Самовсасывающий бытовой водяной насос для дома для насосной станции для подачи воды GRANDFAR JSWm110 1. 1кВт
Доставка по Украине
5 046 грн
4 350 грн
Купить
ТЕХНОЭЛИТ: Богатый ДОМ полезных товаров
Самовсасывающий бытовой водяной насос для дома для насосной станции для подачи воды в дом H.WORLD JET-100B
Доставка по Украине
2 477 грн
2 436 грн
Купить
ТЕХНОЭЛИТ: Богатый ДОМ полезных товаров
Насосная станция для водоснабжения многоквартирного дома
Инженерные коммуникации – неотъемлемая техническая составляющая любого здания, независимо от его назначения.
Оказывая прямое влияние на условия проживания и уровень комфортабельности жильцов в многоквартирных домах, инженерно-технические системы классифицируются на узлы разной степени необходимости, наиболее важным из которых является водоснабжение.
Именно на техническое состояние и возможности сетей инженерно-технического обеспечения в первую очередь обращают внимание и специалисты в области продажи жилой недвижимости, и покупатели квартир в многоэтажных домах, особенно на рынке вторичного жилья.
Из чего состоит водопроводная сеть многоэтажки?
Система водоснабжения многоквартирного дома – один из наиболее сложных инженерных объектов, представляющих собой объемный разветвленный комплекс взаимосвязанных между собой элементов, узлов и механизмов, служащих для подачи воды потребителям. Делится на внешние (наружные) и внутренние сети водоснабжения.
Наружные сети – все элементы водопроводной системы, проложенные за пределами здания. Внешние системы водообепечения состоят из водозаборных узлов, смотровых колодцев, систем водоподготовки, очистных устройств, насосной станции и, непосредственно, трубопровода. Наружные сети обслуживаются ресурсоснабжающими организациями в сфере ЖКХ – водоканалом и теплоснабжающей компанией.
Внутренние сети находятся внутри сооружения и обеспечивают подачу воды от наружного водопровода до потребителей в квартирах. Внутридомовая система водоснабжения разграничивается определенными зонами ответственности между управляющей компанией и собственником жилой недвижимости. В структуру участка внутренней водопроводной сети входит комплекс насосного оборудования, внутридомовая и поквартирная разводка труб, магистрали, стояки, фильтрационные системы, а также арматура различного типа: водоразборная, запорная и регулирующая.
Оптимальным вариантом для жильцов многоквартирного дома является подача воды от центрального водопровода – централизованное водоснабжение может обеспечить неограниченными объемами водных ресурсов большое количество потребителей.
Особенности водоснабжения высотных зданий
Отличительная особенность многоквартирного дома – большое количество потребителей. Каждая квартира представляет собой отдельный объект, в котором может быть размещено несколько независимых друг от друга точек водозабора. Система должна функционировать таким образом, чтобы обеспечивать необходимым количеством воды каждую точку. Именно поэтому налаживание водоснабжения многоэтажного дома – не простая техническая задача.
Кроме трубопроводной сети, представляющей собой комплекс со сложными внутридомовыми и внутриквартирными разводками, водопроводная система высотного здания в обязательном порядке включает в себя насосное оборудование, обеспечивающее гидравлическую устойчивость системы водоснабжения.
Слабый напор на верхних этажах высотного строения – довольно частое явление, причин у которого может быть несколько, а решение одно – установка повысительной насосной станции, стабильно поддерживающей оптимальное давление в системе.
При выборе насосного оборудования для многоэтажки необходимо учитывать требуемую производительность – исходя из этих данных, подбираются насосы, оптимально подходящие для решения поставленных задач. Мощность станции должна соответствовать пиковым показателям потребления воды на рабочих точках. Гидравлические расчеты осуществляются инженерами и проектировщиками и позволяют:
Уточнить все необходимые параметры системы водоснабжения;
Выполнить подбор необходимого оборудования, правильного диаметра труб и допустимых показателей их эксплуатации;
Рассчитать предполагаемый расход воды.
Регламентирующими документами и правилами СНиП предусмотрено максимально допустимое давление водяного столба в системе водоснабжения многоквартирного дома – не более шести атмосфер в месте ответвления квартирной разводки от главного стояка. Расчет водоснабжения многоквартирного дома выполняется в строгой последовательности действий, технические решения подробно отражены в рабочем проекте.
Структура и схема работы повышающей насосной станции
Насосная станция для обеспечения стабильного давления в водопроводе – совершенно необходимый элемент системы водоснабжения жилого многоквартирного дома, жилого района или крупного производственного объекта, без которого циркуляция и поддержание давления было бы невозможно.
Зачастую местом монтажа оборудования выбирается участок трубопровода, расположенный между устройством забора жидкости и конечными потребителями. В большинстве случаев насосные установки управляются автоматическим способом с помощью дистанционных пультов.
В структуру современных повышающих насосных станций входит от двух до шести силовых модулей, каждый из которых закреплен на единой раме, но функционируют в единой связке. Схема работы оборудования в автоматическом режиме выглядит следующим образом:
Первый насос начинает функционировать на минимальных показателях мощности сразу при старте водопотребления, если расход увеличивается, мощность насоса автоматически возрастает, при этом давление в водоснабжающей системе остается неизменным.
При дальнейшем увеличении водопотребления начинают последовательно активироваться остальные насосы, входящие в станцию.
Насосные станции могут эксплуатироваться как в системе холодного, так и горячего водоснабжения. Оборудование классифицируется на одноступенчатые и многоступенчатые агрегаты, которые считаются более производительными и используются для организации системы водоснабжения крупных или высотных объектов.
Где купить качественный насос?
Компания «JETEX» – ведущий российский производитель высокоэффективного насосного оборудования отличного качества. Предприятие предлагает широкий ассортимент насосов, предназначенных для совершенно разнообразных нужд: от агрегатов, предназначенных для установки в частном секторе, до крупнейших смонтированных гидравлических установок, обеспечивающих функционирование крупнейших организаций промышленных сфер.
Насосные станции для водоснабжения многоквартирного дома представлены в многообразии вариантов оборудования, различного по своей мощности, производительности и другим параметрам. Вся предлагаемая продукция имеет сертификаты, подтверждающие соответствие международным и российским стандартам качества и безопасности (ГОСТ, ГОСТ Р, ГОСТ Р МЭК, ТУ, Технического регламента).
Насосы JETEX отличаются надежностью, эффективностью и по сравнению с импортными аналогами имеют доступную для российских потребителей стоимость. В электронном каталоге на сайте компании «JETEX» можно ознакомиться с моделями предлагаемого производителем оборудования и оформить заказ в режиме онлайн.
Специалисты компании «JETEX» всегда готовы посодействовать и помочь в подборе оборудования, оптимально соответствующего поставленным задачам – свяжитесь с менеджером любым удобным для вас способом.
насосных станций | SSWM — Найдите инструменты для устойчивой санитарии и управления водными ресурсами!
14 мая 2019 г.
Автор/составитель:
Beat Stauffer (seecon international gmbh)
Dorothee Spuhler (seecon international gmbh)
Краткое изложение
Насосные станции в системе водоснабжения необходимы там, где вода перекачивается непосредственно в систему (например, из озере) или там, где давление должно быть увеличено из-за недостаточной разницы уровней воды в системах самотечного распределения. Существует два основных типа насосов: вертикальные турбинные насосы и центробежные насосы. Капитальные затраты высоки, но самая дорогая часть — это энергоснабжение насосов (в основном электрическое). Поэтому очень важно, чтобы насосы имели высокую степень эффективности и правильно обслуживались. Чтобы гарантировать безопасное качество воды, необходимо избегать перекрестного соединения систем питьевой воды и удаления отходов.
Преимущества
Позволяет транспортировать воду по водопроводу
Повышает давление воды там, где это необходимо
Недостатки
Высокие капитальные и энергетические затраты
Требует экспертных знаний и технической поддержки
In 3
6
6
Выход
Пресная вода, питьевая вода, энергия
Пресная вода, питьевая вода
Введение
Информационный бюллетень Корпус блока
Насосы — это устройства, используемые для перекачки воды из точки А в точку Б с давлением для преодоления сопротивления на ее пути. Важно понимать различные типы насосов, их применение, конструктивные различия и процедуры, используемые для их эксплуатации и технического обслуживания (ВСЕМИРНЫЙ БАНК, 2012 г. ). Насосные станции используются для надежной и эффективной транспортировки и распределения пресной воды, чтобы гарантировать доступность для людей, промышленности и сельского хозяйства (ABB 2012) (см. также использование воды).
Основные принципы проектирования
Информационный бюллетень Корпус блока
По материалам GUYER (2012)
Главные насосные станции, подающие воду в распределительную систему, расположены рядом с водоочистными сооружениями или хранилищем питьевой воды и перекачивают непосредственно в систему трубопроводов. Насосы, которые перекачивают непосредственно в линии электропередачи и распределительные системы, иногда называют насосами с высоким подъемом.
Бустерные насосы — это дополнительные насосы, используемые для локального или временного повышения давления. Бустерные насосные станции обычно располагаются удаленно от основной насосной станции, например, в холмистой местности, где требуются зоны высокого давления, или для обработки пиковых потоков в распределительной системе, которая в противном случае может справиться с нормальными требованиями к потоку.
Если к существующей установке добавляется насосная станция, перед проектированием добавления необходимо ознакомиться с предыдущим планированием и проектом, основанным на общем гидравлическом анализе системы (см. также проект сети и размеры).
Основной целью проекта Мелен (Стамбул, Турция) является обеспечение питьевой водой 15-миллионного города Стамбула до 2040 года. Речная вода из Мелена у Черного моря перекачивается на 200 км по трубопроводу. и две насосные станции производительностью макс. 720 000 м3/сутки на водоочистные сооружения в Джумхуриете. Затем очищенная вода перекачивается через подводный туннель под проливом Босфор в Стамбул. Источник: АББ (2012 г.)
The sizing of each component in the distribution system will depend upon the effective combination of the major system elements:
Supply source
Storage (e.g. in reservoirs)
Distribution piping
Pumping
Расположение насосной станции и водозаборного сооружения (см. также забор воды из озер и рек), а также предполагаемый напор и производительность являются основными факторами при выборе насосов. Функция насосной станции в общей работе распределительной системы также может влиять на определение пропускной способности.
Типы насосов
По материалам GUYER (2012)
Обычно для перекачки питьевой воды используются два типа насосов.
Насос турбинный вертикальный (линейный и погружной)
Насос центробежный горизонтальный или вертикальный с разъемным корпусом, предназначенный для обслуживания гидротехнических сооружений.
Более подробную информацию о насосах можно найти в: ВСЕМИРНЫЙ БАНК (2012 г.) (см. главу 14).
Производительность насоса
Адаптировано из THE WORLD BANK (2012)
Если насос используется непосредственно для подачи воды без резервуара, производительность должна быть равна потребности в часы пик.
Если в системе водораспределения имеется резервуар, производительность насоса должна соответствовать максимальной суточной потребности.
Выбор насоса
По материалам THE WORLD BANK (2012)
Если уровень перекачиваемой воды менее 6 метров, используйте центробежный насос (максимальная высота всасывания = 6 метров).
Если уровень откачиваемой воды от 6 до 20 метров, используйте струйные насосы или погружные насосы.
Если PWL превышает 20 метров, используйте погружной или турбинный насос с вертикальным валом.
Источник питания для насосов
Адаптировано из THE WORLD BANK (2012)
Электрические, бензиновые или дизельные двигатели обычно используются в качестве источников питания для насосов. Однако электродвигатель является наиболее предпочтительным источником энергии из-за его надежности, относительно низкой стоимости электроэнергии и экологических соображений, таких как чистота, относительно низкий уровень шума и низкий уровень выбросов загрязняющих веществ. Электрический насос также может работать от солнечной энергии. Тепловые датчики, устанавливаемые в обмотки при изготовлении, должны защищать электродвигатели. Эти датчики отключают двигатель в случае низкого напряжения или изменения фазы до того, как может быть нанесен ущерб.
Соображения стоимости
Информационный бюллетень Корпус блока
Насосная станция имеет смысл только при наличии правильно спланированной распределительной сети. Это требует большого количества строительных материалов, электричества, технического обслуживания и, конечно же, профессионального проектирования. Кроме того, стоимость строительства и монтажа высока. Следовательно, вся система является довольно дорогой и устойчивой только в том случае, если можно обеспечить эксплуатацию и техническое обслуживание (см. также эксплуатация и техническое обслуживание или обеспечение устойчивости).
Стоимость энергии является одним из крупнейших компонентов затрат в системе водоснабжения. Поскольку для перекачивания, транспортировки и подачи воды требуется большое количество электроэнергии, рентабельность некоторых предприятий, таких как ирригационные районы или рыбоводческие фермы, которые используют воду в качестве производственного ресурса, в значительной степени зависит от затрат на энергию (PULIDO-CALVO & GUTIERREZ). -ESTRADA 2011). Поэтому очень важно, чтобы степень эффективности насосов была очень высокой. В Швейцарии, например, высокоразвитая система водоснабжения требует 1/5 потребляемой населением электроэнергии (SCHNEEMANN 2011).
Аспекты здоровья
Информационный бюллетень Корпус блока
Следует избегать перекрестного соединения системы распределения питьевой воды и удаления отходов. Этот риск обычно выше в общественных, промышленных и коммерческих помещениях, где необходимо управлять двойными системами водоснабжения, циркуляционными насосами, токсичными отходами и другими факторами. Также существуют риски в многоэтажных зданиях, где используются бустерные насосы для повышения давления в сети, и в специальных системах, используемых в больницах, стоматологических и ветеринарных кабинетах. Однако даже стандартные односемейные жилые дома представляют опасность для здоровья как жильцов, так и соседей, если установлена неисправная сантехника или если сантехника не обслуживается (ВОЗ, 2006 г. ). Дополнительную информацию см. в разделе Предотвращение повторного загрязнения.
Эксплуатация и обслуживание
Информационный бюллетень Корпус блока
Управление насосом может быть ручным или автоматическим. Для небольших систем ручное управление может работать очень хорошо. Операторы могут запустить насос утром и, имея некоторый опыт эксплуатации, смогут оценить время, необходимое для удовлетворения утреннего пикового спроса и заполнения резервуара. Когда бак наполняется, насос отключается. Насос снова запускается, когда уровень воды в баке снижается до минимального уровня воды. При автоматическом управлении запуск и отключение насоса запускается либо поплавком, либо давлением, при этом оператору не требуется принимать или оценивать графики циклов откачки (ВСЕМИРНЫЙ БАНК, 2012 г.). Насосы нуждаются в механическом обслуживании (например, смазке) по требованию производителя.
Принцип действия
Главные насосные станции перекачивают воду непосредственно в распределительную систему. Бустерные насосы помогают повысить давление в системе, т.е. перекачка воды с земли на крышу.
Мощность/достаточность
Необходимо для трубопроводных распределительных систем.
Производительность
Высокая, если насосы эффективны.
Затраты
Высокие (особенно питание).
Совместимость с самопомощью
Требуется экспертный надзор за проектированием и строительством.
O&M
Ручное (для небольших распределительных систем) или автоматическое управление насосом.
Надежность
Если в хорошем состоянии и построен, высокий.
Основная прочность
Обеспечивает постоянное давление в трубопроводной распределительной системе даже при пиковом расходе.
Основная слабость
Высокие капитальные и электрические затраты.
Применимость
Насосные станции необходимы там, где необходимо перекачивать большие объемы воды по трубопроводной системе распределения. Бустерные насосы необходимы там, где необходимо увеличить давление воды в распределительной системе (например, перекачка из наземного или подвального самотечного резервуара в гравитационный резервуар на крыше) (ВОЗ, 2006 г.).
Ссылки на библиотеку
Продукты и решения для насосных станций. Повышение производительности, эффективности и надежности предприятия
Краткий документ о продуктах и решениях АББ для насосных станций и некоторых крупномасштабных примерах.
АББ (2012):
Продукты и решения для насосных станций. Повышение производительности, эффективности и надежности предприятия.
Швейцария:
АББ Швейцария
URL-адрес [Дата обращения: 04. 08.2012]
Знакомство с насосными станциями для систем водоснабжения
В этом документе представлены рекомендации и критерии проектирования насосных станций высокого подъема и повышения давления в системах распределения питьевой воды.
ГАЙЕР
(2012):
Введение в насосные станции для систем водоснабжения.
Стоуни-Пойнт (Нью-Йорк):
Непрерывное образование и развитие (CED), Inc.
URL-адрес [Дата обращения: 07.05.2012]
Выбор и эксплуатация насосных станций систем водоснабжения
Стоимость энергии является одной из важнейших составляющих затрат в системах водоснабжения. Поскольку для перекачки, транспортировки и подачи воды требуется большое количество электроэнергии, прибыльность некоторых предприятий, таких как ирригационные районы или рыбоводческие фермы, которые используют воду в качестве производственного ресурса, в значительной степени зависит от затрат на энергию. Для проектирования и управления системами водораспределения следует искать методологии, которые могут максимизировать экономию затрат на энергию, удовлетворяя при этом критериям производительности системы. Некоторыми из этих методов могут быть: (а) улучшение выбора и/или эксплуатации насосных станций; и (b) включить регулирующий резервуар между источником водоснабжения и системой доставки. В этой главе представлена одна модель, включающая обе альтернативы.
ПУЛИДО-КАЛЬВО, И. ; ГУТЬЕРРЕС-ЭСТРАДА, Х.К. (2011):
Выбор и эксплуатация насосных станций систем водоснабжения.
В: Журнал экологических исследований:
Том 5
, 1-20.
URL-адрес [Дата обращения: 07. 05.2012]
Руководство по проектированию сельского водоснабжения. Том I
Настоящее РУКОВОДСТВО ПО ПРОЕКТИРОВАНИЮ СЕЛЬСКОГО ВОДОСНАБЖЕНИЯ является первым из трех связанных томов, подготовленных для использования потенциальными и фактическими владельцами, операторами, руководством, техническим персоналом, консультантами, государственными планировщиками и подрядчиками малых систем водоснабжения Уровня III и Уровня II на Филиппинах. .
ВСЕМИРНЫЙ БАНК (2012):
Руководство по проектированию сельского водоснабжения. Том I.
Манила:
Офис Всемирного банка в Маниле
URL-адрес [Проверено: 11.03.2019]
ПДФ
Effiziente Trinkwasserpumpenhelfen Strom und Geld Sparen
SCHNEEMANN, L.
(2011):
Effiziente Trinkwasserpumpenhelfen Strom und Geld Sparen.
Уртенен-Шенбюль:
Schweizerischer Gemeindeverband
URL-адрес [Дата обращения: 07.05.2012]
Аспекты сантехники для здоровья
В этой публикации описываются процессы, связанные с проектированием, установкой и обслуживанием эффективных сантехнических систем. Он рекомендует ряд конструкций сантехнических систем и спецификаций по установке.
ВОЗ (2006):
Аспекты здоровья сантехники.
Женева:
Всемирная организация здравоохранения (ВОЗ)
URL-адрес [Дата обращения: 24.03.2011]
Дополнительная литература
Проектирование систем водоснабжения
В этом руководстве приведены рекомендации и критерии, которые инженеры-проектировщики должны использовать при подготовке планов и спецификаций для систем водоснабжения группы А, чтобы они соответствовали требованиям систем общественного водоснабжения группы А. Системы водоснабжения группы А обычно подают питьевую воду к 15 и более соединениям. В этом руководстве также разъясняются требования к представлению и рассмотрению инженерной документации.
Министерство здравоохранения (2009 г.):
Проектирование системы водоснабжения.
Тамуотер:
Департамент здравоохранения штата Вашингтон (DOH)
URL-адрес [Дата обращения: 09.10.2012]
Знакомство с насосными станциями для систем водоснабжения
В этом документе представлены рекомендации и критерии проектирования насосных станций высокого подъема и повышения давления в системах распределения питьевой воды.
ГАЙЕР
(2012):
Введение в насосные станции для систем водоснабжения.
Стоуни-Пойнт (Нью-Йорк):
Непрерывное образование и развитие (CED), Inc.
URL-адрес [Дата обращения: 07.05.2012]
Выбор и эксплуатация насосных станций систем водоснабжения
Стоимость энергии является одним из наиболее важных компонентов затрат в системах водоснабжения. Поскольку для перекачки, транспортировки и подачи воды требуется большое количество электроэнергии, прибыльность некоторых предприятий, таких как ирригационные районы или рыбоводческие фермы, которые используют воду в качестве производственного ресурса, в значительной степени зависит от затрат на энергию. Для проектирования и управления системами водораспределения следует искать методологии, которые могут максимизировать экономию затрат на энергию, удовлетворяя при этом критериям производительности системы. Некоторыми из этих методов могут быть: (а) улучшение выбора и/или эксплуатации насосных станций; и (b) включить регулирующий резервуар между источником водоснабжения и системой доставки. В этой главе представлена одна модель, включающая обе альтернативы.
ПУЛИДО-КАЛЬВО, И. ; ГУТЬЕРРЕС-ЭСТРАДА, Х.К. (2011):
Выбор и эксплуатация насосных станций систем водоснабжения.
В: Журнал экологических исследований:
Том 5
, 1-20.
URL-адрес [Дата обращения: 07.05.2012]
Руководство по проектированию сельского водоснабжения. Том I
Настоящее РУКОВОДСТВО ПО ПРОЕКТИРОВАНИЮ СЕЛЬСКОГО ВОДОСНАБЖЕНИЯ является первым из трех связанных томов, подготовленных для использования потенциальными и фактическими владельцами, операторами, руководством, техническим персоналом, консультантами, государственными планировщиками и подрядчиками малых систем водоснабжения Уровня III и Уровня II на Филиппинах. .
ВСЕМИРНЫЙ БАНК (2012):
Руководство по проектированию сельского водоснабжения. Том I.
Манила:
Офис Всемирного банка в Маниле
URL-адрес [Проверено: 11.03.2019]
ПДФ
Health Aspects of Plumbing
В этой публикации описываются процессы, связанные с проектированием, установкой и обслуживанием эффективных сантехнических систем. Он рекомендует ряд конструкций сантехнических систем и спецификаций по установке.
ВОЗ (2006):
Аспекты здоровья сантехники.
Женева:
Всемирная организация здравоохранения (ВОЗ)
URL-адрес [Дата обращения: 24. 03.2011]
Тематические исследования
Продукты и решения для насосных станций. Повышение производительности, эффективности и надежности предприятия
Краткий документ о продуктах и решениях АББ для насосных станций и некоторых крупномасштабных примерах.
АББ (2012):
Продукты и решения для насосных станций. Повышение производительности, эффективности и надежности предприятия.
Швейцария:
АББ Швейцария
URL-адрес [Дата обращения: 04.08.2012]
Материал для повышения осведомленности
Вода — наш самый важный ресурс
Безопасная, надежная и обильная вода была в центре успеха Виннипега на протяжении более 80 лет. Узнайте больше об истории водопроводной сети большого города.
ОТДЕЛ ВОДЫ И ОТХОДОВ (2002):
Вода – наш самый важный ресурс.
Виннипег:
Департамент водоснабжения и водоотведения
URL-адрес [Дата обращения: 07.05.2012]
Альтернативные версии
Насосная станция на Йорк-стрит и проект перехода через реку Коннектикут
Насосная станция на Йорк-стрит и проект перехода через реку Коннектикут будут обслуживать 70% населения региона за счет новой насосной станции и трех новых труб через реку Коннектикут. Это один из крупнейших проектов по очистке сточных вод, реализованных в регионе за последние десятилетия.
Инновационный проект призван решить сразу несколько задач:
Обновление инфраструктуры: Новая современная станция заменит устаревшую станцию 1938 года, срок службы которой приближается к концу, и обеспечит будущий рост в регионе.
Охрана окружающей среды: Увеличенная мощность насосов предотвратит попадание в реку Коннектикут дополнительных 100 миллионов галлонов комбинированных канализационных стоков в обычный год.
Резервирование системы: Три новых трубопровода под рекой Коннектикут обеспечат резервирование и повысят надежность обслуживания клиентов в Спрингфилде, Ладлоу, Ист-Лонгмидоу и Уилбрахаме.
Устойчивость к изменению климата: Защита от наводнений будет усилена за счет перепрофилирования старой насосной станции.
Проект является кульминацией и краеугольным камнем многолетнего планирования, особенно в рамках Комплексного плана по очистке сточных вод (IWP) Комиссии. Принятый в 2014 году, IWP был одним из первых подобных планов в стране, объединяющим планирование проектов для соблюдения нормативных требований (в частности, проектов, которые выполняют нефинансируемый федеральный мандат по устранению комбинированных канализационных стоков) и для обновления инфраструктуры (из-за старения инфраструктуры и других факторов). вызовы).
Результатом деятельности IWP являются проекты, подобные этому, которые максимизируют доллары налогоплательщиков за счет одновременного решения нескольких проблем.
Проект строится на месте бывшей тюрьмы на Йорк-стрит и будет соединен с региональными очистными сооружениями сточных вод Спрингфилда на острове Бонди через три новых 1200-футовых трубы, пересекающих реку. Дополнительные трубы дополнят две 80- и 50-летние трубы, проложенные сейчас под рекой, что позволит проводить более регулярное техническое обслуживание и использовать альтернативные варианты во время чрезвычайных ситуаций.
В проекте также используется инновационная форма строительства под названием «Управляющий строительством под угрозой» (CMAR). Вместо того, чтобы разрабатывать проект, а затем отправлять его для участия в тендере на строительство, CMAR включает менеджера по строительству на ранней стадии процесса, чтобы помочь выявить риски, которые могут возникнуть на этапе строительства из-за проектирования. Это обеспечивает большую уверенность в цене и сводит к минимуму задержки проекта из-за непредвиденных обстоятельств.
Низкопроцентная ссуда в размере 137 миллионов долларов от Массачусетского государственного оборотного фонда чистой воды (SRF) является источником финансирования большей части проекта. SRF находится в ведении Департамента охраны окружающей среды штата Массачусетс при финансировании Агентства по охране окружающей среды и за счет погашения прошлых кредитов.
Строительство началось в 2019 году и продолжится в 2023 году.
Новаторство — весна 2019 г.
Закладка фундамента проекта состоялась в мае 2019 года. Тем летом началось полное строительство.
Прочитать пресс-релиз
Комиссар MassDEP Мартин Сууберг, директор MassDEP в Западном регионе Майк Горски, исполняющий обязанности администратора в регионе 1 Агентства по охране окружающей среды Деб Заро, конгрессмен Ричард Нил, мэр Доменик Дж. Сарно, исполнительный директор SWSC Джош Шиммель, комиссар Ванесса Отеро, комиссар Уильям Леонард и комиссар Даниэль Родригес на открытии проекта 20 мая 2019 г..
Зимнее обновление 2020 г.
Заливается фундамент насосной станции на Йорк-стрит, в то время как строится новая приточная структура на стороне реки Бонди-Айленд. В настоящее время завершается выдача экологических разрешений на участок перехода через реку.
См. статью WBGY Connecting Point о строительстве проекта (декабрь 2020 г.)
Весеннее обновление 2021 г.
Близится к завершению строительство новой водотока на стороне острова Бонди. Зимой был построен временный пирс, чтобы облегчить прокладку 3 новых канализационных труб через реку Коннектикут. Пирс будет использоваться для размещения материалов для прокладки труб, начиная с июня 2021 года. На городской стороне проекта на Йорк-стрит продолжается строительство новой насосной станции с заливкой и усилением фундамента на 50 футов ниже уровня земли и стен. .
Летнее обновление 2021 г.
На реке ведутся работы по установке стальных свай, которые станут частью системы экологического контроля речного перехода. Система экологического контроля состоит из ряда погружных экранов и сетки, предназначенных для защиты от рыбы в рабочей зоне, а также для контроля ила во время земляных работ.
Будут проводиться раскопки для удаления старых отложений каменноугольной смолы, расположенных недалеко от восточного берега реки, в районе раскопок для труб, пересекающих реку. Комиссия работает с Eversource над безопасным удалением каменноугольной смолы в надлежащее место для утилизации за пределами площадки.
На Йорк-стрит завершен бетонный фундамент насосной станции. Ведется монтаж трубопроводов, коммуникаций и оборудования на нижних уровнях станции. Также ведутся земляные работы для трубопроводов и подземных сооружений, чтобы направить поток на новую станцию. Металлоконструкции и кирпичные стены надземной части станции начнут возводить в сентябре.
Многие владельцы квартир сталкиваются с таким явлением, как наличие дыр в стенах или на потолке. Особенно часто эта ситуация проявляется при подготовке к ремонту, когда после снятия обоев обнаруживаются отверстия в бетонных перекрытиях, или при въезде в новостройки, полностью требующие отделки. Заделка дыр в стенах и потолке — важная часть комплекса подготовительных работ, после выполнения которых можно приступать к финишной отделке: укладке кафеля, поклейке обоев, покраске или побелке потолка.
Схема отверстий в бетонном перекрытии.
Дырки в бетонных стенах могут появляться вследствие различных причин, что определяет и способ их герметизации.
Дыры от шурупов и гвоздей
Отверстия от гвоздей или шурупов (саморезов) — самая частая причина проведения работ по заделыванию бетонных стен.
Это во многом объясняется тем, что в советские времена было принято крепить гвозди и шурупы при помощи больших деревянных пробок. Дыры для них часто пробивались коловоротом или шлямбуром. Такие дыры имели достаточно большие размеры, доходя до 2 сантиметров в диаметре.
Несмотря на то что в квартире может иметься несколько таких дыр, заделка их не представляет особой сложности. Для проведения работ понадобятся:
гипс или ремонтный состав;
пульверизатор с водой или кисть;
грунтовка;
шпатель.
Если в отверстие все еще сохранилась пробка, ее необходимо выкрутить перед тем, как заделать дыру. Сделать это можно двумя способами:
Вкрутить в пробку шуруп или саморез, а затем выдернуть его гвоздодером вместе с пробкой.
Высверлить пробку дрелью. Для работы желательно применять сверла по дереву или металлу.
Когда дыра освободилась от пробки, в него следует немного брызнуть из пульверизатора. Также можно обработать отверстие кистью, смоченной в воде с добавлением грунтовки. Затем готовая гипсовая или ремонтная смесь берется на шпатель и замазывается в дыру. Когда смесь плотно забивает все отверстие, герметизация готова и остается лишь дождаться полного высыхания раствора.
Вернуться к оглавлению
Мелкие выбоины
Схема укладки бетонного пола.
Как и в случае с дырками от пробок, выбоины встречаются на бетоне достаточно часто. Обычно причинами их появления могут служить различные строительные работы, как сверление или удары кувалдой. Также к появлению небольших выбоин могут привести нарушение изотропности материала или окраска стены по трещинам.
Заделка мелких выбоин осуществляется по такому же алгоритму, как и герметизация отверстий от пробок.
Выбоина обрабатывается водой с добавлением грунтовки, а затем шпателем замазывается ремонтным составом, гипсом или штукатуркой. При необходимости высохшую выбоину можно прошкурить грубой наждачной бумагой с размерами зерна 80-100.
Вернуться к оглавлению
Глубокие дефекты
Заделка глубоких выбоин уже представляет собой некоторую сложность, и к ее выполнению следует подходить ответственно и внимательно.
Работы необходимо начинать с подготовки ремонтной смеси, пригодной для использования на бетоне. В данном случае смесь должна иметь фактуру пластилина. Для этого следует использовать растворы, обладающие способностью быстро сохнуть, — гипсоцемент или пескобетон (3 части цемента на 1 часть песка). Если работы проводятся в сухом помещении, допускается применение гипса. Но в таком случае отверстие следует заделать не более чем за 1-2 минуты, пока не произошло высыхание смеси.
Ремонтная смесь тщательно укладывается в дыру. Для очистки дыры от осыпавшейся шпаклевки многие специалисты рекомендуют использовать пылесос. В этом случае вероятность остатка на стенках отверстия мелких частиц пыли сводится к нулю и заделка пройдет более успешно.
Схема заделки трещин в перекрытии.
Как только раствор схватится, при помощи фасадного шпателя накладывается второй слой смеси. После этого выбоина оставляется для высыхания на 2 суток. Если имеет место сильная усадка, потребуется положить еще один слой смеси.
Применение принудительной сушки, что часто осуществляется вследствие недостатка времени, нежелательно, так как это может привести к сильной усадке и появлению трещин в том месте, где производилась заделка.
Вернуться к оглавлению
Маленькие и большие дыры в стенах
Способы обработки крупных дыр в бетоне, как правило, зависят от причин их появления. Так, дыры могут появиться при процессе крошения материала из воздушных пузырей, возникших при некачественной заливке, либо могут быть пробиты.
Отверстия, появившиеся в местах воздушных пузырей, лучше всего заделать при помощи метода заполнения. В этом случае используется любая монтажная пена. В дыру суется трубка от баллона и выпускается состав. После того как пена высохнет, ее можно промазать неразбавленной грунтовкой, а излишки удалить ножом.
Такой же способ используется для того, чтобы заделать старые дыры от труб и монтажных коробок.
Огромные отверстия в стенах, появившиеся в результате удаления слуховых окон или вентиляционных люков, лучше всего заделывать при помощи гипсокартона. В этом случае для проведения работ понадобятся следующие материалы:
лист гипсокартона;
цементный раствор;
стоечный профиль;
штукатурка;
серпянка;
монтажная пена.
Несмотря на внушительные размеры отверстий, технология работ достаточно проста, а заделка происходит без каких-либо сложностей.
Из листа гипсокартона вырезается кусок, соответствующий размеру дырки, и приклеивается на цемент. В случаях когда размеры дыры превышают размеры бумажного листа формата А4, желательно использовать стоечный профиль. Профиль устанавливается в отверстие, а уже на него пришивается гипсокартон. Затем на гипсокартон укладывается штукатурка. Стыки необходимо заделать монтажной пеной, предварительно проложив серпянку.
При помощи гипсокартона можно заделать и такие дыры в стенах, как ненужные дверные и оконные проемы. При этом алгоритм действий ничем не отличается от указанного выше.
При работе с дырами в потолке используются такие же принципы работы.
Зная правила работы, заделать можно практически любую дыру в стене или потолке. Главное — подходить к этому делу неторопливо и ответственно.
Заделка отверстий в перекрытиях
Многие владельцы квартир сталкиваются с таким явлением, как наличие дыр в стенах или на потолке. Особенно часто эта ситуация проявляется при подготовке к ремонту, когда после снятия обоев обнаруживаются отверстия в бетонных перекрытиях, или при въезде в новостройки, полностью требующие отделки. Заделка дыр в стенах и потолке – важная часть комплекса подготовительных работ, после выполнения которых можно приступать к финишной отделке: укладке кафеля, поклейке обоев, покраске или побелке потолка.
Схема отверстий в бетонном перекрытии.
Дырки в бетонных стенах могут появляться вследствие различных причин, что определяет и способ их герметизации.
Дыры от шурупов и гвоздей
Отверстия от гвоздей или шурупов (саморезов) – самая частая причина проведения работ по заделыванию бетонных стен.
Это во многом объясняется тем, что в советские времена было принято крепить гвозди и шурупы при помощи больших деревянных пробок. Дыры для них часто пробивались коловоротом или шлямбуром. Такие дыры имели достаточно большие размеры, доходя до 2 сантиметров в диаметре.
Несмотря на то что в квартире может иметься несколько таких дыр, заделка их не представляет особой сложности. Для проведения работ понадобятся:
гипс или ремонтный состав;
пульверизатор с водой или кисть;
грунтовка;
шпатель.
Если в отверстие все еще сохранилась пробка, ее необходимо выкрутить перед тем, как заделать дыру. Сделать это можно двумя способами:
Вкрутить в пробку шуруп или саморез, а затем выдернуть его гвоздодером вместе с пробкой.
Высверлить пробку дрелью. Для работы желательно применять сверла по дереву или металлу.
Когда дыра освободилась от пробки, в него следует немного брызнуть из пульверизатора. Также можно обработать отверстие кистью, смоченной в воде с добавлением грунтовки. Затем готовая гипсовая или ремонтная смесь берется на шпатель и замазывается в дыру. Когда смесь плотно забивает все отверстие, герметизация готова и остается лишь дождаться полного высыхания раствора.
Заделка отверстий в плите перекрытия и нагрузка от стяжки
Нас спрашивают:Д обрый день. Вопрос по стяжке пола. Дом 1972 года, сняли досчатый пол, хотели стяжку залить из пескобетона, высота 4-5 см., но плита оказалась вся в дырах, достаточно больших, торчит арматура, боимся раствором затопить соседей, да и нагрузку на такие плиты страшно большую делать!!! Ремонт ооочень бюджетный. Решили сделать сухую засыпку из керамзита с плитами ГВЛ. Но боюсь, что нагрузка на плиты тоже не маленькая. Что можете посоветовать в моем случае? Мы отвечаем: Чтобы правильно сделать стяжку пола и не затопить соседей начать нужно с ремонта плиты. Хорошо заделать все отверстия, применяя монтажную пену и порции достаточно плотной растворной смеси.
Перед самой укладкой в раствор добавьте строительного гипса, обычной гипсовой штукатурки или шпаклевочной смеси, чтобы «латка» быстрее схватилась. После этого, уложив гидроизоляцию, спокойно работайте. Об устройстве стяжки из цем. песчаной смеси читайте тут.
Гидроизоляция плиты перекрытия перед устройством цементно-песчаной стяжки
По поводу прочности плиты, скорее всего, ваши опасения преувеличены. Пустотные плиты порой имеют отверстия в верхней плоскости, на их несущую способность это практически не влияет. Основную нагрузку таких плит воспринимают стенки между пустотами.
Кроме того, плита рассчитана на минимальную нагрузку порядка 450 кг. на м2. Такой вес имеет слой пескобетона порядка 20 см. Ясно, что такую стяжку никто не делает.
Cухая засыпка керамзитом с полами из ГВЛ не будет дешевле обычной стяжки. Но вот с точки зрения звуко, и теплоизоляции, а также чистоты и скорости работы, подобное решение лучше. Если для вас это решение возможно, можно его и применить.
Вариант из ГВЛ удачен и с точки зрения получения хорошей тепло, звукоизоляции
Есть ещё один вариант, сааамый бюджетный — ц/п стяжка с керамзитом фракции 10-20 мм. По гидроизоляции сначала укладывается слой керамзита, который либо заранее замешивается с раствором, либо сухой уложенный керамзит проливается цементным молочком (раствор цемента в воде, консистенции молока, лучше жидких сливок). Всё это застывает ночь и уже поверх этой основы делается ц/п стяжка 2-3 см толщиной. Меньше стяжку делать нельзя. Керамзитовое основание должно быть прочным, что бы по нему можно было с силой прыгать, рассыпаться нигде оно не должно. Керамзитовая подсыпка делается либо до установки маяков, либо после. Этот способ уменьшает и нагрузку на плиту, и трату денежных средств, и трудозатраты. О причинах трещинообразования в стяжке можно узнать в статье.
Цементно-песчаная стяжка на керамзитовой подсыпке в разрезе
Спрашивайте, если что, подскажем. или прокомментировать
елена 27/02/2018 в 8:25 – Ответить
Сухую стяжку решили делать только из-за страха затопить соседей.(Да, получилось дороговато, да и тоже не легкая)) Про слой керамзита тоже слышала, но говорят,что низкая, в 3 см не сможет удержать влагу. А по поводу гидроизоляции пленкой- сомнения, как же произойдет сцепление между плитой и стяжкой? Я думала, что сцепление необходимо для укрепления самой плиты?? А так не получится, что на пленке стяжка будет лежать, как доп.груз, отдельной каменюкой??
Евгений В. Морозов
27/02/2018 в 9:32 – Ответить
Несущую способность плиты стяжка не увеличит. Единственное ее назначение выровнять поверхность пола, ну и еще закрыть выступающую арматуру, чтобы меньше ржавела. Последнее важно если конструкция подвергается повышенной влажности. Как вариант, пленку укладывают не по всей плоскости, а только по швам, по периметру комнаты, с небольшим напуском на стену. Если желательно все же обеспечить полное сцепление стяжки и плиты поступают следующим образом: заделывают все крупные щели, швы и отверстия, затем выполняют контактную грунтовку составом бетоконтакт, СТ16 и т.п. По грунту наносят слой гидроизоляции на цем. вяжущем типа Ceresit CR 65 а уже после того как она застынет делают стяжку. Но, повторюсь, подобные сложности для обычной квартиры редко когда имеют смысл. Разве, какие-то особые условия эксплуатации, вроде душевой комнаты. В остальных случая такая схема избыточна хотя, разумеется дает качественное покрытие. Что до схемы устройства стяжки по керамзиту с проливкой цем. молочком, под ним предварительно прокладывается гидроизоляция из пленки и никаких проблем. И не переживайте за прочность плит. Поверьте в 70-х строили достаточно надежно. ))
елена
27/02/2018 в 9:42 – Ответить
А минимальная высота керамзитного слоя какая?
Евгений В. Морозов
27/02/2018 в 10:16 – Ответить
Минимальная толщина слоя керамзита не регламентируется. Но вообще укладка его в качестве звуко, теплоизоляции имеет смысл начиная от 3-5 см. Меньше он просто «не работает».
елена
27/02/2018 в 10:19 –
Спасибо! и стяжка минимум 3?
Евгений В. Морозов
27/02/2018 в 10:24 –
Да, это минимальная толщина если стяжка укладывается по керамзиту или г. изоляции. Если такой слой уложить по какой либо причине невозможно, поступаем следующим образом: добавляем в цем. раствор эмульсию ПВА (порядка 7-10% от воды для затворения раствора), перед устройством стяжки укладываем проволочную оцинкованную сетку с ячейкой 50х50 мм
елена
27/02/2018 в 10:28 –
Спасибо! Я поняла, что этот вариант без керамзита и тонкий слой стяжки?Правильно? А ПВА уменьшит возможность протечки?
Дмитрий Норберг
27/02/2018 в 10:53 –
ПВА возможность протечки не уменьшит, он придаст подвижность раствору, при тонких слоях это необходимо для удобства работы. Предварительная заделка всех щелей и отверстий, укладка плёнки сведут на нет возможность протечки, а если раствор делать не жидким, так и подавно. Тут как раз и нужен ПВА или любой другой пластификатор, чтобы обеспечить подвижность и удобоукладываемость не жидкого раствора. Керамзитовый слой можно уложить не только как тепло и звукоизоляцию, а ещё и для того чтобы просто не таскать лишний пескобетон
2-3 см керамзита (замешанного с раствором либо пролитого цем. молочком) и 2-3 см стяжки. Керамзитовое основание при этом должно быть прочным.
елена
27/02/2018 в 11:12 –
я просчитала все затраты по сухой засыпке с плитами ГВЛ и при пескобетонной стяжке с гидроизоляцией и прочими расходами, разница не очень большая…. А кто-нибудь о надежности и долговечности сухой стяжки что-нибудь скажет???? Хочется ремонт сделать надежным и долговечным, учитывая, что мужчин с руками в доме нет!!
Как заделать дыру в полу плитного фундамента | Руководства по дому
Автор SF Gate Contributor Обновлено 12 октября 2021 г.
Многие проекты реконструкции домов с бетонным фундаментом и плитой требуют перемещения сантехнических приборов, таких как туалеты, раковины и сливы в полу. После удаления существующей сантехники в полу остаются дыры, которые необходимо заполнить перед укладкой нового напольного покрытия или покраской пола. Работа не сложная, и с помощью небольшого количества труда, бетонной смеси и нескольких инструментов вы можете заполнить отверстия и отремонтировать пол, чтобы он гармонировал с окружающей бетонной плитой.
Подготовка отверстия
1. Подрежьте края отверстия
Наденьте защитные очки. Подготовьте края отверстия, подрезав их холодным долотом и молотком. Сужение нижней части краев наружу предотвращает подъем нового бетона.
2. Собрать мусор пылесосом
Удалите осколки и почистите шероховатые края бетона проволочной щеткой. Пропылесосьте остаточный мусор на шероховатых краях с помощью влажно-сухого пылесоса.
3. Добавьте песок в отверстие
Установите в отверстие песчаную основу. Заполните отверстие на 3 дюйма ниже поверхности плиты гипсовым песком. Утрамбуйте песок вручную и смочите его небольшим количеством воды.
Укладка бетона
1. Используйте жидкость для склеивания бетона
Нанесите обильное количество жидкости для склеивания бетона на неровные края отверстия в бетоне с помощью универсальной кисти, сообщает This Old House.
2. Смешайте бетон
Добавьте 2 литра воды в емкость для смешивания. Добавьте 40-фунтовый мешок бетонной смеси и тщательно перемешайте смесь лопатой. Добавляйте воду по мере необходимости, чтобы смесь была средней консистенции. Засыпьте в яму столько бетона, сколько необходимо, чтобы влажный бетон имел небольшую насыпь наверху.
3. Удаление излишков бетона
Утрамбуйте поверхность мокрого бетона одним краем случайного куска два на четыре, чтобы вдавить гравий в смесь под поверхность. Проведите куском дерева по поверхности пилящим движением от одной стороны отверстия к другой, чтобы удалить излишки бетона. Сгребите излишки в смесительную ванну.
4. Подождите, пока бетон затвердеет
Дайте свежему бетону застыть в достаточной степени, чтобы начать финишную обработку стальной кельмой. Проверьте бетон кончиком пальца. Он готов к работе, когда останется след от вашего пальца.
5. Затирка поверхности
Затирка поверхности бетона, советует Home Depot. Используйте закрученные штрихи вместо прямых. Дайте бетону высохнуть в течение 30 минут и доведите его до однородной поверхности, используя вихревые движения и давление на шпатель.
Вещи, которые вам понадобятся
Совет
Носите наколенники или используйте старую подушку шезлонга в качестве подкладки при работе на полу.
Заполните небольшие отверстия в местах демонтажа стенных анкеров или водопроводных труб цементным раствором вместо бетона, содержащего гравий. Заполните отверстие на 3 дюйма ниже поверхности пола песком, прежде чем заливать растворную смесь в отверстие. Разровняйте верхнюю часть смеси стальным шпателем.
Как правило, сантехник отвечает за засыпку грязи в местах демонтажа труб и заливку бетоном новых фланцев унитаза и стоков в полу.
Каталожные номера
Этот старый дом: как залатать бетонный пол
Home Depot: как отремонтировать бетон
Советы
Используйте рабочие наколенники в качестве подкладки на старом кресле для отдыха пол.
Заполните небольшие отверстия в местах демонтажа стенных анкеров или водопроводных труб цементным раствором вместо бетона, содержащего гравий. Заполните отверстие на 3 дюйма ниже поверхности пола песком, прежде чем заливать растворную смесь в отверстие. Разровняйте верхнюю часть смеси стальным шпателем.
Как правило, сантехник отвечает за засыпку грязи в местах демонтажа труб и заливку бетоном вокруг новых фланцев унитаза и стоков в полу.
бетон — Какой цементный продукт следует использовать для ремонта отверстия в моей плите?
спросил
Изменено 7 лет, 2 месяца назад
Просмотрено 44к раз
Я удалял старый самовыравнивающийся цемент на участке, готовясь к укладке плитки, когда 6-дюймовое долото и демонстрационный молоток, которые я использовал, погрузились в определенное место. Я обнаружил, что это конкретное место было заполнено мусором и поверх него залили примерно 1 см цемента. Совершенно очевидно, что этого было недостаточно, и конечным результатом была серия трещин в этой области и глухой звук здесь. Я удалил мусор, и у меня осталась дыра примерно 2 на 3 фута. Очевидно, что кто-то сделал здесь (плохой) патч в прошлом. В дыре была даже выброшенная обертка от пластыря и волокна оранжевого ворсистого ковра.
Внизу нет сантехники, а пластиковый пароизоляционный слой толщиной 6 мил находится в хорошем состоянии с несколькими незначительными разрывами, которые можно заклеить липкой лентой. Внизу идут два корня; они гниют и, вероятно, принадлежат чему-то давно умершему. От двери справа от картины к дыре идет трещина. Я планирую одновременно отремонтировать эту трещину, немного расширив и углубив трещину и используя цементный герметик.
Какой продукт следует использовать для заполнения большего отверстия? Обычный старый Quickrete или какой-то другой вид цемента? Совокупность или нет? Какие-либо конкретные рейтинги PSI, которые я должен искать, или другие подготовительные работы, которые я должен выполнить, помимо промывки областей, с которыми, как я надеюсь, будет сцепляться новый бетон, и убедиться, что под проволокой достаточно места для цемента, чтобы зацепить его?
бетон
заплатка
отверстие
плита
5
Меня больше беспокоит то, что ваша проволока выглядит в самом низу бетона, что делает ее бесполезной. Бетон очень прочен при сжатии, но очень слаб при изгибе. Сталь предназначена для того, чтобы выдерживать изгиб, и должна быть примерно в центре бетона. Обязательно используйте вяжущее вещество для бетона и Ditra. Дитра обеспечит достаточный барьер, чтобы трещины не проступили. Лично я бы не стал вкладывать огромные деньги в плитку, учитывая, что она может треснуть
1
Хорошо, я пошел в большой магазин с синими коробками, прочитал все сумки, которые у них были, и ответил на свой вопрос.
Как правильно заметил Кори, сетка на дне дыры не очень полезна. Кажется, что это «вершина» в песке, которая образует основу для моего основания; песок спускается вниз на глубину около десяти дюймов с каждой стороны. Я не уверен, почему он построен таким образом, но поскольку я не могу починить его сейчас, не выполняя гораздо больше работы, которую я не хочу делать с пароизоляцией и другими аспектами, я поднял провод так, чтобы Я мог подложить под него камни, и теперь между проволокой и дном пропасти есть зазор от 1/2 до 3/4 дюйма.
Стеклопластиковая арматура отзывы строителей впервые получила от строительных организаций, занимающихся промышленным строительством. Например, ее давно и широко используют при укреплении береговых линий, отказавшись от использования металлической арматуры, которая в условиях повышенной влажности быстро подвергалась коррозии. А арматура композитная стеклопластиковая отзывы в этой сфере строительства быстро набрала, так как коррозия ей не страшна, а по прочности она не уступает металлу.
ТПК «НАНО-СК» занимается производством композитной арматуры уже более трех лет, и при этом тесно сотрудничает со строительными организациями и развивает производство в ногу со временем для того, чтобы выпускаемая продукция – стеклопластиковая арматура отзывы имела только положительные.
Арматура стеклопластиковая форум строителей которую обсуждает, разнится по качеству, но всегда выбор делается в пользу той, которая произведена по требованиям ГОСТа. Вы можете видеть, в каких сферах применяется арматура пластиковая видео Вы можете просмотреть на нашем сайте. Стеклопластиковая арматура отзывы имеет не только от строителей, занятых в промышленном строительстве, но и от тех, кто занимается малоэтажным, коттеджным строительством. Качество арматуры таково, что она позволяет провести армирование постройки любой сложности. Хотя, в коттеджном строительстве арматура композитная стеклопластиковая отзывы стала получать сравнительно недавно.
Применение композитной арматуры
Когда оценивалась стеклопластиковая арматура отзывы основывались на том, в каких технологиях наиболее часто применяют композитное армирование. Арматура стеклопластиковая фото которой Вы видите на нашем сайте, применяется следующих технологиях:
укрепление береговых линий;
армирование участков дорог, которые подвергаются агрессивному воздействию реагентов;
монтаж ограждающих бетонных конструкций;
заливка фундамента;
кладка газобетона и пенобетона.
Когда строителями оценивалась стеклопластиковая арматура отзывы о применении были положительными.
Композитная арматура для фундаментов
Стеклопластиковая арматура для фундамента отзывы имеет превосходные. Армирование фундамента в малоэтажном строительстве с использованием композитной арматуры проводиться по особым техническим условиям. Так, для армирования чаще всего используют стержни диаметром 8 мм, и если их сравнить со стальной арматурой, то этот диаметр соответствует 12 мм арматуры из стали.
ТПК «НАНО-СК» производит стеклопластиковую арматуру в виде стержней для формирования фундаментов в малоэтажном строительстве. Мы производим арматуру согласно ГОСТу, и высокое качество нашей продукции оценили все наши клиенты: арматура композитная стеклопластиковая отзывы имеет только самые достойные.
Ассортимент нашей продукции смотрите на сайте и уточняйте условия по телефону.
Стеклопластиковая арматура для фундамента: отзывы специалистов
Содержание
Почему появилась стеклопластиковая арматура на строительном рынке
Отзывы специалистов, преимущества и недостатки композитной нитки
Использование стеклопластикового прутка в фундаменте
Варианты применения стеклоарматуры
Заключение
Жесткие требования конкуренции в сфере современного строительства заставляют искать способы снижения затрат, в том числе с применением новых материалов. Появляются новые рецептуры строительного камня, специальные марки бетонов, фундаментных составов, облицовочных и теплоизоляционных материалов. Параллельно на рынке, ранее традиционном для металлической арматуры и специальных конструкций, активно пытаются завоевать «место под солнцем» производители разнообразных композитных изделий. Чаще всего это неметаллические силовые элементы и стеклопластиковая арматура.
Почему появилась стеклопластиковая арматура на строительном рынке
Композитные материалы, и стеклопластиковая арматура в том числе, изготавливаются по относительно несложному технологическому принципу пропитки стеклянных или базальтовых волокон эпоксидной или полиэфирной смолой матрицы. Далее пучок формируется на станке в калиброванный по диаметру пруток композитной арматуры, и запекается при невысокой температуре в специальной сушильной печи. Обычно длина одного отрезка арматуры не превышает 100 м.
Стеклопластиковая арматура не требует работы сложного и дорогостоящего оборудования, поэтому сами производственные затраты относительно невелики, большую часть себестоимости составляет цена смолы для матрицы и стекловолоконного жгута. И все же, если сравнить стоимость стеклопластикового и стального прутка одного диаметра, металлическая арматура имеет складскую цену на 10-20% меньше, а это очень большая разница для такой сферы, как строительство.
Тем не менее стеклопластиковый материал достаточно сильно потеснил металлопрокатную продукцию, не в последнюю очередь из-за ряда специфических свойств, но главными факторами стали немного иные причины:
Стеклопластиковая арматура все чаще стала применяться в частном малоэтажном строительстве. Она более доступна в работе, ее легче и намного дешевле перевозить, хранить, резать. Ее не нужно спрямлять и выравнивать перед использованием, как в случае со стальным вариантом. Материал можно купить целой бухтой и нарезать кусками самой нестандартной длины. Тогда как на стальной стандартный 11-метровый пруток пришлось бы немало отходов, если ваш фундамент, например, имеет армирование длиной 8 м;
Доступность оборудования для производства армирующего жгута позволило многим небольшим предприятиям — производителям стройматериалов наладить поточное производство стеклопластиковой арматуры в самых различных вариантах исполнения поверхности прутка. Огромное количество предложений, грамотная политика продаж и скрытая реклама позволяют диверсифицировать рынок;
Стремление подрядчиков сэкономить в строительных работах на более выгодном материале для армирования, для чего зачастую используется формальный, «слепой» перерасчет по прочности эквивалента композитных материалов и стальной арматуры.
Отзывы специалистов, преимущества и недостатки композитной нитки
При желании можно отыскать самые сложные выкладки и довольно простые примитивные доводы о том, чем хороша или плоха стеклопластиковая арматура. Как правило, серьезные исследования и отзывы специалистов в большинстве случаев не дают конкретных рекомендаций, по сути, «горячей» проблемы фундамента, во многом возможности арматуры на стеклопластиковой основе приходится оценивать на собственный страх и риск.
Внимание! Среди многочисленных отзывов специалистов практически нет настоящих профессиональных экспертов в области строительной механики композиционных материалов. Их мнение и отзывы, как правило, отражаются в оценках и заказных расчетах конкретных строительных проектов, стоят немалых денег и на суд общественности не выносятся.
Профессиональным можно назвать подход, если отзывы тех или иных экспертов оценивают конкретную ситуацию использования, например, стеклопластикового прутка в фундаменте дома с использованием практических результатов и анализом причин. В противном случае назвать такие отзывы специалистов можно в лучшем случае рекламой или антирекламой.
Использование стеклопластикового прутка в фундаменте
Применение арматурных сеток на основе стеклопластиковых силовых элементов началось с 60-х годов прошлого века. Кроме того, построено и находится в эксплуатации достаточно большое количество зданий и технологических сооружений из камня и бетона, в фундаменте и стенах которых использовано армирование на стеклопластиковой основе. Отзывы о состоянии построек с элементами стальной и стеклопластиковой арматуры и многолетнем опыте эксплуатации дадут больше, чем все теоретические выкладки «знатоков», вместе взятые.
Практически все, кто снимает ролики или выкладывает свое мнение о недостатках стеклопластиковой арматуры, — это или менеджеры продаж конкурирующего стального проката, или дилетанты, путающие причины и следствия основных принципов прочности и жесткости конструкций. В большей части такие рассуждения о недостатках стеклопластиковой арматуры сопровождаются формулами и данными о прочности стали и композита. Но внятных причин или процессов, по которым нельзя использовать стеклопластиковое армирование, нет. Если человек, взявшийся комментировать преимущества и недостатки стеклопластикового армирования, не продемонстрировал на практике фрагмент разрушенного бетона или куска фундамента со стеклопластиковой арматурой, все его рассуждения остаются фантазиями на произвольную тему.
Стеклопластиковая арматура используется в строительстве, машиностроении, в специальных проектах уже более 40 лет. Если для вас этот вопрос принципиален, обратитесь в старые советские учебники 70-х годов прошлого века, журналы по строительной тематике, в этих источниках раскрывается физика и механика процессов разрушения фундамента, приводятся многочисленные примеры ошибок.
Обладая высокой удельной прочностью, стеклопластиковое армирование может прекрасно работать в самых сложных условиях, но при этом оно обладает рядом недостатков, ограничивающих его применение в строительстве:
Стеклопластиковая природа композитной арматуры обладает практически нулевой пластичностью материала. Говоря человеческим языком, каркас для высоконагруженного фундамента или стен из такого прутка не сможет пластично подстраиваться под перераспределение нагрузки в нагруженном бетонном камне. В результате в отдельных местах фундамент здания будет испытывать перегрузку, что может вызвать появление трещин;
Стеклопластиковая основа очень хорошо воспринимает растягивающие осевые нагрузки, намного хуже сжимающие нагрузки, и катастрофически плохо переносит усилие сдвига. Это значит, что любое поперечное срезающее усилие, которых немало в «свежих» фундаментах из-за осадочных процессов, приведет к разрушению целостности арматуры;
К сожалению, в течение времени, пока бетон фундамента набирает прочность, каркас из стеклопластика ведет себя несколько иначе, и именно на этом этапе, поэтому каждый конкретный случай в компоновке арматуры требует очень внимательного и аккуратного анализа.
Поэтому в тех узлах, где допустима замена металла композитным материалом, вместо традиционного восьмимиллиметрового прутка, вполне может быть использован шестимиллиметровый жгут стеклопластиковой арматуры. Мало кто знает, но сегодня уже на потоке производятся строительные плиты из напряженного бетона со стеклопластиковой арматурой. Но в производстве такой материал стоит значительно дороже, поэтому практически 90% ассортимента, в том числе для фундамента, являются заказными изделиями.
Варианты применения стеклоарматуры
Неоспоримым преимуществом стальной арматуры является очень хорошо прогнозируемое поведение металла в самых сложных условиях нагрузки. Все существующие небоскребы и высотные здания строятся только на стальной арматуре, мало того, у большинства таких «чудес света» существует внутренний металлический каркас.
Стеклоарматура для высотных зданий или высоконагруженных фундаментов не подойдет. Строительная механика фундаментов – это, вообще, целая наука, прежде всего из-за сложного взаимодействия отдельных частей фундамента с грунтом, со стенами всей конструкции.
В существующей модели фундамента самыми проблемными являются угловые зоны, где арматура испытывает растягивающие, изгибающие и перерезывающие нагрузки. В этих местах не каждая даже стальная арматура в состоянии обеспечить жесткую связку угловых блоков. Металлической арматуре в блоке фундамента это удается только благодаря сочетанию высокой пластичности и упругости. Стеклопластиковое армирование в этих узлах фундамента применять нельзя. Несмотря на высокую продольную прочность, она не сможет противостоять скручиванию и перерезыванию в угловой точке контакта фундамента.
Прочности и пластичности стеклопластиковой арматуры будет достаточно для постройки фундамента и подвала одно или двухэтажного дома. Но при условии, что в угловых стыках фундамента для сращивания арматуры под прямым углом будут использованы специальные муфты. Тем более стеклопластик легко и просто использовать для простого ленточного фундамента 70-90 см глубиной.
Удачным считается применение стеклопластиковой арматуры в паре со специальными марками бетона для фундамента. Зачастую в условиях применения в фундаменте специальных добавок, усиливающих морозостойкость или водонепроницаемость, стальная арматура начинает интенсивно коррозировать. Особенно в фундаментах на грунтах с высоким содержанием солей или в непосредственной близости к трансформаторным подстанциям.
В стенах малоэтажных домов, особенно из газобетонного блока, арболитового камня и любого другого стройматериала, обладающего невысокой жесткостью и контактной прочностью, использование стеклопластикового армирования даже приветствуется. С ним намного проще и легче работать, чем со стальным прутком.
Кроме того, композитная арматура просто идеально подойдет для крепления наружного утеплителя или кладки облицовочного кирпича, там, где требуется или оцинковка, или нержавейка. И, тем более стоит использовать тонкую стеклянную нитку для работ на цокольных блоках фундамента.
Заключение
Еще одна проблема, характерная для российской действительности, о которой обязательно стоит упомянуть. Это низкое качество самой стеклопластиковой арматуры отечественного производителя. Практически каждая бухта с арматурой имеет дефекты излома.
Металлический пруток при складировании и транспортировке может быть украден или по-варварски выгружен в неудобном месте вдалеке от фундамента. Но в любом случае его качество не пострадает. Стеклопластиковую нитку можно легко повредить при транспортировке и даже не заметить этого. В фундамент такую арматуру закладывать точно нельзя.
Строим дом из пеноблоков своими руками
Плавающий фундамент
Опалубка для фундамента своими руками
Фундамент под печь в баню
Пластиковые фитинги PEX хорошо или плохо? | Разговор с подрядчиком
JavaScript отключен. Для лучшего опыта, пожалуйста, включите JavaScript в вашем браузере, прежде чем продолжить.
1 — 20 из 25 сообщений
Долженz14
·
Зарегистрировано
папагор
·
Зарегистрировано
филкав7
·
Зарегистрировано
Золотой вид
·
дипломат
Качество_PTG
·
Зарегистрировано
ПлотникSFO
·
Зарегистрировано
Золотой вид
·
дипломат
м1911
·
Зарегистрировано
ТимНЖ
·
Зарегистрировано
CO762
·
Зарегистрировано
illbuildit.
dd
·
Дом хирурга
CO762
·
Зарегистрировано
Джейвайтекамп
·
Про
ПлотникSFO
·
Зарегистрировано
Джейвайтекамп
·
Про
Джбб
·
Зарегистрировано
Кингкарпентер1
·
Зарегистрировано
Майк Д.
·
Ремонтник
Паундер
·
Зарегистрировано
ГК
Семь-Дельта-Сорок Один
·
Вниз в огне….
Разбойник
1 — 20 из 25 Сообщений
Это старая тема, возможно, вы не получите ответа и, возможно, старая тема возрождается. Пожалуйста, рассмотрите возможность создания новой темы.
Верх
Латунные или пластиковые фитинги PEX? Как насчет фитингов PEX из нержавеющей стали
Разговор и битва между латунными и пластиковыми фитингами PEX продолжается уже много лет. Как и у большинства вещей, у каждого материала есть свои плюсы и минусы. С введением фитингов PEX из нержавеющей стали разговор меняется, поскольку нержавеющая сталь решает многие проблемы с традиционными латунными и пластиковыми обжимными фитингами PEX.
В этом блоге мы собираемся изучить общепринятые мнения относительно латуни и пластика, а также узнать, как складываются фитинги из нержавеющей стали PEX.
Латунные и пластиковые фитинги PEX — история
Как я уже упоминал ранее, дебаты между латунью и пластиком ведутся уже много лет. Есть сантехнические подрядчики, которые клянутся тем или другим, а затем будет другая группа людей, которые будут использовать каждый материал в зависимости от области применения.
Говоря о латуни, многие люди продолжают использовать ее в качестве основного материала из-за уверенности в себе с точки зрения прочности. Некоторые подрядчики считают, что пластиковые фитинги слабее, и боятся их использовать.
Еще одна проблема, с которой сталкиваются подрядчики при использовании пластиковых обжимных фитингов PEX, — это требования к более толстой стенке в соответствии со стандартом ASTM2159, что приводит к уменьшению внутреннего диаметра, что ограничивает поток. Металлические (из латуни и нержавеющей стали) обжимные фитинги, изготовленные в соответствии с ASTM F1807, с большими проходными сечениями. Если вы используете пластиковые обжимные фитинги по всему дому, это может привести к значительному ограничению потока.
Говоря об этом, есть некоторые применения , где пластик был бы намного лучше, чем латунь. Например, если у вас плохое качество воды, лучше выбрать пластик, так как в таких ситуациях латунь может подвергаться коррозии и протечь. Эта проблема усложнилась с появлением латуни без содержания свинца, поскольку не все латуни с низким содержанием свинца одинаковы. Из-за высокого содержания цинка в сочетании с очень тонкой структурой стенок латунных обжимных фитингов PEX любое количество коррозии может быть проблематичным. Удаление цинка, связанное со сплавами с высоким содержанием цинка, увеличивает риск отказа фитинга.
Нержавеющая сталь, латунь, пластик PEX
Итак, как вы можете видеть, есть неопределенность в использовании материалов из пластика и латуни. При этом обжимные фитинги из нержавеющей стали PEX сочетают в себе все положительные свойства пластика и латуни, обеспечивая высокую прочность и большие проходные сечения.
Аустенитные нержавеющие стали
, в частности серии 300, инертны почти ко всем жидкостям-теплоносителям из-за пассивирующего слоя оксида хрома (III), покрывающего поверхность. Когда деионизированная вода используется в растворах антифризов на основе гликоля в гидравлических системах, нержавеющая сталь считается подходящей для смачиваемых поверхностей.
Есть несколько ключевых аспектов нержавеющей стали PEX , которые делают ее отличным выбором для подрядчиков. Основными преимуществами являются коррозионная стойкость, скорость потока и общая прочность.
Коррозионная стойкость
Как я упоминал выше, одной из проблем с латунью (особенно в последние несколько лет) является коррозионная стойкость. Нержавеющая сталь все чаще используется во многих сантехнических устройствах из-за воздействия плохого качества воды на латунь. Это стало еще большей проблемой с системами PEX.
В прошлом большинство водопроводных систем изготавливались из медных труб и фитингов. Медь подвержена коррозии, но есть несколько отличий, о которых нужно помнить. Во-первых, медь и латунь — это не одно и то же. Медь намного более устойчива к коррозии, чем латунь, потому что латунь представляет собой сплав, состоящий из нескольких материалов (в основном меди и цинка). Фитинги PEX, изготовленные из нержавеющей стали 304, не содержат цинка, поэтому на них не влияет удаление цинка.
Теперь, когда многие водопроводные системы переходят на пластиковые трубы PEX, коррозии остается только одно место — латунные фитинги, которые составляют небольшой процент площади поверхности водопроводной системы. В системах, полностью состоящих из медных труб и фитингов из меди/латуни, коррозия равномерно распространяется на гораздо большую площадь поверхности по всей системе. Вот почему разговор о коррозионной стойкости так важен, когда речь идет о фитингах PEX. Превосходная коррозионная стойкость нержавеющей стали превосходит латунь, особенно из-за очень тонкой структуры стенок металлических обжимных фитингов PEX.
Скорость потока
Скорость потока также является очень важным аспектом, о котором следует подумать. Основная причина в том, что фитинг вставляется внутрь трубы, а не герметизируется снаружи, как в других системах. Это естественно снижает скорость потока. Как я упоминал выше, внутренний диаметр пластика PEX меньше, чем у латуни и нержавеющей стали, что еще больше снижает расход.
Это может показаться неважным, но когда в системе много фитингов, это ограничение потока может привести к отсутствию давления в линии при использовании нескольких фитингов. Хотя фитинги из латуни и нержавеющей стали имеют один и тот же стандарт и внутренний диаметр, форма фитинга также принимается во внимание.
Основной причиной снижения потока является колено под углом 90 градусов. Когда вода попадает на эти фитинги, это создает сильную турбулентность, которая вызывает потери на трение и уменьшает поток. Колено PEX из нержавеющей стали Boshart было разработано таким образом, чтобы значительно уменьшить эти эффекты.
Общая прочность
Важно также учитывать прочность фитинга PEX. Основная причина этого – гидроудар. Это когда ударная волна проходит через водопроводную систему, когда клапан внезапно закрывается, и вода «ударяет» обратно по трубе, что вызывает нагрузку на трубу и фитинги. Это огромная причина, по которой правильная поддержка трубы и фитингов так важна.
Как вы можете видеть на изображении ниже, нержавеющая сталь намного прочнее, чем латунь и поли.
История доказала, что как латунные, так и пластиковые фитинги PEX имеют свои преимущества и недостатки.
Фитинги
из нержавеющей стали PEX устраняют необходимость и затраты на двойной инвентарь, поскольку они обладают лучшими свойствами как латуни, так и полиэстера. Превосходная коррозионная стойкость, скорость потока и прочность этих фитингов демонстрируют их универсальность и то, как их можно использовать в более широком диапазоне применений.
Фрезы для деревообрабатывающих станков с ЧПУ — MULTICUT
Обновлено: 18.08.2022
Фрезерная обработка — быстрый и надежный способ придать древесине необходимую форму. Рабочий режущий инструмент станков с ЧПУ — это фреза. Конструктивно она является вращающейся деталью с заточенными зубьями. Фрезы для станков с ЧПУ по дереву производят из разных сплавов и делят на категории. Их выбор зависит от характеристик обрабатываемой поверхности, типа работы и степени твердости древесины. Необходимо также учитывать не только соответствие типа фрезы выполняемой задаче и режиму фрезеровки, но и конструктивные особенности режущей области. Правильно выбрать подходящий инструмент для программных станков поможет наша статья, которая познакомит вас с типами фрез и их назначением.
Общие сведения
Фрезы для проведения различных видов обработки отличаются формами режущих кромок и способами заточки. Затылованные имеют криволинейную форму и фронтальную заточку; применяются они в работе с профилями. Остроконечные с прямым профилем используются при сверлении; их заточка производится по фронтальным или задним сторонам. Существуют фрезы с двумя режущими кромками. Такая конструкция позволяет сделать инструмент и обработку дешевле, увеличить скорость работы и улучшить качество готового изделия.
Со временем режущая кромка инструмента тупится и стирается. Во избежание частой замены фрезы производят из высокопрочных сплавов с длительным сроком службы.
Пройти тест
Разновидности фрез по дереву
Фрезы для станков с ЧПУ по дереву делятся на два основных вида:
Фрезы из быстрорежущей стали с добавлением вольфрама или молибдена для работы с древесиной мягких пород.
Твердосплавные инструменты для работы с твердыми породами дерева. Их отличают сбалансированность, износостойкость и прочность. Подобные 3D-фрезы для ЧПУ-станков по дереву широко применяют в производстве мебели по индивидуальному заказу.
Кроме того, существуют фрезы из хромокобальтового сплава.
На установках с ЧПУ выполняют большое число операций. Этим обусловлено различие типов, форм и размеров фрез.
Типы фрез по форме и назначению:
Пазовые
— для нарезания пазов разной конфигурации.
Кромочные
— для фрезеровки кромки и придания ей формы.
Торцевые
— для обработки вертикальных поверхностей.
Дисковые
— для фрезеровки канавок (бывают пазовые, двух- и трехсторонние).
Угловые
— для фрезеровки угловых пазов.
Концевые
— для вырезания контурных выемок и уступов.
Шпоночные
— для просверливания отверстий.
Фасонные
— бывают затылованными и остроконечными.
Наиболее широко в деревообрабатывающей промышленности применяют пазовые и кромочные типы фрез. Далее рассмотрим более подробно их виды и назначение.
Пазовые фрезы
Этот тип фрез применяют для выполнения следующих работ:
фрезеровка разных типов соединительных пазов для конструктивных элементов,
выполнение пазогребневых соединений,
фрезеровка соединений вида «шип-паз».
Что касается формы, существует 2 вида пазовых фрез:
Диски.
Их режущие кромки (от двух и больше), находятся по периметру и служат для выборки, выравнивания или расширения паза. Они бывают слитыми с основанием диска или заменяемыми.
Цилиндрические стержни.
Бывают из быстрорежущей или твердосплавной стали.
Все типы пазовых фрез производят по соответствующим стандартам.
Виды пазовых фрез и сферы их применения
Эти инструменты делятся на типы соответственно выполняемым задачам:
прямые,
конические,
галтельные,
конические,
v-образные,
т-образные,
ласточкин хвост,
фасонные,
комбинированные,
конструкционные,
кромочные фальцевые,
торцевые,
дисковые.
Пазовая v-образная разновидность служит для выполнения наклонных канавок под разными углами. В крупногабаритных деталях для увеличения надежности соединения делают углубленные выборки. Для этого применяют фрезы с длинным хвостовиком. Для повышения скорости и результативности работы используют несколько режущих лезвий, которые производят из твердосплавной стали и закрепляют способом латунной припайки. Торцевые фрезы нужны для производства соединения типа «шип-паз».
Прямые
Такие фрезы служат для выполнения прямых пазов. Они имеют параллельные режущие кромки, которые вращаясь создают выемки в виде цилиндра. Величина кромок влияет на ширину отверстия и качество обработки. Соответственно стандартам, основные размеры фрез:
внешний диаметр,
длина хвостовика,
величина режущей части,
глубина режущей части.
Конические
Для углубленной фрезеровки применяют удлиненную коническую фрезу. К коническому типу относят режущий инструмент под названием фреза «кукуруза» по дереву для станков с ЧПУ. Основное назначение «кукурузы» — создания декоративной резьбы по дереву.
Галтельные
С их помощью выполняют пазы прямой формы, на дне которых фрезеруется выемка под названием «галтель». Такие пазы используются как направляющие, по которым происходит перемещение отдельных элементов мебели (выдвижных ящиков и др.).
Кроме того, пазовые галтельные фрезы служат для:
обработки кромок,
наклонной фрезеровки.
3D обработка материала при создании крупногабаритных объемных объектов.
Эти фрезы имеют форму треугольника или полукруга.
Фасонные пазовые фрезы
Служат для создания больших по площади углублений и для обработки боковых поверхностей: от закругления до создания сложных форм. Такие фрезы нужны для производства декоративной деревянной посуды, домашней утвари, шкатулок и др.
Конструкционные
Они необходимы для создания надежных соединений при помощи пазов специальных форм.
Бывают разных видов:
«ласточкин хвост»,
т-образные,
перевернутые т-образные.
Такие пазы служат в качестве направляющих для перемещения выдвижных ящиков, крышек сложных шкатулок. Величина выполняемого паза зависит от общей длины инструмента и его диаметра.
Дисковые
Бывают двух или трехсторонними, с мелкими или нормальными зубьями. Они служат для создания технических пазов и канавок.
Дисковые фрезы бывают:
целые с прямыми лезвиями;
с лезвиями, направленными в противоположные стороны;
со вставными лезвиями;
затылованные.
Дисковые фрезы имеют несколько уступов, что повышает точность обработки и уменьшает шероховатость поверхности. Они создают пазы любой глубины и ширины.
Кромочные фрезы
Такие виды фрез по дереву для станков с ЧПУ, как кромочные, применяются для обработки кромки и придания ей формы. Они состоят из нескольких частей:
Хвостовик, который зажимается в принимающем устройстве.
Режущая часть. Бывает 2 видов: цельнолитая с хвостовиком и сменная. Существуют модели с возможностью установки несколько режущих элементов.
Виды кромочных фрез
В следующем списке перечислены функции, для выполнения которых предназначены кромочные фрезы для станков с ЧПУ по дереву того или иного вида:
Калевочная.
Для выполнения сложных орнаментов, прямой обработки, создания волнистой и дугообразной кромки.
Прямая.
Для создания плоских прямых кромок перпендикулярного типа, выполнения обработки округлой формы применяется фреза прямая.
Конусная.
Для обработки заготовок перед соединением при изготовлении мебели частно используется именно конусная фреза.
Радиусная.
Бывает двух видов: вогнутая и выпуклая. Может вращаться в обе стороны. Служит для фигурной обработки разной сложности.
Фальцевая.
Для изготовления прямоугольных пазов на изогнутых или ровных деталях, в том числе путем двойного прохода.
Фигурная.
Отличается большой массой и может выполнять работу на большой площади для ускорения обработки. Комбинация разных элементов позволяет создать кромку нужной формы.
Галтельная v-образная.
Для формирования v-образных вырезов с разным наклоном угла.
Сферы применения
Основные функции кромочной фрезы:
фигурная обработка кромок при производстве мебели и предметов интерьера (плинтусов и др.),
выработка канавок и пазов разной формы,
выполнение вырезов для установки петель дверей или окон,
выработка углублений для сборки декоративных элементов,
обработка и обрезка прямых кромок.
Таким образом, кромочные фрезы подходят для выполнения большинства операций по обработке древесины.
В заключение
Наибольшему износу среди всех элементов фрезерных станков с ЧПУ по дереву подвержена фреза, работа которой в интенсивном режиме затупляет режущую кромку, вследствие чего ее геометрия может нарушиться. Обработка затупленной фрезой приводит к увеличению площади ее соприкосновения с поверхностью. Это повышает температуру инструмента и перегревает материал. Высокая температура снижает твердость лезвия, спаивает между собой частицы стружки: они липнут на фрезу и забивают отводящие канавки. Это еще больше затупляет фрезу и приводит к ее деформации. Работа таким инструментом отрицательно влияет на качество обработки и повышает вероятность брака.
Продлить срок службы фрезы и сэкономить средства на покупку новой поможет периодическая заточка, которую можно проводить не более трех раз.
Шаговое устройство — бесщеточный двигатель с несколькими обмотками, функционирующий по синхронному принципу. Принцип работы шагового двигателя заключается в поочередной активации обмоток, которые обеспечивают вращение / остановку ротора…
Подробнее
Обновлено: 06.11.2022
Специфика сверлильных станков с ЧПУ
Современные сверлильные станки с ЧПУ используются на производствах, на которых в больших объемах осуществляется обработка деталей всевозможного назначения, например, на мебельных фабриках. Сегодня производители предлагают покупателям модели сверлильных станков с ЧПУ во всем функциональном многообразии…
Подробнее
Обновлено: 15.10.2022
Программы для станков с ЧПУ
Станок с ЧПУ (числовым программным управлением) — сложное устройство, позволяющее создавать детали различных форм из дерева, металла или пластмассы. Для работы станков с ЧПУ требуются управляющие программы для создания макетов будущих изделий, введения команд управления и чтения инструкций, написанных на специальном языке программирования. Такое программное обеспечение должно быть функциональным и простым в использовании. Правильно выбрать подходящие программные продукты для станка с ЧПУ поможет наша статья…
Подробнее
Обновлено: 14.10.2022
Особенности правильного выбора фрезерного станка с ЧПУ: советы и рекомендации
Существует широкий ассортимент фрезерных ЧПУ-станков, которые предназначены для выполнения разного рода работ. Выбор фрезерного станка с ЧПУ профессионалы осуществляют, руководствуясь богатым опытом и профильными навыками…
Подробнее
Обновлено: 17.10.2022
Шипорезный станок
Некоторые элементы мебели или столярные изделия соединяются между собой «на шип». Шипом называют выступ на конце одной из двух заготовок, который входит в паз, предусмотренный в другой…
Подробнее
Возврат к списку
Поделиться:
Какие бывают фрезы для фрезерного станка по дереву: насадные, цена
Деревянные изделия состоят из деталей сложной конфигурации с множеством переходов и элементов соединения. Обработка производится фрезами для фрезерного станка по дереву.
Большой выбор форм и нормализованные размеры позволяют точно подобрать инструмент под изготовление каждого элемента. Выбор упрощает классификация инструмента по нескольким параметрам, начиная с диаметра хвостовика.
Содержание:
1 Принцип действия и сфера применения фрез для станков
2 Разновидности и особенности конструкции
2.1 Пазовые
2.2 Кромочные
2.3 Комбинированные
3 Насадные: особенности и классификация
3.1 Сборные
3.2 Составные
3.3 Цельные
4 Как выбрать фрезу для фрезерного станка ЧПУ?
4.1 Назначение и поставленные задачи
4.2 Правила работы с материалом
Принцип действия и сфера применения фрез для станков
Фреза – многолезвийный инструмент, вращается и вырезает в теле заготовки рельеф нужной конфигурации. Инструмент подбирается по форме и размеру в зависимости от типа обработки:
по плоскости;
отделка торцов;
вырезка пазов;
создание рельефных изображений;
фрезеровка соединительных элементов деталей.
Рабочая поверхность имеет режущие кромки разных размеров: непрерывные ровные и спиральные линии, фигурные пластины, многочисленные выступы. Станки по дереву и фрезеры широко применяются в домашних мастерских и на деревообрабатывающих предприятиях. На них изготавливают мебель, строительные конструкции, малые архитектурные формы, декор, отделку.
фрезами для фрезерного станка по дереву обрабатывают мягкие материалы, например пластик, воск, оргстекло, фанеру и древесно-стружечные политы.
Разновидности и особенности конструкции
Фрезы для фрезерного станка по дереву классифицируются по технологическому назначению и нескольким параметрам, включая:
конструкцию;
наклон режущей кромки;
конфигурацию.
По конструкции изготавливают цельный и сборный инструмент. Режущие кромки располагаются параллельно оси вращения – прямые и наклонные. Конфигурация резцов определяет рельеф обработанной поверхности.
Фрезы для фрезерного станка по дереву выпускаются под стандартный размер цанги, трех типоразмеров: 6, 8, 12 и 32 мм. На импортное оборудование хвостовик замеряется в дюймах и не подходит для отечественных фрезеров и станков.
Пазовые
Пазовые фрезы для фрезерного станка по дереву повторяют форму выборки на деревянной детали. Они имеют хвостовик для крепления в цанге, режущие кромки по бокам и торцу. По виду выборки в сечении различают пазовые фрезы:
прямые;
V-образные;
галтельные;
Т-образные;
ласточкин хвост;
фасонные.
По конструкции пазовые фрезы для фрезерного станка по дереву выпускаются цельные, с кромками, вырезанными в теле заготовки под углом, и составные с фигурными вставками.
Кромочные
Предназначены для обработки кромок и торцов деталей. По форме фрезы делятся:
прямые;
трапециевидные;
калевочные – фигурные;
фальцевые.
У прямых фрез для фрезерного станка по дереву рабочая часть имеет форму цилиндра. После обработки получается ровный край. Трапециевидные модели повторяют форму конуса. Ими срезают острые углы. Режущие кромки калевочных фрез фигурные, по конфигурации обратные рельефу обрабатываемой детали.
Важно!
Кромочные фрезы для фрезерного станка по дереву имеют на хвостовике ниже режущей кромки подшипник или копировальное кольцо. Оно упирается в край детали или шаблона. В результате линия реза, прямая и фигурная, получается ровная, чистая.
Кромочные фрезы для фрезерного станка по дереву устанавливают для обработки плоских деталей по контуру и изготовления линейных изделий: плинтусов, декоративных рамок, карнизов, бордюр. Кромочные фальцевые фрезы используют при изготовлении мебели и строительных конструкций. Они вырезают в торце паз для соединения двух деталей, выбирают четверть.
Комбинированные
Надежную стыковку с жесткой посадкой обеспечивают комбинированные фрезы. Они обрабатывают торец, вырезая пазы и шипы. Для соединения двух деталей, одну надо повернуть на 180⁰ вокруг оси, и торцы полностью совпадут и соединяются по принципу шип-паз.
Чтобы по плоскости в месте соединения не было переходов, образовалась гладкая плоскость, перед обработкой следует определить продольную ось заготовки. После этого настраивается копировальное кольцо, чтобы середина фрезы шла строго вдоль оси торца.
Важно!
Для соединения плоских деталей под прямым углом, на одной обрабатывается торец, на втором сопрягаемом элементе пазы-шипы вырезаются по краю плоскости.
Насадные: особенности и классификация
Насадные фрезы для фрезерного станка по дереву состоят из рабочей части с режущими кромками снаружи и отверстием для посадки на оправку. Основное преимущество такой конструкции заключается в экономии металла на хвостовик для каждой фрезы.
Сборные
Особенность конструкции сборных насадных фрез – режущие кромки крепятся болтами. Преимущества моделей инструмента:
не требуют трудоемкой заточки;
быстрая смена режущих пластин;
возможность устанавливать на один корпус элементы разной конфигурации;
минимальный расход материалов;
точная регулировка диаметра;
большой срок эксплуатации.
К недостаткам относиться вероятность вылета ножа при перегрузках и скоростной обработке.
Важно!
Сборные фрезы для фрезерного станка по дереву имеют сложную конфигурацию и высокую прочность. Они широко применяются при обработке древесины твердых пород, сплавов цветных металлов.
Составные
В составных конструкциях фрез режущие элементы не снимаются. Они припаиваются к корпусу и выполняют только один вид обработки. Изменить размеры и конфигурацию обработки невозможно. К особенностям составных моделей относится:
жесткое крепление режущих кромок;
экономия твердосплавных материалов;
высокая стойкость лезвий;
возможность составлять блоки из нескольких фрез разного диаметра.
Режущие кромки постепенно притупляются. Заточка производится затыловкой по сложной конфигурации. При этом изменяются размеры фрезы для фрезерного станка по дереву – уменьшается диаметр.
Один корпус служит длительное время. По мере износа, на него припаивается новый комплект режущих элементов.
Цельные
Цельные фрезы для фрезерного станка по дереву вырезаются из цельной заготовки из инструментальной стали. После обработки производится закалка и заточка. Преимущества моделей:
простая технология изготовления;
жесткая прочная конструкция;
могут иметь любую форму;
заточка по режущей кромке.
При изготовлении цельных фрез по дереву используют инструментальные стали. Они значительно дешевле быстрорежущих и вольфрамовых пластин. Недостаток цельных фрез – изношенный инструмент утилизируется, восстановлению не подлежит.
Цельные фрезы для фрезерного станка по дереву используют для обработки мягких пород дерева. На твердой древесине они быстро изнашиваются, ломаются.
Как выбрать фрезу для фрезерного станка ЧПУ?
Выбор инструмента начинается с типа и диаметра хвостовика – он должен соответствовать конусу шпинделя и диаметру цанги. Скоростная и высокопроизводительная обработка на станках с ЧПУ требует прочного инструмента из быстрорежущей стали.
Назначение и поставленные задачи
Фрезы для фрезерного станка по дереву с ЧПУ классифицируются по производимым технологическим операциям:
черновая обработка;
вырезание канавок, бороздок, впадин и пазов;
чистовая обработка углов с торцов;
финишная обработка всей поверхности;
создание объемных рисунков.
Обдирка осуществляется многолезвийным инструментом с прерывистым лезвием, расположенным по спирали. Вырезание канавок и пазов осуществляется цилиндрическим и фигурным инструментом, по форме и размерам, соответствующему конфигурации выборки.
Финишная обработка производится твердосплавным многолезвийным инструментом с режущими кромками по разным плоскостям. Рисунки создают фрезами с конусным торцом по типу сверла. Лезвия спиральные, 2–4 шт.
Правила работы с материалом
В рекламном производстве для раскроя мягкого дерева, пластика, применяют цилиндрические фрезы для фрезерного станка по дереву с одной спиральной режущей кромкой. При обработке этих материалов образуется крупная стружка. При большем количестве лезвий, она будет забивать канавки, и ломать инструмент. Дерево твердых пород, фанера и древесные плиты обрабатываются двухлезвийными инструментами.
Скоростная фрезеровка жестких и хрупких материалов производится фрезами с 2 и более лезвиями. Дробление стружки и ее вывод из зоны реза обеспечивают специальные канавки с увеличенной глубиной. Для получения чистого реза по дереву и мягким материалам, используют двухлезвийную спиральную фрезу. Благодаря симметричному расположению режущих кромок, возникающие при резе напряжения компенсируют друг друга.
При раскрое дерева, фанеры и других волокнистых материалов, на поверхности реза образуется ворс. Получить чистую гладкую поверхность можно, используя фрезы для фрезерного станка по дереву с левой спиралью. При вращении вправо, стружка удаляется вниз, волокна срезаются ровно, не «распушиваясь».
Фрезы для фрезерного станка по дереву разных типов и конфигураций увеличивают количество операций, производимых на фрезерном станке по дереву, превращают его в многофункциональное оборудование. Специалист, серьезно занимающийся изготовлением мебели и деревянных поделок, имеет в своем запасе большое количество различного инструмента. Он быстро и качественно вырезает любые элементы деталей.
Китай Производитель концевых фрез, Сверла, Поставщик деревообрабатывающих инструментов
Время выполнения заказа в сезон пиковой нагрузки: в течение 15 рабочих дней Время выполнения заказа в межсезонье: в течение 15 рабочих дней
Информация отмечена проверяется
СГС
Jiangsu Weixiang Tools Manufacturing Co. , Ltd является комплексным производителем твердосплавных инструментов с производством, продажей и исследованиями и разработками. В течение 30 лет работы в отрасли мы считаем, что высокая репутация, хорошее качество и общая высокая ценность продукции и услуг являются жизненно важными элементами. для долгосрочного развития.
Расположенная в зоне экономического развития государственного уровня города Даган, рядом с красивой рекой Янцзы, компания находится всего в 8 км от въезда на шоссе Тайчжэнь. За годы совершенствования у нас теперь есть ЧПУ …
Посмотреть все
Наша мастерская
4 шт.
Отправьте сообщение этому поставщику
* От:
* Кому:
Миссис Тан
* Сообщение:
Введите от 20 до 4000 символов.
Это не то, что вы ищете?
Опубликовать запрос на поставку сейчас
Резьба на фрезерном станке с ЧПУ по дереву
Уже давно мы получаем от вас вопросы, касающиеся возможностей работы на фрезерных станках с ЧПУ. Многие задавались одним и тем же вопросом: «можно ли фрезерным станком с ЧПУ только прорезать»? Просматривая наши видеоролики на YouTube, многие из вас, вероятно, пришли к выводу, что фрезерные станки, предлагаемые V-SLOT Polska, не позволяют создавать пространственные фигуры, скульптуры и тому подобное. В этой статье мы покажем вам, что фрезерный станок позволяет не только вырезать уникальные формы, но и вырезать материалы и создавать уникальные и индивидуальные проекты!
Рельеф — барельеф, изготовленный на фрезерном станке с ЧПУ
В этой первой статье мы расскажем вам, как сделать барельеф с помощью программы Fusion 360 и фрезерных станков с ЧПУ из магазина V-SLOT Polska. До сих пор многие из наших клиентов приобрели фрезерные станки с ЧПУ, на которых они создают красивые архитектурные декорации и многое другое.
Фрезерный станок с ЧПУ дает нам много возможностей, но все всегда начинается с проектирования модели и создания правильных программных настроек для фрезерного станка.
Как, вероятно, многие из вас уже знают, мы рекомендуем программное обеспечение fusion 360, где мы можем создать модель с нуля или, например, мы можем загрузить модель, которую мы хотим сделать, а затем импортировать ее в Fusion 360, где мы создадим фрезерная программа. Прежде всего, мы приглашаем вас посмотреть видео этого судебного разбирательства на нашем канале YouTube. Мы также рекомендуем вам ПОДПИСАТЬСЯ на канал, чтобы не пропустить новые фильмы!
Очень важным аспектом является подбор соответствующих фрез, чтобы модель, изготовленная фрезерным станком, требовала как можно меньше обработки.
Здесь также упомянем, что в связи с многочисленными запросами об аксессуарах для фрезерных станков, мы решили ввести новую вкладку категории в нашем магазине, где вы найдете любительские и полупрофессиональные фрезы, которые особенно для новичка не должны обременит бюджет и в то же время позволит изучить и реализовать множество интересных проектов.
Таким образом, мы должны указать здесь, что мы протестировали множество возможных решений и резаков в компании. Обучение фрезерованию — это очень долгий процесс, и мы также учимся сами с каждым новым проектом. Помните, всегда настало время улучшить свои навыки фрезерования!
В этой статье мы расскажем, как сделать так, чтобы на фото и видео был виден небольшой барельеф, созданный ранее. Какие функции мы использовали в программе Fusion и какие фрезы использовали.
Где можно скачать интересные проекты для фрезерных станков с ЧПУ?
Поскольку создание уникальной модели барельефа — процесс, требующий много времени и навыков, сегодня речь пойдет о готовых моделях.
Мы порекомендуем несколько порталов, на которых можно скачать интересные 2D/3D-модели, которые после загрузки в соответствующем формате можно импортировать прямо в Fusion 360.
Портал Thingverse ( https://www.thingiverse.com/ ) Здесь вы найдете множество интересных проектов, в основном направленных на изготовление на 3D-принтерах. Тем не менее, на этом портале вы найдете и проекты, подготовленные для выполнения на фрезерных станках с ЧПУ. Приложив немного усилий, многие из них можно обработать и подготовить таким образом, чтобы сделать модель для фрезерного станка с ЧПУ.
Портал GrabCad ( https://grabcad.com/) Здесь вы найдете много интересных 3D моделей. Многие из них доступны в импортируемом и настраиваемом формате, читаемом и исполняемом для программного обеспечения fusion 360.
Модель льва, которую мы использовали в качестве примера для описания в этой статье, вероятно, взята с портала GrabCad, однако (стыдно признаться) мы не дадим вам источник. Это потому, что нам сложно в памяти откопать, когда и откуда была скачана модель (если память вернется, то поставим здесь ссылку)
Тем не менее, вы можете скачать модель с нашего сайта, перейдя по ССЫЛКЕ .
Как импортировать модель в программу Fusion 360
Поскольку мы импортировали модель в Fusion 360, процесс довольно тривиален, однако для людей, которые раньше не импортировали файлы, ниже мы показали несколько скриншотов, на которых вы увидим, как это сделать.
После запуска программы fusion 360 мы расширили меню, в котором находятся наши модели, папки и проекты. Верхний левый угол экрана (маленькие квадратики), где после наведения мыши будет отображаться «ПОКАЗАТЬ ПАНЕЛЬ ДАННЫХ».
Затем, войдя в соответствующую папку, в которую мы хотим импортировать ранее загруженный файл, нажмите кнопку «ЗАГРУЗИТЬ», и это откроет другое окно, в которое мы можем напрямую перетащить наш файл из папки на компьютере. Сделайте это, нажав «Выбрать файлы» и пройдясь по дереву системы и выбрав соответствующий файл. После выбора файла нажимаем «Загрузить» и ждем, пока наш файл загрузится. Когда файл загрузится, откройте его, дважды щелкнув по нему.
Когда наша модель открыта, мы можем перейти на вкладку Производство и начать создание модели.
ВНИМАНИЕ! Загружаемую модель часто приходится, например, масштабировать, чтобы ее размеры были адаптированы к возможностям нашей машины.
Во вкладке изготовление создаем всю программу фрезеровки. Если вы скачиваете модель льва из этой статьи, у вас уже должно быть введено большинство параметров.
Мы сделали модель из куска сосновой доски толщиной 26 мм и размерами примерно 121 х 136 мм.
Мы указали в программном обеспечении, что будем размещать фрезу в кантерной части материала.
Так как наша модель льва не большая, но достаточно «глубокая», требует сбора большого количества материала. В первую очередь мы использовали функцию «Адаптивная очистка» на вкладке 3D. Для этого первого шага мы использовали плоскую фрезу с диаметром хвостовика 8 мм и диаметром фрезы 10 мм.
Вы найдете эту фрезу в нашем магазине перейдя по ссылке — Фреза по дереву 10 мм .
Конечно, вы должны сначала добавить эту фрезу в библиотеку фрез в fusion 360.
Функция адаптивной очистки
После ввода и выбора фрезы в функции адаптивной очистки мы должны установить еще несколько важных параметров,
Вкладка «Инструмент»:
Скорость вращения шпинделя: 16 000 об/мин (установите фрезерный станок DeWalt вручную на уровень 1)
Скорость подачи при резке: 1800 мм/мин
Скорость вывода: 1900 мм/мин
Скорость линейной подачи: ~ 900 мм/мин
Скорость подачи врезания: ~ 900 мм/мин
Вкладка «Геометрия»
Обработка границы: ограничивающая рамка
Еще подвкладка «Высоты» , где мы можем, среди прочего, уменьшить смещение в параметре Retract Height до 1 мм. Это позволит нам сэкономить довольно много времени.
Переходим на вкладку «Проходы» где вводим еще несколько параметров
Оптимальная нагрузка: 3мм
Максимальный шаг черновой обработки: 3 мм
Тонкий шаг вниз: 0,8 мм
затем перейдите на вкладку «Linkin»0005
После подтверждения всех настроек нажмите кнопку «ОК» , и через некоторое время программа сгенерирует пути для фрезерного станка.
Теперь переходим к следующему этапу нашей работы. — «Доработка детали». Для этой цели мы будем использовать коническую фрезу VHM R0,5 с диаметром хвостовика 3,175 мм. Помните, что у DeWalt есть стандартная втулка, позволяющая устанавливать фрезы диаметром 8 мм.
Если вы хотите использовать фрезы меньшего размера, вы должны купить дополнительную втулку — эта втулка, конечно же, доступна в нашем магазине по ссылке ниже:
ВТУЛКА ДЛЯ DeWalt D26200 3,175 мм
Фрезерование
3 фрезу также можно приобрести в нашем магазине, перейдя по ссылке рядом с ней: Фреза VHM CNC R. 05 3.175 для Relif.
На этом этапе мы будем использовать функцию 3D Parallel. Здесь мы также ввели несколько параметров, которые я перечислил ниже:
Вкладка инструментов
Представляем / выбираем наш резак VHM
Скорость вращения шпинделя: 16 000 об/мин
Скорость подачи при резке: 1700 мм/мин
Скорость подачи на входе: 1000 мм/мин
Скорость линейной подачи: 833 мм/мин
Скорость подачи врезания: 1333 мм/мин
Вкладка «Геометрия»
Здесь отмечаем Rest Machining и в нем
Источник: из предыдущей операции
Корректировка: Использовать как рассчитанную
Геометрия:
Граница обработки: силуэт
Вкладка высоты:
Высота просвета
Смещение: 1 мм
Вкладка «Проходы»
Здесь в параметре Stepover вводим 0,1 мм (чем меньше, тем дольше будет процесс фрезеровки, но и деталь будет «красивее» и точнее.
После ввода параметров еще раз все подтверждаем кнопкой «ОК» и ждем, пока программа сгенерирует пути
И, наконец, теперь, если все прошло хорошо, можно было переходить к сохранению программ и фрезеровке.
ВНИМАНИЕ! Так как мы работаем на 2-х разных фрезах, мы должны сохранить данные отдельно для функции адаптивной очистки и отдельно для параллельной.
Для этого кликаем правой кнопкой мыши на Adaptive и далее выбираем Post Process и сохраняем наш файл на компьютер нажав на «Post». Также не забудьте выбрать соответствующий конфигурационный файл (у нас WorkBee — Duet / WorkBee — Duet)
Назовем программу — LEW1-mill10mm.
Вы также можете скачать программу с нашего сайта, нажав на ССЫЛКА АДАПТИВНАЯ
То же самое делаем с функцией Параллельный мм, установите его по центру, как указано в программе fusion 360, и запустите программное обеспечение OpenBuilds Control.
После установки фрезы в соответствующую точку, мы должны сбросить положение оси X/Y/Z в программе и загрузить наш файл «LEW1-frez10mm.
• предназначены для получения горячей воды с температурами до 115° и перегретой воды до 150° С давлением теплоносителя до 1,6 МПа (16 бар). • высокий кпд — не менее 92% • компактный размер и вес современный дизайн симметричная конструкция котла для оптимального распределения тепловых напряжений • поверхности нагрева выполнены из гладкостенных труб для снижения возможности их загрязнений рабочее избыточное давление до 6 бар • хорошая теплоизоляция котла, включая переднюю дверцу, для снижения теплопотерь от излучения передняя дверца откидывается влево и вправо для удобства чистки и обслуживания котла • гарантия на котел 2 года.
Водогрейные газоплотные котлы ( котлы водотрубные )серии Eurotherm разработаны с учетом многолетнего опыта российских производителей котельного оборудования и всех современных требований рынка в тесном сотрудничестве со специалистами немецкого концерна WOLF GmbH. Котлы водотрубные поставляются заказчику в восьми типоразмерах номинальной мощностью от 3 150 до 58 200 кВт в двух модификациях – на 115℃ и на 150℃. Котлы водотрубные предназначены для получения горячей воды с предельными номинальными температурами 115 или 150℃ при допустимом рабочем давлении 1,6 МПа (16 бар). Котлы водотрубные сертифицированы по системе ГОСТ Р и имеют разрешение на применение от Ростехнадзора РФ. Используются в системах отопления и горячего водоснабжения промышленного и коммунального назначения и для получения перегретой воды в технологических целях. Работают на природном газе, легком жидком топливе, нефти/мазуте в зависимости от типа установленного горелочного устройства. Нормативный срок эксплуатации котла установлен в соответствии с “ГОСТ 21563-93. Котлы водогрейные. Основные параметры и технические требования” и составляет не менее 20 лет. Гарантийный срок при соблюдении условий транспортировки, хранения, монтажа и эксплуатации составляет 2 года со дня ввода в эксплуатацию.
Дополнительная информация
Котлы выполнены в газоплотном исполнении, имеют горизонтальную компоновку. Выбор материалов для изготовления деталей обоснован расчетом на прочность элементов котла, работающих под давлением, выполненным по нормам расчета на прочность стационарных котлов и трубопроводов пара и горячей воды РД 10-249-98, согласованным с Госгортехнадзором России.
Котел самонесущий, имеет скользящие опоры. Опоры, расположенные на фронте котла, неподвижны. Скользящие опоры котла установлены на раму, изготовленную из двутавра.
Для котлов на раме устройство специального фундамента не требуется.
Водотрубные водогрейные котлы серии Eurotherm специально спроектированы с учетом требований и опыта эксплуатации российских тепловых сетей. Широкий типоразмер котлов данной серии позволяет легко варьировать выбор любой мощности по желанию заказчика. Серия Eurotherm включает в себя уникальный для российского рынка котел мощностью 17.440 кВт (15 Гкал), который был включен в программу производства по настоятельным рекомендациям многих эксплуатирующих организаций тепловых сетей. Котлы Eurotherm изначально проектировались для использования современных автоматизированных горелочных устройств. Газоплотное исполнение обеспечивает работу котла под избыточным давлением, либо под разрежением, в зависимости от типа горелочного устройства и проекта котельной. Шестигранная геометрия топки и увеличенная скорость потока в конвективной части котлов делают их незаменимыми при использовании в открытых тепловых сетях. Котлы серии «Eurotherm» по своим габаритам адаптированы к установке в квартальных и блочно-модульных котельных, а также к реконструкции объектов с ранее установленными котлами других отечественных производителей. Поставка котла потребителю осуществляется либо целым изделием, либо с разбивкой на удобные для транспортировки части.
Водотрубные котлы | Спиракс Сарко
Дом / Узнать о паре /
Водотрубные котлы
Содержимое
Введение
Котлы Shell
Водотрубные котлы
Разные типы котлов Экономайзеры и пароперегреватели
Рейтинг котлов
КПД котла и сжигание
Котельная арматура и крепления
Заголовки Steam и отрывки
Хранение и продувка воды для паровых котлов
Вода для котла
Питательный резервуар и подготовка питательной воды
Контроль TDS в котловой воде
Рекуперация тепла от продувки котла Только управление TDS
Нижняя продувка
Уровни воды в паровых котлах
Методы определения уровня воды в паровых котлах
Автоматические системы контроля уровня
Сигнализация уровня воды
Установка регуляторов уровня
Требования к испытаниям в котельной
Деаэраторы под давлением
Паровые аккумуляторы
Назад, чтобы узнать о паре
Водотрубные котлы
Описание водотрубных котлов, включая принцип действия, типы и преимущества; также краткий обзор того, как они применяются для комбинированного производства тепла и электроэнергии.
Водотрубные котлы
Водотрубные котлы отличаются от котлов кожухотрубного типа тем, что вода циркулирует внутри труб, а источник тепла окружает их. Возвращаясь к уравнению для кольцевого напряжения (уравнение 3.2.1), легко увидеть, что, поскольку диаметр трубы значительно меньше, при том же напряжении можно допустить гораздо более высокое давление.
Водотрубные котлы используются на электростанциях, для которых требуется:
Высокая паропроизводительность (до 500 кг/с).
Пар высокого давления (до 160 бар).
Перегретый пар (до 550°С).
Однако водотрубные котлы также производятся в размерах, чтобы конкурировать с кожухотрубными котлами.
Небольшие водотрубные котлы могут изготавливаться и собираться в единый блок, как и котлы с кожухом, тогда как большие блоки обычно изготавливаются секциями для сборки на месте.
Многие водотрубные котлы работают по принципу естественной циркуляции воды (известной также как «термосифония»). Это тема, которую стоит осветить, прежде чем рассматривать различные типы доступных водотрубных котлов. Рисунок 3.3.2 помогает объяснить этот принцип:
Более холодная питательная вода подается в паровой барабан за перегородкой, где из-за большей плотности холодной воды она опускается в «нижнем стояке» к нижнему или «грязевому» барабану, вытесняя более теплую воду вверх вперед трубы.
Непрерывный нагрев создает пузырьки пара в передних трубах, которые естественным образом отделяются от горячей воды в паровом барабане и удаляются.
Однако при повышении давления в водотрубном котле разница между плотностями воды и насыщенного пара падает, следовательно, циркуляция уменьшается. Чтобы сохранить тот же уровень паропроизводительности при более высоких расчетных давлениях, необходимо увеличить расстояние между нижним барабаном и паровым барабаном или ввести некоторые средства принудительной циркуляции.
Секции водотрубных котлов
Энергия от источника тепла может извлекаться как излучением, так и конвекцией и теплопроводностью.
Топка или радиационная секция
Это открытая площадка, вмещающая пламя(я) от горелки(ей). Если бы пламя могло соприкоснуться с трубами котла, произошла бы серьезная эрозия и, в конечном итоге, разрушение трубы .
Стены секции печи облицованы ребристыми трубами, называемыми мембранными панелями, которые предназначены для поглощения лучистого тепла от пламени.
Секция конвекции
Эта часть предназначена для поглощения тепла от горячих газов за счет теплопроводности и конвекции.
Большие котлы могут иметь несколько последовательно соединенных блоков труб (также называемых подвесками) для получения максимальной энергии от горячих газов.
Обозначение водотрубного котла
Водотрубные котлы обычно классифицируют по определенным признакам, см. Таблицу 3.3.1.
Альтернативные схемы водотрубных котлов
Следующие схемы работают по тому же принципу, что и другие водотрубные котлы, и доступны с производительностью от 5 000 кг/ч до 180 000 кг/ч.
Котел с продольным барабаном
Котел с продольным барабаном был исходным типом водотрубного котла, работавшего по термосифонному принципу (см. рис. 3.3.5).
Питательная вода охладителя подается в барабан, расположенный продольно над источником тепла. Более холодная вода стекает по заднему циркуляционному коллектору в несколько наклонных обогреваемых труб. По мере того, как температура воды повышается, когда она проходит вверх по наклонным трубам, она закипает, а ее плотность уменьшается, поэтому горячая вода и пар циркулируют вверх по наклонным трубкам в передний циркуляционный коллектор, который возвращается в барабан. В барабане пузырьки пара отделяются от воды, и пар можно отводить.
Типовая производительность котлов с продольным барабаном составляет от 2 250 кг/ч до 36 000 кг/ч.
Котел с поперечным барабаном
Котел с поперечным барабаном представляет собой вариант котла с продольным барабаном, в котором барабан расположен поперек источника тепла, как показано на рис. 3.3.6. Поперечный барабан работает по тому же принципу, что и продольный барабан, за исключением того, что он обеспечивает более равномерную температуру по всему барабану. Однако существует риск повреждения из-за неправильной циркуляции при высоких паровых нагрузках; если верхние трубки станут сухими, они могут перегреться и в конечном итоге выйти из строя.
Котел с поперечным барабаном также имеет дополнительное преимущество, заключающееся в том, что он может обслуживать большее количество наклонных труб благодаря своему поперечному расположению.
Типовая производительность котла с поперечным барабаном варьируется от 700 кг/ч до 240 000 кг/ч.
Котел Стирлинга с изогнутыми трубами
Дальнейшим развитием водотрубного котла является котел с изогнутыми трубами или котел Стирлинга, показанный на рис. 3.3.7. Опять же, это работает по принципу температуры и плотности воды, но использует четыре барабана в следующей конфигурации.
Питательная вода охладителя поступает в левый верхний барабан, откуда из-за большей плотности падает в сторону нижнего, или водяного барабана. Вода в водяном барабане и соединительные трубы к двум другим верхним барабанам нагреваются, и образовавшиеся пузырьки пара поднимаются в верхние барабаны, где пар затем отводится.
Котел Стирлинга с изогнутыми трубами обеспечивает большую площадь поверхности теплопередачи, а также способствует естественной циркуляции воды.
Преимущества водотрубных котлов:
Они имеют небольшое содержание воды, поэтому быстро реагируют на изменение нагрузки и тепловложения.
Трубы малого диаметра и паровой барабан позволяют выдерживать гораздо более высокие давления пара, а на электростанциях можно использовать до 160 бар.
Конструкция может включать в себя множество горелок в любой из стен, обеспечивающих возможность горизонтального или вертикального горения, а также возможность контроля температуры в различных частях котла. Это особенно важно, если котел имеет встроенный пароперегреватель и необходимо контролировать температуру перегретого пара.
Недостатки водотрубных котлов:
Их не так просто изготовить в блочном виде, как котлы с кожухом, а значит, требуется больше работы на месте.
Вариант с несколькими горелками может обеспечить гибкость, но использование 30 или более горелок на электростанциях означает, что необходимы сложные системы управления.
Теплоэлектроцентраль (ТЭЦ)
Описанные выше водотрубные котлы обычно имеют большую мощность. Тем не менее, растет спрос на небольшие котлы-утилизаторы специального назначения меньшего размера, которые будут использоваться вместе с наземными газотурбинными установками.
Используются несколько типов наземных парогенерирующих газотурбинных установок:
Комбинированное производство тепла и электроэнергии
Эти системы направляют горячие выхлопные газы из газовой турбины (примерно 500°C) через котел, где вырабатывается насыщенный пар, который используется в качестве коммунального оборудования.
Типичное применение этих систем на предприятиях или объектах, где потребности в электричестве и паре находятся на одном уровне и в пропорциях, которые могут быть согласованы с системой ТЭЦ. Эффективность может достигать 90%.
Парогазовая установка
Это дополнения к системам ТЭЦ, где насыщенный пар проходит через пароперегреватель для производства перегретого пара. Перегреватель может работать отдельно из-за сравнительно низкой температуры выхлопа газовой турбины. Полученный перегретый пар направляется на паровые турбины, которые приводят в действие дополнительные генераторы переменного тока и вырабатывают электроэнергию.
Диапазон регулирования этих установок плохой из-за необходимости вращения турбины со скоростью, синхронизированной с электрической частотой. Это означает, что эти установки целесообразно запускать только при полной нагрузке, обеспечивая базовую нагрузку пара на установку.
Из-за относительно низкой температуры выхлопа газовой турбины по сравнению с пламенем горелки в обычном котле для данной тепловой нагрузки требуется гораздо большая площадь теплообмена котла. Также нет необходимости предусматривать размещение горелок. По этим причинам водотрубные котлы, как правило, представляют собой лучшее и более компактное решение. Поскольку эффективность является основным фактором для лиц, принимающих решения по ТЭЦ, конструкция этих котлов вполне может включать экономайзер (нагреватель питательной воды).
Если установка представляет собой «комбинированный цикл», конструкция может также включать пароперегреватель. Однако относительно низкие температуры могут означать, что потребуются дополнительные горелки, чтобы довести пар до технических характеристик, требуемых для паровых турбин.
Начало страницы
Предыдущий — Котлы Shell Далее — Разные типы котлов Экономайзеры и пароперегреватели
Как работает водотрубный котел
Одним из последних достижений в технологии производства пара является использование водотрубных котлов. Этот тип котла отличается от обычных котлов, в которых используется жаротрубная система. Водотрубные котлы более эффективны, чем жаротрубные, они производят больше пара, но потребляют меньше топлива. Они также намного безопаснее, чем жаротрубные котлы, и ими легче управлять, когда речь идет о плановых проверках и техническом обслуживании. Так как же именно работают эти водотрубные котлы?
Чтобы эффективно ответить на этот вопрос, мы должны сначала понять основную разницу между водотрубными и жаротрубными котловыми системами. Все сводится к соотношению между водой и источником тепла. В конструкции жаротрубного котла вода окружает источник тепла. В водяной трубе источник тепла окружает воду. Давайте подробнее рассмотрим эту разницу и почему она важна.
В любой котельной системе производство пара начинается с горелки. Когда топливо (обычно природный газ, пропан или мазут) сжигается внутри печи, образуются горячие газы, которые, в свою очередь, нагревают воду. В обычном жаротрубном котле горячие газы движутся из топки в нагревательные трубы, погруженные в воду в баке. По мере того как стенки трубок нагреваются газом, тепло передается воде, в конечном итоге превращая горячую воду в пар.
Хотя этот дизайн довольно распространен, он также довольно неэффективен по нескольким причинам. Во-первых, вода — медленный проводник тепла, и чем больше воды в баке, тем дольше она нагревается. Мало того, что для запуска обычного котла требуется несколько часов простоя, но и после того, как вы достигли желаемого давления пара, у вас мало возможностей приспособиться к изменяющейся потребности. В результате жаротрубные котлы обычно потребляют гораздо больше энергии, чем на самом деле необходимо для выполнения работы, что приводит к отходам тепла и более высоким затратам на топливо/воду.
Во-вторых, проблема с местом. Обычные промышленные котлы занимают много места по своей конструкции, поэтому для их размещения требуется отдельная котельная. Небольшие компании, в частности, могут счесть сложной и дорогостоящей проблемой создание такого отдельного пространства.
Промышленные водотрубные котлы имеют гораздо более эффективную конструкцию, позволяющую экономить место и энергию. который течет по всему котлу. В водяной трубе вода окружена нагретыми газами, а не наоборот. Горячий газ из топки поступает в основную камеру котла.
В некоторых случаях газ ударяется о заднюю стенку котла, а затем отскакивает к другому концу котла. Это создает эффект перегрева внутри котла, что может помочь уменьшить количество топлива, необходимого для выработки тепла на оптимальном уровне.
Пока этот горячий газ движется по котлу, он нагревает воду внутри ряда котельных труб, расположенных в середине котла. Эти водяные трубы имеют форму прямоугольника и примерно равны длине самого котла. Трубки также полностью герметичны и могут выдерживать более высокое давление, так что вода не может вытекать, а огонь или газ не могут проникнуть внутрь трубки.
По сути, огонь и газ, производимые горелкой, парят вокруг водяных труб, нагревая их и воду внутри них снаружи. Это заметное отличие от жаротрубных котлов, в которых вода, используемая для создания пара, будет окружать источник тепла.
Поскольку тепло распределяется по всему котлу и окружает водяные трубы, эта конструкция не только более энергоэффективна, но и требует меньше воды. Вода также может двигаться и циркулировать по трубам, что снижает нагрузку на котел.
Вода, нагретая внутри труб, поднимается наверх котла в паровой барабан. На дне парового барабана находится кипящая вода, которая продолжает нагреваться за счет огня и газа, создаваемого горелкой. Эта кипящая вода в конечном итоге становится паром, который затем может быть выпущен котлом для использования для отопления и других целей. Процесс от холодного пуска до полного пара обычно занимает минуты, а не часы.
Водотрубные котлы также имеют сливную трубу, которая соединяет паровой барабан с барабаном питательной воды. Если пар охлаждается и снова конденсируется в капли воды, эта вода может стекать из парового барабана в барабан питательной воды через сливную трубу.
Завод ПромСтройМаш является непосредственным производителем ИВ3430П Мы производим и продаём Трубогибочная машина ИВ 3430П с дорном во все регионы РФ и страны ближнего зарубежья, такие как Беларусь, Казахстан. ИВ3430П нашего производства хорошо зарекомендовали себя в Москве, Ярославле, Нижнем Новгороде, Екатеринбурге, Новосибирске и других городах России. Купить ИВ3430П вы можете непосредственно у нас или у наших дилеров.Ø 40-108мм, стенка 5мм
Характеристики
Комплектация
Описание
Видео
Технические характеристики ИВ3430П
Максимальная толщина стенки изгибаемой трубы, мм
5
Диаметр изгибаемой трубы с пределом текучести σт=250 МПа (25 кгс/мм2):
 
