но шов получается шире. Такой способ хорош для сварки металла небольшой толщины.
В процессе сварки вы выберете наиболее удобный и комфортный для вас стиль сварки – от способа держать горелку, до параметров аппарата. Обращайте внимание также на звук дуги – он поможет подкорректировать настройки. Так, правильно установленная дуга имеет ровный шипящий звук. Если вы слышите треск – то, скорее всего, нарушен баланс между скоростью подачи и напряжением, или плохой контакт в области сварки.
Влияние скорости движения горелки на качество шва
Качество шва также зависит от скорости сварки – скорости, с которой электрическая дуга проходит вдоль места сварки. Скорость движения сварочной горелки контролируется сварщиком и влияет на форму и качество сварного шва. Со временем вы научитесь определять скорость глядя на толщину и ширину шва в процессе сварки:
Как передвигать сварочную горелку во время сварки полуавтоматом?
Существует множество способов движений горелкой для формирования шва:
Для металлов 1-2 мм толщиной можно двигать горелку зигзагообразно, чтобы воздействовать дугой на оба свариваемых листа – тогда получается прочный и герметичный. К тому же, при таком способе электрическая дуга не проживает металл.
При наличии определенного опыта пользуются прямым швом, без каких-либо колебательных движений. Таким швом можно варить металлы любой толщины, но здесь важно чувствовать, что дуга равномерно охватывает обе заготовки.
Когда нужно делать длинный шов, чтобы не допустить перегрев металла и тепловой деформации, можно варить небольшими сегментами то с одного, то с другого конца свариваемых деталей. Это позволит проварить весь сегмент без тепловой деформации листового металла.
Заключение + ВИДЕО
В этом уроке мы затронули, пожалуй, все основные аспекты – от выбора расходных материалов и сборки аппарата до настройки, азов работы с горелкой и швом. Теперь – дело за вами! Регулярная практика позволит отточить мастерство, а сварочные полуавтоматы FUBAG сделают сварку комфортной и не сложной. Данное видео поможет вам наглядно увидеть настройку аппарата профессионалом и лучше усвоить вышеописанный материал практической части:
Получите 10 самых читаемых статей + подарок!
*
советы для новичка по правильной сварке проволокой
Содержание:
Разные виды полуавтоматической сварки
Как настроить сварочный аппарат для полуавтоматической сварки
Как правильно варить
Несколько слов о выборе полуавтомата для сварки
Сварка полуавтоматом — один из самых известных и популярных методов соединения деталей. Технология несложная даже для новичка, главное — выбрать правильный расходный материал и придерживаться инструкций во время настройки и использования сварочного полуавтомата. Также можно пройти онлайн-обучение, после чего новичок сможет узнать все нюансы работы.
Сваривание металла полуавтоматом намного облегчает работу оператора, проволока подается в автоматическом режиме, мастер выполняет остальные процессы.
Как же правильно выполнять сварку полуавтоматом? Как настроить установку для сварочных работ, и какие техники полуавтоматической сварки существуют? Читайте в нашей статье.
Что нужно для сварки полуавтоматом, какие существуют техники
Сварка полуавтоматом выполняется за счет газа и проволоки из меди, алюминия, толщина которой зависит от типа металла.
Существует три основных вида сварки с использованием полуавтомата. Классифицируются они согласно использованию расходного материала:
в среде инертного газа;
за счет защитного газа;
пользуясь порошковой проволокой.
Сварка полуавтоматом в среде инертного газа — сварка MIG/MAG, которая выполняется металлической проволокой. Скорость авто подачи проволоки нужно устанавливать в зависимости от силы тока. Инверторную сварку лучше всего выполнять в аргоне, что обеспечит надежность, прочность, долговечность сварочного шва.
В качестве защитного газа применяются углекислоты, смесь аргона с гелием. Принцип работы полуавтомата для сварки довольно простой: проволока подается с определенной скоростью, в это же время в само устройство через специальное углубление (сопло) поступает газ. За счет углекислого газа можно с легкостью обработать тонкий металл, толщина которого составляет не больше 0,5 мм, а также более толстый металл. Аргон с гелием используется для сварки толстого низколегированного металла, алюминия, отлично подойдет для сварки чугуна.
Самые популярные сварочные полуавтоматы
ТОП 5
Ваш промокод на скидку
Для прочности сварочных швов необходимо правильно подбирать проволоку. Можно воспользоваться порошковой проволокой, которая применяется для всех типов металлов. К тому же, при использовании порошковой проволоки нет необходимости применять защитную газовую среду. Сварка углекислым газом лучше всего подходит для ремонта кузова автомобиля.
Техника дуговой сварки выполняется в среде газа аргона. Газовое давление нужно регулировать с помощью редуктора, чтобы оно не было слишком большим, и хорошо защищало сварочную ванну. Очень часто, когда давление газа очень высокое, может возникнуть подсос воздуха, из-за чего качественный сварочный шов не получится, и вся работа пойдет насмарку, придется начинать все сначала. Мастеру в этом случае нужно обезопасить себя от брызг, защитить механизмы сварочного аппарата, удалить грязь с поверхности.
Если планируется сварка защитным газом, можно купить баллон качественной газовой смеси в специализированном магазине. Выполнять сварку полуавтоматом можно и без использования какого-либо газа, инертного или защитного. Процесс выполняется с помощью флюсовой проволоки. Устройство составляется из труб, содержащих флюс. Во время работы флюс сгорает, после сгорания флюс образовывает защитный газ.
С помощью дуговой сварки, можно производить любой тип шва, в том числе сделать вертикальный шов. В этом случае сварку нужно выполнять снизу-вверх, направляя горелку немного повыше.
Много советов и нюансов сварки полуавтоматом в статье: «Что такое полуавтоматическая сварка: виды, устройство и принцип работы»
Как настроить полуавтомат
Прежде, чем начать работу на сварочном полуавтомате, желательно пройти теорию обучения. Многие также спрашивают, как настроить аппарат для сварки металлов.
Настройка проходит в несколько этапов:
Регулировка силы сварочного тока, и регулировка давления газа, расход которого зависит от толщины обрабатываемого металла. Сделать так, чтобы эти две величины соответствовали норме, очень просто — в инструкции к каждому устройству есть пункты, в которых указана вся необходимая информация. Стоит заметить, что не стоит выбирать слишком низкое давление, это может привести к медленной работе аппарата и низкому качеству шва.
Настройка подачи проволоки. Она тоже зависит от силы тока и толщины свариваемого металла. Чем больше толщина металла и большой ток, тем скорость проволоки нужно делать больше. В инструкции к каждому полуавтомату так же идет таблица с настройкой ориентировочных режимов.
Настройка силы и напряжения тока. Эти два параметра зависят от мощности аппарата.
Выбор режимов для каждого типа металла. Выбирать режимы стоит на пробной заготовке, в случае необходимости откорректировать полярность, силу тока. Если аппарат настроен правильно, с учетом всех нюансов, получится устойчивая, сварочная дуга. В инструкции есть таблица режимов сварки полуавтоматом, которая поможет начинающему мастеру в подготовке аппарата к работе.
Как варить сварочным полуавтоматом
После настройки аппарата, выбора силы тока, скорости подачи проволочного электрода, сварщик может приступать к работе.
Сначала нужно настроить держатель мундштука, наконечник которого должен находиться в зоне проведения сварки. Нажимая пусковую кнопку, нужно наконечником чиркнуть в месте, где будет проходить сварочный процесс. Делать два действия, нажимать пусковую кнопку и чиркать по металлической заготовке нужно одновременно.
Весь процесс, кроме подачи проволоки, выполняет сварщик, он должен тщательно следить за скоростью ведения наконечника, который должен находиться в правильном положении и при верном наклоне.
О преимуществах полуавтоматической сварки читайте в статье: «Что лучше выбрать: сварочный полуавтомат или инвертор»
Как выбрать полуавтомат
Прежде, чем приступить к выбору сварочного устройства, необходимо проверить параметры электросети, a затем уже выбирать аппарат, ориентируясь на силу тока. Также нужно определиться, для каких именно целей покупается аппарат, какие металлы нужно будет сварить.
Полезная информация о критериях выбора сварочного полуавтомата в статье: «Как выбрать сварочный полуавтомат для дома»
Помимо этого, можно посмотреть разные обучающие видео, которые помогут научиться пользоваться полуавтоматом, изучить основы полуавтоматической сварки. Также необходимую информацию можно найти в Интернете, на Ютуб канале, на специальных сайтах, где предоставлена инструкция пользования сварочным аппаратом.
Поскольку в интернет-магазинах представлено великое множество полуавтоматов для сварки, то для правильного и быстрого выбора можно ориентироваться на топовые модели.
Лучшие аппараты для полуавтоматической сварки в статье: «Рейтинг сварочных полуавтоматов по надежности в Украине — ТОП 7 лучших моделей»
В представленный рейтинг вошли сварочные полуавтоматы от самых надежных производителей. Эти аппараты успешно проявили себя в работе и поэтому продаются лучше всех. Они получили положительные отзывы пользователей, поскольку отличаются надежностью и практичностью.
Если у вас возникли вопросы после прочтения статьи, оставляйте комментарии ниже. Я с радостью на них отвечу!
инженеров Массачусетского технологического института разрабатывают новый способ удаления углекислого газа из воздуха | MIT News
Новый способ удаления углекислого газа из потока воздуха может стать важным инструментом в борьбе с изменением климата. Новая система может работать с газом практически при любом уровне концентрации, вплоть до примерно 400 частей на миллион, присутствующих в настоящее время в атмосфере.
Большинство методов удаления двуокиси углерода из потока газа требуют более высоких концентраций, таких как те, которые обнаруживаются в дымовых выбросах электростанций, работающих на ископаемом топливе. Исследователи говорят, что было разработано несколько вариантов, которые могут работать с низкими концентрациями в воздухе, но новый метод значительно менее энергоемкий и дорогой.
Техника, основанная на пропускании воздуха через стопку заряженных электрохимических пластин, описана в новой статье в журнале Energy and Environmental Science постдока Массачусетского технологического института Саага Воскяна, который разработал эту работу во время работы над докторской диссертацией, и Т. Алан Хаттон, профессор химического машиностроения имени Ральфа Ландау.
Устройство представляет собой большую специализированную батарею, которая поглощает углекислый газ из воздуха (или другого газового потока), проходящего через его электроды, при зарядке, а затем выпускает газ при разрядке. В процессе работы устройство будет просто чередовать зарядку и разрядку, при этом свежий воздух или подаваемый газ продувается через систему во время цикла зарядки, а затем чистый концентрированный углекислый газ выдувается во время разрядки.
По мере зарядки аккумулятора на поверхности каждого из электродов происходит электрохимическая реакция. Они покрыты соединением под названием полиантрахинон, состоящим из углеродных нанотрубок. Электроды имеют естественное сродство к углекислому газу и легко реагируют с его молекулами в воздушном потоке или сырьевом газе, даже если он присутствует в очень низких концентрациях. Обратная реакция происходит при разрядке батареи — во время которой устройство может обеспечить часть мощности, необходимой для всей системы, — и при этом выбрасывается поток чистого углекислого газа. Вся система работает при комнатной температуре и нормальном давлении воздуха.
«Самым большим преимуществом этой технологии по сравнению с большинством других технологий улавливания или поглощения углерода является бинарный характер сродства адсорбента к диоксиду углерода», — объясняет Воскиан. Другими словами, материал электрода по своей природе «имеет либо высокое сродство, либо вообще не имеет сродства», в зависимости от состояния зарядки или разрядки аккумулятора. Другие реакции, используемые для улавливания углерода, требуют промежуточных стадий химической обработки или ввода значительной энергии, такой как тепло или перепады давления.
«Это бинарное сродство позволяет улавливать углекислый газ любой концентрации, включая 400 частей на миллион, и позволяет высвобождать его в любой поток носителя, включая 100-процентный CO 2 », — говорит Воскиан. То есть, когда любой газ проходит через пакет этих плоских электрохимических элементов, на этапе выпуска захваченный углекислый газ будет унесен вместе с ним. Например, если желаемым конечным продуктом является чистый диоксид углерода для газирования напитков, то поток чистого газа можно продувать через пластины. Затем захваченный газ сбрасывается с пластин и поступает в поток.
На некоторых заводах по розливу безалкогольных напитков ископаемое топливо сжигается для получения углекислого газа, необходимого для шипения напитков. Точно так же некоторые фермеры сжигают природный газ для производства углекислого газа, которым питаются растения в теплицах. По словам Воскиана, новая система может устранить потребность в ископаемом топливе в этих приложениях и в процессе фактически убрать парниковые газы прямо из воздуха. В качестве альтернативы поток чистого диоксида углерода может быть сжат и введен под землю для долгосрочного захоронения или даже превращен в топливо с помощью ряда химических и электрохимических процессов.
Процесс, который эта система использует для улавливания и выделения углекислого газа, является «революционным», говорит он. «Все это происходит в условиях окружающей среды — нет необходимости в тепловом, атмосферном или химическом воздействии. Именно эти очень тонкие листы с обеими активными поверхностями можно сложить в коробку и подключить к источнику электричества».
«В моих лабораториях мы стремились разработать новые технологии для решения ряда экологических проблем, которые позволяют избежать необходимости в источниках тепловой энергии, изменениях давления в системе или добавлении химикатов для завершения циклов разделения и выпуска», Хаттон говорит. «Эта технология улавливания диоксида углерода является наглядной демонстрацией возможностей электрохимических подходов, которые требуют лишь небольших колебаний напряжения для разделения».
На действующей установке — например, на электростанции, где выхлопные газы производятся непрерывно — два набора таких блоков электрохимических элементов могут быть установлены рядом друг с другом для параллельной работы, при этом дымовые газы направляются сначала на один комплект для улавливания углерода, затем перенаправляется на второй комплект, в то время как первый комплект переходит в цикл сброса. Чередуя вперед и назад, система всегда могла одновременно улавливать и выпускать газ. В лаборатории команда доказала, что система может выдержать не менее 7000 циклов зарядки-разрядки с 30-процентной потерей эффективности за это время. По оценкам исследователей, они могут легко увеличить это число до 20 000–50 000 циклов.
Сами электроды могут быть изготовлены стандартными методами химической обработки. Хотя сегодня это делается в лабораторных условиях, его можно адаптировать, чтобы в конечном итоге их можно было производить в больших количествах с помощью производственного процесса с рулона на рулон, аналогичного газетному печатному станку, говорит Воскян. «Мы разработали очень экономичные методы», — говорит он, оценивая, что их можно производить примерно за десятки долларов за квадратный метр электрода.
По сравнению с другими существующими технологиями улавливания углерода, эта система довольно энергоэффективна, постоянно потребляя около одного гигаджоуля энергии на тонну улавливаемого углекислого газа. По словам Воскиана, другие существующие методы потребляют от 1 до 10 гигаджоулей на тонну энергии в зависимости от концентрации углекислого газа на входе.
Исследователи создали компанию под названием Verdox для коммерциализации процесса и надеются разработать экспериментальную установку в ближайшие несколько лет, говорит он. И систему очень легко масштабировать, говорит он: «Если вам нужна большая мощность, вам просто нужно сделать больше электродов».
Эта работа была поддержана грантом посевного фонда MIT Energy Initiative и Eni S.p.A.
Углекислый газ | Жизненно важные показатели – изменение климата: жизненно важные признаки планеты
ПОСЛЕДНИЕ ИЗМЕРЕНИЯ:
ПОСЛЕДНЯЯ СРЕДНЕГОДОВАЯ АНОМАЛИЯ:
сентябрь 2022 г.
419 частей на миллион
Ключевой вывод:
Углекислый газ в атмосфере нагревает планету, вызывая изменение климата. Деятельность человека увеличила содержание углекислого газа в атмосфере на 50% менее чем за 200 лет.
Углекислый газ (CO 2 ) является важным улавливающим тепло газом или парниковым газом, который образуется в результате добычи и сжигания ископаемого топлива (например, угля, нефти и природного газа), лесных пожаров и природных процессов. как извержения вулканов. На первом графике показан атмосферный CO 2 уровней, измеренных в обсерватории Мауна-Лоа, Гавайи, в последние годы, без учета естественных сезонных изменений. На втором графике показаны уровни CO 2 во время последних трех ледниковых циклов Земли, захваченные пузырьками воздуха, попавшими в ледяные щиты и ледники.
С начала индустриальных времен (в 18 веке) деятельность человека повысила содержание CO 2 в атмосфере на 50 %, то есть количество CO 2 сейчас составляет 150 % от его значения в 1750 году. Это больше, чем что естественным образом произошло в конце последнего ледникового периода 20 000 лет назад.
На анимированной карте показано, как менялся глобальный уровень углекислого газа с течением времени. Обратите внимание, как карта меняет цвет по мере того, как количество CO 2 возрастает с 365 частей на миллион (частей на миллион) в 2002 году до более чем 400 частей на миллион в настоящее время. («Части на миллион» относятся к количеству молекул углекислого газа на миллион молекул сухого воздуха.) Эти измерения взяты из средней тропосферы, слоя земной атмосферы, который находится на высоте от 8 до 12 километров (примерно от 5 до 7 миль) над уровнем моря. земля.
Подробнее:
NASA’s Climate Kids: Доклад о здоровье планеты
Миссии по наблюдению за CO
2
Инфракрасный зонд атмосферы (AIRS)
Орбитальная углеродная обсерватория (OCO-2)
Орбитальная углеродная обсерватория (OCO-3)
ПРЯМЫЕ ИЗМЕРЕНИЯ: 2005-НАСТОЯЩЕЕ ВРЕМЯ
Источник данных: Ежемесячные измерения (средний сезонный цикл удален). Кредит: NOAA
Нажмите и перетащите, чтобы увеличить
Сброс
Получить данные:
HTTPS
| Снимок: PNG
ПРОКСИ (КОСВЕННЫЕ) ИЗМЕРЕНИЯ
Источник данных: Реконструкция по ледяным кернам. Кредит: NOAA
Временные ряды: 2002-2022 гг.
Источник данных: Инфракрасный зонд атмосферы (AIRS). Авторы и права: НАСА
Нержавеющая сталь уже более ста лет исправно служит человечеству, застрагивая все сферы жизни каждого из нас. Из этого материала создают болты, крепежи, баки, арматуру, консервные банки, инструменты и многое другое. А для того, чтобы изготовить или починить необходимые детали, чаще всего применяется ручная дуговая сварка нержавейки электродом при помощи инвертора. Об особенностях метода, достоинствах и недочетах, а также «сюрпризах», которые могут ожидать новичков, в ходе ММА сварки подробно читайте в нашей статье.
Содержание
В чем заключается суть метода сварки нержавейки обычным электродом
Где применяется РДС нержавеющей стали
Очевидные плюсы и минусы метода РДС нержавейки
Можно ли сваривать нержавейку электродом в бытовых условиях
Что нужно для сварки нержавейки методом MMA
Какие виды металлов можно сваривать с нержавейкой электродом
Какими электроды использовать для ручной дуговой сварки нержавейки
Какие модели сварочных инверторов подойдут для сварки нержавейки электродом
Особенности и полезные советы
Обработка нержавеющей стали после сварки электродом
Что представляет собой метод сварки нержавеющей стали электродом с применением РДС инвертора?
РДС нержавейки электродом – процесс, при котором расплавляющееся в ходе плавления стержня покрытие электрода создает газошлаковую защиту. Эта корка из шлаков, изолирующая зону дуги и сварочную ванну от окружающего воздуха (кислород, содержащийся в воздухе, стремительно окисляет расплавленный металл и значительно уменьшает качество сварки). Сварное соединение возникает благодаря расплавленному металлу детали и металлу электродного стержня (и металлу из покрытия электрода). В международной практике кратко подобную технологию именуют сваркой ММА (Manual Metal Arc).
Где чаще всего применяется метод РДС сварки?
Применять сварку нержавеющей стали инвертором можно во всех пространственных положениях, но качественные вертикальные швы проложить сможет не каждый опытный сварщик.
Ручная дуговая сварка покрытыми электродами рационально применяется для коротких швов, в мелкосерийном производстве деталей. На монтаже металлоконструкций использование данной технологии сварки рекомендовано при небольшом объеме работ.
РДС нержавейки покрытыми электродами нашла применение для осуществления прихваток при сборке конструкций под сварку и при необходимости исправления дефектов на небольших участках шва.
Подобным методом может производиться и наплавка.
Вывод: Таким образом, ММА сварка чаще применяется при небольших объемах производств и в личных бытовых целях, к методу прибегают для сварки труб, металлоконструкций, емкостей или баков из нержавейки и других изделий на дачах, в гаражах и т. д.
Плюсы и минусы метода
Если сравнивать с другими способами сваривания, такими как сварка ТИГ, сварка в защитных газах плавящимся электродом МИГ/МАГ, сварка под флюсом, ручная сварка нержавейки ММА имеет следующие преимущества:
оборудование для сварки этим методом является простым, недорогим и по большей части компактным;
РДС используется для сваривания большинства черных и цветных металлов и различных сплавов практически любой толщины;
не нужно использовать дополнительную флюсовую или газовую защиту;
этот способ сварки подходит для труднодоступных областей из-за небольших габаритов отдельных моделей сварочных инверторов;
К недочетам этого метода относятся:
необходимость избавления от шлака после создания шва;
по причине того, что сварочный ток постоянно протекает по всей длине электрода, необходимо ограничивать максимально допустимый ток из-за проблемы перегрева электрода и разрушения покрытия;
медленная скорость сварки.
Вывод: Преимуществ метода не много, но все они заключаются в простоте ММА сварки и ее универсальности, которая делает технологию такой популярной.
Как варить нержавейку инвертором в бытовых условиях и возможно ли это?
Многие интересуются, можно ли варить нержавейку инвертором в домашних условиях, и на что стоит обращать особое внимание.
Перед тем как приступать к сварке изделий из нержавейки, требуется тщательно обработать и подготовить поверхности к дальнейшей работе. Процесс предварительной обработки является идентичным тому, который проводится с низкоуглеродистыми сталями:
очищается поверхность изделия от загрязнений,
кромки и поверхность обрабатываются растворителем (бензином или ацетоном), подобная обработка даст возможность избавиться от жира, наличие которого ведет к ухудшению стабильности дуги,
свариваемая поверхность обрабатывается средством от налипания брызг.
Отличие состоит в том, что сварной стык должен обладать зазором, способным обеспечить оптимальную усадку.
Нержавейку сваривают на токе обратной полярности. При осуществлении работ нужно стараться меньше проплавлять шов.
Большие по диаметру электроды, как правило, не применяются. Необходимость их использования появляется лишь при сварке толстых поверхностей. Подобрать электрод для металлов разных толщин, в том числе и тонколистовой стали, можно, воспользовавшись таблицей 1, представленной ниже. Не правильно выбранный электрод станет причиной плохой герметичности шва, в нем будут образовываться микротрещины, раковины и поры. Они получаются из-за вскипания металла.
При варке нержавейки ток должен быть на 20% ниже, чем для варки низколегированных сталей. Для инвертора, применяемого в быту и частном строительстве, хватит диапазона 60-160 А. Плавная регулировка даст возможность точнее подобрать ток сварки и улучшить качество шва. Оптимальные значения сварочного тока имеются в таблице 1 и обусловлены толщиной свариваемого материала.
После образования шва нужно выполнить процедуру охлаждения для сохранения устойчивости высоколегированной стали к воздействию коррозийных процессов. Охлаждение осуществляется с использованием медных прокладок. В случае с аустенитной сталью возможно охлаждение с использованием воды.
Вывод: Таким образом, сварка нержавеющей стали требует от исполнителя определенного опыта и навыков, а также знаний соотношения толщины металла, значений силы тока и диаметра электрода. Сразу рассчитывать новичку на идеальный результат не приходится.
Что нужно для того, чтобы сваривать нержавейку инвертором?
Для самостоятельной сварки нержавейки инвертором вам понадобится следующее:
сварочный инвертор;
электроды;
растворитель;
стальная щетка;
защитные средства: маска, перчатки, костюм.
