Сталь 40Х выплавляется согласно ГОСТ 1577-93. Продукция имеет сертификаты качества завода изготовителя. Сталь 40Х это сталь конструкционная легированная с добавлением хрома. Сталь 40Х применяется в машиностроительной отрасли, применяется при изготовлении коленчатых и кулачковых валов, при изготовлении полуосей, вал-шестерни, реек и других деталей машиностроения, где требуется повышенная прочность.
Подробную информацию о свойствах, закалке и термической обработке стали 40Х читайте в нашей статье.
Ознакомится с образцами сертификатов на Сталь 40Х, можно в рубрике полезные статьи – сертификаты.
Компания МЕТПРОМСНАБ на своих складах имеет резерв горячекатаного листа толщиной 60 мм и до 160 мм. Листовой прокат толщиной от 6 до 160 мм также изготавливается на заказ, перейдите в раздел: ОПТ для просмотра.
Для более подробной информации, о нашей компании вы можете перейти в раздел сайта – о компании. Мы регулярно обновляем наличие склада, но в связи с ежедневными отгрузками металлопроката со склада просим наличие уточнять по телефонам компании.
Получить действующий прайс с актуальными ценами можно нажав кнопку расположенную ниже и заполнив нужные поля.
Прайс вам будет отправлен сразу на ваш электронный адрес. Цены в прайсе указаны на лист из наличия со склада компании, оптовые цены ищите в разделе опт.
Лист горячекатаный конструкционный Сталь 40Х:
Дата обновления: 21.11.2018г.
Раскрой листа
Вес листа
Кол-во
Вес
10мм 2000х6000 40Х ГОСТ 4543-71
0.948
4
3.792
16мм 2000х6000 40Х ГОСТ 4543-71
1.516
4
6.064
20мм 2000х6000 40Х ГОСТ 4543-71
1. 9
8
15.2
30мм 2000х6000 40Х ГОСТ 4543-71
2.85
7
19.95
40мм 2000х6000 40Х ГОСТ 4543-71
3.799
1
3.799
50мм 2000х6000 40Х ГОСТ 4543-71
4.749
2
9.498
60мм 2000х6000 40Х ГОСТ 4543-71
5.699
3
17.097
90мм 2000х6000 40Х ГОСТ 4543-71
8.62
1
8.62
50мм 2000х6000 40Х ГОСТ 4543-71
4.749
1
4.749
100мм 2000х4000 40Х ГОСТ 4543-71
6.398
1
6.398
100мм 2000х5500 40Х ГОСТ 4543-71
8.783
1
8.783
110мм 2000х3500 40Х ГОСТ 4543-71
6.224
1
6.224
120мм 2000х4500 40Х ГОСТ 4543-71
8.709
2
17.418
130мм 2000х4000 40Х ГОСТ 4543-71
8.395
2
16.79
140мм 2000х3500 40Х ГОСТ 4543-71
7. 921
1
7.921
160мм 2000х3000 40Х ГОСТ 4543-71
7.773
2
15.546
Ожидаемый металл
12Х2000Х6000 — 11,304тн.
14Х2000Х6000 — 5,275тн.
16Х2000Х6000 — 6,028тн.
20Х2000Х6000 — 30,144тн.
25Х2000Х6000 — 11,775тн.
30Х2000Х6000 — 8,478тн.
40Х2000Х6000 — 18,840тн.
50Х2000Х6000 — 14,130тн.
60Х2000Х6000 — 16,956тн.
70Х2000Х6000 — 32,970тн.
80Х2000Х6000 — 52,752тн.
90Х2000Х6000 — 16,956тн.
100Х2000Х6000 — 9,420тн.
110Х2000Х4000 — 6,908тн.
140Х2000Х3500 — 7,693тн.
ВСЕГДА ГОТОВЫ ОТВЕТИТЬ НА ВАШИ ВОПРОСЫ И НАДЕЕМСЯ НА ВЗАИМОВЫГОДНОЕ СОТРУДНИЧЕСТВО !
Нажав на форму расположенную ниже и заполнив обязательные поля, вам будет выслан актуальное наличие металлопроката на складах компании Метпромснаб.
Уважаемые посетители нашего сайта, предлагаем вам дополнительно ознакомится с ГОСТ, полезными статьями и тематическими видео о производстве, применении, обработке сталина нашем сайте.
Мы создали специальный проект где публикуем ГОСТ относительно различных марок стали, подбираем видео и публикуем статьи которые помогут вам в работе с листовым металлопрокатом, и окунуться в мир производства стали, понять что значит труд металлурга.
Данный раздел будет полезен как начинающим менеджерам, так и профессионалам своего дела.
Так же в данной рубрике собраны исследования и рекомендации заводов изготовителей листового металлопроката, приводятся примеры и сравнения использования: Стали 3, Сталь 09Г2С, Сталь 45, Сталь 40Х, Сталь S355JL, представлены аналоги и замена Сталь 16ХГМФТР, Сталь S690QL импортным высокопрочным сталям таким как HARDOK, WELDOX что поможет вам производить высококачественную продукцию но по минимальной цене и с хорошей прибылью для вашего предприятия.
Для перехода в данный раздел кликните по интерактивной ссылке – полезные статьи.
ГП «Стальмаш» поставляет лист ГОСТ 19903-74, лист поставляется толщиной от 2 до 200 мм, углеродистые и легированные стали:
Купить лист 40Х можно следующим образом: 1. Позвонить по телефонам отдела сбыта (343) 268-7815 или 2. Отправить запрос на e-mail: [email protected]
Продажа листовой стали 40Х из наличия от 1 листа (осуществляем резку)
ГП Стальмаш производит отгрузку металлопродукции со склада в г.Екатеринбург:
на самовывоз,
контейнерами,
вагонами,
отправка автотранспортными компаниями по всей территории России,
отгрузка через желдорэкспедицию.
Оперативная информация о ПОЛНОМ наличии на складе, ценах, условиях ОТГРУЗКИ по телефонам ГП «Стальмаш»:
(343) 268-7815; (343) 213-2014; (950) 208-1282
https://ооостальмаш.рф
СКЛАДСКОЕ НАЛИЧИЕ листовой стали 40Х (наличие меняется ежедневно — уточняйте по телефону или пишите на E-mail)
Лист 2.0*1000*2200мм, производство ПАО «Ашинский метзавод», сталь 40Х — 2.371 тонн; Лист 2.5*1000*2500мм, производство ПАО «Ашинский метзавод», сталь 40Х — 2.637 тонн; Лист 3.0*1000*2500мм, производство ПАО «Ашинский метзавод», сталь 40Х — 0.739 тонн; Лист 5.0*1000*2500мм, производство ПАО «Ашинский метзавод», сталь 40Х — 3.111 тонн; Лист 6.0*1000*2500мм, производство ПАО «Ашинский метзавод», сталь 40Х — 1.571 тонн; Лист 8.0*1800*5500мм, производство ПАО «СЕВЕРСТАЛЬ», сталь 40Х — 0. 624 тонн; Лист 10.0*1500*6000мм, производство ПАО «СЕВЕРСТАЛЬ», сталь 40Х — 11.747 тонн; Лист 12.0*1500*5500мм, производство ММК, сталь 40Х — 0.78 тонн; Лист 12.0*1500*6000мм, производство ММК, сталь 40Х — 4.26 тонн; Лист 14.0*2000*3000мм, производство ММК, сталь 40Х — 0.659 тонн; Лист 14.0*2000*1870мм, производство ММК, сталь 40Х — 0.401 тонн; Лист 14.0*2000*6000мм, производство ММК, сталь 40Х — 1.327 тонн; Лист 14.0*2000*6000мм, производство ММК, сталь 40Х — 0.237 тонн; Лист 16.0*2000*1540мм, производство ММК, сталь 40Х — 0.397 тонн; Лист 16.0*1500*1470мм, производство ММК, сталь 40Х — 0.2 тонн; Лист 16.0*1500*6000мм, производство ММК, сталь 40Х — 1.137 тонн; Лист 18.0*2000*5500мм, производство ММК, сталь 40Х — 1.564 тонн; Лист 18.0*2000*1250мм, производство ММК, сталь 40Х — 0.367 тонн; Лист 20.0*1500*2270мм, производство ПАО «СЕВЕРСТАЛЬ», сталь 40Х — 0. 541 тонн; Лист 20.0*1500*6000мм, производство ПАО «СЕВЕРСТАЛЬ», сталь 40Х — 11.424 тонн; Лист 25.0*1500*5490мм, производство ММК, сталь 40Х — 1.633 тонн; Лист 30.0*2000*6000мм, производство ММК, сталь 40Х — 1.594 тонн; Лист 30.0*2000*6000мм, производство ММК, сталь 40Х — 2.885 тонн; Лист 40.0*1500*1170мм, производство ММК, сталь 40Х — 0.554 тонн; Лист 40.0*1500*3990мм, производство ММК, сталь 40Х — 1.93 тонн; Лист 40.0*2000*3060мм, производство ПАО «СЕВЕРСТАЛЬ», сталь 40Х — 1.934 тонн; Лист 40.0*1500*1700мм, производство ММК, сталь 40Х — 0.677 тонн; Лист 40.0*2000*6000мм, производство ПАО «СЕВЕРСТАЛЬ», сталь 40Х — 1.275 тонн; Лист 45.0*1500*1580мм, производство ПАО «СЕВЕРСТАЛЬ», сталь 40Х — 0.843 тонн; Лист 45.0*1500*1350мм, производство ПАО «СЕВЕРСТАЛЬ», сталь 40Х — 0.719 тонн; Лист 45.0*1500*6000мм, производство ПАО «СЕВЕРСТАЛЬ», сталь 40Х — 6.424 тонн; Лист 50. 0*1500*1110мм, производство ПАО «СЕВЕРСТАЛЬ», сталь 40Х — 0.661 тонн; Лист 50.0*1500*4570мм, производство ПАО «СЕВЕРСТАЛЬ», сталь 40Х — 2.717 тонн; Лист 50.0*1500*1030мм, производство ММК, сталь 40Х — 0.616 тонн; Лист 50.0*2000*1570мм, производство ММК, сталь 40Х — 1.256 тонн; Лист 50.0*2000*1820мм, производство ММК, сталь 40Х — 1.455 тонн; Лист 50.0*2000*8000мм, производство ММК, сталь 40Х — 6.414 тонн; Лист 60.0*1500*5130мм, производство ММК, сталь 40Х — 3.722 тонн; Лист 60.0*2000*1760мм, производство ПАО «СЕВЕРСТАЛЬ», сталь 40Х — 1.668 тонн; Лист 60.0*1500*6000мм, производство ММК, сталь 40Х — 8.708 тонн; Лист 70.0*1500*2330мм, производство ММК, сталь 40Х — 1.99 тонн; Лист 70.0*1500*2170мм, производство ПАО «СЕВЕРСТАЛЬ», сталь 40Х — 1.829 тонн; Лист 70.0*2000*8000мм, производство ММК, сталь 40Х — 18.08 тонн; Лист 80.0мм, производство ПАО «Ашинский метзавод», сталь 40Х — 0. 302 тонн; Лист 80.0*1500*3970мм, производство ММК, сталь 40Х — 3.89 тонн; Лист 80.0*1500*1770мм, производство ММК, сталь 40Х — 1.731 тонн; Лист 80.0*2000*1840мм, производство ММК, сталь 40Х — 2.373 тонн; Лист 80.0*1500*5290мм, производство ММК, сталь 40Х — 5.171 тонн; Лист 80.0*1500*1790мм, производство ММК, сталь 40Х — 1.758 тонн; Лист 80.0*1500*6000мм, производство ММК, сталь 40Х — 5.865 тонн; Лист 90.0*1500*3380мм, производство ММК, сталь 40Х — 3.714 тонн; Лист 90.0*1500*6000мм, производство ММК, сталь 40Х — 6.598 тонн; Лист 90.0*2000*6000мм, производство ММК, сталь 40Х — 8.726 тонн; Лист 100.0*2000*6000мм, производство ММК, сталь 40Х — 9.696 тонн; Лист 110.0*2000*3840мм, производство ММК, сталь 40Х — 6.885 тонн; Лист 120.0*2000*990мм, производство ММК, сталь 40Х — 1.942 тонн; Лист 120.0*2000*3180мм, производство ММК, сталь 40Х — 6.236 тонн; Лист 130. 0*2000*4090мм, производство ММК, сталь 40Х — 7.703 тонн; Лист 130.0*1500*3840мм, производство ММК, сталь 40Х — 6.161 тонн; Лист 130.0*1500*6000мм, производство ММК, сталь 40Х — 9.627 тонн; Лист 140.0*1500*4590мм, производство ММК, сталь 40Х — 7.054 тонн; Лист 140.0*1500*1140мм, производство ПАО «СЕВЕРСТАЛЬ», сталь 40Х — 1.938 тонн; Лист 140.0*1500*5500мм, производство ММК, сталь 40Х — 9.509 тонн; Лист 160.0*2000*1260мм, производство ММК, сталь 40Х — 3.3 тонн; Лист 160.0*1500*5000мм, производство ММК, сталь 40Х — 19.772 тонн;
(наличие меняется ежедневно — уточняйте по телефону или пишите на E-mail)
Сталь
40Х: характеристики, свойства, аналоги Сталь
40Х – конструкционная легированная сталь, предназначенная для использования в тяжелонагруженных деталях. Изделия из этой стали соответствуют стандартам ДСТУ 7806 и ГОСТ 4543.
Конструкционная легированная сталь 40Х используется в тяжелонагруженных компонентах (валах, осях, зубчатых валах, плунжерах, стержнях, кривошипных и кулачковых валах, кольцах, шпинделях, пробойниках, планках, зубчатых колесах, болтах, полуоси, втулки, винты и др. ). Хромистая сталь 40Х также используется в кованых, холодно- и горячештампованных компонентах, а стальная продукция используется в производстве труб, резервуаров и других изделий.
Сварка
Сталь 40Х плохо поддается сварке, при этом сварной шов является одной из основных причин дефектов материала. Таким образом, детали из стали 40X нагреваются перед сваркой, что помогает избежать многих потенциальных проблем при использовании готового изделия.
Сталь 40X : марка сталей и сплавов. Ниже представлена систематизированная информация о назначении, химическом составе, видах припасов, заменителях, температурах критических точек, физико-механических, технологических и литейных свойствах для марки — Сталь 40Х.
Общие сведения о стали 40Х
Замещающая марка
стали: 45Х, 38ХА, 40ХН, 40ХС, 40ХФ, 40ХР.
Тип поставки
Круг 40х, сортовой, в том числе фасонный: ГОСТ 4543-71, ГОСТ 2590-71, ГОСТ 2591-71, ГОСТ 2879-69, ГОСТ 10702-78. Пруток калиброванный ГОСТ 7414-75, ГОСТ 8559-75, ГОСТ 8560-78, ГОСТ 1051-73. Полированный слиток и серебряный слиток ГОСТ 14955-77. Лист толстолистовой ГОСТ 1577-81, ГОСТ 19903-74. Полоса ГОСТ 82-70, ГОСТ 103-76, ГОСТ 1577-81. Поковки и кованые заготовки ГОСТ 8479-70. Трубы ГОСТ 8731-87, ГОСТ 8733-87, ГОСТ 13663-68.
Приложение
оси, валы, валы-шестерни, плунжеры, шатуны, коленчатые и распределительные валы, кольца, шпиндели, оправки, рейки, зубчатые кольца, болты, полуоси, втулки и другие усовершенствованные детали повышенной прочности.
Химический состав стали 40Х
Химический элемент
%
Кремний (Si)
0,17−0,37
Марганец (Mn)
0,50−0,80
Медь (Cu), не более
0,30
Никель (Ni), не более
0,30
Сера (S), не более
0,035
Углерод (С)
0,36−0,44
Фосфор (P), не более
0,035
Хром (Cr)
0,80−1,10
Механические свойства стали 40Х
Механические свойства
Термообработка в состоянии поставки
Сечение, мм
σ 0,2 , МПа
σ B , МПа
δ 5 ,%
ψ, %
ККУ, Дж/м 2
HB
Бар. Закалка 860°С, масло. Отпуск 500°С, вода или масло
25
780
980
десять
45
59
Поковки. Нормализация. КП 245
500−800
245
470
пятнадцать
тридцать
34
143−179
Поковки. Нормализация. КП 275
300-500
275
530
пятнадцать
32
29
156−197
Поковки. Закалка, отпуск. КП 275
500-800
275
530
тринадцать
тридцать
29
156−197
Поковки. Нормализация. КП 315
<100
315
570
17
38
39
167−207
Поковки. Нормализация. КП 315
100−300
315
570
четырнадцать
35
34
167−207
Поковки. Закалка, отпуск. КП 315
300-500
315
570
12
тридцать
29
167−207
Поковки. Закалка, отпуск. КП 315
500-800
315
570
одиннадцать
тридцать
29
167−207
Поковки. Нормализация. КП 345
<100
345
590
восемнадцать
45
59
174−217
Поковки. Нормализация. КП 345
100−300
345
590
17
40
54
174−217
Поковки. Закалка, отпуск. КП 345
300-500
345
590
четырнадцать
38
49
174−217
Поковки. Закалка, отпуск. КП 395
<100
395
615
17
45
59
187−229
Поковки. Закалка, отпуск. КП 395
100−300
395
615
пятнадцать
40
54
187−229
Поковки. Закалка, отпуск. КП 395
300-500
395
615
тринадцать
35
49
187−229
Поковки. Закалка, отпуск. КП 440
<100
440
635
шестнадцать
45
59
197−235
Поковки. Закалка, отпуск. КП 440
100−300
440
635
четырнадцать
40
54
197−235
Поковки. Закалка, отпуск. КП 490
<100
490
655
шестнадцать
45
59
212−248
Поковки. Закалка, отпуск. КП 490
100−300
490
655
тринадцать
40
54
212−248
Механические свойства при повышенных температурах
t испытаний, °С
σ 0,2 , МПа
σ B , МПа
δ 5 ,%
ψ, %
KCU, Дж/м 2
Закалка 830°С, масло. Отпуск 550°С,
200
700
880
пятнадцать
42
118
300
680
870
17
58
400
610
690
восемнадцать
68
98
500
430
490
21
80
78
Образец диаметром 10 мм, длиной 50 мм, кованый и отожженный. Скорость деформации 5 мм/мин, скорость деформации 0,002 1/с.
700
140
175
33
78
800
54
98
59
98
900
41
69
65
100
1000
24
43
68
100
1100
одиннадцать
26
68
100
1200
одиннадцать
24
70
100
Механические свойства в зависимости от температуры отпуска
Что такое инвертор/бесперебойник для дома — это электронное устройство, которое необходимо для преобразования постоянного (низкого) напряжения аккумуляторов в переменное напряжение 220 В. Инверторы/Бесперебойники являются центральным звеном любой системы бесперебойного электроснабжения вашего дома в случае отключения электроэнергии. Поэтому очень важно правильно подобрать инвертор, который станет сердцем вашей системы электроснабжения.
Системы электроснабжения, в которых применяются инверторы.
Система бесперебойного питания для дома, либо промышленного объекта при пропадании основной сети.
Система бесперебойного питания с солнечными батареями или другим альтернативным источником электроэнергии. В такой системе инвертор/бесперебойник, должен иметь функцию приоритетного использования энергии от альтернативного источника (солнечные батареи, ветрогенератор), благодаря которой, сначала на ваши электроприборы поступает энергия от солнечных батарей, и только если её не хватает, будет «добор» электроэнергии из сети. Данная возможность позволит свести счета за электроэнергию к нулю.
Полностью автономная система электроснабжения, когда центральной сети нет вообще.
Путешествия, походы ит.д.
При одинаковой мощности инверторы могут существенно отличаться по возможностям и цене, например:
инверторы с модифицированной синусоидой (устаревшая технология, так как не всё оборудование может работать от таких инверторов)
инверторы с чистым синусом
высокочастотные
низкочастотные
без зарядного устройства
с зарядным устройством и автоматическим переключением сеть/инвертор (бесперебойник)
со встроенным стабилизатором или солнечным контроллером
гибридные инверторы
сетевые инверторы
Итак, что такое модифицированная синусоида и чистая синусоида
Модифицированный синус
Чистый синус
Это форма напряжения 220В на выходе инвертора. Инвертор должен иметь чистый синус, в противном случае, многие электроприборы и котлы отопления не будут работать.
Высокочастотные инверторы
Обычно это инверторы маленькой мощности, без зарядного устройства, с маленьким трансформатором, маленькими конденсаторами, небольшого размера, с низкой ценой. Так же, низкие надёжность и КПД данных устройств.
Чаще всего данные инверторы используются в автономных системах электроснабжения с маленьким потреблением.
Низкочастотные инверторы
Низкочастотные инверторы работают на низкой частоте преобразования энергии от аккумуляторов, частота 50 Гц., которая соответствует частоте централизованной сети. На такой частоте работают, более менее большие и тяжёлые трансформаторы. Такой трансформатор является промежуточным буфером между электроникой инвертора и нагрузкой, что увеличивает надёжность инвертора.
На фото ниже инвертор TrippLite 6 кВт (внутри, вид сбоку, стандартный трансформатор справа)
У инвертора МАП HYBRID 6 кВт внутри (вид сверху, трансформатор «тор» слева). Тор имеет большее КПД чем у обычного трансформатора и меньше наводит помех. Так же у инверторов с тором ниже самопотребление электричества на холостом ходу.
Трансформатор занимает чуть менее половины корпуса приборов, увеличивая размер и вес низкочастотного инвертора, по сравнению, с высокочастотниками. Благодаря трансформатору возрастает мощность и надёжность инверторных систем.
Самые именитые и дорогие мировые бренды, из-за непревзойдённых параметров торов, используют в своих инверторах только низкочастотные трансформаторы в виде тора.
Какой инвертор выбрать на 12-ть, 24 или 48 Вольт
Аккумуляторные батареи могут быть 2-х, 6-ти и 12-ти вольтовые, а коммутировать их можно последовательно либо параллельно, либо последовательно-параллельно, наращивая их общую ёмкость. Чаще всего инверторы выпускают рассчитанные на 12 В или на 24 В или на 48 В. Очень редко можно встретить модели на 96 В, т. к. такое напряжение уже считается опасным. Напряжение 12 В можно встретить в бортовой сети автомобиля, 24 В – в автобусах и на яхтах. В принципе, любое из этих напряжений может работать с инвертором, для бесперебойного питания электрооборудования дома. Однако низкое напряжение не позволяет технически получить большую мощность. Так, например, из 12-и вольт невозможно получить мощность более 3-х кВт, из 24-х вольт – более 9 кВт, а из 48-и В – более 18 кВт. Понятно, что высокочастотные инверторы обычно делаются на 12 В и мощностью до 3-х кВт (и рассчитаны они на применение в автомобилях), а мощные низкочастотные инверторы обычно представлены моделями на 24 или 48 В с мощностью от 3 кВт и выше (и рассчитаны они на применение в доме или здании). Это в среднем. Но бывают и исключения, когда например, высокочастотные инверторы, прежде всего за счёт своей низкой цены, пытаются занять свою нишу в домашнем сегменте или наоборот, бесперебойники, сделанные по низкочастотной технологии с тором мощностью всего 900 Вт, имеющие относительно большой вес и цену, пытаются занять нишу в сегменте высокочастотных инверторов за счёт таких своих качеств, как надёжность, мощные зарядные возможности и широкий функционал.
Инверторы со встроенным стабилизатором
Что такое стабилизатор напряжения? Обычно это отдельное устройство, позволяющее в широком диапазоне, и с хорошей точностью, выравнивать напряжение промышленной сети, если оно очень низкое или высокое. Например, качественный стабилизатор, позволяет поднять до 220 В сетевое напряжение, даже если в сети всего 120 В. Или наоборот, понизить сетевое напряжение, допустим с 270 В, до тех же 220 В. Качественные стабилизаторы выполнены на долговечных и быстродействующих симисторах, имеют минимум 8 переключающихся порогов. Ну а теперь посмотрите на характеристики встроенной в инвертор функции стабилизатора. Обычно это только 2 или 3 порога, используются не симисторы, а реле. В итоге, малая долговечность и узкий диапазон выравнивая сетевого напряжения. И есть ещё одна неприятная особенность у инверторов со встроенным стабилизатором. Они мало подходят для использования в условиях автономии, то есть там, где нет сети вообще. Ведь даже имея хорошее встроенное зарядное устройство, они не могут заряжать аккумуляторы от большинства обычных бензо/дизель генераторов. Почему? Потому, что именно из-за встроенного стабилизатора, они требуют очень качественного и устойчивого напряжения на своём сетевом входе. Т.е. генератор должен быть дорогим и с большим запасом мощности (а такой стоит в несколько раз дороже обычных генераторов).
Почему же встроенный в инверторе стабилизатор так повышает его требования к качеству и мощности бензо/дизель или газо генератора? Посудите сами. Генератор при увеличении нагрузки, чтобы удержать напряжение в районе 220 В, автоматически прибавляет обороты. При снижении нагрузки – снижает обороты по той же причине. Теперь рассмотрим цепочку генератор – стабилизатор – инвертор – меняющаяся нагрузка. Допустим, что-то включили, например электрочайник мощностью 2 кВт. Нагрузка подастся на 220 В, проходящее через стабилизатор, от работающего генератора. Напряжение в первую долю секунды начнёт проваливаться. Как вы думаете – кто среагирует первым стабилизатор или генератор? Правильно, стабилизатор, так как генератор более инерционен, обороты мгновенно не поднимешь.
Итак, стабилизатор переключится на повышающую обмотку, чтобы компенсировать провал. Но затем этот провал всё же доходит и до генератора. Генератор со своей стороны тоже повысит напряжение. На это повышение снова среагирует стабилизатор и понизит порог, на стабилизатор опять среагирует генератор и т.д. Возникнет колебательный процесс, который может пойти в разнос. И тогда одно из двух – система будет аварийно отключаться, или, этот колебательный процесс быстро затухнет и всё войдёт в норму. Так вот всё почти мгновенно «устаканивается», в том случае, если генератор качественный и имеет большой запас мощности. Тогда он на чайник 2 кВт будет реагировать как на «муху залетевшую в окно», потому что тогда чайник не сможет раскачать его обороты. Но стоят такие генераторы слишком дорого.
Инверторы с встроенным солнечным контроллером
Теперь посмотрим насколько правильно встраивать солнечный контроллер внутрь инвертора. Вообще, солнечный контроллер необходим чтобы можно было солнечные панели (некоторые называют их солнечными батареями) подключить к аккумуляторам, к тем самым, к которым подключён инвертор. Солнечный контроллер преобразует энергию от высокого напряжения солнечных панелей в более низкое напряжение аккумуляторов. Таких инверторов со встроенным солнечным контроллером не много. Но у такого решения есть плюсы – ведь цена такого решения несколько ниже и, кроме того, проводов подключения будет чуть меньше. Теперь посмотрим на минусы такого решения. Высококачественные и мощные солнечные контроллеры (имеющие КПД 98%, высокое входное напряжение и управление внешними нагрузками) довольно большие и внутрь инвертора их не вставишь. Посмотрите на разобранный солнечный контроллер КЭС Dominator 200/100.
Поэтому контроллеры заряда, встроенные в инверторы, как и встроенные стабилизаторы, несколько урезаны по своим возможностям.
Сравните на фото инвертор со встроенным солнечным контроллером (слева) и два полноценных отдельных солнечных контроллера. Отдельный контроллер по размеру это почти половина инвертора. Разница в функционале и параметрах у них тоже заметна.
Другой минус – в случае порчи солнечного контроллера, придётся отдавать в ремонт всё устройство, т.е. лишаться и инвертора. Равно как и в случае порчи инвертора, лишаться и контроллера.
В общем, самые дорогие и качественные брендовые инверторы никогда не содержат в себе ни стабилизаторов, ни солнечных контроллеров. Поэтому, само их наличие в инверторе, говорит о уровне изделия. Говорит о том, что ради рекламы присутствия эфемерных преимуществ или вроде бы, как бы, более низкой цены (по сумме якобы двух продуктов в одном), производитель готов идти на некий компромисс с реальной целесообразностью. Особенно это касается встроенного стабилизатора. Наш совет-приобретать инверторы с встроенным стабилизатором или со встроенным солнечным контроллером, можно при стеснении в средствах, и при условии их использования не в полной автономии, а как резервной системы.
Сетевой инвертор
Сетевой инвертор – это одновременно и инвертор и солнечный контроллер с технологией МРРТ. Но у сетевого инвертора совсем другая идеология, нежели чем у рассмотренного нами выше обычного, подключаемого к аккумуляторным батареям, высокочастотного инвертора со встроенным солнечным контроллером. Он отличается принципиально. Эта идеология имеет свои истоки от других условий стран Евро-зоны, США и др.
Вот так выглядит, например, сетевой инвертор мощностью 500 Вт. На первый взгляд ничего необычного. Только удивляет отсутствие клемм для подключения аккумуляторов.
Идеология сетевого инвертора – энергию, полученную от солнечных панелей (соединённых на ВЫСОКОЕ напряжение, обычно в диапазоне 200 – 600 В), преобразовать сразу в переменное ВЫСОКОЕ напряжение 220 В и сразу подавать её в промышленную сеть, синхронизируясь с ней. Так как напряжение на входе и на выходе высокое, можно обойтись без трансформаторов, что должно удешевлять сетевые инвертора (хотя они почему-то стоят раза в 2 дороже обычных батарейных инверторов).
Как используют сетевые инверторы за рубежом? Если нагрузка в доме большая, а солнечной энергии поступает немного, то она вся уходит на домашнее потребление. Если же нагрузки почти нет, и солнце в зените – тогда эта не используемая владельцем энергия закачивается в промышленную энергосеть. Т.е. его счётчик крутится в обратную сторону, сматывая показания. Кроме того, сетевой инвертор обходится и без аккумуляторных батарей! Иначе пришлось бы их, подсоединять к очень высокому напряжению (на линию между узлом солнечного контроллера и узлом инвертора), что весьма опасно. Получается, что вместо аккумуляторов задействуется огромная электросеть. В неё можно качать солнечную электроэнергию, выкручивая счётчик в большой минус, а потом, вечером, или гораздо позже, в зимний период, возвращать себе обратно то, что отдавали летом! Промышленная электросеть это гигантский неисчерпаемый аккумулятор, вечный и не имеющий потерь. Но, к сожалению, пока в России есть два фактора, которые сводят на нет все преимущества сетевых инверторов:
У нас не разрешено частным лицам что-либо закачивать в сеть. И таких счётчиков (которые позволяют вычитать обратную энергию) больше нет. Причём многие современные счётчики эту энергию (которая подаётся обратно в сеть) приплюсуют к потреблённой, и счета за электричества увеличатся!
Если в Европе электричество практически не отключают, и там зачастую можно не иметь резервную систему на аккумуляторах, то в России такие отключения и аварии не редкость.
Поэтому аккумуляторные батареи жизненно необходимы не только в случае полной автономии, но и для резерва, даже если сеть 220 В имеется. Хотим обратить Ваше внимание, что в случае отключения промышленного 220 В, сетевой инвертор не будет выдавать свои 220 В даже если светит солнце и энергии как бы в избытке. Его конструкция сделана так, что промышленное 220 В для него является опорным и ведущим. И, кроме того, по требованиям безопасности – чтобы когда ничего не подозревающий электрик отключит подачу сетевого 220 В и, допустим, приступит к ремонту сети голыми руками, – чтобы его не убило, сетевой инвертор не должен при этом продолжать генерировать 220 В. Поэтому, если электричество в сети исчезнет, а будет установлен только сетевой инвертор с солнечными панелями, то вы останетесь без электричества. Большие деньги затрачены, а резервного электроснабжения не будет. И так будет, пока регламент электросетей не изменят, пока у нас аварии электроснабжения не прекратятся, пока электричество не перестанут планово отключать…
Гибридные инверторы
Что же такое гибридный инвертор (HYBRID)? Это вершина эволюции инверторов. Это и обычный, то есть батарейный, и сетевой инвертор, объединённые в один, то есть в гибрид!
Гибридный инвертор, как и сетевой инвертор, умеет синхронизироваться с промышленной сетью и подкачивать туда энергию как от аккумуляторов, так и от солнечных панелей с солнечным контроллером. Т.е. он умеет делать не только тоже, что и сетевой инвертор, но и больше. Например, «умощнять» сеть при перегрузках – при возникновении необходимости, он сможет приплюсовать к выделенной мощности сети мощность от аккумуляторов и/или от солнечного контроллера. Гибрид будет работать и при исчезновении в сети 220 В. Гибрид по вашему желанию может ограничить подкачку солнечной энергии только в домашнюю сеть или же и во внешнюю сеть. Т.е. проблема со счетчиками, плюсующими отданную энергию к счетам на оплату, снимается.
Гибрид накладывает свой синус на синус сети с чуть большей амплитудой и может перехватывать на себя всю нагрузку или часть нагрузки. Если в меню установлено разрешение подкачки пока напряжение на 1 аккумуляторе будет выше 12,7 В (что соответствует 100% заряда), то при отсутствии внешнего поступления энергии (например от Солнца), подкачка прекратится, и тогда далее всё будет питаться только от сети. Появится Солнце – снова продолжится подкачка, настолько, насколько позволит эта энергия солнца, или насколько израсходуют потребители.
Отметим, что аккумуляторы при наличии сетевого 220 В не расходуются и не портятся, хотя солнечная энергия подкачивается в сеть. Но можно и разрешить небольшой разряд аккумуляторов – это позволит подкачивать накопленное и вечером, правда ресурс аккумуляторных батарей тогда будет в небольшой степени сокращаться.
Подкачка необходимой энергии непосредственно в домашнюю сеть – на порядок лучше, чем автоматическое переключение потребителей с сети, на 220 В получаемые от аккумуляторов и солнечных панелей, не только потому, что в последнем случае расходуются, а значит портятся аккумуляторы, но и потому что частые переключения ведут к ускоренному износу внутреннего реле в обычном инверторе.
Наличие аккумуляторов как резерва, позволяет гибридным инверторам работать и при исчезновении 220 В в сети.
Ещё один плюс гибридов – только они могут обеспечить трёхфазное автономное или резервное напряжение. В этом случае используются три инвертора, каждый на свою фазу. Они связанны между собой дополнительными проводами для обеспечения синхронной работы со смещением фаз на 120 градусов. Естественно возможна и генерация всех трёх фаз от аккумуляторов, либо регенерация одной или двух исчезнувших фаз. А ведь если необходимо обеспечить питание трехфазных двигателей или трёхфазных насосов, без таких инверторов не обойтись.
Получается, что только гибридные инверторы это единственное идеальное решение для России.
Инверторы с широкими функциональными возможностями и без таковых.
«Зачем нужны какие-то возможности? – может подумать кто-то. – Мне нужно чтобы инвертор давал 220 В, всё остальное – напрасно потраченные деньги!»
Давайте, разберёмся напрасно или нет, судить, конечно, вам…
О каких же функциональных возможностях речь?
Нам удобней показать все эти возможности на примере российского низкочастотного инвертора, сделанном на основе тора, модификации МАП HYBRID.
Режим поддержки сети или генератора, то есть автоматическое добавление мощности инвертора с аккумуляторами, к мощности сети или генератора
Например, если на дом (или на одну фазу) выделено только 5 кВт мощности, то используя, например, МАП HYBRID 12,0 кВт с аккумуляторами, можно выставить в его меню ограничение потребления от сети 5 кВт. Тогда прибор будет сам увеличить мощность на своём выходе вплоть до 11 кВт, добавляя к имеющейся сетевой, необходимую мощность от аккумуляторов. Эта возможность может быть полезна и при использовании генератора. Ведь генератор, например, всего 2 кВт, с помощью инвертора гибрида, сможет вытягивать большие пусковые мощности.
Установка периодов времени заряда аккумуляторов и приоритета аккумуляторов
Если установлен двухтарифный счётчик, то можно, для экономии, разрешить инвертору заряжать аккумуляторы от сети только в ночное время. Ещё есть возможность использования двухтарифного режима ЭКО, то есть приоритетная зарядка аккумуляторов в ночное время и приоритетная генерация от аккумуляторов в дневное время, вместо использования сети. Реализована и возможность приоритетной генерации от аккумуляторов днём, запасённой ночью энергии. Однако на сегодня это не выгодно, т.к. один цикл расхода аккумулятора пока дороже выигрыша от перекидывания ночного тарифа на день. Но времена меняются – аккумуляторы ведь медленно, но дешевеют, а тарифы за электроэнергию растут. Рано или поздно наступит день, когда и эта возможность будет востребована.
Возможность работы с аккумуляторами любого типа (кислотные, гелевые, AGM, щелочные и литий железо-фосфатные)
У хорошего инвертора должна быть возможность обеспечить качественный, интеллектуальный четырёхстадийный заряд с температурной компенсацией и доступностью любых регулировок. Для работы с литий железо-фосфатными аккумуляторами, предусмотрен автоматически отключаемый выход на BMS. Это особые самые передовые и перспективные аккумуляторы. Они имеют рекордный срок службы, до 30-и лет, но и стоят дороже обычных и требуют особого управления зарядом с помощью специальных устройств – BMS.
Возможность совместной работы с сетевыми инверторами (автоматическое управление ими)
Мы рассказали ранее о сетевых инверторах. Но у них есть ещё одно возможное применение. В случае подключения сетевого инвертора к выходу 220 В продвинутого инвертора, последний будет являться опорным источником напряжения для сетевого инвертора (в том числе при пропадании 220 В в сети).
При наличии излишков энергии от солнечных панелей, инвертор будет направлять их в аккумуляторы. Однако, если не будет нагрузки, а аккумуляторы окажутся заряженными, то для прекращения заряда, надо временно отключить выработку энергии сетевым инвертором. В соответствии с заложенными в сетевой инвертор возможностями, это достигается изменением частоты выходного напряжения на которое он «опирается» 220В с 50 Гц до 52 Гц (и последующем возвратом к 50 Гц, когда напряжение на аккумуляторах снова упадёт). Отметим, что мало какие инверторы обладают функцией изменения частоты на своём выходе в зависимости от состояния аккумуляторов (т.е. умеют управлять сетевыми инверторами). Чтобы это происходило автоматически, используя сетевой инвертор, необходимо соответственно запрограммировать в меню гибридного инвертора, например, МАП HYBRID, отметив соответствующую опцию в ПО Монитор МАП. Подчеркнём, что эта возможность больше заложена на будущее. Использовать сетевой инвертор вместо солнечного контроллера, это более дорогое решение и заряжает он не так плавно, и многих важных функций солнечного контроллера в нём нет. К тому же, это решение не годится для России, если речь идёт не об автономии, а о подкачке в сеть. Потому что гибридный инвертор только собственное 220 умеет не подкачивать во внешнюю сеть. А ограничивать от этого сетевой инвертор он не умеет. Напомним, что выше шла речь об ограничении заряда аккумуляторов. Тем не менее, если в России разрешат отдачу в сеть свободной энергии потребителей, это решение может стать востребованным.
Возможность прямого подключения к компьютеру для мониторинга и программирования
У серьёзных инверторов должно быть доступно бесплатное ПО для мониторинга электросетей и оборудования, в том числе дистанционно. В том числе весьма полезной может быть возможность отправки СМС по событиям или по запросу, и накопление статистических данных по всем меняющимся параметрам. Для инвертора МАП SIN создано уже четыре варианта разного программного обеспечения (в том числе независимыми разработчиками), с немного разным функционалом и под разные операционные системы, включая Андроид.
Возможность выбора напряжений защиты от выбросов или провалов напряжения в сети
Защита от выбросов и провалов напряжения в сети может обеспечиваться переходом на аккумуляторы, при выходе напряжения во входной сети за указанные рамки, в большую или в меньшую сторону. Транслируемый со входа на выход диапазон допустимого входного напряжения (без перехода на аккумуляторные батареи, по умолчанию 175В – 250В), настраивается пользователем. Диапазон может быть сужен, что обеспечивает дополнительную защиту потребляющей аппаратуры.
Возможность модернизации (апгрейда) самого инвертора, и/или модернизации с помощью новых прошивок
Некоторые новые возможности современного инвертора могут получить пользователи, купившие инвертор ранее, с помощью простой его перепрошивки на новую версию ПО. Так, например, за последнее время, покупатели купившие инвертор МАП SIN и обновившие прошивку, получили следующие новые важные возможности инвертора:
Появился заряд новейших литий-железо фосфатных аккумуляторов и работа с BMS.
Добавилось управление внешним реле, в том числе на включение генератора.
Добавилась совместная работа инвертора с солнечным контроллером по шине I2C.
Разумеется, всем понятно, что быть здоровым и богатым, конечно лучше, чем бедным и больным. Но не всегда наши возможности совпадают с нашими желаниями. Грамотный выбор, позволяет найти оптимальное решение проблемы.
Для задач попроще, например, использование в автомобиле, в походных условиях, или при серьёзных затруднениях в деньгах, можно остановить выбор на высокочастотных моделях инверторов или упрощённых низкочастотных, с обычным трансформатором, без широких функциональных возможностей
СОВЕТ ОТ АЛЬТЭКО
Для серьёзных задач, таких как резервное энергообечение домов, предприятий, тем более для автономного электроснабжения и/или использования солнечных панелей для уменьшения потребления от сети нужны серьёзные инверторы. А именно:
с чистым синусом на выходе
разработанные по низкочастотной технологии (лучше с трансформатором в виде тора)
с возможностью быстрого заряда любых типов аккумуляторов
с богатыми функциональными возможностями (и с программным обеспечением)
при наличии сети 220 В и планируемых (пусть даже в перспективе) солнечных панелях, необходимы только гибридные инверторы
Итак, мы рассмотрели разные варианты конструкций инверторов. Мы надеемся, что помогли сделать ваш выбор более осмысленным.
Предлагаем ознакомиться с таблицей сравнительных характеристик инверторов, ведущих производителей (МикроАрт(МАП), Schneider Electric, Victron, Studer, Outback, Rich, SMA)
Желаем вам правильного и удачного выбора!
Инвертор напряжения для дома, дачи, квартиры
org/ListItem»>
Инверторы
Инвертор напряжения для дома, дачи
Инвертор напряжения для дома и дачи — это устройство в которое интегрирована микропроцессорная схема, позволяющая в автоматическом режиме определять требуемый режим функционирования, преобразуя электрическое напряжение в сети. Прибегая к использованию инвертора вы сможете добиться преобразования постоянного электрического тока 12 – 24 Вольт, получаемого от аккумуляторных батарей, в переменный со стандартными показателями 220В, которое необходимо для работы подавляющего числа современных электрических приборов. Можно сказать, что инвертор напряжения используют в целях снабжения электрической энергией оборудования подключаемого к стандартной сети.
Преобразователь напряжения используют в местностях серьезно удаленных от центральных электрических сетей. Очень подойдет для дачников, владельцев загородных коттеджей. Наличие инвертора необходимо применять в паре со всевозможными электрогенераторами, работающими в области возобновляемой энергетики (солнце, ветер, вода).
Сортировать:
По умолчаниюПо Имени (A — Я)По Имени (Я — A)По Цене (возрастанию)По Цене (убыванию)По Рейтингу (убыванию)По Рейтингу (возрастанию)По Модели (A — Я)По Модели (Я — A)
Показывать:
15255075100
Инвертор Энергия ПН-750Н
Быстрый заказ»>
На складе
Эффективный преобразователь напряжения Энергия ПН-750Н создан для работы в однофазных электросетях переменного тока напряжением 220 вольт настенного исполнения. Представляет собой комбинированное устройство бесперебойного питания функционально оснащённого надежным стабилизатором ..
Инвертор Энергия ПН-1000
Быстрый заказ»>
На складе
Преобразователь 12 в 220 Энергия ПН-1000 является достаточно мощным бесперебойником со встроенным стабилизатором напряжения. Инвертор преобразует 12 вольт постоянного напряжения в 220 вольт переменного тока с частотой 50 Гц. Инверторный преобразователь импульсного типа оснащён выс..
Инвертор Энергия ПН-1000Н
Быстрый заказ»>
На складе
Инверторный преобразователь напряжения Энергия ПН-1000Н рекомендуем для защиты автоматики газовых котлов, автоматических электрических подъемных и распашных ворот, а так же для обеспечения длительного бесперебойного питания в случаях отключения электричества. ВозможностиМоде..
Инвертор Энергия ПН-500
Быстрый заказ»>
На складе
Инвертор Энергия ПН-500 предназначен для бесперебойного снабжения электроэнергией любых подключенных к нему потребителей общей мощностью до 500 ватт. Это может быть газовый котёл, телевизор, аудиотехника, компьютер или другие маломощные электроприборы. В данную модификацию инверт..
Инвертор Энергия ПН-500Н
Быстрый заказ»>
На складе
В отличии от модели Энергия ПН-500 преобразователь напряжения Энергия ПН-500Н имеет новый дизайн корпуса и возможность его настенного крепления. По основным спецификациям эти инверторы идентичны.Применение от аккумулятораДля работы в инверторном режиме требуется внешний аккумулят..
Инвертор Энергия ПН-750
Быстрый заказ»>
На складе
Эффективный преобразователь напряжения Энергия ПН-750 создан для работы в однофазных электросетях переменного тока напряжением 220 вольт напольного исполнения. Представляет собой комбинированное устройство бесперебойного питания функционально оснащённого надежным стабилизатором н..
Показано с 1 по 6 из 6 (всего 1 страниц)
Руководство по покупке силового инвертора
| Tripp Lite
Что такое инвертор?
Инвертор мощности — это устройство, которое преобразует низковольтную энергию постоянного тока (постоянного тока) от батареи в стандартную бытовую мощность переменного тока (переменного тока). Инвертор позволяет вам управлять электроникой, бытовой техникой, инструментами и другим электрическим оборудованием, используя энергию, вырабатываемую аккумулятором автомобиля, грузовика или лодки, или возобновляемыми источниками энергии, такими как солнечные панели или ветряные турбины. Инвертор дает вам энергию, когда вы находитесь «вне сети», поэтому у вас есть портативное питание, когда и где бы оно вам ни понадобилось.
В чем разница между инвертором и инвертором/зарядным устройством?
Инвертор просто преобразует мощность постоянного тока (батареи) в мощность переменного тока, а затем передает ее подключенному оборудованию. Инвертор/зарядное устройство делает то же самое, за исключением того, что это инвертор с подключенными батареями. Он остается подключенным к источнику питания переменного тока для непрерывной зарядки подключенных аккумуляторов, когда доступно питание от сети переменного тока, также известное как береговое питание.
Инвертор/зарядное устройство — это тихая альтернатива газовым генераторам, не требующая дыма, топлива или шума. Во время длительных отключений вам может потребоваться время от времени запускать генератор для подзарядки батарей, но инвертор/зарядное устройство позволяет вам запускать генератор реже, экономя топливо.
Для чего используется инвертор?
Проще говоря, инвертор выдает энергию переменного тока, когда нет доступной розетки или подключение к ней нецелесообразно. Это может быть автомобиль, грузовик, дом на колесах или лодка, строительная площадка, машина скорой помощи или машина скорой помощи, кемпинг или передвижная медицинская тележка в больнице. Инверторы или инверторы/зарядные устройства могут обеспечить питание для вашего дома во время отключения, чтобы поддерживать работу холодильников, морозильников и дренажных насосов. Инверторы также играют важную роль в системах возобновляемой энергии.
Преобразование постоянного тока в переменный: как работают инверторы
Постоянный ток, или мощность постоянного тока, поступающая от батареи, течет в одном направлении от отрицательной клеммы батареи, через замкнутую цепь и обратно к положительной клемме батареи. Однако типичные 12-вольтовые или 24-вольтовые батареи обеспечивают только относительно низковольтную мощность. В зависимости от вашего местоположения приборы должны работать от сети переменного тока с напряжением 120 или 230 вольт.
Инверторы мощности 120 В
Силовые инверторы 230 В
Инвертор устраняет это несоответствие, увеличивая напряжение и используя транзисторы или полупроводники для быстрого изменения полярности входа постоянного тока туда и обратно, посылая его в одном направлении по цепи, затем очень быстро меняя его и отправляя в другом направлении. В большинстве случаев он делает это 60 раз в секунду (60 Гц).
Типы инверторов мощности
Инверторы мощности для дома
Если вам требуется аварийное резервное электроснабжение дома из-за того, что в вашем доме происходит отключение электроэнергии во время гроз, ураганов или суровых зимних погодных условий, инвертор/зарядное устройство поможет поддерживать работу основных приборов.
Чаще всего аварийный домашний источник питания питается от стандартного автомобильного аккумулятора, превращая ваш автомобиль в генератор. Автомобиль должен работать, пока инвертор используется, чтобы предотвратить разрядку аккумулятора. Инвертор все еще можно использовать, если автомобиль выключен, но это не рекомендуется в течение длительного времени. Если вы используете инвертор без непрерывно работающего двигателя, заводите автомобиль каждый час и дайте ему поработать в течение 10 минут, чтобы зарядить аккумулятор.
Для создания резервной системы без автомобиля можно подключить два автомобильных аккумулятора 12 В к одному инвертору. Этого будет достаточно для работы среднего домашнего холодильника на срок до двух дней, в зависимости от размера батарей, размера холодильника и степени его заполнения. Разумно иметь под рукой запасную батарею или две на случай, если сбой питания превысит время работы от батареи.
Ищите инвертор или инвертор/зарядное устройство с мощностью, превышающей мощность электроприборов, необходимых для работы. См. Таблицу 2 : Стандартная мощность обычных бытовых приборов ниже. Готовы купить инвертор/зарядное устройство прямо сейчас? См. наши рекомендуемые инверторы/зарядные устройства для аварийного домашнего резервного питания.
Инверторы питания для автомобилей, внедорожников и фургонов
Прикуриватель на 12 В в автомобиле или грузовике можно использовать с небольшим портативным инвертором для зарядки телефонов, планшетов, ноутбуков, DVD-плееров, легких инструментов и других устройств. Портативные инверторы — отличный выбор для семейных поездок. Эти мобильные инверторы оснащены одной или двумя розетками переменного тока, а некоторые модели также имеют два USB-порта для зарядки. Ассортимент компактных портативных инверторов Tripp Lite включает модели мощностью до 400 Вт.
Преобразователи мощности для жилых автофургонов, грузовиков и лодок
Не отказывайтесь от (электрических) домашних удобств, когда вы отправляетесь в поход, катаетесь на лодке или доставляете товары по дороге. Для грузовиков, лодок и транспортных средств для отдыха стационарный инвертор/зарядное устройство, подключенный напрямую к аккумуляторной батарее, позволяет запускать компьютеры, планшеты, телевизоры, кофеварки, блендеры и другие подключаемые устройства.
При наличии источника переменного тока, такого как генератор или береговое электроснабжение, инвертор/зарядное устройство передает питание на ваше оборудование и одновременно заряжает подключенные батареи. При отключении от источника питания инвертор/зарядное устройство автоматически переключается на питание от батареи, и ваша электроника и бытовая техника продолжают работать без перебоев. Ознакомьтесь с нашим ассортиментом инверторов/зарядных устройств, предназначенных для жилых автофургонов и морских судов.
Мобильные инверторы питания для рабочих площадок и промышленного применения
Инверторы/зарядные устройства, предназначенные для автономных рабочих площадок и рабочих грузовиков с ограниченным доступом к береговому источнику питания, используют аккумуляторы отдельно от основного аккумулятора транспортного средства или полностью вне транспортного средства. Многие электроинструменты, приборы и электроника, используемые в промышленности, требуют кратковременных всплесков мощности, превышающих их непрерывную номинальную мощность, либо при запуске, либо во время использования, либо в обоих случаях. Мощные инверторы/зарядные устройства временно обеспечивают дополнительную выходную мощность, чтобы справиться с этими пиковыми нагрузками без отключения. См. инверторы/зарядные устройства PowerVerter APS компании Tripp Lite.
Преобразователи мощности для больничных тележек
Инвертор медицинского назначения может быть использован для модернизации передвижной медицинской тележки в медицинских учреждениях. Мобильность дает врачу, медсестре или техническому специалисту возможность доставлять пациенту лечебное, контрольное или диагностическое оборудование. Инверторы для мобильных медицинских тележек должны иметь розетки больничного класса и соответствовать стандарту UL 60601-1. См. подборку Tripp Lite инверторов медицинского назначения для питания больничных тележек.
Преобразователи мощности для машин скорой помощи/автомобилей скорой помощи
Специальные медицинские инверторы обеспечивают безопасное и надежное мобильное питание для критически важного бортового оборудования скорой помощи/скорой помощи. Инверторы, используемые в медицинских транспортных средствах, должны соответствовать требованиям UL 458. Tripp Lite предлагает инвертор со встроенной системой зарядки, предназначенный для установки в машинах скорой помощи/скорой помощи. См. инвертор Tripp Lite для автомобилей скорой помощи/скорой помощи.
Инверторы мощности для чувствительной электроники
Многие устройства, такие как электроинструменты с регулируемой скоростью, банкоматы, компьютеры с активными источниками питания PFC, лазерные принтеры, сетевое оборудование и аудио/видео компоненты, требуют чистой синусоидальной энергии. Стабильная, управляемая микропроцессором синусоидальная мощность позволяет вашему оборудованию работать с меньшим нагревом, служить дольше и работать без сбоев или снижения производительности, вызванных нестандартным питанием. Tripp Lite оснащен несколькими инверторами, которые обеспечивают чистую синусоиду на выходе.
Как купить инвертор мощности
Инверторы мощности бывают разной мощности, измеряемой в ваттах. Вот 12 ключевых факторов, которые следует учитывать при покупке инвертора:
Инвертор или инвертор/зарядное устройство — И инверторы, и инверторы/зарядные устройства обеспечивают ток от аккумуляторной батареи, но только инверторы/зарядные устройства подключаются к источникам переменного тока, пропускают переменный ток через к оборудованию, заряжать аккумуляторы и автоматически переключаться на питание от аккумуляторов, когда сеть переменного тока недоступна. Инверторы, которые не являются инверторами/зарядными устройствами, полагаются на работающие транспортные средства для перезарядки аккумуляторов и не подключаются напрямую к источникам переменного тока.
Напряжение In – Чаще всего для питания инверторов используются аккумуляторы на 12 В. Это тип аккумулятора в вашем автомобиле. Также доступны сверхмощные инверторы/зарядные устройства, в которых используются батареи 24 В, 36 В или 48 В для приложений, требующих более высокой мощности. Убедитесь, что выбранные вами батареи соответствуют входному напряжению инвертора.
Выходное напряжение . В Северной Америке электроэнергия, поступающая в ваш дом, представляет собой напряжение переменного тока 120 вольт. Если вы находитесь в Северной Америке, убедитесь, что выход вашего инвертора совместим с сетью 120 В для питания вашей электроники, электроинструментов или небольших бытовых приборов.
Номинальная непрерывная выходная мощность — Определите общую мощность, необходимую для всех подключенных устройств. Номинальная непрерывная выходная мощность инвертора или инвертора/зарядного устройства должна быть больше, чем мощность всего оборудования, которое будет питаться одновременно. Вы можете оценить требуемую мощность, используя Таблицу 2: Типичная мощность обычных бытовых приборов .
Входное соединение – Небольшие портативные инверторы подключаются непосредственно к автомобильной розетке 12 В (прикуриватель). Инверторы для тяжелых условий эксплуатации имеют входные клеммы постоянного тока, которые подключаются непосредственно к батареям с помощью кабелей, предоставляемых пользователем. Инверторы/зарядные устройства подключаются как к батареям, так и к источнику питания переменного тока, чтобы батареи могли перезаряжаться, когда доступно береговое питание.
Пиковая и непрерывная мощность — Многим инструментам, приборам и насосам требуются кратковременные скачки мощности при запуске, во время использования или в обоих случаях. Это означает, что требуется временная мощность, превышающая постоянную номинальную мощность инвертора. Ищите инвертор или инвертор/зарядное устройство, которые могут справиться с такими пиковыми потребностями в мощности, обеспечивая до 200% номинальной мощности в непрерывном режиме.
Розетки — Подумайте, сколько розеток вам понадобится и нужна ли вам специальная защита от розеток GFCI для влажной или влажной среды. Многие сверхмощные инверторы/зарядные устройства могут быть жестко подключены к вашему основному электрическому щиту, чтобы подавать ток непосредственно к розеткам переменного тока вашего дома. В целях безопасности используйте для установки профессионального электрика.
Время работы (количество времени, в течение которого инвертор будет подавать питание на ваше оборудование) — если вы используете инвертор, подключенный к аккумулятору работающего автомобиля, у вас будет питание до тех пор, пока автомобиль продолжает работать. Если ваш инвертор или инвертор/зарядное устройство работает от аккумулятора без другого источника питания, время работы зависит от количества доступного заряда аккумулятора и нагрузки, которую он поддерживает. Вы можете увеличить время работы, подключив больше батарей. Количество аккумуляторов, которые можно подключить, не ограничено.
Охлаждающие вентиляторы – Многоскоростные охлаждающие вентиляторы предотвращают накопление тепла и продлевают срок службы инвертора.
3-этапная зарядка — инверторы/зарядные устройства Tripp Lite используют усовершенствованное 3-этапное зарядное устройство, которое заряжает батареи быстрее, защищая их от перезарядки, чрезмерной разрядки и случайного разряда.
Сбрасываемые автоматические выключатели — Защитите свой инвертор/зарядное устройство от повреждений в результате перегрузок или отказа зарядного устройства.
Специальные функции — При покупке инвертора или инвертора/зарядного устройства подумайте, нужны ли вам какие-либо из этих специальных функций для безопасного и эффективного питания вашего оборудования:
USB-порты — легко заряжайте телефоны, планшеты, носимые фитнес-трекеры и другие мобильные устройства.
Выходной сигнал с чистой синусоидой — для электроинструментов с регулируемой скоростью и чувствительной электроники, такой как компьютеры, сетевые устройства и аудио/видео оборудование.
Розетки
GFCI — соответствуют требованиям OSHA для использования во влажной среде, в том числе вблизи раковин.
Розетки для больниц — сертифицированы UL для использования в медицинских учреждениях.
Возможность дистанционного управления — некоторые инверторы/зарядные устройства имеют коммуникационный порт RJ45, который позволяет подключать дополнительный модуль дистанционного управления.
Светодиоды состояния
— показывают уровень заряда батареи и предупреждения о низком заряде батареи, уровни нагрузки, предупреждения о перегрузке, системные сбои и режимы работы.
DIP-переключатели конфигурации
— настраивайте автоматическое переключение высокого и низкого напряжения в соответствии с вашим приложением.
Высокая начальная мощность — поддерживает пиковые нагрузки устройств с высокими требованиями к начальной мощности, таких как двигатели, компрессоры и насосы.
Häufig gestellte Fragen
В чем разница между инвертором и источником бесперебойного питания (ИБП)?
Инверторы и системы ИБП обеспечивают питание от батарей при отсутствии питания переменного тока. ИБП обычно включает в себя аккумулятор и зарядное устройство в одном автономном блоке. Аккумуляторы для инвертора обычно поставляются пользователем.
Система ИБП также может поддерживать связь с оборудованием, на которое она подает питание, сообщая оборудованию, что оно работает в режиме ожидания, выдавая ему предупреждения об отключении или связываясь с человеком в контуре. Инверторы обычно не имеют такой возможности.
В зависимости от инвертора он будет реагировать на отключение питания через 4,2–16,7 миллисекунд. ИБП реагирует за долю этого времени, что делает ИБП лучшим выбором для приложений, которые должны оставаться под напряжением, таких как компьютерное сетевое оборудование.
В чем разница между инвертором и генератором?
Генератор работает на бензине, дизельном топливе или пропане для производства электроэнергии. Инвертор преобразует энергию постоянного тока, хранящуюся в батареях, в мощность переменного тока, необходимую для работы инструментов, электроники, бытовой техники и других устройств.
Генератор может быть лучшим выбором, когда требуется большое количество энергии в течение длительных периодов времени. Тем не менее, инвертор/зарядное устройство является более чистым и экологичным выбором. Он тихий и не выделяет дыма, что делает его предпочтительным для жилых районов или для использования в помещении.
Инвертор/зарядное устройство может работать вместе с питанием от генератора, когда генератор работает, что позволяет отключать генератор на время для экономии топлива, не выключая оборудование.
Что такое инвертор/зарядное устройство?
Инвертор/зарядное устройство преобразует мощность постоянного тока (аккумулятора) в мощность переменного тока, а затем передает ее подключенному оборудованию. Когда он подключен к источнику питания переменного тока, он непрерывно заряжает подключенные аккумуляторы. При отключении электроэнергии инвертор/зарядное устройство автоматически переключается на питание от батареи, чтобы обеспечить питание подключенного оборудования. Батареи будут перезаряжены, когда снова станет доступен источник питания переменного тока.
Как использовать инвертор для основного домашнего аварийного питания?
Чаще всего аварийное домашнее электроснабжение работает от стандартного автомобильного аккумулятора, превращая ваш автомобиль в генератор. Автомобиль должен работать, пока инвертор используется, чтобы предотвратить разрядку аккумулятора. Инвертор все еще можно использовать, если автомобиль выключен, но это не рекомендуется в течение длительного времени. Если вы используете инвертор при выключенном двигателе, запускайте автомобиль каждый час и дайте ему поработать около 10 минут, чтобы зарядить аккумулятор.
Для создания резервной системы без автомобиля можно подключить два автомобильных аккумулятора 12 В к одному инвертору. Это обеспечит достаточную мощность для работы среднего домашнего холодильника до двух дней, в зависимости от размера батарей и размера вашего холодильника. Разумно иметь под рукой запасную батарею или две на случай, если продолжительность сбоя питания превысит время работы от батареи.
Ищите инвертор с мощностью больше, чем электроприборы, необходимые для работы. См. Таблица 2: Стандартная мощность обычных бытовых приборов ниже. Готовы купить? См. наши рекомендуемые инверторы/зарядные устройства для аварийного домашнего резервного питания.
Могу ли я запитать свой дом, используя свой автомобиль и инвертор?
