Профессиональный состав с высоким содержанием электрохимически активного цинка (до 99%) для антикоррозийной обработки металлов, наиболее подверженных воздействию внешних разрушающих факторов – морской и пресной воды, водных растворов солей, а также этилового спирта.
Обеспечивает пассивную (барьерную) и активную (катодную) защиту металлическим поверхностям. Значительно снижает риск возникновения подслойной коррозии.
Может наноситься на ржавую поверхность. Обладает отличным сцеплением с поверхностью и укрывающей способностью.
Образует на грунтуемой поверхности тонкое, но прочное и равномерное покрытие, которое обладает высокой эластичностью, устойчивостью к истиранию, не чувствительно к ударным и вибрационным воздействиям. Эксплуатация обработанных изделий допускается при температуре от -60 °С до +150 °С.
Легко наносится на труднодоступные места благодаря аэрозольной форме упаковки.
Может использоваться как самостоятельное покрытие, так и в качестве противокоррозионной грунтовки перед окраской всеми видами эмалей.
Где купить
Описание
Цветовая палитра
Область применения:
Состав холодного цинкования VIXEN предназначен для защиты от коррозии наружных и внутренних поверхностей изделий из черных и любых других металлов.
Является незаменимым средством для защиты сварных швов и восстановления поврежденного цинкового покрытия.
Используется при строительстве железных дорог, портовых и гидросооружений, для цинкования автомобилей.
Особенности применения:
Перед нанесением состава необходимо подготовить поверхность: очистить и обезжирить, при нанесении на ржавую поверхность – удалить рыхлую ржавчину металлической щеткой.
Перед использованием энергично встряхните баллон в течение 2-3-х минут. Состав наносится с расстояния 25-30 см.
Рекомендации: во избежание засорения головки распылителя рекомендуется по окончании работы перевернуть баллон вверх дном и распылять до тех пор, пока не станет поступать чистый газ.
Технические данные:
Расход (при полном укрыве поверхности)
1 баллон на 1 кв. м
Рекомендуемое количество слоев
2-3
Рекомендуемое время сушки между слоями, минут
30-60
Время высыхания от пыли (при t +20±2 °С), минут не менее
30
Время полного высыхания (при t +20±2 °С) часов, не менее
10
Разбавитель (смывка)
Сольвент (каменноугольный, нефтяной), ксилол
Цвет
Серый матовый
Ограничения
Использовать при температуре окружающей среды не ниже +10 °С.
Содержимое под давлением. Беречь от попадания прямых солнечных лучей и не нагревать выше 40 °С. Не вскрывать и не сжигать после использования. При проведении внутренних работ, а также после их окончания тщательно проветрить помещение. Использовать индивидуальные средства защиты. Избегать попадания в глаза. При попадании – тщательно промыть глаза чистой водой и обратиться к врачу. При попадании на кожу – смыть водой с мылом. Не вдыхать испарения. Огнеопасно! Не курить во время использования. Хранить и использовать в хорошо проветриваемом помещении вдали от источников тепла, искр и открытого огня. Беречь от детей!
Срок годности в оригинальной упаковке
При t от -40 до +50 °С в течение 3 лет
Примечание:
Форма выпуска:
Аэрозольный баллон 520 мл
Арт. VX-23000
Серый матовый
арт. VX-23000
Холодное цинкование
Холодное цинкование — нанесение на заранее подготовленную поверхность специальный цинкнаполненный состав (цинкнаполненные краски, грунты и композиции). Содержание цинкового высокодисперсного порошка в составе для холодного цинкования может достигать 95%. После высыхания на поверхности образуется прочное покрытие с высоким содержанием цинка. По отношению к стали готовое покрытие является катодом и осуществляет хорошую протекторную защиту (как и цинковые, полученные любыми другими способами). По качеству и защитным способностям покрытие, сформированное при помощи современных составов для холодного цинкования, не уступает покрытиям, нанесенным другими известными способами.
При контакте цинкнаполненного состава с защищаемой поверхностью возникает короткозамкнутый гальванический элемент. Его ток нейтрализует процесс коррозионного разрушения защищаемого металла.
Метод холодного цинкования разработан относительно недавно, в восьмидесятых годах 20-го столетия. Изобрел его один из ученых УрО РАН (Уральского Отделения Российской Академии Наук).
Применение метода холодного цинкования
Методом холодного цинкования наносят покрытия на детали автомобилей, трубы, арматуру, различные резервуары, мостовые сооружения, части судов, нефтепроводы, газопроводы, цистерны, металлоконструкции и многое другое.
Холодным цинкование хорошо укреплять различные металлоконструкции и трубы. Широко используется холодное цинкование при ремонте уже установленных магистральных трубопроводов. Цинковый слой в таких условиях приостанавливает коррозию трубопроводов.
Преимущества метода холодного цинкования металла
Само покрытие может иметь небольшие механические повреждения, царапины, поры, но во время периода эксплуатации эти недостатки «забиваются» (тем самым уплотняя покрытие) продуктами растворения цинка. Метод холодного цинкования наиболее легок в исполнении, дешевый и доступный. Холодное цинкование можно осуществить на месте эксплуатации металлоконструкции без ее демонтажа. Каких либо ограничений по размерам и формам конструкции при этом не существует. Подготовку поверхности перед холодным цинкованием также производят на месте.
Процесс нанесения цинкнаполненного состава довольно легок в исполнении, т.к. можно применять окунание, покраску кистью (валиком) либо распыление. Оцинковку проводят при температурах от -10 до +40 °С.
Покрытие абсолютно пожаробезопасно и электропроводно.
Обладает высокой водостойкостью (может эксплуатироваться под водой). Плотность хорошего цинкнаполненного состава зачастую составляет выше 2,2 – 2,8 кг/л.
Защитный слой, нанесенный методом холодного цинкования, например, протекторным составом «Гальванол», либо Актерм Цинк можно использовать не только в качестве самостоятельного покрытия. Цинковые слои наносят еще при грунтовании, межоперационной защите. Используется холодное цинкование и при ремонте ранее оцинкованных участков металла.
На поверхность защитного слоя полученного методом холодного цинкования можно наносить другой лакокрасочный материал. ЛКМ при этом можно брать любой, в том числе и водоэмульсионный. Ограниченно используются только алкидные лакокрасочные материалы, т.к. при контакте алкидные смолы могут омыляться, что в дальнейшем вызовет отслаивание покрытия. Целесообразно использовать цинковое покрытие, полученное методом холодного цинкования, в качестве подслоя под химически стойкий лакокрасочный материал. Такое двухслойное покрытие позволяет эксплуатировать изделия и агрегаты в условиях повышенной агрессивностью окружающей среды. Срок службы защитного слоя увеличивается в несколько раз.
ZRC® Состав для холодного цинкования | ЗРК
Надежная защита, эквивалентная горячему цинкованию. Состав ZRC® для холодного цинкования, содержащий 95% цинка по весу в высушенной пленке, превосходит стандарты ASTM A780 и SSPC Paint 20.
Наше мастерство и качество, краткий обзор
Состав ZRC для холодного цинкования, эквивалентный горячему цинкованию, изготавливается из цинковой пыли ASTM D520 Type III высочайшей чистоты. Соответствуя стандартам VOC во всех пятидесяти штатах, он проходит десятилетнее испытание на воздействие субтропиков и превосходит стандарты ASTM A780 для гальванического ремонта горячим погружением. С гибкими форматами приложений наш продукт промышленный стандарт по борьбе с коррозией для настоящей гальванической защиты.
Рекомендуемое использование
ZRC широко используется без верхнего покрытия вместо горячего цинкования и используется в качестве высокоэффективного базового покрытия с различными верхними покрытиями. Используется для:
Горячее цинкование Ремонт и повторное цинкование Это более доступный вариант ремонта изношенных горячеоцинкованных материалов.
Ремонт сварных изделий Наш оригинальный состав можно использовать для ремонта сварных деталей.
Ремонт неорганических цинковых покрытий ZRC также эффективен для ремонта неорганических цинковых покрытий.
Долговременная защита Доказано, что это эффективная долговременная защита: конструкционной стали, объектов водоснабжения и водоотведения, электростанций, опор и антенн ЛЭП, стальных настилов и мостов, а также многочисленных OEM-применений.
Гибкие форматы нанесения
В отличие от горячего цинкования ZRC представляет собой переносную гибкую защиту, которую можно применять в различных форматах.
Кисть, валик и аэрозоль
Распылитель (компрессор низкого давления)
Распыление (безвоздушное)
Кисть, валик и аэрозоль
Применять в том виде, в котором он был получен в контейнере. Для нанесения кистью мы рекомендуем только кисти из 100% натуральной китайской щетины. Для нанесения валиком рекомендуем валики с ворсом 3/8”, изготовленные из мохера или овечьей шерсти (овчины).
Спрей (компрессор низкого давления)
ZRC также можно наносить в виде спрея. Примечания:
Давление распыляемого воздуха: 50 фунтов (1,3 кг/см²)
Давление жидкости: от 15 до 20 фунтов (0,4–0,6 кг/см²)
Отверстие наконечника: 0,080 дюйма (0,20 см)
Снижение вязкости: 4:1 Уайт-спирит -ИЛИ- 16:1 Ксилол
Распыление (безвоздушное)
Рекомендуемая процедура: Подсоедините шланг непосредственно к насосу, обеспечив максимальную длину шланга 50 футов. Используйте наименьшее возможное давление. Начните с 1500 фунтов. (680 кг) и увеличьте по мере необходимости для хорошего опрыскивания. Примечания:
Насос: соотношение 30:1
Шланг: 1/2 дюйма (1,3 см) (внутренний диаметр) безвоздушного типа
Сетчатые фильтры: рекомендуется полное удаление. Однако, если используются сетки, используйте не менее 30 меш
.
Вязкость: уменьшение не требуется
Спецификации: ZRC Холодная гальваническая смесь
Вот подробная информация о нашем ведущем в отрасли продукте:
Спецификация краски SSPC 20 – Цинковое покрытие: Тип II – Органическое; Уровень 1 – содержание цинковой пыли в высушенной пленке равно или превышает 95 % по весу
ASTM D 520 Цинковая пыль типа III – максимум 0,002 % свинца по весу
Вес на галлон – не менее 24 фунтов. Содержание летучих органических соединений — ASTM D 3960, 385 г/л (3,3 фунта на галлон) максимум
Цвет и глянец — матовое покрытие, «серый линкор»
Производители: при условии соблюдения требований предоставить состав для цинкования одним из следующих способов:
Состав для холодного цинкования ZRC, ZRC по всему миру
(www.zrcworldwide. com, (800 831-3275))
Аналог неизвестен.
Следуйте инструкциям производителя по применению.
Производитель должен предоставить сертификат соответствия вышеуказанным критериям.
10000 — Аэрозоль ZRC для холодного цинкования 12 унций.
10001 — Состав для холодного цинкования ZRC Полпинты
10002 — Состав для холодного цинкования ZRC Кварта
10003 — Состав для холодного цинкования ZRC Галлон
10004 — Состав для холодного цинкования ZRC 3,0 2 9 900 3 Ведро
Связанные ресурсы
Технический паспорт продукта
ZRC® Состав для холодного цинкования
ZRC Информация о продукте для холодного цинкования — архитектурные спецификации, технические характеристики …
Скачать сейчас
Паспорт безопасности
Паспорт безопасности США — ZRC и гальвилитовые составы для холодного цинкования — аэрозоль
Скачать сейчас
Паспорт безопасности
Паспорт безопасности США — ZRC Состав для холодного цинкования
Скачать сейчас
Просмотреть все ресурсы
Цитаты наших клиентов
Ни для кого не секрет, что мы — ведущее в отрасли решение, которое работает долго. Вот что у нас клиенты должны сказать.
Благодаря моему опыту работы с этим продуктом, я всегда рекомендую ZRC в агрессивных средах. Я использовал ZRC для повторной гальванизации радиолокационных башен и решеток мостиков для военно-морского флота на базе в Уинтер-Харбор, штат Мэн. Я также использовал его на металлических крышах и на плитах с морской водой в консервной компании. Во всех случаях он обеспечивал защиту от ржавчины в течение пяти и более лет.
Рой Лав | Президент, Loves Paint
DAI требовалось покрытие, которое было бы эквивалентно горячему цинкованию, поскольку многие основные компоненты слишком велики, чтобы поместиться в ваннах цинкования», «ZRC обеспечивает защиту от коррозии, эквивалентную цинкованию ASTM A 123, и наносится непосредственно на пескоструйная обработка стали A 36 перед покрытием хлоркаучуком или эпоксидной смолой.
Сэнди Буг-Скотт | Директор по материалам, DAI
Из всех лакокрасочных систем, которые я использовал для защиты металлоконструкций за последние десять лет, ZRC с верхним покрытием из эпоксидной смолы работает лучше всего — даже в высококоррозионных и влажных средах.
Имитация льстит, но доказательство в краске. ZRC Worldwide создала технологию цинкового покрытия для борьбы с коррозией и уже 70 лет является мировым лидером в этой области.
Что такое состав для холодного цинкования?
Вам необходимо долгосрочное решение по предотвращению коррозии для проекта, который вы разрабатываете. Крайне важно получить покрытие, которое обеспечит превосходную, проверенную временем защиту. Быстрая поездка в Google привлекла ваше внимание к горячему цинкованию , но затраты времени и средств, связанные с аутсорсингом этого процесса, не вписываются в рамки вашего проекта.
Составы для холодного цинкования Enter — гораздо более доступное решение для предотвращения коррозии. Состав для холодного цинкования — это высококачественное решение, идеально подходящее для подкраски или полномасштабного применения в проекте. Читайте дальше, чтобы узнать об основах этого решения и о том, как оно может преобразовать ваши проекты.
Состав для холодного цинкования имеет характеристики краски, но не является краской. Самая большая разница заключается в процентном содержании цинка в антикоррозионном покрытии.
«Композиты для холодного цинкования — это очень высокотехнологичное решение, устанавливающее золотой стандарт защиты от коррозии для железа и стали. Если вы хотите защитить кусок стали от коррозии, легко использовать продукт для холодного цинкования, потому что он наносится как краска. .» — Мэтт Стил из ZRC Worldwide.
Чтобы действительно понять, что такое состав для холодного цинкования, полезно знать, что такое горячее цинкование погружением, так как оба они представляют собой аналогичные решения для предотвращения коррозии.
Что такое горячее цинкование?
Горячее цинкование погружением (HDG) представляет собой процесс покрытия готовой стали путем погружения ее в ванну с расплавленным цинком. Процесс горячего цинкования состоит из трех основных этапов:
Подготовка поверхности
Цинкование
Осмотр
Горячее цинкование происходит на заводе-изготовителе.
Чем холодное цинкование отличается от горячего цинкования?
Состав для холодного цинкования представляет собой продукт, имитирующий свойства горячего цинкования погружением. Так какая разница?
Горячее цинкование должно применяться в контролируемых условиях, например, на производственном предприятии.
Составы для холодного цинкования
можно наносить, как краску, из баллончика и на месте.
Вы можете подумать: «Могу ли я просто добавить цинк в краску и нанести его на защищаемую поверхность?» Ну нет. Пожалуйста, не делай этого.
«Для того, чтобы быть составом для холодного цинкования, вам нужен очень высокий процент цинковой пыли в высушенной пленке — более 92%. Это один из секретов того, почему производительность эквивалентна горячему цинкованию», Стивен Коллинз из ZRC Worldwide объясняет.
Вы можете узнать больше о том, как составы для холодного цинкования защищают металл и борются с ржавчиной, на странице ZRC How It Works, которую можно найти здесь.
Каковы преимущества холодного цинкования и покрытий с высоким содержанием цинка?
Компания ZRC Worldwide разработала технологию покрытий с высоким содержанием цинка и их применение в качестве средств защиты от коррозии. Проще говоря, преимущество составов для холодного цинкования в виде покрытий с высоким содержанием цинка по сравнению с горячим погружением составляет близость — вы можете наносить составы для холодного цинкования на месте вместо того, чтобы отдавать процесс предотвращения коррозии на аутсорсинг. .
В мире очень мало заводов по горячему цинкованию.
Продукты ZRC обеспечивают дополнительное преимущество при нанесении на месте — при этом они поставляются как банки с краской. Вы получаете ту же защиту от коррозии, что и при горячем цинковании, без необходимости передачи материалов на завод для выполнения процесса покрытия. Наносить продукты ZRC легко — их можно наносить аэрозолем, прямо из баллончика с помощью кистей и/или валиков или с помощью легкодоступного распылительного оборудования.
Процент цинка, присутствующего в составе продукта, позволяет характеристикам и характеристикам продукта достичь полной коррозионной стойкости, эквивалентной процессу горячего цинкования. Это уникально тем, что на рынке нет другого продукта, который бы это делал.
Результат? 100% цинковое покрытие стальной или железной поверхности, которое предотвратит коррозию в течение многих лет.
[Эта иллюстрация показывает разницу между истинной гальванической защитой ZRC® и Galvilite® и другими типами покрытий. Разница стала возможной благодаря высокому содержанию цинка в ZRC (95% по весу в высушенной пленке) «сверхчистой» цинковой пыли (ASTM D520 Type III) и запатентованного неинкапсулирующего связующего. Это уникальное сочетание обеспечивает самовосстанавливающуюся гальваническую пленку, с которой не могут сравниться другие. ]
Для чего используются составы для холодного цинкования?
Преимущества составов для холодного цинкования в виде покрытий с высоким содержанием цинка (ZRC) очевидны. Некоторые виды использования для защиты, которую обеспечивают составы для холодного цинкования, включают:
Мосты
Защитите стальные конструкции, такие как перила моста Мира между Буффало, штат Нью-Йорк, и Форт-Эри, Онтарио.
Конструкция
Используйте покрытия с высоким содержанием цинка на структурных швеллерных рамах. Например, здание Bank of America в Сан-Франциско, L.D.S. Центр в Миннеаполисе и башня Республиканского банка в Далласе.
Техническое обслуживание промышленных предприятий
Обслуживание конструкций и оборудования как внутри, так и снаружи промышленных, нефтехимических и пищевых предприятий с покрытиями, обогащенными цинком.
Производство
Предотвратить коррозию на внутренних поверхностях резервуаров для воды, как у международных производителей Leach Co. в Ошкоше, штат Висконсин.
Электростанции
Защитите воздуховоды ОВКВ с помощью покрытий с высоким содержанием цинка. Они имеют множество применений на всех этапах строительства, о чем свидетельствует их роль в предотвращении коррозии на атомных электростанциях по всему миру.
Оффшорные морские буровые установки
Защита выше и ниже ватерлинии.
Опоры ЛЭП
Используйте покрытия с высоким содержанием цинка в качестве оригинальной защиты конструкционной стали или для повторного цинкования опорных тросов.
Водоподготовка и водоочистные сооружения
Защита стали в чрезвычайно неблагоприятных средах, таких как водоочистные сооружения и заводы по переработке отходов.
Почему архитектор может проектировать с учетом составов для холодного цинкования?
Когда технология холодного цинкования в виде покрытий с высоким содержанием цинка была впервые разработана еще в начале 19 века50-х годов ZRC Worldwide считалось, что это всего лишь продукт для подкрашивания горячего цинкования.
С тех пор высокие эксплуатационные характеристики продуктов привели к совершенствованию процесса, что позволило расширить масштабы: составы для холодного цинкования стали основным компонентом защиты от коррозии для целых проектов и были указаны инженерами по продуктам в производственных процессах в качестве внутризаводского метода. оцинковки.
Причины для рассмотрения составов для холодного цинкования в процессе проектирования:
Комплексное решение для предотвращения коррозии
Экономьте время и деньги на заказе продукции, доставке и применении
Изменить приказ? Без проблем. Доставка напрямую из ZRC или с помощью инструмента поиска дилеров
.
Устранение дорогостоящего обслуживания: продукт имеет значительный срок службы в надлежащих условиях
Используйте сэкономленные время и деньги для других аспектов вашего проекта
«Репутация архитектора может быть поставлена под угрозу, если используется некачественный продукт. Это может вызвать коррозию, и эти отказы ложатся на плечи лиц, принимающих решения по проекту», — соглашаются Стил и Коллинз, обсуждая недостатки использования другого барьерного покрытия. или продукт с низким процентным содержанием, а не состав для холодного цинкования.
Коллинз продолжает: «Это маленькая деталь, которая может вызвать большие проблемы, если вы используете субстандартный продукт в дизайне проекта».
Каковы отраслевые стандарты?
Состав ZRC Worldwide для холодного цинкования соответствует и превосходит требования ASTM A780 для ремонта методом горячего цинкования. В соответствии со спецификацией продукта: «Органическое покрытие с высоким содержанием цинка, содержащее 95% металлического цинка по весу в высушенной пленке; признано в рамках программы компонентов Underwriter’s Laboratories, Inc. эквивалентом горячего цинкования; соответствует федеральным спецификациям. DOD-P-21035A (формально MIL-P21035A) для ремонта методом горячего цинкования и выполнения требований Военной спецификации MIL-P-26915A USAF».
«На рынке существует множество так называемых составов для холодного цинкования, в которых недостаточно цинка, чтобы быть электропроводными и, следовательно, гальваническими», — Стив Коллинз из ZRC Worldwide.
Ассоциация по защите материалов и производительности (AMPP), ранее называвшаяся Обществом защитных покрытий, стремится регулировать это.Они предлагают набор многих стандартов, наиболее распространенный из которых для соединений с холодным цинкованием называется SSPC Paint 20. Вы можете узнать больше о стандартах, сертификации и обучении AAMP на их веб-сайте.
Какие
неправильные предположения о смесях для холодного цинкования?
Есть много вещей, которые неверно истолковываются при использовании составов для холодного цинкования.
Самый большой? Люди думают, что состав для холодного цинкования — это обычная краска, которую можно наносить как таковую. В конце концов, ваш предыдущий просмотр Интернета, вероятно, показал вам фотографии антикоррозийных растворов в банке. Но поскольку изделия для холодного цинкования не являются красками, за которые их так часто принимают, их нужно правильно наносить, чтобы они работали по назначению.
Другие заблуждения:
Ему должно быть холодно? Нет — термин «холодное цинкование» не означает, что его необходимо применять в холодных условиях. Обычный, умеренный подойдет.
Язык исходит от ZRC Worldwide, созданного в 1950-х годах в качестве альтернативы его аналогу из расплавленного цинка, и используется по сей день.
Только для небольших площадей? Нет — составы для холодного цинкования можно использовать для общего цинкования конструкций, а не только для подкрашивания.
Должен ли я беспокоиться о качестве? Не с правильными продуктами. У многих людей был плохой опыт работы с некачественным, богатым цинком продуктом, маскирующимся под холодное цинкование. Являясь создателем технологии цинкования, ZRC Worldwide уже более 70 лет поддерживает высочайшее качество конечной продукции в отрасли. Узнайте больше о спецификациях, обеспечивающих качество продукции ZRC, здесь.
Правильный выбор продукта для холодного цинкования
Существует множество продуктов, отвечающих различным требованиям в области защиты от коррозии. Имитация льстит, но доказательство уже в краске. ZRC Worldwide разработала технологию цинкования в качестве альтернативы горячему погружению для борьбы с коррозией и уже 70 лет является мировым лидером в этой области.
Независимо от того, дорабатываете ли вы существующий проект или выполняете полномасштабную работу с нуля, наша команда гарантирует, что вы получите правильный продукт и правильный метод нанесения для ваших нужд. Обладая многолетним опытом применения, наша команда по обслуживанию клиентов поможет обеспечить беспрепятственный процесс применения вашего продукта.
какие лучше использовать для стройки, какие бывают виды, строить газобетонным, разновидности
На протяжении длительного времени считалось, что строить капитальный дом можно только из кирпича. Но сейчас кирпичная кладка отходит постепенно на задний план из-за своей трудоемкости. На смену ей пришли более практичные материалы, использование которых не требует больших расходов цементного раствора, времени и трудозатрат. Таковыми являются ячеистые блоки, имеющие пористую структуру и поэтому отличающиеся легким весом при довольно внушительных габаритах. С помощью них можно возвести дом гораздо быстрее, чем при использовании другого материала. Существует несколько разновидностей таких блоков, чтобы разобраться какой из них лучше для строительства дома, надо провести небольшую сравнительную характеристику и выяснить слабые и сильные стороны каждого.
Содержание
1 Разновидности строительных блоков
1.1 Бетонные
1.2 Керамзитобетонные
1.3 Газосиликатные
1. 4 Газобетонные
1.5 Пенобетонные
1.6 Блоки из полистиролбетона
2 Как определить какой для строительства дома лучше
3 Как выбрать вид и размер
4 Стоимость
Разновидности строительных блоков
Эти материалы изготавливаются по новым технологиям, их характеристики отвечают ГОСТу, поэтому качество напрямую зависит от соблюдения производителем технологии изготовления и выбранного сырья.
Выделяют следующие виды блоков:
Бетонные
Бетонные начали производить самыми первыми. Но из-за своей слабой теплопроводности они не используются для возведения жилых домов. Благодаря высоким показателям морозоустойчивости и прочности пустотелые бетонные блоки применяют для хозяйственных построек. С их помощью можно быстро возвести гараж или сарай. Чтобы укрепить поверхность рекомендуется использовать сварные арматурные сетки ГОСТ 23279 2012.
Керамзитобетонные
Керамзитобетонные созданы для строительства домов и по сравнению с предыдущим видом имеют малый вес. При этой особенности они не уступают бетонным материалам по прочности и некоторые характеристики керамзитобетонных блоков даже лучше. Их широко применяют для строительства многоэтажных зданий. Для возведения дома, состоящего из трех этажей, не надо использовать специальную технику. Подъем и установку этих блоков можно произвести вручную или с помощью подручных средств. К тому же можно выбрать вариант блоков с облицовочной плиткой или декоративным рифлением и тогда не надо будет производить отделку наружных стен. Это делает строительство экономичным.
Клей для газосиликатных блоков цена расход и другие данные можно прочесть в описании статьи.
Газосиликатные
Газосиликатные являются наиболее применяемым материалом для возведения любых зданий. Обусловлено это их высокими показателями эксплуатационных характеристик. Газобетон имеет отличные тепло- и шумоизолирующие свойства, эффективно сглаживает колебания температур, практически не впитывает влагу. Чтобы выбрать материал для строительства следует подробнее узнать про плюсы и минусы газобетона. За счет пористой структуры, способной удерживать в себе тепло, ширина стен в доме из газосиликатного блока значительно меньше, чем при кирпичной кладке или при использовании других видов блоков.
Какие блоки для межкомнатных перегородок лучше всего использовать при строительстве можно узнать из данной статьи.
Газобетонные
По внешнему виду газобетонные уступают керамзитобетонным, поэтому применение их для наружных стен подразумевает проведение облицовочных работ. Его могут получать двумя способами: обычным и автоклавным. Последний вид будет отличаться своими более высокими прочностными и теплоизоляционным свойствами. Он также имеет меньший вес, что немаловажно, при строительстве, но впитывает влагу, как губка. Оба вида газобетона просты в монтаже, обладают звукоизоляцией, экономичностью, экологичностью и биологической стойкостью. Для высотного капитального строительства применяют газосиликатный вариант.
Газоблок цена характеристика и другие технические данные можно подчеркнуть для себя из данной статьи.
Пенобетонные
Пенобетонные имеют практически одинаковые характеристики с предыдущим видом. Отличается от него методом производства. При наличии специальной установки их можно изготавливать прямо на стройплощадке. Но это является одновременным плюсом и минусом. Кустарный способ производства зачастую сопряжен с риск получения некачественной продукции. Если ее использовать для возведения домов на их поверхности могут появиться трещины. Их широко применяют при возведении дач и коттеджей. Это экологически чистый вид строительного материала и самый дешевый вариант быстрого возведения построек.
Газоблок или пеноблок что выбрать для строительства можно узнать из данной статьи.
Блоки из полистиролбетона
В раствор для приготовления блоков из полистиролбетона добавляется полимер, который придает изделию морозоустойчивость и высокую прочность, а также повышает шумоизоляцию зданий. Это сравнительно недорогой материал, поэтому его применяют очень часто не только в индивидуальном, но и промышленном строительстве.
Как определить какой для строительства дома лучше
При беглом рассмотрении всех видов ячеистых блоков можно сказать, что все они хороши по-своему, но какой из них лучше сразу не определишь. Для этого необходимо более обширно рассмотреть характеристики каждого из них и обратить внимание на следующие моменты:
Прочность. Дом строится не на один десяток лет, от состояния его стен будут зависеть условия проживания внутри дома. Если по ним пойдут трещины или они будут постоянно впитывать влагу – может привести к их разрушению и потребуются серьезные затраты для восстановления.
Теплоизоляция. Целостность стен – еще не показатель их способности удерживать тепло внутри здания. Многие материалы, даже при большой толщине отличаются холодными стенами. Эту проблему можно устранить, применив утеплитель, но зачем переплачивать дважды, лучше сразу выбрать строительный материал, который обладает высокими теплоизоляционными свойствами.
Трудозатраты. Чем легче блок, тем быстрее с ним работать. Не надо использовать для подъема такого материала наверх специальную технику.
Стоимость материалов вместе с последующей их облицовкой. При использовании более легкого вида блоков можно закладывать менее мощный фундамент. А, как известно, большая часть материальных средств уходит именно на него. Если материал будет иметь гладкую или декоративную поверхность, то можно будет сэкономить на облицовке наружных стен.
О том какие размеры пеноблока и газоблока можно узнать из данной статьи.
Теперь, с учетом этого рассмотрим, какими характеристиками обладает каждый из материалов, применяемый чаще всего для строительства домов.
На видео рассказывается о том, какие блоки для строительства дома лучше:
Каковы размеры бетонных стеновых блоков можно узнать из данной статьи.
Как выбрать вид и размер
От качества и прочности стен зависит долговечность постройки. Многие, учитывая неплохие свойства и надежность, выбирают проверенные материалы. Приведем самые популярные из них.
Газобетонные
Газобетонные блоки они применяются чаще всего, поэтому занимают первое место. Они производятся путем смешивания: извести, бетона, песка, воды и алюминиевой пудры. После термической обработки их структура становится пористой. Многие заводы, освоив их производство, и закупив хорошее оборудование, производят такой материал не только для стен, но и для потолочных перекрытий, оконных и дверных перемычек и других строительных элементов, имеющих различные размеры. Его широкий ассортимент позволяет строить жилье полностью из этих блоков. Читайте в нашей статье и о других блоках.
Кладка осуществляется на специальный клей, способный быстро схватываться, что упрощает работу, здание возводится в кратчайшие сроки. На многих изделиях из газобетона предусмотрены специальные пазы и выступы – гребни, за счет которых производится соединение строительных элементов между собой. Также нередко на боковых их поверхностях предусмотрены полые отверстия для захвата, иногда в них заливается цемент для упрочнения конструкции. После выполнения укладки наружных стен опытными каменщиками, их можно не облицовывать.
Какие бывают недостатки у шлакоблока можно узнать из данной статьи.
Его важнейшей характеристикой является плотность, которая обозначается буквой D. Ее значение может быть в пределах от 350 до 1200 кг/м3. Маркировка газобетона осуществляется с помощью цифр, стоящих перед буквой. Чаще всего для строительства жилых зданий применяются его марки D500-D900. Вес одного блока с размерами 600×250×200 мм составляет 18 кг. Он заменяет собой 20 кирпичей.
Плюсы
Минусы
малый вес изделия
невысокая прочность при сгибании
можно легко обрабатывать
иногда после длительной эксплуатации на материале могут быть заметны трещины
материал не горит и не распространяет огонь
высокая гигроскопичность
кладка с помощью него осуществляется в 9 раз быстрее, чем при использовании кирпича, это объясняется большими размерами блоков
крепеж на стены из такого материала осуществляется специальными дюбелями, использование обычных их видов может привести к ненадежному креплению и образованию ненужных отверстий
экологичность, для их производства используются натуральные компоненты
точность размеров изделия
внешние данные позволяют сэкономить на отделке
морозостойкость
паропроницаемость
низкий показатель усадки
Газосиликатные
Газосиликатные блоки приходят на смену бетонным аналогам. Он изготавливается из силикатного связующего компонента, песка и пенообразователя, за счет его использования материал приобретает ячеистую однородную структуру, способную неплохо сохранять тепло в середине дома, а в отопительный период выводить скопившуюся влагу. Производят их автоклавным методом. Его применяют для уже построенных домов в качестве утеплителя. Читайте о том, какие есть размеры газосиликатных блоков.
А какой размер шлакоблока указано этой в статье.
Плюсы
Минусы
внешний вид
низкий предел прочности, чтобы избежать растрескиваний метала, необходимо между фундаментом и его кладкой установить монолитную железобетонную плиту
высокая звукоизоляция
высокая гигроскопичность, поэтому необходимо предусмотреть гидроизоляцию
надежность
быстрота монтажа
пожаробезопасность
высокая точность параметров блоков
Пенобетонные
Состоят из цемента, песка, пенообразователя и воды. Благодаря этому вспененному раствору получается вспененный материал. Он очень схож с газобетоном, но уступает ему по нескольким прочностным характеристикам. Его размеры и вес зависят от технологии производства. Кладка этого материал может осуществляться как на цементный раствор, так и нас специальный клеевой состав. Пеноблоки используются для частного строительства, из них можно строить хозяйственные постройки и двухэтажные здания.
Что дешевле шлакоблок или пеноблок можно узнать из описания в статье.
Плюсы
Минусы
хорошие теплоизоляционные характеристики
при использовании для кладки цементного раствора создаются «мостики холода»
малый вес
внешний вид. Материал нередко имеет неровные стороны, да и черный цвет блоков не дает возможности использовать их для любых зданий
большие размеры
реагирует на низкие температуры
простота транспортировки и монтажа
обладает высокой усадкой, из-за этого со временем может трескаться
доступная стоимость
малый запас прочности
экологичность
пожароустойчивость
Керамзитобетонные
Керамзитобетонные блоки наиболее часто применяются при строительстве домов в Европе. Их состав представляет собой обоженную глину, замешанную на основе керамзита, воды, песка и наполнителя, которым выступает керамзитовый гравий. Иногда вместо цемента применяется известь или гипс.
Каков удельный вес газобетона можно узнать прочитав данную статью.
Такие блоки обладают высокой прочностью, поэтому их популярность с каждым годом растет. Из них строят высотки. Керамоблок не только высокопрочный, но и эластичный. Он имеет рифленую поверхность и пористую структуру, его блоки стыкуются между собой специально предусмотренными пазами и выступами. Их можно использовать совместно с другими строительными материалами. Например, о том, какой марки бетон лучше для ленточного фундамента дома вы можете почитать в статье.
Размер керамзитблока может быть разным, а вот высота стандартная, она кратна кирпичной кладке. Это очень удобно, можно использовать любой проект кирпичного дома. Блок, имеющий размеры 500×248×238 мм весит около 15 кг, заменяет собой 15 кирпичей.
Плюсы
Минусы
малый вес блоков
высокая стоимость
морозоустойчивость
из-за новизны материала сложно найти мастера, который хорошо бы его клал
экономичность
пожароустойчивость (способен выдерживать огонь в течение 4 часов, затем начинает тлеть)
высокая теплопроводность
долговечность. Дом из него может прослужить 150 лет
внешний вид и точные размеры
высокая прочность
создает отличный микроклимат в доме, благодаря тому, что стены пропускают воздух
Стоимость
Цена этих строительных изделий зависит от множества факторов: размера, производителя, качества материала, технологичности, объема закупаемой продукции и региона проживания.
В таблице приведена ориентировочная стоимость различных блоков:
Вид блока
Размеры, мм
Стоимость за 1м3 в рублях
Цена одного блока, рубли
Пеноблоки
D 400
600×300×200
2550
92
D 600
-//-
2600
94
D 700
-//-
2800
100
D 800
-//-
3000
108
Газобетонные блоки D 400, 500, 600
600×500×250
3000
Газосиликат D 500
600×250×250
3300
Керамзитобетонные блоки
400×196×188
3900
400×604×90
4200
Выбор материала для строительства частного дома зависит в первую очередь от финансовых возможностей его владельцев.Не стоит торопиться и лучше подкопить на хороший вид блоков, чем покупать дешевый залежалый строительный продукт, который со временем разрушиться. Описанные материалы отличаются малым весом и быстротой монтажа. При их покупке можно существенно сэкономить и построить действительно теплое жилье, которое может прослужить больше ста лет.
Блоки для строительства дома — виды и особенности строительства
Во все времена каменные дома считались прочнее, долговечнее, надежнее деревянных. Мало что изменилось и в наши дни – большинство будущих домовладельцев предпочитают дереву кирпич и строительные блоки. Эти материалы не горят, не гниют, их не разрушают насекомые, поэтому и продолжительность эксплуатации у каменных домов значительно выше. А появление в последние годы множества новых строительных материалов в виде блоков для кладки стен дает возможность выбора из них того, который максимально отвечает индивидуальным требованиям к эксплуатационным характеристикам, внешнему виду, стоимости, необходимости дополнительных теплоизоляционных и отделочных работ.
Строительство дома из блоков
У всех эти требования разные, поэтому нельзя однозначно сказать, из каких блоков лучше строить дом. Но можно изучить имеющийся ассортимент и сравнить разные виды блоков, их свойства, особенности кладки стен из них, влияние на микроклимат и другие объективные данные. Это и позволит понять, какой материал вам нужен.
Возведение стен из крупноформатных блоков ведется быстрее, чем из кирпича
Содержание материала
1 Виды стеновых блоков
1.1 Пескоблоки
1.2 Керамзитоблоки
1.3 Шлакоблоки
1.4 Полистиролбетонные блоки
1.5 Арболитовые блоки
1.6 Блоки из газобетона
1.7 Блоки из пенобетона
1.8 Термоблоки
1.9 Керамоблоки
2 Сравнение характеристик
2.1 Прочность и плотность
2.2 Теплопроводность
2.3 Влагостойкость
2.4 Морозостойкость
2.5 Особенности строительства
2.6 Стоимость
3 Вывод
3. 1 Видео – Какие блоки для строительства дома лучше
Виды стеновых блоков
Главное преимущество любых строительных блоков перед традиционным кирпичом – это их большие размеры, позволяющие вести кладку быстро, с меньшим количеством швов и расходом кладочного раствора. Это удешевляет строительство и уменьшает количество мостиков холода на стыках между элементами кладки.
У каждого вида блоков найдутся и другие достоинства, но назвать какой-то из них идеальным строительным материалом нельзя, так как имеются и недостатки. Среди них могут обнаружиться такие, которые для одного застройщика станут решающим фактором, чтобы исключить материал из списка пригодных для возведения дома. А другому покажутся вполне допустимыми.
Чтобы понять, какие блоки лучше для строительства именно вашего дома, предлагаем познакомиться со всеми их основными видами. А затем сравнить их характеристики, особенности применения и стоимость.
Это важно! Речь в статье пойдет о материалах, произведенных специализированными предприятиями по нормам и стандартам. Изделия кустарного производства часто не отличаются хорошим качеством и имеют заниженные характеристики.
Пескоблоки
Пескобетонные блоки, которые часто называют бессерными, производятся из цемента и песка путем вибропрессования и термообработки смеси, засыпанной в специальные формы. Они и задают размеры будущим изделиям.
Это универсальный материал, из которого можно возводить не только несущие стены одно- и многоэтажных домов, но и фундаменты, перегородки, а также подпорные стенки и ограждения. По своим свойствам он ничем не отличается от бетона, каковым по сути и является. Выпускаются как полнотелые, так и пустотные блоки.
Стандартные габариты стеновых блоков 19х19х39 см, перегородочные имеют ширину 9 см
Высокая плотность материала делает его очень прочным, но и тяжелым, что требует возведения мощного фундамента. Основной минус – высокая теплопроводность, необходимость дополнительного утепления стен в регионах с холодным климатом. Плюс – низкая цена.
Для справки! Так как резать прессованный пескобетон очень тяжело, то для облегчения кладки производят и половинчатые блоки.
Стеновой Блок пескобетонный
Керамзитоблоки
Кроме песка и цемента в состав этих блоков входят гранулы обожженной глины, которые делают их легче и «теплее», но снижают прочность.
На заметку! Баню можно построить не только из дерева или кирпича, керамзитобетонные блоки – достойная альтернатива этим строительным материалам.
По способу производства керамзитоблоки бывают двух видов.
Вибропрессованные, изготовленные по той же технологии, что и пескоблоки, имеют высокую плотность, повышенную прочность и немалый вес. Из них допускается строить несущие стены высотой до трех этажей.
Вибролитые, производящиеся путем заливки сырья в формы и его уплотнения вибрацией, обладают невысокой плотностью и меньшим весом. Применяются только в одно- и двухэтажном строительстве при условии устройства армопояса между этажами.
Стеновые и перегородочные блоки
Блок керамзитобетонный стеновой
Шлакоблоки
Самый дешевый стеновой материал, в котором вместо песка в качестве наполнителя используются различные производственные отходы – шлаки. Производятся способом вибропрессования, имеют высокие прочностные характеристики, обладают стандартными для всех бетонных блоков размерами.
Несмотря на низкую цену, прочность, долговечность и прочие достоинства, не рекомендуется для возведения жилых домов, так как в его составе присутствуют вещества, вредные для здоровья.
Основное назначение шлакоблоков – возведение хозяйственных построек, гаражей и заборов
Шлакоблок
Полистиролбетонные блоки
Из всех бетонных блоков эти имеют самые высокие теплоизоляционные характеристики и самый малый вес за счет наполнителя из вспененного полистирола. Входящие в состав сырья песок и специальные добавки делают их достаточно прочными, однако строить из них здания выше одного этажа не стоит.
Такие блоки выпускаются только полнотелыми
Существенными недостатками являются:
плохая адгезия к штукатурным растворам, что усложняет отделку;
пористая структура, плохо удерживающая крепежные элементы для монтажа навесного фасада, подвешивания мебели и т.д.;
выделение фенола под воздействием высокой температуры.
Арболитовые блоки
Эксперименты с введением наполнителей в пескоцементную смесь привели к изобретению арболита – материала, содержащего в себе древесную щепу определенного размера. Для улучшения адгезии (прилипания) дерева к цементному раствору используют специальные химические соединения, которые к тому же повышают влагостойкость и прочность изделий.
Это могут быть:
гашеная известь;
жидкое стекло;
кальция хлорид и другие добавки.
Арболитовый блок
Из арболита делают полнотелые стеновые блоки размером 20х30х50 см, а также теплоизоляционные блоки и плиты. Первые имеют плотность выше 500 кг/м3, что позволяет им выдерживать нагрузку при возведении малоэтажных домов. Плотность теплоизоляционных изделий гораздо ниже, поэтому их нельзя применять для несущих конструкций.
[adrotate group=»5″]
Блоки из газобетона
Этот вид ячеистых блоков с закрытыми порами производится из цемента высокой марки, кварцевого песка и извести, в которые после затворения водой добавляется алюминиевая пудра, выступающая в роли газообразователя. Загруженная в формы смесь обрабатывается в автоклавах водяным паром под давлением.
Произведенные этим способом блоки имеют высокую плотность и точные размеры. Если же изделия высыхают в естественных условиях без автоклавной обработки, их технические характеристики снижаются. Такой метод изготовления весьма распространен, он позволяет снизить себестоимость изделий. Но для строительства жилых домов лучше выбирать блоки автоклавной сушки.
Коробка частного дома из газобетона
Материал отличается отличными теплоизоляционными характеристиками, стены из него не нуждаются в дополнительном утеплении. Но прочностные параметры не позволяют возводить здания выше 3 этажей и требуют усиления конструкции путем изготовления монолитного бетонного армопояса.
Ассортимент газобетонных блоков по типоразмерам и назначению весьма разнообразен. В зависимости от плотности они подразделяются на конструкционные, теплоизоляционные и конструкционно-теплоизоляционные. Несущие стены возводят из первых, вторые используют для утепления зданий в конструкции многослойных стен, а из последних возводят перегородки и не несущие конструкции.
Стандартная длина таких блоков 60 см, высота может быть 20 или 30 см, ширина от 8 до 40 см. Отличаются они и формой. Конструкционные блоки обычно производят пазогребневыми для исключения сквозных стыков при кладке наружных стен. Также выпускаются блоки с плоскими гранями и U-образные изделия – в их углубления заливают бетон при устройстве перемычек над проемами и армопоясов по периметру несущих стен.
Виды газобетонных блоков
Газобетонный стеновой блок
Блоки из пенобетона
Для получения пористой структуры в пескоцементную смесь при изготовлении таких блоков добавляют пенообразователи. После чего пенящееся сырье заливают либо в штучные формы, либо в большие опалубочные конструкции.
в первом случае блоки извлекают из форм через 10-12 часов и выдерживают до полного отвердевания, получая изделия с точными габаритами и ровными гранями;
из опалубочных конструкций массивные блоки извлекаются раньше, через 4-6 часов. Их разрезают на специальных станках по размеру. Блоки, произведенные по этой технологии, часто грешат неточностью форм, сколами и выбоинами на поверхности.
Формованные пеноблоки
Пенобетон по прочности уступает другим видам стеновых материалов. Из него можно строить малоэтажные здания с армопоясами, но чаще этот теплый и легкий материал применяют для возведения перегородок, а также в каркасном строительстве, заполняя им промежутки между несущими конструкциями.
Пеноблок
Термоблоки
Выбирая, какие блоки лучше для строительства жилого дома, стоит обратить внимание на самую современную их разновидность – термоблоки. Они состоят из трех или четырех слоев.
Первый слой – конструкционный, сделан из пескобетона или керамзитобетона. Он несет основную нагрузку.
Второй слой – теплоизоляционный, из плотного пенополистирола.
Третий слой – декоративный, имитирующий кирпичную кладку или камень.
Четырехслойный блок с дополнительным несущим слоем
Преимущества таких изделий очевидны: они обладают хорошей прочностью, тепло- и звукоизоляционными характеристиками, сравнительно небольшим весом. Построенные из них здания не нуждаются в утеплении и фасадной отделке.
Размеры термоблоков не привязаны к стандарту и отличаются в зависимости от количества слоев и производителя.
Керамоблоки
Сырье для производства керамических блоков – та же глина, из которой изготавливают обычный кирпич. Но отличаются эти материалы не только формой и размерами. Керамоблоки легче и теплее кирпича. Дело в том, что в сырье подмешивают опилки или другие измельченные горючие материалы, которые при высокотемпературном обжиге полностью выгорают, образуя мелкие пустоты. Они и делают изделия пористыми.
Несмотря на пористую структуру, керамические блоки обладают высокой прочностью, что позволяет возводить из них стены любой высоты. Особого внимания заслуживают разнообразие типоразмеров и ребристая поверхность изделий, позволяющая плотно стыковать их друг с другом, не используя кладочный раствор для вертикальных швов.
Размерный ряд керамоблоков довольно широк
Блок керамический
Сравнение характеристик
Ни один человек не откажется от теплого и надежного дома, для строительства которого не потребуется больших затрат. Но на практике такое невозможно, так как недорогого материала, обладающего одинаково высокой прочностью, долговечностью и теплосберегающими свойствами не существует. Приходится выбирать: либо строить из прочных блоков и дополнительно потратиться на утепление, либо использовать теплые пористые материалы, пожертвовав долговечностью строения и обеспечив стенам защиту от внешних воздействий.
Чтобы определиться с выбором, нужно учитывать и множество других факторов: сроки строительства, этажность здания, бюджет и т. д. Сделать это поможет сравнение материалов по основным характеристикам.
Прочность и плотность
Эти параметры напрямую связаны друг с другом – чем выше плотность материала, тем он прочнее и тем лучше противостоит статическим и динамическим нагрузкам. Но при этом он и тяжелее менее плотных пористых или ячеистых блоков, что требует возведения мощного фундамента, способного выдержать серьезную нагрузку.
На возведение ленточного фундамента потребуется много времени, сил и средств
Из перечисленных материалов самой высокой прочностью обладают пескобетонные блоки и керамзитоблоки, произведенные методом вибропресования. Неплохие данные и у керамических изделий. Из них можно возводить дома любой этажности, но, так как в частном домостроении предел – это 3 этажа, то на данный фактор можно не обращать внимания.
[adrotate group=»5″]
Вместе с увеличением плотности повышается и теплопроводность материалов. А это означает, что дом потребуется утеплять с привлечением немалых дополнительных средств.
Теплопроводность
Теплопроводность – это способность материала пропускать через себя тепловой поток с определенной скоростью. Чем она выше, тем быстрее тепло будет уходить из дома, и тем больше будут затраты на отопление.
Сравнение теплопроводности материалов
Самыми низкими показателями теплопроводности обладают арболит, газоблоки и пеноблоки. Стены из этих материалов толщиной 30-40 см (в зависимости от климатического пояса) не нуждаются в дополнительном утеплении и мощном фундаменте, так как они довольно легкие.
Влагостойкость
Влагостойкость определяется способностью материала поглощать влагу из окружающего воздуха и при прямом воздействии осадков. Чем она ниже, тем лучше. А ниже она у плотных материалов – пескобетона, керамики.
Впитывая в себя воду, пористые блоки теряют не только прочность, но и способность удерживать тепло, так как воздух в пустотах вытесняет вода. Следовательно, домам, построенным их газо- и пенобетона, арболита и керамзитовых блоков необходима наружная отделка. Причем предпочтение следует отдавать навесным вентилируемым фасадам, чтобы водяные пары, выходящие через стены из внутренних помещений из-за разности парциального давления, не конденсировались на их поверхности, а испарялись в атмосферу.
Морозостойкость
От этого параметра зависит долговечность строения, его способность сохранять свою структуру и эксплуатационные свойства под влиянием периодического промерзания и оттаивания. Степень морозостойкости определяется количеством таких циклов.
Даже самые прочные материалы при многократном промерзании начинают разрушаться
Все стеновые блоки обладают морозостойкостью не менее 35, меньше она только у арболита. И такой уровень считается нормальным для зданий, построенных в умеренных широтах, так как стены отапливаемых зданий полностью не промерзают. Для строительства в холодных регионах больше всего подходят керамические и керамзитобетонные блоки с уровнем морозостойкости около 50.
Особенности строительства
Выбор стеновых блоков должен основываться и на особенностях их укладки, требованиях технологии. Среди них можно выделить несколько основных.
тип фундамента. Чем тяжелее блок и чем выше здание, тем более мощный фундамент для него нужен. Если выбор пал на плотные бетонные или керамические блоки, под такие стены возводят монолитный ленточный фундамент, заглубленный до уровня промерзания грунта. Под легкие ячеистые блоки допускается устройство свайного фундамента с железобетонным ростверком;
возможность усадки. Считается, что усадку дают только деревянные дома в процессе естественного высыхания древесины. Но газобетонные и пенобетонные блоки тоже могут давать усадку, особенно если они не прошли полный цикл отвердевания или хранились во влажных условиях, под открытым небом. А это чревато образованием трещин в стенах;
Одна из причин появления трещин – усадка блоков
вид кладочной смеси. Строя дом из пескобетонных или керамзитных блоков, можно использовать обычную дешевую кладочную смесь, приготовленную из песка и цемента. Кладка газо- и пеноблоков осуществляется на специальный клей, образующий тонкие швы и снижающий теплопотери;
необходимость армирования. Кладка стен из любых легких ячеистых блоков должна усиливаться монолитным бетонным поясом с армированием по всему периметру. Такой пояс устраивают между этажами на уровне перекрытий, а также по верху стен. Это связано с недостаточной прочностью материалов и возможностью их разрушения от точечных нагрузок, возникающих в местах установки лаг, балок, кровельных стропил;
Заливка бетонного армированного пояса
внешняя и внутренняя отделка. Варианты отделки зависят от материала стен. Паропроницаемые пористые блоки требуют наружной облицовки с устройством вентилируемого зазора. Бетонные, керамзитобетонные и керамические блоки можно штукатурить. При выполнении любых отделочных работ следует учитывать и структуру материала, выбирая подходящие строительные смеси и крепеж. Он разный для пустотелых и ячеистых блоков.
Для газобетона нужен особый крепеж, который дороже обычных дюбелей
На заметку! Воспользуйтесь удобным калькулятором на нашем сайте, при расчете блоков и кирпича для строительства.
Стоимость
Сравнивать «чистую» стоимость разных блоков бесполезно, такое сравнение не поможет понять, строительство из какого материала обойдется дешевле. Нужно учитывать затраты на все работы от устройства фундамента до утепления и отделки.
Например, самыми дорогими из перечисленных являются термоблоки. Но их использование позволяет не тратиться на теплоизоляцию и фасадную отделку, а также на транспортировку необходимых для этого материалов, что в итоге приводит к снижению расходов.
Самый дешевый стеновой материал – обычные бетонные и шлакоблоки. Но затраты на фундамент, качественное утепление, да и на саму кладку из плохо поддающихся обработке плотных камней могут быть в несколько раз выше.
Специалисты подсчитали, что дом из газобетона с внешней отделкой обойдется лишь немногим дешевле аналогичного дома из кирпича. На второе место можно поставить керамзитоблоки. А самыми выгодными в этом отношении оказались арболит и керамоблок.
Блок бетонный
Вывод
Говорить, что один стеновой материал лучше другого, все равно, что утверждать, что арбуз вкуснее дыни или наоборот. Но дело не только во вкусовых предпочтениях, но и в характеристиках этих материалов. Один из них прочнее других, другой теплее, третий дешевле. И выбирать нужно, оценивая все эти параметры в комплексе и применительно к исходным условиям строительства.
Видео – Какие блоки для строительства дома лучше
лучших блоков для строительства (и как их получить)
Minecraft может быть тем, что хотят игроки. Это может быть опыт выживания. Это может быть исследовательское путешествие. Но несмотря ни на что, существует одна константа: игроки рано или поздно что-то построят. Будь то простое убежище или экстравагантный дом, игроки, вероятно, в конце концов захотят где-нибудь жить.
СВЯЗАННЫЙ: Minecraft: чем заняться, если вам скучно
К счастью, Minecraft предлагает широкий выбор блоков, из которых игроки могут выбирать, чтобы сделать свой дом именно таким, каким они хотят. Хотя конкретные блоки, которые использует каждый игрок, зависят от него, есть некоторые блоки, которые, похоже, хорошо работают с каждой отдельной сборкой.
Обновлено Крисом Бирснером 9 февраля 2022 г.: Minecraft продолжает меняться, так как почти ежегодно в игру внедряются новые обновления. Но основные цели, которым обычно следуют игроки, по-прежнему остаются в силе: от выживания достаточно долго, чтобы убить Эндер-дракона, до строительства дома своей мечты. Последнее по-прежнему является важной частью игры, и постоянно вводятся новые строительные блоки, помогающие расширить возможности, которые можно использовать в любом конкретном доме. Список Строительные блоки Minecraft становятся длиннее, поэтому стоит оглянуться назад и добавить несколько дополнительных блоков, которые стоит проверить, чтобы улучшить любое убежище.
15/15 Книжные полки
Если вы играете в режиме выживания, вполне вероятно, что игроки захотят получить стол зачарования. Чтобы усилить чары, игрокам нужно окружить его книжными полками. Но даже без волшебного стола книжные полки создают приятную уютную атмосферу в комнате.
Чтобы получить Книжные полки, игроки должны будут изготовить их, используя шесть деревянных досок и три книги . В то время как книги могут быть изготовлены из трех листов бумаги и одного куска кожи, игроки также могут добывать книжные полки, которые они находят в таких строениях, как деревни, крепости и особняки.
С тех пор у игроков было много способов отображать слова в мире, но первоначальный способ донести сообщение до других был с помощью знаков. Эти прямоугольные плоские поверхности помогают передать любую информацию, которую игрок хочет сказать , например, название дома или просто сообщение о себе.
Эти знаки можно размещать как на отдельных стойках, так и подвешивать сбоку блоков. Их также можно использовать в качестве акцентов для импровизированных предметов мебели, например, прикрепляя таблички к лестнице, чтобы она выглядела как сиденье. Все, что нужно игроку для знака, — это изготовить его из шести деревянных растений и одной палки .
Морской фонарь 13/15
При строительстве чего-либо в Minecraft самое важное, что нужно учитывать, это освещение. Это важно с эстетической точки зрения, но также жизненно важно для предотвращения появления враждебных мобов внутри дома. Из всех источников света Морской Фонарь может быть лучшим источником света из-за его нейтрального вида. Этот свет не выделяется, а это значит, что игрокам гораздо легче его замаскировать по сравнению с другими.
Игрокам нужно будет посетить монумент океана , чтобы добыть несколько морских фонарей. Их также можно изготовить из материалов океанских монументов: четыре осколка призмарина и пять кристаллов призмарина.
12/15 Stone & Blackstone Bricks
Еще раз важно отметить, что у каждого будет свое видение своего дома Minecraft . Те, кто ищет более царственную постройку, могут захотеть инвестировать в каменные кирпичи. Если игроки хотят сохранить эту царственную атмосферу, но добавить зловещий слой, они должны попробовать Blackstone Bricks.
СВЯЗАННЫЙ: Minecraft: идеи огромных домов для опытных строителей
Каменные кирпичи
можно изготовить, используя четыре куска камня, или взяв один камень и пропустив его через камнерез. Blackstone можно изготовить из четырех полированных частей Blackstone . Камень находится в верхнем мире, а Блэкстоун — в Нижнем мире.
Деревянные доски 11/15
С другой стороны спектра домашнего дизайна, если игроки ищут что-то, что немного более соответствует эстетике коттеджного поселка, им следует инвестировать в рубку большого количества деревьев. Из всех деревянных блоков, которые можно использовать в постройке, деревянные доски кажутся лучшими блоками для использования и их легче всего получить.
Каждое бревно, которое есть у игроков, можно поместить в верстак, который может произвести четыре деревянных доски. Существует восемь различных типов деревянных досок: дуб, береза, ель, джунгли, акация, темная ель, искривленная и малиновая.
Плиты 10/15
Большинство строительных блоков Minecraft имеют примерно одинаковый размер, чтобы игрокам было проще строить здания. Тем не менее, не так много форм, в которые игроки могут формировать свои здания, когда все лучшие блоки имеют одинаковый размер. Вот тут и пригодятся плиты.
Плиты могут быть сделаны из различных блоков, от деревянных растений до каменных кирпичей. Из какого блока игроки хотят сделать плиту, они должны подойти к верстаку и разместить три блока вдоль ряда , чтобы создать шесть плит или эти три блока разрезать пополам. Это хороший строительный блок в Minecraft из-за его способности действительно делать постройки более реалистичными, а не просто обычными блоками.
9/15 Терракота
Существует множество блоков, которые невероятно хорошо выделяются в качестве основной части сборки. Однако иногда полезно помнить о блоках, которые могут стать хорошим дополнением и гармонировать со сборкой.
терракотовых блока, найденных в основном в Бесплодных землях, имеют приятную приглушенную цветовую палитру, которая не подавляет, но хорошо сочетается с другими красочными блоками. Переплавив полный блок глины в печи , игроки получат терракотовый блок по умолчанию. Чтобы покрасить терракоту, поместите восемь частей стандартного блока на верстак и поместите часть краски в середину.
Витражное стекло 8/15
Стекло
никогда не было лучшим блоком в игре, поскольку даже его положительная сторона прозрачности была испорчена некоторыми непрозрачными аспектами, пока недавние изменения текстуры не сделали его немного лучше. Но, несмотря на эти улучшения, обычное стекло само по себе может быть скучным. Вот тут-то и появляется витражное стекло.
С помощью этого декоративного предмета можно придать дому дополнительный цвет, покрасив стекло в определенный цвет. Для этого игроки должны взять восемь стеклянных блоков и поместить их в каждую коробку на верстаке, кроме средней. Затем игроки должны заполнить центральное пространство краской любого цвета, который они хотят . Это вернет восемь частей цветного стекла.
7/15 глазурованная терракота
Не многие блоки выделяются сами по себе. Тем не менее, глазурованная терракота имеет очень уникальный дизайн, который хорошо работает в небольших группах и может добавить в комнату всплеск цвета. Существует 16 различных дизайнов глазурованной терракоты, каждый из которых связан с определенным цветом красителя.
Чтобы получить эти блоки, игроки должны получить терракоту определенного цвета, соответствующую глазурованной терракоте, которую они хотят, и поместить ее в печь . После приготовления у них будет глазированная версия, которую можно разместить вокруг.
6/15 листов
Некоторые из лучших блоков для строительства в игре выглядят наиболее естественно. В этой игре нет блока, который выглядел бы более естественно, чем листья. Существует большое разнообразие этих листьев, так как они происходят с разных деревьев по всему миру.0003 Майнкрафт мир.
К сожалению, собирать листья не так-то просто, поскольку их нельзя сломать пустой рукой или множеством инструментов. Лучший способ собрать листья с любого дерева — это изготовить ножницы, для чего потребуется два слитка железа в диагональном направлении на верстаке. Игроки могут продолжать выращивать деревья, чтобы получить как можно больше листьев.
В Minecraft не так много блоков или предметов, которые можно настраивать, за исключением изменения цвета. Но элемент, с которым игроки могут играть больше всего с точки зрения дизайна, — это баннеры. Эти высокие блоки могут стоять сами по себе или подвешиваться на стены. Их также можно настроить, чтобы они имели определенный дизайн, в частности, с помощью ткацкого станка.
СВЯЗАННЫЙ: Minecraft: проекты средневековых домов, которые идеально подходят для любого королевства
Знамена
можно изготовить, используя шесть кусков шерсти и палку , рецепт организован в форме знака. Игроки должны использовать один и тот же цвет шерсти для рецепта, и баннер будет соответствовать цвету используемой шерсти.
4/15 Картины
Баннеры прекрасно подходят для украшения стен, но с помощью ткацкого станка сложно разместить на баннере много деталей. Но когда вы ищете лучшие блоки для строительства и украшения стен , игроки должны изучить картины. Доступно довольно много картин, но все они имеют один и тот же рецепт.
Получить картину довольно просто, так как для этого требуется всего один блок шерсти и восемь палочек . Положите шерсть в середину верстака и окружите ее палками, чтобы получить картину. Отсюда найдите стену, чтобы разместить картину. Появится случайная картина, но размер картины зависит от размера стены. Чем больше стена, тем крупнее может быть портрет.
Ковры 3/15
В то время как стены и крыша дома, как правило, получают много внимания, полы в домах тоже нуждаются в заботе. Если игрокам нужны дополнительные слои к тому, по чему они ходят, ковры — отличный вариант. Эти тонкие квадраты шерсти можно положить поверх всего, что имеет высоту ровно в один блок.
Получите два куска шерсти одного цвета, и поместите их рядом на верстаке, чтобы получить ковер. Игроки, которые не определились с цветом, могут сделать кучу белых ковров, а затем поместить восемь кусков вокруг определенного красителя на верстаке.
2/15 стен
В первые годы существования Minecraft основным способом удержания существ в определенном пространстве было ограждение. Это изменилось с добавлением стен, которые также служат отличным декоративным акцентом в постройке. В отличие от заборов, стены могут быть сделаны из множества различных блоков, от булыжника до песчаника.
Взяв шесть блоков желаемого материала и сформировав прямоугольник на верстаке, эти стены можно изготовить партиями по шесть штук. Существует 21 вариант стен, которые можно создать.
1/15 Лестница
Если какой-либо блок заслуживает похвалы за свою универсальность, то это блок лестницы. Еще один предмет, который можно сделать из различных материалов. Лестница, очевидно, позволяет игрокам перемещаться вверх и вниз по определенным этажам, но они также часто используются в качестве сидений или важных частей крыши.
Подобно стенам, для лестниц требуется шесть специальных блоков, которые игроки хотят использовать . Но вместо прямоугольника эти блоки должны быть сформированы в виде схема лестницы, которая идет сверху вниз слева направо . На выбор предлагается 24 различных варианта лестницы.
Minecraft доступен на ПК, PlayStation 4, Xbox One, PlayStation 5, Xbox Series X/S, Android, iOS, Nintendo Switch и многих других платформах.
БОЛЬШЕ: Блестящие идеи дома Minecraft
5 лучших строительных блоков в Minecraft
ОТ ANNE
Anne
Писатель и сценарист
ОПУБЛИКОВАНО 5 МЕСЯЦЕВ НАЗАД
Если вы хотите построить дом своей мечты в Minecraft, вот 5 лучших блоков для их строительства и получения.
Minecraft — это игра-песочница с открытым миром, в которой воображение игрока может разгуляться и дать волю, и, таким образом, в игру можно играть так, как он хочет. Minecraft может стать опытом выживания для игроков, стремящихся победить в игре, или местом, где игроки могут создавать что угодно и что угодно.
Но одно можно сказать наверняка: рано или поздно игроки что-нибудь построят во время игры. И будь то простая квадратная коробка, достаточно большая, чтобы быть временным убежищем, или большой особняк, наполненный сотнями мебели, игроки будут строить свою базу.
И новички, и ветераны получат удовольствие от сбора и создания построек с нуля, и им наверняка понравятся бесконечные возможности игры. К счастью для нас, игра предлагает игрокам широкий выбор блоков, так что игроки могут построить практически все, что душе угодно.
И хотя количество блоков остается на усмотрение игрока, некоторые блоки работают слишком хорошо при использовании в определенных тематических сборках. Мы перечислили 5 лучших блоков, которые творят чудеса в постройках, и используем их для создания базы вашей мечты.
Топ 5 строительных блоков в Minecraft
1. Деревянные доски
Деревянные доски считаются самыми важными блоками в игре. Из досок вы можете создавать предметы первой необходимости, такие как столы для крафта, палки, лодки, двери, деревянные наборы инструментов и т. д. Неудивительно, что деревянные доски необходимы для игры и могут использоваться не только как ингредиент для создания рецептов. .
Использование досок в качестве основного строительного блока весьма правдоподобно, поскольку вы можете выращивать древесину практически в любом биоме, кроме пустыни. И с другой стороны, доски бывают разных видов и цветов, например, слегка розовые доски из джунглей и доски из акации оранжевого цвета.
Легкодоступные и эстетически привлекательные деревянные доски являются лучшим блоком, доступным для всех игроков. Это делает деревянные доски хорошим блоком для строительства, поскольку они могут хорошо сочетаться практически с любой структурой. Деревянные доски также могут быть вашим основным фундаментом, включая их в деревянные постройки, такие как коттеджи и бревенчатые дома.
2. Камни и кирпичи
Будучи одними из самых распространенных блоков в игре, помимо деревянных досок, камни и кирпичи являются нашим вторым лучшим вариантом, если вы планируете построить базу базового типа. Когда игроки разбивают камни при добыче полезных ископаемых, они автоматически собираются как булыжники вместо камней.
Однако, когда игроки расплавляют булыжник в печи, булыжник превращается в камень. А поскольку булыжники не очень приятны на вид, игроки могут вместо них использовать камни в своих билдах. Это позволяет создавать более современные конструкции и творения, поскольку камни невероятно хорошо сочетаются с любой структурой с современным внешним видом.
В целом, камни и кирпичи являются хорошими блоками для строительных конструкций и оснований. Кирпичи можно легко изготовить на верстаке, и они отлично подходят для построек, таких как замки и башни. Помимо камней, игроки также могут использовать кирпичи, если хотят построить структуру, напоминающую средневековье.
3. Витражное стекло
Все мы знаем, что стекло — не лучший блок для строительства, но у стекла гораздо больше применений, чем многие из нас не знают. Стекло можно превратить в стеклянные панели, которые игроки могут использовать для создания окон и стеклянных стен. Вы можете создавать витражи и выбирать различные конструкции со стеклянными окнами, например те стеклянные панели, которые вы часто видите в церквях и замках. Помимо типичного оконного дизайна, витражи могут быть основой таких конструкций из стекла, как аквариумы и стеклянные вольеры. В целом, витраж имеет такой большой потенциал стать строительным блоком, что вы не можете пропустить его.
4. Листья
Мы готовы поспорить, что некоторые из вас никогда даже не думали о листьях как о декоративном блоке, в основном потому, что большинство игроков не знают, что их можно собирать. Листья, как и деревянные доски, происходят из деревьев и имеют разный цвет в зависимости от того, из какого дерева они растут. Несмотря на различия, каждый вид листового блока различается по оттенку зеленого биома, в котором они появляются.
Чтобы собрать листья с дерева, вам нужно использовать пару ножниц для листьев. Это позволит блоку листьев выпасть как предмету, в то же время вы сможете собрать несколько палочек и яблок, которые иногда падают с ними. Как только вы соберете несколько блоков листьев, вы сможете использовать их на своей базе в качестве украшений. Из листьев получаются отличные горшечные растения в вашем доме, а также они могут выступать в качестве кустов вокруг вашего дома.
Возможности листьев в качестве украшения безграничны. И если вы хотите включить их в фундамент вашего дома, листья можно разместить возле крыш, чтобы создать эстетичный весенний дом. Помимо вашей основы, листья также можно использовать для создания кустов на стене, чтобы воспроизвести идею садового лабиринта.
5. Терракота и глазурованная терракота
Терракота — это цветной блок, который можно получить в биоме бесплодных земель.
По кількості переглядівВід дешевих до дорогихВід дорогих до дешевихПопулярніТоп продажіРейтингНовинкиАкції
Товарів на сторінку
204060
Відгуки: 0
3 040ГРН
( $ 74 | 76 € )
Відгуки: 0
3 143ГРН
( $ 77 | 79 € )
Відгуки: 0
3 143ГРН
( $ 77 | 79 € )
Відгуки: 1
3 185ГРН
( $ 78 | 80 € )
Відгуки: 0
3 185ГРН
( $ 78 | 80 € )
Відгуки: 0
3 200ГРН
( $ 78 | 80 € )
Відгуки: 0
3 266ГРН
( $ 80 | 82 € )
Відгуки: 0
3 278ГРН
( $ 80 | 82 € )
Відгуки: 0
3 280ГРН
( $ 80 | 82 € )
Відгуки: 0
3 301ГРН
( $ 81 | 83 € )
Відгуки: 0
3 315ГРН
( $ 81 | 83 € )
Відгуки: 0
3 720ГРН
( $ 91 | 93 € )
Відгуки: 0
3 753ГРН
( $ 92 | 94 € )
Відгуки: 0
3 755ГРН
( $ 92 | 94 € )
Відгуки: 0
3 755ГРН
( $ 92 | 94 € )
Відгуки: 0
3 761ГРН
( $ 92 | 94 € )
Відгуки: 0
3 761ГРН
( $ 92 | 94 € )
Відгуки: 0
3 761ГРН
( $ 92 | 94 € )
Відгуки: 0
3 761ГРН
( $ 92 | 94 € )
Відгуки: 0
3 761ГРН
( $ 92 | 94 € )
1
2
3
. ..
23
Циркуляційні насоси, залежно від особливості конструкції, можуть застосовуватись у дрібній та великій промисловості, а також у побутовій сфері. Вони виконують певні функції забезпечення безперебійного рівня тиску у водопровідних системах опалення, кондиціювання або охолодження, перекачуючи рідину великі об’єми води.
Насоси циркуляційні встановлюються в колективних системах водопостачання багатоквартирних будинків з метою подачі холодної або гарячої води. Промислові циркуляційні насоси можуть покращувати роботу різних агрегатів, а також служити головним механізмом опалення та кондиціювання.
Циркуляційні насоси та їх основні функції
Забезпечення потрібного рівня тиску при перекачуванні рідини, у разі незручного викривлення або віддаленості водопровідних труб;
Забезпечення якісної роботи з перекачування рідини в системах опалення або охолодження;
Циркуляційний насос забезпечує безперебійну подачу води, якщо в опалювальному котлі відсутній діючий насос;
Насос для опалення допомагає позбавити проблеми інерційності системи, у разі недостатнього рівня тиску в трубопроводі, а також при завантаженості деяких ділянок трубопроводу;
Стабілізація температурного рівня в системах опалення або охолодження при якісній роботі насоса;
Насос циркуляційний підвищує номінальний рівень продуктивності котельного обладнання тощо.
Купити циркуляційний насос означає отримати незаперечну якість, перевірену багаторічною практикою. Інтернет магазин «ОВК Комплект» надає широкий вибір різноманітного обладнання від найкращих світових та вітчизняних брендів. Ми можемо гарантувати, що ви отримаєте найкращий товар і зможете купити промисловий циркуляційний насос або купити побутовий циркуляційний насос за найдоступнішими цінами.
Основна характеристика – циркуляційні насоси
Побутові циркуляційні насоси або циркуляційний насос для опалення мають компактну форму, залежно від модельного ряду та бренду, а корпус таких моделей виготовляється із міцного чавуну, латуні або технополімеру, який покривають захисним шаром фарби, що оберігає від корозійних утворень. Крім того, побутові циркуляційні насоси для систем ГВП мають додатковий захист, що дозволяє витримувати температурні перепади та перекачувати великі об’єми гарячої води.
Найчастіше, насоси для циркуляції води здатні перекачувати рідину без вмісту важких і в’язких хімічних елементів, а також при повній відсутності у воді дрібних абразивних частинок та бруду.Циркуляційні насоси для води значною мірою економлять електроенергію, але при цьому показують високу продуктивність і рівень ККД. Тому рішення купити циркуляційний насос принесе безліч позитивних моментів.
Вибір циркуляційного насоса
При виборі певної моделі насоса, в першу чергу потрібно звернути увагу на вигляд ротора насоса. Ротор є спеціальним валом, який приєднаний до двигуна і створює потрібний рівень водяного потоку. За своїм виглядом ротор може бути сухим та мокрим.
Насоси з мокрим ротором використовуються в системах закритого типу, коли є невелика довжина водопроводу, але при цьому потрібен великий напір води. Завдяки їхній компактній і збалансованій конструкції, такі насоси працюють практично безшумно, а це означає, що можуть застосовуватися в приміщеннях побутового типу. Такі насоси мають високу продуктивність, але здатні на перекачування тільки чистої рідини, без вмісту шкідливих домішок та абразивних частинок, які можуть призвести до передчасного зношування гідравлічної частини.
Насоси з сухим ротором потужніші моделі, які підійдуть для роботи в системах з великою протяжністю, де потрібен високий рівень напору. Вони здатні на перекачування рідини з невеликою кількістю домішок та дрібних частинок. Під час функціонування їхній рівень шуму середній, а їх габарити значні, що говорить про використання таких моделей у промисловій сфері.
Можуть також бути насоси для опалення здвоєного типу, що дозволять у кілька разів збільшити рівень продуктивності, при цьому якщо один насос вийде з ладу, другий продовжить функціонувати , подаючи необхідний рівень тиску водопровідної мережі.
Промислові циркуляційні насоси — Особливості конструкції
Промислові циркуляційні насоси також мають масу переваг та конструктивних виконань. Крім комплектації сухим або мокрим ротором, такі насоси здатні витримувати температурні перепади, перекачувати значні обсяги незабрудненої рідини без хімічних домішок, забезпечуючи продуктивну роботу системи. Купити насос для циркуляції води або купити насос для опалення за доступною ціною можна тільки в нашому Інтернет-магазині «ОВК Комплект».
Насоси для циркуляції води промислового типу, а також побутові циркуляційні насоси можуть комплектуватися різною контрольною автоматикою або пристроями плавного пуску. Так ви зможете точніше регулювати подачу води.
Побутові циркуляційні насоси для води комплектуються запобіжними датчиками, які здійснюють автоматичне увімкнення/вимкнення пристрою, при його надмірній роботі. Ви також можете циркуляційний насос купити з РК-дисплеєм, що є вдосконаленою моделлю, з більш точною і високою продуктивністю.
Тому, не втрачайте часу і звертайтеся до професійних менеджерів Інтернет магазину «ОВК Комплект», які завжди готові надати Вам допомогу у виборі найбільш підходящої моделі, яка задовольнить усі ваші технологічні потреби у перекачуванні води у звичайних водопровідних системах, а також у системах опалення.
На наших віртуальних прилавках ви зможете знайти: циркуляційні насоси Wilo (Віло), циркуляційні насоси Grundfos (Грундфос), циркуляційні насоси Dab (Даб), циркуляційні насоси Lowara (Ловара), циркуляційні насоси Calpeda (Калпеда), циркуляційні насоси Speroni (Спероні), а також моделі інших брендів з Європи та СНД.
Звертайтеся до нас. Менеджери «ОВК Комплект» проведуть детальну консультацію, підберуть необхідну модель, допоможуть циркуляційний насос купити або купити побутовий циркуляційний насос за низькою ціною, Київ, Україна, а також проконтролюють доставку в будь-яку точку України та близького зарубіжжя. Телефонуйте нам, ми завжди раді новій співпраці з клієнтами.
Мини циркуляционный насос для теплого пола
Главная » Разное » Мини циркуляционный насос для теплого пола
Насос для теплого пола – какой выбрать, как установить
Чтобы обеспечить работу смесительного узла, который понижает температуру теплоносителя для теплого пола, необходим дополнительный циркуляционный насос. Которым в основном и обеспечивается движение теплоносителя по контурам (петлям) отопительного трубопровода.
В том случае, когда температура теплоносителя формируется не смесительным узлом, а как-то иначе (РТЛ-регулировка, котлом, солнечным коллектором, внешним смесителем), то насос в контуре теплого пола скорее всего не понадобиться, достаточно будет и общего в отопительной системе.
Но чаще всего теплые полы создаются со своим нососно-смесительным узлом.
Какой насос подойдет
В смесительном узле теплых полов применяется обычный циркуляционный насос, который пригоден и для радиаторной системы отопления.
Эти агрегаты отличаются малой мощностью, небольшим напором и небольшим расходом жидкости. Соответственно и потребляемая мощность незначительна (40 – 150 Вт), шум при работе почти отсутствует.
Все циркуляционные насосы для бытовой отопительной системы (в т.ч. и для теплых полов) обозначаются парой цифр, например, — 25/40.
Где первая 25 — диаметр резьбы подключения в мм (иначе — 1 дюйм). Дюймовое подключение — наиболее ходовое в быту для главных магистралей, такой же диаметр резьбы, например, у коллекторов для теплого пола….
Вторая цифра означает напор в дм. т.е. 40 — 4 метра водяного столба, или 0,4 атм.
Маркировка 25/60 означает уже более мощную модель – дающий напор в 6 метров.
Напор и мощность
Требуемые характеристики насоса и его марка должны быть определены в проекте на теплый пол исходя из теплопотерь, площади, количества контуров, марки труб, диаметра труб, длины петель, разницы температур…
Но приобретение проекта, или даже проведение простых расчетов, для многих не желательные затраты времени, денег и сил.
Многие желают знать «здесь и сейчас немедленно», — какой насос выбрать для теплого пола.
Но вопрос не сложный, — предстоит выбрать всего лишь между 25/40 и 25/60 (для больших площадей лучше поставить два и более «маленьких» насосно-смесительных узлов), — других подходящих вариантов просто трудно найти.
Если брать радиаторную систему, то в силу ее простоты выбор насоса упрощается. До площади дома до 160 м кв. потянет и 25/40. В пределах 160 — 250 – м кв., – 25/60 и т.д.
«Детская болезнь домашних монтажников» — установить циркуляционные насос «с запасом на всякий случай». Там, где достаточно 20, ставят 80, — получают очень существенный перерасход электроэнергии, шум в радиаторах и трубах…
С выбором насоса для теплого пола дело обстоит почти также просто. Хоть здесь больше разнообразия в исходных данных – длина контуров может меняться существенно от 20м до 140м, запросы по разности температур подачи и обратки могут быть разными, больше влияет утепленность самого пола и др.
Для минимализации разности температур между подачей и обраткой требует установить более производительный насос.
Какой должен быть расход и напор
Руководствуясь опытом создания теплых полов можно сказать, что производительность насоса для достаточного обогрева «среднеутепленного здания» в климате средней полосы должна быть примерно следующей.
Т.е. – для площади в 100 м кв. частного дома в средней полосе потребуется насос с производительностью от 1,5 м куб. в час.
Например, используется 7 контуров отопления, если расход делится примерно поровну, тогда он составляет немногим более 0,2 м куб в час в каждом контуре.
В табличке приведены примерные данные по падению напора в контурах теплого пола с использованием трубы 16 мм.
Вероятно, положены петли с длиной 70 – 80 м. Расход в каждом контуре около 3 литров в минуту (0,18 куб/час), соответственно максимальный напор согласно таблицы — около 2 м в. ст.
Следовательно, для 100м кв. этой «среднеохлаждаемой» площади нам нужен насос, который бы давал расход в 1,5 м куб при напоре в 2 метра водяного столба.
Подбор по характеристикам
Рассмотрим графики характеристик циркуляционых насосов Грундфос (Grundfos) под названием Солар.
Видим, что «самый младший» насос 25/40 способен выдать расход 1,7 м куб./час при напоре в 2 метра. Это он сделает на второй скорости, потребляя 50 Вт час.
Выбираем насос 25/40 для теплого пола до 100 м кв. (7 контуров по 12 — 13 м кв.) Свыше 120 м кв. – соответственно 25/50 до площади 160 м кв.
По примерным прикидкам, мы выбрали подходящий насос для теплого пола. А что скажет производитель? Вот официальная таблица рекомендаций от Grundfos.
Варианты выбора, современные насосы
При использовании современных моделей ALPHA, важно учитывать, что режимы «пропорциональное давление» и «AUTOADAPT» просто не подходят к теплому полу, — устанавливайте подходящий режим.
Если теплопотерь больше или дом (теплый пол) плохо утеплен, соответственно значение площади теплого пола, при которой нужно переходить с одного насоса на другой, смещается в меньшую сторону… Ключевую роль в этом играет степень утепленности самого теплого пола. Как утеплить теплый пол правильно Но более точные значения можно получить только теплотехническим расчетом и расчетом теплого пола…. которые многие считают просто излишними…
Особенность конструкции насоса и установки
Циркуляционные насосы должны устанавливаться так, чтобы ось ротора находилась в горизонтальном положении. Неважно какая буде подводка труб к насосу — горизонтальная, вертикальная, под углом — ротор должен быть горизонтальным.
В насосе может быть отверстие, закрытое пробкой — для выпуска воздуха.
Из типичных поломок циркуляционных насосов можно выделить засорение отложениями. За теплый сезон, когда насос стоит, из воды выпадают соли, ими могут быть прихвачен вал ротора. Из-за небольшой мощности насос в таком состоянии может не запуститься.
Не включается циркуляционный насос, — что делать? Остается только закрыть подводящие краны, открыть пробку и провернуть крыльчатку, после чего насос, как правило, работает.
Как правильно установить насос теплого пола
Насос устанавливается между трехходовым клапаном и коллектором теплого пола. Только в этом случае будет работать вся система теплого пола. Смесительный узел для теплого пола – конструкция
Если установить насос между подключением к радиаторной сети и трехходовым клапаном, то смесительный узел окажется не функциональным, теплый пол работать не будет.
Насос крепится за фланцы с помощью накидных гаек, которые обычно идут в комплекте. Установка насоса обычно проблем не вызывает, если подводка выполнена правильно, с выдержкой нужных расстояний.
Схемы монтажа
Обратите внимание на маркировку насоса и его закрепление в фирменном оборудовании для теплого пола для небольшого дома.
В системе обогреваемых полов краны устанавливаются на входе в смесительный узел и на каждом контуре коллектора. Слив теплоносителя из насосно-смесительного узла, при замене его оборудования не критичен. Но полезно перед насосом, как и в радиаторной системе установить фильтр.
Также важно правильно смонтировать электрическую схему. Включением насоса запускается и отопление теплыми полами. Он работает постоянно, пока работает обогрев полов.
Он может включаться автоматикой, — по командам термостатов в комнате и датчиков в теплом полу. Также не редка схема, когда насосом дополнительно управляет аварийное реле отключения, — при превышении температуры на подающем коллекторе, цепь размыкается. Еще информация — как выбрать трубопровод для отапливаемого водяного пола
насос циркуляции воды 220в / 50хз мини для систем отопления
Профессиональный поставщик солнечной энергии 12 В мини-циркуляционный насос горячей воды
Профессиональный поставщик солнечной энергии 12 В мини-циркуляционный насос горячей воды
Примечания:
— Мы являемся производителем высококачественных бесщеточных насосов постоянного тока. Может предоставлять индивидуальные услуги — Если вы заинтересованы в наших продуктах, пожалуйста, свяжитесь с нами
МОДЕЛЬ
PV МОДУЛЬ ВАТТ (Вт)
МАКСИМАЛЬНЫЙ РАСХОД (Л / М)
МАКСИМАЛЬНЫЙ НАПОР (М)
TS5-A12-5PV
5
8.4
1,6
TS5-A12-10PV
10
10
2,4
TS5-A12-15PV
15
12,6
3,2
Для получения дополнительных технических данных нажмите здесь
* Солнечные водонагревательные системы * Циркуляция горячей воды
* Теплый пол * Системы теплопередачи
* Системы охлаждения с питанием от 12 В * Перекачка пищевых продуктов
* Насос для перекачки горячего сусла для домашнего пивоварения * Sous Vide
Описание продукта
1. Напряжение: 6-24 В постоянного тока (Скорость: 1
.
циркуляционных насосов горячей воды, циркуляционные насосы
регулирования скорости
Циркуляционный насос (тип Wilo)
Этот циркуляционный насос специально разработан для системы отопления и используется для подачи воды и повышения давления в особняках города, загородной виллы, дома, в соответствии с промышленным оборудованием, для подачи воды в цикл для охлаждения воздуха, котла и солнечной энергии, подачи горячей и воды и цикла поддержания тепла
Материалы
Провод двигателя: медь
Корпус двигателя: алюминий
Корпус ротора: нержавеющий сталь
Рабочее колесо: полипропилен / нержавеющая сталь
Корпус насоса: чугун
Вал: нержавеющая сталь
Жидкость
Диапазон температур жидкости: -10-110 ° C
Установка
Размер, трубное соединение: G1. 5 дюймов, DN25 мм
Длина от порта до порта: 180 мм
Максимальное рабочее давление: 10 бар
Ступень давления, трубное соединение: PN10
Расход и напор
Макс. расход: 65 л / мин
Макс.напор: 6 м
Электрические характеристики
Входная мощность (скорость 1): 100 Вт
Входная мощность (скорость 2): 67 Вт
Входная мощность (скорость 3): 46 Вт
Частота сети: 50/60 Гц
Номинальное напряжение: 110/220 В
Упаковка
G.Вт: 2,8 кг
Модель
Номинальная мощность
Труба
Qmax
Hmax
Gw
Упаковка
Размер
расход
Размер
пространство
[Вт]
[мм]
[л / мин]
[м]
KGS / PCS
] [мм]
LRS25-4S
65
G 1 « DN20 мм
40
4
2. 5
34,0 * 29,5 * 32,5 (8 шт. / CTN)
130
46
34
3
30
28
2
9012RS
G 1 « DN20 мм
52
6
2,8
34,0 * 29,5 * 32,5 (8 шт. / CTN)
130
67
38
512
3
LRS40-4S
65
G 1.5 « DN25 мм
46
4
2,5
340x295x325 415x280x325 (8PCS / CTN)
130/180
4612
100
G 1,5 « DN25 мм
65
6
2,8
340x295x325 415x280x325 (8PCS / CTN)
130/180
46
28
3
LRS15-8. 5Z
100
G 3/4 « DN12 мм
30
8,5
3,2
38 * 24 * 30,5 (8 шт. / CTN)
160
1.
Могу ли я купить один в качестве образца?
A:
Да, конечно. MOQ солнечного насоса — 1 шт.
2.
Вы фабрика или торговая компания?
A:
Мы являемся фабрикой, которая специализируется на водяных насосах более 23 лет
3.
Можете ли вы сделать OEM?
A:
Да, вы можете нанести на коробку свой логотип и бренд.
.
Смотрите также
Теплый пол водяной на деревянном основании
Как настроить универсальный пульт к кондиционеру qunda
Как быстро нагревается электрический теплый пол
При какой температуре можно включить кондиционер на обогрев
Как правильно подключить кондиционер
Подложка под ламинат какая лучше на теплый пол
Теплый пол водяной как укладывать
Как на приору установить кондиционер
Как сделать теплый пол
Теплый пол водяной сколько стоит работа
Теплый пол в частном доме своими руками водяной
Циркуляционный насос для горячей воды | Малый циркуляционный водяной насос
Рециркуляционный насос для горячей воды
Рециркуляционный насос для горячей воды относится к мини-водяному насосу, используемому в системе отопления, системе циркуляции воды для кондиционирования воздуха, системе циркуляции горячей воды для бытовых нужд и других сценариях применения. Кроме того, люди могут также использовать некоторые из них в качестве автомобильного электрического водяного насоса для системы охлаждения автомобиля. Люди обычно устанавливают их на тепловом пункте (тепловом пункте), источнике тепла.
В замкнутом контуре трубопровода циркуляционный насос горячей воды не перекачивает воду на высокое место, как другие насосы. Или выполните второе повышение давления воды внутри исходной трубы, например, бустерный насос горячей воды. Но сделайте так, чтобы вода преодолевала потери сопротивления контура в системе трубопроводов и рециркулировала воду. Так, в народе их еще называют водяной циркуляционный насос .
Стандартные циркуляционные насосы серии VOVYO для горячей воды:
Хотите узнать больше?
Какие типы рециркуляционных насосов для горячей воды существуют?
Циркуляционный насос для горячей воды делится на два типа: циркуляционный водяной насос постоянного тока и циркуляционный насос для горячей воды переменного тока. Как правило, это центробежные насосы с питанием от сети переменного тока 220 В, постоянного тока 12 В, постоянного тока 24 В, аккумуляторов или солнечной энергии. Люди чаще всего используют водяной насос на 12 В для рециркуляции мобильной бытовой горячей воды. Так что люди могут использовать горячую воду сразу после использования кранов. Циркуляционный насос для горячей воды для бытовых нужд обычно небольшого объема, также называемый малым циркуляционным водяным насосом.
Почему люди должны использовать рециркуляционный водяной насос для своего домашнего водопровода?
В хозяйственном водопроводе, где он не установлен, водяной рециркуляционный насос . В водопроводе из крана течет только холодная вода, а не горячая. Пока водонагреватель не нагреет поток воды и не достигнет крана. В долгосрочной перспективе это приведет к трате большого количества воды. Однако люди могут решить эту проблему, установив насос рециркуляции горячей воды. Эти насосы могут непрерывно циркулировать горячую воду в доме пользователя, поддерживая высокую температуру воды в трубе и готовую к использованию. Таким образом, люди могут получить горячую воду в любое время, когда они откроют кран горячей воды.
Какие преимущества дает людям установка циркуляционного насоса для водопровода в домашнем хозяйстве?
Удобство
На вашем водонагревателе установлен рециркуляционный насос горячей воды, способный подавать горячую воду практически сразу при открытии крана людьми. Таким образом, пожалуй, главным преимуществом водяного циркуляционного насоса является то, что люди могут почти мгновенно получить горячую воду, используя его в своем домашнем водопроводе.
Экономьте воду и деньги
Люди могут уменьшить расход воды, используя рециркуляционный водяной насос. Так как он может передавать горячую воду практически сразу, как только люди откроют кран. Не нужно ждать, пока вода нагреется до нужной температуры. Это особенно полезно в районах с недостаточным водоснабжением. Одним из больших преимуществ использования циркуляционного насоса является возможность сэкономить много воды, денег и времени.
Простота установки
Установить насос рециркуляции воды относительно просто. Люди могут установить его, используя инструмент для ежедневного обслуживания. Поскольку инженеры проектируют большую часть водяных циркуляционных насосов для обычных домашних систем трубопроводов. Кроме того, для установки водяного циркуляционного насоса в домашнем водопроводе людям не нужно получать специальное разрешение.
Простота в эксплуатации
Рециркуляционный насос горячей воды, как и обычный небольшой водяной насос, очень прост и удобен в эксплуатации. Людям не требуется профессиональная подготовка, и они могут легко научиться управлять насосом, прочитав простые инструкции.
Как правильно выбрать циркуляционный насос для горячей воды?
Из-за того, что люди широко используют рециркуляционные насосы горячей воды в домашних и общественных системах циркуляции тепла воды. Поэтому многие производители занимаются этой отраслью. И производить различные типы водяных циркуляционных насосов с различными моделями и качеством. Однако не каждый вид водяного циркуляционного насоса подходит для использования людьми. Итак, люди чаще всего задают вопрос, как правильно выбрать небольшой водяной циркуляционный насос? Вообще говоря, люди должны учитывать ниже 7 факторов при выборе насоса.
Подача циркуляционного насоса горячей воды
Суммарная подача насоса не должна быть меньше общей расчетной подачи трубопроводной сети. Расход через байпасную трубу следует считать. При установке байпасной трубы между выходом водонагревателя и всасывающим патрубком водяного циркуляционного насоса.
Напор
Напорная характеристика рециркуляционного водяного насоса должна быть относительно плоской вблизи рабочей точки насоса. Таким образом, изменение напора водяного насоса постоянного тока очень мало при изменении гидравлических условий в сети. Как правило, характеристическая кривая одноступенчатого водяного насоса относительно плоская. В качестве насоса для циркуляции воды следует использовать одноступенчатый водяной насос.
Стойкость к давлению и температуре
Стойкость к давлению и температуре насоса должна быть совместима с расчетными параметрами тепловой сети. Обычно насос горячей воды устанавливают на обратке тепловой сети. Допустимая рабочая температура водяного циркуляционного насоса, как правило, не ниже 80 °C. Люди должны установить устойчивый к высоким температурам циркуляционный насос горячей воды на трубе подачи горячей воды.
Рабочая точка
Рабочая точка водяного циркуляционного насоса должна находиться в пределах эффективного рабочего диапазона насоса.
Срок службы
Срок службы водяного насоса с двигателем переменного тока и щеточным двигателем постоянного тока относительно короткий. Обычно только с несколькими тысячами часов. В то время как срок службы бесщеточного насоса постоянного тока составляет до десятков тысяч часов. Его срок службы намного превышает срок службы водяного циркуляционного насоса переменного тока и водяного насоса постоянного тока с щеткой. Поэтому порекомендуйте людям использовать бесщеточный рециркуляционный насос для горячей воды постоянного тока для своей сети водяного отопления.
КПД
КПД обычного двигателя переменного тока менее 40%. В то время как эффективность бесщеточного двигателя постоянного тока может достигать 80%. С точки зрения эффективности, КПД двигателя постоянного тока более чем в два раза выше, чем у двигателя переменного тока. То есть водяной циркуляционный насос постоянного тока — это время энергосбережения водяного циркуляционного насоса переменного тока. Таким образом, для экономии затрат на электроэнергию. Порекомендуйте людям использовать циркуляционный насос горячей воды с бесщеточным двигателем постоянного тока для бытовых систем горячего водоснабжения.
Функция защиты
Порекомендуйте людям приобрести трехфазный бесщеточный насос для рециркуляции воды постоянного тока. Который с защитой от заклинивания ротора, защитой от обратного соединения, защитой от перегрузки и защитой от перегрузки по току. Во избежание перегорания насоса из-за неправильной работы или внезапного изменения напряжения. Не рекомендуется приобретать водяной циркуляционный насос переменного тока без этих защитных функций. Во избежание сжигания водяного насоса по вышеуказанным причинам. Это приведет к тому, что людям придется часто заменять рециркуляционный насос горячей воды. И, как следствие, резкое увеличение затрат на закупки.
Гидравлические циркуляционные насосы перемещают воду по замкнутой системе труб в системах отопления или в системах рециркуляции воды. Насос монтируется рядом с котлом и обеспечивает рециркуляцию воды по замкнутой системе трубопроводов, в которой вода не выходит из труб. В системах, которые не подают питьевую воду, трубы и насос изготовлены из чугуна. Эти насосы окрашены в красный или зеленый цвет, чтобы их можно было идентифицировать как водяные насосы, и в основном используются для лучистого отопления в жилых, коммерческих и промышленных зданиях.
Гидравлические циркуляционные насосы перемещают воду по замкнутой системе труб в системах отопления или системах рециркуляции воды. Насос монтируется рядом с котлом и обеспечивает рециркуляцию воды по замкнутой системе трубопроводов, в которой вода не выходит из труб. В системах, которые не подают питьевую воду, трубы и насос изготовлены из чугуна. Эти насосы окрашены в красный или зеленый цвет, чтобы их можно было идентифицировать как водяные насосы, и в основном используются для лучистого отопления в жилых, коммерческих и промышленных зданиях.
Стандартные гидроководные циркулирующие насосы
3-й вечный гидронный циркулирующий насосы
.
Стандартные гидравлические циркуляционные насосы ARMSTRONG PUMPS INC. Однофазные, отсортированы по мощности, по возрастанию
Loading…
Loading…
Loading…
Loading…
Loading…
Загрузка …
Загрузка …
Загрузка …
Загрузка …
.0040
Standard Hydronic Circulating Pumps BELL & GOSSETT Single Phase, sorted by Horsepower, ascending
Loading. ..
Loading…
Загрузка…
Загрузка…
Загрузка…
Загрузка…
7
Загрузка…
7
Загрузка…
205
GRUNDFOS Single Phase
Standard Hydronic Circulating Pumps GRUNDFOS Single Phase, sorted by Horsepower, ascending
Loading…
TACO Однофазный
Стандартные гидравлические циркуляционные насосы TACO Однофазный, отсортировано по мощности, по возрастанию
Loading. ..
Loading…
Loading…
Loading…
Loading…
Загрузка …
Загрузка …
Загрузка …
Нагрузка …
Нагрузка …
69
. …
Загрузка …
Загрузка …
Загрузка …
. Single Phase
3-Piece Hydronic Circulating Pumps ARMSTRONG PUMPS INC. Single Phase, sorted by Horsepower, ascending
Загрузка . ..
Загрузка …
Загрузка …
Нагрузка …
. …
Загрузка …
Загрузка …
Нагрузка …
ARMSTRONG PUMPS INC. PUMPS INC. Трехфазные, отсортировано по мощности, по возрастанию
Loading…
BELL & GOSSETT Single Phase
3-Piece Hydronic Circulating Pumps BELL & GOSSETT Single Phase, sorted by Мощность по возрастанию
Загрузка. .. 6 15
167
Загрузка …
Загрузка …
Загрузка …
Загрузка …
…
40165 …
40165 …
40165 …
.
Загрузка …
Загрузка …
Загрузка …
Нагрузка …
Нагрузка …
69
. …
Загрузка …
Загрузка …
Загрузка …
Bell & Gossett Three Faphe
9000 3
3-й-старший 3-й-главный. По мощности, восходящая
Загрузка …
.0166
Loading…
Loading…
Loading…
TACO Single Phase
3-Piece Hydronic Circulating Pumps TACO Single Phase, sorted by Horsepower , восходящая
Загрузка …
44964
.0204
-single-phase»> ARMSTRONG PUMPS INC. Single Phase
Multi-Speed Hydronic Circulating Pumps ARMSTRONG PUMPS INC. Single Phase, sorted by Horsepower, ascending
Loading …
Загрузка…
Загрузка…
Загрузка…
Загрузка…
…
0166
BELL & GOSSETT Single Phase
Multi-Speed Hydronic Circulating Pumps BELL & GOSSETT Single Phase, sorted by Horsepower, ascending
Loading . ..
Загрузка …
Загрузка …
Грундфос однофазный
Multi-Speed Gydronic Circulate Circlec0149
Loading…
Loading…
Loading…
Loading…
TACO Однофазный
Многоскоростные гидравлические циркуляционные насосы TACO Однофазный, отсортировано по мощности, по возрастанию
51
Загрузка . ..
Загрузка …
Нагрузка …
99 ARMSTRONG ARMSTRONG INC INC. INC ARMSLINGINGINGINGINGINGINGINGINGINGINGINGINGINGINT. Однофазный, отсортировано по лошадиным силам, по возрастанию
Швеллер 16П — вес, характеристики, размеры » Металлобазы.ру
Выбор металлопрокатаАрматураБалка двутавроваяКатанкаКвадратКругЛентаЛистПолосаПроволокаСеткаТруба профильнаяТруба круглаяТруба чугуннаяУголокШвеллерШестигранникШпунтТипРазмер
По всей РоссииСанкт-Петербург
16П — профиль серии с «параллельными гранями полок», горячекатаного метода производства.
Стандарт: ГОСТ 8240;
Вес погонного метра: 14,20 кг;
Площадь поперечного сечения (F): 18,10 cm2;
Размеры профиля
Участок профиля
Значение
Высота швеллера (h):
160 mm
Ширина полки (b):
64 mm
Толщина стенки (s):
5,0 mm
Толщина полки (t):
8,4 mm
Радиус внутреннего закругления (R):
8,5 mm
Радиус закругления полки (r):
5,0 mm
Расстояние от оси Y — Y до наружной грани стенки (X0):
1,97 cm
Допустимые отклонения
Участок профиля
Предельное отклонение
Высота швеллера (h):
±2,0 mm
Ширина полки (b):
±2,0 mm
Толщина стенки (s):
не контролируется
Толщина полки (t):
-0,5 mm
Перекос полки (Д):
1,0 mm
Перегиб стенки (f):
1,0 mm
Величины и значения в осях
Величины профиля в оси X
Значение
Момент инерции (Ix):
750,0 cm4
Момент сопротивления (Wx):
93,8 cm3
Радиус инерции (ix):
6,44 cm
Статический момент полусечения (Sx):
54,30 cm3
Величины профиля в оси Y
Значение
Момент инерции (Iy):
72,80 cm4
Момент сопротивления (Wy):
16,40 cm3
Радиус инерции (iy):
2,00 cm
Название серии: Швеллеры с параллельными гранями полок. Принадлежность профиля к серии с
«параллельными гранями полок» — отражено в нумерации горячекатаного профиля, наличием в маркировке (вместе с цифровым обозначением) буквы П.
Швеллеры с «параллельными гранями полок» (по ГОСТ 8240) состоят из 18-ти типоразмеров. Горячекатаный швеллер 16П является седьмым типоразмером в серии.
В государственном стандарте ГОСТ 8240, швеллеры входящие в группу горячекатаных, разделяются на пять серий:
Швеллеры специальные — серии С, Са, Сб;
Швеллеры с параллельными гранями полок — серия П;
Швеллеры с уклоном внутренних граней полок — серия У;
Швеллеры экономичные с параллельными гранями полок — серия Э;
Швеллеры легкой серии с параллельными гранями полок — серия Л.
Указанные данные на швеллер с «параллельными гранями полок» 16П структурированы на основе регламентирующего стандарта качества ГОСТ 8240 Швеллеры стальные горячекатаные.
Блесна зимняя Marlin’s, вес 16 г, 5000-202 (id 96017473)
Характеристики и описание
Блесна зимняя Marlin’s, вес 16 г, 5000-202
Зимняя блесна Marlin’s подходит для ловли окуня, щуки и судака. Активная игра, металлический блеск и яркий кембрик на тройнике провоцируют хищника на атаку.
Тип индивидуальной упаковки: Без упаковки
Длина упаковки: 125 см.
Высота упаковки: 10 см.
Ширина упаковки: 45 см.
Объем упаковки: 0.056
Объем: 0.12 л.
Объем бокса: 6
Материал: Металл
Тип приманки: Колеблющаяся
Вид крюка: Тройник
Тип крепления: Отверстие
Впаянный крючок: Нет
Отправка заказа будет осуществляться из города Костанай.
Стоимость доставки оплачивается при получении заказа в пункте выдачи вашего города.
Для выставления счета юр. лицам и ИП просим связаться с нашим менеджером
Ваш заказ будет готов к отправке в течение шести рабочих дней после оплаты.
Хрупкие товары (стеклянные товары, зеркала и прочее) отправляются в жесткой упаковке, что влечет за собой удорожание доставки
Отзывы о продавце
Был online: Сегодня
Продавец Интернет — магазин Флап
5 лет на Satu.kz
Менее 10 заказов
Каталог продавца
Отзывы
102
г. Костанай. Продавец Интернет — магазин Флап
Был online: Сегодня
Код: 2808165
В наличии
1 840 Тг.
Оптовые цены
Тут доставляют
Satu защищает
Доставка
Оплата и гарантии
Популярные производители в категории Блесны и балансиры
Spinnex
Lucky John
Condor
Украина ТД
Rapala
Pelican
EURO-LIFT
Harpoon
У нас покупают
Комплектующие для компьютерной техники
Компьютерные аксессуары
Принтеры, сканеры, мфу и комплектующие
Светильники
Аксессуары для мобильных телефонов
Столовая посуда
Носители информации
Аксессуары для фото-, видеокамер
Картриджи, фотобарабаны
Игровые приставки и комплектующие
Крупная бытовая техника для кухни
Кузовные запчасти
Кухонные принадлежности
Аксессуары для телевизоров и проекторов
Система питания двигателя
Внутренние и внешние жесткие диски, hdd, ssd
Кухонная посуда
Климатическая техника
Ювелирные изделия из серебра
Женская парфюмерия
ТОП теги
Снасти для ловли раков
Снасти для ловли форели
Снасти для подводной рыбалки
Снасти для подледной рыбалки
Снасть для ловли толстолоба
Блесна mepps aglia long 3
Блеснуть
Блесна зимняя Marlin’s, вес 16 г, 5000-202 и другие товары в категории Блесны и балансиры доступны в каталоге интернет-магазина Сату кз в Казахстане по низким ценам. В каталоге satu.kz более 12 миллионов товаров от тысяч продавцов. На сайте Вы найдете выгодные предложения, ознакомьтесь с подробными характеристиками и описанием, а также отзывами о данном товаре, чтобы сделать правильный выбор и заказать товар онлайн. Купите такие товары, как Блесна зимняя Marlin’s, вес 16 г, 5000-202, в интернет-магазине Сату Кз, предварительно уточнив их наличие у продавца. Вы можете получить товар в Казахстане удобным для Вас способом, для этого ознакомьтесь с информацией о доставке и самовывозе при оформлении заказа. Также, satu.kz предоставляет Программу Защиты Покупателей, которая предполагает возможность получить компенсацию в сумме до 50 000 тг для покупателей, заказы которых были оплачены, но не отправлены продавцом.
Вес кровельных материалов • Полная справочная таблица
Автор: Джек Грей, онлайн-редактор Roof • Последнее обновление: 1 октября 2022 г. Вес кровельных материалов
Обратите внимание , что кровельные системы обычно включают более одного типа материала , а вес кровельной системы можно определить путем суммирования веса кровельных материалов, используемых в этой системе. .
Сборная крыша, например, обычно включает в себя саму сборную мембрану, слой гравия для крыши с покрытием из гравия, а также изоляцию и покрытие, толщина и тип материала которых варьируются от крыши к крыша.
Когда дело доходит до оценки веса кровельных материалов для существующей крыши, необходима проверка конструкции на месте, чтобы увидеть, какие материалы действительно присутствуют на крыше. Также может быть более одной системы крыш.
Не забудьте добавить все материалы для сборки крыши при расчете общего веса крыши. В зависимости от того, для чего вы используете эту информацию, это может включать настил крыши и несущую конструкцию (обычно фермы и/или стропила), а также саму систему крыши.
Производители кровли знают точный вес кровельных материалов
Технические данные производителя листы (с точным весом материала) почти всегда доступны на веб-сайте производителя.
Если вы не можете найти нужную информацию на их веб-сайте, большинство известных производителей предоставляют номер телефона, чтобы вы могли связаться с их техническим отделом. Технический отдел обычно может ответить на любой ваш вопрос, и они всегда рады с кем-то поговорить!
Ссылки на огромный каталог производителей кровельных материалов, упорядоченных по кровельным материалам и типам продуктов, см. в Справочнике производителей кровельных материалов Roof Online.
Вы также можете посмотреть кровельные материалы на веб-сайте Home Depot . Как вес кровельных материалов, так и площадь, которую они покрывают, обычно указываются в описании продукта, что позволяет вам определить вес на квадратный фут фактических кровельных материалов.
О таблице веса нашей крыши
В следующей таблице приведены типичные значения веса кровельных материалов и сопутствующих строительных материалов. Эти значения можно считать значениями статической нагрузки или собственного веса кровельных материалов.
По возможности значения веса кровельных материалов были взяты непосредственно из технических паспортов производителя и представляют собой фактический вес конкретных репрезентативных продуктов.
В некоторых случаях вес предоставляемых нами кровельных материалов был рассчитан с использованием более общих данных производителя или взят из источника, не являющегося производителем, который мы считаем достаточно авторитетным.
Во всех случаях эти значения предназначены для предоставления общего представления о весе различных кровельных материалов и не должны использоваться, если требуются точные значения для важных инженерных расчетов.
Если необходима точность, всегда обращайтесь к листам технических данных конкретного продукта, который вы собираетесь использовать, или обращайтесь в технический отдел производителя продукта или поставщика материалов.
Таблица: Вес кровельных материалов
Примечание: Значения в таблице относятся к установленному весу кровельных материалов. Черепица, плитка и панели перекрывают друг друга; вес этих материалов, установленных на крыше, будет выше на квадратный фут, чем вес тех же материалов в неустановленном виде.
Вес кровельных материалов
Это вес типичных фактических продуктов; вес других фактических продуктов того же типа может отличаться.
Кровяной материал
фунтов на квадратных футов (фунт/футболь)
фунтов на квадрат (100 кв. Футов)
кг.
3,05 фунта
305 фунтов
14,89 кг
Delectionte
Асфальтовая черепица «Дизайнер», «Роскошь», или «Премиум»
4,25 фунтов
425 л. кровельная мембрана 3-слойная, покрытая гравием
6 фунтов
600 фунтов
29,3 кг
Owens Corning Roofing and Asphalt; GAF
Сборная кровельная мембрана 3-слойная, с гладкой поверхностью
2,33 фунта
233 фунта
11,38 кг
Owens Corning Roofing and Asphalt; GAF
Сборная кровельная мембрана 4-слойная, с гравийным покрытием
6,3 фунта
630 фунтов
30,76 кг
Roings Owens и As Corningphalt; GAF
Сборная кровельная мембрана 4-слойная, с гладкой поверхностью
2,58 фунта
258 фунтов
12,60 кг
Corningphalt Roing and As Corningphalt Owens; ГАФ
29,29 – 53,71 кг
Борал США; Кровельная черепица Entegra
Кровля из медных панелей 16 унций. Медь, плоский шов
1,1 фунта
110 фунтов
5,37 кг
Revere Copper Products
EPDM Roof Membrane 60-mil, Ballasted (Membrane and Stone Ballast Only)
10. 75 – 20 lbs
1075 – 2000 lbs
52.5 – 97.65 kg
Firestone Building Products
EPDM Roof Мембрана 60 миль, полностью ослабленная (только мембрана)
0,47 фунтов
47 фунтов
2,29 кг
Строительные изделия
Epdm Membrane 9097
Epdm Membrane 9097
Membrane 9097
Membrane 9097
Epdm Membrane 9097
Epdm Membrane 9097
.0108 (только мембрана)
0,56 фунтов
56 фунтов
2,73 кг
Строительные изделия
Гипс. Georgia Pacific Gypsum
Ice and Water Shield Самоадрес
0,29 фунтов
29 фунтов
1,42 кг
GCP.0108 2-слойная мембрана
2,0 фунтов
200 фунтов
9,8 кг
Siplast
Sheasthing OSB 7/16-дюймовый .
APA – The Engineered Wood Association
Перлитовая плита Изоляционная/покрывная плита На дюйм толщины
0,94 фунта
94 фунта
4,59 кг Manville 90 52
00097
Переказунная крыша. 0,216 фунта
21,6 фунта
1,05 кг
Сипласт
Полистирол (EPS) Изоляционная плита 5 9 фунтов на дюйм толщины
101052
0105 10.5 lbs
0.51 kg
Siplast
Polystyrene (XPS) Insulation Board Per Inch of Thickness
Wood Fiberboard Insulation/Cover Board High-Density Per Inch of Thickness
1.375 lbs
137.5 lbs
6.71 kg
Blue Ridge Fiberboard, Inc.
Деревянная черепица Western Red Cedar 16-дюймовая черепица Установочная масса в сухом состоянии
1,99 фунта
199 фунтов
9,7 кг0102
BC Shake & Shingle Association
Wood Shingles Western Red Cedar 16-Inch Shingles Installed Weight When Wet
3.2 lbs
320 lbs
15.62 kg
BC Shake & Shingle Association
Деревянная черепица Western Red Cedar 24-дюймовая черепица Установочная масса в сухом состоянии
4,26 фунта
426 фунтов
20,8 кг
BC Shake & Shingle Association
Толщина: 0,031 дюйма
1,43 фунта
143 фунтов
7 кг
Elzinc America
около автора
Греб. 0024 , Roof Online Editor
Джек Грей является вице-президентом и одним из главных консультантов по крышам в Moriarty Corporation, отмеченной наградами консалтинговой фирме, основанной в 1967 году.
Он проработал в кровельной отрасли более 20 лет с обучением и практическим опытом в области безопасности крыши, норм и стандартов, общих знаний о ограждающих конструкциях, осмотра крыши, обследования, оценки и оценки, проектирования и спецификации крыши, установки крыши, обеспечения качества крыши, обслуживания и ремонта крыши, а также управления активами крыши.
В 2009 году он получил профессиональный сертификат зарегистрированного наблюдателя на крыше (RRO).
Он также служил пехотным парашютистом в 82-й -й -й воздушно-десантной дивизии и учился в Корнельском университете в Итаке, штат Нью-Йорк. Подробнее о Джеке можно прочитать здесь.
Связанные страницы
Полный список типов кровли
Как найти площадь крыши
Настилы крыш
Вес мерных пиломатериалов
0010
Weight of Pavers
Weight of Plywood and OSB
Weight of Pressure-Treated Lumber
Weight of Sheet Steel
Facebook
Twitter
LinkedIn
More
Справочник по архитектурному проектированию: Архитектурные детали: Кровельные системы
Описание: Фальцевая кровля состоит из медных пластин, идущих параллельно скату крыши и разделенных деревянными рейками. Рейки покрыты медными колпачками, которые свободно фиксируются в соседних поддонах. Ширина этих предварительно формованных или формованных на месте сковородок может варьироваться. Рекомендуемый максимум зависит от веса меди, см. ниже.
Рейки, которые могут иметь самые разные формы и размеры, служат не только средством крепления кровли, но и позволяют реализовать широкий спектр дизайнерских решений. Поперечные швы необходимы для соединения концов предварительно отформованных поддонов (см. Деталь 8.3D).
Существует два способа компенсировать движение лотков при расширении. Оба полагаются на пространство 1/16 дюйма между вертикальной ножкой поддона и рейкой. В обоих используются рейки номинального размера 2 x 2 дюйма. В предпочтительном методе рейки сужаются, поэтому их основание на 1/16 дюйма уже. с каждой стороны, чем вверху. Затем стоящая ножка кастрюли формируется вертикально. В альтернативном методе используются квадратные рейки. Сковороды сделаны на 1/16 дюйма уже с каждой стороны, а их вертикальные ножки согнуты под углом более 9°. 0 градусов, чтобы соответствовать крышке латы.
Требования к весу меди для латного шва
Кровля:
16 унций. листы для сковородок шириной не более 20 дюймов
20 унций. листы для сковородок шириной более 24 дюймов
Наконечники реек соединяются на концах замками 1/2 дюйма или заходят внахлест не менее чем на 3 дюйма в направлении потока. Крышки реек должны быть такого же веса, как и поддон.
Особые условия: Для скатов крыш менее 4 дюймов на фут или областей, где наблюдается лед, снег или сильный дождь, см. раздел «Кровельные системы. Особенности проектирования и монтажа особых кровель».
Требования к настилу: Любой тип гладкого плоского настила крыши.
8.3А. Фронтонная рейка
Показана типичная фронтонная рейка. Эта деталь показывает предпочтительный метод, когда обрешетка устанавливается заподлицо с краем крыши. В этом случае колпачок выдвигается, фактически превращаясь в переднюю полосу, и фиксируется в краевой полосе. Альтернативный метод показан на детали 8.2B.
Загрузить файл САПР
8.3Б. Коньковый и типовой стык реек
На этой детали показаны типичные стыки конька и реек.
Загрузить файл САПР
8.3С. Готовый конец обрешетки — процесс
Показан процесс отделки концов обрешетки. Детали карниза для фальца обрешетки в остальном аналогичны деталям для стоячего фальца, как показано на Детали 8.2D.
Загрузить файл САПР
8.3Д. Поперечные швы
Показанный поперечный шов крутого склона показан для скатов крыши не менее 6 дюймов на фут. Низкий уклон показан для скатов менее 6 дюймов и более 3 дюймов или там, где требуется дополнительная защита.
Загрузить файл САПР
Загрузить файл САПР
На поперечных швах можно использовать планки для облегчения установки и ограничения перемещения лотков длиной 10 футов или менее.
8.3Э. Деталь конька и обрешетки
На этой детали показаны два альтернативных метода отделки стыка между вертикальной обрешеткой и коньковой обрешеткой. Обе детали обеспечивают надлежащее уплотнение с помощью удлинителей к вертикальным ножкам кастрюль.
Загрузить файл САПР
В Вариант 1 , показанный в середине, этот удлинитель сложен. Эта складка отводит воду, проникшую через вертикальный шов, на крышу. Вариант 2 показывает этот удлинитель внахлестку и припаянный. Припой обеспечивает герметичность.
8.3Ф. Деталь в долине
Показаны два альтернативных метода детализации состояния впадины. В обоих случаях требуется минимальный нахлест кровли на ендову внахлест 6 дюймов. В показанном слева используется непрерывная фиксирующая полоса, припаянная к ендове. В другом используется двойная фальцовка ендовы для крепления концов кровельного покрытия.
Загрузить файл САПР
Концы деревянных реек, оканчивающиеся в ендове, подрезаны, чтобы сложенные кромки ендовы проходили под ними. Концы реек покрыты медью, как описано в Детали 8.2C.
8.3G. Альтернативные типы планок
Эти типы планок можно использовать с реечными фальцевыми крышами. Тип, показанный слева, должен быть установлен во время установки обрешетки. Тип справа крепится к установленным рейкам медными гвоздями до или после установки рейки.
Загрузить файл САПР
Таблица 8.3А. Типичное расстояние между латами для замков 1/2 дюйма
Ширина листов
Расстояние между планками (дюймы)
Рекомендуемая масса меди. (Унции)
Квадратные рейки
Конические рейки
18
14-1/8
14
16
20
16-1/8
16
16
24
20-1/8
20
20
30
26-1/8
26
20
36
32-1/8
32
20
При условии, что рейки высотой 1-1/2 дюйма
Дополнительная информация:
Кровельные системы — Введение, общие описания и требования к кровельным системам.
Бытует мнение, что керамзитобетон – материал чуть ли не гаражного производства. Это устаревшая информация. Сегодня на рынке есть серьёзные компании, которые производят качественные керамзитобетонные блоки, лишённые недостатков, о которых часто упоминают в интернете. И геометрия, и теплозащитные свойства у этих блоков намного лучше, чем у их предшественников.
Тем не менее у газобетонных блоков есть целый ряд преимуществ над керамзитобетонными:
Низкая цена. Если вы хотите купить качественные стеновые блоки, то м3 газобетона обойдётся на 20-30% дешевле, чем м3 керамзитобетона.
Лучше теплозащитные свойства. Любой из этих материалов даёт возможность строить однослойные (не утеплённые) наружные стены, которые будут соответствовать требованиям строительных норм для европейской части России. Однако в зависимости от материала толщина стен будет разной.
Стены из популярных на нашем рынке газобетонных блоков YTONG (Xella Россия) с маркой по плотности D400 при толщине 375 мм обеспечивают сопротивление теплопередаче R=3,45 Вт/(м2·°С). Нормативные требования для средней полосы России – 3,15 Вт/(м2·°С), так что показатели газобетона даже превышают их. В то время как стены из керамзитобетона «вписываются» в требования только при толщине 400 мм. Иными словами, стены из газобетона можно делать тоньше и при этом они будут «теплее».
Выше морозостойкость. Величина морозостойкости напрямую говорит о сроке службы каменного стенового материала. Чем она выше – тем долговечнее материал. Марка по морозостойкости газобетонных блоков – F100, в то время как у лучших образцов керамзитобетона – F50, а чаще она ещё меньше – F25-F35. В принципе даже F35 – хороший показатель для стенового материала. Но в любом случае газобетонные блоки долговечнее даже самых качественных керамзитобетонных.
Выше огнестойкость. Согласно испытаниям, конструкция из газобетона YTONG сохранит несущую способность в течение 360 минут, а керамзитобетонные конструкции – максимум 180 минут.
Удобство и быстрота укладки. В сравнении с газобетоном у керамзитобетона выше плотность (D800-D1200), и потому изделия из него оказываются очень тяжёлыми. Чтобы керамзитобетонные блоки было легче укладывать, их габариты делают меньше. Но из-за этого, во-первых, уменьшается скорость укладки (приходится чаще подносить блоки). Во-вторых, появляется больше швов между блоками, а, как известно, швы – это мостики холода, через которые из дома улетучивается драгоценное тепло. В-третьих, столь плотные блоки сложно резать или штробить, для этого нужна, например, болгарка с дорогостоящим алмазным диском по бетону.
Газобетон лишён этих недостатков. Блоки заметно крупнее и при этом незначительно тяжелее (примерно на 5 кг). Скорость укладки выше. Швов меньше, а значит, меньше и мостиков холода. Резать и штробить газобетон можно даже ручным не моторизированным инструментом, и делать это можно очень быстро.
Есть доборные элементы, которых нет у производителей керамзитобетона. В линейке YTONG есть элементы для надёжного и быстрого обустройства стандартно сложных узлов здания. Например, есть U-блоки, дугообразные блоки, О-блоки для дымоходов и вентканалов, готовые перемычки для оконных и дверных проёмов, комплектующие для устройства сборно-монолитных перекрытий, на которые проходит акция у наших партнеров. Все они заметно упрощают и ускоряют монтаж, а также делают конструкцию дома более долговечной.
Ещё несколько нюансов:
На рынке есть керамзитобетонные блоки, которые прочнее газобетонных. Однако блоки YTONG даже низкой плотности (D400) имеют класс прочности В2,5 и обладают достаточной несущей способностью, чтобы строить дома высотой в три этажа. А из блоков D500 можно сооружать пятиэтажные здания. Это подтверждено независимыми испытаниями.
Говорят, что из-за высокой прочности керамзитобетон не требуется армировать. Но рядовые участки кладки из газобетона тоже не требуется армировать. Усиливать необходимо лишь подоконный ряд блоков. И это нужно, прежде всего, для компенсации усадки здания. То есть чтобы не появлялись волосяные трещины на штукатурном слое. В этом плане и кладке из керамзитобетона не помешало бы такое армирование.
У керамзитобетонных блоков бюджетного сегмента неидеальная геометрия, поэтому их приходится укладывать на толстослойный цементный раствор. При этом через растворные швы стены будут промерзать. Избежать этого можно, только если использовать дорогостоящий раствор с улучшенными теплозащитными характеристиками или утеплять фасад. Газобетонные и качественные керамзитобетонные блоки укладывают на тонкошовный клей и иногда на пеноклей. В этом случае промерзание через швы сведено к минимуму.
· Производители керамзитобетона утверждают, что это экологически чистый материал. Но известно, что керамзит, входящий в его состав, может иметь небольшой радиационный фон. Поэтому перед покупкой таких блоков попросите у производителя сертификат, подтверждающий их экологическую безопасность. Что же касается газобетона, то в его составе нет никаких вредных компонентов. И он гарантированно не «фонит», что, впрочем, также подтверждено протоколом испытаний.
Газобетон или керамзитобетон: выбор мудрого строителя
Обзор
Вслух.ру
19 августа 2013, 06:16
Большинство из нас мечтает о собственном доме, в котором были бы реализованы наши идеи архитектора и строителя. Многие из нас воплощают эту мечту в реальность. О том, какие современные стеновые материалы лучше использовать, читайте в этой статье.
Увидеть и оценить
«Планирую строительство дома в ближайшее время, поэтому присматриваюсь к материалам для стен: что лучше выбрать? — рассказывает тюменец Виктор Дзюин. — Побывал в доме со стенами из керамзитобетона и в доме, построенном из блоков газобетона, — разница ощутима. Когда заходишь в дом из газобетонных блоков — дышится по-настоящему легко, воздух приятный, сухой, как в деревянном доме, а вот в доме из керамзитобетона — влажновато, воздух тяжелый, сырой. Хотя, конечно, у каждого из этих материалов есть свои достоинства и недостатки, выбор — за строителем. Я для себя, скорее всего, выберу газобетонный блок „Поревит“: при кладке стен он удобен — ровные, крупные блоки, и клея уходит немного, в целом строительство получается очень экономичным. А главное — жить в таком доме всей нашей семье будет комфортно», — делится Виктор Дзюин.
Названные преимущества газобетонного блока определяются особенностями производства этого продукта. «В составе газобетона — песок, известь, цемент и алюминиевая пудра, которые в процессе термической обработки под большим давлением (автоклавированием) вступают в реакцию между собой и образуют прочный искусственный камень, — комментирует Дмитрий Ярускин, технический специалист завода стеновых материалов «Поревит». — При производстве также достигается идеальная геометрическая точность размеров блоков. Это позволяет класть блоки на тонкий слой клея и упрощает процесс облицовки. Стена из блоков «Поревит» получается ровной, эстетичной. А комфортный микроклимат в доме обеспечивается пористой структурой газобетона. Блоки обладают отличной паропроницаемостью и позволяют стенам свободно дышать, пропуская наружу пар, вредные вещества и излишки углекислоты, а внутрь — свежий воздух, насыщенный кислородом. В доме из газобетонных блоков будет тепло всю зиму, а летом он будет сохранять прохладу. Газобетон — рекордсмен среди материалов, используемых в малоэтажном строительстве. Он способен выдержать до 100 циклов замораживания и оттаивания. Это означает, что срок эксплуатации здания из газобетона составляет несколько десятков лет — он послужит еще внуками и правнукам нынешних строителей.
Сравнить и выбрать
Керамзитобетон, как и газобетон, также экологичный и прочный материал. Он изготавливается из керамзита, песка, цемента и воздухововлекающих добавок. Керамзитобетон промышленного производства по своим размерам чуть больше обычного кирпича, но значительно мельче блоков из газобетона (для сравнения — размер стенового блока «Поревит» — 625×250×400 мм). При этом керамзитобетон весит больше, чем ячеистые бетоны. Очевидно, что большой вес стенового материала — это, во-первых, увеличение нагрузки на фундамент дома, во-вторых, увеличение расходов на транспортировку блоков к месту строительства дома, в-третьих, необходимость применения специализированной техники для погрузки-разгрузки материала. Кроме того, небольшой размер блоков увеличивает количество операций по кладке стен.
Коэффициент теплопроводности у керамзитобетона выше, чем у газобетона, что в будущем увеличит расходы на обогрев дома, построенного из керамзитобетонных блоков. Для сравнения — расчетная теплопроводность кладки из газобетона составляет 0,09−0,126 Вт/(м-°С), а керамзитобетона — от 0,21 Вт/(м-°С) до 0,5 Вт/(м-°С). Соответственно, необходимая толщина стены из газобетона для дома, строящегося в климатических условиях нашего региона, составляет 0,4 м, а толщина стены из керамзитобетона — от 0,9 до 1,5 метров. Помимо необходимости в дополнительном утеплении дома, это снова говорит и об удорожании строительства. Любому строителю на основании этих простых данных легко посчитать, что для возведения домов одинаковой высоты, этажности и площади потребуется примерно в 5 раз больше блоков керамзитобетона, чем блоков газобетона. И даже учитывая тот факт, что стоимость кубического метра газобетона несколько дороже кубического метра керамзитового блока, в итоге постройка из газобетона обходится значительно дешевле. Кроме того, можно экономить на отоплении в процессе эксплуатации дома, если построить его из газобетонных блоков.
Что касается влажности воздуха в доме из керамзитобена, о которой говорит тюменец Виктор Дзюин, то она объясняется уровнем паропроницаемости, который ниже, чем у газобетона. Стены же из газобетона не боятся сырости, поскольку атмосферная влага проникает на глубину лишь 2−3 см и быстро испаряется из материала.
«При выборе материала для дома я определил самые важные требования: дом должен быть теплым, экономичным, долговечным, и чтобы возвести его можно без специальной техники, так как решили с сыном строить самостоятельно, — делится своим мнением Иван Васильевич, уже построивший дом из блоков „Поревит“. — Приятно удивили практически идеально ровные стороны блоков, да и клея понадобилось совсем немного, швы получились тонкие, до 3 мм. Блоки использовали толщиной 400 мм, кладку выполняли в один слой, этого достаточно при нашем климате, уверен, дом будет теплым, поэтому дополнительно утеплять не планирую. А для облицовки выбрали декоративную плитку, она хорошо ляжет на ровную поверхность стен».
Итак, выбирая материалы для стен дома, который должен будет согревать и радовать вашу семью много лет, делайте обдуманный выбор.
_Адреса представительств завода «Поревит» в регионе:_ _Тюмень — ул. Холодильная, 114, тел. (3452) 500−605;_ _Ялуторовск — ул. Ишимская, 149._
_Интернет-магазин www.porevit.ru_
Неудобно на сайте? Читайте самое интересное в Telegram и самое полезное в Яндекс-Дзен.
Последние новости
Вслух.ру
1 ноября, 20:43
Тюменцев ждет ночной концерт в ритме танго
Солировать в этот вечер будет главный дирижер оркестра Юрий Медяник.
#Тюменский филармонический оркестр
#концерт
#танго
#Юрий Медяник
Вслух.ру
1 ноября, 20:02
Тюменским спортивным тренерам воспитанники подарили самые креативные и душевные открытки
Результаты творчества можно найти по хештегу #Деньтренера72.
#спорт
#тренер
#дети
#конкурс
Вслух.ру
1 ноября, 19:36
Фильму «Вахтовый метод», снятому в Тюменской области, пророчат счастливую судьбу
Премьеру ждем через год.
#кино
#съемки
#Вахтовый метод
Вслух.ру
1 ноября, 19:33
Спортивные судьи по лыжным гонкам со всей страны собрались в Тюмени
Специализированный семинар для них впервые проходит в Тюменской области.
#лыжные гонки
#Тюменская область
#семинар
Виталий Лазарев
1 ноября, 19:08
Частичная мобилизация в Тюменской области завершена, план выполнен
Ранее выданные повестки можно сдать в военкомат.
#армия
#военкомат
#Алексей Куличков
#служба
#призыв
Обожженные глиняные кирпичи по сравнению с автоклавными газобетонными блоками — IJERT
ВВЕДЕНИЕ
Кирпичная кладка была основной технологией, используемой в строительных конструкциях в течение как минимум семи тысячелетий [1], что делает ее одной из старейших широко используемых строительных технологий. Его наследие в существующей архитектуре по-прежнему делает его желательным архитектурным выбором во многих местах. Хотя кирпичи производятся из различных типов, материалов и размеров, которые различаются в зависимости от региона и периода времени, и производятся в больших количествах, существуют две основные категории кирпича, обожженные и необожженные кирпичи, но образ, который индийцы обычно ассоциируют с слово
Кирпич
— это глиняный обожженный кирпич, который является одним из самых долговечных и прочных строительных материалов (иногда его называют искусственным камнем) и использовался примерно с 5000 г. до н.э. [2]. Эта долговечность обусловлена полезными эксплуатационными свойствами, широкой доступностью глины и принципиальной простотой производства кирпича. Кирпичи воздушной сушки имеют более старую историю, чем обожженные кирпичи, известны под синонимами сырцового кирпича и самана и содержат дополнительный ингредиент в виде механического связующего, такого как солома.
В последнее время глиняный кирпич подвергается огню другого рода из-за его воздействия на окружающую среду. В то время как обожженный глиняный кирпич обладает определенными неотъемлемыми устойчивыми свойствами (например, долговечностью, высокой теплоемкостью и, часто, местной добычей и производством [3]), процесс обжига, лежащий в основе его производства, вызывает некоторые опасения по поводу устойчивости из-за потребления энергии и выбросов парниковых газов. (ПГ).
Зеленое здание нуждается в специальных материалах и системах для обеспечения устойчивости по сравнению с обычным зданием. Из-за растущего интереса к устойчивому развитию инженеры и архитекторы больше, чем когда-либо прежде, заинтересованы в выборе более устойчивых материалов. В современном мире необходимо уделять особое внимание устойчивому развитию, которое означает удовлетворение потребностей нынешнего поколения, не забывая при этом о потребностях и чаяниях будущих поколений. В соответствии с растущей тенденцией развития зеленого строительства в Индии также развивается индустрия экологически чистых материалов и услуг.
Таким образом, предпочтение в настоящее время отдается более экологичным и эффективным строительным материалам, и автоклавный газобетон является одним из таких экологичных материалов. Он не только использует отходы, такие как летучая зола, но и обеспечивает достаточную прочность конструкций. AAC был разработан в 1924 году шведским архитектором, который искал альтернативный строительный материал со свойствами, аналогичными свойствам дерева, хорошей теплоизоляцией, прочной структурой и простотой в работе, но без таких недостатков, как горючесть, гниение и повреждение термитами [4]. .
Здесь я приложил усилия, чтобы сравнить два наиболее важных и часто используемых строительных материала в строительстве, в основном для возведения стен, то есть газобетонные блоки и обожженные глиняные кирпичи, чтобы сделать вывод, какой из двух материалов является наиболее выгодным. Ниже (таблица № 1) представлен сравнительный анализ по различным качественным и количественным параметрам обожженного глиняного кирпича и газобетонных блоков автоклавного твердения. Он также сравнивает оба материала по параметрам, необходимым для того, чтобы продукт можно было назвать устойчивым/экологичным. (Рис.1)
СРАВНИТЕЛЬНЫЙ АНАЛИЗ
Возобновляемые ресурсы
Одним из основных атрибутов устойчивых строительных материалов является то, что они должны использовать возобновляемые ресурсы. Возобновляемые ресурсы — это те, которые могут быть восстановлены и восполнены после использования в течение короткого периода времени, такие как энергия ветра, воды и т. д., а невозобновляемые ресурсы — это ресурсы, которые после использования не могут быть восстановлены. Возобновляемый ресурс должен иметь возможность устойчиво воспроизводиться со скоростью, равной или превышающей скорость его потребления или уничтожения. Тот факт, что конкретный ресурс может естественным образом накапливаться с течением времени, не означает, что он возобновляем. Если он истощается быстрее, чем может
пополняется, то он не возобновляемый. В конечном итоге он исчезнет без вмешательства. Следовательно, верхний слой почвы, расходуемый на изготовление кирпича, является невозобновляемым ресурсом. Эта драгоценная почва, используемая для производства кирпича, может быть лучше использована для сельского хозяйства и, таким образом, для обеспечения продовольственной безопасности растущего населения. (Таблица 1: пункты 1 и 13)
Использование отходов
Летучая зола обычно является побочным продуктом тепловых электростанций и важным сырьем для производства газобетонных блоков. Устойчивые продукты также должны снижать загрязнение воздуха, земли и воды. Кирпичные печи вызывают загрязнение воздуха, которое влияет не только на людей, но и на растительность и сельское хозяйство. Большое количество углекислого газа и других вредных газов приводят к угрозе глобального потепления и изменения климата. Блоки газобетона имеют экологически чистый производственный процесс, единственным побочным продуктом является пар. (Таблица 1: пункты 1 и 8)
C. Воплощенная энергия
Это важный аспект, который следует учитывать при выборе любого устойчивого
Рисунок 1: Свойства устойчивого материала [5]
материал. Воплощенная энергия – это общая энергия, необходимая для добычи, переработки, производства и доставки строительных материалов на строительную площадку. Потребление энергии производит CO2, который способствует выбросам парниковых газов, поэтому воплощенная энергия рассматривается как показатель общего воздействия строительных материалов и систем на окружающую среду [6]. В отличие от оценки жизненного цикла, которая оценивает все воздействия на протяжении всего срока службы материала или элемента, воплощенная энергия учитывает только внешний аспект воздействия строительного материала. Это не включает эксплуатацию или утилизацию материалов. Блоки AAC потребляют ок. На 70% меньше энергии, чем глиняный кирпич [7]. (табл.1: п.12)
Энергоэффективность и водосбережение
Это также важные характеристики экологически чистых продуктов. Блок AAC с очень низкой теплопроводностью сохраняет внутреннюю прохладу летом и тепло зимой и лучше всего подходит как для внутренней, так и для внешней конструкции, следовательно, он снижает нагрузку на систему HVAC, в конечном итоге экономя электроэнергию. Кирпичи потребляют больше воды, чем газобетонные блоки, они должны быть пропитаны водой перед укладкой и нуждаются в отверждении водой после помещения в раствор. Блоки AAC не нуждаются в отверждении. (Таблица 1: Точки 7, 11, 16, 17 и 18, 23, 26, 27, 28, 29, 30, 31)
Прочность и срок службы
Блоки
AAC превосходят кирпичи по параметрам Прочности и Срока службы; Блоки газобетона снижают эксплуатационные расходы на 30-40% [8]. Снижает общие затраты на строительство на 2,5% по сравнению с обожженным глиняным кирпичом, так как требует меньшего количества швов
и снижает потребность в цементе и стали. Бетонные кирпичи относительно хорошо впитывают краску, почти не выцветая. Глиняные кирпичи часто выделяют соли металлов в первые годы своего существования, что приводит к отслаиванию краски. (Табл.1: п.2, 3, 4, 5, 6, 9, 10, 15, 16, 17,
18, 22, 25 и 28)
Влага как из внешних, так и из внутренних источников может привести к повреждению зданий; поэтому защита от влаги является первоочередной задачей. Внешние источники влаги включают дождь и воду из почвы. Внутренняя влага, обычно в виде влажности, может вызывать конденсацию на поверхности стен, а также конденсацию внутри самой стены. Газобетон имеет очень пористую структуру, для которой характерны «микропоры». Микропоры представляют собой маленькие пузырьки воздуха, равномерно распределенные по всему материалу. Эти пузырьки воздуха препятствуют проникновению молекул воды. Поэтому поглощение воды материалом AAC минимально. Все это приводит к снижению затрат на техническое обслуживание блоков AAC и повышению долговечности.
Переработка / повторное использование
Это другие характеристики экологически чистых продуктов. В процессе производства газобетонных блоков отходы процесса резки перерабатываются вместе с сырьем и снова используются. При строительстве практически не образуется отходов. Газобетонные блоки могут быть переработаны/повторно использованы для подготовки основания дорог, стяжек полов и других материалов на песчано-цементной основе [9]. Обожженный кирпич также можно повторно использовать в качестве наполнителя, для изготовления заполнителей для дорожного основания, ландшафтного дизайна и т. д. (Таблица 1: пункт 8)
Локальная доступность
Устойчивые материалы должны быть доступны на месте; Азиатско-Тихоокеанский регион является самым быстрорастущим региональным рынком строительных материалов за анализируемый период 2007-2015 гг. [10]. Это связано с массовым оттоком производств и производственных баз в страны дешевой Азии. Непрерывная и стремительная индустриализация в региональных державах, таких как Китай и Индия, также является движущим фактором. Повышение уровня доходов, более высокая покупательная способность, повышение уровня жизни и т. д. приводят к увеличению спроса на жилое и коммерческое строительство. В настоящее время в Индии насчитывается около 35 заводов по производству газобетонных блоков, большая часть которых сосредоточена недалеко от Сурата, штат Гуджарат. По всей Индии открывается все больше и больше заводов по производству газобетонных блоков по мере роста осведомленности о газобетонных блоках. (табл.1: п.14)
Местная доступность кирпича больше, чем блоков AAC. Тем не менее, глиняные кирпичи производятся в процессе, который начинается с подходящей смеси глин, которые необходимо добывать, состаривать, а затем измельчать / смешивать до однородной консистенции. Затем глину выдавливают через специальный пресс и нарезают по размеру. Эти необожженные кирпичи высушиваются перед помещением в печь, которая нагревается до температуры от 7000°C до 11000°C. После этого, когда обжиг завершен, кирпичи необходимо охладить и классифицировать по цвету и прочности. Процесс очень энергоемкий, выделяется большое количество углекислого газа, его довольно трудно контролировать, и он занимает до 3 месяцев. Если это еще не все, то стоимость установки разумного завода примерно в 10 раз больше, чем стоимость бетона для той же производительности. Бетонные кирпичи гораздо проще изготовить: подходящий песчаник и цемент пропорционально смешивают с водой, вибрируют в прессе, оставляют затвердевать в течение 14-28 дней, а затем готовы в течение 9 дней.0003
использование. Общее время обработки от 15 до 30 дней. Энергозатраты довольно низкие, а загрязнение минимально [11]. Соотношение места для
Производительность
по сравнению с производительностью высока, что очень мало для производства газобетонных блоков. Производство кирпича в обычных зажимах невозможно в сезон дождей. Скорость производства
Было установлено, что сырье, используемое для производства газобетонных блоков, является экологически чистым, так как используется очень мало цемента. Использование летучей золы в этом предприятии заставляет нас использовать отходы тепловых электростанций. Блоки AAC могут использовать летучую золу (70% от их веса), что обеспечивает наиболее конструктивное решение для зольной пыли
наций. Проблема с использованием
.
2
Размер
225 мм x 100 мм x 65 мм / 230 мм x 75 мм x 115 мм
600/625 мм x 200/240 мм x
100-300 мм
Для кирпичей требуется больше раствора, так как размер меньше. Но потребность в растворе меньше в блоках AAC из-за большего размера.
3
Точность размера
5 мм (+/-)
1,5 мм (+/-)
Блок AAC имеет более точные размеры, поскольку он производится с использованием технологии резки проволоки на сертифицированном заводе.
4
Прочность на сжатие
2,5-3 Н/мм2
3-4 Н/мм2 (IS 2185, часть 3)
Блоки
AAC имеют более высокую прочность на сжатие, т. е. они могут выдерживать большие нагрузки, чем кирпичи
5
Сухая плотность
1800-2000 кг/м3
600-800 кг/м3
Использование газобетонных блоков снижает нагрузку на фундамент и другие конструктивные элементы конструкции благодаря меньшему собственному весу. 55% снижение веса стен. Наблюдалась экономия до 15% стоимости конструкции.
Из-за уменьшения собственного веса конструкция газобетонных блоков притягивает, Меньше сейсмической нагрузки.
6
Огнестойкость (8 стен)
Около 2 часов
До 7 часов.
Блоки
AAC имеют воздушные пустоты и, следовательно, обладают лучшими свойствами огнестойкости по сравнению с кирпичами из красной глины.
Температура плавления газобетонных блоков превышает 1600 градусов по Цельсию, что более чем в два раза превышает типичную температуру при пожаре в здании 650 градусов по Цельсию.
7
Энергосбережение
Низкий
Прибл. Снижение нагрузки на кондиционер на 25 % /
25 Потребление электроэнергии на ОВКВ на 30 % меньше
Блоки
AAC устойчивы к температурным перепадам. Это снижает общую нагрузку на холодильное оборудование и кондиционирование воздуха. Хотя первоначальная стоимость установки может остаться прежней, блоки AAC сокращают время работы
и стоимость обслуживания резко.
8
Повторное использование отходов
товар
Нет
Летучая зола
Блоки AAC используют биопродукт электростанций
9
Высолы
Обычно присутствует
Отсутствует
Блоки AAC
не имеют высолов, превосходят
, чем кирпичи
10
Пигментация
Минеральные оксиды в глине плюс природный и синтетический минерал
оксидные пигменты
природные и синтетические минеральные оксидные пигменты
–
11
Теплопроводность
Значение К = 0,81 Вт/м·К
Значение К = 0,16 Вт/мК
Блоки AAC с очень низкой теплопроводностью сохраняют прохладу летом и тепло зимой и лучше всего подходят как для внутренних, так и для наружных работ
строительство.
12
Воплощенная энергия / Энергия, необходимая для
производить строительный материал
Высокий (900-1000 кВтч/м3)
Низкий. (50-100 кВтч/м3)
Блоки
AAC потребляют прибл. На 70% меньше энергии, чем глиняный кирпич. Блок AAC покрывает большую площадь
для той же массы используемого кирпича, таким образом, экономятся транспортные расходы и экономится драгоценное топливо.
13
Воздействие на окружающую среду
Потребление почвы
Блок
AAC представляет собой 100% экологически чистый строительный материал и является предпочтительным материалом для стен в зданиях, сертифицированных LEED. Это помогает уменьшить углеродный след.
В самой Индии блоки газобетона могут предотвратить выброс 200 млн тонн CO2 в окружающую среду
ежегодная экономия в размере 20 миллиардов долларов.
На один глиняный кирпич расходуется 3,2 кг топа
почва
Верхний слой почвы не потребляется
На один квадратный фут площади ковра с стенами из глиняного кирпича уходит 25,5 кг верхнего слоя почвы
Использует летучую золу, которая является теплоэлектростанцией
отходы и, следовательно, верхний слой почвы не потребляется
Расход топлива
Один квадратный фут площади ковра из глиняных кирпичей потребляет 8 кг угля
Один квадратный фут площади ковра с блоками AAC потребляет 0,9677 кг
уголь
Выбросы CO2
Точка. №
Сравнительный анализ – жженый кирпич по сравнению с газобетонными блоками автоклавного твердения
Параметр
Обожженные глиняные кирпичи
Блоки ААС
Замечания
Один квадратный фут площади ковра выделяет 17,6 кг
СО2.
Один квадратный фут площади ковра
будет выделять 2,2 кг CO2.
14
Социальное воздействие
Труд
Блоки
AAC производятся в рамках организованного сектора, который способствует уплате государственных налогов и имеет стандартные заводские мощности.
Неорганизованный сектор (распространение детского труда в неорганизованном секторе)
Организованный сектор. Национальное строительство через корпоративное управление, установленный законом труд и управление персоналом
практика
Налоговый взнос
Не вносит вклад в государственную казну (налоги)
Взносы в государственные налоги по форме
Центрального акциза, НДС и Octroi
Производственный объект
Вредные условия труда из-за токсичных газов. В основном включает ручные процессы.
Стандартизированное заводское оборудование с автоматизированным управлением
процесса.
15
Скорость строительства
Сравнительно ниже
Очень высокий из-за больших размеров и легкого веса.
Может иметь профиль шпунт-канавка, что приводит к более быстрому строительству, экономии на рабочей силе и растворе для швов
за счет устранения вертикальных швов
Производительность каменщика (с газобетонными блоками) увеличивается до 3 раз, за счет меньшего количества стыков.
16
Влагостойкость
Средний
Очень хорошо
Блоки AAC
не имеют микропор или непрерывных капилляров, через которые вода с внешней поверхности может впитываться внутрь. Это означает более длительный срок службы красок и интерьеров без роста любого вида грибка, обеспечивая более здоровые и долговечные интерьеры для жильцов.
Водонепроницаемые свойства
AAC Blocks дополнительно улучшаются за счет добавления добавок на основе силикона.
17
Коэффициент водопоглощения
в кг/м2 x h0,5
22 30 (всасывание за счет капиллярного эффекта)
4 6 (без сплошных пор и капилляров)
Использование газобетонных блоков обеспечивает долгий срок службы краски и здоровый интерьер
18
Водопоглощение
% по массе
Высокий. 20% по объему
Очень высокий. 45% по объему
Объем газобетона составляет 20% твердого материала и 80% воздуха. Из-за закрытоячеистой структуры газобетона водопоглощение происходит только через твердый материал. Это твердое вещество составляет всего 20% объема, что сильно снижает водопоглощение AAC.
19
Шумопередача / Звукоизоляция
Более 50 дБ для стены толщиной 230 мм
40-45 дБ для стены толщиной 200 мм
Блок AAC обладает лучшими звукоизоляционными свойствами за счет наличия в нем воздушных пустот. Блоки AAC имеют превосходный класс звукопередачи (STC) до 45 дБ. Поэтому это
идеальный материал для строительства стен в отелях, аудиториях, студиях, больницах и т.д.
20
Простота использования / удобство работы
Низкий
Высокий.
Можно разрезать на нужные размеры.
Его можно пилить, сверлить, прибивать гвоздями, делать пазы и т. д. Можно использовать для создания арок, кривых и т. д.
Может иметь рукоятки,
, что облегчает подъем и установку.
Блоки AAC
можно легко резать, сверлить, прибивать гвоздями, фрезеровать и нарезать канавки в соответствии с индивидуальными требованиями. Доступны нестандартные размеры.
Упрощает гидросанитарные и электрические установки, такие как трубы или воздуховоды, которые можно установить после завершения основного строительства.
21
Затраты и выгоды
Нет
Снижение собственного веса приводит к снижению потребления стали и цемента и менее
земляные работы для фундаментов.
Блоки газобетона
снижают общую стоимость строительства
22
Скорость производства
Низкий
Высокий
AAC Сокращает время строительства на 20%. Различные размеры блоков помогают уменьшить количество швов в кладке стен.
Более легкие блоки упрощают и ускоряют строительство.
Простота установки. Быстро схватывается и затвердевает.
Точка. №
Сравнительный анализ – обожженные кирпичи и газобетонные блоки автоклавного твердения
Параметр
Обожженные глиняные кирпичи
Блоки ААС
Замечания
23
Качество / Долговечность
Обычно варьируется
Униформа и отделка
Блоки AAC
производятся на заводе с автоматизированными процессами, поэтому они имеют одинаковое качество и, следовательно, более долговечны.
24
Использование воды в производстве
Высокая, требует отверждения перед использованием
Низкая, требуется только поверхностное смачивание перед использованием
AAC экономит потребление воды
25
Применимость
Несущий и ненагруженный подшипник
— Несущая кладка до 2-3 этажей.
— Перегородки в несущих и каркасных конструкциях.
— Заполнение стен в каркасах многоэтажных зданий как внутренних, так и внешних стен.
— Все области заполнения, в том числе в плоских плитах и вместо кирпичных битов при выветривании, более
крыша.
Ширина полосы применимости выше в блоках AAC, они особенно используются в
26
Сейсмостойкость
Средний. Условное соответствие сейсмическим зонам IV и V
Хорошо. Как правило, они соответствуют требованиям сейсмической зоны IV и V.
Силы землетрясения, воздействующие на конструкцию, пропорциональны весу здания, поэтому газобетонные блоки обладают отличной устойчивостью к силам землетрясения.
Они поглощают и передают меньше сейсмических сил в случае любого землетрясения. Структура состоит из миллионов крошечных ячеек, которые защищают здания от большой силы, предотвращая прогрессирующее разрушение. Районы сейсмической активности, например, используют исключительно блоки AAC. было доказано
, чтобы выдерживать ветровые нагрузки 5 категории тропических штормов.
27
Расход раствора на м3 с 1:6
1,40 мешок цемента
0,5 мешка цемента
Блоки
AC в 7 раз больше, чем размеры обычных кирпичей. Больший размер означает меньшее количество суставов. Меньше швов приводит к меньшему количеству раствора для строительства. Всего
Уменьшение использования миномета на 60%.
28
Экономия на гипсе
–
в целом 35% снижение стоимости штукатурки
Блоки
AAC имеют однородную форму и текстуру, что придает стенам ровную поверхность. Блок AAC, когда он построен, имеет обе стороны как чистые стороны, в отличие от кирпичной кладки, у которой только одна сторона является чистой стороной. Отсюда толщина
Штукатурка для газобетонных блоков намного меньше по сравнению с обычным кирпичом.
29
Техническое обслуживание
Высокий
Сравнительно меньше из-за превосходных свойств
Блок
AAC снижает эксплуатационные расходы на 30-40%.
Снижает общую стоимость строительства на 2,5%, так как требует меньше швов и снижает потребность в цементе и стали.
Блоки с высокой теплоизоляцией экономят до 30% затрат на электроэнергию.
Окраска стен и штукатурка служат дольше, так как почти полное отсутствие высолов влияет на AAC. Это приводит к снижению затрат на техническое обслуживание.
30
Потери из-за поломок
Приблизительно от 10 до 12 %
Минимальный (1-2%)
В случае поломки газобетонных блоков они будут разделены на две или три части, которые можно использовать в кладке в качестве «кирпичной биты».
31
Устойчивость к вредителям и термитам
Низкий
Высокий.
Блоки
AAC представляют собой неорганический, устойчивый к насекомым и твердый конструкционный материал для стен.
Термиты и муравьи не едят и не гнездятся в блоках AAC.
Блоки AAC
препятствуют распространению термитов и размножению вредителей и, следовательно, продлевают срок службы дорогих деревянных интерьеров.
32
Сопротивление дыму
Средний
Хорошо.
Блоки
AAC полностью неорганические и, следовательно, не выделяют никаких токсичных паров или ядовитых газов, вредных для пассажиров. Герметичность блоков также препятствует проникновению токсичных паров
распространяется на другие части здания.
33
Стоимость кубометра
(регион Мумбаи)
рупий. 4000/-
рупий. 3800-4000/-
Ставки почти на уровне номинала
Различия между глиняными кирпичами и бетонными блоками
Различия между глиняными кирпичами и бетонными блоками довольно велики с точки зрения состава и использования. Один из этих двух материалов следует выбирать в соответствии с типом проекта и предполагаемым назначением строящегося здания. Если при выборе не учитываются правильные переменные, можно столкнуться с отрицательными результатами как с точки зрения эффективности, так и стоимости структуры.
На начальном этапе проекта самым важным моментом является выбор материала. В этом отношении следует знать и учитывать различия между глиняным кирпичом и бетонным блоком, а также их плюсы и минусы.
Прежде всего, следует отметить, что глиняный кирпич и бетонный блок являются прочными материалами. Они огнестойки и могут использоваться очень долго. Однако тот факт, что они производятся из разного сырья, приводит к тому, что их структурные свойства различаются. Глиняный кирпич получают путем смешивания песка, извести и бетонных материалов. Различные типы и цвета могут быть получены путем смешивания глины с барием, марганцем и некоторыми добавками.
Бетонный блок, с другой стороны, производится из заполнителя, состоящего из дробленого песка или камня. Продукт с высокой прочностью получается без добавления различных материалов.
Различия между глиняными кирпичами и бетонными блоками можно перечислить следующим образом:
Прочность на сжатие бетонных блоков выше, чем у глиняных кирпичей.
Бетонные блоки обладают гораздо более высокой водостойкостью. Они не впитывают воду, поэтому можно сказать, что их консистенция близка к водонепроницаемой.
Срок службы бетона
короче, чем у глиняного кирпича. Бетонные блоки дают эффективный результат до 100 лет. Глиняные кирпичи могут достигать возраста 1000 лет.
Бетонные блоки не были экологически чистым продуктом, пока не появилась технология зеленого бетона. Но теперь их можно производить из вторсырья.
С архитектурной точки зрения глиняный кирпич может иметь более эстетичный вид. Но бетонные блоки всегда прочнее, и есть приложения, которые добавят приятный внешний вид его внешнему виду
Бетонные блоки легко окрашиваются. Глиняные кирпичи выделяют соли металлов, из-за которых краска отслаивается.
Преимущества бетонных блоков
Закупки и логистика могут обойтись дешевле.
Их можно производить путем переработки различных отходов, таких как летучая зола.
он устойчив к стихийным бедствиям, таким как ураган, землетрясение, наводнение и пожар.
Помогает обеспечить высокий уровень звукоизоляции.
Преимущества глиняных кирпичей
Высокая тепловая масса кирпича. Таким образом, они поглощают тепло днем и отдают его ночью. Это делает конструкцию более прохладной или более теплой.
Изготовлены из перерабатываемых материалов.
Они устойчивы к огню.
Как видно, речь идет о двух продуктах, имеющих практически одинаковые преимущества. Если у вас остался вопрос «Кирпич или бетонный блок что лучше », вы можете связаться с нами и узнать, какой продукт подходит для вашего проекта, у инженеров и торговых представителей GlobMAC.
Ручные фрезеры, благодаря доступной цене, популярны среди домашних мастеров столярного дела. Однако работать на простом верстаке по принципу: закрепленная заготовка, подвижный инструмент, неудобно и опасно.
Промышленность выпускает столы для столярных работ, на которых можно установить рубанок, дисковую пилу, или фрезер.
Приспособление надежно и удобно, однако его стоимость сравнима с электроинструментом. Поэтому многие мастера изготавливают подобные верстаки своими руками. Поскольку наличие инструмента дает возможность изготовить стол для фрезера с высоким качеством, подобные самоделки выглядят и функционируют не хуже заводских.
Содержание
1 Виды самодельных фрезерных столов
2 Как сделать стол для фрезера своими руками?
2.1 Лифт для ручного фрезера
Виды самодельных фрезерных столов
Общий принцип конструкции следующий: изготавливается гладкая столешница из твердого материала (чтобы не так быстро изнашивалась), на которой крепится опорная плита фрезера. Сам инструмент размещается вверх ногами. На рабочей поверхности закрепляется направляющая для обрабатываемой заготовки.
Настольный верстак типа «скамейка»
Самая простая конструкция, не требующая наличия свободного пространства. Может храниться дома в разобранном виде, и устанавливаться на любой стол при необходимости выполнить работу. Преимущество – компактность. Недостатки: невысокая устойчивость, и ограничения по размеру обрабатываемых деталей.
Переносная столешница
Это полноценный верстак без ножек. Размеры позволяют выполнять обработку любых заготовок с высокой точностью. При этом, стол удобно хранить в вертикальном положении. Однако для приведения в рабочее состояние требуется площадка для установки. На обычный стол приспособление установить нельзя – будет мешать подвешенный снизу фрезер. Обычно верстак временно ставят на раздвижной стол, или снимают столешницу, и устанавливают панель на рамку с ножками.
Для экономии места подойдет еще один вариант: верстак крепится одной стороной на стену, под ним организуются складные опоры.
Отдельный стол для фрезера
Конструкция может объединить в себе несколько функций: верстак, комод для хранения инструментов и материалов, и собственно фрезерный стол.
Преимущества очевидны: универсальность, устойчивость, безопасность работы. Недостаток один: требуется постоянно выделенное место. Поэтому такой вариант подходит лишь для мастерской, на лоджии верстак не разместишь.
Как сделать стол для фрезера своими руками?
Для примера рассмотрим полноценный верстак с комодом для размещения оснастки. Разумеется, перед началом работы необходимо набросать чертеж (в соответствии с размерами вашего ручного фрезера), и составить список материалов:
Доски или деревянные бруски для изготовления рамы.
Листы ДСП или панели из массива для боковых панелей и ящиков.
Лист оргалита (ДВП), или тонкая фанера для перегородок.
Два листа фанеры толщиной 18-25 мм, или готовая кухонная столешница.
Шурупы, болты, конфирмат, стальные уголки для сборки.
Измерительный инструмент: рулетка, линейка, угол.
Клей ПВА.
Инструмент для обработки дерева: дисковая пила, дрель, рубанок, ключи, отвертки.
Готовим несущую конструкцию станины. Все соединения перед затяжкой шурупов промазываем клеем.
Собираем станину на ровной поверхности. Проверяем геометрию: все должно быть параллельно и перпендикулярно.
Устанавливаем перегородки (они будут выполнять роль ребер жесткости), и собираем короб для фрезера. Короб нужен того, чтобы стружка и опилки не разбрасывались по помещению. В дальнейшем, к нему можно приспособить раструб строительного пылесоса, для отвода мусора.
Устанавливаем основной элемент – рабочую плоскость. Ее можно изготовить из двух листов фанеры, склеив их между собой. Для предотвращения вибраций, толщина стола должна быть не менее 5 см.
Можно использовать готовую поверхность для кухни (имеются в продаже в мебельных магазинах). Главное, чтобы верхний слой был прочным и гладким.
На столешницу, вровень с поверхностью устанавливается стальная пластина для крепления опорной плиты фрезера. Также, в стол желательно врезать профили для фиксации направляющих.
Все свободные ниши целесообразно заполнить ящиками, в которых будет храниться оснастка и приспособления для фиксации заготовок. Некоторые ящики заменяются подставками для фрез: в толстом днище из доски сверлятся отверстия по диаметру хвостовиков, и фрезы не будут касаться друг друга.
Для обеспечения безопасности, желательно установить в рабочей зоне предохранительный кожух, как на промышленных моделях.
Торчащая из стола фреза представляет собой нешуточную опасность. Если рука соскользнет с заготовки – можно получить травму. Еще один способ обеспечить безопасность работ – ножной включатель-педаль. Собирается несложная схема: между питающим шнуром электро-фрезера и общим сетевым кабелем устанавливается розетка, которая выключается педалью. Подойдя к верстаку, вы нажимаете на педаль – мотор включается. После окончания работ, или в аварийной ситуации – нога убирается с педали, и фрезер останавливается.
Законченный стол выглядит эстетично, и позволяет грамотно организовать рабочую зону, даже в ограниченном пространстве.
Лифт для ручного фрезера
В обычном режиме эксплуатации, оператор ручного фрезерного станка опускает вал с фрезой с помощью рукояток инструмента. Речь идет об использовании устройства без станка. Когда фрезер подвешен к столешнице вверх ногами, фреза находится в так называемом парковочном режиме. Необходим механизм, приподнимающий станок в рабочее положение.
Если несколько вариантов:
Фиксирующая винтовая тяга. С помощью резьбовой шпильки, устанавливается необходимая глубина проникновения фрезы. При необходимости ее можно менять.
Рычажный механизм. Позволяет более оперативно менять высоту инструмента, даже во время работы. Расширяет возможности станка: в некотором смысле фрезер становится трехмерным.
