Дюбель гвоздь металлический
|
Предназначен для несъемного крепления профилей и различных тонколистовых материалов к бетону, камню и кирпичу.
|

Металлический забивной дюбель-гвоздь
Таблица размеров
| А | В | С | D | К | Е | F | |
| диаметр | длина | диаметр | диаметр | толщина | длина, | диаметр, | |
| Обозначение | гвоздя, мм | гвоздя, мм | шляпки, мм | бурта, мм | бурта, мм | мм | мм |
| 6,3 х 25 | 3,70-3,80 | 38,00-40,00 | 6,00-6,20 | 13,35-13,45 | 3,90-4,20 | 29,40-30,00 | 6,00-6. 30 30 |
| 6,3 х 40 | 3,70-3,80 | 48,00-50,00 | 6,00-6,20 | 13,35-13,45 | 3,90-4,20 | 39,00-40,00 | 6,00-6.30 |
| 6,3 х 50 | 3,70-3,80 | 58,00-60,00 | 6,00-6,20 | 13,35-13,45 | 3,90-4,20 | 49,00-50,00 | 6,00-6,30 |
Описание металлического забивного дюбель-гвоздя
Металлические забивные дюбели-гвозди изготавливаются из двух материалов. Для производства дюбеля используется цинковый сплав, а для производства гвоздя – сталь 1008. Состоит такая разновидность дюбельной техники из стопорного бортика, который не позволяет дюбелю проваливаться в отверстие и дает ему более плотно прижать монтируемую деталь, а также из пары распорных сегментов. Как правило, металлические забивные дюбели-гвозди используются для монтажа кабель-каналов, несъемных металлических профилей к кирпичу, камню, бетону. Применение такой дюбельной техники обеспечивает быстрый и легкий сквозной монтаж. Различают несколько разновидностей металлических дюбель-гвоздей в зависимости от длины, толщины и диаметра гвоздя, бурта и шляпки.
Применение такой дюбельной техники обеспечивает быстрый и легкий сквозной монтаж. Различают несколько разновидностей металлических дюбель-гвоздей в зависимости от длины, толщины и диаметра гвоздя, бурта и шляпки.
Доставим продукцию с нашего склада в Москве! Обращайтесь: +7(495)773-4103
Чем отличается металлический забивной дюбель-гвоздь:
- узкой специализацией;
- высоким качеством и надежностью;
- простотой в использовании;
Как приобрести металлические забивные дюбели-гвозди?
При необходимости у нас вы сможете приобрести металлические дюбель-гвозди и дюбели-бабочки оптом или крупным оптом по приемлемым ценам. За высокое качество, надежность, долговечность и износостойкости своей продукции наш магазин ручается.
Обратившись к нам Вы сможете рассчитывать на:
- быструю доставку со склада;
- консультацию по Вашим вопросам;
- наличие всей необходимой документации;
Наши менеджеры готовы помочь Вам в любое время: +7(495)773-4103
Металлический дюбель для пустотелых конструкций «MOLLY»
Металлический дюбель для газобетона
штифтов | Штифты из алюминия, латуни и стали
Результаты 1–15 из 2292
|<
<
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15. ..
..
>
>|
Просмотр в виде списка
Штифт 1/64 x 1/4, легированная сталь
DOW-015-0250
В наличии
Цена:
0,4657
Минимальное количество заказа:
5
Количество
См. Ограничения по количеству
Сертификаты материалов
Запрос бесплатного сертификата на материалы
Добавить в корзину
Штифт 1/64 x 1/2, легированная сталь
DOW-015-0500
В наличии
Цена:
0,6192
Минимальное количество заказа:
4
Количество
См. Ограничения по количеству
Ограничения по количеству
Сертификаты материалов
Запрос бесплатного сертификата на материалы
Добавить в корзину
Штифт 1/32 x 1/8, легированная сталь
DOW-031-0125
В наличии
Цена:
1.1027
Минимальное количество заказа:
2
Количество
См. Ограничения по количеству
Сертификаты материалов
Запрос бесплатного сертификата на материалы
Добавить в корзину
Штифт 1/32 x 3/16, легированная сталь
DOW-031-0187
В наличии
Цена:
0,6303
Минимальное количество заказа:
4
Количество
См. Ограничения по количеству
Ограничения по количеству
Сертификаты материалов
Запрос бесплатного сертификата на материалы
Добавить в корзину
Штифт 1/32 x 3/8, легированная сталь
DOW-031-0375
В наличии
Цена:
0,9456
Минимальное количество заказа:
3
Количество
См. Ограничения по количеству
Сертификаты материалов
Запрос бесплатного сертификата на материалы
Добавить в корзину
Штифт 3/64 x 3/8, легированная сталь
DOW-046-0375
В наличии
Цена:
1. 2081
2081
Минимальное количество заказа:
2
Количество
См. Ограничения по количеству
Сертификаты материалов
Запрос бесплатного сертификата на материалы
Добавить в корзину
Штифт 3/64 x 3/4, легированная сталь
DOW-046-0750
В наличии
Цена:
1,2618
Минимальное количество заказа:
2
Количество
См. Ограничения по количеству
Сертификаты материалов
Запрос бесплатного сертификата на материалы
Добавить в корзину
Штифт 1/16 x 3/16, легированная сталь ASME B18.
 8.2
8.2
DOW-062-0187
В наличии
Цена:
0,2122
Минимальное количество заказа:
10
Количество
См. Ограничения по количеству
Сертификация материалов включена
Добавить в корзину
Штифт 1/16 x 1/4, легированная сталь ASME B18.8.2
DOW-062-0250
В наличии
Цена:
0,1875
Минимальное количество заказа:
11
Количество
См. Ограничения по количеству
Сертификаты материалов
Заказать сертификацию материалов (+ $50. 00)
00)
Добавить в корзину
Штифт 1/16 x 1/2, легированная сталь ASME B18.8.2
ДОУ-062-0500
В наличии
Цена:
0,3111
Минимальное количество заказа:
7
Количество
См. Ограничения по количеству
Сертификаты материалов
Заказать сертификацию материалов (+ $25.00)
Добавить в корзину
Штифт 1/16 x 9/16, легированная сталь ASME B18.8.2
DOW-062-0562
В наличии
Цена:
0,2213
Минимальное количество заказа:
10
Количество
См. Ограничения по количеству
Ограничения по количеству
Сертификация материалов включена
Добавить в корзину
Штифт 1/16 x 5/8, легированная сталь ASME B18.8.2
ДОУ-062-0625
В наличии
Цена:
0,4051
Минимальное количество заказа:
5
Количество
См. Ограничения по количеству
Сертификаты материалов
Заказать сертификацию материалов (+ $25.00)
Добавить в корзину
Штифт 1/16 x 3/4, легированная сталь ASME B18.8.2
DOW-062-0750
В наличии
Цена:
0,2431
Минимальное количество заказа:
9
Количество
См. Ограничения по количеству
Ограничения по количеству
Сертификация материалов включена
Добавить в корзину
Штифт 1/16 x 7/8 Легированная сталь ASME B18.8.2
ДОУ-062-0875
В наличии
Цена:
0,2656
Минимальное количество заказа:
8
Количество
См. Ограничения по количеству
Сертификация материалов включена
Добавить в корзину
Штифт 1/16 x 1 Легированная сталь ASME B18.8.2
DOW-062-1000
В наличии
Цена:
0,2790
Минимальное количество заказа:
8
Количество
См. Ограничения по количеству
Ограничения по количеству
Сертификаты материалов
Заказать сертификацию материалов (+ $50.00)
Добавить в корзину
Результаты 1 — 15 из 2292
|<
<
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15…
>
>|
Штифты из нержавеющей стали 3/16 дюйма
Н/Д = «Единственное количество не продается»
Размер
Выберите количество в упаковке
Итого
Штифты 3/16″ x 1/4″ 18-8 Нержавеющая сталь
-0-0-01 #
Артикул
Установочные штифты 3/16″ x 1/4″, нержавеющая сталь 18-8
Артикул № 1030-10004-0002
25
7,75 долл. США (0,31 долл. США за шт.)
100
29,00 долларов США (0,29 шт.)
1000
270,00 долларов США (0,27/шт. )
)
Промежуточный итог:
$0.00 /
Установочные штифты 3/16 x 5/16 дюйма, нержавеющая сталь 18–8
Артикул № 1030-10004-0016
Установочные штифты 3/16 x 5/16 дюйма, нержавеющая сталь 18–8
Артикул № 1030 -10004-0016
25
9,00 долларов США (0,36 шт.)
100
$33,00 (0,33/шт.)
1000
310,00 долларов США (0,31 шт.)
Промежуточный итог:
$0.00 /
Штифты 3/16 x 3/8 дюйма, нержавеющая сталь 18–8
Артикул № 1030-10004-0030
Штифты 3/16 x 3/8 дюйма, нержавеющая сталь 18–8
Артикул № 1030 -10004-0030
25
7,50 долларов США (0,3 шт.)
100
25,00 долларов США (0,25/шт.)
1000
230,00 долларов США (0,23 шт.)
Промежуточный итог:
$0.00 /
Установочные штифты 3/16″ x 7/16″ Нержавеющая сталь 18-8
Артикул №1030-10004-0043
Установочные штифты 3/16″ x 7/16″ Нержавеющая сталь 18-8
Артикул №1030 -10004-0043
25
7,25 долл. США (0,29 долл. США за шт.)
США (0,29 долл. США за шт.)
100
22,00 доллара США (0,22 доллара США за шт.)
1000
200,00 долларов США (0,2 шт.)
Промежуточный итог:
$0.00 /
Установочные штифты 3/16″ x 1/2″, нержавеющая сталь 18-8
Артикул № 1030-10004-0050
Установочные штифты 3/16″ x 1/2″, нержавеющая сталь 18-8
Артикул № 1030-10004-0050
25
11,00 долларов США (0,44 шт.)
100
41,00 доллара США (0,41 шт.)
1000
390,00 долларов США (0,39 шт.)
Промежуточный итог:
$0.00 /
Установочные штифты 3/16″ x 5/8″ Нержавеющая сталь 18-8
Артикул № 1030-10004-0064
Установочные штифты 3/16″ x 5/8″ Нержавеющая сталь 18-8
Артикул № 1030 -10004-0064
25
12,50 долл. США (0,5 долл. США за шт.)
100
48,00 долларов США (0,48 шт.)
1000
450,00 долларов США (0,45/шт.)
Промежуточный итог:
$0.00 /
Штифты 3/16 x 3/4 дюйма, нержавеющая сталь 18–8
Артикул № 1030-10004-0078
Штифты 3/16 x 3/4 дюйма, нержавеющая сталь 18–8
Артикул № 1030 -10004-0078
25
13,25 долл. США (0,53 долл. США за шт.)
США (0,53 долл. США за шт.)
100
50,00 долларов США (0,5/шт.)
1000
490,00 долларов США (0,49 шт.)
Промежуточный итог:
$0.00 /
Штифты 3/16 x 7/8 дюйма, нержавеющая сталь 18–8
Артикул № 1030-10004-0094
Штифты 3/16 x 7/8 дюйма, нержавеющая сталь 18–8
Артикул № 1030 -10004-0094
25
15,00 долларов США (0,6 шт.)
100
59,00 долларов США (0,59 шт.)
1000
580,00 долларов США (0,58 долл. США за шт.)
Промежуточный итог:
$0.00 /
Штифты 3/16″ x 1″, нержавеющая сталь 18-8
Артикул № 1030-10004-0108
Штифты 3/16″ x 1″, нержавеющая сталь 18-8
Артикул № 1030-10804-01008
25
15,25 долл. США (0,61 долл. США за шт.)
100
59,00 долларов США (0,59 шт.)
1000
580,00 долларов США (0,58 долл. США за шт.)
Промежуточный итог:
$0.00 /
Установочные штифты 3/16″ x 1-1/4″ 18-8 Нержавеющая сталь
Артикул № 1030-10004-0122
Штифты 3/16″ x 1-1/4″ Нержавеющая сталь 18-8
Артикул № 1030-10004-0122
1
0,78 доллара США (0,78 шт. )
)
25
18,75 долларов США (0,75 доллара США за шт.)
100
73,00 доллара США (0,73 шт.)
1000
700,00 долларов США (0,7/шт.)
Промежуточный итог:
$0.00 /
Установочные штифты 3/16″ x 1-1/2″, нержавеющая сталь 18-8
Артикул № 1030-10004-0136
3/16″ x 1-1/2″ штифты, нержавеющая сталь 18-8
SKU #1030-10004-0136
1
1,03 доллара США (1,03 доллара за штуку)
25
25,00 долларов США (1 шт.)
100
97,00 долларов США (0,97/шт.)
1000
$940,00 (0,94/шт.)
Промежуточный итог:
$0.00 /
Штифты 3/16″ x 1-3/4″ 18-8 нержавеющая сталь
Артикул #1030-10004-0150
Штифты 3/16″ x 1-3/4″ 18-8 нержавеющая сталь
Артикул № 1030-10004-0150
1
1,24 доллара США (1,24 доллара за штуку)
25
29,75 долл. США (1,19 долл. США за шт.)
100
115 долларов США (1,15 доллара США за шт. )
)
1000
1110 долларов США (1,11 доллара США за шт.)
Промежуточный итог:
$0.00 /
Штифты 3/16 x 2 дюйма, нержавеющая сталь 18–8
Артикул № 1030-10004-0164
Штифты 3/16 x 2 дюйма, нержавеющая сталь 18–8
Артикул № 1030-100404-01664
1
1,51 доллара США (1,51 доллара США за шт.)
25
$36,00 (1,44/шт)
100
139 долларов США (1,39 доллара США за шт.)
1000
1370,00 долларов США (1,37/шт.)
Промежуточный итог:
$0.00 /
Установочные штифты 3/16″ x 2-1/4″, нержавеющая сталь 18-8
Артикул № 1030-10004-0178
Установочные штифты 3/16″ x 2-1/4″, нержавеющая сталь 18-8
Артикул № 1030-10004-0178
1
1,74 доллара США (1,74 доллара США за шт.)
25
41,50 долл. США (1,66 долл. США за шт.)
100
$161,00 (1,61/шт)
1000
1590,00 долларов США (1,59 доллара США за шт.)
Промежуточный итог:
$0. 00 /
00 /
Установочные штифты 3/16″ x 2-1/2″, нержавеющая сталь 18-8
Артикул 1030-10004-0192
Установочные штифты 3/16″ x 2-1/2″, нержавеющая сталь 18-8
Артикул № 1030-10004-0192
1
2,10 доллара США (2,1 доллара США за шт.)
25
50,50 долларов США (2,02 доллара США за шт.)
100
$194,00 (1,94/шт)
1000
1910,00 долларов США (1,91/шт.)
Промежуточный итог:
$0.00 /
Штифты 3/16 x 3 дюйма, нержавеющая сталь 18–8
Артикул № 1030-10004-0204
Штифты 3/16 x 3 дюйма, нержавеющая сталь 18–8
Артикул № 1030-10004-02004
1
2,60 долл. США (2,6 долл. США за шт.)
25
$63,00 (2,52/шт)
100
241,00 $ (2,41 шт.)
1000
2390,00 долларов США (2,39/шт.)
Промежуточный итог:
$0.00 /
Установочные штифты 3/16″ x 3-1/2″, нержавеющая сталь 18-8
Артикул № 1030-10004-0216
Установочные штифты 3/16″ x 3-1/2″, нержавеющая сталь 18-8
Артикул № 1030-10004-0216
1
2,86 доллара США (2,86 доллара США за шт.

