Сегодня предлагаю поговорить немного о строительстве, а именно о фундаменте. НЕ так давно мой друг задумал строительство деревянного дома. А как известно первым делом нужно делать фундамент. На винтовых сваях он решил не делать, причин этому масса сейчас не об этом, а решил залить ленточный фундамент, в него прокладывают арматуру (специальный каркас) который увеличивает прочность конструкции. НО вот встал такой вопрос — этот каркас из арматуры нужно сварить, или можно просто связать проволокой? Как правильнее и что говорит СНИП, предлагаю сегодня подумать …
ОГЛАВЛЕНИЕ СТАТЬИ
Варить арматуру
Вязка арматуры
ИТОГ
Лично я помню в своей молодости, что каркас для фундамента из толстой арматуры сваривался, делалось это при строительстве родительского дома. Отец у меня был строитель. НО должность он у меня занимал высокую и поэтому сварить у себя на стройке, а затем привезти до нужного участка на грузовой машине проблем особых не было. Что не доступно для обычного рядового строителя, который делает все своими руками. Так все же вязать или варить? Предлагаю предметно поговорить о каждом методе.
Варить арматуру
Нужно отметить, что за этот способ будет немало голосов. Действительно на больших стройках когда ставят много этажные дома, арматуру сваривают. Взять даже сейчас монолитное строительство – когда варят каркас из толстых прутьев, а затем заливают его по форме в бетон.
Получается очень прочная конструкция, ведь нагрузки в многоэтажках очень существенные. Однако и арматура тут совершенно другая, толстая и специальная, например таких марок как — А400С, А500С либо АIII. Толстая я имею в виду от 3 — 5 см в диаметре. Причем к ней приваривают прутья меньшего диаметра, главное в местах не должно быть перегревов и «прожогов», такие работы выполняются квалифицированными сварщиками.
НО это многоэтажные дома! А что же с «малоэтажками» или с частными домами, где не требуется таких мощных прутьев?
Вязка арматуры
Тут конечно используют метод вязки. Ведь он не запрещен и поэтому имеет место быть. Я даже отмечу, что в некоторых случаях такой метод будет наиболее правильный. Все по порядку:
1) Если вы используете материал, не предназначенный для сварки, например — 25Г2С, 35ГС. Нужно заранее уточнять перед покупкой.
2) Если у вас малый диаметр прутьев, например от 5 до 10 мм в диаметре. При неправильной сварке их можно просто пережечь, и тогда каркас не укрепиться, а наоборот ослабнет.
3) Если используете для небольших частных домов, например деревянных, каркасных или ЛСТК. Для них достаточно вязки, нагрузка не такая большая.
4) Опять же если у вас нет электричества на участке, а привезти уже готовый каркас достаточно накладно. Можно самому сделать вязку из прутьев на своем участке, при помощи не хитрых приспособлений. Вот видео.
5) Многие думают, что у связанного фундамента прочность в разы ниже, это не так! Ведь вы все заливаете бетоном, да в некоторых местах могут быть слабые места, но не на столько. Поэтому рекомендуется делать каркас в шахматном порядке, соединения должны чередоваться, а не обрываться в одном месте.
6) Сейчас для вязания используется специальная проволока, а иногда специальные пластиковые стяжки (похожие на компьютерные). Которые достаточно прочно держат прутья друг с другом.
7) При таком методе для дома в 200 квадратных метров, можно собрать конструкцию за один день одному. Особенно если используете пластиковые стяжки для вязки.
Как видите применение вязки также обосновано.
ИТОГ
Если подвести сухой итог, то вот то получается. Об этом нам говорит и СНИП. При строительстве высоконагруженных сооружений типа многоэтажных домов (от 4 этажей), а также больших знаний, каркасы однозначно свариваются из специальных сортов арматуры, причем диаметр прута должен начинаться от 3 см и выполняться квалифицированными специалистами, во избежание пережога мест соприкосновения.
Для частного – малоэтажного дома (до 3 этажей), возможно применять метод скрутки или вязки арматуры. Нет особого смысла использования прутьев с большим диаметром, а поэтому при сварке большая вероятность их прожигания, поэтому используется — метод вязки. Нет высокой нагрузки, а поэтому такая конструкция вполне достаточна. Также большим плюсом является то, что при таком методе всю работу можно сделать самому (буквально за один день), без найма специальных рабочих – сварщиков.
Так что вяжите арматуру не бойтесь, эта конструкция — прочная, особенно если вы ставите обычный деревянный дом, сруб или «каркасник».
На этом все, читайте наш строительный блог.
Почему нельзя варить арматуру?
Строительство жилых и производственных помещений предполагает соблюдение ряда технологий, так как от этого зависит надежность и прочность здания. Для укрепления фундамента обязательно используется стальная арматура. И это не просто прихоть. Она делает конструкцию устойчивой к деформации, укрепляет каркас. Вот только ее устойчивость зависит от типа крепления элементов. Существует 2 типа соединения прутьев – сварка и вязка.
Многие эксперты уверены, что единственным и правильным вариантом является вязка, а сварка категорически запрещена. Как в действительности обстоит с этим дело и правда ли, что сварка – гибель для арматуры?
При армировании любых конструкций производится оценка прочности будущего каркаса. Иногда при небольшой площади не нецелесообразно обеспечивать надежное крепление. В таких ситуациях вполне уместно варить арматуру.
Также подходит этот способ для укрепления здания высотой до 4-х этажей, если диаметр прута достигает 3-5 см. Использование большого количества легирующих элементов тоже допускает применение дуговой сварки.
Качество швов после сварочных работ должно быть на высоком уровне. Готовая конструкция, выполненная грамотно, обладает повышенной прочностью, устойчивостью к ударам, она лишена дефектов и не допускает деформации фундамента.
Почему нельзя варить арматуру?
На это также есть ряд причин.
Главный недостаток такого метода соединения конструкции – большой риск прожигания металла, возникновение проблем с соединением элементов с маленьким сечением. Также для сварки арматуры требуется наличие источника питания и специальное оборудование, а это создает дополнительные трудности и значительно увеличивает стоимость работ с ней.
Почему сварку заменяют вязкой?
На месте стыка при сварке возникает сгорание металла, что негативно сказывается на его свойствах. Детали ослабевают и со временем могут подвергаться коррозии. Поэтому сварка не подходит в следующих случаях:
Использование материала не предназначенного для сварки. Например, низколегированная сталь.
Неустойчивый, непрочный грунт. Усадка фундамента в неустойчивых районах приводит к его разрушению и образованию трещин.
Строение высотой не более, чем в 3 этажа. Для бревенчатого сруба, легких стальных конструкций, каркасных домов используется именно метод вязки арматуры.
Предотвращение дополнительного напряжения в месте стыка.
Для соединения стержней небольших диаметров в каркасе используется стальная проволока. Безусловно, вязка арматуры – кропотливый и трудоемкий труд, занимает времени он гораздо больше, чем сварка. Каждое крепление требует использования отрезка проволоки длиной в 25 см, а сечение зависит от диаметра стержня.
Для связки арматуры достаточно использовать крючок, дрель с соответствующими насадками, вязальный пистолет, пассатижи – инструменты, которые есть у каждого хозяина в доме. Это является огромным преимуществом, ведь для сварки потребуется выложить немалую сумму. Что касается временных затрат, то вязка,
инструменты, материалы, способы и схемы вязания
Содержание статьи
Залогом надежности и долговечности любого здания является фундамент. Даже самые крепкие стены без нормального фундамента будут постепенно разрушаться, а чтобы он был прочным, обычно используют армирование. Но его также нужно правильно соединить, чтобы в итоге получилась прочная конструкция, способная выдержать вес всего здания. Именно поэтому процесс вязания арматуры требует особого внимания и тщательного подхода.
Для создания прочного основания под фундамент можно сваривать отдельные металлические стержни. Но сейчас к этому способу прибегают гораздо реже, чем к вязанию по ряду причин. На первых порах , при самостоятельном строительстве процесс сварки, как правило, невозможен, ведь мало кто знает в совершенстве все тонкости и нюансы этого дела, поэтому гораздо проще перейти к вязанию. Более того, получается еще и намного быстрее. Во-вторых , в местах сварки постепенно могут начать развиваться окислительные процессы, а значит, сварной шов станет не таким прочным, а фундамент потеряет часть своей надежности. При вязке арматуры значительно снижается риск коррозии, что становится еще одним преимуществом этого метода. В-третьих , при сварке, особенно нештатной, нарушается структура металла, что не очень хорошо сказывается на конечном качестве работы. Если арматура вяжется правильно, то фундамент, перемычки и другие железобетонные конструкции будут надежными и долговечными. Но упор здесь нужно делать именно на правильность работы.
Материалы для вязания арматуры
Для вязания арматуры необходимо сначала купить все необходимое. Прежде всего, это само арматура : используются стальные стержни определенного диаметра и длины. Надежность и прочность готового фундамента напрямую зависит от толщины арматуры, а диаметр стержня не должен быть менее 6 мм. По длине в основном все удилища стандартны – от 6 метров. Арматуру лучше приобретать с доставкой: это удобно и позволит сэкономить силы и время, затрачиваемые на возведение фундамента. Также обратите внимание на поверхность арматуры, ведь есть гладкие изделия, а есть стержни с насечками, гребнями, гофром. Последние отличаются лучшим сцеплением с бетоном, поэтому в итоге получается более прочная конструкция.
Металлические стержни соединяются либо проволокой, либо пластмассовыми хомутами. И именно качество этих соединительных элементов напрямую влияет на целостность и прочность.
Проволока для вязания арматуры выбирается круглого сечения и диаметром 1,2-1,4 мм: если взять потоньше, то она не справится с нагрузкой, а если потолще, то будет сложно согнуть. Для этой цели отлично подходит отожженная стальная проволока, которая обычно продается в бухтах. Он легко гнется, быстро принимает нужную форму, но при этом отличается высокой прочностью и долговечностью. Необожженную проволоку для этих целей лучше не использовать, с ней гораздо сложнее работать: ее трудно согнуть, она часто ломается, но при необходимости ее можно превратить в обожженную проволоку. Итак, просто подержите его над открытым огнем, а затем оставьте остывать на воздухе на полчаса.
Для вязания понадобится отрезков проволоки длиной 25-30 см: каждый раз отрезать или откусывать нужный отрезок не очень удобно, поэтому опытные специалисты рекомендуют складывать проволоку несколько раз, соблюдая необходимую для работы длину, а потом просто болгаркой вырезаем точки сгиба. Таким образом, через несколько минут все элементы будут готовы, и вам не придется отвлекаться на постоянную резку.
Сейчас все популярнее пластиковые хомуты Однако многие строители остаются консервативными и не доверяют этому способу крепления. Тем не менее, использование хомутов обеспечивает надежную фиксацию арматуры, но также связано со многими тонкостями. Так, «голый» каркас не выдерживает динамических нагрузок, и при неправильном наступлении на верхние элементы всей конструкции при сборке или неправильном заполнении ее бетоном некоторые крепления могут не выдержать и треснуть. С особой осторожностью нужно будет использовать вибрационное оборудование при уплотнении бетона. Очевидным преимуществом пластиковых хомутов является максимально простой процесс их использования, ведь достаточно просто правильно затянуть хомут в месте соединения двух стержней, а сделать это можно легко и быстро.
Инструменты для вязания арматуры
Конечно, проволоку можно вязать руками, но процесс будет проще, быстрее и эффективнее, если использовать для этого специальные инструменты. Итак, можно использовать крючок : в хозяйственных магазинах их предостаточно, и купить не проблема. Можно найти как самые обычные модели, так и винтовые и полуавтоматические крючки: хотя они и облегчают работу, но все же требуют приложения физической силы, пусть даже не для вращения крючка, а для подергивания инструмента. Многие профессионалы говорят, что магазинные крючки не всегда удобны, они короткие и быстро ржавеют, поэтому советуют изготовить такой инструмент самостоятельно: в итоге можно сэкономить и сделать процесс вязания в будущем более удобным. Для этого может понадобиться кусок гофрированной арматуры, а в ручку можно вмонтировать подшипник, чтобы было удобнее работать. Для этих целей подойдет гвоздь, который можно использовать как насадку для шуруповерта.
Альтернатива крючкам и всем самоделкам — Пистолет для вязания арматуры . Это устройство, которое значительно упрощает и автоматизирует весь процесс и станет просто незаменимым, когда речь идет о масштабном строительстве. Устройство само скручивает проволоку с необходимой силой и в определенной степени за рекордно короткое время — 0,8 с. Кроме того, весят такие устройства немного, поэтому вторая рука может быть свободна, она может держать крепление. В зависимости от диаметра арматуры подбирается конкретная модель пушки, а современный ассортимент позволяет подобрать оборудование под любой диаметр стальных стержней. Из-за высокой стоимости данного агрегата покупать его имеет смысл только крупным строительным компаниям.
В домашних условиях можно создать альтернативу пистолету для вязания арматуры и переделать под это обычную отвертку: дрель не подходит из-за большей скорости вращения. В держатель инструмента вставляется своего рода вязальный крючок, который можно сделать самостоятельно из проволоки сечением 4 мм, толстого обрубленного гвоздя, штучного электрода и т.д. Своими руками ничего делать не надо руки — просто нажмите кнопку и крепко держите инструмент.
Пистолетом вязать арматуру в 5-7 раз быстрее, чем крючком, но и у этого способа есть свои недостатки. Он очень плохо подходит для труднодоступных мест, потребляет больше провода и нуждается в регулярной подзарядке аккумулятора или подключении к электрической сети.
Способы и схемы вязки арматуры
В первую очередь необходимо подготовить все материалы для монтажа, перенести их на место установки, при необходимости выровнять арматуру и под нее подложить пластмассовые хомуты, которые помещаются между арматурой и опалубки и необходимы для того, чтобы отдельные части арматуры не торчали из-под бетона. Теперь можно производить букет. Армирование можно вязать несколькими способами, в зависимости от используемых инструментов и материалов.
Итак, если для вязания пластиковых хомутов используется самозатяжка, то здесь вопросов возникнуть не может в принципе, а главное хорошо их затягивать. Еще проще обстоит дело с пушкой, с которой он все делает буквально за одно мгновение. Наиболее сложным и трудоемким является процесс вязания арматуры проволокой и крючком: используется несколько основных способов и приемов.
На сегодняшний день существует множество вариантов вязания арматуры, которые отличаются тем, где изгибается проволока. В принципе, по надежности и прочности все варианты практически одинаковы, и каждый может выбрать наиболее удобную для себя технику.
Способ №1
Самый простой и распространенный вариант, который включает в себя такую последовательность действий:
сложите проволоку вдвое;
проводим проволоку для армирования, в месте соединения двух стержней;
проденьте крючок в петлю проволоки;
пальцами подтягиваем свободный конец проволоки к крючку и накладываем на него, слегка сгибая;
начинаем вращательные движения крючком, скручивая оба конца проволоки;
через 3-5 витков, когда соединение надежно закрепится, можно достать крючок из петли.
Способ №2
Процесс имеет много общего с предыдущим, но все же немного отличается:
складываем провод пополам и кладем под арматуру, в нужной точке соединения ;
зацепить петлю;
второй конец загибаем через крючок так, чтобы в итоге образовалась О-образная петля;
полученную петлю закручиваем до достижения надежной закрутки, после чего вытаскиваем крючок.
Способ №3
По мнению многих специалистов, именно этот способ самый удобный, так как освобождает одну руку:
проволоку заводим под арматуру;
вставьте крючок в петлю и подденьте им второй конец проволоки;
согните проволоку вниз;
натяните крючок на себя, покрутите несколько раз и готово.
Способ №4
снова складываем проволоку пополам и заводим под арматуру;
аккуратно прижимаем к стержню, а концы загибаем на себя;
вставьте крючок, сделайте несколько оборотов и достаньте крючок.
Этот способ позволяет получить более надежную скрутку. Самые опытные мастера советуют согнуть проволоку перед скруткой, чтобы не делать много оборотов, ведь надежность не повысится, но есть вероятность, что проволока просто порвется. Оптимальное количество оборотов 3-5.
Как видите, все способы очень похожи, и отличаются только нюансами. Если вам необходимо связать арматуру своими руками, то после нескольких попыток вы сможете привыкнуть и подобрать для себя оптимальный вариант. Некоторые мастера говорят, что процесс ручного вязания упрощается, если использовать винтовые крючки, но это вопрос техники и привычки.
В заключение
Вязание арматуры — хоть и не самая простая задача, но, в принципе, вполне посильная даже самому неопытному мастеру. Вам остается только запастись необходимыми инструментами, выбрать подходящий способ вязания и приступать к действиям. Конечно, с помощью пластиковых хомутов проще и дешевле всего, а специальный вязальный пистолет еще быстрее, но это будет стоить немало, поэтому многие до сих пор используют специальный крючок: работать с ним несложно, но при некоторой сноровке прочные соединения получаются.
Теги:Стройметиз
Как вязать арматуру для фундамента
Фундамент должен быть в первую очередь надежной опорой дома. Для того, чтобы быть прочным, одного использования бетона недостаточно. Эта конструкция обязательно армируется. Такой способ устройства позволяет возводить конструкции, способные выдержать как огромную массу стен, так и давление грунта при весеннем взбивании.
Для производства арматурной сетки применяют стальные стержни толщиной от 6 до 32 мм. Они могут быть как гладкими, так и рифлеными. Для того чтобы соединить их в единую конструкцию, в основном используют два метода: сварку и вязку. В промышленном строительстве чаще всего используется первый, так как сетка поставляется в готовом виде с завода, где сделать такую конструкцию проще.
В частном домовладении и при строительстве небольших сооружений такой способ соединения можно считать нецелесообразным, так как для быстрого изготовления сетки на месте требуется немало сварщиков. Поэтому в таких случаях обычно используют второй способ (вязание). Далее рассмотрим, как вязать арматуру.
Использовать этот метод также лучше, поскольку сварка ослабляет конструкцию. Кроме того, в стыках в дальнейшем может появиться ржавчина, что также сделает арматурный каркас не очень надежным, а это непременно скажется на долговечности фундамента и здания в целом. Итак, как вязать арматуру под фундамент?
В первую очередь необходимо подготовить сами прутья, а также проволоку. Последний обычно имеет диаметр 0,8-1,2 мм. Его разрезают на куски длиной около одного-двух метров. Сколько ответов на вопрос «как вязать арматуру». Самый простой способ – установка с помощью пассатижей. При этом проволока складывается пополам, проходит через соединенные стержни и связывается. Далее лишние концы обрезаются кусачками.
Часто при самостоятельном конструировании мастера задаются вопросом, как связать арматуру крючком. Это еще один довольно распространенный метод, при котором используются не пассатижи, а специальное приспособление, которое можно приобрести как в магазине, так и сделать самостоятельно из проволоки. Этот инструмент представляет собой крючок, которым складывается петля из вязаной проволоки вдвое. Его концы также наматывают на крючок после того, как они предварительно были пропущены через шатуны.
Так что «как связать арматуру крючком» — дело нехитрое. В обоих случаях проволока затягивается закручиванием крючка. Заводские модели оснащены специальной ручкой, облегчающей этот процесс. Вместо этого вы также можете использовать отвертку. Крюк просто вставляется в гнездо вместо винта. Используя ручное вязание, можно получить очень гибкие и эластичные конструкции. К их недостаткам относится возможность смещения узлов в процессе заливки фундамента.
Казалось бы, странный вопрос: сталь — черный металл это или цветной? Те, кто немного знаком с различиями или классификацией цветных и чёрных металлов, без сомнения отнесут сталь к чёрным металлам и… будут правы лишь отчасти. Дело в том, что здесь всё зависит от марки стали. Любая сталь (как и чугун — другой вид чёрного металла) является ферросплавом, то есть сплавом железа, поскольку именно этот металл является и у сталей, и у чугунов образующим. Другое дело, что очень многое зависит от процентного соотношения железа и других элементов в стали. Если содержание железа в сплаве составляет около или даже более 90%, то это, конечно, чёрный металл. Если же меньше, то есть на долю других элементов приходится 10% и более, то не обязательно чёрный.
Так, к цветным металлам относят целый ряд коррозионно-стойких сталей, в которых содержится достаточно большое содержание никеля (от 8%). Остальные марки стали — чёрные. Кстати, а какие виды сталей существуют вообще? Если говорить об основных типах, то это стали для отливок, конструкционные, инструментальные, жаропрочные, электротехнические, коррозионно-стойкие и некоторые специальные (например, рельсовая, для судостроения, строительства и другие). И только коррозионно-стойкие или, как их чаще всего называют, нержавеющие, могут относиться к категории цветных металлов.
Строго говоря, такое разделение можно в большой степени назвать коммерческим, так как даже нержавеющая сталь — это всё же ферросплав, поскольку в ней содержится более 80% железа. Однако с коммерческой точки зрения это в большей степени цветмет, поскольку такая сталь ценится значительно дороже и её стоимость рассчитывается за килограмм, а не за тонну, как это делается для цветных металлов. Кстати, стоимость 1 кг нержавеющей стали вполне сопоставима со стоимостью килограмма свинца (грузик) или алюминиевого лома (за исключением электротехнического алюминия, алюминиевого профиля и обычного свинцового лома, которые стоят несколько дороже). Именно поэтому такую сталь проще отнести к цветмету, учитывая и высокое содержание никеля в сплаве.
Раздел:
Цветные металлы
Чёрные металлы
Читайте также
В данной статье мы поговорим о том, как осуществляется приём металлолома. На любом промышленном (и не только) объекте время от времени появляются металлоконструкции, отслужившие свой срок. В первую очередь их, конечно же, нужно демонтировать, после чего уже можно приступать к процедуре вывоза, о которой мы поговорим отдельно в следующих статьях. Здесь же об этом коротко: вывоз производится при помощи спецтехники, которую вызывает заказчик после обращения в пункт приёма металла.
Раздел:
О нас
Цветные металлы
Наши клиенты нередко задают вопрос о, скажем так, технологическом процессе вывоза лома с территории. Собственно, ничего сложного в этом нет. Вы звоните нам или в другую компанию по приёму металла, сообщаете информацию о ломе, который вы хотите сдать (название металла или сплава, примерный тип (смотрите наши статьи о типах металлолома) и объём), после чего мы называем вам примерную цену, которую готовы заплатить вам за ваш лом.
Раздел:
О нас
Цветные металлы
Чёрные металлы
Как известно, чёрные металлы представляют собой ферросплавы, то есть сплавы железа, и, в зависимости от содержания углерода, делятся на стали и чугуны. Подробно на марках сталей и чугунов и различиях между ними мы останавливаться не будем, поскольку на сайте уже есть несколько статей на эти темы. Здесь же поговорим о том, что собой представляют отходы черных металлов с точки зрения их коммерческой классификации.
Раздел:
Чёрные металлы
Страницы
1
2
3
4
5
6
7
8
9
…
следующая ›
последняя »
это цветной металл или чёрный, состав нержавейки
✅ Дата публикации: 11.12.2019 | 📒 Полезные советы | 🕵 Комментариев нет
Нержавейка — это цветной металл или чёрный?
Содержание статьи:
1 Состав нержавейки
2 Различия между чёрными и цветными металлами
3 Нержавейка — это цветной металл или чёрный
Очень часто на пунктах приёма металлолома люди путаются и не знают, какой металл нержавейка — цветной или чёрный. Состав нержавейки может быть разным, в зависимости от марки, вида и предназначения.
Так что же представляет собой нержавеющая сталь? К каким металлам она относится, к чёрным или цветным? В данной статье строительного журнала samastroyka.ru будет рассмотрен состав нержавейки, её основные отличия от цветного и чёрного металла.
Состав нержавейки
В составе нержавейки содержится порядка 20% хрома, есть в ней и углерод, никель, кобальт, марганец, сера, и, конечно же, железо. Именно из-за того, что в нержавейке присутствуют как цветные, так и чёрные металлы, чаще всего и возникают разногласия о её причастности к какой-то конкретной группе металлов.
Нержавеющая сталь обладает и вправду, по-своему уникальными характеристиками. Она имеет высокую устойчивость к коррозии, даже в весьма агрессивных средах. Существуют никелевые, хромистые, а также хромоникелевые виды нержавейки, которые прочны и устойчивы к механическим повреждениям.
Различия между чёрными и цветными металлами
К чёрным металлам относится железо и сплавы на его основе, сталь, например, или чугун. Все они имеют высокую прочность на разрыв и получили широчайшее применение, как в изготовлении ЖБ конструкций, так в автомобилестроении, строительстве и т. д.
К цветным металлам, относится медь, алюминий, никель, цинк, олово и другие. Отличительной особенностью цветных металлов, является меньшая прочность и большая стоимость, чем чёрных металлов. Кроме того, главное отличие цветного металла от чёрного, это отсутствие в его составе железа.
Существует и так называемый класс драгоценных металлов, к которым, как вы уже могли догадаться, относится золото, серебро, кобальт, хром и прочие металлы. Поэтому главное различие между черным и цветным металлом, это присутствие или же отсутствие в их составе железа.
Чтобы проверить, какой перед вами металл, черный или цветной, можно использовать самый обычный магнит. Просто поднесите его к металлу, и если не будет абсолютно никакого притяжения, то это значит, что перед вами цветной металл.
Нержавейка — это цветной металл или чёрный
Как было сказано ранее, в составе нержавейки присутствует как железо, так и цветные металлы. Вследствие этого и возникает собственно путаница, какой нержавейка металл — цветной или черный?
Нержавейка — это сплав, состоящий из цветных и черных металлов. Практически равное содержание железа и цветных металлов в составе нержавейки, не позволяют отнести её к какому-то конкретному металлу, черному или цветному.
Если же говорить о пунктах приема металлолома, то там, нержавейку принимают как цветной металл. Происходит это по той причине, что нержавейке имеется большое количество никеля, хрома, а также других цветных металлов. Поэтому лом нержавейки выгодней отнести к цветмету, нежели к черному лому.
Помимо состава, существенное отличие можно увидеть и в ценах на черный металл и нержавейку. Как правило, стоимость черного металла рассчитывается исходя за одну тонну, а на нержавейку, всего лишь за один килограмм лома. Как уже упоминалось выше, стоимость цветных металлов всегда дороже. Поэтому нержавейка стоит примерно вполовину больше, чем черный металл.
Оценить статью и поделиться ссылкой:
Нержавеющая сталь черного и серого цвета
Использование молибдена
Использование нового молибдена
Нержавеющие стали с содержанием молибдена
Нержавеющие стали, свойства и изготовление
Обучение из нержавеющей стали
Архитектура, строительство и строительство
Устойчивое развитие
Отделка
Спецификация отделки из нержавеющей стали
Цветная нержавеющая сталь
Черная или серая нержавеющая сталь
Механическая отделка
Приложения
Выбор из нержавеющей стали
Спецификация нержавеющей стали
Структурный дизайн
Очистка и монтаж
Часто задаваемые вопросы
Нержавеющая сталь в водопроводе
Легированная сталь и чугун с содержанием молибдена
Суперсплавы класса молибдена
Металлический молибден и сплавы
Химия и применение молибдена
Нержавеющая сталь по своей природе представляет собой металл серебристо-серого цвета. Существует множество вариантов создания более тусклых или темных тонов, включая черный цвет на нержавеющей стали. Существуют значительные различия в долговечности этих вариантов окраски и их пригодности для различных сред.
Три варианта получения черного или темно-серого внешнего вида — краска, электрохимическое окрашивание и окрашивание методом PVD — обсуждаются в разделе «Отделки» на веб-сайте IMOA и более подробно на странице «Цветная нержавеющая сталь: спецификация и предотвращение проблем». Абразивоструйная очистка Некоторые абразивно-струйные средства придают нержавеющей стали более тусклый серый цвет. Более грубая текстура поверхностей, подвергнутых абразивоструйной очистке, может сделать их склонными к образованию пятен или коррозии из-за повышенного накопления грязи и коррозионно-активных веществ. Это необходимо учитывать при спецификации сплава. Также может быть очень трудно удалить граффити и другие отложения с шероховатых поверхностей без дополнительной абразивоструйной очистки, что может быть нецелесообразно, поэтому необходимо учитывать условия эксплуатации.
Интерактивная онлайн-брошюра SSINA (Specialty Steel Industry of North America) содержит изображения образцов с пескоструйной обработкой и других стандартных вариантов отделки. Песок или карбид кремния дают самые темные серые и самые грубые абразивно-струйные покрытия, как на этом изображении. Грязь и загрязняющие вещества в этих типах пескоструйных сред могут проникать в поверхность, создавая микрощели и еще больше повышая подверженность окрашиванию и коррозии. Послеструйная обработка, такая как травление (ASTM A380) и химическая пассивация (ASTM A9).67) может помочь удалить вкрапленный материал и улучшить коррозионные характеристики, но удаление этих отложений сделает внешний вид поверхности светлее.
Шероховатая абразивно-струйная обработка поверхностей не рекомендуется для мест с воздействием солей или промышленных загрязнений, за исключением случаев, когда указана более коррозионно-стойкая нержавеющая сталь, чем было бы выбрано для окружающей среды, и ее регулярно очищают.
Стеклошарики – самый популярный метод пескоструйной обработки. Он матирует, но существенно не затемняет поверхность. Поверхность не такая шероховатая, как при пескоструйной очистке или струйной очистке карбидом кремния, но, как и при других методах струйной очистки, она значительно шероховатее Ra 20 микрон или 0,5 микрометра и может увеличить вероятность проблем с коррозией.
Внешний вид поверхностей после абразивоструйной обработки часто непостоянен. Поэтому необходимо оценить производственный контроль поставщика. Одной из альтернатив является тонкая матовая накатная (чеканная) отделка, имитирующая абразивоструйную очистку. Они обеспечивают улучшенную коррозионную стойкость, консистенцию отделки и являются более дешевой альтернативой.
Покрытие Terne Традиционный металл Terne (80 % свинца, 20 % олова) был заменен оловянно-цинковым и цинково-луженым покрытием. Они выветриваются до оттенка от среднего до темно-серого, но окончательный цвет зависит от окружающей среды, в том числе от уровня загрязнения. Долговечность внешнего вида отделки зависит от коррозионной стойкости металлического покрытия и наличия ветровой абразивности. Покрытия можно наносить на нержавеющую сталь типа 304 или 316. Подложка должна быть достаточно коррозионностойкой для окружающей среды.
Нержавеющая сталь с покрытием Terne использовалась на крыше и приподнятых стеновых панелях здания студенческого союза в Университете Карнеги-Меллона, чтобы получить более темный серый цвет. Фото предоставлено C. Houska, TMR Consulting.
Один поставщик получил более темный блестящий вид экстерьера японского музея, используя более толстую нержавеющую сталь. Фото предоставлено C. Houska, TMR Consulting.
«MIL», чернение огнестрельным или черным оксидом Термины «MIL» (военные спецификации США) чернение, чернение и воронение огнестрельного оружия относятся к стандартам и, в некоторых случаях, к запатентованным процессам с использованием окисляющих солей (расплавленного дихромата натрия). ) или щелочными окислительными процессами для получения темно-синего или черного цвета. Некоторые методы чернения поверхности можно использовать для аустенитных (серия 300), ферритных (серия 400) и дуплексных нержавеющих сталей.
Эти методы в основном использовались для небольших компонентов, таких как стволы орудий, стеклоочистители и рамы солнечных батарей, но также нашли популярность для архитектурных компонентов. Эти покрытия можно поцарапать и повредить. После чернения можно нанести масло, воск или лак для повышения коррозионной стойкости. Без покрытия цвет не будет таким темным, равномерным или однородным по внешнему виду. Все эти покрытия изнашиваются и должны наноситься повторно, поэтому необходимо планировать техническое обслуживание. Доступны комплекты черного оксида для ремонта в полевых условиях, но некоторые из них подходят только для углеродистой стали.
Термическое чернение Для затемнения нержавеющей стали с помощью нагревания используется несколько методов. Все они снижают коррозионную стойкость, оставляя на поверхности тепловой оттенок или окалину, препятствующую образованию обычной защитной пассивной пленки. Ни один из них не дает постоянно однородного темного внешнего вида.
Наиболее проблематичным подходом является использование паяльной лампы или аналогичного источника тепла для чернения без контроля температуры. Это может значительно отрицательно сказаться как на коррозионной стойкости, так и на механических свойствах металла и никогда не должно использоваться.
Йельский центр британского искусства (слева) — самый известный пример использования тепла для создания более темного цвета поверхности. Нержавеющая сталь в процессе производства подвергается термообработке (отжигу). Если этого не сделать в атмосфере инертного газа, на поверхности образуется темная прокатная окалина, которую необходимо удалить для обеспечения максимальной коррозионной стойкости. Прилипание и внешний вид окалины зависит от мельницы и типа нержавеющей стали. Тип, сформированный на некоторых заводах, легче расслаивается, оставляя блестящие участки, которые невозможно восстановить. Прокатная окалина снижает коррозионную стойкость нержавеющей стали. На этом фасаде имеются коррозионные повреждения из-за того, что после строительства в окружающую среду была добавлена противогололедная соль (справа). Фото Кредиты C. Houska, TMR Consulting.
Спецификация сплава Электрохимическое окрашивание и окрашивание методом PVD являются наиболее устойчивыми к коррозии методами окрашивания без использования краски для получения более темного цвета. Спецификация сплава должна быть консервативной при выборе любой цветной нержавеющей стали. Поверхностное коррозионное окрашивание приводит к необратимому повреждению поверхности из-за удаления цвета и требует замены панели.
Если место подвержено воздействию солей (береговых или противообледенительных) или более сильному загрязнению, минимальная спецификация должна быть типа 316/316L или сплавов с эквивалентной или более высокой коррозионной стойкостью. Если используется термическая окраска или окружающая среда более суровая, может потребоваться гораздо более коррозионностойкая нержавеющая сталь. Одна иллюстрация сбоя приложения, окрашенного цветом, описана в статье «Нержавеющая сталь для суровых прибрежных условий».
Прежде чем выбирать цветную отделку, важно определить, будут ли присутствовать переносимые ветром абразивы и вероятно ли случайное или преднамеренное царапание. Неабразивный режим очистки должен быть получен от поставщика отделки.
Некоторые виды изготовления должны быть выполнены перед окраской. Например, сварка плавит нержавеющую сталь и разрушает отделку. Планы изготовления должны обсуждаться с поставщиком отделки во время проектирования.
Ресурсы Дополнительную информацию можно получить в следующих брошюрах и статьях:
Цветная нержавеющая сталь: технические характеристики и предотвращение проблем
Цветная нержавеющая сталь предлагает радугу возможностей, SMACNA
Окраска Нержавеющая сталь, EuroInox
Специальные покрытия для нержавеющей стали, SSINA
Контролировать цвет так же точно, как краской, невозможно, поэтому необходимо согласовать диапазон. Чтобы узнать больше об измерении цвета, прочтите Surface Color, NIST. Шероховатость поверхности и уровень блеска изменяют видимый цвет, но тесная связь с поставщиками поможет в максимально возможной степени количественно оценить окончательный внешний вид поверхности.
Почему нержавеющая сталь чернеет?
Почему нержавеющая сталь чернеет?
5 (100%) 1 голос[ы]
Нержавеющая сталь — это универсальный металл, который не подвержен коррозии и может использоваться в различных областях. Однако у него есть один существенный недостаток: он чернеет при контакте с кислородом. В этом сообщении блога мы ответим на вопрос «Почему нержавеющая сталь чернеет?» исследуя несколько возможных причин этого явления. Мы также обсудим методы, которые могут помочь предотвратить или обратить вспять обесцвечивание, чтобы ваша нержавеющая сталь не стала черной или еще хуже!
Содержание
Почему моя нержавеющая сталь чернеет?
Нержавеющая сталь является популярным материалом, поскольку она не подвержена коррозии и легко разрушается, как другие металлы. Но на нержавеющей стали могут появиться пятна ржавчины, особенно если ваша раковина:
находится рядом с источниками тепла, такими как плита или посудомоечная машина. Часто используется для горячей воды или кислотных чистящих средств. Имеет царапины на поверхности, задерживающие влагу под металлом.
Если ваша нержавеющая сталь чернеет, это, вероятно, происходит из-за одного из этих факторов. В большинстве случаев обесцвечивание можно удалить с помощью мягкого абразива, такого как пищевая сода или Bar Keepers Friend. Но если у вас возникли проблемы с избавлением от пятен ржавчины, возможно, вам придется отнести раковину к профессионалу, чтобы определить причину.
Банка стальная черная?
Да. Черный цвет нержавеющей стали обычно является результатом процесса обесцвечивания, называемого «пассивацией» — реакции окисления, которая происходит между металлом и кислородом в воде или воздухе с образованием таких соединений, как магнетит, FeO(OH). Этому явлению могут способствовать и другие факторы, такие как термическая обработка и химический состав.
Черная сталь ржавеет?
Нет, черная сталь не ржавеет. Черная оксидная отделка обеспечивает защиту от коррозии.
Зачем чернить сталь?
Почернение стали происходит в результате образования оксидного слоя на поверхности металла. Этот оксидный слой может иметь цвет от светло-коричневого до черного и служит защитным барьером от дальнейшей коррозии. В некоторых случаях этот оксидный слой может быть настолько толстым, что полностью закрывает нижележащий металл.
Оксид какого цвета черный?
При окислении оксид, образующийся на нержавеющей стали, имеет черный цвет. Цвет может варьироваться в зависимости от того, как долго он находился на воздухе и/или в воде и при какой температуре. Есть множество других факторов, которые также влияют на этот процесс окисления.
Безопасен ли черный оксид?
Черная окись — это безопасное и эффективное покрытие для нержавеющей стали, если оно выполняется надежным поставщиком черной окиси. Процесс включает в себя погружение деталей в чан с горячим раствором черного оксида, который создает твердое и долговечное покрытие.
Черный оксид устойчив к ржавчине?
Нет, черный оксид не защищает от ржавчины. Однако он обеспечивает некоторую защиту от коррозии. Слой черного оксида со временем будет медленно подвергаться коррозии, но он защитит нижележащую сталь от более сильной коррозии.
Почему ржавчина чернеет?
Оксид железа, основной компонент ржавчины, имеет черный цвет. Когда на стали образуется ржавчина, это происходит из-за того, что кислород соединяется со сталью, образуя оксид железа. Скорость образования ржавчины зависит от ряда факторов, включая наличие влаги, тип стали и качество воздуха.
Долговечно ли черное оксидное покрытие?
Черное оксидное покрытие очень прочное и долговечное. Это может быть подходящей заменой краски, поскольку она устойчива к царапинам, сколам и ржавчине. Черное выцветание не скалывается и не отслаивается, как другие покрытия, такие как краски, которые делают его устойчивым к износу при ежедневном использовании.
Почему некоторые винты черные?
Этот вопрос часто задают многие люди, впервые увидев это явление. Ответ на вопрос «почему некоторые винты чернеют» прост: коррозия. Коррозия возникает, когда металл вступает в реакцию с кислородом или влагой воздуха и вызывает всевозможные повреждения поверхности материала. Это можно увидеть на нержавеющей стали, поскольку она чернеет при окислении.
Что такое процесс черной окиси?
Процесс черной оксидации представляет собой пассивирующую обработку, которую можно применять к стали, изготовленной из хрома и никеля. Этот процесс окисляет поверхность металла, образуя слой, который предотвращает коррозию при правильном уходе. Он также придает нержавеющей стали характерный матово-серый вид.
Что такое черные болты?
Черные болты — это тип оборудования, изготовленного из нержавеющей стали, прошедшей термическую обработку. Черный цвет достигается за счет добавления слоя углерода на поверхность. Это делает болт более устойчивым к коррозии и износу. №
Черный цвет также может быть привлекательным и придавать изысканность вашему проекту. Важно отметить, что не все болты из нержавеющей стали черные. Термин «черный болт» специально используется для тех, которые прошли термическую обработку.
Если вам нужен болт, устойчивый к коррозии и износу, то черный болт — идеальный вариант. Однако, если вы ищете декоративный болт, есть другие доступные варианты, которые могут быть более подходящими.
Каковы преимущества черных болтов?
Одним из преимуществ использования болта из нержавеющей стали является его устойчивость к коррозии. Это делает их отличным вариантом, если вам нужно что-то для использования в прибрежных районах. Нержавеющая сталь также обладает очень высокой прочностью, что означает, что ее можно использовать для крепления тяжелых предметов, не беспокоясь о том, что она погнется или сломается. Болты также эстетически привлекательны, что делает их хорошим выбором для таких проектов, как судостроение.
Черные болты можно использовать как в соленой, так и в пресной воде, поскольку нержавеющая сталь не подвержена быстрой коррозии или ржавчине даже при воздействии высокого уровня влажности. Однако со временем цвет может тускнеть из-за воздействия ультрафиолетового излучения солнца.
Болты — хорошая идея, если вам нужно что-то для использования в прибрежных районах, потому что нержавеющая сталь устойчива к коррозии, что делает ее отличным выбором, если вы хотите закрепить тяжелые предметы, не беспокоясь о том, чтобы погнуть или сломать болт. Черные болты также обладают высокой прочностью и могут эстетически использоваться в таких проектах, как судостроение.
Черные шурупы для гипсокартона устойчивы к ржавчине?
Нет, черные шурупы для гипсокартона не устойчивы к ржавчине. Фактически, они, как правило, менее устойчивы к коррозии, чем другие типы винтов, из-за нанесенного на них покрытия. Это делает их более восприимчивыми к ржавчине и пятнам с течением времени.
Часто задаваемые вопросы
Почему шурупы для гипсокартона хрупкие?
Винты для гипсокартона изготовлены из стали. Поскольку металл окисляется, он со временем становится более хрупким. Это происходит со всеми типами крепежа из нержавеющей стали, включая шурупы для гипсокартона и гвозди.
Какой самый длинный шуруп для гипсокартона?
Шуруп для гипсокартона представляет собой тип шурупа для дерева или металла с более крупной резьбой и острым концом, чем у обычных шурупов по дереву. Длина варьируется в зависимости от размера, но может достигать 36 дюймов (около 0,91 метра). Шурупы для гипсокартона изготавливаются с плоской или закругленной головкой, что облегчает установку в различные материалы, такие как дерево и металл.
Какие винты не ржавеют?
Винты, прилагаемые к приборам из нержавеющей стали, обычно изготавливаются из нержавеющего материала. Однако, если вам нужно заменить винт и вы не можете найти его в комплекте, входящем в комплект поставки вашего устройства, обязательно используйте устойчивый к ржавчине винт, такой как латунь или медь. Убедитесь, что головка винта достаточно велика, чтобы соответствовать отверстию в приборе.
Если вы используете отвертку, всегда используйте крестообразную, а не плоскую отвертку. Головка Phillips имеет больше канавок, которые лучше захватывают винт и предотвращают его выскальзывание из отвертки.
Нержавеющая сталь прочнее стали?
Нержавеющая сталь содержит больше хрома, чем обычная сталь, что делает ее более устойчивой к коррозии. Хром создает тонкий слой оксида на поверхности металла, который защищает его от дальнейшего воздействия. Это делает нержавеющую сталь прочнее обычной стали.
Как определить, является ли металл нержавеющей сталью?
Первый шаг — определить металл, который почернел. Лучший способ сделать это — протестировать небольшой образец с помощью магнита. Если материал прилипает, значит, вы имеете дело с нержавеющей сталью, а не с каким-либо другим сплавом или магнитным металлом, таким как железо.
Что может повредить нержавеющую сталь?
Химические вещества могут повредить нержавеющую сталь.
Системный подход проектирования и управления валковым хозяйством сортовых прокатных станов Текст научной статьи по специальности «Механика и машиностроение»
УДК 621.771.2.07+621.771.2.06-52
СИСТЕМНЫЙ ПОДХОД ПРОЕКТИРОВАНИЯ И УПРАВЛЕНИЯ ВАЛКОВЫМ ХОЗЯЙСТВОМ СОРТОВЫХ ПРОКАТНЫХ СТАНОВ
Ф.С. Дубинский, А.В. Выдрин, И.Н. Черных
THE SYSTEM APPROACH IN DESIGNING AND MANAGEMENT OF ROLL STOCK OF SECTION MILLS
F.S. Dubinsky, A.V. Vydrin, I.N. Chernykh
Представлена постановка задачи на разработку системного подхода проектирования и управления валковым хозяйством сортовых прокатных станов. Показана схема автоматизированной системы формирования и управления валковым хозяйством прокатного стана. Представлена статистическая зависимость для определения износа валков сортового стана. Разработан способ подготовки к эксплуатации калиброванных валков. Представлены валковые потоки на типовом прокатном стане. Дана структура электронного паспорта валка. Разработана методика расчёта числа валков сортового стана.
Ключевые слова: сортовой стан, валки, валковое хозяйство, системный подход, автоматизированная система, износ валков, средняя стойкость, размещение калибров, валковые потоки, электронный паспорт валка, количество валков, расчёт парка валков.
The paper presents a statement of the problem of working out a system approach to designing and management of roll stock of section mills. A block diagram of the automated system of formation and management of roll stock of a rolling mill is shown. A statistical dependence for determination the wear of section mill rolls is presented. A method of preparation of grooved rolls for service is developed. Roll flows on a typical rolling mill are presented. The structure of the electronic passport of a roll is given. A method of calculation of the quantity of rolls for a section mill is developed.
Keywords: section mill, rolls, roll stock, system approach, automated system, wear of rolls, average roll life, placing of grooves, roll flows, electronic passport of a roll, quantity of rolls, roll stock calculation.
Повышение производительности прокатных станов зависит не только от качества изготовления и служебных свойств валков и технологии прокатки, но и от организации и управления парком валков прокатного стана.
Для сортовых станов, имеющих сложный и широкий сортамент, целесообразно использовать системный подход к проектированию и управлению парком валков в соответствии с формированием и календарным распределением портфеля заказов и системы оперативного управления производством.
Комплекс работ, проводимых на кафедре ОМД по исследованию и разработке валков, позволяет использовать системный подход для формирования и управления валковым хозяйством прокатного стана.
Типовые валковые потоки в системе сортопрокатный стан — вальцетокарный цех показаны на рис. 1.
Разработаны технологические основы автоматизированных систем, позволяющих отслеживать валковые потоки на стане, текущее состояние инструмента, вести валковую и другую технологическую документацию, проектировать валковое хо-
зяйство в соответствии с текущим и перспективным состоянием производства.
На рис. 2 показана схема предлагаемой автоматизированной системы формирования и управления валковым хозяйством прокатного стана.
Система проектирования и управления валковым хозяйством предусматривает формирование текущих характеристик всех валков стана, регистрацию их движения в технологическом процессе, при ремонтах, хранении и т. п., подготовку информации, характеризующую использование парка валков стана и выработку рекомендаций.
Разработаны необходимые входные документы, обеспечивающие работу системы, и места их ввода в систему в маршрутных потоках. Входная информация с заданной периодичностью и по технологической целесообразности вносится в память системы. Разработаны структуры массивов информации системы и определен порядок их формирования и работы.
Выходная документация системы обеспечивает необходимую информативность систем автоматизации на стане и персонала, обеспечивающего успешное функционирование и контроль валковых потоков прокатного стана. Система обеспечивает
Рис. 1. Валковые потоки на стане
Рис. 2. Схема автоматизированной системы проектирования и управления валкового хозяйства прокатного стана
информацию обо всех валках стана на разных стадиях их использования, а также по отдельным группам валков для различных профилей проката, групп клетей и т. п., а также по их использованию в технологическом процессе прокатки и подготовке к работе.
Информация о состоянии валков и рекомен-
дации по их использованию выдается по мере наступления события, по требованию пользователя или с заданной периодичностью. Набор информации в сообщениях обширен и зависит от запроса.
Износ валков влияет на настройку стана, качество поверхности и геометрию прокатываемых изделий, а также является определяющим при уче-
те работы и планировании парка валков стана. Наличие объективных моделей износа валков является важным элементом работы системы.
Накоплен большой статистический материал по исследованию износа валков на различных прокатных станах, в том числе сорто- и трубопрокатных.
С использованием методов статистической обработки результатов экспериментального и теоретического исследования получен ряд статистических зависимостей для определения износа валков в зависимости от количества и свойств прокатанного в калибре металла, материала и твердости поверхности валка и других условий процесса прокатки. С помощью разработанных моделей износа, с учетом его максимальных значений могут быть построены для разных станов графики средней стойкости во времени, которые используются для планирования переходов-перевалок на клетях стана.
Для повышения износостойкости валков разработан способ подготовки к эксплуатации калиброванных валков, технология и оборудование для увеличения контактной прочности валков путем его фрикционно-упрочняющей обработки. Валки, подготовленные по новой технологии, имеют износ в 2-3 раза меньше по сравнению с обычной технологией.
Разработаны методы проектирования размещения калибров на валках клетей сортового стана. Суть метода состоит в том, что размещение на валках калибров, размеры которых меняются в зависимости от сортамента, ведут не по принципу восстановления калибров с уменьшением начального диаметра валка, а переточкой их на ближайший больший типоразмер однотипных и разнотипных профилей. Новый способ размещения калибров позволяет существенно увеличить съем прокатываемого металла с одной пары валков.
Разработана группа критериев экономического, технологического и организационного плана для обеспечения работы системы.
Для успешного функционирования системы оперативного учета и управления валковым хозяйством необходимо ее техническое обеспечение в виде организации автоматизированных рабочих мест персонала, непосредственно связанного с организацией валкового хозяйства на стане. Предусмотрен сервер и другое оборудование (мар-
шрутизаторы, средства коммуникации и др.) для хранения и накопления информации, обмена данными, связи с автоматизированной системой управления предприятием АСУП и технологическим процессом АСУТП.
На рис. 3. показана информационная структура электронного паспорта валка, который ведется системой от момента поступления нового валка на стан до его списания.
Информация, описывающая валок, включает постоянную информацию (материал, габаритные размеры, химический состав и другие данные поставщика) и изменяющиеся во время работы валка данные.
Расчет необходимого парка валков, обеспечивающего выполнение заданного плана выпуска проката, является одной из задач подготовки производства в любом прокатном цехе. Рациональное решение ее позволяет уменьшить общее число валков, используемых в цехе, сократить простои стана во время перевалок.
Разработана методика определения количества валков при различных вариантах размещения калибров.
Для расчета числа валков с однотипными калибрами в одной клети прокатного стана предлагается следующая зависимость:
«в„ = . (1)
Япк пп
где Q — объем производства проката на планируемый период, т; д — износостойкость калибра (количество проката между переточками), т; пп -число переточек одного валка за время его работы; пк — число калибров на валках клети; к — количество валков в клети (к = 2 — для клетей дуо; к = 3 или к = 4 — для клетей трио или клетей с многовалковыми калибрами).
При размещении на валках разных калибров для прокатки различных профилей выражение (1) имеет вид
N
к Е Q
— 1
ш
пп Е 9/Пс ,
1
(2)
Паспорт Номер, тип Учётная
изготовителя валка информация
Переточка Прокатка Наплавка Доп. операции
Номер валка
номер операции
Технология
операции
Номер
валка
Очередь
операций
Задание на обработку
Номер валка
номер операции
Результат
исполнения
Состояние
валка:
Диаметр
Профиль
Дефекты
Твёрдость
Рис. 3. Информационная структура электронного паспорта валка
где N — количество профилей проката, т; Nk — количество калибров разного типа на валках.
Количество переточек валков задается из практических данных или определяется из выражения
Dmax — Dmin /о \
пп =——————————————, (3)
С
где Dmax и Dmin — максимальный и минимальный
max min
диаметр валка, мм; с — толщина снимаемого слоя металла при одной переточке, мм.
Общее количество валков на всем стане определяется суммой числа валков по клетям с учетом универсальности калибровки.
Максимальный износ калибра определяется с использованных моделей износа в зависимости от требования точности проката и материала валка.
Разработанная методика апробирована для расчета парка валков на типовом непрерывном мелкосортном стане 250 и показала хорошую сходимость с практическими данными.
Применение системы проектирования и контроля работы валков позволит обеспечить четкую организацию ведения валкового хозяйства, улучшить показатели использования валков и, в конечном счете, обеспечить улучшение качества проката и повышение производительности стана.
Поступила в редакцию 28 февраля 2012 г
2.1.2 Выбор типа прокатного стана. Планирование и организация работы цеха ТЭСЦ №5
Автоматическая система регулирования скорости электропривода рабочих валков реверсивного стана горячей прокатки
2. Расчёт мощности главного привода прокатного стана
…
Выбор агрегата и оборудования основных технологических линий обжимного стана
3 Расчет параметров агрегатов и выбор оборудования технологических линий обжимного стана
В данном курсовом проекте блюминг предназначен для прокатки слитков в блюмы сечением 300 х 300 мм и слябы 250 х 1500 мм. В качестве исходного материала для прокатки блюмов принимаем слиток Л7, отливаемый в изложницы; размеры сечения слитка 1144 х 559…
История возникновения прокатного стана
1. История возникновения прокатного стана
Историческая справка. Время и место появления первого прокатного стана неизвестны. Бесспорно, что раньше прокатчики железа применяли прокатку цветных металлов — свинца, олова, меди, монетных сплавов и др…
История возникновения прокатного стана
3. Краткая характеристика прокатного стана
Краткая характеристика основных станов для горячей прокатки стали Тип стана Сортамент проката Производительность, тыс. т/год Общая мощность главных приводов, квт Масса оборудования…
История возникновения прокатного стана
12. Вспомогательное оборудование прокатного стана
Вспомогательное оборудование прокатного стана предназначено для подачи металла от нагревательных устройств к приёмному рольгангу стана (слитковозы), поворота слитка на рольганге (поворотные устройства). ..
История возникновения прокатного стана
15. Автоматика прокатного стана
Автоматика крупных прокатных станов состоит из ряда объединённых локальных систем для управления всем ходом технологического процесса…
Литейные свойства сплавов. Прокатный стан. Физические основы сварки
3. Схема прокатного стана, его работа, классификация прокатных станов по устройству, назначению и взаимному расположению рабочих клетей
Прокатный стан, машина для обработки давлением металла и др. материалов между вращающимися валками, т. е. для осуществления процесса прокатки, в более широком значении — автоматическая система или линия машин (агрегат)…
Формовочный стан предназначен для формовки рулонной стали в трубную заготовку. Стан состоит из клетей открытого и закрытого типа и вертикальных валков. Формовка осуществляется при прямолинейной нижней образующей. Табл. 3.1…
Проектирование настенного поворотного крана по заданной схеме
2.1.1 Выбор типа конвейера и типа настила
Тип конвейера и тип настила выбирается в соответствии с ГОСТ22281-92. Настил применяется трех типов: — легкий — при насыпной плотности транспортируемого груза с < 1т/м3; — средний — при с = 1-2 т/м3; — тяжелый — при с > 2 т/м3…
Прокатное и кузнечнопрессовое производство
1. Основные понятия о технологических процессах прокатного и кузнечнопрессового производства. Структура и элементы технологических процессов прокатного и кузнечнопрессового. Классификация технологических процессов. Оборудование. Оснастка. Изделия.
В кузнечно-прессовых цехах установлены гидравлические прессы усилием 4000 тс, имеются участки для термообработки: отпуска, отжига и отделки поковок (обточка, шлифовка). В составе цехов есть кузнечные отделения…
Разработка технологического процесса и определение технико-экономических показателей производства холоднокатаной полосы сечением 1,0 х 1100 мм из стали марки 08Ю
2.
1 Расчет работы прокатного стана во времени
Прокатка на стане включает в себя следующие временные отрезки: t1 — установка рулона на разматыватель t2 — отгиб и подача переднего конца к 1й клети t3 — прокатка на заправочной скорости t4 — разгон стана до рабочей скорости t5 — прокатка на рабочей…
Разработка технологического процесса получения горячекатаного листа
4. Выбор оборудования прокатного стана
…
Разработка технологического процесса получения горячекатаного листа
9. Расчет производительности и технико-экономических показателей работы прокатного стана
Производительность определим по массе годного металла, полученного после его отделки. Расчете производительности определим по всаду, т.е. по массе поступивших на стан слитков…
Разработка технологического процесса прокатки листа
4.1 Выбор прокатного стана
Прокатный стан — это совокупность привода, шестеренной клети, одной или нескольких рабочих клетей…
Расчет калибровки валков для прокатки равнополочной угловой стали №2
3.
Выбор типа стана и его техническая характеристика
Мелкосортный полунепрерывный стан 250 установлен в 1976 г. и эксплуатируется Нижнесергинским металлургическим заводом с очень широким сортаментом профилей при средней производительности 30 т/ч…
Rolling Mill Pattern — Etsy.de
Etsy больше не поддерживает старые версии вашего веб-браузера, чтобы обеспечить безопасность пользовательских данных. Пожалуйста, обновите до последней версии.
Воспользуйтесь всеми преимуществами нашего сайта, включив JavaScript.
Найдите что-нибудь памятное, присоединяйтесь к сообществу, делающему добро.
( 1000+ релевантных результатов,
с рекламой
Продавцы, желающие расширить свой бизнес и привлечь больше заинтересованных покупателей, могут использовать рекламную платформу Etsy для продвижения своих товаров. Вы увидите результаты объявлений, основанные на таких факторах, как релевантность и сумма, которую продавцы платят за клик. Учить больше.
)
Создание собственных шаблонов прокатных станов + Кеум Бо – Галерея дизайна Danaca
590 долларов 00 $590. 00
Цена за единицу за
Название по умолчанию — 590,00 долларов США
Если все билеты распроданы, свяжитесь с нами по адресу [email protected], чтобы вас добавили в список ожидания.
Травление и вальцование: создание собственных шаблонов прокатного стана + Кеум Бу на протравленной стали Инструктор: Бетт Барнетт 24-26 марта, пятница – воскресенье, три дня, 10:00 – 5:00 Стоимость занятия: 590 долларов США | Ориентировочная стоимость комплекта материалов от $120 до $160 (студентам будет выставлен счет после того, как стоимость комплекта будет окончательно определена)
Формат занятия: в студии Danaca Design
Предварительные требования: Учащимся потребуются базовые навыки работы с металлом — резка, пиление, опиловка, ковка, шлифовка и формовка. Кроме того, учащимся должно быть удобно пользоваться горелкой, будь то бутановая горелка меньшего размера или более сложная двойная газовая или ацетиленово-воздушная горелка.
Хотите узнать, как производить высококачественные пластины для прокатных станов по индивидуальному заказу? На этом трехдневном семинаре вы научитесь травить низкоуглеродистую сталь, чтобы создавать прочные пластины с образцами прокатных станов с великолепным дизайном. Вы узнаете, какие типы резистов лучше всего подходят для создания долговечного травленого рисунка на листах прокатного стана и как управлять процессом электротравления. Во время занятий вы также узнаете, как использовать шаблонные пластины в прокатном стане для достижения наилучших результатов.
Пока мы этим занимаемся, мы также познакомимся с захватывающим миром Кеум Бу на гравированной стали, который включает в себя приклеивание золотой и серебряной фольги к металлу, чтобы подчеркнуть тени и блики гравированного рисунка. Мы будем работать как с золотой, так и с серебряной фольгой и научимся накладывать металлы для создания различных эффектов.
Во время этого веселого и динамичного занятия вы научитесь:
Работа с низкоуглеродистой холоднокатаной сталью. Даже если у вас есть некоторый опыт работы со сталью, вы узнаете новые советы и приемы, которые помогут вам добиться отличных результатов при работе с этим интересным и универсальным альтернативным металлом.
Создание глубоко травленых рисунков для прокатных станов. Мы рассмотрим различные виды резистов, которые позволяют создавать оригинальные узоры на заказ.
Настройте станцию электротравления и следите за процессом травления. Мы будем использовать простую установку для электротравления с батареями типа D, чтобы научить вас создавать успешные рисунки травления и устранять любые препятствия. Вы также узнаете, как использовать выпрямитель в качестве источника питания, который обеспечивает последовательный и контролируемый метод электротравления. Мы расскажем, как работать с выпрямителем и какие типы доступны.
Приклейте фольгу к протравленной стали с помощью техники Keum Boo. После описания процесса травления мы исследуем Кеум Бу как на стали, так и на серебре. Keum Boo — это древняя корейская техника, которая включает в себя соединение золотой и серебряной фольги с металлами с помощью тепла и давления. Мы будем использовать как горелку, так и небольшую настольную печь для эмалирования, чтобы наносить различную металлическую фольгу, создавая слои цвета.
Покройте ваши стальные украшения патиной и герметиком. Мы говорим не только о черном! Вы также научитесь применять различные цвета к своим украшениям. Кроме того, мы рассмотрим различные типы герметиков и их достоинства.
Во время мастер-класса у вас будет возможность изготовить не менее двух моделей прокатного стана. Кроме того, вы сможете создавать ювелирные изделия с узорами из пластин прокатного стана и добавлять Кеум Бу в свою работу.
Студенты ДОЛЖНЫ принести:
(кроме латунной кисточки, эти предметы можно приобрести в магазине студии). листы с образцами для прокатного стана — достаточно для производства как минимум одной или двух деталей по вашему выбору. 18-20 калибр.
Полировочные станки (два любых типа)
Маленькая латунная кисть (Rio Grande)
Основные ручные инструменты — напильники, рама и полотна ювелирной пилы (2/0, 3/0 и 4/0), наждачная бумага или шлифовальные палочки и т. д.
НАБОР материалов Включает:
Два предварительно вырезанных трафарета для использования в качестве резиста для травления. Примечание. Инструктор принесет на выбор несколько трафаретов.
Майларовый трафарет для вырезания индивидуально разработанного резиста для травления
Три листа стали 12 калибра 7” x 2 ½”
Один лист стали 20 калибра 12 x 12 дюймов
Ручка для масляной краски
Две батареи D с дополнительными аксессуарами по мере необходимости
Пластиковый держатель батареи с проводами
Контейнер для травления
Палочки для еды
Медный лист для использования в качестве катода
Маленькая поролоновая кисть для удаления остатков краски
Золотая фольга
Серебряная фольга
Доступ к различным расходным материалам, таким как флюсы, травильные растворы и чистящие средства
Биография инструктора:
С 2013 года Бетт Барнетт посвятила свою работу исследованию и экспериментированию со сталью и золотом. Бетт начала свою ювелирную карьеру в 2010 году и впоследствии училась у покойного Криса Нельсона в его продвинутых мастерских по сплавлению золота со сталью. С тех пор Бетт усовершенствовала дополнительные методы и процессы для стали, в том числе Keum Boo на стали, стальную проволоку, сплавленную с золотом, альтернативные сплавы для сплавления, такие как шибуичи и сякудо, сплавление металлических порошков со сталью, травление стали и сплавление золота с нетрадиционными мягкими сплавами. стальные формы, такие как стальная проволока и перфорированный стальной лист. Бетти в своей текущей работе над Keum Boo посвящает сталь, область, которая практически не исследована западными художниками.
В знак признания ее работы Симпозиум Санта-Фе выбрал Бетт для написания исследовательской работы о ювелирных изделиях из стали. Доклад «Стальные украшения — расширяя горизонты стали с помощью золота» должен был быть представлен на майской конференции, если бы ее не отложили из-за карантина. Бетт также публиковала статьи о ювелирных изделиях из стали и золота в Lapidary Journal: Jewelry Artist.
Расчет погрешности базирования заготовки в приспособлении
Базирование заготовок – придание изделию необходимого положения относительно выбранной координатной системы. Требуемое местоположение достигается при помощи закрепления детали на столе токарного или фрезерного станка и других установочных приборах. После процедуры закрепления заготовка принимает устойчивое положение в трехмерном пространстве, лишаясь 3 степеней свободы: по осям абсцисса, ордината и аппликата. В результате она не сможет перемещаться в выбранной координатной системе.
Базирование осуществляется для повышения точности во время изготовления и обработки детали.
Для правильного определения местоположения изделия необходимо знать основные схемы, методы и особенности процедуры базирования.
Схемы базирования
Схемой базирования называется чертеж, где с помощью графического изображения указывается местоположение опорных точек устанавливаемого изделия на поверхностях базирования. Базы подразделяются на следующие подвиды:
Технологические: указывают относительное местонахождение детали во время ее обработки, эксплуатации или ремонтирования.
Измерительные: находят месторасположение изделия и элементов измерения.
База может лишать обрабатываемый объект от 1 до 3 степеней свободы, что исключает возможность его передвижения в координатной системе. На схемах она обозначается в виде мнимой или реальной плоскости. Базы выбираются во время проектирования изделия и используется при изготовлении и последующей обработке заготовки.
При выборе базовых поверхностей применяются принципы совмещения и постоянства базовых поверхностей. В виде технологических баз выступают одинаковые поверхности заготовки. Во время наложения баз возникает небольшое отклонение детали. Для поддержания данных принципов на изделиях образуют несколько вспомогательных поверхностей: отверстия в деталях корпуса и обработанные отверстия. Если принципы не соблюдаются, то берется обработанная поверхность, выступающая в качестве новой базы. Она улучшает точность и жесткость расположения детали.
На схеме базирования все точки имеют собственную нумерацию. Во время наложения геометрических поверхностей изображается точка, вокруг которой указываются номерные знаки совмещенных точек. Процесс нумерации осуществляется с основной базы, концентрирующей на себе наибольшее число точек опоры.
При нанесении графических обозначений на схему должно быть изображено наименьшее количество проекций детали, достаточных для изображения основных точек опоры. Также на ней необходимо изобразить установочные элементы, служащих для закрепления детали: зажимы и цанговые патроны.
Построение схемы базирования производится по правилу шести точек. Оно заключается в лишении заготовки 6 степеней свободы при помощи использования наборов из 3 баз с 6 точками опоры. С его помощью происходит одновременное наложение 6 двухсторонних геометрических связей, что обеспечивает полную неподвижность детали. Если осуществляется базирование конической заготовки, то для обеспечения ее устойчивого положения необходимо применять набор из 2 базовых поверхностей.
При базировании изделий в промышленности используется способ автоматического получения размерных характеристик заданной точности на станках с предварительно установленными настройками. Установка упоров осуществляется от технологических базовых поверхностей заготовки. Во время этой процедуры используется набор из 3 баз. При этом также применяют полную схему базирования, лишая изделие 6 степеней свободы.
Схемы для определения местоположения детали подразделяются на следующие категории:
Базирование детали по торцу и отверстию, образующими 5 точек опоры. Этот вид схемы базирования упрощает процесс определения местоположения заготовки. Он широко применяется при обработке моторов-редукторов и скоростных коробок.
Базирование изделия по плоскости, отверстию и торцу. В этом случае оси установочных элементов детали параллельны базовой поверхности. Посредством этой категории схем осуществляется полное базирование. Отличительной особенностью этого вида базирования является высокая точность размещения отверстий.
Базирование по 2 отверстиям, пересекающимся с плоскостью под углом в 90°. Данный вид схемы позволяет применять принцип постоянства во время производственных процессов и осуществлять закрепление заготовок на автоматических линиях.
Применение схем зависит от величины диаметра и местоположения отверстий, а также от расстояния между обрабатываемыми поверхностями.
Базирование призматической заготовки
Призмой является многогранник, у которого 2 грани являются равными многоугольниками. Она представляет собой установочное приспособление. Его поверхность является пазом и образована 2 наклонными плоскостями. Изготавливаются призматические фигуры с углом 90° и 120°. В промышленности призмы используются для нахождения расположения оси детали с неполной цилиндрической поверхностью. Эта фигура способна определять положение осей абсцисса, ордината и аппликата, поэтому она используется при базировании.
Во время базирования детали в призме опоры располагаются в координатных плоскостях. Призматическая заготовка базируется в координатный угол для выполнения принципа совмещения баз. При размещении заготовки в призме используются 3 поверхности. Под углом в 90° к изделию прикладывается сила. В результате возникновения трения между соприкоснувшимися поверхностями уменьшается величина смещения изделия в различных направлениях.
Если поменять направления вектора прикладываемой силы, то заготовка прижмется ко всем установочным базам одновременно. Если на установочной базе присутствует припуск, то его нужно удалить при помощи регулируемых опор. Заготовка не сможет двигаться вдоль координатных осей, потому что она лишена всех 6 степеней свободы. Установочной базой выступает плоскость с наибольшим размером. Направляющей базой считается поверхность с наибольшими показателями протяженности.
Для определения местоположения выбирается призма с неширокими установочными базами. Если деталь располагает обработанной базой, то используют призму с большой длиной. При базировании в призме возможно определить направление только в 1 координатной плоскости.
Базирование деталей цилиндрической формы
Фигура цилиндрической формой обладает 2 плоскостями симметрии. При пересечении они образуют ось, используемую при процедуре базирования. Во время определения местоположения цилиндрической заготовки применяются плоские поверхности, образующие вместе с осью набор баз. Они состоят из двойной направляющей и опорных базовых поверхностей. Они несут 4 точки опоры. Благодаря этой конструкции мастер сможет определить направление валика заготовки в 2 системах координат.
Чтобы указать правильное местоположение цилиндрической детали в пространстве, нужно найти 5 координатных точек. Они лишают изделие 5 степеней свободы. Последняя степень отнимается посредством следующих способов:
Ориентирование на шпоночный паз, если этот элемент присутствует на заготовке.
При помощи создания трения между базовыми поверхностями приложением силы.
Во время установки детали цилиндрической формы в обоих случаях рекомендуется использовать 1 единственную базовую поверхность, чтобы избежать смещения изделия.
При расположении деталей в центрах применяются короткие цилиндрические отверстия. Одно из них выступает в роли упорной базовой поверхности, второе – в роли центрирующей базы. Каждая базовая поверхность лишает заготовку 3 степеней свободы.
Базирование деталей типа дисков
Заготовки в форме диска представляют собой предмет в виде круга или низкого цилиндра. Они обладают небольшой длиной и 2 плоскостями симметрии. Из-за необычного строения возникают сложности во время обработки торцов дисковых изделий. Торцовые поверхности являются параллельными, они пересекаются с осью отверстия под углом 90°. Производятся диски из листового проката при помощи отрезания или воздействия ацетилено-кислородного пламени.
Правильное местоположение деталей типа диск будет являться прочным и устойчивым, если оно расположено на торце, выступающем в роли установочной базы.
Центрирование производится при помощи самоцентрирующих кулачков. На ось с цилиндрической поверхностью накладываются 2 связи, что не позволяет заготовке свободно перемещаться по осям абсцисса и ордината. Чтобы лишить диск возможности перемещения по оси аппликата, необходимо наложить дополнительную геометрическую связи. В этом случае ось является опорной базой. Для деталей типа диск используется установочная, опорная и двойная опорная базы.
В начале процедуры базирование диск крепится на кулачках патрона. Торец детали обтачивают до кулачков. Внешнюю поверхность, оставшуюся необработанной, подрезают. Для достижения лучшей точности используется чистое обтачивание, во время которого заготовка крепится посредством прижима трения. Диск должен прижиматься либо к кулачкам патрона, либо к его оправе. Опорные базы детали размещаются максимально близко к обрабатываемой поверхности зубьев. Шестерни диска обрабатываются в сложенном состоянии на станках. При их базировании используются инструменты – монеты.
Расчет погрешности базирования заготовки в приспособлении
Погрешностью базирования называется отклонение конструкции заготовки относительно заданного местоположения. Она применяется во время обработки, эксплуатации и настройки детали на токарных или фрезерных станках. Выделяют следующие разновидности погрешности базирования заготовки:
Погрешность закрепления: возникает при зажатии детали на столе станка. Во время этого процесса происходит смещение установочных баз, лимитирующих движение заготовки. Погрешность закрепления обусловлена неправильным использованием установочных приборов и зажимов. Данные факторы приводят к деформации заготовленного материала.
Погрешность установки: появляется после закрепления изделия на станковом оборудовании. Ее возникновение обусловлено несоответствие форм базовых поверхностей и наличие большого количества металлической стружки, образующейся во время нарезания детали. Происходит засорение обрабатываемой поверхности и последующее отклонение детали. Для минимизации погрешности заготовки важно следовать принципам постоянства и смещения базовых поверхностей.
Систематическая погрешность: образуется из-за человеческого фактора —наблюдательности и аккуратности мастера, выполняющего настройку инструментов. Она возникает при нарушениях во время измерения размерных характеристик детали, написании неправильных чертежей и схем базирования и упрощении формул, необходимых для проведения расчетов.
На величину погрешности и точность обработки оказывают непосредственное влияние следующие факторы:
Разница между действительными и номинальными размерами заготовки.
Значение отклонения устанавливаемых конструкций относительно их взаимных расположений: перпендикулярности, концентричности и параллельности.
Поломка станков и иных приспособлений, использующихся во время базирования. Неисправность оборудования обусловлена несоблюдением правил эксплуатации или недочетами, возникшими во время производства несущих конструкций приборов. Эти факторы приводят к возникновению зазоров на винтах и шпинделях установочного оборудования.
Изменение формы заготовки, произошедшие до проведения процедуры обработки. Они обусловлены внешними повреждениями конструкции или неправильным местоположением изделия.
Расчет погрешности базирования проводится при помощи использования математической формулы: εБ.ДОП ≤δ — ∆. Во время определения величины отклонения важно учитывать, что действительная погрешность обязана быть меньше допустимых значений. Результат расчетов всегда является неточным.
Для расчета погрешности был разработан общий алгоритм вычисления:
Необходимо правильно определить местоположение базы на основе размеров устанавливаемой детали.
Найти расположение технологической базовой поверхности, что позволит мастеру правильно подобрать место размещения заготовки для проведения ее обработки.
Если технологическая база совмещается с измерительной, то погрешность базирования будет равняться 0.
В случае, когда базы различаются и не совмещаются при наложении, то осуществляются геометрические расчеты величины отклонения. Результаты измерения вычитаются из предельно допустимых значений погрешности. Разность показывает действительную величину отклонения изделия. Все расчеты производятся по общей формуле: [εб] = Т — ∆ж.
Если отсутствуют общий базис и предельные значений погрешности, то необходимо найти исходную базовую поверхность. Если она не изменяет исходное местоположение, то значение погрешности равняется 0.
источник
Шишкин Основы проектирования станочных приспособлений 2010
В этом случае наружная цилиндрическая поверхность является двойной направляющей базой. Опорные точки 1, 2, 3 и 4 лишают заготовку четырех степеней свободы – перемещений вдоль осей Y и Z и поворотов вокруг этих же осей.
Плоскость вала является опорной базой (опорная точка 5), которая лишает заготовку перемещения вдоль оси X. Опорная точка 6 выполняет аналогичную функцию, как в предыдущей схеме базирования.
Z
1,2,3,4
X
6
Y
5
Рис. 1.14. Теоретическая схема базирования заготовки типа вала по плоскости и наружной цилиндрической поверхности
Установочными элементами приспособления для данной схемы базирования являются длинная призма и цилиндрическая опора.
По характеру проявления базы в этом случае будут двойная направляющая база, опорная база, лишающая заготовку смещения относительно оси X, – явные базы. Опорная база, лишающая заготовку поворота относительно оси X, аналогична базе диска.
Тогда комплект баз для данной схемы базирования представляет собой сочетание технологической двойной направляющей явной, технологической опорной явной и технологической опорной скрытой или явной баз.
Реализация рассмотренной теоретической схемы в конструкции приспособления представлена на рис. 1.15 [8].
Рекомендации по применению типовой схемы базирования заготовки по плоскости и наружной цилиндрической поверхности.
1.В качестве баз целесообразно использовать поверхности, изготовленные с более высокой точностью.
2.При необходимости длинные призмы выполняются на разные диаметры цилиндрических поверхностей заготовки.
22
Рис. 1.15. Приспособление для фрезерования шпоночного паза ступенчатого вала:
3. С целью повышения точности базирования заготовки длинная призма должна иметь наибольшее, допустимое для конкретных условий, расстояние между рабочими поверхностями.
4.Расположение опорной базы по линейному размеру для ступенчатых валов зависит от места расположения измерительной базы выполняемого на данной операции линейного размера.
5.В случае если заготовка по геометрической форме представляет собой сочетание диска и вала, например, ступица, недопустимо ее базирование одновременно на установочной и двойной направляющей базам, так как заготовка лишается восьми степеней свободы, что невозможно. Выбор того или иного варианта зависит от требований, предъявляемых к конкретным поверхностям, выполняемых на технологической операции.
1.2.3.Базирование заготовки по плоской и двум наружным цилиндрическим поверхностям
Такое сочетание поверхностей, которые используются в качестве баз, присуще заготовкам типа рычагов, шатунов и т.п.
Плоская поверхность такого типа заготовок принимается за установочную базу. На рис. 1.16 представлена теоретическая схема базирования заготовки рычага. Опорные точки 1, 2, 3 установочной базы лишают заготовку перемещения вдоль оси Z и поворотов вокруг осей X и Y. Одну из наружных цилиндрических поверхностей (в данном случае левую) принимают в качестве двойной опорной базы (опорные точки 4 и 5), которые лишают заготовку перемещения вдоль осей X и Y. Оставшуюся степень свободы – вращение вокруг оси Z – лишает опорная точка 6, являющаяся опорной базой.
В качестве установочных элементов в конструкции приспособлений для установочной базы используются цилиндрические постоянные опоры, опорные шайбы или опорные пластины.
Базирование заготовки по наружным цилиндрическим поверхностям в приспособлении производится с помощью двух коротких призм (опорные точки 4, 5, 6). Левая призма, лишающая заготовку двух степеней свободы, является неподвижной. Правая же призма выполняет двойную функцию. С одной стороны, она является установочным элементом, а с другой стороны, – элементом зажимного устройства, и поэтому призма выполнена подвижной.
24
6 Z
1,2,3
X
4,5
Y
Рис. 1.16. Теоретическая схема базирования заготовки по плоскости и двум наружным цилиндрическим поверхностям
Необходимо помнить, что только неподвижный установочный элемент лишает заготовку полного количества степеней свободы, определенных его конструкцией, например, короткая призма лишает заготовку двух степеней свободы.
Если установочный элемент имеет одну или несколько степеней свободы (перемещение призмы, перемещение плунжеров в самоустанавливающейся опоре), то количество степеней свободы, которых лишается заготовка, будет меньше на количество степеней свободы установочного элемента. Согласно именно этому положению теоретической механики, короткая подвижная призма лишает заготовку одной степени свободы, что и отображено на теоретической схеме базирования.
Характер проявления баз для представленной типовой схемы базирования является явным для установочной и двойной опорной базы. Скрытый характер проявления опорной базы объясняется тем, что подвижная призма определяет положение по повороту продольной оси симметрии заготовки, т.е. воображаемой линии. Опорная база может быть явной, если правая цилиндрическая поверхность базируется в упорк цилиндрическойопоре, что показано на рис. 1.17.
Тогда комплект баз для рассматриваемой типовой схемы базирования состоит из технологических установочной явной, двойной опорной явной и опорной явной или скрытой баз.
Пример конструкции приспособления, реализующего данную типовую схему, представлен на рис. 1.18 [9].
25
Рис. 1.17. Технологическая опорная явная база при установке заготовки шатуна
Рис. 1.18. Наладка к универсальным наладочным тискам для закрепления деталей типа рычага:
Рис. 1.19. Примеры конструктивных особенностей базируемых заготовок
26
Следует иметь в виду, что конструктивные различия заготовок не оказывают влияния в целом на типовую схему базирования. На рис. 1.19 показаны примеры конструкций деталей, для которых применима рассматриваемая схема базирования.
На рис. 1.19, а представлен пример с базами в виде участков цилиндрических поверхностей с разными радиусами R1 и R2 . На рис. 1.19, б показан вариант конструкции заготовки, у которой установочная база является ступенчатой (т.е. представляет собой, из определения базы, «… сочетание поверхностей, выполняющих ту же функцию»), а диаметры цилиндрических поверхностей различные.
1.2.4. Базирование заготовки по плоской и внутренней цилиндрической поверхностям
По плоскости и внутренней цилиндрической поверхности базируют заготовки в виде дисков с отверстиями и втулок как тел вращения. Но эта же схема позволяет произвести базирование корпусных или плоских заготовок при наличии в них отверстий.
Для заготовок, у которых площадь плоской поверхности преобладает, например, как у диска, целесообразно плоскую поверхность выбрать в качестве установочной базы (рис. 1.20).
Z 1,2,3
X
6
Y
4,5
Рис. 1.20. Теоретическая схема базирования заготовки по плоскости и внутренней цилиндрической поверхности (короткое цилиндрическое отверстие)
Опорные точки 1, 2 и 3 установочной базы лишают заготовку перемещения вдоль оси X и поворотов вокруг осей Y и Z. Внутренняя цилиндрическая поверхность (опорные точки 4 и 5) является двойной опорной базой, так как лишает заготовку перемещений вдоль осей Y и Z.
27
Опорная точка 6 выполняет ту же функцию, что и в предыдущих схемах базирования (см. рис. 1.10, 1.11, 1.14).
В конструкции приспособления установочными элементами являются цилиндрические опоры для опорных точек 1, 2 и 3, а для двойной опорной базы – короткий установочный цилиндрический палец.
Комплект баз для такой схемы базирования состоит из технологических установочной явной, двойной опорной явной и опорной скрытой баз.
При базировании заготовки типа втулки внутренняя цилиндрическая поверхность определяет положение ее в пространстве более точно. Поэтому внутренняя цилиндрическая поверхность принимается как двойная направляющая база (рис. 1.21). Опорные точки 1, 2, 3, 4 лишают заготовку четырех степеней свободы – перемещений вдоль осей Y и Z и поворотов вокруг этих же осей.
Опорная точка 5 приложена к плоской поверхности, которая является опорной базой, и лишает заготовку перемещения вдоль оси X. Оставшуюся шестую степень свободы – поворот вокруг оси X – исключает опорная точка 6. Поворот заготовки относительно оси X исключается действием сил закрепления.
Z
1,2,3,4
X
6
Y
5
Рис. 1.21. Теоретическая схема базирования заготовки по плоскости и внутренней цилиндрической поверхности (по длинному цилиндрическому отверстию)
Основными установочными элементами для данной схемы базирования являются длинные установочные цилиндрические пальцы или цилиндрические оправки.
Комплект баз для втулки или полого вала представляет совокупность технологических двойной направляющей явной, опорной явной, лишающейзаготовкуосевогоперемещения, иопорнойскрытойбаз.
28
Примеры приспособлений для реализации типовой схемы базирования по плоскости и внутренней цилиндрической поверхности приведены на рис. 1.22, 1.23, 1.24.
Особенностью базирования заготовок по плоскости и внутренней цилиндрической поверхности является обязательное наличие зазора между поверхностями отверстия и установочного элемента (пальца или оправки). Наличие зазора позволяет производить быструю установку заготовки в приспособление, но приводит к увеличению погрешности базирования.
Конструктивными особенностями применения данной схемы базирования является оформление зажимного устройства для его быстродействия. Специальная шайба (рис. 1.22, б) выполняется с пазом, причем диаметр гайки или головки тяги должен быть меньше, чем внутренний диаметр отверстия заготовки, по которому производится базирование. При смене заготовок коротким ходом тяги или ослаблением гайки, достаточных для снятия шайбы, заготовка освобождается от закрепления и снимается с приспособления. После установки следующей заготовки шайба устанавливается на предназначенное место и производится закрепление заготовки.
Необходимо четко представлять, что недопустимо совмещать оба варианта базирования (аналогично базированию по плоскости и наружной цилиндрической поверхности) для заготовки, у которой присутствует и элемент диска, и элемент втулки (рис. 1.25).
Выбор варианта базирования определяется техническими требованиями к обрабатываемым поверхностям. Например, при обработке лыски целесообразно выбрать комплект баз, состоящий из установочной, двойной опорной и опорной баз, так как необходимо обеспечить перпендикулярность обрабатываемой поверхности к плоскости основания заготовки (база В). Для обработки цилиндрической поверхности диаметром D, которая должна располагаться соосно с внутренней цилиндрической поверхностью (база Б), необ-
30
Что такое призма? Значение, определение, форма, типы, площадь, примеры
Что такое призма?
Призма представляет собой твердое тело, ограниченное со всех сторон плоскими гранями. В призме есть два типа граней. Верхняя и нижняя грани одинаковы и называются основаниями. Призма названа в честь формы этих оснований. Например, если призма имеет треугольное основание, она называется треугольной призмой.
Грани призмы, отличные от верхней и нижней, называются ее боковыми гранями. Все боковые грани также идентичны между собой и относятся к классу параллелограммов. Это означает, что боковые грани могут быть параллелограммами, прямоугольниками или даже квадратами, поскольку все они имеют противоположные стороны, параллельные друг другу. Одним из наиболее распространенных примеров призмы является прямоугольный параллелепипед. Она имеет прямоугольное основание и называется прямоугольной призмой.
Элементы призмы
На призме можно пометить ее особенности, что поможет их охарактеризовать.
Ребро: Прямая линия, соединяющая любые две соседние вершины призмы, называется ее ребром.
Вершина: Углы призмы, где встречаются любые два ребра, называются вершинами.
Грань: это закрытая плоская поверхность, окруженная вершинами и ребрами.
Сечения призмы
Поперечное сечение призмы — это форма, полученная при пересечении плоскостью призмы вдоль ее оси. По форме основания призмы можно разделить на следующие категории:
