Любое техническое изделие состоит из отдельных деталей, скрепляемых между собой с помощью крепёжных элементов. Хотя резьбовые соединения были известны ещё в Древнем Риме, Китае, а также цивилизации Майя, метчик стал использоваться в качестве резьбообразующего инструмента лишь в конце Средних веков (XV–XVI столетие). До этого внутреннюю спираль гайки изготавливали другими способами, в том числе и с помощью токарного станка.
Особенности устройства
Вначале использовали трёх- или четырехгранный стержень, на котором выпиливали зубчики. Конец затачивали на пологий конус. При завинчивании такого артефакта в отверстие гайки или корпуса зубчатые перемычки нарезали внутреннюю резьбу. Понятно, что такой инструмент был далёк от совершенства, поскольку режущие зубья не имели заднего угла, а передний угол был отрицательным. Однако постепенно его конструкция совершенствовалась, пока не стала более рациональной. Сегодня любой метчик для нарезания резьбы имеет схожие конструктивные элементы:
Канавки для выхода стружки и подведения охлаждающе-смазочной жидкости (СОЖ). Количество их обычно — от 2 до 6.
Профиль впадин может быть разным: однорадиусный, прямолинейные передняя и задняя поверхности, прямолинейная передняя и радиусная задняя.
Направление канавок: прямолинейные, спиральные правые и левые. Первые применяются в обычных универсальных метчиках. Канавки с левонаправленной винтовой линией служат для нарезания резьбы на проход. При этом стружка идёт перед метчиком, чтобы не портить нарезку. Правые углубления применяют для глухих отверстий, чтобы стружка выводилась назад, в противном случае она, будучи спрессованной, сломает инструмент.
Заборная часть выполняется конической, для того чтобы облегчить врезание режущих зубьев в материал детали. Угол наклона выполняют от 3 до 20 градусов, в зависимости от назначения метчика (черновой, промежуточный, чистовой).
Калибрующая часть — цилиндрическая, имеет обратное занижение до 0,1 мм, служащее для уменьшения силы трения. С этой же целью калибрующие зубья затылуют на расстоянии 1/3 ширины пера от вершины зуба. Занижение составляет около одной десятой миллиметра для резьб диаметром от 12 до 30 мм.
Виды метчиков
По назначению
Слесарные (ручные) метчики используют для изготовления резьбы с помощью воротка. С целью уменьшения усилия, изготавливаются комплектом, в составе которого 2–3 инструмента, каждый из которых снимает лишь часть припуска на обработку. Первый метчик является черновым, последний — чистовым. Чтобы различить их между собой, на хвостовик наносят маркировку в виде чёрточек (одна, две, три черты). Слесарные метчики в основном используют для нарезания резьбы в корпусных деталях.
Машинные (машинно-ручные). Применяются для механизированного нарезания резьбы на станках: сверлильных, токарных, агрегатных, типа обрабатывающий центр. Конструктивно не отличаются от слесарных, разве что имеют укороченную заборную часть и более высокую стойкость. Основное назначение — нарезание резьбы в деталях.
Гаечные. Как видно из названия, используются для нарезания гаек. Состоят всегда из одного метчика с удлинённым заборным конусом. При работе метчик из гайки не вывинчивают, а готовые гайки нанизывают на удлинённый хвостовик, который имеет 2 исполнения: прямолинейный и радиусный (изогнутый). Первое используют на сверлильных и токарных станках. После заполнения накопительной части хвостовика инструмент вынимают из быстрозажимного патрона и стряхивают готовые гайки. Кривой метчик применяют на резьбонарезных автоматах. В этом случае гайки под напором друг друга перемещаются до конца инструмента, где падают в тару.
Конструктивные исполнения
Метчики с короткими канавками (бесканавочные). Используются для нарезания резьбы в алюминиевых сплавах, вязких низкоуглеродистых или высокопрочных легированных сталях.
С винтовыми канавками. Используют на обрабатывающих центрах, при нарезании глухих резьб.
С шахматным расположением зубьев. Последние на калибрующей части срезаны через один, тем самым уменьшается сила трения, что актуально для вязких материалов.
Ступенчатые. Режущая часть инструмента разделена на два участка, каждый из которых работает по своей схеме формообразования. Например, 1-й участок режет по генераторной схеме, 2-й — по профильной. Или, 1-й работает как режущий инструмент, 2-й — как выглаживающий.
Комбинированные. 1-я ступень представляет собой сверло, 2-я метчик. Как говорится — два в одном.
Метчик-протяжка. С его помощью нарезают резьбу любого диаметра и шага в деталях со сквозным отверстием на токарном станке. Деталь надевают на хвостовик инструмента, после чего зажимают её в патрон станка, а хвостовик закрепляют в резцедержателе. Устанавливают автоматическую подачу, равную шагу нарезки и включают соответствующее вращение шпинделя. После того как протяжка выйдет из обрабатываемой детали, резьба готова.
С внутренним подводом СОЖ. Применяют на специализированных или многооперационных станках для повышения производительности.
Колокольного типа. Используют при нарезании сквозной резьбы большого диаметра (50–400 мм). Инструмент выполняется составным, состоящим из отдельных режущих секторов. Внутрь подводится СОЖ, количество перьев достигает 16, а просторные канавки вмещают большой объем стружки.
По виду нарезаемой резьбы
Метрические, обозначаются буквой М. Размеры, в том числе и шаг резьбы, измеряются в миллиметрах. Ниже приведена таблица параметров метчиков с основным (крупным) шагом. Для каждого типоразмера ГОСТ 8724–2002 устанавливает несколько дополнительных (мелких) шагов. Три миллиметра — максимальный, который под силу нарезать с помощью воротка.
Обозначение Размеры, мм Основной шаг Сверление под резьбу
М 3 0,5 2,5
М 4 0,7 3,3
М 5 0,8 4,2
М 6 1,0 5,0
М 8 1,25 6,7
М 10 1,5 8,5
М 12 1,75 10,2
М 14 2 12,0
М 16 2 14,0
М 18 2,5 15,4
М 20 2,5 17,4
М 22 2,5 19,4
М 24 3 20,9
М 27 3 23,9
Дюймовые конические. Диаметр выражается в английских единицах длины — дюймах (25,4 мм), а вместо шага записывается обратная величина — количество витков на 1”, или на техническом лексиконе — количество ниток. Чем больше ниток, тем меньше шаг резьбы. Средняя поверхность резьбы имеет уклон, составляющий 1° 47′ 24», поэтому метчик в конце нарезания доходит до упора, что следует иметь в виду, чтобы не сломать его.
Трубные цилиндрические. Разновидность дюймовых резьб, ограниченная ассортиментом стандартных металлических труб. Шаг также выражается в нитках на 1 дюйм.
Трубные конические. То же, что и цилиндрические, но с уклоном. Диаметр сверления под резьбу на несколько десяток меньше. Резьба нарезается до упора.
Сводная таблица содержит параметры метчиков с дюймовым шагом резьбы
Конические
Обозначение Шаг резьбы (ниток на дюйм) Диаметр отверстия, мм
K 1/16” 27 6,0
K 1/8” 27 8,3
K 1/4” 18 10,7
K 3/8” 18 14,3
K 1/2” 14 17,5
K 3/4” 14 23,0
K 1” 11,5 28,7
Трубные цилиндрические
G 1/8” 29 8,6
G 1/4” 19 11,5
G 3/8” 19 15,0
G 1/2” 14 18,7
G 5/8” 14 20,6
G 3/4” 13 24,2
G 7/8” 12 27,9
G 1” 11 30,3
Трубные конические
Rc 1/8” 28 8,2
Rc 1/4” 19 11,0
Rc 3/8” 16 14,5
Rc 1/2” 14 18,1
Rc 3/4” 12 23,6
Rc 1” 11 29,6
Инструментальный материал
Ручные метчики при работе нагреваются незначительно, поэтому их изготавливают из высокоуглеродистых инструментальных сталей У10А, У12А. Для машинных метчиков, работающих на повышенных скоростях, применяют быстрорежущие стали Р6М5, Р6М5К5, Р6М5К8. Самый лучший быстрорез — Р18. Наконец, высокопроизводительные станки оснащают твердосплавным инструментом. Небольшие метчики изготавливают полностью из твёрдого сплава, средние выполняют напайными, а крупные обычно имеют сборную конструкцию.
Граверы электрические. Какой выбрать?
Пневмозаклёпочник. Быстро и надёжно!
Как подобрать плашку для резьбы — РИНКОМ
Как подобрать плашку для резьбы — РИНКОМ
Главная
Статьи
Как подобрать плашку для резьбы
Как подобрать плашку для резьбы
19 июня 2017
Гирин Кирилл
Подбор плашки для резьбы на болтовых соединениях и трубах позволит проводить работы по ремонту в домашних условиях, без необходимости вызывать слесаря. Инструмент дает возможность выполнять резьбу в форме конуса и цилиндра на подготовленных металлических стержнях.
Фотография № 1: Метрические плашки для нарезания резьбы и вороток
Изделия производят из быстрорежущей стали Р18, Р9 либо легированной стали с маркировкой ХВСГ и 9ХС (идет на изготовление инструментов для работы по металлу). В продаже есть плашки различных форм: круглые, квадратные, трубные, шестигранные. По конструкции корпуса изделия бывают цельными, раздвижными и разрезными.
Еще одна классификация основана на способе нарезания резьбы:
для круглой идет инструмент по ГОСТ 13536-68;
цилиндрической на трубах — ГОСТ 9740-71;
конической — ГОСТ 6211-81;
дюймовой — ГОСТ 6111-52;
метрической — ГОСТ 9150-81.
Наиболее часто у специалистов возникает необходимость купить плашки круглого формата. Они дают возможность выполнять резьбу за 1 проход. Сравните: инструменту раздвижного типа для достижения аналогичного результата требуется 3–4 прохода. Однако круглые изделия не позволяют добиться высокой точности (не выше 2-го класса). Об этом следует помнить при выборе инструмента.
Виды плашек для нарезания резьбы
Перечислим основные виды плашек для нарезания резьбы и их особенности.
Метрические
Инструмент адаптирован для изготовления метрической резьбы (измеряется в миллиметрах). Изделия этого класса обозначены маркером М. К примеру, М9 делает резьбу в 9 мм. По размеру плашки бывают от 1 до 60 мм.
Фотография № 2: Метрическая плашка на 18 мм
Кроме того, для метрических инструментов актуален такой параметр, как шаг резьбы (дистанция между витками). Шаг резьбы есть основной и дополнительный (он всегда меньше основного).
Пример. Инструмент с маркером М12 имеет основной шаг резьбы 1,75 мм и несколько дополнительных: М12*1,5, М12*1, М12*0,75, М12*0,5. Чем означенное в маркировке число меньше, тем ближе витки расположены друг к другу.
Таблица № 1: Шаг резьбы для метрических плашек разных размеров
Левые
Подобрать плашку для нарезания резьбы левосторонней обычно требуется при изготовлении вращающихся соединений. Изделия используются достаточно редко. В основном, если при наличии правой резьбы соединение раскрутилось бы. Патрон дрели закручивают левосторонним винтом. Изделия имеют маркировку LH.
Фотография № 3: Метрическая левосторонняя плашка на 14 мм
Трубные
Для простоты отличия от метрических инструментов трубные обозначают маркером G. Подобные изделия нужны для выполнения резьбы на трубах. Витки здесь измеряются в дюймах. Перевести миллиметры в дюймы вам поможет таблица соответствия.
Таблица № 2: Метрическая левосторонняя плашка на 14 мм
Пример. Плашками G ½ и G ¾ нарезают резьбу на полдюйма и три четверти дюйма, соответственно. Эти инструменты — наиболее распространенные и подходят для изготовления труб в системах горячего и холодного водоснабжения. Размеры изделий варьируются от 1/8 до 2 дюймов.
Трубные конические
Применяются для выполнения резьбы под конус. Нашли применение в производстве систем отопления и станков. В маркировке изделия есть буква К.
Фотография № 4: Трубная коническая плашка
Как делать резьбу с помощью плашки
Плашка для нарезания резьбы на трубу, вороток и трубный зажим — инструменты, которые требуются в работе с системами трубопровода. Для выбора левосторонней/правосторонней плашки оценивайте маркировку. При наличии буквенного обозначения LH перед вами инструмент для левой резьбы.
Фотография № 5: Процесс нарезания резьбы на заготовке
После того как подготовительные вопросы решены, приступайте к обработке заготовки. Для этого пройдитесь по детали напильником и смажьте место соединения маслом. Далее вставьте инструмент в вороток, а заготовку в зажим. Наденьте плашку на изделие и выполните несколько оборотов из расчета 2–3 в нужную сторону, пол-оборота в обратную. В процессе работы инструмент должен располагаться перпендикулярно заготовке.
Чтобы добиться максимальной точности резьбы, используйте плашку разрезного типа. Такой инструмент имеет стопорные винты, что позволяет контролировать диаметр резьбы в процессе ее нарезания.
Больше полезной информации
Полезные обзоры и статьи
Все статьи
24 октября 2022
Лучшие автомобильные домкраты для бытового и профессионального использования
4 октября 2022
Фрезерование уступов и пазов
3 октября 2022
Клупп для нарезания резьбы
31 августа 2022
Автомобильная резьба: разновидности и способы определения
Все статьи
Подписывайтесь на нас
Присылаем скидки на инструмент и только полезную информацию!
Не нашли нужной позиции в каталоге?
Мы готовы изготовить и поставить уникальные виды инструмента специально под ваш заказ!
Заказать
Мы используем файлы cookie. Они помогают улучшить ваше взаимодействие с сайтом.
Принимаю
?>
метчиков и плашек | Наборы метчиков и плашек
Thread Check Inc. предлагает полный ассортимент метчиков и плашек , наборов метчиков и плашек и режущих инструментов от ведущих мировых производителей, включая Kennametal, Cleveland, Ghring, Titex Tools, Chicago Latrobe, OSG, Michigan Drill, Triump Twist Drill, Accupro, MA Ford, Atrax, SGS, Kyocera, Sumitomo Electric Carbide, Kenna Perfect, Met Cut, SECO, Komet, Ingersoll Cutting Tools, Melin Tool Company, Alvord Polk Tool, DeWalt, Milwaukee, Irwin Auger и фрезы, Lenox, наборы метчиков и штампов Greenfield, Balax, Emuge, Heli-Coil®, Jergens, E-Z LOK, Putnam, Hanita, PROMAX, Widell Industries и другие. Thread Check Inc. предлагает полный набор стандартных и специальных сверл, разверток, концевых фрез, резьбонарезных станков, метчиков и плашек, метчики для нарезки резьбы и плашки для нарезки резьбы . Опытные инженеры по продажам Thread Check имеют многолетний опыт в области механической обработки и могут помочь вам в выборе подходящих метчиков и плашек для работы.
Условия нарезания резьбы
Резьбовые формы общего пользования
Ручной метчик Фаски
Таблица размеров резьбонарезных сверл
Таблица
Передний угол в зависимости от материала
Таблица рекомендуемых метчиков
Нажатие Неисправности и причины Таблица
Контрольный список для правильного нарезания резьбы
Твердосплавные метчики — паспорта безопасности материалов
Твердосплавные резьбовые фрезы
Специальные плашки для нарезания резьбы
Наборы метчиков и матриц
Самоблокирующаяся резьба
Специальные метчики
Компания Thread Check Inc. предлагает широкий ассортимент стандартных метчиков, плашек и множества специальных изделий, изготовленных в течение 24–48 часов.
Матрицы для повторной резьбы с шестигранной головкой – углеродистая сталь
Матрицы для нарезки метрической резьбы
Штампы для штампов
Круглые регулируемые режущие пластины
Сплошные круглые плашки
Резьбовые ключи
Наборы метчиков и матриц
Наборы метчиков и сверл
Сверла и развертки
Длинные сверла
Сверхмощный
Быстрая спираль
Кобальт
С покрытием
Яркая отделка
Сверла для параболических винтов
Удлинители для самолетов
Конические сверла
Сверла с коническим хвостовиком
Серебро и сверла Деминга
Корончатые буры
Зондовые сверла
Центровочные сверла
Комбинированные сверла и зенкеры
Короткий карбидный наконечник
Сверла по камню
Экстракторы винтов
Твердосплавные сверла
Наборы сверл Jobber
Патронные развертки
Конические развертки
Развертки для конических труб
Развертки с коническими штифтами
Специальные развертки
Концевые фрезы
Твердосплавный наконечник
Кобальт
Металлический порошок кобальта
Быстрорежущая сталь
М2-АЛ
Металлический порошок
Цельный карбид
Груборезы
Удлинители концевой фрезы
Шаровой наконечник
Турбокомпрессорные и профилирующие фрезы
Стандарт
Метчик для резки алюминия
Угловой радиус
Миниатюры
Скругление углов
Шпоночный паз и прямая канавка
Полукруглые
Черновая и чистовая обработка
Конический
Специальные предложения
Заказ метчиков
Thread Check, Inc. настоятельно рекомендует по возможности предоставлять чертеж с информацией о резьбе. Это поможет нашему инженерному персоналу предоставить правильные метчики для работы и избежать длительных задержек и дорогостоящих проблем в производстве.
Критическая информация, необходимая для поставки правильных метчиков, следующая:
Номинальный размер, TPI или резьба на дюйм, форма резьбы, а также является ли резьба многозаходной.
Класс изготавливаемой резьбы – 2В или 3В.
Правая или левая резьба. Правая рука всегда предполагается, если не указано иное.
Материал для нарезания резьбы.
Характер отверстия для резьбы.
Просверленные, перфорированные или литые.
Размер сверла или отверстия под метчик.
Глубина отверстия.
Сквозное или глухое отверстие.
Требуемая длина полной резьбы.
Требуемый тип режущих метчиков – конический, пробковый, донный, пистолетный метчик и метчик со спиральной канавкой.
Наш инженер-технолог определит это на основе предоставленной информации.
Любая дополнительная информация, касающаяся типа и состояния используемой машины или оборудования, может оказаться полезной при изготовлении метчиков наилучшей конструкции для данной работы.
Контрольный список устранения неполадок при нарезке резьбы
Использование неправильного стиля или дизайна для работы.
Использование неправильного предельного размера метчика для класса резьбы.
Использование тупых метчиков, плашек и режущих инструментов, требующих повторной заточки.
Использование плохо заточенных метчиков, режущих матриц и режущих инструментов.
Материал детали слишком твердый или слишком мягкий.
Материал детали низкого качества и неоднороден по структуре или анализу.
Материал детали истирается на резьбе метчика.
Переупаковка стружки в каннелюры.
Ударная машина слишком тяжелая или слишком легкая для работы.
Нарезной станок без качественного ходового винта.
Диапазон скоростей резьбонарезного станка слишком ограничен.
Стол нарезного станка или заготовка не перпендикулярны метчику.
Станок с ЧПУ запрограммирован неправильно.
Неблагоприятное состояние отверстия перед выпуском (размер, глубина, прямолинейность, округлость, глазурованная или нагартованная поверхность, сколы на дне).
Метчик и подготовленное отверстие не совпадают.
Подъем заготовки и приспособления при переворачивании при вертикальном постукивании.
Отсутствие надлежащей смазки при нанесении.
Измерение метчиков
Главный диаметр и средний диаметр являются двумя важными параметрами для метчиков. Важно следить за износом этих размеров, так как они со временем изнашиваются при длительном использовании. Задний конус, рельеф резьбы и увеличенный наружный диаметр — вот три фактора, влияющие на конструкцию 9-гранника. 0005 метчики , плашки и режущие инструменты , которые следует учитывать при измерении основного диаметра и делительного диаметра метчиков, плашек и режущих инструментов.
Обратная конусность представляет собой постепенное уменьшение диаметра резьбы по направлению к хвостовику. Обычно это около 0,001 дюйма в диаметре на один дюйм длины. Разгрузка резьбы постепенно уменьшает диаметр резьбы по направлению к пятке посадочной кромки и, как правило, покрывает около двух третей ширины посадочной кромки, хотя в некоторых случаях она может покрывать всю Функция заднего конуса и разгрузки резьбы состоит в том, чтобы обеспечить более легкое резание и уменьшить трение. Измерения размера всегда следует проводить по всей резьбе сразу за фаской и как можно ближе к режущей поверхности посадочной поверхности.0005 Режущие метчики , режущие плашки и режущие инструменты всегда изготавливаются с большим диаметром, чем основной, чтобы учесть износ и обеспечить зазор по основному диаметру в резьбовом отверстии.
Базовый микрометр можно использовать для измерения наружного диаметра метчиков. Наковальня микрометра должна соприкасаться с зубьями метчиков и режущих плашек . Диаметр шага можно измерить с помощью трехпроводной системы измерения резьбы.
GREENFIELD THREADING Набор метчиков и матриц: 17 предметов, #4-40 мин. Размер резьбы метчика — 445M52|423001
НАРЕЗАНИЕ РЕЗЬБЫ
Вещь # 445М52
производитель Модель #
423001
UNSPSC #
23153305
№ страницы каталога
2265
2265
Страна происхождения
США.
Страна происхождения может быть изменена.
Эти наборы содержат метчики из быстрорежущей стали, обеспечивающие хорошую износостойкость при нарезании внутренней резьбы при нарезании резьбы общего назначения в различных материалах, включая черные и цветные металлы. Наборы также содержат гребенки из углеродистой стали, которые являются экономичным выбором для нарезания наружной резьбы при техническом обслуживании.
Коснитесь изображения, чтобы увеличить его.
Наведите курсор на изображение, чтобы увеличить его.
Какая должна быть толщина бетона в гараже под машину
Дата публикации: 23.06.2022
По мнению автовладельцев и профессионалов, которые занимаются строительством гаражей, толщина бетонной заливки не должна быть менее 7–12 см. Чаще всего, говоря о толщине бетона, имеют в виду толщу всего «пирога» высотой 250–300 мм и более, именно он должен выдержать вес автомашин. Устройство пола производят после заливки фундамента или после возведения коробки.
Из чего состоит бетонный пол и как рассчитать его высоту — читайте далее.
Почему предпочтительнее делать пол из бетона
Часто в гараже владельцы устраивают ремонтную мастерскую и склад для хранения шин и запчастей. Лучше всего в таких помещениях делать бетонные полы — у них много достоинств:
материал влагостойкий, не впитывает воду, если внутрь конструкции просочатся осадки;
выдерживает высокие физические нагрузки, тяжесть от движущегося автомобиля;
химически стоек к действию кислот, щелочей, автомобильных масел и прочих рабочих жидкостей;
хорошо переносит перепады летних и зимних температур;
огнестоек, не горит;
обладает высокой износостойкостью, слабо истирается даже при длительной ежедневной эксплуатации;
долго служит, бетон хороших марок не растрескивается, не раскрашивается;
за бетонированным полом легко ухаживать, подметать сор или мыть водой из шланга.
Чтобы бетон хорошо схватился и полностью затвердел, требуется не меньше месяца. Такой период нужно выждать перед эксплуатацией. Но после такой выдержки можно быть уверенным в его прочности. Если начать пользоваться раньше, могут образоваться трещины.
Марка бетонной смеси для гаражных полов должна быть М200 —М350, не менее (В15, В20, В22,5). Тогда после качественного монтажа и выдерживания периода застывания заливки не будет проблем. Пол долго прослужит без разрушения. Для грузовых автомобилей весом более 6 тонн используют бетон М400 (В30). У него низкая подвижность, его укладывать очень тяжело.
Основные элементы гаражного пола
Пирог или настил состоит из нескольких обязательных слоев:
гравийная засыпка — 10 см;
песок — 5 см;
влагостойкая изоляционная мембрана, рубероид или полиэтиленовая пленка для изоляции влаги, исходящей из грунта — незначительная толщина;
слой бетона с арматурной сеткой — 10 см;
гидроизоляция и теплоизоляция — 1–3 мм;
финишная армированная стяжка — 3–5 см.
Все слои должны быть примерно такой высоты, возможно отклонение в большую сторону. Для отапливаемых гаражей обязательно делают теплоизоляцию. Для северных регионов с суровым климатом насыпают слой керамзита высотой до 10 см. Для неотапливаемых строений теплоизоляцию можно не делать.
Высота котлована под устройство пола должна быть не менее 25–30 см. Если пол получится выше уровня земли, нужно предусмотреть наклонный въезд в гараж (равномерный спуск-подъем). Допустим лишь небольшой перепад высот, иначе большая разница (зазор) между высотой пола и уровнем земли нанесет вред автомашине — можно повредить колеса, корпус или нарушить геометрию авто.
Сколько понадобится бетона — это зависит от площади пола и толщины заливки. Если размеры гаража 3×5,5 м, то площадь будет 16,5 м². Если заливать 12-сантиметровый бетонный слой, то: 16,5×0,12 = 1,98 м3. Следует заказывать чуть больше бетона — 2,2–2,3 кубов — с учетом того, что вокруг строения нужно делать отмостки или бетонировать въезд.
Как производится заливка бетонного пола
После того как подготовлен котлован, грунт тщательно утрамбовывают, затем начинают засыпку, укладку, заливку всех слоев:
Засыпают щебень маленькими партиями. Оптимальная фракция — 20–40 мм. Максимально уплотняют щебневый слой, выравнивают по всей поверхности.
Насыпают слой песка. Трамбуют, разравнивают. В качестве трамбовки удобно использовать бревно или брус с приделанной рукояткой или использовать толкушку из стальной пластины.
Расстилают полиэтиленовую пленку или специальную мембрану. Разглаживают ее по всей поверхности, чтобы не было неровностей.
Укладывают армирующую сетку, которая распределяет нагрузку от колес автомобиля по всей площади. Заливают ее бетонным раствором.
Делают дополнительную гидроизоляцию, не оставляя щелей между слоями пленки. Утепляют пол пеноплексом (пенополистиролом).
От того, насколько качественно утрамбован грунт, зависит, будет ли он вспучиваться. Очень важно, чтобы гравийно-песчаная смесь была хорошо утрамбована и разровнена, иначе в неровных местах возникнут перепады напряжения, бетонное покрытие разрушится. Подушка поможет равномерно распределить нагрузку на грунт. Для проверки ровности основания удобно использовать лазерные уровни.
В качестве арматуры хорошо подходит готовая сетка, которую можно составить из отдельных карт. Если их нет, можно связать проволокой металлические прутки толщиной 6–8 мм в виде решетки с ячейками размером 20–20 см. Арматуру укладывают на подставки, слегка приподнимая над основанием, чтобы при заливке она оказалась посредине толщины бетонирования.
При заливке и выравнивании бетонного слоя нужно следить, чтобы поверхность была абсолютно ровной. Но лучше специально сделать небольшой уклон в сторону гаражных дверей, чтобы на поверхности не застаивались лужи от воды, стекающей с автомобиля в пасмурную погоду.
Чтобы бетон созревал медленно, чтобы он лучше набирал прочность, в течение 10 дней его нужно смачивать водой или укрыть полиэтиленовой пленкой, которая обеспечит влажную среду. Нельзя его принудительно сушить, иначе на поверхности появятся трещины из-за высоких внутренних напряжений. Они неизбежно возникают из-за гидратации цемента при отсутствии влаги.
Через месяц, после того, как завершится набор прочности, можно в гараж загонять автотранспорт. Для повышения удобства ухода за бетонированной поверхностью её можно покрасить или поверх неё настелить полимерное напольное покрытие, которое обеспечит дополнительную защиту и упростит уборку.
Как рассчитывается толщина бетонного пола в гараже
Негласно считается, что толща бетонного пирога зависит от веса автомобиля, точнее, от удельного давления, которое оказывает автомашина.
Рассмотрим такой пример — определим удельную нагрузку от внедорожника весом 2850 кг. Ширина шины 25,5 см, длина ее опирания на пол (расстояние контактирования с полом, «пятно контакта») 45 см.
Площадь давления всех четырех колес — 25,5×45×4 = 4590 см2.
Расчет удельного давления — 2850 : 4590 = 0,62 кг/см2.
Таким способом рассчитывают удельное давление на бетон, которое создает любая машина, используя в расчетах её вес, ширину шины и размеры отпечатка колес.
Даже бетон М150 выдерживает давление до 150 кгс/см2. Эта цифра намного превышает параметр, рассчитанный в нашем примере. Поэтому подобными расчетами можно пренебречь — показатель удельного давления не стоит принимать во внимание.
А вот к рекомендациям экспертов стоит прислушаться:
Масса машины, кг
Толщина бетонированного пола, мм
до 1000
60–80
1000–2000
80–100
2000–3000
100–150
Почему рекомендованная толщина составляет 7–15 см?
Автомашина не только стоит на полу в гараже, она по нему перемещается. При движении автомобиль создает динамическую (изгибающую) нагрузку от действия своего веса. Прочность бетона на изгиб намного (в 8–10 раз) меньше прочности на сжатие. Тонкая плита попросту расколется под действием тяжести — от совокупности статических сжимающих и динамических изгибающих нагрузок.
Армированный бетонный слой толщиной около 100 мм способен выдержать (с большим запасом) такие воздействия при условии, что все нижние слои подушки тщательно утрамбованы и выровнены. Рекомендованную толщину можно незначительно превысить, это повысит надежность конструкции. Но сильно увеличивать бетонный слой не следует — прочность не будет возрастать, увеличатся только расходы на закупку материалов.
Особенности устройства пола со смотровой ямой
Такие конструкции лучше делать на этапе заливки фундамента. Можно вырыть яму и котлован с помощью землеройной техники. Будет проще делать заливку бетонной смеси, не придется замешивать раствор маленькими порциями, можно подогнать машину с заводским бетоном.
Если грунтовые воды залегают близко к поверхности (менее 2,5 м), от ямы нужно отказаться, иначе ее будет заливать водой.
Ширина ямы зависит от расстояния между колесами авто, расстояние от ее стенок до стен гаража должно быть не менее 1 метра. Длина выбирается с учетом удобства спуска в неё. Глубину подгоняют под рост владельца, который сам планирует заниматься осмотром или ремонтом автомобиля. Сначала укрепляют и облицовывают стенки и дно ямы, затем монтируют пол в гараже.
Заключение
Для легковесной автотехники достаточно бетонной заливки 7 см. Если гараж рассчитан на 2 автомашины, толщину увеличивают до 10 см. Для крупногабаритных и тяжелых автомашин можно увеличить толщину до 15 см, для грузовых до 20 см.
Если бетонный раствор готовится самостоятельно, в него можно добавить щебень мелких фракций (отсев 0–5 или 0–10) и чистый песок без глины, листьев, земли. Бой кирпича добавлять нельзя, он вызовет трещины.
Мы рекомендуем заказать бетон любой марки, изготовленный в соответствии с ГОСТ, в нашей компании. Производим доставку по Екатеринбургу и за его пределы. Позвоните, чтобы уточнить условия покупки.
Также у нас в наличии:
бетон М-300 | бетон для фундамента | готовый бетон | бетон для отмостки | бетон для стяжки | готовый раствор
Толщина бетонный пол в гараже. Толщина бетона для площадки под машину
Содержание
Толщина бетонный пол в гараже. Толщина бетона для площадки под машину
Толщина бетонного пола в подвале. Схемы устройства пола по грунту в доме, подвале, гараже или бане
Три принципиальных схемы устройства полов по грунту
Толщина бетонного пола в промышленном здании. Руководство по устройству бетонных полов
Устройство и расчет
Толщина бетонного пола в частном доме. Инструменты и материалы
Толщина бетонных полов. Какой может быть стяжка?
Минимальная толщина бетонного пола в гараже. Расчет толщины слоев ПГС
Расчет толщины бетонного пола. Особенности и преимущества монолитного перекрытия
Видео как сделать бетонный пол в гараже
Толщина бетонный пол в гараже.
Толщина бетона для площадки под машину
Существует расхожее мнение, что толщина покрытия под те или иные цели в первую очередь зависит от веса автомобиля. На самом деле это не совсем так. Давайте рассчитаем величину нагрузки «на сжатие» (удельное давление) которое испытывает плита бетона от самой тяжелой легковой машины – внедорожника Jeep Cherokee, 2,8 CRD, массой 2520 кг. Определяем удельную нагрузку на бетон:
Исходные данные для расчета: вес машины 2520 кг, ширина шины 23,5 см, количество шин 4 шт., габариты площади пятна контакта шины с бетоном 23,5х40 см (примерно).
Аналогичным методом, зная ширину колеса, количество колес и размеры отпечатка, можно определить удельное давление на бетон создаваемое любой машиной.
Однако! Самая ходовая марка тяжелого бетона М150, используемая для строительства таких сооружений как открытая площадка под машину и пол в гараже, выдерживает давление до 150 кгс/см2. Как следует из приведенного выше расчета, имеется большой запас прочности.
Поэтому удельным давлением, создаваемым любой легковой машиной можно пренебречь и рассмотреть необходимую толщину бетона под машину и толщину бетона в гараже с другой стороны.
При постановке машины на площадку или в гараж бетонная плита и бетонный пол испытывают, в том числе динамическую изгибающую нагрузку от веса движущейся машины. Как известно прочность бетона на изгиб в 8-10 раз меньше чем прочность на сжатие. Другими словами, толщина слоя бетона должна быть достаточной чтобы плита не раскололась под воздействием комплекса сил: динамических изгибающих и статических сжимающих.
Здесь можно воспользоваться практическим опытом и техническими требованиями ГОСТ 10180-2012 в части габаритов контрольных образцов бетона для лабораторных испытаний на сжатие и изгиб. Минимальный размер кубика для испытания на сжатие и изгиб по ГОСТ 10180-2012 – 100х100 мм. Точно такая же цифра фигурирует во всех практических отчетах опытных строителей.
Таким образом, толщина бетона под автомобиль (наружной площадки и пола в гараже) должна быть минимум 100 мм. Это самый оптимальный вариант.
Для надежности, плиту и пол рекомендуется армировать стальной проволокой или стальной арматурой .
Толщина бетонного пола в подвале. Схемы устройства пола по грунту в доме, подвале, гараже или бане
В домах без подвалов, пол первого этажа может быть выполнен по двум схемам:
с опорой на грунт — непосредственно по грунту или на лагах;
либо как перекрытие над вентилируемым подпольем.
Какой из двух вариантов будет лучше и проще?
В домах без подвала полы по грунту — это популярное решение для всех помещений первого этажа. Полы по грунту — дешевые, простые и легкие в исполнении, также выгодно устраивать в подвале, гараже, бане и в других хозяйственных помещениях. Простая конструкция, применение современных материалов, размещение в полу греющего контура (теплый пол), делают такие полы комфортными и привлекательными по стоимости.
Зимой засыпка под полом всегда имеет положительную температуру. По этой причине грунт в основании фундамента меньше промерзает — снижается риск морозного пучения грунта. Кроме того, толщина теплоизоляции пола на грунте может быть меньше, чем у пола над вентилируемым подпольем.
От пола по грунту лучше отказаться в случае, если требуется засыпка грунтом на слишком большую высоту, более 0,6-1 м . Затраты на засыпку и уплотнение грунта в этом случае могут оказаться слишком большими.
Пол по грунту не подойдет и для построек на свайном или столбчатом фундаменте с ростверком, который расположен над поверхностью земли.
Три принципиальных схемы устройства полов по грунту
Рис.1. Монолитное перекрытие по грунту (подвесной пол)
После твердения бетона вся нагрузка передается на стены. В этом варианте монолитная железобетонная плита пола исполняет роль плиты перекрытия и должна рассчитываться на нормативную нагрузку перекрытий, иметь соответствующую прочность и армирование.
Грунт фактически здесь используется только как временная опалубка при устройстве железобетонной плиты перекрытия. Такой пол часто называют «подвесной пол по грунту».
Подвесной пол по грунту приходится делать, если велик риск усадки грунта под полом. Например, при строительстве дома на торфяниках или при высоте насыпного грунта более 600 мм . Чем толще слой засыпки, тем выше риск с течением времени значительной просадки насыпного грунта.
Второй вариант — это пол по фундаменту — плите, когда железобетонная монолитная плита, залитая на грунт по всей площади здания, служит опорой для стен и основанием для пола, Рис.2.
Рис.2. Пол на плитном фундаменте
Третий вариант предусматривает устройство монолитной бетонной плиты или укладку деревянных лаг в промежутках между несущими стенами с опорой на насыпной грунт.
Рис.3. Полы на грунте
Здесь плита или лаги пола не связаны со стенами. Нагрузка пола полностью передается на насыпной грунт, Рис. 3.
Именно последний вариант правильно называть полом по грунту, о котором и пойдет наш рассказ.
Полы по грунту должны обеспечивать:
теплоизоляцию помещений из условий энергосбережения;
комфортные гигиенические условия для людей;
защиту от проникновения внутрь помещений грунтовой влаги и газов — радиоактивного радона;
предотвращать накопление конденсата водяных паров внутри конструкции пола;
снижать передачу ударного шума в соседние помещения по конструкциям здания.
Толщина бетонного пола в промышленном здании. Руководство по устройству бетонных полов
Сегодня требования к качеству бетонного пола становятся все более серьезными.
Это можно назвать вполне справедливым, так как непосредственно от такого показателя будет в полной мере зависеть надежность, долговечность и прочность строения в целом.
Такой пол должен отвечать таким качествам, как: прочность, устойчивость к температурным перепадам и иметь достаточно высокие гидроизоляционные свойства.
На схеме показано устройство бетонного пола
Устройство и расчет
При выборе компании, которая будет проводить такие работы обязательно важно учесть ее возможности:
геодезическая съемка;
устройство гидроизоляционного слоя;
установка опалубки, арматурной сетки или укрепляющего каркаса;
возможность и способы затирки поверхности;
разравнивание материала и обработка вибромеханическим способом;
укладка не только бетона, но и фибробетона;
нарезка деформационных швов и их герметизация;
работа с усадочными швами;
расчет правильной толщины бетонного основания ;
пропитка бетона составом для обеспыливания;
работа с учетом норм СниП;
возможность установки наливных полов;
укладка звукоизолирующего материала;
устройство теплоизоляции.
Технология устройства бетонного пола включают в себя несколько этапов:
Подготовить основание. Здесь внимание должно быть обращено на основные типы такого пола, которых сегодня выделяют всего 2:Обзор видов ламината Balterio читайте .
укладка бетона поверх специального покрытия из щебня и песка;
укладка на уже существующую несущую бетонную плиту.
Укладка гидроизоляции. Гидроизоляция должна проводиться в обоих вышеперечисленных случаях. Для этого можно использовать такие виды гидроизоляции, как:
полиэтилен;
направляемый вариант;
геомембрана.
Совет: при выборе гидроизоляционного материала важно учитывать состояние основания строения и технических его характеристик.
Деформационные швы могут иметь различные функциональные значения:
изоляционные. Делать их нужно строго вдоль каждой стены, так как это поможет оградить стены от перехода на них деформаций с пола;
усадочные дают возможность возникновения только горизонтальных подвижек, исключая вертикальные;
конструкционные должны делаться ежедневно в тех местах, где была прекращена работа. Так как они в некотором роде обладают той же способностью, что и усадочные, то в идеале лучше, если они будут совпадать (усадочные и конструкционные швы).
Важно: если заготовки для швов сделать заранее, то это поможет значительно ускорить общие производственные работы и поможет избежать дальнейшую обработку края.
Устройство армирования бетонного основания. Такие работы должны проводиться исключительно в соответствии с заранее проведенными расчетами, где безусловным фактором является полное соответствие с нормами СНиП;
Непосредственное проведение работ с бетоном. Здесь необходимо учесть не только качество самого материала, но и способ заливки. Она должна быть равномерной и проводиться без задержек в подаче смеси;
Уплотнение смеси и ее разравнивание. Методов несколько:
глубинный и поверхностный вибратор;
виброрейка;
жидкие маяки.
Толщина бетонного пола в частном доме. Инструменты и материалы
Перед тем как приступить к заливке бетонного пола, необходимо знать, какие инструменты понадобятся в процессе работы:
Бетономешалка. Необходима для того, чтобы приготовить качественный и однородный раствор. Конечно, если объемы работ небольшие, то можно справиться и без нее. Но наличие этого приспособления гарантирует однородный, хорошо вымешанный раствор. Соответственно, и покрытие после заливки будет радовать своим видом и качеством.
Лопата. Без нее никуда. Этот инструмент пригодится на стадии подготовки – разравнивание песка и грунта, выемка котлована под пол на первом этаже. Она нужна для перемещения всех сыпучих материалов, а также погрузки бетонного раствора.
Различные емкости (ведра, контейнеры). Необходимы для переноса бетона, а также для его хранения. Идеальным вариантом будут металлические формы. Они в дальнейшем не будут использоваться и их можно будет просто утилизировать, потому что бетонный раствор не всегда можно отмыть.
Трамбовщик – уплотнитель грунта для создания прочной подушки под бетонное покрытие. Хорошо утрамбованные слои грунта, песка, щебня, керамзита будут служить качественной опорой для бетонного пола.
Уровень . Просто незаменим для подготовки и обустройства ровного пола в частном доме. Пригодится на начальном этапе для того, чтобы сделать идеально ровную отметку по высоте пола. Также понадобится при установке опалубки.
Правило . Необходимо для разравнивания только что залитой стяжки. Исключит возможность возникновения желобков и неровностей.
Кельма. Используется для работы на небольших площадях.
Игольчатый валик необходим для устранения пузырьков воздуха в незастывшей бетонной заливке. При разравнивании бетонного раствора воздух может проникать и оставаться в покрытии. Из-за этого в скором времени могут появиться микротрещины, это сократит срок службы бетонного покрытия. Пройдясь валиком по свежему бетону, вы избавитесь от проблемы появления воздушных пузырей.
Металлическая щетка для зачистки схватившегося бетона. Поможет избежать образования шероховатостей на готовом покрытии.
Толщина бетонных полов. Какой может быть стяжка?
Стандартно выделяют три типа стяжки относительно ее толщины. К первому типу относится черновой пол небольшой толщины. Какая толщина стяжки используется в этом случае? Для заливки пола применяют самовыравнивающиеся смеси, которые заливаются на высоту до 2 см. Предварительная укладка армирующих элементов в данном случае не производится.
Ко второму типу покрытия относится пол с высотой до 7 см. Такое покрытие предусматривает наличие арматуры или армирующей сетки и делается из железобетона. Третий тип чернового пола – стяжка с максимальной толщиной до 15 см, являющаяся монолитом с арматурой внутри. Стяжка большой толщины применяется в тех случаях, когда она одновременно должна исполнять роль и пола, и фундамента дома, соединенных в одну систему.
Итоговая толщина стяжки зависит от материалов, которые используется в процессе обустройства пола. Так, бетонная заливка с добавлением щебня уже не может иметь минимальную толщину. В этом случае из-за фракции щебня тонкий слой чернового пола выполнить невозможно. Для заливки тонкого слоя оптимальным вариантом будет применение самовыравнивающихся и других смесей, предназначенных для финишной отделки пола перед укладкой напольного покрытия. С помощью смеси создается тонкий и ровный слой стяжки, который после высыхания можно сразу использовать как основу под декоративный материал.
Особое внимание толщине стяжки уделяется при обустройстве теплых полов. Здесь важно, чтобы заливка полностью закрывала нагревательные элементы. При стандартных размерах труб в 2,5 см общая толщина стяжки для теплого водяного пола может составлять от 5 до 7 см. Заливать бетон на высоту более 7 см не рекомендуется. По мнению специалистов, для нормального функционирования пола и прогревания помещения достаточно слоя бетона над трубами в 4 см. Более толстый слой усложнить регулировку подачи тепла, так как будет расходовать большую часть энергии на обогрев самого бетона.
Максимальная толщина стяжки может привести еще к одному неприятному последствию в виде деформации стен. Бетонная часть пола при нагревании расширяется и оказывает механическое воздействие на стены помещения. Чем толще слой стяжки, тем сильнее будет это воздействие. Для исключения возможных последствий перед заливкой бетонной смеси рекомендуется оклеивать стены по периметру специальной лентой.
Минимальная толщина бетонного пола в гараже. Расчет толщины слоев ПГС
В результате этих работ имеем котлован и нулевую отметку пола. Теперь можно рассчитать, какой толщины слои необходимы для выхода на нужную высоту. Исходить надо из таких размеров:
оптимальная толщина бетонного пола в гараже (если стоит легковая машина или более легкий транспорт) — 10 см;
толщина слоя щебня по-минимуму — 10 см;
песка- не менее 5 см;
Итого получается, что котлован должен быть не мельче, чем 25 см глубиной. И это без учета покрытия пола. Если будете бетонный пол просто обрабатывать пропиткой или красить, то никаких добавочных сантиметров не требуется, для любого другого покрытия добавляете требуемую толщину.
Структура бетонного пола в гараже
Получив конкретную цифру, можно планировать количество песка и щебня. Если слои получаются очень уж большими, можно на дно засыпать и утрамбовать грунт (но не плодородный слой). Если глубины котлована недостаточно, вынимаем еще некоторое количество породы.
На стенах гаража можно нанести отметки, по которым можно будет контролировать толщину слоев. При небольшой ширине гаража — 2 метра или около того — этих отметок достаточно. Если гараж шире, надо выставить еще несколько кольев в середине и на них тоже нанести разметку. Понятное дело, все отметки должны лежать в одной плоскости. Это снова-таки удобно сделать при помощи нивелира. Другой способ — взять ровную планку или доску, приложить к нанесенным отметкам. Сверху на планку/доску поставить уровень. Если все выставлено верно, пузырек будет посередине.
Если планируете сделать яму в гараже, самое время копать под нее котлован. Если яма будет со стенками из кирпича, сразу же можно залить в ней бетонный пол. Пока будете заниматься подсыпкой под бетон в гараже, она наберет требуемый запас прочности и можно будет выкладывать стенки. Их можно выгонять после засыпки на полу подушки из щебня и песка.
Расчет толщины бетонного пола. Особенности и преимущества монолитного перекрытия
К плюсам относят:
1. Прочность и монолитность (отсутствие швов), и, как следствие – обеспечение равномерной нагрузки на фундамент и несущие стены.
2. Возможность опирания на колонны. Это дает больше свободы в процессе планировки в сравнении с вариантом закладки сборных плит перекрытия из готовых заводских элементов стандартного размера.
3. Безопасное обустройство балкона без потребности в дополнительных опорах за счет монолитности основной горизонтальной конструкции.
Расчет плиты, составление схемы армирования
В идеале проектирование доверяется специалистам, они помогут подобрать вариант с правильно распределенными нагрузками, оптимальный в плане «надежность-стоимость стройматериалов». Исходными данными для самостоятельного расчета являются размеры перекрытия с обязательным учетом ширины опорных площадок. Толщина монолита выбирается исходя из максимальной величины продольного пролета (рекомендуемое для безбалочных конструкций соотношение – 1:30, но не менее 15 см). Для перекрытий в пределах 6 м минимум составляет 20 см, свыше 6 рассматриваются варианты с усилением их ребрами жесткости. В разновидностях балочного типа учитывается шаг опор (соответственно минимальная высота находится путем его деления на 30).
Расчет плиты начинается с определения ее собственного веса: средняя плотность железобетона (2500 кг/м3) умножается на толщину перекрытия. Норма временной нагрузки (веса мебели, оборудования и людей) для жилых зданий – 150 кг/м2, с учетом 30 % запаса ее увеличивают до 195-200. Общую, максимально возможную нагрузку получают путем сложения этих величин.
Для проверки сечения арматуры рассчитывается максимальный изгибающий момент, формула зависит от способа распределения веса. Для стандартного безбалочного перекрытия, опираемого на две несущие стены Мmax = (q·l2)/ 8, где q – общая нагрузка, кг/см2, l2 – ширина пролета. Это формула является самой простой, при отсутствии арматуры в зонах максимального сжатия бетона или неравномерном распределении веса она усложняется.
Для проверки сечения арматуры вычисляется коэффициент, учитывающий расчетное сопротивление стройматериалов (справочные величины, зависят от выбранного класса прочности раствора и марки стали). Полученное значение соответствует минимально допустимой площади металла при поперечном разрезе плиты. Оно сравнивается с предварительным, при превышении требуется усиление схемы (снижения шага ячеек или использование стержней с большим диаметром).
Из-за сложности расчет обычно доверяют специалистам, при его пропускании выбирается шахматная схема из двух сеток (нижней и верхней) с шагом ячеек 20×20 см и толщиной стержней в пределах 10-14 мм (горячекатаная сталь). Предусматривается как усиление в центре монолитной плиты, участках с повышенными нагрузками и местах соприкосновения с опорами, так и запас на захождение перекрытия на стены (зависит от прочности стройматериалов – от 150 мм для кирпича до 250 для ячеистых бетонов). Продольные и поперечные прутья по возможности укладываются неразрывными, при нарушении этого условия выполняется их нахлест – не менее 40 см.
Видео как сделать бетонный пол в гараже
Толщина бетона для гаража: 8 вещей, которые следует учитывать
Если вы читаете эту статью, значит, вы собираетесь делать бетонный пол в гараже. Возможно, вы захотите получить правильную толщину с первого раза, так как ваш фундамент будет довольно дорогим, даже если вам никогда не придется его заменять.
Толщина около 6 дюймов является идеальной для бетонного гаража или подъездной дорожки. Такая толщина должна защитить многие автомобили среднего размера и даже некоторые более тяжелые. Однако в некоторых гаражах может потребоваться только 4 дюйма бетона, в то время как в других может потребоваться до 9 дюймов.дюймов в зависимости от веса, который они собираются нести.
Существует множество других факторов, от которых зависит толщина бетона гаража. Давайте обсудим их в статье.
Сколько типов бетона существует для пола гаража
Существуют различные типы бетона. Как мы все знаем, ваш гараж будет использоваться для тяжелых работ, и он должен быть здоровым.
Есть три вида гаражного бетона, которые могут показаться вам более удобными. Нравится,
Легкие нагрузки – Бетон должен быть толщиной не менее четырех дюймов для одного или двух легковых или грузовых автомобилей.
Средние нагрузки – Бетон должен быть толщиной шесть дюймов, если гараж используется для транспортных средств среднего размера и средних и больших грузовиков.
Тяжелые грузы — Если на полу вашего гаража постоянно ездят большегрузные автомобили, рекомендуется укладывать бетон толщиной от шести до восьми дюймов. Пол также должен быть соответствующим образом обработан и закреплен, чтобы тяжелые грузы, такие как большие грузовики, не вызывали крошения бетона.
Необходимые инструменты
Без соответствующих инструментов не может быть никаких строительных работ. Это основные инструменты, которые вам понадобятся, чтобы сделать пол в гараже.
Pressure Washer
Magnesium Float
Safety Goggles
Concrete Edger
Finishing Trowel
The Concrete Thickness for a Garage: 8 Things That Should Be Considered
Now it is time to узнать о фактах, которые необходимо учитывать для толщины бетона гаража. Пройдитесь по ним внимательно, так как они восприимчивы.
1. Насколько большим будет ваш гараж?
Это важно помнить при планировании разлива для различных целей. Размер вашего гаража будет определяться максимальным количеством вещей, хранящихся в нем.
Строительные нормы и правила, используемые для определения того, что пол гаража на четыре дюйма ниже уровня пола дома. Причина необходимости этого небольшого переезда заключалась в том, что пролитое топливо, пары бензина и угарный газ не могли попасть в здание. Эта спецификация не включена в сегодняшние нормы жилищного строительства, а это означает, что целый дом с закрытым гаражом может быть установлен на бетонной плите, залитой на одной высоте.
2. Какой у вас здесь бюджет?
Два дополнительных дюйма бетона могут показаться незначительными, но они могут отражать многие тонны материала. Это означает, что разница в стоимости между четырехдюймовым полом и шестидюймовым полом может быть намного выше, чем вы ожидаете.
Бетонные плиты для гаража, вероятно, стоят примерно 6 долларов за квадратный фут или от 4 до 8 долларов за квадратный фут, включая рабочую силу, что составляет около 5400 долларов за стандартную плиту размером 30 на 30 футов и шириной 6 метров, или от 3600 до 7200 долларов. Он тратит около 4 долларов за кубический фут.
Если вы ищете способ сэкономить деньги и не планируете использовать этот гараж, чтобы выдерживать слишком большой вес, вы можете выбрать немного менее плотный пол. Однако, если вам нужно использовать это пространство для перегруженных автомобилей, дополнительные инвестиции, безусловно, того стоят.
3. Где расположены ваши двери?
Это просто то, что вам нужно учитывать, если вы заливаете гараж, который уже построен достаточно, чтобы иметь двери. Вы можете заблокировать выход из дома в гараж, если ваши полы слишком толстые, и вам будет трудно его открыть.
Это нежелательное место, так как даже незначительное перемещение дверного проема может доставить массу хлопот. Гораздо проще подготовиться заранее, чтобы ни одна из ваших дверей не нуждалась в замене.
4. Какой толщины должна быть бетонная плита для гаража?
Стандартная гаражная плита должна иметь глубину не менее 4 дюймов, в зависимости от состояния грунтового основания (100 мм). Вы можете увеличить толщину до 6 дюймов, если в гараже есть тяжелая техника или тяжелые стеллажи.
Бетонная плита должна иметь толщину не менее четырех дюймов. Когда на него садится тяжелая техника, он должен быть толще. Строительные нормы предусматривают условия, различающиеся по площади для бетонной смеси.
Усиленные стены и водоотвод потребуются для любой установки, требующей смотровой ямы или траншеи, позволяющей проводить работы с автомобилем снизу, не поднимая его.
5. Нужна ли хорошая основа для улучшения качества полов в гараже?
В то же время, бедные почвы имеют допустимое давление около 400 фунтов на квадратный фут, например, мягкая глина и ил.
Способность фонда оказывать постоянную поддержку гораздо важнее, чем способность обеспечивать эффективность. Если одно измерение осядет дольше, чем другое, плита может прогнуться и в конечном итоге треснуть. Упомяните, что древесина сжимается и расширяется t трудно добиться адекватного уплотнения с почвой t
Наилучший выбор — удалить верхний слой почвы и положить поверх нетронутого подпочвы минимум 4-дюймовый слой уплотняемого гравия или щебня в качестве поверхности. Скала или камень обеспечивают слой для строительства воздуховодов, труб под плитой, позволяют воде и радону выходить, а также помогают сохранить однородную толщину плиты, удаляя наличные деньги из бетона и используя воздухонепроницаемый бетон для улучшенных полов гаража.
Тем не менее, этот тип бетона необходим в любой среде с отрицательными температурами.
6. Используется ли армирование волокном для улучшения качества полов в гараже?
Для широкого спектра промышленных и коммерческих проектов бетонные полы имеют гладкий вид и исключительную долговечность. Тем не менее, наши бетонные полы стали более важными, чем когда-либо, благодаря армированию.
Небольшой кусок материала с армирующими свойствами – это волокно. Именно эти армирующие свойства придают структурную целостность волокнистому материалу. Стеклянные волокна, синтетические волокна, стальные волокна и натуральные волокна относятся к формам волокон. Все эти различные волокна могут использоваться в самых разных строительных элементах. Чтобы свести к минимуму просачивание воды, волокна еще больше снижают проницаемость бетона.
Существуют различные типы армирующих волокон. Например: органические волокна, углеродные волокна, стальные волокна, стеклянные волокна.
Готовая поверхность обычно выглядит немного шероховатой, если отбивать ее вручную, и она быстро стирается в движении.
7. Компенсаторы
Многие люди понимают, что когда температура и влажность в течение года резко падают, древесина сжимается и расширяется. Однако то же самое происходит и с бетоном. Поэтому вокруг краев бетонного пола гаража, а также вокруг стоек или других выступов в плите необходимо предусмотреть компенсационные швы.
Деформационные швы – это швы, отделяющие одну бетонную плиту от другой, которые могут иметь ширину не менее 1″ или 2″. Вместе с ними обычно упаковывается сжимаемый древесноволокнистый материал. Хорошим примером всего этого является стык между полом вашего гаража и подъездной дорогой.
8. Отделка и отверждение
Пока не будет залит другой бетон, его необходимо выровнять и разгладить. Расширительные канавки должны быть встроены во влажный материал, чтобы обеспечить большую устойчивость к растрескиванию. Тогда лучше оставить новую плиту в покое.
Бетон не высыхает. Он подвергается химическому процессу отверждения, в результате которого получается стабильная сухая масса. Когда происходит процесс отверждения, верхняя поверхность должна оставаться влажной.
Чтобы уменьшить испарение, подрядчики часто распыляют отвердитель поверх плиты или покрывают ее пленкой. Каждый день по мере заживления можно также предлагать поливать плиту небольшим количеством воды.
Некоторые важные часто задаваемые вопросы
Вам следует просмотреть эту часть вопросов и ответов. Это поможет вам понять тему выше.
Какой толщины должен быть бетон для гаража?
Бетонная плита должна иметь толщину не менее четырех дюймов; если на нем сидит тяжелая техника, он должен быть толще. В строительных нормах представлены спецификации, которые различаются в зависимости от области применения бетонной смеси. Что касается «прочности на сжатие», то количество воды, используемой в смеси, является документально подтвержденным требованием.
Какова минимальная толщина бетонной плиты?
Обычно бетон наносится толщиной 2 и более дюймов, поэтому чем он толще, тем прочнее плита. В частности, четыре дюйма для плиты. Более тонкие приложения будут включать в себя, среди прочего, проезды, проходы, плиты и нижние колонтитулы.
Можно ли заливать бетон прямо на грязь?
Короче говоря, да, грязь можно залить бетоном.
Какое основание лучше всего подходит для бетонной плиты?
В соответствии с ACI 302 «Конструкция бетонных полов и плит», материал базового слоя должен быть «совместимым, легко поддающимся обрезке, гранулированным наполнителем, который будет оставаться стабильным и поддерживать строительное движение». ACI 302 рекомендует материал без глины, ила или органических материалов с содержанием мелких частиц от 10 до 30 процентов.
Гараж какого размера вы можете построить без разрешения?
Вы можете построить гараж или надворную постройку на своей территории без разрешения на строительство, если она разумного размера не выше 4 метров.
Заключение
После вышеизложенного мы предполагаем, что у вас есть четкое представление о толщине пола вашего гаража. Бетонные полы подвержены различным нагрузкам.
Метод расчета включает определение толщины плиты на основе перемещения временных нагрузок, а затем проверку соответствия толщины плиты статической временной нагрузке. Отдельно процесс строительства включает в себя оценку толщины плиты под нагрузкой стены.
Основываясь на опыте, полученном в результате испытаний дорожных и аэродромных покрытий, эмпирическим путем были получены исследовательские нагрузки.
Какой толщины должен быть бетон для пола в гараже?
При заливке бетона для пола в гараже очень важно, чтобы толщина бетона была достаточной для обеспечения прочности и долговечности бетона. Использование более толстого слоя бетона для пола вашего гаража будет гораздо более рентабельным в долгосрочной перспективе, сводя к минимуму потенциальное возникновение изгиба и растрескивания. Необходимая толщина бетона определяется целевым назначением гаража; в первую очередь вес, который будет поддерживать бетон.
Важно понимать порог веса, который может выдержать данный слой бетона, чтобы вы могли быть уверены, что используете правильное количество бетона для пола в гараже. Использование слишком большого количества бетона приведет к неоправданно более высоким затратам; однако слишком тонкая заливка бетона нарушит структурную целостность пола гаража.
Следующие пункты помогут вам лучше понять, сколько бетона вам нужно для пола в гараже, в зависимости от использования и веса, который он будет поддерживать.
Легковые автомобили
Меньшее количество автомобилей требует меньшего количества бетона. Наша рекомендация заключается в том, что для одного-двух легковых автомобилей или грузовиков следует использовать не менее четырех дюймов бетона. Если вы планируете увеличить использование в будущем или планируете увеличить размер своего автомобиля, следует залить более толстый слой бетона.
Средние автомобили
Средние автомобили требуют более толстого бетонного основания для заливки. Наша рекомендация заключается в том, что для одного-двух автомобилей среднего размера или грузовиков среднего размера толщина бетона должна составлять шесть дюймов. Это обеспечит более прочную основу и уменьшит вероятность появления трещин при более высокой нагрузке.
Тяжелые автомобили
Для тяжелых автомобилей требуется еще более толстое основание. Для двух больших легковых или грузовых автомобилей мы рекомендуем заливать пол гаража не менее шести-восьми дюймов бетона.
Наши рекомендации
Если вы не уверены в будущем использовании пола в гараже, рекомендуется заливать более толстый слой бетона, чем вам требуется в настоящее время. Для большинства домашних гаражей будет достаточно шестидюймовой бетонной плиты. Бетонная плита толщиной более шести дюймов потребуется только в том случае, если в помещении будет наблюдаться постоянное движение гораздо более тяжелых транспортных средств.
Как сделать правильно с первого раза
Понимание правильной толщины бетона для пола вашего гаража поможет смягчить любые проблемы в будущем, такие как растрескивание. Гораздо проще сделать это правильно с первого раза, так как наложение нового слоя на существующий бетон приведет к гораздо более хрупкой конструкции, и проблемы с растрескиванием могут сохраниться. Попытка исправить проблемы, возникшие в результате недостаточной толщины бетона, также повлечет за собой значительные затраты. Следуя нашим рекомендациям, вы можете быть уверены, что ваш бетонный пол будет прочным и устойчивым, в результате чего получится фантастическое гаражное пространство, которое останется стабильным и прочным на долгие годы.
Что еще следует учитывать?
Несмотря на то, что толщина бетона имеет первостепенное значение для устойчивости пола гаража, это не единственный фактор, влияющий на его устойчивость. Есть много других проблем, которые необходимо решить, чтобы пол гаража мог выдержать вес, который на нем сидит. Подготовка и уплотнение основания внизу, чтобы оно было прочным и ровным, крайне важно. Неровное основание приведет к тому, что плита прогнется и треснет. Уплотнение слоя заполнителя толщиной не менее четырех дюймов перед заливкой бетона значительно облегчит выравнивание бетона, обеспечит слой изоляции и позволит выйти влаге. Пароизоляцию также можно использовать для предотвращения проникновения влаги через бетонный пол гаража. Кромочные формы следует использовать для создания границы для бетона. Это можно легко сделать, прибив деревянные доски прямоугольной формы, которая будет содержать бетон при заливке. Сетчатая арматура также может обеспечить дополнительную поддержку; тем не менее, это не обязательно, если соотношение бетонной смеси правильное и место должным образом подготовлено. Другие шаги, включая правильную трамбовку залитого бетона и использование компенсационных швов или канавок, могут помочь сохранить устойчивость бетонной плиты. Бетонному полу гаража потребуется примерно десять дней, чтобы должным образом затвердеть. В это время его следует соответствующим образом накрыть и защитить от осадков.
Я знаю толщину бетона, который мне нужен для пола в гараже. Что мне теперь делать?
После того, как вы определили толщину бетона, необходимого для пола вашего гаража, вы можете рассчитать общий объем бетона, который вам понадобится для вашего проекта, с помощью калькулятора бетона Concrete Singh. После ввода ширины, длины и высоты (толщины) бетона, необходимого для пола вашего гаража, калькулятор вычислит требуемый объем бетона в кубических метрах. Это значительно упрощает размещение заказа и гарантирует поставку достаточного количества бетона в день укладки.
Вот и все, что нужно
Определив правильную толщину бетона для пола вашего гаража и рассчитав точный объем бетона, необходимого для проекта, все пойдет гораздо проще. Успех проекта бетонирования сводится к подготовке: подготовка основания, сдерживание бетона, заказ нужного количества бетона и понимание методов, которые необходимо использовать для обеспечения правильного затвердевания бетона, без изгиба или растрескивания.
Трубы стальные профильные прямоугольные производят по ГОСТ 8645-68, ГОСТ 13663-86, ТУ 14-105-737-2004 и целому ряду других технических условий, разработанных производителями для различных задач и потребителей.
Размер
Параметры
Марка
Вес метра, кг
Метров в тонне
Труба профильная 28х25 х1,5
6
1-3сп/пс
1,20
833
Труба профильная 28х25 х2
6
1-3сп/пс
1,59
629
Труба профильная 30х20 х1,5
6
1-3сп/пс
1,15
870
Труба профильная 30х20 х2
6
1-3сп/пс
1,52
658
Труба профильная 40х20 х1,5
6
1-3сп/пс
1,39
719
Труба профильная 40х20 х2
6
1-3сп/пс
1,84
544
Труба профильная 40х20 х3
6
1-3сп/пс
2,42
413
Труба профильная 40х25 х1,5
6
1-3сп/пс
1,64
610
Труба профильная 40х25 х2
6
1-3сп/пс
2,01
498
Труба профильная 50х25 х1,5
6
1-3сп/пс
1,75
571
Труба профильная 50х25 х2
6
1-3сп/пс
2,32
431
Труба профильная 50х25 х3
6
1-3сп/пс
3,13
320
Труба профильная 60х30 х1,5
6
1-3сп/пс
2,10
476
Труба профильная 60х30 х2
6
3сп/пс
2,78
360
Труба профильная 60х30 х3
6
3сп/пс
3,83
261
Труба профильная 60х40 х2
6
3сп/пс
3,09
324
Труба профильная 60х40 х3
6
3сп/пс
4,30
233
Труба профильная 60х40 х4
6; 12
3сп/пс
5,56
180
Труба профильная 80х40 х2
6
3сп/пс
3,71
270
Труба профильная 80х40 х3
6; 12
3сп/пс
5,25
191
Труба профильная 80х40 х4
6; 12
3сп/пс
6,82
147
Труба профильная 80х60 х3
6; 12
3сп/пс
6,16
162
Труба профильная 80х60 х4
6; 12
3сп/пс
8,02
125
Труба профильная 100х50 х3
6; 12
3сп/пс
6,67
150
Труба профильная 100х50 х4
6; 12
3сп/пс
8,7
115
Труба профильная 100х60 х3
12
3сп/пс
7,2
139
Труба профильная 100х60 х4
12
3сп/пс
9,6
104
Труба профильная 100х60 х5
12
3сп/пс
11,8
84,8
Труба профильная 100х80 х4
12
3сп/пс
10,5
95,2
Труба профильная 100х80 х5
12
3сп/пс
12,8
78,1
Труба профильная 120х60 х4
12
3сп/пс
10,5
95,2
Труба профильная 120х60 х5
12
3сп/пс
12,8
78,1
Труба профильная 120х80 х4
12
3сп/пс
12
83,3
Труба профильная 120х80 х5
12
3сп/пс
14,8
67,6
Труба профильная 120х80 х6
12
3сп/пс
17,7
56,5
Труба профильная 140х60 х4
12
3сп/пс
12
83,3
Труба профильная 140х60 х5
12
3сп/пс
14,8
67,6
Труба профильная 140х60 х6
12
3сп/пс
17,7
56,5
Труба профильная 140х100 х4
12
3сп/пс
14,5
69
Труба профильная 140х100 х5
12
3сп/пс
18
55,6
Труба профильная 140х100 х6
12
3сп/пс
21,5
46,5
Труба профильная 150х100 х4
12
3сп/пс
15,29
65,4
Труба профильная 150х100 х5
12
3сп/пс
18,99
52,7
Труба профильная 150х100 х6
12
3сп/пс
22,4
44,6
Труба профильная 150х100 х8
12
3сп/пс
29,8
33,6
Труба профильная 160х80 х5
12
3сп/пс
18
55,6
Труба профильная 160х120 х4
12
3сп/пс
17
58,8
Труба профильная 160х120 х5
12
3сп/пс
21,1
47,4
Труба профильная 160х120 х6
12
3сп/пс
25,2
39,7
Труба профильная 160х120 х8
12
3сп/пс
33,2
30,1
Труба профильная 180х100 х5
12
3сп/пс
21,1
47,4
Труба профильная 180х100 х6
12
3сп/пс
25,2
39,7
Труба профильная 180х100 х8
12
3сп/пс
33,2
30,1
Труба профильная 180х140 х5
12
3сп/пс
24,1
41,5
Труба профильная 180х140 х6
12
3сп/пс
28,9
34,6
Труба профильная 180х140 х8
12
3сп/пс
38,2
26,2
Труба профильная 200х160 х5
12
3сп/пс
27,2
36,8
Труба профильная 200х160 х6
12
3сп/пс
32,5
30,8
Труба профильная 200х160 х8
12
3сп/пс
43
23,3
Труба профильная 200х160 х10
12
3сп/пс
53,1
18,8
Труба профильная 300х200 х6
12
3сп/пс
46,3
21,6
Труба профильная 300х200 х8
12
3сп/пс
59,5
16,8
Труба профильная 300х200 х10
12
3сп/пс
73,3
13,6
Труба профильная 300х200 х12
12
3сп/пс
86,8
11,5
В таблице приведены справочные величины веса погонного метра и количества метров в тонне. Предусмотренные в ГОСТ и ТУ допуски по толщине стенки, радиуса скругления углов, высоте профиля и длине трубы, в совокупности, предусматривают возможность отклонения веса погонного метра от теоретической расчетной величины. Такое отклонение может составлять до 12%, однако опыт показывает, что обычно эта величина не превышает следующих величин:
Для труб с толщиной стенки до 1,5мм – не более 7%
Для труб с толщиной стенки свыше 2мм – не более 5%
Рядовые прямоугольные трубы производят из горячекатаной стальной ленты на трубных станах. Чаще всего горячекатаные трубы малых и средних размеров от 20х10 до 80х40 производят из марок 1сп/пс, 2сп/пс, реже из Ст3сп/пс. В отличие от холоднокатаных прямоугольных труб стоят сравнительно дешево, что делает их выгодным материалом для сооружения различных металлоконструкций. Прямоугольные трубы малых и средних размеров, как и квадратные трубы, обычно производят длиной 6 метров, по требованию потребителя могут быть изготовлены и другой длины, как правило, от 5 до 10 метров.
В зависимости от назначения, профильная труба производится с нормированием механических свойств – группа А или с нормированием механических свойств и химического состава – группа В.
Мелкие и средние прямоугольные трубы из горячекатаной ленты в основном используют для сооружения различных металлоконструкций наружного применения – стальные двери, заборы, остановочные пункты и торговые павильоны, из таких профильных труб часто изготавливают стойки для перил, опоры козырьков и все возможные рамы.
Радиус скругления профильных труб зависит от стандарта, по которому они изготовлены, условий и оборудования производителя. Чаще всего радиус скругления не превышает 2S – для труб с толщиной стенки до 2,5мм и 2,5S – для труб с толщиной стенки более 2,5мм. Некоторые производители выпускают прямоугольные трубы с большими радиусами скругления – такие трубы меньше весят, следовательно цена за метр выходит ниже.
Одновременно, некоторые потребители настаивают на производстве труб с очень малыми радиусами скругления. Конструкции, выполненные из таких труб, имеют более опрятный внешний вид. Однако, следует учитывать, что меньший радиус оборачивается увеличением веса погонного метра, и следовательно, всей металлоконструкции, что в свою очередь приводит к ее удорожанию.
Очень большие и очень маленькие радиусы скругления могут негативно сказываться на несущей способности профильной трубы, поэтому мы не рекомендуем приобретать трубы, имеющие значительные отклонения от указанных выше стандартов.
Крупная профильная труба от 80х60 до 300х200 изготавливается из марок Ст3сп\пс, Ст3сп/пс5, 09Г2С, такие трубы часто изготавливают по ГОСТ 30245-2003 – Профили стальные замкнутые сварные квадратные и прямоугольные для строительных конструкций.
Профили больших размеров, как правило, производят с нормированием механических свойств и химического состава. Более того, часто производители такие трубы выпускают из стали с категорией 3 или 5, что означает проведение эксплуатационных испытаний на ударную вязкость при температурах +20 и -20 градусов, в том числе после механического старения. Столь высокие требования к таким трубам обусловлены их применением — крупные профильные трубы и строительные профили в основном используют в строительстве для изготовления сварных несущих металлоконструкций.
Купить Профильные трубы можно в любых количествах от 1 тонны до вагонных норм. Возможна отгрузка по метражу. Поставка производится со складов самовывозом или с доставкой на Ваш склад автомобильным или железнодорожным транспортом. Поставка значительных объемов возможна напрямую с заводов — производителей, в соответствии с грфиком производства.
Цены
В последние годы цены на профильные трубы меняются очень динамично, что сильно затрудняет публикацию актуальных цен, соответствующих настоящему моменту.
Просим Вас уточнять текущие цены на профильные трубы и наличие интересующей продукции по
телефону + 7(495) 669-29-10 или направляйте Ваш заказ.
Сортамент трубы стальной профильной квадратной регулируется ГОСТом 8639-82. Данный стандарт распространяется на трубы стальные электросварные квадратные. В соответствии с ним форма и размеры квадратных труб должны соответствовать указанным на чертеже и в таблице ниже:
Предлагаем ознакомиться с сортаментом квадратных труб по ГОСТу 30245-2003>>> и ГОСТу 8639-82>>>
Таблица сортамента труб квадратных стальных (момент инерции, см4 Ix= Iy, момент сопротивления, см3 Wx= Wy , площадь сечения см2)*
Наружный размер А, мм
Толщина стенки s, мм
Масса 1 метра, кг
Параметры*
10х10
0,8мм
0.222кг
0.039 см4, 0.079 см3, 0.283 см2*
10х10
0,9мм
0.246кг
0.042 см4, 0.085 см3 0.314 см2*
10х10
1,0мм
0.269кг
0. 0452 см4, 0.0904 см3 0.343 см2*
10х10
1,2мм
0.312кг
0.050 см4, 0.100 см3 0.398 см2*
10х10
1,4мм
0.352кг
0.053 см4, 0.107 см3 0.448 см2*
15х15
0,8мм
0.348кг
0.147 см4 0.196 см3 0.443 см2*
15х15
0,9мм
0.388кг
0.161 см4 0.215 см3 0.494 см2*
15х15
1,0мм
0.426кг
0.176 см4 0.233 см3 0.543 см2*
15х15
1,2мм
0.501кг
0.199 см4 0.265 см3 0.638 см2*
15х15
1,4мм
0.571кг
0.220 см4 0.293 см3 0.728 см2*
15х15
1,5мм
0. 605кг
0.229 см4 0.305 см3 0.771 см2*
20х20
0,8мм
0.474кг
0.368 см4 0.368 см3 0.603 см2*
20х20
0,9мм
0.529кг
0.406 см4 0.406 см3 0.674 см2*
20х20
1,0мм
0.583кг
0.442 см4 0.442 см3 0.743 см2*
20х20
1,2мм
0.689кг
0.510 см4 0.510 см3 0.878 см2*
20х20
1,4мм
0.791кг
0.572 см4 0.572 см3 1.01 см2*
20х20
1,5мм
0.841кг
0.600 см4 0.600 см3 1.071 см2*
20х20
2,0мм
1.075кг
0.723 см4 0.723 см3 1.37 см2*
25х25
0,8мм
0. 599кг
0.740 см4 0.592 см3 0.763 см2*
25х25
0,9мм
0.670кг
0.820 см4 0.656 см3 0.854 см2*
25х25
1,0мм
0.740кг
0.897 см4 0.718 см3 0.943 см2*
25х25
1,2мм
0.878кг
1.04 см4 0.835 см3 1.12 см2*
25х25
1,4мм
1.01кг
1.18 см4 0.945 см3 1.29 см2*
25х25
1,5мм
1.07кг
1.24 см4 0.996 см3 1.37 см2*
25х25
2,0мм
1.39кг
1.53 см4 1.22 см3 1.77 см2*
25х25
2,5мм
1.68кг
1.77 см4 1.41 см3 2.14 см2*
25х25
3,0мм
1.95кг
1.95 см4 1. 56 см3 2.48 см2*
30х30
0,8мм
0.725кг
1.30 см4 0.870 см3 0.923 см2*
30х30
0,9мм
0.811кг
1.45 см4 0.966 см3 1.03 см2*
30х30
1,0мм
0.897кг
1.59 см4 1.06 см3 1.14 см2*
30х30
1,2мм
1.07кг
1.86 см4 1.24 см3 1.36 см2*
30х30
1,3мм
1.15кг
1.99 см4 1.33 см3 1.46 см2*
30х30
1,4мм
1.23кг
2.12 см4 1.41 см3 1.57 см2*
30х30
1,5мм
1.31кг
2.24 см4 1.49 см3 1.67 см2*
30х30
2,0мм
1.70кг
2.79 см4 1.86 см3 2. 17 см2*
30х30
2,5мм
2.07кг
3.27 см4 2.18 см3 2.64 см2*
30х30
3,0мм
2.42кг
3.66 см4 2.44 см3 3.08 см2*
30х30
3,5мм
2.75кг
3.98 см4 2.65 см3 3.50 см2*
30х30
4,0мм
3.04кг
4.23 см4 2.82 см3 3.88 см2*
35х35
0,8мм
0.850кг
2.10 см4 1.20 см3 1.083 см2*
35х35
0,9мм
0.953кг
2.34 см4 1.34 см3 1.21 см2*
35х35
1,4мм
1.45кг
3.45 см4 1.97 см3 1.85 см2*
35х35
1,5мм
1.55кг
3.65 см4 2.09 см3 1.97 см2*
35х35
2,0мм
2. 02кг
4.61 см4 2.63 см3 2.57 см2*
35х35
2,5мм
2.46кг
5.44 см4 3.11 см3 3.14 см2*
35х35
3,0мм
2.89кг
6.17 см4 3.52 см3 3.68 см2*
35х35
3,5мм
3.30кг
6.78 см4 3.88 см3 4.20 см2*
35х35
4,0мм
3.67кг
7.30 см4 4.17 см3 4.68 см2*
35х35
5,0мм
4.37кг
8.05 см4 4.60 см3 5.57 см2*
40х40
1,4мм
1.67кг
5.24 см4 2.62 см3 2.13 см2*
40×40
1,5мм
1.78кг
5.57 см4 2.78 см3 2.27 см2*
40×40
2,0мм
2.33кг
7.07 см4 3. 53 см3 2.97 см2*
40×40
2,5мм
2.85кг
8.42 см4 4.21 см3 3.64 см2*
40×40
3,0мм
3.36кг
9.61 см4 4.81 см3 4.28 см2*
40×40
3,5мм
3.85кг
10.66 см4 5.33 см3 4.90 см2*
40×40
4,0мм
4.30кг
11.57 см4 5.79 см3 5.48 см2*
40×40
5,0мм
5.16кг
13.01 см4 6.50 см3 6.57 см2*
40×40
6,0mm
5.92кг
13.96 см4 6.98 см3 7.54 см2*
42×42
3,0мм
3.55кг
11.30 см4 5.38 см3 4.52 см2*
42×42
3,5мм
4.07кг
12.56 см4 5.98 см3 5. 18 см2*
42×42
4,0мм
4.56кг
13.67 см4 6.51 см3 5.80 см2*
42×42
5,0мм
5.47кг
15.45 см4 7.36 см3 6.97 см2*
42×42
6,0мм
6.30кг
16.69 см4 7.95 см3 8.02 см2*
45×45
2,0мм
2.65кг
10.29 см4 4.57 см3 3.37 см2*
45×45
3,0мм
3.83кг
14.15 см4 6.29 см3 4.88 см2*
45×45
3,5мм
4.40кг
15.79 см4 7.02 см3 5.60 см2*
45×45
4,0мм
4.93кг
17.25 см4 7.67 см3 6.28 см2*
45×45
5,0мм
5.94кг
19.66 см4 8.38 см3 7.57 см2*
45×45
6,0мм
6. 86кг
21.42 см4 9.52 см3 8.74 см2*
45×45
7,0мм
7.69кг
22.60 см4 10.04 см3 9.80 см2*
45×45
8,0мм
8.43кг
23.23 см4 10.33 см3 10.74 см2*
50×50
2,0мм
2.96кг
14.36 см4 5.74 см3 3.77 см2*
50×50
2,5мм
3.64кг
17.27 см4 6.91 см3 4.64 см2*
50×50
3,0мм
4.31кг
19.93 см4 7.97 см3 5.48 см2*
50×50
3,5мм
4.94кг
22.35 см4 8.94 см3 6.30 см2*
50×50
4,0мм
5.56кг
24.54 см4 9.82 см3 7.08 см2*
50×50
4,5мм
6.16кг
26. 51 см4 10.60 см3 7.84 см2*
50×50
5,0мм
6.73кг
28.26 см4 11.30 см3 8.57 см2*
50×50
6,0мм
7.80кг
31.15 см4 12.46 см3 9.94 см2*
50×50
7,0мм
8.79кг
33.28 см4 13.31 см3 11.20 см2*
50×50
8,0мм
9.69кг
34.70 см4 13.88 см3 12.34 см2*
60×60
2,0мм
3.59кг
25.45 см4 8.48 см3 4.57 см2*
60×60
2,5мм
4.43кг
30.81 см4 10.27 см3 5.64 см2*
60×60
3,0мм
5.25кг
35.81 см4 11.94 см3 6.69 см2*
60×60
3,5мм
6.04кг
40. 44 см4 13.48 см3 7.70 см2*
60×60
4,0мм
6.82кг
44.73 см4 14.91 см3 8.68 см2*
60×60
5,0мм
8.30кг
52.30 см4 17.43 см3 10.57 см2*
60×60
6,0мм
9.69кг
58.60 см4 19.53 см3 12.34 см2*
60×60
7,0мм
11.00кг
63.71 см4 21.24 см3 14.00 см2*
60×60
8,0мм
12.20кг
67.71 см4 22.57 см3 15.54 см2*
70×70
3,0мм
6.19кг
58.45 см4 16.70 см3 7.88 см2*
70×70
3,5мм
7.14кг
66.34 см4 18.95 см3 9.10 см2*
70×70
4,0мм
8.07кг
73. 74 см4 21.07 см3 10.28 см2*
70×70
5,0мм
9.87кг
87.12 см4 24.89 см3 12.57 см2*
70×70
6,0мм
11.57кг
98.69 см4 28.20 см3 14.74 см2*
70×70
7,0мм
13.19кг
108.56 см4 31.02 см3 16.80 см2*
70×70
8,0мм
14.71кг
116.81 см4 33.37 см3 18.74 см2*
80×80
3,0мм
7.13кг
89.05 см4 22.26 см3 9.09 см2*
80×80
3,5мм
8.24кг
101.44 см4 25.36 см3 10.50 см2*
80×80
4,0мм
9.33кг
113.17 см4 28.29 см3 11.88 см2*
80×80
5,0мм
11.44кг
134. 73 см4 33.68 см3 14.57 см2*
80×80
6,0мм
13.46кг
153.84 см4 38.46 см3 17.14 см2*
80×80
7,0мм
15.38кг
170.63 см4 42.66 см3 19.60 см2*
80×80
8,0мм
17.22кг
185.20 см4 46.30 см3 21.94 см2*
80×80
9,0мм
18.97кг
197.66 см4 49.41 см3 24.17 см2*
80×80
10,0мм
20.63кг
208.10 см4 52.03 см3 26.28 см2*
80×80
11,0мм
22.20кг
216.64 см4 54.16 см3 28.28 см2*
90×90
3,0мм
8.07кг
128.82 см4 28.63 см3 10.28 см2*
90×90
4,0мм
10. 59кг
164.63 см4 36.58 см3 13.48 см2*
90×90
5,0мм
13.00кг
197.12 см4 43.80 см3 16.57 см2*
90×90
6,0мм
15.34кг
226.44 см4 50.32 см3 19.54 см2*
90×90
7,0мм
17.58кг
252.71 см4 56.16 см3 22.40 см2*
90×90
8,0мм
19.73кг
276.08 см4 61.35 см3 25.14 см2*
100×100
3,0мм
9.02кг
178.95 см4 35.79 см3 11.48 см2*
100×100
4,0мм
11.84кг
229.71 см4 45.94 см3 15.08 см2*
100×100
5,0мм
14.58кг
276.30 см4 55.26 см3 18.57 см2*
100×100
6,0мм
17. 22кг
318.89 см4 63.78 см3 21.94 см2*
100×100
7,0мм
19.78кг
357.62 см4 71.52 см3 25.20 см2*
100×100
8,0мм
22.25кг
392.65 см4 78.53 см3 28.34 см2*
100×100
9,0мм
24.62кг
424.11 см4 84.82 см3 31.37 см2*
110×110
6,0мм
19.11кг
433.59 см4 78.83 см3 24.34 см2*
110×110
7,0мм
21.98кг
488.14 см4 88.75 см3 28.00 см2*
110×110
8,0мм
24.76кг
538.11 см4 97.84 см3 31.54 см2*
110×110
9,0мм
27.45кг
583.63 см4 106.11 см3 34.97 см2*
120×120
6,0мм
20. 99кг
572.94 см4 95.49 см3 26.74 см2*
120×120
7,0мм
24.18кг
647.09 см4 107.85 см3 30.80 см2*
120×120
8,0мм
27.27кг
715.66 см4 119.28 см3 34.74 см2*
120×120
9,0мм
30.28кг
778.82 см4 129.80 см3 38.57 см2*
140×140
6,0мм
24.76кг
935.19 см4 133.60 см3 31.54 см2*
140×140
7,0мм
28.57кг
1061.44 см4 151.63 см3 36.40 см2*
140×140
8,0мм
32.29кг
1179.83 см4 168.55 см3 41.14 см2*
140×140
9,0мм
35.93кг
1290.58 см4 184.37 см3 45.77 см2*
150×150
7,0мм
30. 77кг
1322.44 см4 176.32 см3 39.20 см2*
150×150
8,0мм
34.81кг
1472.85 см4 196.38 см3 44.34 см2*
150×150
9,0мм
38.75кг
1614.37 см4 215.25 см3 49.37 см2*
150×150
10,0мм
42.61кг
1747.21 см4 232.96 см3 54.28 см2*
180×180
8,0мм
42.34кг
2634.06 см4 292.67 см3 53.94 см2*
180×180
9,0мм
47.23кг
2900.49 см4 322.28 см3 60.17 см2*
180×180
10,0мм
52.03кг
3153.95 см4 350.44 см3 66.28 см2*
180×180
12,0мм
61.36кг
3623.01 см4 402.56 см3 78.17 см2*
180×180
14,0мм
70. 33кг
4043.41 см4 449.27 см3 89.59 см2*
Таблица сортамента профильной трубы квадратной специальных размеров
Наружный размер А, мм
Толщина стенки s, мм
Масса 1 метра, кг
Параметры*
32х32
4,0мм
3.30кг
5.33 см4 43.33 см3 4.20 см2*
36х36
4,0
3.80
8.05 см4 4.47 см3 4.84 см2*
40х40
2,0
2.33
7.07 см4 3.54 см3 2.97 см2*
55х55
3,0
4.78
27.10 см4 9.85 см3 6.09 см2*
65х65
6,0
10.63
76.91 см4 23.66 см3 13.54 см2*
Масса указанная в таблице вычислена при плотности стали 7,85 г/см3.
Статические характеристики труб рассчитаны для R=1,5s.
По согласованию двух сторон — изготовителя с потребителем допускается ограниченное изготовление труб других размеров.
Прямоугольная латунная трубка: 3/32 дюйма X 3/16 дюйма x 0,014 дюйма стенка x 12 дюймов в длину (1 шт.)
Прямоугольная латунная трубка: стенка 3/32″ X 3/16″ x 0,014″ x длина 12″ (1 шт.)
Прямоугольная латунная трубка: 3/32 дюйма X 3/16 дюйма x 0,014 дюйма стенка x 12 дюймов в длину (1 шт.)
Артикул: 8262
Обычная цена
$7,69
Цена продажи
$7,69
Обычная цена
Цена за единицу товара
/за
Распродажа
Продано
Прямоугольная латунная трубка: 1/8″ X 1/4″ x 0,014″ стенка x 12″ в длину (1 шт. )
Прямоугольная латунная трубка: стенка 1/8″ X 1/4″ x 0,014″ x длина 12″ (1 шт.)
Прямоугольная латунная трубка: 1/8″ X 1/4″ x 0,014″ стенка x 12″ в длину (1 шт.)
Артикул: 8264
Обычная цена
$8,89
Цена продажи
$8,89
Обычная цена
Цена за единицу товара
/за
Распродажа
Продано
Прямоугольная латунная трубка: 5/32 дюйма X 5/16 дюйма x 0,014 дюйма стенка x 12 дюймов в длину (1 шт.)
Прямоугольная латунная трубка: 5/32″ X 5/16″ x 0,014″ стенка x 12″ длина (1 шт.)
Прямоугольная латунная трубка: 5/32 дюйма X 5/16 дюйма x 0,014 дюйма стенка x 12 дюймов в длину (1 шт. )
Артикул: 8266
Обычная цена
$8,89
Цена продажи
$8,89
Обычная цена
Цена за единицу товара
/за
Распродажа
Продано
Прямоугольная латунная трубка: 3/16″ X 3/8″ x 0,014″ стенка x 12″ в длину (1 шт.)
Прямоугольная латунная трубка: стенка 3/16″ X 3/8″ x 0,014″ x длина 12″ (1 шт.)
Прямоугольная латунная трубка: 3/16″ X 3/8″ x 0,014″ стенка x 12″ в длину (1 шт.)
Артикул: 8268
Обычная цена
$9,09
Цена продажи
$90,09
Обычная цена
Цена за единицу товара
/за
Распродажа
Продано
Ассортимент латунных квадратных и прямоугольных труб (11 шт. )
Ассортимент латунных квадратных и прямоугольных труб (11 шт.)
Ассортимент латунных квадратных и прямоугольных труб (11 шт.)
Артикул: 3406
Обычная цена
26,99 долларов США
Цена продажи
26,99 долларов США
Обычная цена
Цена за единицу товара
/за
Распродажа
Продано
Используйте стрелки влево/вправо для перемещения по слайд-шоу или проведите пальцем влево/вправо при использовании мобильного устройства
Ассортимент латунных трубок квадратного и прямоугольного сечения 11 шт.
Нажмите, чтобы увеличить
2482 продажи |
5 из 5 звезд
€38,62
Загрузка
Мало на складе
Включая НДС (где применимо), плюс стоимость доставки
Доставка в Германию
Быстро продается! Осталось всего 8.
Внесен в список 13 сентября 2022 г.
12 избранных
Сообщить об этом элементе в Etsy
Выберите причину… С моим заказом возникла проблемаОн использует мою интеллектуальную собственность без разрешенияЯ не думаю, что это соответствует политике EtsyВыберите причину…
Первое, что вы должны сделать, это связаться с продавцом напрямую.
Если вы уже сделали это, ваш товар не прибыл или не соответствует описанию, вы можете сообщить об этом Etsy, открыв кейс.
Сообщить о проблеме с заказом
Мы очень серьезно относимся к вопросам интеллектуальной собственности, но многие из этих проблем могут быть решены непосредственно заинтересованными сторонами. Мы рекомендуем связаться с продавцом напрямую, чтобы уважительно поделиться своими проблемами.
Если вы хотите подать заявление о нарушении авторских прав, вам необходимо выполнить процедуру, описанную в нашей Политике в отношении авторских прав и интеллектуальной собственности.
Посмотрите, как мы определяем ручную работу, винтаж и расходные материалы
Посмотреть список запрещенных предметов и материалов
Ознакомьтесь с нашей политикой в отношении контента для взрослых
Товар на продажу…
не ручная работа
не винтаж (20+ лет)
не ремесленные принадлежности
запрещены или используют запрещенные материалы
неправильно помечен как содержимое для взрослых
Пожалуйста, выберите причину
Расскажите нам больше о том, как этот элемент нарушает наши правила. Расскажите нам больше о том, как этот элемент нарушает наши правила.
Как сделать споттер из сварочного аппарата своими руками
Споттер является разновидностью сварочного аппарата и применяется для точечной сварки. В основе его функциональности положено сопротивление тока. Устройство работает за счет того, что в зоне соприкосновения сварочного материала выделяется тепло при условии подачи электрического напряжения. Обычные сварочные аппараты могут стать фундаментом для самостоятельного изготовления такого устройства. Модель может быть инверторной или трансформаторной.
СОДЕРЖАНИЕ
Назначение споттера
Свойства и функциональность
Как сделать споттер
Какой споттер лучше – самодельный или заводской?
Вместо заключения
Назначение споттера
Применяется споттер чаще всего в кузовном ремонте легковых автомобилей. Он востребован в тех случаях, когда по каким-либо причинам нет возможности выровнять поверхность кузовной детали молотком или похожим механическим способом, а повреждения являются небольшими. Тогда места деформации металла нагревают с помощью указанного инструмента. Чтобы сделать его своими руками, важно предварительно разобраться устройстве и функциональности оборудования.
Устранения дефектов с помощью споттера выполняется таким образом. На поврежденном участке монтируется специальный крепеж. Он служит основой для установки самодельного приспособления. А уже с помощью споттера, используя дополнительную оснастку или только физическую силу специалиста, вмятина вытягивается под один уровень с нормальными неповрежденными участками кузова автомобиля. Инструмент очень эффективен и позволяет без ремонта и покраски устранять небольшие дефекты автомобильного кузова.
Свойства и функциональность
Оборудование состоит из нескольких узлов: электрод, пистолет, коробка и кабель. Внутри коробки заключено вся электроника – платы, схемы и прочее деликатные компоненты. Эксплуатация оборудования подразумевает соблюдение определенного порядка выполнения манипуляций.
У споттера предусмотрено два выхода, один из которых является «массой», а другой подсоединяется к рабочему пистолету. Масса крепится к кузову автомобиля, с которого предварительно был снят аккумулятор. На конце пистолета имеется фиксатор, который будет удерживать рабочие органы – специальные насадки. После нажатия на контактную кнопку к насадке подается электрическое напряжение.
Место, контактирующее с концом пистолета, начинает постепенно прогреваться. С ростом сопротивления поднимается температура участка металла. В итоге он начинает плавиться в конкретной точке, а остальная поверхность кузова не претерпевает каких-бы то ни было изменений. Как результат – металл прихватывается в определенном месте, после чего его можно потянуть.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими верстаками собственного производства от компании VTM.
Если говорить уж совсем просто, то картина следующая. Споттер не нагревает большую поверхность. Он воздействует только на маленький участок на подобии точечной сварки. Температура нагрева немного ниже критического значения, при котором металл начинает плавиться. К разогретой поверхности металла прижимается насадка пистолета и надежно соединяется с металлом. Благодаря этому данный участок кузовного элемента можно потянуть и выпрямит вмятину. По завершению работы насадка легко отсоединяется от поверхности кузова.
По факту, в этом устройстве и нагрев, и сопротивление такое же как у точечной сварки. Нагревается металл от аппарата, а усилие прилагается специалистом, который прижимает насадку к кузову. Это отдельный вид сварки, которую называют не точечной, а сварка сопротивлением.
Существует две версии споттеров – инверторные и трансформаторные. Первый из них производится в заводских условиях, поскольку для сборки таких моделей требуются дорогостоящие и конструктивно сложные узлы. А вот трансформаторную версию можно сделать и самостоятельно в домашних условиях.
Как сделать споттер
Основой будущей установки служит трансформатор. Обязательно в рабочем состоянии, тем более, что найти его совсем несложно. Если есть старый полуавтомат, то трансформатор можно извлечь из него. А если нет под рукой, то самое время обратить внимание на доски объявлений. Там этого добра достаточно и есть из чего выбрать. Оптимальным вариантом считается трансформатор со сгоревшей вторичной обмоткой.
Первым делом нужно избавиться от вторичной обмотки, если у трансформатора их две. Дальше на первичную обмотку следует намотать несколько витков медной проволоки. При помощи тестера опытным путем определить количество витков для 1 Вольта. Из вторичной обмотки делается шина. Ее можно смотать из старого трансформатора. После того как ее сложить четыре раза площадь сечения составит не меньше 160 квадратных миллиметров, а вольтаж – 5-6В.
Этого вполне достаточно для споттера. Разрубленную на четыре куска шину соединяют между собой при помощи обычной изоленты. Наматывать изоляционный материал нужно, не экономя, в несколько слоев. Можно комбинировать с малярным скотчем – слой изоленты через слой скотча. После этого шину следует намотать на трансформатор. Это весьма сложная процедура и, возможно, потребуется помощь опытного электрика. Но в любом случае сделать обмотку плотной вряд ли получится. Это и не обязательно.
На данном этапе создания споттера скорее всего возникнет проблема нехватки мощности. Проблема состоит в том, что теоретически рассчитать все параметра очень сложно. Решением станет метод проб и ошибок. То есть, перебирая последовательность подключения проводов к питанию, нужно найти оптимальный вариант, при котором пусковое устройство будет стартовать без каких-либо проблем. Перед подключением важно установить автомат на 16 ампер, который исключит возможность перегорания проводки.
Учитывая то, что устройство будет функционировать в ручном режиме, нужно запастись еще некоторыми деталями. Потребуется 12-вольтовый трансформатор. Его можно снять со старого лампового телевизора. Плюс к этому нужно найти реле-тиристор на 30 ампер (такие устанавливали на Жигули), диодный мост, контактор и кнопка на 220В.
Из перечисленных элементов нужно собрать устройство, которое будет функционировать по такому принципу. Трансформатор на 12В должен управлять релюшкой через кнопку, то есть в ручном режиме. Саму кнопку следует установить в удобном месте, чтобы всегда было под рукой. Лучше всего – на рукоятке самого споттера. При нажатии кнопка замыкает контактор, подключенный к реле через отдельный провод. Другой проводник соединяет контактор и выключатель. После сборки всех компонентов на общей платформе можно приступать к испытаниям оборудования.
Очень желательно при подключении самодельного устройства исключить непродуктивные потери тока. Это важно с учетом того, что сварка работает по методу сопротивления. Рекомендация здесь одна и очень даже несложная: нужно использовать кабель минимально возможной длины. Еще один дополнительный нюанс заключается в том, чтобы выбрать кабель большого сечения. Все соединения необходимо тщательно и аккуратно зачищать, чтобы снизить потери тока в местах стыков.
Использование такого устройства лучше ограничить пределами мастерской, поскольку частые транспортировки могут навредить. К тому же габариты самодельного споттера вряд ли можно будет назвать компактными.
Какой споттер лучше – самодельный или заводской?
Самостоятельно изготовить оборудование весьма непросто и под силу не всем желающим. Поэтому резонно предположить, что у многих читателей возникнет закономерный вопрос, относительно целесообразности такого предприятия. Ведь можно купить готовый, компактный, собранный специалистами агрегат и не мучиться. Но далеко не все так очевидно, как кажется вначале.
Заводской споттер стоит приличных денег. Оборудование относится к числу узкоспециализированного и производится в незначительных количествах. Сварочный аппарат или инвертор поставляются на рынок в больших объемах, производятся большим количеством компаний и стоят поэтому небольших сравнительно денег. Приобретение заводской модели оправдано тогда, если установка предназначается для профессионального использования в мастерской и будет приносить прибыль. Да, тогда целесообразней потратиться на надежный заводской агрегат, который хорошо себя зарекомендовал и получил одобрительные отзывы пользователей.
А вот в случаях, когда использование споттера ограничивается несколькими случаями в год, то избыточные финансовые издержки являются весьма сомнительными. К тому же самодельное устройство можно изготовить не менее надежным (а тои более!), чем заводское. Второй безусловный плюс – ремонтопригодность. Для специалиста, который самостоятельно собрал споттер не составит особого труда восстановление его функциональности. Да и нужные узлы найти несложно. Еще один плюс заключается в том, что своими руками собранный аппарат всегда можно усовершенствовать с тем, чтобы улучшить его возможности.
Тем не менее, не всегда имеет смысл самостоятельно браться за реализацию такой идеи. Это касается, прежде всего, станций технического обслуживания. Даже если аппарат будет работать нечасто, лучше иметь заводской образец. Его возможности намного больше, чем у самодельных аналогов. такой агрегат поможет устранить даже сложный дефект. Следует отдавать себе отчет в том, что сделанные своими руками споттеры, как правило, большой мощностью не отличаются. Они подходят только для мелкого кузовного ремонта.
Вместо заключения
Нужно учесть, что собрать споттер самостоятельно можно при условии наличия специфических навыков. Даже самый простой аппарат нужно просчитывать, анализировать и сравнивать. Это возможно сделать только тогда, когда есть опыт аналогичной работы. Только в таком случае можно рассчитывать на положительный результат. Собрать оборудование «по написанному» без навыков и специальных знаний вряд ли получится. Существует высокая вероятность того, что при таком подходе получится не надежный помощник для ремонта авто, а потенциально опасное устройство.
Самодельны споттер является отличным подручным средством для гаража или дачи. Он обходится недорого, сравнительно легко собирается, неприхотлив в работе и обслуживании. Для профессиональной работы желательно приобрести заводское оборудование. Их функционал и мощность позволяют исправлять даже сложные вмятины кузова автомобиля.
Как сделать споттер из сварочного аппарата своими руками: алгоритм действий, назначение прибора
Споттер представляет собой устройство, вычисляемое к категории сварочных аппаратов. Предназначается для точечной сварки. Работает на основе сопротивления тока. Устройство функционирует за счет выделения некоторого количества энергии тепла в зоне соприкосновения со сварочным материалом при подаче электротока. Споттер из сварочного аппарата можно сделать своими руками. Классифицируют его на инверторную и трансформаторную модели.
Предназначение споттера и его особенности
Свойства конструкции агрегата
Ключевая деталь споттера
Алгоритм изготовления своими руками
Оборудование из инверторного аппарата
Основные этапы сборки
Этапы производства трансформатора
Важные нюансы в конструкции
Предназначение споттера и его особенности
Самодельный споттер используют в отношении кузовных работ автомобилей. Делают это тогда, когда по каким-то причинам с внутренней стороны выровнять поверхность детали нет возможности. Можно локально нагревать металл при помощи указанного инструмента, если на кузовной области есть небольшие повреждения. Важно разобраться, как сделать споттер своими руками, чтобы получить качественное и функциональное изделие.
Процесс сварки выглядит так. На место повреждённого металла закрепляется крепёж. К нему подсоединяется устройство и при помощи вспомогательных приспособлений либо своими руками вытягивают вмятины. Инструмент для ремонта кузова дает возможность быстро и качественно восстанавливать автомобиль без покраски поврежденного участка. Споттер хорош тем, что при его эксплуатации удается держать под контролем функционирование каждой детали. Это объясняется тем, что вероятность перегрева и разрыва проводов довольно велика.
Свойства конструкции агрегата
Приспособление состоит из таких компонентов, как коробка, пистолет, кабель, электрод.
Коробка содержит всю систему аппарата, которая необходима для сварки. Чтобы четко и быстро проводить кузовные работы, надо придерживаться порядка и технологии процесса.
Ели поверхность подверглась деформации, надо очистить ее от любого покрытия. Это может быть ржавчина, краска или лак. Данный этап очень важен, так как качество соединения металлов напрямую влияет на итог всего процесса. На поверхность, которая подверглась корректировке, присоединяют контакты. На очищенную зону повреждённой области приваривают крепёж, к которому и подсоединяется рассматриваемое устройство.
Вслед за этим захватывается устройство пистолетом, после чего вмятина вытягивается. Для выравнивания прибегают к использованию молотка, гидроцилиндров и других приспособлений. Обращают внимание на толщину металла. Здесь следует понять, какое оборудование даст возможность производить рихтовку машины, чтобы не нанести ей вреда. Обратный молоток не используется в сочетании с алюминием. К тому же не каждый агрегат может справиться с оцинкованным кузовом. Когда рихтовка кузова закончена, скручивают приваренную деталь. Место контакта зачищают шлифовальной машинкой.
Ключевая деталь споттера
Сварочный пистолет — это основная деталь устройства. Для непрерывной работы используют устройство фабричного изготовления. Можно сделать его на основе пистолета из строительного клея своими руками. Альтернативным способом будет применение деталей из полуавтоматической сварки. Из текстолита вырезают одинаковые части с показателями длины от 12 до 14 мм. Их должно быть 2. В них устанавливают кронштейн, применяемый в качестве крепления электрода для сварки. При желании можно смонтировать лампочку для подсветки, как и переключатель импульса.
Кронштейн можно сделать из меди. У него может быть сечение — прямоугольное или квадратное. В качестве электрода для сварки используют медный прут с толщиной от 8 до 10 мм. Пистолет должен иметь такую конструкцию, которая позволяла бы поменять электрод без разборки. Чтобы подключить пистолет к устройству, используют комбинацию из сварочного кабеля с необходимым показателем сечения и 5-жильным контрольным кабелем. Подключение последнего осуществляется в соответствии со схемой.
На переключатель проводят три жилы. Ещё две перемещаются на подсвечивающую лампочку и двигатель. Сварочный кабель необходимо зачистить и припаять в специальное отверстие в кронштейне.
Алгоритм изготовления своими руками
Чтобы сделать агрегат самому, нужны некоторые навыки и понимание основ работы с такой техникой. Споттер из сварочного аппарата своими руками можно сделать в соответствии с чертежами. Для этого надо тщательно изучить конструкционные особенности аппарата. Можно использовать подручные детали.
Не всегда является целесообразным приобретение фабричного устройства. Качественный агрегат может обойтись в кругленькую сумму. Необходимо рассматривать конфигурацию приспособления и его чертежи.
Оборудование из инверторного аппарата
Чаще всего агрегат на основе инвертора изготавливается с применением самодельного материала. Основными составляющими устройства являются тиристорное реле и сварочный инвертор. Чтобы собрать приспособление, потребуются:
тиристор с показателем 200 Вольт;
трансформатор для понижения 122 вольт для управления реле посредством кнопки;
реле с мощностью в 30 ампер;
мост на диодах;
кнопка для управления и контроля;
контактная группа 220 вольт.
Трансформатор подключается с помощью диодного моста. К нему подсоединяется тиристор реле. Трансформатор питает управляющую ветку цепи. Перед изготовлением споттера своими руками надо обеспечить безопасные условия работы. С этой целью кладут под ноги резиновые коврики и придерживаются стандартных правил техники безопасности.
Основные этапы сборки
Чтобы сделать самодельный агрегат, идеально подходит сварочный аппарат Nordic. Необходимо уметь менять конфигурацию устройства так, чтобы споттер постоянного тока на выходе давал 1500 ампер, как минимум. Сборка осуществляется по следующим правилам:
Снимают с аппарата вторичный слой. Иногда их бывает несколько.
Перед установкой определяют количество витков на 1 Вольт. Первичная обмотка для этого оборачивается медной проволокой. Затем измеряют показатель Вольт.
Полученный показатель делят на количество витков. Результат и будет указывать на число витков на Вольт.
Из вторичного слоя, который был снят, производят шину. Желательно не допускать, чтобы этот параметр опускался ниже 160 квадратных мм.
Напряжение должно равняться 6 вольт. Если сечение меньше, можно делить шину на несколько частей. Их скрепляют изоляционной лентой.
Количество фрагментов зависит от изначальных показателей. Допустим, если параметр равен 40 кв. мм., шина разрывается на 4 части. Необходимо взять две шины с обмоткой из изоленты или скотча для малярных работ. Изоляция должна быть последовательной. Сначала идет слой изоляционной ленты, затем — скотча, а сверху наматывается изолента. На открытые зоны можно установить клепки.
Полученные шины перемещаются на трансформатор. Этот процесс не является лёгким и требует определенных навыков. Необходимо наличие молотка и присутствие дополнительного помощника. Благодаря этому шина будет сидеть лучше и не получит каких-либо повреждений. Если показатель мощности нормальный, то приспособление можно считать готовым. Если же нет, придется проводить ряд экспериментов, подключая к первичной обмотке провода.
Этапы производства трансформатора
Сборка трансформатора является обязательным этапом изготовления споттера из сварочного аппарата. Такая работа является наиболее трудной. Обмотка требует большого количества времени, но этот этап не является обязательным. Обмотка осуществляется на кольцевом железе. Провод для вторичной обмотки должен изготавливаться из алюминия или меди. Между мотками следует прокладывать качественную изоляцию. Для этого подходит трансформаторная бумага в несколько слоев. Для максимальной надежности ее пропитывают парафином.
Пистолет делают из полуавтомата. К нему потребуются некоторые дополнения, чтобы закрепить инструмент на приборе для рисования. Чтобы сделать клещи, подойдёт простая труба 20 на 20 мм. Силовые провода, соединяющие трансформатор и пистолет, должны иметь идентичное сечение. Как альтернатива, они должны превышать сечение шины. Не стоит использовать слишком большие по длине провода. Максимальный их размер должен быть равен 2,5 м. Рабочий кабель, соединяющий трансформатор и пистолет, должен быть сделан на основе коммутирующего кабеля с термоизоляцией. При каждом нагревании этот слой будет стягиваться.
Важные нюансы в конструкции
Наибольшие сложности в адаптации трансформатора заключаются в увеличении показателя выходной силы тока. Для этого экспериментируют с шиной, которая ставится вместо вторичной обмотки. Опыт дает понять, что показатель сечения должен быть не меньше 160 кв. мм. Что касается напряжения в шине, то она не должна быть меньше 6 вольт. Важнейшим моментом при сборке трансформатора является соблюдение оптимальной изоляции сетевых обмоток. Если накладка была сделана неправильно, это приведет к нежелательным последствиям.
Средства индивидуальной защиты (СИЗ) – сварочные технологии Сварочные технологии
При правильном использовании средства индивидуальной защиты (СИЗ) значительно снижают риск травм и сводят к минимуму воздействие токсинов. СИЗ требуются в сварочной лаборатории Laney College. Если вы не используете утвержденные средства индивидуальной защиты, вас не допустят в лабораторию.
Вы должны предоставить свои собственные средства индивидуальной защиты для лаборатории. В следующей таблице перечислены обязательные (обозначенные буквой «R») и дополнительные средства индивидуальной защиты (обозначенные буквой «O»). Описание каждого элемента приведено ниже вместе с рекомендациями.
Защитные очки OAW ОООООО
Номер курса
Сварка 205
Сварка 203A-D
Сварка 204A-D
Сварка 211A-D
Сварка 221A-D
Название курса
Введение – Сварка
GTAW (TIG или Heli-Arc)
SMAW (дуга или стержень )
GMAW (Wirefeed или MIG)
OAW (окси-ацетилен)
Сварочная крышка
Р
Р
Р
Р
Р
Защитные очки
Р
Р
Р
Р
Р
Беруши
Р
Р
Р
Р
Р
Перчатки
Р
Р
Р
Р
Р
Респиратор или маска от пыли
Р
Р
Р
Р
Р
Куртка (рубашка с длинными рукавами и высоким воротником)
Р
Р
Р
Р
Р
Длинные брюки, не свисающие
Р
Р
Р
Р
Р
Кожаная обувь с закрытым носком
Р
Р
Р
Р
Р
Сварочная маска
О
О
О
О
О
Лицевой щиток
О
О
О
О
О
Сварочная крышка
высота=”300″
Необходимо надевать колпак сварщика для защиты головы от брызг горячего металла и шлака. Кроме того, длинные волосы должны быть собраны сзади и заправлены внутрь сварочной куртки. Разрешены бейсболки из хлопка. Шляпы, которые в основном состоят из полиэстера или содержат значительное количество пластика, не допускаются. Рекомендуется: хлопчатобумажные сварочные шапочки или хлопчатобумажные тряпки.
Защита для глаз
height=”166″ Защитные очки для использования поверх очков
высота=”166″ Защитные очки
Во время пребывания в лаборатории необходимо постоянно носить одобренные средства защиты глаз. Это могут быть защитные очки или защитные очки. Средства защиты глаз должны подходить по размеру и быть в хорошем состоянии. Его необходимо правильно носить, постоянно защищая глаза пользователя. Зеркальные или сильно окрашенные линзы не защищают глаза и не одобрены для использования в сварочной лаборатории. Средства защиты глаз должны соответствовать стандартам Американского национального института стандартов: ANSI Z87. 1-19.89, блокирует 99% UVA и 60% UVB. Рекомендуется: Прозрачные защитные очки из поликарбоната, соответствующие стандарту ANSI 87.1. Очки по рецепту должны быть закрыты защитными очками, рекомендуются защитные очки по рецепту с боковыми щитками.
Защита органов слуха
Силиконовые беруши с шнурком и футляром
В сварочной лаборатории имеется множество устройств, генерирующих шум, которые могут повредить слух, и в некоторых случаях мусор может проникнуть в слуховой проход. Беруши необходимы для защиты ваших ушей как от громких звуков, так и от повреждения посторонними предметами. Наушники можно носить, чтобы обеспечить еще большее снижение шума. Рекомендуется: моющиеся силиконовые беруши на шнурке.
Перчатки
Кожаные сварочные перчатки необходимы для защиты рук во время сварки. Они должны соответствовать процессу сварки, который вы выполняете. Толстые кожаные сварочные перчатки рекомендуются для SMAW и FCAW. Для FCAW рекомендуются высокотемпературные сварочные перчатки. Для GMAW рекомендуются сварочные перчатки средней плотности. Для GTAW и OAW рекомендуются более тонкие сварочные перчатки, обеспечивающие повышенную ловкость. Перчатки не следует использовать там, где они могут попасть во вращающиеся механизмы, особенно в шлифовальные станки.
Рекомендуется: Weld 205 Вводный курс: Перчатки среднего веса GMAW (MIG), такие как перчатки Black Stallion Mighty MIG или Miller MIG.
Рекомендуется: Классы сварки 204A-D SMAW (дуговая сварка или STICK): перчатки среднего веса GMAW (MIG), такие как перчатки Black Stallion Mighty MIG или Miller MIG.
Рекомендуется: Weld 211A-D Классы подачи проволоки: Перчатки GMAW (MIG) средней плотности, такие как перчатки Black Stallion Mighty MIG или Miller MIG.
Рекомендуется: Сварка 221A-D Классы OAW (кислородно-ацетиленовая или газовая сварка): Перчатки GMAW (MIG) среднего веса, такие как перчатки Black Stallion Mighty MIG или Miller MIG.
Тяжелая перчатка для SMAW или FCAW
Сварочная перчатка среднего веса для OAW, GMAW или SMAW
Перчатки TIG
Защита органов дыхания
При сварке и связанных с ней процессах образуется много дыма и газов. Настоятельно рекомендуется носить фильтрующую маску или полумаску респиратора при сварке и шлифовке. FCAW, SMAW и шлифование — это процессы, в результате которых образуются пары и твердые частицы. Маски неприятных фильтров, тип N95 с древесным углем, рекомендуются в качестве минимальной защиты. N95 фильтрует 95% частиц размером 0,3 микрометра (мкм) и больше, а угольный фильтр уменьшает содержание озона (O3), образующегося в процессе сварки.
При образовании тяжелых частиц и вредных материалов (например, хром 6+) настоятельно рекомендуется полумаска с фильтром P100 и угольным фильтром. P100 фильтрует 100% частиц размером 0,3 микрометра (мкм) и больше. Фильтры P100 также называют высокоэффективными фильтрами для поглощения твердых частиц (HEPA). Как и в случае с N95, угольный фильтр уменьшает содержание озона (O3).
Настоятельно рекомендуется: полумаска Респиратор с фильтром P100 и угольным фильтром (например, номер детали 3M 2097).
Рекомендуется: маска N95 или N100.
ПРИМЕЧАНИЕ. Если у вас есть проблемы со здоровьем органов дыхания, вам следует перед использованием проконсультироваться с врачом и прочитать инструкции производителя относительно использования.
Респиратор-полумаска
Маска N95 или N100
Фильтр твердых частиц P100 с углем
Одежда
Надлежащая одежда может обеспечить большую защиту. Студенты-сварщики должны носить одежду из натуральных волокон, таких как хлопок или шерсть. Также необходимы рубашки с длинными рукавами и длинные брюки. Настоятельно рекомендуется сварочная куртка.
К недопустимым предметам относятся флисовые куртки или брюки (полиэфирные волокна) или колготки (нейлон). Брюки не должны иметь манжет, в которые могут попасть искры или горячий шлак. Провисание не допускается по той же причине. Не допускается протертая одежда или одежда с дырками.
Рекомендуется: Натуральное волокно, такое как хлопок или кожа. Для процессов FCAW и SMAW настоятельно рекомендуется кожаная или одобренная для сварки куртка. Кожаные чапсы, закрывающие ноги, также приветствуются.
Обувь
Надлежащая обувь защитит ваши ноги от горячих искр или падающих предметов. Вот несколько рекомендаций по покупке защитной обуви. Выбранная вами защитная обувь должна соответствовать стандарту F2413-05 Американского общества по испытаниям и материалам (ASTM), который разделяет защитную обувь на различные категории, такие как ударопрочность и устойчивость к сжатию. Обувь, устойчивая к ударам и сжатию, имеет носок, защищайте ногу от падающих предметов, которые могут раздавить или сломать пальцы ног. Новый стандарт ASTM F2413-05 не одобряет накладные подноски. Любой защитный подносок должен быть спроектирован и встроен в обувь в процессе производства и испытан как неотъемлемая часть обуви для защиты ног. Стандарт ASTM F2413 имеет две классификации степени сжатия. Рейтинг 75 был испытан на сжатие 2500 фунтов, а рейтинг 50 выдерживает нагрузки до 1750 фунтов. до того, как подносок начнет раздавливаться или трескаться.
Кроме того, обувь/сапоги с защитным носком тестируются на соответствие одной из двух единиц измерения ударопрочности, т. е. 75 или 50 футо-фунтов. Фунт-фунт определяется с помощью теста, который выполняется путем падения стального груза с заданной высоты с заданной скоростью. Например, обувь/сапоги класса I/75 защитят рабочего от удара силой 75 футо-фунтов.
Вы можете определить, соответствует ли ваша обувь стандарту ASTM F2413-05, по соответствующей информации на этикетке.
ASTMF2413-05 или M/I/75/C/75
ASTM F2413-05 : Буквы F2413 относятся к требованиям к характеристикам защиты ног. Дополнительные цифры после обозначения стандарта указывают год стандарта, которому соответствует защитная обувь, например: 05 относится к 2005 году.
M = Обувь для мужчин. F = Обувь для женщин. I/75 = ударопрочность 75 (фут-фунт) C/75 = степень сжатия 75 (2500 фунтов давления)
Рекомендуется: требуется обувь с закрытыми носками. Рекомендуется кожаная обувь. Настоятельно рекомендуется использовать кожаные высокие рабочие ботинки или защитную обувь с металлическим носком.
Сварочная маска
Для использования в лаборатории предоставляется ограниченное количество сварочных масок. Для SMAW, FCAW, GMAW, GTAW и плазменной резки требуется сварочная маска с затемненной линзой, одобренной для сварки. Сила тока, используемая в процессе сварки, определяет оттенок линзы. См. Таблицу 1 для рекомендаций согласно ANSI Z49.1
.
Рекомендуется: учащимся рекомендуется подождать с покупкой шлема. Поскольку существует такое большое разнообразие типов шлемов и цен, выбор в значительной степени зависит от процесса (процессов) сварки, частоты, окружающей среды и посадки.
Таблица оттенков
Эксплуатация
Размер электрода дюймов 1/32 дюйма. (мм)
Дуга ток
Минимум защитный оттенок
Рекомендуемый оттенок
(комфорт)
СТРО
Менее 3 (2,5)
Менее 60 лет
7
–
3-5 (2,5-4)
60-160
8
10
5-8 (4-6,4)
160-250
10
12
Более 8 (6,4)
250-550
11
14
GMAW/FCAW
Менее 60 лет
7
—
60-160
10
11
160-250
10
12
250-550
10
14
GTAW
Менее 50
8
10
50-150
8
12
150-500
10
14
Воздушно-угольная / дуговая резка
Легкий
Менее 500
10
12
Тяжелый
500-1000
11
14
Плазменно-дуговая сварка
Менее 20
6
от 6 до 8
20-100
8
10
100-400
10
12
400-800
11
14
Плазменная дуговая резка
Легкий
Менее 300
8
9
Средний
300-400
9
12
Тяжелый
40-800
10
14
Пайка горелкой
3 или 4
Паяльная лампа
2
Дуговая сварка углеродом
14
Лицевые щитки
Для выполнения определенных задач требуется дополнительная защита глаз поверх защитных очков. Для процессов, в которых образуются высокоскоростные частицы, требуется защитный экран, закрывающий все лицо. Для использования переносных шлифовальных станков, стационарных шлифовальных станков, абразивных отрезных пил и шлифовальных машин требуется лицевой щиток.
Очки
Для кислородно-топливной сварки и резки требуются сварочные очки. Очки защищают глаза от интенсивного света и ИК (инфракрасного) от пламени. Очки должны иметь минимальную степень затемнения 5.
Как создать заводскую точечную сварку с помощью сварочного аппарата MIG
КАК ТЕХНИЧЕСКОЕ РУКОВОДСТВО
Точечная сварка с помощью сварочного аппарата MIG? Заводское качество и супер простота!
Если вы хотите сохранить заводской вид, но хотите заменить панели новыми штампованными, вам потребуется воссоздать точечные сварные швы. Достаточно просто, если у вас есть аппарат для контактной точечной сварки, но у большинства парней нет его в домашнем магазине, и он может быть дорогим для отдельного пользователя.
Теперь есть более простой способ воссоздать эти точечные сварные швы с помощью сварочного аппарата MIG и комплекта точечной сварки MIG от Eastwood. Этот простой в использовании и доступный по цене комплект представляет собой идеальную альтернативу настоящему аппарату для точечной сварки с дополнительным преимуществом, заключающимся в том, что требуется доступ только к одной стороне панели. Обычная точечная сварка требует контакта с обеими сторонами панелей. Этот комплект совместим со всеми сварочными аппаратами MIG, которые используют горелку типа Tweco, а не только со сварочными аппаратами Eastwood.
Этот комплект включает в себя специально разработанное сопло горелки, пару фиксирующих зажимов и два сверла. Это все, что вам нужно, чтобы воссоздать фабричную отделку вашего проекта.
Чтобы установить сварочный аппарат MIG с комплектом, все, что вам нужно сделать, это отвинтить сопло и привинтить сопло для точечной сварки, это так просто.
Начните с выравнивания двух свариваемых панелей и сделайте отметки, где вы хотите, чтобы они располагались, а также где должен быть сварной шов. Для больших участков используйте линейку или линейку и отметьте все места сварки на одинаковом расстоянии. После того, как вы сделаете первый сварной шов, вы не сможете вернуться к маркировке и повторному измерению. Очень сложно просверлить отверстия только через верхнюю панель. После того, как панели размечены, разделите их и просверлите отверстия только в верхней панели. Только после того, как все отверстия будут просверлены, можно их снова соединить.
Дополнительный совет: чтобы всегда получать идеальные точечные сварные швы, возьмите два куска металлолома той же толщины, что и ваш проект. Просверлите отверстия в одной детали и попрактикуйтесь в нескольких сварных швах. Это поможет вам настроить сварочный аппарат на идеальные параметры. Это также даст вам несколько дополнительных попыток добиться ровного прилегания сварных швов к панели. Вы не хотели бы вернуться и выточить уродливый сварной шов в своем проекте.
Закрепив две панели там, где вы хотите, возьмите насадку сварочного аппарата и установите ее напротив верхней панели между отверстиями в зажиме. Когда вы начнете сварку, убедитесь, что первая точка контакта находится с нижней панелью. Если сначала сварочная дуга выходит за пределы просверленного отверстия, она может заблокировать отверстие и никогда не коснуться нижней панели. Если это произойдет, вам нужно будет отшлифовать область, просверлить новое отверстие и повторить попытку.
Начните сварку и удерживайте ее в течение примерно 2 секунд, если больше, образуется лужа, и сварной шов не будет ровным на панели. Вы хотите, чтобы сила тока вашего сварочного аппарата была установлена примерно на 25% выше, чем обычно для толщины металла, который вы свариваете. Это позволяет сварному шву проникать во вторую панель, обеспечивая прочный сварной шов.
Вот готовое изделие, если не считать небольшого количества шлака, который можно легко отшлифовать, сварной шов находится заподлицо с верхней панелью. Показано ниже; Я обязательно проверил нижнюю сторону панели, чтобы убедиться, что непосредственно под сварным швом есть обесцвеченное кольцо, это подтверждает, что был сделан хороший прочный сварной шов.
На сайте Станкофф.RU вы можете найти станки для заточки дисковых пил от ведущих производителей. В наличии и под заказ более 30 моделей заточных станков для дисковых пил по лучшим ценам. Только выгодные предложения с подробными описаниями и фото. Уточняйте цены у менеджеров.
Станки для заточки пильных дисков: особенности применения
Режущий инструмент дисковой формы используется во многих видах лесопильного оборудования. Агрегаты отличаются конструкцией и производительностью, но имеют одинаковые требования к состоянию оснастки, которая должна быть достаточно острой для того чтобы обеспечивать быстрое и качественное изготовление пиломатериала. При постоянной работе по раскрою древесины необходимо вы можете приобрести в нашем магазине заточной станок для дисковых пил, который позволит профессионально выполнять техническое обслуживание расходных деталей.
Ручные операции по восстановлению остроты зубьев отнимают время и не способны обеспечить качественную обработку режущих граней, особенно если речь идет об оснастке для серьезного промышленного оборудования. Станки для заточки пильных дисков, предлагаемые нашей компанией, выпускаются отечественными и зарубежными производителями в бытовой и профессиональной категории. Приспособления с автоматическим или полуавтоматическим управлением позволяют квалифицированно выполнять перетачивание и правку пильного диска. Современное оборудование отличается продуманным технологическим устройством и дает возможность:
выполнять восстановление остроты дисковых пил с любой формой и комбинацией зубцов;
получать гарантированно качественный результат за счет отсутствия вибрационных колебаний.
Заточные станки для дисковых пил усовершенствованной конструкции, представленные на нашем сайте, имеют повышенную стоимость, но не требует участия персонала в работе и отличается увеличенным набором опций. Специальная защитная система предохраняет плоскость диска от появления сколов или разрушения стального полотна. При эпизодическом использовании целесообразно применять более простые конструкции, работа которых подразумевает ручное управление механизмами, визуальный контроль толщины снимаемого слоя металла и наличия угловых и радиальных отклонений заточенных зубьев.
Принцип работы и виды
Станки для заточки дисковых пил отличаются производительностью, способностью переносить рабочие нагрузки и оснащаются разными видами оснастки:
абразивными точильными кругами;
режущими дисками из эльбора;
инструментом с алмазным напылением;
дисками из зеленого карбида кремния;
шлифовальной лентой.
Передняя и задняя грань пильного диска имеет напайки в виде пластин твердосплавной стали. Обработка режущей кромки должна производиться с полным сохранением геометрической формы прямых, скошенных, конических или трапециевидных зубьев. Для того чтобы получать гарантированное качество результата при восстановлении остроты резцов, следует купить станок для заточки дисковых пил, который обеспечит точное соблюдение основных углов наклона зубьев при обработке.
В более сложных моделях оборудования устанавливается специальный контроллер, который регулирует параметры в зависимости от количества зубьев на пильном диске. Затачивание режущей кромки производится с применением одной операции или поэтапно. Предварительная грубая обработка абразивным инструментом с последующей алмазной шлифовкой дает возможность получить экономию расходного материала и повышенное качество выполненной заточки.
Для того чтобы исключить перегрев затачиваемого диска, который может привести к деформации металла, в конструкции предусмотрена подача охлаждающей жидкости. Возможность регулировать рабочую температуру способствует качественной обработке режущей кромки и увеличивает рабочий ресурс механизмов.
Заточной станок для дисковых пил
Ничто не может служить вечно. Абсолютно все вещи со временем приходят в негодность, особенно это касается различных инструментов, в частности дисковых пил. Во время обработки материала, режущий инструмент притупляется, из-за чего снижается качество работы и производительность.
Что же нужно сделать, чтобы дисковая пила прослужила дольше? Есть несколько вариантов для тех, кто хочет продлить срок службы своего оборудования. Самым простым и бюджетным выходом из ситуации будет ручная обработка зубьев с помощью напильника. Такая работа отнимает много времени и сил, а также не каждый сможет выполнить качественную заточку без определённых навыков. Другой способ — купить такое специализированное оборудование, как заточный станок по оптимальной цене.
Что представляют собой заточные станки, и какие бывают виды
Каждый заточный станок состоит из основных элементов, которые есть в каждом устройстве. К ним относятся такие составляющие, как:
станина, на которой находятся рабочие узлы и прочие детали;
держатель дисков, куда устанавливаются абразивные круги;
электромотор, приводящий заточный станок в движение;
элементы управления, с помощью которых осуществляется контроль над процессом заточки;
дополнительное оборудование для контроля прижима и регулирования углового положения дисковой пилы.
Таким образом, у владельца заточного станка для дисковых пил есть все, чтобы сделать процесс заточки быстрым, эффективным и качественным. Существуют как автоматические, так и ручные станки, но принцип действия у обоих видов одинаковый. Исключение составляет лишь то, что в ручном увеличится время на обработку дисковой пилы, но этот вариант будет наиболее бюджетным, хоть и не таким эффективным и точным.
У автоматических станков для заточки дисковых пил есть ряд неоспоримых преимуществ перед ручными. Они не только обрабатывают твердосплавный диск равномерно, но и к тому же:
уменьшают количество времени, затраченное на обработку;
имеют специальные системы охлаждения, чтобы избежать перегрева устройства;
высокая точность работы за счет автоматизации некоторых процессов.
Именно поэтому большинство профессионалов для поддержания хорошего рабочего состояния фрезы используют специализированные станки. Купить подходящее заточное устройство для обработки твердосплавных дисков можно в некоторых магазинах спецтехники, а вот от производителя и поставщика будет зависеть цена агрегата.
Где купить заточный станок для фрезы?
На сегодняшний день множество магазинов и сайтов предлагают широкий ассортимент различной специализированной техники, в том числе заточных станков. У каждого продавца и производителя своя цена на один и тот же товар, поэтому трудно найти хороший и проверенный сайт с подходящим оборудованием. Но что же делать, если срочно нужен станок, а поиски в сети Интернет не увенчались успехом?
На официальном сайте компании Tepcom представлен большой каталог с самыми различными устройствами на любой вкус. Перейдя по ссылке https://tepcomrus.ru/, вы получите доступ к широкому ассортименту самой разнообразной спецтехнике. На официальном портале можно подробно ознакомиться с информацией о компании, узнать о производителях, а также с помощью удобного поиска будет легко найти нужный товар.
Связь с представителями компании осуществляется по номеру телефона или адресу электронной почты, которые также указаны на сайте. Вы легко сможете связаться с сотрудниками и уточнить интересующие детали.
Станки для заточки — Оборудование для заточки инструментов
ЗВОНИТЕ СЕЙЧАС: 866-497-0572
12 товаров на странице24 товара на странице36 товаров на странице48 товаров на страницеВсе товары на странице Сортировать по популярностиСортировать по последнимСортировать по цене: от низкой к высокойСортировать по цене: от высокой к низкой
Просмотр:
9
18
Все
Быстрый просмотр
Распродажа!
Быстрый просмотр
9 365,00 долл. США 8 595,00 долл. США
AV-40 — это профессиональный шлифовальный станок, предназначенный для торцевой, верхней и боковой шлифовки всех пил диаметром от 1-7/8″ до 30″. Этот пакет для заточки включает в себя множество дополнительных приспособлений и аксессуаров для разных отраслей, включая пильные полотна с перенаконечниками. Если вы ищете полный комплекс услуг по заточке для строительной отрасли и не только, это…
В корзину
Быстрый просмотр
Распродажа!
Быстрый просмотр
8 125,00 долл. США 7 595,00 долл. США
AV-42 — это профессиональный шлифовальный станок, который предназначен для заточки пильных полотен, торцевой, верхней и боковой шлифовки диаметром от 1-7/8″ до 42″, а также для заточки множества различных режущих инструментов, таких как фрезы для фальшпанелей и профильные фрезы, фрезы с защитой от ударов и фрезы без помех для двигателя; то, что могут предложить немногие шлифовальные станки.
Добавить в корзину
Быстрый просмотр
Распродажа!
Быстрый просмотр
7 625,00 долл. США 7 095,00 долл. США
AV-40 — это профессиональный шлифовальный станок, который предназначен для заточки пильных полотен, торцевой, верхней и боковой шлифовки диаметром от 1-7/8 дюйма до 30 дюймов, а также для заточки множества различных режущих инструментов, таких как фрезы для фальшпанелей и профильные фрезы, фрезы с защитой от ударов и фрезы без помех для двигателя; то, что могут предложить немногие шлифовальные станки.
Добавить в корзину
Быстрый просмотр
Быстрый просмотр
5 340,00 $
Этот шлифовальный станок из твердого сплава и стали имеет диаметр от 7 до 42 дюймов. Он позволяет выполнять торцевую, верхнюю и боковую шлифовку пильных полотен. AV-42 — одна из самых быстрых в настройке и простых в использовании кофемолок. При переходе с торцевого шлифования на торцевое и с одного диаметра на другой просто ослабьте…
В корзину
Быстрый просмотр
Быстрый просмотр
4 840,00 $
Этот станок для заточки пильных полотен из карбида и стали имеет диаметр от 7 до 30 дюймов. Он позволяет выполнять торцевую, верхнюю и боковую шлифовку пильных полотен. AV-40 — одна из самых быстрых в настройке и простых в использовании кофемолок. При переходе с торцевого шлифования на торцевое и с одного диаметра на другой просто…
В корзину
Быстрый просмотр
Быстрый просмотр
От: 3 998,00 долларов США
Если вам нужна правильная точка для работы, XT-3000 для вас. Он легко и точно затачивает сверла и другие инструменты самых разных размеров и стилей. Представьте себе, по цене пары сотен сверл вы можете заточить в доме всего за копейки сверло. Использование нашей запатентованной конструкции патрона/кулачка позволяет любому…
В корзину
Быстрый просмотр
Быстрый просмотр
От: 4 150,00 $