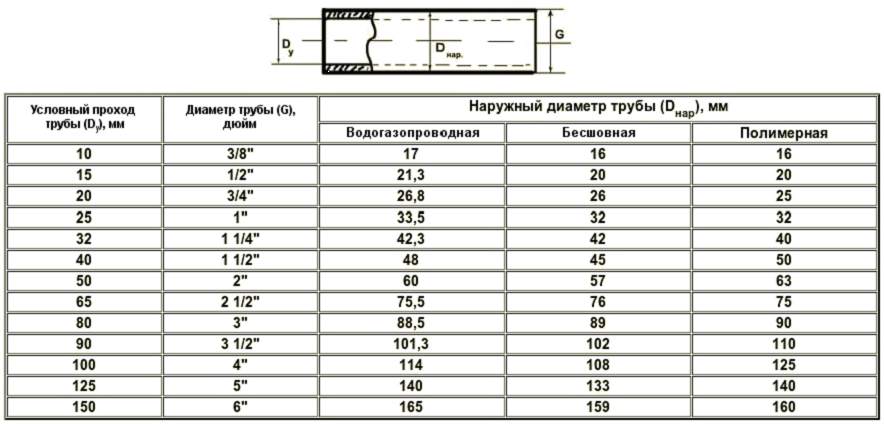 Где: S — толщина стенки в миллиметрах. Внутренний диаметр труб (Дв) обычно не равен диаметру условного прохода (Ду). Например, у труб с наружным диаметром 159 мм при толщине стенки 8 мм истинный внутренний диаметр составляет 143 мм, а при толщине стенки 5 мм — 149 мм, однако в обоих случаях условный проход принимается равным 150.
Где: S — толщина стенки в миллиметрах. Внутренний диаметр труб (Дв) обычно не равен диаметру условного прохода (Ду). Например, у труб с наружным диаметром 159 мм при толщине стенки 8 мм истинный внутренний диаметр составляет 143 мм, а при толщине стенки 5 мм — 149 мм, однако в обоих случаях условный проход принимается равным 150.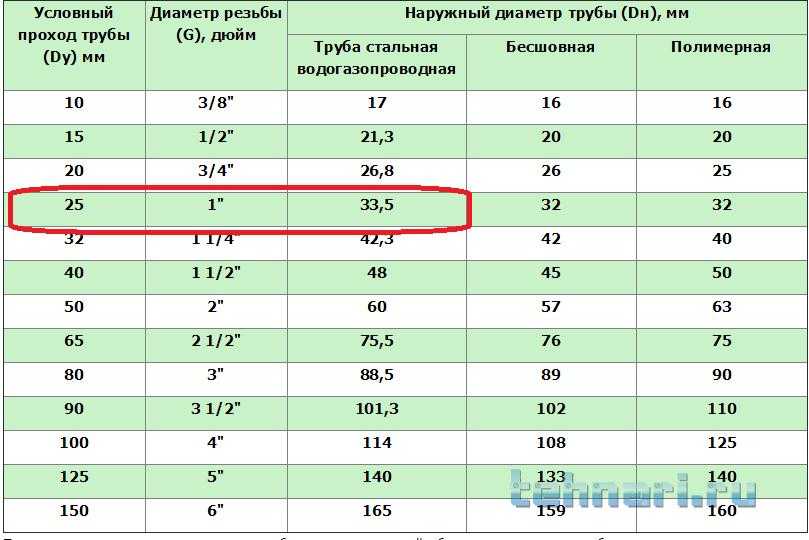
 Какова его окружность?
Какова его окружность? изм:
изм:
 некоторые определения, связанные с формулами:
некоторые определения, связанные с формулами: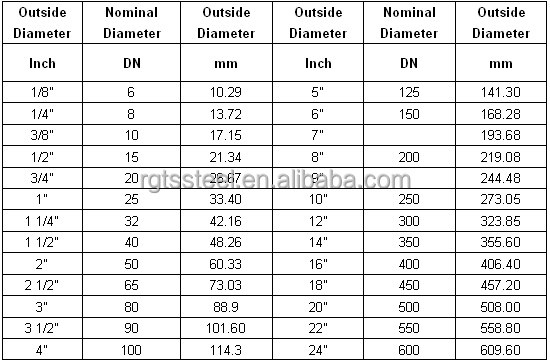