  - Наибольший диаметр изгибаемой трубы, мм
108
  - Наименьший диаметр изгибаемой трубы, мм
40
Наибольший внутренний радиус гибочного инструмента, мм
500
Наименьший внутренний радиус гибочного инструмента, мм
1,5D/2,0D
Наибольший угол поворота гибочного инструмента, град.
210
Частота вращения гибочного инструмента, об/мин
:
— стандартное исполнение, система управления П-23, об/мин:
2
— исполнение системы управления на базе частотного привода DELTA, об/мин:
0,3-5,3 (8 скоростей
Расстояние от оси центра гибочного инструмента до места крепления конца оправки, мм
Технические изменения, существенно не влияющие на характеристики машины, завод-изготовитель оставляет за собой
!!!
Трубогиб электромеханический модели ИВ3430П может использоваться в котлостроительной и судостроительной промышленности, на заводах монтажных заготовок, при монтаже водопроводов и газопроводов, а также на строительных и монтажных площадках промышленного и гражданского строительства
Трубогиб электромеханический модели ИВ3430П может использоваться в котлостроительной и судостроительной промышленности, на заводах монтажных заготовок, при монтаже водопроводов и газопроводов, а также на строительных и монтажных площадках промышленного и гражданского строительства
Гибочный станок ИВ3430П предназначен для гибки труб по ГОСТ 3262-75 и ГОСТ 10704-91 в холодном состоянии с оправкой (дорном*) и без нее методом наматывания трубы на гибочный ролик минимальным радиусом гиба 1,5 диаметра трубы, максимальный радиус гиба 500 мм.
В настоящее время для трубогибочного станка модели ИВ3430П используется схема управления двигателем через частотный привод, который позволяет управлять процессом гибки «плавно», на разных скоростях гиба, с большой точностью отработки заданных параметров. Точность выполнения угла гиба 0,3-0,5 градуса (при повторных гибах). Пульт управления на базе контроллера с ЖКИ-индикатором имеет более расширенное «меню» пользователя: «Ручной» и «Автоматический» режимы работы, режим работы по «Программе» — по заданной программе последовательных гибов (до 8 программ с 8 углами гиба в каждой).
Дорн применяется для уменьшения образования овальности и гофров. ПО ГОСТ 17380-2001 овальность не более 6% Можно производить гибку без дорна, если не предъявляется высокие требования к форме сечения трубы на изогнутом участке или отношение толщины стенки к ее диаметру составляет более 0,1.
При гибке труб необходимо учитывать их пружинистость (является следствием состава трубы и определяется опытным путём)
Трубогиб электромеханический модели ИВ3430П состоит из следующих основных узлов:
Рама
Редуктор
Механизм гибки и зажима
Механизм поджима
Механизм выдергивания дорна
Штанга разметочная
Поддерживатель
Ролик
Комплект инструмента
Электрооборудование
Электрошкаф
Пульт управления
Преимущества трубогиба ИВ3430П
Применение частотного привода для двигателя повышает точность измерения и отработки параметров гиба (угол, скорость), увеличивается ресурс работы механизмов станка, т. к. отсутствуют «ударные» нагрузки.
Расширенные возможности интерфейса управления, запоминание отработанных программ, позволяют изготавливать изделия с разными технологиями процесса изгибания, что особенно важно для изделий из тонкостенных труб и разных материалов.
наличие в машине гибочной штанги с переставными упорами позволяет производить последовательные гибы без предварительной разметки труб по длине.
при гибке с оправкой (дорном) эллипсность трубы на изогнутом участке составляет не более 5%.
зажим трубы, поджим желоба, выдергивание оправки из зоны защемления в трубе выполняются автоматически.
Недостатки трубогиба ИВ3430П: увеличение цены на систему управления.
В стандартной заводской комплектации трубогиб ИВ3430 поставляется с одним комплектом роликов на минимальный радиус и диаметр
По просьбе заказчика предусмотрено изготовление специального инструмента гибкого дорна, позволяющего производить гибку прямоугольных, квадратных, эллипсных и тонкостенных труб (толщина стенки не менее 1 мм), труб из легированных и цветных металлов, уголка, швеллера и других профилей.
По требованию заказчика расстояние от оси центра гибочного инструмента до места крепления конца оправки может быть увеличен до 6000 мм.
Входит в стандартный комплект и стоимость станка ИВ3430П
Машина трубогибочная с механическим приводом — 1 шт.
Ролик 1¼ — 1шт.
Руководство по эксплуатации. — 1шт.
Поставляется по требованию заказчика за отдельную плату к станку ИВ3430П
Стандартный комплект инструмента:
Ролик 1¼
Ролик 1½
Ролик 2
Ролик 2½
Ролик 3
Ролик 3½
Дополнительный комплект инструмента (для изготовления потребуется от заказчика: диаметр трубы, толщина стенки трубы, средний радиус гиба трубы)
Рама
Редуктор
Механизм гибки и зажима
Механизм поджима
Механизм выдергивания дорна
Штанга разметочная
Поддерживатель
Ролик
Комплект инструмента
Электрооборудование
Электрошкаф
Пульт управления
Червяк ИВ3430-21-419
Колесо ИВ3430-21-202
Шестерня ИВ3430-21-415
Колесо ИВ3430-21-401
Шестерня ИВ3430-21-402
Колесо зубчатое ИВ3430-31-301
С марта 2015 года планируются к выпуску опытные образцы трубогибочных станков моделей ИВ3429П, ИВ3430П, ИВ3432П, где будет установлена система управления на базе сенсорной панели оператора в комплексе с частотным приводом так и без него. На базе сенсорной панели оператора расширяются возможности интерфейсного меню:
увеличивается количество программ (до 100 программ по 16 гибов в каждой), с возможностью привязки их к номеру чертежа изделия.
увеличиваются возможности по настройке системы управления к станкам разных типов, по управлению дополнительными механизмами (дорн, зажим, смазка) и датчиками (индуктивные датчики, датчики оборотов –энкодеры), а также в применении частотных приводов от разных производителей,
есть возможность настройки на тип станка, параметры редукторов, дополнительные функции управления.
ИБ3430, ИВ3430 техномаш трубогиб 3430 характеристики трубогиб с дорном ИВ 3430 цена. ив3430 станок трубогибочный, трубогиб ив-3430 цена кто производил Трубогибочный станок ИВ3430 ив 3430 оренбург промстроймаш. оренбургский завод ИВ3430, иб-3430 ухл4 Трубогиб ив3430 трубогибочный станок ИБ 3430 куплю. Станок ИВ 3430 производитель, 3430 трубогиб 3430 бу ив 3430 а. ИБ 3430, ив3430 Трубогиб ИВ 3430 трубогибочный станок ив3430. ИВ3430 предназначен дл, станок ив 3430 Станок трубогибочный (трубогиб) ИВ3430 трубогиб ив3430 полуавтомат. ив 3430, трубогибочный станок ив 3430 с механическим приводом цена завод производитель трубогиба ИВ3430 трубогиб ИВ 3430 завод.
Видео ИВ3430П
ИВ3430П станок трубогибочный работа и внешний вид
Трубогибочный станок ИБ3428 от производителя ПАО Долина
СМОДЕЛИРУЙ СВОЙ СТАНОК
Пресс-центр
Подписаться на новости
Карта сайта
Главная
/
Продукция
/
Кузнечно-прессовое и металлообрабатывающее оборудование
/
Трубогибочные станки
/ Трубогибочный станок ИБ3428
bx_item_detail_videobx_item_detail_video
3D модель
Машины трубогибочные ИБ3428 предназначены для гибки труб в холодном состоянии с оправкой (дорном) и без нее методом наматывания трубы на гибочный ролик минимальным радиусом гиба 1,5 диаметра трубы, максимальный радиус гиба 320 мм.
Связь с ведущим специалистом 8 800 333-81-63
Получить коммерческое предложение Оставьте ваш номер телефона и получите коммерческое предложение в течение дня.
Описание
Характеристики
Видео
Фото
Машины трубогибочные ИБ3428 предназначены для гибки труб в холодном состоянии с оправкой (дорном) и без нее методом наматывания трубы на гибочный ролик минимальным радиусом гиба 1,5 диаметра трубы, максимальный радиус гиба 320 мм.
Машины трубогибочные с механическим приводом могут быть оснащены электронным блоком управления с возможностью программирования угла гиба, а также имеется многопрограммный режим 8 программ до 8 гибов в каждой программе, дающий возможность регулировать скорость гиба (8 ступеней скорости).
Наличие электронного блока управления дает следующие преимущества:
Плавность начала и конца гибки, более точная обработка угла гиба за счет перехода на «ползучую» скорость, безударное трогание и останов двигателя.
Наличие в машинах гибочных штанги с переставными упорами позволяет производить последовательные гибы без предварительной разметки труб по длине.
При гибке с оправкой (дорном) эллипсность трубы на изогнутом участке составляет не более 5%.
К гибочному станку прилагается за отдельную плату комплект роликов и дорнов, обеспечивающих гибку труб разных диаметров.
Простота и надежность конструкции механического привода, легкость в обслуживании обеспечивают эффективность применения машины гибочной при гибке труб как крупными, так и мелкими партиями.
Реальный внешний вид может немного отличаться от изображенного на страницах сайта. Возможны изменения технических характеристик товара в зависимости от модификации. Информация на данном сайте носит исключительно информационный характер и ни при каких условиях не является публичной офертой, определяемой положениями Статьи 437 ГК РФ.
Наибольший диаметр изгибаемой трубы, мм
63
Наименьший диаметр изгибаемой трубы, мм
25
Толщина стенки изгибаемой трубы, мм
4
Наибольший внутренний радиус гибочного инструмента, мм
320
Наименьший внутренний радиус гибочного инструмента, мм
1,5D
Расстояние от оси центра гибочного ролика до места превышения конца оправки, мм
3000
Угол поворота гибочного инструмента, град.
210
Частота вращения гибочного инструмента, об/мин
1,2…2,6
Мощность электродвигателя, кВт
5,5
Габаритные размеры, мм
3500×1370×1440
Масса, кг
1250
Видео отзыв
Все видео
ФОТОГАЛЕРЕЯ ЗАВОДА
Похожие станки
Трубогибочный станок ИБ3429
Подробнее
Трубогибочный станок ИБ3430
Подробнее
Трубогибочный станок ИБ3432
Подробнее
Показать все похожие
Гарантия
Сервис
Доставка
Запчасти
x
Получить консультацию
СПЕЦИАЛЬНЫЕ ПРЕДЛОЖЕНИЯ
Трубогиб, Трубогиб, Трубогибы для выхлопных труб
Мы являемся экспертами по гибке труб с полувековой историей безупречных изгибов первая половина нашего названия («Гибка»), мы особенно гордимся каждым гибочным станком, который мы проектируем, производим и выпускаем.
Каждый новый трубогиб основывается на успехе своего предшественника, обеспечивая повторяющиеся поколения совершенства гибки труб.
После стольких десятилетий работы у нас есть кристально ясное представление о том, что работает, а что нет. Но больше всего на свете единственным приоритетом каждого трубогиба, который мы создаем, является непревзойденная производительность и качество. Сборщики BendPak и команды разработчиков тестируют каждую трубогибочную машину, когда она сходит с конвейера, внимательно изучая каждую деталь, чтобы убедиться, что она работает так же хорошо, как задумано, или даже лучше. Имя BendPak уже давно является эталоном качества. Когда дело доходит до гибочного станка BendPak, наше имя звучит дважды.
Часто задаваемые вопросы
BB-2 (5115150)
Трубогиб Blue-Bullet с комплектом штампов Deluxe 302
Представляем мощный трубогиб BendPak Blue-Bullet для выхлопных труб. Он взлетает как выстрел и помогает вам каждый раз достигать производственных целей. Включает набор штампов и двухфункциональное устройство для финишной обработки концов для прецизионного расширения и развальцовки оригинального оборудования.
Начиная с $9355 + БЕСПЛАТНАЯ ДОСТАВКА!
8235 $
Сэкономьте 1120 $
БЕСПЛАТНАЯ ДОСТАВКА!
Узнать большеКупить сейчас
1302BAS-302 (5115180)
Автоматический трубогиб с 3 кнопками управления и набором штампов Deluxe 302
Серия BendPak 1302BAS состоит из мощных автоматических трубогибочных станков, предназначенных для ускорения процесса гибки. Удобный, компактный обжимной пресс с боковой загрузкой включает в себя комплект штампов и двухфункциональное устройство для окончательной обработки концов для чрезвычайно точного расширения и развальцовки оригинальных деталей.
От $10030 + БЕСПЛАТНАЯ ДОСТАВКА!
10030 $
8830 $
Сэкономьте 1200 $
БЕСПЛАТНАЯ ДОСТАВКА!
Узнать большеКупить сейчас
1302BA-302 (5115121)
Цифровой автоматический трубогиб с набором матриц Deluxe 302 и многократное использование.
В очень загруженных цехах автоматический трубогиб сэкономит время и упростит дублирование результатов.
Начиная с $10705 + БЕСПЛАТНАЯ ДОСТАВКА!
10705 $
9425 $
Сэкономьте 1280 $
БЕСПЛАТНАЯ ДОСТАВКА!
Узнать большеКупить сейчас
Большой комплект 3-дюймовых матриц (5105570)
Дополнительный 300-1 Большой 3-дюймовый комплект матриц / 6 шт. / Приобретается вместе с трубогибом
Возможности вашего трубогиба BendPak
От 1140 долларов США + БЕСПЛАТНАЯ ДОСТАВКА
1005 $
Сэкономьте 135 $
БЕСПЛАТНАЯ ДОСТАВКА!
Узнать большеКупить сейчас
Поднимите сейчас,
Платите постепенно
с помощью кредитной карты Synchrony Car Care™.
Удобные ежемесячные платежи делают покупку оборудования простой.
Узнать больше
The Bending Authority
Наши гибочные станки сильны, но в BendPak мы стремимся расширить возможности вас . Вот почему мы предлагаем полный спектр моделей гибочных станков с различной архитектурой, чтобы удовлетворить ваш личный стиль гибки. Наша классическая серия ручных гибочных станков Blue Bullet идеально подходит для производителей, которые любят работать руками. Мы также предлагаем многофункциональные автоматические и полуавтоматические гибочные станки с цифровым управлением для тех, кому нужна максимальная точность станка. Или, если вы работаете спиной к стене, обратите внимание на модели с боковой загрузкой. Комплекты штампов BendPak Standard и Deluxe гарантируют, что какой бы специальный изгиб вы ни выбрали, вы сможете получить его на своем Бендере BendPak. Мы производим гибочные станки дольше, чем большинство компаний, поэтому можно с уверенностью называть нас настоящим авторитетом в области гибки.
Гидравлические цилиндры промышленного класса
В каждый трубогиб BendPak встроены гидравлические цилиндры промышленного класса, которые имеют цельный, установленный пилотом, обработанный стальной поршень, обернутый специально разработанными, нагруженными давлением U-образными поршневыми уплотнениями, резервными копиями. и сменные ленты, которые полностью устраняют перепуск жидкости. Микрогладкий хромированный стержень изготовлен из высокопрочной, шлифованной и полированной микролегированной стали C-1045/50 и имеет покрытие диаметром не менее 0,001 дюйма, чтобы обеспечить превосходную работу и срок службы цилиндра. механически нагруженные уплотнения штока делают утечку штока делом прошлого, в то время как специально разработанный устойчивый к истиранию уретановый грязесъемник штока обеспечивает защиту от закупоривания.Сварной корпус цилиндра изготовлен из прочной стальной трубы, изготовленной в соответствии со спецификациями ASTM.Эта комбинация превосходного основного материала и превосходная обработка гарантирует, что цилиндры останутся прямыми, гладкими и прослужат очень долго Встроенный ограничитель потока обеспечивает контролируемый спуск в случае неожиданного разрыва шланга.
Станок для гибки труб Super 32–42 дюйма
Позвоните в DMI 918-438-2213 (США)
Сгибание труб, оправдывая ожидания
Сгибание труб, оправдывая ожидания
Количество Станок для гибки труб Super 32″ — 42″
Характеристики трубогибочного станка Super 32″ – 42″
Регулируемый поршневой насос большого объема
Стальная конструкция корпуса T1 для долговечности и повышенной прочности
Калиброванный индикаторный стержень для точных повторяющихся изгибов
Единая станция управления для всех функций
Уплотнительная система из ПТФЭ во всех цилиндрах
Предназначен для гибки труб всех марок API-5L в своем диапазоне
Легко буксируется по полосе отвода подходящим тягачом
Буксирная проушина может быть поднята и опущена с помощью органов управления жесткой опорой
Система гидравлического клапана дистанционного управления
Регулятор давления изгиба на консоли оператора
Большой фильтр повышенной емкости
ОТВЕРСТИЕ (ВНУТР. )
ХОД (ВХОД)
ШТОК (ВНУТРЕННИЙ)
Внутренний цилиндр
10
5
3,5
Внешний цилиндр
14
18
8
Штифтовой цилиндр
6
23
4
Цилиндр зажима
Тип насоса
Поршневой насос с компенсацией давления
Поток насоса
75 гал/мин
Тип клапана
Руководство, 3 или 5 Раздел
Фильтрация
3 микрона, линия давления
Максимальное рабочее давление гидравлической системы
3000 фунтов/кв. дюйм изб.
Гидравлический резервуар
90 галлонов
340 л
Диаметр (дюйм)
Минимум
32
Максимум
42
Производитель
Quincy QR-390, Автономный
Тип привода
Двигатель Дойц
Давление
210 фунтов/кв. дюйм изб.
Поток
67,0 кубических футов в минуту при 175 фунт/кв. дюйм изб.
Длина
26 футов-4 дюйма
8 026 мм
Ширина
9′-10″
2997 мм
Высота
10 футов-6 дюймов
3200 мм
Вес (фунты/кг)
78 000 фунтов
35 455 кг
Размер гусеницы
30 тонн
Производитель
ДП
Тип привода
Гидравлический мотор
Тяговое усилие
20 000 фунтов силы
Диаметр кабеля
.5625″
Барабан свободного хода
Дизельный двигатель Perkins 1206F уровня 4F
225
л.с.
Рабочая скорость
2200
об/мин
Топливный бак
25
галлона
Дизельный двигатель Perkins 1206D Tier 3 (только экспорт)
Воздушный компрессор с гидравлическим приводом
Управление гидравлическим стержнем с пятисекционным клапаном и быстроразъемными соединениями 3/4″
Радиатор гидравлического масла
Доступен комплект для эксплуатации в холодную погоду (-40º)
IN/MM
X52
X60
X65
X70
X80
X100
DEGREE PER ARC FOOT
RADIUS FEET
MAXIMUM 40 FOOT JOINT
42/1066
—
—
—
—
1. 838
1.488
0.50
115
13.00
40/1016
—
—
—
—
—
1.621
0.50
115
13.00
38/965
—
—
—
—
—
1.832
0.50
115
13.00
36/914
—
—
—
—
—
—
0.50
115
13.00
34/864
—
—
—
—
—
—
0.55
104
14.30
32/813
—
—
—
—
—
—
0. 58
98
15.08
• A cell marked with a (-) represents the способность сгибать до 2,00 ″ толщиной. Если толщина стенки больше, свяжитесь с DMI. • Цифры выше представляют собой эмпирические данные и носят рекомендательный характер. Они не являются гарантией. • Все изгибы основаны на использовании оправок DMI и утвержденных наборов штампов. • Для толстостенных труб могут потребоваться специальные наборы штампов. • Цифры, показанные выше, представлены как «средние» и могут варьироваться в зависимости от следующих факторов:
Фактическая толщина стенки трубы.
Фактический предел текучести трубы.
Навыки операторов, работающих с гибочным станком и оправкой.
Происхождение и качество трубы.
Используемый тип штампа и гибочного комплекта.
• Касательная нормального разгибания для PBM 6-20 составляет 5’ • Касательная нормального разгибания для PBM 16-30 составляет 6’ • Касательная нормального разгибания для PBM 22-36 составляет 6’ • Касательная нормального разгибания для PBM 32-42 составляет 7 футов • Нормальный прямой тангенс для PBM 48-60 составляет:
11 футов для жесткого конца с трубной опорой
13’ для жесткого конца без трубной опоры
8’ для конца Pinup с трубной опорой
9’ для конца штифта без поддержки трубы
Заявление об отказе от ответственности: Техническая информация, предоставленная для этого оборудования, касающаяся производительности, технических характеристик, размеров и веса, может различаться в зависимости от окончательной конфигурации оборудования.
18 важных инструментов для изготовления мебели своими руками
Содержание статьи:
Ручной инструмент для изготовления мебели своими руками
Электроинструмент для изготовления мебели своими руками
Дополнительный инструмент для изготовления мебели своими руками
Некоторые считают, что для самостоятельного создания мебельных изделий нужно иметь золотые руки. Нет-нет, мы это не отрицаем, но без инструментов для изготовления мебели золотым рукам точно придется тяжко.
Ручной инструмент для изготовления мебели своими руками
Рулетка
Не стоит объяснять, зачем нужна рулетка и почему без нее не сделать мебель своими руками. Только заметим, что оптимальный вариант – купить рулетку длиной 5 метров, которая имеет фиксатор, чтобы ленту закрепить на нужном размере, избавив себя от необходимости снова разматывать рулетку до нужного.
Шило
Удобное в работе шило такое:
толстое
с резиновой ручкой, которая расположена горизонтально
Если не нашли такого шила в магазинах, не беда. Его можно сделать самостоятельно. Для этого купите отвертку (так же желательно, чтобы у нее была горизонтальная и резиновая ручка) и сточите ее конец.
Нож
Ножом вы срежете остатки оклеенной кромки с торцов детали. Можно использовать любой нож, но, как утверждают практики, самый удобный – это сапожный. В любом случае, нож должен быть не тупым и не слишком острым. В первом случае вы порвете кромку, а не срежете, во втором – вместе с кромкой срежете ламинат, тем самым испортив вид изделия.
Угольник
Угольник понадобится на тот случай, когда надо сделать разметку для отверстий. Он должен быть металлическим длиной 25-30 см.
Железный молоток
Главное требование к молотку – чем он легче и меньше, тем лучше. С маленьким молотком можно пробраться в труднодоступные места, а с легким рука не устанет.
Резиновый молоток
С его помощью удобно набивать пластиковый профиль или кант и аккуратно соединять детали на штифтах или шкантах. Обязательно пригодится тем, кто намерен изготовить не одно, а несколько мебельных изделий.
Струбцины
Предназначены фиксировать детали. Отличный помощник в деле изготовления деталей неровной формы. Оптимальный вариант – наличие трех струбцин, у которых длина не превышает 10 см.
Отвертка
Отвертка поможет открутить крепления, которые требуют нежности и аккуратности, не присущие дрелям и шуруповертам, а также открутить крепления, до которых последние не смогут добраться. Оптимальный вариант – наличие отвертки, у которой полая рукоятка, набор бит, с функцией реверса и трещеткой. Вообще, чем больше отверток разных размеров, тем лучше. Например, отвертка длиной 12-15 см пригодится для откручивания креплений в узких местах. А большие и средние помогут быстрее и удобнее собрать мебель.
Пассатижи
Они пригодятся в случаях, когда надо вынуть шкант из ДСП, открутить крепление, на котором стерся шлиц. Особых требований нет. Главное, чтобы было удобно ими орудовать.
Электроинструмент для изготовления мебели своими руками
Дрель
Но не простая, а с реверсом и регулятором скорости. Желательно, чтобы она имела мощность 500-750 Вт и была легкой, дабы рука не уставала. Естественно, она должна удобно ложиться на руку. Бывают электродрели с быстрозажимным патроном и с зубчатым (кулачковым) патроном. Какую купить, решайте сами. В первом случае, легко сменить насадку, вторые прослужат дольше и надежнее.
Шуруповерт
Альтернатива дрели. Должен быть легким и удобным. Лучше купить с аккумуляторными батареями, чтобы степень передвижения не зависела от длины провода. В противном случае уж лучше купить дрель, она сгодится на большее число дел. Так же, как и у дрели, у шуруповерта должен быть регулятор скорости и реверс. Оптимальный вариант, если частота вращения составляет 400-500 об/мин.
Чем больше емкость батареи, тем дольше шуруповерт сможет работать без подзарядки. И еще в комплект обязательно должны идти сменные батареи, которые будете использовать, пока заряжаются первые. Учитывайте этот факт при покупке.
Электролобзик
Этот инструмент потребуется для кромкования деталей. Оптимальный вариант, если он имеет мощность – 450-750 Вт. У пилы должен быть маятниковый ход. Электролобзик должен иметь регулятор скорости, быть легким и удобным. Желательно, чтобы в нем можно было закрепить пилы любого типа.
Шлифмашинка
Используется для изготовления криволинейных деталей, а точнее для придания им плавности и гладкости. Для домашнего мастера лучшим вариантом станет ленточное исполнение. Будет удобно пользоваться инструментом мощностью 650 Вт. Чем легче шлифмашинка, тем лучше, но не забывайте и про мощность.
Как всегда, обязательно должен быть регулятор скорости. Кроме этого, будет хорошо, если на инструменте есть регулятор центрирования наждачной ленты. Лучше покупать шлифмашинку, направляющие ролики которой сделаны из металла. Такой инструмент прослужит долго.
Фрезер
Если не намерены постоянно изготавливать мебель своими руками, то фрезер не потребуется. Вполне можно обойтись шлифмашинкой. Однако советы по выбору дадим.
Выбирайте инструмент мощностью 1000 Вт с большим вертикальным ходом фрезера и числом оборотов в пределах 10 000-20 000 об/мин. У него должен быть регулятор скорости.
Утюг и промышленный фен
С их помощью наклеивают меламиновую кромку на ЛДСП. Утюг берите тот, который не жалко испортить. Что касается фена, то он должен быть промышленным, а не для сушки волос. Его оптимальная мощность – 1600-1800 Вт. Желательно с регулятором нагрева. Бывают с керамической вставкой и без нее. В первом случае инструмент проработает дольше, но его нельзя ронять, потому что керамическая вставка разобьется, а осколки могут повредить нагревательную спираль. Если вы предпочтете второй вариант, то работайте с таким феном так, чтобы он не перегревался.
Дополнительный инструмент для изготовления мебели своими руками
Гибкая металлическая линейка
Нет, ею вы не будете измерять детали. На это уже есть рулетка. Она пригодится, когда надо сделать неровную разметку на детали.
Степлер
Его можно назвать незаменимым инструментом для изготовления корпусной мебели. Но и в создании мягкой он будет полезен. Степлером прибивают днища ящиков, сделанных из ДВП, и задние стенки.
Имейте в виду, что лучше такие детали крепить гвоздями и шурупами, чем скобами.
Зато для обивки мебели тканью, вряд ли какой инструмент станет более удобным. Оптимальный вариант, если у степлера металлическая ручка и есть регулировочный винт.
Шестигранник
Обычно его используют, чтобы закручивать или выкручивать конфирмат, когда с отверткой и дрелью к месту не подберешься.
На этом все. До скорых встреч.
Инструмент для производства мебели в домашних условиях
Изготовление мебели в домашних условиях – захватывающий процесс. Когда человек делает что-то своими руками для близких ему людей, он всегда оставляет частичку своей души в этом изделии, и оно непременно будет хорошо восприниматься. Кроме того, такая деятельность – серьезная экономия семейного бюджета и возможность овладеть полезными навыками для получения дополнительного заработка. Инструменты для самостоятельного производства мебели требуются столь разнообразные, что охватить все их особенности в коротком обзоре невозможно. Остановимся на основных из них.
Инструменты для раскроя и обработки материалов
Изготовление мебели начинается с раскроя материала по рассчитанным размерам деталировки. Производить раскрой обычными ручными инструментами возможно, но крайне затруднительно. Здесь требуется хороший навык, но и он не гарантирует качественного реза. По массиву работают ножовкой или лучковой пилой, по ДСП – ножовкой для металла.
Для качественного и быстрого раскроя древесных материалов используют паркетную пилу, электролобзик и редко — фрезер. Качественный результат при раскрое как ДСП, так и массива с помощью паркетной пилы обеспечивает режущий диск с победитовыми напайками, для ДСП также используют специальный диск с радиусными зубьями и минимальным зазором между ними.
При раскрое массива применяют режущие диски с учетом породы древесины и ее качественных характеристик. Здесь существует множество тонкостей. Так, например, неправильно подобранный режущий инструмент, неверная подача материала на пилу, повышенная влажность древесины и другие факторы могут вызвать горение древесины.
Раскрой материала электролобзиком занимает больше времени и требует значительного внимания, чтобы выполнить точный рез по разметке. Для резки лобзиком ДСП необходима установка пилы по металлу. Иногда для раскроя применяют ручной фрезер с пальчиковой фрезой № 6-8 с четырьмя ножами.
Для строгания раскроенных деталей в домашних условиях лучшим вариантом является бытовой рейсмусовый станок, который позволяет обрабатывать детали до 50-60 см шириной. При его отсутствии обработка кромки шириной до 20 мм производится фрезером с шаблонными фрезами, что является, пожалуй, оптимальным вариантом, дающим очень качественный результат.
Электрорубанок применим только для массива – из ДСП он будет вырывать стружку и крошить ее. Идеальная обработка поверхности обычным ручным рубанком – это один из элементов «высшего пилотажа» столярного мастерства. Сегодня им владеют не все, но не нужно забывать, что до середины 20 века шедевры мебельной продукции создавались только ручными неэлектрическими инструментами. Качественно обработать кромку шлифмашинкой очень сложно, возможны перекосы и образование углублений. Шлифмашины применяют для обработки плоских поверхностей, причем начинающим лучше использовать вибрационный инструмент.
Фрезер – очень важный инструмент в столярном ремесле, с его помощью выбираются четверти под зеркала и стекло, производится снятие фасок, делаются отверстия для фурнитуры, под шканты и элементы крепежа. Это один из основных инструментов для декоративной обработки, он незаменим при склейке мебельных щитов для выполнения микрошипа и дает идеальную точность и качество при создания мебельных шипов.
Инструменты для сборки мебели
Для сборки мебели можно использовать электроотвертку, шуруповерт, дрель с реверсом и, конечно, обычную отвертку или ключ-шестигранник. Отверстия под петли выполняются фрезером или дрелью с соответствующей насадкой. Отверстия под конфирматы – основное, фиксирующее и потайное под шляпку конфирмата — делают специальным конфирматным сверлом, установленным на дрель или шуруповерт, или тремя видами сверл разных диаметров. Однако для этого лучше использовать дрель, так как при работе с шуруповертом на подсевшем аккумуляторе из-за снижения оборотов может произойти вырывание материала в отверстии. При установке шарнирных мебельных петель используются шурупы-саморезы 3,5х16 мм, которые закручиваются крестовидной отверткой или битой.
Важно знать, что ни в коем случае нельзя устанавливать фрезы, предназначенные для инструментов с низким числом оборотов, на более высокооборотные инструменты — это практически неизбежно ведет к разрушению фрезы с серьезными травматическими последствиями. При сборке мебели новичкам в столярном деле лучше использовать для вкручивания шурупов и конфирматов обычную отвертку, чтобы чувствовать, правильно ли входит крепеж.
Для эффективного пользования в домашних условиях такими электроинструментами, как фрезер или паркетная пила, потребуется изготовление целого ряда приспособлений – направляющих, упоров, лекал для склейки, зажимов, кареток. Промышленные производители их не выпускают, и для создания каждого образца своих изделий домашний мастер вынужден стать не только столяром, но и инженером-технологом.
Основные инструменты для деревообработки | Популярные Деревообработка
Мы можем получать комиссию, когда вы используете наши партнерские ссылки. Однако это не влияет на наши рекомендации.
Photo by Barn Images on Unsplash
Основные инструменты для деревообработки отличаются от инструментов для начинающих. Во-первых, я не люблю использовать слово «новичок», если я не использую его точно. На мой взгляд, это не очень полезный ярлык, потому что он подразумевает наличие четких и иерархических ступеней в вашем росте как столяра. Кто хочет вернуться в начальную школу во время своего драгоценного времени в магазине? Поэтому я использую слово «новичок» только тогда, когда говорю о ком-то, кто впервые прикасается к деревообрабатывающим инструментам.
«Базовый», с другой стороны, — это слово, которое позволяет расти — и это именно то, что вам нужно в вашем наборе инструментов для деревообработки. Вы хотите иметь возможность носить с собой один и тот же набор на протяжении многих лет в ремесле. С моим списком основных инструментов для деревообработки я хотел предоставить основной набор инструментов, которые будут хорошо служить вам от проекта к проекту. В последнее время меня особенно беспокоит переход к изготовлению мебели из твердых пород дерева, а не к фанерным ящикам разных размеров. Это переход, который я совершаю прямо сейчас в своей работе!
Другим важным моментом, который меня беспокоит, является наличие инструментов, которые позволят мне эффективно работать с необработанными или регенерированными пиломатериалами, потому что мне нужно экономить деньги на материалах. Платить полную цену за большое количество досок из гладкого, размерного материала — это довольно быстрый способ разориться или, по крайней мере, потерять любовь к деревообработке.
Обратите внимание, что я ни в коем случае не изобретаю велосипед с этим списком. Я много заимствую из Popular Woodworking Magazine списка «Я могу это сделать» много лет назад. Я усовершенствовал этот список, чтобы он соответствовал моему стилю и, опять же, чтобы принять во внимание использование грубых пиломатериалов.
Photo by Bailey Alexander on Unsplash
1. Фуговальный станок и рейсмусовый станок. Я разработал различные способы выпрямления кромок моего материала с помощью ручных инструментов, но я не вижу способа эффективно выровнять поверхности необработанных или регенерированных пиломатериалов без фуганка. Это часть первых нескольких шагов любого мебельного проекта, и я хочу иметь возможность быстро пройти этот шаг и перейти к более интересной работе. Рейсмусовый станок также значительно экономит время по сравнению с ручными инструментами.
2. Циркулярная пила , для грубого определения размеров (особенно длинных продольных пропилов). Если у вас есть хорошая настольная пила, это даже лучше, потому что вы, конечно, можете использовать настольную пилу для всех видов столярных работ, а не только для измерения размеров.
3. Ручные пилы, фрезер и две фрезы. Это инструменты, которые я использую для поперечной резки, выпрямления краев и обрезки досок до окончательной ширины. Две фрезы представляют собой фрезу для прямой резки и фрезу для обрезки заподлицо.
4. Лобзик , для резки кривых. Копировальная пила также пригодится для детальной работы.
5. Комбинация угольника и рулетки , а также мелки, карандаши, нож и шило для разметки.
6. Одна или две электродрели и биты по мере необходимости.
7. Рашпили, напильники, эксцентриковая шлифовальная машина, выравнивающий рубанок и блок-рубанок. Это минимум для выравнивания всех поверхностей финальной работы, и делать это качественно. Не забывайте, что вам понадобятся приспособления для заточки лезвий рубанка.
8. Столярные изделия? Я еще не решился на покупку столярного станка или набора карманных отверстий. Опять же, если они у вас уже есть, я думаю, что они великолепны. Но я ищу проекты, которые я могу выполнить с помощью комбинации ручных, фрезерных и прямых винтовых соединений. Как получится.
9. Стамески и деревянный молоток.
10. Молоток и несколько отверток.
11. Напарник, верстак и зажимы. Пока я не смогу инвестировать в большой мебельный верстак, я думаю, что смогу обойтись Workmate и маленьким верстаком. Опять же, посмотрим, как пойдет. Запас хорошего размера зажимов, конечно, всегда необходим.
Что я забыл? Пожалуйста, сообщите сообществу в разделе комментариев ниже.
Рекомендации по продуктам
Вот некоторые расходные материалы и инструменты, которые необходимы нам в повседневной работе в магазине. Мы можем получать комиссию с продаж, на которые ссылаются наши ссылки; тем не менее, мы тщательно отобрали эти продукты за их полезность и качество.
Формовочный клей Titebond
Крег Мини Трак
Торцовочная пила заподлицо
Деревообработка для начинающих, списки, инструменты, основы деревообработки
Дэн Фарнбах
После колледжа Дэн учился и работал в двух профессиональных магазинах. Но подметать полы в цехах — это далеко не все, что нужно для обучения работе с деревом. В настоящее время Дэн является бывшим онлайн-редактором Popular Woodworking и каждый день осваивает новые навыки. Он делит свое время между Бостоном и Мэном.
Рекомендуемые посты
Основы плоскости блока
Ваш первый инструментарий
Яичные ящики. о 12 инструментах, которые должен иметь в своем арсенале каждый мебельщик: копировальная пила, выравнивающий рубанок, комбинированный угольник, кромкомер, разметочный нож, пила типа «ласточкин хвост», карточный скребок, разметочный шаблон, спица, плечевой рубанок, блок-рубанок, набор стамесок.
Я начинал с электроинструмента, но я понял, что даже если у вас есть все мыслимые машины, вам все равно нужны ручные инструменты, чтобы выполнять свою работу наилучшим образом.
Итак, теперь я использую станки для тяжелой работы по фрезерованию и измерению размеров пиломатериалов, а также для соединений, которые никогда не видны, таких как шпунты, пазы, пазы и шипы. Я храню свои ручные инструменты для того, где они действительно имеют значение: разметка, вырезание ласточкиного хвоста и подгонка соединений, а также подготовка поверхности. В результате мне не нужны все когда-либо сделанные ручные инструменты. На самом деле основных всего около десятка. Возможно, некоторые из них у вас уже есть, а остальные вы сможете подобрать со временем. И это стоит затраченных усилий, потому что их использование поможет вам сделать мебель лучше, и точка.
В дополнение к этим инструментам вам также понадобится прочный верстак, но вам не нужно тратить целое состояние на массивную скамью или тратить месяцы на ее изготовление. Перейдите на сайт Finewoodworking.com/extras, чтобы узнать о простой в изготовлении скамье, которая поможет вам быстро приступить к работе и даст вам возможность применить свои ручные инструменты в работе.
Инструменты для разметки
Точная разметка — неотъемлемая часть изготовления изысканной мебели, и она так же важна для работы с электроинструментом, как и для ручной работы. Это потому, что независимо от инструментов, которые вы используете, вам нужны точно расположенные и квадратные соединения. Если вы только начинаете заниматься деревообработкой, это должны быть первые ручные инструменты, которые вы покупаете.
Маркировочный шаблон
Разметочные шаблоны
отлично подходят для резки линии, параллельной краю доски, что жизненно важно для точной разметки шипов, пазов и базовой линии для ласточкина хвоста. Линия разреза лучше, чем линия карандаша, потому что она обеспечивает точное местоположение и линию для запуска стамески или ручной пилы. Калибры с ножом или отрезным кругом вырезают более чистые линии, чем штифтовые калибры, но колесные калибры найти легче. Я рекомендую для первого шага такой, как стандартный датчик колес Veritas.
Маркировочный нож
Вам также понадобится острый нож для разметки. У меня было много разных ножей, и я использовал их, но тот, к которому я обращаюсь снова и снова, — это нож для вырезания стружки. Мне нравится двойной скос лезвия, который позволяет мне маркировать с обеих сторон лезвия. А скосы проходят по всей высоте лезвия (поперечное сечение треугольное), поэтому я могу прислонить лезвие к боковой стороне заготовки и провести линию, точно прилегающую к ней. Лезвие также длинное, тонкое и жесткое, поэтому оно входит в труднодоступные места, не сгибаясь.
Комбинированный квадрат
Комбинированный угольник необходим для проведения карандашом или ножом линии под углом 45° и 90°. Важно получить хороший, как у Starrett, потому что он будет точным из коробки и останется таким. 12-дюймовый. Модель представляет собой рабочую лошадку, достаточно длинную, чтобы маркировать широкие доски или сразу несколько деталей. Это хорошо, чтобы быть первым, но я нашел второго, 6-дюймового. версия так же удобна. Из-за своего небольшого размера он лучше ложится в руку и его легче использовать при прокладке швов в узких местах и по торцевым волокнам.
Измеритель угла наклона
Благодаря поворотному лезвию, которое можно зафиксировать под любым углом, кромкомер полезен для переноса углов с чертежа на заготовку и установки углов лезвия настольной пилы. Тем не менее, вы, вероятно, будете использовать его сначала, чтобы выложить ласточкины хвосты, задача, для которой он идеально подходит. При покупке угломера обращайте внимание на две вещи: во-первых, лезвие должно плотно фиксироваться, чтобы случайно не сдвинуться. Во-вторых, гайка, используемая для его фиксации, не должна мешать использованию манометра (частая проблема с барашковой гайкой, используемой на некоторых манометрах).
Инструменты для столярных работ
Ласточкины хвосты являются отличительной чертой мастерства, и попытка вырезать их вручную того стоит. Тем не менее, даже если вы используете электроинструменты для резки всех столярных изделий, ручные инструменты по-прежнему являются лучшим способом для точной подгонки. Для ручного вырезания ласточкиного хвоста и тугих шипов я рекомендую пилу для ласточкина хвоста, копировальную пилу, набор стамесок и рубанок для уступов.
Пила «ласточкин хвост»
У вас есть два варианта пилы типа «ласточкин хвост»: западная задняя пила или японская цепная пила (дозуки). Японские пилы — хорошее начало, потому что даже недорогие из них очень острые прямо из коробки. Тем не менее, после 25 лет изготовления мебели и использования обоих типов пил, я могу сказать вам, что пистолетная рукоятка западных лобзиков позиционирует вашу кисть и руку для более прямого распила, поэтому вы получите более стабильные и точные результаты, чем с дозуки. Но не расстраивайтесь, если сначала купите дозуки. Вы найдете для него множество применений, таких как резка мелких деталей и обрезка штифтов заподлицо.
Копировальная пила
Нет нужды заботиться о том, чтобы избавиться от отходов между штифтами и хвостовиками, поэтому я использую переднюю пилу, чтобы сделать это, прежде чем обрезать долотом базовую линию. Вы сэкономите огромное количество времени по сравнению с удалением всех отходов долотом. В дополнение к быстрому резу копировальные пилы также быстро вращаются — идеально подходят для маневрирования между штифтами или хвостами — а дешевые сменные лезвия означают, что вы всегда можете иметь наготове острое.
Зубила
Начните как минимум с четырех: 1/4 дюйма, 3⁄8 дюйма, 1/2 дюйма и 3/4 дюйма. . и 1-в. долото в дополнение к другим четырем. Держитесь подальше от стамесок размером в миллиметры; первый набор, который я купил, был метрическим, и это было ошибкой. Хотя их ширина приближалась к их эквивалентам в США, они были достаточно далеки, чтобы вызвать разочарование при выравнивании пазов или очистке канавок, сделанных дробными битами. После того, как у вас есть базовый набор, добавьте широкое долото (от 1 1/2 дюйма до 2 дюймов) для обрезки и снятия фаски в труднодоступных местах.
Плоскость плеча
Независимо от того, как вы режете столярные изделия, у вас должна быть плоскость плеча, потому что нет ничего лучше для точной настройки соединений для идеальной подгонки. Что делает этот рубанок уникальным, так это то, что лезвие выходит на всю ширину подошвы, так что вы можете строгать прямо в угол. Если вы попытаетесь выстрогать щеку шипа рубанком, вы получите конический шип. Плечевые рубанки бывают разной ширины от 1/2 дюйма до 11/4 дюйма, но я считаю, что более широкий рубанок более универсален, он подходит как для широких шиповых щек, так и для узких уступов. У него также тонна массы, которая помогает ему оставаться на подошве ровно и двигаться с силой при выполнении поперечных пропилов.
Инструменты для придания формы и сглаживания
Хорошая отделка начинается с хорошей подготовки поверхности, а ручные инструменты — самый быстрый способ удалить машинные следы и задиры. Плоские поверхности и четкие фаски, которые создают рубанки, невозможно воспроизвести с помощью шлифовального станка. Гладкая и блочная плоскость — это две плоскости, которые нужно иметь. Добавьте скребок для карт, чтобы работать с действительно сложным зерном, и бритву для очистки изогнутых поверхностей.
Блок-плоскость
Для снятия фасок на кромках, выравнивания стыков и сглаживания шероховатости на концах плоскость блока незаменима. Он также идеально подходит для обрезки торцевых волокон на ласточкином хвосте. Блочные плоскости доступны в стандартных и малоугловых моделях. Я рекомендую низкоугольный рубанок с регулируемым горлом. Это позволяет делать тонкий срез с небольшим зевом, что помогает предотвратить разрыв.
Скребок для карт
На древесине со сложной текстурой, такой как тигровый клен, или когда у вас есть небольшой надрыв на чистой доске, нет такого инструмента, как скребок для карт. В отличие от рубанка, у скребка нет риска разрыва. Даже когда я вручную строгаю поверхность, я часто исправляю любые дефекты скребком для карт.
Спицы
Бритва, пожалуй, самый недооцененный инструмент в магазине. Этот странный инструмент на самом деле представляет собой рубанок с короткой подошвой и ручками сбоку, а не впереди и позади лезвия. Нет ничего быстрее в сглаживании кривых ленточной пилы. Инструмент доступен с плоской или изогнутой подошвой, но я рекомендую плоскую подошву, так как она хорошо работает даже на вогнутых поверхностях.
Сглаживающая плоскость
Наконец-то мы подошли к самому культовому ручному инструменту — рубанку. В течение многих лет я неплохо справлялся, используя только шлифовальные машины для сглаживания поверхностей, хотя сегодня я не мог представить себя без рубанка. Вы можете перейти от машинных следов к стеклянной поверхности всего за несколько движений. Это тот редкий случай в деревообработке, когда самый приятный путь является и самым эффективным, а результаты превосходят шлифование. Начнем с размера № 4. Если вы фрезеруете все свои пиломатериалы с помощью станков, вам действительно не нужна возможность выравнивания более длинного рубанка. Самый простой способ получить стружку — это купить новый рубанок хорошего качества — проверенные продукты Lie-Nielsen и Veritas. Старый рубанок, такой как почтенный Stanley Bailey, предлагает хорошее качество при первоначальной экономии, но требует некоторой доводки и, возможно, замены нового лезвия. Независимо от того, какой самолет вы покупаете, он должен быть острым как бритва.
Запорно-регулирующая арматура и трубы в Калининграде, монтаж
Мир не стоит на месте, он постоянно меняется, и многие вещи нуждаются в доработке из-за того, что они рано или поздно устаревают. Не избежали этого и трубопроводы — повсеместно используемые трубы из металла, даже при условии защиты от коррозии, герметизации стыков и других видов продления их срока работы, оставляли людей недовольными. И причина этого скрывалась в банальной сложности монтажа подобных систем из-за тяжести труб и потребности постоянно пользоваться антикоррозийными средствами.
Сейчас по всему миру бытовые трубопроводы делают из пластика, который является более долговечным и лёгким материалом. Но вот возникает проблема — запорно-регулирующая арматура для систем из металла совершенно не подходила для работ с пластиком. К счастью, эволюционировала и она, став ещё надёжнее и современнее, и именно самые современные виды труб и запорной арматуры предлагает калининградцам и жителям области ГК «Аква-ТЭК»!
Для чего нужна запорно-регулирующая арматура
Для того, чтобы ответить на этот вопрос, необходимо для начала разобраться в том, что входит в этот раздел инструментария.
Это крепежи, приспособления и детали, а также узлы для регулирования движения воды в системе. Иными словами, это:
краны и вентили;
клапаны;
задвижки и затворы.
Установлены они могут быть не только на трубопроводах, но и на агрегатах и ёмкостях. Их привод в действие осуществляется как вручную, так и при помощи автоматики.
Запорно-регулирующая арматура также подразделяется на смесительную и предохранительную. Общие требования к ним следующие:
они могут изготваливаться из латуни, чугуна, пластика, бронзы и стали;
их пропускная способность должна быть высокой, а отвечать они должны всем условиям использования;
все элементы ЗРА должны быть защищены от коррозии.
Их предназначение нехитрое: перекрывать потоки газов и жидкостей. Исходя из этих соображений, они должны быть полностью герметичными. ЗРА применяются в обустройстве канализаций, систем отопления и водоснабжения.
Вот несколько наименований в необходимом наборе арматуры:
задвижка (запорный диск) — это участок трубки, снабжённый вентилем, способным поворачиваться и становиться перпендикулярно трубе, перекрывая поток воды. Он устроен очень просто и может приводиться в действие как вручную, так и электроникой. В настоящее время наиболее популярными и надёжными считаются шаровой, где основным элементом является шарик со сквозным отверстием, закрываемым стенками при повороте шарика ручкой на 90 градусов;
клапан — простое приспособление, сочетающее запорную и регулирующую функции. Среди их достоинств: герметичность, надёжность даже в условиях высокого давления в системе, простое техобслуживание, устойчивость к коррозии, вакуумной среде, воздействию агрессивных веществ и износу, а среди минусов отмечают невозможность установки на некоторые виды труб с большим диаметром, высокое гидросопротивление и возможность засора.
Какие трубы нужны для водоснабжения и водоотведения
Возвращаясь к пластиковым трубам, отметим ряд преимуществ, которыми обладают конструкции из пластика:
очень большой срок годности, доходящий до трёхсот лет — более, чем достаточно для вашего трубопровода. Однако, это лишь по заверениям разработчиков и при идеальных условиях эксплуатации. Но это не мешает пластиковым трубам для воды служить гораздо дольше металлических;
они совершенно не подвержены коррозии и воздействию химических веществ;
более высокая эластичность по сравнению с металлом позволяет им выдерживать гидроудары;
не нуждаются в теплоизоляции, а также в дополнительной защите;
стоимость гораздо ниже чугунных.
Таким образом, лучшим выбором для оснащения вашего объекта водопроводом и канализацией будут пластиковые трубы.
Наши цены на арматуру и трубы ниже!
ГК «Аква-ТЭК» располагает всеми необходимыми составляющими для оснащения системы водоснабжения или водоотведения! У нас вы найдёте огромное количество труб и единиц запорно-регулирующей арматуры, более того, мы являемся официальным дилером ведущих европейских производителей, что позволяет нам реализовывать продукцию по цене производителя, что гораздо ниже розничной! ГК «Аква-ТЭК» также оказывает услуги по проектированию, установке, отладке и техническому сервисному обслуживанию систем, насосов для воды и многое другое! Обращайтесь к нам!
Арматура общего назначения используется в промышленности и жилищно-коммунальном хозяйстве. Изготавливается арматура в больших объемах и предназначена для трубопроводов воды, пара, газа, а также других сред со стандартными (условными) значениями технических параметров. Трубопроводная арматура общего назначения подлежит обязательной сертификации.
Арматура для особых условий работы предназначена для эксплуатации при условно высоких (максимальных) давлениях и температурах, при низких температурах (обогреваемая арматура), на токсичных и взрывоопасных производствах. Сюда так же относится энергетическая (сверхвысокие температуры) и криогенная (сверхнизкие температуры) арматура. Фонтанная арматура для нефтедобычи, арматура для абразивных, вязких и сыпучих материалов (песок, цемент, пульпа). Для эксплуатации требуется разрешение Госгортехнадзора России.
Арматура специального назначения не производится серийно. Выпускается по техническим требованиям конечного потребителя, с учетом требуемых эксплуатационных характеристик. Применяется на единичных промышленных объектах, на АЭС, ГЭС, ТЭС и др. Требуется разрешение Госатомнадзора России.
Арматура судовая выпускается для эксплуатации на морском и речном транспорте, с учетом повышенных требований к весу, размерам, стойкости арматуры к воздействию агрессивной среды и безотказности в работе. Выпускается в основном из латуни (бронзы), нержавеющей или легированной стали. Для сертификации этой арматуры применяется сертификат Морского Регистра.
Арматура сантехническая используется, в основном, в быту. Устанавливается в системах отопления (терморегуляторы Danfoss, балансировочные клапаны), в системах водоснабжения (водоразборные краны, смесители, сетчатые фильтры и т.д.) и в системах сточных вод и канализации. Кроме сертификата соответствия ГОСТу, эта арматура, обычно имеет и гигиенический сертификат.
Классификация арматуры по функциональному назначению
Арматура запорная применяется для перекрытия на трубопроводах потока жидкостей, пара, газов и должна обеспечивать заданную степень герметичности в соответствии с ГОСТ 9544-2005 «Арматура трубопроводная запорная. Классы и нормы герметичности затворов». К запорной арматуре относятся: задвижки стальные и чугунные, затворы дисковые, краны шаровые, клапаны (вентили). Недопустимо использовать запорную арматуру в качестве дросселирующих устройств (регулирование потока среды).
Арматура регулирующая предназначена для регулирования потока рабочей среды путем изменения ее параметров – расхода, давления, температуры и др. Регулирующая арматура подразделяется на устройства, работающие от внешнего привода (электрического, пневматического и др.) и устройства, использующие, в качестве привода или командного сигнала, энергию рабочей среды. Например, регулятор давления РДС, РД-НО (НЗ), рычажно-грузового действия РК и др.
Арматура запорно-регулирующая объединяет функции запорных и регулирующих устройств. К такой арматуре относятся клапаны запорно-регулирующие КЗР, дисковые затворы и заслонки с возможностью дросселирования потока, универсальные клапаны Danfoss (Данфосс) и терморегуляторы.
Арматура распределительно-смесительная предназначена для распределения потоков жидкостей или газов по определенным направлениям, в зависимости от заданных параметров или для смешивания потоков. Сюда входят смесительные и распределительные клапаны, сильфонные регуляторы температуры ТРЖ, РТЕ-21М, ТРТС и др.
Арматура предохранительная используется для автоматической защиты оборудования и трубопроводных систем при недопустимом повышении давления, методом сброса избытка рабочей среды в атмосферу (без противодавления) или в обратный трубопровод (с противодавлением). Сюда относятся пружинные и рычажные предохранительные клапаны, блоки предохранительных клапанов, импульсные устройства.
Арматура защитная и отключающая предназначена для автоматического отключения (защиты) оборудования при изменении направления движения среды или при изменении установленных параметров. Это отключающие и переключающие устройства, защитные котловые соленоидные клапаны (клапаны электромагнитные). К защитной промышленной арматуре, так же можно отнести фильтры сетчатые и фильтры магнитно-механические, основной задачей которых является защита трубопроводного оборудования от механического загрязнения.
Арматура обратная применяется для автоматического предотвращения гидроударов, а также обратного хода рабочей среды в трубопроводных системах. В невозвратно-запорной арматуре, кроме автоматической, реализована ручная функция управления потоком среды. Это клапаны обратные (затворы) поворотные, подъемные, шаровые, тарельчатые, пружинные и др.
Арматура контрольная используется для определения уровня жидкости в емкостях и резервуарах, а также для подключения или отключения приборов КИП и автоматики. Сюда относятся спускные вентили, рамки-указатели уровня, трехходовые краны-демпферы для измерительных приборов.
Арматура фазоразделительная предназначена для автоматического разделения рабочих сред в зависимости от их агрегатного состояния. Действие такой арматуры основано на различии термодинамических свойств или плотности разделяемых потоков. Сюда относятся конденсатоотводчики всех типов, воздухоотводчики и сепараторы.
Классификация арматуры в зависимости от конструкции
Задвижка — это запорная арматура, в которой запорный орган расположен вертикально, под углом в 90 градусов, к осевой линии магистральных патрубков. Задвижки чугунные или стальные, в которых запорный орган выполнен в виде клина называются клиновыми. Различают так же шланговые задвижки, конструкция которых предусматривает эластичный шланг, который пережимаясь, обеспечивает перекрытие транспортируемой среды. А также шиберные ножевые задвижки, предназначенные для установки на вязких и пульпообразных средах.
Затвор — это трубопроводная арматура, в которой запирающий (регулирующий) элемент имеет дисковую форму. Затворы дисковые имеют фланцевое или межфланцевое (стяжное) присоединение к трубопроводу. Стальные затворы дисковые (запорные или обратные) могут иметь присоединение под приварку. Преимуществами затворов является малый вес и небольшое гидравлическое сопротивление.
Клапан (вентиль) — это трубопроводная арматура, в которой запирающий или регулирующий тарельчатый элемент расположен горизонтально или под углом (прямоточные клапаны) к осевой линии магистральных патрубков. Конструктивно различают мембранные клапаны, в которых в качестве запорного элемента используется эластичная мембрана, (клапаны электромагнитные прямого и непрямого действия). Мембрана в таких клапанах выполняет функцию запорного органа, уплотнения запорного органа и уплотненного корпусного кольца. Регулятор (клапан регулирующий) по конструкции, представляет собой клапан, с установленным на него регулирующим устройством (приводом).
Кран — это трубопроводная арматура, в которой основной элемент имеет конусную или цилиндрическую форму и поворачивается на угол 90 градусов (кран пробко-сальниковый) или на угол 180 градусов (кран трехходовой). Кран шаровый — трубопроводная арматура, в которой запорный или регулирующий элемент имеет шаровую (сферическую) форму. Кроме запорных, различают регулирующие шаровые краны, например, Naval trim, Vexve. В регулирующих кранах шар имеет специальную конструкцию, предназначенную для изменения (регулирования) расхода рабочей среды.
Классификация арматуры по способу управления
Арматура ручного управления. Управление рычагом, маховиком, штурвалом или другим элементом конструкции арматуры осуществляется персоналом в ручном режиме на корпусе арматуры, (задвижки с маховиком, краны шаровые с ручкой и др. )
Арматура дистанционного управления конструктивно выполнена без органа управления и соединяется с ним дистанционно, при помощи адаптера – выносного или телескопического штока, штанг, рычагов. Например, задвижка чугунная МЗШ устанавливается на трубопроводе, под землей, а управление осуществляется при помощи штока, с поверхности земли, через специальный люк-ковер.
Арматура приводная. Управляется с помощью внешнего электрического, пневматического или гидравлического привода, установленного непосредственно на корпусе арматуры. Наиболее часто применяется на запорной и регулирующей арматуре. Также управление может быть осуществлено в ручном режиме, с помощью ручного дублера, обычно имеющегося на приводе (кроме клапанов электромагнитных (соленоидных), кранов с сервоприводом и др.).
Арматура автоматического управления. Управляется воздействием энергии рабочей среды непосредственно на запорный или регулирующий орган, мембрану, управляющее устройство, либо воздействием командного давления (сигнала) на такое устройство, полученное от автоматических приборов, датчиков и т. д. Например, регулирующие клапаны с позиционером, регуляторы давления Danfoss, РДС, регуляторы температуры РТ-ДО (ДЗ).
Классификация арматуры в зависимости от давления
Арматура вакуумная — ниже 0,1МПа (общепромышленная, судовая, специальная и контрольная арматура)
Арматура низкого давления — от 0 до 1,6МПа (общепромышленная, судовая, специальная и контрольная арматура)
Арматура среднего давления — от 1,6 до 10МПа (общепромышленная, специальная, криогенная и контрольная арматура)
Арматура высокого давления — от 10 до 80МПа (энергетическая, специальная, криогенная, контрольная и фонтанная арматура)
Арматура сверхвысокого давления — свыше 80МПа (энергетическая, специальная, криогенная, контрольная и фонтанная арматура)
Классификация арматуры в зависимости от температуры
Арматура криогенная, для сжиженных газов — температура ниже минус 153°С (клапаны, регуляторы, запорные устройства из специальных сталей и сплавов)
Арматура холодильных установок — температуры от минус 153°С до минус 60°С (холодильная техника Danfoss (Данфосс), запорно-регулирующая арматура из специальных и неметаллических сплавов)
Арматура для низких температур — от минус 60°С (специальная техника Danfoss, клапаны, регуляторы, задвижки из легированных марок стали 20ХН3Л, 09Г2С и др. )
Арматура средних параметров — температуры до плюс 450°С (трубопроводная арматура из углеродистых сталей 20Л, 30-35Л, 45Л и др.)
Арматура высоких параметров — температуры до плюс 600°С (трубопроводная арматура из специальных, нержавеющих и молибденистых марок стали ХМФ, 12Х18Н9ТЛ, 12Х18Н12М3ТЛ и др.)
Арматура жаростойкая — температуры свыше плюс 600°С (применяемые материалы в зависимости от индивидуальных условий эксплуатации – никель, молибден, титан содержащие сплавы)
Классификация арматуры по способу монтажа
Арматура муфтовая. Монтируется при помощи муфт (внутренняя трубная, коническая, цилиндрическая или др. резьба). В основном это краны шаровые, чугунные вентили, клапаны небольших диаметров, Ду до 50 мм (в редких случаях до 80 мм). Применяется на бытовой сантехнической арматуре, на специальной и контрольной арматуре.
Арматура цапковая. Монтируется в трубопроводную систему при помощи наружной резьбы, с буртиком под уплотнительное кольцо. Применяется на специальной арматуре высокого давления, на трубопроводах с агрессивной рабочей средой и в случаях, где требуется обеспечить высокую надежность и быстроразъемность соединения.
Арматура штуцерная. Монтируется к трубопроводу с помощью патрубков с наружной резьбой. Ответная деталь трубопровода называется штуцер или ниппель (с внутренней резьбой). Применяется на некоторых типах шаровых кранов, клапанов, соединениях типа «американка» и на специальной (контрольной) арматуре.
Арматура под сварку. Монтируется к трубопроводу с помощью патрубков под приварку. Это самый надежный вид соединения. Используется, в основном, на энергетических задвижках и клапанах высокого давления. Так же, присоединение под приварку, широко применяется на кранах шаровых, на отечественной и импортной трубопроводной арматуре.
Арматура фланцевая. Монтируется к трубопроводу при помощи фланцев, в соответствии с ГОСТ 12815-80. Наибольшая часть задвижек чугунных и стальных изготавливается с фланцевым присоединением. Удобный монтаж, возможность быстрой замены оборудования на трубопроводе, позволяют применять такой вид соединения в большинстве случаев. Кроме задвижек, фланцевое соединение применяется на дисковых затворах, клапанах, кранах, при монтаже фасонных деталей и пожарного оборудования городской водопроводной сети.
Арматура стяжная. Межфланцевое (стяжное) присоединение широко используется для монтажа дисковых затворов, шиберных задвижек, некоторых типов обратных клапанов и регуляторов. Арматура стяжная не имеет своих присоединительных фланцев и стягивается шпильками между фланцами, установленными на трубопроводе. Преимуществом межфланцевой арматуры является надежность соединения и малая масса.
Классификация арматуры по способу герметизации к внешней среде
Арматура сальниковая. Герметичность арматуры, по отношению к внешней среде обеспечивается сальниковым узлом, который находится в постоянном соприкосновении с подвижным элементом арматуры – шпинделем, совершающим во время работы возвратно-поступательное движение. Разборный сальниковый узел применяется в задвижках, кранах, клапанах. Исключение составляет импортная трубопроводная арматура Naval, Danfoss, Jafar, где для обеспечения герметичности применяется одно или несколько О-образных колец.
Арматура сильфонная. Герметичность арматуры обеспечивается сильфонным узлом, который представляет собой гофрированный патрубок из нержавеющей стали или специальной пластмассы. Под действием нагрузки сильфон деформируется, но сохраняет свои свойства, обеспечивая герметичность и в затворе, и по отношению к внешней среде. Сильфонные узлы применяются в запорных клапанах, в регуляторах давления РДС, в предохранительных клапанах СППК и другой арматуре.
Арматура мембранная. В конструкции арматуры предусмотрен эластичный элемент – мембрана, которая выполняет функцию затвора, уплотнительного элемента затвора и уплотнения корпуса. Такая конструкция применяется в мембранных клапанах (электромагнитных, соленоидных) в запорных и предохранительных клапанах. Также, мембрана часто применяется в качестве чувствительного элемента у регуляторов давления воды или пара.
Арматура шланговая. Арматура, в которой перекрытие потока рабочей среды происходит пережатием эластичного шланга, называется шланговой. Эластомер обеспечивает герметичность и по отношению к внешней среде, и является запорным органом. Шланговые задвижки часто применяются для жидких, вязких и агрессивных сред, т. к. имеют отличную герметичность и нулевое гидравлическое сопротивление.
www zra org zm: Заполните и подпишите онлайн
www zra org zm: Заполните и подпишите онлайн | докхаб
Дом
Зра тпин
Получить форму
Показать подробности
4 из 5
83 голоса
Не требуется при изменении регистрационных данных ТПИН. Пожалуйста, заполните отдельные приложения для регистрационных данных, требуемых в соответствии с НДС Акциз Роялти на минеральное сырье PAYE Удерживаемый налог Предполагаемый налог и базовый налог TPIN PAYE TOT PTT WHT ПОДОХОДНЫЙ НАЛОГ НДС МИНЕРАЛЬНЫЕ РОЯЛЛТИ ПРЕДПОЛАГАЕМЫЙ НАЛОГ АКЦИЗЫ МЕДИЦИНСКОГО СБОРА БАЗОВЫЙ НАЛОГ УКАЗАТЬ TPIN, ЕСЛИ ЗАРЕГИСТРИРОВАНО, ЧАСТЬ B РЕГИСТРАЦИЯ TPIN 2 ТИП НАЛОГОПЛАТЕЛЬЩИКА Отметьте соответствующее поле Компания-резидент Компания Другое Физическое лицо-резидент Физическое лицо Другое Партнерство Правительство. Министерство или агентство …
Нарисуйте свою подпись, введите ее, загрузите ее изображение или используйте мобильное устройство в качестве панели для подписи.
03. Поделитесь своей формой с другими
Отправьте регистрацию tpin по электронной почте, ссылке или факсу. Вы также можете скачать его, экспортировать или распечатать.
Лучший способ редактировать zra tpin онлайн
9.5
Простота установки
Пользовательские рейтинги DocHub на G2
9.0
Простота использования
Пользовательские рейтинги DocHub на G2
С помощью DocHub внесение изменений в документацию занимает всего несколько простых кликов. Сделайте эти быстрые шаги для бесплатного редактирования файла PDF онлайн:
Зарегистрируйтесь и войдите в свою учетную запись. Войдите в редактор, используя свои учетные данные, или нажмите Создать бесплатную учетную запись , чтобы ознакомиться с функциями инструмента.
Добавить zra tpin для редактирования . Нажмите Новый документ выше, затем перетащите документ в область загрузки, импортируйте его из облака или по ссылке.
Отредактируйте документ . Внесите необходимые изменения: вставьте текст и изображения в свой твит, выделите важные детали, удалите разделы контента и замените их новыми, а также вставьте значки, галочки и поля для заполнения.
Завершить редактирование шаблона . Сохраните измененный документ на своем устройстве, экспортируйте его в облако, распечатайте прямо из редактора или поделитесь им со всеми вовлеченными людьми.
Наш редактор очень прост в использовании и эффективен. Попробуйте прямо сейчас!
будьте готовы получить больше
Заполните эту форму за 5 минут или меньше
Получить форму
Есть вопросы?
У нас есть ответы на самые популярные вопросы наших клиентов. Если вы не можете найти ответ на свой вопрос, пожалуйста, свяжитесь с нами.
Свяжитесь с нами
Сколько цифр в TPIN?
TPIN — это уникальный десятизначный компьютерный номер, который присваивается налогоплательщику при регистрации в Налоговом управлении Замбии (ZRA). Это обязательное условие для любой сделки с ZRA, касающейся налогов. Все владельцы банковских счетов также обязаны получить TPIN.
Как получить сертификат ZRA?
Как подать заявление на получение сертификата об отсутствии налогов? Налогоплательщик может подать заявку на налоговую очистку онлайн через веб-портал ZRA. Однако, чтобы подать заявку на получение сертификата об отсутствии налогов, налогоплательщику необходимо зарегистрироваться в ZRA для получения TPIN и/или соответствующих видов налогов.
Могу ли я загрузить свой сертификат ZRA TPIN?
Новое дополнение позволяет налогоплательщикам регистрироваться и самостоятельно распечатывать сертификаты ТПИН прямо с сайта www. зра.орг.зм.
Сколько цифр в TPIN?
TPIN — это уникальный десятизначный компьютерный номер, который присваивается налогоплательщику при регистрации в Налоговом управлении Замбии (ZRA). Это обязательное условие для любой сделки с ZRA, касающейся налогов. Все владельцы банковских счетов также обязаны получить TPIN.
Как узнать свой ИНН?
Ответ: Ваш статус PTIN отображается в информационном окне в правом верхнем углу главного меню вашей онлайн-учетной записи.
зра
зра тпин поиск скачать сертификат zra tpin www.zra.org.zm tpin сертификат вход на портал регистрации zra tpin поиск zra tpin с помощью nrc зра тпин регистрация зра тпин регистрация на телефоне портал zra.org.zm
Связанные формы
будьте готовы получить больше
Заполните эту форму за 5 минут или меньше
Получить форму
Люди также спрашивают
Какой у меня ИНН?
PTIN — это восьмизначный номер, которому предшествует буква P, который используется вместо SSN платного составителя в любой федеральной налоговой декларации или заявлении о возмещении. Все зарегистрированные агенты также должны иметь PTIN.
Как я могу получить свой номер ZRA TPIN?
Форму вручную можно получить в любом из офисов ZRA или ее можно загрузить с веб-сайта ZRA. TPIN — это уникальный десятизначный компьютерный номер, который присваивается налогоплательщику при регистрации в Налоговом управлении Замбии (ZRA).
Как мне распечатать справку об отсутствии налогов на eFiling?
Посетите сайт www.adobe.com для загрузки. 1 Войдите в систему электронного архива. Если вы еще не являетесь eFiler, зарегистрируйтесь на сайте www.sarsefiling.co.za. … 2 Активируйте службу TCS. Вам нужно только один раз активировать свой статус налогового соответствия, и он останется активным. … 3 Просмотрите свой \u201cМой профиль соответствия требованиям\u201d … 4 Запросите PIN-код в электронном архиве.
Как я могу восстановить свой ТПИН?