Необходимыми составляющими являются зажимы типа «крокодил» для заземления, электрододержатели, а также силовой и кабель для заземления. Иногда эти компоненты идут сразу в комплекте с инвертором, но чаще всего их приходиться докупать. Оптимальная длина кабелей должна быть не менее 2-х метров.
Многие спрашивают, какими электродами варить нержавейку. Важным условием для того, чтобы процесс сварки удался, является выбор оптимального соотношения толщины металла и используемого электрода.
Таблица 1.
Толщина свариваемого металла, мм
1-3
3-4
4-5
5-6
6-8
8-10
12-15
15-18
Рекомендованные значения сварочного тока, А
20-60
50-90
60-100
80-120
110-150
140-180
180-220
220-260
Диаметр сварочного электрода, мм
1,0-1,5
1,6-2,0
2,0-2,4
2,5-3,1
3,2-3,9
4,0-4,9
5,0-5,9
6,0 и более
Какие типы металлов (стали) можно сваривать с нержавейкой инвертором и особенности сварки таких металлов?
Ручная дуговая сварка нержавейки инвертором представляет собой универсальный технологический процесс, используемый для сваривания цветных и черных металлов и различных сплавов любой толщины (от 1 мм до 100 мм), но, как правило, диапазон толщин колеблется в границах от 3 до 20 мм.
При определенных условиях работы конструкции, а также при использовании электродов конкретных марок, можно сваривать разные группы нержавеющих сталей: жаропрочные, коррозионно-стойкие и жаростойкие стали. Значения для наиболее часто свариваемой нержавейки — аустенитных сталей представлены в таблице.
Таблица 2.
Марка стали
Условия работы
Марка электрода
Тип электрода
Содержание α фазы (%) и структура шва
Жаропрочные стали
Х25Н38ВТ
ХН75МБТЮ
Высокая температура
ЭА-981-15
Э-09Х15Н25М6Г2Ф
Аустенитная
20Х20Х14С2
20Х25Н20С2
30Х18Н25С2
Температуры до 900-1100°С Температура до 1050°С; жаростойкость и жаропрочность
ОЗЛ ОЗЛ-9-1
Э-12Х24Н14С2
Э-28Х24Н16Г6
3-10 % Аустенитно- карбидная
Коррозионно-стойкие стали
08Х18Н10
Агрессивные среды; стойкость к межкристаллитной коррозии
ЦЛ-11
Э-04Х20Н9
2,5-7,0
12Х18Н10Т
08Х22Н6Т
Температура до 600оС; жидкие среды; стойкость к межкристаллитной коррозии
Л38М
Э 07Х20Н9
Э-08Х19Н10Г2Б
Э-02Х10Н9Б
3-5
10Х17НИМ2Т
08Х18Н19Б
08Х21Н6М2Т
Температура до 700 °С; стойкость к межкристаллитной коррозии
СЛ-28
Э-08Х19Н10Г2МБ
Э-09Х19Н10Г2М2Б
4-5
10Х17Н13МЗТ
Стойкость к межкристаллитной коррозии
НЖ-13
Э-09Х19НЮГ2М2Б
4-8
Жаростойкие стали
20Х20Х14С2
20Х25Н20С2
30Х18Н25С2
Температуры до 900-1100°С Температура до 1050°С; жаростойкость и жаропрочность
ОЗЛ
ОЗЛ-9-1
Э-12Х24Н14С2
Э-28Х24Н16Г6
3-10 % Аустенитно- карбидная
Х25Н38ВТ
ХН75МБТЮ
Высокая температура
ЭА-981-15
Э-09Х15Н25М6Г2Ф
Аустенитная
Какие электроды для сварки нержавейки необходимо использовать?
Для ручной дуговой сварки нержавеющей стали различают два основных типа электродов.
с основным покрытием (СЭЗ ЗИО-8 d4,0, СЭЗ ЦТ-15 d5,0, ESAB FILARC 88S d3,2) которые применяются лишь на постоянном токе на обратной полярности («+» на электроде), где основным покрытием наиболее часто выступают карбонаты кальция и магния;
с рутиловым покрытием (Lincoln Electric Omnia 46 D3,0, Межгосметиз Omnia 46 d3,0, ESAB OK 46.00 d3,0) в основном из двуокиси титана, которые используются, если требуется сваривать на переменном токе и постоянном токе обратной полярности. Они обеспечивают стабильность горения дуги и уменьшают количество брызг при сварке.
Ответ на вопрос, какими электродами варить нержавейку, зависит от того, какой именно вид стали необходимо сваривать. В таблице 2 приведены оптимальные марки электродов в зависимости от типа и марки свариваемого металла.
Какие модели сварочных аппаратов лучше всего подойдут для сварки нержавейки?
Выбирая инвертор для РДС, необходимо учесть следующие моменты:
Рабочий диапазон температур (поскольку некоторые модели не способны функционировать при низких температурах в условиях открытого воздуха).
Мощность и сила сварочного тока агрегата. Для применения в быту достаточно инвертора, который выдает на выходе 180А. Более 200А выдают уже более профессиональные сварочники.
Возможные отклонения не менее ± 20% напряжения сети от номинального параметра без вреда качеству сварки.
Также важно наличие дополнительных функций, самые популярные из них: Hotstart, Arcforce, Antistick
На нашем сайте представлены современные сварочники известных производителей, успешно зарекомендовавших себя на рынке сварочного оборудования. В зависимости от требуемого напряжения можно выбрать:
модели сварочных инверторов для РДС (MMA-сварки) под напряжение сети в 220В,
модели сварочных инверторов для РДС (MMA-сварки) под напряжение сети в 380В.
В ассортименте Тиберис представлены бюджетные агрегаты, применимые для работы в домашних условиях.
Для напряжения 220В Сварог PRO ARC 160 (Z211S) , Сварог PRO ARC 180, Сварог TECH ARC 205B (Z203), ПАТОН ВДИ-200P.
Для работы под напряжением сети 380В это такие инверторы как Сварог ARC 315 (R14), BRIMA ARC 250 (380В).
И сложные многофункциональные установки премиум класса для профессиональной сварки.
Для напряжения 220В это EWM Pico 162, Lincoln Electric Invertec 170S, KEMPPI Minarc 150.
Для работы под напряжением 380В это Lincoln Electric Invertec 270-SX, EWM Pico 220 CEL Puls, Kemppi Minarc 220.
Вывод: Выбор определенной модели сварочного инвертора зависит от имеющейся рабочей задачи, условий работы и финансовых возможностей исполнителя. В Тиберис вы без труда подберете тот аппарат, который устроит по всем параметрам.
Особенности сварки нержавейки электродом при помощи ручной дуговой сварки
Каждый, кто не сталкивался с таким способом сварки, спрашивает, как варить нержавейку электродом. Принцип сваривания нержавейки электросваркой состоит в том, что возбуждение дуги происходит между электродом и плоскостью свариваемого изделия.
К свариваемой поверхности необходимо прикрепить кабель массы (-), который выходит из сварочного аппарата.
Второй кабель (+) с электродом нужно приблизить к свариваемой поверхности, вследствие чего, образуется сварочная дуга.
Для надежности процесса стоит помнить, что оптимальное расстояние между кончиком электрода (который необходимо так же правильно выбрать в соответствии с толщиной металла) и свариваемым элементом находится в пределах от 2 до 6 мм. За счет влияния высоких температур происходит проплавление металла, а затем заполняется образуемая во время воздействия дуги на поверхность свариваемого металла канавка.
Электрод в ходе сваривания должен находиться под правильным углом. Это обеспечит контроль над сварочным процессом. Угол наклона должен составлять приблизительно 80 градусов. Наклон должен осуществляться к дуге. Дуга возникает из-за того, что электрод касается поверхности свариваемого металла или же за счет ударов со средней силой по свариваемой поверхности.
Силу тока тоже подбирать нужно правильно. Несоответствие этой величины толщине металла не приведут к положительному результату. При слабой силе тока электрод будет постоянно затухать, и процесс сварки окажется не эффективным. При излишне высокой силе тока металл будет прожигаться. Рекомендуемые значения этого параметра приведены в таблице 1.
Вывод: Процесс ММА сварки не особенно сложен, хотя и требует определенной внимательности от исполнителя.
Обработка нержавейки после сварки инвертором
После сварки нержавейку необходимо обработать. Игнорирование подобных манипуляций способно привести к отрицательным последствиям: возникновению коррозии и снижению качества изделия.
Технология обработки изделий из нержавейки после ММА сварки включает:
механическую зачистку сварного шва, такая операция улучшает внешний вид изделия и выполняется жесткими щетками из стали;
пескоструйную обработку, после которой шов смотрится еще более эстетично;
шлифование, позволяющее добиться однородности и гладкости поверхности шва. Для шлифовки сварного шва после сварки нержавейки применяются абразивные материалы на основе циркония, оксида алюминия или керамического искусственного минерала. Средства, в состав которых входит корунд, использовать не рекомендуется, поскольку он способствует возникновению коррозии.
Но все подобные мероприятия являются лишь предварительной обработкой изделия, так как влияют только на внешний вид детали. Для надежной защиты места сварки от разрушения, необходимо прибегнуть к пассивации и травлению.
Пассивацией называют нанесение на место сварки специального вещества, под влиянием которого на металлической поверхности появляется защитная пленка из оксида хрома.
Травление представляет собой обработку места сварки химически активными средствами (специальными жидкостями либо кислотами). Кислоты разрушают окалину, которая способна вызвать возникновение ржавчины.
Только после осуществления химической обработки зона сварки надежно противостоит коррозийным процессам.
Вывод: Обработка шва после сварки повысит качество проделанной работы и продлит долговечность свариваемой детали, снизив риск появления коррозии.
Смотрите также:
Каталог электродов для сварки нержавеющей стали
Каталог бытовых сварочных инверторов
Спасибо за подписку!
Как правильно варить нержавейку электродами: советы и правила
Если в вашем распоряжении есть бытовой инвертор, вполне реально научиться самостоятельно варить емкости и трубы из нержавеющей стали электродом. В этом обзоре мы рассмотрим особенности сварки нержавейки электродом, основные технологии, базовые правила и ошибки, которых вы сможете избежать в работе после прочтения статьи. Узнайте, как варить нержавейку в домашних условиях без опыта.
Тонкости и правила сварки нержавейки электродом
Чаще всего у непрофессионалов, которые только знакомятся с технологией сварки электродами, получается неровный шов на нержавейке. Это самая распространенная проблема. Также вы можете столкнуться с образованием трещин из-за неправильного выбора силы тока. При работе с легированной сталью важно учитывать ряд важных моментов:
металл имеет высокие коэффициент расширения. После снижения температуры воздействия и охлаждения нержавейки металл стягивается. При сварке присадкой с небольшим коэффициентом расширения случаются разрывы. Это происходит из-за внутренних напряжений;
при сварке нержавейки электродом нужно обеспечить защитную зону. Если сварочная ванна поддается окислению, есть вероятность пористости поверхности. Если невозможно предупредить поступление кислорода, используйте стержни с защитной обработкой;
придерживайтесь шахматного порядка сварки шва во избежание перегрева. Выберите оптимальные невысокие температуры, которые не допустят плавки легирующих добавок. Именно они играют защитную роль, защищая металл от образования ржавчины;
при выборе присадки обратите внимание на маркировку материала.
Сложности сварки нержавейки обычными электродами
Если вы раньше не сталкивались со сваркой бытовой нержавейки, в ходе работы у вас может возникнуть ряд трудностей. Нержавеющая сталь содержит до 40% хрома, который обеспечивает высокий уровень коррозийной защиты. Из-за большого процента хрома в составе существуют особенности сварки:
низкая теплопроводность, из-за чего снижены температуры плавления. Это важно учитывать при сварке, чтобы не допустить образование дыр;
риски деформации при неправильном выборе температурного режима;
образование трещин в результате большой толщины основы и незначительного расстояния до соединения;
нагрев свыше 500 градусов могут появиться слои железа и карбида хрома;
потери коррозийной устойчивости из-за неправильного сварочного режима. В этом случае материал будет некачественным и подвержен окислению. Чтобы не допустить этого, обрабатывайте детали защитным раствором или контролируйте температуру нагрева.
Как правильно варить нержавейку электродами дома?
Существует несколько базовых правил сварки электродом, которые важно знать для соблюдения правильной технологии. Эти правила связаны с особенностями создания шва на нержавейке.
На подготовительном этапе нужно зачистить детали от грязи, краски, ненужных пятен. Если упустить этот момент, появляются риски пористости из-за вспенивания сварочной ванны. Если вы работаете с материалами, толщина которых свыше 4 мм, разделывать кромки нужно под углом 45 градусов. Для сварки электродами деталей нужен минимальный зазор. Это объясняется увеличением толщины при воздействии высоких температур. Перед сваркой можно выполнить поверхностный прогрев при температуре до 150 градусов. Это способствует увеличению прочности соединения.
Какие правила сварки нержавейки с помощью электродов:
для начала нужно прихватить шов в нескольких местах;
угол между стержнем и основанием – 45-60 градусов;
есть вероятность образования вязкой сварочной ванны;
шов варят быстро небольшими стежками короткой дугой;
не стоит пытаться охладить шов, поскольку этот процесс должен быть постепенным. Не допускайте внутреннего напряжения в основании, чтобы не пренебрегать качеством шва;
для сварки тонкой нержавейки используйте электроды обратной полярности;
следите за качеством шва и контролируйте, чтобы не образовывались проплавки;
для работы с толстыми материалами выбирайте электроды соответствующего диаметра;
правильно определите силу тока;
для обучения лучше попробовать сварку на черновых материалах.
Как правильно варить тонкую нержавейку?
При работе с тонкими нержавеющими листами существуют определенные правила, которых важно придерживаться для создания прочного и аккуратного шва. Пошаговая инструкция, как варить нержавейку:
На подготовительном этапе нужно очистить детали от налета, краски, грязи.
Выкладываем флюс.
Нагреваем примерно до 250 градусов. При этом наблюдаем изменение цвета поверхности материалов.
Поскольку мы работаем с тонкими листами, быстро проводим электроды, чтобы не проплавить материал.
Остужаем материал медными пластинами, чтобы избежать образования ржавчины.
Нержавейку электродами выполняют в домашних условиях и на производстве. При этом может меняться температура, оборудование, сила тока, толщина стали, другие особенности технологии и самого материала.
Какие электроды выбрать: обзор марок?
Если вы хотите избежать образования трещин, правильно выберите стержни. В идеале по составу они соответствуют заготовкам. Существует несколько типов электродов, предназначенных именно для сварки нержавейки:
ЦЛ-11 – универсальные электроды для сварки нержавейки под разными углами и в любых положениях. Допустимая температура сварки – 450 градусов;
НЖ-13 – электроды обработаны специальным раствором для защиты от окисления. Если в ходе сварки не удается предотвратить поступление кислорода, можно использовать эти стержни;
ЗИО – 8 – используются в промышленных условиях, поскольку подходят для сварки при высоких температурах.
Для сварки в домашних условиях лучше выбирать простые варианты электродов, с которыми вам будет легче освоить технологию. Заранее проводники не стоит нагревать, чтобы не навредить защитный слой. Обмазка будет хрупкой после охлаждения, что негативно скажется на качестве шва. Прокаливание допустимо только непосредственно перед использованием электродов.
При выборе сварочного аппарата с использованием электрода нужно ориентироваться на модели с постоянным током. Он наиболее подходит для создания короткой дуги, которая способствует созданию прочных и ровных швов. Также новичкам советуют выбирать аппараты с рядом дополнительных функций. Такое оборудование позволит избежать прожога и залипания.
Как сваривать нержавеющую сталь: полное руководство
Нержавеющая сталь прекрасно выглядит и устойчива к коррозии. Кроме того, он прочный и прочный. Итак, у нержавеющей стали есть много преимуществ…
Но когда дело доходит до ее сварки, все может стать сложнее. Некоторые даже думают, что сварить нержавеющую сталь слишком сложно, если у вас нет многолетнего опыта.
Но так ли это?
Спойлер, вы можете научиться его сваривать, если у вас есть нужные знания и достаточно практики. Итак, давайте углубимся в факты о том, как сваривать нержавеющую сталь, и, надеюсь, развеем заблуждения на этом пути.
Часто задаваемые вопросы о сварке нержавеющей стали
Поскольку именно поэтому вы здесь, давайте сначала ответим на наиболее часто задаваемые вопросы.
Можно ли сваривать нержавеющую сталь?
Да! Нержавеющая сталь может быть сварена с использованием любого процесса дуговой сварки, такого как MIG, TIG, Stick & Flux-core. Каждый процесс даст немного отличающийся результат и потребует некоторого обучения и навыков.
Сложно ли сваривать нержавеющую сталь?
Хотя это и не так просто, как сварка низкоуглеродистой стали, это выполнимо при наличии некоторых знаний и практики практически для всех, у кого есть подходящее оборудование.
Сварка нержавеющей стали представляет собой сложную задачу для неопытных сварщиков, поскольку нержавеющая сталь эффективно сохраняет тепло. Если вы приложите избыточное тепло, нержавеющая сталь может деформироваться или даже деформироваться при охлаждении.
Нержавеющая сталь также четко показывает все дефекты сварного шва. Только по этой причине некоторые скажут, что сварка нержавеющей стали — более сложная и неумолимая работа, лучше всего подходящая для опытных пользователей. Но, как и во всей сварке, любой может научиться этому при достаточной практике.
Еще вопрос со сваркой нержавейки, там много разных сплавов. Вы ДОЛЖНЫ использовать правильный присадочный материал, защитный газ, настройки и т. д. для каждого сплава.
Этот уровень детализации может быть болезненным и добавляет к восприятию того, что сварка нержавеющей стали сложна. Но обычно вы сосредотачиваетесь только на конкретных сплавах, которые используете, а не на всех. Таким образом, кривая обучения не так плоха, как некоторые думают.
Какой сварочный аппарат лучше всего подходит для нержавеющей стали?
Многие начинающие сварщики с удивлением узнают, что для соединения нержавеющей стали («SS») можно использовать несколько различных процессов сварки, включая TIG, MIG, порошковую проволоку и дуговую сварку.
TIG Welders
TIG сварочный шов с использованием аргона
Если вам нужны гладкие, профессионально выглядящие швы, вам лучше всего выбрать сварочный аппарат TIG. Сварщики TIG делают чистые, привлекательные сварные швы на нержавеющей стали. Таким образом, они обычно являются правильным инструментом, когда готовое изделие должно быть эстетически приятным.
Кроме того, сварочные аппараты TIG с ножной педалью (или управлением пальцами) позволяют точно контролировать количество подаваемого тепла. Другими словами, вы можете вносить микрорегулировки на лету во время укладки валика. Точный контроль нагрева помогает свести к минимуму деформацию изделия из нержавеющей стали.
Однако сварка ВИГ SS имеет недостатки. Вам нужно время от времени заменять присадочный стержень, а это означает, что длинные сварные швы будут иметь остановки и начала. Кроме того, вам нужно использовать дорогой защитный газ.
Сварочные аппараты MIG
Сварка сварных швов MIG из нержавеющей стали
Слишком многие полагают, что сварка TIG — единственный процесс, при котором свариваются нержавеющие стали. Но сварочные аппараты MIG, порошковой и электродной сварки также могут сваривать его. Вы даже можете быть удивлены, узнав, что они являются лучшим выбором для некоторых работ.
Например, сварочные аппараты MIG лучше подходят для длинных швов. Вам не нужно постоянно заменять новые электроды/присадочные стержни, как это необходимо при использовании аппаратов для сварки TIG и дуговой сварки. Однако вам понадобится другой, более дорогой защитный газ, поскольку уровни кислорода, которые может выдержать SS, ниже, чем у мягкой стали.
Аппараты для сварки порошковой проволокой
Если дополнительные расходы на сварку МИГ нержавеющей стали являются проблемой, сварка порошковой проволокой позволяет использовать менее дорогой CO 2 или даже не использовать защитный газ. Но так как сердечник проволоки содержит флюс, вам придется иметь дело со шлаком, особенно при многократных проходах.
Еще одним преимуществом сварки порошковой проволокой является то, что ее можно использовать в ветреную погоду. Для SS многие предполагают, что вам нужен защитный газ. Но поскольку вы используете порошковую проволоку, вам может не понадобиться дорогой защитный газ, который просто сдувается в ветреную погоду.
Сварочные аппараты
В промышленности или строительстве внешний вид может не иметь большого значения. Таким образом, портативность и простота сварочных аппаратов SMAW или палки могут быть именно тем, что вам нужно на большой рабочей площадке. Плюс, поскольку нет защитного газа, можно сваривать в ветреную погоду.
Стержневые электроды имеют внешнее покрытие, содержащее флюс. Флюс означает, что эти электроды производят шлак, с которым вам придется иметь дело, и контроль тепла в металле может быть проблемой. Кроме того, вы должны часто заменять расходуемый электрод.
Какие металлы можно приваривать к нержавеющей стали?
Можно сваривать разнородные металлы, включая нержавеющую сталь. Но по ряду причин это сложная задача с особыми соображениями. Вам необходимо оценить риски и решить, приемлемы ли они для предполагаемого применения.
Во многих случаях точки плавления двух металлов сильно различаются, что создает проблемы. По этой причине материал наполнителя становится очень важным, и выбор наполнителя, который вы используете, имеет решающее значение.
Суть в том, что сварка разнородных металлов сопряжена с риском. Вы должны понимать два металла, которые вы свариваете, и использовать правильный присадочный материал.
Но есть также много методов и специальных материалов, которые могут вам понадобиться в зависимости от того, что вы свариваете. Проведите исследование заранее.
сплав / металл
Да / Нет
Углеродная сталь
Да 1
Да 1
Да0074
Mild Steel (low carbon)
Yes 2
Galvanized Steel
Yes 3
Cast Iron
Yes 4
Aluminum
No 5
1 Обычно требуется предварительный нагрев углеродистой стали. 2 Для большинства работ используйте процесс MIG с присадочной проволокой ER309L и трехкомпонентным защитным газом. 3 Должен удалять цинк, который представляет опасность для здоровья и может загрязнить сварной шов. 4 Используйте «масляный» метод, чтобы удержать углерод от нержавеющей стали с наполнителем NiFe-CI или Ni-CI. 5 Существуют обходные пути, такие как биметаллические переходные вставки. Но биметаллические вставки изготавливаются с использованием специальных процессов, обычно невозможных на месте. Готовые вставки трудно найти, если у вас небольшой магазин или любитель.
Как сваривать нержавеющую сталь
Прежде чем приступить к сварке нержавеющей стали, убедитесь, что у вас есть подходящее оборудование, а сварщик и сталь подготовлены.
Давайте рассмотрим их.
Что нужно для сварки нержавеющей стали?
Механизм, необходимый для сварки нержавеющей стали, не будет сильно отличаться от сварки других металлов. Как правило, вам потребуется:
Сварочный аппарат (MIG, TIG, порошковая проволока или электрод)
Электроды (проволока или электрод должны быть тщательно выбраны для сварки)
Защитный газ (для MIG и TIG и возможно с флюсовой проволокой)
Шлифовальная машина/проволочная щетка/растворитель для очистки металла
Зажимы
Сварочный стол (для небольших работ в цеху)
Сварочный шлем
Защитные очки (для шлифовки и других вспомогательных работ)
Кожаный фартук, рукава и перчатки
Сварочные сапоги (25 % всех несчастных случаев при сварке травмы стопы)
Вентиляция (если в помещении)
Плоскогубцы MIG (удобны для всех сварочных процессов)
Вентиляция была включена как необходимое оборудование, поскольку нержавеющая сталь выделяет газ шестивалентного хрома. Этот токсичный газ означает, что вы должны защищать себя и не вдыхать пары при сварке нержавеющей стали.
Подготовка сварочного аппарата
Для всех процессов сварки нержавеющей стали необходимо сначала выбрать правильный электрод/присадочный материал. Это должен быть правильный сплав для предполагаемого сварного шва, независимо от того, какой тип сварочного аппарата вы используете. Существует множество руководств от производителей и интернет-источников, которые помогут вам.
Далее идут сведения о различных процессах сварки, которые мы подробно рассмотрим ниже.
Подготовка сварочного аппарата TIG
Сила тока
На многих сварочных аппаратах TIG сила тока регулируется во время сварки (подробнее об этом чуть позже). Но сначала вы должны установить максимальный ток на машине. Это будет варьироваться в зависимости от сплава SS и других переменных, таких как толщина. Диаграммы легко доступны, чтобы помочь вам с этой настройкой.
Управление силой тока пальцем или ногой
Ножная педаль качающегося типа обеспечивает детальное управление
Если она есть у вашего сварщика, она позволяет регулировать температуру или силу тока во время сварки, что помогает свести к минимуму избыточное тепло и возникающее в результате коробление SS. Если вы находитесь на лестнице или в других труднодоступных местах, может потребоваться управление пальцами.
Но для других работ ножная педаль может оказаться более удобной. Убедитесь, что на вашем аппарате настроена наилучшая регулировка силы тока для конкретного сварного шва. Многие сварщики TIG имеют возможность включать и выключать ножную педаль/пальцевое управление, поэтому убедитесь, что вы правильно настроили ее заранее.
Детали электрода
Размер электрода имеет значение для сварки TIG. Таким образом, используемый электрод должен иметь правильный диаметр. Обычно это 3/32, но может достигать 1/4 дюйма. Какой размер вам нужен, зависит от таких переменных, как полярность, сила тока, размер соединения, толщина основного металла.
Также следует обратить внимание на тип вольфрамового электрода. Вы увидите торированный красный электрод, используемый для большинства работ по сварке нержавеющей стали. Но для некоторых сплавов нержавеющей стали может потребоваться электрод другого «цвета».
