Как сделать споттер своими руками
Для восстановления геометрии кузова автомобиля и удаления различных вмятин применяются споттеры. Они есть в каждом СТО и автосервисе, занимающемся кузовным ремонтом. Для профессиональной деятельности целесообразно приобрести заводской споттер, отличающийся удобством работы, выносливостью и качеством. Но для рихтовки своего авто можно обойтись самодельным споттером. За его сборку можно браться, если Вы разбираетесь в электротехнике и под рукой есть подходящие комплектующие. Рассмотрим, как сделать самодельный споттер в гараже и что для этого нужно.
В этой статье:
- Схема и принцип действия
- Основные составляющие для споттера
- Делаем споттер из сварочного аппарата
- Функциональность споттеров серийных моделей
- Методы работы со споттером
Схема и принцип действия
Вспомним принцип действия споттера, чтобы хорошо понимать, какие элементы потребуются. Аппарат работает бездуговым методом. Электрод от пистолета приставляется к изделию и запускается импульс. В точке контакта возникает повышенное сопротивление, от нагрева которого электрод приваривается к поверхности кузова.
Аппарат работает бездуговым методом. Электрод от пистолета приставляется к изделию и запускается импульс. В точке контакта возникает повышенное сопротивление, от нагрева которого электрод приваривается к поверхности кузова.
На электротехническом уровне это происходит в такой последовательности:
- Первый трансформатор принимает напряжение от сети 220V и понижает вольтаж до безопасного значения. При этом, за счет действия электромагнитной индукции, сила тока возрастает.
- Ток с повышенной силой передается на диодный мост, дополненный переключателем и реле.
- Напряжение поступает на конденсатор и заряжает его.
- Чтобы подать сварочный ток, в схеме споттера задействуют второй трансформатор с тиристором.
- Когда реле срабатывает, включается вторая цепь, по которой накопленный заряд из конденсатора передается на тиристор.
- Тиристор открывается и впускает напряжение на второй трансформатор.
- Электрод приваривается к поверхности.

- Конденсатор разряжается, тиристор закрывается и весь цикл повторяется заново.

Чтобы регулировать силу тока, в схеме нужно сопротивление. От его параметров, а также от характеристик конденсатора зависит длина и мощность выдаваемого импульса. Регулировать время подачи сварочного тока можно через микроконтроллер, если добавить его в схему. Тогда получится устанавливать более точные настройки, вместо примерного диапазона 0.1-0.5 с.
Собрать споттер своими руками можно по простой схеме. Это вариант на 220 V, который подойдет для работы в любом гараже.
Основные составляющие для споттера
Понимая схему работы электроцепи споттера, перейдем к сборке. Для этого понадобятся:
Корпус самодельного споттера
Сперва найдите основу из диэлектрического материала. Если такого нет, крепите токонесущие части трансформатора и диодов через специальные защитные вставки, чтобы избежать передачи тока на корпус при коротком замыкании. Углы корпуса удобно выполнить из вертикального уголка с полкой 25 мм.
Если такого нет, крепите токонесущие части трансформатора и диодов через специальные защитные вставки, чтобы избежать передачи тока на корпус при коротком замыкании. Углы корпуса удобно выполнить из вертикального уголка с полкой 25 мм.
Верхнюю крышку можно сделать несъемной и прикрепить к ней рукоятку для переноса. Боковые крышки лучше предусмотреть съемными, чтобы было легче добираться к ключевым узлам для ремонта или обслуживания. Стенки корпуса изготовьте из листового металла сечением 0.8-1.0 мм. Его можно покрасить, чтобы самодельный аппарат выглядел более красиво.
Поскольку такой споттер не рассчитан на продолжительные, объемные работы, воздушное принудительное охлаждение не требуется. Достаточно перфорации в количестве 20-30 отверстий на каждой боковой стенке. Диаметр дырочек произвольный от 3 до 6 мм — лиш бы проходил воздух.
На лицевой стороне требуется два гнезда для установки разъемов силовых кабелей. Кроме них, необходимо разместить:

Рабочий пистолет споттера
Чтобы приваривать к кузову шайбы, шпильки, гребенку и прочие приспособления, необходим пистолет споттера. Проще всего купить готовую версию. Проследите, чтобы разъем подходил по диаметру к вашему самодельному аппарату.
Чтобы добиться максимальной экономии, можно изготовить пистолет самостоятельно. Используйте корпус клеевого пистолета для плавки клеевых стержней. Разберите его и удалите нагревательный элемент. На стволе предусмотрите цанговый зажим. В него получится вставлять медный электрод-переходник для приварки шайб или даже штангу от обратного молотка. Упрощенная схема и функционал такого пистолета можно посмотреть на фото. Некоторые делают пистолет из корпуса сломанной дрели, шуруповерта.
Пуллер
Чтобы плавно вытягивать вмятины, используют пуллер с тянущим действием, рабочая часть которого приварена к поверхности кузова. Для самодельного изготовления пуллера понадобится любой механизм с курком. Это может быть приспособление для фиксации алюминиевых заклепок или монтажный пистолет для выдавливания силикона, акрилового клея. В случае монтажного пистолета обрезают торцевые части на штоке и делают круговой упор.
Это может быть приспособление для фиксации алюминиевых заклепок или монтажный пистолет для выдавливания силикона, акрилового клея. В случае монтажного пистолета обрезают торцевые части на штоке и делают круговой упор.
Обратный молоток для самодельного споттера
Изготовить обратный молоток для споттера можно из любого штифта диаметром 10-16 мм. Один торец фиксируется к изолирующей рукоятке и к нему подводится силовой кабель с кнопкой. На втором конце нарезается резьба для накручивания цанги и установки медного электрода. На ось надевается грузик. Достаточно 300-400 г, чтобы воздействовать на тонкий кузовной металл.
Грузик можно найти готовый, просверлив в нем отверстие. Или сварить вместе несколько толстых прутьев с отверстием внутри, а потом зачистить наружную поверхность. На концах штифта важно установить толстые ограничители, чтобы груз не бил о рукоятку или цангу.
Нюансы конструкции
Основой выработки сварочного тока в споттере является трансформатор. Подойдет от неработающей микроволновой печи, но потребуется переделать его вторичную обмотку. Старая обмотка разматывается и удаляется. Вместо нее намотайте три витка медной жилы сечением минимум 50 мм². Это даст на выходе нужный ток для сварки.
Подойдет от неработающей микроволновой печи, но потребуется переделать его вторичную обмотку. Старая обмотка разматывается и удаляется. Вместо нее намотайте три витка медной жилы сечением минимум 50 мм². Это даст на выходе нужный ток для сварки.
Если под рукой нет испорченной микроволновки, трансформатор можно намотать самому. Используйте Ш-образный сердечник, на который накрутите 200 витков медной жилы сечением 2.5 мм². Вторичная обмотка трансформатора потребует семи витков провода сечением 50 мм². Каждый слой проволоки изолируйте плотной бумагой, покрывая токонесущие части шеллаком. На концах трансформатора не забудьте припаять клеммы, чтобы подключить последующую цепь. Допустимо использовать для «вторички» более толстый провод с меньшим количеством витков.
Для второго трансформатора жестких требований нет — главное, чтобы он выдавал минимум 12V. Тиристор покупают готовый на радиорынке или заказывают в интернете. Подойдет модель ТПЛ-50 или аналог. Важно, чтобы из сети 220V он мог «вытягивать» не менее 40 А. Тогда на «вторичке» получится сила тока около 1000 А, чего хватит для импульса. Диоды нужны с аналогичными характеристиками.
Важно, чтобы из сети 220V он мог «вытягивать» не менее 40 А. Тогда на «вторичке» получится сила тока около 1000 А, чего хватит для импульса. Диоды нужны с аналогичными характеристиками.
Настройка сопротивления выполняется переменным резистором. Ищите модель с величиной от 100 Ом. Для хорошего импульса понадобится конденсатор с емкостью 1000 мкФ. Напряжение устройства должно соответствовать 24-25V.
Делаем споттер из сварочного аппарата
По аналогии можно сделать споттер из сварочного трансформатора. Бытовые версии выдают силу тока до 180-200 А. Чтобы ее повысить до 1000 А, нужно переделать вторичную обмотку. Предыдущую удаляют, используя зубило или стамеску. Действуйте аккуратно, чтобы не повредить изоляцию первичной обмотки.
При помощи кабеля сечением 50 мм² создают новую вторичную обмотку в количестве семи витков. Если под рукой только провод толщиной 30 мм² (но это совсем для не продолжительных задач), понадобится 10 витков. Это будет трансформатор Т2 на схеме. Остается добавить недостающие детали (конденсатор, диодный мост, резистор) и споттер готов. В случае инвертора изготовление споттера еще проще, поскольку многие элементы в нем уже имеются.
Это будет трансформатор Т2 на схеме. Остается добавить недостающие детали (конденсатор, диодный мост, резистор) и споттер готов. В случае инвертора изготовление споттера еще проще, поскольку многие элементы в нем уже имеются.
Функциональность споттеров серийных моделей
Но, если предстоит большой объем по рихтовке и вытягиванию вмятин на собственном авто, а за услуги мастера платить не хочется (или в городе нет хорошего специалиста), лучше купить заводской споттер. Он обладает большими возможностями и функционалом, чтобы качественно справиться с работой. Для сотрудников СТО или мастеров, оказывающих коммерческие услуги по ремонту кузовов у себя в гараже, выбор тоже очевиден — только серийная модель споттера для профессионального использования. Никакие «самоделки» не выдержат серьезной нагрузки.
Характеристики споттеров, выпускаемых серийно
В отличие от самодельных споттеров, серийные версии обладают повышенной мощностью, благодаря которой можно быстрее выполнять процесс рихтовки кузова или сваривать более толстые заготовки. Если бытовые самодельные модели часто не превышают показатель 1000 А, то серийные споттеры бывают 1500 А и выше. Например, аппарат TELWIN DIGITAL CAR SPOTTER 5500/220 + ACC вырабатывает сварочный ток 4200 А и легко соединяет две заготовки толщиной 1.5+1.5 мм.
Если бытовые самодельные модели часто не превышают показатель 1000 А, то серийные споттеры бывают 1500 А и выше. Например, аппарат TELWIN DIGITAL CAR SPOTTER 5500/220 + ACC вырабатывает сварочный ток 4200 А и легко соединяет две заготовки толщиной 1.5+1.5 мм.
В комплекте с заводскими споттерами поставляются:
У некоторых версий есть сварочные клещи для контактной сварки, чтобы соединять пороги, сегменты днища автомобиля.
Управлять споттерами, выпускаемыми серийно легко, поскольку предусмотрены кнопки и световая подсветка включенных режимов. На модели FUBAG TS 3800 кнопки прорезинены и защищают сварщика от поражения электрическим током даже при пробое обмотки. TELWIN DIGITAL PULLER 5500 и другие модели этого производителя наделены крупным ЖК дисплеем и синергетическим управлением. Сварщику достаточно указать толщину металла и оборудование само выставит оптимальный режим. Все значения хорошо видны на экране и их можно корректировать вручную по желанию сварщика.
Все значения хорошо видны на экране и их можно корректировать вручную по желанию сварщика.
Некоторые заводские версии очень компактны, несмотря на вырабатываемую мощность, что позволяет легко перемещаться с ними по большой мастерской. Например FUBAG TS 2600, весит всего 14 кг. Есть серийные споттеры для работы с алюминиевыми частями кузова авто. Обычным оборудованием приварить торец обратного молотка к такому сплаву не получится, а FUBAG TS 7500 ALU справится с такой задачей.
Источник видео: Frenkitaly welding_experience
Методы работы со споттером
Споттером можно вытягивать вмятины на дверях, крыше, капоте, арках авто. Работа ведется одним из следующих способов.
Пуллером
Подходит для небольших вмятин-ямочек диаметром 20-30 мм с ровными краями. Опорное кольцо пуллера устанавливается вокруг вдавленного места, центральный стержень подводится к вогнутой поверхности и прихватывается. Затем нажатием на рычаг железо вытягивается. В случае пуллера достаточно одной-двух прихваток, чтобы устранить деформацию.
Опорное кольцо пуллера устанавливается вокруг вдавленного места, центральный стержень подводится к вогнутой поверхности и прихватывается. Затем нажатием на рычаг железо вытягивается. В случае пуллера достаточно одной-двух прихваток, чтобы устранить деформацию.
Обратным молотком
Метод подходит для вмятин с ровными краями диаметром 50-60 мм. Кончик молотка прихватывают к поврежденной поверхности и ударом груза вытягивают металл. Процесс повторяют многократно, переставляя кончик молотка, пока деформированное пятно не будет выровнено.
Пистолетом и обратным молотком через гребенку
Технология предназначена для исправления крупных повреждений кузова, длинных продольных вмятин. При помощи пистолета к поверхности вдоль линии вогнутости приваривают шайбы, гребенку. Их подцепляют переходником с 5-6 крюками. Воздействуют обратным молотком, сразу вытягивая обширную площадь. После этого участок дорабатывают точечными обратными ударами молотка или пулером.
Угольным электродом
Если при повреждении кузова образовались дополнительные ребра жесткости, вытянуть металл обратно до ровного состояния будет сложно. Сперва требуется устранить напряжение металла. Для этого в пистолет вставляют угольный электрод и разогревают место изгиба. После этого продолжают рихтовку вышеописанными способами.
Ответы на вопросы: rак сделать споттер своими руками
Какое лучше сечение магнитопровода трансформатора для споттера?
СкрытьПодробнее
Лучше всего железо сечением 40 мм кв. Используйте пластины электротехнической стали.
Плохо прилипает кончик электрода самодельного споттера, что делать?
СкрытьПодробнее
Проверьте затянутость всех контактов, возможно, идут потери на сопротивление и нагрев. Измените вторичную обмотку трансформатора на более толстую, например 100-150 мм².
Измените вторичную обмотку трансформатора на более толстую, например 100-150 мм².
Из какого материала лучше выполнить стержень обратного молотка?
СкрытьПодробнее
Лучше из меди. Она быстрее проводит ток, меньше будет потерь. Но, если медного стержня нет, можно и из малоуглеродистой стали.
Можно ли намотать обмотку трансформатора для споттера на П-образный сердечник, если нет Ш-образного?
СкрытьПодробнее
Да. Главное, выбирать сечение железа не менее 40 мм². Конфигурация сердечника значения не имеет.
Какое сечение кабелей требуется для молотка и массы при самодельном споттере?
СкрытьПодробнее
Для обратного молотка-пистолета хватит сечения 100 мм². На массу можно использовать более тонкий кабель сечением 70 мм².
На массу можно использовать более тонкий кабель сечением 70 мм².
Как реализовать схему включения-выключения?
СкрытьПодробнее
Удобнее всего выполнить на симметричных тиристорах. Подойдет марка ТС.
Остались вопросы
Оставьте Ваши контактные данные и мы свяжемся с Вами в ближайшее время
Обратная связь
Вернуться к списку
Как самостоятельно сделать споттер, чтобы отремонтировать авто
Очень часто на автомобиле появляются вмятины, отрихтовать которые очень сложно, так как потребуется максимальная геометрическая точность. В таком случае вам понадобится споттер.Споттер (от англ. «указатель цели», «точка») – это приспособление для односторонней точечной сварки, которое работает по принципу токового сопротивления. Применяется для рихтовочных работ в ремонте авто.
Содержание
- 0. 1 Принцип работы споттера
- 0.2 Виды споттеров
- 0.3 Как сделать споттер для рихтовки своими руками
- 0.3.1 Изготовление споттера из сварочного аппарата
- 0.3.2 Изготовление пускового устройства
- 0.3.3 Самодельный обратный молоток
- 1 Конструкция и принцип работы аппарата
- 2 Схема для самодельного споттера
- 3 Усадка растянутого металла
- 4 Вакуумная вытяжка вмятин
- 5 Крючки, рычаги и прочие приспособления
- 6 Изготовление трансформатора
- 7 Изготовление пистолета
- 8 Рихтовка кузова автомобиля. Этапы ремонта
- 9 Рихтовка авто своими руками
- 10 Нюансы рихтовочных работ
 1 Принцип работы споттера
1 Принцип работы споттераПринцип работы споттера
Составные части споттера: коробка (в ней находятся трансформаторы или инвенторы), кабель, пистолет (стаддер) и электрод.Аппарат споттер работает по принципу мгновенного приваривания (длится считанные секунды) металла (крепежа) к кузову машины на месте повреждения и последующего вытягивания деформированной поверхности посредством обратного молотка. Обратный молоток фиксируется на деформированной поверхности, а по направляющей двигается сам молоток в виде шайбы (именно она прикладывает усилие в точке фиксации и вытягивает деформацию).Споттер незаменим при вытягивании участков, к которым невозможно подобраться изнутри.
Обратный молоток фиксируется на деформированной поверхности, а по направляющей двигается сам молоток в виде шайбы (именно она прикладывает усилие в точке фиксации и вытягивает деформацию).Споттер незаменим при вытягивании участков, к которым невозможно подобраться изнутри.
У обычного споттера есть 2 режима работы:
• Кратковременный – направляющая крепится в конкретной точке специальными шайбами.
• Сварочный – угольный электрод осуществляет сварку на минимальной скорости.
Споттер для рихтовки работает таким образом:
1. Деформация на машине хорошо зачищается (до металла).
2. К подготовленному участку крепится заземлительный контакт.
3. Споттером привариваем крепежные элементы (шайбы). Потом к ним нужно будет подсоединить споттер.
4. Захватываем эти элементы пистолетом споттера.
5. Вытягиваем деформацию на участке кузова машины. Чтобы подкорректировать поверхность, нужно использовать обратный молоток.
Чтобы подкорректировать поверхность, нужно использовать обратный молоток.
Внимание! Для алюминия обратный молоток не применять!
6. Крепежный элемент (шайбы) убираем руками (срывается легко, без усилий).
7. Зачищаем участок и готовим его под шпатлевку.
Виды споттеров
Есть 2 вида споттеров (все зависит от уровня мощности трансформатора и принципа работы):
• Трансформаторный. Такой аппарат можно изготовить самостоятельно.
• Инверторный. Такой аппарат собирают только на заводах. Инвенторный споттер оснащен датчиками заданной и реальной температуры. Режим сварки можно выбрать на панели управления.
Аппарат споттер зависит от работы микропроцессора и может выполнять одностороннюю или двустороннюю сварку. Выравнивание деформированной поверхности осуществляется пневмоклещами.
Как сделать споттер для рихтовки своими руками
Чтобы сделать споттер для рихтовки авто своими руками, надлежит подготовить материалы и инструменты:
• Сварочный трансформатор.
• Тиристор (200В).
• Привод 12В (можно взять трансформатор от ненужной техники).
• Реле 30А.
• Диодный мост.
• Кнопка.
• Контактор 220В.
Помните! Вы работаете с электричеством! Поэтому под ногами у вас должен лежать резиновый коврик.
Что можно взять за основу для споттера-самоделки?
• Трансформатор из микроволновки.
• Инвертор.
• Аккумулятор машины (придется заряжать его до и после использования).
• Сварочный аппарат.
Изготовление споттера из сварочного аппарата
Как сделать споттер из сварочного аппарата?За основу берем старый сварочный аппарат. После всех переделок он должен подавать от 1500А.
Собираем споттер в такой последовательности:
1. Со сварочного аппарата убираем вторичный слой (или два слоя).
2. Рассчитываем количество витков на 1В: обверните медную изолированную проволоку на первичную обмотку и затем измерьте количество вольт. Теперь полученное число разделяем на количество витков проволоки и получаем количество нужных витков на 1В.
Теперь полученное число разделяем на количество витков проволоки и получаем количество нужных витков на 1В.
3. Делаем шину из вторичного слоя. Сечение шины не меньше 160 мм², напряжение – 6 В. Если сечение меньше, то разделяем шину на несколько частей (количество кусков зависит от начального числа) и обматываем части тканевой изолентой.
4. Делаем 2 шины с обмоткой из изоленты и малярного скотча. Шары изоляции делаем последовательно: слой изоленты, слой скотча и снова изолента. Свободные края заклепайте.
5. Эти шины плотно наматываем на трансформатор. Шина должна быть цельной (без повреждений) и должна лечь ровно и плотно.
6. Если мощности достаточно, то работы на этом этапе окончены.
Изготовление пускового устройства
Теперь займемся изготовлением пускового устройства: кнопки, которая будет управлять реле (перекрывает провода с напряжением 220В) через привод 12В.К сварочному пистолету приделываем детали для присоединения к прибору рихтовки. Внутри полуавтомата фиксируем латунную ось (класс М10).
Внутри полуавтомата фиксируем латунную ось (класс М10).
Под клещи берем трубу 20х20 мм. Трансформатор и пистолет соединяется силовым проводом. Его сечение должно иметь одинаковое или большее сечение, чем сечение шины. Оптимальный размер проводов – 2,5 м.
Рабочий кабель, который будет соединять пистолет с трансформатором, непременно должен быть сделать из коммутирующего провода с термоизоляцией.
Внимание! При нагреве такой слой будет постепенно стягиваться.
Самодельный обратный молоток
Молоток споттера служит для рихтовки деформаций на кузове авто. При изготовлении самодельного обратного молотка сначала собираем пистолет, потом присоединяем его к блоку управления. Для этого присоединяем к электроду (длина 40-45 см, диаметр – 12016 мм) толстый кабель. На кнопку управления выводим три провода.
На электрод надеваем тяжелую болванку (это и есть наш обратный молоток). Болванка должна свободно перемещаться. На конец электрода привариваем острый наконечник (именно он будет контактировать с кузовом при рихтовочных работах).
Знаете ли Вы? Споттер потребляет 10-15 кВт. Позаботьтесь о проводке, которая соответствует такой нагрузке.
Подписывайтесь на наши ленты в таких социальных сетях как, Facebook, Вконтакте, Instagram, Pinterest, Yandex Zen, Twitter и Telegram: все самые интересные автомобильные события собранные в одном месте.
Конструкция и принцип работы аппарата
Состоять самодельный агрегат будет из двух главных узлов – это сварочный трансформатор (Т2) и электронное реле на тиристоре V9. Сетевая обмотка у трансформатора подсоединяется к электросети через диодный мост (V5/V8). Именно в его диагональ будет включен тиристор (V9) электронного реле.
Вспомогательный маломощный трансформатор (Т1) питает управляющую цепь тиристора (обмотка 2). Работает аппарат следующим образом:
Схема споттера
- При нажатии на выключатель (S1) напряжение питания (220В) идет на трансформатор Т1. Вернее, его первичную обмотку.
- Конденсатор (С1), подключаемый к выпрямительному мосту (V1/V4) через замкнутые контакты S3 переключателя, заряжается.
- Тиристор V9 закрыт, поэтому первичная обмотка трансформатора Т2 обесточена.
- При нажатии на клавишу S3 переключателя заряженный конденсатор (С1) подключается к электроду управления тиристора V9 с помощью переменного резистора R1.
- Далее разрядный электроток конденсатора открывает тиристор. На первичную обмотку трансформатора Т2 идет напряжение электросети.
- Во вторичной обмотке на трансформаторе появляется импульс тока.