Шестиугольная призма : Это призма с основанием в форме шестиугольника.
Квадратная призма : Призма с основанием в форме квадрата. Возможно, вы видели квадратную призму с другим названием, ее еще называют кубом.
Пятиугольная призма : Основание призмы имеет форму пятиугольника.
Прямоугольная призма : Призма с основаниями в форме прямоугольника. Прямоугольная призма также известна как кубоид.
Знаете ли вы, что обычная треугольная призма может разделить белый свет на несколько составляющих цветов, составляющих спектр?
Правильные и неправильные призмы
Форма основания призмы используется для разделения их на правильные и неправильные многоугольники. Правильная призма — это основание с правильным многоугольником, тогда как призма, основанием которой является неправильный многоугольник, называется неправильной призмой.
Правая призма и косая призма
У прямой призмы два плоских конца, и они идеально выровнены по каждой боковой грани. С другой стороны, наклонная призма будет казаться несколько наклоненной с двумя не выровненными основаниями. Боковые грани такой призмы представляют собой параллелограммы.
Площадь поверхности призмы
Площадь поверхности любой призмы можно рассчитать по следующей формуле:
Площадь поверхности = (2 ✕ Площадь основания) + (Периметр основания ✕ Высота)
Площадь поверхности призмы — это общая площадь всех ее оснований и граней.
Объем призмы
Доступное пространство внутри призмы показывает объем призмы. Чтобы получить объем призмы, нам нужно будет оценить площадь поперечных сечений, а затем умножить их на глубину призмы. Объем призмы можно выразить в кубических единицах.
Формула для расчета объема призмы выглядит следующим образом:
Объем = Площадь основания ✕ Высота
Решенные примеры
Пример 1. Вычислите объем призмы высотой 7 см и площадью основания 60 см².
Решение : Мы знаем, что Объем призмы = Площадь основания ✕ Высота
Для данной призмы
Высота = 7 см и Площадь основания = 60 см²
Следовательно, объем данной призмы:
Объем = 60 ✕ 7 = 420 см³
Пример 2. Вычислите площадь поверхности призмы с площадью основания 25 см², периметром основания 24 см и высотой 10 см.
Решение: Мы знаем, что для призмы
Площадь поверхности = (2 ✕ Площадь основания) + (Периметр основания ✕ Высота)
Для данной призмы
Высота = 10 см и площадь основания = 25 см² и Периметр основания = 24 см,
Следовательно, площадь поверхности данной призмы:
Площадь поверхности = (2 ✕ 25) + (24 ✕ 10) = 50 + 240 = 290 см²
Пример 3. Найти объем призмы с площадью основания 25 см² и длиной 12 см.
Решение : Мы знаем, что Объем призмы = Площадь основания ✕ Высота
Для данной призмы
Высота = 12 см и Площадь основания = 25 см²
Следовательно, объем данной призмы:
Том = 25 ✕ 12 = 300 см=
Практические задачи
125 CM³
5 CM³
375 CM³
25 CM³
Правильный ответ: 375 CM³ Мы знаем, что объем Prism = Область базовой высоты . Для данной призмы Высота = 12,5 см и площадь основания = 30 см² Следовательно, объем данной призмы: Объем = 30 ✕ 12,5 = 375 см³
Куб
Конус
Сфера
Ответ: 10005
Цилиндр 4 1005
Цилиндр 900 Куб – это призма с квадратными основаниями и квадратными гранями.
6 см
4 см
7 см
10 см
Правильный ответ: 4 см Мы знаем, что объем призмы = площадь основания ✕ высота Для данной призмы Объем = 12 см и площадь основания = 25 см² Следовательно, 40 = 10 ✕ высота Высота = $\frac{40}{10}$ = 4 см.
Часто задаваемые вопросы
Чем призма отличается от пирамиды?
Хотя и призма, и пирамида трехмерны, призма имеет два одинаковых основания, тогда как пирамида имеет только одно основание.
Можно ли считать цилиндр призмой?
Так как призма представляет собой многогранник со всеми плоскими гранями, то цилиндр призмой не является — у него изогнутая поверхность.
Если боковые грани призмы прямоугольники, то как называется такая призма?
В этом случае мы будем называть призму прямой призмой.
призмы с примерами
Перейти к площади поверхности или объему.
Призма — это твердый объект с:
одинаковые концы
плоские поверхности
и такой же сечением по всей длине!
Поперечное сечение — это форма, полученная путем прямого разрезания объекта.
Поперечное сечение этого объекта представляет собой треугольник …
.. имеет одинаковое поперечное сечение по всей длине …
… так что это треугольная призма .
изображения/prism-grow.js
Попробуйте нарисовать фигуру на листе бумаги (используя прямые линии)
Тогда представьте, что он выходит из листа бумаги… … это призма!
Никаких кривых!
Призма — это многогранник, а значит все грани плоские!
Без изогнутых сторон.
Например, цилиндр не является призмой , потому что у него изогнутые стороны.
Основания
Концы призмы параллельны и каждый из них называется основанием.
Стороны
Боковые грани призмы представляют собой параллелограммы (четырехсторонние фигуры с параллельными противоположными сторонами)
Это все Призмы:
Квадратная призма:
Сечение:
Куб:
Сечение:
(да, куб — это призма, потому что это квадрат по всей своей длине) (Также см. Прямоугольные призмы)
Треугольная призма:
Сечение:
Пятиугольная призма:
Сечение:
и больше!
Пример: Этот шестиугольный кристалл льда.
Он выглядит как шестиугольник, но поскольку он имеет некоторую толщину, это на самом деле шестиугольная призма!
Фото НАСА / Алексей Клятов.
Правильные и неправильные призмы
Все предыдущие примеры: Regular Призмы, потому что поперечное сечение правильное (другими словами, это форма с равными длинами ребер и равными углами.)
Вот пример неправильной призмы :
Неправильная пятиугольная призма:
Сечение
Это «неправильно», потому что поперечное сечение не имеет «правильной» формы.
Правая и наклонная призма
Когда два конца идеально выровнены, это правая призма, в противном случае это наклонная призма:
Площадь поверхности призмы
Площадь поверхности = 2 × площадь основания + периметр основания × длина
Пример: Какова площадь поверхности призмы, если площадь основания равна 25 м
2 , периметр основания равен 24 м, а длина 12 м:
Площадь поверхности = 2 × Площадь основания + базовый периметр × длина
= 2 × 25 м 2 + 24 м × 12 м
= 50 м 2 + 288 м 2
= + 288 м 2
= + 288 М 2 9000
= . 338 м 2
(Примечание: у нас есть инструмент для расчета площади)
Объем призмы
Объем призмы равен площади одного конца, умноженной на длину призмы.
Объем = Площадь основания × Длина
Пример. Каков объем призмы, площадь основания которой составляет 25 м
2 , а длина 12 м:
Объем = площадь × длина
= 25 м 2 × 12 м
0 = 300 м
3
Поиграй с этим здесь. Формула также работает, когда он «наклоняется» ( косой ), но помните, что высота находится под прямым углом к основанию:
И вот почему:
Стопка может наклоняться, но объем остается прежним
Подробнее о боковых гранях
Боковые грани призмы представляют собой параллелограммы (четырехгранная форма с параллельными противоположными сторонами)
Призма может наклоняться в одну сторону, что делает ее наклонной призмой , но два конца по-прежнему параллельны, а боковые грани по-прежнему параллелограммы!
Но если два конца не параллельны , то это не призма .
Расточка и шлифовка кулачков токарного патрона: порядок действий
Существуют задачи зажима заготовки в токарных патронах, где стандартные каленные кулачки не справляются. Для решения этой проблемы существуют, так называемые, «сырые», незакаленные, кулачки. Поговорим о том, как их правильно использовать и растачивать.
Расточка требуется для придания необходимых размеров таким незакалённым кулачкам, которые, как правило, используются для зажима заготовок с нестандартной геометрией.
Помимо этого, от больших оборотов и нагрузки незакаленные кулачки токарного патрона периодически изнашиваются, точность теряется. В результате возникает потеря цилиндричности обхвата заготовки вследствие неравномерного износа зажимающих поверхностей кулачков. Это и приводит к биению обрабатываемой болванки и браку. А в длительной перспективе и к износу и поломке основных узлов станка.
Основная цель расточки заключается в том, чтобы совместить ось рабочих поверхностей кулачков патрона с осью вращения шпинделя.
Типы токарных кулачков
Кулачки токарного патрона бывают нескольких типов.
Прямые стандартные (доступны в нашем каталоге) применяются для зажима заготовки с внешней стороны с валом или за внутреннюю часть – у заготовки с отверстием.
Удлиненные, широкие и высокие (доступны в нашем каталоге) необходимы для зажима заготовок с нестандартной геометрией.
Как правильно расточить кулачки?
Профессиональная расточка производится в несколько этапов. Если выполнять каждый из них качественно, соблюдая все технические рекомендации, то оборудование прослужит вам долго.
Для расточки кулачков необходимо следовать согласно следующему порядку действий:
1. Обработка наждачной бумагой.
2. Расточка кулачков.
3. Шлифовка кулачков (при необходимости).
Обо всём подробнее расскажем ниже.
Обработка наждачной бумагой
Если износ небольшой, достаточно обработать кулачки патрона сначала крупнозернистой, а затем мелкозернистой наждачной бумагой. Иногда этот способ помогает восстановить цилиндричность обхвата.
Однако, при большой степени износа кулачков, придётся прибегнуть к полноценной расточке.
Расточка без использования регулируемого кольца
1. Для начала закрепите кулачки так, чтобы диаметр между ними совпадал с размером отверстия токарного патрона.
2. Зажмите кулачками кольцо так, чтобы оно могло свободно перемещаться.
3. Для расточки вам потребуются два резца: один – для расточки канавок (чтобы стружка и отходы производства могли свободно отводиться из отверстия), а второй — для разработки плоскостей.
4. Начните с небольших оборотов и постепенно прибавляя скорость, установите оптимальный режим вращения.
5. Начинаем расточку первым резцом, выбрав оптимальную глубину проточки таким образом, чтобы поверхность кулачков находилась в пределах допустимой площади.
6. Затем используем резец для разборки плоскостей. Его необходимо закрепить так, чтобы по всей рабочей плоскости кулаков происходило соприкосновение.
7. В конце производим конусную расточку кулачков, чтобы в дальнейшем обрабатываемая заготовка могла хорошо в них крепиться, делая захват надежным и безопасным.
Расточка с помощью регулируемого кольца
Для высокоточной расточки кулачков необходимо использовать расточное регулируемое кольцо (полный ассортимент с ценами и наличием в нашем каталоге), порядок действий будет следующий:
1. Установите расточное кольцо в правильное положение.
2. Отрегулируйте болты, чтобы они соответствовали отверстиям в сухарях кулачка.
Если эти шаги выполняются правильно, деталь будет соответствовать точности и допускам.
Шлифовка
Финальным этапом растачивания кулачков является шлифовка, которая проводится только в случае ее реальной необходимости. Как это проверить? Зажмите металлический вал кулачками и запустите станок. При наличии биения придется шлифовать.
Для этого нужно обработать внутреннюю часть, зажав ими кольцо, чтобы кулачки самопроизвольно не раскрутились.
Самым легким методом является шлифовка с помощью резца со специальным камнем.
Если соблюдать указанный выше порядок действий полностью, то кулачки будут служить вам долго.
Выбрать качественные зажимные кулачки SMW-Autoblok (Германия) можно в нашем каталоге, а для
расточки сырых кулачков у нас вы всегда сможете приобрести расточные регулируемые кольца.
Расточка кулачков токарного патрона: как правильно проточить, видео
При работе на токарном станке мастера сталкиваются с износом основных узлов оборудования. Интенсивная работа на больших оборотах уровень износа пат очень высок.
Это приводит к биению заготовки. При этом необязательно заменять детально новую. Иногда для исправления ситуации достаточно просто расточить кулачки токарного патрона.
Содержание:
1 Зачем нужна расточка
2 Разновидности
2.1 Прямые
2.2 Обратные
2.3 Накладные
2.4 Сборные
3 Как правильно расточить?
3.1 Демонтаж
3.2 Обработка наждачной бумагой
3.3 Как проточить?
3.4 Шлифовка
4 Распространенные ошибки при проточке
5 Основные советы и рекомендации
Зачем нужна расточка
Смысл расточки – совместить ось рабочих поверхностей кулачков патрона с осью вращения шпинделя. Кулачки нужно растачивать, когда они будут находиться в зажатом положении. Если осуществлять процесс в свободном состоянии, то биение не устранится.
Разновидности
Чтобы расточить кулачки токарного патрона необходимо подобрать оптимальный способ для конкретной разновидности. Выпускают несколько типов кулачков, каждый из которых имеет конструктивные особенности.
Прямые
Этот вид кулачком предназначен для зажима заготовки с валом, с внешней стороны и для заготовки с отверстием – с внутренней. Непосредственно кулачки расположены сверху и захватывают деталь.
Обратные
Необходимы для зажима заготовки с внешней стороны. Используется для обработки полых болванок, чтобы было за что зацепится.
Накладные
Это составной вариант патрона, который сделан из цветного металла или нержавеющей стали. Применяется при работе с масштабными проектами. Такая вариация применяется при работе с заготовками большого диаметра при этом неважно, длинные они или короткие.
Сборные
Кулачок из металла в таком типе крепится на рейку из стали. Сталь применяется легированная, а зубья кулачков шлифуют, подвергают закалке и цементации.
Как правильно расточить?
Чтобы правильно расточить патрон необходимо соблюдать последовательность действий. Профессиональная расточка производится в несколько этапов, каждый из которых должен быть выполнен качественно и по всем техническим требованиям.
Демонтаж
В первую очередь необходимо провести демонтаж патрона. В противном случае не получится избавиться от биения заготовки и совместить точно все необходимые оси. Если патрон не будет зажат, а будет находиться в свободном состоянии на станке – дефекты сохранятся. После демонтажа необходимо снять кулачки и почистить их. Затем нужно проверить биение.
Обработка наждачной бумагой
При наличии небольшой степени износа и задира достаточно обработать деталь сначала крупнозернистой, а затем мелкозернистой наждачной бумагой. Чтобы не искажать профиль кулачка при зачистке необходимо, чтобы наждачная бумага охватывала примерно половину профиля кулачка и при этом имела небольшое натяжение. Если износ кулачка значительный – необходима полноценная расточка.
Как проточить?
Для проточки кулачков следует соблюдать определенный порядок:
Установить их, сопоставив с отверстием токарного патрона.
Осуществить зажим кольца так, чтобы оно могло двигаться свободно.
Понадобятся два резца: один для расточки канавок, а второй – для разработки плоскостей.
Начиная с низких оборотов следует найти оптимальный режим вращения.
Резец для разборки плоскостей необходимо установить так, чтобы по всей плоскости кулаков происходило соприкосновение.
Так осуществляется конусная расточка и заготовка сможет крепиться надежно и безопасно.
Шлифовка
Это финишный этап растачивания, который проводится только в случае, если есть реальная необходимость. На этом же этапе проводится проверка металлическим валом. Вал закрепляется в патрон токарного станка и с его помощью определить, есть ли биение. При наличии биения требуется дополнительная шлифовка.
Распространенные ошибки при проточке
Если не соблюдать в точности технологию проточки, то в результате можно сильно повредить патрон и кулачки. Наиболее распространенные ошибки:
не проверить планшайбу на биение;
не проверить параллельность патрона суппорту;
не проведена предварительная шлифовка.
Если соблюдать технологический процесс полностью, то кулачки будут служить долго.
Основные советы и рекомендации
У любого опытного токаря существует несколько своих секретов по оптимальному процессу расточки кулачков токарного патрона. Чаще всего работают следующие рекомендации:
когда мастер делает выточку на кулачках, он должен их раздвинуть на 2/3 от максимального вылета;
зажимная шайба должна устанавливаться на максимально близкое расстояние к торцам кулачков;
при расточке кулачков, кольцо, которое зажимается в выточке должно быть максимально жестким.
Если кулачки токарных станков не растачивать, то это приведет к биению патрона, а затем и к поломке основных узлов. Важно соблюдать все этапы данной операции и помнить, что патрон в любом случае придется демонтировать.
У меня есть 3-х кулачковый патрон на моем SB16, у которого есть небольшая потертость на внутреннем диаметре кулачков по направлению вперед.
Это произошло из-за небольшого промаха, и акции повернулись.
Я думал о переточке внутреннего диаметра челюстей. У меня есть хорошая шлифовальная машина для инструментов, но я искал небольшое понимание , прежде чем начнут летать искры. Держу пари, что снятие 0,005 уберет 99% площади.
Не удалось найти никакой информации по поиску.
Кажется, я видел какое-то кольцо для предварительного натяжения кулачков патрона…
Будем признательны за любую помощь.
Спасибо за помощь и совет.
Ай
Междунар. Холлистер
Пластик
#2
Мои челюсти Пратт-Бернарда 3 имели углубление на задней части 25% челюстей, и я поместил кусок круглого ложа в углубление и затянул челюсти на этом основании. Взял TIR с 6-10 тыс. до 0,2-1 тыс.
Доберман
Горячекатаный
#3
Переточка кулачков патрона дело рискованное. Очень часто челюсти, которые сильнее сжимаются назад и меньше вперед, являются результатом износа направляющих — либо в челюстях, либо в самом корпусе. Если вы сможете каким-то образом нагружать челюсти вовнутрь, как описано выше, вы, вероятно, сможете улучшить ситуацию. Если вам приходится нагружать губки в направлении наружу с помощью какого-либо кольца, шансы на успех становятся меньше, потому что нагрузка кольца имеет тенденцию нагружать губки в пазах, так что они наклоняются в направлении, которое сближает их друг с другом. на передних концах, что у вас уже есть. Я пробовал кольцевой подход с очень ограниченным успехом.
OEM 6-дюймовый патрон South Bend на моем 10L имеет ту же проблему: он крепче зажимает заднюю часть патрона, чем переднюю, и в результате очень трудно добиться приличного биения или повторяемости с ним. . Я покупаю новый патрон прямо сейчас. Конечно, я понимаю, что цена патрона для 10-дюймового станка довольно тривиальна по сравнению с тем, сколько будет стоить патрон для 16-дюймового станка!
мдшунк
Горячекатаный
#4
Мой опыт работы с переточенными кулачками показывает, что новая концентричность будет действительно точной только в том размере, в котором кулачки были открыты во время переточки. При переточке кулачков не учитывается износ прокрутки в тех местах, где чаще всего использовался патрон. Это лучше, чем ничего, но не совсем лекарство.
Мичиганбак
Алмаз
#5
Должны быть какие-то патроны на ютубе.. думал, что они есть здесь, в личке. Да, если вы хотите, чтобы ваше кольцо или что-то еще удерживали челюсти открытыми в области, которая чаще всего используется, и чтобы ваш патрон был очень чистым в начале … используйте все лучшие полотенца и одеяла вашей жены, чтобы покрыть все, и все же вы можете наберитесь терпения в работе.
СтивМ
Алмаз
#6
Любой патрон будет лучше в одних местах, чем в других, поэтому я не позволю приведенным выше комментариям помешать вам попробовать. Хотя он может быть не концентричным на всех диаметрах, вы, вероятно, обнаружите, что он держится более параллельно при всех настройках, чем раньше.
Если вы много работаете с одним определенным размером, держите его в этом размере при шлифовке.
Вот дешевое приспособление для удержания челюстей. Недостатком является то, что он работает только с одним диаметром, но если вы шлифуете, чтобы выпрямить челюсти, вам нужен только один диаметр. http://lathe.com/tips/chuck-jaw.htm
Как говорит mdshunk, лучше, чем ничего, но не лекарство.
Стив
Иллинойанс
Нержавеющая сталь
#7
SteveM сказал:
Любой патрон будет лучше в одних местах, чем в других, поэтому я не позволю приведенным выше комментариям помешать вам попробовать. Хотя он может быть не концентричным на всех диаметрах, вы, вероятно, обнаружите, что он держится более параллельно при всех настройках, чем раньше.
Если вы много работаете с одним определенным размером, держите его в этом размере при шлифовке.
Вот дешевое приспособление для удержания челюстей. Недостатком является то, что он работает только с одним диаметром, но если вы шлифуете, чтобы выпрямить челюсти, вам нужен только один диаметр. http://lathe.com/tips/chuck-jaw.htm
Как говорит mdshunk, лучше, чем ничего, но не лекарство.
Стив
Нажмите, чтобы развернуть…
альтернативным методом загрузки челюстей является использование стального кольца со шпильками, приваренными к задней части. Шпильки вошли бы в отверстия под болты для винтов челюсти. Если у вас нет двухкомпонентных челюстей, это не сработает.
Если у вас цельные губки, вы можете использовать твердосплавное сверло, чтобы просверлить отверстие в верхней части каждой челюсти. Вставьте штифты в отверстия. Наденьте кусок трубки на штифты.
У меня есть 6-дюймовая регулировка Buck с 1 кулачком, которую необходимо переточить. Я планировал использовать метод сверла и штифта. Вместо этого я нашел регулировку Yuasa 6 1/2 дюйма с 2-мя кулачками. челюсти в отличном состоянии. Я купил патрон у одного из наших сотрудников, чтобы избавиться от необходимости возиться со шлифовальными кулачками.
айклай
Алюминий
#8
Спасибо за комментарии. Я могу купить новые накладные кулачки от Бизона и все равно бы закончились некоторые диаметры, которые лучше/хуже других. Типичный 3-х кулачковый спиральный патрон. Но у них есть ЦЕНА… ВАУ…. У меня больше времени, чем денег, это точно…
Просто этот патрон использовался мало и был в очень хорошем состоянии, пока не сломался. Вот что я получаю за то, что позволяю приятелю пользоваться токарным станком.. Мне нужно научиться говорить НЕТ..
Я думаю сделать кольцо со штифтами, чтобы входить в отверстия под болты верхних челюстей. Это хорошая идея. Не такая уж и сложная работа по фрезерованию…
Мои верхние и нижние кулачки полностью выровнены, поэтому использование заготовки сзади не вариант. Кажется, для меня это никогда не бывает так просто..
В ближайшее время выложу фото своего «рига». Я чувствую, что это «улучшит» вещи по сравнению с тем, что у меня есть сейчас. Что бы ни случилось, мне просто придется с этим жить…
Всем спасибо…
Мичиганбак
Алмаз
#9
Последние новые челюсти, которые я купил, должны были быть отшлифованы сбоку, а затем отшлифованы. Да, с отверстиями под болты, обращенными к куску пирога.
айклай
Алюминий
#10
Я просто «предположил» (первая ошибка), что челюсти довольно твердые… Навел меня на мысль о том, что придется шлифовать… воровать в них. Никогда не думал о скуке..
Больше пищи для размышлений. Сначала можно попробовать это, а если результат неудовлетворителен, достаньте шлифовальный станок для крепления инструмента. ….
Еще раз спасибо.
Морской фермер
Алмаз
#11
Несколько видеороликов об этом на YouTube, вот видео Кейта Рукера: Техническое обслуживание механического цеха: правка 3-кулачкового патрона — YouTube
Вот другой вариант от tubalcain: СОВЕТЫ ДЛЯ МАШИНОСТРОИТЕЛЕЙ #147 Заточка кулачков на 3-кулачковом патроне tubalcain — YouTube
СтивМ
Алмаз
#12
Иллинойанс сказал:
Если у вас цельные челюсти, вы можете использовать твердосплавное сверло, чтобы сделать отверстие в верхней части каждой челюсти. Вставьте штифты в отверстия. Наденьте кусок трубки на штифты.
Нажмите, чтобы развернуть…
Хорошая вещь в том, что вы можете повторно заточить любой диаметр, просто сделав новое кольцо.
Стив
Мичиганбак
Алмаз
№13
Думаю, можно отшлифовать какой-то ключ на поверхности челюсти и использовать своего рода кольцо. Я мог бы сделать это на моем маленьком токарном станке.
СтивМ
Алмаз
№14
Конечно, если у вас дырки в челюстях, то это ультимейт:
Стив
Эрл Сигурд
Алюминий
№15
Вам не нужно сверлить челюсти для загрузочного кольца. Полностью закройте патрон и посмотрите, где сходятся фаски кулачков патрона. Параллельные поверхности. Я использовал 3 куска плоской заготовки с радиусом на внутренней стороне.
Но мне не помогло, кольцо прокрутки было надето на центральную втулку, на которой она вращается, 10 тыс. флопа!
Джонестёрф
Чугун
№16
Пригородный инструмент только что сделал видео об этом на YouTube.
Джонестёрф
Чугун
# 17
Найден
Как повысить точность трехкулачкового патрона. — Ютуб
машина лунного света
Алмаз
# 18
Пустая трата времени. Забанили на этом форуме. Износ на спирали и внутренний диаметр спирали/диаметр, на котором она вращается, + люфт в кулачке/корпусе патрона дадут вам патрон, который может быть лучше для одних диаметров, но на много миль для других. Был там сделал это. Нужна точность с 3 челюстями? Нарисуйте мягкие челюсти. У меня, наверное, 40 комплектов. Или используйте четыре челюсти.
СтивМ
Алмаз
# 19
машина лунного света сказала:
Пустая трата времени. Забанили на этом форуме. Износ на спирали и внутренний диаметр спирали/диаметр, на котором она вращается, + люфт в кулачке/корпусе патрона дадут вам патрон, который может быть лучше для одних диаметров, но на много миль для других.
Нажмите, чтобы развернуть…
Я в целом согласен с этим, но скрежетание челюстями также может дать вам восстановление параллельного захвата челюстей. Кроме того, переход от паршивого на всех диаметрах к хорошему на некоторых лучше, чем ничего. Иногда полезно иметь патрон для черновой работы, чтобы избежать износа вашего нового 6-кулачкового регулировочного приспособления Bison.
машина лунного света сказала:
Нужна точность с 3 челюстями? Нарисуйте мягкие челюсти. У меня, наверное, 40 комплектов. Или используйте четыре челюсти.
Нажмите, чтобы развернуть…
Мягкие челюсти прекрасны, но их мало используют.
Хитрость заключается в том, чтобы найти на ebay патрон с двумя кулачками и без жестких накладок. Жесткие верха настолько чертовски дороги, что патрон можно купить дешево. Затем возьмите несколько мягких алюминиевых и стальных губок, и все готово. Я купил 6-дюймовый Hardinge за 50 долларов, а еще примерно через 50 долларов у меня есть около 4 комплектов мягких губок из стали и алюминия. Что мне действительно нужно, так это набор круговых губок для захвата тонких круглых деталей.
Стив
гаджет73
Горячекатаный
#20
Хм, может быть, это мой способ получить хорошую, но недорогую 4 челюсть.
Общий | Как наточить кулачки токарного патрона? | Практик Машинист
политтехнолог
Чугун
#1
У меня есть большой ручной токарный станок Monarch, и кулачки патрона нужно выправить. Как это делается? Я представляю установку кольца на внешние ступени, затем затягивание губок к кольцу, а затем растачивание внутренних поверхностей губок. Мне просто интересно из этого получится создать точную облицовку. Кажется, что работа была бы более точной, если бы челюсти можно было зажать изнутри.
Спасибо Кит
FlatBeltBob
Нержавеющая сталь
#2
Я предполагаю, что вы говорите о 3 челюсти. Если это жесткие зазубренные губки, то вам нужна внутренняя шлифовальная машина. Всякий раз, когда мы расточили мягкие кулачки, у меня есть зажимные кольца, которые я вставляю внутрь патрона, глубже, чем кулачки. Обычно есть часть основной челюсти, которую вы можете зажать. Вообще кольцом не пользуюсь. У меня есть несколько пауков, которые я сделал. Просто толстостенный «бублик» с 3 отверстиями с резьбой, равномерно расположенными по окружности. Затем я откручиваю несколько длинных установочных винтов так, чтобы губки были примерно того же размера, что и работа, которую я выполняю. Пауку даже не нужно правильно бежать , если он обеспечивает место для натяжения челюстей . Если вы сделаете это правильно, вы сможете расточить губки почти до размера детали. Обязательно пометьте отверстие патрона малярной палочкой и всегда используйте одно и то же отверстие для затягивания детали.
крестообразная
Титан
#3
Спин-доктор, я попробовал то, что вы пытаетесь сделать, но без особого успеха. Вам действительно нужно «предварительно нагрузить» челюсти, чтобы впитать помои, но на самом деле проблема заключается в прокрутке. Обычно носится неравномерно. Если вы заточите кулачки на одном диаметре, то на другом они будут неправильными. У меня действительно был один, который был сильно поврежден, и измельчение вернуло ему некоторую степень полезности. Как бы то ни было, трехчелюстная система в любом случае не является звездной по точности, если только у вас нет набора. Но если бы вы это сделали, вам не нужно было бы точить челюсти. Если у вас есть очень хороший трехкулачковый патрон, в который вы влюблены, и у вас есть немного свободного времени, вы можете превратить его в набор для бедняков, обработав заднюю пластину чашеобразной формы четырьмя винтами в подшипнике по периметру. на патроне. Вы ослабляете болты, крепящие патрон к задней пластине, регулируете четыре винта, чтобы установить его, а затем ОСТОРОЖНО затягиваете зажимные болты. Я сделал это на нескольких трехкулачковых патронах, и это работает очень хорошо. Мой реальный совет — не использовать трехчелюстную систему там, где важна точность.
Снова просто Боб
Алюминий
#4
Еще одна проблема заключается в том, что при зажатии кольца в задней части кулачков кончики кулачков растягиваются внутрь. Когда вы стачиваете губки и зажимаете деталь, теперь она хочет схватиться сзади, и кончики не прилагают усилия. Патрон должен быть в действительно хорошем состоянии, чтобы это принесло много пользы. Я сделал это на довольно изношенном патроне, и он выглядит красиво, но работает не лучше.
Дэвид Карлизи
Нержавеющая сталь
#5
Я обнаружил, что в конечном итоге необходимо заменить три кулачковых патрона. Есть момент, когда вам придется бороться с ним, чтобы заставить его работать в некоторых ситуациях. Недавно я купил регулируемую 3 челюсть для одного из моих мануалов (Bison производства Польши). Стоил он действительно не так уж и много, а качество вполне приличное, что-то среднее между баксом и китайской подделкой.
политтехнолог
Чугун
#6
Спасибо за все полезные комментарии! Думаю, лучше всего использовать то, что у меня есть, а для точной работы у меня есть цанговый патрон.
Кит
БигДел
Алюминий
#7
Дэвид Карлизи сказал:
Я обнаружил, что в конечном итоге необходимо заменить три кулачковых патрона. Есть момент, когда вам придется бороться с ним, чтобы заставить его работать в некоторых ситуациях. Недавно я купил регулируемую 3 челюсть для одного из моих мануалов (Bison производства Польши). Стоил он действительно не так уж и много, а качество вполне приличное, что-то среднее между баксом и китайской подделкой.
Нажмите, чтобы развернуть…
Бак и китайская подделка в том же комментарии ироничны. Вы видели (или знаете), что ITW сделала с этим продуктом?
БигДел
Дэвид Карлизи
Нержавеющая сталь
#8
БигДел сказал:
Бак и китайская подделка в том же комментарии ироничны. Вы видели (или знаете), что ITW сделала с этим продуктом?
БигДел
Нажмите, чтобы развернуть…
Нет, я не. Подскажите пожалуйста, чтобы я не совершил ошибку покупки хлама. (Кстати, Бизон, который я купил, был с пометкой сделано в Польше.)
Вы имеете в виду Бака? Их сейчас делают в Азии? Это было бы позором.
Последнее редактирование:
кпоттер
Алмаз
#9
На работе мы отжигаем переднюю часть губок, затем устанавливаем их на место, затем обрабатываем канавку перед ними, чтобы мы могли вставить в них кольцо и затянуть их, чтобы они не наклонялись наружу. Это много работы, и я не думаю, что это стоит делать, но босс такой дешевый. Мы даже вставляем втулку, когда она ослаблена, и перетачиваем весь корпус патрона, чтобы он выглядел новым. Я бы просто купил новый патрон, даже китайский лучше изношенного.
металлмюнхр
Алмаз
#10
Кейт, еще один вариант — купить набор мягких накладок кулачков, чтобы они подходили к основным кулачкам вашего патрона, и всякий раз, когда вам нужно, чтобы что-то действительно работало, вы можете наклеить на них мягкие накладки и снять их, как на токарном станке с ЧПУ. , и будьте готовы к конкретной части. В таких источниках, как US Shop Tools, есть мягкие губки для стандартных мастер-кулачков с шипом и канавкой, и они довольно дешевы.
Джим Шейпер
Нержавеющая сталь
#11
Кто-нибудь когда-нибудь изготавливал накладные кулачки увеличенного размера, чтобы убрать остатки изношенного корпуса патрона?
У меня есть Rohm, который очень плохо хлопнул (была запасная часть, которая шла с токарным станком вместе с приличным Bison), и я задавался вопросом, можно ли его спасти. Челюсти выворачиваются наружу при зажимании наружного диаметра, поэтому, если бы я предотвратил поворот челюсти вниз в спираль, это потенциально решило бы проблему.
Я делаю несколько более тонких деталей со ступеньками, которые могли бы выиграть от такого типа челюсти (особенно увеличенная площадь зажима), но я не хочу быть подопытным кроликом, если кто-то уже знает, что это не сработает. Мне кажется быстрее вытащить патрон, чем менять кулачки (шпиндель с камлоком). Тем более, если бы я мог оставить кулачки в соответствии с рабочим диаметром.
Если это плохая идея, я всегда могу продать эту штуку сварщику в обмен на позиционер, а заднюю пластину оставить для другого патрона.
металлмюнхр
Алмаз
#12
Основные кулачки закалены. Обычно изнашиваются «язычки» в корпусе патрона, по которым проходят канавки на боковых сторонах основных кулачков. Износ обычно неравномерный, поэтому в одних местах губки сидят плотнее, чем в других. Все можно починить, если время не имеет значения, но это одна из тех вещей, которые были бы непрактичными, если бы не большой патрон, стоящий кучу денег.
Однажды я видел патрон, в котором владелец взял холодное долото и нанес на язычки узор в виде крестиков, а затем обработал поверхности напильником до нужного зазора. Тот же эффект, что и при накатывании. Мастер-челюсти, казалось, были хорошо и аккуратно вставлены в свои пазы, но я уверен, что это заняло много времени.
Джим Шейпер
Нержавеющая сталь
№13
Возможно, вы правы, что в конце концов это требует больше усилий, чем того стоит.
Мне нравится идея иметь патрон, готовый к работе при изготовлении материала, и не нужно откручивать кулачки, вычищать из них стружку и устанавливать новые, но я полагаю, что сэкономленное время будет более чем потрачено на доработку несколько аспектов изношенного устройства.
металлмюнхр
Алмаз
№14
Спиральные патроны — это своего рода заноза в заднице из-за повторяемости, независимо от состояния или обработки, которую они получают. Раньше я выполнял довольно много ремонтных работ для компании, которая производит детали для реактивных двигателей. Они используют винтовые патроны почти на всех своих токарных станках, потому что многие детали, которые они обрабатывают, относятся к категории «тонких колец», и они не хотят рисковать испортить их с помощью силового патрона. Каждая конкретная часть имеет свой собственный набор изготовленных на заказ полных круговых кулачков, которые, как вы думаете, будут удерживать стружку впереди и подальше от самого патрона. Но почти каждый раз, когда я заходил в их отдел технического обслуживания, они разбирали один или несколько патронов для очистки. Это было настолько частым явлением, что у них были запасные патроны только для того, чтобы их можно было менять для чистки и не было простоев на больших токарных станках, которые стоили полмиллиона за штуку.
огуд
Алюминий
№15
примерно 30 раз, когда мне предлагали «починить» кулачки патрона, это сработало отлично для обрабатываемой детали одного диаметра.
потом пошло дерьмо, как только новый диаметр детали надо было точить. после некоторого времени и обсуждения со старожилами я решил, что 3-х кулачковые патроны можно использовать, когда они новые, или когда они изношены и используются в сварочной установке. в противном случае это 4 челюсти или бюст.
связано ли это с чем-то, что я упустил при обработке (будь то износ червяка или толкания, я не знаю или меня это больше не волнует), или изменение диаметра детали для меня больше не имеет значения. мне просто нравятся 4 челюсти, устойчивые и хорошие центры.
Джим Розен
Алмаз
№16
Цанги. Не забудьте цанги!
Джим
политтехнолог
Чугун
# 17
огуд сказал:
30 или около того раз мне предлагали «починить» кулачки патрона, и это отлично сработало для обрабатываемой детали одного диаметра.
потом пошло дерьмо, как только новый диаметр детали надо было точить. после некоторого времени и обсуждения со старожилами я решил, что 3-х кулачковые патроны можно использовать, когда они новые, или когда они изношены и используются в сварочной установке. в противном случае это 4 челюсти или бюст.
связано ли это с чем-то, что я упустил при обработке (будь то износ червяка или толкания, я не знаю или меня это больше не волнует), или изменение диаметра детали для меня больше не имеет значения. мне просто нравятся 4 челюсти, устойчивые и хорошие центры.
Нажмите, чтобы развернуть…
У меня также есть 4-х кулачковый патрон, но я никогда не использовал его. Как правильно центрировать челюсти?
Спасибо Кит
Том LG
Чугун
# 18
все, что тебе нужно сделать…
политтехнолог сказал:
У меня также есть 4-х кулачковый патрон, но я им никогда не пользовался. Как правильно центрировать челюсти?
Нажмите, чтобы развернуть…
Пример для круглого куска заготовки: у большинства патронов есть кольца на лицевой стороне, чтобы помочь вам приблизиться, затем вы используете индикатор, когда вращаете свою работу и регулируете кулачки. Работайте одновременно с одним набором противоположных челюстей. Вы станете лучше и эффективнее делать это с практикой.
Металлорез
Титан
# 19
Губки для правильного патрона
Наилучший шанс, который у вас есть, это:
На трехкулачковом патроне зажмите кусок круглой заготовки, достаточно большой, чтобы задняя часть кулачков выступала немного дальше, чем внешний диаметр патрон
Стойка для инструмента отшлифуйте заднюю часть челюстей, чтобы выровнять их. Затем эти поверхности будут соответствовать внутреннему краю свитка.
Размотайте кулачки с патрона и установите их в плоскошлифовальный станок так, чтобы контактные поверхности (противоположный конец кулачков) были обращены к шлифовальному кругу.
Выбор сверл под резьбу (какие сверла нужны чтобы нарезать резьбу)
Для создания внутренней резьбы необходимо в материале сделать отверстие, диаметр которого соответствует инструменту для последующего нарезания. Такое отверстие должно точно соответствовать размерам режущего инструмента.
Внутренняя нарезка резьбы:
Чтобы произвести в заготовке отверстие под резьбу внутреннего типа, сначала следует подобрать размер сверла.
Когда сверло выбрано, можно приступать к выполнению отверстия под резьбу.
При помощи специального метчика для нарезки, необходимо выполненное отверстие обработать зенкером. Это позволяет добиться нужной чистоты отверстия и легче метчику войти в деталь.
В процессе нарезания резьбы, формируются канавки в металлической заготовке. При этом часть металла не удаляется вместе со стружкой, а выдавливается вдоль режущих граней инструмента, образуя профиль резьбы . По этой причине очень важно правильно подобрать размер сверла. Сверло должно быть несколько меньше номинального диаметра резьбы.
Чтобы было легче определить, какого диаметра нужно просверлить отверстие, используется специальная таблица, составленная по ГОСТ. Ориентируясь по данной таблице и придерживаясь ее параметров, вы сможете без проблем выполнить своими руками внутреннюю нарезку нужного диаметра. При этом такое соединение окажется точно подобранным.
D резьбы
Шаг резьбы
d сверла, мм
Шаг резьбы
d сверла, мм
Шаг резьбы
d сверла, мм
Шаг резьбы
d сверла, мм
Шаг резьбы
d сверла, мм
Шаг резьбы
d сверла, мм
2
0. 4
1.6
0.25
1.75
-
-
-
-
-
-
-
-
3
0.5
2.5
0. 35
2.65
-
-
-
-
-
-
-
-
4
0.7
3.3
0.5
3.5
-
-
-
-
-
-
-
-
5
0. 8
4.2
0.5
4.5
-
-
-
-
-
-
-
-
6
1
5
0. 75
5.2
0.5
5.5
-
-
-
-
-
-
7
1
6
0.75
6.2
0. 5
6.5
-
-
-
-
-
-
8
1.25
6.7
1
7
0.75
7.2
0. 5
7.5
-
-
-
-
9
1.25
7.7
1
8
0.75
8.2
0.5
8. 5
-
-
-
-
10
1.5
8.5
1.25
8.7
1
9
0.75
9.2
0. 5
9.5
-
-
11
1.5
9.5
1
10
0.75
10.2
0.5
10.5
-
-
-
-
12
1. 75
10.2
1.5
10.5
1.25
10.7
1
11
0.75
11.2
0.5
11.5
14
2
12
1. 5
12.5
1.25
12.6
1
13
0.75
13.2
0.5
13.5
16
2
14
1.5
14. 5
1
15
0.75
15.2
0.5
15.5
-
-
18
2.5
15.4
2
16
1. 5
16.5
1
17
0.75
17.2
0.5
17.5
20
2.5
17.4
2
18
1.5
18. 5
1
19
0.75
19.2
0.5
19.5
22
2.5
19.4
2
20
1.5
20.5
1
21
0. 75
21.2
0.5
21.5
24
3
20.9
2
22
1.5
22.5
1
23
0.75
23. 2
-
-
27
3
23.9
2
25
1.5
25.5
1
26
0.75
26.2
-
-
30
3. 5
26.4
3
26.9
2
28
1.5
28.5
1
29
0.75
29.2
33
3.5
29. 4
3
29.9
2
31
1.5
31.5
1
32
0.75
32.2
36
4
31.9
3
32. 9
2
34
1.5
34.5
1
35
-
-
39
4
34.9
3
35.9
2
37
1. 5
37.5
1
38
-
-
42
4.5
37.4
4
37.9
3
38.9
2
34
1. 5
40.5
1
41
45
4.5
40.4
4
40.9
3
41.9
2
43
1.5
43. 5
1
44
48
5
42.8
4
43.9
3
44.9
2
46
1.5
46.5
1
47
Диаметр сверла под резьбу для метчиков.
Таблица
При изготовлении резьбовых отверстий под метрические болты, винты, шпильки сначала в материале просверливается отверстие, а затем при помощи метчика в нем нарезается резьба. Но прежде чем приступить к сверлению, необходимо подобрать оптимальный диаметр сверла под планируемую внутреннюю резьбу, воспользовавшись специальной таблицей соответствия. Приведенные в ней значения применимы для чугуна, сталей, алюминиевых сплавов и меди.
Если размер отверстия будет больше положенного, то есть риск получить недостаточно глубокую резьбовую канавку и как следствие ослабленное соединение. Если размер отверстия слишком мал, то будут трудности при работе с метчиком, так как возникает большое сопротивление резанию, нагревание инструмента, налипание стружки на режущие кромки, заклинивание и даже поломка метчика.
Пользоваться таблицей очень просто. Для этого важно знать основные параметры метрической резьбы – это ее шаг (Р) и номинальный диаметр (d), которые измеряются в долях метра. Под шагом понимают расстояние между двумя вершинами соседних витков. За номинальный диаметр принимают наружный диаметр резьбы, который равен расстоянию между крайними точками наружных выступов винтовой линии.
⌀ резьбы
Шаг
⌀ сверла
Шаг
⌀ сверла
Шаг
⌀ сверла
Шаг
⌀ сверла
Шаг
⌀ сверла
Шаг
⌀ сверла
2
0.4
1. 6
0.25
1.75
3
0.5
2.5
0.35
2.65
4
0.7
3.3
0.5
3.5
5
0. 8
4.2
0.5
4.5
6
1
5
0.75
5.2
0.5
5.5
7
1
6
0.75
6.2
0.5
6.5
8
1. 25
6.7
1
7
0.75
7.2
0.5
7.5
9
1.25
7.7
1
8
0.75
7.2
0.5
8.5
10
1.5
8.5
1.25
8.7
1
9
0. 75
9.2
0.5
9.5
11
1.5
9.5
1
10
0.75
10.2
0.5
10.5
12
1.75
10.2
1.5
10.5
1.25
10.7
1
11
0.75
11.2
0.5
11. 5
14
2
12
1.5
12.5
1.25
12.6
1
13
0.75
13.2
0.5
13.5
16
2
14
1.5
14.5
1
15
0.75
15.2
0.5
15.5
18
2.5
15. 4
2
16
1.5
16.5
1
17
0.75
17.2
0.5
17.5
20
2.5
17.4
2
18
1.5
18.5
1
19
0.75
19.2
0.5
19.5
22
2.5
19.4
2
20
1. 5
20.5
1
21
0.75
21.2
0.5
21.5
24
3
20.8
2
22
1.5
22.5
1
23
0.75
23.2
27
3
23.9
2
25
1.5
25.5
1
26
0. 75
26.2
30
3.5
26.4
3
26.9
2
28
1.5
28.5
1
29
0.75
29.2
33
3.5
29.4
3
29.9
2
31
1.5
31.5
1
32
0.75
32. 2
36
4
31.9
3
32.9
2
34
1.5
34.5
1
35
39
4
34.9
3
35.9
2
37
1.5
37.5
1
38
42
4.5
37.4
4
37. 9
3
38.9
2
34
1.5
40.5
1
41
45
4.5
40.4
4
40.9
3
41.9
2
43
1.5
43.5
1
44
48
5
42.8
4
43.9
3
44.9
2
46
1. 5
46.5
1
47
Из таблицы видно, что диаметр сверла меньше наружного диаметра резьбы примерно на величину шага, то есть:
Dотв = диаметр— P
На практике многие домашние мастера постоянно пользуются этой простой формулой, когда нет возможности обратиться к таблице.
Например, для М10х1.5: Dотв = 10 – 1.5 = 8.5 мм
Этот способ вполне приемлем, когда резьбонарезание выполняется ручным способом в условиях слесарной мастерской. Если планируемое резьбовое соединение в процессе эксплуатации не будет подвергаться серьезным нагрузкам, то можно допустить незначительное увеличение величины отверстия. На сборочном производстве, где требуется высокая точность размеров резьбового профиля, любые отклонения неприемлемы. Диаметры отверстия под резьбу с полем допуска устанавливает ГОСТ 19257-73.
Полезные советы
Обновлено: 14.07.2022 15:36:30
Максим
Специалист в области крепежных и такелажных изделий. Более 10 лет работы в сфере строительства, ремонта и оборудования.
— «Мы стараемся донести до Вас только актуальную и достоверную информацию, будем рады Вашему отзыву относительно данной статьи»
Автор статьи
Максим
Специалист в области крепежных и такелажных изделий. Более 10 лет работы в сфере строительства, ремонта и оборудования.
— «Мы стараемся донести до Вас только актуальную и достоверную информацию, будем рады Вашему отзыву относительно данной статьи»
Автор статьи
Поставить оценку
Успешно отправлено, Спасибо за оценку!
Нажмите, чтобы поставить оценку
Справочное руководство по дрели и метчикам от PartsBadger
У вас есть вопрос о резьбовых отверстиях с вашей стороны? Вы не одиноки, к счастью, это руководство должно ответить на все ваши вопросы о том, как добавить резьбовые отверстия в вашу деталь.
В чем разница между сверлением и нарезанием резьбы?
Сверление и нарезание резьбы — это два разных действия. Сверление относится к созданию гладкого отверстия в материале с помощью дрели и двигателя. Нарезание резьбы — это действие, при котором создается резьба в боковой части отверстия.
Доступны различные метчики, подходящие практически ко всем доступным типам винтов, включая метрические и стандартные размеры. Информация, необходимая для выбора сверла, включает число резьб, диаметр, шаг резьбы и крупную/мелкую резьбу.
Передовая практика
Использование направляющих
Направляющие, расположенные вместе с метчиками, имеют решающее значение для создания прямого и удобного метчика. При нарезании резьбы на таком станке, как фрезерный станок или токарный станок, метчик автоматически центрируется и становится прямым. Будьте осторожны с выравниванием коснитесь, когда делаете это вручную, так как человеческий глаз не так точен, как идеально 9направляющая 0 градусов.
Использование масла
Масло необходимо при сверлении и нарезании резьбы. Он предотвращает перегрев, помогает удалить стружку, образующуюся при резке, способствует резке и предотвращает визг.
Центровочные сверла
Для создания просверленного отверстия с резьбой сначала необходимо использовать центровое сверло. Это дает более крупным битам центр для выравнивания, поскольку большинство сверл не идеально центрируются при установке в сверлильный патрон. Это гарантирует, что более крупные сверла будут просверливаться точно в нужном месте и не будут пересекать деталь.
Засверливание
При сверлении или нарезании резьбы засверливание предотвращает перегрев или поломку бит. Высверливание — это процесс сверления детали, а затем высверливания, чтобы удалить стружку и дать детали остыть. Обычной практикой является поворот используемой рукоятки примерно на полный оборот, а затем на пол-оборота назад. Каждый раз, когда сверло/метчик вытаскивается, следует удалять как можно больше стружки и добавлять масло на поверхность и сверло/метчик.
Сила
Будьте осторожны и не применяйте слишком большую силу вниз. Используйте вращательное усилие и метод забивания метчика, чтобы предотвратить поломку метчика.
Эмпирические правила
Относительно пропорции диаметра метчика к наибольшему диаметру резьбы для стандартной V-образной резьбы (резьба ISO V и резьба UTS V) существует несколько эмпирических правил с высокой прогностической силой:
Хорошее метчиковое сверло составляет 85% (± 2 pp) большого диаметра для крупной резьбы и
Хорошее сверло для метчиков 90% (± 2 pp) большого диаметра для мелкой резьбы.
Для метрических V-образных резьб концепция большого минус шага (т. е. наибольший или самый широкий диаметр предполагаемого винта в миллиметрах минус шаг резьбы этого винта в миллиметрах на резьбу) дает хороший метчик диаметр сверла.
Техника большой минус шаг также работает для дюймовой резьбы, но сначала необходимо рассчитать шаг путем преобразования доли витков на дюйм (TPI) в десятичную дробь. Например, винт с шагом 1/20 дюйма (20 витков на дюйм) имеет шаг 0,050 дюйма, а винт с шагом 1/13 дюйма (13 витков на дюйм) имеет шаг 0,077 дюйма. Ваш результат будет только земля рядом с размером метчика (не прямо на одном).
Для обоих этих эмпирических правил (85%/90% и большой минус шаг) полученный размер сверла для метчика не обязательно соответствует только возможному размеру , но он подходит для общего использования.
Правила 85% и 90% лучше всего работают в диапазоне 1⁄4–1 дюйма (6,4–25,4 мм), которые наиболее важны во многих цехах. Некоторые размеры за пределами этого диапазона имеют другие соотношения.
Способы нарезания резьбы
Ручной
Использование мельницы
Использование токарного станка
Как добавить резьбу в 3D-деталь?
Короткий ответ: вам не нужно. В большинстве приложений 3D CAD добавление резьбы — это трудоемкая задача, которая не требуется для добавления 3D-метчиков к вашей детали. Если вы хотите добавить резьбу в определенные отверстия на вашей детали, просто выполните следующие действия.
Убедитесь, что отверстия соответствуют размеру направляющего сверла, необходимого для метчика.
Укажите в примечаниях к заказу или справочном документе, какие отверстия нарезаны, а также тип и шаг резьбы.
Добавьте примечания, если требуется пользовательская глубина резьбы.
Можно ли изготовить мою деталь с нестандартной резьбой?
Обычно, но зависит от диаметра. Резьбовые отверстия можно сделать с помощью традиционного метчика, который представляет собой инструмент, предназначенный для стандартного размера резьбы, или резьбонарезного станка, представляющего собой небольшой диск, который нарезает резьбу посредством перемещения XYZ ЧПУ. Резьборез ограничен диаметром более 1/2″. С помощью нитеобрезателя можно нарезать нестандартную резьбу, но это может привести к дополнительной оплате.
Какого размера мне сделать пилотное отверстие?
Ниже мы добавили простую таблицу для наиболее распространенных стандартных и метрических размеров метчиков.
Рекомендуемый размер сверла для нарезания резьбы — Полные крепежные детали: Полные крепежные детали
Тепловое расширение • Джеймс Трефил, энциклопедия «Двести законов мироздания»
200 законов мироздания > Физика
Изменение линейных размеров тела при нагревании пропорционально изменению температуры.
Подавляющее большинство веществ при нагревании расширяется. Это легко объяснимо с позиции механической теории теплоты, поскольку при нагревании молекулы или атомы вещества начинают двигаться быстрее. В твердых телах атомы начинают с большей амплитудой колебаться вокруг своего среднего положения в кристаллической решетке, и им требуется больше свободного пространства. В результате тело расширяется. Так же и жидкости и газы, по большей части, расширяются с повышением температуры по причине увеличения скорости теплового движения свободных молекул (см. Закон Бойля—Мариотта, Закон Шарля, Уравнение состояния идеального газа).
Основной закон теплового расширения гласит, что тело с линейным размером L в соответствующем измерении при увеличении его температуры на ΔТ расширяется на величину ΔL, равную:
ΔL = αLΔT
где α — так называемый коэффициент линейного теплового расширения. Аналогичные формулы имеются для расчета изменения площади и объема тела. В приведенном простейшем случае, когда коэффициент теплового расширения не зависит ни от температуры, ни от направления расширения, вещество будет равномерно расширяться по всем направлениям в строгом соответствии с вышеприведенной формулой.
Для инженеров тепловое расширение — жизненно важное явление. Проектируя стальной мост через реку в городе с континентальным климатом, нельзя не учитывать возможного перепада температур в пределах от —40°C до +40°C в течение года. Такие перепады вызовут изменение общей длины моста вплоть до нескольких метров, и, чтобы мост не вздыбливался летом и не испытывал мощных нагрузок на разрыв зимой, проектировщики составляют мост из отдельных секций, соединяя их специальными термическими буферными сочленениями, которые представляют собой входящие в зацепление, но не соединенные жестко ряды зубьев, которые плотно смыкаются в жару и достаточно широко расходятся в стужу. На длинном мосту может насчитываться довольно много таких буферов.
Однако не все материалы, особенно это касается кристаллических твердых тел, расширяются равномерно по всем направлениям. И далеко не все материалы расширяются одинаково при разных температурах. Самый яркий пример последнего рода — вода. При охлаждении вода сначала сжимается, как и большинство веществ. Однако, начиная с +4°C и до точки замерзания 0°C вода начинает расширяться при охлаждении и сжиматься при нагревании (с точки зрения приведенной выше формулы можно сказать, что в интервале температур от 0°C до +4°C коэффициент теплового расширения воды α принимает отрицательное значение). Именно благодаря этому редкому эффекту земные моря и океаны не промерзают до дна даже в самые сильные морозы: вода холоднее +4°C становится менее плотной, чем более теплая, и всплывает к поверхности, вытесняя ко дну воду с температурой выше +4°C.
То, что лед имеет удельную плотность ниже плотности воды, — еще одно (хотя и не связанное с предыдущим) аномальное свойство воды, которому мы обязаны существованием жизни на нашей планете. Если бы не этот эффект, лед шел бы ко дну рек, озер и океанов, и они, опять же, вымерзли бы до дна, убив всё живое.
1
Показать комментарии (1)
Свернуть комментарии (1)
Свойвзгляд 07.02.2010 11:23
Ответить
Всё, что связано с теплом и холодом связано с важнейшим физическим термином и понятием — «ТЕМПЕРАТУРА». А это самое непроработанное физическое понятие в основе которого до сих пор нет самого физического объекта (предмета) обозначаемого словом температура. Объект-теплоноситель этой самой температуры не выявлен. Какая температура у отдельной молекулы? Какие объекты дают температуру в глубоком космическом вакууме? Что является источником температуры в 1000К в ионосфере Земли? Знает ли современная физика ответы на эти вопросы? Почему энтропия вселенной сейчас возрастает? Будет ли период в развитии нашей вселенной, когда второе начало термодинамики станет своей противоположностью и энтропия начнёт падать (уменьшаться)? Если знать объект-источник «Температуры», то и на все эти вопросы сможем ответить легко и непринуждённо. Ответ на вопрос о причине расширения тел при нагревании найдёт своё однозначное решение. И не только тел. Даже вукуум при нагревании расширяется. Это что касается проблемы предсказания правильной теории. Если это прочитают физики эксперементаторы, то попробуйте на инструментальной основе подтвердить этот факт. Вероятность подтверждения 100%. Это будет значительный вклад в развитие физики. Ну, а уж право теоретического обоснования оставляю за собой.
Ответить
Написать комментарий
около 1800
Тепловое расширение
XIX век
Теплообмен
1859
Теория эволюции
Новостная рассылка
«Элементы» в соцсетях:
Что происходит с металлом при охлаждении
При охлаждении металл сжимается, его объем уменьшается, но удерживается расположенным вокруг металлом, длина и ширина которого не изменялась. Необходимо, чтобы дополнительное утолщение, полученное при растяжении металла, было восстановлено после охлаждения. Но так как металл имеет температуру, не соответствующую максимальной пластичности, то, сжимаясь, он поглощает небольшую часть удлинения окружающего металла.
Усиление осаживания металла осуществляется различными способами:
уменьшением скорости распространения теплоты путем создания кольца вокруг нагретой части металла из мокрой ветоши;
противодействием деформации путем нажатия на металл ручкой молотка или другим предметом около нагретой точки;
выстукиванием границ точки металла, нагретого докрасна, а затем и самой нагретой точки киянкой или рихтовочным молотком.
Наибольшее применение имеет последний способ.
Рассмотрим порядок выполнения технологических операций рихтовки различными способами.
При рихтовке нагреванием и выстукиванием горелку быстро подводят к центру пузыря, прогревают его и горелку отводят, когда разогретое докрасна пятно достигнет диаметра, равного максимум 12 мм.
При нагреве необходимо следить, чтобы металл не начал плавиться. Если нагретое пятно будет большего диаметра, это вызовет гораздо большую усадку, чем надо. Если работа выполняется в одиночку, то горелку откладывают, под лист (почти под дефект) помещают наковаленку. Быстро выстукивают не покрасневший металл вокруг нагретой точки, а затем и нагретую точку, пока металл еще остается темно-красным.
Обработку предпочтительнее вести деревянной киянкой. При рихтовке молотком-гладилкой сила удара должна быть небольшой, чтобы не создать растяжения металла вместо усаживания.
Если пузырь небольшой, то достаточно провести обработку одной точки.
Работу можно считать завершенной только тогда, когда металл остынет до температуры окружающей среды. Для ускорения охлаждения применяют мокрую ветошь или пропитанную водой губку. Если необходимы дополнительные точечные нагревы, то их делают не более двух-трех между каждым охлаждением. Их располагают вокруг центральной точки.
После охлаждения нагретого листа проводят легкую рихтовку прогретого сектора, чтобы выровнять поверхность металла, которая имела до этого деформацию.
Расположение точек усадки зависит от формы пузыря. Если пузырь круглый, то точки располагаются по радиусу. Если пузырь длинный и узкий, то точки нагрева располагают узкими рядами.
Подчеркнем, рихтовка с применением точек усадки требует опыта, который приобретается со временем. Легче проводить такие работы на округлых деталях или сильно выпуклых, чем на почти плоских панелях или панелях с малой выпуклостью. Трудность заключается в восстановлении точной длины металла. Разгонять пузырь необходимо как можно осторожнее, так как рихтовка вызывает удлинение металла, которое должно обеспечить желаемую длину металла. Стоит только нанести несколько сильных ударов, как образуется новый пузырь. В то же время, если нанесено меньшее, чем необходимо, количество ударов, то неопытному может показаться, что металл вокруг пузыря слишком вытянут. Он будет пытаться устранить это точками усадки и выполнять их в большем количестве для достижения малоуловимого равновесия металла, чем опытный жестянщик.
Рассмотрим другой способ устранения пузыря – путем наложения влажного охлаждающего кольца. Он осуществляется следующим образом. Смоченную в воде ветошь располагают вокруг нагреваемой точки, что затрудняет распространение теплоты и, как следствие, уменьшает деформацию, предшествующую нагреву металла докрасна. При этом металл получает большую усадку, чем без предварительного охлаждения, но меньшую по сравнению с применением выколотки.
Вместо ветоши можно использовать пасту. Паста выполняет такую же роль, что и влажное кольцо из ветоши, но действие оказывает более сильное.
При этом способе нагрев деформированной детали осуществляется пропусканием электрического тока большой силы и низкого напряжения. Вспомним, что точечная сварка легко нагревает докрасна металл, сжатый двумя электродами. Общий принцип действия всех промышленных аппаратов точечной сварки заключается в быстром местном нагреве металла, находящегося в контакте с угольным электродом, установленным в держателе. В зависимости от типа держателя и различной установки электродов сварка может осуществляться точками, прямыми строчками, кривыми строчками. Один провод подводит напряжение к держателю электрода, а второй соединяет лист с массой.
Для устранения пузыря этим способом проводят подготовительные работы. Сначала выправляют деформированную часть с помощью обычных инструментов. Если вмятины небольшие, можно обойтись без правки. С мест обработки удаляют краску (она является изолятором). Операция может выполняться как вручную шабером, так и шлифовальной машинкой. Зачищают также место соединения с массой.
1. Режимы нагрева металлов
Чтобы правильно вести процесс ковки, необходимо знать температуру начала и конца ковки каждого металла, каждой марки стали, т. е. знать режимы нагрева .
Режим нагрева металла – это порядок и способ нагрева металла, который обеспечивает температуру и скорость, необходимые для получения заготовок, пригодных для ковки и получения из них качественных поковок.
Температура ковки для различных марок сталей не одинакова и зависит от их химического состава. Чем больше углерода встали, тем ниже температура плавления и ковки .
Температура нагрева металла для ковки имеет очень важное значение, так как может влиять на качество деталей получаемых ковкой, поэтому за ней требуется постоянный контроль. Для этого в кузницах с нагревательными печами используют термопары и различные виды пирометров. При нагреве металла в горнах, как правило, можно приближенно определять температуру нагрева металлов на глаз по следующим цветам каления, при дневном освещении в тени:
Цвет нагретого металла | Температура………….. °С
Темно-коричневый (заметен в темноте)…..530 … 580
Темно-вишнево-красный……………………. 730 … 770
При охлаждении металла цвет каления изменяется в обратной последовательности .
Температура нагрева сталей в начале ковки должна быть ниже их температуры плавления на 150…200°С. При более высокой температуре может наступить явление пережога. Во время ковки металл остывает и ковать его становится затруднительно, а затем и невозможно. Поэтому ковку металла следует заканчивать с температурой на 20 … 30 °С выше допускаемой температуры ковки.
Время нагрева сталей зависит от размеров заготовок и Химического состава. С одной стороны, для уменьшения образования Окалины и увеличения производительности желательно уменьшать время нагрева. С другой, — заготовки больших размеров, а также из высокоуглеродистых и высоколегированных сталей следует нагревать постепенно и даже ступенчато.
2. Дефекты при нагреве и меры их предупреждения
При нагреве заготовок в них могут появиться следующие дефекты:
Окалинообразование или угар получается в результате образования оксидов железа на поверхности заготовки яри ее нагреве. Образование окалины обычно называют угаром металла.
Окалина — это хрупкое и непрочное вещество с содержанием до 30% железа. Угар стали, в результате образования окалины, может достигать 4 … 5% от массы заготовки за один нагрев в горнах и несколько меньше (до 3%) в нагревательных печах. Если учесть, что при ковке заготовку приходится нагревать несколько раз (иногда до шести), то станет ясно, какое большое количество металла идет в отходы в результате угара металла.
Количество образующейся окалины зависит от скорости и температуры нагрева метелла, формы заготовки, химического состава стали, вида топлива, пламени и других факторов.
Обезуглероживание происходит одновременно с окислением железа и выражается в том, что при нагреве стали углерод, содержащийся в ее верхних слоях, выгорает и сталь становится более мягкой. Значит химический состав стали изменится и не будет соответствовать той марке, из которой должна быть изготовлена деталь. При уменьшении содержания углерода уменьшается прочность и твердость стали, ухудшается способность ее закаливаться. Глубина обезуглероженного слоя может достигать 2 … 4 мм, поэтому обезуглероживание опасно и для мелких поковок, имеющих небольшие припуски и для поковок, которые после механической обработки подвергаются закалке. Низкоуглеродистая сталь может не закалиться.
Процесс обезуглероживания начинается при температуре 800 … 850 °С. Интенсивность обезуглероживания зависит от содержания углерода в стали.
Чем больше углерода, тем медленнее идет обезуглероживание .
Недогрев — это такой нагрев металла, при котором заготовка нагрелась неравномерно по сечению или участкам длины. Очевидно, что такую заготовку нельзя вынимать из горна или печи и ковать. Если заготовка с одной стороны имеет белый цвет каления, а с другой еще желтый или красный, то из нее будет затруднительно получить поковку требуемой формы. Недогрев заготовок по толщине нельзя обнаружить по цвету каления. Поэтому необходимо знать расчетную или опытную нормативную величину продолжительности нагрева различных по сечению заготовок и строго ее придерживаться. Недогрев может появляться при плохом тепловом режиме.
Перегрев нельзя обнаружить по внешнему виду нагретой заготовки и даже в процессе ее ковки. Деталь, изготовленная из перегретого металла, быстро ломается, так как перегретый металл имеет крупнозернистую структуру и поэтому не прочен. Сильно перегретая заготовка иногда разрушается уже при ковке — в углах появляются трещины. Для предотвращения перегрева не следует допускать выдержки заготовки в горне или печи при высокой температуре больше, чем рекомендуется расчетами или нормативами.
Пережог является опасным дефектом нагрева металла. Явление пережога объясняется следующим образом. При температуре выше 1250 … 1300 °С зерна металла становятся очень крупными, а связь между ними настолько ослабевает, что начинает проникать кислород и сталь при действии на нее небольших сил разрушается. Пережженную сталь необходимо отправлять на переплавку.
Пережог можно обнаружить по внешнему виду нагреваемого металла. Поверхность металла при пережоге имеет ослепительно белый искрящийся цвет. При передвижении пережженной заготовки от нее отлетают ярко-белые искры.
Трещины и раскалывание поковок являются дефектами нагрева металла. Наиболее часто поковки с такими дефектами получают из легированных и инструментальных сталей вследствие несоблюдения режимов нагрева их и продолжения ковки с температурой ниже температуры окончания ковки.
3. Изменения, происходящие в металлах при нагреве и ковке
Пластичность стали увеличивается при нагреве, т. е. когда в ней начинаются внутренние превращения, состоящие в укрупнении зерен и ослаблении связей между ними. Поэтому прочность стали уменьшается, она становится мягкой и пластичной. Это позволяет с меньшими усилиями деформировать металлы.
Зернистое строение металла изменяется в зависимости от температуры и скорости деформирования его. Соответственно этим воздействием на металл изменяется и прочность его.
Износостойкость стальной заготовки. Чем быстрее будет проходить процесс деформации металла от начала ковки до конца ковки, тем металл будет прочнее, следовательно, ковку горячего металла рекомендуется проводить как можно быстрее и сильными ударами, потому что при ковке сильно нагретого металла слабыми ударами в конце ковки он получается – с крупнозернистым строением и поковка будет не прочной. Если требуется небольшая деформация металла, то перед ковкой его можно нагревать несколько ниже температуры начала ковки, имея в виду, что ковка будет закончена до наступления критической температуры (723 °С).
При продолжении ковки ниже критической температуры зерна пластически деформируются (вытягиваются) и остаются в напряженном состоянии, потому что при низкой температуре они уже не успевают переформироваться в более мелкие зерна. После этого металл утрачивает пластичность и становится более прочным, твердым и хрупким.
Упрочнение металла под действием пластической деформации называется Наклепом или Нагартовкой. Наклеп не желателен, так как при этом, кроме хрупкости, резко уменьшается свойство металла обрабатываться резанием.
Если у вас возникли проблемы с удалением застрявшего болта, общий совет – нагревать болт. Но если металл расширяется при нагревании, не станет ли нагрев болта более трудным для его удаления? Каким образом нагревание болта отклеивает его?
Ответы
Ответ на удивление прост: болт расширяется, но гайка расширяется больше .
То, что здесь происходит, это старое доброе тепловое расширение:
Болт нагревается и расширяется наружу, его радиус увеличивается
Гайка нагревается и . расширяется наружу, радиус увеличивается
Теперь, поскольку радиус гайки немного больше, чем у болта, и поскольку увеличение пропорционально длине покоя, гайка расширяется немного больше.
Железо имеет тепловой коэффициент в приблизительном поле 10 -5 / K. Это означает, что для каждого повышения температуры на 1 К у вас есть увеличение размера на 10 -5 : 1 м стержень становится длиной 1,00001 м.
Если у вашего болта r = 1,5 мм, а у гайки R = 1,501 мм, что произойдет, если температура увеличится на 500 K? Что ж:
r = 1,5 * (1 + 500 * 10 -5 ) мм = 1,5075 мм
R = 1,501 * (1 + 500 * 10 -5 ) мм = 1,508505 мм
Как видно, до нагревания R – r = 1 мкм, а после R – r ≈ 1.001 мкм. Это увеличилось!
Обратите внимание, что мои цифры довольно дикие и используются только для примера. Я уверен, что я неправильно понял начальные значения, но я надеюсь, что они все равно помогут донести сообщение.
Вот некоторые грубые диаграммы, которые помогут объяснить, как это работает.
Болт застрял в отверстии
Когда болт нагревается, он расширяется. Поскольку стержень болта ограничен, он не может расширяться внутри отверстия.
Болт расширяется в направлении зеленой стрелки, но не может расширяться в направлении красных стрелок.
Как болт остывает, он сжимается. Сокращение, однако, не ограничено. Это означает, что болт может сжиматься во всех направлениях, делая его немного меньше.
Болт может сжиматься во всех направлениях.
Как только болт остынет, он должен быть меньше и его легче извлечь.
Фактическая причина, по которой это обычно работает, заключается в том, что ржавчина значительно больше, чем сталь, из которой она ржавеет, именно поэтому болт застревает в первую очередь. В некоторых других случаях тепловые работы заключаются в том, что болт был применен с помощью резьбонарезного приспособления, для удаления которого требуется нагрев (если он выходит без следов ржавчины, это очень хорошая ставка)
Многие виды ржавчины содержат «химически связанную воду» и теряют эту воду (и сжимаются) при достаточном нагревании.
Металл, расположенный в кольце, расширяется наружу при нагревании. Представьте себе нагретое кольцо из тонкой проволоки – оно расширяется в основном по всей длине, увеличивая как внутренний, так и внешний диаметры. То же самое происходит с материалом вокруг отверстия для болта.
Вообще, я стараюсь нагревать окружающий кусок, а не сам болт. Однако, даже если болт нагревается напрямую, проводимость обычно приводит к нагреву окружающего материала и, следовательно, расширению канала.
Рассмотрим шайбу или другое металлическое кольцо или диск с отверстием в нем. Когда кольцо нагревается, мы ожидаем, что кольцо расширится, и эксперименты подтвердят, что оно расширяется. Но расширяется ли отверстие в кольце, сжимается или остается того же размера?
. [T] намек на то, что вы делаете, когда пытаетесь открыть банку с масоном, и металлическая крышка с завинчивающейся крышкой застряла. Либо постучите по крышке ложкой (чтобы попытаться освободить застрявшую часть крышки), либо поместите крышку под горячую воду. Вы делаете последнее, потому что знаете, что металлическая крышка будет расширяться больше, чем стеклянная банка, и поэтому будет легче снять крышку.
И говоря, что металлическая крышка будет расширяться больше, чем стеклянная банка, мы действительно имеем в виду, что отверстие в крышке будет расширяться.
По моему опыту, вам нужно нагреть замерзший болт, пока он не вздуется, не станет красным и не станет мягким, и вынуть его, пока он горячий и мягкий. Нагревание болта и его охлаждение никогда не помогало мне. Когда металл сжимается, болт захватывает; это обычно не ослабляет . это, вероятно, ухудшает ситуацию.
То же самое верно и для питьевых стаканов , которые застряли вместе . холод, сжатие является причиной заедания .
@Vladimir Cravero (извините, не хватает представителя для ввода комментария) .
Я думаю, что разъяснение ответа необходимо. Орех не расширяется «больше», в итоге он становится больше, но прирост в% такой же.
Мое восприятие эффекта нагревания состоит в том, что не только расширяются болт и гайка или блок, но также и пространство между ними, не забывайте об этом.
немного большее пространство между ними, легче удалить. 🙂
Я думаю, что есть несколько факторов, которые способствуют этому эффекту, но я думаю, что один не был упомянут. Еще один способ освободить застрявший болт – это сильно ударить по нему. Как правило, это то, что вы делаете что-то большое, как клапан, но я думаю, что основная проблема та же. Что касается ржавчины, я ожидаю, что это может разрушить хрупкую структуру оксида. Другим фактором является то, что существует два типа трения. Есть статическое трение и кинетическое трение. Рассмотрим тяжелую (заполненную) картонную коробку на полу. Если вы попытаетесь сдвинуть его, он будет изначально «застрял». Как только коробка начинает двигаться, она скользит намного легче. Это та же самая причина, по которой плохо тормозить машину. Как только резина начинает скользить, трение значительно уменьшается.
Температура – это мера средней кинетической энергии молекул вещества. То есть молекулы движутся в любом веществе теплее абсолютного нуля, и чем быстрее они движутся, тем выше температура. Когда вы нагреваете что-то, вы добавляете кинетическую энергию в систему. Это буквально заставляет молекулы болта двигаться все быстрее и быстрее. В твердом теле молекулы не движутся свободно в пространстве и по существу вибрируют. На следующем изображении показано, как молекулы металла движутся при нагревании.
Я думаю, что это энергичное движение само по себе может создать тот же эффект, что и ударная волна, вызванная резким ударом. Это и неравномерное изменение размера болта и гайки может сломать статическое трение и / или разрушить хрупкую ржавчину. Я знаю, что если у вас есть ржавая чугунная сковорода, одно из решений – поставить ее на горячий огонь, и ржавчина просто отвалится.
Поскольку тепло не распространяется мгновенно, гайка будет расширяться больше, чем болт . если вы правильно рассчитаете время . что нетривиально. Для подшипника, а не гайки / болта, этот [индукционный] нагрев является промышленным методом удаления, как показано в этом видео, например, и даже в большей степени для крепления. В этом случае удаление происходит мгновенно, когда кольцо подшипника достаточно нагрето. Проблема с гайкой / болтом заключается в том, что большое количество тепла могло перейти к болту, возможно, до того, как вы закончите снятие гайки. Цитирую практикующего этого искусства: «Вы хотите нагреть гайку, а не болт».
Проблема еще более усугубляется тем фактом, что нет единого способа сделать это. В этом другом видео вы можете видеть, что гайка становится намного белее, чем болт, что означает, что она нагревается намного сильнее при нагревании. Подвох в том, что к тому времени, когда гайка снята, ни один из них больше не светится [в этом последнем видео], поэтому мы не можем визуально определить их температуру [разницу]. Воздух, однако, намного лучше изолятор, поэтому я подозреваю, что болт охлаждается быстрее, чем гайка, потому что он вступает в контакт с большим количеством металла, который действует как радиатор. Видео с тепловизором было бы определенным доказательством, но я не смог его найти. В описании этого последнего видео также говорится, что коррозионные соединения ослабляются при нагревании, что также вполне может быть правдой, но я не проверил науку об этом; это утверждение также предполагает, что эти связи не сразу восстанавливаются при охлаждении.
И для сценария, изображенного в ответе самого спрашивающего: на практике это не работает так. Если вы смотрите вторую половину этого получасового видео , чувак тщательно нагревает рамку вокруг самого болта, и для достижения успеха требуется много времени, терпения и тщательности, когда «гайка» – это большой кусок.
У меня есть простой ответ, что никто не сказал, что головка болта расширяется от поверхности, ослабляя натяжение нитей, таким образом делая его достаточно свободным, чтобы отключиться. Иногда болты слишком туго, даже если они не ржавые.
Положите пенни в дверной косяк и закройте его. Дверь будет почти невозможно открыть, потому что трение удержит ее на месте. Сгибание остальной части двери предотвратит ее перемещение. Ржавый болт, по сути, тот же принцип – многие мелкие соединения, образованные на резьбе болтов окисленным металлом, препятствуют его вращению.
Высокая температура и расширение металла просто служили разрушению этих связей. Это не имеет ничего общего с термодинамикой или любой другой научной ерундой. Это простое механическое действие расширяющегося металла, разрушающего ржавчину.
Расширяется ли металл при нагревании?
Металлы — это блестящие, ковкие и пластичные элементы, которые являются хорошими проводниками тепла и электричества. Различные атомы металла связаны посредством металлической связи, которая характеризуется наличием делокализованных электронов, присутствующих в свободном пространстве вокруг атомов.
Возможны три атомных расположения металлических элементов, также известных как кристаллические структуры, а именно. гранецентрированные, объемноцентрированные и гексагональные плотноупакованные структуры.
Итак, расширяется ли металл при нагревании? Да, все металлы расширяются при нагревании. Это свойство металлов известно как тепловое расширение и возникает из-за увеличения кинетической энергии атомов. Усиленное движение атомов заставляет их занимать больше места, что приводит к расширению поверхности металла. Однако температуры, при которых они расширяются, а также степень расширения различны для разных металлов.
Изучим его в дальнейших подрубриках подробнее.
Почему металл расширяется при нагревании?
Мы уже знаем, что атомы внутри вещества движутся с постоянной скоростью. Постоянно происходящее вибрационное движение зависит от энергии этих атомов.
Это указывает на то, что атомы будут набирать скорость с ростом энергии, в то время как атомная скорость истощается при отсутствии эффективного источника энергии.
Тепло – это форма энергии, которая измеряется в виде температуры. Ряд инструментов, таких как пирометр, термометр, термопары и т. Д., Используются для измерения температуры различных тел или пространств в различных ситуациях. Он измеряется в различных единицах, таких как Кельвин, Цельсий, Фаренгейт и т. д.
В случае металлов подвод тепла приводит к увеличению кинетической энергии атомов, которые начинают вибрировать с большей скоростью.
Энергичные вибрационные движения заставляют атомы занимать больше места, чем раньше, что вызывает общее увеличение площади поверхности металлов, и говорят, что металл расширяется.
Это свойство металлов используется в конструкции ряда устройств, таких как пожарная сигнализация, в которой для подачи сигнала тревоги используется биметаллическая пластина из латуни и железа.
Действительно, латунь расширяется при более низкой температуре по сравнению с железом, поэтому в случае пожара биметаллическая полоса изгибается, чтобы соединиться с соседним винтом и замкнуть цепь. Звонок звенит, как только цепь замыкается.
Аналогично используется для разрыва цепи в случае устройства автоматического выключателя.
Что такое тепловое расширение и почему оно происходит?
Прежде чем описывать тепловое расширение, позвольте мне задать вам несколько вопросов. Вы когда-нибудь задумывались о том, что будет, если вскипятить воду в закрытой стеклянной посуде? Или вы когда-нибудь пытались открыть металлическую банку после того, как подержали ее в горячей воде?
В первом случае контейнер ломается, а во втором металлическая банка легко открывается. Как вы думаете, почему это произошло?
Это связано с тепловым расширением воды и металла при воздействии высоких температур. Свойство вещества увеличивать свою площадь или объем в ответ на повышение температуры известно как тепловое расширение.
Это происходит из-за изменения межатомного расстояния. Поскольку величина сил связи в разных веществах различна, скорость их теплового расширения также различна.
Тепловое расширение вещества более заметно при изучении различных фаз вещества.
В твердых телах атомы более тесно и прочно связаны друг с другом, поэтому расширение довольно мало, так как атомы более или менее закреплены на своих позициях.
С другой стороны, жидкости обеспечивают более высокую степень расширения по сравнению с твердыми телами из-за большей доступности пространства, в то время как в газах расширение является далеко идущим из-за того, что межатомные силы, удерживающие атомы вместе, минимальны или вообще отсутствуют.
Следовательно, влияние изменения температуры более выражено в газах по сравнению с твердыми телами и жидкостями.
Некоторые вещества, такие как вода, даже изменяют свою физическую форму при изменении температуры, а именно. твердое при 0°С, жидкое при комнатной температуре и газообразное при температуре выше 100°С.
Коэффициент теплового расширения
Дробное изменение длины, объема или площади поверхности объекта в ответ на повышение температуры на единицу известно как коэффициент теплового расширения. Измеряется при постоянном давлении.
Значение термического коэффициента специфично для конкретного материала и зависит от его физических свойств. Более высокое значение теплового расширения указывает на то, что вещество будет расширяться в большей степени.
Тепловое расширение подразделяется на три категории:
Линейное расширение
Когда в зависимости от температуры изменяется только длина объекта.
Здесь изменение длины (ΔL) прямо пропорционально изменению температуры (ΔT), а также исходной длине (L) и определяется уравнением:
ΔL = α LΔT
Поверхностное расширение
Когда площадь поверхности изменяется в ответ на повышение температуры.
Здесь изменение площади поверхности (ΔA) прямо пропорционально изменению температуры (ΔT) и исходной площади поверхности (A) и определяется уравнением:
Когда объем изменяется в зависимости от температуры. Здесь изменение объема (ΔV) прямо пропорционально изменению температуры (ΔT) и первоначального объема (V) и определяется уравнением:
ΔV = γ VΔT
В приведенных выше уравнениях α, β и γ символизируют коэффициенты линейного, поверхностного и кубического расширения соответственно.
Какой металл больше всего расширяется при нагревании?
Как обсуждалось в предыдущем разделе, чем выше значение коэффициента теплового расширения, тем больше способность вещества к расширению.
В случае металлов наибольшее значение линейного теплового расширения имеет калий 85 x 10 -6 на °С. Это означает, что из всех металлов калий больше всего расширяется при нагревании.
Другие металлы, такие как натрий, плутоний и цинк, также имеют высокий коэффициент линейного расширения.
С другой стороны, известно, что железо меньше всего расширяется под воздействием тепла из-за его низкого значения коэффициента теплового расширения.
Сжимается ли металл на холоде?
Да. Подобно тепловому расширению, металлы также подвергаются сжатию при воздействии более низких температур. Предполагается, что выше 0°С атомы любого материала находятся в непрерывном колебательном движении.
Однако при падении температуры ниже 0°C атомы становятся стабильными и остаются на своих местах. Это приводит к тому, что атомы занимают меньше места, из-за чего они как бы сжимаются.
На самом деле это кинетическая энергия атомов, за счет которой происходит расширение или сжатие.
По мере увеличения кинетической энергии с повышением температуры металлы расширяются, а при очень низких температурах металлы сжимаются из-за незначительной кинетической энергии атомов.
Ответ : Это в основном зависит от изменения температуры, исходной длины, площади или объема вещества, а также физических свойств вещества.
Приведите несколько практических примеров теплового расширения.
Ответ: Провисание линий электропередач, появление летом трещин на дороге, разрывы шин на дороге и т. д.
Назовите несколько вариантов использования теплового расширения.
Ответ: Термометры, автоматические выключатели, термостаты, пожарная сигнализация и т. д.
Почему кухонная посуда сделана из стекла пирекс?
Ответ: Это связано с тем, что коэффициент теплового расширения стекла пирекс довольно низкий. Поэтому он не ломается при нагревании.
Почему между железнодорожными путями остаются зазоры?
Ответ: Это связано со свойством термического расширения металлов, благодаря которому они расширяются летом. Если зазоров не будет, металлические полосы будут расширяться и изгибаться, не останется места для колес поезда.
Почему к металлическим оконным рамам прикреплены резинки?
Ответ: Металлические оконные рамы имеют тенденцию расширяться летом из-за теплового расширения. Прикрепленная к нему резина служит распорками, благодаря которым окна легко открываются и закрываются даже летом.
Влияют ли стыки автодорожных мостов на тепловое расширение?
Ответ: Да, швы в автодорожных мостах делаются для того, чтобы при расширении бетона в жаркое время года это не привело к растрескиванию мостов.
Заключение
Металлы расширяются при нагревании за счет увеличения кинетической энергии их атомов, которые вибрируют с большей скоростью и приобретают большее пространство.
Свойство металлов расширяться под воздействием тепла известно как тепловое расширение. Так как сила межатомных сил различна для разных металлов, то, следовательно, различна и скорость теплового расширения.
Коэффициент теплового расширения измеряется в градусах Цельсия при постоянном давлении. Чем выше значение коэффициента теплового расширения, тем больше расширяется материал под воздействием тепла.
Калий имеет самое высокое значение коэффициента теплового расширения.
Металлы также сжимаются при понижении температуры ниже 0°C.
Если вы считаете статью информативной, поделитесь ею со своими коллегами.
Удачи!!
Обязательные к прочтению темы
19 Немагнитные металлы
Латунь против бронзы
Тепловое расширение металлов и летний блюз
Почему медный вольфрам? | EDM Performance
Медно-вольфрамовая медь для электроэрозионных электродов обеспечивает превосходную электропроводность, сопротивление дуговому разряду на постоянном токе, теплопроводность и износостойкость.
Почему медный вольфрам? | Технологичность
Узнайте, как свойства меди-вольфрама уменьшают или устраняют проблемы, связанные с этими материалами, когда они используются в чистом виде.
Электроды для контактной сварки для вашего применения
Получите ответы на распространенные вопросы о разнородных металлах, электродах с высокой и низкой проводимостью и трении в конструкции электрода.
Процесс резки металла Плюсы и минусы
Процесс резки металла может быть быстрым и недорогим для резки некоторых деталей простой формы, но он имеет недостатки, включая заусенцы и деформацию конца.
Очарование лазерной резки
Хотя лазерная резка может производить небольшой пропил и жесткие допуски, другие методы прецизионной резки могут быть предпочтительнее для 2-осевой резки небольших металлических деталей.
Как несколько допусков могут привести к конфликту
Когда одна деталь имеет несколько противоречащих друг другу допусков, более жесткие и сложные допуски должны определять производство и, в конечном счете, влиять на стоимость детали.
Практический пример прецизионной обрезки и штамповки
Узнайте, как прецизионная обрезка и штамповка сравниваются в достижении бездеформационной плоскостности, острой кромки и точного внешнего диаметра, необходимого для дистанционирующего кольца.
Как на самом деле складываются допуски?
При проектировании детали помните, что для разных допусков могут потребоваться разные процессы, и не все процессы могут давать результаты с одинаковым допуском.
5 интересных фактов о вольфраме
Вольфрам, также известный как вольфрам или вольфрам, имеет высокую температуру плавления и другие интересные свойства, которые используются во многих отраслях промышленности и во многих продуктах.
Внутренняя пропитка легирующих добавок и рекристаллизация проволоки
Легирующие добавки повышают температуру рекристаллизации вольфрамовой проволоки и других проволок, придавая свойства непровисания вольфрамовым нитям накала ламп и другим изделиям.
Пристальный взгляд на использование вольфрамовой проволоки для зондов
Свойства прямолинейности вольфрамовой проволоки делают ее ценной для вольфрамовых зондов малого диаметра, используемых при тестировании полупроводниковых пластин и тестировании нервной активности.
Основные области применения позолоченной вольфрамовой проволоки
Позолоченная вольфрамовая проволока используется в фильтрации, печати, копировании и других областях, а также в качестве альтернативы драгоценным металлам в некоторых медицинских устройствах.
Рецепт идеальной пропитки электрода
Узнайте, почему пропитка, плотность и другие свойства сплава, такого как медь-вольфрам, важны для качества электродов для точечной сварки.
Услуги по резке металла становятся быстрее
Узнайте, как Metal Cutting Corporation совершенствует операции и ускоряет предоставление стандартных услуг по резке металлов.
Вольфрамовая проволока отказывается умирать в автомобильном освещении
Лампы накаливания, изготовленные из вольфрамовых нитей накаливания, продолжают использоваться в автомобильных указателях поворота, несмотря на параллельное внедрение более новой светодиодной технологии.
Полировка металлических деталей для медицинских устройств, напечатанных на 3D-принтере
Целью полировки металлических деталей для медицинских устройств, напечатанных на 3D-принтере, является достижение надлежащей чистоты поверхности при сохранении сложных деталей конструкции устройства.
Выбор поставщика отрезных металлических деталей
Следуйте этим советам о том, как выбрать поставщика отрезных металлических деталей и получить желаемые результаты для точного производства.
Делает ли резка металла изготовление металла?
Люди часто спрашивают Metal Cutting Corporation, занимаемся ли мы «изготовлением металла» — и правда в том, что ответ зависит от того, как вы определяете этот термин.
Мелкие датчики в металлических деталях Sourcing
Маленькие калибры, такие как штифтовые калибры или штифтовые калибры-пробки, являются полезными инструментами для проверки внутренних диаметров и проверки соответствия металлических труб малого диаметра указанным допускам.
5 На что следует обратить внимание при термической обработке металла
Учитывайте методы, используемые для термической обработки металлов, а также эффекты при определении требований к отрезанию мелких металлических деталей.
Человеческий фактор при контроле металлов
Metal Cutting Corporation использует визуальные и механические методы контроля металла, чтобы обеспечить соответствие мелких деталей производственным требованиям клиентов.
Проблемы размеров при резке металла по длине
Резка металла использует притирку и механическую обработку, а также другие методы для достижения плоскостности и параллельности при резке металла по длине.
6 Что нужно знать о титановой трубке
Узнайте, почему характеристики титановой трубки делают ее хорошим выбором для медицинских устройств и других применений, требующих прочности, легкости и коррозионной стойкости.
8 Принципы бесцентрового шлифования
Узнайте больше о принципах бесцентрового шлифования и о том, как его можно использовать для получения шероховатости поверхности небольших цилиндрических металлических деталей с жесткими допусками.
Объяснение пяти основных проблем обработки с ЧПУ
Узнайте о пяти основных проблемах, которые необходимо учитывать при выборе услуг по обработке с ЧПУ и партнера для производства сложных и точных мелких деталей.
Удаление заусенцев при массовом производстве мелких металлических деталей
Для удаления заусенцев с мелких металлических деталей в массовом производстве требуется воссоздание действия ручных инструментов с помощью механических устройств, подходящих для крупносерийного производства.
8 Что нужно знать об ISO 9000
Соблюдение организацией стандартов ISO 9000 говорит клиентам о том, что она привержена внедрению структурированных методов управления качеством.
Зачем использовать таблицу шероховатости поверхности?
Таблица шероховатости поверхности металла представляет собой удобное руководство по стандартной шероховатости поверхности и характеристикам, таким как единицы измерения, преобразования и типичные значения Ra.
Принципы прецизионной шлифовки поверхности
Услуги по шлифовке поверхности используют методы прецизионной шлифовки поверхности, чтобы сделать кубические металлические детали квадратными и параллельными или концы металлических стержней перпендикулярными.
Допуск круглости в мелких металлических деталях
Допуск круглости на основе диаметра помогает контролировать круглость и обеспечивает правильную посадку мелких прецизионных металлических деталей, их плавное перемещение и равномерный износ.
Допуски GD&T в производстве деталей
Допуски GD&T обеспечивают руководство по производству, которое должно уравновешивать необходимость обеспечения функциональности детали с необходимостью рентабельного производства детали.
План выборочного контроля при контроле качества
