Нарезание резьбы метчиком :: ТОЧМЕХ
При нарезании резьбы метчиком, как и при любом другом виде обработки, необходимо принимать во внимание марку материала заготовки, конструкцию инструмента, возможности станка, а также режимы резания. Необходимо добавить к вышесказанному, что при нарезании резьбы нагрузка на зуб метчика намного превышает нагрузку на зуб практически любого другого инструмента из-за постоянного контакта метчика с боковой поверхностью резьбы. В процессе нарезания резьбы нужно обеспечить хороший отвод стружки во-избежании поломки метчика и для обеспечения высокой точности и хорошего качества поверхности резьбы. Все это создает дополнительные трудности для конструкторов металлорежущего инструмента в деле борьбы за повышение производительности, стойкости и стабильности обработки.
Для разных материалов разные метчики
При проектировании метчиков для различных материалов изменяют, как правило, передний угол и кривизну передних поверхностей метчика. Для труднообрабатываемых материалов эти параметры имеют отрицательные или нулевые значения для обеспечения прочности режущей кромки. Кроме того, из-за большой кривизны передних поверхностей метчика при обработке таких материалов на резьбе могут появиться задиры. При обработке материалов, дающих сливную стружку, применяются метчики с положительными передними углами и достаточно большой кривизной передних поверхностей, благодаря чему стружка закручивается и ломается.
Кроме того, из-за большой кривизны передних поверхностей метчика при обработке таких материалов на резьбе могут появиться задиры. При обработке материалов, дающих сливную стружку, применяются метчики с положительными передними углами и достаточно большой кривизной передних поверхностей, благодаря чему стружка закручивается и ломается.
Другим значимым параметром геометрии метчика является задний угол. Для обработки более твердых материалов используются метчики с большим задним углом с целью уменьшения трения и обеспечения попадания СОЖ в зону резания. Но слишком большой задний угол снижает способность метчика к самоцентрированию. При обработке пластичных материалов слишком большой задний угол может привести к выходу параметров резьбы за пределы поля допуска.
Метчики для нарезания резьбы в глухих отверстиях отличаются друг от друга углом подъема винтовой линии. Для материалов с более высокой прочностью используются метчики с меньшим углом подъема винтовой линии. Таким образом обеспечивается более высокая прочность самого метчика. Для тяжелообрабатываемых материалов также используются метчики с небольшой длиной режущей части для уменьшения сил резания.
Для тяжелообрабатываемых материалов также используются метчики с небольшой длиной режущей части для уменьшения сил резания.
Если вы хотите повысить эффективность резьбонарезания, необходимо обращать внимание не только на инструмент. Например, при нарезании резьбы в сером чугуне метчиками старой конструкции вы можете вести обработку со скоростью резания 10-15 м/мин, а метчиками новой конструкции — 75 м/мин. Но необходимо помнить, что такая скорость резания достижима лишь в определенных условиях. Например, при отсутствии внутреннего подвода СОЖ скорость резания необходимо будет снизить до 45 м/мин, так как при перегреве быстрорежущей стали стойкость ее сильно снижается. При обработке небольших резьб может не хватать скорости вращения шпинделя, а при обработке больших резьб мощности оборудования и так далее.
Кроме геометрии метчика большое значение имеет покрытие, наносимое на поверхность инструментального материала. Применяется множество покрытий: TiN, TiCN, CrN, TiAlN. Благодаря применению покрытий увеличивается стойкость инструмента, и появляются резервы для увеличения производительности..jpg)
Твердосплавные метчики
Точно также как твердосплавный инструмент постепенно сменил инструмент из быстрорежущей стали при точении, твердосплавные метчики получают все большее и большее применение при резьбонарезании.
Твердосплавные метчики из-за своей хрупкости тяжело переносят большие нагрузки в отличие от метчиков из быстрорежущей стали. Несмотря на это они отлично себя зарекомендовали при обработке таких материалов, как серый чугун и алюминий с большим содержанием кремния, ведь при обработке этих материалов основной механизм износа — абразивный.
Разработка мелкозернистых твердых сплавов повышенной прочности привела к тому, что появились твердосплавные метчики с высокой прочностью и износостойкостью. Применять их можно также при обработке закаленной стали, пластиков и жаропрочных сплавов. Особенно большое распространение твердосплавные метчики получают с развитием металлорежущего оборудования.
Жесткое резьбонарезание
Увеличение производительности обработки и качества изделий требует применения соответствующего оборудования. Для резьбонарезания широко используются две группы станков.
Для резьбонарезания широко используются две группы станков.
Первая группа — станки для сверления небольших отверстий и нарезания резьбы в них, частота вращения шпинделя может достигать 6000 мин-1.
Вторая группа — обрабатывающие центры, на которых сейчас нарезается все больше и больше резьб. На станках данного типа используются так называемые жесткие циклы резьбонарезания (частота вращения шпинделя синхронизирована с перемещением по оси Z). Для таких станков не требуется применение плавающих метчиковых патронов. Резьбонарезание можно вести на 2000-3000 мин-1.
Обрабатывающие центры, как правило, оснащаются несколькими, полезными для резьбонарезания, функциями, такими как, ускоренный вывод метчика из отверстия и задание предельного момента при резьбонарезании, что позволяет предотвратить поломку метчика.
Теоретически, при обработке резьб на обрабатывающих центрах не нужно использовать какие-либо средства, компенсирующие несоответствие шага метчика реальной подаче по оси Z и частоте вращения шпинделя. На самом деле, для компенсации накопленной погрешности при резьбонарезании, рекомендуют использовать метчиковые патроны типа SynchroFlex, со встроенным гибким элементом. Патроны этого типа обладают компенсирующей способностью около 0,5 мм.
На самом деле, для компенсации накопленной погрешности при резьбонарезании, рекомендуют использовать метчиковые патроны типа SynchroFlex, со встроенным гибким элементом. Патроны этого типа обладают компенсирующей способностью около 0,5 мм.
| Увеличенный размер резьбового отверстия (идет не проходной калибр) | Неправильное значение осевой подачи | Возникает, как правило, у спиральных метчиков. При обработке спиральными метчиками возникают силы в направлении подачи. Необходимо снизить подачу на 5-7% |
| Малая скорость резания | Используйте рекомендованные режимы резания | |
| Выбран неподходящий тип метчика | Выбрать метчик с меньшим углом спирали либо метчик с подточкой для прямых канавок | |
| Недостаточный подвод СОЖ | Обеспечить подвод СОЖ в зону резания для уменьшения наростообразования | |
| Ассиметричность метчика и отверстия | Убедиться в соосности инструмента и отверстия | |
| Неправильный допуск | Допуск метчика и контрольного образца различны. Выбрать метчик с правильным допуском Выбрать метчик с правильным допуском | |
| Уменьшенный размер резьбового отверстия (проходной калибр не идет) | Выбран неподходящий тип метчика | Выбрать метчик с меньшим углом спирали либо метчик с подточкой для прямых канавок |
| Диаметр под резьбу меньше рекомендованного | Увеличить диаметр отверстия до рекомендованного каталогом (см. рекомендации ) | |
| Недостаточный подвод СОЖ | Обеспечить подвод СОЖ в зону резания для уменьшения наростообразования и вымывания стружки из зоны резания | |
| Неправильный допуск | Допуск метчика и контрольного образца различны. Выбрать метчик с правильным допуском | |
| В следствие пластической деформации обрабатываемый материал сужается | Выбрать метчик, следуя рекомендациям каталога | |
| Выкрашивание режущих кромок | Недостаточный подвод СОЖ | Обеспечить подвод СОЖ в зону резания для уменьшения наростообразования |
| Утыкание метчика в дно отверстия | Увеличить глубину отверстия (если возможно). Использовать метчик с более короткой заходной частью. Уменьшить глубину резьбы Использовать метчик с более короткой заходной частью. Уменьшить глубину резьбы | |
| Заклинивание стружки при нарезании метчиками со спиральной канавкой на выходе из отверстия | Нарезать резьбу в отверстии без фаски. Заходную фаску делать после обработки резьбы | |
| Наклеп | Использовать метчик с износостойким покрытием. Увеличить СОЖ. Уменьшить скорость резания | |
| Малый диаметр отверстия под резьбу | Увеличить диаметр отверстия до рекомендованного | |
| Поломка метчика | Сильный износ, приводящий к увеличению крутящего момента | Своевременно менять инструмент на новый (переточенный) |
| Недостаточный подвод СОЖ | Обеспечить подвод СОЖ в зону резания для уменьшения наростообразования | |
| Утыкание метчика в дно отверстия | Увеличить глубину отверстия (если возможно). Использовать метчик с более короткой заходной частью. Уменьшить глубину резьбы. Использовать резьбонарезные патроны с компенсацией на сжатие/растяжение Уменьшить глубину резьбы. Использовать резьбонарезные патроны с компенсацией на сжатие/растяжение | |
| Малый диаметр отверстия под резьбу | Увеличить диаметр отверстия до рекомендованного | |
| Высокая скорость обработки | Оптимизировать скорость резания | |
| Быстрый износ | Высокая скорость обработки | Уменьшить скорость резания |
| Недостаточный подвод СОЖ | Обеспечить подвод СОЖ в зону резания для уменьшения наростообразования | |
| Нарост на инструменте | Неправильный тип метчика | Использовать метчик с большим углом затыловки. Для мягких материалов использовать метчики с полированными канавками |
| Маленькая скорость резания | Пользуйтесь рекомендованными режимами резания | |
| Недостаточный подвод СОЖ | Обеспечить подвод СОЖ в зону резания для уменьшения наростообразования | |
| Неправильный тип покрытия или его отсутствие | Для мягких материалов использовать метчики без покрытия (для Al сплавов при содержании Si<12%). Для нержавеющих и мягких сталей — тип покрытия V Для нержавеющих и мягких сталей — тип покрытия V | |
| Поверхность резьбы рваная | Высокая скорость резания | Оптимизировать скорость резания |
| Нарост на режущей кромке | См. нарост на инструменте | |
| Плохое удаление стружки из зоны резания | Использовать метчик с соответствующей геометрией канавки |
Подачи и скорости для метчиков
Лучшие в Америке высокоскоростные режущие инструменты™
Как эффективно нарезать метчик и оптимизировать стойкость инструмента
Чтобы свести к минимуму проблемы с прослушиванием, необходимо соблюдать следующие правила:
- • Используйте приспособление для нарезания резьбы с регулируемым шагом.
• Выберите правильную смазку (Ultra S/P™ Super Premium).
• Используйте правильный размер сверла и тип метчика.
• Выберите правильные скорости и подачи.
• Сохраняйте метчики острыми, проверяйте метчики на предмет износа.

