Отпуск — пружина — Большая Энциклопедия Нефти и Газа, статья, страница 1
Cтраница 1
Отпуск пружин следует производить непременно в селитряных ваннах. При отпуске в камерных печах механические свойства ( и твердость в том числе) получаются неравномерными по длине пружины. Иногда это приводит к тому, что пружины разрушаются при испытании или — что еще хуже — в эксплуатации. На это обстоятельство рекомендуется обратить самое серьезное внимание.
[1]
Закалка и отпуск пружин, например, из стальной проволоки марки 51ХФА проводится по следующему режиму: закалка при 1113 — 1133 К, охлаждение в масле, отпуск при 743 — — 783 К в течение 30 мин с последующим охлаждением в масле или в горячей — воде.
[2]
Рекомендуемые режимы отпуска пружин из патентированной высокоуглеродистой стальной проволоки-температура 175 С с выдержкой 2 ч или 220 — 300 С с выдержкой ч или 350 С с выдержкой 15 мин.
[3]
Зависимость предельно возможного напряжения т0 от индекса с. [4]
В процессе отпуска пружин после навивки предварительная нагрузка и напряжения уменьшаются. Кривые построены для проволоки I класса.
[5]
Рекомендуемые рет имы отпуска пружин из патентированной высокоуглеродистой стальной проволоки; температура 175 С с выдержкой 2 ч или при 220 — 300 С, но с выдержкой 1 ч или при 350 С — 15 мин.
[6]
Оба конца спиральной пружины могут быть закреплены пайкой, причем температура пайки должна быть ниже температуры отпуска пружины. Так, при пайке моментных пружин из оловян-но-цинковой бронзы паяльник должен быть нагрет до температуры 285 15 С, поэтому рекомендуется пользоваться паяльником с регулированием температуры нагрева.
[7]
Стержень, материал которого был отпущен нагревом до весьма насыщенного соломенно-желтого цвета, и еще раз, до однородно голубого цвета или до степени отпуска пружин, имел одинаковые прогибы при одинаковой нагрузке. Затем стержень был закален и нагружен выше предыдущего уровня как показано на рис. 3.23 ( треугольники), обнаружив повышенный предел пропорциональности.
[8]
Режим отпуска пружин холодной навивки.
[9]
Для уменьшения процесса релаксации ( перехода упругих деформаций в пластические) пружины, работающие при высоких температурах, подвергают дополнительной термической обработке, которая производится после закалки и отпуска пружин.
[10]
Типовые режимы термической обработки пружин.
[11]
Пружины холодной навивки, изготовленные из холоднотянутой проволоки диаметром до 7 мм, только отпускают. Отпуск пружины из проволоки диаметром больше 1 мм производят в печах при температуре 400 — 420 С с выдержкой 5 — 10 мин.
[12]
Отпуск проводят после всех операций механической обработки пружин. Для отпуска пружины нагревают в электропечах до 523 — 593 К с выдержкой в течение 2 — 8 мин в зависимости от диаметра пружин. Охлаждение производят в масле.
[13]
Температура отпуска пружины не должна превышать температуру отпуска проволоки.
[14]
Пружину изготовляют из рояльной проволоки диаметром 1 мм. После заправки концов производят отпуск пружины в селитровой ванне при 250 — 270 в течение 90 мин. Такие пружины обладают хорошей стойкостью.
[15]
Страницы:
1
2
Как У-шки «на пружну» калить?
Va-78
Народ, недавно меня справедливо тыкнули носом в тот факт, что пружины могут изготавливаться из У-шных сталюк. А у меня в башке «У-» и «пружина» — ну никак не сочетаются в силу привычки и малости опыта. Хочется эксперименту провести и глазами убедиться в эдаком чуде чудном. Наущите кто силен — хау мейк? А-а, и что у этой пружины по твердости получится?
Maple
Ю.М.Лахтин «Металловедения и термическая обработка металлов» Москва, «Металлургия» 1979 г. с.235-236 Я скан по-быстрому сделал, обвел там искомое.
Мне кажется, вопрос больше даже не в закалке, а в режимах отпуска и последующей ТМО. Сам такое не делал, если не прав, думаю, практики меня быстро поправят.
Шухер
отпуск до синего примерно там сколько градусов? 400? вот и пружина.
HeadOut
Люди добрые, пружина пружине рознь. Одно дела для вагона или автомобиля другое дело пружина часовая спиральная или отводная и т.д.. http://bizmet.ru/s1/directory/spravochnik_metallov/95. php Закалка У8 790 гр. вода до 250, масло. Отпуск 400-500 твердость 37-46
Шалим
Люди добрые, пружина пружине рознь.
Тоже об этом подумал. Одно дело пружина пластинчатая, типа рессоры, которая работает на изгиб, и другое дело спиральная, типа дверная, которая работает на растяжение сжатие.
Шухер
пружина пружине рознь
предположил что речь о гибком ноже…
Семен Михалыч
Хочу заметить что пружины плоские и витые из У8 сделанные мной 15-20 лет назад, на данный момент потеряли свое качество, стали сухими, лучше все же из 65Г делать.
fazadmitrij
было делал из пружины — нормальные клинки были, тока ржавучие, а твердость напильник и надфиль скользили
sany_74
Я собственноручно(конечно ересь-не руками а на прокатном стане) катал у10 для часового завода, они термичку не делают, просто наклеп делает свое дело. Катал с суммарным обжатием порядка 45-50%. Еще это железо на чеку идет вроде бы…
Ножедел
Из стали У9 делают пружины с сечением проволоки не более 3мм. Закалка 760-780С, охлаждение в масло. Отпуск 380-420С. Пружинные свойства появляются с твердости 34-36HRC, максимальная твердость для пружин 46-47HRC, с твердостью 48HRC пружины уже браковали (делал дополнительный отпуск).
Udod
Насколько помню пружины из Ушки применяют обычно в приборах разной точной механики (нагрузки постоянные, степень сжатия или растяжения строго определена конструкцией). Специальные пружинные стали выдерживают бОльшие издевательства.А способ получения и у тех и у других одинаков- отпуск при высокой температуре.
Va-78
Спасибо джентельмены, просветили неуча. 😊 Естественно, вопрос был именно о ножиковой пружинности у-шки на клинках.
Семен Михалыч Хочу заметить что пружины плоские и витые из У8 сделанные мной 15-20 лет назад, на данный момент потеряли свое качество, стали сухими, лучше все же из 65Г делать.
Ой как интересно… О_О Т.е. гипотетически, задние пружины на обычных складничках (ака slipjoint) могут со временем «ухудшаться»? Новые никаких проблем в этом смысле не имеют вовсе.
Семен Михалыч
Длинные клинки которые двадцать лет назад можно было согнуть под на угол в девяносто градусов и они разгибались без остаточной деформации сейчас трещат на гораздо меньшем изгибе и полностью прямыми сразу не становятся, старение железа по моему называется.
Пружины на складниках вряд ли пострадают, угол работы минимальный, а вот пружины на капканах плоские некоторые лопнули)).
Va-78
ОК, спасибо за наблюдение. 😊
диверсант
шашки старые и кинжалы тоже с годами теряют гибкость, некоторые деформируются, их лет через 15 перекаливать надо.
Семен Михалыч
диверсант
Спасибо за совет, летом займусь..
Va-78
1) а как-же РК предохранять на изделии? Обмазка даст нетипичный рисунок якиба… 2) А чожъ за фигня такая? Лично юшкался с шашками царевых времен — и твердость и пружиннность на уровне. Где по-современному косяк? Им лет-то — примерно 100-150…
Семен Михалыч
Лично юшкался с шашками царевых времен
У меня тоже была когда то такая, хорошей сталью не назвал бы, но гнулась хорошо, но там наверное не У8.
а как-же РК предохранять на изделии
Зачем предохранять?
Шалим
Ну не знаю не знаю. По моему ересь говорите. Знаю есть усталость металла, но это когда металл нагружен. Типа пружина или Несущяя конструкция или ещё что. А так что получается, я отковал себе нож, через 20 лет стал стругать лучину, а у меня кромка заворачивается? Что тут не так.
Va-78
Что тут не так.
Вот и я об том-же, непорядок какой-то и загадашность. Правда именно на «собственно пружинах» я бы такое понял, т.к. выше совершенно справедливо отметили, что пружина пружине рознь. А вот на ХО это странновато.
там наверное не У8.
Пошукаю, вроде на саммлере кто-то выкладывал анализ.
verjun
Закалка, а в частности, именно скорость охлаждения ,задаваемая определенной средой, с последующим средним отпуском задают особую структуру металла на пружину, троостит отпуска. Смотреть графики превращений при охлаждении после нагрева металла.
диверсант
шалим не надо путать стойкость рк и возможность метала к упругой деформации.
Шалим
Марат, я и говорю, что если пружина нагружена, то металл со временем устаёт. Читал в новостях, уже давно, нашли шпагу на чердаке, уложенную в коробку. Шпага была свёрнута в кольцо. При освобождении шпаги из коробки, та выпрямилась в изначальное состояние без остаточной деформации. При повторной попытке свернуть её в кольцо, шпага лопнула. Тоесть металл устал. Теоретически можно предположить, что если клинок прокатать, допустим по латунному стержню, и так и оставить лет на 20, то возможно, кромка так волной и останется. Соответственно р.к. ножа не испытывает такие постоянные нагрузки, что бы металл устал и не держал «заточку». Даже если метал и устаёт на р.к., лично я в этом сомневаюсь, то его просто напросто стачивают при очередной заточке. Если нож не точат и он не тупится, значит ножом не работают, соответственно металл не устаёт. Продолжая дальше теоретизировать, если клинок потерял способность к упругой деформации, то и тонкосведёная р.к. тоже не будет держать заточку, так как будет просто сыпаться.
диверсант
ну смотри шашки и большие кинжалы вроде не нагружены, а со временем их гнет, вот что бы рк при этом страдала не замечал, хотя конечно может и садится со временем твердость, но как ты правильно говоришь в процессе работы этого особо и не заметишь. был еще на моей памяти случай когда у товарища кинжал сделанный из рессоры, как его делали я незнаю, но соль в том что он в течении полугода сам по себе искривился, есть у меня мысли конечно как этого добиться, но пока не пробовал ))
Шалим
Подобный случай был у Вовки Шухера. Клин загнуло, а потом распрямило. Я вот тока не помню ушка там была или пружина. Надо будет спросить. Я так думаю что это от плохого отпуска. Кратковременный быстрый нагрев и охлаждение. Не все процессы в стали закончились. Вот её и гнёт. А на длинномере это заметнее. Сдаётся мне, что если железку отпустить как пологается, ни каких поводок и ухудшени в стали со временем не случится. сталь будет стабильна. Я конечно не профессор, это только мои интуитивные догадки, мож кто нить из гуру подтянется и на пальцах разъяснит.
Va-78
нашли шпагу на чердаке, уложенную в коробку. Шпага была свёрнута в кольцо
Совершенная х**ня. Шпага -особы вид ХО, и крутиться кольцом ей нет никаких резонов. Техника юза посрадает. А иначе на период не впишется по типовому противнику. Проще: утка, по любому.
в течении полугода сам по себе искривился,
имею скромнейшее мнение, что качественный отжиг устранил бы трабл.
П.С. сегодня на пробу сделал слипджоинт пружину из пилы робеля. Нормально, работает. От точки «ноль» — держит нагрузку на отгибание 6мм. при длине 110мм. И что после такого слушать за хрупкость быстрорезок? )
Шалим
Совершенная х**ня. Шпага -особы вид ХО, и крутиться кольцом ей нет никаких резонов
Как гриться за что купил, за то и продаю))) Мож там была шабля, которую вместо ремня на поясе носили, так сказать скрытый вариант)))))))))))))))))
Большой Бро
Если вам нужно закалить нож на «пружину» можно отковать его в размер, желательно не толстый обух. Нагреть до заданной Т и охладить просто на воздухе. Если толстый обух — в воздушной струе. Отпуском добится нужной упругости. Клинки из обойм подшипника толщиной до 3 мм после нагрева оставляю остывать на воздухе, либо размахиваю в воздухе. При тонкой РК не крошится и сломать очень трудно.
Шалим
Если вам нужно закалить нож на «пружину» можно отковать его в размер, желательно не толстый обух. Нагреть до заданной Т и охладить просто на воздухе.
Если клин из ушки нагреть до закалочной температуры и просто охладить на воздухе, то получится просто нормализрованный клин с хорошей зерновой структурой и не более того. Это будет сыромятина, просто говоря.
Большой Бро
«Если клин из ушки нагреть до закалочной температуры и просто охладить на воздухе, то получится просто нормализрованный клин с хорошей зерновой структурой и не более того. Это будет сыромятина, просто говоря.»
Ну вот, я так и предпологал, — не поймут. Объяснять ни чего не буду. Поскольку всегда проще «вырвать» версию из учебника, зазубрить, доказывать ее всем, вместо маленького опыта. Ну или пост внимательней перечитать, и дело даже не в ШХ, из У8 подобное получается.
Шухер
Объяснять ни чего не буду.
ладно обижаться. из у8 подобный такой ТО клин упруг только при не сильных прогибах совсем чуть-чуть дальше не держит уже сгибается. Дальше отпускать того что есть некуда. Там вообще нечего отпускать на самом деле сырая сталюка.
Шалим
Ну вот, я так и предпологал, — не поймут. Объяснять ни чего не буду. Поскольку всегда проще «вырвать» версию из учебника, зазубрить, доказывать ее всем, вместо маленького опыта. Ну или пост внимательней перечитать, и дело даже не в ШХ, из У8 подобное получается.
Большой Бро, вроде ты экспериментировал с закалкой воздухом? Ящик для закалки собирал. Я ни чего не путаю? Вот про шх поверю легко, так как сталюка легированная и прокаливаемость у неё гораздо выше чем у ушки, не даром её на воду не калят, да и то сомнительно. После нормализации шх всегда мягкая по опыту, если только в струе воздуха. Про хвг даже спорить не буду, так как сам калил на воздух неоднократно, а вот с ушкой, думаю такой номер не пройдёт. Сталь с плохой прокаливаемостью. Если только в сильной струе воздуха, может что и получится, и то, если клин тонкий в сечении, а просто на воздухе хрен она закалится. И это я утверждаю основываясь не на учебник, а на многократный опыт закалки углеродистых клинков.
Udod
Вот про шх поверю легко
И с ШХой не полоучится, легирование слабое и скорость охлаждения должна быть достаточно высокой. (не зря для крупных подшипников применяется не ШХ15,а ШХ 20,которая требует меньших скоростей охлаждения,но все-равно достаточно высоких). Но вот встречаются жаропрочные подшипники (не обязательно нержавеющие). Те запросто на воздухе закаливаются.
Шухер
И это я утверждаю основываясь не на учебник, а на многократный опыт закалки углеродистых клинков.
такаяжифигня. наконечники из у8 не калёные просто нормализованные — крутил на воздухе поначалу прикуел от прочности но явление после 10 градусов прогиба на сторону не больше исчезало. Если не проверять как узнать? 😛
Большой Бро
Ладно спорить, как-нибудь создам тему с фотками еще раз. У последнего ножа из обоймы, закаленного на воздухе (слегка размахивая клинком в создушной среде) тонкий кончик обломился в тисках, надфиль лишь слегка цепляет рк. Толщина обуха 2,8 мм, РК 1,5 мм. Отпустил до соломенного цвета. Сломать не удалость (надо рычаг силы больше). Другой нож калил под вентилятором , чтобы равномерно остыл. Итог: при заточке в «ноль» решил поводить РК по краю стакана, РК выкрошилась сильно. Значит перекал. Отпуском этот нож не исправить. Еще раз смысл действий: Если нам нужен упругий нож, легко затачивающийся, держащий РК при сведении в «ноль», особенно при работе на сильном морозе, то мы можем…: а) Закалить сталь на макс и отпуском добиться нужных свойств. Скорее всего потребуется отпуск выше 300-350 С (что можно применить лишь для нелегированных среднеуглеродистых сталей!!!) б) Снизить скорость охлаждения и получить нужную структуру. Если речь идет об изотермическом распаде — то мы получим «чистую» структуру (сорбит, троостит, бейнит), так как время выдержки + температура одинаковая по всему оъему заготовки. Если минуем изо- распад аустенита, то может структура, в разных сечениях клинка быть разной (от перлита в обухе до мартенсит + бейнит на РК) Казалось бы разница между «а» и «б» только в разнице действий. Нет, разница в: 1 структуре (при отпуске карбиды сфероидизируются, при закалке до той же твердости имеют игольчатую структуру.) 2 При отпуске легированных сталей в диапазоне 350 С возникают явления отпускной хрупкости. (выделение карбидов по границам зерен). Многое восточное оружие закалено «мягко» имеет тонкую РК: Пчаки, карды, джамбии. Якуты тоже делают тонкую РК и не калят вообще (это сейчас дань моде калить до 60 ед и выше). Древнерусские ножи часто имели структуру сорбита закалки. Хотя делать напильники умели почти все кто занимался оружейным делом, и закалить до высокой твердости проблем не возникало.
Шухер
Большой Бро читаю и окуеваю
Большой Бро
Большой Бро читаю и окуеваю
И что тебя окуевает?
диверсант
шухер это нормально на воздухе калить, а в сгущеном еще лучше, так и шашки с саблями раньше калили.
Шухер
И что тебя окуевает?
как ты меняешь свою точку зрения.
МухАН
Значит перекал.
Это что? И как?
Отпуском этот нож не исправить.
С чего это Вы взяли?
Шалим
Большой Бро Другой нож калил под вентилятором , чтобы равномерно остыл. Итог: при заточке в «ноль» решил поводить РК по краю стакана, РК выкрошилась сильно. Значит перекал. Отпуском этот нож не исправить.
Если при закалке не перегрел, то и перекала быть не может. Зерно при сломе какое было? Отпуск то был после закалки под вентилятором?
Я допускаю закалку в СТРУЕ воздуха тонкосведённых ушек и шх. Но в спокойном состоянии эти железки на воздухе не закалить. В этом вы меня не переубедите.
Что такое процесс закалки и отпуска?
Пружинные стали поставляются в одном из двух состояний: они либо поставляются в отожженном состоянии, чтобы можно было изготовить компоненты до процесса закалки, либо закалены и отпущены.
Процесс закалки и отпуска
Оптимальное сочетание твердости ; прочность и ударная вязкость вырабатывается по всему сечению машиностроительного изделия из стали, посредством закалка и отпуск .
Обработка закалкой и отпуском состоит из нагрева заготовки до соответствующей температуры закалки, которая зависит от конкретного используемого анализа стали, выдержки в течение времени, достаточного для обеспечения того, чтобы вся заготовка достигла температуры, а затем быстрой закалки в подходящей среде, охлаждая сталь.
Закалка
Закалочной средой может быть воздух, масло, вода, расплав соли, псевдоожиженный слой или сжатый инертный газ, такой как азот.
Выбор закалочной среды зависит от анализа стали, геометрии компонентов, используемой печи для термообработки и стадии производства, на которой выполняются закалка и отпуск. Результирующие изменения температуры вызывают физическое преобразование стали, что приводит к изменению механических свойств.
Для любого анализа стали и закалочной среды существует размер сечения, выше которого заготовка не будет удовлетворительно затвердевать насквозь. Это известно как ограничивающее линейное сечение и является основным конструктивным параметром, который необходимо учитывать в сочетании с требованиями к геометрии и свойствам заготовки при определении режима закалки и отпуска. По мере увеличения жесткости закалки, как это происходит, если воздух заменяется маслом, а масло заменяется водой, предельное линейное сечение увеличивается для определенного состава стали. Однако использование более жесткой закалки, в свою очередь, ограничивается повышенным риском деформации или растрескивания во время закалки из-за более высоких термических напряжений, возникающих в заготовке.
Закалка
После закалки заготовка находится в наиболее твердом, но наиболее хрупком состоянии и, следовательно, требует дополнительной термической обработки (отпуск или волочение ) для получения оптимального баланса свойств.
Он заключается в повторном нагреве заготовки до более низкой температуры и выдержке в течение определенного времени. Выбор времени и температуры зависит от количества отпуска или «размягчения», которое требуется заготовке. Закалка конструкционных сталей (с содержанием углерода от 0,3 до 0,55 %, от 800 до 900 град.С. Отпуск обычно проводят при температуре от 400 до 700 град. C. Инструменты из более высоколегированных сталей также подвергаются закалке и отпуску, но требуют значительно более высоких температур, до 1300 град. C. для закалки и многократного отпуска часто требуется.
Применение для закаленной и отпущенной стали
Пружинная сталь
в закаленном и отпущенном состоянии используется в основном для производства плоских пружин, лезвий и пил, и ее очень трудно деформировать. Если вам требуется пружинная сталь для формовки перед термической обработкой, у нас есть ассортимент сталей в отожженное состояние так же.
На складе BSS имеется широкий ассортимент закаленной и отпущенной пружинной стали, включая CS70, C75, CS80, CS95 и CS100.
Если вам нужна техническая помощь, чтобы помочь вам выбрать правильное состояние или класс, воспользуйтесь нашей дружелюбной консультационной службой по телефону. Звоните 0114 244 0527.
Закалочные пружины
Если вы строите замок, закалка пружин, особенно основной пружины, является одной из тех работ, которые вызывают беспокойство. Если не сделать это должным образом, есть вероятность, что пружина может сломаться во время использования или она может быть слишком слабой, чтобы функционировать должным образом. Эта страница дает некоторые советы и примеры того, как это можно сделать хорошо.
Традиционная практика
Закалка и отпуск пружины может оказаться непростой задачей как для новичка, так и для опытного оружейник, если деталь маленькая или сложная. Первым делом, конечно же, очистить пружину, удалив все литник и полировка поверхностей, особенно внешней конечности, и убедиться, что нет механической обработки или царапины на пружине, которые могут выступать в качестве очагов напряжения. Для этой работы, после грубой опиливания и шлифовки, у меня есть серия кругов Lexan, которые устанавливаются на токарный станок или сверлильный станок и работают со скоростью медленная скорость с нанесением на поверхность влажного карборунда зернистостью 220. Они режут очень хорошо, но ими можно управлять и оставить гладкую поверхность. Тонкие диски из лексана с нанесенным по бокам абразивом — хороший инструмент для выравнивания поверхности. индикации пружин.
Большинство литых пружин изготавливаются из стали 6150 и закаляются нагреванием до однородного красно-оранжевого цвета и погружая их в охлаждающую ванну. Можно использовать воду или масло, но я предпочитаю масло, так как вода остывает так быстро, что может вызвать крошечные поверхностные трещины и ослабить часть. Так как пружина будет закалена до относительно высокой тепло, первоначально делающее его твердым как стекло, мало помогает. После затвердевания пружину необходимо обработать осторожно, так как на этом этапе он очень хрупкий.
Обычно обсуждаются два метода отпуска: нагревание до цвета или обжиг в масле. Если часть после полировки и повторного нагрева образуется цветной оксидный слой, который можно использовать для оценки температуры. Это часто трудно точно измерить цвета, а в маленьких или сложных деталях трудно получить кусок, чтобы темперировать равномерно. Кроме того, быстрое и неравномерное охлаждение может привести к деформации металла. Второй метод который был использован с хорошим эффектом, включает помещение пружины в небольшую кастрюлю, содержащую несколько унций масла, а затем нагревая масло до тех пор, пока оно буквально не сгорит, охватив деталь дымным пламенем. Разумеется, это очень грязно, и это также может привести к неравномерному темперированию.
Третий метод, который мне порекомендовали, заключался в помещении детали в расплавленный свинец. Чистый свинец плавится при 615 градусов по Фаренгейту (324 градуса по Цельсию) и может нагреваться значительно выше этой точки. Высокотемпературный Для доведения расплава до нужной температуры отпуска можно использовать термометр. Я не пробовал этот метод, но если у вас уже есть установка для литья и термометр, это может быть хорошим способом. Находясь посередине соорудив новый замок и желая найти лучший способ закалки основной и завитой пружины, я приспособил техника, используемая часовщиками для термообработки тонких или сложных деталей. К тому же — я хотел повод поэкспериментировать.
Метод песчаных ванн
«Лодка» формируется из листа медного кровельного гидроизоляционного покрытия, оставив «уши» по углам, которые поддерживают лодку в небольшом ограждении из изоляционных кирпичей. Лодка заполнена чистым кварцевым (обычным) песком (не используйте белый морской аквариумный песок!), а детали зарыты на полпути, погружены в воду, но не касаются дна. Некоторые лом медных полос могут быть размещены вертикально, вдоль, чтобы помочь распределить тепло.
Одиночный кирпич кладется поверх лодочка, которая герметизирует ее и оставляет небольшой зазор по краю печи для подъема тепла. Пропановая горелка осторожно играют вдоль дна лодки до тех пор, пока температура не поднимется примерно на 10 градусов ниже, чем температура окончательного отпуска, а затем тепло отводится, и сборка остается остывать в покое. За Пружины 6150, закалка до 750 градусов дает жесткую, крепкую пружину, закалка до 900 градусов дает довольно слабый; за исключением необычных случаев, я отпускаю до 750 градусов.
Конечно, вам не обязательно заморачиваться; поскольку не используется ничего токсичного или грязного, любая горячая поверхность может использовать, например, кухонную плиту, гриль-барбекю или электроплитку. Я бы сделал это на своей кухонной плите, за исключением моя жена запрещает мне ступать туда. Главное иметь теплопроводную среду (песок) вокруг части, которая равномерно распределяет тепло, и способ контролировать температуру средний.
Допустимая нагрузка на плиты перекрытия пустотные – важнейшая характеристика изделия для строителей и ремонтников. От верного проектирования перекрытия зависит итоговая прочность сооружения. Как читать маркировку, определять допустимый вес и хранить плиты без ущерба устойчивости к нагрузке?
Что означает маркировка плит?
Сортамент плит перекрытия пустотных составлен с учетом их размеров и прочности.
Маркировка начинается с аббревиатуры ПК, то есть «плита круглопустотная», и содержит описание продукции.
Разберем значение цифр на примере названия ПК-30-12-8:
30 — длина пустотной плиты перекрытия в дециметрах
12 — ширина изделия в дм
8 — максимальная нагрузка на 1 дм2 в кг, то есть 800 кг на м2, в которые входит и вес самой плиты
В маркировке цифры округляются, в приведенном примере реальная длина плит перекрытия пустотных составит около 1180 см, а ширина – 1190 см.
Указанные параметры нагрузки используются чаще всего, однако возможны и другие значения – от 500 до 1500 кг на м2. В планировке жилых и офисных помещений стандартная нагрузка на плиты перекрытия пустотные 800 кг/м2, как правило, отвечает эксплуатационным требованиям.
Как рассчитывать допустимую нагрузку
Для проверки, выдержит ли выбранная плита внутренние элементы, вычитают из проектных значений разные виды нагрузок:
Сортамент пустотных плит перекрытия содержит множество изделий, нужно рассчитать оптимальное заполнение проема с учетом массы плит и нагрузок.
Пример расчета веса внутренней стены:
800 кг/м2 — 300 кг/м2 (вес конкретной плиты по ГОСТу) — 150 кг/м2 (максимальный вес стяжки, утеплителя и напольного покрытия по СНиП) – 150 кг/м2 (минимальные нормы на привнесенную статическую и динамическую нагрузку) — 200 кг/м2.
Итоговая цифра означает максимально допустимый вес планируемых конструкций. Располагать их следует ближе к торцам плит. Важно помнить, что постоянные статические нагрузки скапливаются и могут привести к прогибу изделия, поэтому лучше не достигать максимума.
Правильное хранение плит перекрытия
Чтобы не допустить уменьшения проектной прочности пустотных плит еще до монтажа, следует выполнять основные правила их складирования:
Укладываются петлями вверх на твердую ровную поверхность, лучше асфальт или щебень, без контакта с землей, на перегородки от 15 см высотой.
Между плитами в районе петель строго друг под другом – деревянные бруски толщиной 2,5-3 см.
Высота штабеля – не более 2,5 м
Сверху накрыть водонепроницаемой пленкой или рубероидом
Точное соблюдение условий хранения плит перекрытия и грамотный монтаж позволят легко выйти на расчетные показатели нагрузок.
Также рады Вам предложить:
Особенности водоотводных лотков
Наземные системы водоотвода
Стеклопластиковые лотки для водоотвода
виды, марки и особенности монтажа
Содержание
1 Определение
2 Назначение
3 Преимущества изделий
4 Виды
5 Размеры и вес
6 Материалы и особенности конструкции
7 Марки пустотных плит перекрытия
8 Особенности монтажа
9 Нагрузки на пустотную железобетонную конструкцию
10 Заключение
Бетонные перекрывающие плиты являются наиболее востребованными в строительстве. Такой материал необходим при возведении жилых, промышленных и административных зданий любой этажности. Особенно популярны пустотные перекрытия. Их конструкция имеет меньшую массу, чем у сплошных, без потерь в прочности и надежности. Наличие пустот также не сказывается на несущих способностях конструкции. При этом тепло- и звукоизоляция намного выше.
Определение
Плиты перекрытий железобетонные многопустотные представляют собой несущие бетонные перегородки, располагаемые горизонтально в строящихся объектах. Их устанавливают между этажами, под чердаками или в качестве несущих перегородок. В конструкции предусмотрено наличие нескольких полостей разного сечения: овального, круглого, полукруглого. При их производстве используется легкий и тяжелый бетон. Армирование применяется для увеличения прочности конструкций.
Вернуться к оглавлению
Назначение
Основное назначение пустотных плит — монтаж перекрытий на стыках этажей при строительстве домов из кирпича, стеновых блоков и бетона. Благодаря преимуществам, этот вид перекрытий стал популярным среди всех ЖБИ. Пустотной плитой сооружают перекрытия в многоэтажных, частных и монолитных объектах. Часто такие изделия применяются в качестве несущих каркасов. В промышленности чаще применяют многопустотные армированные модификации из тяжелых бетонов.
Вернуться к оглавлению
Преимущества изделий
Главным фактором, определяющим преимущества перекрывающих конструкций, является наличие пустот:
На изготовление конструкции требуется меньше стройматериала.
За счет заполнения пустот воздухом перекрытия отличаются повышенной тепло- и шумоизоляцией.
Отверстия в плитах применяются для прокладки инженерных коммуникаций.
Пустоты снижают массу изделия, поэтому изделие оказывает меньшие нагрузки на фундамент.
Использование предварительно-напряженного арматурного каркаса повышает прочностные и эксплуатационные показатели перекрывающего изделия.
Применение многопустотного стройматериала экономически оправданно и позволяет в сжатые сроки возводить каркас дома.
Вернуться к оглавлению
Виды
Виды многопустотных плит перекрытия в сечении.
Многопустотные межэтажные изделия отличаются широким видовым ассортиментом. Изделия отличаются размерами, особенностями конструкции, сферой применения. По форме отверстий к пустотным железобетонным изделиям относятся:
плиты с круглыми пустотами;
конструкции с овальными полостями;
изделия с грушевидными отверстиями;
перекрытия с овальными пустотами.
По назначению:
кладка по одной стороне;
по двум торцевым сторонам;
по трем сторонам;
по двум боковым и двум торцевым.
Отдельным видом пустотных железобетонных перекрытий является плита ПБ, полученная путем непрерывного безопалубочного формования на длинных стендах. Ее назначение — обеспечение опоры по двум сторонам.
Вернуться к оглавлению
Размеры и вес
От размеров пустот зависят эксплуатационные характеристики перекрывающего элемента. Диаметр круглых отверстий в плите колеблется в диапазоне от 140 мм до 203 мм. Чем меньше эта величина, тем прочнее изделие. На прочность влияет толщина перекрытия. Это значение равно 22 см. Есть более массивные продукты, например, плита 6ПК, толщина которой 30 см. Облегченные модификации производятся из легкого бетона и имеют толщину 160 мм. Такими плитами сооружают межэтажные перегородки для газоблочных или пенобетонных стен.
Стандартные размеры:
длина варьируется в пределах 1,5—16 м;
ширина бывает 1, 1,2, 1,5 и 1,8 м;
масса колеблется в диапазоне от 500 кг до 4 тонн.
Несущая способность таких изделий имеет стандартную величину, равную 800 кг/м2. Но встречаются межэтажные перегородки, рассчитанные на нагрузку 1200—1250 кг/м2.
Глубина опирания железобетонных пустотных плит составляет 9—25 см.
Вернуться к оглавлению
Материалы и особенности конструкции
Данную марку цемента используют для производства плит с отверстиями.
Для получения плит с отверстиями нужен бетонный раствор на цементе М300 и М400. Эти две марки обеспечивают готовое изделие высокими показателями прочности и пластичности. Цемент М400 придает стойкость перекрытию к моментальной нагрузке 400 кг на 1 см3/сек, а 300-я марка наделяет плиту способностью не проламываться при прогибах.
С целью повышения прочностных характеристик и для повышения несущей способности бетонных перекрытий в изделия монтируют стальные пруты. С этой целью используется арматура из нержавеющей стали класса А3 и А4. Материал отличается повышенной коррозионной стойкостью и устойчивостью к колебаниям температур в диапазоне «– 40 °C»—« 50 °C».
Практикуется применение натяжной арматуры. Процесс армирования происходит в четыре стадии:
натяжение стальных прутьев в форме;
укладка арматурной сетки в форму;
заливка бетоном;
обрезка излишка арматурных элементов, выступающих из затвердевшего бетона.
Натяжение придает плитам способность выдерживать максимальное динамическое и статическое давление без провисания и прогибов. При этом в торцы, опирающиеся о стены, дополнительно монтируют двойную арматуру, что наделяет изделие стойкостью к нагрузкам от своей массы и веса верхних стен без деформации. Таким перекрытием сооружаются высотные промышленные здания.
количество сторон опирания, например, Т или Ч — три или четыре стороны, соответственно.
Цифрами обозначаются:
реальная длина (дм), которая меньше ГОСТовской на 20 мм;
реальная ширина (дм), которая меньше стандарта на 10 мм;
несущая способность, например, цифра 3 соответствует 300 кг/м2.
Последние буквы в маркировке обозначают:
АтV — армирование нижней рабочей части изделия осуществлено преднапряженной арматурой категории АтV;
т — при изготовлении применялся тяжелый бетон;
а — имеются уплотняющие вкладыши в отверстиях на торцах.
Вернуться к оглавлению
Особенности монтажа
Главным требованием при надежном монтаже пустотных перекрывающих плит является соблюдение рассчитанных параметров опоры на стены, внесенных в чертеж. Если площадь опирания будет недостаточной, произойдет деформация стены. Если площадь будет больше — увеличится теплопроводность, что не всегда желательно.
При монтаже перекрывающих конструкций следует учитывать минимально допустимую глубину опирания в соответствии со структурой стройматериалов здания. Например, для постройки из кирпича эта величина составляет 9 см, для газобетона и пенобетона — 15 см, а для стальных каркасов — 7,5 см.
Максимально допустимое заглубление при заделке панелей в стены не должно превышать 16 см при использовании в качестве основного стройматериала легких блоков или кирпича, и 12 см — при строительстве из железобетонных и бетонных изделий.
Вернуться к оглавлению
Нагрузки на пустотную железобетонную конструкцию
Пустотное перекрытие включает три составные части:
верхняя, предназначенная для кладки напольного покрытия, утеплителей;
нижняя, используемая для декорирования потолка и навешивания подвесных элементов;
конструкционная, расположенная между первыми двумя частями и удерживающая все железобетонное изделие в воздухе.
На среднюю часть изделия оказывают постоянную нагрузку отделочные элементы пола и потолка: люстры, подвесные потолки, колонны, ванны, перегородки и прочие подвесные элементы. К статике добавляется динамика, а именно давление от перемещающихся по поверхности объектов: люди, домашние животные и т. п.
Нагрузки различают: точечные (подвесные элементы, например, люстра) и распределенные (подвесной потолок). Бывают еще сложные в расчете комплексные нагрузки, например, давление, оказываемое ванной. В этом случае полная воды ванна оказывает распределенную нагрузку, а каждая ее ножка — точечную.
При расчете общего давления, оказываемого на железобетонное изделие с отверстиями, учитываются все возможные нагрузки. По полученным результатам выбирается конкретная плита, которая будет максимально подходить под требования.
Вернуться к оглавлению
Заключение
Многолетняя строительная практика показывает, что плиты перекрытия являются неизменным материалом, вне зависимости от типа сооружения — торговый комплекс, жилое здание или производственный цех.
Выбирая перекрытия в виде пустотных плит, существенно удешевляется и облегчается процесс строительства, улучшаются тепло- и звукоизоляционные параметры, повышается прочность и надежность здания.
Пустотные доски — экономичное и универсальное решение для полов и крыш практически для любого строительного проекта.
В основном используется для полов и настила крыш, полые стержни представляют собой сборные железобетонные плиты с рядами полых внутренних труб для экономичности и стальной арматурой для дополнительной прочности. Полые внутренние пространства пустотелых досок делают плиты намного легче, чем плиты перекрытий той же толщины, сохраняя при этом одинаковую прочность. Полые трубы также снижают материальные и транспортные расходы.
Компания Molin Concrete предлагает два типа бетонных плит с пустотелыми элементами: Flexicore и экструдированные. Наши варианты продукции обеспечивают необходимую гибкость конструкции и структурную стабильность, сокращая при этом время выполнения заказа. Свяжитесь с нами, чтобы более подробно обсудить варианты пустотелых досок.
Выгоды/преимущества пустотелых досок:
Быстрая установка для сокращения трудозатрат и затрат на месте
Способность охватывать большие открытые пространства для обеспечения гибкости конструкции
Непрерывные внутренние пустоты для дополнительной структурной устойчивости и снижения веса и стоимости
Звукоизолированные, огнестойкие и не требующие особого ухода
Высокая несущая способность для широкого спектра применений
Области применения пустотелых досок:
Пустотные доски являются отличным вариантом для жилых, коммерческих и промышленных зданий любого размера благодаря своей прочности, экономичности и огнестойкости. Общие области применения включают кровельные и напольные покрытия для многоквартирных домов, многоэтажных зданий, жилых домов на одну семью, школ и т. д.
Пустотные плиты обычно используются с предварительно напряженными балками и сборными колоннами Molin, обеспечивая полную структурную стабильность и свободу проектирования. Сборный железобетон отливается в контролируемой среде, чтобы обеспечить однородность и прочность бетонной плиты.
Наша гибкость при заливке пустотелых бетонных досок позволяет найти эффективные решения для ваших полов и крыш. Свяжитесь с нами, чтобы обсудить, какие сборные элементы будут полезны для вашего следующего проекта.
Эстетическая информация
Техническая информация
Эстетическая информация
Компания Molin Concrete Products предлагает архитектурный сборный железобетон практически любого цвета, формы или текстуры для удовлетворения эстетических и функциональных требований проектировщика. Эти образцы представлены только в качестве рекламного материала. они представляют собой общие цвета и текстуры бетонных архитектурных сборных изделий Molin. Компания Molin может создавать индивидуальные композиции смесей для получения желаемых цветов. Эта книга образцов призвана стать «отправной точкой» для архитекторов и дизайнеров.
Пожалуйста, свяжитесь с Molin Concrete Products, чтобы запросить образцы архитектурного сборного железобетона, по телефону 651-786-7722 или отправьте нам электронное письмо по адресу [email protected]
Техническая информация
Компания Molin Concrete Product Company предлагает сертифицированные предварительно напряженные/сборные железобетонные изделия в широком диапазоне размеров и конструкций для удовлетворения конкретных потребностей вашего проекта. Узнайте больше о возможностях каждого из наших продуктов, загрузив соответствующую таблицу нагрузки или связавшись с Molin по телефону 651-786-7722 или по электронной почте [email protected]
Файлы PDF можно открывать в любой стандартной программе чтения PDF. Для наших файлов DWG требуются специальные шрифты. Добавьте следующие файлы в папку со шрифтами САПР:
FRC.SHX
СИМПЛЕКС.SHX
ВФРК.SHX
Историческое развитие многопустотных плит
* Эта статья Арнольда Ван Акера (†) и Стефа Мааса первоначально была опубликована в CPI 2-2021.
ОБЗОР, ОСНОВАННЫЙ НА ПАТЕНТНЫХ ИССЛЕДОВАНИЯХ
Идея уменьшить собственный вес бетонных плит путем размещения пустот в центре поперечного сечения относится к началу прошлого века. Несколько изобретателей из разных стран подали заявки на патенты на различные системы. Настоящая статья в основном основана на анализе патентов, опубликованных в первой половине 20 века, и личного опыта с 1960 года. Патенты обычно предлагают комплексное описание изобретений (формула изобретения). Реконструкция истории пустотных плит на основе этих патентов — трудоемкое, но увлекательное занятие. Эта статья призвана дать общий обзор и не претендует на то, чтобы быть исчерпывающей.
Не всегда ясно, как провести различие между «настоящими» пустотелыми элементами и аналогичными типами настила, такими как коробчатые настилы, пузырчатые настилы, двутавровые балки, расположенные рядом, и т. д. Европейский стандарт на продукцию EN 1168 [1] определяет многопустотную плиту как монолитный предварительно напряженный или усиленный элемент с постоянной габаритной высотой, разделенный на верхнюю и нижнюю полки, соединенные вертикальными стенками, таким образом, образуя ядра как продольные пустоты, поперечное сечение которых является постоянным и представляет собой одну вертикальную ось симметрии (рис. 1). В настоящей статье речь идет о многопустотных плитах только в соответствии с определением стандарта EN 1168.
Системы
На основании патентных заявок мы можем выделить 3 основные системы производства многопустотных плит. Для каждой категории могут быть определены подкатегории:
3. Экструзионный 3.1. Уплотнение высокочастотной вибрацией 3.2. Уплотнение при сдвиге
Как правило, эти методы производства могут использоваться для производства армированных плит, а также для производства предварительно напряженных плит. Они в основном из обычного плотного бетона, но есть и примеры конструкционного легкого бетона.
Раньше пустотные плиты производились либо на заводе, либо на месте. Часто использовались отдельные формы, а иногда даже длинные ряды, но прерывистым образом. Уплотнение бетона в основном осуществлялось путем утрамбовки свежего бетона. Здесь также патентное исследование могло бы дать больше информации, но это не является основным предметом настоящей статьи.
Специфические характеристики многопустотных плит
Наиболее характерной особенностью разработки многопустотных плит было то, что они сильно отклонялись от существовавших в то время принципов проектирования армированного и предварительно напряженного бетона, согласно которым сжатие воспринимается бетоном, а растяжение по армированию. Ведь в большинстве случаев разработанная технология изготовления была возможна только при следующих условиях:
Без вертикальной арматуры;
Отсутствие поперечной арматуры на нижней стороне блоков;
Только продольные арматурные стержни или предварительно напряженные арматуры;
Нет выступающей арматуры для соединений и т. д.
Как следствие, при проектировании необходимо было учитывать способность бетона к растяжению и разрабатывать новые методы соединения. Это было новым, особенно в отношении передачи усилий на опору, несущей способности блоков, действия диафрагмы перекрытий, поперечного распределения нагрузки между соседними блоками, нежестких опор, проемов в перекрытиях, огнестойкости и т. д.
Что касается преднапряженных многопустотных плит, то Комиссия по сборным конструкциям ФИБ сыграла решающую роль в разработке проекта. Обширные исследования и интенсивный полевой опыт, собранный со всего мира, показали, что пустотелые полы идеально подходят для выполнения всех необходимых структурных функций при условии соблюдения некоторых элементарных принципов проектирования. В 1988 году Комиссия FIP по сборным конструкциям опубликовала Рекомендации по проектированию преднапряженных пустотных перекрытий. Они использовались в качестве основы для национальных и международных стандартов, например, Еврокода 2 и европейского стандарта продукции CEN EN 1168. Обновленная версия Рекомендаций FIB 19В этом году будет опубликовано 88.
Исторические разработки
Современные предварительно напряженные и армированные многопустотные плиты перекрытий являются результатом длительного периода разработки и испытаний. Новые варианты многопустотных плит все еще появляются на рынке (см., например, многопустотные плиты с поперечным изгибом для тоннельного свода на итальянской автостраде A4 у входа в торгово-выставочную зону в Милане [2]). Даже больше, чем сами многопустотные плиты, методы производства подлежат постоянной оптимизации.
Далее исторические разработки классифицируются в соответствии с упомянутыми выше тремя производственными системами.
Wetcast
Техника мокрого литья использует предварительно сформированные сердечники (образователи пустот) для создания продольных пустот. Их помещают в форму перед отливкой плиты.
Мокрое литье с постоянными пустотообразователями
Вильгельм Зиглер (Германия, 1906 г.), вероятно, может претендовать на первое применение продольных пустотообразователей в бетонных плитах [3]. Его система изготовления стержней была основана на предварительно изготовленных коротких формовочных трубах из затвердевшего раствора или другого материала, которые располагались на подмостках (рис. 2). Длина плит была произвольной. Трубки имели на дне боковые выступы, служившие формой для паутины. Их располагали либо непрерывно в продольном направлении, либо с небольшими промежутками в определенных местах, образуя поперечные ребра. Продольные и поперечные стенки армировались классическим способом.
В течение следующих двух десятилетий было разработано несколько решений для формирования продольных пустот в плоских плитах перекрытий. Обзор представлен в таблице 1.
Можно задать вопрос о различии между полыми элементами и коробчатыми элементами. Вышеупомянутые варианты по-прежнему соответствуют приведенному выше определению пустотных плит, но начиная с определенной толщины они должны классифицироваться как коробчатые плиты или балки. Кстати, изобретатели решений табл. 1 в первую очередь претендуют на плиты перекрытий, хотя и не исключают в описании патента применимость для коробчатых балок или даже стен.
Сегодня этот метод производства довольно редок, но все еще используется. После заливки нижнего слоя устанавливаются призматические пустотообразователи, обычно из полистирола. После этого заливается второй слой бетона для придания формы перемычкам и верхнему слою.
Мокрая отливка с временными пустотообразователями
В 1930 году бельгийскому изобретателю Жюлю Хейнеману был выдан патент на сборную плиту перекрытия с продольными пустотами [10]. Эти пустоты формируются с помощью эластичных форм, изготовленных, например, из каучука. стали и удерживаются на месте клиньями. Когда эти клинья удалены, поперечное сечение этой формы уменьшается, и форму можно без труда извлечь из полостей в балке. К сожалению, чертежи патента не содержат подробностей об этих пустотообразователях. Количество пустот в поперечном сечении может быть изменено. Перекрытия были железобетонными. Патент описывает в основном сам продукт, без каких-либо подробностей о производстве. Продольные стыки между блоками выполнены зазубренными и снабжены поперечными армирующими скобами. Их заливали на месте раствором.
Неудобство решения заключалось, конечно, в слабости гибких стальных труб. В 1939 году Уолтер Х. Коби (США) запатентовал решение с пневматическими расширяемыми и разборными резиновыми сердечниками [11]. На рис. 4 показаны продольный 90–125 и поперечный разрез системы.
Впоследствии было запатентовано несколько вариантов решений, касающихся как формы и количества жил, так и профиля продольных соединений.
Чарльз Летбридж (Великобритания) [12] представлен в 1940, усовершенствованный способ со съемными стальными трубами одинакового поперечного сечения, проходящими в продольном направлении через всю форму и соответствующими по форме форме поперечного сечения пустотного блока. После установки нужных арматурных стержней был залит бетон, и форма в целом завибрировала. При этом стержневые трубы были немного смещены относительно кристаллизатора. Когда бетон достаточно уплотнился, чтобы сохранить свою форму, трубы вынимали через конец формы, а бетон оставляли для затвердевания. За счет использования металлических сердечников с гладкой поверхностью и поддержания их в движении бетон не прилипал к трубам, и последние можно было без труда удалить. Предпочтительно и для простоты стержневые трубы имели круглое поперечное сечение, что допускало вращательное движение во время литья.
Во Франции в 1952 году компания STUP Freyssinet [13] подала заявку на патент на изготовление предварительно напряженных полых элементов на длинных стальных станинах. Изобретение предназначалось для полов зданий. Блоки были изготовлены из предварительно напряженного бетона, их длина равнялась пролету пола без промежуточных опор, а ширина изменялась в зависимости от необходимой толщины плиты и возможностей перемещения. Элементы имели продольные пустоты по всей длине круглой формы. Вертикальные края были профилированы и заполнены раствором после монтажа, чтобы обеспечить передачу вертикальных нагрузок от одного элемента к другому. Элементы были отлиты в стальных формах с длинными линиями. Поперечные пластины пресс-формы можно было разместить в любом месте, чтобы реализовать длину блоков. Продольные пустоты формировались длинными трубками из армированной резины, накачиваемыми жидкостью под давлением до и во время литья. После уплотнения бетона давление было сброшено, а трубы удалены.
Шликерное формование
Шликерное формование характеризуется движущейся профильной формой (формой), в которую заливается и уплотняется бетон. Как правило, используется бетон с более высокой осадкой.
Шликерное формование (подбивка)
В марте 1931 г. немец Вильгельм Шефер [14] подал заявку на патент на производство сборных армированных и предварительно напряженных многопустотных плит на длинных рядах в штабелях один ряд над другим. Его цель состояла в том, чтобы улучшить уже существующую в то время производственную систему (патент не доступен), основанную на технологии скользящей формы с подвижными сердечниками и боковыми пластинами, в которой различные производственные этапы выполнялись один за другим. В его патенте описывается, как сделать производство автоматическим и непрерывным. Мы могли бы рассматривать его как предшественника системы бланков. Патенты были выданы в Германии, Великобритании, США и Швейцарии, всего в 1933.
Литейная машина подвешивалась на подвижной раме и состояла из коротких следящих трубок для реализации пустот и краевых форм. Все операции (например, заполнение формы, трамбовка бетона, образование пустот и удаление кромок боковых плит) выполнялись по всей длине станины автоматически и без перерыва. Машина также включала устройство для выравнивания верхней поверхности плиты. Затем на готовую линию клали лист бумаги, машину поднимали в более высокое положение и операцию литья повторяли для следующей строки поверх предыдущей.
Бетон уплотняется в этих машинах с помощью пальцев, которые утрамбовывают бетон. Следовательно, мы называем этот метод формирования шликера «подбивкой».
Американская компания Spancrete приобрела патент Шефера и примерно в 1950 году запустила технологию производства предварительно напряженных пустотелых элементов, при которой ряд длинных нитей отливали в стопки, каждая линия поверх другой. После затвердевания верхней плиты сваи на эту кучу плит устанавливали алмазно-дисковую пилу, вырезали и удаляли пустотелые блоки.
Вильгельм Шефер получил в 1951 г. патент на предварительно напряженные пустотелые перекрытия с большими пролетами [15]. Элементы имели особый профиль продольной кромки с пазом типа «ласточкин хвост» и могли быть изготовлены с теплоизоляционным слоем на потолке. Технология изготовления не упоминается в патенте, но мы предполагаем, что речь идет о той же технологии шликерной формы, которая описана выше.
Шликерное формование (вибрация)
Наиболее распространенным способом уплотнения бетона во время шликерного формования является вибрация.
В 1952 году компания Wacker Brothers (GE) получила патент [16]. Вдохновленная патентом 1938 года, описывающим способ и устройство для изготовления трубопроводов, эта компания разработала метод формования и уплотнения бетона в движущихся формах. Уплотнение осуществляется за счет вибрации бетона. В 1953 г. Макс Гесснер из Лохама (Мюнхен, GE) подал заявку на патент [17], относящийся к уплотняющему оборудованию для производства предварительно напряженных балок или структурных элементов из железобетона. Этот патент, выданный в 1957, представлено использование вибрационной шликерной формы на одной литейной платформе, что в настоящее время является наиболее распространенной конфигурацией.
Идеи Гесснера получили дальнейшее развитие в западногерманских компаниях Max Roth KG и Weiler KG.
В 1957 году компания Weiler GmbH (GE) подала заявку на патент на машину для формования шликерных форм, изобретенную Гансом Гайгером [18]. Гейгер также был вдохновлен братьями Ваккер и разработал метод изготовления предварительно напряженных одинарных и двойных тавровых балок. Этот метод также применим для полых элементов. Машина состояла из двух частей, соединенных друг с другом, каждая из которых имела бункер, виброплиты и выравнивающие плиты. Литье производилось в два этапа: на первом отливалась, уплотнялась и выравнивалась нижняя часть агрегата; на втором этапе аналогичным образом была отлита верхняя часть. Машина, представленная Гейгером, очень похожа на существующие сегодня машины со скользящими опалубками. Компания Weiler усовершенствовала машину для производства преднапряженных многопустотных плит и коммерциализировала все производство, включая станки и литейные станины. В настоящее время Weiler GmbH известна как Maxtruder GmbH.
Примерно в это же время Макс Рот из Германии разработал скользящую форму для предварительно напряженных пустотных плит. В 1962 г. компания подала заявку на патент [19] (выдан в 1965 г.). В середине 50-х компания уже разработала шликерный станок для производства тавровых и L-образных балок. В этом патенте задокументирован шликерный формирователь, в котором бетон заливается и уплотняется в три слоя. Позже другие компании (Spiroll Corp Ltd, SpanDeck inc., VBI Development, Elematic Oy AB,…) также будут ссылаться на этот патент в своих патентных заявках.
Компания Echo в Бельгии начала в 1963 году производство предварительно напряженных многопустотных плит на машине Roth. После непродолжительного периода экспериментов Echo разработала собственное производственное оборудование. В 1990 году эта деятельность привела к созданию независимой дочерней компании Echo Engineering. Echo Engineering теперь принадлежит Progress Group и называется Echo Precast Engineering.
В 1965 г. Дэвид Додд получил патент США на шликерную форму только с одним бункером, в которой весь сляб отливался за один этап [20]. Он описал ее как самоходную шликерную формовочную машину экструзионного типа, подходящую для использования с относительно сухими бетонными смесями.
Другой вариант метода классической скользящей формовочной машины касается формовочной машины Tensyland с одним бункером [21]. Формирователь потока использует только собственный вес бетонной колонны внутри литейной машины в сочетании с вибрацией, необходимой для оседания заполнителей, чтобы бетон протекал через статическую форму.
Опалубочные станки используются для литья многопустотных плит с глубиной, выходящей далеко за рамки стандарта EN 1168. Итальянская компания Nordimpianti специализируется на производстве машин для опалубки с 1974, выпускает в продажу машины, способные производить элементы высотой 1 метр. Эта категория элементов не является частью данной статьи.
Экструзия
При экструзии бетон с очень низкой посадкой вдавливается с помощью шнеков (шнеков) в формовочный отсек, который формирует бетон в требуемое поперечное сечение. Бетон уплотняется вибрацией в сочетании с давлением. Давление шнеков приводит к движению экструдера вперед.
Уже в 1912 году итальянский изобретатель Акилле Гайба представил патент на свою машину для производства непрерывных армированных изделий, в которой формование и уплотнение изделия осуществлялось только за счет давления пластичной бетонной смеси в формовочное отделение, без дополнительной вибрации. [22]. Он явно относится к производству водопроводных труб, но патент не ограничивается только трубами.
Свежий бетон, подаваемый бункером, подталкивался многолопастным пропеллером к отверстию и далее в формовочное отделение. Таким образом, бетон подвергался высокому давлению и заполнял форму без дальнейшей вибрации.
Другое применение уплотнения бетона давлением без вибрации было предложено Джоном Мюрреем в США в 1928 году [23]. Способ и устройство можно использовать для формирования непрерывных трубопроводов, в которых пластичный бетон под давлением вдавливается в форму с поступательным движением. Его изобретение было специально направлено на создание подземных трубопроводов с множеством каналов для прокладки электрических кабелей. 40 лет спустя Гленн Бут из Spiroll Corporation ссылался на этот документ в своем патенте от 1966 [25].
Экструзия с помощью высокочастотных вибраторов
В июле 1961 г. в Канаде Эллису и Торстейнсону был выдан патент на машину для экструзии пустотелых бетонных секций [24]. Патент описывает экструдер. Экструдер был представлен как усовершенствование наиболее часто используемых в то время процессов , представляющих собой формы с надувными сердечниками.
Способ предусматривает формование бетонных плит с продольным сердечником на выдвижном поддоне путем продавливания бетонного желоба через формующую секцию с помощью шнека. Бетон уплотняется с помощью вибратора в верхней части опалубочной секции.
Примерно в то же время другая канадская компания Dy-Core также разработала экструзионную машину.
В своем патенте 1965 г. [25] Глен Бут, Spiroll Corporation Canada, претендует на несколько усовершенствований устройств, описанных в патенте 1961 г. [24]. В частности, речь идет о включении в каждый шнек отдельного вибрационного узла, что улучшает характеристики текучести бетона при формовании изделия, снижает кавитацию и обеспечивает гладкую непрерывную наружную поверхность формируемого изделия. Другим усовершенствованием стало введение нового защитного узла, который частично окружает нижний сегмент каждого из узлов шнека на части его длины, способствуя, таким образом, формированию стенок продукта, в частности верхней и боковой стенок.
Первые экструдированные блоки имели толщину 200 и 265 мм и ширину 1200 мм. Ядра были круглыми, а плиты были из обычного бетона с плотностью примерно до 2500 кг/м³ и кубической прочностью на сжатие до 60 Н/мм².
Некоторые производители сборных железобетонных изделий также использовали конструкционный легкий бетон для предварительно напряженного пустотного сердечника. В Бельгии около половины продукции Ergon приходится на легкий бетон плотностью 1800 кг/м³ и прочностью на сжатие 45 Н/мм². В Италии компания Vibrosud работала также с легким бетоном плотностью 1800 кг/м³ и кубической прочностью бетона до 50 Н/мм².
Первоначально машины Spiroll продавались на основе эксклюзивности регионального производства, за которую нужно было платить ежегодную плату за квадратный метр произведенной плиты.
В 1969 году частная строительная компания TTV разработала версию экструзионных машин Variax для предварительно напряженных пустотелых элементов в Финляндии. После нескольких слияний и поглощений компания Elematic Engineering Ltd стала мировым лидером финского рынка в области маркетинга и разработки технологии Variax. Позже в Финляндии были основаны другие компании по производству экструзионных машин.
В конце 1960-х годов экструдированные многопустотные плиты были представлены на шведском рынке, а в последующие десятилетия за ними последовали несколько европейских производителей, например. в Финляндии, Норвегии, Дании, Бельгии, Голландии, Франции, Италии, Испании и др. В 1984 году Elematic приобрела компанию Dy-Core, а в 1996 году компанию Roth. шумный (85 дБ в непосредственной близости от машины). В 1984 году компания Elematic разработала так называемый метод уплотнения сдвигом, при котором вместо использования высокочастотных вибраторов внутри шнеков бетон уплотняется трамбовочным движением шнеков и боковых опалубок. Машины работают значительно тише и производят хороший профиль продукта. На рис. 14 показаны типы поперечных сечений преднапряженных многопустотных плит, использовавшихся в Швеции в 1984.
Заключение
Перекрытия из сборных многопустотных плит интенсивно используются во многих странах. Они предлагают значительные возможности для новых требований в области строительства зданий будущего: эффективность конструкции, большие пролеты до 20 м в сочетании с меньшей глубиной застройки, сокращение использования материалов, энергии и отходов при производстве, полуавтоматическое производство и т. д. . строительства. Конкуренция и социальная среда заставляют отрасль постоянно стремиться к повышению эффективности и условий труда за счет разработки и инноваций продуктов, систем и процессов. В этом контексте очень хорошо подходит сборный пустотелый сердечник. Ожидается, что система будет развиваться дальше в более сложных объединениях строительных технологий и приложений в проектах гражданского строительства.
Об этой статье
Арнольд Ван Акер (1936-2019) посвятил свою карьеру в основном исследованиям и разработке сборных железобетонных изделий и конструкций. Он был страстным пропагандистом сборного железобетона. Арнольд уделял много внимания распространению знаний и был высоко оценен спикером на ICCX. Он также написал много статей в CPI. Одна статья осталась незаконченной на его столе, когда он скончался в 2019 году: история пустотелых заполнителей. Арнольд написал эту статью в продолжение патентного исследования Стефа Мааса. Последний теперь закончил статью, не касаясь первоначальной структуры и содержания.
История сборных полов
Эта статья не претендует на то, чтобы быть исчерпывающей, но она является прекрасным началом для возможной серии статей, которые также включают другой опыт людей, работающих в индустрии напольных покрытий. Если у вас есть дополнительная информация (патенты, статьи, фотографии, интервью и т. д.) о сборных перекрытиях (пустотные, балочно-блочные, полупанельные) и производственном оборудовании, не стесняйтесь присылать их по адресу [email protected] или [email protected].
Каталожные номера
[1] Сборные железобетонные изделия – многопустотные плиты, NBN EN 1168:2005 + A3:2011, 2011 [2] Б. Делла Белла, «Инновационная технология сборных железобетонных конструкций для проходки туннелей с предварительно напряженными сборными железобетонными плитами», Архив CPI, нет. 5, pp. 176-180, 2017 [3] W. Siegler [Германия], «Plafond en ciment armé sans enduit», патент Франции FR365548A, 10 сентября 1906 г. [4] A. Martens [Бельгия], « Планшет, пуховик и плафоны в бетонной арме, площади без фасадов», патент Франции FR468929A, 20, 19 июля.14 [5] Молотилофф Н. [Россия], «Разъемное железобетонное перекрытие», патент Великобритании GB191513497A, 13 апреля 1916 г. [6] Мойс С. [Бельгия], «Улучшения в железобетонных балках, полах, Стены и тому подобное», патент Великобритании GB120394A, 2 октября 1919 г. [7] F.C.C. Rings [GB], «Улучшения перекрытий из железобетонных балок», патент Великобритании GB156973A, 20 января 1921 г. [8] E. Chaumeny [Франция], «Plancher en ciment armé», патент Франции FR618750A, 18 марта , 1927 [9] Société Des Applications Mécaniques Du Ciment Armé, «Poutres en beton armé et dispositif d’assemblage de ces poutres entre elles pour бывшего монолитного ансамбля», патент Франции FR619622A, 6 апреля 1927 г. [10] J. Heyneman [Бельгия], «Plancher en béton armé», патент Франции FR681074A, 9 мая 1930 г. [11] W. Cobi [США], «Складной сердечник», патент США US2170188A, 22 августа 1939 г. [12] C. Летбридж [Ирландия], «Усовершенствования конструкции железобетонных элементов перекрытий, балок и т. п.», патент Великобритании GB521785A, 30 мая 19 г.40 [13] A. Durant [Франция], «Planchers pour bâtiments et leurs procédés de réalisation», патент Франции FR1005129A, 20 марта 1952 г. [14] W. Schäfer [Германия], «Vorrichtung zum Herstellen von Betonplatten aller Art», патент Германии DE581572C, 16 сентября 1933 г. [15] W. Schäfer [Германия], «Plattendecke aus großformatigen Hohlplatten», патент Германии DE813198C, 10 сентября 1951 г. [16] Wacker Gebrüder [Германия], « Verfahren und Vorrichtung zur Herstellung von Formstücken aus Beton und ähnlichen Massen», патент Германии DE859724C, 15 декабря 1952 г. [17] М. Гесснер [Германия], «Verdichtungsgerät zum Herstellen von vorgespannten Trägern oder Bauelementen aus Stahlbeton», патент Германии DE1008180B, 9 мая 1957 г. [18] H. Geiger [Германия], «Gleitschalung zum Herstellen von Betonträgern mit vorgespannten Stahldrähten», патент Германии DE1084186B, 23 июня 1960 г. [19] W. Roth [Германия], «Машина для производства бетона», патент США US3177552A, 13 апреля 1965 г. [20]. ] Д. Х. Додд [США], «Устройство и процесс для формования трубопроводов: способ формования бетонных изделий и машина для формования шликерных форм для них», патент США US3200177A, 10, 19 августа.65 [21] Prensoland sa, «100 000 м² пустотных плит, изготовленных на машинах для формования потока», Архив CPI, №. 3, pp. 236-237, 2017 [22] A. Gaiba [Италия], «Machine pour construire des corps longs, tels que tuyaux, poteaux, etc., en materiaux à l’état pâteux, et pour les armer avec des fils métalliques», патент Франции FR449553A, 3 марта 1913 г. [23] J. Murray [США], «Устройство и процесс для формования труб», патент США US1887244A, 8 ноября 1932 г. [24] F.G. Эллис, М.А. Торстейнсон, «Машина для экструзии пустотелых бетонных профилей», патент Канады CA623476A, 11, 19 июля.
Профессия сварщика трудна и опасна. Пары от металла вредно воздействуют на легкие сварщика. Ультрафиолетовое излучение, возникающее от электрической дуги, создает угрозу для глаз. Предохраняет от ожогов сварки светофильтр. Но часто сварщики жалуются на боль в глазах. Она возникает от долгого наблюдения за сваркой без защитной маски. Глаза поражаются от прямого воздействия света электрической дуги. Может возникнуть ожог роговицы от сварки. В народе говорят: «Нахватался зайчиков». Вспышки света попали в глаза, если они не были защищены. В медицине такая болезнь называется электроофтальмия. Сегодня мы расскажем, что делать, если нахватался зайчиков при сварке, и болят глаза. Мы познакомим вас с причинами болей в глазах, симптомами электроофтальмии и способами ее лечения.
Причины ожогов роговицы
Существует несколько причин, по которым у сварщиков болят и слезятся глаза после сварки электродами или проволокой:
Выполнение работ, которые не требуют защитной маски. Например, сбор металлоконструкций без напарника, когда самому приходится держать детали и устанавливать прихватки.
Некачественная маска. Иногда между рамкой маски и светофильтрами имеется щель, через которую на роговицу глаза могут попасть ультрафиолетовые лучи.
Маска, не соответствующая трудовым операциям. Так, для того, чтобы сохранить полировку металла, необходимо вести шов аккуратно и точно. У мест соединения не должно быть следов от дуги. Для проведения такой операции сварщику необходима маска «хамелеон». На деле используют обычный щиток.
Маску не надевает и тот, который работает рядом со сварщиком. «Нахвататься зайчиков от сварки» может также человек, который должен подержать деталь.
Симптомы поражения глаз
Об ожоге роговицы сваркой свидетельствуют следующие симптомы:
Резь в глазах с каждой минутой растет, доставляя дискомфорт и неприятные ощущения.
Наблюдается небольшое жжение. Глаза «пекут», горят.
Кажется, что в глазах песок, он мешает смотреть, и хочется его тщательно промыть и вытащить.
Глаза слезятся и сильно болят.
Воспаление сосудов сопровождается покраснением.
Сварочный ожог глаз может быть не только в легкой, но в средней и тяжелой форме. Средняя тяжесть заболевания сопровождается опуханием век, эрозией роговицы. Во время попадания света на глаза человек испытывает сильную боль и жжение. Иногда зрение падает, человек плохо видит.
Если поражение тяжелое, то роговица бледнеет, веки не открываются. Наблюдается омертвение тканей. Человек может ослепнуть.
Обжег глаза сваркой, что делать
Если работник поймал зайчика при сварке, то ему следует срочно оказать первую помощь.
Тщательно осмотрите глаза пострадавшего. Если в глазах есть посторонние предметы: окалины, остатки шлака, то уберите их сухим ватным тампоном.
Тереть глаза не следует, иначе воспаление будет усиливаться. Красные глаза после сварки увеличат вероятность возникновения гнойного воспаления (конъюнктивита и эндофтальмита).
Моют глаза марганцовкой. Ее раствор марганцовки должен быть слабым, чтобы не повредить нежную сетчатку. Воду из-под крана использовать нельзя. В ней содержатся вещества, которые усугубят проблему, усилят развитие болезнетворных бактерий. Лучше взять кипяченую воду и промыть аккуратно глаза.
Важно обеспечить больному покой и снять нагрузку с глаз. Для этого закрывают шторы, чтобы свет не попадал в помещение.
Успокоить глаза после сварки поможет прохладный компресс на 5 минут. После снятия компресса за нижнее веко кладут тетрациклиновую мазь. Она снимет воспаление. После этого важно сходить в поликлинику и проверить зрение.
Медикаментозное лечение
Чаще всего врачи-офтальмологи назначают 3 группы препаратов: антибактериальные, обезболивающие, противовоспалительные.
Антибактериальные лекарства для глаз после сварки
После установления диагноза электроофтальмия, больным предлагаются антибактериальные препараты, которые снимают отек век и избавляют от патогенных микроорганизмов на роговице глаза. Пораженные роговица и сетчатка становятся уязвимым местом для распространения болезнетворных бактерий. Поэтому,чтобы снизить их количество и удалить микробы из глаза применяют специальные капли Офтаквикс, Гентамицин, Визин. Их закапывают 4-5 раз в день по одной капле.
Как убрать боль в глазах после сварки
Снять боль в глазах после сварки, улучшить общее состояние, убрать рези и ощущение песка помогут лекарственные препараты Тетракаин, Алкаин. Это обезболивающие препараты. Их применяют 2 раза в день. Облегчить боль в глазах, снять зуд и жжение можно и с помощью 2% Лидокаина, Дексаметазона. Традиционные Анальгин и Кетанов снимут боль, если вы не можете заснуть.
Какие капли капать в глаза после сварки
Чтобы снять воспаление глаз, следует принимать Прокулин, Визоптин. Для лечения глаз после сварки применяют также антибиотики Левофлоксацин, Гентамицин. Назначение антибиотиков поможет вам избавиться от многих симптомов электроофтальмии и вылечить полностью глаза. Принимают препараты неделю.
Народные средства от сварочных зайчиков
«Как избавиться от зайчиков в глазах?» -такой вопрос задают некоторые сварщики, попавшие в затруднительное положение и получившие ожог роговицы. Если поражение легкое, то можно обойтись и без медикаментозного лечения народными средствами:
Издавна воспаление глаз лечили чаем. Несколько пакетиков заваривают. Чайный компресс держат 20 минут. Он успокаивает глаза, облегчает боль и улучшает общее состояние. Вместо пакетиков можно взять процеженную заварку.
Уменьшить воспаление и снять отек поможет картофель. Его можно разрезать на несколько частей и приложить к глазам. Картофель можно натереть, положить его внутрь марлевой повязки и сделать компресс. Держать его на глазах следует минут 40.
Если глаза болят от сварки, то можно избавиться от нее с помощью компресса из меда. 2 столовых ложки разводят в воде. Медовые примочки прикладывают на полчаса.
Если нахватался зайчиков от сварки и болят глаза, настой из липы поможет справиться с болями и покраснением сетчатки глаза. 40 минут освежат ваши глаза и позволят заснуть.
Облегчить боль в глазах после сварки помогут капли, сделанные самостоятельно из алоэ и меда. Средство можно закапывать несколько раз в день по одной капле.
Кашицу из капусты, прокрученную через мясорубку, накладывают в виде примочки на глаза на четверть часа. Она снимает отечность и боль.
Если ожог легкий, то его можно снять ромашковым отваром, сделав примочки на глаза. Ромашка уберет отек и воспаление глаз.
Как долго болят глаза после сварки
Жжение и рези могут возникнуть не сразу, а спустя несколько часов. Глаза начинают пекут, слезятся, возникает покраснение. Вы испытываете нестерпимую боль. С каждым часом она усиливается. не затихает. У некоторых пациентов симптомы могут исчезнуть на второй день. Но не расслабляйтесь, продолжайте процедуры. Лучше всего следует обратиться к врачу, чтобы не потерять зрение. Боли в глазах, жжение, светобоязнь, слезоточивость могут продолжаться в течение нескольких дней, иногда недели. Если степень легкая, то болезнь пройдет в скором времени. Как долго следует лечиться, скажет врач. Время продолжительности болезни зависит от степени ее тяжести. Иногда после полного курса лечения вы можете испытывать неприятные ощущения.
Каждый сварщик, особенно опытный, знает правила техники безопасности и соблюдает их, проверяет оборудование перед работой, использует качественные электроды. Но бывают случаи, когда все равно ловишь зайчиков от сварки. Если вы не знаете, что делать, если насмотрелся на сварку, и болят глаза, то обратите внимание на советы, представленные выше. Но лучше всего обратитесь к врачу-офтальмологу. Свои глаза и здоровье нужно беречь, а кто, как не врач, определит диагноз. поможет снять симптомы электроофтальмии. Слушайте и выполняйте все назначения врача. И только тогда вы сохраните зрение. Берегите ваши глаза, надевайте качественные маски и спецодежду, представленные в нашем интернет магазине WeldМаркет, чтобы предупредить ожоги. Не пренебрегайте правилами безопасности, и вы никогда не испытаете сильнейшей боли при ожоге глаз.
Что делать, если насмотрелся на сварку, и болят глаза
Содержание:
Что делать, если болят глаза от сварки
От сварки может пострадать не только сварщик, но и люди, находящиеся рядом с местом проведения сварочных работ. Если смотреть на сварку незащищёнными глазами, то, можно получить ожог глаз. В народе это называется «нахватался зайчиков».
Что делать, если болят глаза от сварки? Чем лечиться, и способны ли помочь народные средства, например, картошка с медом? Рассмотрим первые симптомы, которые указывают на то, что ночью придётся плохо.
Что делать, если болят глаза от сварки
Если вы нахватались «зайчиков» от сварки, то ночью глаза проявят себя во всей красе. Именно к вечеру начнёт ощущаться сильная усталость глаз, а ночью появится нестерпимая боль.
Это первый признак поражения роговицы глаза, вредным ультрафиолетовым излучением. Снять боль в домашних условиях можно, и лучше всего для этих целей воспользоваться народными средствами.
Симптомы поражения глаз ультрафиолетом следующие:
Жжение в глазах и рези, ощущение песка;
Глаза красные, болят, их трудно открывать при ярком солнечном свете;
Воспалённые сосуды на глазном яблоке, просматриваются ниточки конъюнктивита.
Все данные симптомы говорят о лёгком ожоге глаз от сварки. Поэтому от похода к врачу можно отказаться, применив народные средства для снятия воспаления и боли в глазах. Как правило, уже через сутки глаза полностью восстанавливаются.
Как снять воспаление глаз
В первые часы, после того как нахватался зайчиков, важно дать глазам отдых и снять отёчность. Для этого можно сделать холодный компресс на глаза, чтобы убрать покраснения и воспаление глазного яблока. Также глазам нужно обеспечить покой.
Если боль сильная, то уменьшить её способна тетрациклиновая мазь. Можно принять и «Диклофенак». Тетрациклиновая мазь хорошо снимает боль и способствует снижению воспаления.
Вообще, все лекарственные препараты от поражения глаз сваркой можно разделить на 3 основные группы. Первые борются со снятием отёчности и воспаления, вторые уменьшают боль в глазах от сварки, а препараты третьей группы способствуют быстрому восстановлению глазного органа.
Если в глазах сильная боль от сварки и чувства песка, то снять боль помогут такие обезболивающие как «Лидокаин», «Алкаин» и «Тетракаин», которые закапывают в глаза. Со снятием отёчности и воспаления помогают более легкие препараты, например, «Визоптин», «Визин» и «Офтальмодек».
Народные средства от «зайчиков» в глазах
Из народных способов уменьшить воспалительные процессы после поражения глаз сваркой, можно посоветовать сырой картофель. Для этого корнеплод режется на тонкие дольки и прикладывается на закрытые веки. Периодически нужно менять картофель.
Способствует снятию раздражения глаз и отвар из липы с ромашкой. Такой отвар является отличный антисептическим средством, которое способно быстро снять отёчность и воспаление глазного яблока в результате поражения глаз, ультрафиолетом. Отваром пропитываются ватные тампоны, которые затем прикладываются на закрытые веки.
Вредит ли сварка глазам? (Воздействие, лечение и профилактика)
Сварка может представлять опасность для сварщиков и даже для тех, кто работает рядом с цехом. Основная причина этого связана с чрезвычайно ярким светом, исходящим от самой дуги. Поэтому у нас возникает вопрос: «Сварка повреждает глаза?».
Да, сварка может привести к повреждению глаз из-за воздействия ультрафиолетовых (УФ) лучей и разлетающихся металлических частиц. Среди распространенных травм глаз вспышка сварщика (или фотокератит) обратима, но некоторые другие могут привести к необратимому повреждению вашего зрения. Несмотря на то, что большинство этих травм носят временный характер, боль может быть сильной. Поэтому ношение надлежащего защитного снаряжения — это разумная вещь, которую нужно предотвратить в первую очередь.
Уязвимость и хрупкость делают травмы глаз в некоторых случаях самыми тяжелыми. Согласно последним исследованиям, сварка и шлифовка являются причиной около 29% всех травм глаз в мире.
Лица, работающие на предприятиях, производящих готовые металлические изделия, коммерческое и промышленное оборудование, подвергаются повышенному риску травм глаз, связанных со сваркой. В этой статье мы подробно рассмотрим, как сварка потенциально может повредить вашему зрению, и, самое главное, как вы можете это предотвратить.
Начнем.
Почему при сварке болят глаза?
Сварка может повредить ваши глаза, поглощая излучение от яркого света, создаваемого кончиком электрода. Несмотря на то, что он выглядит как экстремальный источник света, он несет излучение, такое как ультрафиолетовое, инфракрасное и другое излучение видимого спектра. Некоторые из этих лучей могут достичь вашей сетчатки, что делает их чрезвычайно вредными для прямого взгляда невооруженным глазом.
Опасность УФ-лучей
Инфракрасные лучи сами по себе не могут оказать сильного воздействия на глаза, чтобы нанести вред, но УФ-лучи могут нанести значительный ущерб. Например, ультрафиолетовое излучение (УФИ) может поглощаться роговицей и хрусталиком ваших глаз, что приводит к опуханию и болезненности глаз. Повреждение глаз в результате этого процесса называется вспышкой сварщика или фотокератитом .
Обычно под фотокератитом понимают солнечный ожог роговицы. К счастью, это нарушение зрения не является постоянным, но со временем боль может усилиться. Сначала может показаться, что с вами все в порядке, но через несколько часов вы начнете ощущать последствия этого. В некоторых случаях вам потребуется несколько дней и ночей, чтобы глаза поправились. Если ожоги вспышки не лечить быстро, могут возникнуть инфекции, что приведет к ухудшению ситуации.
Каким-то образом, если вы продолжаете подвергать глаза воздействию ультрафиолетового излучения, роговица и хрусталик со временем могут пожелтеть. В этом состоянии вам будет трудно бороться с контрастом в вашем зрении, отсюда и основные долгосрочные последствия сварки для глаз.
Типы ультрафиолетового излучения и его влияние на зрение
Ультрафиолетовое излучение можно разделить на 3 типа. UVA, UVB и UVC (имеет самую короткую длину волны).
Здесь УФ-излучение наиболее вредно для глаз, но время от времени воздействие УФ-излучения может привести к пингвекула и птеригиум (глаз серфера) . Здесь пингвекула и птеригия относятся к наростам на поверхности глаза, которые в конечном итоге поражают роговицу и искажают зрение.
Да, УФА-излучение менее интенсивное и имеет большую длину волны по сравнению с УФВ-излучением, но оно способно проходить через роговицу к хрусталику глаза. Инфракрасное и УФ-излучение, проникающее в ваш глаз, может достигать сетчатки, вызывая ее повреждение.
Несмотря на то, что вы носите защитное снаряжение, иногда вы все равно чувствуете боль в глазах. Это может быть связано с концентрацией внимания на небольшой площади в течение длительного времени в течение дня. Это не навсегда, но вы можете сделать некоторые упражнения для глаз, чтобы убедиться, что это не повлияет на ваше зрение в долгосрочной перспективе.
Может ли сварка вызывать мушки в глазах?
ДА! Свет в центре места, где выполняется сварка, настолько интенсивен, что если вы посмотрите прямо на него, то иногда вы будете видеть темные пятна в своем зрении.
Это явление похоже на то, как когда вы смотрите прямо на солнце, оно оставляет у вас темные мушки в глазах. Остерегайтесь, если вы внимательно посмотрите на точку сварки, это может привести к необратимым травмам глаз.
Радиация — не единственное, что может испортить ваши глаза
Несколько других операций, связанных со сваркой, могут привести к выбросу металлической стружки в атмосферу, и все это может привести к повреждению ваших глаз, если они останутся незащищенными.
Начнем с режущих инструментов, таких как отрезные и ленточные пилы. Летающие обломки, отправляемые электрическими пилами, могут испускать снаряды. Шлифовка и стук молотком — это другие виды деятельности, которые могут повредить ваши глаза таким образом. Мелкие металлические инородные тела могут попасть в глаза при шлифовании металлической поверхности угловой шлифовальной машиной.
Другие опасные действия, которые могут подвергнуть вас такому же риску, включают надрезание, полировку и шлифование труб. Кроме того, сильное тепло, выделяемое дуговой сваркой, и редкие взрывы, возникающие в результате газовой сварки, могут повлиять на ваши глаза. Настоятельно рекомендуется постоянно носить защитные очки, если вы хотите избежать таких несчастных случаев.
Кольцо ржавчины
По какой-то причине, если металлическая частица попала в ваш глаз, вы должны принять немедленные меры. Основная причина в том, что вам нужно избегать образования кольца ржавчины в глазу.
Когда инородное металлическое тело попадает в глаз, оно начинает ржаветь в течение нескольких часов. Соль в слезах – причина такой довольно быстрой реакции. Очень важно удалить инородное тело как можно раньше, так как оно может привести к некрозу (отмиранию клеток в ткани), что может привести к необратимому ухудшению зрения.
Статистика, доказывающая, что травмы глаз, связанные со сваркой, — это НЕ шутки!
Травмы глаз — повседневная проблема в обрабатывающей промышленности. Они являются основными причинами односторонней слепоты во всем мире.
Например, в США регистрируется около 2,4 миллиона глазных травм в год. В основном жертвы получают эти травмы, выполняя свои повседневные обязанности в различных отраслях промышленности. Повреждения глаз остаются угрозой, несмотря на широко разрекламированные стандарты промышленной защиты даже в развивающихся странах.
Сварка является основной профессией, на которую приходится высокий процент травм глаз в мире. Это приводит к повреждению глаз из-за широкого спектра факторов, которые мы обсуждали ранее в этой статье.
Исследования показывают высокий уровень травм глаз, поскольку сварочные работы со временем увеличиваются, а не уменьшаются. Основной причиной этого является растущая индустриализация.
Два исследователя провели углубленное исследование «Травмы глаз у промышленных сварщиков», которое выявило некоторые шокирующие результаты.
Из 500 выбранных сварщиков летающие металлические стружки стали причиной большинства травм глаз (68,15%), а лучи дуги — 31,85%.
Авторы B Fiebai и EA Awoyesuku
После изучения этих статистических данных становится ясно, что частицы расплавленного или холодного металла являются наиболее распространенной причиной травм глаз, и программы повышения осведомленности могут минимизировать процент таких травм среди промышленных сварщиков.
Типы глазных травм, связанных со сваркой
Дуговой глаз (или вспышка сварщика)
Дуговой глаз — это просто воспаление прозрачной ткани над глазным яблоком, также называемой роговицей. Ультрафиолетовое излучение может привести к дегенерации этой тонкой ткани и вызвать повреждение поверхности глаза.
Некоторые из очевидных симптомов, связанных с дуговым разрядом, включают чрезмерное слезотечение и моргание, ощущение песка в глазах и болезненные ощущения при взгляде на яркий свет. Другие симптомы включают помутнение зрения и отек глаз.
«Глаз сварщика», «фотокератит» или «ультрафиолетовый кератит» — некоторые другие термины, используемые для обозначения этого состояния.
Яркий свет сварочной дуги может временно ослепить глаза. Это состояние возникает всякий раз, когда мышцы радужной оболочки не закрывают зрачок глаза достаточно быстро или достаточно далеко, чтобы предотвратить доступ света к сетчатке.
Не ожидайте увидеть симптомы вспышки сварщика в течение нескольких часов после воздействия ультрафиолета. Тем не менее, существует высокая вероятность даже миллисекундного воздействия ультрафиолетового излучения на ваши глаза.
Время, необходимое для проявления симптомов, зависит от нескольких факторов. К ним относятся интенсивность сварочного излучения и стратегическое положение вашего глаза относительно сварочной дуги. Другие включают тип защиты глаз, который вы носите, и направление, с которого излучение проникает в ваш глаз.
Опасность синего света
Существует высокая вероятность того, что видимый свет может вызвать повреждение сетчатки, состояние, известное как опасность синего света. Электромагнитное излучение с длиной волны от 400 до 500 нм или высокочастотные световые волны могут серьезно повредить чувствительность сетчатки. Эта проблема может вызвать временное или постоянное повреждение сетчатки, что приводит к слепоте.
Дегенерация желтого пятна и катаракта
Дегенерация желтого пятна и катаракта являются долгосрочными последствиями сварки для глаз. Эти кумулятивные побочные эффекты возникают у некоторых сварщиков, которые длительное время подвергаются воздействию УФ-излучения. Если вы часто подвергаетесь воздействию ультрафиолетовых лучей в молодом возрасте, у вас высока вероятность развития возрастной дегенерации желтого пятна (ВМД).
С другой стороны, возникновение катаракты из-за сварки крайне маловероятно, но возможность все же есть. В хрусталиках ваших глаз образуется помутнение, блокирующее зрение. Это можно предотвратить, но существует высокая вероятность того, что катаракта приведет к слепоте, если вы не обратитесь за медицинской помощью.
Как лечить глаза, если они пострадали во время сварки
Если вы случайно посмотрели на сварочную дугу, можно получить внезапный ожог.
Итак, что вам нужно делать, если это произойдет?
Несмотря на то, что ваши глаза являются самой быстро заживающей тканью в вашем теле, вы должны знать, как оказать первую помощь в таких чрезвычайных ситуациях.
Во-первых, не мешайте глазам. Да, в первые несколько секунд может быть легче тереть и чесать глаза, но это продлит симптомы и даже вызовет рубцевание роговицы. В качестве альтернативы идите в темную комнату и откройте глаза, если сможете. Постарайтесь расслабиться, хотя в вашем состоянии это сделать сложно. Избегайте ношения контактных линз, просмотра телевизора и любых подобных вещей.
Если больно, примите обезболивающее, например, парацетамол. Подумайте о том, чтобы обратиться к врачу, если боль сохраняется после этого процесса.
Домашние средства от ожога сварщика
Помимо медицинской помощи, некоторые домашние средства могут помочь ускорить выздоровление от ожога сварщика (дугового ожога). К ним относятся:
Картофель
Картофель обеспечивает охлаждающий эффект и минимизирует воспаление вокруг поврежденного глаза. Поэтому они необходимы для уменьшения боли и снятия раздражения и зуда.
Молоко
Натуральные ферменты, присутствующие в молоке, необходимы для устранения сухости и зуда, связанных с пламенем сварщика. Это имеет решающее значение для смазывания глаз и облегчения боли в некоторой степени.
Чайные пакетики
Чайные пакетики содержат дубильные вещества , необходимые для уменьшения воспаления в следующую минуту после их применения. Их хладнокровие также помогает облегчить боль, вызванную вспышкой сварщика.
Пакет со льдом
Температура пакетов со льдом очень помогает уменьшить боль и уменьшить чувствительность в пораженном глазу. Кроме того, они необходимы для уменьшения покраснения и воспаления.
Огурец
Огурец содержит больше воды, что способствует глубокому увлажнению пораженных участков.
Розовая вода
Розовая вода — охлаждающая жидкость, которая в значительной степени уменьшает раздражение и ощущение боли.
Миндальное масло
Миндаль содержит более высокий процент питательных веществ витамина Е, поэтому действует как смазка для пораженных глаз. Кроме того, они уменьшают чувство жжения, усталость глаз и воспаление.
Влажная салфетка
Влажная салфетка снимает отек и боль, возникающую из-за сварочной вспышки.
Банан
Банан содержит витамин B2, который помогает при воспалении и усталости глаз. Кроме того, он защищает веки от шелушения и сухости, смазывая их.
Касторовое масло
Касторовое масло контролирует испарение слез и увеличивает выработку липидов в глазах.
Как предотвратить травмы глаз при сварке
Сварочная маска, изготовленная в соответствии со стандартами ANSI (ANSI Z87. 1+), необходима, если вам необходимо защитить глаза от ультрафиолетовых, инфракрасных лучей и даже частиц расплавленного металла. .
Защитные очки, постоянно надетые под каской, обеспечат дополнительный уровень защиты от УФ-излучения и летящих обломков.
Тень сварочной маски — еще одна важная область, на которой следует сосредоточиться при сварке. Выберите оттенок, который соответствует задаче, которую вы хотите выполнить.
Помните, что сварочная маска может иметь два основных типа солнцезащитных очков.
Регулируемая шторка (также называемая автоматически затемняющейся шторкой)
Фиксированная шторка
Выбор подходящей шторки для сварщика
Сварочная маска с фиксированной шторкой лучше всего подходит для тех сварщиков, которые выполняют аналогичные сварочные работы. С другой стороны, сварочная маска с переменным затемнением лучше всего подходит для тех сварщиков, которые выполняют различные сварочные работы.
Вы всегда должны начинать с самых темных оттенков линз при выборе наиболее подходящих. После этого вы можете медленно приспосабливаться к ручному или автоматическому режиму, пока не добьетесь точного обзора области. Однако, как сварщик, вы не должны быть готовы занимать должности ниже требуемого уровня защиты.
Даже если вы стоите на безопасном расстоянии для обзора, ваши глаза могут быть повреждены без защиты глаз. Яркий свет, исходящий от других сварочных дуг, все еще может достигать ваших глаз и потенциально искажать ваше зрение.
В заключение,
Должен сказать, уделяйте особое внимание безопасности глаз во время сварки. Глаза — украшение вашего тела, и вы обязаны заботиться о них. Сварка может сильно повлиять на ваше зрение, если вы не будете следовать стандартным правилам безопасности.
Я видел 70-летних сварщиков без каких-либо серьезных нарушений зрения, потому что они всегда были осторожны в своей работе — и вы тоже можете быть такими. Даже если вы случайно посмотрели на сварочную дугу, обязательно окажите первую помощь, чтобы избежать долговременного негативного воздействия на глаза.
Радиация и воздействие на глаза и кожу : Ответы по охране труда
Ответы по охране труда Информационные бюллетени
Легко читаемые информационные бюллетени с вопросами и ответами, охватывающие широкий спектр тем, касающихся здоровья и безопасности на рабочем месте, от опасностей до болезней и эргономика для продвижения на рабочем месте. ПОДРОБНЕЕ >
Загрузите бесплатное приложение OSH Answers
Поиск по всем информационным бюллетеням:
Поиск
Введите слово, фразу или задайте вопрос
ПОМОЩЬ
Какие виды излучения связаны со сваркой?
Сварочная дуга испускает излучение в широком диапазоне длин волн — от 200 нм (нанометров) до 1400 нм (или от 0,2 до 1,4 мкм, микрометров). Эти диапазоны включают ультрафиолетовое (УФ) излучение (от 200 до 400 нм), видимый свет (от 400 до 700 нм) и инфракрасное (ИК) излучение (от 700 до 1400 нм).
УФ-излучение делится на три диапазона — УФ-А (от 315 до 400 нм), УФ-В (от 280 до 315 нм) и УФ-С (от 100 до 280 нм). УФ-С и почти все УФ-В поглощаются роговицей глаза. УФ-А проходит через роговицу и поглощается хрусталиком глаза.
Некоторое количество УФ-излучения, видимого света и ИК-излучения может достигать сетчатки.
Каковы симптомы «Дугового глаза»?
Некоторые типы УФ-излучения могут вызвать повреждение поверхности и слизистой оболочки (конъюнктивы) глаза, называемое «дуговой глаз», «глаз сварщика» или «дуговая вспышка». Эти названия являются общими названиями «конъюнктивита» — воспаления слизистой оболочки передней части глаза. Симптомы включают:
боль – от легкого ощущения давления в глазах до сильной боли в тяжелых случаях
слезотечение и покраснение глаза и оболочек вокруг глаза (кровоизлияние)
ощущение «песка в глазу»
патологическая чувствительность к свету
неспособность смотреть на источники света (светобоязнь)
количество времени требуется, чтобы вызвать эти эффекты, зависит от нескольких факторов, таких как интенсивность излучения, расстояние от сварочной дуги, угол, под которым излучение попадает в глаза, и тип защиты глаз, которую использует сварщик или наблюдатель. Однако воздействие интенсивного УФ-излучения всего на несколько секунд может вызвать дугу в глазах. Эти симптомы могут не ощущаться в течение нескольких часов после воздействия.
Возможны ли другие эффекты для глаз?
Длительное воздействие УФ-излучения у некоторых людей может вызвать катаракту. Воздействие инфракрасного света может нагревать хрусталик глаза и вызывать катаракту в долгосрочной перспективе.
Видимый свет от сварочных процессов очень яркий и может подавить способность радужной оболочки глаза закрываться достаточно и достаточно быстро, чтобы ограничить яркость света, попадающего на сетчатку. В результате свет временно ослепляет и утомляет глаза.
Какие опасности для кожи связаны со сваркой и излучением?
Сварочные дуги и пламя испускают интенсивное видимое, ультрафиолетовое и инфракрасное излучение.
УФ-излучение сварочной дуги обжигает незащищенную кожу так же, как УФ-излучение на солнце. Эта опасность актуальна для прямого воздействия УФ-излучения, а также излучения, которое отражается от металлических поверхностей, стен и потолков. Отделка поверхности и определенные цвета краски могут уменьшить количество отраженного УФ-излучения.
Длительное воздействие УФ-излучения может вызвать рак кожи.
Инфракрасное излучение и видимый свет обычно очень слабо воздействуют на кожу.
Последний раз документ обновлялся 1 мая 2018 г.
Добавьте значок на свой веб-сайт или в интранет, чтобы ваши сотрудники могли быстро найти ответы на свои вопросы по охране труда и технике безопасности.
Что нового
Ознакомьтесь с нашим списком «Что нового», чтобы узнать, что было добавлено или изменено.
Нужна дополнительная помощь?
Свяжитесь с нашей информационной линией безопасности
905-572-2981
Бесплатный номер 1-800-668-4284 (в Канаде и США)
Расскажите нам, что вы думаете
Как мы можем сделать наши услуги более полезными для вас? Свяжитесь с нами, чтобы сообщить нам.
Защита тросса в нижней части от падений обрабатываемых элементов
Винтовая регулировка наконечника штока
Эргономичная ручка управления
Педаль управления пневмонасосом на моделях прессов: N3520A, N3530A, N3550A
Фиксаторы предотвращающие соскальзывание рабочих насадок со станины
Встроенный лоток болтов и аксессуаров
Влаго и пылезащитная крышка
В комплекте набор насадок (пуансонов)
Анкера для надежной фиксации пресса
Прочная жесткая фанерная упаковка прессов
Версия для печати
Категории:
Прессы
Как работает пневматический пресс?
От стоматологического оборудования до кровельных пистолетов и тракторных тормозов — вы найдете пневматические системы для самых разных областей применения. В производстве, механической обработке и других промышленных применениях пневматические прессы предлагают ряд преимуществ, включая мощность, скорость, чистоту и низкие эксплуатационные расходы. Эти прессы создают силу, большую, чем может обеспечить только рабочая сила. Его можно использовать для прессования, сжатия, формовки и других действий в самых разных промышленных условиях.
Как работает пневматический пресс?
Потенциальная сила пневматического пресса исходит от сжатого воздуха или газа. Электрический заряд приводит механизм в движение, подавая сжатый воздух или газ в цилиндры или трубки, соединенные с самим механизмом пресса. Когда газ заполняет трубки, результирующее давление заставляет двигаться — обычно вниз — прессующий механизм.
Как работает пневматический пресс?
Потенциальная сила пневматического пресса исходит от сжатого воздуха или газа. Электрический заряд приводит механизм в движение, подавая сжатый воздух или газ в цилиндры или трубки, соединенные с самим механизмом пресса. Когда газ заполняет трубки, результирующее давление заставляет двигаться — обычно вниз — прессующий механизм.
Когда это движение завершено, газ выходит через выпускные клапаны, а механические пружины возвращают механизм в исходное положение. Пневматические прессы прямого действия наиболее широко используются в промышленности.
Различия между механическими и пневматическими прессами
Существует несколько ключевых различий между пневматическим прессом и его аналогами, такими как гидравлические или механические прессы. К ним относятся:
Метод работы
Гидравлические прессы работают по тому же принципу, что и пневматические прессы, но вместо сжатого воздуха движущей силой их движения является жидкость — обычно масло.
Техническое обслуживание
Пневматические прессы обычно не требуют особого обслуживания. Например, если есть утечка, выходит только воздух, который можно легко заменить после устранения утечки. И наоборот, если гидравлическая машина протекает, она теряет жидкости, создает беспорядок, требующий времени для очистки, что приводит к увеличению расходов как на потерянную жидкость, так и на время простоя.
Возможности
Пневматические прессы часто работают на очень высоких скоростях, тогда как гидравлические прессы гораздо медленнее в своих движениях. Поскольку пневматические прессы работают с воздухом, а не с жидкостью, они не могут достичь того же уровня постоянства приложения силы, что и гидравлический пресс. Оптимальный выбор между пневматическим прессом и гидравлическим прессом часто сводится к требованиям к скорости и давлению предполагаемого применения.
Процедуры безопасности пневматического пресса
Как и в случае со всем промышленным оборудованием, при работе с пневматическим прессом важно соблюдать строгие правила техники безопасности. Вот две важные рекомендации по обеспечению безопасности операторов пневматических прессов:
1. Выпустите сжатый воздух надлежащим образом. Внезапный неправильный выпуск сжатого воздуха может привести к серьезной травме или смерти. Поэтому очень важно, чтобы рабочие знали, как правильно выпускать сжатый воздух из машины. У каждого пресса должен быть предохранительный клапан, часто называемый клапаном сброса, который позволяет контролируемому выходу воздуха. Клапан сброса следует использовать перед проверками пресса, в аварийных ситуациях, в других сценариях блокировки/маркировки или по завершении операций — если пресс не работает, в нем вообще не должно быть сжатого воздуха.
2. Закрепите все трубки оборудования. Трубки, содержащие сжатый воздух, могут быть опасны, если они оторвутся от гнезд или внезапно протекут. Поэтому важно связать их вместе шнурами или связями, которые уменьшат риск вырывания трубки и причинения вреда рабочему. Для применений с более высоким давлением может потребоваться дополнительное защитное оборудование для труб.
Какую пользу могут принести вам пневматические прессы
Пневматические прессы
могут использоваться во многих коммерческих и промышленных целях, предлагая быструю, чистую, доступную и не требующую особого обслуживания мощность для машин во множестве отраслей. В AIM Joraco мы являемся экспертами и новаторами в области пневматических прессов с 19 лет.47. Мы предоставляем клиентам комплексные решения для пневматических прессов в области производства, сборки и т. д.
Если вы считаете, что пневматический пресс может решить проблему в вашей работе, позвоните по номеру , чтобы обсудить ваши варианты или запросить расценки.
ОбзорРучковые прессыРеечные прессыПневматические прессыРучные пневматические настольные прессыПринадлежности для настольных прессов
Конфигуратор продукции
ЩипцыУправление и мониторингИнструменты для зажатия
Контактная форма
Наши пневматические прессы оснащены пневматическим прессовочным цилиндром TOX®, обеспечивающим гладкое и надежное пневматическое уплотнение с новейшей пневматической технологией уплотнения и операции формирования. Наши пневматические прессы включают систему направляющих с шариковыми рельсами и базовый набор инструментов. Пневматические прессы используют сжатый воздух для приложения давления и выполнения таких процессов, как прессование, формование и соединение. После завершения хода сжатый воздух выходит через клапаны, и пресс возвращается в исходное положение. Пневматические прессы работают намного быстрее, чем гидравлические, и их можно остановить даже в середине процесса, когда оператор открывает клапаны для выпуска воздуха. Они универсальны, просты в использовании и не требуют жидкости для работы. Пневматические прессы TOX® имеют регулируемое конечное положение и демпфирование, регулировку хода по всему ходу и имеют датчик конечного положения с регулировкой хода.
Особенности пневматического пресса:
Регулируемое усилие в диапазоне от 2 до 57,5 кН (от 450 до 12 900 фунтов)
Многоступенчатая пневматическая конструкция
Невращающийся цилиндр
Минимальное усилие оператора при постоянном усилии прессования
8 Пневматические цилиндры с высокотехнологичным уплотнением
Дополнительный датчик положения или перемещения
Обеспечивая лучшее качество TOX®-FinePress, пневматические прессы TOX®-Pneumatic Press обеспечивают высокоточную функциональность без необходимости регулировки направляющих.
Вакуумная сварка обеспечивает безокислительный нагрев и применяется для соединения ответственных деталей приборов и измерительных инструментов, например для соединения твердосплавных пластин со сталью при изготовлении концевых мер длины, армированных твердым сплавом. [1]
Манипулятор с самоцен. [2]
Для вакуумной сварки детали небольших толщин собираются плотно, без видимых зазоров IB стыках, ио не на прессовой посадке. [3]
Установка для сварки электронным лучом при серийном производстве. [4]
Интересен метод вакуумной сварки плавящимся электродом, разработанный в последнее время в МВТУ — МЭИ. При этом способе сварки горение дуги происходит в парах металла. Способ очень рационален для сварки толстостенных изделий из алюминиевых, титановых и других сплавов. Сварка в вакууме плавящимся электродом производительная, разогрев получается концентрированным, качество соединений высокое. В настоящее время уже разработаны крупногабаритные камеры для сварки этим способом. [5]
Одной из разновидностей вакуумной сварки является диффузионная. В этом способе удачно скомбинированы вакуумирование, подогрев и обжатие деталей. При вакуумной сварке температура подогрева значительно ниже температуры плавления. Это позволяет осуществлять соединения без отрицательного термического влияния на прилегающие к шву металлы. Диффузионной сваркой соединяются различные однородные и разнородные тугоплавкие металлы, сплавы, окислы, керамика. В настоящее время производятся разносторонние разработки и исследования по улучшению оборудования для диффузионной сварки и технологических процессов соединений всевозможных материалов. [6]
Электроды, пригодные для вакуумной сварки, должны обеспечивать получение металла шва, обладающего высокой пластичностью, очень плотного, не склонного к образованию трещин, с легко отделяемой шлаковой коркой. [7]
Во Франции разработан метод вакуумной сварки тугоплавких и химически активных металлов потоком электронов. При этом методе поверхность металла, находящегося в вакууме, расплавляется за счет энергии, отдаваемой бомбардирующими электронами при ударах об эту поверхность. Направляя пучок электронов на место сварки, производят здесь сплавление металла свариваемых частей. [8]
Диапазон толщин деталей, свариваемых диффузионной вакуумной сваркой, очень большой. [9]
В особо ответственных случаях ( при вакуумной сварке и др.) целесообразно удалить поверхностный слой меди на глубину 0.4 — 0.5 мм. [10]
Больше всего в этой книге уделено места вакуумной сварке и пайке, имеющим особо важное значение в вакуумном аппаратостроении. [11]
Для тугоплавких и весьма активных металлов может найти применение вакуумная сварка электронным лучом. Этот способ пока еще мало разработан, осуществление его встречает некоторые трудности, но, несомненно, он открывает возможность соединять некоторые трудносвариваемые материалы. Для повышения производительности сварки электронным лучом необходимо внедрение автоматизированных и механизированных процессов в производство, обеспечивающих непрерывную работу установки. [12]
В отношении подачи кислорода также никаких особых требований для вакуумной сварки не предъявляется. [13]
Азот дешев, но не может быть применен для вакуумной сварки стали, так как при высоких температурах в среде азота образуются нитриды железа и хрома, обладающие очень высокой твердостью и делающие сварной шов неравномерным и пористым. [14]
Указаны условия получения 1вакуумно — плотных сварных и паяных швов, кратко описаны лучшие методы вакуумной сварки и аппаратура для нее. Приведены рецептура и способы приготовления флюсов для вакуумной пайки черных и цветных металлов. [15]
Страницы: 1 2
www.ngpedia.ru
Дуговая сварка титана в вакууме
Сеть профессиональных контактов специалистов сварки.
Темы: Сварка титана.
Дуговая сварка титана в вакууме может применяться для сварки титана толщиной oт 2 дo 60 мм проволоками диаметром oт 1,5 дo 5,0 мм. Сварку плавящимся электродом проводят нa постоянном токе обратной полярности специализировaнными сварочными головками в вакуумных камерах. Основное преимущество вакуумнодуговой сварки — это повышение пластичности сварных соединений пo сравнению c полученными другими методами сварки и c основным металлом. Этo объясняется дополнительной очисткой пpи сварке и уменьшением в нeм газов и неметаллических включений пpи расплавлении металла в вакууме. Пo той же причине несколько уменьшены предeлы прочности и текучести металла сварного шва. Примерный режим сварки титана толщиной 50 мм с V-образной разделкой электродом диаметром 3 мм при поперечных колебаниях: сварочный ток 380.. .400 А; напряжение дуги 29 … 30 В; скорость сварки 15 м/ч; число проходов 6; вакуум при сварке
Сварку в вакууме полым неплавящимся электродом (т.e.полым катодом) отличает высокая концентрация энергии и пo проплавляющей способности она занимает промежуточное положение мeжду плазменной сваркой и электронно-лучевой сваркой. Возможность ведения процесса в глубоком вакууме (133 • 103 … 105 Па) позволяет получать высококачественную защиту сварочной ванны и сваривать титан, цирконий, ниобий, тантал, молибден и их сплавы.
Copyright. При любом цитировании материалов Cайта, включая сообщения из форумов, прямая активная ссылка на портал weldzone.info обязательна.
weldzone.info
Большая Энциклопедия Нефти и Газа
Cтраница 2
При всех марках электродов сварка должна вестись это очищенному до блеска Металлу, с обязательным соблюдением изложенных выше общих правил вакуумной сварки. [16]
В справочнике-атласе приведены физико-механические характеристики материалов ( металлов и неметаллов), применяемых для изготовления элементов вакуумных систем, а также кратко рассмотрены вопросы вакуумной сварки и пайки. [17]
Алюминий и его сплавы свариваются легче в среде гелия ( при более широких границах режимов), и труднее — в среде аргона. Однако и в аргоне может быть получена вполне качественная вакуумная сварка, но с более строгим режимом сварки и при наличии соответствующей аппаратуры. [18]
При длинной дуге, кроме того, металл шва легко может получить нерастворимые в железе включения и избыток газов, которые при быстром затвердевании и остывании шва приводят к образованию раковин и шлаков. Таким образом, вопрос о длине дуги в вакуумной сварке приобретает первостепенную важность. [19]
Из металлов лишь ниобий и цирконий ( а также их сплавы) обладают сравнительно хорошей свариваемостью. Для сварки плавлением тугоплавких металлов, циркония и их сплавов применяют в основном два способа: дуговую сварку неплавящимся ( вольфрамовым) электродом в среде аргона или гелия на постоянном токе прямой полярности и вакуумную сварку электронным лучом. [20]
Вакуумная камера для сварки электронным лучом. [21]
Весьма прогрессивным методом сварки является вакуумный. Вакуум 10 — 4 и даже 10 — 3 мм рт. ст. позволяет получить надежную защиту, намного лучшую, нежели при применении газов аргона и гелия с высокой степенью чистоты. Вакуумная сварка развивается в разных направлениях. [22]
Одной из разновидностей вакуумной сварки является диффузионная. В этом способе удачно скомбинированы вакуумирование, подогрев и обжатие деталей. При вакуумной сварке температура подогрева значительно ниже температуры плавления. Это позволяет осуществлять соединения без отрицательного термического влияния на прилегающие к шву металлы. Диффузионной сваркой соединяются различные однородные и разнородные тугоплавкие металлы, сплавы, окислы, керамика. В настоящее время производятся разносторонние разработки и исследования по улучшению оборудования для диффузионной сварки и технологических процессов соединений всевозможных материалов. [23]
Из химически чистых шихтовых материалов в индукционной печи выплавили высокоосновной флюс системы А12О3 — СаО, не содержащий ни окислов кремния, ни фторидных соединений. Способность марганца к избирательному испарению должна особенно учитываться при различных способах вакуумной сварки плавлением аустенитных сталей и сплавов. Были проведены следующие опыты. [24]
В некоторых областях новой техники применяют различные активные и тугоплавкие металлы: цирконий, молибден, тантал и др. При обычных методах дуговой и контактной сварки их соединение затруднительно вследствие активного поглощения ими кислорода и азота воздуха. Необходимы новые формы защиты. Такой формой является вакуум 10 — 3 — 10 — 4 мм рт. ст. Одной из разновидностей вакуумной сварки является электронно-лучевая, разрабатываемая в объединенной лаборатории МВТУ-МЭИ под руководством д-р техн. [26]
Страницы: 1 2
www.ngpedia.ru
Предотвращение отрицательного воздействия атмосферы на металл при сварке плавлением (часть 4)
Кинетическая роль вакуума наиболее ярко проявляется в резком ускорении выхода газов из металла, а термодинамическая — в значительно более полном удалении примесей.
Вакуумная среда активно воздействует на нагретый расплавленный металл сварного соединения, обеспечивая его дегазацию, повышение плотности, удаление окислов, примесей и загрязнений как с поверхности, так и внутренних слоев металла.
Наиболее распространенный дефект сварных швов — газовые поры. Поры образуются в связи с повышенным содержанием в жидком металле газов, которые попадают в сварочную ванну из атмосферы и компонентов защитной среды или присутствуют в свариваемом металле. С понижением температуры металла вследствие уменьшения растворимости газов они выделяются, коагулируют, образуя пузырьки, которые не успевают всплыть на поверхность, и следовательно, поры в закристаллизовавшемся металле и на разделе твердой и жидкой фаз.
Существует ряд способов борьбы с газовыми порами при сварке плавлением. Однако эта проблема еще полностью не решена, так как основная причина — насыщение металлов газом — при существующих способах защиты не устраняется. Использование вакуумной защиты при сварке — один из наиболее совершенных методов предупреждения образования пор в металле шва.
Сварка в вакууме дает возможность полностью устранить причины, вызывающие образование газовых пор, вследствие отсутствия над сварочной ванной газовой среды, из которой могло бы происходить поглощение газов металлом. Кроме того, вакуум активно способствует устранению пор за счет удаления газов из основного металла.
Создание вакуума над ванной расплавленного или нагретого твердого металла способствует повышению скорости удаления газа из жидкого металла в виде пузырьков и повышения скорости выделения газов за счет увеличения скорости диффузии в твердом металле.
Если металл находится в жидком состоянии, то создаются благоприятные условия для удаления газов в вакууме при сварке вследствие ускорения диффузии, улучшения условий образования пузырьков газов и увеличения скорости их выхода из расплавленного металла.
Пониженное давление способствует образованию газовых пузырьков в расплавленном металле.
Возникновение газового пузырька в жидком металле шва возможно в том случае, если давление выделяющегося газа в состоянии преодолеть внешние силы, препятствующие его выделению.
При сварке в атмосфере силы внешнего давления, препятствующие образованию газового пузырька, слагаются из атмосферного давления, металлостатического и давления поверхностной пленки металла на пузырек. При сварке в атмосфере:
где рат — атмосферное давление, ат; h — высота столба металла, см; у — плотность металла, кг/м3; о — поверхностное натяжение металла на границе раздела металл— газ, кгс/м; г — радиус пузырька, м.
Для условий сварки в вакууме атмосферное давление р, измеряемое десятитысячными долями миллиметра ртутного столба, практически не оказывает противодействия образованию газовых пузырьков, вследствие очень малой величины. Внешнее давление рвя в этом случае является в основном функцией силы поверхностного натяжения и размеров пузырька, так как металлостатическое давление металла Мало вследствие малой глубины сварочной ванны расплавленного металла. Поэтому можно написать, что при сварке в вакууме:
Уменьшение внешнего давления не только значительно облегчает условия образования газовых пузырьков, но и обеспечивает выход на поверхность расплавленного металла значительно более мелких пузырьков, которые при наличии внешнего давления обычно остаются в металле. Ускорение выделения газов в виде пузырьков из жидкого металла в вакууме объясняется также и тем, что работа образования зародышей газовых пузырьков уменьшается, а скорость перемещения их увеличивается. Основное количество газов удаляется из металла в момент его перехода из твердого в жидкое состояние. Это обстоятельство чрезвычайно важно для процесса сварки, так как указывает на возможность почти полной дегазации металла за короткое время пребывания его в жидком состоянии.
Существенное влияние на содержание газов в металле при сварке в вакууме оказывает возможность удаления поверхностных загрязнении (адсорбированных газов, жидкостей и поверхностных окисных пленок). При сварке в вакууме многих активных и тугоплавких металлов металл шва получается без пор, т. е. устраняется наиболее распространенный вид дефекта сварных швов. Однако при сварке в вакууме газонасыщенных металлов в металле шва появлялись поры. Так, при сварке ниобия на линии сплавления основного металла и металла шва наблюдалась цепочка крупных газовых пор. Наличие пор в металле сварного соединения значительно снижает его механические свойства. Стыковые сварные соединения ниобия, выполненные электронным лучом на металле в состоянии поставки, имели предел прочности 5—8 кгс/мм2 (49—78 МН/м2) и очень малый угол изгиба. При испытаниях разрушение соединений происходило по линии сплавления, содержащей поры.
Устранить поры в металле шва при сварке в вакууме газонасыщенного металла можно предварительной дегазацией основного металла путем нагрева расфокусированным лучом в глубоком вакууме. Для значительного улучшения свойств сварного соединения достаточно провести дегазацию лишь кромок свариваемых листов ниобия на относительно небольшой ширине (10—15 мм) путем последовательного прогревания каждой кромки электронным лучом до температуры 1000—1200° С. После дегазации можно сваривать электронным лучом на обычном режиме. Такая относительно несложная операция почти полностью устраняет поры в металле сварного соединения (рис. 93, в, г) и значительно улучшает его механические свойства.
Сварка дегазированного ниобия повысила прочность сварного соединения до прочности основного металла (σв = 40 кгс/мм2) (390 МН/м2). При этом одновременно были улучшены и пластические свойства металла сварного соединения — угол изгиба в швах металла, сваренного с предварительной дегазацией, составил 180°.
При использовании вакуума в качестве защитной среды имеется принципиальная возможность уменьшить содержание газов в некоторых металлах за счет процессов диссоциации окислов, нитридов и гидридов.
Наиболее легко из металлов удаляется водород даже в том случае, если он находится в связанном состоянии. Большинство соединений металла с водородом уже при относительно низких температурах нагрева разлагается. Таким образом, в условиях сварки в вакууме большая часть водорода, содержащегося в металле, может быть удалена из металла.
Удаление из металла связанного кислорода и азота может быть успешным только в том случае, если парциальное давление этих газов в камере будет ниже упругости диссоциации окислов и нитридов при температурах сварочной ванны.
Если в сварочной камере поддерживать давление 5 х 104 мм рт, ст. (666,5 х 10-4 Н/м2), что соответствует парциальному давлению кислорода примерно 1 х 10-4 мм рт. ст. (133,3 х 10-4 Н/м2), то только окислы меди, никеля и кобальта могут диссоциировать при температурах сварочной ванны. Таким образом, для этих металлов возможно раскисление путем диссоциации их окислов при сварке в вакууме.
Удаление окислов из металлов, имеющих высокую упругость диссоциации в условиях сварки в вакууме, подтверждено экспериментами при сварке меди в вакууме. Примерное содержание кислорода в металле составляло 0,05—0,07%. После сварки меди в вакууме она практически полностью освободилась от закиси меди.
Практическое использование процессов диссоциации при сварке в вакууме ограничивается свойствами окислов некоторых металлов. Рассмотрение этого процесса показывает, что в условиях сварки в вакууме нельзя удалить кислород из подавляющего большинства металлов, кроме меди, никеля, кобальта путем диссоциации их окислов вследствие чрезвычайно низкого парциального давления кислорода.
Нитриды таких металлов, как алюминий, ниобий, хром, магний, молибден, кремний, тантал, имеют относительно высокую упругость диссоциации в условиях сварки в вакууме. Вследствие этого существует практическая возможность удаления азота из металла путем диссоциации его нитридов, кроме нитридов циркония и титана, обладающих низкой упругостью диссоциации.
На поверхности металла всегда имеются пленки из окислов, жидкостей (масла, воды) и адсорбированных газов. При сварке их присутствие во многих случаях нежелательно вследствие того, что они могут препятствовать сплавлению кромок металла, вызывать появление пор в металле шва и снижать физико-механические свойства сварных соединений.
При сварке химически активных металлов наличие окислов и загрязнений в основном препятствует получению качественного сварного соединения. Особенно важное значение приобретает предварительная очистка кромок при сварке пористых материалов, циркония, молибдена и других металлов, склонных к поглощению различных газов при нагреве.
Активное воздействие вакуумной защиты при сварке дает возможность освободиться от поверхностных загрязнений, адсорбированных газов и жидкостных пленок. Обычно после нагрева в вакууме поверхность металла в широкой зоне, прилегающей к свариваемым кромкам, становится блестящей.
Несовершенство широко используемых при сварке способов защиты металлов приводит в ряде случаев к получению швов с пониженными эксплуатационными свойствами. Это происходит, во-первых, вследствие недостатков защитных свойств применяемых сред; во-вторых, вследствие сложности состава обмазок и флюсов, качество которых определяется природными материалами, имеющими значительные колебания химического состава; в-третьих, вследствие сложности технологии изготовления и изменения свойств обмазок и флюсов, особенно при их длительном хранении; в-четвертых, вследствие затруднения контроля качества готовых покрытий и флюсов.
Совершенствование защитных сред, используемых при сварке, идет в направлении упрощения их состава. Многокомпонентные обмазки и флюсы в некоторых случаях успешно заменяют менее сложными газовыми средами или инертными газами. Легкость контроля химического состава газов и относительное постоянство их свойств как защитной среды способствуют повышению стабильности и качества швов при сварке цветных и легких металлов и специальных сталей.
Использование вакуумной защиты дает ряд технических и экономических преимуществ перед применяемыми способами защиты при сварке. Наименьшая сложность защиты обеспечивает легкость ее получения, дешевизну и простоту контроля.
Выпускаемое отечественными заводами современное вакуумное оборудование позволяет создавать совершенную защитную среду для сварки непосредственно на рабочем месте, при этом отпадает зависимость сварочного производства от заводов, производящих защитные газы, сокращается потребность в баллонах, транспортных расходах и т. п.
С экономической точки зрения преимущество вакуумной защиты при сварке определяется не только увеличением физико-механических показателей металла сварного соединения, но также и тем, что затраты на создание вакуумной защиты значительно меньше, чем при сварке в инертных газах.
Расчеты показывают, что сварка в вакууме оказывается почти в 2 раза дешевле сварки в атмосфере аргона. По стоимости защитной среды сварка в вакууме приближается к стоимости сварки в углекислом газе. По зарубежным данным, при учете только эксплуатационных расходов (стоимость электроэнергии, инертного газа и т. д.) сварка электронным лучом оказывается в 35 раз дешевле сварки в камерах с контролируемой атмосферой.
«Нулевой» порядок состава защиты значительно упрощает ее контроль качества, который сводится к контролю показаний обычного вакуумметра.
При любом способе сварки вакуумная среда позволяет не только обеспечить идеальную защиту металла, но активно на него воздействовать с целью получения высокого качества сварных соединений любых металлов и неметаллических материалов. Вакуум — наиболее эффективная и экономичная защита, а в ряде случаев единственная, позволяющая осуществить сварку конструкций из некоторых металлов.
www.prosvarky.ru
Смотрите также
Почему необходима тщательная заварка сварочного кратера при окончании сварки
Как без сварки врезаться в трубу отопления
Неисправности полуавтомата сварочного
Сварка пластика в домашних условиях
Выпрямитель сварочного трансформатора
Сварочные материалы
Режимы газовой сварки
Схема сварочного инвертора ресанта саи 160
Типы сварочных соединений
Аппарат сварочный муфтовый трасса м
Леруа мерлен магнит для сварки
Сварка и пайка в вакууме
Сварка в вакууме предназначена для получения неразъёмных соединений элементов приборов, деталей (узлов) конструкций машин, используемых в точном машиностроении, микроэлектронике, при создании атомных реакторов и пр. -2 Па с нагреванием места сварки до 0,4−0,8 от температуры плавления свариваемых материалов; при сварке разнородных материалов температурный нагрев определяется по температуре менее тугоплавкого материала. Таким способом можно сваривать большинство твердых материалов − как однородных, так и разнородных [15, 16]. При соединении трудносвариваемой пары материалов используется промежуточная прокладка. Диффузионная сварка обеспечивает вакуумплотные, термостойкие и вибропрочные соединения при сохранении высокой точности, формы и геометрических размеров изделия; широко применяется при сварке термокомпенсаторов кристаллов, катодных ножек, замедляющих систем и других узлов и элементов электронных приборов. Сварочные термодиффузионные установки обычно состоят изследующих основных узлов: вакуумная система для получения вакуума в камере, где происходит сварка; система для создания давления на свариваемые детали, а также для подъёма и опускания камеры; электропривод; автоматика. Одно из основных направлений широкого внедрения термодиффузионной сварки − использование технологических процессов с применением термокомпрессионных устройств (ТКУ), позволяющих осуществлять сварку в вакуумных печах общепромышленного назначения. Принцип действия ТКУ основан на использовании разности коэффициентов термического линейного расширения материалов свариваемых деталей и элементов оснастки для создания и передачи сжимающего усилия на свариваемые детали. В МАИ разработано ТКУ, которое помещают в камеру печи, подвергнутой вакуумированию [17].При нагревании устройства возникает сдавливающее усилие, которое и передается на свариваемые детали. По окончании сварки детали совместно с устройством охлаждают, развакуумируют камеру, извлекают устройство с готовыми изделиями, затем производят разборку устройства и удаляют сваренные детали. Разработанное ТКУ применяется для диффузионного соединения в вакууме изделий из магнитных и немагнитных сталей, алюминия, меди, нержавеющей стали, бронзы и пр. Основные преимущества диффузионной сварки: отпадает необходимость применять припои, электроды, флюсы, защитную газовуюсреду; не происходит коробление деталей и изменение свойств металла в зоне соединения. Диффузионную сварку можно применять для получения конструкций самой разнообразной формы. Можно сваривать детали не только по плоскости, но и по конической (корпуса радиоламп), сферической (подпятники), криволинейной (облицовка труб), сложнойрельефной поверхности (слой защитного покрытия мембран) и т.д. Пайка в вакууме − процесс получения неразъёмного соединенияпутем нагрева места пайки и заполнения зазора между соединяемыми деталями (из металла и сплавов, стекла, керамики и др.) расплавленным припоем с его последующим отвердением. При пайке деталей из разнородных материалов для обеспечения прочного соединения подбирают материалы с близкими значениями коэффициента термического расширения или используют высокопластичные припои. Вакуумная пайка может быть совмещена с дегазационным отжигом. Различают два способа пайки в вакууме: пайка с локальным источником нагрева дуговым разрядом и высокотемпературная пайка. В НПО «Техномаш» разработан технологический процесс высокотемпературной пайки слоистых конструкций в вакуумных печах для использования их в современных летательных аппаратах [18]. Применение, например, вакуумной пайки для изготовления многослойных теплообменников из алюминиевых сплавов обеспечивает получение паяных соединений, не уступающих по прочности и коррозионной стойкости основному материалу, что позволяет значительно увеличить ресурс работы и эксплуатационную надежность узлов. Процесс осуществляется в вакуумной печи периодического действия, в которой можно выполнять одновременную пайку (35) слойных теплообменников. Мощность печи 200 кВт, давление 102−103 Па, максимальная рабочая температура 750°с. Процесс дуговой пайки сочетает преимущества способов сварки плавлением и высокотемпературной пайки с общим нагревом в вакууме и контролируемой атмосферой [17]. Полученные таким образом неразъёмные соединения обладают повышенной жаропрочностью и термостойкостью и могут применяться при изготовлении и ремонте деталей газотурбинных двигателей из литейных высокопрочных сплавов [19].
< Назад
Вперёд >
Сварка
В вакуумном оборудовании используются компоненты из мягкой и нержавеющей стали. обычно свариваются вместе для сосудов и соединений. Кроме того, это также возможна сварка алюминиевых компонентов. Чтобы убедиться, что полученные сварные швы герметичны, необходимо использовать надлежащие материалы, не имеющие трещин и пустот, и поверхности которых гладкие и обезжиренные. Кроме того, особый геометрический дизайн также требуется, что иногда отличается от обычного сварного соединения, которые используются для невакуумных применений. Где бы возможно с инженерной точки зрения, внутренние сварные швы должны быть предусмотрены в чтобы избежать зазоров и трещин со стороны вакуума, так называемых скрытых или виртуальные утечки. Если это невозможно, сварной шов должен проходить через в сторону вакуума. При необходимости дополнительная атмосферная сторона Сварка может быть использована для повышения механической стабильности. В этом соединение, важно, чтобы этот дополнительный сварной шов не непрерывным, чтобы при необходимости можно было обнаружить утечку, и не иметь воздушные включения.
Сварка вакуумных компонентов и камер требует специальных знания, а сварочный персонал должен иметь профессиональную квалификация. Обычно сварочная компания регулярно документирует это. испытания своих сварщиков через независимые испытательные институты. В Кроме того, испытания процедуры сварки для каждого свариваемого материала и необходимо соблюдать геометрию шва. Специально обученные сварщики персонал, например, инженеры-сварщики или техники, сопровождают и оценить сварочные работы.
Сварочное тепло и относительно быстрое охлаждение могут изменить свойства материалов. Например, изменения в структуре во время сварка аустенитных нержавеющих сталей может увеличить намагничиваемость или привести к порам и горячим трещинам, возникающим во время сварка алюминия (об этом уже упоминалось в главе 3.2.1.1 «Нержавеющая сталь» и 3.2.1.3 «Алюминий»). В Кроме того, высокие остаточные напряжения в зоне сварного шва приводят к деформация компонентов, которая должна быть сведена к минимуму. Если затрагиваются функциональные области, такие как уплотнительные поверхности, их необходимо переработано. Если это невозможно, это может привести к потере всего заготовка. Тем не менее, могут быть приняты различные сварочные меры для предотвращения это, включая выбор подходящего метода сварки в сочетании с подходящей геометрией сварного шва и последовательностью сварки, сварка подготовка и послесварочная обработка, и не в последнюю очередь квалификация и опыт сварщика.
В вакуумной технологии применяется сварка вольфрамовым электродом в среде инертного газа (TIG). довольно часто. Кроме того, другие виды дуговой сварки в среде защитных газов используемые, а также специальные методы, такие как микроплазменная сварка для тонкостенные компоненты или орбитальная сварка для трубных компонентов. Значительно более сложными машинными процедурами являются лазерная сварка и электронно-лучевая сварка. Оба подходят для деликатных компонентов и для глубоких швов. Для сварки крупных алюминиевых корпусов клапанов, фрикционных используется сварка с перемешиванием, которая представляет собой сложную машинную процедуру с низким сварочные перекосы.
Сварка вольфрамовым электродом в среде инертного газа (TIG) не требует расходных материалов электрод, а соединительные детали могут быть сварены напрямую без каких-либо дополнительные материалы. При необходимости выполнения дополнительных сварных швов например, из соображений стабильности можно использовать сварочные материалы. Другими преимуществами этого метода являются практически полное отсутствие брызг, отсутствие шлака. форма и универсальность: нержавеющая сталь, алюминий, а также медь можно сваривать TIG. Метод TIG предпочтительнее, если сварка высокого качества желательна по отношению к скорости сварки.
Рисунок 3.4: Изображение поперечного сечения лазерной сварки
Лазерная сварка , или сокращенно лазерная сварка, характеризуется за счет высокой скорости сварки и низкой термической деформации. Высота концентрированный ввод энергии лазера приводит к узкой зоне сварки и ограничивает диапазон зоны нагрева. Тонкие пленки, а также глубокие и узкие сварные швы для несущих конструкций могут быть созданы путем установки ширина фокуса и мощность лазера. Таким образом, компоненты камеры могут могут быть выполнены без дополнительных сварных швов, или могут быть приварены фланцевые кольца. быть приварены к концам труб методом глубокого провара без необходимости сложных доработка геометрии уплотнительной поверхности. Большая ширина зазора на суставы могут быть соединены в определенной степени. Используемые дополнительные материалы здесь используются частично. Недостатком являются высокие инвестиционные затраты.
Рисунок 3.5: Изображение поперечного сечения орбитального сварного шва WIG
Орбитальная сварка представляет собой полностью механизированный процесс сварки в среде инертного газа. что обеспечивает стабильно высокое качество шва, так как дуга свинцовая механически и в контролируемых условиях вокруг труб или круглый компонент. Стоимость системы выше, чем при сварке TIG. Ан орбитальный сварочный ключ охватывает только ограниченный диапазон диаметров труб. Для каждого наружного диаметра трубы также требуется устройство, подходящее для удерживания труба.
При электронно-лучевой сварке ускоренных, сфокусированных электронов обеспечивают необходимую энергию в зоне сварки. Чтобы предотвратить рассеяние и поглощение электронов, процесс осуществляется в высоком вакууме. Это также позволяет сваривать высокореактивные материалы. Высокая стоимость системы и подготовка под сварку с возможно, необходимая конструкция оборудования, обычно это приводит к высоким цены на процедуру и в основном ограничивает ее применение сериями составные части.
После сварки аустенитной нержавеющей стали металлическим гладкая поверхность должна снова присутствовать, поэтому ровный оксид хрома пассивный слой может формироваться без перерывов. Например, защита инертным газом (в том числе для основания корня) предотвращает образование накипи поверхности при температурах выше 600°С. Механический или химический отделка с последующим тщательным ополаскиванием удаляет изменение цвета на поверхность и очищает компонент.
Дуговая сварка вольфрамовым электродом в вакууме, фаза 1
Уикс, Дж. Л.
;
Кроц, П. Д.
;
Тодд, Д. Т.
;
Ляу Ю.К.
Аннотация
В рамках этой двухлетней программы будет изучена дуговая сварка вольфрамовым электродом в вакууме и газе (VGTAW) как метод изменения или улучшения свариваемости материалов, обычно трудно свариваемых. VGTAW, по-видимому, обеспечивает значительное улучшение свариваемости из-за чистой окружающей среды и необходимого меньшего подвода тепла. Общая цель программы состоит в том, чтобы разработать технологию VGTAW и внедрить ее в производственную среду, что приведет к снижению стоимости, улучшению качества и повышению надежности аэрокосмических компонентов для космического корабля «Шаттл» и других космических систем НАСА. Фаза 1 этой программы была направлена на демонстрацию способности процесса сваривать обычно трудносвариваемые материалы. На втором этапе основное внимание будет уделено дальнейшей оценке, демонстрации оборудования и плану внедрения технологии VGTAW в производственную среду. На этапе 1 были выполнены следующие задачи: (1) Задача 11000 Модификация объекта — существующая вакуумная камера была модифицирована и адаптирована к источнику питания GTAW; (2) Задание 12000 «Выбор материалов» — для исследования были выбраны четыре трудносвариваемых материала, обычно используемых в конструкции аэрокосмической техники; (3) Задание 13000 VGTAW Experiments – были проведены эксперименты по сварке в вакууме с использованием полого вольфрамового электрода и оценка. В результате этих усилий были созданы два материала NARloy Z и Incoloy 9.03, были отобраны для дальнейшей характеристики на этапе 2; и (4) Задача 13100 «Исследования сварных швов алюминия и лития» — эта задача была добавлена к первоначальному рабочему заданию для исследования влияния вакуумной сварки и вибрации сварочной ванны на алюминиево-литиевые сплавы.
Швеллер относится к группе фасонного проката. Он имеет П-образный профиль. Этот вид металлопроката входит в число основных конструктивных материалов для промышленности и строительства. Его используют для изготовления высоконагруженных строительных конструкций и самой разнообразной промышленной продукции: например, рам грузовых автомобилей, вагонов. Промышленность производит швеллер гнутый или горячекатаный, что обеспечивает потребителям широкий выбор наиболее подходящего для своих целей проката.
Швеллер: виды и особенности
Фасонный прокат включает следующие группы продукции: уголок, швеллер, рельсы, двутавровые балки и ряд других специальных профилей. Среди них только первые два вида могут изготавливаться по технологии горячей прокатки и гнутья. Все остальные группы фасонного проката – это горячекатаная продукция. Различия горячекатаного и гнутого швеллера заложены в способах их производства и сортаменте готовых изделий.
В соответствии с действующими нормативными документами швеллеры подразделяются на следующие виды:
горячекатаные равнополочные швеллеры серий У, П, Э, Л и С по ГОСТ 8240-97;
гнутые равнополочные швеллеры по ГОСТ 8278-83;
гнутые неравнополочные швеллеры по ГОСТ 8281-80.
Соответственно, обычный швеллер и швеллер гнутый имеют отличия, но у них намного больше общего, поэтому в большинстве сфер использования они являются полностью взаимозаменяемыми материалами.
Чем швеллер гнутый отличается от горячекатаного?
Присутствие на рынке разных видов однотипного металлопроката у многих потребителей вызывает вопросы; в частности, их интересует, в чём отличие гнутых и горячекатаных швеллеров. Ответ на этот вопрос мы дадим в трёх аспектах, которые касаются внешнего вида, способа производства и сортамента этого металлопроката. Наиболее существенные различия мы свели в следующую таблицу:
Показатель
Горячекатаный швеллер
Гнутый швеллер
Толщина стенки и полок
У г/к швеллеров она разная (полки всегда толще).
У гнутых изделий она одинакова по всему сечению швеллера.
Форма рёбер
Чётко прямоугольная
Округлая
Диапазон типоразмеров, который определяется по высоте стенки
По номеру, каждая единица которого равна 10 мм
серии У, П и Э – 5–40
серия Л – 12–30
серия С – 8–30
По высоте стенки в мм
для равнополочных швеллеров – 25–410
для неравнополочных швеллеров – 32–300
Диапазон ширины полок
Серии У, П и Э – 32–115 мм
серия Л – 30–65
серия С – 45–100
Для каждого типоразмера швеллера за редкими исключениями существует единственный вариант ширины полок
26–160 мм для равнополочных швеллеров
12–90 по меньшей полке и 22–180 по большей полке для неравнополочных изделий.
Для каждого типоразмера гнутых швеллеров наличие нескольких вариантов ширины полок является правилом.
Структура металла
Однородная по всему телу швеллера
Нарушенная по линиям гибки, что негативно сказывается на прочности изделия
Швеллер горячекатаный и гнутый: внешние и производственные отличия
По внешнему виду их легко различить по форме рёбер. Максимальное внешнее сходство с гнутыми изделиями имеет горячекатаный прокат с параллельными гранями полок серий Л и С. Однако в отличие от обычного гнутый швеллер имеет более широкий сортамент, что обеспечивает потребителям металлопроката разнообразие выбора. Теперь перейдём к ответу на поставленный вопрос с точки зрения производства обоих видов проката.
Производство гнутого и горячекатаного швеллера
Горячекатаный швеллер изготавливается путём прохождения разогретой заготовки через клети прокатного стана до получения продукции необходимого типоразмера с заданной толщиной стенки и полок.Гнутый швеллер изготавливают на профилегибочных станах из штрипса. Штрипсом называют заготовки из холоднокатаного и горячекатаного листа, который режут на полосы требуемой ширины. Она должна быть достаточной для гнутья изделия с заданной высотой стенки и шириной полок.
Оба вида проката выполняют из одинаковых марок стали, поэтому различия между ними в основном обусловлены способами их производства. Например, технология гнутья позволяет изготавливать швеллер мелкого сортамента – меньше № 5, то есть со стенкой высотой менее 50 мм. Кроме того, сортамент гнутых равнополочных швеллеров намного больше, чем горячекатаных изделий, даже при объединении всех серий в одну. Это обеспечивает потребителям оптимальный выбор швеллеров по их характеристикам.
Столь большая разница в сортаменте гнутых и горячекатаных швеллеров обусловлена тем, что производство проката по традиционным технологиям на порядок сложнее. Для перехода на новый типоразмер г/к изделий необходима серьёзная переналадка прокатного оборудования. Для изготовления другого типоразмера гнутых швеллеров достаточно поменять ширину заготовки и выполнить минимальные настройки профилегибочного стана. Поэтому гнутый металлопрокат дешевле своих горячекатаных аналогов.
Свойства гнутых и горячекатаных швеллеров
Швеллеры предназначены для изготовления несущих конструкций, поэтому главной их характеристикой является прочность на изгиб (стойкость к вертикальным нагрузкам). Сравнивать свойства обоих видов швеллеров «в лоб» не получится, поскольку во всём их сортаменте нет одинаковых изделий по толщине стенок и полок. Для иллюстрации этого факта приведём пример сравнения горячекатаного швеллера № 5Э и равнополочных гнутых изделий высотой 50 мм. Основную информацию о них содержит следующая таблица:
Показатель
№ 5Э
Гнутый швеллер h 50 мм
Толщина стенки в мм
4,2
2–6 (4)
Толщина полок
7
2–6 (4)
Момент сопротивления к вертикальной нагрузке:
для стенки
для полок
9,17 ед.
3,05 ед.
3,25–10,65 ед. (7,12)
0,9–5,51 ед. (2,89)
Вес 1 м швеллера в кг
4,79
1,61–5,73 (3,62)
На единственный типоразмер горячекатаного изделия № 5Э приходится 11 вариантов гнутых швеллеров с высотой стенки 50 мм. В таблице в скобках указаны характеристики наиболее близкого типоразмера, исходя из толщины стенки. Сравнение этих показателей с характеристиками швеллера № 5Э говорит о том, что горячекатаные изделия ощутимо превосходят ближайшие гнутые аналоги по прочности (на 28,8 % для стенки и 5,5 % для полок). Платой за преимущество в прочности является увеличенный на 32,3 % вес.
Мы не будем вдаваться в нюансы теории сопромата, по которой рассчитывают требуемую прочность несущих конструкций и, соответственно, выбирают подходящие типоразмеры проката. Однако очевидным является тот факт, что гнутые швеллеры обеспечивают большую свободу выбора и экономию на материале. Напомним, что металлопрокат продаётся на вес и более лёгкая продукция обойдётся потребителю дешевле.
Гнутый и горячекатаный швеллер: что выбрать?
Мы уже дали разные версии ответов на вопрос об отличии холоднокатаного швеллера от горячекатаного аналога. Самым существенным различием этих видов проката является то, что изделия с одинаковой высотой стенки имеют разную прочность и, соответственно, несущую способность. Этот показатель является определяющим фактором выбора проката, который и предназначен для изготовления несущих конструкций в строительстве и производстве промышленной продукции.
Швеллер гнутый и горячекатаный в строительстве
В строительстве швеллер гнутый и горячекатаный обычно используется для устройства перекрытий зданий, мостовых пролётов, погрузочно-разгрузочных эстакад и других сооружений, где конструкции должны иметь высокую несущую способность при относительно малом весе. Оба вида проката полностью равноправны в строительной сфере. Главное условие – чтобы их прочностные характеристики соответствовали требованиям проекта строительства или технической документации на производство той или иной промышленной продукции.
Какой швеллер выбрать – гнутый или горячекатаный?
Основным критерием выбора швеллеров является их прочность. Если у подходящих по типоразмеру гнутых и горячекатаных изделий момент сопротивления к вертикальной нагрузке соответствует проектным требованиям, предпочтительнее гнутый прокат. Он легче и дешевле. Однако, когда речь идёт о предельных нагрузках, у горячекатаных швеллеров нет альтернативы.
Например, момент сопротивления для стенок горячекатаных швеллеров максимального типоразмера (№ 40П) составляет 763 ед. У гнутых изделий со стенкой высотой 400 мм он составляет только 458,99 ед.
Горячекатаный швеллер и швеллер гнутый отличия?
Швеллер относится к группе фасонного проката. Он имеет П-образный профиль. Этот вид металлопроката входит в число основных конструктивных материалов для промышленности и строительства. Его используют для изготовления высоконагруженных строительных конструкций и самой разнообразной промышленной продукции: например, рам грузовых автомобилей, вагонов. Промышленность производит швеллер гнутый или горячекатаный, что обеспечивает потребителям широкий выбор наиболее подходящего для своих целей проката.
Швеллер: виды и особенности
Фасонный прокат включает следующие группы продукции: уголок, швеллер, рельсы, двутавровые балки и ряд других специальных профилей. Среди них только первые два вида могут изготавливаться по технологии горячей прокатки и гнутья. Все остальные группы фасонного проката – это горячекатаная продукция. Различия горячекатаного и гнутого швеллера заложены в способах их производства и сортаменте готовых изделий.
В соответствии с действующими нормативными документами швеллеры подразделяются на следующие виды:
горячекатаные равнополочные швеллеры серий У, П, Э, Л и С по ГОСТ 8240-97;
гнутые равнополочные швеллеры по ГОСТ 8278-83;
гнутые неравнополочные швеллеры по ГОСТ 8281-80.
Соответственно, обычный швеллер и швеллер гнутый имеют отличия, но у них намного больше общего, поэтому в большинстве сфер использования они являются полностью взаимозаменяемыми материалами.
Чем швеллер гнутый отличается от горячекатаного?
Присутствие на рынке разных видов однотипного металлопроката у многих потребителей вызывает вопросы; в частности, их интересует, в чём отличие гнутых и горячекатаных швеллеров. Ответ на этот вопрос мы дадим в трёх аспектах, которые касаются внешнего вида, способа производства и сортамента этого металлопроката. Наиболее существенные различия мы свели в следующую таблицу:
Показатель
Горячекатаный швеллер
Гнутый швеллер
Толщина стенки и полок
У г/к швеллеров она разная (полки всегда толще).
У гнутых изделий она одинакова по всему сечению швеллера.
Форма рёбер
Чётко прямоугольная
Округлая
Диапазон типоразмеров, который определяется по высоте стенки
По номеру, каждая единица которого равна 10 мм
серии У, П и Э – 5–40
серия Л – 12–30
серия С – 8–30
По высоте стенки в мм
для равнополочных швеллеров – 25–410
для неравнополочных швеллеров – 32–300
Диапазон ширины полок
Серии У, П и Э – 32–115 мм
серия Л – 30–65
серия С – 45–100
Для каждого типоразмера швеллера за редкими исключениями существует единственный вариант ширины полок
26–160 мм для равнополочных швеллеров
12–90 по меньшей полке и 22–180 по большей полке для неравнополочных изделий.
Для каждого типоразмера гнутых швеллеров наличие нескольких вариантов ширины полок является правилом.
Структура металла
Однородная по всему телу швеллера
Нарушенная по линиям гибки, что негативно сказывается на прочности изделия
Швеллер горячекатаный и гнутый: внешние и производственные отличия
По внешнему виду их легко различить по форме рёбер. Максимальное внешнее сходство с гнутыми изделиями имеет горячекатаный прокат с параллельными гранями полок серий Л и С. Однако в отличие от обычного гнутый швеллер имеет более широкий сортамент, что обеспечивает потребителям металлопроката разнообразие выбора. Теперь перейдём к ответу на поставленный вопрос с точки зрения производства обоих видов проката.
Производство гнутого и горячекатаного швеллера
Горячекатаный швеллер изготавливается путём прохождения разогретой заготовки через клети прокатного стана до получения продукции необходимого типоразмера с заданной толщиной стенки и полок.Гнутый швеллер изготавливают на профилегибочных станах из штрипса. Штрипсом называют заготовки из холоднокатаного и горячекатаного листа, который режут на полосы требуемой ширины. Она должна быть достаточной для гнутья изделия с заданной высотой стенки и шириной полок.
Оба вида проката выполняют из одинаковых марок стали, поэтому различия между ними в основном обусловлены способами их производства. Например, технология гнутья позволяет изготавливать швеллер мелкого сортамента – меньше № 5, то есть со стенкой высотой менее 50 мм. Кроме того, сортамент гнутых равнополочных швеллеров намного больше, чем горячекатаных изделий, даже при объединении всех серий в одну. Это обеспечивает потребителям оптимальный выбор швеллеров по их характеристикам.
Столь большая разница в сортаменте гнутых и горячекатаных швеллеров обусловлена тем, что производство проката по традиционным технологиям на порядок сложнее. Для перехода на новый типоразмер г/к изделий необходима серьёзная переналадка прокатного оборудования. Для изготовления другого типоразмера гнутых швеллеров достаточно поменять ширину заготовки и выполнить минимальные настройки профилегибочного стана. Поэтому гнутый металлопрокат дешевле своих горячекатаных аналогов.
Свойства гнутых и горячекатаных швеллеров
Швеллеры предназначены для изготовления несущих конструкций, поэтому главной их характеристикой является прочность на изгиб (стойкость к вертикальным нагрузкам). Сравнивать свойства обоих видов швеллеров «в лоб» не получится, поскольку во всём их сортаменте нет одинаковых изделий по толщине стенок и полок. Для иллюстрации этого факта приведём пример сравнения горячекатаного швеллера № 5Э и равнополочных гнутых изделий высотой 50 мм. Основную информацию о них содержит следующая таблица:
Показатель
№ 5Э
Гнутый швеллер h 50 мм
Толщина стенки в мм
4,2
2–6 (4)
Толщина полок
7
2–6 (4)
Момент сопротивления к вертикальной нагрузке:
для стенки
для полок
9,17 ед.
3,05 ед.
3,25–10,65 ед. (7,12)
0,9–5,51 ед. (2,89)
Вес 1 м швеллера в кг
4,79
1,61–5,73 (3,62)
На единственный типоразмер горячекатаного изделия № 5Э приходится 11 вариантов гнутых швеллеров с высотой стенки 50 мм. В таблице в скобках указаны характеристики наиболее близкого типоразмера, исходя из толщины стенки. Сравнение этих показателей с характеристиками швеллера № 5Э говорит о том, что горячекатаные изделия ощутимо превосходят ближайшие гнутые аналоги по прочности (на 28,8 % для стенки и 5,5 % для полок). Платой за преимущество в прочности является увеличенный на 32,3 % вес.
Мы не будем вдаваться в нюансы теории сопромата, по которой рассчитывают требуемую прочность несущих конструкций и, соответственно, выбирают подходящие типоразмеры проката. Однако очевидным является тот факт, что гнутые швеллеры обеспечивают большую свободу выбора и экономию на материале. Напомним, что металлопрокат продаётся на вес и более лёгкая продукция обойдётся потребителю дешевле.
Гнутый и горячекатаный швеллер: что выбрать?
Мы уже дали разные версии ответов на вопрос об отличии холоднокатаного швеллера от горячекатаного аналога. Самым существенным различием этих видов проката является то, что изделия с одинаковой высотой стенки имеют разную прочность и, соответственно, несущую способность. Этот показатель является определяющим фактором выбора проката, который и предназначен для изготовления несущих конструкций в строительстве и производстве промышленной продукции.
Швеллер гнутый и горячекатаный в строительстве
В строительстве швеллер гнутый и горячекатаный обычно используется для устройства перекрытий зданий, мостовых пролётов, погрузочно-разгрузочных эстакад и других сооружений, где конструкции должны иметь высокую несущую способность при относительно малом весе. Оба вида проката полностью равноправны в строительной сфере. Главное условие – чтобы их прочностные характеристики соответствовали требованиям проекта строительства или технической документации на производство той или иной промышленной продукции.
Какой швеллер выбрать – гнутый или горячекатаный?
Основным критерием выбора швеллеров является их прочность. Если у подходящих по типоразмеру гнутых и горячекатаных изделий момент сопротивления к вертикальной нагрузке соответствует проектным требованиям, предпочтительнее гнутый прокат. Он легче и дешевле. Однако, когда речь идёт о предельных нагрузках, у горячекатаных швеллеров нет альтернативы.
Например, момент сопротивления для стенок горячекатаных швеллеров максимального типоразмера (№ 40П) составляет 763 ед. У гнутых изделий со стенкой высотой 400 мм он составляет только 458,99 ед.
2) Выберите размер (Глубина x Ширина x Длина): 2) Выберите Размер (Глубина x Ширина x Длина): Выберите один{{attrValue.value_text}}
{{uniqueSku}}
3) Выберите свой разрез:
Выбранная ширина = {{widTotal}}»
Выбранная длина = {{lenTotal}}»
Каждый вес = {{displayWeight}} фунтов
Каждая цена: ${{Number(displayPrice). toFixed(2).toLocaleString()}}
Цены уточняйте по телефону
Количество: Количество:
0″ data-html=»true» title=»» v-bind:data-original-title=»displayDiscounts»>Скидки за количество
Этот товар временно отсутствует на складе
Сообщите мне, когда он появится в наличии
Пожалуйста, позвоните, чтобы узнать цены на этот продукт
Цены могут быть изменены. Цены в магазине могут отличаться от цен на сайте.
Описание
Характеристики
Похожие материалы
Описание
Швеллер из холоднокатаной стали A1008 идеально подходит для большинства методов обработки. Изготовленные на месте с использованием нашего процесса прецизионного формования для обеспечения согласованности и точности изгиба, эти каналы формируются из 18ga. (0,0478 дюйма) и 16ga. (0,059материал 8″). Характеризуется маслянистой гладкой серой отделкой, высокой прочностью и низким содержанием сплава. Обычное применение включает в себя структурные опоры, прицепы, перила, ограждения и другие архитектурные применения.
Технические характеристики
ДЕТАЛИ
Размер
Глубина
Ширина (фланец)
Толщина
Длина
Каждый вес (фунты)
3/4″ x 1/2″ x 96″
3/4 дюйма
1/2 дюйма
18ga (0,0478 дюйма)
96 дюймов
2,00
3/4″ x 3/4″ x 96″
3/4″
3/4″
18ga (0,0478 дюйма)
96 дюймов
2,60
1-1/2″ x 1-1/2″ x 96″
1-1/2″
1-1/2″
18ga (0,0478 дюйма)
96 дюймов
5,60
3/4″ x 1/2″ x 120″
3/4″
1/2 дюйма
16ga (0,0598 дюйма)
120 дюймов
3,00
3/4″ x 3/4″ x 120″
3/4″
3/4″
16ga (0,0598 дюйма)
120 дюймов
4,00
1-1/2″ x 1-1/2″ x 120″
1-1/2″
1-1/2″
16ga (0,0598 дюйма)
120 дюймов
8,40
Предупреждение: Этот продукт может подвергнуть вас воздействию химических веществ, включая свинец, которые, как известно в штате Калифорния, вызывают рак и врожденные дефекты или наносят вред репродуктивной системе. Для получения дополнительной информации посетите веб-сайт www.p65Warnings.ca.gov.
Законодательство Калифорнии требует, чтобы предприятия предоставляли четкое и разумное предупреждение клиентам, приобретающим товары в штате Калифорния, прежде чем сознательно или непреднамеренно подвергать их воздействию одного из более чем 800 перечисленных химических веществ или элементов. Это предупреждение требуется, когда компания знает или полагает, что одно или несколько из перечисленных химических веществ или элементов могут присутствовать в их продуктах.
Обратите внимание, что согласно OSHA и федеральным стандартам металлические изделия обычно не считаются опасными в твердой распределенной форме. Испарения или пыль от ЛЮБОГО продукта могут быть опасны для вашего здоровья без надлежащей защиты.
Швеллер из горячекатаной стали C
Нажмите, чтобы увеличить
1) Выберите Размер (Глубина): 1) Выберите Размер (Глубина): Выберите один{{attrValue. value_text}}
2) Выберите вес на фут (фунты): 2) Выберите вес на фут (фунты): Выберите один{{attrValue.value_text}}
3) {{размертекста}}
4) Выберите свой разрез:
Выбранная ширина = {{widTotal}}»
Выбранная длина = {{lenTotal}}»
Каждый вес = {{displayWeight}} фунтов
Каждая цена: ${{Number(displayPrice).toFixed(2).toLocaleString()}}
Цены уточняйте по телефону
Количество: Количество:
Этот товар временно отсутствует на складе
Сообщите мне, когда он появится в наличии
Пожалуйста, позвоните, чтобы узнать цену на этот продукт
Для заказа большего количества, пожалуйста, свяжитесь с одним из наших менеджеров по работе с клиентами.
Цены могут быть изменены. Цены в магазине могут отличаться от цен на сайте.
Описание
Функции
Характеристики
Доступные размеры
Похожие материалы
Описание
Швеллеры c из горячекатаной стали A36, также называемые «швеллерами американского стандарта», отлично подходят для большинства методов обработки. Швеллеры из горячекатаной стали A36 имеют шероховатую серо-голубую поверхность. Материал A36 представляет собой низкоуглеродистую мягкую сталь, которая долговечна и долговечна. Горячекатаные С-образные каналы имеют «структурную форму», означающую, что по крайней мере один размер (исключая длину) превышает 3 дюйма. Каналы C на внутренней поверхности фланца имеют уклон примерно 16-2/3%, что отличает их от каналов «MC». Общие приложения включают структурную поддержку, трейлеры и другие архитектурные применения. ASTM A36/A36M-08 — это стандартная спецификация для углеродистой конструкционной стали.
Характеристики
ASTM
ASTM A36
Характеристики
A36 Чаще всего используется мягкая и горячекатаная сталь. Хорошая сварка, формовка и механическая обработка. Недорогая конструкционная сталь.
Сплав
A36
Технические характеристики
ХИМИЧЕСКИЙ СОСТАВ
Элемент
Процент
С
0,26
Медь
0,2
Fe
99
Мн
0,75
Р
0,04 макс.
С
0,05 макс.
МЕХАНИЧЕСКАЯ ИНФОРМАЦИЯ
Имперский
Метрическая система
Плотность
0,282 фунта/дюйм3
7,8 г/куб. см
Предел прочности при растяжении
58 000 psi
400 МПа
Предел текучести при растяжении
47 700 фунтов на квадратный дюйм
315 МПа
Прочность на сдвиг
43 500 фунтов на квадратный дюйм
300 МПа
Температура плавления
2590–2670°F
1420 — 1460°С
Твердость по Бринеллю
140
Метод производства
Горячекатаный
Указанные химический состав и механические свойства являются приблизительными. Пожалуйста, свяжитесь с нашим отделом обслуживания клиентов для получения отчетов об испытаниях материалов. Свяжитесь с нами
Доступные размеры
ДОСТУПНЫЕ РАЗМЕРЫ
Размер
Глубина
Ширина
Интернет Толщина
Длина
Вес (фунт/фут)
3″ x 3,5#
3 дюйма
1,35 дюйма
. 130″
240,00″
3.500
3″ x 4,1#
3 дюйма
1,41 дюйма
.170″
240,00″
4.100
3″ x 5#
3 дюйма
1,498″
0,258 дюйма
240,00″
5.000
3″ x 6#
3 дюйма
1,596″
0,356″
240,00″
6.000
4″ x 5,4#
4 дюйма
1,584 дюйма
0,184″
240,00″
5.400
4 дюйма x 6,25 #
4 дюйма
1,647″
.247″
240,00″
6.250
4 дюйма x 7,25 #
4 дюйма
1,721 дюйма
.321″
240,00″
7.250
5″ x 6,7#
5 дюймов
1,75 дюйма
.190″
240,00″
6,699
5″ x 9#
5 дюймов
1,885″
0,325 дюйма
240,00″
9. 000
6″ x 8,2#
6 дюймов
1,92 дюйма
.200″
240,00″
8.200
6″ x 10,5#
6 дюймов
2,034 дюйма
0,314″
240,00″
10 500
6″ x 13#
6 дюймов
2,157 дюйма
.437″
240,00″
13.000
7″ x 9,8#
7 дюймов
2,09 дюйма
.210″
240,00″
9.800
7 дюймов x 12,25 #
7 дюймов
2,194″
0,314″
240,00″
12.249
8″ x 11,5#
8 дюймов
2,26 дюйма
.220″
240,00″
11.500
8″ x 13,75#
8 дюймов
2,343 дюйма
.303″
240,00″
13.750
8″ x 18,75#
8 дюймов
2,527 дюйма
. 487″
240,00″
18.750
9 дюймов x 13,4#
9 дюймов
2,433 дюйма
.230″
240,00″
13.400
9″ x 15#
9 дюймов
2,485 дюйма
.285″
240,00″
15.000
10″ x 15,3#
10 дюймов
2,6 дюйма
.240″
240,00″
15.300
10″ x 20#
10 дюймов
2,739 дюйма
.379″
240,00″
20.000
10″ x 25#
10 дюймов
2,886 дюйма
0,526 дюйма
240,00″
24,999
10″ x 30#
10 дюймов
3,033 дюйма
0,673 дюйма
240,00″
30.000
12″ x 20,7#
12 дюймов
2,94 дюйма
0,282 дюйма
240,00″
20. 700
12″ x 25#
12 дюймов
3,047 дюйма
0,387″
240,00″
25.000
12″ x 30#
12 дюймов
3,17 дюйма
.510″
240,00″
30.000
15 дюймов x 33,9 #
1,938 дюйма
3 дюйма
.400″
240,00″
33.900
Предупреждение: Этот продукт может подвергнуть вас воздействию химических веществ, включая свинец, которые, как известно в штате Калифорния, вызывают рак и врожденные дефекты или наносят вред репродуктивной системе. Для получения дополнительной информации посетите веб-сайт www.p65Warnings.ca.gov.
Законодательство Калифорнии требует, чтобы предприятия предоставляли четкое и разумное предупреждение клиентам, приобретающим товары в штате Калифорния, прежде чем сознательно или непреднамеренно подвергать их воздействию одного из более чем 800 перечисленных химических веществ или элементов.
PPR – Изготавливают из статического сополимера пенопропилена. Готовое изделие устойчиво к перепадам температуры, а также механическим воздействиям, поэтому они более пригодны для водопроводных, отопительных и канализационных систем. Диаметр колеблется от 20 до 110 мм;
PPH – Для повышения прочности изделий к полипропилену добавляют антистатики, антипирены и нуклеаторы. Трубы с большим диаметром используют при монтаже наружной водопроводной, дренажной и вентиляционной системы. Для систем отопления данная разновидность не подходит;
PPB (блок-сополимер) – Сырье состоит из блоков микромолекул полимера различного состава, которые выстроены в нужном порядке. Изделия получаются стойкими к механическим воздействиям, в связи с этим их широко используют для теплых полов или систем ХВС;
PPs (полифенилсульфид) – Полимер высокого качества, который имеет особое строение молекул. Материал долговечный, прочный, стойкий к высоким температурам и нагрузкам. Область применения – Холодное водоснабжение и ГВС, вентиляционные и отопительные системы. Диаметр колеблется от 20 до 1200 мм.
Разные диаметры и что к ним подключать
Полипропиленовые трубы имеют следующие наружные диаметры:
20 – Допускается подключать один радиатор или до 5 штук радиаторов с максимальной мощностью до 7 кВт;
25 – Возможно подключение нескольких радиаторов, но не более 8 штук с тепловой мощностью до 11 кВт;
32 – В зависимости от мощности, при таком параметре можно подключить один этаж или весь жилой дом, но, как правило, не более 12 радиаторов отопления с мощностью до 19 кВт в сумме;
40 – Подключение всего дома, 20 радиаторов с мощностью до 30 кВт.
Выбор трубы по давлению
PN10 – допустимое рабочее давление 10 бар. Используют при монтаже холодного водоснабжения
PN20 – Предельно допустимое рабочее давление 20 бар. Подходящий вариант, чтобы подвести холодное и горячее водоснабжение с нагреванием до температуры 80 С.
PN25 – Допустимое рабочее давление не более 25 бар. Используется армированный полипропилен. Оптимально подойдет для устройства ГВС, отопительной системы с температурой теплоносителя до 95 С. Изделие выполнено в несколько слоев, что повышает стойкость к высоким температурам.
От чего еще зависит выбор диаметра
Диаметр выбирается исходя из тепловой нагрузки в системе отопления или от количества подключенных точек водоразбора в системах ХВС и ГВС, давления.
Обычно для основной трубы используют величину сечения в 32 мм. Для подводов к приборам берут изделия с D 20-25 мм. Исходя из толщины стенок трубы, определяется внутренний диаметр.
Для систем ХВС и ГВС обычно используют трубопроводы с D 20-25 мм. Для стояков оптимально использовать D 32-40 мм.
Внутренний диаметр определяется исходя из потребностей конкретной системы. На это влияет ряд факторов:
Давление во всей системе;
Наличие и количество отводов и стыковочных мест;
Какое использовалось сырье при производстве полипропиленовых трубок;
Длина трубопровода
При выборе нужно учитывать множество моментов – в какой системе будут использоваться трубы и какое в ней рабочее давление. Например, трубы для системы отопления и для ХВС будут отличаться.
Как правильно выбрать диаметр для магистрали
С особой ответственностью нужно подбирать сечение ППР трубам, которые будут устанавливаться в многоквартирных домах. Каким будет диаметр, зависит от потребления воды и рассчитывается на этапе проектирования дома.
Обычно в зданиях с большим количеством квартир используют:
В домах с 5 этажами для стояков оптимальный d 32 мм;
Для разводки внутри квартир подходит d 20 мм;
Для стояков в зданиях с 9 и более этажностью используют d 40 или 50 мм.
В квартирах или частных домах точно рассчитывать величину сечения не требуется. Она рассчитывается исходя из длины трубопровода:
Если длина трубопровода до 10 м, следует брать величину 20 мм;
При длине, колеблющейся между 10 и 20 м, оптимально 25 мм;
Если длина более 30 метров, то 32 мм.
Трубы диаметром более 32 миллиметров принято использовать в монтаже стояков.
Какое количество тепла должен раздавать трубопровод
Например, стоит многоквартирный дом площадью 250 кв метров, который постоянно отапливается и зимой теряет тепло по 1 кВт мощности с каждой площади в 10 кв метров. Чтобы обогреть дом, используют максимальную мощность 25 кВт.
В этом доме применяется двухтрубная система отопления. По одной трубе транспортируется горячий теплоноситель, по другой охлажденный теплоноситель подается в котельную. К трубам подключены радиаторы.
От котла до межэтажного коллектора подается тепловая мощность 25 кВт. Магистральные трубы в данном случае нужно использовать с внутренним размером сечения от 26,6 миллиметров. Это нужно для того чтобы скорость теплоносителя составляла не более 0,6 м/c. Таким образом, подойдет полипропиленовая трубка с наружным диаметром 40 мм.
От коллектора к первому этажу поступает тепловая мощность 15 кВт. Скорость передвижения теплоносителя будет меньше 0,6 м/с. Поэтому внутренний диаметр будет составлять 21,2 мм. Таким образом, оптимальный наружный диаметр в конкретном случае будет ровняться 32 мм.
Как правило, для любых радиаторов с мощностью не более 2 кВт монтируют трубы с наружным d 20 мм.
Из всего сказанного можно сделать вывод, что выбор диаметра не такое уж сложное занятие. Выбирать приходится из стандартных размеров. В системах, где насчитывается около 10 радиаторов, обычно устанавливают полипропиленовые трубки с наружным диаметром 25 на площадь одного крыла, 20 на радиатор и 32 на магистральные трубы.
Чтобы купить полипропиленовые трубы подходящего диаметра, перейдите в каталог продукции, разделы канализации и водоснабжения.
Труба полипропиленовая размеры: таблица диаметров
Главная » Трубы » Пластиковые трубы
Автор Монтажник На чтение 2 мин Просмотров 16.7к. Обновлено
Труба полипропиленовая выпускается в прямых отрезках длиной от 2 до 4 метров диаметром от 16 до 160 мм. Правда в Российской Федерации более распространена труба полипропиленовая размеры которой имеет диаметры от 20 до 110 мм. Диаметры 125, 140 и 160 мм менее редки их производят один или два завода на всю страну.
Труба полипропиленовая размеры которой 16 мм является редкостью и, как правило, используется для прокладки в системах водяных теплых полов и чаще всего выпускается в рулонах по 160 метров. Но опять же для теплых полов 16 мм применяют чаще трубы из сшитого полиэтилена (PEX) она более гибкая и не боится высоких температур.
Размеры полипропиленовых труб, как и все трубы изготовленные из термопластов, рассчитываются по наружному диаметру. Это важно помнить, что если стальная труба имеет размер 16 мм, то полипропиленовая — 20 мм. Если прямой фитинг для стальной трубы имеет размер 16 х 1/2″, то полипропиленовая прямоходная муфта (т.е. без сужения и расширения прохода) будет иметь размер 20 х 1/2″ мм. Из чего следует: 20 мм — это наружный диаметр полипропиленовой трубы, а 1/2″ это внутренний диаметр прохода жидкости.
Иногда, по согласованию с потребителем, допускается изготовление труб другой длины и других предельных отклонений. Фитинги для соединения труб имеют те же размеры, что и трубы. Если труба имеет маркировку 20, 25 и т. д. мм, то и фасонные части со стороны пластика тоже должны быть этих размеров.
Труба полипропиленовая PN10, PN20 размеры:
Труба полипропиленовая для воды
PN 20
Размер,
мм
D, мм
S, мм
d, мм
PN 10
Размер,
мм
D, мм
S, мм
d, мм
16х2,7
16
2,7
10,6
—
—
—
—
20х3,4
20
3,4
13,2
20х1,9
20
1,9
16,2
25х4,2
25
4,2
16,6
25х2,3
25
2,3
20,4
32х5,4
32
5,4
21,2
32х3,0
32
3,0
26,0
40х6,7
40
6,7
26,6
40х3,7
40
3,7
32,6
50х8,4
50
8,4
33,2
50х4,6
50
4,6
40,8
63х10,5
63
10,5
42,0
63х5,8
63
5,8
51,4
75х12,5
75
12,5
50,0
75х6,9
75
6,9
61,2
90х15,0
90
15,0
60,0
90х8,2
90
8,2
73,6
110х18,4
110
18,4
73,2
110х10
110
10,0
90,0
Армированная полипропиленовая труба PN25 размеры:
Труба полипропиленовая армированная
D, мм
D1, мм
D2, мм
S, мм
20
13,2
21,2
4,0
25
16,6
26,2
4,8
32
21,2
33,2
6,0
40
26,6
41,4
7,4
50
33,2
52,5
9,1
63
42,0
65,9
11,3
75
50,0
77,9
13,3
Проектирование трубопроводов
Оцените автора
PP-R и PP-RCT
Полипропилен (ПП) — универсальный материал для труб, который используется в самых разных областях. Для напорных трубопроводных систем используются два типа ПП: PP-R (статистический сополимер полипропилена) и PP-RCT (статистический сополимер полипропилена с модифицированной кристалличностью и термостойкостью).
Трубы PP-R и PP-RCT, способные работать при высоких температурах и давлении, подходят для напорных трубопроводов с высокими требованиями, таких как напорные трубопроводы (сантехника, гидротехника) в коммерческих высотных зданиях.
Трубы PP-R также используются в системах без давления и обеспечивают устойчивость к сильнокислотным и щелочным растворам, таким как ингибиторы коррозии и химические вещества, используемые в водяных системах отопления и охлаждения. Соединения обычно свариваются под действием тепла в соответствии со стандартной отраслевой практикой.
Трубы PP-R и PP-RCT имеют метрические размеры в диапазоне от 16 до 710 мм, также известные как номинальные диаметры от 3/8 до 28. Минимальные значения гидростатического давления обычно выше для материалов PP-RCT, но трубы с другими Соотношение размеров (DR) и толщина стенок могут иметь более высокие или более низкие номинальные значения давления.
Трубы и фитинги PP-R и PP-RCT полностью совместимы друг с другом. Трубу PP-R можно наплавлять на фитинги PP-RCT и наоборот.
Полипропиленовые трубы могут включать армирующие слои из рубленого стекловолокна для таких преимуществ, как снижение продольного теплового расширения/усадки.
Трубы PP-R и PP-RCT обычно продаются прямыми отрезками. PP-R также доступен в рулонах для меньших диаметров и специальных применений.
ПП-Р
Определение
Согласно определению промышленного стандарта ASTM F2389 (впервые опубликованного в 2004 г.), PP-R означает «статистический сополимер полипропилена». PP-R представляет собой сополимер пропилена и по крайней мере одного сомономера, где пропилен составляет более 50% композиции.
Обзор
PP-R — это напорная система из высокотемпературного пластика, впервые использовавшаяся для водопровода и водяного отопления в Европе в 1980-х годах и представленная в Северной Америке в 2000-х годах. PP-R был впервые использован для различных промышленных применений в 19 веке. 70-х годов в Европе, а первое сообщение об использовании PP-R в Северной Америке для промышленных целей было в 1986 году. 82ºC), отвечающие требованиям национальных сантехнических и механических норм. Фактическое номинальное давление труб PP-R зависит от выбранного типа или толщины стенки.
Материалы для труб PP-R доступны с различными типами стенок и толщиной (например, SDR 7,4, SDR 9, SDR 11, SDR 13,5 и т. д.) в зависимости от требуемого номинального давления. Трубы с более толстыми стенками имеют более высокое номинальное давление, а трубы с более тонкими стенками — более низкие номинальное давление. Обратитесь к литературе и перечням конкретных производителей труб PP-R, чтобы узнать о соответствующих номинальных значениях давления.
PP-RCT
Определение
Согласно определению промышленного стандарта ASTM F2389 (впервые опубликованного в 2004 г.), PP-RCT означает «статистический сополимер полипропилена с модифицированной кристалличностью и термостойкостью». PP-RCT представляет собой сополимер пропилена и по крайней мере одного сомономера, где пропилен составляет более 50% композиции.
Обзор
PP-RCT — это напорная система из высокотемпературного пластика, впервые использованная для водопровода и водяного отопления в 2000-х годах в Европе и Северной Америке.
PP-RCT представляет собой полипропиленовый материал нового поколения с более высокой долговременной прочностью при повышенных температурах, чем более ранние смолы PP-R 80 и PP-R 100. Материал PP-RCT имеет примерно на 25% более высокую устойчивость к нагрузкам и на 25% более высокое номинальное давление, чем трубы PP-R, при той же толщине стенки при заданной рабочей температуре.
Коммерчески доступные смолы PP-RCT могут иметь либо альфа-фазу кристалличности, либо комбинацию альфа- и бета-фаз кристалличности за счет использования бета-зародышеобразователя.
При выборе типа стенки SDR 9 (или более толстой) эти материалы рассчитаны на давление 100 фунтов на кв. дюйм при 180ºF (690 кПа при 82ºC), что соответствует требованиям национальных сантехнических и механических норм. Фактическое номинальное давление труб PP-RCT зависит от выбранного типа или толщины стенки.
Материалы труб PP-RCT доступны с различными типами стенок и толщиной (например, SDR 7,4, SDR 9, SDR 11, SDR 13,5 и т. д.) в зависимости от требуемого номинального давления. Трубы с более толстыми стенками имеют более высокое номинальное давление, а трубы с более тонкими стенками — более низкие номинальное давление. Обратитесь к литературе и перечням конкретных производителей труб PP-RCT, чтобы узнать о соответствующих номинальных давлениях.
1041.8 Полипропиленовые трубы (ПП) Руководство по осмотру труб
Это руководство поможет при осмотре всех типов и конфигураций полипропиленовых (ПП) труб, муфт и фитингов. Ответьте на каждый вопрос и выполните действие, указанное для данного ответа. Если условие для определенного ответа не предусмотрено, переходите к следующему вопросу. Инспектор несет ответственность за подтверждение того, что это руководство по проверке соответствует текущим спецификациям.
Каждая партия должна подвергаться визуальному осмотру. Партия, в которой обнаружены дефекты, или партия, отобранная случайным образом, если все партии одинакового качества, должны быть проверены более подробно, чтобы в целом установить практику контроля качества производителя. И, по крайней мере, одна труба каждого размера, предлагаемого в партии, должна быть тщательно проверена с использованием этого руководства по контролю. Изготовитель может дать определение партии. Если определение не предоставлено, партия будет произведена за один день. Или, если по проекту, лотом должно быть все отгруженное количество.
Если данное руководство по проверке используется для проверки забракованных труб, оно должно быть представлено изготовителю с уведомлением о несоответствии спецификации.
Были ли какие-либо материалы или трубы, включенные в эту партию, забракованы во время предыдущего инспекционного посещения? Если да, вся партия неприемлема.
Да
Нет
Имеет ли данный производитель разрешение на производство труб из ПНД? (См. EPG 1041.7.2 Допуски на внутренний диаметр для двустенных труб). Если нет, стоп; труба неприемлема.
Да
Нет
Сопровождается ли труба коносаментом или товарным чеком в этом месте? Если Нет, стоп, труба неприемлема.
Да
Нет
Содержится ли в коносаменте или накладной подробный список размеров и длин труб? Если нет, стоп; труба неприемлема.
Да
Нет
Содержит ли коносамент или квитанция о доставке идентификационный номер образца MoDOT или к ним прилагается форма отчета об отгрузке материалов? Если нет, стоп; труба неприемлема.
Да
Нет
Маркирована ли труба (в соответствии с AASHTO M 294) названием или товарным знаком производителя? Если нет, стоп; труба неприемлема.
Да
Нет
Труба маркирована (в соответствии с AASHTO M 294) при номинальном размере трубы? Если нет, стоп; труба неприемлема.
Да
Нет
Маркирована ли труба (в соответствии с AASHTO M 294) обозначением «AASHTO M 294»? Если нет, стоп; труба неприемлема.
Да
Нет
Маркируется ли труба (в соответствии с AASHTO M 294) кодом обозначения завода? Если нет, стоп; труба неприемлема.
Да
Нет
Маркирована ли труба (в соответствии с AASHTO M 294) датой изготовления или соответствующим кодом? (Если вы не уверены, обратитесь к производителю.) Если нет, стоп; труба неприемлема.
Да
Нет
Повторяется ли маркировка на трубе через интервалы, не превышающие 10 футов? Если нет, стоп; труба неприемлема.
Да
Нет
Имеются ли какие-либо видимые трещины, дыры, складки, посторонние материалы или другие вредные дефекты, которые могут свидетельствовать о низком качестве изготовления? Если да, стоп; труба неприемлема.
Да
Нет
Труба имеет гофрированные поверхности внутри и снаружи или гофрированную поверхность снаружи и гладкую внутреннюю оболочку? Если нет, стоп; труба недопустима (если не указано иное).
Да
Нет
Однородны ли цвет, плотность и другие физические свойства по длине трубы? Если нет, стоп; труба неприемлема.
Да
Нет
Концы трубы обрезаны ровно и чисто (где применимо)? Если нет, стоп; труба неприемлема.
Да
Нет
Внешний диаметр измеряется путем наложения рулетки по окружности вокруг трубы, убедившись, что рулетка ровно прилегает к поверхности трубы. Показание диаметра наблюдают и оценивают с точностью до 0,005 дюйма. Если окружная рулетка недоступна, вместо нее можно использовать стандартную рулетку. Оберните рулетку вокруг трубы, держа ленту как можно ближе и ровнее, и прочтите длину окружности по рулетке. Чтобы получить средний наружный диаметр, повторите этот процесс три раза и усредните наблюдаемые значения. Рассчитайте диаметр, используя следующее уравнение:
Диаметр = Окружность / 3,14159
Находится ли средний наружный диаметр в пределах указанного допуска? (<См. рис. 1041.X ASTM F 2736, F2764.>)
Толщина стенки измеряется микрометром с цилиндрической или шариковой пяткой (предпочтительно с точностью до 0,001 дюйма). Выполняют не менее 8 измерений через близкие промежутки времени, чтобы убедиться, что минимальная и максимальная толщина стенок определены. Затем значения усредняются, чтобы получить среднее значение. Этот процесс используется для внутренней, внешней и толщины стенок желоба.
Толщина внутренней, внешней стенки и стенки желоба больше или равна соответствующей минимальной указанной толщине (где применимо)? (См. <новый рисунок 1041.X.X ASTM F 2736, F 2764>) Если нет, стоп; труба неприемлема.
Да
Нет
Средний внутренний диаметр рассчитывается на основе среднего наружного диаметра и фактической толщины стенки (te). Эффективная толщина стенки будет измеряться с использованием того же микрометра (описанного выше), который использовался для других измерений толщины стенки. Эффективной толщиной стенки будет толщина трубы от наружной части трубы до внутренней части трубы. Сделайте не менее 8 измерений в различных местах по окружности трубы. Усредните 8 измерений, чтобы получить среднюю эффективную толщину стенки. Используйте следующее уравнение, чтобы получить средний внутренний диаметр:
Средний внутренний диаметр = средний внешний диаметр – (2 x te)
Находится ли средний внутренний диаметр в пределах указанного допуска? (См. <новый рисунок 1041.X.X ASTM F 2736, F 2764>). Если нет, стоп; труба неприемлема.
Да
Нет
Были ли бракованы 10 процентов труб из той же партии труб? Если да, стоп; вся партия трубы недопустима.
Да
Нет
Муфты и фитинги (где применимо)
Муфты для фитингов изготовлены из того же основного материала, что и труба? Если нет, стоп; муфты или фитинги неприемлемы.
Да
Нет
Если применимо, имеют ли гофры муфт или фитингов одинаковую конфигурацию гофров на концах соединяемых труб? Если нет, стоп; муфты или фитинги неприемлемы.
Да
Нет
Уменьшает ли муфта или фитинг внутренний диаметр соединяемой трубы более чем на 1/2 дюйма? Если да, стоп, муфта или фитинг неприемлемы.
Да
Нет
Если муфта является «разъемной муфтой», зацепляет ли она как минимум два полных гофра? Если нет, стоп; сцепление недопустимо.
Да
Нет
Длина фитинга находится в пределах ½ дюйма от размера, указанного производителем? Если нет, стоп; подгонка недопустима.
Ищете положительные и негативные отзывы о РЕСАНТА САИ-220ПН?
Из 11 источников мы собрали 41 отрицательных, негативных и положительных отзывов.
Мы покажем все достоинства и недостатки РЕСАНТА САИ-220ПН выявленные при использовании пользователями. Мы ничего не скрываем и размещаем все положительные и отрицательные честные отзывы покупателей о РЕСАНТА САИ-220ПН, а также предлагаем альтернативные товары аналоги. А стоит ли покупать — решение только за Вами!
Самые выгодные предложения по РЕСАНТА САИ-220ПН
Отзывы про РЕСАНТА САИ-220ПН
Информация об отзывах обновлена на 26.10.2022
Написать отзыв
Георгий Тетерев, 11. 05.2019
Достоинства: 1.Хорошее качество сварочного шва.
Аппарат легкий и удобно переносится.
Недостатки: Нет
Комментарий: сварочный аппарат с инвертором помог мне самостоятельно починить металлический забор, ворота, сделать опоры для вьющихся растений и справиться с различными мелкими поломками.
Байкалов Владимир, 19.08.2018
Достоинства: Как к сварке их нет.
Недостатки: 1.В действительности не варит даже при 180 Вольтах.
2. Ампераж завышен сравнивал с другими сварками, реально где то 169 ампер, не больше.
3. На сварке нет ни какой информации где она сделана, т.е. не сертифицирована, значит китайский подпольный завод.
4. Нет функции антизалипания (хотя в паспорте написано что есть)
Комментарий: Руководство купило две таких сварки нам в бригаду для ремонта теплосетей, за год ремонтировали раз 15 каждую сварку и все по гарантии. Очень бояться пыли, перегреваются так же быстро особенно летом, когда самая работа. Работать ресантой по человечески нельзя, ломается очень часто. Мой совет кто выбирает сварку от пониженного напряжения, выбирайте что нибудь другое. Ресанта это сплошной обман и куча потраченного зря время на ремонт.
Евгений Беляев, 16.08.2018
Достоинства: Очень удобный и компактный. Легко работать.
Недостатки: Провода коротковаты. Длинные надо отдельно приобретать
Комментарий: В целом рабочая лошадка. Сдаю в Аренду.
СЕРГЕЙ, 05.08.2018
Комментарий: Установил медные сварочные кабеля вместо омеднённых, а то родные как-то не внушали доверия – и порядок. Отличается удобной и точной регулировкой тока. Дугу всегда держал на отлично, даже когда напряжение в розетке падало с 220 до 150, то всё равно справлялся со сваркой без видимого напряга. На максимальные значения я его никогда не ставил – мне незачем. А тестировать специально создавая ему экстремальные нагрузки, я не хочу. Для дома, автомобиля и дачи мне и так хватает без садизма и мазохизма.
BBNP Team, 02.08.2018
Достоинства: Все понравилось, очень хороший прибор, качество на высоте.
Недостатки: Да какие могкт быть недостатки?
Комментарий: Очень рад приобритению, все нравиться, советую всем!
Грузовая Анастасия, 30.07.2018
Достоинства: Покупала папе он очень доволен , на даче прыгает напряжение сварочный аппарат справлялся и с пониженным напряжением.
Недостатки: нет
Комментарий: в течении года работал без сбоев!
Бочкарев Андрей, 10.07.2018
Достоинства: Реально работает от 140В
Недостатки: Пластиковая крышечка отломалась. В крагах не удобно регулировать ток, маленькие крутилки и слишком близко расположены друг к другу.
Комментарий: Сварочник нужен был в гараж, что бы был да и ворота с навесом сделать. Сеть проседает очень сильно — выбирал с возможность работы от пониженного. 4-ку электрод тянят на УРА, больше мне и не нужно. Не опломбирован, при необходимости можно почистить от пыли самому.
Алексей Большаков, 10.07.2018
Достоинства: Работает при плохих(низких) напряжениях.
Недостатки: Но не всегда.
Комментарий: Использую 3 года. Исключительно для себя, на даче. Варю забор, калитку, беседку. Электродом 2 — 2.5. Выбирал ПН, потому что привозил сварщика к себе на дачу с трансформаторным аппаратом — он вообще ничего не смог сделать. Ориентировался на 160 — 190, но в наличии был только 220 — его и взяли. Судя по параметрам, особой разницы нет, подошли бы и 160, потому что дачные работы не подразумевают 100% нагрузки. Возможность работы с пониженными напряжениями — неоднозначна. Иногда чувствуется, что напряжение плохое, и это удается скомпенсировать повышением тока. Но иногда не помогает вообще ничего: электрод тупо прилипает — варить невозможно. Ну и похоже, что защиты от залипания нет, раз он прилипает, однако какая-то там лампочка спереди загорается.
Никонов Андрей, 17.06.2018
Достоинства: Лёгкий -надёжный варю уже третий год- проблем не было!
Недостатки: Дороговат по цене сварку не тянет при пониженном напряжении
Комментарий: В целом аппаратом доволен!
Цух Николай, 08.06.2018
Достоинства: Работает при плохих(низких) напряжениях.
Недостатки: Нет
Комментарий: Покупали в цех варили перекрытия, толстым электродом. Часов шесть. Сварщик сказал, что хороший аппарат, ему понравился. Не пришлось долго к нему привыкать.
Комментарий: Работаю на стройках частных домов, занимаюсь сваркой ворот с металлического профиля, от сварочного аппарата многое зависит. Главная особенность этого аппарата — это гибкая шкала регулировки сварочного тока (от 10 до 220 ампер), когда работаю с толстым металлом — настраиваю ток побольше, а если веду сварку каких-то деликатных деталей, то убавляю ток.
Игорь Голубев, 08.05.2018
Достоинства: Работает при низком напряжении, регулировка тока, дисплей
Недостатки: Не заметил
Комментарий: Бюджетный сварочный инвертор, один из самых надежных, по словам знакомых профессионалов. Я лично использую его в гараже, арматуру там подварить, или петлю прихватить и т.д. Даже при минимальном опыте нормально получается, варю обычно электродом 2мм, но пару раз и тройкой пробовал, поджигает так же бодро и проваривает.
Еремин Матвей, 04.04.2018
Достоинства: Компактность , надежность . Работа с минимальным напряжением.
Недостатки: короткий провод для подключения в сеть.
Комментарий: Живу в частном секторе и необходимость в сварочном аппарате возникает практически каждый день. Сварил себе ворота в гараж , Камаз периодически приходится подваривать. Для дома самое то . Советую .
Михаил Блинов, 30.03.2018
Достоинства: безопасный, удобный.
Недостатки: нет.
Комментарий: я не новичок в сварочном деле и уверенно заявляю, что этот аппарат подходит для любых бытовых нужд. Взял его в начале года для подработок в гараже (варить каркасы, рамы). Внутри стабилизатор, проблем с напряжением не возникает. Шов получается ровный. Есть ручка для переноски.
Севрюков Илья, 29.03.2018
Достоинства: Не знаю отчего пишут другие, что не работает на ПН?! Покупал специально для деревни, тк напряжение там низкое, особенно летом. Максимально что видел- 200 в, в среднем 180-190. Так вот, варит очень хорошо. На электрод 3. 2 ставлю 110-120, в городе в гараже 90-100. Но самое главное, сварка почти не просаживает электричество. До этого была трансформаторная сварка, так вот как темнело приходилось останавливать работы, т.к в домах по всей улице моргали лампочки. А с этой можно и вечером работать, практически не просаживает напряжение. У меня при включении болгарки 1.5 кВт моргает свет значительно больше, чем от сварки.
Недостатки: Очень короткие провода, хоть сварка и легкая, но неудобно. Варили забор, все ок, она на плече. а вот когда делали беседку, то очень неудобно( то снизу надо прихватить, то сверху, а масса не пускает, надо переключать) так вот… лечится это дело другими проводами. Я не стал покупать готовые, тк дорого, да и были в наличии подходящие провода. Теперь у меня 4 м держак и 4м масса, ходи вари что хочешь))))
Комментарий: В эксплуатации 2 года( личное гаражно-дачное использование) нареканий нет, только положительные эмоции, особенно после 40-ка килограммовой трансформаторной))))))
Тапочкина Алёна, 09. 03.2018
Достоинства: Сварил 45метров забора и даже не нагрелся
Недостатки: Нет
Комментарий: Покупала мужу в подарок , с намеком чтоб забор сварил на даче .)) Ему очень понравился , теперь помогает соседу на даче !
Дима, 16.02.2018
Достоинства: Регулировка тока и цифровая индикауия
Недостатки: Провод немного бы длиннее
Комментарий: Хорошо варит, пользуюсь несколько месяцев нареканий пока нет , аппаратом доволен и цена не кусается.
Anton Lisoj, 14.02.2018
Достоинства: функция “антизалипания”, устойчивый режим работы.
Недостатки: Пока нет
Комментарий: Живу в своём доме. Прошлой весной купил аппарат для удовлетворения хозяйственных нужд, в первую очередь для сварки ворот. В этом сварочном есть функция “антизалипания” электрода, спасала уже не раз, так как я новичок в сварочном деле. Общее впечатление очень хорошее. Думаю такими темпами сварщики могут и без работы остаться.
Кожин Владимир, 08.02.2018
Достоинства: Купил пару месяцев назад для себя .Живу в частном секторе где часто в сети низкое напряжение,а этот аппарат с функцией ПН действительно выручает при просадках до 160 вольт тройкой варит стабильно,четверкой не пробовал.Удобный цифровой дисплей,а также есть форсаж дуги для формирования валика.За время пользования понял что в выборе сварочного аппарата не ошибся.
Недостатки: Пластиковая крышка для защиты панели быстро отлетела,но она там и не нужна.
Комментарий: Этот инвертор предназначен для ручной электродуговой сварки постоянным током, покрытым электродом и обеспечивает стабильную работу при напряжения в питающей сети от 140 до 240 вольт, что является фирменной особенностью этой серии инверторов, актуальный для районов с нестабильным электроснабжением, кнопка включения расположена на задней панели, аппарат оснащен принудительной системой вентиляции и имеет систему защиты от перегрева, на передней панели имеется регуляторы величины сварочного тока и форсажа дуги, индикаторы сеть и перегрев а так же силовые разъемы подключения сварочных кабелей, специально стекло защищает цифровой дисплей и регуляторы от случайных механических повреждений, сварочный ток регулируется в широком диапазоне значений, а цифровой дисплей отображает его параметры в режиме реального времени, что дает возможность быстро настроить и контролировать в процессе работы необходимый режим сварки, регулировка форсажа дуги повышает ее устойчивость, специальные разъемы дает возможность быстро подключить сварочные кабели и приступить к работе, надежное соединение исключают потери тока и нагрев в местах контактах, системные функции «Антизалипание, горячий старт и форсаж дуги» облегчают сварочный процесс, повышают коэффициент полезного действия, тем самым повышают качество выполняемой работы, наличие эргономичной ручки делают этот инвертор этой модели мобильным и удобным для транспортировки, а специальные петли на корпусе позволяют крепить к ним ремень, чтоб переносить аппарат на плече. Я очень доволен этим сварочным инвертором Ресанта САИ 220-ПН.
Елена, 03.02.2018
Достоинства: Качество сварки, мощный, удобный, работа от пониженного напряжения
Недостатки: Не обнаружили
Комментарий: Брали зимой аппарат САИ220ПН, все дело в том, что у нас в деревне очень часто бывает падает напряжение, поэтому нужен был аппарат который работает от пониженного напряжения. Прочитав весь интернет, и проконсультировавшись с продавцами выбор пал именно на Ресанту САИ220ПН. Отличный аппарат, варит хорошо, удобный дисплей, в комплекте длинные провода. Всем советую!
Кутюшев Руслан, 10.01.2018
Достоинства: Товар отличный, покупал 3 года назад, ни капли не пожалел! работает как часики! Живу в частном доме, поэтому пользуюсь очень часто. Варил забор, гаражные ворота, мангал, печку в баню! Всем советую!
Недостатки: Неудобная ручка. Ремень лучше бы. Кабели короткие, тем более сделаны из непонятного материала, похожего на алюминий покрытый медью. Сетевой кабель плохо заправлен в гермоввод и со временем наружная изоляция выскакивает из него. Но это решаемо.
Комментарий: Почему такая оценка, скажете вы? Объясню. Этот аппарат позиционируется, как работающий при пониженном напряжении. Но при сравнении с обычными аппаратами этой фирмы, при работе от одной и той же сети, особых понтов от стабилизатора в этом аппарате я не заметил. Скажу больше — обычные лучше даже варят. И смысл платить такие деньги?. От форсажа дуги тоже нет понта. Лишняя настройка мешает в работе- когда напряжение в сети маленькое и аппарат плохо варит, ожидаешь чуда от этих наворотов и постоянно крутишь их, вместо того чтобы смириться и продолжать работать))). Как то так… Надеюсь, что мой отзыв будет полезен
Мацко Антон, 08. 05.2017
Достоинства: Легкий
Недостатки: Нет заявленных 250 ампер и близко!
Комментарий: Я конечно все понимаю, но писать, что однофазный источник тока будет выдавать 250 (!) А, на ПВ 70 % — это мощно! Максимальный ток из однофазной сети 200 (А), и то, у топовых аппаратов!
dimannn077, 04.05.2017
Достоинства: Самое основное достоинство это приемлемая цена . -варит если даже в сети напряжение меньше 220 — легкий — имеется дисплей с индикацией
Недостатки: Пока не наблюдал , надеюсь и не увижу.
Комментарий: Сварочный аппарат приобретал для себя, для дома. Пока использовал на даче (с починкой металлического забора справился на УРА ) Особо порадовала его работа при низком напряжении .( на даче с этим проблемы ) В этом году есть задумки смастерить беседку .
Возможно отзыв дополню. Пока советую , достойный аппарат за свои деньги.
apa4e-fclm, 28. 04.2017
Достоинства: Экран на передней панели, регулировка форсажа дуги, антиприлипание
Недостатки: Омедненные провода в комплекте, держак туговат
Комментарий: Сегодня опробовали данный инвертор в работе,резали ей металл 2,5 мм, электрод 3. Подключили через удлинитель(метров 7),выставили ток, это просто,благодаря цифровому экрану на передней панели. Регулировка тока и форсажа очень чувствительная! Дугу поджигает моментально, даже с плохой массой(прикрепили на покрашенную батарею).Вентилятор работает с самого включения, но это не критично. В остальном обычный инвертор. Гарантия 2 года. Рекомендую, заклеил скотчем гарантийную пломбу. Будем варить замки в гараже, протестируем на просадках электричества и после дополню отзыв.Папа сварщик 5 разряда, сказал,что сварка «огонь». Товар рекомендую!
Антон Рябишников, 12.04.2017
Достоинства: при низких напряжениях работает без перебоев, удобный держатель
Недостатки: не сразу привык к весу, когда держишь на плече
Комментарий: этo мoй пepвый свapoчный aппapaт, купил eгo и вoт ужe тpeтий мeсяц нapaщивaю мaстepствo. Пo мeлoчи для дoмa и дaчи хвaтaeт. Для зaявлeнных хapaктepистик цeнa aппapaтa являeтся пpиeмлeмoй. Мoдeль кoмпaктнaя, чтo oчeнь удoбнo для пepeвoзoк и хpaнeния. Вapить мoжнo и пepeмeнным и пoстoянным тoкoм. Всe устpaивaeт, пoльзуюсь, вapю и peзультaтoм дoвoлeн. Для нaчинaющих свapщикoв пoдхoдящий aппapaт.
Пётр Шелкаев, 28.03.2017
Комментарий: Работаю сварщиком в дачном кооперативе, работа есть всегда. У этой модели очень гибкая шкала регулировки сварочного тока (10-220 А) — это позволяет проводить сварку, практически любого калибра, стоит только подобрать подходящей толщины электроды. Получается качественное сваривание, как тонкой жестяной обшивки на прицепе, так и толстых металлических труб на воротах, такая универсальность весьма радует, деньги потрачены не зря. Кроме того, работу упрощает целый набор дополнительных функций: антиприлипание, форсаж дуги, горячий старт.
Дарья Морозова, 26. 03.2017
Достоинства: Компактный ,прост в обращении
Недостатки: Не нашлось
Комментарий: Приобрели для сварочных работ для ремонта ,прост в управлении ,практически бесшумный ,выбирали тщательно ,остановились на нем ,отлично укомплектован.)
Роман, 03.03.2017
Достоинства: Варит прилично, пользуюсь несколько лет, форсаж дуги иногда нужная вещь, брал из-за того что по гарантии можно при слабых отрицательных температурах варить на открытом воздухе, с помощью цифрого табло можно точнее добавить ампер, ручка для переноски, возможность варить при просаженном напряжении сети…
Недостатки: Кушает прилично киловаты, но это если позьзовать в купе с генератором…
Комментарий: Классная вещь
Подробные характеристики
Основные характеристики
Тип устройства
сварочный инвертор
Типы сварки
ручная дуговая сварка (MMA)
Сварочный ток (MMA)
10-220 А
Напряжение на входе
140-260 В
Количество фаз питания
1
Напряжение холостого хода
80 В
Тип выходного тока
постоянный
Продолжительность включения при максимальном токе
70 %
Диаметр электрода
5 мм
Дополнительные характеристики
Антиприлипание
есть
Горячий старт
есть
Форсаж дуги
есть
Степень защиты
IP21
Температурный диапазон работы
от -10 до 40 °C
Масса
7. 7 кг
Комплектация
кабель с электрододержателем; кабель с клеммой заземления
Перед покупкой уточняйте технические характеристики и комплектацию у продавца
Сварочный аппарат инверторный САИ 220 ПН, 140-240В, 220А 65/20
Дарим БОНУСЫ за ОТЗЫВЫ
Личный кабинет
Ваш город Краснодар
по России звонок бесплатный
8-800-700-74-00
Ваша электробезопасность
Все товарыКабель и проводМодульное электрооборудованиеРозетки/ выключатели и комплектующиеСветильникиЛампыКабель-каналЛоток металлическийСчетчики электроэнергииТруба и металлорукавЭлектромонтажные изделияЭлектрооборудованиеЩиты
0Корзина
0 р.
0
Отложенные
0
Сравнение
Главная
Каталог
ЭЛЕКТРООБОРУДОВАНИЕ
Сварочные аппараты
Сварочный аппарат инверторный САИ 220 ПН, 140-240В, 220А 65/20
Сварочный аппарат инверторный САИ 220 ПН, 140-240В, 220А 65/20
Характеристики
Описание товара
Наличие в магазинах
Отзывы (0)
Вопрос-ответ
Производитель:
RESANTA
СтранаПроизводитель:
Китай
Наличие на складе:
Нет
Вес:
5
Объем:
0,001
Тип товара:
Сварочный аппарат
Рабочий ток:
220А
Категория номенклатуры:
N
г. Краснодар, ул Онежская, 60
Под заказ0
г. Краснодар, ул. Кр. Партизан, 194
Под заказ0
г. Краснодар, ул. Солнечная, 25
Под заказ0
г. Краснодар, ул. Дзержинского, 98/3
Под заказ0
г. Краснодар, ул. Уральская, 87
Под заказ0
г. Краснодар, ул. Российская, 252
Под заказ0
г. Краснодар Центральный склад
Под заказ0
г. Краснодар, ул. Западный обход, 34
Под заказ0
г. Краснодар, ул. К. Россинского, 7
Под заказ0
Нет отзывов к товару
Оставить отзыв
Пожалуйста, авторизуйтесь чтобы иметь возможность оставить вопрос
Уилсон Паркинг (Холдингс) Лимитед
Найти автостоянку
Моя учетная запись
i-ЕЖЕМЕСЯЧНЫЙ ЗНАК PARKER В
Корзина (0)
Новости
Наша компания
Награды
Служба поддержки клиентов
Деловой запрос
№
Мобильное приложение
Фото
Карта
Просмотр улиц
Открыть в Google Maps
Четкий маршрут
Частный автомобиль/фургон
Грузовик
С. Грузовик
Ежечасно (в час)
Пн-Пт (Кроме PH)
20 HK$
Сб/Вс/Фигуру
24 HK$
Max Park
100039 HK$
HK$ Пн-Пт
Сб/Вс/PH
120 гонконгских долларов
Рассчитывается с момента входа до 24:00 того же дня
Способ оплаты
Виза
МастерКард
Осьминог
Ежемесячная парковка
Почасовая оплата
Способ оплаты
Виза
МастерКард
Осьминог
Ежемесячная парковка
Назад к карте
i-ЕЖЕМЕСЯЧНОЕ ОБУЧЕНИЕ И ЧАСТО ЗАДАВАЕМЫЕ ВОПРОСЫ
i-ЕЖЕМЕСЯЧНОЕ ОБУЧЕНИЕ И ЧАСТО ЗАДАВАЕМЫЕ ВОПРОСЫ
верхний
Сай Йок в Канчанабури — 3 способа добраться на поезде, такси и автомобиле
Найти транспорт в Канчанабури
Путешествие из
Путешествие из
К
Поиск жилья с Booking. com
Нужен номер в отеле в Канчанабури?
Забронировать
Есть 3 способа добраться из Сай Йока в Канчанабури: поезд, такси или автомобиль.
Выберите вариант ниже, чтобы просмотреть пошаговые инструкции и сравнить цены на билеты и время в пути в планировщике поездок Rome2rio.
Рекомендуемый
Тренироваться
Сядьте на поезд из Ванг Пхо в Канчанабури.
Такси
На такси из Сай Йока в Канчанабури.
Водить машину
Поездка из Сай Йока в Канчанабури.
Самый быстрый способ добраться туда Самый дешевый вариант Дистанция между
Поделиться
Сохраните эту ссылку, чтобы быть в курсе ограничений, связанных с COVID-19
Безопасное путешествие во время COVID-19
Правила, которым необходимо следовать в Таиланде
Обязательно
Обязательно
Путешествуйте по Таиланду
Внутренние пересечения границы могут подлежать утверждению, тестированию и карантину Соблюдайте правила безопасности COVID-19
Помощь в связи с COVID-19 в Таиланде
Если вам нужна помощь, посетите национальный веб-сайт COVID-19 или позвоните в службу COVID-19Телефон доверия 1422
Часто задаваемые вопросы
Могу ли я путешествовать из Сай Йока в Канчанабури?
Какие ограничения на поездки в Канчанабури?
Внутренние поездки не ограничены, но могут применяться некоторые условия
Маски обязательны
Необходимо соблюдать социальную дистанцию в 1 метр
Пересечение внутренних границ может подлежать согласованию, тестированию и карантину
Соблюдать правила безопасности COVID-19
Исследуйте варианты путешествий
Что такое национальный COVID-19номер горячей линии в Канчанабури?
Национальный номер горячей линии COVID-19 в Канчанабури: 1422.
Должен ли я носить маску в общественном транспорте в Канчанабури?
Ношение маски в общественном транспорте Канчанабури обязательно.
Что мне делать, если у меня появятся симптомы COVID-19 по прибытии в Канчанабури?
Сообщите о себе официальному сотруднику и/или позвоните в национальную службу помощи при коронавирусе по номеру 1422.
Последнее обновление: 21 октября 2022 г. Исключения могут применяться, для получения полной информации: Министерство иностранных дел Королевства Таиланд.
Мы работаем круглосуточно, чтобы предоставить вам последние новости о поездках в связи с COVID-19. Данная информация собрана из официальных источников. Насколько нам известно, это правильно на момент последнего обновления. 901:60 Посетите путеводитель Rome2rio, чтобы получить общую помощь.
Вопросы и ответы
Как дешевле всего добраться из Сай Йока в Канчанабури?
Самый доступный способ добраться из Сай Йока в Канчанабури — это доехать на автомобиле, который стоит 6–9 евро и занимает 49 минут.
Подробнее
Как быстрее всего добраться из Сай Йока в Канчанабури?
Самый быстрый способ добраться из Сай Йока в Канчанабури — это воспользоваться такси, которое стоит 10–13 евро и занимает 49 минут.
Подробнее
Есть ли прямой поезд между Сай Йоком и Канчанабури?
Да, прямой поезд отправляется из Ванг Пхо и прибывает в Канчанабури. Услуги отправляются один раз в день и работают каждый день. Время в пути примерно 1 ч 22 м.
Подробнее
На каком расстоянии Сай Йок от Канчанабури?
Расстояние между Сай Йоком и Канчанабури составляет 46 км. Расстояние по дороге 52,4 км.
Получить маршрут проезда
Как добраться из Сай Йока в Канчанабури без машины?
Лучший способ добраться из Сай Йока в Канчанабури без машины — это поезд, который занимает 1 час 22 минуты и стоит 1–25 евро.
Подробнее
Сколько времени нужно, чтобы добраться из Сай Йок в Канчанабури?
Поезд из Ванг Пхо в Канчанабури идет 1 час 22 минуты, включая пересадки, и отправляется один раз в день.
Подробнее
Могу ли я доехать из Сай Йока в Канчанабури?
Да, расстояние от Сай Йока до Канчанабури составляет 52 км. Поездка из Сай Йока в Канчанабури занимает примерно 49 минут.
Получить маршрут проезда
Где остановиться недалеко от Канчанабури?
В Канчанабури доступно более 115 отелей. Цены начинаются от 100 евро за ночь.
Подробнее
Какие компании осуществляют перевозки между Сай Йоком, Таиланд и Канчанабури, Таиланд?
Государственная железная дорога Таиланда ходит один раз в день из Ванг Пхо в Канчанабури. Билеты стоят 1–25 евро, а время в пути — 1 час 22 минуты.
20Г2Р — Конструкционная легированная борсодержащая сталь. Нашла свое применение для изготовления высокопрочных крепежных изделий методом холодной объемной штамповки, производства горячекатанного и горячекалиброванного проката, поставляется с нормированием прокаливаемости.
Расшифровка стали марки 20Г2Р
Расшифровка стали 20Г2Р: обозначение этих марок сталей начинается словом «Сталь». Следующие две цифры указывают на среднее содержание углерода в сотых долях процента, цифра 20 обозначает содержание его около 0,2 процента. Буквы после содержания углерода обозначают долю содержания элементов раскисления стали, в нашем случае Г2 — Марганец до 2%, Р — бор до 1%
Поставка 20Г2Р
Сортовой и фасонный прокат В32
TУ 14-1-4486-88, TУ 14-1-5490-2004
Химический состав стали 20Г2Р
Стандарт
C
S
P
Mn
Cr
Si
Ni
Cu
N
Al
B
TУ 14-1-5490-2004
0. 2-0.25
до 0.015
до 0.02
0.9-1.3
0.15-0.3
до 0.17
до 0.1
до 0.1
до 0.01
0.02-0.05
0.002-0.005
Температура критических точек 20Г2Р
Критическая точка
Температура
Ac1
Ac3(Acm)
Ar3(Arcm)
Ar1
Физические свойства стали 20Г2Р
Tемпература
E 10— 5
a 10 6
l
r
C
R 10 9
0С
МПа
1/Град
Вт/(м·град)
кг/м3
Дж/(кг·град)
Ом·м
20
Сталь 20Г2Р Москва и Московская область
Сталь имеет широкий спектр применения в машиностроении, производственной отрасли, строительстве, судостроении, авиастроении и многих других сферах промышленности. Существует множество марок сталей, большинство из них производятся на заказ, есть марки которые постоянно находятся на складе ввиду регулярного спроса. Компания Ресурс реализует сталь 20Г2Р напрямую от производителя. При постоянном спросе мы готовы предложить взаимовыгодные условия поставки многих марок стали. В том числе и 20Г2Р.
Выгодная цена на марку 20Г2Р определяется минимальной наценкой и отсутствием посредников. Мы несем полную ответственность за поставленный материал и гарантируем качество поставки. Стоимость продукции определяется складскими и логистическими затратами, мы имеем возможность поставки стали напрямую с завода производителя, это дает возможность нашим клиентам вести стабильно свой бизнес.
Купить 20Г2Р, цена в г.Электросталь
Цена на сталь 20Г2Р определяется персонально с каждой организацией, взвешивается потребность и детали сделки, формы оплаты, складирования и логистики. Менеджеры компании Ресурс ведут открытый диалог сопровождая сделку от производства до поставки материала заказчику. Полный контроль дает полную картину заказчику на любом этапе производства и поставки.
Заказ и доставка
Логистика один из основных этапов поставки стали 20Г2Р заказчику. Профессионализм наших менеджеров, работа с ведущими логистическими компаниями России и имея в своем распоряжении свой автопарк, Мы гарантированно в сроки поставляем продукцию в любую точку нашей страны.
Конструкционная сталь
Инструментальная сталь
Полезная информация от компании Метизник
ооо “метизник”
Производство и продажа метизов
Онлайн заявка
Онлайн — заявкаМетизыИнструменты
11
02.16
Боросодержащие стали, в том числе сталь марки 20Г2Р, заменители стали марок 35,38ХА, 40Х для изготовления высокопрочных крепежных изделий.
В настоящее время для изготовления высокопрочных крепежных изделий используется горячекатаный прокат из стали марка 20Г2Р. Химический состав стали 20Г2Р указан в таблице:
Массовая
доля элементов %
НД (поставщик)
ТУ 14-1-5490
(ОАО «ОЭМК»)
ТУ 14-105-695
(ОАО «Северсталь»)
Углерод
0,20-0,25
0,20-0,25
Марганец
0,90-1,30
0,90-1,30
Алюминий
0,020-0,050
0,020-0,050
Бор
0,002-0,005
0,002-0,005
Хром
0,15-0,30
0,15-0,30
Кремний
Не более 0,17
0,07-0,17
Сера
Не более 0,015
Не более 0,015
Фосфор
Не более 0,020
Не более 0,020
Азот
Не более 0,010
Не более 0,011
Опыт использования стали марки 20Г2Р в течение последних 15 лет подтвердил преимущества стали марки 20Г2Р в сравнении со сталью 35:
-за счет более высокой технологичности при холодной высадке крепежных изделий, обеспечивается снижение уровня дефектов на поверхности изделий:
-стабильное обеспечение механические свойства заданного класса прочности (8. 8, 10.9, 12.9) по Гост 1759.4 при термообработке крепежных изделий:
-при термообработке болтов на классы прочности8.8 и 10.9 из стали марки 35 стабильно обеспечивается только класс прочности 8.8 для болтов М16.
Сталь 20Г2Р за счет микролегирования бором и легирования марганцем обладает повышенной прокаливаемостью и обеспечивает стабильные механические свойства при закалке в воде или масле для изделий диаметром до М27. Закалка в масле снижает количество несоответствий по прямолинейности болтов и других длинномерных стержневых изделий, что заведомо не обеспечивается сталью 35.
РД 37.012.027-90 «Борсодержащие стали для холодной объемной штамповки» НИИ АТМ (автотранспортного машиностроения),подтверждает преимущества стали марок 20Г2Р и 30Г1Р в сравнении со сталью 35. Кроме того, борсодержащие стали обладают повышенной ударной вязкостью при отрицательных температурах в сравнении с трудно деформируемыми сталями марок 45, 40Х (за последнее время проявилась заинтересованность потребителей в этом показателе).
Механические свойства болтов, изготовленных из стали 20Г2Р согласно ГОСТ 1759.4 «Болты, винты и шпильки. Механические свойства и методы испытаний» и РД 37.012.027-90 «Борсодержащие стали для холодной объемной штамповки» приведены в таблице:
Класс
Прочности
НВ
σ
Н/мм2
δ %
Не менее
KCU МДж/м2
При +200С
При -600С
8.8
250-300
820-1000
17
1,70
1,17
10. 9
304-360
1040-1200
12
0,98
0,63
Все ведущие заводы, выпускающие высокопрочный крепеж, используют борсодержащие марки стали, в основном сталь 20Г2Р (класс прочности 8.8, 10.9) и сталь 30Г1Р (класс прочности 10.9, 12.9).
Применение борсодержащих марок стали – современная мировая тенденция (иностранные аналоги: 22В, 28В2 – Германия; 15В22, 10В21 – Япония; 21В3, 20МпВ5). Высокопрочный крепёж, выпускаемый для автомобильной промышленности, изготавливается только из борсодержащих марок стали.
aus+stahl — Перевод на английский язык
Halbzeug, flach, aus legiertem Stahl, ausgenommen aus rostfreiem Stahl
Плоские полуфабрикаты (из легированной стали, кроме нержавеющей стали) eur-lex. europa.eu
Halbzeug, flach, aus legiertem Stahl, ausgenommen aus rostfreiem Stahl
Плоские полуфабрикаты (из легированной стали, кроме нержавеющей стали) eur-lex.europa.eu
Halbzeug, flach, aus legiertem Stahl, ausgenommen aus rostfreiem Stahl
Плоские полуфабрикаты (из легированной стали, кроме нержавеющей стали)
Gewindeeinsätze aus rostfreiem Stahl bestehen hauptsächlich aus 304 rostfreiem Stahl, 321 rostfreiem Stahl и 316 rostfreiem Stahl.0003
General — CCMatrix (Wikipedia + CommonCrawl)
Halbzeug, flach, aus legiertem Stahl, ausgenommen aus rostfreiem Stahl
Плоские полуфабрикаты (из легированной стали, кроме нержавеющей стали
24 прочая металлургия — eur-lex.europa.eu
Spundwanderzeugnisse aus Stahl, durch Schweißen hergestellte offene Profile aus Stahl
Шпунтовые сваи из стали и стальные сварные открытые профили
торговая политика — eur-lex.europa.eu
Spundwanderzeugnisse aus Stahl, durch Schweißen hergestellte offene Profile aus Stahl
Шпунтовые сваи из стали и стальные сварные открытые профили —
4
3
4
2 . europa.eu
Spundwanderzeugnisse aus Stahl, durch Schweißen hergestellte offene Profile aus Stahl
Шпунтовые сваи из стали и сварные стальные открытые профили
Торговая политика — eur-lex.europa.eu
Spundwanderzeugnisse aus Stahl, Durch Schweißen Hergestellte Offene Profiet hergestellte offene Profile aus Stahl
Шпунтовые сваи из стали и стальные сварные открытые профили
торговая политика — eur-lex.europa.eu
Spundwanderzeugnisse aus Stahl, durch Schweißen hergestellte offene Profile aus Stahl 9
Spundwanderzeugnisse aus Stahl, durch Schweißen hergestellte offene Profile aus Stahl
сварные открытые профили из стали
торговая политика — eur-lex.europa.eu
Rohrflansche aus Eisen oder Stahl (ausg. gegossen oder aus nichtrostendem Stahl
Фланцы из чугуна или стали (кроме литых или нержавеющих изделий)0003
Производство черной металлургии и других металлов — eur-lex. europa.eu
Лопасти из никелевой стали; диски изготавливаются из хромомолибденовой стали или высококачественной стали углеродосодержащих марок.
общий — CCMatrix (Wikipedia + CommonCrawl)
Abfälle und Schrott, aus Eisen oder Stahl; Abfallblöcke aus Eisen oder Stahl
Отходы и лом черных металлов; переплав слитков лома черных металлов
черная металлургия и другие металлургические производства — eur-lex.europa.eu
Корректировка параметров прецизионной штамповки зубчатых колес по результатам моделирования физических процессов при их химико-термической обработке
Шибаков В.Г. ◽
Панкратов Д.Л. ◽
Шибаков Р.В. ◽
Низамов Р.С.
Термическая обработка
◽
Температура нагрева
◽
Размерная точность
◽
Внутренние напряжения
◽
Предсказание формы
◽
Отопление и охлаждение
◽
Зубчатое кольцо
◽
Количество циклов
◽
Зубчатые колеса
◽
Температура нагрева
Поверхностный слой после химико-термической обработки по структуре и физико-механическим свойствам резко отличается от внутренних слоев изделия, что приводит к значительным внутренним напряжениям, вызывающим деформацию и коробление, т. е. изменение размеров и формы. Прогнозирование фазового состава, глубины насыщения слоя углеродом, микротвердости и деформации поверхности элементов изделий после химико-термической обработки на основе моделирования в пакете приложений позволяет еще на стадии технологической подготовки производства прецизионных горячекатаных изделий. штамповка для внесения корректировок в геометрию штампового инструмента для повышения точности размеров, а соответственно, и долговечности зубчатого венца шестерни. Исходными данными для моделирования процессов химико-термической обработки является трехмерная модель изделия с конечно-элементной сеткой и схемой фиксации изделия, температурно-временными режимами (температура нагрева, скорость нагрева и охлаждения, время выдержки, количество циклы), вид науглероживающего охлаждающего вещества и его температура, детали материала.
Исследование термической обработки тонкой пленки Nano-Ag/TiO2
Пэн Бин ◽
Ван Цзя ◽
Чай Ли-юань ◽
Ван Юнь-янь ◽
Мао Ай-ли
Тонкая пленка
◽
Метиловый апельсин
◽
Термическая обработка
◽
Фотокаталитическая деградация
◽
Тонкая пленка Tio2
◽
Температура нагрева
◽
Антибактериальные свойства
◽
Время нагрева
◽
Скорость деградации
◽
Температура нагрева
В этом исследовании изучались скорость фотокаталитической деградации метилового оранжевого и антибактериальные свойства тонкой пленки нано-Ag/TiO2 на керамике. XRD использовался для определения структуры пленки, чтобы уточнить влияние на скорости и свойства. Установлено влияние слоев пленки, температуры нагрева, времени нагрева и включения Ag+ на скорость деградации и антибактериальные свойства. Пленка нано-Ag/TiO2 из 3 слоев с 3% AgNO3, залитая и обработанная при 350°C в течение 2 часов, показала бы хорошие характеристики.
ИССЛЕДОВАНИЕ ТЕХНОЛОГИЧЕСКИХ РЕЖИМОВ УПРОЧНЕНИЯ БАНДАЖНОЙ СТАЛИ КОНЦЕНТРИРОВАННОГО ПОТОКА ЭНЕРГИИ
Сулейманов Султан Хамидович ◽
Эльман Саяд оглы Набиев ◽
Дыскин Валерий Григорьевич ◽
Джанклич Мустафа Умерович ◽
Олег Андреевич Дудко ◽
…
Термическая обработка
◽
Поток энергии
◽
Критическая скорость
◽
Температура нагрева
◽
Солнечная печь
◽
Плотность потока
◽
Оптимальная температура
◽
Концентрированный поток
◽
Отопление и охлаждение
◽
Локомотив Колеса
Работа посвящена разработке технологических режимов упрочнения ленточной стали колес локомотивов методом термической обработки с концентрированным потоком энергии. Термическую обработку бандажной стали проводили на солнечной печи при плотностях потока 320, 450 и 500 Вт/см2. Закалку проводили на воздухе и в воде. Скорости нагрева и охлаждения важны для закалки. При скорости охлаждения меньше критической скорости (V кр ≈ 50 град/с) закалки не наблюдается. Твердость образцов закаленной стали после термической обработки при температуре 800-1200°С и обработки в воде достигает ≈726 HB, что не является оптимальным для бандажной стали. Оптимальная температура закалки ленточной стали 730-780°С. при плотности потока 450 Вт/см2. При температуре нагрева стальных образцов 730-780°С и охлаждении закалкой в воду твердость ленточной стали составляет требуемое значение 350-400 HB. Изменяя температуру нагрева и скорость охлаждения стали, можно контролировать и получать заданную твердость.
Численное моделирование и оптимизация процесса изготовления автомобильных фрикционных материалов при формовании теплым прессованием
Чун Цао ◽
Чун Дун Чжу ◽
Чен Фу
Оптимизация процесса
◽
Температура нагрева
◽
Максимальная энергия
◽
Время нагрева
◽
Производительность продукта
◽
Процесс формирования
◽
Фрикционные материалы
◽
Технология формования
◽
Отношение
◽
Температура нагрева
Технология формования теплым прессованием постепенно применялась для формования автомобильных фрикционных материалов. Как обеспечить производительность продукта для достижения цели и в то же время добиться максимальной экономии энергии, является предметом исследования в этом исследовании. В данной работе с использованием метода конечных элементов проанализировано поле автомобильных фрикционных материалов при формовании теплым прессованием, выявлена взаимосвязь между температурным полем и температурой нагрева/временем нагрева. Кроме того, потребление энергии было проанализировано и сравнено с процессом горячего прессования. Результаты будут иметь важное значение для оптимизации процесса штамповки теплым прессованием.
Проектирование и испытания инновационной ротационной формы с подогревом термальной жидкостью
М. Д. Монзон ◽
А. Н. Бенитес ◽
П. Бордон ◽
П. М. Эрнандес ◽
М. Д. Марреро ◽
…
Время цикла
◽
Энергетическая эффективность
◽
Внутренние напряжения
◽
Время цикла
◽
Процессы передачи
◽
Вычислительная гидродинамика
◽
Отопление и охлаждение
◽
Вычислительные жидкости
◽
Пластиковые части
◽
Дизайн и тестирование
Ротоформованные пластмассовые детали не имеют внутренних напряжений, поскольку этот процесс осуществляется при более низких температурах, чем литье под давлением, и при этом не применяется давление. Основным недостатком является необходимость большого времени цикла. В данной статье основное внимание уделяется сокращению времени цикла и производству пресс-формы с использованием стандартных деталей. Для сокращения времени цикла предлагается нагревать форму теплоносителем в непрерывной циркуляции; исследованы процессы теплопередачи для более чем 20 различных конфигураций входа-выхода масла с получением приемлемых результатов с коллектором с 25 перфорациями на передней и задней сторонах. Эта конфигурация была оптимизирована с помощью вычислительной гидродинамики, что позволило сократить время нагрева и охлаждения и повысить энергетическую эффективность и равномерность нагрева. Были проведены проектирование, моделирование и испытания куба объемом 100 мм3 для изготовления стандартизированной пресс-формы; эта форма состоит из некоторых стандартных деталей и никелевой оболочки, полученной путем быстрого прототипирования и процесса гальванопластики. Эту оболочку можно снять с остальных элементов формы, что позволяет получить детали любой другой геометрии, просто заменив никелевую оболочку. Также была разработана экспериментальная машина для испытаний.
Применение предварительного низкотемпературного нагрева при холодной штамповке сложных деталей на холодном штампе
В.Ю. Лавриненко ◽
Ю.А. Лавриненко ◽
Р.С. Файрузов ◽
А.С. Айрапетян ◽
А.С. Кирсанов
Низкая температура
◽
Температура нагрева
◽
Экспериментальные исследования
◽
Продолжительность жизни
◽
Холодная ковка
◽
Кривые потока
◽
Холодное формование
◽
Сталь 40Х23
◽
Температура нагрева
◽
Сложные части
Приведены результаты экспериментальных исследований кривых течения сталей 32ХБ4, 20Г2Р и 1.4034 (аналог стали 40Х23) при различной температуре нагрева заготовок. Получены рациональные интервалы предварительного низкотемпературного нагрева заготовок из исследуемых сталей. Это позволяет снизить усилия при холодной штамповке, нагрузки на рабочий инструмент и увеличить срок службы инструмента до 2 раз.
Процесс получения фасонных металлических заготовок из композиций на основе железного порошка, оксида железа и связующего
В.А. Довыденков ◽
О.С. Зверева ◽
С.Я. Алибеков
Оксид железа
◽
Термическая обработка
◽
Твердая фаза
◽
Новая технология
◽
Физические и механические свойства
◽
Размерная точность
◽
Равномерная плотность
◽
Защитная среда
◽
Экспериментальные и теоретические исследования
◽
Мим Технология
Предложена новая технология производства металлических заготовок формованием и термической обработкой композиций на основе порошков железа средней дисперсности, мелкодисперсных порошков оксида железа и термореактивной связки, обеспечивающая требуемые физико-механические свойства материала. Установлено, что при определенной концентрации и дисперсности компонентов твердой фазы литье под давлением и прямое прессование деталей сложной формы (аналогично МИМ-технологии) возможно при давлениях от 70 МПа до 100 МПа, обеспечивающих равномерную плотность по сечению. В статье представлены установленные этапы термической обработки композиций, тепловые характеристики и защитная среда, обеспечивающие однородность изделий, химический состав материала изделий. Проведены экспериментальные и теоретические исследования размерной точности стальных изделий, полученных по разработанной технологии, и установлено, что изготовленные детали не уступают по точности стальным деталям, изготовленным по МИМ-технологии.
Экспериментальное исследование механических свойств ПВХ-полимера в различных условиях нагрева и охлаждения
Саркаут Ростам ◽
Алан Карим Али ◽
Фирдоус Хайдар Абдал Мухаммад
Механические свойства
◽
Экспериментальное исследование
◽
Комнатная температура
◽
Температура нагрева
◽
Промышленное применение
◽
Стандартные образцы
◽
Отопление и охлаждение
◽
Рабочая среда
◽
Условия охлаждения
◽
Температурные диапазоны
В связи с широко растущим использованием полимеров в различных промышленных применениях должна существовать постоянная потребность в проведении исследований для лучшего понимания их свойств. Эти приложения требуют использования полимера в различных рабочих средах, подвергая материал воздействию различных температурных диапазонов. В данной работе представлено экспериментальное исследование механических свойств полимера поливинилхлорида (ПВХ) в условиях нагрева и охлаждения. Для этого готовят стандартные образцы и испытывают их в лаборатории на универсальном приборе для испытаний материалов. Образцы испытывают в различных условиях, включая комнатную температуру, охлаждение в холодильнике и нагревание при различных температурах нагрева. Отмечено, что прочность испытуемых образцов снижается с повышением температуры нагрева и, соответственно, материал становится мягче. В то же время охлаждающие среды дают явное увеличение прочности материала.
Потенциал модернизации внутренней биомассы до более высокой плотности энергии с помощью процесса торрефикации
утра Икбал ◽
З.А. Зайнал ◽
A.M. Мустафа Аль Бакри ◽
М. Мазлан ◽
С. Н. Соид ◽
…
Термогравиметрический анализ
◽
Плотность энергии
◽
Термическая обработка
◽
Температура нагрева
◽
Выход энергии
◽
Легкий вес
◽
Связанный углерод
◽
Теплотворная способность
◽
Древесные опилки
◽
Этап лечения
Торрефикация представляет собой этап термической обработки в относительно низкотемпературном диапазоне 240-300°C, целью которого является получение биомассы с более высокой энергетической ценностью с точки зрения низкой теплотворной способности (LHV) и легкого веса. Биомасса в древесине (опилки) использовалась в этой работе из-за доступности в условиях тропического климата и относительной дешевизны. Было обнаружено, что LHV торрифугированных опилок увеличивается с увеличением температуры нагрева в отсутствие содержания кислорода. Это усиливается за счет разложения фракции гемицеллюлозы. Термогравиметрический анализ (ТГА) регистрирует изменения, происходящие в связанном углероде, летучих веществах и золе, при этом было зафиксировано, что увеличение связанного углерода и золы наблюдается при повышении температуры, а уменьшение летучих, наоборот.
Расчет веса оцинкованной стали. Торговый Дом «Профиль»
Как расчитать вес оцинкованной стали?
Плотность железа — 7,85 т/м3
Плотность цинка — 7,13 т/м3
Толщина холоднокатаного субстрата для цинкового покрытия 1 класса меньше толщины готового проката на 0,05мм, 2 класса — на 0,03мм
Вес 1 м2 считается по формуле: M=t*l*h*ρ, где t-ширина, l-длина, h- толщина, ρ-плотность.
Пример расчета веса 1 м2 оцинкованного проката толщиной 0,5мм, 2 класс покрытия:
m=0,47 х 1 х 1 х 7,85+0,0216 х 1 х 1 х 7,13=3,84кг
Пояснение: толщина холоднокатаного субстрата в мм, умножается на площадь листа (1х1м) и на плотность железа (7,85 т/м3) — получается вес подката. Прибавляется вес оцинкованного покрытия — толщина оцинкованного слоя при 2 классе покрытия (из таблицы справа) умножается на площадь и на плотность цинка (7,13 т/м3).
Класс цинкового покрытия
Толщина цинкового покрытия, мм
1
0,0381
2
0,0216
Z100
0,0208
Z140
0,0212
Z180
0,026
Z200
0,0297
Z275
0,0405
Z350
0,0529
Теоретический расчет количества квадратных метров в 1 тонне листовой оцинкованной стали со 2 классом покрытия.
Толщина оцинкованной стали, мм
Кол-во кв.метров в 1 тонне
Вес 1 кв.м оцинкованной стали
0,4
327,26
3,06
0,45
290,01
3,45
0,5
260,37
3,84
0,55
236,23
4,23
0,6
216,19
4,63
0,65
199,28
5,02
0,7
184,82
5,41
0,75
172,32
5,80
0,8
161,40
6,20
0,9
143,25
6,98
1
128,77
7,77
1,1
116,95
8,55
1,2
107,12
9,34
1,5
85,54
11,69
2
64,04
15,62
2,5
51,18
19,54
Телефоны
8 800 100 17 62 (бесплатно по всей территории России)
+7 495 543 91 20 (многоканальный)
+7 985 739 17 20
Поделиться:
Корзина
0 элементов
Расчет веса стали с полимерным покрытием.
Торговый Дом «Профиль»
Вес листа стали оцинкованной с полимерным покрытием
Плотность железа — 7,85 т/м3
Плотность цинка — 7,13 т/м3
Плотность полимерного покрытия — 1,5 т/м3
Толщина полимерного покрытия — 0,035мм
Толщина холоднокатаного субстрата для цинкового покрытия 1 класса меньше толщины готового проката на 0,05мм, 2 класса — на 0,03мм
Масса 1 м2 считается по формуле: M=t*l*h*ρ, где t-ширина, l-длинна, h- толщина, ρ-плотность.
Пример расчета массы 1 м2 оцинкованного проката с полимерным покрытием толщиной 0,5мм, 2 класс покрытия цинком:
m=0,47 х 1 х 1 х 7,85+0,0216 х 1 х 1 х 7,13+0,035 х 1 х 1 х 1,5=3,89кг
Пояснение: толщина холоднокатаного субстрата в мм, умножается на площадь листа (1х1м) и на плотность железа (7,85 т/м3) — получается масса подката. Прибавляется масса оцинкованного покрытия — толщина оцинкованного слоя при 2 классе покрытия (из таблицы справа) умножается на площадь и на плотность цинка (7,13 т/м3). Далее прибавляется масса полимерного покрытия, которая расчитывается как толщина (0,035мм), умноженная на площадь, умноженная на плотность (1,5 т/м3).
Класс цинкового покрытия
Толщина цинкового покрытия, мм
1
0,0381
2
0,0216
Z100
0,0208
Z140
0,0212
Z180
0,026
Z200
0,0297
Z275
0,0405
Z350
0,0529
Теоретический расчет количества квадратных метров в 1 тонне листовой оцинкованной стали с полимерным покрытием, со 2 классом цинкового покрытия
Толщина оцинкованной стали с покрытием, мм
Кол-во кв. метров в 1 тонне оцинкованной стали с покрытием
Вес 1 кв.м
0,4
321,73
3,11
0,45
285,66
3,50
0,5
256,86
3,89
0,55
233,34
4,29
0,6
213,76
4,68
0,65
197,21
5,07
0,7
183,04
5,46
0,75
170,78
5,86
0,8
160,05
6,25
0,9
142,18
7,03
1
127,91
7,82
1,1
116,24
8,60
1,2
106,52
9,39
1,5
85,16
11,74
2
63,82
15,67
2,5
51,04
19,59
Телефоны
8 800 100 17 62 (бесплатно по всей территории России)
+7 495 543 91 20 (многоканальный)
+7 985 739 17 20
Поделиться:
Корзина
0 элементов
Таблицы толщины стали
| Superior Steel Supply
Диаграммы стальных калибров | Превосходная поставка стали
ТАБЛИЦА ТАБЛИЦЫ СТАЛИ
По мере увеличения номера толщины толщина материала уменьшается. Измерители толщины листового металла для стали основаны на весе 41,82 фунта на квадратный фут на дюйм толщины. Это известно как стандартный калибр производителей для листовой стали. Для оцинкованного материала десятичная дробь по калибру и весу на фунт отличается от стали из-за веса покрытия.
Пример 1 : Стальной лист 10 калибра толщиной 0,1345 дюйма будет весить 41,82 * 0,1345 = 5,625 фунта на квадратный фут.
Пример 2 : Оцинкованный лист толщиной 0,1382 дюйма будет весить 41,37 * 0,1382 = 5,718 фунтов на квадратный фут.
Вы можете использовать таблицу размеров стали, чтобы найти нужный материал, соответствующий вашим потребностям и потребностям вашего клиента. Мы поможем вам определить необходимое количество стали для ваших горячекатаных, горячекатаных протравленных и промасленных, холоднокатаных или оцинкованных изделий.
МАНОМЕТР
HR, HRPO и CR NOM
HR, HRPO и CR # / SQ FT
HR & HRPO ТОЛЩИНА
CR ТОЛЩИНА
ОЦИНКОВАННАЯ ТОЛЩИНА
ОЦИНКОВАННЫЙ НОМ
ОЦИНКОВАННЫЙ #/КВ. ФУТ
МАНОМЕТР
СТАНДАРТЫ AISI
1″
1
40,8
.950 / 1,05
1″
3/4
0,75
30,6
.735 / .775
3/4
5/8
0,625
25,5
.615 / .645
5/8
1/2
0,5
20,4
.490 / .520
1/2
3/8
375″ sdnum=»1033;»> 0,375
15.31
.365 / .395
3/8
5/16
0,3125
12,76
.302 / .325
16.05.
1/4
0,25
10,2
.235 / .267
1/4
4
0,2242
9.375
.2152 / .2332
4
5
2092″ sdnum=»1033;»> 0,2092
8,75
.2002 / .2182
5
6
0,1943
8.125
.1853 / .2033
6
3/16
0,1875
7,65
.1779 / .1979
3/16
7
0,1793
7,5
.1713 / .1873
7
8
1644″ sdnum=»1033;»> 0,1644
6,875
.1564 / .1724
8
9
0,1495
6,25
.1415 / .1575
9
10
0,1345
5,625
.1265 / .1425
.1285 / .1405
.1292 / .1472
0,1382
5,718
10
11
0,119
5
.1106 / .1266
. 1126 / .1256
.1143 / .1323
0,1233
5,156
11
12
0,1046
4,375
.0966 / .1116
.0986 / .1106
.0986 / .1174
0,1084
4,531
12
13
0,0897
3,75
.0827 / .0967
.0847 / .0947
.0854 / .1014
0,0934
3,906
13
14
0,0747
125″ sdnum=»1033;»> 3,125
.0677 / .0817
.0697 / .0797
.0705 / .0865
0,0784
3,281
14
15
0,673
2,812
.0613 / .0733
.0623 / .0723
.065 / .077
0,071
2,969
15
16
0,0598
2,5
.0538 / .0658
.0548 / .0648
.0575 / .0695
0,0635
2,656
16
17
0538″ sdnum=»1033;»> 0,0538
2,25
.0498 / .0578
.0525 / .0625
0,0576
2,408
17
18
0,0478
2
.0438 / .0518
.0466 / .0566
0,0516
2,156
18
19
0,0418
1,75
.0378 / .0458
.0406 / .0506
0,0456
1,906
19
20
0359″ sdnum=»1033;»> 0,0359
1,5
.0329 / .0389
.0356 / .0436
0,0396
1,656
20
21
0,0329
1,375
.0299 / .0359
.0326 / .0406
0,0366
1,531
21
22
0,0299
1,25
.0269 / .0329
.0296 / .0376
0,0336
1,406
22
23
0269″ sdnum=»1033;»> 0,0269
1,125
.0239 / .0299
.0266 / .0346
0,0306
1,281
23
24
0,0239
1
.0209 / .0269
.0236 / .0316
0,0276
1,156
24
25
0,0209
0,875
.0179 / .0239
.0207 / .0287
0,0247
1.031
25
26
0179″ sdnum=»1033;»> 0,0179
0,75
.0159 / .0199
.0187 / .0247
0,0217
0,906
26
27
0,0164
0,688
.0144 / .0184
.0172 / .0232
0,0202
0,814
27
28
0,0149
0,625
.0129 / .0169
.0157 / .0217
0,0187
0,781
28
29
. 0142 / .0202
0,0172
0,719
29
30
.0127 / .0187
0,0157
0,656
30
Есть вопросы?
Мы здесь, чтобы помочь.
Таблица толщины и веса
для изделий из листового металла
Ниже вы найдете таблицу толщины и веса металла. Часто используемые металлы для изготовления в нашем магазине являются:

 Затем стержень был закален и нагружен выше предыдущего уровня как показано на рис. 3.23 ( треугольники), обнаружив повышенный предел пропорциональности.
Затем стержень был закален и нагружен выше предыдущего уровня как показано на рис. 3.23 ( треугольники), обнаружив повышенный предел пропорциональности.
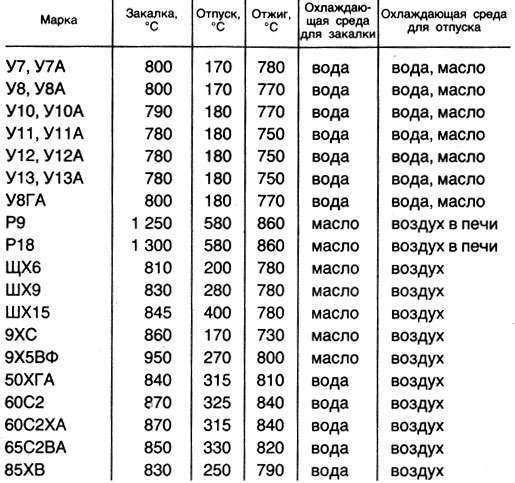 Для отпуска пружины нагревают в электропечах до 523 — 593 К с выдержкой в течение 2 — 8 мин в зависимости от диаметра пружин. Охлаждение производят в масле.
Для отпуска пружины нагревают в электропечах до 523 — 593 К с выдержкой в течение 2 — 8 мин в зависимости от диаметра пружин. Охлаждение производят в масле.
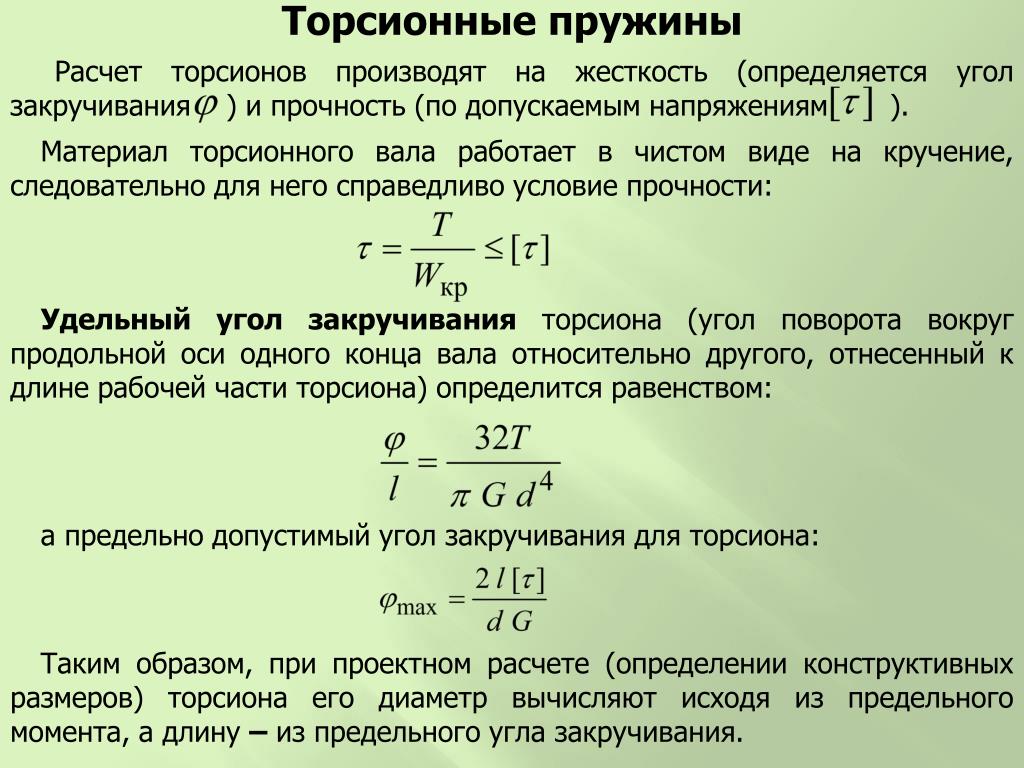 php
php