Статистически достоверный план выборочного контроля при контроле качества обеспечивает высокий уровень уверенности в том, что если образец приемлем, то приемлема и вся партия.
Цилиндричность в GD&T
Цилиндричность GD&T — это трехмерный элемент допуска, используемый для обозначения как круглости, так и прямолинейности по всей осевой длине цилиндрической детали.
Сравнение хонингования и притирки
Хотя хонингование и притирка используются для точной настройки качества обработки и размеров металлических деталей, эти два процесса различаются тем, где и как они достигают результатов.
Круговое биение в сравнении с полным биением
В круговом биении в сравнении с полным биением первое управляет изменением круговых элементов детали, а другое — изменением всей поверхности детали. Узнайте разницу и как их измерить здесь.
Проблемы калибровочных стандартов
Калибровочные стандарты для устройств и оборудования, используемых при измерении, проверке и производстве прецизионных металлических деталей, могут создавать некоторые уникальные проблемы.
С Днем Рождения Metal Cutting Corporation!
Празднование 50-летия прецизионного производства: Metal Cutting Corporation искренне рада сообщить, что мы только что прошли важную веху в истории нашей компании.
Что такое допуск калибровки?
Ключом к погрешности калибровки является понимание как того, на что способно устройство, так и погрешности, на которую оно было откалибровано.
Прослеживаемые стандарты NIST в действии
Узнайте некоторые интересные факты о прослеживаемых стандартах NIST и их важной роли в стандартах СМК.
5 интересных фактов о вихретоковом контроле
Вихретоковый контроль является важным методом неразрушающего контроля, который часто используется для выявления дефектов на поверхности или под поверхностью металлических материалов.
Проволочная электроэрозионная резка: плюсы и минусы
Проволочная электроэрозионная резка Преимущества и недостатки для 2-осевой резки зависят от таких факторов, как используемый материал, параметры детали и требования к чистоте поверхности.
Факты о лазерной печати металла
Лазерная печать металла популярна для ряда применений, но можете ли вы использовать ее для печати металла для таких больших количеств таких мелких деталей?
Узнайте, как оптимизировать ваши запросы предложений для успешного производства
Примечание: для этого контента требуется JavaScript.
Вольфрамовая проволока 101: обзор уникально полезного материала
Вольфрамовая проволока по-прежнему является продуктом, имеющим большое количество разнообразных применений, для многих из которых нет известной замены. Узнайте, почему вольфрам по-прежнему широко используется.
Семь секретов выбора нового партнера по контракту
Найти поставщика, который может обеспечить качественное и своевременное обслуживание, может быть непросто, особенно когда речь идет о медицинском оборудовании и других строго регулируемых отраслях. Это руководство делает это простым.
Гидроабразивная резка Плюсы и минусы
Гидроабразивная резка обычно используется для резки сложных форм из больших плоских листов металла, но может быть не лучшим выбором для 2-осевой резки мелких деталей.
Абразивная резка: плюсы и минусы
Абразивная резка тонким кругом — идеальный метод для крупносерийной двухосевой резки металла, требующей точности, жестких допусков, отсутствия заусенцев и гладкой обработки торца.
Металлические трубы в 21 веке: кому это нужно?
Металлические трубки по-прежнему играют решающую роль в производстве медицинских устройств, но из множества доступных пластиковых материалов может быть трудно определить, какой материал является правильным.
Материалы для электродов для контактной сварки: информационный документ
Узнайте, как более качественные материалы для электродов для контактной сварки ускоряют процесс сварки. Этот информационный документ призван помочь вам сделать правильный выбор электродных материалов.
Загрузите бесплатное руководство по электродам для контактной сварки
Примечание: для этого контента требуется JavaScript.
Руководство по аутсорсингу медицинского оборудования
Крайне важно выбрать поставщика, с которым вы можете рассчитывать на долгосрочную работу. Ознакомьтесь с этими практическими рекомендациями, чтобы принять правильное решение.
Знаете ли вы, какой метод резки подходит для вашего точного применения?
Примечание: для этого контента требуется JavaScript.
Получите доступ к бесплатному руководству по швейцарским винтам.
Часто задаваемые вопросы
Примечание: для этого контента требуется JavaScript.
Холодная пила: плюсы и минусы
Холодная пила позволяет выполнять высокоскоростную резку без заусенцев стержней, труб и профилей, но она не идеальна для очень коротких отрезков, малых наружных/внутренних диаметров или твердых металлов.
Автоматический токарный станок: плюсы и минусы
Хотя токарный автомат может выполнять простую двухосевую резку металлических стержней и труб, он предназначен для более сложных многоступенчатых операций обработки.
Электрохимическая резка Плюсы и минусы
Электрохимическая резка (ECC) сочетает в себе электрохимическую эрозию и шлифование для получения блестящей поверхности без заусенцев с жестким допуском ±0,005 дюйма (0,127 мм).
Прецизионная резка металла для 2-осевой резки
Различные варианты прецизионной резки металла различаются по характеристикам и применимости, что затрудняет выбор. Это руководство поможет.
Что такое притирка? [ВИДЕО]
Что такое притирка? В умелых руках этот малоизвестный процесс может производить детали с тщательно отполированными концами, жесткими допусками по длине и исключительной плоскостностью.
Основы бесцентрового шлифования [ВИДЕО]
Процесс бесцентрового шлифования идеально подходит для чистовой обработки небольших цилиндрических металлических деталей, требующих жестких допусков и крупносерийного производства. Изучите некоторые основы этого процесса.
Сложности электрохимического шлифования
Процесс электрохимического шлифования представляет собой узкоспециализированный метод, который сочетает в себе поверхностное шлифование, химию и фиксацию и имеет ограниченное применение.
Основы наружного шлифования
Наружное шлифование используется для придания формы внешней поверхности объектов между центрами и отлично подходит для удаления круговых дефектов и восстановления или создания округлости.
Применение для услуг точной плоской притирки
Прецизионная плоская притирка и другие методы притирки могут использоваться для небольших деталей, требующих строгого контроля чистоты поверхности, плоскостности, толщины и параллельности.
Основы шлифования двойным диском
Шлифование двойным диском обеспечивает точность размеров для металлических деталей, требующих жестких допусков, параллельности, плоскостности и контроля толщины.
Специализированные методы внутреннего шлифования
Высокоточные методы внутреннего шлифования, такие как внутреннее шлифование и хонингование, используются для получения гладкой поверхности и жестких допусков на внутренний диаметр отверстия, отверстия и трубы.
Прецизионное шлифование металлов
Прецизионное шлифование металла часто является лучшим способом удаления небольших количеств материала и получения надлежащей отделки или жестких допусков на поверхности деталей.
Секреты выбора нового партнера по контракту [ВИДЕО]
Как квалифицировать нового партнера по поиску поставщиков и обеспечить его эффективную и беспроблемную работу? Рассмотрение этих моментов поможет вам принять решение, в котором вы будете чувствовать себя уверенно.
Контроль качества при производстве металлических деталей
Изучите жизненно важные компоненты эффективной программы контроля качества и ее роль в обеспечении того, чтобы металлические детали соответствовали требованиям к конструкции и функциям.
Допуск на плоскостность в GD&T
Плоскостность поверхности — это показатель всех точек вдоль поверхности, лежащих в одной плоскости, причем самая высокая и самая низкая точки находятся в пределах диапазона допуска плоскостности.
Топ-5 проблем обработки на станках с ЧПУ [ВИДЕО]
Хотя на станках с ЧПУ можно изготавливать множество сложных и прецизионных металлических компонентов, в этом процессе есть некоторые проблемы, о которых вам необходимо знать.
Отклонение и точность в станках с ЧПУ Swiss Machining
Узнайте, как направляющая втулка и другие особенности современных станков с ЧПУ позволяют устранить отклонение для повышения эффективности, согласованности и точности.
Швейцарский станок в современном механическом цехе
Швейцарский станок развивался и совершенствовался с тех пор, как был изобретен оригинальный швейцарский токарный станок, что сделало современный метод важной частью прецизионной обработки с ЧПУ.
Швейцарская обработка костных винтов и анкеров
Прецизионная швейцарская обработка с ЧПУ часто используется для производства костных винтов и анкеров с характеристиками, необходимыми для широкого спектра ортопедических и стоматологических применений.
Швейцарская обработка натяжных колец для медицинских устройств
Натяжные кольца для медицинских устройств могут быть вырезаны из трубы из нержавеющей стали марки 304 или подвергнуты швейцарской обработке для придания специальных характеристик и использования других материалов.
5 вещей, которые необходимо знать о концентричности наружного/внутреннего диаметра
Чтобы избежать проблем с проверкой концентричности наружного/внутреннего диаметра, попробуйте использовать другие применимые символы GD&T вместо концентричности на чертежах и проектах труб.
Профиль линии в сравнении с профилем поверхности
При использовании профиля линии в сравнении с профилем поверхности первый контролирует изменение в заданных поперечных сечениях, а второй контролирует всю поверхность элемента.
План выборочного контроля в контроле качества [ВИДЕО]
Как бы ни были важны проверки, 100% проверка требует времени и затрат без гарантии 100% соответствия. Узнайте, что такое план выборочного контроля и как он решает эту проблему.
Вольфрам против золота: Битва за биоматериалы
Для некоторых медицинских устройств, требующих биоматериалов, вольфрам и позолоченная вольфрамовая проволока могут быть подходящей альтернативой драгоценным металлам, таким как золото.
Использование вольфрама тогда и сейчас
При сравнении обычных применений вольфрама в 2007 году и сегодня становится ясно, что вольфрам остается одним из наиболее широко используемых и выгодных тугоплавких металлов.
Прецизионная обработка с ЧПУ
Узнайте о преимуществах прецизионной обработки с ЧПУ при производстве небольших сложных деталей, требующих жестких допусков, гладкой поверхности и повторяемости.
Свойства и применение вольфрамовой проволоки
В то время как наиболее привычное использование вольфрама (лампы накаливания) продолжает исчезать, уникальный набор свойств по-прежнему делает вольфрамовую проволоку незаменимой для ряда продуктов и приложений.
Очарование лазерной резки [ВИДЕО]
Чем отличается лазерная резка от других методов прецизионной резки металла? Посмотрите это видео, чтобы узнать о плюсах и минусах этого метода резки металла.
Так называемые «мокрые» технологии сегодня являются одними из наиболее популярных методик, применяемых для отделки как внутренних интерьеров, так и фасадов зданий. К ним относятся оштукатуривание и шпаклёвка несущих поверхностей – внутренних и наружных стен, а также потолков.
Неотъемлемой частью «мокрых» отделочных технологий является армирование оштукатуриваемой поверхности. Одним из материалов, применяемых для создания армирующего слоя, является стекловолоконная сетка. Рассмотрим, какими качествами обладает сетка из стекловолокна, какова область и особенности её применения.
Содержание
Необходимость применения армирующей сетки
Разновидности и их техническая характеристика
Малярная
Фасадная
Универсальная
Плюсы материала
Рекомендуемая область применения
Технология монтажа сетки
Модификации
Необходимость применения армирующей сетки
Сетка улучашает сцепление штукатурки с основанием
Прочность сцепления штукатурного или шпаклёвочного раствора с несущим основанием зависит от целого ряда их технических характеристик. Показатель прочности их сцепки называется в строительном деле адгезией материалов: чем выше адгезия, тем дольше прослужат оштукатуренные поверхности.
Именно поэтому, прежде чем приступить к непосредственной отделке стен, профессионалы изначально всеми возможными способами стараются повысить показатель адгезии основания.
Для этого могут использоваться самые различные способы – от нанесения насечек и обработки поверхности абразивными материалами до нанесения на основание грунтующих составов.
Однако зачастую и в этих случаях не всегда удаётся достигнуть нужного эффекта. В такой ситуации для повышения сцепки до необходимых показателей остаётся последнее и самое эффективное средство – обтягивание поверхности армирующей сеткой из стекловолокна.
Необходимость использования при нанесении штукатурки и шпаклёвки различных армирующих составов проистекает из физических свойств растворов.
Нанесённый на большую площадь при относительно небольшой толщине, слой раствора при своём высыхании «усаживается», то есть из-за испарения влаги теряет в своём объёме.
При этом усадка происходит в разных его частях неравномерно, из-за чего возникают различные внутренние напряжения.
В результате обработанная поверхность может покрыться трещинами уже на этом этапе. Также нарушение целостности оштукатуренной поверхности может происходить под влиянием колебаний температуры и влажности воздуха.
Кроме того, растрескивание оштукатуренного или зашпаклёванного слоя может происходить из-за нарушений пропорций и технологии приготовления раствора, нанесения слишком тонкого или чересчур толстого слоя раствора и т.д.
Особенно часто преждевременным разрушениям подвергаются фасады.
Использование армирующей сетки при нанесении раствора позволяет избежать этих неприятностей, значительно увеличивая сроки эксплуатации обработанных поверхностей.
Разновидности и их техническая характеристика
Сетка штукатурная представляет собой полотно, сотканное из различных нитей. Это может быть тонкая проволока, либо полимерная нить. Стеклотканевая сетка изготавливается из волокна, получаемого из стеклянного расплава. В виде тонкой нити стекло, в обычном состоянии очень хрупкое, начинает демонстрировать удивительные качества. Прежде всего, это необычная для стекла гибкость и эластичность.
Стекловолокно не утяжеляет основание
Стекловолокно при ударах и изгибах не разбивается и не трескается, что позволяет формировать из него достаточно прочные нити.
Из таких нитей и ткётся стеклосетка для штукатурки – лёгкий и прочный материал, применяемый для армирования слоя раствора.
Сегодня в продаже имеется три основных вида стеклотканевой сетки, применяемой в отделочных работах – малярная, фасадная и универсальная.
Малярная
Ячейки малярной сетки размером 2,5 на 2,5 см
Применяется при внутренних отделочных работах в зданиях любого назначения.
Плотность такой стеклосетки составляет порядка 60 г на кв.м. Она имеет ячейку размера 25 х 25 мм.
Область применения малярной стеклосетки следующая:
штукатурка и шпаклёвка потолков и внутренних стен здания;
отделка дверных косяков и оконных проёмов;
устройство наливной гидроизоляции;
заделка трещин, щелей и сколов на несущих поверхностях.
Фасадная
Предназначена она для наружной отделки стен зданий. Плотность её значительно выше, нежели у малярной, и достигает 150-160 г на кв. м.
Размер ячеи у неё также вдвое больше – 50 х 50 мм.
Используется фасадная стеклосетка для следующих работ:
реставрационные работы стен и фасадов здания;
оштукатуривание и шпаклёвка фасада поверх наружного утеплителя;
для устройства обмазочной гидроизоляции фундаментного основания здания.
Универсальная
Такой вариант может использоваться как для наружных, так и для внутренних работ. Плотность данного материала составляет 140 г на кв. м., размер ячейки может варьироваться в трёх вариантах.
Мелкоячеистая – размер ячеек составляет 6 х 6 мм, среднеячеистая – 15 х 15 мм, крупноячеистая – 25 х 25 мм. Она предназначается для использования во всех перечисленных выше работах – от заливки стяжки пола до оштукатуривания фасадной части.
Согласно строительным нормативам, чем толще слой наносимого раствора, тем крупнее должны быть ячейки сетки. Так, если для слоя толщиной менее 20 мм вполне подойдёт сетка с ячейкой 6 х 6 м, то для слоя штукатурки в 40-50 мм нужна стеклосеть с сечением ячеек 25 мм.
Плюсы материала
Материал устойчив к воздействию агрессивных жидкостей
Данный материал обладает целым набором великолепных эксплуатационных свойств.
Улучшению технических характеристик стекловолокнистой сетки служит и специальная термическая обработка нитей и покрытие их полиакриловыми дисперсионными составами, придающими ей стойкость к внешним агрессивным воздействиям.
Отличные показатели механической прочности. Сетка выдерживает значительные нагрузки на растяжение и разрыв, что делает её замечательным армирующим материалом.
Стойкость к деформирующим нагрузкам. При изгибе и перекручивании сетка не переламывается, не трескается и легко восстанавливает свою форму.
Нейтральность к агрессивным химическим средам как кислотным, так и щелочным.
Нечувствительность к перепадам температуры воздуха. Благодаря этому качеству, стекловолоконные сетки могут использоваться и при отделке уличных стен зданий.
Отличная эластичность даёт возможность обтягивать сеткой не только плоские поверхности, но и конструкции достаточно сложной формы.
Малая масса стеклоткани позволяет легко транспортировать, хранить её, а также обуславливает простоту монтажа сетки на несущие поверхности.
Ячеистая структура сетки даёт возможность прочно держаться на стене отделочным растворам, в разы увеличивая адгезию материалов.
Пожарная безопасность. Негорючесть стекловолокна обуславливает возможность использования стеклосетки при отделке дымоходов, каминов, отопительных печей и т.д.
Простота монтажа. Крепить штукатурную сетку можно самыми разными способами – от дюбелей и саморезов до простого наклеивания на обрабатываемую поверхность стены.
Стойкость к сырости делает стеклоткань невосприимчивой к процессам коррозии и гниения под действием сырости и других вредных воздействий.
В таблице даны технические характеристики стекловолокна в сравнении с другими отделочными материалами, созданными на основе стекла.
Рекомендуемая область применения
Каркас сетки объединяет все слои, создавая единое покрытие
Стеклосетка сегодня нашла применение практически во всех областях «мокрых» отделочных технологий. Она используется при отделке всех конструкций дома от фундамента до фронтона и всех помещений от подвала до чердака.
Технология армирования стен перед нанесением штукатурного раствора была известна очень давно. Первоначально для этих целей использовались тонкие рейки – «дранка». Затем на смену им пришла плетёная металлическая сетка-рабица, которую сегодня заменили стеклотканевые модели. Но, несмотря на такую эволюцию, область применения и назначение данных материалов осталась прежней:
Создание внутреннего каркаса для слоя штукатурного или шпаклёвочного раствора. Стеклосетка армирует всю обработанную поверхность, создавая единую конструкцию. Это предотвращает растрескивание, осыпание и отслоение раствора от основания стены.
Увеличение коэффициента сцепки строительных растворов с поверхностями основания за счёт рельефных выступов сетки. Это позволяет создавать надёжное сцепление штукатурки с практически любыми материалами – кирпичной кладкой, монолитным бетоном, деревом и т.п.
Также рекомендуется использование стекловолокна при обработке плоских отделочных материалов, таких как гипсокартонные, стекломагниевые, цементно-стружечные листы, плиты ОСБ, ЛДСП. Без стеклосетки создать надёжно держащийся слой декоративной отделки в этих случаях бывает очень сложно.
Армирующая стекловолоконная сеть используется и при заливке выравнивающей стяжки на полы, в том числе и с использованием так называемых «наливных полов». Это даёт возможность создавать более толстый слой без опасения его растрескивания при высыхании и усадке.
Также стеклоткань применяется при монтаже гидроизоляционных материалов и утеплителей. В данном случае она служит для создания более крепкого соединения между клеевыми составами и стеной. Также стеклотканью обтягиваются гидро- и теплоизоляционные материалы перед их обработкой декоративными составами.
Стеклосеткой следует проклеивать различные швы и трещины перед их заделкой шпаклёвкой. Например, при замазывании шпаклёвочным раствором стыков между листами гипсокартона.
Технология монтажа сетки
Монтаж стеклосетки на обрабатываемые поверхности предельно прост. На обрабатываемую поверхность наносится тонкий слой раствора, в котором слегка утапливается сетка.
Устройство фасадаСтена полностью очищается от загрязнений
Для этого сеть при помощи обычных ножниц нарезается на фрагменты нужного вам размера. Поверхность стены следует подготовить к нанесению раствора. Прежде всего, очистить её от пыли, мелкого механического мусора, жирных пятен, налёта. Для этого можно использовать синтетические моющие средства и губку, а жирные и маслянистые пятна удаляются при помощи органических растворителей – уайт-спирита, ацетона, бензина. После того, как стена очищена, её следует прогрунтовать.
При выборе грунтовки следует уделять внимание марке состава. Различные виды грунт-состава могут быть предназначены для обработки определённых материалов: дерева, бетона, кирпича, металла.
Приступайте к нанесению штукатурки только после высыхания грунта
Наносится грунт-состав на стену при помощи малярного валика, либо широкой кисти. После высыхания первого слоя грунтовку желательно повторить. Это позволит добиться большего эффекта. Прогрунтованной поверхности следует дать полностью просохнуть, это может занять от нескольких часов до суток в зависимости от температуры и влажности окружающего воздуха. Далее можно уже непосредственно приступать к нанесению штукатурного или шпаклёвочного раствора.
Для этого нам понадобится широкий и узкий шпатель. При помощи узкого шпателя зачёрпываем раствор из ёмкости и равномерно распределяем его по рабочей поверхности большого шпателя. Затем наносим штукатурку на поверхность стены тонким слоем широкими и плавными движениями.
Сразу же после этого, пока раствор не схватился, устанавливаем армирующую сеть, расстилая её по поверхности стены и утапливая её в растворе при помощи шпателя или полутёра.
Модификации
На деревянное основания сетка крепится с помощью гвоздей
Для этого нужно просто удалить защитный слой с тыльной стороны сетки и прижать её к обрабатываемой поверхности, слегка прогладив рукой или шпателем. Как правило, вариант с самоклеящейся сеткой используется перед нанесением тонких слоёв финишной шпаклёвки.
На деревянные стены и перекрытия стеклосетка крепится при помощи гвоздей или саморезов, так как шпаклёвка или клеевые составы достаточно плохо держатся на древесине.
Для этого в стене при помощи перфоратора делаются отверстия, в которые забивается пластиковая гильза дюбель-гвоздя. Затем на стену накладывается сетка и фиксируется при помощи саморезов с шайбами, вкручиваемыми в дюбеля. После того, как стеклосетка надёжно закреплена, можно приступать к нанесению раствора на основание стены или потолка.
Зачем применяется стекловолоконная сетка для штукатурки стен? — vipremontclub.ru
Специальная строительная сетка для штукатурки стен используют для предотвращения разрушения штукатурного слоя, во избежание образования трещин вследствие его усадки, а также для гарантии максимального сцепления отделочной смеси со стеной. Она крепится непосредственно на основание, а сверху наносится штукатурка.
С помощью такого материала обеспечивают армирование при проведении как внутренних, так и внешних работ, защищая оштукатуренный слой от механических повреждений, перепадов температуры и влажности. Сетка с разным размером ячеек иногда применяется в сельском хозяйстве при создании для ограждений, подпорок под вьющиеся растения и т.д.
Важно: Штукатурка по полотну из стеклянных или синтетических волокон производится при толщине слоя наносимого раствора около 30 мм. При слое более 50 мм используют армирующую металлическую сетку с антикоррозионным покрытием.
Виды строительной сетки для штукатурки стен
Армирующая сетка для штукатурки стен бывает разнообразной, но самые распространенные разновидности, которыми пользуются и новички, и профессионалы:
пластиковая (стеклотканевая, стекловолоконная)
металлическая
Щелочеустойчивая сетка для штукатурки стен – это материал, который вырабатывается из безщелочного алюмоборсиликатного стекла марки «Е» путем ажурного переплетения нитей. Готовое плетение пропитывают особым полимерным составом, который придает сетке структурную устойчивость и значительную разрывную нагрузку, предохраняет ее от воздействия щелочной среды.
Наиболее рентабельно использовать пластиковую сетку, обладающую необходимыми свойствами и доступной ценой. При малярных и штукатурных работах стекловолоконное щелочеустойчивое полотно прекрасно заменяет металлическую сеть, т.к. оно не подвержено коррозии, не разлагается длительное время, имеет малый вес, просто в обращении. Сеть отличается высокой прочностью, гибкостью и экономичностью.
Достоинства стекловолоконного материала
Пластиковая армирующая сетка для штукатурки применяется для обеспечения защиты от появления трещин на обрабатываемых поверхностях, армирования при проведении шпаклевочных работ и гидроизоляции. К ее преимуществам можно отнести:
эластичность, которая препятствует образованию трещин
высокую сопротивляемость к разрывам и растяжениям
способность преодолевать внутренние напряжения, вызванные перепадами температуры, влажности
возможность уложить сеть на поверхность любой кривизны
исключение экранирования телефонной и радиосвязи, приема ТВ
морозоустойчивость
не подверженность горению
устойчивость к воздействию щелочной среды даже при повышенной влажности
безопасность во взаимодействии с токопроводящими коммуникациями
отсутствие вреда для здоровья
Важно: При шпаклевании используется армирующая сетка из стекловолокна с ячейками 2х2 мм, при штукатурных мероприятиях – 5х5 мм.
Сетка для штукатурки стен: технология монтажа
Стеклотканевое полотно крепится на прогрунтованное (желательно 2 раза) основание. Можно обработку грунтовкой проводить и после установки сетки. Но завинчивание даже самых коротких саморезов для ее укрепления произведет некоторое количество пыли, которая тонким слоем покроет поверхность стены, что крайне нежелательно.
Технология укладки схожа с поклейкой обоев, только вместо вертикального расположения полос армирующую сетку разматывают с рулона в горизонтальном виде.
Укреплять сетку для штукатурки стен нужно по всей площади основания, начиная сверху. Обязательно помнить, что армирование пластиковым материалом целесообразно при сравнительно небольших перепадах поверхности – до 5 см. При больших неровностях необходимо использовать металлическую сеть.
Первое полотно материала, которое располагается под потолком, крепится при помощи нескольких саморезов. Шляпки их должны быть максимально вкручены в стену. Стеклотканевая сетка будет свободно свисать под собственным весом, в отличие от металлической, которую нужно укреплять надежнее. В зависимости от высоты помещения, накладывается еще 1-2 полосы сетки, также по верху полотна прикрепленной саморезами.
Не следует вкручивать саморезы по всей площади сети. Во время наброса штукатурного раствора, он и так надежно «припечатает» полотно к стене. Так гарантируется максимальная прочность всего монолита.
Важно: маяки для штукатурки устанавливаются поверх сетки: с цельной пластиковой подосновой поверхность получится гораздо прочнее, чем с кусками, которые придется устанавливать от одного маяка к другому.
Подвид стеклотканевой сетки
Стекловолоконная лента-сетка на клеящейся основе – это материал на основе стекловолокна, предназначенный для укрепления основании и предотвращения появления трещин при внутренних работах. Используется для упрочнения швов или на небольших поверхностях.
Самоклеющаяся сетка в виде ленты, защищая поверхность от возникновения трещин, существенно улучшает прочность покрытия. Лента для армирования берет на себя нагрузки, зависящие от постоянных перепадов температуры и влажности воздуха. Материал устойчив к действию щелочей, не ржавеет, не разлагается, прост в применении.
Армирующая сетка из стекловолокна для армирования бетонных стен
Армирующая сетка из стекловолокна может поставляться в рулонах или нарезаться бритвой или ножом на полосы для армирования штукатурки стен, а также для заделки возможных трещин или отверстий в поверхности бетонной стены. Применяется как для внешней, так и для внутренней структурной армирующей штукатурки.
Почему армирующая сетка из стекловолокна вместо арматурной сетки из металлической проволоки? Фиксированные нити основы и утка с латексной отделкой из стекловолоконных сетчатых тканей обладают свойствами высокой прочности и высокой щелочестойкости.
Обладая высокой прочностью, длительным сроком службы и отличными свойствами против кислот и щелочей, сетка из стекловолокна является альтернативой стальной сетке для внешней и внутренней штукатурки бетонных стен, армирования и штукатурки. Сетка из армирующего волокна отличается простотой эксплуатации, экономией материала, длительным сроком службы, это идеальный энергосберегающий изоляционный материал.
Стекловолоконная сетка или георешетка для бетонной арматуры или арматуры для замены стальной арматуры Стекловолоконная сетка 48”x150’, щелочестойкая, огнестойкая, 152 г/м2, применяется при строительстве системы EIFS, армировании раствором и штукатурке армирования стен. Гладкое тканое волокнистое полотно для штукатурки наружных и внутренних стен, особенно вокруг проемов или традиционных слабых мест.
Щелочестойкая сетка из стекловолокна с латексным покрытием. Гибкая текстильная ткань для рендеринга , используемая для укрепления внешних нестабильных поверхностей, а также для покрытия и предотвращения растрескивания. Изготовлен из специальных плетеных нитей стекловолокна, обеспечивающих невероятную прочность при внедрении во влажную базовую штукатурку.
Причин для выбора армирующей сетки из стекловолокна в зданиях:
1. Сетка из волокна с покрытием обладает отличной стойкостью к кислотам, щелочам и другим химическим веществам, имеет отличные характеристики при штукатурных работах длительного срока службы;
2. Сетка из стекловолокна обладает высокой прочностью на растяжение по широте и долготе. При использовании сетки из стекловолокна для армирования штукатурки стен напряжение системы наружных бетонных стен может быть равномерно распределено.
Армирующая сетка из стекловолокна для штукатурки
Стандартная армирующая сетка из стекловолокна, используемая в защитном слое штукатурки Стекловолокно тканое Сетка Вес:160 г/м2 Сетка: 4×4,5
Рендеринг Сетка из стекловолокна
Ширина рулона: от 250 мм до 1000 мм
Длина рулона: 50 м, 100 м, 300 м, на заказ В основном размер ячейки: от 4х4мм до 10х10мм В основном плотность от:60г/м2 до 200г/м2 Цвет: все доступные Упаковка: термоусадочная пленка или полиэтиленовый пакет, затем картонная коробка, затем поддон
Армирующая сетка для бетона Технические характеристики: Размер ячейки: 5×5 мм, 4×5 мм или 4×4 мм. На квадрат Вес: 80 г-160 г. Длина в рулоне: 50 м, 100 м или 200 м. Ширина каждого рулона: 1м-2м. Цвет: белый (стандартный), синий, зеленый или другие цвета. Упаковка: каждый рулон упакован в термоусадочную пленку, четыре тома или шесть томов в коробке, шестнадцать томов или тридцать томов на подносе. Специальные спецификации и специальная упаковка могут быть настроены в соответствии с требованиями клиентов.
Способ изготовления сетки из стекловолокна в здании с бетонной стеной: Поместите хлопчатобумажную вату по направлению к внутренней стороне от крыши к основанию стены, прикрепив двухстороннюю клейкую ткань из стекловолокна к нижней части прогонов и оставив еще 20 см. Обрежьте сетку из стекловолокна, когда она будет на 20 см выше верхней части прогона стены, и зафиксируйте ее двусторонней клейкой лентой. Закройте край сетки и установите цветную пластину. Обращайте внимание на натяжение ткани из стекловолокна, выравнивание и плотные швы между рулонами. В соответствии с JBJ26-95 «стандартом энергосберегающего проектирования гражданских зданий» в той же области критерии выбора стекловаты отличаются.
Область низких температур обычно выбирает высокую плотность и большую толщину. В горной местности используется низкотемпературная толщина с низкой плотностью.
Армирующая сетка из стекловолокна для других материалов
Использование сетки/сетки из стекловолокна для укрепления льда или других материалов. Алюмоборосиликатное стекловолокно с диаметром волокна 10 мкм, плотностью 2,44 г/см 3 , модулем упругости 72 ГПа и прочностью около 2800 МПа.
Композит со стекловолокном в гибридной схеме армирования является перспективным материалом для улучшения механических свойств композиционных материалов.
Сетки для армирования бетона, цена и размеры — листы и рулоны проволочной сетки из стеклопластика
Армирующая сетка из стекловолокна в 3 раза прочнее, в 8 раз легче стали и служит более 80 лет. Применяется для армирования полов, бетонных площадок, дорог и парковок. Мы предлагаем сетку с широким диапазоном размеров отверстий и диаметров стержней. Стандартная форма поставки – рулоны шириной 1 м и длиной 50 м. Для листов 1х2 или 1х3 м, или 2х3 м, или 2х6 м. Размер ячеек сетки от 50х50 до 400х400 мм. Также изготавливаем сетку по индивидуальным размерам заказчика.
РАЗМЕР ПРОЕМА СЕТКИ – НОМИНАЛЬНЫЙ ДИАМЕТР, ММ
ВЕС КГ/М 2
ЦЕНА на условиях FCA, долл. США/м 2
ЦЕНА FCA, ЕВРО/М 2
50×50 — ø2
0,21
0,98
0,86
50×50 — ø2,5
0,33
1,55
1,35
50×50 — ø3
0,44
2,02
1,76
50×50 — ø4
0,78
3,50
3,05
100×100 — ø2
0,11
0,58
0,51
100×100 — ø2,5
0,18
0,86
0,75
100×100 — ø3
0,25
1,16
1,01
100×100 — ø4
0,41
1,84
1,61
100×100 — ø5
0,64
2,91
2,53
100×100 — ø6
1. 11
4,94
4,34
150×150 — ø3
0,17
0,82
0,71
150×150 — ø4
0,28
1,27
1,11
150×150 — ø5
0,44
2,17
1,89
150×150 — ø6
0,70
3,17
2,76
200×200 — ø4
0,20
0,93
0,81
200×200 — ø5
0,37
1,74
1,52
200×200 — ø6
0,54
2,55
2,22
200×200 — ø7
0,80
3,78
3,29
200×200 — ø8
0,95
4,48
3,91
9Сетка 0002 GFRP доступна для заказа в двух различных методах производства. Отличие состоит в двух различных типах переплетения стержней в местах контакта.
Ассортимент стеклопластиковой сетки
Мы производим почти 400 тысяч квадратных метров сетки в год, проводим очень строгий контроль качества продукции и сырья.
Заполните форму, чтобы получить предложение.
Ваше имя
Ваш адрес электронной почты*
Ваш номер телефона
Ваша страна
Диаметр проволочной сетки
Выберите размер ячейки 50x50100x100150x150200x200
Сколько требуется (в квадратных метрах)
Сообщение
Я согласен с Политикой конфиденциальности
Часто задаваемые вопросы об армирующей сетке Answererd
Что такое сетка из армирующего волокна и когда ее использовать?
Сетка армированная стекловолокном полимерная (GFRP) изготавливается из стеклопластиковых стержней периодического профиля, расположенных в двух взаимно перпендикулярных направлениях. Стержни изготавливаются методом пултрузии из стеклоровинга, пропитанного эпоксидной смолой с последующей полимеризацией.
Как купить арматурную сетку для бетона?
Мы можем организовать доставку в любую точку мира. Вам необходимо связаться с менеджером компании и он организует доставку.
Где купить арматурную сетку для бетона?
Купить сетку армирующую из стекловолокна вы можете напрямую у нас на заводе и у наших представителей.
Подробная информация у менеджера компании
Как резать арматурную сетку?
Стеклопластиковую сетку можно резать циркулярной пилой с отрезным кругом, ручным резаком для арматуры, болторезами или шлифовальной машиной.
Как связать сетку проволокой?
Пластиковая или металлическая проволока или зажимы могут использоваться для фиксации и связывания сетки из стеклопластика.
Сколько армирующей сетки?
Для расчета необходимого количества сетки свяжитесь с менеджером компании и предоставьте ему информацию о виде строительной работы и ее размерах.
Что такое запорная арматура — виды арматуры на трубопроводах
Регулирование потока среды в трубопроводе происходит за счет специальной арматуры. Ее устанавливают на трубах с целью нормирования движения веществ, смешивания разных составляющих и полного перекрытия просвета трубопровода. Для осознания принципа работы этого оборудования нужно сначала понять, что такое запорная арматура трубопроводов. Сделать это несложно, так как подобные устройства имеют схожую структуру, независимо от того, с какими средами они работают: газами, жидкостями или суспензиями.
Что такое запорная арматура и из чего она состоит
Эта трубопроводная деталь включает в себя:
корпус;
крышки;
привод;
присоединительные патрубки;
рабочий узел.
Если вы знаете, из чего состоит это оборудование, вы легко поймете, что основные функции в нем выполняет рабочий узел. В этом узле есть запорная деталь и седло. Перекрытие трубопровода происходит с помощью запорного элемента. Он оснащается уплотнителем и может перемещаться внутри трубы.
Где применяют запорную арматуру
Трубопроводная арматура — это целый комплекс изделий, использующихся в промышленности и быту. Эту продукцию устанавливают на:
Заводские трубы. Промышленные устройства могут быть любого диаметра.
Сантехнические трубопроводы. К основным видам арматуры на трубопроводах можно отнести вентили, шаровые краны, клапаны и регуляторы давления.
Экспериментальные установки. Это оборудование не выпускается серийно. Его изготавливают на заказ.
В зависимости от сферы применения, запорно-регулирующая арматура бывает различных видов. Производители выпускают следующие типы продукции:
Пароводяные изделия для сред с разным давлением и температурой. Это оборудование устанавливают на водопроводы и вентиляционные системы. Кроме того, допускается использование подобной арматуры для отопления.
Энергетические конструкции для паровых трубопроводов с высоким давлением.
Газовые модели, характеризующиеся максимальным уровнем герметичности.
Нефтяные разновидности, устойчивые к коррозии.
Химические запорные элементы. У этого типа арматуры высокая устойчивость к концентрированным химическим веществам.
Судовые изделия, не боящиеся морской воды и качки. Подобную продукцию применяют при строительстве судов и портов.
Резервуарные модели. В отличие от всех предыдущих, резервуарные конструкции имеют только один патрубок. Ими оснащают емкости произвольного объема и назначения.
Характеристики оборудования
При выборе этих конструкций нужно четко понимать, что должна обеспечивать арматура и с какими задачами ей придется справляться. Основные характеристики продукции:
Допустимое давление среды. Например, давление в водопроводе в квартире не превышает 1,6 МПа.
Температура среды.
Диаметр прохода и размеры патрубков.
Устойчивость к коррозии.
Тип привода.
Материалы и способ производства. Запорно-регулирующую арматуру делают из стали и чугуна. Ее корпус формируют методом ковки, сварки, литья или штамповки. Часто эти способы совмещают.
Виды арматуры
Если учитывать классификацию по назначению, то эти конструкции можно разделить на:
Запорные, позволяющие полностью прекратить движение среды. Такие конструкции применяются в случае ремонта трубопровода или замены отдельных его участков.
Запорно-регулирующие. Эта продукция может не только перекрывать поток, но и настраивать оптимальный напор среды.
Запорно-обратные. С помощью этих моделей перекрывают поток и мешают ему проходить в обратную сторону.
Кроме назначения, эти приборы отличаются друг от друга принципом действия регулировочного элемента. Рассмотрим, что является запорным механизмом:
Задвижки. У таких блоков регулировочный элемент двигается под прямым углом по направлению к потоку.
Клапаны. В отличие от задвижек, у клапанов затворный механизм перемещается параллельно движущейся среде.
Вентили и краны. Эти трубопроводные составляющие оснащены вращающимся регулировочным элементом.
Дисковые затворы. Диск тоже вращается вокруг своей оси. Она может проходить перпендикулярно потоку или под углом к нему.
Способы подсоединения запорных устройств
При покупке этого оборудования важно ориентироваться в его классификации: знать, что относится к запорным приборам и каким образом их подсоединяют к трубопроводу. Эти конструкции бывают:
Бесфланцевыми. Такие модели не имеют собственных фланцев и могут присоединяться к трубе с фланцами. Установку проводят методом сварки.
Межфланцевыми. Эти изделия тоже не имеют фланцев. Размышляя над вопросом, для чего они нужны , можно сразу получить ответ, ознакомившись с назначением бесфланцевой продукции. Чаще всего такие приборы используют в качестве соединительных элементов.
Муфтовыми. Подобные механизмы оснащены патрубками с резьбой, которая находится на внутренней оболочке изделия.
Приварными. Эти трубопроводные элементы имеют цилиндрические отводы по краю. Их приваривают к трубам или другому оборудованию.
Фланцевыми. Под фланцами подразумеваются диски с отверстиями по краям изделия. Такие диски прикручивают болтами к фланцам на подсоединяемых трубах.
Цапковыми. Подобная продукция оснащается цилиндрическими отводами с резьбой.
Штуцерными, имеющими патрубки с наружной резьбой.
Для того, чтобы правильно подсоединить элементы, надо не только знать для чего служит тот или иной механизм, но и использовать подходящие уплотнительные материалы. Уплотнение трубопровода может быть бессальниковым, мембранным, сальниковым или сильфонным. Выбирать материал уплотнителя надо с учетом области применения, характеристик системы и особенностей перемещаемой по трубопроводу среды.
Зная, для чего предназначена запорная арматурная продукция, вы легко подберете механизмы под конкретные задачи. Если же с этим возникают проблемы, лучше обсудите характеристики трубопроводной сети со специалистом и попросите его помочь выбрать товар.
Запорная арматура
Запорная арматура АРМАТЭК
Запорная арматура появилась самой первой среди всех видов трубопроводной арматуры или, правильнее сказать, тех изделий, которые позже в нее трансформировались. Долгое время она оставалась единственной и только затем, по мере ее развития, появилась предохранительная, регулирующая, обратная и другие виды трубопроводной арматуры.
На сегодняшний день запорная арматура, предназначенная для перекрытия потока рабочей среды с определенной герметичностью, является одним из самых востребованных видов трубопроводной арматуры.
Запорная арматура функционирует в режиме циклического «закрытия-открытия» рабочей полости трубопровода или в статическом режиме нормально закрытого/открытого состояния.
Устройство запорной арматуры соответствует решению ее главной задачи — обеспечить два положения рабочего органа («открыто» и «закрыто»), поэтому его промежуточное положение может не предусматриваться.
Типичная запорная арматура — это шаровые краны, задвижки, мембранные и сильфонные клапаны. Шаровые краны широко используют в различных областях техники на трубопроводах небольшого диаметра, в т. ч. при установке контрольно-измерительных приборов.
Задвижки применяют на технологических и магистральных трубопроводах диаметром от 50 до 2000 и более мм.
Установка запорной арматуры в виде мембранных клапанов эффективна, когда требуется быстрое перекрытие потока и высокая цикличность.
Сильфонные клапаны надежны в сложных условиях эксплуатации, когда недопустимы утечки во внешнюю среду, или техническое обслуживание запорной арматуры затрудненно из-за ограниченного доступа.
О комбинировании функций трубопроводной арматуры и корректном подходе к терминологии
Изготавливается несколько вариантов комбинированной арматуры, совмещающих функции запорной арматуры с функциями других видов трубопроводной арматуры.
Так, запорно-регулирующая и запорно-обратная арматура являются своего рода симбиозом запорной и, соответственно, регулирующей и обратной арматуры.
Невозвратно-запорная арматура выполняет функции обратной арматуры, будучи при этом способной осуществлять принудительное закрытие или ограничение хода запирающего элемента. Примерами ее конструктивного исполнения являются невозвратно-запорный затвор и невозвратно-запорный клапан. Запорная арматура с минимальным временем срабатывания, обусловленным требованиями технологического процесса, называется «отсечной арматурой». В «ГОСТ 24856-2014 Арматура трубопроводная. Термины и определения» использование для ее обозначения названия «быстродействующая арматура» не приветствуется. Этот же документ не рекомендует называть спускную арматуру «дренажной арматурой». (Спускная арматура — это запорная арматура, предназначенная для сброса рабочей среды из емкостей и резервуаров систем трубопроводов). Равно как и использовать в технической документации для обозначения запорного клапана слово «вентиль» из-за его неоднозначного толкования. Что, конечно же, нисколько не ограничивает применение существительного «вентиль» в повседневной речи, рекламе и СМИ для обозначения запорных клапанов, как правило, с ручным управлением.
Области применения запорной арматуры
Запорная трубопроводная арматура применяется в самых разных направлениях технологий и видах техники. В их числе имеющие огромное народнохозяйственное значение и чрезвычайно ответственные с точки зрения охраны окружающей среды атомная (и не только атомная) энергетика, химическая и нефтеперерабатывающая промышленность, трубопроводный транспорт. А также находящиеся на переднем крае научно-технического прогресса авиация, космонавтика, вакуумная техника и т. п. Монтаж запорной арматуры и ремонт запорной арматуры составляют немалую часть работ в коммунальном хозяйстве, важнейшими составляющими которого являются запорная арматура для водоснабжения, запорная арматура для отопления, газовая запорная арматура и т. д.
Входя в состав многих машин, аппаратов и оборудования, запорная трубопроводная арматура в значительной, а часто в решающей степени, как например, в случае трубопроводов, определяет их бесперебойную эксплуатацию, напрямую влияет на безопасность производственного персонала, позволяет минимизировать риски аварийных ситуаций, экономических потерь и экологического ущерба.
Больше, чем просто арматура
Невозможно переоценить роль, которую исполняет запорная арматура. Цена ее поломки может оказаться очень высокой. Сколь весомым бывает значение запорной арматуры, наглядно иллюстрируют нефтяная и газовая отрасли промышленности, в которых запорная и запорно-регулирующая арматура являются важнейшими комплектующими технологических систем, с использованием которых осуществляются добыча, транспортировка, хранение и распределение нефти и природного газа. Вышедшая из строя запорная арматура на трубопроводах ответственна за пятую часть всех аварий, приводящих к потерям сырья. В результате происшествий на нефте- и газопроводах в России ежегодно теряется несколько миллиардов м³ природного газа и примерно миллион тонн нефти и нефтепродуктов. Впрочем, перекладывать вину только на арматуру было бы неправильно, поскольку в большинстве таких аварий главную роль играет человеческий фактор, — 80%случаев потери герметичности запорной арматуры происходит из-за неудовлетворительной организации ее эксплуатации и только 20% — из-за износа или потери прочности.
Какими бы причинами не была вызвана неэффективная работа запорной арматуры, ущерб от этого огромный, а порой, без преувеличения, — катастрофический. Это не только прямые финансовые издержки в результате самопроизвольных утечек, но и порой куда большие косвенные — следствие остановки трубопровода для его ремонта. Ведь, чтобы устранить последствия отказа запорной арматуры, установленной на линейной части магистрального трубопровода, приходится останавливать транспортировку сырья, отсекать участок с неисправной запорной арматурой и стравливать его содержимое в значительных количествах. Например, из-за многокилометровых расстояний между линейными крановыми узлами на газопроводах, при отказе линейного крана в атмосферу выпускают газ из участка длиной в несколько десятков километров. Но экономический ущерб- лишь часть проблемы. Порой куда большую опасность представляют урон, наносимый окружающей среде, и угроза создания взрывоопасной обстановки.
Требования к запорной арматуре: надежность и герметичность
Базовое требование к запорной арматуре — надежность. Правильное определение показателей надежности арматуры — задача № 1 при проектировании трубопроводных систем.
Надежность для запорной, как и для любой другой трубопроводной арматуры, — это, в первую очередь, герметичность — способность элементов и соединений арматуры препятствовать газовому или жидкостному обмену между разделенными полостями. Потеря герметичности – основное проявление отказа запорной арматуры. Узлы и детали арматуры должны взаимодействовать так, чтобы образовывать соединения, делающие невозможным проникновение через них сред в любом направлении или хотя бы ограничивающие его до заданной степени герметичности.
Степень герметичности — количественная характеристика герметичности.
Жесткие требования к герметичности запорной арматуры приходится обеспечивать в чрезвычайно сложных условиях эксплуатации, под воздействием широкого комплекса нагрузок, обуславливающих процессы трения, износа, усталости и старения. Поэтому при всех видах контрольных испытаний арматуры обязательно проводятся ее испытания на герметичность по отношению к окружающей среде и испытания герметичности затвора.
Основной груз ответственности за обеспечение герметичности запорной арматуры лежит именно на затворах — совокупности подвижных и неподвижных деталей, образующих проходное сечение и соединение, препятствующее протеканию рабочей среды. На затворы приходится примерно половина всех отказов запорной арматуры, тогда как на корпусные элементы — не более 15%.
Герметичность затвора — главный функциональный признак запорной арматуры. Он характеризует его способность препятствовать обмену между разделенными полостями, обеспечивая эффективное и безотказное перекрытие потока рабочей среды независимо от ее термодинамического состояния. Затворы трубопроводной арматуры имеют тот или иной класс герметичности.
Обеспечение функциональной надежности затворов закладывается еще на стадии проектирования, поскольку, как показывает опыт, причиной немалой части отказов, связанных с нарушением герметичности, являются конструкторско-технологические дефекты. Причины отказа запорной арматуры могут быть разными, но чаще других — это износ и недостаточная плотность контакта трубосопряжений; ослабление функциональной надежности системы «трубопровод — запорная арматура».
Герметичность затвора обеспечивается максимальным сближением гладких совпадающих по геометрии уплотнительных поверхностей. Чтобы добиться нужного результата, приходится решать целый ряд сложных технических задач. Например, добиваться уменьшения шероховатости подвижных сопряжений поверхностей запорной арматуры. Для этого в технологический процесс включаются доводочные операции: полировка, притирка и проч. Но у этой стороны «медали» есть обратная сторона: получение поверхности с максимально высоким классом чистоты может оказаться экономически нецелесообразным, а, помимо этого, контакт однородных очень чистых поверхностей часто сопровождается их «прилипанием» — схватыванием за счет молекулярного взаимодействия.
Еще один путь добиться высокой герметичности — деформирование уплотнительных поверхностей в процессе работы. Благодаря упругим или пластическим деформациям, появляющимся вследствие усилий уплотнения, нагружающих конструкцию затвора, неровности на сопрягаемых поверхностях уменьшаются. Использование при изготовлении затворов неметаллических материалов, обладающих низким уровнем упругости, позволяет эти «коррекционные» нагрузки снизить и тем самым не «перегружать» арматуру требованиями к ее прочности, массе и габаритам.
В числе мер, призванных предупредить сбои в работе запорной арматуры, упоминания заслуживает не только качество запорной арматуры, ответственность за которое несут производители запорной арматуры, но ее эффективное обслуживание — своевременная замена запорной арматуры и ревизия запорной арматуры.
При разговоре о запорной арматуре невольно напрашивается аналогия с двоичной системой счисления. Подобно тому, как в той используются только две цифры — 0 и 1, функционирование запорной арматуры сводится к двум положениям запирающего органа — «закрыто» и «открыто». Сходство еще и в том, что как и сложная кибернетическая наука, опираясь на внешне такую простую двоичную систему, буквально перевернула современный мир, так и запорная аппаратура при, казалось бы, скупости возможностей на самом деле обладает огромным потенциалом, позволяющим ей занимать столь значимое место в мире трубопроводной арматуры.
Что такое запорный клапан?
Запорные клапаны предназначены для безопасной остановки или продолжения потока опасных жидкостей или внешних газов. Они используются для блокировки подачи сжатого воздуха в процессе промышленной автоматизации или изоляции подсистем, когда они не используются. Запорный клапан имеет много названий. Некоторые распространенные названия: запорный клапан, отсечной клапан, запорный клапан, клапан аварийного отключения, шаровой кран или выпускной шаровой кран.
Запорный клапан как часть семейства клапанов
Запорный клапан является частью большого семейства клапанов. Среди семейства клапанов у нас есть термостатические клапаны (клапан контроля температуры), клапан давления, электромагнитный клапан, контрольно-измерительные клапаны, шаровой клапан и многое другое. Клапан — это инструмент или биологический объект, который регулирует, направляет или контролирует поток жидкости (газов, жидкостей, псевдоожиженных твердых веществ или взвесей), открывая, закрывая или частично блокируя различные проходы. Вот как определить клапан в основном.
Зачем использовать запорный клапан?
Наиболее часто используемый в качестве функции, связанной с безопасностью, использование запорного клапана как части блока подготовки воздуха может сэкономить время и деньги и считается передовой практикой. Запорные клапаны упрощают обслуживание оборудования, не затрагивая остальную часть системы, быстро останавливая попадание воздуха в часть используемого оборудования. Простые в эксплуатации, их можно использовать в случае угрозы безопасности, отказа оборудования или для проведения технического обслуживания. Некоторые запорные клапаны могут быть заблокированы в закрытом положении и защищены от несанкционированного доступа с помощью навесного замка, в то время как другие в ассортименте IMI Norgren соответствуют системным требованиям блокировки, маркировки (LOTO), когда машина не может быть перезапущена. пока не будут проведены ремонтные работы.
Простой пример приложения.
Более практичным примером запорного клапана является водяной запорный клапан. Они расположены по всему дому. Самым важным является главный запорный вентиль, который может перекрыть подачу воды во весь ваш дом. Этот клапан находится либо в подвале, либо на внешней стене дома, либо в подземной коробке снаружи дома. Кроме того, отдельные приспособления, такие как туалеты, раковины и водонагреватели, также имеют отдельные запорные клапаны, расположенные рядом с ними. Эти клапаны полезны, когда необходим ремонт сантехники или когда возникает чрезвычайная ситуация, чтобы можно было быстро прервать поток воды и предотвратить затопление.
Запорные клапаны всегда доступны в двух версиях: нормально закрытый, иногда сокращенно NC, или нормально открытый, сокращенно NO. Нормально открытый обычно более распространен, чем нормально закрытый, потому что поток процесса обычно не прерывается до тех пор, пока его не потребуется прервать. Нормально закрытый режим особенно полезен, когда подмножество системы требуется только на короткий промежуток времени.
Итак, каковы варианты настройки?
Запорные клапаны бывают разных размеров и из разных материалов, подходящие для самых разных применений. Поскольку запорный клапан является таким часто используемым инструментом, всегда будет возможность настроить его в соответствии с вашими конкретными требованиями. Некоторые важные варианты: соединения, материал клапана, тип уплотнения и тип ручки на клапане. Если вы хотите узнать больше об запорной арматуре или любом другом типе арматуры или продукции, свяжитесь с нашими специалистами, и мы будем более чем рады помочь!
7 различных типов водяных запорных клапанов и их выбор
По
Аарон Стикли
Аарон Стикли
Аарон Стикли — лицензированный сантехник с 15-летним опытом работы в сфере коммерческого, нового сантехнического оборудования, а также обслуживания и ремонта жилых помещений. Он начал свой собственный бизнес по обслуживанию жилья и ремонту сантехники. Статьи Аарона о сантехнике на The Spruce публикуются четыре года.
Узнайте больше о The Spruce’s Редакционный процесс
Обновлено 12. 09.22
Рассмотрено
Ричард Эпштейн
Рассмотрено Ричард Эпштейн
Ричард Эпштейн — лицензированный мастер-сантехник с более чем 40-летним опытом работы в сфере сантехники для жилых и коммерческих помещений. Он специализируется на оценке, а также проектировании и инжиниринге сантехнических систем и работает в одной из крупнейших профсоюзных строительных компаний Нью-Йорка.
Узнайте больше о The Spruce’s Наблюдательный совет
Ель / Кевин Норрис
Водопроводная система имеет множество запорных клапанов в различных точках водопроводных труб, которые позволяют отключать воду во время чрезвычайных ситуаций или для ремонта или модернизации. Отключение воды часто является первым шагом во многих сантехнических проектах. Таким образом, очень важно иметь возможность найти и отключить соответствующий запорный клапан для воды.
Запорные клапаны для воды могут варьироваться от основного клапана, расположенного рядом с водомером, где вода впервые попадает в ваш дом, до небольших отдельных запорных клапанов, которые отмечают переход от ответвлений водопроводных линий к подающим трубам, которые подают воду к кранам, туалетам и другие приборы. Некоторые из этих клапанов довольно большие, а другие маленькие.
Клапаны обычно работают одним из двух способов: либо твердая внутренняя часть вращается, чтобы открыть или перекрыть поток воды, либо какой-то шток с шайбой или уплотнением сжимается, чтобы перекрыть поток воды. Наше руководство расскажет все, что вам нужно знать об основных типах.
Ниже мы рассмотрим все тонкости семи запорных клапанов для воды, а также факторы, которые следует учитывать при выборе того, который лучше всего подходит для вашего помещения.
11 лучших кухонных моек 2022 года | Ель
01 из 07
Шаровой кран
Ель / Кевин Норрис
Подходит для: Магистральные водопроводные трубы
Шаровой кран представляет собой большой металлический клапан, обычно с рычажной ручкой. Он предназначен для быстрого перекрытия воды, так как клапан открывается и полностью закрывается коротким поворотом ручки на 1/4. Его можно приобрести со стандартным портом (клапан меньше диаметра трубы) или полным портом (клапан такой же, как диаметр трубы). И недорого и долговечно.
Этот тип запорного клапана воды часто можно увидеть на главном водозаборе дома. Вы можете распознать его, потому что корпус клапана под ручкой обычно имеет более толстую среднюю часть, где помещается шарик внутри. Внутренний шар имеет отверстие в центре. Когда клапан открыт, отверстие совпадает с направлением водопроводной трубы, позволяя воде течь. Когда ручка закрыта, шарик поворачивается на 90 градусов, поэтому отверстие в шарике перекрывается.
02 из 07
Задвижка
Ель / Кевин Норрис
Подходит для: Магистральные водопроводные трубы
Задвижка описывает механизм, с помощью которого клапан открывается и закрывается. Чтобы включить или выключить задвижку, поворачивают круглую ручку, чтобы поднять или опустить металлическую заслонку внутри корпуса задвижки. Когда клапан закрыт, ворота перекрывают поток воды. Как и шаровой кран, задвижка представляет собой большой металлический клапан. И с его помощью можно не только полностью остановить поток воды, но и уменьшить его.
Задвижки несколько необычны для бытового водопровода и чаще используются в промышленности. Но вы можете найти один, управляющий вашей основной водопроводной трубой или другой крупной водопроводной трубой. Иногда они встречаются на трубе, ведущей к водогрейному котлу. Они относительно долговечны и могут варьироваться по стоимости от доступных до дорогих.
Внешне шаровой кран напоминает шаровой кран со слегка выпуклым металлическим корпусом. И хотя это может быть дорого, это надежный запорный клапан для воды. Внутри шарового клапана имеется перегородка с проходным отверстием для воды. Ручка приводит в действие поршень с какой-то шайбой или уплотнением на дне. Когда рукоятка закрывает клапан, поршень движется вниз к порту потока воды и перекрывает его. Когда ручка работает, вы часто можете почувствовать, как поршень затягивается внутри клапана.
Шаровой клапан используется в ситуациях, когда может потребоваться переменное управление потоком воды. Его часто можно найти в контролирующих трубах, которые ведут на улицу к водопроводным кранам, но его также можно найти в любом месте, где есть отвод водопроводной линии.
04 из 07
Угловой запорный клапан
Ель / Кевин Норрис
Подходит для: Индивидуальные светильники
Запорные клапаны приспособления могут иметь различный внешний вид, но наиболее распространенным является небольшой серебряный клапан с овальной ручкой с ребристыми краями для захвата. В частности, запорный клапан с угловым приспособлением используется, когда водопроводная труба выходит из стены и должна быть направлена прямо вверх, чтобы питать подающие трубы, идущие к патрубкам на кране раковины или клапане унитаза. Скорее всего, у вас дома будет немало таких клапанов. Они недороги и относительно долговечны.
Внутри запорных клапанов арматуры может использоваться компрессионный шток (вы почувствуете сжатие при закрытии клапана), но более распространенным является стиль, в котором используется небольшой шарик внутри. Они доступны в стилях, которые можно припаять к медным трубам или приклеить растворителем к пластиковым трубам. Более распространены компрессионные фитинги, которые надеваются на трубу и затягиваются на месте. Существуют также типы с «зажимной посадкой» (например, SharkBite), которые просто надеваются на конец водопроводной трубы и герметизируются с помощью внутренней прокладки.
Совет
Каждое отдельное приспособление в вашем доме — раковина, унитаз и т. д. — должно иметь свой запорный клапан, который регулирует подачу воды только к нему. Это позволяет выполнять ремонт или замену, не прерывая подачу воды в другие помещения.
05 из 07
Прямой запорный клапан
Ель / Кевин Норрис
Подходит для: Индивидуальные светильники
Близким родственником углового запорного клапана является прямой запорный клапан, который работает так же, но предназначен для использования там, где поток воды может идти прямо к светильнику. Он часто используется, когда водопроводная труба выходит из пола, а не из стены.
Как и угловой запорный клапан, он недорог и в некоторой степени долговечен. И он сделан из металла с небольшой ручкой, которая позволяет легко открывать или закрывать поток воды.
06 из 07
Запорно-сбросной клапан
Ель / Кевин Норрис
Подходит для: Линии орошения
Запорно-сбросной клапан — это ключевой фитинг для полива, помогающий предотвратить замерзание спринклерных линий зимой. Он сделан из металла и имеет два отверстия: одно для открытия и закрытия потока воды (стоп) и другое для слива воды из линии (слив).
Для спринклерной системы клапан закапывается в землю ниже линии замерзания и включается и выключается специальным ключом. Когда он выключен, сливное отверстие открывается, чтобы линия могла стекать. Эти клапаны умеренно дороги и долговечны, если они правильно закопаны.
07 из 07
Игольчатый клапан
Ель / Кевин Норрис
Подходит для: Трубки подачи воды
Хотя это больше не разрешено строительными нормами во многих областях, в вашем доме может быть один или несколько игольчатых клапанов, также называемых седельными клапанами. Обычно они используются для подключения трубы подачи воды к холодильнику, фильтру для воды или другому прибору. Они работают, зажимая водопроводную трубу, а затем заталкивая в трубу полую иглу, чтобы набрать воду. К штуцеру на клапане подсоединяется гибкая медная или пластиковая трубка для подачи воды к прибору.
Что можно делать, а чего нельзя, если болят глаза после сварки?
Zakazlinz.ru › Статьи
Наши контакты
Адрес кабинета: Москва ст.м. Маяковская, ул. 3-я Тверская-Ямская, д. 12, стр. 1. Выход из метро — первый вагон из центра. 3 минуты от метро
Телефоны кабинета: +7 (495) 649-60-57
Перейти в контакты
Отзывы Яндекс
Статьи
Все статьи ›
Видео
Смотреть все ›
Тесты — проверьте себя
Смотреть все ›
A A A
Электрофтальмия – патологический процесс, с которым сталкиваются люди, смотревшие на сварочную дугу. На языке сварщиков это называется «наловить зайчиков». По факту, это ожог сетчатки, что приводит к болезненным ощущениям. Чем сильнее ожог, тем выше шанс потерять зрение.
Четыре степени электрофтальмии
Легкая степень. Сопровождается жжением и зудом, покраснением конъюнктивальной оболочки краснеет, незначительное и вполне обратимое помутнение роговицы (не всегда).
Средняя степень. Ярко выражено ощущение боли, сильное покраснение конъюнктивы, выраженная светобоязнь. Появляется плёнка на конъюнктиве роговица покрывается язвочками.
Тяжелая степень. Сильное ухудшение зрения. Сильные болезненные ощущения, припухание век, сильная светобоязнь.
Крайне тяжелая. Острая боль. Роговая оболочка теряет прозрачность, развивается некроз, отмирание конъюнктивальной оболочки, как итог, потеря зрения.
При каждой стадии применяется индивидуальное лечение – от медикаментозного до оперативного вмешательства.
Причины развития болевого синдрома
Болезненное ощущение является результатом сильного воздействия ультрафиолетового излучения на глаза. По факту, происходит физический ожог. Следует помнить, что глаза весьма чувствительны к такому воздействию и для появления болевого синдрома достаточно кратковременного воздействия излучения от сварочной дуги.
Как снять боль: первая мед. помощь при ожогах от электросварки
Что, обычно, делают сварщики, после того, как «наловили зайчиков»? Промывают глаза водой и накладывают чайные пакетики или кружочки сырой картошки. Симптомы это снимает, но не редко, сама проблема не решается.
При электрофтальмии нужно сразу посетить врача для получения квалифицированной помощи. Однако, не всегда это возможно осуществить сразу, а значит необходимо предпринять определённые меры:
Глаза промыть проточной, чистой водой.
Если есть вероятность попадания в глаз инородных частиц, необходимо попытаться убрать их.
Глаза закрыть и наложить холодный компресс. Веки снаружи обработать любой антисептической мазью.
Если боль сильная, принять таблетку обезболивающего препарата.
Что нельзя делать?
Многие предпочитают не обращаться к доктору, а решить проблему в домашних условиях, в варианте самолечения или народной медицины. А между тем при офтальмологических ожогах есть ряд противопоказаний.
Не следует закапывать в глаза сок алоэ или мёд.
Чрезмерно не промывать глаза водопроводной водой. Лучше взять воду с бутылок.
Не тереть глаза.
Не применять первые попавшиеся глазные капли. Все они имеют разный состав и разное действие. Вероятность усугубить ситуацию весьма высока.
Как итог
При лёгкой степени самостоятельные действия позволяют, в большинстве случаев, снять симптомы без последствий. Однако, даже если уже на следующее утро вы не ощущаете дискомфорта в глазах, обратиться к офтальмологу в ближайшее время крайне необходимо.
?Задать вопрос врачу ✔Записаться на консультацию ✩Спецпредложения
все статьи
✔Консультация врача online
Что делать если болят глаза от сварки
При ежедневной сварке по 6-8 часов глаза устают просто от нагрузки, поскольку приходится концентрироваться на процессе ведения шва. Но сильно болеть глаза могут и после непродолжительной электросварки, когда сварщик «нахватался зайчиков». В профессиональной среде еще бытует выражение «наелся зайчатины». Под этим подразумевается попадание вспышки от электрической дуги на роговицу глаза. На мгновение все белеет, будто перед глазами пробежал белый заяц. Хотя звучит смешно, но это серьезно. Рассмотрим, причины и симптомы поражения глаз сварщика, способы первой помощи и последующего лечения.
В этой статье:
Ожог глаз сваркой — причины
Симптомы поражения
Лечение
Первая помощь
Народные средства
Профилактика
Средства индивидуальной защиты
Ожог глаз сваркой — причины
Причиной болей в глазах после сварки является не сам яркий свет сварочной дуги, а излучаемые ультрафиолетовые лучи. Воспаление роговицы называется электроофтальмией. Роговица расположена первой в структуре глаза, поэтому принимает большую часть вредного излучения на себя.
Проникает ультрафиолет в глаза по следующим причинам:
Мало сенсоров в маске. Бюджетные маски имеют два датчика, срабатывающие на вспышку дуги. Если эти сенсоры случайно закрыть рукой или самим изделием, кристаллы не сработают.
Некачественная маска хамелеон. Дешевые маски могут работать плохо: во время ведения шва затемнение может пропадать, маска «моргает». Это связано как с плохим питанием батарей, так и дешевым светофильтром.
Работа в одиночку. При использовании обычной маски и сборке металлоконструкций без помощника, сварщику нередко приходится держать одной рукой деталь, а второй горелку. Нередко прихватки ставятся без маски, чтобы точно видеть место возбуждения дуги. Не успел вовремя закрыть глаза — поймал «зайчик».
Близкая работа двух сварщиков. Когда два сварщика варят рядом, то неизбежны попадания УФ излучения от соседней дуги в глаза.
Симптомы поражения:
Обычно боли в глазах после сварки наступают не сразу. Последствия поражения УФ лучами проявляются ночью. Человек ощущает:
рези;
чувство, будто глаза пересыпаны песком;
жжение;
заметны редкие белые ниточки конъюнктивита;
на фоне белого глазного яблока четко видны красные воспаленные кровяные сосуды.
Все это — легкое воспаление, которое не требует обращения к врачу и лечится в домашних условиях.
Серьезные поражения роговицы разделяют на три степени, от чего зависят способы оказания первой помощи и методы лечения.
Степень ожога
Проявления
Средняя тяжесть
К вышеперечисленным симптомам добавляется чувствительность к свету.
Может опухнуть веко. Просматриваются многочисленные ниточки конъюктивита.
Тяжелые
Начинается эрозия роговицы, ухудшается зрение.
Крайне тяжелые
Веки настолько опухли, что их невозможно открыть, роговица стала блеклой,
бесцветной. Наблюдается некроз тканей глаза. Возможно наступление слепоты.
Лечение
При ожогах средней и крайней степени тяжести назначается медикаментозное лечение врачом, которое направлено на три цели:
Остановить воспалительный процесс. Используются глазные капли-антибиотики. Они не дают воспаляться соседним тканям по цепной реакции.
Обезболить. Препараты выпускаются в виде капель. Закапываются для снятия ощущения песка, резей.
Снять отек и удалить микробы. Форма выпуска — капли. Применяются трижды в день. Значительно ускоряют процесс заживления;
Направление лечения
Группа препаратов
Устранение воспалительного процесса
Антибиотики, противомикробные, НПВС
Обезболивание
Офтальмологические анестетики
Снятие отека, удаление микробов
Глазные капли с сосудосуживающим действием
Первая помощь
Еще до обращения к врачу можно оказать первую помощь пострадавшему или самому себе. Глаза осматривают на наличие инородных тел. Это могут быть окалины или шлак, отлетающие во время сварки. Их легко не заметить на фоне общей боли. При наличии инородного тела его извлекают стерильным бинтом. Проводить тампон следует от уголка глаза к переносице.
Если глаза поражены ультрафиолетом от сварки, необходимо дать им покой. Пострадавшему нужно лечь и приложить к закрытым векам холодный компресс. Это может быть бинт, смоченный в чистую воду. Для обезболивания можно применять гели. При сильном жжении можно заложить за веко мазь против конъюнктивита. В их состав входят антибактериальные офтальмологические средства с широким спектром действия. После этого глаза осматривает доктор и назначает лечение в соответствии со степенью тяжести ожога.
Категорически нельзя! Тереть глаза руками, оказывать первую помощь грязными руками, промывать глаза водопроводной водой (в ней присутствуют частицы хлора, ржавчина).
Народные средства
Народные средства применимы при легких ожогах, когда глаза режут в конце дня, перед сном или ночью. Опытные сварщики знают, что в таком случае нужно разрезать сырой, предварительно вымытый картофель, и положить срезами половинки себе на закрытые веки. Сок картофеля смягчит рези и остудит воспаленные глаза, забрав температуру.
Второе народное средство — тампоны, пропитанные отваром ромашки. Траву можно купить в пакете в аптеке и заварить. Когда она остынет, смочить бинты и приложить к закрытым глазам. Ромашка — природный антисептик.
Профилактика
Когда болят глаза после сварки — это очень неприятно, но теперь вы знаете что делать в такой ситуации. Еще лучше — не допустить попадания ультрафиолетовых лучей на роговицу. Для этого придерживайтесь простых рекомендаций по технике безопасности:
Всегда варите в защитной маске. Если нужно придержать крупную конструкцию, чтобы прихватить ее, попросите кого-то помочь, не делайте все в одиночку.
Когда несколько сварщиков работаю недалеко друг от друга, договоритесь использовать фразу «глаза» каждый раз, когда кто-то из вас начинает варить. Это послужит предупреждением второму и он успеет отвернуться.
Устанавливайте между сварочными постами защитные экраны. Если нет специальных ширм, натяните трос и подцепите на него негорючий тканевой материал. При отсутствии троса разместите между рабочими местами сварщиков лист шифера, металла, асбеста.
Средства индивидуальной защиты
Немаловажен в плане защиты глаз выбор самой сварочной маски. Хотя СИЗ с постоянно темным светофильтром стоят дешевле, зрение потом не купишь ни за какие деньги. Используйте с самого начала своей карьеры сварщиком маски-хамелеон.
Но само наличие сварочной маски с самозатемняющимся смотровым окном не гарантирует отсутствие «зайчиков». Важно правильно выбрать СИЗ, обеспечив полноценную защиту глазам. Для этого обращайте внимание на следующие характеристики.
Количество сенсоров
СкрытьПодробнее
В дешевых масках количество датчиков, реагирующих на электрическую дугу, два. В более дорогих производители размещают три, четыре или пять сенсоров. Например, такой функционал есть у маски БАРСВЕЛД МС 307 ПРЕМИУМ с АСФ-777. Что это дает? Когда сварка ведется в стесненных условиях, датчики могут случайно перекрываться пролегающими перед сварщиком трубами и другими препятствиями. Если нет прямого попадания света дуги на сенсор, кристаллы не срабатывают. При наличии 4-х датчиков, даже если один или два закрыты, дугу «ловят» остальные и маска исправно срабатывает.
Степень затемнения
СкрытьПодробнее
Некоторые маски хамелеон способны затемнять светофильтр только до 11 DIN. При работе в помещении на токах до 200 А этого достаточно. А вот на улице при солнце и сварке на токах 300-400 А глаза быстро устанут от яркой картинки. Для таких условий выбирайте хамелеон с характеристикой затемнения 13 DIN, как у маски сварщика Speedglas 9100V или у маски ESAB A20.
Режим шлифовки
СкрытьПодробнее
Когда работа связана с периодическим чередование сварки и шлифовки, используйте маску с затемнением 3-4 DIN в просветленном состоянии. Это позволит зачистить шов не снимая сварочный шлем. Одновременно режим шлифовки обеспечит защиту от УФ лучей с соседнего сварочного поста. Такая функция есть у маски сварщика OPTREL e684.
Обзорность
СкрытьПодробнее
Порой сварщики вынуждены снять маску и варить без нее, когда не видят зону стыковки. Это бывает в подвалах, под машиной, где большой шлем не позволяет повернуть голову для удобного контроля за наложением шва. Без маски сварщики просто жмурятся, но через приоткрытые веки или не успев моргнуть, «хватают зайчиков». Если часто приходится варить в таких неудобных местах, используйте маски с увеличенным смотровым окном 100х60 или 100х90 мм, как например у OPTREL Vegaview 2. 5 или БАРСВЕЛД МС 307 ПРЕМИУМ с АСФ-777.
Производитель
СкрытьПодробнее
При выборе маски немаловажен производитель. Недорогие китайские модели могут обладать внушительным набором характеристик, но они — всего лишь маркетинговый ход. Чтобы параметры хамелеона соответствовали действительности, купите маски проверенных брендов: ESAB, БАРСВЕЛД, Optrel, Fubag.
Питание светофильтра
СкрытьПодробнее
Кристаллы корректно работают при подаче необходимой энергии на процессор. В маске для этого предусматриваются батарейки. Когда они садятся, начинаются моргания. Используйте хамелеоны с питанием от АКБ и солнечной батареи. Тогда аккумуляторы будут подзаряжаться прямо во время сварки. Найдите подходящую для себя маску с солнечной панелью в каталоге сварочные маски.
Маски постепенно будут изнашиваться, светофильтры царапаться и биться. Подобрать самозатемняющуюся кассету с нужной степенью затемнения всегда можно здесь, что избавит от необходимости приобретать новую маску.
Источник видео: Доктор Комаровский
Ответы на вопросы: что делать, если болят глаза от сварки?
Свет какой дуги опаснее для глаз (от РДС, TIG, MIG сварки)?
СкрытьПодробнее
Любая электрическая дуга излучает ультрафиолет и инфракрасный свет, поэтому при всех видах сварки создается опасность ожога роговицы. Разницы в этом нет.
Какое оптимальное затемнение светофильтра?
СкрытьПодробнее
Если через маску видно только огонек дуги и пятнышко сварочной ванны — это плохо. Так легко пропустить линию стыковки и наложить шов мимо. Когда через маску в затемненном состоянии видны края рабочего стола, все контуры детали — это тоже плохо, глаза быстро устанут. Оптимально, чтобы было видно дугу и линию стыковки в пределах 8-10 см. Этого достаточно, чтобы ориентироваться во время сварки.
Можно ли «нахвататься зайчиков» через закрытые веки, когда держишь деталь и прихватываешь сам?
СкрытьПодробнее
Сварочные работы должны производиться только в защитной маске Кожа век немного задерживает ультрафиолет для глаз, но страдает от него сама. Веки могут воспалиться, пекти. Не всегда получается вовремя закрыть глаза, поэтому ожоги роговицы при таких методах распространены. Постарайтесь закрепить детали при помощи струбцин, зажимов, магнитов, чтобы варить в маске. Как вариант — купите маску хамелеон, тогда вторая рука будет не нужна, чтобы поднимать и опускать шлем.
Вчера «нахватался зайчиков», можно ли сегодня варить?
СкрытьПодробнее
Если вы вчера «сгорели» на пляже, стоит ли загорать сегодня? Ответ очевиден. Жжение в глазах — признак ожога роговицы, и поврежденным нежным тканям нужно восстановиться. Постарайтесь не нагружать глаза хотя бы один день.
Моя маска «моргает», пропуская вспышки света, что делать?
СкрытьПодробнее
Скорее всего истощилась элемент питания села батарейка. Замените ее. Если установлены аккумуляторы, получающие питание от солнечной панели, разместите маску на сварочном столе и поварите электросваркой на расстоянии 40-50 см от шлема, надев другую маску. Это подзарядит элементы питания. Протрите сенсоры чистой тряпкой. Если все вышеперечисленное не помогло, замените маску.
Остались вопросы
Оставьте Ваши контактные данные и мы свяжемся с Вами в ближайшее время
Обратная связь
Вернуться к списку
Товары
рекомендуем
хит продаж
Быстрый просмотр
Маска сварщика ESAB SENTINEL A50
26 035.43 руб
Купить
Быстрый просмотр
Маска сварщика БАРСВЕЛД МС 307 (FULL COLOR)
4 400 руб
Купить
Быстрый просмотр
Маска сварщика БАРСВЕЛД МС 107 (FULL COLOR)
1 350 руб
Купить
хит продаж
Быстрый просмотр
Маска сварщика Буревестник НН-У1
195 руб
Купить
Глаза — мгновенные ожоги — канал Better Health
Резюме
Прочитать полный информационный бюллетень
Быстрые ожоги похожи на солнечные ожоги глаз и могут поражать оба глаза.
Вспышка ожога возникает при воздействии яркого УФ-излучения.
При правильном уходе роговица обычно заживает сама, не оставляя шрамов.
О мгновенных ожогах
Быстрый ожог — это болезненное воспаление роговицы, которая представляет собой прозрачную ткань, покрывающую переднюю часть глаза. Вспышка ожога возникает, когда вы подвергаетесь воздействию яркого ультрафиолетового (УФ) света. Это может быть вызвано всеми типами УФ-излучения, но наиболее распространенным источником являются сварочные горелки. Вот почему его иногда называют «вспышкой сварщика» или «дуговым глазом».
Внезапные ожоги похожи на солнечные ожоги глаз и могут поражать оба глаза. Ваша роговица может восстановиться за один-два дня и обычно заживает, не оставляя шрамов. Однако, если внезапный ожог не лечить, может начаться инфекция. Это может быть серьезно и может привести к некоторой потере зрения.
Симптомы внезапного ожога
Симптомы внезапного ожога включают:
боль, которая может быть от легкой до очень сильной, обычно начинается через несколько часов после происшествия
покрасневшие глаза
светочувствительность
слезотечение
нечеткость зрения
ощущение, что что-то попало в глаз.
Причины внезапного ожога
Вы можете получить ожог после воздействия УФ-излучения. Источники включают:
сварочная горелка
прямой солнечный свет
отражение солнца от воды или снега
лампа для загара в солярии
некоторые типы ламп, например, галогенные или прожектор фотографа.
Диагностика внезапного ожога
Диагностика требует осмотра глаз, который может включать:
обезболивающие капли – врач может использовать глазные капли, чтобы обезболить глаза. Эти капли действуют достаточно долго, чтобы исследовать ваши глаза, и их не следует использовать регулярно, так как они замедляют заживление. Это показывает любые повреждения при использовании специального синего света. Краска безвредна и смывается слезами.
Лечение мгновенных ожогов
Лечение мгновенных ожогов может включать:
расширяющие капли – их иногда используют для расслабления глазных мышц, что, в свою очередь, облегчает боль и позволяет вашим глазам отдохнуть и восстановиться. Ваши зрачки (черная часть глаза) будут выглядеть больше, чем обычно. Этот эффект длится от нескольких часов до нескольких дней.
повязка — на глаза можно наложить мягкую повязку, чтобы дать им отдохнуть и дать им возможность зажить.
охлаждающие компрессы – их можно прикладывать к глазам, они могут облегчить симптомы
капли или мазь для искусственной слезы (желательно без консервантов) – эти глазные капли могут облегчить некоторые симптомы. Следуйте советам своего врача относительно того, как часто использовать назначенные глазные капли или мазь. Вам также могут быть назначены легкие противовоспалительные капли на основе стероидов
. Через 24–48 часов вас осмотрят, чтобы убедиться, что ваши глаза заживают. Некоторые проблемы, например инфекция, проявляются не сразу. Если есть какие-либо серьезные проблемы, вас направят к офтальмологу (офтальмологу-специалисту), который может наложить на глаз повязку на контактную линзу, пока глаз не заживет.
Глазные капли и мази от внезапных ожогов
Общие рекомендации по использованию глазных капель и мазей включают:
Мойте руки, прежде чем прикасаться к глазам.
Положите палец на щеку и оттяните нижнее веко.
Наклоните голову назад и капните жидкость за нижнее веко.
В качестве мази нанесите небольшое количество на внутреннюю поверхность нижнего века. Следите за тем, чтобы сопло не касалось глаз.
Продолжайте лечение, пока ваши глаза не заживут.
Храните все капли и мазь в холодильнике в недоступном для детей месте.
Позаботьтесь о себе дома после внезапного ожога
Рекомендации включают:
Принимать обезболивающие препараты, такие как парацетамол, ибупрофен или кодеин.
Проверьте правильность дозы на упаковке. Боль может длиться около суток.
Не носите контактные линзы, пока ваши глаза не заживут.
Носите солнцезащитные очки и/или оставайтесь в темной комнате, если ваши глаза чувствительны к свету.
Используйте искусственные слезы или лубриканты, чтобы уменьшить дискомфорт в глазах. Вы можете купить эти продукты без рецепта в большинстве аптек.
Важно вернуться на осмотр, когда ваш врач посоветует.
Обратитесь за неотложной медицинской помощью при внезапном ожоге. не из-за глазных капель или мази
усиление бликов
усиление боли.
Предотвращение мгновенного ожога
Предотвращение лучше всего. Предложения по предотвращению мгновенного ожога включают:
Защита роговицы от УФ-излучения путем ношения защитных очков с покрытием или маски сварщика при сварке.
Убедитесь, что очки изготовлены в соответствии с австралийскими стандартами и полностью закрывают глаза.
Если вы носите солнцезащитные очки для предотвращения ожогов от вспышки, они должны защищать как от УФ-А, так и от УФ-В излучения. Проверяйте этикетку при покупке солнцезащитных очков.
Где получить помощь
В чрезвычайной ситуации, позвоните в Triple Zero (000)
СОВЕТСТВЕННАЯ МЕНЕДЕРСИЯ ВАШЕГО БОЛЬШОЙ больницы
Ваш GP (Доктор)
Ophthalmology
Pharmacist
Optometrist
.
. Тел. (03) 9641 1555 или 1800 136 089 (звонок бесплатный) – для общих вопросов
Линия экстренного реагирования WorkSafe Victoria Тел. 13 23 60 – для сообщения о серьезных чрезвычайных ситуациях на рабочем месте, семь дней, 24 часа
Эта страница была подготовлена в консультации с и одобрена по:
Глаза — мгновенные ожоги — канал Better Health
Резюме
Прочитать полный информационный бюллетень
Быстрые ожоги похожи на солнечные ожоги глаз и могут поражать оба глаза.
Вспышка ожога возникает при воздействии яркого УФ-излучения.
При правильном уходе роговица обычно заживает сама, не оставляя шрамов.
О флэш-прожиге
Вспышка ожога — это болезненное воспаление роговицы, которая представляет собой прозрачную ткань, покрывающую переднюю часть глаза. Вспышка ожога возникает, когда вы подвергаетесь воздействию яркого ультрафиолетового (УФ) света. Это может быть вызвано всеми типами УФ-излучения, но наиболее распространенным источником являются сварочные горелки. Вот почему его иногда называют «вспышкой сварщика» или «дуговым глазом».
Внезапные ожоги похожи на солнечные ожоги глаз и могут поражать оба глаза. Ваша роговица может восстановиться за один-два дня и обычно заживает, не оставляя шрамов. Однако, если внезапный ожог не лечить, может начаться инфекция. Это может быть серьезно и может привести к некоторой потере зрения.
Симптомы внезапного ожога
Симптомы внезапного ожога включают:
боль, которая может быть от легкой до очень сильной, обычно начинается через несколько часов после инцидента зрение
ощущение, будто что-то попало в глаз.
Причины внезапного ожога
Вы можете получить ожог после воздействия УФ-излучения. Источники включают:
сварочная горелка
прямой солнечный свет
отражение солнца от воды или снега
лампа для загара в солярии
некоторые типы ламп, например, галогенные или прожектор фотографа.
Диагностика внезапного ожога
Диагностика требует осмотра глаз, который может включать:
анестезирующие капли – врач может использовать глазные капли, чтобы обезболить глаза. Эти капли действуют достаточно долго, чтобы осмотреть ваши глаза, и их не следует использовать регулярно, поскольку они замедляют заживление
осмотр – глаза проверяются на наличие повреждений
краситель – врач может закапать вам в глаза оранжевый краситель. Это показывает любые повреждения при использовании специального синего света. Краска безвредна и смывается слезами.
Лечение мгновенных ожогов
Лечение мгновенных ожогов может включать:
расширяющие капли – их иногда используют для расслабления глазных мышц, что, в свою очередь, облегчает боль и позволяет вашим глазам отдохнуть и восстановиться. Ваши зрачки (черная часть глаза) будут выглядеть больше, чем обычно. Этот эффект длится от нескольких часов до нескольких дней
повязка — на глаза можно наложить мягкую повязку, чтобы дать им отдохнуть и дать им зажить.
охлаждающие компрессы – их можно накладывать на глаза и они могут облегчить симптомы
искусственные слезоточивые капли или мазь (желательно без консервантов) – эти глазные капли могут облегчить некоторые симптомы вам могут посоветовать использовать капли или мазь с антибиотиком дома, чтобы остановить инфекцию. Следуйте советам своего врача относительно того, как часто использовать назначенные глазные капли или мазь. Вам также могут быть назначены легкие противовоспалительные капли на основе стероидов 9.Проверка 0006
— через 24–48 часов вас осмотрят, чтобы убедиться, что ваши глаза заживают. Некоторые проблемы, например инфекция, проявляются не сразу. Если есть какие-либо серьезные проблемы, вас направят к офтальмологу (офтальмологу-специалисту), который может наложить на глаз повязку на контактную линзу, пока глаз не заживет.
Глазные капли и мази от внезапных ожогов
Общие рекомендации по использованию глазных капель и мазей включают:
Мойте руки перед тем, как прикасаться к глазам.
Прижмите палец к щеке и оттяните нижнее веко.
Наклоните голову назад и капните жидкость за нижнее веко.
В качестве мази нанесите небольшое количество на внутреннюю поверхность нижнего века. Следите за тем, чтобы сопло не касалось глаз.
Продолжайте лечение, пока ваши глаза не заживут.
Храните все капли и мазь в холодильнике в недоступном для детей месте.
Позаботьтесь о себе дома после внезапного ожога
Рекомендации включают:
Принимать обезболивающие препараты, такие как парацетамол, ибупрофен или кодеин.
Проверьте правильность дозы на упаковке. Боль может длиться около суток.
Не носите контактные линзы, пока ваши глаза не заживут.
Носите солнцезащитные очки и/или оставайтесь в темной комнате, если ваши глаза чувствительны к свету.
Используйте искусственные слезы или лубриканты, чтобы уменьшить дискомфорт в глазах. Вы можете купить эти продукты без рецепта в большинстве аптек.
Важно вернуться на осмотр, когда ваш врач посоветует.
Обратитесь за неотложной медицинской помощью при внезапном ожоге. не из-за глазных капель или мази
усиление яркого света
усиление боли.
Предотвращение вспышки
Профилактика лучше всего. Предложения по предотвращению мгновенного ожога включают:
Защита роговицы от УФ-излучения путем ношения защитных очков с покрытием или маски сварщика при сварке.
Убедитесь, что очки изготовлены в соответствии с австралийскими стандартами и полностью закрывают глаза.
Если вы носите солнцезащитные очки для предотвращения ожогов от вспышки, они должны защищать как от УФ-А, так и от УФ-В излучения. Проверяйте этикетку при покупке солнцезащитных очков.
 Что не доступно для обычного рядового строителя, который делает все своими руками. Так все же вязать или варить? Предлагаю предметно поговорить о каждом методе.
Что не доступно для обычного рядового строителя, который делает все своими руками. Так все же вязать или варить? Предлагаю предметно поговорить о каждом методе. Ведь он не запрещен и поэтому имеет место быть. Я даже отмечу, что в некоторых случаях такой метод будет наиболее правильный. Все по порядку:
Ведь он не запрещен и поэтому имеет место быть. Я даже отмечу, что в некоторых случаях такой метод будет наиболее правильный. Все по порядку: Поэтому рекомендуется делать каркас в шахматном порядке, соединения должны чередоваться, а не обрываться в одном месте.
Поэтому рекомендуется делать каркас в шахматном порядке, соединения должны чередоваться, а не обрываться в одном месте. Нет особого смысла использования прутьев с большим диаметром, а поэтому при сварке большая вероятность их прожигания, поэтому используется — метод вязки. Нет высокой нагрузки, а поэтому такая конструкция вполне достаточна. Также большим плюсом является то, что при таком методе всю работу можно сделать самому (буквально за один день), без найма специальных рабочих – сварщиков.
Нет особого смысла использования прутьев с большим диаметром, а поэтому при сварке большая вероятность их прожигания, поэтому используется — метод вязки. Нет высокой нагрузки, а поэтому такая конструкция вполне достаточна. Также большим плюсом является то, что при таком методе всю работу можно сделать самому (буквально за один день), без найма специальных рабочих – сварщиков. Существует 2 типа соединения прутьев – сварка и вязка.
Существует 2 типа соединения прутьев – сварка и вязка.