Как восстановить свой CDSL TPIN, если я его забыл? На веб-сайте CDSL введите свой BO ID и PAN. Вы можете найти свой идентификатор BO здесь. Вы получите OTP на свой зарегистрированный адрес электронной почты и номер мобильного телефона. Введите свой OTP. Создайте свой собственный TPIN и нажмите «Отправить».
Как узнать свой номер ТПИН?
Как восстановить свой CDSL TPIN, если я его забыл? На веб-сайте CDSL введите свой BO ID и PAN. Вы можете найти свой идентификатор BO здесь. Вы получите OTP на свой зарегистрированный адрес электронной почты и номер мобильного телефона. Введите свой OTP. Создайте свой собственный TPIN и нажмите «Отправить».
Неделя 4 — Задание 1 Стратегический бизнес План на новый …
… и, как таковой, зарегистрирован в Налоговом управлении Замбии (ZRA) по идентификационному номеру налогоплательщика (TPIN), налогу на добавленную стоимость (НДС) и корпоративному налогу
Узнать больше
Fluke 289. Замечания по применению — UserManual.wiki
9 сентября 2015 г. — …k+nXh2 … +TPIn/OH/mnTtf8AJH5e+a9C8xppktpq9xa+ …
Совет графства Ховард > Зонирование / землепользование > Архив ZRA
Шрифт
А
А
А
АРХИВИРОВАННЫЕ ПОПРАВКИ К ПРАВИЛАМ О ЗОНИРОВАНИИ
На этой странице содержатся прошлые поправки к Правилам зонирования с 2008 г. по настоящее время, заархивированные здесь для исторической справки. Чтобы ознакомиться с текущими поправками к Положениям о зонировании, нажмите здесь.
157
Добавить «Предприятия индивидуального обслуживания, такие как парикмахерские, салоны красоты, салоны оптики, фотографы, портные» в качестве использования, разрешенного на основании права в районе Office Transition (OT).
Демирель Плаза, ООО
9 апреля 2015 г.
7 мая 2015 г.
6 июня 2015 г.
КБ38-2015
Принят с поправками от 31 июля 2015 г.
156
Разъяснить поправку, принятую во время Зонирования Компаний 2013 г., и добавить новый Раздел 127.5.E.3.d. разрешить дальнейшее сокращение коммерческих площадей, необходимых в CAC для определенных объектов недвижимости при условии уплаты дополнительной платы
Atapco Howard Square I Business Trust
4 июня 2015 г. Утвердить с исправлениями
18 июня 2015 г.
25 октября 2015 г.
КБ2-2016
На рассмотрении
155
Разрешить некоторым объектам недвижимости (2 акра или более), расположенным в округе R-20, иметь право подать заявку на получение нового разрешения на условное использование для домашнего подрядчика (раздел 131.0.N.28)
Джонатан и Соня Миллер
17 апреля 2015 г. Отказано
7 мая 2015 г.
6 июня 2015 г.
КБ37-2015
Принят с поправками от 5 октября 2015 г.
154
Внести поправку в Раздел 131.0.N.33.i, Ограниченное условное использование общественных собраний на открытом воздухе, чтобы разрешить использование внутренних помещений существующих ферм во время мероприятий
Роберт и Ф. Максин Уокер
13 апреля 2015 г. Утверждено с изменениями
7 мая 2015 г.
6 июня 2015 г.
КБ39-2015
Принят 5 октября 2015 г.
153
Удалить раздел 112. 1.D.1.c. снять ограничение по длине застройки в зональном округе Р-АПТ
Майкл Л. Бух
15 мая 2015 г.
21 мая 2015 г.
6 июля 2015 г.
КБ36-2015
Принят с поправками от 31 июля 2015 г.
152
Создать новый раздел 107.0.J, чтобы добавить положения, касающиеся использования и подразделения объектов R-ED, которые имеют сервитуты для сохранения сельскохозяйственных земель.
Марша Маклафлин, директор по планированию и зонированию
23 октября 2014 г.
6 ноября 2014 г.
20 ноября 2014 г.
КБ54-2014
Принят 2 февраля 2015 г.
150
Внести поправку в Раздел 127 Правил зонирования (район зонирования MXD), чтобы разрешить возможность предоставления меньшего процента требуемой земли для работы в застройках MXD-6, которые предоставляют жилье для взрослых с ограничениями по возрасту.
Марша С. Маклафлин, директор по планированию и зонированию
1 апреля 2014 г.
17 апреля 2014 г.
24 апреля 2014 г.
КБ19-2014
Принят 2 июня 2014 г.
149
Внести поправки в различные разделы Правил зонирования, касающиеся компостирования.
Член Совета Грег Фокс
3 апреля 2014 г. Отказано в замене на альтернативный
17 апреля 2014 г.
24 апреля 2014 г. Отказано
КБ20-2014
Принят с поправками от 2 июня 2014 г.
148
Внести поправки в Правила зонирования для определения компостирования; сервитут сохранения графства; условное использование для производства компоста и мульчи; и добавить в качестве M-1 использование, разрешенное на основании права, для предприятий по производству компоста и мульчи.
Дейтонское общество охраны сельских районов, ООО
2 апреля 2014 г. Отказано в замене альтернативным
17 апреля 2014 г.
24 апреля 2014 г.
КБ21-2014
Отозвано 2 июня 2014 г.
147
Внести поправку в Раздел 127.4.A, Заявление о целях округа TOD, чтобы отметить, что округ может разрешать полезное использование незастроенного участка района TOD до сборки участков для более крупной застройки TOD, а также может разрешать использование в легкой промышленности. как часть комплекса нежилых помещений при соблюдении определенных критериев, а также внести поправку в Раздел 127.4.B «Использование, разрешенное в качестве права», добавив «Промышленное использование, освещение» в качестве разрешенного использования при соблюдении определенных критериев.
Марша С. Маклафлин, директор по планированию и зонированию
21 ноября 2014 г.
5 декабря 2013 г.
2 января 2014 г.
КБ1-2014
Принят с поправками от 3 февраля 2014 г.
146
Внести поправки в различные разделы Положения о зонировании, чтобы разрешить процесс открытия фермерских пивоварен и их работы в качестве нового вспомогательного сельскохозяйственного использования в округе Ховард.
Марша С. Маклафлин, директор по планированию и зонированию
15 августа 2013 г. 23 августа 2013 г. Приложение
29 августа 2013 г.
12 сентября 2013 г.
КБ44-2013
Принят с поправками 7 октября 2013 г.
145
Внести поправки в правила условного использования в разделах 131.G. и 131.Н.25 для обновления существующих правил условного использования для АЗС.
Независимая бизнес-ассоциация округа Ховард, Inc.
12 декабря 2013 г. Отказано
2 января 2014 г.
20 февраля 2014 г. Отказано
КБ15-2014
Отозвано до введения
144
Создание нового района зонирования, Плавающего округа по улучшению сообщества (CEF).
Марша С. Маклафлин, директор по планированию и зонированию
4 октября 2012 г.
18 октября 2012 г. — продолжение 1 ноября 2012 г.
15 ноября 2012 г.
КБ36-2012
Принят с поправками от 4 февраля 2013 г.
143
Поправки к разделу 127.6: TNC (традиционный районный центр) Overlay District в Правилах зонирования для пересмотра ряда существующих правил в разделах 127.6.C, 127.6.E и 127.6.F.
Товарищество с ограниченной ответственностью Normandy Venture
21 ноября 2014 г. Утверждено с изменениями
6 декабря 2012 г.
17 января 2013 г.
КБ6-2013
Принят с поправками от 4 марта 2013 г.
142
Предусмотреть условное использование в районах зонирования RC и RR, что будет способствовать развитию коммерческих солнечных ферм в округе Ховард, которые будут обеспечивать чистой энергией местные предприятия и способствовать безуглеродной энергии в системе электросетей.
Бит Энерджи Инк.
20 сентября 2012 г. Утверждено с изменениями
18 октября 2012 г.
25 октября 2012 г.
КБ39-2012
Принят с поправками от 3 декабря 2012 г.
141
Внести поправки в Раздел 103: Определения, Раздел 107: Район R-ED (Жилой: Экологическое развитие) и Раздел 128: Дополнительные правила зонирования Района Правил зонирования определенным образом, чтобы дополнить и улучшить вариант обмена плотностью сохранения района, а также внести поправки в Раздел 128. A.1.j Дополнительных правил массовых грузов, чтобы исправить упущение в поправках ZRA 137.
Марша С. Маклафлин, директор по планированию и зонированию
23 августа 2012 г.
9 сентября 2012 г.
20 сентября 2012 г.
КБ33-2012
Принят с поправками 5 ноября 2012 г.
140
Изменить раздел 127.4: TOD (Транзитно-ориентированное развитие).
Kellogg CCP LLC, c/o Preston Scheffenacker Properties, Inc.
6 сентября 2012 г. Утверждено с изменениями
20 сентября 2012 г.
25 октября 2012 г.
КБ38-2012
Принят с поправками от 3 декабря 2012 г.
139
Изменить раздел 125.A.9.f. добавить альтернативные средства для предоставления доступного жилья для новой застройки, расположенной в зональном округе NT (New Town Downtown Columbia Revitalization).
Марша С. Маклафлин, директор по планированию и зонированию
24 мая 2012 г.
21 июня 2012 г.
29 августа 2012 г.
КБ31-2012
Принят 1 октября 2012 г.
138
Изменить раздел 128.J.2.f. отменить требование о том, чтобы участки для самовывоза предприятий, расположенные в районе зонирования RC, имели фасад и прямой доступ к коллектору или магистральной дороге.
Марша С. Маклафлин, директор по планированию и зонированию
30 сентября 2011 г.
20 октября 2011 г.
1 декабря 2011 г.
КБ5-2012
Принят с поправками от 5 марта 2012 г.
137
Внести поправки в различные разделы Положений о зонировании, чтобы разрешить передачу плотности потенциальных участков заполнения в зональных округах R-20, R-12 и R-ED в зональные округа R-SA-8 и R-A-15.
Член Совета Кортни Уотсон
20 октября 2011 г. Утверждено с изменениями
3 ноября 2011 г.
1 декабря 2011 г.
КБ2-2012
Принят с поправками от 5 марта 2012 г.
136
Внести поправки в Положения о зонировании таким образом, чтобы, если в районе MXD-6 использовалась дополнительная жилая плотность, диапазон процентов от общей площади, установленный для использования в рабочих целях в соответствии с гл. 127.С.3.а. будет увеличена с 9-11% до 7-11%.
Компания Липарини
6 октября 2011 г. Отказано
20 октября 2011 г.
1 декабря 2011 г. Отказано
КБ8-2012
Принят 29 марта 2012 г.
135
Внести поправку в Раздел 131.N.43 Постановления о зонировании, чтобы разрешить размещение академий верховой езды/конюшен в пределах 100 футов от существующего жилья (с 20 или менее лошадьми) и 200 существующих жилищ (с 20 лошадьми) на участках в RC /RR Участок более 20 соток.
Вирам Патель
20 октября 2011 г. Утверждено с изменениями
3 ноября 2011 г.
21 декабря 2011 г. Утверждено с изменениями
КБ3-2012
Внесено на рассмотрение 5 марта 2012 г.
134
Изменить раздел 130.B.2.e. Правил зонирования, чтобы установить новое положение, в соответствии с которым одобренные отклонения будут освобождены от возможности стать недействительными для проектов, планы развития которых активно обрабатываются в DPZ.
Марша Маклафлин, директор по планированию и зонированию
23 декабря 2010 г.
13 января 2011 г.
10 февраля 2011 г.
КБ31-2011
Принят с изменениями от 5 июля 2011 г.
133
Внести поправки в Правила зонирования, чтобы исключить «ограниченные общественные собрания на открытом воздухе» в качестве условного использования в округе RC, удалив Раздел 131.N.32 Правил зонирования.
Роберт Стайер
14 февраля 2011 г.
3 марта 2011 г. — продолжение 31 марта 2011 г.
2 марта 2011 г. Отказано
КБ39-2011
Отозвано 6 июня 2011 г.
132
Внести поправки в Положения о зонировании, чтобы исключить похоронные бюро и морги из списка условного использования в районах зонирования RC, RR, R-ED и R-20.
Патрик Марлатт
20 декабря 2010 г. Отказано с рекомендациями
13 января 2011 г. — продолжение 17 февраля 2011 г.
12 мая 2011 г. Отказано
КБ38-2011
Отозван 6 июня 2011 г., отозван 5 июля 2011 г.
131
Внести поправки в раздел «Внеуличная парковка и погрузочные сооружения» Постановления о зонировании, чтобы обновить требования к парковке для похоронных бюро при определенных условиях.
Члены Совета Грег Фокс и Мэри Кей Сигати
23 декабря 2010 г. Утверждено с изменениями
13 января 2011 г. — продолжение 17 февраля 2011 г.
12 мая 2011 г.
КБ37-2011
Принят 5 июля 2011 г.
130
Внести поправки в различные разделы, связанные с открытием и эксплуатацией виноделен в качестве районного фермерского хозяйства в округе Ховард.
Марша Маклафлин, директор по планированию и зонированию
17 мая 2010 г. Утверждено с изменениями 22 июня 2010 г. Приложение
3 июня 2010 г.
17 июня 2010 г.
КБ9-2011
Принят с изменениями от 5 июля 2011 г.
128
Внести поправки в Правила зонирования, чтобы внести поправки в Раздел 102.b., Правоприменение, путем изменения и уточнения процедур уведомления и прав на обжалование для лиц, запрашивающих проверку предполагаемого нарушения зонирования.
Ральф Боллман
23 декабря 2010 г. Утвердить с исправлениями
13 января 2011 г.
10 февраля 2011 г.
КБ8-2011
Принят 4 апреля 2011 г.
122
Внести поправки в раздел 118.B.37 (B-1) и 119.B.63 (B-2) в отношении жилых единиц.
Члены Совета Грег Фокс и Мэри Кей Сигати
24 ноября 2009 г.
10 декабря 2009 г.
10 декабря 2009 г.Отклонен
КБ7-2010
Принят с изменениями от 3 мая 2010 г.
120
Внести поправки в раздел 117. 1 (BR) или объекты RR в районе Marriottsville, чтобы иметь право на плавающую зону BR.
Кадоган Проперти, ООО
23 декабря 2009 г. Утвержден с Дополнением
7 января 2010 г.
4 февраля 2010 г.
КБ6-2010
Умер 5 мая 2010 г.
119
Добавлено новое условное использование для бутик-отелей.
Синтия Линн и Дэвид Линн
1 октября 2008 г. Утверждено с изменениями
3 марта 2010 г. — продолжение 17 июня 2010 г.
16 июля 2010 г. Отказано
КБ7-2012
Принят с поправками 29 марта 2012 г.
118
Внести поправки в Правила зонирования, раздел 127.2 (Район зонирования коридора занятости), чтобы повысить гибкость использования в этой зоне в коридоре Маршрута 1 за счет увеличения количества торговых площадей на первом этаже в офисных зданиях и уменьшить минимальный размер Участков в пределах зона, разрешающая использование, разрешенное в более крупных зонах CE.
компаний ЦРТ
22 октября 2009 г. Частичное утверждение с изменениями
3 декабря 2009 г.
21 января 2010 г.
КБ16-2010
Принят 3 мая 2010 г.
117
Внести поправки в раздел «Дополнительные правила зонирования» Постановления о зонировании, чтобы разрешить размещение пасек в пределах текущего 200-футового отступа на жилых участках при определенных условиях.
Члены Совета Грег Фокс и Мэри Кей Сигати
2 октября 2009 г. Утверждено с изменениями
5 ноября 2009 г. — продолжение 4 февраля 2010 г.
22 апреля 2010 г. Отказано
КБ55-2010
Принят с изменениями от 7 февраля 2011 г.
114
Тим Кин, внести поправки в Правила зонирования округа Ховард, чтобы внести поправку в раздел 103.A.122, чтобы добавить формулировку, предусматривающую, что сохраненный участок не обязательно должен содержать жилые улучшения.
Тим Кин
8 октября 2009 г. Утверждено с изменениями
22 октября 2009 г.
5 ноября 2009 г.
КБ63-2009
Принят 4 января 2010 г.
113
Внести поправки в Район зонирования Нового города и другие разделы Правил зонирования, чтобы облегчить возрождение и реконструкцию центра Колумбии.
Общие свойства роста
13 ноября 2008 г. Утверждено с изменениями
1 октября 2008 г.
17 сентября 2009 г.
КБ59-2009
Принят с изменениями от 1 сентября 2009 г.
112
Касательно ограждений частной жизни.
Марша Маклафлин, директор по планированию и зонированию
1 октября 2008 г.
23 октября 2008 г.
18 февраля 2009 г.
КБ17-2009
Принят 6 апреля 2009 г.
111
Внести поправки в разделы 128.L.3 и 131.N.1(3) Положений о зонировании, касающихся законодательства о соседских участках.
Земельный дизайн и застройка
1 октября 2008 г. Отказано
23 октября 2008 г.
26 января 2009 г. Отказано
КБ13-2009
Отклонено 2 марта 2009 г.
109
Внесение поправок в Правила зонирования округа Ховард для введения нового положения, в соответствии с которым одобренные условные виды использования будут полностью исключены из возможности стать недействительными и не должны будут получать продления для проектов, планы которых обрабатываются в округе Ховард; и в целом относящиеся к условному использованию.
СК Кинг Джордж, ООО
1 октября 2008 г. Отказано
30 октября 2008 г.
26 января 2009 г. Утвердить с исправлениями
КБ12-2009
Принят с поправками от 6 апреля 2009 г.
108
Внести поправку в определение жилья для взрослых с ограничениями по возрасту в разделе 103.A.5 Правил зонирования.
Группа развития Брантли
30 сентября 2008 г. Отказано
23 октября 2008 г. — продолжение 13 ноября 2008 г.
26 января 2009 г. Отказано
КБ11-2009
Ошибка 6 апреля 2009 г.
107
Внести поправки в Правила зонирования, чтобы удалить подраздел «c» из Раздела 131.N.32 «Ограниченные общественные собрания на открытом воздухе».
Роберт и Максин Уокер
30 сентября 2008 г. Утвердить с исправлениями
16 октября 2008 г.
23 ноября 2008 г. Утвердить с исправлениями
КБ6-2009
Принят 2 марта 2009 г.
106 106 — пересмотренный
Внесение поправок в раздел 127.5.B.17 Положения о зонировании — Район CAC, (17 жилых домов,…)
Джеймс Р. Бух-младший и Фрэнсис Бух
30 сентября 2008 г. Отказано
16 октября 2008 г. — продолжение 23 октября 2008 г.
20 ноября 2008 г. Отказано
КБ5-2009
Принят с изменениями от 2 марта 2009 г.
105
Внести поправку в районы зонирования B-1 и B-2, добавив новый подраздел, озаглавленный «Дополнительные требования — Ises в незапланированных зонах обслуживания».
Обеспокоенные граждане округа Вестерн-Ховард, Inc.
1 октября 2008 г. Отказано
30 октября 2008 г. — продолжение 13 ноября 2008 г.
21 января 2009 г. Отказано
КБ10-2009
Отозвано 6 апреля 2009 г.
104
Об изменении отступов коридора 1-го маршрута.
Марша Маклафлин, директор по планированию и зонированию
30 сентября 2008 г.
16 октября 2008 г.
23 октября 2008 г.
КБ3-2009
Принят с изменениями от 2 февраля 2009 г.
103
Внести поправку в раздел 127.1 Правил зонирования, округ PSC, чтобы сделать его перекрывающимся районом.
Horse Farm, LLC и Deep Run Property Management, LLC
30 сентября 2008 г.
16 октября 2008 г.
Октябрь 2008 г.
КБ4-2009
Принят с изменениями от 2 февраля 2009 г.
101
Разрешить неисторическим строениям подавать заявки на условное разрешение на использование в качестве загородной гостиницы.
В зависимости от перекачиваемых сред применяются различные типы насосного оборудования, например, в фармацевтике большее применение находят высокоточные дозирующие, вакуумные, поршневые, мембранные насосы.
Учитывая характер агрессивных сред в насосах используется химически стойкую проточную часть насоса, например, используют: хромоникелевую сталь, хромоникельмолибденовую сталь, резину, титан, кремнистый чугун и т.д.
Производители химических насосов
KSB
Sulzer
Grundfos
Sigma
Haberman
Ливгидромаш
Молдовахидромаш
НТЦ Хидротехника
Турбонасос
Сумское НПО им.Фрунзе
Копейский МЗ
Энергопромагрегат
ЭНА
Катайский насосный завод
ОКТБ Кристал
Южуралгидромаш
Целингидромаш
Краткий обзор производителей химических насосов.
Молдовахидромаш
АО «Молдовахидромаш» является одним из самых крупных производителей насосов стран восточной Европы. В пределах СНГ предприятие продолжает оставаться одним из главных производителей и проектировщиков химических, фекальных, морских, циркуляционных, специальных и других электронасосов. Выпускаемые насосы применяются на предприятиях химической промышленности, на нефтеперерабатывающих предприятиях, в металлургической промышленности и в других отраслях.
Производит следующие типы насосов:
Электронасосы центробежные герметичные типа ЦГ, НГ и АГ
Электронасосы центробежные герметичные специальные типа БЭН-ОС, БЭН-МС, БЭН-ДМС
Электронасосы типа ГНОМ, МТТ, ТТ, ТЭ, АЭН
Эна
Акционерное общество по производству электронасосных агрегатов «ЭНА» создано в 1992 году на базе Щелковского насосного завода, основанного в 1932 году. АО «ЭНА» является одним из ведущих российских производителей насосного оборудования.
Производит следующие типы насосов:
Горизонтальные консольные электронасосные агрегаты типа АХ, Х и моноблочные химические насосы типа ХМ
Полупогружные электронасосные агрегаты типов ТХИ, ХП, ХИО, ХВС-Ж, АХП, АХПО и НВ
Энергопромагрегат
Одним из основных направлений работы предприятия ООО «Энергопромагрегат» является продажа химических насосов для различных отраслей химической и нефтехимической промышленности, начиная с 1991 года. Компанией налажен полный цикл собственного производства насосов, от проектирования, литья, механической обработки, до сборки и поставки его потребителю. Наличие собственной лаборатории позволяет контролировать и гарантировать качество изделий.
Горизонтальные химические насосы типа Х, ХМ, ТХ, АХ.
Катайский насосный завод
АО «Катайский насосный завод» занимается проектированием и производством насосов для различных отраслей промышленности.
Среди продукции компании следующие типы насосов:
Химические насосы типа АХ-Е, Х, ХМ, ХД.
Химические насосы типа ХО, АХ, АХО, ТХ.
ГМС Ливгидромаш
Более 70 лет АО «ГМС Ливгидромаш» является одним из лидеров российского рынка насосостроения. Компания осуществляет разработку и производство более 1000 типоразмеров насосов для различных отраслей промышленности: нефтегазовой отрасли, тепловой и атомной энергетики, водного хозяйства и ЖКХ, судостроения, химической, металлургической, горнодобывающей и других отраслей.
«ГМС Ливгидромаш» производит насосы для химически активных сред серий DeLium (ДеЛиум), Kordis (Кордис), Х, 2ВВ, 2ВГ, Н1В, Д, 1Д, 2Д, КМ-Е, ВК, ВКС (1Г,2Г), НДс, НДв, К-Е, ЦН, Бурун СХ, ВС, РШ, КВ.
Турбонасос
АО «Турбонасос» с 1992 г. активно участвует в основных институциональных преобразованиях и модернизации стратегических отраслей национальной экономики в качестве национального рыночно ориентированного и конкурентоспособного производителя современной машиностроительной продукции специального и гражданского назначения. В настоящее время компания занимается изготовлением импортозамещающей промышленной продукции гражданского назначения для нефтегазовой, химической и горно-металлургической отраслей национальной экономики.
Среди продукции компании химические электронасосные агрегаты серии ХГН, ХВН.
Сумское НПО
Компания «Сумское НПО» выполняет полный спектр работ по разработке, производству, монтажу, пуско-наладке, гарантийному и послегарантийному обслуживанию технологического оборудования и комплектных объектов для различных отраслей промышленности.
Для химической, нефтяной и газовой промышленности компания изготавливает центробежные насосы из коррозионностойких и титановых сплавов, что обеспечивает возможность их применения для высокоагрессивных сред.
Компания выпускает консольные химические насосы марок ХМЕ, Х, ХЕ и химические полупогружные насосы ХПВ и ХПЕ:
Стандарт API 610
В нефтяной, нефтехимической и газовых отраслях получили распространение насосы, соответствующие стандартам API 610 (ISO 13709)
Стандарт API 610 описывает требования к насосам, которые используются для перекачивания кислот, расплавов солей, нефти и продуктов ее перегонки, сжиженного газа, спиртосодержащих жидкостей, технической воды.
Характеристики насосов по стандарту API 610
Требования данного документа могут быть применены не ко всем насосам, используемым для промышленных нужд, а лишь к тем, которые соответствуют следующим параметрам:
Производительность — от 0,5 до 10 тысяч метров кубических жидкости в час;
Температурный диапазон перекачиваемых сред — от -50 до +550°С;
Плотность среды — до 3500 кг/м. куб.;
Содержание примесей до 30%
Давление на корпус до 600 Бар.
Основные преимущества насосов, соответствующих стандарту API 610
Основное достоинство состоит в том, что данный документ предусматривает максимальный срок службы насосного оборудования — не менее 20 лет при межремонтном ресурсе 3 года. Корпус насоса способен выдерживать огромные нагрузки при температурах не менее 150 градусов и при давлении до 600 Бар. При этом плотность перекачиваемых жидкостей может быть очень высокой.
Отдельное внимание уделяется конструкции насосов и качеству применяемых деталей:
Установка цельнолитого рабочего колеса;
Вал с высоким уровнем жесткости и прочности на изгиб;
Подшипники с ресурсом не менее 25 тысяч мотор-часов;
Наличие съемных колец износа для минимизации временных затрат на обслуживание.
При соблюдении таких условий максимальное биение вала не будет превышать 0,025 мм. Если насос устанавливается на плиту-основание, она должна быть изготовлена по стандартной схеме с канавками и поддоном для сбора стоков. Вибрация не должна превышать 3 мм/с.
Требования API 610 могут быть применены к насосам различных модификаций: консольные, вертикальные, двухопорные, полупогружные, одно- или многоступенчатые, двухкорпусные. В качестве материала корпуса и проточной части могут быть использованы чугун, хромистая, углеродистая, нержавеющая сталь, а также различные сплавы.
Типовая идентификация классификации насосов
Тип насоса
Ориентация
Типовой код
Центробежные насосы
Консольные
С гибкой связью
Горизонтальный
Монтируемый на лапах
ОН1
С опорой центральной линии
ОН2
Вертикальный рядный с консольной опорой
—
ОН3
С жесткой связью
Вертикальный рядный
—
ОН4
С непосредственным соединением
Вертикальный рядный
—
ОН5
Высокоскоростной, целиком зубчатый
—
ОН6
Между подшипниками
1и 2-ступенчатые
Разделенные по оси
—
ВВ1
Радиально разделенные
—
ВВ2
Многоступенчатые
Разделенные по оси
—
ВВ3
Радиально разделенные
Одиночная обшивка
ВВ4
Двойная обшивка
ВВ5
Вертикально подвешенные
Одиночная обшивка
Слив через колонну
Диффузор
VS1
Спираль
VS2
Осевой поток
VS3
Отдельный слив
Вал передачи
VS4
Консоль
VS5
Двойная обшивка
Направляющий аппарат (диффузор)
—
VS6
Спираль
—
VS7
Обозначения и описания насосов
Насос типа ОН1
Монтируемые на лапах одноступенчатые консольные насосы должны обозначаться как насосы типа ОН1. (Этот тип насосов не удовлетворяет всем требованиям этого Международного стандарта).
Насос типа ОН2
Монтируемые по центральной линии, одноступенчатые консольные насосы должны обозначаться как насосы типа ОН2. Они имеют один корпус подшипников, поглощающий все усилия, возникающие вследствие работы вала насоса, и сохраняющий во время работы положение ротора. Эти насосы монтируются на основании и гибко соединяются со своими приводами.
Насос типа ОН3
Вертикальные, рядные, одноступенчатые консольные насосы с раздельными кронштейнами подшипников должны обозначаться как насосы типа ОН3. Они имеют корпус подшипников, общий с насосом, чтобы поглощать нагрузки, действующие на насос. Эти насосы и их приводы гибко соединены.
Насос типа ОН4
Жестко связанные, вертикальные, рядные, одноступенчатые консольные насосы должны обозначаться как насосы типа ОН4. У жестко связанных насосов их валы жестко соединятся с валом привода. (Этот тип насосов не удовлетворяет всем требованиям этого Международного стандарта).
Насос типа ОН5
Вертикальные, рядные, одноступенчатые консольные насосы с непосредственным соединением должны обозначаться как насосы типа ОН5. У насосов с непосредственным соединением их импеллеры монтируются непосредственно на валу привода и жестко соединяются с валом привода. (Этот тип насосов не удовлетворяет всем требованиям этого Международного стандарта).
Насос типа ОН6
Высокоскоростные, интегральные, одноступенчатые консольные насосы с редукторами должны обозначаться как насосы типа ОН6. Эти насосы имеют встроенную повышающую коробку передач. Импеллер монтируется непосредственно на выходном валу этой коробки передач. Между редуктором и насосом нет муфты; однако коробка передач гибко соединена со своим приводом. Эти насосы могут быть ориентированы как вертикально, так и горизонтально.
Насос типа ВВ1
Разделяемые по оси, одно- и двухступенчатые насосы, расположенные между подшипниками, должны обозначаться как насосы типа ВВ1.
Насос типа ВВ2
Радиально разделяемые, одно- и двухступенчатые насосы, расположенные между подшипниками, должны обозначаться как насосы типа ВВ2.
Насос типа ВВ3
Разделяемые по оси, многоступенчатые насосы, расположенные между подшипниками, должны обозначаться как насосы типа ВВ3.
Насос типа ВВ4
Радиально разделяемые, многоступенчатые насосы, расположенные между подшипниками, и имеющие одну обшивку, должны обозначаться как насосы типа ВВ4. Эти насосы называются также насосами с кольцевыми секциями, насосы с сегментированными кольцами или насосы со стяжками. Эти насосы имеют потенциальный маршрут утечки между каждым сегментом. (Этот тип насосов не удовлетворяет всем требованиям этого Международного стандарта).
Насос типа ВВ5
Радиально разделяемые, многоступенчатые насосы, расположенные между подшипниками и имеющие двойные обшивки, должны обозначаться как насосы типа ВВ5.
Насос типа VS1
Дренажные, вертикально подвешиваемые насосы с направляющим аппаратом, имеющие одну обшивку и слив через колонну, должны обозначаться как насосы типа VS1.
Насос типа VS2
Дренажные, вертикально подвешиваемые спиральные насосы, имеющие одну обшивку и слив через колонну, должны обозначаться как насосы типа VS2.
Насос типа VS3
Дренажные, вертикально подвешиваемые осевые насосы, имеющие одну обшивку и слив через колонну, должны обозначаться как насосы типа VS3.
Насос типа VS4
Вертикально подвешиваемые, спиральные, с приводом от карданного вала, дренажные насосы, имеющие одну обшивку и слив через колонну, должны обозначаться как насосы типа VS4.
Насос типа VS5
Вертикально подвешиваемые, консольные, дренажные насосы должны обозначаться как насосы типа VS5.
Насос типа VS6
Вертикально подвешиваемые дренажные насосы с направляющим аппаратом и двойной обшивкой должны обозначаться как насосы типа VS6.
Насос типа VS7
Вертикально подвешиваемые спиральные насосы с двойной обшивкой должны обозначаться как насосы типа VS7.
04.12.2020
Вертикальные полупогружные химические насосы
Отображение 1–15 из 115
Нет данных о совместимости
Полупогружной насос Argal KME 04.08
Полупогружной насос Argal KME 04.08 Полупогружные центробежные насосы Италия
В корзинуКупить в 1 клик
Нет данных о совместимости
Полупогружной насос Argal KME 06.08
Полупогружной насос Argal KME 06.08 Полупогружные центробежные насосы Италия
В корзинуКупить в 1 клик
Нет данных о совместимости
Полупогружной насос Argal KME 06.
10
Полупогружной насос Argal KME 06.10 Полупогружные центробежные насосы Италия
В корзинуКупить в 1 клик
Нет данных о совместимости
Полупогружной насос Argal KME 10.10
Полупогружной насос Argal KME 10.10 Полупогружные центробежные насосы Италия
В корзинуКупить в 1 клик
Нет данных о совместимости
Полупогружной насос Argal KME 10.15
Полупогружной насос Argal KME 10.15 Полупогружные центробежные насосы Италия
В корзинуКупить в 1 клик
Нет данных о совместимости
Полупогружной насос Argal KME 16.15
Полупогружной насос Argal KME 16. 15 Полупогружные центробежные насосы Италия
В корзинуКупить в 1 клик
Нет данных о совместимости
Полупогружной насос Argal KME 16.20
Полупогружной насос Argal KME 16.20 Полупогружные центробежные насосы Италия
В корзинуКупить в 1 клик
Нет данных о совместимости
Полупогружной насос Argal KME 20.20
Полупогружной насос Argal KME 20.20 Полупогружные центробежные насосы Италия
В корзинуКупить в 1 клик
Нет данных о совместимости
Полупогружной насос Argal KME 20.25
Полупогружной насос Argal KME 20.25 Полупогружные центробежные насосы Италия
В корзинуКупить в 1 клик
Нет данных о совместимости
Полупогружной насос Argal KME 30.
25
Полупогружной насос Argal KME 30.25 Полупогружные центробежные насосы Италия
В корзинуКупить в 1 клик
Нет данных о совместимости
Полупогружной насос Argal KME 30.30
Полупогружной насос Argal KME 30.30 Полупогружные центробежные насосы Италия
В корзинуКупить в 1 клик
Насосы Debem IM стоит купить для использования в химической и золотодобывающей промышленности, машиностроении и металлургии.
Насосы имеют герметичную конструкцию без внутренних механических уплотнений. Это обеспечивает длительный срок эксплуатации оборудования. Насос работает от электродвигателя с максимальной частотой вращения 3000 об/мин. В линейке представлены модификации с производительностью от 6 до 75 куб. м/ч. Проточная часть изготавливается из полипропилена (PP) или поливинилиденфторида (PVDF). Насос может использоваться для перекачивания жидкостей с нерастворимыми частицами диаметром от 7 до 11 мм в зависимости от модификации. При установке насос должен быть погружен в емкость, а его корпус располагается строго в вертикальном положении. Перед использованием насоса важно убедиться в совместимости материала корпуса с рабочей средой.
• Конструкция позволяет заменить двигатель без демонтажа насоса. • Различные материалы корпуса позволяют выбрать насос для рабочей среды с любыми характеристиками. • Простая конструкция не требует сложного технического обслуживания. • Корпус не имеет сварных соединений. Это обеспечивает высокую герметичность и длительный срок службы. • Насос может использоваться для перекачивания сильно загрязненных жидкостей. • Возможна поставка без двигателя.
Вертикальные насосы | Зульцер
Автоматизированные услуги по наплавке сварных швов
Ремонтные работы
Оффшорные услуги
Проекты масштаба завода
Услуги башни
Оборотные услуги
Безопасность
Глобальные ресурсы и возможности
Лицензирование технологии Sulzer GTC
Технологии очистки промышленных сточных вод
Технологические услуги
Проверка процесса
Исследования и концептуальные проекты
Испытательные установки
Запасные части
Баланс завода
Разобрать механизм с целью понять, как это работает
Производство катушек
Онлайн заказ катушки
Детали газовых турбин
Части паровой турбины
Детали компрессора
Оригинальные запчасти
Сервисные комплекты для насосов и мешалок
Запчасти для мешалок SALOMIX™
Сервисные центры
Услуги по воде, сточным водам и продуктам обезвоживания
Сервисные центры водоснабжения, водоотведения и водоотведения
Сервис насосов для воды и сточных вод
Тестирование воды и сточных вод
Сервис для миксеров и мешалок
Сервис турбокомпрессоров и аэраторов
Услуга по обезвоживанию в строительстве
Запасные части и комплекты для сточных вод и продуктов обезвоживания
Подготовка
АБСЕЛЬ обучение
Sulzer Academy для насосов и систем
Тестирование
Цифровые решения
СИНЯЯ КОРОБКА™
Онлайн-сервисы Sulzer Sense
Решение для мониторинга состояния Sulzer Sense
Программные решения для управления и мониторинга
Инструменты выбора Sulzer
Онлайн-инструмент для настройки насосов Sulzer Select
Инструмент выбора насосов для воды и сточных вод ABSEL
Карьера
Вертикальные насосы
Sulzer используются в системах с низким кавитационным запасом (NPSH), криогенными температурами, где требуется вертикальный подъем, а также в отстойниках и системах охлаждающей воды.
Вертикальные насосы Sulzer с диапазоном расхода от 8 до 45 000 м 3 /ч (от 40 до 200 000 галлонов США в минуту). Они генерируют напор от 2 м до 2 600 м (от 7 до 8 500 футов), имеют от 1 до 40 ступеней, работают со скоростью от 180 до 6 000 об/мин и работают при температуре от -160 до +200 °C (- от 260 до 400 °F).
Применение и характеристики
• Низкий кавитационный запас • Высокая производительность • Высокий напор на ступень • Меньше ступеней, более короткий всасывающий патрубок • Высокая эффективность • Высокая надежность
Вертикальные погружные насосы
Вертикальные погружные насосы
Вертикальный многоступенчатый насос VMS
Как мы можем вам помочь?
Поговорите или напишите нашим специалистам, чтобы найти лучшее решение.
Зульцер Селект
Техническая информация доведена до наших клиентов
События
Добавьте ключевые слова
Свяжитесь с нами
North Ridge HTM-V Vertical Immersion Centrifugal Chemical Pumps
NR-HTM-V Vertical Immersion Centrifugal Chemical Pumps
Flow Rate
Up to 22 m³/h
Head ( Давление)
До 20 метров
Доступные размеры
2” — 3”
9015 Рабочая температура 909158
9
Up to 90°C
Column Length
Up to 320 mm
Construction Materials
PP / PVDF
North Ridge Химические насосы — это насосы для тяжелых условий эксплуатации, предназначенные для работы с кислотами, высококоррозионными химическими веществами и опасными жидкостями в целом. Наш ассортимент химических насосов NR насчитывает более 17 различных типов насосов с широким выбором высококачественных химически стойких конструкционных материалов, таких как PP, PVDF, AISI. и ASTM 316 Нержавеющая сталь и ТИТАН.
Благодаря высокой химической стойкости и широкому модельному ряду насосов насосы NR могут использоваться для перекачивания широкого спектра жидкостей, наиболее распространенными из которых являются перекачка химикатов, очистка воды, моющие средства и перекачка топлива.
NR Chemical Pump Rage is as follows:
Magnetic Drive Centrifugal Pumps
Magnetic Turbine Pumps
Magnetic Rotary Vane Pumps
Mechanically Sealed Centrifugal Pumps
Жидкостно-кольцевые вакуумные насосы
Вертикальные погружные центробежные насосы
* Самовсасывающий Mag. Также доступны приводные насосы.
Насосы NR-HTM-V представляют собой вертикальные погружные центробежные насосы с магнитным приводом, предназначенные для перекачивания высококоррозионных и опасных жидкостей. Эти насосы не имеют уплотнений, т. е. не имеют механического уплотнения, жидкость находится внутри соединительной камеры. и, как следствие, предотвращение выброса жидкости и утечки жидкости, кроме того, что она невероятно безопасна, маг. Приводные насосы также являются безотходными, что означает нулевые потери перекачиваемого продукта, поскольку жидкость всегда находится внутри насоса, поэтому эти насосы являются идеальным решением для перекачивания дорогих, легковоспламеняющихся и токсичных химикатов.
Еще одна замечательная особенность этих насосов заключается в том, что они не требуют выравнивания двигателя и насоса, поскольку конструкция внутренней магнитной муфты предотвращает любое смещение вала. Наша линейка насосов NR-HTM соответствует всем европейским нормам по охране окружающей среды и безопасности, а также производственным стандартам.
Наша серия насосов NR-HTM-V соответствует всем европейским нормам по охране окружающей среды и безопасности, а также производственным стандартам.
Компьютерная грамотность предполагает наличие представления о пяти поколениях ЭВМ, которое Вы получите после ознакомления с данной статьей. Когда говорят о поколениях, то в первую очередь говорят об историческом портрете электронно-вычислительных машин (ЭВМ).
Содержание: 1. Первое поколение ЭВМ 2. ЭВМ второго поколения 3. Третье поколение 4. ЭВМ четвертого поколения 5. Пятое поколение
Фотографии в фотоальбоме по истечении определенного срока показывают, как изменился во времени один и тот же человек. Точно так же поколения ЭВМ представляют серию портретов вычислительной техники на разных этапах ее развития.
Всю историю развития электронно-вычислительной техники принято делить на поколения. Смены поколений чаще всего были связаны со сменой элементной базы ЭВМ, с прогрессом электронной техники. Это всегда приводило к росту быстродействия и увеличению объема памяти.
Кроме этого, как правило, происходили изменения в архитектуре ЭВМ, расширялся круг задач, решаемых на ЭВМ, менялся способ взаимодействия между пользователем и компьютером.
ЭВМ первого поколения
Электровакуумные лампы
ЭВМ первого поколения были ламповыми машинами 50-х годов. Их элементной базой были электровакуумные лампы. Эти ЭВМ были весьма громоздкими сооружениями, содержавшими в себе тысячи ламп, занимавшими иногда сотни квадратных метров территории, потреблявшими электроэнергию в сотни киловатт.
Например, одна из первых ЭВМ – ENIAC представляла собой огромный по объему агрегат длиной более 30 метров. Эта машина содержала 18 тысяч электровакуумных ламп и потребляла около 150 киловатт электроэнергии.
Для ввода программ и данных применялись перфоленты и перфокарты. Не было монитора, клавиатуры и мышки.
Использовались эти машины, главным образом, для инженерных и научных расчетов, не связанных с переработкой больших объемов данных.
В 1949 году в США был создан первый полупроводниковый прибор, заменяющий электронную лампу. Он получил название транзистор.
ЭВМ второго поколения
Транзисторы
В 60-х годах транзисторы стали элементной базой для ЭВМ второго поколения. Машины стали компактнее, надежнее, менее энергоемкими. Возросло быстродействие и объем внутренней памяти. Большое развитие получили устройства внешней (магнитной) памяти: магнитные барабаны, накопители на магнитных лентах.
В этот период стали развиваться языки программирования высокого уровня: ФОРТРАН, АЛГОЛ, КОБОЛ. Составление программы перестало зависеть от конкретной модели машины, сделалось проще, понятнее, доступнее.
В 1959 г. был изобретен метод, позволивший создавать на одной пластине и транзисторы, и все необходимые соединения между ними. Полученные таким образом схемы стали называться интегральными схемами или чипами. Изобретение интегральных схем послужило основой для дальнейшей миниатюризации компьютеров.
В дальнейшем количество транзисторов, которое удавалось разместить на единицу площади интегральной схемы, увеличивалось приблизительно вдвое каждый год.
ЭВМ третьего поколения
Микросхемы
Третье поколение ЭВМ создавалось на новой элементной базе – интегральных схемах (ИС).
ЭВМ третьего поколения начали производиться во второй половине 60-х годов, когда американская фирма IBM приступила к выпуску системы машин IBM-360. Немного позднее появились машины серии IBM-370.
В Советском Союзе в 70-х годах начался выпуск машин серии ЕС ЭВМ (Единая система ЭВМ) по образцу IBM 360/370. Скорость работы наиболее мощных моделей ЭВМ достигла уже нескольких миллионов операций в секунду. На машинах третьего поколения появился новый тип внешних запоминающих устройств – магнитные диски.
Успехи в развитии электроники привели к созданию больших интегральных схем (БИС), где в одном кристалле размещалось несколько десятков тысяч электрических элементов.
Микропроцессор
В 1971 году американская фирма Intel объявила о создании микропроцессора. Это событие стало революционным в электронике.
Микропроцессор – это миниатюрный мозг, работающий по программе, заложенной в его память.
Соединив микропроцессор с устройствами ввода-вывода и внешней памяти, получили новый тип компьютера: микро-ЭВМ.
ЭВМ четвертого поколения
Микро-ЭВМ относится к машинам четвертого поколения. Наибольшее распространение получили персональные компьютеры (ПК). Их появление связано с именами двух американских специалистов: Стива Джобса и Стива Возняка. В 1976 году на свет появился их первый серийный ПК Apple-1, а в 1977 году – Apple-2.
Однако с 1980 года «законодателем мод» на рынке ПК становится американская фирма IBM. Ее архитектура стала фактически международным стандартом на профессиональные ПК. Машины этой серии получили название IBM PC (Personal Computer). Появление и распространение ПК по своему значению для общественного развития сопоставимо с появлением книгопечатания.
С развитием этого типа машин появилось понятие «информационные технологии», без которых невозможно обойтись в большинстве областей деятельности человека. Появилась новая дисциплина – информатика.
ЭВМ пятого поколения
Они будут основаны на принципиально новой элементной базе. Основным их качеством должен быть высокий интеллектуальный уровень, в частности, распознавание речи, образов. Это требует перехода от традиционной фон-неймановской архитектуры компьютера к архитектурам, учитывающим требования задач создания искусственного интеллекта.
Таким образом, для компьютерной грамотности необходимо понимать, что на данный момент создано четыре поколения ЭВМ:
1-ое поколение: 1946 г. создание машины ЭНИАК на электронных лампах.
2-ое поколение: 60-е годы. ЭВМ построены на транзисторах.
3-ье поколение: 70-е годы. ЭВМ построены на интегральных микросхемах (ИС).
4-ое поколение: Начало создаваться с 1971 г. с изобретением микропроцессора (МП). Построены на основе больших интегральных схем (БИС) и сверх БИС (СБИС).
Пятое поколение ЭВМ строится по принципу человеческого мозга, управляется голосом. Соответственно, предполагается применение принципиально новых технологий. Огромные усилия были предприняты Японией в разработке компьютера 5-го поколения с искусственным интеллектом, но успеха они пока не добились.
Фирма IBM тоже не намерена сдавать свои позиции мирового лидера, например, Японии. Мировая гонка за создание компьютера пятого поколения началась еще в 1981 году. С тех пор еще никто не достиг финиша. Поживем – увидим.
P.S. Статья закончилась, но можно еще прочитать:
1. Аналитическая машина Бэббиджа
2. Леди Ада Лавлейс и первая компьютерная программа
3. Может ли компьютер быть умнее человека?
4. Пять возможностей сотовых телефонов, которых не хватает в наши дни
5. Виртуальная интерактивность: что такое VR, MR, AR и их отличия
Получайте актуальные статьи по компьютерной грамотности прямо на ваш почтовый ящик. Уже более 3.000 подписчиков
.
Важно: необходимо подтвердить свою подписку! В своей почте откройте письмо для активации и кликните по указанной там ссылке. Если письма нет, проверьте папку Спам.
5 поколение компьютеров.
Компьютер будущего: краткое описание
Первые электронно-вычислительные машины (ЭВМ), или компьютеры, были созданы в 30-40-х годах XX века. Их появление, собственно говоря, и знаменовало начало современного этапа развития информационных технологий. На данный момент повсеместно используется 5 поколение компьютеров, однако деление вычислительных систем на поколения весьма условно.
Первое поколение ЭВМ
Началом создания электронных вычислительных машин принято считать разработки немецких электронщиков, использовавших для вычислений электромеханические реле. Затем технологический прорыв совершили американцы, заменившие реле электронными вакуумными лампами.
Первые вычислительные машины на электромеханических реле в 1938-41 годах были созданы в Германии (модели Z1/Z2), затем технологию переняли англичане.
Первый суперкомпьютер «Марк I», размерами превосходивший половину футбольного поля, был создан усилиями IBM в США (1944 г.).
Первый универсальный ламповый компьютер ENIAC, сконструированный американским инженером-электронщиком Джоном Эккертом (Eckert) и американским физиком Джоном Моучли (Mauchly), предназначенный в первую очередь для решения задач баллистики, имел почти 20 000 электронных ламп и 1500 реле. Монстр потреблял до 150 кВт энергии.
Второе поколение ЭВМ
Особенностью следующего поколения развития компьютеров является переход с вакуумных ламп на изобретенные в 1948 году транзисторы. Первый транзисторный электронно-вычислительный центр NCR-304 собран в США фирмой NCR в 1954 году, однако широкое распространение подобные компьютеры получили к 1960 году.
Третье поколение ЭВМ
Базировалось на интегральных схемах (начало 1960-х). Иногда интегральную схему называют микросхемой, или чипом (chip в переводе с английского – «щепка»). C 1965 года был начат выпуск одной из лучших машин третьего поколения IBM/360, семейство этих машин состояло из семи моделей. Кстати, 5 поколение компьютеров принципиально не очень отличается от старичка IBM и является скорее эволюцией ЭВМ, чем революцией.
Четвертое поколение
Возникновение четвертого поколения ЭВМ связано с усовершенствованием интегральных схем. В 1950 году американец К. Ларк-Горовиц (Lark-Horovitz) заострил внимание на возможности нейтронного легирования химического элемента германия. Этот метод в начале 60-х начали применять к кремнию: на его сверхчистых пластинах начали производить методом интегральной технологии так называемые большие интегральные схемы (БИС), затем – сверхбольшие интегральные схемы (СБИС):
БИС содержит 1000-10 000 элементов в кристалле полупроводника (обычно на поверхности кристалла).
СБИС содержит свыше 10 000 элементов.
Возникновение БИС и СБИС сделало возможным появление микропроцессоров.
Пятое поколение ЭВМ
По большому счету компьютеры пятого поколения и четвертого имеют столько общих признаков, что многие специалисты объединяют их в одно поколение. Принято считать, что к пятому относятся компактные персональные ЭВМ, предназначенные для работы одного-двух пользователей. Первый ПК «Альтаир 8800» фирмы MITS (Micro Instrumentation and Telemetry Systems) увидел свет в 1975 году. Годом позже свои «персоналки» Apple I (1976) и Apple II (1977) представила Apple Computer. После выхода культового ПК IBM PC в 1981 году персональные компьютеры окончательно покорили мир.
Альтернативная точка зрения
Споры о том, корректно ли признавать 5 поколение компьютеров как нечто революционно новое, ведутся давно. Если разделять поколения ЭВМ по элементной базе, то выясняется, что даже между третьим и четвертым поколениями грань весьма тонкая, но здесь можно говорить хотя бы о появлении микропроцессоров.
Сам термин «компьютеры пятого поколения» в настоящий момент является неопределенным и применяется во многих смыслах. Некоторые специалисты считают точкой отсчета создание двухъядерного ПК в 2005 году.
Смартфон вместо ЭВМ?
Аналитики часто рассуждают, каким будет персональный компьютер будущего – не суперкомпьютер для масштабных задач, а именно ПК. Нынешний этап развития информационно-коммуникационных технологий характеризуется чрезвычайно быстрым и почти одновременным развитием компьютерных сетей (особую роль сыграло возникновение всемирной сети Internet, на основе которой работает Всемирная паутина – World Wide Web) и мобильной связи. Причем современный смартфон вобрал в себя, по сути дела, все функции персонального компьютера.
Как сетевые компьютерные технологии, так и технологии мобильной радиосвязи постоянно совершенствуется, поэтому грядущие перемены в краткосрочной перспективе серьезные аналитики видят в минимализации устройств без потери производительности. Если в настоящее время преобладают настольные (стационарные) ПК, которые постепенно вытесняются ноутбуками, лэптопами, ультрабуками и планшетными компьютерами, то вскоре всех их могут заменить компьютеры нового поколения на базе модернизированных смартфонов.
Особую роль здесь должно сыграть появление гибких дисплеев, которые уже производятся в США и Японии с 2008 года. Кстати, гибкие гаджеты, которые складываются, как книга, либо их дисплеи сворачиваются в трубочку, уже созданы (в статье вы видите их фото).
Компьютеры будущего
Главные надежды в этом направлении связаны с оптическими (фотонными) ЭВМ. Идея оптических (фотонных) вычислений – вычислений, производимых с помощью фотонов, которые сгенерированы лазерами или диодами, – имеет достаточно давнюю историю. Преимущества очевидны: используя фотоны (движущиеся со скоростью света), возможно достигнуть несравнимо более высоких скоростей передачи сигнала, чем используя электроны (как в нынешних компьютерах).
Это станет принципиальным прорывом в сфере hardware и позволит создать революционно новое (настоящее) 5 поколение компьютеров. Идея фотонной ЭВМ стала обретать материальную силу после того, как в Массачусетском технологическом институте (США) в 1969 году была предсказана, а в 1976 наблюдалась на опыте оптическая метастабильность. Для приборов, работающих на основе этого явления, требуется полупроводник, прозрачный в одной области спектра и непрозрачный в другой, с резко нелинейной оптической характеристикой (например, антимонид индия). Логические схемы на таких оптических элементах могут работать со скоростью 1000 млрд логических операций в секунду.
В июле 2014 года в Институте Вейцмана (Израиль) создан фотонный маршрутизатор – устройство, основанное на одном-единственном атоме, способном переключаться из одного квантового состояния в другое, и позволяющее направлять единичные кванты света по заданному маршруту. Фотонный маршрутизатор – ключевой элемент, который позволит создать первый фотонный компьютер будущего.
Программная среда
В сфере brainware возможные прорывы связаны с развитием математики – теории автоматов и тесно связанной с ней теории алгоритмов, теории вычислимости и теории вычислительной сложности. Теория автоматов и теория алгоритмов – разделы классической математической логики, в которых внимание сфокусировано на вопросе о том, что можно автоматизировать или вычислить.
К теории алгоритмов примыкает теория вычислимости (теория рекурсивных функций). Теория вычислительной сложности (или теория сложности вычислений) – еще один раздел дискретной математики, тесно связанный с информатикой. Основной вопрос этой теории: «Какое количество ресурсов необходимо для вычислений (если проблема вычислимости решена)?» Для многочисленных приложений особую роль приобретает развитие теории графов.
Искусственный интеллект (IE)
В научно-фантастических фильмах и литературе будущее поколение ЭВМ часто представляется как некий искусственный разум, решающий за людей большинство задач, а в некоторых случаях («Матрица», «Терминатор») подчиняющий человечество. Такие фильмы и печатные произведения заставляют задуматься, нужен ли обществу IE, подогревая интерес впечатляющими видеокадрами и фото.
Компьютеры будущего действительно планируется наделить элементами продвинутого искусственного интеллекта, однако они ничего общего не будут иметь со «страшилками» голливудских блокбастеров. Для решения задач искусственного интеллекта, в частности для создания интеллектуальных систем поддержки принятия решений (ИСППР), все шире применяются нетрадиционные разделы математики, такие как теория нечетких множеств и нечеткая логика, а также теория возможностей и теория вероятностей.
Выводы
Современные вычислительные системы и информационные технологии находят и будут находить все более широкое применение в самых разных областях человеческого бытия – в науке и технике, в образовании и культуре, в производстве, на транспорте и в сфере обслуживания. Они формируют стиль жизни современного человека, его культуру, восприятие мира и образ действий. Однако развитие этих технологий несет в себе немало опасностей. Поэтому дальнейшее совершенствование информационно-коммуникационных средств должно идти рука об руку с гуманизацией общества.
Поколения компьютеров — Основы компьютеров
Современный компьютер приобрел свою форму с приходом вашего времени. Эволюция компьютеров началась примерно в 16 веке. Первоначальный компьютер претерпел множество изменений, очевидно, в лучшую сторону. Он постоянно совершенствовался с точки зрения скорости, точности, размера и цены, чтобы стать модным повседневным компьютером. Этот длительный период часто удобно делить на последующие фазы, называемые компьютерными поколениями:
Компьютеры первого поколения (1940-1956)
Компьютеры второго поколения (1956-1963)
Компьютеры третьего поколения (1964-1971 гг.)
Компьютеры пятого поколения (современные и будущие)
Прежде чем появились графические калькуляторы, электронные таблицы и системы компьютерной алгебры, математики и изобретатели искали решения, облегчающие бремя вычислений.
Ниже представлены 8 механических калькуляторов до изобретения современных компьютеров.
1. Счеты (ок. 2700 г. до н.э.)
2. Калькулятор Паскаля (1652)
3. Ступенчатый счетчик (1694)
4. Арифмометр (1820)
6. Разностная машина (1822)
7. Аналитическая машина (1834)
8. Миллионер (1893)
Компьютеры первого поколения: электронные лампы (1940-1956)
В основе компьютеров первого поколения лежало хрупкое стеклянное устройство, которое называлось вакуумными трубками. Эти компьютеры были очень тяжелыми и очень большими по размеру. Они были не очень надежными, и программирование на них было очень утомительной задачей, поскольку они использовали язык программирования высокого уровня и не использовали ОС. Компьютеры первого поколения использовались для вычислений, хранения и управления. Они были слишком громоздкими и большими, чтобы нуждаться в полной комнате и потреблять гниль электричества.
Основные компьютеры первого поколения:
ENIAC: Электронный числовой интегратор и компьютер, созданный Дж. Преспером Эккертом и Джоном В. Мочли, был компьютером общего назначения. Он был очень тяжелым, большим и содержал 18 000 электронных ламп.
EDVAC: Электронный автоматический компьютер с дискретными переменными был разработан фон Нейманом. Он мог хранить данные также как инструкции, и, таким образом, скорость была увеличена.
UNIVAC: Универсальный автоматический компьютер был разработан в 1952 Эккерта и Мочли.
Основные характеристики компьютеров первого поколения:
Основной электронный компонент
Вакуумная лампа.
Язык программирования
Машинный язык.
Основная память
Магнитные ленты и магнитные барабаны.
Устройства ввода/вывода
Бумажная лента и перфокарты.
Скорость и размер
Очень медленный и очень большой по размеру (часто занимает всю комнату).
Примеры первого поколения
IBM 650, IBM 701, ENIAC, UNIVAC1 и т.д. чем громоздкие вакуумные лампы. Еще одной особенностью было основное хранилище. Транзистор может быть устройством, состоящим из полупроводникового материала, которое усиливает знак или открывает или закрывает цепь.
В Bell Labs были изобретены транзисторы. Применение транзисторов позволяло работать мощно и с должным быстродействием. Это уменьшило размеры и цену, а также, к счастью, теплоту, которую генерировали вакуумные лампы. Центральный процессор (ЦП), память, язык программирования и устройства ввода и вывода также вошли в силу во втором поколении.
Язык программирования был переведен с высокого уровня на язык программирования, что сделало программирование сравнительно простой задачей для программистов. Языками, использовавшимися для программирования в то время, были FORTRAN (1956), АЛГОЛ (1958) и КОБОЛ (1959).
Основные характеристики компьютеров второго поколения:
Основной электронный компонент
Транзистор.
Язык программирования
Машинный язык и язык ассемблера.
Память
Магнитный сердечник и магнитная лента/диск.
Устройства ввода/вывода
Магнитная лента и перфокарты.
Мощность и размер
Меньший размер, низкое энергопотребление и меньшее тепловыделение (по сравнению с компьютерами первого поколения).
Примеры второго поколения
PDP-8, серии IBM1400, IBM 7090 и 7094, UNIVAC 1107, CDC 3600 и т.д. (1964-1971)
В третьем поколении технологий предусматривался переход от огромных транзисторов к интегральным схемам, также называемым ИС. Здесь на кремниевых чипах размещались разнообразные транзисторы, называемые полупроводниками. Наиболее характерными чертами компьютеров той эпохи были скорость и надежность. ИС была сделана из кремния и также называется кремниевыми чипами.
Одна ИС имеет множество транзисторов, регистров и конденсаторов, построенных на одном тонком кусочке кремния. В этом поколении размер значения был уменьшен, а объем памяти и эффективность обработки увеличены. Программирование теперь было стерто с лица земли. Языки более высокого уровня, такие как BASIC (Универсальный код символических инструкций для начинающих). Миникомпьютеры обретают свою форму в эту эпоху.
Основные характеристики компьютеров третьего поколения:
Основной электронный компонент
Интегрированные схемы (ICS)
Язык программирования
Язык высокого уровня
Память
Входная магнитная ядро, магнитная кассетка
inpute Deavices
/ выходные двойники
700777, Megnetic Deavices
, Megnetic Deavices
9007,
/ выходы. , принтер и т. д.
Примеры третьего поколения
IBM 360, IBM 370, PDP-11, NCR 395, B6500, UNIVAC 1108 и т. д.
Компьютеры четвертого поколения (19 микропроцессоров):71-Настоящее время)
В 1971 году были использованы первые микропроцессоры, большие интегральные схемы БИС, построенные на одном кристалле, называемом микропроцессором. Основное преимущество этой технологии заключается в том, что один микропроцессор может содержать все схемы, необходимые для выполнения арифметических, логических и управляющих функций на одной микросхеме.
Компьютеры, использующие микрочипы, назывались микрокомпьютерами. Это поколение предоставило компьютеры еще меньшего размера с большей мощностью. Этого недостаточно, тогда схемы с очень большой интеграцией (СБИС) заменили схемы БИС. Чип Intel 4004, разработанный в 1971, все компоненты ПК, от центрального процессора и памяти до элементов управления вводом/выводом, были размещены на одной микросхеме, что позволило резко уменьшить размеры.
Такие технологии, как многопроцессорность, мультипрограммирование, разделение времени, скорость работы и виртуальная память, сделали его более удобным и привычным устройством. Концепция частных компьютеров и компьютерных сетей возникла в четвертом поколении.
Основные характеристики компьютеров четвертого поколения:
Основной электронный компонент
Очень большая интеграция (СБИС) и микропроцессор (СБИС имеет тысячи транзисторов на одном микрочипе).
Память
Полупроводниковая память (такая как ОЗУ, ПЗУ и т. д.)
Устройства ввода/вывода
указывающие устройства, оптическое сканирование, клавиатура, монитор, принтер и т. д.
Примеры четвертого поколение
IBM PC, STAR 1000, APPLE II, Apple Macintosh, Alter 8800 и т. д.
Компьютеры пятого поколения
В основе компьютеров пятого поколения лежит искусственный интеллект. Это позволяет компьютерам вести себя как люди. Его часто можно увидеть в таких программах, как распознавание голоса, медицина и развлечения. В области игр также продемонстрирована замечательная производительность, когда компьютеры способны побеждать конкурентов-людей.
Самая высокая скорость, самый маленький размер, а область применения значительно увеличилась в компьютерах пятого поколения. Хотя на сегодняшний день не удалось достичь стопроцентного ИИ, но, учитывая нынешние разработки, часто говорят, что эта мечта также очень скоро станет реальностью.
Чтобы обобщить особенности различных поколений компьютеров, часто говорят, что на сегодняшний день наблюдается значительное улучшение скорости и точности работы, но если мы упомянем размеры, то с годами они будут небольшими. Стоимость дополнительно уменьшается, а надежность фактически увеличивается.
Основные характеристики компьютеров пятого поколения:
Основной электронный компонент
Основан на искусственном интеллекте, использует технологию сверхбольшой интеграции (ULSI) и метод параллельной обработки один микрочип и метод параллельной обработки используют два или более микропроцессоров для одновременного выполнения задач).
Язык
Понимать естественный язык (человеческий язык).
Размер
Портативный и компактный.
Устройство ввода/вывода
Трекпад (или сенсорная панель), сенсорный экран, перо, речевой ввод (распознавание голоса/речь), световой сканер, принтер, клавиатура, монитор, мышь и т. д.
Пример пятого поколения
Настольные компьютеры, ноутбуки, планшеты, смартфоны и т. д.
Что такое пять поколений компьютеров? (с 1 по 5)
Поиск
Обновлено:
Фото предоставлено Writix.co.uk Узнайте о каждом из пяти поколений компьютеров и основных технологических разработках, которые привели к появлению компьютерных технологий, которые мы используем сегодня.
История развития компьютеров — это тема компьютерных наук, которая часто используется для обозначения различных поколений вычислительных устройств. Каждое поколение компьютеров характеризуется значительным технологическим развитием, которое коренным образом изменило способ работы компьютеров.
Большинство крупных разработок с 1940-х годов до наших дней привели к созданию все более компактных, дешевых, мощных и эффективных вычислительных машин и технологий, что позволило сократить объем памяти и повысить портативность.
В этом определении…
Что такое 5 поколений компьютеров?
В этом учебном пособии Webopedia вы узнаете больше о каждом из пяти поколений компьютеров и достижениях в области технологий, которые привели к разработке многих вычислительных устройств, которые мы используем сегодня.
Наше путешествие по пяти поколениям компьютеров начинается в 1940 году со схем электронных ламп и продолжается до наших дней и далее с системами и устройствами искусственного интеллекта (ИИ).
Давайте посмотрим…
Контрольный список 5 поколений компьютеров
Начало работы: основные термины, которые необходимо знать
Первое поколение: вакуумные лампы
Второе поколение: Транзисторы
Третье поколение: интегральные схемы
Четвертое поколение: микропроцессоры
Пятое поколение: искусственный интеллект
Начало работы: ключевые термины, которые необходимо знать
Следующие определения технологий помогут вам лучше понять пять поколений вычислительной техники:
Компьютер
Микропроцессор
Магнитные барабаны
Двоичный
Интегральная схема
Полупроводник
Нанотехнологии
Машинный язык
Язык ассемблера
Искусственный интеллект
Первое поколение: электронные лампы (1940–1956)
Первые компьютерные системы использовали электронные лампы для схем и магнитные барабаны для основной памяти, и они часто были огромными, занимая целые комнаты. Эти компьютеры были очень дорогими в эксплуатации, и в дополнение к потреблению большого количества электроэнергии первые компьютеры выделяли много тепла, что часто было причиной сбоев в работе. Максимальная емкость внутренней памяти составляла 20 000 символов.
Компьютеры первого поколения полагались на машинный язык, язык программирования самого низкого уровня, понятный компьютерам, для выполнения операций, и они могли решать только одну проблему за раз. Операторам требовалось несколько дней или даже недель, чтобы установить новую проблему. Ввод был основан на перфокартах и бумажной ленте, а вывод отображался на распечатках.
Именно в этом поколении была представлена архитектура фон Неймана, которая отображает архитектуру дизайна электронного цифрового компьютера. Позже образцами вычислительной техники первого поколения стали компьютеры UNIVAC и ENIAC, изобретенные Дж. Преспером Эккертом. UNIVAC был первым коммерческим компьютером, поставленным бизнес-клиенту, Бюро переписи населения США, в 1919 году. 51.
Рекомендуемое чтение: Определение ENIAC в Webopedia
Второе поколение: транзисторы (1956–1963)
Мир увидит, как транзисторы заменят электронные лампы во втором поколении компьютеров. Транзистор был изобретен в Bell Labs в 1947 году, но не нашел широкого применения в компьютерах до конца 1950-х годов. Это поколение компьютеров также включало аппаратные усовершенствования, такие как память на магнитных сердечниках, магнитная лента и магнитный диск.
Транзистор намного превосходил вакуумную лампу, что позволило компьютерам стать меньше, быстрее, дешевле, энергоэффективнее и надежнее, чем их предшественники первого поколения. Хотя транзистор по-прежнему выделял много тепла, что приводило к повреждению компьютера, это был значительный шаг вперед по сравнению с электронной лампой. Компьютер второго поколения по-прежнему полагался на перфокарты для ввода и распечатки для вывода.
Когда компьютеры начали использовать языки ассемблера?
Компьютеры второго поколения перешли от загадочного двоичного языка к символическим языкам или языкам ассемблера, которые позволяли программистам задавать инструкции словами. В то время также разрабатывались языки программирования высокого уровня, такие как ранние версии COBOL и FORTRAN. Это были также первые компьютеры, которые хранили свои инструкции в своей памяти, которые перешли от магнитного барабана к технологии магнитного сердечника.
Первые компьютеры этого поколения были разработаны для атомной энергетики.
Третье поколение: интегральные схемы (1964–1971)
Разработка интегральных схем стала отличительной чертой третьего поколения компьютеров. Транзисторы были миниатюризированы и размещены на кремниевых чипах, называемых полупроводниками, что резко увеличило скорость и эффективность компьютеров.
Вместо перфокарт и распечаток пользователи будут взаимодействовать с компьютером третьего поколения через клавиатуру, мониторы и интерфейсы с операционной системой, что позволит устройству одновременно запускать множество различных приложений с помощью центральной программы, контролирующей память . Компьютеры впервые стали доступны для массовой аудитории, потому что они были меньше и дешевле, чем их предшественники.
Знаете ли вы… ? Интегральные схемы (ИС) — это небольшие электронные устройства, изготовленные из полупроводникового материала. Первая интегральная схема была разработана в 1950-х годах Джеком Килби из Texas Instruments и Робертом Нойсом из Fairchild Semiconductor.
Четвертое поколение: микропроцессоры (с 1971 г. по настоящее время)
Микропроцессор положил начало четвертому поколению компьютеров, поскольку тысячи интегральных схем были построены на одном кремниевом чипе. Технологии первого поколения, заполнявшие всю комнату, теперь могли умещаться на ладони. Чип Intel 4004, разработанный в 1971, объединил все компоненты компьютера, от центрального процессора и памяти до элементов управления вводом/выводом, на одном кристалле.
В 1981 году IBM представила свой первый персональный компьютер для домашнего пользователя, а в 1984 году Apple представила Macintosh. Микропроцессоры также переместились из области настольных компьютеров во многие сферы жизни, поскольку все больше и больше повседневных продуктов начали использовать микропроцессорный чип.
По мере того, как эти маленькие компьютеры становились все более мощными, их можно было объединять в сети, что в конечном итоге привело к развитию Интернета. На каждом компьютере четвертого поколения также разрабатывались графические интерфейсы пользователя, мышь и портативные технологии.
Пятое поколение: искусственный интеллект (настоящее и будущее)
Компьютерные технологии пятого поколения, основанные на искусственном интеллекте, все еще находятся в разработке, хотя некоторые приложения, такие как распознавание голоса, используются и сегодня. Использование параллельной обработки и сверхпроводников помогает сделать искусственный интеллект реальностью. Это также лучшее поколение для упаковки большого объема памяти в компактное и портативное устройство.
Квантовые вычисления, молекулярные и нанотехнологии радикально изменят облик компьютеров в ближайшие годы. Целью вычислений пятого поколения является разработка устройств, которые будут реагировать на ввод на естественном языке и способны к обучению и самоорганизации.
 Одесса
Одесса 1кВт
1кВт Киев
Киев 1кВт
1кВт
 В структуру участка внутренней водопроводной сети входит комплекс насосного оборудования, внутридомовая и поквартирная разводка труб, магистрали, стояки, фильтрационные системы, а также арматура различного типа: водоразборная, запорная и регулирующая.
В структуру участка внутренней водопроводной сети входит комплекс насосного оборудования, внутридомовая и поквартирная разводка труб, магистрали, стояки, фильтрационные системы, а также арматура различного типа: водоразборная, запорная и регулирующая. В структуру участка внутренней водопроводной сети входит комплекс насосного оборудования, внутридомовая и поквартирная разводка труб, магистрали, стояки, фильтрационные системы, а также арматура различного типа: водоразборная, запорная и регулирующая.
В структуру участка внутренней водопроводной сети входит комплекс насосного оборудования, внутридомовая и поквартирная разводка труб, магистрали, стояки, фильтрационные системы, а также арматура различного типа: водоразборная, запорная и регулирующая.