 400 мм?»
400 мм?»
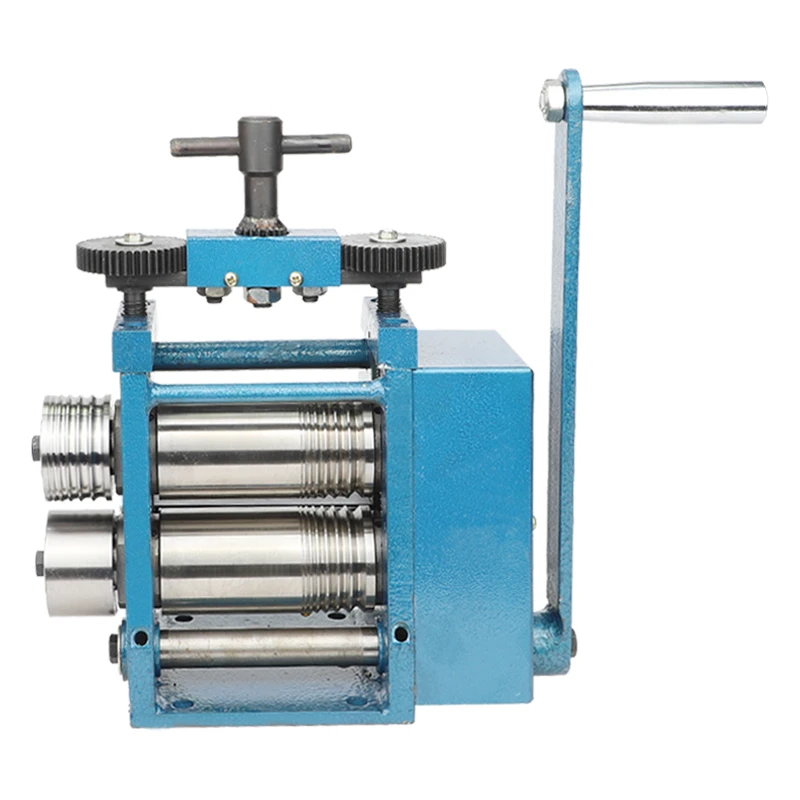
 Рекомендуются для малосерийного производства.
Рекомендуются для малосерийного производства.

 Булочка — это вкусная индийская закуска, которую можно приготовить в один миг, если у вас остался отварной картофель. Эту булочку можно приготовить для вкусного вечернего перекуса или в качестве закуски для детей после школы.
Булочка — это вкусная индийская закуска, которую можно приготовить в один миг, если у вас остался отварной картофель. Эту булочку можно приготовить для вкусного вечернего перекуса или в качестве закуски для детей после школы.
 Я серьезно увлекся этим сочетанием булочки с гороховым карри.
Я серьезно увлекся этим сочетанием булочки с гороховым карри. Когда давление уляжется само по себе, то только открывать крышку.
Когда давление уляжется само по себе, то только открывать крышку. Вы можете добавить от ½ до 1 чайной ложки лимонного сока или от ½ до 1 чайной ложки сухого порошка семян граната вместо сухого порошка манго.
Вы можете добавить от ½ до 1 чайной ложки лимонного сока или от ½ до 1 чайной ложки сухого порошка семян граната вместо сухого порошка манго.
 Нагрейте любое масло с нейтральным вкусом для жарки во фритюре или на мелкой терке булочек в кадай (воке) или сковороде.
Нагрейте любое масло с нейтральным вкусом для жарки во фритюре или на мелкой терке булочек в кадай (воке) или сковороде.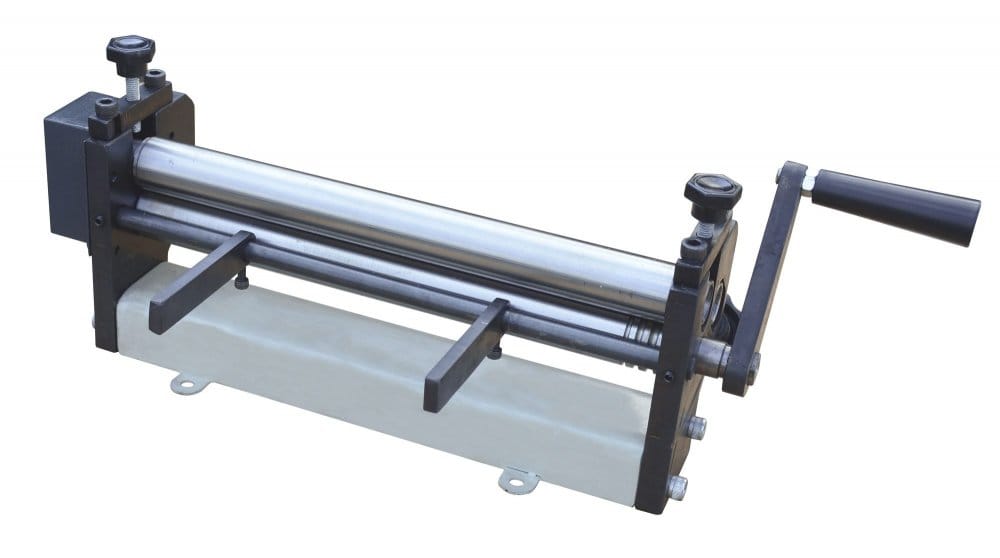
 Послужит вкусным ужином или перекусом после школы для детей.
Послужит вкусным ужином или перекусом после школы для детей. Добавьте воду так, чтобы она покрывала картофель. Также добавьте ½ чайной ложки соли.
Добавьте воду так, чтобы она покрывала картофель. Также добавьте ½ чайной ложки соли.