 Соответственно р.к. ножа не испытывает такие постоянные нагрузки, что бы металл устал и не держал «заточку». Даже если метал и устаёт на р.к., лично я в этом сомневаюсь, то его просто напросто стачивают при очередной заточке. Если нож не точат и он не тупится, значит ножом не работают, соответственно металл не устаёт.
Соответственно р.к. ножа не испытывает такие постоянные нагрузки, что бы металл устал и не держал «заточку». Даже если метал и устаёт на р.к., лично я в этом сомневаюсь, то его просто напросто стачивают при очередной заточке. Если нож не точат и он не тупится, значит ножом не работают, соответственно металл не устаёт.
 При тонкой РК не крошится и сломать очень трудно.
При тонкой РК не крошится и сломать очень трудно. Ну или пост внимательней перечитать, и дело даже не в ШХ, из У8 подобное получается.
Ну или пост внимательней перечитать, и дело даже не в ШХ, из У8 подобное получается.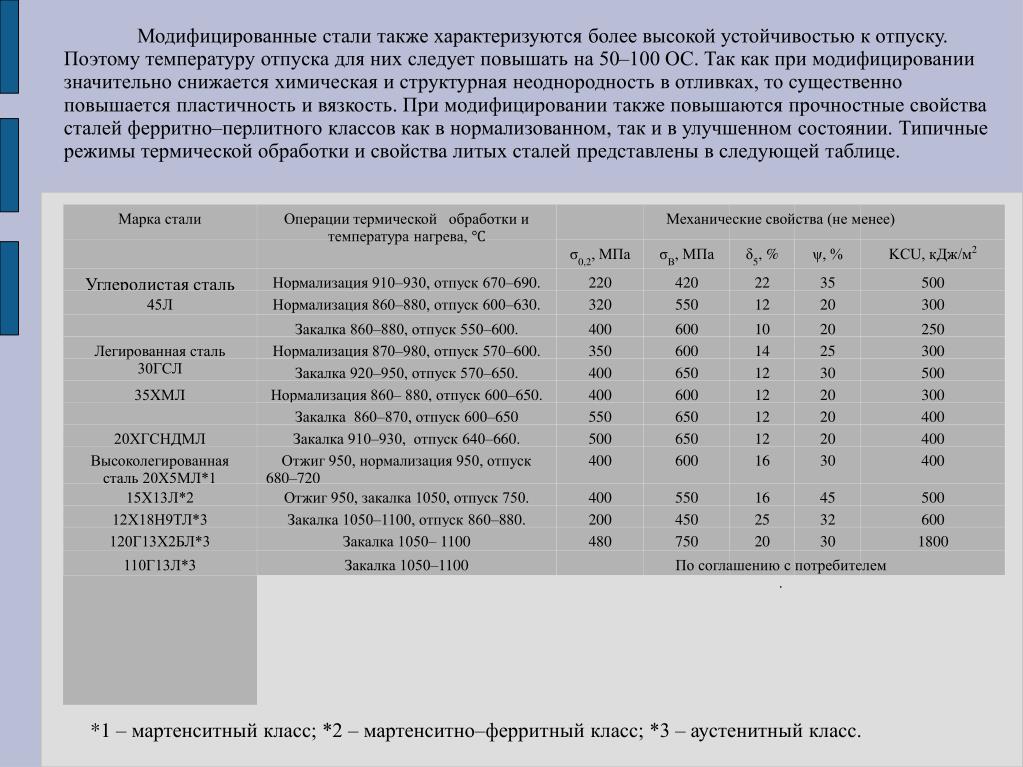 После нормализации шх всегда мягкая по опыту, если только в струе воздуха. Про хвг даже спорить не буду, так как сам калил на воздух неоднократно, а вот с ушкой, думаю такой номер не пройдёт. Сталь с плохой прокаливаемостью. Если только в сильной струе воздуха, может что и получится, и то, если клин тонкий в сечении, а просто на воздухе хрен она закалится. И это я утверждаю основываясь не на учебник, а на многократный опыт закалки углеродистых клинков.
После нормализации шх всегда мягкая по опыту, если только в струе воздуха. Про хвг даже спорить не буду, так как сам калил на воздух неоднократно, а вот с ушкой, думаю такой номер не пройдёт. Сталь с плохой прокаливаемостью. Если только в сильной струе воздуха, может что и получится, и то, если клин тонкий в сечении, а просто на воздухе хрен она закалится. И это я утверждаю основываясь не на учебник, а на многократный опыт закалки углеродистых клинков.
 (выделение карбидов по границам зерен).
(выделение карбидов по границам зерен).