Винтовая трапеция. Многие мастера используют в качестве лифта обычный автомобильный домкрат. Вы поднимаете фрезу строго на необходимую высоту. Это удобно, и фиксация положения довольно точная.
Рассмотренный вариант включает в себя все нюансы изготовления стола для фрезера. Вы можете воспользоваться методикой на все 100%, или принять на вооружение только необходимые технологии.
Применение различных приспособлений для ручного фрезера значительно расширяет возможности данного агрегата, а также повышает комфортность и безопасность при работе с ним. В продаже существуют уже готовые модели устройств, предназначенных для использования в паре с фрезером, но, как правило, они стоят дорого. Поэтому многие мастера предпочитают сделать приспособления для данного агрегата своими руками.
Содержание
1 Стол для ручного фрезера
1.1 Изготовление столешницы
1.2 Крепление агрегата с помощью монтажной пластины
1. 3 Усовершенствование упора
1.4 Изготовление основания стола
2 Самодельные приспособления для фрезера
2.1 Шипорезка
2.2 Копировальная втулка
2.3 Направляющие для работы с фрезером
Стол для ручного фрезера
Если закрепить ручной фрезер особым способом под столом, то получится универсальный столярный станок, позволяющий производить точную и быструю обработку длинных и коротких заготовок из дерева. Чтобы изготовить стол для фрезера своими руками, сначала нужно подготовить необходимые детали для сборки всей конструкции. На рисунке ниже показана карта раскроя, на которой расположены все детали будущего фрезерного стола. Вырезаются они с помощью циркулярки или форматно-раскроечного станка.
Приспособление можно изготовить из фанеры, ЛДСП или МДФ. На карте раскроя указана толщина материала 19 мм, но это не обязательное условие. Стол также можно собрать из плит толщиной 16 или 18 мм. Конечно же, для изготовления столешницы лучше использовать ламинированные или покрытые пластиком листовые материалы, которые будут позволять легко скользить заготовке по поверхности.
Также следует учесть, что данный самодельный столик предназначен для установки на козлы. Если вам нужен настольный вариант, то царги (5) нужно делать намного шире, чем 150 мм. Их ширина должна быть немного большей, чем высота аппарата, чтобы он мог разместиться под столешницей.
Если детали стола будут выпилены из фанеры или МДФ, то их торцы следует отшлифовать. Торцы деталей, изготовленных из ЛДСП, потребуется покрыть меламиновой кромкой, используя обыкновенный утюг.
Изготовление столешницы
Установка фрезера в стол может производиться как с использованием монтажной планки, так и без нее. Подготовка столешницы для прямого крепления к ней агрегата происходит следующим образом.
Поскольку основная плита имеет длину 900 мм, то ее центр будет находиться в 450 мм от края. Поставьте в этом месте точку и с помощью угольника проведите линию.
Отсоедините от подошвы аппарата накладку из пластика.
Найдите середину среза на накладке и проведите линию через центр подошвы, используя угольник.
Расположите накладку на центральную линию основной плиты так, чтобы с ней совпал центр подошвы, и отметьте карандашом центр будущего отверстия в столешнице.
Далее, следует сделать разметку под монтажные винты.
Просверлите отверстия, через которые агрегат будет крепиться к столу. Обязательно раззенкуйте их, чтобы шляпки винтов были немного углублены в столешницу.
Просверлите центральное отверстие диаметром 38 мм.
На следующем этапе следует сделать параллельный упор. С помощью электролобзика или фрезера проделайте полукруглые вырезы на передней стенке упора, а также на его основании.
Прикрутите косынки к упорам. Ниже предоставлен чертеж, на котором указаны все отступы для размещения косынок.
К нижней части столешницы прикрутите соединительные планки.
Соберите фрезерный станок, используя схему, предоставленную ниже.
Крепление агрегата с помощью монтажной пластины
При установке аппарата на основную плиту ее толщина значительно уменьшает вылет фрезы. Поэтому для установки агрегата на толстые столешницы принято использовать более тонкие монтажные пластины из прочных материалов (стали, дюралюминия, поликарбоната, гетинакса или стеклотекстолита). Изготавливается пластина следующим образом.
Из листа, например, текстолита, вырежьте квадратную заготовку 300 х 300 мм.
Сверху пластины закрепите пластмассовую накладку, снятую с подошвы фрезера.
Подберите сверло, соответствующее диаметру крепежных винтов, и просверлите в пластине отверстия, используя пластиковую накладку в качестве шаблона.
Уложите пластину на столешницу и обведите ее карандашом. После этого внутри полученного контура нарисуйте квадрат со срезанными углами, как показано на следующем рисунке.
Эту фигуру со скошенными углами необходимо вырезать лобзиком, предварительно просверлив в ней отверстие для входа пилы.
После вырезания внутренней части вокруг внешнего контура следует закрепить планки, используя струбцины. Они будут служить шаблоном для обкаточной фрезы. Толщина планок должна быть достаточной для того, чтобы при установке глубины обработки упорный подшипник фрезы находился в зоне кромки направляющих.
Для фрезеровки углубления закрепите в цанге агрегата обкаточную фрезу с верхним подшипником.
Установите глубину обработки. Она должна равняться толщине пластины, предназначенной для монтажа агрегата.
Профрезеруйте данный участок столешницы по установленному шаблону в несколько проходов.
Уложите пластину в проделанное углубление. Она должна быть заподлицо с поверхностью основной плиты. Если пластина немного выступает, то прибавьте еще немного глубины погружения с помощью микрометрического винта и сделайте повторный проход фрезой.
По углам выборки разметьте и просверлите отверстия для крепежа пластины.
Уложите монтажную пластину в подготовленное посадочное место и, придерживая ее, переверните столешницу. После чего просверлите в пластине отверстия под крепеж. Чтобы спрятать шляпки болтов, прозенкуйте отверстия на лицевой стороне накладки.
Также все отверстия с обратной стороны столешницы, предназначенные для закрепления пластины, следует расширить под посадку самоконтрящихся гаек сверлом с диаметром 11 мм. Гайки нужно посадить в полученные отверстия на эпоксидный клей (для выравнивания можно вкрутить в них болты).
Усовершенствование упора
Параллельный упор можно доработать, чтобы настройка фрезерного стола происходила более удобно и быстро: для этого нужно врезать в столешницу С-образные направляющие. Профиль может быть из алюминия. Для врезки используется прямая пазовая фреза. Профиль укладывается в подготовленный паз и прикручивается шурупами.
Далее, следует подобрать болты с шестигранной шляпкой такого размера, чтобы она могла входить в С-образный профиль и не проворачиваться в нем. Просверлите 2 отверстия в основании параллельного упора, соответствующие диаметру болта.
Также следует врезать С-образный профиль и в переднюю планку упора для закрепления на ней различных прижимов и защитных кожухов.
Прикручивается упор к столешнице с помощью гаек-барашков.
На задней стороне упора можно сделать камеру для подключения пылесоса. Для этого достаточно вырезать из фанеры квадрат, просверлить в нем отверстие под патрубок пылесоса и прикрутить получившуюся крышку к косынкам.
Также к упору можно добавить предохранительный щиток, изготовленный из МДФ или ЛДСП и небольшого прямоугольника из оргстекла. Для выборки пазов можно использовать лобзик либо фрезер с установленной пазовой фрезой.
Чтобы была возможность обрабатывать мелкие детали, необходимо изготовить фиксаторы и прижимы из фанеры или МДФ.
Прижим-гребенка изготавливается на циркулярке с шагом между пропилами 2 мм.
При желании, можно изготовить фрезерный стол с ящиками для инструмента.
Изготовление основания стола
Если требуется из ручного фрезера сделать стационарный станок, то без изготовления прочного основания не обойтись. Ниже приведена карта раскроя с нанесенными на ней деталями, которые потребуются для сборки основания стола. Размеры деталей потребуется подкорректировать, если использовать листовой материал другой толщины.
Все детали стола для ручного фрезера собираются с помощью конфирматов. Для удобства передвижения стола к его днищу можно прикрепить ролики. Если немного расширить данный стол и прикрепить в свободной его части дисковую ручную пилу, то получится универсальный стол для фрезера и циркулярки.
Чтобы станок занимал меньше места, его можно сделать по принципу стола-книжки с опускающимися с обеих сторон столешницами.
Самодельные приспособления для фрезера
Для расширения функциональных возможностей данного агрегата в продаже имеются достаточно дорогостоящие приспособления. Но владельцы фрезеров в целях экономии средств стараются изготавливать различные приспособы своими руками, которые работают не хуже заводских.
Шипорезка
Простая шипорезка для фрезера изготавливается из двух кусков фанеры и пары мебельных телескопических направляющих. Фрезер устанавливается на площадке, имеющей отверстие для инструмента. Площадка крепится к верстаку под углом (для более удобного позиционирования оснастки по высоте), как показано на фото ниже.
Итак, шипорезное приспособление изготавливается в следующем порядке.
Вырежьте из фанеры 2 площадки одинаковых размеров. Размер приспособы может быть любой.
Расположите по краям первой площадки две телескопических направляющих параллельно друг другу и прикрутите их шурупами.
Для более точного позиционирования направляющих можно между ними прикрутить две одинаковые по длине планки.
Следует выдвинуть ответные планки и подложить под них вторую площадку вровень с первой. Поставьте карандашом на второй площадке точки сквозь планку, после чего проведите через них линию.
Выньте из направляющих ответные планки, нажав на пластмассовые “усики”, расположенные на их обратной стороне.
Уложите на площадку с разметкой ответные планки так, чтобы линия проходила через центр отверстий для крепежа, и прикрутите их шурупами.
Аккуратно совместите 2 направляющих и задвиньте их (вы должны услышать щелчок). Если вы вставите деталь с перекосом, то сломаете телескопы, и из них высыпятся шарики.
Между вертикальным упором с агрегатом и подвижным столиком необходимо выдержать определенное расстояние. Делается это для того, чтобы при опускании фрезы она не задевала площадку стола. Поскольку в данном случае максимальный вылет фрезы будет около 25 мм, то можно временно проложить между столиком и упором планку такой же ширины, то есть 25 мм. Планка позволит разместить конструкцию параллельно вертикальному упору .
На следующем этапе, придерживая приспособу, просверлите 2 отверстия под шканты. Они позволят быстро позиционировать шипорезку на верстаке. Когда отверстия будут готовы, вставьте в них пару шкантов. Теперь можно убрать планку, проложенную между упором и приспособлением.
Теперь, когда подвижный столик закреплен, на верхней его площадке необходимо установить вертикальный упор, как показано на следующем рисунке. Для жесткости упор подпирается двумя косынками.
Когда все элементы шипорезки будут закреплены, можно приступить к испытаниям. Положите заготовку на столик приспособления и прижмите ее к упору. Установите необходимую высоту фрезы, включите агрегат и профрезеруйте заготовку.
После первого прохода переверните заготовку на 180 градусов и повторите обработку.
Поверните заготовку на 90 градусов, поставив ее на кромку, и снова повторите операцию.
Поверните деталь на 180 градусов и проведите окончательную обработку шипа.
В результате у вас получится ровный и качественный шип.
Меняя высоту фрезы относительно площадки шипорезки, можно получать шипы различной толщины.
Копировальная втулка
Если в комплектации к вашему фрезеру не было копировальной втулки, то ее можно изготовить буквально за 30 мин из подручных средств. Для самоделки понадобится металлическая или дюралюминиевая шайба, которую можно изготовить из листового металла, и водопроводный резьбовой удлинитель.
Копировальная втулка изготавливается следующим способом.
Подберите подходящую под резьбу удлинителя гайку и разрежьте ее с помощью болгарки так, чтобы получилось тонкое кольцо. После этого выровняйте его на точильном станке.
Необходимо изготовить круглую площадку для втулки из листового металла или алюминия толщиной 2 мм. В зависимости от модели агрегата, отверстие в его подошве может иметь различную форму. В данном случае площадка должна иметь срезы по бокам, которые стачиваются на точильном станке.
Сточив шайбу с двух сторон, разместите ее на подошве агрегата.
Поставьте агрегат, не снимая шайбу, вертикально и наметьте карандашом места для крепежа сквозь отверстия в подошве аппарата.
Места, отмеченные карандашом, необходимо накернить для точного позиционирования сверла.
Сначала просверлите отверстия тонким сверлом, а затем уже сверлом, соответствующим диаметру крепежного болта.
Оденьте шайбу на резьбовой удлинитель и закрутите кольцо-гайку. Зажмите деталь в тиски и обрежьте лишнюю резьбу вровень с гайкой при помощи болгарки.
Зажмите деталь в тисках другой стороной и немного укоротите ее.
Выровняйте деталь на шлифовальном круге, вставьте в подошву аппарата и закрепите ее винтами. Гайка-кольцо должна быть чуть ниже подошвы агрегата.
Направляющие для работы с фрезером
Если требуется выбрать очень длинный паз в заготовке, то понадобится приспособление для фрезера, которое называется шиной. Готовые металлические шины можно купить в специализированных магазинах. Но их также легко изготовить своими руками из пластика, фанеры или МДФ.
Толщина материала должна быть около 10 мм, чтобы детали можно было стянуть шурупами.
Направляющая для агрегата делается очень просто.
Нарежьте на циркулярке три полосы. Одну широкую, порядка 200 мм, и 2 узкие – 140 и 40 мм каждая.
Также изготовьте небольшую планку из того же материала, длиной около 300 мм и шириной 20 мм.
Положите на широкую полосу деталь шириной 140 мм, выровняйте ее по краю и скрутите обе детали шурупами.
Положите сверху широкой полосы, напротив прикрученной детали, узкую полосу шириной 40 мм. Для точного позиционирования проложите между верхними деталями планку шириной 20 мм и прикрутите узкую полосу шурупами к нижней детали. Таким образом, получится длинная шина с пазом шириной 20 мм.
Возьмите планку шириной 20 мм и прикрутите ее к подошве аппарата, как показано на следующем фото. Для выборки паза подбирается прямая или фигурная пазовая фреза и закрепляется в цанге аппарата.
Когда все приспособления будут подготовлены, выполните следующие действия. Положите на верстак заготовку, которую необходимо обработать по всей длине, расположите на ней шину, закрепив струбцинами. Вставьте планку, прикрепленную к подошве фрезера в паз направляющей. Запустите агрегат и профрезеруйте заготовку по всей длине.
Если требуется выбрать глубокий паз, то обработка происходит в несколько заходов, чтобы оснастка погружалась в заготовку постепенно.
Как резать керамическую плитку с помощью фрезы
По
Боб Формисано
Боб Формисано
Боб Формисано — лицензированный архитектор и строитель с почти 40-летним опытом строительства новых домов и восстановления старых домов. Одной из его специальностей является ремонт старых систем, построенных еще в 1920-х годах, включая оцинкованные водопроводные трубы, проводку с ручкой и трубкой и многое другое. Его статьи о ремонте дома для The Spruce написаны более 10 лет назад.
Узнайте больше о The Spruce’s Редакционный процесс
Обновлено 10.11.22
Рассмотрено
Джонатан Брюэр
Рассмотрено Джонатан Брюэр
Джонатан Брюэр — эксперт по благоустройству дома с более чем двадцатилетним профессиональным опытом работы в качестве лицензированного генерального подрядчика, специализирующегося на кухне и ванной. Он был показан в сериалах HGTV «Super Scapes», «Curb Appeal the Block», «Elbow Room», «Незваных гостях» DIY Network, «Этот старый дом» и в шоу OWN Network, получившем премию «Эмми», «Home Made Simple». Джонатан также является членом Наблюдательного совета по благоустройству дома Spruce.
Узнайте больше о The Spruce’s Наблюдательный совет
настоятельницы / Getty Images
В этой статье
Ограничения Snap Cutter
Вопросы безопасности
Часто задаваемые вопросы
Обзор проекта
Тщательная укладка керамической плитки может свести к минимуму количество плиток, которые необходимо разрезать, но никакое тщательное планирование не избавит от необходимости частичной резки плитки в тех местах, где поверхность плитки упирается в стены или шкафы. Поэтому знание того, как резать плитку, является неотъемлемой частью работы с плиткой. Частичные плитки с чистыми, гладкими краями придадут всей работе с плиткой профессиональный вид, в то время как грубые, рваные срезы всегда будут привлекать внимание — независимо от того, насколько хорошо вы выполняете остальную часть укладки плитки.
Профессионалы обычно используют электропилу для резки керамической, фарфоровой или каменной плитки для стен, полов и душевых кабин, но для небольших работ большинство домашних мастеров считают, что достаточно простого плиткореза с защелкой. Резак с защелкой, широко доступный во многих стилях в центрах благоустройства дома, магазинах плитки и интернет-магазинах, использует нескользящую усиленную стальную основу, на которой находится резиновая прокладка, на которую укладывается плитка. Двойные стальные направляющие направляют режущий диск, который надрезает плитку, и прижимную пластину, которая щелкает плитку.
Плитка размещается в резце над металлическим гребнем, который проходит параллельно траектории резного колеса из карбида вольфрама. Плитка оценивается путем резкого перемещения подсчетного колеса по поверхности плитки. Затем, поместив прижимную планку поперек плитки и приложив сильное усилие вниз с каждой стороны, плитка защелкнется по линии надреза.
Резаки для плитки Snap бывают разных стилей и стоят от 20 до 200 долларов. Высококачественные модели тяжелее и стабильнее, и у них может быть направляющая под углом, облегчающая резку плитки под углом, что может быть полезно для укладки плитки в виде ромба. Но даже бюджетные модели, такие как 14-дюймовый резак для резки керамической плитки HDX за 20 долларов, модель #10214X от Home Depot, используемый в этой демонстрации, могут выполнять вполне достаточную работу для небольших и средних работ.
Ограничения плиткореза с защелкой
Стандартную керамическую плитку толщиной до 3/8 дюйма обычно можно довольно легко разрезать плиткорезом с защелкой. Однако существует ограничение на использование инструмента. Керамическую напольную плитку толщиной более 3/8 дюйма трудно резать этим инструментом, равно как и керамогранит и плитку из натурального камня, которые значительно тверже стандартной керамической плитки. Если резак с защелкой нецелесообразен, в качестве альтернативы можно использовать механическую мокрую пилу, в которой используется алмазный диск, который может легко резать эти материалы. Мокрая пила также необходима, когда у вас есть очень большая плитка, требующая большого количества резки, поскольку она значительно упрощает работу. Влажные пилы можно взять напрокат в пунктах проката инструментов и в домашних центрах, но мастера, которые часто работают с плиткой, могут захотеть инвестировать в собственную доступную модель.
Вопросы безопасности
При использовании плиткореза с защелкой следует надевать защитные очки. Нередко маленькие острые фрагменты плитки разлетаются в тот момент, когда инструмент щелкает плитку.
Оборудование/инструменты
Резак для плитки с защелкой
Защита глаз
Карандаш
Шлифовальная губка
Канцелярский нож (при необходимости)
Материалы
Керамическая плитка
Настройка разреза
Отметьте лицевую сторону плитки на верхнем и нижнем краях, чтобы указать, где вы хотите разрезать. Поместите плитку глазурованной стороной вверх на станину резака под режущий диск и прижимную пластину, совместив метки резки с направляющими на станине инструмента. Плотно прижмите край плитки к концевому упору резака. Некоторые инструменты имеют направляющую для краев, чтобы удерживать боковую сторону плитки на месте. Перемещайте отрезной круг вдоль направляющих, пока он не упрется в ближний край плитки.
Как только плитка будет точно установлена, сделайте надрезы на лицевой стороне плитки, сильно нажимая на резное колесо из карбида вольфрама по лицевой поверхности плитки от ближней (ближайшей к вам) стороны к дальней. Слегка надавите вниз, толкая режущий диск. Может потребоваться второй проход отрезного круга, чтобы получить видимую линию разреза, но не пытайтесь прорезать плитку несколькими проходами. Слишком много надрезов приведет к сколу края глазури, что приведет к шероховатости края.
После того, как плитка забита, следующим шагом будет резка с защелкой. Это можно сделать, подняв ручку и позволив нажимной планке повернуться вниз примерно до центра плитки.
Надавите на рукоятку твердо и осторожно, увеличивая давление вниз. Это заставит прижимную пластину оказывать равномерное давление на обе стороны плитки поверх металлического защелкивающегося выступа. Если она была правильно оценена, плитка точно защелкнется на своей линии оценки.
Home-Cost.com 2013
Вариант: Резка листов мозаичной плитки
Этот инструмент также можно использовать для резки листов мозаичной плитки, например, керамической плитки для стен метро, часто используемой для кухонных фартуков. При разрезании листа плитки начните подрезное колесо с нижней части первой плитки, затем осторожно, медленно и преднамеренно надрезайте каждую плитку по порядку.
Хитрость заключается в том, чтобы убедиться, что у вас есть солидный счет по всей ширине каждой плитки. Это может занять некоторое время, если вы работаете с листами очень маленьких плиток. Если у вас нет четких линий разреза, плитки могут не отрываться друг от друга, особенно по краям, и вы можете получить сколы на глазури поверхности плитки.
После подсчета очков приложите силу вниз к каждой отдельной плитке, по одной за раз, чтобы сломать их. Затем разрежьте сетчатую подложку канцелярским ножом, чтобы разделить лист на две части.
Home-Cost.com 2013
Отшлифуйте острые края
Если края отрезанных плиток острые или неровные, используйте шлифовальную губку, чтобы притупить острые края разреза.
Теперь вы готовы к установке плитки.
Нажмите «Играть», чтобы узнать, как укладывать и резать керамическую плитку для стен
Лучшие ручные плиткорезы для домашних мастеров и профессионалов
Мы можем получать доход от продуктов, доступных на этой странице, и участвовать в партнерских программах.
Фото: amazon. com
Если вы планируете укладку плитки или ремонт, идея работы с этим прочным материалом может показаться пугающей. В конце концов, плитка жесткая и часто дорогая, так что это не для слабонервных. Оснащение вашего набора инструментов лучшим ручным плиткорезом для вашего проекта поможет упростить работу и добиться первоклассных результатов.
Лучшие ручные плиткорезы позволяют легко резать плитку — в буквальном смысле. У них есть колеса из закаленного металла, которые царапают поверхность плитки, ножка, оказывающая давление на каждую сторону насечки, и рычаг для приложения усилия, необходимого для отламывания плитки. В результате получается чистый, ровный срез.
Впереди, получите советы по навигации по доступным вариантам и выбору лучшего ручного плиткореза для нужд вашего проекта — и не пропустите наш обзор самых популярных вариантов!
Лучший в целом: QEP 35-дюймовый ручный резак
Лучший для плюсов: Vonhaus 24-дюймовый режущий плиток
Также рассмотрим: Goplus 36-дюймовый ручный плиток
: Amazon. com. Что следует учитывать при выборе лучшего ручного плиткореза
Лучшие ручные плиткорезы могут сэкономить много времени по сравнению с установкой более дорогих мокрых пил. Они просты в использовании, а конечный результат может быть безупречным. Но не все ручные плиткорезы подходят под это требование. В этом разделе будет указано, на что обращать внимание при выборе лучшего ручного плиткореза для вашего проекта.
Материал режущего диска
Термин «плиткорез» на самом деле немного вводит в заблуждение. Эти ручные инструменты не обязательно режут плитку; это скорее метод оценки и щелчка. У них есть маленькие острые колеса, которые проходят по верхней части плитки, оставляя острую царапину на поверхности, которая затем становится идеальным местом для чистого щелчка.
Материал круга инструмента может повлиять на его работу. В то время как большинство колес могут забить плитку достаточно, чтобы ее сломать, колеса с наконечниками из карбида вольфрама прослужат немного дольше, чем стальные. Даже если вы используете свой плиткорез только для одного проекта, достижение одинакового уровня точности от начала до конца с одним и тем же колесом имеет большое значение.
Станина плиткореза
Еще одна важная деталь, на которую следует обратить внимание, — это станина плиткореза. Хотя это может показаться простой, произвольной частью резака, на самом деле есть некоторые специфические функции, которые могут помочь повысить удобство использования вашего ручного плиткореза.
Плиткорезы имеют прямые выступы, идущие по центру. По обе стороны от этого выступа лучшие ручные плиткорезы имеют материал из пены или резины. Эта пена или резина создает нескользящую поверхность, которая удерживает плитку на месте, пока вы надрезаете или защелкиваете, обеспечивая большую точность и меньше отходов при укладке плитки.
Пена или резина также поддерживает плитку, обеспечивая при этом достаточную упругость, чтобы поглотить давление, которое вы прилагаете во время щелчка. Без этой возможности вам было бы трудно щелкать плитки и щелкать их чисто.
Основание плиткореза
Пока вы ищете лучшие ручные плиткорезы, вы можете не заметить особенности и нюансы в основаниях разных моделей. Такие особенности, как резиновые ножки и складные боковые панели, могут иметь большое значение, особенно при работе с большими плитками.
Когда вы подсчитываете большие плитки, может быть трудно применять постоянное давление вниз. Если в основании вашего ручного плиткореза нет резиновых ножек, он может скользить по более гладким поверхностям. Это может расстраивать и может поцарапать поверхность.
Складывающиеся боковые планки, прикрепленные к основанию, помогают поддерживать широкие плитки, а также обеспечивают устойчивость при надрезании и защелкивании. Если вы режете широкую плитку далеко в одну или другую сторону, вес плитки создает неравномерный рычаг. Боковые планки создают более широкую площадь основания, что позволяет выполнять более точный и менее громоздкий срез.
Горизонтальная линейка и угловая направляющая
Многие из лучших ручных плиткорезов оснащены встроенными измерительными инструментами, которые помогают ускорить процесс резки, повысить точность и обеспечить постоянство. Вы часто можете использовать эти функции, чтобы делать повторные разрезы, не измеряя каждый раз.
Когда дело доходит до обрезки плитки по размеру, многие из лучших плиткорезов оснащены встроенными горизонтальными линейками. Некоторые из этих линеек выдвигаются, позволяя измерять плитки, выступающие над основанием.
Встроенные угловые направляющие — это удобство и надежность. Как только вы узнаете угол, который вам нужно отрезать, вы можете расположить эти регулируемые направляющие и зафиксировать их на месте. Вы сможете зарегистрировать плитку по направляющей, обеспечивая стабильную и точную основу для подсчета очков и привязки.
Наш выбор
Теперь, когда вы знаете немного больше о том, что нужно для выбора лучшего ручного плиткореза, вы готовы сравнить некоторые из лучших продуктов на рынке.
Фото: amazon.com
Проверить последнюю цену
Если вы ищете плиткорез со всеми функциями, необходимыми практически для любого проекта по укладке плитки, обратите внимание на 35-дюймовый ручной плиткорез QEP. Большая вместимость этого инструмента позволит вам обрабатывать напольную плитку, настенную плитку, стеклянную мозаику и фартуки с помощью одного инструмента. Размещение этих материалов напротив резиновых прокладок по обеим сторонам защелкивающегося гребня гарантирует, что они останутся на месте во время надрезания и защелкивания.
Этот QEP оснащен резным роликом из карбида вольфрама с титановым покрытием, обеспечивающим четкие насечки и длительный срок службы. Он также имеет две складные боковые панели для обеспечения большей устойчивости при более широкой площади основания. Встроенная линейка выдвигается, позволяя вам делать последовательные разрезы, не разрывая рулетку. Линейка также имеет встроенную угловую направляющую, поэтому добиться идеального реза намного проще.
Фото: amazon.com
Проверить последнюю цену
Вам не нужно быть профессиональным плиточником, чтобы добиться результатов профессионального уровня. ФонХаус может помочь. Он имеет 24-дюймовую прямую режущую способность, а также 17½-дюймовую режущую способность под углом 45 градусов, поэтому он может легко справляться с большинством распространенных проектов пола или фартука.
VonHaus имеет множество фиксирующих элементов, таких как резиновые ножки на основании, которые удерживают нож на месте, и нескользящие накладки на станине и боковых панелях, обеспечивающие дополнительную устойчивость. Прорезиненная рукоятка позволит вам использовать его в течение всего дня, сводя к минимуму скольжение и усталость. Он также оснащен легко читаемой встроенной линейкой и угломером, а также резным колесом с наконечником из карбида вольфрама.
Фото: amazon.com
Узнать последнюю цену
Создание точных привязок к длинным плиткам может оказаться серьезной проблемой. 36-дюймовый ручной плиткорез Goplus помогает решить эту проблему. Он не только имеет вместимость 36 дюймов, но также имеет I-образную направляющую, которая обеспечивает прочность и точность при подсчете очков даже в середине направляющей.
Несмотря на то, что емкость и точность являются главными преимуществами, Goplus также обладает широким набором функций. Он имеет нескользящие резиновые накладки на ножках и кровати, прочное стальное основание и удобную рукоятку. Также имеется встроенная скользящая линейка с угломером. У него есть два складных боковых рычага для обеспечения устойчивости — то, что вам понадобится, когда вы отрезаете дюйм или два от конца плитки шириной 36 дюймов.
Часто задаваемые вопросы о ручных плиткорезах
Если вы не выбрали конкретный плиткорез, потому что у вас остались вопросы, этот раздел может вам помочь. Некоторые из наиболее часто задаваемых вопросов и ответов о плиткорезах находятся впереди.
В. Какие материалы можно резать ручным плиткорезом?
Плиткорезы могут резать плитку для пола, стен и фартука. Они лучше всего работают на стеклянной плитке, а также на керамике и фарфоре, хотя вы можете использовать их на некоторых каменных плитах, таких как мрамор.
В. Как предотвратить сколы плитки при резке?
Выкрашивание является проблемой для механизированных мокрых плиткорезов; это не проблема для ручных плиткорезов. Тем не менее, есть три вещи, которые вы можете сделать, чтобы обеспечить чистый щелчок при ручной резке плитки.
Убедитесь, что ваш круг острый и на нем нет сколов.
Сделайте только один проход, когда надрезаете плитку, используя равномерное давление.
Не позволяйте плитке двигаться после того, как вы забьете ее. Это поможет убедиться, что надрез находится прямо над гребнем защелкивания для чистого среза.
В. Как заменить лезвие на ручном плиткорезе?
В большинстве случаев винт и небольшое трение — это все, что удерживает режущий диск или лезвие на плиткорезе.
Для того чтобы понять внутреннее строение металла, необходимо вспомнить, что представляют собой мельчайшие частицы, образующие все вещества, — атомы.
Строение атома. Атом состоит из положительного заряженного ядра, окруженного отрицательно заряженными частичками, называемыми электронами, движущимися вокруг ядра с огромной скоростью (наименьшей скоростью обладает электрон водорода, движущийся со скоростью 2000 км/сек).
На рис. 1 приводится схема строения атома водорода.
Вокруг ядра простейшего атома — водорода, занимающего первое место в периодической таблице, вращается по орбите только один электрон.
Рис. 1. Схема строения атома водорода
Строение чистых металлов. Металл состоит из положительно.заряженных ионов и «свободных» электронов. Положительный «он представляет собой атом, потерявший один или несколько электронов. Эти электроны называют свободными электронами. Они постоянно переходят от одних ионов к другим и вращаются вокруг ядра то одного, то другого иона.
В металлах положительно заряженные ионы расположены в строго определенном порядке, образуя так называемую пространственную кристаллическую решетку.
Наряду с этим есть тела, называемые аморфными, где атомы располагаются хаотично. В связи с этим все твердые тела делятся на тела кристаллические и аморфные.
К кристаллическим телам можно отнести металлы, поваренную соль, сахар и др.
Примером аморфных тел могут служить стекло, пластмасса, смола, клей и др.
Наличие свободных электронов во всех металлах обусловливает существование общих металлических свойств. К ним следует отнести прочность, высокую электропроводность и теплопроводность.
Кристаллические решетки у металлов могут быть различных типов. Наиболее распространены изображенные на рис. 3 типы решеток: а) «объемноцентрированный куб» — атомы (ионы) металла расположены в вершинах куба, а один атом (ион) — в центре его; б) «гранецентрированный куб» — атомы (ионы) металла расположены в вершинах куба и в центре каждой из его граней; в) «гексагональная решетка» — 12 атомов расположены в вершинах шестигранной призмы, 2 — в центре оснований ее и 3 — в среднем сечении. В куске металла атомы образуют огромное число таких элементарных ячеек пространственной кристаллической решетки.
Рис. 2. Различные типы кристаллических решеток: а — объемноцентрированный куб; б — гранецентрированный куб; в — гексагональная решетка
Кристаллические тела и их особенности. Кристаллические тела обладают различными свойствами в различных направлениях.
Это явление, называемое анизотропией, объясняется тем, что в кристаллических решетках расстояние между атомами (ионами), а следовательно, и взаимодействие их между собой в различных направлениях неодинаковы; свойства металлов определяются взаимодействием атомов (ионов).
Если взять одиночный кристалл меди (или, как его называют, монокристалл) и вырезать из него образцы в различных направлениях, то свойства таких образцов будут различны. Прочность может изменяться в 2—2,5 раза, пластичность, т. е. способность деформироваться, — в 5—6 раз, в зависимости от направления, в котором был вырезан образец.
Рис. 3. Монокристалл, из которого вырезаны образцы
Однако такое различие свойств наблюдается только у монокристаллов. Монокристаллы больших размеров получают искусственным путем.
В естественных условиях металлы являются телами поликристаллическим и, т. е. они состоят из большого числа по-разному ориентированных мелких кристалликов. Обычно размер каждого мелкого кристаллика определяется долями миллиметра.
Каждый кристаллик расположен по-своему, но свойства по всем направлениям оказываются примерно равными.
Другой особенностью кристаллов является существование вполне определенных плоскостей — плоскостей скольжения (спайности), по которым происходит перемещение атомов (ионов) кристаллической решетки при механическом воздействии.
Очень хорошо плоскости спайности выявляются у кристаллов слюды, которая расщепляется по этим плоскостям.
Важным свойством чистых металлов как кристаллических тел является наличие определенной температуры плавления. Аморфные тела переходят в жидкое состояние постепенно, размягчаясь при изменяющейся температуре, а кристаллические — при постоянной температуре.
Процесс кристаллизации. Кристаллизацией называется процесс образования кристаллов. Если кристаллы образуются из жидкости, то процесс называется первичной кристаллизацией.
Для изучения процесса кристаллизации строят кривые охлаждения, т. е. кривые, показывающие изменение температуры с течением времени при охлаждении расплавленного металла. Для построения кривой охлаждения необходимо иметь прибор для измерения температуры и часы или секундомер. В качестве прибора для измерения температуры используют термометр либо термоэлектрический пирометр.
При охлаждении металла через равные промежутки времени производится измерение температуры. По результатам такого измерения строят кривые охлаждения.
Для чистого металла кривая охлаждения имеет такой вид, как указано на рис. 5. Кривая показывает, что при охлаждении металла как в жидком, так и в твердом состоянии температура понижается равномерно. Процесс кристаллизации протекает при одной и той же температуре, которая на рис. 5 обозначена буквой t.
Металл, охладившись до температуры t, не будет еще кристаллизоваться, а останется в жидком состоянии вплоть до температуры tn. Та— ким образом, металл переохладится. Чем больше скорость охлаждения, тем больше и степень переохлаждения. Кристаллизация сопровождается выделением тепла, что поднимает температуру металла до t и поддерживает затем ее постоянной до полного затвердевания.
Температуру t, при которой в металле происходит превращение из жидкого состояния в твердое, называют критической температурой, или- критической точкой плавления.
Жидкое состояние металла характеризуется большой подвижностью атомов. По мере приближения металла к температуре затвердевания атомы его в отдельных местах начинают группироваться так же, как в кристаллических решетках твердого металла. Некоторые из этих атомно-кристаллических групп могут стать зародышами будущих кристаллов, или, как говорят, центрами кристаллизации. Дальнейший рост кристаллов происходит путем постепенного наращивания на эти центры новых атомных слоев.
Таким образом, процесс кристаллизации заключается в образовании центров кристаллизации и в их последующем росте.
На рис. 6 показана схема развития процесса кристаллизации. В первые моменты кристаллы растут свободно, сохраняя свою кристаллическую форму. По мере развития процесса кристаллы встречаются друг с другом, препятствуя тем самым дальнейшему росту в этом направлении. Кристаллы будут расти только лишь в некоторых направлениях, где имеется еще жидкий металл. Благодаря этому правильная форма кристалла теряется и он приобретает округлую форму. Такие кристаллы называют зернами.
Рис. 4. Кривая охлаждения чистого металла
При быстром и неравномерном охлаждении зерна принимают вытянутую форму. Такую структуру можно наблюдать в сварном шве меди.
Рис. 5. Схема развития процесса первичной кристаллизации
Рис. 6. Зависимость размеров зерен металла от скорости охлаждения
Размер зерна при первичной кристаллизации зависит от многих причин: температуры нагрева жидкого металла и времени выдержки при ней, температуры заливки в форму, способа заливки металла, способа охлаждения и др.
Теория кристаллизации показывает, что число образующихся зерен и размер их определяются: числом центров кристаллизации, самопроизвольно возникающих в жидкости в момент начала затвердевания, и скоростью роста каждого кристалла. Обе эти величины зависят от скорости охлаждения металла в процессе кристаллизации.
На рис. 6 схематично изображена зависимость размеров зерен от скорости охлаждения.
В настоящее время в производстве черных и цветных металлов получил широкое распространение процесс искусственного изменения размеров и формы зерен путем введения в расплавленный металл нерастворимых веществ, называемый модифицированием. Эти вещества распределяются равномерно по всему объему металла и образуют дополнительные центры кристаллизации, благодаря чему зерна металла получаются более мелкими и могут изменять свою форму.
Такими веществами могут быть порошок окиси алюминия при модифицировании стали, сплавы железа с хромом и железа с кремнием, а также чистый магний при модифицировании чугуна, натрий при модифицировании силумина (алюминиевый сплав) и др.
Свойства сплавов и металлов в сильной степени зависят от размеров и формы зерен. Металлы и сплавы с мелкозернистым строением обладают более высокой прочностью, особенно ударной прочностью, твердостью, лучшей обрабатываемостью.
Изменение структуры и свойств металлов в твердом состоянии. Некоторые металлы имеют в твердом состоянии несколько видов кристаллической решетки. Достаточно такие металлы нагреть до определенной температуры, как атомы перестраиваются и образуют новую кристаллическую решетку.
Процесс перехода из одного типа кристаллического строения в другой называется аллотропическим превращением. Различные типы кристаллического строения называют аллотропической формой, или модификацией.
Аллотропические превращения, так же как и первичная кристаллизация, протекают при постоянной температуре, так как при охлаждении происходит выделение, а при нагреве — поглощение тепла. На кривой охлаждения это превращение отмечается горизонтальным участком.
Аллотропические превращения протекают путем зарождения центров кристаллизации в твердом металле и роста вокруг них кристаллов новой модификации,, подобно процессу первичной кристаллизации. В связи с этим процесс аллотропического превращения, связанный с перекристаллизацией (повторной кристаллизацией) в твердом состоянии, называют вторичной кристаллизацией.
Наиболее известными и имеющими практическое применение являются аллотропические превращения железа, олова, марганца, кобальта.
Превращения в железе. На кривой охлаждения железа, приведенной на рис. 7, показаны аллотропические превращения, претерпеваемые железом при очень медленном охлаждении.
При охлаждении железо затвердевает при температуре 1539°. При этом образуется Fes, т. е. железо с «объемноцентрирован-ной решеткой».
При последующем охлаждении при температуре 1400° Fes превращается в Fet> т. е. в железо с «гранецентрированной решеткой».
При температуре 910° Fe., превращается в F*, т. е. в железо с «объемноцентрированной решеткой».
Остановка на кривой охлаждения, имеющая место при 768°, не связана с перестройкой кристаллической решетки, а вызывается изменением магнитных свойств. Ниже этой температуры железо магнитно, выше — немагнитно (немагнитное железо иногда обозначается Fep)’.
Превращения олова. Олово существует в двух модификациях: Sn« и Snp. Олово a (Srio) называют серым оловом. Оно представляет собой порошок. Олово р (Snrp) — белое олово, прочный металл. Превращение белого олова в серое протекает при температуре + 18°, но с наибольшей скоростью этот процесс протекает при переохлаждении до минус 30°.
На изделиях из белого олова после длительного хранения на холоде возникают бугорки серого олова, которые затем рассыпаются в порошок. Это явление получило название оловянная чума. Наиболее опасна «оловянная чума» при хранении олова в зимнее время в холодном помещении.
Одновременно с изменением кристаллической решетки металла при аллотропическом превращении происходит изменение формы и величины зерна. В практике термической обработки этим часто пользуются.
Наблюдать процесс вторичной кристаллизации невооруженным глазом нельзя.
Внешний вид металла при вторичной кристаллизации не изменяется. Ее можно обнаружить либо по изменению свойств металла или сплава (температура, прочность, твердость, электросопротивление и т. д.), либо наблюдая металл под микроскопом.
Пластическая деформация и рекристаллизация. Изменить величину и форму зерен можно также и механическим воздействием, например ковкой, штамповкой, прокаткой, волочением и т. д., т. е. путем изменения формы изделия (или, как говорят, путем пластической деформации металла) с последующим нагревом, после которого можно получить зерна разных размеров.
Рис. 7. Кривая охлаждения железа
Пластическая деформация протекает путем смещения (сдвигов) тонких слоев металла (пачек) в кристалле относительно друг друга по плоскостям скольжения под влиянием механических усилий.
Металл в результате пластической деформации становится более прочным (упрочняется).
Рис. 8. Схема изменения структуры металла при деформации и рекристаллизации
Упрочнение металла в процессе пластической деформации называют наклепом. Этим явлением часто пользуются для повышения прочности детали или конструкции (обдувка дробью, обкатка роликом и т. д.).
В результате пластического деформирования зерна размельчаются, принимают вытянутую форму, напоминающую по виду волокна. Такое строение металла обладает большим различием свойств в разных направлениях и не является устойчивым.
При нагреве пластически деформированного металла строение его восстанавливается. Возникают новые зерна с недеформированной кристаллической решеткой. Этот процесс называют рекристаллизацией.
Температуру, при которой начинают возникать новые зерна с недеформированной решеткой, называют температурой рекристаллизации. Эта температура устанавливается экспериментально по изменению различных свойств металла (прочности, пластичности, плотности, электросопротивления и т. д.). На рис. 9 схематически показаны изменения в строении металла в результате пластической деформации и рекристаллизации,
Искаженность кристаллической решетки в процессе пластической деформации можно обнаружить с помощью рентгеноструктурного анализа, о котором будет сказано ниже.
Деформацию зерен и размельчение их после рекристаллизации можно наблюдать под микроскопом, а для некоторых металлов (олово) непосредственно невооруженным глазом.
Как видно из рисунка, при рекристаллизации кристаллическая структура восстанавливается и деформированные зерна еновь приобретают округлую форму.
Процесс пластической деформации может идти одновременно с процессом рекристаллизации, если деформация происходит при температуре выше температуры рекристаллизации.
В связи с этим различают два вида обработки металлов давлением.
Холодной обработкой металлов давлением называют обработку, которую ведут при температуре ниже температуры рекристаллизации. При такой обработке металл наклёпывается.
Горячей обработкой металлов давлением называют обработку, которую ведут при температуре выше температуры рекристаллизации. При такой обработке пластически деформированный металл рекристаллизуется в процессе обработки давлением.
Размер получающихся новых зерен зависит от степени пластической деформации, сообщенной металлу, и от температуры нагрева, при которой идет процесс рекристаллизации.
Чем выше температура нагрева, тем больше размер образующихся новых зерен.
Влияние степени пластической деформации схематически представлено на рис. 9. Вначале с увеличением степени деформации размер зерна при рекристаллизации сильно возрастает, затем с дальнейшим увеличением степени деформации уменьшается.
Степень деформации, дающая максимальный размер зерна при нагреве, называется критической. При ковке, прокатке и других видах обработки нужно следить за тем, чтобы металл не приобретал критической степени деформации, иначе при последующем нагреве получается крупнозернистый металл с плохими свойствами.
Рис. 9. Изменение величины зерна в зависимости от степени пластической деформации
Строение сплавов. Металлическими сплавами, как уже указывалось, называются сложные материалы, полученные путем сплавления одного металла с другими металлами или неметаллами.
При сплавлении металлы и неметаллы взаимодействуют между собой и образуют либо химические соединения, либо твердые растворы, либо, что очень редко, остаются в химически чистом виде.
Химические соединения характерны тем, что атомы элементов, образующих сплав, объединяются в определенном количестве. Состав соединения может быть выражен химической формулой.
Твердые растворы характеризуются тем, что в атомно-кристаллическую решетку основного металла — растворителя входят атомы растворенного вещества.
Рис. 10. Кристаллические решетки: а — чистого металла; б — твердого раствора замещения; в — твердого раствора внедрения
Атомы растворенного вещества могут либо замещать атомы растворителя, образуя так называемый твердый раствор замещения, либо внедряться в решетку растворителя, образуя твердый раствор внедрения. Решетки таких твердых растворов в виде схемы показаны на рис. 10.
В результате вновь образовавшийся сплав может состоять либо только из химического соединения, либо только из твердого раствора. В этих случаях сплав называют однородным.
Чаще всего сплавы состоят частично из химического соединения и частично из твердого раствора. В этих случаях сплав будет уже неоднородным. Его строение (структура) будет характеризоваться механической смесью из химического соединения и твердого раствора.
Сплав можно получить из двух элементов. В этом случае его называют двойны м. Если сплав получен из нескольких элементов, его называют соответственно тройным, четвертным и т. д.
С целью облегчения изучения сплавов их объединяют в системы сплавов.
К данной системе относят все сплавы, которые могут образовать два или несколько элементов, различающихся между собой лишь количеством элементов, образующих сплав, т. е. концентрацией этих элементов.
Так, например, все стали и чугуны являются сплавами системы железа и углерода, но различаются между собой количеством этих элементов.
Для изучения сплавов выбранной системы строят диаграмму состояния, по которой определяют структурные превращения и связанные с ними изменения свойств при нагреве и охлаждении, температуры горячей обработки металлов давлением, режимы термической обработки и др.
Построение диаграммы состояний. Если сплав получен из двух металлов, то диаграмма состояний имеет два измерения. На одной оси — вертикальной — откладывают температуры, при которых сплав изменяет свое строение. Эти температуры называются критическими температурами, или критическими точками. На второй оси — горизонтальной—откладываются концентрации сплавов, т. е. содержание элементов, составляющих сплав, выраженное чаще всего в весовых процентах.
Рис. 11. Построение диаграммы Fe—С
На координатную сетку наносятся значения всех критических точек, определенных по кривым охлаждения, построенным опытным путем.
Затем все критические точки сплавов данной системы соединяют, в результате чего образуются линии диаграммы состояний. Кривые охлаждения для сплавов строятся таким же образом, как для чистых металлов. Пример построения диаграммы железо — углерод показан на рис. 11.
Реклама:
Читать далее:
Методы изучения структуры металлов и сплавов
Статьи по теме:
Токарные станки
Принципы сборки
Слесарные работы
Отделочные работы
Основные методы обработки металлов резанием
Главная → Справочник → Статьи → Блог → Форум
Внутреннее строение и свойства металлов и сплавов
К машиностроительным материалам относятся металлы и их сплавы, древесина, пластмассы, резина, картон, бумага, стекло и др. Наибольшее применение при изготовлении машин получили металлы и их сплавы.
Металлами называются вещества, обладающие высокой теплопроводностью и электрической проводимостью; ковкостью, блеском и другими характерными свойствами, которые легко и не очень поддаются металлообработке.
В технике все металлы и сплавы принято делить на черные и цветные. К черным металлам относятся железо и сплавы на его основе. К цветным — все остальные металлы и сплавы. Для того чтобы правильно выбрать материал для изготовления деталей машин с учетом условий их эксплуатации, механических нагрузок и других факторов, влияющих на работоспособность и надежность машин, необходимо знать внутреннее строение, физико-химические, механические и технологические свойства металлов.
Металлы и их сплавы в твердом состоянии имеют кристаллическое строение. Их атомы располагаются в пространстве в строго определенном порядке и образуют пространственную кристаллическую решетку. Наименьший комплекс атомов, который при многократном повторении в пространстве воспроизводит решетку, называется элементарной кристаллической ячейкой. Форма элементарной кристаллической ячейки определяет совокупность свойств металлов: блеск, плавкость, теплопроводность, электропроводность, обрабатываемость и анизотропность (различие свойств в различных плоскостях кристаллической решетки) . Пространственные кристаллические решетки образуются при переходе металла из жидкого состояния в твердое. Этот процесс называется кристаллизацией.
Процесс кристализации. Кристаллизация состоит из двух стадий. В жидком состоянии металла его атомы находятся в непрерывном движении. При понижении температуры движение атомов замедляется, они сближаются и группируются в кристаллы. Образуются так называемые центры кристаллизации (первая стадия). Затем идет рост кристаллов вокруг этих центров (вторая стадия). Вначале кристаллы растут свободно. При дальнейшем росте кристаллы отталкиваются, рост одних кристаллов мешает росту соседних, в результате чего образуются неправильной формы группы кристаллов, которые называют зернами. Размер зерен существенно влияет на эксплуатационные и технологические, свойства металлов. Крупнозернистый металл имеет низкую сопротивляемость удару, при его обработке резанием возникает трудность в получении малой шероховатости поверхности деталей. Размеры зерен зависят от природы самого металла и условий кристаллизации.
Методы изучения структуры металла. Исследование структур металлов и сплавов производится с помощью макро- и микроанализа, а также другими способами. Методом макроанализа изучается макроструктура, т. е. строение металла, видимое невооруженным глазом или с помощью лупы. Макроструктуру определяют по изломам металла или по макрошлифам. Макрошлиф представляет собой образец металла или сплава, одна из сторон которого отшлифована и протравлена кислотой или другим реактивом. Этим методом выявляются крупные дефекты: трещины, усадочные раковины, газовые пузыри, неравномерность распределения примесей в металле и т. д. Микроанализ позволяет определить размеры и форму зерен, структурные составляющие, качество термической обработки, выявить микродефекты. Микроанализ проводится по микрошлифам с помощью микроскопа (современные металлографические микроскопы дают увеличение до 2000, а электронные — до 25 000). Микрошлиф— это образец металла, имеющий плоскую полированную поверхность, подвергнутую травлению слабым раствором кислоты или щелочи для выявления микроструктуры.
Свойства металлов. Свойства металлов обычно подразделяют на физико-химические, механические и технологические. Физико-химические и механические свойства твёрдых тел, в том числе и металлов, вам знакомы из курсов физики и химии. Остановимся на рассмотрении некоторых механических и технологических свойств, важных с точки зрения обработки металлов. Под механическими свойствами, как известно, понимают способность металла или сплава сопротивляться воздействию внешних сил.
К механическим свойствам относят прочность, вязкость, твердость и др. Прочность характеризует свойство металла или сплава в определенных условиях и пределах, не разрушаясь, воспринимать те или иные воздействия внешних сил. Важным свойством металла является ударная вязкость — сопротивление материала разрушению при ударной нагрузке. Под твердостью понимают свойство материала сопротивляться внедрению в него другого, более твердого тела.
К основным технологическим свойствам металлов и сплавов относятся следующие: ковкость — свойство металла подвергаться ковке и другим видам обработки давлением; жидкотекучесть — свойство расплавленного металла заполнять литейную форму во всех ее частях и давать плотные отливки точной конфигурации; свариваемость — свойство металла давать прочные сварные соединения; обрабатываемость резанием — свойство металлов подвергаться обработке режущими инструментами для придания деталям определенной формы, размеров и шероховатости поверхности.
Структура сплавов | Интервью
Мира. Теперь мы встречаемся с профессором Питером Ли из Манчестерского университета, который надеется использовать алмаз для получения некоторой ясности в отношении структуры металлических сплавов.
Питер – я изучаю затвердевание металлов, обработку металлов, а также других материалов. При этом происходят всевозможные кинетические реакции и формируются микроструктуры. Таким образом, прочность любого сплава заключается не только в его составе, но этот состав заставляет его образовывать маленькие кристаллы, различные фазы, и эти фазы очень часто представляют собой наноструктуры. Таким образом, упрочнение идет от масштаба 10 нанометров, где у вас есть небольшие осадители, которые закреплены, и фактически в сплавах наноармирование используется уже более 103 лет, и затем оно развивается и поднимается до масштаба микронов, а затем вверх. до структуры и масштаба миллиметров. Я использую Алмаз, чтобы исследовать состав, морфологию и взаимодействие этих различных фаз этих структур.
Мира — А какие конкретно сплавы вы изучаете, на чем делаете акцент?
Питер. Одно из основных направлений, которое я рассматриваю, это алюминиевые сплавы. Эти сплавы используются во всем, от автомобилей до компонентов авиационной техники. В большинстве этих сплавов для высокопроизводительных применений используется первичный алюминий. Причина, по которой они используют первичный алюминий вместо вторичного или переработанного алюминия, заключается в том, что, когда мы перерабатываем алюминий, мы, почти как люди, добавляем различные просроченные компоненты. Это также просто происходит, когда вы разбираете и перерабатываете автомобиль, в итоге вы получаете, очень просто, гайки и болты, которые почти всегда стальные. Затем мы переплавляем его, концентрация железа в сплаве повышается. Добавление этой концентрации железа, как только она превысит 0,5 весовых процента, начинает вызывать другую фазу, которая, когда она очень мелкая, может усиливать свойства, но когда она большая, она может на самом деле ухудшить свойства. Он образует сильно ограненную фазу с плоскими краями, так что он похож на алмаз, но фаза, которую он образует, вместо того, чтобы быть похожей на алмаз и быть приятной массивной, имеет удлиненную или игольчатую форму. Теперь представьте себе структуры, которые очень остроконечные внутри материала, они действуют как концентраторы напряжений, поэтому они могут фактически деформироваться, создавать повреждения и вызывать преждевременный отказ.
Мира. Теперь, зная эту информацию, пытаетесь ли вы понять, как сделать переработанный алюминий более востребованным?
Питер – Точно. Эти структуры происходят от нано, и когда они нано, они полезны. Когда вы начинаете повышать уровень железа, они могут на самом деле достигать 200 микрон, почти миллиметра в длину, и именно когда есть эти длинные острые осколки, они могут быть вредными. Для чего мы используем Diamond, так это для того, чтобы определить, как мы можем изменить состав, пройти и добавить очень небольшой процент различных составов сплава или добавить гетерогенные ядра, которые преобразуют их из нескольких крупных структур во множество очень тонких структур и преобразовать что-то вредное во что-то действительно полезное в сплаве. Если мы сможем это сделать, мы сможем сделать переработанные сплавы такими же полезными, как и первичные алюминиевые сплавы.
Мира — Насколько это сложно? Что вам нужно сделать, чтобы войти туда и разбить эти длинные осколки, а также увеличить силу вокруг?
Питер – Это огромный вызов. Эти сплавы имеют от 6 до 8 различных компонентов. Вес каждого из этих компонентов варьируется от нескольких частей на миллион до 1000 частей на миллион. Если теперь вы подумаете о своего рода комбинаторном эксперименте, где вы варьируете от частей на миллион до тысяч частей на миллион с 8 различными компонентами, вы очень быстро поймете, что на самом деле вы можете провести миллиарды экспериментов с различными композициями. Мы используем Diamond для непосредственного наблюдения за кинетикой, чтобы определить критические явления. Это настоящая проблема, потому что те немногие вещи, которые мы предсказывали, кажутся вероятными, нестабильны в расплавленном алюминии. Расплавленный алюминий обладает прекрасной способностью растворять в себе многие вещества. Вы также должны быть в состоянии сделать эти частицы очень маленького размера и поместить их в этот расплавленный расплав, что означает, что вам нужно иметь возможность полностью свинцовать их с алюминием. Итак, у нас есть много проблем, много великой науки, которую нужно продолжать.
Мира — Но каковы преимущества использования все большего количества переработанных алюминиевых сплавов вместо первичных источников?
Питер. Огромным преимуществом использования переработанного алюминия является то, что когда вы производите первый исходный первичный алюминий, его получают из бокситов, превращая бокситы в глинозем. Затем берем оксид алюминия, который в основном представляет собой один атом алюминия, и 2 атома кислорода, и восстанавливаем его. При этом каждый из этих атомов кислорода превращается в атом CO2. Вы также потребляете огромное количество энергии. Все это означает, что вы производите от 7 до 10 кг CO2 на килограмм первичного алюминия. Когда вы перерабатываете его, вы просто переплавляете и очищаете его. В целом, используется менее 0,5 килограмма или 1/20 часть выделяемого CO2. Это означает, что если мы сможем преобразовать всего 5% мирового производства первичного алюминия во вторичный в новых применениях с высокой добавленной стоимостью, мы сможем сэкономить 15 миллионов метрических тонн CO2 в год.
Мира. Это отличная экономия, если просто понять внутреннюю структуру и химический состав металлических сплавов. Это был профессор Питер Ли из Манчестерского университета.
сплав
— Студенты | Britannica Kids
Введение
Фердинанд Антон
Металл, состоящий из двух или более смешанных и сплавленных чистых металлов, является сплавом. Несколько сплавов сделаны из металла и одного или нескольких неметаллов. Каждый день сплавы используются миллионами способов: самолеты, автомобили, строительные металлы и кухонные кастрюли — типичные предметы, сделанные из сплавов. Мы обычно говорим о металлических предметах так, как будто они сделаны из таких чистых элементов, как железо, алюминий или медь, но на самом деле почти все они являются сплавами.
Элементы, наиболее часто используемые в сплавах
Металлы в чистом виде не имеют широкого применения. Кастрюля из чистого алюминия была бы слабой и мягкой и быстро изнашивалась бы. Один из сплава алюминия с медью или кремнием можно использовать ежедневно из года в год. Лезвие ножа из чистого железа затупится при первом использовании, потому что чистое железо относительно мягкое. Однако нож из железа, легированного углеродом и другими элементами, будет хорошо резать и сохранять остроту лезвия.
Внутренняя структура сплавов
Все сплавы по определению содержат один или несколько металлов. Именно внутреннее строение металлов в сплавах самым непосредственным образом определяет их характеристики.
Атомная структура
Чистый металл состоит из идентичных атомов, плотно упакованных вместе в упорядоченном (подобном решетке) расположении. Атомы удерживаются на месте электростатическими силами.
Когда элементы смешиваются для получения сплава, металлический элемент, присутствующий в наибольшем количестве по весу, называется исходным металлом, а остальные являются легирующими добавками. Легирующие добавки растворяются в основном металле, но химически с ним не соединяются. Вместо этого они также располагаются в регулярном порядке, заполняя промежутки между атомами исходного металла, не нарушая его основной атомной структуры.
Эта потребность в упорядоченном расположении объясняет, почему некоторые элементы не образуют сплавов. Представьте себе большую коробку, в которую нужно сложить много шаров. Если все мячи одинакового или почти одинакового размера, как баскетбольные и волейбольные мячи, задача несложная. Однако невозможно аккуратно сложить мячи, сильно различающиеся по размеру, например, баскетбольные мячи и мячи для гольфа. То же верно и для атомов. Для осуществления легирования диаметры атомов основного металла и легирующих добавок не могут отличаться более чем на 15%. Таким образом, количество возможных сплавов ограничено.
Кристаллическая структура
Сплавы состоят из кристаллов правильной формы, некоторые из которых настолько велики, что их можно увидеть невооруженным глазом. Для изучения кристаллов ученые используют микроскопы, спектроскопы и рентгеновские лучи. Они обнаружили, что кристаллы сплава представляют собой наборы крошечных зерен, между которыми существует пограничный материал.
Некоторые зерна твердые, а некоторые мягкие из-за различных элементов, смешанных в сплаве. Твердые зерна выдерживают нагрузки и противостоят износу. Мягкие зерна, будучи более гибкими, позволяют твердым зернам двигаться. Таким образом, если попытаться согнуть кусок металла, в котором есть только твердые зерна, он сломается. Но если смешать твердые и мягкие зерна, то кусок можно согнуть.
Обычно мелкозернистые металлы прочнее крупнозернистых. В крупнозернистых сплавах границы могут быть сплошными. Такая структура является слабой, потому что сцепляется меньше зерен. Это делает большинство крупнозернистых сплавов хрупкими, так как они легко разрушаются по граничным линиям.
Изменение структуры сплава
Нагрев и охлаждение могут изменить размеры и форму зерен сплава и, следовательно, его кристаллическую структуру. Сплав нагревают до определенной температуры (всегда ниже точки плавления), а затем охлаждают разными способами и с разной скоростью для достижения различных степеней твердости и прочности.
Когда высокоуглеродистая сталь нагревается выше 760°C (1400°F), а затем резко охлаждается, например, она становится твердой и хрупкой. Это происходит потому, что кристаллическая структура не успевает измениться постепенно, как это было бы при более длительном периоде охлаждения. Обычно желательно уменьшить такую чрезвычайную твердость в процессе отжига. Он заключается в повторном нагревании сплава и последующем его медленном охлаждении.
Стальные сплавы
Некоторые специальные стальные сплавы
Железо является основным компонентом наиболее часто используемых сплавов, сплавов железа, от латинского ferrum , что означает «железо». Когда углерод растворяется в железе, получается сплав стали. Самый простой такой сплав, называемый простой углеродистой сталью или кованой углеродистой сталью, имеет различные качества в зависимости от содержания в нем углерода. Ему можно придать другие качества, включив в него другие элементы. Сталь, содержащая марганец, легче деформируется на прокатных станах; поэтому большинство сталей содержат его. Стали с никелем устойчивы к ржавчине. Хромистые стали твердые и прочные. Кремниевые стали обладают магнитными свойствами, что делает их идеальными для электрических генераторов и других электрических устройств.
Нержавеющие стали, называемые так потому, что они устойчивы к ржавчине и кислотной коррозии, обычно представляют собой сплавы железа с содержанием хрома от 10 до 20 процентов и никеля от 5 до 10 процентов. Из них изготавливают столовые приборы, осветительные приборы, декоративные накладки на автомобили и многие другие изделия. Нержавеющие стали также используются в машинах и емкостях для обработки и хранения химикатов, которые разрушают обычные стали.
Автомобильные рессорные стали, содержащие хром, эластичны и хорошо поглощают дорожные толчки. Быстрорежущие инструментальные стали, названные так из-за их использования в быстрорежущих режущих инструментах, сохраняют режущую кромку, даже когда раскалены докрасна. Их можно сделать достаточно твердыми, чтобы резать практически любой материал, включая другие очень твердые стали. Быстрорежущие инструментальные стали изготавливают из железа, вольфрама, хрома и ванадия. Вольфрам является наиболее важным элементом в этих сталях из-за его высокой температуры плавления 3370°С (6,098° F).
Цветные сплавы
Некоторые цветные сплавы
Сплавы, не содержащие железа, называются цветными. Из них медные сплавы составляют самую большую группу. Большинство медных сплавов представляют собой латуни и бронзы. Латунь – это сплав меди с цинком. Большинство видов латуни легко поддаются обработке и имеют приятный внешний вид. Бронза первоначально означала медь, легированную в основном оловом. Многие различные сплавы, классифицируемые как бронзы, теперь производятся путем замены части или всего олова другими элементами (цинком, свинцом, алюминием, фосфором, кремнием). Большинство бронз обладают прочностью, ударной вязкостью и эластичностью.
Сплавы, содержащие алюминий или магний, обладают структурной прочностью и легкостью. Они используются в космических кораблях, самолетах, кухонной утвари и автомобилях. Металлический монель, очень устойчивый к коррозии сплав, состоит в среднем на 67 % из никеля, на 28 % из меди и на 5 % из других элементов. Медь часто сплавляют с драгоценными металлами для изготовления монет.
Легкоплавкие сплавы
Сплавы с низкой температурой плавления называются легкоплавкими. Они используются в припоях, электрических предохранителях, предохранительных заглушках, таких как те, которые используются в строительных спринклерных системах, и в других специальных приложениях.
Металлический баббит – один из важнейших легкоплавких сплавов. Это сплав олова, сурьмы и меди. Он используется там, где необходимо поддерживать вращающийся стальной вал в машине. В общем, между разнородными металлами возникает меньшее трение, чем между металлами, похожими друг на друга, а баббитовый металл и сталь очень непохожи. Кроме того, поскольку баббитовый металл плавится при низкой температуре, его можно заливать в форму, закрепленную вокруг стального вала, без вреда для вала. После охлаждения металл образует подшипник, в котором вал вращается с небольшим износом.
Большинство видов припоев представляют собой сплавы свинца и от одной трети до двух третей олова. В сплавах эти металлы плавятся при более низкой температуре, чем каждый из них сам по себе. Припой для пайки, образующий более прочные соединения, чем обычный припой, состоит из равных частей меди и цинка. Серебро добавляется для ювелирной работы.
Висмут, свинец, олово и кадмий объединяются, чтобы получить плавкий металл Вуда, сплав, который плавится при 71°C (160°F). Этот металл является хорошим плавким предохранителем в электрической цепи, потому что, когда он нагревается избытком тока, который может повредить электрические устройства или вызвать пожар, он плавится, останавливая ток. Пробки предохранительные из подобных сплавов используются в котлах, водонагревателях и скороварках. Когда внутреннее тепло в таких сосудах превышает опасную точку, пробка плавится, позволяя пару выйти до того, как сосуд взорвется. Спринклерные системы удерживают воду под давлением с помощью предохранительной заглушки, которая плавится и выпускает воду, когда пожар вызывает повышение температуры в помещении. В некоторых системах пожарной сигнализации используется аналогичная предохранительная заглушка.
Сплавы электрических проводов
Сплавы с высокой устойчивостью к электрическому току выделяют тепло и свет при протекании через них тока. Нагревательные элементы для тостеров и электроплит изготавливаются из таких сплавов, состоящих из никеля и хрома. Эти сплавы также способны выдерживать большие температуры. Высокопрочный сплав вольфрама и тория используется в электронных нитях очень высокого напряжения. Электровакуумные трубки, применяемые в телевизорах и рентгеновских аппаратах, содержат нити накала из сплава никеля, кобальта, железа, титана и марганца.
Некоторые другие сплавы
Десять процентов меди упрочняет серебряные монеты. Стерлинговое серебро содержит 7,5% меди. Лабораторную аппаратуру, которая должна выдерживать тепловое и химическое воздействие, обычно изготавливают из платино-иридиевого сплава.
Небольшие количества определенных элементов добавляются в некоторые сплавы для химического удаления нежелательных компонентов. Добавленный элемент не обязательно становится ценным компонентом сплава. Таким образом обычно используются алюминий, титан, кальций, цирконий и литий.
Миш-металл, сплав 50 процентов церия и нескольких редкоземельных металлов, используется при производстве для удаления нежелательной серы, газов и оксидов из других сплавов. Металл Миш также сплавляется с 35-процентным железом, чтобы делать кремни для зажигалок и шахтерских ламп. Добавляемый к углероду в угольных дуговых лампах, он дает интенсивный свет, необходимый для фотографии и кинопроекции.
Платинит — полезный промышленный сплав, содержащий 46 процентов никеля и 54 процента железа. При нагревании этот сплав расширяется точно так же, как стекло. Платинит используется для соединения контакта розетки и нити накала через стекло лампочки.
Историческое развитие
Возможно, уже в 4000 г. до н.э. мастера по металлу на Ближнем Востоке обнаружили, что некоторые медные руды можно нагревать для получения металла, который тверже меди, имеет более низкую температуру плавления и легче отливается. Руды содержали олово, а полученный сплав был бронзовым. Наступил бронзовый век.
К 3000 г. до н.э. также использовались медно-мышьяковые, медно-золотые и свинцово-оловянные сплавы. Латунь, изготовленная из медной и цинковой руды, появилась между 2000 и 1000 г. до н.э., но не имела большого значения, пока римляне не начали использовать ее для изготовления монет примерно в 200 г. до н.э. Большой прогресс в металлургии произошел во времена Римской империи. Средневековые алхимики, безуспешно пытаясь превратить другие металлы в золото, нашли много новых сплавов.
Начиная с 6-го века н.э. наиболее важные разработки в технологии легирования были связаны с железом и сталью. В работах XVI века De la pirotechnia Ваннуччо Бирингуччи и De re metallica Георгиуса Агриколы впервые были формализованы знания в области металлургии.
Пенобетон – это легкий ячеистый бетон, который изготавливается из цемента, песка, воды и пенообразователя. В качестве последнего ингредиента чаще всего используется смола древесноомыленная.
В этой статье мы рассмотрим основные плюсы и минусы пенобетонных блоков, а также сравним этот материал с газоблоками.
Достоинства и недостатки
Пеноблоки обладают рядом важных достоинств:
Низкая теплопроводность. Благодаря пористой структуре, вспененный бетон в 2-2,5 раза лучше держит тепло, чем силикатный кирпич аналогичной толщины.
Морозостойкость. Этот материал выдерживает в среднем 35 циклов заморозки-разморозки без потери своих прочностных качеств.
Огнестойкость. Пеноблоки полностью пожаробезопасны – и в этом их важный плюс. Они не воспламеняются и не выделяют токсичных веществ под воздействием пламени.
Удобство в монтаже. Пенобетон легко режется, пилится и фрезеруется. В стенах из этого материала удобно прокладывать инженерные коммуникации.
Шумоизоляция. Пеноблок толщиной 120 мм способен скрадывать звуки до 48 Дб. Это один из самых высоких показателей среди всех видов стройматериалов.
Быстрота укладки. Большие и легкие, блоки из пенобетона укладываются на порядок быстрее, чем кирпич. Расход цементного раствора или клея при этом тоже снижается.
Экологичность. Пенобетон не имеет запаха и не выделяет опасных веществ.
Биостойкость. На блоках из вспененного бетона не появляется плесень и грибок. Грызуны тоже абсолютно равнодушны к этому материалу.
Минусы пенобетонных блоков сводятся к следующему:
Этот материал дает усадку. После окончания строительных работ деформация здания может достигать 4 мм на 1 кв.м.
Пенобетон – довольно хрупкий материал. Статистика показывает, что порядка 20% произведенных пеноблоков повреждается в ходе транспортировки и укладки. Поэтому работать с такими блоками следует крайне аккуратно.
Ячейки пенобетона могут иметь разные размеры. Из-за этого будет варьироваться и вес, и плотность, и теплоизоляционные свойства материала.
Чем отличается газоблок от пеноблока и что лучше?
Газобетон и пенобетон производятся на основе ячеистого бетона. Оба материала – экологически чистые и полностью безопасные для человека. Однако между ними существует определенная разница, которую следует принимать во внимание при выборе стройматериала:
Технология производства
Пеноблоки изготавливаются из извести, цемента, воды, пенообразователя и различных производственных отходов. Полученный раствор разливается по контейнерам и затвердевает естественным образом.
Производство газобетона осуществляется следующим образом: цемент, кварцевый песок, вода, известь и алюминиевая пудра смешиваются и прессуются в автоклавной печи либо затвердевают под воздействием высоких температур.
Геометрия блоков
Выясняя, что лучше газобетонный блок или пенобетонный блок, учитывайте следующее: первый отличается идеальными формами, в то время как второй может иметь на своей поверхности довольно заметные неровности. Погрешность в геометрии газоблоков составляет не более 1 мм. У пеноблоков этот показатель нередко достигает 2-3 мм.
Тепло- и звукоизоляционные свойства
Оба материала характеризуются высокой морозостойкостью и превосходными тепло- и звукоизоляционными показателями. Однако газоблоки имеют более точную геометрию, что позволяет возводить стены без «мостиков холода». Кроме того, пенобетон часто имеет неоднородную структуру: в одном месте скапливается большое количество полостей, в то время как в другом – их практически нет. Из-за этого тепло- и звукоизоляционные свойства материала могут сильно меняться.
Прочностные характеристики
Самый прочный и надежный вариант – газоблоки автоклавного твердения. Они используются при обустройстве несущих стен в малоэтажном строительстве (до трех этажей). Пенобетон – при аналогичной плотности – менее прочен. Стены из пеноблоков нуждаются в качественном армировании.
Влагопоглощение
Это единственный параметр, по которому газоблоки немного уступают пеноблокам. Блоки из вспененного бетона плохо впитывают влагу, в то время как газобетон характеризуется выраженными абсорбирующими свойствами. Этот параметр, впрочем, имеет и «обратную сторону»: стены из газоблоков могут «дышать», за счет чего в доме формируется комфортный микроклимат; пеноблоки, в свою очередь, практически не пропускают пар, поэтому воздух в строении, построенном из этого материала, будет довольно сухим.
Теперь вы знаете, чем отличается газоблок от пеноблока, и можете безошибочно определить, что лучше. Вспененный бетон уступает газобетону по целому ряду параметров, поэтому в строительстве предпочтительнее именно газоблоки.
В интернет-магазине «Керамик Групп» вы можете купить пеноблоки высокого качества от проверенных производителей. Доступные цены пеноблоков. Доставка заказов осуществляется по Москве и в другие города РФ.
Пенобетон и газобетон в чем разница, компания градовой
Главная
Пенобетон и газобетон в чем разница?
Пенобетон и газобетон в чем разница?
VS
В современном домостроении успешно применяются газобетон и пенобетон. Оба материала иногда именуются газобетоном, хотя между ними есть существенные отличия. Объединяет эти виды бетона то, что они обладают малым весом и хорошими теплоизоляционными свойствами.
Специфика пеноблоков и газосиликатных блоков накладывает ряд ограничений на их использование при строительстве зданий и конструкций. При разработке проекта жилого дома обязательно нужно учитывать нюансы данных стройматериалов. При соблюдении технологии из блоков можно построить любой дом высотой 2-3 этажа, который с гораздо большими затратами мог быть возведен из обычного кирпича.
Рассмотрим основные технические показатели пенобетонных и газосиликатных блоков, поговорим об их отличиях и технологии производства.
Ячеистые бетоны получают почти из тех же компонентов, что и традиционный бетон, но придают материалу пористую структуру. Достигается это путем добавления алюминиевой пудры (газобетон) или пенообразователя (пенобетон), после чего в бетоне появляются пузырьки, равномерно распределяющиеся по всей массе.
Пенобетон обладает менее однородной структурой по сравнению с газобетоном. Но его легче изготавливать, себестоимость изделий получается ниже. Зато газосиликатные блоки (газобетонные) обладают более выраженными теплоизоляционными свойствами при равной прочности. Следовательно, пеноблоки необходимо приобретать с несколько большим запасом прочности, чем того требует проект. При возведении газобетонных построек можно использовать газоблоки с меньшей прочностью, чем у пеноблоков. Специалисты советуют применять при возведении двухэтажных строений газоблоки марки D400 или пеноблоки D500-D600.
Газоблоки получают путем разрезания монолитной массы на высокоточном оборудовании. Это позволяет изготавливать блоки с правильной геометрией и минимальными отклонениями от заданных размеров. За счет высокой точности исполнения блоков можно строить идеально ровные стены с клеевыми швами толщиной всего 3 мм. Минимальная толщина шва между блоками предотвращает появление «мостиков холода», что на 20% увеличивает теплотехнические показатели строения.
Так как пенобетонные блоки изготавливаются методом заливки раствора в формы, их размеры не столь точны, а это приводит к увеличению погрешностей при укладке. Соответственно, стены получаются с большими неровностями, которые необходимо нивелировать толстым слоем штукатурки.
Пенобетон тоже имеет выгодные отличия от газобетона. Его микроскопические поры имеют замкнутую оболочку и не связаны друг с другом капиллярами. В газобетонных блоках воздушные поры переходят одна в другую, поэтому вода просачивается внутрь достаточно быстро. Кусок пенобетона может месяцами находиться в воде и оставаться сухим внутри, а газосиликатный блок промокает насквозь за несколько часов. Высокое влагопоглощение газобетона делает невозможным его применение в местах с высокой влажностью. Например, при строительстве стен подвалов и цоколей газосиликатные блоки не используются. Из-за впитывания влаги повышается теплопроводность газобетона, поэтому конструкции из такого материала требуют качественной гидроизоляции.
Показатель паропроницаемости у пенобетона и газобетона существенно выше, чем у железобетона и кирпича.
Пеноблоки изготавливаются не только в заводских условиях, но и прямо на стройплощадке. Это упрощает процесс строительства и снижает стоимость возводимых объектов. Из газоблоков можно возводить более прочные конструкции, не требующие больших трудозатрат при отделке благодаря идеально ровной геометрии кладки.
Цены на пенобетонные блоки Цены на газобетонные блоки Цены на газосиликатные блоки
в чем между ними разница, что лучше для строительства
Легкие поризованные блоки применяются для возведения несущих и ограждающих вертикальных конструкций. Пеноблок или газосиликат относится к группе ячеистых бетонов, их характеристики очень схожи. Продукция различается по способу производства и составу сырья, что объясняет некоторые различия в технических и эксплуатационных показателях.
Содержание
Характеристики ячеистого бетона
Производство силикатных газоблоков
Производство пенобетона
Выбор для строительства дома
Сравнение характеристик газобетона и пенобетона
Разница по прочности
Отличие по прочности
Кладка правила
Характеристики ячеистого бетона
Изделия производятся на основе натуральных компонентов , берут дробленый кварцевый или другой песок с аналогичными характеристиками. Второй вариант сырья предполагает использование промышленные отходы . Например, используют золу после гидроудаления и эксплуатации тепловых электростанций, вторичные компоненты при обогащении различных видов руд, остатки ферросплавного производства и др.
Отличие газосиликатных и пенобетонных блоков по назначению использования. Выпускают продукцию следующих марок :
конструкционная — Д1000, Д1100, Д1200;
теплоизоляционные — Д300, Д350, Д400, Д500;
конструктивная и теплоизоляция — D500, D600, D800, D900.
Изготовляют ячеистые материалы автоклавным и безавтоклавным способом. В первом случае вспененная масса твердеет под давлением в высокотемпературном режиме, а второй способ предполагает схватывание в естественных условиях.
Отличие силикатный газобетон от газобетона в применяемом вяжущем . .. В разных случаях применяют известковые компоненты, цемент, портландцемент, шлак, золу, смешанные варианты.
Производство силикатных газоблоков
Базовый газосиликат содержит известковую смесь, высокощелочной цемент, мелкий песок, воду … Газосиликатный блок отличается от пеноблока способом порообразования. Берут парообразующие и газообразующие добавки, часто используют алюминиевую суспензию и пасту … Раньше использовали порошок, но при смешивании в таком виде компонент сильно пылил.
Производственный процесс включает этапы:
сухие смешанные ингредиенты разбавляют водой, полученный раствор разливают в формы ;
вводится газообразующий компонент , в результате реакции выделяется водород, что увеличивает объем смеси;
Набор массы снимается с опалубки Форма заготовки изделия ;
изделия технологические паровые, высушенные в электросушилках.
В процессе производства в раствор добавляют модификаторы для повышения прочности на сжатие, изгиб, снижения степени влагопоглощения, повышения морозостойкости.
Производство пенобетона
Материал производят методом сухой минерализации , классическим способом, и приемом баротехнологии … Первый вид изготовления означает смешивание сырья в сухом виде, добавление низкократной пены, который питается от генератора. Масса получается в виде устойчивой пенной массы с небольшим количеством свободной влаги. Минерализация используется в непрерывном производстве, в результате чего получаются блоки с гладкой и ровной поверхностью.
Надежный и проверенный классический способ предлагает:
кулинария цементно-песчаное тесто в тестомесах улучшенного действия;
добавка пенообразователь (органика) для получения пенной консистенции;
закалка в автоклаве при высоких температурах.
Баротехника заключается в подаче давления уже на этапе смешивания компонентов … Сначала в смеситель с пенообразователем подается вода, затем вводятся остальные компоненты, затем давление внутри увеличивается. Масса транспортируется в формы под давлением, используются синтетические пенообразователи. Этот метод производства требует бароустановки .
Выбор для строительства дома
Силикатный поризованный бетон используется в каркасном строительстве для заполнения зазоров между стойками и ригелями. Для многоэтажных домов этот способ подходит, если установлены дополнительные пояса жесткости. В свободном виде без каркаса блоки и газосиликат берут для возведения стен высотой не более трех этажей.
Газобетон Камни используются при строительстве:
частных домов, хозяйственных построек, дач, коттеджей;
производственные помещения, мастерские;
торговые помещения, ларьки, магазины, павильоны.
Пенобетон применяется для строительства несущих стен, заполнения пролетов в каркасных домах … Из них изготавливают внутренние перегородки и наружные конструкции.
Пеноблоки применение при строительстве :
классические жилые дома;
при монолитном способе строительства;
для холодоизоляции фундаментов, стен, полов и крыш.
Валера
Голос строительного гуру
Задать вопрос
Лучше газосиликат или пенобетон, в зависимости от назначения конструкции. Например, газобетон легче режется, обрабатывается, из него успешно возводятся сложные стеновые конструкции. Пеноблоки больше подходят для утепления конструкций, так как не впитывают воду.
Сравнение характеристик газобетона и пенобетона
В первом материале поры образованы постоянно поднимающимися к поверхности пузырьками газа, поэтому ячейки связаны между собой, а газосиликат поглощает воду во влажной среде . . В структуре пеноблоков имеются закрытые изолированные пузырьки, поэтому изделия не способны впитывать влагу.
Различия и сходства по другим характеристикам:
звукоизоляция лучше для пенобетонных блоков;
прочнее защищает от холода газосиликат, но при условии тщательной гидроизоляции, так как насыщение влагой сводит на нет любые защитные свойства;
оба материала превосходны устойчивы к воспламенению потому что в качестве сырья используются негорючие компоненты;
паропроницаемость газобетон лучше, а пеноблоки плохо «дышат».
Основное отличие газосиликатного блока от пеноблока в строении внутренних ячеек, отсюда и несоответствие по качествам. Характеристики зависят от марки, плотности.
Разница в прочности
Прочность газосиликатных изделий выше, , чем пенобетонных аналогов. Если брать равнозначные по назначению (по плотности) марки, то газосиликатные камни выдержат более сильную нагрузку. Они сохраняют первоначальную форму, не трескаются при транспортировке и разгрузке.
Плотность самодельных пеноблоков может быть разной в разных частях изделия. Газоблоки отличаются однородной структурой по всем направлениям, так как самостоятельно их не изготавливают.
Особенности выбора в зависимости от условий эксплуатации:
при необходимости дополнительной обработки стен, сложных архитектурных сооружений, гладких поверхностей берите газобетон;
для утепления и внутренних стен применяют пенобетонные камни, их применяют для кладки цоколя, изоляции фундаментов, так как изделия не проводят влагу.
Газобетон легче резать, сверлить инструментами без твердосплавных наконечников. Он лучше держит дюбели и гвозди. Пористые материалы обладают меньшей радиоактивностью – в них нет слюды, гранитного щебня с естественным излучением.
Особенность кладки
Газосиликатная арматура
Отличие пенобетона от газосиликата в том, что первый материал можно класть в любую погоду, например, в снег, дождь. Газоблоки закладываются в конструкцию только после полного высыхания, их нельзя устанавливать в тумане, монтировать в конструкции на берегу пресных водоемов, морей. После укладки газобетонных камней делают изолирующую пленку от влаги, и вентилируемый зазор требуется для удаления конденсата.
Различия армирования:
металлические прутья укладывают после первого ряда в кладку их газоблоков, следующее армирование выполняют через каждые 4 ряда;
проволока железная, арматуру укладывают в пенобетонной кладке после первого яруса, последующие применяют через 2 — 3 ряды.
По периметру стен из обоих материалов делается железобетонный пояс для опирания на него плит перекрытий или несущих балок, ферм. Для кладки газоблоков и пеноблоков используется цементно-песчаный раствор или специальный клей. Первый ряд всегда кладется на раствор.
Правила выбора покупки
Блоки нужно выбирать с четкими размерами, без сколов, однородного цвета
Марка и плотность материала определяется назначением (теплоизоляция, перегородки или нагруженные стены).
Обратите внимание на качество камней:
однородный цвет говорит о добросовестном производителе;
важна ровность поверхности и соблюдение геометрии – такие изделия позволят сэкономить клей или раствор при укладке;
отсутствие сколов, трещин, вздутий свидетельствует о соблюдении технологии.
Поставщик должен предоставить сертификат качества … Фабрики упаковывают продукцию в фольгу и укладывают на поддоны для снижения риска порчи при транспортировке. Каждый поддон маркируется параметрами. Если блоки продаются оптом, риск купить поделку возрастает.
Блоки AAC или CLC? Легкие блоки в Davangere
Автоклавный газобетон (блоки AAC) — это легкий, несущий, высокоизолирующий, долговечный строительный продукт, доступный в различных размерах и прочности.
Блоки AAC легкие, и по сравнению с красным кирпичом они в три-четыре раза легче. Газобетонные блоки — легкие строительные материалы. Они формируются в блоки каменной кладки или более крупные плиты и панели.
Бетон из ячеистых легких блоков (CLC), также известный как пенобетон. Ячеистый легкий бетон (CLC) — это тип легкого бетона, который изготавливается так же, как и обычный бетон в условиях окружающей среды.
Блоки CLC представляют собой материал на цементной основе, созданный путем смешивания цементного раствора. Для формирования пенобетона внутрь этой суспензии впрыскивается стабильная предварительно сформированная пена, произведенная на месте. Для изготовления блоков CLC используется легкий ячеистый бетон или пенобетон.
Сырье для блоков AAC и CLC
Блоки AAC
Известняк,
Известняк,
Известь,
При этом в смесь добавляют небольшое количество золы-уноса.
Блоки CLC
Блоки CLC изготавливаются из цемента, шлама летучей золы, воды и пенообразователя.
Цена блоков CLC и AAC
Блоки AAC
Отдельные блоки довольно дороги, но общая стоимость кладки низка из-за использования меньшего количества раствора. По сравнению с красным кирпичом требуется меньше блоков AAC для того же размера. Блоки AAC дешевле, чем красный кирпич. Это увеличивает площадь ковра, уменьшая площадь застройки. Это также экономит деньги на стали.
Блоки CLC
Они дешевле блоков ACC. Отдельные блоки дороже, но общие затраты на кладку ниже, потому что требуется меньше раствора. При тех же размерах стены требуются CLC-блоки меньшего размера.
CLC и размеры блоков AAC
Блоки AAC
Стандартные размеры, варьируются в зависимости от производителя:
Отходы, образующиеся при производстве и повторном использовании блоков AAC, могут быть переработаны. Эти отходы образуются в процессе резки. В процессе производства выделяется меньшее количество CO2. Небольшое количество летучей золы используется при производстве газобетонных блоков, что помогает сократить количество твердых отходов для захоронения.
CLC-блоки
Летучая зола используется при производстве CLC-блоков, что способствует уменьшению количества твердых отходов для захоронения.
Сайт учителя — Расчет количества теплоты. Задания уровня «В».
Расчет количества теплоты.
Задания уровня «В».
1. Температура свинцовой детали массой 400 г равна 235°С. Какое количество теплоты она передает окружающим телам, охлаждаясь до температуры 25°С?
2. На сколько градусов остынет в питьевом баке емкостью 10 л кипяток, если он отдаст в окружающее пространство 2 МДж теплоты?
3. Рассчитайте массу железной детали, если для ее нагревания от температуры 20°С до температуры 200°С потребовалось 20,7 кДж теплоты.
4. Нагреется ли 2,5 л воды от температуры 20°С до 100°С, если ее внутренняя энергия увеличилась на 500 кДж?
5. При обработке холодом стальную деталь массой 540 г при температуре 20°С поместили в холодильник, температура которого равна 80°С. Какое количество теплоты выделилось при охлаждении детали?
6. Какое количество теплоты потребуется для нагревания на 18°С воздуха в комнате, размеры которой 4 м х 5 м х 2,5 м? Сколько воды можно нагреть этой же теплотой на такое же число градусов?
7. Определите, какое количество теплоты необходимо для нагревания 50 г растительного масла от температуры 15°С до 115°С, налитого в чугунную сковородку массой 1,25 кг.
8. Какое количество теплоты потребуется для нагревания 1,6 л воды в алюминиевом чайнике массой 750 г от температуры 20°С до 80°С?
9. Рассчитайте первоначальную температуру куска меди массой 1,2 кг, если при его охлаждении до температуры 20°С выделилось 115 кДж теплоты.
10. Определите количество теплоты, которое потребуется для нагревания 15 л воды в железном котле массой 4,5 кг от температуры 15°С до температуры 100°С.
11. На нагревание кирпича массой 4 кг на 63 °С затрачено такое же количество теплоты, как и на нагревание той же массы воды на 13,2°С. Какова удельная теплоемкость кирпича?
12. На сколько градусов нагреется медный брусок массой 2 кг, если он получит всю внутреннюю энергию, выделившуюся при остывании 200 г воды от температуры 100°С до температуры 20°С?
13. Алюминиевый бидон массой 10 кг вмещает 30 л молока. Какое количество теплоты потребуется для нагревания молока в бидоне от 0°С до температуры 70°С (пастеризация)?
14. Рассчитайте количество теплоты, которое потребуется для нагревания смеси, состоящей из 500 г воды и 100 г спирта от температуры 20°С до температуры 60°С.
15. Какое количество теплоты потребуется для нагревания 2,3 кг воды в медной кастрюле массой 1,6 кг от температуры 10°С до температуры 100°С?
16. Какое количество теплоты выделится при полном сгорании 300 г спирта? Сколько воды можно нагреть на 60°С этим теплом?
17. Определите количество теплоты, которое выделится при полном сгорании топлива, полученного при смешивании бензина массой 2 кг и керосина массой 3 кг.
18. Каким количеством природного газа можно заменить 2 г водорода, чтобы получить такое же количество теплоты, что и при сжигании водорода?
19. Какое количество теплоты выделится при полном сгорании 1 т каменного угля? Каким количеством торфа можно заменить этот уголь?
20. Сколько бензина нужно сжечь, чтобы получить столько же энергии, сколько ее выделяется при полном сгорании 4 кг каменного угля?
21. На сколько градусов нагреется 5 кг воды при сжигании 25 г каменного угля, если считать, что вся энергия, выделенная при сгорании угля, пойдет на нагрев воды?
22. Какова масса дров, которая потребуется для нагрева 20 л воды от температуры 30°С до температуры 100°С? Потерями тепла пренебречь.
23. Определите, какое количество воды можно нагреть на 40°С теплом, выделившимся при полном сгорании 10 г керосина, если не учитывать потерь тепла.
24. Какое количество каменного угля необходимо сжечь, чтобы получить такое же количество теплоты, как и при сгорании 3 л керосина?
25. Какое количество спирта потребуется для того, чтобы нагреть 3 кг воды, взятой при температуре 20°С, до 100°С? Считать, что вся энергия, полученная при сгорании спирта, пойдет на нагрев воды.
для учеников 8 класса | Образовательная социальная сеть
8 класс Задачи для К.Р. N 2 Работа и мощность
I
1 Электропаяльник мощностью 120 Вт рассчитан на напряжение 220 В. Определите силу тока в обмотке паяльника и ее сопротивление.
2 Сопротивление электрической печи равно 100 Ом, а сила тока равна 2,2 А. Определите потребляемую электроэнергию за 5 ч непрерывной работы печи.
3 Какое количество теплоты выделит за 5 мин проволочная спираль сопротивлением 30 Ом, если сила тока равна 2 А?
4 Какую работу совершит ток в электродвигателе за 60 с, если при напряжении 220 В сила тока в обмотке двигателя равна 0,1 А?
5 Какое количество теплоты выделится в резисторе сопротивлением 100 Ом, включенном в сеть напряжением 60 В, за 10 мин?
6 Определите мощность тока в электрической лампе, включенной в сеть напряжением 220 В, если известно, что сопротивление нити накала лампы равно 484 Ом. Какой ток течет по нити накала?
7 Определите расход энергии за 40 с в автомобильной электрической лампочке, рассчитанной на напряжение 12 В при силе тока 3,5 А.
8 При напряжении 400 В сила тока в электродвигателе равна 92 А. Определите мощность тока в витках обмотки электродвигателя и их сопротивление.
9 Какое количество теплоты выделится в нити накала электрической лампочки за 20 с, если при напряжении 5 В сила тока в ней равна 0,2 А?
10 Зарядка аккумуляторной батареи производилась 8 ч при напряжении 2,5 В и силе тока 4 А. Каков запас электроэнергии в аккумуляторе?
11 Определите мощность тока в электрической лампочке, если при напряжении 3 В сила тока 100 мА.
12 Какое количество теплоты выделит за 10 с проводник сопротивлением 50 Ом при напряжении в сети 50 В?
II
13 За какое время можно с помощью электрического кипятильника мощностью 300 Вт нагреть 200 г воды в стакане от 20 °С до кипения? Удельная теплоемкость воды равна 4200 Дж/(кг-°С).
14 При напряжении 120 В в электрической лампе в течение 0,5 мин израсходовано 900 Дж энергии. Определите, чему равна сила тока в лампе.
15 Определите мощность, потребляемую лампой Л2 (рис. 31), если сопротивление лампы Л1 равно 6 Ом, лампы Л2 — 12 Ом, лампы ЛЗ — 5 Ом.
16 Рассчитайте сопротивление электрической плитки, если она при силе тока 5 А за 30 мин потребляет 1080 кДж энергии.
17 Электрический кипятильник со спиралью сопротивлением 160 Ом поместили в сосуд, содержащий воду массой 500 г, и включили в сеть напряжением 220 В. Определите, на сколько градусов нагрелась вода за 5 мин. Удельная теплоемкость воды равна 4200 Дж/(кг-°С).
18 Определите мощность, потребляемую лампой ЛЗ (рис. 29), если сопротивление лампы Л1 равно 3 Ом, лампы Л2 — 6 Ом, лампы ЛЗ — 5 Ом.
19 При напряжении 220 В в лампе в течение 2 мин выделяется 7,2 кДж энергии. Определите сопротивление нити лампы.
20 Определите время, в течение которого на электроплитке нагревают до кипения воду массой 2 кг, взятую при температуре 20 °С. Напряжение в сети равно 220 В, сила тока в электроплитке равна 5 А. Удельная теплоемкость воды равна 4200 Дж/(кг°С).
21 Определите мощность, потребляемую лампой Л2 (рис. 27), если сопротивление резистора R равно 3 Ом, а сопротивления нитей ламп соответственно равны 5 Ом, 6 Ом. Рис. 27
22 За какое время электрический утюг выделит 400 Дж теплоты, если ток в спирали равен 3 А, а напряжение в сети равно 220 В?
23 Определите мощность электрического чайника, если за 8 мин в нем нагревается вода массой 1,5 кг от температуры 20 до 40 °С. Удельная теплоемкость воды равна 4200 Дж/(кг-°С).
24. Определите мощность, потребляемую лампой Л1 (рис. 25), если = 4 Ом,= 6 Ом, а сопротивление нити лампы равно 4 Ом. Показание амперметра равно
Рис. 27
III
25 Имеется нихромовая проволока площадью поперечного сечения 0,2 мм2. Сколько метров проволоки потребуется для намотки паяльника мощностью 100 Вт, рассчитанного на напряжение 120 В?
26 Сколько времени будет нагреваться вода объемом от температуры до 100 °С
в электрическом чайнике мощностью 500 Вт, если его КПД равен
27 Определите мощность, потребляемую лампой Л1 (рис. 26), если сопротивление ее нити равно 10 Ом, а R1=5 Ом, R2= 6 Ом, R3= 4 Ом.
28 Спираль изготовлена из фехралевого проводника длиной 4 м. Определите площадь поперечного сечения спирали, если она подключена к источнику тока напряжением 120 В, а потребляемая ею мощность равна 1,5 кВт.
29 На электрической плитке мощностью 600 Вт нагревают воду объемом 2 л от температуры 15 °С до 100 °С за 40 мин. Определите КПД установки.
30 Определите мощность, потребляемую лампой Л2 (рис. 28), если сопротивления ламп Л1 и Л2 соответственно равны 6 Ом, 3 Ом, а сопротивления резисторов равныR1 = 12 Ом, R2=6 Ом
31 Электрическая печь потребляет мощность 800 кВт при напряжении 220 В. Обмотка печи сделана из никелиновой проволоки длиной 72 м. Найдите площадь поперечного сечения проволоки.
32 Подошва стального утюга массой 700 г в процессе работы нагрелась от температуры 20 °С до 200 °С. Сколько времени ушло на нагревание утюга, если его мощность равна 750 Вт, а КПД равен 80%?
Удельная теплоемкость стали равна 460 Дж/(кг-°С).
33 Определите мощность, потребляемую лампой Л4 (рис. 30), если сопротивление лампы Л1 равно 10 Ом, лампы Л2 — 5 Ом, лампы ЛЗ — 2 Ом, лампы Л4 —5 Ом
34 Определите удельное сопротивление провода электрического камина. Длина провода равна 50 м, площадь поперечного сечения равна 1,2 мм2. Мощность, потребляемая камином, равна 900 Вт, а напряжение в сети 220 В.
35 Кипятильник, КПД которого равен 80%, изготовлен из нихромовой проволоки площадью поперечного сечения 0,84 мм2 и включен в сеть напряжением 220 В. За 20 мин с его помощью была нагрета вода объемом 4 л от температуры 10 °С до 90 °С. Какова длина проволоки, из которой изготовлен проводник?
36 Определите мощность, потребляемую лампой Л4 (рис. 32), если ее сопротивление равно 4 Ом, сопротивление лампы Л1 равно1 Ом, лампы Л2 — 2 Ом, лампы ЛЗ — 2 Ом.
рис. 30
Некоторые ответы
0,55 А; 400 Ом 8,7 МДж 36 кДж 0,6 с 262,5 Вт 1320 Дж 21,6 кДж 100 Вт; 0,45 А 807 Ом 288 кДж 0,3 Вт 500 Дж 224 с 840 Дж 36,8 кВт; 4,35 Ом 20 Дж 24 Ом 5.43 180 Вт 0,48 мм2 1,75 мин 45 Вт 100 Вт 7.26 м 15 мин 52 Вт 10 мин 6.6 Вт 7. 0,5 мм2 8.50% 9.3 Вт 0,25 А 12 Вт 1,3 (Ом-мм2)/м 26,4 м 1,8 Вт
4 типа термической обработки стали
В нашем последнем сообщении в блоге мы рассмотрели три этапа термической обработки, которые включают нагрев металла до заданной температуры (этап нагрева), выдерживание его при этой температуре в течение определенного периода времени. время (стадия замачивания) и охлаждение до комнатной температуры способом, который зависит от типа металла и желаемых свойств (стадия охлаждения). В этом посте мы рассмотрим четыре основных типа термической обработки стали, которым подвергаются сегодня: отжиг, нормализацию, закалку и отпуск.
Позвольте нам удовлетворить ваши потребности в термообработке
Kloeckner работает с рядом партнеров по термообработке стали, чтобы предоставить нашим клиентам качественные детали, соответствующие их спецификациям. Мы предлагаем термообработанные изделия «под ключ» из нашего общенационального запаса толстолистового, пруткового и листового проката.
Запросить предложение
Термическая обработка Сталь: отжиг
Целью отжига является действие, противоположное закалке. Вы отжигаете металлы, чтобы снять напряжение, смягчить металл, повысить пластичность и улучшить его зернистую структуру.
Без соответствующей стадии предварительного нагрева сварка может привести к получению металла с неравномерной температурой, даже к расплавленным областям рядом с областями, имеющими комнатную температуру. В этих условиях сварка может сделать металл более слабым: по мере охлаждения сварного шва наряду с твердыми и хрупкими участками возникают внутренние напряжения. Отжиг — это один из способов решения таких распространенных проблем и снятия внутренних напряжений.
Отжиг стали
Для отжига стали и других черных металлов для достижения наивысшего уровня пластичности вы должны медленно нагревать металл до соответствующей температуры, выдерживать его, а затем дать ему медленно остыть, либо погрузив его в какую-либо изоляционного материала или просто выключив печь и дав печи и детали медленно остыть вместе.
Время, в течение которого металл замачивается, зависит как от его типа, так и от массы. Если это низкоуглеродистая сталь, то для нее потребуется максимально возможная температура отжига, а по мере увеличения содержания углерода температура ее отжига будет снижаться. Чтобы узнать больше об отжиге, вы можете просмотреть наше руководство по отжигу для более подробного объяснения.
Термическая обработка стали: нормализация
Целью нормализации является устранение любых внутренних напряжений, возникающих в результате термообработки, механической обработки, ковки, штамповки, сварки или литья. Разрушение металла может быть результатом неконтролируемого напряжения, поэтому нормализация стали перед закалкой может помочь обеспечить успех проектов.
В чем разница между отжигом и нормализацией?
Нормализация применяется только к черным металлам, таким как сталь. Но есть еще одно ключевое отличие в процессе термической обработки: при нормализации, после нагрева металла до более высокой температуры, после извлечения из печи его охлаждают на воздухе.
Нормализованная сталь прочнее отожженной. Обладая высокой прочностью и высокой пластичностью, она прочнее отожженной стали. Если металлическая деталь должна выдерживать удары или иметь максимальную ударную вязкость, чтобы противостоять внешним нагрузкам, обычно рекомендуется нормализовать ее, а не отжигать.
Поскольку нормализованные металлы охлаждаются воздухом, масса металла является ключевым фактором, определяющим скорость охлаждения и результирующий уровень твердости детали. При нормализации более тонкие детали быстрее остывают на воздухе и становятся тверже, чем более толстые. Но, при отжиге и его печном охлаждении твердость как толстой, так и тонкой детали будет сравнима.
Термическая обработка стали: закалка
Целью закалки является не только упрочнение стали, но и ее прочность. К сожалению, в закалке есть не только плюсы. Хотя закалка увеличивает прочность, она также снижает пластичность, делая металл более хрупким. После закалки вам, возможно, придется закалить металл, чтобы убрать некоторую хрупкость.
Для упрочнения большинства сталей следует использовать первые два этапа термообработки (медленный нагрев с последующей выдержкой в течение определенного времени до однородной температуры), третий этап отличается. Когда вы закаляете металлы, вы быстро охлаждаете их, погружая в воду, масло или рассол. Для закалки большинства сталей требуется быстрое охлаждение, называемое закалкой, но есть и такие, которые можно успешно охлаждать на воздухе.
По мере добавления в сталь сплавов скорость охлаждения, необходимая для ее закалки, снижается. В этом есть и положительная сторона: более низкая скорость охлаждения снижает риск растрескивания или деформации. Твердость углеродистой стали зависит от содержания в ней углерода: до 0,80% углерода способность к закалке увеличивается вместе с содержанием углерода. Выше 0,80% вы можете увеличить износостойкость за счет образования твердого цементита, но вы не можете увеличить твердость.
Когда вы добавляете в сталь сплавы для повышения ее твердости, вы также увеличиваете способность углерода к закалке и укреплению. Это означает, что содержание углерода, необходимое для достижения наивысшего уровня твердости, ниже в легированных сталях по сравнению с простыми углеродистыми сталями. В результате легированные стали обычно обладают лучшими характеристиками, чем простые углеродистые стали. .
При закалке углеродистой стали ее необходимо охладить до температуры ниже 1000°F менее чем за одну секунду. Но как только вы добавите в сталь сплавы и повысите эффективность углерода, вы увеличите этот предел времени более чем на одну секунду. Это позволяет выбрать более медленную закалочную среду для получения заданной твердости.
Обычно углеродистые стали закаливают в рассоле или воде, тогда как легированные стали закаливают в масле. К сожалению, закалка — это процесс, вызывающий высокое внутреннее напряжение, и одним из способов снятия напряжения со стали является ее отпуск. Непосредственно перед тем, как деталь станет холодной, вы вынимаете ее из закалочной ванны при температуре 200°F и даете ей остыть на воздухе. Диапазон температур от комнатной до 200 ° F называется «диапазоном растрескивания», и вы не хотите, чтобы сталь в закалочной среде проходила через него. Читайте дальше, чтобы узнать больше о закалке.
Термическая обработка Сталь: отпуск
После закалки металла, будь то в корпусе или в пламени, и введения внутренних напряжений после быстрого охлаждения, присущего процессу, сталь часто бывает тверже, чем необходимо, и слишком хрупкой. Ответ может состоять в том, чтобы закалить сталь, чтобы уменьшить эту хрупкость и удалить или ослабить внутренние напряжения.
Во время отпуска вы:
Нагрев стали до заданной температуры ниже температуры ее закалки
Выдержите сталь при этой температуре в течение определенного периода времени
Охлаждение стали, обычно в неподвижном воздухе
Если это звучит знакомо, вы правы! Отпуск состоит из тех же трех стадий, что и термическая обработка. Основное отличие заключается в температуре отпуска и ее влиянии на твердость, прочность и, конечно же, пластичность.
Когда вы закаляете стальную деталь, вы снижаете твердость, вызванную закалкой, и приобретаете определенные физические свойства. Закалка всегда следует за закалкой и, уменьшая хрупкость, одновременно смягчает сталь. К сожалению, размягчение стали при отпуске неизбежно. Но количество твердости, которое вы потеряете, можно контролировать в зависимости от температуры во время отпуска.
В то время как другие процессы термической обработки, такие как отжиг, нормализация и закалка, всегда включают температуры выше верхней критической точки металла, отпуск всегда проводится при температурах ниже ее.
При повторном нагреве закаленной стали отпуск начинается при температуре 212°F и продолжается до тех пор, пока не будет достигнута низкокритическая точка. Чтобы выбрать желаемую твердость и прочность, вы можете задать температуру отпуска. Минимум для отпуска должен составлять один час, если толщина детали составляет менее одного дюйма; если его толщина превышает один дюйм, вы можете добавить еще один час на каждый дополнительный дюйм толщины.
Скорость охлаждения после отпуска не влияет на большинство сталей. После извлечения стальной детали из закалочной печи ее обычно охлаждают на неподвижном воздухе так же, как в процессе нормализации. Но, как и во всех других процессах термообработки, есть некоторые различия, которые выходят за рамки этой статьи.
Если вы заинтересованы в отпуске, просто знайте, что отпуск снимает внутренние напряжения от закалки, снижает хрупкость и твердость и фактически может повысить предел прочности закаленной стали при отпуске до температуры 450°F; выше 450 ° F прочность на растяжение снижается.
Компания Kloeckner сотрудничает с рядом партнеров, занимающихся термообработкой стали, чтобы обеспечить наших клиентов качественными деталями, соответствующими их спецификациям. Мы предлагаем термообработанные изделия «под ключ» из нашего общенационального запаса толстолистового, пруткового и листового проката. Пожалуйста, свяжитесь с Kloeckner Louisville или позвоните по телефону (678) 259-8800, чтобы узнать о ваших потребностях в термообработке.
Позвольте нам удовлетворить ваши потребности в термообработке
Kloeckner работает с рядом партнеров по термообработке стали, чтобы предоставить нашим клиентам качественные детали, соответствующие их спецификациям. Мы предлагаем термообработанные изделия «под ключ» из нашего общенационального запаса толстолистового, пруткового и листового проката.
Запросить цену
Холодная работа | Говоря о Precision Blog
14 марта 2013 г.
Холодная обработка определяется как пластическая деформация металла ниже температуры его рекристаллизации.
В точной механической обработке процессы холодной обработки могут включать накатывание резьбы, формование резьбы, обжимку, опрессовку, укладку, строгание и вращение металла.
Стальной стержень, который мы обрабатываем, как правило, холоднотянутый (холоднодеформированный).
Наши поставщики используют холодную обработку при холодной вытяжке прутка из горячего проката, чтобы сделать его более поддающимся обработке.
Как распознать процесс холодной обработки: В процессе придания металлу формы не добавляется тепла и не удаляется стружка.
Холодная обработка стали
изменение ее механических свойств
и улучшает качество поверхности.
Прочность на растяжение и предел текучести увеличиваются при холодной обработке, в то время как пластичность (определяемая как % относительного удлинения и % уменьшения площади) снижается.
Смотрите наш пост здесь.
Стали с низким содержанием углерода, низкими остаточными примесями, низким содержанием азота, изготовленные с помощью основного кислородного процесса , легко поддающиеся холодной обработке – например, 1008, 1010 и т. д.
Трещины могут образоваться после холодной обработки обработанных деталей.
Преднамеренное добавление азота может сделать деталь предрасположенной к растрескиванию во время холодной обработки. Если после механической обработки деталь необходимо обжать, обжать, закрепить или иным образом подвергнуть холодной обработке, необходимо убедиться, что сталь не подвергается повторному азотированию. (Азот намеренно добавляется в процессе плавления).
Также убедитесь, что холодная обработка при холодном рисовании была стандартной, а не тяжелой. Сильная вытяжка снижает оставшуюся пластичность прутка, но облегчает отделение стружки.
Мы писали об этих проблемах здесь.
Дополнительная информация об азоте в сталях, не требующих механической обработки.
Оставить комментарий » | Инжиниринг, Цех | Tagged: ., Холодное волочение, Холодная обработка, Холодная обработка изменяет механические свойства, Холодная обработка улучшает качество поверхности, Холодная обработка стали, Обжим, Влияние холодной обработки на сталь, Низкоуглеродистый, Металлопрядение, Азот, Планирование, Пластическая деформация, Ставка , Обжатие, Прочность на растяжение, Накатка резьбы, Предел текучести | Постоянная ссылка
Опубликовано Speakingofprecision
2 октября 2012 г.
Вот 8 причин, по которым вам может потребоваться снять напряжение со стали перед обработкой деталей.
Высокоуглеродистая сталь марки . Сплавы с содержанием углерода более 0,40 и углерода с содержанием углерода более 0,50 часто выигрывают от снятия напряжения.
Тяжелая вытяжка для увеличения размера. Сильная тяга может добавить деформацию при холодной обработке, которая может создать напряжения в детали.
Детали малого диаметра . Процент холодной обработки (деформации) выше при том же уменьшении осадки по мере уменьшения диаметра.
Длинные детали . Стрессы имеют тенденцию проявляться, и их последствия усиливаются в продольном направлении.
Асимметричные детали – и детали с большими различиями в сечении или массе.
Для повышения механических свойств . При более низких температурах снятия напряжения твердость, предел прочности при растяжении и упругие свойства большинства холоднотянутых сталей увеличиваются.
Для снижения механических свойств. При более высоких температурах снятия напряжения твердость, предел прочности на растяжение и предел текучести снижаются, в то время как % удлинения и уменьшение площади 5 увеличиваются.
Для уменьшения деформации машины . Обычно снятие напряжения используется в качестве последней попытки уменьшить искажение, возникающее после обработки детали с некоторыми или многими из характеристик, указанных выше.
В некоторых случаях показано снятие напряжения (из стали)
Снятие напряжения – это термическая обработка ниже критической точки материала, также известная как деформационное волочение, деформационный отпуск, деформационный отжиг, снятие деформации или предварительное старение. Выполняется для изменения величины и распределения остаточных усилий в холоднотянутом стальном стержне, а также для изменения механических свойств .
Спасибо Сету из блога Sixthman за фото.
1 комментарий | Инжиниринг, Цех | Tagged: Легированная сталь, Асимметричные детали, Холодное волочение, Холоднотянутые стальные стержни, Холодная работа, Деформация при холодной обработке, Пластичность, Тяжелая тяга, Высокоуглеродистая сталь, Длинные детали, Процентное удлинение, Процентное уменьшение площади, Уменьшение искажений во время и после обработки, SBQ, малый диаметр, более высокий процент холодной обработки, снятие напряжения, снятие напряжения, снятие напряжения для снижения механических свойств, снятие напряжения для увеличения механических свойств, прочность на растяжение, предел текучести | Постоянная ссылка
Опубликовано Speakingofprecision
13 марта 2012 г.
Обрабатываемость стальных стержней определяется тремя основными факторами. К этим факторам относятся 1) холодная работа; 2) Термическая обработка; 3) Химический состав.
Обрабатываемость является результатом холодной обработки, термической обработки и химического состава, а также способностей станка и оператора.
Холодная обработка улучшает обрабатываемость низкоуглеродистых сталей за счет снижения высокой пластичности горячекатаного проката. Холодная обработка стали путем волочения или холодной прокатки приводит к тому, что стружка становится более твердой, более ломкой и скрученной, что приводит к меньшему наросту на режущей кромке инструмента. Улучшенное соотношение предела текучести к пределу прочности означает, что ваши инструменты и машины работа, чтобы сделать, чтобы чип отделился. Лучше всего поддаются обработке стали с содержанием углерода 0,15–0,30 мас.%; выше 0,30 мас.% обрабатываемость снижается по мере увеличения содержания углерода (и твердости).
Термическая обработка улучшает обрабатываемость стали за счет снижения напряжений, контроля микроструктуры и снижения твердости и прочности. Хотя это обычно используется в сталях с более высоким содержанием углерода, иногда сфероидизирующий отжиг применяется в сталях с очень низким содержанием углерода для улучшения их формуемости. Отжиг для снятия напряжения, ламеллярный перлитный отжиг и сфероидизирующий отжиг — это обработки, применяемые для улучшения обрабатываемости прутковых сталей для механической обработки.
Химический состав является основным фактором, влияющим на обрабатываемость стали или ее отсутствие . Существует ряд химических факторов, способствующих обрабатываемости, в том числе
Низкоуглеродистые стали слишком пластичны, что приводит к образованию липкой стружки и накоплению материала заготовки на кромке инструмента (BUE). При содержании углерода от 0,15 до 0,30% масс. обрабатываемость является наилучшей; обрабатываемость снижается, когда содержание углерода превышает 0,30.
Добавки, способствующие механической обработке, включают
Сера в сочетании с марганцем образует сульфиды марганца, которые помогают стружке ломаться и улучшают качество поверхности.
Свинец добавляется в сталь для уменьшения трения во время резки за счет обеспечения внутренней смазки. Свинец не изменяет механические свойства стали.
Фосфор увеличивает прочность более мягкой ферритовой фазы в стали, что приводит к более твердой и прочной стружке (менее пластичной), что способствует поломке и улучшению качества отделки.
Азот также может способствовать образованию хрупкой стружки, что делает его особенно полезным для операций внутренней обработки, таких как сверление и нарезание резьбы, которые ограничивают движение стружки.
(Азот также может сделать сталь непригодной для последующих операций холодной обработки давлением, таких как накатка резьбы, опрессовка, обжимка или забивка. )
Добавки, которые могут отрицательно влиять на обработку , включают раскислители и измельчители зерна.
Элементы для раскисления и измельчения зерна включают
Кремний,
Алюминий,
Ванадий
Ниобий
Эти элементы снижают обрабатываемость за счет создания более мелкозернистой структуры и увеличения разрушения кромки инструмента в результате истирания.
Можно сказать, что легирующие элементы ухудшают обрабатываемость из-за их вклада в микроструктуру и свойства, но это влияние незначительно по сравнению с факторами, перечисленными выше.
Обрабатываемость углеродистых и легированных сталей — это процесс сдвига. Обработка металла (резка для создания стружки) выделяет тепло. Последующее скольжение образовавшейся стружки по поверхности режущего инструмента также обеспечивает выделение тепла.
Три способа улучшения обрабатываемости включают
Оптимизация химического состава для обеспечения минимальной прочности на сдвиг
Добавление внутренних смазочных материалов
Регулировка холодной обработки
Стали, о которых мы говорим, в значительной степени состоят из ферритной фазы. Это выгодно нам, машинистам, потому что имеет относительно низкую прочность на сдвиг.
Поскольку феррит также пластичен, он не режется аккуратно и имеет тенденцию к разрыву. марки 1008 или 1010 являются яркими примерами машин с чистым ферритом. Типичными результатами являются длинная волокнистая неразломанная стружка, порванная поверхность и большое время простоя машины для расчистки «птичьих гнезд».
Добавление углерода до определенной степени улучшает обрабатываемость за счет добавления в феррит второй более твердой фазы (перлита). Хорошей новостью является то, что до определенного момента стружкообразование значительно улучшается, а качество поверхности несколько улучшается. Плохая новость заключается в том, что прочность стали на сдвиг также увеличивается. Это требует дополнительной работы станка.
Добавление азота и фосфора может не только повысить прочность феррита на сдвиг, но и снизить его пластичность (сделать его хрупким). Это ферритовое охрупчивание способствует образованию короткой стружки, очень гладкой поверхности и способности сохранять высокую точность размеров изготавливаемой детали. Недостатком является то, что эти добавки могут сделать детали склонными к растрескиванию, если будут выполняться последующие операции холодной обработки.
На приведенном ниже графике показано, как холодная обработка (обработка холодным волочением) работает в сочетании с уменьшением вязкости стружки, что приводит к контролируемой длине стружки, улучшению чистоты поверхности и точности размеров детали. Чтобы прочитать графики, содержание азота показано в одном из двух диапазонов, а содержание фосфора варьируется, как и количество (%) холодной обработки. Вы можете видеть, как синергетический эффект этих двух химических элементов при надлежащем усилении холодной обработкой может снизить ударную вязкость материалов на целых 80–90 %.
Фосфор и азот влияют на пластичность; Холодная работа еще больше активизирует их действие.
Добавьте к этому внутреннюю смазку отдельной фазой сульфида марганца или добавкой свинца, и теперь вы можете увидеть, как эти факторы могут сделать сплавы 1215 или 12L14 обрабатываемыми на скоростях, намного, намного, более высоких, чем их углеродный эквивалент 1008-1010. С увеличенным временем безотказной работы и сроком службы инструмента.
Внутренняя смазка — сульфиды марганца
А вы думали, что холодное волочение просто сделало поверхность бруска красивее и сблизило размеры…
Три основных критерия выбора сортовой стали: 1) пригодность для конечного использования, 2) пригодность для производственного процесса, 3) экономичное выполнение требований.
Форма может быть важным фактором выбора.
Пригодность для конечного использования включает соответствующие механические свойства, физические свойства и химическую совместимость. Механические свойства могут включать твердость, предел прочности при растяжении и текучести, пластичность, измеряемую в % удлинения или % уменьшения площади, и/или ударные свойства. Механические свойства могут быть достигнуты химическим составом, холодной обработкой или термической обработкой. Примечание: свойства должны соответствовать условиям окружающей среды предполагаемого конечного использования… Физические свойства, которые часто учитываются, включают магнитные свойства для соленоидов, приводов или электронных приложений. Технологический процесс производства стали может играть важную роль в определении этих свойств.
Пригодность для производства требует хотя бы поверхностного понимания предполагаемого пути процесса. Будет ли большой съем материала при механической обработке? Сварка, пайка или другие способы соединения? Термическая обработка? Требует ли оборудование, используемое для обработки, жестких допусков по размерам или прямолинейности? Будет ли материал расстроен или подвергнут холодной обработке? Будет ли материал подвергаться холодной обработке (обжатию, обжатию, строганию или закалке) после механической обработки? Добавки висмута могут препятствовать достижению прочности соединения в паяных соединениях, если не используются специальные методы и материалы. Различные химические компоненты могут влиять на реакцию стали на холодную обработку. Их также можно определить по плавке и термомеханической истории стали до того, как она поступит в ваш цех.
Экономичное выполнение требований означает выбор материала, который позволяет создавать соответствующие детали, полностью отвечающие требованиям конечного использования и технологичности при наименьших общих затратах. Существует много способов удовлетворить любой конкретный набор требований к стали для большинства применений. Химия, холодная обработка, термообработка, а также детали дизайна могут быть критериями, используемыми для выбора одного материала над другим. Минимизация затрат, безусловно, важна, но наиболее важным является обеспечение всех «обязательных» свойств (обычно прочность, твердость, чистота поверхности), необходимых в готовом изделии.
Затраты на производство могут составлять большую часть стоимости конечной продукции. Для некоторых деталей стоимость изготовления и обработки может превышать стоимость материала. Выбор самого дешевого технологического пути, который обеспечит требуемые свойства, часто требует стальных материалов, цена которых выше самой дешевой из доступных. Это связано с тем, что бесплатные добавки для механической обработки или процессы холодной чистовой обработки могут снизить затраты на получение желаемых свойств или атрибутов продукта по сравнению с теми, которые необходимы для получения горячекатаного продукта с желаемыми уровнями производительности.
Итог: Покупатели могут захотеть получить самую низкую цену за фунт купленной стали; Сообразительные покупатели хотят покупать сталь с наименьшими затратами на готовую деталь, гарантируя, что затраты будут минимизированы по отношению к общей стоимости производства их продукта. Понимание роли процессов производства и отделки стали может помочь покупателю оптимизировать процесс выбора материала.
Фото предоставлено членом PMPA Кори Стилом.
Оставить комментарий » | Инжиниринг, Фронт-офис | Tagged: % Удлинение, % Уменьшение площади, Висмут, Пайка, Самая низкая цена за деталь по сравнению с самой низкой стоимостью готовой детали, Химическая совместимость, Химический состав, Холодная обработка, Corey Steel, Обжим, Допуск на размер, Пластичность, Экономичное выполнение требований Пригодность для Производственный процесс, твердость, термическая обработка, магнитные свойства, механические свойства, азот, физические свойства, выбор стальных стержней, разбивка, критерии выбора стальных стержней, прямолинейность, пригодность для конечного использования, пригодность для технологичности, шероховатость поверхности, опрессовка, предел прочности при растяжении, сварка , предел текучести | Постоянная ссылка
Опубликовано Speakingofprecision
22 июня 2010 г.
Вот 5 преимуществ холодной обработки стали, которые меняют ваши операции обработки.
Повышенная прочность
Улучшенная обработка поверхности
Контролируемый размерный допуск и концентричность
Повышенная прямолинейность
Улучшенная обрабатываемость .
Повышенная прочность
Широко известно, что деформации при холодной обработке изменяют свойства большинства металлов. Когда катаные стальные стержни подвергаются холодной обработке холодной вытяжкой через матрицу, достигается значительное увеличение текучести и прочности на растяжение. В то же время уменьшаются площадь и процентное удлинение.
На приведенном ниже графике показано влияние холодного волочения на свойства растяжения стальных прутков диаметром 1 дюйм.
Механические свойства % Изменение в результате % холодной обработки
Из этого графика можно извлечь два важных вывода: 1) По мере увеличения прочностных свойств показатели пластичности уменьшаются; 2) При обжатии в холодном состоянии примерно до 15% предел текучести увеличивается гораздо быстрее, чем предел прочности при растяжении. Первые 5% холодной работы приводят к наибольшему увеличению силы.
Улучшенная обработка поверхности
Горячекатаные стальные прутки обрабатываются при высоких температурах, поэтому поверхность имеет твердую абразивную окалину, состоящую из различных оксидов железа. Эта шкала является твердой и абразивной с микротвердостью от 270 до 1030 DPH (по Виккерсу) в зависимости от типа образовавшегося оксида (оксидов). Для холодного волочения стержней специалисты по холодной чистке обычно удаляют чешуйки с помощью дробеструйной обработки или травления кислотой. Это приводит к удалению твердой абразивной окалины.
При протягивании стержней через матрицу качество поверхности также улучшается: холоднотянутые стержни обычно работают с максимальным размером 50 микродюймов, а современное оборудование обычно работает с 25-30 микродюймов. Сравните это с высотой шероховатости 250 или более для горячекатаных прутков.
Контролируемые размеры
Поскольку прутки подвергаются обжатию в холодном состоянии при комнатной температуре путем протягивания через пресс-форму, смазанную маслом, гораздо легче контролировать соответствие размеров стали. Типичные допуски для холоднотянутых стержней из низкоуглеродистой стали диаметром 1 дюйм составляют +0,000″/–0,002″. это выгодно отличается от +/- 0,010 для горячекатаной стали того же химического состава и диаметра. Концентричность улучшается за счет операции холодного волочения.
Улучшенная прямолинейность
Прямолинейность горячекатаного проката обычно составляет максимальное отклонение 1/4″ на любых 5 футах длины. В холоднотянутых прутках, в зависимости от размера и марки, это отклонение может составлять всего 1/16 дюйма на 10 футов.
См. наш пост здесь для более полного обсуждения прямолинейности стержня.
Улучшенная обрабатываемость
Улучшенная обрабатываемость на самом деле является синергетическим результатом всех вышеперечисленных улучшений, достигнутых посредством холодной обработки (холодного волочения).
Более высокое отношение текучести к пределу прочности означает, что инструмент должен выполнить меньше работы, чтобы довести металл в заготовке до предела прочности, когда он отделится в виде стружки. Это приводит к меньшему усилию на инструмент и увеличению срока службы инструмента и производительности. Если не добавлять твердую абразивную окалину и оксиды в смазочно-охлаждающие жидкости или на инструмент из-за очистки прутка, это продлит время безотказной работы и уменьшит потребность в обслуживании инструментов, зажимных приспособлений и машин. Более точно контролируемые размеры и концентричность означают, что штанги могут работать на более высоких скоростях, не создавая вредных вибраций и вибрации. Ваше оборудование может выдерживать более узкие допуски, если прутки правильно подобраны по размеру, поступающему в машину. Точно так же улучшенная прямолинейность приводит к меньшему биению и позволяет увеличить скорость производства.
Вывод: горячекатаные прокаты могут быть дешевле на фунт, но их обработка обойдется вашей компании намного дороже, поскольку они лишены преимуществ холодной вытяжки:
Повышенная прочность
Улучшенная обработка поверхности
Контролируемый допуск на размер
Улучшенная прямолинейность
Улучшенная обрабатываемость
.
График и данные: Справочник по холоднокатаному стальному стержню AISI, 1968. (Распродано)
“ Почему механические свойства разных партий стали одного и того же размера и марки стали так сильно различаются? ”
Чтобы ответить на этот вопрос, давайте посмотрим на сплав 1018, несвободный сплав для механической обработки, который мы можем встретить в наших мастерских.
Потянем на две части!
Стальной стержень из холоднотянутой стали 1018 диаметром 1 дюйм обычно имеет предел прочности при растяжении (TS) 64000 фунтов на квадратный дюйм. Предел текучести (YS) 54 000 фунтов на квадратный дюйм; %Удлинение в 2″ (%EL) 15%; % уменьшение площади (%RA) на 40%. ( Согласно Информационному отчету SAE J 1397, Расчетные механические свойства и обрабатываемость стальных стержней) Обратите внимание, это приблизительные значения, а не минимальные!
Ваш пробег (свойства) может варьироваться – вот три причины.
Первоначальный процесс плавления и литья может повлиять на химический состав;
На механические свойства холоднотянутой стали влияет объем холодной обработки;
Окончательные этапы правки и полировки могут ослабить сталь.
Первоначальный процесс плавления и литья может повлиять на химический состав. 9Стали 0095 для кислородной печи (конвертерного конвертера) изготавливаются из нового металла с большим процентным содержанием, поэтому в них меньше остаточных элементов из металлолома, которые могут упрочнить материал. Кроме того, в кислородно-конвертерных сталях обычно используется более низкое содержание азота, который упрочняет феррит. Таким образом, стали, выплавляемые в кислородном конвертере, обычно имеют более низкие механические свойства, такие как предел прочности при растяжении и предел текучести, и немного более высокую пластичность (% RA и % удлинения в 2″).
Механические свойства холоднотянутой стали зависят от объема холодной обработки. Это может происходить двумя способами: первый способ по мере того, как размер заказываемого прутка становится меньше, при стандартной вытяжке увеличивается процент холодной обработки. Это увеличение процента холодной обработки увеличивает механические свойства на растяжение и предел текучести и может несколько снизить пластичность.
Второй способ может состоять в том, что разные поставщики используют разную «практику черчения», что приводит к разному объему «холодной работы» для изготовления одного и того же размера. Типичный проект может заключаться в использовании горячего валика размером на 1/16 дюйма больше окончательного размера для волочения. Другой поставщик может выбрать увеличенный размер 3/32″, а в редких случаях компания может использовать 1/8″, чтобы обеспечить превышение, а не просто соответствие минимальному пределу текучести.
Заключительные этапы правки и полировки могут расслабить сталь. Объем холодной работы, выполненной при выпрямлении стержней, может привести к ослаблению стали, поскольку сила приложена поперек исходного чертежа. Таким образом, поставщик, использующий двухвалковый правильный станок, при прочих равных условиях может производить прутки с другим конечным набором свойств, чем поставщик, использующий серию рихтовочных дисков для получения прутка в коммерческих целях.
Итак, какие значения можно ожидать от стали марки 1018, учитывая все эти эффекты?
Мы видели 3/8″ 1018 с пределом прочности на растяжение (TS) на уровне 80 000; Предел текучести (YS) при высоких значениях 70 000. % EL в 2 дюймах достигает 26; %RA достигает 65. YS около 42 000 фунтов на квадратный дюйм; %EL в 2″ от 12%; %РА 35%.
Путь процесса обычно может объяснить полученные свойства. И почему те механические свойства, которые вы получаете, иногда так далеки от того, что вы ожидаете.
Помните эти 6 ключей к использованию сталей Free Machining (12XX):
Эти стали обычно не продаются для применений, требующих высоких стандартов прочности, твердости или других соответствующих свойств . Применение, в котором вибрационные, скручивающие или знакопеременные напряжения приближаются к статическим предельным значениям, НЕ рекомендуется.
Эти стали часто подвергают поверхностной закалке или науглероживанию для достижения желаемой поверхностной твердости.
При холодном волочении эти стали могут быть чувствительны к надрезам ive. Тщательно отполированные усталостные образцы могут достигать ожидаемых значений выносливости, но плохое качество поверхности, следы инструмента или острые углы в конструкции могут привести к снижению производительности по сравнению с ожидаемыми.
Эти марки имеют относительно низкую ударную вязкость при пониженных температурах и не должны использоваться при ударных нагрузках ниже нуля.
Эти стали не рекомендуются для применений, в которых после механической обработки следует тяжелая холодная обработка. Допускается опрессовка, укладка и обжимка, особенно в случае не реазотированных марок. Но сильная опрессовка, движение холодного металла и изгиб могут быть неудовлетворительными для этих марок.
Добавление свинца или висмута не изменяет механические свойства при растяжении . 12L14 и 1215 одного и того же номинального размера и процесса будут неотличимы при испытаниях на твердость или растяжение.
Стали для свободной обработки серии 12XX — 12L14, 1215 и т. д. выбраны для сокращения времени, необходимого для изготовления больших объемов сложных деталей. Это снижает стоимость одной детали. Обычное применение — это то, где основными требованиями являются объем и форма (масса и геометрия). Факторы, благодаря которым эти стали хорошо поддаются механической обработке, также влияют на поведение изделий в процессе эксплуатации. Дизайнеры и инженеры должны помнить о шести ключевых принципах при рассмотрении материала для приложения.
6Keys: Фото предоставлено.
Оставить комментарий » | Инжиниринг, Цех | Tagged: 1215, 12L14, Стали 12XX, Переменное напряжение, Изгиб, Объем и форма, Науглероживание, Холоднотянутые свойства, Холодная штамповка, Холодная обработка, Опрессовка, Пределы выносливости, Усталостные свойства, Стали для свободной обработки, Ударные свойства, Масса и геометрия, Плохие Финишная обработка, разбивка, минусовые температуры, обжим, следы инструмента, напряжение кручения, вибрационное напряжение | Постоянная ссылка
Автор: Speakingofprecision
5 января 2010 г.
Азот укрепляет феррит.
Азот улучшает качество поверхности.
Азот повышает производительность.
Азот может способствовать растрескиванию во время холодной обработки.
Что ж, 3 из 4 — это неплохо.
«Три из четырех — это неплохо»
Азот — химический элемент, улучшающий качество поверхности, особенно на боковых рабочих инструментах. Это достигается за счет упрочнения стружки, что приводит к четкому отделению от заготовки. Объемная твердость материала также увеличивается с увеличением содержания азота.
Азот является важным фактором, особенно при обработке сталей, не требующих механической обработки. Вроде 1215 и 12L14 .
По мере увеличения содержания азота увеличивается и жесткость.
Содержание азота в сталях, выплавляемых в электропечах, выше, чем в сталях, произведенных в кислородных печах.
Вы можете очень быстро сравнить цены токарно-копировального станка по дереву и подобрать оптимальные варианты из более чем 78864 предложений
Реклама
Токарно-копировальный станок для производства колонн ТФС
Максимальный диаметр, 350 мм. Минимальный диаметр, 10 мм. Максимальная длина детали, по согласованию с заказчиком.
Подробное описание и цена >>>
Реклама
Механический токарный станок по дереву CL-1200
Станок предназначен для обработки точением изделий из древесины в центрах, в патроне или планшайбе при помощи подручника или с использованием ручной подачи суппорта.
Подробное описание и цена >>>
Реклама
Токарный станок по дереву ТД-40
Предназначен для обработки точением изделий из древесины в центрах, в патроне или планшайбе при помощи подручника или с использованием ручной подачи суппорта по копиру. Применяется в частных…
Подробное описание и цена >>>
Токарный копировальный станок по дереву ТА 150 — Azzurra
Состояние: Новый Производитель: Griggio (Италия)
В наличии
Токарно-копировальный станок TA 150 — AZZURRA — агрегат для обработки заготовок из древесины, представляющих собой цилиндры, конусы и шары путём их точения. Обточка осуществляется по внешней…
09.11.2022
Казань (Россия)
Токарно-копировальный станок по дереву C6140
Состояние: Новый Производитель: Китай
Токарно-копировальный станок C6140 предназначен для обработки токарных изделий из дерева, а также для вытачивания профильных и декоративных изделий. Основной особенностью конструкции станка…
04. 02.2022
Москва (Россия)
Токарно-копировальный станок по дереву, JET jwl 14
Состояние: Б/У Год выпуска: 2010 Производитель: JET
Токарный станок по дереву JET JWL-1442 + копировальное устройство + резцы
19.01.2021
Екатеринбург (Россия)
90 000
Профильные фасонные Ножи резцы для токарных копировальных станков по дереву
Состояние: Новый Производитель: Hempel (Россия)
Производим профильные фасонные резцы для токарных автоматических станков. Так же производим масленные люнеты и на подшипнике, зажимные винты на hempel vkr vk0 Vk10 Vkh20 Vkhm Vkhe . Так же на…
27.08.2019
Красногорск (Россия)
Токарно-копировальный станок ВТ 11
Состояние: Б/У
Токарно-копировальный станок ВТ 11, полуавтомат 1986 г. в.
Предназначен для механической обработки изделий из металловТокарно-копировальный
станок ВТ 11, полуавтомат 1986 г.в.
Предназначен для…
«Автоматический токарно-копировальный станок с горизонтальным фрезерным блоком и вертикальный фрезерным модулем с возможностью наклона. Предназначен для изготовления колонн, стоек перилл, спиралей…
15.02.2016
Санкт-Петербург (Россия)
Токарный автоматический станок по дереву TCP 90
Состояние: Б/У Год выпуска: 1993 Производитель: Италия
Продам Токарный автоматический станок по дереву TCP 90,состояние нового стоял в резерве. Точит автоматом по 20 заготовок,и центрует автоматически.Длина заготовки максимальная 110мм.Подходит для…
30.05.2016
Острогожск (Россия)
400 000
Токарно-копировальный станок ВТ 11
Состояние: Б/У Год выпуска: 1986
полуавтомат 1986 г.в.Токарно-копировальный
станок ВТ 11, полуавтомат 1986 г.в.
Предназначен для механической обработки изделий из
металлов, древесины и пластмасс. Применяется для…
01.06.2015
Екатеринбург (Россия)
Автоматический токарно-копировальный станок с фрезерным блоком Centauro TAF 3000 (2011)
Состояние: Новый
В наличии
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИАвтоматический токарно-копировальный станок с горизонтальным фрезерным блоком и вертикальный фрезерным модулем с возможностью наклона. Предназначен для изготовления…
25.05.2017
Санкт-Петербург (Россия)
100 000
Токарно-копировальный станок Centauro FC 1600 (2009)
Состояние: Новый
В наличии
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИТокарно-копировальный станок Centauro FC 1600 (2009)Дистанция между центрами 1600 ммВысота центров 250 ммМаксимальный диаметр при ручной обработке 400 (280)…
30.05.2017
Санкт-Петербург (Россия)
100 000
Фрезерно-копировальный станок по дереву
Состояние: Б/У Год выпуска: 1980 Производитель: Украина
Продам. Фрезерно-копировальный станок по дереву ВФК-1. ВСЯ ИНФОРМАЦИЯ ПО ТЕЛЕФОНУ!!!
11.04.2018
Бахчисарай (Россия)
120 000
Фрезерно-копировальный станок по дереву
Состояние: Б/У Год выпуска: 1990 Производитель: Украина
Продам. фрезерно-копировальный станок по дереву ВФК-2. Вся информация по телефону!!!
11.04.2018
Бахчисарай (Россия)
120 000
Токарный фрезерный станок по дереву с ЧПУ
Состояние: Новый Производитель: Китай
Токарный фрезерный станок по дереву с ЧПУТокарный фрезерный станок по дереву с ЧПУ специально используется для токарной обработки дерева и гравировки деревянных цилиндров(балясины), для ножек…
14.02.2021
Москва (Россия)
950 000
Токарно-копировальный станок КТФ-7
Состояние: Б/У Год выпуска: 2014
Показать картуПродаем полуавтоматический токарно-копировальный станок КТФ-7Использовался для производства деревянных балясин.Изготавливаем индивидуальные лестницы из ценных пород, поэтому станок. ..
Токарно-копировальный станок для производства колонн ТФС
Состояние: Новый
В качестве инструмента для токарной обработки используются 2 дисковых пилы диаметром 250 мм. Z =100 и диаметром 235 мм. Z = 64. Возможность добавления третьей пилы. Укомплектован фрезером:…
09.11.2022
Казань (Россия)
Токарно-копировальный станок КЖ1833
Состояние: Б/У Год выпуска: 1986
Предприятие реализует токарно-копировальный станок КЖ1833. По всем интересующим Вас вопросам — обращайтесь по телефону!
Литая станина. Выполняют функции токарной и фрезерной обработки
Станок универсальный M1-250
Ø обработки=140мм, РМЦ=250мм, двигатель 150Вт/Ø инструмента=10 мм,
Литая станина. Выполняют функции токарной и фрезерной обработки.
Станок универсальный M6-550
Ø обработки=250мм, РМЦ=550мм, двигатель 550Вт/Ø инструмента=13 мм, двигатель 350Вт
05.07.2022
Москва (Россия)
207 180
Популярные категории
Да кстати, на портале ProСтанки выбор предложений по токарно-копировальному станку по дереву почти как на Авито и TIU
Видео токарно-копировального станка по дереву
Токарно-копировальный станок по дереву PROMA DSL-1200 — цена, отзывы, характеристики с фото, инструкция, видео
Токарно-копировальный станок по дереву PROMA DSL-1200 предназначен для обработки токарных изделий из дерева, а также для вытачивания профильных и декоративных изделий.
Основной особенностью конструкции станка является то, что работа на нем может осуществляться 2-мя резцами. Один резец установлен на неподвижном люнете и служит для производства круглой заготовки, причем, съем материала за один проход может достигать 10мм. При помощи неподвижного люнета и резца, установленного на нем, можно производить круглые заготовки различного диаметра от 220 до 215 мм и длиной от 50 до 1100 мм. Регулировка резца производится специальным приспособлением. Вторым резцом, который установлен на копировальной каретке, можно вытачивать профильные детали по копиру, причем копиры могут использоваться как плоские, так и готовые изделия (например, балясина, колонна и др.). Оригинальное специальное устройство для крепления копира позволяет быстро настраивать станок на новую работу.
Для производства длинных изделий в комплект станка входит подвижный люнет, который устанавливается на направляющие штанги как дополнительная опора. подвижный люнет исключает возможность прогиба и вырывания длинной заготовки во время ее обработки. Станок может комплектоваться делительной планшайбой, позволяющей производить многогранные изделия, с использованием фрезерного приспособления, которое поставляется заводом-изготовителем как опция.
Характеристика
Значение
Напряжение питания
400 В
Потребляемая мощность
1100 Вт
Максимальная длина обрабатываемой детали
1200 мм
Высота центров над направляющими
215 мм
Максимальный обрабатываемый диаметр
— над направляющими
450 мм
— над суппортом
215 мм
— при копировании
215 мм
Копировальное устройство
— глубина копирования, макс.
60 мм
— длина копирования, макс.
1200 мм
Эталонная деталь
— диаметр, макс.
150 мм
— длина, макс.
1200 мм
Передний край шпинделя
— внешняя резьба
M33x3.5
— отверстие
Ø14.9 / MK2
Задняя бабка
— ход пиноли
140 мм
— конус пиноли
Мк2
Обороты шпинделя
500 / 1000 / 2000 / 2800 об/мин.
Мощность двигателя, кВт
1,1 кВт
Габаритные размеры (ДхШхВ)
2105х1000х1225 мм
Необходимая площадь
2500 / 1800 мм
Масса PROMA DSL-1200
395 кг
Комментарии и вопросы:
Комментариев пока нет, но ваш может быть первым.
Разметить комментарий или вопрос
Отзывы о PROMA DSL-1200:
Отзывов пока нет, но ваш может быть первым.
Оставить отзыв
Дубликатор пропеллеров Gemini — изготовьте собственные пропеллеры для самолетов
Дубликатор пропеллеров Gemini — это станок, который позволяет легко и точно вырезать деревянные пропеллеры для экспериментальных самолетов.
Описание копировального аппарата Gemini Propeller Патент заявлен
После нескольких лет проектирования и испытаний компания AAI разработала уникальный и прочный механизм для резьбы и объединила его с простой и точной системой выравнивания, которая позволяет дубликатору винтов Gemini легко и точно вырезать винт. Жесткость этой машины обеспечивает гораздо более точное дублирование лезвия, чем это возможно в настоящее время с помощью доступных в настоящее время легких и гибких копировальных аппаратов.
Копировальный аппарат Gemini Propeller работает по принципу отслеживания существующей лопасти или шаблона. Он очень прост в настройке и эксплуатации и включает в себя новый тормозной механизм для стабилизации режущего движения. Средний строитель сможет быстро и точно придать форму пропеллеру. Для придания готовой формы требуется только шлифовка.
Поскольку дубликатор пропеллеров Gemini позволяет легко изготавливать пропеллеры, он позволяет строителям экспериментировать с несколькими пропеллерами различных профилей, чтобы определить оптимальную конструкцию для конкретного самолета и двигателя. Как только эта оптимальная конструкция будет достигнута, можно будет точно повторять эту форму снова и снова.
Нажмите на картинку выше, чтобы увидеть увеличенную версию. Технические характеристики дубликатора пропеллеров Gemini, стандартная серия
Вес устройства
55 фунтов
Размер устройства
63 длины x 28 ширины x 9 высоты
Конструкция
с опорами на шарикоподшипниках и роликами *
Фрезерный станок
Bosch 2,25 л.с. с регулируемой скоростью
Пропеллер максимального размера, который можно вырезать
Диаметр 84″ x ширина 8,5″ x толщина 3,75″
904017 * Таблица не включена. Стоимость единицы $7 895,00 Доллары США (резиденты штата Нью-Йорк добавляют местный налог с продаж) Пожалуйста, подождите 6-8 недель от получения депозита до доставки.
Все Дубликаторы для резьбы пропеллеров Gemini оснащены фрезером и фрезой с твердосплавным наконечником 3/4″. 1 (один) шестигранный ключ размером 3/16″ и 5/32″, 2 (два) фрезерных ключа руководство
Политика покупки для резчиков: 50% предоплата, 50% до доставки (кассовый чек, IMO, Visa/MC/AE) Требуется фрахтовая доставка. Звоните, чтобы узнать точную стоимость доставки/обработки. Дополнительные изменения в доставке/обработке для международных продаж. Жители штата Нью-Йорк — добавьте местный налог с продаж к Общая стоимость (Товар + з/ч) Доступны пользовательские резчики — будет указано по запросу.
Позвоните по телефону 315-252-2559 или запросите информацию о дубликаторе пропеллеров Gemini
Пропеллер Строительные материалы
Домашняя страница резчика пропеллеров | Магазин реквизита резчика | Статьи, вопросы и ответы и ссылки | История резчика пропеллера | Универсальный резчик Gemini Home
Allred & Associates Inc. Gemini Carving Duplicator Division 321 Route 5 West Элбридж, Нью-Йорк 13060 Тел. 315-252-2559 Факс: 315-252-0502
Какой станок для резьбы по дереву лучше всего подходит для вас или вашего бизнеса?
Люди занимаются резьбой по дереву на протяжении тысячелетий, самым древним из известных резных деревянных предметов, найденных на сегодняшний день, является Шигирский идол, тотемная скульптура высотой почти три метра. Считается, что Шигирскому идолу 11 000 лет, что вдвое старше пирамид. Традиция ручной резьбы по дереву все еще жива и процветает, но все больше резных изделий в настоящее время производится с использованием машин. В этой статье мы кратко рассмотрим различные типы станков для резьбы по дереву, доступные сегодня.
Ручные станки для резьбы по дереву
Резьба по дереву с помощью фрезерного станка (2D) обрезной роутер. Этот метод резьбы по дереву в основном подходит для создания плоских двухмерных деревянных вывесок, гравюр и табличек. Существует три метода двухмерной резьбы по дереву с использованием фрезера: от руки, с использованием шаблонов в качестве ориентира или с использованием пантографа фрезера.
Фрезерование от руки
Быстрый и простой способ фрезерования от руки состоит в том, чтобы распечатать дизайн на листе бумаги, а затем приклеить его к деревянной заготовке. Затем установите на фрезер подходящую фрезу (маленькие V-образные насадки хорошо подходят для надписей). Убедитесь, что деревянная заготовка надежно закреплена на верстаке и установлена на удобной высоте. В зависимости от сложности дизайна (и твердости древесины) выполнение резьбы может занять некоторое время.
Используйте ограничитель глубины фрезера и стопорный рычаг, чтобы отрегулировать и установить глубину резания. Выполнение неглубоких надрезов даст наилучшие результаты, так как меньше вероятность того, что фрезер зацепится или сместится. При резке необходимо крепко держать фрезер, а рабочую зону не допускать сколов. Также само собой разумеется, что защитные очки нужно носить всегда. Немного потренировавшись, фрезерование вручную может дать действительно впечатляющие результаты и стать отличным способом персонализации мебели, деревянных панелей и дверей.
Шаблоны фрезера
Для более точного (и воспроизводимого) метода двухмерной резьбы с помощью фрезера можно использовать шаблоны букв и цифр (трафареты). Шаблоны обычно изготавливаются из акрила, и их можно купить у многих хороших интернет-магазинов по деревообработке. При желании можно изготовить собственные шаблоны из МДФ или фанеры. Шаблоны букв и цифр — это недорогой способ создать красивые знаки, и этот процесс очень прост.
Сначала рисуется контрольная линия, помогающая точно расположить шаблон. (В качестве альтернативы можно использовать деревянную направляющую планку, прикрепленную к заготовке.) Затем положение букв (или цифр) отмечается карандашом, чтобы определить правильные интервалы. Затем шаблон крепится к заготовке. Затем к основанию фрезера прикрепляется направляющая втулка (которая соответствует ширине шаблона). Фреза подходящего размера устанавливается на фрезер, а глубина резания (от 2 до 3 мм) устанавливается перед началом фрезерования. Процесс использования шаблонов вы можете посмотреть в этом видео.
Пантограф маршрутизатора
Пантограф маршрутизатора (грубо говоря) представляет собой нечто среднее между маршрутизацией от руки и использованием шаблонов. Пантограф-маршрутизатор — это, по сути, приспособление, сделанное из параллелограммов, в принципе идентичное инструменту, который художник использовал бы для уменьшения или увеличения рисунка. Каждое поперечное сечение пантографа маршрутизатора имеет механическую связь. Маршрутизатор фиксируется в одной точке пантографа с помощью крепления базовой пластины, а стилус/трассер фиксируется в другой точке.
Когда пользователь проводит пером по 2D-изображению, маршрутизатор имитирует этот момент. В зависимости от того, где на пантографе расположен маршрутизатор, окончательная копия будет меньше или больше исходного изображения. Пантографы маршрутизатора можно использовать для копирования практически любого 2D-изображения на дерево, но чаще они используются для изготовления вывесок, как показано в видео ниже.
3D-станок для резьбы по дереву
До сих пор мы говорили о 2D-резке по дереву, но как насчет 3D-станка для резьбы по дереву? Какие здесь есть варианты? Что ж, в основном доступны два варианта: ручная (ручная) 3D-машина для резьбы по дереву и более продвинутая 3D-машина для резьбы по дереву с компьютерным управлением (ЧПУ). На первый взгляд кажется, что они выполняют одну и ту же работу, однако на самом деле это два разных типа машин. Давайте посмотрим поближе.
3D-дубликатор для резьбы по дереву
Заготовка слева – Мастер справа
Также называемый фрезерным или копировально-резным станком, 3D-дупликатор для резьбы по дереву является очень эффективным способом копирования существующего 3D-деревянного объекта. Его можно использовать для копирования таких предметов, как пропеллеры, корпуса гитар, приклады оружия или компоненты мебели, такие как ножки стола или сиденья стула. 3D-дупликатор для резьбы по дереву — это, по сути, приспособление для фрезерования, которое может перемещаться в трехмерном пространстве. Это работает так:
Дубликатор состоит из двух основных компонентов. Узел основного фрезера и щупа (с противовесом на одном конце) и две горизонтальные направляющие. Оператор может толкать и тянуть узел основного фрезера и щупа (который прикреплен к линейным подшипникам) вдоль несущей направляющей, при этом основной узел перемещается по ширине зоны резьбы. В стандартной конструкции с одним шарниром узел также может свободно перемещаться вверх и вниз, как на качелях (или на качелях), что снижает глубину.
Основной узел крепится к двум горизонтальным опорным направляющим, что позволяет основному узлу также перемещаться слева направо по длине зоны резьбы. К одной стороне основного узла копировального аппарата прикрепляется фрезер, а к другой стороне — стилус (или толкатель). Поскольку оба закреплены на одной оси, они могут двигаться синхронно. Когда пользователь проводит стилусом по копируемому объекту (мастеру), фрезер копирует это движение, вырезая деревянную заготовку (как показано на рисунке выше), отсюда и фраза 9.0011 копия резьбы .
Красота 3D-дупликатора для резьбы по дереву заключается в его простоте
В дубликаторе для резьбы по дереву мало движущихся частей, не требуется программирование или сложная электрическая схема. Оператор всегда находится под контролем, и в отличие от станка для резьбы по дереву с компьютерным управлением, пользователь не отстранен от процесса резьбы. Как и при использовании любого ручного деревообрабатывающего оборудования, 3D-дупликатор для резьбы по дереву по-прежнему требует определенных навыков, понимания и суждений для работы.
Дубликатор — это устройство, экономящее время, а не автоматическое решение с нажимной кнопкой, производящее точные копии по требованию.
Клон Дерево для резьбы дров дубликаторы
Клон Дубликаторы Производите два типа высококлассных 3D-резин уникальный для этого вида ручного станка для резьбы по дереву. Чтобы расширить свою универсальность, как Clone 3D и 4D могут быть оснащены вращающейся зажимной системой. Это позволяет выполнять резьбу на 360 градусов, что идеально подходит для дублирования таких объектов, как приклады оружия или ножки стола.
Короткое видео ниже демонстрирует возможности станков для резьбы по дереву Clone.
Дубликатор для резьбы по дереву своими руками
Если поискать в Интернете копировальный станок для резьбы по дереву своими руками, вы увидите довольно много разных дизайнов, некоторые хорошие, некоторые не очень! На первый взгляд, изготовление дубликатора для резьбы по дереву кажется довольно простым делом. Однако только после того, как вы на самом деле сделали его, вы понимаете, что в нем гораздо больше, чем кажется на первый взгляд. Если вы собираетесь инвестировать свое время, деньги и энергию в создание дубликатора для резьбы по дереву, вам необходимо убедиться, что конструкция хороша и даст наилучшие возможные результаты.
Одним из лучших копировальных аппаратов для резьбы по дереву своими руками является Easy Carver . Он используется столярами по всему миру с 2008 года, так что это проверенная временем конструкция. Цельнометаллическая конструкция делает Easy Carver прочным, надежным и точным. Чтобы свести затраты на сборку к минимуму, в конструкции Easy Carver используются легкодоступные готовые детали. Еще одна особенность, которая отличает Easy Carver от других копировальных аппаратов для резьбы по дереву своими руками, заключается в том, что для резьбы в нем используется стандартный погружной фрезер. Поэтому, когда вы не используете фрезер для копирования, его можно быстро снять с Easy Carver для выполнения обычных работ по фрезерованию. После этого Easy Carver можно разобрать до тех пор, пока он не понадобится в следующий раз.
С помощью чертежей Easy Carver можно построить модели пяти размеров, от Easy Carver 200 (способен вырезать до 200 мм в ширину) до Easy Carver 600 (который может вырезать до колоссальных 600 мм в ширину). Не будет преувеличением сказать, что Easy Carver, вероятно, лучший станок для резьбы по дереву, доступный сегодня.
Станок для резьбы по дереву с ЧПУ
Последний станок для резьбы по дереву, о котором мы собираемся поговорить, — это станок с ЧПУ (ЧПУ) с компьютерным управлением. Станок с ЧПУ для резьбы по дереву работает, используя сгенерированный компьютером код и преобразовывая его в электрические сигналы для управления шаговые двигатели , которые двигают машину. Эти движения очень точны и могут точно повторяться снова и снова.
Чтобы создать объект, объект сначала должен быть разработан с использованием программного обеспечения САПР (автоматизированного проектирования), такого как Autocad . Затем окончательный дизайн необходимо преобразовать в язык, который понимает станок с ЧПУ для резьбы по дереву, обычно это G-код.
Станки с ЧПУ для резьбы по дереву бывают разных размеров и вариаций: от двухосевых станков, способных выполнять двухмерную резьбу, до пятиосевых станков, предназначенных для сложной трехмерной резьбы по дереву. Цены варьируются от нескольких сотен фунтов стерлингов за небольшой 2-осевой настольный станок (подходит только для резки мягких материалов, таких как пенопласт или пластик) до сотен тысяч фунтов стерлингов за коммерческий станок, используемый в производстве. Некоторые станки с ЧПУ для резьбы по дереву используют для резьбы обычный фрезер. Скорость резки маршрутизатора, а также его включение или выключение регулируются оператором вручную. Другие станки с ЧПУ для резьбы по дереву используют двигатель шпинделя для резьбы, функции двигателей шпинделя полностью контролируются программным обеспечением.
Станки с ЧПУ для резьбы по дереву способны производить удивительные высокоточные работы, которые можно воспроизводить снова и снова полностью автономно. Однако может потребоваться крутая кривая обучения, если вы не знакомы с использованием программного обеспечения. С ЧПУ навыки меньше в деревообработке и больше в программировании. Кроме того, станки с ЧПУ для резьбы по дереву меньшего размера в мастерской, как правило, легкие и медленные, и им может быть трудно резать твердые породы дерева.
Какой станок для резьбы по дереву вам больше всего подходит?
Если вам нужна высочайшая точность и вы хотите максимально автоматизировать процесс резьбы, то станок с ЧПУ для резьбы по дереву — единственный реальный вариант. Но эта идеальная машина для резьбы имеет свою цену, и не только финансовую. Станок для резьбы по дереву с ЧПУ в значительной степени зависит от использования программного обеспечения и навыков программиста для получения результатов. Теперь это может не быть проблемой, если у вас есть (или вы можете позволить себе нанять кого-то) нужные навыки, но что насчет столяра, которому просто нужен более простой и понятный станок для резьбы по дереву?
Вот тут-то и приходит на помощь 3D-дупликатор для резьбы по дереву.