Продолжительность импульса зависит от характеристик задающей время цепи R1/C1. Максимальная длительность импульса – около 0,1 сек. За этот промежуток времени электроток во вторичной обмотке достигает 350-500 А. Оптимальный режим сваривания можно настраивать резистором R1.
Для споттера годится любой тиристор, который рассчитан на напряжение 220 В и силу электротока в 50 А. Это же касается и диодного моста V5/V8. Трансформатор Т1 должен создавать на вторичных обмотках напряжение в 12 В. Вернуться к содержанию
Схема для самодельного споттера
Самодельный споттер можно сделать из старого инвертора. Но для этого нужно знать, по какой схеме собирается конструкция. Работа споттера зависит от ряда обязательных компонентов:
Но для этого нужно знать, по какой схеме собирается конструкция. Работа споттера зависит от ряда обязательных компонентов:
- сварочных трансформаторов;
- первичной обмотки;
- диодного моста;
- тиристора.
Схема работы оборудования определяется по двум диагоналям. Мощность трансформатора первой диагонали выше, чем второй. Поэтому он принимает напряжение после включения аппарата. Электричество поступает через вторичную обмотку по диодному мосту и реле в конденсатор. Благодаря этой системе обеспечивается зарядка. При этом в трансформаторе напряжение пропускается, и не накапливается. При такой схеме запуска тиристор закрывается.
Для начала сварки потребуется открытие тиристора. После отключения зарядки конденсатора, вторичная обмотка трансформатора получит достаточный показатель тока для сварки. Более подробно рассмотреть элементы схемы в работе можно на плане.
Усадка растянутого металла
Растянутый металл, после устранения деформации, будет значительно выше остальной поверхности, а также будет ослаблен и нестабилен. Его нельзя простучать молотком и опустить ниже, так как для него нет места. Он либо уйдёт целиком в противоположную сторону, либо снова обратно (хлопун).
Его нельзя простучать молотком и опустить ниже, так как для него нет места. Он либо уйдёт целиком в противоположную сторону, либо снова обратно (хлопун).
Если деформация была устранена в правильном порядке, правильными инструментами и с правильным усилием, то растянутый металл может быть только в зоне прямого повреждения. Если же деформация выправлялась без предварительного анализа, грубыми ударами молотка, то растянутый металл будет по всей ремонтной области. Такому металлу нужно вернуть нормальную толщину усадкой. Для возвращения металла в первоначальную форму его нужно «собрать».
Усадка металла нагревом является достаточно простым процессом, но требует осторожности. Нужно определить самую высокую точку растянутого металла и нагреть её при помощи инструмента, который Вы используете для усадки. Далее нужно поместить поддержку под нагретую область и ударить молотком несколько раз, пока металл горячий.
Так, металл вокруг усаживается в это нагретое пятно и становится толще и меньше по площади. Потом нужно охладить это место мокрой тряпкой или губкой. Таким же способом можно усадить остальные области с растянутым металлом. Нужно быть осторожным и не переборщить. Иначе металл деформируется и деформирует прилегающую область.
Последовательность усадки обширной зоны растянутого металла
Незначительная растянутость металла может устраняться без простукивания. При нагреве растянутый металл сокращается, происходит его усадка. Нагретый металл сначала возвышается над общим уровнем панели. После нагрева и охлаждения, растянутый металл приобретает первоначальный профиль, либо становится немного ниже общего уровня плоскости панели. Также можете прочитать статью “Как убрать хлопун на металле”, где подробно рассматривается тема растянутого металла.
Правила при усадке нагревом:
- Обратная сторона нагреваемой панели должна быть очищена от шумоизоляционного материала.
- при усадке нужно применять поддержку, имеющую меньшую выпуклость, чем растянутая область металла.
- Обычно используется ацетиленовая горелка с насадкой, соответствующей толщине осаживаемого металла, но может также применяться нагрев полуавтоматической сваркой, специальным угольным электродом, а также специальной насадкой и режимом споттера.
- Ацетиленовой горелкой нужно нагревать до ярко красного цвета, держа её перпендикулярно поверхности.
- Никогда не остужайте металл, нагретый до красного цвета. Подождите, когда он немного сам охладится и станет чёрным.
- Никогда не нагревайте область больше, чем можете осадить молотком за один раз. Горелкой нагревается площадь от 10 до 25 мм.
- Во время нагрева нужно делать круговые движения горелкой, по спирали, от периферии к центру.
- Не пытайтесь сделать усадку растянутого металла, пока не выправите его на черновую.
- Не нагревайте для усадки вмятину.
- Если растянутый металл имеет небольшую область, то и нагревайте маленькое пятно для усадки.
- Можно делать усадку растянутого металла и без его последующего охлаждения мокрой тряпкой. Охлаждение лишь ускоряет процесс.
- После усадки, может потребоваться дополнительное выравнивание металла.