Абсолютно! Во-первых, узнайте общую мощность приборов, которые вам нужны для работы, используя приведенные ниже рекомендации. Это поможет вам купить правильный инвертор для вашей домашней аварийной системы резервного копирования.
Инвертор не является водонепроницаемым, поэтому держите его подальше от дождя, пыли и прямых солнечных лучей. Хотя вы можете подключить инвертор к аккумулятору автомобиля с помощью соединительных кабелей и зажимов типа «крокодил», предпочтительным методом является использование кольцевой клеммы, которая надежно закрепляется на опоре инвертора. Затем подключите удлинитель на расстоянии не более 200 футов от инвертора к устройствам, которые вы хотите запустить. За пределами этого расстояния вы, вероятно, испытаете потерю сигнала.
Чтобы аккумулятор оставался заряженным, вы должны запускать машину примерно на 10 минут каждый час. Инвертор будет работать, когда автомобиль выключен, пока вы не разрядите аккумулятор.
Обеспечивает ли инвертор защиту от перенапряжения?
Да. Поскольку инвертор преобразует мощность постоянного тока в мощность переменного тока, выходной сигнал переменного тока обрабатывается до того, как он достигнет вашего оборудования. Инвертор обеспечивает стабильное выходное напряжение и частоту для защиты вашего оборудования от скачков напряжения и сетевых шумов, позволяя вашему оборудованию работать на пике своих возможностей.
Может ли инвертор питать холодильник или морозильник?
Да, но следует помнить об одном важном моменте. Когда холодильник или морозильник включается, он потребляет высокий пусковой импульс мощности, в несколько раз превышающий мощность, которая требуется при непрерывной работе. Убедитесь, что ваш инвертор может справиться с пиковым выбросом. Как правило, убедитесь, что ваш инвертор может выдерживать пиковые нагрузки 500–750 Вт для холодильника и 500–1000 Вт для морозильного ларя.
Какой тип батареи следует использовать с инвертором?
Чаще всего для питания инверторов используются аккумуляторы на 12 В, подобные тем, что установлены в вашем автомобиле. Доступны инверторы/зарядные устройства для тяжелых условий эксплуатации, в которых используются батареи на 24 В, 36 В или 48 В для приложений, требующих более высокой мощности. Убедитесь, что выбранные вами батареи соответствуют входному напряжению вашего инвертора.
Аккумуляторы глубокого разряда выглядят как обычные автомобильные аккумуляторы, но могут обеспечивать постоянную мощность в течение более длительного периода времени и надежно работать до разрядки до 80%. Они идеально подходят для инверторных применений, особенно в жилых автофургонах, лодках и автономных возобновляемых источниках энергии из-за их способности почти полностью разряжаться до того, как их нужно будет перезарядить.
Помимо батареек вам понадобятся предохранитель и держатель предохранителя. Одним из самых простых типов предохранителей является предохранитель «ANL», который можно вставить в положительный провод, идущий от аккумуляторной батареи.
Какой тип кабеля следует использовать для подключения батарей?
Большинство инверторов продаются без кабелей, поэтому пользователь может выбрать кабель, наиболее подходящий для его применения. В общем, расстояние между батареей и инвертором должно быть как можно короче, в идеале не более 10 футов. Кабели, используемые для подключения инверторов, должны быть типа SGX, который обычно используется для подключения аккумулятора к электронной системе автомобиля и его заземления.
Приведенная ниже таблица рекомендуемых размеров проводов является общим практическим правилом. Фактический размер провода, который вам нужен, будет варьироваться в зависимости от напряжения вашей батареи, общей силы тока, потребляемой вашим оборудованием, и длины кабеля. Наш лучший совет — придерживаться того, что указано в руководстве пользователя вашего инвертора.
Таблица 1: Рекомендуемые калибры проволоки
Действительно ли важен инвертор с чистой синусоидой?
В зависимости от того, какое оборудование вы используете, ответ может быть утвердительным. Инвертор с чистой синусоидой формирует плавный синусоидальный сигнал на выходе переменного тока с очень низким уровнем гармонических искажений. Чувствительная электроника, инструменты с регулируемой скоростью, медицинское оборудование, такое как кислородные концентраторы, телевизоры и аудио- и видеокомпоненты, люминесцентные лампы с электронными балластами и любые приборы с микропроцессорным управлением не будут хорошо работать при измененной мощности синусоидального сигнала.
Инвертор мощности какого размера мне нужен?
Чтобы определить правильный размер инвертора для вашего приложения, вам необходимо суммировать мощность всех приборов, инструментов или электроники, которые будут работать от инвертора одновременно. У многих бытовых приборов и электроинструментов номинальная мощность указана на этикетке на самом изделии или в руководстве по эксплуатации изделия. Если ваши устройства показывают только ампер, мощность можно получить, используя эту простую формулу:
Вольт x Ампер = Ватт
Пример: Вы хотите запустить небольшой мини-холодильник. Вы знаете из этикетки продукта, что он использует 0,7 ампер. В США напряжение 120. Следовательно:
120 x 0,7 А = 84 Вт
Теперь учтите, как долго вы хотите, чтобы устройство работало. Это его время выполнения. Предполагая, что вы используете батареи на 12 В, разделите общую мощность на 12.
В примере с нашим мини-холодильником:
84 ÷ 12 = 7 ампер постоянного тока
Это количество ампер-часов постоянного тока, необходимое для работы холодильника в течение 1 часа, если бы он работал непрерывно. Вам нужно будет понаблюдать за работой холодильника в течение определенного периода времени, чтобы определить, как долго он активно работает, поэтому понаблюдайте за ним в течение 15 минут и запишите продолжительность его работы.
Допустим, вы хотите, чтобы холодильник работал в течение 12 часов, прежде чем потребуется подзарядка аккумуляторов. Ваше наблюдение показывает, что холодильник работает в течение 5 минут в течение 15-минутного периода наблюдения. Используйте эту формулу:
Требуемое активное время работы = Минуты работы ÷ Минуты наблюдения x Общее требуемое время работы
12 часов = 5 минут ÷ 15 минут x 4 часа
Затем умножьте требуемый ток постоянного тока на предполагаемое количество часов, в течение которых холодильник может работать без зарядки аккумуляторов.
7 ампер постоянного тока x 4 часа = 28 ампер-часов. оценка с коэффициентом 1,2.
28 ампер-часов x 1,2 = 33,6 ампер-часов
Это минимальное количество ампер-часов, которое должны обеспечивать ваши аккумуляторы.
Сколько ватт потребляют обычные бытовые приборы и инструменты?
Эта таблица общих приборов, электроники и инструментов поможет вам оценить ваши потребности. Обязательно ознакомьтесь с фактическими требованиями к мощности на этикетке продукта и помните, что многие инструменты и устройства имеют значительно более высокие требования к пиковым перенапряжениям при запуске/цикле.
Таблица 2: Типовая мощность обычных бытовых приборов
Установка инвертора и инвертора/зарядного устройства: Советы по безопасности
Внутри инвертора/зарядного устройства существует потенциально опасное для жизни напряжение, когда подключен источник питания от батареи и/или вход переменного тока. Прежде всего, внимательно следуйте всем инструкциям по технике безопасности, приведенным в руководстве пользователя или руководстве по установке, прилагаемом к вашему инвертору/зарядному устройству и батареям. Установка инвертора предполагает работу с током под напряжением, поэтому вы должны иметь хотя бы базовые знания об электричестве и проводке. Если сомневаетесь, наймите опытного электрика. Вот общие рекомендации, о которых следует помнить:
Инверторы мощностью 400 Вт и выше должны иметь жесткую проводку и соответствующие предохранители.
Инвертор выделяет тепло. Убедитесь, что ваша установка обеспечивает надлежащую вентиляцию и рассеивание тепла, оставляя зазор не менее двух дюймов со всех сторон и сверху.
Аккумуляторы могут выделять потенциально взрывоопасный газообразный водород, который может скапливаться рядом с аккумуляторами, если они плохо вентилируются. Аккумуляторный отсек должен иметь некоторую вентиляцию для наружного воздуха.
Не размещайте инвертор рядом с источником тепла, рядом с чем-либо легковоспламеняющимся или под местом, где используются или перекачиваются жидкости. Убедитесь, что место не подвергается воздействию дождя, влаги и пыли и не подвергается воздействию прямых солнечных лучей.
При установке инвертора в доме на колесах подключите его к аккумулятору, используемому для питания салона дома на колесах, а не к аккумулятору, питающему двигатель.
Заземлите инвертор с помощью основного вывода заземления. Обычно это можно сделать, установив заземляющий разъем инвертора на стержень болта в раме автомобиля. Используйте провод того же калибра для кабеля заземления, что и для кабеля питания.
Products Mentioned in this Article
Mobil
Kompakt
Hochleistung
Wechserichter/Ladegeräte
Reine Sinuswelle
Stromversorgung für Krankenhauswagen
Дополнительная литература
Как выбрать и установить систему резервного питания инвертора/зарядного аккумулятора для дренажного насоса
Зачем покупать у Tripp Lite от Eaton?
Мы знаем, что у вас есть из чего выбрать. На первый взгляд все они могут показаться одинаковыми. Разница в том, что вы не видите. Приобретая Tripp Lite от Eaton, вы получаете надежные инженерные решения, проверенную надежность и исключительное обслуживание клиентов. Все наши продукты проходят строгий контроль качества, прежде чем они поступят в продажу, а независимые испытательные агентства проверяют, соответствуют ли наши продукты последним стандартам безопасности и производительности. Наша приверженность качеству позволяет нам поддерживать нашу продукцию ведущими в отрасли гарантиями и отзывчивым обслуживанием клиентов. Это отличие Tripp Lite от Eaton.
Для чего предназначены аварийные домашние инверторы
Предыдущая Следующая
Давайте взглянем на преимущества инвестирования и наличия инвертора мощности для резервного питания дома во время чрезвычайной ситуации, стихийного бедствия или зимнего шторма, а также на то, как использовать инвертор аварийного питания дома, если в вашем доме когда-либо отключится электричество. выходить.
Что такое инвертор мощности?
Инверторы мощности, которые варьируются от небольших устройств мощностью 150 Вт до моделей мощностью 7000 Вт и выше, преобразуют энергию постоянного тока 12 В, 24 В, 36 В и даже 48 В (вольт) в электричество переменного тока, которое можно использовать для питания электроприборов и электротонических устройств. в вашем доме, если вы когда-либо страдаете от отключения электроэнергии.
Инвертор мощности (для домашнего резервного питания) может получать энергию от аккумулятора автомобиля или грузовика, а также аккумуляторов глубокого разряда. Инверторы часто продаются как часть автономных комплектов солнечной энергии для людей, которые не подключены к сети или испытывают регулярные перебои в подаче электроэнергии.
Преобразователи мощности с модифицированной синусоидой и инверторы мощности с чистой синусоидой
Два наиболее распространенных типа инверторов — это инверторы мощности с модифицированной синусоидой и инверторы мощности с чистой синусоидой. Оба типа инверторов могут использоваться для аварийного резервного питания. Короче говоря, модифицированные синусоидальные инверторы, которые могут питать компьютеры, электронику и насосы, работают не так «чисто» или «плавно», как чистые синусоидальные инверторы.
Чистое синусоидальное питание, также известное как «чистое питание», представляет собой надежный вариант резервного питания при работе компьютерных систем или сложного электронного оборудования (например, медицинского оборудования). Инверторы мощности с чистым синусоидальным сигналом работают тише и быстрее, чем другие инверторы, в целом с меньшим количеством сбоев, обеспечивая более плавные и эффективные волны мощности. При этом модифицированные синусоидальные преобразователи мощности по-прежнему являются отличным инструментом в чрезвычайной ситуации, способным управлять морозильными камерами, бытовой техникой, двигателями, электроинструментами, насосами, холодильниками и многим другим.
Инверторы для аварийного домашнего резервного питания
Как мы уже отмечали, инверторы для аварийного домашнего резервного питания бывают разных размеров (напряжения). Но инвертор мощности какого размера вы должны инвестировать? Что ж, это зависит от того, сколько приборов, устройств и инструментов вы хотите или должны запустить, если у вас возникнет перебой в подаче электроэнергии.
Если вы хотите подключить только несколько светильников, зарядить сотовый телефон или аварийное радио (другими словами, самое необходимое), вы можете выбрать инвертор меньшего размера.
Лазерные станки СО2 для резки и гравировки по цене от 44 800 руб.
Отзывы покупателей
Инга
15 марта 2019 17:56
Лазерный станок СО2 1080
Сквозной стол
А у этого станка сквозной стол?
Аноним
30 апреля 2021 23:35
Лазерный станок СО2 1060 "MooN"
Отличный станок
Отличный станок. Но все испортила долгая доставка.
Константин
15 марта 2019 12:44
Лазерный станок СО2 4060
Отлично
Станок по спец заказу.
Сделали все очень качественно
Удивился цене, у Москвичей дороже почти в 2 раза. По этому долго сомневался.
Качество металла даже лучше чем тот что я…
Еще
Хасанов Радик
8 января 2019 18:55
Лазерный станок СО2 1060
Купил станок
Наконецто я купил станок с рабочим полем в метр)))
Станок приехал через 19 дней, огромное спасибо за такую быструю доставку. Был упакован замечательно. Все целое, ничего не…
Еще
Валерий Н
2 марта 2021 14:10
Лазерный станок СО2 1610 с Авто подачей
Покупаю уже 3 станок в этой компании. Великолепная сборка станка, отзывчивый сервис. Но в последнее время страдает доставка из Китая. Но это у всех так.
Олег
28 декабря 2018 10:05
Лазерный станок СО2 3020
Отлично
Создаю модели самолетов.
Этот станок подходит лучше всего.
Техподдержка помогла настроить станок и минут через 10 я уже начал пробовать резать.
Хотя размер рабочего поля…
Еще
Лазерный станок СO2 – это высокотехнологичный инструмент в производстве различных деталей и заготовок с высокой точностью обработки. Установки с углекислотным лазером используются для решения следующих задач:
резка;
гравировка;
раскрой;
перфорация;
Как подобрать лазерный станок для бизнеса?
Современные лазерные установки оснащаются числовым программным управлением, что упрощает работу с аппаратами и повышает их производительность. Чтобы купить лазерный гравировальный станок с ЧПУ нужно учитывать ряд факторов:
Производственная мощность – для штучного и мелкосерийного производства используются установки с маломощными лазерами, а для крупного производства – широкоформатные лазеры с высокой рабочей мощностью;
Размеры рабочего поля – можно купить станок лазерной резки настольного типа, среднеформатный и крупноформатный вариант;
Параметры излучателя – рабочая мощность углекислотных лазеров находится в пределах 40-400 Вт. Для резки материала толщиной 2-3 мм достаточно маломощных лазеров, для заготовок с большей толщиной потребуются лазеры с большей мощностью
Число режущих головок – станок лазерной резки СO2 может иметь не одну, а несколько рабочих головок, что позволяет производить большие партии одинаковых изделий по индивидуальному макету;
Возможность работы с рулонами – станок способен автоматически подавать материал с рулона, предварительно его разглаживая. Подтягивающий механизм значительно увеличивает точность и скорость работы с материалом;
Наличие видеокамеры – посредством камеры получают фото с материала, находящегося в этот момент на станке, рисунок автоматически распознается компьютером и генерирует точный контур для дальнейшего раскроя;
Подъемный рабочий стол – возможность подъема, опускания и перемещения рабочего стола расширит возможности работы с заготовками нестандартных размеров;
Скорость работы — чем больше мощность, тем быстрее выполняется резка материала. Так, например, лазер с мощностью 50 Вт разрежет фанеру толщиной 3 мм со скоростью 10 мм/сек., а лазер мощностью 100 Вт сделает ту же операцию со скоростью 30 мм/сек.
Лазерный станок по дереву (фанера, МДФ, ДСП)
В мебельном производстве, для декора деревянных изделий, изготовления сувениров часто используют лазерную резку и гравировку. Излучение лазера позволяет разрезать достаточно толстые деревянные заготовки, наносить на их поверхность различные надписи и рисунки. Современный станок для лазерной гравировки по дереву выжигает рисунок на поверхности изделия с точностью позиционирования 0,1 мм, это помогает достичь впечатляющей детализации.
Лазерные станки для обработки металлов
Разрезать металлическую заготовку может углекислотный лазер с мощностью от 180 Вт, такие станки называются MIX. Но для работы с металлом лучше всего использовать оптоволоконные установки. Волоконные лазеры позволяют не только раскраивать металлические изделия, но и маркировать продукцию, выполнять сварочные работы и микрообработку металлов. Это становится возможным, посредством использования в установках оптических волокон, в которые интегрированы волноводы для лазерной накачки.
Станки для пластика и оргстекла
В производстве рекламной продукции, сувениров, элементов декора часто используют лазерную резку. Тонкий высокоэнергетический луч позволяет получать идеально ровный срез. Используя гравировочные станки, на поверхности оргстекла можно создавать художественные рисунки любой сложности.
Лазерные установки для ткани и кожи
Лазерный станок СO2 с ЧПУ широко используется при изготовлении одежды, сумок, кошельков, обивок для мебели. Использование лазерного луча позволяет получать высокоточные срезы, которые имеют хорошо отделанные кромки. Углекислотный луч лазера слегка оплавляет кромку, исключая возникновение бахромы на краях заготовок.
Почему стоит заказывать у нас?
Перечисленные требования для работы с различным типом материала учитываются нами при постройке того или иного станка. Наши станки универсальны, поэтому компания “LaserBIZ” способна построить для вас любой лазерный станок, с учетом ваших пожеланий. Обращаясь к нам вы получите в свое распоряжение современную лазерную установку для работы с материалом, который вы используете.
Мы всегда нацелены на долгосрочное сотрудничество, поэтому:
подберем станок для решения именно ваших задач;
исходя из заданных вами параметров для станка сделаем индивидуальное по цене предложение;
поставим заказанное оборудование, выполним его настройку и наладку;
обучим ваш персонал правильной работе с ним;
выполним ремонт оборудования в случае поломки;
предоставим гарантию на 1 год
У нас большой опыт конструирования лазерных станков, поэтому мы всегда знаем, что посоветовать нашим клиентам для оптимизации производства, не выходя за рамки заданного бюджета.
Лазерная резка и гравировка дерева
Trotec Laser
Материалы
Дерево
Все, что вам нужно знать о лазерной обработке деревянных панелей, фанеры, МДФ, бальсы и многих других видов древесных материалов.
Как вы можете использовать лазерную установку для резки и гравировки по дереву?
С помощью лазерных граверов и резаков Trotec вы можете гравировать и вырезать разные изделия из дерева. Индивидуализируйте игрушки, поделки, сувениры, новогодние украшения и подарки либо вырезайте архитектурные модели с помощью лазерной установки.
В зависимости от выбранного вида древесины с помощью лазерного резака вы можете резать дерево толщиной до 20 мм. При лазерной гравировке по дереву вы можете выбрать любой вид древесины; здесь обычно решает визуальное впечатление.
Хотите получить больше информации о лазерной обработке деревянных панелей? Свяжитесь с нами.
Мы рады проконсультировать вас. Свяжитесь с нами!
Связаться с нами
Какие виды древесных материалов подходят для лазерной гравировки и резки?
Выбрать материал
МДФ
TroCraft Eco
Фанера
Цельная древесина
Шпон
Вишня
Клен
Дуб
Бамбук
Грецкий орех
Береза
Ольха
Каковы преимущества лазерной установки для обработки дерева? Сравнение технологий.
Что можно делать с деревом на лазерной установке Trotec?
Как наши клиенты достигают успеха, используя лазерный станок для резки дерева?
Посмотреть все истории
Что говорят наши клиенты о лазерной гравировке дерева?
«Мы выбрали лазер Trotec, так как у него очень широкая сфера применения. Для нас это было решающим фактором, так как это позволяет нам дать свободу нашим идеям. Особенно впечатляют простота эксплуатации и обслуживания установки. Мы используем ее каждый день, и мы спокойны, поскольку можем положиться и на лазерную установку, и на обслуживание Trotec».
Тобиас, Армин, Флориан
taf-Laser GmbH (Южный Тироль)
«В нашей мастерской мы изготавливаем из дерева, например, инновационные коробки для вина и многое-многое другое. Многие изделия из дерева разрабатываются и изготавливаются с помощью лазерной установки Trotec Speedy 400».
Какая лазерная установка нужна для резки и гравировки дерева?
Лазерные граверы и резаки: Серия Speedy
Самые быстрые лазерные граверы на рынке! Идеальны, чтобы начать собственный бизнес, увеличить объем производства или сделать каждый день работы более прибыльным. Бесконечно много возможностей для гравировки и резки благодаря сочетанию CO2 и волоконного излучателей в одном устройстве.
Читать дальше
Читать дальше
Крупноформатный лазерный резак: Серия SP
Лазерные резаки серии SP являются комплексным решением для резки материалов крупного формата. Лазерный резак для вывесок и стендов, пластика и пленки.
Читать дальше
Читать дальше
Какие виды дерева мы рекомендуем для лазерной обработки:
Перейти в магазин
Вопросы и ответы
Какие древесные материалы лучше всего подходят для лазерной гравировки?
Дерево какой толщины может резать лазерный гравер и резак Trotec?
Какие древесные материалы используются для лазерной резки?
Есть ли у вас какие-либо вопросы по лазерной гравировке и резке дерева? Мы будем рады обсудить с вами преимущества лазерной технологии.
Назначьте 30-минутную встречу сейчас.
Назначить встречу
Топ-5 лучших лазерных станков для гравировки по дереву
Станок для лазерной гравировки по дереву является одним из самых продаваемых на рынке оборудования на начало 2022 года. Такая популярность объясняется тем, что это самый простой и удобный способ декорирования деревянные элементы интерьера в доме. И гравировка по дереву в настоящее время является одним из конкурентных преимуществ компаний по производству деревянной мебели. У всех граверов есть излучатели СО2.
Поэтому большинство предпринимателей оснащают свои столярные мастерские лазерными граверами по дереву. Это также снижает затраты на изготовление мебели и элементов интерьера.
Этот вид профессионального оборудования достаточно дорогой на мировом рынке. Европейские производители лазерного оборудования предлагают цены от $2000 за настольные модели. Однако всегда можно найти оптимальное соотношение цены и качества. Так что китайские станки, даже с учетом доставки, могут стоить вдвое дешевле при том же, а иногда и лучшем качестве.
Качество, надежность и функциональные характеристики станка лазерной резки влияют не только на финансовую прибыль компании, но и на успех бизнеса в целом.
Высокое качество
конечного продукта даст вам конкурентное преимущество на рынке. А минимальное количество брака и отсутствие простоев станков из-за поломок позволит сократить расходы и сделать наименьшую себестоимость продукции.
Поэтому лазерный гравер следует выбирать со всей тщательностью.
Обратите внимание : мощность лазерной трубки, рабочая зона и функциональность – все эти аспекты необходимо учитывать в первую очередь при выборе станка для лазерной гравировки по дереву.
Лазерный гравер – что это за станок и где его можно использовать
Лазерный гравер – это принтер, только вместо печатающей головки у него лазерный луч. И этот луч не печатает, а выжигает материал, в данном случае дерево. В зависимости от мощности луча получается либо гравировка, либо резка материала.
Сувениры, предметы интерьера, мебель, картонная упаковка – это лишь небольшой перечень предметов, на которые можно нанести лазерную гравировку со2-станком. Если вам нужно сделать больше деталей, вы можете использовать фрезерный станок с ЧПУ.
Чтобы заказать и купить качественное, надежное лазерное оборудование, необходимо разобраться в особенностях компонентов станка, оценить качество и только потом принимать решение о покупке. В качестве альтернативы вы можете довериться качеству одного из ведущих брендов на рынке CO2-лазеров, компании Wattsan, и уделить больше времени тому, как развивать свое производство, получая идеальное качество продукции без чрезмерных усилий.
В актуальном онлайн-каталоге представлена продукция, сертифицированная в соответствии с международными и европейскими стандартами (ISO и EN), что гарантирует высокое качество сборки, высочайшую точность, а также надежность всех деталей и узлов.
На что следует обратить внимание в первую очередь при выборе лазерного гравера
То, что вы планируете производить на лазерном станке, и ожидаемый объем производства являются ключевыми аспектами, которые следует учитывать при выборе лазерного гравера по дереву.
Это поможет вам выбрать предпочтительный размер рабочей зоны и мощность машины. Например, для резки фанеры 10 мм требуется мощность лазера не менее 100 Вт. Однако использовать лазерную трубку на полную мощность крайне не рекомендуется, а общепринятый оптимальный уровень мощности составляет 75-80%, а значит, нужно взять негабаритная трубка. Таким образом, лазерная трубка CO2 проживет намного дольше, что позволит вам сэкономить на компонентах.
Ниже мы опишем каждый критерий более подробно:
1. Размер рабочей области. Модели бывают настольные (с рабочей зоной от 200 на 300 мм до 600 на 400 мм), среднеформатные (600 на 900 мм и 1200 на 900 мм) и крупноформатные (2000 на 3000 мм).
В основном это зависит от СТАНДАРТОВ размеров листовых материалов и размеров вашего КОНЕЧНОГО продукта. Размер заготовок, поставляемых в ваш регион, определит рабочую зону вашего будущего станка. Также важно понимать, нужно ли предварительно нарезать эти материалы или же вы будете обрабатывать лист целиком.
Важно : для лазерной гравировки единичного изделия оптимальным выбором является настольная модель. При массовом производстве более подходящим и выгодным вариантом является лазерный гравер среднего формата или даже более крупная модель, например, Wattsan 6090 или Wattsan 1290.
2. Глубина опускания стола в лазерном гравере. Эта функция определяет размеры обрабатываемой детали. Например, если станок оснащен подъемным столом, можно использовать поворотное устройство и выполнять гравировку на деревянных балясинах.
3. Лазерный гравер настольного типа.
Столы для лазерной гравировки бывают следующих типов:
Ламели. Ламельный столик обычно входит в базовую комплектацию; практична и удобна для чистки и профилактики. (Важно: ламели должны быть анодированы, так как это защищает от обратного луча лазера, сохраняет качество продукта и обеспечивает безопасность оператора станка. )
Соты. Оптимальный вариант для обработки мелких изделий и элементов, а также работы с тонкими материалами. Заготовки можно прижимать к стальному сотовому столу с помощью неодимовых магнитов, что гарантирует точную и качественную гравировку и резку изделий.
Конвейер. Этот тип станка специально разработан для резки и гравировки рулонов кожи (искусственной кожи) и различных тканей. Деревянные заготовки обрабатывают на конвейерных столах только в экстренных случаях, так как такие столы обычно не анодируют.
4. Скорость гравировки и резки. Индивидуальна для каждой машины и может варьироваться от 300 до 500 м/с.
5. Точность позиционирования. Параметр, указывающий допустимый предел погрешности лазерной гравировки. Как и в предыдущем пункте, он варьируется в зависимости от модели и составляет от 0,03 до 0,05 мм.
Одним из важнейших факторов, влияющих на точность позиционирования, является наличие рамной конструкции корпуса, придающей жесткость всей конструкции лазерного станка.
Во время гравировки быстрые движения лазерной головки создают чрезмерный момент инерции. Это означает, что многие машины могут раскачиваться во время работы, ухудшая качество и точность конечного изображения.
В станках Wattsan усиленная конструкция корпуса и наличие рамы гарантируют устойчивость работы лазерного гравера и, как следствие, высокую точность даже при максимальных скоростях гравировки.
Есть много других параметров и конструктивных особенностей, которые инженеры Wattsan улучшили, чтобы добиться высочайшего качества работы лазерных граверов. Подробнее о каждом из них мы расскажем в других статьях:
Лазерная трубка;
Блок розжига и как его выбрать;
Система управления и как ею пользоваться;
Направляющие;
Портал и лазерная головка;
Крепление ремней;
Двигатели лазерной установки;
Концевые датчики;
Система охлаждения для лазерных граверов;
Ниша для сбора мусора;
Примечание: если вы сомневаетесь и не знаете какой лазерный гравер по дереву больше подойдет для ваших задач, позвоните или напишите одному из менеджеров Wattsan для получения профессиональной консультации.
ТОП-5 станков для лазерной гравировки по дереву
Наиболее популярны среди покупателей во всем мире следующие станки для лазерной гравировки по дереву Wattsan CO2:
1. Wattsan 0203 micro. Относится к настольному типу. Специально разработан для домашнего использования, гаража или кладовой. Характеризуется компактными размерами и невысокой стоимостью – около $500.
Рабочая зона
200 х 300 мм
Мощность трубки
40 Вт
Максимальная скорость гравировки
700 мм
Размеры
810 мм * 500 мм * 265 мм
Подробнее
2. Wattsan 0503. Идеальная модель как для хобби, так и для малого бизнеса. Он занимает мало места, но обладает всеми преимуществами профессионального оборудования, включая подъемный стол. Он также оснащен сквозным столом, позволяющим обрабатывать материалы неограниченной длины.
Рабочая зона
500 х 300 мм
Мощность трубки
60 Вт
Максимальная скорость гравировки
700 мм
Размеры
650 мм * 1040 мм * 575 мм
Подробнее
Мощность лазерной трубки и площадь рабочей зоны 50 Вт и 50*30 см соответственно. Относится к среднеформатному оборудованию с высокой точностью позиционирования (0,03 мм). Стартовая цена 1540 долларов.
3. Wattsan 6040. По своим характеристикам аналогичен предшественнику 0503. Высокая номинальная мощность лазерной трубки, порядка 90 Вт, и увеличенный размер рабочей зоны – главные и неоспоримые преимущества этой модели. Скорость гравировки и резки одинакова – 500 м/с. Стоимость 1750 долларов.
Рабочая зона
600 х 400 мм
Мощность трубки
80-90 Вт
Максимальная скорость гравировки
500 мм
Размеры
765 мм * 1165 мм * 600 мм
Подробнее
4. Wattsan 6090 (LT/ST) . Самый популярный гравер в линейке лазерных станков Wattsan. Станок со средним форматом рабочей зоны (90*60 см). Может эффективно использоваться в промышленном производстве для обработки крупногабаритных заготовок. Чтобы приобрести эту модель лазерной гравировки по дереву, вам придется заплатить 2330 долларов.
Рабочая зона
900 х 600 мм
Мощность трубки
100-120 Вт
Максимальная скорость гравировки
700 мм
Размеры
1030 мм * 1490 мм * 670 мм + 315 мм (если на колесах)
Подробнее
5. Плоская кровать Wattsan 2030. Широкоформатный лазерный станок с лазерной трубкой мощностью 120 Вт. Большая рабочая зона (200*300 см), высокая точность позиционирования, простота профилактического обслуживания и ремонта – вот лишь некоторые преимущества, которые оценит владелец этого лазерно-гравировального станка. Главной особенностью этой модели является то, что лазерная трубка расположена непосредственно на портале, а путь лазерного луча минимален, а значит рассеяние луча незначительно, что гарантирует высокую точность гравировки и резки. Цена на такую машину начинается от 5000 долларов.
2030
ПЛОСКАЯ КРОВАТЬ
Рабочая зона
3000 x 2000 мм
Мощность трубки
100-120 Вт
Максимальная скорость гравировки
500 мм
Размеры
2400 мм * 3750 мм * 800 мм
Подробнее
Мы будем рады проконсультировать вас с самого начала
Свяжитесь с нами сейчас.
Сделать запрос
Вкратце
Выбор наиболее оптимального оборудования для лазерной гравировки по дереву – процесс трудоемкий, требующий ответственного подхода. Ведь вы выбираете технику, которая должна приносить вам прибыль. А ваш чистый заработок будет зависеть от качества конечного продукта и минимизации брака.
При выборе необходимо учитывать множество параметров и характеристик. Ниже мы укажем наиболее важные из них, на которые стоит обратить внимание в первую очередь:
Общие размеры и кинематика лазерной машины,
Рабочая зона и точность позиционирования,
Операционная скорость и номинальная мощность оборудования
FAQ
, которая является лучшей для дерева.
Выбор во многом зависит от конкретных задач каждого потребителя. Для начинающих будет достаточно простого микролазерного гравера Wattsan 0203. Если вы руководитель крупной компании, специализирующейся на серийном производстве, ваш вариант — Wattsan 609.0 LT и более крупные машины.
Сколько стоит лазерный гравер по дереву?
Зависит от конкретной модели, особенностей комплектации и варьируется от 500 до 25 000 долларов США.
Есть ли смысл покупать лазерно-гравировальный станок?
Да, потому что он идеально подходит для хобби, а также может повысить привлекательность и конкурентоспособность продаваемой продукции.
Выгодна ли лазерная гравировка?
Лазерная гравировка по дереву – один из трендов 2022 года. Это большое конкурентное преимущество в любом сувенирном и мебельном бизнесе.
Сколько времени занимает лазерная гравировка по дереву?
Каждая задача уникальна. Зависит от скорости обработки, макета, глубины гравировки, габаритных размеров заготовки, подготовки и навыков оператора.
Как начать бизнес по лазерной гравировке?
Первым шагом является маркетинговое исследование. Проанализируйте, какая сувенирная продукция пользуется повышенным спросом у потребителей в вашем регионе, определитесь с ожидаемым объемом заказов, и тогда вы поймете, какой размер и мощность автомата подойдет вам лучше всего. По результатам исследования выбрать подходящий лазерный гравер по дереву.
Если вас интересуют станки с ЧПУ по дереву, прочтите также:
Станок для лазерной резки дерева
Мини-маршрутизаторы с ЧПУ
Топ-5 фрезерных станков с ЧПУ
Мы будем рады проконсультировать вас с самого начала
Свяжитесь с нами сейчас .
Сделать запрос
4 4 голосов
Рейтинг статьи
Мощные лазерные станки для резки дерева
Универсальность технологии лазерной резки, травления и гравировки помогла нашим клиентам во многих различных отраслях промышленности и продуктовых вертикалей создавать предметы искусства и ремесла из дерева. Возможность производить высококачественные изделия из дерева, начиная от изделий массового производства и заканчивая индивидуальными проектами, является приоритетом для наших клиентов.
Thunder Laser стремится помочь каждому клиенту получить настройку, необходимую для успешной работы с деревообработкой или другими проектами, которые могут выиграть от использования одного из наших станков. Наше обслуживание клиентов начинается с вашего первоначального запроса и продолжается после покупки. Мы прилагаем все усилия, чтобы поддерживать нашу репутацию, а это означает, что мы помогаем вам производить отличные продукты, когда вы работаете с нашими лазерами.
Сообщество деревообработчиков получило огромную пользу от удивительных достижений в технологии резки, в частности, от станков для лазерной резки дерева. Thunder Laser усердно работает, чтобы быть в курсе всех передовых технологий и методов, которые могут принести пользу нашим клиентам. Несмотря на то, что мы идем в ногу с этой технологией, мы не забыли, как старые методы, такие как использование маршрутизатора, могут привести к желаемым эффектам для определенного проекта.
Мы регулярно видим проекты, в которых простые куски дерева превращаются в редкие произведения искусства, от декоративных полок, обложек книг и деревянных игрушек до великолепных деревянных панелей в недавно построенном доме. Ваше воображение и видение — единственные ограничения, с которыми вы столкнетесь, пытаясь придумать идеи для проекта по деревообработке.
Если вы ищете способы разнообразить свою продукцию или расширить спектр услуг, мы можем предложить вам множество отличных идей. Мы здесь, чтобы убедиться, что вы можете максимально использовать станок для резки или травления Thunder Laser, который вы приобретаете у нас.
Лазерные гравировальные станки для предприятий по дереву
Thunder Laser USA предоставляет малым предприятиям и крупным производителям возможность выполнять высокоточные разрезы и травления на различных типах древесных материалов. Дерево – интересный материал для работы. Прочный и легко настраиваемый, он позволяет создавать отличные декоративные продукты, а также очень функциональные предметы. Это ясно: предприятия, которые могут максимально использовать древесное сырье, могут выиграть очень много. Наши лазеры позволяют сделать это эффективно и без использования старых методов, которые могут повредить древесину.
Однако идеи и возможности не воплотятся в жизнь, если у вас нет нужных инструментов. К счастью, вам не нужно долго искать решение; Вы можете найти его прямо здесь, в Thunder Laser. Универсальность наших лазерных резаков позволяет воплотить в жизнь практически любое видение.
Мы видели, как наши клиенты брали необработанные куски дерева и превращали их в различные креативные и высокорентабельные продукты. От простых дизайнов до более сложных деталей, вы можете создать желаемый вид с помощью одной из наших машин. Возможность установить программу для резака или гравировального станка позволяет вам производить несколько изделий с одинаковым дизайном. Программа даже полезна для создания одного элемента, чтобы убедиться, что он имеет правильный дизайн.
С помощью Громового лазера вы тоже можете сделать то же самое. Просмотрите наши станки для лазерной гравировки древесины и ознакомьтесь с функциями, которые вы можете установить в своем устройстве. Мы настраиваем лазерные резаки в соответствии с вашими производственными потребностями и сохраняем цену как можно более доступной. Но только потому, что процесс доступен, это не означает, что вы жертвуете качеством. Мы понимаем, что острые резы и высококачественное травление важны для любой компании или отдельного человека, занимающегося деревообрабатывающими проектами.
Все ли лазерные станки Thunder способны производить высококачественные изделия из дерева?
Станок для лазерной резки и гравировки по дереву ничем не отличается от станка, который можно использовать для металла, акрила, ПВХ, МДФ, нержавеющей стали и других металлических и неметаллических материалов. Просто одна и та же лазерная технология CO2, встроенная в каждый из наших станков, обеспечивает возможности резки или гравировки. Станки для резки и гравировки Thunder Laser спроектированы и изготовлены для работы с древесными материалами. Разработанный для обеспечения низкой температуры, чтобы избежать ненужного сжигания или ошпаривания материалов, он позволяет вам полностью контролировать сложные деревянные разрезы и рисунки.
Лазерная технология CO2 обеспечивает универсальность, необходимую для выполнения любых требований проекта. Несмотря на то, что эти лазеры нагреваются, вероятность обгорания снижается. Это позволяет выполнять простые конструкции с помощью одного из наших лазеров. Вы также можете настроить программу для создания более сложных и замысловатых дизайнов, не беспокоясь о том, что тепло повлияет на целостность дерева или повлияет на разрез.
Лазерная резка и гравировка древесных материалов пользуется популярностью в компаниях, занимающихся производством новинок и изделий ручной работы из дерева на заказ. Мы видим, что клиенты, которые приобрели станки Thunder Laser, постоянно расширяют свои линейки продуктов, открывая новые способы индивидуальной обработки деревянных изделий. Нет предела сложности и качеству деталей, которые могут предоставить машины Thunder Laser.
Использование станка Thunder Laser в этом удивительном проекте по деревообработке… Посмотрите видео:
Как любители, так и профессиональные дизайнеры декоративно-прикладного искусства используют станки для лазерной резки, травления и гравировки, чтобы превратить свои изделия из дерева в искусные произведения искусства. Профессиональные художники, дизайнеры и производители мебели на заказ начинают осознавать ценность лазерного станка и его способность повышать ценность каждого из их продуктов.
Какие проекты я могу выполнить с помощью станка для лазерной резки, травления и гравировки?
Наши лазерные станки могут обрабатывать все виды древесины в самых разных областях. Мы составили краткий список вещей, которые наши клиенты регулярно проектируют, вырезают, травят и гравируют:
Проекты в области декоративно-прикладного искусства
Мебель на заказ
Декоративная отделка для дома, офиса или коммерческого интерьера
Деревянные игрушки
Модели, используемые профессиональными дизайнерами и архитекторами
Украшения
Индивидуальные подарки, жетоны и рекламные изделия из дерева
Школьные принадлежности
Деревянные панели
Вкладки
Оборудование для магазинов
Может ли лазерный резак по дереву повредить дерево?
Чтобы сохранить дерево, окружающее ваш проект резки или травления, важно правильно настроить параметры. Дополнительные сведения о правильной настройке см. в руководстве пользователя или в дополнительных разделах поддержки на нашем веб-сайте. После правильной настройки нет опасности повредить древесину, окружающую линии разреза или травления вашего проекта. Это уникальный аспект станков с CO2-лазером и их способность работать с высокой точностью, в отличие от таких инструментов, как спиральные пилы и настольные пилы.
Может ли лазерный станок резать дерево всех типов?
Да, лазерный резак по дереву довольно универсален и может работать с различными типами древесины различной толщины и плотности. Тип древесины и плотность будут контролировать некоторые аспекты вашего проекта, такие как скорость и качество отделки. Мягкая древесина, такая как бальза, очевидно отличается от твердой древесины, такой как дуб. Ознакомьтесь с информацией о вашей конкретной машине, чтобы определить максимальную глубину резания, чтобы убедиться, что она подходит для ваших проектов.
Каков эффект лазерной гравировки или лазерного травления на древесных материалах?
Лазерный резак по дереву создает эффект коричневатой или белой гравировки на деревянном материале. Чтобы избежать появления темных отметин на деревянном материале во время процесса лазерной гравировки, выберите низкую мощность при высокой скорости.
Можно ли добиться темного гравированного изделия из дерева с помощью лазерного гравера?
Да, темная гравировка на дереве может быть достигнута при соблюдении пользователем необходимых настроек. На образце древесины можно провести пробное испытание, чтобы определить необходимую регулировку мощности лазерного луча для получения более темного цвета.
Найдите лучший станок для лазерной гравировки по дереву в Thunder Laser USA
Специалисты Thunder Laser готовы помочь вам найти станок с ЧПУ или вариант «сделай сам», который поможет вам выполнить ваши проекты, нужен ли вам станок с высокой мощностью, которая может быстро сбивать проекты, или той, которая позволяет вам создавать сложные детали пользовательских проектов.
Наши профессиональные сотрудники всегда готовы помочь вам найти машину, которая подходит для вашей рабочей области и служит тем целям, для которых она вам нужна.
Электросварные трубы прямошовные изготавливают из листового проката путем электросварки (сварки прямого стыка, параллельно оси электросварной прямошовной трубы). Материалы, применяемые при изготовлении электросварных труб соответствуют ГОСТ 3262, 10704, 10705, 10706, 10707. Электросварные трубы изготавливают из углеродистой стали. Трубы, работающие под давлением подвергаются гидроиспытаниям.
Применение электросварной прямошовной трубы
Электросварная прямошовная труба имеет различное применение — для трубопроводов и газопроводов. Допустимое давление внутри трубы электросварное не более 16 МПа. Эти трубы легко поддаются электросварке, поэтому монтаж происходит достаточно быстро. Удельный вес незначителен, поэтому доставка электросварной трубы получается не слишком затратной. Трубы могут быть установлены при наличии сварочного аппарата и навыков работы. Таким образом, электросварная труба — универсальная труба для различного применения.
Виды электросварных прямошовных труб
Трубы изготавливаются из спокойной (сп), полуспокойной (пс), кипящей (кп) стали, поэтому бывают со следующими аббревиатурами:
Трубы электросварные прямошовные СП
Трубы электросварные прямошовные ПС
Трубы электросварные прямошовные КП
Электросварные трубы различают по типу электросварного шва::
Продажа металлопроката ТУ 1381-051-05757848-2011 Трубы ППУ труба 12х1мф ОАО АК ТРАНСНЕФТЬ ОАО ВМЗ труба котельная
Трубы сварные — продукция ООО «ATM STEEL»
Более доступная стоимость, по сравнению с бесшовной продукцией, и постоянное совершенствование сварочных технологий, способствует росту популярности сварных труб, на долю которых, сегодня, приходится до половины всей трубной продукции.
Эксплуатационные характеристики шовных труб определяет технология производства и используемая марка стали.
Технология производства
Для изготовления сварных труб используется углеродистая, легированная и нержавеющая, листовая или рулонная сталь. Технология производства предполагает сварку краев заготовки, формовка которой, выполняется путем холодной или горячей деформации. Изделия могут иметь прямой либо спиралевидный шов.
Производство продукции, с прямым продольным швом, регламентирует ГОСТ 10704-91. Прямошовные трубы выполняются из стальных листов, изгибаемых по форме конечного изделия. Для получения конструкции особо большого диаметра, выполняется сварка двух листов, имеющих ограниченную ширину. Соответственно, она будет иметь два продольных шва.
Согласно действующим стандартам, прямошовная трубная продукция выпускается:
— диаметром 10-1420 миллиметров;
— с толщиной стенок 1-32 миллиметра. (Трубы, диаметром менее 426 миллиметров, могут иметь мерную и немерную длину)
Выпуск изделий со спиралевидным швом, подчиняется ГОСТ 8696-74. Они производятся из рулонной стали:
— диаметром 159-2520 миллиметров;
— с толщиной стенок 3,5-25 миллиметров;
— длиной 10-13 метров.
К преимуществам спиральной сварки можно отнести возможность получать трубы, диаметром до 2,5 метров, с соотношением толщины стенки к диаметру, которое может быть больше 100. Кроме того, при достаточно высокой точности исполнения, производство труб со спиралевидным швом, предполагает использование мене сложного оборудования, чем для продукции с прямым швом.
Способы сварки
В производстве шовных труб, может быть использована технология:
— печной сварки. Она предполагает нагрев стального листа в тоннельной печи, до температуры 1400 градусов, с последующей деформацией на формовочно-сварочном стане;
— электросварки. Применяется в производстве тонкостенных труб большого диаметры, выполненных из холоднокатаных заготовок;
— сварку в среде защитных газов. Используется в производстве труб из нержавеющей и высоколегированных сталей. Сварка в защитной среде позволяет предупредить карбидизацию легирующих элементов, ухудшающую качество швов. Может быть использована, как газовая, так и электрическая сварка.
Достоинства и области применения
Несомненным преимуществом сварных труб, перед бесшовными, является более доступная стоимость, объясняемая менее затратным и более быстрым производством. Кроме того, шовная продукция, выполняемая из листовой либо рулонной стали, имеет равномерную толщину стенок. Причем, технология позволяет получать трубу существенно большего диаметра, чем у цельнотянутых изделий.
Наличие шва можно отнести к фактору слабости шовной продукции, однако, совершенствование сварочных технологий, постепенно лишает его актуальности.
Шовная трубная продукция успешно используется в нефтегазовой и энергетической отрасли, строительстве и коммунальном хозяйстве. А изделия из нержавейки – в пищевой, фармацевтической и легкой промышленности.
Сварная и бесшовная стальная труба
По мере того, как промышленные приложения развивались и становились все более сложными, трубопроводная продукция и системы, которые их обслуживают, должны были идти в ногу со временем.
Несмотря на то, что существует множество методов производства труб, наиболее активное обсуждение в отрасли проводится по сравнению стальных труб, сваренных сопротивлением (ERW), и бесшовных (SMLS) стальных труб.
Методы изготовления ВПВ и бесшовных стальных труб используются десятилетиями; со временем методы, используемые для производства каждого из них, усовершенствовались. Так что лучше?
Изготовление сварных труб
Сварная труба представляет собой длинную спиральную стальную ленту, называемую заготовкой. Заготовку обрезают до нужной длины, в результате чего получается плоский прямоугольный лист. Ширина более коротких концов этого листа станет внешней окружностью трубы, значение, которое можно использовать для расчета ее возможного внешнего диаметра.
Прямоугольные листы подаются через прокатную машину, которая скручивает более длинные стороны друг к другу, образуя цилиндр. В процессе ВПВ между кромками пропускается высокочастотный электрический ток, заставляющий их плавиться и сплавляться вместе.
Преимущество трубы ERW заключается в том, что не используются плавящиеся металлы, а сварной шов не виден и не ощущается. В отличие от двойной дуговой сварки под флюсом (DSAW), которая оставляет после себя очевидный валик сварного шва, который затем необходимо устранить в зависимости от применения.
Технологии производства сварных труб с годами совершенствовались. Возможно, самым важным достижением стал переход на высокочастотные электрические токи для сварки. До 1970-х годов использовался низкочастотный ток. Сварные швы, выполненные низкочастотными ВПВ, были более подвержены коррозии и разрушению шва.
Большинство типов сварных труб после изготовления требуют термической обработки.
Производство бесшовных труб
Бесшовные трубы начинаются с твердого цилиндрического куска стали, называемого заготовкой. Еще горячими заготовки протыкают по центру оправкой. Следующим этапом является прокатка и растяжение полой заготовки. Заготовка точно прокатывается и растягивается до тех пор, пока она не будет соответствовать длине, диаметру и толщине стенки, указанным в заказе клиента.
Некоторые типы бесшовных труб затвердевают в процессе производства, поэтому термическая обработка после изготовления не требуется. Другие требуют термической обработки. Обратитесь к спецификации типа бесшовной трубы, которую вы рассматриваете, чтобы узнать, потребует ли она термообработки.
Исторические перспективы и варианты использования сварных и бесшовных стальных труб
ВПВ и бесшовные стальные трубы сегодня существуют в качестве альтернатив во многом благодаря историческим представлениям.
Как правило, сварные трубы считались более слабыми по своей природе, поскольку они имели сварной шов. Бесшовная труба не имела этого предполагаемого структурного недостатка и считалась более безопасной. Несмотря на то, что сварная труба действительно имеет шов, который теоретически делает ее менее прочной, технологии производства и режимы обеспечения качества улучшились настолько, что сварная труба будет работать должным образом, если ее допуски не превышаются. Хотя очевидное преимущество очевидно, критика бесшовных труб заключается в том, что процесс прокатки и растяжения приводит к непостоянной толщине стенки по сравнению с более точной толщиной стальных листов, предназначенных для сварки.
Отраслевые стандарты, регулирующие производство и спецификации ВПВ и бесшовных стальных труб, по-прежнему отражают это восприятие. Например, бесшовные трубопроводы необходимы для многих применений с высоким давлением и температурой в нефтегазовой, энергетической и фармацевтической промышленности. Сварные трубопроводы (которые, как правило, дешевле в производстве и более широко доступны) используются во всех отраслях промышленности, если температура, давление и другие эксплуатационные параметры не превышают параметры, указанные в применимом стандарте.
В конструкционных применениях нет никакой разницы в производительности между ERW и бесшовной стальной трубой. Хотя они могут быть указаны как взаимозаменяемые, не имеет смысла указывать бесшовные трубы, когда более дешевые сварные трубы работают одинаково хорошо.
Надлежащая практика закупок сварных и бесшовных стальных труб
Важное примечание, которое необходимо сделать, поскольку трубопроводная продукция указана для проекта, заключается в том, что книги спецификаций (например, предоставленные ASTM, ASME, ANSI и API, среди прочих), которые инженеры используют для руководства при составлении спецификаций, которые они пишут, перечисляют только марки труб без со ссылкой на то, произведены ли они с помощью ERW или производства бесшовных труб. Не все сорта могут быть получены обоими способами.
Например, возможная путаница может возникнуть, если инженер закажет сварную трубу с большим наружным диаметром и толщиной стенки, не зная, что ее невозможно изготовить. Эта ошибка, вероятно, останется незамеченной до тех пор, пока не будет размещен заказ на поставку, после чего поставщик труб уведомит клиента о том, что заказ не может быть выполнен в соответствии с написанным.
Кроме того, хорошее понимание отраслевых стандартов может привести к экономии средств. Хорошим примером являются стандарты труб из углеродистой стали A106 и A53. В этой статье мы обсудим, как труба соответствует прежним должен быть бесшовным , в то время как трубы, соответствующие последнему, могут быть как бесшовными, так и сварными. Например, если инженер должен следовать стандарту A53 в данном проекте, он или она все еще может иметь возможность выбирать, какой тип указать, исходя из специфики приложения.
Покажите нам свои характеристики, запросите предложение и быстро получите трубу
American Piping Products полностью укомплектован лучшим ассортиментом сварных и бесшовных стальных трубопроводов в отрасли. Мы поставляем наши запасы с заводов по всему миру, гарантируя, что покупатели получат необходимую трубу быстрее, независимо от каких-либо применимых законодательных ограничений.
В нашем руководстве покупателя стальных труб мы поможем вам сориентироваться в процессе закупки труб от начала до конца, чтобы вы могли получить то, что вам нужно, как можно быстрее, когда придет время покупать. Если в ближайшем будущем вам предстоит закупка трубопроводов, запросите расценки. Мы предоставим вам тот, который доставит вам именно те продукты, которые вам нужны, и быстро.
Бесшовная стальная труба
и сварная труба: в чем разница?
Последнее обновление
В связи с постоянно развивающимся промышленным применением трубопроводные системы и изделия стали широко использоваться во многих отраслях строительства. За последнее десятилетие производители удвоили объемы производства, чтобы не отставать от требований рынка.
Формование труб может выполняться только двумя особыми методами, в результате которых получают бесшовную стальную или сварную трубу. Первым этапом является сырое сырье, такое как руда или металлический лом, отлитые в слитки. Последним этапом производственного процесса является придание формы трубам путем удлинения бесшовной трубы.
Существует тонкая грань между стальными бесшовными и сварными трубами. В этой статье будет представлен подробный обзор каждого, преимущества и недостатки, их различия, применение и когда их использовать.
Обзор бесшовной стали
Предоставлено: Jatinsanghvi, Common Wikimedia
Бесшовная стальная труба изготовлена из цельного куска металла, в отличие от сварной трубы, и на ее поверхности нет соединенной стальной трубы. Как следует из названия, бесшовная стальная труба не имеет шва (сгиба) или сварного соединения.
Бесшовные стальные трубы отличаются идеальной отделкой, безупречной и желаемой, что приводит к повышенному спросу. Они изготавливаются круглой, прямоугольной или квадратной формы, а трубы имеют трубчатую (полую) форму, поскольку в большинстве из них проходят текучие вещества, такие как газы, жидкости, взвеси и порошки.
Бесшовная сталь прочная и долговечная, потому что она не сваривается и не имеет соединений; это означает, что труба имеет однородную структуру, обеспечивающую равномерное распределение прочности.
Области применения
Бесшовные стальные трубы имеют особые области применения из-за их уникальных свойств, таких как равномерное распределение прочности, несварные соединения и их способность выдерживать высокие температуры, способность выдерживать давление, высокое качество, лучший предел веса и многое другое.
Ниже приведены некоторые области применения, в которых используются стальные бесшовные трубы:
Химические заводы
Производство нефтегазопроводов
Производство медицинского оборудования
Гидравлика
Атомные электростанции
Водоочистные сооружения
Приборы для высоких температур и давлений
Чувствительные измерительные блоки
Как изготавливают бесшовные стальные трубы?
Изготовление бесшовных стальных труб из круглого и прочного куска стали, известного как заготовка. Заготовку необходимо сначала нагреть, затем растянуть и, наконец, протолкнуть или прокатить по раме или форме, пока труба не станет полой.
Бесшовные стальные трубы (ASTM и API 5L) принимают свою форму, проходя через перфорированную трубу.
На этом этапе бесшовная стальная труба формируется посредством следующего процесса:
Горячекатаный
Холоднокатаный
Холодная вытяжка
Производство горячекатаных бесшовных стальных труб осуществляется путем ковки заготовок, перфорации, прокатки и формовки. Трубы изготавливаются методом промышленной экструзии и используются для изготовления толстостенных бесшовных стальных труб и труб большого диаметра.
С другой стороны, холоднотянутые бесшовные стальные трубы используют технологию холодного волочения, которая подходит для труб малого диаметра и тонкостенных, поскольку они имеют более низкую прочность материала. Это также полезно, когда цель состоит в том, чтобы изготовить потрясающую трубу с гладкой внутренней поверхностью. В процессе экструзии бесшовные стальные трубы могут прокатываться только с использованием низколегированной структуры, углеродистой конструкционной стали или легированной структуры.
Некоторые бесшовные стальные трубы часто затвердевают в процессе производства; в таких случаях производитель не будет использовать методы термообработки.
Профи
Тяжелые и толстостенные
Без сварных швов
Коррозионная стойкость
Улучшенная овальность (круглость)
Прочный
Повышенная устойчивость к давлению
Плавкие металлы не используются
Проверка целостности сварного шва не требуется
Минусы
Более короткая длина из-за производственных трудностей
Ограничение размера с номинальным размером 24 дюйма или меньше
Дорого
Процесс экструзии делает его грубым
Несоответствующая толщина стенки
Обзор сварных труб
Авторы и права: bbeavis, Pixabay
Сварка стальных труб — это многомиллионная отрасль. Он растет с каждым днем, чтобы удовлетворить бесконечный спрос на сварные трубы. К счастью, сегодня в массовом производстве сварных стальных труб задействовано несколько секторов.
Стальные сварные трубы всегда доступны в большом количестве из-за их более низкой себестоимости и доступности сырья. Таким образом, это один из наиболее широко используемых металлов в мире. Его применение в различных отраслях промышленности и производстве многочисленных изделий. Примеры сварных стальных труб ASTM или API 5L включают трубы SSAW, стальные трубы ERW и трубы LSAW.