Кроме того, важна геометрия. Конусность, не превышающая диаметр электрода более чем в 2,5 раза, позволяет сфокусировать дугу с образованием глубоких, тонких валиков и небольшой зоны термического влияния («ЗТВ»). Если электрод сужается более чем в 2,5 раза по сравнению с его диаметром, дуга начинает разветвляться, что приводит к меньшему проплавлению и большей ЗТВ.
Полярность и пульсация
Для сварки SS установите полярность сварочного аппарата TIG на DCEN (отрицательный электрод постоянного тока). Некоторые люди называют это прямой полярностью, и вы никогда не должны использовать положительный электрод, так как это мгновенно сожжет ваш вольфрам.
Также, если ваш сварочный аппарат имеет импульсный режим, используйте его. Опытные сварщики должны установить частоту пульса на уровне 100 импульсов в секунду (PPS) для начала и увеличить ее до 500 PPS. Некоторые сварщики ВИГ могут не иметь таких высоких импульсов, а неопытные сварщики часто подсчитывают импульсы (от 0,5 до 2 импульсов в секунду) для определения времени движения горелки и холодной проволоки, когда число импульсов в секунду ограничено 10.
Защитный газ ВИГ
Не второстепенная деталь; Вы должны выбрать правильный защитный газ и установить правильные скорости потока. Обычно для сварки TIG используется чистый аргон (Ar).
Но гелий (He) может быть добавлен для увеличения проникновения и текучести сварочной ванны. В некоторых случаях для достижения особых свойств добавляют азот (N 2 ) и водород (H 2 ). Например, включение водорода дает аналогичный, но более сильный эффект по сравнению с добавлением гелия. Однако водород не следует использовать при сварке мартенситных, ферритных или дуплексных сталей.
Скорость потока обычно составляет от 35 до 50 кубических футов в час, но см. рекомендации для вашей машины и другие общедоступные таблицы и источники.
Подготовка аппарата для сварки MIG
Проволока для сварки MIG
Первым шагом является получение и установка проволоки подходящего сплава и размера для сварки, которую вы хотите выполнить. В зависимости от конкретного сплава, который вы свариваете, могут потребоваться некоторые исследования, но популярна проволока ER309L. Не забудьте также использовать проволоку подходящего диаметра.
Защитный газ
Вы должны выбрать правильный газ. Нержавеющая сталь чувствительна к атмосферным газам, и популярна тройная смесь 90% гелия, 7,5% аргона и 2,5% углекислого газа. Эта смесь создает хороший контур валика, а уровень CO2 достаточно низок, чтобы не повредить коррозионной стойкости нержавеющей стали.
Вы не хотите использовать чистый инертный защитный газ, такой как гелий или аргон, для сварки SS MIG. Характеристики дуги процесса MIG заметно отличаются от процесса TIG, а чистый Ar или He отрицательно влияют на эффективность дуги MIG.
Также убедитесь, что скорость потока установлена правильно. Как уже говорилось, нержавеющая сталь чувствительна к химически активным газам, а это означает, что для предотвращения загрязнения сварного шва требуется хорошее покрытие. Обратитесь к руководству вашего сварочного аппарата или таблице настроек для хорошей отправной точки.
Полярность
Ваш сварочный аппарат должен быть настроен на положительное расположение электрода постоянного тока (DCEP).
Скорость подачи проволоки
В руководстве и таблице настроек для вашего аппарата должны быть указаны необходимые скорости подачи проволоки для сплавов нержавеющей стали различной толщины. Но если нет, то для большинства сварных швов из нержавеющей стали используется немного более высокая скорость подачи проволоки («WFS»), чем та, которую вы использовали бы для мягкой стали.
Настройки силы тока и напряжения
Обратитесь к руководству по сварке и/или таблице параметров сварки, чтобы установить свои уровни силы тока и напряжения. Если у вас их нет, опытные сварщики или интернет также могут предоставить таблицы и рекомендации по начальным настройкам.
SS обычно требует более низкой настройки силы тока из-за более высокой WFS. Кроме того, необходимо использовать более высокие настройки напряжения, которые смачивают ванну, что позволяет получить более плоскую поверхность и выступы на концах сварного шва.
Подготовка аппарата для сварки порошковой проволокой
Выбор проволоки
Как и в других процессах сварки нержавеющей сталью, важен присадочный материал. Но при сварке с флюсовой проволокой расходуемая электродная проволока является присадочным материалом, и она несет флюс в сердечнике проволоки для защиты сварного шва.
Это означает, что состав проволоки более сложный, чем у сплошной проволоки MIG. Таким образом, вы должны быть осторожны при выборе / покупке провода. Сплав и толщина нержавеющей стали будут двумя важными переменными при выборе порошковой проволоки, но состав порошковой проволоки также может варьироваться.
Кроме того, настоящая безгазовая проволока будет работать в ветреную погоду. Но это, вероятно, будет ограничено плоской и горизонтальной работой.
Итак, еще одним важным фактором, который следует учитывать, является защитный газ. Для многих порошковых проволок из нержавеющей стали требуется газ. В то время как ветер может быть проблемой, эти проволоки лучше справляются со сварными швами. Их часто называют проволокой с двойным экраном, и они широко доступны (получить настоящую «безгазовую» порошковую проволоку из нержавеющей стали сложнее).
Полярность
Полярность может запутаться при сварке порошковой проволокой (или FCAW), так как настройка меняется в зависимости от используемой проволоки. Поэтому обязательно запомните, какая полярность вам нужна для порошковой проволоки, и убедитесь, что ваша машина настроена соответствующим образом.
Защитный газ
Да, при FCAW защитный газ не нужен для многих сварных швов. Но нержавеющая сталь отличается от углеродистой стали и необходима для многих работ. При использовании проволоки с двойным экраном (флюс и защитный газ вместе) убедитесь, что защитный газ находится под рукой.
Сварщики часто используют смесь 100% CO 2 или 75% аргона 25% CO 2 . Шлаковая оболочка сварного шва ограничивает поглощение углерода, что делает возможным использование защитного газа с высоким содержанием CO 2 .
Подготовка сварочного аппарата
Электрод
Возможно, здесь вы видите закономерность, но выбор присадочного материала имеет значение в каждом сварочном процессе. Стержневые электроды продаются из различных сплавов нержавеющей стали с различными флюсовыми покрытиями. Проведите исследование и выберите правильный размер и сплав для вашего конкретного сварного шва.
Производители обычно наносят правильное флюсовое покрытие на сплав SS, используемый для изготовления стержня. Таким образом, вам обычно не нужно проверять его. Но если вы свариваете разнородные металлы или другие необычные соединения, вы также можете отметить флюсовую смесь на электроде.
Сила тока
Значения силы тока должны быть указаны в руководстве к сварочному аппарату или в таблице, напечатанной на сварочном аппарате, или вы можете легко найти рекомендации, если их нет. Но в целом устанавливайте усилители на низах, как можно более «крутыми».
При использовании электродуховой сварки вы обнаружите, что по мере того, как вы входите в сварной шов на пару дюймов, палка нагревается сильнее, а характеристики дуги и валика изменяются. Таким образом, вам нужно учесть это на любом суставе длиной более одного или двух дюймов.
Продукт для защиты от брызг
Стик прост и удобен в использовании, но он производит много брызг. При работе с нержавейкой это может быть проблемой. Таким образом, вы можете захотеть иметь под рукой гель или спрей против брызг, чтобы подготовить заготовку перед сваркой.
Подготовка нержавеющей стали к сварке
После настройки сварочного аппарата для сварки нержавеющей стали вам необходимо подготовить металл перед сваркой. Вот некоторые вещи, которые вы должны подготовить…
Чистота
Нержавеющая сталь плохо переносит загрязнение. Даже следовые количества могут создать проблему. Таким образом, металл должен быть очищен от краски, ржавчины, масла и т. д. и очищен перед сваркой. Никаких исключений, так что будьте внимательны.
Подгонка
Убедитесь, что детали выровнены должным образом и что нет зазоров или отклонений в соединении. Зазоры разной ширины шва требуют избытка присадочного материала, который дополнительно нагревает сварной шов. Кроме того, сварной шов выглядит лучше, если ширина валика одинакова.
Подготовка кромок
Края более толстых деталей должны быть скошены или сняты фаски. Этот профиль помогает при подгонке, но также позволяет делать более прочные и красивые сварные швы.
10 советов по успешной сварке нержавеющей стали
1. Снизьте температуру
Нержавеющая сталь коробится под воздействием избыточного тепла. Запомнить? Мы упоминали об этом в начале статьи. Таким образом, имеет смысл установить ваши усилители, то есть тепловложение, на низкую сторону, чтобы избежать проблемы.
2. Избегайте большого диаметра присадочного материала
Чем толще присадочный стержень/проволока, тем больше тепла вам потребуется. Но с SS вам нужно держать усилители на низком уровне. Таким образом, избегайте больших наполнительных стержней / проволоки, поскольку это еще один способ снизить температуру.
3. Точная настройка Подгонка
Правильная подгонка позволяет использовать нужное количество наполнителя и устраняет необходимость заполнения зазоров. Это означает, что вам не нужно будет дополнительно нагревать металл. Итак, найдите время, чтобы отрегулировать подгонку заготовок, чтобы избежать коробления и плохого внешнего вида.
4. Используйте присадочный материал/электрод, предназначенный для сплава SS
Да, вы можете сваривать нержавеющую сталь с тем же присадочным материалом из мягкой стали, который вы регулярно используете. Проблема в том, что сварной шов может подвергаться коррозии, и вам нужно покрыть валик, чтобы он не ржавел. Использование присадочного сплава из нержавеющей стали, соответствующего основному металлу, позволяет избежать этой проблемы. Кроме того, вы избегаете загрязнения SS углеродом в ЗТВ, что может вызвать ржавчину на деталях SS.
5. Используйте правильный угол наклона горелки (стержневой и с порошковой проволокой)
Со шлаком таскаешься. Этот совет работает, как правило, для всех видов сварки FCAW или дуговой сварки. Перетаскивая электрод, вы позволяете флюсу подняться к верхней части сварочной ванны и должным образом покрыть валик. В противном случае могут возникнуть проблемы со шлаковыми включениями в сварном шве.
Для нержавеющей стали FCAW угол сопротивления 10 градусов обычно подходит в качестве отправной точки. Но при сварке стержнем вы можете попробовать использовать гораздо более крутой угол.
Подробнее : Толкать или тянуть при сварке MIG?
6. Правильный вылет проволоки
При сварке MIG и сварке с флюсовой проволокой необходимо обеспечить правильный вылет в начале сварки, чтобы получить ровную дугу. Кроме того, вам нужно избегать изменения этого расстояния между соплом и металлом во время сварки.
Кроме того, при сварке с флюсовой проволокой подрезайте кончик проволоки каждый раз, когда вы накладываете валик. Если вы не подстригаете каждый раз, вы можете получить силиконовую каплю на кончике проволоки, которая может испортить ваш старт. Обрезка проволоки, вероятно, также является хорошим советом для ваших сварных швов MIG, чтобы обеспечить правильный выступ и чистый наконечник.
7. Сварочная ванна TIG
Диаметр сварочной ванны должен соответствовать толщине основного металла. Если лужа становится слишком большой, используйте кончик пальца или педаль, чтобы уменьшить нагрев. В конце сварки устраните кратеры, уменьшая ток и добавляя присадочный металл, пока лужа не затвердеет.
8. Скорость наплавки
Различные процессы сварки имеют разную скорость наплавки, и ничто не заменит опыт, чтобы узнать, как она меняется у ваших сварщиков.
Но в целом, если вам нужна высокая скорость наплавки, используйте сварочный аппарат с флюсовой проволокой и двойной экранированной проволокой. Эта настройка обычно дает вам лучшие скорости осаждения.
9. Скорость передвижения
В общем, вам не следует двигаться слишком медленно. Это создаст избыточное тепло в нержавеющей стали. Так что держите скорость вашего путешествия.
Кроме того, при сварке стержнем и порошковой проволокой вы можете определить, снизилась ли ваша скорость, по полученному валику. Признаки, на которые вы можете обратить внимание:
Медленное перемещение сварного шва: ваш валик будет высоко выпуклым, и шлак не будет хорошо покрывать сварной шов. Это будет иметь тенденцию оставлять сварной шов открытым возле короны, и металл станет серым. У вас, вероятно, будут проблемы с пористостью, а сварной шов может быть подвержен ржавчине.
Быстрое перемещение сварного шва: сварной шов будет слишком вязким, а сварной шов будет слишком узким.
10. Защита от ржавчины
Это неприятно, но сварные швы из нержавеющей стали могут ржаветь. Чтобы этого не произошло, можно сделать несколько вещей.
Во-первых, не забудьте обеспечить хорошую газовую подушку. Реакционноспособные газы в воздухе могут вызвать всевозможные проблемы, включая ржавчину.
Второе, что нужно сделать, это полностью очистить готовый сварной шов, включая обесцвечивание. Очистка обычно выполняется травильными пастами, шлифовальными машинами/проволочными щетками/абразивами или электрохимической очисткой. Также не используйте стальную проволочную щетку. Это может загрязнить сварной шов и да, ржавчина.
В-третьих, сейчас это будет звучать как однообразие, но потише. Избыточное тепло может привести к тому, что нержавеющая сталь потеряет свою коррозионную стойкость.
Сварка нержавеющая сталь правая
Хотя идеального процесса сварки нержавеющей стали не существует, учет некоторых ключевых соображений при выборе процесса и присадочного металла может помочь обеспечить успех и экономию средств.
Нержавеющая сталь продолжает набирать популярность в обрабатывающей промышленности, в основном благодаря своей коррозионной стойкости, прочности и ударной вязкости. Однако по сравнению с мягкой сталью этот материал создает некоторые трудности при сварке, особенно для менее опытных сварщиков. Нержавеющая сталь может быть в три-пять раз дороже мягкой стали; любая ошибка при сварке может увеличить общие затраты на доработку.
Ключевым моментом является выбор правильного процесса сварки. У каждого варианта есть компромисс, и ни один процесс не дает идеального решения. Чтобы определить наилучший вариант, производители должны учитывать первоначальную стоимость и характеристики присадочного металла, требуемую производительность, сложность оборудования и набор навыков оператора.
Преимущества и проблемы
Нержавеющая сталь устойчива к коррозии и сохраняет прочность при экстремально высоких и низких рабочих температурах, что объясняет ее популярность в трубопроводной и нефтехимической промышленности. Нержавеющая сталь также имеет низкую восприимчивость к росту бактерий на своей поверхности, что делает ее хорошо подходящей для приготовления пищи и медицинского оборудования. Его многочисленные преимущества теперь используются волной крафтовых пивоварен, возникающих в США, и этот материал становится все более популярным в железнодорожной и автомобильной промышленности для танкеров, предназначенных для перевозки агрессивных химикатов.
Обычные нержавеющие стали бывают хромоникелевыми (аустенитные, или серия 300) или хромированными (мартенситные и ферритные, или серии 400) сортами. По сравнению с хромоникелевой нержавеющей сталью, прямые сорта хромистой нержавеющей стали и углеродистая сталь имеют одинаково низкие коэффициенты линейного расширения, которые определяют, как материалы расширяются и сжимаются под воздействием температуры и давления. Чистые сорта хрома также имеют более низкую температуру плавления, чем углеродистая сталь, но более высокую температуру плавления, чем хромоникелевая нержавеющая сталь. Тем не менее, по сравнению с углеродистой сталью, как прямые хромовые, так и хромоникелевые марки имеют высокое электрическое сопротивление и низкую теплопроводность.
Поскольку некоторые производители стремятся расширить свои возможности, участие в проектах по сварке нержавеющей стали может помочь повысить их конкурентоспособность. Учет двух ключевых факторов может помочь производителям достичь наилучших результатов.
Во-первых, содержание сплава в нержавеющей стали делает ее лучшим теплоизолятором, чем углеродистая сталь. Тепло от дуги не так легко распространяется по материалу и концентрируется в сварочной ванне. Это может привести к деформации, прогоранию и окислению. Выбор правильного процесса сварки и присадочного металла может помочь контролировать подводимое тепло.
Во-вторых, нержавеющая сталь склонна к обесцвечиванию. Такое обесцвечивание, известное как засахаривание, указывает на то, что часть хрома удалена из материала, что делает его более восприимчивым к коррозии. При сварке труб из нержавеющей стали шугаринг не допускается по эстетическим или качественным причинам, и в любом случае это может привести к дорогостоящим доработкам. Опять же, нержавеющая сталь и присадочные металлы, используемые для ее сварки, обычно дороже, чем углеродистая сталь.
В дополнение к навыкам сварщика и доступности оборудования приоритеты применения — например, стоимость, производительность и внешний вид валика — влияют на то, какой процесс сварки нержавеющей стали в конечном итоге выбирают изготовители.
Дуговая сварка металлическим электродом в среде защитного газа
Дуговая сварка металлическим электродом в среде защитного газа (SMAW) использует простое портативное оборудование, поэтому его часто выбирают для технического обслуживания и ремонта. Но SMAW, или сварка электродами, менее производительна, чем другие процессы, и может привести к образованию большого количества брызг, что увеличивает время и затраты на очистку.
Для производителей, которые раньше не сваривали нержавеющую сталь, SMAW является хорошей отправной точкой. Он не использует защитный газ, поэтому, чтобы начать сварку, сварщику нужен только источник питания с поддержкой SMAW и электрод SMAW из нержавеющей стали.
По сравнению с углеродистой сталью нержавеющая сталь — как хромированная (мартенситная и ферритная), так и никель-хромовая (аустенитная) — имеет большее электрическое сопротивление и меньшую теплопроводность.
Стоимость за фунт этих электродов находится на среднем уровне — ниже, чем у порошковой или металлопорошковой проволоки для дуговой сварки, и немного выше, чем у сплошной проволоки. Производители могут приобретать электроды SMAW в небольших количествах, например, в упаковках по 6 или 8 фунтов, что полезно для небольших работ и может снизить затраты. Тем не менее, производителям необходимо учитывать потери в остатках SMAW и удаление шлака, чтобы определить, делают ли низкие затраты на электроды процесса экономически эффективным в целом.
Электрод 309 или 312 SMAW является хорошим выбором для электродуговой сварки нержавеющей стали, особенно при техническом обслуживании или ремонте. Он обладает высокой устойчивостью к растрескиванию и хорошей прочностью и, как правило, может соединять нержавеющую сталь, уже находящуюся в эксплуатации, даже если конкретная марка материала неизвестна.
Дуговая сварка металлическим газом и дуговая сварка с флюсовой проволокой
Когда производительность является приоритетом для сварки нержавеющей стали, процессы подачи проволоки обеспечивают эффективность и хороший внешний вид валика. Достижения в области оборудования и присадочного металла упростили использование этих процессов даже для тех, кто плохо знаком со сваркой нержавеющей стали.
Многие производители выполняют дуговую сварку в среде защитного газа (GMAW) нержавеющей стали сплошной проволокой. GMAW имеет умеренную сложность оборудования и требования к навыкам оператора, а для сварки нержавеющей стали его можно использовать в импульсном режиме или в режиме струйного переноса.
Стоимость за фунт сплошной проволоки меньше, чем у других вариантов, но защитный газ требует дополнительных расходов. Использование смеси защитного газа на основе аргона, такой как 98% аргона/2% CO2 или смесь аргона/гелия, помогает уменьшить разбрызгивание.
Дуговая сварка с флюсовой проволокой (FCAW) может быть более производительной, чем GMAW, но при этом образуются шлак и брызги, что увеличивает время и затраты на очистку. FCAW также имеет самую высокую стоимость за фунт нержавеющих присадочных металлов, поскольку легирующие элементы флюса более дороги в производстве.
Однако многие проволоки FCAW работают на обычных смесях защитного газа, таких как аргон/CO2 или 100-процентный CO2. Изготовителю, плохо знакомому со сваркой нержавеющей стали, вероятно, не потребуется вкладывать средства в другой тип газа или систему подачи.
Дуговая сварка металлическим сердечником с использованием импульсного или стандартного распыления обеспечивает высокую скорость перемещения и меньшее выделение тепла в сварной шов. Это помогает предотвратить деформацию и деформацию при сварке нержавеющей стали.
Хотя при сварке металлическим сердечником образуется меньше брызг, чем при других формах сварки проволокой, цена за фунт присадочного металла из нержавеющей стали является самой высокой. Выбирая этот присадочный металл и процесс, производители должны взвесить первоначальные затраты с повышением производительности и потенциальным сокращением переделок и очистки.
Дуговая сварка под флюсом
Многие производители используют системы дуговой сварки под флюсом (SAW) для сварки углеродистой стали, но SAW также предлагает значительные преимущества для нержавеющей стали, включая более высокую производительность и чрезвычайно низкий уровень разбрызгивания, что помогает сэкономить время и деньги на уборка. SAW хорошо подходит для толстых материалов и больших объектов, таких как резервуары для хранения или сжиженного природного газа. Хотя он ограничен плоской сваркой, его могут выполнять менее квалифицированные операторы. При использовании SAW для нержавеющей стали производители используют нейтральный или нелегирующий флюс, в который не добавляются сплавы, которые могут изменить химический состав готового сварного шва.
Нержавеющая сталь
продолжает набирать популярность в производственной отрасли, главным образом благодаря своей коррозионной стойкости, прочности и ударной вязкости.
Газовая вольфрамовая дуговая сварка
Газовая вольфрамовая дуговая сварка (GTAW) дает очень мало брызг, даже по сравнению с SAW. Если сварщики используют присадочную проволоку или проволоку, GTAW имеет умеренную стоимость за фунт, но также требует высокого мастерства и, как правило, самого сложного оборудования. В то время как эстетика и внешний вид борта с GTAW очень высоки, производительность является самой низкой по сравнению с другими вариантами.
Медь — элемент побочной подгруппы первой группы, четвёртого периода периодической системы химических элементов Д. И. Менделеева, с атомным номером 29. Обозначается символом Cu (лат. Cuprum). Простое вещество медь (CAS-номер: 7440-50-8) — это пластичный переходный металл золотисто-розового цвета (розового цвета при отсутствии оксидной плёнки). C давних пор широко применяется человеком.
История и происхождение названия
Медь — один из первых металлов, широко освоенных человеком из-за сравнительной доступности для получения из руды и малой температуры плавления. В древности применялась в основном в виде сплава с оловом — бронзы для изготовления оружия и т. п. (см бронзовый век). Латинское название меди Cuprum (древн. Aes cuprium, Aes cyprium) произошло от названия острова Кипр, где уже в III тысячелетии до н. э. существовали медные рудники и производилась выплавка меди. У Страбона медь именуется халкосом, от названия города Халкиды на Эвбее. От этого слова произошли многие древнегреческие названия медных и бронзовых предметов, кузнечного ремесла, кузнечных изделий и литья. Второе латинское название меди Aes (санскр, ayas, готское aiz, герм. erz, англ. ore) означает руда или рудник. Сторонники индогерманской теории происхождения европейских языков производят русское слово медь (польск. miedz, чешск. med) от древненемецкого smida (металл) и Schmied (кузнец, англ. Smith). Конечно, родство корней в данном случае несомненно, однако, оба эти слова произведены от греч. рудник, копь независимо друг от друга. От этого слова произошли и родственные названия — медаль, медальон (франц. medaille). Слова медь и медный встречаются в древнейших русских литературных памятниках. Алхимики именовали медь венера (Venus). В более древние времена встречается название марс (Mars).
Физические свойства
Медь — золотисто-розовый пластичный металл, на воздухе быстро покрывается оксидной плёнкой, которая придаёт ей характерный интенсивный желтовато-красный оттенок. Тонкие плёнки меди на просвет имеют зеленовато-голубой цвет. Медь образует кубическую гранецентрированную решётку, пространственная группа F m3m, a = 0,36150 нм, Z = 4. Медь обладает высокой тепло- и электропроводностью (занимает второе место по электропроводности после серебра). Имеет два стабильных изотопа — 63Cu и 65Cu, и несколько радиоактивных изотопов. Самый долгоживущий из них, 64Cu, имеет период полураспада 12,7 ч и два варианта распада с различными продуктами. Существует ряд сплавов меди: латуни — с цинком, бронзы — с оловом и другими элементами, мельхиор — с никелем, баббиты — со свинцом и другие.
Химические свойства