 Предприятие предлагает широкий ассортимент насосов, предназначенных для совершенно разнообразных нужд: от агрегатов, предназначенных для установки в частном секторе, до крупнейших смонтированных гидравлических установок, обеспечивающих функционирование крупнейших организаций промышленных сфер.
Предприятие предлагает широкий ассортимент насосов, предназначенных для совершенно разнообразных нужд: от агрегатов, предназначенных для установки в частном секторе, до крупнейших смонтированных гидравлических установок, обеспечивающих функционирование крупнейших организаций промышленных сфер.

 Поэтому очень важно, чтобы насосы имели высокую степень эффективности и правильно обслуживались. Чтобы гарантировать безопасное качество воды, необходимо избегать перекрестного соединения систем питьевой воды и удаления отходов.
Поэтому очень важно, чтобы насосы имели высокую степень эффективности и правильно обслуживались. Чтобы гарантировать безопасное качество воды, необходимо избегать перекрестного соединения систем питьевой воды и удаления отходов. ). Насосные станции используются для надежной и эффективной транспортировки и распределения пресной воды, чтобы гарантировать доступность для людей, промышленности и сельского хозяйства (ABB 2012) (см. также использование воды).
). Насосные станции используются для надежной и эффективной транспортировки и распределения пресной воды, чтобы гарантировать доступность для людей, промышленности и сельского хозяйства (ABB 2012) (см. также использование воды).
 также забор воды из озер и рек), а также предполагаемый напор и производительность являются основными факторами при выборе насосов. Функция насосной станции в общей работе распределительной системы также может влиять на определение пропускной способности.
также забор воды из озер и рек), а также предполагаемый напор и производительность являются основными факторами при выборе насосов. Функция насосной станции в общей работе распределительной системы также может влиять на определение пропускной способности.
 Тепловые датчики, устанавливаемые в обмотки при изготовлении, должны защищать электродвигатели. Эти датчики отключают двигатель в случае низкого напряжения или изменения фазы до того, как может быть нанесен ущерб.
Тепловые датчики, устанавливаемые в обмотки при изготовлении, должны защищать электродвигатели. Эти датчики отключают двигатель в случае низкого напряжения или изменения фазы до того, как может быть нанесен ущерб. -ESTRADA 2011). Поэтому очень важно, чтобы степень эффективности насосов была очень высокой. В Швейцарии, например, высокоразвитая система водоснабжения требует 1/5 потребляемой населением электроэнергии (SCHNEEMANN 2011).
-ESTRADA 2011). Поэтому очень важно, чтобы степень эффективности насосов была очень высокой. В Швейцарии, например, высокоразвитая система водоснабжения требует 1/5 потребляемой населением электроэнергии (SCHNEEMANN 2011). ). Дополнительную информацию см. в разделе Предотвращение повторного загрязнения.
). Дополнительную информацию см. в разделе Предотвращение повторного загрязнения. Бустерные насосы помогают повысить давление в системе, т.е. перекачка воды с земли на крышу.
Бустерные насосы помогают повысить давление в системе, т.е. перекачка воды с земли на крышу.
 08.2012]
08.2012] Для проектирования и управления системами водораспределения следует искать методологии, которые могут максимизировать экономию затрат на энергию, удовлетворяя при этом критериям производительности системы. Некоторыми из этих методов могут быть: (а) улучшение выбора и/или эксплуатации насосных станций; и (b) включить регулирующий резервуар между источником водоснабжения и системой доставки. В этой главе представлена одна модель, включающая обе альтернативы.
Для проектирования и управления системами водораспределения следует искать методологии, которые могут максимизировать экономию затрат на энергию, удовлетворяя при этом критериям производительности системы. Некоторыми из этих методов могут быть: (а) улучшение выбора и/или эксплуатации насосных станций; и (b) включить регулирующий резервуар между источником водоснабжения и системой доставки. В этой главе представлена одна модель, включающая обе альтернативы. 05.2012]
05.2012]
 Системы водоснабжения группы А обычно подают питьевую воду к 15 и более соединениям. В этом руководстве также разъясняются требования к представлению и рассмотрению инженерной документации.
Системы водоснабжения группы А обычно подают питьевую воду к 15 и более соединениям. В этом руководстве также разъясняются требования к представлению и рассмотрению инженерной документации.
 В этой главе представлена одна модель, включающая обе альтернативы.
В этой главе представлена одна модель, включающая обе альтернативы. .
. 03.2011]
03.2011] Узнайте больше об истории водопроводной сети большого города.
Узнайте больше об истории водопроводной сети большого города.
 вызовы).
вызовы). Это обеспечивает большую уверенность в цене и сводит к минимуму задержки проекта из-за непредвиденных обстоятельств.
Это обеспечивает большую уверенность в цене и сводит к минимуму задержки проекта из-за непредвиденных обстоятельств. Сарно, исполнительный директор SWSC Джош Шиммель, комиссар Ванесса Отеро, комиссар Уильям Леонард и комиссар Даниэль Родригес на открытии проекта 20 мая 2019 г..
Сарно, исполнительный директор SWSC Джош Шиммель, комиссар Ванесса Отеро, комиссар Уильям Леонард и комиссар Даниэль Родригес на открытии проекта 20 мая 2019 г.. .
.
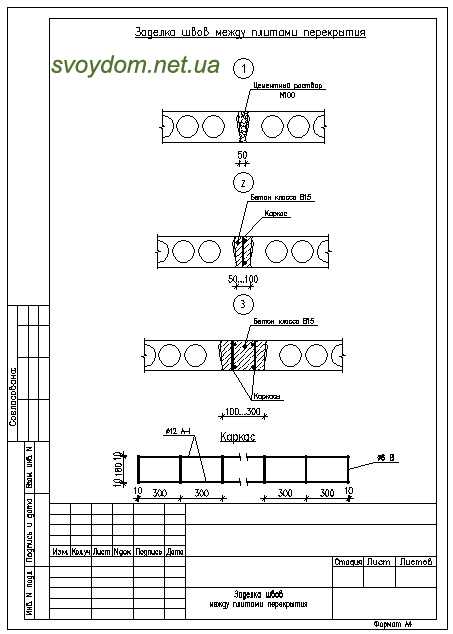 Для работы желательно применять сверла по дереву или металлу.
Для работы желательно применять сверла по дереву или металлу.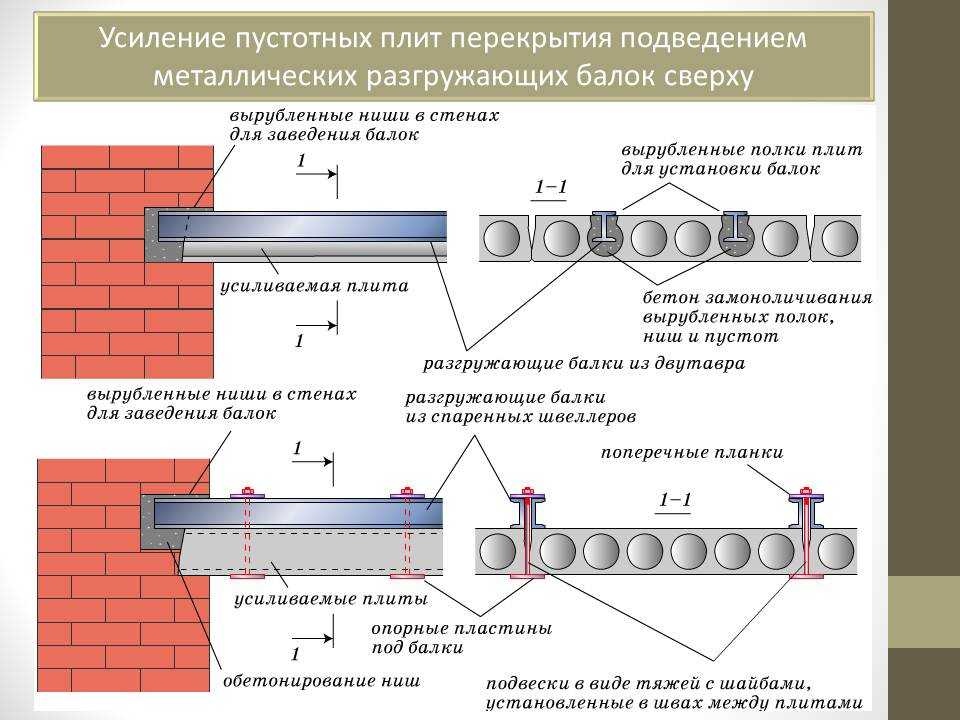 При необходимости высохшую выбоину можно прошкурить грубой наждачной бумагой с размерами зерна 80-100.
При необходимости высохшую выбоину можно прошкурить грубой наждачной бумагой с размерами зерна 80-100.
 После того как пена высохнет, ее можно промазать неразбавленной грунтовкой, а излишки удалить ножом.
После того как пена высохнет, ее можно промазать неразбавленной грунтовкой, а излишки удалить ножом. Профиль устанавливается в отверстие, а уже на него пришивается гипсокартон. Затем на гипсокартон укладывается штукатурка. Стыки необходимо заделать монтажной пеной, предварительно проложив серпянку.
Профиль устанавливается в отверстие, а уже на него пришивается гипсокартон. Затем на гипсокартон укладывается штукатурка. Стыки необходимо заделать монтажной пеной, предварительно проложив серпянку. Заделка дыр в стенах и потолке – важная часть комплекса подготовительных работ, после выполнения которых можно приступать к финишной отделке: укладке кафеля, поклейке обоев, покраске или побелке потолка.
Заделка дыр в стенах и потолке – важная часть комплекса подготовительных работ, после выполнения которых можно приступать к финишной отделке: укладке кафеля, поклейке обоев, покраске или побелке потолка.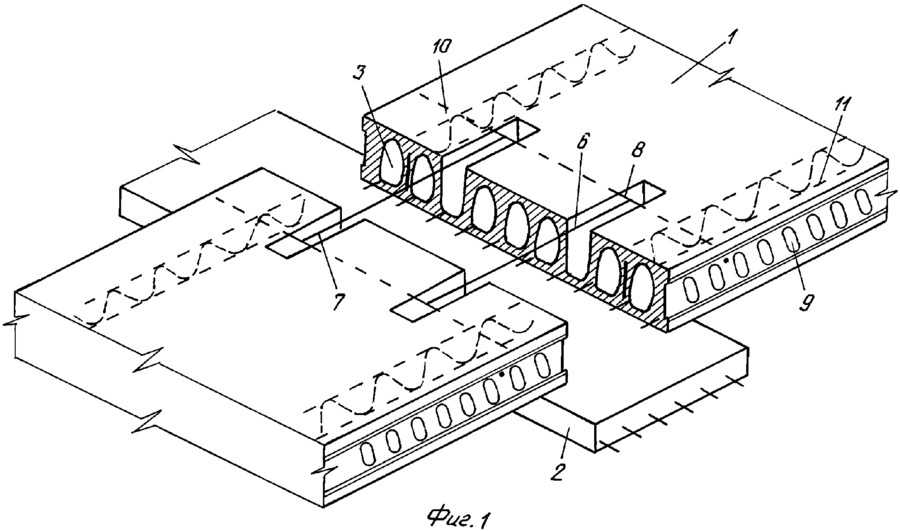
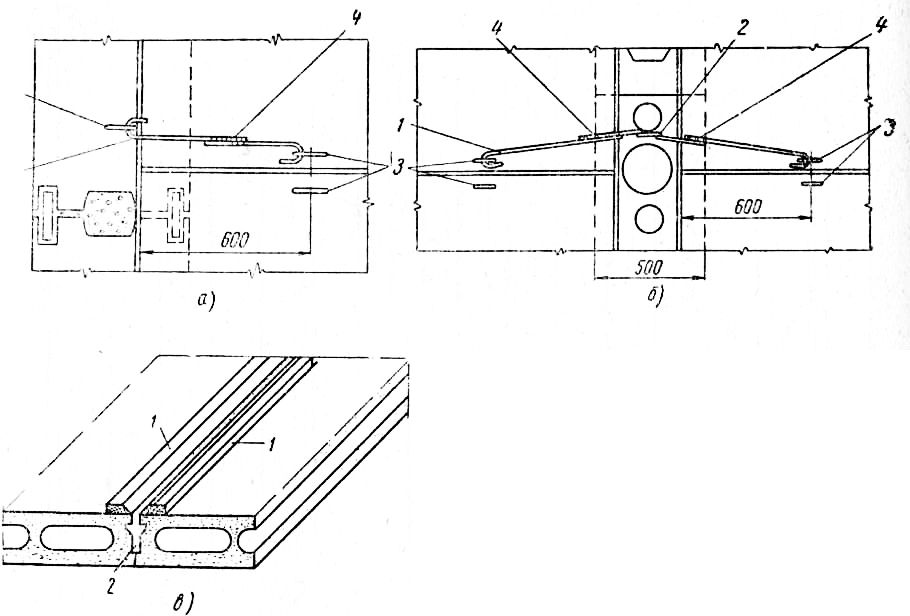 Решили сделать сухую засыпку из керамзита с плитами ГВЛ. Но боюсь, что нагрузка на плиты тоже не маленькая. Что можете посоветовать в моем случае?
Решили сделать сухую засыпку из керамзита с плитами ГВЛ. Но боюсь, что нагрузка на плиты тоже не маленькая. Что можете посоветовать в моем случае? на м2. Такой вес имеет слой пескобетона порядка 20 см. Ясно, что такую стяжку никто не делает.
на м2. Такой вес имеет слой пескобетона порядка 20 см. Ясно, что такую стяжку никто не делает. Этот способ уменьшает и нагрузку на плиту, и трату денежных средств, и трудозатраты. О причинах трещинообразования в стяжке можно узнать в статье.
Этот способ уменьшает и нагрузку на плиту, и трату денежных средств, и трудозатраты. О причинах трещинообразования в стяжке можно узнать в статье. Последнее важно если конструкция подвергается повышенной влажности. Как вариант, пленку укладывают не по всей плоскости, а только по швам, по периметру комнаты, с небольшим напуском на стену. Если желательно все же обеспечить полное сцепление стяжки и плиты поступают следующим образом: заделывают все крупные щели, швы и отверстия, затем выполняют контактную грунтовку составом бетоконтакт, СТ16 и т.п. По грунту наносят слой гидроизоляции на цем. вяжущем типа Ceresit CR 65 а уже после того как она застынет делают стяжку. Но, повторюсь, подобные сложности для обычной квартиры редко когда имеют смысл. Разве, какие-то особые условия эксплуатации, вроде душевой комнаты. В остальных случая такая схема избыточна хотя, разумеется дает качественное покрытие. Что до схемы устройства стяжки по керамзиту с проливкой цем. молочком, под ним предварительно прокладывается гидроизоляция из пленки и никаких проблем. И не переживайте за прочность плит. Поверьте в 70-х строили достаточно надежно. ))
Последнее важно если конструкция подвергается повышенной влажности. Как вариант, пленку укладывают не по всей плоскости, а только по швам, по периметру комнаты, с небольшим напуском на стену. Если желательно все же обеспечить полное сцепление стяжки и плиты поступают следующим образом: заделывают все крупные щели, швы и отверстия, затем выполняют контактную грунтовку составом бетоконтакт, СТ16 и т.п. По грунту наносят слой гидроизоляции на цем. вяжущем типа Ceresit CR 65 а уже после того как она застынет делают стяжку. Но, повторюсь, подобные сложности для обычной квартиры редко когда имеют смысл. Разве, какие-то особые условия эксплуатации, вроде душевой комнаты. В остальных случая такая схема избыточна хотя, разумеется дает качественное покрытие. Что до схемы устройства стяжки по керамзиту с проливкой цем. молочком, под ним предварительно прокладывается гидроизоляция из пленки и никаких проблем. И не переживайте за прочность плит. Поверьте в 70-х строили достаточно надежно. )) Морозов
Морозов Предварительная заделка всех щелей и отверстий, укладка плёнки сведут на нет возможность протечки, а если раствор делать не жидким, так и подавно. Тут как раз и нужен ПВА или любой другой пластификатор, чтобы обеспечить подвижность и удобоукладываемость не жидкого раствора. Керамзитовый слой можно уложить не только как тепло и звукоизоляцию, а ещё и для того чтобы просто не таскать лишний пескобетон
Предварительная заделка всех щелей и отверстий, укладка плёнки сведут на нет возможность протечки, а если раствор делать не жидким, так и подавно. Тут как раз и нужен ПВА или любой другой пластификатор, чтобы обеспечить подвижность и удобоукладываемость не жидкого раствора. Керамзитовый слой можно уложить не только как тепло и звукоизоляцию, а ещё и для того чтобы просто не таскать лишний пескобетон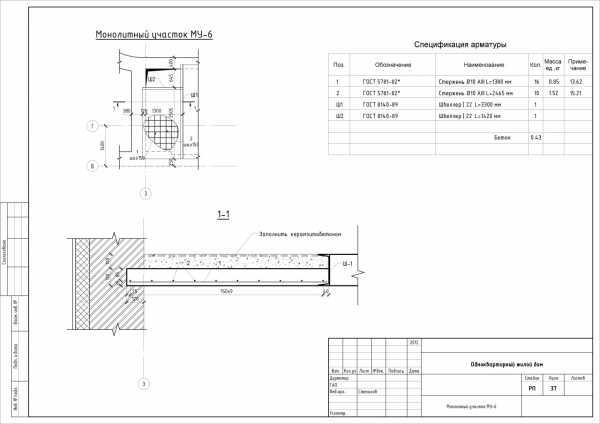
 Пропылесосьте остаточный мусор на шероховатых краях с помощью влажно-сухого пылесоса.
Пропылесосьте остаточный мусор на шероховатых краях с помощью влажно-сухого пылесоса.
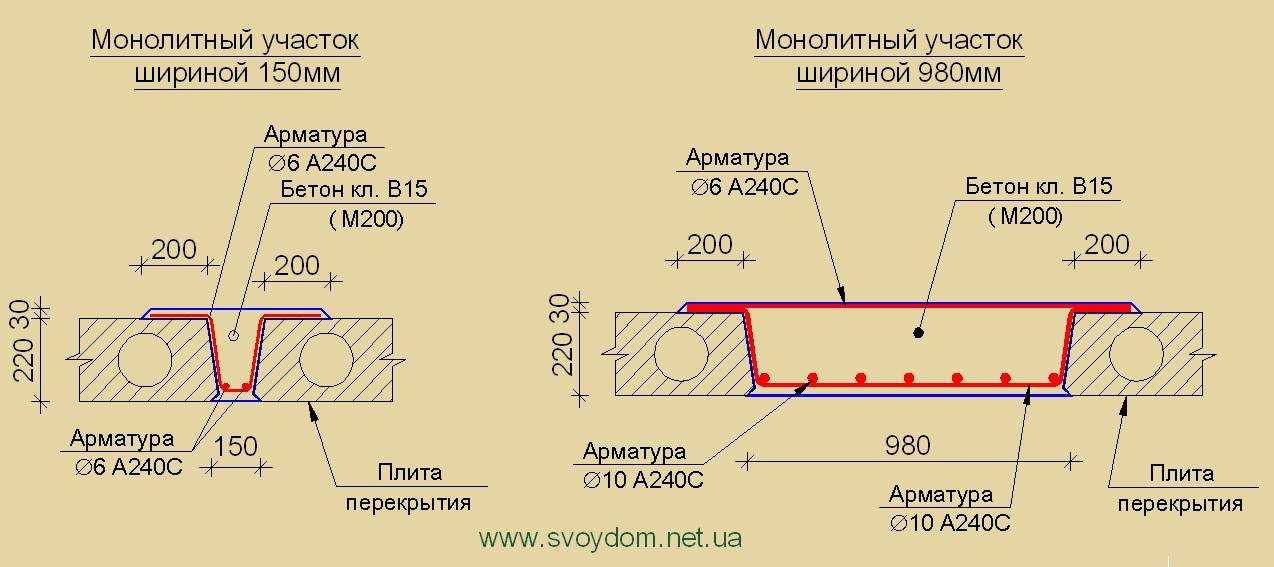