Многие путают ВПВ трубу с бесшовной сталью, потому что в ней не используются плавящиеся металлы, сварной шов не всегда виден, и его не прощупаешь. Напротив, двойная дуговая сварка под флюсом (DSAW) оставляет очевидные следы сварных швов, которые можно устранить с помощью различных процессов в зависимости от метода применения.
Области применения
Сварные стальные трубы, в отличие от бесшовных стальных труб, широко используются в нескольких отраслях промышленности, поскольку они экономически выгодны. Они также могут быть изготовлены разной длины и сварены из труб разной формы. Применение полностью зависит от использования и других сопутствующих факторов.
Ниже приведены некоторые области применения:
Архитектура
Производство продуктов питания и напитков
Автомобильная промышленность
Аэрокосмическое строительство
Фармацевтика
Судоходство и рыболовство
Строительство и добыча полезных ископаемых
Трубопроводы
Как изготавливают сварные стальные трубы?
Большинство сварных стальных труб изготавливаются из стальных листов и стальных полос. Эти полосы и пластины изготавливаются путем перемещения стальных петель и рулонов с надлежащей толщиной, чтобы сформировать выровненный материал. Затем плоский выровненный материал измеряется и отрезается до нужной длины.
Процесс начинается с гибки стального листа, а затем ему приваривают желаемую форму, будь то круг, прямоугольник, квадрат и многое другое, используя ряд гибочных машин или роликов. Сварка металлической трубы с использованием мощного источника энергии. Некоторые трубы также могут быть сварены вместе с присадочным материалом. Большинство сварных стальных труб должны пройти процесс термической обработки.
Самым слабым местом сварной стальной трубы всегда являются стыки. Качество сварного соединения определяет качество сварной трубы — роботизированная сварка в основном на автоматизированных производственных линиях, например, в автомобильной промышленности. В качестве альтернативы, для более прочных сварных швов стальных труб человеческий труд оказался идеальным; например, в аэрокосмическом строительстве.
Pros
Может изготавливаться большей длины
Дешевле
Без ограничений по размеру
Более гладкие поверхности
Доступен
Сокращенный срок поставки
Тонкие стенки
Легче
Жесткий допуск
Постоянство толщины стенки
Минусы
Сварные швы подвержены коррозии
Он может выдерживать лишь на 20 % меньший вес
Необходимо проверить перед использованием
Плохая овальность
См. также: Что такое кузнечная сварка? Тщательное понимание
Бесшовные стальные и сварные трубы
Процесс производства бесшовных стальных и сварных труб отличается, и у обоих есть другие свойства. Изучите приведенную ниже таблицу, чтобы определить, какую стальную трубу вы выберете, чтобы получить желаемый результат.
Бесшовная стальная труба
Сварная стальная труба
Длина
Короче из-за производственных трудностей
Может изготавливаться различных размеров и длины
Эконом
Дорого
Более экономичный
Поверхность трубы
Шероховатая поверхность в результате процесса экструзии
Более гладкие поверхности
Производственный процесс
Комплекс с более длительным временем изготовления и закупки
Проще с меньшими затратами времени на изготовление и закупку
Применение
Высокая температура, высокое давление, чувствительные блоки и агрессивная среда
Низкое давление, менее коррозионная среда, меньший бюджет
Испытания
Тесты не требуются
Необходимо протестировать перед использованием
Форма
Улучшенная овальность, круглая
Плохая овальность
Диаметр
Более толстый диаметр
Диаметр разбавителя
Прочность
Способен выдерживать очень высокое давление
Может выдерживать только на 20 % меньшую нагрузку благодаря сварным швам
Размер
Номинальный размер 24 дюйма или меньше
Без ограничений по размеру
Наличие
Меньше доступно из-за ограниченного количества сырья
Доступен из-за наличия сырья
Проверка внутренней поверхности
Проверка внутренней поверхности невозможна
Проверка внутренней поверхности перед производственным процессом
Молдинг Процесс
Может быть изготовлен один раз в процессе прокатки
Изготовлено из стальных полос и листов, свариваемых после гибки
Предпочтительная область применения
Производство оборудования высокого давления, промышленных котлов,
Стоимость бесшовных стальных труб по сравнению со сварными трубами
Прочность и долговечность являются одними из факторов, определяющих стоимость как сварных, так и бесшовных труб. Бесшовная сталь прочнее сварных труб, что делает ее более дорогой из-за более высокой себестоимости.
С другой стороны, сварные стальные трубы проще в производстве из-за более дешевой стоимости производства и доступности сырья. Кроме того, процесс производства бесшовной стали сложен и требует много времени. Поскольку каждая из трубок имеет свои уникальные особенности, преимущества и недостатки, необходимо изучить приемлемую практику закупок, чтобы составить разумный бюджет.
Здоровая практика закупок бесшовных стальных труб и сварных труб
Хорошие привычки при закупках имеют большое значение для сокращения материальных затрат за счет сведения к минимуму отходов металлических труб. Это также гарантирует, что лучший материал завершит работу.
Вот несколько советов, которые следует помнить при следующем заказе:
Понимание окружающей среды – Среда, которой будет подвергаться металлическая труба, должна определять, какую металлическую трубку вы приобретете. Если он находится в менее коррозионном климате, вы можете выбрать сварную сталь, но если он находится в высококоррозионной среде, стоит потратить много денег на бесшовную сталь, потому что она прослужит дольше.
Планируйте заранее . Наличие отличного рабочего плана является ключом к экономии тысяч долларов. Простая методика поможет вам понять точное количество металлических труб со всеми их предполагаемыми размерами. Таким образом, это упрощает закупку и своевременное размещение заказов.
Связаться со специалистом – Независимо от того, уверены ли вы в том, что хотите, или нет, всегда обращайтесь за профессиональным мнением, чтобы быть уверенным. Кто-то, кто был в этой области в течение десятилетий, имеет такой опыт, который вам понадобится, чтобы составить бюджет и купить правильную вещь. Свяжитесь с нашими офисами, чтобы узнать о сварных трубах и бесшовной стали
Разместите свой заказ вовремя – Раннее размещение заказа позволяет вам планировать свои финансы и покупать нужные трубки.
Собрались залить фундамент и задумались над сооружением арматурного каркаса? Опытный строитель скажет, что качественный каркас позволяет залить прочное и долговечное основание. Бетон прочен на сжатие, но вот на излом хрупок. Поэтому надо использовать арматуру. Осталось только ответить на вопрос: как соединить пруты между собой – сварить их или связать?
Арматура, чем тебя крепить?
На первый взгляд, что может быть надежнее сварочного шва? Но полностью сваренный каркас не так уж и прочен – при заливке бетона и вибрации он может треснуть, что скажется на качестве фундамента. Связанные соединения более подвижны, что позволяет им выдерживать нагрузки при заливке. К тому же такой каркас обойдется дешевле. Необходимо лишь соблюдать технологию вязки и использовать качественную вязальную проволоку.
Связать узел нам поможет специальный инструмент – крючок для вязки арматуры. Его можно приобрести в магазине или соорудить самому.
Как, собственно, затянуть узел? Вот наглядный пошаговый пример:
Конечно, вы можете попробовать взять в руки пассатижи, но поверьте, крючок более удобен для этой работы. Только не переусердствуйте при затяжке, иначе проволока может лопнуть.
Давайте разберемся, что же такое проволока?
Проволока — это металлическая нить. И состав, и форма сечения проволоки может сильно различаться, в зависимости от того, где она применяется. Обычно её изготавливают путём протяжки (волочения) заготовки через последовательно уменьшаемые отверстия, либо путем непрерывного литья и проката.
Вязальная проволока производится из низкоуглеродистой стали, а качество, тип, упаковка и хранение регламентируется ГОСТ 3282-74. Она имеет широкий спектр применения и встречается, практически, на каждом шагу. В хозяйстве ее используют для изготовления пружин, сеток. Всем известная сетка-рабица делается из вязальной проволоки диаметром 5 — 6 мм. Более тонкие провода применяются в производстве штукатурных сеток. И даже колючую проволоку для заборов и ограждений делают из этой проволоки.
Выбираем вязальную проволоку
Проволока может быть разного диаметра, прошедшая термообработку и необожженная, с цинковым покрытием и без него, с нормальной точностью изготовления или с повышенной. Не стоит пугаться такого разнообразия — в магазине на вашу просьбу дать вязальную проволоку для арматуры, обязательно подберут то, что нужно.
Для армирования рекомендуют использовать отожженную проволоку. Она гибкая, прочная и устойчива к внешним воздействиям. Узлы из нее сделать проще, и соединение получится крепким. Метод обжига на технические свойства не влияет, но чтобы руки при работе с проволокой черного обжига остались чистые, придется использовать перчатки. Проволока светлого обжига не пачкается, так как процесс термообработки проходит без участия кислорода, но ее стоимость при этом возрастает.
Если имеются особые требования к сроку службы железобетонной конструкции, используйте оцинкованную проволоку, она имеет повышенную коррозийную устойчивость. К тому же, по отзывам на форумах, она еще и удобна в работе.
Важно правильно подобрать диаметр проволоки и ориентир в этом – диаметр арматуры. Для малоэтажных домов используют арматуру 8-12 мм и обвязывают проволокой 1,2-1,4 мм. При выборе не стоит забывать, что чем больше диаметр проволоки, тем тяжелее с ней работать, но недостаточная толщина ухудшит крепежные свойства.
Теперь разберемся в маркировке
Термообработанная проволока обозначается буквой «О», при этом светлый обжиг – «С», темный – «Ч». Проволока с цинковым покрытием обозначается «1Ц» или «2Ц», где число — это класс плотности цинкового покрытия.
Теперь нужно рассчитать, сколько же проволоки потребуется. Самый простой способ вычисления такой – количество узлов умножаем на 0,5 и получаем требуемый метраж проволоки. Мы рекомендуем удвоить это количество, так как при вязке отрезки рвутся и теряются. После подсчета — переводим метры в килограммы. Это совсем несложно: посмотрите ниже таблицу соотношения массы и длины проволоки популярных диаметров.
Обычно проволоку поставляют в мотках или же намотанную на катушки. В мотке отрезок проволоки всегда один, а вот на катушке может быть до 3-х отрезков.
В интернет-магазине ООО «Первая Металлобаза» вы можете выбрать популярную в быту вязальную проволоку диаметром 1,2 мм (в бухтах от 50 до 300 кг).
как правильно поступать с арматурой
Каждый авторитетный знаток вам ответит, что арматуру не варят. Так к чему тогда эти разговоры? Вообще сварка – это верный способ испортить арматурный каркас, потому что все преимущества арматуры при таком способе соединения нивелируются. Почему это так, и нет ли подвоха в этом утверждении – давайте разберёмся.
Читайте в статье
1 Особые свойства и характеристики арматуры
2 Как скрепляют стержни арматуры
3 Некоторые нюансы сварки арматуры
Особые свойства и характеристики арматуры
Все, кто брался за стройку собственноручно, знают, что есть такие этапы строительства, преодолевать которые лучше с помощью узких специалистов-профессионалов. То есть некоторые нюансы лучше доверить мастеру, чтобы потом не пожалеть. Потому арматурщики – работники очень востребованные, и в сезон заманить их к себе на стройку можно только за очень хорошую плату.
Что такого сложного в арматуре, ведь это всего-навсего стальной прут? Прежде всего это закалённый прут, и важно грамотно разместить его в толще бетона, чтобы он правильно принимал нагрузку. Для верного закрепления его нужно не просто зафиксировать перед заливкой, но и упереть в фиксаторы на стенках опалубки и в местах стыков стержней.
ФОТО: fgpip.ruКаркас должен прочно стоять в опалубке, и для этого в нескольких местах быстрее прихватить его сваркой, чем вязать. Но не испортит ли сварка всё дело?
Как скрепляют стержни арматуры
Итак, арматуру можно скреплять двумя основными способами – сваркой или связкой при помощи специальной проволоки. И тогда вопрос: если варить нельзя, зачем вообще об этом говорить? Не спешите делать вывод: нужно посмотреть на марку арматуры. Профессионалы всегда обращают на неё внимание, а вот домашние мастера зачастую не придают ей значения – и совершенно напрасно.
ФОТО: resursmsk.ruПомимо аббревиатуры А300, А400, А500 и т. д., в маркировке есть ещё и буквы, указывающие на особые свойства материала
Если есть буква К, значит, арматура устойчива к коррозии, если Т – она изготовлена из термомеханически упрочнённой стали, а вот С означает, что арматуру можно соединять с помощью сварки. То есть А400С – варить можно, а просто А400 – нельзя.
Если обозначения с буквой С нет, то при попытке варки будет нарушена структура стали, в местах сварки она утратит свою прочность, достигнутую закаливанием.
А маркировка, к примеру, А500С говорит о том, что эта арматура, имеющая высокую пластичность с минимальным содержанием легирующих добавок, может выдержать даже дуговую сварку без потери прочности.
ФОТО: dom.dacha-dom.ruТак что если вам нужно в некоторых местах для устойчивости и прочности прихватить арматуру сварочным аппаратом, нужно покупать материал с соответствующей маркировкой
Некоторые нюансы сварки арматуры
Важно помнить, что варить арматуру можно встык или внахлёст. И для каждого типа арматуры следует подбирать соответствующую силу тока.
Внахлёст варят такие детали каркаса, которые не будут подвергаться повышенным нагрузкам. Это совершенно ненадёжный способ, который не применяется в фундаментах. Для повышения прочности при сварке внахлёст шов делают как можно длиннее, а свариваемые поверхности предварительно зачищаются металлической щёткой.
ФОТО: media.bobruisk.ruТочечная сварка считается самой быстрой, но качественно выполнить её можно только в заводских условиях
Стыковая сварка, как и сварка внахлёст, не отличается прочностью. Её используют только в случае крайней необходимости, предварительно обваривая концы стыкуемых прутов.
Что касается выбора электродов, то профессионалы предпочитают АНО и МР. Для арматуры толщиной 5–8 мм берутся электроды 3 мм, для 8–10 мм, соответственно, 4 мм, а более 10 мм – 5. Сила тока тоже различается. Для арматуры с диаметром 5 мм достаточно 200А, 6 – 250А, 8 – 300А, 10 – 350А, 20 – 450А.
Подробнее о методах сварки – в этом видео:
Watch this video on YouTube
Остаётся только добавить, что все мы, к сожалению, зависим от порядочности производителей той же самой арматуры. А они, в отсутствие ГОСТов, зачастую экономят на исходном сырье и легирующих добавках. Плюс продавцы норовят подсунуть марку подешевле, а взять с вас подороже. Так что будьте бдительны: проверяйте всё и покупайте только тот материал, который не подведёт вас при сварке.
А что вы думаете по этому поводу? Поделитесь своим мнением к комментариях!
Слабое звено из армированного нейлона
Этот автомобильный впускной коллектор, состоящий из двух частей, изготовленный методом литья под давлением из нейлона 6, имеет две половинки, сваренные вместе вибрационной сваркой.
Волокна на линии вязания, ориентированные под углом 90° к приложенным нагрузкам, не добавляют прочности. На самом деле, трикотажные линии обладают прочностью ненаполненной смолы.
Программное обеспечение Moldflow от Moldflow Corp., Вейланд, Массачусетс, моделирует течение жидкого пластика в форму для литья под давлением. Это помогает дизайнерам предсказать, где могут образоваться линии вязания и соединения. Области, окрашенные в красный цвет, заполняются меньше всего, а синие — дольше всего.
Линии переплетения образуются при встрече двух противоположных потоков. Линии плавления образуются на границе двух параллельных потоков.
Нейлоновые термопласты используются в самых разных областях, от автомобильных воздухозаборных коллекторов и бамперов до бытовой техники и электроинструментов. Изготовленные литьем под давлением нейлоны не деформируются при сварке, что делает их идеальными для сборок со сложной геометрией. Нейлон также остается жестким при температурах, близких к расплавленным, и имеет предсказуемую скорость усадки, поэтому детали легко извлекаются из оснастки и могут быть изготовлены с жесткими допусками. Относительно низкая вязкость позволяет ему легко затекать в формы сложной формы, в том числе с более тонкими сечениями. А детали с более тонкими стенками сокращают время охлаждения и время цикла, а также снижают вес продукта.
Но просто иметь возможность заполнить каждый уголок и трещину формы пластиком или сварить две формованные детали вместе, недостаточно. Потоки расплава также должны быть равномерно распределены и ориентированы, особенно при использовании армированных волокном пластиков. В этом отношении литье под давлением и сварка имеют нечто общее: линии вязания. Хотя механизмы, ответственные за их формирование, различны, но результаты схожи.
Линии вязания в формованных деталях Жидкий пластик (расплав), обтекающий препятствия в формовочном инструменте, такие как вставки, ребра, сердцевины и т. д., образует так называемые линии вязания и соединения. Линии сплетения (плоскости) образуются там, где фронты потока встречаются с противоположных направлений, а линии слияния — с одного и того же направления.
Количество линий вязки определяется по формуле:
N = G + Co — 1
, где N = количество линий сварки, G — количество ворот, а Co = количество перекрывающих стержней или штифтов. Трикотажные линии, как правило, вызывают большую озабоченность, потому что они механически слабее, чем линии сплава, и могут быть значительно слабее, чем сыпучий материал. Прочность на растяжение ненаполненного нейлона примерно равна или примерно на 17% меньше, чем у объемного материала. Та же смола, содержащая 30% (по весу) стекловолокна, напротив, может терять 50% или более своей прочности на линиях вязания. И механическая прочность не улучшается с дополнительными или более сильными волокнами.
Столь резкое падение прочности вокруг линий вязания происходит из-за того, что напряжение концентрируется на острых V-образных вырезах. Вырезы образуются, когда волокна ориентированы ортогонально основному потоку расплава. Это, в свою очередь, способствует неполному молекулярному запутыванию или диффузии и даже образованию микропустот. В воротах (местах инъекций) волокна располагаются случайным образом, а затем выравниваются с основным потоком. Когда фронты потока встречаются, волокна, поворачивающиеся на 90° к основному потоку, не добавляют прочности. Фактически, испытательные образцы (33 мас. % стекловолокна и нейлона 6) демонстрируют на 50-60% меньшую прочность в поперечном направлении.
Эти трещины также усиливают модификаторы ударопрочности. Ударопрочные пластики при впрыскивании в форму, особенно при чрезмерно высоких температурах расплава, демонстрируют так называемый «фонтанный поток». Здесь добавка не достигает слоя замороженной стенки напрямую, а вместо этого стекает сначала по центру полости формы к фронту расплава. Это может изменить направление потока и ориентацию полимерных молекул и волокон, способствуя образованию V-образного надреза.
Повышение температуры формы и расплава — ниже уровней, при которых разрушается полимер, — способствует более медленному охлаждению и в большинстве случаев повышает прочность. Хотя доминируют эффекты температуры расплава, чрезмерно холодные стенки формы могут слишком быстро затвердевать жидким пластиком, создавая корки с более низкой кристалличностью, чем при более медленном охлаждении сердцевины. Повышение температуры формы, более быстрое заполнение форм, отказ от разделительных смазок и более высокое давление упаковки — все это может укрепить трикотажные линии.
Тем не менее, детали, изготовленные из наполненных термопластов (армирование стекловолокном, наполнители, модификаторы ударной вязкости и т. д.), должны иметь соответствующее пониженное допустимое рабочее напряжение. Кроме того, на поверхностях, несущих более высокие нагрузки, не должно быть линий переплетения. То же самое относится и к сварным конструкциям.
Формирование линии сварки Линии сварки очень похожи на линии переплетения в том смысле, что они образуются при встрече двух потоков расплава. В этом случае плавление ограничивается границей раздела компонентов или линией сварки. Тепло для процесса поступает от трения (линейная или орбитальная вибрация, вращение или ультразвук), контакта с горячей пластиной или лазерного излучения. Инфракрасная лазерная сварка на просвет является относительно новой технологией, но ожидается, что она будет быстро развиваться, в то время как другие методы, такие как линейная вибрационная сварка, уже широко используются.
Как и при литье под давлением, линейная вибрационная сварка имеет ряд регулируемых параметров, каждый из которых может повлиять на целостность сварного шва. К ним относятся амплитуда, давление и продолжительность зажима и удержания, а также расплавление. Повышение амплитуды сварки и снижение давления повышают прочность сварного шва на растяжение. Увеличение толщины плавления или межфазной толщины также улучшает прочность на растяжение. Аналогичные улучшения происходят при более высоких температурах плавления. Однако форма и направление колебаний не оказывают заметного влияния на механические свойства сварного шва.
В большем количестве конструкций используется пластмасса на основе нейлона Меньший вес и более низкие производственные затраты — вот две причины, по которым использование нейлона для автомобильных компонентов под капотом выросло с 87 500 тонн в 1999 году до 165 000 тонн в настоящее время. ожидается, что к 2005 г. он достигнет 230 000 тонн (Северная Америка и Европа). Нейлон, армированный стекловолокном и минеральным волокном, позволяет автопроизводителям изготавливать сварные резервуары для жидкости, резонаторы, крышки и компоненты шасси, которые могут весить на 40–55 % меньше, чем штампованные стальные или литые аналоги.
Аналогичное снижение веса возможно для различных электроинструментов и садово-огородного инвентаря. Армированные стекловолокном и наполненные нейлоны также помогают сократить количество отходов, поскольку они в основном сохраняют свои механические свойства даже после нескольких циклов повторной формовки/переточки. Сегодня доступно более десятка классов нейлоновых смол (полиамидов).
Влияние наполнителей на прочность трикотажа и шва
СТЕКЛОВОЛОКНО, мас. %
МИНЕРАЛЬНОЕ ВОЛОКНО, вес. %
МОДИФИКАТОР УДАРА, мас. %
PLASTIC TENSILE STRENGTH, MPa
KNIT LINE TENSILE STRENGTH, MPa
WELD LINE TENSILE STRENGTH, MPa
0
82. 0
85.5
81.0
0
40
90.0
77.0
81.5
0
4
54.0
51.6
6
85.0
83,1
14
125,0
89,1
1
10008 90.7
15
25
126.0
90.0
84.8
25
160.0
90.2
33
185,0
89,2
85,6
3
70011
5
152. 0
62.0
45
208.0
82.1
50
220.0
83,3
80,5
63
229,0
9,0008
79.2
При температуре 23°C, в сухом состоянии, как формованный пластик на основе нейлона-6 и оптимизированные условия обработки. Испытания проводились в Honeywell International, Engineered Applications & Solutions, Морристаун, Нью-Джерси,
Большое спасибо доктору Вэлу Кагану, Honeywell International, Engineered Applications & Solutions, Морристаун, Нью-Джерси, за помощь в написании этой статьи.
В чем разница между линиями сварки, вязания и плавки и почему это важно?
В индустрии литья пластмасс под давлением мы работаем с материалами, которые являются побочными продуктами переработки нефти и формами, изготовленными из металлического литья, поэтому наша терминология должна быть, по крайней мере, немного запутанной.
Три термина, которые часто путают, — это линии сварки, слияния и вязания. Линии плавления и вязания на самом деле являются разными типами линий сварки. Давайте рассмотрим, что вызывает дефекты линий оплавления и вязания, как они влияют на долговечность детали и в чем разница между ними.
Что вызывает появление линий вязания и оплавления?
Как и многие несоответствия деталей, эти нежелательные функции коренятся в дизайне продукта. Поскольку наш материал вводится через ворота, он должен проходить через полость и вокруг различных элементов, таких как отверстия или выступы (показаны на изображении 1).
Если в бобышке винта присутствует линия переплетения, бобышка, скорее всего, треснет, когда в нее ввинчивают винт, что приведет к несоответствию деталей.
Для автомобильных деталей это приводит к ударам, скрипу или грохоту деталей.
Для электроники сломанная втулка винта не позволит должным образом сжать уплотнение, что приведет к повреждению драгоценной печатной платы (печатной платы) водой.
Для деталей сантехники, если они находятся в канавке уплотнительного кольца, существует вероятность того, что будет просачивание жидкости, вызывающее медленное капание.
В отрасли производства трубных фитингов, если с ними не справляются должным образом, фитинг не пройдет испытания на разрыв или разрушение, что приведет к выходу продукта из строя в полевых условиях.
Изображение 1: Винтовая втулка
Думайте об этом, как о воде, текущей по реке с торчащим из поверхности камнем. Как только вода достигает скалы, поток должен разделиться, продолжить движение вокруг и сойтись на противоположной стороне.
На чем мы хотим сосредоточиться, так это на схождении, чтобы определить, является ли это вязанием или соединением.
Линия плавки
Линия соединения определяется как повторное слияние двух фронтов потока после того, как пластический поток был разделен элементом в конструкции детали. Визуализируйте это, когда вы выезжаете на автостраду после долгого дня в офисе — мы все едем в одном направлении и должны придумать, как добраться туда без повреждений. На изображении 2 видно, как фронт потока расщепляется за счет прямоугольного ядра наружу и снова сливается на противоположной стороне. Поскольку внутри полости формы больше места, фронт потока продолжается дальше, создавая новый фронт потока.
Изображение 2: Материал обтекает и сходится после выхода прямоугольного сердечника, продолжая течь и формируя линию сплава
Этот стык не такой прочный, как непрерывный поток. Поскольку фронт потока может сливаться и продолжать течь через полость, больше шансов, что он сможет герметизировать эту область, тем самым увеличивая ее прочность.
Линия вязания
Линия переплетения — это когда два фронта потока сходятся, но вместо того, чтобы сливаться, это похоже на лобовое столкновение на остановке с четырьмя направлениями. Это некрасиво и добром не кончится.
Изображение 3: Материал, обтекающий стоячий керн
Как только эти два фронта потока встречаются, геометрия полости для протекания больше не существует, что затрудняет создание давления в этой области детали, впоследствии результат становится даже слабее, чем линия сплавления.
Выбор материала
Некоторые материалы более щадящие по прочности, чем другие. Материалы (ПЭВП, ПП, ПОМ) с обтекаемой структурой (показаны на Рисунке 4) обычно обладают более высокой прочностью, поскольку полимерные цепи легче переплетаются. Случайные структуры, содержащие бензольные кольца, встречающиеся в других материалах (ПК, ПММА, АБС), снижают способность полимерных цепей легко сливаться вместе. Эти бензольные кольца также увеличивают вязкость, снижают скорость усадки и повышают прочность, за исключением линий вязания и/или оплавления.
Рис. 4: Верх, обтекаемая структура из полиэтилена высокой плотности Нижняя часть, поликарбонат произвольной формы
Материалы с физическими наполнителями, такими как стекло, углерод, металлические чешуйки и т. д., снижают способность положительно влиять на прочность вязания или сшивки. Это происходит по нескольким причинам.
Во-первых, температуры, при которых мы обрабатываем большинство термопластов (от 400 до 600 o F), значительно ниже точки плавления этих типов наполнителей (стекло от 2552 до 2912 o F) … если они даже растают. В этой ситуации у нас есть не только элемент внутри полости, препятствующий течению пластика, но и твердое тело, взвешенное во фронте потока, что еще больше сеет хаос. Поэтому нам необходимо проверить ориентацию волокна до элемента и то, как она отличается после элемента (показано на изображении 5).
Изображение 5: Ориентация волокон до и после сердцевины
Ключом к пониманию изменений прочности поврежденной части является понимание того, как разбиваются тестовые образцы и как собираются данные.
Испытание на удар по Изоду, показанное ниже на Рисунке 6, использует утяжеленный маятник для удара по образцу. Показания представлены в количестве энергии, необходимой для разрушения образца, обычно в футо-фунтах/дюймах 2 . Чем больше энергии требуется для разрушения образца, тем прочнее материал.
Изображение 6: Прибор для испытания на удар по Изоду
Еще одна область, которую нам необходимо рассмотреть, — это данные ASTM для образцов с надрезом и без надреза, показанные ниже на изображении 7. Из-за элементов, из которых состоит полимер, их расположение и связи определяют, насколько сохраняется прочность. Линия переплетения аналогична надрезу в образце ASTM.
Изображение 7: Тестовые образцы ASTM
Хотя формованная деталь с линией вязания может вести себя не совсем так, как тестовый образец, лист технических данных покажет нам, насколько потенциально может быть потеряна прочность.
Например, есть определенные материалы, которые настолько прочны, что тест ASTM не может разрушить образец без надреза, но ценность образца с надрезом чрезвычайно низка. Одним из примеров этого является ПК, используемый в медицинской промышленности (показан ниже на диаграмме 1).
Таблица 1: Калибр™ MEGARAD™ 2081-15
Другие материалы, такие как полипропилен, показанный ниже в Таблице 2, разрушаются по методу испытаний ASTM как с надрезом, так и без надреза.
Таблица 2: Gapex® HP RPP20EU98HB
Ни один из этих материалов не является плохим, но мы должны понимать их ограничения и то, как правильно приспособить дизайн для достижения желаемой цели.
То, на что мы обращаем внимание в качестве признаков прочности, — это падение между образцом без надреза и образцом с надрезом. Это может помочь нам понять, насколько слаба вязаная линия потенциально по сравнению с непрерывным потоком пластика.
Дизайн пресс-формы
Место, где линия сшивания или соединения будет находиться в пределах геометрии детали, сильно зависит от расположения литника. Используя моделирование потока, мы можем предсказать, где это может произойти. Тем не менее, расположение ворот может быть выбрано на основе функциональности детали, размещая линии вязания или соединения в критических областях для обеспечения надлежащей функциональности.
Обработка
Улучшение прочности трикотажных или литейных линий может быть чрезвычайно затруднено при обработке, поскольку существует так много факторов, которые уже зафиксированы, например, геометрия детали, расположение ворот, длина потока и материал. Лучшее, на что мы можем надеяться, — это улучшить давление на линию вязания или соединения за счет сочетания температуры расплава, температуры формы, скорости потока и удерживающего давления.
характеристики и расшифовка, применение и свойства стали
Механические свойства стали 06ХН28МДТ
Механические свойства стали при повышенных температурах
Температура испытаний, °С
Предел текучести, σ0,2, МПа
Временное сопротивление разрыву, σв, МПа
Относительное удлинение при разрыве, δ5, %
Относительное сужение, ψ, %
Ударная вязкость, KCU, Дж/см2
Лист толщиной 12 мм. Закалка при 1050 °С, вода
20
270
620
55
78
350
200
210
550
45
75
350
400
180
550
50
60
350
600
150
500
45
60
350
Лист толщиной 16 мм. Закалка при 1080 °С, вода
800
180
250
40
45
110
900
150
180
30
40
120
1000
90
100
25
40
100
1100
—
50
35
40
100
Механические свойства в зависимости от степени холодной деформации
Степень деформации, %
Предел текучести, σ0,2, МПа
Временное сопротивление разрыву, σв, МПа
Относительное удлинение при разрыве, δ5, %
Относительное сужение, ψ, %
Закалка при 1050 °С, вода
0
230
600
23
62
10
710
750
20
42
20
750
810
15
42
40
930
950
10
40
60
1080
1100
3
—
80
—
1200
2
—
Свойства по стандарту
ГОСТ 4986-79
Состояние поставки, режим термообработки
Сечение, мм
Предел текучести, σ0,2, МПа
Временное сопротивление разрыву, σв, МПа
Относительное удлинение при разрыве, δ5, %
Относительное сужение, ψ, %
Ударная вязкость KCU при 20°С, Дж/см2
Лента холоднокатаная. Закалка при 930-1050 °С, вода или воздух.
До 0,2
—
560
13
—
—
Лента холоднокатаная. Закалка при 930-1050 °С, вода или воздух.
0,2 — 2,0
—
560
25
—
—
Свойства по стандарту ГОСТ 5582-75
Состояние поставки, режим термообработки
Сечение, мм
Предел текучести, σ0,2, МПа
Временное сопротивление разрыву, σв, МПа
Относительное удлинение при разрыве, δ5, %
Относительное сужение, ψ, %
Ударная вязкость KCU при 20°С, Дж/см2
Лист горячекатаный и холоднокатаный. Закалка при 1050-1080 °С, вода или воздух
До 3,9
—
540
35
—
—
Свойства по стандарту
ГОСТ 9941-81
Состояние поставки, режим термообработки
Сечение, мм
Предел текучести, σ0,2, МПа
Временное сопротивление разрыву, σв, МПа
Относительное удлинение при разрыве, δ5, %
Относительное сужение, ψ, %
Ударная вязкость KCU при 20°С, Дж/см2
Трубы бесшовные холодно- и теплодеформированные, термообработанные
0,2 — 22
—
490
30
—
—
Свойства по стандарту
ГОСТ 25054-81
Состояние поставки, режим термообработки
Сечение, мм
Предел текучести, σ0,2, МПа
Временное сопротивление разрыву, σв, МПа
Относительное удлинение при разрыве, δ5, %
Относительное сужение, ψ, %
Ударная вязкость KCU при 20°С, Дж/см2
Поковки. Закалка при 1050-1100 °С, вода или воздух.
До 100
216
510
30
30
—
Свойства по стандарту
ТУ 14-1-2214-77
Состояние поставки, режим термообработки
Сечение, мм
Предел текучести, σ0,2, МПа
Временное сопротивление разрыву, σв, МПа
Относительное удлинение при разрыве, δ5, %
Относительное сужение, ψ, %
Ударная вязкость KCU при 20°С, Дж/см2
Загатовка трубная. Закалка при 1100-1150 °С, воздух, масло или вода. Закалка при 1050-1080 °С, вода
80
195
490
45
70
—
Загатовка трубная. Закалка при 1100-1150 °С, воздух, масло или вода. Закалка при 1050-1080 °С, вода
—
245
540
35
50
98
Физические свойства 06ХН28МДТ
Температура, °С
Модуль упругости, Е 10-5, МПа
Коэффициент температурного расширения, a 106, 1/°C
Коэффициент теплопроводности, I, Вт/м·°С
Удельная теплоемкость, С, Дж/кг·°С
Удельное электросопротивление, R 10 9, Ом·м
20
—
—
13
—
750
100
1,91
10,9
13
—
—
200
1,86
12,9
15
—
—
300
1,79
13,6
17
—
—
400
1,71
14,4
—
—
—
500
1,61
14,9
22
—
—
600
1,56
15,3
24
—
—
700
1,51
16,8
25
—
—
800
1,45
16,3
26
—
900
—
16,8
—
—
—
Свойства по стандарту ГОСТ 5582-75
Плотность, г/см3: 7,76*
* Типичное значение свойства для низкоуглеродистой и низколегированной
стали. Эта величина не предусмотрена стандартами, она носит
ориентировочный характер и не может быть использована с целью
проектирования
Сталь 06ХН28МДТ: применение, характеристики, состав, свойства
Нержавеющая сталь 06ХН28МДТ – сплав на железоникелевой основе, ранее известный как ЭИ943. Сталь обладает высокими антикоррозионными качествами, стойкостью к температурным перепадам и воздействию химически активных соединений. Высокие эксплуатационно-технические свойства позволяют использовать изделия из этого сплава в различных отраслях промышленности, а также в быту.
Зарубежные аналоги марки стали 06ХН28МДТ ( стар. 0Х23Н28М3Д3Т ЭИ943 )
США
AISI 904L
Германия
1.4563
Япония
SCS23
Франция
Z1NCDU31-27-03
Расшифровка, химический состав 06ХН28МДТ и основные характеристики сплава
Маркировка сплава состоит из цифр и букв, которые указывают на основные химические элементы в составе материала и на их процентное соотношение. Поэлементная расшифровка 06ХН28МДТ выглядит следующим образом:
Х-хром.
Н-никель.
М-молибден.
Д- медь.
Т-титан.
06 – процент содержания углерода не превышает 0.06%.
28 – усредненное количество никеля в сплаве (допускается от 26% до 29%никеля).
В основе химического состава 06ХН28МДТ доминируют три элемента – железо, хром и никель. Такая комбинация указывает на высокую коррозионную и температурную стойкость сплава. Буква Т в конце маркировки указывает на наличие в химсоставе титана с массовой долей около 1%, что существенно увеличивает прочность сплава и его стойкость к деформациям.
Основные технические характеристики стали 06ХН28МДТ:
Допускаемое напряжение (деформация на разрыв при температуре 20 градусов) составляет 490-550 МПа.
Сталь имеет плотность 7.96 г/см3, что типично для большинства сплавов с аналогичным химсоставом.
Твердость 06ХН28МДТ равна 200 МПа.
Предел текучести стали от 215 до 245 МПа.
Химический состав и технические характеристики сплава регламентированы нормами ГОСТ 5632.
Применение сплава 06ХН28МДТ и его зарубежные аналоги
Благодаря высоким эксплуатационным качествам, стойкости к коррозии, температурным перепадам и воздействию химически активных веществ (особенно, серной кислоты), сплав нашел широкое применение в следующих отраслях:
Химическая промышленность – трубопроводы, отводы химаппаратуры, емкости для хранения и транспортировки различных веществ.
Используется сплав и в строительстве, а также в монтаже магистральных коммуникаций для бытового и промышленного применения. Одно из ключевых преимуществ материала заключается в сохранении прочности сварных швов в кислых средах. Режется сплав удовлетворительно, места реза не требуют дополнительной обработки.
Выпускается сталь этой марки в виде проката разного типа – труба, лист, пруток и лента.
Зарубежные аналоги 06ХН28МДТ:
AISI 904L (США).
1.4563 (Германия).
Z1NCDU31-27-03 (Франция).
SCS23 (Япония).
У нас можно выгодно купить нержавейку 06ХН28МДТ, а также заказать изготовление из нее различных изделий таких как фланцы по индивидуальным эскизам. Для оформления заказа или получения дополнительной информации, позвоните нашим специалистам по указанным телефонам или оставьте онлайн заявку на сайте.
Механические свойства стали 06ХН28МДТ ( стар. 0Х23Н28М3Д3Т ЭИ943 )
ГОСТ
Состояние поставки, режим термообработки
Сечение, мм
σ0,2 (МПа)
σв(МПа)
δ5(δ4)(%)
ψ %
KCU (Дж / см2)
ГОСТ 5582-75 (Образец поперечный)
Лист горячекатаный и холоднокатаный. Закалка 1050-1080 °С, вода или воздух.
До 3,9
—
540
35
—
—
ГОСТ 4986-79
Лента холоднокатаная. Закалка 930-1050 °С, вода или воздух.
До 0,2 0,2-2,0
— —
560 560
(13) (25)
— —
— —
ГОСТ 25054-81
Поковки. Закалка 1050-1100 °С, вода или воздух.
До 1000
216
510
30
30
—
ГОСТ 9941-81
Трубы бесшовные холодно- и теплодеформированные, термообработанные.
Термическая обработка стали – процесс температурного воздействия на материал. Решение о выборе способа термической обработки применяется на основании анализа стоящей задачи, а также особенностей марки стали.
Термическая обработка стали – это процесс температурного воздействия на материал. Он позволяет поменять размеры зерен внутри металла, то есть изменить его характеристики, улучшить.
При обработке применяется сразу несколько методов. Металл нагревают, выдерживают при определенной температуре и равномерно охлаждают. Делать это можно на разных этапах, как с заготовками, так и с уже готовыми изделиями.
Метод используется для достижения следующих целей:
значительное увеличение прочности и износостойкости;
защита материала от последующего воздействия высоких температур;
снижение риска появления коррозии;
устранение внутреннего напряжения в заготовках;
подготовка материала к последующей обработке, увеличение его пластичности.
Решение о выборе способа термической обработки применяется на основании анализа стоящей задачи, а также особенностей марки стали. Можно использовать материалы любого качества.
Сталь должна соответствовать трем основным требованиям:
относиться к категории инструментальных, конструкционных или специальных;
быть по составу легированной или углеродистой;
содержать не более 0,25% углерода для низкоуглеродистых сплавов и менее 0,7 % для высокоуглеродистых.
Рассмотрим, какие способы применяются в работе, их особенности и другие параметры, влияющие на результат и уровень качества.
Отпуск
Отпуск стали часто применяется в машиностроении, а также при изготовлении деталей разного назначения из стальных заготовок. Обычно используется с закалкой, потому что помогает снизить внутреннее напряжение материала. Это делает сырье значительно прочнее, снимает хрупкость, которая может появиться при воздействии повышенных температур.
Еще одна цель применения – увеличение показателей ударной вязкости. Материал становится менее жестким, а значит, при сильном внешнем механическом воздействии его будет сложно повредить.
Технология отпуска разделена на три типа:
Низкий. Технология используется для создания мартенситной структуры металла. Главная цель – значительно увеличить вязкость сырья и при этом сохранить его твердость.
Максимальная температура нагрева – до 250 °С. Обычно она составляет не более 150 °С. При таком нагреве сталь нужно будет держать около полутора часов. Охлаждение проводится внутри масла или воздуха, что помогает также упрочнить заготовку или готовое изделие.
Чаще всего низкий отпуск применяется при создании измерительного инструмента или разных типов режущих изделий.
Средний. Отличие заключается в повышении максимальной температуры до 500 °С. Обычно детали обрабатываются при нагреве до 340 °С. Применяется воздушное охлаждение.
Главная задача среднего отпуска – перевести мартенсит в троостит. Это обеспечивает рост вязкости на фоне понижения твердости. Технология пригодится, если планируется производить детали, работающие под сильными нагрузками.
Высокий. Одно из наиболее успешных средств, позволяющих снизить высокий уровень внутренней напряженности. Изделие прогревается до высоких температур, что помогает создать и нарастить вязкость и пластичность без потери прочности. Хотя методика сложна в использовании для ответственных деталей, она оптимальна. Диапазон нагрева – 450-650°С.
Отжиг
Метод применяется для стабилизации внутренней структуры материала и увеличения ее однородности. Это также помогает сильно уменьшить уровень напряжения. Технологический процесс предполагает нагрев до высоких температур, выдержку и длительное, медленное охлаждение.
В промышленности используется несколько основных подходов:
Гомогенизация. Ее также называют диффузионным отжигом. Это процесс термообработки стали в диапазоне температур от 1000 до 1150 °С. В таком состоянии сырье держится на протяжении 8 часов. Для некоторых марок стали время увеличивается до 15. Температура остывания контролируется. Из печи заготовку можно вытаскивать только при достижении 800°С. Далее температура естественно снижается на воздухе.
Рекристаллизация. Это низкий отжиг, необходимый после проведения деформации. Главная задача – сделать материал значительно прочнее путем изменения формы зерна во внутренней структуре. Температурный диапазон составляет 100-200 °С. По сравнению с гомогенизацией, длительность выдерживания сильно уменьшилась – до двух часов. Медленное остывание проходит внутри печи.
Изометрическое воздействие. Подходит только для легированных сталей. При создаваемом состоянии аустенит постепенно распадается. Температура зависит от природного максимума для конкретной марки металла. Предел должен быть превышен на 20-30°С. Остывание проходит в два этапа – быстрый и медленный.
Избавление от внутреннего и остаточного напряжения. Методика подойдет после того, как деталь проходит механическую обработку, сваривается или обрабатывается с использованием литья. Максимальная температура нагрева составляет 727°С. У этого процесса самый длительный период выдерживания среди всех разновидностей отжига –20 часов. Заготовка будет остывать очень медленно.
Полный. Если вам нужно достичь мелкозернистой структуры материала с преобладанием перлита и феррита. Методика подойдет для разных типов заготовок – от штампованных и литых до кованных. Метод нагревания здесь такой же, как у изометрического отжига – прогрев выполняется до предельной точки и еще на 30-50°С выше него. Охлаждение проводится до 500°С. Секрет качественного выполнения операции в том, чтобы контролировать скорость остывания. Она указывается из расчета на 60 минут. Для углеродистой стали остывание должно быть менее 150°С, а для легированной – 50°С.
Неполный. Основной задачей проведения неполного отжига является перевод перлита в ферритно-цементитную структуру. Технология подойдет для деталей, которые были созданы методом электродуговой сварки. При этом температура составляет 700°С, а длительность выдержки – 20 часов. После медленного охлаждения можно использовать заготовку – ее прочность и защита от повреждения значительно увеличатся.
Закалка
Закалка и отпуск стали являются одними из наиболее распространенных режимов термической обработки.
Такой вариант воздействия нужен, чтобы нарастить важные показатели материала – от твердости и максимальной упругости до защиты от износа и твердости. При помощи закалки удается уменьшить предел на сжатие и пластичность.
Такой формат обработки является одним из наиболее старых. Он основывается на быстром охлаждении прогретого до высоких температур металла. Предел нагрева отличается в зависимости от типа сплава. Нужно учитывать, при какой температуре начинает изменяться внутренняя кристаллическая решетка.
В зависимости от марки стали меняется несколько основных параметров:
Среда охлаждения. Самый простой способ – окунание в воду. Дополнительные полезные свойства позволяют получить применение технического масла, газов инертного типа и растворов с высоким уровнем содержания соли.
Скорость охлаждения. Меняется в зависимости от изначальной степени прогрева. Температура воды, соляного раствора или газа также может отличаться.
Нагрев. Выбирается в зависимости от пределов, нужных для изменения внутренней структуры. Для многих видов сырья этот показатель составляет около 900°С.
Нормализация
Процесс нормализации необходим для того, чтобы изменить структуру и создать внутри металла мелкое зерно. Этот вариант подходит как для легированных, так и для низкоуглеродистых сталей.
Главное преимущество технологии позволяет довести твердость до 300 НВ. Вы сможете использовать полученные горячекатаным методом заготовки, а также нарастить прочность, защиту от излома и вязкость. Это позволяет упростить процесс последующей обработки.
В качестве среды охлаждения используется воздух. Максимальные температуры нагрева – не более 50°С сверх установленного для материала предела.
Криогенная термообработка
Основы термической обработки стали криогенного типа заключаются в значительном охлаждении ранее закаленных заготовок. Главная цель использования – прекращение мартенситного преобразования.
Как и в случае с другими перечисленными средствами, заготовку потребуется постепенно прогреть до стандартной температуры.
Химико-термическая обработка
В ходе обработки происходит преобразование внешнего слоя материала. Это позволяет повысить твердость, защитить сырье от коррозии и дополнительно нарастить износостойкость.
В процессе могут использоваться следующие методы:
Цементация. Также называется науглероживанием. Поверхность насыщается углеродом. Сначала проводится термическая обработка, участки, которые не планируется обрабатывать, обмазываются защитными составами. Процедура проводится в диапазоне 900-950°С.
Азотирование. В отличие от цементации вместо углерода применяется азот. Для этого создается нагретая аммиачная среда. Температурный диапазон составляет 500-520°С.
Цианирование. Применяется как углерод, так и азот в разных соотношениях в зависимости от температуры. Процесс возможен как в газовой, так и в жидкой среде.
Хромирование. Один из видов металлизации. Назван так по основному веществу, которым насыщается материал (хром). Улучшает прочность, коррозийную стойкость, внешний вид детали.
Технология выбирается с ориентиром на особенности и характеристики конкретного типа сплава.
Закалка стали — температура, скорость и режимы закалки, свойства и структура закаленной стали
Закалка стали – термическая обработка, включающая в себя нагрев, выдержку и охлаждение. Процесс направлен на улучшение механических характеристик стали, металлов и сплавов.
Закалка – вид термической обработки, состоящий из основных операций – нагрева до определенной температуры, выдержки, быстрого охлаждения. Он применяется в сочетании с другой разновидностью термообработки – отпуском. Эта технология позволяет улучшить механические характеристики недорогих марок стали, цветных металлов и сплавов, за счет чего снижается себестоимость получаемых изделий и конструкций.
Общие сведения о технологии закалки стали
Основные цели, решаемые комплексом закалка + отпуск:
повышение твердости;
повышение прочностных характеристик;
снижение пластичности до допустимой величины;
возможность использования пустотелых изделий вместо полнотелых, что позволяет снизить массу металлоизделия и металлоемкость производственного процесса.
Основные этапы закалки:
нагрев до температур, при которых осуществляется изменение структурного состояния металла;
выдержка, установленная в технологической карте;
охлаждение со скоростью, обеспечивающей формирование заданной кристаллической структуры.
После закалки проводят отпуск, который заключается в нагреве металла до температур, лежащих ниже линии фазовых превращений, с дальнейшим медленным понижением температуры. На результат термообработки влияют:
температура нагрева;
скорость роста температуры;
период выдержки при закалочных температурах;
охлаждающая среда и скорость снижения температуры.
Ключевым параметром является температура нагрева, от которой зависит перестройка и формирование новой структурной решетки. По глубине действия закалку разделяют на объемную и поверхностную. В машиностроении обычно используется объемная закалка, после которой твердость поверхности и сердцевины отличается незначительно. Поверхностная термообработка востребована для деталей, для которых важна высокая твердость поверхности и вязкая сердцевина.
Какие стали подвергают закалке
Не все марки сталей могут подвергаться закалке. Марки с содержанием углерода ниже 0,4% практически не изменяют твердость при закалочных температурах, поэтому этот способ для них не применяется. Закалочную технологию чаще всего применяют для инструментальных сталей.
Таблица правильных режимов закалки и отпуска для некоторых типов инструментальных сталей
Марка стали
Температура закалки стали
Среда охлаждения после закалочного нагрева
Температура отпуска
Среда охлаждения после отпуска
У7
800°C
вода
170°C
вода, масло
У7А
800°C
вода
170°C
вода, масло
У8, У8А
800°C
вода
170°C
вода, масло
У10, У10А
790°C
вода
180°C
вода, масло
У11, У12
780°C
вода
180°C
вода, масло
Р9
1250°C
масло
580°C
воздух в печи
Р18
1250°C
масло
580°C
воздух в печи
ШХ6
810°C
масло
200°C
воздух
ШХ15
845°C
масло
400°C
воздух
9ХС
860°C
масло
170°C
воздух
Виды закалки – с полиморфным превращением и без него
Закалка сталей протекает с полиморфным превращением, цветных металлов и сплавов – без них.
Закалка сталей с полиморфным превращением
В углеродистых сталях при повышении температур выше определенного уровня происходит ряд фазовых превращений, вызывающих изменения кристаллической решетки. При критических температурах, значение которых зависит от процентного содержания углерода, происходит распад карбида железа и образование раствора углерода в железе, называемого аустенитом. При медленном остывании аустенит постепенно распадается, и кристаллическая решетка приобретает исходное состояние. Если углеродистые стали охлаждать с высокой скоростью, то в зависимости от режима закалки в них образуются различные фазовые состояния, самый прочный из них – мартенсит.
Для получения мартенситной структуры доэвтектоидные стали(до 0,8% C) нагревают до температур, лежащих выше точки Ас3 на 30-50°C, для заэвтектоидных – на 30-50° выше Ас1.По такой технологии закаливают металлорежущий инструмент и упрочняют изделия, которые в процессе эксплуатации подвергаются трению: шестерни, валы, обоймы, втулки. При нагреве до более низких температур в структуре доэвтектоидных сталей наряду с мартенситом сохраняется более мягкий феррит, снижающий твердость металла и ухудшающий его механические характеристики после отпуска. Такая закалка стали называется неполной и в большинстве случаев является браком. Но она может использоваться в некоторых случаях во избежание появления трещин.
Закалка без полиморфного превращения
Закалка без полиморфного превращения протекает в цветных металлах и сплавах, имеющих ограниченную растворимость вторичных фаз при обычных температурах, в которых при высоких температурах не происходят полиморфные превращения. При повышении температур выше линии солидус (это линия, ниже которой находится только твердая фаза) вторичные фазы полностью растворяются. При быстром охлаждении вторичные фазы не выделяются, поскольку для этого необходимо определенное время. После такой термообработки цветной сплав является термодинамически неустойчивым, поэтому со временем он начинает распадаться с постепенным выделением вторичной фазы. Такой процесс распада, происходящий в естественных условиях, называется естественным старением, а при нагреве – искусственным старением. В результате старения получают равновесную структуру. Характеристики материала зависят от выбранного режима процесса.
Закалка цветных металлов и сплавов, в отличие от углеродистых сталей, часто не приводит к повышению прочности. Сплавы на основе меди, например, после такой ТО часто становятся более пластичными. Для таких материалов обычно используют отпуск, благодаря которому снимаются напряжения после литья, прокатки, штамповки, ковки или прессования.
Способы закалки стали
Способ закалки выбирают в зависимости от химического состава стали и запланированных свойств.
Закаливание с охлаждением в одной среде
Скорость охлаждения стали после закалки зависит от среды, в которой оно проводится. Самую высокую скорость обеспечивает охлаждение в воде. Такой способ используется для среднеуглеродистых низколегированных сталей и некоторых марок коррозионностойких сталей. При содержании углерода более 0,5% C и высоком легировании воду в качестве охлаждающей среды не применяют, поскольку такие сплавы покрываются трещинами или полностью разрушаются.
Прерывистая закалка в двух охлаждающих средах
Ступенчатую закалку применяют для деталей, изготовленных из сложнолегированных сталей. Крупногабаритные детали после нагрева на несколько минут окунают в воду, а затем охлаждают в масле до +320…300°C, после чего оставляют на воздухе. При охлаждении в масле до комнатных температур твердость изделия значительно снижается.
Изотермическая ТО
Закалка высокоуглеродистых марок – сложный процесс, состоящий из нормализации с последующим нагревом до температуры закалки. Нагретые детали опускают в ванну с селитрой, нагретой до температур +320…+350°C, выдерживают.
Светлая ТО
Такая термообработка применяется для высоколегированных сталей и заключается в их нагреве в среде инертных газов или в вакууме, что обеспечивает светлую поверхность металла. Светлая закалка используется в серийном производстве типовых изделий.
Термообработка с самоотпуском
При высокой скорости охлаждения внутри детали остается тепло, которое при постепенном выходе снимает напряжения внутренней структуры. Этот процесс можно доверить только специалистам, которые могут точно рассчитать время нахождения изделия в охлаждающей среде.
Струйная
Охлаждение осуществляют интенсивной струей воды. Такой процесс применяется при необходимости закаливания отдельных частей изделий.
Оборудование для проведения закалки
Оборудование разделяется на две основные группы – установки для нагрева и ванны для охлаждения. На современных предприятиях для получения закалочных температур используются:
муфельные термические печи;
оборудование для индукционного нагрева;
установки для нагрева в расплавах;
аппараты лазерного нагрева;
газоплазменные устройства.
Первые три типа установок востребованы для осуществления объемной закалки, три последние – для поверхностного процесса.
Закалочное оборудование – это стальные емкости, графитовые тигли, печи, в которых содержатся расплавленные металлы или соли. Закалочные ванны для жидких сред оборудованы системами обогрева и охлаждения. В их конструкции могут быть предусмотрены специальные мешалки для перемешивания жидких сред и устранения паровой рубашки.
Охлаждающие среды
Условия охлаждения стали после закалки выбирают в зависимости от химического состава обрабатываемого металла и требуемых характеристик конечного продукта. Это могут быть:
вода;
воздушная или струя или струя инертного газа;
минмасло;
водополимерные смеси;
расплавленные соли – бария, натрия, калия;
металлические расплавы – свинцовые или оловянные.
Технология закалочного процесса
Нагрев и выдержка
Температура нагрева стали при закалке зависит от ее химического состава. В общем случае наблюдается закономерность – чем меньше процентное содержание углерода, тем выше должна быть температура нагрева. Понижение температуры нагрева приводит к тому, что нужная структура не успевает сформироваться. Последствия перегрева:
обезуглероживание;
окисление поверхности;
увеличение внутреннего напряжения;
изменение структурных составляющих.
Изделия сложных форм предварительно подогревают. Для этого их два-три раза опускают на несколько минут в соляные ванны или держат короткое время в печах, нагретых до температур +400…500°C. Период выдержки определяется габаритами изделия и их количеством в печи. Все части изделия должны прогреваться равномерно.
Таблица температур закалки различных марок стали
Марка
Температура, °C
Марка
Температура, °C
15Г
800
50Г2
805
65Г
815
40ХГ
870
15Х, 20Х
800
3Х13
1050
30Х, 35Х
850
35ХГС
870
40Х, 45Х
840
30ХГСА
900
50Х
830
Температуру нагрева измеряют с помощью пирометров – контактных и бесконтактных, инфракрасных приборов.
Охлаждение
Для охлаждения используется вода – чистая или с растворенными в ней солями, щелочные растворы. Для легированных сталей используется обдув или охлаждение в минмаслах. В изотермических и ступенчатых процессах для охлаждения используются расплавы солей, щелочей и металлов. Такие среды могут чередоваться между собой.
Отпуск
В зависимости от необходимой температуры отпуск осуществляется в масляных, щелочных или селитровых ваннах, печах с принудительной циркуляцией воздушных потоков, горячем песке.
Низкий отпуск, проводимый при +150…+200°C,служит для устранения внутренних напряжений, некоторого повышения пластичности и вязкости без существенного ухудшения твердости. Низкий отпуск востребован для измерительного и металлообрабатывающего инструмента, других деталей, которые должны сочетать твердость и устойчивость к износу.
Для быстрорежущих сталей отпуск осуществляют при температурах +550…580°C. Такую процедуру называют вторичным отвердением, поскольку она приводит к дополнительному росту твердости.
Возможные дефекты после закалки
Нагрев, выдержку, охлаждение и отпуск стали осуществляют в соответствии с технологическими картами, разработанными специалистами. Нарушение разработанного и утвержденного техпроцесса и/или неоднородность структуры заготовки могут стать причиной появления различных дефектов. Среди них:
Неравномерный нагрев и/или охлаждение. Приводят к деформациям и образованию трещин, неоднородному составу и неоднородным механическим характеристикам.
Пережог. Возникает из-за проникновения кислородных молекул в металлическую поверхность. В результате образуются оксиды, изменяющие рабочие характеристики поверхностного слоя. Этот дефект возникает из-за выгорания из стали углерода, вызванного избыточным количеством кислорода в печи.