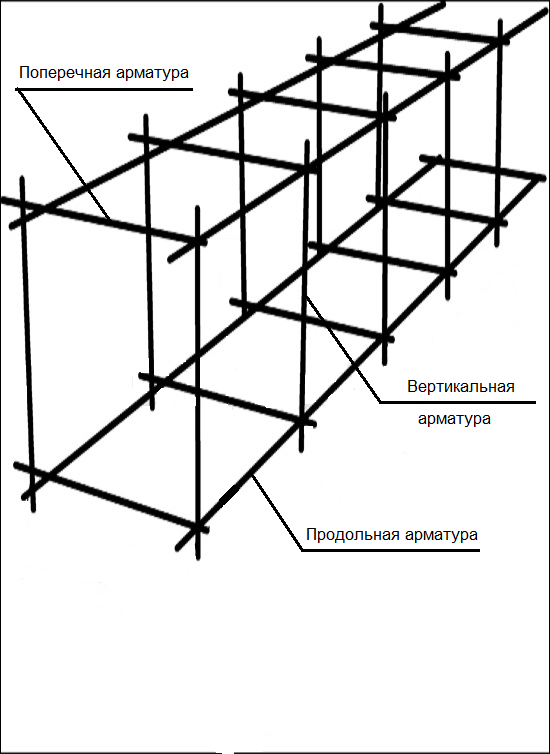
 Именно поэтому процесс вязания арматуры требует особого внимания и тщательного подхода.
Именно поэтому процесс вязания арматуры требует особого внимания и тщательного подхода. Если арматура вяжется правильно, то фундамент, перемычки и другие железобетонные конструкции будут надежными и долговечными. Но упор здесь нужно делать именно на правильность работы.
Если арматура вяжется правильно, то фундамент, перемычки и другие железобетонные конструкции будут надежными и долговечными. Но упор здесь нужно делать именно на правильность работы. И именно качество этих соединительных элементов напрямую влияет на целостность и прочность.
И именно качество этих соединительных элементов напрямую влияет на целостность и прочность. Таким образом, через несколько минут все элементы будут готовы, и вам не придется отвлекаться на постоянную резку.
Таким образом, через несколько минут все элементы будут готовы, и вам не придется отвлекаться на постоянную резку. Итак, можно использовать крючок : в хозяйственных магазинах их предостаточно, и купить не проблема. Можно найти как самые обычные модели, так и винтовые и полуавтоматические крючки: хотя они и облегчают работу, но все же требуют приложения физической силы, пусть даже не для вращения крючка, а для подергивания инструмента. Многие профессионалы говорят, что магазинные крючки не всегда удобны, они короткие и быстро ржавеют, поэтому советуют изготовить такой инструмент самостоятельно: в итоге можно сэкономить и сделать процесс вязания в будущем более удобным. Для этого может понадобиться кусок гофрированной арматуры, а в ручку можно вмонтировать подшипник, чтобы было удобнее работать. Для этих целей подойдет гвоздь, который можно использовать как насадку для шуруповерта.
Итак, можно использовать крючок : в хозяйственных магазинах их предостаточно, и купить не проблема. Можно найти как самые обычные модели, так и винтовые и полуавтоматические крючки: хотя они и облегчают работу, но все же требуют приложения физической силы, пусть даже не для вращения крючка, а для подергивания инструмента. Многие профессионалы говорят, что магазинные крючки не всегда удобны, они короткие и быстро ржавеют, поэтому советуют изготовить такой инструмент самостоятельно: в итоге можно сэкономить и сделать процесс вязания в будущем более удобным. Для этого может понадобиться кусок гофрированной арматуры, а в ручку можно вмонтировать подшипник, чтобы было удобнее работать. Для этих целей подойдет гвоздь, который можно использовать как насадку для шуруповерта. Устройство само скручивает проволоку с необходимой силой и в определенной степени за рекордно короткое время — 0,8 с. Кроме того, весят такие устройства немного, поэтому вторая рука может быть свободна, она может держать крепление. В зависимости от диаметра арматуры подбирается конкретная модель пушки, а современный ассортимент позволяет подобрать оборудование под любой диаметр стальных стержней. Из-за высокой стоимости данного агрегата покупать его имеет смысл только крупным строительным компаниям.
Устройство само скручивает проволоку с необходимой силой и в определенной степени за рекордно короткое время — 0,8 с. Кроме того, весят такие устройства немного, поэтому вторая рука может быть свободна, она может держать крепление. В зависимости от диаметра арматуры подбирается конкретная модель пушки, а современный ассортимент позволяет подобрать оборудование под любой диаметр стальных стержней. Из-за высокой стоимости данного агрегата покупать его имеет смысл только крупным строительным компаниям. Он очень плохо подходит для труднодоступных мест, потребляет больше провода и нуждается в регулярной подзарядке аккумулятора или подключении к электрической сети.
Он очень плохо подходит для труднодоступных мест, потребляет больше провода и нуждается в регулярной подзарядке аккумулятора или подключении к электрической сети.