 Я удалил мусор, и у меня осталась дыра примерно 2 на 3 фута. Очевидно, что кто-то сделал здесь (плохой) патч в прошлом. В дыре была даже выброшенная обертка от пластыря и волокна оранжевого ворсистого ковра.
Я удалил мусор, и у меня осталась дыра примерно 2 на 3 фута. Очевидно, что кто-то сделал здесь (плохой) патч в прошлом. В дыре была даже выброшенная обертка от пластыря и волокна оранжевого ворсистого ковра.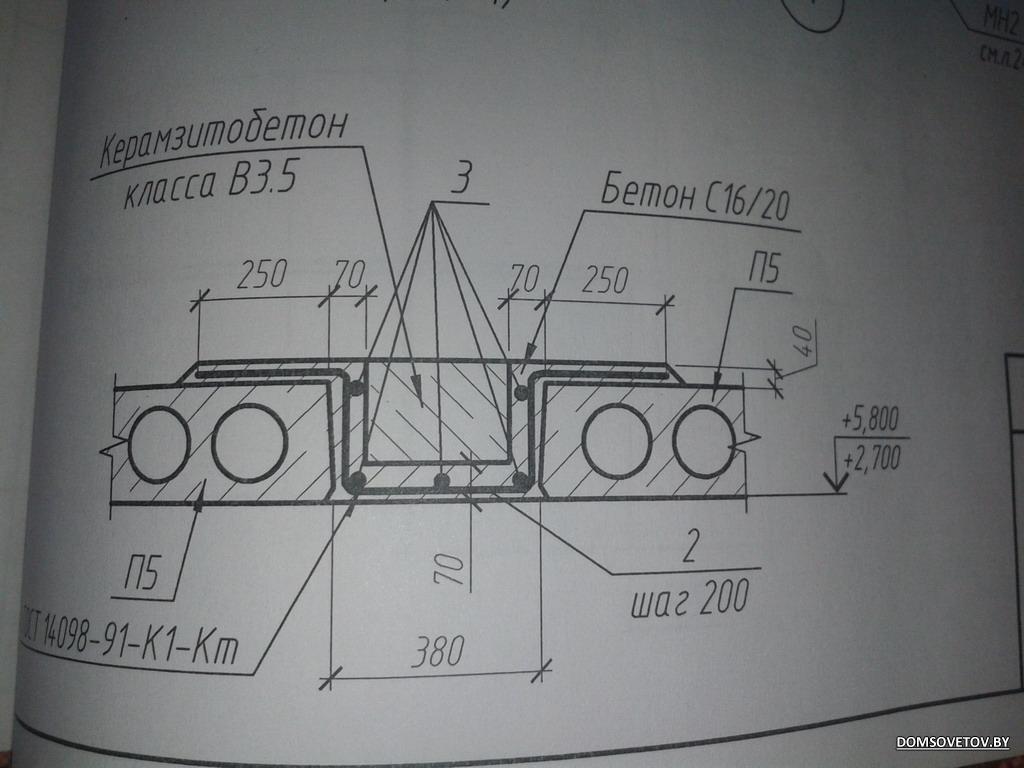 Бетон очень прочен при сжатии, но очень слаб при изгибе. Сталь предназначена для того, чтобы выдерживать изгиб, и должна быть примерно в центре бетона. Обязательно используйте вяжущее вещество для бетона и Ditra. Дитра обеспечит достаточный барьер, чтобы трещины не проступили. Лично я бы не стал вкладывать огромные деньги в плитку, учитывая, что она может треснуть
Бетон очень прочен при сжатии, но очень слаб при изгибе. Сталь предназначена для того, чтобы выдерживать изгиб, и должна быть примерно в центре бетона. Обязательно используйте вяжущее вещество для бетона и Ditra. Дитра обеспечит достаточный барьер, чтобы трещины не проступили. Лично я бы не стал вкладывать огромные деньги в плитку, учитывая, что она может треснуть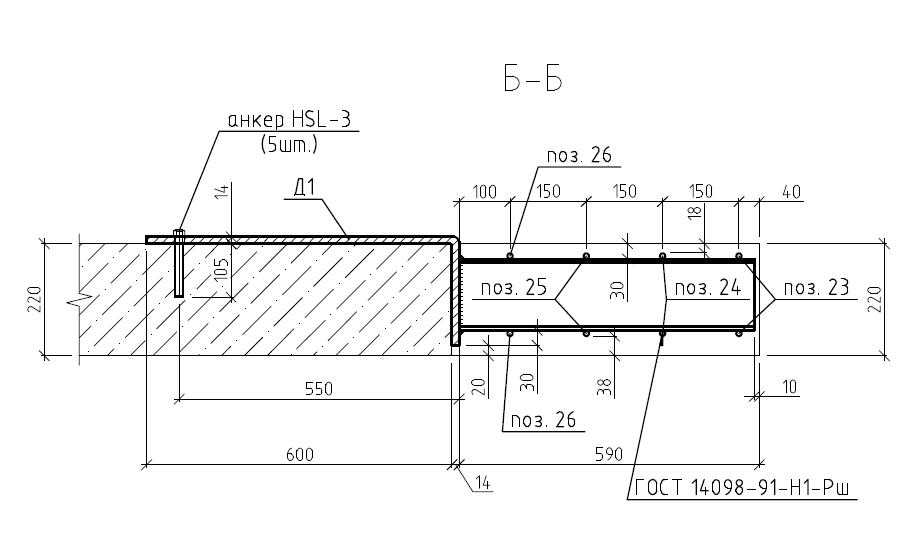