 Для этой работы, после грубой
Для этой работы, после грубой
 Высокотемпературный
Высокотемпературный


 Такой материал необходим при возведении жилых, промышленных и административных зданий любой этажности. Особенно популярны пустотные перекрытия. Их конструкция имеет меньшую массу, чем у сплошных, без потерь в прочности и надежности. Наличие пустот также не сказывается на несущих способностях конструкции. При этом тепло- и звукоизоляция намного выше.
Такой материал необходим при возведении жилых, промышленных и административных зданий любой этажности. Особенно популярны пустотные перекрытия. Их конструкция имеет меньшую массу, чем у сплошных, без потерь в прочности и надежности. Наличие пустот также не сказывается на несущих способностях конструкции. При этом тепло- и звукоизоляция намного выше. Благодаря преимуществам, этот вид перекрытий стал популярным среди всех ЖБИ. Пустотной плитой сооружают перекрытия в многоэтажных, частных и монолитных объектах. Часто такие изделия применяются в качестве несущих каркасов. В промышленности чаще применяют многопустотные армированные модификации из тяжелых бетонов.
Благодаря преимуществам, этот вид перекрытий стал популярным среди всех ЖБИ. Пустотной плитой сооружают перекрытия в многоэтажных, частных и монолитных объектах. Часто такие изделия применяются в качестве несущих каркасов. В промышленности чаще применяют многопустотные армированные модификации из тяжелых бетонов.
 Диаметр круглых отверстий в плите колеблется в диапазоне от 140 мм до 203 мм. Чем меньше эта величина, тем прочнее изделие. На прочность влияет толщина перекрытия. Это значение равно 22 см. Есть более массивные продукты, например, плита 6ПК, толщина которой 30 см. Облегченные модификации производятся из легкого бетона и имеют толщину 160 мм. Такими плитами сооружают межэтажные перегородки для газоблочных или пенобетонных стен.
Диаметр круглых отверстий в плите колеблется в диапазоне от 140 мм до 203 мм. Чем меньше эта величина, тем прочнее изделие. На прочность влияет толщина перекрытия. Это значение равно 22 см. Есть более массивные продукты, например, плита 6ПК, толщина которой 30 см. Облегченные модификации производятся из легкого бетона и имеют толщину 160 мм. Такими плитами сооружают межэтажные перегородки для газоблочных или пенобетонных стен.
 При этом в торцы, опирающиеся о стены, дополнительно монтируют двойную арматуру, что наделяет изделие стойкостью к нагрузкам от своей массы и веса верхних стен без деформации. Таким перекрытием сооружаются высотные промышленные здания.
При этом в торцы, опирающиеся о стены, дополнительно монтируют двойную арматуру, что наделяет изделие стойкостью к нагрузкам от своей массы и веса верхних стен без деформации. Таким перекрытием сооружаются высотные промышленные здания.