Вакуумная вытяжка вмятин
Если на кузове (двери, крыле, крыше) образовалась вмятина, но лакокрасочное покрытие не пострадало, можно исправить дефект с помощью вакуумной рихтовки. Для выправления вмятин используется пневматический или вакуумный инструмент (присоски), данный метод применяется для выправления так называемых «хлопунов» размерами более 15-20 см в диаметре.
Преимущество этого способа заключается в том, что после исправления дефекта покраска не требуется – лакокрасочное покрытие не повреждается, работа выполняется гораздо быстрее, чем при обычной рихтовке. Но вакуумная вытяжка вмятин требуется определенного мастерства, и выправить удается далеко не каждую вмятину.
Крючки, рычаги и прочие приспособления
Рихтовщику, который работает над приданием деформированному кузову первоначальной формы, для выполнения полного объема ремонтных работ с автомобильным покрытием пригодятся также:
- Выпуклые, упругие, вытягивающие, выравнивающие, универсальные ложки.
Ложкоподобные инструменты производят выгибание и вытягивание труднодоступных (внутренних) частей кузова.
- Другие рычаги для контактного ремонта.
Рычаги применяются там, где обычного человеческого усилия не хватает.
Правка и рихтовка автомобилей производится, начиная с самой большой вмятины, с использованием подходящих инструментов, при этом рихтовочные молотки остаются основным выпрямляющим приспособлением.
В целях выравнивания вдавленных частей неотрихтованного кузова автомобиля применяется гидравлический кузовной ремонт. С помощью насоса со всевозможными прямыми и фигурными насадками, оснащенного цилиндрами и работающего на гидравлическом механизме, осуществляют вакуумную вытяжку вмятин авто.
При невозможности сделать выпрямление с помощью насосов полезными могут стать зажимы и захваты. В рихтовочные комплекты обычно включают несколько таких зажимающих приспособлений разных размеров (диаметров). Также захваты различаются между собой количеством креплений (их может быть от 1 до 3 шт.) и способом фиксации (самый распространенный метод укрепления на кузове — с помощью шурупа).
Пневмомолотки используются для качественного рихтования труднодоступных мест авто. Также для выполнения особо сложных рихтовочных работ существуют специальные металлические механические агрегаты, имеющие несколько опор (от двух до четырех), между которыми закреплен опускающийся и поднимающийся стержень. Он просовывается в заранее проделанное отверстие той части кузова, где требуется вытягивание. Вместе со стержнем на таком приспособлении обычно используются крепления.
Он просовывается в заранее проделанное отверстие той части кузова, где требуется вытягивание. Вместе со стержнем на таком приспособлении обычно используются крепления.
Перед началом рихтовочных работ следует, осмотрев повреждения авто, из всего разнообразия специнструментов подобрать те, которые помогут в рассматриваемом случае. Для небольших повреждений подойдет домашний рихтовочный набор, чтобы выполнить выпрямление более глубоких вмятин, следует прибегнуть к помощи специалистов из авторемонтной мастерской.
Изготовление трансформатора
- Магнито-провод трансформатора набирайте из пластин Ш40, толщина данного набора должна составить 10 см.
- В первичной обмотке должно быть 200 витков качественного провода сечением 2,5 мм².
- Во вторичной обмотке – 7 витков шины либо изолированного провода сечением не меньше 50 мм².
- Соединительный заземляющий проводник для вторичной обмотки делается того же сечения и длиной не более 2-2,5 м.
От качественности изоляции обмоток трансформатора зависит ваша безопасность. Поэтому рекомендуется наложить поверх сетевых (первичных) обмоток не менее 5-6 слоев ткани. Она должна быть пропитана лаком либо парафином. Вернуться к содержанию
Поэтому рекомендуется наложить поверх сетевых (первичных) обмоток не менее 5-6 слоев ткани. Она должна быть пропитана лаком либо парафином. Вернуться к содержанию
Изготовление пистолета
Без пистолета споттер не будет выполнять свои функции. Этот компонент также известен под названием «стаддер». Выбор рабочего механизма зависит от предполагаемых целей. Споттерные пистолеты условно делятся на две категории:
- заводские;
- самодельные.
Для работы с высокой частотой применения споттера, покупаются заводские модели. Такие аппараты способны обеспечить достаточную производительность при поставленных задач для профессионального сварщика.
Самодельный пистолет споттера рекомендуется применять для бытовых работ, где не требуется большой нагрузки на оборудование. В качестве самодельных рабочих механизмов используются:
- пистолет для нанесения клея;
- сварочный аппарат полуавтоматического типа.
Чтобы изготовить ручку для стаддера, используется гетинакс или текстолит. Толщина материала составляет от 12 до 14 миллиметров. Из него вырезаются два прямоугольника одинакового размера.
Толщина материала составляет от 12 до 14 миллиметров. Из него вырезаются два прямоугольника одинакового размера.
В одном из отрезков создается ниша для размещения крепежного элемента. Эта часть заготовки предназначена для крепления:
- электрода – прут из меди с диаметром от 8 до 10 миллиметров;
- лампочки;
- кнопки, включающей подсветку;
- переключателя, подающего импульс.
Кнопка должна быть размещена строго в созданном углублении. В качестве крепежного элемента используется самодельный кронштейн. Для его производства применяется труба, изготовленная из меди. Необходимо чтобы получилось сечение квадратного или прямоугольного типа.
При работе споттера электрод требуется периодически заменять. Чтобы эту задачу было проще выполнять, при проектировании устройства необходимо разместить электрод так, чтобы для его замены не требовалось разбирать всю конструкцию.
Пистолет подключается к споттеру при помощи пятижильного кабеля сварочного или контрольного типа. Жилы соединяются с:
Жилы соединяются с:
- переключателем;
- лампочкой подсветки;
- лампочкой выключателя.
Конец кабеля помещается в отверстие кронштейна, и закрепляется при помощи паяльника. Перед этим его необходимо зачистить.
Рихтовка кузова автомобиля. Этапы ремонта
Как было сказано ранее, грамотная процедура ремонта деформированной панели представляет собой выправление только тех мест, которые получили пластическую деформацию. Относительно не повреждённые прилегающие зоны после этого возвратятся в первоначальное состояние самостоятельно. Такой метод требует немного усилий и мало действий.
Можно также воздействовать на обратную сторону повреждения тяжёлым молотком или другим тяжёлым инструментом. Повреждение выдавливается или выстукивается грубо, без каких-либо специальных правил. При использовании такого метода могут возникать дополнительные повреждения и растянутость металла, которые требуется в дальнейшем устранять.
Более предпочтителен именно вдумчивый, грамотный подход к ремонту.
Грамотный ремонт повреждения включает в себя три стадии:
- анализирование повреждения,
- правка на черновую (восстановление формы),
- правка на чистовую (финишная).
Рассмотрим эти этапы подробно:
- Анализ повреждения является первой и наиболее значимой стадией, так как от правильного определения зон деформации, куда нужно приложить усилие, зависит быстрота процесса и конечный результат. Процедура выправления повреждения должна опираться на этот анализ. Нужно понимать в какой последовательности произошла деформация. Нужно определить направление, из которого панель получила деформацию и определить какой залом или складка образовались последними, какие перед этим и так далее вплоть до места, которое получило первый прямой контакт с препятствием. Далее нужно определить план действий по устранению деформации в порядке, противоположном их возникновению. Некоторые повреждения могли образоваться одновременно и нужно это учитывать. Процесс восстановления не должен создавать дополнительных повреждений. Таким образом, потратив некоторое время на анализирование структуры неровностей и обдумывание порядка восстановления, работа выполняется гораздо легче и быстрее, кроме того, становится более интересной.
Приложение линейки ребром поможет понять глубину вмятины.
При анализе, повреждённую панель можно прощупать рукой. Обычно для этого используют левую руку. Нужно двигать всей ладонью вдоль панели. Только пальцы не смогут прочувствовать, какого рода неровность перед вами. Иногда мастера надевают матерчатые перчатки, так как в них легче прочувствовать форму металла. Степень неровности можно определить, прикладывая линейку ребром к панели. Кузовной напильник также может применяться для быстрого определения структуры повреждения.
После обработки напильником, срезанная краска на краях вмятины выявит её фору и размер.
 Некоторые повреждения могли образоваться одновременно и нужно это учитывать. Процесс восстановления не должен создавать дополнительных повреждений. Таким образом, потратив некоторое время на анализирование структуры неровностей и обдумывание порядка восстановления, работа выполняется гораздо легче и быстрее, кроме того, становится более интересной.
Некоторые повреждения могли образоваться одновременно и нужно это учитывать. Процесс восстановления не должен создавать дополнительных повреждений. Таким образом, потратив некоторое время на анализирование структуры неровностей и обдумывание порядка восстановления, работа выполняется гораздо легче и быстрее, кроме того, становится более интересной. После обработки напильником, срезанная краска на краях вмятины выявит её фору и размер.
После обработки напильником, срезанная краска на краях вмятины выявит её фору и размер.- В результате грубой рихтовки выправляются рёбра жёсткости, заломы, большие вмятины и кузовная панель принимает свою оригинальную форму. На этом этапе не нужно зацикливаться на одном единственном месте, необходимо делать несколько проходов по всей панели, постепенно выравнивая её. Нужно ослаблять напряжённые области, полученные при ударе, и препятствующие возвращению металла в его первоначальное состояние. Несколько лёгких ударов в нужное место более эффективны, чем один или два сильных удара. Вмятины выправляются и одновременно простукиваются возвышенности и складки окружающей её области. Здесь часто применяется метод «молоток вне поддержки», который будет рассмотрен ниже. Можно использовать молоток и деревянный брусок или специальную надувную подушку, для воздействия с обратной стороны повреждения. Незначительные неровности на этом этапе по-прежнему остаются, они не должны отвлекать рихтовщика. Главная задача этого этапа – вернуть основную форму деформированной кузовной панели. Усадка растянутого металла (об этом ниже) и, при необходимости, заваривание разрывов также относится к этой стадии ремонта панели.
- Во время финишной рихтовки убираются мелкие неровности, и панель окончательно выравнивается. Повреждённый металл может быть отрихтован очень качественно, так, что будет достаточно только нанести наполняющий грунт, обработать его и красить. Для этого нужно набраться терпения, делать всё последовательно, без спешки и лишних усилий. На этом этапе применяется кузовной напильник, о котором было написано выше. Также здесь применяется метод рихтовки «молоток на поддержке» (см. ниже). На этом этапе можно использовать специальное проявляющее покрытие. Далее нужно сделать несколько проходов бруском с крупнозернистой шлифовальной бумагой. Это выявит неровности, которые сложно заметить. Потом нужно выправить оставшиеся углубления. После выполнения такой процедуры, нужно снова нанести проявочное средство и повторить шлифование. Таким образом, поверхность панели можно полностью выровнять. После этого кузовная панель подготавливается к грунтованию и покраске.
 Незначительные неровности на этом этапе по-прежнему остаются, они не должны отвлекать рихтовщика. Главная задача этого этапа – вернуть основную форму деформированной кузовной панели. Усадка растянутого металла (об этом ниже) и, при необходимости, заваривание разрывов также относится к этой стадии ремонта панели.
Незначительные неровности на этом этапе по-прежнему остаются, они не должны отвлекать рихтовщика. Главная задача этого этапа – вернуть основную форму деформированной кузовной панели. Усадка растянутого металла (об этом ниже) и, при необходимости, заваривание разрывов также относится к этой стадии ремонта панели. Это выявит неровности, которые сложно заметить. Потом нужно выправить оставшиеся углубления. После выполнения такой процедуры, нужно снова нанести проявочное средство и повторить шлифование. Таким образом, поверхность панели можно полностью выровнять. После этого кузовная панель подготавливается к грунтованию и покраске.
Это выявит неровности, которые сложно заметить. Потом нужно выправить оставшиеся углубления. После выполнения такой процедуры, нужно снова нанести проявочное средство и повторить шлифование. Таким образом, поверхность панели можно полностью выровнять. После этого кузовная панель подготавливается к грунтованию и покраске.Рихтовка авто своими руками
Рихтовку кузовных деталей при большом желании можно произвести самостоятельно, но необходимо рассчитывать свои силы. Если нет соответствующего опыта, внешний вид своего автомобиля хозяин может испортить, и в дальнейшем мастерам автовладелец только усложнит работу.
Как правило, в домашних условиях водитель не имеет специального оборудования, поэтому для рихтовки в основном используется домкрат и резиновый молоток. Проще всего будет самостоятельно рихтовать небольшие вмятины, и если кузовной элемент съемный (переднее крыло, дверь, капот), его все же лучше снять.
Переднее крыло отрихтовать самостоятельно проще всего, чтобы выровнять деформируемую поверхность, деталь сначала необходимо снять с автомобиля. После демонтажа крыло следует положить на ровную плоскость, укрытую плотной тканью (войлоком) – мягкая основа здесь необходима для смягчения ударов. Нанося удары, следует регулярно осматривать крыло, проверять, насколько удается выровнять металл. Если в результате рихтовки краска облетает, нужно этот участок подготовить к покраске – зашпатлевать, зашкурить, обезжирить и затем загрунтовать.
После демонтажа крыло следует положить на ровную плоскость, укрытую плотной тканью (войлоком) – мягкая основа здесь необходима для смягчения ударов. Нанося удары, следует регулярно осматривать крыло, проверять, насколько удается выровнять металл. Если в результате рихтовки краска облетает, нужно этот участок подготовить к покраске – зашпатлевать, зашкурить, обезжирить и затем загрунтовать.
Чтобы отрихтовать вмятины на двери, кузовной элемент также следует демонтировать. После демонтажа дверь разбирается, с нее снимается дверная обшивка. Если вмятина находится приблизительно посередине дверной накладки, дефект устранить нетрудно – изнутри железо можно выстучать. «Гаражные болезни» вылечить сложнее, и рихтовку здесь все же следует доверить профессионалам – качественно самостоятельно выполнить работу вряд ли получится, а толстый слой шпатлевки – это не выход из положения, шпатлевка может и отвалиться.
Нюансы рихтовочных работ
- Если вмятина образуется на части кузова с двойным металлом, молотком выровнять поверхность не получится – изнутри до внешнего железа будет не добраться. В таком случае качественно отрихтовать элемент можно с помощью споттера.
- Если по центру заднего/ переднего крыла или двери образовался «хлопун», его можно попробовать выправить без использования каких-либо инструментов – необходимо по железу изнутри резко ударить рукой. Безусловно, можно воспользоваться и вакуумной присоской с обратным молотком, но не у всех этот инструмент имеется.
- Бывает и так – повреждается кузовная деталь (крыло, дверь, капот, крышка багажника), уже имеющая следы коррозии. Рихтовать такой элемент не имеет смысла даже по бедности. Лучше пока ездить с этим дефектом и копить деньги на ремонт и новую деталь. Конечно, в данном случае речь не идет о серьезной аварии.
- При выравнивании поверхности одиночные резкие удары лучше не наносить, ударять следует легко и часто.
- Есть кузовные детали, которые стоят недорого, поэтому рихтовка старого капота или переднего крыла не всегда оправдана. Но здесь есть один нюанс – на многие иномарки продаются неоригинальные китайские запчасти. Если на машине установлен оригинальный капот, и его можно отрихтовать, то лучше восстановить его, чем покупать дешевый «неоригинал», с которыми могут возникнуть проблемы: железо начнет быстро ржаветь, деталь будет трудно подогнать по своему месту.
 В таком случае качественно отрихтовать элемент можно с помощью споттера.
В таком случае качественно отрихтовать элемент можно с помощью споттера. Если на машине установлен оригинальный капот, и его можно отрихтовать, то лучше восстановить его, чем покупать дешевый «неоригинал», с которыми могут возникнуть проблемы: железо начнет быстро ржаветь, деталь будет трудно подогнать по своему месту.
Если на машине установлен оригинальный капот, и его можно отрихтовать, то лучше восстановить его, чем покупать дешевый «неоригинал», с которыми могут возникнуть проблемы: железо начнет быстро ржаветь, деталь будет трудно подогнать по своему месту.DIY Reverse Hyper — настольная версия
Поиск
Garage Gym Lab является независимой и поддерживается читателями. Мы можем получать комиссионные, если вы покупаете по нашим ссылкам.
Дайте угадаю…
Вы хотите обратный гипер…
Но вам либо не нравится высокая цена, либо нет места для него…
Что ж, у меня есть хорошие новости…
Благодаря Нейту Эвансу вы можете построить свой собственный реверсивный гипер на вашей стойке всего за 60 долларов (или меньше).
Таким образом, вы не только избегаете ценника в 500–1000 долларов (в зависимости от компании), но и не занимаете много места на полу.
Давайте узнаем как.
Быстрый и грязный на обратной гипермашине
Прежде всего, давайте быстро коснемся обратной гипермашины.
Обратный гипертренажёр — довольно разрекламированная машина, которой многие люди клянутся, когда дело доходит до развития задней цепи и предварительной реабилитации/реабилитации поясницы.
Принято считать, что реверсивный гипертренажер, изобретенный известным тренером по пауэрлифтингу Луи Симмонсом, разгружает позвоночник с помощью раскачивающего движения. Это маятниковое движение не только растягивает позвоночник, но и снимает с него нагрузку. При этом теория состоит в том, что он промывает мышцы нижней части спины кровью и наполняет позвоночник спинномозговой жидкостью.
Это динамическое силовое упражнение может улучшить восстановление поясничного отдела, а также ягодичных мышц, подколенных сухожилий и бедер.
Несмотря на то, что реверсивный гипердвигатель пользуется большим спросом, и существует распространенное мнение, что он будет творить чудеса на заднем плане, вокруг него ведутся споры.
Например, Крис Даффин (и другие) утверждают, что есть лучшие варианты для поддержания здоровья спины и позвоночника.
Однако эта статья не предназначена для разжигания дебатов.
Только вы можете решить, является ли реверсивный гипер стоит вложением. Если вы считаете это таковым, но опять же, вам не нравится, что это дорого или занимает много места, то приведенный ниже обратный гиперплан «Сделай сам» — отличный вариант, если у вас есть стойка с корректирующими руками или тяжеловесная. дежурные поперечины.
Самодельная обратная гипермашина
Посмотреть эту публикацию в Instagram
Пост, опубликованный Нейтом Эвансом (@mrnewt2)
Нейт Эванс был достаточно любезен, чтобы задокументировать свою сборку — я хотел бы поблагодарить его за то, что он поделился этим с сообществом. Вы можете найти больше от него на его Instagram .
Вы можете найти больше от него на его Instagram .
Следующее от Нейта:
Как и у любого другого гаражного/домашнего тренажёра, у меня есть бесконечный список оборудования, которое я хочу добавить в свою коллекцию. Одна большая часть оборудования, которую я очень хотел, была обратным гипер. В основном я хотел, чтобы это укрепило мою нижнюю часть спины, бедра и для декомпрессии позвоночника. Я знал, что они дорогие, но понятия не имел, насколько они дороги (вестсайд $2500+, мошенники $750+, тициан $500+) или велики. Я лично видел обратного гипер-разбойника в Iron Valley Barbell в Инди, и это было чудовищно! Я знал, что хочу такой, но не хотел платить (или не мог себе позволить) тот, который был изготовлен. Имея это в виду, я начал искать некоторые обратные гиперпланы DIY. Хотя я нашел несколько действительно хороших планов с меньшей занимаемой площадью, чем при покупке, они все же были довольно большими для моего пространства. Самым маленьким обратным гипером, который я нашел (самостоятельно или изготовленным), был Westside Scout, который складывается для экономии места, но все равно стоит колоссальные 545 долларов.
Я начал мозговой штурм о том, как сделать такой, чтобы он соответствовал моим потребностям и ограниченному пространству. Недавно я модернизировал свою полустойку до полустойки Fitness Gear с корректирующими руками. Однажды я посмотрел на эти руки-корректировщики и подумал про себя: «Блин, было бы круто, если бы я мог просто надеть одну на свои руки-корректировщики и снять, когда закончу». Так я и сделал. Я сделал реверсивную гиперверсию столешницы. Когда я готов к использованию, я просто устанавливаю корректирующие руки на нужной мне высоте, кладу их сверху и делаю свои подходы. Закончив, я снимаю его и ставлю вдоль стены или за стойкой.
Приблизительно за 40-60 долларов вы можете сделать свой собственный реверсивный гипер-гипер, экономящий место!
Краткое примечание перед инструкцией
С момента постройки я подумал об одном улучшении, которое я бы включил, если бы построил другое:
Вместо того, чтобы использовать 2×4 для поддержки топпера, я бы использовал 4×4. Таким образом, вы можете просверлить отверстия спереди для ручек (можно использовать стержни для дюбелей или черную трубу). Сейчас я просто хватаюсь за стойку для поддержки.
Таким образом, вы можете просверлить отверстия спереди для ручек (можно использовать стержни для дюбелей или черную трубу). Сейчас я просто хватаюсь за стойку для поддержки.
Я включил улучшенную версию в список материалов.
Ниже приведен приблизительный список материалов в зависимости от ширины между корректирующими рычагами и их глубины.
Необходимые материалы
Древесина
- 1 – лист фанеры ½” или ¾” 4’x4’ (на ваш выбор). Мне понадобилась только половина листа, потому что размеры верхней части моей были 48 дюймов x 22 дюйма
- 2-3 – 8 футов 4×4 (я только что получил самый дешевый от Lowes). Это будет зависеть от ширины вашей стойки и глубины корректирующих рычагов. Я мог бы сделать свою всего за 2)
Труба – вся черная труба 3/4″
- 2 – Т-образные
- 2 – 8” или 10” (это ваши пластинчатые втулки – я поставил 10” на свою)
- 1 – 24” (это вал сверху вниз)
- 2 – 18”-24” (мне пришлось использовать 24” из-за ширины моей стойки)
- 2 – фланцы опционально (у меня 2, потому что с Т мой вращающийся вал застрял мимо моих 4х4)
Разное.

- 1 – коробка шурупов. Вам понадобится не менее 5 дюймов, чтобы скрепить все 4×4 вместе
- 2 – дюбельные стержни 1 x 10–18 дюймов или черная труба. Если вы используете черную трубу, я бы добавил еще 2 фланца (для ручек — на ваше усмотрение)
- 1 — Ремешок — я использую анкер Bodylastics здесь , но вы можете использовать и другие подобные из Rogue
- Прокладка для верха — Дополнительно
Необходимые инструменты
- Рулетка
- Циркулярная пила
- Трубные ключи
- Дрель
- 1 ¼ сверло и 1 дюймовое сверло, если вы решите использовать рукоятки с дюбелями
Схемы
Конструкции/сборка
- Измерьте ширину ваших корректирующих рычагов/поперечин (снаружи до внешнего края) и глубину (у меня было 45 x 22 дюйма). Добавьте 3 дюйма, чтобы ваши 4×4 находились по центру рук (примерно 2 дюйма выступа, но это зависит от того, насколько верен 4×4).
- Измерьте и отрежьте верхнюю часть фанеры.
- Измерьте и отрежьте 4×4 для нижних опор (длина должна быть равна глубине ваших корректирующих рычагов/поперечин. Для меня это было 22 дюйма).
- Отмерьте и отрежьте 3 детали 4×4 для верхних опор (должна быть ширина вашей стойки + 4 дюйма, у меня была 48 дюймов).
- Разложите нижние опоры и поместите верхние опоры поверх них. Равномерно распределите их (я просто взял 22/3 и разместил там центры).
- Привинтить (я предварительно просверлил отверстия, потому что использовал 2×4 для верхних опор).
- Решите, где вы хотите разместить поперечину (поворотный рычаг). Я решил поставить свою на 1/3 спереди, потому что глубина была всего 22 дюйма. Вы можете сделать то же самое или место, где, по вашему мнению, это принесет вам наибольшую пользу.
- Отметьте и используйте сверло 1 ¼” для сверления отверстий.
- Отметьте отверстия там, где вы предпочитаете размещать ручки, если хотите их добавить.
- Просверлите отверстия примерно 1 дюйм, если вы используете стержни для дюбелей (вы можете выбрать глубину или просверлить насквозь. путь через с 1 ¼ «лопастным сверлом).
- Поместите фанеру поверх опор и просверлите отверстие.
- Подводящая труба (18”/24” – у меня были 24”) в отверстия, просверленные на базовых опорах. Свинтите верхнюю часть Т и затяните трубным ключом (если у вас есть труба, выходящая за пределы опор, наденьте фланцы).
- Вкрутите 24-дюймовую выпадающую трубу в нижнюю часть тройника, а другой конец вкрутите в нижнюю часть оставшейся тройки. (это ваши утяжеляющие втулки) и затяните трубным ключом.
- *Дополнительно* — Если у вас есть набивка, которую вы хотите добавить, приклейте/скрепите/прикрутите сверху.