 Если масло очень горячее, хлеб быстро и неравномерно подрумянится, а внутренности останутся сырыми.
Если масло очень горячее, хлеб быстро и неравномерно подрумянится, а внутренности останутся сырыми. Вы не хотите, чтобы хлеб впитывал много масла. Более теплое масло сделает хлеб сырым от масла. Если масло очень горячее, корочка слишком подрумянится, а внутренняя часть будет недожаренной.
Вы не хотите, чтобы хлеб впитывал много масла. Более теплое масло сделает хлеб сырым от масла. Если масло очень горячее, корочка слишком подрумянится, а внутренняя часть будет недожаренной. 4mg 7%
4mg 7%  Спринг-роллы заворачивают в тонкие обертки из муки или риса, а яичные рулетики заворачивают в более толстую, заметно более хрустящую обертку, которую для сочности обмакивают в яйце.
Спринг-роллы заворачивают в тонкие обертки из муки или риса, а яичные рулетики заворачивают в более толстую, заметно более хрустящую обертку, которую для сочности обмакивают в яйце. Сладкие соусы, острые соусы или их комбинация всегда хороши.
Сладкие соусы, острые соусы или их комбинация всегда хороши.





 Впрочем, для таких устройств как пуансоны большую роль играет коэффициент вязкости инструментального сплава.
Впрочем, для таких устройств как пуансоны большую роль играет коэффициент вязкости инструментального сплава.  Именно этот фактор обуславливает их высокую ударную вязкость.
Именно этот фактор обуславливает их высокую ударную вязкость. Мы свяжемся с Вами в ближайшее время!
Мы свяжемся с Вами в ближайшее время!  Особенно желательно иметь высокий предел текучести (упругости), чтобы при высоких давлениях штамп не деформировался. Для кузнечных штампов большое значение имеет и вязкость, чтобы штамп не разрушился во время работы при ударах по деформируемому металлу. Устойчивость против износа во всех случаях очень важна, так как она обеспечивает сохранение размеров «фигуры» — долговечность работы штампа.
Особенно желательно иметь высокий предел текучести (упругости), чтобы при высоких давлениях штамп не деформировался. Для кузнечных штампов большое значение имеет и вязкость, чтобы штамп не разрушился во время работы при ударах по деформируемому металлу. Устойчивость против износа во всех случаях очень важна, так как она обеспечивает сохранение размеров «фигуры» — долговечность работы штампа.
 После неполной закалки их отпускают при 150—180 °С на твердость НКС 60. На поверхности образуется твердый износостойкий слой за счет несквозной прокаливаемости — сравнительно вязкая сердцевина, позволяющая работать при умеренных ударных нагрузках.
После неполной закалки их отпускают при 150—180 °С на твердость НКС 60. На поверхности образуется твердый износостойкий слой за счет несквозной прокаливаемости — сравнительно вязкая сердцевина, позволяющая работать при умеренных ударных нагрузках. После закалки обычно проводят низкий отпуск на твердость НКС 61—63.
После закалки обычно проводят низкий отпуск на твердость НКС 61—63. Обычно для штампов этого назначения используют сталь 7X3. Более высокую стойкость показала сталь марки 6ХЗФС.
Обычно для штампов этого назначения используют сталь 7X3. Более высокую стойкость показала сталь марки 6ХЗФС. В рабочих условиях штамп должен деформировать заготовку, а не наоборот — заготовка деформировать штамп. Стали должны иметь достаточную вязкость для предупреждения поломок при ударном нагружении. Они должны обладать высоким сопротивлением термической усталости (разгаростойкости), сохраняя способность выдерживать многократные нагревы и охлаждения без образования сетки трещин. Горячештамповые стали должны иметь хорошую окалиностойкость и высокую прокаливаемость для обеспечения необходимых механических свойств по всему сечению, что особенно важно для массивных штампов.
В рабочих условиях штамп должен деформировать заготовку, а не наоборот — заготовка деформировать штамп. Стали должны иметь достаточную вязкость для предупреждения поломок при ударном нагружении. Они должны обладать высоким сопротивлением термической усталости (разгаростойкости), сохраняя способность выдерживать многократные нагревы и охлаждения без образования сетки трещин. Горячештамповые стали должны иметь хорошую окалиностойкость и высокую прокаливаемость для обеспечения необходимых механических свойств по всему сечению, что особенно важно для массивных штампов. При нагреве до 500 °С ав = 850-=-900 МПа, оп,3 = 600-5-650 МПа. При температурах эксплуатации выше 500 °С стойкость инструмента из стали 5ХНМ резко падает.
При нагреве до 500 °С ав = 850-=-900 МПа, оп,3 = 600-5-650 МПа. При температурах эксплуатации выше 500 °С стойкость инструмента из стали 5ХНМ резко падает. Применение стали ЗХ2М2Ф позволило повысить стойкость инструмента в 1,5—3 раза.
Применение стали ЗХ2М2Ф позволило повысить стойкость инструмента в 1,5—3 раза.
 Существует два типа быстрорежущих сталей: молибденовый (серия М) и вольфрамовый (серия Т). По сравнению со сталями серии Т стали серии М обычно имеют более высокую стойкость к истиранию, меньше деформируются при термообработке и дешевле.
Существует два типа быстрорежущих сталей: молибденовый (серия М) и вольфрамовый (серия Т). По сравнению со сталями серии Т стали серии М обычно имеют более высокую стойкость к истиранию, меньше деформируются при термообработке и дешевле. Ударопрочные стали (серия S) рассчитаны на ударную вязкость и используются в таких приложениях, как штампы, пуансоны и долота. Другие свойства этих сталей зависят от конкретного состава.
Ударопрочные стали (серия S) рассчитаны на ударную вязкость и используются в таких приложениях, как штампы, пуансоны и долота. Другие свойства этих сталей зависят от конкретного состава. Все инструментальные стали класса W должны быть закалены в воде, что может привести к усилению коробления и растрескиванию. Типичные области применения инструментальной стали класса W включают холодную высадку, режущие инструменты и ножи, тиснение, развертки и столовые приборы.
Все инструментальные стали класса W должны быть закалены в воде, что может привести к усилению коробления и растрескиванию. Типичные области применения инструментальной стали класса W включают холодную высадку, режущие инструменты и ножи, тиснение, развертки и столовые приборы.


 Выбор инструментальной стали для конкретного применения зависит, главным образом, от ожидаемых наиболее вероятных отказов.
Выбор инструментальной стали для конкретного применения зависит, главным образом, от ожидаемых наиболее вероятных отказов.

 Трещины часто приводят к падению мелких фрагментов инструментальной стали. Точечные сколы — распространенная проблема при пирсинге.
Трещины часто приводят к падению мелких фрагментов инструментальной стали. Точечные сколы — распространенная проблема при пирсинге.