 Появляются новые рецептуры строительного камня, специальные марки бетонов, фундаментных составов, облицовочных и теплоизоляционных материалов. Параллельно на рынке, ранее традиционном для металлической арматуры и специальных конструкций, активно пытаются завоевать «место под солнцем» производители разнообразных композитных изделий. Чаще всего это неметаллические силовые элементы и стеклопластиковая арматура.
Появляются новые рецептуры строительного камня, специальные марки бетонов, фундаментных составов, облицовочных и теплоизоляционных материалов. Параллельно на рынке, ранее традиционном для металлической арматуры и специальных конструкций, активно пытаются завоевать «место под солнцем» производители разнообразных композитных изделий. Чаще всего это неметаллические силовые элементы и стеклопластиковая арматура. И все же, если сравнить стоимость стеклопластикового и стального прутка одного диаметра, металлическая арматура имеет складскую цену на 10-20% меньше, а это очень большая разница для такой сферы, как строительство.
И все же, если сравнить стоимость стеклопластикового и стального прутка одного диаметра, металлическая арматура имеет складскую цену на 10-20% меньше, а это очень большая разница для такой сферы, как строительство. Огромное количество предложений, грамотная политика продаж и скрытая реклама позволяют диверсифицировать рынок;
Огромное количество предложений, грамотная политика продаж и скрытая реклама позволяют диверсифицировать рынок; Их мнение и отзывы, как правило, отражаются в оценках и заказных расчетах конкретных строительных проектов, стоят немалых денег и на суд общественности не выносятся.
Их мнение и отзывы, как правило, отражаются в оценках и заказных расчетах конкретных строительных проектов, стоят немалых денег и на суд общественности не выносятся.