 VX-23000
VX-23000 Изобрел его один из ученых УрО РАН (Уральского Отделения Российской Академии Наук).
Изобрел его один из ученых УрО РАН (Уральского Отделения Российской Академии Наук). Метод холодного цинкования наиболее легок в исполнении, дешевый и доступный. Холодное цинкование можно осуществить на месте эксплуатации металлоконструкции без ее демонтажа. Каких либо ограничений по размерам и формам конструкции при этом не существует. Подготовку поверхности перед холодным цинкованием также производят на месте.
Метод холодного цинкования наиболее легок в исполнении, дешевый и доступный. Холодное цинкование можно осуществить на месте эксплуатации металлоконструкции без ее демонтажа. Каких либо ограничений по размерам и формам конструкции при этом не существует. Подготовку поверхности перед холодным цинкованием также производят на месте. Используется холодное цинкование и при ремонте ранее оцинкованных участков металла.
Используется холодное цинкование и при ремонте ранее оцинкованных участков металла.


 Однако, если используются сетки, используйте не менее 30 меш
Однако, если используются сетки, используйте не менее 30 меш Однако, если используются сетки, используйте не менее 30 меш
Однако, если используются сетки, используйте не менее 30 меш com, (800 831-3275))
com, (800 831-3275)) Вот что у нас
Вот что у нас 
 Читайте дальше, чтобы узнать об основах этого решения и о том, как оно может преобразовать ваши проекты.
Читайте дальше, чтобы узнать об основах этого решения и о том, как оно может преобразовать ваши проекты. Процесс горячего цинкования состоит из трех основных этапов:
Процесс горячего цинкования состоит из трех основных этапов: Пожалуйста, не делай этого.
Пожалуйста, не делай этого. .
.