• Обеспечить точное выравнивание.
• Проверяйте твердость материала, особенно при смене партии материала.
Скорость нарезания резьбы можно рассчитать, используя: (Используйте таблицу ниже)
об/мин = скорость подачи (SFM) / 0,26 x внешний размер метчика
• Смазка некачественная или поток ограничен.
• Используются метчики с нижним шагом или со спиральной канавкой.
• Увеличение глубины резьбы ( %).
• Шаг резьбы неправильный.
• Нарезание конической резьбы (50% нормальной скорости).
Скорость нарезания резьбы может быть « УВЕЛИЧЕНА «, если
- • Глубина резьбы уменьшается.
• Шаг резьбы в порядке.
• Поток и качество охлаждающей жидкости в норме.
• Используются метчики со спиральной головкой.
Скорости нажатия
Правильная скорость нарезания резьбы очень важна для получения эффективных результатов нарезки. Оптимальной скоростью для нарезания резьбы является максимальная скорость, которую позволяют условия, соответствующая приемлемому сроку службы инструмента. Скорость должна быть уменьшена по мере увеличения длины отверстия. Отверстия, метчики с коническими фасками способны работать быстрее, чем метчики с донышками. Скорость вертикальной нарезки может быть увеличена по сравнению с горизонтальной нарезкой.
Скорость должна быть уменьшена по мере увеличения длины отверстия. Отверстия, метчики с коническими фасками способны работать быстрее, чем метчики с донышками. Скорость вертикальной нарезки может быть увеличена по сравнению с горизонтальной нарезкой.
Рекомендуемые подачи и скорости В приведенной ниже таблице предлагается «начальная точка» для выбора скорости для работы метчика.
| Материал | Рекомендуемая начальная точка Подачи и скорости (SFM) |
| Алюминий — литые сплавы | 60 |
| Алюминий – литые под давлением сплавы | 70 |
| Алюминий — деформируемые сплавы | 80 |
| Латунь | 60-100 |
| Бронза | 30-40 |
| Медь | 60-80 |
| Бронзовый металл | 50-60 |
| Чугун – серый | 30-60 |
| Чугун — ковкий | 50 |
| Чугун — сплавы | 15-30 |
| Ковкий сплав | 20-40 |
| Магниевые сплавы | 50-70 |
| Никелевые сплавы | 10 |
| Нимонические сплавы | 10-12 |
| Мягкая сталь | 30-50 |
| Сталь – среднеуглеродистая | 35 |
| Инструментальная сталь | 15-25 |
| Литая сталь | 25 |
| Титановые сплавы | 10 |
| Нержавеющая сталь — серия 300 | 10-20 |
| Нержавеющая сталь — серия 400 | 15 |
| Пластик | 50-70 |
| Цинк — литье под давлением | 80 |
Нажмите Устранение неполадок | Лучшие в Америке высокоскоростные режущие инструменты™
Лучшие в Америке высокоскоростные режущие инструменты™
Устройство для нарезания резьбы, устройство для крепления метчика и отверстие
Проблемы, возникающие при нарезании резьбы, часто возникают по вине
удерживающее устройство и условия отверстия , в которое нужно нарезать резьбу. На резьбонарезном станке следует проверить шпиндель, приспособление и рабочую центровку ;
На резьбонарезном станке следует проверить шпиндель, приспособление и рабочую центровку ;
для скользящие ремни , износ и мощность .
Держатель крана должен быть
проверен на соответствие типу, износу и совмещению с отверстием.
Просверленное отверстие
следует проверить на диаметр и правильность по окружности и оси, чтобы обеспечить правильный процент зацепления резьбы .
Глухие отверстия должны иметь достаточно места для стружки на дне.
| Слом метчика | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Возможная причина: • Слишком мелкое отверстие. • Закалка отверстий. • Неправильный размер сверла для нарезания резьбы. • Неверное крепление или удерживающее устройство. • Недостаточное количество или неподходящая смазка. • Несоосность метчика и отверстия. • Слишком высокая скорость нарезания резьбы. • Метчик касается дна отверстия.  • Упрочненный материал. | Исправление: • Увеличить длину фаски. • Уменьшить скорость нарезания резьбы. • Используйте метчики со спиральной заточкой в сквозных отверстиях. • Увеличить длину фаски. | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Неисправность метчика при реверсировании | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Возможная причина: • Резка метчика слишком тугая. Угол режущей кромки должен быть увеличен. • Истирание метчика. Передний угол на задней части земли должен быть вырос. • Стружка застряла между канавками. | Исправление: • Увеличить подачу. • Рассмотрите возможность использования сверла со стружколомом и/или шлифовки вершины стружколома. | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Стружка забивает канавки | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Возможная причина: • Неправильный тип метчика. • Недостаточная фаска. • Неправильный угол режущей кромки. • Шероховатые канавки.  • Отсутствие смазки или использование неподходящего типа. • Отсутствие смазки или использование неподходящего типа. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Сорванная или сколотая резьба метчика | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Возможная причина: • Несоосность. • Тупой кран. • Нажмите слишком сильно. • Неправильное применение метчики с обработанной поверхностью | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Порванная или грубая резьба | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Возможная причина: • Слишком маленький диаметр резьбы. • Стружка засоряет канавки. • Обрыв резьбы на метчиках. • Неправильная заточка метчика. • Отсутствие смазки или использование неподходящего типа. | Исправление: • Заточить или заменить. • Уменьшить скорость. • Используйте сверло большего диаметра. • Используйте смазку. | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Заедание или заедание метчика | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Возможная причина: • Сверло слишком маленькое.  • Слишком широкое касание. • Отсутствие смазки или • Слишком широкое касание. • Отсутствие смазки илииспользование неправильного типа. • Обработка поверхности. (смазка) Требуется . | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Чрезмерный износ метчика | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Возможная причина: • Закалка отверстия. • Недостаточное количество или неподходящая смазка. • Материал абразивный или присутствуют включения. Требуется метчик с обработанной поверхностью. • Слишком высокая скорость нарезания резьбы. • Неправильный кран выбор. | Исправление: • Увеличить длину фаски. • Уменьшить скорость нарезания резьбы. • Обеспечьте достаточное количество смазки. • Используйте сверло большего диаметра. | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Перегрев крана | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Возможная причина: • Чрезмерная ширина площадки. • Отсутствие смазки или использование неподходящего типа. • Чрезмерный фланговый контакт, шаг требуется уменьшение диаметра.  Пайка листового железа: выбор флюса и особенности работы с жестью и оцинковкойПайка металлических изделий: особенности и технологииВопросы, рассмотренные в материале:
Пайка металлических изделий занимает второе место после сварки среди всех современных способов, позволяющих создать неразъемные детали. Более того, в некоторых областях ее позиция является главенствующей. Трудно себе представить современную IT-промышленность без этого прочного способа соединения элементов электронных схем. С помощью пайки становится возможным соединение труб в теплообменниках, холодильных установках и всевозможных системах, транспортирующих жидкие и газообразные среды. Именно этот процесс позволяет прикрепить твердосплавные пластины к металлорежущему инструменту. При кузовных работах с его помощью крепят тонкостенные детали к листу. Чтобы изделие было прочным, а пайка качественной, необходимо знать основные нюансы технологии при работе с различными металлами.
Отличия пайки металлических изделий от сваркиСоединение двух металлов может происходить двумя способами: пайкой и сваркой. Пайка скрепляет материалы с помощью припоя – так называется специальная присадка. Сварка же расплавляет края металлов, соединяя их. Это может происходить либо за счет давления, либо за счет нагрева. Часто пайке отдают предпочтение за ее большую экономичность и щадящее отношение к металлам. Пайка металлических изделий имеет ряд преимуществ:
Остановимся на различных методах пайки металлов. Особенности пайки металлических изделий в зависимости от материалаИзделия из цветных металлов необходимо подгонять друг к другу с особой тщательностью. По этой причине пайку выбирают чаще, чем сварку. Рассмотрим, каким образом происходит пайка различных цветных металлов. Важно! Необходимо аккуратно закреплять заготовки струбцинами, тисками или иным крепежом. Особое значение это имеет для габаритных изделий. Любые движения деталей или их колебания, происходящие во время пайки, обязательно приведут к стеканию припоя или перекосу шва. Стык при этом станет хрупким, а через небольшой отрезок времени на нем появятся свищи и трещины. 1. Пайка меди. Медь является металлом, который довольно часто используется в быту. Она входит в состав таких изделий, как электрические кабели, трубы для водопровода, компоненты электронной техники.
Чаще всего используется пайка двумя методами:
Поскольку в данной статье рассматриваются технологии пайки в домашних условиях, то остановимся на низкотемпературном методе. Рекомендуем статьи по металлообработке
Для проведения пайки меди необходимо взять:
На промышленном производстве особой популярностью пользуется применение паяльной пасты. Она состоит из флюса, небольших частиц припоя и разных специальных добавок. Пошаговая технология проведения пайки деталей из меди выглядит следующим образом:
Важно! Сам припой специально нагревать не нужно. Его плавка должна происходить в результате разогрева кромок изделий. 2. Пайка алюминия. Алюминий считается капризным материалом. Специалисты полагают, что в домашних условиях провести пайку алюминия невозможно. Причина заключается в необходимости разогрева места стыка до +600 °С, что может привести к прогоранию листового алюминия. Однако это не совсем так. Можно провести пайку алюминия, если применить особые виды флюса и припоя. Для соединения алюминия потребуются:
Полезно! Более высокие антикоррозийные свойства имеет припой с большим содержанием цинка. Пошаговая технология проведения пайки деталей из алюминия выглядит следующим образом:
VT-metall предлагает услуги: 3. Пайка листов жести. Соединение обычной жести происходит просто. Если в металле нет примесей или каких-либо нанесений на него, то металл спаивается в ровный шов, который остается неизменным даже при высоких температурах.
Пошаговая технология проведения пайки:
4. Пайка оцинкованного железа. Оцинкованное железо обладает несколькими специфическими характеристиками, что отличает его от простой жести. Первое, что необходимо отметить, это высокая испаряемость цинка с поверхности, нагретой до +960 °С. Второе – далеко не все виды припоя годятся для оцинкованного железа. Примером может быть ПОС-90. Его нельзя использовать, поскольку под его воздействием разрушается структура металла. Для пайки следует приготовить:
Оцинкованное железо паяется аналогично жести. Единственной особенностью является необходимость равномерного прогрева – без перегрева части поверхностей. 5. Пайка нержавеющей стали. Нержавеющая сталь представляет собой сплав с добавлением титана, хрома, никеля. Пайка такого материала имеет ряд отличий от работы с оцинкованным или обычным железом. Физические характеристики металла меняются при разном соотношении материалов, входящих в его состав. Например, материал, содержащий много никеля, при температуре от +500 до +700 °С способен выделять соединения карбида. С такими листами нужно работать быстро, равномерно нагревая их, что позволит не разрушить структуру материала. Для пайки необходимы:
Технология пайки выглядит следующим образом:
Важно! Для предотвращения скатывания и растекания припоя необходимо воспользоваться металлической щеткой. Она уберет оксидную пленку, оставшуюся на поверхности после нанесения флюса. 6. Пайка черных металлов. На качество соединения изделий из стали влияет ряд факторов:
Припоем может быть сплав на основе латуни или олова. Латунные припои значительно прочнее, однако работа с ними требует специального оборудования. Процесс подготовки отличий не имеет. Заготовки очищаются от пыли и грязи. Затем фиксируются тисками (струбцинами). В качестве флюса можно взять ортофосфорную кислоту. После чего производится пайка. 7. Пайка стали оловом. Мощность паяльного устройства должна быть более 100 Вт. Перед началом пайки обе заготовки необходимо залудить. Затем готовое соединение дополняют оловянным припоем, после чего завершают процесс. 8. Пайка стали латунью. Плавка латуни происходит при температуре более +900 °С. Исходя из этого, в работе применяют газовую горелку. Нагрев должен быть однородным, иначе латунь начнет очень быстро плавиться и прилипать исключительно к краям деталей из стали. 6 советов по правильной пайке металлических изделийСуществуют базовые правила, которых надо придерживаться в ходе работы с различными металлами, в том числе со сталью. Кроме того, необходимо знать тонкости проведения пайки. Подготовка деталей к пайке является очень важным этапом работ. Необходимо выяснить, сплав каких металлов подлежит пайке:
Почему следует обращаться именно к намМы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема. Наши производственные мощности позволяют обрабатывать различные материалы:
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам. Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку. Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт. Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки. Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация. Сварка, пайка и склеивание пластиковых листовЧто мы делаем с полипропиленовыми и полиэтиленовыми листами при их соединении?Изделия из пластиковых листов, будь то полипропиленовые или полиэтиленовые листы — сравнительно новый вид продукции в нашей стране, а учитывая специфический опыт подготовки специалистов и отсутствие в образовательной системе такого понятия, как «сварка пластика» (на момент написания материала он относился к т.н. «особым видам сварки») имеет место быть путаница в определении самой сути процесса. Так как мы соединяем листы из полипропилена или полиэтилена или даже ПВХ? Давайте рассмотрим подробнее: Сварка листов из полипропилена и полиэтилена возможна как с использованием присадочного материала (в случае экструзионной сварки или сварки ручными фенами), так и непосредственно друг с другом в случае сварки на стыковых сварочных станках.
Для понимания процесса рассмотрим определение каждого из вида соединения Достаточно часто можно услышать, что полипропиленовые или полиэтиленовые листы соединяются методом спайки. Па́йка — технологическая операция, применяемая для получения неразъёмного соединения деталей из различных материалов путём введения между этими деталями расплавленного металла (припоя), имеющего более низкую температуру плавления, чем материал соединяемых деталей. Данная операция производится паяльником. Ключевым заблуждением является именно факт «введения припоя» в зону соединения при ручной или экструзионной сварке. Многие ассоциируют его с пайкой металлических контактов, соединении проводов и т. д. Но припой, используемый при пайке металлов отличается по своим физическим и химическим параметрам от свариваемых материалов, а в случае сварки пластиковых листов (термопластов) используется присадочный материал по своим физическим (а особенно химическим свойствам) максимально приближенный к основному материалу — т. е. свариваемым листам.
К сожалению данный термин также имеет достаточно широкое распространение на территории нашей страны (да и всего бывшего СНГ).
Но даже учитывая разнообразие теорий никто и близко не подошел к тому, что и происходит при соединении пластиковых листов, ибо склеивание подразумевает «клей» — вещество разительно отличающееся от самих свариваемых материалов. Важное замечание! Склейка пластиков — достаточно распространенный технологический процесс для соединения реактопластов.
Определение термина «сварка»: Сва́рка — процесс получения неразъёмных соединений посредством установления межатомных связей между свариваемыми частями при их местном или общем нагреве, пластическом деформировании или совместном действии того и другого.
Это именно тот процесс, который происходит при соединении листов из полипропилена, полиэтилена, ПВХ, ПВДФ и других термопластов вне зависимости от применения присадочного материала. При сварке сварочными фенами или экструдерами используется присадочный материал идентичный «основному» (свариваемым листам из полипропилена или полиэтилена). Именно это позволяет образовывать межмолекулярные связи между ними и обеспечивать максимальное качество соединения. Мы всегда рекомендуем использовать пруток для фенов и экструдеров, максимально приближенный по своим свойствам к свариваемым листам.
Самым надежным способом соединения листов из полипропилена, полиэтилена является сварка на стыковых сварочных станках. Т.к. только данный вид сварки позволяет обеспечить прочность сварного соединения, сопоставимую с основным материалом. Сравнительная характеристика видов сварке представлена в соответствующей статье. Принадлежности для пайки листового металла | Инструменты для листового металла на продажуСплошной припой премиум-класса диаметром 50/50 дюйма диаметром 0,125 дюйма — катушка 1 фунт Артикул №: 50-125-09 Ваша цена Обычная цена 19,23 доллара США Название по умолчанию 50/50 олово/свинец 5/16″ припой Tri-Bar Артикул: 50-516-10 Ваша цена Обычная цена Название по умолчанию 50/50 олово/свинец 1/4″ припой Tri-Bar Номер товара: 50-525-10 Ваша цена Обычная цена Название по умолчанию Сал-аммиачный блок для очистки жала паяльника — 8 унций Артикул: 20-201-72 Ваша цена Обычная цена Название по умолчанию Щетка Acid/Flux, конский волос, ручка 6 дюймов, дюжина (12) кистей Артикул №: 20-510-03 Ваша цена Обычная цена Название по умолчанию 50/50 сплошная припойная проволока диаметром 0,125 дюйма — катушка 5 фунтов Артикул №: 50-125-15 Ваша цена Обычная цена Название по умолчанию Флюс Classic 100 Gel — бутылка на 8 унций Номер товара: 21-100-22 Ваша цена Обычная цена Название по умолчанию 2 # паяльная медь Артикул №: 75-460-02 Ваша цена Обычная цена Название по умолчанию Флюс для оцинкованной стали Johnson J-33, галлоны Артикул №: 22-033-04 Ваша цена Обычная цена Название по умолчанию Рукоятка для паяльных медников 1-1/2# — 3#, нарезная с самонарезающей матрицей Артикул №: 75-460-06 Ваша цена Обычная цена Название по умолчанию 50/50 оловянно-свинцовый припой квадратного сечения 1/4 дюйма Артикул №: 50-250-11 Ваша цена Обычная цена Название по умолчанию Флюс для оцинкованной стали Johnson J-33 — четверть Артикул №: 22-033-01 Ваша цена Обычная цена Название по умолчанию 1,5 # паяльная медь Номер товара: 75-460-00 Ваша цена Обычная цена Название по умолчанию Флюс из нержавеющей стали Johnson No. Артикул №: 22-100-01 Ваша цена Обычная цена Название по умолчанию Perkeo 350 г остроконечное медное жало для пайки Номер товара: 95-350-00 Ваша цена Обычная цена Название по умолчанию RubyFluid Paste Flux — Паяльный флюс — банка 1 фунт Артикул №: 22-150-16 Ваша цена Обычная цена Название по умолчанию Припой для листового металла и оборудование для пайкиСплошной припой премиум-класса диаметром 50/50 дюйма диаметром 0,125 дюйма — катушка 1 фунт Артикул №: 50-125-09 Ваша цена Обычная цена 19,23 доллара США Название по умолчанию 50/50 олово/свинец 5/16″ припой Tri-Bar Артикул №: 50-516-10 Ваша цена Обычная цена Название по умолчанию 2 # паяльная медь Номер товара: 75-460-02 Ваша цена Обычная цена Приспособление для натяжки троса: Талрепы для натяжки троса DIN1480 купить в Москве не дорого с доставкой, цена, фото, гарантия производителя.Талреп натяжитель троса: что это такое?Главная » Инструменты и оборудование » Ручной иструмент » Слесарно-монтажный инструмент
Опубликовано: Рубрика: Слесарно-монтажный инструментАвтор: Andrey Ku
Можно смело утверждать, что практически каждый человек видел такое полезное приспособление, как натяжитель троса. Многие даже умеют пользоваться этим устройством. Однако мало кто знает, что у данного устройства имеется название – это талреп. Это слово было введено в обращение профессиональными такелажниками. В нашей статье мы расскажем о талрепах, их ключевых особенностях, а также советах по правильной эксплуатации. Применение талрепов – где они используются Широкое применение этот вид натяжителей нашел в области грузовых и морских перевозок. Талреп идеально подходит для закрепления грузов при такелажных работах Талреп представляет собой такое приспособление, которое идеально подходит для закрепления грузов при такелажных работах, а также транспортировке товаров. К примеру, механизм будет незаменим в случаях, когда требуется выполнить монтаж громоздких антенн или металлических конструкций. Современные талрепы производятся из высококачественной нержавеющей стали. За счет этого механизмы обладают стойкостью к разрушительному воздействию коррозии. Для усиления эксплуатационных характеристик, а также для увеличения уровня надежности, прочности и долговечности устройства, их часто покрывают различными напылениями. При этом стоимость является полностью оправданной. Суть в том, что металлические натяжители тросов, как правило, используются для закрепления грузов снаружи, под открытым небом. Следовательно, они подвержены воздействию окружающей среды. Если же приобрести инструмент, покрытый цинком, то о проблемах, связанных деформацией или разрушением вследствие действия атмосферных осадков, можно забыть навсегда. Талреп изнутри – как он устроен Внешне талреп напоминает обычную муфту, которая состоит из нескольких винтов. Особенность заключается в том, что на винтах нанесена резьба с противоположным ходом. Еще один важный элемент любого талрепа – это металлическое основание, на которое накручиваются винты.
В большинстве случаев приборы для работы с тросами производятся открытыми, то есть винты для регулировки силы натяжения находятся на виду. Корпус может быть изготовлен методом литья, сварки или ковки. Талреп состоит из двух винтов с противоположной резьбой и крюков Конструкция любого талрепа представлена следующими основными составляющими:
Следует отметить, что также существуют модели и с закрытым типом винтов, которые требуются для обеспечения дополнительной защиты перевозимых товаров, поскольку придется затратить большее количество времени для ослабления винтов. Кроме этого закрытые талрепы пользуются спросом при работе с тяжелыми огромными объектами в сложных погодных условиях. Талрепы для канатов – основные их виды Покупая талреп для натяжки тросов, вы должны определиться с его маркировкой, а также особенностями каждой конкретной модели.
Это самые популярные модели, которые на данный момент представлены на рынке. Для усиления натяжения или его ослабления требуется вращать винты, в результате чего они будут двигаться либо от центра, либо к центральной части устройства. В первом случае сила натяжения будет уменьшаться, тогда как движение винтов к центру свидетельствует об усилении силы натяжения троса. Существуют усиленные модели, которые называются грузовыми талрепами. Особенностью подобных устройств является крепкая и долговечна сталь, способная переносить огромные нагрузки. Так, грузовые механизмы массой порядка 25 килограмм обеспечивают закрепление предметов с общей массой вплоть до 90 тонн. Для усиления натяжения требуется вращать винты Также отметим, что талрепы вида «крюк-крюк» нашли применение в тех случаях, когда груз крепится к прочным изделиям наподобие антенн, мачт, а также тросов или канатов. При работе с талрепами указанных выше разновидностей следует учесть тот факт, что их использование категорически запрещено для закрепления несущих конструкций. В этом случае может помочь вариант «вилка-вилка» на оголовках винтов. Очень популярный и востребованный вариант исполнения натяжителей. Посредством такого прибора такелажники получают возможность в кратчайшие сроки настроить длину троса и уровень его натяжения. В некоторых ситуациях применяются цепные талрепы, которые могут похвастаться существенно большей длиной. Благодаря такой особенности, инструмент может быть использован для захвата двух или даже более предметов с целью их стягивания, задавая определенный уровень натяжения. Правильная эксплуатация талрепов – в чем секрет успешной работы Подвергать талреп для троса необходимо только таким нагрузкам, на которые он рассчитан. В случае деформации каких-либо отдельных элементов вследствие повышенных нагрузок, необходимо моментально отреагировать на происходящее: уменьшить уровень натяжения тросов и заменить компоненты, которые вышли из строя. Причем выполнять подобные действия требуется с максимальной осторожностью и внимательностью, чтобы натянутый трос не разрушил механизм и не причинил вам вреда. Радиальные или боковые нагрузки сокращают срок службы приборов Радиальные или боковые нагрузки, значительно сокращают ресурс жизни приборов, поскольку талрепы для испытания подобных нагрузок не предназначены. Перед работой рекомендуется выполнить некоторые подготовительные мероприятия, увеличивающие срок службы талрепов:
Как видно, талреп представляет собой отличный инструмент для выполнения сложных работ, связанных с транспортировкой тяжелых грузов, а также их закреплением. А правильный уход обеспечит долгую и безотказную работу механизма. Понравилась статья? Поделиться с друзьями:
Натяжители для троса в категории «Материалы для ремонта»Волейбольная сетка для волейбола с металлическим тросом и натяжителями Эконом10 S4S 9,5 x 1 м Белый (SO-0945) На складе Доставка по Украине 6 654 грн 4 458. Купить ЗЕПМАРКЕТ Инструмент для натяжки троса с фиксатором KENLI KL-9727A На складе Доставка по Украине 342 грн Купить ВЕЛОИН Доводчик дверной натяжитель со стальным тросом для дверей и окон RETEKESS Door Closer 1.2M ОРИГИНАЛ! На складе Доставка по Украине 270 грн Купить Центр Технической Безопасности Инструмент для натяжки троса с фиксатором KENLI KL-9727A На складе Доставка по Украине по 377 грн от 2 продавцов 377 грн Купить Веломаркет Инструмент для натяжки троса KENLI KL-9727 На складе Доставка по Украине по 273 грн от 2 продавцов 273 грн Купить Веломаркет Натяжитель троса для канатной дороги Zip Wire KBT Доставка из г. Луцк 4 240.5 — 4 674.76 грн от 4 продавцов 4 650 грн Купить БАТУТ ПРОМ — супермаркет игрушек для детей! Талрепы M6 крюк-кольцо для натяжки троса Доставка из г. 28 грн Купить Мега-Господар Талрепы M8 крюк-кольцо для натяжки троса Доставка по Украине 40 грн Купить Мега-Господар Талрепы M10 крюк-кольцо для натяжки троса Доставка из г. Ивано-Франковск 62 грн Купить Мега-Господар Талреп M14 крюк-кольцо для натяжки троса Доставка по Украине 88 грн Купить Мега-Господар Ключ натяжки троса, KL-9727A (407110) Доставка по Украине 386 грн Купить motoRUL Оцинкованный натяжитель для сетки, проволоки, троса 106мм Доставка из г. Запорожье 48.44 грн Купить Метизы-94 Инструмент для натягивания тормозных тросов или тросов переключения Birzman На складе Доставка по Украине 546 грн Купить Sportinvent — спортивный интернет магазин Інструмент для натяжки троса KENLI KL-9727 ТМ Kelb.Bike Доставка по Украине 277 — 316 грн от 4 продавцов 324 грн 285. Купить Интернет-магазин «Topchik» Трос сцепления (натяжитель снизу) (трос 100см; кожух 94см) для мопеда Delta (Viper) Доставка по Украине 92 грн Купить Интернет-магазин «Бензозапчасти» Смотрите также Трос натяжка стяжка трос армейский трос натяжки антенны мачты трос стяжка натяжка Новый СССР Доставка по Украине 810 грн Купить Интернет Магазин Лавка Старьевщика Вадима БУ запчастей и товаров СССР !!! Натяжитель троса Карпаты для мопеда Карпаты и Верховина Доставка по Украине 32 грн Купить Интернет-магазин «Бензозапчасти» Натяжитель троса на рычаге тормозном для мотоцикла VIPER -125-J (двигатель СВ-125сс-200сс) Доставка по Украине 14 грн Купить Интернет-магазин «Бензозапчасти» Трос сцепления (натяжитель снизу) (трос 105см; кожух 98см) для мопеда Delta (Дельта) Доставка по Украине 96 грн Купить Интернет-магазин «Бензозапчасти» Натяжитель троса на рычаге тормозном для мотоцикла Доставка по Украине 14 грн Купить Интернет-магазин «Бензозапчасти» Трос 12 мм 100 м стальной оцинкованный На складе Доставка по Украине 10 479. Купить Xozmarket.com Натяжитель троса на рычаге тормозном для мотоцикла Минск Доставка по Украине 14 грн Купить Интернет-магазин «Бензозапчасти» Натяжитель троса на рычаге тормозном для мотоцикла Днепр, МТ, Урал Доставка по Украине 14 грн Купить Интернет-магазин «Бензозапчасти» Однопетльовий строп (3мм) Доставка по Украине 39 грн Купить ПП «Садфікс» Однопетльовий строп ( 4 мм) Доставка по Украине 49 грн Купить ПП «Садфікс» Однопетльовий строп (6мм) Доставка по Украине 99 грн Купить ПП «Садфікс» Однопетлевой строп (8мм) Доставка по Украине 149 грн Купить ПП «Садфікс» Зажим обжимной для каната (троса) — 2 мм (03-150001) Доставка по Украине по 15.04 грн от 2 продавцов 15.04 грн Купить ООО «ЛОАД-ТЕХ» Зажим обжимной для каната (троса) — 3 мм (03-150002) Доставка по Украине по 15. от 2 продавцов 15.68 грн Купить ООО «ЛОАД-ТЕХ» Cable Bullet Комплект натяжителя троса для металлических стоекЧистый. Универсальный. Простой. Наслаждайтесь гладким внешним видом кабельных ограждений без громоздкой внешней фурнитуры. Натяжители металлических стоек Cable Bullet имеют более тонкую машинную резьбу, идеально подходящую для стен из стальных или алюминиевых стоек. Они спроектированы так, чтобы легко подходить к клеммным стойкам серии Signature. Универсальный дизайн и минимальный профиль также делают их популярным вариантом для нестандартных металлических перил. Простое натяжениеЛегко натягивайте кабели без лишних хлопот или громоздких приспособлений. Эта альтернатива талрепу делает кабельные перила настолько простыми, что это может сделать каждый! Идеально подходит для стальных и алюминиевых стоек Наборы металлических натяжителей легко ввинчиваются в стойки серии Signature. Универсальное оборудование, меньше сложностейПопрощайтесь со сложными системами с разными целями и назначениями. В натяжителях Cable Bullet используется один и тот же механизм для прямых, наклонных и наклонных участков. Высококачественные, изготовленные в СШАСозданы для прочности и долговечности из морской нержавеющей стали T316, поэтому вы можете быть уверены, что ваши перила прослужат долго. Натяжители устойчивы к коррозии, идеально подходят как для внутренних, так и для наружных работ.
Информация о продуктеМой проектЧтобы рассчитать количество комплектов, необходимых для вашего проекта, просто сложите количество концов кабельных зажимов вдоль перил. Используйте один и тот же комплект на ровных или наклонных участках длиной до 20 футов. Railfx Flexfx Stainer Tensioner Fiting Forting для дереваМагазин Railfx Store SKU: RFXWST Quick ID: Q53043 Из 51,97 от 51,97 ТипВыбор 8 100099 Тип. Выбор 10009 Тип8 10009 Тип8 Тип8. Количество в упаковкеВыберите вариант 110 Задняя часть Выберите вариант, чтобы узнать о наличии на складе и времени отправки Наша политика возврата Наша цель — обеспечить максимальное качество обслуживания клиентов. Предлагая вам продукцию высшего качества и дружелюбное обслуживание клиентов. Мы понимаем, что иногда вы можете получить продукт, который не соответствует вашим ожиданиям. Мы здесь, чтобы помочь. Если вы не полностью удовлетворены своей покупкой, вы можете вернуть новый товар в течение 90 041 календарных дней с момента получения товара. При этом вы получите возмещение стоимости покупки; без учета доставки, при получении и осмотре товара. Могут применяться некоторые исключения. Полезный советОбычно требуется одно устройство без натяжения для каждого горизонтального участка Особенности
Описание RailFX Натяжитель троса для лестницы FlexFX для дерева представляет собой фитинг с нажимным замком, который удерживает кабель на месте на горизонтальных участках лестниц. Как правило, для каждого горизонтального или лестничного марша требуется один натяжитель и один без натяжителя. Если длина вашего троса превышает 50 футов или более двух поворотов на 90 градусов, то натяжитель не нужен, вместо этого используйте два натяжителя для каждого участка. Самодельный пескоструй своими руками видео: Пескоструй своими руками: видео и фото инструкцияПескоструй своими руками — как сделать самодельный пескоструйный аппаратПескоструйная обработка стала частью повседневной жизни, ее применяют во многих случаях, но что же она из себя представляет? Это, прежде всего взаимодействие воздуха с мелкими частичками песка, которые под большим напором образуют воздушно-песчаную струю для обработки различных изделий. Струя по направлению вылетает из пистолета. Аппарат активно используется столетиями в различных частях промышленности. Содержание статьи:
Такая аппаратура понадобится для шлифовки, снятия краски, нанесения грунтовки, тюнинга авто. Если участок обработки совсем маленький, то многие справляются при помощи наждачной бумаги, но на большие участки уйдет слишком много времени и сил. С самодельной пескоструйной установкой потребуется минимум времени. Аппарат можно приобрести в любом магазине, где представлены строительные материалы, а можно попытаться создать его своими силами. Будьте готовы, что хороший аппарат обойдется не дешево, если вы все же не решитесь сделать его сами. Ведь имея определенные навыки, не придется тратить много сил и времени, особенно если вы регулярно что-то мастерите. Из чего делают пескоструйные установкиИзготовить пескоструйную установку можно несколькими способами, но, несмотря на выбранный, вам потребуется определенный перечень материалов.
Хороший хозяин хотя бы половину из перечисленного списка хранит в своем гараже или кладовке. А вот компрессор придется прикупить, но если сравнивать со стоимостью всего аппарата, то — это незначительная трата. Виды пескоструевПодбирая необходимую аппаратуру, стоит, прежде всего, определить для чего она будет использоваться. Ответив себе на этот вопрос, вы определитесь с видом пескоструйной установки. Если она создана для обработки предметов из стекла с целью декора, то параметры пескоструйной камеры зависят от площади поверхности обработки. Если последующая задача произвести покраску или грунтовку, то следует применить аппарат открытого вида, способный очистить поверхность под вышеизложенные нужды. Но для работы с таким видом оборудования необходимо отдельное помещение. Еще один критерий, который влияет на выбор разновидности пескоструев – это частота их использования. Если же вы решили открыть свое дело и поставить работу на поток, то для частого использования необходимо мощное изделие, только так удастся предоставить квалифицированные услуги. Чем больше времени будет применяться устройство, тем мощнее оно должно быть. Такое устройство, созданное собственными руками, может быть только двух видов: 1. Напорное, которое предполагает образование воздуха в установке и дозаторе. Из сопла струей вылетает воздух и частички песка. Скорость струи высокая, что позволяет очистить большой кусок территории за достаточно небольшой промежуток времени. 2. Инженерное предполагает поступление воздуха и песка по двум разным рукавам и их смешивание в наконечнике. Его проще всего сделать своими силами, но с этой конструкцией перечень предметов, которые можно подвергнуть обработке значительно меньше. Объяснить это можно слабым воздушным потоком с абразивом. Делаем простую установку в домашних условияхПескоструйная установка самая простая, представлена двумя компонентами такими как сопло и ручка со штуцером. В один попадает воздух, а во второй песок. Если вы хотите, чтобы наконечник для выброса струи воздуха и песка не износился и служил долго, то стоит подобрать соответствующий материал. Самый надежный вариант — карбид вольфрама или бора. Он стоек и продержится при непрерывной работе несколько десятков часов. Куда быстрее сотрутся чугунные или керамические материалы, хоть они и обойдутся дороже, тогда зачем же платить больше? Определившись с наконечником, приступаем к формированию корпуса пистолета, который затачивается под них. Емкостью для абразива прекрасно прослужит пластиковая бутылка, которая должна быть закреплена сверху. Конструкция готова, но без компрессора она не заработает, поэтому завершающий этап – его подсоединение. Он же и будет отвечать за подачу воздуха. Принцип работы устройства – поступающий воздух оказывается сразу же в бутылке, а затем в тройнике. Смешавшись с абразивом, смесь направляется в верхнюю часть тройника. Если хотите контролировать количество абразива в воздухе, стоит приделать соответствующий краник. Собрать аппарат удастся всего за час при условии наличия всех составляющих и подручных материалов. Универсальная пескоструйная камераКамера используется в случаи обработки незначительных по размерам деталей. Она выполнена в виде ящика из металла, который можно сделать самостоятельно или же приобрести. В любом случае в дальнейшем его придется обшить стальным листом. Чтобы удобнее работать с ним, расположите прибор на подставке. Проделайте в этой камере окошко, которое позволит наблюдать за процессом. Рекомендуется поместить его сверху. Работа с камерой предусматривает осуществление неких действий с ее составляющими внутри, поэтому аппарат разделяется на две части, где вставляются резиновые перчатки. Такие перчатки, как и стекло – это расходный материал, который с годами нуждается в замене. Но чтобы не делать это слишком часто, старайтесь подбирать качественные материалы. Заранее продумайте этот момент, чтобы он не доставлял лишних хлопот. Снизу камеры располагается решетка из проволоки и приваренный желоб, необходимый для помещения в него уже использованного песка. Чтобы осветить камеру, достаточно использовать обычные лампы дневного света. Самодельную камеру можно оборудовать вентиляцией, но порой обходятся и без нее. Компонент, который вы собираетесь обработать, необходимо разместить через заранее подготовленную дверцу. Если деталь длинная, то конструкцию можно накрыть брезентом, так их проще прогонять через созданное устройство. Брезент прослужит защитой и не позволит песку вылететь за пределы камеры. Как изготовить устройство из огнетушителя?Специалисты умудряются изготовить пескоструйные установки из огнетушителя. Из всей конструкции огнетушителя необходима только оболочка, в которой устанавливается металлическая трубочка с резьбой. Чтобы ее зафиксировать, стоит проделать отверстия с двух сторон. По этой трубе будет попадать воздух, а для песка делается отверстие паз 18*8мм. Все компоненты огнетушителя припаиваются обратно после крепления трубки. Песок попадает в нижнюю часть трубки, поступающее давление выталкивает песок, он мгновенно вылетает из установленного на устройстве наконечника. Если огнетушителя не оказалось под рукой, то может подойти любая емкость, такая же как баллон от газа. Только предварительно избавитесь от возможных остатков газа, выгнав его тем же компрессором. Абразив в качестве расходного материалаПесок для функционирования этого аппарата совсем не подходить, ведь он неоднородный, размер и форма вкраплений совершенно разная. Проблема может возникнуть и сказаться на самом качестве работы и ее результате. Крупные частички станут причиной глубоких царапин. Они могут быть представлены разной формы, размера и твердости. Специально для нашей процедуры подойдет самый доступный абразив. Есть и те, кто готов тратить свое время на просев через сито обычного речного песка, который в таком случае тоже подходит для работ. Гравирование стеклаБолее того с данным аппаратом можно прикоснуться к прекрасному и заняться гравированием стекла, кто знает, может со временем хобби перерастет в серьезный бизнес. Заклеиваем поверхность стекла и прорисовываем на пленки желаемый рисунок. Затем обрабатываем изображение самодельным инструментом и снимаем пленку, чтобы оценить результат работы. Каждый мастер самостоятельно определяет глубину гравировки, предварительным пробным нанесением. Рисунок будет выглядеть красиво в любом случае, его можно украсить светодиодной подвеской. Все стеклянные поверхности могут быть оформлены с помощью пескоструйного аппарата. Берем металлическую пластину, прорезав в ней отверстия, поверхность обрабатывается после того, как лист плотно приляжет к поверхности. Процедура займет несколько минут и расход песка минимальный. Такой метод работы идеален при использовании гладкого, без сколов отверстия. Аппарат подходит и для других нужд, для применения, как на профессиональном, так и на любительском уровне. С ним есть возможность осуществить большой перечень работ, который и представить сложно. Советы по работе с самодельным аппаратомМногие владельцы самодельных аппаратов более уверены в них, чем в импортной технике, ведь сделано своими руками, кому же еще доверять, как не себе. Но все же стоит прислушаться к ряду рекомендаций по использованию. 1. Если ваш аппарат не такой мощный, объемом 6 литров, то диаметр сопло должен составлять 3 мм. Слишком узкое тоже не подойдет, если же мощность большая, то стоит обратить внимание на больший диаметр. 2. Детали, которые предположительно со временем пойдут в расход не стоит сильно закручивать, чтобы их проще было заменить. Речь идет о составляющих, которые чаще всего контактируют с абразивом. 3. Не устанавливайте пескоструйный аппарат и не пользуйтесь им в домашних условиях. Ведь насколько бы прочную камеру вы ни сделали, песок все равно будет выходить за ее пределы. Камера создана задерживать основную пыль, после проведенной процедуры навести порядок, будет крайне сложно. 4. Даже если работы вы проводите в гараже, необходимо защитить своих дыхательные пути и глаза, чтобы на слизистых и легких не оседали мельчайшие частички от песка. В помощь защитные очки и респиратор, ведь только так можно избежать серьезных заболеваний. В интернете представлено множество вариантов создания пескоструев, здесь же описаны некоторые из них, которые оказались самыми простыми, эффективными и менее затратными. С этими схемами вы быстрее осознаете принцип функционирования пескоструев. Если необходимо регулярно пользоваться этим аппаратом, то стоит отнестись к процессу создания аппарата серьезно, просчитав каждую деталь. Если правильно соблюсти расчеты и надежно закрепить все, то устройство прослужит долгие годы. Как сделать мини пескоструй своими руками для маленького компрессора, фото, видеоПескоструй – это специальный прибор, который используют для очистки обрабатываемой поверхности. Он организует мощную подачу абразива под давлением. В зависимости от конструктивных особенностей и используемого нагнетательного оборудования различают крупные агрегаты для промышленного производства и мини пескоструйные устройства. Разберем, как сделать мини пескоструй своими руками? Содержание:
Назначение маленького пескоструйного аппаратаПескоструйную камеры используют для очистки различных поверхностей от лакокрасочного покрытия, коррозии, разных видов загрязнений. Помогает обрабатывать металлические, деревянные, стеклянные, а также бетонные поверхности. Подготовленная с помощью такого оборудования поверхность становится чистой и абсолютно гладкой. Благодаря этому краска держится дольше. Аппарат очищает даже самые маленькие трещины и поры в любом материале. Ни один агрегат не может справиться с этой работой на таком высоком уровне. При этом после чистки не остается царапин, как например, при зачистке с использованием наждачки. Еще один вид применения мелких пескоструйных агрегатов – художественная обработка стекла и дерева. Принцип работы аппаратуры и последовательность выполнения обработкиВсе пескоструйные аппараты имеют схожую конструкцию:
Принцип работы пескоструйной машины прост:
Одновременно происходит полировка поверхности. Техника безопасностиПри несоблюдении техники безопасности пескоструй создает серьезную угрозу здоровью. Основные правила, которые должен знать любой, работающий с данным агрегатом:
Если соблюдать все основные показания по технике безопасности, то аппарат не сможет нанести вреда. Из чего можно собрать пескоструйный аппарат в домашней мастерскойЕсли пескоструй необходим не для постоянной работы, а для бытового использования, то дешевле собрать самостоятельно мини пескоструй своими руками. Есть несколько вариантов такой конструкции, в зависимости от того, что конкретно есть под руками у мастера. Это обойдется дешевле, да и мастеру будет приятнее. Мини пескоструй для маленького компрессора своими руками, видеоИз газового баллона, баллон из под фреонаЭто наиболее простая конструкция — мини пескоструй своими руками из баллона.
Алгоритм изготовления:
Для перемещения к устройству следует приварить колеса. Из мойки высокого давленияЕсли нет газового баллона, то легко можно сделать мини пескоструй своими руками из мойки высокого давления Керхер или ее аналога. Для этого понадобится:
Такой пескоструй работает по электронной схеме. Жидкость нагнетается, проходит по смесительному блоку и образует вакуум в канале подачи песка, который под высоким давлением попадает на очищаемую поверхность вместе с жидкостью. Из продувочного пистолетаЭто самый небольшой вариант мини пескоструя своими руками. Его мощность зависит от применяемого компрессора. Для создания конструкции необходимо:
В качестве бака для абразива подойдет простая пластиковая бутылка или небольшой огнетушитель. Используя краскопультДля изготовления мини пескоструй своими руками из краскопульта, необходимо приготовить следующие детали:
Алгоритм сборки готового аппарата:
Мастерим аппарат своими руками из огнетушителяМини пескоструй своими руками из огнетушителя. Данная конструкция полностью аналогична аппарату, который собран из газового баллона. Чтобы загерметизировать верх, необходимо поставить заглушку. Также в огнетушителе необходимо сделать два отверстия: одно на днище, второе сверху. К нижней части привариваются ножка, которую обычно делают из круглого прутка или арматуры. После сборки и установки фитингов аппарат готов к работе. Из чего сделать сопло и пистолетСоорудить самостоятельно пистолет для пескоструя несложно. Сборка и проверка исправности пескоструйного оборудованияПеред началом работы необходимо проверить следующие комплектующие агрегата:
Перед началом работ важно осушить влагоотделитель, настроить дозирующий клапан проверить защитную одежду оператора. Маленький пескоструй является незаменимым устройством при зачищении металлических, деревянных, бетонных поверхностей от коррозий, грязи, а также для нанесения рисунка, обезжиривания и полировки. Такой аппарат можно приобрести в магазине или изготовить самостоятельно. При работе самое важно – соблюдать правила техники безопасности, чтобы абразив не попал в глаза. 20 проектов шкафов для пескоструйной обработки своими руками, которые стоит попробоватьОпубликовано: · Изменено: Автор: Allison · Эта запись может содержать партнерские ссылки · Этот блог приносит доход за счет рекламы Если вы не хотите тратить сумасшедшие деньги на это, вам следует подумать о создании самодельного шкафа для пескоструйной обработки . Сборка собственного шкафа для пескоструйной обработки своими руками может показаться сложной задачей, но это не так. На сборку у меня ушло около 6 часов, и был момент, когда я так гордился тем, что сделал. Это можете быть и вы, с руководством, парой инструментов и хорошим планом, вы должны легко создать свой собственный. Что такое пескоструйная обработка? Пескоструйная обработка — это процесс использования частиц песка различного размера под высоким давлением для очистки, контурирования, травления, нанесения трафарета или придания шероховатости поверхностям. 1. Шкаф для пескоструйной обработки своими рукамиЭто видеоруководство началось с того, что создатель вырезал деревянные доски с помощью торцовочной пилы. Он намерен сделать из дерева пескоструйный шкаф. Процесс изготовления прост, и вам понадобится всего несколько материалов и инструментов, чтобы начать. После резки вам потребуются зажимы, чтобы удерживать деревянную раму, пока вы будете сверлить отверстия и вкручивать шурупы. 2. Шкаф для пескоструйной обработки своими руками Вот второй шкаф для пескоструйной обработки в этом списке DIY. Он работает отлично; это дешево и легко сделать. Есть несколько вещей, которые нужно сделать, чтобы построить этот шкаф; вам понадобится пластиковый ящик для хранения с крышкой, четыре зажима, чтобы удерживать крышку на месте, длинные, прочные резиновые перчатки, кусочки стеклянных металлических скоб, гибкий шланг возвратного воздуха, четыре болта, шайбы, барашковые гайки, изоляционная труба, и многое другое. 3. Как сделать шкаф для пескоструйной обработки своими руками Если у вас нет места для беспорядка, образовавшегося при пескоструйной очистке с помощью полноразмерного шкафа для пескоструйной обработки, попробуйте это руководство и следуйте инструкциям создателя, чтобы сделать такой же шкаф. 4. Как сделать шкаф для пескоструйной обработкиС помощью этого видеоруководства вы с нуля сделаете замечательный шкаф для пескоструйной обработки, и его очень легко построить. Лучший способ начать строительство этого пескоструйного кабинета. В этом случае предположим, как показано в видеоруководстве, нужно начать с простого трехмерного эскиза конструкции шкафа, а затем использовать этот трехмерный эскиз для построения от начала до конца. За созданием принцессы легко следить; все, что требуется, это несколько деревянных досок и несколько инструментов для деревообработки. 5. Шкаф для пескоструйной обработки своими руками Взгляните на еще один замечательный шкаф для пескоструйной обработки, изготовленный из большого прозрачного пластикового контейнера для хранения. 6. Шкаф для пескоструйной обработки своими рукамиПоскольку автор этого руководства будет работать с алюминием в качестве материала для пескоструйного шкафа, вам понадобится сварочный аппарат MIG, циркулярная пила, кислородно-ацетиленовая горелка, шликер валок, листогибочный пресс, две стальные дверные петли, ручка с застежками, уголок и лист 4 х 4,5 фута из стали 16 калибра толщиной 0,0598 дюймов. Инструкции 7. Самодельный шкаф для пескоструйной обработки своими руками Для этого проекта вам потребуется как минимум 18-галлонный контейнер Rubbermaid, 5-дюймовый ленточный зажим, оргстекло, 4-дюймовый переходник из ПВХ, пескоструйная обработка. перчатки, любой дешевый пескоструйный пистолет, вакуумная линия, небольшая воронка и еще несколько инструментов. 8. Небольшой шкаф для пескоструйной обработки своими рукамиВы ищете недорогой шкаф для пескоструйной обработки? Вот руководство с правильными простыми шагами, чтобы показать вам, как это делается. Это небольшой пескоструйный шкаф, идеально подходящий для воздушного ластика. Во-первых, вам понадобится пластиковая ванна на 66 литров с крышкой, фланцы для унитаза, прозрачный силикон, крепежные винты, гайки, шайбы, пара резиновых перчаток, лист антибликового плексигласа и многое другое. дизайн от студии 9. Самодельный профессиональный пескоструйный шкаф Здравствуйте, вы искали профессиональный пескоструйный шкаф? Вы должны проверить это видео-руководство. Это оказалась довольно неплохая пескоструйная камера, которая отлично работает. Создатель сделал это с бочками, но начал видеоруководство, завершив подставку, чтобы прочно удерживать бочки. 10. Шкаф для пескоструйной обработки своими рукамиВот супер крутая пескоструйная камера с вентиляцией, циклоном и клапаном для смеси песка и воздуха. Это дешевый и простой в реализации проект. Проверьте ссылку на видео, чтобы узнать больше. 11. Шкаф для пескоструйной обработки из фанеры своими руками Итак, для тех, кто не может сделать корпус для пескоструйной обработки из алюминия или любых других материалов, которые кажутся сложными в обращении, вы можете попробовать этот видеоурок и сделать свой с помощью древесина. Процесс изготовления прост и легок в исполнении. Создатель использовал фанеру и другие инструменты, такие как пескоструйный материал, проволочное колесо, набор головок, трещотку и многое другое. 12. Шкаф для пескоструйной обработки своими руками – инструкцииСоздатель изготовил этот шкаф для пескоструйной обработки с контейнером для хранения Ziploc и комплектом пескоструйного аппарата для портовых грузов. Процесс изготовления довольно трудоемкий, но ожидание того стоит. Он дешевый, простой в сборке и отлично работает. Проверьте ссылку на видео, чтобы узнать больше. 13. Как собрать пескоструйный боксЭто 45-галлонный пескоструйный бокс, недорогой и очень простой в сборке. Все, что вам нужно, это материалы и инструменты для процесса изготовления. Вам понадобится большой пластиковый контейнер с крышкой, перчатки для пескоструйной обработки, шайбы, светодиодный рабочий фонарь, оргстекло и несколько других принадлежностей. месапиано 14. Шкаф для пескоструйной обработки своими руками У вас завалялась 200-литровая бочка для масла? Возьми. Сможете ли вы сделать из него потрясающую пескоструйную камеру? Этот проект полностью ручной работы. Создатель использовал несколько основных инструментов, чтобы сделать это от начала до конца, материалы доступны, а шаги просты. Проверьте ссылку на видео, чтобы узнать больше. 15. Самодельный шкаф для пескоструйного аппарата из старого холодильникаЕсли у вас есть старый холодильник, у вас есть шанс сделать классный шкаф для пескоструйного аппарата, недорогой и прочный. Создателя больше интересовал бак воздушного компрессора, и он без труда изготовил из него замечательный корпус пескоструйного аппарата. 16. Как сделать дешевый шкаф для пескоструйной обработки Хотите сэкономить деньги, вам нужен недорогой шкаф для пескоструйной обработки? Вот руководство с шагами, которые помогут вам сделать это. Все, что вам нужно будет купить, это соединители для труб, которые стоят 2,78 евро, и перчатки стоят 2,59 евро, и вы можете использовать старую коробку для игрушек или ящик для хранения, если они у вас есть дома. 17. Как сделать шкаф для пескоструйной обработки за 5 минутПосмотрите на этот фантастический шкаф для пескоструйной обработки, который можно сделать менее чем за 5 минут. Он дешев, прост в сборке и отлично работает. Создатель использовал резиновый контейнер для хранения, резиновую прокладку, хлопки и многое другое. Процесс изготовления прост. 18. Шкаф для пескоструйной обработки своими руками Отличительный шкаф для пескоструйной обработки — это то, что предлагает этот видеогид. Вам понадобятся длинные перчатки, прочные дверные петли, пенопластовая наклейка, светодиодная лента, выключатель в пластиковой коробке и несколько других расходных материалов. Процесс изготовления настолько прост, что с ним разберется даже новичок. Создатель сделал металлическую подставку для переноски ствола, который использовался в качестве пескоструйного аппарата. 19. Как сделать шкаф для пескоструйной обработки Кажется, пластиковая ванна с крышкой — лучший и недорогой пескоструйный аппарат. Он дешевый и простой в изготовлении, но при этом довольно прочный. Создатель нашел время, чтобы объяснить, как работает процесс изготовления, поэтому любой может легко сделать это, имея в своем распоряжении правильные инструменты и материалы. 20. Шкаф для пескоструйной обработки своими рукамиВсего за 80 долларов вы можете без труда изготовить этот шкаф для пескоструйной обработки. Он довольно маленький, но достаточный, а также довольно прочный. Вам понадобится пескоструйный пистолет, шайбы, гайки, болты, соединители для труб и многое другое. Процесс изготовления очень быстрый и простой, если вы будете следовать этому руководству шаг за шагом. Посмотрите видеоучебник, чтобы узнать больше. Заключение Вот о чем этот DIY. Я надеюсь, что вы сможете найти идеальную пескоструйную камеру, соответствующую вашим потребностям. Постарайтесь проверить каждое руководство одно за другим. Вы можете найти что-то в каждом направлении, что может дать вам творческие идеи, чтобы без особых усилий построить правильный шкаф для пескоструйной обработки. На случай, если вы пропустили;
Взаимодействие с читателемПолное руководство по созданию бизнеса по беспыльной очисткеСоздание совершенно новой отрасли.Готовы к переменам? Беспылевая пескоструйная обработка является пионером в совершенно новой отрасли — мобильное снятие краски и очистка . Благодаря универсальному оборудованию, созданному для перемещения, вы можете предложить широкий спектр услуг на месте. Вот что вдохновило нас на создание этой захватывающей возможности для бизнеса:
Мы упоминали, что это НЕ франшиза?Вы много работаете за свои деньги, поэтому мы считаем, что вам следует сохранить всю прибыль.
Мы верим в успех, поэтому вы можете рассчитывать на обучение, поддержку, маркетинговые материалы и рекламные услуги.
Почему пескоструйная обработка без пыли — лучший стартовый бизнесВаши реальные затратыБеспылевая пескоструйная обработка по сравнению с франчайзингом Сколько часов вы будете пескоструйно обрабатывать в неделю?Используйте ползунок, чтобы узнать свой доход. Неполный рабочий день
Даже если вы планируете использовать беспыльную пескоструйную установку только 5 часов в неделю, сумма наличных средств значительно возрастет. Это потому, что наши подрядчики зарабатывают в среднем 300 долларов за час взрывных работ. Полная занятость
Если вы можете эксплуатировать свою машину 10, 20 или даже 40 часов в неделю, вы поймете, почему так много наших подрядчиков с радостью бросают свою работу, чтобы работать на себя.
Расширение масштабаЕсли вы начинаете получать больше бизнеса, чем можете с ним справиться, масштабирование — это просто вопрос покупки еще одной машины, обучения кого-то, как ее использовать, и отправки их на работу, которую вы не можете выполнить. . При взрывных работах менее 20 часов в неделю ваша компания может планировать продажи примерно на:
Некоторые из наших владельцев бизнеса сделали именно это. Так что, если вы хотите взять под контроль свое финансовое будущее, возможно, это именно та возможность, которую вы ищете. Добавление услугВозможности зарабатывать деньги не заканчиваются после того, как вы удалили все старые покрытия, ржавчину и грязь для вашего клиента. Используйте дополнительные воздушные порты для питания покрасочных пистолетов, пневматических инструментов и многого другого. Это означает, что вы можете предлагать услуги по герметизации, грунтовке и/или покраске в дополнение к струйной очистке — и взимать за это дополнительную плату. В конце концов, это делает вас универсальным магазином для ваших клиентов. Видео: Зарабатывайте больше с помощью герметизации, грунтовки и покраски
Невероятная доступностьВ отличие от большинства начинающих компаний, которые могут стоить сотни тысяч долларов, вы можете владеть своим оборудованием для беспылевой очистки по цене пикапа . Сотни подрядчиков использовали эту удивительно доступную машину, чтобы увеличить свой доход или уволиться с основной работы. Каждая единица автономна, так что вы готовы начать взрывные работы, как только возьмете свою машину. Более того, беспыльная очистка позволяет вам заработать за час больше, чем многие люди зарабатывают за день . Это действительно машина, которая окупается в кратчайшие сроки.
DB500 Mobile S
45 800 $Полные характеристикиСравнить DB500 Mobile XL
50 000 $Полные характеристикиСравнить DB800 Mobile XL
62 700 долл. СШАПолные характеристикиСравнить Посмотреть полный прайс-лист оборудования Грузовик или внедорожник Прицепите свой прицеп и доставьте свои материалы на место проведения работ. Может ли мой грузовик потянуть это? Расходные материалыАбразив, ингибитор ржавчины и т. д. Купить сейчас Маркетинговые услугиМы помогаем клиентам найти вас! Как это работает? Страхование бизнесаМы рекомендуем полис общей ответственности на сумму 1 миллион долларов. Узнать больше Подать заявку на финансированиеПолучите одобрение для быстрого и простого финансирования оборудования. Практический примерУзнайте, как этот владелец бизнеса заработал 2127 долларов за четыре часа. Важность маркетингаНеважно, насколько хороши ваши услуги, если потенциальные клиенты не могут вас найти. Хороший маркетинг необходим для успеха любого бизнеса, и мобильные устройства для удаления и очистки краски не являются исключением. Сообщение в блоге: Важность маркетинга Хотя Dustless Blasting не является франшизой, вы все равно получаете некоторые преимущества традиционной франшизы, такие как узнаваемость бренда. Извлеките выгоду из миллионов, которые мы тратим на национальные рекламные кампании, которые сделают вашу услугу надежной. Компания MMLJ занимается подготовкой поверхностей более 75 лет, поэтому мы кое-что знаем об этой отрасли. С помощью наших маркетинговых услуг мы можем поделиться этой формулой успеха с такими владельцами бизнеса, как вы. Маркетинговые услугиПечатные материалыМы можем создать профессиональные брошюры втрое, бланки предложений, визитные карточки, футболки и многое другое — все с информацией о вашей компании. Только представьте себе, сколько времени уходит на то, чтобы найти местных дизайнеров, а затем время, которое вы потратите на их обучение взрывным работам и тому, почему ваши услуги лучше, чем у конкурентов. Вы могли бы потратить то же время на несколько профессионально созданных маркетинговых материалов и получить первые несколько рабочих мест.
Академия: Как использовать печатные материалы в своих интересах Изучение: Магазин печатных маркетинговых материалов Присутствие в Интернете и рекламаПодавляющее большинство потребителей — 97%, если быть точным — ищут в Интернете местную службу . Если вы хотите, чтобы они выбрали вашу компанию, вам нужно быть в сети. Мы можем создать для вас индивидуальный веб-сайт для вашего бизнеса, полный информации, фотографий и видео, чтобы продемонстрировать вашу работу. Мы также создадим для вашего бизнеса рекламу в социальных сетях и Google, которую увидят тысячи потенциальных клиентов в вашем регионе. Видео: Премиум-обзор онлайн-присутствия
Google РекламаКак мы используем Google для поиска ваших клиентов Реклама в социальных сетяхКак мы используем Facebook и Instagram, чтобы привлечь ваших клиентов. Практическое обучениеЭксплуатация вашей беспылевой дробеструйной установки невероятно проста, и ее обучение занимает всего несколько минут. Пройдите практическое обучение в Хьюстоне, штат Техас, когда заберете свою машину. Академия пылеструйной обработкиАкадемия содержит подробные статьи и видеоролики, которые помогут вам стать экспертом по взрывным работам. Попробуйте выполнить поиск в Академии по таким темам, как:
Частная группа Facebook В этой группе можно делиться советами, просить о помощи и учиться у опытных и успешных владельцев бизнеса. Членство доступно только владельцам мобильного оборудования, а также их супругам и деловым партнерам.
Интернет-магазинКруглосуточный интернет-магазин дробеметного оборудования, принадлежностей, расходных материалов, запчастей и многого другого. Нужно сразу? Для большинства товаров доступны доставка на следующий день и самовывоз из магазина. Индивидуальная помощьВы всегда можете связаться с нами для получения технической поддержки, отправив заявку или позвонив нам. Пройти обучениеПосетите Академию, чтобы узнать больше В центре внимания владельцаПосмотрите историю Пэт и Дайан Dustless Blasting — это не франшиза. Нет никаких сборов или роялти, никогда. Вы по-прежнему получаете некоторые преимущества традиционной франшизы, такие как узнаваемость бренда и готовые маркетинговые материалы. Наши маркетинговые услуги – лучший способ привлечь новых клиентов и обеспечить постоянный поток заказов. Как эксперты в области подготовки поверхностей, мы знаем и используем все лучшие методы продвижения ваших конкретных услуг среди ваших потенциальных клиентов. Большинство владельцев нашего бизнеса зарабатывают около 300 долларов за час взрывных работ. Цены варьируются по всей стране, поэтому важно основывать свои цены на ВАШЕМ регионе. Это просто — просто погуглите! Если вы не можете найти услуги по снятию краски и очистке рядом с вами, скорее всего, ваши потенциальные клиенты тоже не смогут. Однако, если вы найдете подрядчика в своем районе, значит ли это, что вам не повезло? Конечно, нет — подробнее о том, как найти свою нишу и понять конкуренцию, читайте здесь Научиться пользоваться беспыльным бластером очень просто и займет всего около 5 минут. . Если вы не можете приехать в Хьюстон, в нашей онлайн-академии есть полезные статьи и видео, которые помогут вам стать экспертом по взрывным работам. Если вам нужна техническая поддержка после покупки, лучше всего начать с поиска в онлайн-академии. Если вы не можете найти статью с ответом на свой вопрос, вы можете связаться со службой технической поддержки здесь или позвонить нам по телефону 713-869.-2227. В пескоструйной ванне вода действует как естественная смазка. Это вызывает меньший износ форсунок, шлангов и клапанов, а значит, меньше времени и денег, затрачиваемых на замену деталей. Как и в любом двигателе, в вашем компрессоре требуется плановая замена масла и фильтров. Вы можете ознакомиться с индивидуальным графиком обслуживания вашего компрессора в его руководстве, которое можно найти здесь. Вертикальное армирование кирпичной кладки: Армированная кирпичная кладка — Каменщик-инфоАрмированная кирпичная кладка — Каменщик-инфоЧто бы повысить прочность кладки применяют армирование. Для этого стальную арматуру укладывают на раствор в швы между кирпичами. Под действием сжимающих сил арматура зажимается в швах и благодаря силам трения и сцепления с раствором работает как одно целое с кладкой. Армирование может быть поперечное, продольное и вертикальное. Поперечное армирование кирпичной кладки выполняют стальными сетками или строительной арматурой. Арматура воспринимает поперечные растягивающие усилия, возникающие при сжатии кладки, препятствует разрушению кирпича при изгибе и растяжении и этим увеличивая несущую способность сжатого элемента. Столбы, стены и простенки армируют сварной кладочной сеткой квадратной, прямоугольной или зигзагообразной формы. Кладочная сетка представляет собой сварную сетку, которая производится посредством сваривания перпендикулярных друг другу стержней. Диаметр стержней для поперечного армирования кладки допускается не менее 2,5 мм. Чтобы предохранить кладочную сетку от коррозии, её утапливают в раствор так, чтобы сверху и снизу сетка была покрыта толщиной раствора не менее 2-х мм. Поэтому общая толщина шва, в котором уложена прямоугольная сетка, например из проволоки диаметром 5 мм, должна быть не менее 14 мм. При изготовлении сетки на месте для соединения стержней применяют сварку или связывают между собой вязальной проволокой. Нельзя отдельные стержни укладывать взаимно перпендикулярно в смежных швах вместо сеток. Арматурные прямоугольные сетки укладывают не реже чем через пять рядов кладки, а при утолщённом кирпиче — через четыре. Зигзагообразные — попарно в двух смежных рядах, так чтобы направление прутков в них было взаимно перпендикулярным. Сетки должны иметь такие размеры, чтобы концы прутков выступали на 2…3 мм за одну из внутренних поверхностей простенка или столба. По этим концам удостоверяются, что в кладке уложена арматура. Продольное и вертикальное армирование кладки применяют для восприятия растягивающих усилий в изгибаемых и внецентренно сжатых конструкциях: столбах, тонких стенах и перегородках. Такое армирование повышает устойчивость конструкций, поэтому его используют в сооружениях, подверженных сейсмическим воздействиям. Вертикальное армирование кирпичной кладки представляет собой стержни арматуры которые вставляются в вертикальном положении у основания кирпичной кладки в полкирпича вдоль стен, перегородок, столба или других сооружений. В среднем диаметр арматуры составляет 10-15 мм. Вертикальное армирование кирпичной кладки бывает и внешнее. Так для усиления столбов, выполненных из кирпича, когда нет возможности разместить арматуру внутри, используется вертикальное армирование с помощью уголков, расположенных по углам столбов и сваренных между собой поперечными перемычками. Продольное армирование кирпичной кладки используется для укрепления тонких стен, перегородок на изгиб и боковые нагрузки. При армированной кладке перегородок необходимо соблюдать следующие требования: Технологическая карта на устройство кирпичных перегородок
Армирование кирпичной кладки стен — продольное, вертикальное, поперечноеВалерий Карпин В закладки ↑ Согласно строительным нормам в целом ряде случаев необходимо дополнительно усиливать кирпичную кладку. Делается это, когда нагрузки повышены или смещены и прилагаются к стене не по основным осям, а также есть наличие несистематических нагрузок, вроде деформации и непостоянства грунта, землетрясений.
Армирование подразумевает использование дополнительного материала в виде длинных прутов или сетки, которые укладываются между рядами кирпичей в слой раствора. Таким образом, помимо перевязки кирпича, его прочности и прочности раствора различным напряжениям и нагрузкам будут противодействовать также и упругость армирующего состава.
По умолчанию армирование предполагает использование металлической проволоки в виде прутов или сетки с диаметром от 5 до 8 мм. В последнее время все чаще можно встретить использование для армирования полиэтиленовых или ПВХ сеток. В любом случае выбор материала, способа монтирования и всех прочих параметров строительства – это задача проектировщика, который выполняет все согласно ГОСТам и СНиПам. Вся технология возведения стен из кирпича в подробном руководстве. Про технологию расшивки швов кирпичной кладки читайте, перейдя по ссылке. Поперечное армированиеПри поперечном армировании между рядами закладывается сетка, сваренная или связанная из прутьев специальной проволокой. Сами прутья выбираются по диаметру в пределах от 5 до 8 мм, что подбирается исходя из расчетов согласно СНиП II-22-81. Армирование выполняется не на каждом ряду, а например, через каждые 2-5 рядов. При выборе рядности учитывается высота каждого ряда и необходимая прочность стены после возведения с учетом всех нагрузок и их смещения относительно центральной оси прочности стены. Если вместо сетки используется проволока, уложенная зигзагом, то армирование выполняется всегда в двух соседних рядах с укладкой проволоки перпендикулярно между собой. При усилении кирпичной кладки используется раствор марки не ниже 50 для сетчатого армирования. Продольное армированиеИспользуется продольное армирование часто для усиления перегородок и кирпичных стен, для большей их прочности на изгиб и боковые нагрузки. В этом случае арматура располагается вдоль кладки для усиления продольных швов. Такое армирование может проходить как внутри кладки, так и снаружи. В любом случае элементы армирования закрепляются между собой с помощью сварки и дополнительно сшиваются с кирпичной кладкой поперечными пруткам и анкерами. Вертикальное армированиеЧасто для усиления колонн, выполненных из кирпича, нет возможности разместить арматуру внутри или для внешнего армирования приходится увеличивать размер колонны. Чтобы не уходить от заданных размеров, используется вертикальное армирование с помощью уголков, расположенных по углам колонны и сваренных между собой поперечными перемычками. В этом случае армирование не только усилит саму кладку, но и перенимает на себя часть нагрузок, которые несет конструкция. Такой способ усиления применим и для стен. В случае внутреннего армирования, прутья вставляются внутрь полых строительных блоков вертикально и заливаются раствором бетона. Статья была полезна? 0,00 (оценок: 0) Загрузка… Понравилась статья? Поделиться с друзьями: Автор: Валерий Карпин С 2007 года интернет-журналист в сфере ремонта, дизайна интерьера и частного строительства. Постоянный участник выставок и конференций по новым технологиям в материаловедении и строительстве. Имею опыт собственной дизайн-студии и строительной фирмы. Adblock Vertical ReinforcementFind a ContractorAlabamaAlaskaAmerican SamoaArizonaArkansasCaliforniaColoradoConnecticutDelawareDistrict of ColumbiaFloridaGeorgiaGuamHawaiiIdahoIllinoisIndianaIowaKansasKentuckyLouisianaMaineMarylandMassachusettsMichiganMinnesotaMississippiMissouriMontanaNebraskaNevadaNew HampshireNew JerseyNew MexicoNew YorkNorth CarolinaNorth DakotaOhioOklahomaOregonPennsylvaniaPuerto RicoRhode IslandSouth CarolinaSouth DakotaTennesseeTexasUtahVermontVirgin IslandsVirginiaWashingtonWest VirginiaWisconsinWyoming AlbertaBritish ColumbiaManitobaNew BrunswickNewfoundlandNorthwest TerritoriesNova ScotiaOntarioPrince Edward IslandQuebecSaskatchewanYukon MexicoBermudaNorthern Mariana IslandsNew South WalesQueenslandSouth AustraliaTasmaniaVictoriaWestern AustraliaChinaHeilongjiangFinlandFind a Product3D ModelingAbrasivesAddress StonesAdhesivesAdmixturesAggregate BinsAggregatesAir BarriersAir CompressorsAir Sampling PumpsAnchors and TiesAngle Iron CoverAnti -Граффити CoatingAntique/Discontinued BrickAutoclaved ConcreteBatch ControlsBatch PlantsBatchersBrickBuggiesCarpenter PencilsCarts, Brick & BlockCarved Limestone SignsCast StoneCaulkingCell VentsCementChimney AccessoriesCleaners and PolishingCleaning EquipmentCleaning MasonryCoatingsColor PigmentsColored MortarCommercialConcrete BlockConcrete ColoringConcrete Countertop ProductsConcrete EquipmentConcrete Product MachinesConcrete Pumps, Trailer MountedConsultantsContinuous MixersConveyorsCoring Bits, DrillsCorner PolesCranesCuringDamp ProofingDrainage Materials, PrefabricatedDrills & AccessoriesDust Extraction SystemsEducational (K- 12)Образовательные (университетские)Блокаторы высоловДвигатели и аксессуарыГравировкаОборудование — НовоеОборудование — АрендаОборудование — Б/УВосстановление оборудованияСметыПрограммное обеспечение для оценкиРаскопкиКрепежные элементыЗабор БлокКаминные аксессуарыКаминыПроблескАксессуары для вилочных погрузчиковФормыСадовые украшенияГенераторыСтеклоблокПравительствоГранитШлифовальные машиныЗатирочные мешкиЗатирка, готовая смесь Hard Hat Pencil HolderHealthcareHeatersHeavy Duty Grout PumpsHeavy-Duty Hand PumpHistoric RestorationHoistsHoppersHydraulic Power UnitsIndiana LimestoneIndustrialInstitutionalInsulationInsurance ProductsJoint ReinforcementJoint SealantsJointersKeystonesLaddersLandscape Chips and MaterialsLandscapingLathLevelsLighting EquipmentLightweight BlockLime, HydratedLimestoneLimestone PlantersLine & HoldersLintelsLoadersMachine RefurbishingManufactured StoneMarbleMasonry Cement, Colored PremixedMasonry Heaters, PrefabricatedMasonry PanelsMasonry Support SystemMasonry Veneer JacksMast Climbers, Erection and DismantlingMast Climbing Work PlatformMeasuring /Инструменты оценкиМалый ремонтСмесителиНасосы для смешиванияУправление влагойФормыРастворыПодставки для строительных растворовРастворные плитыУстройства для улавливания растворовПоддоны для строительных растворовПредварительные смеси растворов, готовые смесиРастворные ванны и ящикиРастворы, предварительно смешанные растворы, предварительно смешанные портландцемент-известьПриродный каменьМатериалы для ремонта краев брусчаткиБрусчаткаБрусчаткаПодъемники для персоналаШтукарыШтукатурные работыP oured ConcretePrecastProduction MachineryPumpsQuantity SurveysRebarRefractoryReinforcementResidentialRestorationRetaining Wall SystemRoboticsRockfaced AshlarRod, BackerSafety EquipmentSafety FootwearSand Heating EquipmentSaw BladesSaws, Hand-Held PowerSaws, Masonry TableSaws, Wall-Mounted PowerScaffold PlankScaffold Plank StrappingScaffoldingScaffolding AccessoriesSeismic AnchorsSeismic Retrofitting SystemsShoring and AccessoriesShotcrete, PreblendedSiloSlateSled RunnersSolar BlockSplittersSprayersStainingStair TowersStamped ConcreteStone (Exterior)Stone (Interior)Stone ИнструментыСтруктурная глазурованная плиткаШтукатуркаОборудование и инструменты для геодезииТелескопические погрузчикиTerra CottaПлиткаРаствор и раствор для плиткиПрограммное обеспечение для отслеживания времениСумки для инструментовЯщики для инструментов и сундукиПрицепы и аксессуарыТренировочные мастеркиTuck PointingTumblersUsed Equipment BrokerПылесосыПаробарьеры, наносимые жидкостьюПаробарьеры или аксессуарыПароизоляция, листыШпонВибраторыСкруглениеОтверстия в стенахОблицовка/стеныКамниОкнаГидроизоляция rogramAlabamaAlaskaAmerican SamoaArizonaArkansasCaliforniaColoradoConnecticutDelawareDistrict of ColumbiaFloridaGeorgiaGuamHawaiiIdahoIllinoisIndianaIowaKansasKentuckyLouisianaMaineMarylandMassachusettsMichiganMinnesotaMississippiMissouriMontanaNebraskaNevadaNew HampshireNew JerseyNew MexicoNew YorkNorth CarolinaNorth DakotaOhioOklahomaOregonPennsylvaniaPuerto RicoRhode IslandSouth CarolinaSouth DakotaTennesseeTexasUtahVermontVirgin IslandsVirginiaWashingtonWest VirginiaWisconsin Вертикальная арматура используется в каменных стенах для сопротивления растягивающим напряжениям, которые могут возникать при изгибных и сдвигающих нагрузках.
Типы и размерыДеформированные арматурные стержни (арматура) должны соответствовать стандарту ASTM A 615. Наиболее распространена арматура класса 60 с пределом текучести 60 000 фунтов на квадратный дюйм; на некоторых рынках также может быть доступен класс 40 (предел текучести 40 000 фунтов на квадратный дюйм). Требования строительных норм и правил для каменных конструкций, опубликованные Объединенным комитетом по стандартам каменной кладки (MSJC), разрешают использование арматуры размером до № 11 (диаметром 1 3/8 дюйма) для использования в каменной кладке, но редко можно увидеть стержни больше, чем № 8 (диаметр 1 дюйм). Когда каменная кладка проектируется с использованием положений о расчете прочности (Требования строительных норм и спецификаций для каменных конструкций, глава 3), максимальный размер стержня ограничивается меньшим из стержней № 9, 1/8 номинальной толщины стены или ¼ размера в свету.
Способ установки Вертикальная арматура обычно размещается путем опускания стержня в пустые ячейки после возведения стены. Хорошей строительной практикой является установка вертикальной арматуры перед заливкой цементным раствором. Требования и спецификации строительных норм и правил для каменных конструкций требуют армирования перед заливкой цементным раствором (см. раздел 3.2 E «Требования и спецификации строительных норм и правил для каменных конструкций»). Содержание камер в чистоте При строительстве армированных каменных стен необходимо соблюдать особую осторожность, чтобы предотвратить попадание чрезмерного количества мусора, капель раствора и т. д. в армированную камеру. Небольшое количество раствора и мусора допустимо, если сцепление цементного раствора не сильно нарушено. Раствор, выступающий более чем на ½ дюйма в ячейку с раствором, должен быть удален перед заливкой раствора (Требования строительных норм и спецификаций для каменных конструкций, спец. 3.3 B. c.), чтобы он не препятствовал потоку раствора. Стыки внахлесткуСтыки внахлест используются для обеспечения непрерывности арматуры по высоте стены. Отрезок арматуры остается выступающим из верхней части каждой заливки раствора, чтобы он перекрывался с арматурой в следующей заливке раствора. Растягивающие напряжения передаются от одного стержня к другому через связь с окружающим цементным раствором. Нет необходимости, чтобы стержни соприкасались друг с другом в местах соединения внахлестку, а Требования и спецификации строительных норм и правил для каменных конструкций допускают расстояние между соседними стержнями до 8 дюймов для бесконтактных соединений внахлестку. Длина нахлеста проектируется инженером, но зависит от прочности кладки и диаметра стержня. Более длинные нахлесты также требуются для стержней, расположенных близко к поверхности стены.
Позиционеры стержня Позиционеры стержня могут иметь различные формы, но часто их периодически заделывают в растворные швы по высоте стены. Старые строительные нормы и правила требовали, чтобы стержни удерживались на месте с помощью позиционеров во время заливки раствором. Текущие Строительные нормы и правила и спецификации для каменных конструкций прямо не требуют позиционеров стержней, но подрядчик несет ответственность за «поддержку и скрепление арматуры вместе, чтобы предотвратить смещение» во время заливки раствором (раздел 3.4 B). Допуски на размещениеРазмещение арматуры имеет решающее значение для обеспечения достаточной прочности стены, чтобы противостоять расчетным нагрузкам. Смещение стержней всего на ½ дюйма может серьезно повлиять на способность стены выдерживать нагрузки. Допуски на размещение арматуры перечислены в Строительных нормах и правилах и спецификациях для каменных конструкций, раздел 3.4 B 7. Требуются жесткие допуски: стержни должны размещаться в пределах ±½ дюйма от указанного места для большинства конструкций (расстояние d 8 дюймов или меньше).
ЗазорРазмещение арматуры должно быть спроектировано таким образом, чтобы вокруг стержня было достаточно места для надлежащего потока раствора. Между соседними стержнями и любой поверхностью каменной кладки должно быть оставлено минимальное пространство ¼ дюйма (для мелкозернистого раствора) или ½ дюйма (для крупнозернистого раствора). Допускается, чтобы стержни соприкасались друг с другом в местах соединения внахлестку. Защита Арматура кладки заглубляется в стены и защищается от внешних погодных условий лицевой оболочкой блока кладки и слоем цементного раствора. Для каменной кладки не используется специальная защита от коррозии. Арматура из оцинкованной или нержавеющей стали с эпоксидным покрытием иногда может использоваться в суровых условиях, таких как морские дамбы, химические заводы и некоторые предприятия пищевой промышленности. Экономичный дизайн и размещение
СТАЛЬНАЯ АРМАТУРА ДЛЯ БЕТОННОЙ КЛАДКИТЭК 12-04ДВВЕДЕНИЕ Армирование стен из бетонной кладки повышает прочность и пластичность, повышает устойчивость к приложенным нагрузкам, а в случае горизонтального армирования также обеспечивает повышенную стойкость к усадочному растрескиванию. Настоящая ТЭК распространяется на ненапряженную арматуру для железобетонных конструкций. Предварительно напряженная сталь обсуждается в статье «Конструкция бетонной кладки с пост-напряжением», TEK 3-14 (ссылка 1). Если не указано иное, информация основана на Международном строительном кодексе (IBC) 2003 г. (ссылка 2). Для проектирования и строительства каменной кладки IBC ссылается на Требования строительных норм и правил для каменных конструкций и Спецификации для каменных конструкций (Кодекс и спецификация MSJC) (ссылки 4, 5). МАТЕРИАЛЫАрматура, используемая в каменной кладке, в основном представляет собой арматурные стержни и изделия из холоднотянутой проволоки. Стеновые анкеры и стяжки обычно изготавливаются из проволоки, металлических листов или полос. В таблице 1 перечислены применимые стандарты ASTM, регулирующие стальную арматуру, а также номинальные пределы текучести для каждого типа стали. Таблица 1 — Арматура, используемая в каменной кладкеАрматурный стерженьАрматурный стержень доступен в США в одиннадцати стандартных размерах стержня, обозначенных № 3-11, № 14 и № 18 (M#10-36, М#43, М#57). Размер арматурного проката обозначается цифрой, соответствующей его номинальному диаметру. Для стержней с номерами от № 3 до № 8 (M № 10-25) номер указывает диаметр в восьмых долях дюйма (мм), как показано в таблице 2. Чтобы решить потенциальные проблемы, связанные со скоплением арматуры и затвердеванием раствора, IBC ограничивает диаметр арматурного стержня до одной восьмой номинальной толщины элемента и одной четверти наименьшего размера ячейки, рядового или воротникового соединения в котором она размещена.
Предписания по размерам арматуры, приведенные выше, связаны со строительством. Дополнительные проектные ограничения для предотвращения чрезмерного армирования и хрупких разрушений также могут применяться в зависимости от используемого метода проектирования и расчетных нагрузок. Изготовители отмечают размер стержня, заводскую идентификацию и тип стали на арматурных стержнях (см. рис. 1). Обратите внимание, что размер полосы указывает размер в единицах СИ в соответствии со стандартами ASTM. Стандарты ASTM включают минимальные требования к различным физическим свойствам, включая предел текучести и жесткость. Хотя не все арматурные стержни имеют четко определенный предел текучести, модуль упругости E s примерно одинаков для всех арматурных сталей и для целей проектирования принимается равным 29 000 000 фунтов на квадратный дюйм (200 ГПа). При расчете по методу допустимых напряжений допустимое растягивающее напряжение ограничивается 20 000 фунтов на кв. Таблица 2 — Номинальные свойства арматурного стержняРисунок 1 — Маркировка стандартного стержня ASTMХолоднотянутая проволока Холоднотянутая проволока для армирования швов, стяжек или анкеров варьируется от W1.1 до W4.9 (MW7 — MW32), самый популярный размер — W1.7 (MW11). В таблице 3 показаны стандартные размеры и свойства проводов. Поскольку IBC ограничивает размер арматуры шва половиной толщины шва, практический предел диаметра проволоки составляет 90 138 3 9.0139 / 16 дюйма (W2,8, 4,8 мм, MW18) для соединения в постели ⅜ дюйма (9,5 мм). Деформационно-напряженные характеристики арматурной проволоки были определены в ходе обширных программ испытаний. Дело не только в том, что предел текучести холоднотянутой проволоки близок к ее пределу прочности, но и в том, что положение предела текучести на кривой напряжения-деформации четко не указано. ASTM A 82 (ссылка 15) определяет предел текучести как напряжение, определяемое при деформации 0,005 дюйма/дюйм. (мм/мм). Таблица 3—Свойства проволоки для каменной кладкиЗАЩИТА ОТ КОРРОЗИИ Строительные растворы, строительный раствор и кладочные элементы обычно обеспечивают достаточную защиту закладной арматуры при условии соблюдения минимальных требований к укрытию и зазору. Арматуру с умеренным количеством ржавчины, прокатной окалины или их комбинации разрешается использовать без очистки или чистки щеткой при условии, что размеры и масса (включая высоту деформации) очищенного образца не меньше требуемых применимым стандартом ASTM. Усиление швовУглеродистая сталь может быть защищена от коррозии путем покрытия стали цинком (гальванизация). Цинк защищает двояко: во-первых, как барьер, отделяющий сталь от кислорода и воды, и, во-вторых, в процессе коррозии цинк разрушается до того, как сталь подвергнется воздействию. Увеличение толщины цинкового покрытия повышает уровень защиты от коррозии. Требуемый уровень защиты от коррозии увеличивается с увеличением степени воздействия. При использовании в наружных или внутренних стенах, подвергающихся воздействию средней относительной влажности более 75%, арматура швов из углеродистой стали должна быть оцинкована горячим способом или покрыта эпоксидной смолой, или должна использоваться арматура швов из нержавеющей стали. При использовании во внутренних стенах, подвергающихся воздействию средней относительной влажности менее или равной 75%, он может быть оцинкован методом проката, оцинкован горячим погружением или из нержавеющей стали.
Кроме того, армирование швов должно быть размещено таким образом, чтобы продольные провода были погружены в раствор с минимальным покрытием ½ дюйма (13 мм), когда они не подвержены воздействию погоды или земли, и ⅝ дюйма (16 мм), когда они подвержены воздействию погоды. или земля. Арматурный стержень Для защиты от коррозии стали требуется минимальное количество каменной кладки поверх арматурного стержня. Этот защитный слой каменной кладки измеряется от ближайшей внешней поверхности каменной кладки до самой внешней поверхности армирования и включает толщину наружных облицовочных слоев каменной кладки, раствора и цементного раствора.
РАЗМЕЩЕНИЕТребования к установке арматуры и связей помогают гарантировать, что элементы размещены так, как предполагается в проекте, и что характеристики конструкции не ухудшатся из-за неправильного расположения. Эти требования также помогают свести к минимуму коррозию, обеспечивая минимальное количество каменной кладки и покрытия раствором вокруг арматурных стержней, а также обеспечивая достаточный зазор для раствора и раствора вокруг арматуры и аксессуаров, чтобы можно было должным образом передавать напряжения. Арматурный стерженьДопуски на размещение арматурного стержня:
Кроме того, минимальное расстояние в свету между арматурными стержнями и прилегающей (внутри ячейки) поверхностью блока кладки должно составлять ¼ дюйма (6,4 мм) для мелкозернистого раствора или ½ дюйма (13 мм) для крупнозернистого раствора. чтобы раствор мог течь вокруг стержней. РАЗРАБОТКА Длина развертки или анкеровка необходимы для адекватной передачи напряжений между арматурой и цементным раствором, в который она встроена. Арматурные стержни могут быть закреплены с помощью длины заделки, крюка или механического устройства. Арматурные стержни, анкерованные по длине заделки, полагаются на блокировку при деформациях стержня и на достаточное покрытие кладки, чтобы предотвратить расщепление арматурного стержня на свободную поверхность. Каталожные номера
. Требования строительных норм и правил Спецификация Стандартные технические условия Стандартные технические условия Стандартные технические условия Стандартные технические условия NCMA TEK 12-4D, редакция 2006 г. Отказ от ответственности: несмотря на то, что были предприняты меры для обеспечения максимально точной и полной информации, NCMA не несет ответственности за ошибки или упущения, возникшие в результате использования это ТЭК. Схемы инверторов: Схемы инверторов MMA — КАТАЛОГ СХЕМ СВАРОЧНОГО ОБОРУДОВАНИЯЭлектрические Схемы Сварочных Инверторов — tokzamer.ruПричем использование последнего сейчас признается более разумным. Устанавливаются на радиатор. Типовая схема и принцип работы инвертораЧитайте также: Подключить электричество на участок Виды инверторных источников сварочного токаКорпус с вентилятором системы охлаждения. Принципиальная схема аппаратов инверторного типа Для того чтобы понимать суть работы современного сварочного агрегата, необходимо знать из каких блоков состоит принципиальная схема сварочного инвертора, который обеспечивает энергией дугу короткого замыкания при сварочном процессе. Оно состоит из 2—4 конденсаторов и дросселя. Эти ситуации могут происходить по причине недостаточного охлаждения силовых элементов при высокой температуре окружающего воздуха, а также при работе в условиях запылённой или слишком влажной атмосферы. Этот элемент подает на силовую часть сварочного агрегата электроток. Давайте немного подробнее разберемся с описанной схемой. В условиях повышенной влажности могут возникать утечки, которые также могут привести к неисправности. Электрическая схема инвертора включает в себя следующие обязательные компоненты: Питающий блок. Важным этапом является решение задачи, связанной с выбором необходимой технологии, оптимизирующей работу силовой части. В устройство входит силовой трансформатор. Для улучшения теплового контакта нужно использовать кремнийорганическую термопасту. Cхемы сварочных инверторов Возможные неисправности и способы их устранения Даже надёжные электронные компоненты могут иногда выходить из строя, поломки случаются при неправильной эксплуатации сварочных инверторов. Все сварочные аппараты делятся на несколько основных групп: Для проведения электродуговой сварки при применении покрытых специальным составом электродов применяется оборудование типа ММА. Далее мы приводим блок-схему функционирования стандартного инвертора, которая наглядно демонстрирует принцип его применения. Возможные неисправности и способы их устранения Даже надёжные электронные компоненты могут иногда выходить из строя, поломки случаются при неправильной эксплуатации сварочных инверторов. Пайка платы. Выводы Инвертор — сложное электронное устройство, но простое в использовании, его подключают к электрической цепи с напряжением V и без опасения проводить сварочные работы. При испытаниях следует добавлять витки до тех пор, пока дуга не начнёт ощутимо сильно тянуться, мешая отрыву. Схемы аппаратов Сварис Конденсаторы, установленные в фильтре, после активации зарядки способны выдавать большой силы ток, который сжигает, поэтому инвертор обеспечивается плавным пуском. Возможные неисправности и способы их устранения Даже надёжные электронные компоненты могут иногда выходить из строя, поломки случаются при неправильной эксплуатации сварочных инверторов. Модуль ключей представлен четырьмя транзисторами в каждой из четырех групп. Затем происходит выравнивание тока при наличии конденсатора и его поступление к блоку транзистора. Принципиальная электрическая схема в деталях: составляющие Таким образом, на первом этапе мы получаем на выходе с выпрямителя постоянный ток, имеющий значение более V. Ранее в сварочных инверторах использовались трансформаторы, очень мощные, работающие за счет обмотки трансформатора и имеющие, из-за этого, размеры и вес, делающие сварочные аппараты громоздкими и неудобными в применении. Схемы инверторов — преобразователей напряжения с 12 на 220 Вольт
Инвертор (в узком электротехническом понимании этого слова) – это устройство для преобразования постоянного тока в
По форме выходного напряжения инверторы подразделяются на следующие виды: 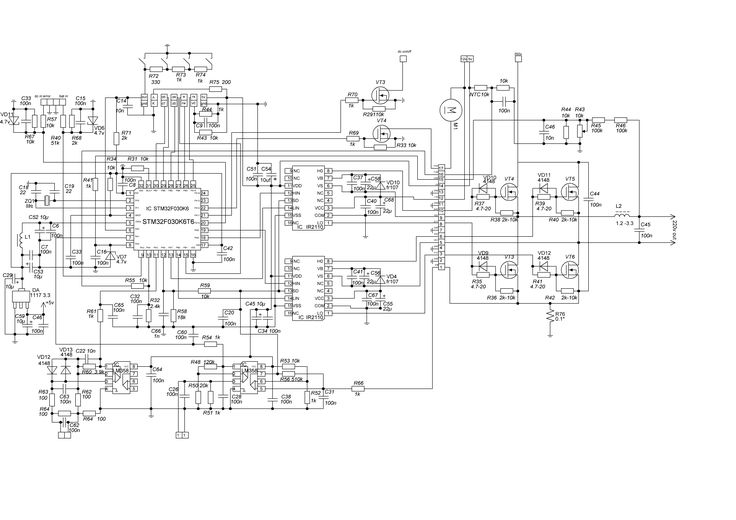
Используются такие преобразователи крайне редко, т. к. непригодны для многих источников потребления, мало того, для некоторых могут представлять серьёзную опасность и угрозу полного кирдыка. Пригодны для питания телефонных зарядок, большинства импульсных источников питания, ламп накаливания, люминесцентных и светодиодных ламп. Малопригодны для приборов с силовыми трансформаторами на железе и электромоторами переменного тока. эффективно, чем с чистой синусоидой. Некоторые приборы могут больше греться, сильнее гудеть и работать с пониженной мощностью. Нежелательны для работы с электродвигателями и компрессорами, а так же чувствительной радиоаппаратурой с 50-герцовыми трансформаторами. 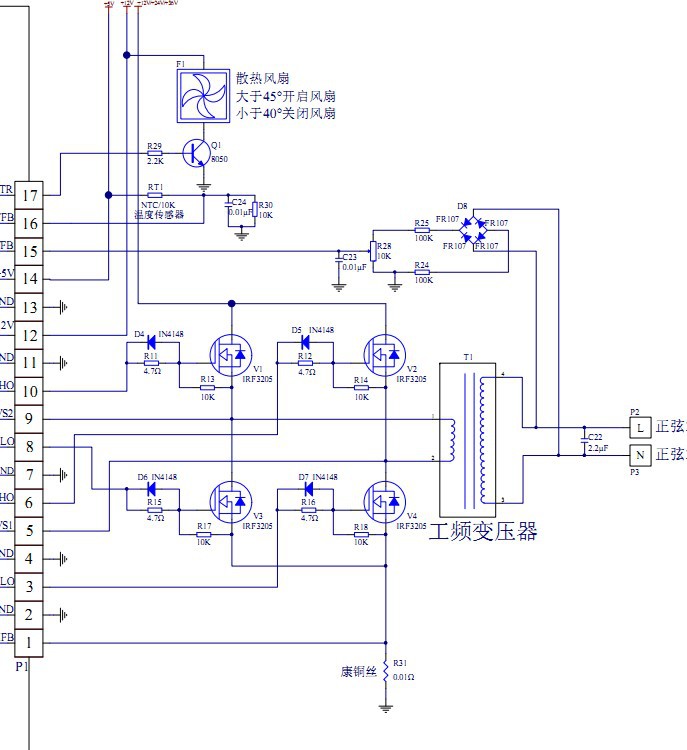
Схема, изображённая на Рис.1, а также комментарии к ней заимствованы из книги М. А. Шустова «Практическая схемотехника»,
Рис.1 Схема простого преобразователя напряжения 220 В, 50 Гц «Максимальная выходная мощность преобразователя — 100 Вт, КПД — до 50%. Значительно повысить КПД инвертора можно, если применить в качестве силовых каскадов не повторители напряжения, а транзисторы,
Рис.2 Схема простого преобразователя напряжения с повышенным КПД Принцип работы преобразователя такой же, как и у предыдущего устройства. Задающий генератор (Т1, Т2) формирует два пара-фазных
Многочисленные и довольно популярные схемы инверторов, построенные на специализированных микросхемах для импульсных источников питания
Рис.3 Принципиальная схема импульсного преобразователя напряжения +12V в ~220V «Эквивалентная частота генерации составляет 50 Гц и задаётся величиной сопротивления резистора R5 и ёмкостью конденсатора С5.
Трансформатор Т1 — готовый низкочастотный силовой трансформатор номинальной мощностью 100W с одной первичной обмоткой на 220V и
Многие схемы, построенные на TL494, TL594 и т. д., при всех своих достоинствах, часто обладают одним, но существенным недостатком. А вот уважаемый товарищ А.П. Семьян в своей книжке «500 схем для радиолюбителей» порадовал нас оригинальным схемотехническим решением
Рис.4 Схема простого импульсного преобразователя напряжения на микросхеме 561ИЕ8 На элементах DD1.1, DD1.2 собран задающий генератор с частотой 500 Гц. Делитель на DD2 формирует две импульсные последовательности
В качестве выходных транзисторов подойдут IRFZ034 (15А), IRFZ044 и RG723A (30A), IRFZ046 (50A), IRFP064 (100А). Для надёжности
Создание преобразователей с чистым 50-герцовым синусом обычно сопряжено с использованием микроконтроллерных прибамбасов,
7 простых инверторных схем, которые можно собрать домаЭти 7 инверторных схем могут показаться простыми по своей конструкции, но они способны обеспечить достаточно высокую выходную мощность и КПД около 75%. Узнайте, как собрать этот дешевый мини-инвертор и питать небольшие приборы на 220 В или 120 В, такие как дрели, светодиодные лампы, лампы компактных люминесцентных ламп, фены, мобильные зарядные устройства и т. д., через аккумулятор 12 В 7 Ач. Содержание Что такое простой инверторИнвертор, использующий минимальное количество компонентов для преобразования 12 В постоянного тока в 230 В переменного тока, называется простым инвертором. Свинцово-кислотная батарея на 12 В является наиболее стандартной формой батареи, которая используется для работы таких инверторов. Начнем с самого простого из списка, в котором используется пара транзисторов 2N3055 и несколько резисторов. 1) Простая схема инвертора с использованием транзисторов с перекрестной связью В статье рассматриваются детали конструкции мини-инвертора. В Интернете и электронных журналах можно найти огромное количество схем инверторов. Но эти схемы часто представляют собой очень сложные инверторы высокого класса. Таким образом, у нас не остается другого выбора, кроме как строить инверторы, которые могут быть не только простыми в сборке, но также недорогими и высокоэффективными в работе. Схема инвертора 12 В на 230 ВНа этом ваши поиски такой схемы заканчиваются. Описанная здесь схема инвертора, пожалуй, самая маленькая по количеству компонентов, но при этом достаточно мощная, чтобы удовлетворить большинство ваших требований. Процедура сборкиДля начала убедитесь, что у двух транзисторов 2N3055 есть надлежащие радиаторы. Его можно изготовить следующим образом:
После завершения описанной выше установки радиатора вам просто нужно соединить несколько резисторов высокой мощности и 2N3055 (на радиаторе) с выбранным трансформатором, как показано на следующей схеме. Полная схема проводкиПосле того, как описанная выше проводка завершена, пришло время подключить ее к батарее 12 В 7 Ач с лампой мощностью 60 Вт, прикрепленной к вторичной обмотке трансформатора. При включении результатом будет мгновенное освещение нагрузки с удивительной яркостью. Здесь ключевым элементом является трансформатор, убедитесь, что трансформатор действительно рассчитан на 5 ампер, иначе вы можете обнаружить, что выходная мощность намного меньше ожидаемой. Я могу сказать это по своему опыту, я дважды собирал это устройство, один раз, когда я был в колледже, а второй раз недавно в 2015 году. Хотя я был более опытным во время недавнего предприятия, я не мог получить удивительную мощность, которую Я приобрел от моего предыдущего блока. Перечень деталейДля конструкции вам потребуются следующие компоненты:
Видео-тестКак проверить?
Работа схемы Работа этой схемы мини-инвертора довольно уникальна и отличается от обычных инверторов, которые включают каскад дискретного генератора для питания транзисторов. Однако здесь две секции или две ветви цепи работают регенеративно. Это очень просто и может быть понято через следующие пункты: Две половины схемы, независимо от того, насколько они согласованы, всегда будут иметь небольшой дисбаланс окружающих их параметров, таких как резисторы, Hfe, витки обмотки трансформатора и т. д. Из-за этого обе половины не могут провести вместе в одно мгновение. Предположим, что верхняя половина транзисторов проводит сначала, очевидно, они будут получать напряжение смещения через нижнюю половину обмотки трансформатора через R2. Однако в тот момент, когда они полностью насыщаются и проводят ток, все напряжение батареи уходит через их коллекторы на землю. Это высасывает любое напряжение через R2 на их базу, и они немедленно перестают проводить ток. Это дает возможность нижним транзисторам открыться, и цикл повторяется. Таким образом, вся схема начинает колебаться. Базовые эмиттерные резисторы используются для фиксации определенного порога нарушения проводимости, они помогают зафиксировать базовый опорный уровень смещения. Приведенная выше схема была вдохновлена следующим дизайном Motorola: ОБНОВЛЕНИЕ: Вы также можете попробовать это: Схема мини-инвертора мощностью 50 Вт Форма выходного сигнала лучше, чем прямоугольная (подходит для всех электронных устройств)) Схема (схема со стороны дорожки) Инвертор на полевых МОП-транзисторах с перекрестной связьюСледующая конструкция представляет собой простую схему инвертора на полевых МОП-транзисторах с перекрестной связью, способную подавать сетевое напряжение 220/120 В переменного тока или напряжение постоянного тока (с выпрямителем и фильтром). Схема представляет собой простой в сборке инвертор, который повышает 12 или 14 вольт до любого уровня в зависимости от вторичной обмотки трансформатора. В этой схеме первичная и вторичная обмотки трансформатора T1 представляют собой понижающий трансформатор от 12,6 В до 220 В, подключенный в обратном порядке. МОП-транзисторы Q1 и Q2 могут быть любыми мощными N-канальными полевыми транзисторами. Схема идеально подходит для питания ламповой схемы, или ее можно соединить с повышающим трансформатором для создания искрового промежутка, лестницы Иакова, или, регулируя частоту, ее можно использовать для питания катушки Тесла. 2) Использование микросхемы 4047Трансформатор T может быть трансформатором 9-0-9 В / 10 А для батареи 12 В / 10 Ач Как показано выше, можно построить простой, но полезный небольшой инвертор. с помощью всего одной микросхемы IC 4047. IC 4047 представляет собой универсальный осциллятор с одной микросхемой, который обеспечивает точные периоды включения/выключения на своих выходных контактах № 10 и № 11. Аккумулятор, MOSFET и трансформатор можно модифицировать или модернизировать в соответствии с требуемой выходной мощностью инвертора. Для расчета значений RC и выходной частоты см. техническое описание ИС один IC 4049, который включает в себя 6 вентилей НЕ или 6 инверторов внутри. На приведенной выше диаграмме N1—-N6 обозначают 6 вентилей, которые сконфигурированы как каскады генератора и буфера. Элементы NOT N1 и N2 в основном используются для каскада генератора, C и R можно выбрать и зафиксировать для определения частоты 50 Гц или 60 Гц в соответствии со спецификациями страны Остальные вентили с N3 по N6 настроены и сконфигурированы как буферы и инверторы, так что конечный результат приводит к созданию чередующихся импульсов переключения для силовых транзисторов. Трансформатор и батарея могут быть выбраны в соответствии с требованиями к мощности или техническими характеристиками нагрузки. Выходной сигнал будет чисто прямоугольным. Формула для расчета частоты: f = 1/1,2RC, где R в омах, а F в фарадах По сравнению с предыдущим инвертором НЕ, показанный выше простой инвертор на основе вентиля НЕ-И может быть построен с использованием одной микросхемы 4093. Затворы с N1 по N4 обозначают 4 затвора внутри IC 4093. N1 подключен как схема генератора для генерации необходимых импульсов частотой 50 или 60 Гц. Они соответствующим образом инвертируются и буферизуются с помощью оставшихся затворов N2, N3, N4, чтобы, наконец, обеспечить попеременную частоту переключения через базы силовых биполярных транзисторов, которые, в свою очередь, переключают силовой трансформатор с заданной скоростью для генерации требуемого напряжения 220 В или 120 В. Несмотря на то, что здесь подойдет любая микросхема вентиля И-НЕ, рекомендуется использовать микросхему 4093, поскольку она оснащена триггером Шмидта, который обеспечивает небольшую задержку переключения и помогает создать своего рода мертвое время на переключающих выходах, гарантируя, что питание устройства никогда не включаются вместе даже на долю секунды. 5) Еще один простой инвертор с затвором NAND на полевых МОП-транзисторахВ следующих параграфах описана еще одна простая, но мощная схема инвертора, которую может собрать любой энтузиаст электроники и использовать для питания большинства бытовых электроприборов (резистивные и импульсные нагрузки). . Использование пары полевых МОП-транзисторов влияет на мощный отклик схемы, включающей очень мало компонентов, однако прямоугольная конфигурация действительно ограничивает использование устройства в нескольких полезных приложениях. Введение Может показаться, что расчет параметров MOSFET включает несколько сложных шагов, однако, следуя стандартной схеме, заставить эти замечательные устройства работать, безусловно, легко. Когда мы говорим об инверторных схемах с силовыми выходами, МОП-транзисторы обязательно становятся частью конструкции, а также основным компонентом конфигурации, особенно на выходных концах схемы. Схемы инверторов являются фаворитами среди этих устройств, и мы обсудим одну из таких схем, включающую полевые МОП-транзисторы для питания выходного каскада схемы. Ссылаясь на диаграмму, мы видим очень простую конструкцию инвертора, включающую каскад прямоугольного генератора, буферный каскад и каскад выходной мощности. Использование одной ИС для генерации требуемых прямоугольных сигналов и для буферизации импульсов особенно упрощает создание конструкции, особенно для новых энтузиастов электроники. Использование вентилей И-НЕ IC 4093 для схемы генератора IC 4093 представляет собой микросхему триггера Шмидта с четырьмя вентилями И-НЕ, одна И-НЕ подключена как нестабильный мультивибратор для генерации базовых прямоугольных импульсов. Значение резистора или конденсатора можно отрегулировать для получения импульсов частотой 50 или 60 Гц. Выход вышеописанного каскада генератора связан с еще парой вентилей И-НЕ, используемых в качестве буферов, чьи выходы в конечном итоге заканчиваются вентилями соответствующих полевых МОП-транзисторов. Два вентиля И-НЕ соединены последовательно таким образом, что два полевых МОП-транзистора поочередно получают противоположные логические уровни от каскада генератора и поочередно переключают полевые МОП-транзисторы для создания желаемой индукции во входной обмотке трансформатора. Переключение полевых МОП-транзисторовОписанное выше переключение полевых МОП-транзисторов заполняет весь ток батареи внутри соответствующих обмоток трансформатора, вызывая мгновенное повышение мощности на противоположной обмотке трансформатора, откуда в конечном итоге поступает выходной сигнал на нагрузку. МОП-транзисторы способны выдерживать ток более 25 ампер, а их диапазон довольно велик, поэтому они подходят для управления трансформаторами с различными характеристиками мощности. Остается только доработать трансформатор и аккумулятор для изготовления инверторов разных диапазонов с разной мощностью. Список деталей для приведенной выше схемы инвертора мощностью 150 Вт:
TR1 = 0-12V вход. , ток = 15 А, выходное напряжение в соответствии с требуемыми спецификациями Формула для расчета частоты будет идентична описанной выше для IC 4049. f = 1/1,2RC. где R = установленное значение R1, а C = C1 6) Использование микросхемы 4060 Если у вас есть одна микросхема 4060 в вашем электронном ящике для мусора вместе с трансформатором и несколькими силовыми транзисторами, вы, вероятно, готовы к созданию ваша простая схема инвертора мощности с использованием этих компонентов. Как и IC 4047, IC 4060 требует внешних RC-компонентов для настройки выходной частоты, однако выходы IC 4060 разбиты на 10 отдельных выводов в определенном порядке, при этом выход генерирует частоту со скоростью, вдвое превышающей его предыдущей распиновки. Несмотря на то, что вы можете найти 10 отдельных выходов с удвоенной частотой на выходных выводах микросхемы, мы выбрали контакт № 7, поскольку он обеспечивает самую высокую частоту среди остальных и, следовательно, может выполнять эту задачу, используя стандартные компоненты для RC. сеть, которая может быть легко доступна для вас независимо от того, в какой части земного шара вы находитесь. Для расчета значений RC для R2 +P1 и C1 и частоты вы можете использовать формулу, описанную ниже: Или другой способ: f(osc) = 1 / 2,3 x Rt x Ct Rt в омах, Ct в фарадах Дополнительную информацию можно получить из этой статьи Вот еще одна крутая идея инвертора DIY, которая чрезвычайно надежна и использует обычные детали для достижения конструкции инвертора высокой мощности, и может быть повышен до любого желаемого уровня мощности. Давайте узнаем больше об этой простой конструкции 7) Простейший инвертор на 100 Вт для новичковСхема простого инвертора на 100 Вт, рассмотренная в этой статье, может считаться самым эффективным, надежным, простым в сборке и мощным инвертором. дизайн. Он эффективно преобразует любое напряжение 12 В в 220 В, используя минимальное количество компонентов. Давайте узнаем больше. Предлагаемая схема простого 100-ваттного инвертора была опубликована довольно давно в одном из журналов по электронике elektor, и, по моему мнению, эта схема является одной из лучших конструкций инвертора, которые вы можете получить. Я считаю его лучшим, потому что конструкция хорошо сбалансирована, хорошо просчитана, использует обычные детали и, если все сделать правильно, заработает сразу. Эффективность этой конструкции составляет около 85%, что хорошо, учитывая простоту формата и низкие затраты. Использование нестабильного транзистора в качестве генератора с частотой 50 Гц По сути, вся конструкция построена на каскаде нестабильного мультивибратора, состоящего из двух маломощных транзисторов общего назначения BC547 вместе с соответствующими частями, состоящими из двух электролитических конденсаторов и нескольких резисторов. Этот каскад отвечает за генерацию основных импульсов частотой 50 Гц, необходимых для запуска инвертора. Вышеупомянутые сигналы имеют низкий уровень тока и поэтому требуют повышения до более высоких порядков. Это делают драйверные транзисторы BD680, дарлингтонские по своей природе. Эти транзисторы принимают маломощные сигналы частотой 50 Гц от транзисторных каскадов BC547 и усиливают их при более высоких уровнях тока, чтобы их можно было подавать на выходные транзисторы. Выходные транзисторы представляют собой пару 2N3055, на базы которых подается усиленный ток от вышеуказанного драйверного каскада. 2N3055 Транзисторы в качестве силового каскадаТаким образом, транзисторы 2N3055 также работают при высоком уровне насыщения и высоких уровнях тока, которые попеременно накачиваются в соответствующие обмотки трансформатора и преобразуются в требуемое напряжение 220 В переменного тока на вторичной обмотке трансформатора. Список деталей для описанной выше простой схемы инвертора мощностью 100 Вт
Радиатор для T3/T4 и T5/T6Технические характеристики:
Нанесение хрома на стекло: Хромирование – особенности технологии и методов металлизации хромом + ВидеоТехнология хромирования (покрытия хромом), метод нанесения химической металлизации от Fusion TechnologiesИзделия, обработанные по технологии химической металлизации, не выгорают на солнце, устойчивы к перепадам температуры, вибрации, воздействию воздуха и воды высокого давления и т.д. Химическое хромирование не требует дорогостоящего оборудования и не причиняет вред здоровью и окружающей среде, в отличие от гальванической обработки деталей. Кроме того, химическая металлизация может применяться не только для обработки металлических поверхностей, но и для работы с пластиком, стеклом, металлом, керамикой и пр. Для запуска производства по декоративному хромированию понадобится: техническое помещение (от 20 м2, с водой, электричеством и отоплением), установка для химической металлизации, компрессор, реактивы и навыки работы по технологии. Освоить и успешно применить технологию поможет наш обучающий курс по химической металлизации. Также, обучение можно пройти на производственной площадке Fusion Technologies в г.
Главный принцип подготовки изделия перед хромированием заключается в том, что бы поверхность изделия сделать максимально гладкой, т.е. если растворы нанести на матовую поверхность, то и серебро будет матовым, а если на глянцевую, то поверхность после серебрения будет зеркальной. После лакировки изделия, его требуется высушить. Газопламенная обработка поверхности проводится для улучшения адгезии базового лака и серебряного покрытия. Отлакированную и хорошо высушенную деталь обрабатывают пламенем горелки. При этом на поверхности образуются специальные полярные молекулы, которые имеют хорошую адгезию с серебром. Можно использовать обыкновенную газовую горелку на пропане. Единственное условие, что бы при этом пламя не давало копоти. В случае невозможности работы с пламенем, данный этап можно исключить. Обезжиривание поверхности требуется при переделке изделия вследствие плохой огневой обработки или загрязнении поверхности детали. Обычные способы обезжиривания, такие как протирка спиртом или растворителем в этом случае не подходят. Требуется химическое обезжиривание. Приготовление химии. Химические реактивы поставляются в концентрированном виде. Их необходимо разбавлять дистиллированной водой. Важно! При приготовлении и использовании дистиллированной воды необходимо замерить показания солемером, допустимое значение 0,04. Распылять активатор можно на любом расстоянии от поверхности. Если поверхность после огневой подготовки хорошо смачивается, то можно распылить активатор и просто подождать минуту, пока он адсорбируется (прилипнет) на поверхности. Поверхность промывается от излишков активатора, используется исключительно дистиллированная вода. Если в эту воду попадет вода проточная, то весь процесс промывки только испортит поверхность. После промывки не допуская высыхания поверхности, немедленно приступают к нанесению зеркального слоя. Нанесение тонкого слоя серебра. Среди всех металлов серебро отличается самой высокой отражательной способностью 98%. После окончания процесса металлизации необходимо сразу тщательно промыть поверхность дистиллированной водой. Промывать следует не только лицевую часть, но желательно и оборотную Сдувать воду следует по следующему принципу – круглые детали «от центра к краям», плоские детали «сверху вниз», а объемные детали «сверху вниз и вращая». Нанесение адгезионного покрытия является одним из важнейших этапов металлизации. Грунт-лак обеспечивает качественное сцепление между зеркальным покрытием и финишным лаком. Для получения любого цветового оттенка – золота, меди, хрома и др., в адгезионный грунт-лак добавляется тонер. Завершающим этапом химической металлизации является нанесение финишного лака. Финишный лак обеспечивает долговечность и надежность покрытия, защитит изделие от выгорания и механических повреждений. Химическое хромирование в домашних условиях: технология, видео
Для улучшения характеристик изделий различного назначения используют множество методов, одним из которых является химическое хромирование.
Так выглядит колпак на колесо после нанесения хромового покрытия химическим способом и последующей полировки
Суть технологии
Суть хромирования, выполняемого по любой технологии, заключается в том, что на обрабатываемую поверхность наносится слой хрома, позволяющий значительно улучшить как декоративные, так и механические свойства детали. Покрытие из хрома наделяет изделие следующими качествами:
Промышленная линия химического хромирования
Самыми популярными методами, при помощи которых на обрабатываемую поверхность наносится слой хрома, являются гальванический и диффузионный.
Суть химического хромирования заключается в том, что хром, оседающий на обрабатываемой поверхности, восстанавливается из раствора своих солей. Такая восстановительная реакция становится возможной за счет того, что в растворе для химического хромирования содержится гипофосфит натрия. Присутствие в растворе именно данного вещества – это главное отличие химического хромирования от аналогичного процесса, выполняемого с применением электролитического раствора.
Гипофосфит натрия – бесцветные кристаллы, применяемые для химического хромирования в основном металлических изделий, иногда и пластмасс
После проведения химического хромирования готовое покрытие получается матовым, что хорошо заметно даже по видео данного процесса.
Подготовка к процедуре
За счет своей простоты проведение химического хромирования не требует серьезных финансовых затрат. Выполнить хромирование в домашних условиях при помощи данной технологии несложно, для этого вполне достаточно внимательно изучить теоретический материал и просмотреть соответствующее видео.
В процессе химического хромирования следует избегать контакта растворов с незащищенными участками тела
Выполнять такое хромирование в домашних условиях следует только в нежилых помещениях, в которых организована эффективная вентиляция. Кроме того, необходимо использовать средства личной безопасности:
Растворы для хромирования, выполняемого по химической технологии, а также для проведения всех вспомогательных технологических операций готовятся на основе дистиллированной воды. Реактивы, используемые при этом, должны иметь в своей маркировке букву «Ч», что свидетельствует об их химической чистоте. Посуда, в которой готовят рабочие растворы, может быть только стеклянной или эмалированной.
Реактивы для химического хромирования
Перед началом химического хромирования поверхность изделия следует подвергнуть тщательной очистке и обезжириванию.
Промывка и обезжирование деталей перед хромированием
Чтобы выполнить обезжиривание, полученную смесь подвергают нагреву до 60–100° и только после этого опускают в нее обрабатываемое изделие.
При необходимости выполнения химического хромирования алюминия изделие из данного металла подвергают еще и цинкатной обработке, после которой его промывают. Перед химическим хромированием деталей из стального сплава на их поверхность предварительно наносится слой меди. Для этого используется водный раствор, включающий следующие компоненты:
Рабочая температура такого раствора, в котором изделие выдерживается в течение нескольких секунд (5–10), должна составлять 15–25°.
Приготовление рабочих растворов
Растворы для химического хромирования надо готовить в следующей последовательности.
Изделие, которое необходимо подвергнуть хромированию, подвешивают в подготовленном и разогретом растворе и выдерживают в нем в течение 5–8 часов.
Изделия, на поверхность которых нанесен слой хрома, подвергают термической обработке, способствующей протеканию низкотемпературной диффузии, а значит, улучшающей адгезию нанесенного слоя с основным металлом. Выполняется термообработка при температуре 400°. В таких условиях изделие выдерживается в течение часа.
Печь для сушки и термической обработки хромированных изделий
Отдельные изделия из стали, такие как ножи, рыболовные крючки, пружины и др., после термообработки могут утратить свою твердость, поэтому их выдерживают при температуре 270–300° в течение трех часов. Термообработка после химического хромирования, с порядком осуществления которой также можно познакомиться по соответствующему видео, позволяет повысить твердость нанесенного покрытия.
Готовое хромовое покрытие после просушки изделия, на которое оно нанесено, имеет сероватый матовый налет. Чтобы придать хрому характерный блеск, поверхность детали подвергают полировке.
Химические реактивы
Для химического хромирования используют несколько основных растворов, которые делятся на кислые (pH 4–6,5) и щелочные (pH больше 6,5). Ниже приведены химические составы таких растворов.
Химический состав растворов для хромирования
Информация о подложке и покрытии — Applied ImageМатериалы подложки Оптическое стекло : Содалим (флоат-стекло): Химически стабилен и достаточно тверд. B270 (краун-стекло) : более прозрачно, чем содалимовое стекло. Он обладает высокой устойчивостью к солнечному излучению и обеспечивает высокий коэффициент пропускания в видимом диапазоне длин волн. Он также имеет огнеупорную поверхность и обладает высокой химической стабильностью. N-BK-7 : Очень прозрачное оптическое стекло, не содержащее мышьяка и свинца, преемник BK7. N-BK7 представляет собой относительно твердое стекло с боровой коронкой и обладает хорошей устойчивостью к царапинам. Он имеет очень низкое количество включений и почти не содержит пузырьков. Еще одной причиной выбора N-BK7 является высокая линейная оптическая передача в видимом диапазоне до 350 нм. Pyrex (Borofloat): Стекло с низким коэффициентом теплового расширения. Из сотен производимых коммерческих стекол боросиликатные стекла PYREX типа I с низким коэффициентом расширения ближе всего подходят к тому, чтобы быть идеальным стеклом для большинства лабораторных применений. Плавленый кремнезем (кварц) : Стекло, состоящее из кремнезема в аморфной (некристаллической) форме. Он отличается от традиционных стаканов тем, что не содержит других ингредиентов. Оптические и термические свойства плавленого кварца превосходят свойства других видов стекла благодаря его чистоте. По этим причинам он находит применение в таких ситуациях, как производство полупроводников и лабораторное оборудование. Он лучше пропускает ультрафиолет, чем большинство других стекол, и используется для изготовления другой оптики для ультрафиолетового спектра. Его низкий коэффициент теплового расширения также делает его полезным материалом для прецизионных зеркальных подложек. Опал (белая слоновая кость) : Твердое белое полупрозрачное стекло оптического качества, обычно используемое либо для рассеивания света, либо для создания отражающей поверхности. Керамика : Белый или почти белый отражающий материал, состоящий на 96% из прессованного оксида алюминия. Керамика обычно известна своей матовой поверхностью; поэтому низкая отражательная способность при сохранении белой отражающей поверхности, а также устойчивость к поломке. Фотобумага высокого разрешения : доступна с глянцевой, полуматовой и матовой поверхностью. Для использования в отражающих приложениях и дешевле, чем опал или керамика. Пленка с фотоэмульсией: Для использования в системах передачи. Несколько источников и типов пленки доступны для пользовательских приложений. Материалы покрытияХром с высокой отражающей способностью : примерно 65%R при 436 нм Хром с низкой отражающей способностью : приблизительно 11%R при 436 нм Синий хром : <5% при 632 нм Синий-хром-синий: <5% при 623 нм (с обеих сторон стекла) , золото , отражение 9000 ИК-излучения 9000 очень хрупкий Низкая контрастность: Дифференциал покрытия между фоном и передним планом, определенный методом контрастности Вебера. Фотоэмульсия: Все в желатиновой оболочке Черно-белая фотобумага : Галогенид серебра на белой бумаге Цветная фотобумага : Изображения на основе красителя на белой бумаге Цвет P Пленка hoto – Цвета и прозрачная основа Цветные микропленки: Цвет и высокое разрешение Чернила/краска – обычно используются для точного контроля точечных цветовых пятен Цвета для струйной печати (на основе пигмента) – почти спектрально нейтральные оттенки серого Si02: Покрытие из диоксида кремния, прозрачное, используется для защиты, подходит только для жестких подложек ПРОТИВООТРАЖАЮЩЕЕ ПОКРЫТИЕ : оптимизировано для одной длины волны, но охватывает широкий диапазон, от 0,5% до 2% R Многослойное антибликовое покрытие (BBAR): Широкополосное антибликовое покрытие может достигать от 0% до 0,5% R в широком диапазоне длин волн Покрытие керамики и стекла | Керамика и стекло
Быстрые ссылкиНанесение покрытий на керамические и стеклянные компоненты | Методы нанесения покрытия на стекло и керамику Гальваническое покрытие керамических поверхностей и процесс обработки стекла | Химическое покрытие керамических и стеклянных деталей Общие типы металлов и сплавов, используемых для покрытия керамики и стекла | Каковы преимущества нанесения покрытия на керамику? Услуги по покрытию керамики и стекла с SPC | Запросить предложение Нанесение покрытия на керамические и стеклянные компоненты Нанесение покрытия на керамические, стеклянные и другие материалы, такие как пластик, является проверенным методом придания этим хрупким компонентам желаемых физических и механических свойств другого материала, особенно металлов. Request Quote Подобно пластику, керамике и стеклу труднее работать, чем с традиционными материалами, но эти экзотические материалы обладают выгодными термическими преимуществами, что делает их основой для электронных компонентов. Керамика может выдерживать высокие температуры, а при покрытии определенным металлом или сплавом приобретает прочность и необходимую электропроводность для использования в электронных приложениях. Обычно используемые металлы и сплавы для гальванического покрытия включают медь, алюминий, олово, золото, цинк, серебро и никель. Независимо от того, пытаетесь ли вы уменьшить коррозию или трение или повысить прочность, долговечность и проводимость вашего компонента, решением может стать его покрытие специальным металлом. В любом случае выбор компонента для покрытия имеет важное значение. Методы нанесения покрытия на стекло и керамику Гальваника и химическое покрытие требуют различных методов завершения. Гальваническое покрытие требует использования электрического тока для приклеивания тонкого слоя металла к керамической или стеклянной подложке, в то время как химическое покрытие основано на автокаталитической химической реакции для получения тех же результатов. При гальванике электрический ток восстанавливает растворенные катионы металлов или ионы с положительным зарядом. Размышление о создании цепи — хороший способ понять механику гальваники. Электроды приклеиваются к детали тонким слоем металла. Компонент действует как катод или отрицательно заряженный электрод, а используемый металл составляет анод или положительно заряженный электрод. В компании Sharretts Plating мы предлагаем услуги по гальванике и отделке высочайшего качества и справились с требованиями работы с экзотическими материалами, такими как пластик, керамика и стекло. Поскольку эти компоненты погружены в ванну с электролитами, состоящими из солей и ионов металлов, это обеспечивает надлежащий поток электричества через внешний электрический ток. Он подается в виде постоянного тока на анод, чтобы помочь окислить атомы металла и растворить их в растворе электролита. Эти растворенные в растворе ионы металлов уменьшаются и начинают покрывать объект металлическими пластинами. Процессы химического погружения не требуют такого типа внешнего источника питания и полагаются на автокаталитическую химическую реакцию вместо его осаждения. Химическое покрытие обычно включает создание нескольких реакций одновременно путем погружения компонента в жидкий раствор. Используя химические методы, он заставляет выбранный металл покрывать объект. В отличие от гальванопокрытия, для которого требуется два электрода, при электролизе используется только один, и выполнение процедуры не зависит от внешнего электрического тока. Вместо этого используются восстановители. Для более мелких компонентов это может быть экономически выгодным, поскольку ванны с электролитом и использование внешнего источника питания увеличат общие расходы. Кроме того, химические методы нанесения покрытия могут обеспечить гибкость как в отношении размера, так и формы компонентов, предназначенных для покрытия. Недостатком является то, что он может быть намного медленнее и не сможет достичь толщины, которую могут получить методы гальванического покрытия. Какой бы метод покрытия ни был наиболее подходящим и экономичным для вашего компонента, в результате получаются покрытия из металла на керамической или стеклянной подложке, обладающие прочностью на растяжение, твердостью, долговечностью, а также тепловыми и электрическими свойствами металла. Гальваническое покрытие керамических поверхностей и процесс обработки стеклаКогда дело доходит до гальванического покрытия керамических материалов, добавление металлического покрытия является сложной задачей. В большинстве случаев для этого процесса сначала потребуется химическое никелевое покрытие, чтобы улучшить адгезию дополнительной металлической отделки. Почти любой металл можно использовать с керамической подложкой, и для этого процесса может быть полезно гальваническое покрытие. Как только на керамический компонент нанесено тонкое металлическое покрытие, на него можно нанести металлическое покрытие в электролитическом резервуаре, как и на любой другой объект. На первый взгляд керамика кажется хрупкой, но после завершения процесса покрытия изделие становится прочным. Керамические подложки обычно используются в производстве электронных схем, поскольку они обладают превосходными тепловыми свойствами и характеристиками. Покрывая их металлом, можно увеличить проводимость и улучшить физические и механические свойства. В производстве электроники регулярно используются оксид алюминия, нитрид кремния и нитрид алюминия. Низкотемпературные керамические подложки совместного обжига также стали более популярными за последнее десятилетие, поскольку они обеспечивают улучшенные характеристики за счет смешивания материала в слоях. Используя глинозем и стекло, эти типы подложек можно обжигать совместно с металлами с низким сопротивлением, такими как медь и серебро, при температуре менее 1800 градусов по Фаренгейту. Гальваническое покрытие стеклянных деталей сопряжено с особыми трудностями, поскольку стеклянные подложки часто необходимо подготавливать к процессу нанесения покрытия. Медь и серебро являются одними из наиболее часто используемых металлов для покрытия стекла. Эти металлы популярны благодаря своим механическим и физическим свойствам и наносятся тонким слоем на стеклянную поверхность компонента. Чтобы подготовить стекло к гальванике, токопроводящая обработка применяется к участкам компонента, где будет происходить гальваническое покрытие. Графит и другие металлические порошки используются для первичной обработки подложки. После этого компонент можно погружать в растворы растворенных металлов. Как и при других методах гальванического покрытия, внешний постоянный электрический ток проходит от анода или металла, используемого для покрытия, через раствор электролита к отрицательному электроду или поверхности компонента, обработанной для придания электропроводности. Запросить бесплатное предложениеДля керамики и стеклаПолучите предложение сейчас Химическое осаждение керамических и стеклянных деталейКак упоминалось выше, методы химического осаждения не требуют использования внешнего источника питания для получения тонкого металлического покрытия на поверхности компонента. Однако зависимость от автокаталитической химической реакции по-прежнему дает аналогичные результаты. Кроме того, химические процессы можно использовать для подготовки керамики, так как поверхность нуждается в тонком слое для обеспечения адгезии во время гальванического покрытия. Химические методы часто используются для изготовления деталей меньшего размера и разного размера. Отсутствие внешнего источника питания и потребность в растворах электролитов снижает общие затраты. Химическое осаждение использует химические растворы и восстановитель для обеспечения электронов для осаждения металла на каталитическую поверхность. Химические вещества, такие как формальдегид, используются для химического меднения, а гипофосфит натрия обычно используется для химического никелирования. Как и в случае с гальванопокрытием, для конечного продукта может использоваться практически любой металл. Некоторые из наиболее распространенных для химического покрытия включают никель, а также широкий спектр никелевых сплавов. Даже если никель не является желаемым металлом, профессионалы часто используют его в качестве начального слоя, чтобы на поверхность керамического компонента можно было добавить другие материалы. Никель, однако, не является каталитическим в качестве начального слоя, и для облегчения химического осаждения необходимо нанести катализатор. Как только этот процесс начнется, никель будет накапливаться с контролируемой скоростью. При работе со стеклом требуется подготовка перед началом химического покрытия. Например, для нанесения меди на стеклянные материалы обычно используют полиэтиленимин (ПЭИ) на стеклянной матрице и эпихлоргидрин (ЭХГ) в качестве сшивающего агента для инициирования химической реакции. Аминогруппы могут эффективно поглощать палладий — катализаторы, которые инициируют процесс химического осаждения меди на поверхность стеклянной подложки. Затем на поверхности стекла, активированного палладием, может быть сформирована медная пленка. Общие типы металлов и сплавов, используемых для покрытия керамики и стекла Керамика и стекло создают проблемы в процессе нанесения покрытия, но можно использовать почти любой металл. Некоторые из наиболее распространенных включают медь, никель, серебро и золото. Медь и ее сплавы являются одними из наиболее распространенных типов металлов, используемых в гальванике, из-за их доступности и высокой электропроводности. Как упоминалось выше, химическое никелирование очень распространено как при подготовке, так и при изготовлении готовых изделий. Никель и многие его сплавы устойчивы к износу, что делает их широко используемыми в сфере гальванопокрытий. Никель обеспечивает основу, к которой прилипают другие металлы во время гальванического покрытия. Что касается драгоценных металлов, то золото и серебро обладают преимуществами физических и механических свойств. Золото обладает высокой устойчивостью к окислению, а также высокой электропроводностью. В отличие от меди, золото гораздо реже и дороже. Из-за более высокой стоимости материала многие резервируют позолоту для мелких компонентов. Золото часто используется для электронных компонентов, таких как разъемы, потому что оно предотвращает ржавчину и обеспечивает жизненно важную электропроводность в сложных цепях. Серебро — еще один редкий и дорогой материал, хотя и не такой дорогой, как золото. Серебро также используется в электронике и обеспечивает повышенную электропроводность. Серебро плохо работает в определенных областях применения и имеет механические и физические свойства, которые могут не сохраняться в долгосрочной перспективе по сравнению с другими менее дорогими металлами и сплавами. В то время как традиционные металлы, такие как олово, медь, никель и цинк, широко используются в гальваническом покрытии, некоторые экзотические материалы, такие как керамика и пластмассы, требуют более качественных металлов, чтобы они лучше выдерживали длительное использование. В этих приложениях часто необходимы более сильная коррозионная стойкость и высокая электропроводность. В течение почти столетия компания Sharretts Plating Company совершенствовала методы обработки драгоценных металлов, таких как золото, серебро, палладий и платина, а также широкий спектр других сплавов драгоценных металлов. Мы можем эффективно наносить другие металлы на вольфрам, а также наносить вольфрам совместно с никелем и другими стандартными металлами. Это позволило нам перейти от традиционного гальванического цеха к специализированному, высокотехнологичному отделу металла, чтобы удовлетворить потребности таких отраслей, как медицина, оборона, аэрокосмическая промышленность и электроника. Работая с экзотическими материалами, такими как керамика, стекло и пластик, компания Sharretts Plating может предоставить вам результаты, которые превзойдут ваши ожидания. Каковы преимущества покрытия керамики?Внедрение химического покрытия и множество дополнительных операций делают нанесение покрытия на керамику более сложной задачей, чем традиционная отделка «металл по металлу». Однако дополнительные усилия могут принести вашей компании ряд ценных преимуществ:
Как мне может помочь компания Sharretts Plating?С 1925 года SPC предоставляет услуги по нанесению промышленных покрытий в самых различных отраслях промышленности, предлагая индивидуальные услуги по нанесению покрытий и отделке металлов, чтобы помочь нашим клиентам разрабатывать более качественную продукцию и снижать эксплуатационные расходы. Наши возможности для промышленного нанесения покрытий включают в себя все: от палладиевого покрытия до химического никелирования, от гальванического покрытия медью до покрытия серебром и золотом. Мы также предлагаем покрытие с использованием различных металлических сплавов, которые обеспечивают большую гибкость. Наше предприятие по нанесению покрытий — одно из немногих в отрасли, которое может эффективно наносить металлы, такие как золото и никель, на титан, и мы усовершенствовали сложный процесс нанесения покрытия на пластик. На сегодняшний день мы являемся одной из самых экологически чистых компаний, предоставляющих услуги по металлизации, и постоянно работаем над улучшением наших процессов металлизации и отделки для защиты окружающей среды. В Sharetts Plating Company мы можем предоставить вам надежные и доступные услуги в самых разных отраслях. Если вас интересуют гальванические, химические или другие услуги по гальванике, свяжитесь с нами сегодня. Мы можем предоставить вам бесплатное предложение практически для любой промышленной потребности. Наш представитель по работе с клиентами свяжется с вами в течение одного рабочего дня! Дополнительные ресурсы:
Свяжитесь с нами, ЧТОБЫ УЗНАТЬ БОЛЬШЕ О НАШИХ УСЛУГАХ ПО ПОКРЫТИЯМ Свяжитесь с SPC сегодня, чтобы получить бесплатное предложение по нанесению покрытия или узнать больше о том, как наши многочисленные ценные услуги по нанесению покрытия магнием могут помочь вам максимизировать ваши производственные процессы. Cs метал: Яндекс Карты — подробная карта мираАккумулятор для Meizu M1 Metal 3100mah CSКод товара NV11252
Где найти название модели? Совместимость Аккумулятор для Meizu M1 Metal, Blue Charm Metal Заводской номер (p/n) BT42M CS-MX420XL Помощь специалиста Не уверены что подойдет? Нет Вашей модели в списке? Наши специалисты помогут с выбором Задать вопрос Характеристики Производитель CameronSino EAN 4894128128496 Емкость, мАч 3100 Напряжение, В Тип устройства Для телефонов Тип химии Li-Polymer Тип X-Longer Размеры, мм 74,75×59,20×4,20 Страна производства Китай Длина 74.75 Ширина 59.2 Высота 4.2
Все аккумуляторы прошли проверку на безопасность и сертифицированы , ISO 9001:2008. Все рекомендации и предостережения касаются только аккумуляторов типа: Li-ion, Li-polymer. Зарядка
Хранение
Срок службы
Аккумулятор неисправен, признаки
Безопасность
Утилизация
Нет вопросов клиентов на данный момент. Задать вопрос Ваш вопрос успешно отправлен нашей команде. Спасибо за вопрос! Задать вопрос Отправляя форму, вы даете согласие на обработку персональных данных и соглашаетесь c политикой конфиденциальности Царга для стола Estetica Riva ES.CS-3 Тиквуд Светлый/ Латте метал 1180*18*320Описание Царга для стола из коллекции Estetica, модель — ES.CS-3. Организация рабочих мест сотрудникам. Цвет ЛДСП — Тиквуд Светлый, цвет маталлокаркаса — латте. Габариты (ШхГхВ): 1180х18х320 мм. Характеристики серииТолщины ЛДСП Шкафы-купе: Топ и дно — 25мм, остальное ЛДСП — 18мм Толщины ЛДСП Тумбы/шкафы: Топ — 25мм, остальное ЛДСП — 18мм Кромка ПВХ толщиной 0,4мм и 2мм. Цвета ЛДСП — корпус: Латте Цвета фасалов: Капучино, Тиквуд Светлый. Модули устанавливаются на регулируемые опоры — Американка Н=27мм Цвета стеклянных фасадов без рамы: Тиквуд Светлый матовый Цвета стеклянных фасадов в раме: Тиквуд Светлый матовый, ivory, umbra Опоры металлические: труба круглая ? 38 мм / труба плоскоовальная 50х30 мм Траверсы: труба 40*20 мм Ручки: металл, хром матовый с пластиковой вставкой Корпус ящиков тумб: короб ЛДСП 18 мм Столешница: Парящая столешница Направляющие ящиков: шариковые Замки тумб: на верхний ящик Замки центральные: на фасадах купе Настольные экраны: ЛДСП / ткань Заглушки кабель-каналов: металлические, двойного открывания, окрашены в цвет корпуса Цвета ЛДСПТиквуд Светлый Капучино Особенности Гарантия производителя, мес. 12 Страна производства: Россия Тип товара: Царга Цвет товара: Тиквуд Светлый / Латте метал Ширина, мм: 1180 Глубина, мм: 18 Высота, мм: 320 Материал экрана: ЛДСП Толщина каркаса, мм: 18 Металл: Латте О нас | CS Metal Arts Наша трудолюбивая семья в CS Metal Art расположилась на пышной окраине небольшого городка Меномини, штат Мичиган, на Верхнем полуострове. С детства Кен проводил много времени в мастерской своего дедушки Эндрю, экспериментируя с сельскохозяйственной техникой и изучая, на что способен металл. Страсть Кена к работе с металлом только крепла с годами, оттачивая свои навыки, расширяя свои знания и изготавливая необходимые детали и металлические проекты, которые нельзя было найти в другом месте для нашего бизнеса и для нужд других людей. Мир сырья может показаться скучным в своей простейшей форме, но для нашей семьи в CS Metal Art это захватывающая возможность превратить что-то вроде листа голого металла в искусство, сочетающее в себе красоту, долговечность и функциональность. Мы создаем свои собственные проекты, но также можем работать с вами, чтобы воплотить ваши мечты о металлическом искусстве в реальность. Мы работаем со специальной компьютерной программой, которая позволяет нам создавать проекты по индивидуальному заказу, а также импортировать готовые работы. Затем наш плазменный станок с числовым программным управлением (ЧПУ) переводит дизайн на экране в линии разреза на металлическом листе, превращая дизайн в реальность. Затем, в зависимости от конструкции, деталь можно согнуть, сварить и собрать. Затем деталь помещают в кислотную ванну или очищают пескоструйной очисткой, подготавливая поверхность к нанесению отделочного цвета. На наших художественных изделиях в процессе сухой окраски порошкового покрытия электростатически заряженные тонко измельченные цветные частицы распыляются на электрически заземленные металлические детали, так что цвет остается на голой металлической поверхности. Каждое изделие тщательно проверяется на каждом этапе производственного процесса, что гарантирует высочайшее качество изделия из металла, которое вам понравится, и мы гордимся тем, что носим свое имя. Мы любим нашу землю, и большая часть неиспользуемых кусков металла и других различных материалов перерабатывается; даже излишки порошковой краски собираются и по возможности используются повторно, что сводит к минимуму количество отходов. Процесс порошковой окраски экологически безопасен, поскольку порошковая окраска не содержит растворителей, которые выделяют в атмосферу вредные летучие органические соединения (ЛОС). Спасибо, что нашли время познакомиться с нами и нашей линейкой продуктов, которые мы предлагаем. Продукты | CS Metal Arts Наш ведущий эксперт по металлу Кен, здесь, в CS Metal Art, вынашивал эту мечту из своей давней любви к работе с металлом и творческой энергии. КАТАГОРИИ ЧАСЫ
НАКЛАДКИ НА ДВЕРИ Что такое накладки на двери? Что это такое, так это красивая сцена, которая установлена между верхней обшивкой двери и потолком. Дверной топпер придаст незаметному участку вашей комнаты привлекательный штрих декора. Это не то, что обычно приходит на ум при выборе декора для вашего дома, хижины, офиса или для того, что трудно купить для человека в вашей жизни, но это может быть именно то, что вы искали и даже не подозревали об этом. . Кроме того, благодаря прочному порошковому покрытию их можно отображать как внутри, так и снаружи. КРЮЧКИ Вещи, которые вам нужны больше всего, обычно находятся в самом последнем месте, куда вы смотрите, забиты в шкафу под этой o пе коробкой. Превратите свою растрепанную кучу снаряжения в великолепный организованный центр. Наши гостеприимные настенные крючки можно разместить внутри или снаружи, чтобы создать живописную организацию, где бы вы ни захотели или не нуждались в этом.
СВОБОДНО УСТАНАВЛИВАЕМОЕ ИСКУССТВО
ПИЛЫ
ПОЛКИ
ЗНАКИ
СПИНЕРЫ
КОЛЕВОЙ ДВОР/САД
НАСТЕННОЕ ИСКУССТВО Гофрированные трубы из нержавейки: Гофрированная труба из нержавеющей сталиГофрированная труба из нержавеющей сталиГофрированная труба из нержавеющей стали под обжимные фитинги и накидные гайки Гофрированная труба из нержавеющей стали — под обжимные фитингиУсловный диаметр гофрированной трубы из нержавеющей стали — 15, 20, 25 и 32мм Гофрированная труба из нержавеющей стали, латунные фитинги и комплектующие изготовлены из высококачественных материалов в Южной Корее! Гофрированная труба из нержавеющей стали обладает международной сертификацией менеджмента качества ISO и имеет все необходимые сертификаты На российском рынке гофрированная труба из нержавеющей стали прошла сертификацию и государственную регистрацию и имеет разрешительную документацию в области промышленной безопасности Срок службы гофротрубы из высоколегированной нержавеющей стали и латунных фитингов неограничен. Срок службы гибких подводок из нержавеющей стали с фторопластовыми прокладками не менее 20 лет Виды гофрированной трубы из нержавеющей стали под фитинги:Неотожённая и Отожжённая гофрированная труба из стали марки AISI 304; Гофрированные трубы из нержавеющей стали AISI 304( в России согласно ГОСТ её аналогом является сталь марки 08Х18Н10) широко используются в быту, медицине и пищевой промышленности(пищевая сталь). Каталог
Отожжённая гофрированная труба из нержавеющей стали марки AISI 304 в полиэтилене; Гофрированная труба имеет полиэтиленовое покрытие толщиной 0.5мм(цвет — синий и желтый) что дополнительно может защитить ее от электрохимического и других воздействий. Каталог
Неотожённая и Отожжённая гофрированная труба из стали марки AISI 201. Гофрированные трубы из нержавеющей стали AISI 201 ( в России согласно ГОСТ её аналогом является сталь марки 12Х15Г9НД) используются там, где не будет контакта с жидкостями и внешнего воздействия (дождь, снег). Внешне, гофрированные трубы этой марки, ничем не отличаются от трубы AISI 304. Широко нашли свое применение в качестве металлорукава для электропроводки и сетей связи. Каталог
Гофротруба из нержавеющей стали реализуется в бухтах длиной:
Гофрированная труба из нержавеющей стали — под накидные гайкиОтожжённая гофрированная труба из нержавеющей стали марки AISI 304; Гофрированные трубы из нержавеющей стали AISI 304( в России согласно ГОСТ её аналогом является сталь марки 08Х18Н10) широко используются в быту, медицине и пищевой промышленности(пищевая сталь). Каталог
Отличие отожженной гофрированная трубы от неотожженной
Преимущества гофрированных труб из нержавеющей стали (CSST) и информация по установке и безопасности CSST
Система Gastite® Гофрированная трубка из нержавеющей стали (CSST)
Гофрированные трубки из нержавеющей стали (CSST) Gastite® предназначены для подачи природного газа или сжиженного нефтяного газа к приборам. Gastite — это надежная и экономичная система, которую можно устанавливать во всех видах строительства. Гибкость означает быструю и простую установку: Gastite® устанавливается на 30-70% быстрее, чем традиционные методы прокладки труб.
• CSA: ANSI LC 1 «Системы трубопроводов топливного газа с использованием гофрированных трубок из нержавеющей стали» ЦСТ (PDF 44kB)
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||

