‘тиски’ Токарного Станка Букв — ответ на кроссворд и сканворд
Решение этого кроссворда состоит из 7 букв длиной и начинается с буквы С
Ниже вы найдете правильный ответ на «Тиски» токарного станка букв, если вам нужна дополнительная помощь в завершении кроссворда, продолжайте навигацию и воспользуйтесь нашей функцией поиска.
ответ на кроссворд и сканворд
Суббота, 25 Апреля 2020 Г.
СУППОРТ
предыдущий
следующий
ты знаешь ответ ?
ответ:
связанные кроссворды
Суппорт
Устройство для удержания тормозных колодок
Суппорт
Деталь станка
Подвижное приспособление для укрепления режущего инструмента или изделия в металлорежущих станках
Суппорт
Узел токарного станка 7 букв
похожие кроссворды
Изобретатель, создатель суппорта токарного станка
Деталь токарного станка 9 букв
Рабочий инструмент токарного станка 5 букв
Русский механик и изобретатель, создатель токарного станка 6 букв
Тиски, зажим с винтом для закрепления обрабатываемых деталей 9 букв
Что слесарь в тиски зажимает? 6 букв
Военное взятие в тиски 5 букв
«тиски» для дамской талии 6 букв
Тиски, зажим с винтом для закрепления обрабатываемых деталей букв
Тиски, Зажим С Винтом Для Закрепления Обрабатываемых Деталей 9 Букв
Решение этого кроссворда состоит из 9 букв длиной и начинается с буквы С
Ниже вы найдете правильный ответ на Тиски, зажим с винтом для закрепления обрабатываемых деталей 9 букв, если вам нужна дополнительная помощь в завершении кроссворда, продолжайте навигацию и воспользуйтесь нашей функцией поиска.
ответ на кроссворд и сканворд
Четверг, 25 Июля 2019 Г.
СТРУБЦИНА
предыдущий
следующий
ты знаешь ответ ?
ответ:
связанные кроссворды
Струбцина
Винтовой зажим
Приспособление для закрепл. деталей в виде скобы с винтом
Струбцина
Винтовой зажим 9 букв
Приспособл. д/закрепл. деталей в виде скобы с винтом 9 букв
Скоба с винтовым зажимом для обрабатываемой детали 9 букв
Приспособл. д 9 букв
похожие кроссворды
Тиски, зажим с винтом для закрепления обрабатываемых деталей букв
Тиски-шар
Что слесарь в тиски зажимает? 6 букв
Военное взятие в тиски 5 букв
«тиски» для дамской талии 6 букв
«тиски» токарного станка букв
Деревянные столярные тиски, жомы, неволька (по далю)
Российский актер, исполнивший роль крота в фильме «тиски»
Тиски для дамской талии 6 букв
М. немецк. переплетное коробочка с винтом для набора заглавия книги
Изобретатель судна с металлическим корпусом и гребным винтом
Приспособление для закрепл. деталей в виде скобы с винтом
Механические сани с воздушным винтом 8 букв
Относящийся к винту 1, с винтом 1 5 букв
11 ответов из 3-7 букв
Решатель кроссвордов
Решатель слов
Эрудит Решатель
Синонимы
Решатель анаграмм
Решатель ВВФ Слова
Решатель кроссвордов
>
Подсказки
> Кроссворд-подсказка: КОНУСНЫЙ ПАТРОН ДЛЯ ЗАЖИМА ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ В ТОКАРНОМ СТАНКЕ
2
3
4
5
7 9
8
9
10+
Назад к фильтру
All 11 Answers for: КОНУСНЫЙ ПАТРОН, ИСПОЛЬЗУЕМЫЙ ДЛЯ ЗАЖИМА ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ НА ТОКАРНОМ СТАНКЕ формирователь
Опции
КОНУСНЫЙ ПАТРОН, ИСПОЛЬЗУЕМЫЙ ДЛЯ ДЕРЖАНИЯ ЦИЛИНДРИЧЕСКИХ ЧАСТЕЙ В ТОКАРНОМ СТАНКЕ с 3 БУКВАМИ
ТУЗ
3
КУСОЧЕК
3
ТРОЙНИК
3
1 КОНУСНЫЙ ПАТРОН, ИСПОЛЬЗУЕМЫЙ ДЛЯ ЗАЖИМА ЦИЛИНДРИЧЕСКИХ ЧАСТЕЙ В ТОКАРНОМ СТАНКЕ с 4 БУКВАМИ
БИТЫ
4
ДУО
4
ЛЕГКИЙ
4
ДЕСЯТКИ
4
1
1 КОНУСНЫЙ ПАТРОН, ИСПОЛЬЗУЕМЫЙ ДЛЯ ЗАЖИМА ЦИЛИНДРИЧЕСКИХ ЧАСТЕЙ В ТОКАРНОМ СТАНКЕ с 5 БУКВАМИ
АКТИВ
5
КОНУСНЫЙ ПАТРОН, ИСПОЛЬЗУЕМЫЙ ДЛЯ ЗАЖИМА ЦИЛИНДРИЧЕСКИХ ЧАСТЕЙ НА ТОКАРНОМ СТАНКЕ с 6 буквами
Цанга
6
АРЕНДА
6
КОНУСНЫЙ ПАТРОН, ИСПОЛЬЗУЕМЫЙ ДЛЯ ДЕРЖАНИЯ ЦИЛИНДРИЧЕСКИХ ЧАСТЕЙ В ТОКАРНОМ СТАНКЕ с 7 БУКВАМИ
ЧАЙНИКИ
7
Аналогичные вопросы
. Знайте другое решение для подсказок кроссворда, содержащих КОНУСНЫЙ ПАТРОН, ИСПОЛЬЗУЕМЫЙ ДЛЯ ЗАЖИМА ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ В ТОКАРНОМ СТАНКЕ ? Добавьте свой ответ в базу данных кроссвордов прямо сейчас.
Подсказка
Ответ
Что такое 4 + 3
Пожалуйста, проверьте введенные данные еще раз
Все разгадки кроссвордов, ответы и синонимы
Найдите подсказку, слово или, если у вас пропущены буквы, используйте вопросительный знак (?) или точку (.) вместо любых букв, которые вы не знаете (например, «cr???wo?d»)
«ТОкарный станок» состоит из 5 букв. Слово начиная с L и заканчивая E
Кроссворды для ТОКАРНОГО СТАНКА
Синонимы, ответы на кроссворды и другие родственные слова для СТАНОК
Мы надеемся, что следующий список синонимов слова СТАНОК поможет ты закончишь свой кроссворд сегодня. Мы расположили синонимы в порядке длины, чтобы их было легче найти.
Определение ТОКАРНОГО СТАНКА
станок для обработки металла или дерева; заготовка поворачивается вокруг горизонтальной оси относительно неподвижного инструмента
Анаграммы станка
АТЕЛЬ
ЭТАЛ
ЛЕТА
ТАЛЕ
Спасибо, что посетили Решатель кроссвордов «LATHE».
Мы перечислили все подсказки из нашей базы данных, которые соответствуют вашему запросу «СТАНОК». Также будет список синонимов к вашему ответу. Синонимы и ответы расположены в зависимости от количества символов, чтобы их было легко понять. найти.
Если конкретный ответ вызывает большой интерес на сайте сегодня, он может быть выделен в апельсин.
Если в вашем слове «LATHE» есть какие-либо анаграммы, вы можете найти их с помощью нашего решателя анаграмм или на этом сайт.
Мы надеемся, что вы найдете сайт полезным.
С уважением, команда разработчиков кроссвордов.
Другие подсказки, которые могут вас заинтересовать
Технические условия погонажных изделий ГОСТ 8486-86 ГОСТ 2140-71 ГОСТ 16588
Технические условия на погонажные изделия.
Настоящие технические условия распространяются на профильные детали из древесины для строительства (далее – детали): плинтус, наличник, поручень, вагонка, доска пола.
1.ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
1.1 Длины деталей устанавливают по спецификации, по согласованию изготовителя с потребителем с прирезкой под углом 90о.
1.2 При отсутствии спецификации детали изготавливают следующих длин, мм:
-Наличник 2200, 2500
-Плинтус 2250,2500
-Вагонка 2500,2700, 3000,4000
-Доска пола 3000,4000
-Притворная планка 1500, 1800, 2100, 2500
1.3 Предельные отклонения от номинальных размеров деталей не должны быть более, мм:
-По длине +3,0 (для прирезанных
деталей)
-По ширине +1,0
-По толщине +0,5
1. 4 Отклонение от перпендикулярности сторон деталей не должно быть более 1 мм на участке длиной 100 мм.
1.5 Отклонение от плоскостности (покоробленность) не должно быть более:
-Для досок пола 3,0 мм на 1м длины и 2 мм по ширине
-Для плинтусов, наличников и обшивок откл. от плоскостности считают допустимым, если оно устраняется легким прижатием к ровной поверхности.
1.6 Отклонение от прямолинейности любой кромки детали по длине на 1 м длины не должно быть более:
-Для доски пола 2 мм
-Для деталей шириной менее 70 мм 6 мм
-Для деталей шириной более 70 мм 3 мм
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
1. 1Детали должны изготавливаться в соответствии с требованиями настоящих технических условий, по технологической документации, утвержденной в установленном порядке
1.2Влажность древесины деталей должна быть 10 +2%
1.3Детали могут быть изготовлены цельными или клееными по длине на зубчатый шип.
1.4При склеивании используется двухкомпонентный клей «Lignum» (изготовитель «H.B.Fuller Deutschland GmbH, Германия), класс водостойкости D3.
Нормы ограничения пороков по сортам на лицевой поверхности.
Наименование пороков древесины и дефектов обработки по ГОСТ 2140-71
Сорт АЕ
Сорт А
Сорт Б
Сорт С
1. Сучки светлые здоровые,в т.ч. с трещинами, включая темные здоровые сучки
Не допускаются
Допускаются диаметром не более 20 мм. Трещины в сучках несквозные шириной не более 2 мм
Допускаются диаметром не более 40 мм
Допускаются
2. Сучки частично сросшиеся и несросшиеся
Не допускаются
Допускаются диаметром не более 8 мм в количестве 1 шт на м.п.
Допускаются диаметром не более 20 мм
Допускаются
3. Сучки табачные
Не допускаются
Не допускаются
Не допускаются
Допускаются размером не более 15 мм
4. Трещины
Допускаются несквозные шириной не более 0,5 мм, длиной не более 100 мм (не более 2 шт на изделие)
Допускаются несквозные шириной не более 1 мм, длиной не более 100 мм (не более 2 шт на изделие)
Допускаются несквозные шириной не более 1 мм, длиной не более 200 мм (не более 2 шт на изделие)
Допускаются сквозные шириной не более 2 мм, длиной не более 250 мм
5. Отверстия от выпавших сучков
Не допускаются
Не допускаются
Допускаются диаметром не более 3 мм, со стороны гребня, перекрываемые при сборке
Допускаются диаметром не более 12 мм, со стороны гребня и паза, отверстие должно перекрываться при сборке
6. Смоляные пятна и полосы
Допускаются не ярко выраженные не более 10% от общей площади.
Допускаются не ярко выраженные не более 30% от общей площади
Допускаются
Допускаются
7. Смоляные кармашки
Не допускаются
Допускаются шириной не более 3мм длиной не более 50мм
Допускаются шириной не более 5мм длиной не более 100мм
Допускаются
8. Сердцевина
Не допускается
Не допускается
Допускается
Допускается
9. Синева и заболонные окраски
Не допускается
Не допускается
Допускается не более 30% от общей площади
Допускается
10. Червоточина
Не допускается
Не допускается
Не Допускается
Допускается шириной не более 8 мм, не более 2 шт на м.п
11. Вырыв, скол, вмятина
Допускается глубиной не более 1 мм
Допускается глубиной не более 2 мм
Допускается глубиной не более 3 мм
Допускается
12. Непрострог
Не допускается
Не допускается
Не допускается
Допускается незначительный
13. Гниль, обзол
Не допускается
Не допускается
Не допускается
Не допускается
Примечание:
-лицевыми являются поверхности, видимые при эксплуатации;
-на не лицевой стороне допускаются выше перечисленные пороки, не влияющие на прочность изделия;
-допускается сращивание деталей по длине на клею на зубчатый шип, при сращивании обязателен подбор по цвету и текстуре для сорта АЕ.
3. ПРАВИЛА ПРИЕМКИ.
3.1 Детали принимают партиями. Партией считают число деталей одной марки, сечения , вида прирезки, вида отделки, оформленные одним документом о качестве.
3.2 Приемочный контроль осуществляют в следующем порядке:
-Из партии деталей производят выборку методом случайного отбора ;
-Проверяют каждую деталь в выборке на соответствие требованиям настоящих технических условий и определяют число деталей с недопустимыми дефектами;
-Партию принимают, если число дефектных деталей в выборке меньше или ровно приемочному числу;
-Партию не принимают, если число дефектных деталей в выборке равно или больше браковочного числа.
3.2 Прочность клеевых соединений проверяют не реже одного раза в квартал и при получении каждой новой партии клея.
металлическими рулетками по ГОСТ 7502, предельными калибрами по ГОСТ 15876, штангенциркулями по ГОСТ 166, штангенглубиномерами по ГОСТ 162-80. Ширину и толщину измеряют по торцам и посередине длины деталей.
4.2 Породу древесины определяют визуально. Пороки древесины и обработки оценивают и измеряют по ГОСТ 2140. Размер сучка определяют по наименьшему диаметру разреза сучка.
4.3 Влажность древесины деталей определяют по ГОСТ 16588.
4.4 Прочность клеевого соединения на скалывание вдоль волокон определяют по ГОСТ
15613.1
Прочность зубчатого клеевого соединения при статическом изгибе определяют по ГОСТ 15613.4-78.
5.УПАКОВКА, ТРАНСПОРТИРОВКА И ХРАНЕНИЕ.
5.1 Детали должны быть упакованы в транспортные пакеты или пачки. По требованию
потребителя детали допускается не упаковывать.
5.2 Масса и конструкция транспортного пакета определяется в зависимости от вида
транспорта и технических характеристик погрузочно-разгрузочных средств.
5.3 Пачки должны быть сформированы из деталей одной марки, сечения и длины (для прирезанных в размер деталей). Длина не прирезанных деталей в каждой пачки не должна отличаться от средней длины деталей в пачке более чем на 30 мм. При формировании пачек один из торцов должен быть выровнен; детали длиной до 2,5 м должны быть увязаны не менее чем в двух местах , свыше 2,5 м – в трех местах. Упаковка должна обеспечивать плотность и сохранность деталей во время погрузки, транспортирования и разгрузки.
ГОСТ 8486-86 на пиломатериалы хвойных пород
Продукция
Главная
/ Полезная информация
/ По тематикам базы знаний
/ ГОСТ и справочная информация
/ ГОСТ 8486-86 на пиломатериалы хвойных пород
ГОСТ 8486-86 на пиломатериалы хвойных пород – это нормативный документ, определяющий требования к качеству, размерам и способам обработки изделий из древесины, вне зависимости от ее предназначения. Межгосударственный стандарт описывает типы пиломатериалов, упорядочивает сортамент продукции из хвои, дает объяснение таким параметрам, как «качество», «отклонения», «влажность».
Согласно положениям, изложенным в нормативной документации, любая продукция, изготовленная из хвойных пород дерева, должна иметь следующие обозначения:
наименование пиломатериала;
цифра, указывающая принадлежность к определенному сорту;
название породы дерева;
сокращение «хв.», обозначающее принадлежность к хвойному отделу растений;
размер поперечного сечения;
номер стандарта.
Например: «Брусок – 3 – сосна, хв. – 40 – ГОСТ 8486-86» – перед вами пиломатериал в виде бруска, изготовленный из сосны третьего сорта с размером поперечного сечения 40 мм.
Раздел с техническими требованиями
Госстандарт 8486-86 регулирует технические требования для следующих пород древесины:
пихта;
кедр;
сосна;
ель;
лиственница.
В документе прописано, что пиломатериалы делятся на несколько сортов, определяющих качество конечного продукта:
для досок предусмотрено 5 сортов;
для брусьев – 4 сорта;
для брусков – 5 сортов.
В приложении к документу перечислены технические требования, которым должны соответствовать изделия разных сортов: уровень влажности, шероховатость, допустимые отклонения от стандарта. Например, для изделий «отборного», а также 1–3 сортов допустимый уровень влажности при сухой заготовке – не выше 22%. Продукция 4-го сорта может заготавливаться при любом уровне влажности.
Шероховатость также влияет на присваиваемый пиломатериалам уровень качества: для товаров «отборного», а также 1–3 сорта допустимое значение Rmax – 1250 мкм, для древесины четвертого сорта – максимальное значение шероховатости не должно превышать 1600 мкм. В свою очередь, под отклонением подразумевается любое несоответствие номинальным параметрам изделия, указанным в нормативной документации.
Что предлагает компания Ларикс
Все пиломатериалы, которые есть в ассортименте нашей компании, изготовлены в соответствии с межгосударственными стандартами. В процессе производства используется экологически чистая древесина из восточного региона Сибири. Чтобы детальнее узнать о коммерческом предложении и условиях поставки, свяжитесь с нашим консультантом по номеру телефона +7 (495) 729-44-95.
Duckworks — Отчеты за ноябрь
Отправить товары на [email protected] для включения здесь в следующем месяце.
Лодочный фестиваль выходного дня
В частности, на Фестивале деревянных лодок было несколько лодок, которые мне показались интересными. «Леди Баг» — это дизайн нижнего борта, обитающий где-то в операционной. Другая была очень хорошо построенной лодкой в стиле канала, которая появилась в последний день без идентификационной бирки.
Том
Божья коровка Мюррея Стивенса
Наткнулся на это.
Невероятная концепция лодки-гамака замечена в Калифорнийском университете в Дэвисе. Впечатляющая идея!
Стюарт
Культиваторы
Техас Джим Рестер нашел идеальный кусок мескитового дерева для румпеля, все, что ему сейчас нужно, это лодка, чтобы прикрепить его, что не должно быть слишком сложно для него. Он также хотел, чтобы все его друзья знали, что он встал на путь консервации. Обменял свой старый грузовик с двигателем V8 на этот маленький экономичный двигатель V6, какая жертва, хорошо для тебя, Джим.
Дэйв
Дэвид Лукас Лодочный завод Лукаса и клуб Happy Hour
CLC Буревестник
Вот фото CLC Shearwater 14, которое я сделал около года назад — я заказал у вас кучу фитингов и для него. Это был забавный проект. Сейчас я строю Wood Duck для своего мужа — ему нравятся широкие лодки для отдыха — к этому дню рождения (пытаясь сделать сюрприз, но трудно скрыть такой большой проект!) Я построил Shearwater из комплект, но я делаю деревянную утку из планов, пытаясь сэкономить немного долларов. Думаю, я усвоила урок — в следующий раз просто закажите набор еще раз! Но это был хороший опыт, когда я сам выкладывал и вырезал все детали — теперь я могу сказать, что действительно сделал все сам, а не «это был набор».
Кэти
RebelCat
Один из моих покупателей DVD прислал мне фотографию своего RebelCat, но это был не один кот, а шесть. Вы не поверите его объяснениям. Он поставил перед группой своих сотрудников задачу изучить DVD и построить несколько кошек, а затем поставил им оценки по результатам. Я не думаю, что они имеют какое-либо отношение к парусному спорту — я все еще жду всей истории.
Мартин Адамс
https://www.duckworksbbs.com/media/dvds/rebelcat/
Скобы и прочее Скобы
Вот урок по «холодной формовке» или более известному как «метод вытягивания миллиона скоб при строительстве лодок». Когда Ховард решил построить «Тришу Мари» из 20-футового арбузного семени, он хотел попробовать что-то другое, поэтому он отлил ее методом холодного формования. Когда Майк Уик решил построить свою дыню «Могги», он взял отличный корпус, который я ему дал, и отлил на нем свою лодку. В итоге вы получите сверхпрочную лодку из формованной фанеры. Вы можете видеть от Триши Мари, что он установил формы, вставил много стрингеров, нарезал кучу 1/4-дюймовых фанерных полос и прикрепил их скобами под углом к стрингерам. Затем он взял еще фанерные полосы, приклеил и прикрепил их к первому слою водостойким клеем Titebond III. Вы не можете оставить скобы в первом слое или вы не можете снять готовый корпус с формы, поэтому вам придется вытаскивать их по ходу дела. Вы не можете вытащить их раньше, потому что это то, что удерживает первые полоски в форме. Эти фанерные полосы должны хорошо и плотно прилегать друг к другу, иначе вы получите зазоры, которые ослабят корпус. После того, как клей высохнет для второго слоя, вы можете стянуть все скобы сразу, вот где у вас пиво и скрепки. Затем вы наносите третий слой в другом направлении с большим количеством клея и еще миллионом скоб (где-то по пути он пошел и купил электрический степлер). Когда все это высохнет, вы шлифуете, и заполняете, и шлифуете, и заполняете, и застекляете все это. Какая заноза в заднице, все это занимает много времени, много подгонки, и скобы никогда не заканчиваются. Когда я построил такой же корпус для своей Helen Marie, я использовал тот же крепостной каркас, те же формы, добавил еще несколько стрингеров и сделал корпус из полосовых досок. Все сделал и застеклил сам за неделю и никаких скоб тянуть. Я рад, что он сделал это таким образом, чтобы мы могли видеть, как это делается, но я не уверен, что это лучше, чем построение полос, если вам нужно больше прочности, просто добавьте больше стекла.
Дэвид Лукас
Шариковая мини-камера ГОСТ™ Теперь доступна в форматах PAL, Reverse Image и Wide Angle
ФОРТ-ЛОДЕРДЕЙЛ, ФЛОРИДА (США) — GOST™ (Global Ocean Security Technologies — ранее Paradox Marine) представила несколько новых моделей своей мини-шаровой камеры ГОСТ. Камера теперь доступна в формате PAL, обратном изображении (NTSC и PAL), а также в широкоугольном режиме с объективом 2,8 мм для повышения безопасности и наблюдения на борту.
Имея диаметр всего 2,4 дюйма (61 мм), эта прочная, водостойкая и защищенная от несанкционированного доступа аналоговая камера морского класса размером чуть больше мяча для гольфа может быть незаметно установлена внутри или снаружи — и она не будет отвлекать внимание. от декора или атмосферы лодки или яхты.
GOST Mini Ball теперь является основной камерой компании и будет включен во все пакеты GOST Watch HD и GOST Insight HD. «Это позволило нам снизить стоимость наших камер, одновременно расширив линейку и значительно сэкономив нашим клиентам», — сказал президент и генеральный директор GOST Джей Кинан. Стандартная модель оснащена фиксированным объективом 3,6 мм, обеспечивающим выдающееся качество изображения, а все версии включают 540 твл в цвете для высокого разрешения. Функция «День/Ночь» автоматически определяет изменения освещения и переключает режим камеры с цветного при ярком свете на монохромный ночью или в условиях слабого освещения, используя современную светодиодную технологию.
Для получения дополнительной информации о камере GOST Mini Ball Camera и других продуктах для обеспечения безопасности, мониторинга и отслеживания в соответствии с ГОСТ, www.gostglobal.com
Судно
Когда мне было 17 лет, я построил 15-футовый деревянный джонбот. Это было очень весело. Я сделал быстрое видео об этом на YouTube, и мне было очень интересно. Поэтому я сделал веб-сайт, на котором есть мои бесплатные планы. Теперь вам, ребята, нравятся строители лодок и бесплатные планы, поэтому я посылаю вам ссылку на мой веб-сайт и видео на YouTube. Я полагаю, по крайней мере, люди могли бы получить идеи и, возможно, немного посмеяться с моей лодки.
https://www.youtube.com/watch?v=Qv8hmMu7rVg
https://www.woodenboatplans.us/
Джеймс
Продукт недели: Система напоминания о безопасном запуске сливной пробки
Поделитесь этой новостью о продукте | Найти на Facebook
Больше никогда не забывайте сливную пробку.
Отсутствие сливных пробок является частой причиной того, что прицепные лодки и гидроциклы тонут. Система напоминания о сливной пробке Safe Launch размещает напоминание там, где оно больше всего необходимо — в сливном отверстии. Простая и легкая установка — прикрепите стропу Safe Launch к стропе, ближайшей к сливной пробке вашей лодки. Вставьте гибкий крюк в сливное отверстие. Рекомендуемая производителем розничная цена 19 долларов США.0,95.
Загрузите изображение этого продукта в высоком разрешении.
Купим поддоны, поддоны деревянные б/у в любом состоянии в Киеве, и их цена зависит от различных факторов: состояния, размера, типа и так далее. Наша компания является одним из лидеров рынка и предлагает выгодные условия сотрудничества. Прием б/у деревянных поддонов осуществляется в несколько этапов. Наши специалисты оценивают состояние изделия и качество древесины.
Деятельность многих компаний различных сфер связана с перевозкой любых грузов. Часто перевозят грузы на деревянных поддонах. Со временем после использования их накапливается достаточно много. Чтобы повторно использовать поддоны, они должны правильно храниться в закрытом и сухом месте. При несоблюдении условий хранения тара придет в негодность. Гораздо проще и выгоднее сдать б/у поддоны по выгодной цене, сократив тем самым затраты на покупку. следующая партия.
При покупке поддонов в зависимости от их состояния они делятся на три категории: целый контейнер в хорошем состоянии, с мелкие дефекты, брак поддона. Стоимость напрямую зависит от его состояния. Мы покупаем б/у поддоны для взаимовыгодные условия. Прием осуществляется круглосуточно, что позволяет учитывать специфику и особенности логистики. разные компании. Закупка б/у поддонов осуществляется на собственном транспорте нашей компании. Следовательно, для сотрудничество с нами, вам не нужно тратить свое время и силы на организацию доставки и решение других организационных вопросы.
Какие поддоны мы принимаем
Только хвойные породы
Любые
В любом состоянии
Такие условия выгодны для любой компании, которая хочет избавиться от некачественной тары, занимающей много места и малоценный. Благодаря этому можно реализовать поддоны, которые хранились без соблюдения необходимые условия и уже казались обычным мусором.
Если вы хотите срочно продать бывшие в употреблении деревянные поддоны, но не хотите тратить на это свое время, то просто обращайтесь нас. Это позволит вам избавиться от продуктов, которые занимают много места и портятся с каждым днем, и в то же время зарабатывать.
Постоянно действуют фирмы, чья специфическая работа связана с транспортировкой или использованием спецтехники разные поддоны. В большинстве случаев они хранятся неправильно, в результате чего со временем появляются значительные дефекты, и они приходят в негодность. Многие воспринимают такие контейнеры как мусор, поэтому выбрасывают их или сжечь его. Но на самом деле его всегда можно продать нашей компании. Мы принимаем лом поддонов, что позволяет избавиться от ненужного мусора на объекте, при этом еще и заработав.
Цена покупки деревянных поддонов напрямую зависит от:
От состояния поддонов
Чем лучше состояние контейнера, тем выше его стоимость. Выгодно продавать поддоны, когда они еще есть в наличии в нормальном состоянии. Это позволит их реализовать, значительно снизив затраты на закупку следующей партии.
От паллетного типа.
Если вы хотите продать б/у поддоны по действительно выгодной цене, то предлагаем сотрудничество с нашей компанией.
Цена на покупку европоддонов
Хотите продать европоддоны по цене выше рыночной? Тогда свяжитесь с нами. Приобретены поддоны со штампами EUR и EPAL дороже обычных продуктов. Это связано со спецификой использования тары при экспорте продукции в другие страны. Точный цена покупки европоддонов зависит от состояния тары. Чем в лучшем состоянии такой поддон, тем дороже он стоит.
Наша компания закупает поддоны по высокой цене, так как мы работаем без посредников, в услугах которых обычно нуждаются значительная часть стоимости контейнера. Точная цена озвучивается после приемки поддонов, т.к. перед покупкой необходимо оценить их состояние (целостность, наличие или отсутствие сколов, плесени, пятен и т. п.). Купим поддоны дорого в г. любое количество. Тем не менее, есть минимальные партии покупки, потому что покупка слишком мало изделия нецелесообразно.
Независимо от состояния поддонов и их типа мы покупаем дорогие поддоны. Таким образом, любая фирма может избавиться от из старых подставок для продуктов по экономическим причинам или для освобождения места, которое они занимали.
Вывоз деревянных поддонов нашей компанией осуществляется на собственном транспорте. Так что вам не нужно ломать разберитесь, как доставлять и продавать вашу упаковку. Мы берем на себя все перевозки. Подбирать поддонов со склада – одно из наших основных преимуществ. Машина прибывает за паллетами в заранее оговоренное время. Поддоны для самовывоза должны находиться в легкодоступном месте, чтобы их можно было подобрать без проблем.
Приемка поддонов осуществляется в несколько основных этапов:
Поддон должен быть изготовлен из древесины хвойных пород.
Ремонт насоса отопления (циркуляционного) своими руками
Современный циркуляционный насос отопления – надежный аппарат, который не требует технического обслуживания. При серьезной поломке ремонт насоса отопления доверяют профессионалам. Мелкие погрешности в работе ремонтируют самостоятельно.
Правила эксплуатации
Содержание
1 Правила эксплуатации
2 Поломки и методы устранения
2.1 Ремонт насоса отопления своими руками (видео)
3 Профилактика поломок
4 Влияние опрессовочного процесса на нагнетательный механизм
5 Как правильно разобрать насос отопления
5.1 Насос повысительный LPS-25-13/180 Z LadAna (0,26 кВт) с реле протока
Для предотвращения поломок соблюдают правила эксплуатации:
запрещается насос для отопления дома эксплуатировать при отсутствии воды в системе;
не использовать агрегат при нулевой подаче;
во время работы соблюдаются пределы подачи;
для предотвращения окисления при простоях, требуется включение агрегата на пятнадцать минут;
температура рабочей жидкости не превышает шестьдесят пять градусов Цельсия;
отсутствие протечек в местах соединения труб;
отсутствие нагревания агрегата;
установка насоса своими руками происходит с горизонтальным размещением вала.
При соблюдении правил, агрегат способен прослужить десять лет.
Поломки и методы устранения
В зависимости от проблемы определяют причину поломки и ее устранение:
насос циркуляционный не включается и не шумит. Причина-сгоревшая обмотка или вышел из строя предохранитель. Меняется плавкий предохранитель или обмотка;
при включении агрегата слышно гудение, но вал не вращается. Почему агрегат гудит, но не работает? Скорее всего, при длительном простое произошло окисление вала. Если устройство заблокировалось, его отключают от сети. Откручиваются винты, сцепливающие двигатель, и корпус. Мотор извлекается и проворачивается вал. Для низкомощных агрегатов вал разблокируется с помощью отвертки;
насос отключается после его включенияне начав работать. Причина-накипь между статором и ротором. После демонтажа двигателя происходит очистка от солевых отложений;
при эксплуатации аппарат начинает греться. Почему греется мотор? Причин нагревания несколько. Неправильный монтаж, плохо смазан подшипник, низкое напряжение сети, засорение системы. Для устранения проблемы напряжения устанавливается бесперебойник для насоса отопления(ибп).Для непрерывной подачи питания, защиты от скачков мощности используют ибп. При отсутствии электричества в сети ибп обеспечит функционирование агрегата в течение пятнадцати минут (используется как источник питания). Ибп защитит двигатель насоса при всплеске, резком падении или колебании напряжения в сети. Подключив ибп, система отопления будет защищена от перепадов в электросети. Питание от сети будет безопасным;
проблема с питанием. Проверяется соответствие фактического напряжения в сети с прописанным в характеристике;
рабочее колесо заблокировано. Для устранения неполадки необходимо знать, как разобрать устройство. Для устранения поломки демонтируется колесо и удаляется посторонний предмет. Для предотвращения повтора блокировки, у входа насоса устанавливают фильтр;
при включении, насос может загудеть. Причина-скопившийся воздух. Для устранения неполадки нужно спустить воздух с системы. Постоянно стравливать воздух будут автоматические воздухоотводители. Воздухоотводчик нужен,чтобы при эксплуатации и запуске системы спускать воздух;
при работе агрегат вибрирует. Причина-изнашивание подшипника. Необходима замена подшипника. Вторая причина-засорение фильтра. Требуется промывка и очистка фильтра;
после включения срабатывает защита двигателя электрического. Причина в электрике двигателя. Необходимо обращаться к специалисту;
напор воды ниже, чем прописано в технических характеристиках. Устанавливая аппарат, допустили ошибку. Встречается в трехфазных типах оборудования.
Ремонт насоса отопления своими руками (видео)
Профилактика поломок
Для предотвращения поломок, необходимо проверять исправность насоса отопления своими руками. Прежде чем начать отопительный сезон, агрегат проверяют на наличие поломок.
Меры профилактики:
Проверка на наличие смазки. При рассыхании патрубков их смазывают.
Проверить правильность подключения устройства к сети. При планировке отопительной системы предусматривают размещение насоса перед котлом. Эта мера снизит образования воздушных пробок к нулю.
Оборудование с помощью тестера проверяется на правильность подключения у сети.
Очистка от грязи фильтра.
Перед тем как запустить отопление, проводят тестирование оборудования. Для опрессовки системы отопления в систему подают воду или воздух. Для опрессовки используется гидравлическая или пневматическая помпа.
Влияние опрессовочного процесса на нагнетательный механизм
Опрессовочный процесс обеспечивает качественное обслуживание всей системы отопления.
Для того чтобы вся система могла работать без утечек и включаться без проблем проводят эту процедуру. Процедура проводится после отключения системы от сети и извлечения теплоносителя. Перед процедурой трубы необходимо продавить (очистить) от накипи. Накипь, откладываясь на внутренних частях труб, уменьшает их проходимость на пятьдесят процентов, увеличивая нагрузку на нагнетатель. Насосу качать воду по системе станет тяжело и он быстро выйдет из строя. Циркуляция нарушиться во всей системе. Обогрев будет не эффективным.
Если систему отопления не продавливать один раз в пять лет, то центробежный насос не будет справляться со своей задачей.
Как правильно разобрать насос отопления
В случае обнаружения и устранения неполадок в системе отопления, оборудование необходимо разобрать. Для правильной разборки агрегата необходимо собдюдение следующих правил:
Насос отключается от сети. При врезке насоса в систему отопления производится монтаж обходной трубы. При эксплуатационном режиме труба отключается. При ремонте подключается вспомогательный насос. Установка насоса обеспечивает дальнейшее функционирование отопления.
Вентили откручиваются, агрегат снимается.
Крышка аппарата прикручивается болтами к корпусу. При длительной эксплуатации греется насос, и болты прикипают к корпусу, открутить их невозможно. С проблемой справляется аэрозоль «жидкие ключи». Наносится на болт и через десять минут легко поддаются откручиванию.
Для доступа к внутренней части, крышка корпуса снимается. Ротор, колесо и лопасти откручиваются.
Осматривается и производится ремонт своими руками.
После разборки агрегата, детали чистятся и смазываются. Поломанные-ремонтируются. Не подлежащие ремонту меняются.
Если поломка связана с проводкой, ремонт лучше доверить мастеру.
После окончания ремонта циркуляционного насоса для отопления проводится сборка и установка с соблюдением техники безопасности.
Изучив конструкцию и особенности поломок, ремонт циркуляционных электронасосов для отопления своими руками не создаст проблем.
Ремонт циркуляционного насоса для отопления, как разобрать агрегат своими руками, неисправности
Насосы для циркуляции воды в контуре системы отопления долговечны и практически не подвержены поломкам. Если все же возникнет неисправность, выполнить ремонт оборудования можно своими руками. Техника имеет простую конструкцию, комплекты деталей для нее широко представлены в продаже. Облегчает ситуацию тот факт, что практически каждый циркуляционный насос, независимо от модели и производителя, подвержен одним и тем же типам поломок.
Особенности применения
Насосы используются в системах обогрева домов для того, чтобы обеспечить принудительное движение теплоносителя по контуру. Это позволяет отапливать помещения большой площади, когда трубы настолько длинные, что естественное течение жидкости затрудняется.
Иногда вода движется так медленно, что успевает остыть, прежде чем попасть в котел с целью повторного нагрева. Специально для решения таких проблем и разработан циркуляционный насос.
Рекомендации пользователю
Чтобы избежать поломок, необходимо придерживаться следующих правил:
не включать оборудование вхолостую, когда теплоносителя в контуре системы нет;
не пользоваться насосом при нулевой подаче;
не допускать чрезмерно низкой или высокой подачи жидкости;
нагревать теплоноситель в контуре системы до температуры не больше 65С, иначе соли будут выпадать в осадок. Еще лучше – наполнять котел и контур умягченной водой;
избегать длительных простоев насоса, и даже в летний сезон нужно включать его на 10-15 минут хотя бы раз в месяц, чтобы избежать блокирования вала в результате окисления;
промывать систему отопления перед началом использования;
следить за качеством электроснабжения: в сети возможны неисправности, включая скачки напряжения.
Различия неисправностей у «сухих» и «мокрых» насосов
«Сухие» насосы, ротор которых не взаимодействует с водой, страдают общей для всех моделей проблемой – повреждением уплотнительных колец. Это приводит к нарушению герметичности рабочей части ротора, и жидкость попадает в мотор. Тогда ремонт агрегата своими руками становится невозможен, поскольку из-за короткого замыкания выйдут из строя практически все его электрические элементы.
Причиной разрушения уплотнительных колец становятся взвеси в теплоносителе и различные частицы в воздухе, окружающем котел и насос. Также кольца могут повредиться естественным износом: их максимальный срок службы составляет 2-3 года.
«Мокрые» насосы более удобны в обслуживании — они сконструированы по модульному принципу. Однако это оборудование быстро портится из-за запуска при нулевой подаче или отсутствия теплоносителя в системе.
«Сухие» насосы более выносливы, они могут перенести такие нагрузки, хотя и быстрее изнашиваются в нестандартных ситуациях.
Диагностика и предупреждение поломок
Определить, требуется ли ремонт циркуляционного насоса, можно по ряду признаков. Проще всего включить оборудование и проверить, шумит ли оно. Иногда посторонние звуки сопровождаются ощутимой вибрацией. Рекомендуется удостовериться в том, что двигатель насоса не перегревается.
Проверьте, соответствует ли сила напора воды в трубе параметрам в техническом паспорте устройства. Особенности циркуляции теплоносителя не зависят от того, какими характеристиками обладает котел отопления, и полностью определяются эксплуатационными свойствами насоса.
Визуально осмотрите корпус насосного устройства, чтобы убедиться в отсутствии течей. Самым уязвимым местом считается сочленение трубы с агрегатом. Проверьте состояние прокладок и крепление болтов, а также наличие на резьбовых фланцах смазки.
Особое внимание уделите электрическому контуру: проконтролируйте фиксацию проводов, избавьтесь от влаги в электропроводке и, если нужно, прикрепите к соответствующей клемме заземление корпуса.
Механические повреждения
Хотя при поломках циркуляционного насоса необходимо обращаться в специализированный сервис, некоторые неисправности можно устранить своими руками. Например, если оборудование при работе шумит и вибрирует, значит, изношен один из подшипников. Заменить его можно самостоятельно: эти детали продаются в любом городе, а узнать необходимые типоразмеры детали можно, заглянув в технический паспорт агрегата.
Если резкий шум слышен при включении устройства, это говорит о наличии воздуха в проточной части трубопровода. Если уровень теплоносителя при этом минимальный, насосу может быть причинен вред, особенно если агрегат оснащен «мокрым» ротором. Решение проблемы – выпустить воздух из контура отопления и монтировать воздухоотводчик в самой высокой точке узла обвязки.
Иногда шум при включении сопровождается сильной вибрацией, что свидетельствует о низком давлении во всасывающем патрубке. В таком случае нужно просто увеличить силу давления на этом участке трубопровода.
Дополнительные варианты
Если ремонт не помог и напор остается слабым, значит, насос установлен неправильно, так что рабочее колесо вращается в обратном направлении. Также возможно, что циркуляционное кольцо имеет большое гидравлическое сопротивление. Тогда фильтр насоса надо почистить, а затем проверить диаметры трубопроводов и арматуры регулирования.
Давно используемый насос может включаться без шума и вибрации, но прекращать работу спустя некоторое время. Причина этого – наличие известковых отложений между «рубашкой» статора и ротором, которые образуются из-за повышенной жесткости воды. Лучший способ избавиться от неисправности – разобрать насос и прочистить все детали. Заодно осмотрите и водяной котел отопления: жидкость с высоким содержанием солей также могла повредить.
Нередко насос включается, но его вал не может вращаться. Это значит, что деталь заблокирована посторонним предметом или окислилась из-за длительного простоя. В первом случае достаточно демонтировать блок электродвигателя циркуляционного насоса и извлечь предмет. Во втором все тоже просто: чтобы выполнить ремонт, колесо нужно провернуть рукой или отверткой.
Помните: перед снятием двигателя надо отключить мотор от питания и слить воду из агрегата.
Решение проблем с электропитанием
Есть еще одна причина, по которой вал насоса не вращается – нарушения в электрической цепи. В такой ситуации требуется проверить напряжение питания, которое должно соответствовать паспортным данным, наличие всех фаз и правильность подключения клемм.
Проверка фаз нужна и для устранения такой неполадки, как срабатывание внешней защиты электродвигателя сразу же после запуска агрегата. Иногда причиной блокировки является отсутствие заземления фазы. Если нет, то рекомендуется осмотреть контакты предохранителя: возможно, они загрязнены или открыты.
Благодаря тому, что насосы сконструированы по модульному принципу, неисправные детали электрического контура можно с легкостью заменить. Необходимые характеристики комплектующих указаны в техническом паспорте устройства.
Джакузи не нагревается… Мигает FL-1 или FL-2 … Замена циркуляционного насоса. Спа-ремонт своими руками
Scott Cebulski • 09 марта 2020 г.
Замена перепускного клапана CalSpa… Простой ремонт спа-салона своими руками Как сделать… Фабрика горячих ванн в Аризоне
Скотт Цебульски • 16 мар, 2020 •
Замена перепускного клапана CalSpa (сделай сам)
Dynasty Spas… Замена нагревателя..
. Gecko Control Pack.. Замена нагревателя своими руками
Скотт Цебульски • 05 мар, 2020 •
Спа-бассейн Dynasty с пакетом Gecko Spa.. Замена нагревателя … Это очень простая замена. У меня ушло больше времени на съемку, чем на замену нагревателя, и вам нужны только отвертка Philip и аккумуляторный шуруповерт, чтобы удалите и замените сайдинг.. Я надеюсь, что в этом видео достаточно подробностей, чтобы ваша работа прошла гладко.. Спасибо за просмотр 🙂 Как всегда.. Пожалуйста, ставьте лайк, делитесь и подписывайтесь ArizonaHotTubFactory на FaceBook [email protected]
Мигающий код FL-1 и отсутствие НАГРЕВАНИЯ в джакузи (сделай сам) Пошаговое руководство по устранению. Фабрика джакузи в Аризоне
Скотт Цебульски • 29 фев, 2020 •
Если у вас есть джакузи, а на верхней части мигает код FL-1, а обогрев не работает? Это ваш DIY (Как починить мой спа-видео). В этом видео я покажу вам ШАГ ЗА ШАГОМ, что нужно искать и проверять, чтобы выяснить, в чем проблема и почему не работает нагрев, а также СОВЕТЫ о том, как получить джакузи. нагрев и снова работа… Замена циркуляционного насоса или даже датчиков не займет много времени, если вам все еще нужна помощь. снова бег. Как всегда, не засовывайте руки в ЛЮБОЙ СПА или джакузи, пока ВЫ сами не увидите и не отключите выключатель. Надеюсь, я ясно выразился. Пожалуйста, ставьте лайк, делитесь и подписывайтесь Спасибо за просмотр. ArizonaHotTubFactory есть на Facebook
Разрушение мифов… Имеет ли значение РАЗМЕР? (Джакузи J-355 VS. Джакузи J-325) Фабрика джакузи в Аризоне
Скотт Цебульски • 07 ноя, 2019 •
Развенчание мифов… Действительно ли размер имеет значение в гидромассажной ванне или спа? Это был всего лишь простой эксперимент: заполнит ли вода из большого спа-бассейна меньший спа-центр, не переполняя и не переливая его. Ответ прост….. Это оптическая иллюзия, и большинство, если не все зрители, которые смотрят это видео, никогда бы не догадались о результате. Мы в AZHTF знали об этом много лет и думали, что сообществу YouTube понравится это видео. У нас есть еще несколько мифов, связанных с гидромассажными ваннами и спа, которые мы будем снимать и рассказывать сообществу YouTube в будущем. Jacuzzi J-355 против Jacuzzi J-325 Как всегда, спасибо за просмотр… И ПОЖАЛУЙСТА, поставьте лайк и подпишитесь. Фабрика джакузи в Аризоне 623 842 4665 [email protected] ArizonaHotTubFactory.com
Как перейти от 110 В Plug and Play к 220/240 В 50 А GFCI (TUFF SPA) Гидромассажная ванна BalBoa Pack
Скотт Цебульски • 01 окт, 2019 •
Как преобразовать 110-вольтовый Plug and Play в 220/240-вольтовый 50-амперный GFCI TUFF SPA с гидромассажной ванной BalBoa VS Pack… В этом видео я подробно покажу вам шаг за шагом, как преобразовать BalBoa VS Pack от 110 вольт Plug & Play до 220/240 вольт Жесткий провод с GFCI. Теперь не все пакеты могут быть преобразованы … Поэтому, прежде чем вы начнете отключать выключатель или отключать спа, как только это будет сделано, снимите боковую панель и найдите пакет после того, как вы найдете пакет, снимите крышку и прочитайте схемы на задней стороне. ..Если вы не знаете, как найти пакет или можно ли его переоборудовать, позвоните производителю или дилеру для получения дополнительной информации… Как только вы будете уверены, что можете переоборудовать, вы можете двигаться вперед в процессе, и я надеюсь, что это видео дать вам все ответы, чтобы помочь вам в этом процессе. Tuff spa, а также несколько других компаний используют пакеты BalBoa VS и соответствующий продукт. На мой взгляд, это один из лучших продуктов на рынке, и он очень удобен в использовании … Всегда убедитесь, что если вы подключаете свою гидромассажную ванну 220/240, вы используете GFCI с четырьмя проводами № 6 и спа-отключение не ближе затем 5 футов и не ниже 36 дюймов и в прямой видимости джакузи. Если вам нужна помощь с проводкой отключения, вы можете посмотреть другие мои видео на эту тему. Tuff Spa… Как преобразовать гидромассажную ванну Plug and Play на 110 вольт в 220/240 вольт 50 AMP GFCI BalBoa Pack. BalBoa VS Как всегда, спасибо за просмотр и, пожалуйста, ставьте лайк, делитесь и подписывайтесь ArizonaHotTub Factory. com [email protected] Tuff Spas
НЕПРАВИЛЬНО проводной GFCI (ремонт в спа-салоне своими руками) Выключатели срабатывают и не включаются… ПРОСТОЕ ИСПРАВЛЕНИЕ
Скотт Цебульски • 25 сен, 2019 •
(ремонт спа-салона своими руками) Электрик подключил GFCI НЕПРАВИЛЬНО… Выключатель срабатывает и не включается… Это ПРОСТОЕ решение.. Уже много лет… Я даже не могу сосчитать, сколько домовладельцев звонили нам и сказал (Электрик подключил там СПА, а выключатель продолжает срабатывать и не включается, поэтому Он сказал, что должно быть что-то не так со СПА, потому что я ЛИЦЕНЗИРОВАННЫЙ ЭЛЕКТРИК) Теперь я понятия не имею, как подключить дом или что-то в этом роде, НО Я Я знаю, как подключить спа. Я надеюсь, что это видео поможет вам … За прошедшие годы большинство проблем со спа — это EAST FIX … Спасибо за просмотр … И, пожалуйста, НРАВИТСЯ, поделитесь и подпишитесь ArizonaHotTubFactory.com ArizonaHotTubFactory @gmail .com
Как снять и заменить доску в гидромассажной ванне (BALBOA VS PACK) (ремонт спа своими руками) TuffSpa TT650
Скотт Цебульски • 28 мая, 2019 •
Как снять и заменить доску в гидромассажной ванне (BALBOA VS PACK) (ремонт спа своими руками) TuffSpa TT650
Как ИЗБАВИТЬСЯ ОТ ПЕНЫ В ГОРЯЧЕЙ ВАННЕ / СПА менее чем за 5 минут.
(Противовспениватель Spa Guard)
Скотт Цебульски • 28 мая, 2019 •
Как ИЗБАВИТЬСЯ ОТ ПЕНЫ В ГИДРОМАССАЖНОЙ ВАННЕ / СПА
Как снять и заменить нагреватель в спа/джакузи с пакетом BalBoa (замена нагревателя спа своими руками)
Скотт Цебульски • 28 мая, 2019 •
Пошаговое видео о том, как снять и заменить нагреватель в спа или джакузи с помощью BalBoa Pack
Признаки отказа насоса бойлера Combi — Видео
Признаки отказа насоса бойлера Combi — Видео | Решения для котлов
020 8016 2350
020 8016 2350
| 72 просмотров
Насос комбинированного котла отвечает за циркуляцию воды по системе отопления. Это важная составляющая котла. Если насос выйдет из строя, это может вызвать несколько проблем, в том числе отсутствие горячей воды, центрального отопления или утечки. Очень важно определить симптомы неисправности насоса котла, чтобы вы могли как можно быстрее принять меры для решения проблемы. В этой статье описаны наиболее распространенные симптомы неисправности насосов комбинированных котлов, которые собрала наша команда Boiler Solutions. Мы стремимся к тому, чтобы вы оставались в курсе последних новостей о котлах и других темах. Вы сможете ознакомиться с распространенными неисправностями, с которыми мы обязательно столкнемся, когда речь идет о котлах. Когда возникает такая неисправность, вам следует подумать о том, чтобы обратиться в сервисный центр по ремонту котлов в Лондоне. Узнайте больше об этом на нашей домашней странице.
УЗНАТЬ БОЛЬШЕ
Закажите инженера GAS SAFE REGISTERED для решения проблем с вашим котлом или просто свяжитесь с ним.
ЗВОНИТЕ СЕЙЧАС
Смотреть Далее
Плюсы и минусы котла на чердаке
Как закрепить F20 на моем котле Vaillant?
Нормы котла на чердаке в Великобритании
Что означает код F28 на моем котле Vaillant?
Почему мой котел Vaillant постоянно теряет давление?
Как узнать, неисправен ли мой расширительный бак?
Как понизить давление в котле без продувки радиаторов
Типы котельных
Как прочистить систему центрального отопления
Нужна ли вентиляция котельной?
Как проверить, не забит ли дымоход котла
Как разблокировать конденсатопровод Идеальный котел
Почему мой радиатор шумит?
Опасна ли протечка трубы для конденсата?
Электрический бойлер какого размера мне нужен?
Ремонт и техническое обслуживание котлов
Мы считаем, что ваша безопасность и безопасность вашего дома имеют первостепенное значение во время обслуживания котла или любой другой работы, связанной с газовым оборудованием. Наш клиентоориентированный подход — это то, что позволило нам завоевать безупречную репутацию за последнее десятилетие. Единственный способ обеспечить эффективную и безопасную работу вашего котла или прибора — это регулярное техническое обслуживание и профессиональное обслуживание, которое обычно проводится ежегодно. Есть несколько причин для получения ежегодного обслуживания.
ЗВОНИТЕ СЕЙЧАС
Признаки отказа насоса пароконвектомата
Если ваш пароконвектомат внезапно перестал работать, это может быть связано с отказом насоса. Ознакомьтесь с этими пятью распространенными симптомами неисправности насоса. Если вы заметили какие-либо из этих признаков неисправности насоса комбинированного котла, вы должны как можно скорее обратиться к квалифицированному специалисту по котлам, чтобы избежать дальнейшего повреждения вашего котла.
• Котел издает странные звуки
Одной из причин отказа насоса являются странные звуки, исходящие от котла. Это может быть что угодно, от пронзительного визга до тихого рычания. Если вы слышите какие-либо странные звуки из вашего котла, обязательно проверьте насос на наличие признаков повреждения или износа.
• Низкое давление воды
Другим распространенным признаком отказа насоса пароконвектомата является низкое давление воды. Если вы чувствуете, что давление воды внезапно стало ниже обычного, рекомендуется проверить насос на наличие повреждений. В некоторых случаях низкое давление воды также может указывать на утечку в линии возврата конденсата котла.
• Котел не производит достаточно горячей воды
Если ваш котел не производит достаточно горячей воды, это может быть вызвано несколькими причинами. Одна из возможностей заключается в том, что насос комбинированного котла вышел из строя. Насос комбинированного котла отвечает за циркуляцию воды в системе отопления и необходим для правильной работы котла. Если вы начинаете сталкиваться с какой-либо из этих проблем, очень важно обратиться к квалифицированному инженеру, чтобы выяснить проблему и выполнить необходимый ремонт. Попытка отремонтировать котел самостоятельно может быть очень опасной и может привести к дальнейшему повреждению котла или даже к травмам. Пока мы обсуждаем эту тему, также узнайте, почему вы должны своевременно организовать обслуживание водонагревателя.
Ваша местная лондонская котельная компания
Мы покрываем весь Лондон — от Уондсворта до Вестминстера и Брикстона до Бромли и повсюду между ними. Если вы ищете котельную в Лондоне, то вы попали по адресу. Boiler Solutions — одна из ведущих сантехнических и отопительных компаний Лондона.
ПОЗВОНИТЕ СЕЙЧАС
Популярные видео
• Бойлер долго нагревается
Если ваш бойлер долго нагревается, это может сигнализировать о неисправности насоса. Насос отвечает за циркуляцию горячей воды от котла к радиаторам. Если это не удастся, то вода не сможет циркулировать должным образом и потребуется больше времени для нагрева. Вы также должны знать о важности слива воды из системы центрального отопления не реже одного раза в год. Узнайте больше о том, что с этим делать, в нашем блоге, как слить комбинированный котел системы центрального отопления?
• Утечка воды
Если вы заметили утечку воды из вашего пароконвектомата, очень важно определить источник утечки и откуда она исходит: из самого котла или из насоса. Утечки котла, как правило, происходят из-за различных факторов, включая трещины в теплообменниках, неисправные прокладки или ослабленные трубы. С другой стороны, отказы насоса случаются при потере мощности, сломанной крыльчатке или забитом фильтре. Если вы не уверены в источнике утечки, лучше всего обратиться за помощью к инженеру по котлам. Они могут решить проблему и определить наилучший план действий.
• Счета за отопление внезапно стали выше, чем обычно
Если вы заметили, что ваши счета за отопление выше, чем обычно, это может означать отказ насоса в вашем комбинированном котле. Это может произойти, когда насос не обеспечивает циркуляцию воды в бойлере, что приводит к его перегреву и потреблению большего количества энергии. Чтобы проверить это, посмотрите на манометр вашего котла. Если показания выше, чем обычно, это может означать, что насос неисправен.
Может ли котел работать без насоса?
Хотя технически котел может работать без насоса, это не рекомендуется. В бойлере используется насос для циркуляции воды по всей системе. Без насоса он не будет работать с максимальной эффективностью и может привести к долговременному повреждению котла. Котел использует насос для циркуляции воды и передачи тепла, поэтому без насоса котел не сможет работать правильно. Кроме того, котел без насоса не сможет правильно циркулировать воду, что приведет к застаиванию воды и созданию питательной среды для бактерий. Вы также можете получить более широкое представление о наиболее распространенных проблемах с котлами в Лондоне, просмотрев блог, который мы создали на эту тему.
Как узнать, работает ли циркуляционный насос моего котла?
Если циркуляционный насос вашего котла не работает, вы можете проверить следующее:
Проверьте подачу питания на насос. Убедитесь, что на насос подается питание и не сработал автоматический выключатель.
Проверить подачу воды к насосу. Убедитесь, что в котле есть вода и что вентили, ведущие к насосу, открыты.
Проверьте соединения с насосом.
Убедитесь, что все соединения затянуты и нет утечек. Если вы все это проверили, а насос по-прежнему не работает, возможно, его необходимо заменить. Вы можете связаться с нами в Boiler Solutions, чтобы заказать себе квалифицированного инженера, который поможет вам в этом. Вы также можете посмотреть наш видеоблог о том, как заменить циркуляционный насос котла, чтобы получить представление о том, что делать, если он нуждается в замене.
Как проверить насос пароконвектомата?
Перед проверкой насоса обязательно проверьте питание котла и правильность установки предохранителя. После того, как вы убедились, что на котел подается достаточная мощность, вы можете проверить насос, выполнив следующие действия:
Ошибка #Н/Д обычно означает, что формула не находит запрашиваемое значение.
Лучшее решение
Наиболее распространенной причиной ошибки #N/A является использование функций XLOOKUP, VLOOKUP, HLOOKUP, LOOKUP или MATCH, если формула не может найти указанное значение. Например, искомого значения нет в исходных данных.
В данном случае в таблице подстановки нет элемента «Банан», поэтому функция ВПР возвращает ошибку #Н/Д.
Решение. Убедитесь, что значение подстановки существует в исходных данных, или используйте обработчик ошибок, например IFERROR в формуле. Например, =IFERROR(FORMULA(),0), который говорит:
Вы можете указать «», чтобы не отображалось ничего, или подставить собственный текст: =ЕСЛИОШИБКА(ФОРМУЛА(),»Сообщение об ошибке»)
Если вы не знаете, что делать на этом этапе или какого рода помощь вам нужна, поищите похожие вопросы на форуме сообщества Excel или опубликуйте там свой вопрос.
Примечание: Если вам нужна справка по ошибке #Н/Д для конкретной функции, например ВПР или ИНДЕКС/ПОИСКПОЗ, щелкните здесь.
Если вы хотите работать дальше, приведенный ниже контрольный список поможет вам определить возможные причины проблем в формулах.
Искомое значение и исходные данные относятся к разным типам. Например, вы пытаетесь использовать ссылку на функцию ВПР как число, а исходные данные сохранены как текст.
Решение. Убедитесь, что типы данных одинаковы. Чтобы проверить формат ячеек, выберите ячейку или диапазон ячеек, щелкните правой кнопкой мыши и выберите пункт «Формат ячеек >Число » (или нажмите клавиши CTRL+1) и при необходимости измените числовую формат.
Совет: Если вам нужно принудительно изменить формат для целого столбца, сначала примените нужный формат, а затем выберите Данные > Текст по столбцам > Готово.
Начальные и конечные пробелы можно удалить с помощью функции СЖПРОБЕЛЫ. В приведенном ниже примере в функции ВПР используется вложенная функция СЖПРОБЕЛЫ для удаления начальных пробелов из имен в ячейках A2:A7 и возврата названия отдела.
=ВПР(D2,TRIM(A2:B7),2,FALSE)
Примечание: 24 сентября 2018 г. — Формулы динамического массива — Если у вас есть текущая версия Microsoft 365 и вы находитесь на канале быстрого выпуска Insiders, вы можете ввести формулу в верхнюю левую ячейку выходного диапазона и нажать клавишу Enter, чтобы подтвердите формулу в виде формулы динамического массива. Иначе формулу необходимо вводить с использованием прежней версии массива, выбрав диапазон вывода, введя формулу в левой верхней ячейке диапазона и нажав клавиши CTRL+SHIFT+ВВОД для подтверждения. Excel автоматически вставляет скобки в начале и конце формулы. Дополнительные сведения о формулах массива см. в статье Использование формул массива: рекомендации и примеры.
По умолчанию функции, которые ищут данные в таблицах, должны использовать сортировку по возрастанию. Но у функций ВПР и ГПР есть аргумент интервальный_просмотр, который сообщает функции, что нужно искать точное совпадение, даже если таблица не отсортирована. Чтобы найти точное совпадение, укажите для аргумента интервальный_просмотр значение ЛОЖЬ. Помните, что значение ИСТИНА, сообщающее функции о том, что нужно искать приблизительное совпадение, может привести к возвращению не только ошибки #Н/Д, но и ошибочных результатов, как видно в следующем примере.
В этом примере возвращается не только ошибка #Н/Д для элемента «Банан», но и неправильная цена для элемента «Черешня». К такому результату приводит аргумент ИСТИНА, который сообщает функции ВПР, что нужно искать не точное, а приблизительное совпадение. Здесь нет близкого совпадения для элемента «Банан», а «Черешня» предшествует элементу «Персик». В этом случае при использовании функции ВПР с аргументом ЛОЖЬ будет отображаться правильная цена для элемента «Черешня», но для элемента «Банан» все равно будет указана ошибка #Н/Д, потому что в списке подстановок его нет.
Если вы используете функцию ПОИСКПОЗ, попробуйте изменить значение аргумента тип_сопоставления, чтобы указать порядок сортировки таблицы. Чтобы найти точное совпадение, задайте для аргумента тип_сопоставления значение 0 (ноль).
Чтобы исправить ошибку, убедитесь, что диапазон, на который ссылается формула массива, содержит такое же количество строк и столбцов, что и диапазон ячеек, в котором была введена формула массива. Или введите формулу массива в меньшее или большее число ячеек в соответствии со ссылкой на диапазон в формуле.
В данном примере ячейка E2 содержит ссылку на несовпадающие диапазоны:
=СУММ(ЕСЛИ(A2:A11=D2;B2:B5))
Чтобы формула вычислялась правильно, необходимо изменить ее так, чтобы оба диапазона включали строки 2–11.
=СУММ(ЕСЛИ(A2:A11=D2;B2:B11))
Примечание: 24 сентября 2018 г. — Формулы динамического массива — Если у вас есть текущая версия Microsoft 365 и вы находитесь на канале быстрого выпуска Insiders, вы можете ввести формулу в верхнюю левую ячейку выходного диапазона и нажать клавишу Enter, чтобы подтвердите формулу в виде формулы динамического массива. Иначе формулу необходимо вводить с использованием прежней версии массива, выбрав диапазон вывода, введя формулу в левой верхней ячейке диапазона и нажав клавиши CTRL+SHIFT+ВВОД для подтверждения. Excel автоматически вставляет скобки в начале и конце формулы. Дополнительные сведения о формулах массива см. в статье Использование формул массива: рекомендации и примеры.
В данном случае для месяцев с мая по декабрь указано значение #Н/Д, поэтому итог вычислить не удается и вместо него отображается ошибка #Н/Д.
Чтобы исправить ошибку, проверьте синтаксис используемой функции и введите все обязательные аргументы, которые возвращают ошибку. Вероятно, для проверки функции вам потребуется использовать редактор Visual Basic. Открыть этот редактор можно на вкладке «Разработчик» или с помощью клавиш ALT+F11.
Чтобы исправить ошибку, убедитесь в том, что книга, содержащая пользовательскую функцию, открыта, а функция работает правильно.
Чтобы исправить ошибку, убедитесь в том, что аргументы функции верны и расположены в нужных местах.
Чтобы исправить ошибку, нажмите клавиши CTRL+ALT+F9 для пересчета листа.
Если вы не знаете точно, какие аргументы использовать, вам поможет мастер функций. Выделите ячейку с формулой, а затем перейдите на вкладку « Формула» на ленте и нажмите клавишу INSERT FUNCTION.
Excel автоматически запустит мастер.
Щелкните любой аргумент, и Excel покажет вам сведения о нем.
Значение #Н/Д может принести пользу. Значения #Н/Д часто используются в диаграммах с такими данными, как в приведенном ниже примере, поскольку эти значения не отображаются на диаграмме. В примерах ниже показано, как выглядит диаграмма со значениями 0 и #Н/Д.
В предыдущем примере значения 0 показаны в виде прямой линии вдоль нижнего края диаграммы, а затем линия резко поднимается вверх, чтобы показать итог. В следующем примере вместо нулевых значений используются значения #Н/Д.
Дополнительные сведения об ошибке #Н/Д в конкретных функциях см. в следующих статьях:
Исправление ошибки #Н/Д в функции ВПР
Исправление ошибки #Н/Д в функциях ИНДЕКС и ПОИСКПОЗ
К началу страницы
Дополнительные сведения
Вы всегда можете задать вопрос специалисту Excel Tech Community или попросить помощи в сообществе Answers community.
См. также
Преобразование чисел из текстового формата в числовой
Функция ВПР
ГПР
Функция ПРОСМОТР
Функция ПОИСКПОЗ
Общие сведения о формулах в Excel
Рекомендации, позволяющие избежать появления неработающих формул
Поиск ошибок в формулах
Сочетания клавиш в Excel
Все функции Excel (по алфавиту)
Функции Excel (по категориям)
зачем они нужны, как и где их можно получить?
Справки из ПНД и НД – что это такое?
Это документы, косвенно подтверждающие дееспособность человека, которые можно получить в психоневрологическом диспансере (ПНД) и наркологическом диспансере (НД). За справками нужно обязательно обращаться в государственное учреждение, потому что в случае судебного разбирательства справки из частных клиник неохотно принимаются во внимание.
В справке из психоневрологического диспансера, как и из наркологического диспансера, должно быть указано, что человек не обращался в эти учреждения за медицинской помощью и не состоит там под наблюдением. Обязательны подпись и печать медицинского учреждения.
Справку в диспансерах выдают на руки только тем, на кого она заказана, потому что по закону эти сведения о конкретном человеке являются конфиденциальными.
Можно дополнить справку из ПНД документом о медицинском освидетельствовании продавца, которая станет более весомым доказательством его вменяемости. Для этого врач-психиатр проводит необходимый осмотр и выдает соответствующее заключение.
Процедура платная и принято, что эти расходы берет на себя покупатель квартиры, как сторона наиболее заинтересованная в дополнительном подтверждении адекватности продавца.
В каких случаях справка о дееспособности обязательна?
Справка о дееспособности может потребоваться для совершения сделок различного рода: оформления доверенностей, купли-продажи имущества, получении водительских прав или оружия. Если продажей занимается риэлтор, он в обязательном порядке попросит предоставление такой справки от продавца квартиры, особенно если это пожилой человек. Это делается для того, чтобы подтвердить вменяемость участника сделки купли-продажи, снизить риски покупателя и успешно завершить процесс продажи недвижимости.
Что такое дееспособность человека и как она определяется?
Дееспособность человека – это способность осознавать свои действия и их последствия. В юридическом ключе это понятие трактуется как способность человека действовать в соответствии со своей правоспособностью.
Обычно дееспособность определяется возрастными рамками и особенностями развития человека: дети до 6 лет считаются недееспособными, для детей старше 6 лет используется понятие «дееспособность малолетнего», а с достижением 18-летнего возраста каждая личность считается дееспособной.
Важно понимать, что решение о недееспособности принимается только в суде (на основании медико-психологической экспертизы). В случае явного психического расстройства и неспособности осознавать свои действия гражданин признается недееспособным и ему в обязательном порядке назначается опекун.
Как и где можно получить справки?
Справки о дееспособности продавца, которые могут потребоваться при сделках купли-продажи квартир, нужно получить в соответствующих медицинских учреждениях государственного типа – психоневрологическом и наркологическом диспансерах по месту жительства продавца квартиры.
Эти справки выдаются бесплатно. При продаже квартиры риэлторы советуют покупателю присутствовать вместе с продавцом при получении справки, чтобы исключить вероятность использования поддельного документа при подписании договора.
Почему заключение сделки с недееспособным лицом опасно?
Это опасно, потому что любая сделка, заключенная с недееспособным лицом, считается недействительной. Однако нужно иметь в виду, что лица, состоящие на учете в ПНД или НД признаются законом дееспособными гражданами, поэтому могут заключать сделки и получать водительские права.
Еще есть ситуация, когда граждане имеют ограниченную дееспособность и таким лицам назначается попечитель. Люди с ограниченной дееспособностью имеют право проводить мелкие сделки, но крупные сделки, какими является отчуждение прав на недвижимость в случае ее продажи, могут проводиться только по согласованию с попечителем.
Как еще можно проверить дееспособность?
Чтобы проверить дееспособность, нужно оценить человека при личном общении, пообщаться с родственниками, обратить внимание на его профили в социальных сетях. Показательно будет наличие у продавца квартиры водительских прав или разрешения на владение оружием. Подобный признак также является косвенным подтверждением дееспособности, но обычно этот способ не подводит.
Если сделка заверяется нотариально, то нотариус выступает гарантом того, что при совершении сделки человек был дееспособен. Также при возникновении подозрений он имеет полномочия проверить информацию на продавца по Системе межведомственного электронного взаимодействия (СМЭВ) и запросить полные данные из Росреестра, где указывается факт недееспособности (при его наличии). Более того, с 2015 года все нотариусы обязаны вести видеофиксацию процесса оформления документов и передачи имущественного права, которая также является прямым доказательством адекватного состояния гражданина, совершающего сделку.
И есть еще один способ удостовериться в дееспособности участника сделки. Можно запросить у него справку об отсутствии какой-либо опеки над ним, что гарантирует полную дееспособность человека. Получить эту справку можно в Органах опеки и попечительства по месту жительства гражданина.
Что такое декодирование?
Критическая основа для успешного чтения
Эффективные стратегии чтения варьируются от визуализации и вопросов до предварительного чтения и декодирования. Стратегии чтения используются, чтобы помочь учащимся стать эффективными читателями.
Многие из этих стратегий чтения являются основополагающими, и учащиеся должны изучить их и освоить, прежде чем другие стратегии станут эффективными.
Узнайте больше о стратегиях обучения чтению ›
Что такое декодирование?
Декодирование — это процесс перевода печатного текста в речь путем быстрого сопоставления буквы или комбинации букв (графем) с их звуками (фонемами) и распознавания образов, образующих слоги и слова. В мозгу есть область, которая занимается обработкой речи и делает этот процесс автоматически.
К сожалению, около 30 процентов учащихся не имеют доступа к этой части своего мозга, и поэтому их необходимо очень подробно и систематически обучать стратегиям декодирования, а это означает, что мы начинаем с простейшей концепции звука/буквы и переходим к более сложной. Было доказано, что этот метод обучения фонетике является наиболее эффективным, помогая учащимся приобрести навыки декодирования.
Почему важно декодирование?
Декодирование важно, потому что оно является основой, на которой строятся все остальные инструкции по чтению.
Если учащиеся не могут расшифровывать слова, их беглость чтения будет недостаточной, их словарный запас будет ограничен, а их понимание прочитанного будет страдать. Обучение стратегиям чтения более высокого уровня для студентов, застрявших на уровне слов, неэффективно. С тем же успехом мы могли бы биться головой о стену.
Узнайте больше об обучении декодированию ›
Как обучать декодированию?
Явное, систематическое и мультисенсорное обучение фонетике способствует развитию эффективных навыков декодирования. Фонике можно обучать как имплицитно, так и эксплицитно. Имплицитная фонетика начинается с целого слова, а затем рассматривается начальные звуки, конечные звуки и контекстные подсказки. Эксплицитная фонетика делает обратное, строя из одной буквы слово. Из-за плохих результатов с имплицитной фонетикой обучению фонетике придали негативный оттенок: акустика не будет действительно эффективной, если ее не преподают явно и систематически. Фонику, преподаваемую любым другим способом, можно сравнить с алфавитным супом из звуков.
То, как этому учат, определяет уровень успеха, особенно для людей с нарушениями обучаемости, такими как дислексия.
Представление фонетики и преподавание ее в логической последовательности, в которой одна концепция строится на другой, является еще одним важным компонентом обучения фонетике и декодированию. Такой системный подход помогает учащимся быстро осваивать навыки и плавно переходить к следующему понятию. Обучение фонетике с использованием мультисенсорного подхода охватывает все стили обучения в классе и дает трудным читателям визуальные и практические инструкции, в которых они нуждаются. Когда фонетика преподается в соответствии с этими рекомендациями, учащиеся смогут добиться успеха в декодировании, и это быстро станет для них автоматическим процессом.
Узнайте больше о явных и неявных инструкциях фонетики ›
Результаты
Автоматическое распознавание отдельных слов приводит к беглому чтению строк слов, что, в свою очередь, приводит к полному пониманию — цели обучения чтению.
Когда этот процесс автоматизирован и эффективен, можно обучить дополнительным стратегиям чтения, чтобы помочь учащимся извлечь больше информации из прочитанного и получить успешный и полезный опыт работы с текстом. Что еще мы могли бы хотеть?
Чтобы узнать больше об обучении чтению, ознакомьтесь с нашим списком стратегий чтения, а также другими замечательными ресурсами для учителей.
Узнайте больше о стратегиях декодирования для беглости речи ›
Стратегии декодирования
Декодирование — это процесс разбиения написанного слова на отдельные части и определение произношения слова на основе общепринятых звуковых и буквенных моделей английского языка.
Когда учащиеся пытаются читать текст любой длины, им необходимо иметь технику или процесс для «нарушения написанного кода» слов. Без него учащиеся не увидят слов — они увидят только ряд бессмысленных пометок на странице.
Изучение алфавита и звуков, связанных с отдельными буквами, дает учащимся «сырье», необходимое им для того, чтобы начать взламывать код, а стратегии декодирования предоставляют им процесс определения того, как читать и произносить комбинации букв, образующие слова.
Нажмите на каждый раздел ниже, чтобы узнать больше.
Декодирование — это процесс перевода печатного текста в речь путем быстрого сопоставления буквы или комбинации букв (графем) с их звуками (фонемами) и распознавания образов, образующих слоги и слова. В мозгу есть область, которая занимается обработкой речи и делает этот процесс автоматически. По статистике, около 30 процентов учащихся не получают доступа к этой части своего мозга автоматически, и поэтому их необходимо очень подробно и систематически обучать стратегиям декодирования. Это означает, что мы начинаем с простейшей концепции звука/буквы и переходим к более сложной. Было доказано, что этот метод обучения фонетике является наиболее эффективным, помогая учащимся приобрести навыки декодирования.
Узнайте больше о том, что такое декодирование >
Декодирование важно, потому что оно является основой, на которой строятся все остальные инструкции по чтению. Если учащиеся не могут расшифровывать слова, их беглость чтения будет недостаточной, их словарный запас будет ограничен, а их понимание прочитанного будет страдать.
Обучение стратегиям чтения более высокого уровня для студентов, застрявших на уровне слов, неэффективно и разочаровывает.
Узнайте больше о том, почему декодирование эффективно >
Явное, систематическое и мультисенсорное обучение фонетике способствует развитию эффективных навыков декодирования.
Представление фонетики и преподавание ее в логической последовательности, в которой одна концепция строится на другой, является еще одним важным компонентом обучения фонетике и декодированию. Такой систематический подход помогает учащимся быстро овладеть навыками и плавно перейти к следующему понятию. Обучение фонетике с использованием мультисенсорного подхода охватывает все стили обучения в классе и дает трудным читателям визуальные и практические инструкции, в которых они нуждаются. Когда фонетика преподается в соответствии с этими рекомендациями, учащиеся смогут добиться успеха в декодировании, и чтение быстро станет для них автоматическим процессом.
Узнайте больше о том, как навыки декодирования помогают учащимся добиться успеха >
2 Навыки декодирования
Способность умелого читателя бегло читать длинные слова зависит от его способности разбивать слова на слоги. Эти два навыка позволяют учащимся разбивать слова любой длины на слоги, чтобы они могли применить пять фонетических навыков для определения произношения слова.
Узнайте больше о пяти фонетических навыках >
Две стратегии декодирования:
1. Если после гласной стоит только одна согласная-хранитель, эта согласная переходит к следующему слогу.
2. Когда за гласной следуют две согласные-хранители, согласные разделяются. Первая согласная останется в первом слоге, а вторая согласная переместится на следующий слог.
Обучение декодированию может быть сложной задачей. Но по мере того, как эти стратегии чтения постепенно усваиваются и становятся автоматическими, это приведет к повышению скорости и беглости чтения у ваших учеников.
Болты, винты и шпильки производятся из различных углеродистых сталей — разным сталям соответствуют разные классы прочности. Хотя, иногда можно из одной и той же стали изготовить болты различных классов прочности, используя при этом разные способы обработки заготовки или дополнительную термическую обработку — закалку. Например, из Стали 35 можно изготовить болты нескольких классов прочности: класса прочности 5.6 — если изготовить болты методом точения на токарном и фрезерном станке: классов 6.6 и 6.8 — получатся при изготовлении болтов методом объёмной штамповки на высадочном прессе; и класса 8.8 — если полученные перечисленными способами болты подвергнуть термической обработке — закалке.
Класс прочности для болтов, винтов и шпилек из углеродистых сталей обозначают двумя цифрами через точку. Утверждённый прочностной ряд для болтов, винтов и шпилек из углеродистых сталей содержит 11 классов прочности:
Первая цифра маркировки класса прочности болта обозначает 0,01 часть номинального временного сопротивления — это предел прочности на растяжение — измеряется в МПа (мегапаскалях) или Н/мм² (ньютонах на миллиметр квадратный). Также первая цифра маркировки класса прочности обозначает ≈0,1 часть номинального временного сопротивления, если Вы измеряете предел прочности на растяжение в кгс/мм² (килограммах-силах на миллиметр квадратный).
Пример: Шпилька класса прочности 5.8: Определяем предел прочности на растяжение
5/0,01=500 МПа (или 500 Н/мм²; или ≈50 кгс/мм²)
Вторая цифра обозначает 0,1 часть отношения предела текучести (напряжения, при котором уже начинается пластическая деформация) к номинальному временному сопротивлению (пределу прочности на растяжение) — таким образом для шпильки класса прочности 10.9 второе число означает, что у шпильки, относящейся к этому классу, минимальный предел текучести будет равен 90% от значения предела прочности на растяжение, то есть будет равен: (10/0,01)×(9×0,1)=1000×0,9=900 МПа (или Н/мм²; или ≈90 кгс/мм²)
Пример: Шпилька класса прочности 5. 8:Определяем предел текучести
500х0,8=400 МПа (или 400 Н/мм²; или ≈40 кгс/мм²)
Значение предела текучести — это максимально допустимая рабочая нагрузка болта, винта или шпильки, при превышении которой происходит невосстанавливаемая деформация. При расчётах нагрузки на болты, винты или шпильки используют 1/2 или 1/3 от предела текучести, то есть, с двукратным или трёхкратным запасом прочности соответственно.
В таблице приведены самые распространённые в метизном производстве и рекомендованные марки сталей, но в различных особых случаях также применяются и другие стали, когда их применение продиктовано дополнительными требованиями к крепежу.
Значками помечено в таблице:
* применительно к номинальным диаметрам до 16 мм.
** применительно к номинальным диаметрам больше,чем 16 мм.
маркування, класифікація. Статті компанії «Крепсила»
Класи міцності болтів: маркування, класифікація
Болти – найпопулярніші кріпильні вироби. Вони відрізняються не тільки розмірами, формою головки, кроком різьби, але і фізичними характеристиками. Одна з найважливіших – клас міцності. При покупці кріплення потрібно обов’язково звертати увагу на цей параметр. Особливо, якщо болти будуть експлуатуватися в досить складних умовах, наприклад, під високими навантаженнями.
Що таке клас міцності болта?
Клас міцності – одна з механічних властивостей болта. Залежить він від марки сталі, яка використовується для виготовлення металовиробів, і технологічного процесу їх виробництва. Найповнішу інформацію про класи міцності болтів і інших кріпильних виробів можна отримати, вивчивши ГОСТ 1759. 4-87 або відповідний йому міжнародний стандарт ISO 898.1-78.
Згідно з цими документами, для болтів передбачено 11 класів міцності. Металовироби з класами 3.6; 4.6; 5.6; 5.8; 6.6; 6.8 відносяться до кріплення стандартної міцності. Такі болти можна використовувати для ненавантажених конструкцій. Кріпильні вироби можна використовувати, щоб прикріпити до стіни полицю, зібрати лавку, спорудити паркан і т.д. Для більшості ремонтних і монтажних робіт, особливо побутових, вони теж підійдуть.
Болти з класами 8.8; 9.8; 10.9; 12.9 прийнято відносити до категорії високоміцних. Це означає, що в процесі експлуатації вони здатні витримувати досить серйозні навантаження, і при цьому не деформуватися. Чим вище клас міцності болта, тим більше навантаження він здатний витримати. Найміцніші металовироби (клас 12.9) використовуються для збирання кранового обладнання. Ці болти так і називають – кранові.
Класи міцності для болтів з нержавійки
Перераховані вище класи міцності встановлені для болтів, виготовлених з вуглецевої сталі. З нержавіючим кріпленням справа йде трохи інакше. Механічні характеристики цих металовиробів регламентує ГОСТ Р ISO 3506-1-2009. Документ встановлює для болтів з нержавіючої сталі три класи міцності: 50, 70 і 80. Їх прийнято писати разом з маркою стали, з якої зроблені металовироби, розділяючи дефісом. Наприклад: А2-70, А4-80.
Як розшифрувати маркування класу міцності?
На кожен болт повинне наноситися маркування. Крім інших відомостей, в ньому вказується і клас міцності. Для виробів з вуглецевих сталей це дві цифри, між якими ставиться крапка. Якщо розшифрувати маркування, можна отримати відомості про важливі фізичні характеристики – межу міцності і плинності болтів.
Провести розрахунок досить просто. Спочатку помножимо першу цифру класу міцності на 100. Ми отримали значення межі міцності болта на розтяг. Вимірюється ця величина в мегапаскалях (МПа). Наприклад, для болта міцністю 12.9 показник межа міцності становитиме:
12 х 100 = 1200 ПМА.
Друга цифра покаже, як співвідносяться межі міцності і плинності. Для цього множимо її на 10. Для того ж болта 12.9 межа плинності буде дорівнює 90% межі міцності. Розрахувати показник нескладно:
1200 х 0,9 = 1080 МПа.
Ці розрахунки обов’язково потрібно проводити перед покупкою кріплення. Межі плинності і міцності рекомендується закладати з запасом.
Цифри класу міцності в маркуванні нержавіючого кріплення означають десяту частину межі міцності. Відповідно, щоб розрахувати цей параметр, досить помножити число класу на 10.
Купити болти будь-якого класу міцності значно дешевше від їхньої ринкової вартості пропонує компанія «Крепсила». Наші консультанти допоможуть підібрати кріплення з потрібними вам характеристиками.
Маркировка
, ГОСТ и момент затяжки
В современном производстве много конструктивных элементов, каждый из которых выполняет в конечном изделии определенную функцию, чаще всего очень важную. Поэтому одной из задач при проектировании и изготовлении сложных композитных конструкций является надежная фиксация деталей относительно друг друга.
Назначение болта
Существует множество вариантов соединения двух изделий, например, сварка, пайка, склейка, применение заклепок. Однако у них есть один общий и довольно существенный недостаток – они неразъемные. Точнее, они разъемные, однако для разделения частей их придется деформировать, резать и так далее.
Гораздо удобнее использовать в качестве крепежа резьбовое соединение, заранее подобрав класс прочности болта в зависимости от нагрузки, воздействующей на узел.
Нить используется практически во всех конструкциях, которые немного сложнее, чем обычная чайная ложка. Только представьте автомобиль, в котором нет ни одного винта. Да что там машинка — в детской игрушке, у которой класс прочности намного ниже, без резьбовых элементов все равно не обойтись.
Преимущества резьбового соединения
Несмотря на то, что иногда большой момент затяжки не позволяет через некоторое время отвернуть гайку, болт все же имеет ряд преимуществ перед другими способами крепления:
Высокая надежность соединения, обеспечиваемая универсальностью профиля метрика или любой другой поток. Профиль разработан благодаря многочисленным исследованиям, поэтому выдерживает высокие нагрузки и защищен от самоотвинчивания (однако для этого необходимо подобрать правильный крутящий момент).
Удобство монтажа и демонтажа конструкций. Обеспечивается применением унифицированного сервисного инструмента — ключей, гаечных ключей, чего не скажешь, например, для сварки или клепки.
Возможность создания больших осевых и поперечных нагрузок. Прочность болта рассчитывается как в продольном, так и в поперечном направлении. Современные материалы и технологии позволяют сократить количество используемых креплений и уменьшить его размеры.
Небольшая стоимость, особенно если сравнить ее со стоимостью приобретения сварочных материалов и проведения работ.
К недостаткам компаунда относится концентрация напряжений в районе канавки профиля резьбы. Поэтому для определенного типа конструкции необходимо правильно подобрать класс прочности болта в соответствии с приложенной нагрузкой. Также для обеспечения надежности резьбового соединения стоит помнить об использовании стопорных средств, например, пружинных шайб или контргаек.
Виды резьбового соединения
Для того, чтобы резьбовое соединение было, необходимо на одной детали сделать внутреннюю резьбу, а на наружной. В зависимости от конструктивных особенностей могут применяться три разновидности:
1. Резьбовое соединение. В этом случае роль гайки выполняет часть гайки (деталь с внутренней резьбой). Сначала просверливает отверстие. Затем накладывается нить. На деталь с гладким круглым отверстием наносится другой, затем притягивается шурупом.
2. На болтах. Здесь все гораздо проще и надежнее: в обеих соединяемых деталях просверливаются ровные отверстия, в них вставляется болт, а с обратной стороны гайка.
3. На шпильки, один конец которых вкручивается в часть узла, а второй — накручивается гайка.
Класс прочности болта
Как отмечалось выше, крепежные детали должны быть точно подобраны. Нет смысла в обычном каркасе полки для хозяйственных инструментов использовать детали из легированной стали. В то же время в некоторых фланцевых соединениях требуются материалы с повышенными механическими характеристиками (например, при стягивании элементов многотонных металлоконструкций).
В общем случае класс прочности болта (ГОСТ 1759.4-87) представляет собой комплекс механических характеристик, включающих одновременно временное сопротивление, предел текучести, относительное удлинение после разрыва, твердость материала, а в некоторых случаях даже ударную вязкость. Как правило, для обозначения этого параметра используются две цифры, разделенные точкой. Первый из них после умножения на 10 показывает значение минимума временного сопротивления, а второй, также увеличенный в 10 раз, демонстрирует пропорцию, полученную делением предела текучести материала на временное сопротивление. Произведение этих двух цифр будет означать значение минимального предела текучести. Класс прочности болта содержится в его маркировке, которая выглядит так: М12х1,25х60,58, где 58 — двузначное число.
Болты стяжные
Чтобы резьбовое соединение надежно удерживало элементы конструкции, стоит обратить пристальное внимание на момент затяжки (крутящий момент). Итак, представьте себе ситуацию, когда неопытный автослесарь впервые попадает под капот собственной новой машины и пытается как можно сильнее пережать гайку или винт. Все это может закончиться в первом случае просто неудобной работой стамеской, а во втором — просверливанием отверстия в корпусе. Это происходит из-за неправильно подобранного момента затяжки. У опытных автослесарей, да и просто ремонтников динамометр встроен в руку. Но новичку лучше всего использовать динамометрический ключ или пневматический ключ, которые настраиваются на определенный момент затяжки.
Как открутить «сложный» болт
Допустим, получилось все в порядке. Но проходит время и крепления нужно снова откручивать. Из-за коррозии сделать это порой не очень просто, а высокий класс прочности болта не спасает от разрушения. Поэтому стоит иметь в виду несколько простых способов, упрощающих раскрутку:
1. Для начала следует воспользоваться «ВедаДашкой». Состав растворяет слой ржавчины.
2. Аккуратно постучите по гайке молотком, чтобы сломать ржавчину в профиле резьбы.
3. Можно попробовать подкрутить гайку на пару градусов в сторону закручивания, а потом открутить.
Важно не торопиться, так как велика вероятность остаться с гайкой или головкой винта в ключе.
Болты высокопрочные
Болты высокопрочные являются надежным крепежным элементом, используемым в основном для соединения деталей в крупногабаритных конструкциях/сооружениях с высокими нагрузками. Такое оборудование нашло применение в различных отраслях промышленности: машиностроении, станкостроении и в мостостроении, а также в строительстве. Кроме того, высокопрочные болты используются при строительстве башенных кранов, а также в тех сферах, где требуется повышенная прочность. ЧАО «Дружковский метизный завод» реализует метизы для соединения различных конструкций в больших количествах. Предлагаем купить болты высокопрочные соответствующие требованиям ГОСТ Р 52644-2006.
Качество превыше всего
Для производства метизов высокой прочности используется легированная и среднеуглеродистая сталь 40Cr. Этот материал хорошо поддается термической обработке и позволяет получать крепежные изделия, отличающиеся рядом преимущественных признаков:
— механическая прочность — болты, изготовленные в соответствии с требованиями ГОСТ Р 52644-2006, относятся к высокому классу прочности 10.9. И это указывает на то, что аппаратное обеспечение способно выдержать перегрузку. Элементы конструкции, закрепленные с помощью высокопрочного болта, шайбы и гайки без нарушения правил, обеспечивают высокую степень фиксации;
— устойчивость к деформации, перепадам температур (выдерживают предельно низкие и высокие показатели), к воздействию влаги, давления, агрессивных веществ.
Крепеж высокопрочный предназначен для использования в металлоконструкциях, применяемых в строительстве (в том числе — при строительстве мостов) и машиностроении, эксплуатируемых во всех макроклиматических районах независимо от категории размещения.
Мы работаем для Вас
ЧАО «Дружковский метизный завод» является надежным поставщиком болтов высокой прочности в Украине, России и Беларуси. Компания производит крепеж в широком ассортименте размеров диаметром 16, 20, 22 и 24 мм и длиной от 50 до 240 мм. Продукция относится к классу продукции B.
Преимущества сотрудничества с ЧАО «Дружковский метизный завод»:
— низкие цены без наценок посредников, сформированные с учетом результатов мониторинга рынка;
— возможность заказать метизную продукцию в любом объеме и ассортименте. реализация товара осуществляется оптовыми партиями со склада в Дружковке, Киеве или через дилеров;
— возможность заказа метизной продукции со скидкой.
Насос вибрационный — схема сборки и конструкция для ремонта
Многих потребителей которые используют вибрационные насосы на даче или дома, интересует конструкция и схема сборки насоса. Полагаем, что приведенная схема сборки вибрационного насоса поможет заинтересованным потребителям лучше узнать конструкцию. Делая самостоятельный ремонт вибрационного насоса, умельцами на все руки, приведенная схема и описание конструкции окажутся совсем не лишними.
Вибрационный насос по конструкции состоит из следующих основных элементов:
• стакан насоса,
• вибратор,
• электропривод.
Остальные составные элемента насоса являются производными основных узлов.
Электропривод вибрационного насоса состоит из медной обмотки намотанной на катушку и металлического сердечника. Вид у сердечника насоса П-образный, изготавливается из листовой электротехнической стали — в простонародии «динамка».
На две соединенных катушек наматывается эмалированный медный провод. В корпус электропривода помещается катушка с сердечником, и все это заливается компаундом. С помощью компаунда происходит закрепление катушек с сердечником, обеспечивает изоляцию и лишний отвод тепла от медного провода. От медной обмотки катушек электропривода выводится токоведущий кабель вибрационного насоса с различными вариантами длины.
Схема сборки вибрационного насоса.
Вибратор насоса является сложным сборным узлом. Состоит из якоря (поз. 8). В него запрессовывается шток (поз. 7). И далее сверху надеваются остальные составные детали.
На шток устанавливаются регулирующие шайбы (поз. 9 и 10) — с помощью них точно настраиваются технические характеристики насоса как напор и подача. Чтобы не было лишних соударений вибратора по электроприводу насоса.
Устанавливается резиновый амортизатор (поз.12) — как пружина, жестко. Внутри резинового амортизатора имеется алюминиевая или металлическая пластина (на рисунке не показана). На шток ставится втулка (поз. 13). Она не позволяет максимально сжиматься амортизатору, ограничивая, предохраняя его от разрушения. Все это на первоначальном этапе сжимается и фиксируется на штоке шайбы с гайкой (поз. 11 и 14). Обычно на предприятии «Техноприбор» в этом месте штока, сборщик по технологии смазывает специальной пастой. Которая высыхает и постоянно фиксирует гайки, которые не зависимо от силы вибрации стоят жестко на штоке.
Далее устанавливается муфта (поз.15) и сверху на нее резиновая диафрагма (поз. 16). Диафрагма направляет металлический шток и является дополнительной опорой для него. Надо знать, что диафрагма отделяет электрическую часть насоса от гидравлической.
На шток далее устанавливается упор (поз. 17) и шайбы (поз. 18 и 19). Поршень вибрационного насоса (поз. 20). И все это повторно фиксируется втулкой (поз. 21), шайбой (поз. 22) и гайкой (поз. 23).
С внутренней стороны стакана вибрационного насоса (поз. 5) устанавливается резиновый обратный клапан (поз. 4). Клапан крепится резиновым фиксатором (поз. 4) или обычным винтом с гайкой. Обратный клапан насоса закрывает отверстия в стакане при получении порции воды, когда шток поступательно идет вверх. И открывается обратный клапан, когда вибратор идет вниз.
Вибратор вставляется в электропривод вибрационного насоса, сверху ставиться стакан и все это по диаметру закрепляется винтами (поз. 6).
Конструкция вибрационного насоса Малыш
Для ремонта вибрационных насосов в домашних условиях, Вы можете готовый купить ремкомплект для вибрационного насоса Ручеек, Малыш. При замене основных деталей в проточной части вибрационного насоса: обратного клапана и поршня, винтов, вибрационный насос возвращает технические характеристики нового насоса.
Обзор по вибрационному насосу предоставлен «ХозОптТорг» (Ливны)
Еще по теме: История создание конструкции вибрационного насоса … Обзор и выбор вибрационного насоса … Основные характеристики и параметры вибрационного насоса … Использование вибрационных насосов Ручеек и Малыш в зимнее время … Схема сборки конструкции вибрационного насоса … Насос Малыш — главный помощник на даче в саду и огороде! … Универсальный солдат насос «Малыш»! …
Клапан насоса ручеек в категории «Материалы для ремонта»
Насос вибрационный Ручеёк Беларусь 1 клапан
Доставка по Украине
1 500 грн
Купить
Оригинальная сантехника
Клапан грибок вибрационного насоса Ручеёк Малыш Родничек Водолей и др.
Клапан с болтом для вибрационного насоса Ручеёк Малыш Родничек Струмок и др.
Недоступен
Цену уточняйте
Смотреть
Интернет-магазин «Рембыт»
Ремкомплект для вибрационного насоса Ручеёк, Малыш (D=56, d=26, М6)
Недоступен
110 грн
Смотреть
ДОМЗИП Запчасти для бытовой техники в Харькове и с доставкой по всей Украине
Ремкомплект для вибрационного насоса Ручеёк, Малыш
Недоступен
175 грн
Смотреть
ДОМЗИП Запчасти для бытовой техники в Харькове и с доставкой по всей Украине
Всасывающий клапан к вибрационному насосу «РУЧЕЁК» БЕЛАРУСЬ
Недоступен
20 грн
Смотреть
VODOLEY — SERVICE
Всасывающий клапан к вибрационному насосу «РУЧЕЁК» БЕЛАРУСЬ
Недоступен
20 грн
Смотреть
Vodstroy
Насос вибрационный Ручеек-Техноприбор-1 Беларусь , верхний забор воды, 1 клапан
Недоступен
761 грн
Смотреть
ХарХоз
Насос вибрационный Ручеек Харьков , верхний забор воды, 1 клапан
Недоступен
565 грн
Смотреть
Насос вибрационный Ручеек-1 Китай , верхний забор воды, 1 клапан
Недоступен
600 грн
Смотреть
ХарХоз
Насос вибрационный Ручеек Харьков , нижний забор воды, 1 клапан
Недоступен
587 грн
Смотреть
Насос? ОПВ? Обратные клапаны? Конец ума!
Опубликовать ответ
Расширенный поиск
Догшот
Опубликовать ответ
Цитата
№1:
Пост
by Dogshot »
Я пытаюсь разобраться в хронической проблеме, на которую, кажется, жаловались несколько других участников правления той или иной машины. Я заменил ОПВ, а потом и вибронасос, но проблема осталась.
Цель видеоролика — показать, что при включении насоса значительный объем потока поступает из opv обратно в резервуар при отсутствии противодавления (без pf, а также во время предварительной инфузии в группа). Однако, когда насос достигает предела opv, обратный поток в резервуар замедляется до минимума!
При приготовлении шота индикатор заваривания доходит до своего предела (установленного опв), а затем падает где-то до 5-6 бар, и шум помпы почти стихает.
Возможно ли, что мой запасной вибрационный насос неисправен с той же проблемой? Я не могу представить, что может быть причиной этого. Я читал другие сообщения с похожими проблемами, и Эрик предположил, что обратный клапан, расположенный в opv, может в некоторых случаях заедать в открытом положении. Тем не менее, это не объясняет, почему поток обратно в резервуар замедляется , когда насос достигает предела opv, не так ли?
Маркировка
LMWDP #106
верхний
Эрикс
Подставка ★
Опубликовать ответ
Цитата
№2:
Пост
by erics »
Однако это не объясняет, почему обратный поток в резервуар замедляется, когда насос достигает предела рабочего объема, не так ли?
Вы правы, не будет. Но что действительно объясняет этот поток, так это действие заливного клапана Ulka, иногда присоединяемого непосредственно к насосу и размещаемого в другом месте гидравлической схемы на других машинах, например, Isomac.
Этот клапан, показанный ниже, будет течь довольно свободно, пока давление не достигнет 6-8 бар (спецификация Ульки), после чего он перекроется.
Обратный клапан в вашей системе предотвращает попадание горячей воды хх обратно в насос в то время, когда насос не работает. Насколько нов помпа — явления глушения помпы ранее лечились заменой помпы или, возможно, разборкой и очисткой.
верхний
При поддержке Artisan+ — комплексная услуга по управлению запасами кофейной зелени
Догшот (оригинальный постер)
Опубликовать ответ
Цитата
№3:
Пост
by Dogshot (исходный постер) »
Спасибо за внимание, Эрик. Помпа новая (менее 50 выстрелов) или десять дней использования. В настоящее время он выдает чуть менее 500 мл в минуту, поэтому неограниченная скорость потока в порядке.
Если я правильно понимаю, то, что я наблюдаю на водохранилище, можно объяснить нормальное поведение подкачивающего насоса Ulka? Исключает ли это в основном все, кроме насоса? И если это так, и прежде чем я установлю еще один новый насос, должен ли я искать признаки чего-то в моей машине, что может повредить насос? Я каждый день чищу резервуар.
Маркировка
LMWDP #106
верхний
Эрикс
Подставка ★
Опубликовать ответ
Цитата
№4:
Пост
by erics »
Все верно — ваш неограниченный расход в самый раз, и я считаю поведение потока в резервуаре нормальным.
Прежде чем установить еще один новый насос, а я надеюсь, что вы сейчас читаете это, слегка «постучите по носику» существующего насоса небольшим молотком/отверткой во время этого явления глушения.
верхний
Догшот (оригинальный постер)
Опубликовать ответ
Цитата
№ 5:
Пост
by Dogshot (исходный постер) »
Сегодня утром я пробовал морду трепаться, но радости не было. Я поставил глухую корзину и щелкнул рычагом — насос дошел до предела опв и замолчал. В этот момент постукивание не имело никакого эффекта.
Думаю, следующим шагом будет замена помпы.
Маркировка
LMWDP #106
верхний
Эрикс
Подставка ★
Опубликовать ответ
Цитата
№ 6:
Пост
by erics »
Думаю, следующим шагом будет замена помпы.
Или разобрать существующий насос. Это очень легко сделать — вам всего лишь должно быть осторожность в отношении падения мелких деталей в «никогда-никогда не приземляющихся», особенно маленький стеклянный/пластиковый шарик, который образует всасывающий обратный клапан.
В разделе ресурсы есть ссылки — Ремонт вибронасоса ULKA
верхний
Догшот (оригинальный постер)
Опубликовать ответ
Цитата
№ 7:
Пост
by Dogshot (оригинальный постер) »
Еще раз спасибо за помощь и ссылку, Эрик. Я нашел временное решение, пока не найду время починить или заменить насос. Я набрал opv, чтобы ограничить поток около 12 бар — таким образом насос не показывает проблем в пределах нормального диапазона заваривания.
Маркировка
LMWDP #106
верхний
Рекламное объявление
Роторный насос: OPV и удерживающий клапан
Опубликовать ответ
Расширенный поиск
Ларз
Опубликовать ответ
Цитата
№1:
Пост
by Larz »