Попадание в масляную охлаждающую ванну воды. Это нарушение техпроцесса приводит к появлению трещин на изделии.
Все перечисленные выше дефекты являются неисправимыми.
Другие статьи:
Виды и марки стали Отпуск стали Состав и свойства стали
Улучшение баланса между прочностью, ударной вязкостью и твердостью в предварительно закаленной литейной стали 718H большого поперечного сечения
1. Ву С., Сюй Л. Новые продукты и методы изготовления литейных сталей. Спрингер; Берлин/Гейдельберг, Германия: 2011. стр. 423–441. [Google Scholar]
2. Ву Р., Ли Дж., Су Ю., Лю С., Ю З. Повышение однородности твердости за счет непрерывного низкотемпературного бейнитного превращения в предварительно закаленной литейной стали большого сечения. Матер. науч. англ. А. 2017; 706:15–21. doi: 10.1016/j.msea.2017.08.104. [Перекрестная ссылка] [Академия Google]
3. Ву Р.М., Чжэн Ю.Ф., Ву С.С., Ли С.С. Влияние титана на микроструктуру и однородность твердости незакаленной и отпущенной предварительно закаленной стали для крупногабаритных пластиковых форм. Айронмак. Стилмак. 2016;44:17–22. doi: 10.1080/03019233.2016.1155830. [CrossRef] [Google Scholar]
4. Гонсалес Х., Кальеха А., Перейра О., Ортега Н., Норберто Лопес де Лакалье Л., Бартон М. Суперабразивная обработка цельных вращающихся компонентов с использованием шлифовальных инструментов. Металлы. 2018;8:24. дои: 10.3390/мет8010024. [CrossRef] [Google Scholar]
5. Хосейни Х., Хогман Б., Клемент У., Киннандер А. Оценка обрабатываемости предварительно закаленных сталей для пресс-форм. Междунар. Дж. Мах. Мах. Матер. 2012; 11: 355–364. [Google Scholar]
6. Hoseiny H., Caballero F.G., Saoubi R.M., Högman B., Weidow J., Andrén H.O. Влияние термической обработки на микроструктуру и обрабатываемость предварительно закаленной литейной стали. Металл. Матер. Транс. А. 2015;46:2157–2171. doi: 10.1007/s11661-015-2789-4. [Перекрестная ссылка] [Академия Google]
7. Луо Ю., Ву С.С., Ван Х.Б., Мин Ю.А. Сравнительное исследование незакаленной и закаленной предварительно закаленной стали для пластиковых форм большого сечения. Дж. Матер. Процесс. Технол. 2009; 209:5437–5442. doi: 10.1016/j.jmatprotec.2009.04.019. [CrossRef] [Google Scholar]
8. Firrao D., Matteis P., Spena P.R., Gerosa R. Влияние микроструктуры на усталостную прочность и вязкость разрушения сталей, подвергнутых термической обработке для пресс-форм. Матер. науч. англ. А. 2013;559:371–383. doi: 10.1016/j.msea.2012.08.113. [Перекрестная ссылка] [Академия Google]
9. Фиррао Д., Маттеис П., Скавино Г., Уберталли Г., Иенко М.Г., Пинаско М.Р., Стагно Э., Джероса Р., Риволта Б., Сильвестри А. и др. Взаимосвязь между механическими свойствами при растяжении и разрушении и усталостными свойствами больших стальных блоков для пластиковых форм. Матер. науч. англ. А. 2007; 468–470: 193–200. doi: 10.1016/j.msea.2006.07.166. [CrossRef] [Google Scholar]
10. Hoseiny H., Klement U., Sotskovszki P., Andersson J. Сравнение микроструктур предварительно закаленных литейных сталей с непрерывным охлаждением и закалкой. Матер. Дес. 2011; 32:21–28. doi: 10.1016/j.matdes.2010.06.045. [Перекрестная ссылка] [Академия Google]
11. Liu H.H., Fu P.X., Liu H.W., Sun C., Ma X.P., Li D.Z. Эволюция микроструктуры и механических свойств предварительно закаленной литейной стали 718Н во время отпуска. Матер. науч. англ. А. 2018; 709: 181–192. doi: 10.1016/j.msea.2017.10.047. [CrossRef] [Google Scholar]
12. Вэнь С.Л., Мэй З., Цзян Б., Чжан Л.С., Лю Ю.З. Влияние температуры нормализации на микроструктуру и механические свойства микролегированной Nb-V стали для крупногабаритной поковки. Матер. науч. англ. А. 2016; 671: 233–243. doi: 10.1016/j.msea.2016.06.059. [CrossRef] [Google Scholar]
13. Tu M.Y., Hsu C.A., Wang W.H., Hsu Y.F. Сравнение микроструктуры и механического поведения нижнего бейнита и мартенсита отпуска в стали JIS SK5. Матер. хим. физ. 2008; 107: 418–425. doi: 10.1016/j.matchemphys.2007.08.017. [CrossRef] [Google Scholar]
14. Ким С., Ли Ю. Влияние остаточного аустенита на пружинение холоднокатаных листов из стали TRIP. Матер. науч. англ. А. 2011;530:218–224. doi: 10.1016/j.msea.2011.09.077. [Перекрестная ссылка] [Академия Google]
15. Кутюрье Л., Гойзер Ф.Д., Дескоин М., Дешам А. Эволюция микроструктуры мартенситной нержавеющей стали 15-5PH в процессе термообработки с дисперсионным твердением. Матер. Дес. 2016;107:416–425. doi: 10.1016/j.matdes.2016.06.068. [CrossRef] [Google Scholar]
17. Li X.L., Wang Z.D. Влияние одностадийного процесса Q&P на микроструктуру и механические свойства двухмартенситной стали. Акта Металл. Грех. 2015; 51: 537–544. [Google Scholar]
18. Бхадешия Х.К.Д.Х. Бейнит в сталях: превращение, микроструктура и свойства. Коммуникации Iom Кембриджского университета; Лондон, Великобритания: 2001. [(по состоянию на 9 апреля 2018 г.)]. Доступно в Интернете: http://www.phase-trans.msm.cam.ac.uk/2004/z/personal.pdf [Google Scholar]
19. Dong J., Zhou X., Liu Y., Li C., Liu C., Guo Q. Осаждение карбида в микролегированной Nb-V-Ti сверхвысокопрочной стали во время отпуска. Матер. науч. англ. А. 2017; 683: 215–226. doi: 10.1016/j.msea.2016.12.019. [CrossRef] [Google Scholar]
20. Чен Дж., Чжан В., Лю З., Ван Г. Роль остаточного аустенита в механических свойствах низкоуглеродистой стали 3Mn-1,5Ni. Металл. Матер. Транс. А. 2017; 48:5849–5859. doi: 10.1007/s11661-017-4362-9. [Перекрестная ссылка] [Академия Google]
21. Zhang K., Zhang M., Guo Z., Chen N., Rong Y. Новый эффект остаточного аустенита на повышение пластичности высокопрочной мартенситной стали с закалкой, разделением и отпуском. Матер. науч. англ. А. 2011;528:8486–8491. doi: 10.1016/j.msea.2011.07.049. [CrossRef] [Google Scholar]
22. Gao G., An B., Zhang H., Guo H., Gui X., Bai B. Одновременное повышение пластичности и ударной вязкости сверхвысокопрочной тощей легированной стали, обработанной бейнитом. на основе процесса закалки-разделения-отпуска. Матер. науч. англ. А. 2017; 702: 104–112. doi: 10.1016/j.msea.2017.05.087. [Перекрестная ссылка] [Академия Google]
23. Zhang J., Wang F.M., Yang Z.B., Li C.R. Микроструктура, осаждение и механические свойства V-N-легированной стали после различных процессов охлаждения. Металл. Матер. Транс. А. 2016;47:6621–6631. doi: 10.1007/s11661-016-3763-5. [CrossRef] [Google Scholar]
24. Chen J., Lv M.Y., Tang S., Liu Z.Y., Wang G.D. Влияние путей охлаждения на микроструктурные характеристики и характер осаждения в низкоуглеродистой микролегированной стали V–Ti. Матер. науч. англ. А. 2014; 594: 389–39.3. doi: 10.1016/j.msea.2013.09.086. [CrossRef] [Google Scholar]
25. Букерель Дж., Вербекен К., Куман Б.Д. Основанная на микроструктуре модель статического механического поведения многофазных сталей. Acta Mater. 2006; 54:1443–1456. doi: 10.1016/j.actamat.2005.10.059. [CrossRef] [Google Scholar]
26. Yen H.W., Chen P.Y., Huang C. Y., Yang J.R. Межфазное выделение карбидов нанометрового размера в титаномолибденсодержащей низкоуглеродистой стали. Acta Mater. 2011;59:6264–6274. doi: 10.1016/j.actamat.2011.06.037. [Перекрестная ссылка] [Академия Google]
27. Халфа Х. Последние тенденции в производстве сверхмелкозернистых сталей. Дж. Майнер. Матер. Характер. англ. 2014;2:428–469. doi: 10.4236/jmmce.2014.25047. [CrossRef] [Google Scholar]
28. Cheng X.Y., Zhang H.X., Li H., Shen H.P. Влияние температуры отпуска на микроструктуру и механические свойства швартовной цепной стали. Матер. науч. англ. А. 2015; 636: 164–171. doi: 10.1016/j.msea.2015.03.102. [CrossRef] [Google Scholar]
29. Kim B., Boucard E., Sourmail T., Martin D.S., Gey N., Rivera-Díaz-del-Castillo P.E.J. Понимание взаимосвязи микроструктуры и свойств сталей с содержанием углерода 0,5–0,6 мас.%. Acta Mater. 2014;68:169–178. doi: 10.1016/j.actamat.2014.01.039. [CrossRef] [Google Scholar]
30. Daigne J., Guttmann M., Naylor J. P. Влияние границ реек и распределения карбидов на предел текучести мартенситных сталей с отпуском на 0,4% C. Матер. науч. англ. 1982; 56: 1–10. doi: 10.1016/0025-5416(82)
-8. [CrossRef] [Google Scholar]
31. Шибата А., Нагоши Т., Соне М., Морито С., Хиго Ю. Оценка граничной прочности блоков и подблоков железного реечного мартенсита с использованием микроизгиба тест. Матер. науч. англ. А. 2010;527:7538–7544. doi: 10.1016/j.msea.2010.08.026. [Перекрестная ссылка] [Академия Google]
33. Qin S., Liu Y., Hao Q., Wang Y., Chen N.L., Zuo X.W., Rong Y.H. Механизм высокой пластичности новой высокоуглеродистой мартенситной стали с закалкой, разделением и отпуском. Металл. Матер. Транс. А. 2015;46:4047–4055. doi: 10.1007/s11661-015-3021-2. [Перекрестная ссылка] [Академия Google]
34. Chen J.D., Mo W.L., Wang P., Lu S.P. Влияние температуры отпуска на ударную вязкость стали 42CrMo. Акта Металл. Грех. 2012;48:1186–1193. doi: 10.3724/SP.J.1037.2012.00340. [CrossRef] [Google Scholar]
35. Soto R., Saikaly W., Bano X., Issartel C., Rigaut G., Charai A. Статистический и теоретический анализ выделений в двухфазных сталях, микролегированных титаном, и их влияние на механические свойства. Acta Mater. 1999;47:3475–3481. дои: 10.1016/S1359-6454(99)00190-1. [CrossRef] [Google Scholar]
36. Gladman T., Dulieu D., Mivor I.D. проц. Междунар. конф. по высокопрочным низколегированным сталям — микролегирование 75. Union Carbide Corporation; Нью-Йорк, штат Нью-Йорк, США: 1977. стр. 32–55. [Google Scholar]
37. Cao J.C., Yong Q.L., Liu Q.Y., Sun X. Выделение фазы MC и дисперсионное упрочнение в горячекатаных сталях Nb-Mo и Nb-Ti. Дж. Матер. науч. 2007;42:10080–10084. doi: 10.1007/s10853-007-2000-4. [CrossRef] [Академия Google]
38. Гао Г.Х., Чжан Х., Гуй С. Л., Луо П., Тан З.Л., Бай Б.З. Повышенная пластичность и ударная вязкость сверхвысокопрочной стали Mn–Si–Cr–C: огромный потенциал сверхтонкозернистого остаточного аустенита. Acta Mater. 2014;76:425–433. doi: 10.1016/j.actamat.2014.05.055. [CrossRef] [Google Scholar]
39. Накада Н., Мизутани К., Цучияма Т., Такаки С. Разница в поведении при трансформации между ферритными и аустенитными образованиями в среднемарганцовистой стали. Acta Mater. 2014;65:251–258. doi: 10.1016/j.actamat.2013.10.067. [Перекрестная ссылка] [Академия Google]
40. Chen J., Lv M.Y., Tang S., Liu Z., Wang G. Корреляция между механическими свойствами и характеристиками остаточного аустенита в стальном листе из низкоуглеродистой среднемарганцевой стали. Матер. Характер. 2015;106:108–111. doi: 10.1016/j.matchar.2015.05.026. [CrossRef] [Google Scholar]
41. Chen J., Lv M.Y., Liu Z.Y., Wang G.D. Влияние термической обработки на микроструктурную эволюцию и результирующие механические свойства низкоуглеродистой среднемарганцевой толстой стали. Металл. Матер. Транс. А. 2016;47:2300–2312. doi: 10.1007/s11661-016-3378-x. [Перекрестная ссылка] [Академия Google]
42. Накада Н., Цучияма Т., Такаки С., Мияно Н. Температурная зависимость поведения зародышеобразования аустенита из лат-мартенсита. ISIJ Междунар. 2011;51:299–304. doi: 10.2355/isijinternational.51.299. [CrossRef] [Google Scholar]
43. Xiong X.C., Chen B., Huang M.X., Wang J.F., Wang L. Влияние морфологии на стабильность остаточного аустенита в закаленной и разделенной стали. Скр. Матер. 2013; 68: 321–324. doi: 10.1016/j.scriptamat.2012.11.003. [Перекрестная ссылка] [Академия Google]
44. Li Y.J., Li X.L., Yuan G., Kang J., Chen D., Wang G.D. Характеристики микроструктуры и поведения при разделении в низкоуглеродистых сталях, подвергнутых горячей прокатке, прямой закалке и процессам динамического разделения. Матер. Характер. 2016; 121:157–165. doi: 10.1016/j.matchar.2016.10.005. [CrossRef] [Google Scholar]
45. Slycken J.V., Verleysen P., Degrieck J. , Samek L., Cooman B.C.D. Высокоскоростное поведение низколегированных многофазных сталей с пластичностью на основе алюминия и кремния. Металл. Матер. Транс. А. 2006; 37: 1527–1539.. doi: 10.1007/s11661-006-0097-8. [CrossRef] [Google Scholar]
46. Curtze S., Kuokkala V.T., Hokka M., Peura P. Деформационное поведение сталей TRIP и DP при растяжении при различных температурах в широком диапазоне скоростей деформации. Матер. науч. англ. А. 2009; 507: 124–131. doi: 10.1016/j.msea.2008.11.050. [CrossRef] [Google Scholar]
47. Hao Q., Qin S., Liu Y., Zuo X.W., Chen N.L., Huang W., Rong Y.H. Влияние остаточного аустенита на динамическое поведение при растяжении новой мартенситной стали с закалкой-распределением-отпуском. Матер. науч. англ. А. 2016; 662:16–25. doi: 10.1016/j.msea.2016.03.007. [Перекрестная ссылка] [Академия Google]
48. Сон С.С., Хонг С., Ли Дж., Сун Б.К., Ким С.К., Ли Б.Дж., Ким Н.Дж., Ли С. Влияние содержания Mn и Al на криогенную прочность на растяжение и ударные свойства по Шарпи в четырех аустенитных высокопрочных марганцевые стали. Acta Mater. 2015;100:39–52. doi: 10.1016/j.actamat.2015.08.027. [CrossRef] [Google Scholar]
49. Seo E.J., Cho L., Estrin Y., Cooman B.C.D. Взаимосвязь между микроструктурой и механическими свойствами для закалки и разделения (Q&P) обработанной стали. Acta Mater. 2016;113:124–139. [Google Scholar]
50. Li YJ., Kang J., Zhang W.N., Liu D., Wang X.H., Yuan G., Misra R.D.K., Wang G.D. Новое поведение фазового перехода во время динамического разделения и анализа остаточного аустенита в закаленных и секционные стали. Матер. науч. англ. А. 2018; 710:181–191. doi: 10.1016/j.msea.2017.10.104. [CrossRef] [Google Scholar]
52. Ван К., Тан З., Гу К., Гао Б., Гао Г.Х., Мисра Р.Д.К., Бай Б.З. Влияние глубокой криогенной обработки на соотношение структура-свойство сверхвысокопрочной многофазной рельсовой стали Mn-Si-Cr бейнит/мартенсит. Матер. науч. англ. А. 2017; 684: 559–566. doi: 10.1016/j.msea.2016.12.100. [CrossRef] [Google Scholar]
53. Liu J., Yu H., Zhou T., Song C., Zhang K. Влияние двойной закалки и термообработки с отпуском на микроструктуру и механические свойства новой обработанной стали 5Cr. методом электрошлакового литья. Матер. науч. англ. А. 2014; 619: 212–220. doi: 10.1016/j.msea.2014.09.063. [CrossRef] [Google Scholar]
54. Морито С., Танака Х., Кониси Р., Фурухара Т., Маки Т. Морфология и кристаллография реечного мартенсита в сплавах Fe-C. Acta Mater. 2003; 51: 1789–1799. doi: 10.1016/S1359-6454(02)00577-3. [CrossRef] [Google Scholar]
55. Guan Q., Jiang Q., Fang J., Jiang H. Микроструктуры и поведение термической усталости Cr-Ni-Mo стали штампов для горячей обработки, модифицированной редкоземельными элементами. ISIJ Междунар. 2003; 43: 784–789. doi: 10.2355/isijinternational.43.784. [Перекрестная ссылка] [Академия Google]
56. Ван С.Д., Го Ч.Х., Жун Ю.Х. Исследование механизма сверхвысокопрочной стали методом закалки-разделения-отпуска. Матер. науч. англ. А. 2011;529:35–40. doi: 10.1016/j.msea.2011.08.050. [CrossRef] [Google Scholar]
57. Bai Y., Momotani Y., Chen M.C., Shibata A., Tsuji N. Влияние измельчения зерна на характеристики водородного охрупчивания стали TWIP с высоким содержанием марганца. Матер. науч. англ. А. 2016; 651: 935–944. doi: 10.1016/j.msea.2015.11.017. [CrossRef] [Академия Google]
58. Крайник П., Копач Ю. Современная обработка пресс-форм. Дж. Матер. Процесс. Технол. 2004; 157: 543–552. doi: 10.1016/j.jmatprotec.2004.07.146. [CrossRef] [Google Scholar]
Закалка, закалка, отпуск в Метлаб Уиндмура, Пенсильвания.
Три больших комплекта подшипников извлекаются из печи науглероживания Metlab диаметром 180 дюймов и высотой 156 дюймов после температуры закалки (1550 °F) для последующей закалки в перемешиваемом горячем масле. Детали были науглерожены до глубины корпуса более 0,200 дюйма ECD. Вес приспособления и компонентов составляет около 40 000 фунтов.
Закалка металла
Использование этой обработки приведет к улучшению механических свойств, а также к повышению уровня твердости, в результате чего изделие станет более прочным и долговечным. Сплавы нагревают выше критической температуры превращения материала, а затем достаточно быстро охлаждают, чтобы мягкий исходный материал превратился в гораздо более твердую и прочную структуру. Сплавы могут охлаждаться на воздухе или охлаждаться закалкой в масле, воде или другой жидкости, в зависимости от количества легирующих элементов в материале. Закаленные материалы обычно подвергают отпуску или снятию напряжения для улучшения их размерной стабильности и ударной вязкости.
Стальные детали часто требуют термической обработки для получения улучшенных механических свойств, таких как повышение твердости или прочности. Процесс закалки состоит из нагрева компонентов выше критической (нормализующей) температуры, выдержки при этой температуре в течение одного часа на дюйм толщины, охлаждения со скоростью, достаточной для того, чтобы материал превратился в гораздо более твердую и прочную структуру, а затем отпуска. . Сталь по существу представляет собой сплав железа и углерода; другие стальные сплавы имеют другие металлические элементы в растворе. Нагрев материала выше критической температуры приводит к тому, что углерод и другие элементы переходят в твердый раствор. Закалка «замораживает» микроструктуру, вызывая напряжения. Детали впоследствии закаляются для преобразования микроструктуры, достижения соответствующей твердости и устранения напряжений.
Закалка металла
Материал нагревается до подходящей температуры, а затем закаливается в воде или масле для затвердевания до полной твердости в зависимости от типа стали.
Материал нагревают до температуры, подходящей для затвердевания, затем быстро охлаждают, погружая горячую часть в воду, масло или другую подходящую жидкость, чтобы преобразовать материал в полностью затвердевшую структуру. Детали, подвергающиеся закалке, обычно должны быть состарены, отпущены или сняты напряжения для достижения надлежащей ударной вязкости, окончательной твердости и стабильности размеров.
Сплавы могут охлаждаться на воздухе или охлаждаться закалкой в масле, воде или другой жидкости, в зависимости от количества легирующих элементов в материале и требуемых конечных механических свойств. Закаленные материалы закаляются для улучшения их размерной стабильности и ударной вязкости.
Закалка металла
Отпуск проводится для получения требуемого сочетания твердости, прочности и ударной вязкости или для снижения хрупкости полностью закаленных сталей. Стали никогда не используются в закаленном состоянии. Сочетание закалки и отпуска важно для изготовления прочных деталей.
Эта обработка следует за закалкой или охлаждением на воздухе. Отпуск обычно считается эффективным для снятия напряжений, вызванных закалкой, в дополнение к снижению твердости до определенного диапазона или удовлетворению определенных требований к механическим свойствам.
Отпуск — это процесс повторного нагрева стали при относительно низкой температуре, приводящий к осаждению и сфероидизации карбидов, присутствующих в микроструктуре.
2 Построение третьей проекции детали по двум заданным проекциям
Произведя компоновку чертежа и выполнив две заданных проекции детали, приступают к выполнению следующего этапа работы – построению третьей проекции детали.
Двумя заданными проекциями могут быть: фронтальная и горизонтальная, фронтальная и профильная. И в том, и в другом случае построение выполняется аналогично.
На рис. 2 показано построение профильной проекции по заданным фронтальной и горизонтальной проекциям.
Построение выполнено методом прямоугольного (ортогонального) проецирования, т. е. все три изображения (проекции) построены без нарушения проекционной связи, но оси координат и линии проекционной связи на чертеже отсутствуют. Чтобы при построении изображений не нарушалась проекционная связь, необходимо прикладывать рейсшину или треугольник в направлении соответствующей проекционной связи одновременно к двум проекциям, на которых в данный момент проводят построение.
Рис. 2
По двум заданным проекциям, в данном случае фронтальной и горизонтальной, строится профильная методом переноса размеров по высоте с фронтальной проекции, а по ширине — с горизонтальной проекции. Для этого сначала определяют место положения профильного габаритного прямоугольника, проводят ось симметрии и выполняют построения в следующем порядке. Размер ас фронтальной проекции (высота детали) и размергс горизонтальной проекции (ширина детали) используют при построении габаритного прямоугольника. Основание модели представляет собой параллелепипед ширинойг(уже построенной) и высотойв, которую строят на профильной проекции, взяв с фронтальной. Для этого к фронтальной проекции по высотевприкладывают рейсшину, а на профильной проводят тонкую горизонтальную линию в пределах габаритного прямоугольника. Нижнее основание модели на профильной проекции построено.
На основании модели стоит четырехугольная призма с двумя наклонными гранями. Ее верхнее основание расположено на высоте аот нижнего основания детали и уже построено как высота габаритного прямоугольника. Остается построить ширину верхнего и нижнего оснований. По размеру они одинаковые и равны размеруд,,который берется на горизонтальной проекции. Для этого на горизонтальной проекции измеряют половину расстоянияди откладывают его на профильной проекции в обе стороны от оси симметрии. Через построенные точки проводят две вертикальные линии, ограничивающие изображение этой призмы. Призма, стоящая на основании детали, построена.
Деталь имеет две прорези: слева и справа. На фронтальной проекции они изображены линиями невидимого контура, а на горизонтальной — линией видимого контура. Для их построения на горизонтальной проекции от осевой линии измеряют половину расстояния еи, соответственно, откладывают на нижнем основании профильной проекции. От построенных точек вверх проводят параллельные оси симметрии две тонкие линии. Они ограничат расстояние по ширине прорези. Ее высоту (расстояниеб) строят по фронтальной проекции, для чего к верхней точке расстояниябприкладывают рейсшину и на этой высоте, на профильной проекции проводят тонкую горизонтальную линию, ограничивающую прорезь сверху.
Построение третьей проекции отрезка по двум заданным
Заглавная страница
Избранные статьи
Случайная статья
Познавательные статьи
Новые добавления
Обратная связь
КАТЕГОРИИ:
Археология Биология Генетика География Информатика История Логика Маркетинг Математика Менеджмент Механика Педагогика Религия Социология Технологии Физика Философия Финансы Химия Экология
Балочные системы. Определение реакций опор и моментов защемления
⇐ ПредыдущаяСтр 7 из 14Следующая ⇒
В нашем примере мы будем рассматривать построение прямой общего положения в первой четверти (табл. 3.3).
Таблица 3.3
Вербальная форма
Графическая форма
1. Прямая AB задана двумя проекциями А1В1 и А2В2. Необходимо построить третью проекцию А3В3
2. Построить третью проекцию точки А – А3:
а) на оси z и y отложить координаты
точки А: Az и Aу
a)
б) построить Ау для профильной проекции
б)
в) построить перпендикуляры из Аz и Ay. y.
Обозначить профильную проекцию точки В3
в)
4. Соединить полученные проекции А3 и В3 – это и будет проекция отрезка АВ на плоскость p 3
Задача № 1
При решении задач использовать алгоритм построения третьей проекции прямой по двум заданным (табл. 3.3).
1. По двум заданным проекциям построить третью на рис. 3.1–3.9:
Рис. 3.1.
Рис. 3.2.
Рис. 3.3.
Рис. 3.4.
Рис. 3.5.
Рис. 3.6.
Рис. 3.7.
Рис. 3.8.
Рис. 3.9.
Задача № 2
Определить, на каком из комплексных чертежей данная прямая является натуральной величиной отрезка. Где можно определить углы наклона прямой к плоскостям проекций (рис. 3.1–рис. 3.9)?
Способ прямоугольного треугольника. Определение натуральной величины отрезка прямой линии и углов наклона прямой к плоскостям проекций
Построение проекций отрезка прямой общего и частного положения позволяет решать не только позиционные задачи (расположение относительно плоскостей проекций), но и метрические – определение длины отрезка и углов наклона к плоскостям проекций. Но эта задача может быть решена только в случае, если отрезок параллелен или перпендикулярен к одной или нескольким плоскостям. Рассмотрим способ решения такой задачи для отрезка общего положения.
Пусть дан отрезок АВ общего положения относительно плоскостей p1 и p2. АВ’В – прямоугольный треугольник (рис. 3.10), в котором катет АВ’ = А1В1 (проекции отрезка АВ на плоскость p1), а катет ВВ’ равен z – разности расстояний точек А и В до плоскости p1. Угол a в прямоугольном треугольнике АВ’В определяет угол наклона прямой АВ к плоскости p1.
Рассмотрим треугольник ВА’А (рис. 3.11), где катет ВА’ равен проекции А2В2 (ВА’ = А2В2), а второй катет АА’ равен D y – разности расстояний точек А и В от плоскости p 2. Угол в прямоугольном треугольнике ВАА’ определяет угол наклона прямой АВ к плоскости p2.
Таким образом, натуральная длина отрезка прямой общего положения определяется гипотенузой прямоугольного треугольника, у которого один катет равен проекции отрезка, а второй катет – алгебраической разности расстояний от концов отрезка до одной из плоскостей проекций.
Рис. 3.10
Рис. 3.11
⇐ Предыдущая234567891011Следующая ⇒
Читайте также:
Где возникла философия и почему?
Относительная высота сжатой зоны бетона
Сущность проекции Гаусса-Крюгера и использование ее в геодезии
Тарифы на перевозку пассажиров
Последнее изменение этой страницы: 2016-12-10; просмотров: 545; Нарушение авторского права страницы; Мы поможем в написании вашей работы!
infopedia. su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь — 38.242.236.216 (0.005 с.)
Трехугольная проекция | TECHNIA (US)
Проекция под третьим углом или проекция под первым углом, в разных странах и регионах обычно используется тот или иной метод, хотя это может зависеть от клиента компании.
После Второй мировой войны, когда Великобритания отправила технические чертежи в США для производства, Великобритания приняла проекцию 3-го угла в качестве общего стандарта. США, Канада, Япония и Австралия — единственные другие регионы, которые обычно используют проекцию 3-го угла в качестве стандарта.
Проект 3rd Angle — это проект, в котором трехмерный объект виден в 3-м квадранте. Он расположен ниже и позади плоскостей обзора, плоскости прозрачны, и каждый вид натягивается на ближайшую к нему плоскость. Видно, что передняя плоскость проекции находится между наблюдателем и объектом.
На изображениях ниже показана проекция объекта на трехмерную рамку, окружающую объект. Затем ящик постепенно разворачивается, чтобы затем представить серию 2D-изображений в проекции 3-го угла, как их видит наблюдатель.
Следующая демонстрация показывает это в движении:
Представления ниже показывают тот же объект сначала в изометрическом 3D-виде, а затем в соответствующих 2D-проекциях под 3-м углом в определенной трассе. Аннотации к 2D-видам показывают, как виды сверху и слева выровнены с видом спереди.
Вид спереди — это рисунок блока, как будто вы смотрите прямо на объект спереди.
Вид сбоку — это рисунок блока, когда он был повернут так, что одна из его сторон теперь находится прямо в поле зрения.
Вид сверху — это вид «с высоты птичьего полета».
Символ проекции 3-го угла показывает ориентацию конуса в проекции 3-го угла.
Расширьте свои знания GD&T
Определение геометрических размеров и допусков позволяет вам полностью сообщить функциональные требования вашей конструкции, сообщая производителю о максимально допустимом отклонении при производстве жизнеспособного компонента.
Попробуйте наши виртуальные учебные курсы
Автор
Сэм Смит
Руководитель группы доставки PLM
Занимаясь различными ролями в области САПР, PLM, разработки процессов, развертывания программного обеспечения и управления проектами, Сэм стремится находить решения, которые продвигают бизнес вперед и обеспечивают результаты, которых они заслуживают. Кроме того, ранее работая над различными проектными проектами, Сэм обладает глубоким пониманием и оценкой требований клиентов и пользователей в области консультирования по САПР и PLM посредством использования и развертывания программного обеспечения и процессов.
Свяжитесь с нами
В TECHNIA мы прокладываем путь вашим инновациям, творчеству и прибыльности.
Мы сочетаем лучшие в отрасли инструменты управления жизненным циклом продукта со специальными знаниями, чтобы вы могли наслаждаться путешествием от концепции продукта до его реализации. Наш опыт позволяет сделать вещи простыми, индивидуальными и доступными, чтобы вместе мы превратили ваше видение в ценность.
О TECHNIA
Хотите получать больше подобного контента?
Связанные новости и статьи прямо на ваш почтовый ящик
Советы, советы и инструкции
Статьи об идейном лидерстве
Практические инструкции, советы и подсказки
Узнайте, как работать лучше, используя передовые знания в области PLM, которые позволят вашему инженерному проектированию, моделированию и производству идти на опережение.
Читать посты
Первый и третий угол – Орфографические виды
Орфографические виды позволяют нам представлять 3D-объект в 2D на чертеже. Ортографические виды могут показать нам объект, рассматриваемый с каждого направления. Расположение видов на чертеже зависит от того, используется ли угловая проекция 3 rd или 1 st . Вы можете сказать, какая угловая проекция используется символом, показанным на чертеже.
Проекция под третьим углом
Проекцию под третьим углом можно визуализировать, «развернув коробку», как если бы сам объект разворачивался, чтобы показать виды с каждой стороны. На рис. 1 показаны виды куба, представленные проекцией под третьим углом.
Рис. 1. Виды в проекции под третьим углом
Виды в проекции под третьим углом интуитивно понятны, так как они представляют, что вы смотрите на объект с соответствующей стороны. Вид спереди всегда отображается в центре. Вид объекта справа показан справа от вида спереди, вид объекта слева показан слева от вида спереди, а виды сверху и снизу показаны выше и ниже вида спереди , соответственно. Если бы нам нужно было показать вид сзади, вид сзади был бы размещен под видом снизу.
Краткая заметка о представлении символа для третьего угла. На самом деле существует четыре способа представления проекции под третьим углом на отпечатке, и все они приемлемы (рис. 2). Главный вывод здесь заключается в том, что не имеет значения, находится ли «боковой» вид «конуса» справа или слева . Для проекции под третьим углом «заостренный» конец бокового вида конуса в символе всегда указывает вперед/на «круг», как показано на рисунке 2 ниже. Все четыре варианта вполне приемлемы для третьего угла:
Рис. 2. Допустимые представления проекции под третьим углом Символ
Проекция под первым углом
Представления под первым углом менее интуитивно понятны. Их можно визуализировать, «опрокинув коробку». На рис. 2 показаны виды куба, представленные проекцией первого угла.
Рис. 3. Виды в проекции под первым углом
Вид спереди показан в центре, как и в проекции под третьим углом. Чтобы разместить вид на правую сторону, вы должны наклонить коробку так, чтобы правая сторона была обращена к вам. Для этого коробку нужно наклонить влево. Это приводит к тому, что вид справа на объект располагается слева от вида спереди. Повернув коробку лицевой стороной к себе еще раз, наклоните коробку вправо, и левая сторона будет обращена к вам. Таким образом, вид слева будет расположен справа от вида спереди. Этот же метод используется для просмотра сверху и снизу. Повернув перед собой объект, наклоните куб вниз. Теперь у вас есть верхняя сторона, обращенная к вам, при этом вид сверху расположен под видом спереди на чертеже. Если наклонить вид спереди вверх, вид снизу объекта будет обращен к вам, а вид снизу расположен над видом спереди.
Снова часто возникает путаница в представлении символов для проекта First Angle. Существует четыре способа представления проекции первого угла на отпечатке (рис. 4), и все они приемлемы. Главный вывод здесь заключается в том, что не имеет значения, находится ли «боковой» вид «конуса» справа или слева . Для первого угла «заостренный» конец бокового вида конуса в символе всегда направлен в сторону от передней части/«круга», как показано на рисунке 4 ниже. Все четыре из них вполне приемлемы для Первого Угла.
Рисунок 4: Допустимые представления символа проекции первого угла
Третий угол и ортогональные виды первого угла
Как видно из рис. 1 и 2, ортогональные виды первого и третьего угла противоположны в том месте, где расположена проекция каждой стороны вид расположен на чертеже. Если человек не знает, какая угловая проекция используется на чертеже, это может привести к путанице. Важно не забывать искать символ проекции и понимать, относится ли символ к третьему или первому виду проекции.
Чтобы помочь вам вспомнить, какой символ относится к какому представлению, давайте посмотрим на символ для каждого из них. Символ третьего угла показан в верхнем левом углу Рисунка 1. Символ первого угла показан в левом верхнем углу Рисунка 2.
Каждый символ представляет виды конуса с этого углового вида. Символы третьего и первого угла показывают круговой вид конуса сверху и вид конуса справа.
Погружной дренажный насос: принцип работы, устройство, производители
В подвальных помещениях многоквартирных и частных домах после обильных дождей, прорыва водопроводной системы или во время паводка скапливается вода. В результате там формируется антисанитарная обстановка. Влага также негативно влияет на фундамент здания, способствуя его разрушению. Избежать подобных последствий и предотвратить разлив воды можно с помощью дренажного насоса. Его используют не только в подвалах, но и в колодцах, бассейнах и на других затопленных участках.
Дренажный насос: что это такое?
Дренажный насос представляет собой устройство, которым можно откачивать большие объемы воды. Он функционален и подходит для использования в различных условиях. Единственным условием, ограничивающим сферу применения устройства, является объем примесей в воде. Он должен быть менее 10%. Несоблюдение этого требования приведет к поломке насоса.
Устройство поднимает воду на небольшое расстояние. Это обусловлено тем, что функционал дренажного насоса не позволяет создать большое давление. Особенность устройства этого типа заключается в том, что его ремонт – достаточно трудоемкая процедура. Самостоятельно устранить неисправности в работе дренажного насоса удается редко.
Устройство имеет широкую сферу применения. Так, дренажным насосом откачивают или отводят фекальные стоки в многоэтажных зданиях. Для этих целей выпускают особые модели устройства. Принцип работы у дренажного и фекального насоса один. Однако между этими видами устройства есть одно отличие.
Дренажный насос нормально работает с примесями, диаметр которых составляет 12 мм. В случае с устройствами, используемыми при работе с канализационными стоками, посторонние частицы в диаметре могут достигать 120 мм. Внутри таких насосов часто дополнительно устанавливаются режущие ножи. Они измельчают примеси, благодаря чему не забиваются шланги. В то же время фекальные насосы качают жидкости, в которых практически нет примесей и взвесей.
Дренажные насосы: какие они бывают?
В зависимости от особенностей работы дренажные насосы могут быть, например, погружными. В процессе эксплуатации они находятся в воде. Такой насос используют для того, чтобы поднять жидкость на значительную высоту. Это возможно благодаря большой мощности устройства. Компактность и бесшумность – вот основные преимущества такого дренажного насоса. Глубина его погружения достигает 50 м.
Однако у этого вида есть и недостатки. Погружные насосы с трудом поддаются ремонту. Это объясняется тем, что вскрыть корпус устройства достаточно сложно, как и найти причину его поломки. Чтобы устранить неисправность, приходится доставать устройство из воды, а это достаточно трудоемкий процесс, осуществить который может только опытный специалист.
Погружной дренажный насос по принципу работы похож на наружный насос. Хотя в их функционировании есть одно отличие. Оно заключается в том, что погружной насос сам всасывает жидкость. В устройстве наружного типа этот процесс осуществляется через шланг. Для всасывания воды днище погружного насоса оснащено специальными отверстиями, после которых внутри конструкции расположены сетчатые фильтры. Они обеспечивают импеллеру надежную защиту от крупных примесей и камней.
Еще одним преимуществом погружного насоса является то, что его не нужно включать. Он начинает свою работу, когда стоки достигают определенного уровня. При использовании важно качественно изолировать насос от жидкости, чтобы предотвратить возможное замыкание. Его можно использовать не только в бытовых, но и в промышленных целях.
Погружной насос также классифицируется на следующие типы:
вертикальный – максимальная глубина погружения составляет 7 м;
горизонтальный – глубина погружения составляет более 100 м.
Погружной насос очень удобен в эксплуатации, так как не нуждается в системе охлаждения. Через него проходит жидкость, и за счет этого теряется лишняя тепловая энергия. Устройство используется при любой температуре. Даже сильные морозы не помешают его работе. Главное, правильно установить насос. В процессе монтажа часто возникают проблемы, так как устройство надо спускать на большую глубину.
Подтипом устройства погружного типа является полупогружной насос. Его рабочая часть полностью оказывается в воде, а над ней остается двигатель. Устройство не подходит для откачивания жидкости, которая содержит частицы крупного размера.
Дренажные насосы бывают также поверхностными.
Устройства этого вида устанавливается в колодцах и скважинах. Поверхностный насос не погружается в жидкость. Вода поступает в него через длинный шланг. Насос подходит для применения в условиях, когда жидкость находится на небольшой глубине. Чаще всего устройство используется для откачки грунтовых вод.
Легкость монтажа и демонтажа поверхностного насоса является одним из главных его преимуществ. Осуществлять техническое обслуживание устройства также удобно. Основные элементы конструкции время от времени должны прочищаться и смазываться. Это позволит предотвратить поломки устройства и увеличить срок его эксплуатации.
У всех видов насосов есть специальный поплавок. С помощью этой детали отслеживается уровень жидкости. Когда он достигает критической отметки, насос начинает откачивать воду. Устройство при необходимости легко транспортируется с места на место. Высокая мобильность и компактность является одним из его преимуществ.
По функциональности поверхностный насос уступает погружному. Однако при этом они потребляют одинаковое количество электроэнергии. Поверхностный насос нельзя использовать для откачки воды с большой глубины, что существенно ограничивает сферу его применения. Еще один недостаток устройства заключается в том, что оно быстро нагревается и сильно шумит в процессе работы. Срок эксплуатации поверхностного насоса существенно меньше, чем у погружного.
Конструкция дренажного насоса
Основным элементом в конструкции насоса является его электродвигатель. От его мощность зависит объем воды, который может перекачиваться в единицу времени. Электродвигатель начинает работать, как только устройство подключается к источнику электроэнергии, в качестве которого часто выступает бензиновый генератор.
Одновременно с электродвигателем начинается работа вала с крольчаткой. Вначале вода попадает внутрь насоса, а затем выходит через шланг наружу. Ее перемещение внутри осуществляется за счет действия центробежной силы.
Еще одним важным элементом конструкции является поплавок. Он обеспечивает автоматическое отключение и включение устройства. Если бы не было поплавка, пользователю пришлось бы постоянно наблюдать за процессом перекачивания жидкости. Ведь если насос окажется полностью в воде или же будет работать, когда вода в резервуаре уже закончится, это может стать причиной поломки.
Попадание внутрь конструкции крупных частиц или камней также приводит к выходу из строя насоса. Чтобы предотвратить это, следует внимательно ознакомиться с техническими характеристиками и особенностями конструкции. В руководстве пользователя есть информацию о том, наличие каких примесей допустимо. Если устройство не рассчитано на перекачивание воды, в которой встречаются крупные частицы, то оно не подойдет для работы с загрязненной жидкостью.
Принцип действия дренажного насоса
Понять, как действует дренажный насос, может каждый. Устройство откачивает воду, которая отводится в специально предназначенное для этого очистное сооружение. Сложность монтажа напрямую зависит от глубин погружения насоса. Модели, находящиеся у поверхности, установить проще всего.
В некоторых случаях функционирование устройства ограничено, так как вода, которую оно откачивает, имеет высокую температуру. Вследствие этого насос нагревается, что осложняет его работу. Производители дренажных насосов в инструкции обычно указывают максимальную температуру, при которых может функционировать каждая модель. Некоторые устройства разрабатываются специально для применения в особых условиях. Например, для работы при высокой температуре (более 50 градусов).
Преимущества по сравнению с другими насосами
Доступная цена
(При относительно невысокой стоимости дренажный насос обладает достаточно большой мощностью. В час некоторые модели способны перекачивать до 8 куб. м жидкости. Напор насоса составляет около 7 м. Такие технические характеристики позволяют применять устройства в быту. Например, с помощью дренажного насоса можно легко и быстро заменить воду в домашнем бассейне.)
Простота и удобство в эксплуатации
(Поверхностные насосы легко монтировать и демонтировать. Устройства погружного типа требуют больше времени при установке, однако с ними реально справиться без посторонней помощи. Дренажный насос работает бесшумно и имеет небольшой вес. Компактные размеры позволяют быстро перемещать устройство с одного места на другое.)
Длительный срок эксплуатации.
(Дренажные насосы очень надежны. Они обладают простой конструкцией, детали которой при соблюдении правил эксплуатации редко выходят из строя. Если уровень откачиваемой жидкости достигнет определенного значения, дренажный насос автоматически отключится. Эта функция позволяет продлить срок эксплуатации устройства, предотвратить поломку двигателя и сэкономить электроэнергию.)
Применение дренажного насоса в быту
Чтобы начать использовать дренажный насос, необходимо подвесить его за рукоятку. Если устройство устанавливается на ровную поверхность, например, на дно водоема, необходимо использовать подставку. Она позволит предотвратить попадание в рабочее колесо грунта. Песок со дна водоема также негативно влияет на работу устройства, сокращая срок его эксплуатации.
У основания насоса размещена специальная решетка. Через нее в устройство закачивается вода. Размер отверстий в решетке определяет, насколько крупными могут быть частицы примесей, находящиеся в жидкости. После запуска устройства нужно постоянно контролировать температуру откачиваемой воды. Она должна быть менее 40 градусов. Бытовые дренажные насосы подключаются к источнику электроэнергии с напряжением в 220 Вт. Чтобы устройство работало дольше, не следует применять его для работы с жидкостями, которые содержат более 10% примесей.
Функциональные возможности дренажного насоса ограничиваются необходимостью подключения к источнику электроэнергии. Чтобы сделать устройство более мобильным, можно воспользоваться бензиновым генератором.
Где используется дренажный насос?
В промышленности
(Для работы на крупных предприятиях необходимые самые мощные модели. С их помощью откачивают промышленные стоки и дождевую воду. Насосы на заводах являются частью аварийной системы. Устройства для промышленного использования отличаются высокой надежностью и износостойкостью. Эти характеристики наряду с экономичностью являются основными при выборе конкретной модели.
В строительстве
(Осушение котлованов на стройплощадках осуществляется с помощью дренажного насоса. Устройство, как и при его использовании на промышленных предприятиях, должно быть достаточно мощным и надежным.)
В быту
(Невысокая стоимость и отличные эксплуатационные характеристики позволяют применять дренажный насос в различных целях в быту. Устройство станет незаменимым помощником для владельцев приусадебных участков. Дренажный насос позволяет решить проблему с подтоплением подвала и погреба. Те, у кого есть бассейн, точно оценят преимущества устройства. Менять воду в резервуаре с дренажным насосом будет проще и быстрее. В процессе его работы не нужно находиться постоянно рядом. Насос отключается автоматически. Устройство также может использоваться для полива культур на приусадебном участке.)
Выбираем дренажный насос: самые важные моменты
Прежде чем покупать дренажный насос, следует определиться, в каких условиях он будет использоваться. Чтобы оборудование работало нормально, нужно соблюдать требования, которые устанавливает производитель, к примесям, присутствующим в жидкостях. Так, большинство моделей выходят из строя, если применять их для работы с жидкостями, в которых содержатся крупные частицы.
Для определения мощности насоса потребуется знать объем воды, которую нужно будет откачать за фиксированный отрезок времени. Устройства с напором в 7 м поднимает воду в вертикальном направлении на 7 м, а в горизонтальном – на 70 м.
Материал корпуса – это еще один важный критерий, который следует учитывать. При производстве промышленных моделей используют чугун. Это прочный и износостойкий материал, который обеспечивает устройству длительный срок службы. Однако изделия из чугуна получаются тяжелыми, и их трудно транспортировать.
В продаже представлены бытовые насосы из различных видов пластика, например, полипропилена или армированного полиамида. Эти недорогие материалы позволяют получить бюджетные устройства. Они подойдут для использования в быту.
Единственным недостатком таких моделей является то, что они недолговечны и быстро выходят из строя. Устранить неисправности в этих устройствах невозможно. По этой причине лучше не экономить, а приобрести более надежную модель. Ее корпус должен быть выполнен из прочного пластика, а механизм – из нержавеющей стали. Эта модель будет устойчива к коррозии и сможет долго работать даже под воздействием факторов внешней среды.
Все эти характеристики указаны в описании устройства. Например, дренажный насос Unipump Inoxvort-400 sw подходит для перекачивания воды, допустимый размер твердых частиц в которой может достигать 35 мм. Уровень воды в нем контролируется с помощью поплавка. В минуту этот насос способен перекачивать 130 л воды. Его можно погружать максимум на 8 метров под землю. Напор по вертикали составляет 6 м. У насоса Unipump Inoxvort-400 sw длина сетевого шнура 10 м, поэтому его удобно использовать, даже если в непосредственной близости нет источника электропитания. Корпус выполнен из нержавеющей стали, что обеспечивает устройству длительный срок службы.
Устройство дренажного насоса позволяет использовать его в разных сферах. Главное, выбрать качественную модель. Она должна быть выполнена из прочных и износостойких материалов, обладать достаточной мощностью. Наиболее практичными считаются чугунные модели. Корпус некоторых насосов также изготавливают из современных видов пластика. Он менее надежен, чем у чугунных конструкций, но по своим характеристикам отлично подходит для бытовых устройств.
Вид насоса следует подбирать из целей, для которых оно будет использоваться. У погружных и поверхностных моделей есть свои преимущества и недостатки. После приобретения нужно правильно осуществить монтаж и можно использовать устройство. Чтобы продлить его срок службы, следует соблюдать все рекомендации производителя по эксплуатации насоса.
25. 07.2017
Возврат к списку
Как работает поплавок на дренажном насосе. Все о поплавках
Поплавковый выключатель обеспечивает автоматическую работу насоса без постоянного контроля со стороны пользователя: отслеживает уровень воды и, при необходимости, приостанавливает работу агрегата (при критически низком уровне жидкости) или запускает его (при подъеме воды). Этот прибор, как правило, устанавливается на насосах погружного типа.
Дренажные насосы со встроенными поплавковыми выключателями бывают облегченного и тяжелого типа. Первые имеют помпу с поплавком и используются для перекачки чистой и слабозагрязненной воды. Тяжелые насосы предназначены для жидкостей с большим количеством примесей и используются в сложных условиях: в канализации, при осушении затопленных помещений, выкачивании сточных и дождевых вод.
Поплавковый выключатель состоит из нескольких элементов:
пластиковый корпус, наполненный воздухом,
переключатель с рычагом (размыкатель),
шарик из стали,
провода (подключаются к открытому и закрытому контакту).
При опускании или поднятии поплавка стальной шарик меняет свое положение и переключает рычаг, который воздействует на контакты переключателя. От последнего тянутся провода непосредственно к насосу. Переключатели бывают 2- и 3-хпроводные. С их помощью происходит разрыв электроцепи (выключение насоса) и соединение (включение), в зависимости от уровня воды. 2-хпроводные отслеживают только критическое снижение массы жидкости, 3-хпроводные более функциональны, так как защищают не только от сухого хода, но и от избытка воды и перелива. В этой системе 3-й провод является общим.
Кабель, идущий от поплавка к насосу, должен быть влагостойким, а сам корпус поплавка быть полностью герметичным. Полость ввода кабеля заполнена полимерной смолой, которая препятствует попаданию воды к проводам. Сам кабель и корпус поплавка устойчивы к воздействию агрессивных веществ: фекальных масс, технических жидкостей, спирта, кислот и др. Поверхность корпуса непористая, поэтому не цепляет грязь, песок и другие твердые частицы.
Как работает поплавок на дренажном насосе
Процесс работы поплавкового выключателя: при погружении насоса в резервуар с достаточным количеством воды поплавок всплывает на поверхность и включает насос. При снижении уровня жидкости поплавок начнет опускаться, и когда опустится ниже минимального уровня, устройство активизируется и остановит работу насоса.
При желании можно подключить один поплавок к двум насосам, но такая конструкция имеет низкую эффективность.
Обслуживание поплавкового выключателя
Правильная эксплуатация поплавкового выключателя обеспечит долговечность устройства. При использовании насоса для перекачивания чистой и слабозагрязненной воды можно не беспокоиться об обслуживании поплавка. Если же прибор используется в канализации вместе с фекальным насосом, его следует очищать не реже 1 раза в месяц под сильной струей воды. Данные манипуляции позволят избежать опускания поплавка под тяжестью грязи, а также его прилипания к насосу или к трубе. Поплавковый выключатель, не справляющийся со своими функциями, подлежит обязательной замене, желательно специалистом.
При обнаружении мелких неисправностей можно выполнить ремонт насоса самостоятельно:
застревание прибора – освободить его своими руками;
заклинивание крыльчатки – очистить ее от налипшего мусора;
обрыв или неисправность кабеля – отключить от сети насос и путем прощупывания найти поврежденный участок под изоляционным слоем. Замотать его изолентой.
Не следует самостоятельно пытаться исправить следующие неисправности:
Поломка клапана,
Обрыв штока,
Сгоревшая обмотка после короткого замыкания.
Это серьезные поломки, которые требуют вмешательства специалиста. Кроме того, ремонт и запчасти могут обойтись в ту же сумму, сколько стоит новый агрегат, поэтому в данном случае рациональнее будет приобрести новый насос.
Смотрите также:
Выбор счётчика
Выбор перфоратора
Выбор мотобура
Что такое погружной насос?
Содержание
1 Что такое погружной насос?
2 Как работает погружной насос?
3 типы погружных насоса
3.1 1) Глубокодиочный погруженный водяной насос
3,2 2) Насосы из нержавеющей стали
3,3 3) Нижние всасывающие насосы
3,4 4) Масляные насосы
3,5). Насос
3.6 6) Смешанные и осевые насосы
3.7 7) Погружной насос
3.8 8) Погружной насос Crompton
4 Как заполнить погружной скважинный насос?
5 Components of Submersible Pump
6 Advantages and Disadvantages of Submersible Water Pump
6.1 Advantages of Submersible Pump
6. 2 Disadvantages of Submersible Pumps
7 Applications of Submersible Pumps
8 FAQ Section
8.1 What is погружной насос используется для?
8.2 Могут ли погружные насосы работать всухую?
8.3 Чем лучше погружной насос?
8.4 Как долго может работать погружной насос?
8.5 Почему конструкция погружных насосов отличается от конструкции других насосов?
Насос — это устройство, которое используется для перекачки жидкостей из одного места в другое. Существует несколько типов насосов, которые используются в различных отраслях промышленности по всему миру. Погружной насос — известный тип насоса. Это тип многоступенчатого центробежного насоса. Погружной насос также известен как скважинный насос .
Что такое погружной насос?
Погружной насос – это механическое оборудование, которое толкает воду к поверхности, а не вытягивает ее . Он имеет герметичный двигатель, соединенный с корпусом насоса, который помогает выталкивать жидкость к поверхности. Это самый известный тип центробежного насоса.
Погружной насос в основном используется для откачки воды из скважин. Этот тип насоса выталкивает воду к поверхности, превращая вращательное движение (скорость) в кинетическую энергию, а лопасти диффузора дополнительно преобразуют эту KE в энергию давления.
Существенным преимуществом этого насоса является то, что он может предотвратить кавитацию в насосе. Эти насосы известны как погружные насосы, поскольку они полностью погружаются в воду. Следовательно, основное назначение этих насосов — откачивать воду из резервуаров, колодцев или других сосудов путем погружения в воду или другие жидкости. Эти насосы также используются в системах с горячей водой и мазутом, где жидкость под давлением из земли используется для питания гидравлического двигателя в скважинах вместо электрического двигателя.
В 1928 году Армаис Арутюнофф обнаружил 1 st погружной насос. Он был инженером в системе транспортировки нефти в Армении. Конструкция этого насоса была разработана компанией Pleuger Pumps в 1929 году.
Как правило, этот насос не требует заливки, поскольку он полностью погружается в жидкость. Однако этот высококачественный насос создает сложности и не может нормально функционировать без проблем, поэтому его никогда не вынимают из воды.
Эти насосы являются хорошим выбором во многих случаях, поскольку они предотвращают кавитацию в насосе.
Погружные насосы используются во многих отраслях промышленности. Например, одноступенчатые погружные насосы используются для промышленных, канализационных и дренажных целей, а многоступенчатые насосы предпочтительны для промышленных, коммерческих, коммунальных и бытовых целей.
Читайте также: Различные типы насосов
Как работает погружной насос?
Работа погружного насоса немного отличается от струйного насоса . Потому что струйные насосы перекачивают жидкость, втягивая ее, а погружные насосы перекачивают жидкость, толкая ее. Погружной водяной насос представляет собой машину, соединенную с полностью герметичным двигателем. Это тип центробежного насоса. Поэтому его работа очень похожа на другие типы центробежных насосов. Погружные насосы полностью погружаются в воду.
Во время работы погружной водяной насос выталкивает воду на поверхность. Когда вода из скважины или резервуара поступает в насос через донный клапан, она ударяется о рабочее колесо. Рабочее колесо представляет собой вращающийся блок с несколькими неподвижными лопастями. Эта крыльчатка соединена с электродвигателем через вал. Рабочее колесо вращается вместе с вращением вала.
Когда вода попадает на лопасти рабочего колеса, лопасти преобразуют кинетическую энергию воды в скорость и увеличивают скорость воды. Пройдя через крыльчатку, вода попадает в диффузор, который дополнительно преобразует скорость воды в энергию давления. Таким образом, диффузор увеличивает желаемое давление воды; после этого вода под давлением выпускается через выпускной клапан насоса.
Таким образом, погружные насосы выталкивают воду на поверхность.
Для лучшего понимания посмотрите следующее видео:
Типы погружных насосов
Погружные насосы бывают нескольких типов, которые в основном используются в разных резервуарах и колодцах. Наиболее известные типы погружных скважинных насосов приведены ниже:
Глубинный насос
Насос из нержавеющей стали
Донный всасывающий насос
Маслонаполненный насос
Насос охладителя воды
Погружной насос общего назначения
Насос смешанного и осевого потока
Погружной насос Crompton
Погружной скважинный насос используется для перекачки воды из скважины в ваш дом или желаемое место. Этот насос полностью погружается в колодезную воду. Поскольку он используется в колодце, поэтому он известен как « погружной скважинный насос ».
Глубинный насос можно использовать и в коммунальных целях. С корпусом этих насосов соединен электродвигатель, который также работает под водой. Как только эти насосы начнут работать, они должны быть полностью погружены в воду. В результате эти насосы часто могут перекачивать пресную или слабокислую воду.
2) Насосы из нержавеющей стали
Эти насосы имеют лучшую производительность, чем насосы из чугуна. Этот тип насоса полностью покрыт нержавеющей сталью, поэтому он известен как 9.0059 насос из нержавеющей стали . Весь насос полностью погружается в воду во время работы.
Обладает высокой кислотостойкостью. Этот тип насоса часто перекачивает горячую или слабокислую воду. Источники воды, такие как скважина, также могут защищать своими уникальными плесенями, а пресная вода также может часто перемещаться.
3) Донные всасывающие насосы
Эти насосы в основном используются в реках, горнодобывающей промышленности, водоотливе, плавательных бассейнах и озерах. Они снабжены направляющей втулкой под насос. Погружной водяной насос донного всасывания всасывает воду со дна скважины и эффективно обеспечивает качественную функцию охлаждения двигателя.
Это аварийные и экспедиционные насосы. Эти насосы имеют более простую установку, чем другие типы насосов. Нижний всасывающий насос имеет высокий напор.
4) Маслонаполненные насосы
В масляном насосе используется электродвигатель, погруженный в масло. Эти насосы широко используются для подачи воды в горные районы, дренажные системы, технической воды, подъема воды в колодцы, орошения сельскохозяйственных угодий, холмов, водоснабжения домов и т. д.
В этом насосе требуется впрыск масла для охлаждения мотор. Так как масло не замерзает, следовательно, его можно использовать и в прохладных местах.
Эти типы погружных насосов очень просты в установке и ремонте. Они доставляют чистую воду в реку, бассейн или озеро.
5) Погружной насос для водяного охлаждения
Погружные насосы для водяного охлаждения обычно используются в промышленных зонах, бытовом водоснабжении, орошении сельскохозяйственных угодий и других областях. Как и маслонаполненный насос, он также может работать под водой. Двигатель этого насоса также может быть установлен для работы под водой. Пресная вода может быть введена для охлаждения электродвигателя.
Эти типы насосов подходят для мест, где требуется вода высокого качества.
6) Насосы со смешанным и осевым потоком
Этот насос широко используется в дренаже, насосных станциях для отверждения воды, дренаже сточных вод, дренаже рек, очистке сточных вод и контроле за переливом. Незасоряемость и массивная текучесть улучшают условия его работы. Кроме того, система тройного уплотнения может продлить срок службы трубопровода, предотвращая его утечку.
7) Погружной вспомогательный насос