 30
30 40
40
 м*ч*Па)
м*ч*Па) Газобетон — это стройматериал категории НГ (несгораемый), его теплопроводность в соответствии с ГОСТ 30244 и ГОСТ 31359 минимальна. При нагревании от пламени газобетон теряет свою прочность очень медленно;
Газобетон — это стройматериал категории НГ (несгораемый), его теплопроводность в соответствии с ГОСТ 30244 и ГОСТ 31359 минимальна. При нагревании от пламени газобетон теряет свою прочность очень медленно;
 150.250
150.250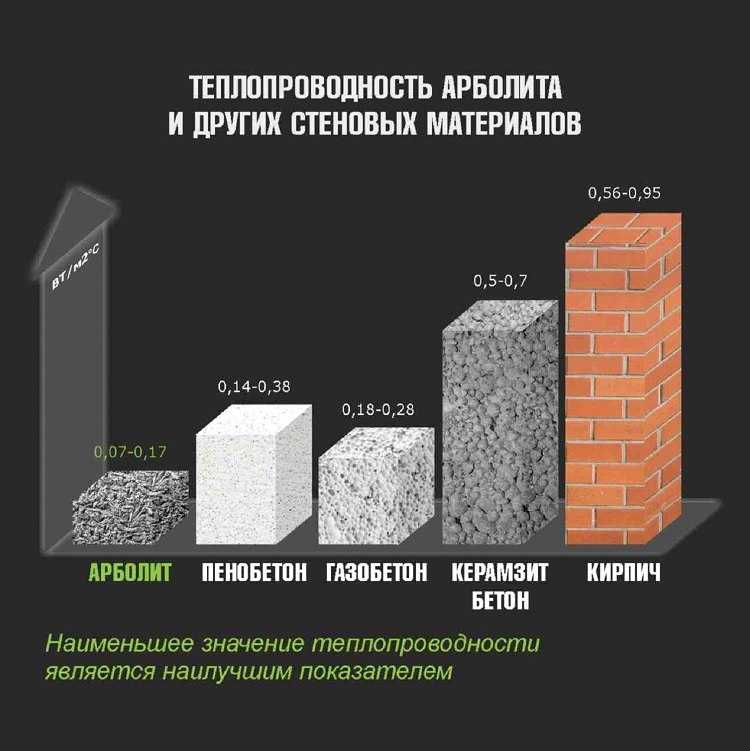 100.250
100.250 200.250
200.250 300.250
300.250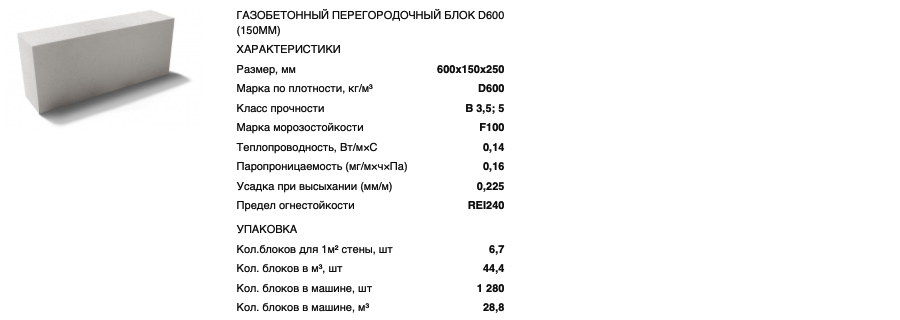 Сравнительно небольшую плотность имеют разновидности с маркировкой D300, которая указывает на то, что плотность составляет 300 кг на 1 м3.
Сравнительно небольшую плотность имеют разновидности с маркировкой D300, которая указывает на то, что плотность составляет 300 кг на 1 м3. Обратитесь к нашим консультантам и расскажите им о ваших потребностях. Специалисты порекомендуют оптимальные марки материала, выполнят расчёт необходимого объёма, ответят на возникающие вопросы и помогут оформить оптовый или розничный заказ.
Обратитесь к нашим консультантам и расскажите им о ваших потребностях. Специалисты порекомендуют оптимальные марки материала, выполнят расчёт необходимого объёма, ответят на возникающие вопросы и помогут оформить оптовый или розничный заказ.

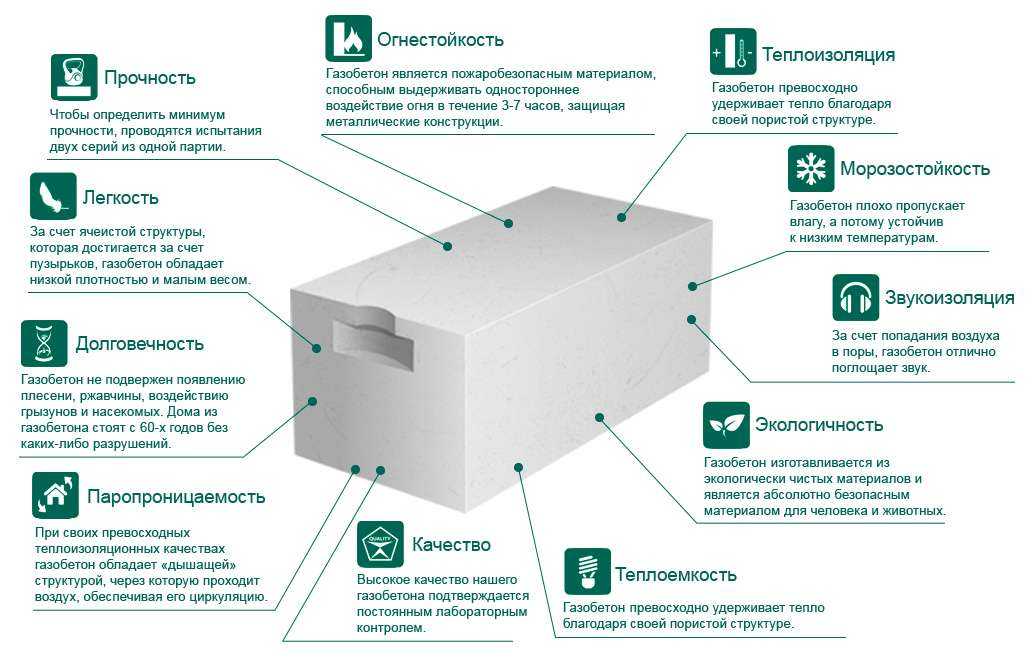
 Физические свойства газобетона одинаковы во всех направлениях.
Физические свойства газобетона одинаковы во всех направлениях. Всё это меры по защите материала от переувлажнения.
Всё это меры по защите материала от переувлажнения. Узнайте больше о Чаде в ближайшие недели. Ниже представлены еще видеороликов, созданных School of American Rifle специально для ARBuildJunkie…:
Узнайте больше о Чаде в ближайшие недели. Ниже представлены еще видеороликов, созданных School of American Rifle специально для ARBuildJunkie…: Пожалуйста, поддержите Чада, подписавшись на School of the American Rifle на его веб-сайте, в Facebook или в Instagram. Он создает огромное количество материалов, которые помогут вам правильно собрать AR-15 в вашем собственном путешествии.
Пожалуйста, поддержите Чада, подписавшись на School of the American Rifle на его веб-сайте, в Facebook или в Instagram. Он создает огромное количество материалов, которые помогут вам правильно собрать AR-15 в вашем собственном путешествии.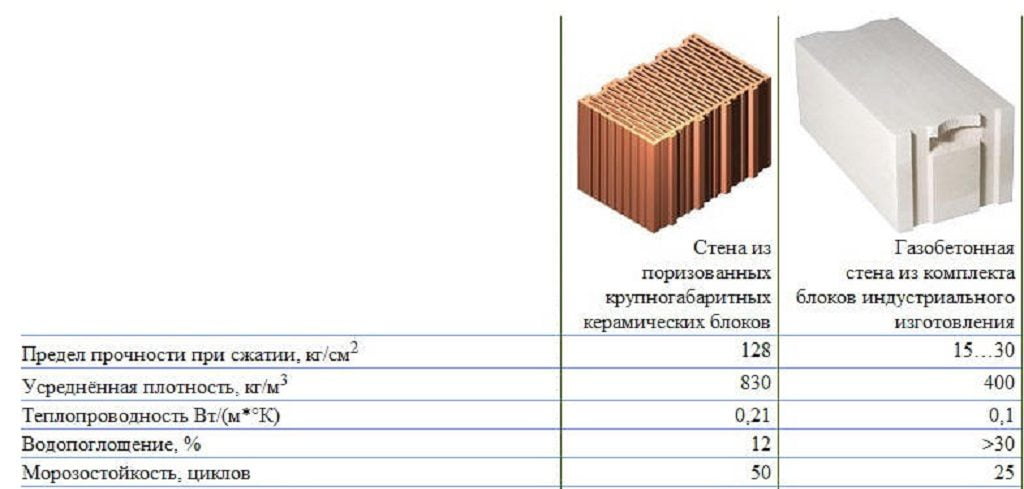
 На анимации выше традиционная комбинация мушки и газового блока в стиле A2 отвечает за сбор этого газа. Блок перенаправляет газ через газовую трубку в обратном направлении, обратно в отверстие в верхнем ресивере, расположенное непосредственно над гайкой ствола. Часть трубки выступает внутрь самой ствольной коробки, где встречается с ключом водилы. Газ направляется в полый держатель через шпонку, где он может расширяться внутри герметичной камеры вокруг задней части затвора.