Я подумал, что, может быть, Эрик или кто-то еще в курсе может подсказать мне об этом: Вчера я решил починить капание из моего клапана OPV в рекламе Expobar . Я порылся в своей корзине с запчастями, чтобы достать новый OPV, но обнаружил, что у меня есть OPV новой модели Expobar, которая заменила старый Fluid-O-Tech (тот, что с нейлоновым винтом, который делает их ненадежными после регулировки). Новый и старый OPV несовместимы без адаптера, которого у меня не было, но я нашел подходящий удерживающий клапан, который я взял в Cafe Parts для более раннего проекта, поэтому я вставил его вместо OPV. . Это подводит меня к моему вопросу и цели этого поста: зачем мне OPV с ротационным насосом, если я могу регулировать давление заваривания с помощью желудевого клапана на насосе? Я знаю об этих машинах достаточно, чтобы быть опасными, но то немногое, что я знаю, говорит мне о том, что удерживающий клапан — это все, что необходимо. При этом схемы деталей Expobar для этой машины имеют одну схему насоса, на которой показан только используемый удерживающий клапан, а на другой диаграмме для той же машины последовательно соединены и OPV, и удерживающий клапан. Чтобы сделать это еще более запутанным, моя машина изначально имела только OPV и не имела ретенционного клапана, а теперь, в его текущей итерации, только ретенционный клапан… кажется, работает как шарм в любой из двух более поздних конфигураций, и я предположить, будет работать в 3-й и 4-й конфигурациях, показанных в руководстве. Если кто-то может поделиться какой-то теорией по этому поводу, а также высказать свое мнение о любых рисках / недостатках, работающих только с удерживающим клапаном, который я установил, я был бы признателен.
верхний
Реклама
Боб_МакБоб
Опубликовать ответ
Цитата
№2:
Пост
by Bob_McBob »
В конструкциях эспрессо-машин с роторным насосом по-прежнему необходимо учитывать тепловое расширение при нагреве машины и другие ситуации, которые могут создавать избыточное давление.
Крис
верхний
ХБ
Админ
Опубликовать ответ
Цитата
№3:
Пост
по HB »
Точно. OPV выполняет двойную функцию с вибрационным насосом (максимальное давление и расширение), но служит только расширительным клапаном для роторного насоса. Производители рекомендуют отрегулировать расширительный клапан на 12 бар; давление гидравлической системы быстро достигнет этого, как только клапан сброса давления закроется и (вновь введенная) холодная вода нагреется. Расширительный клапан должен выпустить всего несколько капель, чтобы давление оставалось ниже 12 бар.
Дэн Кен
верхний
Эрикс
Подставка ★
Опубликовать ответ
Цитата
№4:
Пост
by erics »
См. стр. 12 этого: /downloads/ … arts01.pdf .
верхний
джонр
Опубликовать ответ
Цитата
№ 5:
Пост
by jonr »
, но служит только расширительным клапаном для роторного насоса.
Почему? То есть, что особенного в конструкции клапана, что он не сбросит давление на входе насоса, если на выходе по какой-либо причине превысит какой-то предел давления?
Мое предположение — потому что на это влияет давление на входе. То есть для эспрессо нам нужно давление относительно атмосферного, а не давления на входе. Но они примерно одинаковы всякий раз, когда вы используете бак.
верхний
Ларз (оригинальный постер)
Опубликовать ответ
Цитата
№ 6:
Пост
by Larz (оригинальный постер) »
Хорошо, понял, всем спасибо. Таким образом, это отвечает на вопрос, почему OPV/перепускной клапан также используется в роторном насосе. В приведенной выше ссылке для загрузки Эрика (спасибо, кстати, Эрику) показаны как ретенционный клапан, так и перепускной клапан, используемые в Expobar Office Leva; это одна из множества конфигураций, о которых я говорил в своем довольно шумном предыдущем посте. У меня есть аналогичная документация в формате pdf для других машин Expobar (Megacrem, Markus и т. д.), которую я мог бы загрузить, если бы знал как, в которой показаны машины с другой конфигурацией, которую я упомянул, в частности, только ретенционный клапан (без OPV). И я купил свою машину у первоначального владельца, который сказал, что она никогда не модифицировалась (насколько ему известно), и машина имела ТОЛЬКО перепускной клапан OPV и не имела удерживающего клапана, когда я ее купил. Получается, что Expobar производит машину как минимум в трех различных конфигурациях. За исключением этой проблемы с перепускным клапаном/удерживающим клапаном, остальная часть гидравлической схемы одинакова для всех машин во всей документации Expobar, которая у меня есть.
Итак, с субботы я использую машину только с ретенционным клапаном, который я использовал для замены неисправного OPV, и он работает нормально… как долго я не знаю, но Expobar, похоже, с этим справляется. Ниже приведена документация от Expobar, в которой показана одна и та же машина, предлагаемая с OPV и без нее, обе с ретенционными клапанами, поэтому вы можете понять, почему я до сих пор не понимаю, в какой степени в этих машинах необходим клапан OPV. Извините за плохое качество документации; это единственный способ, которым я нашел, что могу загрузить их.
верхний
Эрикс
Подставка ★
Опубликовать ответ
Цитата
№ 7:
Пост
by erics »
Таким образом, Expobar производит машину как минимум в 3 различных конфигурациях.
Я бы сказал «производит/производит». Важно иметь в виду, что Crem (Expobar является частью их продуктовой линейки) — http://www.creminternational.com/ производит машины для мирового рынка, как и производители другого оборудования. Правила и сертификаты по своей сути различаются в зависимости от конечного использования. Хотя это было бы кошмаром для анализа затрат, я считаю, что единая гидравлическая система для любой марки/модели эспрессо-машины является хорошей практикой.
Задерживающий клапан (обратный клапан) предназначен для обеспечения потока только в одном направлении. HB (Дэн Кен) несколько раз писал о местном постановлении, которое требует установки обратного клапана для предотвращения обратного потока машинной воды обратно в основную водопроводную сеть. Я не знаю ни одной машины, изначально оснащенной роторным насосом, которая не была бы так оборудована. Оригинальный (?) OPV, используемый Expobar, был, как я полагаю, изготовлен Fluid-O-Tech, и этот конкретный клапан имеет обратный клапан на основном пути жидкости — см. это: /downloads/Brewtus_OPV.pdf.
Для машин (ваших), которые не оснащены OPV, в гидравлике может быть что-то, что после заводских испытаний показало, что в этом нет необходимости. Это потребует исчерпывающего изучения вашей конкретной машины и/или общения с Crem относительно того, рекомендуют ли они сейчас установку такой же. Кстати, Ларс, какая у тебя модель Expobar?
верхний
Реклама
Ларз (оригинальный постер)
Опубликовать ответ
Цитата
#8:
Пост
by Larz (оригинальный постер) »
Эрик, чтобы ответить на ваш вопрос, мой Экспобар на картинке ниже называется «Интер Мини», по словам ребят с завода Экспобар. . . их стандартный E61, 6-литровый одногруппный коммерческий Gicar HX с кофемолкой Cunill. Говорят, что он был произведен в 1986 году, но больше не производится… хотя очень похожие версии, такие как Markus, Mega и т. д., продолжают производиться и в значительной степени отличаются от моего только внешне.
На картинке ниже слева вы видите старую ОПВ. Это тот, который изначально поставлялся с машиной (старый флюид-о-тек, о котором вы упомянули), но протекал, поэтому я заменил его удерживающим клапаном, который я пинал, в основном потому, что у него его не было, и он подходил и позволял мне использовать машину без утечек. OPV рядом с ним — это новый Expobar, и, как вы можете видеть, он настроен по-другому. Я не смог его использовать, потому что у меня не было адаптера нужного размера для подключения его к моей водопроводной линии (я живу в ничейной зоне), и я не знал, где взять что-то для адаптации. Теперь, с учетом того, что вы, Дэн и другие объяснили, я хотел бы установить OPV поверх удерживающего клапана точно так же, как у новых Expobars (см.
Трубы из чугуна, имеющие рельефную поверхность, на сегодняшний день производятся с округлыми ребристыми формами. Такие изделия стоит располагать таким образом, чтобы прилив по горизонтали занимали положение по вертикали. Благодаря такой схеме монтажа, обеспечивается качественная чистка всех участков трубы от грязи. Данные изделия являются популярной продукцией, так как они дешевые, свойство устойчивости относительно коррозийных образований имеет высокий уровень.
Округлые трубы из чугуна, имеющие ребристую поверхность, производятся длиною в пределах 0,52 метра. Монтаж изделий заключается в прокладке их по горизонтали в несколько рядов с образованием змееобразной формы. Для этого используются вспомогательные крепления такие, как болты, фланцы и контрфланцы.
Такие трубы наряду с трубами из железа, имеющие гладкую поверхность, в основном нашли применение в отопительных системах. С практической точки зрения, указанные изделия лучше располагать под подоконниками, при этом, чем ниже расположить прибор отопления, тем будет эффективнее отдача тепла, а соответственно и обеспечение наилучшего обогрева помещения с правильным распределением температурного режима комнатного воздуха в вертикальной плоскости.
Использование труб из чугуна с ребристой поверхностью предполагает обязательное применение очищенных масел, поскольку ребра труб создают все условия для покрытия их пылью и ее продуктов распада, а также полимерных веществ. А очистка изделия усложняется за счет рельефной поверхности. Если не производить очистку таких изделий, то в результате можно получить уменьшение коэффициента отдачи тепла и затрудненное прохождение масел.
Нагревательный прибор отопления, трубы из чугуна с ребристой поверхностью и систему передачи и транспортировки теплоносителя, состоящую из труб с гладкой поверхностью, лучше монтировать открытым образом, это обеспечить улучшение теплообмена. Сооружение оградных элементов допускается только для целей архитектурного характера.
В процессе монтажа труб из чугуна, имеющие ребристую поверхность, промежуток от плоскости напольного покрытия до вертикальной оси чугунного изделия допустим не меньше 20 см. А от плоскости отшлифованной стены или перегородки не менее 13 см. В случае монтажа труб в несколько рядов, промежуток между ними должен составлять минимум 25 см.
В зданиях массовой застройки (микрорайон), помещениях для совместного проживания людей или подсобных помещениях производств, допускается сдвиг отопительного прибора ближе к стояку, при этом первое ребро прибора не должно быть ближе к откосу окна, чем на 15 см.
В процессе монтажных работ на поверхностях из кирпича, для труб из чугуна, которые имеют ребристую поверхность, используются специальные крепежные механизмы, которые имеют параметр изгиба в 4,4 см и параметр длины около 26 см. При монтаже данных изделий на перегородочных конструкциях тоже необходимо использовать специальные крепежи. В таких случаях прибегают к помощи вспомогательных крепежных элементов таких, как дюбель, гвозди или шурупы.
Отопительные приборы из чугуна и изделия с ребристой поверхностью зачастую монтируются на креплениях и очень редко используются для них подставки. Крепежи, которые изготавливаются из стального листа, который имеет толщину 6 мм, необходимо зафиксировать в подготовленных отверстиях бетонной стены с помощью цементной смеси. Аналогичные действия нужно провести в случае кирпичной перегородки.
Кроме того, необходимо рассчитать, сколько креплений понадобится для конкретного помещения. При таком расчете необходимо ориентироваться на то, что один крепеж рассчитан на один квадратный метр отопительного прибора, но их не должно быть меньше, чем три крепежа на весь прибор. Рассчитывая крепления для прибора, необходимо учитывать, что отопительный прибор в большей степени держится на нижних крепежах, а верхние крепления только поддерживают приспособление от возможности перевернуться.
Крепежные элементы надо размещать под перегородками прибора, которые находятся между ними, а у изделий с ребристой поверхностью около фланцевых деталей (см. Фланцевый адаптер).
Крепежи для монтажа ребристых на стене из кирпича изделий имеют изгиб в 4,4 см, параметр длины около 26 см, и размер около 22 см. Теплообменники из чугуна создаются из ребристых изделий, которые имеют фланцы, путем сбора их в одну конструкцию с помощью коленных элементов. Необходимо обеспечение прохождения водных ресурсов от нижнего отвода к верхнему.
Обогреватель для труб, в котором происходит естественная конвекция воздуха, состоит из чугунных или стальных труб, имеющих ребристую поверхность. Такие изделия располагаются в футляре из металла, процесс их обогрева происходит посредством пара или воды. Воздушная масса попадает в конвектор с нижней стороны, обогревается там и поступает в помещение сквозь решетчатую деталь сверху прибора. Благодаря этому, наибольший процент тепла отдается с помощью конвекционного процесса.
Водный теплообменник из чугуна имеет конструкцию из чугунных изделий с ребристой поверхностью, которые в определенном порядке соединяются коленными деталями. Такие теплообменники на трубу дымохода производятся двух видов, каждый, из которых проходит обмывку газом. В теплообменниках, имеющих две колонки, между составляющими его частями монтируется металлический барьерный элемент.
В приборах, работающих с помощью пара, роль нагревательной части играет труба из чугуна, имеющая ребра или система труб для отопления в идее пластин.
Для достижения нагрева и обогрева в большинстве случаев используются трубы из чугуна, которые имеют ребра или конструкция из гладкостенных труб и в редких случаях отопительный прибор центрального отопления. У каждого из них необходимо установить вентиль, как на паровых, так и на обратных подводах, это обеспечит своевременное выключение отопительного приспособления. В случае выключения приспособления с одной из подводок, парообразное вещество также будет попадать в отопительный прибор их системы конденсации.
На сегодняшний день используются водные отопительные приборы, которые состоят из изделий с ребристой поверхностью и соединителями прямоугольной формы. Изделия нужно установить по горизонтали, по очереди в ряд. Соединительные диски выполняют функцию креплений коленных деталей, которые обеспечивают сцепление труб прибора.
В маленьких котельных сооружениях используются водные теплообменники, состоящие из чугунных труб с ребристой поверхностью. Теплообменники из стали используются для испепеления топливного материала, который не вызывает коррозийных образований.
Целесообразным вариантов считается использование водных теплообменников, состоящих из блоков, имеющих изоляционные свойства и обшивку, так как они:
1. Имеют компактный вид;
2. Им присуще небольшие размеры;
3. Способствуют обеспечению высокого уровня плотности подачи газа между главными частями отопительного оборудования.
В случае нагрева воздуха до высоких показателей температуры используют приборы из труб, имеющих ребра овальной формы, ребра при этом располагаются вдоль внутренней поверхности и поперек внешней.
В центральной отопительной системе применяются все указанные виды приборов, в том числе и радиаторы из листов стали прошедшие штамповку.
В сфере отопительных технических приспособлений нашли применение теплообменники с нагревателями из оребренных труб из стали. Также популярными являются обогревающие панели из бетона, в которых зафиксированы змееобразные трубы из стали.
Отопительная система, работающая на пару и используемая в зданиях производств, предполагает отсутствие даже малейшей возможности взрыва, пыли и пара быстрого возгорания.
Чугунная ребристая экономайзерная труба: особенности
Несмотря на обилие современных материалов, для обогрева помещений по-прежнему широко применяются чугунные конструкции. Особенно популярны экономайзеры – ребристые теплообменники с очень высоким коэффициентом полезного действия, обусловленным подобной конфигурацией. Данная разновидность отопительных конструкций с большой эффективностью применяется для обогрева просторных помещений, крупных промышленных объектов, складов.
Содержание
1 Характеристики
2 Принцип работы экономайзера
3 Применение чугунной экономайзерной трубы
4 Условия эксплуатации
5 Плюсы системы
6 Недостатки
Характеристики
Чугунные ребристые экономайзерные трубы предназначены для монтажа в системы водяного и парового отопления. Выглядит подобная продукция как цельнолитое изделие с регистрами прямоугольной или круглой формы. Наличие ребер значительно увеличивает площадь теплообмена по сравнению с гладкими конструкциями. Габариты экономайзерных труб стандартны: внутренний диаметр составляет 70 мм, внешний – 175 мм. Толщина стенок – 8 мм. Значительная разница размеров позволяет наружной части трубы оставаться относительно прохладной, в то время как прибор работает на полную мощность.
Все производители подобной продукции предлагают покупателям 2 и 3-метровые трубы. Данный факт в немалой степени обусловлен значительным весом исходного материала. Изделия с большей длиной были бы слишком тяжелыми.
Тем не менее сконструировать радиатор по всему периметру помещения довольно просто. Это делается с помощью специальных монтажных переходников – торцевых фланцев. Производители предусматривают оснащение труб 2 пробками с отверстиями. Также чугунные радиаторы имеют в конструкции 2 несъемные заглушки. Внешняя поверхность батарей обрабатывается специальной грунтовкой, усиливающей антикоррозийную защиту. Для чугуна применяют составы на основе эпоксидных смол.
Принцип работы экономайзера
По сути, данный агрегат является теплообменником парового котла. Типичный прибор представляет собой многорядную конструкцию из согнутых труб, секции которой расположены в шахматном порядке. В этом агрегате с помощью выходящих из теплоносителя газов начинается предварительный нагрев воды до 30-40 градусов, после чего она попадает в стационарный нагревательный узел.
Данный факт позволяет значительно увеличить коэффициент полезного действия отопительной системы за счет повторного использования энергии отработанного газа. Именно поэтому установка экономайзера является выгодной. Благодаря дополнительной структуре скорость выхода газов существенно снижается. Перед выбросом в атмосферу они успевают отдать всю свою тепловую энергию. Таким образом, использование на производстве экономайзера окупается в течение 1-2 лет.
Водяные и паровые котлы бывают кипящие и некипящие. Чугунные экономайзерные трубы используются только для второго варианта. Отличительная особенность таких котлов – необходимость отвода пара, поскольку они не предназначены для работы при слишком высоком давлении. Кроме всего прочего, ребристая секция может быть самостоятельным элементом отопительной системы.
Применение чугунной экономайзерной трубы
Поскольку данное промышленное изделие обладает очень большим уровнем теплообмена, наиболее рационально использовать его для обогрева помещений с обширной площадью, высокими потолками. Наибольшее распространение чугунные ребристые экономайзерные трубы получили в отопительных системах, установленных в:
При желании данные конструкции также используют и в частных домах. В этом случае для организации качественного отопления можно ограничиться небольшим количеством регистров. Наиболее часто в жилых помещениях встречаются чугунные радиаторы с ребристыми трубами.
Условия эксплуатации
Данная продукция отличается высоким уровнем неприхотливости при использовании в системах отопления. Важным фактором для эксплуатации являются характеристики базового теплоносителя:
рабочая температура котла должна находится в пределах 90 градусов. При этом допускаются кратковременные повышения до 150 градусов;
постоянное давление – 1 Мпа, максимально возможное – 2,4 МПа;
линейная плотность потока – 0,6 кВт/м.
Для обеспечения оптимальных условий эксплуатации таких труб во время монтажа следует придерживаться определенных правил. В первую очередь при выборе места установки необходимо учесть, что расстояние от пола до средней оси экономайзера должно быть не менее 0,2 м. Также следует оставить достаточный промежуток между батареей и стеной. Это расстояние должно составлять не менее 13 см. Если планируется установить двухрядную и более конструкцию, между осями труб необходимо выдерживать 0,25 м.
Плюсы системы
Чугунные батареи обладают рядом существенных преимуществ, которые делают их наиболее оптимальным вариантом при проектировании системы отопления. Перечень главных плюсов ребристых труб из этого сверхпрочного материала выглядит следующим образом:
высокая теплопроводность;
слабая подверженность коррозии как снаружи, так и внутри изделия;
доступная цена;
срок эксплуатации свыше 100 лет;
способность материала сохранять тепло в течение длительного периода.
Недостатки
Ребристые экономайзерные трубы из чугуна имеют и отрицательные качества. Среди них наиболее существенным считается вес подобных конструкций, который затрудняет транспортировку и монтаж. Также сложности вызывает мытье и чистка ребристых поверхностей. Попавшая в это пространство пыль и грязь становится труднодоступной для простых гигиенических процедур.
Именно этот факт обуславливает редкое использование ребристых конструкций в жилых помещениях. Еще один недостаток трубчатой продукции подобного типа – слабая устойчивость пластин к механическим повреждениям.
Главная > Пластиковые заглушки – вставки > Квадратные > ВНЕШНИЙ ДИАМЕТР 1 ДЮЙМ, КВАДРАТНЫЕ РЕБРИСТЫЕ ТРУБНЫЕ ЗАГЛУШКИ, ПОДХОДЯЩИЕ ДЛЯ ТРУБ ДИАМЕТРОМ ОТ 11 ДО 19
Цена поставки Prescott: $2,40
Артикул: PLPSQ1-11-19
Количество: * Только целое число
Закажите количество в указанном ниже диапазоне, чтобы получить скидку(-ы):
Количество
Количество
от 10 до 99
1,84 доллара
От 100 до 999
1,34 долл. США
1000 или более
0,91 $
• Высококачественный пластик . • Черная отделка • Обеспечивает чистоту концов трубок • Защищает от травм острыми краями трубок • Предотвращает попадание грязи и влаги внутрь
Сопутствующие товары
1 ДЮЙМ ПРЕССОВАННАЯ СТАЛЬНАЯ КОЛПАЧОК
Подходит для квадратной стойки размером более 1 дюйма
Цена предложения Прескотта: $4.00
Количество: * Только целое число
ЧУГУННАЯ КЕПКА NEWEL 1 ДЮЙМ
Подходит для квадратной стойки размером более 1 дюйма
Цена предложения Прескотта: 3,75 доллара США
Количество: * Только целое число
1-ДЮЙМОВАЯ ЧУГУННАЯ КРЫШКА NEWEL
Подходит для квадратной стойки размером более 1 дюйма
Цена предложения Прескотта: 3,75 доллара США
Количество: * Только целое число
КВАДРАТНАЯ ВИНИЛОВАЯ КРЫШКА 1 ДЮЙМ — ВЫСОТА 1/2 ДЮЙМА
Подходит для квадратной трубы диаметром более 1 дюйма
Цена предложения Прескотта: 1,75 доллара США
Количество: * Только целое число
КВАДРАТНАЯ ВИНИЛОВАЯ КРЫШКА 1 ДЮЙМ — ВЫСОТА 1 ДЮЙМ
Подходит для квадратной трубы диаметром более 1 дюйма
как сделать трансформатор или мини-сварку своими руками
Если у вас есть необходимость выполнения каких-нибудь несложных сварочных работ для бытовых нужд, вовсе не обязательно приобретать дорогостоящий заводской агрегат. Ведь если знать некоторые тонкости, можно без труда собрать сварочный аппарат своими руками, о чем и пойдет речь ниже.
Сварочные аппараты: классификация
Как сделать сварочный аппарат инверторного типа
Сварочный трансформатор своими руками
Мини-сварка своими руками
Сварочные аппараты: классификация
Любые аппараты для сварки бывают электрическими или же газовыми. Стоит сразу сказать, что самодельные сварочные аппараты не должны быть газовыми. Поскольку они включают в себя взрывоопасные баллоны с газом, держать такую установку дома не стоит.
Поэтому в контексте самостоятельной сборки конструкций речь пойдет исключительно об электрических вариантах. Такие агрегаты также подразделяются на разновидности:
Установки-генераторы — оснащены собственным генератором тока. Отличительная черта — большой вес и габариты. Для домашних нужд такой вариант не подойдет, да и собрать самостоятельно его будет сложно.
Трансформаторы — такие установки, в особенности полуавтоматического типа, очень распространены среди тех, кто делает сварочное оборудование самостоятельно. Питаются от сети в 220 или 380 В.
Инверторы — такие установки просты в применении и идеально подходят для дома, конструкция компактная и мало весит, но электронная схема достаточно сложна.
Выпрямители — эти аппараты просто собирать и применять по назначению. С их помощью даже новичок может выполнять качественные сварные швы.
Как сделать сварочный аппарат инверторного типа
Чтобы в домашних условиях собрать инвертор, потребуется схема, которая позволит соблюсти нужные параметры. Рекомендуется брать детали от старых советских приборов:
транзисторов;
диодов;
дросселей;
готовых трансформаторов;
конденсаторов;
резисторов;
тиристоров.
Параметры для аппарата можно выбирать такие:
Он должен работать с электродами, диаметр которых не превышает 5 мм.
Максимальный показатель рабочего тока равен 250 А.
Источник напряжения — сеть бытовая на 220 В.
Регулировка сварочного тока варьируется от 30 до 220 А.
Инструмент включает такие компоненты:
блок питания;
выпрямитель;
инвертор.
Начинаем с намотки трансформатора и действуем в такой последовательности:
Возьмите ферритовый сердечник.
Выполните первую обмотку (100 витков посредством провода ПЭВ 0,3 мм).
Вторая обмотка — 15 витков, проводом с сечением 1 мм).
Третья обмотка — 15 витков проводом ПЭВ 0,2 мм.
Четвертая и пятая — соответственно по 20 витков проводами с сечением 0, 35 мм.
Чтобы охладить трансформатор, возьмите вентилятор от компьютера.
Чтобы транзисторные ключи работали непрерывно, напряжение следует на них подавать после выпрямителя и конденсаторов. Блок выпрямителя соберите по схеме на плате, а все узлы прибора закрепите в корпусе. Можно использовать старый корпус от радиоустройства, а можно его сделать и самостоятельно.
С лицевой части корпуса устанавливается светодиодный индикатор, который показывает, что прибор включен в сеть. Здесь же можно поставить дополнительный выключатель, а также защитный предохранитель. Еще его можно установить на заднюю стенку и даже в сам корпус.
Все зависит от его размеров и конструктивных особенностей. Переменное сопротивление устанавливается на лицевой части корпуса, с его помощью можно регулировать рабочий ток. Когда вы собрали все электрические схемы, проверьте аппарат специальным прибором или тестером и можете провести его испытание.
Сварочный трансформатор своими руками
Сборка трансформаторного варианта будет от предыдущей несколько отличаться. Этот агрегат работает на переменном токе, но для сварки постоянным током нужно собрать к нему простую приставку .
Для работы вам потребуется трансформаторное железо для сердечника, а также несколько десятков метров толстого провода или толстой медной шины. Все это можно найти в пункте приема металлов. Сердечник лучше всего делать П-образным, тороидальным либо круглым. Многие также берут статор от старого электромотора.
Инструкция сборки П-образного сердечника выглядит таким образом:
Возьмите трансформаторное железо сечением от 30 до 55 с м2. Если показатель будет больше, аппарат получится слишком тяжелым. А если сечение будет меньше 30, прибор не сможет корректно работать.
Возьмите медный обмоточный провод сечением около 5 мм2, оснащенный термостойкой изоляцией из стеклоткани или хлопка. Изоляция важна, поскольку во время работы обмотка может нагреться до 100 градусов и выше. У обмоточного провода сечение квадратное или прямоугольное сечение. Однако такой вариант отыскать сложно. Подойдет и обычный с аналогичным сечением, но только вам нужно будет снять с него изоляцию, обмотать стеклотканью и тщательно пропитать электротехническим лаком, после чего высушить. В первичной обмотке 200 витков.
Вторичная обмотка потребует порядка 50 витков. Провод обрезать не нужно. Включите в сеть первичную обмотку, а на проводах вторичной отыщите место, где напряжение составляет около 60 В. Для поиска такой точки отматывайте или наматывайте дополнительные витки. Провод может быть алюминиевым, но сечение должно быть больше, чем для первичной обмотки, в 1,7 раза.
Готовый трансформатор установите в корпус.
Чтобы вывести вторичную обмотку, потребуются медные клеммы. Возьмите трубку диаметром 10 мм и длиной около 4 см. Расклепайте ее конец и просверлите отверстие с диаметром в 10 мм, а в другой конец вставьте конец провода, предварительно очищенный от изоляции. Далее, обожмите его легкими ударами молотка. Чтобы усилить контакт провода с трубкой-клеммой, нанесите керном на нее насечки. Самодельные клеммы прикрутите к корпусу гайками и болтами. Детали лучше всего использовать медные. Наматывая вторичную обмотку желательно делать отводы через каждые 5−10 витков, они позволят менять ступенчато напряжение на электроде;
Для изготовления электродержателя возьмите трубу с диаметром около 20 мм и длиной порядка 20 см. На концах примерно в 4 см от торцевой части выпилите выемки до половины диаметра. В выемку вставьте электрод и прижмите пружиной на основе приваренного куста проволоки из стали с диаметром 5 мм. Ко второму кону прикрепите такой же провод, который использовался для вторичной обмотки, с помощью гайки и винта. Наденьте на держатель резиновую трубку с подходящим внутренним диаметром.
Готовый аппарат к сети лучше всего подключать с помощью проводов с сечением от 1,5 с м 2 и более, а также рубильника. Ток в первичной обмотке обычно не превышает показатель в 25 А, а во вторичной колеблется в пределах 6—120 А. Во время работы с электродами диаметром 3 мм через каждые 10−15 делайте остановки, чтобы трансформатор остыл. Если электроды более тонкие, это не нужно. Более частые перерывы нужны, если вы работаете в режиме резки.
Мини-сварка своими руками
Чтобы самостоятельно собрать миниатюрный аппарат для сварки, вам потребуется всего лишь несколько часов и такие материалы:
стержень графитовый из старой батарейки;
бокорезы или пассатижи;
нож;
сухая тряпка;
наждачная бумага;
перчатки;
20 см проволоки диаметром 5 мм из алюминия или меди;
6 см проволоки ПЭВ 0,5 из меди;
изолента;
провод многожильный;
любой металлический зажим;
трансформатор от блока питания микроволновки с выпрямителем, или старого телевизора или приемника.
Сначала аккуратно разберите старую батарейку и извлеките из нее графитовый стержень. На конце его заострите шкуркой и протрите сухой тряпкой. Кусок толстой проволоки на4−5 см от конца очистите от изоляции и с помощью пассатижей или бокорезов загните петлю. В нее вставьте угольный электрод.
Уберите вторичную обмотку с трансформатора и на ее место намотайте толстую проволоку на 12−16 витков. Теперь все это вставляется в подходящий корпус — и аппарат готов.
Его провода присоединяются к выводам вторичной обмотки, угольный стержень вставляется в петлю и хорошо обжимается. Плюсовый вывод соедините с держателем электрода, а минусовый — со скруткой рабочих деталей. Ручку-держатель можно приспособить для электрода.
Можно применять ручку паяльника или нечто подобное. Включите прибор в бытовую сеть и выполните соединение деталей посредством графита. Должно возникнуть пламя, а на конце деталей образуется шарообразный сварной шов.
Для домашней мастерской наличие сварочного аппарата очень важно. Такие приборы имеют разные конструкции и модификации. Как новички, так и опытные мастера часто предпочитают не заводские, а самодельные аппараты, которые можно модифицировать на свой лад.
Сварочный аппарат своими руками: простая инструкция по сборке
В виду того, что в быту обывателям часто требуется работать с металлом, многие используют сварочные агрегаты. Но далеко не всем по карману приобретение дорогостоящего оборудования, из-за чего и возникает вопрос, как собрать сварочный аппарат своими руками. Процесс изготовления будет отличаться в зависимости от типа и конструктивных особенностей сварочного устройства.
Типы сварочных аппаратов
Современный рынок наполнен достаточно большим разнообразием сварочных аппаратов, но далеко не все целесообразно собирать своими руками.
В зависимости от рабочих параметров устройств различают такие виды устройств:
на переменном токе – выдающие переменное напряжение от силового трансформатора напрямую к сварочным электродам;
на постоянном токе – выдающие постоянное напряжение на выходе сварочного трансформатора;
трехфазные – подключаемые к трехфазной сети;
инверторные аппараты – выдающие импульсный ток в рабочую область.
Первый вариант сварочного агрегата наиболее простой, для второго понадобиться доработать классическое трансформаторное устройство выпрямительным блоком и сглаживающим фильтром. Трехфазные сварочные аппараты используются в промышленности, поэтому рассматривать изготовление таких устройств для бытовых нужд мы не будем. Инверторный или импульсный трансформатор довольно сложное устройство, поэтому чтобы собрать самодельный инвертор вы должны уметь читать схемы и иметь базовые навыки сборки электронных плат. Так как базой для создания сварочного оборудования является понижающий трансформатор, рассмотрим порядок изготовления от наиболее простого, к более сложному.
На переменном токе
По такому принципу работают классические сварочные аппараты: напряжение с первичной обмотки 220 В понижается до 50 – 60 В на вторичной и подается на сварочный электрод с заготовкой.
Перед тем, как приступить к изготовлению, подберите все необходимые элементы:
Магнитопровод – более выгодными считаются наборные сердечники с толщиной листа 0,35 – 0,5мм, так как они обеспечивают наименьшие потери в железе сварочного аппарата. Лучше использовать готовый сердечник из трансформаторной стали, так как плотность прилегания пластин играет основополагающую роль в работе магнитопровода.
Провод для намотки катушек – сечение проводов выбирается в зависимости от величины, протекающих в них токов.
Изоляционные материалы – основное требование, как к листовым диэлектрикам, так и к родному покрытию проводов – устойчивость к высоким температурам. Иначе изоляция сварочного полуавтомата или трансформатора расплавится и возникнет короткое замыкание, что приведет к поломке аппарата.
Наиболее выгодным вариантом является сборка агрегата из заводского трансформатора, в котором вам подходит и магнитопровод, и первичная обмотка. Но, если подходящего устройства под рукой нет, придется изготовить его самостоятельно. С принципом изготовления, определения сечения и других параметров самодельного трансформатора вы можете ознакомиться в соответствующей статье: https://www.asutpp. ru/transformator-svoimi-rukami.html.
В данном примере мы рассмотрим вариант изготовления сварочного аппарата из блока питания микроволновки. Следует отметить, что трансформаторная сварка должна обладать достаточной мощностью, для наших целей подойдет сварочный аппарат хотя бы на 4 – 5кВт. А так как один трансформатор для микроволновки имеет только 1 – 1,2 кВт, для создания аппарата мы будем использовать два трансформатора.
Для этого вам понадобится выполнить такую последовательность действий:
Возьмите два трансформатора и проверьте целостность обмоток, питаемых от электрической сети 220В.
Распилите магнитопровод и снимите высоковольтную обмотку, Рис. 1: распилите сердечник
Рис. 2: уберите высоковольтную обмотку
оставив только низковольтную, в таком случае намотку первичной катушки уже делать не нужно, так как вы используете заводскую.
Удалите из цепи катушки на каждом трансформаторе токовые шунты, это позволит увеличить мощность каждой обмотки. Рис. 3: удалите токовые шунты
Для вторичной катушки возьмите медную шину сечением 10мм2 и намотайте ее на заранее изготовленный каркас из любых подручных материалов. Главное, чтобы форма каркаса повторяла габариты сердечника. Рис. 4: намотайте вторичную обмотку на каркас
Сделайте диэлектрическую прокладку под первичную обмотку, подойдет любой негорючий материал. По длине ее должно хватать на обе половинки после соединения магнитопровода. Рис. 5: сделайте диэлектрическую прокладку
Поместите силовую катушку в магнитопровод. Для фиксации обеих половинок сердечника можно использовать клей или стянуть их между собой любым диэлектрическим материалом. Рис. 6: поместите катушку в магнитопровод
Подключите выводы первички к шнуру питания, а вторички к сварочным кабелям. Рис. 7: подключите шнур питания и кабели
Установите на кабель держатель и электрод диаметром 4 – 5мм. Диаметр электродов подбирается в зависимости от силы электрического тока во вторичной обмотке сварочного аппарата, в нашем примере она составляет 140 – 200А. При других параметрах работы, характеристики электродов меняются соответственно.
Во вторичной обмотке получилось 54 витка, для возможности регулировки величины напряжения на выходе аппарата сделайте два отвода от 40 и 47 витка. Это позволит осуществлять регулировку тока во вторичке посредством уменьшения или увеличения количества витков. Ту же функцию может выполнять резистор, но исключительно в меньшую сторону от номинала.
На постоянном токе
Такой аппарат отличается от предыдущего более стабильными характеристиками электрической дуги, так как она получается не напрямую с вторичной обмотки трансформатора, а от полупроводникового преобразователя со сглаживающим элементом.
Рис. 8: принципиальная схема выпрямления для сварочного трансформатора
Как видите, делать намотку трансформатора для этого не требуется, достаточно доработать схему существующего устройства. Благодаря чему он сможет выдавать более ровный шов, варить нержавейку и чугун. Для изготовления вам понадобится четыре мощных диода или тиристора, примерно на 200 А каждый, два конденсатора емкостью в 15000 мкФ и дроссель. Схема подключения сглаживающего устройства приведена на рисунке ниже:
Рис. 9: схема подключения сглаживающего устройства
Процесс доработки электрической схемы состоит из таких этапов:
Установите полупроводниковые элементы на радиаторы охлаждения. Рис. 10: установите диоды на радиаторы
В связи с перегревом трансформатора во время работы, диоды могут быстро выйти со строя, поэтому им нужен принудительный отвод тепла.
Соедините диоды в мост, как показано на рисунке выше, и подключите их к выводам трансформатора. Рис. 11: соедините диоды в мост
Для подключения лучше использовать луженные зажимы, так как они не потеряют изначальную проводимость от больших токов и постоянной вибрации.
Рис. 12: используйте луженные зажимы
Толщина провода выбирается в соответствии с рабочим током вторичной обмотки.
Подключите силовые конденсаторы и дроссель во вторичную цепь диодного моста. Рис. 13: подключите силовые конденсаторы
Подсоедините к выводам сглаживающего устройства сварочные шлейфа, установите держатели для электродов – сварочный аппарат постоянного тока готов.
При сварке металлов таким аппаратом всегда следует контролировать нагрев не только трансформатора, но и выпрямителя. А при достижении критической температуры делать паузу для остывания элементов, иначе сварочный агрегат, сделанный своими руками, быстро выйдет со строя.
Инверторный аппарат
Представляет собой довольно сложное устройство для начинающих радиолюбителей. Не менее сложным процессом является подборка необходимых элементов. Преимуществом такого сварочного аппарата являются значительно меньшие габариты и меньшая мощность, в сравнении с классическими устройствами, возможность реализовать точечную сварку и т.д.
Рис. 14: принципиальная схема импульсного блока
В работе такая схема преобразует переменное напряжение из сети в постоянное, затем, при помощи импульсного блока, выдает ток большой амплитуды в область сварки. Этим и достигается относительная экономия мощности аппарата по отношению к его производительности.
Конструктивно инверторная схема сварочного аппарата включает в себя такие элементы:
диодный выпрямитель с магазином емкостей, балластным резистором и системой плавного пуска;
система управления на основе драйвера и двух транзисторов;
силовая часть из управляющего транзистора и выходного трансформатора;
выходная часть из диодов и дросселя;
система охлаждения из кулера;
система обратной связи по току для контроля параметра на выходе сварочного аппарата.
Для изготовления сварочного инвертора вам понадобится самостоятельно намотать силовой трансформатор, трансформатор тока на базе ферритового кольца. Для моста лучше использовать готовую сборку из быстродействующих полупроводниковых элементов.
К сожалению, большинство других элементов вряд ли найдутся под рукой в гараже или у вас дома, поэтому их придется заказывать или приобретать в специализированных магазинах. Из-за чего сборка инверторного блока своими руками обойдется не дешевле заводского варианта, а с учетом затраченного времени, еще и дороже. Поэтому для инверторной сварки лучше приобрести готовый аппарат с заданными рабочими параметрами.
Трансформатор, встроенный в сварочный аппарат, используется для преобразования входного высокого напряжения или первичной энергии от настенной розетки, обычно от 208 до 600 вольт, при слабом переменном токе (АС) от 15 до 55 ампер. Это преобразуется на стороне вторичной мощности в более низкое напряжение до 80 вольт и диапазон сварочных токов до 1000 ампер переменного тока или более, в зависимости от процесса и оборудования.
Рисунок 1 показано типичное подключение сварочного аппарата к электродуговой сварке в среде защитного газа (SMAW), иллюстрирующее основной источник питания на первичной стороне и выход на электрододержатель со вторичной стороны трансформатора.
Рис. 1. Схема подключения для типичного процесса дуговой сварки в защитных газах
используйте большое количество витков проводов меньшего сечения (N1 на схеме) и меньшее количество витков больших проводов (N2 на схеме) на вторичной стороне. Это выводит низкое напряжение/более высокий ток в зависимости от соотношения витков или количества витков провода на вторичной стороне, как показано на рис. 9.0005 Рисунок 2.
Рисунок 2. Схема понижающего трансформатора
Провода намотаны на железный сердечник, который создает магнитный поток от движения электрической энергии через трансформатор. Величина выходной силы тока определяет размер трансформатора. Чем выше выходная сила тока, тем больше трансформатор, и тем тяжелее и больше становится машина. На рис. 3 показан типичный трансформатор, переменный ток высокого напряжения/малого тока входит на входной проводник, а переменный ток низкого/напряжения/высокой силы тока выходит на выходной проводник.
Рисунок 3. Фактический понижающий трансформатор
Первые сварочные аппараты работали только на переменном токе и чередовали положительный и отрицательный электроды до 60 раз в секунду согласно Рисунок 4.
Рисунок 4, Изображение сбалансированной волны переменного тока выбор полярности. Для достижения выхода постоянного тока использовался выпрямительный диод согласно 9.0005 Рисунок 5.
Рисунок 5, Типовой диод
Диод работает, пропуская переменный ток через диод, но не позволяя переменному току течь обратно, таким образом создавая постоянный ток (DC). который используется на большинстве сварочных аппаратов сегодня. Эти трансформаторные выпрямители будут использовать ряд диодов в мостовой схеме для генерации постоянного тока на выходе, как показано на рис. 6 . Линейная мощность переменного тока будет проходить через сварочный трансформатор и выходить через ряд выпрямительных диодов в мосту и преобразовываться в плавный выходной постоянный ток.
Рисунок 6. Технология трансформатор-выпрямитель
Сварочный трансформатор для типичных процессов сварки переменным/постоянным током был очень большим и тяжелым, и было сделано много усовершенствований, чтобы уменьшить размер трансформатора. В конце 1970-х годов начали появляться первые сварочные инверторы. Эта инверторная технология была внедрена с рядом преимуществ. Одним из них был способ преобразования входного сигнала высокого напряжения/низкого тока в выходной сигнал низкого напряжения/высокого тока, что позволило бы уменьшить размер и вес сварочного трансформатора. На рис. 7 показано, как технология инвертора работает внутри источника питания.
Рисунок 7. Схема инверторной технологии
Инверсионная технология противоположна выпрямлению, процесс инверсии преобразует постоянный ток в переменный ток высокой частоты с использованием импульсного типа регулирования, состоящего в основном из транзисторных устройств.
Переключение токов выполняется на высоковольтной первичной входной стороне трансформатора, а не на более традиционной вторичной выходной стороне, как описано выше. На рисунке 7 показано, как высокое переменное напряжение поступает и преобразуется в постоянное, переключается на высокочастотный пульсирующий прямоугольный сигнал переменного тока, а затем «преобразуется» в низковольтный и сильноточный выпрямленный постоянный ток на выходе. Именно так многие сварочные аппараты сегодня используют эту инверторную технологию, которая снижает потребность в очень больших и тяжелых сварочных трансформаторах и, таким образом, значительно уменьшает размер и вес оборудования.
Эта технология также снижает количество энергии (электроэнергии), используемой инверторной технологией, по сравнению со старыми трансформаторно-выпрямительными машинами.
Билл Экклс, вице-президент PPC and Associates
Сборка аппарата для дуговой сварки из трансформаторов для микроволновых печей
Последние пару недель я потратил на сборку аппарата для дуговой сварки, намотав новые вторичные обмотки на два трансформатора для микроволновых печей (МОТ). Один важный урок, который можно извлечь из всего этого, заключается в том, что трансформаторы большой мощности — это не то место, где работает метод «на х** это сойдет»; Я сорвал пару праймериз, так что в итоге пришлось искать свежие MOT и начинать заново.
Первым делом нужно было найти два ТТ; чем больше, тем лучше, мощность в конечном итоге будет ограничена насыщением ядра. Дуговой сварочный аппарат, по сути, представляет собой понижающий трансформатор большой мощности; что-то вроде 20 А при 240 В входит, а затем преобразуется в что-то вроде 100 А при 50 В (минус потери). У меня уже были ядра MOT и первичные, все, что мне нужно было сделать, это удалить старые вторичные и добавить новые.
Сначала я разрезал сварные швы, соединяющие Е-образные детали с I-образными. Я использовал угловую шлифовальную машину, но ножовка должна работать; основные цвета собирались использовать повторно, поэтому я старался их не повредить. Чтобы облегчить отделение катушек от сердечников, я смягчил лак, нагревая трансформаторы в духовке при температуре около 200°C в течение примерно получаса. Как только лак смягчился, я сбил обмотки с помощью деревяшки и молотка; снова будьте осторожны, чтобы не повредить первичные компоненты. После того, как обмотки были сняты с сердечников, я немного очистил сердечники, сорвав старую изоляцию, а затем с помощью напильника удалил большую часть лака и сгладил то, что осталось.
Теперь любой старый провод не выдержит 100А, поэтому я купил эмалированную медь прямоугольного сечения 3,81х2,54мм. Я измерил размер окон в сердечнике и решил, что 5 слоев по 5 витков в каждом будут лучшим способом разместить около 25 витков на каждом сердечнике. Даже с эмалированной медью и квадратным сечением вам нужно добавить не менее 20 % на несовершенную обмотку, иначе вы обнаружите, что ваша прекрасная новая катушка не подходит к сердечнику. Намотать медь такого размера можно и вручную, но требует приличного формирователя, некоторой силы и терпения. Я сделал каркас из кусочков МДФ, склеенных и обрезанных до такой же ширины, как центральная ножка сердечника. Он длиннее сердечника как для того, чтобы можно было скруглить углы, так и для обеспечения лучшего обтекания трансформатора воздухом для улучшения охлаждения. Высота должна быть немного меньше, чем высота окон за вычетом высоты первичной обмотки, так как обмотки будут немного расширяться, когда вы снимаете их с первой. Чтобы облегчить снятие обмотки с каркаса, я обернул слой тонкой карты вокруг каркаса и приклеил его вместе (но не к каркасу) перед тем, как начать намотку.
Чтобы запустить катушку, нужно было просунуть конец меди через отверстие в каркасе и согнуть его, пока он не ляжет ровно вдоль конца каркаса. Медь достаточно жесткая, поэтому дальнейшее удержание не требуется.
Чтобы избежать деформации, мне пришлось изгибать медь в обратном направлении при каждом проходе. Я должен был быть осторожен, чтобы каждый проход аккуратно ложился на место, и чтобы все слегка беспорядочные начала каждого перекрытия находились вне ядра; мои первые несколько попыток с заболоченным формирователем и спешка вместо того, чтобы тратить мое время, тратили впустую и время, и медь (после того, как он был закален один раз, его нельзя сформировать снова без больших проблем).
После того, как все 5 слоев были готовы, я наложил временную обертку ПВХ-лентой для защиты эмали, пока я вносил окончательные коррективы в размер; Я немного раздавил катушку, используя деревянные тиски, чтобы защитить катушку.
На этом этапе я обрезал лишнее по длине, припаял язычковые разъемы, снял ленту и соединил трансформаторы, используя пленку OHP в качестве временной изоляционной пленки.
Я соединил жилы G-образным зажимом, прикрепил кабель автомобильного аккумулятора на 135 А с зажимом заземления на одной части и держателем стержня на другой. Я подключил первичные обмотки параллельно, а вторичные последовательно, стараясь, чтобы выходы были в фазе. Сначала я попытался запитать его от одной вилки на 13 А, это перегорело предохранитель, как только я зажег дугу. После питания каждого трансформатора от отдельной розетки на 13А заработало! Хотя сварные швы не были фантастическими, они были ограничены в основном моей ужасной техникой сварки; тепла определенно было достаточно, чтобы получить разумное проникновение и расплавить стержни. Я немного увлекся и сварил до тех пор, пока вибрация не повредила изоляцию на одной первичной обмотке настолько, что непоправимо закоротило сердечник. Я попытался использовать оставшийся трансформатор самостоятельно; он мог почти расплавить стержень, но не имел реального проникновения, и было очень трудно зажечь дугу. Это также перегрело трансформатор до такой степени, что транспарант загорелся; это убило другой первичный.
К счастью, примерно через неделю мне удалось получить пару трансформаторов с сердечниками лишь немного больше, чем у оригиналов. Я немного расширил вторичные части, вставив внутрь пару кусочков дерева и вбивая между ними отвертки в качестве клиньев. На этот раз один трансформатор имел термовыключатель последовательно с первичной обмоткой; посмотрев на сгоревший трансформатор и подтвердив свою догадку, что первичная обмотка (которая питалась примерно в 4 раза больше предполагаемого тока) была точкой воспламенения, я прикрепил вырез к внутренней поверхности катушки. Я также обернул сердечники и катушки высокотемпературной каптоновой изоляционной лентой, чтобы избежать проблем с коротким замыканием, не вызывая другой опасности возгорания.
Собрал трансформаторы (снова закрепив жилы с помощью зажимов), поместил их на напарника, подключил, как и раньше, и добавил вентилятор для микроволновки.
Я зажег его и смог легко зажечь хорошую горячую дугу; Я быстро проверил это, сварив вместе несколько старых стальных пряжек, которые лежали у меня на полке. Сварка не очень красивая, но красивая и крепкая — молотком стучал, не ломается.
Затем я хотел посмотреть, насколько тонкую заготовку я смогу сварить; для этого я разработал идею швейцарского армейского чайника: чайник с набором отверток/шестигранных ключей/маленьких инструментов. Это быстро доказало, что без ограничения тока мой сварочный аппарат слишком мощный для сварки тонколистовой стали без продувки отверстий.
В нынешнем виде это куча компонентов, прикрепленных к напарнику, без контроля за тем, какие розетки я включаю. Это явно не готовый продукт, но вполне рабочий сварочный аппарат. В настоящее время список дел:
.
Сварить жилы вместе; это уменьшит вибрацию сердечника и облегчит обращение с трансформаторами.
Покрыть трансформаторы лаком; это улучшит изоляцию и уменьшит вибрацию обмоток.
Регулируемый ограничитель тока; На данном этапе я думаю о катушке индуктивности с насыщаемым сердечником, построенной из другого сердечника МОЛ.
Кейс; он не может вечно жить привязанным к товарищу по работе.
Одинарная подача 13А; как только у меня будет ограничитель тока, можно будет работать при более низкой мощности от одной вилки на 13 А. У меня могла бы быть возможность добавить провод от чайника, чтобы дать дополнительную мощность для работы с более высокой мощностью.
Принудительный рабочий цикл; в настоящее время сварочный аппарат можно использовать до тех пор, пока термовыключатель не отключит питание одной первичной обмотки при достижении температуры 160°C.
Настольный фрезерный станок ЧПУ на сегодняшний день приобретает все большую и большую популярность.
Несмотря на то, что производительность таких фрезерных станков уступает производительности крупного промышленного фрезерного станка, настольные станки ЧПУ при правильной организации работы могут эффективно решать поставленные задачи.
Настольный фрезерный станок ЧПУ хорошо выдерживает производственные нагрузки и без труда может работать в две смены.
Преимущества маленьких фрезерaных станков ЧПУ
Настольный фрезерный станок ЧПУ имеет ряд преимуществ по сравнению с промышленным фрезерно-обрабатывающим оборудованием:
Сравнительно невысокая цена небольшого фрезерного станка ЧПУ делает его доступным для многих пользователей.
Настольный фрезерный станок ЧПУ потребляет небольшое количество электрической энергии.
Фрезерный станок ЧПУ небольших размеров питается от обычной электрической сети 220 вольт. Это делает возможным использование такого станка в домашних условиях.
Области применения фрезерных станков ЧПУ
Настольный фрезерный станок ЧПУ успешно используется для производства различных приборов и важного оборудования для разных сфер человеческой деятельности. Фрезерные станки ЧПУ производят:
оптико-механические приборы;
различное медицинское оборудование;
приспособления для подводного плавания;
радиостанции;
разные радиоуправляемые модели;
беспилотные летательные аппараты.
Программное обеспечение станков ЧПУ устанавливается на компьютер или ноутбук. Это позволяет выполнять фрезерные работы в автоматическом и ручном режимах.
Фрезерные станки, оснащенные системами ЧПУ, эффективно работают в разных плоскостях по трем осям.
По желанию заказчика может быть дополнительно установлена функция управления вращением фрезерного стола. Все настольные фрезерные станки ЧПУ могут оснащаться дополнительным оборудованием, которое расширяет их возможности, позволяя выполнять не только фрезерные, но и сверлильные, гравировальные работы, зенкерование.
Сверлильно-фрезерный станок
Изначально сверлильно-фрезерные станки предназначались исключительно для сверлильных работ, но на сегодняшний день области их применения значительно расширились. Сверлильным оборудованием можно выполнять нарезание резьбы, зенкерование, а также непосредственно сверлильные работы.
Сверлильно-фрезерные станки ЧПУ бывают разных размеров и предназначения. От маленького настольного фрезерно-сверлильного станка до больших промышленных сверлильно-фрезерных станков ЧПУ. При этом сверлильно-радиальные станки с поворотной головкой обрабатывают тяжелые габаритные заготовки, неподвижно лежащие на рабочем столе.
Такой сверлильно-фрезерный станок предназначен для крупного серийного производства больших предприятий. Выпускаются также горизонтально-сверлильные станки для глубокой сверлильной обработки заготовок.
Мини сверлильно-фрезерный станок украсит школьные и домашние мастерские, гаражи, небольшие СТО. Фрезерно-сверлильный станок ЧПУ настольного исполнения предназначен для сверлильного, фрезерного применения.
На таких станках ЧПУ можно производить шлифовку поверхности, торцевое фрезерование под наклоном, фрезерно-горизонтальную обработку поверхности. Фрезерный сверлильный станок использует разный фрезерный инструмент: метчики, развертки, зенкеры, сверла.
Настольный сверлильно-фрезерный станок
Сверлильно-фрезерный станок имеет направляющие, по которым происходит перемещение рабочего стола и салазок. Станки ЧПУ устанавливаются на прочной станине, которая обеспечивает достаточно высокую жесткость.
Рабочий стол станка ЧПУ можно регулировать по высоте с помощью специально предусмотренного механизма. Для промышленности, производственных предприятий используются станки ЧПУ, которые оснащены разнообразными дополнительными приспособлениями. На таком станке ЧПУ выполняется не только сверлильная работа, но и успешно осуществляются другие производственные операции.
Настольный сверлильно-фрезерный станок также можно без особого труда превратить во фрезерный станок ЧПУ с помощью приобретения программного обеспечения, а также купив некоторые специальные детали.
При этом некоторые мастера устанавливают ЧПУ самостоятельно, но лучше обратиться к специалистам через интернет. В этом случае профессионалы установят на станок соответствующее оборудование и изготовят тестовый образец детали.
WATTSAN 0404 MINI
Главные преимущества данного станка — это простота управления, недорогое обслуживание и высокая точность обработки.
Фрезерно-гравировальный станок с ЧПУ WATTSAN 0404 MINI — компактный и практичный настольный аппарат.
Купить настольный фрезерный станок с ЧПУ
Компания Lasercut предлагает станки ЧПУ в широком ассортименте. Купить оптимальный станок в интернет-магазине фирмы можно с помощью наших менеджеров, готовых в любой момент дать исчерпывающую информацию о фрезерном оборудовании. При приобретении станка ЧПУ предоставляется гарантия и предлагается сервисное обслуживание.
Фрезерно-сверлильные станки — Rostanex
Фрезерно-сверлильные станки — Rostanex
Перейти к навигацииПерейти к содержимому
Искать:
Фрезерно-сверлильные станки являются наиболее удобным оборудованием в металлоцехе. Такого плана станки предназначены для сверления, растачивания, зенкерования, развертывания сквозных и глухих отверстий в заготовках листового металла и не только. Так же такие станки могут выполнять всю фрезерную обработку металла всеми цилиндрическими фрезами. Работа станков происходит в трех плоскостях X,Y,Z, что позволяет быстро перемещать заготовку.
По популярностиПо новизнеЦены: по возрастаниюЦены: по убыванию
Показ всех — 32 результатов
Настольный фрезерно-сверлильный станок BF20L/BF20
[Диаметр сверления Ø20mm, Конец шпинделя MT2/M10, Диаметр пиноли Ø60mm, мощность 850 Вт 220 В ~50 Гц]
Доставка: 45 днейПроизводитель: Страна: КитайГарантия: 12 месяцевЦена: по запросу
[Макс Ø сверления 20 мм, стол 700 х 180 мм, мощность 0,75 кВт]
Доставка: 45 днейПроизводитель: JETСтрана: КитайГарантия: 12 месяцевЦена: по запросу
Уточнить цену
ПодробнееСравнить
JMD-20LA Настольный фрезерно-сверлильный станок
[Макс Ø сверления 20 мм, стол 700 х 180 мм, мощность 0,75 кВт]
Доставка: 45 днейПроизводитель: JETСтрана: КитайГарантия: 12 месяцевЦена: по запросу
Уточнить цену
ПодробнееСравнить
JMD-45PF Фрезерный станок с редуктором
[Макс Ø сверления 32 мм / М20, стол 825 х 240 мм, мощность 2,1 кВт]
Доставка: 45 днейПроизводитель: JETСтрана: КитайГарантия: 12 месяцевЦена: по запросу
Уточнить цену
ПодробнееСравнить
JMD-16A Настольный фрезерно-сверлильный станок
[Макс Ø сверления 16 мм, стол 400 х 120 мм, мощность 0,75 кВт]
Доставка: 45 днейПроизводитель: JETСтрана: КитайГарантия: 12 месяцевЦена: по запросу
Уточнить цену
ПодробнееСравнить
Универсально фрезерно-сверлильный станок XZ7550CW
[ Макс Ø 50 мм, стол 800×240, 2,2 кВт]
Доставка: 45 днейПроизводитель: Страна: КитайГарантия: 12 месяцевЦена: по запросу
Уточнить цену
ПодробнееСравнить
По популярностиПо новизнеЦены: по возрастаниюЦены: по убыванию
Показ всех — 32 результатов
Настольный фрезерный станок K-280 / Дополнительные детали | Хозан
org/BreadcrumbList»>
МИСУМИ Главная>
Инструменты и аксессуары>
Станки>
Фрезерные станки>
Настольный фрезерный станок K-280 / Дополнительные детали
Доступна оптовая скидка
Легкий и компактный настольный малый фрезерный станок и дополнительные детали с универсальными функциями, которые удобны для легкой обработки и подгонки. [Характеристики] · Небольшой фрезерный станок настольного типа, который также может использоваться в качестве сверлильного станка с X-Y столом с бесступенчатой регулировкой скорости. · Количество оборотов можно плавно регулировать от 1200 до 6000 об/мин. · Может эффективно использоваться для работы в зависимости от материала заготовки и глубины резания. · Можно использовать для сверления, заменив цанговый патрон для концевой фрезы на прилагаемый сверлильный патрон. · Поскольку основной корпус двигателя может двигаться перпендикулярно (от 0 до 90°) к стойке, концевая фреза может быть снабжена режущим углом. · Легкий основной корпус (14 кг, включая стол) может быть установлен в любом месте и отличается компактной конструкцией с отдельным блоком питания. [Applications] · можно использовать для фрезерования и бурения металла, пластика, дерева и т. Д.
Номер детали
K-280
K-280-3
K-280-3
K-280-3
K-280-3
K-280-3
K-280-3
.
К-280-4
K-280-5
K-280-6
K-280-11
K-280-12
K-280-13
K-280- 14
K-280-15
K-280-16
Part Number
Volume Discount
Days to Ship
Product Type
Mass (g)
Потребление энергии (W)
. )
Диаметр вала (φ/мм)
Количество оборотов (об/мин)
Диаметр зажимного патрона (мм)
Размеры салазок: справа налево от основания (мм)
Размеры салазок: спереди назад (мм)
Размеры салазок: сверху до нижняя часть станины (мм)
Код JAN
Принадлежности
Характеристики
Материал
Потребляемая мощность (Вт)
Номинальное время работы
Типы лезвий
0
5 дней
Основной корпус
14000
200
AC39
Настольный фрезерный станок (корпус)
Внешние размеры: 350 (Ш) X 505 (В) X 420 (Г), основание 200 (Ш) X 200 (Г)
AC39 (приставка-трансформер) В частности, для AC100)
Может использоваться для фрезерования и сверления металла, пластика, дерева. Скорость вращения можно регулировать бесступенчато.
—
200
30 минут
—
В наличии
4 дня
Детали
—
—
—
Концевая фреза для K-280 (детали продаются отдельно)
3
—
10
55
6
—
—
—
—
—
—
—
—
—
—
—
—
—
(
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
В наличии
4 дня
Детали
—
—
—
Концевая фреза для K-280 (детали продаются отдельно)
4
—
12
60
6
—
—
—
—
—
—
—
—
Cobalt HSS
—
—
Квадрат (2 лезвия)
В наличии
4 дня
Детали
—
—
—
End Mill for K-280 (Parts Sold Separately)
5
—
15
60
6
—
—
—
—
—
—
—
—
Кобальт HSS
—
—
Квадрат (2 лезвия)
В наличии
0
4 дня
Parts
—
—
—
End Mill for K-280 (Parts Sold Separately)
6
—
15
60
6
—
—
—
—
—
—
—
—
Cobalt HSS
—
—
квадрат (2 лезви
4 дня
Parts
—
—
—
Wrench
—
—
—
—
—
—
—
—
—
—
4962772442142
—
—
—
—
—
—
4 дня
Parts
—
—
—
Clamp Set
—
—
—
—
—
—
—
—
—
—
4962772442159
—
—
—
—
—
—
0
4 дня
Parts
—
—
—
Safety Cover
—
—
—
—
—
—
—
—
—
—
4962772442166
—
—
—
—
—
—
0
4 дня
Parts
—
—
—
Collet Chuck
—
—
—
—
—
—
—
—
—
—
4962772442173
—
—
—
—
—
—
0
5 дней
Parts
—
—
—
Chuck Handle
—
—
—
—
—
—
—
—
—
—
4962772442180
—
—
—
—
—
—
0
4 дня
Parts
—
—
—
Drill Chuck
—
—
—
—
—
—
—
—
—
—
4962772442197
—
—
—
—
—
—
Загрузка . ..
Ученится
.0754
Настольный фрезерный станок K-280 / Дополнительные детали | Hozan
(!) В связи с прекращением Microsoft поддержки Internet Explorer 11 15.06.2022 этот сайт не поддерживает рекомендуемую среду.
MISUMI Mexico выставляет счета в формате CFDI 4.0, поэтому нам нужен ваш «Constancia de Situación Fiscal», дополнительная информация
.
МИСУМИ Главная>
Инструменты обработки>
Станок>
Фрезерные станки>
Настольный фрезерный станок K-280 / Дополнительные детали
Скидка за объем
Легкий и компактный настольный малый фрезерный станок и дополнительные детали с универсальными функциями, которые удобны для легкой обработки и подгонки. [Характеристики] · Небольшой фрезерный станок настольного типа, который также может использоваться в качестве сверлильного станка с X-Y столом с бесступенчатой регулировкой скорости. · Количество оборотов можно плавно регулировать от 1200 до 6000 об/мин. · Может эффективно использоваться для работы в зависимости от материала заготовки и глубины резания. · Можно использовать для сверления, заменив цанговый патрон для концевой фрезы на прилагаемый сверлильный патрон. · Поскольку основной корпус двигателя может перемещаться перпендикулярно (от 0 до 90°) стойке, концевая фреза может быть снабжена углом резания. · Легкий основной корпус (14 кг, включая стол) может быть установлен в любом месте и отличается компактной конструкцией с отдельным блоком питания. [Области применения] · Может использоваться для фрезерования и сверления металла, пластмассы, дерева и т. д.
Плазменная резка алюминия: ее особенности и преимущества
Вопросы, рассмотренные в материале:
Что такое плазменная резка металла
В чем преимущества плазменной резки алюминия
Каковы особенности плазменной резки алюминия
Почему плазменную резку алюминия стоит доверить профессионалам
Плазменная резка – один из методов качественной обработки металлов. Технология используется для массового производства деталей по сложным чертежам. Допускаются самые разнообразные линии реза, изгибы, отверстия и т. д. Плазменная резка алюминия нашла широкое применение в авиа- и судостроении, незаменима для производства изделий сложной формы с точно выдержанными размерами.
Что такое плазменная резка металла
Плазменная резка – способ раскроя металла с использованием струи высокотемпературной плазмы: происходит локальный нагрев материала, его расплавление и частичное испарение.
Плазма образуется в результате следующих процессов:
На электрод плазмореза подается напряжение. Между электродом и поверхностью металла или между электродом и соплом резака создается электрическая дуга. Температура при этом достигает +5 000 °С.
В сопло поступает газ под высоким давлением. Температура электрической дуги повышается до +20 000 °С.
Газ ионизируется и становится электропроводным. Под влиянием электрической дуги ионизация растет, образуется высокотемпературная плазма (при +30 000 °С).
Скорость потока достигает 1,5 км/сек. Плазменная струя мгновенно разогревает и плавит металл по месту реза. Энергия струи позволяет обрабатывать заготовки значительной толщины (0,16–0,20 м).
Для образования плазмы можно использовать воздух, водород, аргон, кислород, азот или водяной пар.
Существуют аппараты для ручной плазменной резки. Они применяются в мастерских и на небольших предприятиях. Плазменные установки с программным управлением служат для резки в промышленных объемах.
Устройство для ручной резки, помимо самого плазмотрона, состоит из:
источника питания;
кабелей для подключения аппарата к сети и шланга для подсоединения к резервуару с газом;
компрессора, поддерживающего подачу воздуха под нужным давлением и с требуемой скоростью.
Источники питания подключаются к электросети. Их основная задача – обеспечение плазмотрона мощным током. Одни устройства работают по принципу увеличения силы переменного тока, другие преобразуют переменный ток в постоянный.
Плазмотроны, работающие на постоянном токе, энергетически эффективнее (у них более высокий КПД). Источники питания, использующие переменный ток, годятся только для плазмотронов, режущих металлы с относительно невысокой температурой плавления (например, алюминий).
Существуют инверторные и трансформаторные источники питания.
Инвертор при скромных габаритах обладает достаточной мощностью для резки металлических листов небольшой толщины и поддерживает стабильную электрическую дугу. Некоторые мастера используют инверторы для резки алюминия в домашних условиях. Однако мощность их все же невелика, что существенно сужает спектр применения.
Рекомендуем статьи по металлообработке
Марки сталей: классификация и расшифровка
Марки алюминия и области их применения
Дефекты металлический изделий: причины и методика поиска
Источники трансформаторного типа надежнее и мощнее инверторов. Они не боятся перепадов напряжения в сети и работают бесперебойно, то есть их не нужно то и дело отключать для охлаждения. Трансформаторные источники питания универсальны, могут использоваться как для ручной, так и для автоматизированной резки. Однако есть и недостаток: они потребляют довольно много электроэнергии.
На производстве резка металла производится с помощью оборудования с ЧПУ. Плазменная резка алюминия на станке с ЧПУ позволяет изготавливать с высокой точностью большое количество одинаковых деталей в автоматическом режиме, гарантирует производительность и безопасность работы.
Плазменная резка алюминия на станке с ЧПУ видео:
Преимущества плазменной резки алюминия
Плазменную резку предпочитают многие производители, поскольку она превосходит другие методы по целому ряду показателей:
1. Высокое качество обработки металла. Плазморез практически не оставляет окалины на срезах, благодаря чему абсолютно точно соблюдаются размеры и форма детали. Скорость процесса настолько высока, что алюминий не успевает нагреться по всей площади листа. Это позволяет избежать деформации, даже если он тонкий.
VT-metall предлагает услуги:
Удается качественно обработать заготовки толщиной 1–6 мм. Настолько тонкий листовой алюминий невозможно резать с помощью кислородно-газового станка, работа которого связана со значительным нагревом и деформацией металла. Плазменная резка позволяет снизить себестоимость готовых деталей за счет того, что процент брака близок к нулю. Эта технология позволяет также разрезать несколько листов одновременно.
2. Удобное управление процессом резки. Обработка алюминиевых заготовок стала проще благодаря современным компактным аппаратам, снабженным ЧПУ и обеспечивающим хороший обзор оператору.
3. Преимущество в скорости резки. Например, обработка толстого (около 25 мм) листа металла происходит в 12 раз быстрее, чем при использовании кислородно-газового метода.
4. Экономичность. Благодаря высокой точности резки и формированию качественных кромок, вырезанные детали не нуждаются в дополнительной обработке. В итоге их изготовление обходится дешевле. При использовании сжатого воздуха не нужно платить за плазмообразующий газ, его доставку и разгрузку, не нужны специальные емкости для газа и помещение для них. Плазменная резка алюминия оказывается в итоге выгоднее, чем лазерная и газо-кислородная.
5. Безопасность. В процессе плазменной резки алюминия на установках с ЧПУ горючие газы не используются. Поэтому опасность возникновения аварийных ситуаций, таких как пожар или травмирование персонала, сведена к минимуму. Оформление обязательной специальной страховки не потребуется. Надежное, компактное, простое в управлении и безопасное оборудование обеспечивает высокую производительность и стабильность работы, ее своевременное выполнение.
6. Широкий спектр возможностей. Плазморез работает не только с алюминием, но и с другими металлами и сплавами, цветными и черными, в том числе нержавеющими.
7. Не требуется предварительная подготовка металлических заготовок. Грязь и пыль, лакокрасочные покрытия, даже старые и растрескавшиеся, не повлияют на качество раскроя металла плазмой. Погрешность резки не превышает 1,2 мм.
Особенности плазменной резки алюминия
Резка алюминия плазмой – мгновенное расплавление металла в точке воздействия высокоскоростной струи ионизированного газа. Раскаленный до +30 000 °С газ ведет разрез точно, кромка при этом получается идеальной. Раскрой алюминиевого листа с помощью плазменной установки – лучший способ получить качественные детали, не требующие дополнительной обработки.
При проведении плазменной резки алюминия важно знать:
Какие газы используются для этого способа резки.
В качестве плазмообразующего газа следует использовать водород, азот, воздух или аргон, то есть неактивные газы. Смесь аргона с азотом не рекомендуется. Сжатый воздух подойдет для работы с листами не толще 7 см. Чистый азот годится только для раскроя алюминия толщиной не больше 2 см. Смесь водорода с азотом – оптимальный вариант, можно резать алюминий толщиной до 8 см.
От чего зависит скорость процесса.
Давление рабочего газа (и его расход), толщина алюминиевого листа и сила тока, потребляемого установкой, напрямую влияют на скорость резки алюминия.
Плазменная резка алюминия необходима, если нужно изготовить детали замысловатой формы или с разнообразными вырезами и отверстиями. Обработка сопровождается испарением незначительного количества металла с поверхности. Срезы получаются точные и ровные.
Лазерная или плазменная резка металла: какой технологии отдать предпочтение
Лазерная и плазменная резка – две современные технологии обработки металлов со сходной сферой применения. Оба эти метода обеспечивают высокую точность и качество реза. Что поможет потребителю сделать выбор?
Лазерная резка отличается высокой производительностью. Этот метод особенно хорош для обработки стальных заготовок толщиной не более 6 мм – отличный результат в сочетании с высокой скоростью процесса. Однако лазерная технология связана с высоким энергопотреблением. Уже при толщине обрабатываемого листа 20–40 мм лазерная обработка оказывается экономически невыгодной, не говоря уже о металле толщиной 40 мм.
В отличие от лазерной, плазменная резка экономически оправдана для обработки алюминия и его сплавов при толщине заготовки до 120 мм. Допустимая толщина других металлов: 150 мм для углеродистой и легированной стали, 90 мм для чугуна, 80 мм для меди. Таким образом, плазморез предпочтительнее лазера при обработке листов относительно большой толщины. Для работы с самыми тонкими (до 0,8 мм) листами плазменная резка используется редко.
Сравнение двух технологий показывает, что резку металла толщиной больше 6 мм целесообразно выполнять с помощью плазмы. Энергетические и, следовательно, экономические затраты будут меньше, при этом скорость и качество обработки останутся высокими. Для резки тонких листов подойдет и лазерный, и плазменный способ.
Почему плазменную резку алюминия стоит доверить профессионалам
Многие считают, что резать алюминий самостоятельно не так уж сложно, а значит, можно хорошо на этом сэкономить – достаточно приобрести компактный плазморез или даже соорудить его своими руками.
Но почему все же лучше обратиться к профессионалам?
Выполнить качественную резку алюминия совсем не так просто. Только опытный специалист сможет управлять процессом плазменной резки таким образом, чтобы получился достойный результат. Мастерство и опыт ничем не заменишь.
Хорошее оборудование для плазменной резки стоит больших денег и требует постоянного контроля и обслуживания. Если вы пользуетесь этой аппаратурой не так уж часто, намного выгоднее будет обратиться к специалистам. Вы значительно снизите расходы на обработку алюминия и себестоимость готовых изделий.
Плазменная резка связана с использованием высоковольтного оборудования и сопровождается испарением алюминия. Поэтому работа должна производиться в специальном, хорошо проветриваемом помещении, с соблюдением всех требований безопасности. Такое помещение должно быть проверено сотрудниками пожарной инспекции. Обычно требуется регулярная аттестация, то есть периодические визиты инспекторов.
Понятно, что вы избавитесь от многих проблем и сэкономите деньги, если воспользуетесь услугами специализированной компании. Кстати, многие из этих предприятий занимаются разработкой и установкой металлоконструкций, что тоже может быть вам полезно. Если обратитесь в действительно достойную фирму, то получите комфортное обслуживание, квалифицированную консультацию и работу, выполненную на высоком уровне и с учетом всех ваших пожеланий.
Цена плазменной резки алюминия зависит от сложности работы, ее объема, а также от требуемых сроков исполнения. Так что стоимость работы определяется для каждого клиента индивидуально. Постоянным заказчикам обычно предоставляются скидки. Многие компании также уменьшают цены на резку больших партий заготовок.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
цветные металлы;
чугун;
нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Плазменная резка алюминия: мифы и реальность
Главная / Библиотека / Новости / Плазменная резка алюминия: мифы и реальность
Процесс плазменной резки разработан давно, но он постоянно совершенствуется. В любой дискуссии о том, как резать металл, разговор сразу заходит о лазерной и гидроабразивной резке. Однако, с резкой алюминия всё не так очевидно.
Плазменная резка существует уже несколько десятилетий. Первые машины плазменной резки были «сырыми» с точки зрения управления и системы привода, как и сама технология.
Производители систем плазменной резки в последние годы произвели множество усовершенствований, но многие конечные пользователи все еще пользуются старыми машинами или покупают установки, в которых не реализованы последние разработки. В результате, некоторые представления о плазменной резке устарели.
Существуют огромные различия между старыми и современными системами. Те специалисты, которые знакомы со старыми моделями, могут не интересоваться современной технологией плазменной резки, потому что их ожидания в этой области намного ниже. Проблема осведомлённости технического персонала действительно существует.
Ниже приведены неверные представления о плазменной резке алюминия, которыми руководствуются многие пользователи.
Заблуждение № 1. Алюминий не является подходящим материалом для плазменной резки, так как материал не выдерживает нагрева; например, на режущей кромке видна пористость.
При правильном подборе газов можно получить очень хорошее качество кромки. Резка алюминия воздухом приводит к образованию шероховатой кромки, покрытой окисью алюминия. Различные газы, обычно смесь аргона и гелия, больше подходят для алюминия.
Что касается вопросов пористости, то можно резать алюминий со множеством различных комбинаций газов. При резке с помощью горючих газов можно избежать окисления кромок. В таком случае вы получите хорошо подготовленные края.
Производители систем плазменной резки разрабатывают машины, которые могут резать на очень высоких скоростях. В результате, новые машины сводят к минимуму количество тепла, поступающего в материал при резке. Это уменьшает перегорание и позволяет производителям оптимизировать скорость резки не увеличивая мощность источника.
Было проведено много разработок процессов резки алюминия с использованием различных видов газа, но даже резка воздухом, которая очень распространена, дает отличные результаты. Для производств, на которых применяется резка алюминиевых листов, например, для военных транспортных средств, прицепов или железнодорожных вагонов, это общепринятая практика.
Заблуждение № 2. Плазменная резка алюминия не имеет смысла, потому что технология не соответствует жёстким допускам.
Когда люди говорят, что системы плазменной резки не могут соответствовать жёстким допускам, обычно они ссылаются на машины 80-х и начала 90-х годов. Это заблуждение не ограничивается только резкой алюминия. Люди все еще придерживаются устаревшего мнения о плазменной резке в целом, даже применительно к низкоуглеродистой стали. Однако, в зависимости от толщины детали и требований к производительности, процесс обычно может быть оптимизирован для соблюдения требуемых допусков.
Люди не понимали, насколько изменилась плазма, даже за последние пять-шесть лет. С помощью новейших высокопроизводительных плазменных систем мы сохраняем отличные допуски на всех толщинах и материалах пластин. Точность резки алюминия, на самом деле, довольно высока, даже по сравнению с низкоуглеродистой и нержавеющей сталью.
Плазменная резка не так точна, как лазерная, но многие отрасли промышленности не требуют допусков, которые требовали бы наличия лазера. В военной, автомобильной и железнодорожной промышленности они, как правило, не стремятся соблюдать плюс-минус пять тысячных дюйма, а мы можем попадать в допуск плюс-минус 15 или 20 тысячных дюйма при плазменной резке, что находится в пределах допусков, установленных в этих отраслях.
Новые высокоточные плазменные системы могут поддерживать отклонения, близкие к тем, которые могут быть установлены в системах лазерной резки. Если задача не требует допусков в пределах нескольких тысячных долей дюйма, плазма может разрезать его с хорошими результатами.
Заблуждение № 3. Плазма оставляет на поверхности алюминия трудноочищаемые загрязнения.
При правильной настройке плазменной резки не должно быть никаких загрязнений на поверхности, или их должно быть не больше, чем при любом другом процессе. Существуют различные типы алюминия, но, по большей части, пользователи не должны сталкиваться с какими-либо серьезными проблемами на поверхности алюминия.
Как и пористость на режущей кромке, состояние поверхности также зависит от выбора газа. Если вы будете резать его воздухом, у вас будет много шероховатой окиси алюминия и шероховатый край поверхности. Если резать его инертными газами, то при правильном подборе газа можно получить красивую, гладкую поверхность.
Заблуждение № 4. Резка алюминия лазером экономически более выгодна, чем резка плазмой.
Лазеры достигают своей скорости от экзотермической реакции, когда с помощью него режут низкоуглеродистую сталь. При экзотермической реакции в качестве вспомогательного газа используется кислород, что это приводит к проблемам при работе с алюминием. Кислород не может быть использован для лазерной резки алюминия, вместо него необходим азот высокого давления.
Вы не получаете выгоду от дополнительного выделения тепла при реакции с кислородом, из-за чего скорость резки сильно снижается, а затрачиваемый объём азота становится огромным до такой степени, что эксплуатационные расходы на резку значительно вырастают. При плазменной резке алюминия все как раз наоборот, и это дает огромные преимущества в стоимости по сравнению с лазерами.
Лазерная резка также требует гораздо более высоких инвестиций в оборудование. В производственные цеха необходимо приобрести как само лазерное оборудование, так и защитные кожухи для него. Если задача не требует очень высокого качества кромок или очень высокой точности, то плазма, вероятно, является наиболее экономически эффективным процессом. Лазеры также более ограничены по толщине, чем плазма: около 20 мм максимум для лазеров и 150 мм для плазмы.
В некоторых условиях лазерная резка имеет экономическую выгоду, особенно на тонком листе или на очень больших производствах. Но когда в цехе режут лист толщиной более 5 мм, плазменная резка имеет наибольший смысл с точки зрения эксплуатационных затрат. Кроме того, предприятия обычно рассчитывают свои операционные расходы с точки зрения стоимости часа, но более разумно рассчитывать их с точки зрения стоимости метра.
Если брать во внимание только стоимость часа работы, то не учитывается производительность. Затраты рассчитываются не за время, а за расходные элементы, вот почему стоимость одного метра — это гораздо лучший способ сравнить стоимость эксплуатации.
Заблуждение № 5. Для постоянного наблюдения за операцией плазменной резки алюминия необходим опытный оператор.
Большинство механизированных систем плазменной резки имеют элементы управления, которые позволяют машине работать, поддерживать нужную высоту резака и контролировать движение машины автоматически.
Для работы с алюминием участие оператора требуется не больше, чем с любым другим металлом, за исключением одной конкретной ситуации: при плазменной резке алюминия с использованием водяного стола стол должен быть сконструирован таким образом, чтобы предотвратить накопление под пластиной пузырьков водорода, которые образуются из-за падения расплавленного алюминия в воду. Поскольку алюминий имеет высокое сродство к кислороду, он может диссоциировать часть воды и создавать пузырьки водорода. Уровень воды должен быть настроен так, чтобы любые пузырьки водорода могли рассеяться и не скапливаться под плитой. В остальном всё точно также, как и при резке любого другого материала.
Окончательная настройка процесса
При определении того, какой процесс использовать для резки алюминия, специалисты должны определить результаты, которые являются для них наиболее важными. Для одних производств производительность будет самым важным критерием, а для других — чистота кромок. Многие плазменные системы способны резать с использованием нескольких процессов, поэтому они могут быть точно настроены в соответствии с требованиями к результату.
Например, плазменная система может резать алюминий толщиной 5 мм при различных параметрах: при силе тока от 45 А до 260 А и комбинациях газов воздуха/воздуха или аргона/гелия. Различные токи и газы обеспечивают различные результаты, такие как повышение производительности, хорошая обработка кромок или жесткие допуски.
На предприятии может производиться резка с использованием аргона/гелия на 130 А, если нужен хороший баланс производительности и качества, а также готовая к сварке кромка. Если производителю важна высокая скорость, и он планирует делать последующую обработку, то можно работать на максимальном токе так быстро, как только возможно. Пользователи сами комбинируют параметры, и их решение обычно продиктовано приоритетом желаемых результатов.
Для получения лучшего решения вашей задачи в области резки металла вы всегда можете обратиться к специалистам компании «ДельтаСвар». Они подберут оптимальное оборудование и режимы его работы для достижения максимальной экономической эффективности производства.
Если у вас появились вопросы, команда «ДельтаСвар» предоставит любую необходимую дополнительную информацию, включая информацию о нашем широком спектре услуг. Просто напишите по электронной почте или позвоните нам по телефону +7 (343) 384-71-72 (добавочный номер 220).
Читайте также:
Выставка Weldex-2022 Приглашаем Вас посетить стенд нашей компании на выставке Weldex-2022, которая пройдет 11-14 октября 2022 года в МВЦ «Крокус Экспо»!
…
Обзор машин термической резки ProArc и их преимущества Машины термической резки c ЧПУ производства ProArc (Тайвань) – это высокотехнологичное автоматизированное оборудование для обработки листов разных размеров. Станки позволяют решать как простые, так и сложные производственные задачи.
…
Разбираемся в новинках от компании EWM AG Что позволяет идентифицировать любую производственную компанию как успешную? Конечно, её результаты и продукция на мировом рынке! EWM AG по праву можно считать одним из лидеров в области производства сварочного оборудования.
…
Выставка «МЕТАЛЛООБРАБОТКА. СВАРКА-УРАЛ» Приглашаем посетить стенд компании «ДельтаСвар» с 15 по 18 марта 2022 года в МВЦ Екатеринбург-ЭКСПО, г. Екатеринбург!
…
Mobile Welder OC Plus — портативный источник питания для орбитальной сварки Mobile Welder OC Plus — это первый портативный источник питания для орбитальной сварки, специально разработанный для использования на строительных площадках. Mobile Welder OC Plus обеспечивает неизменно высокое качество орбитальной сварки в самых отдаленных местах.
…
Поделиться ссылкой:
Плазменная резка алюминия: 8 Часто задаваемые вопросы Ответы экспертов
Да , как и в случае с любым электропроводящим металлом, плазменная резка алюминия не только возможна, но и очень эффективна .
Для непосвященных: плазменная резка — это процесс, при котором струя ионизированного газа на высокой скорости пропускается через отверстие. Газ после перегрева и электрической ионизации образует законченную цепь обратно к резцу через заземляющий провод.
Мы называем этот ионизированный газ плазмой, и чем больше добавляется электрической энергии, тем горячее становится плазменная дуга. Эта дуга способна расплавить металл, а газ выдувает расплавленный материал, создавая надрез в нужной точке. И весь этот процесс фантастически хорошо работает с алюминием.
Но… Я слышал, что плазменная технология не соответствует жестким допускам для алюминия и оставляет на поверхности материала трудно поддающийся очистке беспорядок?
Это явные заблуждения прошлого, относящиеся к машинам 1980-х и начала 90-х годов.
Технология плазменной резки претерпела значительные изменения.
Сегодня улучшенные процессы как в более дешевых, так и в современных системах перевернули ситуацию с ног на голову.
Высокопроизводительные системы XPR от Hypertherm предлагают ряд процессов и комбинаций резки, которые обеспечивают отличные результаты для алюминия в широком диапазоне толщин. Возможность использовать 9Системы двойного газа 0005 , такие как эти, предлагают производителям гораздо более точный контроль и более чистый и быстрый рез.
Двойная газовая система – это система, в которой режущий газ используется с защитным газом. Роль защитного газа заключается в том, чтобы помочь сфокусировать и направить плазму, а также улучшить качество разреза и поверхности реза.
Использование различных комбинаций режущего и защитного газов дает разные результаты. Например, использование воздушной плазмы с воздушным защитным газом является экономичной комбинацией, которая при современных технологиях обеспечивает довольно чистый и быстрый рез.
Использование азотной плазмы с гидрозащитой (если на вашем станке есть грунтовые воды для включения этой комбинации) обеспечивает очень качественный рез и помогает продлить срок службы расходных материалов.
А использование аргонно-водородной плазмы с азотным защитным газом является отличным решением для более толстого алюминия.
Но речь идет не только о машинах высокого класса, таких как системы XPR; Недорогие решения, такие как плазменные резаки Hypertherm Powermax, использующие воздух в качестве плазмообразующего газа, могут обеспечить удовлетворительную резку алюминия различной толщины, от тонкой до тонкой, во многих областях применения.
Какой фактор оказывает наибольшее влияние на качество?
Самым важным фактором является способность вашего плазменного резака использовать идеальных газов при уровне идеального давления и скорости резки или нет!
При правильном подборе газов можно получить поверхность без окалины и отличную кромку на алюминии с плазмой.
Недорогая воздушно-плазменная система может работать только со сжатым воздухом, поэтому качество кромки никогда не будет таким хорошим, как у промышленных систем плазменной резки, которые могут использовать специальные газы, такие как аргон-водород.
Плазменная резка алюминия
Можно ли резать алюминий плазменным резаком?
Существует множество заблуждений, касающихся этой темы, однако суть в том, что да, плазменный резак режет алюминий. На самом деле, современные плазменные системы, особенно новейшая плазменная система класса X-Definition™ от Hypertherm, являются одним из лучших способов резки алюминия. Хотя некоторые люди считают лазер лучшим и более экономичным методом резки алюминия, на самом деле все обстоит совсем наоборот. Отражающая, мягкая и теплопроводная природа этого металла позволяет использовать как волокно, так и CO 2 лазеры сложные и дорогие. При использовании лазера скорость резки часто ниже, а эксплуатационные расходы выше из-за необходимого объема газа.
В этой статье мы рассмотрим больше этих заблуждений. Кроме того, мы рассмотрим выбор газа при плазменной резке алюминия и обсудим еще одну распространенную проблему при работе с алюминием — резку под водой.
Какое качество резки следует ожидать при плазменной резке алюминия?
Некоторые люди считают, что резать алюминий с помощью плазменных систем не очень хорошая идея, потому что его температура плавления слишком низка, что затрудняет получение хорошей, чистой кромки. Хотя точка плавления алюминия действительно ниже, чем у большинства других металлов, если вы выберете правильные газы и будете следовать параметрам, указанным в руководстве пользователя, вы можете получить очень хорошую кромку с жесткими допусками (т. е. с небольшим изменением угла) на толстый и тонкий алюминий. Кроме того, вы должны увидеть очень мало окалины.
.
Как добиться наилучшего качества резки алюминия?
Независимо от того, какой материал или толщину вы режете, наш совет всегда один и тот же: используйте настройки из руководства пользователя, прилагаемого к вашей системе. Все наши руководства содержат очень подробные технологические карты резки, в том числе технологические карты плазменной резки алюминия. Всегда начинайте с настроек, указанных в этих таблицах. Вы всегда можете внести небольшие коррективы позже, если это необходимо.
Можно ли плазменной резки алюминия с помощью водяного стола?
Запрещается плазменная резка алюминия под водой при использовании газовой смеси H-35 или H-2.
Однако вы можете резать под водой при использовании других смесей, упомянутых в этой статье, при условии, что вы можете предотвратить накопление газообразного водорода. Это очень важно, поэтому, пожалуйста, читайте дальше, пока мы объясняем, почему это необходимо и как. Вы можете использовать либо систему удаления дыма с нисходящим потоком, либо водяной стол. Из этих двух вариантов часто предпочитают водяные столы, поскольку вода помогает поглощать звук, дополнительную пыль и ультрафиолетовый свет, возникающие в процессе резки алюминия. Однако вам нужно быть осторожным, так как сочетание алюминия и воды может привести к взрыву. При резке образуются мелкие частицы алюминия и оксида алюминия. Эти частицы охлаждаются, когда они попадают в воду, а затем опускаются на дно вашего уровня грунтовых вод. Оказавшись на дне, оксид алюминия поглощает кислород в воде, оставляя после себя только водород, так как вода состоит из водорода и кислорода. Большая часть этого водорода поднимется на поверхность в виде маленьких пузырьков, прежде чем лопнуть и рассеяться в воздухе. Эти пузыри не проблема. Проблема в пузырьках, которые не поднимаются и не рассеиваются в воздухе. Некоторые плазменные столы с ЧПУ спроектированы таким образом, что могут улавливать эти пузырьки водорода, заставляя их сидеть и размножаться внизу стола в течение нескольких дней или недель. Со временем может образоваться относительно большой пузырь водорода, что может привести к взрыву.
Чтобы избежать подобного сценария, вам следует работать с компаниями, которые имеют опыт проектирования водяных столов специально для плазменной резки алюминия. У этих компаний есть несколько способов предотвратить накопление водорода.
Можно ли плазменной резки алюминия с помощью водяного экрана, если у вас нет грунтовых вод?
Раз уж мы заговорили об уровне грунтовых вод, давайте ответим на другой вопрос, который нам часто задают: можно ли использовать воду в качестве защитного газа, если у вас есть стол с нисходящим потоком вместо уровня грунтовых вод. Краткий ответ: да. Вам не обязательно нужен уровень грунтовых вод, чтобы использовать воду в качестве защитного газа. Это связано с тем, что количество используемой воды относительно невелико и в основном испаряется при резке более толстых материалов. Хотя большая часть воды испарится, небольшое количество влаги все же может попасть на разделочный стол. По этой причине мы настоятельно рекомендуем сначала связаться с производителем вашего стола, прежде чем использовать воду в качестве защиты, поскольку они могут порекомендовать использование различных фильтров, предназначенных для обработки дополнительной влаги.
Какой газ следует использовать при резке алюминия?
Тип используемого газа зависит от типа вашего плазменного резака. Прежде чем мы объясним, какой газ использовать, давайте начнем с краткого обзора различных газов, наиболее часто используемых при плазменной резке.
Объяснение типов газа для плазменной резки
На самом деле вам нужны два газа: плазменный газ — газ, который фактически выполняет резку — и защитный или вторичный газ. Защитный газ — это газ, который циркулирует вокруг резака и расходных деталей, чтобы не допустить перегрева. В настоящее время наиболее популярными плазменными газами являются:
Воздух
Азот
Кислород
H-35, смесь 35 процентов водорода и 65 процентов аргона
F5, смесь 5 процентов водорода и 95 процентов азота
Кроме того, системы Hypertherm класса X-Definition, наши XPR170™ и XPR300™, могут использовать газовую смесь под названием H-2. H-2 представляет собой комбинацию водорода, аргона и азота, смешанных в разном процентном соотношении в зависимости от толщины разрезаемого материала и желаемого качества резки.
В качестве защитного газа вы можете использовать воздух или азот или один из двух дополнительных газов, не перечисленных выше, воду и углекислый газ.
Выбор газа при использовании воздушно-плазменной резки алюминия
Если у вас есть воздушно-плазменный резак, такой как Powermax ® , вам потребуется использовать воздух как в качестве плазменного газа, так и в качестве защитного газа. К счастью, воздух является очень универсальным плазменным газом и обеспечивает хорошее качество резки алюминия. Воздух также является самым недорогим вариантом, поскольку вам не нужно покупать отдельные баллоны с газом. Единственным недостатком воздуха является то, что поверхность реза может окисляться, что приводит к пористым сварным швам и необходимости дорабатывать детали перед сваркой. При резке алюминия поверхность будет шероховатой и потребует некоторой доработки, если для вас важна эстетика.
Выбор газа при использовании систем с несколькими газами
Если у вас плазменная система высокого разрешения или X-Definition, вы также можете использовать воздух, однако мы не рекомендуем это делать. Вы получите шероховатую и сильно окисленную черную поверхность вместе с тяжелой окалиной.
Вместо этого мы рекомендуем использовать азот в качестве плазмообразующего газа и азот или воду в качестве защитного газа. Ваш выбор газа будет зависеть от четырех факторов: толщины алюминия, который вы планируете резать, желаемого качества резки, скорости резки и эксплуатационных расходов.
Алюминий толщиной менее 5 мм (0,188 дюйма)
При плазменной резке алюминия толщиной менее 5 мм (0,188 дюйма) наилучшее качество резки достигается при использовании азота в качестве плазмы и защитного газа. В качестве альтернативы в некоторых плазменных системах в качестве защитного газа может использоваться воздух или углекислый газ. Воздух обычно считается хорошим вариантом защитного газа, поскольку он обеспечивает надлежащее качество резки и низкие эксплуатационные расходы. Углекислый газ также используется в качестве защитного газа при резке алюминия. Он обеспечивает немного лучшее качество поверхности, более высокую скорость резки и более длительный срок службы расходных материалов. Недостатком диоксида углерода является то, что это более сложный и дорогой процесс. Требуется несколько газовых баллонов, поэтому, если вам не нужно регулярно резать алюминий и не требуется наилучшее качество резки и чистота поверхности, использование воздуха, вероятно, будет более целесообразным.
Напомним, что при резке алюминия толщиной менее 5 мм (0,188 дюйма) мы рекомендуем использовать азот как в качестве плазмы, так и в качестве защитного газа, что называется процессом N 2 / N 2 . В качестве альтернативы вы можете использовать:
Углекислый газ для надлежащего качества резки и хорошей скорости
Воздух для наилучшего сочетания качества резки и эксплуатационных расходов
Алюминий толщиной более 6 мм (1/4″)
При работе с алюминием толщиной более 6 мм (1/4″) мы рекомендуем использовать азот в качестве плазмообразующего газа и воду в качестве защитного газа, поэтому азот /водный процесс. Эта комбинация обеспечивает превосходное качество резки с гладкой поверхностью, очень хорошую скорость резки и самые низкие эксплуатационные расходы.
Если вам нужно разрезать алюминий толщиной более 12 мм (1/2″), вы можете использовать H-35 или смесь H-2 в качестве плазмообразующего газа и азот в качестве защитного газа. Эти газы особенно хорошо работают с материалом размером более 20 мм (3/4″), где требуется больше энергии.
Вы могли заметить, что два распространенных плазмообразующих газа — кислород и F5 — не упоминаются в качестве опции. Хотя кислород является хорошим выбором для низкоуглеродистой стали и F5 для нержавеющей стали, ни один из них не рекомендуется для алюминия, поскольку вы не получите хорошего качества резки или хорошего качества поверхности.
Что еще нужно знать о плазменной резке алюминия?
Хотя плазменная резка является одним из лучших способов резки алюминия, его мягкая природа и более низкая температура плавления отличают его от процесса плазменной резки мягкой стали и других электропроводящих материалов. Вот некоторые заключительные мысли, которые следует иметь в виду:
Следуйте таблицам резки в руководстве пользователя для определения толщины алюминия, который вам нужно разрезать. Это гарантирует, что вы настроите систему на правильную силу тока и будете перемещать резак с правильной скоростью.


 деталей в виде скобы с винтом
деталей в виде скобы с винтом деталей в виде скобы с винтом
деталей в виде скобы с винтом д 9 букв
д 9 букв немецк. переплетное коробочка с винтом для набора заглавия книги
немецк. переплетное коробочка с винтом для набора заглавия книги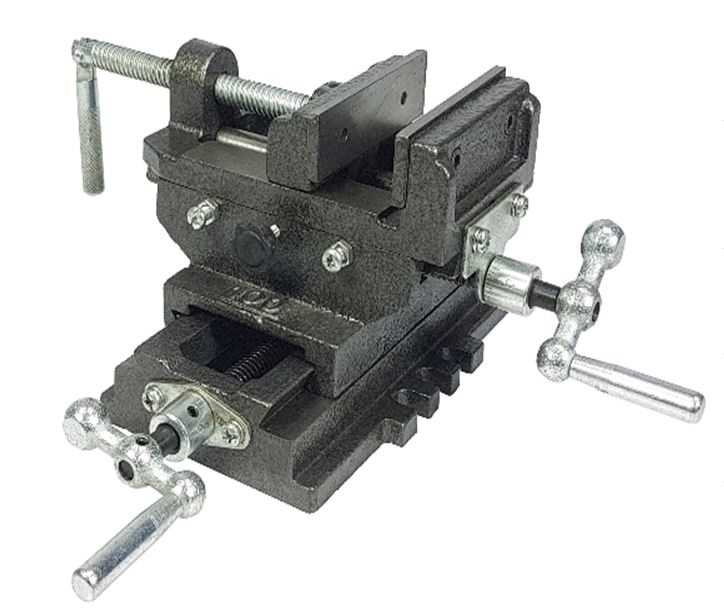
 Мы расположили синонимы в порядке длины, чтобы их было легче найти.
Мы расположили синонимы в порядке длины, чтобы их было легче найти.
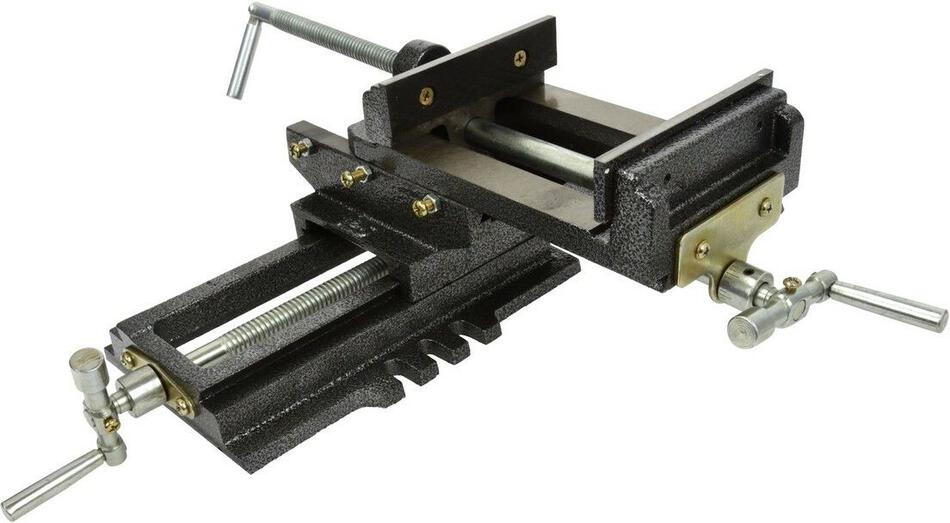
 4 Отклонение от перпендикулярности сторон деталей не должно быть более 1 мм на участке длиной 100 мм.
4 Отклонение от перпендикулярности сторон деталей не должно быть более 1 мм на участке длиной 100 мм. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
 Сучки светлые здоровые,в т.ч. с трещинами, включая темные здоровые сучки
Сучки светлые здоровые,в т.ч. с трещинами, включая темные здоровые сучки Отверстия от выпавших сучков
Отверстия от выпавших сучков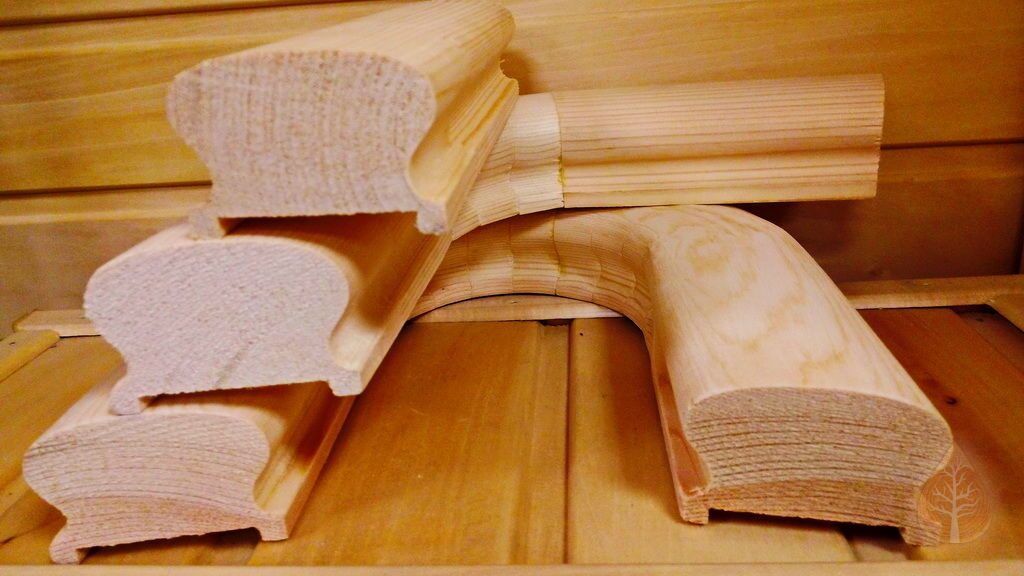 Сердцевина
Сердцевина Непрострог
Непрострог



 Межгосударственный стандарт описывает типы пиломатериалов, упорядочивает сортамент продукции из хвои, дает объяснение таким параметрам, как «качество», «отклонения», «влажность».
Межгосударственный стандарт описывает типы пиломатериалов, упорядочивает сортамент продукции из хвои, дает объяснение таким параметрам, как «качество», «отклонения», «влажность».



 Вы не поверите его объяснениям. Он поставил перед группой своих сотрудников задачу изучить DVD и построить несколько кошек, а затем поставил им оценки по результатам. Я не думаю, что они имеют какое-либо отношение к парусному спорту — я все еще жду всей истории.
Вы не поверите его объяснениям. Он поставил перед группой своих сотрудников задачу изучить DVD и построить несколько кошек, а затем поставил им оценки по результатам. Я не думаю, что они имеют какое-либо отношение к парусному спорту — я все еще жду всей истории. Затем он взял еще фанерные полосы, приклеил и прикрепил их к первому слою водостойким клеем Titebond III. Вы не можете оставить скобы в первом слое или вы не можете снять готовый корпус с формы, поэтому вам придется вытаскивать их по ходу дела. Вы не можете вытащить их раньше, потому что это то, что удерживает первые полоски в форме. Эти фанерные полосы должны хорошо и плотно прилегать друг к другу, иначе вы получите зазоры, которые ослабят корпус. После того, как клей высохнет для второго слоя, вы можете стянуть все скобы сразу, вот где у вас пиво и скрепки. Затем вы наносите третий слой в другом направлении с большим количеством клея и еще миллионом скоб (где-то по пути он пошел и купил электрический степлер). Когда все это высохнет, вы шлифуете, и заполняете, и шлифуете, и заполняете, и застекляете все это. Какая заноза в заднице, все это занимает много времени, много подгонки, и скобы никогда не заканчиваются. Когда я построил такой же корпус для своей Helen Marie, я использовал тот же крепостной каркас, те же формы, добавил еще несколько стрингеров и сделал корпус из полосовых досок.
Затем он взял еще фанерные полосы, приклеил и прикрепил их к первому слою водостойким клеем Titebond III. Вы не можете оставить скобы в первом слое или вы не можете снять готовый корпус с формы, поэтому вам придется вытаскивать их по ходу дела. Вы не можете вытащить их раньше, потому что это то, что удерживает первые полоски в форме. Эти фанерные полосы должны хорошо и плотно прилегать друг к другу, иначе вы получите зазоры, которые ослабят корпус. После того, как клей высохнет для второго слоя, вы можете стянуть все скобы сразу, вот где у вас пиво и скрепки. Затем вы наносите третий слой в другом направлении с большим количеством клея и еще миллионом скоб (где-то по пути он пошел и купил электрический степлер). Когда все это высохнет, вы шлифуете, и заполняете, и шлифуете, и заполняете, и застекляете все это. Какая заноза в заднице, все это занимает много времени, много подгонки, и скобы никогда не заканчиваются. Когда я построил такой же корпус для своей Helen Marie, я использовал тот же крепостной каркас, те же формы, добавил еще несколько стрингеров и сделал корпус из полосовых досок. Все сделал и застеклил сам за неделю и никаких скоб тянуть. Я рад, что он сделал это таким образом, чтобы мы могли видеть, как это делается, но я не уверен, что это лучше, чем построение полос, если вам нужно больше прочности, просто добавьте больше стекла.
Все сделал и застеклил сам за неделю и никаких скоб тянуть. Я рад, что он сделал это таким образом, чтобы мы могли видеть, как это делается, но я не уверен, что это лучше, чем построение полос, если вам нужно больше прочности, просто добавьте больше стекла. от декора или атмосферы лодки или яхты.
от декора или атмосферы лодки или яхты.  Это было очень весело. Я сделал быстрое видео об этом на YouTube, и мне было очень интересно. Поэтому я сделал веб-сайт, на котором есть мои бесплатные планы. Теперь вам, ребята, нравятся строители лодок и бесплатные планы, поэтому я посылаю вам ссылку на мой веб-сайт и видео на YouTube. Я полагаю, по крайней мере, люди могли бы получить идеи и, возможно, немного посмеяться с моей лодки.
Это было очень весело. Я сделал быстрое видео об этом на YouTube, и мне было очень интересно. Поэтому я сделал веб-сайт, на котором есть мои бесплатные планы. Теперь вам, ребята, нравятся строители лодок и бесплатные планы, поэтому я посылаю вам ссылку на мой веб-сайт и видео на YouTube. Я полагаю, по крайней мере, люди могли бы получить идеи и, возможно, немного посмеяться с моей лодки. Простая и легкая установка — прикрепите стропу Safe Launch к стропе, ближайшей к сливной пробке вашей лодки. Вставьте гибкий крюк в сливное отверстие. Рекомендуемая производителем розничная цена 19 долларов США.0,95.
Простая и легкая установка — прикрепите стропу Safe Launch к стропе, ближайшей к сливной пробке вашей лодки. Вставьте гибкий крюк в сливное отверстие. Рекомендуемая производителем розничная цена 19 долларов США.0,95.  Чтобы повторно использовать
Чтобы повторно использовать Благодаря этому можно реализовать поддоны, которые хранились без соблюдения
Благодаря этому можно реализовать поддоны, которые хранились без соблюдения Выгодно продавать поддоны, когда они еще есть в наличии
Выгодно продавать поддоны, когда они еще есть в наличии п.). Купим поддоны дорого в г.
п.). Купим поддоны дорого в г.
 Неправильный монтаж, плохо смазан подшипник, низкое напряжение сети, засорение системы. Для устранения проблемы напряжения устанавливается бесперебойник для насоса отопления(ибп).Для непрерывной подачи питания, защиты от скачков мощности используют ибп. При отсутствии электричества в сети ибп обеспечит функционирование агрегата в течение пятнадцати минут (используется как источник питания). Ибп защитит двигатель насоса при всплеске, резком падении или колебании напряжения в сети. Подключив ибп, система отопления будет защищена от перепадов в электросети. Питание от сети будет безопасным;
Неправильный монтаж, плохо смазан подшипник, низкое напряжение сети, засорение системы. Для устранения проблемы напряжения устанавливается бесперебойник для насоса отопления(ибп).Для непрерывной подачи питания, защиты от скачков мощности используют ибп. При отсутствии электричества в сети ибп обеспечит функционирование агрегата в течение пятнадцати минут (используется как источник питания). Ибп защитит двигатель насоса при всплеске, резком падении или колебании напряжения в сети. Подключив ибп, система отопления будет защищена от перепадов в электросети. Питание от сети будет безопасным; Причина-скопившийся воздух. Для устранения неполадки нужно спустить воздух с системы. Постоянно стравливать воздух будут автоматические воздухоотводители. Воздухоотводчик нужен,чтобы при эксплуатации и запуске системы спускать воздух;
Причина-скопившийся воздух. Для устранения неполадки нужно спустить воздух с системы. Постоянно стравливать воздух будут автоматические воздухоотводители. Воздухоотводчик нужен,чтобы при эксплуатации и запуске системы спускать воздух; Прежде чем начать отопительный сезон, агрегат проверяют на наличие поломок.
Прежде чем начать отопительный сезон, агрегат проверяют на наличие поломок. Перед процедурой трубы необходимо продавить (очистить) от накипи. Накипь, откладываясь на внутренних частях труб, уменьшает их проходимость на пятьдесят процентов, увеличивая нагрузку на нагнетатель. Насосу качать воду по системе станет тяжело и он быстро выйдет из строя. Циркуляция нарушиться во всей системе. Обогрев будет не эффективным.
Перед процедурой трубы необходимо продавить (очистить) от накипи. Накипь, откладываясь на внутренних частях труб, уменьшает их проходимость на пятьдесят процентов, увеличивая нагрузку на нагнетатель. Насосу качать воду по системе станет тяжело и он быстро выйдет из строя. Циркуляция нарушиться во всей системе. Обогрев будет не эффективным.
 Если все же возникнет неисправность, выполнить ремонт оборудования можно своими руками. Техника имеет простую конструкцию, комплекты деталей для нее широко представлены в продаже. Облегчает ситуацию тот факт, что практически каждый циркуляционный насос, независимо от модели и производителя, подвержен одним и тем же типам поломок.
Если все же возникнет неисправность, выполнить ремонт оборудования можно своими руками. Техника имеет простую конструкцию, комплекты деталей для нее широко представлены в продаже. Облегчает ситуацию тот факт, что практически каждый циркуляционный насос, независимо от модели и производителя, подвержен одним и тем же типам поломок. Еще лучше – наполнять котел и контур умягченной водой;
Еще лучше – наполнять котел и контур умягченной водой; Также кольца могут повредиться естественным износом: их максимальный срок службы составляет 2-3 года.
Также кольца могут повредиться естественным износом: их максимальный срок службы составляет 2-3 года.
 Если уровень теплоносителя при этом минимальный, насосу может быть причинен вред, особенно если агрегат оснащен «мокрым» ротором. Решение проблемы – выпустить воздух из контура отопления и монтировать воздухоотводчик в самой высокой точке узла обвязки.
Если уровень теплоносителя при этом минимальный, насосу может быть причинен вред, особенно если агрегат оснащен «мокрым» ротором. Решение проблемы – выпустить воздух из контура отопления и монтировать воздухоотводчик в самой высокой точке узла обвязки. Причина этого – наличие известковых отложений между «рубашкой» статора и ротором, которые образуются из-за повышенной жесткости воды. Лучший способ избавиться от неисправности – разобрать насос и прочистить все детали. Заодно осмотрите и водяной котел отопления: жидкость с высоким содержанием солей также могла повредить.
Причина этого – наличие известковых отложений между «рубашкой» статора и ротором, которые образуются из-за повышенной жесткости воды. Лучший способ избавиться от неисправности – разобрать насос и прочистить все детали. Заодно осмотрите и водяной котел отопления: жидкость с высоким содержанием солей также могла повредить.
 . Gecko Control Pack.. Замена нагревателя своими руками
. Gecko Control Pack.. Замена нагревателя своими руками нагрев и снова работа… Замена циркуляционного насоса или даже датчиков не займет много времени, если вам все еще нужна помощь. снова бег. Как всегда, не засовывайте руки в ЛЮБОЙ СПА или джакузи, пока ВЫ сами не увидите и не отключите выключатель. Надеюсь, я ясно выразился. Пожалуйста, ставьте лайк, делитесь и подписывайтесь Спасибо за просмотр. ArizonaHotTubFactory есть на Facebook
нагрев и снова работа… Замена циркуляционного насоса или даже датчиков не займет много времени, если вам все еще нужна помощь. снова бег. Как всегда, не засовывайте руки в ЛЮБОЙ СПА или джакузи, пока ВЫ сами не увидите и не отключите выключатель. Надеюсь, я ясно выразился. Пожалуйста, ставьте лайк, делитесь и подписывайтесь Спасибо за просмотр. ArizonaHotTubFactory есть на Facebook У нас есть еще несколько мифов, связанных с гидромассажными ваннами и спа, которые мы будем снимать и рассказывать сообществу YouTube в будущем. Jacuzzi J-355 против Jacuzzi J-325 Как всегда, спасибо за просмотр… И ПОЖАЛУЙСТА, поставьте лайк и подпишитесь. Фабрика джакузи в Аризоне 623 842 4665
У нас есть еще несколько мифов, связанных с гидромассажными ваннами и спа, которые мы будем снимать и рассказывать сообществу YouTube в будущем. Jacuzzi J-355 против Jacuzzi J-325 Как всегда, спасибо за просмотр… И ПОЖАЛУЙСТА, поставьте лайк и подпишитесь. Фабрика джакузи в Аризоне 623 842 4665  ..Если вы не знаете, как найти пакет или можно ли его переоборудовать, позвоните производителю или дилеру для получения дополнительной информации… Как только вы будете уверены, что можете переоборудовать, вы можете двигаться вперед в процессе, и я надеюсь, что это видео дать вам все ответы, чтобы помочь вам в этом процессе. Tuff spa, а также несколько других компаний используют пакеты BalBoa VS и соответствующий продукт. На мой взгляд, это один из лучших продуктов на рынке, и он очень удобен в использовании … Всегда убедитесь, что если вы подключаете свою гидромассажную ванну 220/240, вы используете GFCI с четырьмя проводами № 6 и спа-отключение не ближе затем 5 футов и не ниже 36 дюймов и в прямой видимости джакузи. Если вам нужна помощь с проводкой отключения, вы можете посмотреть другие мои видео на эту тему. Tuff Spa… Как преобразовать гидромассажную ванну Plug and Play на 110 вольт в 220/240 вольт 50 AMP GFCI BalBoa Pack. BalBoa VS Как всегда, спасибо за просмотр и, пожалуйста, ставьте лайк, делитесь и подписывайтесь ArizonaHotTub Factory.
..Если вы не знаете, как найти пакет или можно ли его переоборудовать, позвоните производителю или дилеру для получения дополнительной информации… Как только вы будете уверены, что можете переоборудовать, вы можете двигаться вперед в процессе, и я надеюсь, что это видео дать вам все ответы, чтобы помочь вам в этом процессе. Tuff spa, а также несколько других компаний используют пакеты BalBoa VS и соответствующий продукт. На мой взгляд, это один из лучших продуктов на рынке, и он очень удобен в использовании … Всегда убедитесь, что если вы подключаете свою гидромассажную ванну 220/240, вы используете GFCI с четырьмя проводами № 6 и спа-отключение не ближе затем 5 футов и не ниже 36 дюймов и в прямой видимости джакузи. Если вам нужна помощь с проводкой отключения, вы можете посмотреть другие мои видео на эту тему. Tuff Spa… Как преобразовать гидромассажную ванну Plug and Play на 110 вольт в 220/240 вольт 50 AMP GFCI BalBoa Pack. BalBoa VS Как всегда, спасибо за просмотр и, пожалуйста, ставьте лайк, делитесь и подписывайтесь ArizonaHotTub Factory. com
com  (Противовспениватель Spa Guard)
(Противовспениватель Spa Guard) В этой статье описаны наиболее распространенные симптомы неисправности насосов комбинированных котлов, которые собрала наша команда Boiler Solutions. Мы стремимся к тому, чтобы вы оставались в курсе последних новостей о котлах и других темах. Вы сможете ознакомиться с распространенными неисправностями, с которыми мы обязательно столкнемся, когда речь идет о котлах. Когда возникает такая неисправность, вам следует подумать о том, чтобы обратиться в сервисный центр по ремонту котлов в Лондоне. Узнайте больше об этом на нашей домашней странице.
В этой статье описаны наиболее распространенные симптомы неисправности насосов комбинированных котлов, которые собрала наша команда Boiler Solutions. Мы стремимся к тому, чтобы вы оставались в курсе последних новостей о котлах и других темах. Вы сможете ознакомиться с распространенными неисправностями, с которыми мы обязательно столкнемся, когда речь идет о котлах. Когда возникает такая неисправность, вам следует подумать о том, чтобы обратиться в сервисный центр по ремонту котлов в Лондоне. Узнайте больше об этом на нашей домашней странице.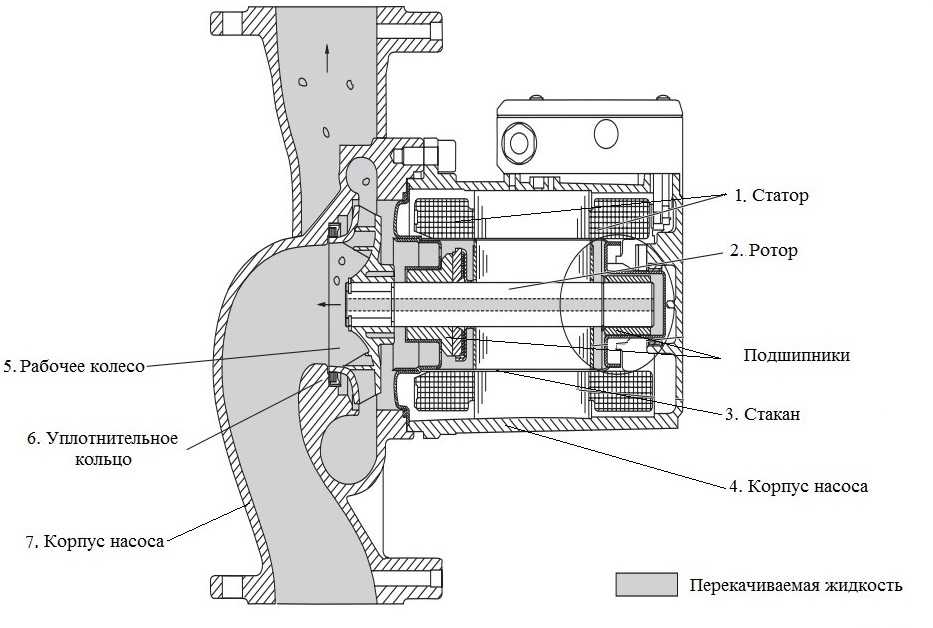 Наш клиентоориентированный подход — это то, что позволило нам завоевать безупречную репутацию за последнее десятилетие. Единственный способ обеспечить эффективную и безопасную работу вашего котла или прибора — это регулярное техническое обслуживание и профессиональное обслуживание, которое обычно проводится ежегодно. Есть несколько причин для получения ежегодного обслуживания.
Наш клиентоориентированный подход — это то, что позволило нам завоевать безупречную репутацию за последнее десятилетие. Единственный способ обеспечить эффективную и безопасную работу вашего котла или прибора — это регулярное техническое обслуживание и профессиональное обслуживание, которое обычно проводится ежегодно. Есть несколько причин для получения ежегодного обслуживания. Это может быть что угодно, от пронзительного визга до тихого рычания. Если вы слышите какие-либо странные звуки из вашего котла, обязательно проверьте насос на наличие признаков повреждения или износа.
Это может быть что угодно, от пронзительного визга до тихого рычания. Если вы слышите какие-либо странные звуки из вашего котла, обязательно проверьте насос на наличие признаков повреждения или износа. Попытка отремонтировать котел самостоятельно может быть очень опасной и может привести к дальнейшему повреждению котла или даже к травмам. Пока мы обсуждаем эту тему, также узнайте, почему вы должны своевременно организовать обслуживание водонагревателя.
Попытка отремонтировать котел самостоятельно может быть очень опасной и может привести к дальнейшему повреждению котла или даже к травмам. Пока мы обсуждаем эту тему, также узнайте, почему вы должны своевременно организовать обслуживание водонагревателя. Узнайте больше о том, что с этим делать, в нашем блоге, как слить комбинированный котел системы центрального отопления?
Узнайте больше о том, что с этим делать, в нашем блоге, как слить комбинированный котел системы центрального отопления? Чтобы проверить это, посмотрите на манометр вашего котла. Если показания выше, чем обычно, это может означать, что насос неисправен.
Чтобы проверить это, посмотрите на манометр вашего котла. Если показания выше, чем обычно, это может означать, что насос неисправен. Убедитесь, что на насос подается питание и не сработал автоматический выключатель.
Убедитесь, что на насос подается питание и не сработал автоматический выключатель.
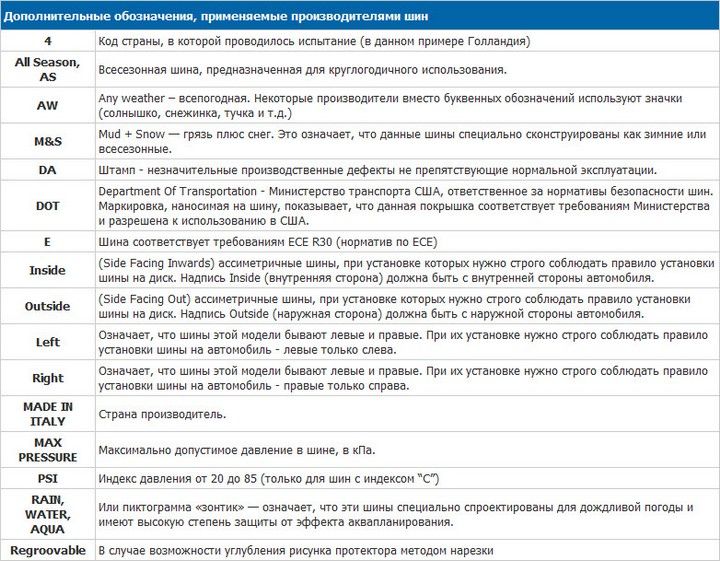


 Иначе формулу необходимо вводить с использованием прежней версии массива, выбрав диапазон вывода, введя формулу в левой верхней ячейке диапазона и нажав клавиши CTRL+SHIFT+ВВОД для подтверждения. Excel автоматически вставляет скобки в начале и конце формулы. Дополнительные сведения о формулах массива см. в статье Использование формул массива: рекомендации и примеры.
Иначе формулу необходимо вводить с использованием прежней версии массива, выбрав диапазон вывода, введя формулу в левой верхней ячейке диапазона и нажав клавиши CTRL+SHIFT+ВВОД для подтверждения. Excel автоматически вставляет скобки в начале и конце формулы. Дополнительные сведения о формулах массива см. в статье Использование формул массива: рекомендации и примеры.
 В следующем примере вместо нулевых значений используются значения #Н/Д.
В следующем примере вместо нулевых значений используются значения #Н/Д. За справками нужно обязательно обращаться в государственное учреждение, потому что в случае судебного разбирательства справки из частных клиник неохотно принимаются во внимание.
За справками нужно обязательно обращаться в государственное учреждение, потому что в случае судебного разбирательства справки из частных клиник неохотно принимаются во внимание.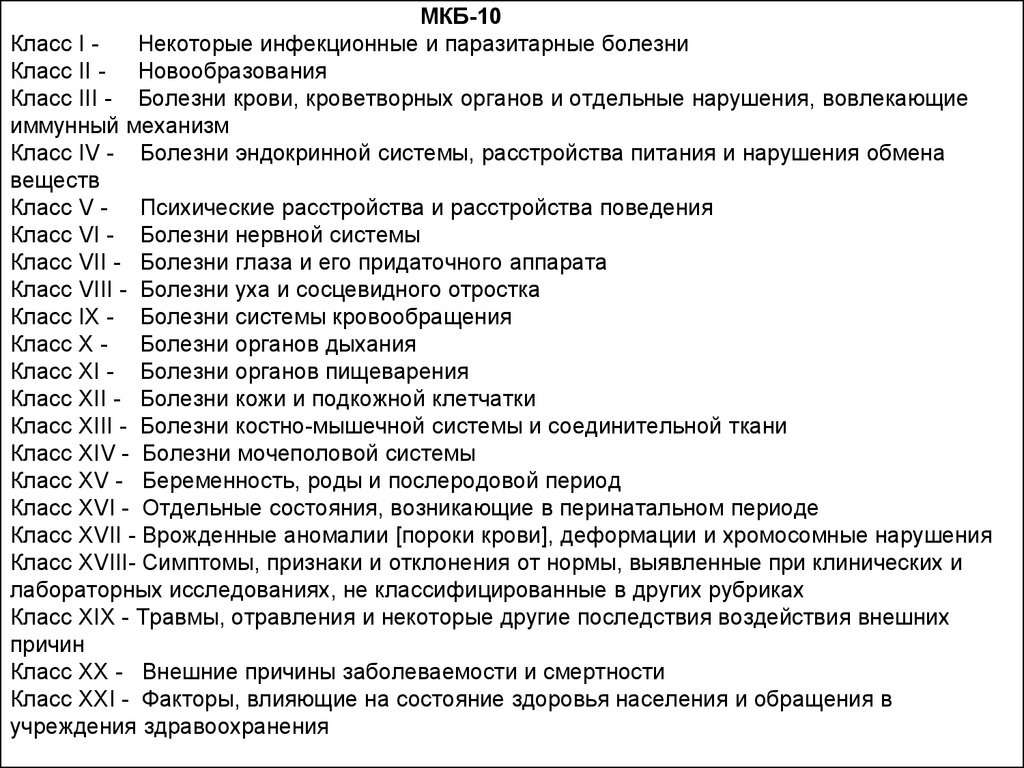
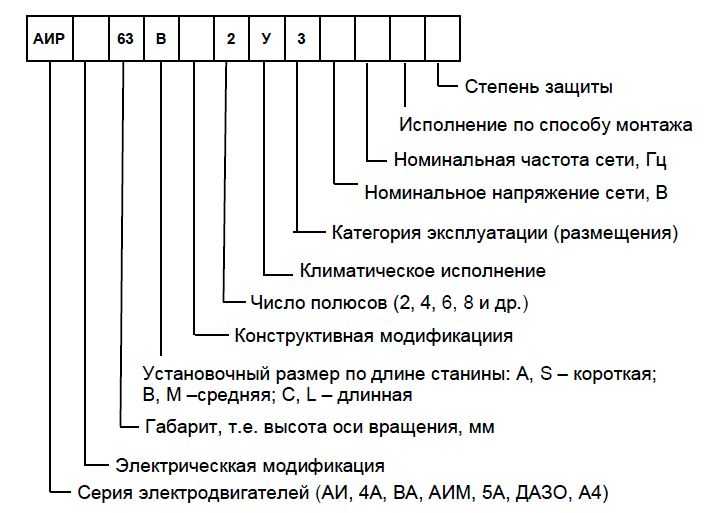
 Однако нужно иметь в виду, что лица, состоящие на учете в ПНД или НД признаются законом дееспособными гражданами, поэтому могут заключать сделки и получать водительские права.
Однако нужно иметь в виду, что лица, состоящие на учете в ПНД или НД признаются законом дееспособными гражданами, поэтому могут заключать сделки и получать водительские права.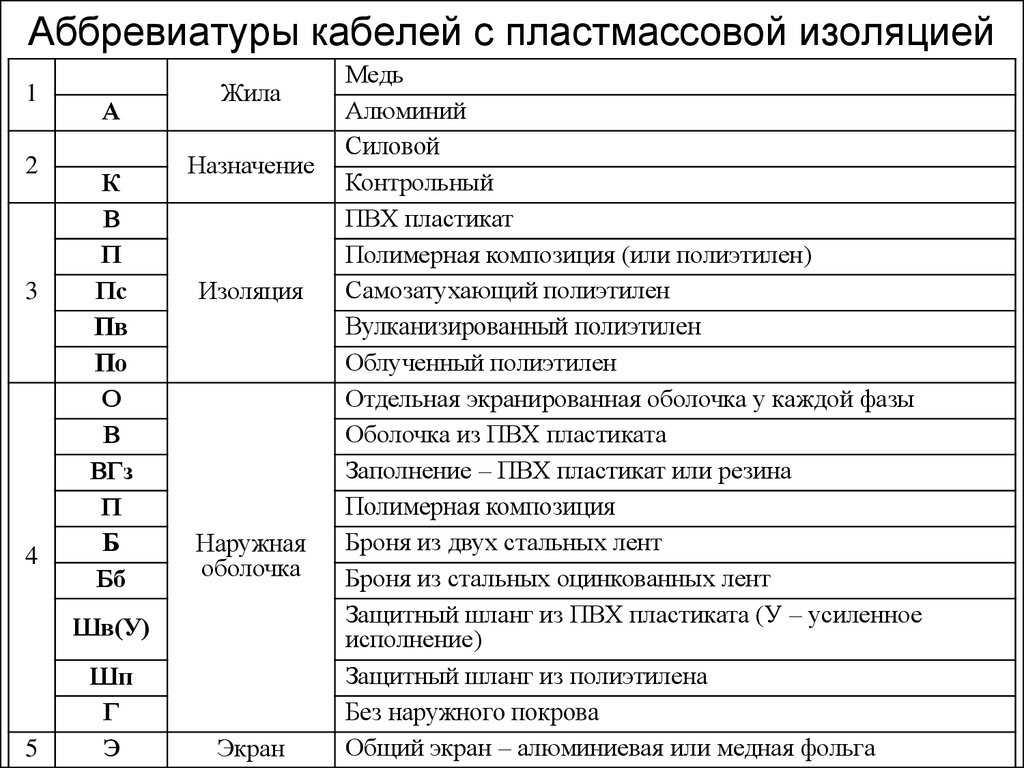 Также при возникновении подозрений он имеет полномочия проверить информацию на продавца по Системе межведомственного электронного взаимодействия (СМЭВ) и запросить полные данные из Росреестра, где указывается факт недееспособности (при его наличии). Более того, с 2015 года все нотариусы обязаны вести видеофиксацию процесса оформления документов и передачи имущественного права, которая также является прямым доказательством адекватного состояния гражданина, совершающего сделку.
Также при возникновении подозрений он имеет полномочия проверить информацию на продавца по Системе межведомственного электронного взаимодействия (СМЭВ) и запросить полные данные из Росреестра, где указывается факт недееспособности (при его наличии). Более того, с 2015 года все нотариусы обязаны вести видеофиксацию процесса оформления документов и передачи имущественного права, которая также является прямым доказательством адекватного состояния гражданина, совершающего сделку.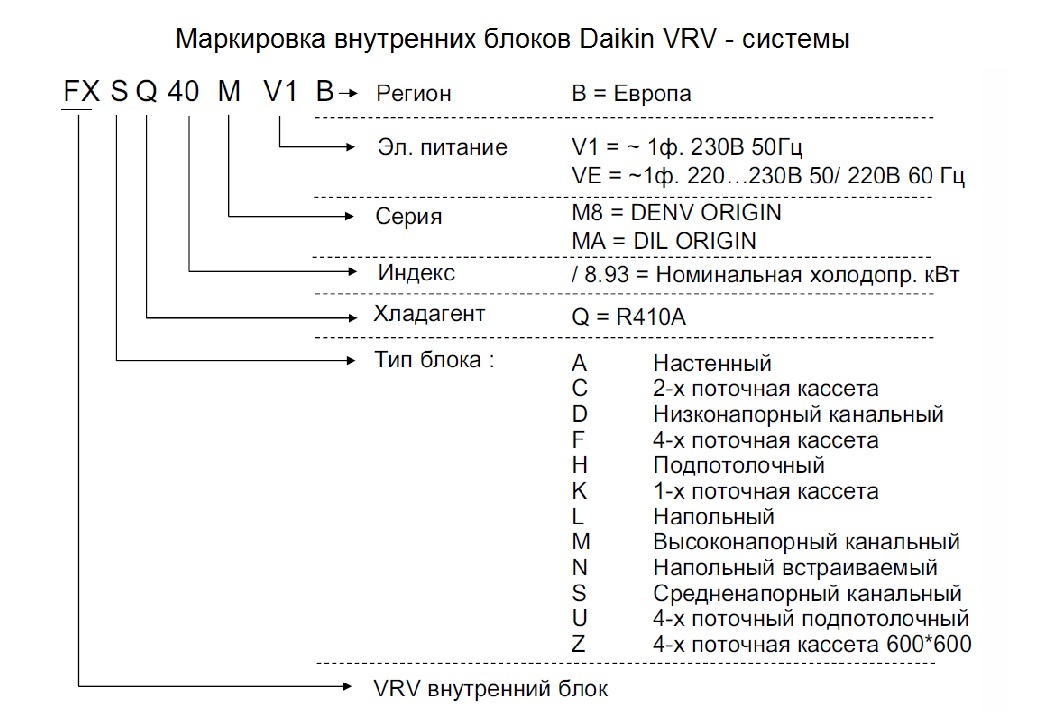
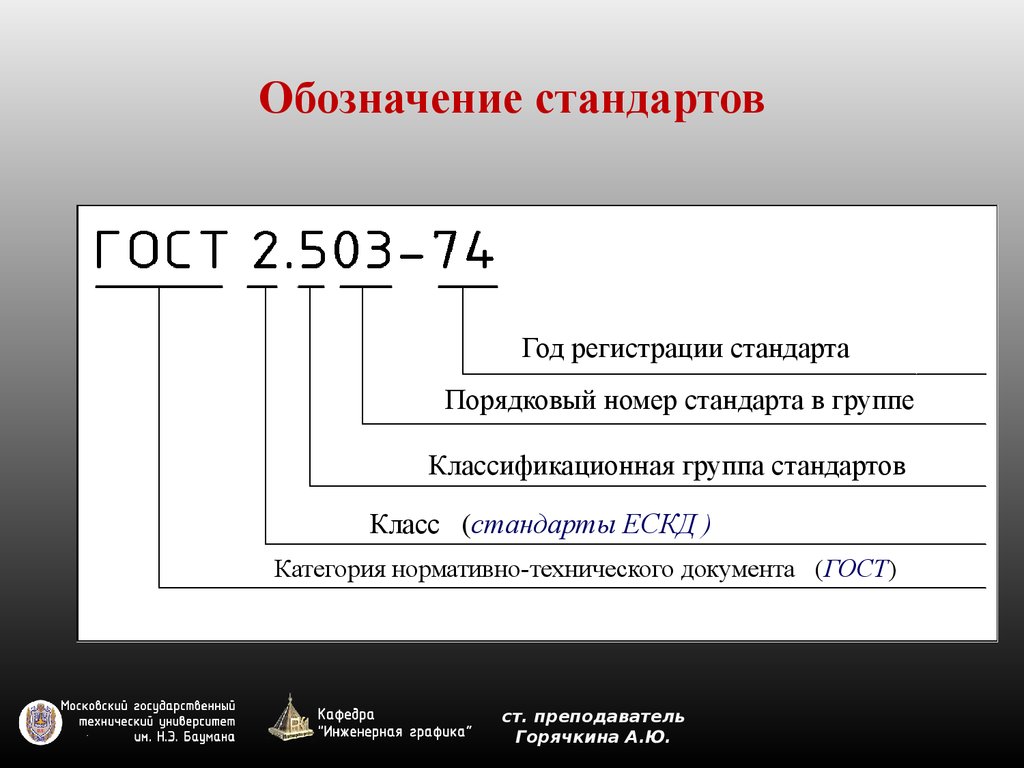 Если учащиеся не могут расшифровывать слова, их беглость чтения будет недостаточной, их словарный запас будет ограничен, а их понимание прочитанного будет страдать. Обучение стратегиям чтения более высокого уровня для студентов, застрявших на уровне слов, неэффективно. С тем же успехом мы могли бы биться головой о стену.
Если учащиеся не могут расшифровывать слова, их беглость чтения будет недостаточной, их словарный запас будет ограничен, а их понимание прочитанного будет страдать. Обучение стратегиям чтения более высокого уровня для студентов, застрявших на уровне слов, неэффективно. С тем же успехом мы могли бы биться головой о стену.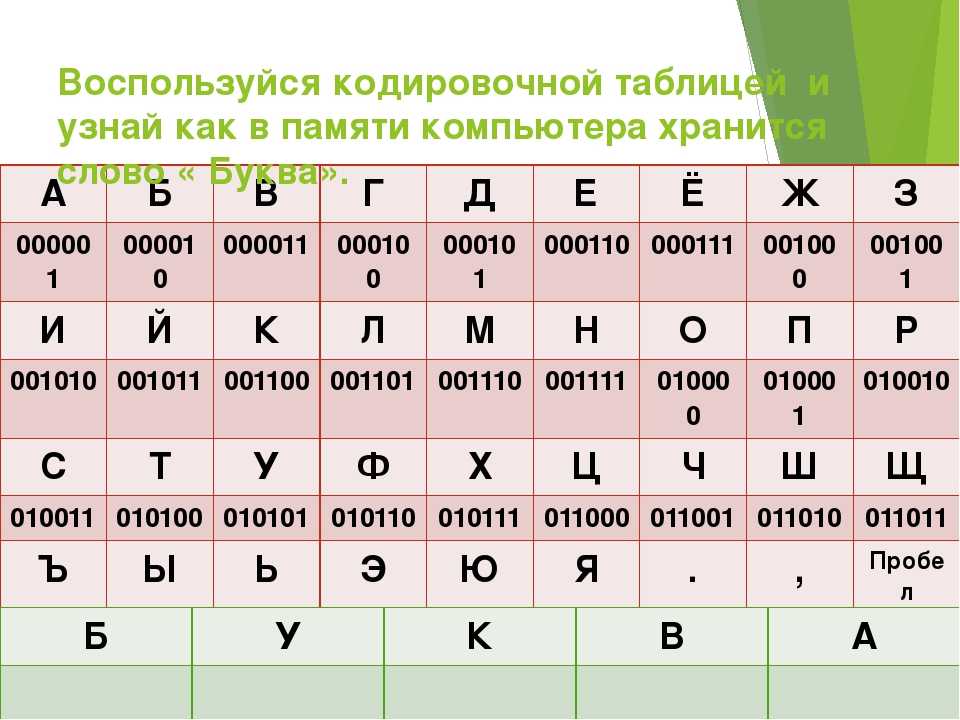 То, как этому учат, определяет уровень успеха, особенно для людей с нарушениями обучаемости, такими как дислексия.
То, как этому учат, определяет уровень успеха, особенно для людей с нарушениями обучаемости, такими как дислексия.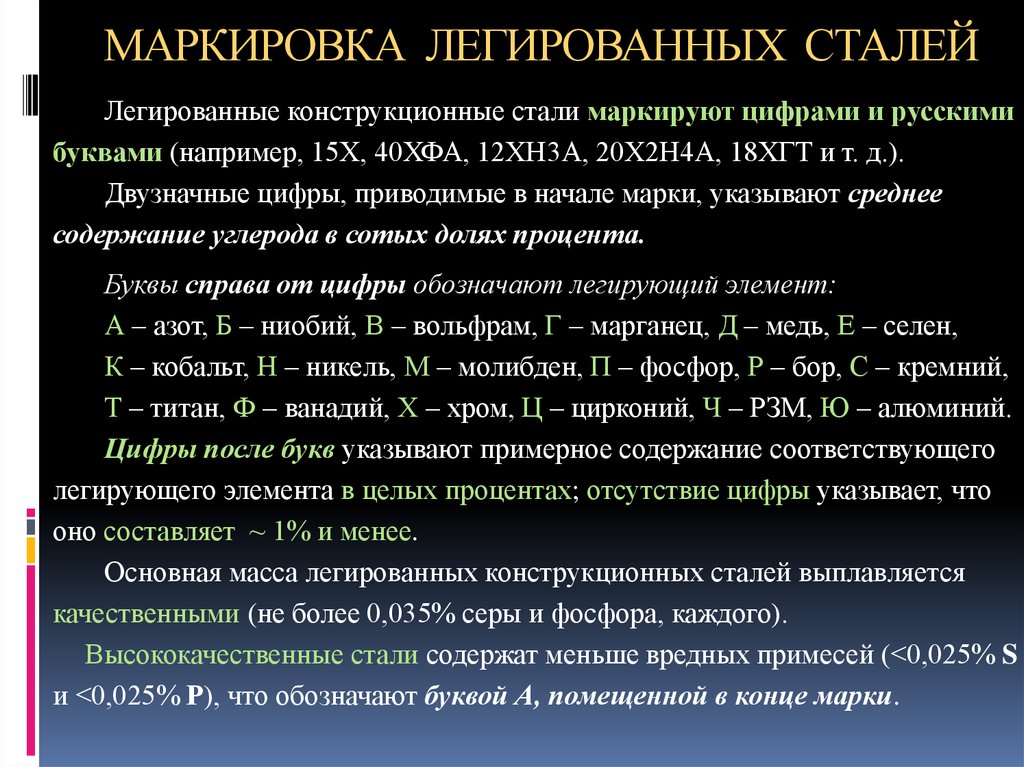 Когда этот процесс автоматизирован и эффективен, можно обучить дополнительным стратегиям чтения, чтобы помочь учащимся извлечь больше информации из прочитанного и получить успешный и полезный опыт работы с текстом. Что еще мы могли бы хотеть?
Когда этот процесс автоматизирован и эффективен, можно обучить дополнительным стратегиям чтения, чтобы помочь учащимся извлечь больше информации из прочитанного и получить успешный и полезный опыт работы с текстом. Что еще мы могли бы хотеть?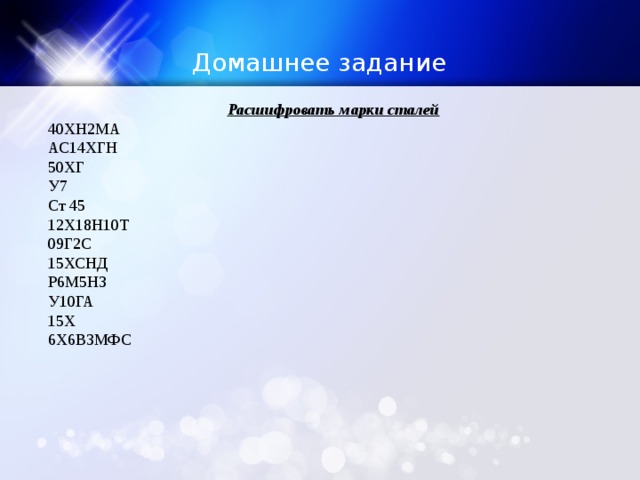 Нажмите на каждый раздел ниже, чтобы узнать больше.
Нажмите на каждый раздел ниже, чтобы узнать больше.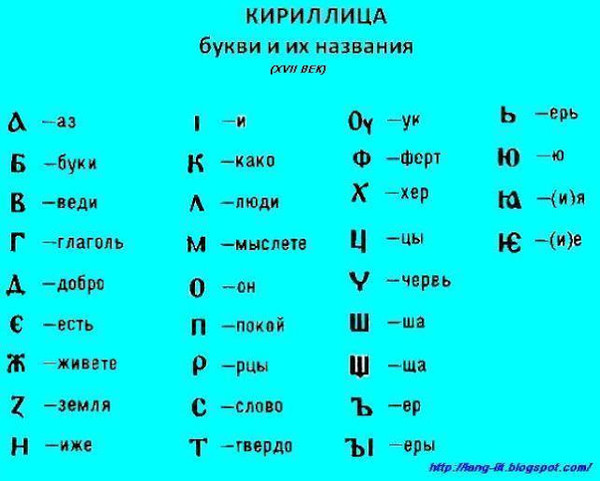 Обучение стратегиям чтения более высокого уровня для студентов, застрявших на уровне слов, неэффективно и разочаровывает.
Обучение стратегиям чтения более высокого уровня для студентов, застрявших на уровне слов, неэффективно и разочаровывает.

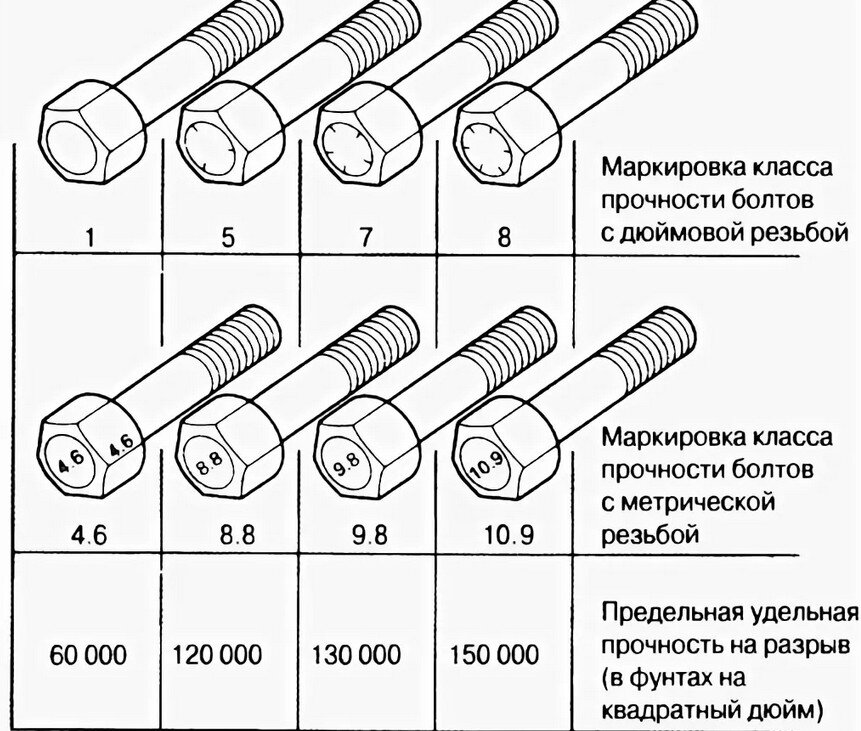 8: Определяем предел текучести
8: Определяем предел текучести 35
35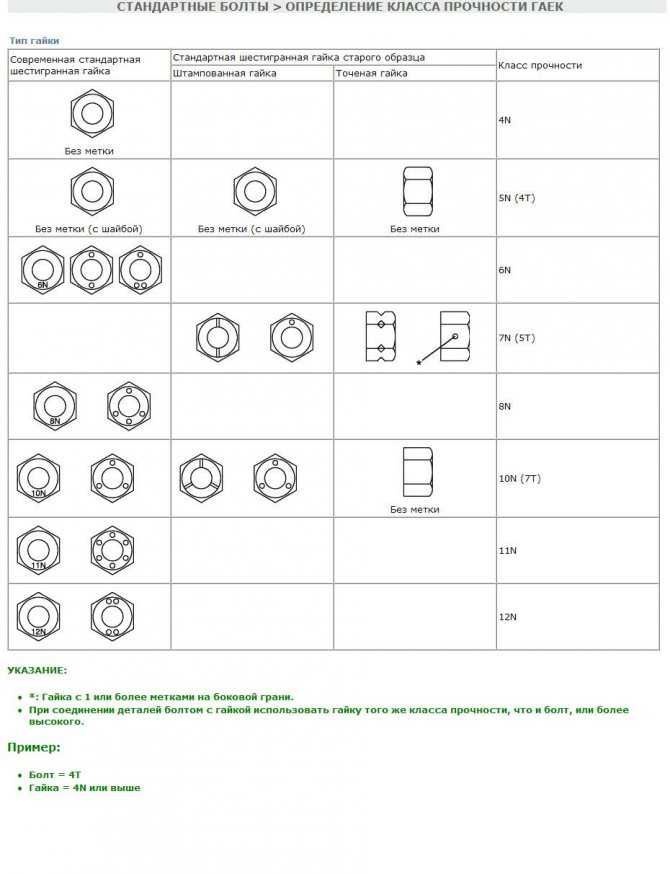
 4-87 або відповідний йому міжнародний стандарт ISO 898.1-78.
4-87 або відповідний йому міжнародний стандарт ISO 898.1-78. З нержавіючим кріпленням справа йде трохи інакше. Механічні характеристики цих металовиробів регламентує ГОСТ Р ISO 3506-1-2009. Документ встановлює для болтів з нержавіючої сталі три класи міцності: 50, 70 і 80. Їх прийнято писати разом з маркою стали, з якої зроблені металовироби, розділяючи дефісом. Наприклад: А2-70, А4-80.
З нержавіючим кріпленням справа йде трохи інакше. Механічні характеристики цих металовиробів регламентує ГОСТ Р ISO 3506-1-2009. Документ встановлює для болтів з нержавіючої сталі три класи міцності: 50, 70 і 80. Їх прийнято писати разом з маркою стали, з якої зроблені металовироби, розділяючи дефісом. Наприклад: А2-70, А4-80.

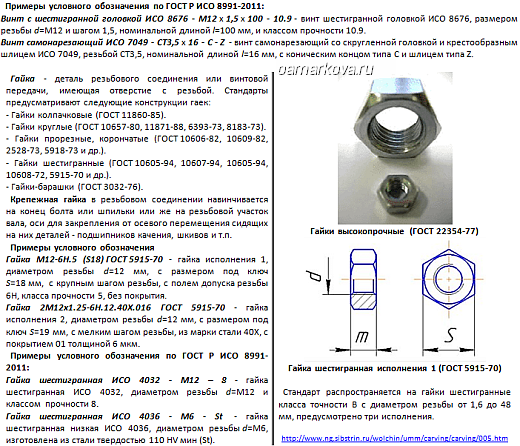 Профиль разработан благодаря многочисленным исследованиям, поэтому выдерживает высокие нагрузки и защищен от самоотвинчивания (однако для этого необходимо подобрать правильный крутящий момент).
Профиль разработан благодаря многочисленным исследованиям, поэтому выдерживает высокие нагрузки и защищен от самоотвинчивания (однако для этого необходимо подобрать правильный крутящий момент).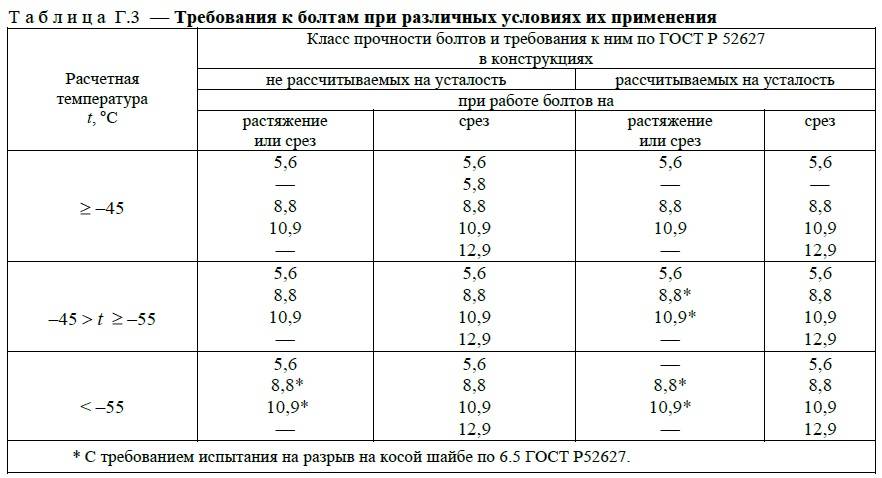 Также для обеспечения надежности резьбового соединения стоит помнить об использовании стопорных средств, например, пружинных шайб или контргаек.
Также для обеспечения надежности резьбового соединения стоит помнить об использовании стопорных средств, например, пружинных шайб или контргаек. Нет смысла в обычном каркасе полки для хозяйственных инструментов использовать детали из легированной стали. В то же время в некоторых фланцевых соединениях требуются материалы с повышенными механическими характеристиками (например, при стягивании элементов многотонных металлоконструкций).
Нет смысла в обычном каркасе полки для хозяйственных инструментов использовать детали из легированной стали. В то же время в некоторых фланцевых соединениях требуются материалы с повышенными механическими характеристиками (например, при стягивании элементов многотонных металлоконструкций).
 Поэтому стоит иметь в виду несколько простых способов, упрощающих раскрутку:
Поэтому стоит иметь в виду несколько простых способов, упрощающих раскрутку: ЧАО «Дружковский метизный завод» реализует метизы для соединения различных конструкций в больших количествах. Предлагаем купить болты высокопрочные соответствующие требованиям ГОСТ Р 52644-2006.
ЧАО «Дружковский метизный завод» реализует метизы для соединения различных конструкций в больших количествах. Предлагаем купить болты высокопрочные соответствующие требованиям ГОСТ Р 52644-2006.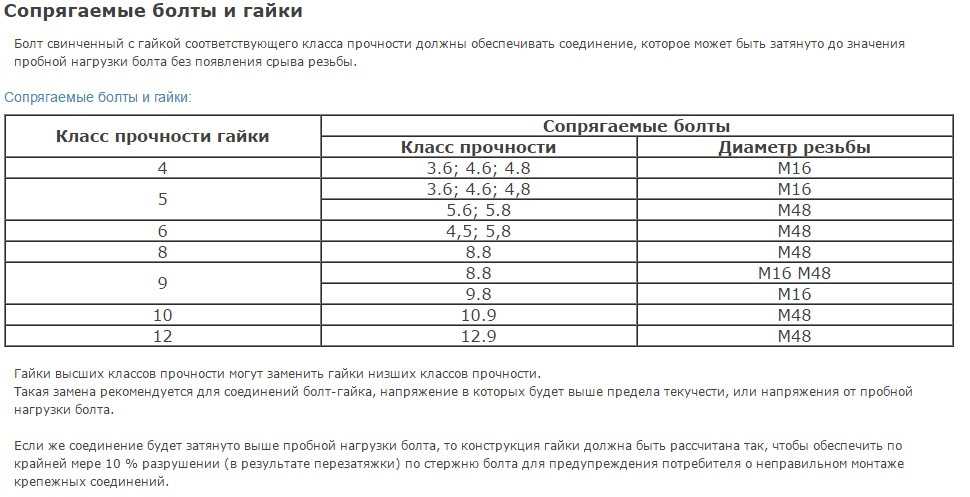
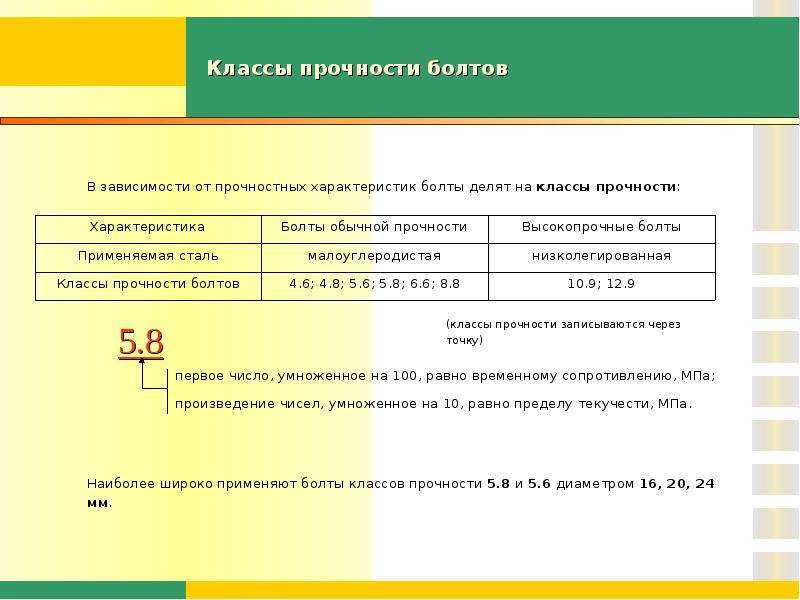
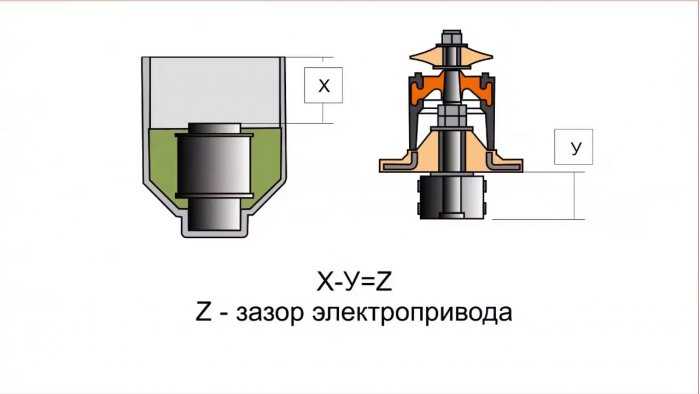 Чтобы не было лишних соударений вибратора по электроприводу насоса.
Чтобы не было лишних соударений вибратора по электроприводу насоса.  17) и шайбы (поз. 18 и 19). Поршень вибрационного насоса (поз. 20). И все это повторно фиксируется втулкой (поз. 21), шайбой (поз. 22) и гайкой (поз. 23).
17) и шайбы (поз. 18 и 19). Поршень вибрационного насоса (поз. 20). И все это повторно фиксируется втулкой (поз. 21), шайбой (поз. 22) и гайкой (поз. 23).



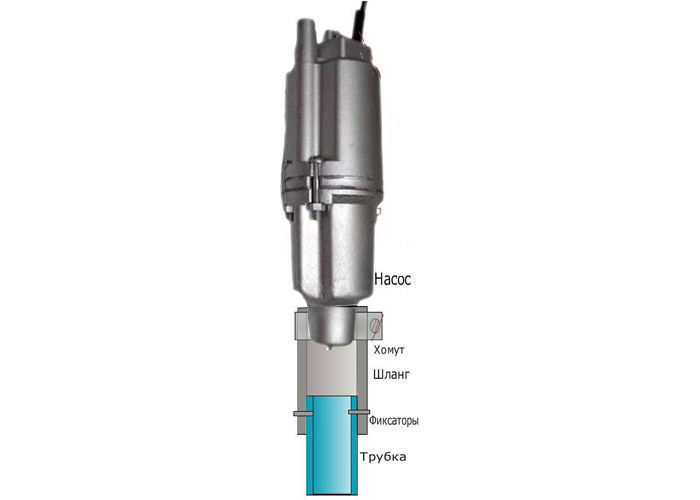 Тем не менее, это не объясняет, почему поток обратно в резервуар замедляется , когда насос достигает предела opv, не так ли?
Тем не менее, это не объясняет, почему поток обратно в резервуар замедляется , когда насос достигает предела opv, не так ли?
 В настоящее время он выдает чуть менее 500 мл в минуту, поэтому неограниченная скорость потока в порядке.
В настоящее время он выдает чуть менее 500 мл в минуту, поэтому неограниченная скорость потока в порядке.
 Я набрал opv, чтобы ограничить поток около 12 бар — таким образом насос не показывает проблем в пределах нормального диапазона заваривания.
Я набрал opv, чтобы ограничить поток около 12 бар — таким образом насос не показывает проблем в пределах нормального диапазона заваривания. Новый и старый OPV несовместимы без адаптера, которого у меня не было, но я нашел подходящий удерживающий клапан, который я взял в Cafe Parts для более раннего проекта, поэтому я вставил его вместо OPV. . Это подводит меня к моему вопросу и цели этого поста: зачем мне OPV с ротационным насосом, если я могу регулировать давление заваривания с помощью желудевого клапана на насосе? Я знаю об этих машинах достаточно, чтобы быть опасными, но то немногое, что я знаю, говорит мне о том, что удерживающий клапан — это все, что необходимо. При этом схемы деталей Expobar для этой машины имеют одну схему насоса, на которой показан только используемый удерживающий клапан, а на другой диаграмме для той же машины последовательно соединены и OPV, и удерживающий клапан. Чтобы сделать это еще более запутанным, моя машина изначально имела только OPV и не имела ретенционного клапана, а теперь, в его текущей итерации, только ретенционный клапан… кажется, работает как шарм в любой из двух более поздних конфигураций, и я предположить, будет работать в 3-й и 4-й конфигурациях, показанных в руководстве.
Новый и старый OPV несовместимы без адаптера, которого у меня не было, но я нашел подходящий удерживающий клапан, который я взял в Cafe Parts для более раннего проекта, поэтому я вставил его вместо OPV. . Это подводит меня к моему вопросу и цели этого поста: зачем мне OPV с ротационным насосом, если я могу регулировать давление заваривания с помощью желудевого клапана на насосе? Я знаю об этих машинах достаточно, чтобы быть опасными, но то немногое, что я знаю, говорит мне о том, что удерживающий клапан — это все, что необходимо. При этом схемы деталей Expobar для этой машины имеют одну схему насоса, на которой показан только используемый удерживающий клапан, а на другой диаграмме для той же машины последовательно соединены и OPV, и удерживающий клапан. Чтобы сделать это еще более запутанным, моя машина изначально имела только OPV и не имела ретенционного клапана, а теперь, в его текущей итерации, только ретенционный клапан… кажется, работает как шарм в любой из двух более поздних конфигураций, и я предположить, будет работать в 3-й и 4-й конфигурациях, показанных в руководстве. Если кто-то может поделиться какой-то теорией по этому поводу, а также высказать свое мнение о любых рисках / недостатках, работающих только с удерживающим клапаном, который я установил, я был бы признателен.
Если кто-то может поделиться какой-то теорией по этому поводу, а также высказать свое мнение о любых рисках / недостатках, работающих только с удерживающим клапаном, который я установил, я был бы признателен. Таким образом, это отвечает на вопрос, почему OPV/перепускной клапан также используется в роторном насосе. В приведенной выше ссылке для загрузки Эрика (спасибо, кстати, Эрику) показаны как ретенционный клапан, так и перепускной клапан, используемые в Expobar Office Leva; это одна из множества конфигураций, о которых я говорил в своем довольно шумном предыдущем посте. У меня есть аналогичная документация в формате pdf для других машин Expobar (Megacrem, Markus и т. д.), которую я мог бы загрузить, если бы знал как, в которой показаны машины с другой конфигурацией, которую я упомянул, в частности, только ретенционный клапан (без OPV). И я купил свою машину у первоначального владельца, который сказал, что она никогда не модифицировалась (насколько ему известно), и машина имела ТОЛЬКО перепускной клапан OPV и не имела удерживающего клапана, когда я ее купил. Получается, что Expobar производит машину как минимум в трех различных конфигурациях. За исключением этой проблемы с перепускным клапаном/удерживающим клапаном, остальная часть гидравлической схемы одинакова для всех машин во всей документации Expobar, которая у меня есть.
Таким образом, это отвечает на вопрос, почему OPV/перепускной клапан также используется в роторном насосе. В приведенной выше ссылке для загрузки Эрика (спасибо, кстати, Эрику) показаны как ретенционный клапан, так и перепускной клапан, используемые в Expobar Office Leva; это одна из множества конфигураций, о которых я говорил в своем довольно шумном предыдущем посте. У меня есть аналогичная документация в формате pdf для других машин Expobar (Megacrem, Markus и т. д.), которую я мог бы загрузить, если бы знал как, в которой показаны машины с другой конфигурацией, которую я упомянул, в частности, только ретенционный клапан (без OPV). И я купил свою машину у первоначального владельца, который сказал, что она никогда не модифицировалась (насколько ему известно), и машина имела ТОЛЬКО перепускной клапан OPV и не имела удерживающего клапана, когда я ее купил. Получается, что Expobar производит машину как минимум в трех различных конфигурациях. За исключением этой проблемы с перепускным клапаном/удерживающим клапаном, остальная часть гидравлической схемы одинакова для всех машин во всей документации Expobar, которая у меня есть.

 это: /downloads/Brewtus_OPV.pdf.
это: /downloads/Brewtus_OPV.pdf. . . их стандартный E61, 6-литровый одногруппный коммерческий Gicar HX с кофемолкой Cunill. Говорят, что он был произведен в 1986 году, но больше не производится… хотя очень похожие версии, такие как Markus, Mega и т. д., продолжают производиться и в значительной степени отличаются от моего только внешне.
. . их стандартный E61, 6-литровый одногруппный коммерческий Gicar HX с кофемолкой Cunill. Говорят, что он был произведен в 1986 году, но больше не производится… хотя очень похожие версии, такие как Markus, Mega и т. д., продолжают производиться и в значительной степени отличаются от моего только внешне.
 В случае монтажа труб в несколько рядов, промежуток между ними должен составлять минимум 25 см.
В случае монтажа труб в несколько рядов, промежуток между ними должен составлять минимум 25 см. Аналогичные действия нужно провести в случае кирпичной перегородки.
Аналогичные действия нужно провести в случае кирпичной перегородки. Необходимо обеспечение прохождения водных ресурсов от нижнего отвода к верхнему.
Необходимо обеспечение прохождения водных ресурсов от нижнего отвода к верхнему.

 Габариты экономайзерных труб стандартны: внутренний диаметр составляет 70 мм, внешний – 175 мм. Толщина стенок – 8 мм. Значительная разница размеров позволяет наружной части трубы оставаться относительно прохладной, в то время как прибор работает на полную мощность.
Габариты экономайзерных труб стандартны: внутренний диаметр составляет 70 мм, внешний – 175 мм. Толщина стенок – 8 мм. Значительная разница размеров позволяет наружной части трубы оставаться относительно прохладной, в то время как прибор работает на полную мощность. Типичный прибор представляет собой многорядную конструкцию из согнутых труб, секции которой расположены в шахматном порядке. В этом агрегате с помощью выходящих из теплоносителя газов начинается предварительный нагрев воды до 30-40 градусов, после чего она попадает в стационарный нагревательный узел.
Типичный прибор представляет собой многорядную конструкцию из согнутых труб, секции которой расположены в шахматном порядке. В этом агрегате с помощью выходящих из теплоносителя газов начинается предварительный нагрев воды до 30-40 градусов, после чего она попадает в стационарный нагревательный узел. Кроме всего прочего, ребристая секция может быть самостоятельным элементом отопительной системы.
Кроме всего прочего, ребристая секция может быть самостоятельным элементом отопительной системы. Важным фактором для эксплуатации являются характеристики базового теплоносителя:
Важным фактором для эксплуатации являются характеристики базового теплоносителя: Перечень главных плюсов ребристых труб из этого сверхпрочного материала выглядит следующим образом:
Перечень главных плюсов ребристых труб из этого сверхпрочного материала выглядит следующим образом: США
США
 США
США

 Блок выпрямителя соберите по схеме на плате, а все узлы прибора закрепите в корпусе. Можно использовать старый корпус от радиоустройства, а можно его сделать и самостоятельно.
Блок выпрямителя соберите по схеме на плате, а все узлы прибора закрепите в корпусе. Можно использовать старый корпус от радиоустройства, а можно его сделать и самостоятельно.
 В первичной обмотке 200 витков.
В первичной обмотке 200 витков.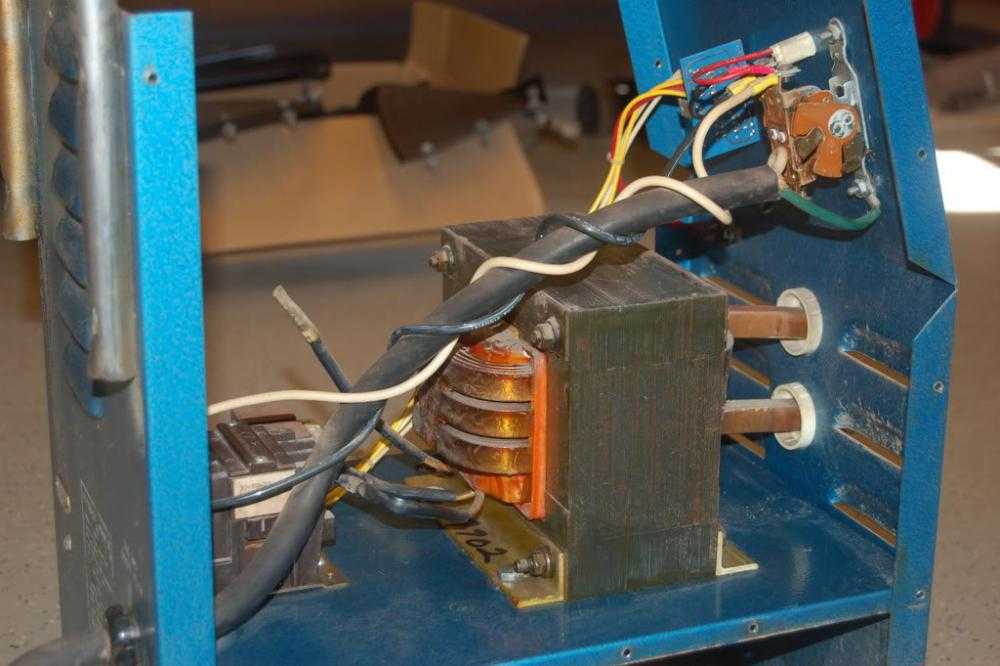 На концах примерно в 4 см от торцевой части выпилите выемки до половины диаметра. В выемку вставьте электрод и прижмите пружиной на основе приваренного куста проволоки из стали с диаметром 5 мм. Ко второму кону прикрепите такой же провод, который использовался для вторичной обмотки, с помощью гайки и винта. Наденьте на держатель резиновую трубку с подходящим внутренним диаметром.
На концах примерно в 4 см от торцевой части выпилите выемки до половины диаметра. В выемку вставьте электрод и прижмите пружиной на основе приваренного куста проволоки из стали с диаметром 5 мм. Ко второму кону прикрепите такой же провод, который использовался для вторичной обмотки, с помощью гайки и винта. Наденьте на держатель резиновую трубку с подходящим внутренним диаметром.

 Лучше использовать готовый сердечник из трансформаторной стали, так как плотность прилегания пластин играет основополагающую роль в работе магнитопровода.
Лучше использовать готовый сердечник из трансформаторной стали, так как плотность прилегания пластин играет основополагающую роль в работе магнитопровода. ru/transformator-svoimi-rukami.html.
ru/transformator-svoimi-rukami.html.
 При других параметрах работы, характеристики электродов меняются соответственно.
При других параметрах работы, характеристики электродов меняются соответственно. Схема подключения сглаживающего устройства приведена на рисунке ниже:
Схема подключения сглаживающего устройства приведена на рисунке ниже:

 youtube.com/embed/oFXz_PaUWhE?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/oFXz_PaUWhE?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>

 Линейная мощность переменного тока будет проходить через сварочный трансформатор и выходить через ряд выпрямительных диодов в мосту и преобразовываться в плавный выходной постоянный ток.
Линейная мощность переменного тока будет проходить через сварочный трансформатор и выходить через ряд выпрямительных диодов в мосту и преобразовываться в плавный выходной постоянный ток.
 Один важный урок, который можно извлечь из всего этого, заключается в том, что трансформаторы большой мощности — это не то место, где работает метод «на х** это сойдет»; Я сорвал пару праймериз, так что в итоге пришлось искать свежие MOT и начинать заново.
Один важный урок, который можно извлечь из всего этого, заключается в том, что трансформаторы большой мощности — это не то место, где работает метод «на х** это сойдет»; Я сорвал пару праймериз, так что в итоге пришлось искать свежие MOT и начинать заново. Как только лак смягчился, я сбил обмотки с помощью деревяшки и молотка; снова будьте осторожны, чтобы не повредить первичные компоненты. После того, как обмотки были сняты с сердечников, я немного очистил сердечники, сорвав старую изоляцию, а затем с помощью напильника удалил большую часть лака и сгладил то, что осталось.
Как только лак смягчился, я сбил обмотки с помощью деревяшки и молотка; снова будьте осторожны, чтобы не повредить первичные компоненты. После того, как обмотки были сняты с сердечников, я немного очистил сердечники, сорвав старую изоляцию, а затем с помощью напильника удалил большую часть лака и сгладил то, что осталось.
 Я немного увлекся и сварил до тех пор, пока вибрация не повредила изоляцию на одной первичной обмотке настолько, что непоправимо закоротило сердечник. Я попытался использовать оставшийся трансформатор самостоятельно; он мог почти расплавить стержень, но не имел реального проникновения, и было очень трудно зажечь дугу. Это также перегрело трансформатор до такой степени, что транспарант загорелся; это убило другой первичный.
Я немного увлекся и сварил до тех пор, пока вибрация не повредила изоляцию на одной первичной обмотке настолько, что непоправимо закоротило сердечник. Я попытался использовать оставшийся трансформатор самостоятельно; он мог почти расплавить стержень, но не имел реального проникновения, и было очень трудно зажечь дугу. Это также перегрело трансформатор до такой степени, что транспарант загорелся; это убило другой первичный. Я также обернул сердечники и катушки высокотемпературной каптоновой изоляционной лентой, чтобы избежать проблем с коротким замыканием, не вызывая другой опасности возгорания.
Я также обернул сердечники и катушки высокотемпературной каптоновой изоляционной лентой, чтобы избежать проблем с коротким замыканием, не вызывая другой опасности возгорания. Это явно не готовый продукт, но вполне рабочий сварочный аппарат. В настоящее время список дел:
Это явно не готовый продукт, но вполне рабочий сварочный аппарат. В настоящее время список дел:



 Такого плана станки предназначены для сверления, растачивания, зенкерования, развертывания сквозных и глухих отверстий в заготовках листового металла и не только. Так же такие станки могут выполнять всю фрезерную обработку металла всеми цилиндрическими фрезами. Работа станков происходит в трех плоскостях X,Y,Z, что позволяет быстро перемещать заготовку.
Такого плана станки предназначены для сверления, растачивания, зенкерования, развертывания сквозных и глухих отверстий в заготовках листового металла и не только. Так же такие станки могут выполнять всю фрезерную обработку металла всеми цилиндрическими фрезами. Работа станков происходит в трех плоскостях X,Y,Z, что позволяет быстро перемещать заготовку. фрезерования. 50 мм, стол 1220х360, 2.4 кВт]
фрезерования. 50 мм, стол 1220х360, 2.4 кВт] 23 мм, стол 450х180, 1,5кВт]
23 мм, стол 450х180, 1,5кВт] ] Размер стола 500×180]
] Размер стола 500×180] org/BreadcrumbList»>
org/BreadcrumbList»>


 ..
..
 Они не боятся перепадов напряжения в сети и работают бесперебойно, то есть их не нужно то и дело отключать для охлаждения. Трансформаторные источники питания универсальны, могут использоваться как для ручной, так и для автоматизированной резки. Однако есть и недостаток: они потребляют довольно много электроэнергии.
Они не боятся перепадов напряжения в сети и работают бесперебойно, то есть их не нужно то и дело отключать для охлаждения. Трансформаторные источники питания универсальны, могут использоваться как для ручной, так и для автоматизированной резки. Однако есть и недостаток: они потребляют довольно много электроэнергии. Плазморез практически не оставляет окалины на срезах, благодаря чему абсолютно точно соблюдаются размеры и форма детали. Скорость процесса настолько высока, что алюминий не успевает нагреться по всей площади листа. Это позволяет избежать деформации, даже если он тонкий.
Плазморез практически не оставляет окалины на срезах, благодаря чему абсолютно точно соблюдаются размеры и форма детали. Скорость процесса настолько высока, что алюминий не успевает нагреться по всей площади листа. Это позволяет избежать деформации, даже если он тонкий.

 Чистый азот годится только для раскроя алюминия толщиной не больше 2 см. Смесь водорода с азотом – оптимальный вариант, можно резать алюминий толщиной до 8 см.
Чистый азот годится только для раскроя алюминия толщиной не больше 2 см. Смесь водорода с азотом – оптимальный вариант, можно резать алюминий толщиной до 8 см. Этот метод особенно хорош для обработки стальных заготовок толщиной не более 6 мм – отличный результат в сочетании с высокой скоростью процесса. Однако лазерная технология связана с высоким энергопотреблением. Уже при толщине обрабатываемого листа 20–40 мм лазерная обработка оказывается экономически невыгодной, не говоря уже о металле толщиной 40 мм.
Этот метод особенно хорош для обработки стальных заготовок толщиной не более 6 мм – отличный результат в сочетании с высокой скоростью процесса. Однако лазерная технология связана с высоким энергопотреблением. Уже при толщине обрабатываемого листа 20–40 мм лазерная обработка оказывается экономически невыгодной, не говоря уже о металле толщиной 40 мм. Для резки тонких листов подойдет и лазерный, и плазменный способ.
Для резки тонких листов подойдет и лазерный, и плазменный способ. Поэтому работа должна производиться в специальном, хорошо проветриваемом помещении, с соблюдением всех требований безопасности. Такое помещение должно быть проверено сотрудниками пожарной инспекции. Обычно требуется регулярная аттестация, то есть периодические визиты инспекторов.
Поэтому работа должна производиться в специальном, хорошо проветриваемом помещении, с соблюдением всех требований безопасности. Такое помещение должно быть проверено сотрудниками пожарной инспекции. Обычно требуется регулярная аттестация, то есть периодические визиты инспекторов.
 На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт. Первые машины плазменной резки были «сырыми» с точки зрения управления и системы привода, как и сама технология.
Первые машины плазменной резки были «сырыми» с точки зрения управления и системы привода, как и сама технология.

 В военной, автомобильной и железнодорожной промышленности они, как правило, не стремятся соблюдать плюс-минус пять тысячных дюйма, а мы можем попадать в допуск плюс-минус 15 или 20 тысячных дюйма при плазменной резке, что находится в пределах допусков, установленных в этих отраслях.
В военной, автомобильной и железнодорожной промышленности они, как правило, не стремятся соблюдать плюс-минус пять тысячных дюйма, а мы можем попадать в допуск плюс-минус 15 или 20 тысячных дюйма при плазменной резке, что находится в пределах допусков, установленных в этих отраслях..png) Если вы будете резать его воздухом, у вас будет много шероховатой окиси алюминия и шероховатый край поверхности. Если резать его инертными газами, то при правильном подборе газа можно получить красивую, гладкую поверхность.
Если вы будете резать его воздухом, у вас будет много шероховатой окиси алюминия и шероховатый край поверхности. Если резать его инертными газами, то при правильном подборе газа можно получить красивую, гладкую поверхность.


 Пользователи сами комбинируют параметры, и их решение обычно продиктовано приоритетом желаемых результатов.
Пользователи сами комбинируют параметры, и их решение обычно продиктовано приоритетом желаемых результатов. Станки позволяют решать как простые, так и сложные производственные задачи.
Станки позволяют решать как простые, так и сложные производственные задачи.




 Хотя точка плавления алюминия действительно ниже, чем у большинства других металлов, если вы выберете правильные газы и будете следовать параметрам, указанным в руководстве пользователя, вы можете получить очень хорошую кромку с жесткими допусками (т. е. с небольшим изменением угла) на толстый и тонкий алюминий. Кроме того, вы должны увидеть очень мало окалины.
Хотя точка плавления алюминия действительно ниже, чем у большинства других металлов, если вы выберете правильные газы и будете следовать параметрам, указанным в руководстве пользователя, вы можете получить очень хорошую кромку с жесткими допусками (т. е. с небольшим изменением угла) на толстый и тонкий алюминий. Кроме того, вы должны увидеть очень мало окалины.
 Эти пузыри не проблема. Проблема в пузырьках, которые не поднимаются и не рассеиваются в воздухе. Некоторые плазменные столы с ЧПУ спроектированы таким образом, что могут улавливать эти пузырьки водорода, заставляя их сидеть и размножаться внизу стола в течение нескольких дней или недель. Со временем может образоваться относительно большой пузырь водорода, что может привести к взрыву.
Эти пузыри не проблема. Проблема в пузырьках, которые не поднимаются и не рассеиваются в воздухе. Некоторые плазменные столы с ЧПУ спроектированы таким образом, что могут улавливать эти пузырьки водорода, заставляя их сидеть и размножаться внизу стола в течение нескольких дней или недель. Со временем может образоваться относительно большой пузырь водорода, что может привести к взрыву. Это связано с тем, что количество используемой воды относительно невелико и в основном испаряется при резке более толстых материалов. Хотя большая часть воды испарится, небольшое количество влаги все же может попасть на разделочный стол. По этой причине мы настоятельно рекомендуем сначала связаться с производителем вашего стола, прежде чем использовать воду в качестве защиты, поскольку они могут порекомендовать использование различных фильтров, предназначенных для обработки дополнительной влаги.
Это связано с тем, что количество используемой воды относительно невелико и в основном испаряется при резке более толстых материалов. Хотя большая часть воды испарится, небольшое количество влаги все же может попасть на разделочный стол. По этой причине мы настоятельно рекомендуем сначала связаться с производителем вашего стола, прежде чем использовать воду в качестве защиты, поскольку они могут порекомендовать использование различных фильтров, предназначенных для обработки дополнительной влаги. В настоящее время наиболее популярными плазменными газами являются:
В настоящее время наиболее популярными плазменными газами являются: К счастью, воздух является очень универсальным плазменным газом и обеспечивает хорошее качество резки алюминия. Воздух также является самым недорогим вариантом, поскольку вам не нужно покупать отдельные баллоны с газом. Единственным недостатком воздуха является то, что поверхность реза может окисляться, что приводит к пористым сварным швам и необходимости дорабатывать детали перед сваркой. При резке алюминия поверхность будет шероховатой и потребует некоторой доработки, если для вас важна эстетика.
К счастью, воздух является очень универсальным плазменным газом и обеспечивает хорошее качество резки алюминия. Воздух также является самым недорогим вариантом, поскольку вам не нужно покупать отдельные баллоны с газом. Единственным недостатком воздуха является то, что поверхность реза может окисляться, что приводит к пористым сварным швам и необходимости дорабатывать детали перед сваркой. При резке алюминия поверхность будет шероховатой и потребует некоторой доработки, если для вас важна эстетика.

 Эти газы особенно хорошо работают с материалом размером более 20 мм (3/4″), где требуется больше энергии.
Эти газы особенно хорошо работают с материалом размером более 20 мм (3/4″), где требуется больше энергии.