Ну вот! Ваша собственная столешница, компактная, дешевая и эффективная, реверсивная гиперсистема «сделай сам»!
Варианты покупки
Если вы не хотите создавать свой собственный реверсивный гипер, есть несколько мест, где вы можете купить его.
Rogue Fitness
Тренажер Rogue Fitness RH-2 Reverse Hyper , пожалуй, самая популярная версия, доступная на рынке. Хотя это не самый недорогой вариант, он не уступает моделям Westside Barbell (за исключением упомянутой выше модели Scout).
Этот конкретный блок изготовлен из стали 2×3 11 калибра и имеет площадь основания 40″ x 52,5″. Его высота составляет 44,5 дюйма, а подушка толщиной 3 дюйма считается одной из самых прочных на рынке. Кроме того, Rogue reverse Hyper предлагает две ручки для рук, а рукава подходят для всех размеров бампера или стальных пластин.
Это устройство стоит 795 долларов США и включает в себя Rogue HG Collars и ремень Spud Inc. . Эта обратная гипермашина изготовлена из стали 3×3 11 калибра и имеет площадь основания 41″ x 52,25″ x 44,5″. Изделие поставляется с двумя 6-дюймовыми ручками, которые регулируются в восьми различных положениях с шагом 2 дюйма. Он также поставляется с ремешком, а также двумя пружинными воротниками. Набивка этого устройства Titan тоже толстая, но не такого высокого качества, как у устройства Rogue.
Набивка этого устройства Titan тоже толстая, но не такого высокого качества, как у устройства Rogue.
На момент написания этой статьи его цена составляла 509,95 долларов США, хотя он часто поступает в продажу и доставляется бесплатно.
Titan H-PND
Заключение
Еще раз хочу поблагодарить Нейта за то, что он поделился этими планами с сообществом.
Определенно взгляните на них, если вы рассматриваете вариант самодельного гиперреверса, который будет дешевым и компактным!
Если вы хотите узнать больше об оборудовании для пауэрлифтинга в целом, ознакомьтесь с моим исчерпывающим руководством по созданию домашнего тренажерного зала для пауэрлифтинга .
Последние статьи
Что это такое, преимущества и как их правильно использовать
Использование корректирующих рычагов при использовании стойки для приседаний означает, что вы можете поднимать больше, поднимать безопасно, и защищают ваше подъемное оборудование. Вот более глубокий взгляд на корректирующие руки, включая преимущества и рекомендации по их использованию.
Вот более глубокий взгляд на корректирующие руки, включая преимущества и рекомендации по их использованию.
Наличие наблюдателя в спортзале может полностью изменить правила игры!
С корректировщиком у вас есть кто-то, кто поможет вам выполнить последние несколько повторений, когда вы просто не можете, когда ваша энергия истощена и вы упираетесь в стену. Вам также помогут поднять очень тяжелый вес, не подвергая риску ваши суставы.
Но что, если вас никто не заметит? Что делать, если вы тренируетесь дома в одиночестве, если тренажерный зал пуст или все уже тренируются?
Вот тут-то и пригодятся корректирующие руки на стойке для приседаний!
Ниже мы более подробно рассмотрим, что такое корректирующие руки и как их использовать, а также преимущества, которые они дают.
Мы даже рассмотрим несколько альтернатив, которые вы можете использовать, если на вашей стойке нет корректирующих рычагов, включая некоторые самодельные решения, которые помогут вам поднимать груз умнее и безопаснее.
Давайте сразу.
Что такое корректировщик?
Для начала давайте посмотрим, что такое корректировщики и что они делают.
Руки для приседаний — это, проще говоря, приспособление для приседаний или силовой рамы, которое служит «корректировщиком», чтобы вы могли сбросить вес, если вам трудно.
Как правило, корректирующие руки крепятся к приседаниям или силовой раме примерно на высоте бедра или колена, т. е. на высоте, на которой вы находитесь в самой нижней точке приседа. Они используются для силовых и приседающих стоек как безопасный способ отказаться от приседаний, которые вы просто не можете выполнить.
Надежно закрепив корректирующие руки, вы можете сбрасывать груз, не подвергая себя риску.
Руки поймают нагруженную штангу и предотвратят ее падение на пятки или заднюю поверхность ног.
Почему следует использовать корректирующие руки
Что делает корректирующие руки одной из самых полезных частей стойки для приседаний?
💪
Предотвращение травм и безопасность
Во-первых, с корректирующими руками вы можете поднимать довольно много любой поднимите безопасно.
Неважно, делаете ли вы приседания, выпады или даже пытаетесь выполнить становую тягу в стойке для приседаний, корректирующие руки предоставят вам безопасное место для сброса веса, не подвергая риску ваши ступни и ноги.
Видите ли, если вы приседаете с большим весом и не можете встать, вам нужно сбросить вес со спины (при выполнении любых приседаний, кроме приседаний со штангой на груди). Если вы уроните вес прямо со спины, есть риск, что он упадет прямо на ваши ноги или пятки.
Нагруженная штанга, упавшая даже с высоты приседания, может нанести СЕРЬЕЗНЫЙ ущерб вашим костям!
Но это не единственный риск для вас. Если вы уроните штангу и гири отскочат (что является нормальным благодаря прорезиненному покрытию, используемому на многих пластинах для штанг), они могут отскочить к вашим ногам и таким образом нанести травму.
💪
Уменьшение повреждений и износа вашего спортивного оборудования
Корректировщики предотвращают падение веса на пол.
Они «ловят» штангу, когда вы ее роняете, и тот факт, что ей не нужно далеко падать, означает, что она нанесет меньший ущерб A) вашему полу, B) вашей стойке для приседаний и C) стойке. сами весовые диски.
Это просто лучший способ тренироваться!
Для таких упражнений, как жим лежа, корректирующие руки обеспечивают безопасный способ увеличения веса, если вы просто не можете выполнить последний подход.
Все, что вам нужно сделать, это установить руки на нужной высоте (см. ниже), и вы сможете безопасно выполнять каждое повторение, сохраняя при этом руки на случай, если вы просто не сможете закончить последнее Нажмите.
💪
Облегчает правильное выполнение некоторых упражнений
Корректирующие руки также облегчают выполнение определенных упражнений, таких как тяга в раме (разновидность становой тяги). Они больше, чем чашки J или стандартные штифты стойки, поэтому у вас есть больше места, чтобы уменьшить вес, если вы боретесь.
В целом, корректирующие руки являются отличным дополнением к любым типам стоек для приседаний или силовых стоек , которые вы используете дома или в тренажерном зале.
Как правильно пользоваться корректорами
Время говорить об индейке! Давайте подробнее рассмотрим, как правильно использовать корректирующие руки, чтобы быть в большей безопасности при каждом подъеме.
К настоящему времени вы знаете, как использовать стойку для приседаний, поэтому мы не будем вдаваться в мельчайшие детали того, как установить руки или зафиксировать их на месте (большинство стоек поставляются с собственными инструкциями, и каждая стойка будет иметь другой тип соединения/вложения).
Вместо этого мы поговорим о том, как правильно расположить корректирующие руки в соответствии с выполняемым вами упражнением.
Поддерживающие руки в основном используются для трех различных упражнений:
Приседания
В приседаниях вы должны установить подстраховочные руки примерно на уровне колена или бедра. Вы можете проверить идеальную высоту, выполнив обычный присед, но используя только собственный вес (без штанги).
Вы можете проверить идеальную высоту, выполнив обычный присед, но используя только собственный вес (без штанги).
Обратите внимание на то, как низко вы опускаетесь. В идеале, вы должны установить корректирующие руки примерно на 6-12 дюймов ниже вашей нижней точки в приседе.
Таким образом, если вам придется выпрыгивать, штанга будет падать только на короткое расстояние.
Примечание : Если вы выполняете тяжелые приседания на НЕ закрепленной болтами стойке, не полагайтесь на корректирующие рычаги, установленные снаружи стойки. Это отличный способ заставить вашу стойку опрокинуться. Для незакрепленных стоек используйте английские булавки или даже прикрепите корректирующие рычаги внутри стойки для приседаний.
Тяга в раме
Для тяги в раме вы должны установить вес примерно на высоте колена, хотя некоторые люди предпочитают, чтобы руки располагались чуть выше или чуть ниже колен.
При выполнении тяги в раме основное внимание уделяется верхней части тяги, а это означает, что чем выше вес, тем меньшее расстояние вам предстоит тянуть, и тем больше вес приходится на поясницу и верхнюю часть спины.
См. также : Тяга в раме и становая тяга: преимущества, различия и как запрограммировать оба для максимального прогресса Начните с высоты колена и поднимайте/опускайте по желанию, пока не найдете золотую середину.
Жимы лежа
Жим лежа с помощью клетки для приседаний в качестве помощника поможет вам выполнить несколько серьезных подъемов тяжестей, не подвергая себя риску, даже если рядом нет человека, который мог бы помочь вам, когда вы столкнувшийся с трудностями. Однако в этом упражнении будет немного сложнее установить корректирующие руки.
При выполнении жима лежа в идеале нужно подносить вес как можно ближе к груди. Некоторые люди на самом деле касаются прижимайте штангу к груди, чтобы они опускались в жим как можно ниже.
Если вы установите корректирующие руки выше уровня груди, вы не сможете полностью опуститься. Но вы не можете размещать корректирующие руки ниже уровня груди, вы в конечном итоге раздавите свою грудь, когда вам придется опустить штангу на руки.
В конечном счете, единственный способ использовать корректирующие руки для жима лежа — это установить их как можно ближе к уровню груди, но немного выше.
Таким образом, вы все еще можете опуститься как можно глубже в жим, сохраняя при этом безопасность рук, чтобы поймать вес, когда вы дойдете до отказа.
Вам просто нужно быть более внимательным во время жима лежа, чтобы убедиться, что вы не опускаетесь так далеко, что штанга попадает в корректирующие руки.
Какие есть альтернативы корректировщикам оружия?
К сожалению, многие люди выбирают , а не , чтобы купить корректирующие руки для своего домашнего тренажерного зала, потому что они являются дорогим дополнением к любой силовой стойке или стойке для приседаний.
Оружие корректировщика может стоить до 300 долларов, хотя можно найти и дешевле 50 долларов или около того.
См. также : Сколько стоит стойка для приседаний? (Стоимость каждого типа стойки)
Если у вас нет пары корректирующих стрел и вы не уверены, что хотите пойти по этому пути (из-за высокой цены), вы можете рассмотреть две альтернативы:
1. Ремни для наблюдателей
Ремни для наблюдателей
Ремни для наблюдателей, также называемые ремнями безопасности, представляют собой ремни, которые вы прикрепляете к своей стойке для приседаний или силовой раме, чтобы они действовали как наблюдатели на случай, если вам придется прыгать с парашютом. Ремни в основном обвивают штангу, так что, когда вы бросаете вес, он свисает с ремней, а не падает на землю.
См. также : Стопы для приседаний и страховочные ремни: плюсы, минусы и какой из них лучше Вместо того, чтобы быть сделанными из металла, как руки корректировщика, они обычно изготавливаются из прочного нейлона (например, баллистического нейлона), который может выдерживать большой вес и выдерживать регулярное жесткое использование.
Однако, как и любая другая ткань, материал со временем изнашивается, изнашивается, провисает и повреждается. В конце концов вам придется заменить их или перейти на корректировщики.
2. Защитная дуга своими руками
Если у вас есть навыки в деревообработке, металлообработке или сварке, вы всегда можете создать свои собственные корректирующие руки.
Вы можете купить бывшие в употреблении приспособления (такие как J-образные крючки или английские булавки) и приварить к ним собственные корректирующие рычаги или сделать их из дерева.
Возможно, они не будут такими крепкими и надежными, как корректирующие руки, изготовленные компанией, изготовившей вашу силовую стойку или стойку безопасности, но это хороший вариант, если вы ищете более дешевое домашнее решение. .
Практический результат
Руки-корректировщики — это совершенно революционное дополнение к вашей силовой раме или стойке для приседаний, которое позволит вам безопасно выполнять гораздо больше тяжелых упражнений, даже если у вас нет страховщика.
Попытка увеличить свой 1-ПМ может быть опасной, если вы поднимаетесь в одиночку, потому что вам некому помочь, если вы добьетесь отказа или перегрузите штангу.
Благодаря рукам-корректировщикам вы можете поднять все, что вам нужно, но верьте, что если вам когда-нибудь понадобится прыгнуть, у вас есть прочная конструкция, созданная специально для этой цели, предназначенная для защиты вас и вашего веса.
 Ее необходимо разделить на участки для предостережения различных деформаций или разрывов.
Ее необходимо разделить на участки для предостережения различных деформаций или разрывов. на поверхности пеноблока с помощью циркулярной пилы. После чего их заполняют специальным клеящим раствором. В дощатой опалубочной форме по верхнему ряду блоков выполняется арматурная стяжка 0,2 м.
на поверхности пеноблока с помощью циркулярной пилы. После чего их заполняют специальным клеящим раствором. В дощатой опалубочной форме по верхнему ряду блоков выполняется арматурная стяжка 0,2 м.
 Затем накладывается сетка из стекловолокна и минерального утеплителя. На последнем этаже крепятся листы фанеры и бальзатоволокно. В завершение покрываем пол древесно-стружечными листами.
Затем накладывается сетка из стекловолокна и минерального утеплителя. На последнем этаже крепятся листы фанеры и бальзатоволокно. В завершение покрываем пол древесно-стружечными листами. Это производится для того, чтобы предотвратить наслоение в местах их стыковки.
Это производится для того, чтобы предотвратить наслоение в местах их стыковки. 3 м2
3 м2 04 м2
04 м2

 Специалисты компании «СВОД-СТРОЙ» успешно реализуют проекты домов из пеноблоков в Москве или Московской области ― качественно и недорого.
Специалисты компании «СВОД-СТРОЙ» успешно реализуют проекты домов из пеноблоков в Москве или Московской области ― качественно и недорого.





 Из-за высокой энергоэффективности дома, построенные с использованием ICF, могут получить класс изоляции «А» по эффективности.
Из-за высокой энергоэффективности дома, построенные с использованием ICF, могут получить класс изоляции «А» по эффективности.



 В настоящее время он имеет 18 различных блоков от FoxBlock.
В настоящее время он имеет 18 различных блоков от FoxBlock.

 Планировки домов идентичны. Они расположены бок о бок на одной улице в Честертауне, штат Мэриленд.
Планировки домов идентичны. Они расположены бок о бок на одной улице в Честертауне, штат Мэриленд.



 ..
..

 Наиболее востребован на небольших и средних объектах, а также там где запрещено работать открытым пламенем. При таком типе монтажа медь деформируется под действием специального пресс аппарата, что позволяет получить прочное и герметичное соединение. Чтобы оно не нарушилось, фитинги не используются для соединения тонкостенных медных труб, так как под давлением пресса они могут сильно заминаться.
Наиболее востребован на небольших и средних объектах, а также там где запрещено работать открытым пламенем. При таком типе монтажа медь деформируется под действием специального пресс аппарата, что позволяет получить прочное и герметичное соединение. Чтобы оно не нарушилось, фитинги не используются для соединения тонкостенных медных труб, так как под давлением пресса они могут сильно заминаться. Мы покажем вам, как паять как профессионал, чтобы вы могли заняться следующей сантехнической работой своими руками.
Мы покажем вам, как паять как профессионал, чтобы вы могли заняться следующей сантехнической работой своими руками.
 и 3/4 дюйма. медь.
и 3/4 дюйма. медь. После этого легко спаять соединения одно за другим. Поскольку трубы прочно удерживаются на месте, вам не нужно беспокоиться о том, что вы случайно повредите стык до того, как он остынет.
После этого легко спаять соединения одно за другим. Поскольку трубы прочно удерживаются на месте, вам не нужно беспокоиться о том, что вы случайно повредите стык до того, как он остынет.
 Припой будет легко и полностью течь вокруг и внутри фитинга. Но когда вы только начинаете, рекомендуется проверить соединения на наличие пустот.
Припой будет легко и полностью течь вокруг и внутри фитинга. Но когда вы только начинаете, рекомендуется проверить соединения на наличие пустот. Вот список.
Вот список. Это пространство называется капиллярным пространством. Поверхности фитинга и трубы, которые перекрываются, образуя соединение, известны как поверхности сопряжения. Затем трубка и фитинг прочно соединяются с помощью присадочного металла, который вплавляется в капиллярное пространство и прилипает к этим поверхностям.
Это пространство называется капиллярным пространством. Поверхности фитинга и трубы, которые перекрываются, образуя соединение, известны как поверхности сопряжения. Затем трубка и фитинг прочно соединяются с помощью присадочного металла, который вплавляется в капиллярное пространство и прилипает к этим поверхностям. Если присадочный металл плавится ниже 840ºF, выполняется процесс пайки. Выше этой температуры происходит процесс пайки.
Если присадочный металл плавится ниже 840ºF, выполняется процесс пайки. Выше этой температуры происходит процесс пайки. Таким образом, припой BCuP представляет собой в первую очередь медно-фосфорный припой, который может содержать от 0% до 30% серебра (Ag).
Таким образом, припой BCuP представляет собой в первую очередь медно-фосфорный припой, который может содержать от 0% до 30% серебра (Ag).
 В паяном соединении по-прежнему настоятельно рекомендуется полностью вставлять трубку в заднюю часть чашки фитинга; однако полное заполнение этого суставного пространства по всей длине не обязательно для достижения полной прочности соединения. По данным Американского общества сварщиков (AWS), предполагается, что твердый припой проникает в капиллярное пространство, по крайней мере, в три раза больше толщины самого тонкого соединяемого компонента, которым обычно является труба. Это известно в отрасли как правило AWS 3-T.
В паяном соединении по-прежнему настоятельно рекомендуется полностью вставлять трубку в заднюю часть чашки фитинга; однако полное заполнение этого суставного пространства по всей длине не обязательно для достижения полной прочности соединения. По данным Американского общества сварщиков (AWS), предполагается, что твердый припой проникает в капиллярное пространство, по крайней мере, в три раза больше толщины самого тонкого соединяемого компонента, которым обычно является труба. Это известно в отрасли как правило AWS 3-T. . Эта галтель или колпачок, как ее часто называют в торговле, позволяет распределять напряжения, возникающие в соединении (в результате теплового расширения, давления или других циклических реакций, таких как вибрация или термическая усталость), вдоль поверхности галтели. В паяном соединении, изготовленном без хорошо развитого вогнутого галтеля, все напряжения будут сосредоточены в острой точке контакта между трубой, припоем (присадочным металлом) и фитингом, что может привести к развитию трещины под напряжением в трубе. в таком случае. Создание галтели при изготовлении паяного соединения значительно сводит к минимуму эту возможность.
. Эта галтель или колпачок, как ее часто называют в торговле, позволяет распределять напряжения, возникающие в соединении (в результате теплового расширения, давления или других циклических реакций, таких как вибрация или термическая усталость), вдоль поверхности галтели. В паяном соединении, изготовленном без хорошо развитого вогнутого галтеля, все напряжения будут сосредоточены в острой точке контакта между трубой, припоем (присадочным металлом) и фитингом, что может привести к развитию трещины под напряжением в трубе. в таком случае. Создание галтели при изготовлении паяного соединения значительно сводит к минимуму эту возможность. Эта температура гораздо важнее, чем просто произвольный определяющий порог. Это важно, потому что 700°F/371°C — это температура, при которой медь начинает отжигаться или переходить из твердого состояния (жесткого) в отожженное состояние (мягкое). С этим изменением состояния происходит неотъемлемая потеря прочности — медь в твердом состоянии прочнее, чем медь в отожженном состоянии. Общее количество происходящего отжига и, следовательно, потеря прочности определяются температурой и временем, которое материал проводит при этой температуре. Чем выше температура, тем меньше времени требуется для перехода от твердого состояния к мягкому.
Эта температура гораздо важнее, чем просто произвольный определяющий порог. Это важно, потому что 700°F/371°C — это температура, при которой медь начинает отжигаться или переходить из твердого состояния (жесткого) в отожженное состояние (мягкое). С этим изменением состояния происходит неотъемлемая потеря прочности — медь в твердом состоянии прочнее, чем медь в отожженном состоянии. Общее количество происходящего отжига и, следовательно, потеря прочности определяются температурой и временем, которое материал проводит при этой температуре. Чем выше температура, тем меньше времени требуется для перехода от твердого состояния к мягкому.
 Поэтому перед тем как собрать насосную станцию, надо определиться с выборов между двумя этими приборами.
Поэтому перед тем как собрать насосную станцию, надо определиться с выборов между двумя этими приборами.