Не изменяется на воздухе в отсутствие влаги и диоксида углерода. Является слабым восстановителем, не реагирует с водой, разбавленной соляной кислотой. Переводится в раствор кислотами-неокислителями или гидратом аммиака в присутствии кислорода, цианидом калия. Окисляется концентрированными серной и азотной кислотами, «царской водкой», кислородом, галогенами, халькогенами, оксидами неметаллов. Реагирует при нагревании с галогеноводородами.
Современные способы добычи
90 % первичной меди получают пирометаллургическим способом, 10 % — гидрометаллургическим. Гидрометаллургический способ — это получение меди путём её выщелачивания слабым раствором серной кислоты и последующего выделения металлической меди из раствора. Пирометаллургический способ состоит из нескольких этапов: обогащения, обжига, плавки на штейн, продувки в конвертере, рафинирования. Для обогащения медных руд используется метод флотации (основан на использовании различной смачиваемости медьсодержащих частиц и пустой породы), который позволяет получать медный концентрат, содержащий от 10 до 35 % меди. Медные руды и концентраты с большим содержанием серы подвергаются окислительному обжигу. В процессе нагрева концентрата или руды до 700—800 °C в присутствии кислорода воздуха, сульфиды окисляются и содержание серы снижается почти вдвое от первоначального. Обжигают только бедные (с содержанием меди от 8 до 25 %) концентраты, а богатые (от 25 до 35 % меди) плавят без обжига. После обжига руда и медный концентрат подвергаются плавке на штейн, представляющий собой сплав, содержащий сульфиды меди и железа. Штейн содержит от 30 до 50 % меди, 20-40 % железа, 22-25 % серы, кроме того, штейн содержит примеси никеля, цинка, свинца, золота, серебра. Чаще всего плавка производится в пламенных отражательных печах. Температура в зоне плавки 1450 °C. С целью окисления сульфидов и железа, полученный медный штейн подвергают продувке сжатым воздухом в горизонтальных конвертерах с боковым дутьём. Образующиеся окислы переводят в шлак. Температура в конвертере составляет 1200—1300 °C. Интересно, что тепло в конвертере выделяется за счёт протекания химических реакций, без подачи топлива. Таким образом, в конвертере получают черновую медь, содержащую 98,4 — 99,4 % меди, 0,01 — 0,04 % железа, 0,02 — 0,1 % серы и небольшое количество никеля, олова, сурьмы, серебра, золота. Эту медь сливают в ковш и разливают в стальные изложницы или на разливочной машине. Далее, для удаления вредных примесей, черновую медь рафинируют (проводят огневое, а затем электролитическое рафинирование). Сущность огневого рафинирования черновой меди заключается в окислении примесей, удалении их с газами и переводе в шлак. После огневого рафинирования получают медь чистотой 99,0 — 99,7 %. Её разливают в изложницы и получают чушки для дальнейшей выплавки сплавов (бронзы и латуни) или слитки для электролитического рафинирования. Электролитическое рафинирование проводят для получения чистой меди (99,95 %). Электролиз проводят в ваннах, где анод — из меди огневого рафинирования, а катод — из тонких листов чистой меди. Электролитом служит водный раствор. При пропускании постоянного тока анод растворяется, медь переходит в раствор, и, очищенная от примесей, осаждается на катодах. Примеси оседают на дно ванны в виде шлака, который идёт на переработку с целью извлечения ценных металлов. Катоды выгружают через 5-12 дней, когда их масса достигнет от 60 до 90 кг. Их тщательно промывают, а затем переплавляют в электропечах.
Источник: Википедия
Другие заметки по химии
меди | Использование, свойства и факты
медь
Посмотреть все СМИ
Ключевые люди:
Джеймс Дуглас Маркус Дейли Уильям Э. Додж Сэр Честер Битти Йохан Готлиб Ган
Похожие темы:
обработка меди солнечная батарея CIGS нейзильбер медная работа медно-порфировое месторождение
Просмотреть весь соответствующий контент →
Резюме
Прочтите краткий обзор этой темы
Следуйте за медью из сырой породы в карьерах для плавки, преобразования и рафинирования в анодные пластины
Просмотреть все видео для этой статьи
медь (Cu) , химический элемент, красноватый, чрезвычайно пластичный металл группы 11 ( Ib) таблицы Менделеева, который является необычно хорошим проводником электричества и тепла. Медь встречается в природе в свободном металлическом состоянии. Эта самородная медь была впервые использована (ок. 8000 г. до н.э.) в качестве заменителя камня людьми эпохи неолита (новый каменный век). Металлургия зародилась в Месопотамии, когда медь отливали в формах (ок. 4000 г. до н. э.), превращали в металл из руд с помощью огня и древесного угля и преднамеренно сплавляли с оловом в виде бронзы (ок. 3500 г. до н. э.). Римские поставки меди почти полностью происходили с Кипра. Он был известен как aes Cyprium , «кипрский металл», сокращенный до cyprium , а затем преобразованный в cuprum . См. также бронзу .
Element Properties
atomic number
29
atomic weight
63.546
melting point
1,083 °C (1,981 °F)
boiling point
2,567 ° C (4653 °F)
плотность
8.96 at 20 °C (68 °F)
valence
1, 2
electron configuration
2-8-18-1 or (Ar)3 d 10 4 s 1
Самородная медь встречается во многих местах как первичный минерал в базальтовых лавах, а также в виде восстановленных соединений меди, таких как сульфиды, арсениды, хлориды и карбонаты. (О минералогических свойствах меди см. таблица самородных элементов.) Медь встречается в сочетании со многими минералами, такими как халькозин, халькопирит, борнит, куприт, малахит и азурит. Он присутствует в золе водорослей, во многих морских кораллах, в печени человека, во многих моллюсках и членистоногих. Медь играет такую же роль транспорта кислорода в гемоцианине голубокровных моллюсков и ракообразных, как железо в гемоглобине краснокровных животных. Медь, присутствующая в организме человека в качестве микроэлемента, помогает катализировать образование гемоглобина. Медно-порфировое месторождение в Андах Чили является крупнейшим известным месторождением этого минерала. К началу 21 века Чили стала ведущим мировым производителем меди. Другими крупными производителями являются Перу, Китай и США.
Медь в промышленных масштабах производится в основном путем плавки или выщелачивания, обычно с последующим электроосаждением из сульфатных растворов. Подробное описание производства меди см. в разделе обработка меди. Большая часть производимой в мире меди используется электротехнической промышленностью; большая часть остатка соединяется с другими металлами, образуя сплавы. (Это также технологически важно в качестве гальванического покрытия.) Важными сериями сплавов, в которых медь является основным компонентом, являются латуни (медь и цинк), бронзы (медь и олово) и мельхиоры (медь, цинк и никель, нет). Серебряный). Есть много полезных сплавов меди и никеля, в том числе монель; два металла полностью смешиваются. Медь также образует важную серию сплавов с алюминием, называемых алюминиевыми бронзами. Бериллиевая медь (2 процента бериллия) — необычный медный сплав, который можно упрочнить термической обработкой. Медь входит в состав многих монетных металлов. Долгое время после того, как бронзовый век перешел в железный век, медь оставалась вторым металлом по использованию и важности после железа. К 19Однако к 60-м годам более дешевый и доступный алюминий отодвинулся на второе место в мировом производстве.
Производство и запасы меди
страна
добыча на руднике в 2016 г. (метрические тонны)*
% мировой добычи полезных ископаемых
доказанные запасы 2016 г. (метрические тонны)*
% мировых доказанных запасов
*Оцененный.
** Из-за округления данные не складываются в общую сумму.
Источник: Министерство внутренних дел США, Сводные данные о минеральном сырье, 2017 г.
Чили
5 500 000
28,4
210 000 000
29,2
Перу
2 300 000
11,9
81 000 000
11. 3
Китай
1 740 000
9,0
28 000 000
3,9
Соединенные Штаты
1 410 000
7.3
35 000 000
4.9
Австралия
970 000
5,0
89 000 000
12,4
Конго (Киншаса)
910 000
4.7
20 000 000
2,8
Замбия
740 000
3,8
20 000 000
7. 4
Канада
720 000
3,7
11 000 000
1,5
Россия
710 000
3,7
30 000 000
4.2
Мексика
620 000
3.2
46 000 000
6.4
другие страны
3 800 000
19,6
150 000 000
20,8
мировой итог
19 400 000**
100**
720 000 000
100**
Медь — один из самых пластичных металлов, не особо прочный и твердый. Прочность и твердость заметно увеличиваются при холодной обработке из-за образования удлиненных кристаллов той же гранецентрированной кубической структуры, которая присутствует в более мягкой отожженной меди. Обычные газы, такие как кислород, азот, двуокись углерода и двуокись серы, растворяются в расплавленной меди и сильно влияют на механические и электрические свойства затвердевшего металла. Чистый металл уступает только серебру по тепло- и электропроводности. Природная медь представляет собой смесь двух стабильных изотопов: меди-63 (690,15%) и меди-65 (30,85%).
Britannica Викторина
118 Названия и символы периодической таблицы Викторина
Элементарная викторина по фундаментальным вопросам.
Поскольку медь находится ниже водорода в электродвижущем ряду, она не растворяется в кислотах с выделением водорода, хотя будет реагировать с окисляющими кислотами, такими как азотная и горячая концентрированная серная кислота. Медь противостоит действию атмосферы и морской воды. Однако длительное воздействие воздуха приводит к образованию тонкого зеленого защитного покрытия (патины), которое представляет собой смесь гидроксокарбоната, гидроксосульфата и небольшого количества других соединений. Медь является умеренно благородным металлом, не подверженным влиянию неокисляющих или не образующих комплексов разбавленных кислот в отсутствие воздуха. Однако он легко растворяется в азотной и серной кислотах в присутствии кислорода. Он также растворим в водном аммиаке или цианиде калия в присутствии кислорода из-за образования при растворении очень устойчивых цианокомплексов. Металл будет реагировать при красном калении с кислородом с образованием оксида меди CuO, а при более высоких температурах — оксида меди Cu9.0293 2 O. Реагирует при нагревании с серой с образованием сульфида меди Cu 2 S.
Почему некоторые элементы в Периодической таблице представлены буквами, которые не имеют четкой связи с их названиями?
Ежедневные загадки
Забавные научные факты из Библиотеки Конгресса
« Назад на страницу химии
Ответить
Некоторые элементы были известны еще в древности и поэтому носят свои латинские названия.
Периодическая таблица. 2019. Фото Н. Ханачек. Национальный институт стандартов и технологий (NIST).
Одиннадцать элементов представлены в периодической таблице буквами, не соответствующими их названиям:
Натрий (Na – Natrium)
Калий (K – Kalium)
Железо (Fe – Ferrum)
Медь (Cu – Cuprum)
Серебро (Ag – Argentum)
Олово (Sn – Stannum)
Сурьма (Sb – Stibium)
Вольфрам (W – Wolfram)
Золото (Au – Aurum)
Ртуть (Hg – Hydrargyrum)
Свинец (Pb – Plumbum)
Латинские имена. Некоторые имена также привели к другим словам, которые распространены в английском языке. Например, от слова «Plumbum» на латыни «свинец» (Pb) мы получили слова «сантехник» и «сантехника», потому что свинец веками использовался в водопроводных трубах.
Другие имена имеют другое происхождение. Например, Hydrargyrum, латинское название Меркурия (Hg), было взято из оригинального греческого Hydrargyros, что означало «водяное серебро». Также исторически известная как «ртуть», элементарная ртуть представляет собой блестящий серебряный металл, который является жидким при комнатной температуре.
Таблица типов элементов и объяснение табличек с указанием различных химических элементов и их атомных весов. Между 1808-1827 гг. В Новая система химической философии Джона Далтона. Отдел эстампов и фотографий Библиотеки Конгресса.
Вольфрам получил свой символ W от своего немецкого названия Wolfram. Вольфрам получают из вольфрамита, который был одной из руд, в которой чаще всего находили вольфрам. Само название Tungsten на самом деле шведское и переводится на английский как «тяжелый камень».
Слово «калий» происходит от английского «pot ash», которое использовалось для выделения солей калия. Мы получаем K от названия kalium, данного немецким химиком Мартином Генрихом Клапротом, которое происходит от щелочи, происходящей от арабского al-qalyah, или «растительный пепел».
Этимология названий элементов может увлечь вас в фантастическое приключение, и вы можете быть удивлены тем, где вы окажетесь. В разделе «Дополнительная литература» вы найдете книги по истории химических элементов.
Периодическая таблица элементов. PubChem, Национальная медицинская библиотека США (NLM), Национальный центр биотехнологической информации, Национальные институты здравоохранения.
Опубликовано: 05.05.2020. Автор: Справочно-научный отдел Библиотеки Конгресса
.
Похожие сайты
Как элементы получили свои имена
Внешний
(Журнал Discover) — содержит статью и инфографику, помогающие объяснить, откуда берутся названия элементов.
Как элементы получили свои имена
Внешний
(PBS) — В этом видео объясняется, как элементы получили свои имена.
Происхождение названий элементалей
Внешний
(Школьный совет округа Верхней Канады) — Простой список языков и значений названий элементов.
Странности элементов: объяснение 11 сбивающих с толку химических символов
Внешний
(Сложные проценты) — исследует, как 11 химических символов, обсуждаемых в этой повседневной тайне, получили свои названия.
Интерактивная периодическая таблица
(Национальная лаборатория Айдахо) — интерактивная периодическая таблица в Интернете, которая предлагает всплывающую информацию о каждом известном элементе.
Дополнительная литература
Уильямс, Хью. Периодические рассказы: культурная история элементов, от мышьяка до цинка. Нью-Йорк, Экко, 2011 г.
CHS 159×10 | ЕН 10210-2 | Кондеса | Свойства поперечного сечения и анализ
Цельсия 355 CHS
я
ЕН 10210-2:2006-04
Корус
Горячедеформированные круглые полые профили
Горячекатаный
Цельсия 355 CHS
я
ЕН 10210-2:2006-04
Тата Сталь
Горячедеформированные круглые полые профили
Горячекатаный
Цельсия CHS
i
ЕН 10210-2:2006-04
Корус
Горячедеформированные круглые полые профили
Горячекатаный
ЕН 10219-2:1997
Континентальная сталь
Холодногнутые круглые полые профили
Холоднокатаный
—
Акос Континенте
Холодногнутые круглые полые профили
Холоднокатаный
—
Хемпель Металс
Горячедеформированные круглые полые профили
Горячекатаный
—
Макстил
Холодногнутые круглые полые профили
Холоднокатаный
—
Руукки
Холодногнутые круглые полые профили
Холоднокатаный
—
СТИ
Холодногнутые круглые полые профили
Холоднокатаный
АНСИ Б 36. 10М
—
Горячедеформированные круглые полые профили
Горячекатаный
АНСИ Б 36.19М
—
Горячедеформированные круглые полые профили
Горячекатаный
БС ЕН 10210-2:2006
Британская сталь
Горячедеформированные круглые полые профили
Горячекатаный
БС ЕН 10219-2:2006
Британская сталь
Холодногнутые круглые полые профили
Холоднокатаный
ЧСН 42 5715. 01
Ферона
Горячедеформированные круглые полые профили
Горячекатаный
ЧСН 42 5738
Ферона
Горячедеформированные круглые полые профили
Горячекатаный
ЧСН 42 6711.21
Ферона
Горячедеформированные круглые полые профили
Горячекатаный
ЧСН ЕН 10217
Ферона
Горячедеформированные круглые полые профили
Горячекатаный
ДИН 2391
Ферона
Горячедеформированные круглые полые профили
Горячекатаный
ДИН 2448
—
Горячедеформированные круглые полые профили
Горячекатаный
ДИН 2458
—
Холодногнутые круглые полые профили
Холоднокатаный
ДИН 2458
Ферона
Холодногнутые круглые полые профили
Холоднокатаный
ДИН 2917
—
Горячедеформированные круглые полые профили
Горячекатаный
ДИН ЕН 10220
—
Горячедеформированные круглые полые профили
Горячекатаный
ЕН 10210-2
Кондеса
Горячедеформированные круглые полые профили
Горячекатаный
ЕН 10210-2
Ферона
Горячедеформированные круглые полые профили
Горячекатаный
ЕН 10210-2:1997
—
Горячедеформированные круглые полые профили
Горячекатаный
ЕН 10210-2:1997
Континентальная сталь
Горячедеформированные круглые полые профили
Горячекатаный
ЕН 10210-2:2006-04
—
Горячедеформированные круглые полые профили
Горячекатаный
ЕН 10219-2
Кондеса
Холодногнутые круглые полые профили
Холоднокатаный
ЕН 10219-2
Ферона
Холодногнутые круглые полые профили
Холоднокатаный
ЕН 10219-2:1997
—
Холодногнутые круглые полые профили
Холоднокатаный
ЕН 10219-2:2006-04
—
Холодногнутые круглые полые профили
Холоднокатаный
ЕН 10220
Ферона
Горячедеформированные круглые полые профили
Горячекатаный
ГБ/т 17395-2008
—
Холодногнутые круглые полые профили
Холоднодеформированный
ГБ/т 6728-2002
—
Холодногнутые круглые полые профили
Холоднокатаный
ГБ/т 6728-2017
—
Холодногнутые круглые полые профили
Холоднокатаный
ГОСТ 10704-91
—
Холодногнутые круглые полые профили
Холоднокатаный
ГОСТ 8732-78
—
Горячедеформированные круглые полые профили
Горячекатаный
ГОСТ 8734-75
—
Холодногнутые круглые полые профили
Холоднокатаный
ЕСТЬ
—
Горячедеформированные круглые полые профили
Горячекатаный
ИС 1161-1998
—
Горячедеформированные круглые полые профили
Горячекатаный
ИС 3601-2006
—
Горячедеформированные круглые полые профили
Горячекатаный
ИСО 4200:1991
—
Горячедеформированные круглые полые профили
Горячекатаный
ПН ЗП 425717
Ферона
Горячедеформированные круглые полые профили
Горячекатаный
CHS (старая версия)
и
—
Британская сталь
Горячедеформированные круглые полые профили
Горячекатаный
АСМЭ Б 16. 9:2003
—
Трубные секции DN
—
АСМЭ Б 36.10М: 2004
—
Трубные секции DN
—
АСМЭ Б 36.19М: 2004
—
Трубные секции DN
—
ЧСН 42 5710
Ферона
Трубные секции DN
—
ЧСН 42 5711
Ферона
Трубные секции DN
—
ДИН 2448
—
Отрезки труб DN
—
ДИН 2458
—
Трубные секции DN
—
ДИН 2605-1
—
Трубные секции DN
—
ДИН 2605-2
—
Трубные секции DN
—
ДИН ИСО 4200
—
Трубные секции DN
—
ЕН 10220:2002-12
—
Трубные секции DN
—
EN 10253-2:2007 (Тип А)
—
Трубные секции DN
—
EN 10253-2:2007 (тип B)
—
Трубные секции DN
—
ЕН 10255
Ферона
Трубные секции DN
—
НБР 5580:2002
—
Трубные секции DN
—
DuraGal CHS
и
КАК 4100-1998
OneSteel
Холодногнутые круглые полые профили
Холоднокатаный
Galtube CHS
и
КАК/НЗС 4600
OneSteel
Холодногнутые круглые полые профили
Холоднокатаный
Хайбокс 355 CHS
и
ЕН 10219-2:2006-04
Тата Сталь
Холодногнутые круглые полые профили
Холоднокатаный
Hybox CHS
и
ЕН 10219-2:2006-04
Корус
Холодногнутые круглые полые профили
Холоднокатаный
Джамбо CHS
и
ДЖИС Г 3136
Корус
Горячедеформированные круглые полые профили
Горячекатаный
МШ КХП
и
ДИН ЕН 10210-2:2006
Валлорек и Маннесманн
Горячедеформированные круглые полые профили
Горячекатаный
МШРунд
и
ДИН 59410:1974-05
Маннесманн
Горячедеформированные круглые полые профили
Горячекатаный
МШРунд
и
ЕН 10210-2:1997
Маннесманн
Горячедеформированные круглые полые профили
Горячекатаный
АСМЭ Б 16. 9:2003
—
Секции труб НПС
—
АСМЭ Б 36.10М: 2004
—
Секции труб НПС
—
АСМЭ Б 36.19М: 2004
—
Секции труб НПС
—
НБР 5590:1995
—
Секции труб НПС
—
NPS (Таблица 17)
i
АДМ 2020
—
Секции труб НПС
—
NPS (Таблица 22)
i
АДМ 2015
—
Секции труб НПС
—
ИМКА
—
Горячедеформированные круглые полые профили
Горячекатаный
НД (Таблица 16)
i
АДМ 2020
—
Холодногнутые круглые полые профили
Холоднокатаный
НД (Таблица 21)
i
АДМ 2015
—
Холодногнутые круглые полые профили
Холоднокатаный
Труба (ASTM A53)
и
CAN/CSA-G40. 20
—
Холодногнутые круглые полые профили
Холоднокатаный
Труба STD
и
КИСЦ 12
—
Горячедеформированные круглые полые профили
Горячекатаный
Труба XS
i
КИСЦ 12
—
Горячедеформированные круглые полые профили
Горячекатаный
Труба XXS
i
КИСЦ 12
—
Горячедеформированные круглые полые профили
Горячекатаный
Трубы
и
ЕСТЬ
—
Горячедеформированные круглые полые профили
Горячекатаный
Трубы Станд.
и
АИС 13
—
Холодногнутые круглые полые профили
Холоднокатаный
Трубы Станд.
и
АИС 14
—
Холодногнутые круглые полые профили
Холоднокатаный
Трубы Станд.
и
МАИС 15
—
Холодногнутые круглые полые профили
Холоднокатаный
Трубы стандарт.
и
АИС 9
—
Холодногнутые круглые полые профили
Холоднокатаный
Трубы x-Strong
i
АИС 13
—
Холодногнутые круглые полые профили
Холоднокатаный
Трубы x-Strong
я
АИС 14
—
Холодногнутые круглые полые профили
Холоднокатаный
Трубы x-Strong
i
МАИС 15
—
Холодногнутые круглые полые профили
Холоднокатаный
Трубы x-Strong
i
АИСК 9
—
Холодногнутые круглые полые профили
Холоднокатаный
Трубы xx-Strong
i
АИС 13
—
Холодногнутые круглые полые профили
Холоднокатаный
Трубы xx-Strong
i
АИС 14
—
Холодногнутые круглые полые профили
Холоднокатаный
Трубы xx-Strong
i
МАИС 15
—
Холодногнутые круглые полые профили
Холоднокатаный
Трубы xx-Strong
i
АИС 9
—
Холодногнутые круглые полые профили
Холоднокатаный
ЕН 10220
СЗС
Горячедеформированные круглые полые профили
Горячекатаный
Круглый HSS
i
АИС 13
—
Холодногнутые круглые полые профили
Холоднокатаный
Круглый HSS
и
АИС 14
—
Холодногнутые круглые полые профили
Холоднокатаный
Круглый HSS
i
МАИС 15
—
Холодногнутые круглые полые профили
Холоднокатаный
Круглый HSS
i
CAN/CSA-G40. 20
—
Холодногнутые круглые полые профили
Холоднокатаный
Круглая быстрорежущая сталь (A1085)
и
МАИС 15
—
Холодногнутые круглые полые профили
Холоднокатаный
Круглая быстрорежущая сталь (ASTM A500)
i
CAN/CSA-G40.20
—
Холодногнутые круглые полые профили
Холоднокатаный
Круглая быстрорежущая сталь (ASTM A500)
i
КИСЦ 12
—
Холодногнутые круглые полые профили
Холоднокатаный
Круглая быстрорежущая сталь (CISC 12)
i
КИСЦ 12
—
Холодногнутые круглые полые профили
Холоднокатаный
Трубопровод CHS
i
КАК 4100-1998
OneSteel
Холодногнутые круглые полые профили
Холоднокатаный
Пароизоляционная труба со стальной оболочкой-Hebei Baoli Thermal Pipeline Engineering Co.
, Ltd.
Пароизоляционная труба со стальной оболочкой
Стальной корпус стальной паровой трубы
введение
параметр
технические характеристики
Этот продукт в основном используется для отопления и транспортировки пара. Трубопровод проложен в подземной грунтовой среде, что не оказывает воздействия на проезжающий по дороге транспорт и окружающую растительность. Это предпочтительный трубопровод для городского теплоснабжения. Он имеет много преимуществ, таких как надежная конструкция, удобная конструкция, хороший эффект сохранения тепла, незначительное воздействие на окружающую среду, длительный срок службы и так далее. Он широко используется. В коммунальном отоплении, промышленном оборудовании, бумажной, текстильной, нефтехимической и других отраслях промышленности.
О
Транспортер
Перегретый пар, насыщенный пар, масло-теплопровод и т. д.
Расчетное давление
Когда P меньше 2,5 МПа (P > 2,5 МПа, наша компания может настроить производство отдельно).
Расчетная температура
Если Т меньше 350 С (Т > 350 С), то можем изготовить отдельно.
Представительский стандарт
CJ/T200-2004, CJ/T246-2007, CJ28-2004
срок службы
Более 30 лет
jpg»>
параметр
1) рабочая стальная труба Тип стальной трубы (опция): бесшовная жидкостная труба и спиральная стальная труба, сваренная дуговой сваркой под флюсом. 2) изоляционный слой Типы материалов (опционально): безасбестовый микропористый силикат кальция, высокотемпературная центробежная стекловата, алюмосиликат, наноаэрогель, минеральная вата 3) стальная труба кожуха Тип стальной трубы (опционально): сварка дугой под флюсом спиральная стальная труба и прямошовная сварная труба. 4) внешнее антикоррозийное покрытие Тип антикоррозионного покрытия (опционально): пять масел три ткани, полимочевина спрей, 3PE, эпоксидная смола, растворимый эпоксидный порошок.
технические характеристики
Технические характеристики (мм)
Внешний диаметр рабочей стальной трубы X толщина стенки (мм)
Наружный диаметр наружной стальной трубы X толщина стенки (мм)
Толщина изоляционного слоя (мм)
Масса (мм)
Длина поставки L (мм)
бесшовная / сварная труба
Спиральная трубка
57/219
57 х 3,5
219 х 6
Шестьдесят
Тридцать шесть
6400/12400
—
76/273
76 х 4
273 х 6
Шестьдесят пять
Сорок семь
6400/12400
—
89/273
89 х 4,5
273 х 6
Семьдесят
Пятьдесят
6400/12400
—
108/325
108 x 4,5
325 х 7
Семьдесят
Шестьдесят семь
6400/12400
—
133/377
133 x 4,5
377 х 7
Восемьдесят
Семьдесят девять
6400/12400
—
159/377
159 х 6
377 х 7
Восемьдесят пять
Восемьдесят восемь
6400/12400
—
219/478
219 х 6
478 х 7
Сто
Сто восемнадцать
6400/12400
Двенадцать тысяч
273/529
273 х 6
529 х 7
Сто пять
сто тридцать
6400/12400
Двенадцать тысяч
325/630
325 х 7
630 х 8
Сто двадцать пять
Сто семьдесят восемь
6400/12400
Двенадцать тысяч
377/720
377 х 7
720 х 8
Сто сорок
Двести тридцать девять
6400/12400
Двенадцать тысяч
426/820
426 х 7
820 х 9
Сто сорок
Двести семьдесят три
6400/12400
Двенадцать тысяч
478/820
478 х 7
820 х 9
сто сорок
Двести восемьдесят семь
6400/12400
Двенадцать тысяч
529/920
529 х 7
920 х 9
Сто шестьдесят пять
Триста пятнадцать
6400/12400
Двенадцать тысяч
630/1020
630 х 8
1020 х 10
Сто шестьдесят пять
Триста семьдесят два
6400/12400
Двенадцать тысяч
720/1120
720 х 10
1120 х 11
Сто семьдесят
Пятьсот тридцать три
—
Двенадцать тысяч
820/1220
820 х 10
1220 х 12
Сто семьдесят
Пятьсот пятьдесят восемь
—
Двенадцать тысяч
920/1320
920 х 10
1320 х 14
Сто семьдесят
Шестьсот семьдесят пять
—
Двенадцать тысяч
1020/1420
1020 х 10
1420 x 14
Сто семьдесят
Семьсот тридцать четыре
—
Двенадцать тысяч
Примечание: Спецификация продукта в этой таблице предназначена для нашей компании, а фактический продукт является фактическим образцом.
 Припой полностью заполняет пустоты, образовавшиеся в процессе диффузии. Сплавы и металлы имеют более низкие температурные показатели, чем элементы пайки. И чем меньшую температуру нагрева имеет припой ПОС 30, 60 или 61, тем больше прочность в области пайки.
Припой полностью заполняет пустоты, образовавшиеся в процессе диффузии. Сплавы и металлы имеют более низкие температурные показатели, чем элементы пайки. И чем меньшую температуру нагрева имеет припой ПОС 30, 60 или 61, тем больше прочность в области пайки.