 Это может вызвать коррозию, и эти отказы ложатся на плечи лиц, принимающих решения по проекту», — соглашаются Стил и Коллинз, обсуждая недостатки использования другого барьерного покрытия. или продукт с низким процентным содержанием, а не состав для холодного цинкования.
Это может вызвать коррозию, и эти отказы ложатся на плечи лиц, принимающих решения по проекту», — соглашаются Стил и Коллинз, обсуждая недостатки использования другого барьерного покрытия. или продукт с низким процентным содержанием, а не состав для холодного цинкования.
 Но поскольку изделия для холодного цинкования не являются красками, за которые их так часто принимают, их нужно правильно наносить, чтобы они работали по назначению.
Но поскольку изделия для холодного цинкования не являются красками, за которые их так часто принимают, их нужно правильно наносить, чтобы они работали по назначению. У многих людей был плохой опыт работы с некачественным, богатым цинком продуктом, маскирующимся под холодное цинкование. Являясь создателем технологии цинкования, ZRC Worldwide уже более 70 лет поддерживает высочайшее качество конечной продукции в отрасли. Узнайте больше о спецификациях, обеспечивающих качество продукции ZRC, здесь.
У многих людей был плохой опыт работы с некачественным, богатым цинком продуктом, маскирующимся под холодное цинкование. Являясь создателем технологии цинкования, ZRC Worldwide уже более 70 лет поддерживает высочайшее качество конечной продукции в отрасли. Узнайте больше о спецификациях, обеспечивающих качество продукции ZRC, здесь.
 При этой особенности они не уступают бетонным материалам по прочности и некоторые характеристики керамзитобетонных блоков даже лучше. Их широко применяют для строительства многоэтажных зданий. Для возведения дома, состоящего из трех этажей, не надо использовать специальную технику. Подъем и установку этих блоков можно произвести вручную или с помощью подручных средств. К тому же можно выбрать вариант блоков с облицовочной плиткой или декоративным рифлением и тогда не надо будет производить отделку наружных стен. Это делает строительство экономичным.
При этой особенности они не уступают бетонным материалам по прочности и некоторые характеристики керамзитобетонных блоков даже лучше. Их широко применяют для строительства многоэтажных зданий. Для возведения дома, состоящего из трех этажей, не надо использовать специальную технику. Подъем и установку этих блоков можно произвести вручную или с помощью подручных средств. К тому же можно выбрать вариант блоков с облицовочной плиткой или декоративным рифлением и тогда не надо будет производить отделку наружных стен. Это делает строительство экономичным. За счет пористой структуры, способной удерживать в себе тепло, ширина стен в доме из газосиликатного блока значительно меньше, чем при кирпичной кладке или при использовании других видов блоков.
За счет пористой структуры, способной удерживать в себе тепло, ширина стен в доме из газосиликатного блока значительно меньше, чем при кирпичной кладке или при использовании других видов блоков.