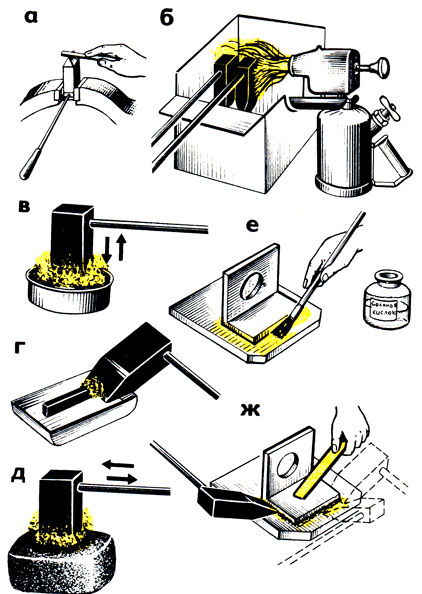
 Либо необходимо установить активную вытяжку.
Либо необходимо установить активную вытяжку.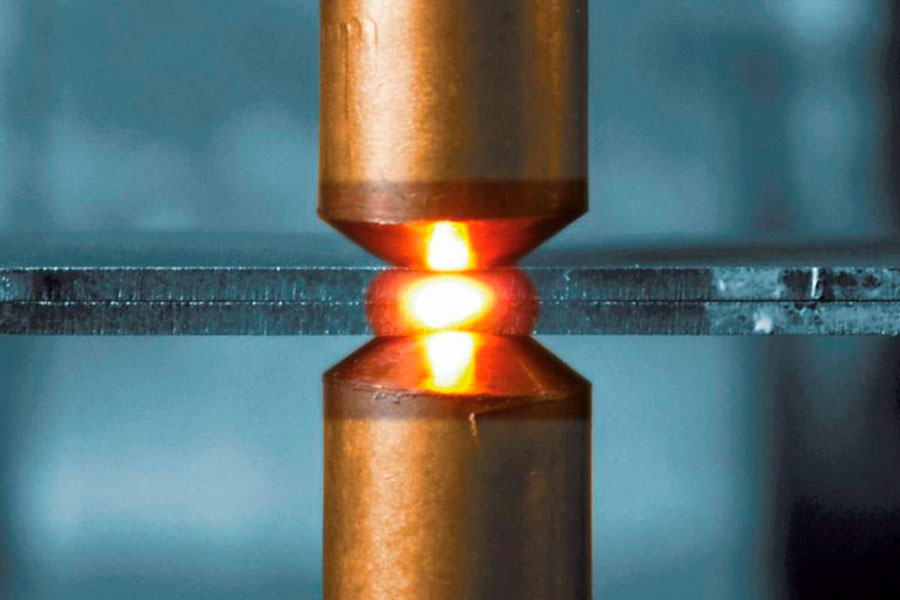