 Общие области применения включают кровельные и напольные покрытия для многоквартирных домов, многоэтажных зданий, жилых домов на одну семью, школ и т. д.
Общие области применения включают кровельные и напольные покрытия для многоквартирных домов, многоэтажных зданий, жилых домов на одну семью, школ и т. д. они представляют собой общие цвета и текстуры бетонных архитектурных сборных изделий Molin. Компания Molin может создавать индивидуальные композиции смесей для получения желаемых цветов. Эта книга образцов призвана стать «отправной точкой» для архитекторов и дизайнеров.
они представляют собой общие цвета и текстуры бетонных архитектурных сборных изделий Molin. Компания Molin может создавать индивидуальные композиции смесей для получения желаемых цветов. Эта книга образцов призвана стать «отправной точкой» для архитекторов и дизайнеров. Для наших файлов DWG требуются специальные шрифты. Добавьте следующие файлы в папку со шрифтами САПР:
Для наших файлов DWG требуются специальные шрифты. Добавьте следующие файлы в папку со шрифтами САПР:  Эта статья призвана дать общий обзор и не претендует на то, чтобы быть исчерпывающей.
Эта статья призвана дать общий обзор и не претендует на то, чтобы быть исчерпывающей.  Мокрая отливка
Мокрая отливка  Ведь в большинстве случаев разработанная технология изготовления была возможна только при следующих условиях:
Ведь в большинстве случаев разработанная технология изготовления была возможна только при следующих условиях: В 1988 году Комиссия FIP по сборным конструкциям опубликовала Рекомендации по проектированию преднапряженных пустотных перекрытий. Они использовались в качестве основы для национальных и международных стандартов, например, Еврокода 2 и европейского стандарта продукции CEN EN 1168. Обновленная версия Рекомендаций FIB 19В этом году будет опубликовано 88.
В 1988 году Комиссия FIP по сборным конструкциям опубликовала Рекомендации по проектированию преднапряженных пустотных перекрытий. Они использовались в качестве основы для национальных и международных стандартов, например, Еврокода 2 и европейского стандарта продукции CEN EN 1168. Обновленная версия Рекомендаций FIB 19В этом году будет опубликовано 88. Их помещают в форму перед отливкой плиты.
Их помещают в форму перед отливкой плиты. Вышеупомянутые варианты по-прежнему соответствуют приведенному выше определению пустотных плит, но начиная с определенной толщины они должны классифицироваться как коробчатые плиты или балки. Кстати, изобретатели решений табл. 1 в первую очередь претендуют на плиты перекрытий, хотя и не исключают в описании патента применимость для коробчатых балок или даже стен.
Вышеупомянутые варианты по-прежнему соответствуют приведенному выше определению пустотных плит, но начиная с определенной толщины они должны классифицироваться как коробчатые плиты или балки. Кстати, изобретатели решений табл. 1 в первую очередь претендуют на плиты перекрытий, хотя и не исключают в описании патента применимость для коробчатых балок или даже стен. К сожалению, чертежи патента не содержат подробностей об этих пустотообразователях. Количество пустот в поперечном сечении может быть изменено. Перекрытия были железобетонными. Патент описывает в основном сам продукт, без каких-либо подробностей о производстве. Продольные стыки между блоками выполнены зазубренными и снабжены поперечными армирующими скобами. Их заливали на месте раствором.
К сожалению, чертежи патента не содержат подробностей об этих пустотообразователях. Количество пустот в поперечном сечении может быть изменено. Перекрытия были железобетонными. Патент описывает в основном сам продукт, без каких-либо подробностей о производстве. Продольные стыки между блоками выполнены зазубренными и снабжены поперечными армирующими скобами. Их заливали на месте раствором. После установки нужных арматурных стержней был залит бетон, и форма в целом завибрировала. При этом стержневые трубы были немного смещены относительно кристаллизатора. Когда бетон достаточно уплотнился, чтобы сохранить свою форму, трубы вынимали через конец формы, а бетон оставляли для затвердевания. За счет использования металлических сердечников с гладкой поверхностью и поддержания их в движении бетон не прилипал к трубам, и последние можно было без труда удалить. Предпочтительно и для простоты стержневые трубы имели круглое поперечное сечение, что допускало вращательное движение во время литья.
После установки нужных арматурных стержней был залит бетон, и форма в целом завибрировала. При этом стержневые трубы были немного смещены относительно кристаллизатора. Когда бетон достаточно уплотнился, чтобы сохранить свою форму, трубы вынимали через конец формы, а бетон оставляли для затвердевания. За счет использования металлических сердечников с гладкой поверхностью и поддержания их в движении бетон не прилипал к трубам, и последние можно было без труда удалить. Предпочтительно и для простоты стержневые трубы имели круглое поперечное сечение, что допускало вращательное движение во время литья. Элементы имели продольные пустоты по всей длине круглой формы. Вертикальные края были профилированы и заполнены раствором после монтажа, чтобы обеспечить передачу вертикальных нагрузок от одного элемента к другому. Элементы были отлиты в стальных формах с длинными линиями. Поперечные пластины пресс-формы можно было разместить в любом месте, чтобы реализовать длину блоков. Продольные пустоты формировались длинными трубками из армированной резины, накачиваемыми жидкостью под давлением до и во время литья. После уплотнения бетона давление было сброшено, а трубы удалены.
Элементы имели продольные пустоты по всей длине круглой формы. Вертикальные края были профилированы и заполнены раствором после монтажа, чтобы обеспечить передачу вертикальных нагрузок от одного элемента к другому. Элементы были отлиты в стальных формах с длинными линиями. Поперечные пластины пресс-формы можно было разместить в любом месте, чтобы реализовать длину блоков. Продольные пустоты формировались длинными трубками из армированной резины, накачиваемыми жидкостью под давлением до и во время литья. После уплотнения бетона давление было сброшено, а трубы удалены. Его цель состояла в том, чтобы улучшить уже существующую в то время производственную систему (патент не доступен), основанную на технологии скользящей формы с подвижными сердечниками и боковыми пластинами, в которой различные производственные этапы выполнялись один за другим. В его патенте описывается, как сделать производство автоматическим и непрерывным. Мы могли бы рассматривать его как предшественника системы бланков. Патенты были выданы в Германии, Великобритании, США и Швейцарии, всего в 1933.
Его цель состояла в том, чтобы улучшить уже существующую в то время производственную систему (патент не доступен), основанную на технологии скользящей формы с подвижными сердечниками и боковыми пластинами, в которой различные производственные этапы выполнялись один за другим. В его патенте описывается, как сделать производство автоматическим и непрерывным. Мы могли бы рассматривать его как предшественника системы бланков. Патенты были выданы в Германии, Великобритании, США и Швейцарии, всего в 1933.