Погружной коммунальный насос является многофункциональным и универсальным насосом. Они используются для удаления дренажа аквариума и проблематичной застойной воды из жилых помещений и открытых площадок. Это очень известные типы насосов из-за их превосходных характеристик. Погружной насос для хозяйственно-питьевой воды может полностью погружаться в воду на длительное время для использования в более крупных приложениях. Он предлагает автоматические и ручные настройки. Он имеет вес всего 9 фунтов.
Погружной насос изготовлен из литого алюминия. Кроме того, это портативный насос. Литой корпус насоса не имеет следов ржавчины или коррозии. Он может перекачивать до 27 галлонов в минуту.
Коммунальный насос также может удалять стоячую воду из затопленного подвала или двора. Напротив, Дренажные насосы удаляют воду, которая собирается вокруг фундамента вашего дома.
8) Погружной насос Crompton
Погружной насос Crompton изготовлен из чугуна. Имеет одно рабочее колесо. Этот тип насоса может перекачивать твердые частицы размером до 30 мм. Его кабельный кожух изготовлен из нержавеющей стали.
В основном эти насосы используются на бумажных фабриках, сахарной промышленности, очистных сооружениях, строящихся зданиях, бассейнах, отелях и ресторанах.
Как заправить погружной скважинный насос?
Погружной скважинный насос перекачивает воду в скважинных системах. Эти насосы работают по комбинированному принципу инжекторных насосов и центробежных насосов, а затем перекачивают воду из скважины. Заливка является важным фактором для правильной работы глубинного насоса. Если ваш погружной скважинный насос не заполняется, выполните следующие действия, чтобы заполнить его:
Шаг 1: –
Во-первых, выключите ваш насос и отсоедините его от электрических выключателей.
Шаг 2: –
Тщательно осмотрите разъемы и насос на наличие трещин или повреждений.
Шаг 3: –
Удалите пластиковую или резиновую заливную пробку с верхней стороны помпы. После этого вставьте водопроводную трубу в открытое отверстие в верхней части насоса.
Шаг 4: –
Передача воды в корпус насоса по водопроводу или трубке. Позвольте трубе или трубке перемещать воду внутри корпуса до тех пор, пока вода не начнет вытекать из корпуса насоса из-за заполнения корпуса.
Шаг 5: –
Теперь снимите водопроводную трубу и частично вставьте заглушку в отверстие, расположенное в верхней части насоса. Включайте насосную систему до тех пор, пока из основания заглушки не перестанут выходить пузырьки воздуха.
Шаг 6: –
Если из насоса выходят пузырьки воздуха, снова удалите заливную пробку и заполните корпус насоса. После повторения описанных выше шагов снова вставьте заглушку частично в отверстие и Включите насос, пока не прекратятся пузырьки воздуха.
Шаг 7: –
Повторяйте весь процесс снова и снова, пока из насоса не начнет вытекать вода вместо воздуха. После этого полностью вставьте заглушку заливного отверстия в отверстие насоса.
Шаг 8: –
При необходимости повторите вышеуказанный процесс.
Components of Submersible Pump
A submersible pump has the following components:
Safety Rope
Clamps
Check Valve
Submersible Pump
Pump cable
Safety Rope
Pressure Gauges
Pressure Switch
Предохранитель крутящего момента
Тройники резервуара
Клапаны управления потоком
Осадочный фильтр
шаровые клапаны
дренажные клапаны
Свободные клапаны
Работочный печень поверхность. Он работает очень эффективно. Обладает способностью самовсасывания.
2) Обратный клапан
Обратный клапан — известный тип клапана. Он используется для остановки обратного потока жидкости внутри насоса. Он также известен как обратный клапан. Расположение и количество обратных клапанов, необходимых для насоса, зависит от глубины конфигурации скважинного насоса. Для установок ниже 200 футов требуется обратный клапан на поверхности ствола скважины и обратный клапан на выходе из насоса.
Если выставить положение глубже, то вам понадобится больше обратных клапанов. Ниже приведены некоторые факторы, которые следует учитывать при установке обратного клапана:
Шланг
Объем воды
Вес погружного скважинного насоса
Падение давления на клапане
Потери на трение в шланге
Скорость вода.
3) Хомуты
Трубный хомут используется для герметизации полиэтиленовой трубы по отношению к вставному фитингу с зазубринами для обеспечения надежного отрывного соединения и водонепроницаемого уплотнения. Все хомуты из нержавеющей стали марки 300 позволяют хомутам обеспечивать срок службы насоса во время монтажа скважины или когда требуется высочайшая коррозионная стойкость.
4) Страховочный трос
В вашем погружном водяном насосе страховочный трос соединяется непосредственно с насосом и располагается на устье скважины. Его основная цель состоит в том, чтобы предотвратить разделение трубы, которое может привести к потерям насоса в основании скважины. В случае выхода из строя стояка предохранительный трос также обеспечивает резервную копию, чтобы монтажник мог вытащить насос из скважины. Перед тем, как каждый насос будет подвешен в колодце, его необходимо закрепить страховочной веревкой.
5) Кабель насоса
Кабели насоса используются для передачи электроэнергии на насос. В основном погружные насосы используют кабели с 2 или 3 проводами.
6) Кабельные стяжки
Используются для надежной фиксации стояка кабеля насоса между ограждениями кабеля. Кроме того, некоторые кабели требуют прикрепления стяжек к стояку на расстоянии не более 10 футов друг от друга.
7) Реле давления
Реле давления регулирует работу погружного водяного насоса. Он имеет встроенную мембрану, которая перемещается вперед и назад для обмена давлением в системе водоснабжения. Реле давления доступны в тяжелых, средних и стандартных моделях для управления большим разнообразием значений давления и электрических характеристик.
8) Манометр
С помощью манометров вы можете легко контролировать рабочее состояние вашего насоса. Вы также можете просмотреть настройки включения и выключения переключателя помпы по манометру. Эти манометры расположены в дополнительных частях, которые указывают на Т-образную головку резервуара для воды.
9) Рабочее колесо
Это вращающийся компонент насоса. Имеет несколько фиксированных лезвий. Он преобразует КЭ воды в скорость.
10) Впускной и выпускной клапаны
Впускной клапан используется для всасывания воды внутрь насоса, а выпускной клапан используется для слива воды из насоса.
Преимущества и недостатки погружного водяного насоса
Погружной водяной насос имеет следующие преимущества и недостатки:
Преимущества погружного насоса
Этот насос предотвращает кавитацию.
Нет необходимости в ручной заливке, так как он погружается в воду и оттуда получает заливку.
Кабель погружного водяного насоса можно использовать как в пресной, так и в соленой воде.
Имеет более высокую эффективность, чем другие типы.
Экономит большую часть энергии, потому что всасывает воду внутрь себя, используя давление воды.
Погружной водяной насос может перекачивать как жидкости, так и твердые вещества.
Бесшумная работа.
Эти насосы более эффективны, чем струйные насосы.
Погружные насосы перекачивают жидкости, выталкивая их, а струйные насосы перекачивают жидкости, вытягивая их.
Этот насос может сэкономить большое количество энергии.
Он также может работать при полном погружении в воду.
У него нет проблем с кавитацией.
Этот тип насоса имеет достаточное внутреннее давление для перекачки воды
Недостатки погружных насосов
Если уплотнение насоса потеряет свою целостность, это может привести к протечке насоса и, в конечном итоге, к повреждению внутренних компонентов.
Отсутствие воды может привести к перегреву двигателя.
Насос погружен в воду, поэтому неисправность насоса не может быть быстро обнаружена.
Если насос не полностью погружен в воду, это может привести к серьезному повреждению.
По сравнению с непогружными насосами погружные насосы имеют высокую стоимость.
Уплотнение насоса со временем изнашивается.
Для разных применений требуются разные типы насосов, и один насос не может обслуживать все применения.
Двигатель насоса требует тщательного ухода; в противном случае он будет перегреваться.
Погружной водяной насос герметичен, который со временем ржавеет. Поэтому вода может попасть в двигатель и повредить его детали.
Эти насосы трудно ремонтировать из-за того, что они могут погружаться в воду.
Этот тип насоса имеет высокую цену из-за его механических свойств
Его нельзя использовать для всех типов приложений.
Сложный уход.
Применение погружных насосов
Погружные насосы используются для осушения, добычи нефти, питьевого водоснабжения, орошения.
Эти насосы работают в колодцах, дренах и мокрых колодцах.
Этот насос также можно использовать на заводах и в бассейнах. В бассейнах обычно используются погружные водяные насосы для откачки сточных вод, которые попадают в дома и другие здания, на строительные площадки и в канализацию.
Часто задаваемые вопросы Раздел
Для чего используется погружной насос?
Погружной насос используется для следующих применений:
Используется для перекачки воды из колодца
Используется в ирригационных системах, особенно в сельском хозяйстве
желаемая область
Также используется для перекачки сточных вод
Могут ли погружные насосы работать всухую?
Да, погружной насос может работать в сухих условиях, когда уровень воды становится ниже минимально необходимого уровня.
Погружные насосы лучше?
Да, потому что для работы этих насосов требуется меньше энергии, а также они работают эффективнее, чем другие насосы.
Как долго может работать погружной насос?
Максимальный срок службы погружных насосов от 8 до 10 лет. Погружной насос также может проработать до 15 лет при умеренном использовании.
Почему конструкция погружных насосов отличается от конструкции других насосов?
Двигатель погружного насоса должен быть полностью герметизирован, чтобы предотвратить попадание воды в электрическую систему.
Проблемы или повреждения обычных насосов можно легко определить, поскольку они работают вне воды. Пока погружные насосы погружаются в воду, трудно определить их проблемы.
Уникальная конструкция погружных насосов предотвращает эти проблемы. По этой причине погружные насосы имеют конструкцию, отличную от других насосов.
Узнать больше:
Какие существуют типы насосов?
Как работает буровой насос?
Как работает септический насос?
Как работает погружной скважинный насос?
Если вы получаете воду из частного колодца, вы несете ответственность за тестирование, мониторинг, очистку и доставку питьевой воды в ваш дом. Ваша система водоснабжения состоит из ряда компонентов, которые работают вместе, чтобы обеспечить ваш дом чистой безопасной питьевой водой. Погружной колодезный насос – это оборудование, которое доставляет воду из колодца в ваш дом.
Типичная система колодезной воды состоит из погружного насосного агрегата, который поднимает воду из колодца под землей и доставляет ее в резервуар для хранения, где она хранится и находится под давлением до тех пор, пока она вам не понадобится. Существует множество различных типов, видов и размеров насосов, предназначенных для использования в бытовых системах водоснабжения. Некоторые насосы служат для специальных целей, таких как повышение давления воды или подача воды к специальному выпускному отверстию, как в дистилляционной системе.
Давайте посмотрим, как на самом деле работает погружной скважинный насос в основе вашей системы подачи воды.
Что такое погружной скважинный насос?
Погружной скважинный насос предназначен для работы под землей. Подобно дренажному насосу, установленному во многих домах, погружной скважинный насос не будет работать, если он полностью не погружен в жидкость. В отличие от надземной насосной системы, которая всасывает воду из-под земли, погружной насос предназначен для выталкивания воды на поверхность.
Насосы могут различаться по размеру, и существует два основных типа погружных насосов, используемых для подачи питьевой воды: мелководные и глубинные. Типичный погружной скважинный насос состоит из цилиндра длиной от 2 до 4 футов и диаметром от 3 до 5 дюймов. Эта трубка имеет герметичный двигатель, тесно связанный с корпусом водяного насоса. Герметизация двигателя предотвращает попадание воды внутрь и короткое замыкание. Двигатель приводит в движение рабочее колесо. При включении реле давления крыльчатка начинает вращаться, всасывая воду в насос. Затем вода проталкивается через корпус насоса и выносится на поверхность. Остальная часть агрегата состоит из кабеля, соединенного с двигателем, и трубы, по которой вода транспортируется на поверхность и в резервуар для хранения.
Размер единицы зависит от производительности колодца и потребностей вашей семьи. Насос должен быть рассчитан на нормальную пиковую нагрузку в вашем домашнем хозяйстве, а не просто на среднее использование. Одним из важных правил является никогда не устанавливать систему, которая имеет большую производительность насоса, чем ваша скважина, если только вам не нужно использовать хранилище скважин вместе с нормальным дебитом для удовлетворения пикового спроса.
Преимущество погружных колодезных насосов
Надземные водяные насосы имеют более высокий уровень механических проблем и отказов из-за динамики подъема воды из колодца. Наземные насосы могут потерять напор, что приведет к перегоранию двигателя и необходимости его замены. Погружные насосы имеют меньше проблем и могут прослужить до 25 лет, прежде чем потребуется их замена. Кавитация является распространенной проблемой наземных насосов. Погружные насосы не подвержены проблемам кавитации из-за того, что они обычно находятся глубоко под поверхностью воды.
Напряжения и деформации в металлических сварных конструкциях возникают в результате нарушений технологии выполнения работ. О надежности в таких случаях говорить не приходится, поскольку на стыках образуются трещины, которые в конечном итоге приводят к разрушению конструкции. Помимо этого не исключается деформация металлических элементов. Часто она настолько критична, что эксплуатация изделия невозможна.
СОДЕРЖАНИЕ
Определение мест образования деформаций и напряжений
Причины возникновения деформаций и напряжений при сварке
Виды сварочных деформаций
Как избежать деформации металла при сварке
Временные и остаточные напряжения – методы устранения
Методы устранения деформаций
Определение мест образования деформаций и напряжений
Сварочные напряжения – это направленные на соединительный шов механические воздействия постоянного характера. Они могут быть:
изгибающего действия;
растягивающего;
срезающего;
сжимающего;
растягивающего.
Сварочные деформации – это изменение формы конструкции в результате воздействия внутренней силы. Точка приложения этой силы приходится на места сварки. Деформации могут проявляться не сразу, а по истечении некоторого времени как результат усталости металла или после начала эксплуатации под воздействием дополнительных нагрузок. При благоприятных раскладах возможен минимальный ущерб, который выражается снижением устойчивости к воздействию коррозии. Если же внутреннее напряжение слишком высокое, то не исключается разрушение конструкции.
Причины возникновения деформаций и напряжений при сварке
Напряжения и деформации во время сварки могут возникать по нескольким причинам. Их принято разделять на две группы: основные и побочные. Отличительная особенность между ними состоит в том, что первые образуются во время сварочного процесса и объективно неизбежны. А вот побочные напряжения можно и нужно предотвращать.
Основные причины деформаций, относящиеся к второй группе (побочные):
Неравномерный нагрев металлической заготовки. Суть физического процесса сводится к тому, что металл с более высокой температурой расширяется больше. Между двумя примыкающими слоями с разной температурой образуется напряженность. Она тем больше, чем выше показатели температуры и, соответственно, коэффициент теплового расширения. С возрастанием значений прямо пропорционально увеличивается и вероятность деформации конструкции.
Усадки имеют место в тех случаях, когда жидкий металл резко охлаждается и переходит в твердое состояние. Во время этого процесса прилегающие участки растягиваются, в результате чего создается внутреннее напряжение металла, которое может быть как продольным, так и поперечным по отношению к стыку. В первом случае вероятно изменение длины заготовки, а во втором – образование угловой деформации.
Структурные изменения. Соединение заготовок из высокоуглеродистой и легированной стали сопровождается большим нагревом заготовок. В результате этого имеет место закаливание металлов, сопровождаемого изменением объема и значений коэффициента теплового расширения. В результате этих процессов образуется напряжение, приводящее к образованию трещин на видимой части шва и внутри него. Исключением является процесс сваривания стали с содержанием углерода до 0,35%. В этом случае структурные изменения тоже имеют место, но они настолько малы, что существенного влияния на качества соединения не оказывают.
К побочным причинам деформаций причисляют:
неверный выбор электродов,
сварка выполнялась в неправильном режиме;
нарушения технологии выполнения сварочных работ;
плохая подготовка кромок;
ошибка при выборе типа шва;
слишком маленькое расстояние между двумя разными швами;
большое количество точек пересечения;
неопытность специалистов;
ошибки конструктивного характера.
Виды сварочных деформаций
Сварочные напряжения могут быть структурными или тепловыми в зависимости от причин их образования. Как понятно из названия, тепловые возникают в процессе нагрева или остывания заготовок, а структурные – в результате внутренних изменений материала. Они могут проявляться и комплексно, например, в случае сваривания высокоуглеродистых и легированных сортов стали.
Если принять во внимание место действия, то напряжения возникают в пределах всей конструкции, сварного соединения, в зернах или кристаллической решетке металла. По виду напряженного состояния их разделяют на три группы:
Плоские. Имеют двустороннюю направленность воздействия;
Объемные. Действие напряжения направлено по трем осям.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими верстаками собственного производства от компании VTM.
Деформация, которая возникает во время сварочных работ, называется общей. В случаях, когда меняются форма и размеры одной или нескольких расположенных рядом свариваемых деталей, деформация называется местной.
Деформации принято различать и по продолжительности действия. Временными называют те, воздействие которых проявляется исключительно в период выполнения сварочных работ. Геометрические параметры восстанавливаются после остывания металла. Изменение формы, которое остается и после того, как устранена сама причина ее образования, называется остаточной. В случаях, когда геометрические параметры после работы приходят в начальную форму, деформации принято называть упругими, в обратном случае – пластическими.
Как избежать деформации металла при сварке
Для уменьшения вероятности деформации деталей и готовой конструкции специалисты рекомендуют придерживаться некоторых правил:
На этапе проектирования сделать расчет деформаций для нормального формирования сварочного шва, выбрать оптимальные припуски для усадки.
Расположить швы желательно симметрично относительно осей узлов.
При проектировании не допускать, чтобы в одной точке пересекалось больше трех швов.
Перед началом сварочных работ проверить, все ли зазоры на стыках соответствуют расчетным показателям.
Не формировать сварочные швы в местах предполагаемой концентрации внутренних напряжений металла.
В целях уменьшения деформации металла и напряжений внутри материалов во время выполнения сварочных работ специалисты используют специальные приемы. Наиболее эффективные из них:
Создание дополнительных очагов деформации, вектор которых направлен в противоположную сторону.
Длинные швы (1 метр и более) разбиваются на несколько участков до 15 см каждый. Сваривание выполняется обратноступенчатым методом.
Часто помогает снижение температуры в сварочной зоне. Для этого во время сварки под стыки подкладываются графитовые или медные пластины.
Расположенные недалеко друг от друга стыки свариваются так, чтобы деформации компенсировали одна другую.
При соединении заготовок из вязких металлов применяются технологии и методы, направленные на снижение остаточных явлений.
Если условиями эксплуатации допускается возможность создания коротких швов, то следует делать стыки как можно меньше.
При сваривании желательно делать как можно меньше проходов.
В случаях, когда предусматривается формирование двухстороннего шва, следует наплавлять слои с каждой стороны попеременно.
Перед началом работы можно выгнуть края заготовок в сторону противоположную направлению деформации. После остывания они вернутся в исходное положение.
Количество прихваток должно быть минимальным.
Небольшие заготовки и узлы приваривать с использованием кондукторов и шаблонов.
Временные и остаточные напряжения – методы устранения
Для снятия напряжений отлично подходят механическая обработка и отжиг. Температурное воздействие выполняется в случаях, когда возникает необходимость в точном соблюдении заданных размеров. Отжиг может быть местным или общим. Металл нагревается до температуры 550-680 °C. Работы выполняются в три приема: разогрев, выдержка при заданной температуре и охлаждение.
Механическое снятие напряжений включает обработку соединений проковкой, взрывом, вибрацией или прокаткой. Преследуемая цель – создание обратно направленной нагрузки. Для проковки горячей или холодной чаще всего применяется пневматический молот. Для создания вибраций применяется специальное устройство, генерирующее колебания в диапазоне от 10 до 120 Гц. Способ воздействия выбирается с учетом сложности конструкции, формы и размеров деталей.
Методы устранения деформаций
Существует несколько способов устранения дефектов геометрии конструкции: термический с местным или общим нагревом, чисто механический и комбинация этих двух способов – термомеханическое устранение дефектов. В случае применения термического способа правки с полным обжигом конструкцию изначально закрепляют в устройстве, которое будет создавать давление на деформированный участок. После этого ее нагревают в печи.
При локальном нагреве упор делается на сжимании металла при остывании. Для устранения изъяна участок прогревается с помощью сварочной дуги или газовой горелки. Поскольку соседние участки металла остаются холодными, то зона нагрева носит локальный характер и расширяется незначительно. После остывания дефективный участок выпрямляется, а его форма становится приемлемой.
Термическое воздействие является пригодным для исправления всех вариантов дефектов. Но при работе с тонкостенными листовыми материалами следует учитывать особенности:
нагрев очень быстро распространяется по большой площади тонкого листа. В силу этих причин силы сжатия бывает недостаточно для устранения деформации;
максимально допустимая температура локального нагрева составляет 600-650 °C. В противном случае буду образовываться новые дефективные участки и деталь станет непригодной для дальнейшей эксплуатации.
Исправление механическим путем подразумевает создание обратно направленных нагрузок на растянутые участки. Самые распространенные способы воздействия – вальцовка, изгибание, ковка, прокатка, растяжка.
Термомеханическая правка включает разогрев участка до 700-800 °C с последующим механическим воздействием. Участки с сильным деформированием исправляют следующим способом. Сначала делают обратные куполообразные выступы, после чего нагревают и резко охлаждают.
Способ устранения деформации выбирается в зависимости от сложности и размеров конструкции. При этом учитываются показатели трудозатрат, финансовые издержки и расход материалов.
Напряжения и деформации при сварке
Оцените, пожалуйста, статью
12345
Всего оценок: 11, Средняя: 3
Деформации и напряжения при сварке: причины, виды, способы устранения
Содержание:
Что являют собой напряжения и деформации
Почему образуются деформации и напряжения
Виды деформаций и напряжений
Тестирование сварных швов и расчет деформаций
Способы устранения сварочных напряжений
Способы устранения деформации
Как предотвратить возникновение напряжений и деформации
Методы противодействия сварочным деформациям и напряжениям
Интересное видео
В производстве металлоконструкций самые надежные и долговечные соединения обеспечивает сварочная технология при условии безошибочного проведения работ. Если же хоть незначительно нарушаются технологии процесса, то в создаваемой конструкции формируются деформации и напряжения при сварке. При этом искривляются формы, возникают неточности в размерах изделия, что делает невозможным качественное выполнение функциональных задач.
Что являют собой напряжения и деформации
Появлением напряжений и искажений сопровождается любое силовое воздействие на металлическое изделие. Силу, которая оказывает давление на единицу площади называют напряжением, а нарушение целостности форм и размеров в результате силовой нагрузки называют деформацией.
Напряжение может быть вызвано физическим усилием сжимающего, растягивающего, срезающего или изгибающего характера. Когда сварочные напряжения и деформации превышают допустимые значения, то это влечет за собой разрушению отдельных элементов и всей конструкции.
Почему образуются деформации и напряжения
Деформации при сварке появляются из-за вызванных разными факторами внутренних напряжений. Причины таких нарушений условно разделяют на две большие категории: основные (неизбежные), которые всегда присутствуют при сварочных работах и сопутствующие, которые подлежат устранению.
Причины неизбежные
Группу основных составляют следующие причины возникновения напряжений и деформаций при сварке: структурные видоизменения, провоцирующие развитие сжимающих и растягивающих напряжений. Довольно часто при охлаждении изделий, выполненных из высокоуглеродистых и легированных стальных сплавов при нарушается зернистая структура металлов и размеры самих деталей.
В результате меняется первоначальный объем металла, что собственно и поднимает внутреннее напряжение;
неравномерный прогрев. В процессе сварки нагревается только задействованный участок металла, при этом он расширяется и оказывает влияние на менее нагретые слои. Образующаяся вследствие прерывистого прогрева высокая концентрация напряжений в сварных соединениях в основном зависит от показателей линейного расширения, степени теплопроводности и температурного режима. Чем выше эти показатели, тем меньшей является теплопроводность металла и соответственно возрастают риски неточностей сварочном шве;
литейная усадка, когда объем металла заметно уменьшается из-за его кристаллизации. Объясняется это тем, что в расплавленном металле под влиянием усадки образуется сварочное напряжение, которое может быть одновременно поперечным и продольным.
Не только внешние силовые воздействия способны спровоцировать напряжение при сварке. Металлическим сплавам характерны также свои собственные напряжения и деформации, которые разделяются на остаточные и временные. Первые возникают вследствие пластичной деформации и даже после охлаждения конструкции они в ней остаются. Когда появляются временные сварочные деформации? Непосредственно в процессе сваривания в прочно зафиксированном изделии.
Сопутствующие причины
Кроме основных существуют также побочные причины возникновения деформаций при сварке. К таковым относят:
отклонение от технологических нормативов, например, использование не подходящих для конкретного случая электродов, нарушение режимов сварки, недостаточная подготовка изделия к сварочному процессу и другие;
несоответствие конструктивных решений: частое пересечение между собой сварных соединений или недостаточное расстояние между ними, неточно подобранный тип шва и т. д.;
отсутствие опыта и соответственных знаний у сварщика.
Что из перечисленного вызывает концентрацию напряжений в сварных соединениях? Любое неправильное действие приводит к технологическим дефектам шва, в частности к появлению трещин, пузырей, непроваров и других браков.
Виды деформаций и напряжений
Различают разные виды напряжений в зависимости от характера их возникновения, периода действия и других факторов. В таблице ниже показано что вызывает концентрацию напряжений в сварных соединениях и какими они бывают.
Характер возникновения
Тип напряжения
Чем вызвано нарушение
В соответствии причины появления
Тепловые
Неравномерный прогрев из-за перепада температур в процессе сварки
Структурные
Изменения в структуре металла при нагревании его выше предельно допустимой температуры
По времени существования
Временные
Образуются при фазовых видоизменениях, но постепенно исчезают вследствие охлаждения
Остаточные
Даже после ликвидации причин их появления присутствуют в изделии
По охватываемой площади
Действующие в пределах всей конструкции
Действующие только в зернах структуры материала
Присутствующие в кристаллической решетке металла
По направленности действия
Продольные
Образуются вдоль линии сварочного шва
Поперечные
Располагаются перпендикулярно к оси соединения
По виду напряженного состояния
Линейные
Только в одном направлении распространяется действие
Плоскостные
Образуются в двух разных направлениях
Объемные
Оказывают одновременно трехстороннее воздействие
Виды деформаций при сварке бывают:
местные и общие. Первые возникают на отдельных участках и изменяют только часть изделия. Вторые проводят к изменению размера всей конструкции и искривлению ее геометрической оси;
временные и конечные. Возникающие в конкретный момент сварочные деформации называют временными, а те, которые после полного охлаждения изделия остаются в нем — остаточными;
упругие и пластичные. Когда после сварки размер и форма конструкции полностью восстанавливаются, деформация упругая, если дефекты остаются — пластичная.
Деформации металла возможны как в плоскости сварной конструкции, так и вне нее.
Тестирование сварных швов и расчет деформаций
С целью определения прочности и надежности шва, и выявления возникших дефектов проводится тестирование сварных соединений. Такой контроль позволяет своевременно обнаружить браки и оперативно их устранить.
Для выявления изъянов используют следующие типы контроля:
разрушающий. Позволяет исследовать физические качества сварного шва, активно применятся на производственных предприятиях;
неразрушающий. Проводится посредством внешнего осмотра, капиллярного метода, магнитной или ультразвуковой дефектоскопии, контролем на проницаемость и другими способами.
При производстве конструкций с применением сварки одним из важных нюансов является точное определение возможных деформаций и напряжений. Их наличие приводит к отклонениям от первоначальных размеров и форм изделий, понижает прочность конструкций и ухудшает эксплуатационные качества.
Расчет сварочных напряжений и деформаций позволяет проанализировать разные варианты проведения сварочных операций и спланировать их последовательность так, чтобы в процессе работ конструкция подвергалась минимальным напряжениям и образованию дефектов.
Способы устранения сварочных напряжений
Дли ликвидации напряжений проводят отжиг или же используют механические методы. Наиболее прогрессивным и действенным считается отжиг. Применяется метод в случаях, когда к геометрической точности всех параметров изделия выдвигаются сверхвысокие требования.
Отжиг может быть общим или местным. В большинстве случаев проводят процедуру при температуре 550-680°С. Весь процесс проводится в три этапа: нагрев, выдержка и остывание.
Из механических способов чаще всего используется прокатка, проковка, техника вибрации и обработка взрывом. Проковка проводится с применением пневмомолота. Для виброобработки используют вызывающие вибрацию устройства, у которых в течение нескольких минут 10-120 Гц составляет резонансная частота.
Способы устранения деформации
Деформация металла при сварке устраняется термомеханической, холодной механической и термической правкой с общим или местным нагревом. При полном отжиге конструкция прочно фиксируется в специальном устройстве, которое на требуемые участки образует давление. После закрепления изделие помещается в печь для нагрева.
Принцип термического способа состоит в том, что в процессе охлаждения металл сжимается. Растянутый участок нагревают с помощью дуги или горелки таким образом, чтобы холодным оставался окружающий сплав. Это препятствует сильному расширению горячего участка. В процессе остывания конструкция выпрямляется. Метод идеально подходит для правки листовых полос, балок и других изделий.
Холодная правка проводится с применением постоянных нагрузок, которые образуют с помощью разнообразных прессов, валков для прокатки длинных конструкций. В сильно растянутых конструкциях для ликвидации деформаций используют термическую правку. Сперва собираются излишки металла, после чего проблемные участки прогреваются.
Какой из методов считается самым лучшим? Однозначного ответа здесь не существует. При выборе технологии следует учитывать тип, размеры и формы металлического изделия, какие особенности вызвали деформации и сварочные напряжения, и деформации, возникшие в плоскости или снаружи. Также внимание стоит обратить на эффективности методики и предстоящих трудозатратах.
Как предотвратить возникновение напряжений и деформации
Чтобы повысить качество конструкций и предотвратить образование браков, следует знать от чего зависит величина деформации свариваемого металла.
Понизить напряжения в процессе сварочных работ и предотвратить деформации можно, если придерживаться следующих правил:
при проектировании сварной конструкции сперва нужно провести расчет сварочных деформаций, что позволит правильно сформировать сечения швов и предусмотреть на отдельных участках изделия необходимые для усадки припуски;
швы нужно выполнять симметрично к профильным осям всего изделия и отдельных его деталей;
очень важно, чтобы в одной точке не было пересечений более чем трех швов;
перед свариванием конструкцию необходимо проверить на соответствие расчетам величин зазоров в стыках и общих размеров;
понизить остаточную деформацию можно, если создать в соединении искусственную деформацию, противоположную по знаку от выполняемой сварки. Для этого применяется общий или местный подогрев конструкции;
при выполнении длинных швов применять обратноступенчатый способ на проход;
использовать теплоотводящие прокладки или охлаждающие смеси, способные уменьшить зону разогрева;
накладывать швы таким образом, чтобы последующее соединение вызывало обратные от предыдущих швов деформации;
подбирать для вязких металлов такие сварочные техники, которые способны понизить конечные деформации.
Нужно понимать, чтобы понизить к минимуму деформации при сварке, причины их возникновения и меры предупреждения непосредственно повязаны между собой. Поэтому вначале нужно провести все расчеты и подготовительные работы, и только после этого приступать к процессу сваривания металлоконструкций.
Методы противодействия сварочным деформациям и напряжениям
Намного проще предотвратить проблему, нежели ее устранять. Касается это также сварочных работ. Чтобы не столкнуться с устранением брака, а также избежать лишних финансовых затрат следует обратить внимание на некоторые меры борьбы со сварочными напряжениями и деформациями.
Сопроводительный и предварительный подогрев
Выполнение таких видов подогрева улучшает качественные характеристики шва и прилегающих к нему участков. Также метод способствует уменьшению остаточного напряжения и пластических деформаций. Применяют подогрев для склонных к возникновению кристаллизационных трещин и закалке сталей.
Наложение швов в обратно ступенчатом порядке
Если длина шва превышает 1000 миллиметров, то следует разбить его на отдельные участки протяжностью 100-150 мм каждый и вести их нужно противоположно к направлению сварки. Применение такого способа позволяет достичь равномерного нагревания металла и существенно понизить деформацию, что нельзя отнести к случаю последовательного наложения.
Проковка швов
Как холодный, так и нагретый металл можно проковывать. Металл от силы удара разжимается в разные стороны, понижая таким образом растягивающее напряжение. Если конструкция создана из склонного к появлению закалочных структур металла, то на таких изделиях проковка не выполняется.
Выравнивание деформаций
Сущность способа состоит в подборе порядка выполнения швов. При этом каждое последующий шов должен создавать противодействующую деформацию предыдущему соединению. Очень актуально это при сваривании двусторонних соединений.
Жесткое крепление деталей
В течение всего процесса сварки обрабатываемые детали необходимо жестко и прочно закреплять в кондукторах. Вынимать можно только после полного охлаждения. Следует обратить внимание, что у такого метода есть один недостаток — повышенные риски появления внутренних напряжений.
Термическая обработка
Улучшает механические характеристики шва и расположенных вблизи участков, выравнивает структуру соединения, понижает внутренние напряжения. Термическая обработка состоит из разных операций: отпуск, отжиг (полный или низкотемпературный), нормализация.
Наилучшим способом обработки для сварных изделий считается нормализация, особенно хорошо подходит метод для изделий из низкоуглеродистых сталей.
Интересное видео
Основы искривления при сварке
Как возникает искривление?
Сварка обычно включает нагрев материалов в месте соединения для их сплавления. Это тепло вызывает расширение и сжатие. Если нагрев и охлаждение неравномерны, могут возникнуть искажения. Это искажение возникает из-за остаточного напряжения.
Возникают два основных напряжения.
сжимающее напряжение, возникающее в области, окружающей кромки основного металла, из-за теплового расширения в областях рядом со сварочной ванной.
Напряжение растяжения
возникает, когда остальная часть металла сопротивляется сжатию нагретой области и металла сварного шва.
Вы можете определить величину термического напряжения, вызванного материалом, только по изменению объема зоны сварки и результирующему перемещению материала, когда он затвердевает и охлаждается до комнатной температуры.
Если напряжение, возникающее при расширении и сжатии, превышает предел текучести основного металла, в соединении может возникнуть локальная пластическая деформация. Пластическая деформация искажает структуру сварного соединения. Это приводит к постоянному изменению размеров или формы компонентов. Для лучшего понимания того, как это происходит, для иллюстрации примера используется следующий рисунок со стальным стержнем.
Рис. 1
Виды сварочной деформации
Продольная деформация
Продольная усадка происходит по длине шва. При охлаждении сварной шов и окружающая его область сжимаются, в результате чего заготовка укорачивается. Этот тип искажения является наибольшим, когда заготовка не закреплена должным образом.
Рис. 2: Продольная деформация
Поперечная деформация
Эта деформация возникает, когда металл сжимается после сварки и тянет его края друг к другу. Это происходит потому, что металл изначально расширился, но при охлаждении испытал более высокую скорость сжатия.
Рис. 3: Поперечная деформация
Угловая деформация
Угловая деформация возникает, когда углы между свариваемыми деталями изменяются в результате усадки. Сжатие больше вверху, так как в верхней части сварочная ванна больше, чем в нижней. См. рисунок ниже.
Рис. 4: Угловая деформация
Изгиб, искривление и деформация
Если все вышеперечисленные типы деформации возникают в одном соединении, результатом является несколько сложных деформаций. Искажения могут быть в виде изгиба, коробления и искривления. При изгибе центр сварного шва не совпадает с нейтральной осью поперечного сечения.
Деформация образуется, когда части сварной тарелки находятся внутри между несколькими точками жесткости. По длине сварного шва может быть несколько тарельчатых секций.
С другой стороны, из-за упругой потери устойчивости металлический лист изгибается по ширине. Если вы попытаетесь расплющить такой сустав, он, скорее всего, сломается.
Рис. 6: Потеря устойчивости
Причины деформации
Как правило, в металлообрабатывающей и сварочной промышленности существует три основные причины деформации. Их:
Остаточное напряжение
Термическая резка
Сварка
Остаточные напряжения
Остаточные напряжения представляют собой заблокированные напряжения, присутствующие в технических компонентах даже при отсутствии внешней нагрузки, и они возникают в основном из-за неравномерного объемного изменения металлического компонента независимо от производственных процессов, таких как термообработка, механическая обработка, механическое деформирование, литье, сварка, нанесение покрытий и т. д. Однако, если максимальное значение остаточных напряжений не превышает предела упругости металла, могут присутствовать остаточные напряжения. Если напряжения превышают предел упругости, это приводит к пластической деформации и деформации деталей.
Остаточные напряжения могут быть растягивающими или сжимающими в зависимости от местоположения и типа неравномерного объемного изменения, происходящего из-за дифференциального нагрева и охлаждения, например, при сварке и термической обработке, или локализованных напряжений, таких как контурная прокатка, механическая обработка, дробеструйная обработка и т. д. Влияние остаточных напряжений можно наблюдать на свариваемом материале, когда валик металла шва наплавляется продольно на плоскую пластину. Сварное соединение во время охлаждения имеет тенденцию сжиматься и изгибает стальной лист в сторону свариваемой стороны.
Термическая резка
Помимо сварки, термическая резка, используемая при обработке стали, подготовке швов и кромок, также вызывает деформацию основного металла и вызывает остаточное напряжение. При газопламенной резке стали материал, подлежащий резке, нагревается до температуры воспламенения кислородно-топливным пламенем. Температура воспламенения стали составляет около 815°С, при этой температуре железо быстро реагирует с кислородом с образованием оксидов, которые расплавляются при температуре воспламенения. Струя чистого кислорода прожигает или режет сталь, а экзотермические реакции при образовании оксида вызывают локальное повышение температуры до точки плавления материала.
Эта высокая температура вызывает расширение стали, прилегающей к поверхности реза, что вызывает деформацию листа во время резки. Не все естественное расширение краев материала может быть компенсировано, и произойдет некоторая пластическая деформация. Когда материал охлаждается, края сжимаются, и из-за начальной пластической деформации, вызвавшей утолщение, конечная длина оказывается меньше исходной, что приводит к деформации в противоположном направлении.
Сварка
Когда накладывается сварной шов, это расплавленный металл и, следовательно, горячий, при охлаждении он дает усадку, эта усадка создает нагрузку на сварной шов и основной материал вблизи сварного шва.
Деформация также создается локальным нагревом основных металлов, что вызывает локальное расширение и сжатие во время операции сварки. Локальное расширение и сжатие происходит в холодном основном металле вблизи зоны сварки, что ограничивает движение от этих сил, за счет этого действия накапливаются остаточные напряжения.
Эти напряжения в первую очередь возникают из-за дифференциального термического цикла сварки (нагрев, пиковая температура и охлаждение в любой момент сварки), испытываемого металлом шва и областью, близкой к границе сплавления, т.е. зоной термического влияния (рис.2). Вид и величина остаточных напряжений непрерывно изменяются на разных стадиях сварки, т. е. при нагреве и охлаждении. При нагреве преимущественно возникают сжимающие остаточные напряжения в области нагреваемого для плавления основного металла за счет теплового расширения, которое (тепловое расширение) ограничивается низкой температурой окружающего основного металла. После достижения пикового значения остаточные напряжения сжатия постепенно уменьшаются за счет разупрочнения металла при нагреве.
Остаточное напряжение сжатия снижается до нуля, как только начинается плавление, и наблюдается обратная тенденция на стадии охлаждения сварки. При охлаждении, когда металл начинает сжиматься (уменьшаться в размерах), возникают растягивающие остаточные напряжения (если усадка не допускается ни из-за ограничений со стороны материала, ни из-за зажима заготовки), и величина напряжения продолжает увеличиваться до тех пор, пока не будет достигнута комнатная температура.
Рис. 7: расположение термического цикла сварки A, B и C
Тепловложение
Чем больше общее тепловложение, тем больше искажение. Подвод тепла идет рука об руку с увеличением количества используемых сварных швов. Это часто является результатом диаметра электрода/наполнителя и силы тока. Говорят, что одиночные более крупные прогоны производят меньшую деформацию из-за меньшего количества тепловых циклов и, следовательно, меньшего общего подводимого тепла. Этот подход должен учитывать другие требуемые механические свойства сварного соединения, такие как ударная вязкость сварного шва и ЗТВ.
Подготовка стыков и сварных швов размер
Силы усадки увеличиваются с увеличением количества металла шва, помещенного в соединение. Использование подготовки шва правильного размера и размера галтели уменьшает деформацию и экономит время и деньги. Путем размещения углового сварного шва правильного размера и сведения к минимуму деформации усиления сварного шва можно легко свести к минимуму.
Процесс сварки
По сравнению с ручной дуговой сваркой полуавтоматическая и автоматическая сварка обычно дает меньшую деформацию. Это связано с тем, что он обычно имеет более высокую скорость осаждения, обладает высокой способностью создавать более непрерывный валик, что приводит к более равномерному распределению тепла. Последовательность пусков и остановок, обычная для ручной дуговой сварки, приводит к неравномерному тепловому расширению. Это может вызвать повышенную деформацию в соединениях, сваренных вручную дуговой сваркой.
Свойства исходного материала
Коэффициент теплового расширения на единицу объема тепла является основным свойством, влияющим на деформацию. Материалы с высоким расширением на единицу тепла также испытывают сильное сжатие, что приводит к большим искажениям. Короче говоря, чем больше материал растет на 1°C температуры, тем больше он деформируется.
Как контролировать деформацию при сварке
Деформацию необходимо контролировать на всех этапах изготовления (перед сваркой, во время сварки и после операции сварки).
Перед сваркой
Хорошая конструкция соединения
Хорошо спроектированные соединения требуют минимального объема сварки и не страдают от переваривания. Это важно при работе со стыковыми швами.
Рис. 8: Иллюстрация правильной конструкции соединения
Приспособления и приспособления
Приспособления и приспособления для сварки помогают поддерживать точность и уменьшают деформацию металла, когда соединение подвергается термоусадке после охлаждения. Идея состоит в том, что приспособление или приспособление будет препятствовать перемещению основного материала, заставляя охлаждающийся сварной шов поддаваться (или поддаваться), а не окружающий материал.
Рис. 9. Установка шаблонов и приспособлений
Прихватка
Прихватка работает как зажимы, скрепляя основной металл в нужном месте. Количество и размер этих сварных швов зависят от толщины и типа основного материала. Более тонкие материалы обычно требуют более частых прихваток.
Предварительная настройка
Предварительная настройка включает в себя сборку компонентов таким образом, чтобы они компенсировали искажения и обеспечивали правильность размеров изделия после отделки. См. пример ниже.
Рис. 10: Пример предварительной настройки
Во время сварки
Последовательность сварки
Это порядок выполнения сварных швов в любом проекте. Правильная последовательность обеспечивает равномерное распределение тепла и повышает жесткость сварных соединений. В результате он обеспечивает равномерное распределение остаточных напряжений по всему компоненту, тем самым уменьшая деформацию.
Балансная сварка
Эта процедура включает балансировку остаточного напряжения с обеих сторон сварного соединения. Балансировочные сварные швы распространены при ремонте валов и других круглых сечений. Место сварщика проходит вдоль валов, которые проходят прямо напротив предыдущих. Это уравновешивает напряжение сжатия (заставляет их работать друг против друга) и ограничивает искажения.
Другие области применения сбалансированной сварки включают в себя стыковые соединения в форме двойной буквы U и двойной буквы V. При уравновешивании сварки (сварка с обеих сторон соединения) напряжения сжатия противодействуют друг другу. То же самое касается угловых швов. Немного подумав, вы можете заставить искажение работать на вас, а не против вас.
Рис. 11: Сбалансированная сварка в стыковом соединении с двойным V-образным вырезом
Сварка с обратным шагом и пропуском
При движении в одном направлении непрерывного сварного шва поперечные усадочные напряжения накапливаются, особенно при сварке встык. Чтобы свести к минимуму это, методы сварки с обратным шагом помогают уменьшить искажение, возникающее в этом случае. См. рисунок ниже.
Рис. 12: Методы обратного шага
После сварки
Большая часть контроля деформации выполняется до и во время процесса сварки. Однако, если вы в конечном итоге столкнетесь с искажением, вы можете исправить его, есть несколько процедур, которые можно выполнить после этого.
Первый — это выпрямление пламенем, представляющее собой метод нагревания для устранения искажений с использованием основных принципов искажения. Звучит нелогично, но это работает. При «контрнагреве» окружающий материал действует как тиски в первом примере и препятствует движению материала. При остывании он безудержно сжимается, тем самым исправляя искажения.
См. рисунок ниже.
Рис. 13: Методы правки пламенем
Еще один метод – упрочнение. Это включает снижение остаточного напряжения за счет растяжения сварного шва и близлежащего основного металла за счет удара по металлу. Этот процесс растяжения противодействует усадке и уменьшает результирующее сжатие.
Получите помощь, чтобы избежать искривления при сварке
Technoweld может предоставить процедуры сварки, исключающие искривление, обучение отслеживанию процесса и визуальный контроль сварки, чтобы убедиться, что ваши сварные швы соответствуют требованиям. Позвоните сегодня, чтобы узнать, как мы можем помочь!
Что такое остаточное напряжение? — TWI
Остаточные напряжения – это те напряжения, которые остаются в объекте (в частности, в сварной детали) даже при отсутствии внешней нагрузки или температурных градиентов. В ряде случаев остаточные напряжения приводят к значительным пластическим деформациям, приводящим к короблению и деформации объекта. В других они влияют на склонность к разрушению и усталость.
Нажмите здесь, чтобы посмотреть наши последние технические подкасты на YouTube .
Содержание
Каковы причины?
Какие эффекты они имеют?
Как измерить остаточное напряжение?
Как снизить остаточное напряжение?
Остаточные напряжения возникают, когда объект (особенно сварной компонент) подвергается напряжению, превышающему его предел упругости, что приводит к пластической деформации. Существуют три основные причины возникновения этих напряжений:
Тепловые изменения
Когда объект охлаждается от высокой температуры (например, после сварки), часто существует большая разница в скорости охлаждения по всему телу. Разница в скорости охлаждения поверхности и внутренней части объекта приводит к локальным изменениям теплового сжатия. Различные термические сжатия вызывают неравномерные напряжения. Во время охлаждения поверхность остывает быстрее, сжимая нагретый материал в центре. Поскольку материал в центре пытается охладиться, он ограничивается более холодным внешним материалом. Следовательно, внутренняя часть будет иметь остаточное напряжение растяжения, а внешняя часть компонента будет иметь остаточное напряжение сжатия.
Фазовые превращения
Когда материал подвергается фазовому превращению, возникает разница в объеме между новообразованной фазой и окружающим материалом, который еще не претерпел фазового превращения. Разница в объеме вызывает расширение или сжатие материала, что приводит к остаточным напряжениям.
Механическая обработка
Остаточное напряжение также возникает, когда пластическая деформация неравномерна по поперечному сечению объекта, подвергающегося производственному процессу, такому как гибка, волочение, выдавливание и прокатка. Когда материал подвергается деформации, одна его часть эластична, а другая пластична. После снятия нагрузки материал пытается восстановить упругую часть деформации, но полностью восстанавливается из-за соседнего пластически деформированного материала.
В зависимости от применения остаточные напряжения могут быть положительными или отрицательными. Например, остаточные напряжения реализуются в конструкциях некоторых приложений для получения положительного эффекта. Этого можно достичь с помощью лазерной наклепа, которая придает сжимающие остаточные напряжения поверхности объекта, что позволяет упрочнить тонкие срезы или упрочнить хрупкие поверхности.
Однако, как правило, остаточные напряжения имеют негативные последствия. Остаточные напряжения часто незаметны для производителя, если только они не приводят к значительным деформациям, но могут отрицательно сказаться на целостности конструкции. Например, толстостенные конструкции в состоянии после сварки более склонны к хрупкому разрушению, чем конструкции со снятыми напряжениями.
Нежелательные напряжения также влияют на усталостные характеристики.
Давно признано, что для несвариваемых материалов в условиях усталостного нагружения только растягивающие части цикла приложенного напряжения способствуют росту усталостной трещины (см. нижнюю часть рисунка 1). -сварное состояние, эффекты остаточных сварочных напряжений должны быть добавлены к эффектам приложенного циклического напряжения, в результате чего весь усталостный цикл (растяжение и сжатие) приводит к усталостному повреждению (см. верхнюю часть рисунка 1).
Рис. 1 Влияние остаточного напряжения при сварке на усталостное повреждение.
К счастью, влияние остаточных сварочных напряжений как на разрушение, так и на усталость прописано в нормах и стандартах таким образом, что большинство пользователей не знают о них, и им не нужно учитывать их в явном виде. Тем не менее, есть частные случаи, когда необходима количественная оценка остаточных напряжений.
Существует множество методов измерения остаточных напряжений. Они в целом подразделяются на три области: разрушающие, полуразрушающие и неразрушающие. Используемый подход часто зависит от требуемой информации. Из-за сложности некоторых методов измерения измерение должно выполняться в специализированном помещении. Это особенно верно для многих неразрушающих методов.
Ниже перечислены три основные категории:
Разрушающие
Эти методы включают разрушение измеряемого объекта и обычно используются с точки зрения исследований и разработок. Разрушающий контроль часто намного дешевле в реализации, чем неразрушающий контроль.
Примеры методов включают:
Контурный метод. Контурный метод определяет остаточное напряжение путем разрезания объекта на две части и измерения карт высот поверхности вдоль свободной плоскости, созданной разрезом. Средний контур определяет деформации, вызванные перераспределением остаточных напряжений, и используется для расчета остаточных напряжений с помощью упругой конечно-элементной модели образца. Результатом является двумерная карта остаточного напряжения, перпендикулярная плоскости измерения.
Резка. Метод продольной резки — это метод измерения остаточного напряжения по толщине, нормального к плоскости, проходящей через объект. Он включает в себя нарезание тонкой щели с шагом глубины по толщине заготовки и измерение результирующих деформаций в зависимости от глубины щели. Остаточное напряжение затем рассчитывается как функция положения по толщине, определяемого путем решения обратной задачи с использованием измеренных деформаций.
Полуразрушающий
Методы полуразрушения сравнимы с методами разрушения тем, что они используют принцип снятия напряжения для определения остаточного напряжения. Однако удаляется лишь небольшое количество материала, что позволяет конструкции лучше сохранять свою целостность.
Примеры:
Глубокое бурение. Сверление глубоких отверстий включает в себя просверливание отверстия через толщину объекта, измерение диаметра отверстия, вырезание круглой прорези вокруг отверстия для удаления сердцевины материала вокруг отверстия, а затем повторное измерение диаметра отверстия. Остаточное напряжение определяется по геометрическому изменению.
Сверление центрального отверстия. Сверление центрального отверстия работает по принципу сверления небольшого отверстия в объекте. Когда материал, содержащий остаточное напряжение, удаляется, оставшийся материал достигает нового состояния равновесия, которое имеет связанные с ним деформации вокруг отверстия. Деформации вокруг отверстия измеряются во время анализа с помощью тензодатчиков или оптических методов. Исходное остаточное напряжение в материале рассчитывается по измеренным деформациям.
Неразрушающий контроль
Существует множество методов, используемых для неразрушающего контроля, которые включают измерение влияния соотношения между остаточными напряжениями и их изменениями материала в интервале кристаллической решетки.
Примеры неразрушающих методов включают:
Нейтронная дифракция. Использует нейтроны для измерения шага кристаллической решетки в объекте. Нейтроны, выходящие из объекта, имеют энергию, сравнимую с энергией падающих нейтронов, что позволяет определить остаточное напряжение по расстоянию решетки.
Синхротронная рентгеновская дифракция. Требуется синхротрон для ускорения электромагнитного излучения, чтобы обеспечить понимание расстояния между решетками объектов по толщине. В этом процессе используется подход, аналогичный дифракции нейтронов, для расчета остаточного напряжения.
Рентгеновская дифракция. Этот процесс позволяет измерять остаточное поверхностное напряжение, поскольку рентгеновское излучение проникает в поверхность объекта только на несколько сотен микрон.
Существует ряд методов, которые можно использовать для перераспределения или снятия остаточных напряжений. Соответствующая производственная схема и выбор параметров сварки могут уменьшить образование остаточных напряжений. Например, методы обработки сварки, которые уменьшают температурный градиент внутри объекта, уменьшают величину создаваемых напряжений.
После производственного процесса могут быть предприняты дополнительные шаги для радикального снижения остаточных напряжений внутри объекта. Этого можно добиться с помощью термической или механической обработки. Термическая обработка после сварки часто используется для снятия или перераспределения остаточных напряжений в свариваемом объекте. С механической точки зрения для достижения желаемого эффекта можно применять такие методы, как дробеструйная обработка, холодная прокатка и растяжение.
Чем может помочь TWI?
В настоящее время TWI предоставляет ряд услуг своим членам в отношении остаточных напряжений, вызванных технологическими процессами, в том числе:
Измерение
Численное моделирование
Консультации по:
Влияние остаточных напряжений на целостность конструкции (главным образом, разрушение и усталость)
Методы снижения остаточных напряжений (например, послесварочная термообработка, проклевка и т.