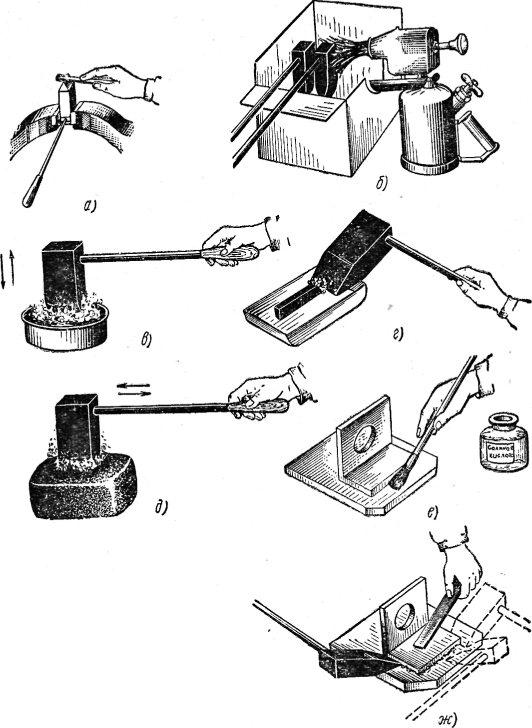 Для проведения пайки жести необходимо следующее:
Для проведения пайки жести необходимо следующее: Следовательно, работая с оцинкованным металлом, нельзя пользоваться горелками большой мощности.
Следовательно, работая с оцинкованным металлом, нельзя пользоваться горелками большой мощности.