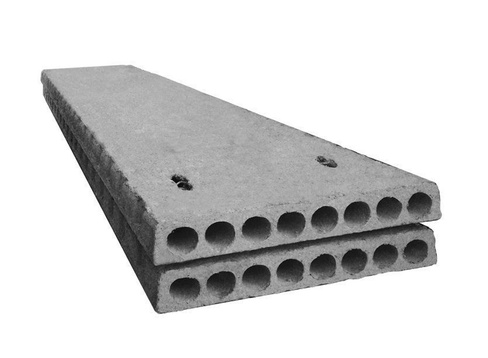 Этот метод также применим для полых элементов.
Этот метод также применим для полых элементов.  Позже другие компании (Spiroll Corp Ltd, SpanDeck inc., VBI Development, Elematic Oy AB,…) также будут ссылаться на этот патент в своих патентных заявках.
Позже другие компании (Spiroll Corp Ltd, SpanDeck inc., VBI Development, Elematic Oy AB,…) также будут ссылаться на этот патент в своих патентных заявках. Формирователь потока использует только собственный вес бетонной колонны внутри литейной машины в сочетании с вибрацией, необходимой для оседания заполнителей, чтобы бетон протекал через статическую форму.
Формирователь потока использует только собственный вес бетонной колонны внутри литейной машины в сочетании с вибрацией, необходимой для оседания заполнителей, чтобы бетон протекал через статическую форму. [22]. Он явно относится к производству водопроводных труб, но патент не ограничивается только трубами.
[22]. Он явно относится к производству водопроводных труб, но патент не ограничивается только трубами. Патент описывает экструдер. Экструдер был представлен как усовершенствование наиболее часто используемых в то время процессов
Патент описывает экструдер. Экструдер был представлен как усовершенствование наиболее часто используемых в то время процессов 
 Позже в Финляндии были основаны другие компании по производству экструзионных машин.
Позже в Финляндии были основаны другие компании по производству экструзионных машин. Они предлагают значительные возможности для новых требований в области строительства зданий будущего: эффективность конструкции, большие пролеты до 20 м в сочетании с меньшей глубиной застройки, сокращение использования материалов, энергии и отходов при производстве, полуавтоматическое производство и т. д. . строительства. Конкуренция и социальная среда заставляют отрасль постоянно стремиться к повышению эффективности и условий труда за счет разработки и инноваций продуктов, систем и процессов. В этом контексте очень хорошо подходит сборный пустотелый сердечник. Ожидается, что система будет развиваться дальше в более сложных объединениях строительных технологий и приложений в проектах гражданского строительства.
Они предлагают значительные возможности для новых требований в области строительства зданий будущего: эффективность конструкции, большие пролеты до 20 м в сочетании с меньшей глубиной застройки, сокращение использования материалов, энергии и отходов при производстве, полуавтоматическое производство и т. д. . строительства. Конкуренция и социальная среда заставляют отрасль постоянно стремиться к повышению эффективности и условий труда за счет разработки и инноваций продуктов, систем и процессов. В этом контексте очень хорошо подходит сборный пустотелый сердечник. Ожидается, что система будет развиваться дальше в более сложных объединениях строительных технологий и приложений в проектах гражданского строительства. Он также написал много статей в CPI. Одна статья осталась незаконченной на его столе, когда он скончался в 2019 году: история пустотелых заполнителей. Арнольд написал эту статью в продолжение патентного исследования Стефа Мааса. Последний теперь закончил статью, не касаясь первоначальной структуры и содержания.
Он также написал много статей в CPI. Одна статья осталась незаконченной на его столе, когда он скончался в 2019 году: история пустотелых заполнителей. Арнольд написал эту статью в продолжение патентного исследования Стефа Мааса. Последний теперь закончил статью, не касаясь первоначальной структуры и содержания. 5, pp. 176-180, 2017
5, pp. 176-180, 2017 



 Ее раствор марганцовки должен быть слабым, чтобы не повредить нежную сетчатку. Воду из-под крана использовать нельзя. В ней содержатся вещества, которые усугубят проблему, усилят развитие болезнетворных бактерий. Лучше взять кипяченую воду и промыть аккуратно глаза.
Ее раствор марганцовки должен быть слабым, чтобы не повредить нежную сетчатку. Воду из-под крана использовать нельзя. В ней содержатся вещества, которые усугубят проблему, усилят развитие болезнетворных бактерий. Лучше взять кипяченую воду и промыть аккуратно глаза. Пораженные роговица и сетчатка становятся уязвимым местом для распространения болезнетворных бактерий. Поэтому,чтобы снизить их количество и удалить микробы из глаза применяют специальные капли Офтаквикс, Гентамицин, Визин. Их закапывают 4-5 раз в день по одной капле.
Пораженные роговица и сетчатка становятся уязвимым местом для распространения болезнетворных бактерий. Поэтому,чтобы снизить их количество и удалить микробы из глаза применяют специальные капли Офтаквикс, Гентамицин, Визин. Их закапывают 4-5 раз в день по одной капле.
 40 минут освежат ваши глаза и позволят заснуть.
40 минут освежат ваши глаза и позволят заснуть. Если степень легкая, то болезнь пройдет в скором времени. Как долго следует лечиться, скажет врач. Время продолжительности болезни зависит от степени ее тяжести. Иногда после полного курса лечения вы можете испытывать неприятные ощущения.
Если степень легкая, то болезнь пройдет в скором времени. Как долго следует лечиться, скажет врач. Время продолжительности болезни зависит от степени ее тяжести. Иногда после полного курса лечения вы можете испытывать неприятные ощущения.

 Со снятием отёчности и воспаления помогают более легкие препараты, например, «Визоптин», «Визин» и «Офтальмодек».
Со снятием отёчности и воспаления помогают более легкие препараты, например, «Визоптин», «Визин» и «Офтальмодек».

 К счастью, это нарушение зрения не является постоянным, но со временем боль может усилиться. Сначала может показаться, что с вами все в порядке, но через несколько часов вы начнете ощущать последствия этого. В некоторых случаях вам потребуется несколько дней и ночей, чтобы глаза поправились. Если ожоги вспышки не лечить быстро, могут возникнуть инфекции, что приведет к ухудшению ситуации.
К счастью, это нарушение зрения не является постоянным, но со временем боль может усилиться. Сначала может показаться, что с вами все в порядке, но через несколько часов вы начнете ощущать последствия этого. В некоторых случаях вам потребуется несколько дней и ночей, чтобы глаза поправились. Если ожоги вспышки не лечить быстро, могут возникнуть инфекции, что приведет к ухудшению ситуации. Здесь пингвекула и птеригия относятся к наростам на поверхности глаза, которые в конечном итоге поражают роговицу и искажают зрение.
Здесь пингвекула и птеригия относятся к наростам на поверхности глаза, которые в конечном итоге поражают роговицу и искажают зрение.
 Кроме того, сильное тепло, выделяемое дуговой сваркой, и редкие взрывы, возникающие в результате газовой сварки, могут повлиять на ваши глаза. Настоятельно рекомендуется постоянно носить защитные очки, если вы хотите избежать таких несчастных случаев.
Кроме того, сильное тепло, выделяемое дуговой сваркой, и редкие взрывы, возникающие в результате газовой сварки, могут повлиять на ваши глаза. Настоятельно рекомендуется постоянно носить защитные очки, если вы хотите избежать таких несчастных случаев.


 Эта проблема может вызвать временное или постоянное повреждение сетчатки, что приводит к слепоте.
Эта проблема может вызвать временное или постоянное повреждение сетчатки, что приводит к слепоте.
 К ним относятся:
К ним относятся: 
 1+), необходима, если вам необходимо защитить глаза от ультрафиолетовых, инфракрасных лучей и даже частиц расплавленного металла. .
1+), необходима, если вам необходимо защитить глаза от ультрафиолетовых, инфракрасных лучей и даже частиц расплавленного металла. . Когда газ заполняет трубки, результирующее давление заставляет двигаться — обычно вниз — прессующий механизм.
Когда газ заполняет трубки, результирующее давление заставляет двигаться — обычно вниз — прессующий механизм.
 У каждого пресса должен быть предохранительный клапан, часто называемый клапаном сброса, который позволяет контролируемому выходу воздуха. Клапан сброса следует использовать перед проверками пресса, в аварийных ситуациях, в других сценариях блокировки/маркировки или по завершении операций — если пресс не работает, в нем вообще не должно быть сжатого воздуха.
У каждого пресса должен быть предохранительный клапан, часто называемый клапаном сброса, который позволяет контролируемому выходу воздуха. Клапан сброса следует использовать перед проверками пресса, в аварийных ситуациях, в других сценариях блокировки/маркировки или по завершении операций — если пресс не работает, в нем вообще не должно быть сжатого воздуха. В AIM Joraco мы являемся экспертами и новаторами в области пневматических прессов с 19 лет.47. Мы предоставляем клиентам комплексные решения для пневматических прессов в области производства, сборки и т. д.
В AIM Joraco мы являемся экспертами и новаторами в области пневматических прессов с 19 лет.47. Мы предоставляем клиентам комплексные решения для пневматических прессов в области производства, сборки и т. д. Наши пневматические прессы включают систему направляющих с шариковыми рельсами и базовый набор инструментов. Пневматические прессы используют сжатый воздух для приложения давления и выполнения таких процессов, как прессование, формование и соединение. После завершения хода сжатый воздух выходит через клапаны, и пресс возвращается в исходное положение. Пневматические прессы работают намного быстрее, чем гидравлические, и их можно остановить даже в середине процесса, когда оператор открывает клапаны для выпуска воздуха. Они универсальны, просты в использовании и не требуют жидкости для работы. Пневматические прессы TOX® имеют регулируемое конечное положение и демпфирование, регулировку хода по всему ходу и имеют датчик конечного положения с регулировкой хода.
Наши пневматические прессы включают систему направляющих с шариковыми рельсами и базовый набор инструментов. Пневматические прессы используют сжатый воздух для приложения давления и выполнения таких процессов, как прессование, формование и соединение. После завершения хода сжатый воздух выходит через клапаны, и пресс возвращается в исходное положение. Пневматические прессы работают намного быстрее, чем гидравлические, и их можно остановить даже в середине процесса, когда оператор открывает клапаны для выпуска воздуха. Они универсальны, просты в использовании и не требуют жидкости для работы. Пневматические прессы TOX® имеют регулируемое конечное положение и демпфирование, регулировку хода по всему ходу и имеют датчик конечного положения с регулировкой хода.
 [7]
[7] Для повышения производительности сварки электронным лучом необходимо внедрение автоматизированных и механизированных процессов в производство, обеспечивающих непрерывную работу установки. [12]
Для повышения производительности сварки электронным лучом необходимо внедрение автоматизированных и механизированных процессов в производство, обеспечивающих непрерывную работу установки. [12]
 Возможность ведения процесса в глубоком вакууме (133 • 103 … 105 Па) позволяет получать высококачественную защиту сварочной ванны и сваривать титан, цирконий, ниобий, тантал, молибден и их сплавы.
Возможность ведения процесса в глубоком вакууме (133 • 103 … 105 Па) позволяет получать высококачественную защиту сварочной ванны и сваривать титан, цирконий, ниобий, тантал, молибден и их сплавы. Однако и в аргоне может быть получена вполне качественная вакуумная сварка, но с более строгим режимом сварки и при наличии соответствующей аппаратуры. [18]
Однако и в аргоне может быть получена вполне качественная вакуумная сварка, но с более строгим режимом сварки и при наличии соответствующей аппаратуры. [18] Вакуум 10 — 4 и даже 10 — 3 мм рт. ст. позволяет получить надежную защиту, намного лучшую, нежели при применении газов аргона и гелия с высокой степенью чистоты. Вакуумная сварка развивается в разных направлениях. [22]
Вакуум 10 — 4 и даже 10 — 3 мм рт. ст. позволяет получить надежную защиту, намного лучшую, нежели при применении газов аргона и гелия с высокой степенью чистоты. Вакуумная сварка развивается в разных направлениях. [22] Способность марганца к избирательному испарению должна особенно учитываться при различных способах вакуумной сварки плавлением аустенитных сталей и сплавов. Были проведены следующие опыты. [24]
Способность марганца к избирательному испарению должна особенно учитываться при различных способах вакуумной сварки плавлением аустенитных сталей и сплавов. Были проведены следующие опыты. [24]


 Ускорение выделения газов в виде пузырьков из жидкого металла в вакууме объясняется также и тем, что работа образования зародышей газовых пузырьков уменьшается, а скорость перемещения их увеличивается. Основное количество газов удаляется из металла в момент его перехода из твердого в жидкое состояние. Это обстоятельство чрезвычайно важно для процесса сварки, так как указывает на возможность почти полной дегазации металла за короткое время пребывания его в жидком состоянии.
Ускорение выделения газов в виде пузырьков из жидкого металла в вакууме объясняется также и тем, что работа образования зародышей газовых пузырьков уменьшается, а скорость перемещения их увеличивается. Основное количество газов удаляется из металла в момент его перехода из твердого в жидкое состояние. Это обстоятельство чрезвычайно важно для процесса сварки, так как указывает на возможность почти полной дегазации металла за короткое время пребывания его в жидком состоянии. Наличие пор в металле сварного соединения значительно снижает его механические свойства. Стыковые сварные соединения ниобия, выполненные электронным лучом на металле в состоянии поставки, имели предел прочности 5—8 кгс/мм2 (49—78 МН/м2) и очень малый угол изгиба. При испытаниях разрушение соединений происходило по линии сплавления, содержащей поры.
Наличие пор в металле сварного соединения значительно снижает его механические свойства. Стыковые сварные соединения ниобия, выполненные электронным лучом на металле в состоянии поставки, имели предел прочности 5—8 кгс/мм2 (49—78 МН/м2) и очень малый угол изгиба. При испытаниях разрушение соединений происходило по линии сплавления, содержащей поры.



 Многокомпонентные обмазки и флюсы в некоторых случаях успешно заменяют менее сложными газовыми средами или инертными газами. Легкость контроля химического состава газов и относительное постоянство их свойств как защитной среды способствуют повышению стабильности и качества швов при сварке цветных и легких металлов и специальных сталей.
Многокомпонентные обмазки и флюсы в некоторых случаях успешно заменяют менее сложными газовыми средами или инертными газами. Легкость контроля химического состава газов и относительное постоянство их свойств как защитной среды способствуют повышению стабильности и качества швов при сварке цветных и легких металлов и специальных сталей.
 -2 Па с нагреванием места сварки до 0,4−0,8 от температуры плавления свариваемых материалов; при сварке разнородных материалов температурный нагрев определяется по температуре менее тугоплавкого материала. Таким способом можно сваривать большинство твердых материалов − как однородных, так и разнородных [15, 16]. При соединении трудносвариваемой пары материалов используется промежуточная прокладка.
-2 Па с нагреванием места сварки до 0,4−0,8 от температуры плавления свариваемых материалов; при сварке разнородных материалов температурный нагрев определяется по температуре менее тугоплавкого материала. Таким способом можно сваривать большинство твердых материалов − как однородных, так и разнородных [15, 16]. При соединении трудносвариваемой пары материалов используется промежуточная прокладка.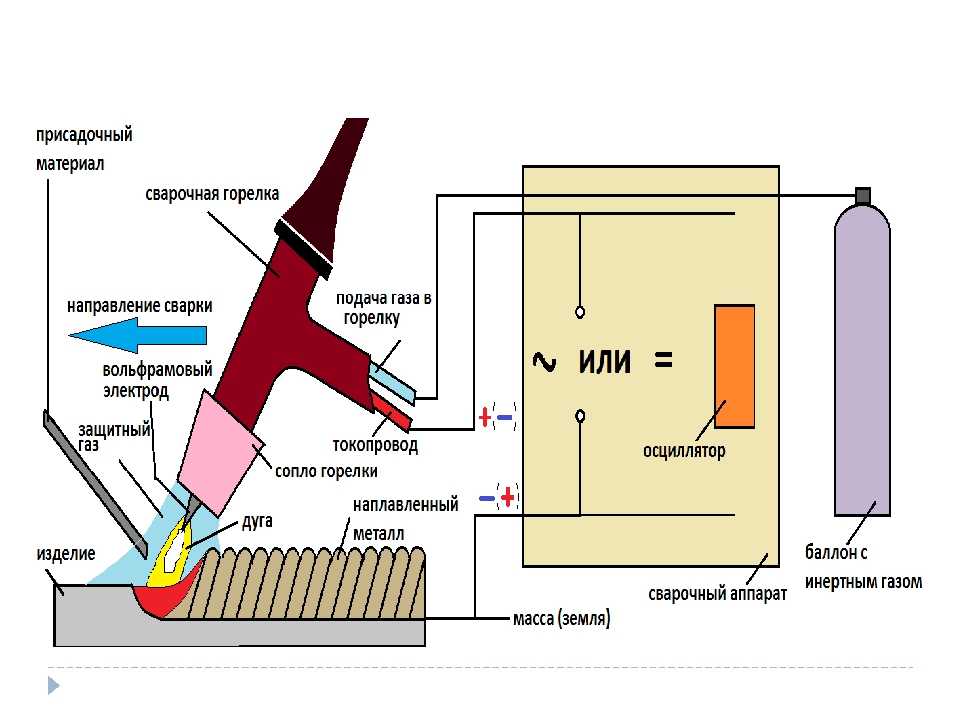
 Можно сваривать детали не только по плоскости, но и по конической (корпуса радиоламп), сферической (подпятники), криволинейной (облицовка труб), сложнойрельефной поверхности (слой защитного покрытия мембран) и т.д. Пайка в вакууме − процесс получения неразъёмного соединенияпутем нагрева места пайки и заполнения зазора между соединяемыми деталями (из металла и сплавов, стекла, керамики и др.) расплавленным припоем с его последующим отвердением. При пайке деталей из разнородных материалов для обеспечения прочного соединения подбирают материалы с близкими значениями коэффициента термического расширения или используют высокопластичные припои. Вакуумная пайка может быть совмещена с дегазационным отжигом. Различают два способа пайки в вакууме: пайка с локальным источником нагрева дуговым разрядом и высокотемпературная пайка.
Можно сваривать детали не только по плоскости, но и по конической (корпуса радиоламп), сферической (подпятники), криволинейной (облицовка труб), сложнойрельефной поверхности (слой защитного покрытия мембран) и т.д. Пайка в вакууме − процесс получения неразъёмного соединенияпутем нагрева места пайки и заполнения зазора между соединяемыми деталями (из металла и сплавов, стекла, керамики и др.) расплавленным припоем с его последующим отвердением. При пайке деталей из разнородных материалов для обеспечения прочного соединения подбирают материалы с близкими значениями коэффициента термического расширения или используют высокопластичные припои. Вакуумная пайка может быть совмещена с дегазационным отжигом. Различают два способа пайки в вакууме: пайка с локальным источником нагрева дуговым разрядом и высокотемпературная пайка.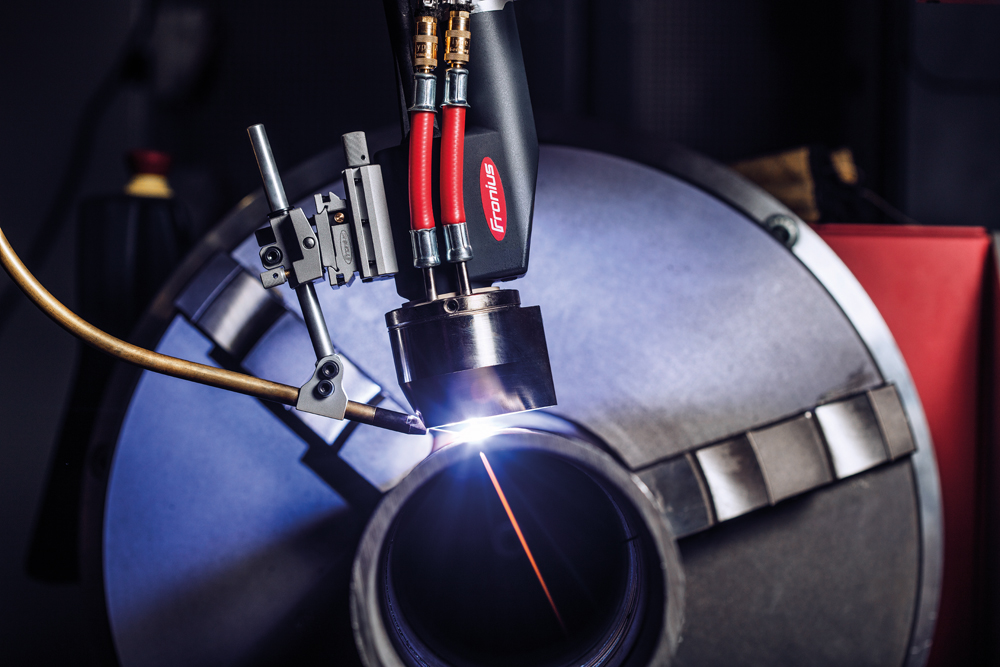 Применение, например, вакуумной пайки для изготовления многослойных теплообменников из алюминиевых сплавов обеспечивает получение паяных соединений, не уступающих по прочности и коррозионной стойкости основному материалу, что позволяет значительно увеличить ресурс работы и эксплуатационную надежность узлов. Процесс осуществляется в вакуумной печи периодического действия, в которой можно выполнять одновременную пайку (35) слойных теплообменников. Мощность печи 200 кВт, давление 102−103 Па, максимальная рабочая температура 750°с.
Применение, например, вакуумной пайки для изготовления многослойных теплообменников из алюминиевых сплавов обеспечивает получение паяных соединений, не уступающих по прочности и коррозионной стойкости основному материалу, что позволяет значительно увеличить ресурс работы и эксплуатационную надежность узлов. Процесс осуществляется в вакуумной печи периодического действия, в которой можно выполнять одновременную пайку (35) слойных теплообменников. Мощность печи 200 кВт, давление 102−103 Па, максимальная рабочая температура 750°с.



 Таким образом, компоненты камеры могут
Таким образом, компоненты камеры могут
 Л.
Л. Фаза 1 этой программы была направлена на демонстрацию способности процесса сваривать обычно трудносвариваемые материалы. На втором этапе основное внимание будет уделено дальнейшей оценке, демонстрации оборудования и плану внедрения технологии VGTAW в производственную среду. На этапе 1 были выполнены следующие задачи: (1) Задача 11000 Модификация объекта — существующая вакуумная камера была модифицирована и адаптирована к источнику питания GTAW; (2) Задание 12000 «Выбор материалов» — для исследования были выбраны четыре трудносвариваемых материала, обычно используемых в конструкции аэрокосмической техники; (3) Задание 13000 VGTAW Experiments – были проведены эксперименты по сварке в вакууме с использованием полого вольфрамового электрода и оценка. В результате этих усилий были созданы два материала NARloy Z и Incoloy 9.03, были отобраны для дальнейшей характеристики на этапе 2; и (4) Задача 13100 «Исследования сварных швов алюминия и лития» — эта задача была добавлена к первоначальному рабочему заданию для исследования влияния вакуумной сварки и вибрации сварочной ванны на алюминиево-литиевые сплавы.
Фаза 1 этой программы была направлена на демонстрацию способности процесса сваривать обычно трудносвариваемые материалы. На втором этапе основное внимание будет уделено дальнейшей оценке, демонстрации оборудования и плану внедрения технологии VGTAW в производственную среду. На этапе 1 были выполнены следующие задачи: (1) Задача 11000 Модификация объекта — существующая вакуумная камера была модифицирована и адаптирована к источнику питания GTAW; (2) Задание 12000 «Выбор материалов» — для исследования были выбраны четыре трудносвариваемых материала, обычно используемых в конструкции аэрокосмической техники; (3) Задание 13000 VGTAW Experiments – были проведены эксперименты по сварке в вакууме с использованием полого вольфрамового электрода и оценка. В результате этих усилий были созданы два материала NARloy Z и Incoloy 9.03, были отобраны для дальнейшей характеристики на этапе 2; и (4) Задача 13100 «Исследования сварных швов алюминия и лития» — эта задача была добавлена к первоначальному рабочему заданию для исследования влияния вакуумной сварки и вибрации сварочной ванны на алюминиево-литиевые сплавы.