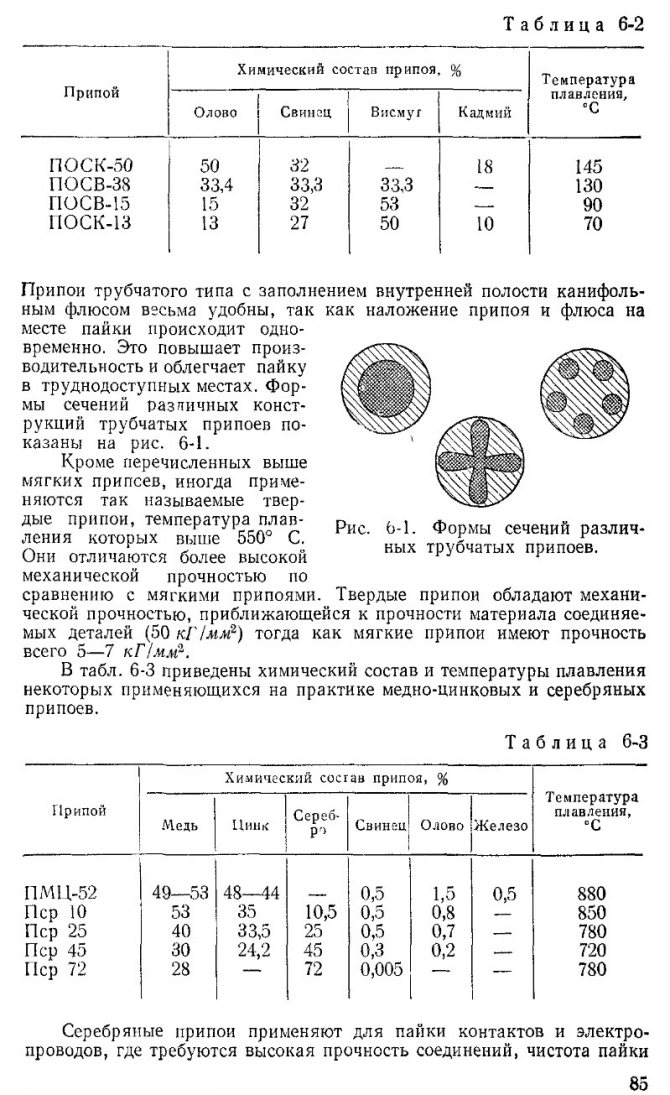

 сопротивление разрыву, кгс/мм2
сопротивление разрыву, кгс/мм2

 сопротивление разрыву, кгс/мм2
сопротивление разрыву, кгс/мм2
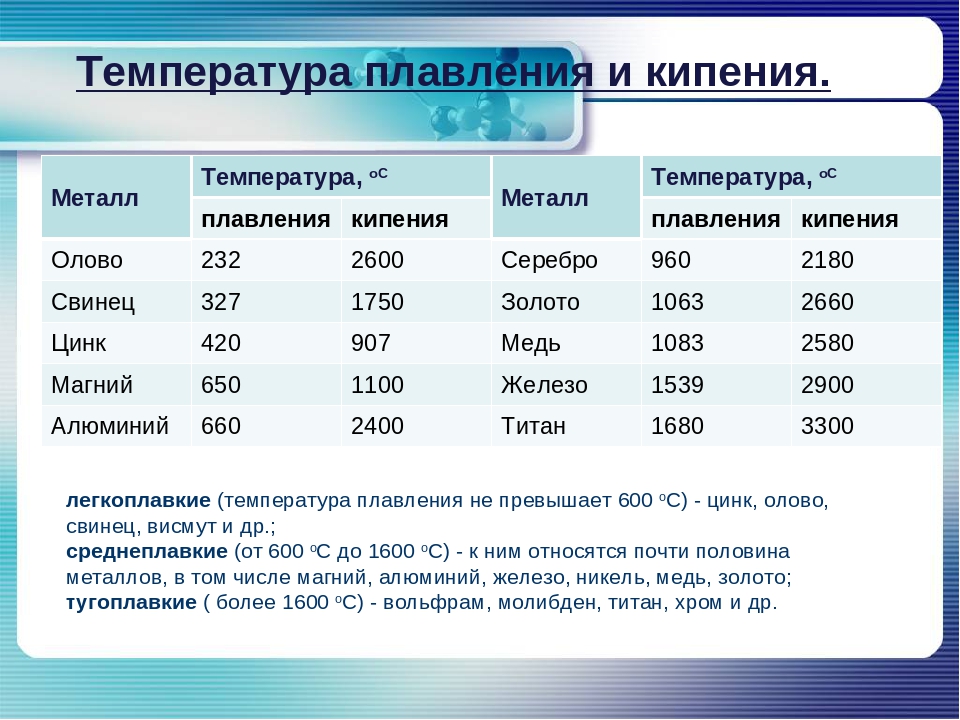
 сопротивление разрыву, кгс/мм2
сопротивление разрыву, кгс/мм2



 jpg» bgcolor=»#85c0fe»/>
jpg» bgcolor=»#85c0fe»/> ,LTD, КореяAdentatec, ГерманияAERS med, РоссияAjaxdent, КитайAl Dente, ГерманияAlphadent N.V БельгияAluwax DentalALUWAX DENTAL PRODUCTS COMPANYAmerican OrthodonticsAnexdent, ГерманияAnsell (UK), МалайзияARKONA, ПольшаArma Dental, ТурцияArtimax, СШАASA Dental, ИталияAstar, КитайAURA-Dent, ГерманияBANDELIN, ГерманияBaumann-Dental, ГерманияBausch, ГерманияBecoolBEGO, ГерманияBEIYUAN, ChinaBILKIM CO. LTD. ТурцияBio-Art, БразилияBiomed, ГерманияBioXtra, БельгияBISCO, СШАBK-Medent, Южная КореяBonart Co., Ltd., Тайваньbredent, ГерманияBuffalo DentalBUSCH, ГерманияC-Dental Product, СШАCATTANICEKA, БельгияCELIT, РоссияCentrixCERTUSChangshu Yinuo Medical Articles Co.,LtdChifa, ПольшаChinaCODYSON, Гонг КонгColtene, ШвейцарияComDent, UKda Vinci GmbH, ГерманияDeguDent GmbHDeltalab, USADenjoy Dental, КитайDenJoy, КНРDENKEN KDF Co.,Ltd. ЯпонияDENKEN KDF, ЯпонияDenSply Company, СШАDental-Union GmbH, ГерманияDentaldepoDENTAURUM, ГерманияDentLight, СШАDENTOS Inc. КореяDENTSPLY GACDENTSPLY MailleferDetax, ГерманияDFS — DIAMON GmbH, ГерманияDiagram s.
,LTD, КореяAdentatec, ГерманияAERS med, РоссияAjaxdent, КитайAl Dente, ГерманияAlphadent N.V БельгияAluwax DentalALUWAX DENTAL PRODUCTS COMPANYAmerican OrthodonticsAnexdent, ГерманияAnsell (UK), МалайзияARKONA, ПольшаArma Dental, ТурцияArtimax, СШАASA Dental, ИталияAstar, КитайAURA-Dent, ГерманияBANDELIN, ГерманияBaumann-Dental, ГерманияBausch, ГерманияBecoolBEGO, ГерманияBEIYUAN, ChinaBILKIM CO. LTD. ТурцияBio-Art, БразилияBiomed, ГерманияBioXtra, БельгияBISCO, СШАBK-Medent, Южная КореяBonart Co., Ltd., Тайваньbredent, ГерманияBuffalo DentalBUSCH, ГерманияC-Dental Product, СШАCATTANICEKA, БельгияCELIT, РоссияCentrixCERTUSChangshu Yinuo Medical Articles Co.,LtdChifa, ПольшаChinaCODYSON, Гонг КонгColtene, ШвейцарияComDent, UKda Vinci GmbH, ГерманияDeguDent GmbHDeltalab, USADenjoy Dental, КитайDenJoy, КНРDENKEN KDF Co.,Ltd. ЯпонияDENKEN KDF, ЯпонияDenSply Company, СШАDental-Union GmbH, ГерманияDentaldepoDENTAURUM, ГерманияDentLight, СШАDENTOS Inc. КореяDENTSPLY GACDENTSPLY MailleferDetax, ГерманияDFS — DIAMON GmbH, ГерманияDiagram s. r.l, ИталияDIANJINDIRECTA AB, ШвецияDISPOLAND, РоссияDIXONDR HOPF, ГерманияDr. Rudolf Liebe Nachf. GmbH & Co. KG. ГерманияDr.HINZ DENTALDreve Dentamid GmbH, ГерманияEdenta, ШвейцарияEisenbacher, ГерманияEKOM, СловакияEluan, КитайERGOTRONICAErkodent, ГерманияERNST HINRICHS GmbH, ГерманияEschenbach, ГерманияESRO AG, ШвейцарияEUR-MEDEURONDAEuroTypeEVE, ГерманияEverall7, ПольшаEVIDSUN, РоссияEvolonEZO, JAPANFABRI, РоссияFATIH, ТурцияFINO, ГерманияFittydent International, АвстрияForestadentFormlabs, СШАFormula, ГерманияForum Engineering Technologies Ltd, ИзраильForum Technologies, ИзраильForum, ИзраильFOSHAN COXO MEDICAL INSTRUMENT CO., LTDfrasacoG&H EuropaG&H OrthodonticsG.S.V.DenSply, USAGabriel AsulinGAC OrthodonticsGC OrthodonticsGC Orthodontics, ГерманияGC, ЯпонияGCOGILIGA,ТайваньGingi-Pack, СШАGlasSpanGmbHGraphy Inc.Gravitonus IncGUGLIELMI S.p.A. ITALYGum Spa, ИзраильHager & Werken, ГерманияHAHNENKRATT GmbHHanel, ГерманияHanil, КореяHarald Nordin, ШвейцарияHarvestDentalHARZ Labs, РоссияHATHO, ГерманияHeraeus Kulzer, ГерманияHLW, ГерманияHoffmann’s, ГерманияHORICO, ГерманияHPdentHRS Silicone TechnologyHUBIT, КореяHuge Dental, КитайINTEGRA, USAInterbros GmbH, ГерманияInterdent, СловенияInvestaIvoclar Vivadent, ГерманияIvoclar Vivadent, ЛихтенштейнIvoclar, ЛихтенштейнJNBJNB, ИндонезияKagayaki, РоссияKamemizu Chemical Industry, ЯпонияKemdent, ВеликобританияKENDA, ЛихтенштейнKerr, USAKettenbach, ГерманияKeystone, СШАKFAT, ChinaKiefer Dental, ГерманияKIKUTANI, ЯпонияKlema, АвстрияKOMET, ГерманияKraft, АЭKRISTI, РоссияKuraray Noritake, ЯпонияKWI, ТайваньLANCER, CШАLatusLeone, ИталияLewa Dental, ГерманияLIRA,ГерманияLM-Instruments, ФинляндияLOT, РоссияLV-RUDENT, РоссияM.
r.l, ИталияDIANJINDIRECTA AB, ШвецияDISPOLAND, РоссияDIXONDR HOPF, ГерманияDr. Rudolf Liebe Nachf. GmbH & Co. KG. ГерманияDr.HINZ DENTALDreve Dentamid GmbH, ГерманияEdenta, ШвейцарияEisenbacher, ГерманияEKOM, СловакияEluan, КитайERGOTRONICAErkodent, ГерманияERNST HINRICHS GmbH, ГерманияEschenbach, ГерманияESRO AG, ШвейцарияEUR-MEDEURONDAEuroTypeEVE, ГерманияEverall7, ПольшаEVIDSUN, РоссияEvolonEZO, JAPANFABRI, РоссияFATIH, ТурцияFINO, ГерманияFittydent International, АвстрияForestadentFormlabs, СШАFormula, ГерманияForum Engineering Technologies Ltd, ИзраильForum Technologies, ИзраильForum, ИзраильFOSHAN COXO MEDICAL INSTRUMENT CO., LTDfrasacoG&H EuropaG&H OrthodonticsG.S.V.DenSply, USAGabriel AsulinGAC OrthodonticsGC OrthodonticsGC Orthodontics, ГерманияGC, ЯпонияGCOGILIGA,ТайваньGingi-Pack, СШАGlasSpanGmbHGraphy Inc.Gravitonus IncGUGLIELMI S.p.A. ITALYGum Spa, ИзраильHager & Werken, ГерманияHAHNENKRATT GmbHHanel, ГерманияHanil, КореяHarald Nordin, ШвейцарияHarvestDentalHARZ Labs, РоссияHATHO, ГерманияHeraeus Kulzer, ГерманияHLW, ГерманияHoffmann’s, ГерманияHORICO, ГерманияHPdentHRS Silicone TechnologyHUBIT, КореяHuge Dental, КитайINTEGRA, USAInterbros GmbH, ГерманияInterdent, СловенияInvestaIvoclar Vivadent, ГерманияIvoclar Vivadent, ЛихтенштейнIvoclar, ЛихтенштейнJNBJNB, ИндонезияKagayaki, РоссияKamemizu Chemical Industry, ЯпонияKemdent, ВеликобританияKENDA, ЛихтенштейнKerr, USAKettenbach, ГерманияKeystone, СШАKFAT, ChinaKiefer Dental, ГерманияKIKUTANI, ЯпонияKlema, АвстрияKOMET, ГерманияKraft, АЭKRISTI, РоссияKuraray Noritake, ЯпонияKWI, ТайваньLANCER, CШАLatusLeone, ИталияLewa Dental, ГерманияLIRA,ГерманияLM-Instruments, ФинляндияLOT, РоссияLV-RUDENT, РоссияM. P.F. Brush Company, ГрецияMade in GermanyMade in ItaliyMaillefer, ШвейцарияManfredi, ИталияMANI, ЯпонияMASELMatrix, МалазияMatsuoka Meditech Corp. ЯпонияMedicNRG, ИзраильMESA, ИталияMESTRA, ИспанияMicerium S.p.A, ИталияMicrotecnor, ИталияMiltex® IntegraMIRADENT, Германияmodel-tray GmbH, GermanyMotyl® ГерманияMueller-OmicronMyerson, СШАMyofunctional Research Co.N&V, БельгияNARDI, ИталияNew Ancorvis s.r.l. ITALYNobilium, СШАNovah, ChinaNTI, ГерманияNUXEN, АргентинаOMEGATECH DP, ГерманияOmniDent, ГерманияOne Drop Only GmbH, ГерманияOp-d-Op, СШАOpticaLaser, БолгарияOral-B, ВеликобританияOrganical CAD/CAM GmbH, ГерманияPanadent, ГерманияParo, ШвейцарияPC ABRASIV, РоссияPerflex LTD, ИзраильPhrozen, ТайваньPicodent, ГерманияPolirapid, ГерманияPremium Plus, ChinaPressing Dental, Сан МариноPrimotec, ГерманияPromisee Dental, КитайProphy Unit, КитайPTCQuattroTi, ИталияR.T.D. FranceRelianca, СШАReliance DentalRenfert, ГерманияRevylineRhein83, ИталияRHJC, КитайRolence, ТайваньRoyal Sovereign, АнглияS&C Polymer, ГерманияSAESHIN PRECISION IND.
P.F. Brush Company, ГрецияMade in GermanyMade in ItaliyMaillefer, ШвейцарияManfredi, ИталияMANI, ЯпонияMASELMatrix, МалазияMatsuoka Meditech Corp. ЯпонияMedicNRG, ИзраильMESA, ИталияMESTRA, ИспанияMicerium S.p.A, ИталияMicrotecnor, ИталияMiltex® IntegraMIRADENT, Германияmodel-tray GmbH, GermanyMotyl® ГерманияMueller-OmicronMyerson, СШАMyofunctional Research Co.N&V, БельгияNARDI, ИталияNew Ancorvis s.r.l. ITALYNobilium, СШАNovah, ChinaNTI, ГерманияNUXEN, АргентинаOMEGATECH DP, ГерманияOmniDent, ГерманияOne Drop Only GmbH, ГерманияOp-d-Op, СШАOpticaLaser, БолгарияOral-B, ВеликобританияOrganical CAD/CAM GmbH, ГерманияPanadent, ГерманияParo, ШвейцарияPC ABRASIV, РоссияPerflex LTD, ИзраильPhrozen, ТайваньPicodent, ГерманияPolirapid, ГерманияPremium Plus, ChinaPressing Dental, Сан МариноPrimotec, ГерманияPromisee Dental, КитайProphy Unit, КитайPTCQuattroTi, ИталияR.T.D. FranceRelianca, СШАReliance DentalRenfert, ГерманияRevylineRhein83, ИталияRHJC, КитайRolence, ТайваньRoyal Sovereign, АнглияS&C Polymer, ГерманияSAESHIN PRECISION IND.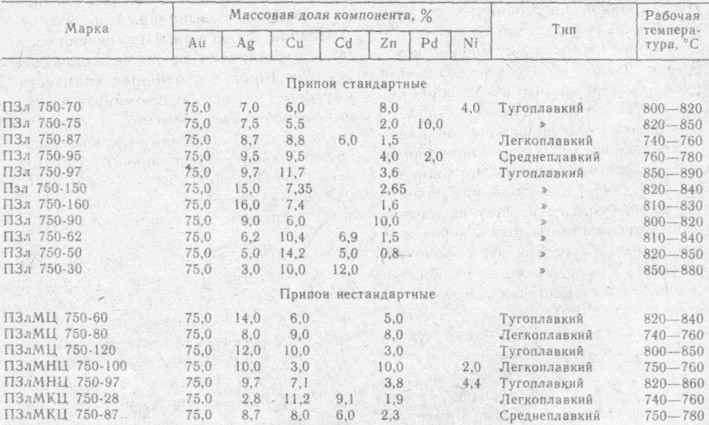 CO. Ю.KореяSAEYANG MICROTECH CO. Ю.КореяSAM, ГерманияSaratoga, ИталияScheftner, ГерманияScheu Dental, ГерманияSCHULER DENTAL, ГерманияSeil Global, КореяServo-Dental, ГерманияShenpaz Industries, ИзраильSHENZHEN SIGEMA ABRASIVES CO.,LTDSHERA, ГерманияSheshan Brush, КитайShining 3D Tech, КитайShofu, ГерманияShofu, Япония.Sigema, КитайSIGMA DENTAL OPTICS GMBH, ГерманияSILADENT, ГерманияSILDENT, Ю.КореяSilfradent, ИталияSIMPLEXSmaile groupSMIIE group, ШвейцарияSmile Line, SwitzerlandSmile Line, ШвейцарияSmolWaxSong Yong, КореяSong Young, ТайваньSongjiang Sheshan, КитайSpofa, ЧехияSpokar, ЧехияSRL Dental GmbH, ГерманияSTRAUSS, ИзраильSUNSHINE, ГерманияSurgicon, ПакистанTau Steril, ИталияTCR INVESTteamworkmediaTecno-Gaz, ИталияTOBOOM, КитайTokuyama Dental, ЯпонияTOSI FOSHAN, КитайTRINONTroge Medical Gmbh, ГерманияUGIN, ФранцияUltradent Products, Inc.UNIARMUnivet, ИталияValplastVERDENT, EUVertex-Dental, НидерландыVision EngineeringViskoVita, ГерманияVITA Zahnfabrik, ГерманияVLADMIVA, РоссияVRK Lab, ГерманияVsmile, КитайWanhao, КитайWaterpikWDMS, USAWhip Mix, USAWillmann & Pein Gmbh, ГерманияWisdom, ВеликобританияWoodpecker/DTE, КитайWRP, МалайзияYamahachi Dental MFG.
CO. Ю.KореяSAEYANG MICROTECH CO. Ю.КореяSAM, ГерманияSaratoga, ИталияScheftner, ГерманияScheu Dental, ГерманияSCHULER DENTAL, ГерманияSeil Global, КореяServo-Dental, ГерманияShenpaz Industries, ИзраильSHENZHEN SIGEMA ABRASIVES CO.,LTDSHERA, ГерманияSheshan Brush, КитайShining 3D Tech, КитайShofu, ГерманияShofu, Япония.Sigema, КитайSIGMA DENTAL OPTICS GMBH, ГерманияSILADENT, ГерманияSILDENT, Ю.КореяSilfradent, ИталияSIMPLEXSmaile groupSMIIE group, ШвейцарияSmile Line, SwitzerlandSmile Line, ШвейцарияSmolWaxSong Yong, КореяSong Young, ТайваньSongjiang Sheshan, КитайSpofa, ЧехияSpokar, ЧехияSRL Dental GmbH, ГерманияSTRAUSS, ИзраильSUNSHINE, ГерманияSurgicon, ПакистанTau Steril, ИталияTCR INVESTteamworkmediaTecno-Gaz, ИталияTOBOOM, КитайTokuyama Dental, ЯпонияTOSI FOSHAN, КитайTRINONTroge Medical Gmbh, ГерманияUGIN, ФранцияUltradent Products, Inc.UNIARMUnivet, ИталияValplastVERDENT, EUVertex-Dental, НидерландыVision EngineeringViskoVita, ГерманияVITA Zahnfabrik, ГерманияVLADMIVA, РоссияVRK Lab, ГерманияVsmile, КитайWanhao, КитайWaterpikWDMS, USAWhip Mix, USAWillmann & Pein Gmbh, ГерманияWisdom, ВеликобританияWoodpecker/DTE, КитайWRP, МалайзияYamahachi Dental MFG. ,CO., JapanYamakin, ЯпонияYDM, ЯпонияYeti Dental, ГерманияYJMF, КитайYUSENDENT, КитайZeiser Dental, ГерманияZeiss, ГерманияZENGAZennyZhermack, ИталияZhermapol, ПольшаZL-Microdent, ГерманияZubler, ГерманияАВЕРОН, РоссияАЛКОРАнис-Дент, РоссияАО «САПФИР»АП-ДентАРМАВИРСКИЙ, РоссияБулат, РоссияВега, РоссияВЕГА-ПРО, РоссияВИВО АКТИВВладМива, РоссияГерманияГробет Фил КО оф Америка Инк, СШАДЕНЕСТ, РоссияДентис, РоссияЗЗМ, РоссияИздательство NewdentИздательство АзбукаИздательство ГалДентИздательство ГЭОТАР-МедиаИздательство ДентаксИздательство КвинтесеннцияИздательство Медицинская прессаИздательство МЕДпресс-информИздательство Практическая медицинаИздательство ТАРКОМMИспанияКвинтэссенцияКитайКМИЗ, РоссияКомета, РоссияКрасногвардеец, РоссияКрасТехноМед, РоссияКристалл, РоссияКрК, РоссияЛидер, РоссияМегидез, РоссияМедполимерМедполимер, РоссияМедторг+, РоссияМикрон-ХолдингММИЗ, РоссияНПО «Рубикон-Инновация»Ока-Медик, РоссияОртодент-ИнфоПакистанПента, РоссияПолимер-Стоматология, РоссияПризмаПризма, РоссияРосБел, РоссияРОСОМЗ, РоссияРоссиРоссияРуДент, РоссияРусАтлант, РоссияРЭСТАР, РоссияСАПФИР, РоссияСеафлекс, РоссияСОНИС, РоссияСпарк-Дон, РоссияСтелит, РоссияСтимул, РоссияТЕХНОЛОГИЯ, РоссияТехстомком, РоссияТПЩИ, РоссияТурбоМед, РоссияУЛЬТРАСТОМФреза, РоссияШкола зубных техниковЭвидент, РоссияЮ.
,CO., JapanYamakin, ЯпонияYDM, ЯпонияYeti Dental, ГерманияYJMF, КитайYUSENDENT, КитайZeiser Dental, ГерманияZeiss, ГерманияZENGAZennyZhermack, ИталияZhermapol, ПольшаZL-Microdent, ГерманияZubler, ГерманияАВЕРОН, РоссияАЛКОРАнис-Дент, РоссияАО «САПФИР»АП-ДентАРМАВИРСКИЙ, РоссияБулат, РоссияВега, РоссияВЕГА-ПРО, РоссияВИВО АКТИВВладМива, РоссияГерманияГробет Фил КО оф Америка Инк, СШАДЕНЕСТ, РоссияДентис, РоссияЗЗМ, РоссияИздательство NewdentИздательство АзбукаИздательство ГалДентИздательство ГЭОТАР-МедиаИздательство ДентаксИздательство КвинтесеннцияИздательство Медицинская прессаИздательство МЕДпресс-информИздательство Практическая медицинаИздательство ТАРКОМMИспанияКвинтэссенцияКитайКМИЗ, РоссияКомета, РоссияКрасногвардеец, РоссияКрасТехноМед, РоссияКристалл, РоссияКрК, РоссияЛидер, РоссияМегидез, РоссияМедполимерМедполимер, РоссияМедторг+, РоссияМикрон-ХолдингММИЗ, РоссияНПО «Рубикон-Инновация»Ока-Медик, РоссияОртодент-ИнфоПакистанПента, РоссияПолимер-Стоматология, РоссияПризмаПризма, РоссияРосБел, РоссияРОСОМЗ, РоссияРоссиРоссияРуДент, РоссияРусАтлант, РоссияРЭСТАР, РоссияСАПФИР, РоссияСеафлекс, РоссияСОНИС, РоссияСпарк-Дон, РоссияСтелит, РоссияСтимул, РоссияТЕХНОЛОГИЯ, РоссияТехстомком, РоссияТПЩИ, РоссияТурбоМед, РоссияУЛЬТРАСТОМФреза, РоссияШкола зубных техниковЭвидент, РоссияЮ.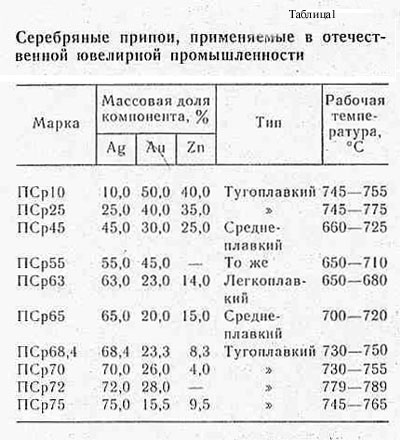 КореяЯн Лангнер ГмбХ
КореяЯн Лангнер ГмбХ jpg»>
jpg»> Оксидация при 960-990 °С в течении 2-5 минут.
Оксидация при 960-990 °С в течении 2-5 минут. /1 кг
/1 кг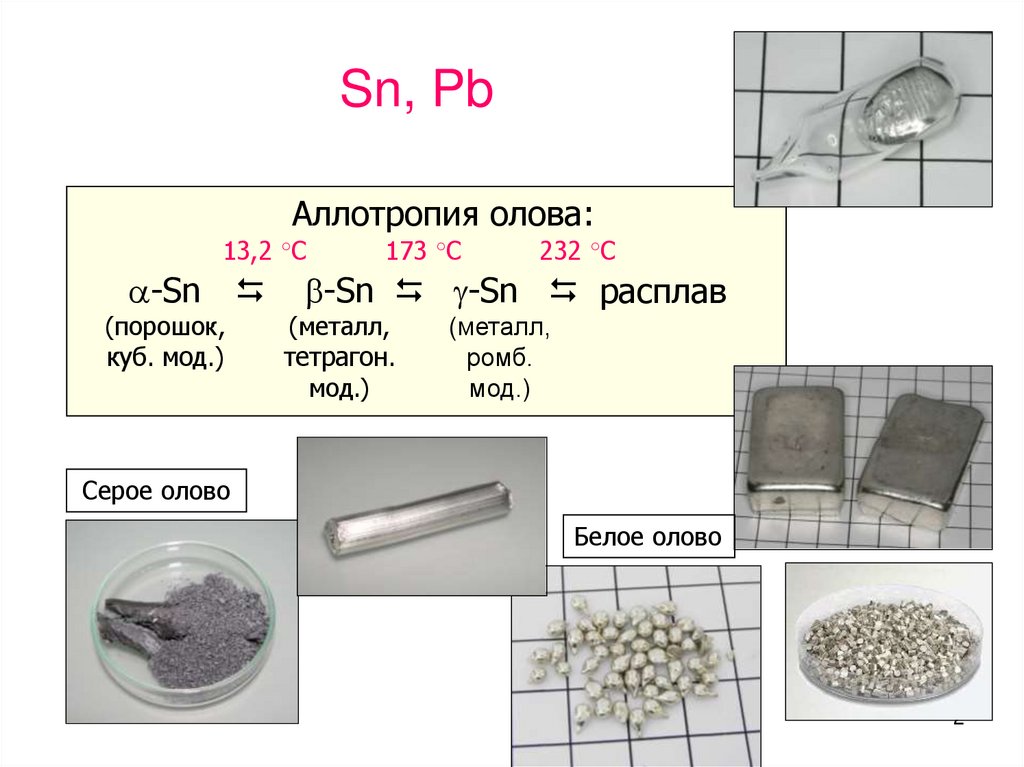