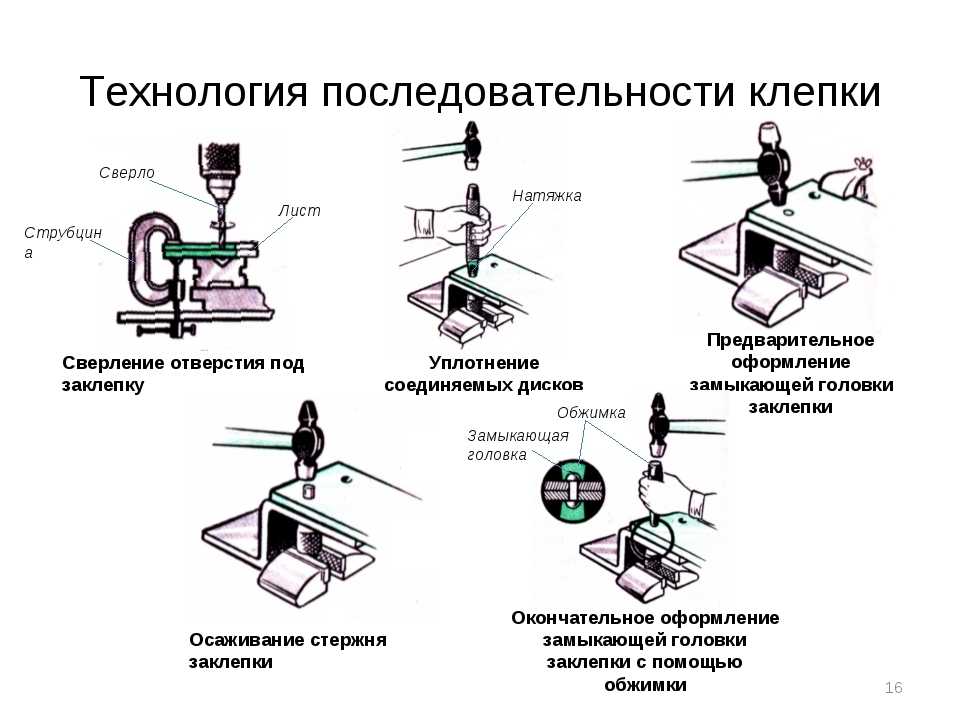 Выбор припоя зависит от поставленной перед специалистом задачи. Считается, что проще работать с оловянным припоем. Но есть и существенный недостаток – прочность шва будет невысока.
Выбор припоя зависит от поставленной перед специалистом задачи. Считается, что проще работать с оловянным припоем. Но есть и существенный недостаток – прочность шва будет невысока. Это приведет в итоге к ее хрупкости и последующему разрушению при возникновении напряжения. В готовом же изделии в таком случае образуются трещины.
Это приведет в итоге к ее хрупкости и последующему разрушению при возникновении напряжения. В готовом же изделии в таком случае образуются трещины. Площадь прогрева может отличаться в зависимости от габаритов деталей и целей соединения. Как правило, она колеблется от 0,5 до 2 см.
Площадь прогрева может отличаться в зависимости от габаритов деталей и целей соединения. Как правило, она колеблется от 0,5 до 2 см.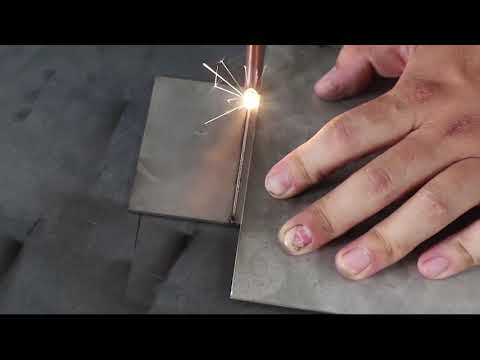

