Что такое швеллер и зачем он нужен?
Швеллер — один из весьма распространенных и узнаваемых вариантов профиля металлопроката. Почему он так называется? Название его происходит от фамилии немецкого инженера, который впервые использовал его в строительстве.
Сечение швеллера — широкая буква “П”: состоит из двух “полок” и одной стенки. Швеллер, как и многие другие виды металлопроката специализирован в своем направлении: используется в основном в строительстве и машиностроении. Он востребован из-за сечения, которое позволяет нести высокие нагрузки, и с которым можно добиться плотного прилегания.
Какой бывает швеллер?
Швеллер классифицируют согласно следующим критериям:
Способ изготовления
- Швеллер горячекатаный (по ГОСТ 8240-97)
Этот вариант производится при помощи прокатки заготовки при температуре ~1200 градусов по Цельсию.
- Швеллер гнутый равнополочный (по ГОСТ 8278-83)
Производится на трубных станах из рулонной стали различного качества и свойств.
Швеллер горячекатаный превосходит гнутый по прочностным характеристикам (при равной толщине стенки), поэтому чаще применяется именно он.
Форма
Швеллер горячекатаный (по ГОСТ 8240-97) подразделяется следующим образом:
- С уклоном внутренних граней полок (маркируются литерой У).
Полки этого варианта имеют уклон с внутренней стороны, что позволяет лучше сопротивляться изгибающим деформациям. Такой швеллер на изгиб более жёсткий.
- С параллельными гранями полок (маркируются литерой П).
Как можно понять из названия, полки этого проката параллельны друг другу.
- Экономичный (маркируются литерой Э)
- Лёгкой серии (маркируются литерой Л)
Последние два варианта применяются довольно редко.
Материал
- Углеродистая сталь
- Низколегированная сталь
- По спецзаказу, высоколегированная (нержавеющая, термоустойчивая и т.
 д.) сталь.
д.) сталь.
 д.) сталь.
д.) сталь.Основной объем швеллера изготавливается из углеродистой стали. Швеллер из низколегированной стали встречается гораздо реже.
Марка швеллера
Начнем с разбора маркировки горячекатаного швеллера №20У. Маркировка проста: “20” в данном случае обозначает наружный габарит, то есть размер от одной полки до другой (размер измеряется по наружным граням полок) в сантиметрах. То есть, это 20 сантиметров. “У” — это швеллер с уклоном внутренних граней полок. Также на этом месте может быть литера “П” — с параллельными гранями полок; “Э” — экономичные; и “Л” — легкой серии.
Маркировку швеллера гнутого также несложно прочитать. Например: швеллер гнутый 100х50х4. Так, как этот вариант производится из рулонной стали, то конечный продукт, как и заготовка для него, имеет одну и ту же толщину металла на всем протяжении сечения профиля. В данном случае это будет “4”. Величина указывается в миллиметрах. 100 в данном случае — размер “стенки”, а 50 — размер “полок”.
Для чего нужен швеллер?
Швеллер — весьма распространенный и востребованный вид металлопроката, и применяется часто и много. Поэтому, сферы его использования весьма обширны. Перечислим основные из них:
Строительство. Можно перечислить следующие примеры: армировка элементов конструкций, опорная функция в конструкциях, ниши для различных коммуникаций (получается полноценный канал, так как швеллер полый внутри).
Машиностроение. Опорные и фиксирующие детали (помним о плоской удобной “стенке”), крепежные детали, каркасы, оснастка для сборки-сварки изделий, и т. д.
Автомобилестроение. По аналогии с машиностроением.
Какой выбрать швеллер?
К этому вопросу стоит подойти комплексно — в зависимости от ваших задач. Если конструкция из швеллера будет нести ответственные нагрузки, стоит привлечь специалистов, произвести необходимые расчеты.
Если швеллер будет компонентом не ответственных конструкций, можно воспользоваться интернетом — поискать статьи на профильных форумах, реализованные проекты, похожие на ваш. Изучить отзывы тех, кто уже построил похожий проект, и повторить этот опыт, принимая всю полноту ответственности за самостоятельный выбор. Детали для проектов, и, соответственно, размер и сечение швеллера, будут уже рекомендованы.
Вес швеллера можно рассчитать по специальным стандартным таблицам.
Металлопрокат выпускается разнообразных конфигураций, и в каждой конкретной ситуации оптимально подойдет свой профиль, будь то швеллер, профильная труба, или любой другой профиль. В компании “Первая Металлобаза” в Санкт-Петербурге вы найдете большое разнообразие черного металла. Если в наличии нет того изделия, которое вам необходимо, мы сможем привезти его под заказ.
Швеллер — классификация и область применения
Помните: для этого контента требуется JavaScript.
Помните: для этого контента требуется JavaScript.
Помните: для этого контента требуется JavaScript.
Помните: для этого контента требуется JavaScript.
Швеллер — это металлическое изделие, в поперечном сечении образующее букву «П». У швеллера различают стенки и полку. На поперечном срезе стенкой называют «перемычку», а полками — ножки буквы «П». Важнейшими характеристиками полок и стенки являются типоразмеры. Так под высотой швеллера понимают высоту его полок.
Стальной швеллер изготавливают из стального проката способом горячей прокатки заготовок на сортовых станах. Швеллер изготавливают с уклоном внутренних граней полок и с параллельными полками. Номер швеллера указывает его высоту.
Характеристика сортамента и классификация швеллера
Швеллер гнутый изготавливается из рулонной горячекатаной и холоднокатаной углеродистой стали обыкновенного качества, качественной углеродистой и низколегированной стали.
По способу изготовления швеллеры делятся на следующие виды:
- Швеллеры стальные горячекатаные;
- Швеллеры стальные специальные;
- Швеллеры стальные гнутые равнополочные;
- Швеллеры стальные гнутые неравнополочные.
В соответствие со своим назначением швеллер подразделяется на:
- Обычный, швеллер широкого применения, сортаментом регламентируемым требованиями ГОСТ 8240-89;
- Специальный, предназначенный для автомобильной промышленности, сортамент по ГОСТ 19425-74;
- Специальный для вагоностроения сортамент ГОСТ 5267.1-90.
Горячекатаный швеллер — производится путем горячего проката металла. Горячекатаный швеллер специального назначения изготавливается согласно ГОСТ 19425-74 и специально разработан по отраслевым запросам. Чаще всего такой швеллер востребован в вагоностроении, так как обладает необходимыми измененными геометрическими характеристиками.
Например, стальной горячекатаный швеллер с отогнутой полкой для вагонеток (производится по ГОСТ 21026-75), отогнутая вверх полка которого имеет отклонение от ширины полки 6-10%. Достоинство такого швеллера в том, что изготавливаясь из легированной стали, он не имеет ограничений по свариванию.
Достоинство такого швеллера в том, что изготавливаясь из легированной стали, он не имеет ограничений по свариванию.
Швеллер стальной горячекатаный
изготавливается согласно ГОСТ 535-88 в двух видах:
- Швеллер с уклоном внутренних граней полок: 5, 6.5, 8, 10, 12, 14, 16, 16а, 18, 18а, 20, 22, 24, 27, 30, 33, 36, 40;
- Швеллер с параллельными гранями полок П: 5П, 6.5П, 8П, 10П, 12П, 14П, 16П, 16аП, 18П, 18аП, 20П, 22П, 24П, 27П, 30П, 33П, 36П, 40П;
Швеллер с уклоном граней — изготавливается швеллер горячекатаный с уклоном граней согласно ГОСТ 8240-97 и имеет уклон противоположных полок от 4% до 10%. Маркируется такой швеллер буквой «У» и цифрой перед ней, определяющей расстояние между полками в сантиметрах.
Швеллер с параллельными гранями — отличается такой швеллер от горячекатаного с уклоном граней полок тем, что имеет параллельные грани. Изготавливается так же по ГОСТ 8240-97. Маркируется такой швеллер буквой по типу («П» — с параллельными гранями, «Э» — экономичный, «Л» — лёгкий) и цифрой, определяющей расстояние между полками в сантиметрах.
| Швеллер с уклоном граней | Швеллер с параллельными гранями |
|---|---|
В зависимости от точности прокатки, швеллер горячекатаный подразделяют:
- Высокой точности — «А»;
- Обычной точности — «В».
Швеллер специальный предназначен для применения в автомобильной промышленности (ГОСТ 19425-74) и в вагоностроении (ГОСТ 5267.1-90).
В зависимости от точности прокатки, специальный швеллер подразделяется:
- Высокой прочности — «А»;
- Обычной прочности — «В».
Стальной гнутый швеллер подразделяется на:
- Гнутый равнополочный швеллер;
- Гнутый неравнополочный швеллер.
Стальные гнутые равнополочные швеллера согласно ГОСТу 8278-93 изготавливаются на трубных станах из рулонной стали обыкновенного качества и углеродистой качественной конструкционной стали. Высота равнополочного составляет от 50 до 400 мм, ширина от 32 до 115 мм.
Высота равнополочного составляет от 50 до 400 мм, ширина от 32 до 115 мм.
Стальные гнутые неравнополочные швеллера изготавливаются на профилегибочных станах из рулонной холоднокатаной и горячекатаной стали обыкновенного качества, углеродистой качественной конструкционной и низколегированной стали по ГОСТу 8281-80. Они также подразделяются по номерам, которые обозначают расстояние между полками (в мм). Разновидности длины такие же, как и у равнополочных швеллеров.
Высшей категории качества гнутого неравнополочного и равнополочного швеллера соответствуют категории А и Б.
В зависимости от точности прокатки гнутые швеллеры подразделяются:
- Высокой точности — «А»;
- Повышенной точности — «Б»;
- Обычной точности — «В».
| Гнутый равнополочный швеллер | Гнутый неравнополочный швеллер |
|---|---|
Формы гнутого швеллера:
- «У» — швеллер с уклоном внутренних граней полок;
- «П» — швеллер с параллельными гранями полок;
- «Л» — швеллер легкой серии с параллельными гранями полок;
- «С» — швеллер специальный.