На анимации выше традиционная комбинация мушки и газового блока в стиле A2 отвечает за сбор этого газа. Блок перенаправляет газ через газовую трубку в обратном направлении, обратно в отверстие в верхнем ресивере, расположенное непосредственно над гайкой ствола. Часть трубки выступает внутрь самой ствольной коробки, где встречается с ключом водилы. Газ направляется в полый держатель через шпонку, где он может расширяться внутри герметичной камеры вокруг задней части затвора.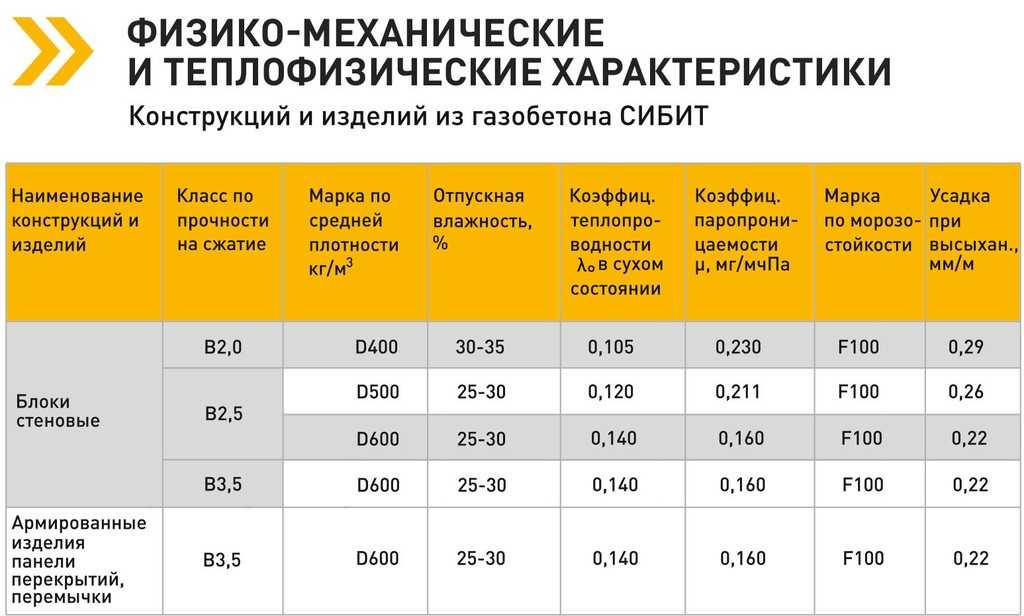
 Изменение диаметра газового порта может иметь катастрофические последствия, требующие замены ствола. Поскольку диаметры портов часто не зависят от длины ствола и длины газовой трубки, как показано выше, трудно определить «идеальный диаметр» для любого патрона и установки.
Изменение диаметра газового порта может иметь катастрофические последствия, требующие замены ствола. Поскольку диаметры портов часто не зависят от длины ствола и длины газовой трубки, как показано выше, трудно определить «идеальный диаметр» для любого патрона и установки. Эти блоки не регулируются, хотя часто они самые прочные. A2 FSB можно использовать как с традиционным цевьем, состоящим из двух частей, так и со свободно плавающим цевьем.
Эти блоки не регулируются, хотя часто они самые прочные. A2 FSB можно использовать как с традиционным цевьем, состоящим из двух частей, так и со свободно плавающим цевьем. Различные патроны будут влиять на количество энергии, производимой газовой системой AR-15, и это может привести к тому, что ваша винтовка или пистолет будут перегружены газом. Хуже того, он может не выполнить полный цикл оружия. Для решения этих проблем был разработан регулируемый газовый блок.
Различные патроны будут влиять на количество энергии, производимой газовой системой AR-15, и это может привести к тому, что ваша винтовка или пистолет будут перегружены газом. Хуже того, он может не выполнить полный цикл оружия. Для решения этих проблем был разработан регулируемый газовый блок.
 223 или 300 BLK)
223 или 300 BLK)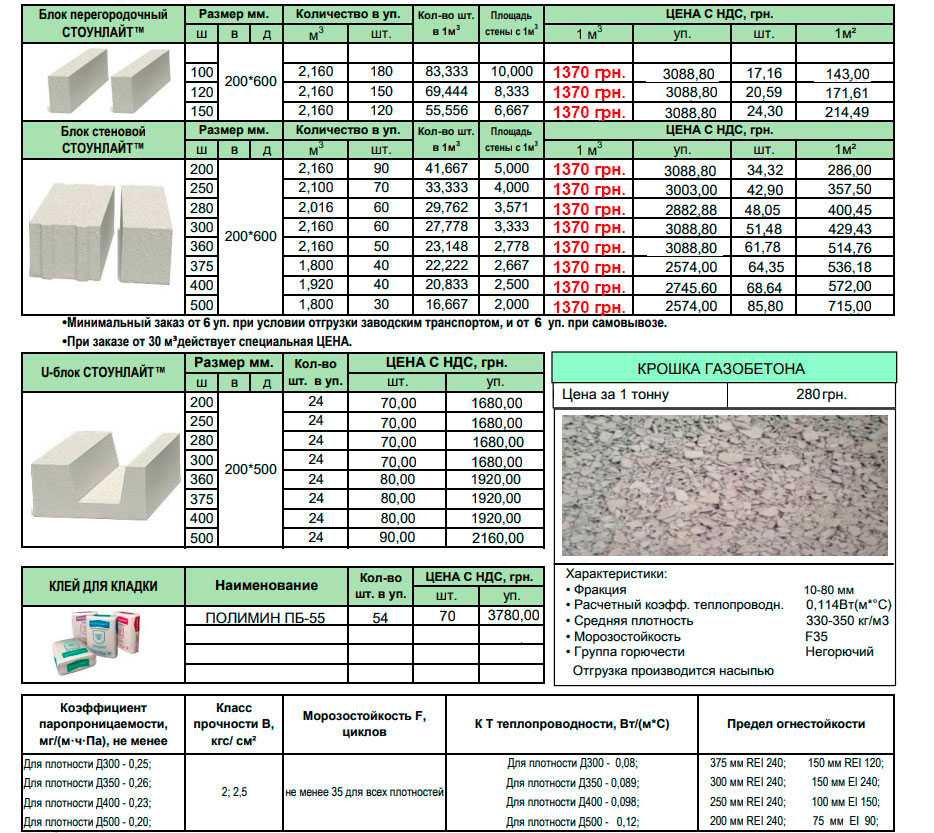 Системы длиной карабин могут казаться «перенасыщенными» и мощными с 16-дюймовым стволом — эта длина изначально была разработана для более короткого 14,5-дюймового ствола M4 — хотя их мощность может преодолеть грязь, нагар и другие факторы, которые в противном случае могли бы вызвать отказ от кормления (или заедание).
Системы длиной карабин могут казаться «перенасыщенными» и мощными с 16-дюймовым стволом — эта длина изначально была разработана для более короткого 14,5-дюймового ствола M4 — хотя их мощность может преодолеть грязь, нагар и другие факторы, которые в противном случае могли бы вызвать отказ от кормления (или заедание).