 9
9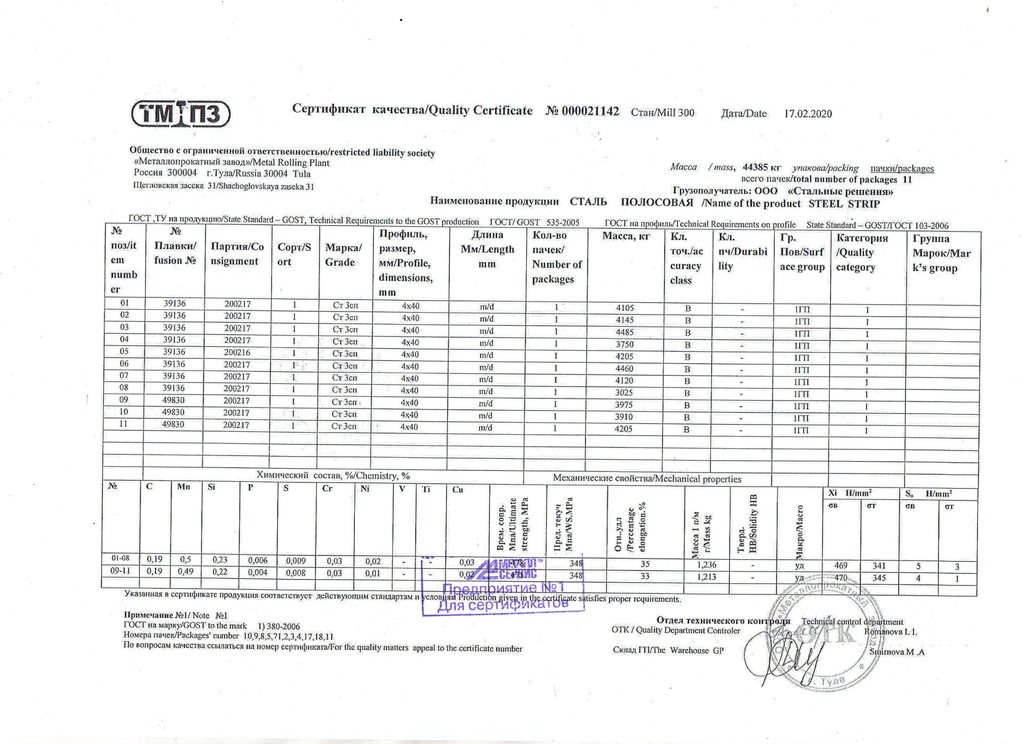 921
921



 624 тонн;
624 тонн; 541 тонн;
541 тонн; 0*1500*1110мм, производство ПАО «СЕВЕРСТАЛЬ», сталь 40Х — 0.661 тонн;
0*1500*1110мм, производство ПАО «СЕВЕРСТАЛЬ», сталь 40Х — 0.661 тонн;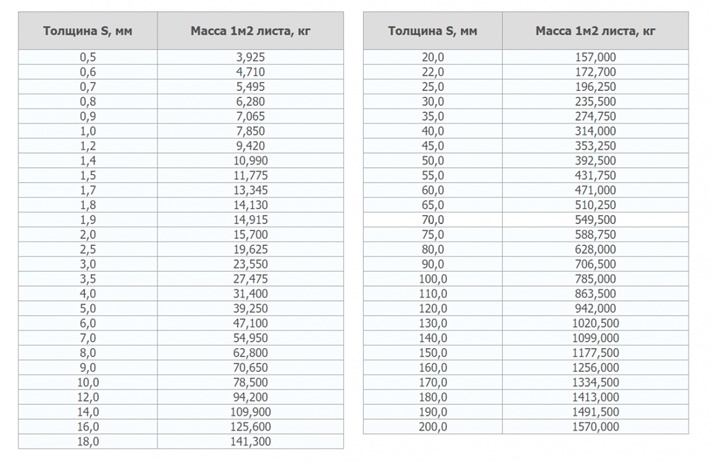 302 тонн;
302 тонн; 0*2000*4090мм, производство ММК, сталь 40Х — 7.703 тонн;
0*2000*4090мм, производство ММК, сталь 40Х — 7.703 тонн;
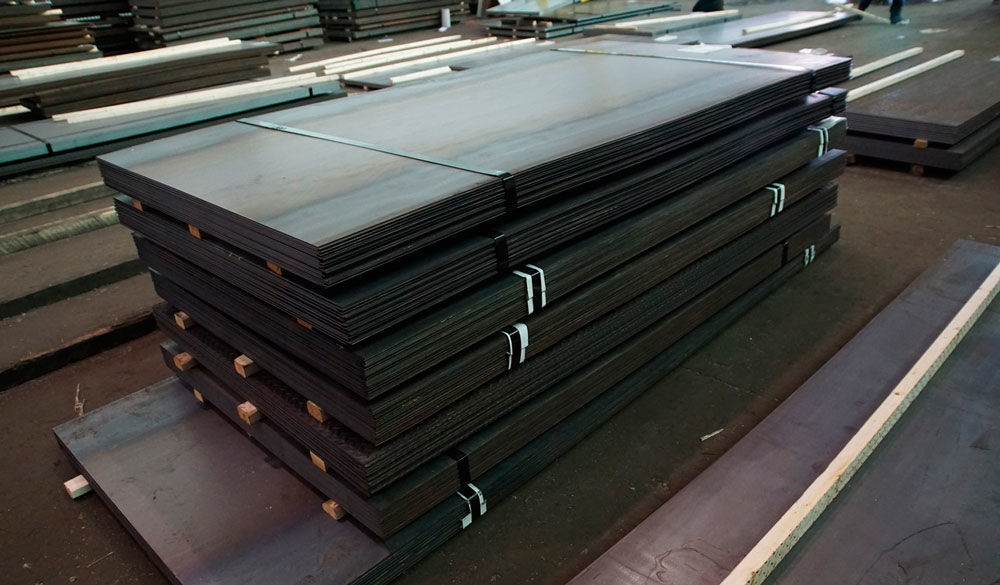 ). Хромистая сталь 40Х также используется в кованых, холодно- и горячештампованных компонентах, а стальная продукция используется в производстве труб, резервуаров и других изделий.
). Хромистая сталь 40Х также используется в кованых, холодно- и горячештампованных компонентах, а стальная продукция используется в производстве труб, резервуаров и других изделий. Ниже представлена систематизированная информация о назначении, химическом составе, видах припасов, заменителях, температурах критических точек, физико-механических, технологических и литейных свойствах для марки — Сталь 40Х.
Ниже представлена систематизированная информация о назначении, химическом составе, видах припасов, заменителях, температурах критических точек, физико-механических, технологических и литейных свойствах для марки — Сталь 40Х.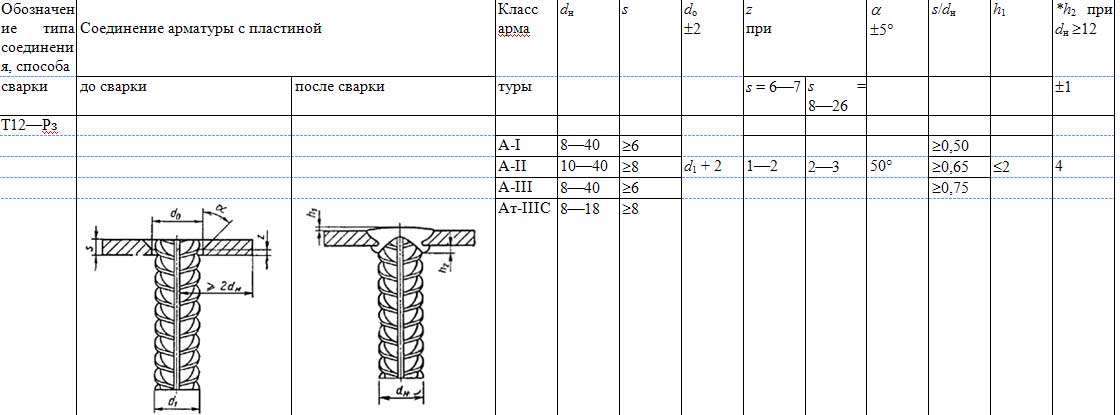
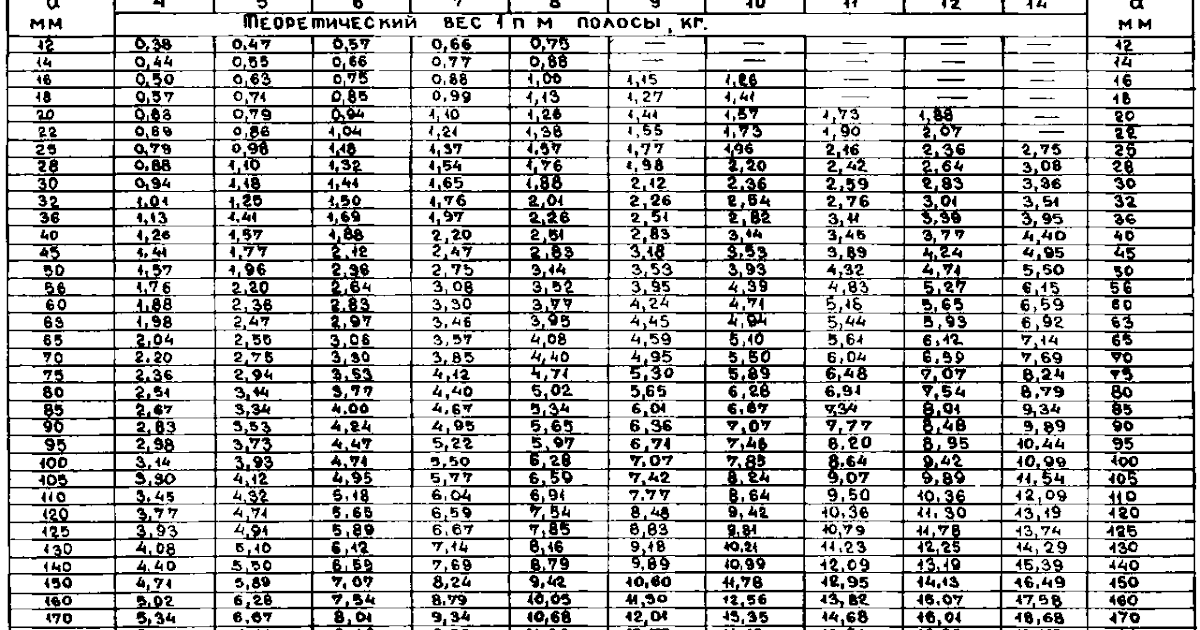 Отпуск 500°С, вода или масло
Отпуск 500°С, вода или масло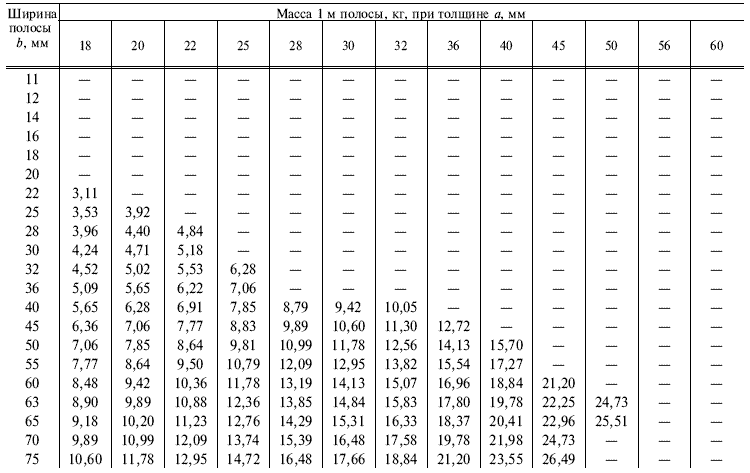 Закалка, отпуск. КП 315
Закалка, отпуск. КП 315 Закалка, отпуск. КП 395
Закалка, отпуск. КП 395 Отпуск 550°С,
Отпуск 550°С, Отпуск 580-650°С, вода, воздух.
Отпуск 580-650°С, вода, воздух.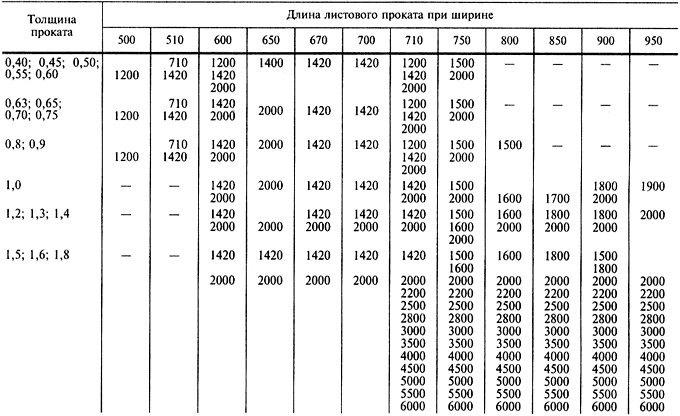 спл. = 0,20, K υ б.ст. = 0,95.
спл. = 0,20, K υ б.ст. = 0,95.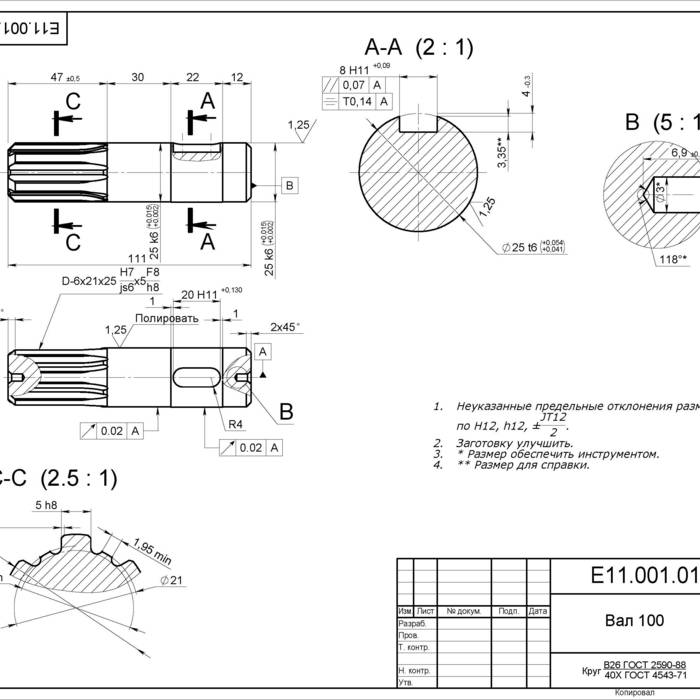
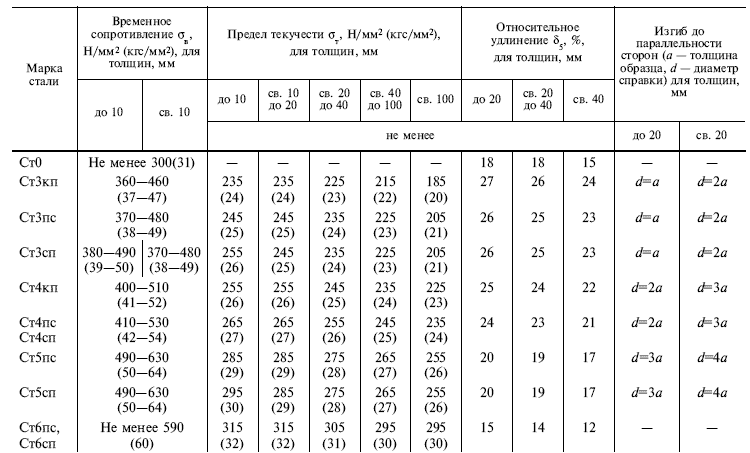
 org/ListItem»>
org/ListItem»> Инвертор должен иметь чистый синус, в противном случае, многие электроприборы и котлы отопления не будут работать.
Инвертор должен иметь чистый синус, в противном случае, многие электроприборы и котлы отопления не будут работать.
 Тор имеет большее КПД чем у обычного трансформатора и меньше наводит помех. Так же у инверторов с тором ниже самопотребление электричества на холостом ходу.
Тор имеет большее КПД чем у обычного трансформатора и меньше наводит помех. Так же у инверторов с тором ниже самопотребление электричества на холостом ходу.
 к. такое напряжение уже считается опасным. Напряжение 12 В можно встретить в бортовой сети автомобиля, 24 В – в автобусах и на яхтах. В принципе, любое из этих напряжений может работать с инвертором, для бесперебойного питания электрооборудования дома. Однако низкое напряжение не позволяет технически получить большую мощность. Так, например, из 12-и вольт невозможно получить мощность более 3-х кВт, из 24-х вольт – более 9 кВт, а из 48-и В – более 18 кВт. Понятно, что высокочастотные инверторы обычно делаются на 12 В и мощностью до 3-х кВт (и рассчитаны они на применение в автомобилях), а мощные низкочастотные инверторы обычно представлены моделями на 24 или 48 В с мощностью от 3 кВт и выше (и рассчитаны они на применение в доме или здании). Это в среднем. Но бывают и исключения, когда например, высокочастотные инверторы, прежде всего за счёт своей низкой цены, пытаются занять свою нишу в домашнем сегменте или наоборот, бесперебойники, сделанные по низкочастотной технологии с тором мощностью всего 900 Вт, имеющие относительно большой вес и цену, пытаются занять нишу в сегменте высокочастотных инверторов за счёт таких своих качеств, как надёжность, мощные зарядные возможности и широкий функционал.
к. такое напряжение уже считается опасным. Напряжение 12 В можно встретить в бортовой сети автомобиля, 24 В – в автобусах и на яхтах. В принципе, любое из этих напряжений может работать с инвертором, для бесперебойного питания электрооборудования дома. Однако низкое напряжение не позволяет технически получить большую мощность. Так, например, из 12-и вольт невозможно получить мощность более 3-х кВт, из 24-х вольт – более 9 кВт, а из 48-и В – более 18 кВт. Понятно, что высокочастотные инверторы обычно делаются на 12 В и мощностью до 3-х кВт (и рассчитаны они на применение в автомобилях), а мощные низкочастотные инверторы обычно представлены моделями на 24 или 48 В с мощностью от 3 кВт и выше (и рассчитаны они на применение в доме или здании). Это в среднем. Но бывают и исключения, когда например, высокочастотные инверторы, прежде всего за счёт своей низкой цены, пытаются занять свою нишу в домашнем сегменте или наоборот, бесперебойники, сделанные по низкочастотной технологии с тором мощностью всего 900 Вт, имеющие относительно большой вес и цену, пытаются занять нишу в сегменте высокочастотных инверторов за счёт таких своих качеств, как надёжность, мощные зарядные возможности и широкий функционал.
 Почему? Потому, что именно из-за встроенного стабилизатора, они требуют очень качественного и устойчивого напряжения на своём сетевом входе. Т.е. генератор должен быть дорогим и с большим запасом мощности (а такой стоит в несколько раз дороже обычных генераторов).
Почему? Потому, что именно из-за встроенного стабилизатора, они требуют очень качественного и устойчивого напряжения на своём сетевом входе. Т.е. генератор должен быть дорогим и с большим запасом мощности (а такой стоит в несколько раз дороже обычных генераторов).

 Солнечный контроллер преобразует энергию от высокого напряжения солнечных панелей в более низкое напряжение аккумуляторов. Таких инверторов со встроенным солнечным контроллером не много. Но у такого решения есть плюсы – ведь цена такого решения несколько ниже и, кроме того, проводов подключения будет чуть меньше. Теперь посмотрим на минусы такого решения. Высококачественные и мощные солнечные контроллеры (имеющие КПД 98%, высокое входное напряжение и управление внешними нагрузками) довольно большие и внутрь инвертора их не вставишь. Посмотрите на разобранный солнечный контроллер КЭС Dominator 200/100.
Солнечный контроллер преобразует энергию от высокого напряжения солнечных панелей в более низкое напряжение аккумуляторов. Таких инверторов со встроенным солнечным контроллером не много. Но у такого решения есть плюсы – ведь цена такого решения несколько ниже и, кроме того, проводов подключения будет чуть меньше. Теперь посмотрим на минусы такого решения. Высококачественные и мощные солнечные контроллеры (имеющие КПД 98%, высокое входное напряжение и управление внешними нагрузками) довольно большие и внутрь инвертора их не вставишь. Посмотрите на разобранный солнечный контроллер КЭС Dominator 200/100.

 Но у сетевого инвертора совсем другая идеология, нежели чем у рассмотренного нами выше обычного, подключаемого к аккумуляторным батареям, высокочастотного инвертора со встроенным солнечным контроллером. Он отличается принципиально. Эта идеология имеет свои истоки от других условий стран Евро-зоны, США и др.
Но у сетевого инвертора совсем другая идеология, нежели чем у рассмотренного нами выше обычного, подключаемого к аккумуляторным батареям, высокочастотного инвертора со встроенным солнечным контроллером. Он отличается принципиально. Эта идеология имеет свои истоки от других условий стран Евро-зоны, США и др.
 Если же нагрузки почти нет, и солнце в зените – тогда эта не используемая владельцем энергия закачивается в промышленную энергосеть. Т.е. его счётчик крутится в обратную сторону, сматывая показания. Кроме того, сетевой инвертор обходится и без аккумуляторных батарей! Иначе пришлось бы их, подсоединять к очень высокому напряжению (на линию между узлом солнечного контроллера и узлом инвертора), что весьма опасно. Получается, что вместо аккумуляторов задействуется огромная электросеть. В неё можно качать солнечную электроэнергию, выкручивая счётчик в большой минус, а потом, вечером, или гораздо позже, в зимний период, возвращать себе обратно то, что отдавали летом! Промышленная электросеть это гигантский неисчерпаемый аккумулятор, вечный и не имеющий потерь. Но, к сожалению, пока в России есть два фактора, которые сводят на нет все преимущества сетевых инверторов:
Если же нагрузки почти нет, и солнце в зените – тогда эта не используемая владельцем энергия закачивается в промышленную энергосеть. Т.е. его счётчик крутится в обратную сторону, сматывая показания. Кроме того, сетевой инвертор обходится и без аккумуляторных батарей! Иначе пришлось бы их, подсоединять к очень высокому напряжению (на линию между узлом солнечного контроллера и узлом инвертора), что весьма опасно. Получается, что вместо аккумуляторов задействуется огромная электросеть. В неё можно качать солнечную электроэнергию, выкручивая счётчик в большой минус, а потом, вечером, или гораздо позже, в зимний период, возвращать себе обратно то, что отдавали летом! Промышленная электросеть это гигантский неисчерпаемый аккумулятор, вечный и не имеющий потерь. Но, к сожалению, пока в России есть два фактора, которые сводят на нет все преимущества сетевых инверторов:
 Причём многие современные счётчики эту энергию (которая подаётся обратно в сеть) приплюсуют к потреблённой, и счета за электричества увеличатся!
Причём многие современные счётчики эту энергию (которая подаётся обратно в сеть) приплюсуют к потреблённой, и счета за электричества увеличатся! Поэтому, если электричество в сети исчезнет, а будет установлен только сетевой инвертор с солнечными панелями, то вы останетесь без электричества. Большие деньги затрачены, а резервного электроснабжения не будет. И так будет, пока регламент электросетей не изменят, пока у нас аварии электроснабжения не прекратятся, пока электричество не перестанут планово отключать…
Поэтому, если электричество в сети исчезнет, а будет установлен только сетевой инвертор с солнечными панелями, то вы останетесь без электричества. Большие деньги затрачены, а резервного электроснабжения не будет. И так будет, пока регламент электросетей не изменят, пока у нас аварии электроснабжения не прекратятся, пока электричество не перестанут планово отключать…
 Гибрид будет работать и при исчезновении в сети 220 В. Гибрид по вашему желанию может ограничить подкачку солнечной энергии только в домашнюю сеть или же и во внешнюю сеть. Т.е. проблема со счетчиками, плюсующими отданную энергию к счетам на оплату, снимается.
Гибрид будет работать и при исчезновении в сети 220 В. Гибрид по вашему желанию может ограничить подкачку солнечной энергии только в домашнюю сеть или же и во внешнюю сеть. Т.е. проблема со счетчиками, плюсующими отданную энергию к счетам на оплату, снимается.


 Тогда прибор будет сам увеличить мощность на своём выходе вплоть до 11 кВт, добавляя к имеющейся сетевой, необходимую мощность от аккумуляторов. Эта возможность может быть полезна и при использовании генератора. Ведь генератор, например, всего 2 кВт, с помощью инвертора гибрида, сможет вытягивать большие пусковые мощности.
Тогда прибор будет сам увеличить мощность на своём выходе вплоть до 11 кВт, добавляя к имеющейся сетевой, необходимую мощность от аккумуляторов. Эта возможность может быть полезна и при использовании генератора. Ведь генератор, например, всего 2 кВт, с помощью инвертора гибрида, сможет вытягивать большие пусковые мощности.
 Но времена меняются – аккумуляторы ведь медленно, но дешевеют, а тарифы за электроэнергию растут. Рано или поздно наступит день, когда и эта возможность будет востребована.
Но времена меняются – аккумуляторы ведь медленно, но дешевеют, а тарифы за электроэнергию растут. Рано или поздно наступит день, когда и эта возможность будет востребована.
 В случае подключения сетевого инвертора к выходу 220 В продвинутого инвертора, последний будет являться опорным источником напряжения для сетевого инвертора (в том числе при пропадании 220 В в сети).
В случае подключения сетевого инвертора к выходу 220 В продвинутого инвертора, последний будет являться опорным источником напряжения для сетевого инвертора (в том числе при пропадании 220 В в сети).
 Подчеркнём, что эта возможность больше заложена на будущее. Использовать сетевой инвертор вместо солнечного контроллера, это более дорогое решение и заряжает он не так плавно, и многих важных функций солнечного контроллера в нём нет. К тому же, это решение не годится для России, если речь идёт не об автономии, а о подкачке в сеть. Потому что гибридный инвертор только собственное 220 умеет не подкачивать во внешнюю сеть. А ограничивать от этого сетевой инвертор он не умеет. Напомним, что выше шла речь об ограничении заряда аккумуляторов. Тем не менее, если в России разрешат отдачу в сеть свободной энергии потребителей, это решение может стать востребованным.
Подчеркнём, что эта возможность больше заложена на будущее. Использовать сетевой инвертор вместо солнечного контроллера, это более дорогое решение и заряжает он не так плавно, и многих важных функций солнечного контроллера в нём нет. К тому же, это решение не годится для России, если речь идёт не об автономии, а о подкачке в сеть. Потому что гибридный инвертор только собственное 220 умеет не подкачивать во внешнюю сеть. А ограничивать от этого сетевой инвертор он не умеет. Напомним, что выше шла речь об ограничении заряда аккумуляторов. Тем не менее, если в России разрешат отдачу в сеть свободной энергии потребителей, это решение может стать востребованным.
 Для инвертора МАП SIN создано уже четыре варианта разного программного обеспечения (в том числе независимыми разработчиками), с немного разным функционалом и под разные операционные системы, включая Андроид.
Для инвертора МАП SIN создано уже четыре варианта разного программного обеспечения (в том числе независимыми разработчиками), с немного разным функционалом и под разные операционные системы, включая Андроид.
 Так, например, за последнее время, покупатели купившие инвертор МАП SIN и обновившие прошивку, получили следующие новые важные возможности инвертора:
Так, например, за последнее время, покупатели купившие инвертор МАП SIN и обновившие прошивку, получили следующие новые важные возможности инвертора:
 А именно:
А именно:
 Наличие инвертора необходимо применять в паре со всевозможными электрогенераторами, работающими в области возобновляемой энергетики (солнце, ветер, вода).
Наличие инвертора необходимо применять в паре со всевозможными электрогенераторами, работающими в области возобновляемой энергетики (солнце, ветер, вода). Инверторный преобразователь импульсного типа оснащён выс..
Инверторный преобразователь импульсного типа оснащён выс...jpg) По основным спецификациям эти инверторы идентичны.Применение от аккумулятораДля работы в инверторном режиме требуется внешний аккумулят..
По основным спецификациям эти инверторы идентичны.Применение от аккумулятораДля работы в инверторном режиме требуется внешний аккумулят.. Инвертор дает вам энергию, когда вы находитесь «вне сети», поэтому у вас есть портативное питание, когда и где бы оно вам ни понадобилось.
Инвертор дает вам энергию, когда вы находитесь «вне сети», поэтому у вас есть портативное питание, когда и где бы оно вам ни понадобилось.
 В зависимости от вашего местоположения приборы должны работать от сети переменного тока с напряжением 120 или 230 вольт.
В зависимости от вашего местоположения приборы должны работать от сети переменного тока с напряжением 120 или 230 вольт. Автомобиль должен работать, пока инвертор используется, чтобы предотвратить разрядку аккумулятора. Инвертор все еще можно использовать, если автомобиль выключен, но это не рекомендуется в течение длительного времени. Если вы используете инвертор без непрерывно работающего двигателя, заводите автомобиль каждый час и дайте ему поработать в течение 10 минут, чтобы зарядить аккумулятор.
Автомобиль должен работать, пока инвертор используется, чтобы предотвратить разрядку аккумулятора. Инвертор все еще можно использовать, если автомобиль выключен, но это не рекомендуется в течение длительного времени. Если вы используете инвертор без непрерывно работающего двигателя, заводите автомобиль каждый час и дайте ему поработать в течение 10 минут, чтобы зарядить аккумулятор. Готовы купить инвертор/зарядное устройство прямо сейчас? См. наши рекомендуемые инверторы/зарядные устройства для аварийного домашнего резервного питания.
Готовы купить инвертор/зарядное устройство прямо сейчас? См. наши рекомендуемые инверторы/зарядные устройства для аварийного домашнего резервного питания.
 Мощные инверторы/зарядные устройства временно обеспечивают дополнительную выходную мощность, чтобы справиться с этими пиковыми нагрузками без отключения. См. инверторы/зарядные устройства PowerVerter APS компании Tripp Lite.
Мощные инверторы/зарядные устройства временно обеспечивают дополнительную выходную мощность, чтобы справиться с этими пиковыми нагрузками без отключения. См. инверторы/зарядные устройства PowerVerter APS компании Tripp Lite.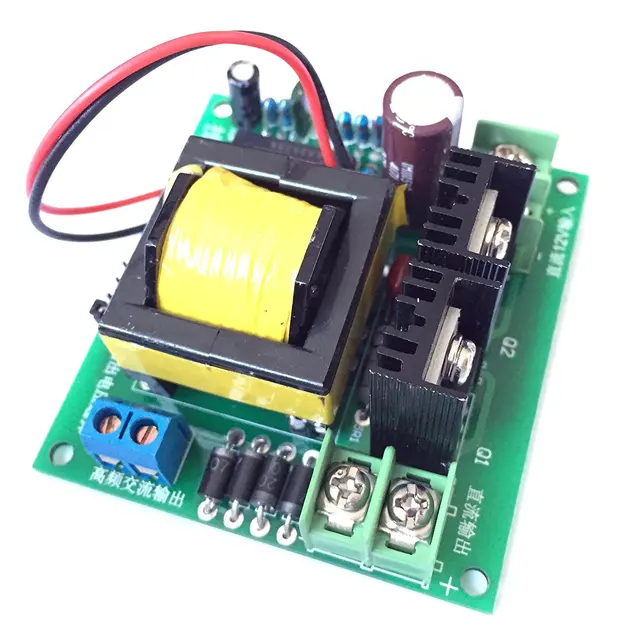 Инверторы, используемые в медицинских транспортных средствах, должны соответствовать требованиям UL 458. Tripp Lite предлагает инвертор со встроенной системой зарядки, предназначенный для установки в машинах скорой помощи/скорой помощи. См. инвертор Tripp Lite для автомобилей скорой помощи/скорой помощи.
Инверторы, используемые в медицинских транспортных средствах, должны соответствовать требованиям UL 458. Tripp Lite предлагает инвертор со встроенной системой зарядки, предназначенный для установки в машинах скорой помощи/скорой помощи. См. инвертор Tripp Lite для автомобилей скорой помощи/скорой помощи. Вот 12 ключевых факторов, которые следует учитывать при покупке инвертора:
Вот 12 ключевых факторов, которые следует учитывать при покупке инвертора: Убедитесь, что выбранные вами батареи соответствуют входному напряжению инвертора.
Убедитесь, что выбранные вами батареи соответствуют входному напряжению инвертора. Инверторы для тяжелых условий эксплуатации имеют входные клеммы постоянного тока, которые подключаются непосредственно к батареям с помощью кабелей, предоставляемых пользователем. Инверторы/зарядные устройства подключаются как к батареям, так и к источнику питания переменного тока, чтобы батареи могли перезаряжаться, когда доступно береговое питание.
Инверторы для тяжелых условий эксплуатации имеют входные клеммы постоянного тока, которые подключаются непосредственно к батареям с помощью кабелей, предоставляемых пользователем. Инверторы/зарядные устройства подключаются как к батареям, так и к источнику питания переменного тока, чтобы батареи могли перезаряжаться, когда доступно береговое питание. Многие сверхмощные инверторы/зарядные устройства могут быть жестко подключены к вашему основному электрическому щиту, чтобы подавать ток непосредственно к розеткам переменного тока вашего дома. В целях безопасности используйте для установки профессионального электрика.
Многие сверхмощные инверторы/зарядные устройства могут быть жестко подключены к вашему основному электрическому щиту, чтобы подавать ток непосредственно к розеткам переменного тока вашего дома. В целях безопасности используйте для установки профессионального электрика.

 ИБП обычно включает в себя аккумулятор и зарядное устройство в одном автономном блоке. Аккумуляторы для инвертора обычно поставляются пользователем.
ИБП обычно включает в себя аккумулятор и зарядное устройство в одном автономном блоке. Аккумуляторы для инвертора обычно поставляются пользователем.
 Батареи будут перезаряжены, когда снова станет доступен источник питания переменного тока.
Батареи будут перезаряжены, когда снова станет доступен источник питания переменного тока.
 За пределами этого расстояния вы, вероятно, испытаете потерю сигнала.
За пределами этого расстояния вы, вероятно, испытаете потерю сигнала. Убедитесь, что ваш инвертор может справиться с пиковым выбросом. Как правило, убедитесь, что ваш инвертор может выдерживать пиковые нагрузки 500–750 Вт для холодильника и 500–1000 Вт для морозильного ларя.
Убедитесь, что ваш инвертор может справиться с пиковым выбросом. Как правило, убедитесь, что ваш инвертор может выдерживать пиковые нагрузки 500–750 Вт для холодильника и 500–1000 Вт для морозильного ларя.
 Наш лучший совет — придерживаться того, что указано в руководстве пользователя вашего инвертора.
Наш лучший совет — придерживаться того, что указано в руководстве пользователя вашего инвертора. У многих бытовых приборов и электроинструментов номинальная мощность указана на этикетке на самом изделии или в руководстве по эксплуатации изделия. Если ваши устройства показывают только ампер, мощность можно получить, используя эту простую формулу:
У многих бытовых приборов и электроинструментов номинальная мощность указана на этикетке на самом изделии или в руководстве по эксплуатации изделия. Если ваши устройства показывают только ампер, мощность можно получить, используя эту простую формулу:
 Обязательно ознакомьтесь с фактическими требованиями к мощности на этикетке продукта и помните, что многие инструменты и устройства имеют значительно более высокие требования к пиковым перенапряжениям при запуске/цикле.
Обязательно ознакомьтесь с фактическими требованиями к мощности на этикетке продукта и помните, что многие инструменты и устройства имеют значительно более высокие требования к пиковым перенапряжениям при запуске/цикле.

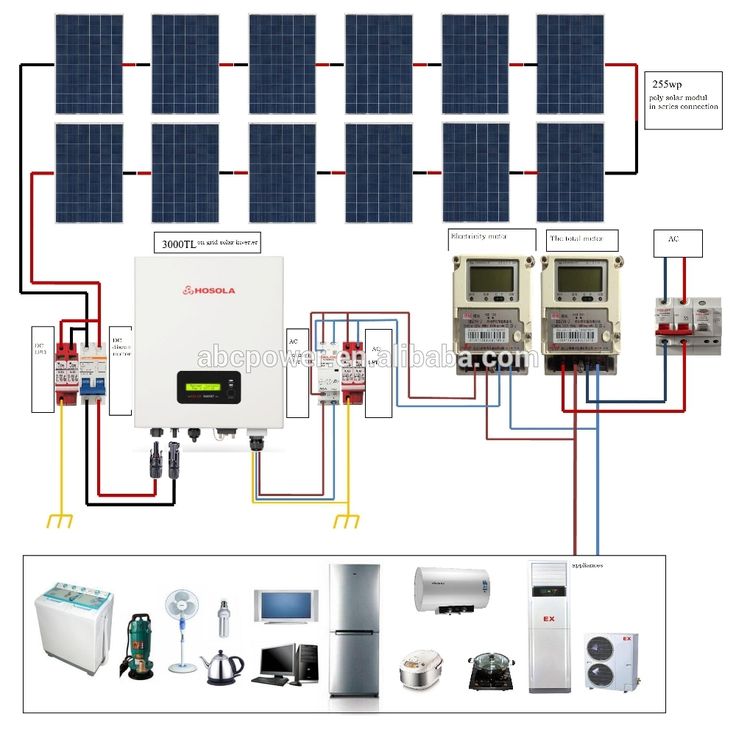 Все наши продукты проходят строгий контроль качества, прежде чем они поступят в продажу, а независимые испытательные агентства проверяют, соответствуют ли наши продукты последним стандартам безопасности и производительности. Наша приверженность качеству позволяет нам поддерживать нашу продукцию ведущими в отрасли гарантиями и отзывчивым обслуживанием клиентов. Это отличие Tripp Lite от Eaton.
Все наши продукты проходят строгий контроль качества, прежде чем они поступят в продажу, а независимые испытательные агентства проверяют, соответствуют ли наши продукты последним стандартам безопасности и производительности. Наша приверженность качеству позволяет нам поддерживать нашу продукцию ведущими в отрасли гарантиями и отзывчивым обслуживанием клиентов. Это отличие Tripp Lite от Eaton. в вашем доме, если вы когда-либо страдаете от отключения электроэнергии.
в вашем доме, если вы когда-либо страдаете от отключения электроэнергии. Инверторы мощности с чистым синусоидальным сигналом работают тише и быстрее, чем другие инверторы, в целом с меньшим количеством сбоев, обеспечивая более плавные и эффективные волны мощности. При этом модифицированные синусоидальные преобразователи мощности по-прежнему являются отличным инструментом в чрезвычайной ситуации, способным управлять морозильными камерами, бытовой техникой, двигателями, электроинструментами, насосами, холодильниками и многим другим.
Инверторы мощности с чистым синусоидальным сигналом работают тише и быстрее, чем другие инверторы, в целом с меньшим количеством сбоев, обеспечивая более плавные и эффективные волны мощности. При этом модифицированные синусоидальные преобразователи мощности по-прежнему являются отличным инструментом в чрезвычайной ситуации, способным управлять морозильными камерами, бытовой техникой, двигателями, электроинструментами, насосами, холодильниками и многим другим.
 Чтобы купить лазерный гравировальный станок с ЧПУ нужно учитывать ряд факторов:
Чтобы купить лазерный гравировальный станок с ЧПУ нужно учитывать ряд факторов: Подтягивающий механизм значительно увеличивает точность и скорость работы с материалом;
Подтягивающий механизм значительно увеличивает точность и скорость работы с материалом; Современный станок для лазерной гравировки по дереву выжигает рисунок на поверхности изделия с точностью позиционирования 0,1 мм, это помогает достичь впечатляющей детализации.
Современный станок для лазерной гравировки по дереву выжигает рисунок на поверхности изделия с точностью позиционирования 0,1 мм, это помогает достичь впечатляющей детализации.

 При лазерной гравировке по дереву вы можете выбрать любой вид древесины; здесь обычно решает визуальное впечатление.
При лазерной гравировке по дереву вы можете выбрать любой вид древесины; здесь обычно решает визуальное впечатление. Для нас это было решающим фактором, так как это позволяет нам дать свободу нашим идеям. Особенно впечатляют простота эксплуатации и обслуживания установки. Мы используем ее каждый день, и мы спокойны, поскольку можем положиться и на лазерную установку, и на обслуживание Trotec».
Для нас это было решающим фактором, так как это позволяет нам дать свободу нашим идеям. Особенно впечатляют простота эксплуатации и обслуживания установки. Мы используем ее каждый день, и мы спокойны, поскольку можем положиться и на лазерную установку, и на обслуживание Trotec».
 Такая популярность объясняется тем, что это самый простой и удобный способ декорирования деревянные элементы интерьера в доме. И гравировка по дереву в настоящее время является одним из конкурентных преимуществ компаний по производству деревянной мебели. У всех граверов есть излучатели СО2.
Такая популярность объясняется тем, что это самый простой и удобный способ декорирования деревянные элементы интерьера в доме. И гравировка по дереву в настоящее время является одним из конкурентных преимуществ компаний по производству деревянной мебели. У всех граверов есть излучатели СО2.
 Если вам нужно сделать больше деталей, вы можете использовать фрезерный станок с ЧПУ.
Если вам нужно сделать больше деталей, вы можете использовать фрезерный станок с ЧПУ.

 )
)


 Wattsan 6090 (LT/ST) . Самый популярный гравер в линейке лазерных станков Wattsan. Станок со средним форматом рабочей зоны (90*60 см). Может эффективно использоваться в промышленном производстве для обработки крупногабаритных заготовок. Чтобы приобрести эту модель лазерной гравировки по дереву, вам придется заплатить 2330 долларов.
Wattsan 6090 (LT/ST) . Самый популярный гравер в линейке лазерных станков Wattsan. Станок со средним форматом рабочей зоны (90*60 см). Может эффективно использоваться в промышленном производстве для обработки крупногабаритных заготовок. Чтобы приобрести эту модель лазерной гравировки по дереву, вам придется заплатить 2330 долларов. Главной особенностью этой модели является то, что лазерная трубка расположена непосредственно на портале, а путь лазерного луча минимален, а значит рассеяние луча незначительно, что гарантирует высокую точность гравировки и резки. Цена на такую машину начинается от 5000 долларов.
Главной особенностью этой модели является то, что лазерная трубка расположена непосредственно на портале, а путь лазерного луча минимален, а значит рассеяние луча незначительно, что гарантирует высокую точность гравировки и резки. Цена на такую машину начинается от 5000 долларов. А ваш чистый заработок будет зависеть от качества конечного продукта и минимизации брака.
А ваш чистый заработок будет зависеть от качества конечного продукта и минимизации брака.
 Проанализируйте, какая сувенирная продукция пользуется повышенным спросом у потребителей в вашем регионе, определитесь с ожидаемым объемом заказов, и тогда вы поймете, какой размер и мощность автомата подойдет вам лучше всего. По результатам исследования выбрать подходящий лазерный гравер по дереву.
Проанализируйте, какая сувенирная продукция пользуется повышенным спросом у потребителей в вашем регионе, определитесь с ожидаемым объемом заказов, и тогда вы поймете, какой размер и мощность автомата подойдет вам лучше всего. По результатам исследования выбрать подходящий лазерный гравер по дереву.
 Ваше воображение и видение — единственные ограничения, с которыми вы столкнетесь, пытаясь придумать идеи для проекта по деревообработке.
Ваше воображение и видение — единственные ограничения, с которыми вы столкнетесь, пытаясь придумать идеи для проекта по деревообработке.-500x500-product_popup.jpg)
 Но только потому, что процесс доступен, это не означает, что вы жертвуете качеством. Мы понимаем, что острые резы и высококачественное травление важны для любой компании или отдельного человека, занимающегося деревообрабатывающими проектами.
Но только потому, что процесс доступен, это не означает, что вы жертвуете качеством. Мы понимаем, что острые резы и высококачественное травление важны для любой компании или отдельного человека, занимающегося деревообрабатывающими проектами.
 youtube.com/embed/JmxtEuksVkw?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/>
youtube.com/embed/JmxtEuksVkw?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»/> 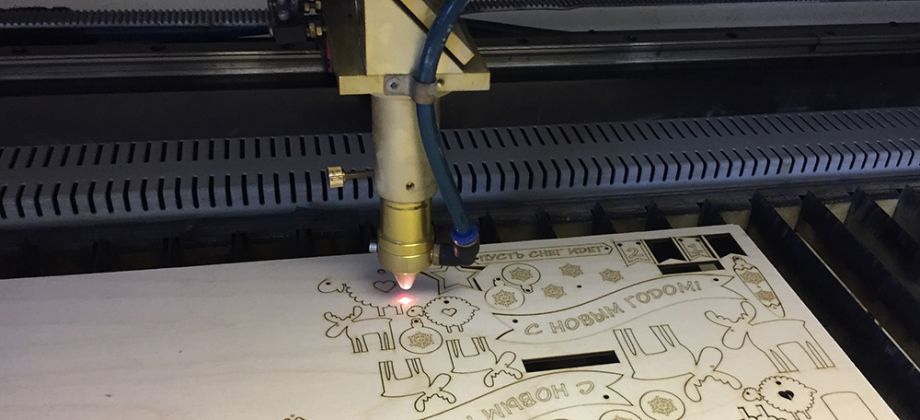 Дополнительные сведения о правильной настройке см. в руководстве пользователя или в дополнительных разделах поддержки на нашем веб-сайте. После правильной настройки нет опасности повредить древесину, окружающую линии разреза или травления вашего проекта. Это уникальный аспект станков с CO2-лазером и их способность работать с высокой точностью, в отличие от таких инструментов, как спиральные пилы и настольные пилы.
Дополнительные сведения о правильной настройке см. в руководстве пользователя или в дополнительных разделах поддержки на нашем веб-сайте. После правильной настройки нет опасности повредить древесину, окружающую линии разреза или травления вашего проекта. Это уникальный аспект станков с CO2-лазером и их способность работать с высокой точностью, в отличие от таких инструментов, как спиральные пилы и настольные пилы.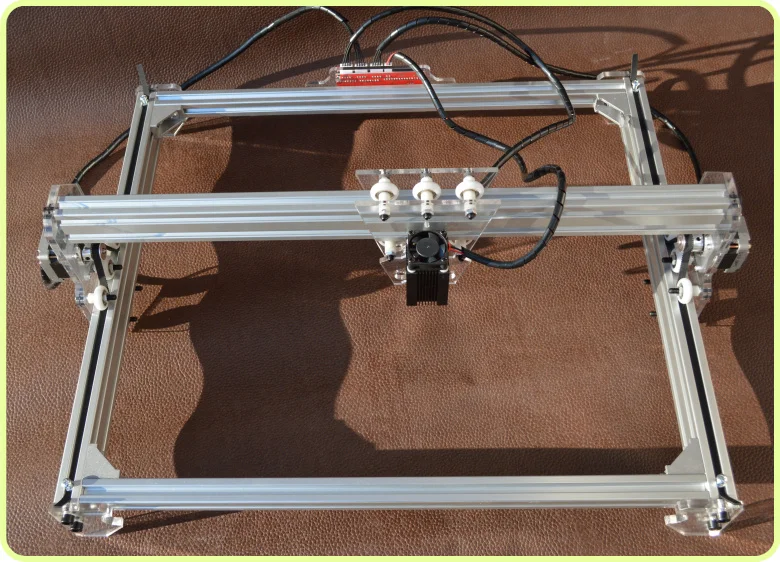 Чтобы избежать появления темных отметин на деревянном материале во время процесса лазерной гравировки, выберите низкую мощность при высокой скорости.
Чтобы избежать появления темных отметин на деревянном материале во время процесса лазерной гравировки, выберите низкую мощность при высокой скорости.
 Размеры труб соответствуют ГОСТу, по длине изготавливаются от 4 до 12,5 м.
Размеры труб соответствуют ГОСТу, по длине изготавливаются от 4 до 12,5 м.
 Они производятся из рулонной стали:
Они производятся из рулонной стали: Используется в производстве труб из нержавеющей и высоколегированных сталей. Сварка в защитной среде позволяет предупредить карбидизацию легирующих элементов, ухудшающую качество швов. Может быть использована, как газовая, так и электрическая сварка.
Используется в производстве труб из нержавеющей и высоколегированных сталей. Сварка в защитной среде позволяет предупредить карбидизацию легирующих элементов, ухудшающую качество швов. Может быть использована, как газовая, так и электрическая сварка.