 Чем легче блок, тем быстрее с ним работать. Не надо использовать для подъема такого материала наверх специальную технику.
Чем легче блок, тем быстрее с ним работать. Не надо использовать для подъема такого материала наверх специальную технику.
 Также нередко на боковых их поверхностях предусмотрены полые отверстия для захвата, иногда в них заливается цемент для упрочнения конструкции. После выполнения укладки наружных стен опытными каменщиками, их можно не облицовывать.
Также нередко на боковых их поверхностях предусмотрены полые отверстия для захвата, иногда в них заливается цемент для упрочнения конструкции. После выполнения укладки наружных стен опытными каменщиками, их можно не облицовывать. Он изготавливается из силикатного связующего компонента, песка и пенообразователя, за счет его использования материал приобретает ячеистую однородную структуру, способную неплохо сохранять тепло в середине дома, а в отопительный период выводить скопившуюся влагу. Производят их автоклавным методом. Его применяют для уже построенных домов в качестве утеплителя. Читайте о том, какие есть размеры газосиликатных блоков.
Он изготавливается из силикатного связующего компонента, песка и пенообразователя, за счет его использования материал приобретает ячеистую однородную структуру, способную неплохо сохранять тепло в середине дома, а в отопительный период выводить скопившуюся влагу. Производят их автоклавным методом. Его применяют для уже построенных домов в качестве утеплителя. Читайте о том, какие есть размеры газосиликатных блоков. Благодаря этому вспененному раствору получается вспененный материал. Он очень схож с газобетоном, но уступает ему по нескольким прочностным характеристикам. Его размеры и вес зависят от технологии производства. Кладка этого материал может осуществляться как на цементный раствор, так и нас специальный клеевой состав. Пеноблоки используются для частного строительства, из них можно строить хозяйственные постройки и двухэтажные здания.
Благодаря этому вспененному раствору получается вспененный материал. Он очень схож с газобетоном, но уступает ему по нескольким прочностным характеристикам. Его размеры и вес зависят от технологии производства. Кладка этого материал может осуществляться как на цементный раствор, так и нас специальный клеевой состав. Пеноблоки используются для частного строительства, из них можно строить хозяйственные постройки и двухэтажные здания. Их состав представляет собой обоженную глину, замешанную на основе керамзита, воды, песка и наполнителя, которым выступает керамзитовый гравий. Иногда вместо цемента применяется известь или гипс.
Их состав представляет собой обоженную глину, замешанную на основе керамзита, воды, песка и наполнителя, которым выступает керамзитовый гравий. Иногда вместо цемента применяется известь или гипс. Дом из него может прослужить 150 лет
Дом из него может прослужить 150 лет Не стоит торопиться и лучше подкопить на хороший вид блоков, чем покупать дешевый залежалый строительный продукт, который со временем разрушиться. Описанные материалы отличаются малым весом и быстротой монтажа. При их покупке можно существенно сэкономить и построить действительно теплое жилье, которое может прослужить больше ста лет.
Не стоит торопиться и лучше подкопить на хороший вид блоков, чем покупать дешевый залежалый строительный продукт, который со временем разрушиться. Описанные материалы отличаются малым весом и быстротой монтажа. При их покупке можно существенно сэкономить и построить действительно теплое жилье, которое может прослужить больше ста лет.
 1 Видео – Какие блоки для строительства дома лучше
1 Видео – Какие блоки для строительства дома лучше Изделия кустарного производства часто не отличаются хорошим качеством и имеют заниженные характеристики.
Изделия кустарного производства часто не отличаются хорошим качеством и имеют заниженные характеристики.
 Применяются только в одно- и двухэтажном строительстве при условии устройства армопояса между этажами.
Применяются только в одно- и двухэтажном строительстве при условии устройства армопояса между этажами.
 Плотность теплоизоляционных изделий гораздо ниже, поэтому их нельзя применять для несущих конструкций.
Плотность теплоизоляционных изделий гораздо ниже, поэтому их нельзя применять для несущих конструкций. Но прочностные параметры не позволяют возводить здания выше 3 этажей и требуют усиления конструкции путем изготовления монолитного бетонного армопояса.
Но прочностные параметры не позволяют возводить здания выше 3 этажей и требуют усиления конструкции путем изготовления монолитного бетонного армопояса. После чего пенящееся сырье заливают либо в штучные формы, либо в большие опалубочные конструкции.
После чего пенящееся сырье заливают либо в штучные формы, либо в большие опалубочные конструкции. Они состоят из трех или четырех слоев.
Они состоят из трех или четырех слоев. Они и делают изделия пористыми.
Они и делают изделия пористыми.
 Причем предпочтение следует отдавать навесным вентилируемым фасадам, чтобы водяные пары, выходящие через стены из внутренних помещений из-за разности парциального давления, не конденсировались на их поверхности, а испарялись в атмосферу.
Причем предпочтение следует отдавать навесным вентилируемым фасадам, чтобы водяные пары, выходящие через стены из внутренних помещений из-за разности парциального давления, не конденсировались на их поверхности, а испарялись в атмосферу. Среди них можно выделить несколько основных.
Среди них можно выделить несколько основных. Кладка стен из любых легких ячеистых блоков должна усиливаться монолитным бетонным поясом с армированием по всему периметру. Такой пояс устраивают между этажами на уровне перекрытий, а также по верху стен. Это связано с недостаточной прочностью материалов и возможностью их разрушения от точечных нагрузок, возникающих в местах установки лаг, балок, кровельных стропил;
Кладка стен из любых легких ячеистых блоков должна усиливаться монолитным бетонным поясом с армированием по всему периметру. Такой пояс устраивают между этажами на уровне перекрытий, а также по верху стен. Это связано с недостаточной прочностью материалов и возможностью их разрушения от точечных нагрузок, возникающих в местах установки лаг, балок, кровельных стропил;
 Но дело не только во вкусовых предпочтениях, но и в характеристиках этих материалов. Один из них прочнее других, другой теплее, третий дешевле. И выбирать нужно, оценивая все эти параметры в комплексе и применительно к исходным условиям строительства.
Но дело не только во вкусовых предпочтениях, но и в характеристиках этих материалов. Один из них прочнее других, другой теплее, третий дешевле. И выбирать нужно, оценивая все эти параметры в комплексе и применительно к исходным условиям строительства. Хотя конкретные блоки, которые использует каждый игрок, зависят от него, есть некоторые блоки, которые, похоже, хорошо работают с каждой отдельной сборкой.
Хотя конкретные блоки, которые использует каждый игрок, зависят от него, есть некоторые блоки, которые, похоже, хорошо работают с каждой отдельной сборкой. Чтобы усилить чары, игрокам нужно окружить его книжными полками. Но даже без волшебного стола книжные полки создают приятную уютную атмосферу в комнате.
Чтобы усилить чары, игрокам нужно окружить его книжными полками. Но даже без волшебного стола книжные полки создают приятную уютную атмосферу в комнате. Все, что нужно игроку для знака, — это изготовить его из шести деревянных растений и одной палки .
Все, что нужно игроку для знака, — это изготовить его из шести деревянных растений и одной палки . Те, кто ищет более царственную постройку, могут захотеть инвестировать в каменные кирпичи. Если игроки хотят сохранить эту царственную атмосферу, но добавить зловещий слой, они должны попробовать Blackstone Bricks.
Те, кто ищет более царственную постройку, могут захотеть инвестировать в каменные кирпичи. Если игроки хотят сохранить эту царственную атмосферу, но добавить зловещий слой, они должны попробовать Blackstone Bricks. Существует восемь различных типов деревянных досок: дуб, береза, ель, джунгли, акация, темная ель, искривленная и малиновая.
Существует восемь различных типов деревянных досок: дуб, береза, ель, джунгли, акация, темная ель, искривленная и малиновая. Однако иногда полезно помнить о блоках, которые могут стать хорошим дополнением и гармонировать со сборкой.
Однако иногда полезно помнить о блоках, которые могут стать хорошим дополнением и гармонировать со сборкой. Для этого игроки должны взять восемь стеклянных блоков и поместить их в каждую коробку на верстаке, кроме средней. Затем игроки должны заполнить центральное пространство краской любого цвета, который они хотят . Это вернет восемь частей цветного стекла.
Для этого игроки должны взять восемь стеклянных блоков и поместить их в каждую коробку на верстаке, кроме средней. Затем игроки должны заполнить центральное пространство краской любого цвета, который они хотят . Это вернет восемь частей цветного стекла. В этой игре нет блока, который выглядел бы более естественно, чем листья. Существует большое разнообразие этих листьев, так как они происходят с разных деревьев по всему миру.0003 Майнкрафт мир.
В этой игре нет блока, который выглядел бы более естественно, чем листья. Существует большое разнообразие этих листьев, так как они происходят с разных деревьев по всему миру.0003 Майнкрафт мир. Игроки должны использовать один и тот же цвет шерсти для рецепта, и баннер будет соответствовать цвету используемой шерсти.
Игроки должны использовать один и тот же цвет шерсти для рецепта, и баннер будет соответствовать цвету используемой шерсти. Если игрокам нужны дополнительные слои к тому, по чему они ходят, ковры — отличный вариант. Эти тонкие квадраты шерсти можно положить поверх всего, что имеет высоту ровно в один блок.
Если игрокам нужны дополнительные слои к тому, по чему они ходят, ковры — отличный вариант. Эти тонкие квадраты шерсти можно положить поверх всего, что имеет высоту ровно в один блок.