 ru
ru







 8;
8;




 46 р.
46 р.
 1
1 B1.310
B1.310 400-15
400-15 7Н ОСТ 26-2041-96
7Н ОСТ 26-2041-96 1 М16 Х 250
1 М16 Х 250 2
2 2,77 Мб)
2,77 Мб) подробнее
подробнее .ЭЛП кл.00021..ГАР, 1486 шт — Вес: 83,37
.ЭЛП кл.00021..ГАР, 1486 шт — Вес: 83,37 — Масса: 2,56 кг; 2) коробки 0, 1) ГАЙКА ШЕСТИГРАННАЯ, C Nara
— Масса: 2,56 кг; 2) коробки 0, 1) ГАЙКА ШЕСТИГРАННАЯ, C Nara
 .TDR, 1
.TDR, 1
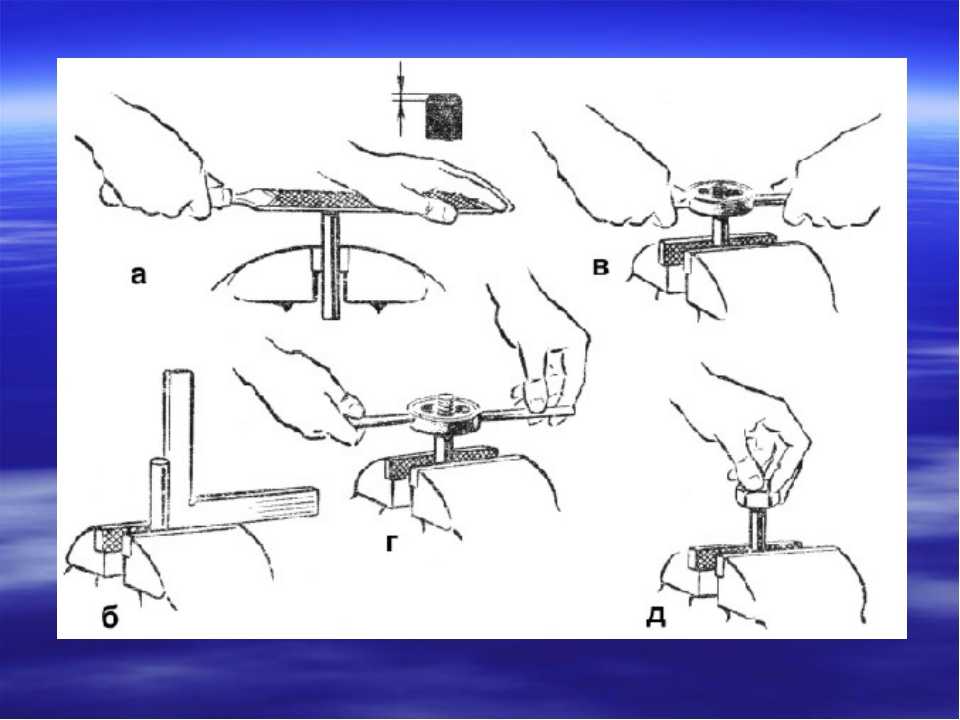
 После этого её закрепляют при помощи винтов. В случае с наружной трубной резьбой нередко используют плашкодержатели с трещоткой. Они обеспечивают удобство работы в труднодоступных местах, например, у стены.
После этого её закрепляют при помощи винтов. В случае с наружной трубной резьбой нередко используют плашкодержатели с трещоткой. Они обеспечивают удобство работы в труднодоступных местах, например, у стены. Её ширина должна быть 1 – 1,5 мм для М6 … М18. Заготовку смазывают машинным маслом, что облегчает последующую работу и позволяет получить более качественную поверхность.
Её ширина должна быть 1 – 1,5 мм для М6 … М18. Заготовку смазывают машинным маслом, что облегчает последующую работу и позволяет получить более качественную поверхность.
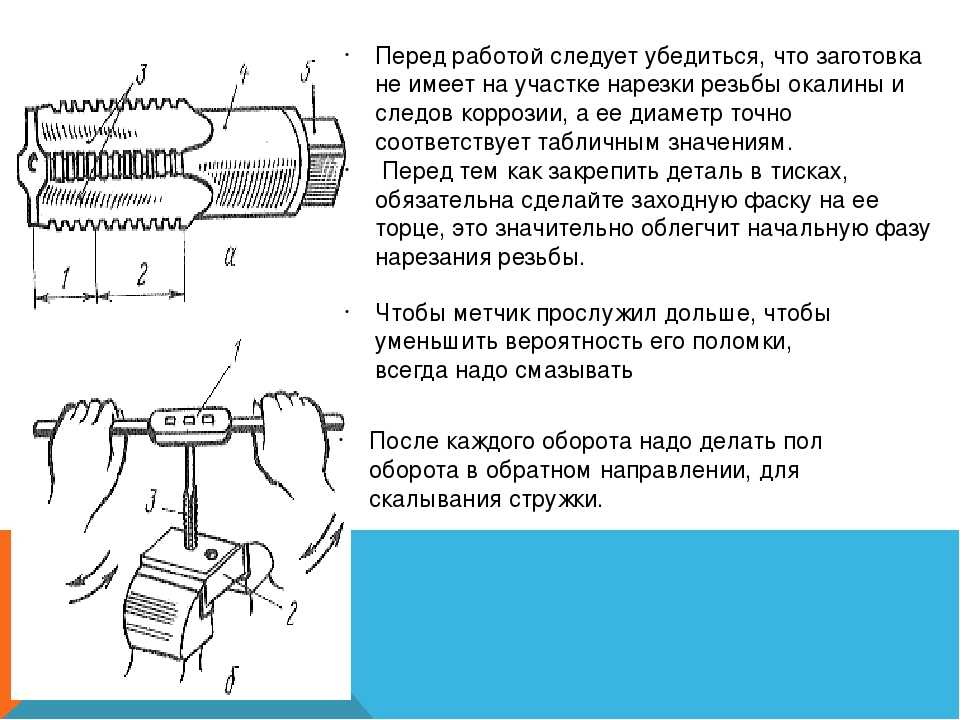
 С помощью сверла диаметром большим, чем d, на кромке отверстия выполняют фаску. Она служит для центрирования и лучшего захода метчика.
С помощью сверла диаметром большим, чем d, на кромке отверстия выполняют фаску. Она служит для центрирования и лучшего захода метчика.
 2 Цельная и раздвижная лерка
2 Цельная и раздвижная лерка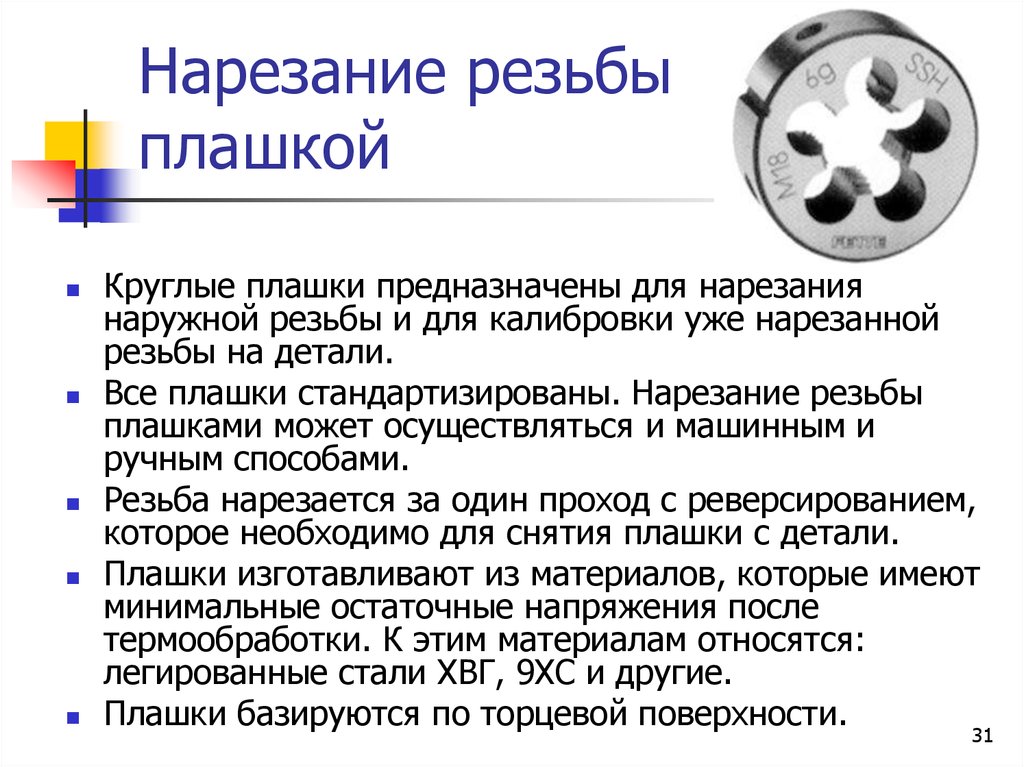
 Это объясняется тем, что ее режущая кромка при изготовлении не подвергается шлифовке после термической обработки.
Это объясняется тем, что ее режущая кромка при изготовлении не подвергается шлифовке после термической обработки.
 Пазы отлично помогают регулировать точность будущего соединения.
Пазы отлично помогают регулировать точность будущего соединения.
 Есть ряд требований не только к инструменту, но и к проведению работ такого вида:
Есть ряд требований не только к инструменту, но и к проведению работ такого вида: Для того чтобы это сделать нужно знать, как правильно нарезать резьбу:
Для того чтобы это сделать нужно знать, как правильно нарезать резьбу:
 Диаметр круглого стержня должен быть немного меньше внешнего диаметра резьбы, так как матрица слегка выдавливает материал наружу в процессе резки.
Диаметр круглого стержня должен быть немного меньше внешнего диаметра резьбы, так как матрица слегка выдавливает материал наружу в процессе резки. Напильник
Напильник