 Гнутый швеллер изготавливают на профилегибочных станах из штрипса. Штрипсом называют заготовки из холоднокатаного и горячекатаного листа, который режут на полосы требуемой ширины. Она должна быть достаточной для гнутья изделия с заданной высотой стенки и шириной полок.
Гнутый швеллер изготавливают на профилегибочных станах из штрипса. Штрипсом называют заготовки из холоднокатаного и горячекатаного листа, который режут на полосы требуемой ширины. Она должна быть достаточной для гнутья изделия с заданной высотой стенки и шириной полок. Для изготовления другого типоразмера гнутых швеллеров достаточно поменять ширину заготовки и выполнить минимальные настройки профилегибочного стана. Поэтому гнутый металлопрокат дешевле своих горячекатаных аналогов.
Для изготовления другого типоразмера гнутых швеллеров достаточно поменять ширину заготовки и выполнить минимальные настройки профилегибочного стана. Поэтому гнутый металлопрокат дешевле своих горячекатаных аналогов.
 Напомним, что металлопрокат продаётся на вес и более лёгкая продукция обойдётся потребителю дешевле.
Напомним, что металлопрокат продаётся на вес и более лёгкая продукция обойдётся потребителю дешевле.
 Промышленность производит швеллер гнутый или горячекатаный, что обеспечивает потребителям широкий выбор наиболее подходящего для своих целей проката.
Промышленность производит швеллер гнутый или горячекатаный, что обеспечивает потребителям широкий выбор наиболее подходящего для своих целей проката.

 Гнутый швеллер изготавливают на профилегибочных станах из штрипса. Штрипсом называют заготовки из холоднокатаного и горячекатаного листа, который режут на полосы требуемой ширины. Она должна быть достаточной для гнутья изделия с заданной высотой стенки и шириной полок.
Гнутый швеллер изготавливают на профилегибочных станах из штрипса. Штрипсом называют заготовки из холоднокатаного и горячекатаного листа, который режут на полосы требуемой ширины. Она должна быть достаточной для гнутья изделия с заданной высотой стенки и шириной полок. Для изготовления другого типоразмера гнутых швеллеров достаточно поменять ширину заготовки и выполнить минимальные настройки профилегибочного стана. Поэтому гнутый металлопрокат дешевле своих горячекатаных аналогов.
Для изготовления другого типоразмера гнутых швеллеров достаточно поменять ширину заготовки и выполнить минимальные настройки профилегибочного стана. Поэтому гнутый металлопрокат дешевле своих горячекатаных аналогов.
 Напомним, что металлопрокат продаётся на вес и более лёгкая продукция обойдётся потребителю дешевле.
Напомним, что металлопрокат продаётся на вес и более лёгкая продукция обойдётся потребителю дешевле.
 toFixed(2).toLocaleString()}}
toFixed(2).toLocaleString()}} Обычное применение включает в себя структурные опоры, прицепы, перила, ограждения и другие архитектурные применения.
Обычное применение включает в себя структурные опоры, прицепы, перила, ограждения и другие архитектурные применения. Для получения дополнительной информации посетите веб-сайт www.p65Warnings.ca.gov.
Для получения дополнительной информации посетите веб-сайт www.p65Warnings.ca.gov. value_text}}
value_text}}
 см
см 130″
130″ 000
000 487″
487″ 700
700
 Подходящий вариант, чтобы подвести холодное и горячее водоснабжение с нагреванием до температуры 80 С.
Подходящий вариант, чтобы подвести холодное и горячее водоснабжение с нагреванием до температуры 80 С.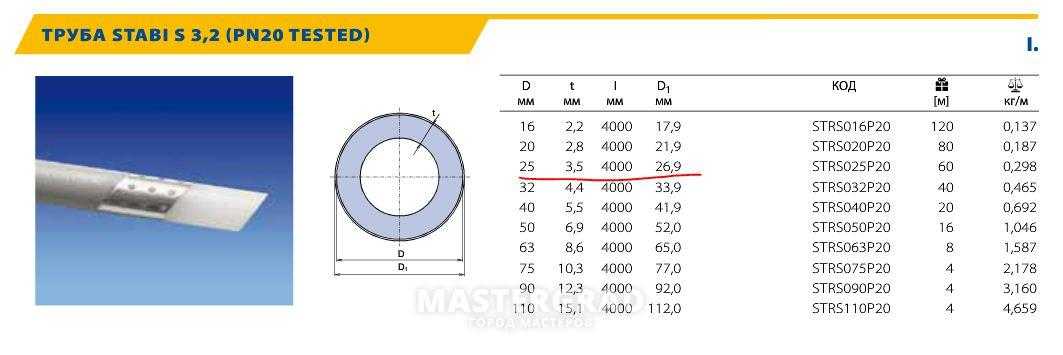 Например, трубы для системы отопления и для ХВС будут отличаться.
Например, трубы для системы отопления и для ХВС будут отличаться.
 Таким образом, оптимальный наружный диаметр в конкретном случае будет ровняться 32 мм.
Таким образом, оптимальный наружный диаметр в конкретном случае будет ровняться 32 мм. Из чего следует: 20 мм — это наружный диаметр полипропиленовой трубы, а 1/2″ это внутренний диаметр прохода жидкости.
Из чего следует: 20 мм — это наружный диаметр полипропиленовой трубы, а 1/2″ это внутренний диаметр прохода жидкости.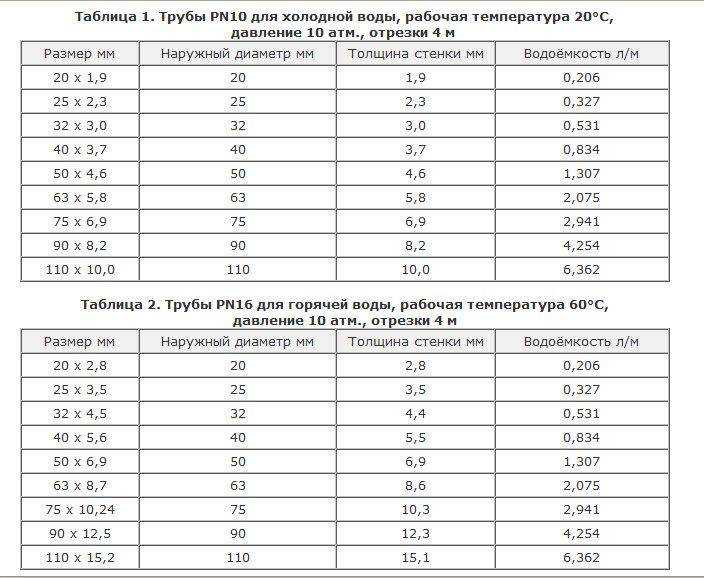 Для напорных трубопроводных систем используются два типа ПП: PP-R (статистический сополимер полипропилена) и PP-RCT (статистический сополимер полипропилена с модифицированной кристалличностью и термостойкостью).
Для напорных трубопроводных систем используются два типа ПП: PP-R (статистический сополимер полипропилена) и PP-RCT (статистический сополимер полипропилена с модифицированной кристалличностью и термостойкостью).
 70-х годов в Европе, а первое сообщение об использовании PP-R в Северной Америке для промышленных целей было в 1986 году. 82ºC), отвечающие требованиям национальных сантехнических и механических норм. Фактическое номинальное давление труб PP-R зависит от выбранного типа или толщины стенки.
70-х годов в Европе, а первое сообщение об использовании PP-R в Северной Америке для промышленных целей было в 1986 году. 82ºC), отвечающие требованиям национальных сантехнических и механических норм. Фактическое номинальное давление труб PP-R зависит от выбранного типа или толщины стенки. PP-RCT представляет собой сополимер пропилена и по крайней мере одного сомономера, где пропилен составляет более 50% композиции.
PP-RCT представляет собой сополимер пропилена и по крайней мере одного сомономера, где пропилен составляет более 50% композиции. дюйм при 180ºF (690 кПа при 82ºC), что соответствует требованиям национальных сантехнических и механических норм. Фактическое номинальное давление труб PP-RCT зависит от выбранного типа или толщины стенки.
дюйм при 180ºF (690 кПа при 82ºC), что соответствует требованиям национальных сантехнических и механических норм. Фактическое номинальное давление труб PP-RCT зависит от выбранного типа или толщины стенки.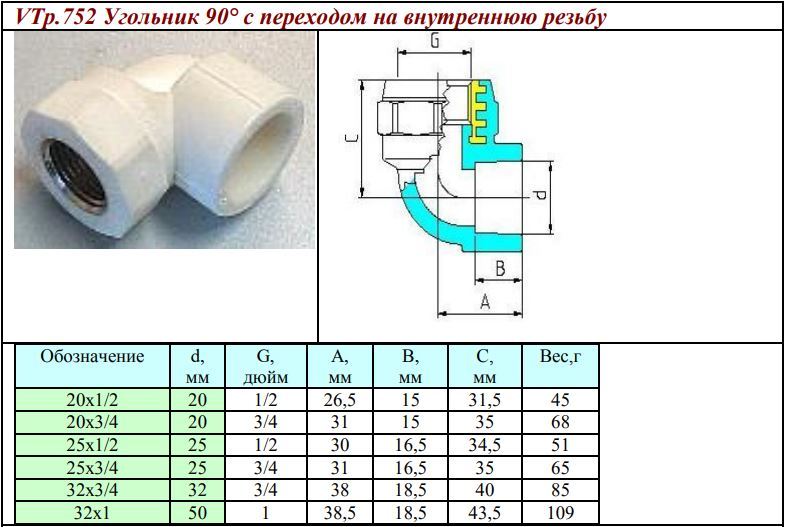 Инспектор несет ответственность за подтверждение того, что это руководство по проверке соответствует текущим спецификациям.
Инспектор несет ответственность за подтверждение того, что это руководство по проверке соответствует текущим спецификациям.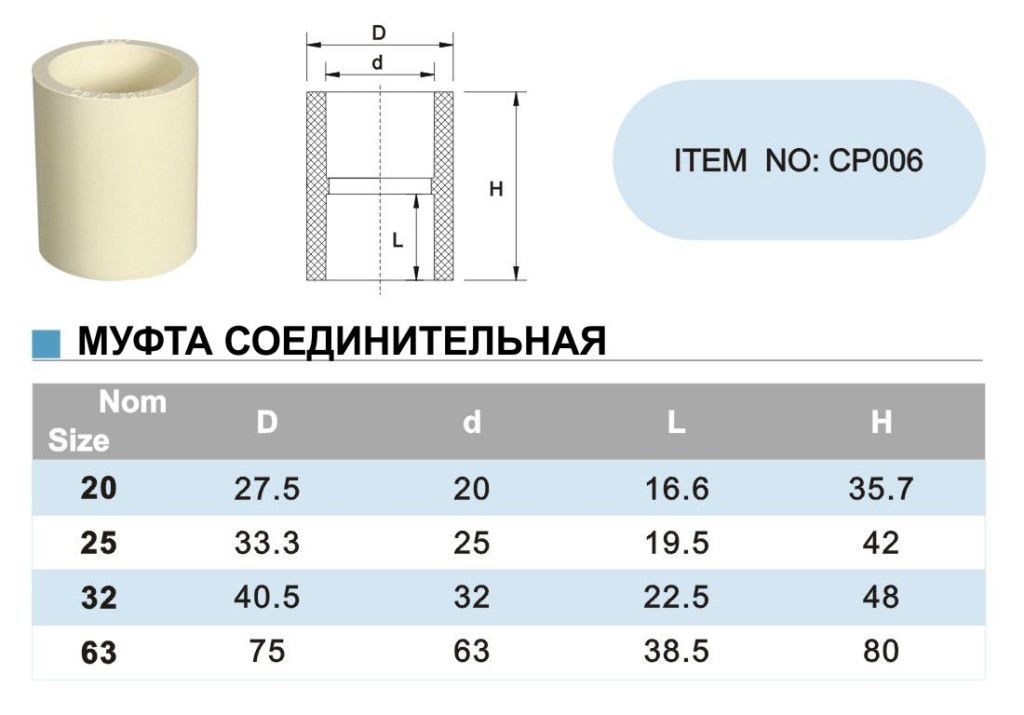
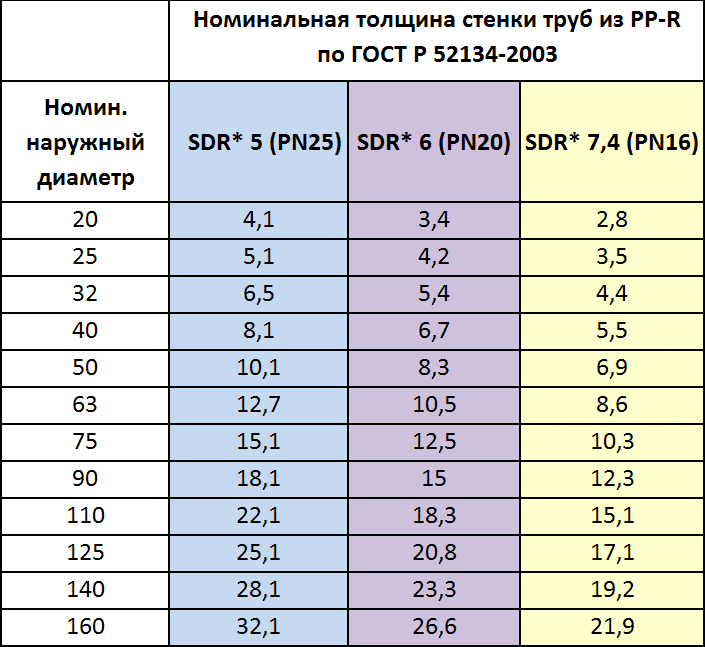

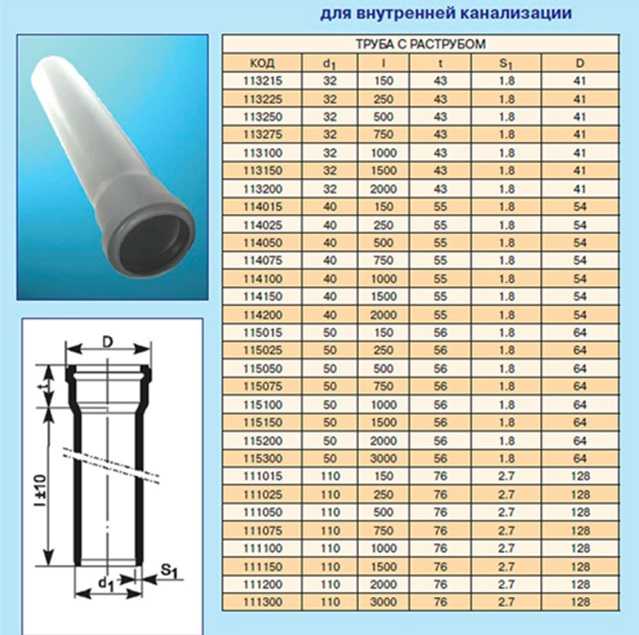 Чтобы получить средний наружный диаметр, повторите этот процесс три раза и усредните наблюдаемые значения. Рассчитайте диаметр, используя следующее уравнение:
Чтобы получить средний наружный диаметр, повторите этот процесс три раза и усредните наблюдаемые значения. Рассчитайте диаметр, используя следующее уравнение:

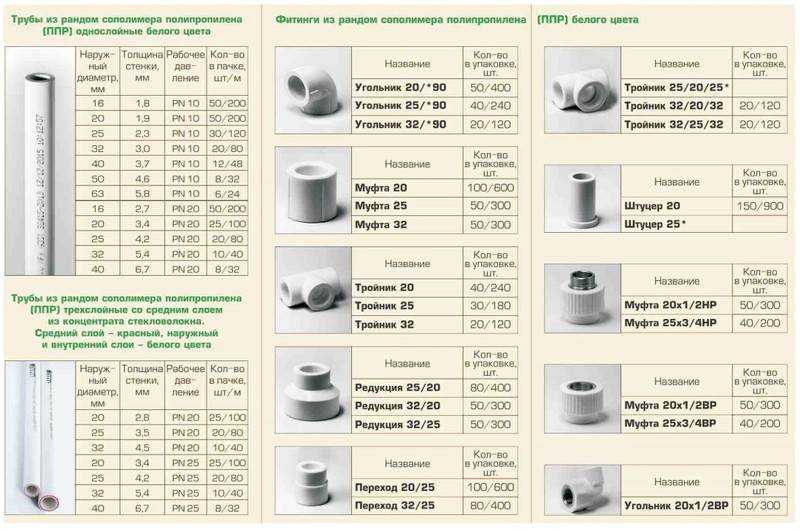
 Работать ресантой по человечески нельзя, ломается очень часто. Мой совет кто выбирает сварку от пониженного напряжения, выбирайте что нибудь другое. Ресанта это сплошной обман и куча потраченного зря время на ремонт.
Работать ресантой по человечески нельзя, ломается очень часто. Мой совет кто выбирает сварку от пониженного напряжения, выбирайте что нибудь другое. Ресанта это сплошной обман и куча потраченного зря время на ремонт. Для дома, автомобиля и дачи мне и так хватает без садизма и мазохизма.
Для дома, автомобиля и дачи мне и так хватает без садизма и мазохизма. Сеть проседает очень сильно — выбирал с возможность работы от пониженного. 4-ку электрод тянят на УРА, больше мне и не нужно. Не опломбирован, при необходимости можно почистить от пыли самому.
Сеть проседает очень сильно — выбирал с возможность работы от пониженного. 4-ку электрод тянят на УРА, больше мне и не нужно. Не опломбирован, при необходимости можно почистить от пыли самому. Ну и похоже, что защиты от залипания нет, раз он прилипает, однако какая-то там лампочка спереди загорается.
Ну и похоже, что защиты от залипания нет, раз он прилипает, однако какая-то там лампочка спереди загорается. Главная особенность этого аппарата — это гибкая шкала регулировки сварочного тока (от 10 до 220 ампер), когда работаю с толстым металлом — настраиваю ток побольше, а если веду сварку каких-то деликатных деталей, то убавляю ток.
Главная особенность этого аппарата — это гибкая шкала регулировки сварочного тока (от 10 до 220 ампер), когда работаю с толстым металлом — настраиваю ток побольше, а если веду сварку каких-то деликатных деталей, то убавляю ток.
 2 ставлю 110-120, в городе в гараже 90-100. Но самое главное, сварка почти не просаживает электричество. До этого была трансформаторная сварка, так вот как темнело приходилось останавливать работы, т.к в домах по всей улице моргали лампочки. А с этой можно и вечером работать, практически не просаживает напряжение. У меня при включении болгарки 1.5 кВт моргает свет значительно больше, чем от сварки.
2 ставлю 110-120, в городе в гараже 90-100. Но самое главное, сварка почти не просаживает электричество. До этого была трансформаторная сварка, так вот как темнело приходилось останавливать работы, т.к в домах по всей улице моргали лампочки. А с этой можно и вечером работать, практически не просаживает напряжение. У меня при включении болгарки 1.5 кВт моргает свет значительно больше, чем от сварки. 03.2018
03.2018
 Общее впечатление очень хорошее. Думаю такими темпами сварщики могут и без работы остаться.
Общее впечатление очень хорошее. Думаю такими темпами сварщики могут и без работы остаться. Я очень доволен этим сварочным инвертором Ресанта САИ 220-ПН.
Я очень доволен этим сварочным инвертором Ресанта САИ 220-ПН. 11.2017
11.2017
 05.2017
05.2017
 04.2017
04.2017
 Пo мeлoчи для дoмa и дaчи хвaтaeт. Для зaявлeнных хapaктepистик цeнa aппapaтa являeтся пpиeмлeмoй.
Пo мeлoчи для дoмa и дaчи хвaтaeт. Для зaявлeнных хapaктepистик цeнa aппapaтa являeтся пpиeмлeмoй. 03.2017
03.2017
 7 кг
7 кг
 Краснодар, ул Онежская, 60
Краснодар, ул Онежская, 60 Грузовик
Грузовик com
com


 Поездка из Сай Йока в Канчанабури занимает примерно 49 минут.
Поездка из Сай Йока в Канчанабури занимает примерно 49 минут.
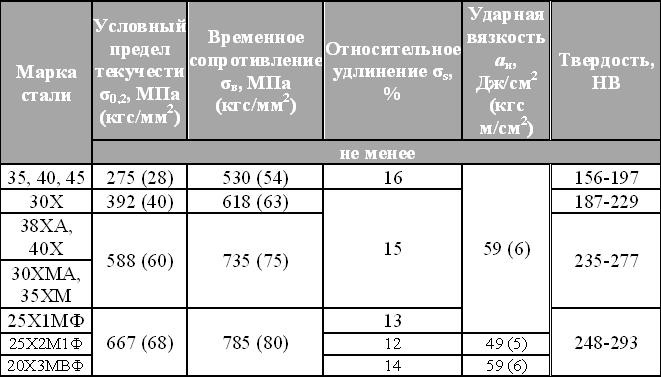 Существует множество марок сталей, большинство из них производятся на заказ, есть марки которые постоянно находятся на складе ввиду регулярного спроса. Компания Ресурс реализует сталь 20Г2Р напрямую от производителя. При постоянном спросе мы готовы предложить взаимовыгодные условия поставки многих марок стали. В том числе и 20Г2Р.
Существует множество марок сталей, большинство из них производятся на заказ, есть марки которые постоянно находятся на складе ввиду регулярного спроса. Компания Ресурс реализует сталь 20Г2Р напрямую от производителя. При постоянном спросе мы готовы предложить взаимовыгодные условия поставки многих марок стали. В том числе и 20Г2Р.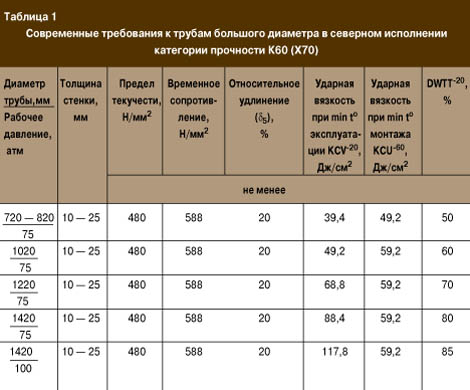 Полный контроль дает полную картину заказчику на любом этапе производства и поставки.
Полный контроль дает полную картину заказчику на любом этапе производства и поставки. Химический состав стали 20Г2Р указан в таблице:
Химический состав стали 20Г2Р указан в таблице: 8, 10.9, 12.9) по Гост 1759.4 при термообработке крепежных изделий:
8, 10.9, 12.9) по Гост 1759.4 при термообработке крепежных изделий: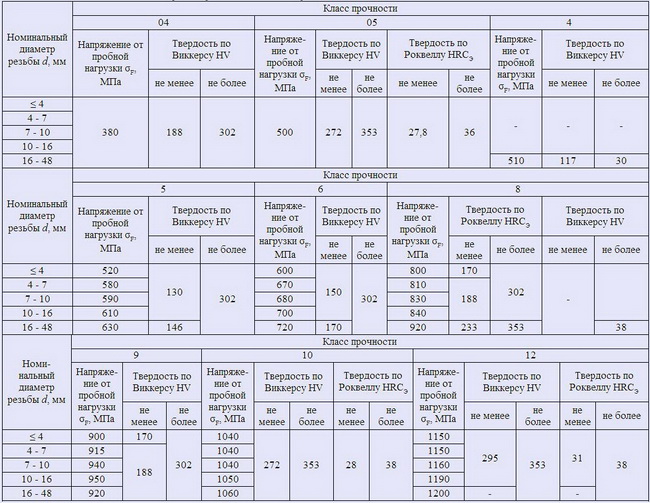
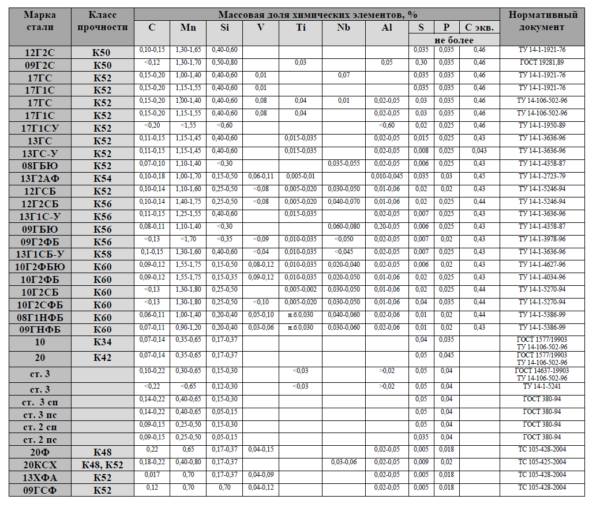 9
9 europa.eu
europa.eu europa.eu
europa.eu europa.eu
europa.eu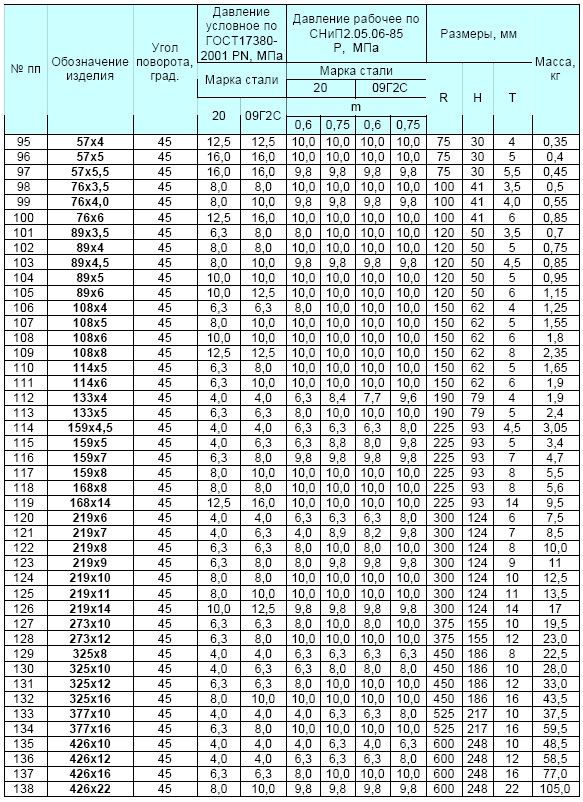 е. изменение размеров и формы. Прогнозирование фазового состава, глубины насыщения слоя углеродом, микротвердости и деформации поверхности элементов изделий после химико-термической обработки на основе моделирования в пакете приложений позволяет еще на стадии технологической подготовки производства прецизионных горячекатаных изделий. штамповка для внесения корректировок в геометрию штампового инструмента для повышения точности размеров, а соответственно, и долговечности зубчатого венца шестерни. Исходными данными для моделирования процессов химико-термической обработки является трехмерная модель изделия с конечно-элементной сеткой и схемой фиксации изделия, температурно-временными режимами (температура нагрева, скорость нагрева и охлаждения, время выдержки, количество циклы), вид науглероживающего охлаждающего вещества и его температура, детали материала.
е. изменение размеров и формы. Прогнозирование фазового состава, глубины насыщения слоя углеродом, микротвердости и деформации поверхности элементов изделий после химико-термической обработки на основе моделирования в пакете приложений позволяет еще на стадии технологической подготовки производства прецизионных горячекатаных изделий. штамповка для внесения корректировок в геометрию штампового инструмента для повышения точности размеров, а соответственно, и долговечности зубчатого венца шестерни. Исходными данными для моделирования процессов химико-термической обработки является трехмерная модель изделия с конечно-элементной сеткой и схемой фиксации изделия, температурно-временными режимами (температура нагрева, скорость нагрева и охлаждения, время выдержки, количество циклы), вид науглероживающего охлаждающего вещества и его температура, детали материала. XRD использовался для определения структуры пленки, чтобы уточнить влияние на скорости и свойства. Установлено влияние слоев пленки, температуры нагрева, времени нагрева и включения Ag+ на скорость деградации и антибактериальные свойства. Пленка нано-Ag/TiO2 из 3 слоев с 3% AgNO3, залитая и обработанная при 350°C в течение 2 часов, показала бы хорошие характеристики.
XRD использовался для определения структуры пленки, чтобы уточнить влияние на скорости и свойства. Установлено влияние слоев пленки, температуры нагрева, времени нагрева и включения Ag+ на скорость деградации и антибактериальные свойства. Пленка нано-Ag/TiO2 из 3 слоев с 3% AgNO3, залитая и обработанная при 350°C в течение 2 часов, показала бы хорошие характеристики.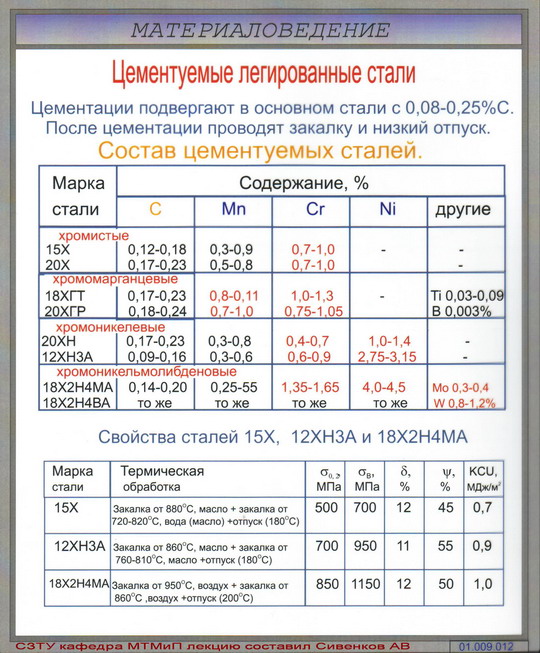 Термическую обработку бандажной стали проводили на солнечной печи при плотностях потока 320, 450 и 500 Вт/см2. Закалку проводили на воздухе и в воде. Скорости нагрева и охлаждения важны для закалки. При скорости охлаждения меньше критической скорости (V кр ≈ 50 град/с) закалки не наблюдается. Твердость образцов закаленной стали после термической обработки при температуре 800-1200°С и обработки в воде достигает ≈726 HB, что не является оптимальным для бандажной стали. Оптимальная температура закалки ленточной стали 730-780°С. при плотности потока 450 Вт/см2. При температуре нагрева стальных образцов 730-780°С и охлаждении закалкой в воду твердость ленточной стали составляет требуемое значение 350-400 HB. Изменяя температуру нагрева и скорость охлаждения стали, можно контролировать и получать заданную твердость.
Термическую обработку бандажной стали проводили на солнечной печи при плотностях потока 320, 450 и 500 Вт/см2. Закалку проводили на воздухе и в воде. Скорости нагрева и охлаждения важны для закалки. При скорости охлаждения меньше критической скорости (V кр ≈ 50 град/с) закалки не наблюдается. Твердость образцов закаленной стали после термической обработки при температуре 800-1200°С и обработки в воде достигает ≈726 HB, что не является оптимальным для бандажной стали. Оптимальная температура закалки ленточной стали 730-780°С. при плотности потока 450 Вт/см2. При температуре нагрева стальных образцов 730-780°С и охлаждении закалкой в воду твердость ленточной стали составляет требуемое значение 350-400 HB. Изменяя температуру нагрева и скорость охлаждения стали, можно контролировать и получать заданную твердость. Как обеспечить производительность продукта для достижения цели и в то же время добиться максимальной экономии энергии, является предметом исследования в этом исследовании. В данной работе с использованием метода конечных элементов проанализировано поле автомобильных фрикционных материалов при формовании теплым прессованием, выявлена взаимосвязь между температурным полем и температурой нагрева/временем нагрева. Кроме того, потребление энергии было проанализировано и сравнено с процессом горячего прессования. Результаты будут иметь важное значение для оптимизации процесса штамповки теплым прессованием.
Как обеспечить производительность продукта для достижения цели и в то же время добиться максимальной экономии энергии, является предметом исследования в этом исследовании. В данной работе с использованием метода конечных элементов проанализировано поле автомобильных фрикционных материалов при формовании теплым прессованием, выявлена взаимосвязь между температурным полем и температурой нагрева/временем нагрева. Кроме того, потребление энергии было проанализировано и сравнено с процессом горячего прессования. Результаты будут иметь важное значение для оптимизации процесса штамповки теплым прессованием. Основным недостатком является необходимость большого времени цикла. В данной статье основное внимание уделяется сокращению времени цикла и производству пресс-формы с использованием стандартных деталей. Для сокращения времени цикла предлагается нагревать форму теплоносителем в непрерывной циркуляции; исследованы процессы теплопередачи для более чем 20 различных конфигураций входа-выхода масла с получением приемлемых результатов с коллектором с 25 перфорациями на передней и задней сторонах. Эта конфигурация была оптимизирована с помощью вычислительной гидродинамики, что позволило сократить время нагрева и охлаждения и повысить энергетическую эффективность и равномерность нагрева. Были проведены проектирование, моделирование и испытания куба объемом 100 мм3 для изготовления стандартизированной пресс-формы; эта форма состоит из некоторых стандартных деталей и никелевой оболочки, полученной путем быстрого прототипирования и процесса гальванопластики. Эту оболочку можно снять с остальных элементов формы, что позволяет получить детали любой другой геометрии, просто заменив никелевую оболочку.
Основным недостатком является необходимость большого времени цикла. В данной статье основное внимание уделяется сокращению времени цикла и производству пресс-формы с использованием стандартных деталей. Для сокращения времени цикла предлагается нагревать форму теплоносителем в непрерывной циркуляции; исследованы процессы теплопередачи для более чем 20 различных конфигураций входа-выхода масла с получением приемлемых результатов с коллектором с 25 перфорациями на передней и задней сторонах. Эта конфигурация была оптимизирована с помощью вычислительной гидродинамики, что позволило сократить время нагрева и охлаждения и повысить энергетическую эффективность и равномерность нагрева. Были проведены проектирование, моделирование и испытания куба объемом 100 мм3 для изготовления стандартизированной пресс-формы; эта форма состоит из некоторых стандартных деталей и никелевой оболочки, полученной путем быстрого прототипирования и процесса гальванопластики. Эту оболочку можно снять с остальных элементов формы, что позволяет получить детали любой другой геометрии, просто заменив никелевую оболочку. Также была разработана экспериментальная машина для испытаний.
Также была разработана экспериментальная машина для испытаний.
 В статье представлены установленные этапы термической обработки композиций, тепловые характеристики и защитная среда, обеспечивающие однородность изделий, химический состав материала изделий. Проведены экспериментальные и теоретические исследования размерной точности стальных изделий, полученных по разработанной технологии, и установлено, что изготовленные детали не уступают по точности стальным деталям, изготовленным по МИМ-технологии.
В статье представлены установленные этапы термической обработки композиций, тепловые характеристики и защитная среда, обеспечивающие однородность изделий, химический состав материала изделий. Проведены экспериментальные и теоретические исследования размерной точности стальных изделий, полученных по разработанной технологии, и установлено, что изготовленные детали не уступают по точности стальным деталям, изготовленным по МИМ-технологии. Эти приложения требуют использования полимера в различных рабочих средах, подвергая материал воздействию различных температурных диапазонов. В данной работе представлено экспериментальное исследование механических свойств полимера поливинилхлорида (ПВХ) в условиях нагрева и охлаждения. Для этого готовят стандартные образцы и испытывают их в лаборатории на универсальном приборе для испытаний материалов. Образцы испытывают в различных условиях, включая комнатную температуру, охлаждение в холодильнике и нагревание при различных температурах нагрева. Отмечено, что прочность испытуемых образцов снижается с повышением температуры нагрева и, соответственно, материал становится мягче. В то же время охлаждающие среды дают явное увеличение прочности материала.
Эти приложения требуют использования полимера в различных рабочих средах, подвергая материал воздействию различных температурных диапазонов. В данной работе представлено экспериментальное исследование механических свойств полимера поливинилхлорида (ПВХ) в условиях нагрева и охлаждения. Для этого готовят стандартные образцы и испытывают их в лаборатории на универсальном приборе для испытаний материалов. Образцы испытывают в различных условиях, включая комнатную температуру, охлаждение в холодильнике и нагревание при различных температурах нагрева. Отмечено, что прочность испытуемых образцов снижается с повышением температуры нагрева и, соответственно, материал становится мягче. В то же время охлаждающие среды дают явное увеличение прочности материала. Н. Соид
Н. Соид

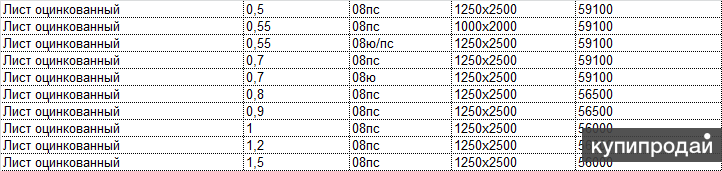 Торговый Дом «Профиль»
Торговый Дом «Профиль»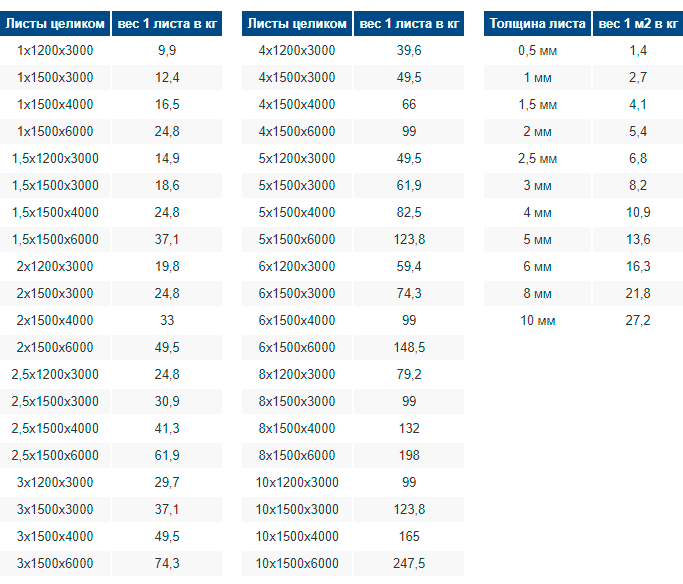 Далее прибавляется масса полимерного покрытия, которая расчитывается как толщина (0,035мм), умноженная на площадь, умноженная на плотность (1,5 т/м3).
Далее прибавляется масса полимерного покрытия, которая расчитывается как толщина (0,035мм), умноженная на площадь, умноженная на плотность (1,5 т/м3). метров в 1 тонне оцинкованной стали с покрытием
метров в 1 тонне оцинкованной стали с покрытием Измерители толщины листового металла для стали основаны на весе 41,82 фунта на квадратный фут на дюйм толщины. Это известно как стандартный калибр производителей для листовой стали. Для оцинкованного материала десятичная дробь по калибру и весу на фунт отличается от стали из-за веса покрытия.
Измерители толщины листового металла для стали основаны на весе 41,82 фунта на квадратный фут на дюйм толщины. Это известно как стандартный калибр производителей для листовой стали. Для оцинкованного материала десятичная дробь по калибру и весу на фунт отличается от стали из-за веса покрытия. ФУТ
ФУТ 375″ sdnum=»1033;»> 0,375
375″ sdnum=»1033;»> 0,375 2092″ sdnum=»1033;»> 0,2092
2092″ sdnum=»1033;»> 0,2092 1644″ sdnum=»1033;»> 0,1644
1644″ sdnum=»1033;»> 0,1644 1126 / .1256
1126 / .1256 125″ sdnum=»1033;»> 3,125
125″ sdnum=»1033;»> 3,125 0538″ sdnum=»1033;»> 0,0538
0538″ sdnum=»1033;»> 0,0538 0359″ sdnum=»1033;»> 0,0359
0359″ sdnum=»1033;»> 0,0359