 Мы перечислили 5 лучших блоков, которые творят чудеса в постройках, и используем их для создания базы вашей мечты.
Мы перечислили 5 лучших блоков, которые творят чудеса в постройках, и используем их для создания базы вашей мечты. Деревянные доски также могут быть вашим основным фундаментом, включая их в деревянные постройки, такие как коттеджи и бревенчатые дома.
Деревянные доски также могут быть вашим основным фундаментом, включая их в деревянные постройки, такие как коттеджи и бревенчатые дома. Помимо камней, игроки также могут использовать кирпичи, если хотят построить структуру, напоминающую средневековье.
Помимо камней, игроки также могут использовать кирпичи, если хотят построить структуру, напоминающую средневековье. Несмотря на различия, каждый вид листового блока различается по оттенку зеленого биома, в котором они появляются.
Несмотря на различия, каждый вид листового блока различается по оттенку зеленого биома, в котором они появляются.

 Циркуляційні насоси для води значною мірою економлять електроенергію, але при цьому показують високу продуктивність і рівень ККД. Тому рішення купити циркуляційний насос принесе безліч позитивних моментів.
Циркуляційні насоси для води значною мірою економлять електроенергію, але при цьому показують високу продуктивність і рівень ККД. Тому рішення купити циркуляційний насос принесе безліч позитивних моментів.
 Купити насос для циркуляції води або купити насос для опалення за доступною ціною можна тільки в нашому Інтернет-магазині «ОВК Комплект».
Купити насос для циркуляції води або купити насос для опалення за доступною ціною можна тільки в нашому Інтернет-магазині «ОВК Комплект».
 Которым в основном и обеспечивается движение теплоносителя по контурам (петлям) отопительного трубопровода.
Которым в основном и обеспечивается движение теплоносителя по контурам (петлям) отопительного трубопровода. Дюймовое подключение — наиболее ходовое в быту для главных магистралей, такой же диаметр резьбы, например, у коллекторов для теплого пола….
Дюймовое подключение — наиболее ходовое в быту для главных магистралей, такой же диаметр резьбы, например, у коллекторов для теплого пола…. До площади дома до 160 м кв. потянет и 25/40. В пределах 160 — 250 – м кв., – 25/60 и т.д.
До площади дома до 160 м кв. потянет и 25/40. В пределах 160 — 250 – м кв., – 25/60 и т.д. частного дома в средней полосе потребуется насос с производительностью от 1,5 м куб. в час.
частного дома в средней полосе потребуется насос с производительностью от 1,5 м куб. в час.
 Неважно какая буде подводка труб к насосу — горизонтальная, вертикальная, под углом — ротор должен быть горизонтальным.
Неважно какая буде подводка труб к насосу — горизонтальная, вертикальная, под углом — ротор должен быть горизонтальным.

 , 1 шт. (Минимальный заказ): Купить образцы .
, 1 шт. (Минимальный заказ): Купить образцы . Напряжение: 6-24 В постоянного тока (Скорость: 1
Напряжение: 6-24 В постоянного тока (Скорость: 1 5 дюймов, DN25 мм
5 дюймов, DN25 мм  5
5 5Z
5Z Кроме того, люди могут также использовать некоторые из них в качестве автомобильного электрического водяного насоса для системы охлаждения автомобиля. Люди обычно устанавливают их на тепловом пункте (тепловом пункте), источнике тепла.
Кроме того, люди могут также использовать некоторые из них в качестве автомобильного электрического водяного насоса для системы охлаждения автомобиля. Люди обычно устанавливают их на тепловом пункте (тепловом пункте), источнике тепла. Как правило, это центробежные насосы с питанием от сети переменного тока 220 В, постоянного тока 12 В, постоянного тока 24 В, аккумуляторов или солнечной энергии. Люди чаще всего используют водяной насос на 12 В для рециркуляции мобильной бытовой горячей воды. Так что люди могут использовать горячую воду сразу после использования кранов. Циркуляционный насос для горячей воды для бытовых нужд обычно небольшого объема, также называемый малым циркуляционным водяным насосом.
Как правило, это центробежные насосы с питанием от сети переменного тока 220 В, постоянного тока 12 В, постоянного тока 24 В, аккумуляторов или солнечной энергии. Люди чаще всего используют водяной насос на 12 В для рециркуляции мобильной бытовой горячей воды. Так что люди могут использовать горячую воду сразу после использования кранов. Циркуляционный насос для горячей воды для бытовых нужд обычно небольшого объема, также называемый малым циркуляционным водяным насосом. Таким образом, люди могут получить горячую воду в любое время, когда они откроют кран горячей воды.
Таким образом, люди могут получить горячую воду в любое время, когда они откроют кран горячей воды.
 И производить различные типы водяных циркуляционных насосов с различными моделями и качеством. Однако не каждый вид водяного циркуляционного насоса подходит для использования людьми. Итак, люди чаще всего задают вопрос, как правильно выбрать небольшой водяной циркуляционный насос? Вообще говоря, люди должны учитывать ниже 7 факторов при выборе насоса.
И производить различные типы водяных циркуляционных насосов с различными моделями и качеством. Однако не каждый вид водяного циркуляционного насоса подходит для использования людьми. Итак, люди чаще всего задают вопрос, как правильно выбрать небольшой водяной циркуляционный насос? Вообще говоря, люди должны учитывать ниже 7 факторов при выборе насоса. В качестве насоса для циркуляции воды следует использовать одноступенчатый водяной насос.
В качестве насоса для циркуляции воды следует использовать одноступенчатый водяной насос. Его срок службы намного превышает срок службы водяного циркуляционного насоса переменного тока и водяного насоса постоянного тока с щеткой. Поэтому порекомендуйте людям использовать бесщеточный рециркуляционный насос для горячей воды постоянного тока для своей сети водяного отопления.
Его срок службы намного превышает срок службы водяного циркуляционного насоса переменного тока и водяного насоса постоянного тока с щеткой. Поэтому порекомендуйте людям использовать бесщеточный рециркуляционный насос для горячей воды постоянного тока для своей сети водяного отопления. Который с защитой от заклинивания ротора, защитой от обратного соединения, защитой от перегрузки и защитой от перегрузки по току. Во избежание перегорания насоса из-за неправильной работы или внезапного изменения напряжения. Не рекомендуется приобретать водяной циркуляционный насос переменного тока без этих защитных функций. Во избежание сжигания водяного насоса по вышеуказанным причинам. Это приведет к тому, что людям придется часто заменять рециркуляционный насос горячей воды. И, как следствие, резкое увеличение затрат на закупки.
Который с защитой от заклинивания ротора, защитой от обратного соединения, защитой от перегрузки и защитой от перегрузки по току. Во избежание перегорания насоса из-за неправильной работы или внезапного изменения напряжения. Не рекомендуется приобретать водяной циркуляционный насос переменного тока без этих защитных функций. Во избежание сжигания водяного насоса по вышеуказанным причинам. Это приведет к тому, что людям придется часто заменять рециркуляционный насос горячей воды. И, как следствие, резкое увеличение затрат на закупки. Эти насосы окрашены в красный или зеленый цвет, чтобы их можно было идентифицировать как водяные насосы, и в основном используются для лучистого отопления в жилых, коммерческих и промышленных зданиях.
Эти насосы окрашены в красный или зеленый цвет, чтобы их можно было идентифицировать как водяные насосы, и в основном используются для лучистого отопления в жилых, коммерческих и промышленных зданиях.
 ..
.. ..
.. ..
.. .. 6 15
.. 6 15 По мощности, восходящая
По мощности, восходящая -single-phase»> ARMSTRONG PUMPS INC. Single Phase
-single-phase»> ARMSTRONG PUMPS INC. Single Phase ..
.. ..
..