 Конечно, с помощью пластиковых хомутов проще и дешевле всего, а специальный вязальный пистолет еще быстрее, но это будет стоить немало, поэтому многие до сих пор используют специальный крючок: работать с ним несложно, но при некоторой сноровке прочные соединения получаются.
Конечно, с помощью пластиковых хомутов проще и дешевле всего, а специальный вязальный пистолет еще быстрее, но это будет стоить немало, поэтому многие до сих пор используют специальный крючок: работать с ним несложно, но при некоторой сноровке прочные соединения получаются.

 Именно поэтому такую сталь проще отнести к цветмету, учитывая и высокое содержание никеля в сплаве.
Именно поэтому такую сталь проще отнести к цветмету, учитывая и высокое содержание никеля в сплаве.
 Состав нержавейки может быть разным, в зависимости от марки, вида и предназначения.
Состав нержавейки может быть разным, в зависимости от марки, вида и предназначения. Все они имеют высокую прочность на разрыв и получили широчайшее применение, как в изготовлении ЖБ конструкций, так в автомобилестроении, строительстве и т. д.
Все они имеют высокую прочность на разрыв и получили широчайшее применение, как в изготовлении ЖБ конструкций, так в автомобилестроении, строительстве и т. д. Вследствие этого и возникает собственно путаница, какой нержавейка металл — цветной или черный?
Вследствие этого и возникает собственно путаница, какой нержавейка металл — цветной или черный? Существует множество вариантов создания более тусклых или темных тонов, включая черный цвет на нержавеющей стали. Существуют значительные различия в долговечности этих вариантов окраски и их пригодности для различных сред.
Существует множество вариантов создания более тусклых или темных тонов, включая черный цвет на нержавеющей стали. Существуют значительные различия в долговечности этих вариантов окраски и их пригодности для различных сред.
 Долговечность внешнего вида отделки зависит от коррозионной стойкости металлического покрытия и наличия ветровой абразивности. Покрытия можно наносить на нержавеющую сталь типа 304 или 316. Подложка должна быть достаточно коррозионностойкой для окружающей среды.
Долговечность внешнего вида отделки зависит от коррозионной стойкости металлического покрытия и наличия ветровой абразивности. Покрытия можно наносить на нержавеющую сталь типа 304 или 316. Подложка должна быть достаточно коррозионностойкой для окружающей среды.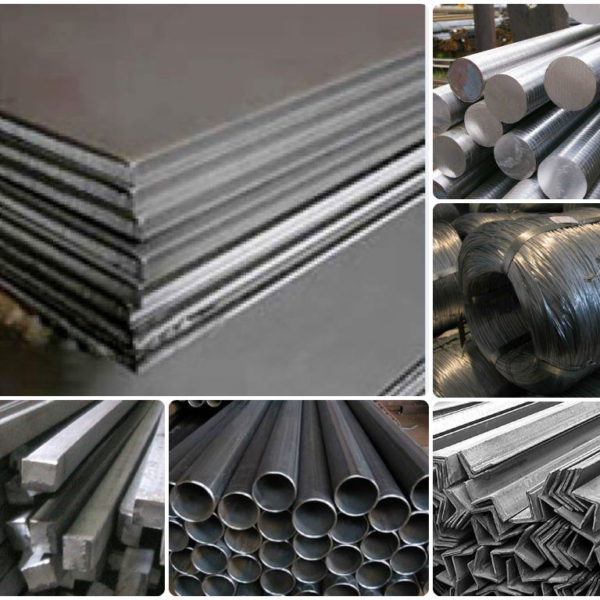 ) или щелочными окислительными процессами для получения темно-синего или черного цвета. Некоторые методы чернения поверхности можно использовать для аустенитных (серия 300), ферритных (серия 400) и дуплексных нержавеющих сталей.
) или щелочными окислительными процессами для получения темно-синего или черного цвета. Некоторые методы чернения поверхности можно использовать для аустенитных (серия 300), ферритных (серия 400) и дуплексных нержавеющих сталей. Все они снижают коррозионную стойкость, оставляя на поверхности тепловой оттенок или окалину, препятствующую образованию обычной защитной пассивной пленки. Ни один из них не дает постоянно однородного темного внешнего вида.
Все они снижают коррозионную стойкость, оставляя на поверхности тепловой оттенок или окалину, препятствующую образованию обычной защитной пассивной пленки. Ни один из них не дает постоянно однородного темного внешнего вида. Тип, сформированный на некоторых заводах, легче расслаивается, оставляя блестящие участки, которые невозможно восстановить. Прокатная окалина снижает коррозионную стойкость нержавеющей стали. На этом фасаде имеются коррозионные повреждения из-за того, что после строительства в окружающую среду была добавлена противогололедная соль (справа). Фото Кредиты C. Houska, TMR Consulting.
Тип, сформированный на некоторых заводах, легче расслаивается, оставляя блестящие участки, которые невозможно восстановить. Прокатная окалина снижает коррозионную стойкость нержавеющей стали. На этом фасаде имеются коррозионные повреждения из-за того, что после строительства в окружающую среду была добавлена противогололедная соль (справа). Фото Кредиты C. Houska, TMR Consulting. Если используется термическая окраска или окружающая среда более суровая, может потребоваться гораздо более коррозионностойкая нержавеющая сталь. Одна иллюстрация сбоя приложения, окрашенного цветом, описана в статье «Нержавеющая сталь для суровых прибрежных условий».
Если используется термическая окраска или окружающая среда более суровая, может потребоваться гораздо более коррозионностойкая нержавеющая сталь. Одна иллюстрация сбоя приложения, окрашенного цветом, описана в статье «Нержавеющая сталь для суровых прибрежных условий». Чтобы узнать больше об измерении цвета, прочтите Surface Color, NIST. Шероховатость поверхности и уровень блеска изменяют видимый цвет, но тесная связь с поставщиками поможет в максимально возможной степени количественно оценить окончательный внешний вид поверхности.
Чтобы узнать больше об измерении цвета, прочтите Surface Color, NIST. Шероховатость поверхности и уровень блеска изменяют видимый цвет, но тесная связь с поставщиками поможет в максимально возможной степени количественно оценить окончательный внешний вид поверхности. Но на нержавеющей стали могут появиться пятна ржавчины, особенно если ваша раковина:
Но на нержавеющей стали могут появиться пятна ржавчины, особенно если ваша раковина:
 Процесс включает в себя погружение деталей в чан с горячим раствором черного оксида, который создает твердое и долговечное покрытие.
Процесс включает в себя погружение деталей в чан с горячим раствором черного оксида, который создает твердое и долговечное покрытие.
 №
№