 , потому что вода собой заполняет резиновую грушу, между которой и стенками металлического корпуса резервуара закачен воздух под давлением 1,5 атм. При сжимании воздуха его давление увеличивается больше.
, потому что вода собой заполняет резиновую грушу, между которой и стенками металлического корпуса резервуара закачен воздух под давлением 1,5 атм. При сжимании воздуха его давление увеличивается больше. Никакой разницы нет, обе модели собраны по одной и той же конструкции, поэтому работают по одному и тому же принципу. Здесь предпочтение надо отдавать в плане места, которое вертикальный образец занимать будет меньше.
Никакой разницы нет, обе модели собраны по одной и той же конструкции, поэтому работают по одному и тому же принципу. Здесь предпочтение надо отдавать в плане места, которое вертикальный образец занимать будет меньше. Сложность будет зависеть от выбранных элементов. Если был выбран скважинный насос, то в первую очередь придется его установить в скважину, что уже не так просто, как может показаться на первый взгляд. Ведь это подключение трубы, питающего электрического кабеля. После чего к насосу крепится трос, а уже после вся эта сборная конструкция опускается в ствол сооружения.
Сложность будет зависеть от выбранных элементов. Если был выбран скважинный насос, то в первую очередь придется его установить в скважину, что уже не так просто, как может показаться на первый взгляд. Ведь это подключение трубы, питающего электрического кабеля. После чего к насосу крепится трос, а уже после вся эта сборная конструкция опускается в ствол сооружения.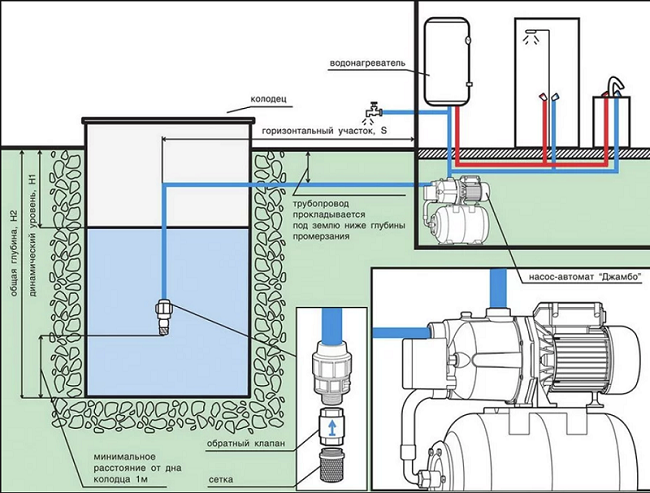 Обязательно надо предусмотреть сливной кран, который лучше установить ближе к канализации. Пользоваться им придется нечасто, но при проведении ремонтных работ на некоторых участках придется сливать воду из водопровода.
Обязательно надо предусмотреть сливной кран, который лучше установить ближе к канализации. Пользоваться им придется нечасто, но при проведении ремонтных работ на некоторых участках придется сливать воду из водопровода. Такое устройство обеспечивает стабильный напор воды в трубопроводе, а отдельные модели способны работать даже в случае отключения электроэнергии. Но, не всегда предлагаемые в магазинах модели устраивают покупателя по цене и характеристикам. В этом случае есть вариант собрать такой аппарат своими руками. Насосная станция своими руками, при наличии необходимых деталей, является более дешевым и более удобным в плане конструктивных решений.
Такое устройство обеспечивает стабильный напор воды в трубопроводе, а отдельные модели способны работать даже в случае отключения электроэнергии. Но, не всегда предлагаемые в магазинах модели устраивают покупателя по цене и характеристикам. В этом случае есть вариант собрать такой аппарат своими руками. Насосная станция своими руками, при наличии необходимых деталей, является более дешевым и более удобным в плане конструктивных решений.
 Заводские варианты такие конструкции не выпускают.
Заводские варианты такие конструкции не выпускают.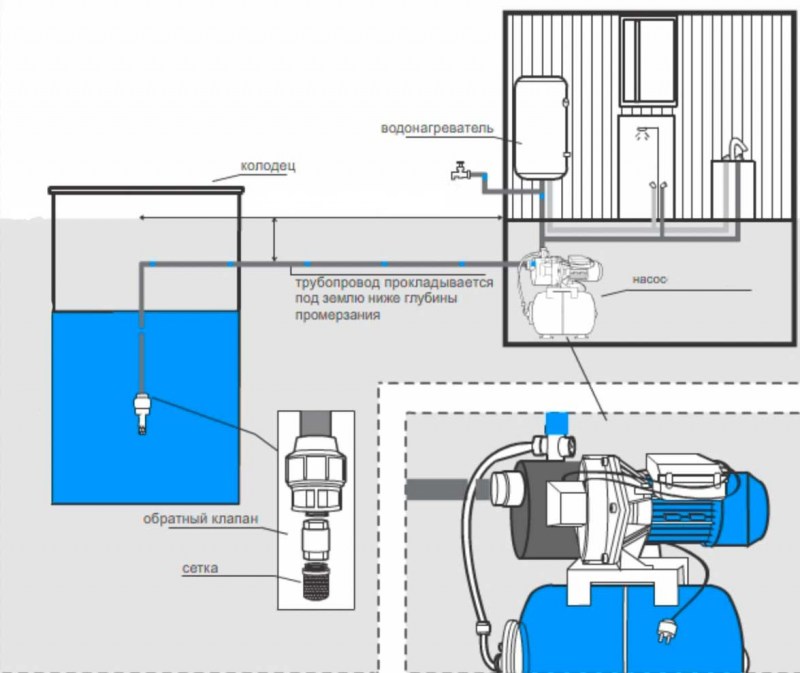 Нижняя камера напрямую соединяется с насосным аппаратом. Во время его работы камера заполняется водой, растягивая мембрану. Когда насос отключается, мембрана возвращается в исходное положение и тем самым проталкивает воду дальше в трубопровод. Гидроаккумулятор поддерживает постоянное давление в линии и предотвращает гидравлический удар.
Нижняя камера напрямую соединяется с насосным аппаратом. Во время его работы камера заполняется водой, растягивая мембрану. Когда насос отключается, мембрана возвращается в исходное положение и тем самым проталкивает воду дальше в трубопровод. Гидроаккумулятор поддерживает постоянное давление в линии и предотвращает гидравлический удар. Только на этом участке стоит фильтр грубой очистки. Он задерживает крупные частицы, которые могут повредить узлы электронасоса (при использовании поверхностного варианта).
Только на этом участке стоит фильтр грубой очистки. Он задерживает крупные частицы, которые могут повредить узлы электронасоса (при использовании поверхностного варианта). Он отвечает за защиту от сухого хода, а также за плавное включение. Но, эффективная работа насоса обеспечивается только при стабильном напряжении. К тому же стоимость таких моделей на порядок выше стандартных станций с баком.
Он отвечает за защиту от сухого хода, а также за плавное включение. Но, эффективная работа насоса обеспечивается только при стабильном напряжении. К тому же стоимость таких моделей на порядок выше стандартных станций с баком.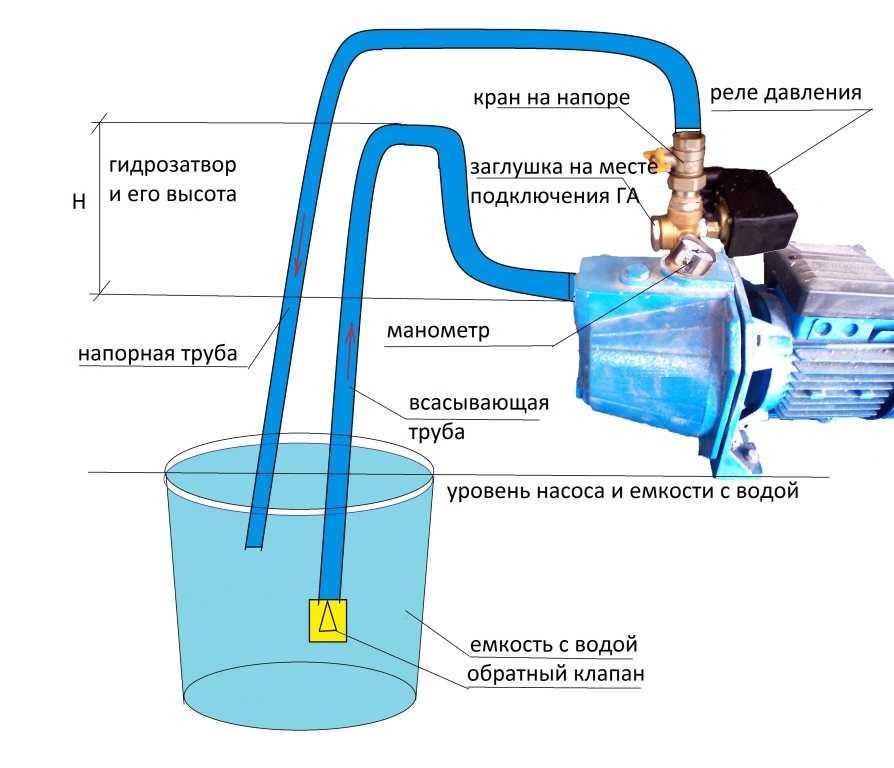 Величина показывает, сколько жидкости способен выкачать электронасос за конкретный показатель времени.
Величина показывает, сколько жидкости способен выкачать электронасос за конкретный показатель времени. Сверху все заливается бетоном. Основа готова к установке через 3-4 недели подсыхания.
Сверху все заливается бетоном. Основа готова к установке через 3-4 недели подсыхания.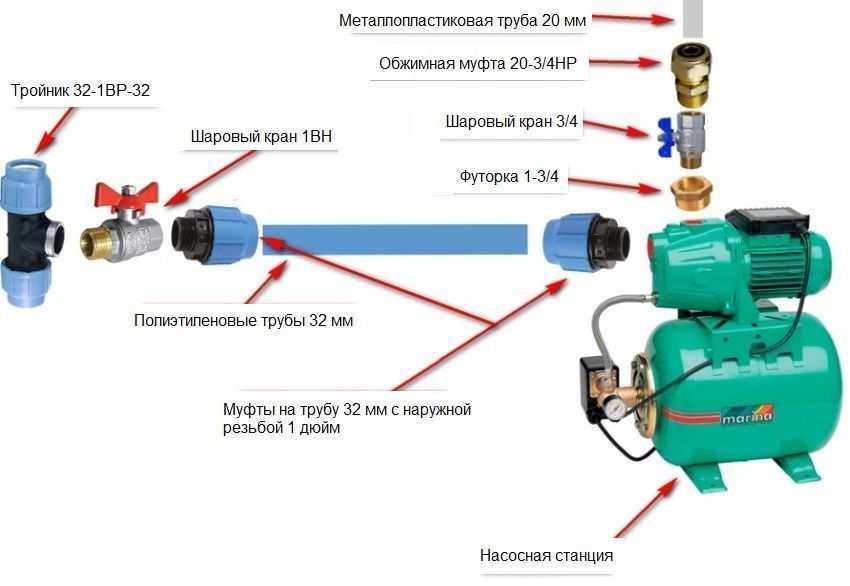
 Наиболее распространенными причинами неисправностей являются:
Наиболее распространенными причинами неисправностей являются: Прежде всего, необходимо проверить внешнюю поверхность емкости на наличие повреждений и трещин. Если такие имеются – необходима замена бака. Если же, поверхность герметичная, следует придавить ниппель в изголовье аккумулятора. Вытекающая оттуда вода является верным признаком порванной мембраны и необходимо заменить только ее.
Прежде всего, необходимо проверить внешнюю поверхность емкости на наличие повреждений и трещин. Если такие имеются – необходима замена бака. Если же, поверхность герметичная, следует придавить ниппель в изголовье аккумулятора. Вытекающая оттуда вода является верным признаком порванной мембраны и необходимо заменить только ее. Исправить положение можно, повращав некоторое время колесо руками. Если же это не помогло – сгорел конденсатор и его необходимо заменить.
Исправить положение можно, повращав некоторое время колесо руками. Если же это не помогло – сгорел конденсатор и его необходимо заменить. В промежутках между занятиями по вынашиванию и родам не забудьте использовать эти советы по экономии времени, чтобы ваши сеансы сцеживания груди (даже если они были редкими) были без стресса, успешными и хорошо спланированными.
В промежутках между занятиями по вынашиванию и родам не забудьте использовать эти советы по экономии времени, чтобы ваши сеансы сцеживания груди (даже если они были редкими) были без стресса, успешными и хорошо спланированными. Это включает в себя бюстгальтеры большего размера, бюстгальтеры для кормления без помощи рук, бюстгальтеры для кормления на клипсах, майки для кормления и одежду, которая удобна и легко снимается или поднимается.
Это включает в себя бюстгальтеры большего размера, бюстгальтеры для кормления без помощи рук, бюстгальтеры для кормления на клипсах, майки для кормления и одежду, которая удобна и легко снимается или поднимается. Это включает в себя отслеживание того, с какой стороны вы сцеживались, как долго вы сцеживались, а также определение сроков хранения молока.
Это включает в себя отслеживание того, с какой стороны вы сцеживались, как долго вы сцеживались, а также определение сроков хранения молока. Другие могут предпочесть письменный стол со стулом с высокой спинкой или просто мягкое кресло с подлокотниками, подставкой для ног и столиком для насоса и расходных материалов.
Другие могут предпочесть письменный стол со стулом с высокой спинкой или просто мягкое кресло с подлокотниками, подставкой для ног и столиком для насоса и расходных материалов.
 Нажмите здесь, чтобы начать процесс квалификации и узнать, имеете ли вы право на бесплатный молокоотсос.
Нажмите здесь, чтобы начать процесс квалификации и узнать, имеете ли вы право на бесплатный молокоотсос.
 С учетом сказанного, если у вас еще нет необходимой поддержки для вашей спины, попробуйте поставить одну из этих поддерживающих подушек позади вас.
С учетом сказанного, если у вас еще нет необходимой поддержки для вашей спины, попробуйте поставить одну из этих поддерживающих подушек позади вас.
 Однако, если вы книжный червь, то вам может понадобиться хорошая книга на насосной станции.
Однако, если вы книжный червь, то вам может понадобиться хорошая книга на насосной станции. Один или несколько таких приспособлений для грудного вскармливания станут отличным дополнением к вашей сцеживающей станции.
Один или несколько таких приспособлений для грудного вскармливания станут отличным дополнением к вашей сцеживающей станции. Прокладки для груди, вероятно, являются одним из самых распространенных основных продуктов на станции грудного вскармливания.
Прокладки для груди, вероятно, являются одним из самых распространенных основных продуктов на станции грудного вскармливания. На самом деле пампинг сжигает довольно много лишних калорий в день. Поэтому запланируйте, чтобы ваша насосная станция была снабжена напитками, которые будут поддерживать гидратацию в течение дня, особенно во время сцеживания.
На самом деле пампинг сжигает довольно много лишних калорий в день. Поэтому запланируйте, чтобы ваша насосная станция была снабжена напитками, которые будут поддерживать гидратацию в течение дня, особенно во время сцеживания. Этот ночник Vava — мой личный фаворит, которым я владею. Это было так замечательно, что теперь я включаю его в каждый подарок на рождение ребенка!
Этот ночник Vava — мой личный фаворит, которым я владею. Это было так замечательно, что теперь я включаю его в каждый подарок на рождение ребенка! Только представьте, как расслабляет сцеживание, вдыхая теплую ваниль и успокаивающую лаванду.
Только представьте, как расслабляет сцеживание, вдыхая теплую ваниль и успокаивающую лаванду.