 Давайте рассмотрим определение термина «пайка»:
Давайте рассмотрим определение термина «пайка»: Как и в предыдущем случае рассмотрим процесс «склеивания» хотя тут все намного запутаннее (ссылка на Wiki):
Как и в предыдущем случае рассмотрим процесс «склеивания» хотя тут все намного запутаннее (ссылка на Wiki):
 Лучшая рекомендация — приобретать их у одного поставщика. При сварке листов из полипропилена или полиэтилена на стыковых сварочных станках физика и химия процесса максимально соответствует приведенному определению Термина «сварка», а именно «процесс получения неразъёмных соединений посредством установления межатомных связей между свариваемыми частями при их местном … нагреве, пластическом деформировании или совместном действии того и другого»
Лучшая рекомендация — приобретать их у одного поставщика. При сварке листов из полипропилена или полиэтилена на стыковых сварочных станках физика и химия процесса максимально соответствует приведенному определению Термина «сварка», а именно «процесс получения неразъёмных соединений посредством установления межатомных связей между свариваемыми частями при их местном … нагреве, пластическом деформировании или совместном действии того и другого» США
США 1 — четверть
1 — четверть
 Огромной популярностью пользуются оцинкованные талрепы, стоимость которых несколько выше средней цены на аналогичные устройства.
Огромной популярностью пользуются оцинкованные талрепы, стоимость которых несколько выше средней цены на аналогичные устройства. Как правило, основание отличается цилиндрической формой. Однако далеко не всегда используются основания. Более простые и примитивные модели оснащаются специальными кольцами. Естественно, основание из металла обеспечивает большую прочность и надежность устройства. В любом случае, работа механизма осуществляется за счет стягивания винтов ближе к центру. Результатом становится максимальное натяжение тросов, веревок, ремней или канатов- в зависимости от того, что именно стягивается талрепом.
Как правило, основание отличается цилиндрической формой. Однако далеко не всегда используются основания. Более простые и примитивные модели оснащаются специальными кольцами. Естественно, основание из металла обеспечивает большую прочность и надежность устройства. В любом случае, работа механизма осуществляется за счет стягивания винтов ближе к центру. Результатом становится максимальное натяжение тросов, веревок, ремней или канатов- в зависимости от того, что именно стягивается талрепом. Следующий этап технологического процесса заключается в фрезеровании двух отверстий, посредством которых можно изменять усилие и длину. Независимо от метода производства каждой конкретной детали, входящей в состав натяжителя, само устройство выполняется токарным способом.
Следующий этап технологического процесса заключается в фрезеровании двух отверстий, посредством которых можно изменять усилие и длину. Независимо от метода производства каждой конкретной детали, входящей в состав натяжителя, само устройство выполняется токарным способом. Выделяют несколько видов устройств для крепления товаров:
Выделяют несколько видов устройств для крепления товаров: Если же вы приобрели устройство с типов «кольцо-кольцо», то для закрепления такого талрепа требуется предмет крюкообразной формы. В противном случае О-образный натяжитель закрепить не представляется возможным. Подвижные элементы подобных механизмов присутствует специальная резьба, необходимая для регулировки и изменения длины троса. В современных приборах появляются дополнительные приспособления, задача которых заключается в изменении уровня плавности натяжения. Область применения подобных устройств – это натягивание волоконно-оптических кабелей под малые нагрузки.
Если же вы приобрели устройство с типов «кольцо-кольцо», то для закрепления такого талрепа требуется предмет крюкообразной формы. В противном случае О-образный натяжитель закрепить не представляется возможным. Подвижные элементы подобных механизмов присутствует специальная резьба, необходимая для регулировки и изменения длины троса. В современных приборах появляются дополнительные приспособления, задача которых заключается в изменении уровня плавности натяжения. Область применения подобных устройств – это натягивание волоконно-оптических кабелей под малые нагрузки. Однако для подъема предметов данный инструмент не подойдет. Его основное предназначение заключается в страховке, растяжке, а также настройке подвески.
Однако для подъема предметов данный инструмент не подойдет. Его основное предназначение заключается в страховке, растяжке, а также настройке подвески. В этой связи требуется постоянный контроль за инструментом до работы, во время и обязательно после. Любые, даже самые мелкие и незначительные на первый взгляд деформации, недопустимы. Выбирая правильное устройство для работы с грузами соответствующих габаритов и веса, вы сведете к минимуму вероятность выхода прибора из строя.
В этой связи требуется постоянный контроль за инструментом до работы, во время и обязательно после. Любые, даже самые мелкие и незначительные на первый взгляд деформации, недопустимы. Выбирая правильное устройство для работы с грузами соответствующих габаритов и веса, вы сведете к минимуму вероятность выхода прибора из строя. 18 грн
18 грн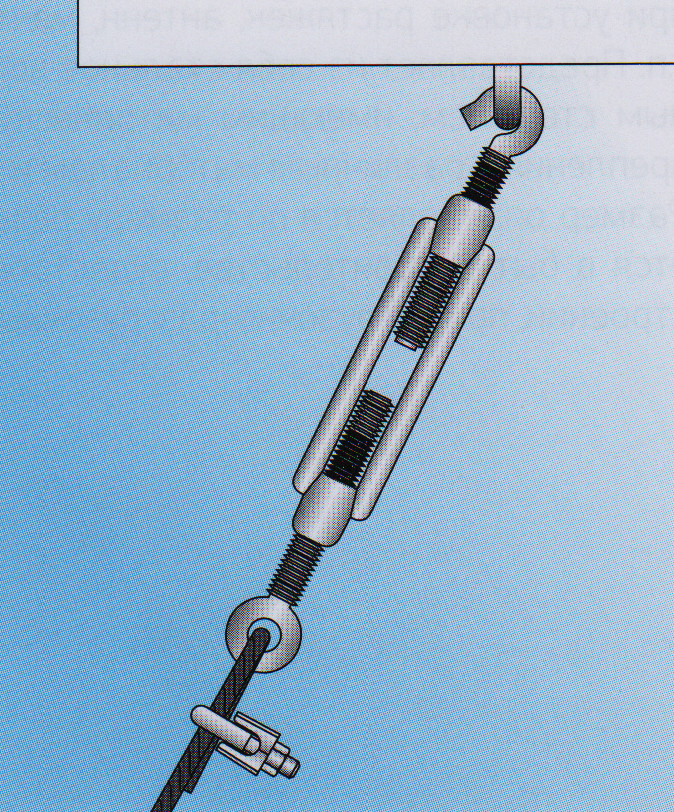 Ивано-Франковск
Ивано-Франковск 12 грн
12 грн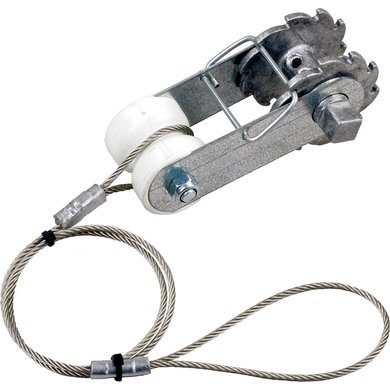 10 грн/бухта
10 грн/бухта 68 грн
68 грн Натяжители троса Bullet крепятся к внутренней части стойки, натяжной трос уходит вне поля зрения. Универсальный механизм натяжения означает, что больше не нужно натягивать и не натягивать концы, укладывать тросы в шахматном порядке вокруг углов или использовать отдельные комплекты для ровных и угловых участков. Это одна и та же взаимозаменяемая фурнитура для всех секций перил — просто, не так ли?
Натяжители троса Bullet крепятся к внутренней части стойки, натяжной трос уходит вне поля зрения. Универсальный механизм натяжения означает, что больше не нужно натягивать и не натягивать концы, укладывать тросы в шахматном порядке вокруг углов или использовать отдельные комплекты для ровных и угловых участков. Это одна и та же взаимозаменяемая фурнитура для всех секций перил — просто, не так ли? Более тонкая машинная резьба и минимальный профиль также делают их отличным вариантом для нестандартных металлических перил.
Более тонкая машинная резьба и минимальный профиль также делают их отличным вариантом для нестандартных металлических перил. После установки уплотнительное кольцо также служит стопорной шайбой, натягивая пулю в ее предпочтительное положение.
После установки уплотнительное кольцо также служит стопорной шайбой, натягивая пулю в ее предпочтительное положение. Средняя стоимость за фут будет колебаться в зависимости от длины пролета, высоты перил и выбора перил.
Средняя стоимость за фут будет колебаться в зависимости от длины пролета, высоты перил и выбора перил. Диаметр 16 дюймов
Диаметр 16 дюймов Этот натяжитель для дерева предназначен для установки кабельных перил с деревянными стойками и имеет регулируемую конструкцию, которая может соответствовать практически любому углу. В столбы вбивается арматура и затем в них можно просто просунуть кабель. Убедитесь, что кабель полностью вставлен в фитинг, так как это имеет решающее значение для работы фитинга под натяжением. Кабель автоматически зафиксируется на месте без использования каких-либо специальных инструментов для установки, что упрощает установку кабеля. Трос можно натянуть, удерживая корпус натяжителя плоскостью ключа на 3/8 дюйма на ближайшем тросе и поворачивая часть фитинга с внутренней резьбой с помощью гаечного ключа на 3/8 дюйма на резьбу.
Этот натяжитель для дерева предназначен для установки кабельных перил с деревянными стойками и имеет регулируемую конструкцию, которая может соответствовать практически любому углу. В столбы вбивается арматура и затем в них можно просто просунуть кабель. Убедитесь, что кабель полностью вставлен в фитинг, так как это имеет решающее значение для работы фитинга под натяжением. Кабель автоматически зафиксируется на месте без использования каких-либо специальных инструментов для установки, что упрощает установку кабеля. Трос можно натянуть, удерживая корпус натяжителя плоскостью ключа на 3/8 дюйма на ближайшем тросе и поворачивая часть фитинга с внутренней резьбой с помощью гаечного ключа на 3/8 дюйма на резьбу.