 Убедитесь, что головка винта достаточно велика, чтобы соответствовать отверстию в приборе.
Убедитесь, что головка винта достаточно велика, чтобы соответствовать отверстию в приборе.


 1. Валковые потоки на стане
1. Валковые потоки на стане
 Новый способ размещения калибров позволяет существенно увеличить съем прокатываемого металла с одной пары валков.
Новый способ размещения калибров позволяет существенно увеличить съем прокатываемого металла с одной пары валков.
 операции
операции

 ..
..
 1 Расчет работы прокатного стана во времени
1 Расчет работы прокатного стана во времени Выбор типа стана и его техническая характеристика
Выбор типа стана и его техническая характеристика Вы увидите результаты объявлений, основанные на таких факторах, как релевантность и сумма, которую продавцы платят за клик. Учить больше.
Вы увидите результаты объявлений, основанные на таких факторах, как релевантность и сумма, которую продавцы платят за клик. Учить больше. 00
00
 Даже если у вас есть некоторый опыт работы со сталью, вы узнаете новые советы и приемы, которые помогут вам добиться отличных результатов при работе с этим интересным и универсальным альтернативным металлом.
Даже если у вас есть некоторый опыт работы со сталью, вы узнаете новые советы и приемы, которые помогут вам добиться отличных результатов при работе с этим интересным и универсальным альтернативным металлом. Keum Boo — это древняя корейская техника, которая включает в себя соединение золотой и серебряной фольги с металлами с помощью тепла и давления. Мы будем использовать как горелку, так и небольшую настольную печь для эмалирования, чтобы наносить различную металлическую фольгу, создавая слои цвета.
Keum Boo — это древняя корейская техника, которая включает в себя соединение золотой и серебряной фольги с металлами с помощью тепла и давления. Мы будем использовать как горелку, так и небольшую настольную печь для эмалирования, чтобы наносить различную металлическую фольгу, создавая слои цвета. 18-20 калибр.
18-20 калибр. Бетт начала свою ювелирную карьеру в 2010 году и впоследствии училась у покойного Криса Нельсона в его продвинутых мастерских по сплавлению золота со сталью. С тех пор Бетт усовершенствовала дополнительные методы и процессы для стали, в том числе Keum Boo на стали, стальную проволоку, сплавленную с золотом, альтернативные сплавы для сплавления, такие как шибуичи и сякудо, сплавление металлических порошков со сталью, травление стали и сплавление золота с нетрадиционными мягкими сплавами. стальные формы, такие как стальная проволока и перфорированный стальной лист. Бетти в своей текущей работе над Keum Boo посвящает сталь, область, которая практически не исследована западными художниками.
Бетт начала свою ювелирную карьеру в 2010 году и впоследствии училась у покойного Криса Нельсона в его продвинутых мастерских по сплавлению золота со сталью. С тех пор Бетт усовершенствовала дополнительные методы и процессы для стали, в том числе Keum Boo на стали, стальную проволоку, сплавленную с золотом, альтернативные сплавы для сплавления, такие как шибуичи и сякудо, сплавление металлических порошков со сталью, травление стали и сплавление золота с нетрадиционными мягкими сплавами. стальные формы, такие как стальная проволока и перфорированный стальной лист. Бетти в своей текущей работе над Keum Boo посвящает сталь, область, которая практически не исследована западными художниками.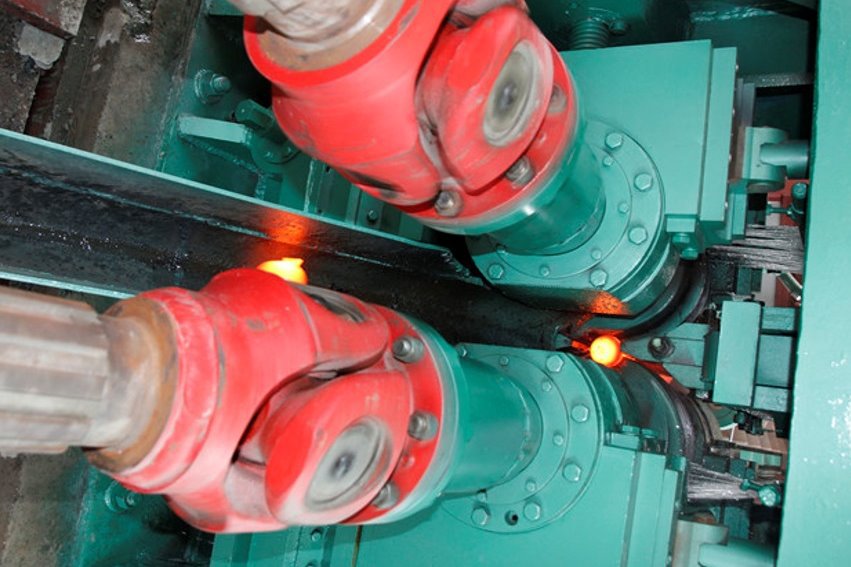
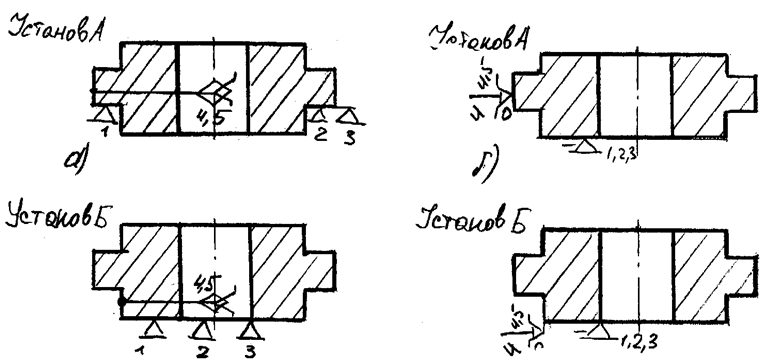 Во время наложения баз возникает небольшое отклонение детали. Для поддержания данных принципов на изделиях образуют несколько вспомогательных поверхностей: отверстия в деталях корпуса и обработанные отверстия. Если принципы не соблюдаются, то берется обработанная поверхность, выступающая в качестве новой базы. Она улучшает точность и жесткость расположения детали.
Во время наложения баз возникает небольшое отклонение детали. Для поддержания данных принципов на изделиях образуют несколько вспомогательных поверхностей: отверстия в деталях корпуса и обработанные отверстия. Если принципы не соблюдаются, то берется обработанная поверхность, выступающая в качестве новой базы. Она улучшает точность и жесткость расположения детали.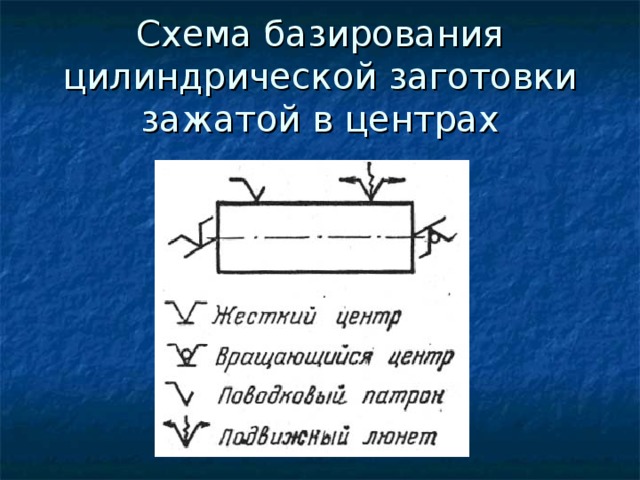 Оно заключается в лишении заготовки 6 степеней свободы при помощи использования наборов из 3 баз с 6 точками опоры. С его помощью происходит одновременное наложение 6 двухсторонних геометрических связей, что обеспечивает полную неподвижность детали. Если осуществляется базирование конической заготовки, то для обеспечения ее устойчивого положения необходимо применять набор из 2 базовых поверхностей.
Оно заключается в лишении заготовки 6 степеней свободы при помощи использования наборов из 3 баз с 6 точками опоры. С его помощью происходит одновременное наложение 6 двухсторонних геометрических связей, что обеспечивает полную неподвижность детали. Если осуществляется базирование конической заготовки, то для обеспечения ее устойчивого положения необходимо применять набор из 2 базовых поверхностей.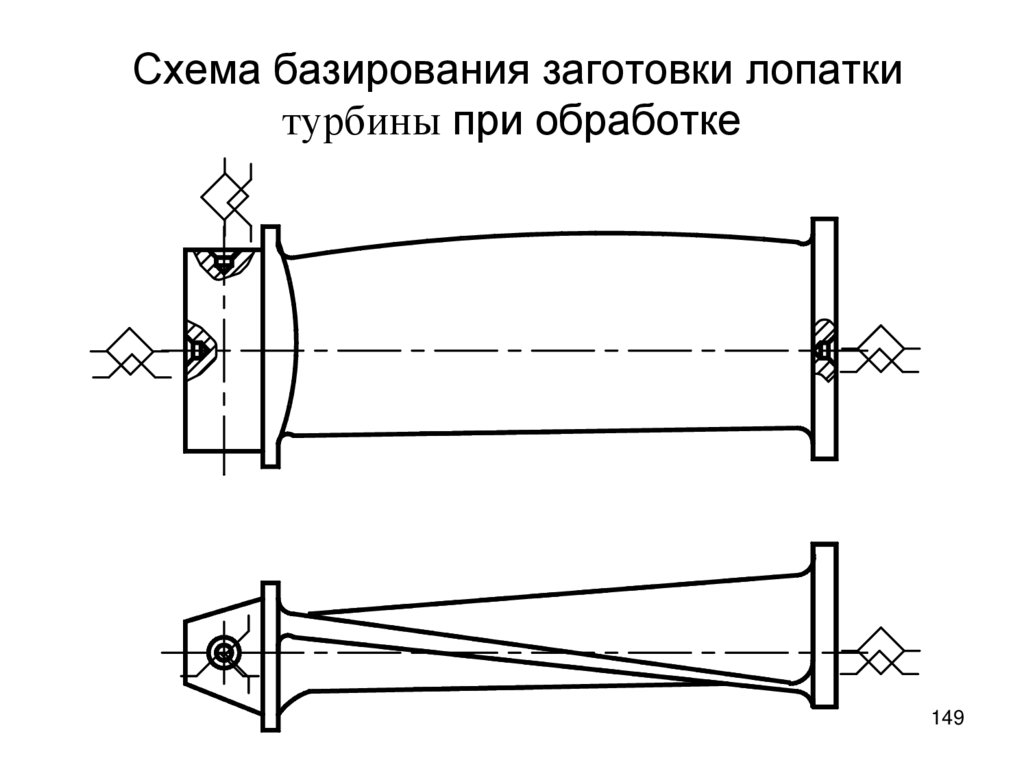 Он широко применяется при обработке моторов-редукторов и скоростных коробок.
Он широко применяется при обработке моторов-редукторов и скоростных коробок.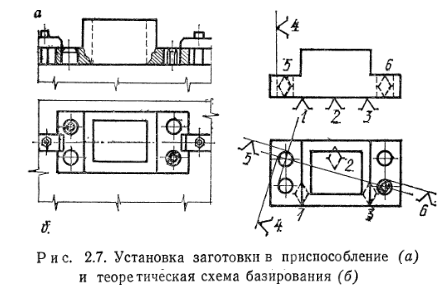 Изготавливаются призматические фигуры с углом 90° и 120°. В промышленности призмы используются для нахождения расположения оси детали с неполной цилиндрической поверхностью. Эта фигура способна определять положение осей абсцисса, ордината и аппликата, поэтому она используется при базировании.
Изготавливаются призматические фигуры с углом 90° и 120°. В промышленности призмы используются для нахождения расположения оси детали с неполной цилиндрической поверхностью. Эта фигура способна определять положение осей абсцисса, ордината и аппликата, поэтому она используется при базировании. Установочной базой выступает плоскость с наибольшим размером. Направляющей базой считается поверхность с наибольшими показателями протяженности.
Установочной базой выступает плоскость с наибольшим размером. Направляющей базой считается поверхность с наибольшими показателями протяженности. Они лишают изделие 5 степеней свободы. Последняя степень отнимается посредством следующих способов:
Они лишают изделие 5 степеней свободы. Последняя степень отнимается посредством следующих способов: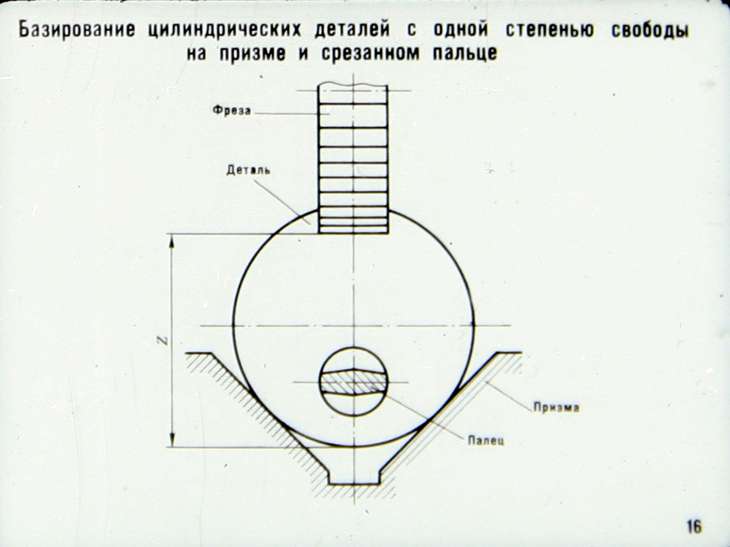 Производятся диски из листового проката при помощи отрезания или воздействия ацетилено-кислородного пламени.
Производятся диски из листового проката при помощи отрезания или воздействия ацетилено-кислородного пламени.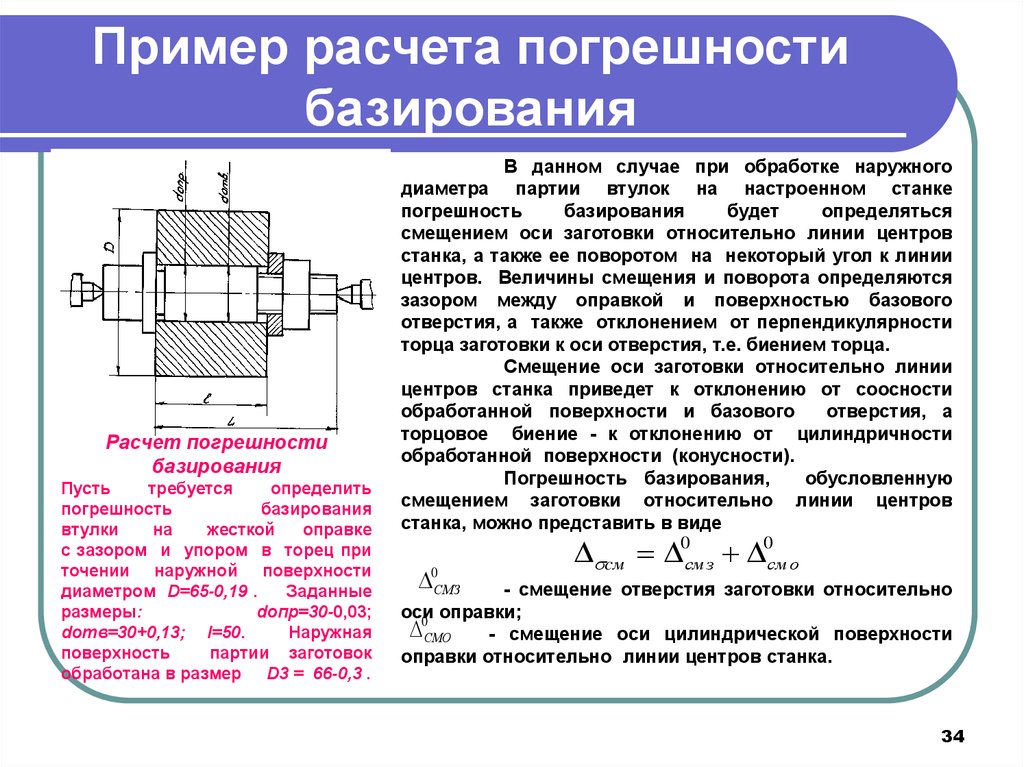 Диск должен прижиматься либо к кулачкам патрона, либо к его оправе. Опорные базы детали размещаются максимально близко к обрабатываемой поверхности зубьев. Шестерни диска обрабатываются в сложенном состоянии на станках. При их базировании используются инструменты – монеты.
Диск должен прижиматься либо к кулачкам патрона, либо к его оправе. Опорные базы детали размещаются максимально близко к обрабатываемой поверхности зубьев. Шестерни диска обрабатываются в сложенном состоянии на станках. При их базировании используются инструменты – монеты.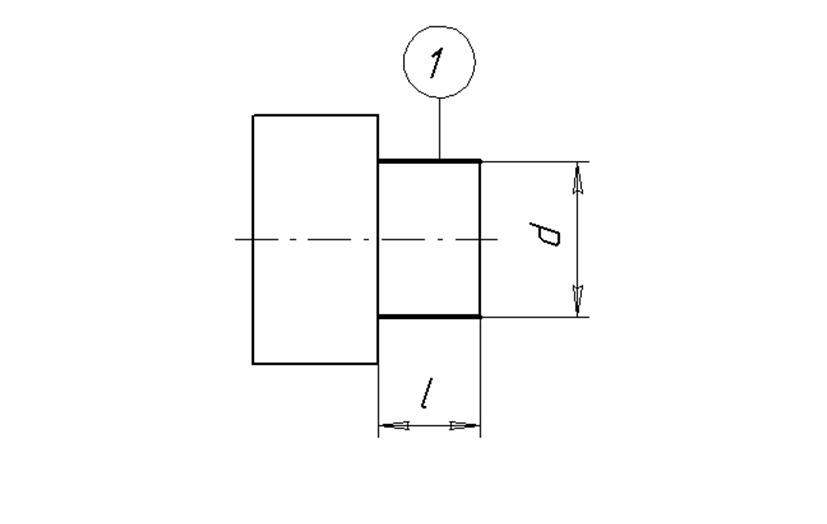 Ее возникновение обусловлено несоответствие форм базовых поверхностей и наличие большого количества металлической стружки, образующейся во время нарезания детали. Происходит засорение обрабатываемой поверхности и последующее отклонение детали. Для минимизации погрешности заготовки важно следовать принципам постоянства и смещения базовых поверхностей.
Ее возникновение обусловлено несоответствие форм базовых поверхностей и наличие большого количества металлической стружки, образующейся во время нарезания детали. Происходит засорение обрабатываемой поверхности и последующее отклонение детали. Для минимизации погрешности заготовки важно следовать принципам постоянства и смещения базовых поверхностей.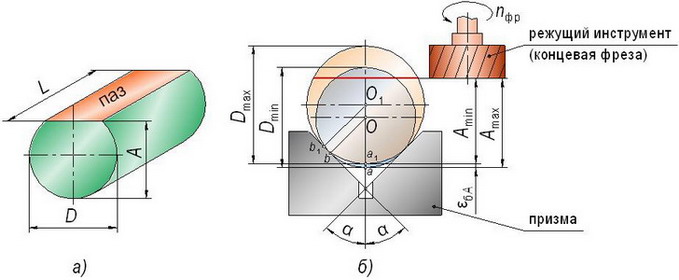
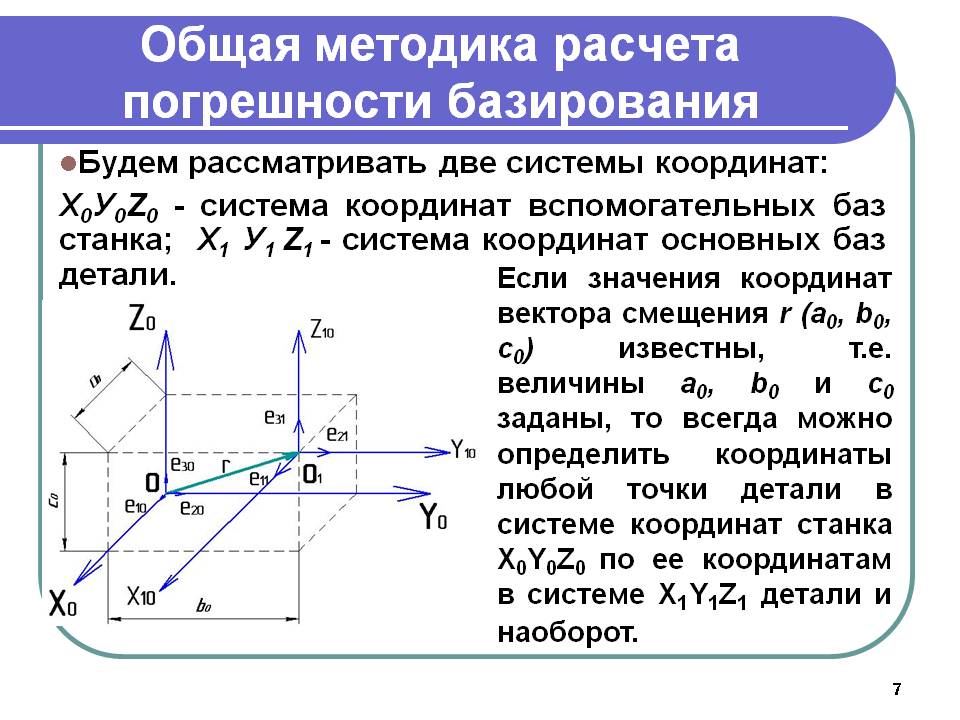
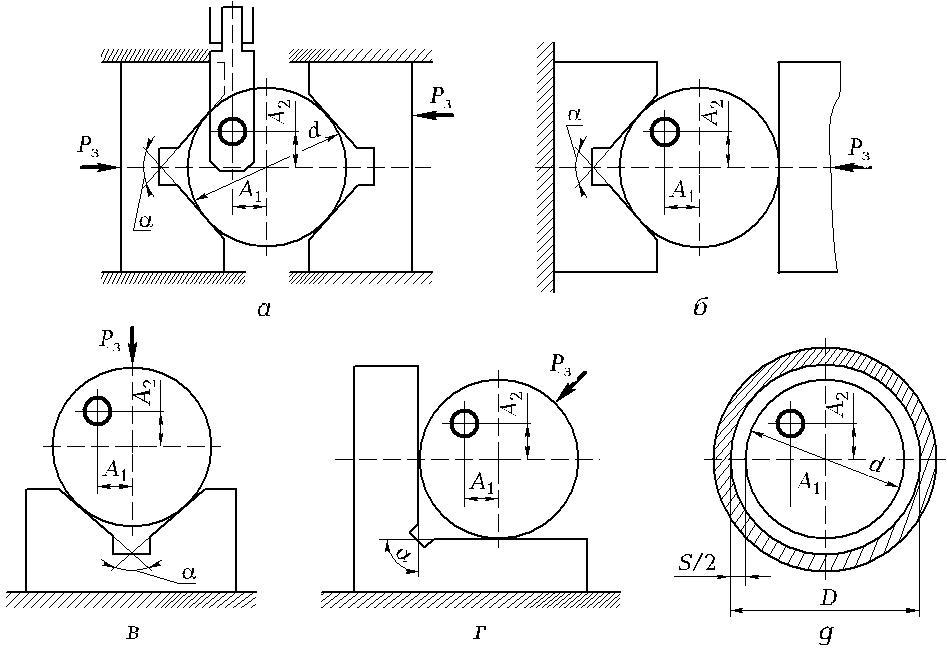 Опорные точки 1, 2, 3 и 4 лишают заготовку четырех степеней свободы – перемещений вдоль осей Y и Z и поворотов вокруг этих же осей.
Опорные точки 1, 2, 3 и 4 лишают заготовку четырех степеней свободы – перемещений вдоль осей Y и Z и поворотов вокруг этих же осей.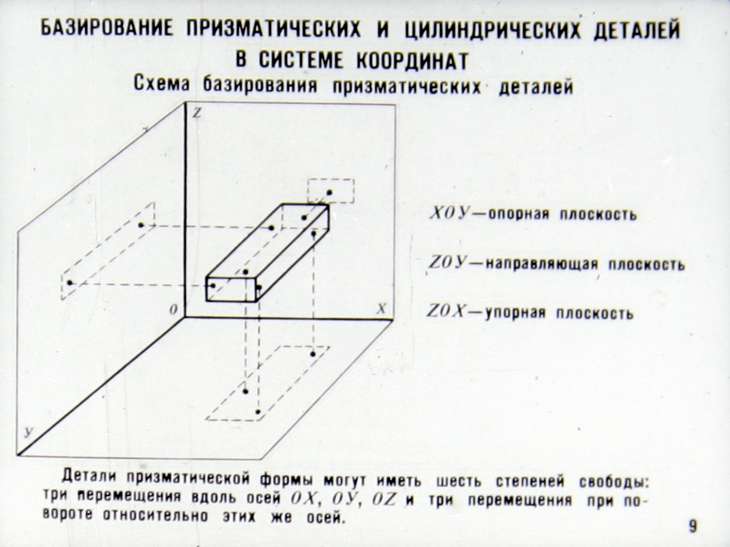
 С целью повышения точности базирования заготовки длинная призма должна иметь наибольшее, допустимое для конкретных условий, расстояние между рабочими поверхностями.
С целью повышения точности базирования заготовки длинная призма должна иметь наибольшее, допустимое для конкретных условий, расстояние между рабочими поверхностями. На рис. 1.16 представлена теоретическая схема базирования заготовки рычага. Опорные точки 1, 2, 3 установочной базы лишают заготовку перемещения вдоль оси Z и поворотов вокруг осей X и Y. Одну из наружных цилиндрических поверхностей (в данном случае левую) принимают в качестве двойной опорной базы (опорные точки 4 и 5), которые лишают заготовку перемещения вдоль осей X и Y. Оставшуюся степень свободы – вращение вокруг оси Z – лишает опорная точка 6, являющаяся опорной базой.
На рис. 1.16 представлена теоретическая схема базирования заготовки рычага. Опорные точки 1, 2, 3 установочной базы лишают заготовку перемещения вдоль оси Z и поворотов вокруг осей X и Y. Одну из наружных цилиндрических поверхностей (в данном случае левую) принимают в качестве двойной опорной базы (опорные точки 4 и 5), которые лишают заготовку перемещения вдоль осей X и Y. Оставшуюся степень свободы – вращение вокруг оси Z – лишает опорная точка 6, являющаяся опорной базой.
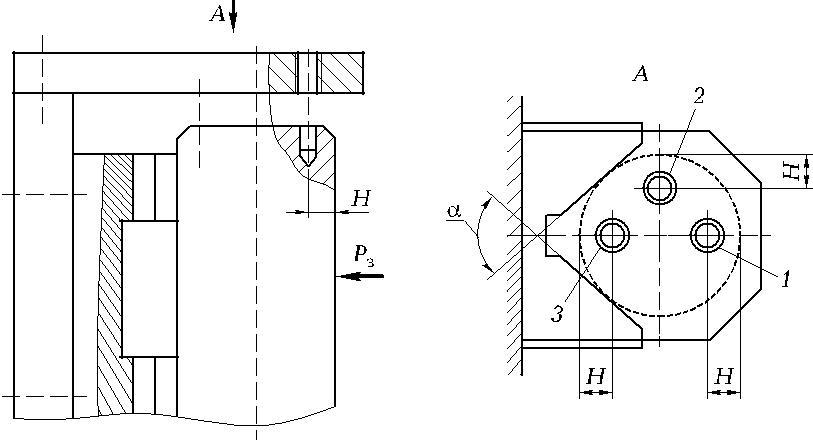 Скрытый характер проявления опорной базы объясняется тем, что подвижная призма определяет положение по повороту продольной оси симметрии заготовки, т.е. воображаемой линии. Опорная база может быть явной, если правая цилиндрическая поверхность базируется в упорк цилиндрическойопоре, что показано на рис. 1.17.
Скрытый характер проявления опорной базы объясняется тем, что подвижная призма определяет положение по повороту продольной оси симметрии заготовки, т.е. воображаемой линии. Опорная база может быть явной, если правая цилиндрическая поверхность базируется в упорк цилиндрическойопоре, что показано на рис. 1.17.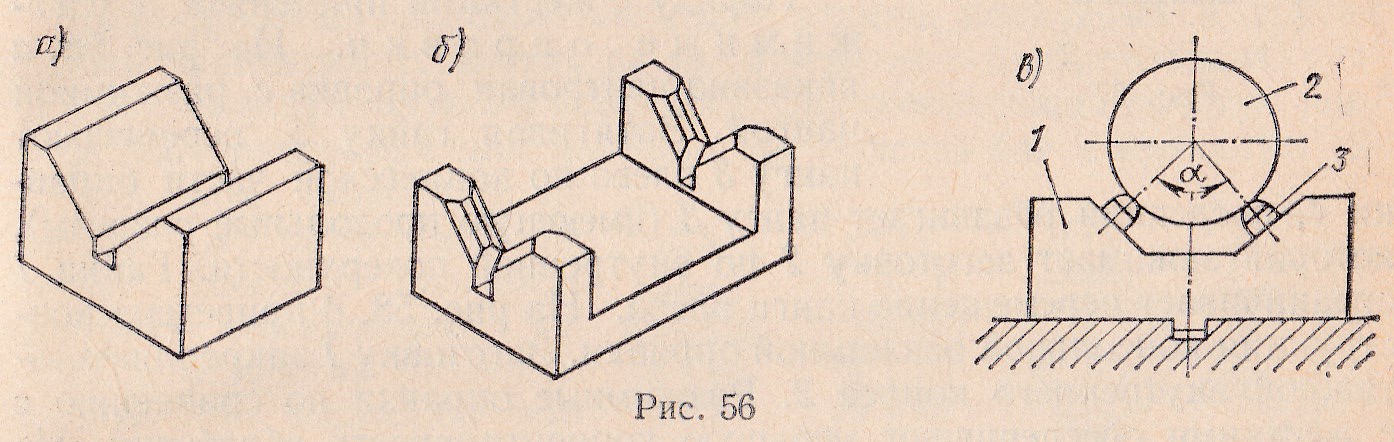 На рис. 1.19 показаны примеры конструкций деталей, для которых применима рассматриваемая схема базирования.
На рис. 1.19 показаны примеры конструкций деталей, для которых применима рассматриваемая схема базирования.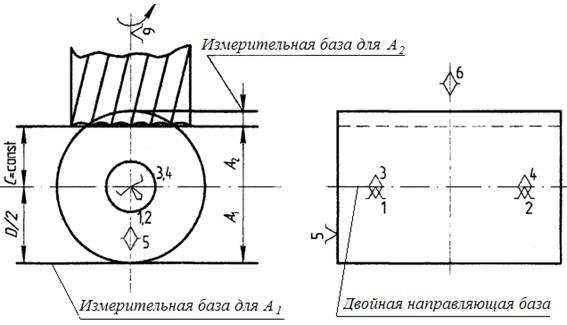 1.20. Теоретическая схема базирования заготовки по плоскости и внутренней цилиндрической поверхности (короткое цилиндрическое отверстие)
1.20. Теоретическая схема базирования заготовки по плоскости и внутренней цилиндрической поверхности (короткое цилиндрическое отверстие) 1.21). Опорные точки 1, 2, 3, 4 лишают заготовку четырех степеней свободы – перемещений вдоль осей Y и Z и поворотов вокруг этих же осей.
1.21). Опорные точки 1, 2, 3, 4 лишают заготовку четырех степеней свободы – перемещений вдоль осей Y и Z и поворотов вокруг этих же осей.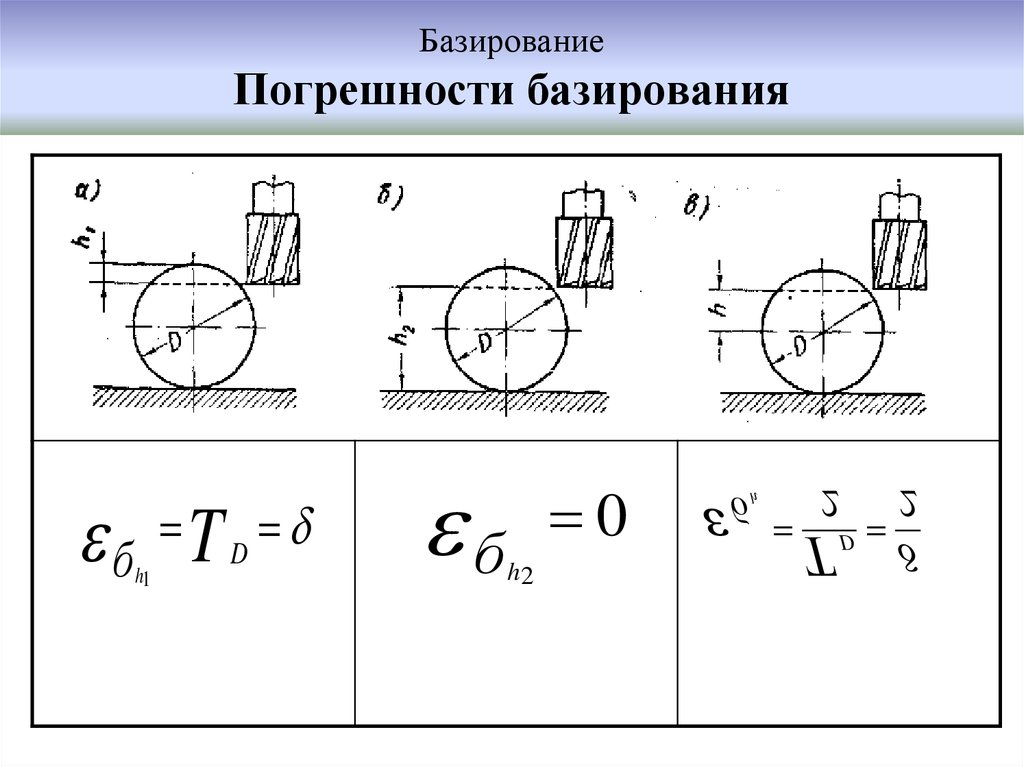
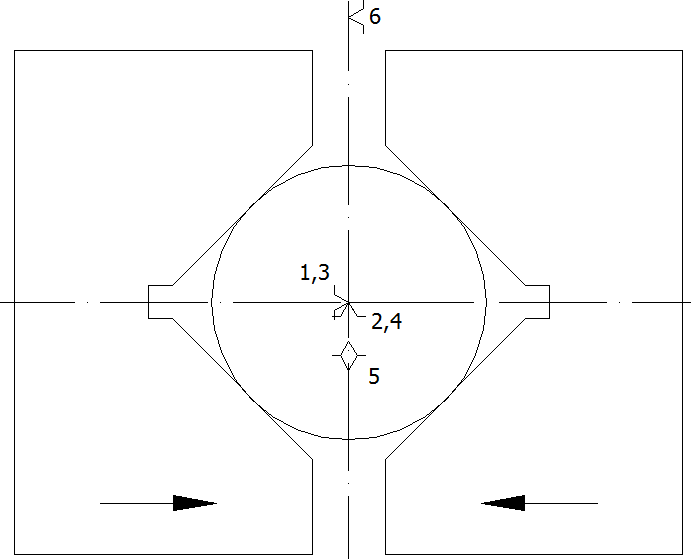 Наличие зазора позволяет производить быструю установку заготовки в приспособление, но приводит к увеличению погрешности базирования.
Наличие зазора позволяет производить быструю установку заготовки в приспособление, но приводит к увеличению погрешности базирования.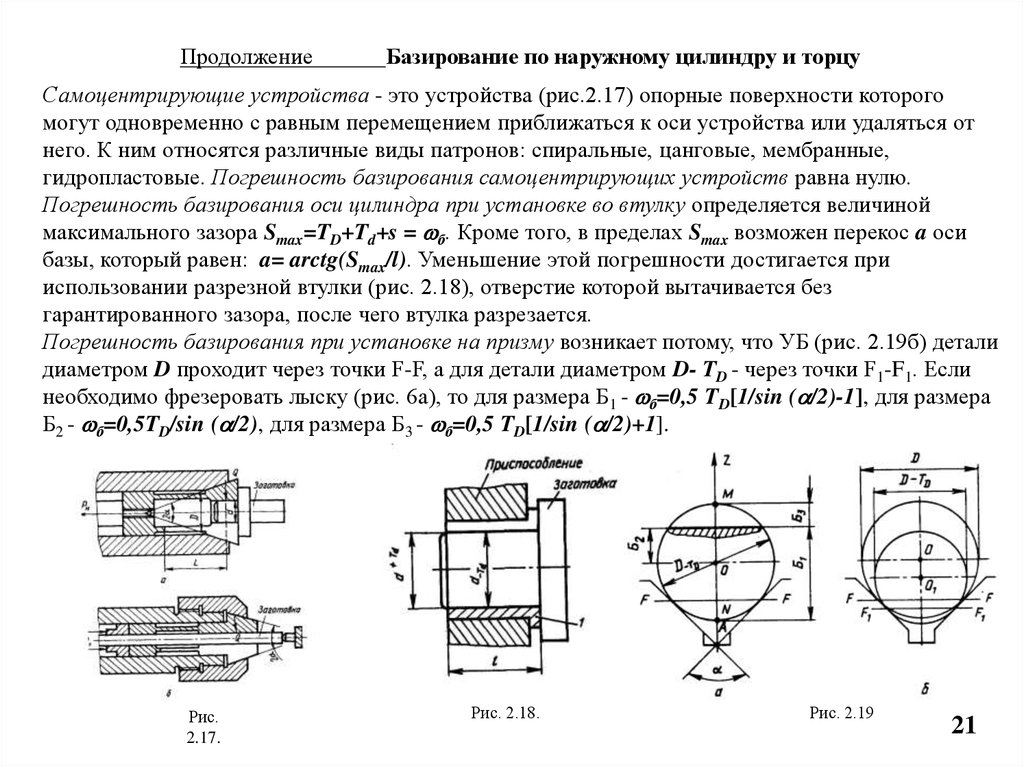 Например, при обработке лыски целесообразно выбрать комплект баз, состоящий из установочной, двойной опорной и опорной баз, так как необходимо обеспечить перпендикулярность обрабатываемой поверхности к плоскости основания заготовки (база В). Для обработки цилиндрической поверхности диаметром D, которая должна располагаться соосно с внутренней цилиндрической поверхностью (база Б), необ-
Например, при обработке лыски целесообразно выбрать комплект баз, состоящий из установочной, двойной опорной и опорной баз, так как необходимо обеспечить перпендикулярность обрабатываемой поверхности к плоскости основания заготовки (база В). Для обработки цилиндрической поверхности диаметром D, которая должна располагаться соосно с внутренней цилиндрической поверхностью (база Б), необ-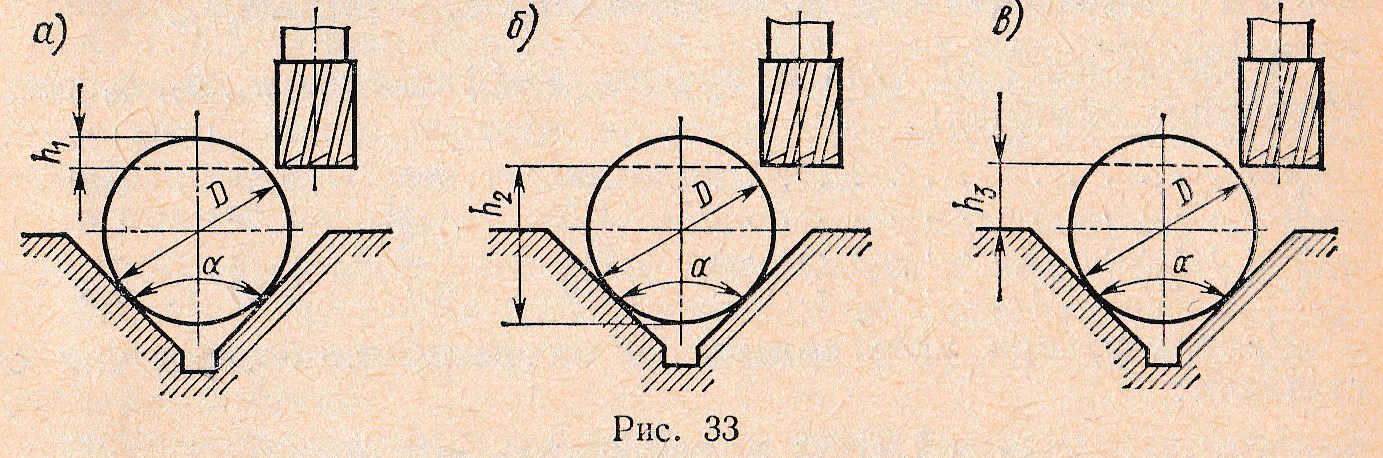 Одним из наиболее распространенных примеров призмы является прямоугольный параллелепипед. Она имеет прямоугольное основание и называется прямоугольной призмой.
Одним из наиболее распространенных примеров призмы является прямоугольный параллелепипед. Она имеет прямоугольное основание и называется прямоугольной призмой. Возможно, вы видели квадратную призму с другим названием, ее еще называют кубом.
Возможно, вы видели квадратную призму с другим названием, ее еще называют кубом. Боковые грани такой призмы представляют собой параллелограммы.
Боковые грани такой призмы представляют собой параллелограммы.
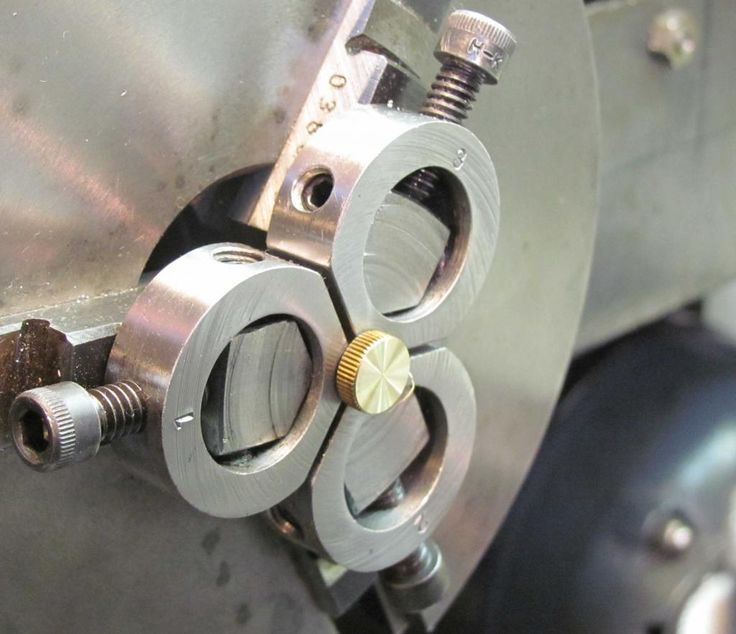
 Зафиксируйте патрон, плотно прижав кольцо оправки.
Зафиксируйте патрон, плотно прижав кольцо оправки.