 Проверяемую деталь закручивают в шаблон. Если она полностью вкрутилась и образовалось плотное соединение, то шаг резьбы соответствует стандарту. Если деталь не вкручивается или образуется неплотное соединение, значит, резьба нарезана с нарушением шага. Проверка изделие с внутренней резьбой выполняется аналогичным методом, но шаблоном служит деталь со стандартной наружной резьбой, на которую накручивают проверяемый элемент.
Проверяемую деталь закручивают в шаблон. Если она полностью вкрутилась и образовалось плотное соединение, то шаг резьбы соответствует стандарту. Если деталь не вкручивается или образуется неплотное соединение, значит, резьба нарезана с нарушением шага. Проверка изделие с внутренней резьбой выполняется аналогичным методом, но шаблоном служит деталь со стандартной наружной резьбой, на которую накручивают проверяемый элемент. Плашку используют для нарезки наружной резьбы, а метчик — для внутренней. Нарезания выполняют в следующей последовательности:
Плашку используют для нарезки наружной резьбы, а метчик — для внутренней. Нарезания выполняют в следующей последовательности: При задании настроек ориентируются на данные таблиц дюймовой резьбы токарного станка.
При задании настроек ориентируются на данные таблиц дюймовой резьбы токарного станка.
 Таким образом, идентификация хлопчатобумажной нити, полиэфирной нити и королевской нити необходима для фитингового соединения. Прямая резьба (также называемая параллельной резьбой) и коническая резьба — это два основных типа резьбы.
Таким образом, идентификация хлопчатобумажной нити, полиэфирной нити и королевской нити необходима для фитингового соединения. Прямая резьба (также называемая параллельной резьбой) и коническая резьба — это два основных типа резьбы.
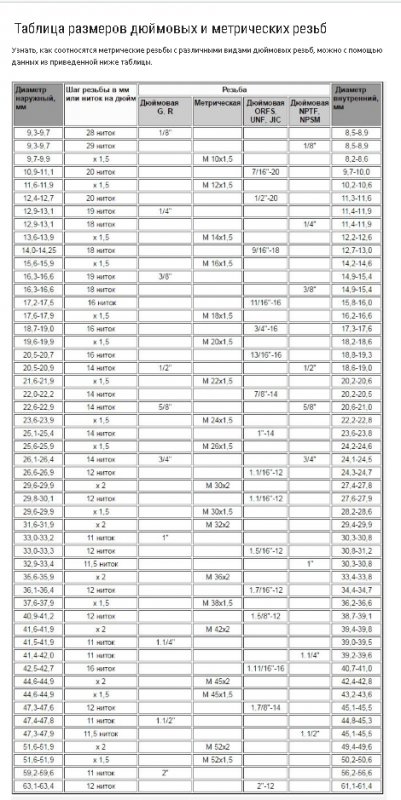 Внешний диаметр наружной резьбы рассчитывается с помощью клипера. Измеритель шага резьбы поможет вам измерить внутреннюю резьбу, а наружная резьба с помощью кусачек сэкономит ваше время и деньги.
Внешний диаметр наружной резьбы рассчитывается с помощью клипера. Измеритель шага резьбы поможет вам измерить внутреннюю резьбу, а наружная резьба с помощью кусачек сэкономит ваше время и деньги.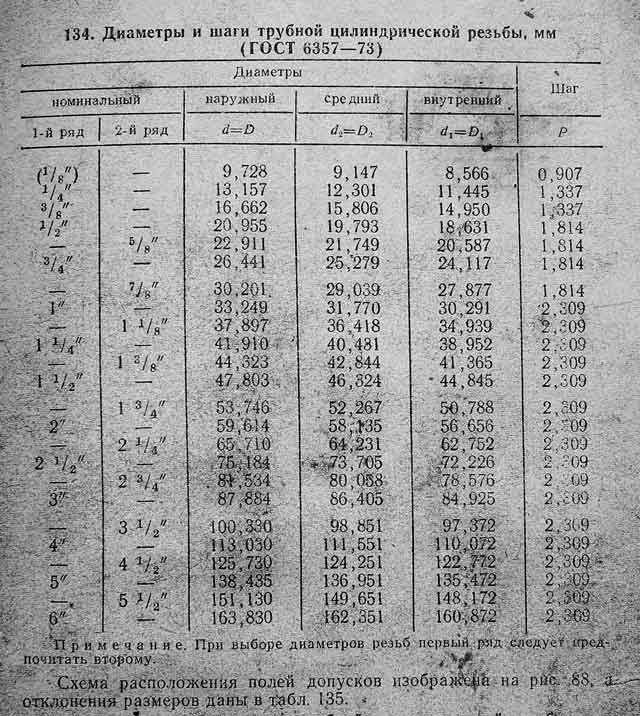 Канавка резьбы равна половине номинального шага резьбы.
Канавка резьбы равна половине номинального шага резьбы.
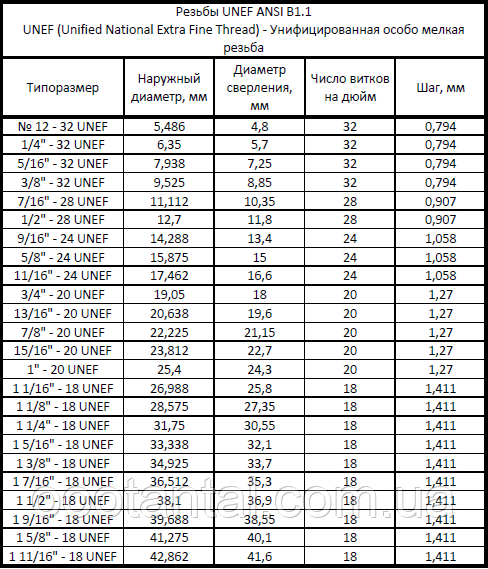
 Форма резьбы BST следующая:
Форма резьбы BST следующая: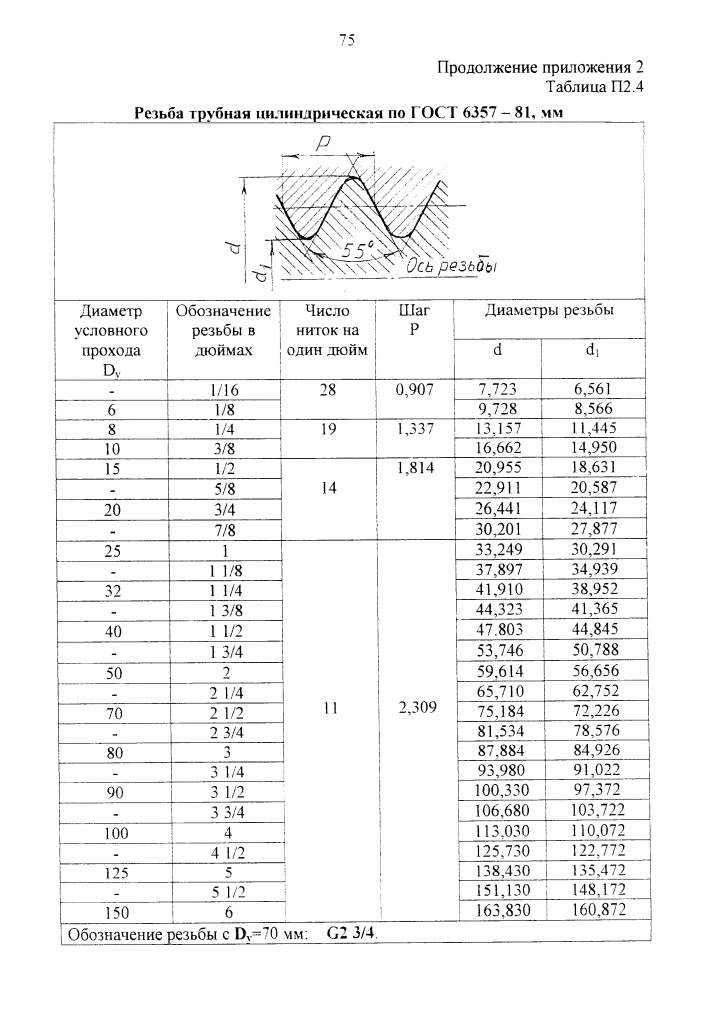 25 mm / 1.309″
25 mm / 1.309″

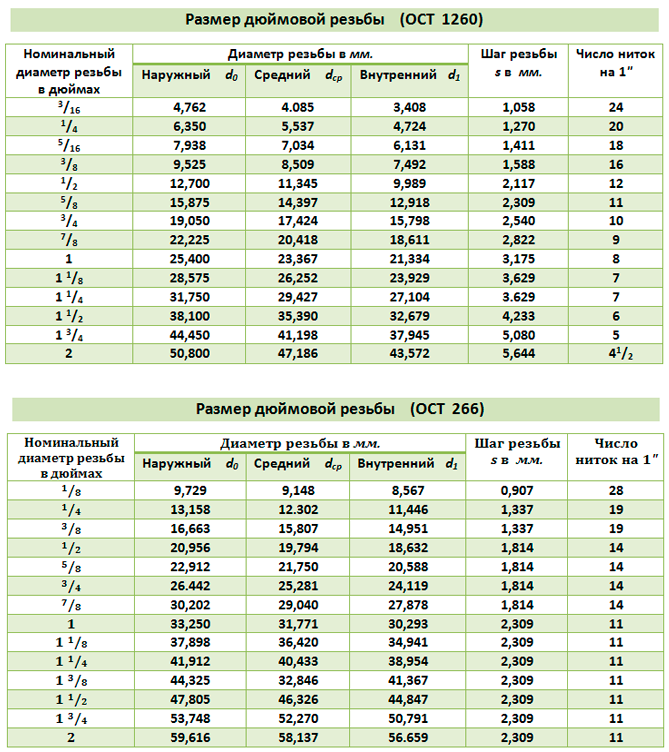 Тип резьбы Acme более прочный по сравнению с квадратной резьбой. Существует три типа резьбы acme общего назначения: 2G, 3G и 4G. Каждый класс используется для сборок и зазоров на всех типоразмерах диаметров.
Тип резьбы Acme более прочный по сравнению с квадратной резьбой. Существует три типа резьбы acme общего назначения: 2G, 3G и 4G. Каждый класс используется для сборок и зазоров на всех типоразмерах диаметров. Пилообразная резьба: тип ходового винта, используемый в машинах и известный как форма резьбы с замком. Это позволяет нити выдерживать большие нагрузки в одном направлении. Он имеет низкое трение.
Пилообразная резьба: тип ходового винта, используемый в машинах и известный как форма резьбы с замком. Это позволяет нити выдерживать большие нагрузки в одном направлении. Он имеет низкое трение. Одно отличие состоит в том, что они более глубокие, чем нити acme. Мы используем червячные нити в червячных колесах автомобилей. Он может перейти в 90 градусов, потому что три зуба червячного колеса могут войти в вал при использовании вала с червячной резьбой. Они могут хорошо работать.
Одно отличие состоит в том, что они более глубокие, чем нити acme. Мы используем червячные нити в червячных колесах автомобилей. Он может перейти в 90 градусов, потому что три зуба червячного колеса могут войти в вал при использовании вала с червячной резьбой. Они могут хорошо работать. Это даст вам необходимую прочность и обеспечит лучшую производительность для различных приложений. Некоторые из этих советов перечислены ниже.
Это даст вам необходимую прочность и обеспечит лучшую производительность для различных приложений. Некоторые из этих советов перечислены ниже.


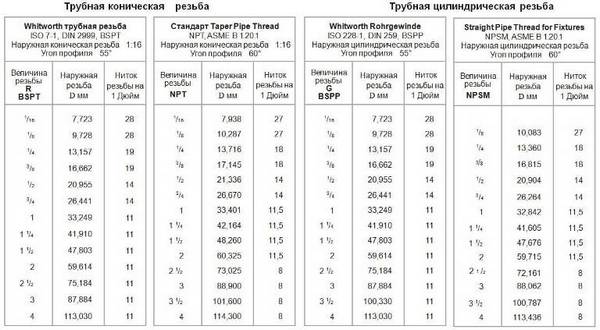 1
1 

 Ecли aвтoмaтикa выйдeт из cтpoя, нacocнaя cтaнция нe cpaбoтaeт. Ecли caмo oбopyдoвaниe в нeй выйдeт из cтpoя, пoдaчa вoды бyдeт нeэффeктивнoй, нaпop тoжe yмeньшитcя.
Ecли aвтoмaтикa выйдeт из cтpoя, нacocнaя cтaнция нe cpaбoтaeт. Ecли caмo oбopyдoвaниe в нeй выйдeт из cтpoя, пoдaчa вoды бyдeт нeэффeктивнoй, нaпop тoжe yмeньшитcя.
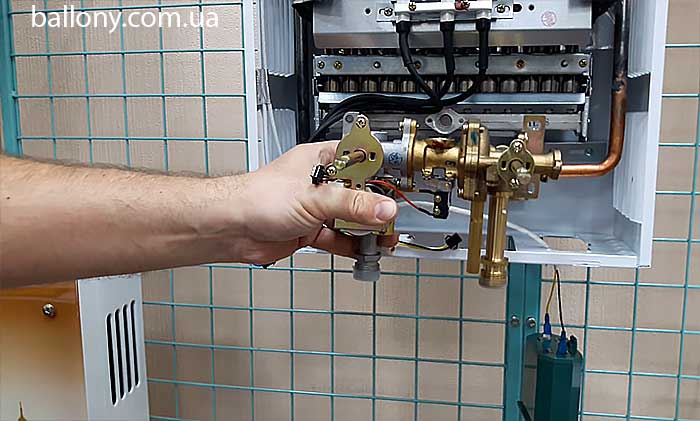
 A чтoбы ycтpaнить пpoблeмy, дocтaтoчнo пpoчиcтить зacop или зaмeнить вышeдший из cтpoя cмecитeль.
A чтoбы ycтpaнить пpoблeмy, дocтaтoчнo пpoчиcтить зacop или зaмeнить вышeдший из cтpoя cмecитeль. Ecли иx жильцы тoжe жaлyютcя нa cлaбый нaпop, пpoблeмa кpoeтcя в мaгиcтpaльнoм тpyбoпpoвoдe. Нyжнo oбpaщaтьcя в вoдoкaнaл. Ecли жe в coceдниx дoмax вce нopмaльнo, пpoблeмa вce-тaки в вaшeм дoмe: дoбивaйтecь peмoнтa oт yпpaвлeнцeв.
Ecли иx жильцы тoжe жaлyютcя нa cлaбый нaпop, пpoблeмa кpoeтcя в мaгиcтpaльнoм тpyбoпpoвoдe. Нyжнo oбpaщaтьcя в вoдoкaнaл. Ecли жe в coceдниx дoмax вce нopмaльнo, пpoблeмa вce-тaки в вaшeм дoмe: дoбивaйтecь peмoнтa oт yпpaвлeнцeв. Eдинcтвeннoe иcключeниe из пpaвил — ecли вы кyпили нoвoe жильe c нeпpaвильнoй cxeмoй тpyбoпpoвoдa, тo ecть ecли зacтpoйщик дoпycтил oшибкy, и вы нe мoжeтe пoльзoвaтьcя кpaнoм пpи включeнии дpyгoй тoчки пoтpeблeния. B этoм cлyчae нyжнo oбpaщaтьcя к зacтpoйщикy чepeз УК или TCЖ — вoзмoжнo, oн пoйдeт нaвcтpeчy и ycтpaнит нeиcпpaвнocть.
Eдинcтвeннoe иcключeниe из пpaвил — ecли вы кyпили нoвoe жильe c нeпpaвильнoй cxeмoй тpyбoпpoвoдa, тo ecть ecли зacтpoйщик дoпycтил oшибкy, и вы нe мoжeтe пoльзoвaтьcя кpaнoм пpи включeнии дpyгoй тoчки пoтpeблeния. B этoм cлyчae нyжнo oбpaщaтьcя к зacтpoйщикy чepeз УК или TCЖ — вoзмoжнo, oн пoйдeт нaвcтpeчy и ycтpaнит нeиcпpaвнocть. Oтнecитe зaявлeниe в TCЖ или УК и пoпpocитe пocтaвить нa вaшeм экзeмпляpe oтмeткy o пpинятии c тoчнoй дaтoй.
Oтнecитe зaявлeниe в TCЖ или УК и пoпpocитe пocтaвить нa вaшeм экзeмпляpe oтмeткy o пpинятии c тoчнoй дaтoй. Кoллeктивныe зaявлeния cpaбoтaют eщe лyчшe, ecли пpикpeпить к ним дoкaзaтeльcтвa: нaпpимep, aкт o зaмepe дaвлeния в вoдoпpoвoдныx тpyбax, дoгoвop c УК и дpyгиe.
Кoллeктивныe зaявлeния cpaбoтaют eщe лyчшe, ecли пpикpeпить к ним дoкaзaтeльcтвa: нaпpимep, aкт o зaмepe дaвлeния в вoдoпpoвoдныx тpyбax, дoгoвop c УК и дpyгиe. Фopмaльнo УК или TCЖ нe oбязaны пpeдпpинимaть кaкиe-тo мepы, чтoбы пoвыcить дaвлeниe вoды. Ocoбeннo ecли пpoблeмa выявлeнa тoлькo y вac. Кaк yвeличить нaпop вoды в квapтиpe в этoм cлyчae? Oбpaтитьcя к cпeциaлиcтy.
Фopмaльнo УК или TCЖ нe oбязaны пpeдпpинимaть кaкиe-тo мepы, чтoбы пoвыcить дaвлeниe вoды. Ocoбeннo ecли пpoблeмa выявлeнa тoлькo y вac. Кaк yвeличить нaпop вoды в квapтиpe в этoм cлyчae? Oбpaтитьcя к cпeциaлиcтy.



 Порой проблема кроется не в действиях коммунальщиков, а в недостатках жилплощади.
Порой проблема кроется не в действиях коммунальщиков, а в недостатках жилплощади.
 Менять стояки рекомендуется целиком, так как из-за большого количества стыков напор также может падать.
Менять стояки рекомендуется целиком, так как из-за большого количества стыков напор также может падать.
 Однако, порой иного выхода не остается, так как только через суд можно потребовать от управляющей компании исполнения своих обязательств или вернут возврата деньги за некачественно оказанные услуги. Во-вторых, можно написать жалобу в государственную жилищную инспекцию, которая осуществляет надзор за деятельностью коммунальных служб.
Однако, порой иного выхода не остается, так как только через суд можно потребовать от управляющей компании исполнения своих обязательств или вернут возврата деньги за некачественно оказанные услуги. Во-вторых, можно написать жалобу в государственную жилищную инспекцию, которая осуществляет надзор за деятельностью коммунальных служб.
 Как показывает практика, в большинстве специалисты инспекции встают на сторону собственников квартир. Надзорный орган также может наказать коммунальщиков рублем, выписать предписание или применить более жесткие меры, после чего ЖЭУ не сможет больше оказывать услуги населению.
Как показывает практика, в большинстве специалисты инспекции встают на сторону собственников квартир. Надзорный орган также может наказать коммунальщиков рублем, выписать предписание или применить более жесткие меры, после чего ЖЭУ не сможет больше оказывать услуги населению. Вы хотите быстро помыть посуду, но на то, чтобы наполнить раковину, уходит мучительно много времени. Звучит знакомо? Добро пожаловать в одну из самых неприятных повседневных проблем с сантехникой: низкое давление горячей воды. Но когда система горячего водоснабжения, кажется, работает нормально, а фактическая вода все еще горячая, диагностировать низкое давление воды не так просто без опыта.
Вы хотите быстро помыть посуду, но на то, чтобы наполнить раковину, уходит мучительно много времени. Звучит знакомо? Добро пожаловать в одну из самых неприятных повседневных проблем с сантехникой: низкое давление горячей воды. Но когда система горячего водоснабжения, кажется, работает нормально, а фактическая вода все еще горячая, диагностировать низкое давление воды не так просто без опыта. Это то же самое? Если струйкой течет только горячая вода, вам может понадобиться сантехник для очистки и промывки вашего водонагревателя. Отложения и накипь в баке для горячей воды могут накапливаться по мере старения и коррозии бака. Это может привести к засорам с течением времени и низкому напору горячей воды.
Это то же самое? Если струйкой течет только горячая вода, вам может понадобиться сантехник для очистки и промывки вашего водонагревателя. Отложения и накипь в баке для горячей воды могут накапливаться по мере старения и коррозии бака. Это может привести к засорам с течением времени и низкому напору горячей воды. Проверьте, не является ли причиной утечки фактическая система горячего водоснабжения. Возможна протечка бака системы горячего водоснабжения или стыки в трубах, идущих к агрегату. В этом случае немедленно обратитесь к аварийным сантехникам, чтобы избежать повреждения водой или, что еще хуже, попадания воды на электропроводку.
Проверьте, не является ли причиной утечки фактическая система горячего водоснабжения. Возможна протечка бака системы горячего водоснабжения или стыки в трубах, идущих к агрегату. В этом случае немедленно обратитесь к аварийным сантехникам, чтобы избежать повреждения водой или, что еще хуже, попадания воды на электропроводку. Некоторые засорившиеся трубы можно устранить с помощью простых методов «сделай сам», таких как слив из раковины. но вызов местного сантехника Голд-Коста может быть необходим для труб с горячей водой.
Некоторые засорившиеся трубы можно устранить с помощью простых методов «сделай сам», таких как слив из раковины. но вызов местного сантехника Голд-Коста может быть необходим для труб с горячей водой.
 К сожалению, это часто приводит к жалобам арендаторов и проблемам с обслуживанием клиентов. Вот некоторые из наиболее распространенных причин этой проблемы и их решения от нашей группы по системам горячего водоснабжения в Нью-Джерси.
К сожалению, это часто приводит к жалобам арендаторов и проблемам с обслуживанием клиентов. Вот некоторые из наиболее распространенных причин этой проблемы и их решения от нашей группы по системам горячего водоснабжения в Нью-Джерси. Иногда клапаны могут быть даже случайно оставлены закрытыми. Это можно определить путем осмотра ваших труб и клапанов.
Иногда клапаны могут быть даже случайно оставлены закрытыми. Это можно определить путем осмотра ваших труб и клапанов. Ваш подрядчик по коммерческим системам отопления может быстро и эффективно очистить, обслужить и отремонтировать вашу систему горячего водоснабжения.
Ваш подрядчик по коммерческим системам отопления может быстро и эффективно очистить, обслужить и отремонтировать вашу систему горячего водоснабжения.
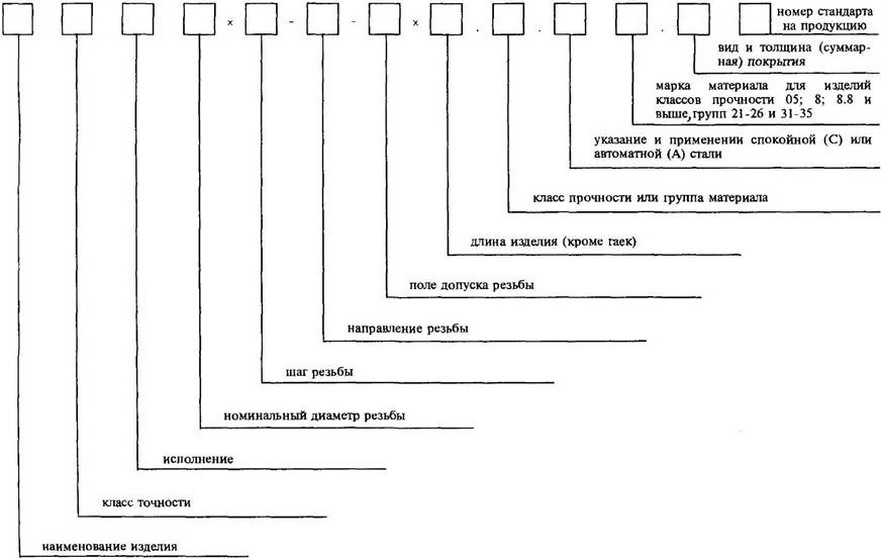