 Еще горячими заготовки протыкают по центру оправкой. Следующим этапом является прокатка и растяжение полой заготовки. Заготовка точно прокатывается и растягивается до тех пор, пока она не будет соответствовать длине, диаметру и толщине стенки, указанным в заказе клиента.
Еще горячими заготовки протыкают по центру оправкой. Следующим этапом является прокатка и растяжение полой заготовки. Заготовка точно прокатывается и растягивается до тех пор, пока она не будет соответствовать длине, диаметру и толщине стенки, указанным в заказе клиента. Несмотря на то, что сварная труба действительно имеет шов, который теоретически делает ее менее прочной, технологии производства и режимы обеспечения качества улучшились настолько, что сварная труба будет работать должным образом, если ее допуски не превышаются. Хотя очевидное преимущество очевидно, критика бесшовных труб заключается в том, что процесс прокатки и растяжения приводит к непостоянной толщине стенки по сравнению с более точной толщиной стальных листов, предназначенных для сварки.
Несмотря на то, что сварная труба действительно имеет шов, который теоретически делает ее менее прочной, технологии производства и режимы обеспечения качества улучшились настолько, что сварная труба будет работать должным образом, если ее допуски не превышаются. Хотя очевидное преимущество очевидно, критика бесшовных труб заключается в том, что процесс прокатки и растяжения приводит к непостоянной толщине стенки по сравнению с более точной толщиной стальных листов, предназначенных для сварки.
 Эта ошибка, вероятно, останется незамеченной до тех пор, пока не будет размещен заказ на поставку, после чего поставщик труб уведомит клиента о том, что заказ не может быть выполнен в соответствии с написанным.
Эта ошибка, вероятно, останется незамеченной до тех пор, пока не будет размещен заказ на поставку, после чего поставщик труб уведомит клиента о том, что заказ не может быть выполнен в соответствии с написанным.
 Первым этапом является сырое сырье, такое как руда или металлический лом, отлитые в слитки. Последним этапом производственного процесса является придание формы трубам путем удлинения бесшовной трубы.
Первым этапом является сырое сырье, такое как руда или металлический лом, отлитые в слитки. Последним этапом производственного процесса является придание формы трубам путем удлинения бесшовной трубы.
 Заготовку необходимо сначала нагреть, затем растянуть и, наконец, протолкнуть или прокатить по раме или форме, пока труба не станет полой.
Заготовку необходимо сначала нагреть, затем растянуть и, наконец, протолкнуть или прокатить по раме или форме, пока труба не станет полой. Это также полезно, когда цель состоит в том, чтобы изготовить потрясающую трубу с гладкой внутренней поверхностью. В процессе экструзии бесшовные стальные трубы могут прокатываться только с использованием низколегированной структуры, углеродистой конструкционной стали или легированной структуры.
Это также полезно, когда цель состоит в том, чтобы изготовить потрясающую трубу с гладкой внутренней поверхностью. В процессе экструзии бесшовные стальные трубы могут прокатываться только с использованием низколегированной структуры, углеродистой конструкционной стали или легированной структуры. Он растет с каждым днем, чтобы удовлетворить бесконечный спрос на сварные трубы. К счастью, сегодня в массовом производстве сварных стальных труб задействовано несколько секторов.
Он растет с каждым днем, чтобы удовлетворить бесконечный спрос на сварные трубы. К счастью, сегодня в массовом производстве сварных стальных труб задействовано несколько секторов. Они также могут быть изготовлены разной длины и сварены из труб разной формы. Применение полностью зависит от использования и других сопутствующих факторов.
Они также могут быть изготовлены разной длины и сварены из труб разной формы. Применение полностью зависит от использования и других сопутствующих факторов. Затем плоский выровненный материал измеряется и отрезается до нужной длины.
Затем плоский выровненный материал измеряется и отрезается до нужной длины. также: Что такое кузнечная сварка? Тщательное понимание
также: Что такое кузнечная сварка? Тщательное понимание Бесшовная сталь прочнее сварных труб, что делает ее более дорогой из-за более высокой себестоимости.
Бесшовная сталь прочнее сварных труб, что делает ее более дорогой из-за более высокой себестоимости. Если он находится в менее коррозионном климате, вы можете выбрать сварную сталь, но если он находится в высококоррозионной среде, стоит потратить много денег на бесшовную сталь, потому что она прослужит дольше.
Если он находится в менее коррозионном климате, вы можете выбрать сварную сталь, но если он находится в высококоррозионной среде, стоит потратить много денег на бесшовную сталь, потому что она прослужит дольше.
 И даже колючую проволоку для заборов и ограждений делают из этой проволоки.
И даже колючую проволоку для заборов и ограждений делают из этой проволоки. К тому же, по отзывам на форумах, она еще и удобна в работе.
К тому же, по отзывам на форумах, она еще и удобна в работе.
 То есть некоторые нюансы лучше доверить мастеру, чтобы потом не пожалеть. Потому арматурщики – работники очень востребованные, и в сезон заманить их к себе на стройку можно только за очень хорошую плату.
То есть некоторые нюансы лучше доверить мастеру, чтобы потом не пожалеть. Потому арматурщики – работники очень востребованные, и в сезон заманить их к себе на стройку можно только за очень хорошую плату.
 И для каждого типа арматуры следует подбирать соответствующую силу тока.
И для каждого типа арматуры следует подбирать соответствующую силу тока. А они, в отсутствие ГОСТов, зачастую экономят на исходном сырье и легирующих добавках. Плюс продавцы норовят подсунуть марку подешевле, а взять с вас подороже. Так что будьте бдительны: проверяйте всё и покупайте только тот материал, который не подведёт вас при сварке.
А они, в отсутствие ГОСТов, зачастую экономят на исходном сырье и легирующих добавках. Плюс продавцы норовят подсунуть марку подешевле, а взять с вас подороже. Так что будьте бдительны: проверяйте всё и покупайте только тот материал, который не подведёт вас при сварке. Это помогает дизайнерам предсказать, где могут образоваться линии вязания и соединения. Области, окрашенные в красный цвет, заполняются меньше всего, а синие — дольше всего.
Это помогает дизайнерам предсказать, где могут образоваться линии вязания и соединения. Области, окрашенные в красный цвет, заполняются меньше всего, а синие — дольше всего. А детали с более тонкими стенками сокращают время охлаждения и время цикла, а также снижают вес продукта.
А детали с более тонкими стенками сокращают время охлаждения и время цикла, а также снижают вес продукта. Трикотажные линии, как правило, вызывают большую озабоченность, потому что они механически слабее, чем линии сплава, и могут быть значительно слабее, чем сыпучий материал. Прочность на растяжение ненаполненного нейлона примерно равна или примерно на 17% меньше, чем у объемного материала. Та же смола, содержащая 30% (по весу) стекловолокна, напротив, может терять 50% или более своей прочности на линиях вязания. И механическая прочность не улучшается с дополнительными или более сильными волокнами.
Трикотажные линии, как правило, вызывают большую озабоченность, потому что они механически слабее, чем линии сплава, и могут быть значительно слабее, чем сыпучий материал. Прочность на растяжение ненаполненного нейлона примерно равна или примерно на 17% меньше, чем у объемного материала. Та же смола, содержащая 30% (по весу) стекловолокна, напротив, может терять 50% или более своей прочности на линиях вязания. И механическая прочность не улучшается с дополнительными или более сильными волокнами. Фактически, испытательные образцы (33 мас. % стекловолокна и нейлона 6) демонстрируют на 50-60% меньшую прочность в поперечном направлении.
Фактически, испытательные образцы (33 мас. % стекловолокна и нейлона 6) демонстрируют на 50-60% меньшую прочность в поперечном направлении. Повышение температуры формы, более быстрое заполнение форм, отказ от разделительных смазок и более высокое давление упаковки — все это может укрепить трикотажные линии.
Повышение температуры формы, более быстрое заполнение форм, отказ от разделительных смазок и более высокое давление упаковки — все это может укрепить трикотажные линии.
 Нейлон, армированный стекловолокном и минеральным волокном, позволяет автопроизводителям изготавливать сварные резервуары для жидкости, резонаторы, крышки и компоненты шасси, которые могут весить на 40–55 % меньше, чем штампованные стальные или литые аналоги.
Нейлон, армированный стекловолокном и минеральным волокном, позволяет автопроизводителям изготавливать сварные резервуары для жидкости, резонаторы, крышки и компоненты шасси, которые могут весить на 40–55 % меньше, чем штампованные стальные или литые аналоги. 0
0 0
0

 Визуализируйте это, когда вы выезжаете на автостраду после долгого дня в офисе — мы все едем в одном направлении и должны придумать, как добраться туда без повреждений. На изображении 2 видно, как фронт потока расщепляется за счет прямоугольного ядра наружу и снова сливается на противоположной стороне. Поскольку внутри полости формы больше места, фронт потока продолжается дальше, создавая новый фронт потока.
Визуализируйте это, когда вы выезжаете на автостраду после долгого дня в офисе — мы все едем в одном направлении и должны придумать, как добраться туда без повреждений. На изображении 2 видно, как фронт потока расщепляется за счет прямоугольного ядра наружу и снова сливается на противоположной стороне. Поскольку внутри полости формы больше места, фронт потока продолжается дальше, создавая новый фронт потока. Это некрасиво и добром не кончится.
Это некрасиво и добром не кончится. 4: Верх, обтекаемая структура из полиэтилена высокой плотности
4: Верх, обтекаемая структура из полиэтилена высокой плотности 


 Закалка при 930-1050 °С, вода или воздух.
Закалка при 930-1050 °С, вода или воздух.
 Закалка при 1050-1080 °С, вода или воздух
Закалка при 1050-1080 °С, вода или воздух
 Закалка при 1050-1100 °С, вода или воздух.
Закалка при 1050-1100 °С, вода или воздух.
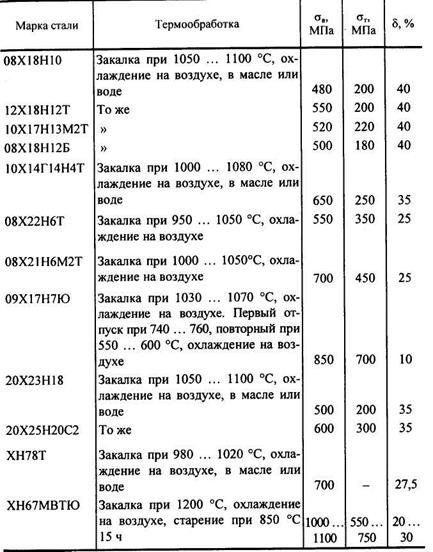 Закалка при 1100-1150 °С, воздух, масло или вода. Закалка при 1050-1080 °С, вода
Закалка при 1100-1150 °С, воздух, масло или вода. Закалка при 1050-1080 °С, вода
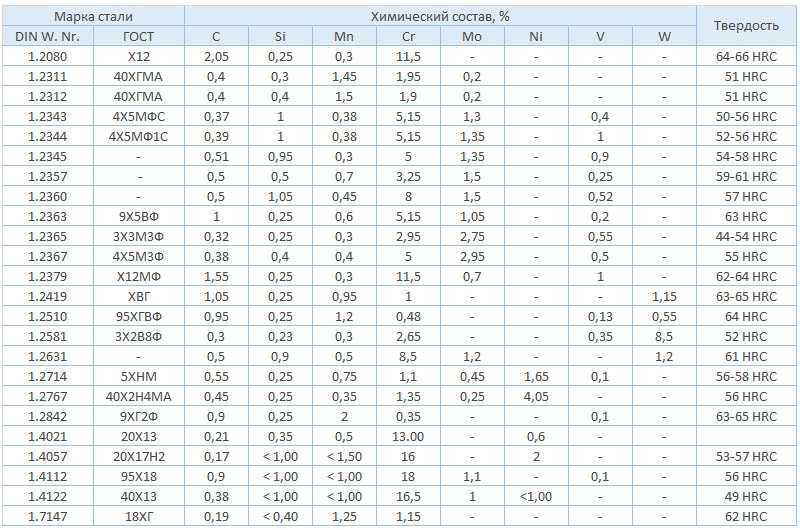 Эта величина не предусмотрена стандартами, она носит
Эта величина не предусмотрена стандартами, она носит
 Поэлементная расшифровка 06ХН28МДТ выглядит следующим образом:
Поэлементная расшифровка 06ХН28МДТ выглядит следующим образом: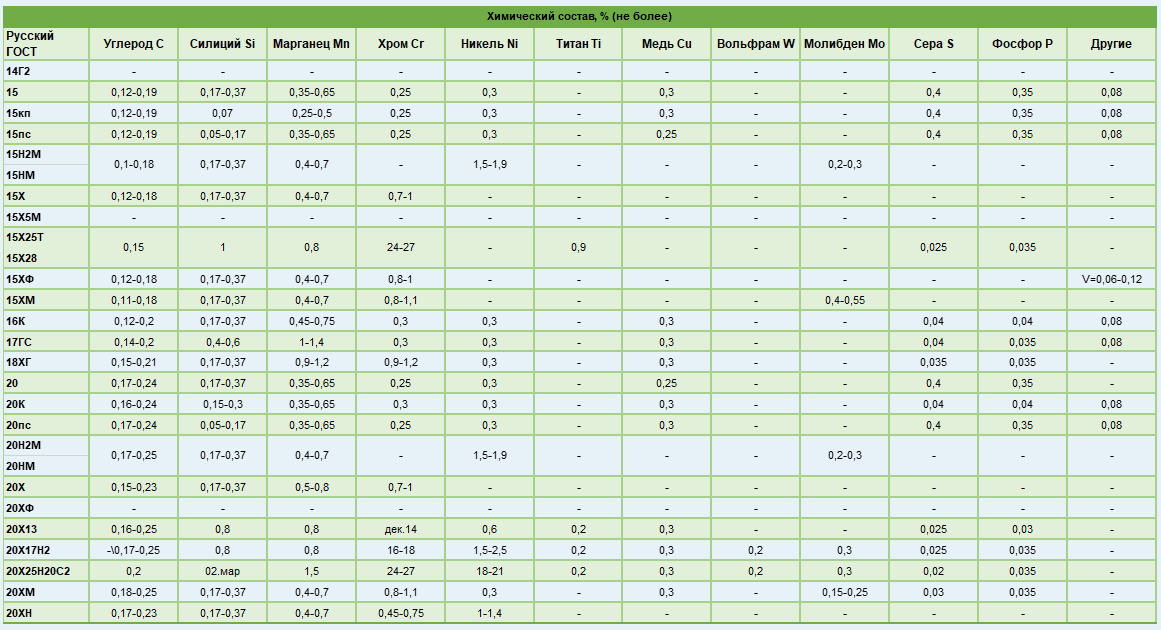

 Закалка 930-1050 °С, вода или воздух.
Закалка 930-1050 °С, вода или воздух.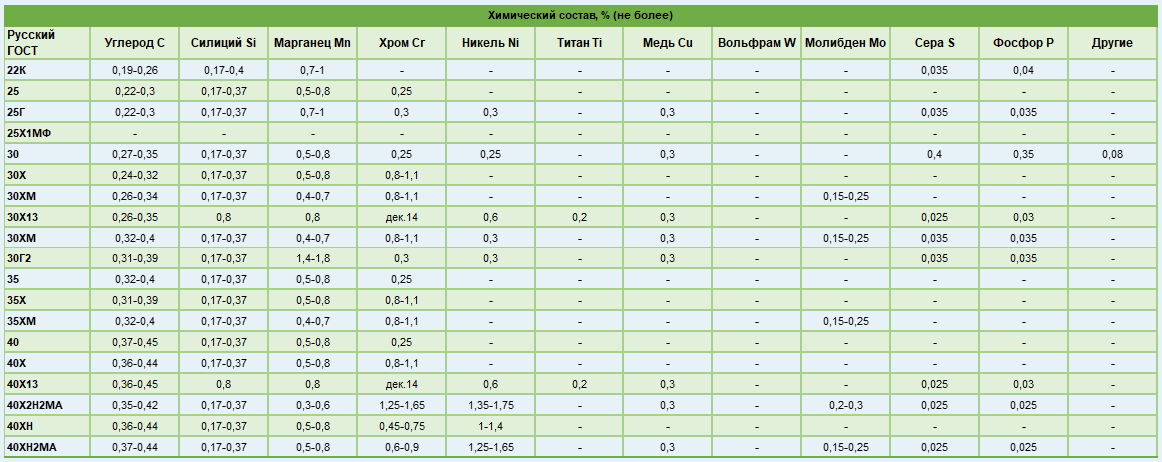 Закалка 1050 ºС, вода
Закалка 1050 ºС, вода 0Х23Н28М3Д3Т ЭИ943 ) при Т=20oС
0Х23Н28М3Д3Т ЭИ943 ) при Т=20oС
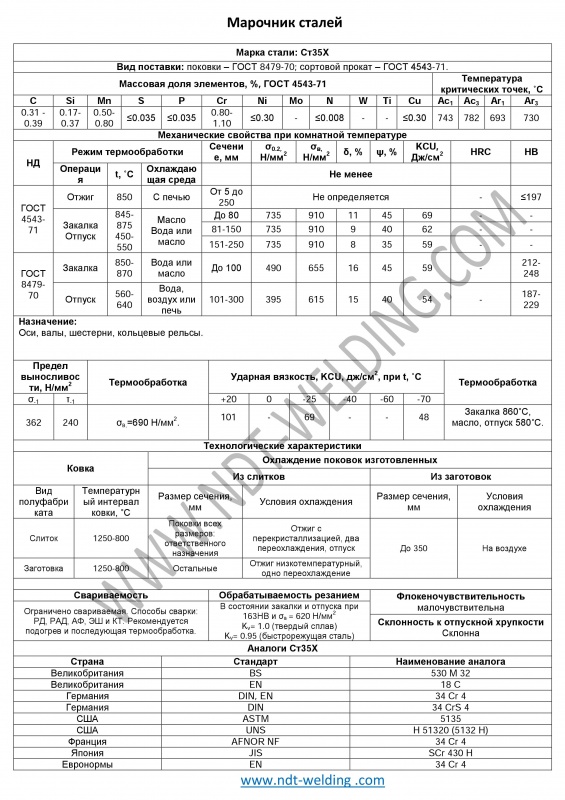
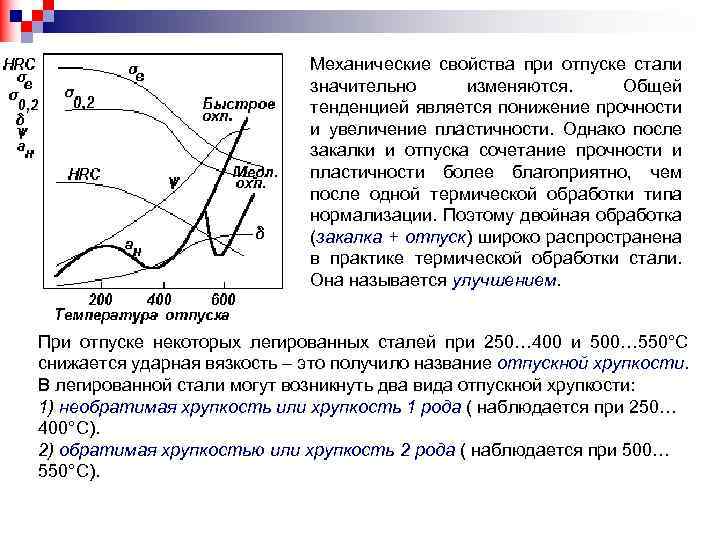 Применяется воздушное охлаждение.
Применяется воздушное охлаждение.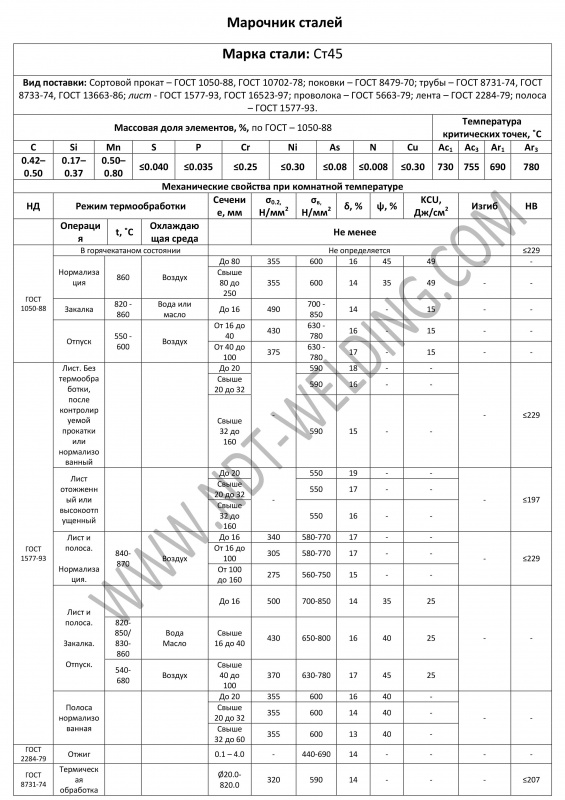 Ее также называют диффузионным отжигом. Это процесс термообработки стали в диапазоне температур от 1000 до 1150 °С. В таком состоянии сырье держится на протяжении 8 часов. Для некоторых марок стали время увеличивается до 15. Температура остывания контролируется. Из печи заготовку можно вытаскивать только при достижении 800°С. Далее температура естественно снижается на воздухе.
Ее также называют диффузионным отжигом. Это процесс термообработки стали в диапазоне температур от 1000 до 1150 °С. В таком состоянии сырье держится на протяжении 8 часов. Для некоторых марок стали время увеличивается до 15. Температура остывания контролируется. Из печи заготовку можно вытаскивать только при достижении 800°С. Далее температура естественно снижается на воздухе.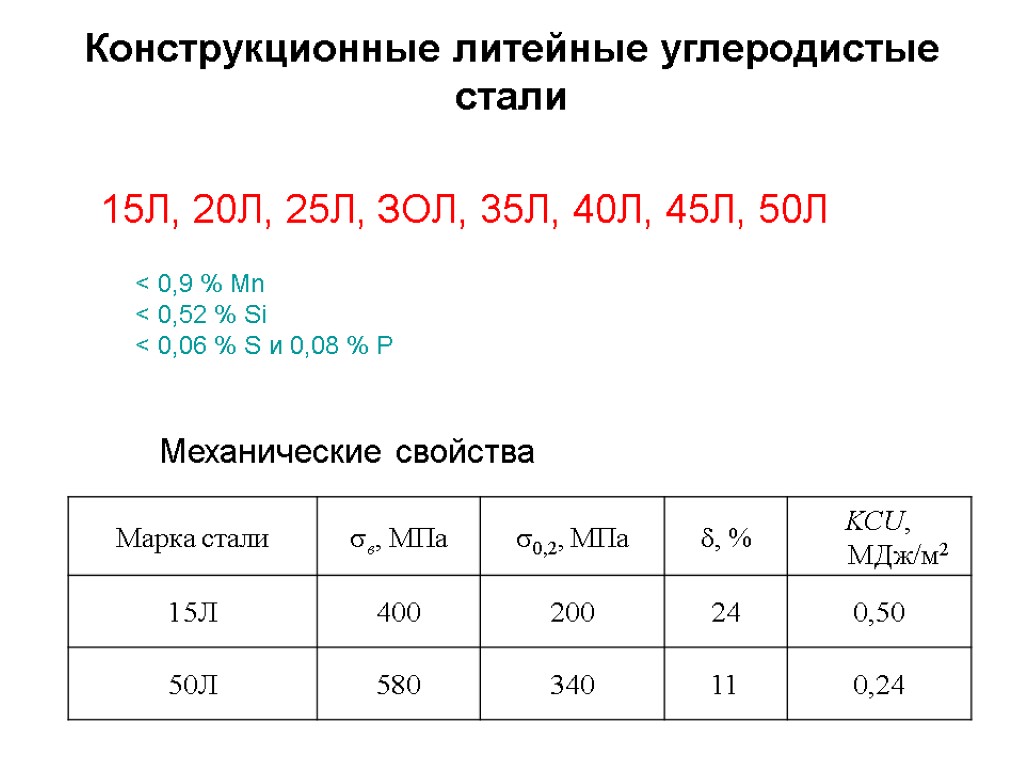 Остывание проходит в два этапа – быстрый и медленный.
Остывание проходит в два этапа – быстрый и медленный.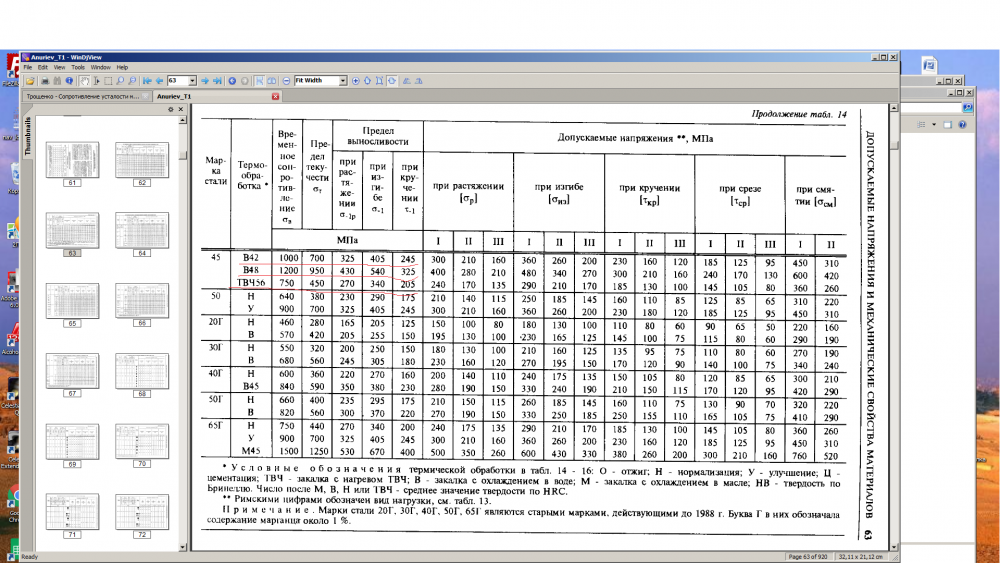
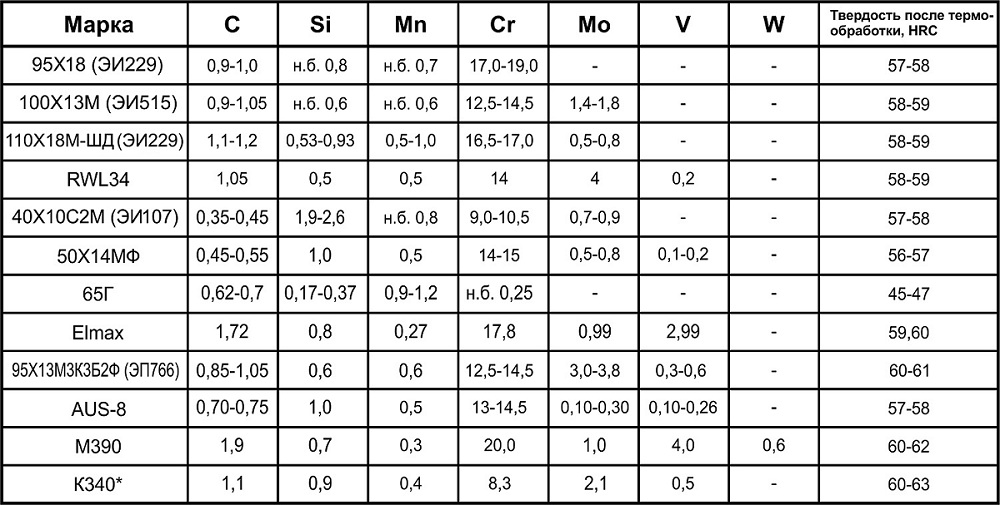 Нужно учитывать, при какой температуре начинает изменяться внутренняя кристаллическая решетка.
Нужно учитывать, при какой температуре начинает изменяться внутренняя кристаллическая решетка.
 Вы сможете использовать полученные горячекатаным методом заготовки, а также нарастить прочность, защиту от излома и вязкость. Это позволяет упростить процесс последующей обработки.
Вы сможете использовать полученные горячекатаным методом заготовки, а также нарастить прочность, защиту от излома и вязкость. Это позволяет упростить процесс последующей обработки.
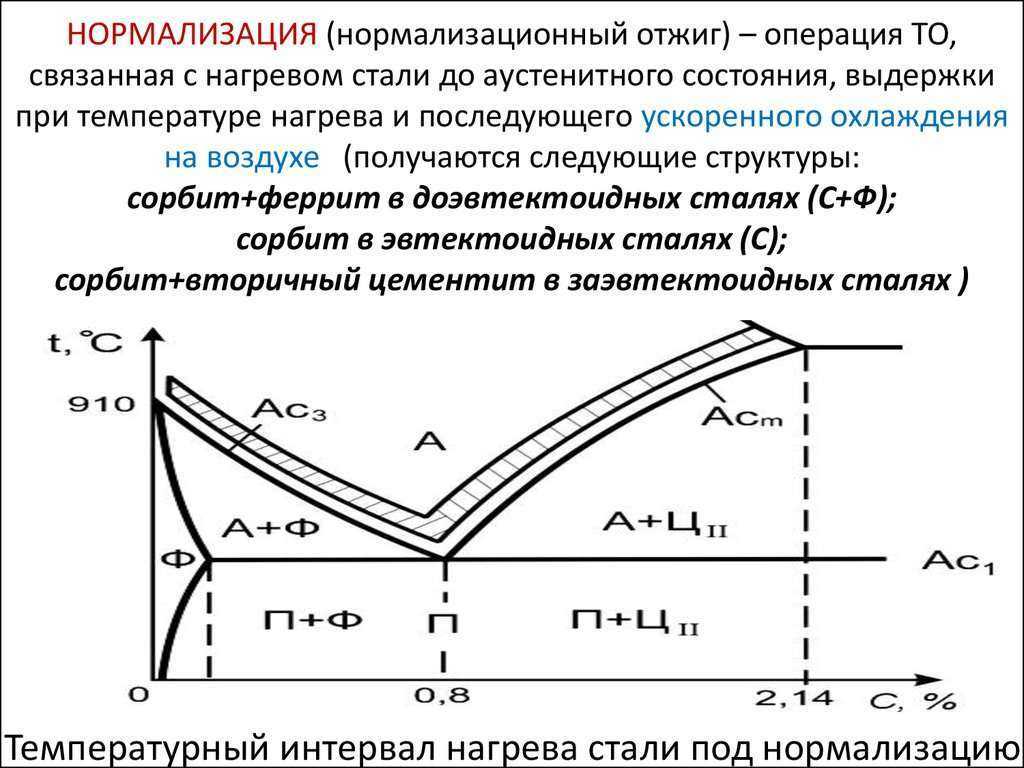 Также называется науглероживанием. Поверхность насыщается углеродом. Сначала проводится термическая обработка, участки, которые не планируется обрабатывать, обмазываются защитными составами. Процедура проводится в диапазоне 900-950°С.
Также называется науглероживанием. Поверхность насыщается углеродом. Сначала проводится термическая обработка, участки, которые не планируется обрабатывать, обмазываются защитными составами. Процедура проводится в диапазоне 900-950°С.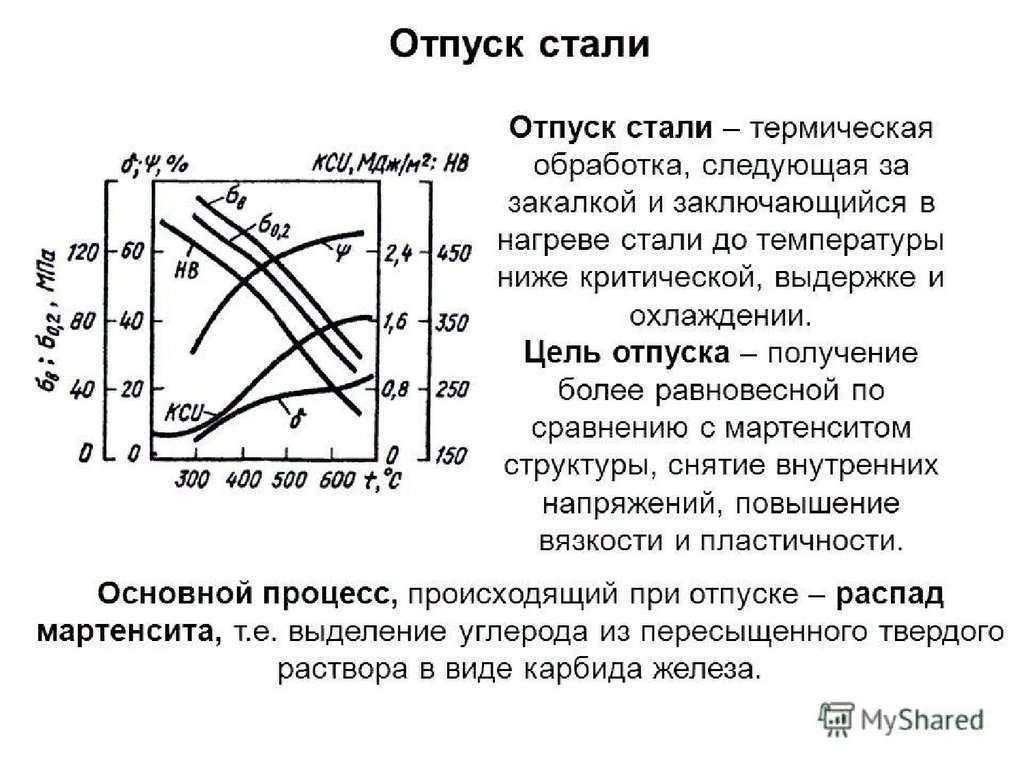 Процесс направлен на улучшение механических характеристик стали, металлов и сплавов.
Процесс направлен на улучшение механических характеристик стали, металлов и сплавов.
 Марки с содержанием углерода ниже 0,4% практически не изменяют твердость при закалочных температурах, поэтому этот способ для них не применяется. Закалочную технологию чаще всего применяют для инструментальных сталей.
Марки с содержанием углерода ниже 0,4% практически не изменяют твердость при закалочных температурах, поэтому этот способ для них не применяется. Закалочную технологию чаще всего применяют для инструментальных сталей.
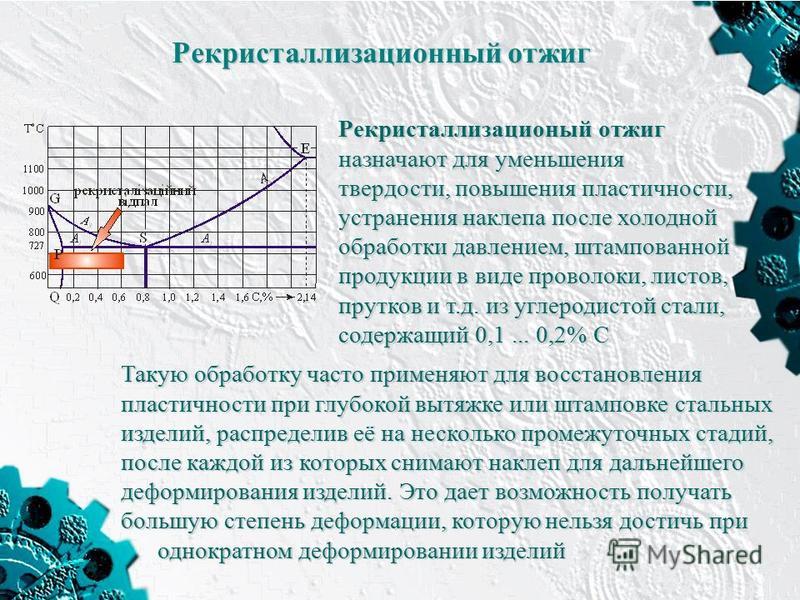
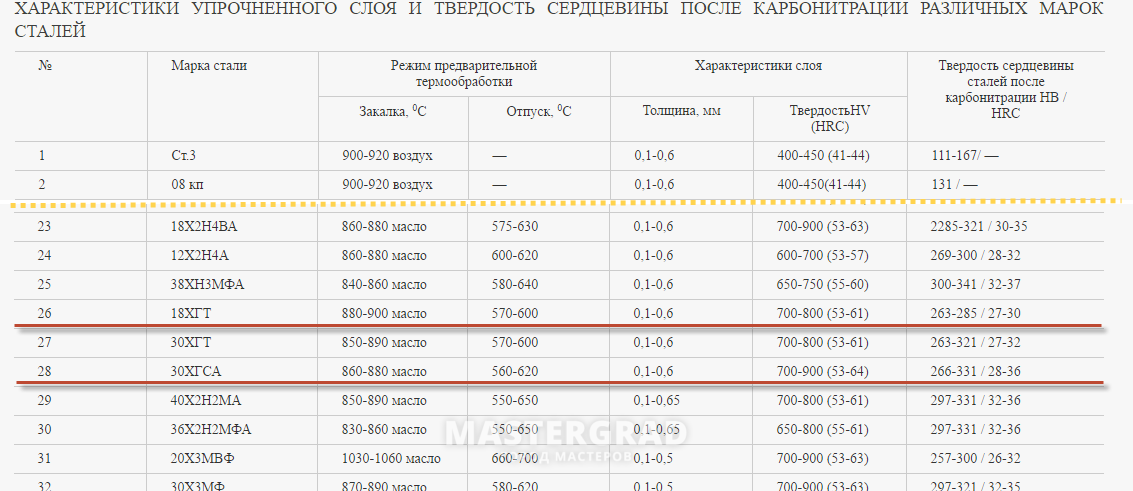 При нагреве до более низких температур в структуре доэвтектоидных сталей наряду с мартенситом сохраняется более мягкий феррит, снижающий твердость металла и ухудшающий его механические характеристики после отпуска. Такая закалка стали называется неполной и в большинстве случаев является браком. Но она может использоваться в некоторых случаях во избежание появления трещин.
При нагреве до более низких температур в структуре доэвтектоидных сталей наряду с мартенситом сохраняется более мягкий феррит, снижающий твердость металла и ухудшающий его механические характеристики после отпуска. Такая закалка стали называется неполной и в большинстве случаев является браком. Но она может использоваться в некоторых случаях во избежание появления трещин.
 Такой процесс распада, происходящий в естественных условиях, называется естественным старением, а при нагреве – искусственным старением. В результате старения получают равновесную структуру. Характеристики материала зависят от выбранного режима процесса.
Такой процесс распада, происходящий в естественных условиях, называется естественным старением, а при нагреве – искусственным старением. В результате старения получают равновесную структуру. Характеристики материала зависят от выбранного режима процесса.
 При содержании углерода более 0,5% C и высоком легировании воду в качестве охлаждающей среды не применяют, поскольку такие сплавы покрываются трещинами или полностью разрушаются.
При содержании углерода более 0,5% C и высоком легировании воду в качестве охлаждающей среды не применяют, поскольку такие сплавы покрываются трещинами или полностью разрушаются.
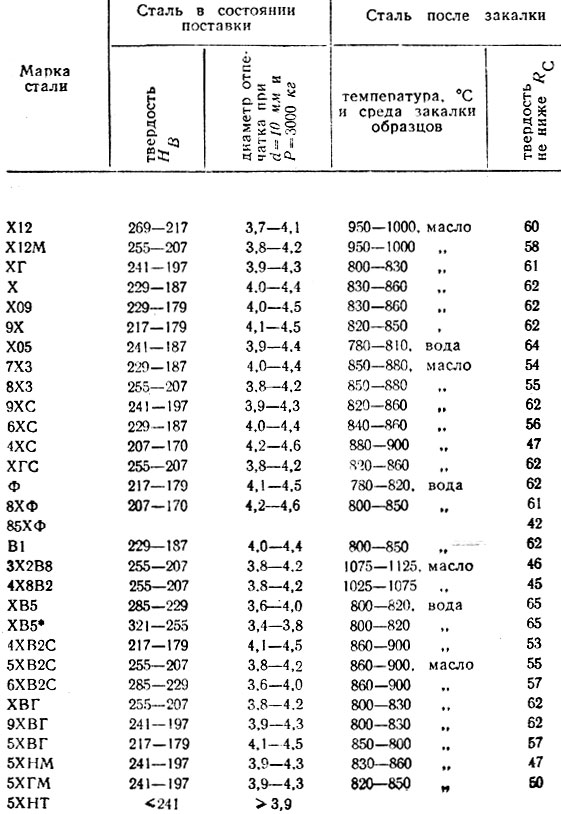 Светлая закалка используется в серийном производстве типовых изделий.
Светлая закалка используется в серийном производстве типовых изделий.

 В общем случае наблюдается закономерность – чем меньше процентное содержание углерода, тем выше должна быть температура нагрева. Понижение температуры нагрева приводит к тому, что нужная структура не успевает сформироваться. Последствия перегрева:
В общем случае наблюдается закономерность – чем меньше процентное содержание углерода, тем выше должна быть температура нагрева. Понижение температуры нагрева приводит к тому, что нужная структура не успевает сформироваться. Последствия перегрева:

 Такую процедуру называют вторичным отвердением, поскольку она приводит к дополнительному росту твердости.
Такую процедуру называют вторичным отвердением, поскольку она приводит к дополнительному росту твердости.
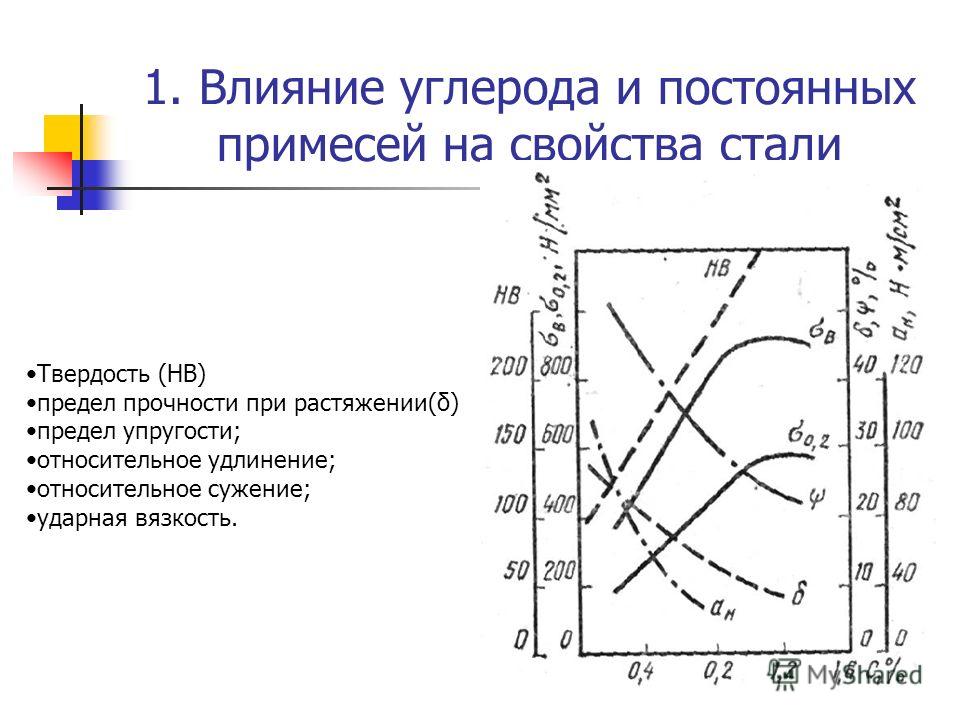 Это нарушение техпроцесса приводит к появлению трещин на изделии.
Это нарушение техпроцесса приводит к появлению трещин на изделии.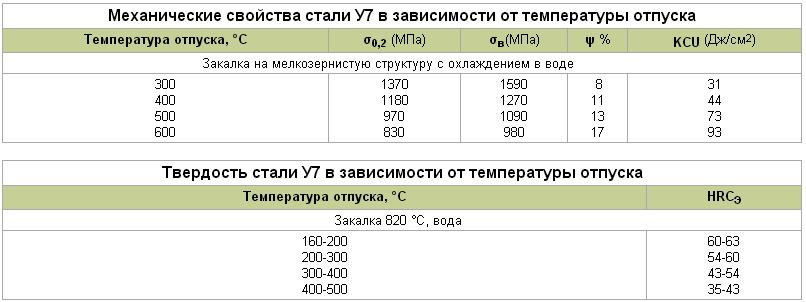 Айронмак. Стилмак. 2016;44:17–22. doi: 10.1080/03019233.2016.1155830. [CrossRef] [Google Scholar]
Айронмак. Стилмак. 2016;44:17–22. doi: 10.1080/03019233.2016.1155830. [CrossRef] [Google Scholar] Дж. Матер. Процесс. Технол. 2009; 209:5437–5442. doi: 10.1016/j.jmatprotec.2009.04.019. [CrossRef] [Google Scholar]
Дж. Матер. Процесс. Технол. 2009; 209:5437–5442. doi: 10.1016/j.jmatprotec.2009.04.019. [CrossRef] [Google Scholar]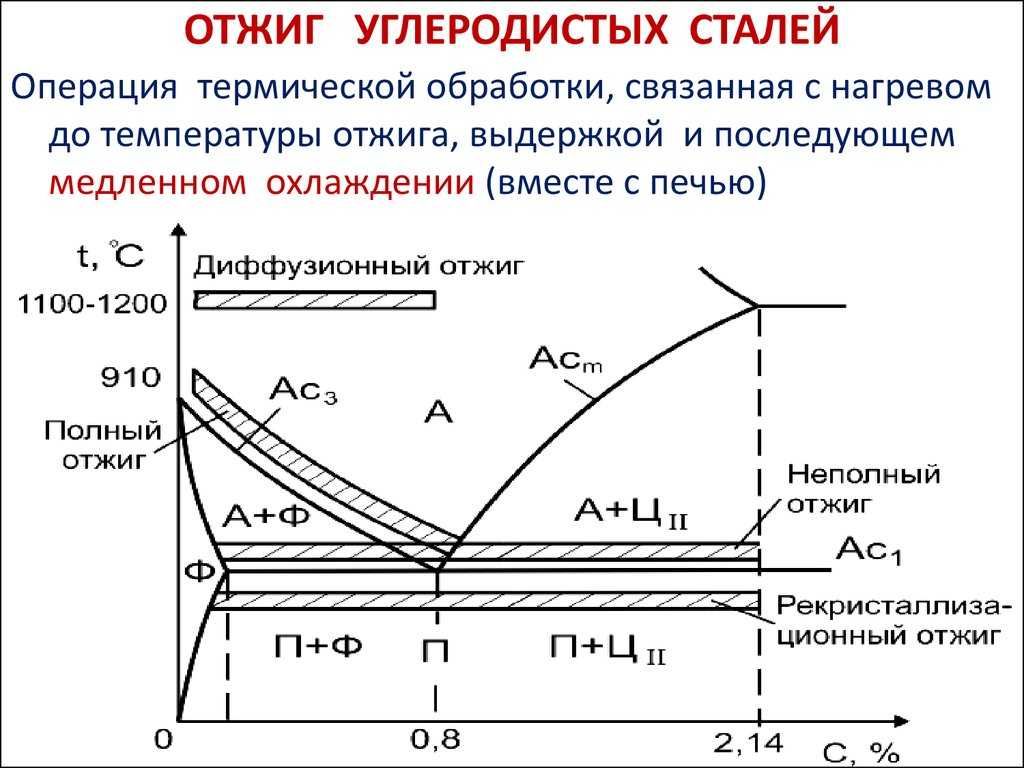 doi: 10.1016/j.matdes.2010.06.045. [Перекрестная ссылка] [Академия Google]
doi: 10.1016/j.matdes.2010.06.045. [Перекрестная ссылка] [Академия Google] Матер. науч. англ. А. 2011;530:218–224. doi: 10.1016/j.msea.2011.09.077. [Перекрестная ссылка] [Академия Google]
Матер. науч. англ. А. 2011;530:218–224. doi: 10.1016/j.msea.2011.09.077. [Перекрестная ссылка] [Академия Google]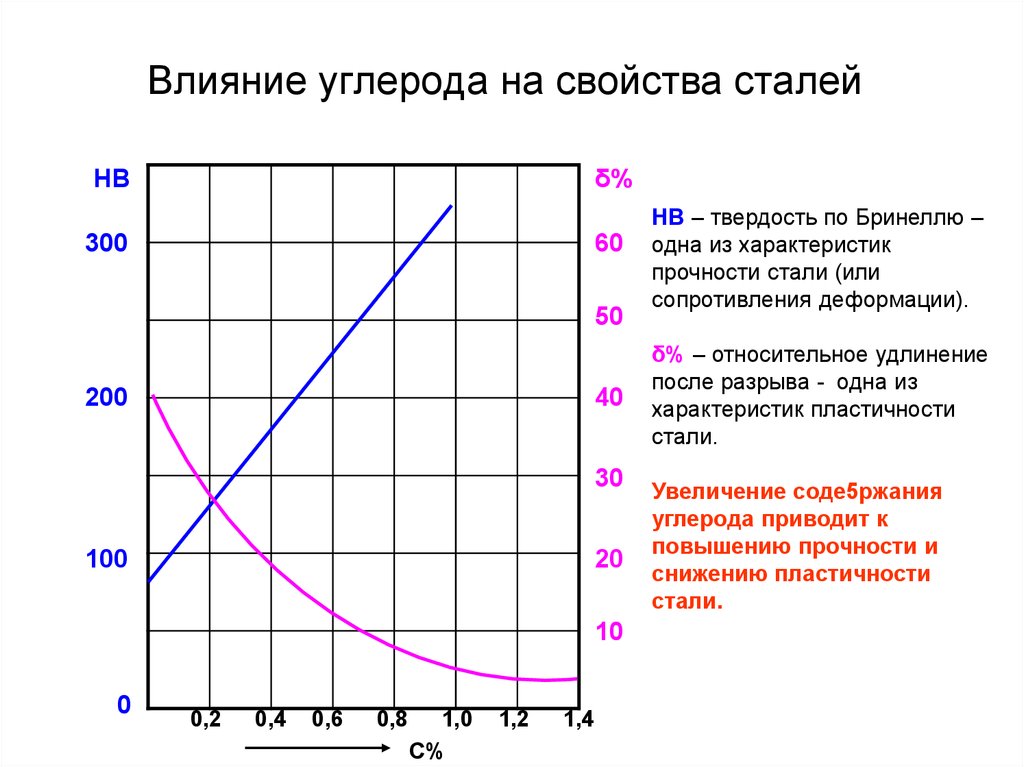 [(по состоянию на 9 апреля 2018 г.)]. Доступно в Интернете: http://www.phase-trans.msm.cam.ac.uk/2004/z/personal.pdf [Google Scholar]
[(по состоянию на 9 апреля 2018 г.)]. Доступно в Интернете: http://www.phase-trans.msm.cam.ac.uk/2004/z/personal.pdf [Google Scholar]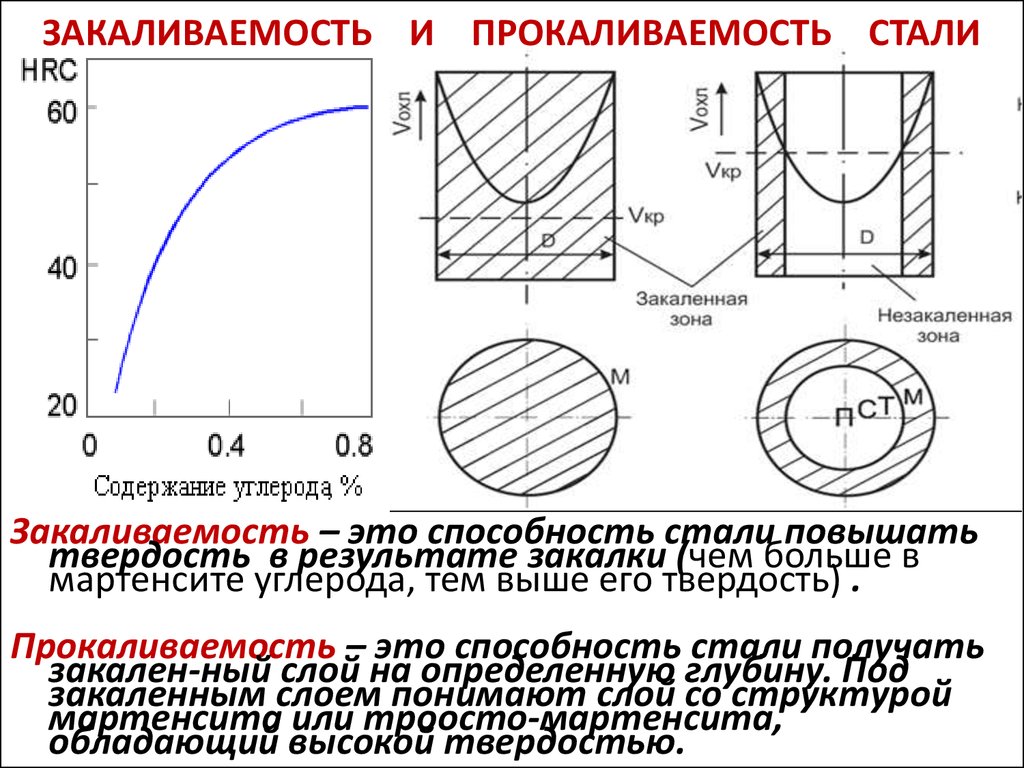 на основе процесса закалки-разделения-отпуска. Матер. науч. англ. А. 2017; 702: 104–112. doi: 10.1016/j.msea.2017.05.087. [Перекрестная ссылка] [Академия Google]
на основе процесса закалки-разделения-отпуска. Матер. науч. англ. А. 2017; 702: 104–112. doi: 10.1016/j.msea.2017.05.087. [Перекрестная ссылка] [Академия Google]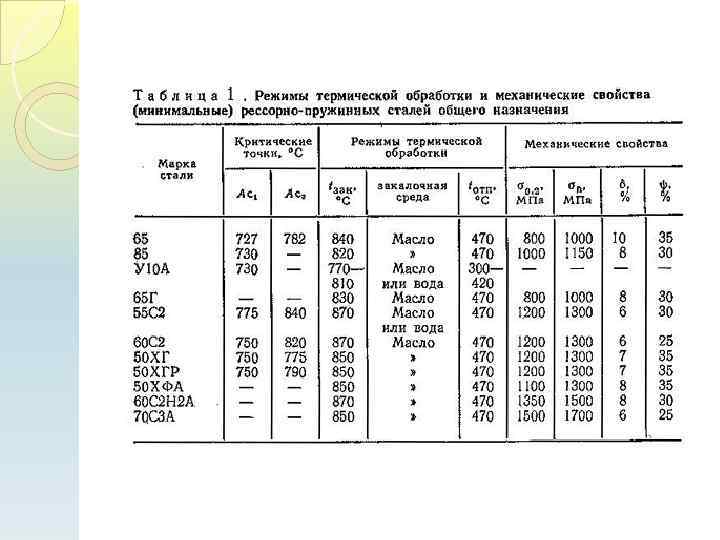 Y., Yang J.R. Межфазное выделение карбидов нанометрового размера в титаномолибденсодержащей низкоуглеродистой стали. Acta Mater. 2011;59:6264–6274. doi: 10.1016/j.actamat.2011.06.037. [Перекрестная ссылка] [Академия Google]
Y., Yang J.R. Межфазное выделение карбидов нанометрового размера в титаномолибденсодержащей низкоуглеродистой стали. Acta Mater. 2011;59:6264–6274. doi: 10.1016/j.actamat.2011.06.037. [Перекрестная ссылка] [Академия Google] P. Влияние границ реек и распределения карбидов на предел текучести мартенситных сталей с отпуском на 0,4% C. Матер. науч. англ. 1982; 56: 1–10. doi: 10.1016/0025-5416(82)
P. Влияние границ реек и распределения карбидов на предел текучести мартенситных сталей с отпуском на 0,4% C. Матер. науч. англ. 1982; 56: 1–10. doi: 10.1016/0025-5416(82)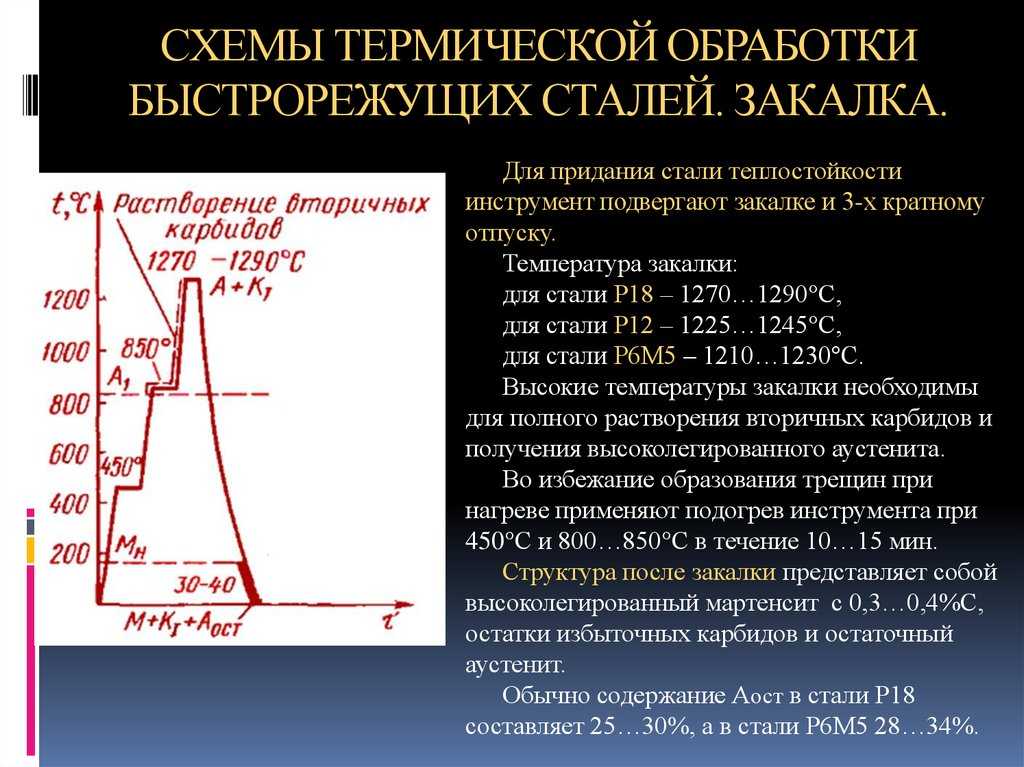 Chen J.D., Mo W.L., Wang P., Lu S.P. Влияние температуры отпуска на ударную вязкость стали 42CrMo. Акта Металл. Грех. 2012;48:1186–1193. doi: 10.3724/SP.J.1037.2012.00340. [CrossRef] [Google Scholar]
Chen J.D., Mo W.L., Wang P., Lu S.P. Влияние температуры отпуска на ударную вязкость стали 42CrMo. Акта Металл. Грех. 2012;48:1186–1193. doi: 10.3724/SP.J.1037.2012.00340. [CrossRef] [Google Scholar]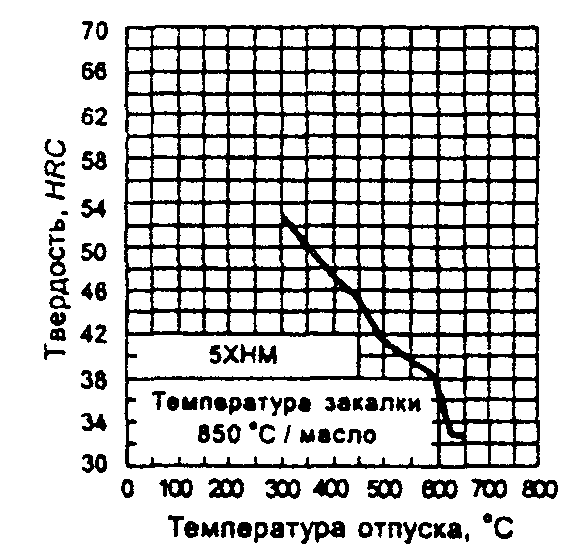 Л., Луо П., Тан З.Л., Бай Б.З. Повышенная пластичность и ударная вязкость сверхвысокопрочной стали Mn–Si–Cr–C: огромный потенциал сверхтонкозернистого остаточного аустенита. Acta Mater. 2014;76:425–433. doi: 10.1016/j.actamat.2014.05.055. [CrossRef] [Google Scholar]
Л., Луо П., Тан З.Л., Бай Б.З. Повышенная пластичность и ударная вязкость сверхвысокопрочной стали Mn–Si–Cr–C: огромный потенциал сверхтонкозернистого остаточного аустенита. Acta Mater. 2014;76:425–433. doi: 10.1016/j.actamat.2014.05.055. [CrossRef] [Google Scholar] Металл. Матер. Транс. А. 2016;47:2300–2312. doi: 10.1007/s11661-016-3378-x. [Перекрестная ссылка] [Академия Google]
Металл. Матер. Транс. А. 2016;47:2300–2312. doi: 10.1007/s11661-016-3378-x. [Перекрестная ссылка] [Академия Google] , Samek L., Cooman B.C.D. Высокоскоростное поведение низколегированных многофазных сталей с пластичностью на основе алюминия и кремния. Металл. Матер. Транс. А. 2006; 37: 1527–1539.. doi: 10.1007/s11661-006-0097-8. [CrossRef] [Google Scholar]
, Samek L., Cooman B.C.D. Высокоскоростное поведение низколегированных многофазных сталей с пластичностью на основе алюминия и кремния. Металл. Матер. Транс. А. 2006; 37: 1527–1539.. doi: 10.1007/s11661-006-0097-8. [CrossRef] [Google Scholar] Acta Mater. 2015;100:39–52. doi: 10.1016/j.actamat.2015.08.027. [CrossRef] [Google Scholar]
Acta Mater. 2015;100:39–52. doi: 10.1016/j.actamat.2015.08.027. [CrossRef] [Google Scholar]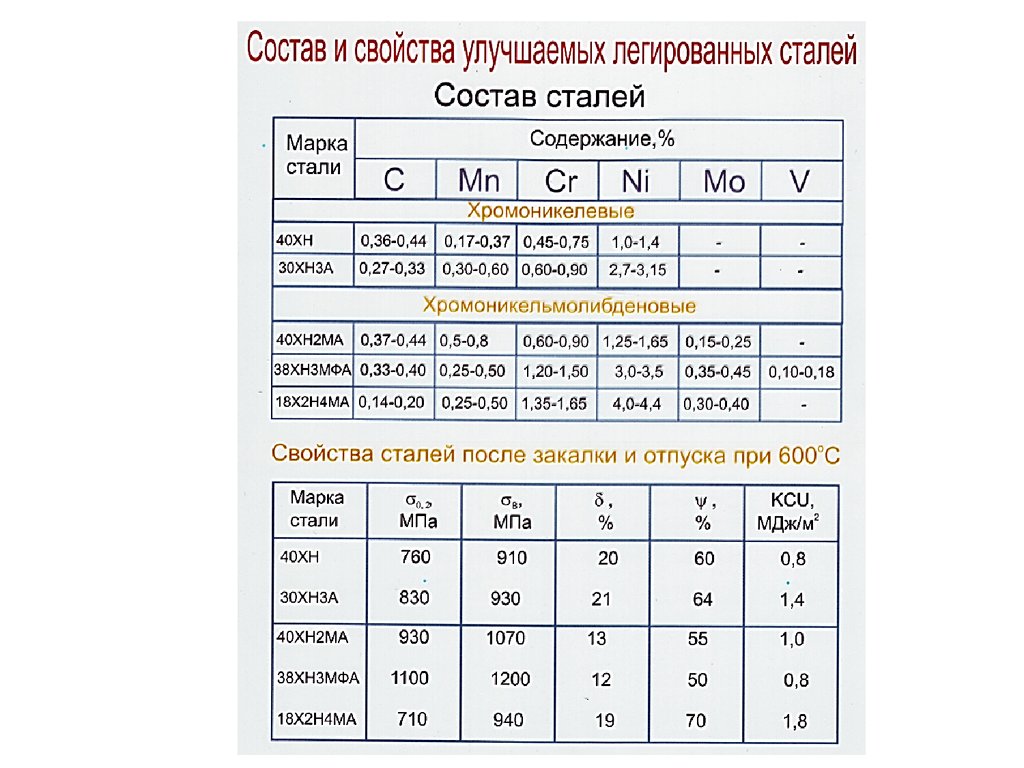 Матер. науч. англ. А. 2017; 684: 559–566. doi: 10.1016/j.msea.2016.12.100. [CrossRef] [Google Scholar]
Матер. науч. англ. А. 2017; 684: 559–566. doi: 10.1016/j.msea.2016.12.100. [CrossRef] [Google Scholar]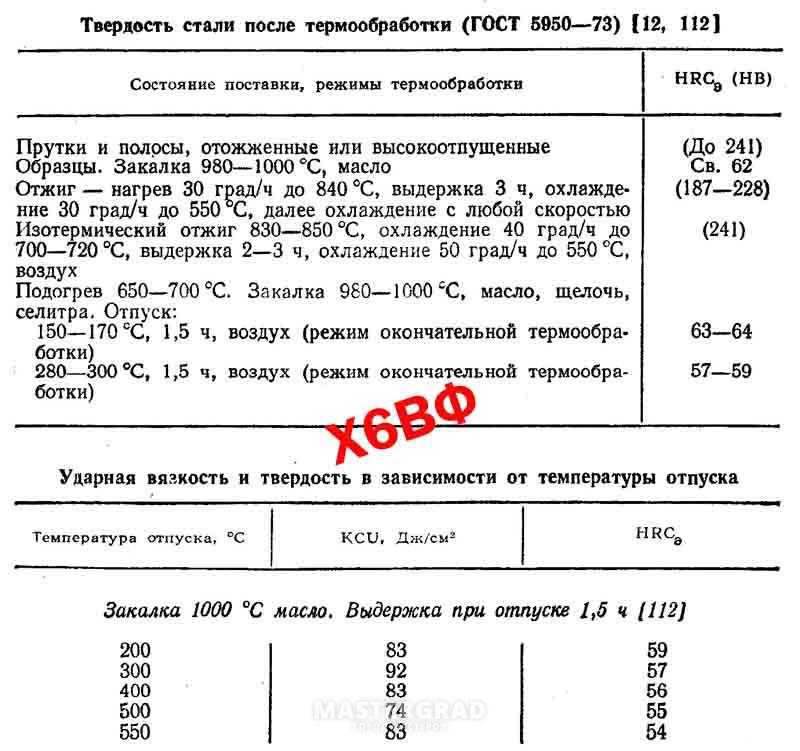 Матер. науч. англ. А. 2011;529:35–40. doi: 10.1016/j.msea.2011.08.050. [CrossRef] [Google Scholar]
Матер. науч. англ. А. 2011;529:35–40. doi: 10.1016/j.msea.2011.08.050. [CrossRef] [Google Scholar]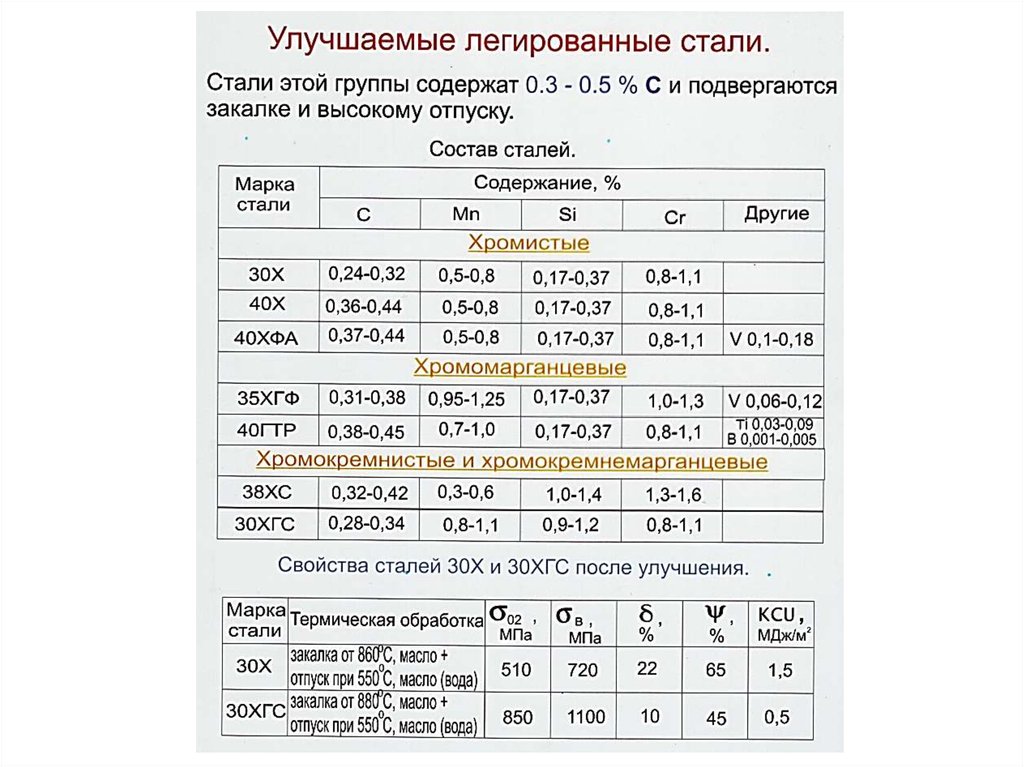 Вес приспособления и компонентов составляет около 40 000 фунтов.
Вес приспособления и компонентов составляет около 40 000 фунтов.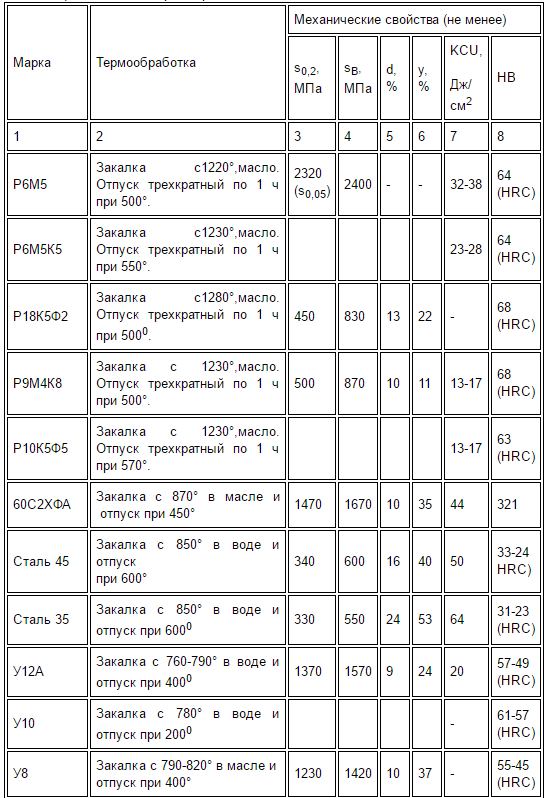 . Сталь по существу представляет собой сплав железа и углерода; другие стальные сплавы имеют другие металлические элементы в растворе. Нагрев материала выше критической температуры приводит к тому, что углерод и другие элементы переходят в твердый раствор. Закалка «замораживает» микроструктуру, вызывая напряжения. Детали впоследствии закаляются для преобразования микроструктуры, достижения соответствующей твердости и устранения напряжений.
. Сталь по существу представляет собой сплав железа и углерода; другие стальные сплавы имеют другие металлические элементы в растворе. Нагрев материала выше критической температуры приводит к тому, что углерод и другие элементы переходят в твердый раствор. Закалка «замораживает» микроструктуру, вызывая напряжения. Детали впоследствии закаляются для преобразования микроструктуры, достижения соответствующей твердости и устранения напряжений.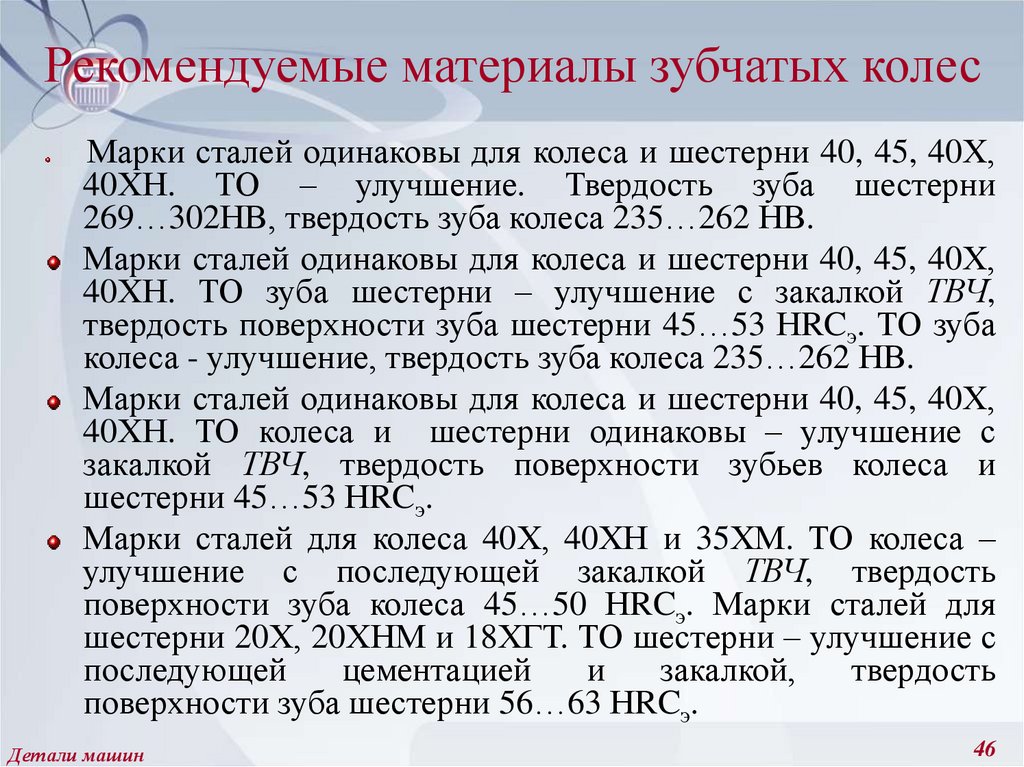

 Ее верхнее основание
Ее верхнее основание Они ограничат
Они ограничат
 Определение реакций опор и моментов защемления
Определение реакций опор и моментов защемления
 y.
y.
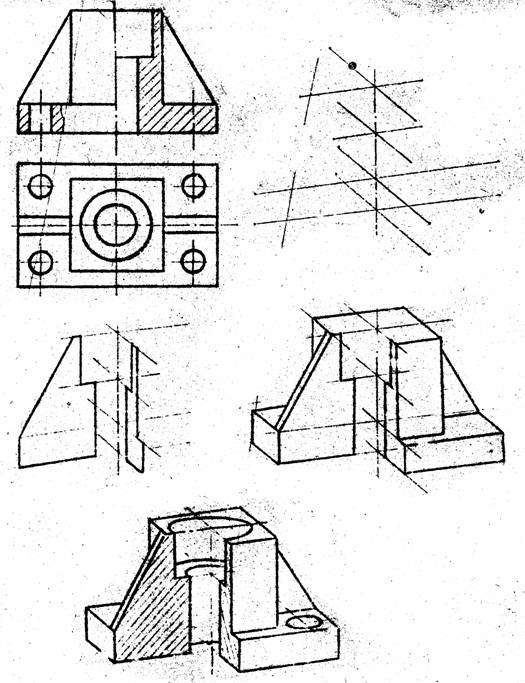 Где можно определить углы наклона прямой к плоскостям проекций (рис. 3.1–рис. 3.9)?
Где можно определить углы наклона прямой к плоскостям проекций (рис. 3.1–рис. 3.9)? Угол a в прямоугольном треугольнике АВ’В определяет угол наклона прямой АВ к плоскости p1.
Угол a в прямоугольном треугольнике АВ’В определяет угол наклона прямой АВ к плоскости p1. su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь — 38.242.236.216 (0.005 с.)
su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь — 38.242.236.216 (0.005 с.)

 Наш опыт позволяет сделать вещи простыми, индивидуальными и доступными, чтобы вместе мы превратили ваше видение в ценность.
Наш опыт позволяет сделать вещи простыми, индивидуальными и доступными, чтобы вместе мы превратили ваше видение в ценность.

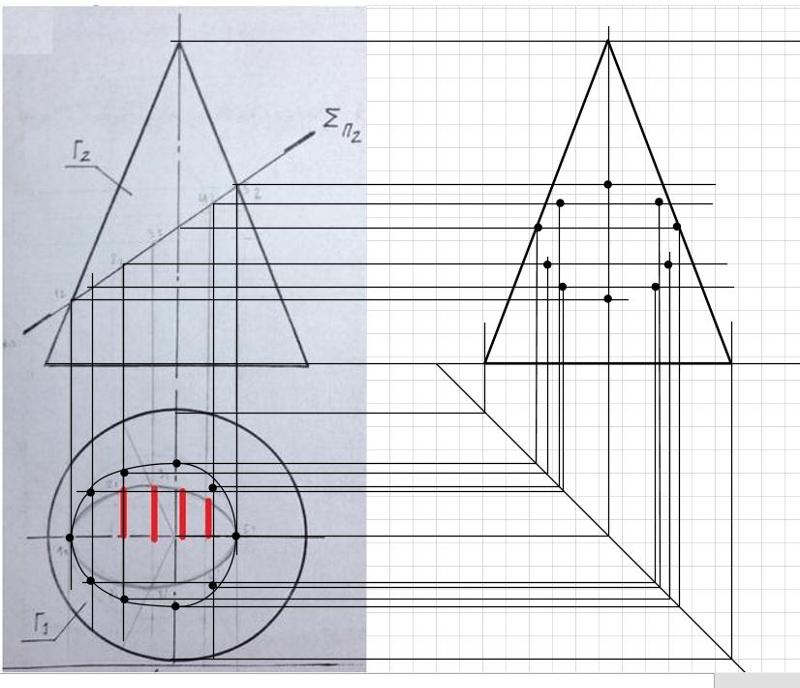 Для этого коробку нужно наклонить влево. Это приводит к тому, что вид справа на объект располагается слева от вида спереди. Повернув коробку лицевой стороной к себе еще раз, наклоните коробку вправо, и левая сторона будет обращена к вам. Таким образом, вид слева будет расположен справа от вида спереди. Этот же метод используется для просмотра сверху и снизу. Повернув перед собой объект, наклоните куб вниз. Теперь у вас есть верхняя сторона, обращенная к вам, при этом вид сверху расположен под видом спереди на чертеже. Если наклонить вид спереди вверх, вид снизу объекта будет обращен к вам, а вид снизу расположен над видом спереди.
Для этого коробку нужно наклонить влево. Это приводит к тому, что вид справа на объект располагается слева от вида спереди. Повернув коробку лицевой стороной к себе еще раз, наклоните коробку вправо, и левая сторона будет обращена к вам. Таким образом, вид слева будет расположен справа от вида спереди. Этот же метод используется для просмотра сверху и снизу. Повернув перед собой объект, наклоните куб вниз. Теперь у вас есть верхняя сторона, обращенная к вам, при этом вид сверху расположен под видом спереди на чертеже. Если наклонить вид спереди вверх, вид снизу объекта будет обращен к вам, а вид снизу расположен над видом спереди.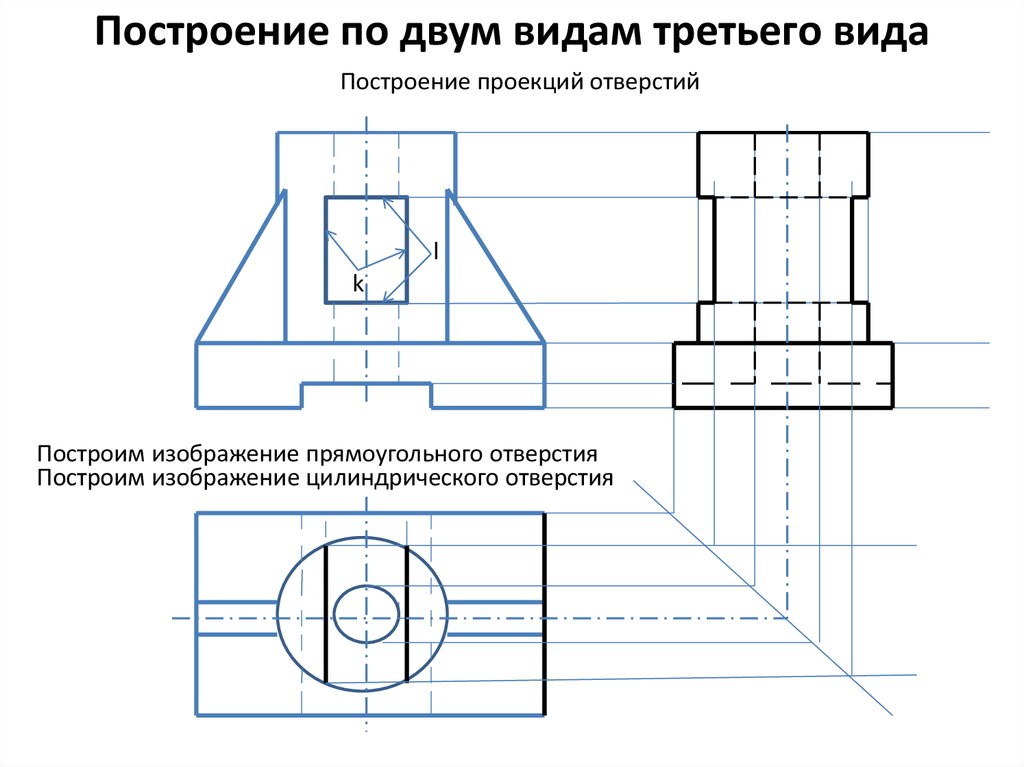 Все четыре из них вполне приемлемы для Первого Угла.
Все четыре из них вполне приемлемы для Первого Угла.

 В устройстве наружного типа этот процесс осуществляется через шланг. Для всасывания воды днище погружного насоса оснащено специальными отверстиями, после которых внутри конструкции расположены сетчатые фильтры. Они обеспечивают импеллеру надежную защиту от крупных примесей и камней.
В устройстве наружного типа этот процесс осуществляется через шланг. Для всасывания воды днище погружного насоса оснащено специальными отверстиями, после которых внутри конструкции расположены сетчатые фильтры. Они обеспечивают импеллеру надежную защиту от крупных примесей и камней. Устройство используется при любой температуре. Даже сильные морозы не помешают его работе. Главное, правильно установить насос. В процессе монтажа часто возникают проблемы, так как устройство надо спускать на большую глубину.
Устройство используется при любой температуре. Даже сильные морозы не помешают его работе. Главное, правильно установить насос. В процессе монтажа часто возникают проблемы, так как устройство надо спускать на большую глубину. Основные элементы конструкции время от времени должны прочищаться и смазываться. Это позволит предотвратить поломки устройства и увеличить срок его эксплуатации.
Основные элементы конструкции время от времени должны прочищаться и смазываться. Это позволит предотвратить поломки устройства и увеличить срок его эксплуатации.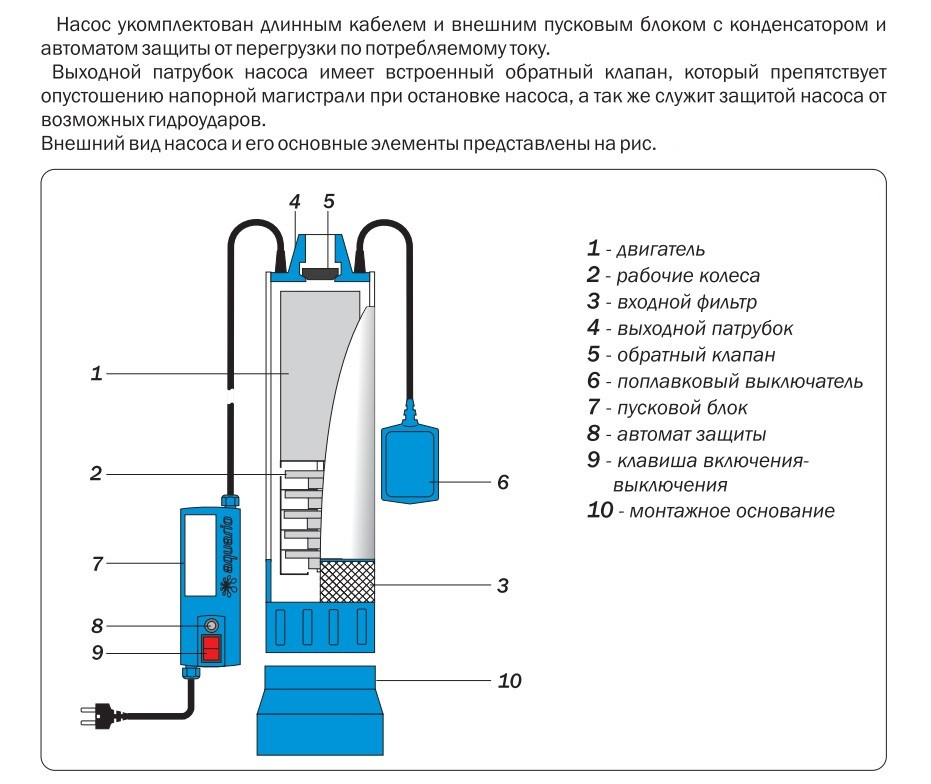 От его мощность зависит объем воды, который может перекачиваться в единицу времени. Электродвигатель начинает работать, как только устройство подключается к источнику электроэнергии, в качестве которого часто выступает бензиновый генератор.
От его мощность зависит объем воды, который может перекачиваться в единицу времени. Электродвигатель начинает работать, как только устройство подключается к источнику электроэнергии, в качестве которого часто выступает бензиновый генератор.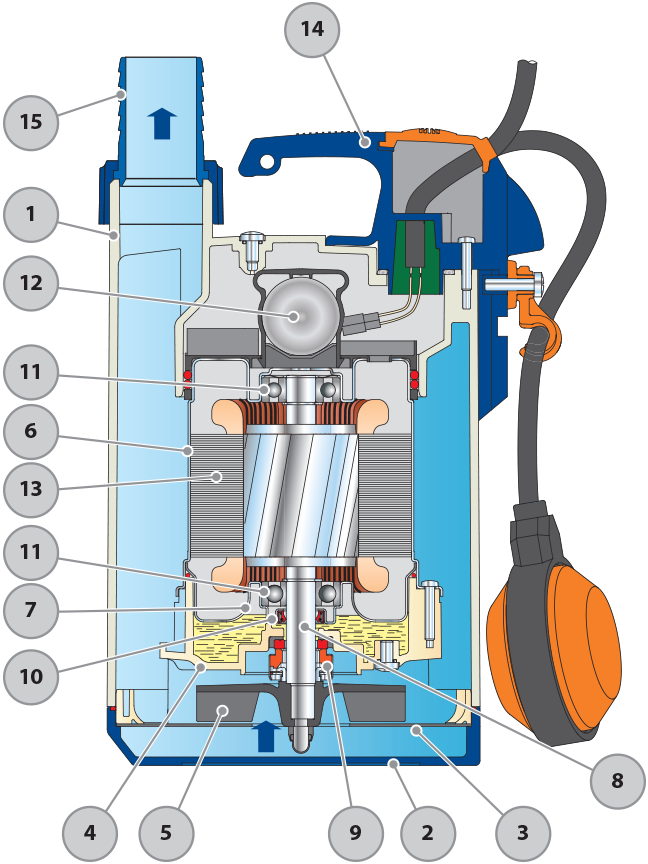 В руководстве пользователя есть информацию о том, наличие каких примесей допустимо. Если устройство не рассчитано на перекачивание воды, в которой встречаются крупные частицы, то оно не подойдет для работы с загрязненной жидкостью.
В руководстве пользователя есть информацию о том, наличие каких примесей допустимо. Если устройство не рассчитано на перекачивание воды, в которой встречаются крупные частицы, то оно не подойдет для работы с загрязненной жидкостью.
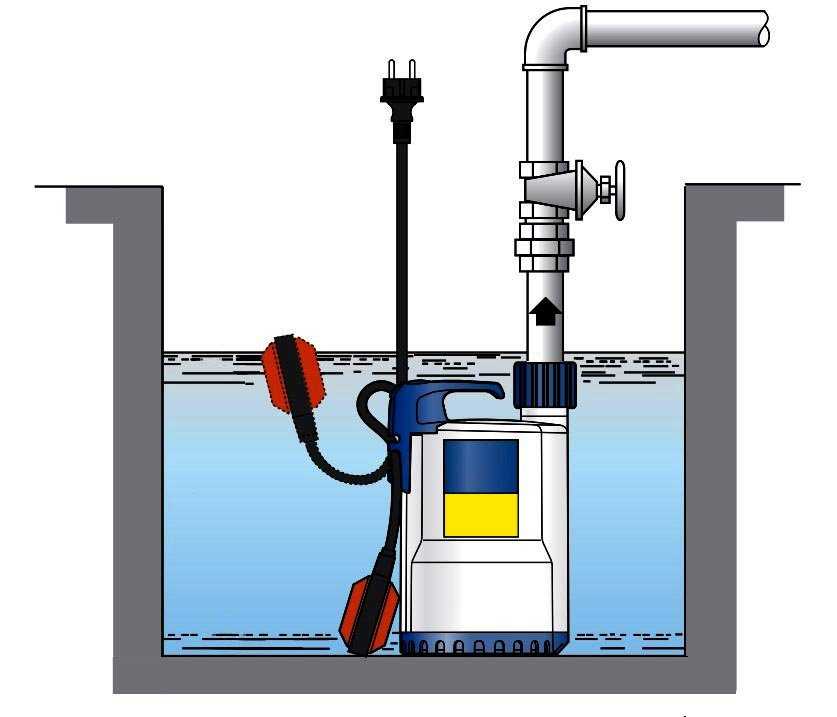
 Если уровень откачиваемой жидкости достигнет определенного значения, дренажный насос автоматически отключится. Эта функция позволяет продлить срок эксплуатации устройства, предотвратить поломку двигателя и сэкономить электроэнергию.)
Если уровень откачиваемой жидкости достигнет определенного значения, дренажный насос автоматически отключится. Эта функция позволяет продлить срок эксплуатации устройства, предотвратить поломку двигателя и сэкономить электроэнергию.)
 Бытовые дренажные насосы подключаются к источнику электроэнергии с напряжением в 220 Вт. Чтобы устройство работало дольше, не следует применять его для работы с жидкостями, которые содержат более 10% примесей.
Бытовые дренажные насосы подключаются к источнику электроэнергии с напряжением в 220 Вт. Чтобы устройство работало дольше, не следует применять его для работы с жидкостями, которые содержат более 10% примесей.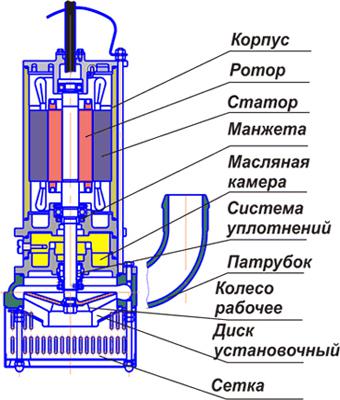 Устройство, как и при его использовании на промышленных предприятиях, должно быть достаточно мощным и надежным.)
Устройство, как и при его использовании на промышленных предприятиях, должно быть достаточно мощным и надежным.)
 Так, большинство моделей выходят из строя, если применять их для работы с жидкостями, в которых содержатся крупные частицы.
Так, большинство моделей выходят из строя, если применять их для работы с жидкостями, в которых содержатся крупные частицы. Устранить неисправности в этих устройствах невозможно. По этой причине лучше не экономить, а приобрести более надежную модель. Ее корпус должен быть выполнен из прочного пластика, а механизм – из нержавеющей стали. Эта модель будет устойчива к коррозии и сможет долго работать даже под воздействием факторов внешней среды.
Устранить неисправности в этих устройствах невозможно. По этой причине лучше не экономить, а приобрести более надежную модель. Ее корпус должен быть выполнен из прочного пластика, а механизм – из нержавеющей стали. Эта модель будет устойчива к коррозии и сможет долго работать даже под воздействием факторов внешней среды.

 07.2017
07.2017

 Поплавковый выключатель, не справляющийся со своими функциями, подлежит обязательной замене, желательно специалистом.
Поплавковый выключатель, не справляющийся со своими функциями, подлежит обязательной замене, желательно специалистом.
 Кроме того, ремонт и запчасти могут обойтись в ту же сумму, сколько стоит новый агрегат, поэтому в данном случае рациональнее будет приобрести новый насос.
Кроме того, ремонт и запчасти могут обойтись в ту же сумму, сколько стоит новый агрегат, поэтому в данном случае рациональнее будет приобрести новый насос.
 2 Disadvantages of Submersible Pumps
2 Disadvantages of Submersible Pumps Он имеет герметичный двигатель, соединенный с корпусом насоса, который помогает выталкивать жидкость к поверхности. Это самый известный тип центробежного насоса.
Он имеет герметичный двигатель, соединенный с корпусом насоса, который помогает выталкивать жидкость к поверхности. Это самый известный тип центробежного насоса. Он был инженером в системе транспортировки нефти в Армении. Конструкция этого насоса была разработана компанией Pleuger Pumps в 1929 году.
Он был инженером в системе транспортировки нефти в Армении. Конструкция этого насоса была разработана компанией Pleuger Pumps в 1929 году. Таким образом, диффузор увеличивает желаемое давление воды; после этого вода под давлением выпускается через выпускной клапан насоса.
Таким образом, диффузор увеличивает желаемое давление воды; после этого вода под давлением выпускается через выпускной клапан насоса.
 Они снабжены направляющей втулкой под насос. Погружной водяной насос донного всасывания всасывает воду со дна скважины и эффективно обеспечивает качественную функцию охлаждения двигателя.
Они снабжены направляющей втулкой под насос. Погружной водяной насос донного всасывания всасывает воду со дна скважины и эффективно обеспечивает качественную функцию охлаждения двигателя.
 Они используются для удаления дренажа аквариума и проблематичной застойной воды из жилых помещений и открытых площадок. Это очень известные типы насосов из-за их превосходных характеристик. Погружной насос для хозяйственно-питьевой воды может полностью погружаться в воду на длительное время для использования в более крупных приложениях. Он предлагает автоматические и ручные настройки. Он имеет вес всего 9 фунтов.
Они используются для удаления дренажа аквариума и проблематичной застойной воды из жилых помещений и открытых площадок. Это очень известные типы насосов из-за их превосходных характеристик. Погружной насос для хозяйственно-питьевой воды может полностью погружаться в воду на длительное время для использования в более крупных приложениях. Он предлагает автоматические и ручные настройки. Он имеет вес всего 9 фунтов. Этот тип насоса может перекачивать твердые частицы размером до 30 мм. Его кабельный кожух изготовлен из нержавеющей стали.
Этот тип насоса может перекачивать твердые частицы размером до 30 мм. Его кабельный кожух изготовлен из нержавеющей стали.

 Он используется для остановки обратного потока жидкости внутри насоса. Он также известен как обратный клапан. Расположение и количество обратных клапанов, необходимых для насоса, зависит от глубины конфигурации скважинного насоса. Для установок ниже 200 футов требуется обратный клапан на поверхности ствола скважины и обратный клапан на выходе из насоса.
Он используется для остановки обратного потока жидкости внутри насоса. Он также известен как обратный клапан. Расположение и количество обратных клапанов, необходимых для насоса, зависит от глубины конфигурации скважинного насоса. Для установок ниже 200 футов требуется обратный клапан на поверхности ствола скважины и обратный клапан на выходе из насоса.




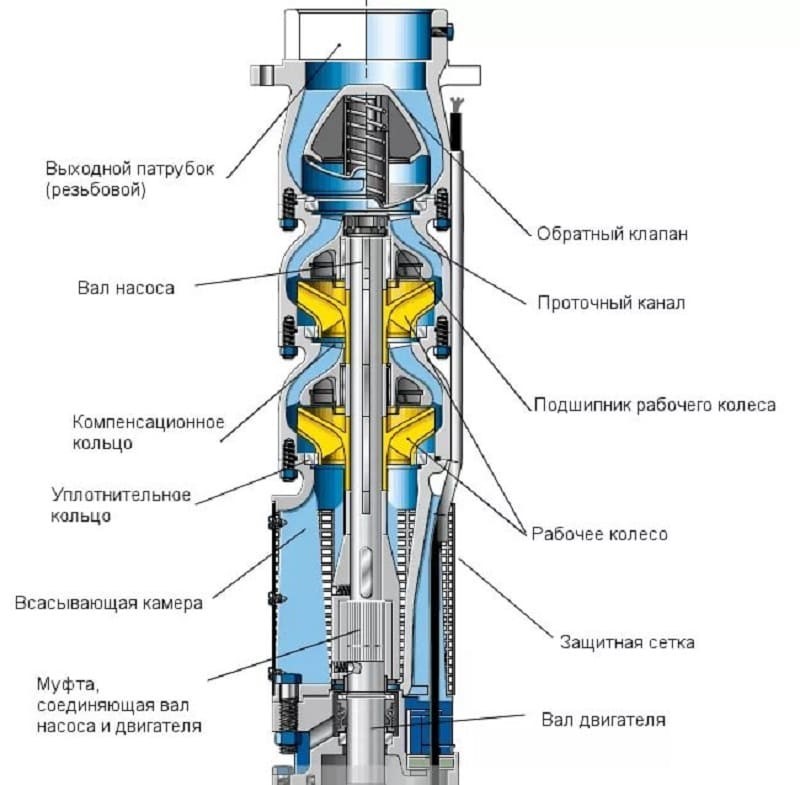
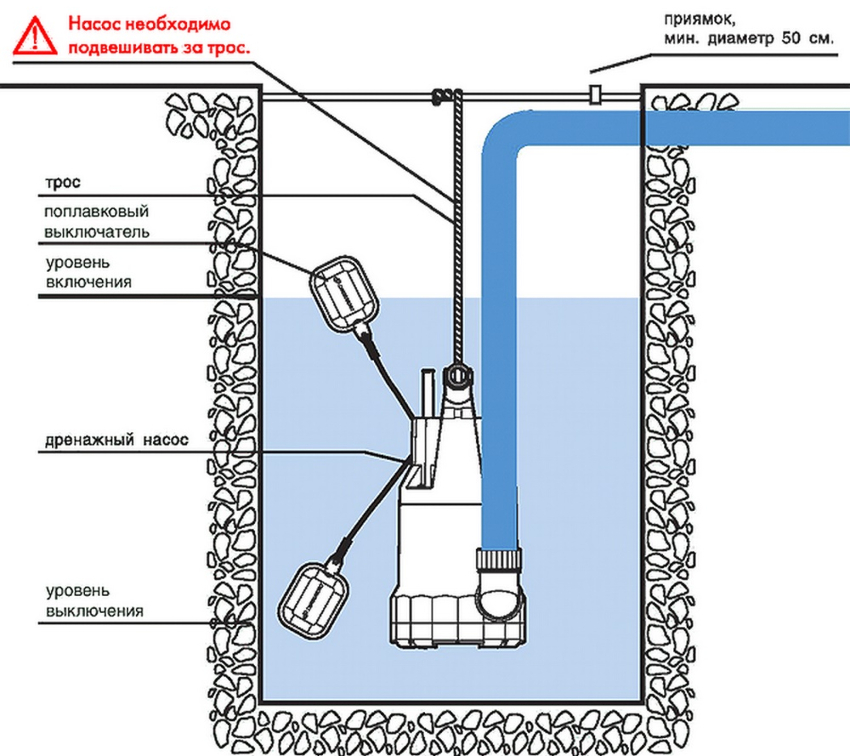 Ваша система водоснабжения состоит из ряда компонентов, которые работают вместе, чтобы обеспечить ваш дом чистой безопасной питьевой водой. Погружной колодезный насос – это оборудование, которое доставляет воду из колодца в ваш дом.
Ваша система водоснабжения состоит из ряда компонентов, которые работают вместе, чтобы обеспечить ваш дом чистой безопасной питьевой водой. Погружной колодезный насос – это оборудование, которое доставляет воду из колодца в ваш дом. Подобно дренажному насосу, установленному во многих домах, погружной скважинный насос не будет работать, если он полностью не погружен в жидкость. В отличие от надземной насосной системы, которая всасывает воду из-под земли, погружной насос предназначен для выталкивания воды на поверхность.
Подобно дренажному насосу, установленному во многих домах, погружной скважинный насос не будет работать, если он полностью не погружен в жидкость. В отличие от надземной насосной системы, которая всасывает воду из-под земли, погружной насос предназначен для выталкивания воды на поверхность.

 А вот побочные напряжения можно и нужно предотвращать.
А вот побочные напряжения можно и нужно предотвращать. Соединение заготовок из высокоуглеродистой и легированной стали сопровождается большим нагревом заготовок. В результате этого имеет место закаливание металлов, сопровождаемого изменением объема и значений коэффициента теплового расширения. В результате этих процессов образуется напряжение, приводящее к образованию трещин на видимой части шва и внутри него. Исключением является процесс сваривания стали с содержанием углерода до 0,35%. В этом случае структурные изменения тоже имеют место, но они настолько малы, что существенного влияния на качества соединения не оказывают.
Соединение заготовок из высокоуглеродистой и легированной стали сопровождается большим нагревом заготовок. В результате этого имеет место закаливание металлов, сопровождаемого изменением объема и значений коэффициента теплового расширения. В результате этих процессов образуется напряжение, приводящее к образованию трещин на видимой части шва и внутри него. Исключением является процесс сваривания стали с содержанием углерода до 0,35%. В этом случае структурные изменения тоже имеют место, но они настолько малы, что существенного влияния на качества соединения не оказывают.
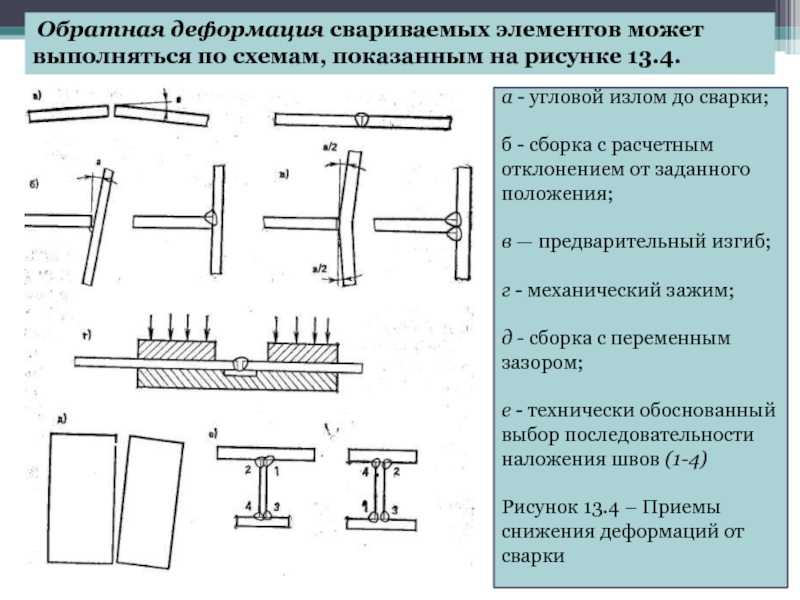


 Отжиг может быть местным или общим. Металл нагревается до температуры 550-680 °C. Работы выполняются в три приема: разогрев, выдержка при заданной температуре и охлаждение.
Отжиг может быть местным или общим. Металл нагревается до температуры 550-680 °C. Работы выполняются в три приема: разогрев, выдержка при заданной температуре и охлаждение. После этого ее нагревают в печи.
После этого ее нагревают в печи. Самые распространенные способы воздействия – вальцовка, изгибание, ковка, прокатка, растяжка.
Самые распространенные способы воздействия – вальцовка, изгибание, ковка, прокатка, растяжка. Если же хоть незначительно нарушаются технологии процесса, то в создаваемой конструкции формируются деформации и напряжения при сварке. При этом искривляются формы, возникают неточности в размерах изделия, что делает невозможным качественное выполнение функциональных задач.
Если же хоть незначительно нарушаются технологии процесса, то в создаваемой конструкции формируются деформации и напряжения при сварке. При этом искривляются формы, возникают неточности в размерах изделия, что делает невозможным качественное выполнение функциональных задач. Причины таких нарушений условно разделяют на две большие категории: основные (неизбежные), которые всегда присутствуют при сварочных работах и сопутствующие, которые подлежат устранению.
Причины таких нарушений условно разделяют на две большие категории: основные (неизбежные), которые всегда присутствуют при сварочных работах и сопутствующие, которые подлежат устранению. Чем выше эти показатели, тем меньшей является теплопроводность металла и соответственно возрастают риски неточностей сварочном шве;
Чем выше эти показатели, тем меньшей является теплопроводность металла и соответственно возрастают риски неточностей сварочном шве; д.;
д.; Первые возникают на отдельных участках и изменяют только часть изделия. Вторые проводят к изменению размера всей конструкции и искривлению ее геометрической оси;
Первые возникают на отдельных участках и изменяют только часть изделия. Вторые проводят к изменению размера всей конструкции и искривлению ее геометрической оси;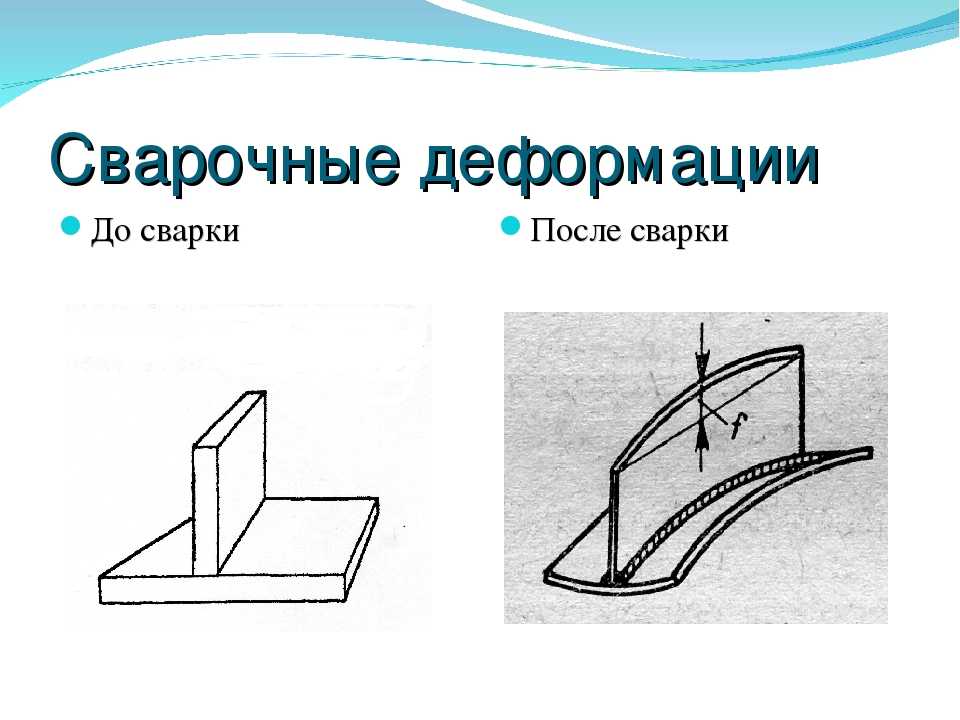 Позволяет исследовать физические качества сварного шва, активно применятся на производственных предприятиях;
Позволяет исследовать физические качества сварного шва, активно применятся на производственных предприятиях; Применяется метод в случаях, когда к геометрической точности всех параметров изделия выдвигаются сверхвысокие требования.
Применяется метод в случаях, когда к геометрической точности всех параметров изделия выдвигаются сверхвысокие требования. Растянутый участок нагревают с помощью дуги или горелки таким образом, чтобы холодным оставался окружающий сплав. Это препятствует сильному расширению горячего участка. В процессе остывания конструкция выпрямляется. Метод идеально подходит для правки листовых полос, балок и других изделий.
Растянутый участок нагревают с помощью дуги или горелки таким образом, чтобы холодным оставался окружающий сплав. Это препятствует сильному расширению горячего участка. В процессе остывания конструкция выпрямляется. Метод идеально подходит для правки листовых полос, балок и других изделий.

 Применение такого способа позволяет достичь равномерного нагревания металла и существенно понизить деформацию, что нельзя отнести к случаю последовательного наложения.
Применение такого способа позволяет достичь равномерного нагревания металла и существенно понизить деформацию, что нельзя отнести к случаю последовательного наложения.

 Этот тип искажения является наибольшим, когда заготовка не закреплена должным образом.
Этот тип искажения является наибольшим, когда заготовка не закреплена должным образом.
 д. Однако, если максимальное значение остаточных напряжений не превышает предела упругости металла, могут присутствовать остаточные напряжения. Если напряжения превышают предел упругости, это приводит к пластической деформации и деформации деталей.
д. Однако, если максимальное значение остаточных напряжений не превышает предела упругости металла, могут присутствовать остаточные напряжения. Если напряжения превышают предел упругости, это приводит к пластической деформации и деформации деталей. При газопламенной резке стали материал, подлежащий резке, нагревается до температуры воспламенения кислородно-топливным пламенем. Температура воспламенения стали составляет около 815°С, при этой температуре железо быстро реагирует с кислородом с образованием оксидов, которые расплавляются при температуре воспламенения. Струя чистого кислорода прожигает или режет сталь, а экзотермические реакции при образовании оксида вызывают локальное повышение температуры до точки плавления материала.
При газопламенной резке стали материал, подлежащий резке, нагревается до температуры воспламенения кислородно-топливным пламенем. Температура воспламенения стали составляет около 815°С, при этой температуре железо быстро реагирует с кислородом с образованием оксидов, которые расплавляются при температуре воспламенения. Струя чистого кислорода прожигает или режет сталь, а экзотермические реакции при образовании оксида вызывают локальное повышение температуры до точки плавления материала.


 Материалы с высоким расширением на единицу тепла также испытывают сильное сжатие, что приводит к большим искажениям. Короче говоря, чем больше материал растет на 1°C температуры, тем больше он деформируется.
Материалы с высоким расширением на единицу тепла также испытывают сильное сжатие, что приводит к большим искажениям. Короче говоря, чем больше материал растет на 1°C температуры, тем больше он деформируется.
 Чтобы свести к минимуму это, методы сварки с обратным шагом помогают уменьшить искажение, возникающее в этом случае. См. рисунок ниже.
Чтобы свести к минимуму это, методы сварки с обратным шагом помогают уменьшить искажение, возникающее в этом случае. См. рисунок ниже. Этот процесс растяжения противодействует усадке и уменьшает результирующее сжатие.
Этот процесс растяжения противодействует усадке и уменьшает результирующее сжатие. Существуют три основные причины возникновения этих напряжений:
Существуют три основные причины возникновения этих напряжений:
 Остаточные напряжения часто незаметны для производителя, если только они не приводят к значительным деформациям, но могут отрицательно сказаться на целостности конструкции. Например, толстостенные конструкции в состоянии после сварки более склонны к хрупкому разрушению, чем конструкции со снятыми напряжениями.
Остаточные напряжения часто незаметны для производителя, если только они не приводят к значительным деформациям, но могут отрицательно сказаться на целостности конструкции. Например, толстостенные конструкции в состоянии после сварки более склонны к хрупкому разрушению, чем конструкции со снятыми напряжениями. Тем не менее, есть частные случаи, когда необходима количественная оценка остаточных напряжений.
Тем не менее, есть частные случаи, когда необходима количественная оценка остаточных напряжений. Средний контур определяет деформации, вызванные перераспределением остаточных напряжений, и используется для расчета остаточных напряжений с помощью упругой конечно-элементной модели образца. Результатом является двумерная карта остаточного напряжения, перпендикулярная плоскости измерения.
Средний контур определяет деформации, вызванные перераспределением остаточных напряжений, и используется для расчета остаточных напряжений с помощью упругой конечно-элементной модели образца. Результатом является двумерная карта остаточного напряжения, перпендикулярная плоскости измерения.

 Соответствующая производственная схема и выбор параметров сварки могут уменьшить образование остаточных напряжений. Например, методы обработки сварки, которые уменьшают температурный градиент внутри объекта, уменьшают величину создаваемых напряжений.
Соответствующая производственная схема и выбор параметров сварки могут уменьшить образование остаточных напряжений. Например, методы обработки сварки, которые уменьшают температурный градиент внутри объекта, уменьшают величину создаваемых напряжений.