 Зачастую в условиях применения в фундаменте специальных добавок, усиливающих морозостойкость или водонепроницаемость, стальная арматура начинает интенсивно коррозировать. Особенно в фундаментах на грунтах с высоким содержанием солей или в непосредственной близости к трансформаторным подстанциям.
Зачастую в условиях применения в фундаменте специальных добавок, усиливающих морозостойкость или водонепроницаемость, стальная арматура начинает интенсивно коррозировать. Особенно в фундаментах на грунтах с высоким содержанием солей или в непосредственной близости к трансформаторным подстанциям. Это низкое качество самой стеклопластиковой арматуры отечественного производителя. Практически каждая бухта с арматурой имеет дефекты излома.
Это низкое качество самой стеклопластиковой арматуры отечественного производителя. Практически каждая бухта с арматурой имеет дефекты излома.
 dd
dd
 Как и у большинства вещей, у каждого материала есть свои плюсы и минусы. С введением фитингов PEX из нержавеющей стали разговор меняется, поскольку нержавеющая сталь решает многие проблемы с традиционными латунными и пластиковыми обжимными фитингами PEX.
Как и у большинства вещей, у каждого материала есть свои плюсы и минусы. С введением фитингов PEX из нержавеющей стали разговор меняется, поскольку нержавеющая сталь решает многие проблемы с традиционными латунными и пластиковыми обжимными фитингами PEX. Металлические (из латуни и нержавеющей стали) обжимные фитинги, изготовленные в соответствии с ASTM F1807, с большими проходными сечениями. Если вы используете пластиковые обжимные фитинги по всему дому, это может привести к значительному ограничению потока.
Металлические (из латуни и нержавеющей стали) обжимные фитинги, изготовленные в соответствии с ASTM F1807, с большими проходными сечениями. Если вы используете пластиковые обжимные фитинги по всему дому, это может привести к значительному ограничению потока. При этом обжимные фитинги из нержавеющей стали PEX сочетают в себе все положительные свойства пластика и латуни, обеспечивая высокую прочность и большие проходные сечения.
При этом обжимные фитинги из нержавеющей стали PEX сочетают в себе все положительные свойства пластика и латуни, обеспечивая высокую прочность и большие проходные сечения. Это стало еще большей проблемой с системами PEX.
Это стало еще большей проблемой с системами PEX. Превосходная коррозионная стойкость нержавеющей стали превосходит латунь, особенно из-за очень тонкой структуры стенок металлических обжимных фитингов PEX.
Превосходная коррозионная стойкость нержавеющей стали превосходит латунь, особенно из-за очень тонкой структуры стенок металлических обжимных фитингов PEX. Колено PEX из нержавеющей стали Boshart было разработано таким образом, чтобы значительно уменьшить эти эффекты.
Колено PEX из нержавеющей стали Boshart было разработано таким образом, чтобы значительно уменьшить эти эффекты.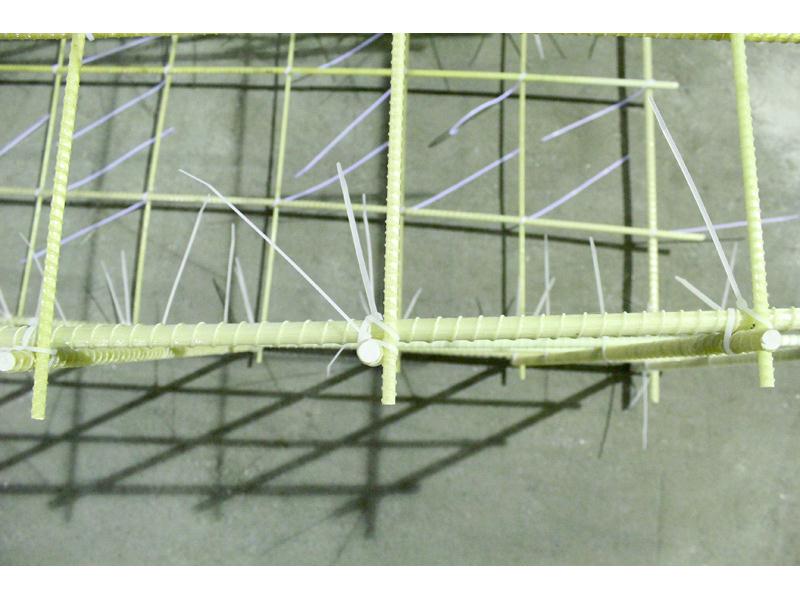

 Далее рассмотрим более подробно их виды и назначение.
Далее рассмотрим более подробно их виды и назначение.