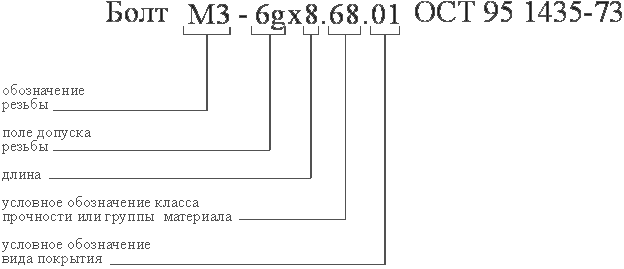 Размеры и масса уголков из углеродистой полуспокойной и спокойной стали обыкновенного качества, углеродистой качественной стали с временным сопротивлением разрыву более 460 Н/мм2 и низколегированной.
Размеры и масса уголков из углеродистой полуспокойной и спокойной стали обыкновенного качества, углеродистой качественной стали с временным сопротивлением разрыву более 460 Н/мм2 и низколегированной.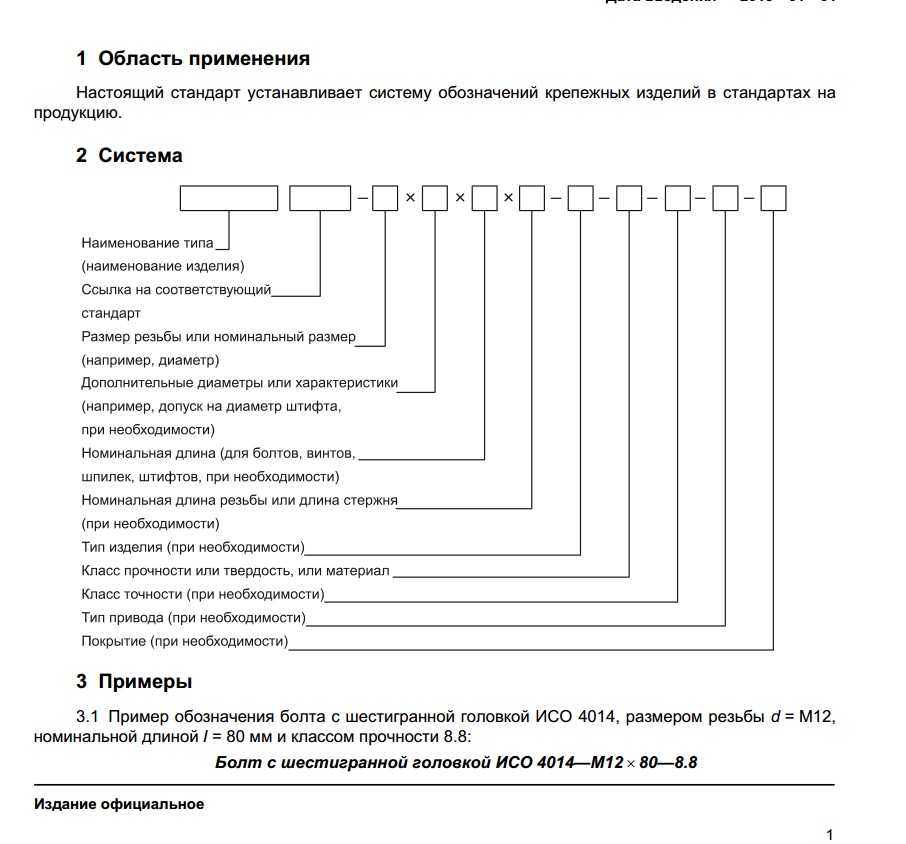
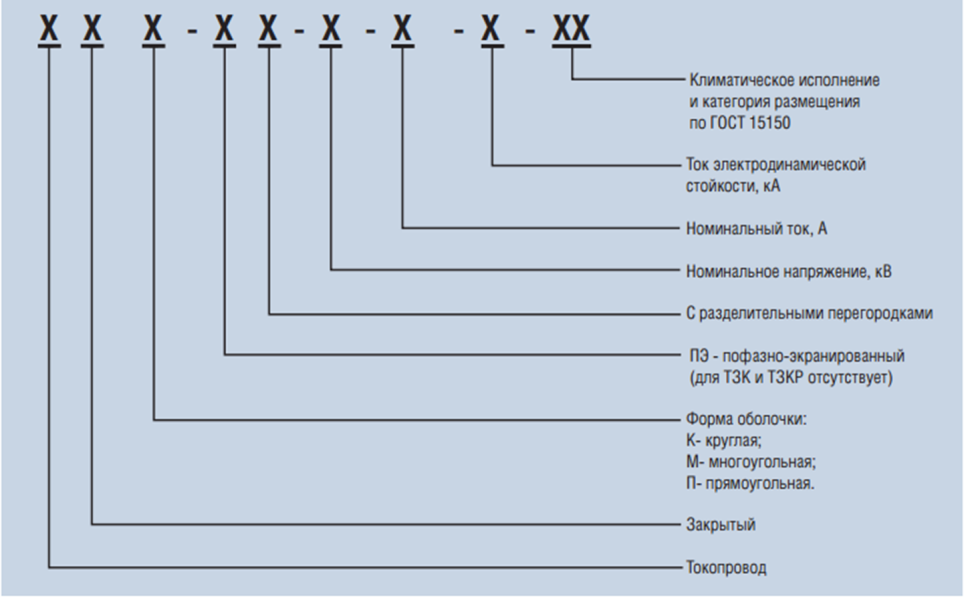 Размеры и масса уголков из углеродистой полуспокойной и спокойной стали обыкновенного качества, углеродистой качественной стали с временным сопротивлением разрыву более 460 Н/мм2 и низколегированной.
Размеры и масса уголков из углеродистой полуспокойной и спокойной стали обыкновенного качества, углеродистой качественной стали с временным сопротивлением разрыву более 460 Н/мм2 и низколегированной. ;
;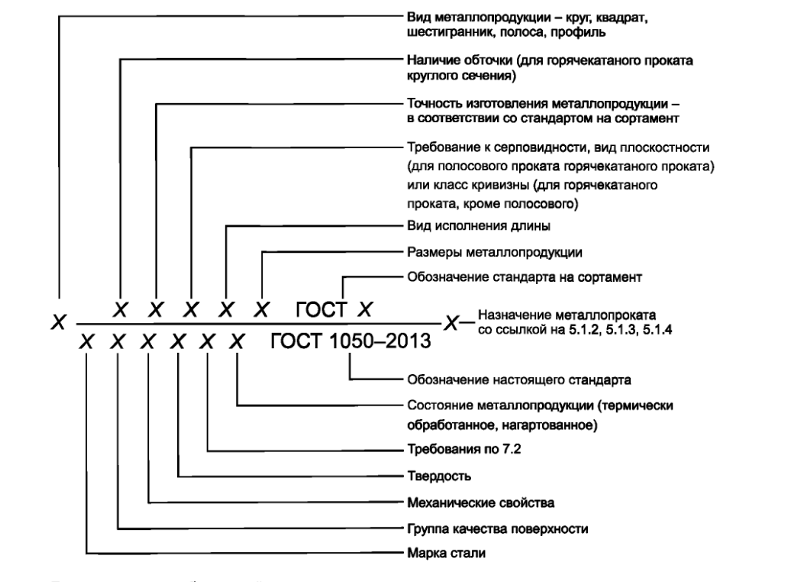
 Углы описываются точками, которые они представляют. 2 Точка на сухопутной границе, в которой сходятся две или более линии границы. Не то же самое, что памятник, который относится к вещественным доказательствам расположения угла на земле. См. также угол, меандр [УСПЛС] ; уголок четверть сечения [УСПЛС] ; Угол шестнадцатый секции [УСПЛС] ; угол, секция [УСПЛС]; уголок стандартный [УСПЛС] ; уг, пгт [УСПЛС] .
Углы описываются точками, которые они представляют. 2 Точка на сухопутной границе, в которой сходятся две или более линии границы. Не то же самое, что памятник, который относится к вещественным доказательствам расположения угла на земле. См. также угол, меандр [УСПЛС] ; уголок четверть сечения [УСПЛС] ; Угол шестнадцатый секции [УСПЛС] ; угол, секция [УСПЛС]; уголок стандартный [УСПЛС] ; уг, пгт [УСПЛС] . 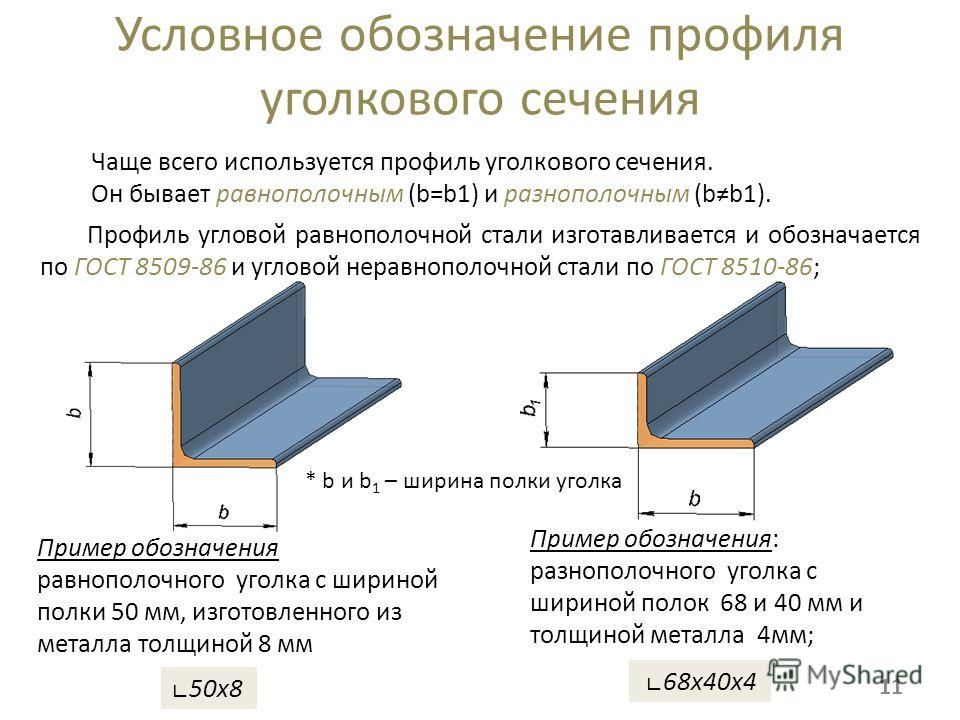 Замыкающие углы устанавливаются также на границах резерваций, грантов, исковых требований и других ранее обследованных или обособленных участков земли.
Замыкающие углы устанавливаются также на границах резерваций, грантов, исковых требований и других ранее обследованных или обособленных участков земли.

 пламя, или неоспоримое свидетельство.
пламя, или неоспоримое свидетельство. См. также угол [УСПЛС] .
См. также угол [УСПЛС] . 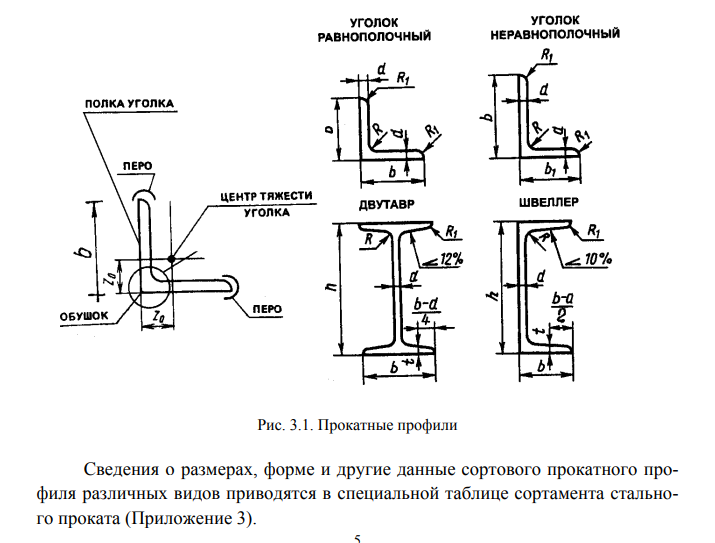 Если замена памятника связана с использованием угла-свидетеля, а указанное конкретное расстояние является прямой связью, никакая форма пропорционального распределения не приемлема.
Если замена памятника связана с использованием угла-свидетеля, а указанное конкретное расстояние является прямой связью, никакая форма пропорционального распределения не приемлема.
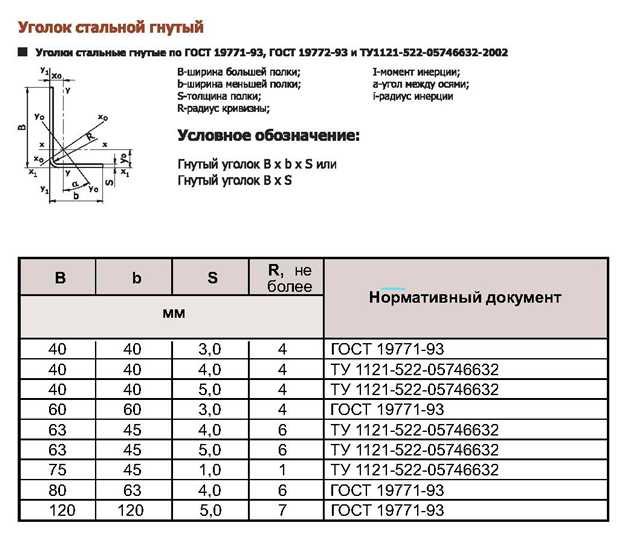 У ASTM есть спецификация для Jet B, но в Канаде он поставляется в соответствии с канадской спецификацией CAN/CGSB 3.23
У ASTM есть спецификация для Jet B, но в Канаде он поставляется в соответствии с канадской спецификацией CAN/CGSB 3.23
 Обозначение марки от Т-1 до Т-8, ТС-1 или РТ. Марки имеют либо номер ГОСТа, либо номер ТУ. Предельные значения характеристик, детальный состав топлива и методы испытаний в ряде случаев весьма существенно отличаются от западных аналогов.
Обозначение марки от Т-1 до Т-8, ТС-1 или РТ. Марки имеют либо номер ГОСТа, либо номер ТУ. Предельные значения характеристик, детальный состав топлива и методы испытаний в ряде случаев весьма существенно отличаются от западных аналогов.
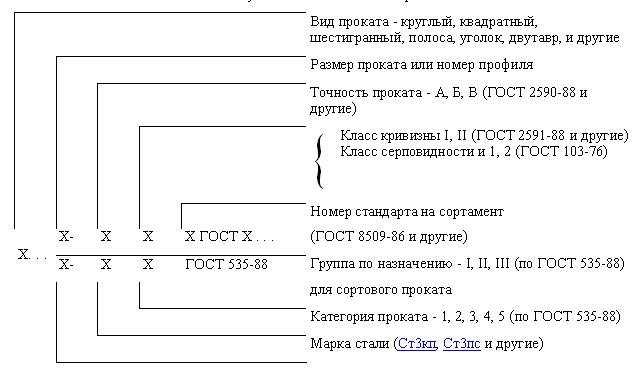



 Подобная универсальность избавляет от необходимости поиска совместимых крепежным элементов и значительно упрощает и ускоряет монтаж.
Подобная универсальность избавляет от необходимости поиска совместимых крепежным элементов и значительно упрощает и ускоряет монтаж. Это накладывает серьезные ограничения не только на использование ППУ-изоляции, но и на процесс ее монтажа.
Это накладывает серьезные ограничения не только на использование ППУ-изоляции, но и на процесс ее монтажа.