В связи с широтой ассортимента швеллера на него было разработано много ГОСТов и технических регламентов. Соответствие швеллера этим ГОСТам, является залогом качества продукции.
Применение швеллера стального
Благодаря своей высокой осевой прочности на изгиб, относительно невысокой массе и металлоемкости, швеллер горячекатаный и швеллер гнутый находят широкое применение практически во всех отраслях экономики.
Кроме специальных швеллеров, используемых в автомобильной и вагоностроительной промышленностях, в качестве рам, каркасов и прочих несущих конструкций, это основной материал, используемый в строительстве.
Швеллер используется как для армирования железобетонных конструкций, так и в качестве самостоятельного материала для изготовления каркасов строений, перекрытий, пандусов.
Швеллер применяется при строительстве перекрытий больших пролетов и многоэтажных каркасных сооружений. Зачастую он используется в качестве арматуры для стен, кровли, а так же для усиления бетона. Швеллер прекрасно выдерживает нагрузки как осевые, так и несущие.
Швеллер прекрасно выдерживает нагрузки как осевые, так и несущие.
Прайс-лист — швеллер
Компания «МИНПРОМ ГРУПП», предлагает широкий ассортимент стального швеллера по приемлемым ценам, с которыми можно ознакомиться в прайс-листе.
Посмотрите цену в прайсе на швеллер в Днепре и Киеве.
Наши менеджеры, помогут рассчитать стоимость катанки, также проинформируют о скидках, действующих сейчас в нашей компании на необходимый тоннаж и вид швеллера — звоните. Компания «МИНПРОМ ГРУПП» придерживается доступной ценовой политики, поэтому стоимость швеллера достаточно низкая.
Посетители которые хотят купить швеллер, часто ищут его так: швелер, швеллєр, швеллер горячекатанный, швелер гнутый, швелер гнутий, швеллер гнутый, швеллер гнутий, швелер стальной, швелер стальний, швелер сталевий.
Возникли вопросы? С радостью ответим на них, свяжитесь с нами.
Похожие записи:
Подпишитесь
на рассылку прайс-листов
При обновлении стоимости металлопроката, на вашу почту будут отправлены актуальные прайс-листы. Рассылка происходит не чаще 1 раза в месяц.
Рассылка происходит не чаще 1 раза в месяц.
Подписаться
Днепр
+38 (067) 560-53-80,
+38 (056) 788-45-88
Киев
+38 (098) 151-66-88,
+38 (044) 353-20-02
Оставить заявку — Швеллер — классификация и область применения:
Помните: для этого контента требуется JavaScript.
Днепр
+38 (067) 560-53-80,
+38 (056) 788-45-88
Киев
+38 (098) 151-66-88,
+38 (044) 353-20-02
Заказать обратный звонок:
Помните: для этого контента требуется JavaScript.
Днепр
+38 (067) 560-53-80,
+38 (056) 788-45-88
Киев
+38 (098) 151-66-88,
+38 (044) 353-20-02
Заказать обратный звонок:
Помните: для этого контента требуется JavaScript.
Днепр
+38 (067) 560-53-80,
+38 (056) 788-45-88
Киев
+38 (098) 151-66-88,
+38 (044) 353-20-02
Заказать обратный звонок:
Помните: для этого контента требуется JavaScript.
Канал связи – Профессиональная связь
Перейти к содержимому
Цели обучения
По завершении этой главы вы должны уметь:
- классифицировать определенные элементы данного сценария общения как вербальные, невербальные, письменные и/или цифровые;
- определить, на основе разнообразия связи, был ли реализован соответствующий канал связи для данного сценария связи;
- рекомендуют наиболее подходящий канал(ы) для данного сценария связи.
Введение
Канал или носитель, используемый для передачи сообщения, влияет на то, как аудитория воспримет это сообщение. Каналы связи могут относиться к методам, которые мы используем для общения, а также к конкретным инструментам, которые мы используем в процессе общения. В этой главе мы определим каналы связи как средство коммуникации или передачи информации. В этой главе мы обсудим основные каналы коммуникации, а также инструменты, обычно используемые в профессиональной коммуникации. Мы обсудим плюсы, минусы и варианты использования каждого инструмента и канала, потому что в профессиональном контексте решение о том, какой канал использовать, может быть критическим.
Мы обсудим плюсы, минусы и варианты использования каждого инструмента и канала, потому что в профессиональном контексте решение о том, какой канал использовать, может быть критическим.
Каналы коммуникации можно разделить на три основных канала: (1) вербальные, (2) письменные и (3) невербальные. Каждый из этих каналов связи имеет свои сильные и слабые стороны, и часто мы можем использовать более одного канала одновременно.
Устное общение
Чаще всего, когда мы думаем об общении, мы можем представить двух или более людей, разговаривающих друг с другом. Это самый большой аспект вербального общения: говорение и слушание. Источник использует слова для кодирования информации и говорит с получателем, который затем расшифровывает слова для понимания и значения. Одним из примеров помех в этом канале является выбор слов. Если источник использует слова, которые незнакомы получателю, есть шанс, что он неправильно передаст сообщение или вообще не будет общаться. Формальность выбора словарного запаса — еще один аспект вербального канала. Например, в ситуациях с друзьями или близкими коллегами вы можете выбрать более случайные слова, в отличие от слов, которые вы бы выбрали для презентации, которую вы делаете своим руководителям. На рабочем месте основным каналом общения является словесный, большая часть этого общения используется для координации с другими, решения проблем и создания коллегиальности.
Формальность выбора словарного запаса — еще один аспект вербального канала. Например, в ситуациях с друзьями или близкими коллегами вы можете выбрать более случайные слова, в отличие от слов, которые вы бы выбрали для презентации, которую вы делаете своим руководителям. На рабочем месте основным каналом общения является словесный, большая часть этого общения используется для координации с другими, решения проблем и создания коллегиальности.
Тон
Одним из элементов вербального общения является тон. Другой тон может изменить воспринимаемый смысл сообщения. Таблица 1.3.1, «Не используй этот тон со мной!» демонстрирует, насколько это верно. Если бы мы просто прочитали эти слова без дополнительного ударения, мы бы удивились, но ударение показывает нам, как интонация передает большое количество информации. Теперь вы видите, как изменение тона голоса может спровоцировать или устранить непонимание.
| Акцент | Значение |
Я не сказал Джону, что ты опоздал. | Кто-то еще сказал Джону, что вы опоздали. |
| Я не не сказал Джону, что ты опоздал. | Этого не произошло. |
| Я не сказал Джон, что ты опоздал. | Возможно, я подразумевал это. |
| Я не сказал Джон ты опоздал. | Но, может быть, я сказал Шэрон и Хосе. |
| Я не сказал Джону что ты опоздал. | Я говорил о другом. |
| Я не сказал Джону, что ты опоздал. | Я сказал ему, что вы все еще опаздываете. |
| Я не говорил Джону, что ты опоздал . | Я сказал ему, что ты идешь на другое собрание. |
Не говори со мной таким тоном! На основе Kiely, M. (1993)
Невербальное общение
То, что вы говорите, является жизненно важной частью любого общения, но то, что вы не говорите, может быть еще более важным. Исследования также показывают, что 55 процентов личного общения происходит с помощью невербальных сигналов, таких как выражение лица, положение тела и запах. Согласно одному исследованию, только 7 процентов понимания сообщения получателем основано на реальных словах отправителя; 38 процентов основаны на параязыке (тон, темп и громкость речи), а 55 процентов основаны на невербальных сигналах, таких как язык тела (Мехрабян, 19 лет).81).
Исследования также показывают, что 55 процентов личного общения происходит с помощью невербальных сигналов, таких как выражение лица, положение тела и запах. Согласно одному исследованию, только 7 процентов понимания сообщения получателем основано на реальных словах отправителя; 38 процентов основаны на параязыке (тон, темп и громкость речи), а 55 процентов основаны на невербальных сигналах, таких как язык тела (Мехрабян, 19 лет).81).
Исследования показывают, что невербальные сигналы также могут повлиять на то, получите ли вы предложение о работе. Судьи, изучавшие видеозаписи реальных соискателей, смогли оценить социальные навыки кандидатов на работу с выключенным звуком. Они наблюдали за скоростью жестикулирования, временем, потраченным на разговоры, и формальностью в одежде, чтобы определить, какие кандидаты будут наиболее успешными в социальном отношении на работе (Gifford, Ng, and Wilkinson, 1985). По этой причине важно учитывать, как мы выглядим в профессиональной среде, а также что мы говорим. Мышцы лица передают наши эмоции. Мы можем отправить молчаливое сообщение, не говоря ни слова. Изменение выражения лица может изменить наше эмоциональное состояние. Например, перед собеседованием, если мы сосредоточимся на том, чтобы чувствовать себя уверенно, наше лицо передаст эту уверенность интервьюеру. Улыбка (даже если мы чувствуем стресс) может снизить уровень стресса в организме.
Мышцы лица передают наши эмоции. Мы можем отправить молчаливое сообщение, не говоря ни слова. Изменение выражения лица может изменить наше эмоциональное состояние. Например, перед собеседованием, если мы сосредоточимся на том, чтобы чувствовать себя уверенно, наше лицо передаст эту уверенность интервьюеру. Улыбка (даже если мы чувствуем стресс) может снизить уровень стресса в организме.
Язык тела
Вообще говоря, простота, прямота и теплота выражают искренность, а искренность является ключом к эффективному общению. Крепкое рукопожатие теплой сухой рукой — отличный способ установить доверительные отношения. Слабое липкое рукопожатие свидетельствует об отсутствии доверия. Закусывание губ говорит о неуверенности. Прямая улыбка выражает уверенность. Все это верно для всей Северной Америки. Однако в других культурах такое же крепкое рукопожатие может считаться агрессивным и ненадежным. Это помогает помнить о культурном контексте при интерпретации или использовании языка тела.
Запах
Запах — это часто упускаемый из виду, но мощный метод невербального общения. Возьмем, к примеру, агента по недвижимости, который посыпает корицей кипяток, чтобы имитировать запах выпечки в ее доме. Она стремится увеличить свои продажи, используя запах для создания положительного эмоционального отклика, который вызывает у ее клиентов теплую, домашнюю атмосферу. Так же легко, как запах заставляет кого-то чувствовать себя желанным гостем, тот же самый запах может полностью оттолкнуть кого-то другого. В некоторых офисах и на рабочих местах в Северной Америке запрещено использование одеколонов, парфюмерии или других ароматов, чтобы рабочая среда не содержала запахов (у некоторых людей аллергия на такие ароматы). Важно помнить, что использование сильного запаха любого рода может иметь неопределенный эффект, в зависимости от людей, культуры и других экологических норм.
Контакт с глазами
В бизнесе стиль и продолжительность зрительного контакта, которые люди считают уместными, сильно различаются в разных культурах. В канадской культуре смотреть кому-то в глаза (около секунды) считается признаком доверия. Однако в других странах глаз воспринимается иначе. Например, в азиатской культуре зрительный контакт может рассматриваться как нарушение субординации, например, между учеником и учителем.
В канадской культуре смотреть кому-то в глаза (около секунды) считается признаком доверия. Однако в других странах глаз воспринимается иначе. Например, в азиатской культуре зрительный контакт может рассматриваться как нарушение субординации, например, между учеником и учителем.
Выражение лица
Человеческое лицо может отображать тысячи различных выражений. Эксперты расшифровали эти выражения как соответствующие сотням различных эмоциональных состояний (Ekman, Friesen, and Hager, 2008). Наши лица передают основную информацию внешнему миру. Счастье ассоциируется с вздернутым ртом и слегка прикрытыми глазами; страха, с открытым ртом и широко раскрытыми глазами. Порхающие («бегущие») глаза и поджатые губы говорят об отсутствии доверия. Влияние выражения лица на разговор мгновенно. Наш мозг может зарегистрировать их как «чувство» по поводу чьего-то характера.
Поза
Положение нашего тела по отношению к стулу или другому человеку — еще один мощный безмолвный вестник, передающий заинтересованность, отстраненность, профессионализм — или их отсутствие. Голова вверх, спина прямая (но не жесткая) предполагает прямоходящий характер. В ситуациях интервью эксперты советуют отражать тенденцию интервьюера наклоняться и откидываться на спинку кресла. Тонкое повторение позы другого человека показывает, что мы слушаем и отвечаем.
Голова вверх, спина прямая (но не жесткая) предполагает прямоходящий характер. В ситуациях интервью эксперты советуют отражать тенденцию интервьюера наклоняться и откидываться на спинку кресла. Тонкое повторение позы другого человека показывает, что мы слушаем и отвечаем.
Написано
В отличие от устного общения, письменное профессиональное общение представляет собой текстовые сообщения. Примеры письменных сообщений включают служебные записки, предложения, электронные письма, письма, учебные пособия и правила эксплуатации. Они могут быть напечатаны на бумаге, написаны от руки или отображены на экране. Как правило, вербальное общение происходит в режиме реального времени. Письменное общение, напротив, может быть построено в течение более длительного периода времени. Письменное общение часто асинхронно (происходит в разное время). То есть отправитель может написать сообщение, которое получатель сможет прочитать в любое время, в отличие от разговора, который происходит в режиме реального времени. Однако есть исключения; например, голосовая почта — это устное сообщение, которое является асинхронным. Многие работы предполагают некоторую степень письма. К счастью, можно научиться писать четко (подробнее об этом в главе «Простой язык» и модуле «Письмо»).
Однако есть исключения; например, голосовая почта — это устное сообщение, которое является асинхронным. Многие работы предполагают некоторую степень письма. К счастью, можно научиться писать четко (подробнее об этом в главе «Простой язык» и модуле «Письмо»).
Цифровые каналы связи
Три основных канала связи могут использоваться «во плоти» и в цифровом формате. Цифровые каналы простираются от личных встреч до видеоконференций, от письменных заметок до электронных писем и от личных разговоров до использования телефонов. Цифровые каналы сохраняют многие характеристики основных каналов, но по-новому влияют на различные аспекты каждого канала. Выбор между аналоговым и цифровым может повлиять на окружающую среду, контекст и факторы помех в процессе коммуникации.
Проверьте свое понимание
Информационная насыщенность относится к количеству сенсорной информации, доступной во время общения. Например, разговор с коллегой монотонным голосом без изменения темпа или жестов не дает очень богатого опыта. С другой стороны, если вы используете жесты, тон голоса, темп речи и т. д. для передачи значения помимо самих слов, вы способствуете более богатому общению. Каналы различаются по своей информационной насыщенности. Информационно-насыщенные каналы передают больше невербальной информации. Например, разговор с глазу на глаз полезнее, чем телефонный звонок, но телефонный звонок полезнее, чем электронное письмо. Исследования показывают, что эффективные менеджеры, как правило, используют более богатые информацией каналы связи, чем менее эффективные менеджеры (Аллен и Гриффет, 19).97; Фулк и Боди, 1991; Йейтс и Орликовски, 1992). На рисунке ниже показано информационное богатство различных информационных каналов.
С другой стороны, если вы используете жесты, тон голоса, темп речи и т. д. для передачи значения помимо самих слов, вы способствуете более богатому общению. Каналы различаются по своей информационной насыщенности. Информационно-насыщенные каналы передают больше невербальной информации. Например, разговор с глазу на глаз полезнее, чем телефонный звонок, но телефонный звонок полезнее, чем электронное письмо. Исследования показывают, что эффективные менеджеры, как правило, используют более богатые информацией каналы связи, чем менее эффективные менеджеры (Аллен и Гриффет, 19).97; Фулк и Боди, 1991; Йейтс и Орликовски, 1992). На рисунке ниже показано информационное богатство различных информационных каналов.
| Канал | Богатство информации |
| Личный разговор | Высокий |
| Видеоконференцсвязь | Высокий |
| Телефон | Высокий |
| Электронная почта | Средний |
| Мобильные устройства | Средний |
| Блоги | Средний |
| Письмо | Средний |
| Письменные документы | Низкий |
| Электронные таблицы | Низкий |
Адаптировано из Daft and Lenge, 1984; Ленгель и Дафт, 1988
Подобно личным и телефонным разговорам, видеоконференции содержат большое количество информации, поскольку получатели и отправители могут видеть или слышать не только слова — они могут видеть язык тела отправителя или слышать тон его голоса..jpg) Мобильные устройства, блоги, письма и заметки предлагают каналы средней насыщенности, потому что они передают слова и изображения. Официальные письменные документы, такие как юридические документы и электронные таблицы (например, бюджет отдела), представляют наименьшую ценность, поскольку их формат часто является жестким и стандартизированным. В результате теряется нюанс.
Мобильные устройства, блоги, письма и заметки предлагают каналы средней насыщенности, потому что они передают слова и изображения. Официальные письменные документы, такие как юридические документы и электронные таблицы (например, бюджет отдела), представляют наименьшую ценность, поскольку их формат часто является жестким и стандартизированным. В результате теряется нюанс.
Решая, общаться ли устно или письменно, спросите себя: хочу ли я передать факты или чувства? Устные сообщения — лучший способ передать чувства, в то время как письменные сообщения лучше передают факты.
Представьте себе менеджера, выступающего с речью перед командой из 20 сотрудников. Менеджер говорит в обычном темпе. Сотрудники проявляют заинтересованность. Но сколько информации передает менеджер? Не так много, как считает спикер! Люди слушают гораздо быстрее, чем говорят.
Средний оратор общается со скоростью около 125 слов в минуту. Такой темп звучит хорошо для аудитории, но более быстрая речь прозвучала бы странно. Чтобы представить эту цифру в перспективе, человек, ведущий оживленную беседу, говорит со скоростью около 150 слов в минуту. Основываясь на этих цифрах, мы можем предположить, что у сотрудников более чем достаточно времени, чтобы вникнуть в каждое слово, сказанное менеджером. Но в этом проблема. В среднем человек в аудитории может слышать 400–500 слов в минуту (Leed and Hatesohl, 2008). У зрителей больше времени, чем им нужно. В результате каждый из них будет обрабатывать множество собственных мыслей на совершенно разные темы, пока менеджер говорит. Как показывает этот пример, вербальная коммуникация по своей сути является несовершенным средством передачи конкретных фактов. Мысли слушателей блуждают. Как только мы поймем этот факт, мы сможем сделать более разумный коммуникативный выбор в зависимости от того, какую информацию мы хотим передать.
Чтобы представить эту цифру в перспективе, человек, ведущий оживленную беседу, говорит со скоростью около 150 слов в минуту. Основываясь на этих цифрах, мы можем предположить, что у сотрудников более чем достаточно времени, чтобы вникнуть в каждое слово, сказанное менеджером. Но в этом проблема. В среднем человек в аудитории может слышать 400–500 слов в минуту (Leed and Hatesohl, 2008). У зрителей больше времени, чем им нужно. В результате каждый из них будет обрабатывать множество собственных мыслей на совершенно разные темы, пока менеджер говорит. Как показывает этот пример, вербальная коммуникация по своей сути является несовершенным средством передачи конкретных фактов. Мысли слушателей блуждают. Как только мы поймем этот факт, мы сможем сделать более разумный коммуникативный выбор в зависимости от того, какую информацию мы хотим передать.
Ключом к эффективному общению является соответствие канала связи цели сообщения (Барри и Фулмер, 2004). Письменные носители являются лучшим выбором, когда отправитель хочет получить запись содержания, имеет меньшую срочность для ответа, физически отделен от получателя, не требует обратной связи от получателя или когда сообщение сложное и может занять некоторое время. чтобы понять.
чтобы понять.
Устное общение имеет больше смысла, когда отправитель передает деликатное или эмоциональное сообщение, нуждается в немедленной обратной связи и не нуждается в постоянной записи разговора. Используйте предоставленное руководство, чтобы решить, когда использовать письменное или устное общение.
| Письменное использование | Использовать устно |
| для передачи фактов | для передачи эмоций |
| для обеспечения постоянной записи | когда не нужна постоянная запись |
| когда не требуется своевременный ответ | если дело срочное |
| если вам не нужна немедленная обратная связь | когда вам нужна немедленная обратная связь |
| для объяснения сложных идей | для простых и понятных идей |
Письменное и устное общение
Информация может перемещаться вбок, от отправителя к получателю, например, от вас к вашему коллеге. Он также может двигаться вверх, например, к вышестоящему; или вниз, например, от руководства к подчиненным.
Он также может двигаться вверх, например, к вышестоящему; или вниз, например, от руководства к подчиненным.
Статус отправителя может повлиять на внимательность получателя к сообщению. Например, старший менеджер отправляет служебную записку начальнику производства. Руководитель, имеющий более низкий статус в организации, скорее всего, обратит пристальное внимание на сообщение. Но та же самая информация, переданная в противоположном направлении, может не привлечь такого же внимания. Сообщение будет фильтроваться восприятием приоритетов и неотложных вопросов со стороны старшего менеджера.
Запросы — это всего лишь один из видов общения в профессиональной среде. Другие сообщения, как устные, так и письменные, могут запрашивать, предоставлять или обмениваться информацией. Исследования показывают, что частое общение с руководителем связано с лучшими оценками производительности труда и общей эффективностью организации (Снайдер и Моррис, 1984; Качмар, Витт, Зивнуска и Гули, 2003). Исследования также показывают, что боковое общение между коллегами может влиять на важные организационные результаты, такие как текучесть кадров (Krackhardt and Porter, 19).86).
Исследования также показывают, что боковое общение между коллегами может влиять на важные организационные результаты, такие как текучесть кадров (Krackhardt and Porter, 19).86).
Л. Андервуд, с кем менеджеры общаются на работе. Адаптировано из Luthans and Larsen, 1986
Внешние коммуникации
Внешние коммуникации доставляют сообщения лицам за пределами организации. Они могут объявлять акционерам об изменениях в составе, стратегии или доходах; или это могут быть, например, служебные объявления или реклама для широкой публики. Цель внешней коммуникации — создать конкретное сообщение, которое получатель поймет и/или поделится с другими. Примеры внешних коммуникаций включают следующее:
Пресс-релизы
Специалисты по связям с общественностью создают внешние сообщения о продуктах, услугах или практиках клиента для конкретных получателей. Есть надежда, что эти получатели поделятся сообщением с другими. Со временем, когда сообщение передается, оно должно казаться независимым от отправителя, создавая иллюзию самостоятельно сгенерированного потребительского тренда или общественного мнения.
Сообщение усилий по связям с общественностью может быть связано с B2B (бизнес для бизнеса), B2C (бизнес для потребителя) или СМИ. Сообщение может принимать различные формы. Пресс-релизы пытаются передать заслуживающее внимания сообщение, реальное или сфабрикованное. Оно может быть построено как сообщение новостей, предлагая редакторам или репортерам перепечатать сообщение частично или полностью, с указанием или без указания личности отправителя. Кампании по связям с общественностью создают сообщения с течением времени посредством конкурсов, специальных мероприятий, торговых выставок и интервью в СМИ в дополнение к пресс-релизам.
Рекламные объявления
Рекламные объявления представляют внешние бизнес-сообщения целевым получателям. Рекламодатели платят телевизионной сети, веб-сайту или журналу за рекламу в эфире, на сайте или в публикации. Плата основана на воспринимаемой ценности аудитории, которая смотрит, читает или часто посещает место, где будет отображаться реклама.
В последние годы получатели (аудитория) начали фильтровать сообщения рекламодателей с помощью таких технологий, как блокировщики рекламы, возможность быстрой перемотки прямых или записанных телепередач через PVR, платные подписки на интернет-СМИ и так далее. Эта тенденция выросла в результате большого количества рекламы, которую средний человек видит каждый день, и растущего уровня потребительской усталости от платных сообщений. Рекламодатели, в свою очередь, пытаются создать альтернативные формы рекламы, которые получатели не будут фильтровать. Например, рекламное объявление является одним из примеров внешней коммуникации, в которой внешний вид статьи сочетается с целенаправленным сообщением рекламы. Продакт-плейсмент в видеороликах, фильмах и играх — это еще один способ, с помощью которого рекламодатели стремятся донести до получателей коммерческие сообщения.
Веб-сайты
Веб-сайт может сочетать элементы связей с общественностью, рекламы и редакционного контента, достигая получателей на нескольких уровнях и различными способами. Баннерная реклама и блоги — это лишь некоторые из элементов, которые позволяют бизнесу доставлять сообщения получателям в Интернете. Онлайн-сообщения часто менее формальны и более доступны, особенно если они предназначены для широкой публики. Сообщение, переданное в ежедневном сообщении в блоге, дойдет до получателя иначе, чем, например, в годовом отчете.
Баннерная реклама и блоги — это лишь некоторые из элементов, которые позволяют бизнесу доставлять сообщения получателям в Интернете. Онлайн-сообщения часто менее формальны и более доступны, особенно если они предназначены для широкой публики. Сообщение, переданное в ежедневном сообщении в блоге, дойдет до получателя иначе, чем, например, в годовом отчете.
Популярность и мощь блогов растут. Фактически, блоги стали настолько важными для некоторых компаний, как Coca-Cola, Kodak и Marriott, что они учредили в своих организациях официальные должности под названием «Главный специалист по ведению блогов» (Workforce Management, 2008). Качество веб-коммуникаций в режиме реального времени может понравиться получателям, которые отфильтровывают традиционную рекламу и сообщения по связям с общественностью из-за их предварительно сфабрикованного качества.
Общение с клиентами
Общение с клиентами может включать письма, каталоги, прямую почтовую рассылку, электронную почту, текстовые сообщения и сообщения телемаркетинга. Некоторые получатели автоматически фильтруют подобные массовые сообщения; другие будут восприимчивы. Ключом к успешному внешнему общению с клиентами является передача бизнес-сообщения в личностно убедительной форме — драматические новости, купон для экономии денег и т. д. Клиенты будут думать, что в этом для меня? при принятии решения о том, как реагировать на эти сообщения, поэтому очевидные преимущества имеют важное значение.
Некоторые получатели автоматически фильтруют подобные массовые сообщения; другие будут восприимчивы. Ключом к успешному внешнему общению с клиентами является передача бизнес-сообщения в личностно убедительной форме — драматические новости, купон для экономии денег и т. д. Клиенты будут думать, что в этом для меня? при принятии решения о том, как реагировать на эти сообщения, поэтому очевидные преимущества имеют важное значение.
Заключение
Различные каналы связи более или менее эффективны при передаче различной информации. Некоторые типы коммуникации варьируются от высокой информативности до средней и низкой насыщенности. Кроме того, коммуникации внутри организаций протекают по разным направлениям. Основным внутренним каналом связи является электронная почта, которая удобна, но требует осторожности. Внешние каналы связи включают PR/пресс-релизы, рекламу, веб-сайты и средства связи с клиентами, такие как письма и каталоги.
Основные моменты обучения
- Чтобы эффективно общаться, нам необходимо привести язык тела, внешний вид и тон в соответствие со словами, которые мы пытаемся передать.
- Различные каналы связи более или менее эффективны при передаче разной информации. Некоторые виды коммуникации являются информационными, а другие — средними.
- Коммуникации текут в разных направлениях внутри организаций.
- Основным каналом внутренней связи является электронная почта, которая удобна, но требует осторожности.
- Внешние каналы связи включают PR/пресс-релизы, рекламу, веб-сайты и средства связи с клиентами, такие как письма и каталоги.