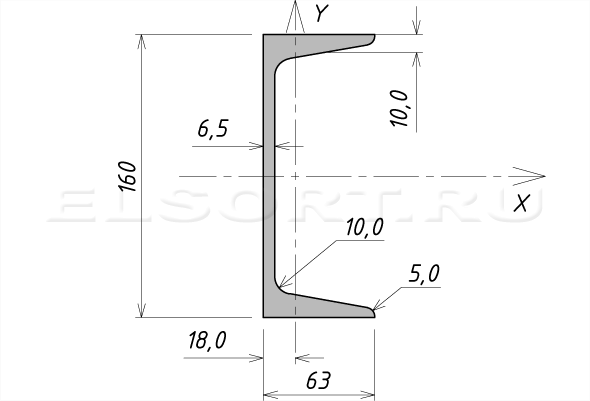
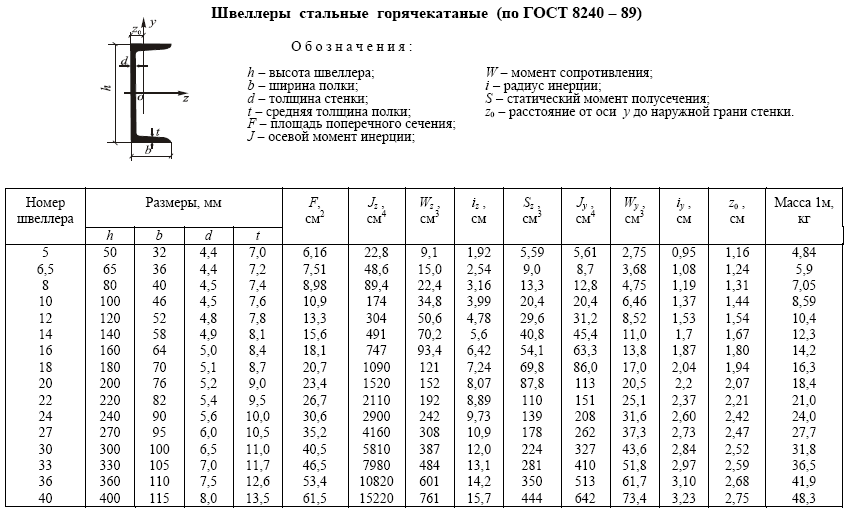 В каталоге satu.kz более 12 миллионов товаров от тысяч продавцов. На сайте Вы найдете выгодные предложения, ознакомьтесь
В каталоге satu.kz более 12 миллионов товаров от тысяч продавцов. На сайте Вы найдете выгодные предложения, ознакомьтесь
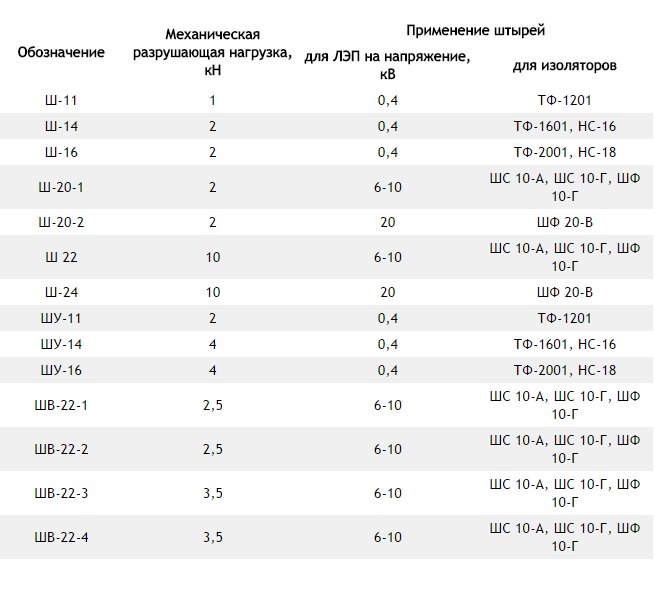


 кровельная мембрана
кровельная мембрана 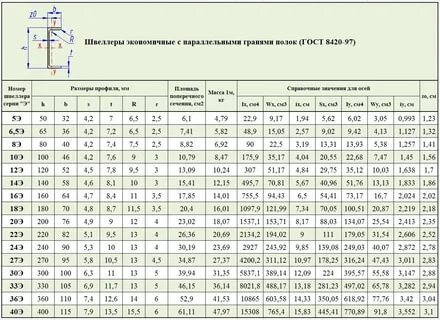 75 – 20 lbs
75 – 20 lbs

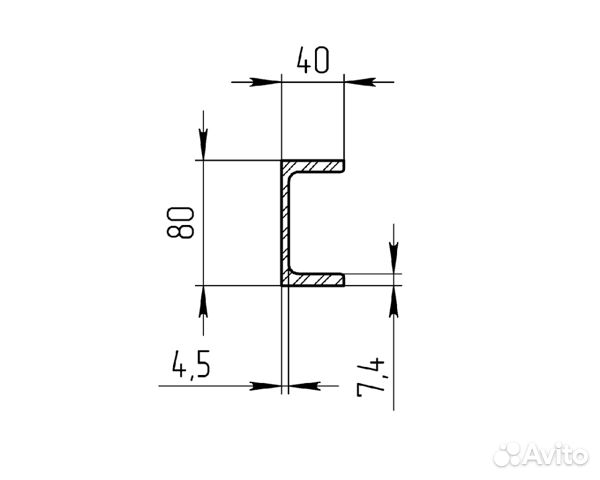 Медь
Медь 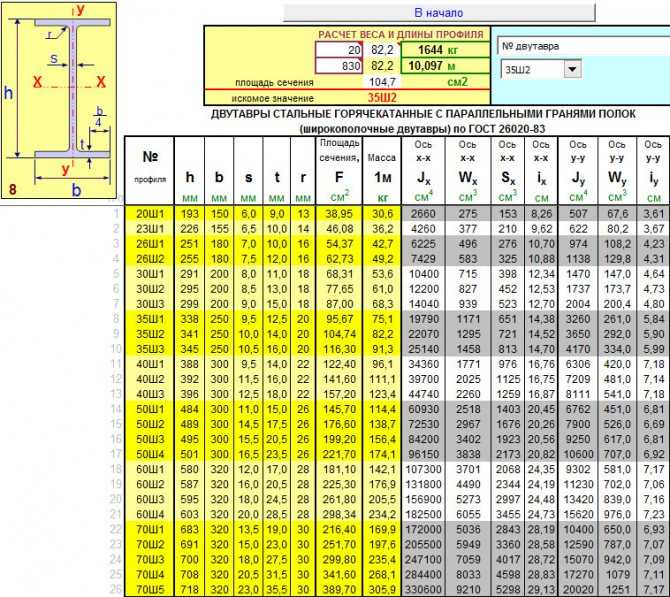 Прилипенный
Прилипенный  0024 , Roof Online Editor
0024 , Roof Online Editor Рейки покрыты медными колпачками, которые свободно фиксируются в соседних поддонах. Ширина этих предварительно формованных или формованных на месте сковородок может варьироваться. Рекомендуемый максимум зависит от веса меди, см. ниже.
Рейки покрыты медными колпачками, которые свободно фиксируются в соседних поддонах. Ширина этих предварительно формованных или формованных на месте сковородок может варьироваться. Рекомендуемый максимум зависит от веса меди, см. ниже. 0 градусов, чтобы соответствовать крышке латы.
0 градусов, чтобы соответствовать крышке латы. Альтернативный метод показан на детали 8.2B.
Альтернативный метод показан на детали 8.2B.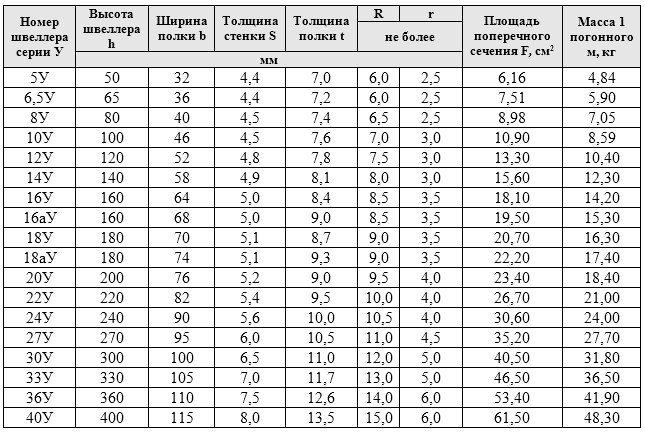
 Концы реек покрыты медью, как описано в Детали 8.2C.
Концы реек покрыты медью, как описано в Детали 8.2C.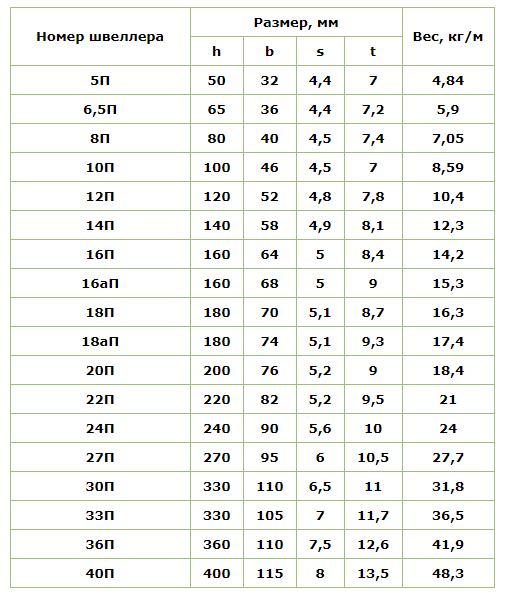
 Например, есть U-блоки, дугообразные блоки, О-блоки для дымоходов и вентканалов, готовые перемычки для оконных и дверных проёмов, комплектующие для устройства сборно-монолитных перекрытий, на которые проходит акция у наших партнеров. Все они заметно упрощают и ускоряют монтаж, а также делают конструкцию дома более долговечной.
Например, есть U-блоки, дугообразные блоки, О-блоки для дымоходов и вентканалов, готовые перемычки для оконных и дверных проёмов, комплектующие для устройства сборно-монолитных перекрытий, на которые проходит акция у наших партнеров. Все они заметно упрощают и ускоряют монтаж, а также делают конструкцию дома более долговечной. В этом плане и кладке из керамзитобетона не помешало бы такое армирование.
В этом плане и кладке из керамзитобетона не помешало бы такое армирование.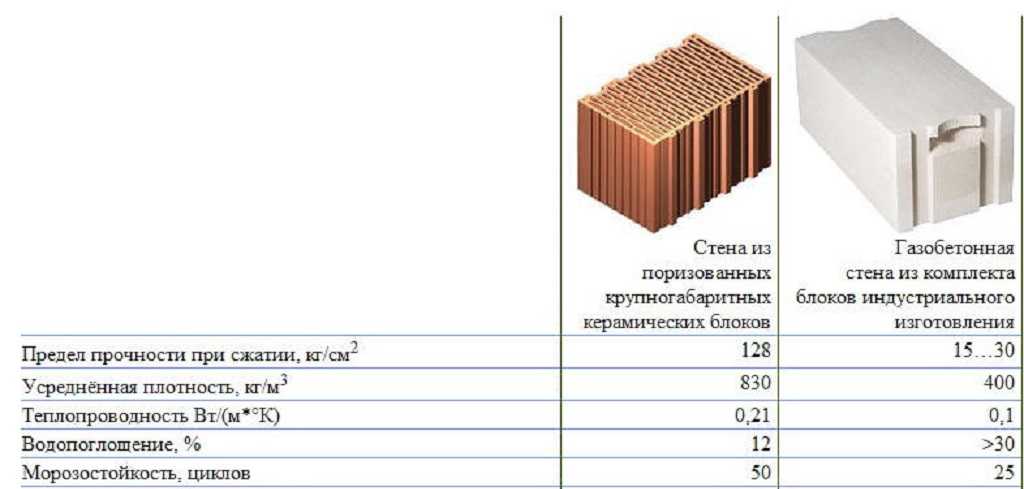
 А главное — жить в таком доме всей нашей семье будет комфортно», — делится Виктор Дзюин.
А главное — жить в таком доме всей нашей семье будет комфортно», — делится Виктор Дзюин. В доме из газобетонных блоков будет тепло всю зиму, а летом он будет сохранять прохладу. Газобетон — рекордсмен среди материалов, используемых в малоэтажном строительстве. Он способен выдержать до 100 циклов замораживания и оттаивания. Это означает, что срок эксплуатации здания из газобетона составляет несколько десятков лет — он послужит еще внуками и правнукам нынешних строителей.
В доме из газобетонных блоков будет тепло всю зиму, а летом он будет сохранять прохладу. Газобетон — рекордсмен среди материалов, используемых в малоэтажном строительстве. Он способен выдержать до 100 циклов замораживания и оттаивания. Это означает, что срок эксплуатации здания из газобетона составляет несколько десятков лет — он послужит еще внуками и правнукам нынешних строителей. Кроме того, небольшой размер блоков увеличивает количество операций по кладке стен.
Кроме того, небольшой размер блоков увеличивает количество операций по кладке стен. Кроме того, можно экономить на отоплении в процессе эксплуатации дома, если построить его из газобетонных блоков.
Кроме того, можно экономить на отоплении в процессе эксплуатации дома, если построить его из газобетонных блоков. А для облицовки выбрали декоративную плитку, она хорошо ляжет на ровную поверхность стен».
А для облицовки выбрали декоративную плитку, она хорошо ляжет на ровную поверхность стен».
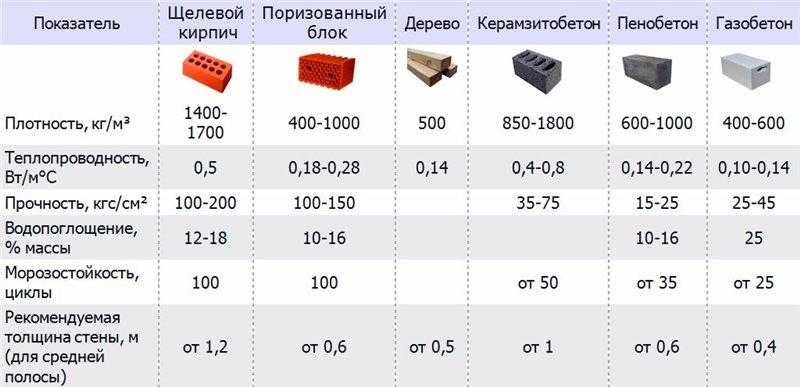 Его наследие в существующей архитектуре по-прежнему делает его желательным архитектурным выбором во многих местах. Хотя кирпичи производятся из различных типов, материалов и размеров, которые различаются в зависимости от региона и периода времени, и производятся в больших количествах, существуют две основные категории кирпича, обожженные и необожженные кирпичи, но образ, который индийцы обычно ассоциируют с слово
Его наследие в существующей архитектуре по-прежнему делает его желательным архитектурным выбором во многих местах. Хотя кирпичи производятся из различных типов, материалов и размеров, которые различаются в зависимости от региона и периода времени, и производятся в больших количествах, существуют две основные категории кирпича, обожженные и необожженные кирпичи, но образ, который индийцы обычно ассоциируют с слово
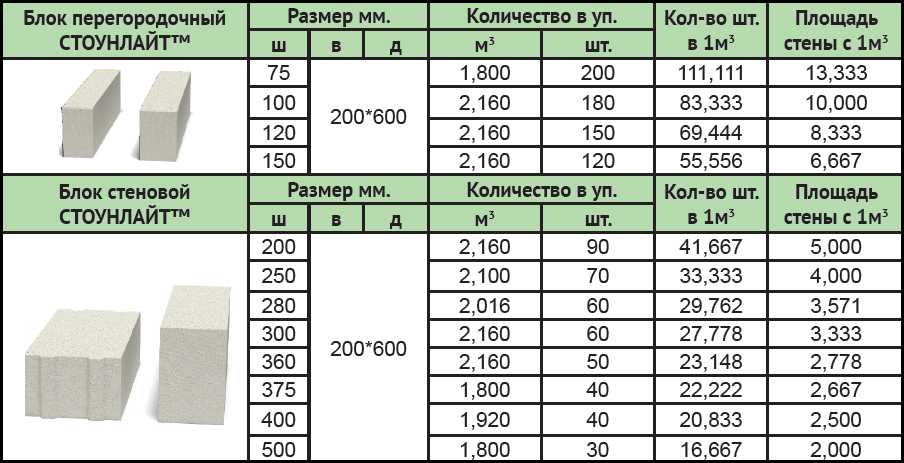
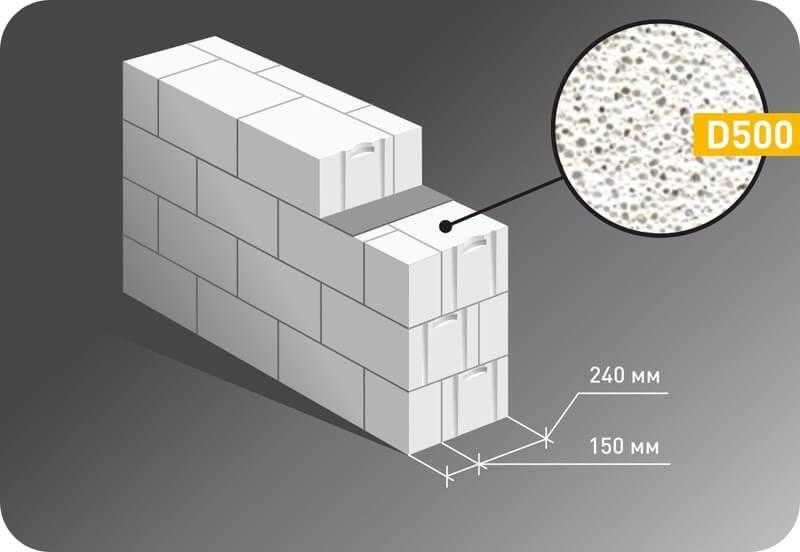 Он также сравнивает оба материала по параметрам, необходимым для того, чтобы продукт можно было назвать устойчивым/экологичным. (Рис.1)
Он также сравнивает оба материала по параметрам, необходимым для того, чтобы продукт можно было назвать устойчивым/экологичным. (Рис.1)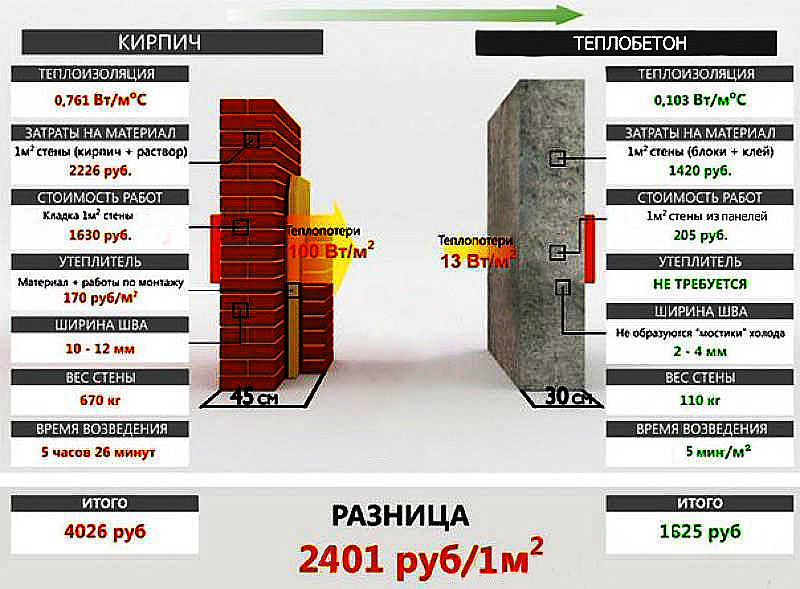 Следовательно, верхний слой почвы, расходуемый на изготовление кирпича, является невозобновляемым ресурсом. Эта драгоценная почва, используемая для производства кирпича, может быть лучше использована для сельского хозяйства и, таким образом, для обеспечения продовольственной безопасности растущего населения. (Таблица 1: пункты 1 и 13)
Следовательно, верхний слой почвы, расходуемый на изготовление кирпича, является невозобновляемым ресурсом. Эта драгоценная почва, используемая для производства кирпича, может быть лучше использована для сельского хозяйства и, таким образом, для обеспечения продовольственной безопасности растущего населения. (Таблица 1: пункты 1 и 13)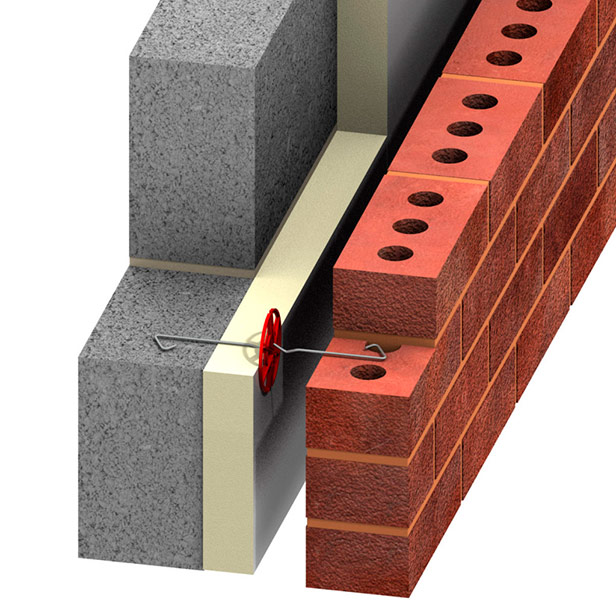 Воплощенная энергия
Воплощенная энергия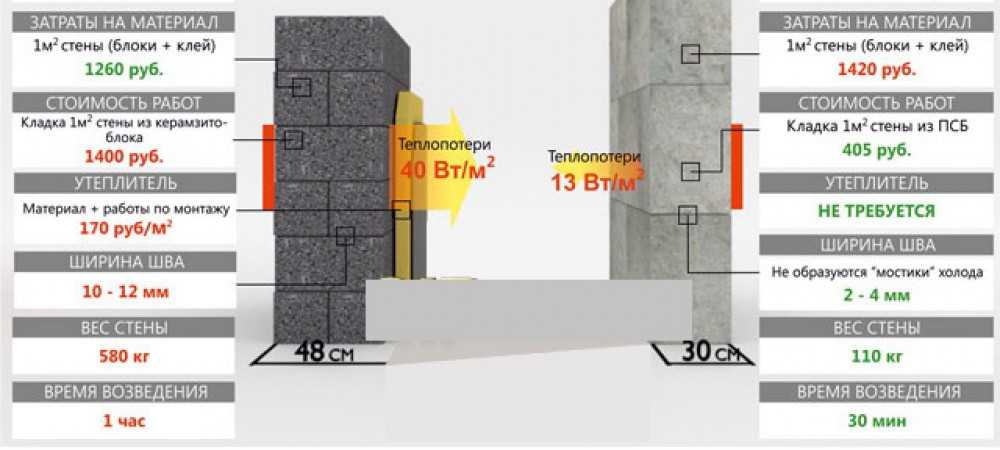 Блок AAC с очень низкой теплопроводностью сохраняет внутреннюю прохладу летом и тепло зимой и лучше всего подходит как для внутренней, так и для внешней конструкции, следовательно, он снижает нагрузку на систему HVAC, в конечном итоге экономя электроэнергию. Кирпичи потребляют больше воды, чем газобетонные блоки, они должны быть пропитаны водой перед укладкой и нуждаются в отверждении водой после помещения в раствор. Блоки AAC не нуждаются в отверждении. (Таблица 1: Точки 7, 11, 16, 17 и 18, 23, 26, 27, 28, 29, 30, 31)
Блок AAC с очень низкой теплопроводностью сохраняет внутреннюю прохладу летом и тепло зимой и лучше всего подходит как для внутренней, так и для внешней конструкции, следовательно, он снижает нагрузку на систему HVAC, в конечном итоге экономя электроэнергию. Кирпичи потребляют больше воды, чем газобетонные блоки, они должны быть пропитаны водой перед укладкой и нуждаются в отверждении водой после помещения в раствор. Блоки AAC не нуждаются в отверждении. (Таблица 1: Точки 7, 11, 16, 17 и 18, 23, 26, 27, 28, 29, 30, 31) (Табл.1: п.2, 3, 4, 5, 6, 9, 10, 15, 16, 17,
(Табл.1: п.2, 3, 4, 5, 6, 9, 10, 15, 16, 17, При строительстве практически не образуется отходов. Газобетонные блоки могут быть переработаны/повторно использованы для подготовки основания дорог, стяжек полов и других материалов на песчано-цементной основе [9]. Обожженный кирпич также можно повторно использовать в качестве наполнителя, для изготовления заполнителей для дорожного основания, ландшафтного дизайна и т. д. (Таблица 1: пункт 8)
При строительстве практически не образуется отходов. Газобетонные блоки могут быть переработаны/повторно использованы для подготовки основания дорог, стяжек полов и других материалов на песчано-цементной основе [9]. Обожженный кирпич также можно повторно использовать в качестве наполнителя, для изготовления заполнителей для дорожного основания, ландшафтного дизайна и т. д. (Таблица 1: пункт 8) В настоящее время в Индии насчитывается около 35 заводов по производству газобетонных блоков, большая часть которых сосредоточена недалеко от Сурата, штат Гуджарат. По всей Индии открывается все больше и больше заводов по производству газобетонных блоков по мере роста осведомленности о газобетонных блоках. (табл.1: п.14)
В настоящее время в Индии насчитывается около 35 заводов по производству газобетонных блоков, большая часть которых сосредоточена недалеко от Сурата, штат Гуджарат. По всей Индии открывается все больше и больше заводов по производству газобетонных блоков по мере роста осведомленности о газобетонных блоках. (табл.1: п.14) Если это еще не все, то стоимость установки разумного завода примерно в 10 раз больше, чем стоимость бетона для той же производительности. Бетонные кирпичи гораздо проще изготовить: подходящий песчаник и цемент пропорционально смешивают с водой, вибрируют в прессе, оставляют затвердевать в течение 14-28 дней, а затем готовы в течение 9 дней.0003
Если это еще не все, то стоимость установки разумного завода примерно в 10 раз больше, чем стоимость бетона для той же производительности. Бетонные кирпичи гораздо проще изготовить: подходящий песчаник и цемент пропорционально смешивают с водой, вибрируют в прессе, оставляют затвердевать в течение 14-28 дней, а затем готовы в течение 9 дней.0003 Использование летучей золы в этом предприятии заставляет нас использовать отходы тепловых электростанций. Блоки AAC могут использовать летучую золу (70% от их веса), что обеспечивает наиболее конструктивное решение для зольной пыли
Использование летучей золы в этом предприятии заставляет нас использовать отходы тепловых электростанций. Блоки AAC могут использовать летучую золу (70% от их веса), что обеспечивает наиболее конструктивное решение для зольной пыли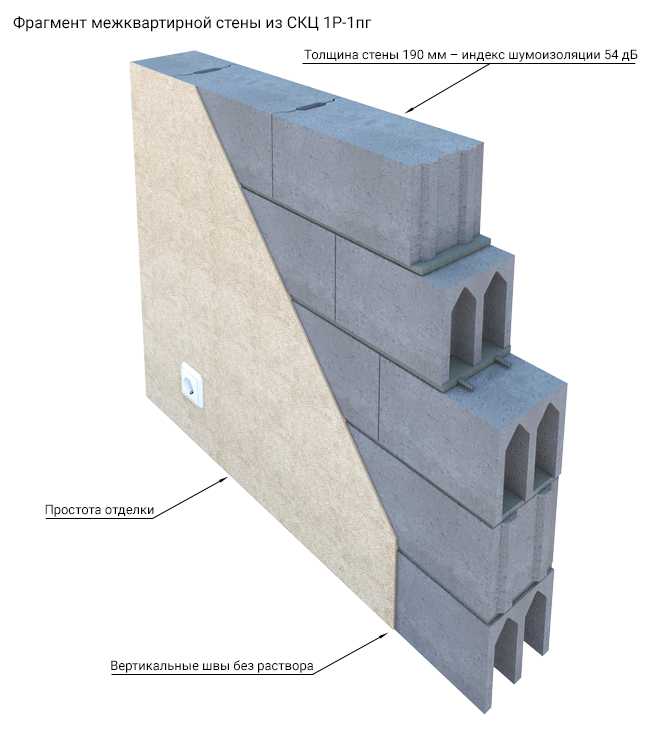 е. они могут выдерживать большие нагрузки, чем кирпичи
е. они могут выдерживать большие нагрузки, чем кирпичи



 В основном включает ручные процессы.
В основном включает ручные процессы.
 Блоки AAC имеют превосходный класс звукопередачи (STC) до 45 дБ. Поэтому это
Блоки AAC имеют превосходный класс звукопередачи (STC) до 45 дБ. Поэтому это

 Условное соответствие сейсмическим зонам IV и V
Условное соответствие сейсмическим зонам IV и V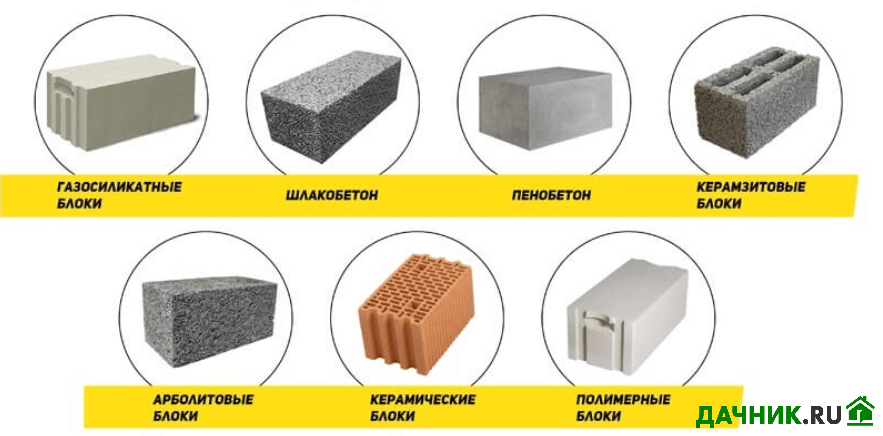
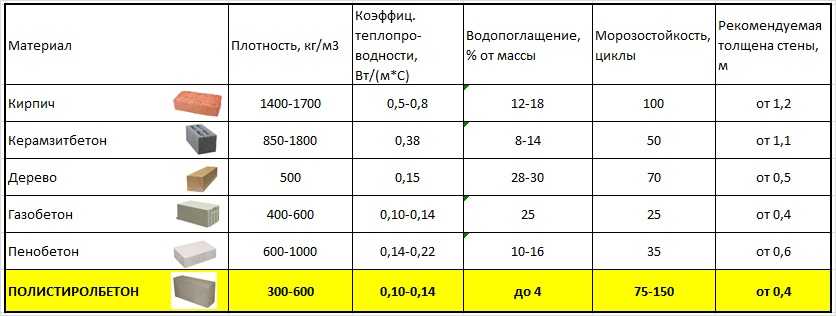
 Если при выборе не учитываются правильные переменные, можно столкнуться с отрицательными результатами как с точки зрения эффективности, так и стоимости структуры.
Если при выборе не учитываются правильные переменные, можно столкнуться с отрицательными результатами как с точки зрения эффективности, так и стоимости структуры.




 Подойдя к верстаку, вы нажимаете на педаль – мотор включается. После окончания работ, или в аварийной ситуации – нога убирается с педали, и фрезер останавливается.
Подойдя к верстаку, вы нажимаете на педаль – мотор включается. После окончания работ, или в аварийной ситуации – нога убирается с педали, и фрезер останавливается.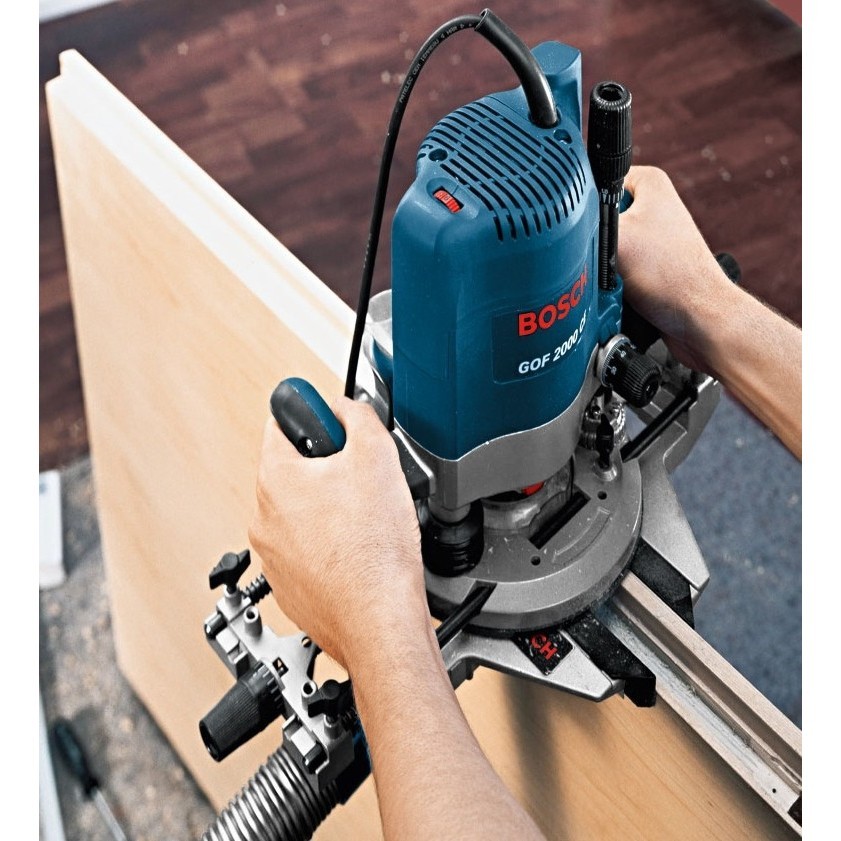
 3 Усовершенствование упора
3 Усовершенствование упора Конечно же, для изготовления столешницы лучше использовать ламинированные или покрытые пластиком листовые материалы, которые будут позволять легко скользить заготовке по поверхности.
Конечно же, для изготовления столешницы лучше использовать ламинированные или покрытые пластиком листовые материалы, которые будут позволять легко скользить заготовке по поверхности. Поставьте в этом месте точку и с помощью угольника проведите линию.
Поставьте в этом месте точку и с помощью угольника проведите линию.






 Планка позволит разместить конструкцию параллельно вертикальному упору
Планка позволит разместить конструкцию параллельно вертикальному упору

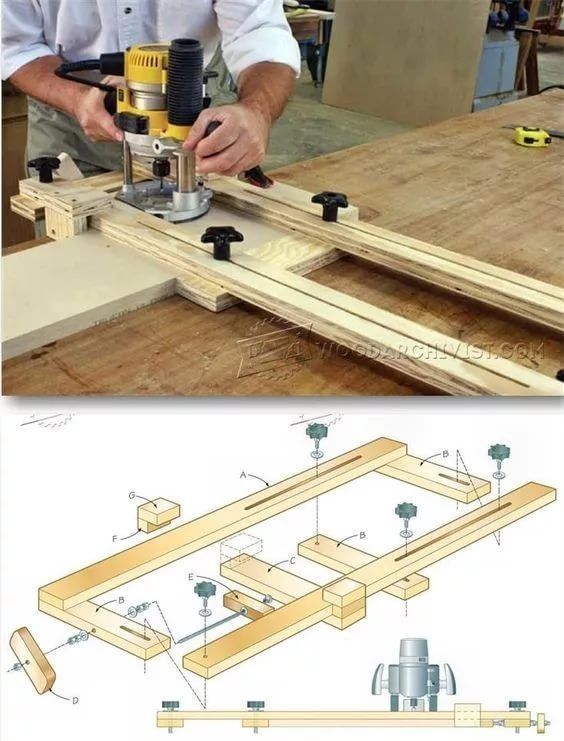 Готовые металлические шины можно купить в специализированных магазинах. Но их также легко изготовить своими руками из пластика, фанеры или МДФ.
Готовые металлические шины можно купить в специализированных магазинах. Но их также легко изготовить своими руками из пластика, фанеры или МДФ. Для выборки паза подбирается прямая или фигурная пазовая фреза и закрепляется в цанге аппарата.
Для выборки паза подбирается прямая или фигурная пазовая фреза и закрепляется в цанге аппарата. Одной из его специальностей является ремонт старых систем, построенных еще в 1920-х годах, включая оцинкованные водопроводные трубы, проводку с ручкой и трубкой и многое другое. Его статьи о ремонте дома для The Spruce написаны более 10 лет назад.
Одной из его специальностей является ремонт старых систем, построенных еще в 1920-х годах, включая оцинкованные водопроводные трубы, проводку с ручкой и трубкой и многое другое. Его статьи о ремонте дома для The Spruce написаны более 10 лет назад. Поэтому знание того, как резать плитку, является неотъемлемой частью работы с плиткой. Частичные плитки с чистыми, гладкими краями придадут всей работе с плиткой профессиональный вид, в то время как грубые, рваные срезы всегда будут привлекать внимание — независимо от того, насколько хорошо вы выполняете остальную часть укладки плитки.
Поэтому знание того, как резать плитку, является неотъемлемой частью работы с плиткой. Частичные плитки с чистыми, гладкими краями придадут всей работе с плиткой профессиональный вид, в то время как грубые, рваные срезы всегда будут привлекать внимание — независимо от того, насколько хорошо вы выполняете остальную часть укладки плитки. Плитка оценивается путем резкого перемещения подсчетного колеса по поверхности плитки. Затем, поместив прижимную планку поперек плитки и приложив сильное усилие вниз с каждой стороны, плитка защелкнется по линии надреза.
Плитка оценивается путем резкого перемещения подсчетного колеса по поверхности плитки. Затем, поместив прижимную планку поперек плитки и приложив сильное усилие вниз с каждой стороны, плитка защелкнется по линии надреза. Если резак с защелкой нецелесообразен, в качестве альтернативы можно использовать механическую мокрую пилу, в которой используется алмазный диск, который может легко резать эти материалы. Мокрая пила также необходима, когда у вас есть очень большая плитка, требующая большого количества резки, поскольку она значительно упрощает работу. Влажные пилы можно взять напрокат в пунктах проката инструментов и в домашних центрах, но мастера, которые часто работают с плиткой, могут захотеть инвестировать в собственную доступную модель.
Если резак с защелкой нецелесообразен, в качестве альтернативы можно использовать механическую мокрую пилу, в которой используется алмазный диск, который может легко резать эти материалы. Мокрая пила также необходима, когда у вас есть очень большая плитка, требующая большого количества резки, поскольку она значительно упрощает работу. Влажные пилы можно взять напрокат в пунктах проката инструментов и в домашних центрах, но мастера, которые часто работают с плиткой, могут захотеть инвестировать в собственную доступную модель. Поместите плитку глазурованной стороной вверх на станину резака под режущий диск и прижимную пластину, совместив метки резки с направляющими на станине инструмента. Плотно прижмите край плитки к концевому упору резака. Некоторые инструменты имеют направляющую для краев, чтобы удерживать боковую сторону плитки на месте. Перемещайте отрезной круг вдоль направляющих, пока он не упрется в ближний край плитки.
Поместите плитку глазурованной стороной вверх на станину резака под режущий диск и прижимную пластину, совместив метки резки с направляющими на станине инструмента. Плотно прижмите край плитки к концевому упору резака. Некоторые инструменты имеют направляющую для краев, чтобы удерживать боковую сторону плитки на месте. Перемещайте отрезной круг вдоль направляющих, пока он не упрется в ближний край плитки. com 2013
com 2013 Это может занять некоторое время, если вы работаете с листами очень маленьких плиток. Если у вас нет четких линий разреза, плитки могут не отрываться друг от друга, особенно по краям, и вы можете получить сколы на глазури поверхности плитки.
Это может занять некоторое время, если вы работаете с листами очень маленьких плиток. Если у вас нет четких линий разреза, плитки могут не отрываться друг от друга, особенно по краям, и вы можете получить сколы на глазури поверхности плитки. com
com com. Что следует учитывать при выборе лучшего ручного плиткореза
com. Что следует учитывать при выборе лучшего ручного плиткореза  Даже если вы используете свой плиткорез только для одного проекта, достижение одинакового уровня точности от начала до конца с одним и тем же колесом имеет большое значение.
Даже если вы используете свой плиткорез только для одного проекта, достижение одинакового уровня точности от начала до конца с одним и тем же колесом имеет большое значение.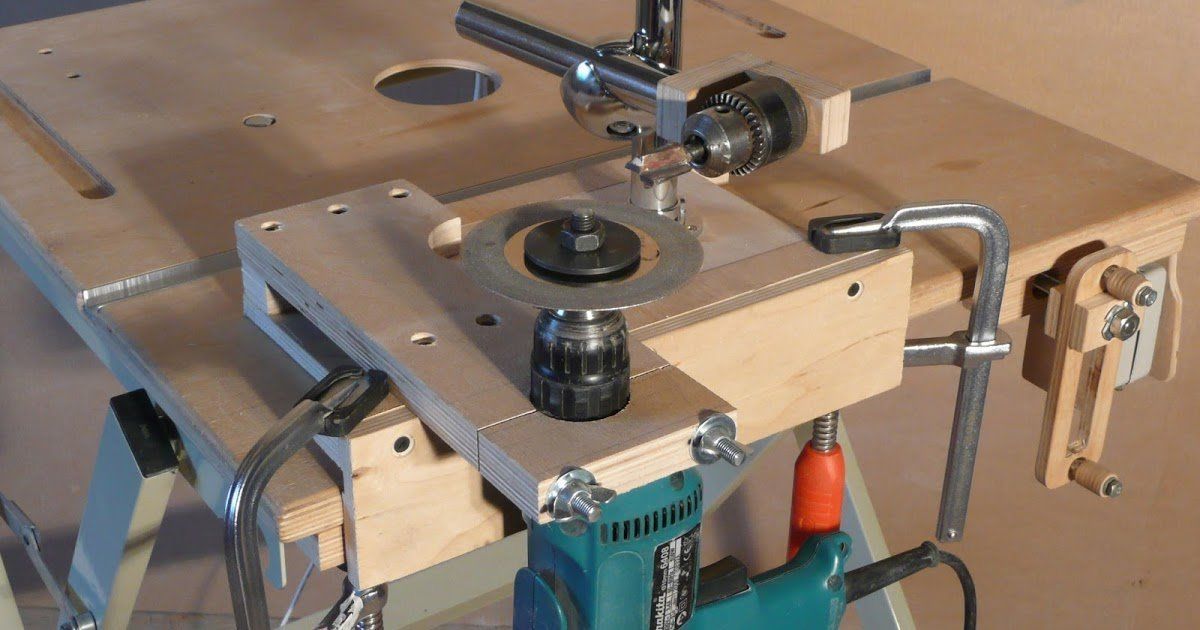 Без этой возможности вам было бы трудно щелкать плитки и щелкать их чисто.
Без этой возможности вам было бы трудно щелкать плитки и щелкать их чисто.


 36-дюймовый ручной плиткорез Goplus помогает решить эту проблему. Он не только имеет вместимость 36 дюймов, но также имеет I-образную направляющую, которая обеспечивает прочность и точность при подсчете очков даже в середине направляющей.
36-дюймовый ручной плиткорез Goplus помогает решить эту проблему. Он не только имеет вместимость 36 дюймов, но также имеет I-образную направляющую, которая обеспечивает прочность и точность при подсчете очков даже в середине направляющей. Какие материалы можно резать ручным плиткорезом?
Какие материалы можно резать ручным плиткорезом? 
 Наиболее распространены изображенные на рис. 3 типы решеток:
Наиболее распространены изображенные на рис. 3 типы решеток:

 По результатам такого измерения строят кривые охлаждения.
По результатам такого измерения строят кривые охлаждения. Некоторые из этих атомно-кристаллических групп могут стать зародышами будущих кристаллов, или, как говорят, центрами кристаллизации. Дальнейший рост кристаллов происходит путем постепенного наращивания на эти центры новых атомных слоев.
Некоторые из этих атомно-кристаллических групп могут стать зародышами будущих кристаллов, или, как говорят, центрами кристаллизации. Дальнейший рост кристаллов происходит путем постепенного наращивания на эти центры новых атомных слоев.
 Эти вещества распределяются равномерно по всему объему металла и образуют дополнительные центры кристаллизации, благодаря чему зерна металла получаются более мелкими и могут изменять свою форму.
Эти вещества распределяются равномерно по всему объему металла и образуют дополнительные центры кристаллизации, благодаря чему зерна металла получаются более мелкими и могут изменять свою форму.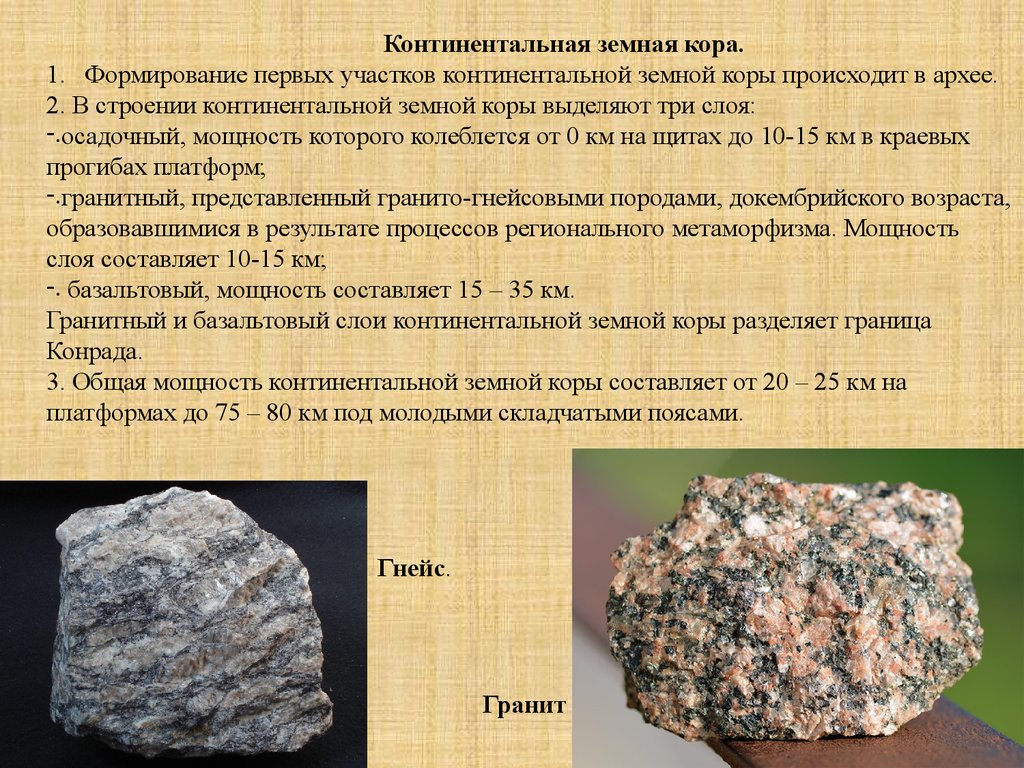 Различные типы кристаллического строения называют аллотропической формой, или модификацией.
Различные типы кристаллического строения называют аллотропической формой, или модификацией.
 Это явление получило название оловянная чума. Наиболее опасна «оловянная чума» при хранении олова в зимнее время в холодном помещении.
Это явление получило название оловянная чума. Наиболее опасна «оловянная чума» при хранении олова в зимнее время в холодном помещении.
 Этот процесс называют рекристаллизацией.
Этот процесс называют рекристаллизацией.
 При ковке, прокатке и других видах обработки нужно следить за тем, чтобы металл не приобретал критической степени деформации, иначе при последующем нагреве получается крупнозернистый металл с плохими свойствами.
При ковке, прокатке и других видах обработки нужно следить за тем, чтобы металл не приобретал критической степени деформации, иначе при последующем нагреве получается крупнозернистый металл с плохими свойствами.
 д.
д. е. содержание элементов, составляющих сплав, выраженное чаще всего в весовых процентах.
е. содержание элементов, составляющих сплав, выраженное чаще всего в весовых процентах. Наибольшее применение при изготовлении машин получили металлы и их сплавы.
Наибольшее применение при изготовлении машин получили металлы и их сплавы. Наименьший комплекс атомов, который при многократном повторении в пространстве воспроизводит решетку, называется элементарной кристаллической ячейкой. Форма элементарной кристаллической ячейки определяет совокупность свойств металлов: блеск, плавкость, теплопроводность, электропроводность, обрабатываемость и анизотропность (различие свойств в различных плоскостях кристаллической решетки) . Пространственные кристаллические решетки образуются при переходе металла из жидкого состояния в твердое. Этот процесс называется кристаллизацией.
Наименьший комплекс атомов, который при многократном повторении в пространстве воспроизводит решетку, называется элементарной кристаллической ячейкой. Форма элементарной кристаллической ячейки определяет совокупность свойств металлов: блеск, плавкость, теплопроводность, электропроводность, обрабатываемость и анизотропность (различие свойств в различных плоскостях кристаллической решетки) . Пространственные кристаллические решетки образуются при переходе металла из жидкого состояния в твердое. Этот процесс называется кристаллизацией. Размер зерен существенно влияет на эксплуатационные и технологические, свойства металлов. Крупнозернистый металл имеет низкую сопротивляемость удару, при его обработке резанием возникает трудность в получении малой шероховатости поверхности деталей. Размеры зерен зависят от природы самого металла и условий кристаллизации.
Размер зерен существенно влияет на эксплуатационные и технологические, свойства металлов. Крупнозернистый металл имеет низкую сопротивляемость удару, при его обработке резанием возникает трудность в получении малой шероховатости поверхности деталей. Размеры зерен зависят от природы самого металла и условий кристаллизации.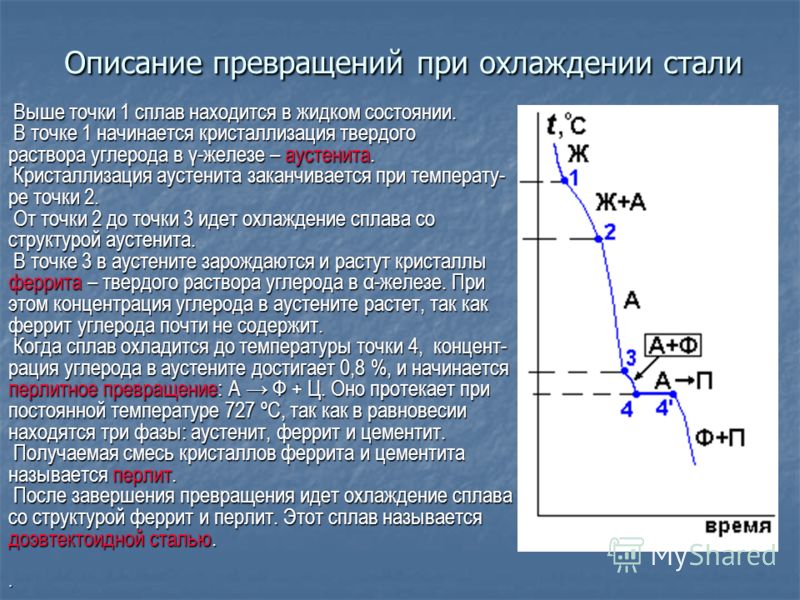 Микроанализ проводится по микрошлифам с помощью микроскопа (современные металлографические микроскопы дают увеличение до 2000, а электронные — до 25 000). Микрошлиф— это образец металла, имеющий плоскую полированную поверхность, подвергнутую травлению слабым раствором кислоты или щелочи для выявления микроструктуры.
Микроанализ проводится по микрошлифам с помощью микроскопа (современные металлографические микроскопы дают увеличение до 2000, а электронные — до 25 000). Микрошлиф— это образец металла, имеющий плоскую полированную поверхность, подвергнутую травлению слабым раствором кислоты или щелочи для выявления микроструктуры.

 В большинстве этих сплавов для высокопроизводительных применений используется первичный алюминий. Причина, по которой они используют первичный алюминий вместо вторичного или переработанного алюминия, заключается в том, что, когда мы перерабатываем алюминий, мы, почти как люди, добавляем различные просроченные компоненты. Это также просто происходит, когда вы разбираете и перерабатываете автомобиль, в итоге вы получаете, очень просто, гайки и болты, которые почти всегда стальные. Затем мы переплавляем его, концентрация железа в сплаве повышается. Добавление этой концентрации железа, как только она превысит 0,5 весовых процента, начинает вызывать другую фазу, которая, когда она очень мелкая, может усиливать свойства, но когда она большая, она может на самом деле ухудшить свойства. Он образует сильно ограненную фазу с плоскими краями, так что он похож на алмаз, но фаза, которую он образует, вместо того, чтобы быть похожей на алмаз и быть приятной массивной, имеет удлиненную или игольчатую форму.
В большинстве этих сплавов для высокопроизводительных применений используется первичный алюминий. Причина, по которой они используют первичный алюминий вместо вторичного или переработанного алюминия, заключается в том, что, когда мы перерабатываем алюминий, мы, почти как люди, добавляем различные просроченные компоненты. Это также просто происходит, когда вы разбираете и перерабатываете автомобиль, в итоге вы получаете, очень просто, гайки и болты, которые почти всегда стальные. Затем мы переплавляем его, концентрация железа в сплаве повышается. Добавление этой концентрации железа, как только она превысит 0,5 весовых процента, начинает вызывать другую фазу, которая, когда она очень мелкая, может усиливать свойства, но когда она большая, она может на самом деле ухудшить свойства. Он образует сильно ограненную фазу с плоскими краями, так что он похож на алмаз, но фаза, которую он образует, вместо того, чтобы быть похожей на алмаз и быть приятной массивной, имеет удлиненную или игольчатую форму. Теперь представьте себе структуры, которые очень остроконечные внутри материала, они действуют как концентраторы напряжений, поэтому они могут фактически деформироваться, создавать повреждения и вызывать преждевременный отказ.
Теперь представьте себе структуры, которые очень остроконечные внутри материала, они действуют как концентраторы напряжений, поэтому они могут фактически деформироваться, создавать повреждения и вызывать преждевременный отказ.
 Итак, у нас есть много проблем, много великой науки, которую нужно продолжать.
Итак, у нас есть много проблем, много великой науки, которую нужно продолжать.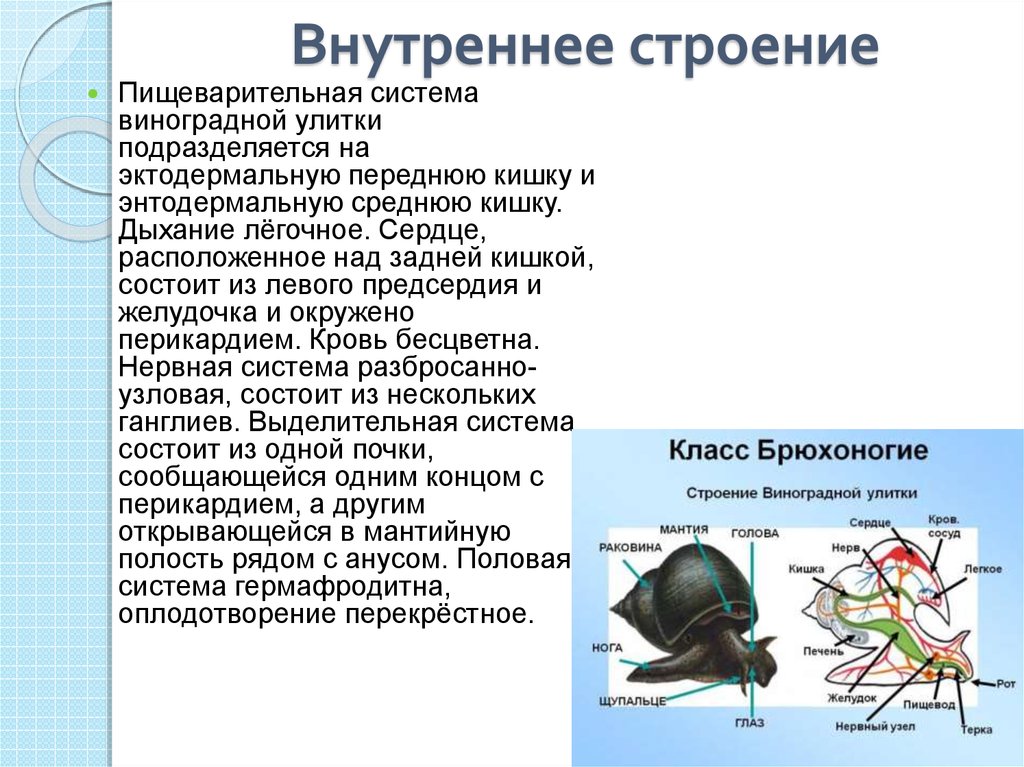
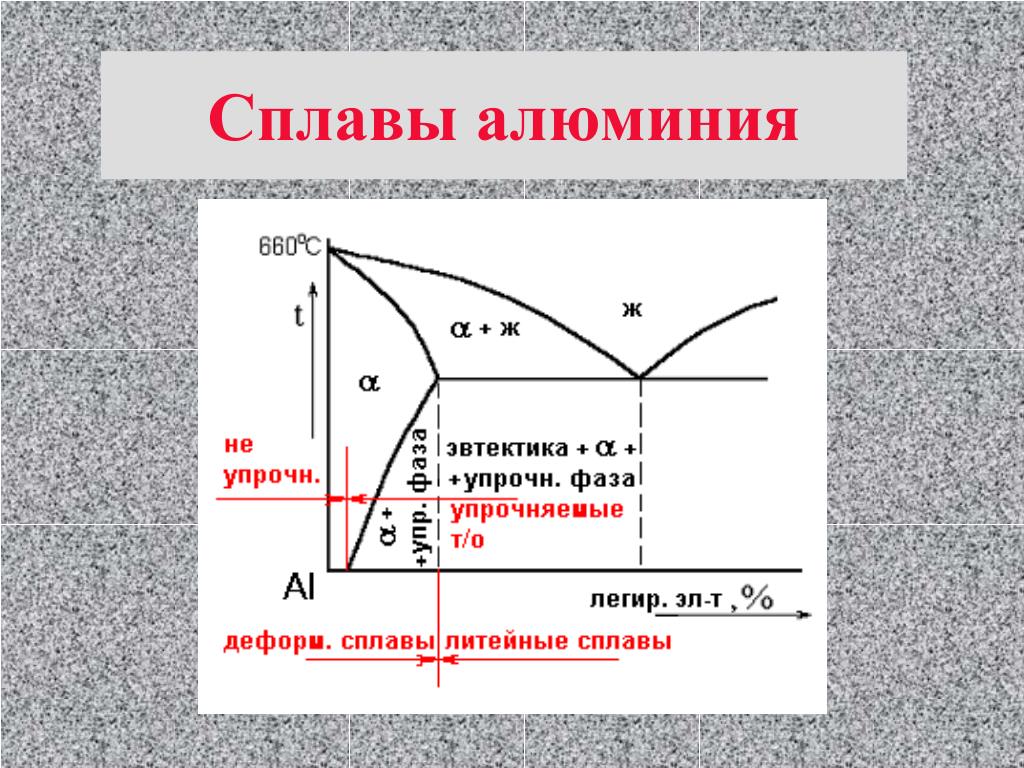 Лезвие ножа из чистого железа затупится при первом использовании, потому что чистое железо относительно мягкое. Однако нож из железа, легированного углеродом и другими элементами, будет хорошо резать и сохранять остроту лезвия.
Лезвие ножа из чистого железа затупится при первом использовании, потому что чистое железо относительно мягкое. Однако нож из железа, легированного углеродом и другими элементами, будет хорошо резать и сохранять остроту лезвия.