 jpg»>
jpg»>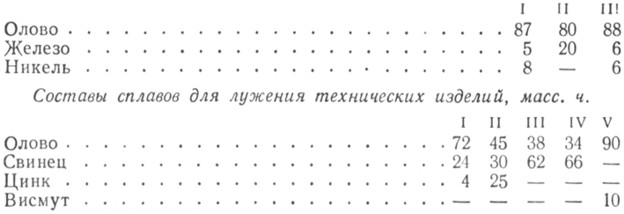
 Это последнее свойство имеет решающее значение для образования хорошего интерметаллического соединения (IMC). Качество этой границы IMC определяет, насколько прочным будет соединение. На долговечность будет влиять как степень детализации, так и количество (и размер) любых пустот в IMC.
Это последнее свойство имеет решающее значение для образования хорошего интерметаллического соединения (IMC). Качество этой границы IMC определяет, насколько прочным будет соединение. На долговечность будет влиять как степень детализации, так и количество (и размер) любых пустот в IMC. Это побудило промышленность использовать сплавы с низким содержанием серебра (например, SAC0307) или альтернативы, не содержащие серебра, такие как SnCuNi.
Это побудило промышленность использовать сплавы с низким содержанием серебра (например, SAC0307) или альтернативы, не содержащие серебра, такие как SnCuNi.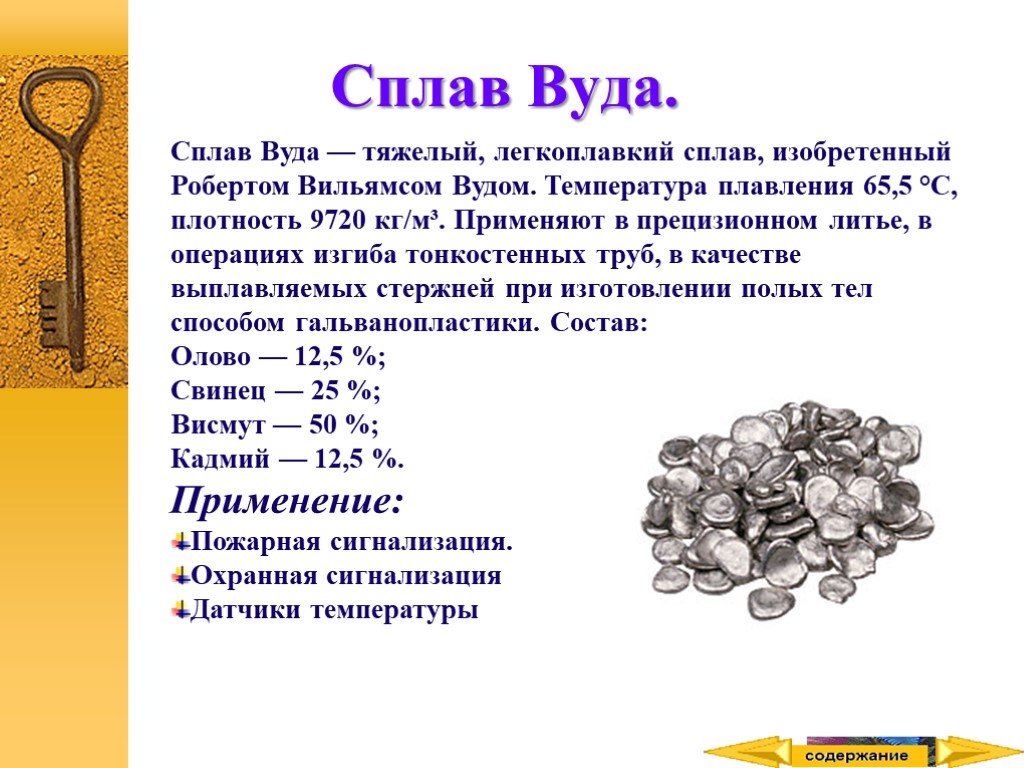
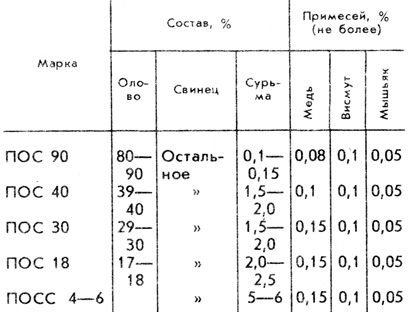
 Оба, по-видимому, улучшают устойчивость к электромиграции за счет ингибирования роста IMC, что, по-видимому, является ключевым элементом.
Оба, по-видимому, улучшают устойчивость к электромиграции за счет ингибирования роста IMC, что, по-видимому, является ключевым элементом.

 Хотя свинец (Pb) подавлял развитие и рост оловянных усов, это не было идеальным решением. Такие сплавы, как SnCuNiGe, на данный момент, по-видимому, предлагают сопоставимые характеристики в этом отношении и были рекомендованы в качестве временного решения.
Хотя свинец (Pb) подавлял развитие и рост оловянных усов, это не было идеальным решением. Такие сплавы, как SnCuNiGe, на данный момент, по-видимому, предлагают сопоставимые характеристики в этом отношении и были рекомендованы в качестве временного решения. Чаще мы видим, что используются QFN, TSSOP и подобные пакеты. Благодаря улучшенному смачиванию и уменьшенному потенциалу образования мостиков новых сплавов это должно сделать жизнь лучше для всех.
Чаще мы видим, что используются QFN, TSSOP и подобные пакеты. Благодаря улучшенному смачиванию и уменьшенному потенциалу образования мостиков новых сплавов это должно сделать жизнь лучше для всех. Durafuse ™ LT обеспечивает повышенную устойчивость к ударам при падении, превосходя сплавы висмут-олово (BiSn) или висмут-олово-серебро (BiSnAg) и работая лучше, чем SAC305, при оптимальной настройке процесса. Durafuse ™ LT состоит из легкоплавкого индийсодержащего сплава и тугоплавкого сплава SAC. Требуемая пиковая температура оплавления ниже 210 ° C. Сплав SnInAg инициирует сплавление, а сплав SAC обеспечивает повышенную прочность и долговечность. Durafuse LT ™ идеально подходит для приложений с высокой надежностью, в которых используются термочувствительные компоненты.
Durafuse ™ LT обеспечивает повышенную устойчивость к ударам при падении, превосходя сплавы висмут-олово (BiSn) или висмут-олово-серебро (BiSnAg) и работая лучше, чем SAC305, при оптимальной настройке процесса. Durafuse ™ LT состоит из легкоплавкого индийсодержащего сплава и тугоплавкого сплава SAC. Требуемая пиковая температура оплавления ниже 210 ° C. Сплав SnInAg инициирует сплавление, а сплав SAC обеспечивает повышенную прочность и долговечность. Durafuse LT ™ идеально подходит для приложений с высокой надежностью, в которых используются термочувствительные компоненты.
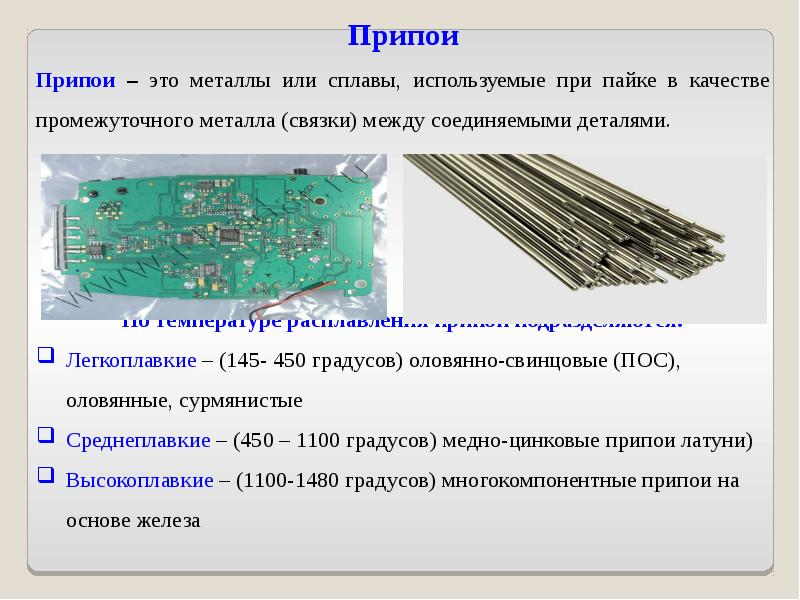 Кроме того, вы можете сортировать сплавы по сплавам, не содержащим свинца и/или кадмия, а также по сплавам, соответствующим требованиям RoHS.
Кроме того, вы можете сортировать сплавы по сплавам, не содержащим свинца и/или кадмия, а также по сплавам, соответствующим требованиям RoHS. Хотя висмут считается довольно хрупким, BiSn и BiSnAg широко используются в приложениях для ступенчатой пайки и других приложениях, где требуется более низкая температура.
Хотя висмут считается довольно хрупким, BiSn и BiSnAg широко используются в приложениях для ступенчатой пайки и других приложениях, где требуется более низкая температура.
 2Sn/20In/2.8Ag
2Sn/20In/2.8Ag 5Sn/3.5Ag
5Sn/3.5Ag Чистое золото имеет температуру плавления 1064 ° C, но может быть сплавлено с оловом (Sn), кремнием (Si) или германием (Ge) для более низких температур плавления. 80Au/20Sn, эвтектический сплав, безусловно, является самым популярным сплавом на основе золота.
Чистое золото имеет температуру плавления 1064 ° C, но может быть сплавлено с оловом (Sn), кремнием (Si) или германием (Ge) для более низких температур плавления. 80Au/20Sn, эвтектический сплав, безусловно, является самым популярным сплавом на основе золота. Галлий также является заменой ртути (Hg) в батареях.
Галлий также является заменой ртути (Hg) в батареях.
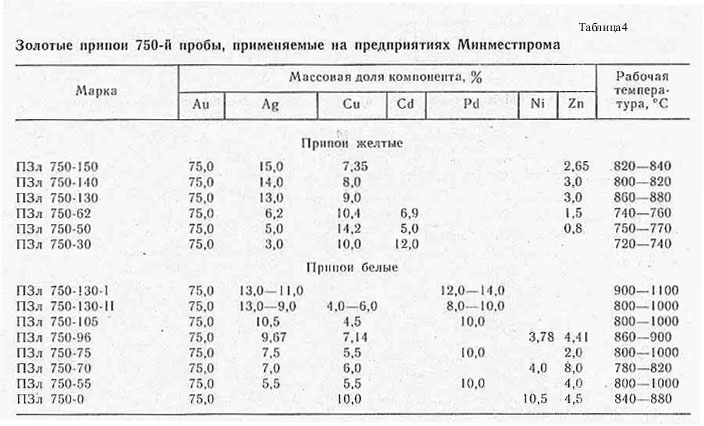 2Sn/20In/2.8Ag
2Sn/20In/2.8Ag
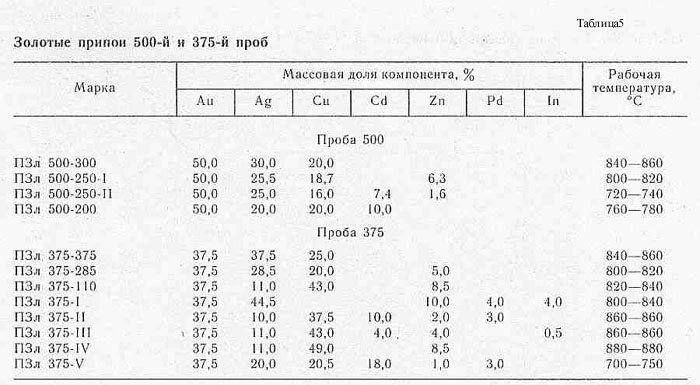 Некоторые приложения требуют более высоких температур и могут все еще использовать свинец.
Некоторые приложения требуют более высоких температур и могут все еще использовать свинец. 80Au/20Sn, эвтектический сплав, безусловно, является самым популярным сплавом на основе золота.
80Au/20Sn, эвтектический сплав, безусловно, является самым популярным сплавом на основе золота.

 Это позволит избежать чрезмерного продавливания и появления трещин.
Это позволит избежать чрезмерного продавливания и появления трещин. Для железобетонной монолитной плиты применяют стержни класса A400 и А500 (или в устаревшем варианте Alll). Чтобы не ошибиться необходимо знать, как отличить пруты разных классов визуально:
Для железобетонной монолитной плиты применяют стержни класса A400 и А500 (или в устаревшем варианте Alll). Чтобы не ошибиться необходимо знать, как отличить пруты разных классов визуально:
 Например, для арматуры 12 мм длина нахлеста будет равняться 40*12 мм = 480 мм.
Например, для арматуры 12 мм длина нахлеста будет равняться 40*12 мм = 480 мм. Толщина для частного дома принимается 200 мм. Необходимо правильно армировать конструкцию. В примере не рассмотрено усиление железобетона на участках опирания стен.
Толщина для частного дома принимается 200 мм. Необходимо правильно армировать конструкцию. В примере не рассмотрено усиление железобетона на участках опирания стен.

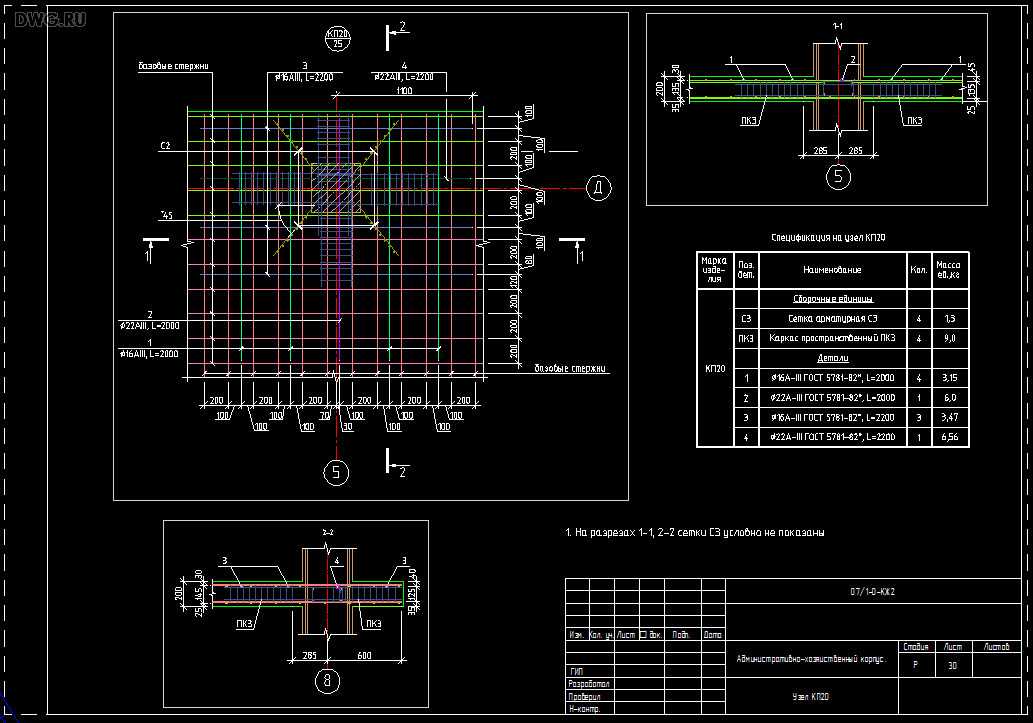
 Однако многие строители пренебрегают этим этапом, считая, что бетон самостоятельно способен противостоять нагрузкам. Чтобы разобраться с вопросом, зачем нужно армирование фундамента, нужно знать, какие проблемы решает этот элемент. В частности речь идет о следующем:
Однако многие строители пренебрегают этим этапом, считая, что бетон самостоятельно способен противостоять нагрузкам. Чтобы разобраться с вопросом, зачем нужно армирование фундамента, нужно знать, какие проблемы решает этот элемент. В частности речь идет о следующем: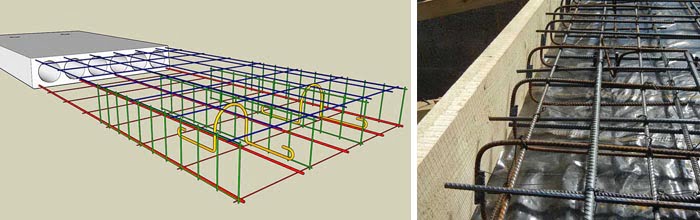


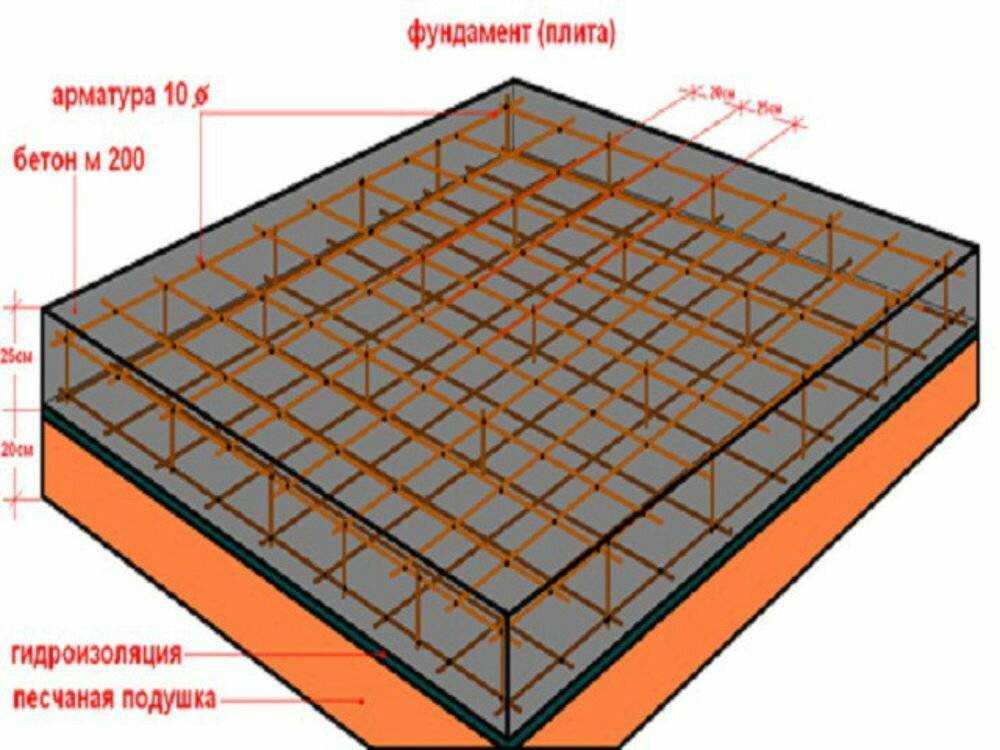

 Кроме того в процессе сваривания происходит расплавление металла, следовательно снижаются прочностные свойства арматуры.
Кроме того в процессе сваривания происходит расплавление металла, следовательно снижаются прочностные свойства арматуры. Следовательно, необходимо подробнее узнать, какие ошибки совершаются на этапе армирования, чтобы полностью избежать их или свести к минимуму.
Следовательно, необходимо подробнее узнать, какие ошибки совершаются на этапе армирования, чтобы полностью избежать их или свести к минимуму.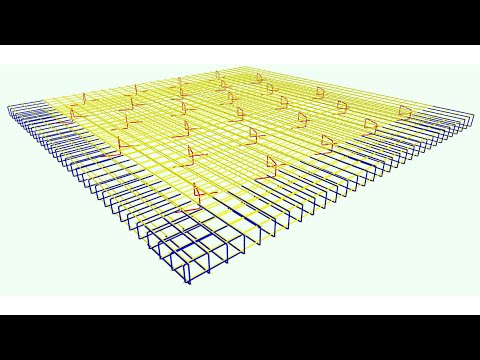
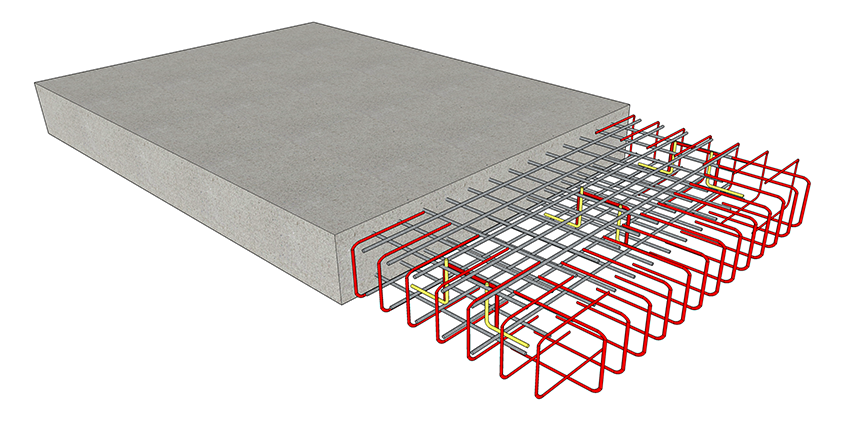 Фундамент размещается ниже линии промерзания. Блоки укладываются на место, чтобы сформировать стену после затвердевания фундамента. После возведения стен между ними и поверх фундамента заливается плитный пол.
Фундамент размещается ниже линии промерзания. Блоки укладываются на место, чтобы сформировать стену после затвердевания фундамента. После возведения стен между ними и поверх фундамента заливается плитный пол. Чаще всего используется монолитная плита арматуры №4. Арматура представляет собой два металлических стержня, которые легко гнутся и размещаются рядом друг с другом внахлест в траншеях и связываются проволокой.
Чаще всего используется монолитная плита арматуры №4. Арматура представляет собой два металлических стержня, которые легко гнутся и размещаются рядом друг с другом внахлест в траншеях и связываются проволокой.
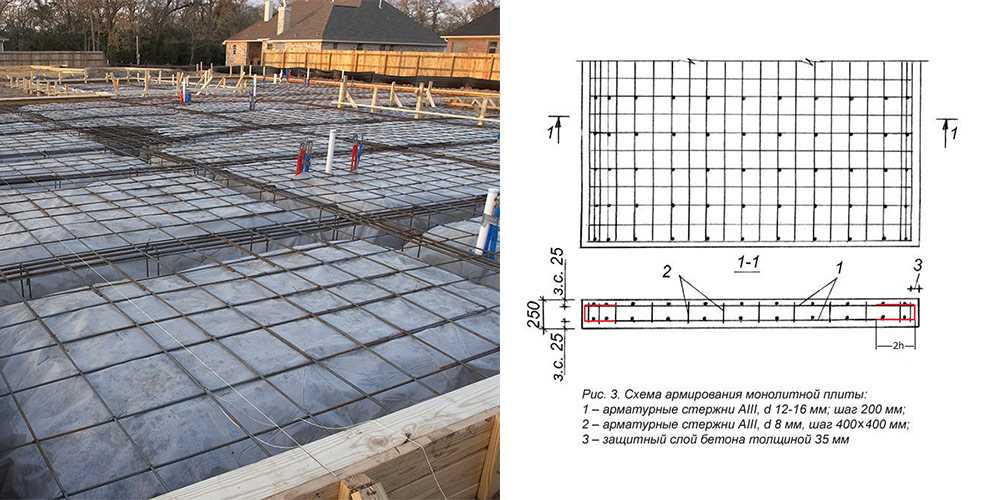 Если нет необходимости в подвале или подвале; можно использовать монолитную плиту для повышения энергоэффективности.
Если нет необходимости в подвале или подвале; можно использовать монолитную плиту для повышения энергоэффективности.