 В цилиндре ящика проделывается отверстие для поступления воздуха.
В цилиндре ящика проделывается отверстие для поступления воздуха. Туда поступает абразив, к нижнему концу фиксируется сопла, а к верхнему компрессор.
Туда поступает абразив, к нижнему концу фиксируется сопла, а к верхнему компрессор. Для таких случаев существует специальный расходный материал, который можно отыскать в магазине по продаже строительных материалов — абразивные смеси.
Для таких случаев существует специальный расходный материал, который можно отыскать в магазине по продаже строительных материалов — абразивные смеси. С такой задачей самодельный аппарат справится легко и при этом он ни в чем не уступает дорогостоящему аналогу из магазина.
С такой задачей самодельный аппарат справится легко и при этом он ни в чем не уступает дорогостоящему аналогу из магазина. Хороший хозяин непременно должен запастись пескоструем.
Хороший хозяин непременно должен запастись пескоструем.

 Также применяется при обезжиривании и подготовке поверхности к покраске.
Также применяется при обезжиривании и подготовке поверхности к покраске.
 В помещении следует установить надежную систему вентиляции, если там регулярно происходит работа с пескоструем.
В помещении следует установить надежную систему вентиляции, если там регулярно происходит работа с пескоструем. Для нее понадобится пустой газовый баллон, а также:
Для нее понадобится пустой газовый баллон, а также:

 Для этого необходимо воспользоваться насадкой под стандартный шаровой кран, который находится на конце рукава для рукава, для выброса воздушно-песчаной смеси. Сопло необходимо изготовить на токарном станке. Как вариант можно использовать свечу зажигания.
Для этого необходимо воспользоваться насадкой под стандартный шаровой кран, который находится на конце рукава для рукава, для выброса воздушно-песчаной смеси. Сопло необходимо изготовить на токарном станке. Как вариант можно использовать свечу зажигания.
 В зависимости от предполагаемого использования конечного продукта. Правда в том, что пескоструйные шкафы стоят недешево. Если вы делаете много взрывных работ, покупка может быть непомерно дорогой. Ну, не волнуйтесь, в этой статье мы собрали 20 удивительно выдающихся проектов, которые покажут вам различные способы создания Шкаф для пескоструйной обработки своими руками .
В зависимости от предполагаемого использования конечного продукта. Правда в том, что пескоструйные шкафы стоят недешево. Если вы делаете много взрывных работ, покупка может быть непомерно дорогой. Ну, не волнуйтесь, в этой статье мы собрали 20 удивительно выдающихся проектов, которые покажут вам различные способы создания Шкаф для пескоструйной обработки своими руками . youtube.com/embed/lEMteF9Kq-U» frameborder=»0″ allowfullscreen=»allowfullscreen»/>
youtube.com/embed/lEMteF9Kq-U» frameborder=»0″ allowfullscreen=»allowfullscreen»/>  то, что он сделал, супер доступно и исключительно долговечно. Если вы также заинтересованы в травлении стекла, это видео-руководство сделает это без особых усилий. Процесс изготовления быстрый и простой в исполнении. Проверьте ссылку на видео, если вам интересно.
то, что он сделал, супер доступно и исключительно долговечно. Если вы также заинтересованы в травлении стекла, это видео-руководство сделает это без особых усилий. Процесс изготовления быстрый и простой в исполнении. Проверьте ссылку на видео, если вам интересно. Кроме того, вам также понадобятся два туалетных фланца, алюминиевый плоский шток, длинные резиновые перчатки, небольшой автомобильный воздушный фильтр, болты, гайки, ручной пескоструйный аппарат, силиконовый герметик, стяжки, решетка для барбекю и несколько стяжек. Instructables
Кроме того, вам также понадобятся два туалетных фланца, алюминиевый плоский шток, длинные резиновые перчатки, небольшой автомобильный воздушный фильтр, болты, гайки, ручной пескоструйный аппарат, силиконовый герметик, стяжки, решетка для барбекю и несколько стяжек. Instructables Процесс изготовления очень прост и прослеживается от начала до конца. blasterforum
Процесс изготовления очень прост и прослеживается от начала до конца. blasterforum Вам понадобится сварочный аппарат. Перейдите по ссылке, чтобы узнать больше.
Вам понадобится сварочный аппарат. Перейдите по ссылке, чтобы узнать больше.
 youtube.com/embed/Y9cyl0Lfw-E» frameborder=»0″ allowfullscreen=»allowfullscreen»/>
youtube.com/embed/Y9cyl0Lfw-E» frameborder=»0″ allowfullscreen=»allowfullscreen»/>  com/embed/k8Czw_i4eSY» frameborder=»0″ allowfullscreen=»allowfullscreen»/>
com/embed/k8Czw_i4eSY» frameborder=»0″ allowfullscreen=»allowfullscreen»/>  youtube.com/embed/Lgz2GxxPGvk» frameborder=»0″ allowfullscreen=»allowfullscreen»/>
youtube.com/embed/Lgz2GxxPGvk» frameborder=»0″ allowfullscreen=»allowfullscreen»/>  Проверьте ссылку на видео, чтобы узнать больше.
Проверьте ссылку на видео, чтобы узнать больше. Это не лучше, чем это. Спасибо, что заглянули друзья, приятного просмотра!
Это не лучше, чем это. Спасибо, что заглянули друзья, приятного просмотра! Все крашеное, ржавое или грязное. Спрос на эту услугу есть везде, но поставщиков мало.
Все крашеное, ржавое или грязное. Спрос на эту услугу есть везде, но поставщиков мало.




 Это единственный лучший способ получить клиентов, развить свой бизнес и заработать больше денег.
Это единственный лучший способ получить клиентов, развить свой бизнес и заработать больше денег. .. это продолжается и продолжается.
.. это продолжается и продолжается.

 Вы действительно владеете своим бизнесом и можете принимать 100% решений и получать 100% прибыли.
Вы действительно владеете своим бизнесом и можете принимать 100% решений и получать 100% прибыли. Мы всегда рады, когда люди останавливаются и демонстрируют наши машины. Если вы заберете свою машину в Хьюстоне, вы сможете пройти практическое обучение по номеру
Мы всегда рады, когда люди останавливаются и демонстрируют наши машины. Если вы заберете свою машину в Хьюстоне, вы сможете пройти практическое обучение по номеру
 Величина перехлёста стыковки составляет от 150 мм.
Величина перехлёста стыковки составляет от 150 мм. Для этого в продольные швы кладки закладываются стержни, арматура, реже сетка. Для внутреннего расположения, арматуру ложат в продольный шов или делаются пазы а наружное армирование производится в слое раствора. Стержни свариваются между собой поперечной арматурой либо загибаются в виде крюка и связываются вязальной проволокой.
Для этого в продольные швы кладки закладываются стержни, арматура, реже сетка. Для внутреннего расположения, арматуру ложат в продольный шов или делаются пазы а наружное армирование производится в слое раствора. Стержни свариваются между собой поперечной арматурой либо загибаются в виде крюка и связываются вязальной проволокой. Усилить кирпичную стенку или колонну можно с помощью армирования. При этом разделяют такие способы, как:
Усилить кирпичную стенку или колонну можно с помощью армирования. При этом разделяют такие способы, как:
 Сетку необходимо уложить поверх кирпичей ряда так, чтобы ее края выступали за пределы кладки со всех сторон минимум на 5 мм. Так можно контролировать наличие армирования в кладке и использовать в некоторых случаях эти выступы для закрепления внешних слоев отделки. Армирующий материал обязательно закрывают со всех сторон раствором толщиной не менее 2 мм для защиты от коррозии.
Сетку необходимо уложить поверх кирпичей ряда так, чтобы ее края выступали за пределы кладки со всех сторон минимум на 5 мм. Так можно контролировать наличие армирования в кладке и использовать в некоторых случаях эти выступы для закрепления внешних слоев отделки. Армирующий материал обязательно закрывают со всех сторон раствором толщиной не менее 2 мм для защиты от коррозии.
 Люблю живо писать о собственном опыте.
Люблю живо писать о собственном опыте. Кладочные колонны и пилястры также армированы по вертикали для повышения устойчивости к осевым нагрузкам.
Кладочные колонны и пилястры также армированы по вертикали для повышения устойчивости к осевым нагрузкам. армируемого ячеистого, рядового или воротникового стыка. Общая площадь арматуры, помещаемой в ячейку, не может превышать 4 % площади ячейки (8 % в местах соединения внахлестку). Для блоков каменной кладки толщиной 8 дюймов площадь ячеек составляет приблизительно 32 квадратных дюйма, в которые может быть помещено максимум 1,3 квадратных дюйма арматуры.
армируемого ячеистого, рядового или воротникового стыка. Общая площадь арматуры, помещаемой в ячейку, не может превышать 4 % площади ячейки (8 % в местах соединения внахлестку). Для блоков каменной кладки толщиной 8 дюймов площадь ячеек составляет приблизительно 32 квадратных дюйма, в которые может быть помещено максимум 1,3 квадратных дюйма арматуры. Практика втыкания стержней в свежеуложенный цементный раствор не допускается, поскольку это не позволяет инспектору проверить правильность размещения арматуры.
Практика втыкания стержней в свежеуложенный цементный раствор не допускается, поскольку это не позволяет инспектору проверить правильность размещения арматуры. 
 После возведения стены арматура подается вниз через позиционер, чтобы стержень удерживался в нужном месте.
После возведения стены арматура подается вниз через позиционер, чтобы стержень удерживался в нужном месте. Размещение по длине стены должно быть в пределах ± 2 дюйма от указанного расстояния.
Размещение по длине стены должно быть в пределах ± 2 дюйма от указанного расстояния.
 В некоторых случаях IBC принимает положения, отличные от положений MSJC. Эти случаи были отмечены там, где это применимо.
В некоторых случаях IBC принимает положения, отличные от положений MSJC. Эти случаи были отмечены там, где это применимо. Для типичных одинарных стенок это соответствует максимальному размеру стержня № 8, 9 и 11 для 8-, 10- и 12-дюймовых стен соответственно (M#25, 29 и 36 для 203-, 254- и 254-дюймовых стен). стенки 305 мм). Кроме того, действуют следующие ограничения:
Для типичных одинарных стенок это соответствует максимальному размеру стержня № 8, 9 и 11 для 8-, 10- и 12-дюймовых стен соответственно (M#25, 29 и 36 для 203-, 254- и 254-дюймовых стен). стенки 305 мм). Кроме того, действуют следующие ограничения:
 дюйм (138 МПа) для арматурных стержней класса 40 или 50 и 24 000 фунтов на кв. дюйм (165 МПа) для арматурных стержней класса 60. Для арматурных стержней, заключенных в связи, например, в колоннах, допустимое сжимающее напряжение ограничено 40 % от указанного предела текучести с максимальным значением 24 000 фунтов на квадратный дюйм (165 МПа). Для расчета прочности номинальный предел текучести арматуры используется для определения размера и распределения стали.
дюйм (138 МПа) для арматурных стержней класса 40 или 50 и 24 000 фунтов на кв. дюйм (165 МПа) для арматурных стержней класса 60. Для арматурных стержней, заключенных в связи, например, в колоннах, допустимое сжимающее напряжение ограничено 40 % от указанного предела текучести с максимальным значением 24 000 фунтов на квадратный дюйм (165 МПа). Для расчета прочности номинальный предел текучести арматуры используется для определения размера и распределения стали. Проволока для кладки гладкая, за исключением того, что боковые проволоки для армирования швов деформируются с помощью накатных колес.
Проволока для кладки гладкая, за исключением того, что боковые проволоки для армирования швов деформируются с помощью накатных колес. Когда необходима дополнительная защита от коррозии, арматура может быть оцинкована или покрыта эпоксидной смолой.
Когда необходима дополнительная защита от коррозии, арматура может быть оцинкована или покрыта эпоксидной смолой. Соответствующие минимальные уровни защиты:
Соответствующие минимальные уровни защиты: Применяются следующие минимальные требования к покрытию:
Применяются следующие минимальные требования к покрытию: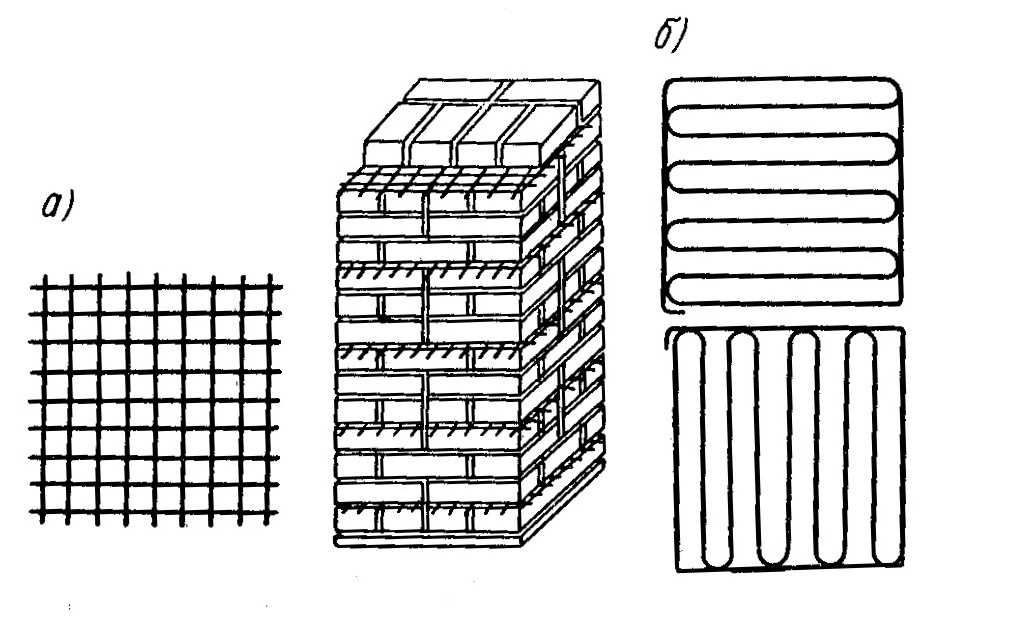 ±½ дюйма (13 мм)
±½ дюйма (13 мм)  Подробная информация и требования к развертыванию, сращиванию и стандартным крюкам содержатся в ТЭК 12-6 «Требования к деталям армирования для бетонной кладки» (ссылка 19).).
Подробная информация и требования к развертыванию, сращиванию и стандартным крюкам содержатся в ТЭК 12-6 «Требования к деталям армирования для бетонной кладки» (ссылка 19).). , 2000.
, 2000.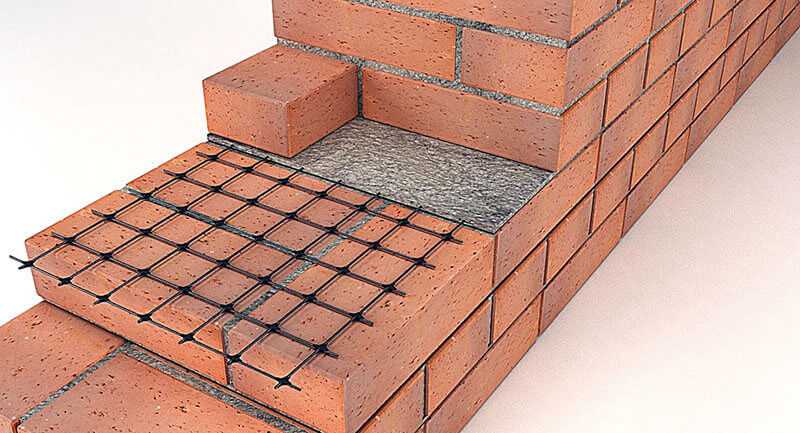 ASTM International, Inc., 2001.
ASTM International, Inc., 2001.
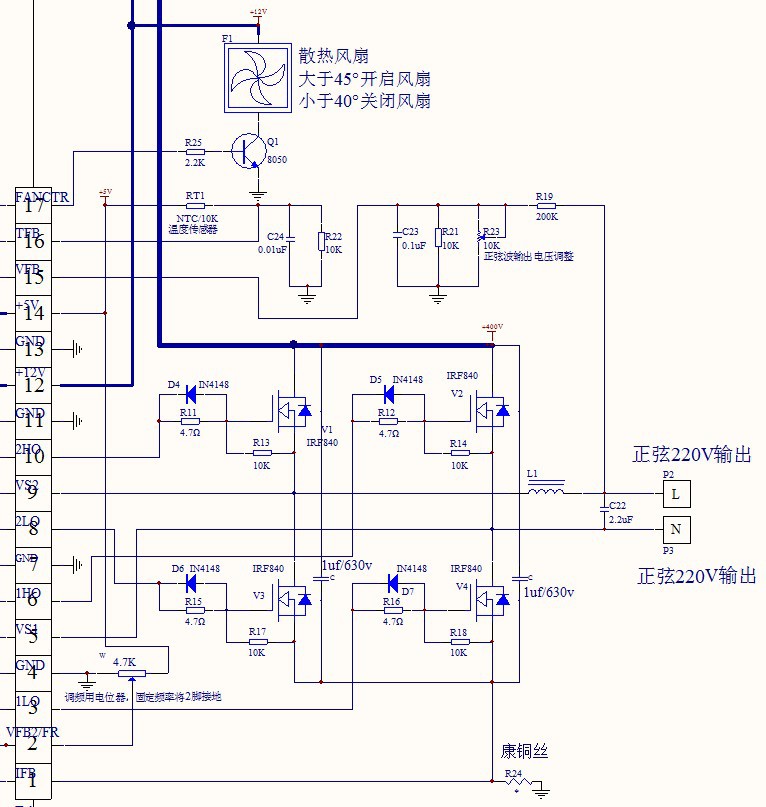
 Несмотря на применение схожей схемы при создании практически всех инверторов, они существенно отличаются друг от друга. Электрическая схема предполагает работу агрегата на основе импульсных преобразователей высокой частоты. Обычные выпрямительные диоды с такой задачей бы не справились — они бы просто не успевали открываться и закрываться, нагревались и выходили бы из строя.
Несмотря на применение схожей схемы при создании практически всех инверторов, они существенно отличаются друг от друга. Электрическая схема предполагает работу агрегата на основе импульсных преобразователей высокой частоты. Обычные выпрямительные диоды с такой задачей бы не справились — они бы просто не успевали открываться и закрываться, нагревались и выходили бы из строя.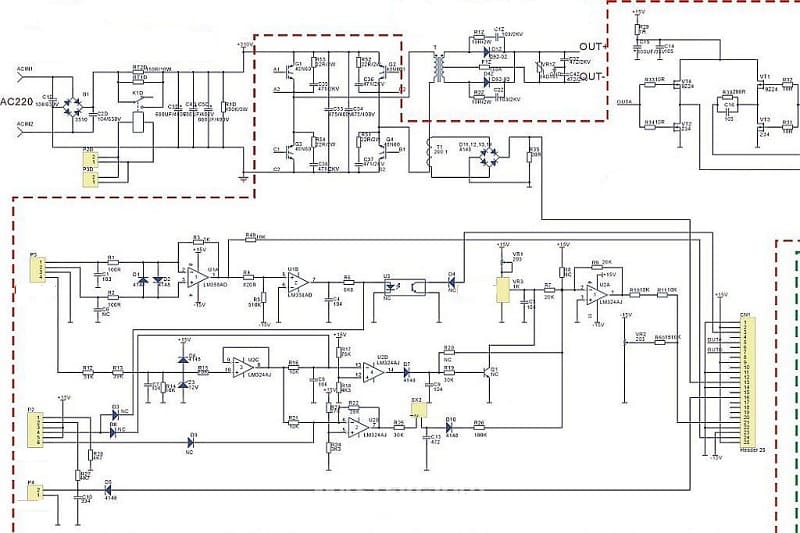 Инверторное устройство еще раз преобразовывает электроток теперь уже в переменный , увеличивая при этом его частоту.
Инверторное устройство еще раз преобразовывает электроток теперь уже в переменный , увеличивая при этом его частоту.
 2.
2.
 Если
Если
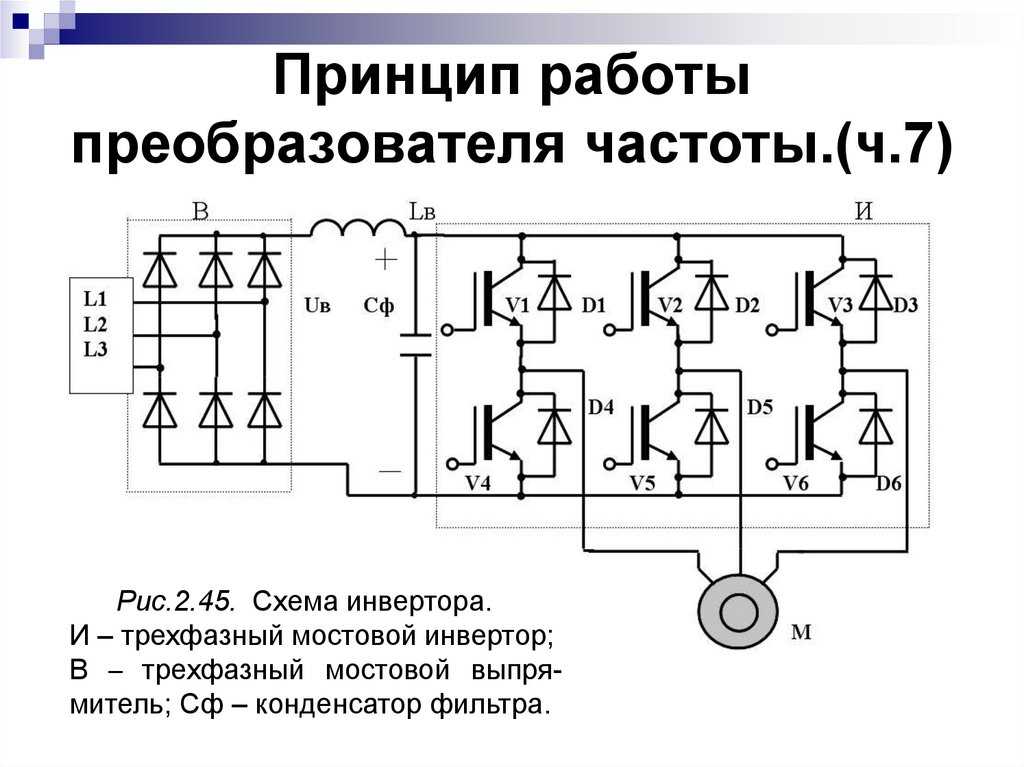 Прочтите, чтобы узнать, как изменить процедуру сборки базового инвертора, который может обеспечить достаточно хорошую выходную мощность, но при этом очень доступный и элегантный.
Прочтите, чтобы узнать, как изменить процедуру сборки базового инвертора, который может обеспечить достаточно хорошую выходную мощность, но при этом очень доступный и элегантный.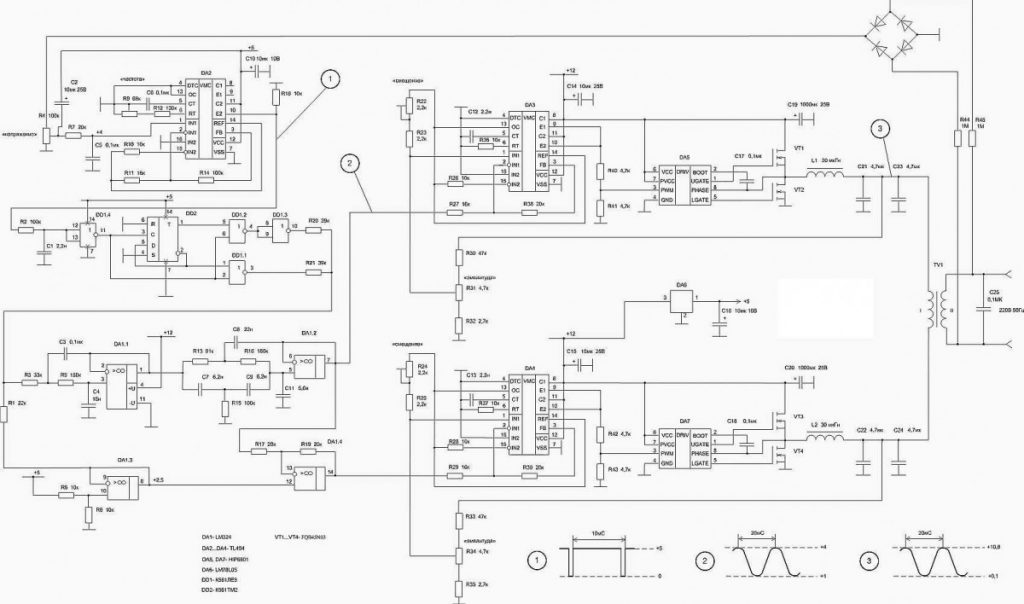
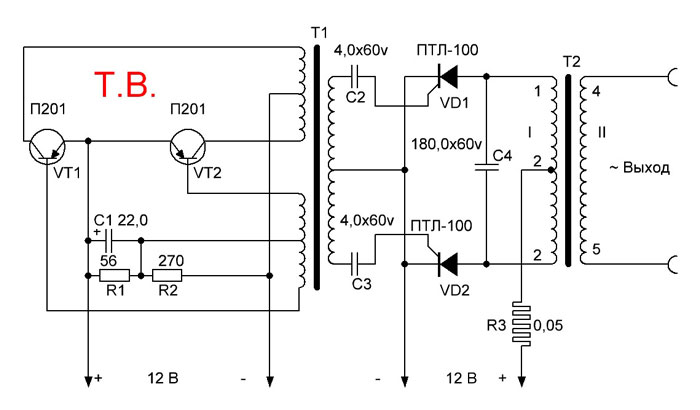
 Причина была проста: предыдущий трансформатор был прочным, сделанным на заказ 9.-0-9V 5-амперный трансформатор, по сравнению с новым, в котором я использовал, вероятно, ложно оцененный 5-амперный трансформатор, который на самом деле был всего 3-х амперным с его выходом.
Причина была проста: предыдущий трансформатор был прочным, сделанным на заказ 9.-0-9V 5-амперный трансформатор, по сравнению с новым, в котором я использовал, вероятно, ложно оцененный 5-амперный трансформатор, который на самом деле был всего 3-х амперным с его выходом.