Регистрация
Вы должны ответить на 100% на эти пять вопросов, чтобы убедиться, что вы понимаете ключевые понятия.
Лицензия
Профессиональные коммуникации Olds College находятся под лицензией Creative Commons Attribution 4.0 International License, если не указано иное.
Поделитесь этой книгой
Поделиться в Твиттере
Каналы коммуникации для бизнеса: 5 примеров + 3 инструмента
Легко понять, что эффективное общение лежит в основе любого успешного бизнеса. Что не так просто понять в наши дни, так это решить , на каких каналах связи следует сосредоточиться.
Что не так просто понять в наши дни, так это решить , на каких каналах связи следует сосредоточиться.
Например, вы можете предпочесть использовать электронную почту в качестве средства передачи стратегических решений. Но что, если такую информацию легче усвоить во время личных встреч?
Вам необходимо определить каналы, подходящие для вашего сообщения. Хорошая новость заключается в том, что как только вы решите, что вы хотите сказать своей команде, вы сможете определить лучшие каналы для этих коммуникаций за несколько простых шагов.
В этом посте мы рассмотрим:
- Какие каналы связи бывают
- Как правильно выбрать каналы коммуникации
- 5 примеров каналов связи
- 3 лучших инструмента коммуникации для малого бизнеса
🔍 Нужно быстро приступить к созданию плана коммуникации? Загрузите этот бесплатный шаблон плана коммуникации .
👀 Скачайте шаблон плана коммуникации.
Наслаждайтесь!
Что такое «каналы связи»?
В двух словах, каналы связи — это средства, с помощью которых вы можете отправить сообщение целевой аудитории. Например, телефонные звонки, текстовые сообщения, электронная почта, видео, радио и социальные сети — все это типы каналов связи.
В компании каналы связи обеспечивают эффективный поток информации. Сбой в любом канале, например, отключение телефонных линий, может привести к тому, что ваши сотрудники и клиенты будут серьезно дезинформированы или оставлены в неведении. С другой стороны, эффективные каналы связи могут повысить производительность и помочь вам принимать лучшие решения в команде.
Вот еще несколько способов использования каналов связи:
- Получение и отправка важных сообщений
- Отвечайте на вопросы вашей команды в режиме реального времени
- Оперативные обсуждения, побуждающие товарищей по команде общаться друг с другом
- Быстро делитесь материалами, такими как файлы презентаций и важные документы
Каналы коммуникации обычно классифицируются как устные и письменные. В рамках этих категорий каналы коммуникации могут быть формальными, неформальными или неофициальными.
Примером официального канала связи является слайд-презентация, которая используется во время общего собрания, что дает сотрудникам четкое представление о целях компании. С другой стороны, неформальное общение может включать групповые чаты для решения рабочих вопросов. Наконец, неофициальными каналами связи могут быть любые средства, которые члены команды используют в нерабочее время для обсуждения случайных тем (например, командный чат Warriors с коллегами).
Как правильно выбрать каналы связи
Хотя может показаться заманчивым использовать как можно больше каналов связи, большинству предприятий будет полезен более расчетливый и осознанный подход. Ниже приведены несколько моментов, о которых следует подумать, прежде чем выбрать канал для своих деловых сообщений.
1. Познакомьтесь со своей командой
Это может показаться очевидным, но выбор каналов связи во многом зависит от предпочтений вашей команды. Кто они и какими каналами занимаются? Предпочитают ли они телефонные звонки, текстовые сообщения или другие формы общения?
Кто они и какими каналами занимаются? Предпочитают ли они телефонные звонки, текстовые сообщения или другие формы общения?
Вы можете узнать это, проведя опрос вовлеченности сотрудников или используя приложения для вовлечения сотрудников. Знание того, где тусуется ваша команда, поможет вам убедиться, что вы используете правильные каналы связи для общения с ними.
2. Рассмотрите ваше сообщение
Тип сообщения — это еще одна вещь, которую вы должны принять во внимание.
Спросите себя:
- Является ли информация официальной или неформальной?
- Включает ли он изображения или текст?
- Является ли сообщение чувствительным ко времени или тривиальным?
- Нужно ли, чтобы его потом было легко найти?
Затем определите, какие каналы связи использовать. Если, например, вы проводите презентацию, вы можете воспользоваться программным обеспечением для видеоконференций, которое имеет функцию совместного использования экрана, чтобы вы могли делиться различными типами справочных материалов:
.
Например, RingCentral Video позволяет вам поделиться своим рабочим столом (или любым экраном) во время видеовстречи.
3. Взгляните на свой бюджет
Ваш бюджет также повлияет на выбор каналов связи, потому что вам придется вложить немного денег, чтобы донести свое сообщение. Спросите себя: доступен ли канал с учетом общего бюджета вашей компании? Какие инструменты доступны для каждого канала? Если вы собираетесь использовать несколько средств для делового общения, сколько денег вы готовы инвестировать в каждое из них?
5 примеров каналов связи
1. Электронная почта
Среди письменных каналов связи для компаний наиболее популярным вариантом является электронная почта. Вы можете составить электронное письмо и мгновенно передать свое сообщение. Если вы отправляете что-то, что вы хотели бы отследить или сослаться на него позже, электронные письма — хороший вариант, поскольку их можно хранить в папке «Входящие». Единственное, что сотрудники каждый день завалены электронными письмами, поэтому они могут легко пропустить важные сообщения.
Единственное, что сотрудники каждый день завалены электронными письмами, поэтому они могут легко пропустить важные сообщения.
Итак, попробуйте более гибкий подход:
Когда использовать электронную почту: Когда вам нужно переслать конфиденциальный документ или вести постоянную запись сообщений.
💡 Совет:
Электронная почта — это здорово, но будьте осторожны и не слишком полагайтесь на общение по электронной почте — почтовые ящики, как правило, переполнены мусором, поэтому это может быть не лучший способ связаться с кем-то. Всегда имейте наготове резервную альтернативу (как и другие варианты в этом списке)!
2. Видеоконференции
Когда-то из области научной фантастики (помните Джетсонов?), программное обеспечение для видеоконференций стало почти неотъемлемой частью современного бизнеса:
 com/embed/9xaL89hYeFs?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
com/embed/9xaL89hYeFs?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
Люди могут присоединяться к собраниям из разных мест по всему миру, от индивидуальных встреч до общих собраний с сотнями людей.
Этот канал также выходит на передний план в некоторых отраслях, таких как здравоохранение, когда медицинские работники используют видеоконференции, чтобы видеть пациентов и предлагать дистанционное лечение. Это может занять некоторое время, особенно если ваши сотрудники никогда раньше не участвовали в сеансе видеоконференцсвязи, но, как правило, это довольно легко освоить.
Когда использовать видеоконференцсвязь: Когда вы хотите сообщить о стратегических решениях или провести обсуждения с вашей удаленной командой.
💡 Профессиональный совет:
Используйте интуитивно понятное решение для видеоконференций (например, RingCentral Video — посмотрите демонстрацию того, как оно работает!), Которое упрощает участие в виртуальных встречах.
3. Телефонные звонки
Помимо видеоконференций, телефонный звонок является отличным способом сообщить о срочных проблемах и быстро получить ответы. Если вам не нужны визуальные эффекты для передачи вашего сообщения, голосовой вызов будет немного удобнее. Кроме того, если человек, которому вы звонили, недоступен, вы можете оставить голосовое сообщение, не ограничиваясь определенным количеством текстовых символов.
При этом телефонные звонки могут повлечь за собой огромные первоначальные затраты, особенно если вы используете традиционные телефонные линии или системы, такие как АТС общего пользования (PBX), для переадресации звонков другим членам вашей команды.
Если вы думаете, что будете совершать много международных звонков, обратите внимание на облачную телефонную систему, которая позволяет совершать звонки через Интернет. Опять же, RingCentral — хороший вариант здесь (тем более, что в приложении есть телефонные звонки, видеоконференции и даже обмен сообщениями в команде):
 Video. Phone.» src=»https://www.youtube.com/embed/EbIAZJd9rCU?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
Video. Phone.» src=»https://www.youtube.com/embed/EbIAZJd9rCU?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
Когда использовать телефонные звонки: Когда вам нужно срочно что-то сообщить, но вам не нужно давать наглядную демонстрацию.
💡 Совет:
Используйте приложение для звонков по интернет-протоколу (VoIP). Это позволяет совершать звонки через Интернет (здесь не используются дорогие телефонные линии) и избавляет от необходимости покупать дорогое оборудование.
4. Обмен мгновенными сообщениями (IM)
IM, или командный обмен сообщениями, отлично подходит для простого и прямого общения между командами. Если кто-то отправляет вам сообщение, вы сразу же получаете пинг, и вы можете напечатать ответ за считанные секунды. Некоторые платформы обмена сообщениями даже позволяют вам обмениваться файлами и создавать задачи в цепочках сообщений:
Хотя все это звучит великолепно, каналы обмена мгновенными сообщениями могут стать «шумными», если уведомления включены весь день. Может быть много специальных групп, комментариев и обсуждений на разные темы в зависимости от того, как ваша команда их использует, поэтому обязательно настройте свои уведомления или статус доступности, чтобы вас не отвлекали слишком часто:
Может быть много специальных групп, комментариев и обсуждений на разные темы в зависимости от того, как ваша команда их использует, поэтому обязательно настройте свои уведомления или статус доступности, чтобы вас не отвлекали слишком часто:
Когда использовать обмен сообщениями: Когда вы хотите быстро сотрудничать в проекте или получить неформальное мнение.
💡 Совет:
Используйте инструмент командного обмена сообщениями, который позволяет легко сортировать обсуждения по темам или группам.
5. Отправка СМС
Если ваши товарищи по команде часто находятся вдали от своего рабочего места, то деловые SMS-сообщения могут быть наиболее эффективным способом сообщить что-то срочное. Вам не нужно подключение к Интернету для отправки и получения сообщений, а журналы SMS также можно хранить и ссылаться на них, чтобы убедиться, что все подотчетны.
Кроме того, вы можете донести свое сообщение, не отвлекая внимание пользователя, поскольку ему не нужно открывать браузер или входить в приложение. Но мобильные телефоны остаются личным пространством для большинства людей, поэтому, вероятно, следует избегать SMS-сообщений, если это не что-то действительно важное.
Но мобильные телефоны остаются личным пространством для большинства людей, поэтому, вероятно, следует избегать SMS-сообщений, если это не что-то действительно важное.
Когда использовать: Когда вы хотите проверить статус проекта или сообщить последние запросы.
💡 Совет:
Используйте простой, понятный и прямой язык, чтобы донести свою точку зрения. (Помните, что у некоторых провайдеров вы можете использовать только 160 символов в одном тексте.)
3 лучших инструмента делового общения для малого бизнеса
Определение правильных каналов — хороший первый шаг, но вам также потребуются правильные средства связи для передачи вашего сообщения через различные средства массовой информации. Вот три варианта, на которые следует обратить внимание:
1. RingCentral
Как мы упоминали ранее, если вы ищете универсальное коммуникационное приложение, которое не сломит банк, RingCentral может стать для вас идеальным вариантом. Видео-конференция. VoIP звонки. Обмен мгновенными сообщениями. СМС. Вы получаете все это и многое другое без телефонной системы или необходимости загружать тонны различного программного обеспечения.
Видео-конференция. VoIP звонки. Обмен мгновенными сообщениями. СМС. Вы получаете все это и многое другое без телефонной системы или необходимости загружать тонны различного программного обеспечения.
Еще одним преимуществом является то, что вы можете легко переключаться с телефонного звонка на видеозвонок в приложении, просто нажав кнопку:
Являясь платформой UCaaS (унифицированные коммуникации как услуга), RingCentral обеспечивает согласованную унифицированную работу на нескольких устройствах, независимо от того, какой канал связи вы выберете для использования в определенное время. Что хорошего в том, чтобы иметь все эти каналы связи в одном приложении? Вам не нужно ежемесячно платить несколько абонентских плат за разные приложения.
Цены : от 19,99 долл. США за пользователя в месяц до 49,99 долл. США за пользователя в месяц
🤯 Вдобавок ко всему, RingCentral может сэкономить до 400 долларов в час на ИТ-расходах.
Ознакомьтесь с преимуществами RingCentral для малого бизнеса:
💰 Вы также можете использовать этот калькулятор , чтобы приблизительно оценить, сколько ваш бизнес может сэкономить, используя RingCentral для поддержки связи вашей команды с клиентами или клиентами и друг с другом.
2. Сленке
Slenke сочетает деловое общение с управлением задачами и временем. С точки зрения общения, вы можете иметь как командные, так и индивидуальные чаты, и вы даже можете создавать доски сообщений для участников. Все сообщения и файлы, которыми обмениваются с помощью этого инструмента, имеют первоклассное шифрование для максимальной безопасности вашей информации.
Обратите внимание: в Slenke нет встроенной функции видеоконференций или демонстрации экрана. Вам нужно будет инвестировать в автономный инструмент для видеоконференций, а затем интегрировать его со Slenke для унифицированного взаимодействия.
Цена: $18/пользователь/месяц
[ebook-download title=»Узнайте больше об управлении своими финансами в качестве удаленной команды» src=»» link=»https://www.ringcentral.com/remote-work-finance-playbook.html»]
3. Внутренние коммуникации ContactMonkey
Не все прыгают с поезда электронной почты. Посмотрим правде в глаза, иногда электронная почта по-прежнему остается лучшим способом общения с вашей командой.
Посмотрим правде в глаза, иногда электронная почта по-прежнему остается лучшим способом общения с вашей командой.
Здесь на помощь приходит ContactMonkey. Он идеально подходит для внутренней переписки по электронной почте и легко интегрируется с Outlook или Gmail. Это означает, что вы можете отслеживать каждое открытое электронное письмо и знать, какие сообщения читаются.
Хотите знать, как работают отдельные сотрудники или кампании? Для этого есть расширенная аналитика. Изучите данные, чтобы определить наиболее вовлеченных сотрудников или измерить количество кликов по ссылкам, открытие электронной почты, устройства и отзывы.
Внутренние коммуникации часто упускают из виду, потому что основное внимание уделяется (часто и справедливо) клиентам. Но если вам нужно активизировать свою внутреннюю игру с электронной почтой, у ContactMonkey есть все, что вам нужно, чтобы проанализировать эффективность ваших электронных писем и сделать логические выводы на основе новых тенденций.
 Наши менеджеры свяжутся с вами в ближайшее время.
Наши менеджеры свяжутся с вами в ближайшее время.
 0
0 0
0 д.
д. Вот 4 решения, доступные для всех:
Вот 4 решения, доступные для всех: Этот стеллаж для хранения аккумуляторных дрелей легко сделать из нескольких деревянных деталей и этих простых чертежей.
Этот стеллаж для хранения аккумуляторных дрелей легко сделать из нескольких деревянных деталей и этих простых чертежей. Вы не платите за использование этих ссылок. Посетите мою политику сайта для получения дополнительной информации.
Вы не платите за использование этих ссылок. Посетите мою политику сайта для получения дополнительной информации.  Я постоянно перемещал их с одной плоской поверхности на другую.
Я постоянно перемещал их с одной плоской поверхности на другую. Это простое изменение позволило бы мне хранить четыре электроинструмента, таких как дрели, ударные инструменты и т. д.
Это простое изменение позволило бы мне хранить четыре электроинструмента, таких как дрели, ударные инструменты и т. д.
 Сверло также использовалось для закручивания винтов, соединяющих детали.
Сверло также использовалось для закручивания винтов, соединяющих детали. Вы также можете построить эту стойку для хранения сверл из фанеры.
Вы также можете построить эту стойку для хранения сверл из фанеры. Мне нужно было установить центральную перегородку в шкафу, чтобы я мог установить держатель дрели. Инструкции по изготовлению центрального разделителя приведены в конце распечатанного плана. Возможно, вам придется отрегулировать размеры держателя дрели, если вы не используете его со шкафами для хранения инструментов своими руками.
Мне нужно было установить центральную перегородку в шкафу, чтобы я мог установить держатель дрели. Инструкции по изготовлению центрального разделителя приведены в конце распечатанного плана. Возможно, вам придется отрегулировать размеры держателя дрели, если вы не используете его со шкафами для хранения инструментов своими руками.
 Прикрепите с помощью шурупов по дереву 1-¼ дюйма. Повторите для оставшегося внешнего держателя.
Прикрепите с помощью шурупов по дереву 1-¼ дюйма. Повторите для оставшегося внешнего держателя. Я временно поместил эти части между держателями.
Я временно поместил эти части между держателями.
 Проволока латунная ЛС59-1 производится как твердая, так и мягкая, её — в отличии от прутков часто можно заменить на латунь Л63.
Проволока латунная ЛС59-1 производится как твердая, так и мягкая, её — в отличии от прутков часто можно заменить на латунь Л63. Больше всего производят пруток латунный ЛС59-1 для автоматной обработки.
Больше всего производят пруток латунный ЛС59-1 для автоматной обработки.
 Согласно классификации, наш многокомпонентный сплав — обрабатываемый давлением, но на практике он применяется чаще в качестве автоматного сплава. Оба указанных материала обладают одинаковой тепло и электропроводностью, но легирование сплава ЛС59-1 свинцом позволяет применять его в качестве автоматного, и более эффективно обрабатывать резанием, с получением мелкой стружки.
Согласно классификации, наш многокомпонентный сплав — обрабатываемый давлением, но на практике он применяется чаще в качестве автоматного сплава. Оба указанных материала обладают одинаковой тепло и электропроводностью, но легирование сплава ЛС59-1 свинцом позволяет применять его в качестве автоматного, и более эффективно обрабатывать резанием, с получением мелкой стружки.