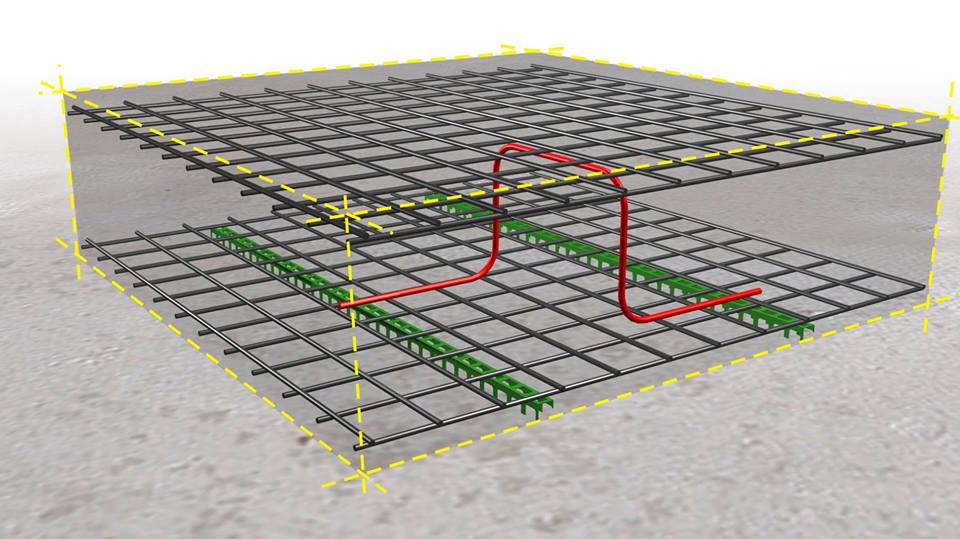




 2, где
2, где
 10.22
10.22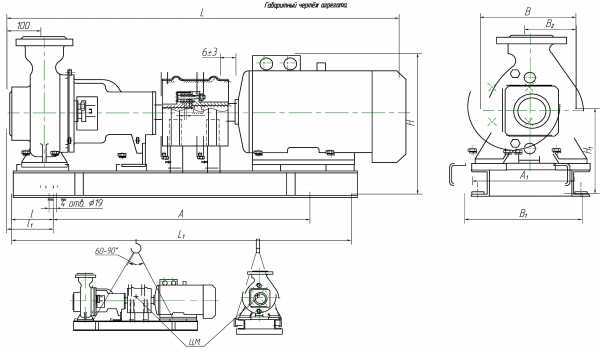 Допускается перекачивание насосами 1в 20, таких материалов, как густые пастообразные смеси: суспензии известковых и глинистых продуктов вязкостью до 1000000 сантипауз при максимальной частоте вращения ротора до 500 об/мин.
Допускается перекачивание насосами 1в 20, таких материалов, как густые пастообразные смеси: суспензии известковых и глинистых продуктов вязкостью до 1000000 сантипауз при максимальной частоте вращения ротора до 500 об/мин.

 (малая, черт. 839)
(малая, черт. 839)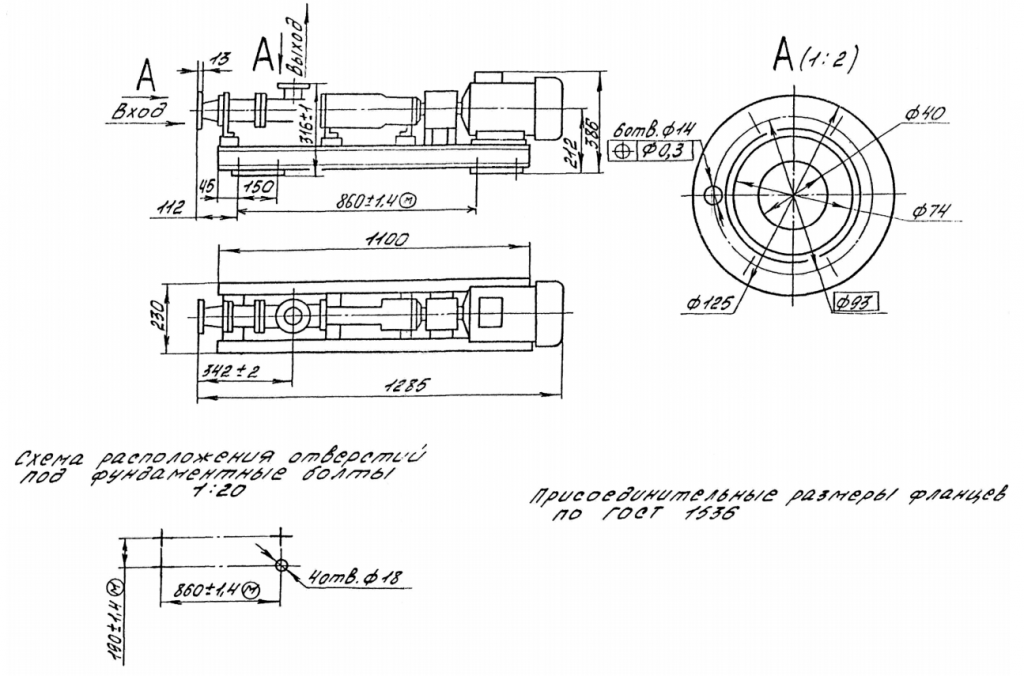 (495) 661-87-18 или (495) 665-20-55, а также по электронной почте
(495) 661-87-18 или (495) 665-20-55, а также по электронной почте  лайков, 85 комментариев. Видео TikTok от Banter Hub (@hub_banter): «@krillz3timez отвечает, что ему не хватает своих противников 😳 #foryoupage #foryourpage #foryou #fyp #ukdrillpage #ukdrilllatest #ukdrillnews #ukdrillsupplier #ukdrillplug #krillz3timez». Krillz отвечает на то, что его противники поймали его на недостатке 😳 | 20 против 1 😳. оригинальный звук.
лайков, 85 комментариев. Видео TikTok от Banter Hub (@hub_banter): «@krillz3timez отвечает, что ему не хватает своих противников 😳 #foryoupage #foryourpage #foryou #fyp #ukdrillpage #ukdrilllatest #ukdrillnews #ukdrillsupplier #ukdrillplug #krillz3timez». Krillz отвечает на то, что его противники поймали его на недостатке 😳 | 20 против 1 😳. оригинальный звук. просмотров|
просмотров| 3K лайков. Видео в TikTok от 𝙪𝙠𝙦𝙪𝙤𝙩𝙚𝙘𝙚𝙣𝙩𝙧𝙖𝙡 (@ukquotecentral): «Madd #Krillz || #ukquotecentral #fyp #music #blowthisup #xyzbca #foryou #viral». оригинальный звук.
3K лайков. Видео в TikTok от 𝙪𝙠𝙦𝙪𝙤𝙩𝙚𝙘𝙚𝙣𝙩𝙧𝙖𝙡 (@ukquotecentral): «Madd #Krillz || #ukquotecentral #fyp #music #blowthisup #xyzbca #foryou #viral». оригинальный звук. «Где я могу посмотреть
«Где я могу посмотреть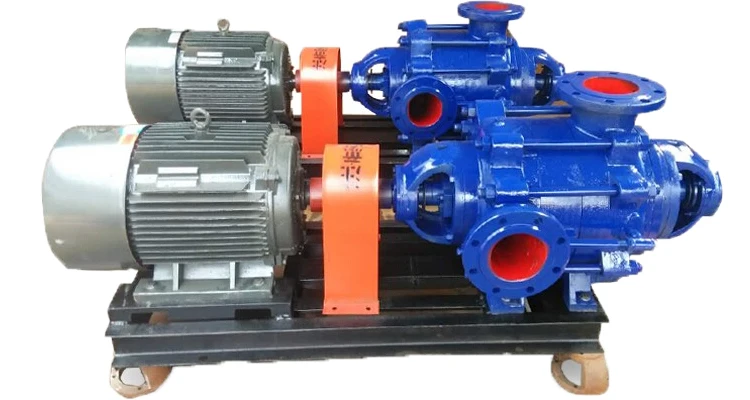 9000K149 9000K. Видео TikTok от F*ck Krillz 🫰 (@fxckkrillz): «#blowthisup #fyp #viral #trending #explore #krillz3timez». Krillz Top G.
9000K149 9000K. Видео TikTok от F*ck Krillz 🫰 (@fxckkrillz): «#blowthisup #fyp #viral #trending #explore #krillz3timez». Krillz Top G. 4K Like, #Krillz3timez
4K Like, #Krillz3timez  это широко распространяется в Интернете, особенно через социальные сети». Это определение не существует вечно — оно не существует даже пяти лет. В мае 2015 года редакторы словаря официально добавили эту статью вместе с «эмодзи» и «кликбейт» в официальный словарь9.0005
это широко распространяется в Интернете, особенно через социальные сети». Это определение не существует вечно — оно не существует даже пяти лет. В мае 2015 года редакторы словаря официально добавили эту статью вместе с «эмодзи» и «кликбейт» в официальный словарь9.0005
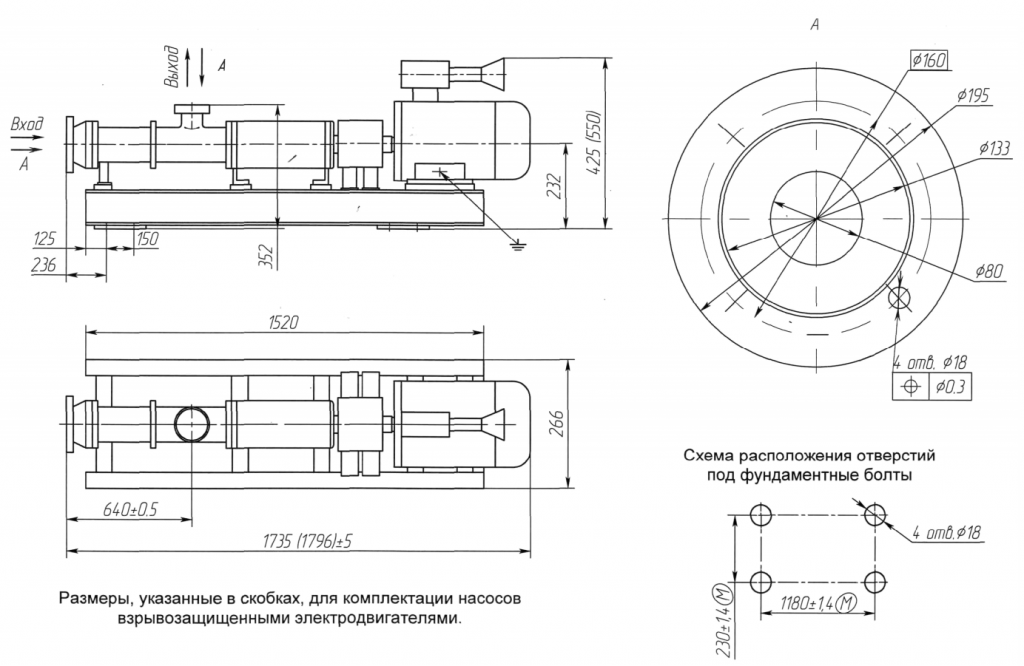 Этот мем по-прежнему актуален и сегодня, хотя он используется в качестве вдохновения для отсылок к поп-культуре, таких как недавний с участием Энтони Поровски из «Queer Eye» и новой пары знаменитостей Кейт Бекинсейл и Пит Дэвидсон на игре «Нью-Йорк Рейнджерс».
Этот мем по-прежнему актуален и сегодня, хотя он используется в качестве вдохновения для отсылок к поп-культуре, таких как недавний с участием Энтони Поровски из «Queer Eye» и новой пары знаменитостей Кейт Бекинсейл и Пит Дэвидсон на игре «Нью-Йорк Рейнджерс».
 Его сингл «Hotline Bling» в 2015 году стал одной из самых популярных песен года, а когда вышел клип, в котором Дрейк танцует в ярко освещенном кубическом сооружении, мемы начали накапливаться еще больше. С тех пор в Интернете появилось все, от его постов в Твиттере до школьных портретов.
Его сингл «Hotline Bling» в 2015 году стал одной из самых популярных песен года, а когда вышел клип, в котором Дрейк танцует в ярко освещенном кубическом сооружении, мемы начали накапливаться еще больше. С тех пор в Интернете появилось все, от его постов в Твиттере до школьных портретов. Согласно Know Your Meme, сначала он появился, показав имя рэпера Lil Pump как «Lilliam Pumpernickel», и от этого он стал еще более нелепым.
Согласно Know Your Meme, сначала он появился, показав имя рэпера Lil Pump как «Lilliam Pumpernickel», и от этого он стал еще более нелепым. Одно из самых популярных применений мема было во время недавних слушаний Бретта Кавано после того, как он использовал свою школьную девственность в качестве аргумента.
Одно из самых популярных применений мема было во время недавних слушаний Бретта Кавано после того, как он использовал свою школьную девственность в качестве аргумента.
 любое обстоятельство, которое постер считает невероятным.
любое обстоятельство, которое постер считает невероятным. Последовали советы по поводу тостов с авокадо, покемонов и ящиков, полных разных зарядных устройств.
Последовали советы по поводу тостов с авокадо, покемонов и ящиков, полных разных зарядных устройств.
 Вскоре после этого люди в Интернете начали использовать снимок экрана, на котором Эвуми указывает на свой храм, как будто у него была хорошая идея пошутить о плохих решениях и плохих размышлениях.
Вскоре после этого люди в Интернете начали использовать снимок экрана, на котором Эвуми указывает на свой храм, как будто у него была хорошая идея пошутить о плохих решениях и плохих размышлениях. В 2018 году мем взорвался всем: от насмешек над непереносимостью глютена до отсылок к Оливковому саду.
В 2018 году мем взорвался всем: от насмешек над непереносимостью глютена до отсылок к Оливковому саду. В последний день 2017 года в аккаунте Facebook был опубликован мем с изображением, в котором Момоа был помечен как «2018». Мем приобрел популярность в течение следующих месяцев, поскольку люди называли эти два явления разными вещами, подкрадывающимися друг к другу.
В последний день 2017 года в аккаунте Facebook был опубликован мем с изображением, в котором Момоа был помечен как «2018». Мем приобрел популярность в течение следующих месяцев, поскольку люди называли эти два явления разными вещами, подкрадывающимися друг к другу. 0005
0005 таблетки» и использовать его как мем, чтобы проиллюстрировать трудную правду.
таблетки» и использовать его как мем, чтобы проиллюстрировать трудную правду. Все они были предметом огромного количества мемов, причем в некоторых из самых популярных использовались снимки экрана из шоу (обычно срыв или чрезмерная реакция).
Все они были предметом огромного количества мемов, причем в некоторых из самых популярных использовались снимки экрана из шоу (обычно срыв или чрезмерная реакция).
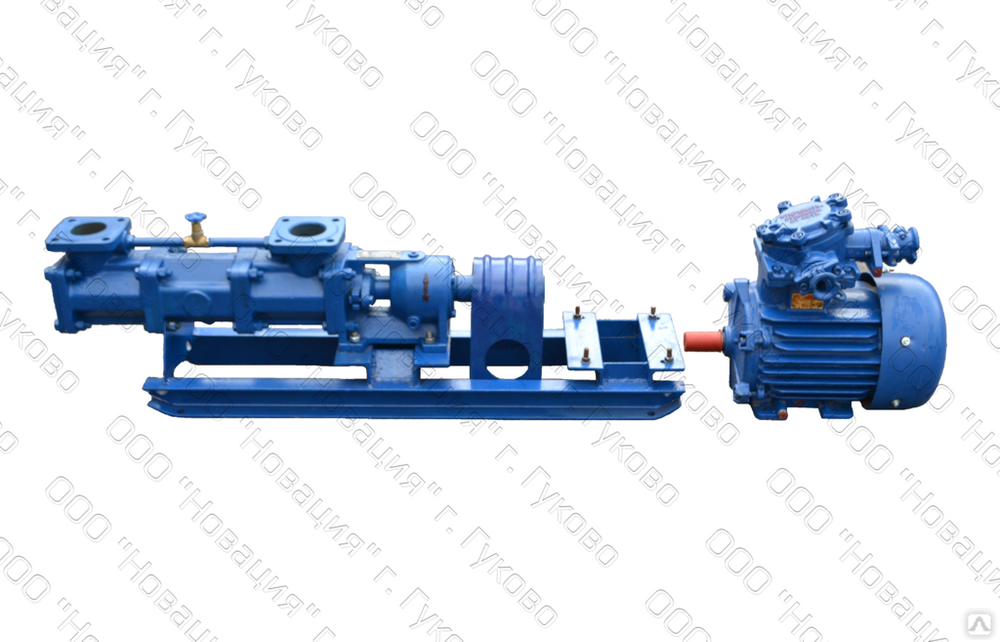
 К концу 2017 года стало популярным публиковать изображения забавных вещей, которые рифмуются поверх других вещей, которые рифмуются, используя фразу «Вы слышали об эльфе на полке, теперь приготовьтесь к X».
К концу 2017 года стало популярным публиковать изображения забавных вещей, которые рифмуются поверх других вещей, которые рифмуются, используя фразу «Вы слышали об эльфе на полке, теперь приготовьтесь к X».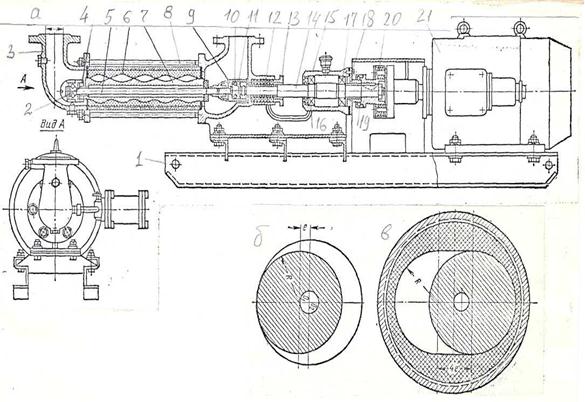 Он почти всегда используется для демонстрации небольших успешных моментов или «выигрышей», которые случаются с кем-то в течение обычного дня, например, получение дополнительной куриной наггетсы в еде из фаст-фуда.
Он почти всегда используется для демонстрации небольших успешных моментов или «выигрышей», которые случаются с кем-то в течение обычного дня, например, получение дополнительной куриной наггетсы в еде из фаст-фуда.
 Работать с такими растворами намного легче, не требуется использовать специальные меры по защите работающих и окружающей среды.
Работать с такими растворами намного легче, не требуется использовать специальные меры по защите работающих и окружающей среды. Для улучшения качества серебрение изделий должно производиться в растворах с высоким содержанием цианида, по время процесса необходим периодический контроль состояния электролита.
Для улучшения качества серебрение изделий должно производиться в растворах с высоким содержанием цианида, по время процесса необходим периодический контроль состояния электролита. Катодная поляризация повышается при нагреве и постоянном перемешивании раствора, этот метод позволяет увеличивать допустимую плотность тока, латунь и иные сплавы имеют равномерное покрытие. Кроме того, сокращается время серебрения, что увеличивает производительность труда.
Катодная поляризация повышается при нагреве и постоянном перемешивании раствора, этот метод позволяет увеличивать допустимую плотность тока, латунь и иные сплавы имеют равномерное покрытие. Кроме того, сокращается время серебрения, что увеличивает производительность труда.
 д. Серебрение меди может выполняться во вращающихся барабанах.
д. Серебрение меди может выполняться во вращающихся барабанах. Обработка выполняется током 1–3 А/дм2, электроды свинцовые.
Обработка выполняется током 1–3 А/дм2, электроды свинцовые. Высокая цена йодистого калия.
Высокая цена йодистого калия. Гальваническая ванна изготавливается из химически устойчивых пластиков, может иметь дополнительную термозащиту.
Гальваническая ванна изготавливается из химически устойчивых пластиков, может иметь дополнительную термозащиту.
 Пузырьки водорода длительное время задерживаются на поверхности.
Пузырьки водорода длительное время задерживаются на поверхности. Приготовить раствор для посеребрения медных изделий можно из доступных средств даже в домашних условиях.
Приготовить раствор для посеребрения медных изделий можно из доступных средств даже в домашних условиях. Чтобы из-под нанесенного слоя серебра не просвечивала более темная поверхность основного металла, толщина такого слоя должна составлять не менее 10–15 микрометров.
Чтобы из-под нанесенного слоя серебра не просвечивала более темная поверхность основного металла, толщина такого слоя должна составлять не менее 10–15 микрометров.

 Хотя данный способ серебрения и отличается достаточно высокой сложностью, он позволяет сформировать на поверхности металла плотное серебряное покрытие.
Хотя данный способ серебрения и отличается достаточно высокой сложностью, он позволяет сформировать на поверхности металла плотное серебряное покрытие. Такая смесь уже готова к применению, ею и натирают поверхность медного изделия, в результате чего на нем формируется тонкая пленка серебра.
Такая смесь уже готова к применению, ею и натирают поверхность медного изделия, в результате чего на нем формируется тонкая пленка серебра.

 Металл, подвергаемый серебрению, кипятят в таком растворе на протяжении четверти часа.
Металл, подвергаемый серебрению, кипятят в таком растворе на протяжении четверти часа. Обрабатываемые изделия погружают в такой раствор в глиняном или фарфоровом сите, при этом кипящую смесь непрерывно перемешивают палочкой из стекла или дерева.
Обрабатываемые изделия погружают в такой раствор в глиняном или фарфоровом сите, при этом кипящую смесь непрерывно перемешивают палочкой из стекла или дерева.
 При этом в раствор также погружают цинковую палочку или провод, которые соприкасаются с поверхностью детали.
При этом в раствор также погружают цинковую палочку или провод, которые соприкасаются с поверхностью детали. В этой статье обсуждается, что кому лучше, как ухаживать за посеребренными украшениями и лучше ли посеребрение нержавеющей стали.
В этой статье обсуждается, что кому лучше, как ухаживать за посеребренными украшениями и лучше ли посеребрение нержавеющей стали.

 Есть несколько способов предотвратить потускнение посеребренных украшений:
Есть несколько способов предотвратить потускнение посеребренных украшений:
 с персиковым цветком и серебряной пластиной
с персиковым цветком и серебряной пластиной
 Как и магистральные трубы, они со временем забиваются. Если проблема с напором кроется в стояке, нужно его заменить. Важно добиться, чтобы заменили весь стояк, а не отдельные его части. Замена отдельных частей стояка проблемы не решит.
Как и магистральные трубы, они со временем забиваются. Если проблема с напором кроется в стояке, нужно его заменить. Важно добиться, чтобы заменили весь стояк, а не отдельные его части. Замена отдельных частей стояка проблемы не решит. Лучшее решение – полная замена смесителя. Бюджетный вариант – замена конкретного кран-букса. Также может помочь чистка фильтрующей сеточки, установленной в смесителе.
Лучшее решение – полная замена смесителя. Бюджетный вариант – замена конкретного кран-букса. Также может помочь чистка фильтрующей сеточки, установленной в смесителе.

 Но при настойчивости вполне можно добиться оказания коммунальных услуг в должном качестве.
Но при настойчивости вполне можно добиться оказания коммунальных услуг в должном качестве.
 Это повышает риск разрыва трубы, и насосные станции вынуждены уменьшать давление. Решением такой проблемы является замена магистральной трубы на новую.
Это повышает риск разрыва трубы, и насосные станции вынуждены уменьшать давление. Решением такой проблемы является замена магистральной трубы на новую.

 Он способен существенно улучшить напор. Но это довольно дорого, кроме того, повысит расход электроэнергии. Стоит также понимать, что насос сделает выше давление воды, но увеличить ее количество не способен. И если воды квартиру поступает слишком мало, насос не улучшит ситуацию.
Он способен существенно улучшить напор. Но это довольно дорого, кроме того, повысит расход электроэнергии. Стоит также понимать, что насос сделает выше давление воды, но увеличить ее количество не способен. И если воды квартиру поступает слишком мало, насос не улучшит ситуацию.

 Но при настойчивости вполне можно добиться оказания коммунальных услуг в должном качестве.
Но при настойчивости вполне можно добиться оказания коммунальных услуг в должном качестве. Плохой напор воды — это не только проблема в ванной комнате. Низкое давление также может сделать повседневные дела, такие как мытье посуды и стирка, неприятными. Хорошие новости?
Плохой напор воды — это не только проблема в ванной комнате. Низкое давление также может сделать повседневные дела, такие как мытье посуды и стирка, неприятными. Хорошие новости? С другой стороны, тем, кто живет в сельской местности и зависит от колодезной воды, будет сложно получить сильный напор воды без помощи хорошего насоса. По сути, чем сильнее вода должна работать, чтобы добраться до вас, тем ниже будет давление.
С другой стороны, тем, кто живет в сельской местности и зависит от колодезной воды, будет сложно получить сильный напор воды без помощи хорошего насоса. По сути, чем сильнее вода должна работать, чтобы добраться до вас, тем ниже будет давление.