 Не забудьте нанести радиатор на полевые МОП-транзисторы Q1 и Q2. Конденсаторы С1 и С2 расположены так, чтобы подавить обратные выбросы высокого напряжения от трансформатора. Вы можете использовать любое близкое значение для резисторов R1-R4 с допуском ± 20% от показанных значений на диаграмме.
Не забудьте нанести радиатор на полевые МОП-транзисторы Q1 и Q2. Конденсаторы С1 и С2 расположены так, чтобы подавить обратные выбросы высокого напряжения от трансформатора. Вы можете использовать любое близкое значение для резисторов R1-R4 с допуском ± 20% от показанных значений на диаграмме. Частоту здесь можно было бы определить путем точного расчета резистора R1 и конденсатора С1. Эти компоненты определяют частоту колебаний на выходе микросхемы, которая, в свою очередь, устанавливает выходную частоту 220 В переменного тока этой схемы инвертора. Он может быть установлен на 50 Гц или 60 Гц в соответствии с индивидуальными предпочтениями.
Частоту здесь можно было бы определить путем точного расчета резистора R1 и конденсатора С1. Эти компоненты определяют частоту колебаний на выходе микросхемы, которая, в свою очередь, устанавливает выходную частоту 220 В переменного тока этой схемы инвертора. Он может быть установлен на 50 Гц или 60 Гц в соответствии с индивидуальными предпочтениями. Конфигурация также гарантирует, что ни один вентиль не останется неиспользуемым и бездействующим, что в противном случае может потребовать, чтобы их входы были подключены отдельно через линию питания.
Конфигурация также гарантирует, что ни один вентиль не останется неиспользуемым и бездействующим, что в противном случае может потребовать, чтобы их входы были подключены отдельно через линию питания. переменного тока на выходе.
переменного тока на выходе.
 Для приложений 220 В необходимо выбрать вариант 50 Гц и 60 Гц для версий 120 В.
Для приложений 220 В необходимо выбрать вариант 50 Гц и 60 Гц для версий 120 В.
 Базовую конструкцию предлагаемой схемы инвертора на базе IC 4060 можно представить на приведенной выше схеме. Концепция в основном такая же, мы используем IC 4060 в качестве генератора и настраиваем его выход для создания импульсов включения-выключения попеременно через транзисторный каскад инвертора BC547.
Базовую конструкцию предлагаемой схемы инвертора на базе IC 4060 можно представить на приведенной выше схеме. Концепция в основном такая же, мы используем IC 4060 в качестве генератора и настраиваем его выход для создания импульсов включения-выключения попеременно через транзисторный каскад инвертора BC547.



 Этот ток течет только в одном направлении. Постоянный ток также представляет собой однонаправленный ток, который обычно протекает через проводник, но иногда он может также протекать через изоляторы.
Этот ток течет только в одном направлении. Постоянный ток также представляет собой однонаправленный ток, который обычно протекает через проводник, но иногда он может также протекать через изоляторы. От реле переменный ток будет поступать на нагрузку, которая управляется линейным напряжением. Это линейное напряжение также подается на участок зарядки аккумулятора, преобразуя его в постоянный ток.
От реле переменный ток будет поступать на нагрузку, которая управляется линейным напряжением. Это линейное напряжение также подается на участок зарядки аккумулятора, преобразуя его в постоянный ток.
 Выключатели играют важную роль в этом процессе, поскольку они постоянно включаются и выключаются. МОП-транзистор, трансформатор, также последовательно включает и выключает постоянное напряжение, создавая противоположное напряжение, переменное напряжение.
Выключатели играют важную роль в этом процессе, поскольку они постоянно включаются и выключаются. МОП-транзистор, трансформатор, также последовательно включает и выключает постоянное напряжение, создавая противоположное напряжение, переменное напряжение.
 Программное обеспечение, такое как EdrawMax , имеет все функции для создания идеальной принципиальной схемы. Вы также можете использовать любую программу для создания диаграмм.
Программное обеспечение, такое как EdrawMax , имеет все функции для создания идеальной принципиальной схемы. Вы также можете использовать любую программу для создания диаграмм.


 Если капелька воды высыхает, то в этом месте образуется белое пятнышко. Затем в течение суток происходит сушка.
Если капелька воды высыхает, то в этом месте образуется белое пятнышко. Затем в течение суток происходит сушка. Данная технология позволяет значительно улучшить как декоративные характеристики изделия, так и его механические свойства – прочность и износостойкость.
Данная технология позволяет значительно улучшить как декоративные характеристики изделия, так и его механические свойства – прочность и износостойкость. В отличие от них, хромирование, выполняемое химическим способом, не требует применения специального оборудования и позволяет получать качественные, однородные и надежные покрытия даже на изделиях, отличающихся сложной формой. Химическая металлизация (в частности, хромирование) выполняется с использованием специального водного раствора, нагреваемого до определенной температуры.
В отличие от них, хромирование, выполняемое химическим способом, не требует применения специального оборудования и позволяет получать качественные, однородные и надежные покрытия даже на изделиях, отличающихся сложной формой. Химическая металлизация (в частности, хромирование) выполняется с использованием специального водного раствора, нагреваемого до определенной температуры. Чтобы придать такому покрытию характерный хромовый блеск, изделие необходимо подвернуть последующей полировке. Между тем хромовый слой, полученный с помощью данной технологии, хотя и не отличается высокой декоративностью, если сравнивать его с диффузионными и электролитическими покрытиями, обладает более высоким качеством и надежностью. В частности, в таком покрытии содержится фосфор, который придает ему прочность и твердость.
Чтобы придать такому покрытию характерный хромовый блеск, изделие необходимо подвернуть последующей полировке. Между тем хромовый слой, полученный с помощью данной технологии, хотя и не отличается высокой декоративностью, если сравнивать его с диффузионными и электролитическими покрытиями, обладает более высоким качеством и надежностью. В частности, в таком покрытии содержится фосфор, который придает ему прочность и твердость.
 Надежность и качество хромового покрытия в большой степени определяются тщательностью выполнения данных процедур. Если обрабатываемая поверхность достаточно сильно загрязнена и на ней имеются остатки старого покрытия или следы коррозии, то ее обрабатывают при помощи пескоструйной установки или наждачной шкурки, добиваясь металлического блеска. Сформировать более надежное и качественное хромовое покрытие позволяют предварительные шлифовка и полировка изделия. После выполнения этих технологических процедур обрабатываемую поверхность обезжиривают при помощи водного раствора, включающего в свой состав такие компоненты, как:
Надежность и качество хромового покрытия в большой степени определяются тщательностью выполнения данных процедур. Если обрабатываемая поверхность достаточно сильно загрязнена и на ней имеются остатки старого покрытия или следы коррозии, то ее обрабатывают при помощи пескоструйной установки или наждачной шкурки, добиваясь металлического блеска. Сформировать более надежное и качественное хромовое покрытие позволяют предварительные шлифовка и полировка изделия. После выполнения этих технологических процедур обрабатываемую поверхность обезжиривают при помощи водного раствора, включающего в свой состав такие компоненты, как: В зависимости от степени загрязнения поверхности изделие держат в нагретом растворе от четверти часа до 60 минут. Чтобы улучшить сцепление хрома с обрабатываемой поверхностью, можно дополнительно выполнить ее декапирование, которое проводится в растворе соляной и серной кислот.
В зависимости от степени загрязнения поверхности изделие держат в нагретом растворе от четверти часа до 60 минут. Чтобы улучшить сцепление хрома с обрабатываемой поверхностью, можно дополнительно выполнить ее декапирование, которое проводится в растворе соляной и серной кислот. После выдержки в растворе для омеднения изделие промывают водой и просушивают. Если сталь после омеднения дополнительно покрыть никелевым слоем, толщина которого будет составлять порядка 1 микрометра, то хромирование, выполняемое в дальнейшем, будет более качественным.
После выдержки в растворе для омеднения изделие промывают водой и просушивают. Если сталь после омеднения дополнительно покрыть никелевым слоем, толщина которого будет составлять порядка 1 микрометра, то хромирование, выполняемое в дальнейшем, будет более качественным. Время выдержки зависит от требуемой толщины слоя хрома. Чтобы удалить с поверхности только что нанесенного покрытия остатки химических реактивов, обработанное изделие кипятят в воде в течение получаса. Более подробно изучить процедуру химического хромирования позволяет видео на данную тему.
Время выдержки зависит от требуемой толщины слоя хрома. Чтобы удалить с поверхности только что нанесенного покрытия остатки химических реактивов, обработанное изделие кипятят в воде в течение получаса. Более подробно изучить процедуру химического хромирования позволяет видео на данную тему.
 Наиболее часто используется в продуктах по каталогу (если не указано иное)
Наиболее часто используется в продуктах по каталогу (если не указано иное) При надлежащем уходе он выдерживает почти все температуры, используемые в обычной лаборатории.
При надлежащем уходе он выдерживает почти все температуры, используемые в обычной лаборатории. Opal также предлагает более высокое разрешение и лучшую стабильность изображения по сравнению с традиционной отражающей фотобумагой для различных типов приложений.
Opal также предлагает более высокое разрешение и лучшую стабильность изображения по сравнению с традиционной отражающей фотобумагой для различных типов приложений. Все измерения проводились на длине волны 500 нм.
Все измерения проводились на длине волны 500 нм. Хотя все компоненты имеют разные цели и функции, все они должны работать в условиях стресса. Разновидности металлов используются для придания изготовленным компонентам прочности, долговечности, а также тепловых и электрических свойств металла.
Хотя все компоненты имеют разные цели и функции, все они должны работать в условиях стресса. Разновидности металлов используются для придания изготовленным компонентам прочности, долговечности, а также тепловых и электрических свойств металла. Металлы предлагают как красоту, так и долговечность, которых нет в базовых свойствах керамики и стекла. Добавляя металл к керамической или стеклянной поверхности, вы можете получить компонент с основными механическими, химическими и физическими свойствами, необходимыми для обеспечения максимальной производительности.
Металлы предлагают как красоту, так и долговечность, которых нет в базовых свойствах керамики и стекла. Добавляя металл к керамической или стеклянной поверхности, вы можете получить компонент с основными механическими, химическими и физическими свойствами, необходимыми для обеспечения максимальной производительности. Эта процедура позволяет катионам образовывать тонкое металлическое покрытие на объекте посредством процесса, называемого электроосаждением.
Эта процедура позволяет катионам образовывать тонкое металлическое покрытие на объекте посредством процесса, называемого электроосаждением. Металл, используемый для анода, постоянно пополняет запасы ионов в электролите.
Металл, используемый для анода, постоянно пополняет запасы ионов в электролите.
 На керамику можно наносить покрытие из различных металлов, включая драгоценные металлы, такие как золото и серебро. В зависимости от выбранного металла керамические компоненты могут обладать электропроводящими свойствами, уменьшать коррозию и наследовать износостойкость.
На керамику можно наносить покрытие из различных металлов, включая драгоценные металлы, такие как золото и серебро. В зависимости от выбранного металла керамические компоненты могут обладать электропроводящими свойствами, уменьшать коррозию и наследовать износостойкость.
 На последних этапах изменение напряжения обеспечивает желаемые характеристики и определяет общую продолжительность процесса гальванического покрытия.
На последних этапах изменение напряжения обеспечивает желаемые характеристики и определяет общую продолжительность процесса гальванического покрытия.
 Медь и серебро входят в число металлов, наиболее часто используемых для нанесения на стеклянные подложки, но в зависимости от выбранного металла может потребоваться тонкое покрытие из другого материала.
Медь и серебро входят в число металлов, наиболее часто используемых для нанесения на стеклянные подложки, но в зависимости от выбранного металла может потребоваться тонкое покрытие из другого материала. Из-за высокой эффективности покрытия и низкой стоимости медь является одним из наименее дорогих металлов, используемых, в основном, в производстве электронных компонентов и печатных плат.
Из-за высокой эффективности покрытия и низкой стоимости медь является одним из наименее дорогих металлов, используемых, в основном, в производстве электронных компонентов и печатных плат.


 В то время, когда привлечение и удержание клиентов является более сложной задачей, чем когда-либо, нанесение покрытия на керамику может оказать положительное влияние на доходы производителя, а также на самое важное — на итоговую прибыль.
В то время, когда привлечение и удержание клиентов является более сложной задачей, чем когда-либо, нанесение покрытия на керамику может оказать положительное влияние на доходы производителя, а также на самое важное — на итоговую прибыль.




 Последствия могут быть печальными.
Последствия могут быть печальными.

 :
: В нашем собственном офисе и мастерской находится наш местный бизнес по производству почтовых каркасов, основанный в 1984 году cspostframe.com, а также наш филиал по аренде единиц хранения. Так же, как мы любим служить вам и нашему сообществу, мы любим проводить время с нашей замечательной семьей. Кен и я (Сью) наслаждаемся работой бок о бок в нашем семейном бизнесе и женаты уже почти 30 лет. Наша дочь Аманда замужем за своим замечательным мужем Джейком, у них две очаровательные дочери и один сын. У нашего сына Энди есть красивая энергичная дочь, и он возглавляет строительную бригаду. Поскольку Энди смог взять на себя активную роль в строительстве, Кен смог отвлечься от строительства и сосредоточиться на своей настоящей любви — металле.
В нашем собственном офисе и мастерской находится наш местный бизнес по производству почтовых каркасов, основанный в 1984 году cspostframe.com, а также наш филиал по аренде единиц хранения. Так же, как мы любим служить вам и нашему сообществу, мы любим проводить время с нашей замечательной семьей. Кен и я (Сью) наслаждаемся работой бок о бок в нашем семейном бизнесе и женаты уже почти 30 лет. Наша дочь Аманда замужем за своим замечательным мужем Джейком, у них две очаровательные дочери и один сын. У нашего сына Энди есть красивая энергичная дочь, и он возглавляет строительную бригаду. Поскольку Энди смог взять на себя активную роль в строительстве, Кен смог отвлечься от строительства и сосредоточиться на своей настоящей любви — металле.
 На заключительном этапе отверждения цветного покрытия при нагревании получается однородное, прочное, высококачественное покрытие, устойчивое как к ультрафиолетовому излучению, так и к атмосферным воздействиям.
На заключительном этапе отверждения цветного покрытия при нагревании получается однородное, прочное, высококачественное покрытие, устойчивое как к ультрафиолетовому излучению, так и к атмосферным воздействиям. Каждый предмет изготовлен из высококачественных материалов, а весь металл покрыт прочным порошковым покрытием внутри и снаружи, подходящим для круглогодичных погодных условий. Наши изделия из металла предназначены для того, чтобы жить дольше вас, быть функциональными (некоторыми, но не всеми) и хорошо выглядеть. Отделки различаются, а количество ограничено, но если есть дизайн, который вам нравится и вам нужно больше, не стесняйтесь обращаться к нам. Мы также можем работать с вами над созданием индивидуальных работ и дизайнов, воплощая ваши творческие мечты в реальность! По любым запросам, индивидуальным заказам, вопросам или проблемам не стесняйтесь обращаться к нам: электронная почта –
Каждый предмет изготовлен из высококачественных материалов, а весь металл покрыт прочным порошковым покрытием внутри и снаружи, подходящим для круглогодичных погодных условий. Наши изделия из металла предназначены для того, чтобы жить дольше вас, быть функциональными (некоторыми, но не всеми) и хорошо выглядеть. Отделки различаются, а количество ограничено, но если есть дизайн, который вам нравится и вам нужно больше, не стесняйтесь обращаться к нам. Мы также можем работать с вами над созданием индивидуальных работ и дизайнов, воплощая ваши творческие мечты в реальность! По любым запросам, индивидуальным заказам, вопросам или проблемам не стесняйтесь обращаться к нам: электронная почта – 
 Наши крючки для растений станут прекрасным дополнением вашего крыльца или двора для подвешивания растений и кормушек для птиц, а наши европейские крючки для крепления черепа — это именно то, что нужно охотнику в вашей жизни, чтобы показать свои ценные рога.
Наши крючки для растений станут прекрасным дополнением вашего крыльца или двора для подвешивания растений и кормушек для птиц, а наши европейские крючки для крепления черепа — это именно то, что нужно охотнику в вашей жизни, чтобы показать свои ценные рога. Привнося новое измерение в циркулярную пилу, она отлично подходит для начала разговора внутри или снаружи.
Привнося новое измерение в циркулярную пилу, она отлично подходит для начала разговора внутри или снаружи.


 Корея)
Корея) сталь с п/э покрытием(бел/жел/синий)
сталь с п/э покрытием(бел/жел/синий) Корея)
Корея) Корея)
Корея) Корея)
Корея) Покрытый желтым или, в некоторых случаях, черным наружным пластиковым покрытием, CSST обычно прокладывается под, через и вдоль балок перекрытия в вашем подвале, внутри полостей внутренних стен и поверх балок потолка в чердачных помещениях.
Покрытый желтым или, в некоторых случаях, черным наружным пластиковым покрытием, CSST обычно прокладывается под, через и вдоль балок перекрытия в вашем подвале, внутри полостей внутренних стен и поверх балок потолка в чердачных помещениях. CSST предлагает гибкость и может проходить сквозь стены и вокруг препятствий с помощью фитингов, размещенных только на концах трассы.
CSST предлагает гибкость и может проходить сквозь стены и вокруг препятствий с помощью фитингов, размещенных только на концах трассы. Руководство D&I специально требует, чтобы система имела соединительный провод калибра не менее 6 между CSST и заземляющим электродом здания, чтобы снизить вероятность утечки природного газа или возгорания от электрической энергии / энергии молнии. Некоторые ранее установленные системы CSST могут не иметь надлежащего соединения для обеспечения оптимальной безопасности.
Руководство D&I специально требует, чтобы система имела соединительный провод калибра не менее 6 между CSST и заземляющим электродом здания, чтобы снизить вероятность утечки природного газа или возгорания от электрической энергии / энергии молнии. Некоторые ранее установленные системы CSST могут не иметь надлежащего соединения для обеспечения оптимальной безопасности. Гибкие соединители используются для присоединения подвижных приборов к системе газопровода. CSST тестируется в соответствии с национальным стандартом ANSI LC-1, который отличается от стандарта для гибких соединений.
Гибкие соединители используются для присоединения подвижных приборов к системе газопровода. CSST тестируется в соответствии с национальным стандартом ANSI LC-1, который отличается от стандарта для гибких соединений. Местные нормы являются определяющими и должны соблюдаться. (вернуться к началу)
Местные нормы являются определяющими и должны соблюдаться. (вернуться к началу)
 Кол-во
Кол-во Кол-во
Кол-во Кол-во
Кол-во Кол-во
Кол-во Кол-во
Кол-во Кол-во
Кол-во
 О том, как работает паяльная лампа можно судить по принципу ее действия:
О том, как работает паяльная лампа можно судить по принципу ее действия:


 Варианты паяльных ламп с жидким топливом намного дольше подготавливаются к работе, поэтому при необходимости частого использования удобнее будет остановить выбор на газовом приборе с пъезоподжигом.
Варианты паяльных ламп с жидким топливом намного дольше подготавливаются к работе, поэтому при необходимости частого использования удобнее будет остановить выбор на газовом приборе с пъезоподжигом. Среди лучших паяльных ламп представлены:
Среди лучших паяльных ламп представлены: Эксперты считают эту модель лучшей среди газовых паяльных ламп. Интересный внешний вид и широкая область применения делают аппарат популярным. Эта маленькая паяльная лампа имеет небольшой резервуар, которого хватает на интенсивное использование на протяжении 75 мин. В комплекте есть несколько видов насадок, предназначенных для пайки и удлинения факела. Единственным недостатком является высокая цена прибора.
Эксперты считают эту модель лучшей среди газовых паяльных ламп. Интересный внешний вид и широкая область применения делают аппарат популярным. Эта маленькая паяльная лампа имеет небольшой резервуар, которого хватает на интенсивное использование на протяжении 75 мин. В комплекте есть несколько видов насадок, предназначенных для пайки и удлинения факела. Единственным недостатком является высокая цена прибора.

 Из приспособления сооружается:
Из приспособления сооружается:

 ). А расход топлива зависит от максимальной тепловой мощности, но обычно составляет 1-1,2 л/час.
). А расход топлива зависит от максимальной тепловой мощности, но обычно составляет 1-1,2 л/час.

 Если топливо выходит в виде капель, а не газа, необходимо повторить процесс подогрева горелки
Если топливо выходит в виде капель, а не газа, необходимо повторить процесс подогрева горелки
 Хотя эти газы будут гореть сами по себе, используя кислород воздуха, для получения наибольшего количества тепла их необходимо сжигать вместе с чистым кислородом из отдельного резервуара.
Хотя эти газы будут гореть сами по себе, используя кислород воздуха, для получения наибольшего количества тепла их необходимо сжигать вместе с чистым кислородом из отдельного резервуара. Внимание: ацетилен труднее контролировать, и он более опасен, чем другие виды топлива. Посетите магазин сварочных принадлежностей, чтобы купить защитные очки и другое защитное снаряжение, а также курсы сварки, которые вам понадобятся для безопасного использования.
Внимание: ацетилен труднее контролировать, и он более опасен, чем другие виды топлива. Посетите магазин сварочных принадлежностей, чтобы купить защитные очки и другое защитное снаряжение, а также курсы сварки, которые вам понадобятся для безопасного использования.
 комплект сварочной горелки/резака: 9 шт.0012
комплект сварочной горелки/резака: 9 шт.0012

 Вы просто накручиваете их. Примерами могут служить основной наконечник горелки или наконечник карандашной горелки.
Вы просто накручиваете их. Примерами могут служить основной наконечник горелки или наконечник карандашной горелки.