 Стали с никелем устойчивы к ржавчине. Хромистые стали твердые и прочные. Кремниевые стали обладают магнитными свойствами, что делает их идеальными для электрических генераторов и других электрических устройств.
Стали с никелем устойчивы к ржавчине. Хромистые стали твердые и прочные. Кремниевые стали обладают магнитными свойствами, что делает их идеальными для электрических генераторов и других электрических устройств. Быстрорежущие инструментальные стали изготавливают из железа, вольфрама, хрома и ванадия. Вольфрам является наиболее важным элементом в этих сталях из-за его высокой температуры плавления 3370°С (6,098° F).
Быстрорежущие инструментальные стали изготавливают из железа, вольфрама, хрома и ванадия. Вольфрам является наиболее важным элементом в этих сталях из-за его высокой температуры плавления 3370°С (6,098° F). Металлический монель, очень устойчивый к коррозии сплав, состоит в среднем на 67 % из никеля, на 28 % из меди и на 5 % из других элементов. Медь часто сплавляют с драгоценными металлами для изготовления монет.
Металлический монель, очень устойчивый к коррозии сплав, состоит в среднем на 67 % из никеля, на 28 % из меди и на 5 % из других элементов. Медь часто сплавляют с драгоценными металлами для изготовления монет. После охлаждения металл образует подшипник, в котором вал вращается с небольшим износом.
После охлаждения металл образует подшипник, в котором вал вращается с небольшим износом. Спринклерные системы удерживают воду под давлением с помощью предохранительной заглушки, которая плавится и выпускает воду, когда пожар вызывает повышение температуры в помещении. В некоторых системах пожарной сигнализации используется аналогичная предохранительная заглушка.
Спринклерные системы удерживают воду под давлением с помощью предохранительной заглушки, которая плавится и выпускает воду, когда пожар вызывает повышение температуры в помещении. В некоторых системах пожарной сигнализации используется аналогичная предохранительная заглушка.
 до н.э. мастера по металлу на Ближнем Востоке обнаружили, что некоторые медные руды можно нагревать для получения металла, который тверже меди, имеет более низкую температуру плавления и легче отливается. Руды содержали олово, а полученный сплав был бронзовым. Наступил бронзовый век.
до н.э. мастера по металлу на Ближнем Востоке обнаружили, что некоторые медные руды можно нагревать для получения металла, который тверже меди, имеет более низкую температуру плавления и легче отливается. Руды содержали олово, а полученный сплав был бронзовым. Наступил бронзовый век.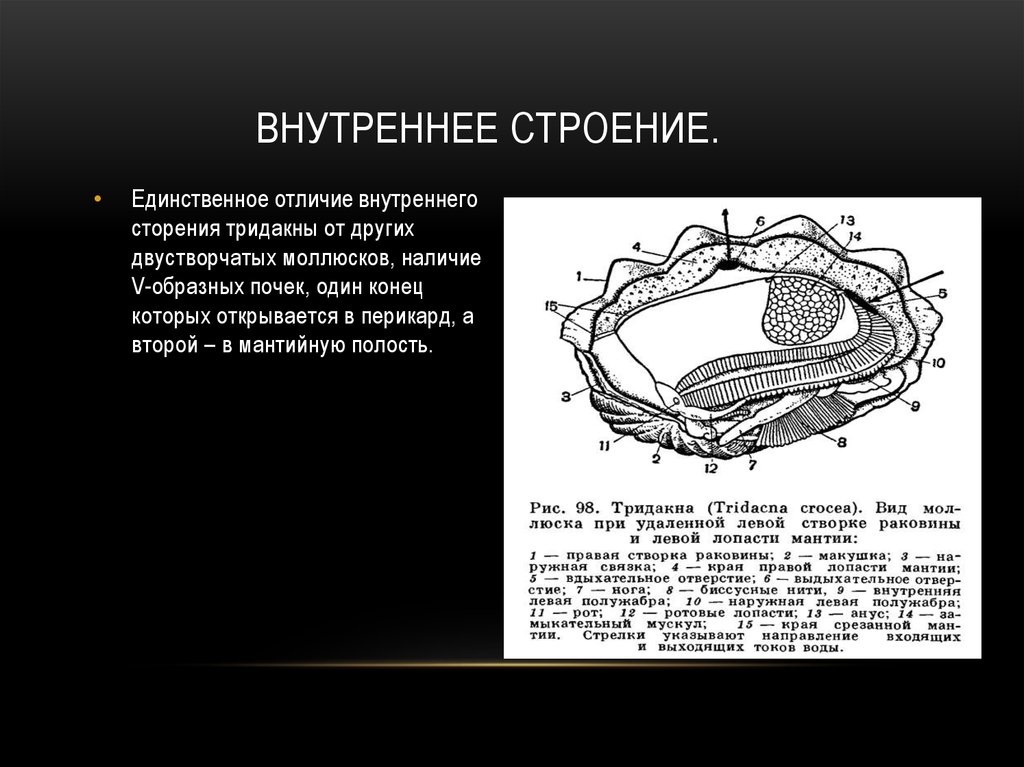
 После окончания строительных работ деформация здания может достигать 4 мм на 1 кв.м.
После окончания строительных работ деформация здания может достигать 4 мм на 1 кв.м.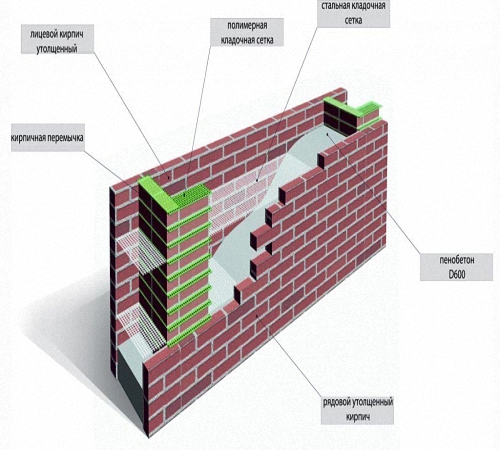 Полученный раствор разливается по контейнерам и затвердевает естественным образом.
Полученный раствор разливается по контейнерам и затвердевает естественным образом. Из-за этого тепло- и звукоизоляционные свойства материала могут сильно меняться.
Из-за этого тепло- и звукоизоляционные свойства материала могут сильно меняться. Вспененный бетон уступает газобетону по целому ряду параметров, поэтому в строительстве предпочтительнее именно газоблоки.
Вспененный бетон уступает газобетону по целому ряду параметров, поэтому в строительстве предпочтительнее именно газоблоки. При разработке проекта жилого дома обязательно нужно учитывать нюансы данных стройматериалов. При соблюдении технологии из блоков можно построить любой дом высотой 2-3 этажа, который с гораздо большими затратами мог быть возведен из обычного кирпича.
При разработке проекта жилого дома обязательно нужно учитывать нюансы данных стройматериалов. При соблюдении технологии из блоков можно построить любой дом высотой 2-3 этажа, который с гораздо большими затратами мог быть возведен из обычного кирпича.  При возведении газобетонных построек можно использовать газоблоки с меньшей прочностью, чем у пеноблоков. Специалисты советуют применять при возведении двухэтажных строений газоблоки марки D400 или пеноблоки D500-D600.
При возведении газобетонных построек можно использовать газоблоки с меньшей прочностью, чем у пеноблоков. Специалисты советуют применять при возведении двухэтажных строений газоблоки марки D400 или пеноблоки D500-D600.  Его микроскопические поры имеют замкнутую оболочку и не связаны друг с другом капиллярами. В газобетонных блоках воздушные поры переходят одна в другую, поэтому вода просачивается внутрь достаточно быстро. Кусок пенобетона может месяцами находиться в воде и оставаться сухим внутри, а газосиликатный блок промокает насквозь за несколько часов. Высокое влагопоглощение газобетона делает невозможным его применение в местах с высокой влажностью. Например, при строительстве стен подвалов и цоколей газосиликатные блоки не используются. Из-за впитывания влаги повышается теплопроводность газобетона, поэтому конструкции из такого материала требуют качественной гидроизоляции.
Его микроскопические поры имеют замкнутую оболочку и не связаны друг с другом капиллярами. В газобетонных блоках воздушные поры переходят одна в другую, поэтому вода просачивается внутрь достаточно быстро. Кусок пенобетона может месяцами находиться в воде и оставаться сухим внутри, а газосиликатный блок промокает насквозь за несколько часов. Высокое влагопоглощение газобетона делает невозможным его применение в местах с высокой влажностью. Например, при строительстве стен подвалов и цоколей газосиликатные блоки не используются. Из-за впитывания влаги повышается теплопроводность газобетона, поэтому конструкции из такого материала требуют качественной гидроизоляции. 
 Второй вариант сырья предполагает использование промышленные отходы . Например, используют золу после гидроудаления и эксплуатации тепловых электростанций, вторичные компоненты при обогащении различных видов руд, остатки ферросплавного производства и др.
Второй вариант сырья предполагает использование промышленные отходы . Например, используют золу после гидроудаления и эксплуатации тепловых электростанций, вторичные компоненты при обогащении различных видов руд, остатки ферросплавного производства и др. .. В разных случаях применяют известковые компоненты, цемент, портландцемент, шлак, золу, смешанные варианты.
.. В разных случаях применяют известковые компоненты, цемент, портландцемент, шлак, золу, смешанные варианты.


 . В структуре пеноблоков имеются закрытые изолированные пузырьки, поэтому изделия не способны впитывать влагу.
. В структуре пеноблоков имеются закрытые изолированные пузырьки, поэтому изделия не способны впитывать влагу. Если брать равнозначные по назначению (по плотности) марки, то газосиликатные камни выдержат более сильную нагрузку. Они сохраняют первоначальную форму, не трескаются при транспортировке и разгрузке.
Если брать равнозначные по назначению (по плотности) марки, то газосиликатные камни выдержат более сильную нагрузку. Они сохраняют первоначальную форму, не трескаются при транспортировке и разгрузке.
 Первый ряд всегда кладется на раствор.
Первый ряд всегда кладется на раствор. Блоки AAC легкие, и по сравнению с красным кирпичом они в три-четыре раза легче. Газобетонные блоки — легкие строительные материалы. Они формируются в блоки каменной кладки или более крупные плиты и панели.
Блоки AAC легкие, и по сравнению с красным кирпичом они в три-четыре раза легче. Газобетонные блоки — легкие строительные материалы. Они формируются в блоки каменной кладки или более крупные плиты и панели.
 100100100.100100.100100.100100.100100100100100100100100100100100100100100100100100100100100100100100100100100100100100100.
100100100.100100.100100.100100.100100100100100100100100100100100100100100100100100100100100100100100100100100100100100100.
 Какова удельная теплоемкость кирпича?
Какова удельная теплоемкость кирпича? 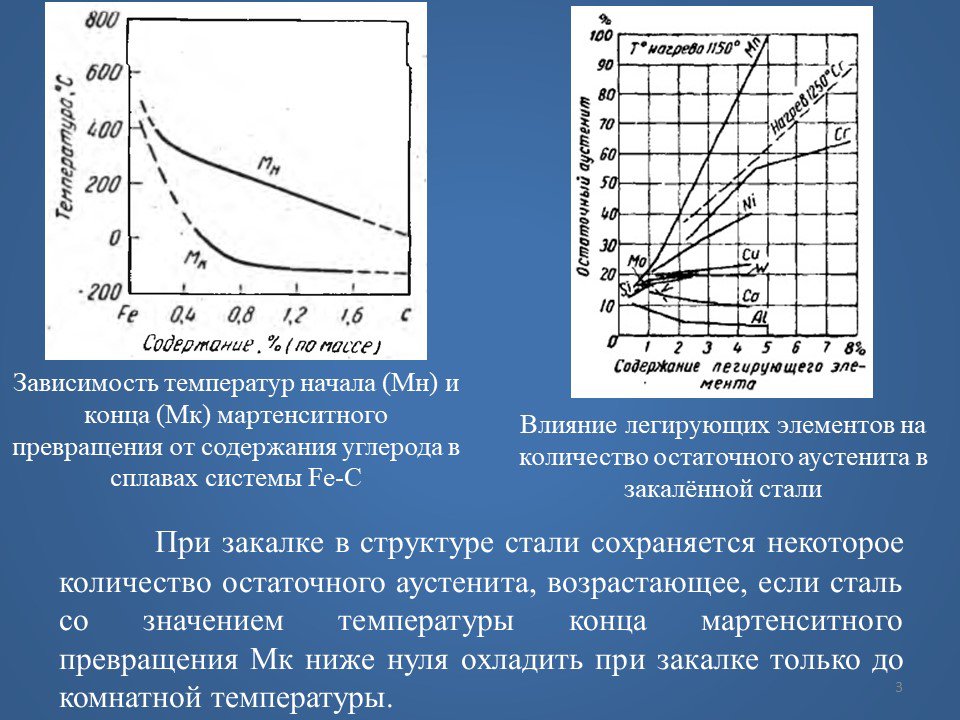
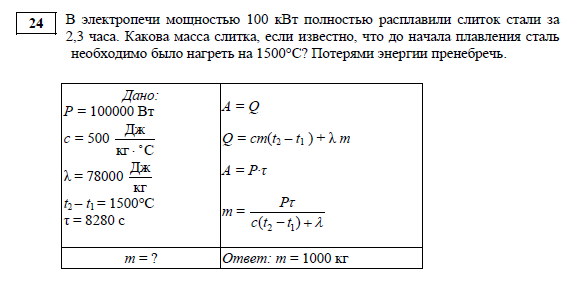 Какое количество каменного угля необходимо сжечь, чтобы получить такое же количество теплоты, как и при сгорании 3 л керосина?
Какое количество каменного угля необходимо сжечь, чтобы получить такое же количество теплоты, как и при сгорании 3 л керосина? 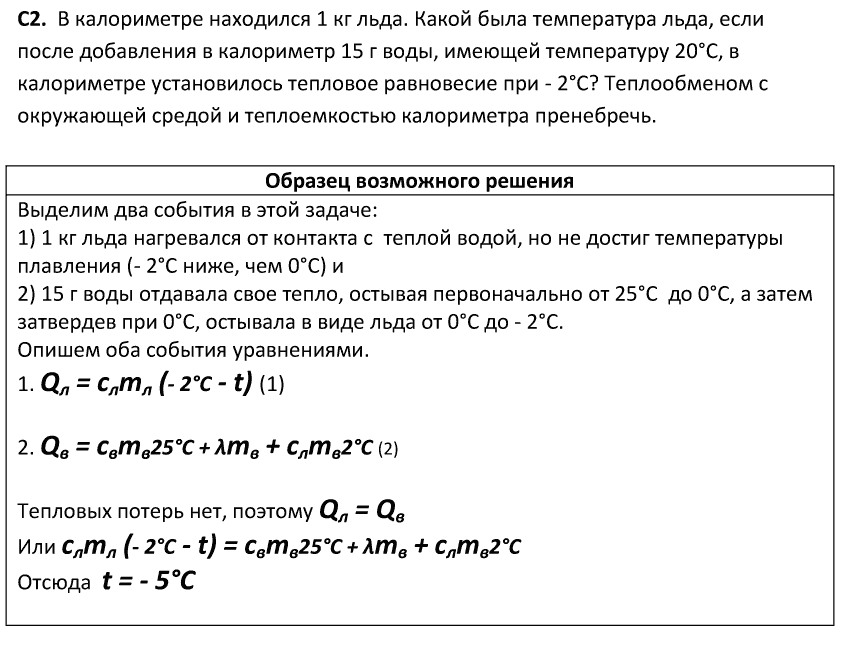 Какой ток течет по нити накала?
Какой ток течет по нити накала?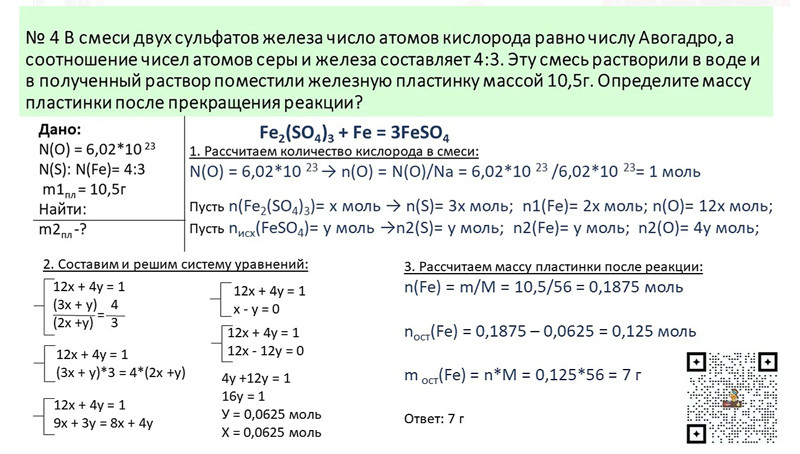
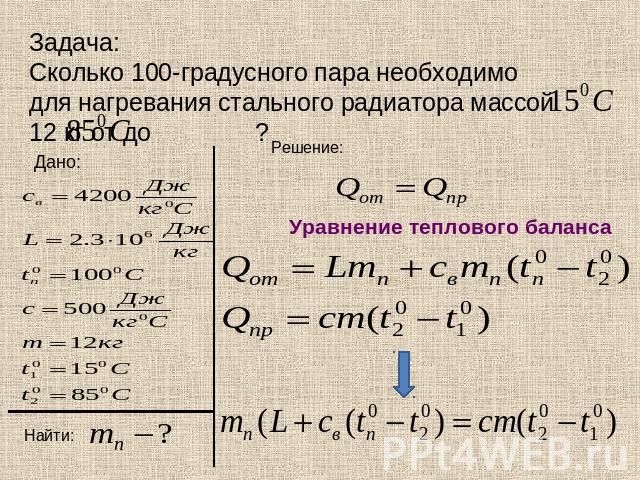 Напряжение в сети равно 220 В, сила тока в электроплитке равна 5 А. Удельная теплоемкость воды равна 4200 Дж/(кг°С).
Напряжение в сети равно 220 В, сила тока в электроплитке равна 5 А. Удельная теплоемкость воды равна 4200 Дж/(кг°С). Сколько метров проволоки потребуется для намотки паяльника мощностью 100 Вт, рассчитанного на напряжение 120 В?
Сколько метров проволоки потребуется для намотки паяльника мощностью 100 Вт, рассчитанного на напряжение 120 В? 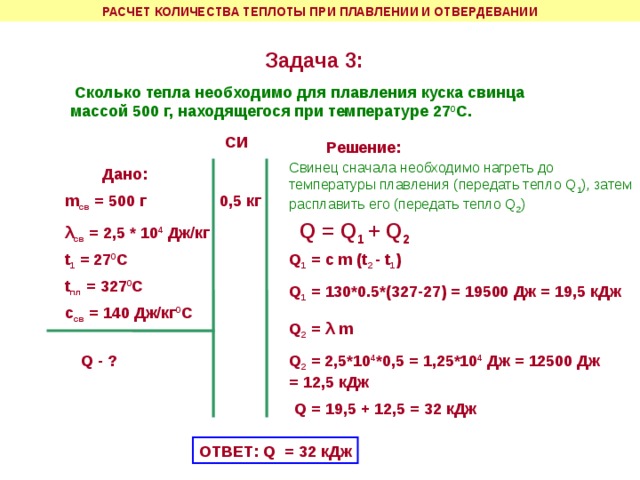 Обмотка печи сделана из никелиновой проволоки длиной 72 м. Найдите площадь поперечного сечения проволоки.
Обмотка печи сделана из никелиновой проволоки длиной 72 м. Найдите площадь поперечного сечения проволоки.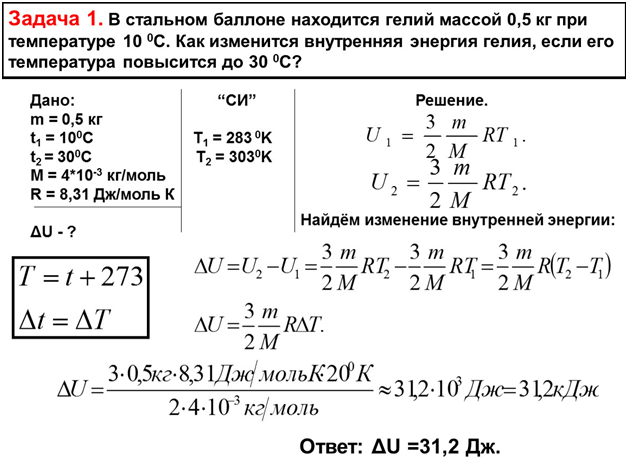 32), если ее сопротивление равно 4 Ом, сопротивление лампы Л1 равно1 Ом, лампы Л2 — 2 Ом, лампы ЛЗ — 2 Ом.
32), если ее сопротивление равно 4 Ом, сопротивление лампы Л1 равно1 Ом, лампы Л2 — 2 Ом, лампы ЛЗ — 2 Ом.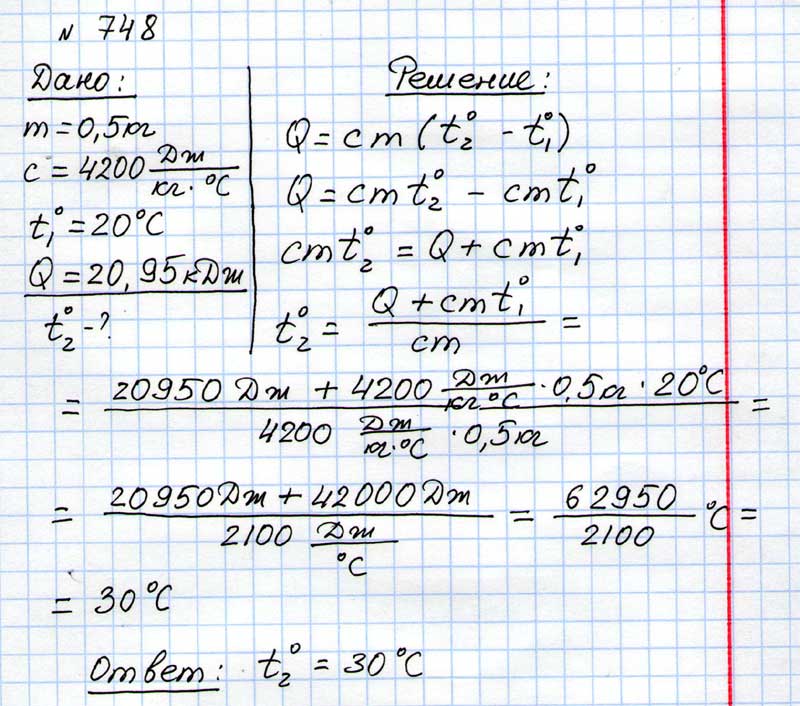 В этом посте мы рассмотрим четыре основных типа термической обработки стали, которым подвергаются сегодня: отжиг, нормализацию, закалку и отпуск.
В этом посте мы рассмотрим четыре основных типа термической обработки стали, которым подвергаются сегодня: отжиг, нормализацию, закалку и отпуск. Отжиг — это один из способов решения таких распространенных проблем и снятия внутренних напряжений.
Отжиг — это один из способов решения таких распространенных проблем и снятия внутренних напряжений.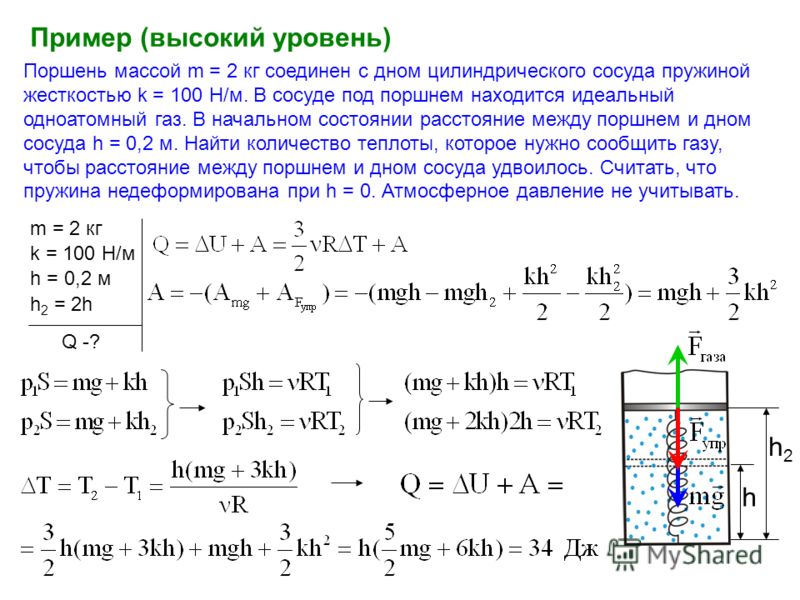 Разрушение металла может быть результатом неконтролируемого напряжения, поэтому нормализация стали перед закалкой может помочь обеспечить успех проектов.
Разрушение металла может быть результатом неконтролируемого напряжения, поэтому нормализация стали перед закалкой может помочь обеспечить успех проектов.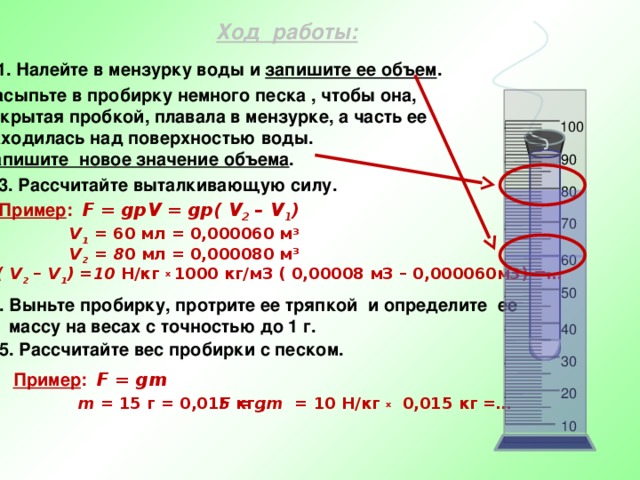 Но, при отжиге и его печном охлаждении твердость как толстой, так и тонкой детали будет сравнима.
Но, при отжиге и его печном охлаждении твердость как толстой, так и тонкой детали будет сравнима.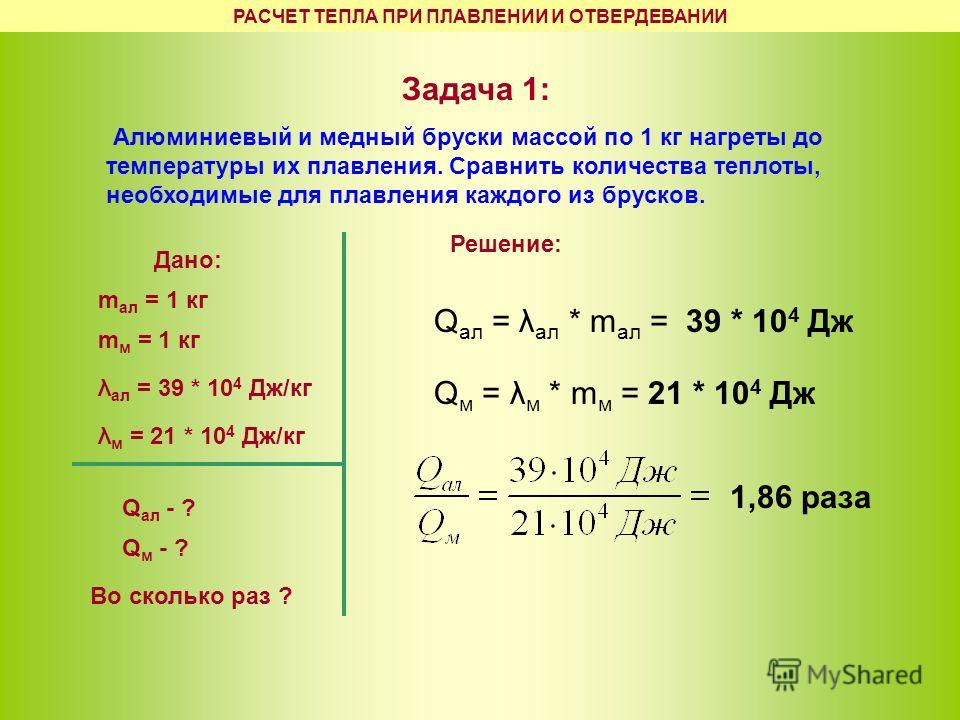 В этом есть и положительная сторона: более низкая скорость охлаждения снижает риск растрескивания или деформации. Твердость углеродистой стали зависит от содержания в ней углерода: до 0,80% углерода способность к закалке увеличивается вместе с содержанием углерода. Выше 0,80% вы можете увеличить износостойкость за счет образования твердого цементита, но вы не можете увеличить твердость.
В этом есть и положительная сторона: более низкая скорость охлаждения снижает риск растрескивания или деформации. Твердость углеродистой стали зависит от содержания в ней углерода: до 0,80% углерода способность к закалке увеличивается вместе с содержанием углерода. Выше 0,80% вы можете увеличить износостойкость за счет образования твердого цементита, но вы не можете увеличить твердость.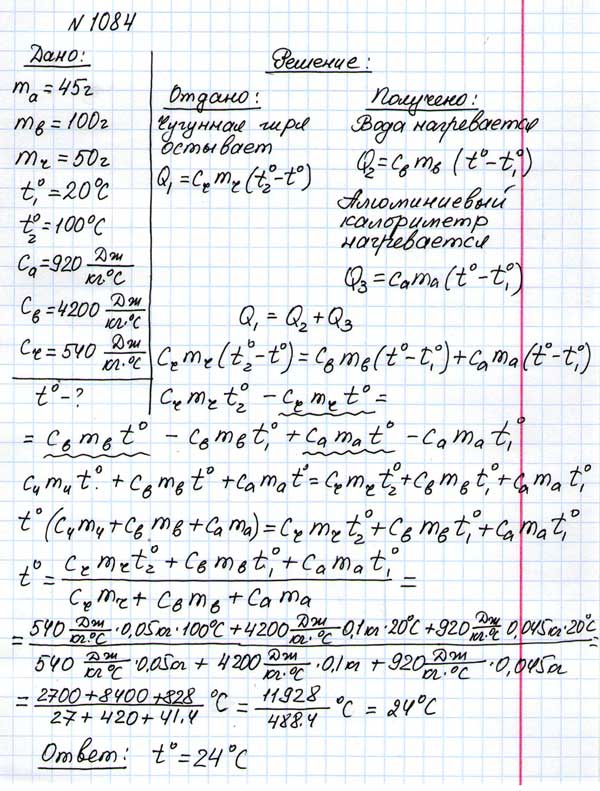 Это позволяет выбрать более медленную закалочную среду для получения заданной твердости.
Это позволяет выбрать более медленную закалочную среду для получения заданной твердости.
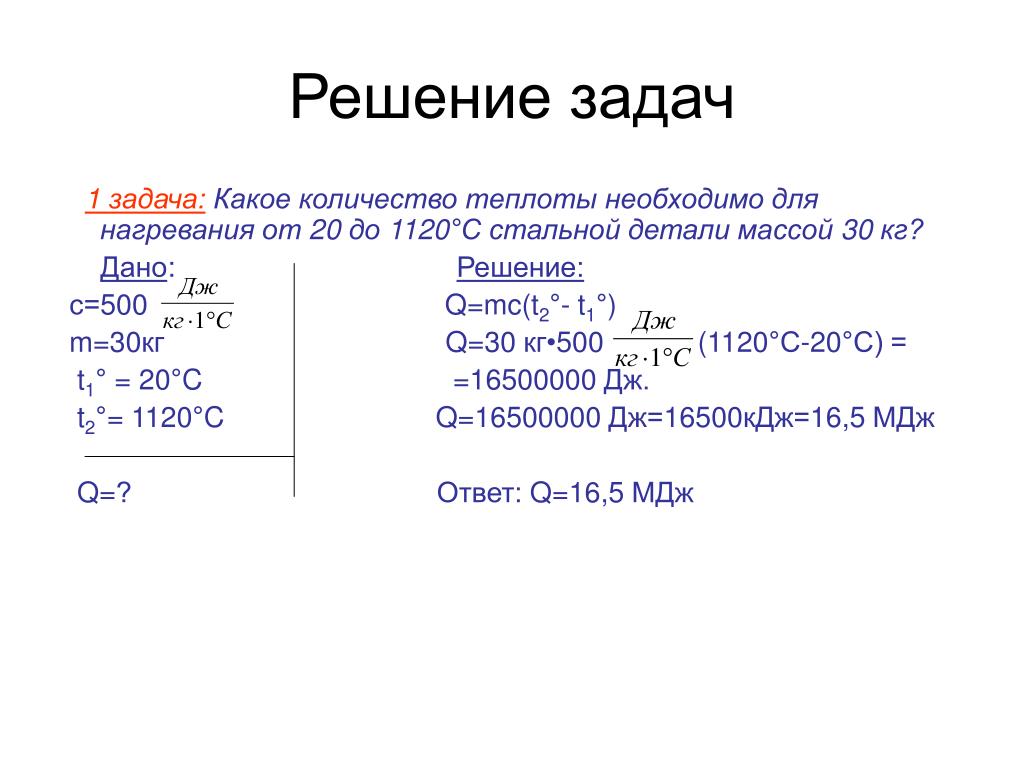
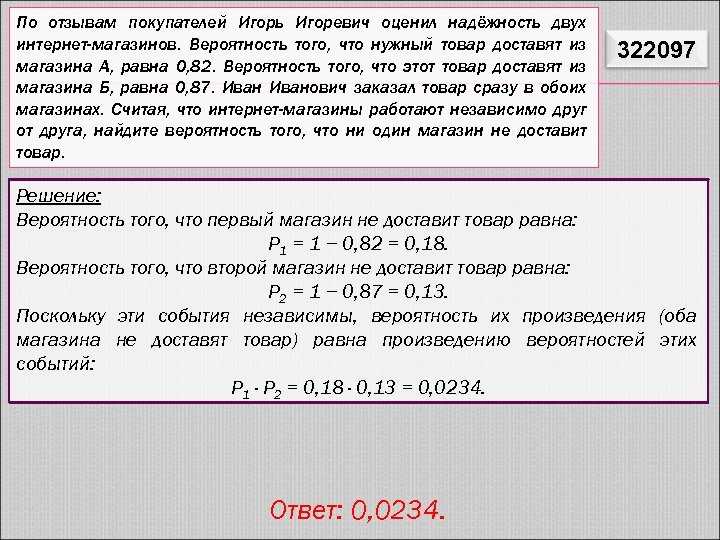
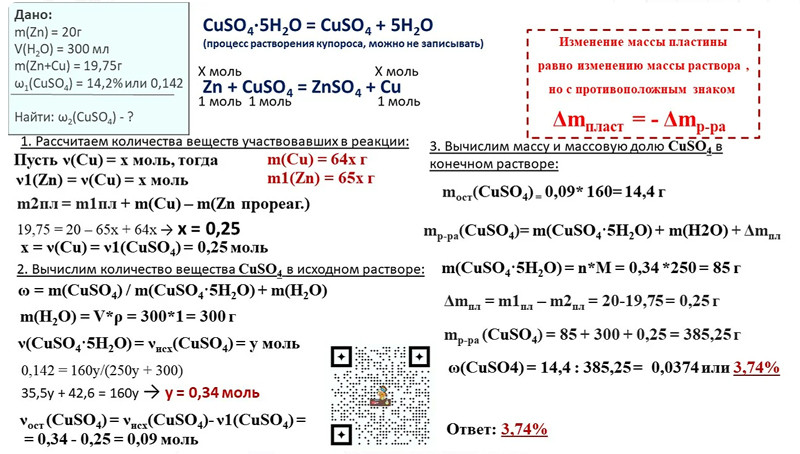
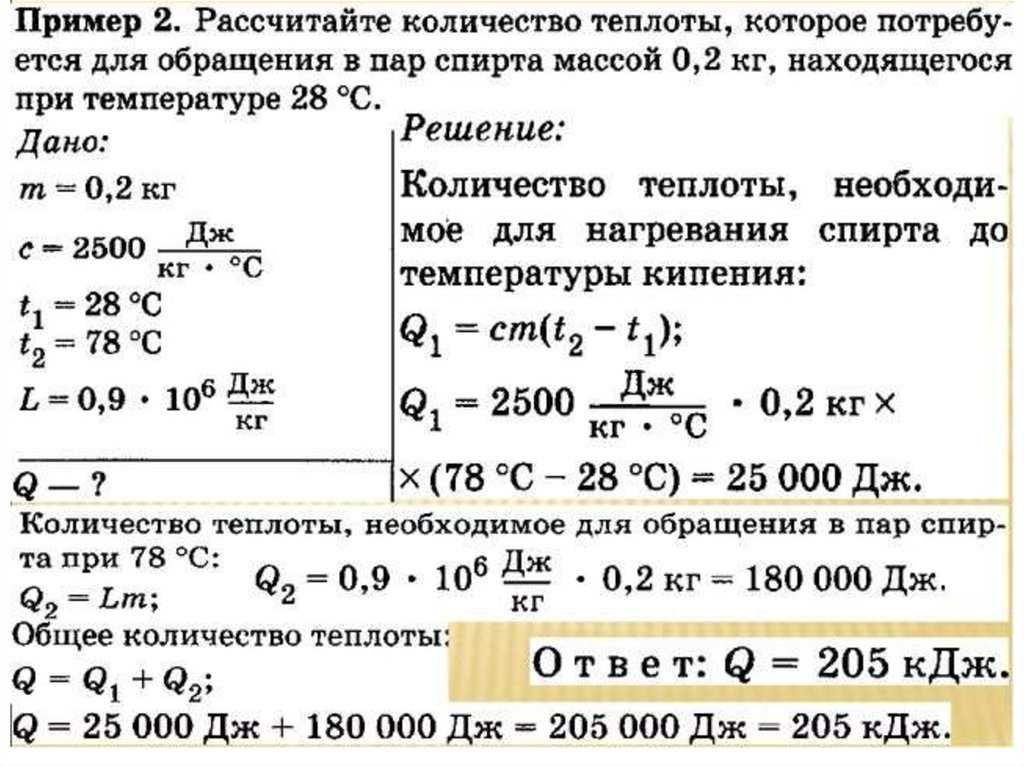
 )
) 
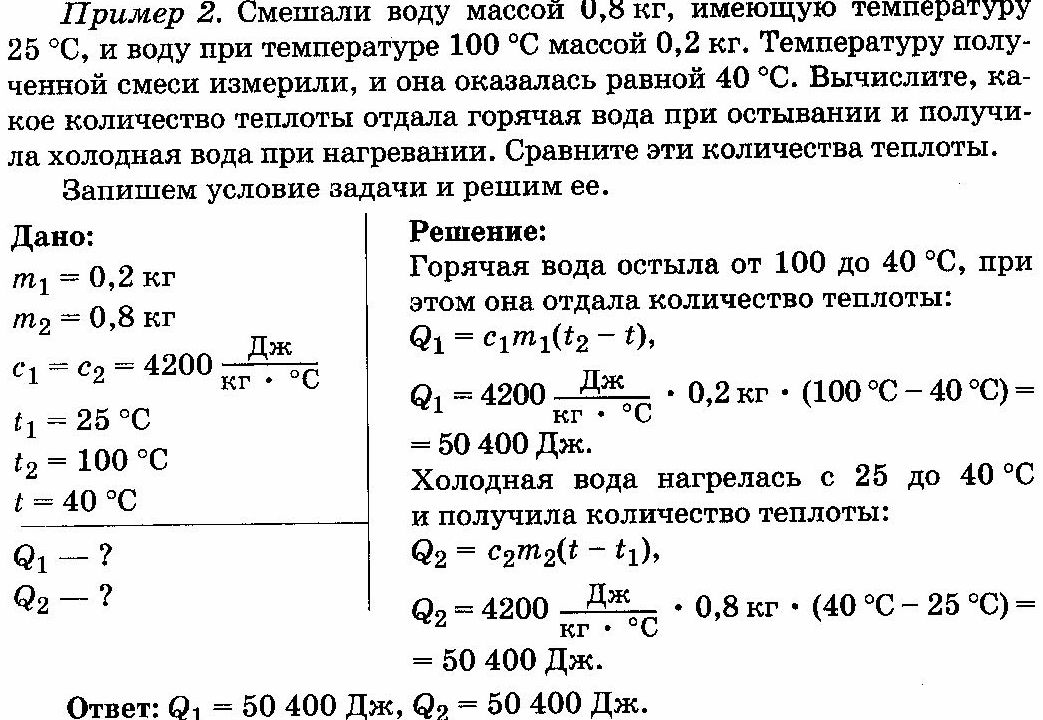
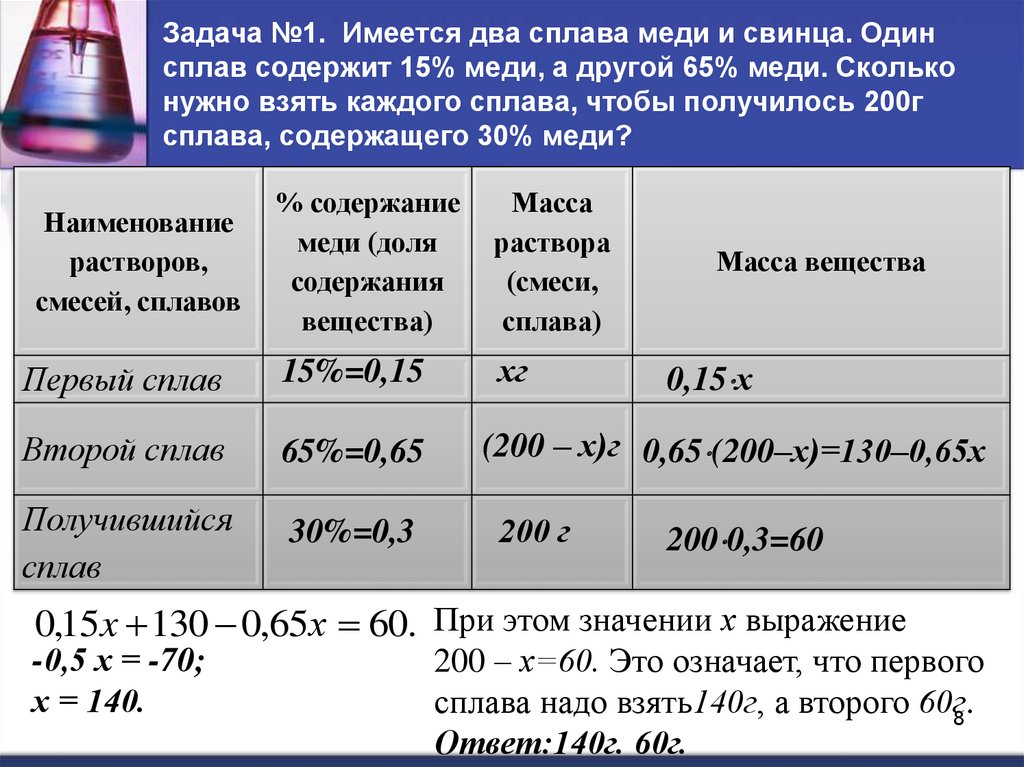 Чтобы прочитать графики, содержание азота показано в одном из двух диапазонов, а содержание фосфора варьируется, как и количество (%) холодной обработки. Вы можете видеть, как синергетический эффект этих двух химических элементов при надлежащем усилении холодной обработкой может снизить ударную вязкость материалов на целых 80–90 %.
Чтобы прочитать графики, содержание азота показано в одном из двух диапазонов, а содержание фосфора варьируется, как и количество (%) холодной обработки. Вы можете видеть, как синергетический эффект этих двух химических элементов при надлежащем усилении холодной обработкой может снизить ударную вязкость материалов на целых 80–90 %. 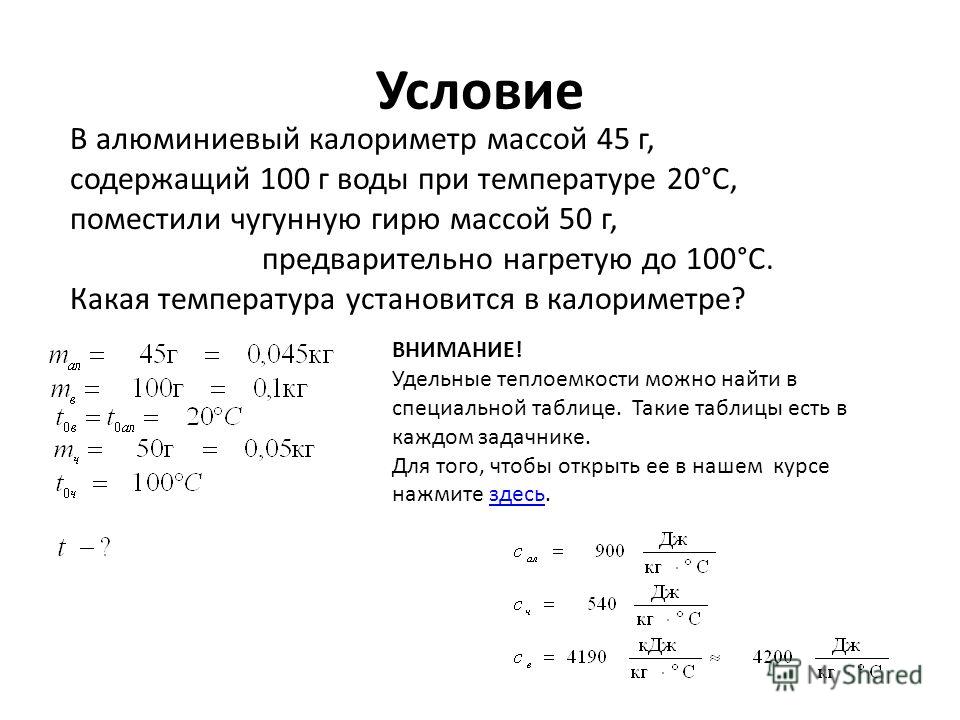
 Существует много способов удовлетворить любой конкретный набор требований к стали для большинства применений. Химия, холодная обработка, термообработка, а также детали дизайна могут быть критериями, используемыми для выбора одного материала над другим. Минимизация затрат, безусловно, важна, но наиболее важным является обеспечение всех «обязательных» свойств (обычно прочность, твердость, чистота поверхности), необходимых в готовом изделии.
Существует много способов удовлетворить любой конкретный набор требований к стали для большинства применений. Химия, холодная обработка, термообработка, а также детали дизайна могут быть критериями, используемыми для выбора одного материала над другим. Минимизация затрат, безусловно, важна, но наиболее важным является обеспечение всех «обязательных» свойств (обычно прочность, твердость, чистота поверхности), необходимых в готовом изделии.
 Первые 5% холодной работы приводят к наибольшему увеличению силы.
Первые 5% холодной работы приводят к наибольшему увеличению силы. Типичные допуски для холоднотянутых стержней из низкоуглеродистой стали диаметром 1 дюйм составляют +0,000″/–0,002″. это выгодно отличается от +/- 0,010 для горячекатаной стали того же химического состава и диаметра. Концентричность улучшается за счет операции холодного волочения.
Типичные допуски для холоднотянутых стержней из низкоуглеродистой стали диаметром 1 дюйм составляют +0,000″/–0,002″. это выгодно отличается от +/- 0,010 для горячекатаной стали того же химического состава и диаметра. Концентричность улучшается за счет операции холодного волочения. Это приводит к меньшему усилию на инструмент и увеличению срока службы инструмента и производительности. Если не добавлять твердую абразивную окалину и оксиды в смазочно-охлаждающие жидкости или на инструмент из-за очистки прутка, это продлит время безотказной работы и уменьшит потребность в обслуживании инструментов, зажимных приспособлений и машин. Более точно контролируемые размеры и концентричность означают, что штанги могут работать на более высоких скоростях, не создавая вредных вибраций и вибрации. Ваше оборудование может выдерживать более узкие допуски, если прутки правильно подобраны по размеру, поступающему в машину. Точно так же улучшенная прямолинейность приводит к меньшему биению и позволяет увеличить скорость производства.
Это приводит к меньшему усилию на инструмент и увеличению срока службы инструмента и производительности. Если не добавлять твердую абразивную окалину и оксиды в смазочно-охлаждающие жидкости или на инструмент из-за очистки прутка, это продлит время безотказной работы и уменьшит потребность в обслуживании инструментов, зажимных приспособлений и машин. Более точно контролируемые размеры и концентричность означают, что штанги могут работать на более высоких скоростях, не создавая вредных вибраций и вибрации. Ваше оборудование может выдерживать более узкие допуски, если прутки правильно подобраны по размеру, поступающему в машину. Точно так же улучшенная прямолинейность приводит к меньшему биению и позволяет увеличить скорость производства.
 Предел текучести (YS) 54 000 фунтов на квадратный дюйм; %Удлинение в 2″ (%EL) 15%; % уменьшение площади (%RA) на 40%. ( Согласно Информационному отчету SAE J 1397, Расчетные механические свойства и обрабатываемость стальных стержней) Обратите внимание, это приблизительные значения, а не минимальные!
Предел текучести (YS) 54 000 фунтов на квадратный дюйм; %Удлинение в 2″ (%EL) 15%; % уменьшение площади (%RA) на 40%. ( Согласно Информационному отчету SAE J 1397, Расчетные механические свойства и обрабатываемость стальных стержней) Обратите внимание, это приблизительные значения, а не минимальные! Кроме того, в кислородно-конвертерных сталях обычно используется более низкое содержание азота, который упрочняет феррит. Таким образом, стали, выплавляемые в кислородном конвертере, обычно имеют более низкие механические свойства, такие как предел прочности при растяжении и предел текучести, и немного более высокую пластичность (% RA и % удлинения в 2″).
Кроме того, в кислородно-конвертерных сталях обычно используется более низкое содержание азота, который упрочняет феррит. Таким образом, стали, выплавляемые в кислородном конвертере, обычно имеют более низкие механические свойства, такие как предел прочности при растяжении и предел текучести, и немного более высокую пластичность (% RA и % удлинения в 2″). Типичный проект может заключаться в использовании горячего валика размером на 1/16 дюйма больше окончательного размера для волочения. Другой поставщик может выбрать увеличенный размер 3/32″, а в редких случаях компания может использовать 1/8″, чтобы обеспечить превышение, а не просто соответствие минимальному пределу текучести.
Типичный проект может заключаться в использовании горячего валика размером на 1/16 дюйма больше окончательного размера для волочения. Другой поставщик может выбрать увеличенный размер 3/32″, а в редких случаях компания может использовать 1/8″, чтобы обеспечить превышение, а не просто соответствие минимальному пределу текучести. % EL в 2 дюймах достигает 26; %RA достигает 65. YS около 42 000 фунтов на квадратный дюйм; %EL в 2″ от 12%; %РА 35%.
% EL в 2 дюймах достигает 26; %RA достигает 65. YS около 42 000 фунтов на квадратный дюйм; %EL в 2″ от 12%; %РА 35%.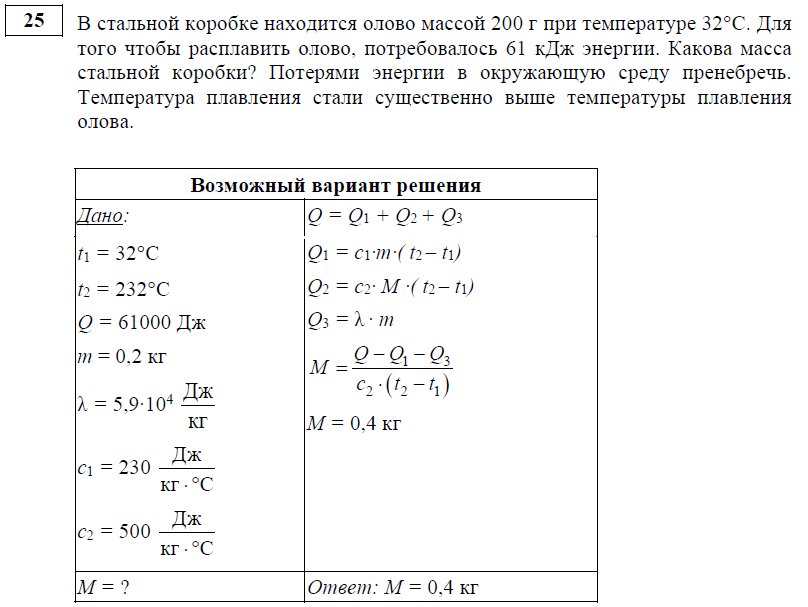 Применение, в котором вибрационные, скручивающие или знакопеременные напряжения приближаются к статическим предельным значениям, НЕ рекомендуется.
Применение, в котором вибрационные, скручивающие или знакопеременные напряжения приближаются к статическим предельным значениям, НЕ рекомендуется. Но сильная опрессовка, движение холодного металла и изгиб могут быть неудовлетворительными для этих марок.
Но сильная опрессовка, движение холодного металла и изгиб могут быть неудовлетворительными для этих марок.
 02.2022
02.2022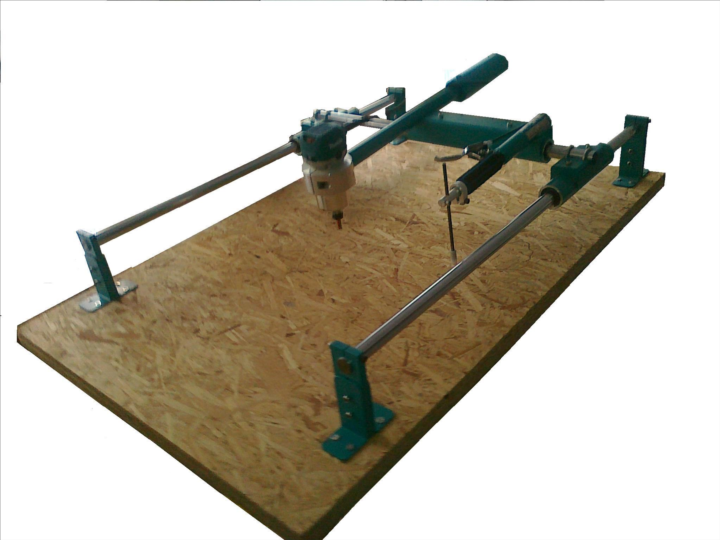 в.
в.
 Точит автоматом по 20 заготовок,и центрует автоматически.Длина заготовки максимальная 110мм.Подходит для…
Точит автоматом по 20 заготовок,и центрует автоматически.Длина заготовки максимальная 110мм.Подходит для… Предназначен для изготовления…
Предназначен для изготовления… фрезерно-копировальный станок по дереву ВФК-2. Вся информация по телефону!!!
фрезерно-копировальный станок по дереву ВФК-2. Вся информация по телефону!!! ..
.. По всем интересующим Вас вопросам — обращайтесь по телефону!
По всем интересующим Вас вопросам — обращайтесь по телефону! 07.2022
07.2022
 Станок может комплектоваться делительной планшайбой, позволяющей производить многогранные изделия, с использованием фрезерного приспособления, которое поставляется заводом-изготовителем как опция.
Станок может комплектоваться делительной планшайбой, позволяющей производить многогранные изделия, с использованием фрезерного приспособления, которое поставляется заводом-изготовителем как опция.

 Жесткость этой машины обеспечивает гораздо более точное дублирование лезвия, чем это возможно в настоящее время с помощью доступных в настоящее время легких и гибких копировальных аппаратов.
Жесткость этой машины обеспечивает гораздо более точное дублирование лезвия, чем это возможно в настоящее время с помощью доступных в настоящее время легких и гибких копировальных аппаратов.
 1 (один) шестигранный ключ размером 3/16″ и 5/32″, 2 (два) фрезерных ключа руководство
1 (один) шестигранный ключ размером 3/16″ и 5/32″, 2 (два) фрезерных ключа руководство
 Этот метод резьбы по дереву в основном подходит для создания плоских двухмерных деревянных вывесок, гравюр и табличек. Существует три метода двухмерной резьбы по дереву с использованием фрезера: от руки, с использованием шаблонов в качестве ориентира или с использованием пантографа фрезера.
Этот метод резьбы по дереву в основном подходит для создания плоских двухмерных деревянных вывесок, гравюр и табличек. Существует три метода двухмерной резьбы по дереву с использованием фрезера: от руки, с использованием шаблонов в качестве ориентира или с использованием пантографа фрезера. При резке необходимо крепко держать фрезер, а рабочую зону не допускать сколов. Также само собой разумеется, что защитные очки нужно носить всегда. Немного потренировавшись, фрезерование вручную может дать действительно впечатляющие результаты и стать отличным способом персонализации мебели, деревянных панелей и дверей.
При резке необходимо крепко держать фрезер, а рабочую зону не допускать сколов. Также само собой разумеется, что защитные очки нужно носить всегда. Немного потренировавшись, фрезерование вручную может дать действительно впечатляющие результаты и стать отличным способом персонализации мебели, деревянных панелей и дверей. Затем шаблон крепится к заготовке. Затем к основанию фрезера прикрепляется направляющая втулка (которая соответствует ширине шаблона). Фреза подходящего размера устанавливается на фрезер, а глубина резания (от 2 до 3 мм) устанавливается перед началом фрезерования. Процесс использования шаблонов вы можете посмотреть в этом видео.
Затем шаблон крепится к заготовке. Затем к основанию фрезера прикрепляется направляющая втулка (которая соответствует ширине шаблона). Фреза подходящего размера устанавливается на фрезер, а глубина резания (от 2 до 3 мм) устанавливается перед началом фрезерования. Процесс использования шаблонов вы можете посмотреть в этом видео. В зависимости от того, где на пантографе расположен маршрутизатор, окончательная копия будет меньше или больше исходного изображения. Пантографы маршрутизатора можно использовать для копирования практически любого 2D-изображения на дерево, но чаще они используются для изготовления вывесок, как показано в видео ниже.
В зависимости от того, где на пантографе расположен маршрутизатор, окончательная копия будет меньше или больше исходного изображения. Пантографы маршрутизатора можно использовать для копирования практически любого 2D-изображения на дерево, но чаще они используются для изготовления вывесок, как показано в видео ниже. Его можно использовать для копирования таких предметов, как пропеллеры, корпуса гитар, приклады оружия или компоненты мебели, такие как ножки стола или сиденья стула. 3D-дупликатор для резьбы по дереву — это, по сути, приспособление для фрезерования, которое может перемещаться в трехмерном пространстве. Это работает так:
Его можно использовать для копирования таких предметов, как пропеллеры, корпуса гитар, приклады оружия или компоненты мебели, такие как ножки стола или сиденья стула. 3D-дупликатор для резьбы по дереву — это, по сути, приспособление для фрезерования, которое может перемещаться в трехмерном пространстве. Это работает так: Поскольку оба закреплены на одной оси, они могут двигаться синхронно. Когда пользователь проводит стилусом по копируемому объекту (мастеру), фрезер копирует это движение, вырезая деревянную заготовку (как показано на рисунке выше), отсюда и фраза 9.0011 копия резьбы .
Поскольку оба закреплены на одной оси, они могут двигаться синхронно. Когда пользователь проводит стилусом по копируемому объекту (мастеру), фрезер копирует это движение, вырезая деревянную заготовку (как показано на рисунке выше), отсюда и фраза 9.0011 копия резьбы .
 Если вы собираетесь инвестировать свое время, деньги и энергию в создание дубликатора для резьбы по дереву, вам необходимо убедиться, что конструкция хороша и даст наилучшие возможные результаты.
Если вы собираетесь инвестировать свое время, деньги и энергию в создание дубликатора для резьбы по дереву, вам необходимо убедиться, что конструкция хороша и даст наилучшие возможные результаты.
 Затем окончательный дизайн необходимо преобразовать в язык, который понимает станок с ЧПУ для резьбы по дереву, обычно это G-код.
Затем окончательный дизайн необходимо преобразовать в язык, который понимает станок с ЧПУ для резьбы по дереву, обычно это G-код.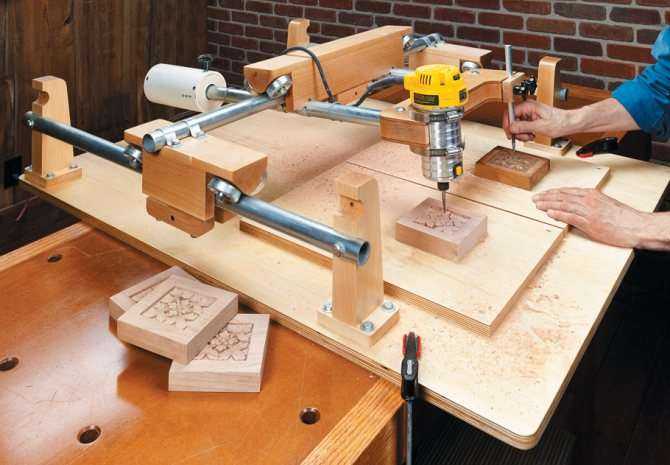 Однако может потребоваться крутая кривая обучения, если вы не знакомы с использованием программного обеспечения. С ЧПУ навыки меньше в деревообработке и больше в программировании. Кроме того, станки с ЧПУ для резьбы по дереву меньшего размера в мастерской, как правило, легкие и медленные, и им может быть трудно резать твердые породы дерева.
Однако может потребоваться крутая кривая обучения, если вы не знакомы с использованием программного обеспечения. С ЧПУ навыки меньше в деревообработке и больше в программировании. Кроме того, станки с ЧПУ для резьбы по дереву меньшего размера в мастерской, как правило, легкие и медленные, и им может быть трудно резать твердые породы дерева.