 Кулачки нужно растачивать, когда они будут находиться в зажатом положении. Если осуществлять процесс в свободном состоянии, то биение не устранится.
Кулачки нужно растачивать, когда они будут находиться в зажатом положении. Если осуществлять процесс в свободном состоянии, то биение не устранится.
 Чтобы не искажать профиль кулачка при зачистке необходимо, чтобы наждачная бумага охватывала примерно половину профиля кулачка и при этом имела небольшое натяжение. Если износ кулачка значительный – необходима полноценная расточка.
Чтобы не искажать профиль кулачка при зачистке необходимо, чтобы наждачная бумага охватывала примерно половину профиля кулачка и при этом имела небольшое натяжение. Если износ кулачка значительный – необходима полноценная расточка. На этом же этапе проводится проверка металлическим валом. Вал закрепляется в патрон токарного станка и с его помощью определить, есть ли биение. При наличии биения требуется дополнительная шлифовка.
На этом же этапе проводится проверка металлическим валом. Вал закрепляется в патрон токарного станка и с его помощью определить, есть ли биение. При наличии биения требуется дополнительная шлифовка.

 Взял TIR с 6-10 тыс. до 0,2-1 тыс.
Взял TIR с 6-10 тыс. до 0,2-1 тыс.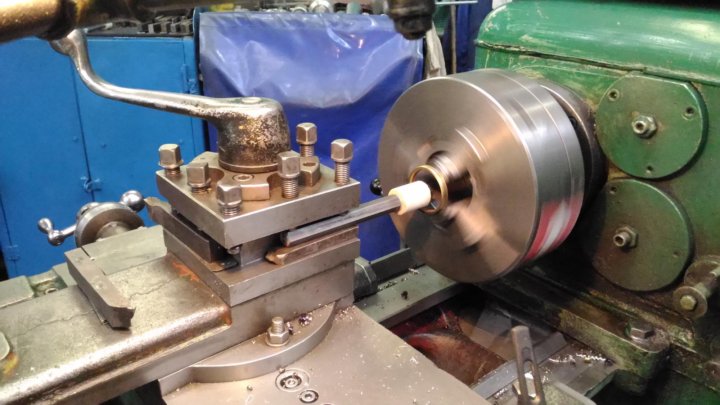 на передних концах, что у вас уже есть. Я пробовал кольцевой подход с очень ограниченным успехом.
на передних концах, что у вас уже есть. Я пробовал кольцевой подход с очень ограниченным успехом. При переточке кулачков не учитывается износ прокрутки в тех местах, где чаще всего использовался патрон. Это лучше, чем ничего, но не совсем лекарство.
При переточке кулачков не учитывается износ прокрутки в тех местах, где чаще всего использовался патрон. Это лучше, чем ничего, но не совсем лекарство.
 Хотя он может быть не концентричным на всех диаметрах, вы, вероятно, обнаружите, что он держится более параллельно при всех настройках, чем раньше.
Хотя он может быть не концентричным на всех диаметрах, вы, вероятно, обнаружите, что он держится более параллельно при всех настройках, чем раньше. Вставьте штифты в отверстия. Наденьте кусок трубки на штифты.
Вставьте штифты в отверстия. Наденьте кусок трубки на штифты. Типичный 3-х кулачковый спиральный патрон. Но у них есть ЦЕНА… ВАУ…. У меня больше времени, чем денег, это точно…
Типичный 3-х кулачковый спиральный патрон. Но у них есть ЦЕНА… ВАУ…. У меня больше времени, чем денег, это точно… ….
…. Я мог бы сделать это на моем маленьком токарном станке.
Я мог бы сделать это на моем маленьком токарном станке. Полностью закройте патрон и посмотрите, где сходятся фаски кулачков патрона. Параллельные поверхности. Я использовал 3 куска плоской заготовки с радиусом на внутренней стороне.
Полностью закройте патрон и посмотрите, где сходятся фаски кулачков патрона. Параллельные поверхности. Я использовал 3 куска плоской заготовки с радиусом на внутренней стороне.
 Кроме того, переход от паршивого на всех диаметрах к хорошему на некоторых лучше, чем ничего. Иногда полезно иметь патрон для черновой работы, чтобы избежать износа вашего нового 6-кулачкового регулировочного приспособления Bison.
Кроме того, переход от паршивого на всех диаметрах к хорошему на некоторых лучше, чем ничего. Иногда полезно иметь патрон для черновой работы, чтобы избежать износа вашего нового 6-кулачкового регулировочного приспособления Bison. Что мне действительно нужно, так это набор круговых губок для захвата тонких круглых деталей.
Что мне действительно нужно, так это набор круговых губок для захвата тонких круглых деталей.
 Если это жесткие зазубренные губки, то вам нужна внутренняя шлифовальная машина. Всякий раз, когда мы расточили мягкие кулачки, у меня есть зажимные кольца, которые я вставляю внутрь патрона, глубже, чем кулачки. Обычно есть часть основной челюсти, которую вы можете зажать. Вообще кольцом не пользуюсь. У меня есть несколько пауков, которые я сделал. Просто толстостенный «бублик» с 3 отверстиями с резьбой, равномерно расположенными по окружности. Затем я откручиваю несколько длинных установочных винтов так, чтобы губки были примерно того же размера, что и работа, которую я выполняю.
Если это жесткие зазубренные губки, то вам нужна внутренняя шлифовальная машина. Всякий раз, когда мы расточили мягкие кулачки, у меня есть зажимные кольца, которые я вставляю внутрь патрона, глубже, чем кулачки. Обычно есть часть основной челюсти, которую вы можете зажать. Вообще кольцом не пользуюсь. У меня есть несколько пауков, которые я сделал. Просто толстостенный «бублик» с 3 отверстиями с резьбой, равномерно расположенными по окружности. Затем я откручиваю несколько длинных установочных винтов так, чтобы губки были примерно того же размера, что и работа, которую я выполняю. 
 Я сделал это на нескольких трехкулачковых патронах, и это работает очень хорошо. Мой реальный совет — не использовать трехчелюстную систему там, где важна точность.
Я сделал это на нескольких трехкулачковых патронах, и это работает очень хорошо. Мой реальный совет — не использовать трехчелюстную систему там, где важна точность.

 Недавно я купил регулируемую 3 челюсть для одного из моих мануалов (Bison производства Польши). Стоил он действительно не так уж и много, а качество вполне приличное, что-то среднее между баксом и китайской подделкой.
Недавно я купил регулируемую 3 челюсть для одного из моих мануалов (Bison производства Польши). Стоил он действительно не так уж и много, а качество вполне приличное, что-то среднее между баксом и китайской подделкой. Вы видели (или знаете), что ITW сделала с этим продуктом?
Вы видели (или знаете), что ITW сделала с этим продуктом? Это много работы, и я не думаю, что это стоит делать, но босс такой дешевый. Мы даже вставляем втулку, когда она ослаблена, и перетачиваем весь корпус патрона, чтобы он выглядел новым. Я бы просто купил новый патрон, даже китайский лучше изношенного.
Это много работы, и я не думаю, что это стоит делать, но босс такой дешевый. Мы даже вставляем втулку, когда она ослаблена, и перетачиваем весь корпус патрона, чтобы он выглядел новым. Я бы просто купил новый патрон, даже китайский лучше изношенного.
 Мне кажется быстрее вытащить патрон, чем менять кулачки (шпиндель с камлоком). Тем более, если бы я мог оставить кулачки в соответствии с рабочим диаметром.
Мне кажется быстрее вытащить патрон, чем менять кулачки (шпиндель с камлоком). Тем более, если бы я мог оставить кулачки в соответствии с рабочим диаметром.

 Но почти каждый раз, когда я заходил в их отдел технического обслуживания, они разбирали один или несколько патронов для очистки. Это было настолько частым явлением, что у них были запасные патроны только для того, чтобы их можно было менять для чистки и не было простоев на больших токарных станках, которые стоили полмиллиона за штуку.
Но почти каждый раз, когда я заходил в их отдел технического обслуживания, они разбирали один или несколько патронов для очистки. Это было настолько частым явлением, что у них были запасные патроны только для того, чтобы их можно было менять для чистки и не было простоев на больших токарных станках, которые стоили полмиллиона за штуку. после некоторого времени и обсуждения со старожилами я решил, что 3-х кулачковые патроны можно использовать, когда они новые, или когда они изношены и используются в сварочной установке. в противном случае это 4 челюсти или бюст.
после некоторого времени и обсуждения со старожилами я решил, что 3-х кулачковые патроны можно использовать, когда они новые, или когда они изношены и используются в сварочной установке. в противном случае это 4 челюсти или бюст. Как правильно центрировать челюсти?
Как правильно центрировать челюсти? Работайте одновременно с одним набором противоположных челюстей. Вы станете лучше и эффективнее делать это с практикой.
Работайте одновременно с одним набором противоположных челюстей. Вы станете лучше и эффективнее делать это с практикой.
 4
4
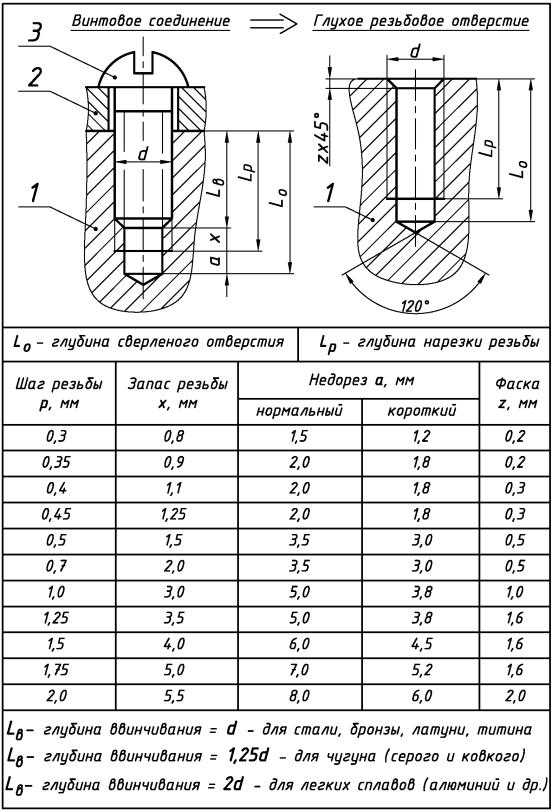 35
35
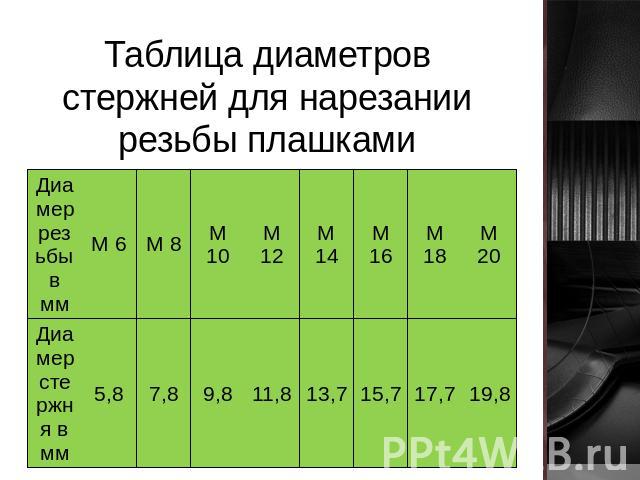 8
8
 75
75
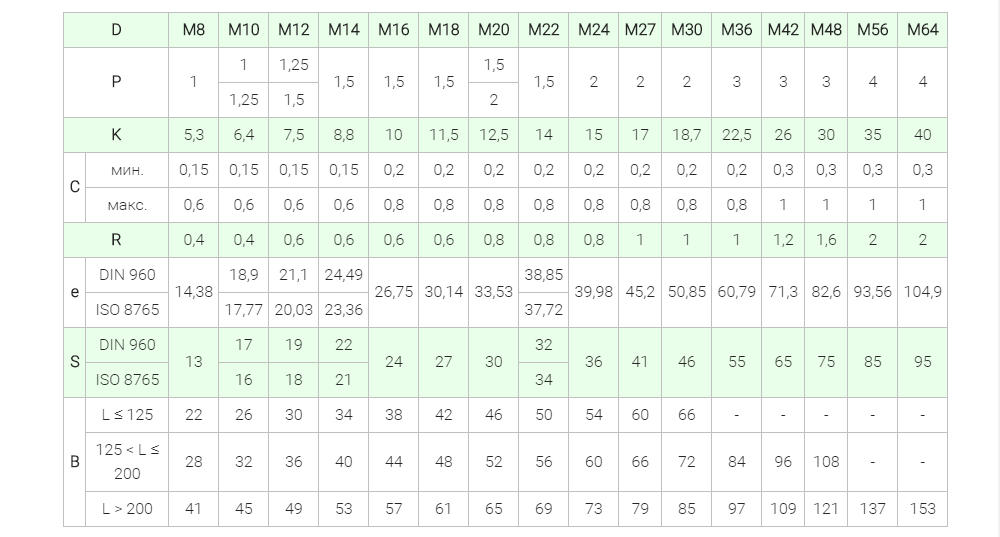 5
5
 5
5
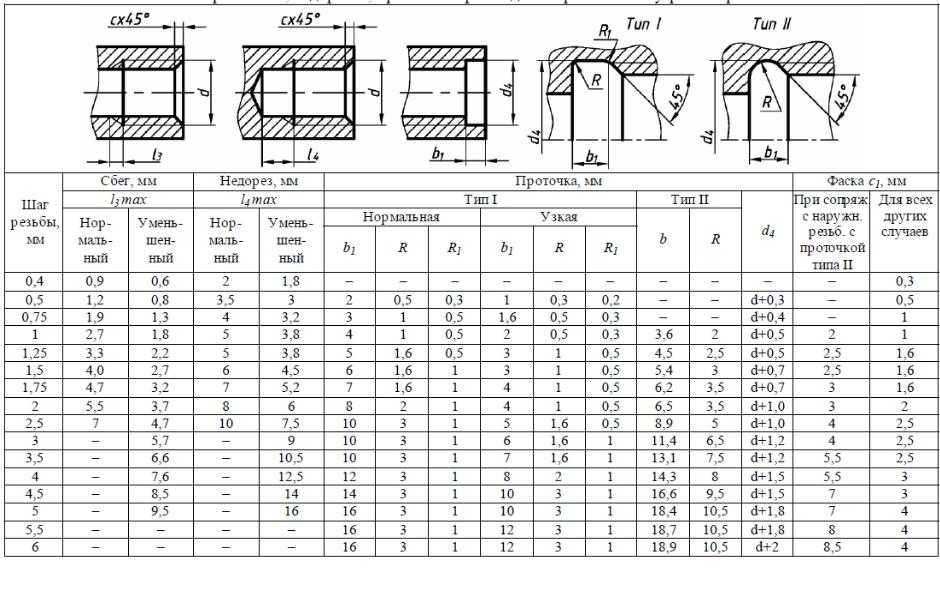 5
5
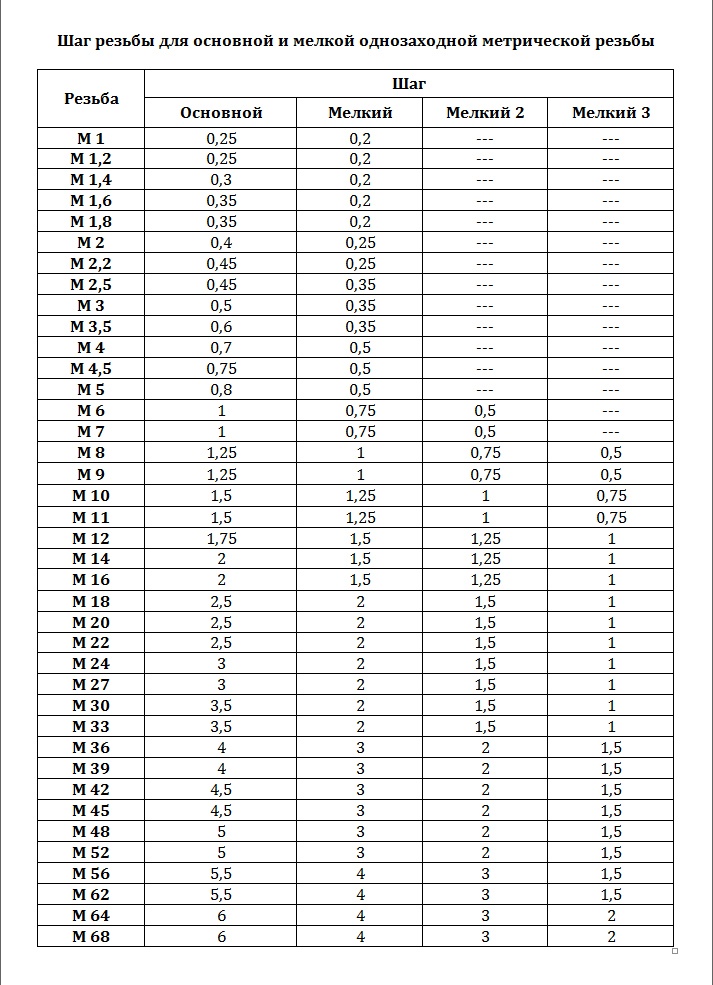 5
5
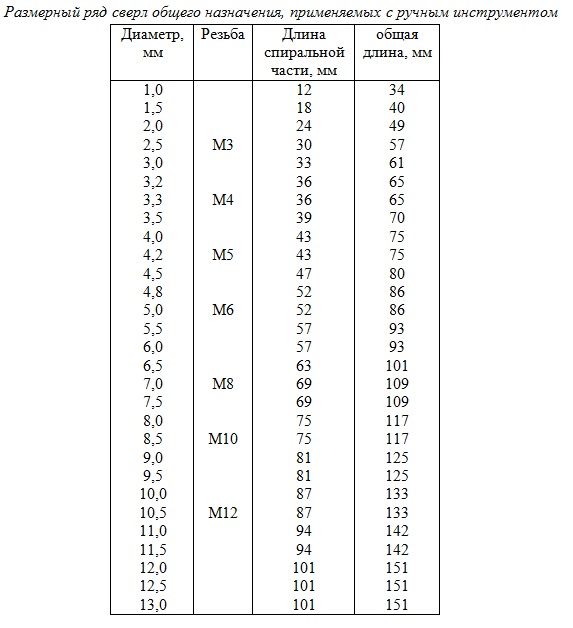 75
75
 5
5
 5
5
 5
5
 5
5
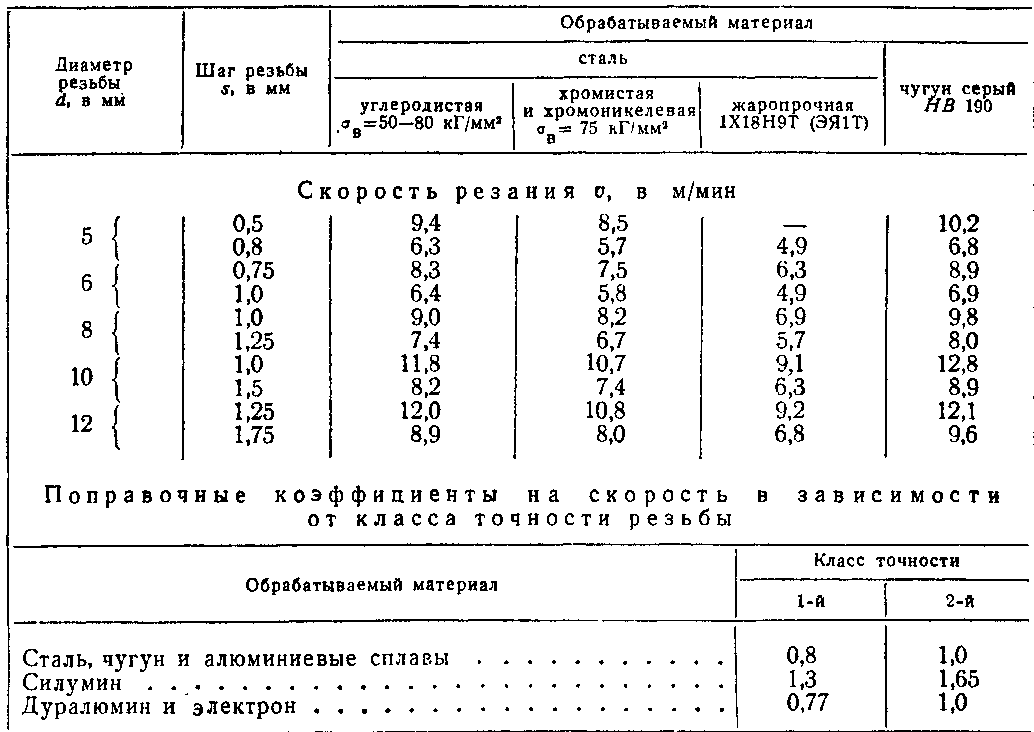 75
75
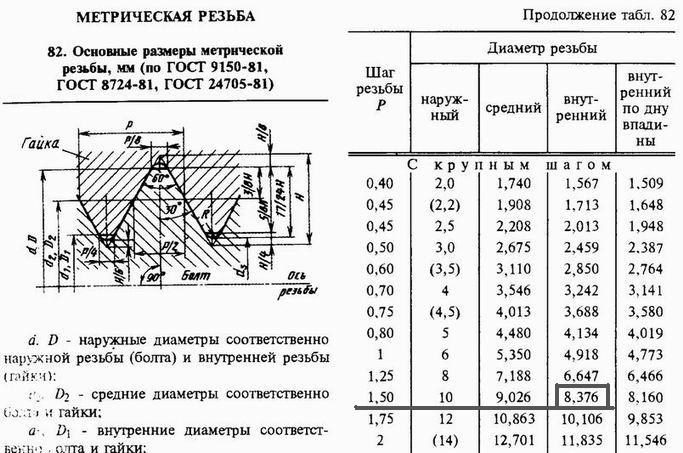 2
2
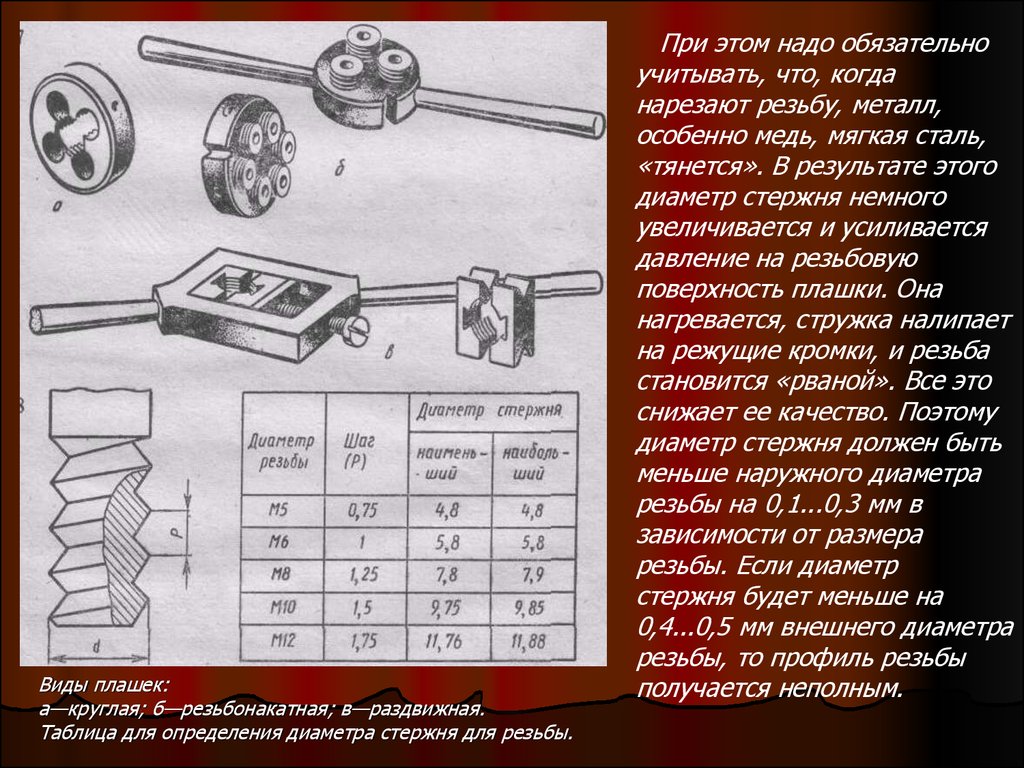 5
5
 4
4
 9
9
 5
5
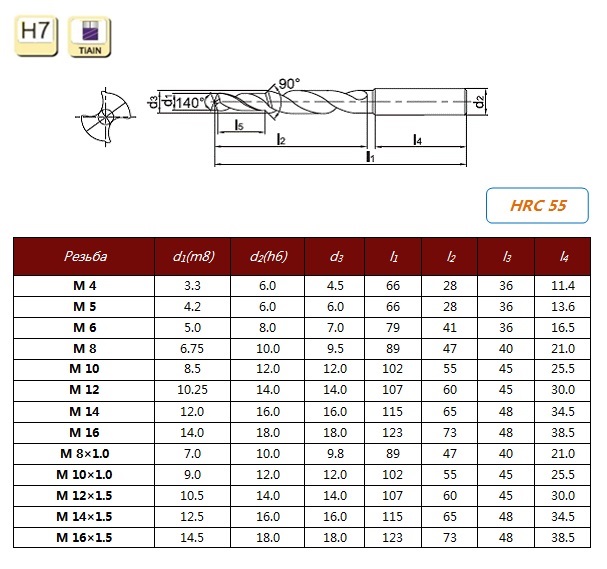 5
5
 5
5
 Таблица
Таблица Под шагом понимают расстояние между двумя вершинами соседних витков. За номинальный диаметр принимают наружный диаметр резьбы, который равен расстоянию между крайними точками наружных выступов винтовой линии.
Под шагом понимают расстояние между двумя вершинами соседних витков. За номинальный диаметр принимают наружный диаметр резьбы, который равен расстоянию между крайними точками наружных выступов винтовой линии.
 6
6
 8
8
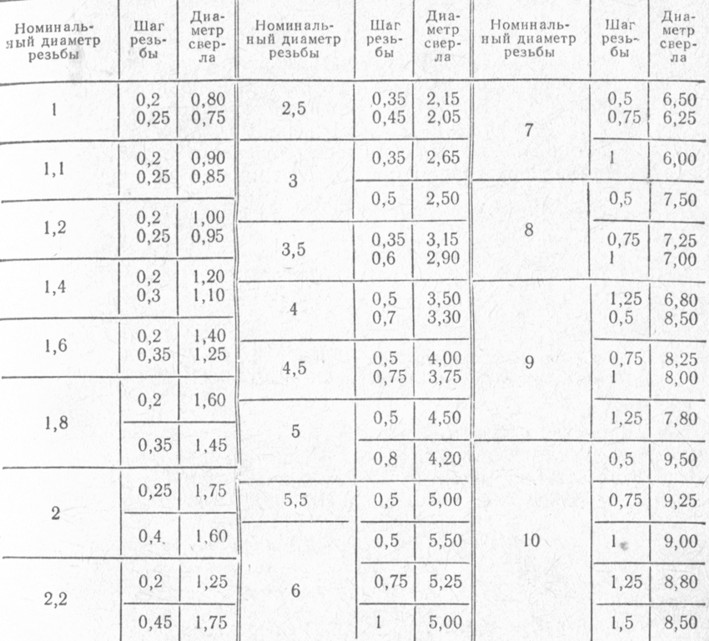 25
25
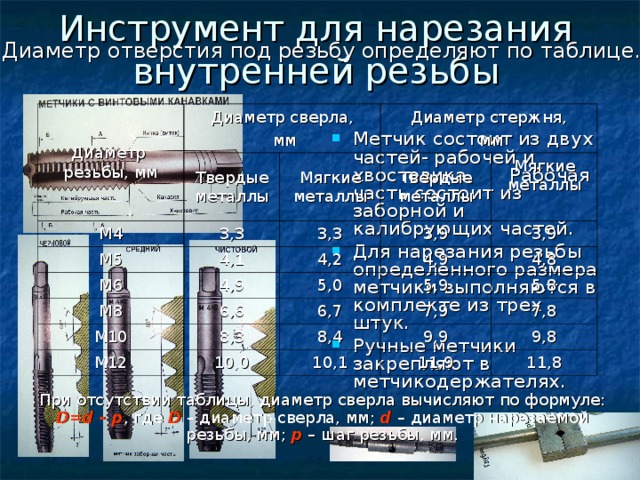 75
75
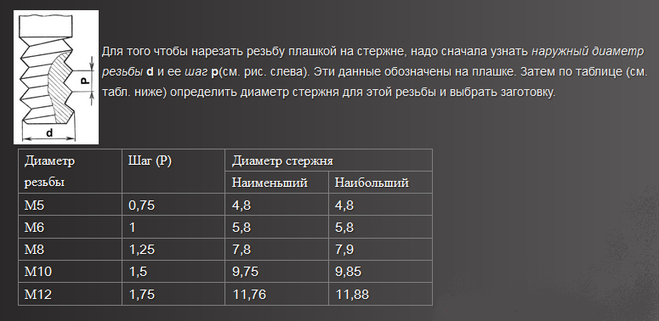 5
5
 4
4
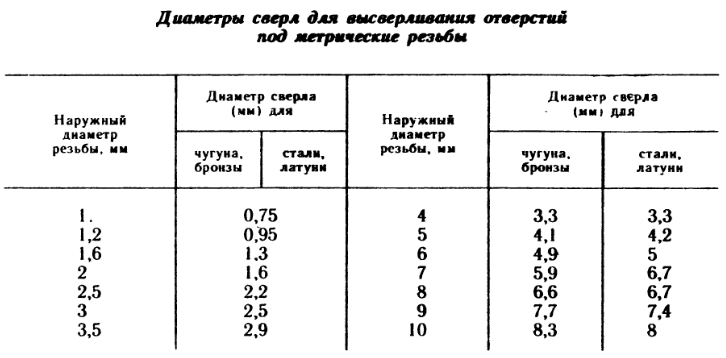 5
5
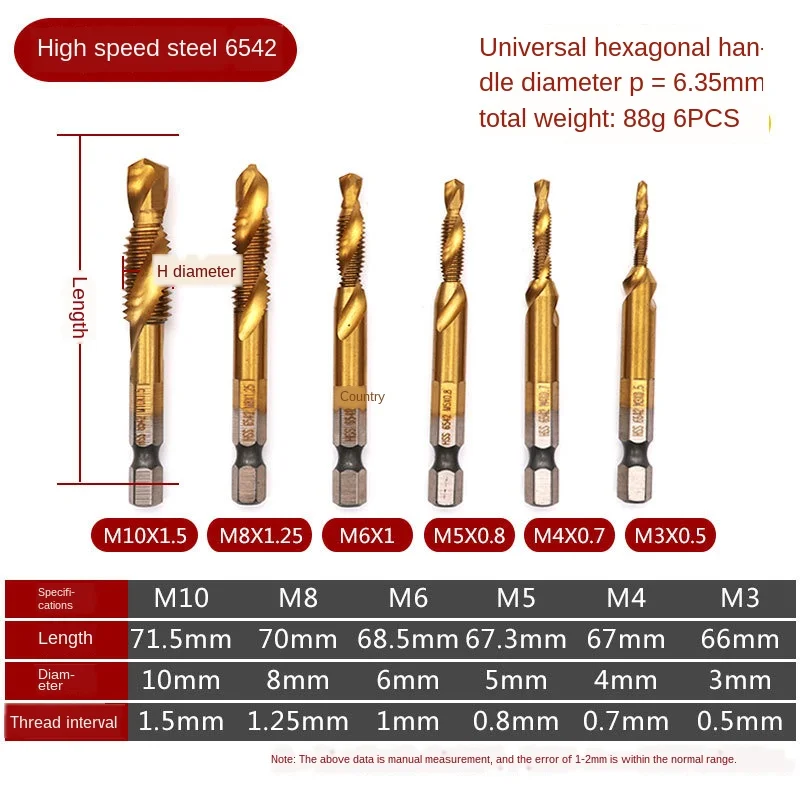 75
75
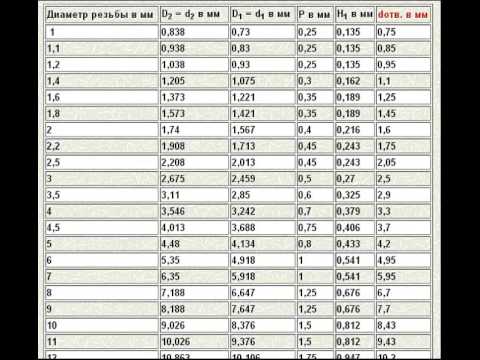 2
2
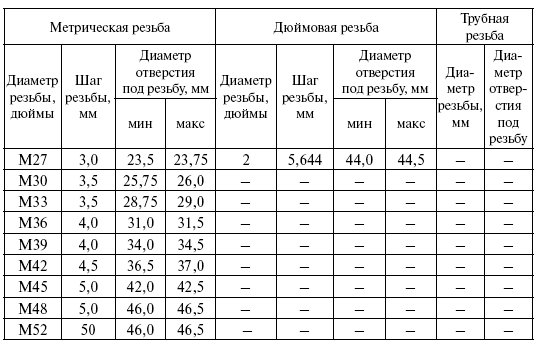 9
9
 5
5
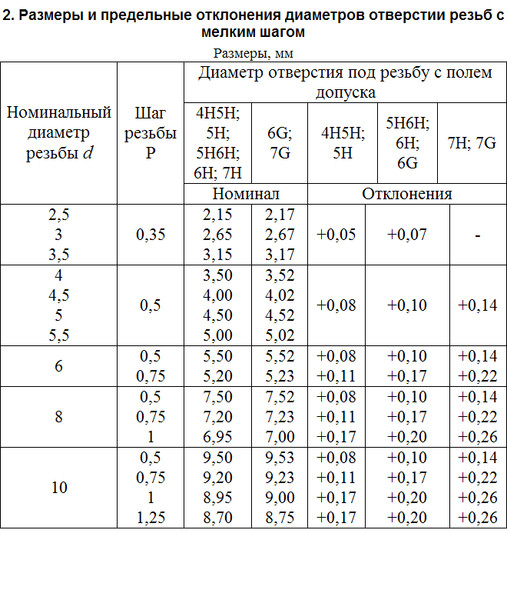

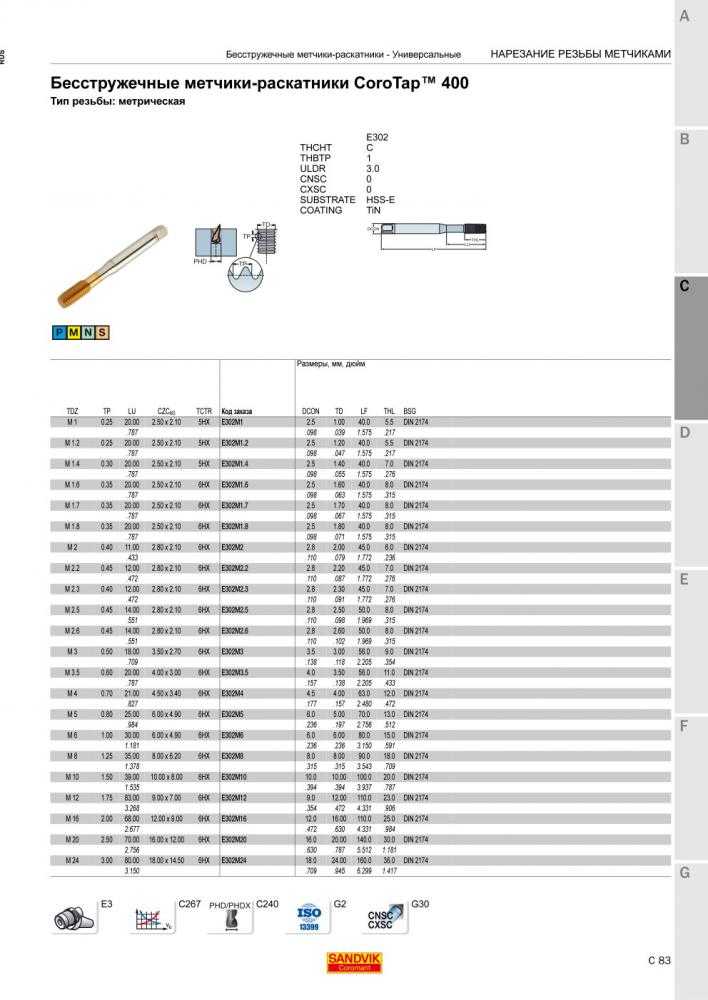
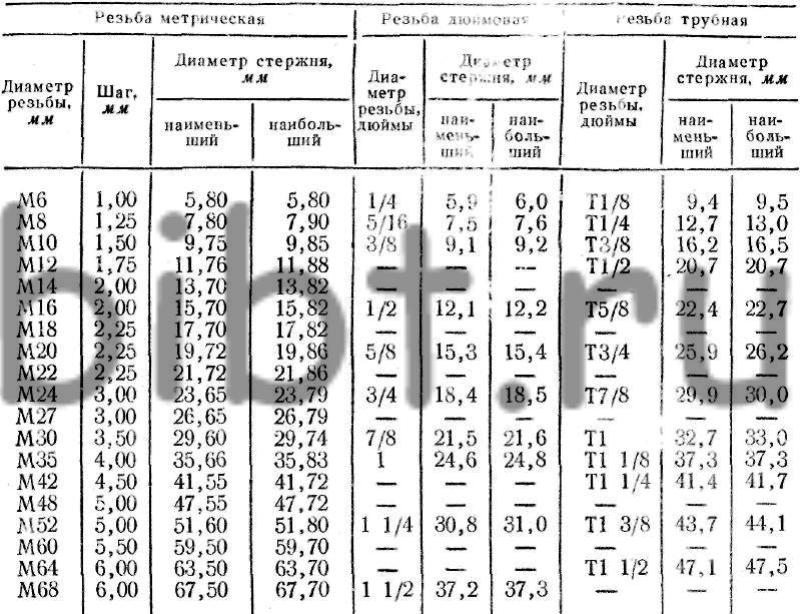
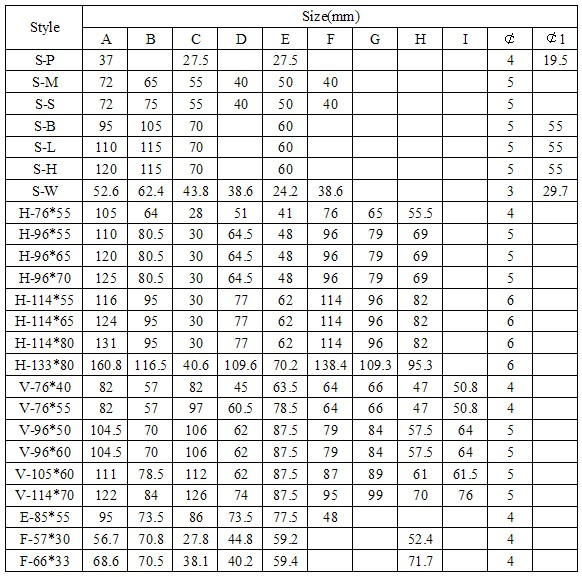 Например, винт с шагом 1/20 дюйма (20 витков на дюйм) имеет шаг 0,050 дюйма, а винт с шагом 1/13 дюйма (13 витков на дюйм) имеет шаг 0,077 дюйма. Ваш результат будет только земля рядом с размером метчика (не прямо на одном).
Например, винт с шагом 1/20 дюйма (20 витков на дюйм) имеет шаг 0,050 дюйма, а винт с шагом 1/13 дюйма (13 витков на дюйм) имеет шаг 0,077 дюйма. Ваш результат будет только земля рядом с размером метчика (не прямо на одном). Если вы хотите добавить резьбу в определенные отверстия на вашей детали, просто выполните следующие действия.
Если вы хотите добавить резьбу в определенные отверстия на вашей детали, просто выполните следующие действия.
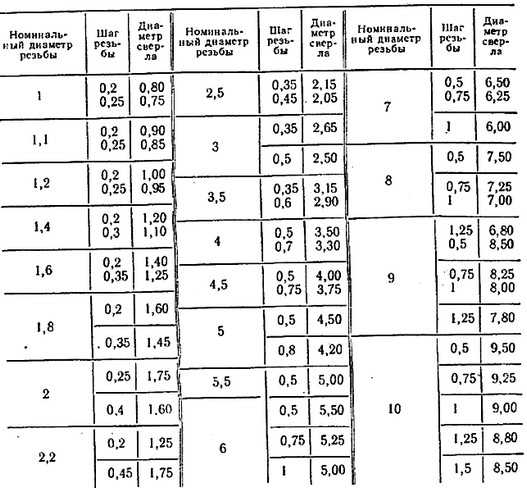 6
6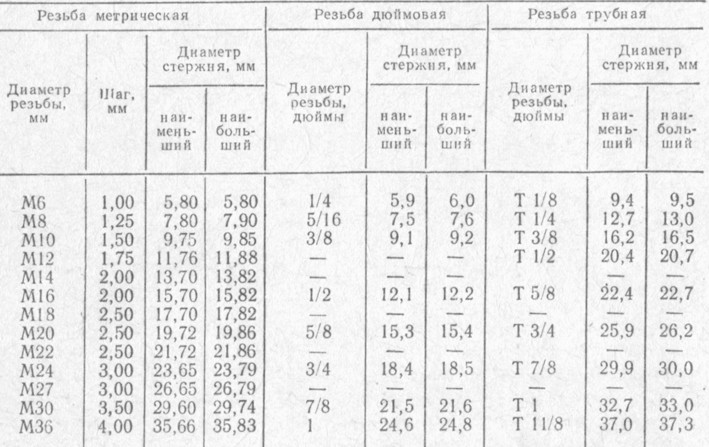 30
30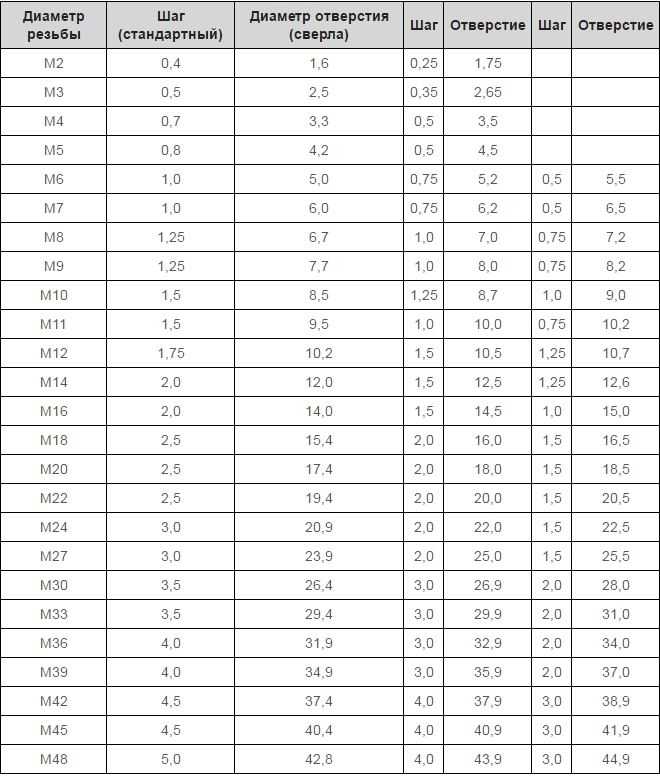 30
30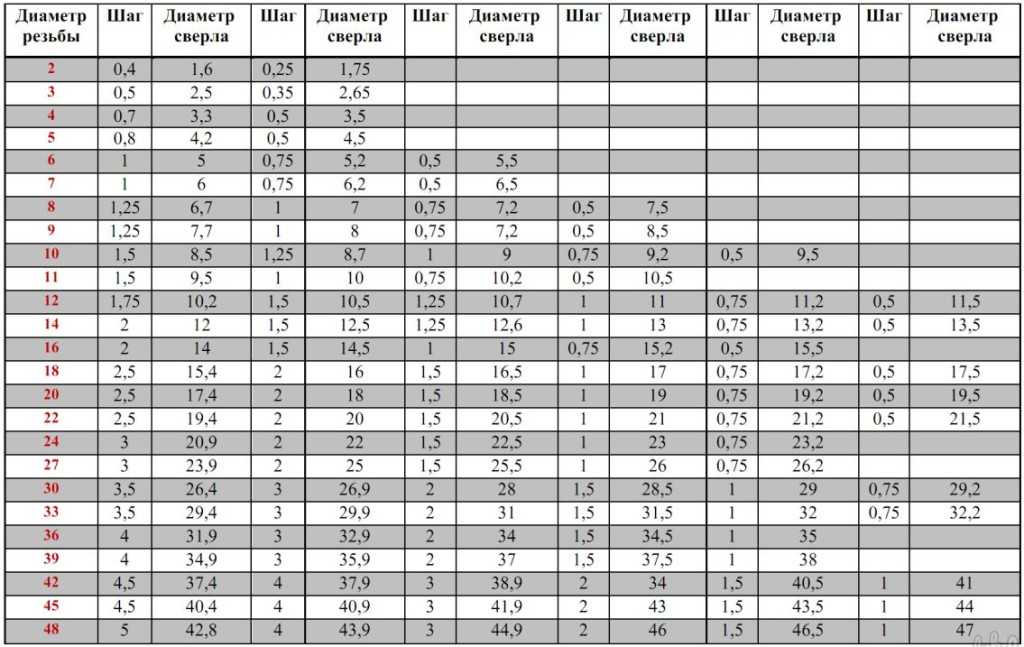 5
5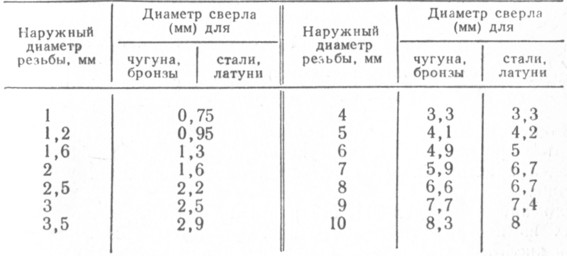 75
75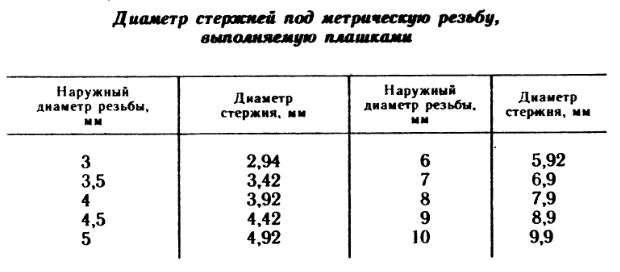 1
1 00
00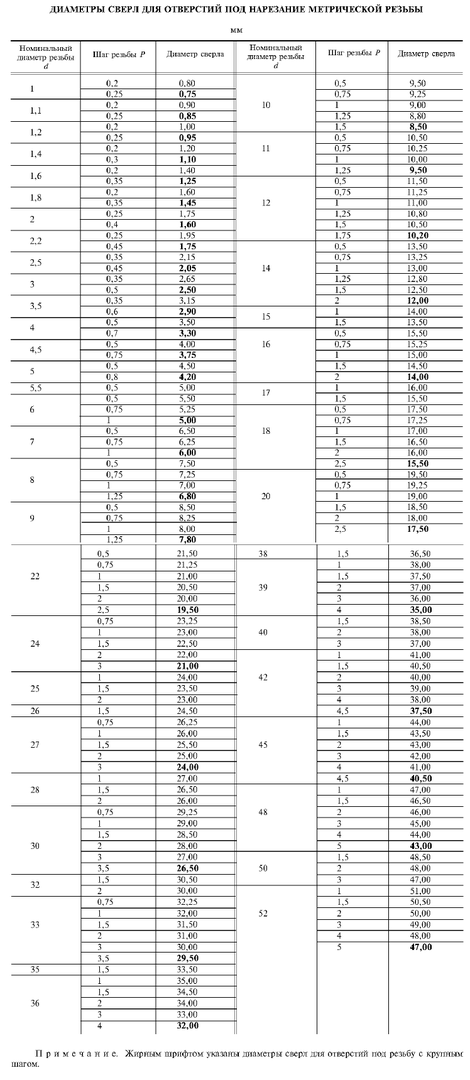
 Если бы не этот эффект, лед шел бы ко дну рек, озер и океанов, и они, опять же, вымерзли бы до дна, убив всё живое.
Если бы не этот эффект, лед шел бы ко дну рек, озер и океанов, и они, опять же, вымерзли бы до дна, убив всё живое.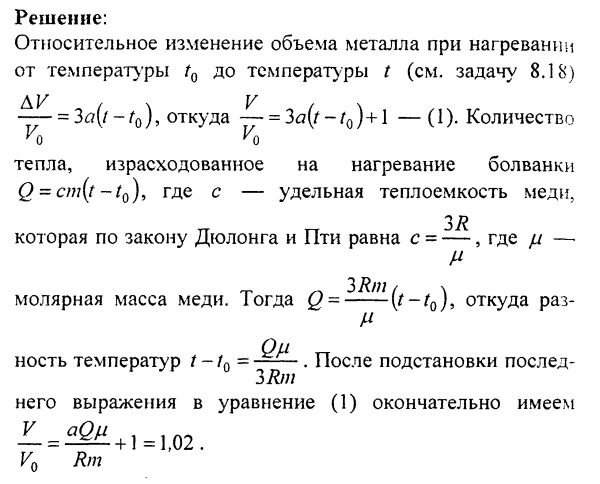
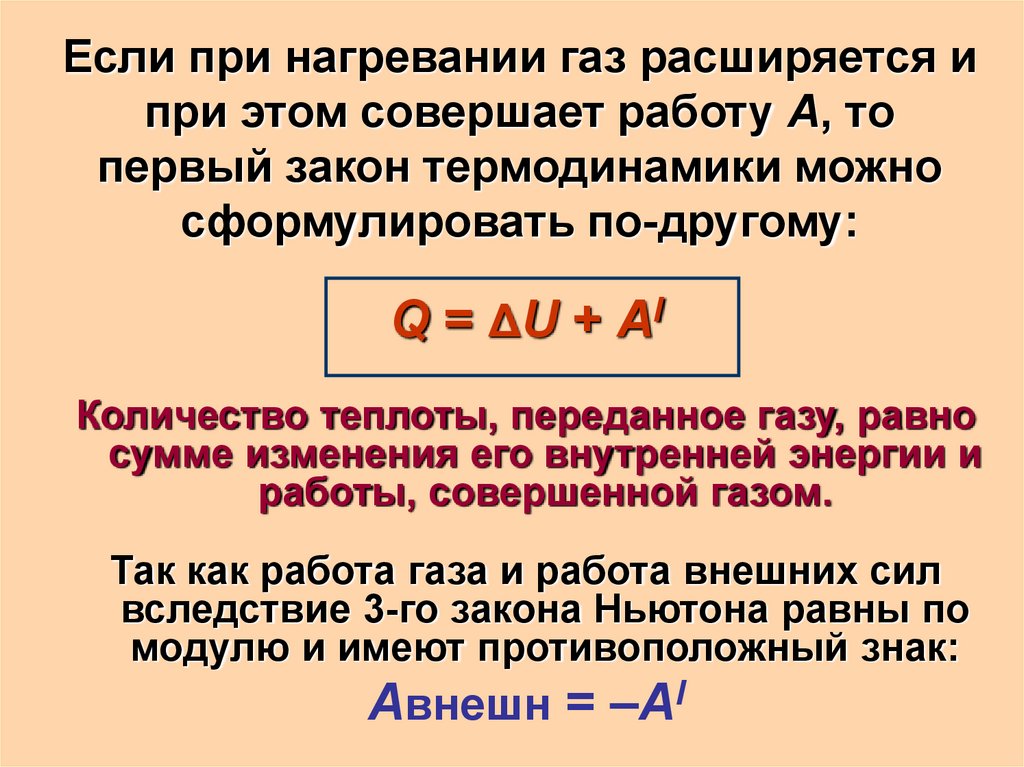 Необходимо, чтобы дополнительное утолщение, полученное при растяжении металла, было восстановлено после охлаждения. Но так как металл имеет температуру, не соответствующую максимальной пластичности, то, сжимаясь, он поглощает небольшую часть удлинения окружающего металла.
Необходимо, чтобы дополнительное утолщение, полученное при растяжении металла, было восстановлено после охлаждения. Но так как металл имеет температуру, не соответствующую максимальной пластичности, то, сжимаясь, он поглощает небольшую часть удлинения окружающего металла.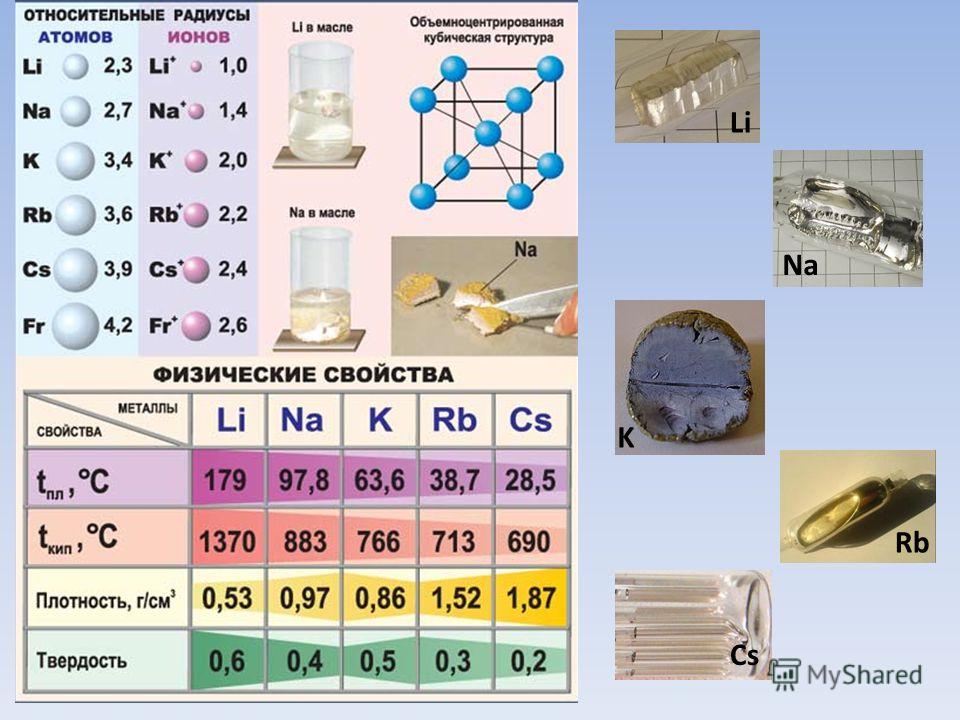