 В результате внутри вашей водопроводной трубы диаметром 3/4 дюйма может быть только четверть дюйма в диаметре для подачи воды в раковину или душ. Это может серьезно нарушить давление воды, поэтому, если вы подозреваете, что это может быть проблемой, поговорите со своим арендодателем о возможном ремонте или замене.
В результате внутри вашей водопроводной трубы диаметром 3/4 дюйма может быть только четверть дюйма в диаметре для подачи воды в раковину или душ. Это может серьезно нарушить давление воды, поэтому, если вы подозреваете, что это может быть проблемой, поговорите со своим арендодателем о возможном ремонте или замене. Когда трубы замерзают, они часто разрываются и причиняют материальный ущерб на тысячи долларов. Даже если трубы не лопнут, ущерб, нанесенный низкими температурами, может повлиять на здоровье вашей водопроводной системы. Чрезвычайно низкие температуры заставляют воду замерзать и расширяться, вызывая засорение льдом, протечки и проблемы с давлением воды.
Когда трубы замерзают, они часто разрываются и причиняют материальный ущерб на тысячи долларов. Даже если трубы не лопнут, ущерб, нанесенный низкими температурами, может повлиять на здоровье вашей водопроводной системы. Чрезвычайно низкие температуры заставляют воду замерзать и расширяться, вызывая засорение льдом, протечки и проблемы с давлением воды. Со временем эти фильтры забиваются и снижают давление воды. Управляющие недвижимостью должны регулярно проверять эти фильтры, чтобы избежать проблем. Каждый раз, когда ваш фильтр кажется грязным или заполненным отложениями, пришло время для обслуживания.
Со временем эти фильтры забиваются и снижают давление воды. Управляющие недвижимостью должны регулярно проверять эти фильтры, чтобы избежать проблем. Каждый раз, когда ваш фильтр кажется грязным или заполненным отложениями, пришло время для обслуживания. Это происходит из-за давления. В то время как душ — это место, где вам больше всего нужен напор, также необходимо иметь адекватный напор воды в раковинах, особенно на кухне. Также вы можете ознакомиться с некоторыми чек-листами по уходу за квартирой.
Это происходит из-за давления. В то время как душ — это место, где вам больше всего нужен напор, также необходимо иметь адекватный напор воды в раковинах, особенно на кухне. Также вы можете ознакомиться с некоторыми чек-листами по уходу за квартирой. 3 3. Проверка Редукционные клапаны
3 3. Проверка Редукционные клапаны





 Для начала понадобиться лист стали толщиной не менее 2-3 мм Улитка для нагнетания воздуха в жерло горна. Металлический профиль. Поворотные колеса 4 шт. Огнеупорный цемент. Инструменты и приспособления. Разметка. Металл резать можно как УШМ, так и лобзиком с полотном по металлу. Предварительно место спила смазать машинным маслом. Изготовление трапеции жерла горна. Подсоединения воздуховодной системы. Установка поворотных колес. Огнеупорная шпаклевка. Излишки после застывания убираются при помощи УШМ. Дополнительно изготавливается окно для удаления золы. Педаль. Педальку привариваем к люку. Вот так она выглядит. в открытом положении. Устанавливается улитка. Далее происходит цементирование рабочей зоны горна огнеупорным цементом. Вот такой мобильный кузнечный горн получился.
Для начала понадобиться лист стали толщиной не менее 2-3 мм Улитка для нагнетания воздуха в жерло горна. Металлический профиль. Поворотные колеса 4 шт. Огнеупорный цемент. Инструменты и приспособления. Разметка. Металл резать можно как УШМ, так и лобзиком с полотном по металлу. Предварительно место спила смазать машинным маслом. Изготовление трапеции жерла горна. Подсоединения воздуховодной системы. Установка поворотных колес. Огнеупорная шпаклевка. Излишки после застывания убираются при помощи УШМ. Дополнительно изготавливается окно для удаления золы. Педаль. Педальку привариваем к люку. Вот так она выглядит. в открытом положении. Устанавливается улитка. Далее происходит цементирование рабочей зоны горна огнеупорным цементом. Вот такой мобильный кузнечный горн получился. сокращенный перевод с английского Павла Якунина.
сокращенный перевод с английского Павла Якунина.
 Маленький огнеупорный порожек впереди способствует поддержанию более высокой температуры внутри горна.Для его изготовления можно использовать обрезок от блока.
Маленький огнеупорный порожек впереди способствует поддержанию более высокой температуры внутри горна.Для его изготовления можно использовать обрезок от блока.
 …
…
 Закрытый вентиль соответствует максимальной мощности компрессора. Но, повторюсь, эту конструкцию я посчитал излишней и даю ее просто для общего развития.
Закрытый вентиль соответствует максимальной мощности компрессора. Но, повторюсь, эту конструкцию я посчитал излишней и даю ее просто для общего развития.
 Предвидя вопросы по поводу конструкции горелки, я посетил сайт Р.Рейла и скачал чертеж горелки и ее фото. Пользуйтесь — Рейл рекомендует.
Предвидя вопросы по поводу конструкции горелки, я посетил сайт Р.Рейла и скачал чертеж горелки и ее фото. Пользуйтесь — Рейл рекомендует.
 Другие материалы, которые вам понадобятся:
Другие материалы, которые вам понадобятся: Кислород — это топливо, которое заставляет огонь гореть, а подача воздуха повысит температуру угольного огня до такой степени, что металл расплавится. Старый добрый пылесос с функцией выдувания идеально подойдет, но также подойдет фен или любой другой воздушный насос. Все самодельные кузницы требуют какой-либо подачи воздуха, так что имейте это в виду, когда будете проектировать свою!
Кислород — это топливо, которое заставляет огонь гореть, а подача воздуха повысит температуру угольного огня до такой степени, что металл расплавится. Старый добрый пылесос с функцией выдувания идеально подойдет, но также подойдет фен или любой другой воздушный насос. Все самодельные кузницы требуют какой-либо подачи воздуха, так что имейте это в виду, когда будете проектировать свою! Стыки должны быть достаточно плотными, чтобы песок не высыпался. Завершите коробку, вырезав круглое отверстие того же диаметра, что и ваша труба, на одной из коротких сторон.
Стыки должны быть достаточно плотными, чтобы песок не высыпался. Завершите коробку, вырезав круглое отверстие того же диаметра, что и ваша труба, на одной из коротких сторон.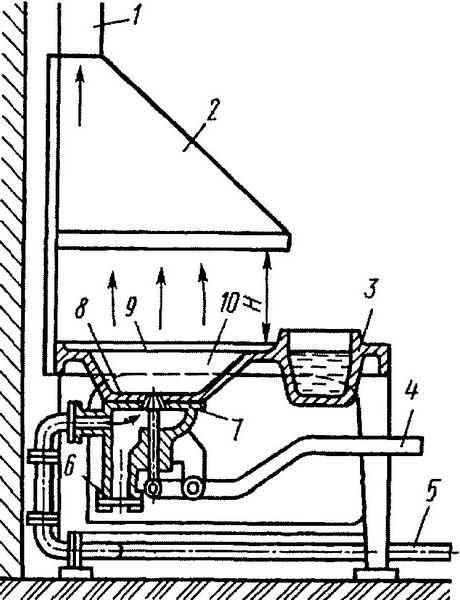 Не используйте бетон.
Не используйте бетон. В отличие от деревянного метода, вам не нужно будет использовать песок или камни, но вам, возможно, придется немного знать сварку, чтобы узнать, как построить угольную кузницу из металла. Вам также понадобится:
В отличие от деревянного метода, вам не нужно будет использовать песок или камни, но вам, возможно, придется немного знать сварку, чтобы узнать, как построить угольную кузницу из металла. Вам также понадобится: высота. Вы можете приварить ножки или использовать козлы, которые очень устойчивы. Вы можете купить большой стальной контейнер, не использовать оцинкованную сталь или найти стальной предмет в форме чаши, который можно разрезать и сварить в соответствии с вашими потребностями.
высота. Вы можете приварить ножки или использовать козлы, которые очень устойчивы. Вы можете купить большой стальной контейнер, не использовать оцинкованную сталь или найти стальной предмет в форме чаши, который можно разрезать и сварить в соответствии с вашими потребностями.
 Ознакомьтесь с некоторыми интересными планами и учебными пособиями, чтобы вы могли создать свою собственную самодельную кузницу.
Ознакомьтесь с некоторыми интересными планами и учебными пособиями, чтобы вы могли создать свою собственную самодельную кузницу.






 Чаще других используются СО2 и аргон. Последний снижает разбрызгивание металла и способствует лучшему качеству сварного шва.
Чаще других используются СО2 и аргон. Последний снижает разбрызгивание металла и способствует лучшему качеству сварного шва.
 При поиске газа можно встретить баллоны различного объема. Чем больше объем, тем дешевле выйдет литр газа. Для редкого использования сварочного полуавтомата подойдут мобильные фасовки по 5-10 литров. В этом случае лучше всего брать дополнительный запас газа, чтобы застраховаться от внезапной нехватки.
При поиске газа можно встретить баллоны различного объема. Чем больше объем, тем дешевле выйдет литр газа. Для редкого использования сварочного полуавтомата подойдут мобильные фасовки по 5-10 литров. В этом случае лучше всего брать дополнительный запас газа, чтобы застраховаться от внезапной нехватки.
 Стоит обратить внимание на то, что помимо явных плюсов использования, есть и минусы: при сварке флюсовой проволокой обычно образуется облако дыма, что усложняет визуальный контроль процесса. Ее же нельзя применять для потолочного шва.
Стоит обратить внимание на то, что помимо явных плюсов использования, есть и минусы: при сварке флюсовой проволокой обычно образуется облако дыма, что усложняет визуальный контроль процесса. Ее же нельзя применять для потолочного шва.




 Возьмите на вооружение шпаргалку, которая поможет вам в дальнейшем быстро настраивать нужные параметры. Сохраните ее в закладки, она вам пригодится:
Возьмите на вооружение шпаргалку, которая поможет вам в дальнейшем быстро настраивать нужные параметры. Сохраните ее в закладки, она вам пригодится:
 Перед началом работы подключаем кабель массы к сварочному столу и проверяем вылет сварочной проволоки. Если проволока длиннее – нужно ее откусить бокорезами.
Перед началом работы подключаем кабель массы к сварочному столу и проверяем вылет сварочной проволоки. Если проволока длиннее – нужно ее откусить бокорезами.
 Одной рукой нужно обхватить горелку, указательный палец должен находиться внизу на кнопке старта. Ведущей рукой можно опираться на другую руку – так будет проще контролировать расстояние до свариваемой поверхности и угол наклона, а также делать нужные движения горелкой.
Одной рукой нужно обхватить горелку, указательный палец должен находиться внизу на кнопке старта. Ведущей рукой можно опираться на другую руку – так будет проще контролировать расстояние до свариваемой поверхности и угол наклона, а также делать нужные движения горелкой.
 Такой способ хорош для сварки металла небольшой толщины.
Такой способ хорош для сварки металла небольшой толщины.
 К тому же, при таком способе электрическая дуга не проживает металл.
К тому же, при таком способе электрическая дуга не проживает металл.
 Данное видео поможет вам наглядно увидеть настройку аппарата профессионалом и лучше усвоить вышеописанный материал практической части:
Данное видео поможет вам наглядно увидеть настройку аппарата профессионалом и лучше усвоить вышеописанный материал практической части:
 Также можно пройти онлайн-обучение, после чего новичок сможет узнать все нюансы работы.
Также можно пройти онлайн-обучение, после чего новичок сможет узнать все нюансы работы. Инверторную сварку лучше всего выполнять в аргоне, что обеспечит надежность, прочность, долговечность сварочного шва.
Инверторную сварку лучше всего выполнять в аргоне, что обеспечит надежность, прочность, долговечность сварочного шва. Сварка углекислым газом лучше всего подходит для ремонта кузова автомобиля.
Сварка углекислым газом лучше всего подходит для ремонта кузова автомобиля. В этом случае сварку нужно выполнять снизу-вверх, направляя горелку немного повыше.
В этом случае сварку нужно выполнять снизу-вверх, направляя горелку немного повыше. Чем больше толщина металла и большой ток, тем скорость проволоки нужно делать больше. В инструкции к каждому полуавтомату так же идет таблица с настройкой ориентировочных режимов.
Чем больше толщина металла и большой ток, тем скорость проволоки нужно делать больше. В инструкции к каждому полуавтомату так же идет таблица с настройкой ориентировочных режимов. Делать два действия, нажимать пусковую кнопку и чиркать по металлической заготовке нужно одновременно.
Делать два действия, нажимать пусковую кнопку и чиркать по металлической заготовке нужно одновременно. Также необходимую информацию можно найти в Интернете, на Ютуб канале, на специальных сайтах, где предоставлена инструкция пользования сварочным аппаратом.
Также необходимую информацию можно найти в Интернете, на Ютуб канале, на специальных сайтах, где предоставлена инструкция пользования сварочным аппаратом. Новая система может работать с газом практически при любом уровне концентрации, вплоть до примерно 400 частей на миллион, присутствующих в настоящее время в атмосфере.
Новая система может работать с газом практически при любом уровне концентрации, вплоть до примерно 400 частей на миллион, присутствующих в настоящее время в атмосфере. В процессе работы устройство будет просто чередовать зарядку и разрядку, при этом свежий воздух или подаваемый газ продувается через систему во время цикла зарядки, а затем чистый концентрированный углекислый газ выдувается во время разрядки.
В процессе работы устройство будет просто чередовать зарядку и разрядку, при этом свежий воздух или подаваемый газ продувается через систему во время цикла зарядки, а затем чистый концентрированный углекислый газ выдувается во время разрядки. Другими словами, материал электрода по своей природе «имеет либо высокое сродство, либо вообще не имеет сродства», в зависимости от состояния зарядки или разрядки аккумулятора. Другие реакции, используемые для улавливания углерода, требуют промежуточных стадий химической обработки или ввода значительной энергии, такой как тепло или перепады давления.
Другими словами, материал электрода по своей природе «имеет либо высокое сродство, либо вообще не имеет сродства», в зависимости от состояния зарядки или разрядки аккумулятора. Другие реакции, используемые для улавливания углерода, требуют промежуточных стадий химической обработки или ввода значительной энергии, такой как тепло или перепады давления. Точно так же некоторые фермеры сжигают природный газ для производства углекислого газа, которым питаются растения в теплицах. По словам Воскиана, новая система может устранить потребность в ископаемом топливе в этих приложениях и в процессе фактически убрать парниковые газы прямо из воздуха. В качестве альтернативы поток чистого диоксида углерода может быть сжат и введен под землю для долгосрочного захоронения или даже превращен в топливо с помощью ряда химических и электрохимических процессов.
Точно так же некоторые фермеры сжигают природный газ для производства углекислого газа, которым питаются растения в теплицах. По словам Воскиана, новая система может устранить потребность в ископаемом топливе в этих приложениях и в процессе фактически убрать парниковые газы прямо из воздуха. В качестве альтернативы поток чистого диоксида углерода может быть сжат и введен под землю для долгосрочного захоронения или даже превращен в топливо с помощью ряда химических и электрохимических процессов. «Эта технология улавливания диоксида углерода является наглядной демонстрацией возможностей электрохимических подходов, которые требуют лишь небольших колебаний напряжения для разделения».
«Эта технология улавливания диоксида углерода является наглядной демонстрацией возможностей электрохимических подходов, которые требуют лишь небольших колебаний напряжения для разделения». Хотя сегодня это делается в лабораторных условиях, его можно адаптировать, чтобы в конечном итоге их можно было производить в больших количествах с помощью производственного процесса с рулона на рулон, аналогичного газетному печатному станку, говорит Воскян. «Мы разработали очень экономичные методы», — говорит он, оценивая, что их можно производить примерно за десятки долларов за квадратный метр электрода.
Хотя сегодня это делается в лабораторных условиях, его можно адаптировать, чтобы в конечном итоге их можно было производить в больших количествах с помощью производственного процесса с рулона на рулон, аналогичного газетному печатному станку, говорит Воскян. «Мы разработали очень экономичные методы», — говорит он, оценивая, что их можно производить примерно за десятки долларов за квадратный метр электрода.
 На втором графике показаны уровни CO 2 во время последних трех ледниковых циклов Земли, захваченные пузырьками воздуха, попавшими в ледяные щиты и ледники.
На втором графике показаны уровни CO 2 во время последних трех ледниковых циклов Земли, захваченные пузырьками воздуха, попавшими в ледяные щиты и ледники. земля.
земля.



 Охлаждение осуществляется с использованием медных прокладок. В случае с аустенитной сталью возможно охлаждение с использованием воды.
Охлаждение осуществляется с использованием медных прокладок. В случае с аустенитной сталью возможно охлаждение с использованием воды. Оптимальная длина кабелей должна быть не менее 2-х метров.
Оптимальная длина кабелей должна быть не менее 2-х метров.




 Для шлифовки сварного шва после сварки нержавейки применяются абразивные материалы на основе циркония, оксида алюминия или керамического искусственного минерала. Средства, в состав которых входит корунд, использовать не рекомендуется, поскольку он способствует возникновению коррозии.
Для шлифовки сварного шва после сварки нержавейки применяются абразивные материалы на основе циркония, оксида алюминия или керамического искусственного минерала. Средства, в состав которых входит корунд, использовать не рекомендуется, поскольку он способствует возникновению коррозии.
 Это самая распространенная проблема. Также вы можете столкнуться с образованием трещин из-за неправильного выбора силы тока. При работе с легированной сталью важно учитывать ряд важных моментов:
Это самая распространенная проблема. Также вы можете столкнуться с образованием трещин из-за неправильного выбора силы тока. При работе с легированной сталью важно учитывать ряд важных моментов:


 Не допускайте внутреннего напряжения в основании, чтобы не пренебрегать качеством шва;
Не допускайте внутреннего напряжения в основании, чтобы не пренебрегать качеством шва;
 Итак, у нержавеющей стали есть много преимуществ…
Итак, у нержавеющей стали есть много преимуществ…
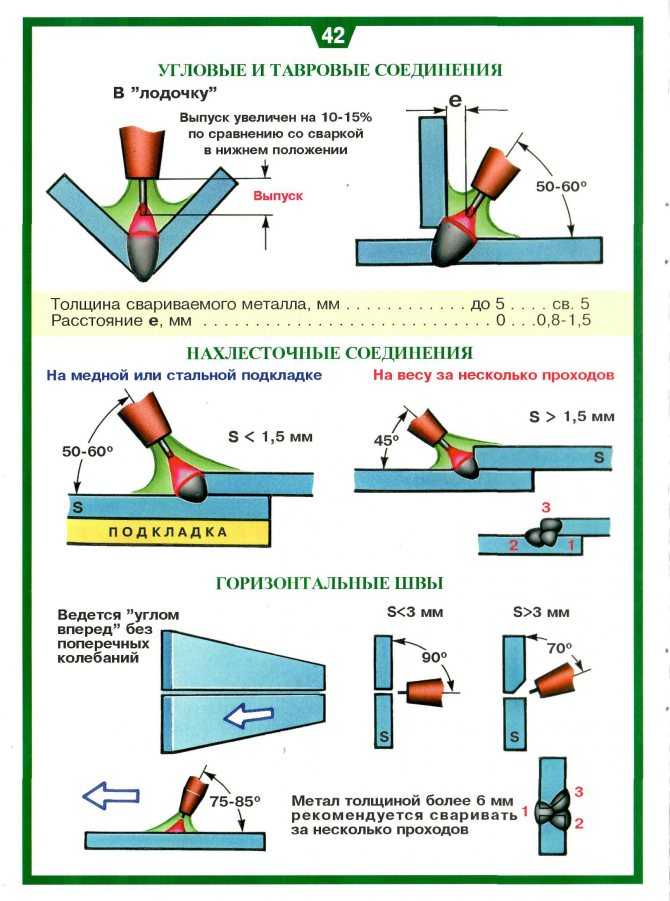
 0) — 1.5 мм. Тип: труба, Толщина стенки: 1.5 мм
0) — 1.5 мм. Тип: труба, Толщина стенки: 1.5 мм 10М
10М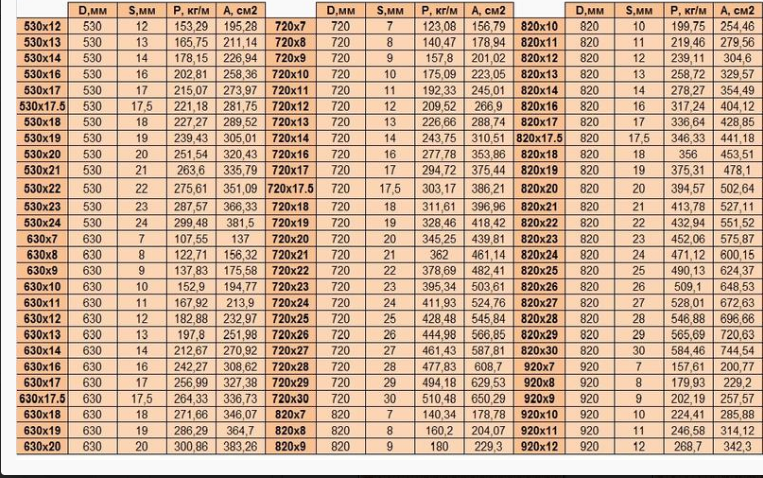 01
01 9:2003
9:2003 9:2003
9:2003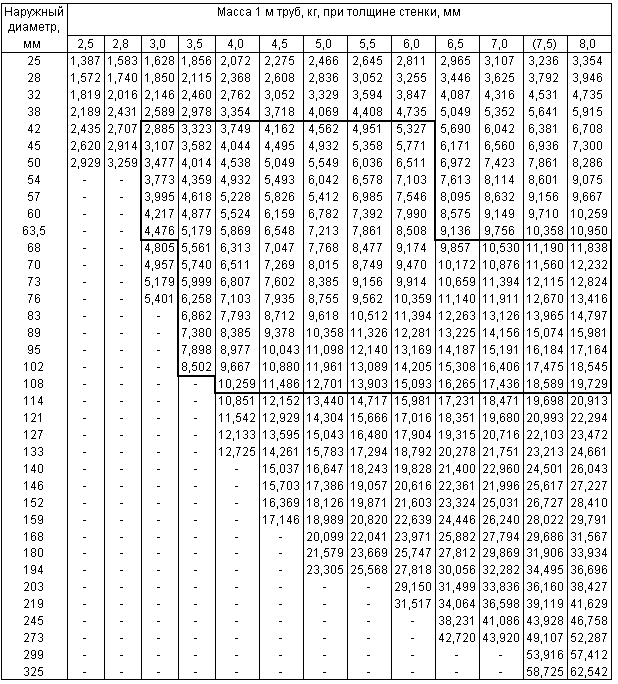 20
20
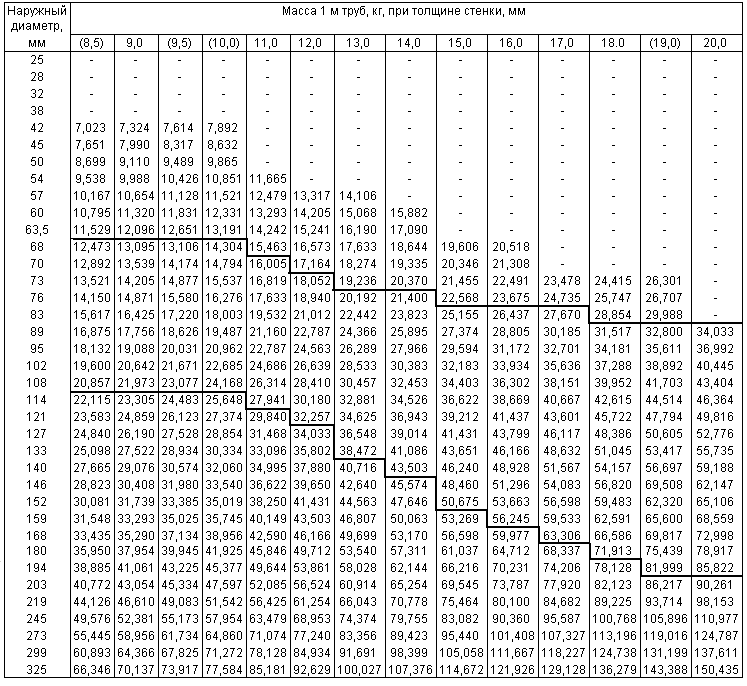 20
20 , Ltd.
, Ltd. Трубопровод проложен в подземной грунтовой среде, что не оказывает воздействия на проезжающий по дороге транспорт и окружающую растительность. Это предпочтительный трубопровод для городского теплоснабжения. Он имеет много преимуществ, таких как надежная конструкция, удобная конструкция, хороший эффект сохранения тепла, незначительное воздействие на окружающую среду, длительный срок службы и так далее. Он широко используется. В коммунальном отоплении, промышленном оборудовании, бумажной, текстильной, нефтехимической и других отраслях промышленности.
Трубопровод проложен в подземной грунтовой среде, что не оказывает воздействия на проезжающий по дороге транспорт и окружающую растительность. Это предпочтительный трубопровод для городского теплоснабжения. Он имеет много преимуществ, таких как надежная конструкция, удобная конструкция, хороший эффект сохранения тепла, незначительное воздействие на окружающую среду, длительный срок службы и так далее. Он широко используется. В коммунальном отоплении, промышленном оборудовании, бумажной, текстильной, нефтехимической и других отраслях промышленности. д.
д. jpg»>
jpg»>