 Это очень недорогой вид проката, который легко резать, и кроме того он имеет прочные рёбра. Благодаря этому, при минимальных затратах из прутков можно производить всевозможные мелкие и крупные детали с хорошими антифрикционными свойствами. Из этого сплава выпускаются тянутые и прессованные прутки в твёрдом, мягком или полутвёрдом состояниях.
Это очень недорогой вид проката, который легко резать, и кроме того он имеет прочные рёбра. Благодаря этому, при минимальных затратах из прутков можно производить всевозможные мелкие и крупные детали с хорошими антифрикционными свойствами. Из этого сплава выпускаются тянутые и прессованные прутки в твёрдом, мягком или полутвёрдом состояниях. При этом стоимость таких изделий невелика.
При этом стоимость таких изделий невелика.



 org/PropertyValue»>
org/PropertyValue»> 59.F0 Ошибка может быть устранена путем сброса тонера и узла фьюзера. Вы также можете попробовать оживить свое устройство HP. Кроме того, вы можете проверить наличие проблем в двигателе фьюзера, а также во внутреннем двигателе.
59.F0 Ошибка может быть устранена путем сброса тонера и узла фьюзера. Вы также можете попробовать оживить свое устройство HP. Кроме того, вы можете проверить наличие проблем в двигателе фьюзера, а также во внутреннем двигателе.


 F0. Проверьте наличие каких-либо колебаний при вращении белой шестерни ITB. Если шестерня и флажок работают нормально, проверьте датчик SR9. Вы найдете датчик в полости ITB на панели управления. Нажмите кнопку «Домой» и проведите вниз, чтобы выделить меню «Диагностика», чтобы продолжить.
F0. Проверьте наличие каких-либо колебаний при вращении белой шестерни ITB. Если шестерня и флажок работают нормально, проверьте датчик SR9. Вы найдете датчик в полости ITB на панели управления. Нажмите кнопку «Домой» и проведите вниз, чтобы выделить меню «Диагностика», чтобы продолжить. Датчик будет переключаться между 0 и 1. Если этого не произойдет, вам может потребоваться заменить датчик.
Датчик будет переключаться между 0 и 1. Если этого не произойдет, вам может потребоваться заменить датчик.
 Принципиально они схожи: как правило, это нечто вроде трубки, на один из краёв которой тем или иным способом (гальваническим, или вакуумной пайкой) нанесён алмазный слой. Изредка встречаются коронки с алмазосодержащими сегментами, конструктивно они не отличаются от «больших» алмазных коронок, предназначенных для установок алмазного сверления. Но суть от этого не меняется, применяют их так же, как и «обычные». Принято также различать два вида свёрл (коронок) – для сухого и мокрого сверления.
Принципиально они схожи: как правило, это нечто вроде трубки, на один из краёв которой тем или иным способом (гальваническим, или вакуумной пайкой) нанесён алмазный слой. Изредка встречаются коронки с алмазосодержащими сегментами, конструктивно они не отличаются от «больших» алмазных коронок, предназначенных для установок алмазного сверления. Но суть от этого не меняется, применяют их так же, как и «обычные». Принято также различать два вида свёрл (коронок) – для сухого и мокрого сверления.
 Буквально – сверлить нужно в луже. Контроль осуществляется визуально, причём он очень прост: если из-под сверла идёт тонкий поток мутной воды с взвесью керамогранитной пыли – всё в порядке. Если пошла полусухая пыль – немедленно останавливаем работу и подливаем воду. Чтобы угробить «мокрое» сверло работой в сухом режиме, достаточно нескольких секунд.
Буквально – сверлить нужно в луже. Контроль осуществляется визуально, причём он очень прост: если из-под сверла идёт тонкий поток мутной воды с взвесью керамогранитной пыли – всё в порядке. Если пошла полусухая пыль – немедленно останавливаем работу и подливаем воду. Чтобы угробить «мокрое» сверло работой в сухом режиме, достаточно нескольких секунд.
 Зато поверхность материала поцарапаем до потери товарного вида. Не правда ли, веселенькая перспектива? Особенно если вас наняли повесить полочку в пафосной ванной, отделанной дорогущим коллекционным материалом, где каждая плитка подбирается индивидуально и едва ли не доставляется клиенту в отдельной шкатулке из ценных пород дерева курьером в белых перчатках? Чтобы не «попасть», нужно подходить к работе очень аккуратно. На самом деле сложного ничего нет. Итак, вот схема действий:
Зато поверхность материала поцарапаем до потери товарного вида. Не правда ли, веселенькая перспектива? Особенно если вас наняли повесить полочку в пафосной ванной, отделанной дорогущим коллекционным материалом, где каждая плитка подбирается индивидуально и едва ли не доставляется клиенту в отдельной шкатулке из ценных пород дерева курьером в белых перчатках? Чтобы не «попасть», нужно подходить к работе очень аккуратно. На самом деле сложного ничего нет. Итак, вот схема действий:
 Они могут быть разными. Например, Bosch указывает «до 1500 об/мин», а Hilti – 1500-2200 об\мин.
Они могут быть разными. Например, Bosch указывает «до 1500 об/мин», а Hilti – 1500-2200 об\мин. То есть задняя часть инструмента описывает окружность, как будто продольная ось движется по поверхности конуса, направленного вершиной вниз. Это называется «сверление с раскачкой». На этом этапе мы превращаем «полумесяц» в кольцо. Работать нужно очень аккуратно. С новыми сверлами проблем обычно не возникает, особенно если они высококачественные. А вот изношенное может подкинуть сюрприз, особенно в тот момент, когда вы пытаетесь прорезать перемычку и замкнуть кольцо.
То есть задняя часть инструмента описывает окружность, как будто продольная ось движется по поверхности конуса, направленного вершиной вниз. Это называется «сверление с раскачкой». На этом этапе мы превращаем «полумесяц» в кольцо. Работать нужно очень аккуратно. С новыми сверлами проблем обычно не возникает, особенно если они высококачественные. А вот изношенное может подкинуть сюрприз, особенно в тот момент, когда вы пытаетесь прорезать перемычку и замкнуть кольцо. При этом продолжаем «раскачку», переходить к давлению всей рабочей поверхностью сверла одновременно не стоит. Досверливаем до конца, вытаскиваем сверло, вынимаем из него керн. Можно переходить к следующему отверстию.
При этом продолжаем «раскачку», переходить к давлению всей рабочей поверхностью сверла одновременно не стоит. Досверливаем до конца, вытаскиваем сверло, вынимаем из него керн. Можно переходить к следующему отверстию. А если вся кромка сверла постоянно прижата к материалу, то охлаждения не происходит, идёт постоянный нагрев, и ресурс сверла резко сокращается. Так что раскачка – это не только снижение производственных рисков и повышение эффективности работы, но ещё и значительная экономия!
А если вся кромка сверла постоянно прижата к материалу, то охлаждения не происходит, идёт постоянный нагрев, и ресурс сверла резко сокращается. Так что раскачка – это не только снижение производственных рисков и повышение эффективности работы, но ещё и значительная экономия!
 Торцы заткнуты съёмными колпачками. Вода такому сверлу не нужна, охлаждение осуществляется маслом. Именно оливковым, потому что у него температура кипения выше, чем у подсолнечного.
Торцы заткнуты съёмными колпачками. Вода такому сверлу не нужна, охлаждение осуществляется маслом. Именно оливковым, потому что у него температура кипения выше, чем у подсолнечного.
 Благо что менять его не надо.
Благо что менять его не надо.

 #укладка_плитки_в_деталях #отверстия_в_плитке
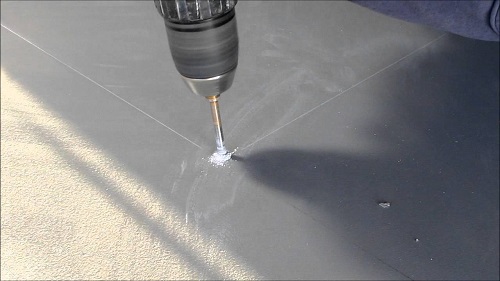
#укладка_плитки_в_деталях #отверстия_в_плитке Отверстия в керамограните лучше делать с лицевой стороны, чтобы не допустить сколов кромки.
Отверстия в керамограните лучше делать с лицевой стороны, чтобы не допустить сколов кромки.

 Многоцелевые сверла также хорошо работают с кирпичом, блоками, деревом, пластиком и даже листовой сталью, тогда как сверла со стрелой можно использовать только для плитки и стекла. Для действительно прочной плитки есть только один вариант – алмаз. На видео ниже показано сравнение трех вариантов сверления отверстия диаметром 6 мм в плитке из стеклокерамического керамогранита.
Многоцелевые сверла также хорошо работают с кирпичом, блоками, деревом, пластиком и даже листовой сталью, тогда как сверла со стрелой можно использовать только для плитки и стекла. Для действительно прочной плитки есть только один вариант – алмаз. На видео ниже показано сравнение трех вариантов сверления отверстия диаметром 6 мм в плитке из стеклокерамического керамогранита. полый центр сверла. Этот воск затем диспергируется в процессе бурения, образуя сухую смазку и эффективную охлаждающую жидкость, что позволяет использовать алмазные коронки на более высоких скоростях бурения. Сухие алмазные сверла Maxitek можно использовать не только для сверления керамической и керамогранитной плитки, но и для гранита, мрамора и камня.
полый центр сверла. Этот воск затем диспергируется в процессе бурения, образуя сухую смазку и эффективную охлаждающую жидкость, что позволяет использовать алмазные коронки на более высоких скоростях бурения. Сухие алмазные сверла Maxitek можно использовать не только для сверления керамической и керамогранитной плитки, но и для гранита, мрамора и камня. В качестве альтернативы можно сделать свой собственный из старого обрезка дерева, но это требует особой осторожности при надежном и точном удерживании на месте. На сравнительном видео вы увидите, что алмазные сверла можно использовать без направляющей, начав процесс сверления под углом, а затем выпрямив его, чтобы завершить отверстие. После большой практики это, безусловно, вариант, но для оптимальной точности я всегда рекомендую использовать направляющую.
В качестве альтернативы можно сделать свой собственный из старого обрезка дерева, но это требует особой осторожности при надежном и точном удерживании на месте. На сравнительном видео вы увидите, что алмазные сверла можно использовать без направляющей, начав процесс сверления под углом, а затем выпрямив его, чтобы завершить отверстие. После большой практики это, безусловно, вариант, но для оптимальной точности я всегда рекомендую использовать направляющую.


 Это связано с тем, что биту легко поскользнуться и повредить плитку, что может означать дорогостоящий ремонт плитки в ванной комнате.
Это связано с тем, что биту легко поскользнуться и повредить плитку, что может означать дорогостоящий ремонт плитки в ванной комнате. Вы можете использовать искатель шпилек, чтобы найти эти балки.
Вы можете использовать искатель шпилек, чтобы найти эти балки. При бурении важно не торопиться. Запустите дрель на низкой скорости и наберитесь терпения. Чтобы пробить глазурованную поверхность керамогранита, может потребоваться довольно много времени, но если вы попытаетесь поторопиться, вы рискуете создать вибрации, которые повредят плитку.
При бурении важно не торопиться. Запустите дрель на низкой скорости и наберитесь терпения. Чтобы пробить глазурованную поверхность керамогранита, может потребоваться довольно много времени, но если вы попытаетесь поторопиться, вы рискуете создать вибрации, которые повредят плитку.
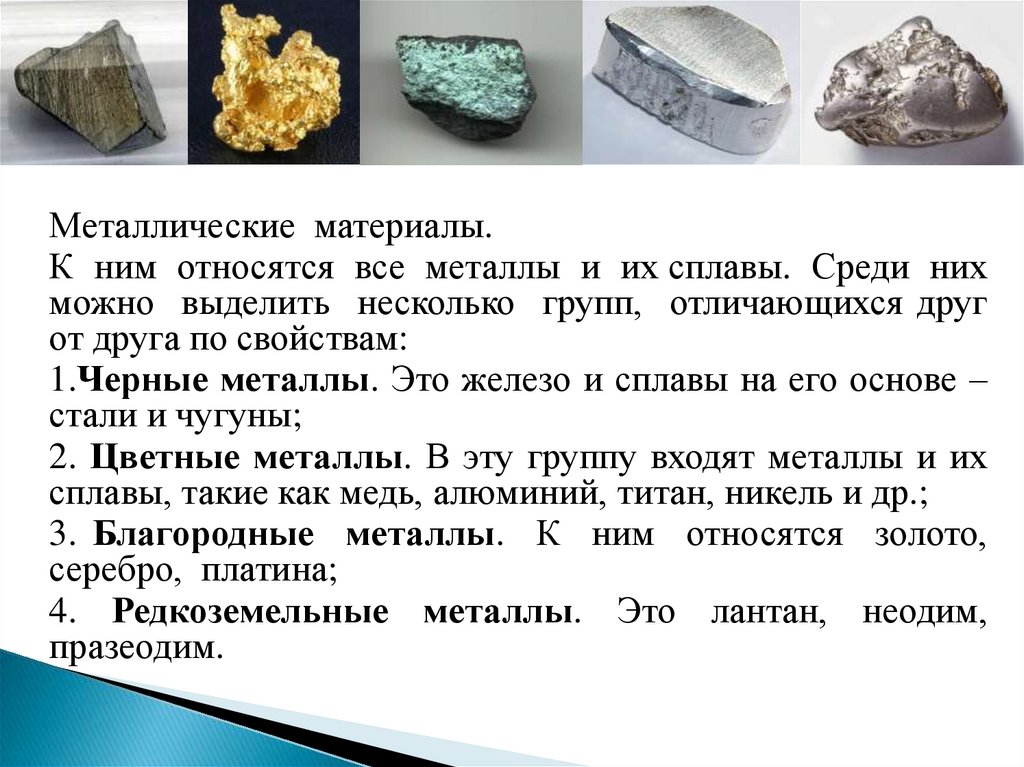
 Легированные имеют в наличие один или несколько легируемых элементов, которые оказывают огромное влияние на свойства стали. /Легированные стали очень широко применяется для изготовления ответственных деталей, несущих большую нагрузку, испытывающих разный температурный режим, сильное фрикционное воздействие. Применение такой стали распространенно в машиностроении, тракторостроении, тяжелой промышленности и в других областях.
Легированные имеют в наличие один или несколько легируемых элементов, которые оказывают огромное влияние на свойства стали. /Легированные стали очень широко применяется для изготовления ответственных деталей, несущих большую нагрузку, испытывающих разный температурный режим, сильное фрикционное воздействие. Применение такой стали распространенно в машиностроении, тракторостроении, тяжелой промышленности и в других областях. Данный вид стали успешно применяют в пищевой промышленности, медицине, для изготовления бытовых предметов, для производства турбин и др. Еще одним видом черного металла является чугун. Чугун – это сплав железа с углеродом и его содержание больше чем в стали. Так как чугун имеет хорошие литейные свойства, то его в основном используют для литых деталей. Чугун подразделяется на виды:
Данный вид стали успешно применяют в пищевой промышленности, медицине, для изготовления бытовых предметов, для производства турбин и др. Еще одним видом черного металла является чугун. Чугун – это сплав железа с углеродом и его содержание больше чем в стали. Так как чугун имеет хорошие литейные свойства, то его в основном используют для литых деталей. Чугун подразделяется на виды:




 Это более высокое содержание углерода обеспечивает увеличение прочности и твердости по сравнению с низкоуглеродистыми сталями. Однако эти стали имеют пониженную пластичность по сравнению с низкоуглеродистыми сталями. Повышенное содержание углерода и марганца в среднеуглеродистых сталях означает, что их можно подвергать отпуску и закалке. Эти стали широко используются для изготовления компонентов автомобильной промышленности, таких как шестерни, оси и валы, но также подходят для использования на железной дороге.
Это более высокое содержание углерода обеспечивает увеличение прочности и твердости по сравнению с низкоуглеродистыми сталями. Однако эти стали имеют пониженную пластичность по сравнению с низкоуглеродистыми сталями. Повышенное содержание углерода и марганца в среднеуглеродистых сталях означает, что их можно подвергать отпуску и закалке. Эти стали широко используются для изготовления компонентов автомобильной промышленности, таких как шестерни, оси и валы, но также подходят для использования на железной дороге.
 Марганец также может улучшить прокаливаемость за счет закалки, уменьшая опасность образования дефектов и делая металл более стабильным.
Марганец также может улучшить прокаливаемость за счет закалки, уменьшая опасность образования дефектов и делая металл более стабильным.
 Кованое железо является исключением из этого правила, поскольку его чистота означает, что оно устойчиво к ржавчине, в то время как легирующие элементы, такие как хром в нержавеющей стали, также могут использоваться для предотвращения ржавчины.
Кованое железо является исключением из этого правила, поскольку его чистота означает, что оно устойчиво к ржавчине, в то время как легирующие элементы, такие как хром в нержавеющей стали, также могут использоваться для предотвращения ржавчины.
 д.
д. Каждый из них имеет свое собственное использование, и характеристики различаются. Кроме того, различные методы лечения доступны соответственно.
Каждый из них имеет свое собственное использование, и характеристики различаются. Кроме того, различные методы лечения доступны соответственно. д. Стали с содержанием от 0,4 до 0,6% также подходят для всего. связанных с локомотивами и рельсами.
д. Стали с содержанием от 0,4 до 0,6% также подходят для всего. связанных с локомотивами и рельсами. Инструментальные стали и высокоуглеродистые стали перекрывают друг друга.
Инструментальные стали и высокоуглеродистые стали перекрывают друг друга.

 д.
д. Поэтому тщательно выбирайте субподрядчика для производства.
Поэтому тщательно выбирайте субподрядчика для производства.

 Алюминий и титан также хорошо поддаются кузнечной сварке. Как правило, нержавеющая сталь, медь и ее сплавы (латунь, бронза) не поддаются кузнечной сварке.
Алюминий и титан также хорошо поддаются кузнечной сварке. Как правило, нержавеющая сталь, медь и ее сплавы (латунь, бронза) не поддаются кузнечной сварке. Современные цепи по-прежнему обычно свариваются кузнечной сваркой.
Современные цепи по-прежнему обычно свариваются кузнечной сваркой.
 Основная часть долота (головки топора) изготовлена из низкоуглеродистой стали, а режущая кромка — из высокоуглеродистой.
Основная часть долота (головки топора) изготовлена из низкоуглеродистой стали, а режущая кромка — из высокоуглеродистой. Конечно, все зависит от того, что вы пытаетесь сварить кузнечным способом, и от того, какую кузницу вы используете.
Конечно, все зависит от того, что вы пытаетесь сварить кузнечным способом, и от того, какую кузницу вы используете. Если процент будет выше, сварка материала практически невозможна.
Если процент будет выше, сварка материала практически невозможна. В примечании уточняется, что «сопрягаемые поверхности допускается нагревать, чтобы облегчить получение соединения» (ИСО 857-1).
В примечании уточняется, что «сопрягаемые поверхности допускается нагревать, чтобы облегчить получение соединения» (ИСО 857-1). Она требует минимум специального оборудования и дает интересный визуальный эффект.
Она требует минимум специального оборудования и дает интересный визуальный эффект. Качественное соединение возможно, только если с поверхности заготовок будут удалены оксидные пленки и другие загрязнения.
Качественное соединение возможно, только если с поверхности заготовок будут удалены оксидные пленки и другие загрязнения.
 Смесь необходимо прокалить, чтобы максимально избавиться от воды в составе. Этот вариант действеннее, чем один песок. Бура лучше шлакуется и очищает металл. Если уголь плохо очищен и дает много шлака, использование этого вещества просто необходимо! В экстренной ситуации буру можно заменить солью.
Смесь необходимо прокалить, чтобы максимально избавиться от воды в составе. Этот вариант действеннее, чем один песок. Бура лучше шлакуется и очищает металл. Если уголь плохо очищен и дает много шлака, использование этого вещества просто необходимо! В экстренной ситуации буру можно заменить солью. Детали стыкуют или накладывают друг на друга, после чего наносят легкие и частые удары. При этом остатки флюса со шлаком выдавливаются наружу шва. Поверхности стыка в этот момент плотно прижимаются, и это защищает их от окисления. Процесс заканчивают частыми и сильными ударами от середины к краям. Это позволяет избежать непроваров, трещин, пузырьков, что в итоге увеличивает прочность всей поковки. Важно уделить внимание не только месту сварки, но и проковать участки, к нему прилегающие.
Детали стыкуют или накладывают друг на друга, после чего наносят легкие и частые удары. При этом остатки флюса со шлаком выдавливаются наружу шва. Поверхности стыка в этот момент плотно прижимаются, и это защищает их от окисления. Процесс заканчивают частыми и сильными ударами от середины к краям. Это позволяет избежать непроваров, трещин, пузырьков, что в итоге увеличивает прочность всей поковки. Важно уделить внимание не только месту сварки, но и проковать участки, к нему прилегающие.

 Кузнечная сварка, разработанная в средние века, является одним из древнейших способов соединения металлов. Кузнечная сварка – необходимая техника и бесценный навык для кузнеца. Это произошло из-за необходимости соединить маленькие кусочки металла, чтобы сформировать большой кусок металла. С практикой кузнечная сварка требует зрительно-моторной координации, скорости и внимания к деталям. Это также требует от кузнеца понимания идеальной температуры свариваемого материала.
Кузнечная сварка, разработанная в средние века, является одним из древнейших способов соединения металлов. Кузнечная сварка – необходимая техника и бесценный навык для кузнеца. Это произошло из-за необходимости соединить маленькие кусочки металла, чтобы сформировать большой кусок металла. С практикой кузнечная сварка требует зрительно-моторной координации, скорости и внимания к деталям. Это также требует от кузнеца понимания идеальной температуры свариваемого материала.
 Носите плотные 100% натуральные материалы, такие как хлопок, шерсть или кожа. Кожаный фартук — отличная инвестиция! И убедитесь, что вы не носите свободные вещи или одежду, которые может захватить машина.
Носите плотные 100% натуральные материалы, такие как хлопок, шерсть или кожа. Кожаный фартук — отличная инвестиция! И убедитесь, что вы не носите свободные вещи или одежду, которые может захватить машина. Кузнечный отдел Горнила использует буру в качестве флюса. Флюс служит низкотемпературным стекловидным экраном, предотвращающим окисление стали. По сути, флюс является восстановителем, предотвращающим окисление. Окисление в конечном итоге приводит к образованию окалины или шлака на поверхности, что препятствует сварке металла. Любой грязный или загрязненный металл создаст слабое соединение и повысит температуру плавления металла. Флюс необходим при кузнечной сварке, особенно в начале кузнечного дела.
Кузнечный отдел Горнила использует буру в качестве флюса. Флюс служит низкотемпературным стекловидным экраном, предотвращающим окисление стали. По сути, флюс является восстановителем, предотвращающим окисление. Окисление в конечном итоге приводит к образованию окалины или шлака на поверхности, что препятствует сварке металла. Любой грязный или загрязненный металл создаст слабое соединение и повысит температуру плавления металла. Флюс необходим при кузнечной сварке, особенно в начале кузнечного дела. Кузнечная сварка должна выполняться быстро, чтобы материал не стал слишком мягким. Вы можете соединить свои детали металлической проволокой, пока не сформируется основной сварной шов. Затем поднесите деталь к молоту или гидравлическому прессу, чтобы соединить сварной шов. Убедитесь, что вы не ударяете по металлу так сильно, что сварной шов сместится. Повторяйте до тех пор, пока готовый сварной шов не станет чистым и не будет иметь линий сварки.
Кузнечная сварка должна выполняться быстро, чтобы материал не стал слишком мягким. Вы можете соединить свои детали металлической проволокой, пока не сформируется основной сварной шов. Затем поднесите деталь к молоту или гидравлическому прессу, чтобы соединить сварной шов. Убедитесь, что вы не ударяете по металлу так сильно, что сварной шов сместится. Повторяйте до тех пор, пока готовый сварной шов не станет чистым и не будет иметь линий сварки.

 к бронзовому литью….
к бронзовому литью…. После базового ознакомления с ковкой стали и использованием кузнечных инструментов…
После базового ознакомления с ковкой стали и использованием кузнечных инструментов… Этот класс предназначен для развития ваших базовых навыков одновременно с с такими техниками, как изготовление завитков, создание воротника, базовые…
Этот класс предназначен для развития ваших базовых навыков одновременно с с такими техниками, как изготовление завитков, создание воротника, базовые… ..
.. Поскольку процедура особенно сложна, сварщики и кузнецы мотивированы заниматься кузнечной сваркой, когда они свободны от обычных повседневных обязанностей.
Поскольку процедура особенно сложна, сварщики и кузнецы мотивированы заниматься кузнечной сваркой, когда они свободны от обычных повседневных обязанностей. Вы должны выполнить кузнечную сварку, чтобы ваш материал не стал слишком мягким. Вы можете использовать металлическую проволоку для соединения деталей, пока не будет создан основной сварной шов.
Вы должны выполнить кузнечную сварку, чтобы ваш материал не стал слишком мягким. Вы можете использовать металлическую проволоку для соединения деталей, пока не будет создан основной сварной шов. д.
д. В этом процессе две отдельные металлические детали соединяются путем применения определенного количества тепла, так что вы можете формовать металлические детали вместе. На данном этапе все, что мы заявили, вращается вокруг сварки плавлением.
В этом процессе две отдельные металлические детали соединяются путем применения определенного количества тепла, так что вы можете формовать металлические детали вместе. На данном этапе все, что мы заявили, вращается вокруг сварки плавлением. Есть разные варианты из алюминия, железа, латуни, меди и, конечно же, стали.
Есть разные варианты из алюминия, железа, латуни, меди и, конечно же, стали.
 Он не имеет себе равных для каждого предмета и эстетически приятен.
Он не имеет себе равных для каждого предмета и эстетически приятен. Знание того, какой материал лучше всего подходит для покрытия определенного металла, а какой достаточно кислый, чтобы разъедать металл, облегчит ваши усилия.
Знание того, какой материал лучше всего подходит для покрытия определенного металла, а какой достаточно кислый, чтобы разъедать металл, облегчит ваши усилия.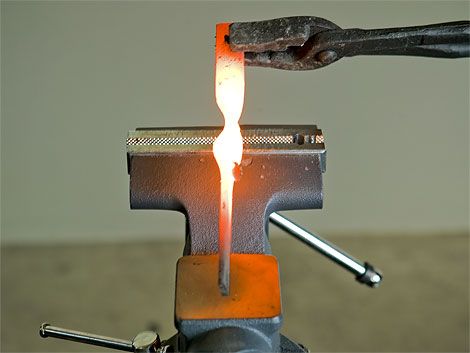 Вы можете получить чистый сустав быстро и легко.
Вы можете получить чистый сустав быстро и легко.



 Часто они гарантируют работоспособность аппарата на протяжении длительного времени, при этом осуществляя беспроблемное гарантийное и послегарантийное обслуживания.
Часто они гарантируют работоспособность аппарата на протяжении длительного времени, при этом осуществляя беспроблемное гарантийное и послегарантийное обслуживания. Выпускает продукцию бытового, полупрофессионального и профессионального назначения. Модели, выпускаемые под именем Gys, характеризуются, по мнению пользователей, продолжительным периодом эксплуатации. Инверторные устройства, произведённые во Франции, используют в работе все новаторства в области сварочных работ. Это позволяет французам оставаться одними из самых высокотехнологичных производителей оборудования.
Выпускает продукцию бытового, полупрофессионального и профессионального назначения. Модели, выпускаемые под именем Gys, характеризуются, по мнению пользователей, продолжительным периодом эксплуатации. Инверторные устройства, произведённые во Франции, используют в работе все новаторства в области сварочных работ. Это позволяет французам оставаться одними из самых высокотехнологичных производителей оборудования.
 К лидерам относят: Sturm, Gerrard. Далеко не все китайские компании, выпускающие инверторы, производят низкого качества продукцию.
К лидерам относят: Sturm, Gerrard. Далеко не все китайские компании, выпускающие инверторы, производят низкого качества продукцию. Такие устройства более адаптированы к совместному использованию с отечественными линиями электропередач, например, при низких напряжениях. При этом сервисный ремонт практически не вызывает трудностей.
Такие устройства более адаптированы к совместному использованию с отечественными линиями электропередач, например, при низких напряжениях. При этом сервисный ремонт практически не вызывает трудностей. Имеет надёжный протяжный механизм, схема управления идеально подстраивается под входное напряжение. Недостаток в немного завышенной цене.
Имеет надёжный протяжный механизм, схема управления идеально подстраивается под входное напряжение. Недостаток в немного завышенной цене. С таким аппаратом справиться с любым видом сварки сможет даже начинающий сварщик из-за наличия следующих функций: антизалипание и форсаж ведения дуги. К недостаткам можно отнести длительность работы без перерыва, связанным с низким КПД, составляющим 40 процентов.
С таким аппаратом справиться с любым видом сварки сможет даже начинающий сварщик из-за наличия следующих функций: антизалипание и форсаж ведения дуги. К недостаткам можно отнести длительность работы без перерыва, связанным с низким КПД, составляющим 40 процентов. КПД достигает 70 процентов. Корпус выполнен полностью из металла. Отличное соотношение цены и качества. Из недостатков выделяют слишком лёгкое вращение рукоятки регулировки силы тока и слабо выполненную систему вентиляции.
КПД достигает 70 процентов. Корпус выполнен полностью из металла. Отличное соотношение цены и качества. Из недостатков выделяют слишком лёгкое вращение рукоятки регулировки силы тока и слабо выполненную систему вентиляции.





 Он эффективно выполняет свою работу даже при пониженном напряжении.
Он эффективно выполняет свою работу даже при пониженном напряжении. Ручная дуговая сварка покрытым электродом способна соединить не только чистые металлы, но и сплавы. Увеличенная мощность этого прибора способствует образованию более стабильной дуги без разрывов.
Ручная дуговая сварка покрытым электродом способна соединить не только чистые металлы, но и сплавы. Увеличенная мощность этого прибора способствует образованию более стабильной дуги без разрывов. Она хорошо выдерживает перепады напряжения и поддерживает стабильную работу при пониженном. Для точной настройки здесь есть информативный дисплей, а также специальный регулятор. Электроды долго не портятся, так как здесь активно используется система антиприлипание. Горячий старт обеспечивает мгновенный поджиг дуги. Расход энергии минимальный, что является одним из преимуществ такого прибора.
Она хорошо выдерживает перепады напряжения и поддерживает стабильную работу при пониженном. Для точной настройки здесь есть информативный дисплей, а также специальный регулятор. Электроды долго не портятся, так как здесь активно используется система антиприлипание. Горячий старт обеспечивает мгновенный поджиг дуги. Расход энергии минимальный, что является одним из преимуществ такого прибора. Он максимально адаптирован к скачкам напряжения и защищён от перегрузки и перегрева. Помимо этого, сзади расположена специальная система охлаждения. Она состоит из нескольких радиаторов и вентилятора. В зависимости от металла и диаметра электрода можно регулировать пиковый ток. Для этого на блоке управления расположен специальный регулятор. С помощью ручной дуговой сварки можно выполнить ряд задач по соединению металлов разной толщины или разного состава.
Он максимально адаптирован к скачкам напряжения и защищён от перегрузки и перегрева. Помимо этого, сзади расположена специальная система охлаждения. Она состоит из нескольких радиаторов и вентилятора. В зависимости от металла и диаметра электрода можно регулировать пиковый ток. Для этого на блоке управления расположен специальный регулятор. С помощью ручной дуговой сварки можно выполнить ряд задач по соединению металлов разной толщины или разного состава. 60 — 5 мм
60 — 5 мм А с практикой сварка может даже стать прибыльной подработкой.
А с практикой сварка может даже стать прибыльной подработкой. В этих категориях есть огромный, а иногда и сбивающий с толку выбор с точки зрения спецификаций, производительности и цены. При рассмотрении вопроса о том, какой сварочный аппарат лучше всего подходит для ваших нужд, вам следует внимательно изучить следующие ключевые особенности.
В этих категориях есть огромный, а иногда и сбивающий с толку выбор с точки зрения спецификаций, производительности и цены. При рассмотрении вопроса о том, какой сварочный аппарат лучше всего подходит для ваших нужд, вам следует внимательно изучить следующие ключевые особенности. Сварочные аппараты MIG и TIG подают газ из отдельного баллона. К сожалению, это делает их непрактичными на открытом воздухе, так как любой ветер разрушает экран.
Сварочные аппараты MIG и TIG подают газ из отдельного баллона. К сожалению, это делает их непрактичными на открытом воздухе, так как любой ветер разрушает экран.
 Некоторые из них являются переключаемыми, что дает большую универсальность, хотя полная производительность обычно недоступна при настройке 110 В.
Некоторые из них являются переключаемыми, что дает большую универсальность, хотя полная производительность обычно недоступна при настройке 110 В. Углекислый газ популярен для сварки MIG и часто лучше всего подходит для начинающих. Сварщики TIG часто используют аргон. Кислород, гелий и азот также могут быть добавлены. Химический состав может повлиять на сварной шов. Углекислый газ, например, относительно дешев и обеспечивает хорошее проникновение. Аргон может улучшить внешний вид сварного шва и часто смешивается с углекислым газом. Энтузиасты сварки могут захотеть поэкспериментировать с несколькими различными смесями, чтобы лучше понять их свойства.
Углекислый газ популярен для сварки MIG и часто лучше всего подходит для начинающих. Сварщики TIG часто используют аргон. Кислород, гелий и азот также могут быть добавлены. Химический состав может повлиять на сварной шов. Углекислый газ, например, относительно дешев и обеспечивает хорошее проникновение. Аргон может улучшить внешний вид сварного шва и часто смешивается с углекислым газом. Энтузиасты сварки могут захотеть поэкспериментировать с несколькими различными смесями, чтобы лучше понять их свойства. Для сварки стержнем, как и для сварки MIG, требуется только одна рука, но жесткий стержень означает, что рукоятка находится дальше от сварного шва. Точно расположить его непросто, и это может привести к неаккуратным сварным швам при обучении.
Для сварки стержнем, как и для сварки MIG, требуется только одна рука, но жесткий стержень означает, что рукоятка находится дальше от сварного шва. Точно расположить его непросто, и это может привести к неаккуратным сварным швам при обучении.
 Он может работать от сети 110 или 220 вольт. В комплект входят горелки MIG и TIG, а также газовый регулятор MIG (хотя версия TIG является дополнительной). Прочный блок также имеет двойной цифровой дисплей для удобства.
Он может работать от сети 110 или 220 вольт. В комплект входят горелки MIG и TIG, а также газовый регулятор MIG (хотя версия TIG является дополнительной). Прочный блок также имеет двойной цифровой дисплей для удобства.
 com
com Цена
Цена 0015 12.1 pounds
0015 12.1 pounds Приобретение дополнительной ножной педали (не входит в комплект) может помочь обеспечить больший контроль.
Приобретение дополнительной ножной педали (не входит в комплект) может помочь обеспечить больший контроль. цена. Все наши лучшие модели имеют впечатляющие номинальные значения силы тока для обеспечения первоклассных сварочных работ. Мы позаботились о том, чтобы включить несколько вариантов, которые поставляются с несколькими аксессуарами, такими как зажимы, адаптеры питания, шланги, расходомеры, контактные наконечники и ножные педали.
цена. Все наши лучшие модели имеют впечатляющие номинальные значения силы тока для обеспечения первоклассных сварочных работ. Мы позаботились о том, чтобы включить несколько вариантов, которые поставляются с несколькими аксессуарами, такими как зажимы, адаптеры питания, шланги, расходомеры, контактные наконечники и ножные педали. Пайка использует более низкие температуры и мягкий металл — обычно бронзу или латунь — в качестве расплавленного наполнителя, почти как клей. Он часто используется для таких материалов, как титан, которые трудно сваривать. Пайка использует сплавы с низкой температурой плавления, обычно в качестве постоянного крепления для электрических соединений.
Пайка использует более низкие температуры и мягкий металл — обычно бронзу или латунь — в качестве расплавленного наполнителя, почти как клей. Он часто используется для таких материалов, как титан, которые трудно сваривать. Пайка использует сплавы с низкой температурой плавления, обычно в качестве постоянного крепления для электрических соединений. Операторы могут отказаться от более мощного сварочного аппарата, но модель с недостаточной мощностью приведет к получению некачественных сварных швов.
Операторы могут отказаться от более мощного сварочного аппарата, но модель с недостаточной мощностью приведет к получению некачественных сварных швов. Никогда не сваривайте без него. Защитные очки отлично подходят для многих работ в мастерской, но их недостаточно для сварки. Вам также понадобится сварочный фартук и подходящие сварочные перчатки.
Никогда не сваривайте без него. Защитные очки отлично подходят для многих работ в мастерской, но их недостаточно для сварки. Вам также понадобится сварочный фартук и подходящие сварочные перчатки. В этой статье мы собираемся исследовать, стоит ли это каждой копейки.
В этой статье мы собираемся исследовать, стоит ли это каждой копейки. Все внешние воздействия, которым могут подвергаться эти продукты, моделируются в лаборатории, включая тепло, холод, влажность и удары.
Все внешние воздействия, которым могут подвергаться эти продукты, моделируются в лаборатории, включая тепло, холод, влажность и удары.




 Как видите, припой проводит ток в десять раз хуже, чем медь или алюминий.
Как видите, припой проводит ток в десять раз хуже, чем медь или алюминий. Если не удалить остатки канифоли после пайки то происходит окисление места пайки. Многие этого не знают и считают, что канифоль для металла безвредна. Кроме того, впитывая воду из атмосферы, канифоль увеличивает свою проводимость и может нарушать работу электронных устройств, особенно высоковольтных их цепей.
Если не удалить остатки канифоли после пайки то происходит окисление места пайки. Многие этого не знают и считают, что канифоль для металла безвредна. Кроме того, впитывая воду из атмосферы, канифоль увеличивает свою проводимость и может нарушать работу электронных устройств, особенно высоковольтных их цепей.
 Очень удобна для этих целей бутылочка от маникюрного лака. Всегда и кисточка под рукой, которой удобно наносить флюс на место пайки. Такую бутылочку практически в любом доме можно найти. Еще ее достоинство, кисточка и закрутка не растворяются спиртом и растворителем. Перед наполнением флюсом обязательно нужно тщательно вымыть бутылочку и кисточку от лака. Если лак сильно застыл, то налить ацетона и оставить. Через время лак растворится.
Очень удобна для этих целей бутылочка от маникюрного лака. Всегда и кисточка под рукой, которой удобно наносить флюс на место пайки. Такую бутылочку практически в любом доме можно найти. Еще ее достоинство, кисточка и закрутка не растворяются спиртом и растворителем. Перед наполнением флюсом обязательно нужно тщательно вымыть бутылочку и кисточку от лака. Если лак сильно застыл, то налить ацетона и оставить. Через время лак растворится. С помощью его, можно без предварительной подготовки, залудить медные и стальные поверхности. На основе аспирина легко готовится и жидкий флюс для пайки паяльником, достаточно таблетку растворить в небольшом количестве спирта, ацетона или воды.
С помощью его, можно без предварительной подготовки, залудить медные и стальные поверхности. На основе аспирина легко готовится и жидкий флюс для пайки паяльником, достаточно таблетку растворить в небольшом количестве спирта, ацетона или воды. Хранить пасту нужно в герметичной упаковке. Срок хранения пасты не более полгода, так как опилки припоя со временем окисляются.
Хранить пасту нужно в герметичной упаковке. Срок хранения пасты не более полгода, так как опилки припоя со временем окисляются.
 Чаще всего это флюсы в виде пасты, которая наносится на заранее подготовленное место пайки: хорошо очищенное от окислов и загрязнений.
Чаще всего это флюсы в виде пасты, которая наносится на заранее подготовленное место пайки: хорошо очищенное от окислов и загрязнений. К безотмывочным флюсам относятся флюсы: BAKU RMA-225-LO, KINGBO RMA-218, AMTECH NC-559-ASM.
К безотмывочным флюсам относятся флюсы: BAKU RMA-225-LO, KINGBO RMA-218, AMTECH NC-559-ASM. Это скорее чистящее средство, которое помогает удалить оксиды и загрязнения с поверхностей. В целом, это помогает эффективно спаять соединения, очищая поверхность.
Это скорее чистящее средство, которое помогает удалить оксиды и загрязнения с поверхностей. В целом, это помогает эффективно спаять соединения, очищая поверхность.
 Итак, начнем: —
Итак, начнем: — Этот тип потока использовался в прошлом, но теперь вы должны избегать его, если это возможно.
Этот тип потока использовался в прошлом, но теперь вы должны избегать его, если это возможно. Однако, если вы используете растворитель, то можете забыть о его минусе. В целом, канифоль является отличным и многоразовым типом флюса.
Однако, если вы используете растворитель, то можете забыть о его минусе. В целом, канифоль является отличным и многоразовым типом флюса. Кроме того, есть определенные факторы, которые вы можете рассмотреть, прежде чем принимать решение. Вот факторы, которые вы можете учитывать: –
Кроме того, есть определенные факторы, которые вы можете рассмотреть, прежде чем принимать решение. Вот факторы, которые вы можете учитывать: – Поэтому перед выбором типа флюса обязательно определите цель пайки. Таким образом, вы, несомненно, найдете правильный вид флюса без каких-либо осложнений.
Поэтому перед выбором типа флюса обязательно определите цель пайки. Таким образом, вы, несомненно, найдете правильный вид флюса без каких-либо осложнений. Нет ни одного. Выбор флюса зависит от нескольких факторов, связанных с типом работы, ее масштабом и личностью мастера.
Нет ни одного. Выбор флюса зависит от нескольких факторов, связанных с типом работы, ее масштабом и личностью мастера. 01
01
 В эту категорию входят желтые или зеленоватые жидкости на основе фтора, о которых вы, вероятно, читали. Они особенно подходят для простых работ, таких как определение размеров колец, простая конструкция проволоки и т. д.
В эту категорию входят желтые или зеленоватые жидкости на основе фтора, о которых вы, вероятно, читали. Они особенно подходят для простых работ, таких как определение размеров колец, простая конструкция проволоки и т. д.

 Остатки можно смыть горячей водой, но это займет больше времени.
Остатки можно смыть горячей водой, но это займет больше времени. Prip не обладает такой смачивающей способностью, как два других, поэтому создать полное покрытие сложнее. Рекомендуемый метод — нагреть металл, нанести флюс кистью или распылить, затем снова нагреть металл и повторить процесс. Это необходимо сделать несколько раз, чтобы установить воздухонепроницаемый экран против окисления. Положительным моментом является то, что Prip не растворяется в воде, поэтому, если вы охлаждаете деталь в воде, а не протравливаете, слой флюса остается относительно нетронутым.
Prip не обладает такой смачивающей способностью, как два других, поэтому создать полное покрытие сложнее. Рекомендуемый метод — нагреть металл, нанести флюс кистью или распылить, затем снова нагреть металл и повторить процесс. Это необходимо сделать несколько раз, чтобы установить воздухонепроницаемый экран против окисления. Положительным моментом является то, что Prip не растворяется в воде, поэтому, если вы охлаждаете деталь в воде, а не протравливаете, слой флюса остается относительно нетронутым.
 С целью
С целью
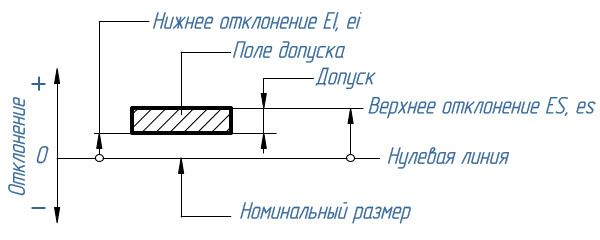 Поэтому и в чертежах размеры деталей
Поэтому и в чертежах размеры деталей
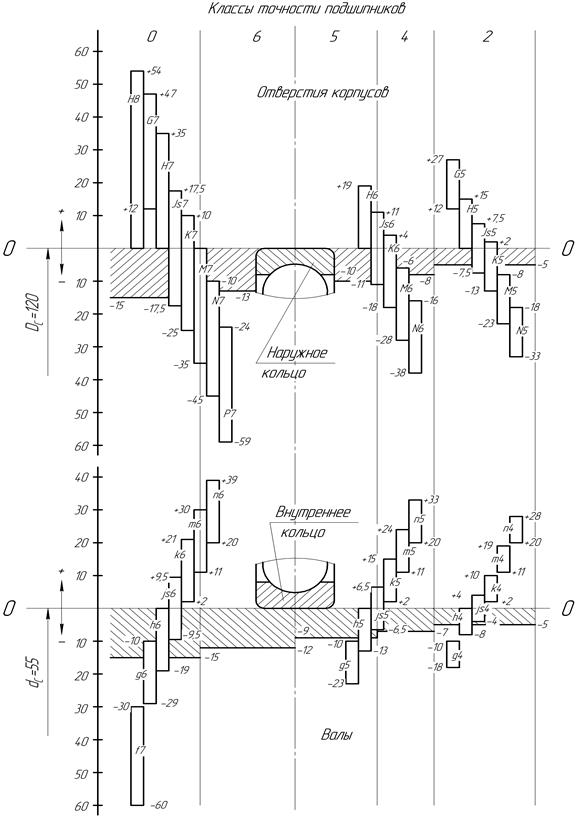 16, а),
16, а),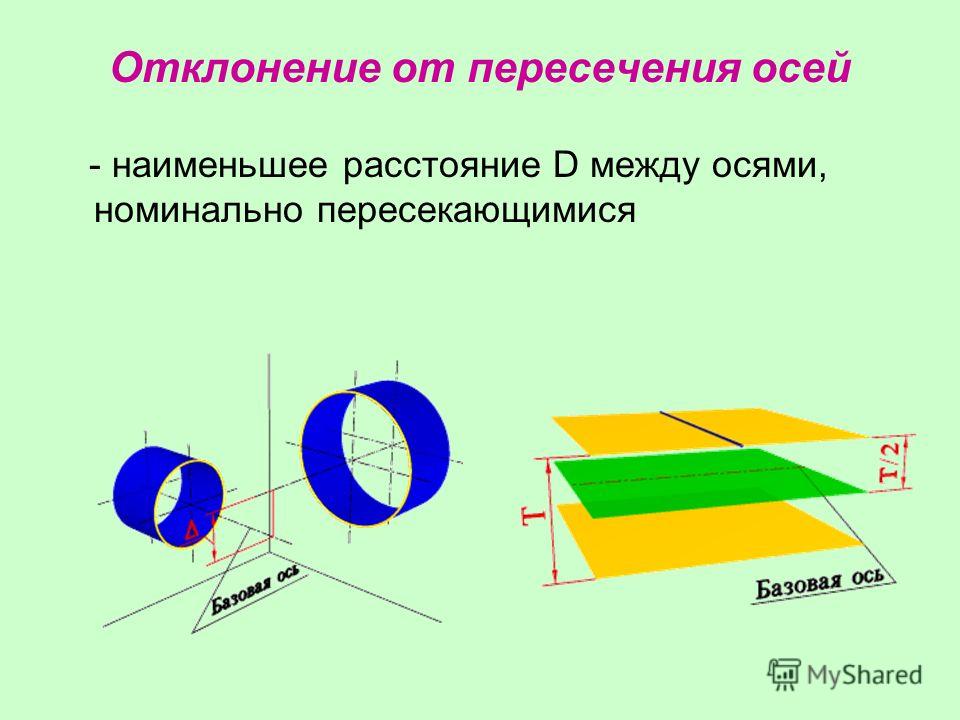
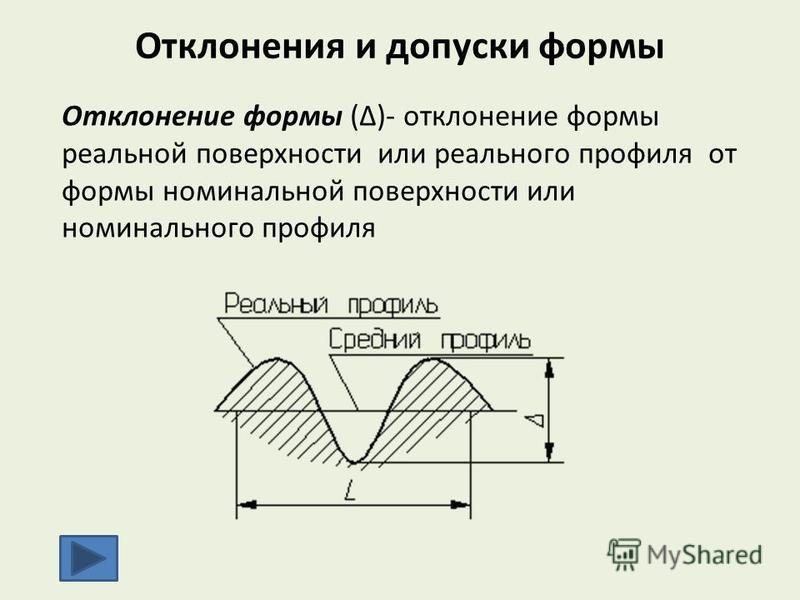
 Такое соединение можно получить, например, при диаметре
Такое соединение можно получить, например, при диаметре
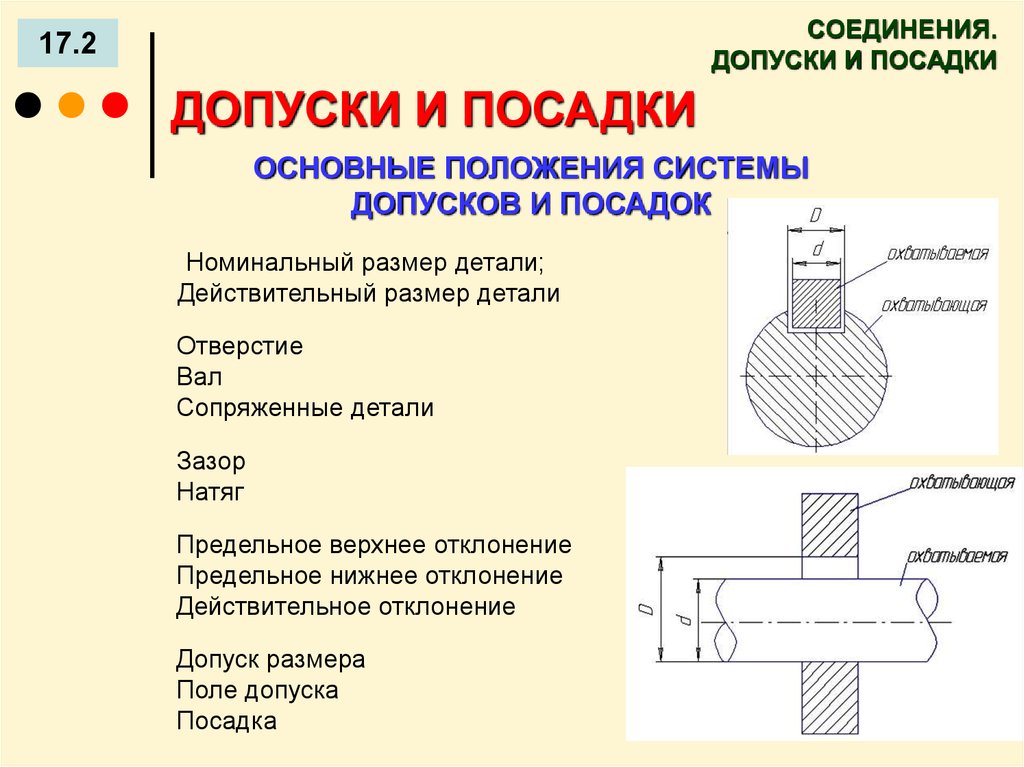

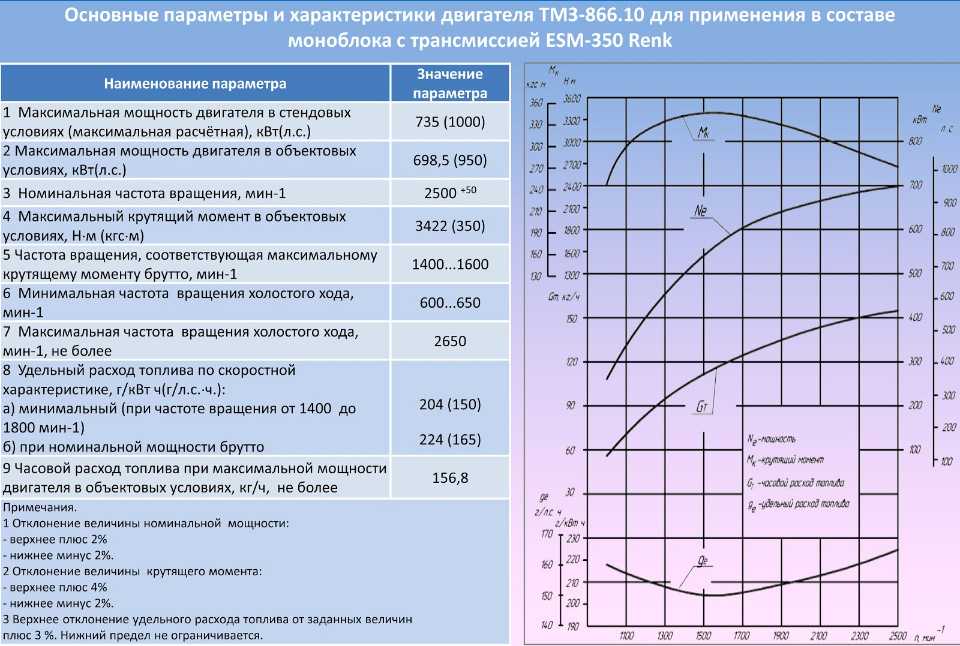 xxx = ± 0.05
xxx = ± 0.05  49 — 3.53 3.49/3.53
49 — 3.53 3.49/3.53 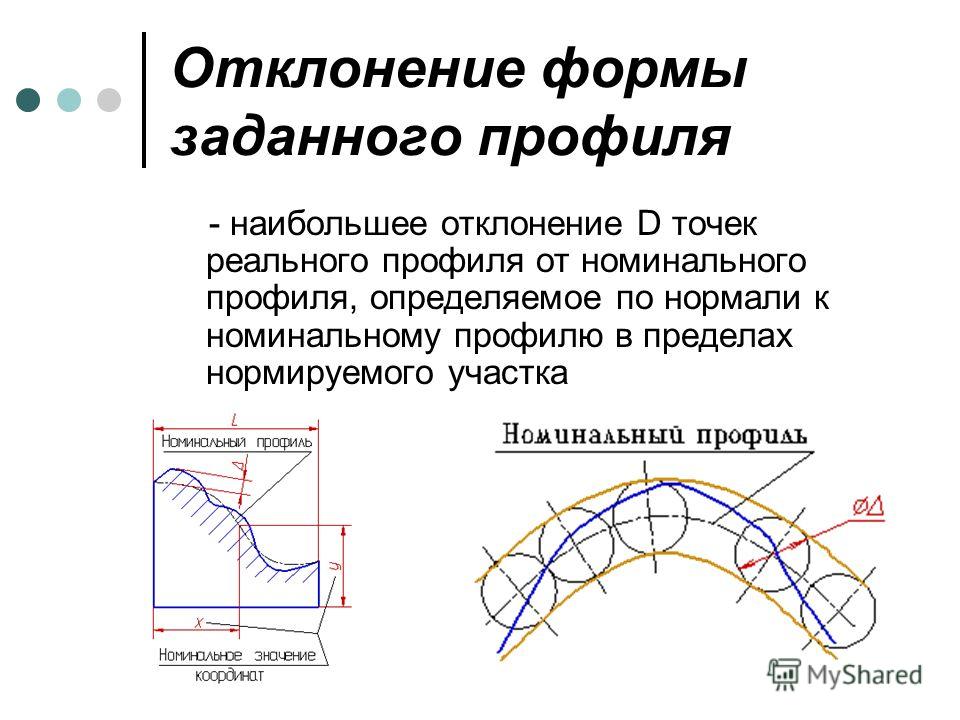
 Разница между 0,498 и 0,497, или 0,001, является допуском.
Разница между 0,498 и 0,497, или 0,001, является допуском.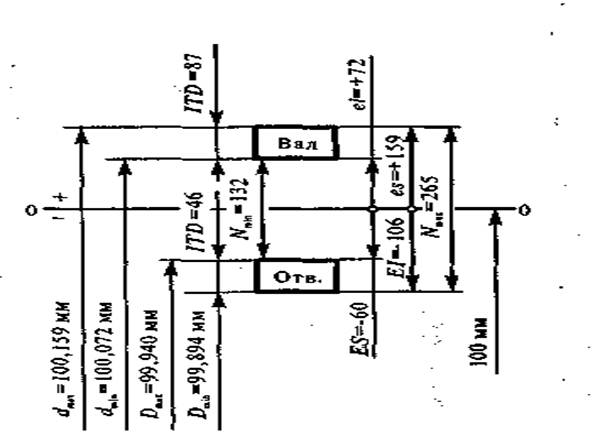 На рисунке наименьший размер вала B, который можно изготовить, равен 3,002, а самый большой размер отверстия, который можно изготовить, равен 3,001. Это означает, что вал всегда будет больше отверстия, а минимальный натяг равен -0,001.
На рисунке наименьший размер вала B, который можно изготовить, равен 3,002, а самый большой размер отверстия, который можно изготовить, равен 3,001. Это означает, что вал всегда будет больше отверстия, а минимальный натяг равен -0,001.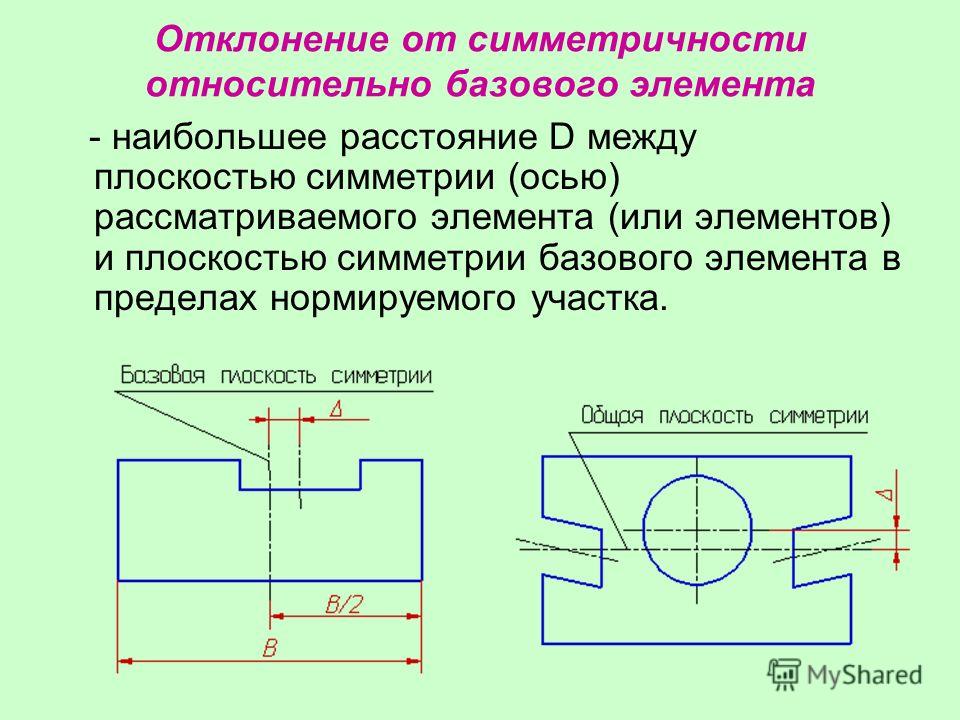 Самый большой вал, который можно изготовить, равен 3,003, а наименьшее отверстие, которое может быть, равно 3,000, что приводит к максимальному натягу -0,003.
Самый большой вал, который можно изготовить, равен 3,003, а наименьшее отверстие, которое может быть, равно 3,000, что приводит к максимальному натягу -0,003. Термины, используемые в метрических допусках:
Термины, используемые в метрических допусках: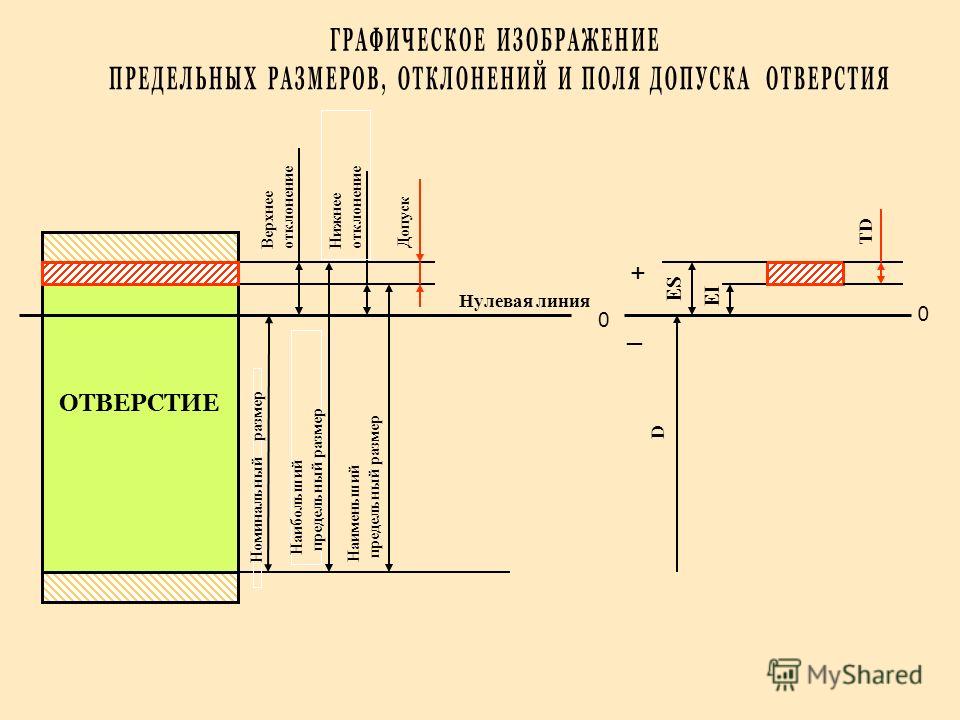 Он обозначается комбинациями IT0, IT1 и IT01–IT16 — всего 18 классов IT.
Он обозначается комбинациями IT0, IT1 и IT01–IT16 — всего 18 классов IT.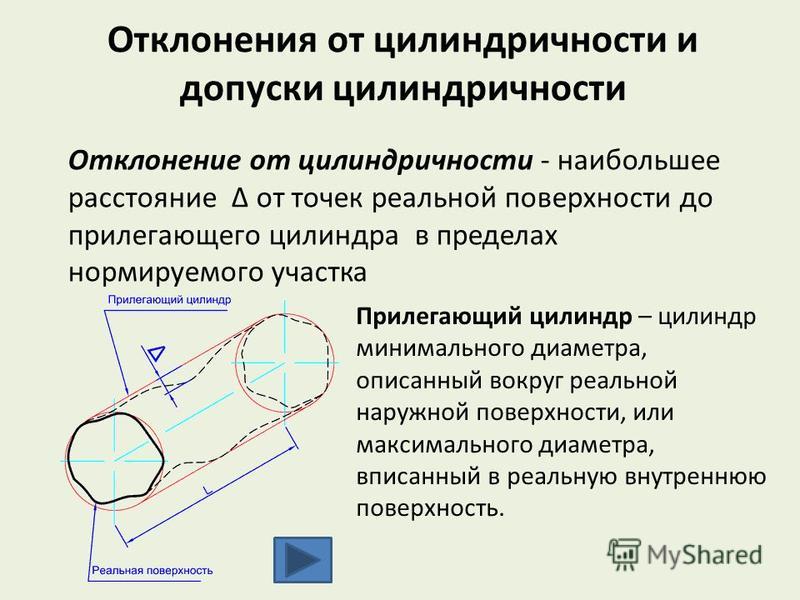

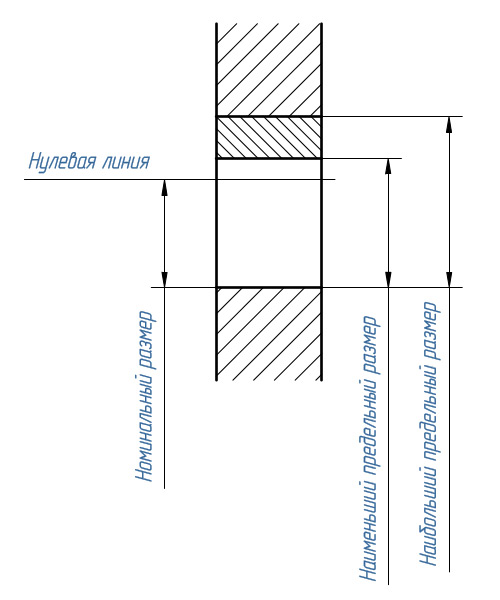
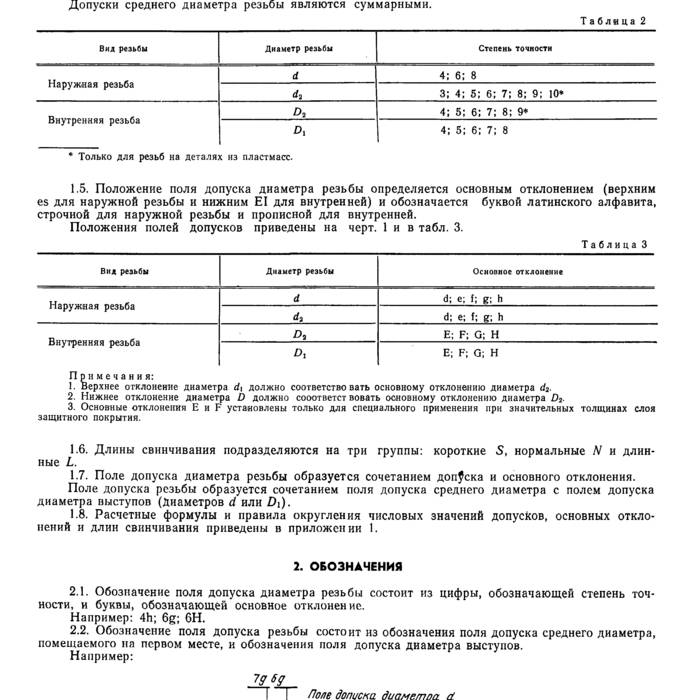 е. расположенное между двумя элементами и таким образом контролирующее только взаимное положение между ними.
е. расположенное между двумя элементами и таким образом контролирующее только взаимное положение между ними.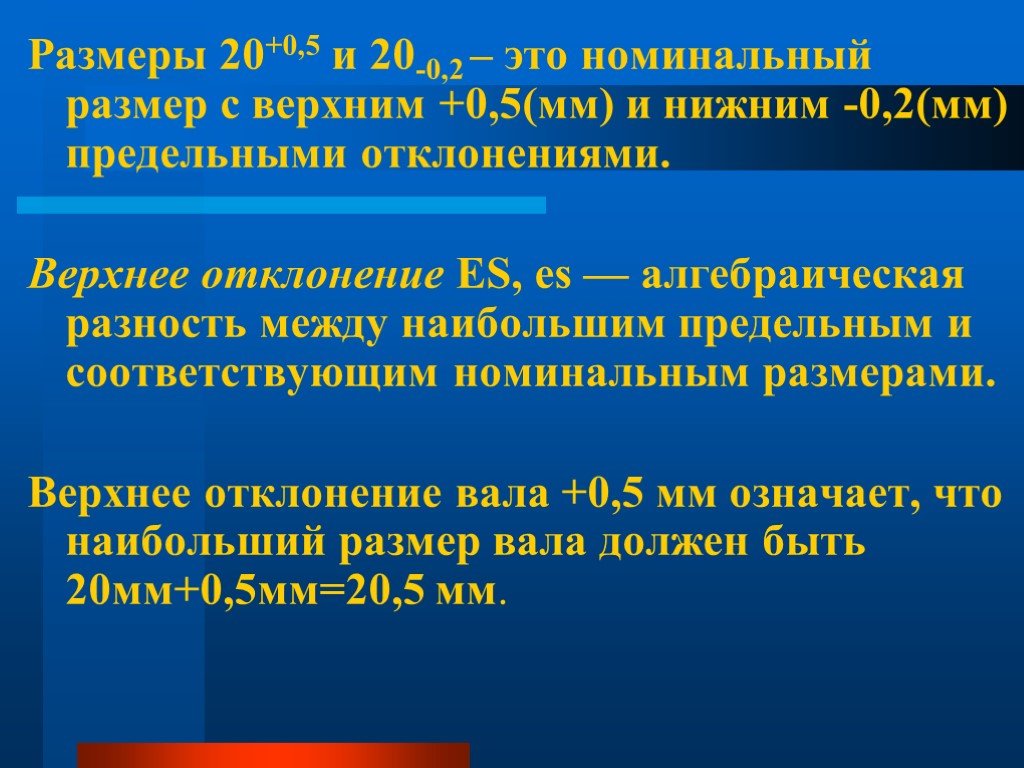 Стандарт ANSI B4.1 определяет серию стандартных посадок между цилиндрическими деталями на основе базовой системы отверстий. Различают следующие классы посадки:
Стандарт ANSI B4.1 определяет серию стандартных посадок между цилиндрическими деталями на основе базовой системы отверстий. Различают следующие классы посадки: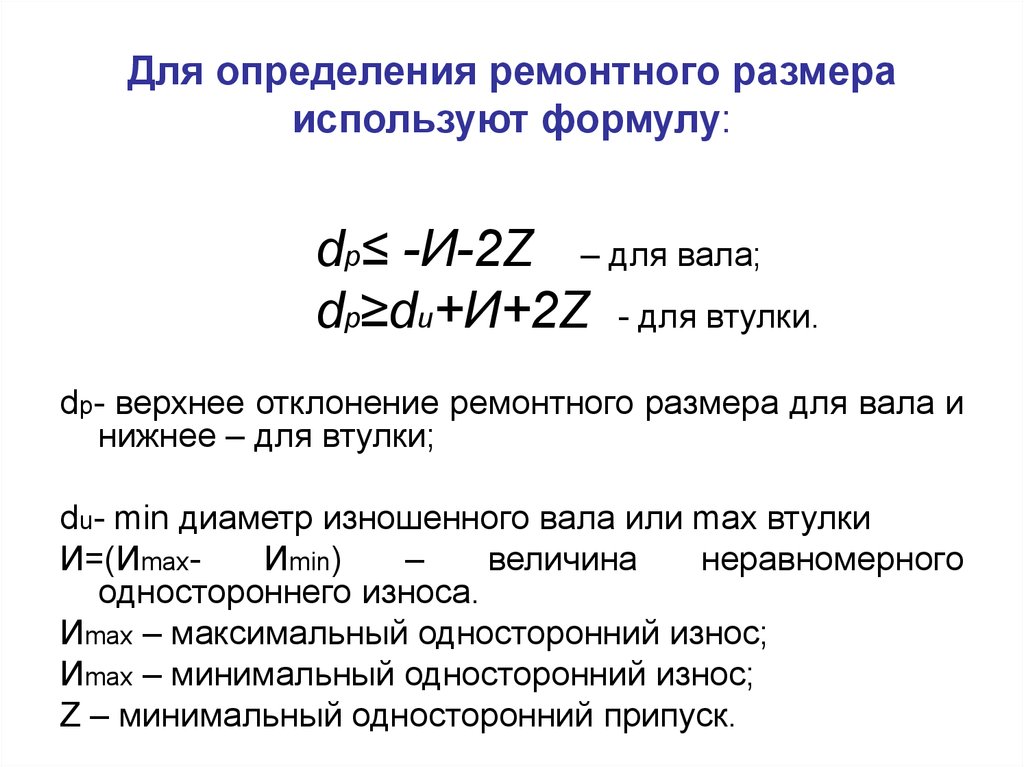 Используется для передачи крутящего момента; закрепить подшипник или шкив на валу, даже если есть скручивающая сила; или для закрепления деталей, которые могут скользить по валу.
Используется для передачи крутящего момента; закрепить подшипник или шкив на валу, даже если есть скручивающая сила; или для закрепления деталей, которые могут скользить по валу.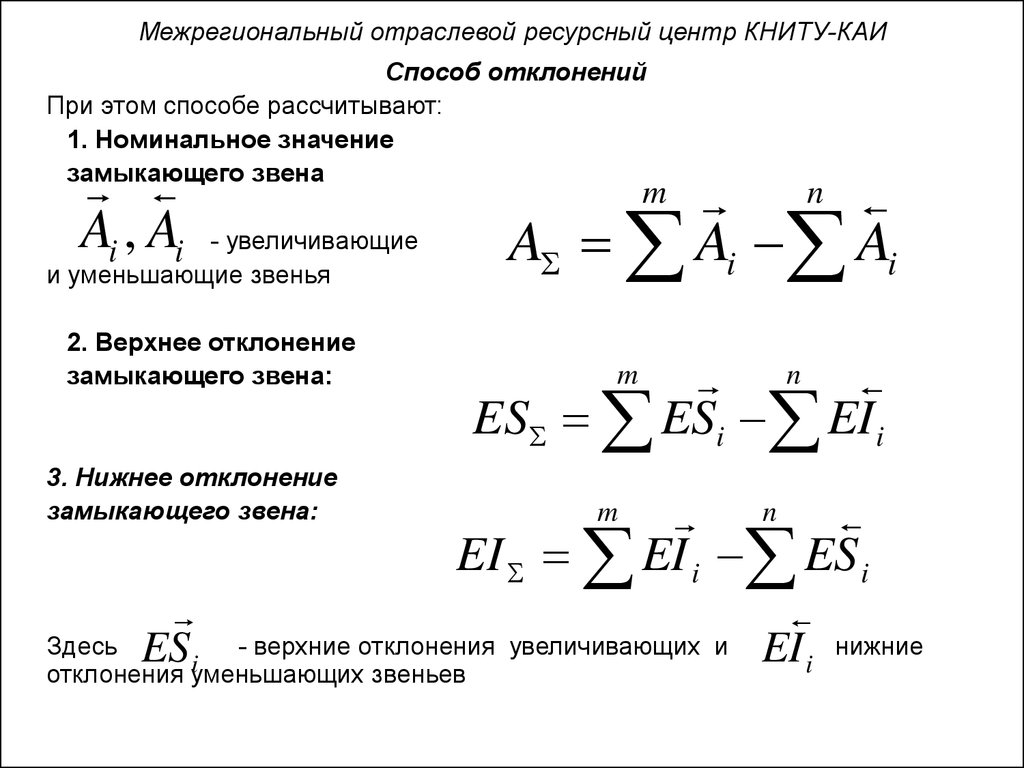 Пределы допуска для отверстий или валов обозначаются
Пределы допуска для отверстий или валов обозначаются
 0686
0686 
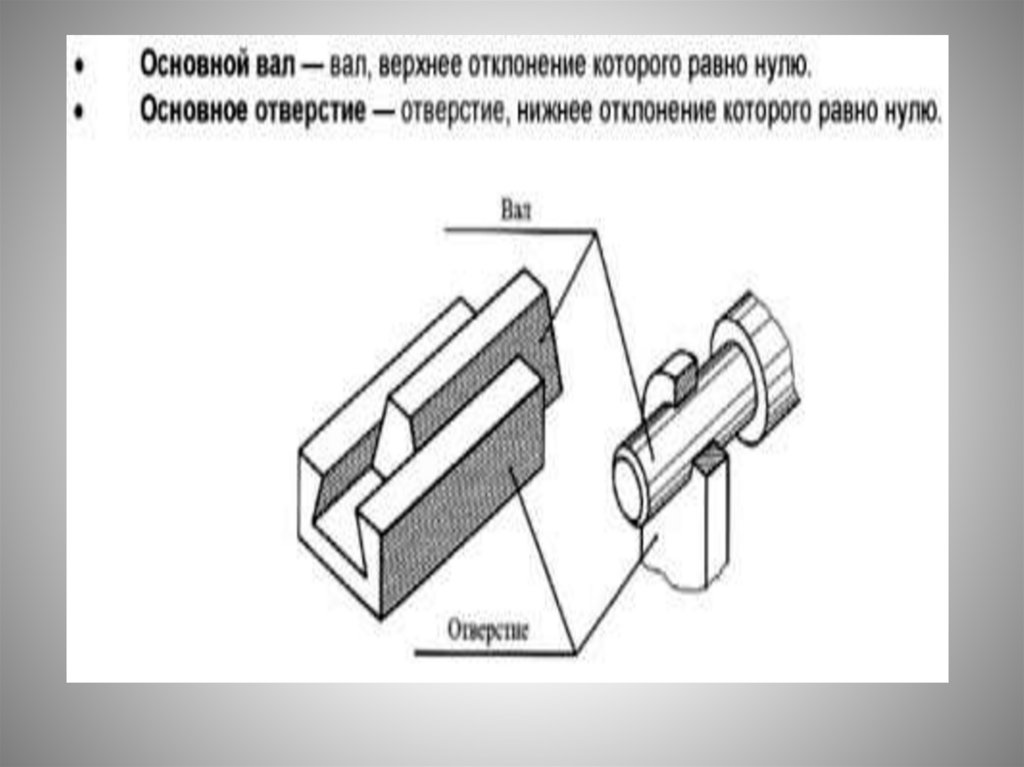
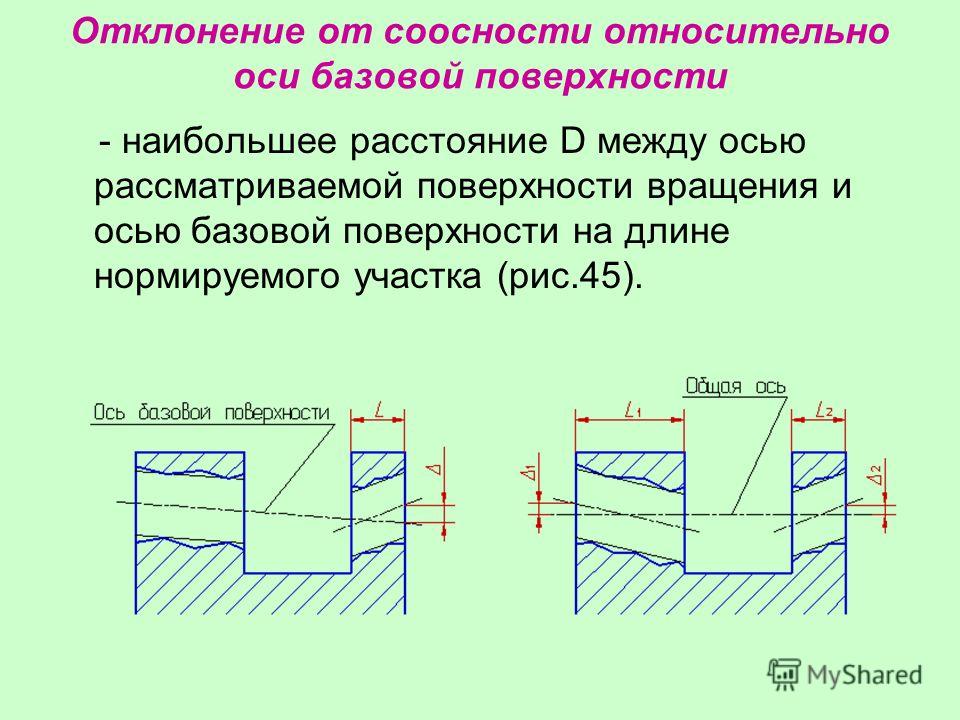

 с.
с.
 Это значительно повышает скорость обточки и улучшает округлость конца катанки.
Это значительно повышает скорость обточки и улучшает округлость конца катанки.
 Проходя через комплект правильных роликов, искривлённая часть катанки выпрямляется.
Проходя через комплект правильных роликов, искривлённая часть катанки выпрямляется. С простыми и понятными индивидуальными настройками подачи проволоки. Грамотная настройка для каждой сварочной задачи позволяет достичь оптимального результата.
С простыми и понятными индивидуальными настройками подачи проволоки. Грамотная настройка для каждой сварочной задачи позволяет достичь оптимального результата. 2 – 8 м/мин
2 – 8 м/мин Этот модуль подачи может быть дополнительно интегрирован с модулем обрезки проволоки, чтобы стать автоматической машиной для резки проволоки для производства проволоки стандартной длины.
Этот модуль подачи может быть дополнительно интегрирован с модулем обрезки проволоки, чтобы стать автоматической машиной для резки проволоки для производства проволоки стандартной длины.


 Электронный регулятор скорости подачи проволоки со встроенным тахометром обеспечивает точность и постоянство скорости подачи проволоки, которые могут конкурировать с лучшими настольными механизмами подачи, что упрощает выполнение качественных сварных швов.
Электронный регулятор скорости подачи проволоки со встроенным тахометром обеспечивает точность и постоянство скорости подачи проволоки, которые могут конкурировать с лучшими настольными механизмами подачи, что упрощает выполнение качественных сварных швов.