 В зависимости от типа держателя и различной установки электродов сварка может осуществляться точками, прямыми строчками, кривыми строчками. Один провод подводит напряжение к держателю электрода, а второй соединяет лист с массой.
В зависимости от типа держателя и различной установки электродов сварка может осуществляться точками, прямыми строчками, кривыми строчками. Один провод подводит напряжение к держателю электрода, а второй соединяет лист с массой.
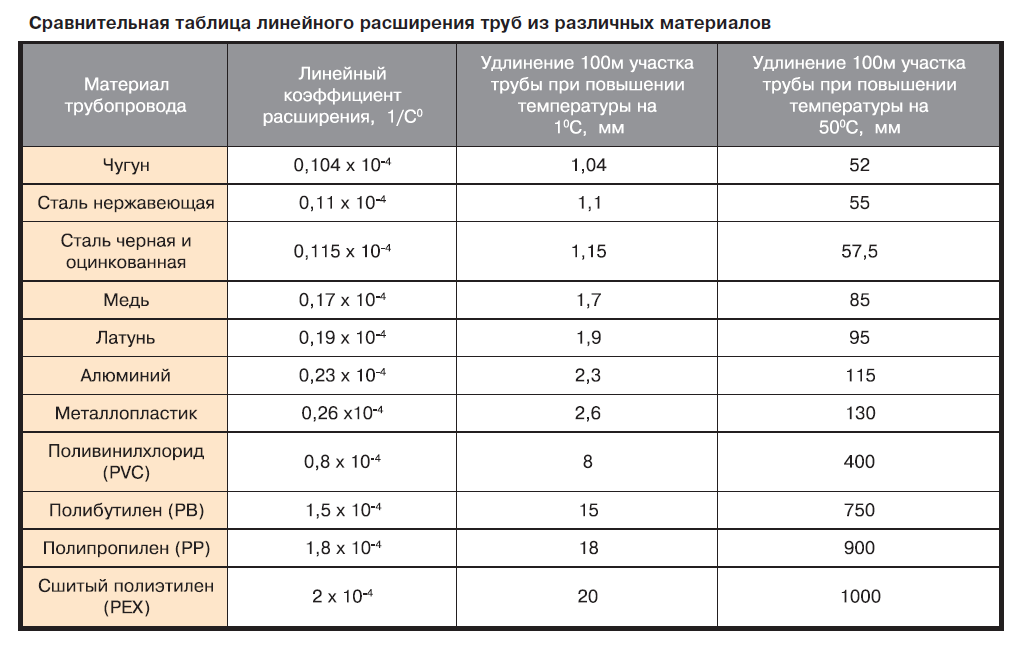 Во время ковки металл остывает и ковать его становится затруднительно, а затем и невозможно. Поэтому ковку металла следует заканчивать с температурой на 20 … 30 °С выше допускаемой температуры ковки.
Во время ковки металл остывает и ковать его становится затруднительно, а затем и невозможно. Поэтому ковку металла следует заканчивать с температурой на 20 … 30 °С выше допускаемой температуры ковки.
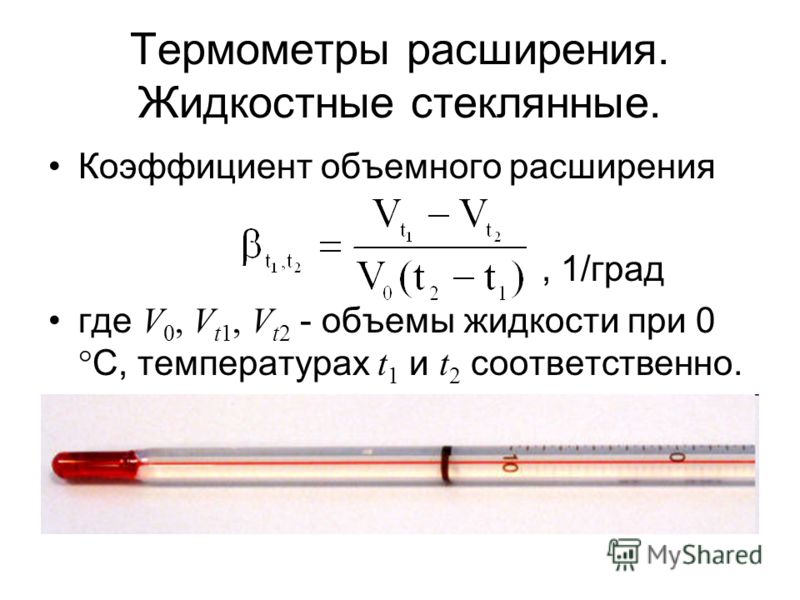 Глубина обезуглероженного слоя может достигать 2 … 4 мм, поэтому обезуглероживание опасно и для мелких поковок, имеющих небольшие припуски и для поковок, которые после механической обработки подвергаются закалке. Низкоуглеродистая сталь может не закалиться.
Глубина обезуглероженного слоя может достигать 2 … 4 мм, поэтому обезуглероживание опасно и для мелких поковок, имеющих небольшие припуски и для поковок, которые после механической обработки подвергаются закалке. Низкоуглеродистая сталь может не закалиться. Недогрев может появляться при плохом тепловом режиме.
Недогрев может появляться при плохом тепловом режиме. Поверхность металла при пережоге имеет ослепительно белый искрящийся цвет. При передвижении пережженной заготовки от нее отлетают ярко-белые искры.
Поверхность металла при пережоге имеет ослепительно белый искрящийся цвет. При передвижении пережженной заготовки от нее отлетают ярко-белые искры.
 Наклеп не желателен, так как при этом, кроме хрупкости, резко уменьшается свойство металла обрабатываться резанием.
Наклеп не желателен, так как при этом, кроме хрупкости, резко уменьшается свойство металла обрабатываться резанием.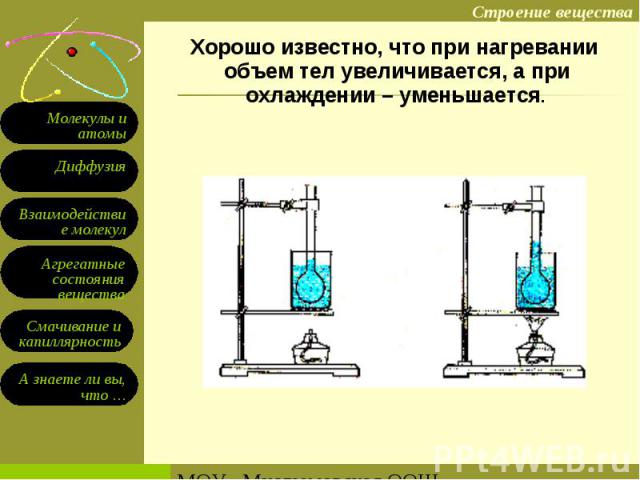

 Однако, даже если болт нагревается напрямую, проводимость обычно приводит к нагреву окружающего материала и, следовательно, расширению канала.
Однако, даже если болт нагревается напрямую, проводимость обычно приводит к нагреву окружающего материала и, следовательно, расширению канала.
 Как правило, это то, что вы делаете что-то большое, как клапан, но я думаю, что основная проблема та же. Что касается ржавчины, я ожидаю, что это может разрушить хрупкую структуру оксида. Другим фактором является то, что существует два типа трения. Есть статическое трение и кинетическое трение. Рассмотрим тяжелую (заполненную) картонную коробку на полу. Если вы попытаетесь сдвинуть его, он будет изначально «застрял». Как только коробка начинает двигаться, она скользит намного легче. Это та же самая причина, по которой плохо тормозить машину. Как только резина начинает скользить, трение значительно уменьшается.
Как правило, это то, что вы делаете что-то большое, как клапан, но я думаю, что основная проблема та же. Что касается ржавчины, я ожидаю, что это может разрушить хрупкую структуру оксида. Другим фактором является то, что существует два типа трения. Есть статическое трение и кинетическое трение. Рассмотрим тяжелую (заполненную) картонную коробку на полу. Если вы попытаетесь сдвинуть его, он будет изначально «застрял». Как только коробка начинает двигаться, она скользит намного легче. Это та же самая причина, по которой плохо тормозить машину. Как только резина начинает скользить, трение значительно уменьшается. На следующем изображении показано, как молекулы металла движутся при нагревании.
На следующем изображении показано, как молекулы металла движутся при нагревании. Цитирую практикующего этого искусства: «Вы хотите нагреть гайку, а не болт».
Цитирую практикующего этого искусства: «Вы хотите нагреть гайку, а не болт».
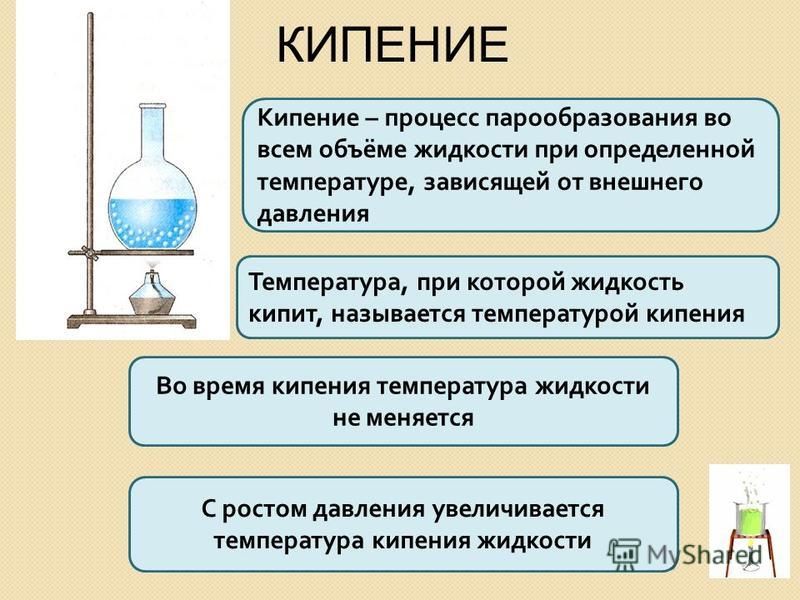 Это не имеет ничего общего с термодинамикой или любой другой научной ерундой. Это простое механическое действие расширяющегося металла, разрушающего ржавчину.
Это не имеет ничего общего с термодинамикой или любой другой научной ерундой. Это простое механическое действие расширяющегося металла, разрушающего ржавчину.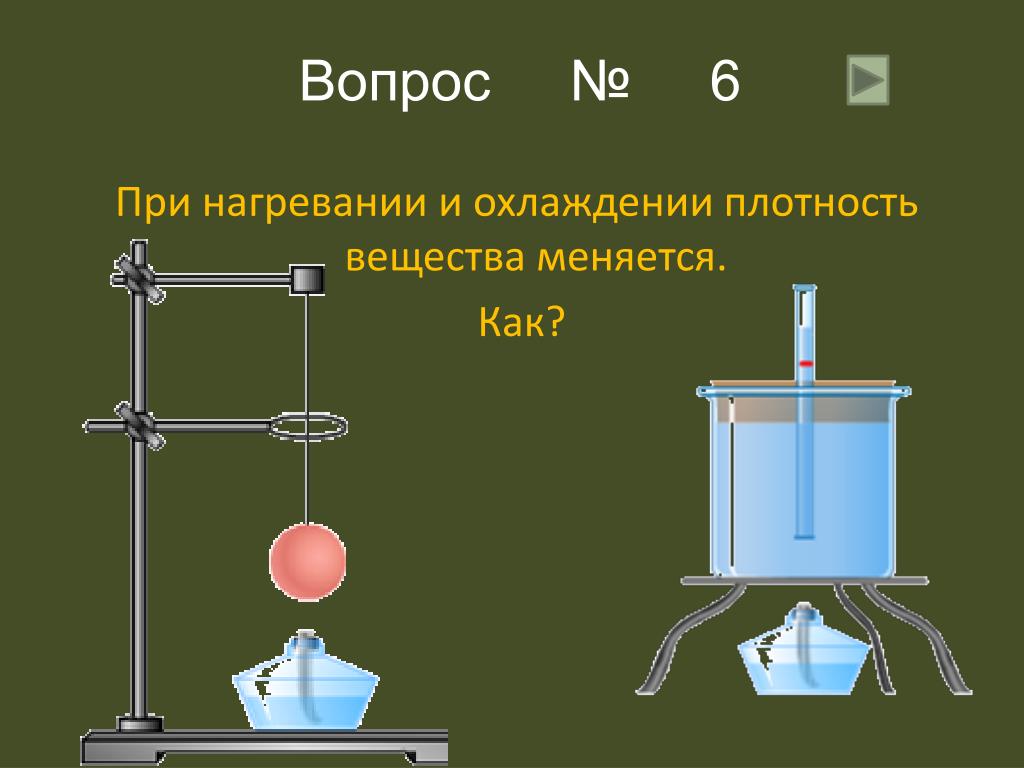 Однако температуры, при которых они расширяются, а также степень расширения различны для разных металлов.
Однако температуры, при которых они расширяются, а также степень расширения различны для разных металлов. 
 Как вы думаете, почему это произошло?
Как вы думаете, почему это произошло?

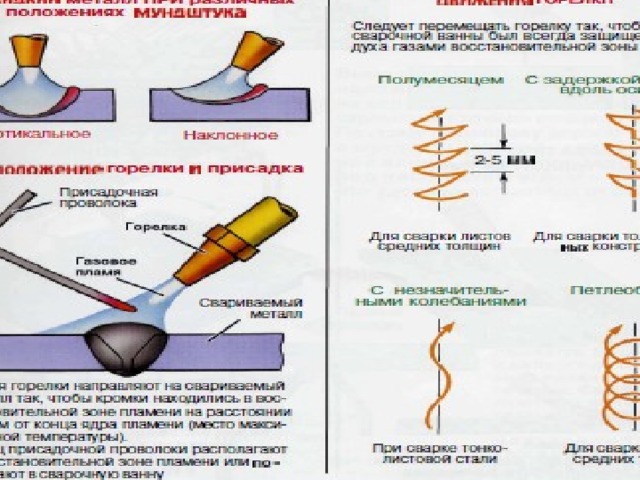
 youtube.com/embed/jatprpYqaos» frameborder=»0″ allowfullscreen=»allowfullscreen»>
youtube.com/embed/jatprpYqaos» frameborder=»0″ allowfullscreen=»allowfullscreen»>  Поэтому он не ломается при нагревании.
Поэтому он не ломается при нагревании.
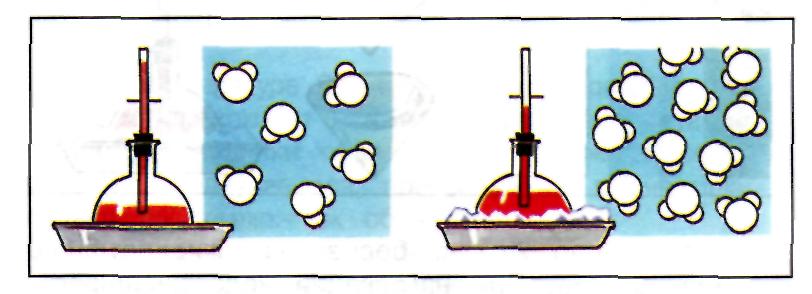

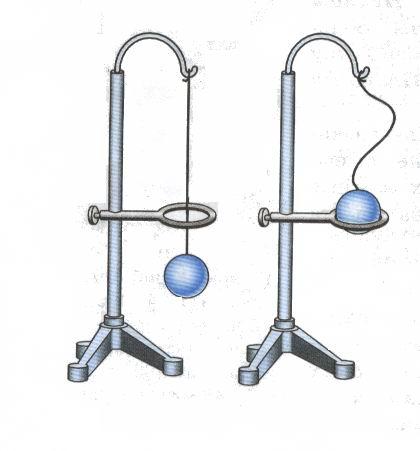
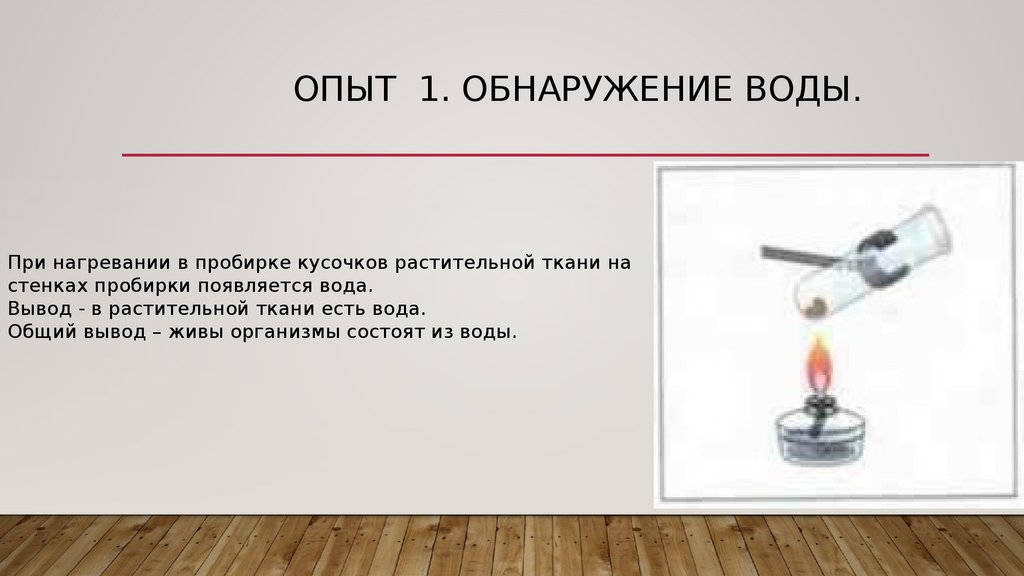

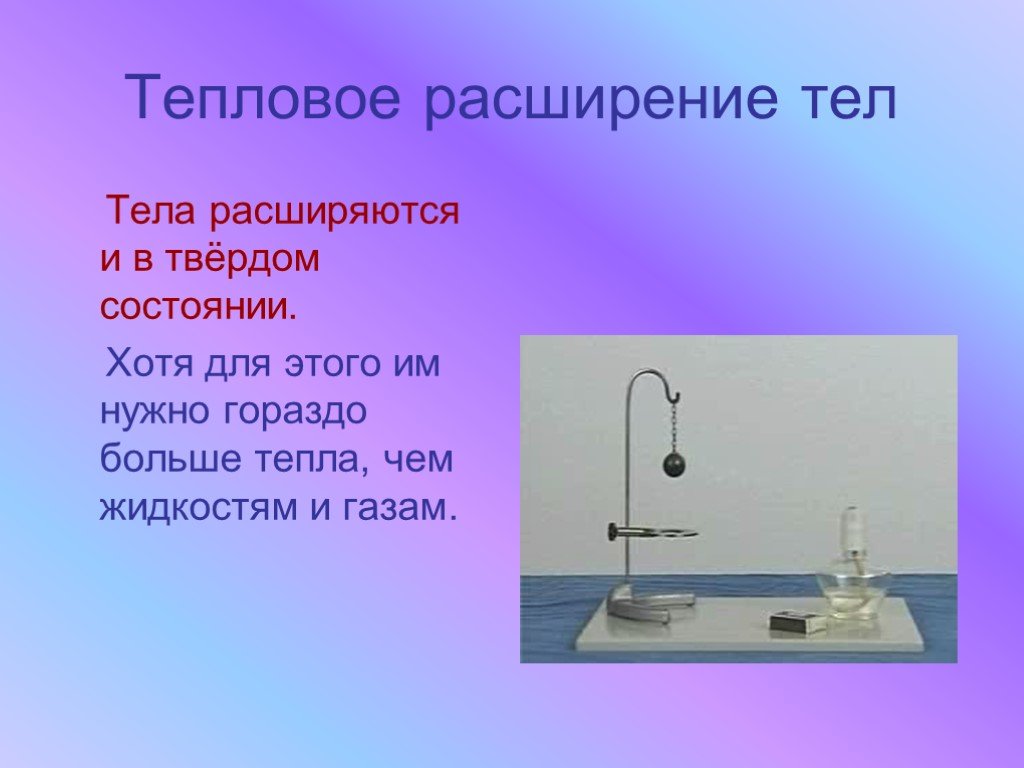 Узнайте разницу и как их измерить здесь.
Узнайте разницу и как их измерить здесь.
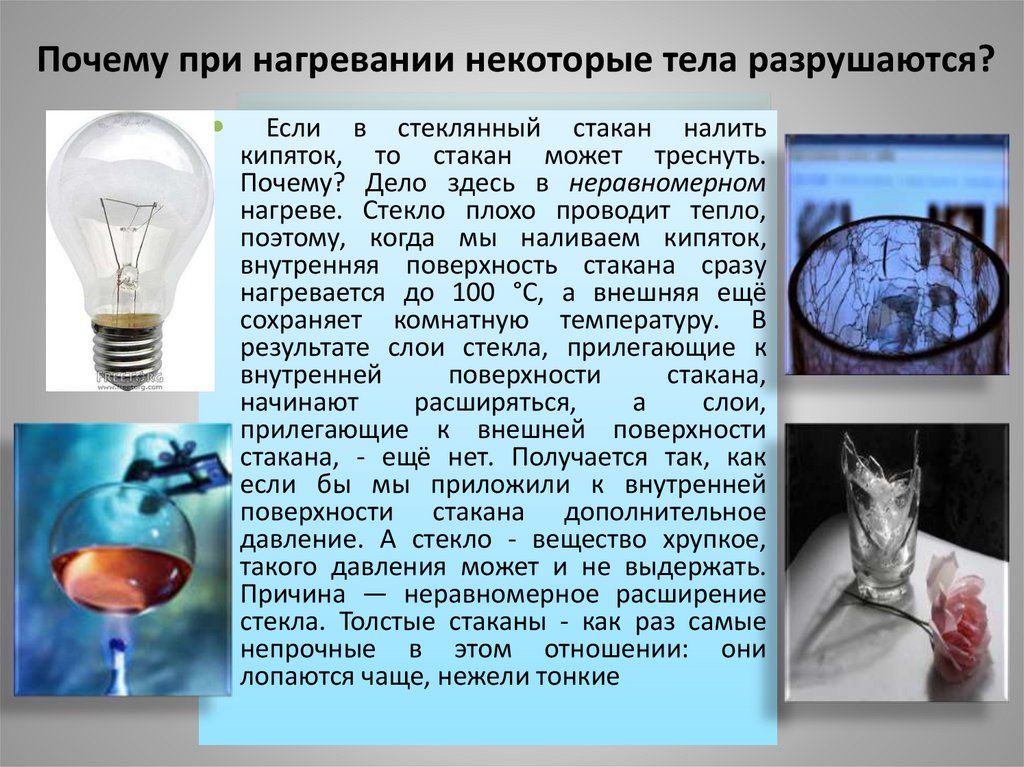 Узнайте, почему вольфрам по-прежнему широко используется.
Узнайте, почему вольфрам по-прежнему широко используется.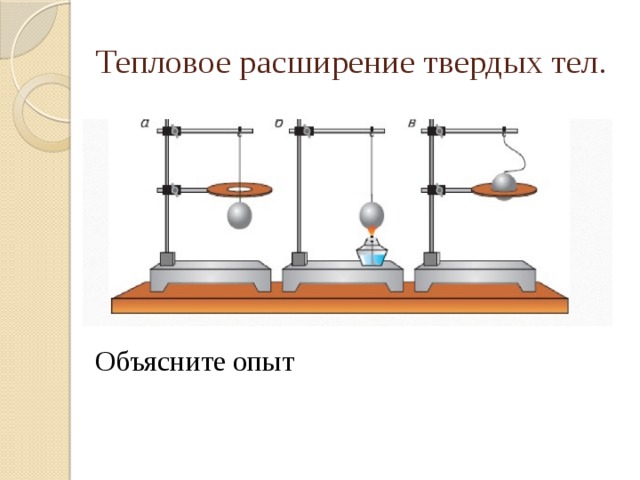
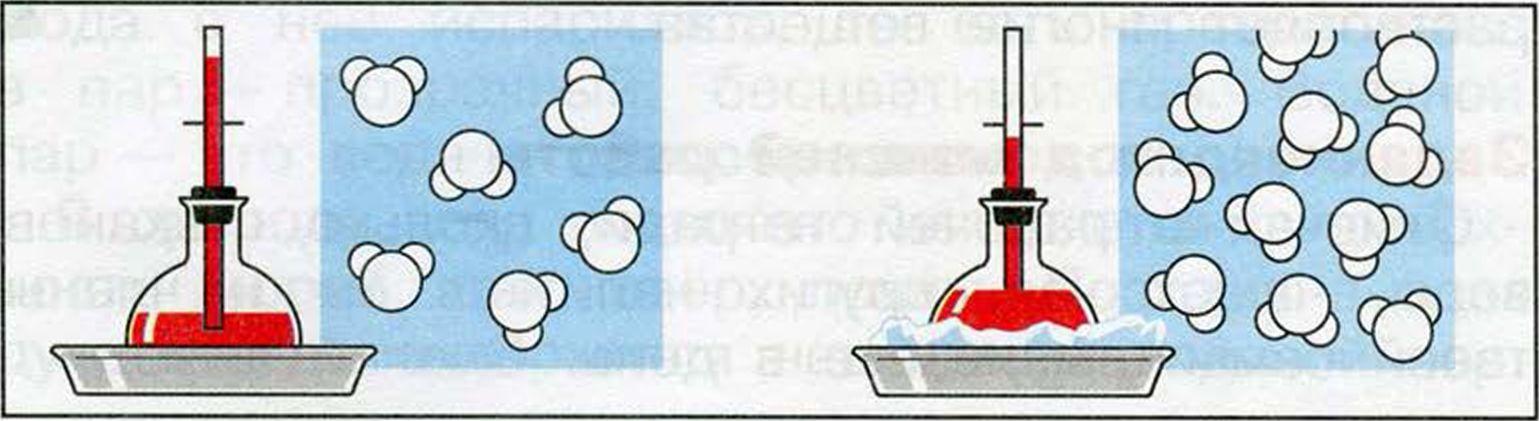 Часто задаваемые вопросы
Часто задаваемые вопросы Это руководство поможет.
Это руководство поможет.

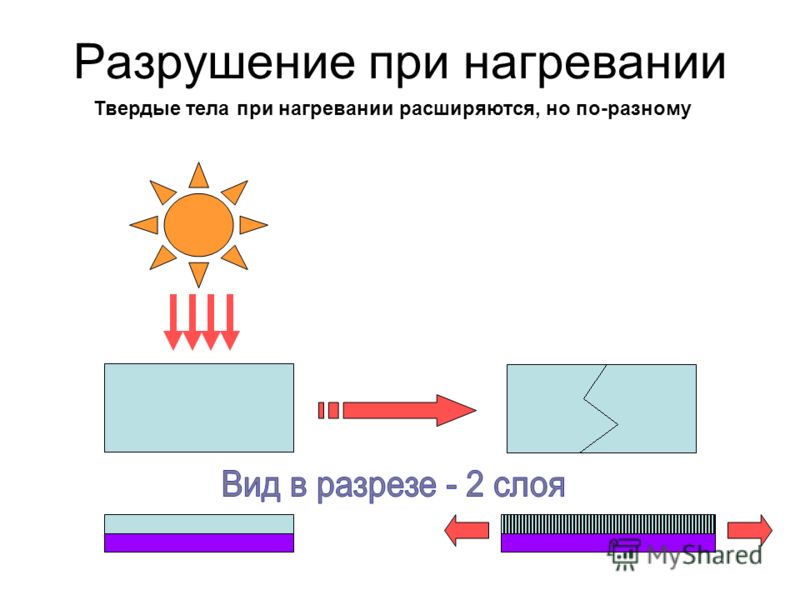




 Стеклотканевая сетка изготавливается из волокна, получаемого из стеклянного расплава. В виде тонкой нити стекло, в обычном состоянии очень хрупкое, начинает демонстрировать удивительные качества. Прежде всего, это необычная для стекла гибкость и эластичность.
Стеклотканевая сетка изготавливается из волокна, получаемого из стеклянного расплава. В виде тонкой нити стекло, в обычном состоянии очень хрупкое, начинает демонстрировать удивительные качества. Прежде всего, это необычная для стекла гибкость и эластичность.
 Так, если для слоя толщиной менее 20 мм вполне подойдёт сетка с ячейкой 6 х 6 м, то для слоя штукатурки в 40-50 мм нужна стеклосеть с сечением ячеек 25 мм.
Так, если для слоя толщиной менее 20 мм вполне подойдёт сетка с ячейкой 6 х 6 м, то для слоя штукатурки в 40-50 мм нужна стеклосеть с сечением ячеек 25 мм.

 Это предотвращает растрескивание, осыпание и отслоение раствора от основания стены.
Это предотвращает растрескивание, осыпание и отслоение раствора от основания стены. В данном случае она служит для создания более крепкого соединения между клеевыми составами и стеной. Также стеклотканью обтягиваются гидро- и теплоизоляционные материалы перед их обработкой декоративными составами.
В данном случае она служит для создания более крепкого соединения между клеевыми составами и стеной. Также стеклотканью обтягиваются гидро- и теплоизоляционные материалы перед их обработкой декоративными составами. После того, как стена очищена, её следует прогрунтовать.
После того, как стена очищена, её следует прогрунтовать.
 Затем на стену накладывается сетка и фиксируется при помощи саморезов с шайбами, вкручиваемыми в дюбеля. После того, как стеклосетка надёжно закреплена, можно приступать к нанесению раствора на основание стены или потолка.
Затем на стену накладывается сетка и фиксируется при помощи саморезов с шайбами, вкручиваемыми в дюбеля. После того, как стеклосетка надёжно закреплена, можно приступать к нанесению раствора на основание стены или потолка. При слое более 50 мм используют армирующую металлическую сетку с антикоррозионным покрытием.
При слое более 50 мм используют армирующую металлическую сетку с антикоррозионным покрытием. Сеть отличается высокой прочностью, гибкостью и экономичностью.
Сеть отличается высокой прочностью, гибкостью и экономичностью.
 Стеклотканевая сетка будет свободно свисать под собственным весом, в отличие от металлической, которую нужно укреплять надежнее. В зависимости от высоты помещения, накладывается еще 1-2 полосы сетки, также по верху полотна прикрепленной саморезами.
Стеклотканевая сетка будет свободно свисать под собственным весом, в отличие от металлической, которую нужно укреплять надежнее. В зависимости от высоты помещения, накладывается еще 1-2 полосы сетки, также по верху полотна прикрепленной саморезами. Лента для армирования берет на себя нагрузки, зависящие от постоянных перепадов температуры и влажности воздуха. Материал устойчив к действию щелочей, не ржавеет, не разлагается, прост в применении.
Лента для армирования берет на себя нагрузки, зависящие от постоянных перепадов температуры и влажности воздуха. Материал устойчив к действию щелочей, не ржавеет, не разлагается, прост в применении. Сетка из армирующего волокна отличается простотой эксплуатации, экономией материала, длительным сроком службы, это идеальный энергосберегающий изоляционный материал.
Сетка из армирующего волокна отличается простотой эксплуатации, экономией материала, длительным сроком службы, это идеальный энергосберегающий изоляционный материал. Сетка из волокна с покрытием обладает отличной стойкостью к кислотам, щелочам и другим химическим веществам, имеет отличные характеристики при штукатурных работах длительного срока службы;
Сетка из волокна с покрытием обладает отличной стойкостью к кислотам, щелочам и другим химическим веществам, имеет отличные характеристики при штукатурных работах длительного срока службы;

 11
11 Отличие состоит в двух различных типах переплетения стержней в местах контакта.
Отличие состоит в двух различных типах переплетения стержней в местах контакта. Стержни изготавливаются методом пултрузии из стеклоровинга, пропитанного эпоксидной смолой с последующей полимеризацией.
Стержни изготавливаются методом пултрузии из стеклоровинга, пропитанного эпоксидной смолой с последующей полимеризацией.

 Запорно-регулирующую арматуру делают из стали и чугуна. Ее корпус формируют методом ковки, сварки, литья или штамповки. Часто эти способы совмещают.
Запорно-регулирующую арматуру делают из стали и чугуна. Ее корпус формируют методом ковки, сварки, литья или штамповки. Часто эти способы совмещают.





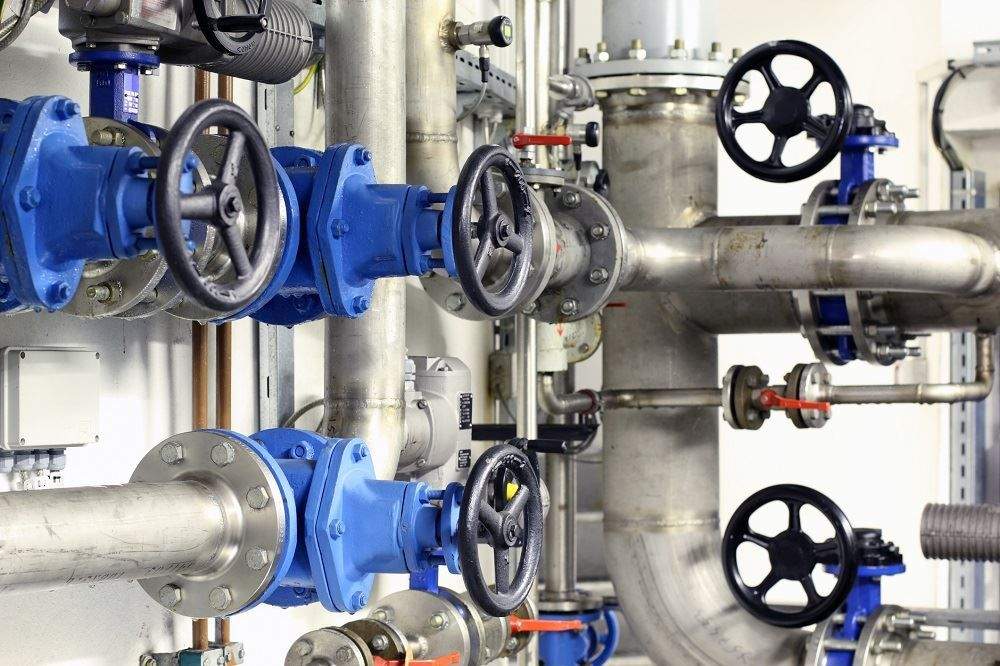

 Правильное определение показателей надежности арматуры — задача № 1 при проектировании трубопроводных систем.
Правильное определение показателей надежности арматуры — задача № 1 при проектировании трубопроводных систем.

 Использование при изготовлении затворов неметаллических материалов, обладающих низким уровнем упругости, позволяет эти «коррекционные» нагрузки снизить и тем самым не «перегружать» арматуру требованиями к ее прочности, массе и габаритам.
Использование при изготовлении затворов неметаллических материалов, обладающих низким уровнем упругости, позволяет эти «коррекционные» нагрузки снизить и тем самым не «перегружать» арматуру требованиями к ее прочности, массе и габаритам.
 Вот как определить клапан в основном.
Вот как определить клапан в основном. Они расположены по всему дому. Самым важным является главный запорный вентиль, который может перекрыть подачу воды во весь ваш дом. Этот клапан находится либо в подвале, либо на внешней стене дома, либо в подземной коробке снаружи дома. Кроме того, отдельные приспособления, такие как туалеты, раковины и водонагреватели, также имеют отдельные запорные клапаны, расположенные рядом с ними. Эти клапаны полезны, когда необходим ремонт сантехники или когда возникает чрезвычайная ситуация, чтобы можно было быстро прервать поток воды и предотвратить затопление.
Они расположены по всему дому. Самым важным является главный запорный вентиль, который может перекрыть подачу воды во весь ваш дом. Этот клапан находится либо в подвале, либо на внешней стене дома, либо в подземной коробке снаружи дома. Кроме того, отдельные приспособления, такие как туалеты, раковины и водонагреватели, также имеют отдельные запорные клапаны, расположенные рядом с ними. Эти клапаны полезны, когда необходим ремонт сантехники или когда возникает чрезвычайная ситуация, чтобы можно было быстро прервать поток воды и предотвратить затопление. Поскольку запорный клапан является таким часто используемым инструментом, всегда будет возможность настроить его в соответствии с вашими конкретными требованиями. Некоторые важные варианты: соединения, материал клапана, тип уплотнения и тип ручки на клапане. Если вы хотите узнать больше об запорной арматуре или любом другом типе арматуры или продукции, свяжитесь с нашими специалистами, и мы будем более чем рады помочь!
Поскольку запорный клапан является таким часто используемым инструментом, всегда будет возможность настроить его в соответствии с вашими конкретными требованиями. Некоторые важные варианты: соединения, материал клапана, тип уплотнения и тип ручки на клапане. Если вы хотите узнать больше об запорной арматуре или любом другом типе арматуры или продукции, свяжитесь с нашими специалистами, и мы будем более чем рады помочь! 09.22
09.22 Некоторые из этих клапанов довольно большие, а другие маленькие.
Некоторые из этих клапанов довольно большие, а другие маленькие.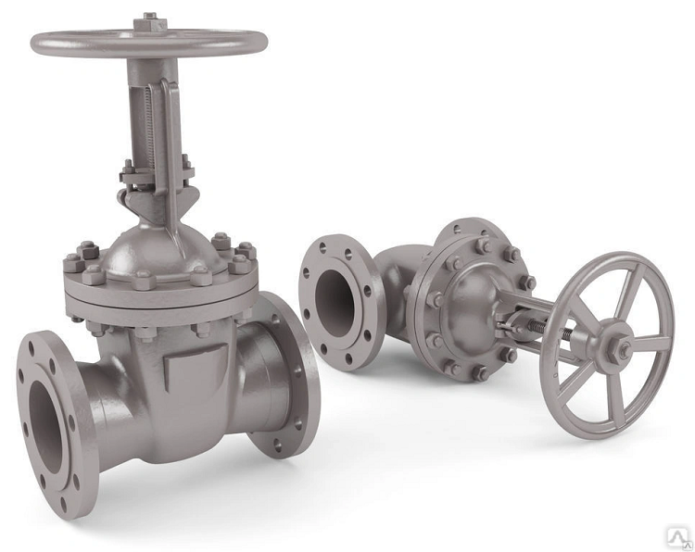 Он предназначен для быстрого перекрытия воды, так как клапан открывается и полностью закрывается коротким поворотом ручки на 1/4. Его можно приобрести со стандартным портом (клапан меньше диаметра трубы) или полным портом (клапан такой же, как диаметр трубы). И недорого и долговечно.
Он предназначен для быстрого перекрытия воды, так как клапан открывается и полностью закрывается коротким поворотом ручки на 1/4. Его можно приобрести со стандартным портом (клапан меньше диаметра трубы) или полным портом (клапан такой же, как диаметр трубы). И недорого и долговечно. Чтобы включить или выключить задвижку, поворачивают круглую ручку, чтобы поднять или опустить металлическую заслонку внутри корпуса задвижки. Когда клапан закрыт, ворота перекрывают поток воды. Как и шаровой кран, задвижка представляет собой большой металлический клапан. И с его помощью можно не только полностью остановить поток воды, но и уменьшить его.
Чтобы включить или выключить задвижку, поворачивают круглую ручку, чтобы поднять или опустить металлическую заслонку внутри корпуса задвижки. Когда клапан закрыт, ворота перекрывают поток воды. Как и шаровой кран, задвижка представляет собой большой металлический клапан. И с его помощью можно не только полностью остановить поток воды, но и уменьшить его. И хотя это может быть дорого, это надежный запорный клапан для воды. Внутри шарового клапана имеется перегородка с проходным отверстием для воды. Ручка приводит в действие поршень с какой-то шайбой или уплотнением на дне. Когда рукоятка закрывает клапан, поршень движется вниз к порту потока воды и перекрывает его. Когда ручка работает, вы часто можете почувствовать, как поршень затягивается внутри клапана.
И хотя это может быть дорого, это надежный запорный клапан для воды. Внутри шарового клапана имеется перегородка с проходным отверстием для воды. Ручка приводит в действие поршень с какой-то шайбой или уплотнением на дне. Когда рукоятка закрывает клапан, поршень движется вниз к порту потока воды и перекрывает его. Когда ручка работает, вы часто можете почувствовать, как поршень затягивается внутри клапана. В частности, запорный клапан с угловым приспособлением используется, когда водопроводная труба выходит из стены и должна быть направлена прямо вверх, чтобы питать подающие трубы, идущие к патрубкам на кране раковины или клапане унитаза. Скорее всего, у вас дома будет немало таких клапанов. Они недороги и относительно долговечны.
В частности, запорный клапан с угловым приспособлением используется, когда водопроводная труба выходит из стены и должна быть направлена прямо вверх, чтобы питать подающие трубы, идущие к патрубкам на кране раковины или клапане унитаза. Скорее всего, у вас дома будет немало таких клапанов. Они недороги и относительно долговечны. д. — должно иметь свой запорный клапан, который регулирует подачу воды только к нему. Это позволяет выполнять ремонт или замену, не прерывая подачу воды в другие помещения.
д. — должно иметь свой запорный клапан, который регулирует подачу воды только к нему. Это позволяет выполнять ремонт или замену, не прерывая подачу воды в другие помещения. Он сделан из металла и имеет два отверстия: одно для открытия и закрытия потока воды (стоп) и другое для слива воды из линии (слив).
Он сделан из металла и имеет два отверстия: одно для открытия и закрытия потока воды (стоп) и другое для слива воды из линии (слив).
 помощь при ожогах от электросварки
помощь при ожогах от электросварки А между тем при офтальмологических ожогах есть ряд противопоказаний.
А между тем при офтальмологических ожогах есть ряд противопоказаний. Но сильно болеть глаза могут и после непродолжительной электросварки, когда сварщик «нахватался зайчиков». В профессиональной среде еще бытует выражение «наелся зайчатины». Под этим подразумевается попадание вспышки от электрической дуги на роговицу глаза. На мгновение все белеет, будто перед глазами пробежал белый заяц. Хотя звучит смешно, но это серьезно. Рассмотрим, причины и симптомы поражения глаз сварщика, способы первой помощи и последующего лечения.
Но сильно болеть глаза могут и после непродолжительной электросварки, когда сварщик «нахватался зайчиков». В профессиональной среде еще бытует выражение «наелся зайчатины». Под этим подразумевается попадание вспышки от электрической дуги на роговицу глаза. На мгновение все белеет, будто перед глазами пробежал белый заяц. Хотя звучит смешно, но это серьезно. Рассмотрим, причины и симптомы поражения глаз сварщика, способы первой помощи и последующего лечения.
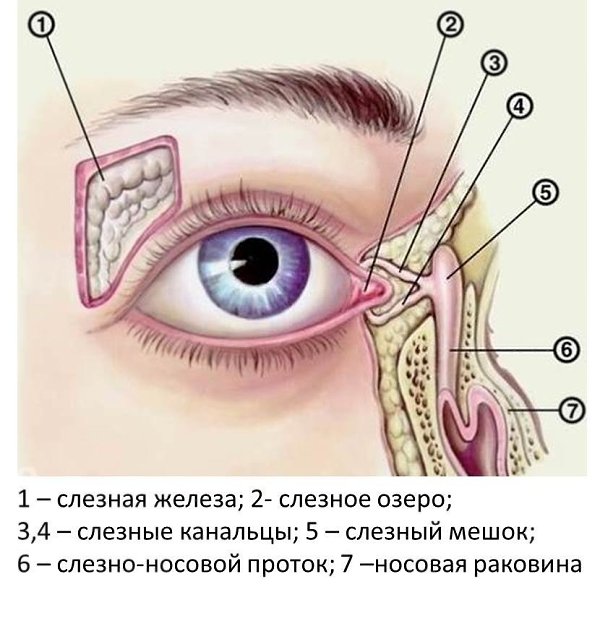
 Последствия поражения УФ лучами проявляются ночью. Человек ощущает:
Последствия поражения УФ лучами проявляются ночью. Человек ощущает:

 Глаза осматривают на наличие инородных тел. Это могут быть окалины или шлак, отлетающие во время сварки. Их легко не заметить на фоне общей боли. При наличии инородного тела его извлекают стерильным бинтом. Проводить тампон следует от уголка глаза к переносице.
Глаза осматривают на наличие инородных тел. Это могут быть окалины или шлак, отлетающие во время сварки. Их легко не заметить на фоне общей боли. При наличии инородного тела его извлекают стерильным бинтом. Проводить тампон следует от уголка глаза к переносице.
 Опытные сварщики знают, что в таком случае нужно разрезать сырой, предварительно вымытый картофель, и положить срезами половинки себе на закрытые веки. Сок картофеля смягчит рези и остудит воспаленные глаза, забрав температуру.
Опытные сварщики знают, что в таком случае нужно разрезать сырой, предварительно вымытый картофель, и положить срезами половинки себе на закрытые веки. Сок картофеля смягчит рези и остудит воспаленные глаза, забрав температуру.
 Это послужит предупреждением второму и он успеет отвернуться.
Это послужит предупреждением второму и он успеет отвернуться. В более дорогих производители размещают три, четыре или пять сенсоров. Например, такой функционал есть у маски БАРСВЕЛД МС 307 ПРЕМИУМ с АСФ-777. Что это дает? Когда сварка ведется в стесненных условиях, датчики могут случайно перекрываться пролегающими перед сварщиком трубами и другими препятствиями. Если нет прямого попадания света дуги на сенсор, кристаллы не срабатывают. При наличии 4-х датчиков, даже если один или два закрыты, дугу «ловят» остальные и маска исправно срабатывает.
В более дорогих производители размещают три, четыре или пять сенсоров. Например, такой функционал есть у маски БАРСВЕЛД МС 307 ПРЕМИУМ с АСФ-777. Что это дает? Когда сварка ведется в стесненных условиях, датчики могут случайно перекрываться пролегающими перед сварщиком трубами и другими препятствиями. Если нет прямого попадания света дуги на сенсор, кристаллы не срабатывают. При наличии 4-х датчиков, даже если один или два закрыты, дугу «ловят» остальные и маска исправно срабатывает.

 5 или БАРСВЕЛД МС 307 ПРЕМИУМ с АСФ-777.
5 или БАРСВЕЛД МС 307 ПРЕМИУМ с АСФ-777.

 Так легко пропустить линию стыковки и наложить шов мимо. Когда через маску в затемненном состоянии видны края рабочего стола, все контуры детали — это тоже плохо, глаза быстро устанут. Оптимально, чтобы было видно дугу и линию стыковки в пределах 8-10 см. Этого достаточно, чтобы ориентироваться во время сварки.
Так легко пропустить линию стыковки и наложить шов мимо. Когда через маску в затемненном состоянии видны края рабочего стола, все контуры детали — это тоже плохо, глаза быстро устанут. Оптимально, чтобы было видно дугу и линию стыковки в пределах 8-10 см. Этого достаточно, чтобы ориентироваться во время сварки.




 Ваши зрачки (черная часть глаза) будут выглядеть больше, чем обычно. Этот эффект длится от нескольких часов до нескольких дней.
Ваши зрачки (черная часть глаза) будут выглядеть больше, чем обычно. Этот эффект длится от нескольких часов до нескольких дней.


 Это может быть вызвано всеми типами УФ-излучения, но наиболее распространенным источником являются сварочные горелки. Вот почему его иногда называют «вспышкой сварщика» или «дуговым глазом».
Это может быть вызвано всеми типами УФ-излучения, но наиболее распространенным источником являются сварочные горелки. Вот почему его иногда называют «вспышкой сварщика» или «дуговым глазом».