Автоматический станок AV-54 позволяет затачивать и строгальные ножи из карбида и стали длиной до 24 дюймов. Шлифовальные станки Thorvie изготавливаются для шлифовки прямолинейности и плоскостности в пределах 0,0005 дюйма на дюйм. Эта кофемолка будет либо полой заточки, либо плоской заточки ножей. Посмотрите наше видео об AV-54 на You Tube: https://www.youtube.com/watch?v=0WtNoklx75Q
Добавить в корзину
Быстрый просмотр
Быстрый просмотр
От: 4 350,00 $
Автоматический станок AV-54 позволяет затачивать как ножи рубильных машин, так и твердосплавные и стальные фуганочные и строгальные ножи длиной до 24 дюймов. Ножевые шлифовальные станки Thorvie изготавливаются для шлифовки прямолинейности и плоскостности в пределах 0,0005 дюйма на дюйм. Эта кофемолка будет либо полой заточки, либо плоской заточки ножей. Посмотрите наше видео об AV-54 на You Tube: https://www.youtube.com/watch?v=0WtNoklx75Q
Добавить в корзину
Быстрый просмотр
Быстрый просмотр
4 070,00 $
Модернизация более старой модели Foley-Belsaw, точилки US-550 Pro или других различных систем заточки. Сокращение времени настройки на 25% и более по сравнению с другими станками для заточки пильных полотен. Желая расширить линейку продуктов Foley Belsaw, щелкните ЗДЕСЬ, чтобы просмотреть полный список приспособлений для заточки инструментов Foley Belsaw.
В корзину
Быстрый просмотр
Быстрый просмотр
From: 2795,00 $
Затачивание кольцевых фрез из быстрорежущей стали и твердого сплава.
В корзину
Быстрый просмотр
Быстрый просмотр
2 610,00 $
Лезвия для заточки ключей, которые используются для изготовления дубликатов ключей.
В корзину
Быстрый просмотр
Быстрый просмотр
From: $1,850.00
Затачивайте все виды фрез со стальными и твердосплавными наконечниками. Настройка с этой машиной выполняется быстро и легко.
В корзину
Быстрый просмотр
Распродажа!
Быстрый просмотр
2 353,00 $ $2 210,00
Набор для заточки лезвий машинки для стрижки включает в себя все принадлежности этой линейки продуктов. Вы можете заточить лезвие машинки любого стиля и размера для парикмахеров и индустрии ухода за животными.
В корзину
Быстрый просмотр
Быстрый просмотр
1 850,00 $
Легко затачивайте лезвия ледобура самых популярных марок. Эта машина спроектирована таким образом, что ее очень легко настроить и использовать.
Добавить в корзину
Быстрый просмотр
Быстрый просмотр
Заточите лезвие машинки любого размера за считанные минуты. Станок для заточки лезвий машинки для стрижки AV-36 — один из самых простых станков для обучения заточке лезвий машинки для стрижки волос для парикмахеров, грумеров и других специалистов.
Подробнее
Быстрый просмотр
Быстрый просмотр
1 698,00 $
V390 — это недорогая точилка промышленного класса, способная менее чем за одну минуту переточить стандартные сверла в высокопроизводительные самоцентрирующиеся сверла с разъемным острием.
В корзину
Быстрый просмотр
Быстрый просмотр
От: $1,435.00
Создайте свой станок для заточки пней AV-56. Выберите приспособление или приспособления для измельчения пней ниже в соответствии с вашими потребностями. Только измельчитель пней AV-56 является базовой машиной. Он не включает приспособления для инструментов или шлифовальные круги.
Добавить в корзину
Быстрый просмотр
Быстрый просмотр
1 195,00 $
Thu Коммерческой точилке для ножей Hone требуется меньше минуты, чтобы идеально заточить лезвие. Ножи можно затачивать под девятью разными углами.
В корзину
Быстрый просмотр
Быстрый просмотр
От: 650,00 $
Это приспособление для повторного опрокидывания намного проще и точнее в использовании, чем устройства других марок. Легко настроить пильные диски разного диаметра.
В корзину
Быстрый просмотр
Быстрый просмотр
От: 951,00 $
Идеальная система заточки для тканей, промышленных, бытовых, парикмахерских, парикмахерских ножниц и многого другого.
Добавить в корзину
Быстрый просмотр
Быстрый просмотр
От: 540,00 $
Это приспособление для опрокидывания гораздо проще и точнее в использовании, чем устройства других марок. Легко настроить пильные диски разного диаметра.
В корзину
Быстрый просмотр
Быстрый просмотр
870,00 $
Отполируйте пильные диски вашего клиента диаметром до 24 дюймов, чтобы они выглядели как новые. Полировка пильного диска занимает считанные секунды.
Добавить в корзину
Быстрый просмотр
Быстрый просмотр
760,00 $
Отполируйте пильные диски вашего клиента диаметром до 18 дюймов, чтобы они выглядели как новые. Полировка пильного диска занимает считанные секунды.
Добавить в корзину
Быстрый просмотр
Быстрый просмотр
695,00 $
Ленточно-дисковая шлифовальная машина, 3/4 л.с., напряжение 115, 6,5 А переменного тока, 1 фаза, 60 Гц, диам. (дюймы) 8, скорость диска (об/мин) 3450, размер ремня (дюймы) 2 x 42, ремень SFPM 3100, размер стола диска (дюймы) 10-3/4 x 7-1/2, рабочая поверхность стола ( дюймов) 10 x 6, угол наклона дискового стола (град.) 45, угол наклона конвейерного стола (град.) от 0 до…
Добавить в корзину
Быстрый просмотр
Быстрый просмотр
From: 689,00 $
Промышленный трехступенчатый пылесборник, предназначенный для любых операций по шлифовке, шлифовке и полировке карбида и металла.
Добавить в корзину
Быстрый просмотр
Быстрый просмотр
615,00 $
Этот американский двигатель представляет собой закрытый двигатель мощностью 1/3 л. с. для тяжелых условий эксплуатации на 110 В. Двигатель поддерживает скорость вращения круга 3450 об/мин, что очень важно при шлифовании твердосплавного инструмента.
В корзину
Быстрый просмотр
Быстрый просмотр
От: 599,00 $
Добавить в корзину
Быстрый просмотр
Быстрый просмотр
512,00 $
Добавить в корзину
Быстрый просмотр
Быстрый просмотр
445,00 $
Топовая шлифовальная машина Tecomec, оснащенная полуавтоматическими тисками с гидравлическим цепным зажимом. Когда шлифовальная головка опускается, цепь автоматически зажимается, что сокращает количество необходимых шагов и позволяет оператору быстрее индексировать цепь. Время заточки можно сократить вдвое.
Добавить в корзину
Быстрый просмотр
Быстрый просмотр
399,00 $
Добавить в корзину
Быстрый просмотр
Быстрый просмотр
360,00 $
Добавить в корзину
Быстрый просмотр
Быстрый просмотр
300,00 $
Добавить в корзину
Быстрый просмотр
Быстрый просмотр
299,00 $
Добавить в корзину
Быстрый просмотр
Быстрый просмотр
260,00 $
Добавить в корзину
Быстрый просмотр
Быстрый просмотр
210,00 $
Магазинная модель 750X рассчитана на длительный срок службы и обладает гибкостью, необходимой для заточки самых разных затупившихся или сломанных насадок, в том числе насадок с раздельным лезвием и насадок по камню. 750X также увеличивает емкость, затачивая биты от 3/32” до 3/4”.
В корзину
12 товаров на странице24 товара на странице36 товаров на странице48 товаров на страницеВсе товары на странице
Лучшие точилки для дисковых пил (обзор 2022 г.)
Хотите быстрый ответ? Точилка для циркулярной пилы Chicago на 120 вольт — лучшая точилка для пил, которую вы можете получить за свои деньги. Читайте дальше, чтобы узнать, почему.
Вы уже знаете или скоро обнаружите, что резка дерева затупляет ваши лезвия. В случае с электроинструментами вы можете подумать о переточке дисковых пил.
Когда ваше дисковое лезвие затупится, у вас по сути есть 3 варианта: купить новое лезвие, заплатить кому-нибудь, чтобы его заточили для вас, или заточить его самостоятельно. Если вы собираетесь делать своими руками, вам понадобится лучшая точилка для циркулярной пилы.
Далее следует более подробное рассмотрение характеристик лучшего точила для циркулярных пил, а также пяти моделей, которые могут подойти вам.
Сравнение лучших точилок для дисковых пил
Миниатюра
Лучший выбор
Второе место
Premium Choice
Название
Универсальное устройство для заточки дисковых пил — 120 В…
Электрическое устройство для заточки дисковых пил, 120 В…
Hanchen Устройство для заточки дисковых пил 21,5″…
Вы можете спросить себя, что такое точилка для циркулярной пилы Проще говоря, это электроинструмент, который удерживает диск циркулярной пилы на месте, в то время как вращающийся шлифовальный круг перемещается по открытой поверхности зуба пилы в Чтобы отшлифовать его, готовая поверхность зуба будет резать более эффективно, чем когда она была матовой.0003
Преимущества точилки для дисковых пил
Во-первых, вы обеспечите точный угол заточки. Эти точилки предназначены для установки под углом. Это также позволит вам повторить этот угол для постоянной заточки на каждом зубе пильного диска и сохранить правильную конфигурацию зубьев.
Во-вторых, заточить диск циркулярной пилы вы сможете быстрее, чем напильником вручную. Настройка точилки может занять некоторое время, но после этого вы сможете быстро обрабатывать каждый зуб.
Далее, точилка для циркулярной пилы будет сиять при работе с более чем одним лезвием. Как только вы определите угол и размер пильного диска, вы сможете быстро перемещаться между несколькими дисками. Я помню, как мой покойный дедушка вручную точил свои пилы, и я могу сказать, что эти станки сделают эту работу быстрее.
Наконец, вы сэкономите деньги в долгосрочной перспективе, поскольку вам не придется платить кому-то еще за заточку ваших дисков или, что еще хуже, покупать новый диск для циркулярной пилы каждый раз, когда ваш старый затупится.
Кто больше всего выиграет от заточки дисковой пилы?
Вместо того, чтобы просто ответить «все», давайте посмотрим, кому точилка может быть не интересна. Это может не понадобиться для вашей мастерской, если вы работаете только с ручными инструментами по дереву, хотя некоторые столяры используют точилку для различных типов пильных полотен и сверл или фрез. Есть также те, кто, как я полагаю, заблуждается, считая, что использованное полотно циркулярной пилы не может быть эффективно заточено, если оно затупилось.
Любой человек, не входящий в две упомянутые выше группы, получит пользу от этого типа аксессуара.
Заточка дисковых пил предназначена для повторного использования и экономии денег. Сначала может показаться, что покупка одного из этих станков не сэкономит вам денег, но как только вы заточите всего несколько полотен для циркулярных пил, устройство для заточки лезвий окупит себя (особенно если вы склонны использовать более дорогие полотна для циркулярных пил).
Если вы работаете в сфере строительства или производства, вы быстро заметите экономию. Если у вас есть домашняя мастерская, это может занять немного больше времени, если только вы не затачиваете лезвия быстро, делая партии проектов или много предметов мебели.
На что обращать внимание при заточке дисковых пил
При покупке этого типа инструмента необходимо помнить о некоторых важных моментах.
Наклон моторного блока
Точилку необходимо будет наклонить, чтобы создать правильный угол при заточке зуба. Это поможет вам сохранить конфигурацию. Большинство продуктов предлагают угол наклона 25 градусов, поэтому, если вы найдете меньше, поищите в другом месте.
Максимальный размер пильного диска
Диски для циркулярных пил в среднем могут иметь диаметр от 6,5 до 12 дюймов, а некоторые диски могут достигать 16 дюймов. В то время как в большинстве личных мастерских используются лезвия меньшего размера, на стройплощадке вы можете встретить множество лезвий большего размера. Ищите устройство, которое может работать с лезвиями до 10 дюймов или больше, если вы используете торцовочную или торцовочную пилу с большими лезвиями.
Опора для пильного полотна
Пильное полотно крепится к точилке с помощью стяжного винта. В большинстве моделей будет небольшой удлинитель, обеспечивающий дополнительную поддержку. Другие конструкции будут использовать поверхность стола.
Выберите дополнительную опору, которую вы можете себе позволить, но имейте в виду, что эта дополнительная жесткость поможет удерживать лезвие в нужном положении, когда шлифовальный круг перемещается по зубу.
Шлифовальные и полировальные диски
В этих продуктах используются диски для шлифовки по лезвию пилы. Они будут поставляться с поверхностью Diamond или Emory. Алмазные круги, как правило, предназначены для удаления большого количества материала (и твердосплавных зубьев), в то время как круг Эмори обеспечивает более тонкую кромку зуба (и для стальных зубьев).
Вы также можете использовать полировальный круг для удаления шероховатых краев и удаления смолистых отложений вместо ручной щетки с выбранным вами чистящим средством.
Точилка для циркулярной пилы Отзывы
Chicago 120-вольтная точилка для циркулярной пилы
ОБЗОР
Chicago Tools предлагает простую конструкцию, в которой используются стандартные строительные материалы, что позволяет снизить цену. Эти материалы должны выдерживать вибрации, создаваемые двигателем.
Ручки регулировки прочные и большие
Используется защитный кожух, который закрывает всю поверхность, кроме необходимой
Некоторые компоненты изготовлены из чугуна высокая степень износа
Инструменты марки Chicago имеют репутацию инструментов, требующих некоторой доработки перед использованием
Проверить цену на Amazon
Универсальный точильный станок для дисковых пил — 120 Вольт
ОБЗОР
Первое, что вы заметите, это низкая цена этой модели. Это может быть преимуществом для тех, кто хочет попробовать точилку, не прибегая к более дорогой системе.
Он весит менее 11 фунтов, что позволяет легко перемещать его по цеху
Он включает в себя алмазный и наждачный круги
Прозрачный защитный экран обнимает лезвие ближе, чем другие конструкции
Возможно, вам придется проверить набор углов между лезвиями, чтобы убедиться, что он не соскользнул
Подпружиненный рычаг может иметь больший люфт, чем необходимо
Узнать цену на Amazon
YWTR 120-вольтовая электрическая точилка для циркулярной пилы
ОБЗОР
Эта точилка для циркулярной пилы отличается компактной конструкцией, что облегчает хранение когда он не используется, включая длину всего 9,5 дюймов.
Он имеет укороченный профиль 11 дюймов, что облегчает хранение под некоторыми полками
Его можно отрегулировать для работы с лезвиями размером до 15 3/4 дюйма
Угломер с крупными линиями облегчает считывание показаний
У него есть индексный рычаг лезвия, который необходимо проверять между лезвиями, чтобы он оставался на месте
Его шлифовальный круг и инструменты не из лучших материалов
Узнать цену на Amazon
Точилка для дисковых пил Hanchen
ОБЗОР
Это высококачественное устройство обеспечивает заточку больших пил, что делает его идеальным для строительных площадок производственных цехов. Датчики цветные и легко читаемые с тонкими линиями для большей точности.
Подходит для дисковых пил диаметром более 21 дюйма
Прочная сталь используется во всей конструкции, что делает ее более долговечной, чем алюминий
Обеспечивает угол резки до 30 градусов высокая цена, которая может быть слишком высокой для новичка
В этой установке есть много настроек, что усложняет ее использование
Проверить цену на Amazon
Точилка для дисковых пил Techtongda
Товаров не найдено.
ОБЗОР
Эта конструкция от Techtongda обеспечивает надежную фиксацию, а также поддержку для различных дисковых пил. После того, как система настроена, точилка проста в использовании.
Платформа обеспечивает широкую опору для лезвия во время работы
Он подходит для оправок различных размеров до 1,57 дюйма
Прочная конструкция зажима надежно удерживает лезвие на точильном станке
Вы можете почувствовать небольшая вибрация, так как электроинструмент находится на
Занимает много места из-за встроенных конструктивных особенностей
Узнать цену на Amazon
Самый острый зуб Принадлежит… Точилка для дисковых пил 120 В
. Этот продукт предоставляет функции, которые понадобятся начинающему или среднему мастеру по дереву, не заставляя их совершать крупную покупку.
Блок двигателя регулируется на 25 градусов влево и вправо, обеспечивая приличный диапазон углов.
Стальной уголок — ГОСТ, вес, размеры | Санкт-Петербург
Размеры
Масса 1м, кг
Метров в тонне
b
t
20
3,0
0,89
1123,60
20
4,0
1,15
869,57
25
3,0
1,12
892,86
25
4,0
1,46
684,93
28
3,0
1,27
787,40
30
3,0
1,36
735,29
30
4,0
1,78
561,80
32
3,0
1,46
684,93
32
4,0
1,91
523,56
35
3,0
1,60
625,00
35
4,0
2,10
476,19
35
5,0
2,58
387,60
40
3,0
1,85
540,54
40
4,0
2,42
413,22
40
5,0
2,98
335,57
45
3,0
2,08
480,77
45
4,0
2,73
366,30
50
4,0
3,05
327,87
50
5,0
3,77
265,25
50
6,0
4,47
223,71
56
4,0
3,44
290,70
56
5,0
4,25
235,29
63
4,0
3,90
256,41
63
5,0
4,81
207,90
63
6,0
5,72
174,83
70
4,5
4,87
205,34
70
5,0
5,38
185,87
70
6,0
6,39
156,49
70
7,0
7,39
135,32
70
8,0
8,37
119,47
75
5,0
5,80
172,41
75
6,0
6,89
145,14
75
7,0
7,96
125,63
75
8,0
9,02
110,86
75
9,0
10,70
93,46
80
5,5
6,78
147,49
80
6,0
7,36
135,87
80
7,0
8,51
117,51
80
8,0
9,65
103,63
90
6,0
8,33
120,05
90
7,0
9,64
103,73
90
8,0
10,93
91,49
90
9,0
12,20
81,97
Размеры
Масса 1м, кг
Метров в тонне
b
t
100
6,5
10,06
99,40
100
7,0
10,79
92,68
100
8,0
12,25
81,63
100
10,0
15,10
66,23
100
12,0
17,90
55,87
100
14,0
20,63
48,47
100
16,0
23,30
42,92
110
7,0
11,89
84,10
110
8,0
13,50
74,07
125
8,0
15,46
64,68
125
9,0
17,30
57,80
125
10,0
19,10
52,36
125
12,0
22,68
44,09
125
14,0
26,20
38,17
125
16,0
29,65
33,73
140
9,0
19,41
51,52
140
10,0
21,45
46,62
140
12,0
25,50
39,22
160
10,0
24,67
40,54
160
11,0
27,02
37,01
160
12,0
29,35
34,07
160
14,0
34,20
29,24
160
16,0
38,52
25,96
160
18,0
43,01
23,25
160
20,0
47,41
21,09
180
11,0
30,47
32,82
180
12,0
33,12
30,19
200
12,0
36,97
27,05
200
13,0
39,92
25,05
200
14,0
42,80
23,36
200
16,0
48,65
20,55
200
20,0
60,08
16,64
200
25,0
74,02
13,51
200
30,0
87,56
11,42
220
14,0
47,40
21,10
220
16,0
53,83
18,58
250
16,0
61,55
16,25
250
18,0
68,86
14,52
250
20,0
76,11
13,14
250
22,0
83,31
12,00
250
25,0
93,97
10,64
250
28,0
104,50
9,57
250
30,0
111,44
8,97
250
35,0
128,51
7,78
Уголок стальной горячекатаный и квадрат горячекатаный относятся к разряду сортового проката и изготавливаются согласно техническим условиям по ГОСТ 535-88.
Химический состав марок стали, используемых для изготовления уголка и квадрата соответствует ГОСТ 380-94 (Ст0 — Ст3 всех степеней раскисления).
Горячекатаный квадрат поставляется с размером сторон от 6 до 200мм мерной и немерной длины от 2 до 12м.
Размеры
Масса 1м, кг
Метров в тонне
B
b
t
25
16
3,0
0,91
1098,9
32
20
3,0
1,17
854,7
32
20
4,0
1,52
657,9
40
25
3,0
1,48
675,7
40
25
4,0
1,94
515,5
40
25
5,0
2,37
421,9
45
28
3,0
1,68
595,2
45
28
4,0
2,20
454,5
50
32
3,0
1,90
526,3
50
32
4,0
2,40
416,7
56
36
4,0
2,81
355,9
56
36
5,0
3,46
289,0
63
40
4,0
3,17
315,4
63
40
5,0
3,91
255,7
63
40
6,0
4,63
216,0
63
40
8,0
6,03
165,8
70
45
5,0
4,39
227,8
75
50
5,0
4,79
208,8
75
50
6,0
5,69
175,7
75
50
8,0
7,43
134,6
80
50
5,0
4,49
222,7
80
50
6,0
5,92
168,9
90
56
5,5
6,17
162,1
90
56
6,0
6,70
149,3
90
56
8,0
8,77
114,0
Размеры
Масса 1м, кг
Метров в тонне
B
b
t
100
63
6,0
7,53
132,8
100
63
7,0
8,70
114,9
100
63
8,0
9,87
101,3
100
63
10,0
12,14
82,4
110
70
6,5
8,98
111,4
110
70
8,0
10,93
91,5
125
70
7,0
11,04
90,6
125
70
8,0
12,58
79,5
125
80
10,0
15,47
64,6
125
80
12,0
18,34
54,5
140
90
8,0
14,13
70,8
160
90
10,0
17,46
57,3
160
100
9,0
17,96
55,7
160
100
10,0
19,85
50,4
160
100
12,0
23,58
42,4
160
100
14,0
27,26
36,7
180
110
10,0
22,20
45,0
180
110
12,0
26,40
37,9
200
125
11,0
27,37
36,5
200
125
12,0
29,74
33,6
200
125
14,0
34,43
29,0
200
125
16,0
39,07
25,6
Уголок стальной горячекатаный и квадрат горячекатаный относятся к разряду сортового проката и изготавливаются согласно техническим условиям по ГОСТ 535-88.
Химический состав марок стали, используемых для изготовления уголка и квадрата соответствует ГОСТ 380-94 (Ст0 — Ст3 всех степеней раскисления).
Горячекатаный квадрат поставляется с размером сторон от 6 до 200мм мерной и немерной длины от 2 до 12м.
ГОСТ 380-94
*.pdf , 159,4 KB
ГОСТ 535-88
*.pdf , 556,2 KB
ГОСТ 2591-88
*.pdf , 326,6 KB
ГОСТ 8509-93
*. pdf , 2 MB
ГОСТ 8510-86
*.pdf , 1,1 MB
Справочник металлопроката
*.pdf , 4,8 MB
Различие равнополочных уголков по сортаменту в соответствии с ГОСТ 8509 93
Горячекатаный уголок относится к разновидности профильного проката, основными функциями которого являются связующие, укрепляющие и обводные характеристики при работе в конструкционных узлах. Этот сортовой профиль, недорогой по стоимости, применяется в различных областях промышленности и хозяйства. Отличительными чертами является высокая жесткость вдоль оси и простое применение для укладки в конструкции. Металлопрокат находит широкое применение в ремонтных работах и строительстве малоэтажных и больших домов, благоустройстве приусадебного двора.
Стальной горячекатаный уголок, применение и назначение
Подразделение на два вида
По виду сечения уголки делят:
неравно-полочные металлические уголки, с различной шириной сторон в сечении и выпускающиеся с более ограниченным разнообразием сортамента;
равнополочные изделия, у которых ширина сторон по всему периметру сечения одинакова.
Ширина полки, которая служит в наименовании размером, варьируется от 20 до 200 мм, а толщина металла составляет промежуток от 2 до 16 мм.
Деление по способу производства
Равнополочные уголки могут быть получены разными путями:
горячекатаный метод;
способ холодного гнутья.
Метод горячего катания заключается в протаскивании заготовки сквозь конфигурацию вращающихся валов, при этом происходит установка формы и заданных размерных параметров. Затем заготовка пропускается через стан проката и получается горячекатаный стальной уголок. Есть допуски, которые регулируются ГОСТ и требуют, чтобы скручивание уголка было не больше 0,4% от его длины, а увеличение или уменьшение длины составляло не более 0,75%.
Такой способ позволяет получить у наружного изгиба уголка полные 90º, без закругления, что очень важно для установки в конструкцию. С внутренней стороны радиус делается сознательно для увеличения прочности проката, так называемым, дополнительным ребром жесткости.
Гнутый уголок получают при помощи изгибания холодной пластины на специальных станках. Используются для гнутья соответствующие заготовки, количество разновидностей такого гнутья уменьшено по указаниям ГОСТ, использование этого вида ограничено декоративными функциями или отделкой. У такого уголка жесткость намного меньше и для несущих конструкций он не применяется. Холоднокатаный уголок выпускают из рядовых сталей, изготавливают фиксированной длины 6, 10,12 м.
По классу точности
А – изделия высокой точности с предельными требованиями по выдержке размеров;
В – изделия со средней или обыкновенной точностью и другой степенью градации допусков, описанных в ГОСТ.
По категории уголки делят
ГОСТ 8509–1993 содержит сведения о равнополочном горячекатаном уголке;
ГОСТ 8510–1986 описывает категории неравно-полочного горячекатаного уголка;
ГОСТ 19771–1993 определяет положения о равнополочном гнутом профиле;
ГОСТ 19772–1993 содержит информацию о неравно-полочном гнутом угловом прокате.
Области применения уголка
Наиболее востребованным у строителей считается уголок из черного металла равнополочной категории. Этот профиль обыкновенного качества широко применяется в масштабном строительстве и возведении малоэтажных частных строений. Продукция сортового проката, представляющая собой металлический Г- образный профиль, имеющая небольшой вес и высокую прочность на изгиб, сделали его применение повсюду рациональным.Стальной угловой прокат применяется в разных сферах промышленности, строительства и сельского хозяйства:
в автомобилестроении, вагоностроении, при производстве крупной техники;
при создании опорного каркаса в производстве мебели;
для выравнивания оконных и дверных рам, обвязки секций забора из сетки и арматуры;
в качестве опор при устройстве электротехнических и инженерных коммуникаций;
в качестве несущего каркаса при возведении монолитных железобетонных конструкций.
Стали для производства горячекатаного уголка
Стали сочетают формы проявления циклической и статической прочности с высокими показателями жесткости. За счет изменения концентрации углерода при выпуске сталей и легирующих добавок можно изменять технические показатели металла. Выбирая способы термообработки в процессе металлургических технологий и химический состав сплава, получают стали с различными качествами и применяют их в разных областях промышленности и хозяйства.
Для выпуска горячекатаного уголка применяют стали
углеродистые стали обыкновенного качества в соответствии с ГОСТ 380–1988, к ним относят марки, такие как: Стбсп, Ст5пс, Ст4пс, СтЗпс, СтЗкп, Стбпс, Ст4сп, Ст4кп, СтЗцс, СтО;
низколегированные с повышенной прочностью стали по ГОСТ 19281–1989 марок: 18Г2Афпс,16Г2АФ, 15Г2СФД, 10Г2БД, 17Г1С, 15ХСНД, 17ГС09Г2С, 16ГС, 09Г2, 14Г2АФ, 15Г2АФДпс, 10ХСНД, 10Г2С1, 10ХНДП, 14ХГС, 14Г2, 12ГС.
Углеродистые стали обычного качества
В основном используют стали обыкновенного качества с углеродными добавками, как наиболее малостоящие, обогащенные необходимым качеством для изготовления равнополочного горячекатаного уголка. Эти виды сталей производят в большом количестве, их кристаллическая решетка имеет перлитно-ферритовую структуру. Горячекатаный сортамент обычно применяют без дополнительной обработки теплом, но в ряде случаев устраивают термический процесс для увеличения прочности.
Простая качественная сталь с углеродистым обогащением бывает спокойная, с содержанием кремния от 0,12 до 0,3%, полуспокойная, имеющая в составе кремниевые добавки в количестве 0,05–0,17%, кипящая, процент кремния в которой составляет меньше 0,07%.
Если углеродистая сталь выплавляется в печах-мартенах, то в обозначении маркировки ставится буква М, при использовании бессемеровских конверторов с процессом продувания снизу в обозначении появляется буква Б, при получении стали в конвекторах с продуванием кислородной массой ставят букву К.
Сталь обыкновенного простого качества используют для малонагруженных строительных узлов и неответственных машинных деталей. Если уголки предназначены для сварных работ, то применяют сплавы с малым процентным содержанием серы, углерода, азота, фосфора, углерода, которые ухудшают качество швов.
Конструкционная, обогащенная углеродом сталь обычного качества, в зависимости от свойственных характеристик подразделяется на группы с обозначением буквами А, Б, В. Марка стали определяется сочетанием двух букв СТ и последующей цифрой, говорящей о номере марки, а не о количестве углерода, хотя его содержание увеличивается с повышением номера марки. При установлении марки ставят буквы В и Б, а литера А не ставится в обозначении.
Для обозначения категории раскисления добавляют литеры спокойных – СП, полуспокойных – ПС, кипящих – КП. Стали СТБ и СТ1 производят спокойными и полуспокойными, а стали СТ1 и СТ4 выплавляют кипящими. По категории раскисления не определяется сталь СТ0.
Что касается стальных уголков из стали группы А, то их поставляют с гарантированным качеством и не указывают химический состав сплава.
Легированные стальные сплавы
К легирующим веществам, которые добавляются в сталь для придания ей специальных свойств, относят вольфрам, марганец, никель хром, кремний, молибден и другие. Эти добавки применяют для изменения кристаллической решетки сплава и придания ему заданных механических и технических характеристик. Легированием увеличивают стойкость металла к коррозии, его твердость, вязкость, текучесть, сопротивление износу и другие качества. Легированную сталь по содержанию добавок подразделяют на три вида:
низколегированный сплав, содержание добавок в нем не более 2,5%;
среднелегированная сталь, в которой добавок от 2,5 до 10%;
высоколегированную сталь, с повышенным содержанием добавок, в количестве больше 10%.
От того, какие легирующие добавки использованы при производстве стали, обозначение марки пополняется новыми буквами. Каждому элементу соответствует определенная буква. Р обозначает бор, Б — ниобий, Т — титан, С — кремний, К — кобальт, В — вольфрам, Х — хром, А — азот, Ф — ванадий, Н — никель, Ю — алюминий, Г — марганец, М – молибден.
В зависимости от полученных свойств при выплавке сталь делят на нержавеющую, кислотную, окалиностойкую и жаростойкую. Именно полученные технические показатели и определяют область применения равнополочных уголков.
Свойства и химический состав низколегированных сталей
Низколегированные сплавы являются хорошо пластичными, отлично подвергаются сварке и не становятся хрупкими при определенных обстоятельствах. Самые высокие прочностные и механические характеристики они получают после процесса закаливания или нормализации с последующим отпуском при высокой температуре. Примерами марок низколегированных сплавов служат обозначения: 15ГС, 14Г2, 14ХГС, а также другие. У них маленький процент содержания углерода, до 18%.
Высокие прочностные характеристики обеспечиваются применением других легированных добавок, таких как кремний, никель, хром и другие. Низколегированная сталь хорошо подается сварке, не хрупкая, имеют высокую сопротивляемость ударам. Но такие сплавы плохо выдерживают концентрацию и долгие напряжения, разрушение происходит от долгого действия вибраций.
Значение веса погонного метра уголка
Эта характеристика является очень важной для расчета массы конструкций. Величина позволяет перевести метраж нужного количества равнополочного горячекатаного уголка в весовую категорию. Такие данные позволяют выбрать правильный способ отгрузки, рассчитать требуемую производительность транспорта, произвести расчетные сопоставления для выбора конструкций фундаментов и оснований.
Чтобы определиться с весом требуемой партии уголка по сортаменту выясняют вес одного погонного метра проката, при этом принимают во внимание ширину полочки и толщину металлической стенки. Теоретическое значение веса умножают на количество метров уголка и получают расчетный вес.
Фактический вес расчетной партии немного отличается от полученного значения, что характерно из-за отличия плотности применяемой в конкретном случае марки сплава и класса точности при изготовлении уголка. Для удобства в конце таблицы показано число погонных метров уголка, содержащегося в одной тонне проката.
В сортамент заносятся справочные сведения о радиусах закругления, расстояний от края полочки до расчетного центра тяжести, площади сечения уголка на разрезе, указывается значение радиуса инерции и момента центробежной инерции. Все эти параметры используются в различных расчетах, например, при определении полученной прочности конструкции из уголка. Часть справочных показателей нужна для настройки валиков прокатного стана при изготовлении.
Применение горячекатаного уголка определяется техническими характеристиками стали, которая применялась для изготовления сортового проката. Различные виды конструкций требуют определенного вида показателей, что позволяет применять уголки без завышения прочностных показателей, при этом не затрачивая лишних средств. Благодаря такому разнообразию, равнополочный уголок используется при устройстве любых каркасных и других металлических конструкций и для армирования монолитных сооружений.
Недостатком стальных уголков является низкое противостояние коррозии во влажных условиях, поэтому в ответственных сооружениях металлические уголки заменяют изделиями из оцинковки, нержавейки или алюминия.
Схема технологического производства проката
При производстве уголка чаще всего используется схема готового проката, объединяющая процесс литья заготовок и их протягивание в общем комплексе проката. Такое объединение обеспечивает повышение производительности одновременно литьевого и прокатного процессов, улучшая технические и экономические показатели выпуска уголка. Использование непрерывного цикла позволяет исключить из технологического процесса такие трудоемкие операции, как транспортировку заготовок их складирование и последующий нагрев до рабочей температуры.
Холоднотянутая и горячекатаная сталь
Прокатка, как технологическая операция, возникла в конце XVIII века в Англии и с тех пор совершенствуется мировыми производителями и представляет собой протягивание металлической заготовки через взаимно сочетающиеся валики. Различают горячую и холодную прокатку, которая зависит от температуры кристаллизационных процессов в металле.
Горячий процесс предполагает использование больших металлических заготовок, нагреваемых до температуры, позволяющей разрушить кристаллическую решетку металла. Это деформирует метал при прохождении его между прокатными валиками с целью получения тонкого профиля уголка. Разогрев металла позволяет получить более тонкий профиль, чем при использовании холодного проката уголка при том же количестве операций.
Процесс производства горячекатаного уголка происходит при температуре около 1700 градусов по шкале Фаренгейта и позволяет получить любые размеры и форму уголка. Горячая прокатка в больших масштабах получается дешевле, чем холодная. Так как процесс проходит без остановки, то не требуется много времени и энергии на разогрев металла.
Но недостатком такого метода можно считать, что при остывании происходит изменение линейных размеров профиля, что негативно сказывается на предсказании формы готового продукта. Горячекатаный уголок получается покрытый окалиной, а углы получаются более округлые и неточные по сравнению с холоднотянутой продукцией.
Холодное протягивание заготовок предполагает прохождение металла через определенное количество валиков при температуре заготовки ниже положенной для разрушения кристаллической решетки. Такой профиль получается с повышенными показателями прочности и текучести. Появление дефектов в структуре материала создает закаленную решетку, которая больше не подвержена изменениям.
Так как холодное протягивание проката через валки происходит почти при температуре окружающего пространства, то нет необходимости переживать об изменении линейных размеров конечной продукции, внешнего вида и заданной формы. Поверхность изделий получается гладкой и имеет четкие и прямые углы.
Нагревание заготовок
Делается с целью улучшения исходного материала и снижения сопротивления деформации при прохождении через прокатный стан. Это увеличивает пластичность металла, что повышает обжатие за один проход и увеличивает срок службы оборудования стана. Нагрев деталей способствует повышению эффективности и производительности, позволяет получить материал высокого качества.
Для нагрева существуют определенные требования, заключающиеся в том, чтобы процесс производился до определенной температуры, не происходило перегрева или пережога. Повышение температуры происходит равномерно в области сечения заготовки и по всей длине слитка. Технология прогревания характеризуется:
температурой нагрева;
временем достижения заданных параметров;
количеством периодов и зон нагревания;
скоростью процесса.
Граничная температура нагревания зависит от некоторых показателей стали, ее химического состава, температуры начала рекристаллизации, критическими показателями пережога и многими другими факторами, которые регламентируются специальными ГОСТами на производство прокатной продукции.
Характеристики стана
Современные прокатные участки состоят из крупносортных станов, характеризующиеся последовательно-непрерывным или полунепрерывным действием. Первый тип формирует промежуточные и черновые клети в непрерывные партии по шесть — четыре составляющих в каждой, а остаточные чистовые клети выставляются в последовательности с выпуском заготовок на выпуск.
Обрезка на мерные куски происходит последовательно после выпуска готовой продукции из прокатного стана. Такая технология удаляет отходы металла на обрезь, повышает пропускную способность валков и повышает качественные показания готового уголка. Операция по отделке готового профиля включена в технологические карты процесса, и готовый мерный уголок идет прямо на склад.
На современном производстве равнополочного горячекатаного уголка основными цехами последовательно работают доменный, сталеплавильный и прокатный. Одним из передовых направления проката уголка является внедрение новейших прогрессивных технологий.
Автор: Фёдор Ильич Артёмов
Распечатать
Оцените статью:
(2 голоса, среднее: 1 из 5)
Поделитесь с друзьями!
33 лучших фильма о привидениях всех времен
IMDb
Вы можете нарядиться со своим кавалером для какого-нибудь трюка или угощения, или вы можете просто прижаться к осеннему коктейлю и посмотреть жуткий фильм на Хэллоуин. Простите нас, пока мы идем с тем, что находится за дверью номер два. Мы не можем, эээ, скрыть наше волнение по поводу праздника, который требует, чтобы его гуляки участвовали в как можно большем количестве действий, которые пугают их до костей, таких как чтение леденящих душу рассказов и книг о ведьмах, или проведение двух часов с кровью. жаждущие вампиры. Но наш самый любимый способ проникнуться духом Дня Всех Святых (помимо хорошего плейлиста) — это приглушить свет и увеличить громкость в старом добром фильме о привидениях, в котором представлены призраки по шкале от дружелюбных до ужасающий.
Просмотрите некоторые из самых пугающих сверхъестественных фильмов и триллеров на Amazon Prime, Netflix, Hulu и других. Догоните оригинальный Candyman до того, как долгожданный римейк Nia DaCosta прибудет, чтобы напугать вас, или наслаждайтесь медленным горением, как The Others. В недавних фильмах, таких как Его дом от Netflix, социальные проблемы смешаны с историями о привидениях. Но, конечно же, самые запоминающиеся фильмы о привидениях — это те, которые предположительно основаны на реальных историях, таких как классический фильм о паранормальных явлениях 9.0007 Полтергейст . И, если вы предпочитаете, чтобы ваши страхи были немного более PG, у нас есть отличные фильмы для детей с «милыми» призраками, такими как Каспер, в главных ролях, а также несколько комедий для вас. 1 из 33 Конечно, здесь нет высокого разрешения или современного актерского состава, но саспенс фильма преодолевает десятилетия и остается одним из самых жутких фильмов о привидениях, когда-либо созданных. Речь идет о композиторе, который забился в просторную арендованную квартиру, чтобы оплакать внезапную потерю жены и дочери. И, как вы уже догадались, он не один.
Смотреть сейчас
IMDb
2 из 33
Повесть о двух сестрах
Даже просмотр средь бела дня не спасет вас от ужаса, который готовит режиссер фильма Ким Чжи Вун. О паре братьев и сестер, которых мучает длинноволосая теневая фигура, «Повесть о двух сестрах » — это леденящая душу корейская народная сказка с тональными сдвигами и пугающими прыжками, которые настолько раздражают, что вы можете просто переосмыслить темные уголки своего дома. Если вы предпочитаете американскую версию, 9«0007 Незваные » с Эмили Браун и Ариэль Кеббел в главных ролях основаны на корейском оригинале.
Смотреть сейчас
IMDb
3 из 33
В тени
В тени — блестящий фильм, который появился и ушел в 2016 году почти без шепота. Критический и фестивальный хит, сверхъестественный триллер британско-иранского режиссера Бабака Анвари, вооружённый традиционными жанровыми страхами, но также и социальным подтекстом, который изображает раздираемый войной Тегеран в 19-м веке. 80-е годы. Наргес Рашиди играет Шиде, мать, уклоняющуюся от зла со всех сторон: ракет, силовиков и, возможно, злого духа.
Смотреть сейчас
IMDb
4 из 33
Хребет дьявола
Вы, наверное, видели Форма воды . И, возможно, вы слышали о Лабиринт Фавна . Но прежде чем возвышенные фантазии маэстро монстров Гильермо дель Торо привлекли внимание премии «Оскар», он написал и поставил невероятную, скорбную испаноязычную историю о привидениях, действие которой происходит во время гражданской войны в Испании. В его основе лежит мертвый маленький мальчик по имени Санти, который бродит по раздираемому войной приюту.
Смотреть сейчас
TriStar Pictures
5 из 33
Candyman
Candyman — ужасающий фильм, посвященный ужасной истории Соединенных Штатов. Хелен Лайл (Вирджиния Мэдсен) исследует городские легенды, и нет никого более могущественного, чем серийный убийца Кэндимэн, история происхождения которого уходит корнями в рабство и расовую несправедливость. Тони Тодд играет незабываемого злодея, который намерен повторить то, что с ним сделали. Посмотрите оригинал, прежде чем смотреть «9» Нии ДаКосты.0007 Ремейк Candyman выйдет в этом году. Смотреть сейчас люди и угрюмый детский психолог, пытающийся помочь ему понять почему. Постоянный атрибут поп-культуры, фильм не только получил шесть номинаций на «Оскар», но и остается одним из величайших фильмов с неожиданным финалом всех времен.
Watch Now
IMDB
7 из 33
The Conjuring
На основе фактических паранормальных исследований реальных призраков ED и Lorrine Warren, The Conruing является первым отчетом в The Socustemes 8. а также знаменует собой знакомство с той гнусной куклой с косичками вон там. В главных ролях Вера Фармига и Патрик Уилсон в роли знаменитых оккультных инспекторов направляются на ферму в Род-Айленде, чтобы помочь семье Перрон избавить свой дом от злых духов.
Смотреть сейчас
IMDb
8 из 33
Кольцо
На основе японского оригинала ужасов, Рингу , психологическое расследование режиссера Гора Вербински в роли подростка-убийцы Наоми Уоттс в роли репортера. На первый взгляд, конечно, это фильм о видеокассете, которая убивает тех, кто ее смотрит. Через семь дней. Как мы все знаем. Но копните немного глубже, и вы обнаружите, что это поистине тревожная одиссея по всем тем способам, которыми материнская любовь — и ненависть — может повлиять на ребенка.
Смотреть сейчас
IMDb
9 из 33
Уиджа: Происхождение зла
История происхождения фильма 2014 года « Уиджа », основанного на приквеле Майка Флэнагани. Действие происходит в конце 1960-х годов в Лос-Анджелесе. Ouija: Origin of Evil шпионит за овдовевшей матерью (Элизабет Ризер), которая занимается фальшивыми сеансами со своими маленькими дочерьми, и их последним трюком — вызыванием духов с помощью доски с оккультными буквами. — оказывается большой ошибкой.
Смотреть сейчас
IMDb
10 из 33
Другие
Николь Кидман носит этот старинный призрачный триллер о семье, которую преследуют незваные гости, на ее идеально осанке. Она играет Грейс, маниакальную мать двоих детей, которая может сойти с ума, а может и нет. Его повествование можно осудить за неоригинальность, так как оно определенно позаимствовано из фильма «Невинные » 1961 года. Но атмосферные штрихи режиссеров и динамичная игра Кидман поставили этот фильм на вершину жанровой кучи.
Смотреть сейчас
IMDb
11 из 33
1408
Экранизация рассказа Стивена Кинга. рассказы и призраки. Его последнее выступление: доказательство того, что отель «Дельфин» — это просто место, где можно отдохнуть, а не печально известный рассадник паранормальных явлений, о котором говорит его репутация. Мы уверены, вы можете догадаться, как обстоят дела у нашего неверующего главного героя.
Смотреть сейчас
Paramount
12 из 33
Каспер
Ищете семейный фильм о привидениях? Casper был разработан для просмотра после долгого сеанса игры «Угощение или угощение». Кэтлин «Кэт» Харви (Кристина Риччи), дочь «призрачного терапевта», человека, который зарабатывает на жизнь общением с духами, привыкла к вещам, которые происходят ночью. Но у нее никогда не было друга-призрака — то есть до Каспера.
Смотреть сейчас
IMDb
13 из 33
Сияние
Только работа и никаких развлечений вызывает у Джека Торранса сумасшедший случай кабинной лихорадки. Классика Стэнли Кубрика, которая возглавляет список лучших фильмов ужасов всех критиков, «Сияние » — это история о методичном погружении одного человека в безумие, когда он и его семья заботятся об уединенном горном курорте, который кишит ужасными и гневными призраками. Если вы хотите сделать это двойным фильмом, встаньте в очередь Room 237 , документальный фильм мечты теоретика заговора, который анализирует каждый темный угол и пропитанный кровью коридор Оверлука.
Смотреть сейчас
IMDb
14 из 33
Oculus
Поклонники остросюжетного сериала Netflix «Призраки дома на холме» поймут, какой умственной нагрузки требует Майк Флан, чтобы выдержать постановку Майка Флана. Они также узнают, насколько полезным может быть психологический марафон. В Oculus , одном из более ранних проектов Фланагана, сестра пытается оправдать своего брата в убийстве, доказывая, что преступление было совершено явлением, которое приходит в форме злого зеркала. Мы знаем, но просто смиритесь с этим; поверьте нам, вам захочется поразмышлять над этим эффектным голым фильмом (извините).
Смотреть сейчас
IMDb
15 из 33
Призрак
Так что Патрик Суэйзи в роли призрака Сэма Уита на самом деле не так уж и страшен. Но то, как он был убит. После свидания Сэм и подруга Молли, которую играет Деми Мур, отправляются пешком по улицам Нью-Йорка только для того, чтобы встретить короткий ствол грабительского пистолета. Это фильм, который очистился во время сезона наград 1991 года, выиграв два Оскара, один из которых достался Вупи Голдберг в роли Оды Мэй Браун, экстрасенса, которого Сэм завербовал, чтобы помочь раскрыть собственное убийство.
Смотреть сейчас
IMDb
16 из 33
Невинные
В этом черно-белом фильме о доме с привидениями, снятом по роману Генри Джеймса 1898 г. Вращение винта . Дебора Керр берет на себя роль мисс Гидденс, гувернантки, которая постепенно начинает верить, что загородное поместье, где живут дети, преследует пара злых духов: бывший камердинер и женщина, которую он соблазнил.
Смотреть сейчас
IMDb
17 из 33
Битлджус
Стилизованная культовая классика Тима Бертона 1988 года сочетает в себе комедию, фэнтези и загробную жизнь, чтобы создать идеальный фильм, открывающий путь к жанру ужасов. но это все еще приносит острые ощущения. Майкл Китон играет титулованного «био-экзорциста», которого наняла призрачная пара, чтобы выселить семью из их дома. И вы можете поспорить, что к тому времени, когда в город подкрадется Хэллоуин, мы будем смотреть этот фильм больше раз, чем требуется, чтобы вызвать его главного героя.
Смотреть сейчас
IMDb
18 из 33
Коварный
Один бестелесный стон, и мы бежим. Именно этим и должна заниматься семья Ламберт. Увы, Роуз Бирн и Патрик Уилсон, которые играют маму и папу, придерживаются своей новой ипотеки, а также пытаются уберечь своего маленького коматозного сына от когтей злых духов, населяющих другое измерение, называемое Дальним. Не стоит недооценивать нервирующую силу сверхстрашного грима и злобного парика в этом фильме режиссера 9.0007 Создатель Saw Джеймс Ван. 19 из 33 бывшего студента колледжа, но и грехами своего прошлого. Легкий просмотр с самого начала, медленно горящая ода Хичкоку Роберта Земекиса вызывает в воображении отсылки к нескольким классическим произведениям мастера саспенса, включая Заднее окно , Психо и Зачарованный .
Смотреть сейчас
IMDb
20 из 33
Озеро Мунго
Рассказы о горе часто поддаются жанру ужасов. У вас есть Наследственный , современная версия, а также Подменыш , Не смотри сейчас и другие в этом самом списке. Но Озеро Мунго , который действительно использует последствия трагедии как плацдарм для ужаса, отличается. Этот австралийский фильм ужасов, созданный как псевдодокументальный фильм, разворачивается на фоне интервью с семьей, которая оплакивает смерть своей 16-летней дочери, а также опасается присутствия, которое теперь поселилось в ее комнате. Эм, озноб.
Смотреть сейчас
IMDb
21 из 33
Шум отголосков
После ночи пьянства и гипноза Том в исполнении Кевина Бэкона просыпается не только с похмелья: его разум превратился в портал, через который можно пройти может общаться. В мире кино «Я вижу мертвых» определенно найдется место для « Stir of Echoes » 1999 года.
Смотреть сейчас
IMDb
22 из 33
Сонная Лощина
Классика, которую обязательно нужно посмотреть каждый Хэллоуин, вы просто не сможете отпраздновать день тыквы, не оседлав самого большого поклонника тыквы, Всадника без головы. Джонни Депп и Кристина Риччи в роли Икабода Крейна и Катрины Ван Тассель, пары, которая играет главную роль в фильме Вашингтона Ирвинга «9».0007 Легенда о Сонной Лощине , и хотя наш конный призрак действительно увеличивает количество тел в фильме, атмосферная красота лощины того стоит. Смотрим с малышами? Вы можете предпочесть, чтобы ваш Икабод Крейн был анимированным.
Смотреть сейчас
IMDb
23 из 33
Детский дом
В самой жуткой игре в прятки, которую вы когда-либо видели, испанская актриса Белен Руэда играет Лору, мать маленький мальчик, который исчезает после того, как подружился с детским призраком. Затем Лаура проводит остаток фильма, играя в игры со сверхъестественными сиротами, надеясь, что они приведут ее к поиску сына. Такой же интенсивности режиссер Дж.А. Байона создана для сюрреалистического цунами в Невозможное проходит через Детский дом .
Смотреть сейчас
IMDb
24 из 33
Не смотри сейчас
Дональд Сазерленд в роли Джона Бакстера и Джули Кристи в роли Лоры Бакстер играют осиротевших родителей в Венеции, оплакивающих смерть своей маленькой дочери. После встречи с женщиной, утверждающей, что она ясновидящая, Лаура находит утешение, в то время как Джона просто мучают повторяющиеся взгляды на маленькую девочку в красном пальто, прогуливающуюся по улицам и каналам итальянского города. Подождите, потому что повороты в этом 1973 нападения на эмоции завершаются одним парализующим разоблачением.
Смотреть сейчас
IMDb
25 из 33
Охотники за привидениями
Когда возможности кошмаров слишком много, чтобы справиться с ними, всегда есть эта привлекательная комедия режиссера Ивана Рейтмана и написанная двумя его охотниками за привидениями звезды, Гарольд Рамис и Дэн Эйкройд. Фэнтезийная комедия, более подходящая для семейного просмотра, рассказывает о том, как команда профессоров с протонным ранцем пытается защитить Нью-Йорк от паранормальной активности.
Смотреть сейчас
IMDb
26 из 33
Полтергейст
По мере того, как фильм достигает кульминации, вокруг вас собирается лужа пота от беспокойства. Демонических деревьев, раскопанных трупов и клоунов, которые блуждают по ночам, достаточно, чтобы вам захотелось посмотреть главный фильм 1982 года — о маленькой девочке, похищенной зловещим инкубом — при включенном свете.
Смотреть сейчас
IMDb
27 из 33
Паранормальное явление
Революционный сверхъестественный фильм ужасов Орена Пели рассказывает о паранормальных домогательствах пары. Не вдаваясь в подробности, мы просто скажем, что то, что Ведьма из Блэр сделал для леса, Паранормальное явление сделал для домашних камер видеонаблюдения. Вы только думаете, что хотите посмотреть, что было записано на этих детях.
Смотреть сейчас
Canal+
28 из 33
Персональный покупатель
Морин Картрайт (Кристен Стюарт) — редкий персонаж фильмов, который активно надеется на привидение. Она потеряла своего брата-близнеца из-за генетического порока сердца, который у нее тоже есть. И Морин, и ее брат являются экстрасенсами и однажды заключили договор, чтобы подавать друг другу знак, когда они уйдут. Теперь она хочет получить известие от своего брата, и его сообщение доставляется очень долго.
Смотреть сейчас
Universal
29 из 33
The Freighteners
Майкл Дж. Фокс играет Фрэнка Баннистера, особого мошенника, в этой комедии ужасов: Фрэнк использует свою способность видеть призраков, чтобы обмануть жизнь. Но когда появляется действительно злой призрак , Фрэнк получает шанс использовать свои силы во благо. Не обращайте внимания на дурацкие спецэффекты — этот фильм доставляет удовольствие и обязательно станет семейным фаворитом.
Смотреть сейчас
Нетфликс
30 из 33
Его дом
После побега из раздираемого войной Судана супружеская пара обнаруживает, что их убежище в Англии тоже не будет мирным. Их новый дом, несомненно, населен привидениями, что подчеркивает сообщение, которое они почувствовали с момента прибытия: им здесь не рады.
Смотреть сейчас
Что я читаю (и смотрю, и слушаю) — Хэллоуинское издание
Я не помню времени, когда я не любил Хэллоуин или его сезон. В это время года, когда погода меняется от жаркой к прохладной, листья превращаются из неподвижных в нисходящие, и ощущение, что пространство между миром, который мы видим, и миром, которого мы не видим, сузилось, нашло отклик в моем духе. Есть что-то в медленном сползании к более коротким дням, более темным утрам и свежести, которая торопит нас в наших домах, что заставляет тех, кто нас покинул, казаться ближе. В этом пространстве нисходящей тьмы мертвецы, духи, все, что мы можем ощутить, если обратить внимание, но не можем прикоснуться, ощутить приближение, как будто холод и тьма поглощают туман, делая лиминальное очевидным.
Будучи маленькой девочкой, мы с моей кузиной Антонеллой, которая жила по соседству, впитывали это время года с мурашками по спине, позволяя всем жутким вещам завладевать нашей повседневной жизнью. Мы видели ведьм в облаках, чувствовали монстров на углах укрытых листвой улиц и волшебство в тыквах, которые мы собирали. Мы смотрели страшные фильмы. О, как мы смотрели страшные фильмы. Я достаточно взрослый, чтобы помнить магазины проката фильмов, куда вы заходили и доставали кассеты VHS с полки, а затем платили около доллара или двух за их аренду. У нас был один на главной улице в нашем городе. Мы собирали мелочь, которую наши отцы случайно потеряли под подушками сидений диванов, бежали в город и покупали столько конфет, сколько могли в магазине, а затем летали на рогатке через улицу, чтобы брать фильмы напрокат.
Антонелла и я в, по общему признанию, не жутких костюмах на Хэллоуин, в начале нашей любви к празднику.
Мы искали ужасы, кровь, духов, упырей, призраков, ведьм, зелья, магию, заклинания, монстров, завывания, убийства, загробную жизнь, хрустальные шары, гадалок, гадалок на картах Таро, экстрасенсов, ясновидящих, правдивые истории обычных людей, которые одержимые злыми духами, священники, которые пришли изгнать их, дома с привидениями, жуткие кладбища, фольклор о девушке, убитой на выпускном вечере в вашем родном городе, и каждое 31 октября вы можете найти ее, все еще одетую в белое, на обочине дорога ищет кого-нибудь, чтобы подвезти ее. Каждый холодный осенний октябрь мы держались за руки и объединяли наше воображение и позволяли нашему духу пребывать в мистическом, потустороннем, потому что в это время года у нас было разрешение делать это так, как мы, казалось, не круглый год.
Продавец за прилавком давал нам напрокат все видео ужасов с рейтингом R, которые мы хотели, если мы никогда не отваживались заходить за зловещую занавеску, висевшую в конце застланного коврами прохода, где, казалось, проходили только мужчины (я это помню как грубая саржа тошнотворно-серого цвета, но, может быть, это просто воображение, наложившееся на память), при случае вздыхая и говоря: «Убедись, что в следующий раз твои родители придут напрокат тебе это».
Моя мать была чрезмерным декоратором к праздникам (реакция, по моему скромному мнению, на воспитание в бедности и нужде), и Хэллоуин не стал исключением. Она не жалела квадратных метров перед нашим домом или двором. Она повесила упырей и гоблинов на крышу, паутину на ступеньку входной двери, летучих мышей, тыкв и пауков в каждую щель на лужайке перед домом. Черные плащи с лицами мумии, неуклюжие скелеты, ведьмы с уродливыми гримасами, что угодно, у нас это было. Мой отец считал такое украшение женской работой, и ему нравилось, что он женился на женщине с таким воодушевлением, чтобы украшать дом изысканными украшениями, поэтому он потакал ей; вешал крючок везде, где она требовала, натягивал нить паутины там, где она ему приказывала. Примерно за месяц до того, как он неожиданно умер, они купили огромное, увеличенное украшение лужайки перед домом (когда такие вещи были новинкой на рынке!) с изображением мрачного скелета, управляющего большим черным катафалком. Она планировала добавить его в свой зверинец на Хэллоуин всего через несколько недель.
Мой отец умер в начале октября. Не в том году, я не думаю, потому что я бы не хотел смотреть какой-либо страшный Хэллоуин, но в следующем мы с Антонеллой попытались снова посмотреть наши фильмы о Хэллоуине, упиваясь страхом и кровью, как мы раньше к. Но мы не могли. Наши желудки не выдержали. Наши умы были слишком разбиты настоящей смертью, настоящими призраками, настоящими привидениями, настоящим, настоящим лиминалом, что наслаждаться этим, усиленным на экране в тандеме с сюжетной линией, было невозможно.
Через несколько недель после того, как мы похоронили моего отца, я отвез маму обратно в магазин, где она и он купили мрачного скелета, который ехал на катафалке. Она хотела вернуть его. Мы стояли у кассы, пока кассир оформлял возврат, огромную коробку с жутким изображением того, что лежало у наших ног, и моя мама, глядя на нее со слезами на глазах, сказала: «Это уже не смешно».
И вдруг это действительно не так. В мгновение ока мрачное и омерзительное стало гротескным и тревожным. Хотя я могу выдержать кровавые сцены здесь и там все эти годы спустя, моя любовь к мрачному и кровавому (ЗАБУДЬТЕ о реальных фильмах ужасов, где убивают людей!) так никогда и не восстановилась. Моя мать тоже никогда не возвращалась к тем дням, когда скелеты и мумии бродили по нашему двору.
ОТГРУЗКА ПРОДУКЦИИ 30ч6бр задвижка В ЛЮБОЙ РЕГИОН РОССИИ, ДОСТАВКА ДО ТРАНСПОРТНОЙ КОМПАНИИ БЕСПЛАТНО.
Задвижка чугунная 30ч6бр устанавливается на горизонтальном трубопроводе маховиком вверх с вертикальным расположением шпинделя. На вертикальном трубопроводе в положении (плашмя) с горизонтальным расположением шпинделя. Тип присоединения 30ч6бр к трубопроводу: фланцевое с присоединительными размерами по ГОСТ ГОСТ 12815-80
Среда 30ч6бр: вода, пар при температуре до +225 градусов
Присоединение к трубопроводу 30ч6бр: фланцевое с присоединительными размерами по ГОСТ 12815-80.
Материал корпуса 30ч6бр: чугун
Давление 30ч6бр: 1,0МПа
Привод: ручной
30ч6бр (31ч6бр) Задвижка параллельная (клиновая) двухдисковая с выдвижным шпинделем фланцевая
*РN -1 (10)
30ч6бр Ду, мм
50
80
100
125
150
200
250
300
350
400
30ч6бр Строит. длина L, мм
180
210
230
255
280
330
450
500
550
600
30ч6бр Высота H (min.), мм
290
365
435
520
608
695
830
875
1120
1120
30ч6бр Масса, кг
18
28
39
57
74
116
165
242
327
445
30ч6бр Рабочая среда
вода, пар
30ч6бр Температура среды, 0C
до 225
* РN — номинальное давление, МПа (кгс/см²)
Задвижка 30ч6бр состоит из таких элементов как корпус, затвор, шпиндель, уплотнительные кольца, привод. Затвор может быть выполнен в виде клина с двумя параллельными дисками. Привод является ручным и представляет собой маховик. У 30ч6бр задвижек сравнительно простая конструкция, но при этом она надёжная. Благодаря ещё и малому гидравлическому сопротивлению задвижки 30ч6бр широко применяют на различных магистральных трубопродах.
Корпус задвижек 30ч6бр изготавливается из серого чугуна. Уплотнение шпинделя задвижки 30ч6бр выполнено из латуни (сплав на основе меди).
Температура рабочей среды задвижки 30ч6бр достигает до +225 C°. Тип присоединения 30ч6бр к трубопроводу — фланцевый. Давление Ру — до 10 кг/см2. Условный диаметр 30ч6бр Ду может быть различным диаметрами : 30ч6бр-50, 30ч6бр-80, 30ч6бр-100, 30ч6бр-125, 30ч6бр-150, 30ч6бр-200, 30ч6бр-250, 30ч6бр-300, 30ч6бр-350, 30ч6бр-400.
Чертёж 30ч6бр:
Диаметр в мм
Длина в мм
Высота в мм
Масса в кг
30ч6бр-Ду50
180
350
18
30ч6бр-Ду80
210
440
28
30ч6бр-Ду100
230
523
39
30ч6бр-Ду125
255
523
56
30ч6бр-Ду150
280
860
74
30ч6бр-Ду200
330
900
116
30ч6бр-Ду250
450
1090
168
30ч6бр-Ду300
500
1505
242
30ч6бр-Ду400
600
1660
445
Задвижка параллельная 30ч906бр Ду250 Ру10 чугунная с выдвижным шпинделем под привод в г.
x Прокладка ПОН-Б Ду250 Ру10-16 плоская ГОСТ 15180-86
— 57 ₽
x Болт стальной М20х80 ГОСТ 7798-70
— 98 ₽
x Фланец плоский ст. Ду250 Ру10 01-1-B ГОСТ 33259-2015
— 3 511 ₽
Итого за комплект
10 778
₽
Характеристики
Характеристики
Задвижка параллельная 30ч906бр Ду250 фланцевая предназначена для установки на трубопроводах (вода, пар) в качестве запорного устройства. К трубопроводу присоединяется при помощи фланцев (по ГОСТу 12817, исполнение I, ряд 2 по ГОСТу 12815). Исполнение задвижки — под электропривод, присоединение — муфта кулачковая. Установка производится приводом вверх.
Рабочая среда: вода, пар.
Рабочее давление: 10 бар.
Рабочая температура: до + 225°С
Температура окр. среды:
— 15 … + 40°С для пара,
+ 1 … + 40°С для воды.
Герметичность по ГОСТ 54808: класса «D».
Климатическое исполнение по ГОСТ 15150: У2, УХЛ4.
Средний срок службы: не менее 10 лет.
Производство: Россия.
Вес: 180,0 кг.
Размеры:
D = 390 мм
D 1 = 350 мм
D 2 = 320 мм
D 3 = 135 мм
L = 450 мм (строительная длина)
H = 810 мм
dxn = 22х12 мм
A = 1010 мм
B = 452 мм
Материалы
1
Корпусные детали
серый чугун СЧ 20 ГОСТ 1412
2
Уплотнительные поверхности
латунь ЛС-59 ГОСТ 15527
3
Уплотнение по шпинделю
сальниковое (кольца ТРГ)
4
Уплотнение между корпусом и крышкой
паронит
Параллельная однодисковая задвижка с выдвижным штоком
0,00 $ Корзина
42 Куньлунь Маунтин Роуд
Fanhe Town, Телин, Китай
Номер телефона
+86 24 7282 1717
электронная почта Индириззо
[электронная почта защищена]
0,00 $ Корзина
Характеристики
Номинальное давление до PN16 бар изб.
Номинальный диаметр DN 200 – 2000 мм
Максимальная температура до 100°C
Форма трансмиссии: Коробка передач, моторный привод, ручной
Дополнительная информация
Индивидуальная настройка
FCV поможет вам во всем проекте: категория клапана, размер и материал, стандарт конструкции, уровень давления и внешняя отделка. Пожалуйста, свяжитесь с нами или укажите свои требования в форме запроса.
Большой или маленький заказ
Заказ одного или нескольких тысяч товаров за раз. Наш склад и гибкая система доставки доступны для заказов в последнюю минуту и в сжатые сроки.
Параллельная однодисковая задвижка с выдвижным штоком количество
* Индивидуальная настройка всегда доступна, пожалуйста, отметьте свою потребность в корзине или просто свяжитесь с нами.
Мониторинг проекта
Отслеживание заказа на доставку
Сертификаты качества
Отдел обслуживания VIP-клиентов
Высококачественная задвижка
Подробная информация о однодисковой задвижке с параллельным выдвижным штоком
Задвижка представляет собой главную задвижку большого диаметра, специально разработанную для очистки сточных вод с целью их сброса в магистральный трубопровод и отвода из него. Его можно назвать задвижкой для очистки сточных вод.
Задвижка имеет параллельную конструкцию затвора, которая герметизируется давлением среды.
Эффективно уменьшает повреждение уплотнения клапана, вызванное примесями сточных вод. Увеличение срока службы клапана. Это лучший выбор для оборудования для открытия и закрытия канализационных трубопроводов.
Данную задвижку рекомендуется использовать в первую очередь с электрической и гидравлической трансмиссией.
Обратите внимание, что эту задвижку нельзя использовать для регулирования потока и опорожнения.
Запросить информацию или Есть вопросы по этому клапану?
Пожалуйста, заполните поля ниже, чтобы отправить нам информационный запрос
Имя
Эл. адрес
Сообщение
*Загружайте только файлы jpg, png, pdf, dxf, dwg. Ограничение по размеру — 25 МБ.
Проконсультируйтесь с вашими экспертами в области клапанов и затворов FCV
Мы поможем вам избежать проблем, предоставим высококачественные и ценные промышленные клапаны и затворы вовремя и в рамках бюджета.
Связаться с ФКВ
Проконсультируйтесь с вашими экспертами в области клапанов и затворов FCV
Мы поможем вам избежать проблем, предоставим высококачественные и ценные промышленные клапаны и затворы вовремя и в рамках бюджета.
42 Kunlun Mountain Road Fanhe Town, Tieling, China
+86 24 7282 1717
[Электронная почта защищает]
[электронная почта.
Политика конфиденциальности
Условия.
Иконный спонсор.
Тип задвижки – Обсуждение трубопроводов
Что такое задвижка?
Задвижка является запорной арматурой. Задвижки открываются, когда затвор поднимается с пути потока, и закрываются, когда затвор возвращается в исходное положение (отсюда и название). Задвижки обеспечивают прямой беспрепятственный проход, что приводит к минимальным потерям давления. Это беспрепятственное отверстие задвижки также обеспечивает проход для скребка во время процедуры очистки трубы.
Задвижки дешевле, чем шаровые краны того же размера и качества. Обычно они медленнее срабатывание, чем четвертьоборотные клапаны, и чаще всего используются в приложениях там, где клапан работает нечасто, например, запорные клапаны. Потому что ворота клапаны открываются медленно, они также предотвращают эффект гидравлического удара. Задвижки предназначен для полностью открытых и полностью закрытых сервисов; они не используются для потока целей регулирования. В полностью закрытом положении задвижки обеспечивают положительное уплотнение под давлением. Однако при очень низком давлении, т.е. 5 фунтов на кв. просачивание не будет считаться ненормальным с этим типом клапана.
Детали задвижки:
Ниже на изображении показаны детали задвижки.
Рис-1: часть задвижки
Классификация задвижек:
В зависимости от конструкции крышки:
Крышки для задвижки бывают разных конструкций для удовлетворения различных требований. варианты можно увидеть на изображении ниже.
Рис. 2: Вариант крышки задвижки
Вариант крышки с герметичным уплотнением описано ниже
Герметичная крышка:
Основная характеристика герметичного уплотнения капота заключается в том, что уплотнения соединений корпуса и крышки улучшаются по мере увеличения внутреннего давления в клапана увеличивается, по сравнению с другими конструкциями, где увеличение внутреннее давление имеет тенденцию создавать утечки в соединении крышки корпуса. Основная операция этого типа клапана, где уплотнение достигается от давление, оказываемое жидкостью, протекающей через клапан, выглядит следующим образом: Внутреннее давление толкает крышку вверх к прокладке, создавая силы в местах контакта между прокладкой и крышкой и между прокладкой и тело. Утечки чаще всего возникают на контактной поверхности между прокладкой и тело. Область, где тело соприкасается с суставом, покрыта нержавеющей стали, улучшая качество поверхности и предотвращая проблемы с коррозией. Прокладки тщательно разработаны для обеспечения герметичности независимо от трубопровода. условия, которые можно легко демонтировать для операций по техническому обслуживанию.
Ниже представлена анимация гермоввода. Задвижка с крышкой:
В соответствии с конструкцией штока: В конструкции задвижки используются три типа штока:
(1) Выдвижной шток/внешний винт и бугель,
(2) Выдвижной шток/внутренний винт,
(3) Невыдвижной шток /внутренний винт.
Рис. 3: Варианты штока задвижки
Поднимающийся шток/наружный винт и бугель:
Поднимающийся конструкция штока/внешнего винта и хомута сохраняет резьбу штока снаружи клапан. В тех случаях, когда высокие температуры, коррозионные вещества и твердые частицы в трубопроводе могут повредить резьбу штока. внутри клапана. При вращении маховика шток поднимается как ярмо втулка входит в зацепление с резьбой штока. Внешняя резьба обеспечивает легкую смазку; однако необходимо соблюдать осторожность, чтобы защитить открытую резьбу штока от повреждения. Преимуществом клапанов с выдвижным штоком является возможность определения положения клапана. наблюдая за положением ствола.
Подъемный шток/внутренний винт: Здесь и маховик, и шток поднимаются, необходимо обеспечить достаточный зазор для операция. Положения штока и маховика указывают положение диска внутри клапана. В открытом положении заднее сиденье помогает защитить шток потоки; но необходимо позаботиться о защите стебля снаружи.
Невыдвижной шток/внутренний винт:
Невыдвижной шток/внутренний винт главное преимущество в том, что для работы требуется минимальный запас высоты. Поскольку ствол не движется вертикально, снижается износ набивки. Нагрев, коррозия, эрозия, и твердые частицы могут повредить резьбу штока внутри клапана и вызвать чрезмерное носить. Кроме того, невозможно определить положение диска, так как рука колесо и шток не поднимаются
По конструкции клина:
Ворота клапаны доступны с различными дисками или клиньями. Четыре основных типа дисков доступны в задвижках:
1. Диск со сплошным клином
2. Диск с двойным клином
3. Диск с разъемным клином,
4. Диск с гибким клином.
Рис. 4: тип клиньев
При использовании параллельных дисков в клапанах с параллельными посадочными местами, используются три других: сплошной, гибкий и разъемный клинья в клапанах с наклонными седлами.
Некоторые из вышеперечисленных, а также некоторые популярные варианты обсуждаются ниже.
Задвижка клиновая:
* Клин фасонный диск используется для введения высокой дополнительной нагрузки на посадку, которая позволяет клиновым задвижкам с металлическим седлом герметизировать не только от высоких, но и низкое давление жидкости
* Клиновидные прочные и гибкие затворы доступны.
* Одна деталь используется сплошной клин, так как они легко изготавливаются.
* Гибкий на клиньях есть канавка, благодаря которой они легче сидят на поверхности сиденья.
* Стандарт стальные клиновые задвижки, как правило, должны иметь наружный винт и бугель, выдвижной шток, невыдвижную рукоятку колесо и капот на болтах.
* Клиновой затвор клапан не перекрывает газ высокого давления так же эффективно, как плита или расширяющаяся задвижка, поэтому в этих случаях указывается более поздняя версия.
* Эти задвижки имеют наклонную внутреннюю плоскостные и параллельные сиденья.
* Две половинки ворот выталкиваются наружу против сидений в месте закрытия, обеспечивая плотное прилегание без ассистента давления жидкости.
* Тяжелее в по сравнению с клиновым или плитным типом. Обычно они относятся к канальному типу, но также может быть доступен без кабелепровода.
* Расширение задвижки не рекомендуются для работы в песчаных/абразивных средах. Одна причина для то есть расширяющееся действие может задерживать твердые частицы между воротами и сиденье.
* Расширительные задвижки не должны использоваться на паровой службе.
Плоские задвижки:
* Имеют одиночные параллельные ворота из плиты, которые сбоку над плавающими сиденьями. Герметизация перепад давления.
* Конструкция ворот всегда сквозная тип трубопровода.
* Базовый конструкция подходит для использования в широком диапазоне применений, например, в устье скважины изоляция, технологический трубопровод, резервуар и т. д.
* При заказе мы должны разъяснить поставщику только герметизацию ниже по потоку или уплотнение вверх по потоку + вниз по потоку.
Задвижки с параллельными шиберами:
Рис. 5: Задвижки с параллельными шиберами
* Изготовлены из 2 частей корпуса в сборе с пружиной.
* Клапаны клинового типа в закрытом состоянии тепловые линии в жаркую погоду могут быть очень трудно открыться в холодную температура из-за расширения.
Как и чем нарезать внутреннюю резьбу. Требуемый инструмент, описание процесса
На этапах, предшествующих сборке резьбовых соединений с применением крепежных деталей, часто возникает необходимость нарезания внутренней резьбы в готовых изделиях и заготовках. Для болтов, винтов и шпилек в них предварительно сверлят отверстие требуемого диаметра, затем выполняется нарезание внутренней резьбы с заданными параметрами.
Инструмент для нарезания резьбы
В просверленных сквозных или глухих отверстиях внутреннюю резьбу нарезают специальным инструментом – метчиками. По назначению такой инструмент подразделяют на ручные, машинно-ручные, машинные и гаечные метчики. Метчик включает в свое конструктивное исполнение рабочую часть и хвостовик, торец которого имеет квадратное сечение для крепления воротка. Ручные метчики для нарезанияметрической и дюймовой резьб производят наборами (комплектами) из двух или трех изделий. Для нарезания внутренней резьбы с шагом не более 3 мм применяют наборы из двух метчиков, а для резьб с шагом более 3 мм – наборы из трех. В комплектацию из трех инструментов входят черновые, средние и чистовые метчики, отличающиеся между собой длиной заборного конуса. Черновой и средний – имеют меньшие диаметры, чем чистовой, который изготавливают с полным профилем. На хвостовике каждого метчика нанесены одна, две или три риски, определяющие очередность использования каждого из них при нарезании внутренней резьбы в одном отверстии.
Отверстия для нарезания резьбы
Для сверления отверстия под нарезание внутренней метрической резьбы. выбирают сверло, диаметр которого приближенно рассчитывается по формуле: D = d – P, где d – диаметр внутренней резьбы, P– ее шаг. Например, нарезание метрической резьбы М10 с шагом 0.5, 0.75, 1.0, 1.25 и 1.5 миллиметра (для болтов, винтов или шпилек) потребует применения сверла с диаметром, соответственно, 9.5, 9.25, 9.00, 8.80 и 8.50 мм. А сверление отверстий для нарезания трубной резьбы в ¼ дюйма цилиндрической формы классов точности А и В выполняют сверлами с наружным диаметром 11,5 мм. В глухих отверстиях сверление выполняют на глубину, превышающую длину резьбовой части крепежной детали на 5-6 мм.
Нарезание внутренней резьбы выполняют следующим образом. Деталь с готовым отверстием жестко закрепляют, например, в тисках. Затем рабочую часть чернового метчика покрывают смазкой, вставляют инструмент заборной частью в отверстие и плавным поворотом воротка начинают нарезать резьбу внутри детали. После одного-двух оборотов по часовой стрелке делают пол-оборота в обратную сторону для измельчения стружки и затем продолжают нарезание до полного входа метчика в отверстие. Такую же операцию выполняют средним и чистовым инструментом.
Please enable JavaScript to view the comments powered by Disqus.comments powered by Disqus
Внимание! Данный интернет-сайт носит исключительно информационный характер и, ни при каких условиях, не является публичной офертой, определяемой положениями Статьи 437 (2) ГК РФ
Нарезание внутренней резьбы метчиком: технология, инструмент, диаметр отверстия
Перед нарезанием внутренней резьбы метчиком, предварительно готовится соответствующее отверстие. В штампованных либо литых отверстиях процесс нарезания резьбы осуществлять сложно. Они не могут обеспечить необходимые размеры допусков в пределах, обозначенных техническими условиями по нарезке внутренней резьбы. Легче нарезается внутренняя резьба в отверстиях заготовок, получаемых в процессе литья под давлением либо по выплавляемым моделям.
Максимально удобные условия по нарезанию резьбы метчиком предоставляются после подготовки отверстия методами зенкерования либо сверления. Вырезаемый металл в процессе изготовления резьбы частично выдавливается метчиком. Сечение внутри резьбы выходит больше сечения отверстия, которое образовалось от сверления. В момент подготовки отверстий способом сверления, перед нарезанием резьбы метчиком, сечения сверл выбираются по ГОСТ 19257 – 73.
Рис. 2. Нарезание резьбы метчиком:
а – установка метчика и воротка для нарезания резьбы; б – проверка положения метчика угольником; в – приемы нарезания внутренней резьбы; г – проверка качества резьбы соответствующим винтом
В случае, когда сечение просверленного для резьбы отверстия окажется меньше регламентированного ГОСТом, усилие на метчик резко увеличится. Резьба при этом будет рваной, метчик заклинит и он сломается. При сечении отверстия, большем, чем рекомендованное, получится неполный профиль резьбы.
Нарезая внутреннюю резьбу на сверлильных станках, придерживаются таких общих правил:
нежелательно производить нарезку резьбы внутри отверстий, полученных в результате штамповки либо литья. Прежде, чем нарезать резьбу, такие отверстия зенкеруются либо рассверливаются. Таким образом, удаляются: наклеп, окалина, нагар. После обработки получается требуемое сечение отверстия для выполнения резьбы;
на станках для сверления при нарезании резьбы метчики необходимо закрепить в предохранительных плавающих, качающихся, самоцентрирующих, реверсивных патронах;
в готовящихся отверстиях, где будет нарезаться резьба, со стороны захода метчика необходимо снять фаски под углом 60° на высоту не менее одного шага резьбы;
в момент нарезания резьб с помощью сверлильных станков особо пристальное внимание уделяется регулировка передвижения шпинделя. Его необходимо тщательно уравновесить противовесом. Он должен передвигаться без труда, обеспечивая плавное врезание и выход метчика из резьбы. Если шпиндель передвигается с большой осевой нагрузкой, резьбу разобьет по среднему сечению;
нарезая резьбу, используется смазка инструмента и его интенсивное охлаждение, поскольку на метчик в это время воздействуют большие нагрузочные режимы.
После окончания операции по нарезанию резьбы в отверстиях на сверлильных станках метчик из нарезанного отверстия выкручивается.
Рис. 3. Формы заборной части метчиков:
форма А — длинная заборная часть для обработки сквозных отверстий; форма В — средняя заборная часть и спиральная подточка для обработки сквозных отверстий; форма С — короткая заборная часть для обработки глухих отверстий; форма D — средняя заборная часть для обработки сквозных и глухих отверстий с длинным сбегом резьбы; форма Е — короткая заборная часть для обработки сквозных и глухих отверстий с коротким сбегом резьбы
Нарезание резьб в сквозных и глухих отверстиях технологически различны.
Закончив нарезание резьбы глухого отверстия, метчик из него удаляется только выкручиванием. Исходя из этого, резьба в нем нарезается только на станке, где есть возможность его реверсирования. Иначе говоря, при выкручивании метчик должен вращаться в направлении, обратному рабочему, с меньшей скоростью, чем при нарезании резьбы. Так снижаются непроизводительные временные затраты.
Нарезая глухую резьбу на станке без реверса, используют для крепления метчиков специальный реверсивный патрон. В нем устроено предохранительное устройство соответствующего типа.
С целью предотвращения разрушения метчика при нарезании глухой резьбы, когда он достигнет края отверстия и упрется в дно, на станках с реверсивным механизмом используется специальный патрон, предохраняющий метчик. Глухие резьбы нарезаются машинными метчиками. У них малая заборная часть, равная трем шагам нарезаемой резьбы. Эта техника дает возможность нарезать резьбу максимально близко ото дна отверстия.
Нарезать резьбы в легированных пластичных сталях, у которых аустенитный состав и которые нелегко поддаются резанию, а также в легких, титановых, жаропрочных сплавах необходимо с учетом следующих специфических условий:
если деталь, изготовленная из жаропрочного сплава, имеет нормальную жесткость, а после монтажа на станину станка она перпендикулярна к оси резьбы базовой поверхности, резьба в ней нарезается без использования кондуктора. Если необходимо установить безусловную перпендикулярность ее оси резьбы к поверхности базы, но крепление к станку и жесткость детали не обеспечивают требуемой точности, то резьба должна нарезаться с использованием кондукторов;
нарезание резьбы в заготовках из жаропрочных сплавов сопровождается использованием метчиков с шахматным расположением зубьев. В сквозных отверстиях резьбу нарезают одним метчиком, в глухих – комплектами, состоящими из двух либо трех метчиков;
метчик обязательно подлежит охлаждению, если резьба нарезается в деталях из жаропрочных сплавов. Насосная подача охлаждающей жидкости предполагает такой состав: 15% олеиновой кислоты, 25% керосина, 60% сульфо-фрезола. При отсутствии на станке помпы, охлаждающая жидкость, состоящая из: 85% сульфо-фрезола и 15% олеиновой кислоты, наносится на метчик кистью либо метчик погружается в жидкость;
чтобы успешно нарезать резьбу в деталях из цинковых либо алюминиевых сплавов, мягких и пластичных, используются станки, где принудительная скорость подачи шпинделя по шагу резьбы. В случае отсутствия на станке механизма принудительной подачи шпинделя, необходимо обеспечить его свободное движение. Это делается уменьшением нагрузок уравновешивания – грузов и пружин. Если масса движущихся частей большая, а шпиндель двигается с большим осевым усилием, то резьба, которая нарезается, будет разрушена по среднему сечению;
скорость нарезания резьбы в деталях из силуминовых сплавов рекомендуется в 1,2…1,5 раза больше, а охлаждение во столько же раз интенсивнее, чем стали;
охлаждать метчики при нарезании резьб в деталях из легкосплавных материалов лучше всего керосином. Хорошо применять 8…10% эмульсию. Нельзя для охлаждения метчиков использовать масло: оно не предохраняет от стружки, налипающей в момент нарезания и затрудняет очистку нарезанной резьбы от налипшей стружки;
бесканавочными метчиками, изготовленными из быстрорежущей стали, рекомендуется обрабатывать резьбу от М4 до М30 в деталях из титановых сплавов и труднообрабатываемых сталей аустенитного класса. Их стойкость намного выше по сравнению со стандартным.
Вернуться к списку
Как нарезать внутреннюю резьбу в 3 приема
Внутреннюю резьбу можно нарезать вручную (ручными метчиками) или станком (машинными метчиками).
Вы можете найти обзор того, какой внутренний метчик вам нужен для вашего приложения, в нашей статье 6 основных характеристик внутренних метчиков.
Необходимые инструменты
Для нарезания внутренней резьбы вам потребуются следующие инструменты :
Защитные очки
Спиральное сверло (для сверления основного отверстия)
Зенковка 90° (для углубления основного отверстия)
Внутренний метчик (ручной или машинный метчик)
Для ручных метчиков: Разводной вороток
Для машинных метчиков: ручная дрель (если применимо)
При наличии:
Пробный квадрат
Центровочный пуансон
Молоток
Режущий спрей для оптимального качества поверхности
Диаметр отверстия под керн
Если вы знаете какой метчик вам нужен, то следующий вопрос какой диаметр необходим для просверливания отверстия под керн.
Внутренние метчики обозначаются в соответствии с номинальным размером. Например, метчик М 8 означает «метрический диаметром 8 мм».
Диаметр спирального сверла для нарезания резьбы рассчитывается следующим образом:
Диаметр отверстия = диаметр метчика — шаг резьбы
Пример с M8: Диаметр отверстия = 8 мм — 1,25 мм = 6,8 мм
Диаметр кернового отверстия округляется до одного десятичного знака. В нашей таблице (PDF) вы найдете все распространенные размеры резьбы и соответствующие диаметры для спирального сверла.
Сначала необходимо просверлить колонковое отверстие спиральным сверлом.
Если хотите, можете использовать кернер, пробивая молотком центр в нужном месте. Это упрощает центрирование и горячее нарезание резьбы спиральным сверлом.
Если у вас есть спрей для резки, используйте его здесь. Распылите на спиральное сверло режущий спрей. Это увеличивает срок службы сверла и улучшает качество поверхности.
Правильный диаметр спирального сверла указан в следующей таблице (PDF).
2. Зенковка основного отверстия (зенковка)
Затем используйте зенкер 90°, чтобы раззенковать отверстие и сделать фаску. Размер зенковки должен быть на 10% больше диаметра метчика.
Это улучшит вход в отверстие при нарезании резьбы. Это также предотвращает выдавливание первой и последней нити из отверстия.
3. Нарезание внутренней резьбы (ручной метчик)
В качестве последнего шага вставьте метчик в вороток (шариковый метчик или держатель инструмента с трещоткой) и нарежьте резьбу.
Осторожно вверните метчик в отверстие керна.
При использовании наборов метчиков вы должны следовать последовательности метчиков (коническая, вторая и последняя метчики) . Определить порядок можно по кольцам на хвостовике:
конусность — одно кольцо
второй — два кольца
выпускной кран — без кольца
, а также режущие кромки от грубой до тонкой.
Чтобы нарезать прямую внутреннюю резьбу, вы можете использовать примерный угольник и расположить его под прямым углом к метчику.
Здесь вы снова можете использовать режущий спрей.
Снижается трение между стружкой и режущими кромками метчика и, следовательно, необходимый крутящий момент. Это обеспечивает лучшее удаление стружки.
Примечание: При нарезании резьбы вручную сверло следует повернуть на третий оборот после двух оборотов, чтобы сломать стружку. Это снижает нагрузку на сверло, и свежая смазка достигает режущих кромок.
Обрезав резьбу, открутите метчик в обратном направлении.
Сделано: Резьба сошла с ума
В своем видео MrHandwerk также подробно описывает в своих видеороликах, как нарезать внутреннюю резьбу, например, в стальной цепи.
3. Нарезать внутреннюю резьбу (машинный метчик)
В завершение затянуть метчик на машине и нарезать резьбу.
Медленно и прямо вставьте метчик в отверстие керна с соответствующей скоростью.
Здесь вы снова можете использовать режущий спрей.
Снижается трение между стружкой и режущими кромками метчика и, следовательно, необходимый крутящий момент. Это обеспечивает лучшее удаление стружки.
После нескольких оборотов метчик втягивается в заготовку и нарезает резьбу.
После отвода остановите машину, переключитесь на противоположное направление и перезапустите машину. Затем метчик проходит через уже нарезанную резьбу.
Готово: Резьба создана.
Anleitung
Скачать инструкцию в формате PDF (0,6 МБ)
Резюме и заключение
В принципе, нить можно легко обрезать.
Все, что вам нужно знать, это какой внутренний метчик вам нужен и хотите ли вы нарезать резьбу вручную или на станке .
При выборе внутреннего метчика важно учитывать, сверлите ли вы сквозное или глухое отверстие. Наша подробная статья 6 о характеристиках внутренних метчиков с первого взгляда может помочь вам выбрать правильный метчик.
Это приводит к требуемому внутреннему метчику и соответствующему размеру спирального сверла и зенкера .
Если вы нарезаете резьбу вручную, убедитесь, что сверло повернуто на третий оборот после двух оборотов (чтобы сломать стружку).
При ручной и машинной резке следует использовать спрей для резки если возможно. Это увеличивает срок службы метчика и улучшает качество поверхности.
В одной из следующих статей мы расскажем, как вырезать внешняя резьба . Затем вы можете вкрутить элемент во внутреннюю резьбу.
Если у вас возникли проблемы с поиском подходящего крана, свяжитесь с нами.
Изготовление резьбовых отверстий: рекомендации по резьбовым отверстиям
Нарезание резьбы — один из наиболее важных процессов механической обработки. Он используется для создания резьбы, которая используется для скрепления материалов и компонентов.
Резьбовые отверстия очень распространены в производстве. Благодаря универсальности и простоте использования они настолько универсальны, что их можно найти везде, от автомобилей до самолетов.
Но нарезать резьбу не так просто, как мы думаем. Поэтому важно узнать обо всех доступных технологиях машинного нарезания резьбы, чтобы вы могли сделать лучший выбор для своих проектов. Следующая информация поможет вам лучше понять, как нарезать резьбу.
Что такое резьбовое отверстие?
Резьбовое отверстие представляет собой отверстие с резьбой или резьбой с внутренней резьбой. Это круглое отверстие, используемое для нарезания резьбы и сверления. Для создания резьбы на стенках просверленного отверстия можно использовать процесс нарезания резьбы, и он происходит в области и месте, где болты и гайки не могут работать, например, в металлах.
Иногда резьбовые отверстия также называют резьбовыми. Этот тип отверстия используется, когда необходимо соединить две детали вместе с помощью крепежного элемента, такого как винт или болт. Резьба в отверстии обеспечивает сопротивление, чтобы застежка не ослаблялась со временем, а также облегчала удаление застежки при необходимости.
Что такое резьбовое отверстие?
Резьбовое отверстие — это тип отверстия, который используется для создания внутренней резьбы. Он создается путем сверления отверстия в материале, а затем с помощью метчика нарезается резьба в стенках отверстия. Резьбовые отверстия обычно встречаются в металлических компонентах, которые необходимо скрепить вместе, например, в случае гайки и болта.
Резьбовое отверстие во многом похоже на направляющее отверстие. Оба используются для создания резьбы в заготовке, чтобы можно было вставить винт или болт. Ключевое различие между ними заключается в том, что резьбовое отверстие уже имеет резьбу, и для создания сопрягаемой резьбы требуется только инструмент, в то время как направляющее отверстие необходимо сначала просверлить, прежде чем в него можно будет нарезать резьбу.
Важность создания резьбового отверстия
Резьбовые отверстия являются неотъемлемой частью деталей машин, и для добавления отверстия можно использовать станок с ЧПУ. В процессе нарезания резьбы можно создать резьбу на стенках просверленного отверстия. Машинный винт не может создавать свою собственную резьбу. Если вы хотите вкрутить винт в металлический материал, вам нужно резьбовое отверстие и добавить резьбовые элементы в процесс станка с ЧПУ.
Каждая функция будет соответствующим образом добавлена к резьбовым частям, и большинство потоков могут выбирать в зависимости от своих функций. Давайте посмотрим, почему важно создать резьбовое отверстие.
1. Соединение
Если вы хотите вкрутить болт или винт в металл, это может позволить более надежно соединить две детали. Резьба может навсегда прикрепить болт, гайку и винт к металлу.
2. Простота транспортировки
Резьбовое отверстие облегчает сборку мелких деталей и изделий для транспортировки, что значительно снижает трудозатраты.
3. Простая эксплуатация
Может обеспечить место для резьбовых соединений и резьбовых отверстий. Вы можете легче ввинтить винт или болт в металл, не делая направляющее отверстие.
Вы можете создать резьбу на внутренней стороне просверленного отверстия, и это займет меньше времени, чем процесс сверления болта, гайки или винта в дереве. Резьба по отверстию может соответствовать требованиям вашего проекта, независимо от того, нужно ли вам сквозное или глухое отверстие.
Как сделать отверстие перед нарезанием резьбы?
Очень важно иметь прямые, качественные отверстия соответствующего размера для нарезания резьбы в процессе изготовления отверстий. В современном оборудовании фактор сверления (негабаритного) в основном устраняется, но он имеет большое значение в процессе изготовления отверстий, поэтому очень важно подумать, как сделать отверстие перед нарезанием резьбы.
Резьбовое отверстие образовано с помощью сверла для метчика и сверла. Первичное сверло может сделать начальное отверстие, в то время как метчик в основном используется для нарезания резьбы в резьбовом отверстии. После ввинчивания винта его наружная резьба (внешняя резьба) может сматываться во внутреннюю резьбу. Внутренняя резьба может создать метчик в резьбовом отверстии.
Некоторые слесари до сих пор пользуются старыми правилами и стандартами и таблицами сверления резьбовых отверстий. Одним из примеров резьбы является то, что они используют матрицу 17/32 и метчик для 5/8-11, эти проценты резьбы иногда усложняют работу. Поэтому необходимо тщательно изучить стандарт резьбы и использование различных инструментов для нарезания резьбы, прежде чем нарезать резьбу.
Прежде чем делать резьбовое отверстие, вы можете получить различные варианты размера направляющего сверла и размера резьбы под метчик, найти специалиста, который разбирается в сверлении метчика, и различные размеры резьбы могут иметь большое значение для вашего проекта.
Что такое глухие и сквозные отверстия?
Существует два типа отверстий для определения резьбовых отверстий. Каждый тип отверстия требует особого внимания, чтобы обеспечить простоту обработки резьбовых отверстий.
Глухое отверстие : Это отверстие имеет определенную глубину и не может проходить через всю заготовку. Глубину нужно фиксировать отдельно. Дно отверстия может заканчиваться плоской поверхностью или заканчиваться конусом.
Сквозное или сквозное отверстие : Сквозное отверстие может проходить через всю заготовку. Глубина сквозного отверстия — это толщина конкретной стенки. Используя болт, винт и гайку, вы должны использовать сквозное отверстие для удобства процедуры.
В чем разница между сверлением и нарезанием резьбы?
Основное отличие сверления от нарезания резьбы состоит в последовательности и выполнении функций и сверла. Этот процесс происходит сначала для того, чтобы сделать круглое и гладкое отверстие с помощью сверла, что называется сверлением.
Формирование резьбового отверстия завершается с помощью метчикового сверла и сверла, в которых направляющее сверло сначала формирует отверстие, а затем может нарезать резьбу с помощью метчикового сверла. Метчики могут обрабатывать большинство типов материалов, таких как алюминий, стальной сплав, сталь и чугун,
Это круглое и гладкое отверстие делается в этом процессе, а с другой стороны, когда отверстие просверливается, происходит процесс нарезания резьбы. сделайте резьбу, нанеся метчик на внутреннюю часть отверстия.
За исключением этих процессов, создание резьбы может выполняться и размещаться снаружи цилиндрического объекта в процессе высечки с использованием штампа. Резьба на болте является одним из примеров высечки.
Три типа метчиков для нарезания резьбы
Основные типы метчиков: пробковый метчик, конический метчик, нижний метчик.
Эти типы используются и предназначены для выполнения определенной функции или цели и могут специально прокручиваться вокруг любой проделанной в них дыры.
Конические метчики
Конические метчики имеют конический наконечник и небольшой угол к резьбе, который также называется фаской. Обычно первые семь-десять нитей формируются не полностью. Конический угол резьбы позволяет заводить резьбу намного легче, чем если бы вы начинали с нижнего метчика. Этот тип метчика обычно используется для нарезания новой резьбы в отверстии.
Если отверстие, в которое необходимо нарезать резьбу, очень большое или если материал очень твердый, не рекомендуется использовать конусный метчик. В этих случаях лучше использовать спиральный метчик. Конические метчики также не рекомендуются для глухих отверстий (отверстий, которые не проходят через материал насквозь).
Врезные метчики
Врезные метчики располагаются между конусом и нижним метчиком, и по этой причине их также называют «вторыми метчиками». Метчикам со штепсельными вилками требуется большее усилие для поворота, так как они нарезают больше резьбы за один раз.
Пробковые метчики — лучший пример ремонта резьбы, требующей небольшой фиксации. Метчики-пробки идеально подходят для нарезания отверстий глубже, чем резьба конических метчиков.
В некоторых случаях не рекомендуется использовать заглушку. Одним из примеров является то, что отверстие, на которое нарезается резьба, находится очень близко к краю материала. Это связано с тем, что кран может легко сломаться, если он ударится о край во время использования. Кроме того, использование метчика-пробки на отверстии очень малого диаметра может быть затруднено и может привести к поломке метчика.
Нижний метчик
Нижний метчик — это тип метчика, который начинается со дна отверстия. Он используется, когда не хватает места, чтобы открыть кран сверху. Нижний метчик позволяет нарезать резьбу до дна сквозного отверстия. Этот тип касания также полезен для исправления ошибок, допущенных при постукивании сверху. Он в основном используется для:
Нарезания резьбы или нарезания резьбы в неглубокое глухое отверстие
Глубокая резьба и мелкое отверстие
Нарезание резьбы в новом отверстии
Нижний метчик — это специальный инструмент, который может быть доступен не во всех размерах, поэтому важно проверить его перед началом проекта.
Советы и рекомендации по резьбовым отверстиям
Резьбовые отверстия считаются необходимыми для добавления механически закрепленных деталей к машинам. Детали, обработанные на станке с ЧПУ, будут сильно повреждены, если вы попытаетесь добавить и заставить лом неправильным образом. Таким образом, тщательное рассмотрение и планирование перед обработкой резьбового отверстия имеют важное значение и помогут вам избежать некоторых ненужных проблем.
1. Методы изготовления резьбовых отверстий: нарезка и формовка
Вы можете сделать внутреннюю резьбу в резьбовых отверстиях двумя способами:
с помощью формовочного метчика
с помощью режущего инструмента
Хотя оба эти метода дают Тот же результат, вы должны учитывать некоторые факторы, чтобы выбрать один из этих методов, таких как размер резьбового отверстия, токарные станки, твердость материала, а также глухое или сквозное отверстие.
1: Размер резьбового отверстия. Вы можете использовать формовочный метчик или традиционный метчик, если резьбовое отверстие до M6. Вы можете использовать инструмент с одной кромкой, чтобы вырезать резьбовое отверстие больше, чем M6. Потому что нужен метчик большего размера для нарезания резьбовых отверстий для большей мощности машины.
2: Для твердых материалов — Вы можете использовать метчик для резки твердых и прочных материалов для твердых материалов. Рифление режущего метчика позволяет смазке течь по траектории и дает металлической струже больше места для режущей кромки.
3: Для мягкого материала. Используйте формовочные метчики для цветных мягких металлических материалов, таких как латунь, свинец, сталь и алюминий. Формовочные метчики могут создавать внутреннюю резьбу в более мягких металлах без поломки. Это связано с тем, что режущее действие происходит медленнее и лучше контролируется, что помогает предотвратить повреждение материала.
2. По возможности используйте стандартный размер резьбы
Размер резьбы, используемой в станках с ЧПУ, имеет большое значение. Это сильно влияет на весь процесс обработки. Вы должны попытаться использовать стандартные размеры резьбы при возможных условиях.
Существует несколько распространенных размеров резьбы, включая 1/4–20, 3/8–16 и 1/2–13. Каждый из этих размеров соответствует разным диаметру и шагу, что помогает гарантировать, что резьба будет правильно насажена на желаемый объект. Кроме того, существуют также метрические размеры резьбы. Наиболее распространенными метрическими размерами являются M6 x 1,0, M8 x 1,25 и M10 x 1,5.
Процесс обработки не требует специального инструмента или материала при использовании стандартных размеров резьбы. Кроме того, это также помогает сократить время обработки и расход материала и делает этот процесс экономически эффективным.
3. Подходящий диаметр резьбового отверстия
Необходимо убедиться, что диаметр резьбового отверстия должен находиться в пределах заготовки или детали. Внешний диаметр резьбового отверстия должен быть больше внутреннего диаметра. Это означает, что внутренний диаметр будет меньше внешнего диаметра.
Обрыв резьбы может произойти через бок детали, если резьбовое отверстие находится близко к краю детали. Обрыв резьбы может привести к поломке режущего инструмента или метчика, что приведет к нарушению чистоты поверхности.
4. Обратите внимание на наклонные поверхности
Нарезание резьбы на наклонных поверхностях может быть затруднено. Вы можете добавить резьбовое отверстие в существующую наклонную поверхность, создав плоскую поверхность путем обработки карманов. От этой плоской поверхности добавляется резьбовое отверстие.
Но, в случае отсутствия наклонной поверхности, то, во-первых, перед обработкой наклонной поверхности необходимо добавить в деталь резьбовое отверстие. Вы должны убедиться, что глубина резьбового отверстия должна соответствовать дизайну после добавления угловой поверхности.
5. Типы резьбовых отверстий
Резьбовые отверстия делятся на два типа. Оба типа отверстий требовали определенных соображений при проектировании детали. Это делается для обеспечения обработки обоих резьбовых отверстий.
Кроме того, он также предотвращает взаимодействие резьбовых отверстий с другими деталями. Ниже приведены основные типы резьбовых отверстий:
Глухие резьбовые отверстия
Глухие резьбовые отверстия не проходят через деталь полностью, а доходят до конкретных частей. Глухие отверстия останавливаются после достижения определенной глубины. Если резьбовое отверстие создается с помощью концевой фрезы, то отверстие может заканчиваться на плоской поверхности. Если отверстие не полностью проходит через материал, вы знаете, что это просверленное отверстие. Но, если он создается с помощью традиционной мельницы, он может заканчиваться конусом. Если требуется дотянуть всю резьбу до дна глухого резьбового отверстия, это делается с помощью метчика.
Размеры глухого отверстия
Диаметр отверстия указан для спецификации глухого отверстия. Это также требует измерения для управления глубиной. Определяется оставшееся количество материала или непосредственно указывается глубина отверстия для контроля глубины.
Сквозное отверстие с резьбой
Сквозное отверстие полностью проходит через деталь. Резьбовые отверстия присутствуют на обеих сторонах детали или заготовки. Толщина детали определяется, если режущий инструмент или метчик не могут нарезать резьбу на все глубокое отверстие.
Необходимо рассмотреть следующие варианты, если режущий инструмент или метчик не могут нарезать резьбу с одной стороны отверстия.
Продолжайте добавлять резьбу, пока это не позволит режущий инструмент или метчик. Обратите внимание, что в части отверстия нет резьбы.
Продолжайте добавлять резьбу с обеих сторон до тех пор, пока это не станет возможным с помощью режущего инструмента или метчика. Вы должны учитывать, что нити, встречающиеся с обеих сторон, могут не совпадать.
6. Глубина отверстия
Глубокие резьбовые отверстия представляют собой уникальные проблемы обработки по сравнению с более мелкими резьбовыми отверстиями. Увеличенная глубина резьбы увеличивает время контакта между инструментом и заготовкой, что приводит к большему нагреву и требует большей силы резания.
Таблица веса швеллера П и У по ГОСТ 8240, в таблице указан вес 1 метра, 1 штуки 12 метров, количество метров в тонне:
Размер
Вес 1 метра
Вес 1 шт, 12м
Ко-во метров/1тн
5 П, У
4,84 кг
58,05 кг
206,5 мп
6.5 П, У
5,9 кг
70,8 кг
169,5 мп
8 П, У
7,05 кг
84,6 мп
141,9 мп
10 П, У
8,59 кг
103,08 кг
116,4 мп
12 П, У
10,4 кг
124,8 кг
95,87 мп
14 П, У
12,3 кг
147,6 кг
81,4 мп
16 П, У
14,2 кг
170,4 кг
70,32 мп
16 аП, аУ
15,3 кг
183,6 кг
63,35 мп
18 П, У
16,3 кг
195,6 кг
61,5 мп
18 аП, аУ
17,4 кг
208,8 кг
57,29 мп
20 П, У
18,4 кг
220,8 кг
54,44 мп
22 П, У
21 кг
252 кг
47,7 мп
24 П, У
24 кг
288 кг
41,58 мп
27 П, У
27,7 кг
332,4 кг
36,16 мп
30 П, У
31,8 кг
381,6 кг
31,47 мп
33 П, У
36,5 кг
438 кг
28,68 мп
36 П, У
41,9 кг
502,8 кг
23,87 мп
40 П, У
48,3 кг
579,6 кг
20,71 мп
Таблица веса — швеллеры экономичные Э с параллельными гранями полок
Размер
Вес 1 метра
Вес 1 шт, 12м
Ко-во метров/1тн
5Э
4,79 кг
57,48 кг
208,76 мп
6. 5Э
5,82 кг
69,84 кг
171,82 мп
8Э
6,92 кг
83,04 мп
144,5 мп
10Э
8,47 кг
101,64 кг
118,06 мп
12Э
10,24 кг
122,88 кг
97,65 мп
14Э
12,15 кг
145,8 кг
82,3 мп
16Э
14,01 кг
168,12 кг
71,37 мп
18Э
16,01 кг
192,12 кг
62,46 мп
20Э
18,07 кг
216,84 кг
55,34 мп
22Э
20,69 кг
248,28 кг
48,32 мп
24Э
23,69 кг
284,28 кг
42,21 мп
27Э
27,37 кг
328,44 кг
36,53 мп
30Э
31,35 кг
376,2 кг
31,89 мп
33Э
36,14 кг
433,68 кг
27,67 мп
36Э
41,53 кг
498,36 кг
24,07 мп
40Э
47,97 кг
575,64 кг
20,84 мп
Таблица веса — швеллеры легкой серии Л с параллельными гранями полок
Размер
Вес 1 метра
Вес 1 шт, 12м
Ко-во метров/1тн
12Л
5,02 кг
60,24 кг
199,2 мп
14Л
5,94 кг
71,28 кг
168,35 мп
16Л
7,1 кг
85,2 кг
140,84 мп
18Л
8,49 кг
101,88 кг
117,78 мп
20Л
10,12 кг
121,44 кг
98,81 мп
22Л
11,86 кг
142,32 кг
84,31 мп
24Л
13,66 кг
163,92 кг
73,2 мп
27Л
16,3 кг
195,6 кг
61,34 мп
30Л
24,3 кг
291,6 кг
41,15 мп
Таблица веса — швеллеры С специальные
Размер
Вес 1 метра
Вес 1 шт, 12м
Ко-во метров/1тн
8С
9,26 кг
111,12 кг
107,99 мп
14С
14,53 кг
174,36 кг
68,82 мп
14Са
16,72 кг
200,64 кг
59,8 мп
16С
17,53 кг
210,36 кг
57,04 мп
16Са
19,74 кг
236,88 кг
50,65 мп
18С
20,2 кг
242,4 кг
49,5 мп
18Са
23 кг
276 кг
43,47 мп
18Сб
26,72 кг
320,64 кг
37,42 мп
20С
22,63 кг
271,56 кг
44,18 мп
20Са
25,77 кг
309,24 кг
38,8 мп
20Сб
28,71 кг
344,52 кг
34,83 мп
24С
34,9 кг
418,8 кг
28,65 мп
26С
34,61 кг
415,32 кг
28,89 мп
26Са
39,72 кг
476,64 кг
25,17 мп
30С
34,44 кг
413,28 кг
29,03 мп
30Са
39,15 кг
469,8 кг
25,54 мп
30Сб
43,86 кг
526,32 кг
22,79 мп
Вес швеллера – калькулятор, таблицы
Для расчета массы швеллера используются справочные значения из «ГОСТ 8240-97. Швеллеры стальные горячекатаные».
Как рассчитать вес швеллера?
Самый простой способ – это обратится к ГОСТ 8240-97 и найти необходимый тип и размер в таблице. Каждый элемент сортамента имеет значение теоритической массы одного метра. Это значение необходимо умножить на длину изделия.
Также можно рассчитать массу швеллера без справочников, по формуле. Сначала необходимо найти площадь поперечного сечения швеллера.
S = 2 * b * t + (h — 2 * t) * s
h – высота швеллера, мм
b – ширина полки, мм
t – толщина полки, мм
s – толщина стенки, мм
ρ – плотность металла
Чтобы получить вес, площадь поперечного сечения нужно умножить на длину проката и плотность металла, из которого будет изготовлен прокат.
W = S × ρ × L
S – площадь поперечного сечения
ρ – плотность металла
L – длина
Расчет по приведенной формуле не учитывает радиусы закруглений углов швеллера.
Таблица веса и размеров швеллеров
В таблицах используются следующие обозначения: h — высота швеллера, b – ширина полки, s – толщина стенки, t – толщина полки.
С уклоном внутренних граней полок (У)
Номер швеллера
h
b
s
t
Вес метра, кг
Метров в тонне
5У
50
32
4.4
7
4.84
206.61
6.5У
65
36
4.4
7.2
5.9
169.49
8У
80
40
4. 5
7.4
7.05
141.84
10У
100
46
4.5
7.6
8.59
116.41
12У
120
52
4.8
7.8
10.4
96.15
14У
140
58
4.9
8.1
12.3
81.3
16У
160
64
5
8.4
14. 2
70.42
16аУ
160
68
5
9
15.3
65.36
18У
180
70
5.1
8.7
16.3
61.35
18аУ
180
74
5.1
9.3
17.4
57.47
20У
200
76
5.2
9
18.4
54.35
22У
220
82
5. 4
9.5
21
47.62
24У
240
90
5.6
10
24
41.67
27У
270
95
6
10.5
27.7
36.1
30У
300
100
6.5
11
31.8
31.45
33У
330
105
7
11.7
36. 5
27.4
36У
360
110
7.5
12.6
41.9
23.87
40У
400
115
8
13.5
48.3
20.7
С параллельными гранями полок (П)
Номер швеллера
h
b
s
t
Вес метра, кг
Метров в тонне
5П
50
32
4.4
7
4. 84
206.61
6.5П
65
36
4.4
7.2
5.9
169.49
8П
80
40
4.5
7.4
7.05
141.84
10П
100
46
4.5
7.6
8.59
116.41
12П
120
52
4.8
7.8
10.4
96.15
14П
140
58
4. 9
8.1
12.3
81.3
16П
160
64
5
8.4
14.2
70.42
16аП
160
68
5
9
15.3
65.36
18П
180
70
5.1
8.7
16.3
61.35
18аП
180
74
5.1
9.3
17. 4
57.47
20П
200
76
5.2
9
18.4
54.35
22П
220
82
5.4
9.5
21
47.62
24П
240
90
5.6
10
24
41.67
27П
270
95
6
10.5
27.7
36.1
30П
300
100
6. 5
11
31.8
31.45
33П
330
105
7
11.7
36.5
27.4
36П
360
110
7.5
12.6
41.9
23.87
40П
400
115
8
13.5
48.3
20.7
Экономичные с параллельными гранями полок (Э)
Номер швеллера
h
b
s
t
Вес метра, кг
Метров в тонне
5Э
50
32
4. 2
7
4.79
208.77
6.5Э
65
36
4.2
7.2
5.82
171.82
8Э
80
40
4.2
7.4
6.92
144.51
10Э
100
46
4.2
7.6
8.47
118.06
12Э
120
52
4.5
7.8
10. 24
97.66
14Э
140
58
4.6
8.1
12.15
82.3
16Э
160
64
4.7
8.4
14.01
71.38
18Э
180
70
4.8
8.7
16.01
62.46
20Э
200
76
4.9
9
18.07
55.34
22Э
220
82
5. 1
9.5
20.69
48.33
24Э
240
90
5.3
10
23.69
42.21
27Э
270
95
5.8
10.5
27.37
36.54
30Э
300
100
6.3
11
31.35
31.9
33Э
330
105
6.9
11.7
36. 14
27.67
36Э
360
110
7.4
12.6
41.53
24.08
40Э
400
115
7.9
13.5
47.97
20.85
Легкой серии с параллельными гранями полок (Л)
Номер швеллера
h
b
s
t
Вес метра, кг
Метров в тонне
12Л
120
30
3
4. 8
5.02
199.2
14Л
140
32
3.2
5.6
5.94
168.35
16Л
160
35
3.4
5.3
7.1
140.85
18Л
180
40
3.6
5.6
8.49
117.79
20Л
200
45
3.8
6
10.12
98. 81
22Л
220
50
4
6.4
11.86
84.32
24Л
240
55
4.2
6.8
13.66
73.21
27Л
270
60
4.5
7.3
16.3
61.35
30Л
300
65
4.8
7.8
19.07
52.44
Специальные (С)
Номер швеллера
h
b
s
t
Вес метра, кг
Метров в тонне
8С
80
45
5. 5
9
9.26
107.99
14С
140
58
6
9.5
14.53
68.82
14Са
140
60
8
9.5
16.72
59.81
16С
160
63
6.5
10
17.53
57.05
16Са
160
65
8.5
10
19. 74
50.66
18С
180
68
7
10.5
20.2
49.5
18Са
180
70
9
10.5
23
43.48
18Сб
180
100
8
10.5
26.72
37.43
20С
200
73
7
11
22.63
44.19
20Са
200
75
9
11
25. 77
38.8
20Сб
200
100
8
11
28.71
34.83
24С
240
85
9.5
14
34.9
28.65
26С
260
65
10
16
34.61
28.89
26Са
260
90
10
15
39.72
25.18
30С
300
85
7. 5
13.5
34.44
29.04
30Са
300
87
9.5
13.5
39.15
25.54
30Сб
300
89
11.5
13.5
43.86
22.8
Швеллер представляет собой конструктивный элемент, сделанный из металла, у которого поперечный разрез образует букву «П». Он имеет стенки с полочкой. В разрезе стенка представляет собой перемычку, а полки выступают стенками. Производство выполняется по стандартизированным размерам. Таким образом высота изделия определяется высотой стенок. Рассчитать вес швеллера можно на нашем калькуляторе. Ниже представлены таблицы ГОСТ для подбора нужных значений.
Изделие производят из стального проката. При изготовлении используется метод горячей прокатки. Для этого применяются сортовые станки. Внутренние грани полочек сделаны с небольшим уклоном или выполнены параллельно друг другу. Отметим, что номер швеллера указывает высоту изделия.
Швеллеры используются везде, где требуется проведение строительных работ. Также они применяются в автомобильной отрасли. Однако, там используются специальные типы швеллеров. Часто его могут использовать для армирования ж/б конструкций или как самостоятельный материал, позволяющий делать каркасы, перекрытия и пандусы.
Обозначение AISI MC10 x 22, Прочие конструктивные размеры каналов On Fay Industries, Inc. (сталь * распиловка)
Информация о запросе
Структурные формы
На следующих страницах перечислены формы, обычно имеющиеся на складе. Американский институт чугуна и стали установил систему обозначения конструктивных форм, которая была принята производителями стали. В столбце, озаглавленном «Обозначение AISI», буква или буквы предшествуют размеру и весу на фут. Например, C3 X 4.1 — это обозначение AISI для стандартного конструкционного канала размером 3 дюйма x 4,1 #.
W-образные формы представляют собой двоякосимметричные формы с широкими полками, используемые в качестве балок или колонн, внутренние поверхности полки которых практически параллельны. Форма, имеющая по существу тот же номинальный вес и размеры, что и форма «W», указанная в таблице, но внутренние поверхности полки которой не параллельны, также может считаться формой «W», имеющей ту же номенклатуру, что и форма, указанная в таблице, при условии, что ее средняя полка Толщина по существу такая же форма, как толщина фланца формы «W».
Профили «S» представляют собой профили с двойной симметрией, изготовленные в соответствии со стандартами размеров, принятыми в 1896 году Ассоциацией американских производителей стали для форм балок американского стандарта. Существенной частью этих стандартов является то, что внутренние поверхности полки балок американского стандарта имеют наклон примерно 16 2/3%.
Профили «M» — это профили с двойной симметрией, которые не могут быть классифицированы как профили «W», «S» или несущие сваи. (Хотя несущие сваи не включены в стандартную номенклатурную таблицу, они представляют собой двойную симметричную форму с широкими полками, внутренние поверхности полки которых практически параллельны, а полка и стенка имеют практически одинаковую толщину.)
Профили «С» представляют собой швеллеры, изготовленные в соответствии со стандартами размеров, принятыми в 1896 году Ассоциацией американских производителей стали для швеллеров американского стандарта. Существенной частью этих стандартов является то, что внутренние поверхности фланцев каналов американского стандарта имеют наклон приблизительно 16 2/3%.
Формы «MC» — это каналы, которые нельзя классифицировать как формы «C».
Длина до 60 футов
Характеристики | Анализ | Приложения | Механические свойства | Свариваемость
Н/Д Для использования в клепаных, болтовых или сварных конструкциях мостов и зданий, а также для общих строительных целей.
Механические свойства
Н/Д Требования ASTM A 36:
Прочность на растяжение — 58 000/80 000 фунтов на квадратный дюйм Предел текучести — 36 000 мин. psi Удлинение на 8 дюймов — мин. 20% (при условии вычета из указанного выше процента удлинения для толщин менее 5/16 дюйма и более 3/4 дюйма)
Свариваемость
org/PropertyValue»>
Н/Д Эти формы легко свариваются всеми способами сварки, а полученные сварные швы и соединения имеют исключительно высокое качество. Марка используемой сварочной проволоки зависит от толщины сечения, конструкции, требований к обслуживанию и т. д.
Размеры стальных каналов (UPE/UPN) — Projectmaterials
Главная » Сталь » Размеры стальных каналов (UPE/UPN)
Автор: Projectmaterials
Опубликовано: 18 ноября, 2016
Поделиться в телеграмме
Поделиться на linkedin
Поделиться на facebook
Поделиться на twitter
Поделиться на эл. площадь и механические свойства (момент инерции, модули сопротивления и радиус инерции).
Сталь для отливок легированная 35ХМЛ — характеристики, свойства, аналоги
На данной страничке приведены технические, механические и остальные свойства, а также характеристики стали марки 35ХМЛ.
Марка: 35ХМЛ Классификация материала: Сталь для отливок легированная Применение: шестерни, крестовины, втулки, зубчатые венцы и другие ответственные детали, к которым предъявляются требования высокой прочности и вязкости, работающие под действием повышенных статических и динамических нагрузок и требующие повышенной твердости.
Химический состав материала 35ХМЛ в процентном соотношении
C
Si
Mn
S
P
Cr
Mo
0.3 — 0.4
0.2 — 0.4
0.4 — 0.9
до 0.04
до 0.04
0. 8 — 1.1
0.2 — 0.3
Механические свойства 35ХМЛ при температуре 20
oС
Сортамент
Размер
Напр.
sв
sT
d5
y
KCU
Термообр.
—
мм
—
МПа
МПа
%
%
кДж / м2
—
Отливки, К40, ГОСТ 977-88
до 100
589
392
12
20
294
Нормализация 860 — 880oC,Отпуск 600 — 650oC,
Отливки, КТ55, ГОСТ 977-88
687
540
12
25
392
Закалка 860 — 870 ° C, Отпуск 600 — 650 ° C
Отливки, ГОСТ 21357-87
700
600
10
18
Закалка и отпуск
Технологические свойства 35ХМЛ
Свариваемость:
ограниченно свариваемая.
Флокеночувствительность:
чувствительна.
Склонность к отпускной хрупкости:
не склонна.
Расшифровка обозначений, сокращений, параметров
Механические свойства :
sв
— Предел кратковременной прочности , [МПа]
sT
— Предел пропорциональности (предел текучести для остаточной деформации), [МПа]
d5
— Относительное удлинение при разрыве , [ % ]
y
— Относительное сужение , [ % ]
KCU
— Ударная вязкость , [ кДж / м2]
HB
— Твердость по Бринеллю , [МПа]
Физические свойства :
T
— Температура, при которой получены данные свойства , [Град]
E
— Модуль упругости первого рода , [МПа]
a
— Коэффициент температурного (линейного) расширения (диапазон 20o— T ) , [1/Град]
— Удельная теплоемкость материала (диапазон 20o— T ), [Дж/(кг·град)]
R
— Удельное электросопротивление, [Ом·м]
Свариваемость :
без ограничений
— сварка производится без подогрева и без последующей термообработки
ограниченно свариваемая
— сварка возможна при подогреве до 100-120 град. и последующей термообработке
трудносвариваемая
— для получения качественных сварных соединений требуются дополнительные операции: подогрев до 200-300 град. при сварке, термообработка после сварки — отжиг
Другие марки из этой категории:
Марка 03Н12Х5М3ТЛ
Марка 03Н12Х5М3ТЮЛ
Марка 08ГДНФЛ
Марка 08Х17Н34В5Т3Ю2Л
Марка 120Г13Х2БЛ
Марка 12ДН2ФЛ
Марка 12ДХН1МФЛ
Марка 12Х7Г3СЛ
Марка 13ХНДФТЛ
Марка 14Х2ГМРЛ
Марка 15ГЛ
Марка 15ГНЛ
Марка 15ХЛ
Марка 20Г1ФЛ
Марка 20ГЛ
Марка 20ГНМФЛ
Марка 20ГНМЮЛ
Марка 20ГСЛ
Марка 20ДХЛ
Марка 20ФЛ
Марка 20ХГСНДМЛ
Марка 20ХГСФЛ
Марка 20ХМЛ
Марка 20ХМФЛ
Марка 23ХГС2МФЛ
Марка 25ГСЛ
Марка 25Х2Г2ФЛ
Марка 25Х2ГНМФЛ
Марка 25Х2НМЛ
Марка 25ХГЛ
Марка 27Х5ГСМЛ
Марка 30ГЛ
Марка 30ГСЛ
Марка 30Х3С3ГМЛ
Марка 30ХГ1 (5МФРЛ)
Марка 30ХГСФЛ
Марка 30ХГФРЛ
Марка 30ХЛ
Марка 30ХМЛ
Марка 30ХНМЛ
Марка 32Х06Л
Марка 35ГЛ
Марка 35НГМЛ
Марка 35ХГЛ
Марка 35ХГСЛ
Марка 35ХГФЛ
Марка 35ХМЛ
Марка 35ХМФЛ
Марка 35ХН2МЛ
Марка 35ХНЛ
Марка 40Г1 (5ФЛ)
Марка 40ГТЛ
Марка 40ХЛ
Марка 40ХМЛ
Марка 40ХН2Л
Марка 40ХНЛ
Марка 40ХФЛ
Марка 45ГЛ
Марка 45ФЛ
Марка 50ХГЛ
Марка 55СЛ
Марка 60ХГЛ
Марка 70ГЛ
Марка 70Х2ГЛ
Марка 75ХНМФЛ
Марка 80ГСЛ
Обращаем ваше внимание на то, что данная информация о марке 35ХМЛ, приведена в ознакомительных целях. Параметры, свойства и состав реального материала марки 35ХМЛ могут отличаться от значений, приведённых на данной странице. Более подробную информацию о марке 35ХМЛ можно уточнить на информационном ресурсе Марочник стали и сплавов. Информацию о наличии, сроках поставки и стоимости материалов Вы можете уточнить у наших менеджеров. При обнаружении неточностей в описании материалов или найденных ошибках просим сообщать администраторам сайта, через форму обратной связи. Заранее спасибо за сотрудничество!
Сталь 35ХМЛ применяется: для изготовления отливок шестерней, крестовин, втулок, зубчатых венцов и колес, печных деталей и других ответственных деталей к которым предъявляются требования высокой прочности и вязкости, работающих под действием повышенных статических и динамических нагрузок и требующих повышенной твёрдости; ответственных деталей горнометаллургического оборудования и других деталей тяжелого и транспортного машиностроения; отливок деталей горно-металлургического оборудования; отливок деталей паровых, газовых, гидравлических турбин и осевых компрессоров.
Примечание
Хладостойкая сталь.
Стандарты
Название
Код
Стандарты
Отливки со специальными свойствами (чугунные и стальные)
Закалка на воздухе с 860-870 °С + отпуск при 600-650 °С, охлаждение на воздухе
100
—
≥540
≥687
≥12
≥25
≥392
—
Нормализация при 880-890 °С + отпуск при 600 °С, охлаждение на воздухе
10
—
520-590
754-840
13-18
30-43
—
229-255
Отливки сечением 30 мм. Закалка с 860-870 °С + отпуск
—
600
740
830
22
52
—
250
Отливки сечением 30 мм. Нормализация при 920-930 °С + отпуск при 580-600 °С, охлаждение 1 ч. с печью, затем на воздухе
—
—
400-500
640-700
12-19
25-47
—
—
Нормализация при 860-880 °C + отпуск при 600-650 °C, охлаждение на воздухе
100
—
≥392
≥589
≥12
≥20
≥294
163-225
Нормализация при 880-890 °С + отпуск при 600 °С, охлаждение на воздухе
100
—
390-450
690-750
13-19
22-53
—
216-255
Отливки сечением 30 мм. Закалка с 860-870 °С + отпуск
—
650
700
830
26
55
—
238
Отливки сечением 30 мм. Нормализация при 920-930 °С + отпуск при 580-600 °С, охлаждение 1 ч. с печью, затем на воздухе
—
—
440-490
640-690
12-16
23-49
—
—
Отжиг при 850-870 °С, охлаждение с печью
100
—
—
—
—
—
—
160-229
Нормализация при 880-890 °С + отпуск при 600 °С, охлаждение на воздухе
200
—
300-330
640-660
11-15
19-23
—
206
Отливки сечением 30 мм. Закалка с 860-870 °С + отпуск
—
700
640
760
32
60
—
225
Отливки сечением 30 мм. Нормализация при 920-930 °С + отпуск при 580-600 °С, охлаждение 1 ч. с печью, затем на воздухе
—
—
450-590
680-780
9-14
17-41
—
—
Нормализация при 880-890 °С + отпуск при 600 °С, охлаждение на воздухе
30
—
500-520
730-750
15-22
32-44
—
229
Отливки. Закалка в масло с 890-910 °С + отпуск при 620-640 °С, охлаждение на воздухе или в масле (KCU-60)
—
—
≥600
≥700
≥10
≥18
≥3
—
Отливки сечением 30 мм. Нормализация при 920-930 °С + отпуск при 580-600 °С, охлаждение 1 ч. с печью, затем на воздухе
—
—
410-530
650-720
12-20
36-62
—
—
Нормализация при 880-890 °С + отпуск при 600 °С, охлаждение на воздухе
50
—
445-530
730-790
14-19
23-45
—
216-255
Отливки сечением 30 мм. Нормализация при 920-930 °С + отпуск при 580-600 °С, охлаждение 1 ч. с печью, затем на воздухе
—
—
345-425
445-550
17-21
51-74
—
—
Отжиг при 880-890 °С, охлаждение на воздухе до 250-300 °С + выдержка 2 ч. в печи при 250 °С + нагрев до 600-610 °С, охлаждение на воздухе + закалка в масло с 870-880 °С + отпуск при 630-640 °С, охлаждение на воздухе
10
—
640-740
810-870
12-15
36-44
—
255-285
50
—
495-580
740-780
15-17
28-44
—
—
Описание механических обозначений
Название
Описание
Сечение
Сечение
sТ|s0,2
Предел текучести или предел пропорциональности с допуском на остаточную деформацию — 0,2%
σB
Предел кратковременной прочности
d10
Относительное удлинение после разрыва
y
Относительное сужение
кДж/м2
Ударная вязкость
Физические характеристики
Температура
Е, ГПа
G, ГПа
r, кг/м3
l, Вт/(м · °С)
R, НОм · м
a, 10-6 1/°С
С, Дж/(кг · °С)
0
215
83
7840
47
242
—
—
20
215
—
7840
47
242
—
—
100
212
81
—
44
273
122
479
200
207
79
—
42
337
126
500
300
203
77
—
40
438
134
512
400
192
74
—
37
549
143
529
500
179
69
—
34
674
145
550
600
166
63
—
31
830
146
580
700
141
53
—
28
983
147
617
800
130
49
—
27
1120
122
689
900
—
—
—
27
1201
122
689
1100
—
—
—
—
—
127
685
Описание физических обозначений
Название
Описание
Е
Модуль нормальной упругости
G
Модуль упругости при сдвиге кручением
r
Плотность
l
Коэффициент теплопроводности
С
Удельная теплоемкость
Технологические свойства
Название
Значение
Свариваемость
Ограниченно свариваемая. Способы сварки — РДС, АДС под газовой защитой. Рекомендуется подогрев и последующая термообработка.
Склонность к отпускной хрупкости
Не склонна.
Флокеночувствительность
Чувствительна.
Обрабатываемость резаньем
После закалки и отпуска при НВ 217-269 и sВ=690-900 МПа Kn тв.спл.=0,72 Kn б.ст.=0,63.
Заварка дефектов
Заварка дефектов отливок после разделки осуществляется с предварительным и сопутствующим подогревом до 250-300 °C. Заварка дефектов ручной сваркой осуществляется электродами типа Э-09Х1М (ГОСТ 9467) марки ЦУ-2ХМ. После исправления дефектов сваркой применяется термообработка.
Сталь 35ХМЛ используется : для изготовления отливок, зубчатых колес, соединений, втулок, зубчатых венцов и колес, деталей печей и других ответственных деталей, которые должны соответствовать требованиям высокой прочности и ударной вязкости, рабочей под действием высоких статических и динамических нагрузок и требуют повышенной твердости; рабочие детали горнодобывающего оборудования детали тяжелого и транспортного машиностроения; литье деталей горно-металлургического оборудования; литые детали, паровые, газовые, гидравлические турбины и осевые компрессоры.
Примечание
Сталь хладостойкая.
Стандарты
Наименование
Код
Стандарты
Отливки со специальными свойствами (чугун и сталь)
В83
ГОСТ 21357-87, КСт 81-033:2009
Отливки стальные
В82
ГОСТ 977-88, ОСТ 24.920.01-80, ОСТ 3-4365-79, ТУ 108.11.352-87
Сварка и резка металлов. Пайка, клепка
В05
РТМ 108.020.122-78
Химический состав
Стандарт
С
С
Р
Мн
Кр
Си
Ni
Фе
Медь
Пн
КСт 81-033:2009
0,3-0,4
≤0,04
≤0,04
0,4-0,9
0,8-1,1
0,2-0,4
—
Остальные
—
0,2-0,3
ГОСТ 21357-87
0,3-0,4
≤0,02
≤0,02
0,4-0,9
0,9-1,1
0,2-0,4
≤0,3
Остальные
≤0,3
0,2-0,3
Fe — основа.
Механические характеристики
Сечение, мм
t отпускания, °С
с Т |с 0,2 , МПа
σ B , МПа
д
г, %
кДж/м 2 , кДж/м 2
Число твердости по Бринеллю, МПа
Закалка на воздухе, 860-870 °С + отпуск при 600-650 °С, охлаждение на воздухе
100
—
≥540
≥687
≥12
≥25
≥392
—
Нормализация с 880-890 °С + отпуск при 600 °С, охлаждение на воздухе
10
—
520-590
754-840
13-18
30-43
—
229-255
Литье сечением 30 мм. Закалка с 860-870 °С + отпуск
—
600
740
830
22
52
—
250
Литье сечением 30 мм. Нормализация при 920-930 °С + отпуск при 580-600 °С, охлаждение 1 ч с печью, затем на воздухе
—
—
400-500
640-700
12-19
25-47
—
—
Нормализация при 860-880 °С + отпуск при 600-650 °С, охлаждение на воздухе
100
—
≥392
≥589
≥12
≥20
≥294
163-225
Нормализация с 880-890 °С + отпуск при 600 °С, охлаждение на воздухе
100
—
390-450
690-750
13-19
22-53
—
216-255
Литье сечением 30 мм. Закалка с 860-870 °С + отпуск
—
650
700
830
26
55
—
238
Литье сечением 30 мм. Нормализация при 920-930 °С + отпуск при 580-600 °С, охлаждение 1 ч с печью, затем на воздухе
—
—
440-490
640-690
12-16
23-49
—
—
Отжиг при 850-870 °С, охлаждение с печью
100
—
—
—
—
—
—
160-229
Нормализация с 880-890 °С + отпуск при 600 °С, охлаждение на воздухе
200
—
300-330
640-660
11-15
19-23
—
206
Литье сечением 30 мм. Закалка с 860-870 °С + отпуск
—
700
640
760
32
60
—
225
Литье сечением 30 мм. Нормализация при 920-930 °С + отпуск при 580-600 °С, охлаждение 1 ч с печью, затем на воздухе
—
—
450-590
680-780
9-14
17-41
—
—
Нормализация с 880-890 °С + отпуск при 600 °С, охлаждение на воздухе
30
—
500-520
730-750
15-22
32-44
—
229
Литье. Закалка в масло с 890-910 °С + отпуск при 620-640 °С, охлаждение на воздухе или в масле (КЦУ-60)
—
—
≥600
≥700
≥10
≥18
≥3
—
Отливка сечением 30 мм. Нормализация при 920-930 °С + отпуск при 580-600 °С, охлаждение 1 ч с печью, затем на воздухе
—
—
410-530
650-720
12-20
36-62
—
—
Нормализация с 880-890 °С + отпуск при 600 °С, охлаждение на воздухе
50
—
445-530
730-790
14-19
23-45
—
216-255
Литье сечением 30 мм. Нормализация при 920-930 °С + отпуск при 580-600 °С, охлаждение 1 ч с печью, затем на воздухе
—
—
345-425
445-550
17-21
51-74
—
—
Отжиг при 880-890 °С, охлаждение на воздухе до 250-300 °С + старение 2 часа в печи при 250 °С + нагрев до 600-610 °С, охлаждение на воздухе + отпуск в масле 870 -880°С + отпуск при 630-640°С, охлаждение на воздухе
10
—
640-740
810-870
12-15
36-44
—
255-285
50
—
495-580
740-780
15-17
28-44
—
—
Описание механических меток
Наименование
Описание
Раздел
Секция
с Т | с 0,2
Предел текучести или предел пропорциональности с допуском на остаточную деформацию 0,2%
о Б
Предел кратковременной прочности
у
Относительное сужение
кДж/м 2
Прочность
Физические характеристики
Температура
Е, ГПа
Г, ГПа
р, кг/м3
л, Вт/(м · °С)
Р, НОМ · м
а, 10-6 1/°С
С, Дж/(кг·°С)
0
215
83
7840
47
242
—
—
20
215
—
7840
47
242
—
—
100
212
81
—
44
273
122
479
200
207
79
—
42
337
126
500
300
203
77
—
40
438
134
512
400
192
74
—
37
549
143
529
500
179
69
—
34
674
145
550
600
166
63
—
31
830
146
580
700
141
53
—
28
983
147
617
800
130
49
—
27
1120
122
689
900
—
—
—
27
1201
122
689
1100
—
—
—
—
—
127
685
Технологические свойства
Наименование
Значение
Свариваемость
Ограниченная свариваемость. Способы сварки — РДС, АДС под газовой защитой. Рекомендуется подогрев и последующая термическая обработка.
Склонность к отпускной хрупкости
Нет.
Чувствительность к флоку
Чувствительный.
Возможность обработки резанием
После закалки и отпуска на НВ 217-269 и воздуходувке SB=690-900 МПа Кн тв.узд.=0,72 Кн б.ст.=0,63.
Дефект сварки
Заварку дефектов отливок после резки проводят с предварительным и сопутствующим подогревом до 250-300 °С. Заварку дефектов ручной сваркой выполняют электродами типа Э-09Х1М (ГОСТ 9467) марки СО-2ХМ. После устранения дефектов сваркой применяется термическая обработка.
35ХМЛ ( 35ХМЛ, 35 )
(495) (495)
Металлы -> Стальное литье -> Стальное литье общего назначения
Material :
35KHML ( 35HML, 35 )
Substitute:
30, 35, 40
Classification :
Casting steel for general purposes
Химический состав в % от материала 35ХМЛ (35ХМЛ, 35).
С
Si
Mn
Ni
S
P
Cr
Mo
Cu
0.3 — 0.4
0.2 — 0.4
0.4 — 0.9
max 0.3
max 0.04
max 0.04
0.8 — 1.1
0.2 — 0.3
не более 0,3
Температура критических точек марки 35ХМЛ (35ХМЛ, 35).
Ac 1 = 757 , Ac 3 (Ac m ) = 802 , Ar 3 (Arc m ) = 750 , Ar 1 = 693
Механические свойства при =20 o из материала 35ХМЛ (35ХМЛ, 35).
Brinell hardness of the material 35KHML ( 35HML, 35 ) (quenching, tempering) ,
HB 10 -1 = 206 — 255 MPa
Физические свойства материала 35ХМЛ (35ХМЛ, 35).
T
E 10 — 5
a 10 6
l
r
C
R 10 9
Марка
МПа
1/Класс
Ватт/9(мКласс)1004
kg/m 3
J/(kgGrade)
Ohmm
20
2. 15
47
7840
242
100
2.12
12.2
44
479
273
200
2.07
12.6
42
500
337
300
2,03
13,4
40
40
1004
512
438
400
1.92
14. 3
37
529
549
500
1,79
14,5
34
550
55004
674
600
1.66
14.6
31
580
830
700
1.41
14,7
28
617
9003 617
83
800
1.3
12.2
27
689
1120
900
12,7
27
685
1201
017 T
E 10 — 5
a 10 6
l
r
C
R 10 9
Технологические свойства материала 35ХМЛ (35ХМЛ, 35).
Свариваемость:
ограниченная свариваемость.
хлопья:
Предрасположенные
Demper Brittleless:
Не предрасположенные
Технологические свойства материала 35HML (35HML, 35HML, 35HML, 35HML, 35HML, 35HML, 35HML.
Linear shrinkage, % :
2.2 — 2.3
Specification :
Mechanical properties :
S
— Прочность на растяжение, [MPA]
S T
— Like Press, [MPA]
8
— Like Press, [MPA]
— Like Press. Специальное удлинение при переломе, [ %]
Y
— Снижение площади, [ %]
KCU
— Влияние прочности, [KJ / M 2 018
— Влияние, [KJ / M 2 018
— Влияние, [KJ / M 2
013
HB
— Brinell hardness , [MPa]
Physical properties :
T
— Test temperature , [Grade]
E
— Модуль Юнга, [МПа]
a
— Коэффициент линейного расширения (диапазон 20 o — T ), [1/Класс]
L
— Коэффициент термина (тепло), [WATT/(MGRAD)]
R
— Плотность, [кг/м 3 ]
903 Удельная теплоемкость ( range 20 o — T ), [J/(kgGrade)]
R
— Electrical resistance , [Ohmm]
Weldability :
without ограничения
— Сварка осуществляется без отопления и последующего теплового трибуна
Ограниченная сварка
— Сварка возможна при нагревании до 100-120, и в последующем жародабели
Hard Haldability
. для получения качественной сварки необходимы дополнительные операции: нагрев до 200-300 градусов; термообработка и отжиг
База данных сталей и сплавов (Марочник) содержит информацию о химическом составе и свойствах 1500 сталей и сплавов (нержавеющая сталь, легированная сталь, углеродистая сталь, конструкционная сталь, инструментальная сталь, чугун, алюминиевый сплав, титановый сплав, медный сплав, никелевый сплав). , магниевый сплав и др.). Справочная информация для специалистов в области технологии материалов, инженеров-конструкторов, инженеров-механиков, металлургов и торговцев металлами
 Сегодня любой метчик для нарезания резьбы имеет схожие конструктивные элементы:
Сегодня любой метчик для нарезания резьбы имеет схожие конструктивные элементы:

 Конструктивно не отличаются от слесарных, разве что имеют укороченную заборную часть и более высокую стойкость. Основное назначение — нарезание резьбы в деталях.
Конструктивно не отличаются от слесарных, разве что имеют укороченную заборную часть и более высокую стойкость. Основное назначение — нарезание резьбы в деталях.
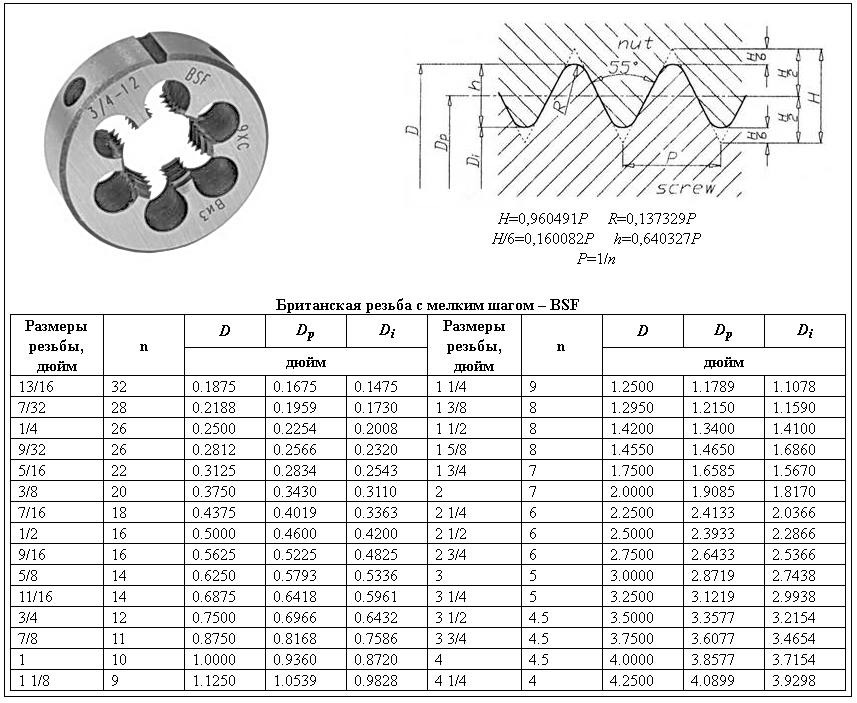 После того как протяжка выйдет из обрабатываемой детали, резьба готова.
После того как протяжка выйдет из обрабатываемой детали, резьба готова. Для каждого типоразмера ГОСТ 8724–2002 устанавливает несколько дополнительных (мелких) шагов. Три миллиметра — максимальный, который под силу нарезать с помощью воротка.
Для каждого типоразмера ГОСТ 8724–2002 устанавливает несколько дополнительных (мелких) шагов. Три миллиметра — максимальный, который под силу нарезать с помощью воротка. Диаметр выражается в английских единицах длины — дюймах (25,4 мм), а вместо шага записывается обратная величина — количество витков на 1”, или на техническом лексиконе — количество ниток. Чем больше ниток, тем меньше шаг резьбы. Средняя поверхность резьбы имеет уклон, составляющий 1° 47′ 24», поэтому метчик в конце нарезания доходит до упора, что следует иметь в виду, чтобы не сломать его.
Диаметр выражается в английских единицах длины — дюймах (25,4 мм), а вместо шага записывается обратная величина — количество витков на 1”, или на техническом лексиконе — количество ниток. Чем больше ниток, тем меньше шаг резьбы. Средняя поверхность резьбы имеет уклон, составляющий 1° 47′ 24», поэтому метчик в конце нарезания доходит до упора, что следует иметь в виду, чтобы не сломать его.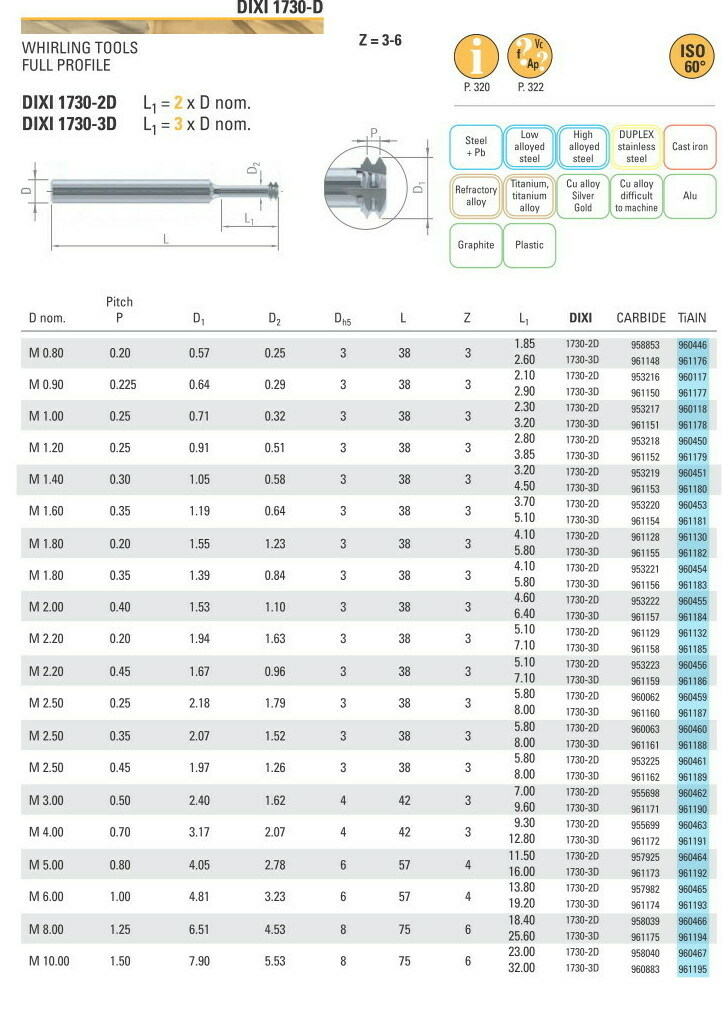 Для машинных метчиков, работающих на повышенных скоростях, применяют быстрорежущие стали Р6М5, Р6М5К5, Р6М5К8. Самый лучший быстрорез — Р18. Наконец, высокопроизводительные станки оснащают твердосплавным инструментом. Небольшие метчики изготавливают полностью из твёрдого сплава, средние выполняют напайными, а крупные обычно имеют сборную конструкцию.
Для машинных метчиков, работающих на повышенных скоростях, применяют быстрорежущие стали Р6М5, Р6М5К5, Р6М5К8. Самый лучший быстрорез — Р18. Наконец, высокопроизводительные станки оснащают твердосплавным инструментом. Небольшие метчики изготавливают полностью из твёрдого сплава, средние выполняют напайными, а крупные обычно имеют сборную конструкцию. Инструмент дает возможность выполнять резьбу в форме конуса и цилиндра на подготовленных металлических стержнях.
Инструмент дает возможность выполнять резьбу в форме конуса и цилиндра на подготовленных металлических стержнях. Однако круглые изделия не позволяют добиться высокой точности (не выше 2-го класса). Об этом следует помнить при выборе инструмента.
Однако круглые изделия не позволяют добиться высокой точности (не выше 2-го класса). Об этом следует помнить при выборе инструмента. Изделия используются достаточно редко. В основном, если при наличии правой резьбы соединение раскрутилось бы. Патрон дрели закручивают левосторонним винтом. Изделия имеют маркировку LH.
Изделия используются достаточно редко. В основном, если при наличии правой резьбы соединение раскрутилось бы. Патрон дрели закручивают левосторонним винтом. Изделия имеют маркировку LH. В маркировке изделия есть буква К.
В маркировке изделия есть буква К.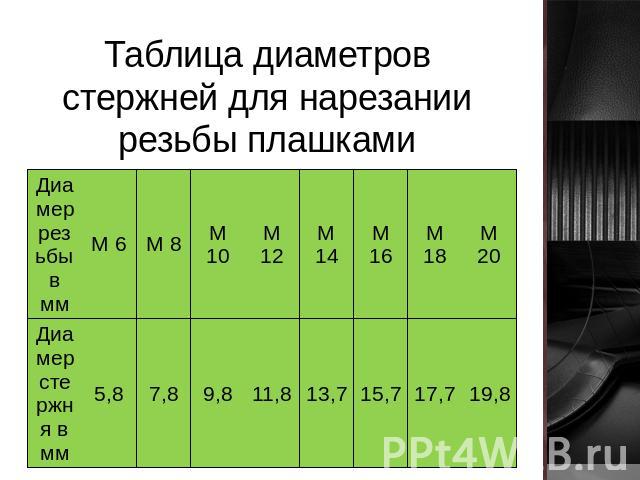 Такой инструмент имеет стопорные винты, что позволяет контролировать диаметр резьбы в процессе ее нарезания.
Такой инструмент имеет стопорные винты, что позволяет контролировать диаметр резьбы в процессе ее нарезания. Они помогают улучшить ваше взаимодействие с сайтом.
Они помогают улучшить ваше взаимодействие с сайтом. Опытные инженеры по продажам Thread Check имеют многолетний опыт в области механической обработки и могут помочь вам в выборе подходящих метчиков и плашек для работы.
Опытные инженеры по продажам Thread Check имеют многолетний опыт в области механической обработки и могут помочь вам в выборе подходящих метчиков и плашек для работы.
 настоятельно рекомендует по возможности предоставлять чертеж с информацией о резьбе. Это поможет нашему инженерному персоналу предоставить правильные метчики для работы и избежать длительных задержек и дорогостоящих проблем в производстве.
настоятельно рекомендует по возможности предоставлять чертеж с информацией о резьбе. Это поможет нашему инженерному персоналу предоставить правильные метчики для работы и избежать длительных задержек и дорогостоящих проблем в производстве.

 0005 метчики , плашки и режущие инструменты , которые следует учитывать при измерении основного диаметра и делительного диаметра метчиков, плашек и режущих инструментов.
0005 метчики , плашки и режущие инструменты , которые следует учитывать при измерении основного диаметра и делительного диаметра метчиков, плашек и режущих инструментов.



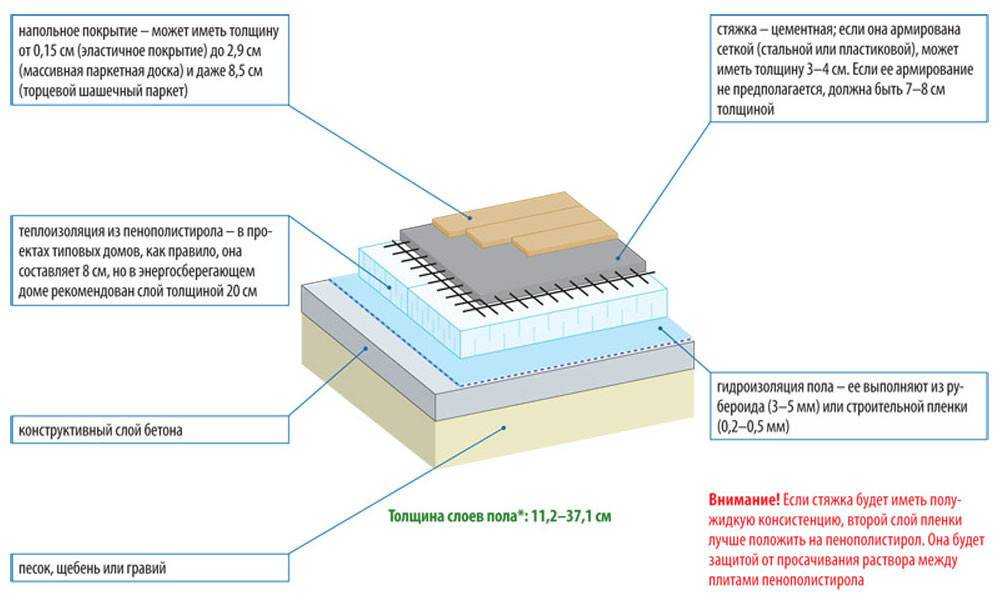
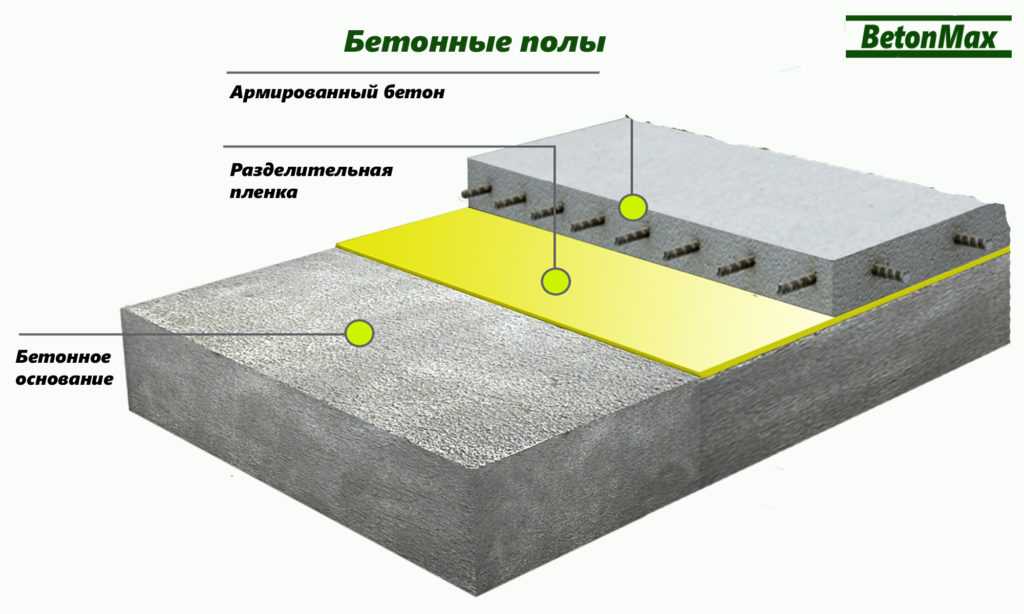

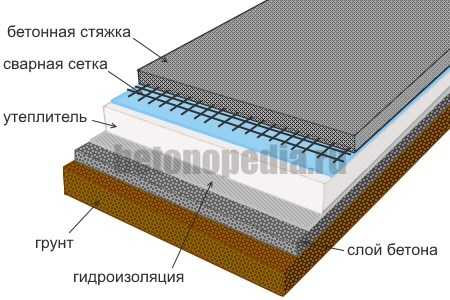
 При движении автомобиль создает динамическую (изгибающую) нагрузку от действия своего веса. Прочность бетона на изгиб намного (в 8–10 раз) меньше прочности на сжатие. Тонкая плита попросту расколется под действием тяжести — от совокупности статических сжимающих и динамических изгибающих нагрузок.
При движении автомобиль создает динамическую (изгибающую) нагрузку от действия своего веса. Прочность бетона на изгиб намного (в 8–10 раз) меньше прочности на сжатие. Тонкая плита попросту расколется под действием тяжести — от совокупности статических сжимающих и динамических изгибающих нагрузок.
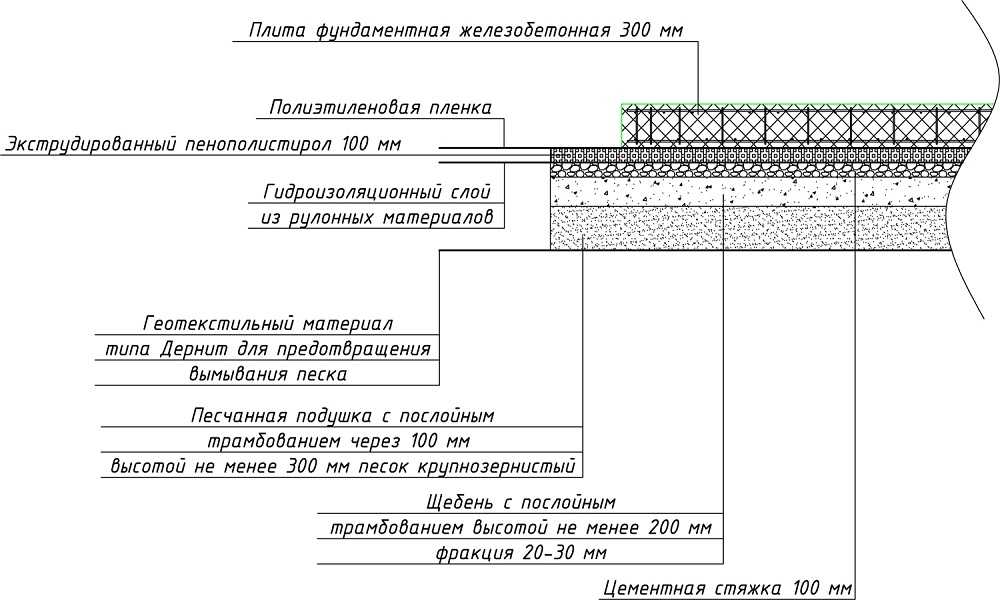 Производим доставку по Екатеринбургу и за его пределы. Позвоните, чтобы уточнить условия покупки.
Производим доставку по Екатеринбургу и за его пределы. Позвоните, чтобы уточнить условия покупки. Толщина бетона для площадки под машину
Толщина бетона для площадки под машину Как следует из приведенного выше расчета, имеется большой запас прочности.
Как следует из приведенного выше расчета, имеется большой запас прочности.
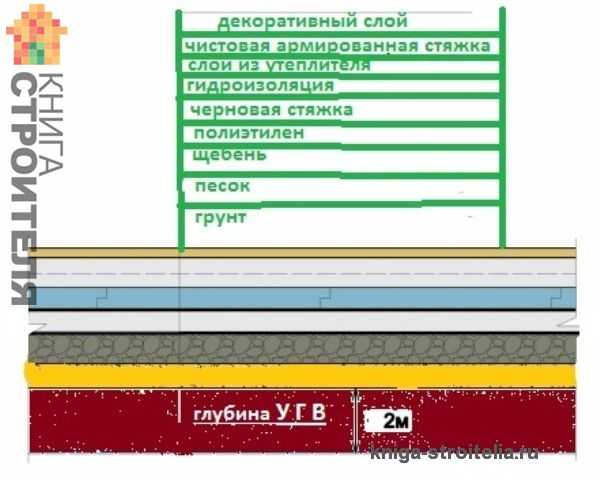
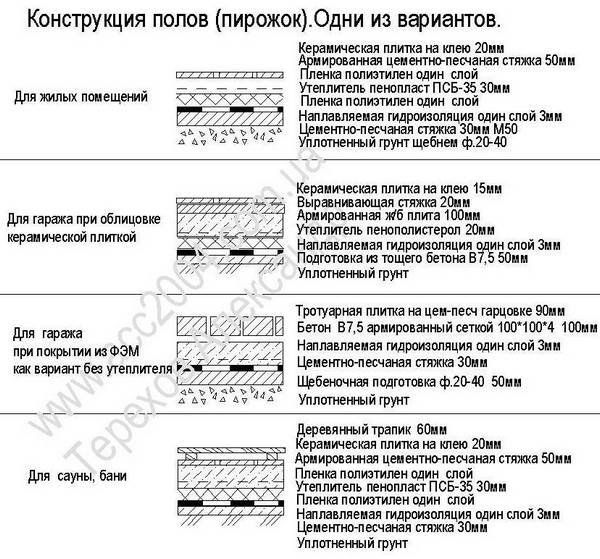
 3.
3.


 Необходима для того, чтобы приготовить качественный и однородный раствор. Конечно, если объемы работ небольшие, то можно справиться и без нее. Но наличие этого приспособления гарантирует однородный, хорошо вымешанный раствор. Соответственно, и покрытие после заливки будет радовать своим видом и качеством.
Необходима для того, чтобы приготовить качественный и однородный раствор. Конечно, если объемы работ небольшие, то можно справиться и без нее. Но наличие этого приспособления гарантирует однородный, хорошо вымешанный раствор. Соответственно, и покрытие после заливки будет радовать своим видом и качеством.
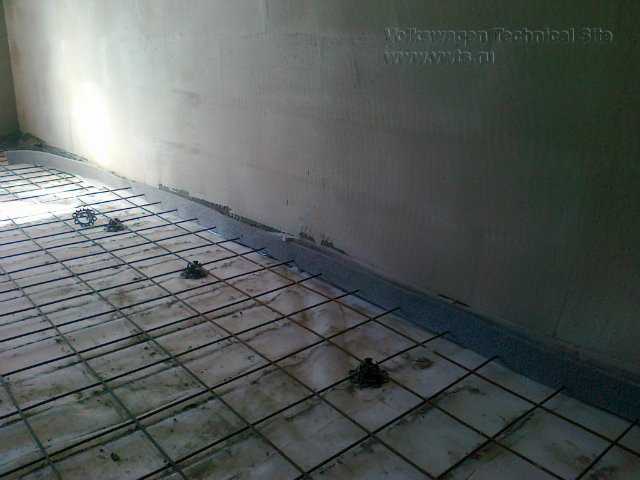 К первому типу относится черновой пол небольшой толщины. Какая толщина стяжки используется в этом случае? Для заливки пола применяют самовыравнивающиеся смеси, которые заливаются на высоту до 2 см. Предварительная укладка армирующих элементов в данном случае не производится.
К первому типу относится черновой пол небольшой толщины. Какая толщина стяжки используется в этом случае? Для заливки пола применяют самовыравнивающиеся смеси, которые заливаются на высоту до 2 см. Предварительная укладка армирующих элементов в данном случае не производится. С помощью смеси создается тонкий и ровный слой стяжки, который после высыхания можно сразу использовать как основу под декоративный материал.
С помощью смеси создается тонкий и ровный слой стяжки, который после высыхания можно сразу использовать как основу под декоративный материал. Для исключения возможных последствий перед заливкой бетонной смеси рекомендуется оклеивать стены по периметру специальной лентой.
Для исключения возможных последствий перед заливкой бетонной смеси рекомендуется оклеивать стены по периметру специальной лентой. Если слои получаются очень уж большими, можно на дно засыпать и утрамбовать грунт (но не плодородный слой). Если глубины котлована недостаточно, вынимаем еще некоторое количество породы.
Если слои получаются очень уж большими, можно на дно засыпать и утрамбовать грунт (но не плодородный слой). Если глубины котлована недостаточно, вынимаем еще некоторое количество породы. Их можно выгонять после засыпки на полу подушки из щебня и песка.
Их можно выгонять после засыпки на полу подушки из щебня и песка. Толщина монолита выбирается исходя из максимальной величины продольного пролета (рекомендуемое для безбалочных конструкций соотношение – 1:30, но не менее 15 см). Для перекрытий в пределах 6 м минимум составляет 20 см, свыше 6 рассматриваются варианты с усилением их ребрами жесткости. В разновидностях балочного типа учитывается шаг опор (соответственно минимальная высота находится путем его деления на 30).
Толщина монолита выбирается исходя из максимальной величины продольного пролета (рекомендуемое для безбалочных конструкций соотношение – 1:30, но не менее 15 см). Для перекрытий в пределах 6 м минимум составляет 20 см, свыше 6 рассматриваются варианты с усилением их ребрами жесткости. В разновидностях балочного типа учитывается шаг опор (соответственно минимальная высота находится путем его деления на 30). Это формула является самой простой, при отсутствии арматуры в зонах максимального сжатия бетона или неравномерном распределении веса она усложняется.
Это формула является самой простой, при отсутствии арматуры в зонах максимального сжатия бетона или неравномерном распределении веса она усложняется. Продольные и поперечные прутья по возможности укладываются неразрывными, при нарушении этого условия выполняется их нахлест – не менее 40 см.
Продольные и поперечные прутья по возможности укладываются неразрывными, при нарушении этого условия выполняется их нахлест – не менее 40 см.

 Причина необходимости этого небольшого переезда заключалась в том, что пролитое топливо, пары бензина и угарный газ не могли попасть в здание. Эта спецификация не включена в сегодняшние нормы жилищного строительства, а это означает, что целый дом с закрытым гаражом может быть установлен на бетонной плите, залитой на одной высоте.
Причина необходимости этого небольшого переезда заключалась в том, что пролитое топливо, пары бензина и угарный газ не могли попасть в здание. Эта спецификация не включена в сегодняшние нормы жилищного строительства, а это означает, что целый дом с закрытым гаражом может быть установлен на бетонной плите, залитой на одной высоте. Однако, если вам нужно использовать это пространство для перегруженных автомобилей, дополнительные инвестиции, безусловно, того стоят.
Однако, если вам нужно использовать это пространство для перегруженных автомобилей, дополнительные инвестиции, безусловно, того стоят.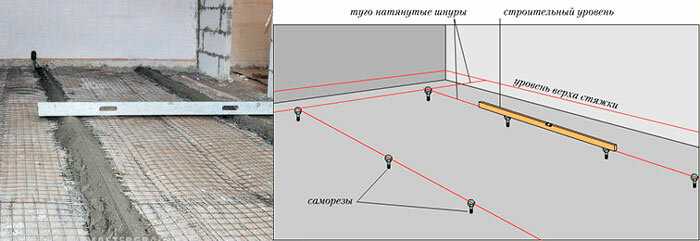 Когда на него садится тяжелая техника, он должен быть толще. Строительные нормы предусматривают условия, различающиеся по площади для бетонной смеси.
Когда на него садится тяжелая техника, он должен быть толще. Строительные нормы предусматривают условия, различающиеся по площади для бетонной смеси. Скала или камень обеспечивают слой для строительства воздуховодов, труб под плитой, позволяют воде и радону выходить, а также помогают сохранить однородную толщину плиты, удаляя наличные деньги из бетона и используя воздухонепроницаемый бетон для улучшенных полов гаража.
Скала или камень обеспечивают слой для строительства воздуховодов, труб под плитой, позволяют воде и радону выходить, а также помогают сохранить однородную толщину плиты, удаляя наличные деньги из бетона и используя воздухонепроницаемый бетон для улучшенных полов гаража.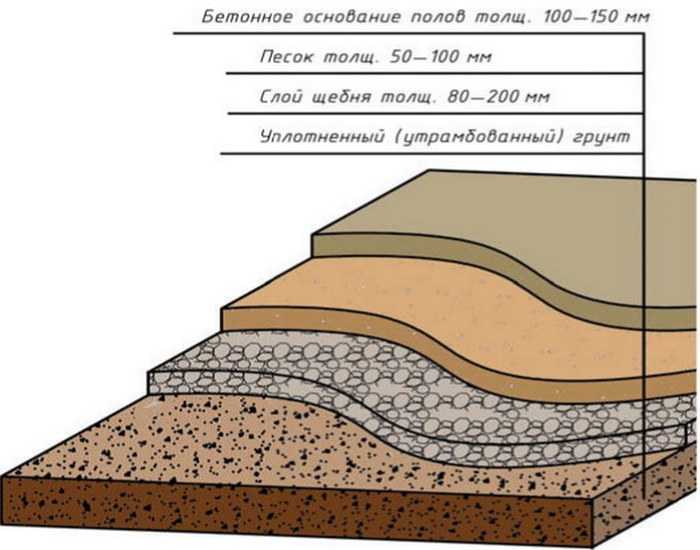 Чтобы свести к минимуму просачивание воды, волокна еще больше снижают проницаемость бетона.
Чтобы свести к минимуму просачивание воды, волокна еще больше снижают проницаемость бетона.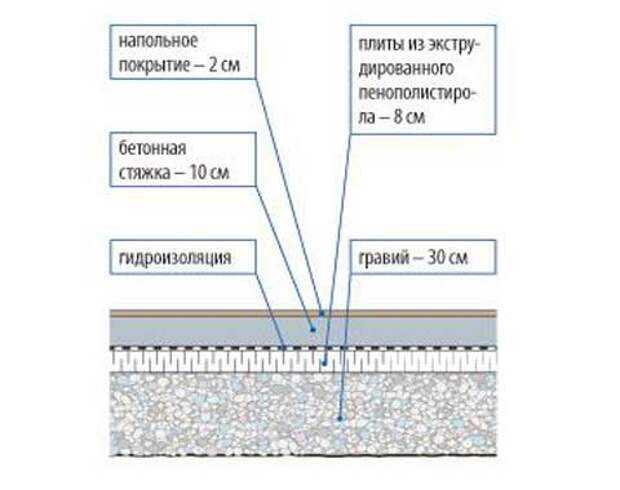
 В строительных нормах представлены спецификации, которые различаются в зависимости от области применения бетонной смеси. Что касается «прочности на сжатие», то количество воды, используемой в смеси, является документально подтвержденным требованием.
В строительных нормах представлены спецификации, которые различаются в зависимости от области применения бетонной смеси. Что касается «прочности на сжатие», то количество воды, используемой в смеси, является документально подтвержденным требованием.
 Использование более толстого слоя бетона для пола вашего гаража будет гораздо более рентабельным в долгосрочной перспективе, сводя к минимуму потенциальное возникновение изгиба и растрескивания. Необходимая толщина бетона определяется целевым назначением гаража; в первую очередь вес, который будет поддерживать бетон.
Использование более толстого слоя бетона для пола вашего гаража будет гораздо более рентабельным в долгосрочной перспективе, сводя к минимуму потенциальное возникновение изгиба и растрескивания. Необходимая толщина бетона определяется целевым назначением гаража; в первую очередь вес, который будет поддерживать бетон.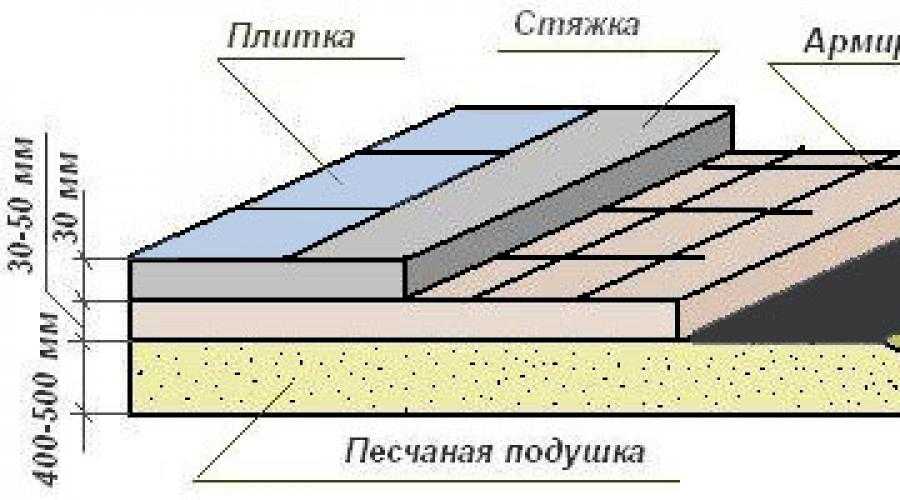 Если вы планируете увеличить использование в будущем или планируете увеличить размер своего автомобиля, следует залить более толстый слой бетона.
Если вы планируете увеличить использование в будущем или планируете увеличить размер своего автомобиля, следует залить более толстый слой бетона.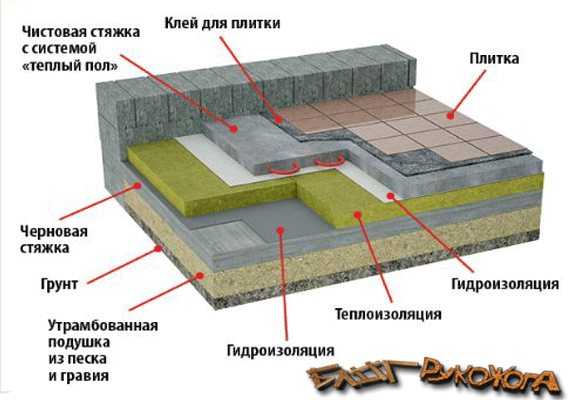 Бетонная плита толщиной более шести дюймов потребуется только в том случае, если в помещении будет наблюдаться постоянное движение гораздо более тяжелых транспортных средств.
Бетонная плита толщиной более шести дюймов потребуется только в том случае, если в помещении будет наблюдаться постоянное движение гораздо более тяжелых транспортных средств.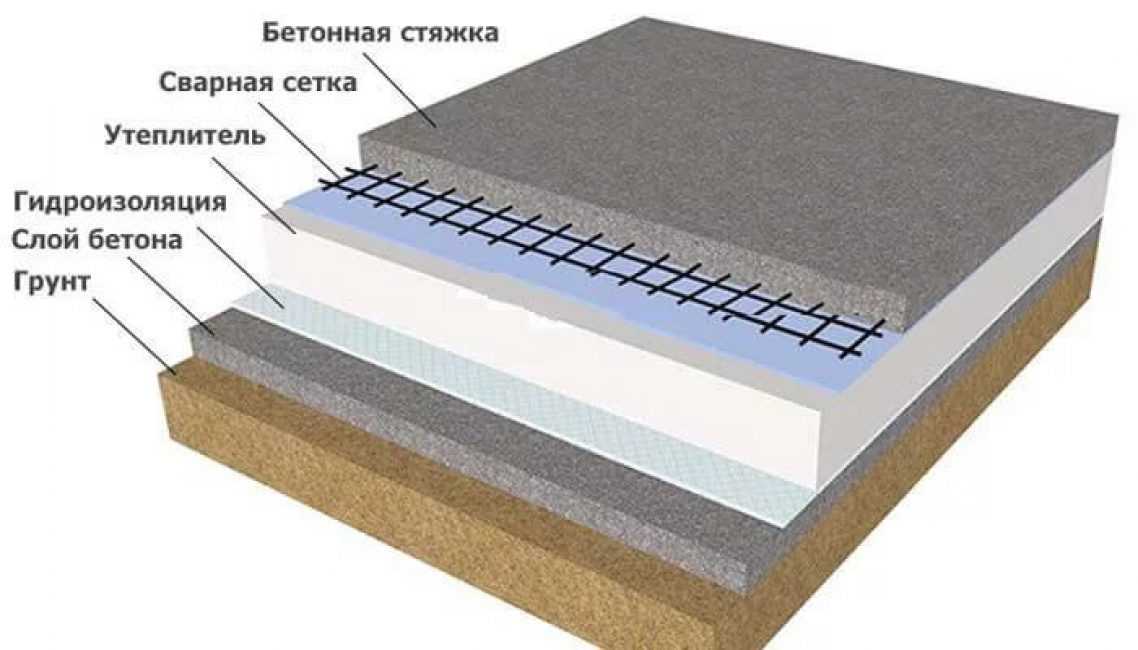 Есть много других проблем, которые необходимо решить, чтобы пол гаража мог выдержать вес, который на нем сидит. Подготовка и уплотнение основания внизу, чтобы оно было прочным и ровным, крайне важно. Неровное основание приведет к тому, что плита прогнется и треснет. Уплотнение слоя заполнителя толщиной не менее четырех дюймов перед заливкой бетона значительно облегчит выравнивание бетона, обеспечит слой изоляции и позволит выйти влаге. Пароизоляцию также можно использовать для предотвращения проникновения влаги через бетонный пол гаража. Кромочные формы следует использовать для создания границы для бетона. Это можно легко сделать, прибив деревянные доски прямоугольной формы, которая будет содержать бетон при заливке. Сетчатая арматура также может обеспечить дополнительную поддержку; тем не менее, это не обязательно, если соотношение бетонной смеси правильное и место должным образом подготовлено. Другие шаги, включая правильную трамбовку залитого бетона и использование компенсационных швов или канавок, могут помочь сохранить устойчивость бетонной плиты.
Есть много других проблем, которые необходимо решить, чтобы пол гаража мог выдержать вес, который на нем сидит. Подготовка и уплотнение основания внизу, чтобы оно было прочным и ровным, крайне важно. Неровное основание приведет к тому, что плита прогнется и треснет. Уплотнение слоя заполнителя толщиной не менее четырех дюймов перед заливкой бетона значительно облегчит выравнивание бетона, обеспечит слой изоляции и позволит выйти влаге. Пароизоляцию также можно использовать для предотвращения проникновения влаги через бетонный пол гаража. Кромочные формы следует использовать для создания границы для бетона. Это можно легко сделать, прибив деревянные доски прямоугольной формы, которая будет содержать бетон при заливке. Сетчатая арматура также может обеспечить дополнительную поддержку; тем не менее, это не обязательно, если соотношение бетонной смеси правильное и место должным образом подготовлено. Другие шаги, включая правильную трамбовку залитого бетона и использование компенсационных швов или канавок, могут помочь сохранить устойчивость бетонной плиты. Бетонному полу гаража потребуется примерно десять дней, чтобы должным образом затвердеть. В это время его следует соответствующим образом накрыть и защитить от осадков.
Бетонному полу гаража потребуется примерно десять дней, чтобы должным образом затвердеть. В это время его следует соответствующим образом накрыть и защитить от осадков.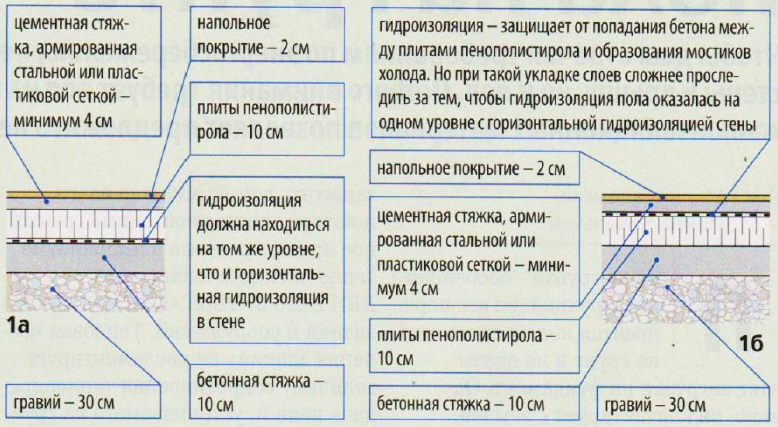
 Предусмотренные в ГОСТ и ТУ допуски по толщине стенки, радиуса скругления углов, высоте профиля и длине трубы, в совокупности, предусматривают возможность отклонения веса погонного метра от теоретической расчетной величины. Такое отклонение может составлять до 12%, однако опыт показывает, что обычно эта величина не превышает следующих величин:
Предусмотренные в ГОСТ и ТУ допуски по толщине стенки, радиуса скругления углов, высоте профиля и длине трубы, в совокупности, предусматривают возможность отклонения веса погонного метра от теоретической расчетной величины. Такое отклонение может составлять до 12%, однако опыт показывает, что обычно эта величина не превышает следующих величин:
 Конструкции, выполненные из таких труб, имеют более опрятный внешний вид. Однако, следует учитывать, что меньший радиус оборачивается увеличением веса погонного метра, и следовательно, всей металлоконструкции, что в свою очередь приводит к ее удорожанию.
Конструкции, выполненные из таких труб, имеют более опрятный внешний вид. Однако, следует учитывать, что меньший радиус оборачивается увеличением веса погонного метра, и следовательно, всей металлоконструкции, что в свою очередь приводит к ее удорожанию.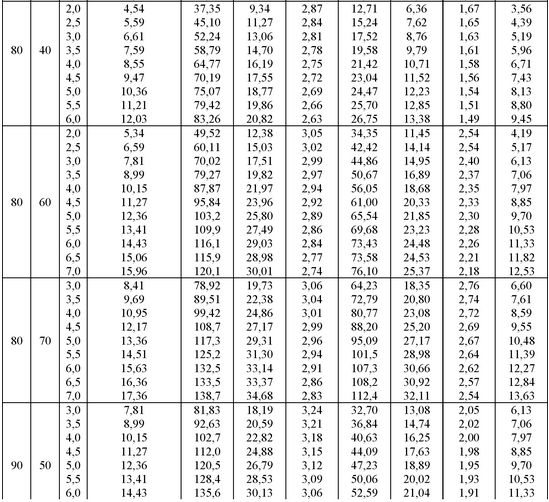 Столь высокие требования к таким трубам обусловлены их применением — крупные профильные трубы и строительные профили в основном используют в строительстве для изготовления сварных несущих металлоконструкций.
Столь высокие требования к таким трубам обусловлены их применением — крупные профильные трубы и строительные профили в основном используют в строительстве для изготовления сварных несущих металлоконструкций.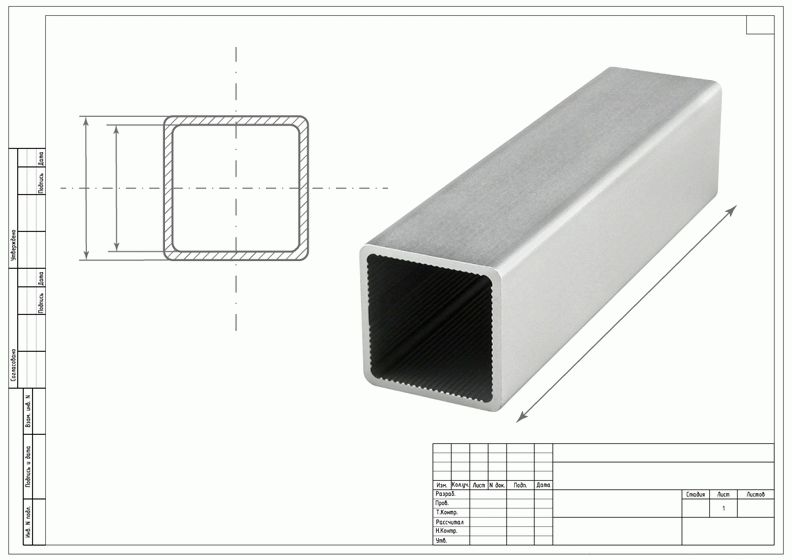
 Данный стандарт распространяется на трубы стальные электросварные квадратные. В соответствии с ним форма и размеры квадратных труб должны соответствовать указанным на чертеже и в таблице ниже:
Данный стандарт распространяется на трубы стальные электросварные квадратные. В соответствии с ним форма и размеры квадратных труб должны соответствовать указанным на чертеже и в таблице ниже: 0452 см4, 0.0904 см3 0.343 см2*
0452 см4, 0.0904 см3 0.343 см2*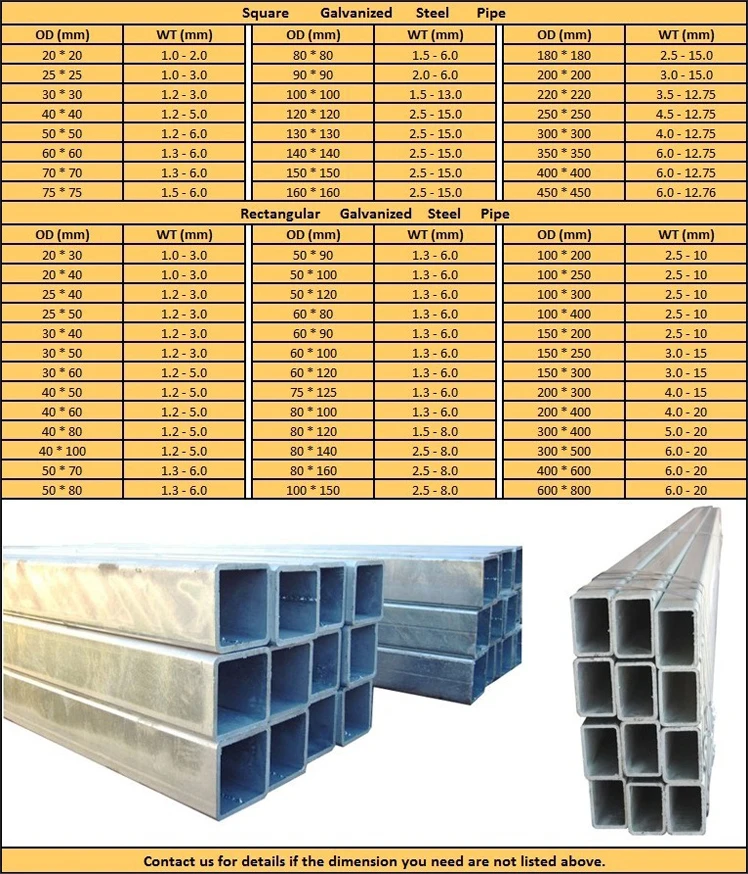 605кг
605кг 599кг
599кг 56 см3 2.48 см2*
56 см3 2.48 см2* 17 см2*
17 см2* 02кг
02кг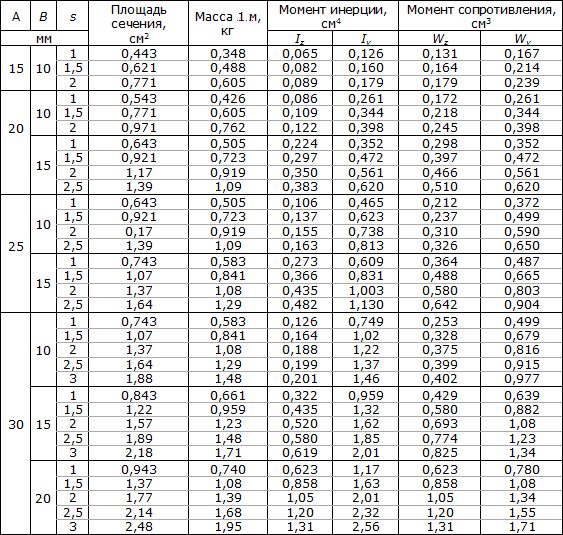 53 см3 2.97 см2*
53 см3 2.97 см2* 18 см2*
18 см2* 86кг
86кг 51 см4 10.60 см3 7.84 см2*
51 см4 10.60 см3 7.84 см2* 44 см4 13.48 см3 7.70 см2*
44 см4 13.48 см3 7.70 см2* 74 см4 21.07 см3 10.28 см2*
74 см4 21.07 см3 10.28 см2* 73 см4 33.68 см3 14.57 см2*
73 см4 33.68 см3 14.57 см2* 59кг
59кг 22кг
22кг 99кг
99кг 77кг
77кг 33кг
33кг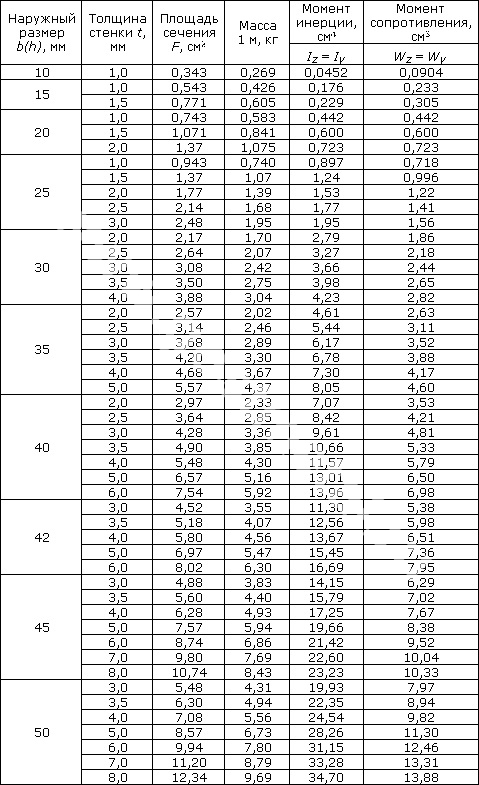
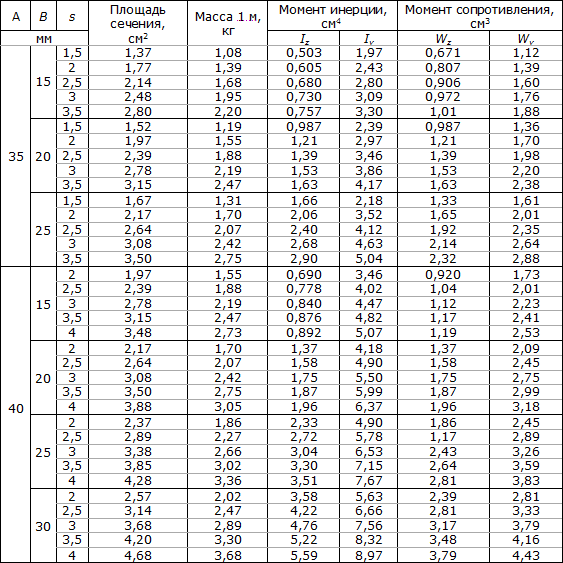 )
) )
) )
)


 Масса крепится к кузову автомобиля, с которого предварительно был снят аккумулятор. На конце пистолета имеется фиксатор, который будет удерживать рабочие органы – специальные насадки. После нажатия на контактную кнопку к насадке подается электрическое напряжение.
Масса крепится к кузову автомобиля, с которого предварительно был снят аккумулятор. На конце пистолета имеется фиксатор, который будет удерживать рабочие органы – специальные насадки. После нажатия на контактную кнопку к насадке подается электрическое напряжение. К разогретой поверхности металла прижимается насадка пистолета и надежно соединяется с металлом. Благодаря этому данный участок кузовного элемента можно потянуть и выпрямит вмятину. По завершению работы насадка легко отсоединяется от поверхности кузова.
К разогретой поверхности металла прижимается насадка пистолета и надежно соединяется с металлом. Благодаря этому данный участок кузовного элемента можно потянуть и выпрямит вмятину. По завершению работы насадка легко отсоединяется от поверхности кузова. А если нет под рукой, то самое время обратить внимание на доски объявлений. Там этого добра достаточно и есть из чего выбрать. Оптимальным вариантом считается трансформатор со сгоревшей вторичной обмоткой.
А если нет под рукой, то самое время обратить внимание на доски объявлений. Там этого добра достаточно и есть из чего выбрать. Оптимальным вариантом считается трансформатор со сгоревшей вторичной обмоткой. Но в любом случае сделать обмотку плотной вряд ли получится. Это и не обязательно.
Но в любом случае сделать обмотку плотной вряд ли получится. Это и не обязательно. Трансформатор на 12В должен управлять релюшкой через кнопку, то есть в ручном режиме. Саму кнопку следует установить в удобном месте, чтобы всегда было под рукой. Лучше всего – на рукоятке самого споттера. При нажатии кнопка замыкает контактор, подключенный к реле через отдельный провод. Другой проводник соединяет контактор и выключатель. После сборки всех компонентов на общей платформе можно приступать к испытаниям оборудования.
Трансформатор на 12В должен управлять релюшкой через кнопку, то есть в ручном режиме. Саму кнопку следует установить в удобном месте, чтобы всегда было под рукой. Лучше всего – на рукоятке самого споттера. При нажатии кнопка замыкает контактор, подключенный к реле через отдельный провод. Другой проводник соединяет контактор и выключатель. После сборки всех компонентов на общей платформе можно приступать к испытаниям оборудования. К тому же габариты самодельного споттера вряд ли можно будет назвать компактными.
К тому же габариты самодельного споттера вряд ли можно будет назвать компактными. Да, тогда целесообразней потратиться на надежный заводской агрегат, который хорошо себя зарекомендовал и получил одобрительные отзывы пользователей.
Да, тогда целесообразней потратиться на надежный заводской агрегат, который хорошо себя зарекомендовал и получил одобрительные отзывы пользователей. такой агрегат поможет устранить даже сложный дефект. Следует отдавать себе отчет в том, что сделанные своими руками споттеры, как правило, большой мощностью не отличаются. Они подходят только для мелкого кузовного ремонта.
такой агрегат поможет устранить даже сложный дефект. Следует отдавать себе отчет в том, что сделанные своими руками споттеры, как правило, большой мощностью не отличаются. Они подходят только для мелкого кузовного ремонта. Их функционал и мощность позволяют исправлять даже сложные вмятины кузова автомобиля.
Их функционал и мощность позволяют исправлять даже сложные вмятины кузова автомобиля. Делают это тогда, когда по каким-то причинам с внутренней стороны выровнять поверхность детали нет возможности. Можно локально нагревать металл при помощи указанного инструмента, если на кузовной области есть небольшие повреждения. Важно разобраться, как сделать споттер своими руками, чтобы получить качественное и функциональное изделие.
Делают это тогда, когда по каким-то причинам с внутренней стороны выровнять поверхность детали нет возможности. Можно локально нагревать металл при помощи указанного инструмента, если на кузовной области есть небольшие повреждения. Важно разобраться, как сделать споттер своими руками, чтобы получить качественное и функциональное изделие.
 Обратный молоток не используется в сочетании с алюминием. К тому же не каждый агрегат может справиться с оцинкованным кузовом. Когда рихтовка кузова закончена, скручивают приваренную деталь. Место контакта зачищают шлифовальной машинкой.
Обратный молоток не используется в сочетании с алюминием. К тому же не каждый агрегат может справиться с оцинкованным кузовом. Когда рихтовка кузова закончена, скручивают приваренную деталь. Место контакта зачищают шлифовальной машинкой. Пистолет должен иметь такую конструкцию, которая позволяла бы поменять электрод без разборки. Чтобы подключить пистолет к устройству, используют комбинацию из сварочного кабеля с необходимым показателем сечения и 5-жильным контрольным кабелем. Подключение последнего осуществляется в соответствии со схемой.
Пистолет должен иметь такую конструкцию, которая позволяла бы поменять электрод без разборки. Чтобы подключить пистолет к устройству, используют комбинацию из сварочного кабеля с необходимым показателем сечения и 5-жильным контрольным кабелем. Подключение последнего осуществляется в соответствии со схемой. Качественный агрегат может обойтись в кругленькую сумму. Необходимо рассматривать конфигурацию приспособления и его чертежи.
Качественный агрегат может обойтись в кругленькую сумму. Необходимо рассматривать конфигурацию приспособления и его чертежи. Их скрепляют изоляционной лентой.
Их скрепляют изоляционной лентой. Такая работа является наиболее трудной. Обмотка требует большого количества времени, но этот этап не является обязательным. Обмотка осуществляется на кольцевом железе. Провод для вторичной обмотки должен изготавливаться из алюминия или меди. Между мотками следует прокладывать качественную изоляцию. Для этого подходит трансформаторная бумага в несколько слоев. Для максимальной надежности ее пропитывают парафином.
Такая работа является наиболее трудной. Обмотка требует большого количества времени, но этот этап не является обязательным. Обмотка осуществляется на кольцевом железе. Провод для вторичной обмотки должен изготавливаться из алюминия или меди. Между мотками следует прокладывать качественную изоляцию. Для этого подходит трансформаторная бумага в несколько слоев. Для максимальной надежности ее пропитывают парафином. При каждом нагревании этот слой будет стягиваться.
При каждом нагревании этот слой будет стягиваться.
 Кроме того, длинные волосы должны быть собраны сзади и заправлены внутрь сварочной куртки. Разрешены бейсболки из хлопка. Шляпы, которые в основном состоят из полиэстера или содержат значительное количество пластика, не допускаются. Рекомендуется: хлопчатобумажные сварочные шапочки или хлопчатобумажные тряпки.
Кроме того, длинные волосы должны быть собраны сзади и заправлены внутрь сварочной куртки. Разрешены бейсболки из хлопка. Шляпы, которые в основном состоят из полиэстера или содержат значительное количество пластика, не допускаются. Рекомендуется: хлопчатобумажные сварочные шапочки или хлопчатобумажные тряпки.  Они должны соответствовать процессу сварки, который вы выполняете. Толстые кожаные сварочные перчатки рекомендуются для SMAW и FCAW. Для FCAW рекомендуются высокотемпературные сварочные перчатки. Для GMAW рекомендуются сварочные перчатки средней плотности. Для GTAW и OAW рекомендуются более тонкие сварочные перчатки, обеспечивающие повышенную ловкость. Перчатки не следует использовать там, где они могут попасть во вращающиеся механизмы, особенно в шлифовальные станки.
Они должны соответствовать процессу сварки, который вы выполняете. Толстые кожаные сварочные перчатки рекомендуются для SMAW и FCAW. Для FCAW рекомендуются высокотемпературные сварочные перчатки. Для GMAW рекомендуются сварочные перчатки средней плотности. Для GTAW и OAW рекомендуются более тонкие сварочные перчатки, обеспечивающие повышенную ловкость. Перчатки не следует использовать там, где они могут попасть во вращающиеся механизмы, особенно в шлифовальные станки.

 Студенты-сварщики должны носить одежду из натуральных волокон, таких как хлопок или шерсть. Также необходимы рубашки с длинными рукавами и длинные брюки. Настоятельно рекомендуется сварочная куртка.
Студенты-сварщики должны носить одежду из натуральных волокон, таких как хлопок или шерсть. Также необходимы рубашки с длинными рукавами и длинные брюки. Настоятельно рекомендуется сварочная куртка. Обувь, устойчивая к ударам и сжатию, имеет носок, защищайте ногу от падающих предметов, которые могут раздавить или сломать пальцы ног. Новый стандарт ASTM F2413-05 не одобряет накладные подноски. Любой защитный подносок должен быть спроектирован и встроен в обувь в процессе производства и испытан как неотъемлемая часть обуви для защиты ног.
Обувь, устойчивая к ударам и сжатию, имеет носок, защищайте ногу от падающих предметов, которые могут раздавить или сломать пальцы ног. Новый стандарт ASTM F2413-05 не одобряет накладные подноски. Любой защитный подносок должен быть спроектирован и встроен в обувь в процессе производства и испытан как неотъемлемая часть обуви для защиты ног. 
 Для SMAW, FCAW, GMAW, GTAW и плазменной резки требуется сварочная маска с затемненной линзой, одобренной для сварки. Сила тока, используемая в процессе сварки, определяет оттенок линзы. См. Таблицу 1 для рекомендаций согласно ANSI Z49.1
Для SMAW, FCAW, GMAW, GTAW и плазменной резки требуется сварочная маска с затемненной линзой, одобренной для сварки. Сила тока, используемая в процессе сварки, определяет оттенок линзы. См. Таблицу 1 для рекомендаций согласно ANSI Z49.1 Для процессов, в которых образуются высокоскоростные частицы, требуется защитный экран, закрывающий все лицо. Для использования переносных шлифовальных станков, стационарных шлифовальных станков, абразивных отрезных пил и шлифовальных машин требуется лицевой щиток.
Для процессов, в которых образуются высокоскоростные частицы, требуется защитный экран, закрывающий все лицо. Для использования переносных шлифовальных станков, стационарных шлифовальных станков, абразивных отрезных пил и шлифовальных машин требуется лицевой щиток.
 Для больших участков используйте линейку или линейку и отметьте все места сварки на одинаковом расстоянии. После того, как вы сделаете первый сварной шов, вы не сможете вернуться к маркировке и повторному измерению. Очень сложно просверлить отверстия только через верхнюю панель. После того, как панели размечены, разделите их и просверлите отверстия только в верхней панели. Только после того, как все отверстия будут просверлены, можно их снова соединить.
Для больших участков используйте линейку или линейку и отметьте все места сварки на одинаковом расстоянии. После того, как вы сделаете первый сварной шов, вы не сможете вернуться к маркировке и повторному измерению. Очень сложно просверлить отверстия только через верхнюю панель. После того, как панели размечены, разделите их и просверлите отверстия только в верхней панели. Только после того, как все отверстия будут просверлены, можно их снова соединить. Когда вы начнете сварку, убедитесь, что первая точка контакта находится с нижней панелью. Если сначала сварочная дуга выходит за пределы просверленного отверстия, она может заблокировать отверстие и никогда не коснуться нижней панели. Если это произойдет, вам нужно будет отшлифовать область, просверлить новое отверстие и повторить попытку.
Когда вы начнете сварку, убедитесь, что первая точка контакта находится с нижней панелью. Если сначала сварочная дуга выходит за пределы просверленного отверстия, она может заблокировать отверстие и никогда не коснуться нижней панели. Если это произойдет, вам нужно будет отшлифовать область, просверлить новое отверстие и повторить попытку.
 При эпизодическом использовании целесообразно применять более простые конструкции, работа которых подразумевает ручное управление механизмами, визуальный контроль толщины снимаемого слоя металла и наличия угловых и радиальных отклонений заточенных зубьев.
При эпизодическом использовании целесообразно применять более простые конструкции, работа которых подразумевает ручное управление механизмами, визуальный контроль толщины снимаемого слоя металла и наличия угловых и радиальных отклонений заточенных зубьев.




 Если вы ищете полный комплекс услуг по заточке для строительной отрасли и не только, это…
Если вы ищете полный комплекс услуг по заточке для строительной отрасли и не только, это… США
США  При переходе с торцевого шлифования на торцевое и с одного диаметра на другой просто ослабьте…
При переходе с торцевого шлифования на торцевое и с одного диаметра на другой просто ослабьте…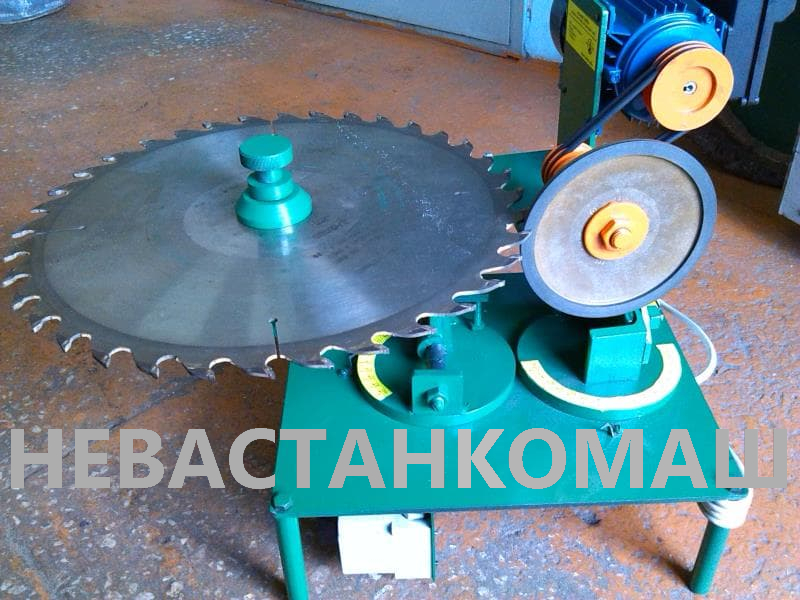 Он легко и точно затачивает сверла и другие инструменты самых разных размеров и стилей. Представьте себе, по цене пары сотен сверл вы можете заточить в доме всего за копейки сверло. Использование нашей запатентованной конструкции патрона/кулачка позволяет любому…
Он легко и точно затачивает сверла и другие инструменты самых разных размеров и стилей. Представьте себе, по цене пары сотен сверл вы можете заточить в доме всего за копейки сверло. Использование нашей запатентованной конструкции патрона/кулачка позволяет любому…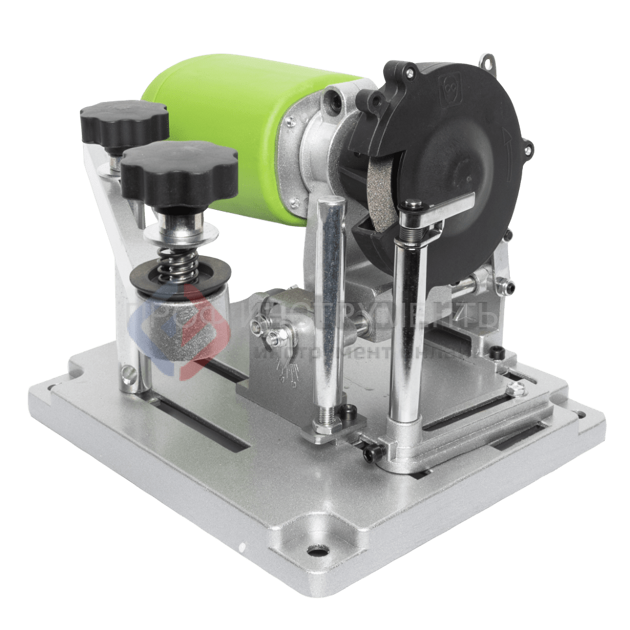 Ножевые шлифовальные станки Thorvie изготавливаются для шлифовки прямолинейности и плоскостности в пределах 0,0005 дюйма на дюйм. Эта кофемолка будет либо полой заточки, либо плоской заточки ножей. Посмотрите наше видео об AV-54 на You Tube: https://www.youtube.com/watch?v=0WtNoklx75Q
Ножевые шлифовальные станки Thorvie изготавливаются для шлифовки прямолинейности и плоскостности в пределах 0,0005 дюйма на дюйм. Эта кофемолка будет либо полой заточки, либо плоской заточки ножей. Посмотрите наше видео об AV-54 на You Tube: https://www.youtube.com/watch?v=0WtNoklx75Q
 Вы можете заточить лезвие машинки любого стиля и размера для парикмахеров и индустрии ухода за животными.
Вы можете заточить лезвие машинки любого стиля и размера для парикмахеров и индустрии ухода за животными.


 Полировка пильного диска занимает считанные секунды.
Полировка пильного диска занимает считанные секунды.
 Когда шлифовальная головка опускается, цепь автоматически зажимается, что сокращает количество необходимых шагов и позволяет оператору быстрее индексировать цепь. Время заточки можно сократить вдвое.
Когда шлифовальная головка опускается, цепь автоматически зажимается, что сокращает количество необходимых шагов и позволяет оператору быстрее индексировать цепь. Время заточки можно сократить вдвое. 750X также увеличивает емкость, затачивая биты от 3/32” до 3/4”.
750X также увеличивает емкость, затачивая биты от 3/32” до 3/4”.
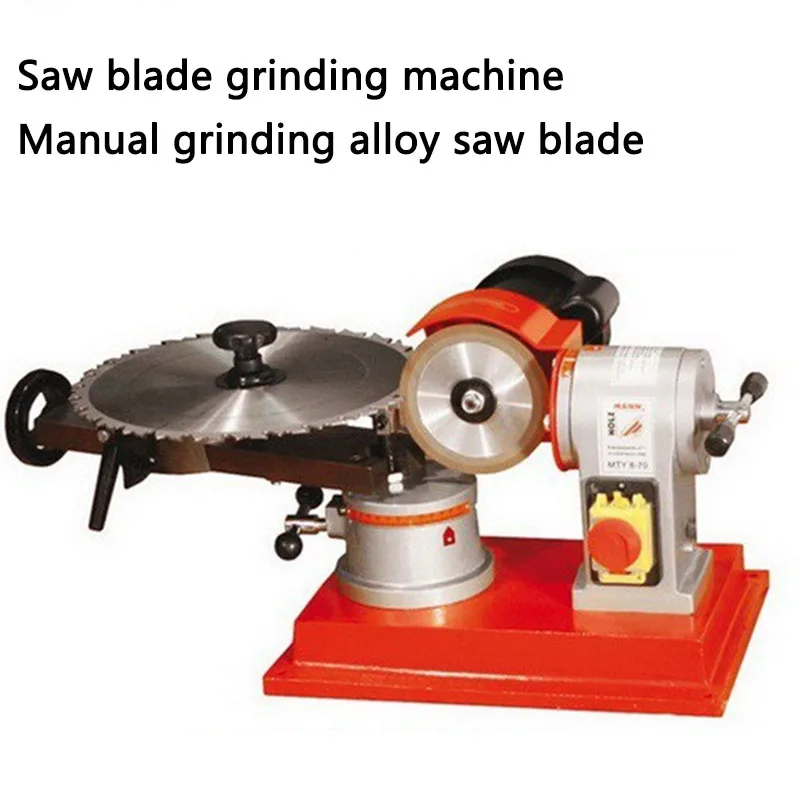 ..
..
 Есть также те, кто, как я полагаю, заблуждается, считая, что использованное полотно циркулярной пилы не может быть эффективно заточено, если оно затупилось.
Есть также те, кто, как я полагаю, заблуждается, считая, что использованное полотно циркулярной пилы не может быть эффективно заточено, если оно затупилось.

 Эти материалы должны выдерживать вибрации, создаваемые двигателем.
Эти материалы должны выдерживать вибрации, создаваемые двигателем.



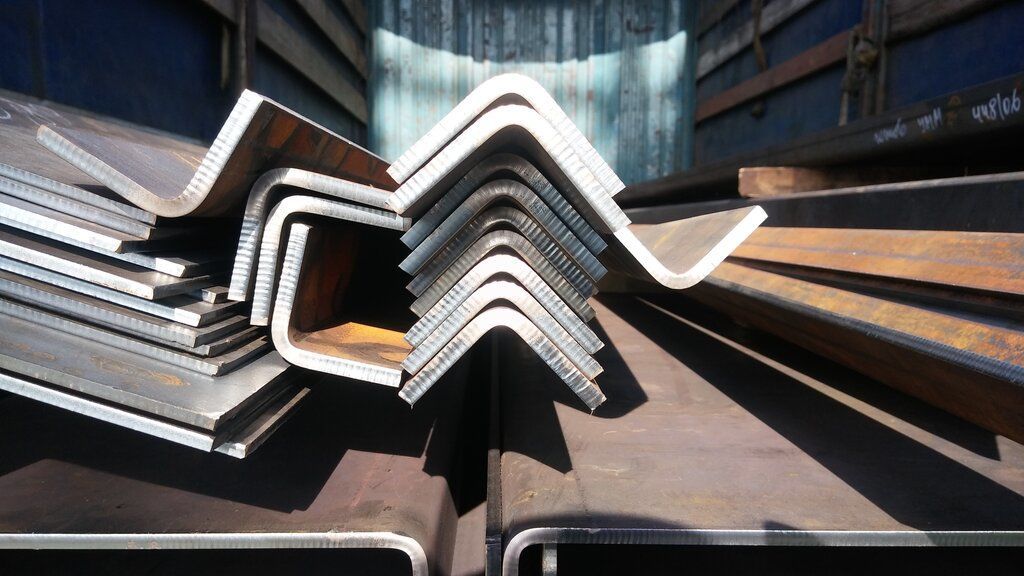 pdf
pdf Металлопрокат находит широкое применение в ремонтных работах и строительстве малоэтажных и больших домов, благоустройстве приусадебного двора.
Металлопрокат находит широкое применение в ремонтных работах и строительстве малоэтажных и больших домов, благоустройстве приусадебного двора.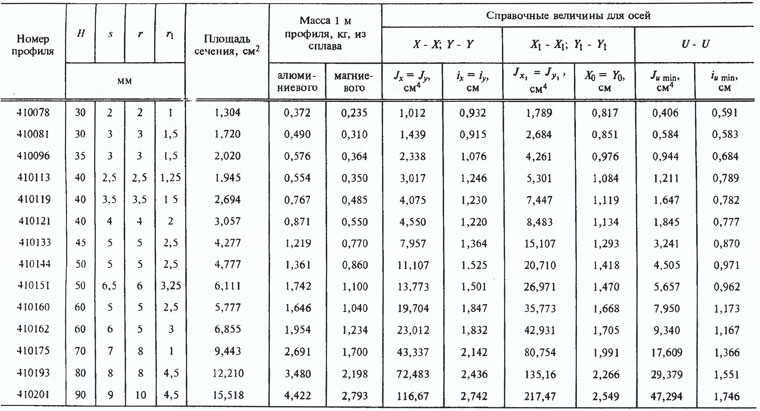 Затем заготовка пропускается через стан проката и получается горячекатаный стальной уголок. Есть допуски, которые регулируются ГОСТ и требуют, чтобы скручивание уголка было не больше 0,4% от его длины, а увеличение или уменьшение длины составляло не более 0,75%.
Затем заготовка пропускается через стан проката и получается горячекатаный стальной уголок. Есть допуски, которые регулируются ГОСТ и требуют, чтобы скручивание уголка было не больше 0,4% от его длины, а увеличение или уменьшение длины составляло не более 0,75%.
 Стальной угловой прокат применяется в разных сферах промышленности, строительства и сельского хозяйства:
Стальной угловой прокат применяется в разных сферах промышленности, строительства и сельского хозяйства:


 У них маленький процент содержания углерода, до 18%.
У них маленький процент содержания углерода, до 18%. Теоретическое значение веса умножают на количество метров уголка и получают расчетный вес.
Теоретическое значение веса умножают на количество метров уголка и получают расчетный вес. Различные виды конструкций требуют определенного вида показателей, что позволяет применять уголки без завышения прочностных показателей, при этом не затрачивая лишних средств. Благодаря такому разнообразию, равнополочный уголок используется при устройстве любых каркасных и других металлических конструкций и для армирования монолитных сооружений.
Различные виды конструкций требуют определенного вида показателей, что позволяет применять уголки без завышения прочностных показателей, при этом не затрачивая лишних средств. Благодаря такому разнообразию, равнополочный уголок используется при устройстве любых каркасных и других металлических конструкций и для армирования монолитных сооружений.
 Так как процесс проходит без остановки, то не требуется много времени и энергии на разогрев металла.
Так как процесс проходит без остановки, то не требуется много времени и энергии на разогрев металла.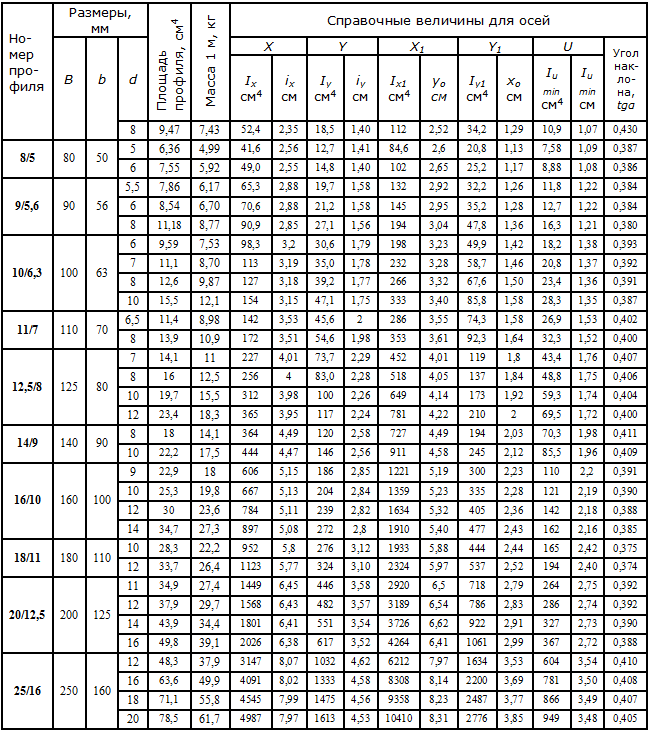 Поверхность изделий получается гладкой и имеет четкие и прямые углы.
Поверхность изделий получается гладкой и имеет четкие и прямые углы.
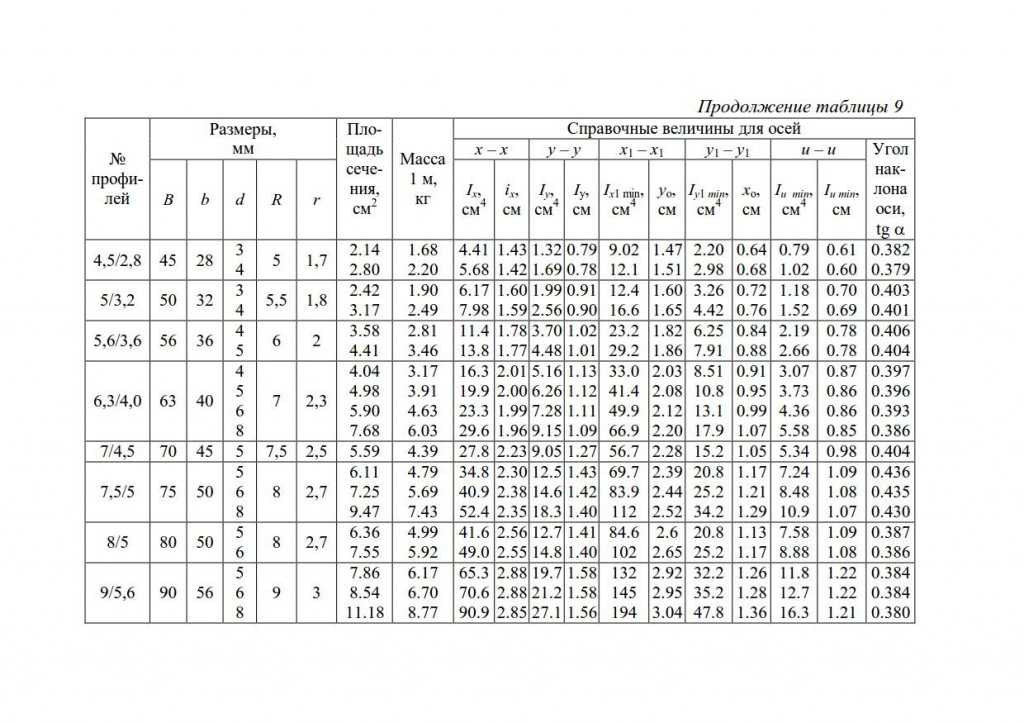