 К коническому типу относят режущий инструмент под названием фреза «кукуруза» по дереву для станков с ЧПУ. Основное назначение «кукурузы» — создания декоративной резьбы по дереву.
К коническому типу относят режущий инструмент под названием фреза «кукуруза» по дереву для станков с ЧПУ. Основное назначение «кукурузы» — создания декоративной резьбы по дереву.




 youtube.com/embed/wsmPPdtybEo?rel=0″ frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
youtube.com/embed/wsmPPdtybEo?rel=0″ frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>  Для работы станков с ЧПУ требуются управляющие программы для создания макетов будущих изделий, введения команд управления и чтения инструкций, написанных на специальном языке программирования. Такое программное обеспечение должно быть функциональным и простым в использовании. Правильно выбрать подходящие программные продукты для станка с ЧПУ поможет наша статья…
Для работы станков с ЧПУ требуются управляющие программы для создания макетов будущих изделий, введения команд управления и чтения инструкций, написанных на специальном языке программирования. Такое программное обеспечение должно быть функциональным и простым в использовании. Правильно выбрать подходящие программные продукты для станка с ЧПУ поможет наша статья… Обработка производится фрезами для фрезерного станка по дереву.
Обработка производится фрезами для фрезерного станка по дереву.
 На импортное оборудование хвостовик замеряется в дюймах и не подходит для отечественных фрезеров и станков.
На импортное оборудование хвостовик замеряется в дюймах и не подходит для отечественных фрезеров и станков. Ими срезают острые углы. Режущие кромки калевочных фрез фигурные, по конфигурации обратные рельефу обрабатываемой детали.
Ими срезают острые углы. Режущие кромки калевочных фрез фигурные, по конфигурации обратные рельефу обрабатываемой детали.

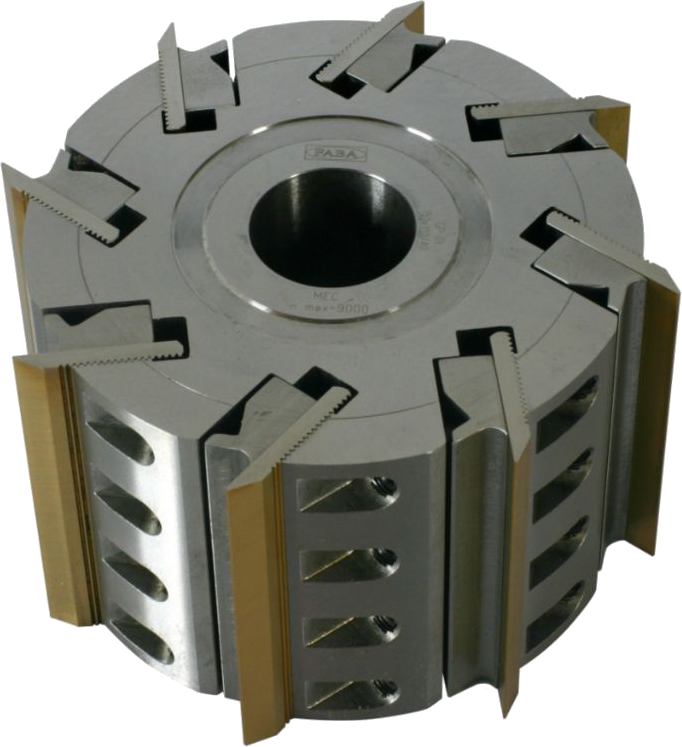 По мере износа, на него припаивается новый комплект режущих элементов.
По мере износа, на него припаивается новый комплект режущих элементов. Скоростная и высокопроизводительная обработка на станках с ЧПУ требует прочного инструмента из быстрорежущей стали.
Скоростная и высокопроизводительная обработка на станках с ЧПУ требует прочного инструмента из быстрорежущей стали. При обработке этих материалов образуется крупная стружка. При большем количестве лезвий, она будет забивать канавки, и ломать инструмент. Дерево твердых пород, фанера и древесные плиты обрабатываются двухлезвийными инструментами.
При обработке этих материалов образуется крупная стружка. При большем количестве лезвий, она будет забивать канавки, и ломать инструмент. Дерево твердых пород, фанера и древесные плиты обрабатываются двухлезвийными инструментами. Специалист, серьезно занимающийся изготовлением мебели и деревянных поделок, имеет в своем запасе большое количество различного инструмента. Он быстро и качественно вырезает любые элементы деталей.
Специалист, серьезно занимающийся изготовлением мебели и деревянных поделок, имеет в своем запасе большое количество различного инструмента. Он быстро и качественно вырезает любые элементы деталей. each(imageUrls, функция(imageUrl){}}
each(imageUrls, функция(imageUrl){}} , Ltd является комплексным производителем твердосплавных инструментов с производством, продажей и исследованиями и разработками. В течение 30 лет работы в отрасли мы считаем, что высокая репутация, хорошее качество и общая высокая ценность продукции и услуг являются жизненно важными элементами. для долгосрочного развития.
, Ltd является комплексным производителем твердосплавных инструментов с производством, продажей и исследованиями и разработками. В течение 30 лет работы в отрасли мы считаем, что высокая репутация, хорошее качество и общая высокая ценность продукции и услуг являются жизненно важными элементами. для долгосрочного развития. Многие задавались одним и тем же вопросом: «можно ли фрезерным станком с ЧПУ только прорезать»? Просматривая наши видеоролики на YouTube, многие из вас, вероятно, пришли к выводу, что фрезерные станки, предлагаемые V-SLOT Polska, не позволяют создавать пространственные фигуры, скульптуры и тому подобное. В этой статье мы покажем вам, что фрезерный станок позволяет не только вырезать уникальные формы, но и вырезать материалы и создавать уникальные и индивидуальные проекты!
Многие задавались одним и тем же вопросом: «можно ли фрезерным станком с ЧПУ только прорезать»? Просматривая наши видеоролики на YouTube, многие из вас, вероятно, пришли к выводу, что фрезерные станки, предлагаемые V-SLOT Polska, не позволяют создавать пространственные фигуры, скульптуры и тому подобное. В этой статье мы покажем вам, что фрезерный станок позволяет не только вырезать уникальные формы, но и вырезать материалы и создавать уникальные и индивидуальные проекты!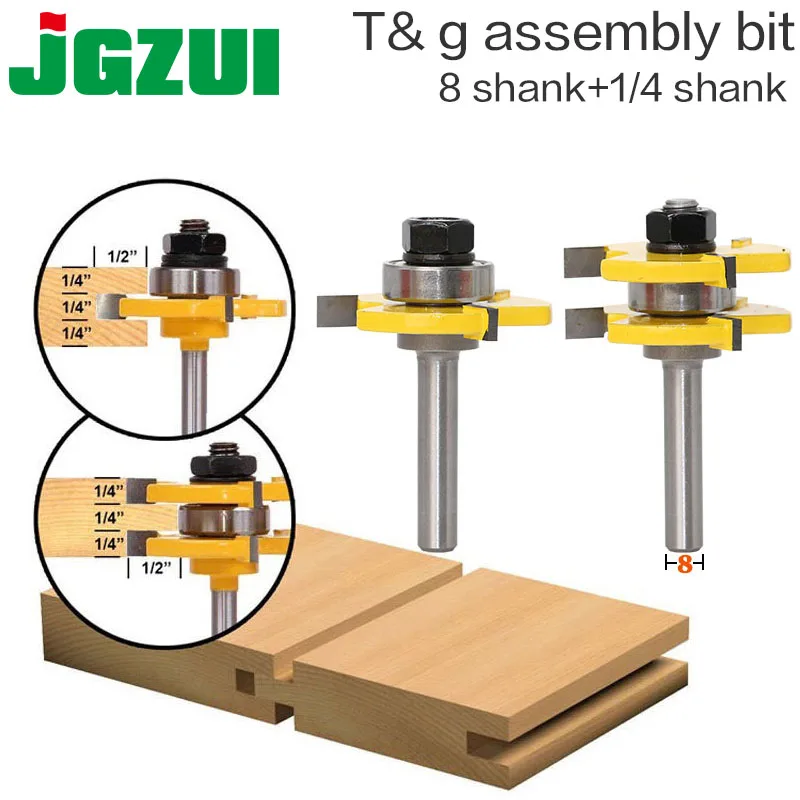

 Тем не менее, на этом портале вы найдете и проекты, подготовленные для выполнения на фрезерных станках с ЧПУ. Приложив немного усилий, многие из них можно обработать и подготовить таким образом, чтобы сделать модель для фрезерного станка с ЧПУ.
Тем не менее, на этом портале вы найдете и проекты, подготовленные для выполнения на фрезерных станках с ЧПУ. Приложив немного усилий, многие из них можно обработать и подготовить таким образом, чтобы сделать модель для фрезерного станка с ЧПУ.

 Это позволит нам сэкономить довольно много времени.
Это позволит нам сэкономить довольно много времени. 05 3.175 для Relif.
05 3.175 для Relif.

 Нормативный срок эксплуатации котла установлен в соответствии с “ГОСТ 21563-93. Котлы водогрейные. Основные параметры и технические требования” и составляет не менее 20 лет. Гарантийный срок при соблюдении условий транспортировки, хранения, монтажа и эксплуатации составляет 2 года со дня ввода в эксплуатацию.
Нормативный срок эксплуатации котла установлен в соответствии с “ГОСТ 21563-93. Котлы водогрейные. Основные параметры и технические требования” и составляет не менее 20 лет. Гарантийный срок при соблюдении условий транспортировки, хранения, монтажа и эксплуатации составляет 2 года со дня ввода в эксплуатацию.
 Поставка котла потребителю осуществляется либо целым изделием, либо с разбивкой на удобные для транспортировки части.
Поставка котла потребителю осуществляется либо целым изделием, либо с разбивкой на удобные для транспортировки части.
 Это тема, которую стоит осветить, прежде чем рассматривать различные типы доступных водотрубных котлов. Рисунок 3.3.2 помогает объяснить этот принцип:
Это тема, которую стоит осветить, прежде чем рассматривать различные типы доступных водотрубных котлов. Рисунок 3.3.2 помогает объяснить этот принцип:

 3.3.6. Поперечный барабан работает по тому же принципу, что и продольный барабан, за исключением того, что он обеспечивает более равномерную температуру по всему барабану. Однако существует риск повреждения из-за неправильной циркуляции при высоких паровых нагрузках; если верхние трубки станут сухими, они могут перегреться и в конечном итоге выйти из строя.
3.3.6. Поперечный барабан работает по тому же принципу, что и продольный барабан, за исключением того, что он обеспечивает более равномерную температуру по всему барабану. Однако существует риск повреждения из-за неправильной циркуляции при высоких паровых нагрузках; если верхние трубки станут сухими, они могут перегреться и в конечном итоге выйти из строя. Вода в водяном барабане и соединительные трубы к двум другим верхним барабанам нагреваются, и образовавшиеся пузырьки пара поднимаются в верхние барабаны, где пар затем отводится.
Вода в водяном барабане и соединительные трубы к двум другим верхним барабанам нагреваются, и образовавшиеся пузырьки пара поднимаются в верхние барабаны, где пар затем отводится.

 Также нет необходимости предусматривать размещение горелок. По этим причинам водотрубные котлы, как правило, представляют собой лучшее и более компактное решение. Поскольку эффективность является основным фактором для лиц, принимающих решения по ТЭЦ, конструкция этих котлов вполне может включать экономайзер (нагреватель питательной воды).
Также нет необходимости предусматривать размещение горелок. По этим причинам водотрубные котлы, как правило, представляют собой лучшее и более компактное решение. Поскольку эффективность является основным фактором для лиц, принимающих решения по ТЭЦ, конструкция этих котлов вполне может включать экономайзер (нагреватель питательной воды). Этот тип котла отличается от обычных котлов, в которых используется жаротрубная система. Водотрубные котлы более эффективны, чем жаротрубные, они производят больше пара, но потребляют меньше топлива. Они также намного безопаснее, чем жаротрубные котлы, и ими легче управлять, когда речь идет о плановых проверках и техническом обслуживании. Так как же именно работают эти водотрубные котлы?
Этот тип котла отличается от обычных котлов, в которых используется жаротрубная система. Водотрубные котлы более эффективны, чем жаротрубные, они производят больше пара, но потребляют меньше топлива. Они также намного безопаснее, чем жаротрубные котлы, и ими легче управлять, когда речь идет о плановых проверках и техническом обслуживании. Так как же именно работают эти водотрубные котлы? По мере того как стенки трубок нагреваются газом, тепло передается воде, в конечном итоге превращая горячую воду в пар.
По мере того как стенки трубок нагреваются газом, тепло передается воде, в конечном итоге превращая горячую воду в пар.
 Это заметное отличие от жаротрубных котлов, в которых вода, используемая для создания пара, будет окружать источник тепла.
Это заметное отличие от жаротрубных котлов, в которых вода, используемая для создания пара, будет окружать источник тепла.
 youtube.com/embed/jlfTIYhe864″ frameborder=»0″ allowfullscreen=»allowfullscreen»>
youtube.com/embed/jlfTIYhe864″ frameborder=»0″ allowfullscreen=»allowfullscreen»> 
 к. отсутствуют «ударные» нагрузки.
к. отсутствуют «ударные» нагрузки. На базе сенсорной панели оператора расширяются возможности интерфейсного меню:
На базе сенсорной панели оператора расширяются возможности интерфейсного меню: ИВ3430 предназначен дл, станок ив 3430 Станок трубогибочный (трубогиб) ИВ3430 трубогиб ив3430 полуавтомат. ив 3430, трубогибочный станок ив 3430 с механическим приводом цена завод производитель трубогиба ИВ3430 трубогиб ИВ 3430 завод.
ИВ3430 предназначен дл, станок ив 3430 Станок трубогибочный (трубогиб) ИВ3430 трубогиб ив3430 полуавтомат. ив 3430, трубогибочный станок ив 3430 с механическим приводом цена завод производитель трубогиба ИВ3430 трубогиб ИВ 3430 завод.
 Возможны изменения технических характеристик товара в зависимости от модификации. Информация на данном сайте носит исключительно информационный характер и ни при каких условиях не является публичной офертой, определяемой положениями Статьи 437 ГК РФ.
Возможны изменения технических характеристик товара в зависимости от модификации. Информация на данном сайте носит исключительно информационный характер и ни при каких условиях не является публичной офертой, определяемой положениями Статьи 437 ГК РФ.
 Каждый новый трубогиб основывается на успехе своего предшественника, обеспечивая повторяющиеся поколения совершенства гибки труб.
Каждый новый трубогиб основывается на успехе своего предшественника, обеспечивая повторяющиеся поколения совершенства гибки труб. Включает набор штампов и двухфункциональное устройство для финишной обработки концов для прецизионного расширения и развальцовки оригинального оборудования.
Включает набор штампов и двухфункциональное устройство для финишной обработки концов для прецизионного расширения и развальцовки оригинального оборудования. В очень загруженных цехах автоматический трубогиб сэкономит время и упростит дублирование результатов.
В очень загруженных цехах автоматический трубогиб сэкономит время и упростит дублирование результатов. Вот почему мы предлагаем полный спектр моделей гибочных станков с различной архитектурой, чтобы удовлетворить ваш личный стиль гибки. Наша классическая серия ручных гибочных станков Blue Bullet идеально подходит для производителей, которые любят работать руками. Мы также предлагаем многофункциональные автоматические и полуавтоматические гибочные станки с цифровым управлением для тех, кому нужна максимальная точность станка. Или, если вы работаете спиной к стене, обратите внимание на модели с боковой загрузкой. Комплекты штампов BendPak Standard и Deluxe гарантируют, что какой бы специальный изгиб вы ни выбрали, вы сможете получить его на своем Бендере BendPak. Мы производим гибочные станки дольше, чем большинство компаний, поэтому можно с уверенностью называть нас настоящим авторитетом в области гибки.
Вот почему мы предлагаем полный спектр моделей гибочных станков с различной архитектурой, чтобы удовлетворить ваш личный стиль гибки. Наша классическая серия ручных гибочных станков Blue Bullet идеально подходит для производителей, которые любят работать руками. Мы также предлагаем многофункциональные автоматические и полуавтоматические гибочные станки с цифровым управлением для тех, кому нужна максимальная точность станка. Или, если вы работаете спиной к стене, обратите внимание на модели с боковой загрузкой. Комплекты штампов BendPak Standard и Deluxe гарантируют, что какой бы специальный изгиб вы ни выбрали, вы сможете получить его на своем Бендере BendPak. Мы производим гибочные станки дольше, чем большинство компаний, поэтому можно с уверенностью называть нас настоящим авторитетом в области гибки. и сменные ленты, которые полностью устраняют перепуск жидкости. Микрогладкий хромированный стержень изготовлен из высокопрочной, шлифованной и полированной микролегированной стали C-1045/50 и имеет покрытие диаметром не менее 0,001 дюйма, чтобы обеспечить превосходную работу и срок службы цилиндра. механически нагруженные уплотнения штока делают утечку штока делом прошлого, в то время как специально разработанный устойчивый к истиранию уретановый грязесъемник штока обеспечивает защиту от закупоривания.Сварной корпус цилиндра изготовлен из прочной стальной трубы, изготовленной в соответствии со спецификациями ASTM.Эта комбинация превосходного основного материала и превосходная обработка гарантирует, что цилиндры останутся прямыми, гладкими и прослужат очень долго Встроенный ограничитель потока обеспечивает контролируемый спуск в случае неожиданного разрыва шланга.
и сменные ленты, которые полностью устраняют перепуск жидкости. Микрогладкий хромированный стержень изготовлен из высокопрочной, шлифованной и полированной микролегированной стали C-1045/50 и имеет покрытие диаметром не менее 0,001 дюйма, чтобы обеспечить превосходную работу и срок службы цилиндра. механически нагруженные уплотнения штока делают утечку штока делом прошлого, в то время как специально разработанный устойчивый к истиранию уретановый грязесъемник штока обеспечивает защиту от закупоривания.Сварной корпус цилиндра изготовлен из прочной стальной трубы, изготовленной в соответствии со спецификациями ASTM.Эта комбинация превосходного основного материала и превосходная обработка гарантирует, что цилиндры останутся прямыми, гладкими и прослужат очень долго Встроенный ограничитель потока обеспечивает контролируемый спуск в случае неожиданного разрыва шланга. )
) дюйм изб.
дюйм изб. 838
838 58
58
 Обязательно пригодится тем, кто намерен изготовить не одно, а несколько мебельных изделий.
Обязательно пригодится тем, кто намерен изготовить не одно, а несколько мебельных изделий. Особых требований нет. Главное, чтобы было удобно ими орудовать.
Особых требований нет. Главное, чтобы было удобно ими орудовать. И еще в комплект обязательно должны идти сменные батареи, которые будете использовать, пока заряжаются первые. Учитывайте этот факт при покупке.
И еще в комплект обязательно должны идти сменные батареи, которые будете использовать, пока заряжаются первые. Учитывайте этот факт при покупке. Лучше покупать шлифмашинку, направляющие ролики которой сделаны из металла. Такой инструмент прослужит долго.
Лучше покупать шлифмашинку, направляющие ролики которой сделаны из металла. Такой инструмент прослужит долго.
 До скорых встреч.
До скорых встреч.
 При его отсутствии обработка кромки шириной до 20 мм производится фрезером с шаблонными фрезами, что является, пожалуй, оптимальным вариантом, дающим очень качественный результат.
При его отсутствии обработка кромки шириной до 20 мм производится фрезером с шаблонными фрезами, что является, пожалуй, оптимальным вариантом, дающим очень качественный результат.
 При сборке мебели новичкам в столярном деле лучше использовать для вкручивания шурупов и конфирматов обычную отвертку, чтобы чувствовать, правильно ли входит крепеж.
При сборке мебели новичкам в столярном деле лучше использовать для вкручивания шурупов и конфирматов обычную отвертку, чтобы чувствовать, правильно ли входит крепеж. Кто хочет вернуться в начальную школу во время своего драгоценного времени в магазине? Поэтому я использую слово «новичок» только тогда, когда говорю о ком-то, кто впервые прикасается к деревообрабатывающим инструментам.
Кто хочет вернуться в начальную школу во время своего драгоценного времени в магазине? Поэтому я использую слово «новичок» только тогда, когда говорю о ком-то, кто впервые прикасается к деревообрабатывающим инструментам. Платить полную цену за большое количество досок из гладкого, размерного материала — это довольно быстрый способ разориться или, по крайней мере, потерять любовь к деревообработке.
Платить полную цену за большое количество досок из гладкого, размерного материала — это довольно быстрый способ разориться или, по крайней мере, потерять любовь к деревообработке. Рейсмусовый станок также значительно экономит время по сравнению с ручными инструментами.
Рейсмусовый станок также значительно экономит время по сравнению с ручными инструментами. Рашпили, напильники, эксцентриковая шлифовальная машина, выравнивающий рубанок и блок-рубанок. Это минимум для выравнивания всех поверхностей финальной работы, и делать это качественно. Не забывайте, что вам понадобятся приспособления для заточки лезвий рубанка.
Рашпили, напильники, эксцентриковая шлифовальная машина, выравнивающий рубанок и блок-рубанок. Это минимум для выравнивания всех поверхностей финальной работы, и делать это качественно. Не забывайте, что вам понадобятся приспособления для заточки лезвий рубанка.

 В результате мне не нужны все когда-либо сделанные ручные инструменты. На самом деле основных всего около десятка. Возможно, некоторые из них у вас уже есть, а остальные вы сможете подобрать со временем. И это стоит затраченных усилий, потому что их использование поможет вам сделать мебель лучше, и точка.
В результате мне не нужны все когда-либо сделанные ручные инструменты. На самом деле основных всего около десятка. Возможно, некоторые из них у вас уже есть, а остальные вы сможете подобрать со временем. И это стоит затраченных усилий, потому что их использование поможет вам сделать мебель лучше, и точка. Если вы только начинаете заниматься деревообработкой, это должны быть первые ручные инструменты, которые вы покупаете.
Если вы только начинаете заниматься деревообработкой, это должны быть первые ручные инструменты, которые вы покупаете. А скосы проходят по всей высоте лезвия (поперечное сечение треугольное), поэтому я могу прислонить лезвие к боковой стороне заготовки и провести линию, точно прилегающую к ней. Лезвие также длинное, тонкое и жесткое, поэтому оно входит в труднодоступные места, не сгибаясь.
А скосы проходят по всей высоте лезвия (поперечное сечение треугольное), поэтому я могу прислонить лезвие к боковой стороне заготовки и провести линию, точно прилегающую к ней. Лезвие также длинное, тонкое и жесткое, поэтому оно входит в труднодоступные места, не сгибаясь. Тем не менее, вы, вероятно, будете использовать его сначала, чтобы выложить ласточкины хвосты, задача, для которой он идеально подходит. При покупке угломера обращайте внимание на две вещи: во-первых, лезвие должно плотно фиксироваться, чтобы случайно не сдвинуться. Во-вторых, гайка, используемая для его фиксации, не должна мешать использованию манометра (частая проблема с барашковой гайкой, используемой на некоторых манометрах).
Тем не менее, вы, вероятно, будете использовать его сначала, чтобы выложить ласточкины хвосты, задача, для которой он идеально подходит. При покупке угломера обращайте внимание на две вещи: во-первых, лезвие должно плотно фиксироваться, чтобы случайно не сдвинуться. Во-вторых, гайка, используемая для его фиксации, не должна мешать использованию манометра (частая проблема с барашковой гайкой, используемой на некоторых манометрах). Японские пилы — хорошее начало, потому что даже недорогие из них очень острые прямо из коробки. Тем не менее, после 25 лет изготовления мебели и использования обоих типов пил, я могу сказать вам, что пистолетная рукоятка западных лобзиков позиционирует вашу кисть и руку для более прямого распила, поэтому вы получите более стабильные и точные результаты, чем с дозуки. Но не расстраивайтесь, если сначала купите дозуки. Вы найдете для него множество применений, таких как резка мелких деталей и обрезка штифтов заподлицо.
Японские пилы — хорошее начало, потому что даже недорогие из них очень острые прямо из коробки. Тем не менее, после 25 лет изготовления мебели и использования обоих типов пил, я могу сказать вам, что пистолетная рукоятка западных лобзиков позиционирует вашу кисть и руку для более прямого распила, поэтому вы получите более стабильные и точные результаты, чем с дозуки. Но не расстраивайтесь, если сначала купите дозуки. Вы найдете для него множество применений, таких как резка мелких деталей и обрезка штифтов заподлицо.
 Плечевые рубанки бывают разной ширины от 1/2 дюйма до 11/4 дюйма, но я считаю, что более широкий рубанок более универсален, он подходит как для широких шиповых щек, так и для узких уступов. У него также тонна массы, которая помогает ему оставаться на подошве ровно и двигаться с силой при выполнении поперечных пропилов.
Плечевые рубанки бывают разной ширины от 1/2 дюйма до 11/4 дюйма, но я считаю, что более широкий рубанок более универсален, он подходит как для широких шиповых щек, так и для узких уступов. У него также тонна массы, которая помогает ему оставаться на подошве ровно и двигаться с силой при выполнении поперечных пропилов. Он также идеально подходит для обрезки торцевых волокон на ласточкином хвосте. Блочные плоскости доступны в стандартных и малоугловых моделях. Я рекомендую низкоугольный рубанок с регулируемым горлом. Это позволяет делать тонкий срез с небольшим зевом, что помогает предотвратить разрыв.
Он также идеально подходит для обрезки торцевых волокон на ласточкином хвосте. Блочные плоскости доступны в стандартных и малоугловых моделях. Я рекомендую низкоугольный рубанок с регулируемым горлом. Это позволяет делать тонкий срез с небольшим зевом, что помогает предотвратить разрыв.

 Он устроен очень просто и может приводиться в действие как вручную, так и электроникой. В настоящее время наиболее популярными и надёжными считаются шаровой, где основным элементом является шарик со сквозным отверстием, закрываемым стенками при повороте шарика ручкой на 90 градусов;
Он устроен очень просто и может приводиться в действие как вручную, так и электроникой. В настоящее время наиболее популярными и надёжными считаются шаровой, где основным элементом является шарик со сквозным отверстием, закрываемым стенками при повороте шарика ручкой на 90 градусов; Однако, это лишь по заверениям разработчиков и при идеальных условиях эксплуатации. Но это не мешает пластиковым трубам для воды служить гораздо дольше металлических;
Однако, это лишь по заверениям разработчиков и при идеальных условиях эксплуатации. Но это не мешает пластиковым трубам для воды служить гораздо дольше металлических; Изготавливается арматура в больших объемах и предназначена для трубопроводов воды, пара, газа, а также других сред со стандартными (условными) значениями технических параметров. Трубопроводная арматура общего назначения подлежит обязательной сертификации.
Изготавливается арматура в больших объемах и предназначена для трубопроводов воды, пара, газа, а также других сред со стандартными (условными) значениями технических параметров. Трубопроводная арматура общего назначения подлежит обязательной сертификации. Требуется разрешение Госатомнадзора России.
Требуется разрешение Госатомнадзора России. Классы и нормы герметичности затворов». К запорной арматуре относятся: задвижки стальные и чугунные, затворы дисковые, краны шаровые, клапаны (вентили). Недопустимо использовать запорную арматуру в качестве дросселирующих устройств (регулирование потока среды).
Классы и нормы герметичности затворов». К запорной арматуре относятся: задвижки стальные и чугунные, затворы дисковые, краны шаровые, клапаны (вентили). Недопустимо использовать запорную арматуру в качестве дросселирующих устройств (регулирование потока среды). Сюда входят смесительные и распределительные клапаны, сильфонные регуляторы температуры ТРЖ, РТЕ-21М, ТРТС и др.
Сюда входят смесительные и распределительные клапаны, сильфонные регуляторы температуры ТРЖ, РТЕ-21М, ТРТС и др.
 Задвижки чугунные или стальные, в которых запорный орган выполнен в виде клина называются клиновыми. Различают так же шланговые задвижки, конструкция которых предусматривает эластичный шланг, который пережимаясь, обеспечивает перекрытие транспортируемой среды. А также шиберные ножевые задвижки, предназначенные для установки на вязких и пульпообразных средах.
Задвижки чугунные или стальные, в которых запорный орган выполнен в виде клина называются клиновыми. Различают так же шланговые задвижки, конструкция которых предусматривает эластичный шланг, который пережимаясь, обеспечивает перекрытие транспортируемой среды. А также шиберные ножевые задвижки, предназначенные для установки на вязких и пульпообразных средах. Мембрана в таких клапанах выполняет функцию запорного органа, уплотнения запорного органа и уплотненного корпусного кольца. Регулятор (клапан регулирующий) по конструкции, представляет собой клапан, с установленным на него регулирующим устройством (приводом).
Мембрана в таких клапанах выполняет функцию запорного органа, уплотнения запорного органа и уплотненного корпусного кольца. Регулятор (клапан регулирующий) по конструкции, представляет собой клапан, с установленным на него регулирующим устройством (приводом). )
) д. Например, регулирующие клапаны с позиционером, регуляторы давления Danfoss, РДС, регуляторы температуры РТ-ДО (ДЗ).
д. Например, регулирующие клапаны с позиционером, регуляторы давления Danfoss, РДС, регуляторы температуры РТ-ДО (ДЗ). )
)

 Под действием нагрузки сильфон деформируется, но сохраняет свои свойства, обеспечивая герметичность и в затворе, и по отношению к внешней среде. Сильфонные узлы применяются в запорных клапанах, в регуляторах давления РДС, в предохранительных клапанах СППК и другой арматуре.
Под действием нагрузки сильфон деформируется, но сохраняет свои свойства, обеспечивая герметичность и в затворе, и по отношению к внешней среде. Сильфонные узлы применяются в запорных клапанах, в регуляторах давления РДС, в предохранительных клапанах СППК и другой арматуре. к. имеют отличную герметичность и нулевое гидравлическое сопротивление.
к. имеют отличную герметичность и нулевое гидравлическое сопротивление. Министерство или агентство …
Министерство или агентство …

 Это обязательное условие для любой сделки с ZRA, касающейся налогов. Все владельцы банковских счетов также обязаны получить TPIN.
Это обязательное условие для любой сделки с ZRA, касающейся налогов. Все владельцы банковских счетов также обязаны получить TPIN. Это обязательное условие для любой сделки с ZRA, касающейся налогов. Все владельцы банковских счетов также обязаны получить TPIN.
Это обязательное условие для любой сделки с ZRA, касающейся налогов. Все владельцы банковских счетов также обязаны получить TPIN. Все зарегистрированные агенты также должны иметь PTIN.
Все зарегистрированные агенты также должны иметь PTIN. … 3 Просмотрите свой \u201cМой профиль соответствия требованиям\u201d … 4 Запросите PIN-код в электронном архиве.
… 3 Просмотрите свой \u201cМой профиль соответствия требованиям\u201d … 4 Запросите PIN-код в электронном архиве. Введите свой OTP. Создайте свой собственный TPIN и нажмите «Отправить».
Введите свой OTP. Создайте свой собственный TPIN и нажмите «Отправить». по настоящее время, заархивированные здесь для исторической справки. Чтобы ознакомиться с текущими поправками к Положениям о зонировании, нажмите здесь.
по настоящее время, заархивированные здесь для исторической справки. Чтобы ознакомиться с текущими поправками к Положениям о зонировании, нажмите здесь.


 A.1.j Дополнительных правил массовых грузов, чтобы исправить упущение в поправках ZRA 137.
A.1.j Дополнительных правил массовых грузов, чтобы исправить упущение в поправках ZRA 137.


 Утверждено с изменениями
Утверждено с изменениями  1 (BR) или объекты RR в районе Marriottsville, чтобы иметь право на плавающую зону BR.
1 (BR) или объекты RR в районе Marriottsville, чтобы иметь право на плавающую зону BR.
 Утверждено с изменениями
Утверждено с изменениями Отказано
Отказано — продолжение 13 ноября 2008 г.
— продолжение 13 ноября 2008 г.

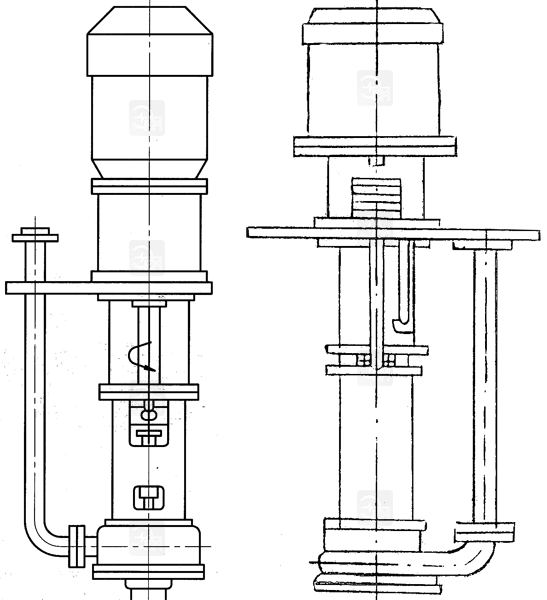 Выпускаемые насосы применяются на предприятиях химической промышленности, на нефтеперерабатывающих предприятиях, в металлургической промышленности и в других отраслях.
Выпускаемые насосы применяются на предприятиях химической промышленности, на нефтеперерабатывающих предприятиях, в металлургической промышленности и в других отраслях. Компанией налажен полный цикл собственного производства насосов, от проектирования, литья, механической обработки, до сборки и поставки его потребителю. Наличие собственной лаборатории позволяет контролировать и гарантировать качество изделий.
Компанией налажен полный цикл собственного производства насосов, от проектирования, литья, механической обработки, до сборки и поставки его потребителю. Наличие собственной лаборатории позволяет контролировать и гарантировать качество изделий.

 куб.;
куб.; Если насос устанавливается на плиту-основание, она должна быть изготовлена по стандартной схеме с канавками и поддоном для сбора стоков. Вибрация не должна превышать 3 мм/с.
Если насос устанавливается на плиту-основание, она должна быть изготовлена по стандартной схеме с канавками и поддоном для сбора стоков. Вибрация не должна превышать 3 мм/с. (Этот тип насосов не удовлетворяет всем требованиям этого Международного стандарта).
(Этот тип насосов не удовлетворяет всем требованиям этого Международного стандарта). (Этот тип насосов не удовлетворяет всем требованиям этого Международного стандарта).
(Этот тип насосов не удовлетворяет всем требованиям этого Международного стандарта).


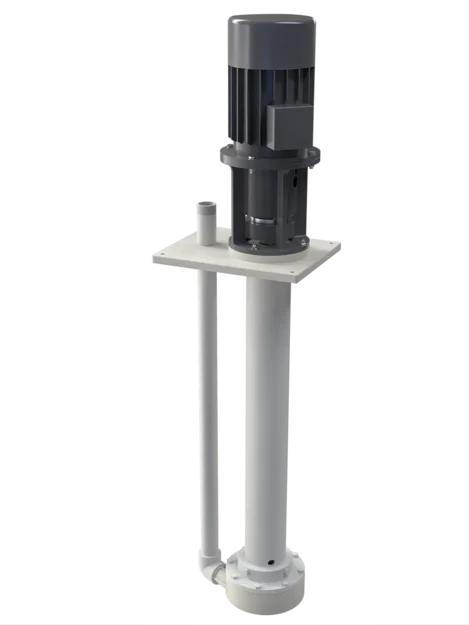 10
10 15 Полупогружные центробежные насосы Италия
15 Полупогружные центробежные насосы Италия 25
25 м/ч.
м/ч.
.jpg)
 Наш ассортимент химических насосов NR насчитывает более 17 различных типов насосов с широким выбором высококачественных химически стойких конструкционных материалов, таких как PP, PVDF, AISI. и ASTM 316 Нержавеющая сталь и ТИТАН.
Наш ассортимент химических насосов NR насчитывает более 17 различных типов насосов с широким выбором высококачественных химически стойких конструкционных материалов, таких как PP, PVDF, AISI. и ASTM 316 Нержавеющая сталь и ТИТАН. Эти насосы не имеют уплотнений, т. е. не имеют механического уплотнения, жидкость находится внутри соединительной камеры. и, как следствие, предотвращение выброса жидкости и утечки жидкости, кроме того, что она невероятно безопасна, маг. Приводные насосы также являются безотходными, что означает нулевые потери перекачиваемого продукта, поскольку жидкость всегда находится внутри насоса, поэтому эти насосы являются идеальным решением для перекачивания дорогих, легковоспламеняющихся и токсичных химикатов.
Эти насосы не имеют уплотнений, т. е. не имеют механического уплотнения, жидкость находится внутри соединительной камеры. и, как следствие, предотвращение выброса жидкости и утечки жидкости, кроме того, что она невероятно безопасна, маг. Приводные насосы также являются безотходными, что означает нулевые потери перекачиваемого продукта, поскольку жидкость всегда находится внутри насоса, поэтому эти насосы являются идеальным решением для перекачивания дорогих, легковоспламеняющихся и токсичных химикатов.