 5 раза прочнее стального аналога, что позволяет сооружать колонны в 2.5 раза длиннее стальных колонн.
5 раза прочнее стального аналога, что позволяет сооружать колонны в 2.5 раза длиннее стальных колонн.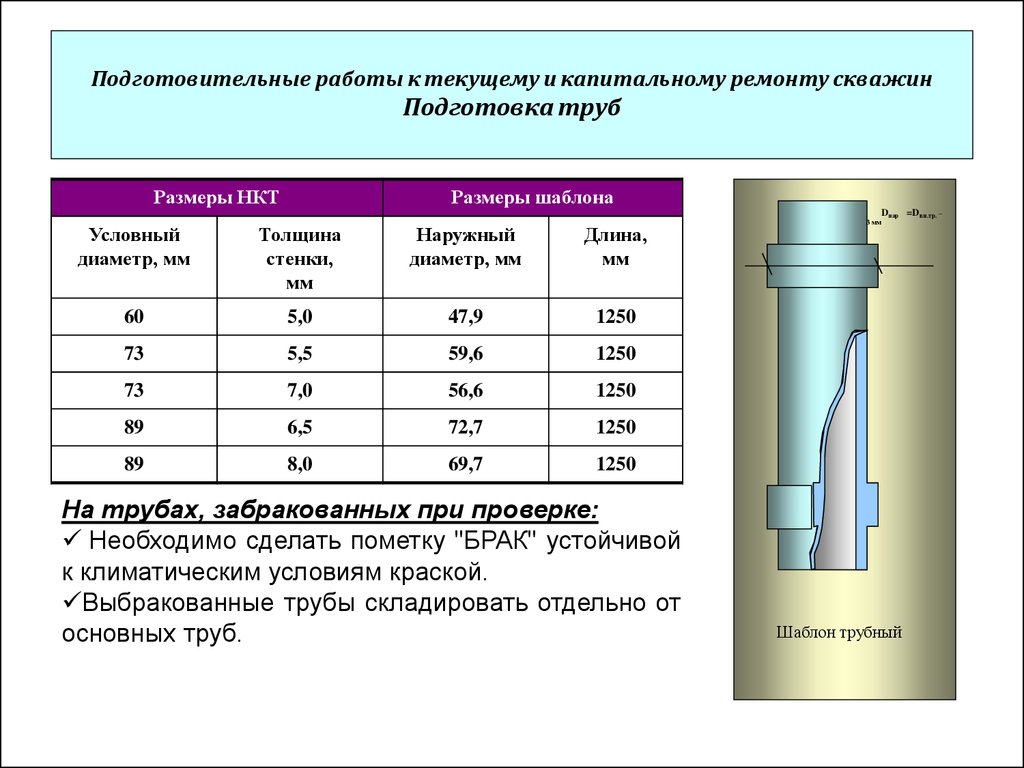
 Его поверхность обрабатывают диффузионным цинковым покрытием, которое демонстрирует высокую адгезию к железу и отталкивающий эффект к парафинам. Это покрытие способно продлить срок службы системы в 3-5 раз.
Его поверхность обрабатывают диффузионным цинковым покрытием, которое демонстрирует высокую адгезию к железу и отталкивающий эффект к парафинам. Это покрытие способно продлить срок службы системы в 3-5 раз. Размеру 89 миллиметров соответствует толщина стенок – 7.0 мм. Назначение трубы на 89 мм достаточно широкое. Она может применяться не только в нефте- и газодобывающей пресыщенности, но и в частном домостроении для обустройства свайного фундамента. Вес изделия диаметром 89 мм на 1 п.м. составляет 13.5 кг.
Размеру 89 миллиметров соответствует толщина стенок – 7.0 мм. Назначение трубы на 89 мм достаточно широкое. Она может применяться не только в нефте- и газодобывающей пресыщенности, но и в частном домостроении для обустройства свайного фундамента. Вес изделия диаметром 89 мм на 1 п.м. составляет 13.5 кг.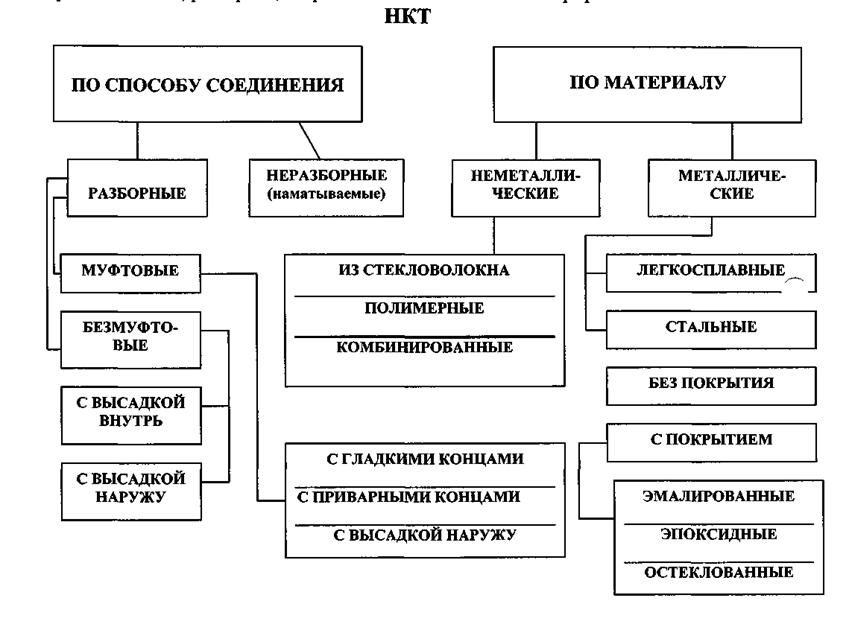 На резьбовую часть в обязательном порядке надевается предохранительное кольцо.
На резьбовую часть в обязательном порядке надевается предохранительное кольцо. Также они защищают газ и жидкость от стен скважины, препятствуют коррозии, отложению вредных частиц на стенках. Помещенная в скважину такая труба обеспечивает проведение спуско-подъемных и ремонтных работ, в которых регулярно возникает необходимость.
Также они защищают газ и жидкость от стен скважины, препятствуют коррозии, отложению вредных частиц на стенках. Помещенная в скважину такая труба обеспечивает проведение спуско-подъемных и ремонтных работ, в которых регулярно возникает необходимость.
 Специалисты предусматривают быстрый и эффективный монтаж, а также извлечение колонн из скважин и возвращение их обратно.
Специалисты предусматривают быстрый и эффективный монтаж, а также извлечение колонн из скважин и возвращение их обратно.
 При этом первый вид оборудован насосами центробежного типа. Стальные изделия не должны иметь отклонений при изготовлении и отправке на производство. Если это происходит, то они отправляются на переплавку. Алюминиевые конструкции обладают легкостью, хорошей устойчивостью к коррозии и приличными прочностными характеристиками.
При этом первый вид оборудован насосами центробежного типа. Стальные изделия не должны иметь отклонений при изготовлении и отправке на производство. Если это происходит, то они отправляются на переплавку. Алюминиевые конструкции обладают легкостью, хорошей устойчивостью к коррозии и приличными прочностными характеристиками.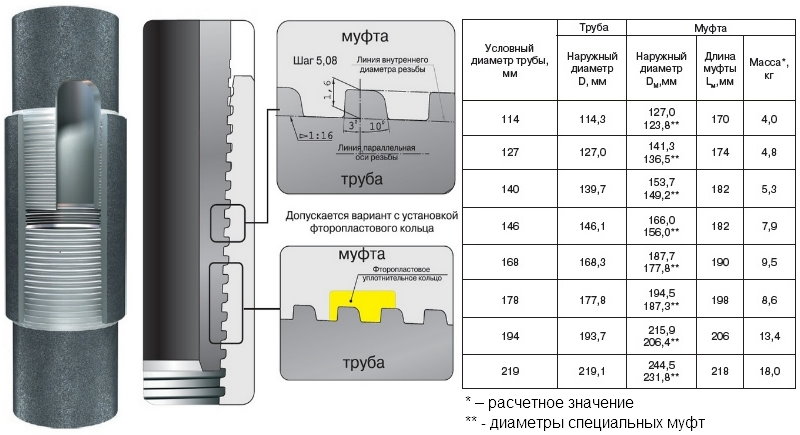
 9
9  34
34 2. Марка и процесс изготовления (например, 8F обозначает гайки, изготовленные методом горячей или холодной штамповки)
2. Марка и процесс изготовления (например, 8F обозначает гайки, изготовленные методом горячей или холодной штамповки) 1
1
 Мало того, ANSI является настолько уважаемой и пользующейся доверием организацией, что ее добровольные стандарты без колебаний применяются во многих отраслях.
Мало того, ANSI является настолько уважаемой и пользующейся доверием организацией, что ее добровольные стандарты без колебаний применяются во многих отраслях. Каждый из этих вариантов может быть эффективным, но для объектов с большим количеством труб идеальным вариантом будет этикетировочная машина. С другой стороны, для тех, кому нужно всего несколько этикеток, лучшим выбором, вероятно, будет специальный заказ.
Каждый из этих вариантов может быть эффективным, но для объектов с большим количеством труб идеальным вариантом будет этикетировочная машина. С другой стороны, для тех, кому нужно всего несколько этикеток, лучшим выбором, вероятно, будет специальный заказ.


 Они эффективны, потому что сотрудники могут ссылаться на них, прежде чем предпринимать какие-либо действия. Это особенно важно для сотрудников, которым нечасто приходится обращаться к трубам и которые могут не помнить цветовой код в деталях.
Они эффективны, потому что сотрудники могут ссылаться на них, прежде чем предпринимать какие-либо действия. Это особенно важно для сотрудников, которым нечасто приходится обращаться к трубам и которые могут не помнить цветовой код в деталях.