 Речь идет о композиторе, который забился в просторную арендованную квартиру, чтобы оплакать внезапную потерю жены и дочери. И, как вы уже догадались, он не один.
Речь идет о композиторе, который забился в просторную арендованную квартиру, чтобы оплакать внезапную потерю жены и дочери. И, как вы уже догадались, он не один. 80-е годы. Наргес Рашиди играет Шиде, мать, уклоняющуюся от зла со всех сторон: ракет, силовиков и, возможно, злого духа.
80-е годы. Наргес Рашиди играет Шиде, мать, уклоняющуюся от зла со всех сторон: ракет, силовиков и, возможно, злого духа. Тони Тодд играет незабываемого злодея, который намерен повторить то, что с ним сделали. Посмотрите оригинал, прежде чем смотреть «9» Нии ДаКосты.0007 Ремейк Candyman выйдет в этом году. Смотреть сейчас люди и угрюмый детский психолог, пытающийся помочь ему понять почему. Постоянный атрибут поп-культуры, фильм не только получил шесть номинаций на «Оскар», но и остается одним из величайших фильмов с неожиданным финалом всех времен.
Тони Тодд играет незабываемого злодея, который намерен повторить то, что с ним сделали. Посмотрите оригинал, прежде чем смотреть «9» Нии ДаКосты.0007 Ремейк Candyman выйдет в этом году. Смотреть сейчас люди и угрюмый детский психолог, пытающийся помочь ему понять почему. Постоянный атрибут поп-культуры, фильм не только получил шесть номинаций на «Оскар», но и остается одним из величайших фильмов с неожиданным финалом всех времен.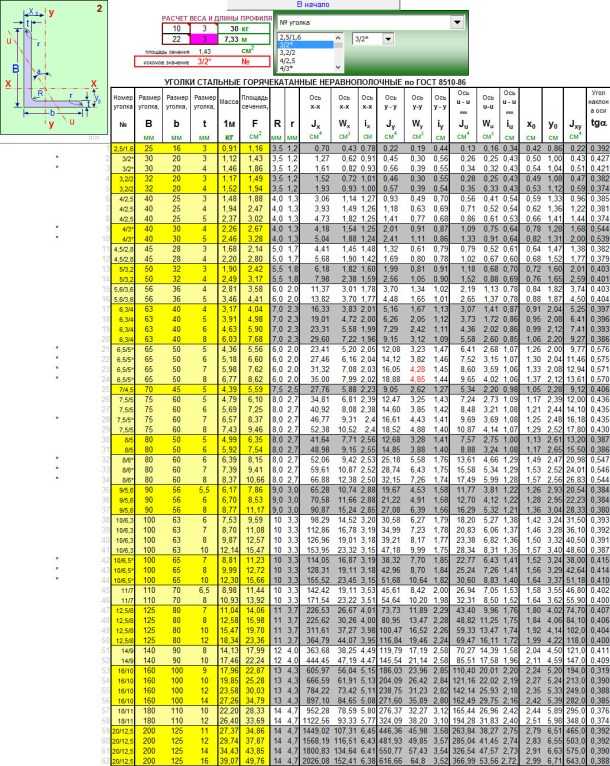 На первый взгляд, конечно, это фильм о видеокассете, которая убивает тех, кто ее смотрит. Через семь дней. Как мы все знаем. Но копните немного глубже, и вы обнаружите, что это поистине тревожная одиссея по всем тем способам, которыми материнская любовь — и ненависть — может повлиять на ребенка.
На первый взгляд, конечно, это фильм о видеокассете, которая убивает тех, кто ее смотрит. Через семь дней. Как мы все знаем. Но копните немного глубже, и вы обнаружите, что это поистине тревожная одиссея по всем тем способам, которыми материнская любовь — и ненависть — может повлиять на ребенка. Она играет Грейс, маниакальную мать двоих детей, которая может сойти с ума, а может и нет. Его повествование можно осудить за неоригинальность, так как оно определенно позаимствовано из фильма «Невинные » 1961 года. Но атмосферные штрихи режиссеров и динамичная игра Кидман поставили этот фильм на вершину жанровой кучи.
Она играет Грейс, маниакальную мать двоих детей, которая может сойти с ума, а может и нет. Его повествование можно осудить за неоригинальность, так как оно определенно позаимствовано из фильма «Невинные » 1961 года. Но атмосферные штрихи режиссеров и динамичная игра Кидман поставили этот фильм на вершину жанровой кучи. Но у нее никогда не было друга-призрака — то есть до Каспера.
Но у нее никогда не было друга-призрака — то есть до Каспера. Они также узнают, насколько полезным может быть психологический марафон. В Oculus , одном из более ранних проектов Фланагана, сестра пытается оправдать своего брата в убийстве, доказывая, что преступление было совершено явлением, которое приходит в форме злого зеркала. Мы знаем, но просто смиритесь с этим; поверьте нам, вам захочется поразмышлять над этим эффектным голым фильмом (извините).
Они также узнают, насколько полезным может быть психологический марафон. В Oculus , одном из более ранних проектов Фланагана, сестра пытается оправдать своего брата в убийстве, доказывая, что преступление было совершено явлением, которое приходит в форме злого зеркала. Мы знаем, но просто смиритесь с этим; поверьте нам, вам захочется поразмышлять над этим эффектным голым фильмом (извините).
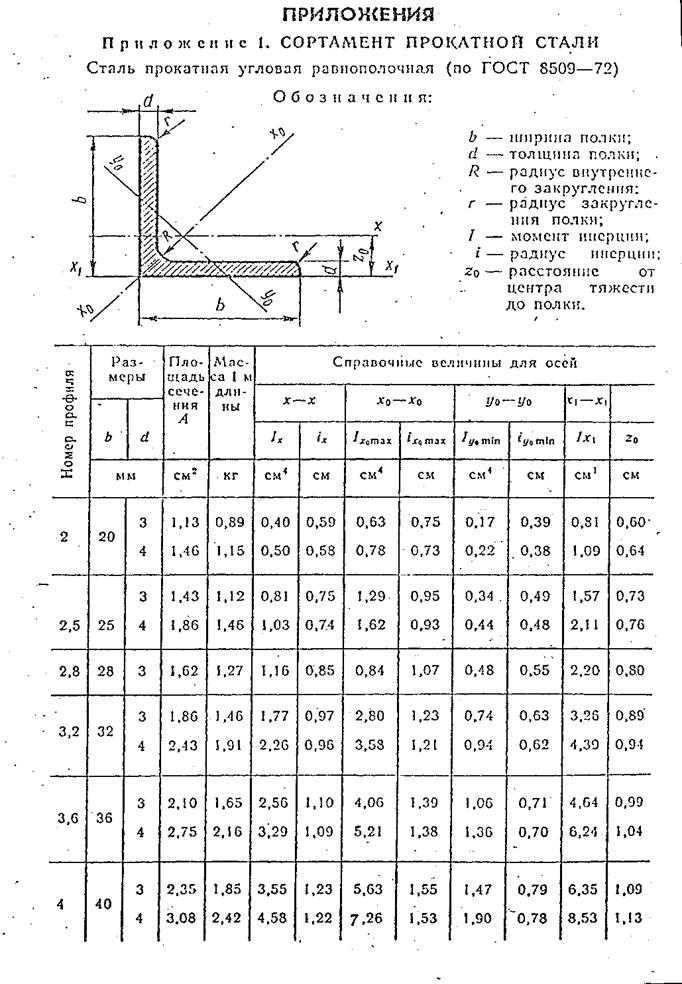
 Но Озеро Мунго , который действительно использует последствия трагедии как плацдарм для ужаса, отличается. Этот австралийский фильм ужасов, созданный как псевдодокументальный фильм, разворачивается на фоне интервью с семьей, которая оплакивает смерть своей 16-летней дочери, а также опасается присутствия, которое теперь поселилось в ее комнате. Эм, озноб.
Но Озеро Мунго , который действительно использует последствия трагедии как плацдарм для ужаса, отличается. Этот австралийский фильм ужасов, созданный как псевдодокументальный фильм, разворачивается на фоне интервью с семьей, которая оплакивает смерть своей 16-летней дочери, а также опасается присутствия, которое теперь поселилось в ее комнате. Эм, озноб. Джонни Депп и Кристина Риччи в роли Икабода Крейна и Катрины Ван Тассель, пары, которая играет главную роль в фильме Вашингтона Ирвинга «9».0007 Легенда о Сонной Лощине , и хотя наш конный призрак действительно увеличивает количество тел в фильме, атмосферная красота лощины того стоит. Смотрим с малышами? Вы можете предпочесть, чтобы ваш Икабод Крейн был анимированным.
Джонни Депп и Кристина Риччи в роли Икабода Крейна и Катрины Ван Тассель, пары, которая играет главную роль в фильме Вашингтона Ирвинга «9».0007 Легенда о Сонной Лощине , и хотя наш конный призрак действительно увеличивает количество тел в фильме, атмосферная красота лощины того стоит. Смотрим с малышами? Вы можете предпочесть, чтобы ваш Икабод Крейн был анимированным. После встречи с женщиной, утверждающей, что она ясновидящая, Лаура находит утешение, в то время как Джона просто мучают повторяющиеся взгляды на маленькую девочку в красном пальто, прогуливающуюся по улицам и каналам итальянского города. Подождите, потому что повороты в этом 1973 нападения на эмоции завершаются одним парализующим разоблачением.
После встречи с женщиной, утверждающей, что она ясновидящая, Лаура находит утешение, в то время как Джона просто мучают повторяющиеся взгляды на маленькую девочку в красном пальто, прогуливающуюся по улицам и каналам итальянского города. Подождите, потому что повороты в этом 1973 нападения на эмоции завершаются одним парализующим разоблачением. Демонических деревьев, раскопанных трупов и клоунов, которые блуждают по ночам, достаточно, чтобы вам захотелось посмотреть главный фильм 1982 года — о маленькой девочке, похищенной зловещим инкубом — при включенном свете.
Демонических деревьев, раскопанных трупов и клоунов, которые блуждают по ночам, достаточно, чтобы вам захотелось посмотреть главный фильм 1982 года — о маленькой девочке, похищенной зловещим инкубом — при включенном свете. И Морин, и ее брат являются экстрасенсами и однажды заключили договор, чтобы подавать друг другу знак, когда они уйдут. Теперь она хочет получить известие от своего брата, и его сообщение доставляется очень долго.
И Морин, и ее брат являются экстрасенсами и однажды заключили договор, чтобы подавать друг другу знак, когда они уйдут. Теперь она хочет получить известие от своего брата, и его сообщение доставляется очень долго.
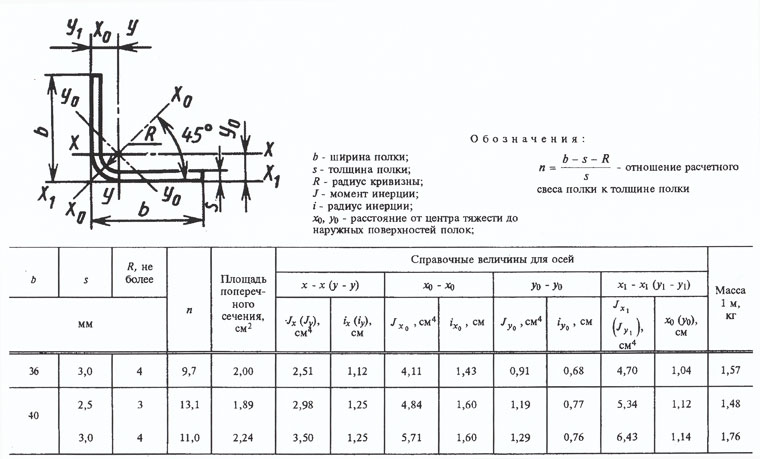 Мы видели ведьм в облаках, чувствовали монстров на углах укрытых листвой улиц и волшебство в тыквах, которые мы собирали. Мы смотрели страшные фильмы. О, как мы смотрели страшные фильмы. Я достаточно взрослый, чтобы помнить магазины проката фильмов, куда вы заходили и доставали кассеты VHS с полки, а затем платили около доллара или двух за их аренду. У нас был один на главной улице в нашем городе. Мы собирали мелочь, которую наши отцы случайно потеряли под подушками сидений диванов, бежали в город и покупали столько конфет, сколько могли в магазине, а затем летали на рогатке через улицу, чтобы брать фильмы напрокат.
Мы видели ведьм в облаках, чувствовали монстров на углах укрытых листвой улиц и волшебство в тыквах, которые мы собирали. Мы смотрели страшные фильмы. О, как мы смотрели страшные фильмы. Я достаточно взрослый, чтобы помнить магазины проката фильмов, куда вы заходили и доставали кассеты VHS с полки, а затем платили около доллара или двух за их аренду. У нас был один на главной улице в нашем городе. Мы собирали мелочь, которую наши отцы случайно потеряли под подушками сидений диванов, бежали в город и покупали столько конфет, сколько могли в магазине, а затем летали на рогатке через улицу, чтобы брать фильмы напрокат. Каждый холодный осенний октябрь мы держались за руки и объединяли наше воображение и позволяли нашему духу пребывать в мистическом, потустороннем, потому что в это время года у нас было разрешение делать это так, как мы, казалось, не круглый год.
Каждый холодный осенний октябрь мы держались за руки и объединяли наше воображение и позволяли нашему духу пребывать в мистическом, потустороннем, потому что в это время года у нас было разрешение делать это так, как мы, казалось, не круглый год. Черные плащи с лицами мумии, неуклюжие скелеты, ведьмы с уродливыми гримасами, что угодно, у нас это было. Мой отец считал такое украшение женской работой, и ему нравилось, что он женился на женщине с таким воодушевлением, чтобы украшать дом изысканными украшениями, поэтому он потакал ей; вешал крючок везде, где она требовала, натягивал нить паутины там, где она ему приказывала. Примерно за месяц до того, как он неожиданно умер, они купили огромное, увеличенное украшение лужайки перед домом (когда такие вещи были новинкой на рынке!) с изображением мрачного скелета, управляющего большим черным катафалком. Она планировала добавить его в свой зверинец на Хэллоуин всего через несколько недель.
Черные плащи с лицами мумии, неуклюжие скелеты, ведьмы с уродливыми гримасами, что угодно, у нас это было. Мой отец считал такое украшение женской работой, и ему нравилось, что он женился на женщине с таким воодушевлением, чтобы украшать дом изысканными украшениями, поэтому он потакал ей; вешал крючок везде, где она требовала, натягивал нить паутины там, где она ему приказывала. Примерно за месяц до того, как он неожиданно умер, они купили огромное, увеличенное украшение лужайки перед домом (когда такие вещи были новинкой на рынке!) с изображением мрачного скелета, управляющего большим черным катафалком. Она планировала добавить его в свой зверинец на Хэллоуин всего через несколько недель.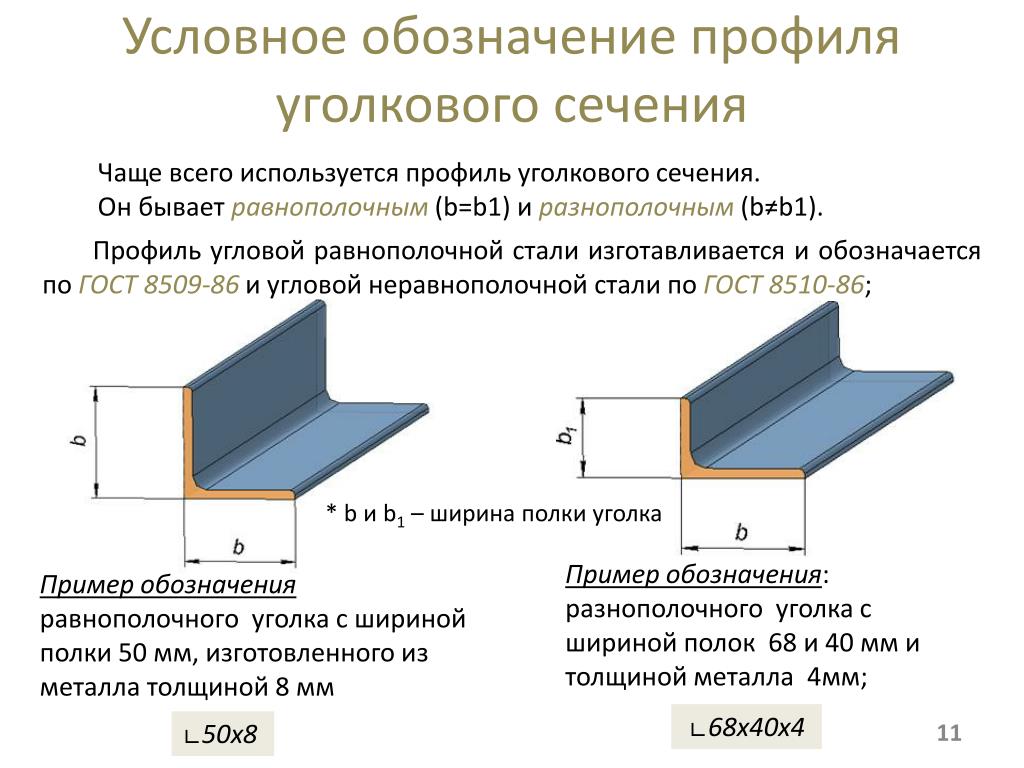 Наши умы были слишком разбиты настоящей смертью, настоящими призраками, настоящими привидениями, настоящим, настоящим лиминалом, что наслаждаться этим, усиленным на экране в тандеме с сюжетной линией, было невозможно.
Наши умы были слишком разбиты настоящей смертью, настоящими призраками, настоящими привидениями, настоящим, настоящим лиминалом, что наслаждаться этим, усиленным на экране в тандеме с сюжетной линией, было невозможно.
 длина L, мм
длина L, мм Затвор может быть выполнен в виде клина с двумя параллельными дисками. Привод является ручным и представляет собой маховик. У 30ч6бр задвижек сравнительно простая конструкция, но при этом она надёжная. Благодаря ещё и малому гидравлическому сопротивлению задвижки 30ч6бр широко применяют на различных магистральных трубопродах.
Затвор может быть выполнен в виде клина с двумя параллельными дисками. Привод является ручным и представляет собой маховик. У 30ч6бр задвижек сравнительно простая конструкция, но при этом она надёжная. Благодаря ещё и малому гидравлическому сопротивлению задвижки 30ч6бр широко применяют на различных магистральных трубопродах. Москва
Москва ru 220В
ru 220В необходимо
необходимо Установка производится приводом вверх.
Установка производится приводом вверх.
 Его можно назвать задвижкой для очистки сточных вод.
Его можно назвать задвижкой для очистки сточных вод.

 В полностью закрытом положении задвижки обеспечивают
В полностью закрытом положении задвижки обеспечивают

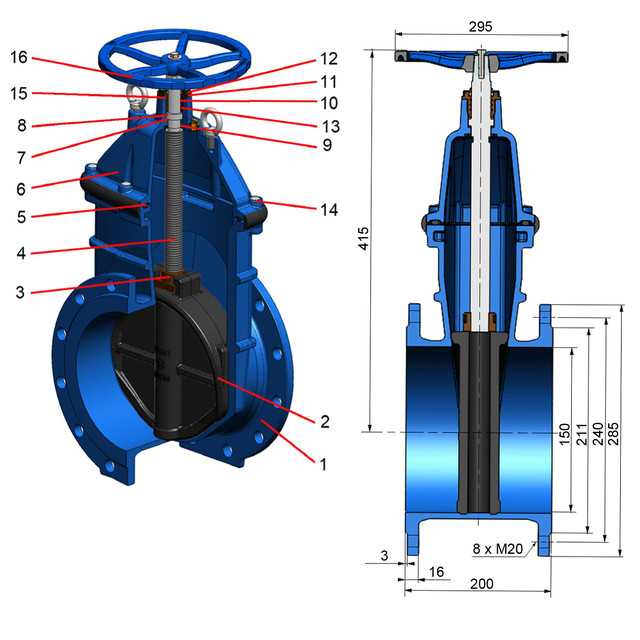
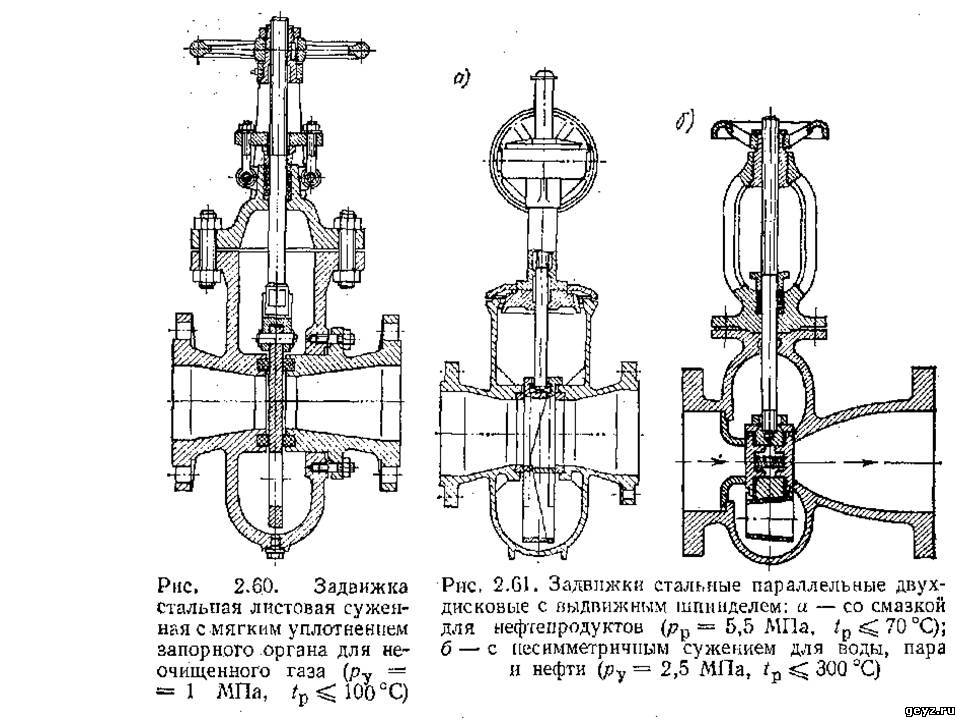
 youtube.com/embed/10vEjGJ66YM?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
youtube.com/embed/10vEjGJ66YM?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>  Герметизация
Герметизация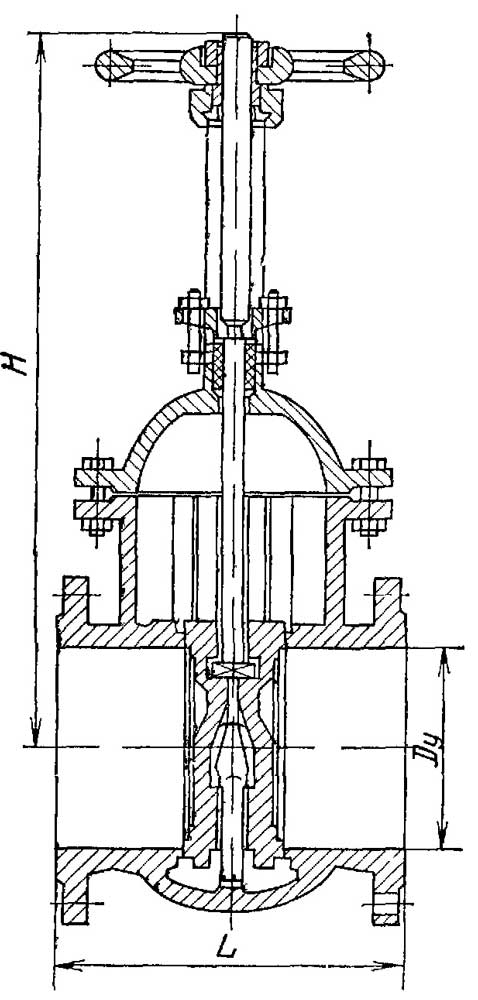
 В глухих отверстиях сверление выполняют на глубину, превышающую длину резьбовой части крепежной детали на 5-6 мм.
В глухих отверстиях сверление выполняют на глубину, превышающую длину резьбовой части крепежной детали на 5-6 мм. В штампованных либо литых отверстиях процесс нарезания резьбы осуществлять сложно. Они не могут обеспечить необходимые размеры допусков в пределах, обозначенных техническими условиями по нарезке внутренней резьбы. Легче нарезается внутренняя резьба в отверстиях заготовок, получаемых в процессе литья под давлением либо по выплавляемым моделям.
В штампованных либо литых отверстиях процесс нарезания резьбы осуществлять сложно. Они не могут обеспечить необходимые размеры допусков в пределах, обозначенных техническими условиями по нарезке внутренней резьбы. Легче нарезается внутренняя резьба в отверстиях заготовок, получаемых в процессе литья под давлением либо по выплавляемым моделям.

 Его необходимо тщательно уравновесить противовесом. Он должен передвигаться без труда, обеспечивая плавное врезание и выход метчика из резьбы. Если шпиндель передвигается с большой осевой нагрузкой, резьбу разобьет по среднему сечению;
Его необходимо тщательно уравновесить противовесом. Он должен передвигаться без труда, обеспечивая плавное врезание и выход метчика из резьбы. Если шпиндель передвигается с большой осевой нагрузкой, резьбу разобьет по среднему сечению;
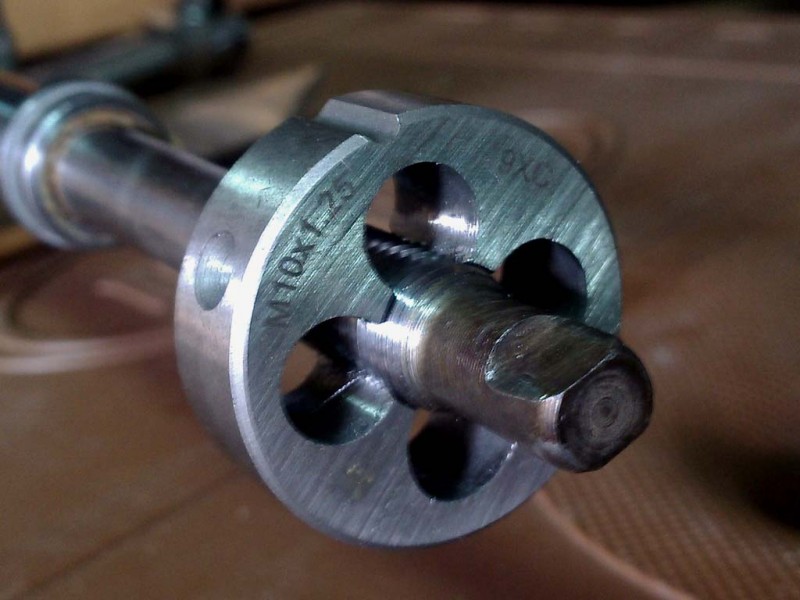
 Насосная подача охлаждающей жидкости предполагает такой состав: 15% олеиновой кислоты, 25% керосина, 60% сульфо-фрезола. При отсутствии на станке помпы, охлаждающая жидкость, состоящая из: 85% сульфо-фрезола и 15% олеиновой кислоты, наносится на метчик кистью либо метчик погружается в жидкость;
Насосная подача охлаждающей жидкости предполагает такой состав: 15% олеиновой кислоты, 25% керосина, 60% сульфо-фрезола. При отсутствии на станке помпы, охлаждающая жидкость, состоящая из: 85% сульфо-фрезола и 15% олеиновой кислоты, наносится на метчик кистью либо метчик погружается в жидкость; Хорошо применять 8…10% эмульсию. Нельзя для охлаждения метчиков использовать масло: оно не предохраняет от стружки, налипающей в момент нарезания и затрудняет очистку нарезанной резьбы от налипшей стружки;
Хорошо применять 8…10% эмульсию. Нельзя для охлаждения метчиков использовать масло: оно не предохраняет от стружки, налипающей в момент нарезания и затрудняет очистку нарезанной резьбы от налипшей стружки;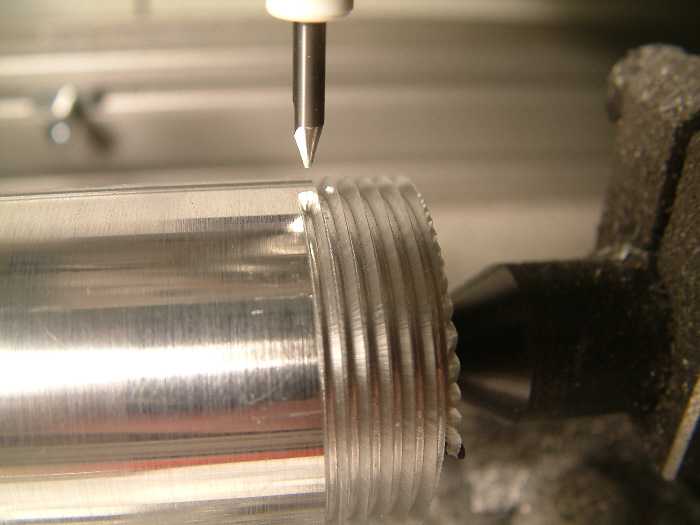
 Распылите на спиральное сверло режущий спрей. Это увеличивает срок службы сверла и улучшает качество поверхности.
Распылите на спиральное сверло режущий спрей. Это увеличивает срок службы сверла и улучшает качество поверхности.


 Благодаря универсальности и простоте использования они настолько универсальны, что их можно найти везде, от автомобилей до самолетов.
Благодаря универсальности и простоте использования они настолько универсальны, что их можно найти везде, от автомобилей до самолетов.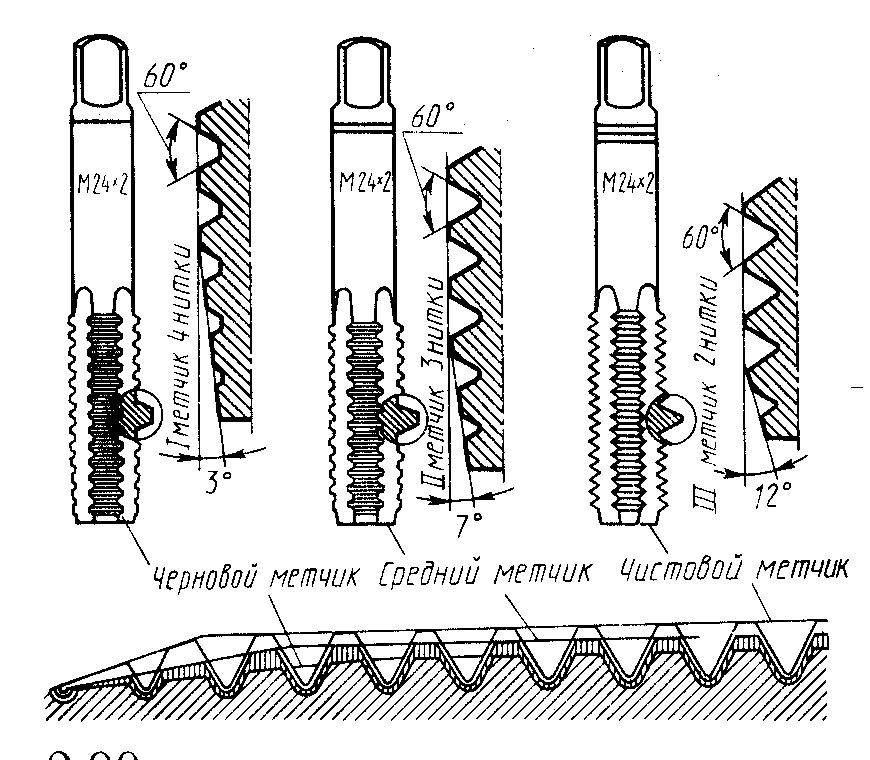 Резьба в отверстии обеспечивает сопротивление, чтобы застежка не ослаблялась со временем, а также облегчала удаление застежки при необходимости.
Резьба в отверстии обеспечивает сопротивление, чтобы застежка не ослаблялась со временем, а также облегчала удаление застежки при необходимости.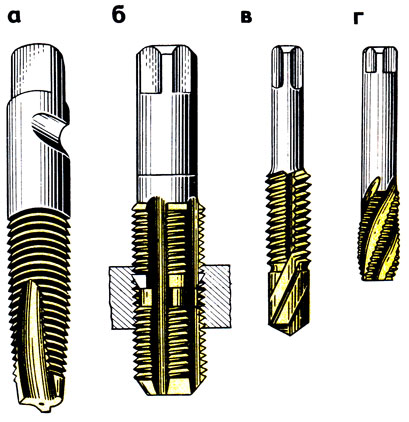

 Первичное сверло может сделать начальное отверстие, в то время как метчик в основном используется для нарезания резьбы в резьбовом отверстии. После ввинчивания винта его наружная резьба (внешняя резьба) может сматываться во внутреннюю резьбу. Внутренняя резьба может создать метчик в резьбовом отверстии.
Первичное сверло может сделать начальное отверстие, в то время как метчик в основном используется для нарезания резьбы в резьбовом отверстии. После ввинчивания винта его наружная резьба (внешняя резьба) может сматываться во внутреннюю резьбу. Внутренняя резьба может создать метчик в резьбовом отверстии. Каждый тип отверстия требует особого внимания, чтобы обеспечить простоту обработки резьбовых отверстий.
Каждый тип отверстия требует особого внимания, чтобы обеспечить простоту обработки резьбовых отверстий. Метчики могут обрабатывать большинство типов материалов, таких как алюминий, стальной сплав, сталь и чугун,
Метчики могут обрабатывать большинство типов материалов, таких как алюминий, стальной сплав, сталь и чугун, Конический угол резьбы позволяет заводить резьбу намного легче, чем если бы вы начинали с нижнего метчика. Этот тип метчика обычно используется для нарезания новой резьбы в отверстии.
Конический угол резьбы позволяет заводить резьбу намного легче, чем если бы вы начинали с нижнего метчика. Этот тип метчика обычно используется для нарезания новой резьбы в отверстии. Одним из примеров является то, что отверстие, на которое нарезается резьба, находится очень близко к краю материала. Это связано с тем, что кран может легко сломаться, если он ударится о край во время использования. Кроме того, использование метчика-пробки на отверстии очень малого диаметра может быть затруднено и может привести к поломке метчика.
Одним из примеров является то, что отверстие, на которое нарезается резьба, находится очень близко к краю материала. Это связано с тем, что кран может легко сломаться, если он ударится о край во время использования. Кроме того, использование метчика-пробки на отверстии очень малого диаметра может быть затруднено и может привести к поломке метчика.
 Вы можете использовать формовочный метчик или традиционный метчик, если резьбовое отверстие до M6. Вы можете использовать инструмент с одной кромкой, чтобы вырезать резьбовое отверстие больше, чем M6. Потому что нужен метчик большего размера для нарезания резьбовых отверстий для большей мощности машины.
Вы можете использовать формовочный метчик или традиционный метчик, если резьбовое отверстие до M6. Вы можете использовать инструмент с одной кромкой, чтобы вырезать резьбовое отверстие больше, чем M6. Потому что нужен метчик большего размера для нарезания резьбовых отверстий для большей мощности машины. Это сильно влияет на весь процесс обработки. Вы должны попытаться использовать стандартные размеры резьбы при возможных условиях.
Это сильно влияет на весь процесс обработки. Вы должны попытаться использовать стандартные размеры резьбы при возможных условиях. Это означает, что внутренний диаметр будет меньше внешнего диаметра.
Это означает, что внутренний диаметр будет меньше внешнего диаметра. Это делается для обеспечения обработки обоих резьбовых отверстий.
Это делается для обеспечения обработки обоих резьбовых отверстий.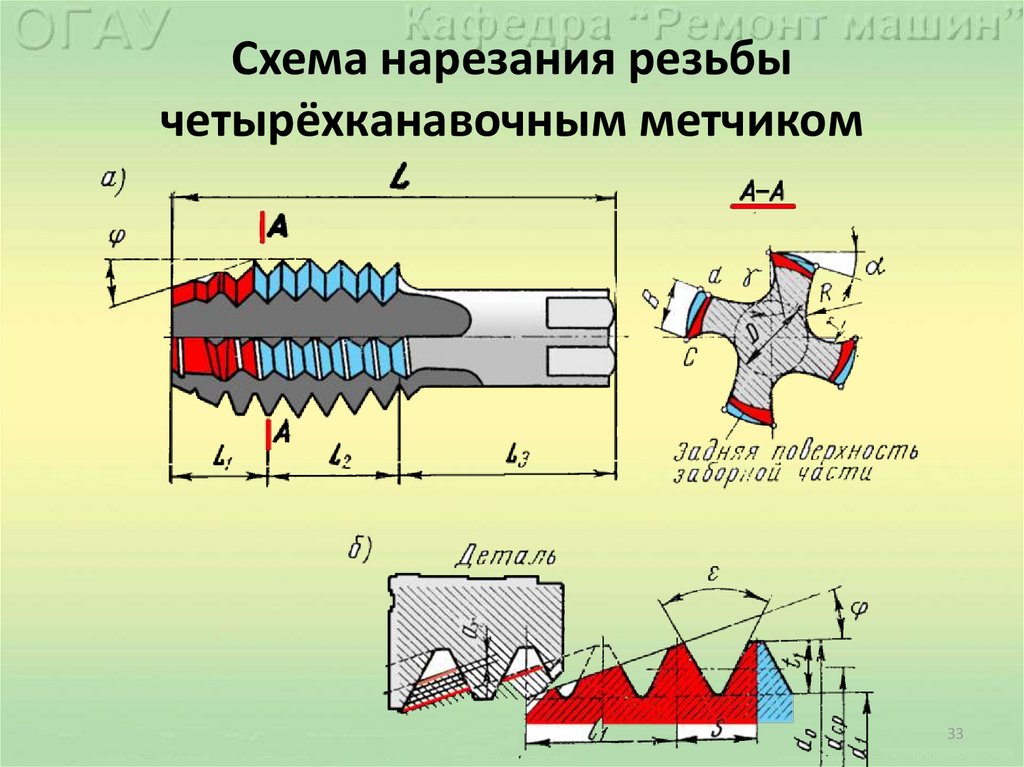

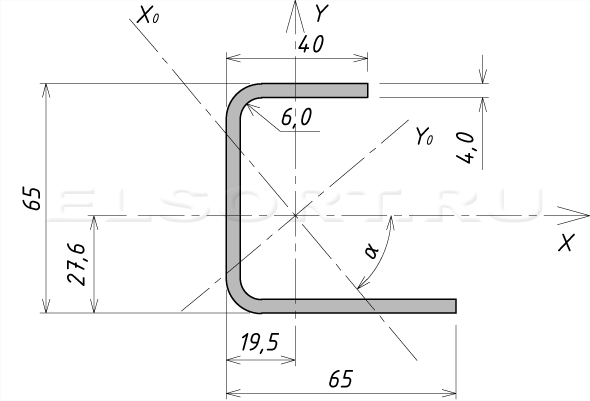 Швеллеры стальные горячекатаные».
Швеллеры стальные горячекатаные».
 5
5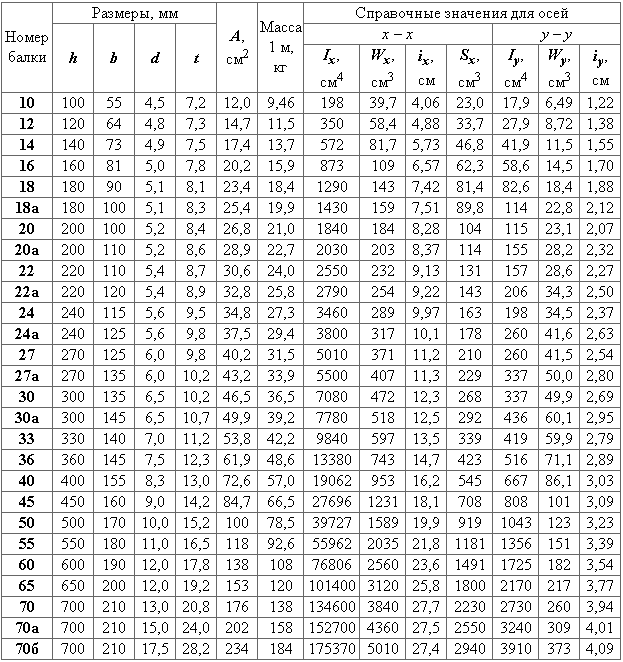 2
2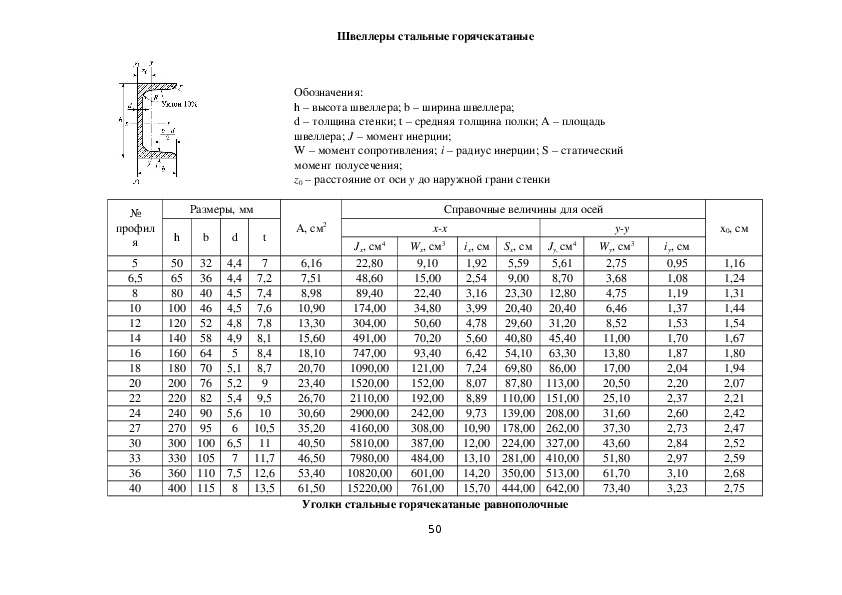 4
4 5
5 84
84 9
9 4
4 5
5 2
2 24
24 1
1 14
14 8
8 81
81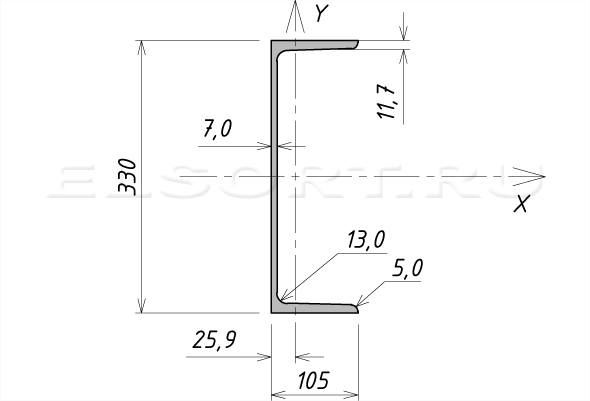 5
5 74
74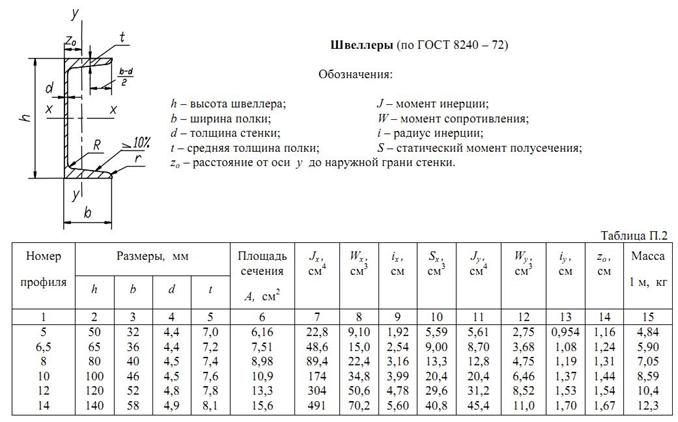 77
77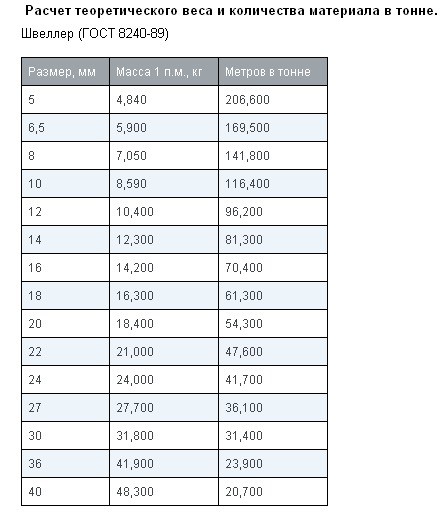 5
5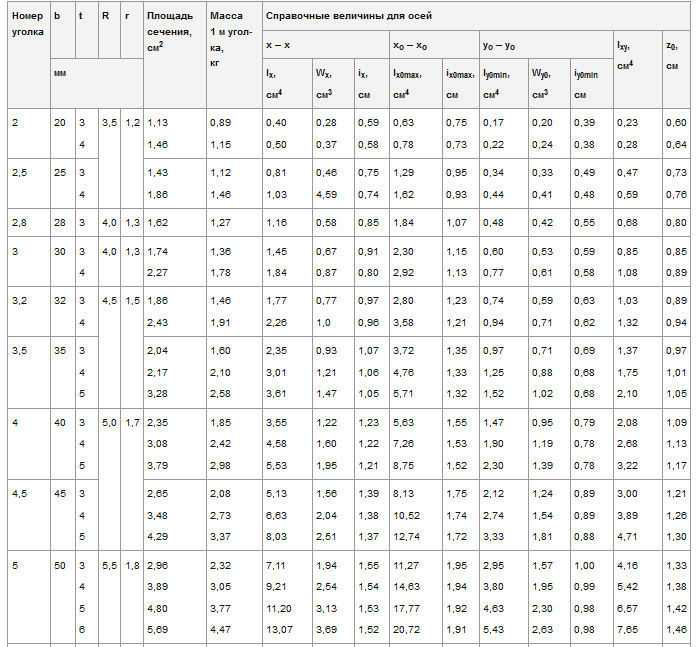 Ниже представлены таблицы ГОСТ для подбора нужных значений.
Ниже представлены таблицы ГОСТ для подбора нужных значений. Существенной частью этих стандартов является то, что внутренние поверхности полки балок американского стандарта имеют наклон примерно 16 2/3%.
Существенной частью этих стандартов является то, что внутренние поверхности полки балок американского стандарта имеют наклон примерно 16 2/3%.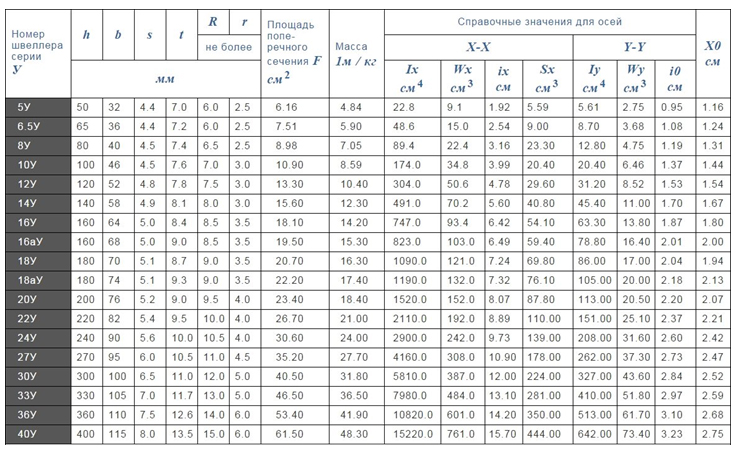 org/PropertyValue»>
org/PropertyValue»>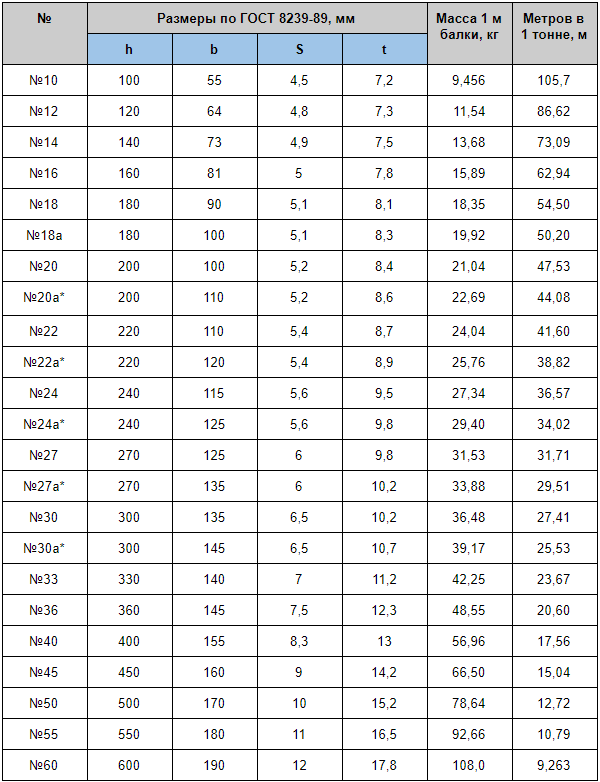 org/PropertyValue»>
org/PropertyValue»> org/PropertyValue»>
org/PropertyValue»> org/PropertyValue»>
org/PropertyValue»>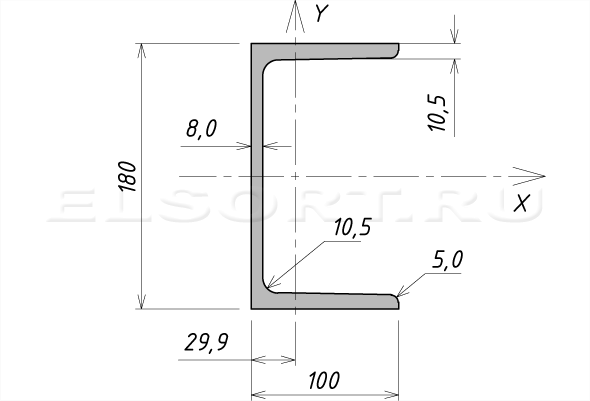 org/PropertyValue»>
org/PropertyValue»>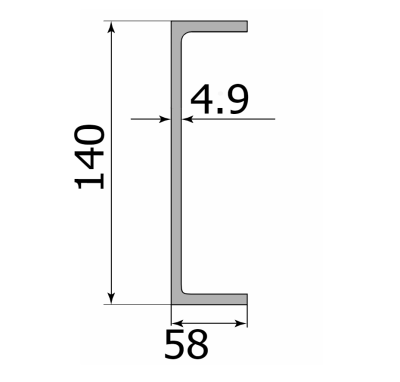 org/PropertyValue»>
org/PropertyValue»>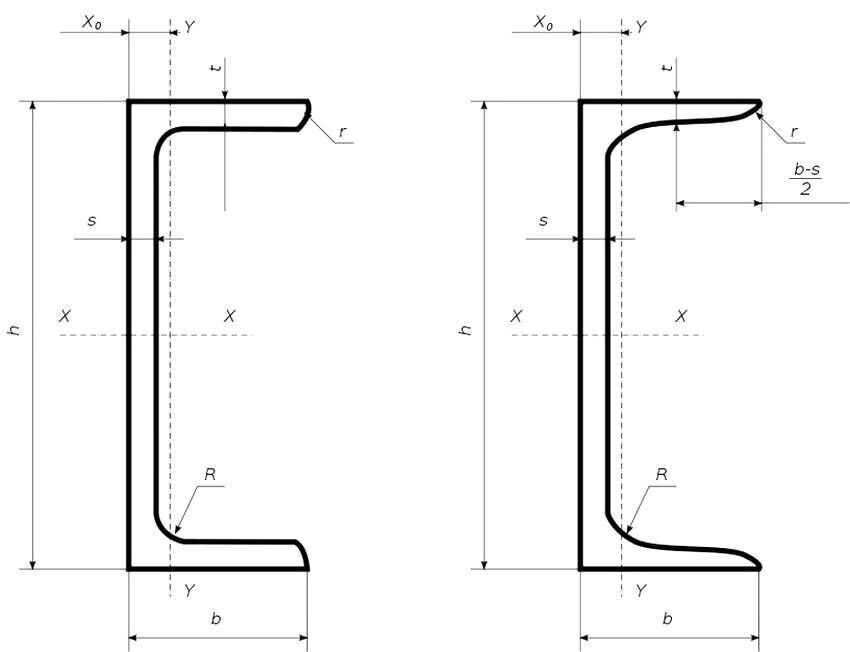 org/PropertyValue»>
org/PropertyValue»> org/PropertyValue»>
org/PropertyValue»>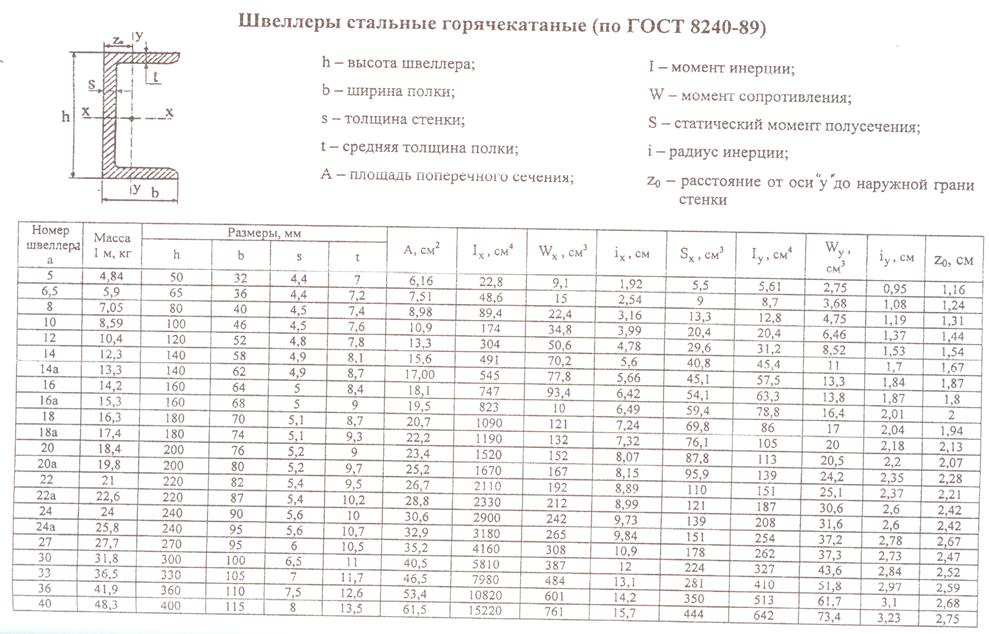 org/PropertyValue»>
org/PropertyValue»>
 org/PropertyValue»>
org/PropertyValue»> площадь и механические свойства (момент инерции, модули сопротивления и радиус инерции).
площадь и механические свойства (момент инерции, модули сопротивления и радиус инерции). 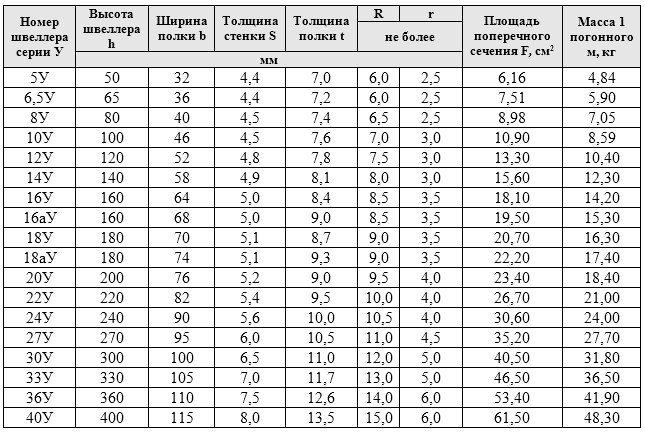 911
911

 и последующей термообработке
и последующей термообработке Параметры, свойства и состав
Параметры, свойства и состав
 02
02 Закалка с 860-870 °С + отпуск
Закалка с 860-870 °С + отпуск Нормализация при 920-930 °С + отпуск при 580-600 °С, охлаждение 1 ч. с печью, затем на воздухе
Нормализация при 920-930 °С + отпуск при 580-600 °С, охлаждение 1 ч. с печью, затем на воздухе Закалка в масло с 890-910 °С + отпуск при 620-640 °С, охлаждение на воздухе или в масле (KCU-60)
Закалка в масло с 890-910 °С + отпуск при 620-640 °С, охлаждение на воздухе или в масле (KCU-60) в печи при 250 °С + нагрев до 600-610 °С, охлаждение на воздухе + закалка в масло с 870-880 °С + отпуск при 630-640 °С, охлаждение на воздухе
в печи при 250 °С + нагрев до 600-610 °С, охлаждение на воздухе + закалка в масло с 870-880 °С + отпуск при 630-640 °С, охлаждение на воздухе Способы сварки — РДС, АДС под газовой защитой. Рекомендуется подогрев и последующая термообработка.
Способы сварки — РДС, АДС под газовой защитой. Рекомендуется подогрев и последующая термообработка.

 Нормализация при 920-930 °С + отпуск при 580-600 °С, охлаждение 1 ч с печью, затем на воздухе
Нормализация при 920-930 °С + отпуск при 580-600 °С, охлаждение 1 ч с печью, затем на воздухе Нормализация при 920-930 °С + отпуск при 580-600 °С, охлаждение 1 ч с печью, затем на воздухе
Нормализация при 920-930 °С + отпуск при 580-600 °С, охлаждение 1 ч с печью, затем на воздухе Нормализация при 920-930 °С + отпуск при 580-600 °С, охлаждение 1 ч с печью, затем на воздухе
Нормализация при 920-930 °С + отпуск при 580-600 °С, охлаждение 1 ч с печью, затем на воздухе Нормализация при 920-930 °С + отпуск при 580-600 °С, охлаждение 1 ч с печью, затем на воздухе
Нормализация при 920-930 °С + отпуск при 580-600 °С, охлаждение 1 ч с печью, затем на воздухе Способы сварки — РДС, АДС под газовой защитой. Рекомендуется подогрев и последующая термическая обработка.
Способы сварки — РДС, АДС под газовой защитой. Рекомендуется подогрев и последующая термическая обработка.

 Твердость материала 35KHML (35HML, 35),
Твердость материала 35KHML (35HML, 35),  15
15  3
3 
 Специальное удлинение при переломе, [ %]
Специальное удлинение при переломе, [ %] для получения качественной сварки необходимы дополнительные операции: нагрев до 200-300 градусов; термообработка и отжиг
для получения качественной сварки необходимы дополнительные операции: нагрев до 200-300 градусов; термообработка и отжиг