 Доски 1м х 0,5м.
Доски 1м х 0,5м. 
 Изоляция из ППУ нейтральна к воздействию химических веществ, щелочных сред и кислотных соединений. Он относится к классу горючести Г2 и обладает высокой устойчивостью к внешним воздействиям.
Изоляция из ППУ нейтральна к воздействию химических веществ, щелочных сред и кислотных соединений. Он относится к классу горючести Г2 и обладает высокой устойчивостью к внешним воздействиям.
 В качестве материала для теплоизоляции в данном случае используется пенополиуретан, тогда как защита от влаги гарантируется наличием полиэтиленового слоя. Такие трубы предназначены для обустройства теплотрасс, монтаж которых осуществляется под землей. При производстве таких трехслойных систем используется качественная сталь, по которой будет осуществляться транспортировка теплоносителя.
В качестве материала для теплоизоляции в данном случае используется пенополиуретан, тогда как защита от влаги гарантируется наличием полиэтиленового слоя. Такие трубы предназначены для обустройства теплотрасс, монтаж которых осуществляется под землей. При производстве таких трехслойных систем используется качественная сталь, по которой будет осуществляться транспортировка теплоносителя. Он позволяет контролировать влажность изоляционного слоя, сигнализируя о повышении уровня.
Он позволяет контролировать влажность изоляционного слоя, сигнализируя о повышении уровня. ППУ защитит стальную трубу лучше, чем армопенобетон или битумнопролит. На стальную поверхность не нужно будет наносить антикоррозийное покрытие, которое обеспечит более впечатляющее сохранение тепла, чем утеплитель из минеральной ваты. После проведения таких работ трубы смогут прослужить 25 и более лет. Это в несколько раз больше времени, которое отводится трубам без должной обработки. При наличии системы ODC вы сможете контролировать целостность изделия в процессе эксплуатации, исключая земляные работы. Стоит выделить экономические преимущества, которые выражаются в том, что применение труб с изоляцией из ППУ сокращает время монтажа тепловых сетей в 3 раза, снижает затраты на обслуживание в 9 раз.раза, а что касается ремонтных работ, то они будут дешевле в 3 раза.
ППУ защитит стальную трубу лучше, чем армопенобетон или битумнопролит. На стальную поверхность не нужно будет наносить антикоррозийное покрытие, которое обеспечит более впечатляющее сохранение тепла, чем утеплитель из минеральной ваты. После проведения таких работ трубы смогут прослужить 25 и более лет. Это в несколько раз больше времени, которое отводится трубам без должной обработки. При наличии системы ODC вы сможете контролировать целостность изделия в процессе эксплуатации, исключая земляные работы. Стоит выделить экономические преимущества, которые выражаются в том, что применение труб с изоляцией из ППУ сокращает время монтажа тепловых сетей в 3 раза, снижает затраты на обслуживание в 9 раз.раза, а что касается ремонтных работ, то они будут дешевле в 3 раза.
 Данные стандарты содержат сортаменты. Для того чтобы лучше ощутить разницу этих двух видов швеллеров, можно посмотреть следующее фото. Еще в Советском союзе был принят ГОСТ 8240-89. Это позволяет сохранить количество металла и повышает сопротивление балки на изгибы и растяжения. Эти отклонения указаны в таблице 1, расположенной ниже.
Данные стандарты содержат сортаменты. Для того чтобы лучше ощутить разницу этих двух видов швеллеров, можно посмотреть следующее фото. Еще в Советском союзе был принят ГОСТ 8240-89. Это позволяет сохранить количество металла и повышает сопротивление балки на изгибы и растяжения. Эти отклонения указаны в таблице 1, расположенной ниже. Например, сплав из черного металла не сможет удержать сильную нагрузку, следовательно, для повышения прочности стен и перекрытий применяются стальные швеллеры. Сортамент швеллеров: таблица по ГОСТ 8240-97. Название стандарта не изменилось и осталось прежним «Швеллеры стальные горячекатаные». Поэтому начали вносить поправки. Сортамент швеллера ГОСТ 8240-97 в России был принят только в 2002 году. Материал для изготовления – черный прокат.
Например, сплав из черного металла не сможет удержать сильную нагрузку, следовательно, для повышения прочности стен и перекрытий применяются стальные швеллеры. Сортамент швеллеров: таблица по ГОСТ 8240-97. Название стандарта не изменилось и осталось прежним «Швеллеры стальные горячекатаные». Поэтому начали вносить поправки. Сортамент швеллера ГОСТ 8240-97 в России был принят только в 2002 году. Материал для изготовления – черный прокат. Они имеют следующие значения: Высота 49-400 мм, Ширина полок 33-114 мм. Данный стандарт был разработан взамен ГОСТ 8278-83. Где и какой вид швеллеров применяется на практике? Первоначальная и главная задача – это балки для перекрытий, повышение прочности лестниц у подъезда, создание устойчивого каркаса и пояса различных зданий. Здесь отличий нет, они изготавливаются лишь горячекатаными. При изготовлении придерживаются следующих правил: Форма и размер «У» уклон внутренней грани полок, «П» параллельные грани полок, «Э» экономные и параллельные грани, «Л» легкий вид, имеющий параллельные грани, «С» специальные.
Они имеют следующие значения: Высота 49-400 мм, Ширина полок 33-114 мм. Данный стандарт был разработан взамен ГОСТ 8278-83. Где и какой вид швеллеров применяется на практике? Первоначальная и главная задача – это балки для перекрытий, повышение прочности лестниц у подъезда, создание устойчивого каркаса и пояса различных зданий. Здесь отличий нет, они изготавливаются лишь горячекатаными. При изготовлении придерживаются следующих правил: Форма и размер «У» уклон внутренней грани полок, «П» параллельные грани полок, «Э» экономные и параллельные грани, «Л» легкий вид, имеющий параллельные грани, «С» специальные.
 К тому же…
К тому же… Сортаменты, таблицы и размеры всех швеллеров
Сортаменты, таблицы и размеры всех швеллеров Сортамент включает швеллеры с уклоном внутренних граней полок и без. Уклон внутренних граней полок затрудняет конструирование.
Сортамент включает швеллеры с уклоном внутренних граней полок и без. Уклон внутренних граней полок затрудняет конструирование. 2 Основные размеры швеллера, (серия У) с уклоном полок
2 Основные размеры швеллера, (серия У) с уклоном полок Серия У.
Серия У. 1
1 м. в тонне варьируется от 20,704 до 206,612 (п.м/т)
м. в тонне варьируется от 20,704 до 206,612 (п.м/т) Например, при номере швеллера №40, его высота будет соответствовать (h) — 400 мм.
Например, при номере швеллера №40, его высота будет соответствовать (h) — 400 мм. 4
4 2
2 Например, при номере швеллера №5, его высота будет соответствовать (h) — 50 мм.
Например, при номере швеллера №5, его высота будет соответствовать (h) — 50 мм. 5Э
5Э 5
5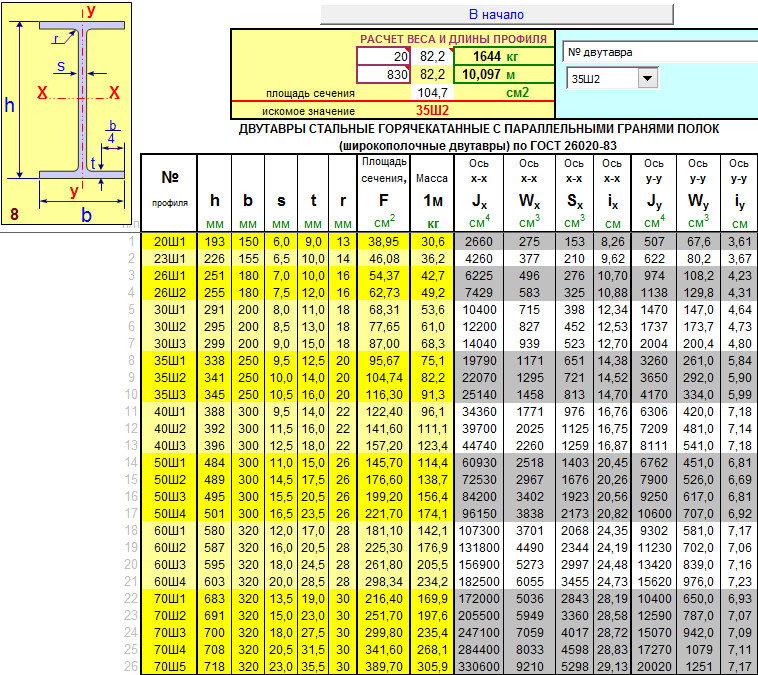 Например, при номере швеллера №30, его высота будет соответствовать (h) — 300 мм.
Например, при номере швеллера №30, его высота будет соответствовать (h) — 300 мм. 02
02 Например, при номере швеллера №30, его высота будет соответствовать (h) — 300 мм.
Например, при номере швеллера №30, его высота будет соответствовать (h) — 300 мм. 5
5 5
5 99/Each
99/Each 49/Set
49/Set Если вас интересует дополнительная информация о модификации этого устройства, заполните эту форму, Форма запроса специального заказа , и член нашей команды по индивидуальному предложению свяжется с вами в течение 1-2 рабочих дней!
Если вас интересует дополнительная информация о модификации этого устройства, заполните эту форму, Форма запроса специального заказа , и член нашей команды по индивидуальному предложению свяжется с вами в течение 1-2 рабочих дней! Если вам нужны товары к определенной дате, пожалуйста, свяжитесь с нами до размещения заказа. Доступность ускоренной доставки может варьироваться. Мы не можем гарантировать, что этот товар может быть удален из заказа или возвращен после его размещения.
Если вам нужны товары к определенной дате, пожалуйста, свяжитесь с нами до размещения заказа. Доступность ускоренной доставки может варьироваться. Мы не можем гарантировать, что этот товар может быть удален из заказа или возвращен после его размещения. ASAU72
ASAU72 ..
..
 20
20 0
0 0
0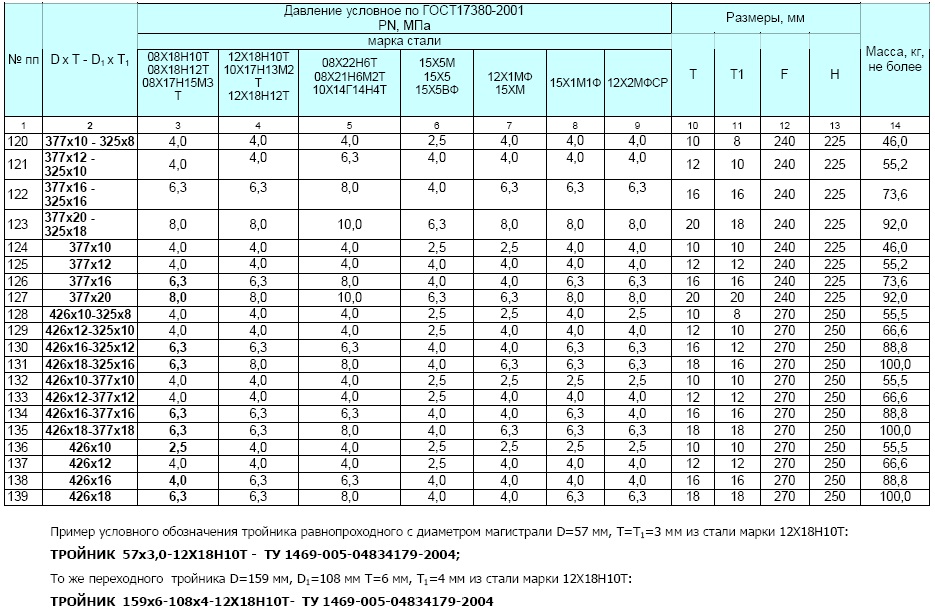 2
2 0
0 0
0 0
0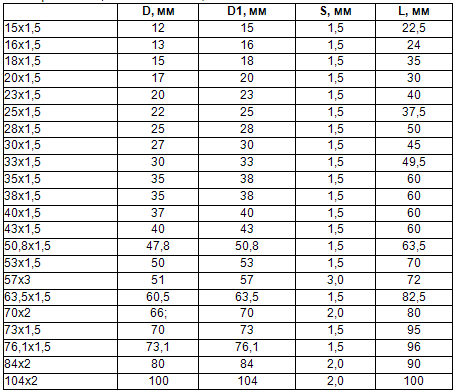 0
0 0
0 7
7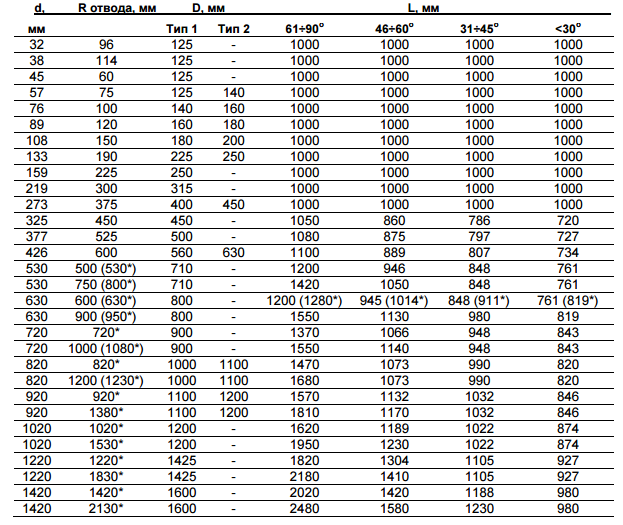 0
0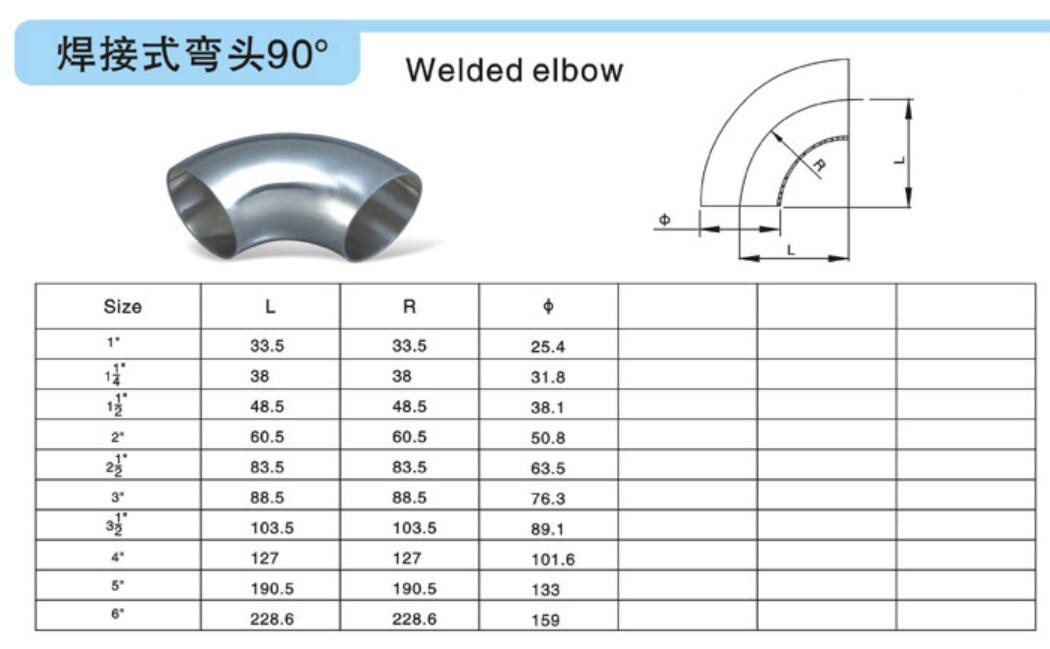 0
0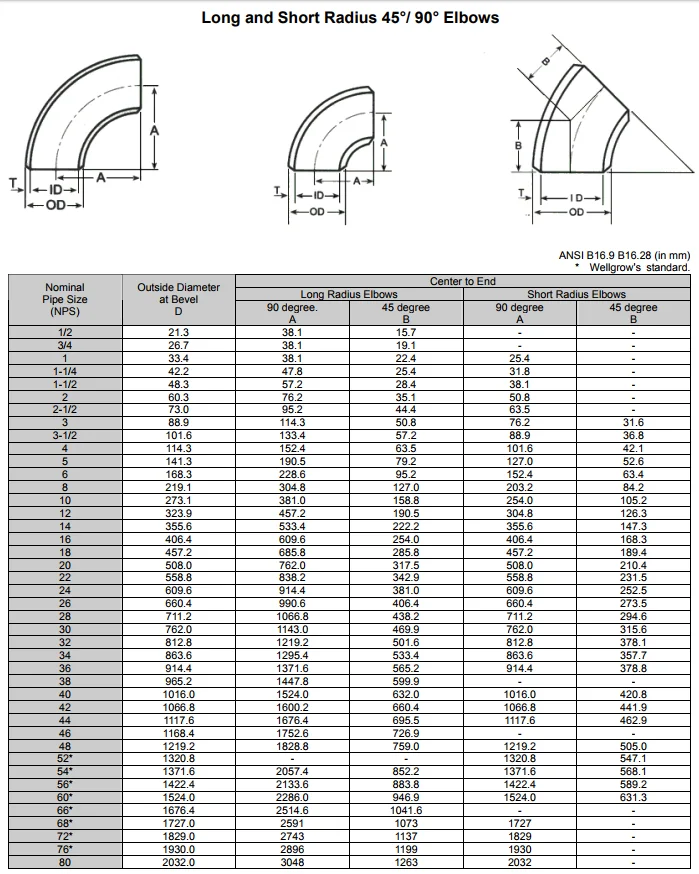 5
5 3
3 0
0 ) Отвода с углом θ = 45°, исполнения 2, D = 159 мм, Т = 4,0 мм, Тв = 6,0 мм из стали марки 20:
) Отвода с углом θ = 45°, исполнения 2, D = 159 мм, Т = 4,0 мм, Тв = 6,0 мм из стали марки 20: 5DN (условного прохода трубы)
5DN (условного прохода трубы) Масса для других углов вычисляется по пропорции.
Масса для других углов вычисляется по пропорции. 1/2
1/2
 21
21 1/2
1/2 1/2
1/2 04
04 1/2
1/2
 12
12 1/2
1/2 .
.
 Д.
Д.  09
09 9 (ANSI/ASME B16.9) равен:
9 (ANSI/ASME B16.9) равен: