Токарный станок от 5 предназначен для обработки металлов и отличается повышенной точностью. Разработано данное устройство на станкостроительном заводе в Одессе. Конструкция механизмов позволяет работать с заготовками больших диаметров (до 25 см над станиной). Чаще всего данный станок эксплуатируется в небольших ремонтных мастерских, что продиктовано его облегченной конструкцией и относительно небольшими габаритами.
Описание
Технические показатели
Особенности конструкции и системы управления
Органы управления станка
Описание
Принцип работы установки базируется на передачи энергии от электрического двигателя через клиноременную систему и муфту зубчатого типа к входному валу преобразующего устройства, которое меняет число оборотов благодаря движению диска шкива. Только проходя этот узел, вращение передается на рабочие узлы станка.
Помимо стандартных элементов строения, в базовый состав устройства входят дополнительные приспособления. На станине предвидена возможность установки специального упора для более удобной работы с габаритными заготовками и специальный фиксатор для прутков. Кроме того, в состав станка входит патрон с тремя фиксаторами для лучшего контроля над вращающимися телами.
Технические показатели
Данный станок обладает относительно небольшими габаритами:
высота – 1,36 м;
длина – 1, 51 м;
ширина – 0,72 м;
вес – 765 кг.
Конструкция механизмов позволяет создавать резьбу 3 типов: метрическую, дюймовую и модульную. Количество подач на станке – 28. Шпиндель сделан с отверстием 2,6 см, а количество его оборотов находится в диапазоне 30 – 3000 об/мин. Конструкцией также предусмотрено торможение шпинделя.
Максимальный диаметр заготовки обрабатываемой над станиной – до 25 см, а над суппортом – 14,5 см. Промежуток между центрами – 50 см. Максимальный диаметр прутка – 2,5 см, а максимальная длина детали, над которой ведутся работы, не должна превышать полметра.
Благодаря всем перечисленным выше техническим возможностям, данное устройство относят к станкам с повышенной точностью. Габариты станка и особенности его функционирования лучше всего подойдут для небольших ремонтных и передвижных мастерских.
Особенности конструкции и системы управления
Станина.
Тумба-опора.
Бабка передняя.
Гитара.
Коробка передач.
Преобразующее устройство.
Переключатель.
Рама.
Смазочный агрегат.
Фартук.
Суппорт.
Бабка задняя.
Охлаждающая система.
Ограждение.
Электрическое оборудование.
Электрооборудование станка рассчитано на питание от общей сети с напряжением 220 В или 380 В. Для освещения рабочей зоны необходимо 12-вольтное напряжение. Конструкция устройства предвидит наличие двух электромоторов асинхронного типа. Электрический узел станка – одно из его наиболее уязвимых мест.
Чтобы избежать выхода из строя всего механизма, или его отдельных частей, необходимо регулярно и тщательно проверять состояние электрооборудования, вовремя менять неисправные детали.
29 — Ручка перебора подачи суппорта (продольной и поперечной).
31 — Рукоятка для передвижения пиноли задн. бабки.
32 — Ручка зажима задн. бабки.
33 — Ручка для передвижения каретки.
34 — Ручка зажима пиноли задн. бабки.
36 — Включатель освещения рабочей зоны.
37 — Ручка для фиксации резцедержателя.
38 — Ручка для ручного перемещения (поперечного).
39 — Маховик ручного перемещения (продольного).
40 — Кнопка активации маховика продольной подачи.
Republished by Blog Post Promoter
Токарно-винторезный станок 1Н65-5 — цена, отзывы, характеристики с фото, инструкция, видео
Токарно-винторезный станок 1Н65-5 предназначен для выполнения разнообразных токарных работ, включая точение конусов и нарезание резьб: метрических, дюймовых, модульных, питчевых.
Высокая мощность привода и жесткость станка, широкий диапазон частоты вращения шпинделя и подач позволяют полностью использовать возможности прогрессивных инструментов при обработке различных материалов.
Особенности конструкции
жесткость, виброустойчивость и температурная стабильность конструкции позволяют получать необходимую точность обработки;
2х призменные направляющие станины в сочетании с высокой надежностью других узлов обеспечивают длительный срок эксплуатации станка с сохранением первоначальной точности;
частота обратного вращения шпинделя в 1,3 раза выше чем прямое, что сокращает время обработки резьб;
точение длинных конусов производится одновременным выполнением продольной подачи суппорта и подачи резцовых салазок при соответствующем их повороте;
коробка подач обладает высокой жесткостью кинематической цепи, имеет 2е электромагнитные муфты дистанционного переключения подач без остановки станка;
все силовые зубчатые колеса кинематической цепи изготовлены из легированной стали, закалены и отшлифованы;
ограждения зоны резания и патрона, электрические и механические блокировки гарантируют безопасную работу на станке.
Характеристика
Значение
Наибольший диаметр заготовки устанавливаемой и обрабатываемой, мм:
над суппортом, мм
650
над выемкой в станине, мм
1400*
Наибольшая длина обрабатываемой заготовки, мм
5000
Длина выемки в станине от зеркала патрона, мм
390
Размер конца шпинделя передней бабки по DIN
2-15М
Количество ступеней частот вращения шпинделя
24
Диаметр цилиндрического отверстия в шпинделе, мм
128
Пределы частот вращения шпинделя, об/мин
5 — 500
Пределы рабочих подач, мм/об. :
продольных, мм/об
0,06 — 2,42 (0,6 — 19,36***)
поперечных, мм/об
0,022 — 0,88 (0,022 — 7,04***)
резцовых салазок, мм/об
0,022 — 0,88 (0,022 — 7,04***)
Пределы шагов нарезаемых резьб:
метрических, мм
1 — 96
дюймовых, ниток/дюйм
24 — 0,25
модульных, модуль
0,5 — 24
питчевых, питч диам.
96 — 1
Ускоренное перемещение суппорта, м/мин:
продольное
3
поперечное
1
Мощность главного привода, кВт
15
Наибольший вес обрабатываемой детали в центрах,кг
10000,8000*
Мощность главного привода,кВт
22
Масса 1Н65-5 1Н65-5 , кг
15750
Габариты:
длина, мм
8180
ширина, мм
2200
высота, мм
1770, 1880
Комментарии и вопросы:
Комментариев пока нет, но ваш может быть первым.
Разметить комментарий или вопрос
Токарный станок Emco Compact 5
Compact 5 с дополнительной фрезерно-сверлильной головкой: размер 2,56″ x 13,78″ (65 мм x 350 мм) с 6 скоростями вращения шпинделя от 200 до 2400 об/мин. Давно зарекомендовавший себя и очень популярный, Emco Compact 5 в своей базовой форме требует ряда аксессуаров, чтобы превратить его в полезный рабочий инструмент. в качестве «составного» и механизма автоматической подачи каретки — двухскоростного устройства, включавшего 6 сменных колес и ручку включения кулачковой муфты «тяни-толкай». Использование узла давало две скорости точной продольной подачи (0,07 мм (0,003 дюйма)). )/об и 0,14 мм (0,006″)/об и пять шагов метрической резьбы (0,4, 0,6, 1,0, 1,25 и 1,5 мм) — хотя только четыре (16, 20, 24 и 32 tpi) на дюймовых станках. система нарезки в комплекте с дополнительным набором из 7 было предложено семь сменных колес, что позволило на метрических токарных станках (с ходовым винтом 1,5 мм) метрических шагах поколения 10 от 0,25 до 2,5 мм и 14-дюймовых шагах от 10 до 48 tpi. ходовой винт был 16 tpi) вместе было предусмотрено 13 шагов от 10 до 10 до 64 tpi с 11 метрическими от 0,25 до 1,75 мм. Шпиндель передней бабки, работающий на радиальных шарикоподшипниках с герметичным уплотнением на весь срок службы, был просверлен на 16 мм, имел конус Морзе № 2 и был оснащен безопасным (хотя и медленно заменяемым) «болтовым креплением». носовой фланец шпинделя. Приводимый в движение двигателем мощностью 500 Вт, были обеспечены шесть скоростей вращения шпинделя в диапазоне от 200 до 2400 об/мин. при питании на 50 циклов и от 250 до 2800 при питании на 60 циклов (как используется в Северной Америке). Диапазон скоростей вполне подходит для небольших работ по моделированию, позволяя поворачивать большие отливки, а также маленькие штифты. Задняя бабка может быть настроена для токарной обработки небольших конусов, оснащена шпинделем диаметром 22 мм, оснащенным конусом Морзе № 1. Был доступен обычный широкий ассортимент заводских принадлежностей, включая (в дополнение к уже упомянутым) очень полезную, хотя и довольно легкую механическую вертикально-фрезерно-сверлильную головку, 3-х и 4-х кулачковые патроны, делительную насадку, Т-образный паз планшайба (также используется в качестве «зажимной пластины» на делительном приспособлении), расточный стол с Т-образными пазами, патроны задней бабки и вращающиеся центры, наборы инструментов для токарной обработки, нарезания резьбы и растачивания, двухпозиционный резцедержатель, быстросъемный резцедержатель, фиксированный и передвижной люнеты, верхний салазок, брызговик и цанговое приспособление для цанг ESX от 1,5 до 14 мм. Для домашней мастерской, особенно внутри шланга или квартиры, наиболее полезным дополнением является механизированное вертикальное фрезерно-сверлильное приспособление; он крепился болтами к задней части станины и приводился в движение (через клиновидный ремень) двигателем мощностью 200 Вт, который обеспечивал три скорости: 380, 700 и 1600 об/мин. на 50-тактной подаче и 450, 800 и 1900 об/мин. на 60-цикл. Максимальный зазор между торцом винтового шпинделя и расточной таблицей составлял 200 мм, рабочий радиус 82 и ход пиноли с помощью рычага быстрой подачи или дополнительной червячной насадки для тонкой подачи 30 мм. В течение 1970-х и 1980-х годов Compact 5 продавался в Соединенных Штатах компанией Sears как часть их ассортимента Craftsman с обозначением модели 549-289000 — это также, необъяснимо, тот же номер, что и на версии Sears Emco. Compact 8 с фрезерной головкой Emco Compact 5…. Также была выпущена версия Emco Compact 5 с ЧПУ.
Характеристики токарного станка TRAK
Токарные станки TRAK Toolroom
Токарные станки TRAK Toolroom
Информация для запроса
1440EX
1630RX
1630HS-RX
1845RX
2470RX
3075RX
30120RX
Модель ЧПУ ProtoTRAK
ЭЛКС
РЛС
РЛС
РЛС
РЛС
РЛС
РЛС
Емкость
Высота центров
7″
8″
8″
9″
12″
15″
16,5″
Расстояние между центрами
40″
30″
30″
45″
70″
74,80″
118″
Качели над кроватью
14″
16″
16″
18,1″
24″
30″
33″
Поворотные крылья седла
14″
16″
16″
17″
24″
28″
33″
Поворотный суппорт
7″
8,6″
8,6″
9,13″
14,5″
19″
21,2″
Поперечный ход
8″
8,5″
8,5″
10,6″
12,5″
16,1″
20,5″
Макс. секция инструмента
3/4″
3/4″
3/4″
1″
1″
1,5″
1,5″
Объем резервуара охлаждающей жидкости
3 галлона
8 галлонов
8 галлонов
13 галлонов
15 галлонов
47 галлонов
48 галлонов
Масляный насос — смазка направляющих
—
2 л
2 л
2 л
2 л
2,3 л
2 л
Смазка передней бабки
—
1,5 галлона
1,5 галлона
1,85 галлона
5,3 галлона 6,3 галлона с опцией маслоохладителя
6 галлонов
8,5 галлона
Быстрые скорости
100 дюймов в минуту по оси Z 100 дюймов в минуту по оси X
400 дюймов в минуту по оси Z 200 дюймов в минуту по оси X
400 дюймов в минуту по оси Z 200 дюймов в минуту по оси X
400 дюймов в минуту по оси Z 200 дюймов в минуту по оси X
400 дюймов в минуту по оси Z 200 дюймов в минуту по оси X
400 дюймов в минуту по оси Z 200 дюймов в минуту по оси X
400 дюймов в минуту по оси Z 200 дюймов в минуту по оси X
В процессе строительства дома или дачи зачастую появляется необходимость в оборудовании водостоков, канализации, каркасов из металла.
При изготовлении подобных изделий необходимо придать плоской заготовке необходимую пространственную форму. Советы опытных мастеров, как загнуть лист металла в домашних условиях, позволят изготавливать конструкции хорошего качества, которые прослужат долгое время.
Содержание
Технология гибки – основные сведения
Как выполнить гибку под прямым углом
Как изготовить листогибочный станок самому
Сгибание металлического листа при помощи молотка
Изготовление трубы без применения станка
Сгибание металла выполняют без сварочных швов, что позволяет избежать коррозии в дальнейшем и получить изделие повышенной прочности. Деформация не требует значительных усилий и выполняется, как правило, в холодном состоянии.
Исключение составляют твердые материалы, вроде дюрали или углеродистых сталей. Технология гибки листового металла разрабатывается соответственно поставленным задачам в таких вариантах, как:
радиусная,
многоугловая,
одноугловая,
п-образная.
Отдельный случай – сгибание с растяжением. Данную технологию применяют при изготовлении деталей с большими радиусами гибки, небольшого диаметра. При изготовлении деталей своими руками, процесс сочетают с такими операциями, как резка или пробивка.
Для обработки в домашних условиях хорошо подходят мягкие виды металлов и сплавов, такие как латунь, медь, алюминий. Изготовление изделий методом сгибания выполняется на вальцовочных или роликовых станках, либо вручную.
Последняя процедура довольно трудоемкая. Гибку производят при помощи плоскогубцев и резинового молотка. Если лист небольшой толщины, используют киянку.
Как выполнить гибку под прямым углом
Для сгибания скобы из металлического листа потребуется набор инструментов и приспособлений, состоящий из:
тисков,
молотка,
электропилы,
бруска,
оправы.
Длина полоски изготавливается по схеме, с тем расчётом, что на каждый загиб должен приходиться запас по 0,5 мм, плюс еще миллиметр на сгибы с обеих сторон. Заготовку помещают в тиски с угольниками. Зажимая её по линии сгиба, обрабатывают молотком.
После этого будущую скобу разворачивают в тисках, зажимают оправой и бруском, формируют другую сторону. Заготовку вытаскивают, отмеряют необходимую длину сторон, выполняя загибы по низу.
Треугольником сверяют правильность угла, подправляя молотком неточности. При выполнении обеих операций, заготовку поджимают бруском и оправой. Готовую скобу подпиливают до нужного размера.
Видео:
Как изготовить листогибочный станок самому
Для придания металлу нужной конфигурации, жестянщики используют листогиб. Но как поступить мастеру, у которого специального оборудования под рукой нет?
На деле вопрос, как гнуть листовой металл в домашних условиях, решается просто. Достаточно использовать собственную смекалку и элементарные приспособления, чтобы изготовить простенький станок.
Чтобы изготовить сгибатель для металлического профиля, потребуются:
двутавровая балка 80 мм,
крепеж (болты),
петли,
уголок 80 мм,
струбцины,
пара рукояток.
Понадобится также аппарат для сварки и устойчивый стол, на котором закрепляют готовый станок.
Основу устройства составляет двутавровая балка, к которой двумя болтами прикручивают уголок, удерживающий заготовку в процессе сгибания. Под него методом сварки крепятся три дверные петли. Вторую их часть приваривают непосредственно к уголку.
Чтобы станок легко поворачивался во время сгибания листового металла, к нему с двух сторон приделывают ручки. Струбцинами готовый станок крепят к столу. Перед укладкой заготовки уголок откручивают или приподнимают. Лист прижимают, выравнивают по краю и загибают, поворачивая станок за рукояти. Самодельное устройство годится только для обработки заготовок незначительной толщины.
Видео:
Сгибание металлического листа при помощи молотка
Для того чтобы выполнить гибку листа толщиной до 1,2 мм под прямым углом, используют простейшие инструменты – плоскогубцы (струбцины) и резиновый молоток.
Обработку производят на ровном деревянном бруске. Линию сгиба прочерчивают при помощи карандаша и линейки. Затем лист зажимают плоскогубцами так, чтобы их концы пришлись точно на линию разметки.
Край постепенно отгибают вверх, продвигаясь вдоль сгиба. После того, как угол приблизится к 90 градусам, лист помещают на брусок и при помощи молотка окончательно выравнивают.
Таким образом изготавливают узкие детали, например кромки из жести.
Совет: резиновый или деревянный молоток используют, чтобы на металле не образовались вмятины. Если сгибание выполняется обычным инструментом, в качестве прокладки нужно взять текстолитовую пластину.
Сгибание листа толщиной до 2 мм удобно проводить на рабочем столе. Металл располагают так, чтобы линия разметки приходилась на кромку. Под обрабатываемый материал подкладывают стальной уголок.
Лист зажимают в тисках при помощи двух деревянных брусков. Сгибание производят при помощи молотка, простукивая металл от одного конца к другому. Край листа при этом направляют вниз так, чтобы в итоге он полностью лег на закрепленный по краю стола уголок. Этим способом изготавливают изделия любой ширины, в том числе ящики или мангалы.
Видео:
Изготовление трубы без применения станка
Домашние умельцы изобрели массу способов сгибания металлического листа в трубу без применения станка.
Предлагаем рассмотреть простейший вариант с использованием походящей по размерам болванки. Изготавливают её из старой трубы подходящего диаметра.
Лист металла раскладывают на полу, отрезают от него кусок нужной длины. Чтобы определить нужный размер, требуемый диаметр трубы умножают на 3,14 и прибавляют 30 мм на шов.
К болванке с двух сторон приваривают перпендикулярно одна к другой по паре трубок. В их отверстия должен свободно вставляться лом.
Рекомендация мастера: способом сгибания металлического листа при помощи болванки удобно изготавливать трубы не более метра в длину.
Чтобы воспользоваться приспособлением, потребуются усилия трех человек. Болванку укладывают на край листа. Один человек встает сверху, двое других накручивают металл на болванку, проворачивая лом на 90 градусов.
Всю длину листа скручивают таким способом, оставшийся край подбивают молотком. Шов закрепляют при помощи сварки.
Нужно учесть, что радиус сгиба листового металла зависит от его толщины и способа изготовления. Горячекатаная сталь больше подходит для труб, из холодного проката изготавливают профильные изделия.
Гибка листового металла — методы и советы по проектированию [часть 1]
Гибка — одна из наиболее распространенных операций по изготовлению листового металла. Этот метод, также известен как прессование, отбортовка, гибка штампа, фальцовка и окантовка, этот метод используется для деформации материала до угловой формы.
Это достигается за счет приложения силы к заготовке. Сила должна превышать предел текучести материала для достижения пластической деформации. Только так можно получить стойкий результат в виде изгиба.
Какие методы гибки наиболее распространены? Как пружинистость влияет на изгиб? Что такое k-фактор? Как рассчитать допуск на изгиб?
Все эти вопросы обсуждаются в этом посте вместе с некоторыми советами по гибке.
Методы гибки:
Существует довольно много различных методов гибки. У каждого есть свои преимущества. Обычно возникает дилемма между стремлением к точности или простоте, в то время как последняя находит все большее применение. Более простые методы более гибкие и, что наиболее важно, для получения результата требуется меньше различных инструментов.
V-образный изгиб:
V-образная гибка является наиболее распространенным методом гибки с использованием пуансона и штампа. Она имеет три подгруппы — гибка на основе или нижняя гибка, «свободная» или «воздушная» гибка и чеканка. На воздушную гибку и гибку на основе приходится около 90% всех операций гибки.
Приведенная ниже таблица поможет вам определить минимальную длину фланца b (мм) и внутренний радиус ir (мм) в зависимости от толщины материала t (мм). Вы также можете увидеть ширину матрицы V (мм), которая необходима для таких характеристик. Для каждой операции нужен определенный тоннаж на метр. Это также показано в таблице. Вы можете видеть, что более толстые материалы и меньшие внутренние радиусы требуют большей силы или тоннажа. Выделенные параметры являются рекомендуемыми спецификациями для гибки металла.
График силы изгиба
Допустим, у меня есть лист толщиной 2 мм, и я хочу его согнуть. Для простоты я также использую внутренний радиус 2 мм. Теперь я вижу, что минимальная длина фланца для такого изгиба составляет 8,5 мм, поэтому я должен учитывать это при проектировании. Требуемая ширина матрицы составляет 12 мм, а тоннаж на метр — 22. Самая низкая общая производительность стенда составляет около 100 тонн. Линия гибки моей заготовки составляет 3 м, поэтому общая необходимая сила составляет 3 * 22 = 66 тонн. Таким образом, даже простой верстак, с достаточным количеством места, чтобы согнуть 3-метровые листы, подойдет.
Тем не менее, нужно помнить об одном. Эта таблица применима к конструкционным сталям с пределом текучести около 400 МПа. Если вы хотите согнуть алюминий , значение тоннажа можно разделить на 2, так как для этого требуется меньше усилий. С нержавеющей сталью происходит обратное — требуемое усилие в 1,7 раза больше, чем указано в этой таблице.
Нижнее прессование:
При нижнем прессовании, пуансон прижимает металлический лист к поверхности матрицы, поэтому угол матрицы определяет конечный угол заготовки. Внутренний радиус скошенного листа зависит от радиуса матрицы.
По мере сжатия внутренней линии требуется все большее усилие для дальнейшего манипулирования ею. Нижнее прессование позволяет приложить это усилие, так как конечный угол задан заранее. Возможность приложить большее усилие уменьшает пружинящий эффект и обеспечивает хорошую точность.
Разница углов учитывает эффект пружинящего отката
При нижнем прессовании важным этапом является расчет отверстия V-образной матрицы.
Ширина проема V (мм)
Метод / Толщина (мм)
0,5…2,6
2,7…8
8,1…10
Более 10
Нижнее прессование
6т
8т
10т
12т
Свободная гибка
12. ..15т
Чеканка
5т
Экспериментально доказано, что внутренний радиус составляет около 1/6 ширины проема, что означает, что уравнение выглядит следующим образом: ir = V/6.
Воздушная гибка:
Частичная гибка, или воздушная гибка, получила свое название от того факта, что обрабатываемая деталь фактически не касается деталей инструмента полностью. При частичном гибе заготовка опирается на 2 точки, и пуансон толкает изгиб. По-прежнему обычно выполняется на листогибочном прессе, но при этом нет фактической необходимости в боковом штампе.
Воздушная гибка дает большую гибкость. Допустим, у вас есть матрица и пуансон на 90°. С помощью этого метода вы можете получить результат от 90 до 180 градусов. Хотя этот метод менее точен, чем штамповка или чеканка, в его простоте и заключается его прелесть. В случае, если нагрузка ослабнет, и упругая отдача материала приведет к неправильному углу, его легко отрегулировать, просто приложив еще немного давления.
Конечно, это результат меньшей точности по сравнению с нижним прессованием. В то же время большим преимуществом частичной гибки является то, что для гибки под другим углом не требуется переналадка инструмента.
Чеканка:
Раньше чеканка монет была гораздо более распространена. Это был практически единственный способ получить точные результаты. Сегодня техника настолько хорошо контролируема и точна, что такие методы больше не используются.
Чеканка при гибке дает точные результаты. Например, если вы хотите получить угол в 45 градусов, вам понадобятся пуансон и матрица с точно таким же углом. Не о чем беспокоиться.
Почему? Потому что штамп проникает в лист, вдавливая углубление в заготовку. Это, наряду с большим усилием (примерно в 5-8 раз больше, чем при частичной гибке), гарантирует высокую точность. Проникающий эффект также обеспечивает очень маленький внутренний радиус изгиба.
U-образная гибка:
U-образная гибка в принципе очень похожа на V-образную. Есть матрица и пуансон, на этот раз они имеют U-образную форму, что приводит к аналогичному изгибу. Это очень простой способ, например, гибки стальных U-образных каналов, но он не так распространен, поскольку такие профили также можно производить с использованием других, более гибких методов.
Ступенчатая гибка:
Ступенчатая гибка — это, по сути, многократная V-гибка. Этот метод, также называемый гибовкой вразбежку, использует множество последовательных V-образных изгибов для получения большого радиуса заготовки. Окончательное качество зависит от количества изгибов и шага между ними. Чем их больше, тем более гладким будет результат.
Валковая гибка:
Валковая гибка используется для изготовления труб или конусов различной формы. При необходимости может также использоваться для изгибов с большим радиусом. В зависимости от мощности машины и количества рулонов можно выполнять один или несколько изгибов одновременно.
При этом используются два приводных ролика и третий регулируемый. Этот ролик движется за счет сил трения. Если деталь необходимо согнуть с обоих концов, а также в средней части, требуется дополнительная операция. Это делается на гидравлическом прессе или листогибочном станке. В противном случае края детали получатся плоскими.
Гибка с вытеснением:
При гибке с вытеснением листовой металл зажимается между прижимной подушкой и штампом для протирания. Форма штампа для протирки, расположенного внизу, определяет угол получаемого изгиба. После того, как металлический лист был надежно зажат, перфоратор опускается на свисающий конец металлического листа, заставляя его соответствовать углу протирочной матрицы. Конечным результатом обычно является чеканка металлического листа вокруг протирочного штампа.
Другой способ — ротационная гибка, она имеет большое преимущество перед гибкой вытеснением или V-образной гибкой — она не царапает поверхность материала. На самом деле, существуют специальные полимерные инструменты, позволяющие избежать каких-либо следов от инструмента, не говоря уже о царапинах. Ротационные гибочные станки также могут сгибать более острые углы, чем 90 градусов. Это очень помогает с общими углами.
Наиболее распространенный метод — с двумя валками, но есть также варианты с одним валком. Этот метод также подходит для производства U-образных каналов с близко расположенными фланцами, так как он более гибкий, чем другие методы.
Возврат при сгибе:
При сгибании заготовка естественным образом немного отскакивает после подъема груза. Следовательно, эту величину необходимо компенсировать при изгибе. Заготовка изгибается под необходимым углом, поэтому после упругого возврата она принимает желаемую форму.
Еще один момент, о котором следует помнить, — радиус изгиба. Чем больше внутренний радиус, тем больше пружинящей эффект. Острый пуансон дает маленький радиус и снимает пружинящий эффект.
Почему происходит пружинение? При сгибании деталей сгиб делится на два слоя разделяющей их линией — нейтральной линией. С каждой стороны происходят разные физические процессы. «Внутри» материал сжимается, «снаружи» — вытягивается. Каждый тип металла имеет разные значения нагрузок, которые они могут воспринимать при сжатии или растяжении. И прочность материала на сжатие намного превосходит прочность на разрыв.
В результате, на внутренней стороне труднее достичь постоянной деформации. Это означает, что сжатый слой не деформируется окончательно и пытается восстановить свою прежнюю форму после снятия нагрузки.
Допуск на изгиб
Если вы проектируете гнутые детали из листового металла в программе CAD, которая имеет специальную среду для работы с листовым металлом, используйте ее. Она существует не просто так. При выполнении изгибов она учитывает спецификации материалов. Вся эта информация необходима при изготовлении плоского шаблона для лазерной резки.
Длина дуги нейтральной оси должна использоваться для расчета развертки.
Если вам понравилась статья, то ставьте лайк, делитесь ею со своими друзьями и оставляйте комментарии!
Как правильно сгибать металлические трубы и трубы в домашних условиях – сделать их из металла
Сегодня есть несколько действительно удивительных инструментов, которые профессионалы используют для гибки труб и трубок. Трубогибы с компьютерным управлением могут откачать сложные выхлопные трубы быстрее, чем вы скажете: «Мне нужен эффективный и экономичный способ формовки трубы для выхлопной трубы моего автомобиля, если вы не возражаете».
Иногда это просто невозможно. Гибка труб и труб может выполняться несколькими способами с использованием различных инструментов. В этой статье я рассмотрю несколько различных вариантов в зависимости от вашего приложения, а также того, как вы можете правильно это реализовать. Просто ищите то, что лучше всего соответствует тому, что вы пытаетесь сделать. Все находится в оглавлении, поэтому не стесняйтесь просматривать его, чтобы получить нужную информацию.
Содержание
Вводная информация
Итак, для начала давайте пройдемся по важной информации. А именно, в чем проблема с изгибом труб и труб.
На самом деле есть несколько проблем, на которые вам нужно обратить внимание. Одним из них является перегиб. Если вы просто возьмете кусок трубки и согните его, он защемится и перегнется в месте изгиба. Это делает трубку слабой, и через нее ничего не сможет течь. Никому не нравится, когда его трубы перекручиваются.
Второй — растрескивание или усталость металла. Обычно это проблема для таких материалов, как медь и алюминий. Если металл не отожжен, можно ожидать проблем. Сталь имеет тенденцию быть довольно податливой, поэтому вам может понадобиться применять тепло только в том случае, если она слишком тяжелая, чтобы согнуть себя.
Для большинства из них я бы порекомендовал сначала попробовать их на тренировочном образце. Это позволит вам получить представление о том, как это будет выглядеть. Вы также можете проверить его на наличие трещин и решить, нужно ли его отжигать.
Как согнуть кабелепровод ЕМТ
Оцинкованный стальной или алюминиевый кабелепровод ЕМТ на самом деле является отличным материалом для конструкций. Кабелепровод — это материал, который вы обычно используете для прокладки проводов в промышленном здании. Это сверхпрочный и довольно прочный материал.
Многие ребята, которых я знаю, использовали его, чтобы строить такие вещи, как действительно крепкие палатки и навесы. Некоторые люди будут использовать трубы из ПВХ, но трубопровод прочнее и (на мой взгляд) выглядит красивее. Это также очень дешево! Длина 1/2″ x 10 футов обычно обойдется вам чуть более 3 долларов за длину. С этим материалом можно сделать потрясающую работу.
Вот небольшой список идей, что вы можете с ним сделать:
Прицепы для велосипедов/квадроциклов
Рамы тележки (я бы порекомендовал сварные соединения, но сначала обязательно очистите цинк)
Палатки и навесы
Теплицы
Стеллаж
Стойки (например, для велосипедов и инструментов в вашем гараже)
Карнизы для штор
Навесы
Решетка (решетка? или шпалера?)
Геодезические купола
Каркас компьютерного стола
Кроме того, с помощью кабелепровода EMT очень легко выполнить профессионально выглядящие изгибы. Обычным инструментом для промышленных электриков является трубогиб. Лучшее в них то, что они на самом деле очень дешевы для более экономичных. Конечно, вы также можете взять его напрокат, но за такую дешевизну вы можете просто купить его. Лучшая отдача от затраченных средств — это на Amazon. Вам нужно будет щелкнуть ссылку, чтобы проверить текущую цену.
Преимущество трубогибочного станка заключается в том, что у вас будут отличные, стабильные изгибы на протяжении всего проекта. Они изгибаются по радиусу, благодаря чему труба остается прочной и не перегибается, поэтому конечный результат выглядит великолепно.
Следует обратить внимание на то, чтобы трубогиб соответствовал диаметру трубопровода. Мне нравится 1/2″, потому что он дешевый и с ним легко работать, но вы также можете получить его большего размера, например, диаметром более 2″. Я не уверен, насколько сложно их согнуть, но только руками; Лично я никогда не работал с чем-то настолько большим.
Преимущество трубогиба заключается в том, что на нем есть множество действительно полезных меток, чтобы вы знали, под каким углом вы сгибаете. Они очень удобны, и ваш проект будет готов в кратчайшие сроки.
Если вам нужны более плотные изгибы или вы не хотите сгибать металл самостоятельно, вы можете просто купить набор соединителей из цинкового литья под давлением и скрепить все вместе.
Как согнуть выхлопные трубы
Для этого действительно стоит использовать трубогиб. Это просто делает ваши изгибы очень легкими и чистыми. Правильный трубогиб будет иметь несколько размеров плашек, соответствующих диаметру вашего выхлопа, и гарантирует, что вы не перегибаете его.
Спросите своих приятелей, есть ли у кого-нибудь доступ к нему. Во многих магазинах металла есть один, спрятанный в углу.
Честно говоря, лучше всего просто отнести его в магазин выхлопных газов. У этих парней будут машины стоимостью 7 тысяч долларов и выше, и они смогут делать это быстрее и дешевле, чем вы. Они тоже получатся красивыми.
В качестве альтернативы можно купить несколько готовых деталей, затем разрезать их и сварить вместе. Я бы, наверное, пошел по этому пути, прежде чем пытаться согнуть их самостоятельно.
Вот пример того, что можно купить по разумной цене:
Если вы хороший сварщик, у вас может получиться отличная выхлопная система. Кроме того, это увлекательная работа. Просто имейте в виду, что у вас могут возникнуть проблемы с проверками в будущем, если вы будете делать это самостоятельно. Это зависит от того, где вы находитесь, но большинству мест не понравится тот факт, что вы не сертифицированы для этого. Что-то, связанное с риском утечек, которые выпустят токсичный газ до того, как он пройдет через каталитический нейтрализатор, нанося вред окружающей среде и легким детям.
В качестве альтернативы вы можете использовать метод песка. Для чего-то такого большого, как выхлопная труба, потребуется немного терпения и мускулов, но это выполнимо. Ниже я подробно расскажу о методе песка, поэтому просто прокрутите вниз, если хотите попробовать.
Как согнуть медную трубку
Как правило, есть два типа медных трубок, с которыми вы столкнетесь: прямые отрезки трубы и гибкие витки.
Гибкая катушка легко сгибается. Это то, для чего он создан. Стены тонкие, и вы даже можете согнуть его (до некоторой степени) просто руками, если это широкий изгиб. Однако для более острых вещей вы, вероятно, перевернете его.
Если вам нужно что-то, что может сгибать трубы меньшего размера (например, с внешним диаметром 1/4, 3/16 и 3/8), вы можете приобрести небольшой ручной трубогиб, который сделает это очень просто. На Амазоне продается один, он отличный. Это от Тектона; он действительно прост в использовании и отлично работает для мягких материалов, таких как медь, алюминий и тонкостенная сталь. Это также очень экономично, вы можете проверить текущую цену здесь.
Основная проблема с гибкой катушкой – сделать ее прямой. Если вы хотите, чтобы он был хотя бы слегка заметен, я бы Настоятельно рекомендуем приобрести выпрямитель для труб. Это тот, который крепится в тисках (вы также можете привинтить его к куску дерева, чтобы он оставался устойчивым) — это хорошая отдача, поскольку она действительно работает. Есть более дешевые, но, поскольку это регулируется, вы сделаете трубу значительно более прямой. Все, что вам нужно сделать, это вставить трубу, повернуть ручку, чтобы отрегулировать ее, и протянуть медную трубку. Работает как шарм.
Не хотите покупать инструменты?
Вот странный лайфхак, который действительно сработает, как только вы его освоите: выйдите на улицу. Выложите длинный кусок 2×10 или фанеры, затем натяните отрезок трубки примерно такой же длины. Аккуратно раскачивайте трубку, как будто вы рубите дрова топором в замедленной съемке. Не так, как Тор, совершающий прыжки с земли; ты будешь выглядеть глупо. Ударь по дереву. Если делать аккуратно, то выровняется.
Не судите меня. Я сделал это, и это работает. Я увидел, как парень упомянул об этом на форуме, и решил попробовать для пинков. Только не бейте слишком сильно, иначе трубка сплющится к концу.
Для прямых участков трубы действительно лучше использовать только колена и шарниры. Этот материал не очень любит гнуться, его очень легко сломать, расколоть или перегнуть.
Если вам действительно нужно его согнуть, попробуйте его нагреть. Фонарик сантехника сработает, если вы проявите терпение. Ацетиленовая горелка будет работать намного быстрее. Вы также можете попробовать отжечь его, если не хотите работать с ним, пока он горячий.
В качестве альтернативы вы можете попробовать метод с песком или замороженной мыльной водой, о котором я расскажу позже.
Как согнуть тормозные и топливные магистрали
Чтобы профессионально согнуть тормозные и топливные магистрали, используйте инструмент для формовки тормозных магистралей.
Вы определенно сможете согнуть их вручную, если попрактикуетесь и наберетесь терпения, но гибочные станки для тормозных шлангов очень просты в использовании (особенно в стесненных условиях), они делают красивые и плотные изгибы, и ваша работа будет выглядеть намного лучше.
Честно говоря, мне не повезло с дешевыми инструментами. Есть так много мусорных изгибов тормозных магистралей, которые даже не работают, или они сломаются, как только вы попробуете свой первый изгиб.
Если вы собираетесь его купить, стоит потратить немного больше на что-то с узнаваемым брендом. Мне нравится тот, что от Иствуда. Он по-прежнему имеет разумную цену, работает очень хорошо (просто берешь и крутишь) и на линии будет минимальное обжатие. С этим инструментом ваши линии будут выглядеть красиво и аккуратно. Проверьте здесь текущие цены.
Если у вас много терпения и вы хотите идеальных результатов , вы также можете попробовать сгибать вручную методом замороженной мыльной воды. Если вы немного потренируетесь и не торопитесь, у вас могут быть идеальные сгибания рук без каких-либо видимых следов. Это отлично подходит для утомительных вещей, таких как реставрация классических автомобилей, когда вы хотите, чтобы все было в первозданном виде. Я рассмотрю этот метод подробнее ниже.
Как свернуть трубы и трубки
Это отличный способ сгибания труб и трубок, но инструменты немного дороже.
С помощью этого метода вы можете получить большой радиус, довольно последовательные изгибы. Он работает, толкая трубу или трубку между тремя роликами, которые зажимают и толкают металл, когда он катится. Ролик хорошо подходит для любого типа трубок, будь то квадратные или круглые. Все, что вам нужно, это кубик, который соответствует форме. Вы также можете формовать более прочный материал, так как вы можете постепенно пропускать материал через ролики несколько раз. Другими словами, это хороший вариант для большего количества структурных элементов.
Обратной стороной этого является то, что это может быть медленным. Есть автоматизированные, которые могут быть довольно эффективными, но чаще можно увидеть вариант на ферме — что-то вроде гидравлического домкрата или большого маховика будет перемещать катки. Есть рукоятка, которая приводит в движение одно из колес и протягивает трубу через ролики. Нередко приходится прокручивать его около 60 раз, чтобы получить хороший изгиб. Ваши руки будут в хорошей форме, если вам нужно согнуть несколько труб.
Вы также получите небольшой изгиб на обоих концах изгиба. Ничего серьезного, просто что-то слегка заметное.
Как согнуть трубы и шланги с помощью песка
Я не смог доказать это, но я слышал, что Ferrari раньше (и, возможно, в настоящее время) использовали(d) этот метод для ручной формовки своих выхлопных труб. Этот метод (вместе со следующим с замороженной мыльной водой) требует немного усилий, но результаты действительно впечатляют.
Одна вещь, которая не нравится людям в использовании формовочных инструментов с трубами и шлангами, заключается в том, что это деформирует металл на изгибе. По сути, если вы вставите шарик, который идеально подходит внутрь трубы, и попытаетесь провернуть его, он застрянет в том месте, где начинается изгиб. Это связано с тем, что будет небольшая вмятина в том месте, где штампы слегка раздавили металл.
Чаще всего это не проблема. Но для парней, которые являются перфекционистами, метод песка действительно интересен.
Вот как это работает:
Создайте форму нужного радиуса. Это можно сделать несколькими способами. Вы можете использовать дерево, чтобы сделать форму радиуса, который вы хотите. Допустите изгиб, так как металл захочет немного пружинить. Найдите способ зажать один конец, не сдавливая его. Вы можете покрыть древесину листовым металлом, чтобы не обжечься слишком сильно, когда будете нагревать трубу.
Заглушите один конец трубы/трубки. Заполните его очень сухим песком . Затем наполните трубку песком, слегка утрамбовав его. Упаковывайте не плотно, только крепко. Заполните его полностью. Затем подключите другой конец.
Как правило, существует два распространенных способа затыкания концов: либо зажать их, а затем отрезать, либо набить их тряпкой (лучше для мелких деталей).
Теперь нагрейте металл горелкой. Не торопись. Это займет немного больше времени, так как вы также нагреваете песок, но песок также поможет сохранить часть тепла, пока вы сгибаетесь. Раскаляйся докрасна.
Меры предосторожности: Если ваш песок влажный, вы рискуете взорвать трубу, потому что пару некуда деваться. Чтобы тщательно высушить песок перед использованием, тщательно его проварите. Я люблю запекать его в течение часа в духовке непосредственно перед использованием.
Теперь поместите трубу в форму, которую вы построили. Используйте сварочные перчатки для работы с трубой. Вы его нагрели, поэтому будет жарко. Зажмите один конец и потяните другой вдоль этого радиуса, пока не получите желаемый изгиб. Будьте терпеливы, не торопитесь. Не ждите, что ваш первый будет идеальным. Дайте ему немного остыть, прежде чем вынимать его.
У этого метода есть несколько сложных аспектов. Например, получить правильное представление о том, насколько плотно утрамбовывать песок. Слишком туго, и потребуется гораздо больше мышц, чтобы согнуться. Это также может слишком сильно растянуть металл с одной стороны изгиба, и его будет очень трудно вытащить. Слишком мало, и труба разрушится сама по себе.
Также может потребоваться немного практики, чтобы получить правильный размер радиуса и отметить, где должны начинаться и заканчиваться изгибы. Это особенно верно, если вы пытаетесь сделать что-то действительно точное. Если вы не будете очень аккуратно держать зажатый конец, вы, вероятно, захотите отрезать несколько дюймов, потому что хомут действительно деформирует трубу.
Действительно, это классный способ сгибания труб. Сначала может быть очень неприятно получать желаемые результаты, но с практикой вы сможете делать отличные наклоны. Многие профессионалы используют этот метод и по сей день для выполнения премиальной работы. Это тоже очень старомодная техника. По-видимому, они делали это сотни лет. Не спрашивайте меня, кто «они».
Отлично подходит для материалов большего диаметра, например (по моему опыту) 3/4″ и выше. Сложность может заключаться в том, чтобы высыпать песок. Для трубок меньшего размера ознакомьтесь с замороженной мыльной водой ниже.
Как сгибать трубы с помощью замороженной мыльной воды
Это очень хорошо работает для небольших трубок из ковких материалов. Например, латунь, алюминий и сталь.
Итак, вот крутая вещь с методом замороженной мыльной воды: он образует твердый гель, пока он заморожен (консистенция измельченного эскимо), а затем он тает и вымывается. Мыльная вода также самосмазывается, поэтому она очень гладкая внутри для изгиба. Нет царапин.
Вот как это сделать:
Смешайте мыло и воду в соотношении 1:1. У меня нет технической информации о точном идеальном соотношении, но это то, что я сделал, и это сработало.
Заглушите один конец трубки. Самый простой способ сделать это — просто обжать его, а затем отрезать.
Влить смесь.
Закройте другой конец.
Поместите в морозилку на ночь.
Построить форму. Используйте дерево, колышки, случайные круглые предметы, все, что соответствует желаемой форме. Для мелких вещей с тугим изгибом используйте край 2х4.
Извлеките замороженную трубку из морозильной камеры.
Теперь согните его по форме.
Поздравляю. Теперь у вас есть изогнутая трубка.
Этот метод дает действительно хорошие изгибы без перегибов. Я слышал, что это более или менее метод, который они используют для изготовления духовых инструментов, таких как трубы, тубы и тому подобное. Я не знаю, это на самом деле мыльная вода или какая-то другая гелевая смесь, которая не должна быть холодной, но принцип тот же.
Дайте трубе прогреться и снимите колпачки. Слейте мыльную воду и тщательно промойте трубку.
Вот и все, теперь вы вооружены необходимой информацией, чтобы овладеть искусством трубогибки! В конечном счете, вам нужно решить, стоит ли сгибать трубу/трубу или просто использовать готовые соединения. Соединения часто проще и быстрее, тогда как изгиб часто прочнее, с меньшей вероятностью протечки и (если вы хорошо поработали) красивее.
Вопросы/комментарии? Разместите их ниже. Вы также можете быть очень крутым и поделиться этим в социальных сетях. Все круто делают.
Похожие вопросы
В чем разница между трубкой и трубой?
Эмпирическое правило, позволяющее запомнить разницу между трубой и трубой, состоит в том, что труба измеряется по внутреннему диаметру, тогда как труба обычно измеряется по внешнему диаметру.
Внутренние диаметры труб неточны; они являются номинальным размером. Это означает, что они будут немного больше рейтинга. Представьте себе это так: размер трубы равен диаметру шарика, который мог бы безопасно пройти через систему, не застряв.
Как согнуть квадратную стальную трубу?
Это сложнее с точки зрения требуемой силы, но, как правило, вы можете сделать это, используя тот же общий подход, что и для круглых трубок. Если вы формируете его с помощью инструмента, штампы будут плоскими, а не закругленными.
Другой вариант — вырезать V на внутренней стороне изгиба, затем согнуть его, а затем приварить внутреннюю часть. Это прочное соединение и (если вы хороший сварщик) может выглядеть красиво.
Что такое принять?
Натяжение — это термин изгиба кабелепровода, который относится к длине кабелепровода, которую займет изгиб. По сути, это то, какое смещение вам нужно от начала изгиба до места, где он выпрямляется.
Обычно на рукоятке гибочного станка указывается каталожный номер. Когда вы отмечаете свои линии, используйте это число, чтобы правильно определить расстояния.
Как добиться идеального изгиба листового металла?
Вудворд Фаб
Изготовление листового металла включает в себя различные процессы, облегчающие придание металлу необходимой формы и размера. Обработка с ЧПУ уже давно используется для формовки и структурирования металлов. Это может включать удаление заусенцев, формование, резку, изгиб и многие другие процессы в зависимости от требований. Гибка листового металла может быть сложной задачей, когда речь идет о гибке труб или цилиндрических стержней. Кроме того, в зависимости от требуемого количества, это может быть повторяющаяся задача, которая также требует точности. Несмотря на то, что технологии развились, чтобы решить эти проблемы, связанные с качеством изготовления, используемые материалы и инструменты должны быть точными, чтобы можно было добиться идеального изгиба листового металла. Этот пост предлагает несколько советов по гибке листового металла.
Процесс гибки придает металлу новую форму, которая может либо стать самостоятельным продуктом, либо использоваться в качестве компонента конечного продукта. Независимо от того, какую технологию вы используете, рассматриваемые материалы, качество станков и инструментов, а также фактор смазки являются наиболее важными элементами, когда речь идет о точности и качестве в любом процессе изготовления листового металла. Вот несколько советов и указателей, которые могут быть полезны для получения правильного изгиба:
Изгиб может быть выполнен с использованием различных методов в зависимости от используемого материала и требований. Это включает воздушную гибку, ротационную гибку, гибку валков, чеканку и так далее.
Тип изгиба выбирается в зависимости от требуемой формы. Например, гибка валком используется для изогнутых форм, а гибка эластомера используется для чувствительных или хрупких материалов любой формы. Он также используется на гладких или обработанных поверхностях.
Для сгибов со смещением нестандартной формы используется изгиб с уступом.
Листогибочные прессы используются для воздушной гибки или чеканки для получения требуемой точности.
Для гибки обычно используются медь, алюминий, нержавеющая сталь, углеродистая сталь, латунь или сплавы любого из этих металлов.
Изгиб труб и трубопроводов может быть сложной задачей. Этого можно достичь с помощью серводвигателя и процесса трехточечной гибки.
Для достижения точности при гибке труб и трубопроводов необходимо знать физические свойства используемого материала. Это включает в себя тип металла, толщину его стенки, размер или длину трубы или трубки, внутренний и внешний диаметр и радиус центральной линии.
Также важно знать допуск толщины стенки или верхний предел, чтобы избежать повреждений.
Важно знать радиус изгиба, чтобы труба не сжималась и не растягивалась при приложении давления.
Когда для гибки используются листогибочные прессы, металлическая труба пружинит, увеличивая тем самым радиальный рост.
Обычно трубка из твердого материала имеет небольшой центральный радиус.
Чем сильнее пружинит трубка, тем больше будет радиальный рост.
В сварных трубах, если стыки не выровнены должным образом, это может повлиять на форму или округлость трубы.
В некоторых случаях труба или труба могут удлиняться при изгибе. Хотя металл будет сопротивляться удлинению, округлость внешней поверхности может измениться, что сделает ее немного овальной. Некоторое удлинение может быть приемлемым в некоторых случаях, но это повлияет на точность готовой детали.
Для достижения максимальной точности ваши инструменты должны быть подходящими и хорошего качества. Итак, убедитесь, что у вас есть обновленный и поддерживаемый инструментарий.
Убедитесь, что у вас есть как жесткие, так и мягкие наборы большинства инструментов. Например, для твердых заготовок потребуется мягкая оправка и наоборот.
Для достижения нужной точности гибки сварка должна быть на должном уровне без каких-либо проблем в соединениях.
То, как вы размещаете и используете инструменты во время гибки, имеет большое значение. Например, поместите матрицу стеклоочистителя под нужным углом. То же самое относится и к зажимной матрице; она должна быть намного длиннее диаметра трубы. Он должен зажимать заготовку, не искажая ее форму. Таким образом, когда зажимная матрица достаточно длинная, давление, оказываемое зажимом, равномерно распределяется по заготовке.
Матрицы и оправки грязесъемников должны быть надлежащим образом смазаны, чтобы избежать трения. Вы можете использовать синтетические смазки, которые доступны на рынке в виде геля или пасты.
Вы должны обновить свои станки с ЧПУ до тех, которые имеют несколько осей. Для гибки вам может потребоваться инструментальное пространство на станке и до 10 осей.
Вы ищете надежный производитель инструментов для изготовления, который поймет ваши требования и предложить вам удивительную точность и качество в оговоренные сроки? Если да, вы можете связаться с опытными производителями листового металла, такими как Вудворд Фаб.
Расход цемента на 1 куб раствора: сколько нужно мешков
Расход цемента на 1 куб раствора – величина, которую должен уметь высчитывать каждый мастер/застройщик и любой, кто планирует выполнять какие-либо виды ремонтно-строительных работ с использованием бетона. Ведь даже если не придется самостоятельно готовить раствор, нужно иметь возможность проконтролировать работников, все верно рассчитать, не допустить лишних финансовых затрат или использования бетона низкого качества.
Многих интересует вопрос о том, сколько мешков цемента на 1 куб раствора понадобится, ведь именно в такой таре поставляется порошок.
Мешки по 50 кг (реже 25, 40) считаются наиболее оптимальным вариантом для транспортировки, погрузки/выгрузки, хранения, приготовления бетона. Посчитать количество мешков, нужных для раствора, можно поэтапно: сначала определить объем бетона, потом посмотреть число килограммов цемента для его приготовления, после чего поделить получившееся значение на 50 кг.
Казалось бы, расчеты довольно простые и выполнить их может каждый. Но сложность заключается в том, что далеко не всегда можно быстро и точно определить нужное количество килограммов цемента. Добавлять «на глаз» точно не стоит, лучше использовать правила и нормативы ГОСТ, СНиП.
Правда, и тут возникают вопросы, ведь расход цемента на 1 м3 раствора зависит от множества факторов, которые обязательно учитываются.
Содержание
1 Действующий СНиП или дедовский метод
2 От чего зависит расход цемента
3 Разновидность и марки смесей
4 Нормы расхода для разных растворов
4.1 На штукатурку
4.2 На кладку
4.3 Для фундамента
4.4 Для стяжки
5 Сколько купить мешков цемента
Действующий СНиП или дедовский метод
Действующие правила дают довольно однозначный ответ на вопрос о том, сколько цемента на куб раствора может понадобиться. При этом, обычно в расчетах учитываются не только оптимальные объемы компонентов, но и их характеристики: фракция, чистота, влажность, плотность, качество и т. д.
Изучая нормы расхода материалов на куб бетона, следует также учитывать условия, в которых планируется выполнять работы. Так, СНиП предполагают, что замес бетона и работы осуществляются при температуре окружающего воздуха в +23 градусов, в условиях среднего уровня влажности. Все компоненты должны быть чистыми и с влажностью максимум 7%.
Цемент берется только свежий и только что купленный, так как в процессе хранения его плотность может меняться. С учетом всех этих нюансов мастера советуют закупать цемент в объеме, на 10-15% превышающем нормы.
Сколько надо цемента на 1 куб раствора:
Марка цемента М400 – для раствора М200 – 490 килограммов
Марка цемента М500 – для раствора М200 – 410 килограммов
Марка цемента М400 – для раствора М150 – 400 килограммов
Марка цемента М500 – для раствора М150 – 330 килограммов
В таблицах можно найти такие данные:
Готовя бетон, важно вычислить, сколько нужно щебня и песка на 1 м3 раствора, так как от этих компонентов зависят прочность, надежность, долговечность монолита и другие важные характеристики.
В таблице указан расход песка, щебня:
Готовя бетон, следует помнить о том, что все можно посчитать, исходя из общего веса кубического метра раствора. Но это не так. Исходя из того, что цемент производится чрезвычайно мелкого помола и он заполняет пустоты между зернами песка, он может не повышать общий объем бетона. Так, добавив 200 или 400 килограммов цемента, объем раствора (1 кубический метр) получают тот же.
Вода в смесь добавляется в количестве, равном половине массы (но не объема) цемента. Обязательно учитывается влажность песка – чем более влажный песок, тем меньше воды понадобится. Лучше всего заливать воду порционно и смотреть на консистенцию: когда она приобретет требуемую густоту, бетон будет готов к использованию.
Независимо от марки бетона, его консистенция должна быть оптимальной для работы. Согласно нормам, консистенцию определяют по величине осадки металлического конуса, который опускают в раствор.
Но, как правило, в условиях стройки возможности использовать этот метод нет. Поэтому обычно определяют визуально: густота раствора должна быть достаточной для комфортной укладки (заливки), выравнивания, удерживания в швах и опалубке.
От чего зависит расход цемента
Количество цемента, используемого в кубометре раствора, зависит от применяемого порошка и его свойств, а также технических характеристик, которым должен отвечать бетон. Пропорции могут достаточно сильно отличаться, в приготовлении бетона разных марок используют разные объемы цемента, песка, щебня, воды. Кроме того, точные значения меняются в зависимости от некоторых факторов.
Факторы, влияющие на расход цемента в 1м3:
Объем наполнителей в растворе – чем больше песка и щебня, тем больше кг цемента, который выступает в роли связующего компонента и скрепляет частицы наполнителя. Оптимальное соотношение сыпучих смесей считают именно по количеству цемента.
Марка цемента, который используется в замесе бетона – по мере того, как увеличивается цифра, повышается прочность создаваемых конструкции/здания. Марка итоговой смеси ниже в 1.5-2 раза марки цемента, ведь в составе работают еще гравий/щебень/шлак и песок.
Требуемая марка раствора, который нужно приготовить – не только цемент, но и бетон делят на марки, каждая из которых обладает определенными характеристиками и параметрами. Лишь после определения с маркой бетона можно понять, сколько нужно цемента на 1 куб. Так, к примеру, для получения смеси М100 с использованием цемента М500 нужно смешать часть вяжущего, 5.8 частей песка, 8.1 часть щебня. А вот для получения раствора М450 пропорция выглядит так: 1/1.4/2.9.
Плотность цемента – также играет немаловажную роль. Показатель зависит от марки цемента, средний равен 1300 кг/м3.
Таким образом, расход цемента и песка, щебня напрямую зависит от марки цемента (используемого в замесе) и марки бетона, который нужно получить в итоге.
Разновидность и марки смесей
Марка цемента и бетона – это два разных показателя. Из цемента марки М400 может получиться бетон разных марок, что зависит от килограмм цемента на 1м3, объема наполнителей. Как правило, для приготовления раствора определенной марки берут цемент марки в 1.5-2 выше.
В условиях производства можно найти цемент марки М100, но обычно он не используется ввиду минимальной прочности. Наиболее популярные марки цемента – М400 и М500, которые используются в приготовлении растворов М100-М600. Для определенных работ актуальны и другие виды.
Марка цемента указывается на упаковке в маркировке – обозначается буквой М и цифрами. Марка – это прямой показатель прочности материала. В растворе прочность зависит от марки и объема используемого цемента. Чем выше марка бетона, тем труднее работать с ним, но и прочность будет выше, как и остальные эксплуатационные характеристики.
Где применяется бетон разных марок:
М100 – реализация подготовительного этапа разных работ (часто бетон кладут тонким слоем на подушку из песка под фундамент)
М150 – фундамент для небольших зданий, стяжка и заливка основания в качестве чернового слоя, бетонирование дорожек
М200 – заливка садовых дорожек, фундаментов, отмосток, бетонной стяжки в гаражах и жилых помещениях
М250/М300 – создание монолитного фундамента, лестниц, заборов, подпорок, плит перекрытия средней нагрузки, отмосток
М350 – заливка ответственных конструкций (плиты перекрытия, монолитный фундамент, колонны, ригели, чаши бассейнов и т. д.)
М400 – строительство денежных хранилищ, мостов, гидротехнических конструкций, объектов со специальными требованиями
М450/М500/М550 – те же цели, что и марка М400, также плотины, дамбы, метро
М600 – используется в возведении объектов, предполагающих особую стойкость к воздействию агрессивных факторов, требующих максимальной прочности (железобетонные мосты, сооружения спецназначения, объекты гидротехнического типа и т.д.).
Нормы расхода для разных растворов
В зависимости от того, для чего нужен бетон, в 1 м3 раствора может содержаться различный объем цемента. В современном строительстве бетонный раствор используют для реализации четырех задач: заливка фундамента, кладка строительных блоков, заливка стяжки и выполнение штукатурки. Для каждого из указанных видов работ предполагается приготовление определенного типа раствора с указанным объемом цемента.
Самый большой расход цемента на куб раствора получается в приготовлении смеси для кладки или штукатурки. Для заливки фундамента или стяжки актуально использование крупных наполнителей (гравий, щебень, шлак), что понижает расход цемента. На назначение раствора указывает марка (от нее зависят свойства бетона и основные характеристики).
Расчет цемента на куб бетона по ГОСТу:
М100 – 170 килограммов цемента
М150 – 200 килограммов
М200 – 240 килограммов
М250 – 300 килограммов
М300 – 350 килограммов
М400 – 400 килограммов
М500 – 450 килограммов
На штукатурку
Стандартный штукатурный раствор готовят из 3 частей песка и 1 части цемента. Если слой выполняют с толщиной не больше 12 миллиметров, то на 1 квадратный метр штукатурки отвешивают 1.6 килограмма цемента марки М400 и 1.4 килограмма цемента марки М500. Объемы раствора на кубический метр кладки рассчитать можно так: 1м2 х 0.012 м = 0.012 м2 = 12 литров.
На кладку
Для квадратного метра кирпичной кладки толщиной в один кирпич понадобится минимум 75 литров раствора М100. Пропорция цемента марки М400 и песка составляет 1:4. Таким образом, расход цемента на кладку кирпича составляет 250 килограммов на кубометр песка. Сколько кубов раствора понадобится в общем, считают по величине здания.
Воду берут в объеме половины веса цемента. Так, если замешивать раствор с использованием ведер, получается так: 1 ведро цемента марки М500, 4 ведра песка, 7 литров воды.
Для фундамента
Чтобы приготовить раствор для заливки фундамента, необходимо все верно рассчитать. Обычно используют раствор марки М100-М300. Прочности М100 достаточно для малоэтажных строений, М150 и М200 подойдет для здания в несколько этажей. Чем выше марка, тем прочнее будет строение. Для замеса берут цемент М300/М400 (1 часть вяжущего и 3 части песка) либо М500 (1 часть вяжущего и 5 песка).
Расход цемента на кубометр раствора:
М50 (на базе цемента М400) – 380 килограммов
М100 (на базе цемента М300) – 214 килограммов
М200 (на базе цемента М400) – 286 килограммов
М300 (на базе цемента М500) – 382 килограмма
Такие расчеты актуальны, если смесь готовится по пропорции: 1 часть цемента, 2-4 части песка, 3 части щебня/гравия.
Для стяжки
Пропорция для замеса такая: 1 часть цемента и 3 части песка. Тут можно привести пример правильных расчетов. Итак, нужно залить поверхность 3 на 4 квадратных метра (12 получается) с толщиной слоя 30 миллиметров.
Этапы выполнения расчетов:
Определение нужного объема бетонного раствора: 12 м2 х 0.03 м = 0.36 м3.
Выбор марки бетона – берем М200, готовим из цемента М500, которого нужно 410 килограммов.
Подсчет числа мешков цемента: 410 кг х 0.36 м3 = 148 кг / 50 = 3 мешка (почти).
Сколько нужно песка: 1600 кг/м3 (вес кубометра смеси) х 0.36 м3 (нужное количество смеси) = 576 х 0.75 (доля песка в бетоне) = 432 килограмма. На куб раствора песка уйдет около 1200 килограммов.
Сколько купить мешков цемента
Чтобы понять, сколько мешков цемента понадобится для приготовления смеси, используют пропорции и объем. Так, если готовят замес для стяжки пола и используют пропорцию 1:4, получается, что цемента нужно четверть куба. Насыпная плотность вяжущего показывает, что в литре содержится 1.4 килограмма.
Четверть куба – 250 литров. Их нужно умножить на 1.4 – получается 350 килограммов цемента. В мешке обычно 50 килограммов – для приготовления куба нужно 350 / 50 = 7 мешков по 50 кг (или 14 по 25 кг).
Расход вяжущего допускается считать и по-другому. Так, если толщина стяжки составляет 10 сантиметров, то для одного квадрата нужно 0.1 кубометра раствора. В нем содержится в 10 раз меньше цемента, чем в кубе: 350 кг / 10 = 35 килограммов. Для стяжки толщиной в 5 сантиметров нужно 35 / 2 = 17.5 килограммов цемента.
Стоит помнить, что норма расхода цемента зависит также и от активности вяжущего. Обычно ее определяют экспериментально, в процессе замеса контрольных образцов, при испытании на прочность. Но на объекте сделать это невозможно, поэтому следует ориентироваться на срок годности материала. Чем свежее, тем лучше, так как со временем цемент может терять до 20% активности в месяц. Подержав на складе мешки с цементом М500 около трех месяцев, можно уже работать с маркой М400.
Приготовленный по технологии и с правильным расходом цемента бетон способен выдерживать все нагрузки, демонстрировать оптимальные параметры и свойства, гарантируя долговечность и надежность конструкций.
таблица пропорций компонентов, технология приготовления
Цемент является основой бетонной смеси, именно он связывает остальные компоненты воедино. Он оказывает непосредственное влияние на другие показатели: прочность, морозо- и влагостойкость, отклонение дозировки приводит к их неизбежному изменению. Еще одной особенностью считается цена: из всех ингредиентов вяжущее обходится дороже всего, засыпать его свыше нормы при замесе экономически невыгодно, равно как и закупать его заранее (потеря полезных свойств начинается через 2 месяца после выпуска). Как следствие, крайне важно знать, сколько нужно цемента на кубический метр бетона еще до начала работ, а в процессе приготовления – засыпать его в пределах нормы согласно выбранным типу и марке раствора.
Оглавление:
Нормативные требования
Компоненты бетона и их пропорции
Как самостоятельно замешать раствор?
Факторы, влияющие на пропорции вяжущего
Главным условием является достижение прочностных свойств, которые, в свою очередь, зависят от целевого назначения строительной конструкции. Пропорции подбираются с учетом ожидаемого класса бетона (рекомендуемая дозировка приведена ниже в таблице), его подвижностью, морозостойкостью и водонепроницаемостью. Помимо основных нормативных требований на итоговые показатели бетонного раствора влияют:
Марка прочности, активность, насыпная плотность и время схватывания цемента.
Состояние песка: размер зерен, влажность, наличие примесей. При превышении доли ила свыше 15% требуется тщательный просев, промывка и сушка, этот фактор легко проверяется заливкой воды.
Параметры щебня или другого крупного наполнителя: лещадность, размер фракций, удельный вес, степень загрязненности. По аналогии с песком его надо промыть и высушить.
Наличие в составе пластификаторов или упрочнителей.
Ориентировочный расход цемента на 1 куб бетона приведен в таблице:
Ожидаемая марка прочности
Сколько цемента нужно для 1 м3, кг
Количество цемента в литрах
М100
166
111
М150
205
137
М200
241
161
М250
300
200
М300
319
213
М400
417
278
М450
469
313
При нестрогих требованиях к качеству раствора выбирается простое и проверенное временем соотношение: 1:2:4:0,5 (цемент, песок, щебень, вода, соответственно). В перерасчете на массу выходит 330 кг вяжущего, 600 – песка, 1250 – крупнофракционного наполнителя и 180 литров затворяемой жидкости. В остальных случаях пропорции подбирают и переводят на весовой расчет (признанный более удобным) согласно данным в таблице (при условии использования портландцемента с качеством не ниже М400):
Ожидаемая марка прочности бетона
Доля компонентов
цемент
щебень
песок
вода
При использовании портландцемента М400
М100
1
4,6
7
0,5
М150
3,5
5,7
М200
2,8
4,8
М250
2,1
3,9
М300
1,9
3,7
М350
1,5
3,1
М400
1,2
2,7
М450
1,1
2,5
М500
1
2
То же при использовании портландцемента М500
М100
1
5,8
8,1
0,5
М150
4,5
6,6
М200
3,5
5,6
М250
2,6
4,5
М300
2,4
4,3
М350
1,9
3,8
М400
1,6
3. 2
М450
1,4
2,9
М500
1,2
2,5
Таким образом, для определения, сколько всего потребуется цемента для бетонирования, вначале устанавливается тип и рассчитывается объем конструкции, и исходя из этих данных – все остальные компоненты. Минимальной допустимой маркой строительного раствора для фундаментов и несущих стен является М200, по мере увеличения этажности и других нагрузок требования усиливаются.
О том, как рассчитать количество цемента для строительства различных конструкций, читайте тут.
Приготовление раствора
Качество и однородность бетонной смеси зависят не только от выбранных пропорций и степени подготовки ингредиентов, но и от их последовательности соединения. В частном строительстве практикуются два способа самостоятельного приготовления растворов: ручной и механизированный с помощью бетономешалки. В первом случае вяжущее и наполнитель сначала тщательно перемешиваются в сухом состоянии (начиная с цемента и песка) и только потом затворяются чистой водой. Все компоненты надо подготовить заранее с учетом требуемых объемов.
При механизированном замесе рекомендуемая абсолютно другая последовательность. Вначале в чашу бетономешалки заливается около 80% от общей доли воды, после чего вводится небольшими порциями, с периодическим включением вращения барабана или лопастей – песок и цемент, в конце – крупнофракционный наполнитель. Оставшаяся доза жидкости вливается малыми дозами, избыток отрицательно сказывается на прочности бетона.
В целом при приготовлении раствора надо учесть следующие правила:
1. При закладке арматурного каркаса (бетонирование фундаментов, несущих стен и перекрытий) в состав вводят повышенную долю цемента – от 220 кг на один кубометр, это минимальная норма для ЖБИ.
2. Заявленная марка прочности цемента ухудшается при длительном хранении, использовать для замеса с теми же пропорциями вяжущее, выпущенное более полугода назад, нельзя.
3. Итоговый класс бетона зависит от качества наполнителя: песка, щебня или гравия. Увеличение доли цемента положительно влияет на прочность, но лишь до определенной грани: при вводе его более 400 кг на один куб раствора она будет неизменной, а при засыпке свыше 500 – начнет падать.
4. При приготовлении бетонных смесей для фундамента используется щебень или гравий с прочностью на сжатие не ниже 800 кг/см2.
5. Суммарный объем закладываемых компонентов по отдельности всегда выше, чем у получаемого раствора, это нужно учесть при расчете материалов.
6. Перед приобретением цемента стоит проверить не только дату изготовления и наличие сертификата, но и уточнить его насыпную плотность, рекомендуемый минимум составляет 1300 кг/м3.
7. Для ускорения процесса нужно выбрать рабочую емкость для засыпки (чаще всего – ведро) и рассчитать сколько весит песок и щебень при полном ее заполнении и уплотнении.
8. Поправка (снижение В/Ц соотношения) при переувлажнении наполнителя обязательна.
9. Указанные в таблице выше значения актуальны при использовании исключительно свежего цемента с маркой прочности не ниже М400. Приготовление бетонных смесей на основе уступающего по качеству вяжущего увеличивает его долю в разы.
10. Существует способ перерасчета пропорций при необходимости применения уступающего в качестве цемента. Коэффициенты перехода к следующей марке составляют не менее 0,9 именно на это значение надо увеличить долю вяжущего в бетонной смеси.
11. Получить бетон высокого класса на основе цемента с более низкой маркой прочности невозможно.
12. При замесе раствора для заливки монолитного фундамента ввод щебня в состав обязателен. Оптимальное соотношение его с песком в объемном выражении достигает 0,8:0,5.
13. Допустимое отклонение при подборе дозировки на один куб для цемента не превышает 1 кг, для щебня – 5.
Как рассчитать количество цемента и песка в растворе 1:3?
Как рассчитать количество цемента и песка в растворе 1:3? в этой теме мы узнаем, как рассчитать количество цементного песка в растворе 1:3. Мы знаем, что цементный раствор представляет собой смесь цемента и песка.
Соотношение смеси 1:3 , в которой одна часть цемента и 3 части песка. Мы знаем, что цементный раствор используется для многих строительных работ, таких как кирпичная кладка, штукатурные работы внутри и снаружи, иногда он также используется для работ ЦОД.
Как рассчитать количество цемента и песка в растворе 1:3?
Значение смеси 1:3 строительный раствор – при такой пропорции смеси цемента и песка, в которой одна часть цемента и 3 части песка и добавлением воды. Вода добавляется в растворную смесь примерно на 20% от ее сухого объема.
■ шага, как рассчитать количество цемента и песка в растворе 1:3
1) предположим, что объем раствора равен 1 м3
2) сначала рассчитаем влажный объем раствора
3) рассчитаем сухой объем раствора
4) расчет количества цемента
5) расчет количества песка
Как рассчитать сухой объем раствора в масштабе 1:3
■ данные:-
Предположим, объем раствора = 020 м3 900 Плотность цемента = 1440 кг/м3
Цемент в 1 мешке = 50 кг
1 м3 = 35,3147 куб. = 1+3= 4
Часть цемента = 1/4
Часть песка = 3/4
■ Расчет :- мы знаем, что при расчете сухого объема цементного раствора кофактор 1,33 умножается на влажный объем раствора с учетом потерь раствора и Таким образом, увеличение объема
Влажный объем = 1 м3
Сухой объем раствора = влажный объем × 1,33 = 1 м3 × 1,33 = 1,33 м3
Сухой объем раствора = 1,33 м3
Как рассчитать количество цемента :3 миномет?
Масса цемента = часть цемента × объем × плотность цемента
Масса = (1/4) × 1,33 м3 × 1440 кг/м3
Масса цемента = 478,8 кг
Количество мешков с цементом = 478,8/ 50 = 9,5 мешков
На 1 кубометр раствора в пропорции 1:3 вам потребуется 478,8 кг (9,5 мешков) цемента количество
Как рассчитать количество песка в растворе 1:3?
Объем песка в м3 = (3/4)× 1,33 м3 = 0,9975 м3
Объем песка в м3 = 0,9975m3
And we know
1m3 = 35. 3147 cft
Volume of sand in cubic foot = 0.9975 ×35.3147 = 35.22 Cuft
1 cuft of sand = 46 Kg ( approx )
35.22 Cuft of sand = 46 Kg × 35.22 = 1620 кг
Количество песка = 1620 кг = 1,62 тонны
На 1 кубометр раствора в пропорции 1:3 необходимо 0,9975 кубометра (35,22 кубических фута) или 1620 кг (1,62 тонны) количества песка
3
3 ◆Вы можете подписаться на меня в Facebook и подписаться на наш канал Youtube
Вам также следует посетить:-
1)что такое бетон, его виды и свойства
2) расчет количества бетона для лестницы и его формула
На 1 м3 раствора: 3, вам потребуется 478,8 кг (9,5 мешка) цемента и 0,9975 кубических метра (35,22 кубических фута) или 1620 кг (1,620 тонны) количества песка.
Расчет цементного раствора|Расчет цементного раствора в кирпичной кладке
Расчет цементного раствора производится для определения количества цемента и песка при различных соотношениях цементного раствора. Например, для цементного раствора с соотношением 1:6 всего потребуется 5,50 мешка цемента и 1,14 м3 песка.
Содержание
Расчет цементного раствора
Рассчитаем объем материала, необходимый для 1 куб. 33% объема пустот)
Расчет
Цементного раствора 1:6
Объем цемента в кубометрах = (1×1,33) / 7 = 0,19 м 3 Объем 1 мешка цемента = (Вес / Плотность) = 50 / 1440 = 0,0347 м 3 Необходимое количество мешков с цементом = 0,19 / 0,0347 = 5,48 мешков. Объем песка = (6x 1,33)/7 = 1,14 м 3
Расчет
Цементный раствор 1: 5
Объем цемента в куб. м = (1×1,33) / 6 = 0,22 м 3 Нет
, необходимых мешков с цементом = 0,22/0,0347 = 6,34 мешка. Объем песка = (5x 1,33) /6 = 1,11 м 3
Расчет
Цементный раствор 1: 4
Объем цемента в кубометрах = (1×1,33) / 5 = 0,27 м 3 № 3 № , необходимых мешков с цементом = 0,27/0,0347 = 7,78 мешков. Объем песка = (4x 1,33)/5 = 1,06 м 3
Расчет
цементного раствора 1: 3
Объем цемента в кубометрах = (1×1,33) / 4 = 0,33 м 3 Необходимое количество мешков с цементом = 0,33/0,0347 = 9,51 Объем песка = (3x 1,33)/4 = 1,00 м 3
Расчет
Цементный раствор 1: 2
Объем цемента в кубометрах = (1×1,33) / 3 = 0,44 м 3 Необходимое количество мешков с цементом = 0,44/0,0347 = 12,68 мешков. Объем песка = (2x 1,33)/3 = 0,89 м 3
Расчет
Цементный раствор 1: 1
Объем цемента в кубометрах = (1×1,33) / 2 = 0,67 м 3 Необходимое количество мешков с цементом = 0,67/ 0,0347 = 19,31 мешка. Объем песка = (1x 1,33)/2 = 0,67 м 3
Соотношение цементного раствора
Сумма
Volume of Cement
No. of bags of Cement
Volume of Sand
Cement Mortar 1:6
1+6 = 7
=(1×1.33)/ 7= 0,19 куб.см
0,19/0,0347 =5,48
=(6×1,33)/7=1,14 куб.см
Цементный раствор 1:5
1+5 = 6 11 = 0,22
0,22/0,0347 = 6,34
= (5x 1,33 )/6 = 1,11
Цементный раствор 1: 4
1+4 = 5
= (1 × 1,33)/5 = 0,27 сперма
0,27/0,0347 = 7,78
= (4x 1,33)/5=1,06. Строительный раствор 1:3
1+3 = 4
=(1×1,33)/4= 0,33 куб. см
0,33/0,0347 =9,51
=(3x 1,33 )/4=1,00 куб. см
9028 9028 цемент :2
1+2 = 3
=(1×1,33)/3= 0,44 куб.см
0,44/0,0347 =12,68
=(2x 1,33)/3=0,89cum
Cement Mortar 1:1
1+1 = 2
=(1×1.33)/2= 0.67 cum
0.67/0.0347 =19.31
=(1x 1.33 )/2=0. 67 cum
Сводка расчета цементного раствора
Соотношение цементного раствора
Количество мешков цемента
Объем песка в сперме
. Объем песчаника в кубической ноге
. 5,50
1,14
40
Цементный раствор 1: 5
6
1,11
39
Цементный Массачу 10
1,00
35
Цементный раствор 1: 2
13
0,89
31
Цементный Мортичный0228
Упак. цемента и песка в 1 м3 цементного раствора
Расчет цементного раствора в кирпичной кладке
Расчет цементного раствора в кирпичной кладке заключается в определении общего количества раствора, необходимого на единицу объема кирпичной кладки. Зная количество раствора, мы можем рассчитать общее количество цемента и песка в кладке.
Расчет цементного раствора в 10 см кирпичной кладки
Размер стандартного кирпича (с раствором) = 20х10х10 (в см).
Общее количество кирпичей, необходимое на 1 м кладки = 1/(0,20×0,10×0,10) = 500 шт.
Количество кирпичей на 10 м кладки = 5000. х 0,09 х 0,09 = 7,7 куб.
Объем раствора = общий объем кирпичной кладки – объем кирпичей = 10-7,7 = 2,3 м3
Это связано с тем, что объем сухого раствора всегда больше объема влажного раствора. Если вы возьмете 1 м3 сухого раствора и добавите к нему воды для приготовления раствора. Конечный объем всегда будет ниже 1 куб. Для этого добавляется 25%.
Теперь мы подсчитали, что на 10 м3 кирпичной кладки требуется примерно 3,16 м3 сухого раствора.
Цементный раствор 1:6 Расчет в кирпичной кладке
Объем цемента в кубометрах = (1×3,16) / 7 = 0,45 м 3 Объем песка = 3,16 – 0,45 = 2,71 м 3 или ( 3 6x 3,16) /7 = 2,71 м 3 Объем 1 мешка с цементом = (Вес / Плотность) = 50 / 1440 = 0,0347 м 3 Необходимое количество мешков с цементом = 0,45 / 0,0347 = 12,97 сумок.
Цементный раствор 1:5 Расчет в кирпичной кладке
Объем цемента в кубометрах = (1×3,16) / 6 = 0,53 м 3 Объем песка = 3,16 – 0,53 = 2,63 м 3 или ( 3 5x 3,16) /6 = 2,63 м 3 Необходимое количество мешков с цементом = 0,53 / 0,0347 = 15,27 мешков.
Цементный раствор 1:4 Расчет в кирпичной кладке
Объем цемента в см = (1×3,16) / 5 = 0,63 м 3 Объем песка = 3,16 – 0,63 = 2,53 м 3 или (4x 3,16) /5 = 2,53 м 3 Необходимое количество мешков с цементом = 0,63 / 0,0347 = 18,16 мешков.
Цементный раствор 1:3 Расчет в кирпичной кладке
Объем цемента в кубометрах = (1×3,16) / 4 = 0,79 м 3 Объем песка = 3,16 – 0,79 = 2,37 м 3 или ( 3 3x 3,16) /4 = 2,37 м 3 Необходимое количество мешков с цементом = 0,79 / 0,0347 = 22,77 мешков.
Цементный раствор 1:2 Расчет в кирпичной кладке
Объем цемента в кубометрах = (1×3,16) / 3 = 1,05 м 3 Объем песка = 3,16 – 1,05 = 2,11 м 3 или (2x 3,16) /3 = 2,11 м 3 № , необходимых мешков с цементом = 1,05 / 0,0347 = 30,26 мешков.
Цементный раствор 1:1 Расчет в кирпичной кладке
Объем цемента в кубометрах = (1×3,16) /2 = 1,58 м 3 Объем песка = 3,16 – 1,58 = 1,58 м 909014 3 или ( 1x 3,16) /2 = 1,58 м 3 Необходимое количество мешков с цементом = 1,58 / 0,0347 = 45,53 мешка.
Сводка
Коэффициент цементного раствора
Сумма
Том цемента
Количество мешков из Cement
VOLCE .
1111111111111111111111111118 VOLCE . . 6
1+6 = 7
=(1×3,16)/7= 0,45 куб. см
0,45/0,0347 =12,97
=(6×3,16)/7=2,71 куб.
1+5 = 6
=(1×3,16)/6= 0,53 куб.см
0,53/0,0347 =15,27
=(5×3,16)/6=2,63 куб.см
Цементный раствор, 1:4
0,63/0,0347 =18,16
=(4×3,16)/5=2,53 куб.см
Цементный раствор 1:3 0,79/0,0347 =22,77
=(3×3,16)/4=2,37 куб.см
Цементный раствор 1:2
1+2 = 3
=(1×3,16)/5 куб.см= 9,00211
1,05/0,0347 =30,26
=(2×3,16)/3=2,11 куб.см
Цементный раствор 1:1
1+1 = 2
1+1 = 2
=(02×1,19 куб.см)
1.58/0.0347 =1.30 =45.53
=(1×3.16)/2=1.58 cum C
Summary of Cement Mortar Calculation in Brick Masonry
Схемы подключения насоса отопления: варианты и пошаговый инструктаж
Равномерное распределение тепла в доме с автономной отопительной системой обусловлено используемой моделью перекачивающего устройства. За счет этого оборудования обеспечивается принудительное движение теплой среды по трубам и радиаторам.
Чтобы определить, какая схема подключения насоса отопления будет оптимальной для самостоятельного воплощения, предстоит учесть многие детали. В этой статье подробно рассмотрим возможные схемы подключения, детально разберем правила подключения.
А также уделим внимание тонкостям выбора места под установку, дополнив материал тематическими фото и схемами.
Содержание статьи:
Плюсы и минусы применения насоса отопления
Выбор места врезки прибора в систему
Где можно поставить насос?
Бывают ли исключения из правил?
Отопление с группой отдельных магистралей
Схемы для разного типа систем
Насос и котел на твердом топливе
Схема монтажа насоса
Установка дополнительного оборудования
Правила подключения к электропитанию
Выводы и полезное видео по теме
Плюсы и минусы применения насоса отопления
Еще пару десятков лет назад в частном секторе дома оснащались отоплением самотечного типа. В качестве источника тепла использовалась дровяная печь или газовый котел. Для габаритных циркуляционных приборов оставалась всего одна область применения – сети централизованного отопления.
Сегодня же производители оборудования для отопления предлагают менее габаритные агрегаты, обладающие следующими преимуществами:
Увеличилась скорость передвижения теплового носителя. Выработанное котлом тепло достаточно быстро поступает в радиаторы. За счет этого существенно ускорился процесс прогрева помещений.
Чем больше скорость движения, тем выше пропускная способность труб. Это означает, что идентичный объем тепла может быть доставлен в комнаты, магистралью с меньшим диаметром.
Схемы водяного отопления претерпели значительных изменений. Магистраль может быть проложена с самым незначительным уклоном. Также сложность и протяженность линии может быть какой угодно. Основное правило – рациональный выбор отопительного насоса исходя из требуемой мощности.
С помощью бытового циркуляционного прибора стала возможна организация теплых полов в доме, а также эффективной системы отопления закрытого типа.
Появилась возможность спрятать всю отопительную линию коммуникаций, проходящую через комнаты, что не всегда благополучно сочетается с дизайном помещения. Достаточно распространены варианты укладки труб за натяжными потолками, в стенах или под покрытием полов.
К недостаткам насосных систем относят обусловленность функционирования от подачи электричества и его расходование перекачивающим аппаратом в отопительный сезон.
Ведущей фирмой Grundfos, занимающейся разработкой оборудования для отопления были выпущены инновационные модели циркуляционных насосов Alpfa2, способных менять производительность, исходя из потребностей отопительной системы, что позволяет экономить на потреблении электричества
Поэтому если участок часто лишается электроснабжения, целесообразно будет установить устройство для обеспечения электроэнергией в бесперебойном режиме. Второй недостаток не является критичным и может быть устранен мощности и модели циркуляционного насоса.
Выбор места врезки прибора в систему
Установка циркуляционного насоса предполагается на участке сразу после теплогенератора, не доходя до первой линии разветвления. Не имеет значения выбранный трубопровод – это может быть как подающая, так и обратная магистраль.
Где можно поставить насос?
Современные модели бытовых агрегатов для отопления, выполненных из высококачественных материалов, выдерживают температуру максимум в 100 °C. Однако, на более высокий нагрев теплоносителя большинство систем не рассчитаны.
Температурный показатель теплоносителя в сети персонального отопления нечасто доходит даже до 70 °C. Котел также не прогревает воду выше 90 градусов
Одинаково эффективной будет его работоспособность как на подающей, так и на обратной ветке.
И вот почему:
Плотность воды при нагреве до 50 °C равна 987 кг/м3, а при 70 градусах – 977,9 кг/м3;
Отопительный агрегат способен вырабатывать гидростатическое давление в 4-6 м водного столба и перекачивать почти 1 т теплоносителя в час.
Из этого можно сделать заключение: малосущественная разница в 9 кг/м3 между статистическим давлением движущегося теплоносителя и обраткой не влияет на качество обогрева помещений.
Бывают ли исключения из правил?
В качестве исключения могут послужить недорогие — с прямым типом сгорания. В их устройстве не предусмотрена автоматика, поэтому в момент перегрева теплоноситель начинает кипеть.
Установка коллекторной разводки в отопительной системе, применяющей твердотопливный котел считается наиболее эффективной. Однако такого вида обогрев частного дома относится к наиболее сложным в исполнении
Проблемы начинают возникать в том случае, если установленный в подающую магистраль электронасос начинает наполняться горячей водой с паром.
Тепловой носитель проникает через корпус с рабочим колесом и происходит следующее:
За счет действия газов на крыльчатку перекачивающего прибора происходит снижение КПД агрегата. В результате коэффициент скорости циркуляции теплового носителя существенно понижается.
В расширительный бачок, расположенный вблизи всасывающего патрубка, поступает недостаточное количество холодной жидкости. Перегрев механизма увеличивается и формируется еще больше пара.
Большое количество пара при попадании в крыльчатку полностью останавливает передвижение теплой воды по магистрали. Из-за возрастания давления происходит срабатывание . Выброс пара осуществляется непосредственно в котельную. Создается аварийная обстановка.
Если в этот момент не потушить дрова, клапан не сможет справиться с нагрузкой и произойдет взрыв.
На практике, от начального момента перегрева до срабатывания предохранительного клапана проходит не больше 5 минут. Если же монтировать циркуляционный механизм на обратной ветке, тогда отрезок времени, за который пар поступит в устройство, увеличивается до 30 минут. Этого промежутка будет достаточно для устранения подачи тепла.
В недорогих теплогенераторах, изготовленных из металла невысокого качества, давление срабатывания клапана-предохранителя соответствует 2 Бар. В качественных твердотопливных котлах – этот показатель 3 Бар
Из этого можно сделать вывод, что нецелесообразно и даже опасно устанавливать циркуляционное устройство на подающую магистраль. Насосы для твердотопливных теплогенераторов лучше всего монтировать в обратный трубопровод. Однако к автоматизированным системам это требование не относится.
Отопление с группой отдельных магистралей
Если отопительная система разведена на две отдельные линии, отапливающие правую и левую стороны коттеджа или несколько этажей – более практичным будет установить для каждой из ветвей индивидуальный насос.
При монтаже отдельного прибора для тепловой линии второго этажа появляется возможность экономить, регулируя необходимый режим работы. За счет того, что тепло обладает свойством подниматься, на втором этаже всегда будет теплее. Это позволит снизить скорость циркуляции теплоносителя.
Врезка насоса производится аналогично – на участке, находящемся сразу после теплового генератора до первого ответвления в этом контуре отопления. Обычно при монтаже двух агрегатов в двухэтажном доме расход топлива на обслуживание верхнего этажа будет значительно меньше.
Схемы для разного типа систем
Изначально необходимо определиться с зоной врезки циркуляционного устройства. С его помощью осуществляется процесс активного движения жидкости – поток проходит через котел и принудительно направляется к радиаторам отопления.
Для расположения бытового насоса необходимо определить наиболее удобный участок, чтобы его легко можно было обслуживать. На подаче он устанавливается после и отсечной арматуры котла.
Для того, чтобы проводить техническое обслуживание и контроль функционирования оборудования, необходимо устанавливать отсечные краны. Таким образом любой элемент системы отопления можно снять без полного демонтажа магистрали
На обратном трубопроводе насос ставится после расширительного бачка перед тепловым генератором.
Из-за наличия в воде различных механических примесей, например, песка могут возникнуть проблемы в работе перекачивающего механизма. Частицы способствуют заклиниванию крыльчатки, а в худшем случае – остановке мотора. Поэтому непосредственно перед агрегатом потребуется поставить сетчатый фильтр-грязевик.
Схема подключения твердотопливного котла основана на двух важных элементах, позволяющих ей эффективно функционировать в системе отопления частного дома. К ним относится: группа безопасности и смесительный узел на основе трехходового смесительного клапана
Отдельно стоит затронуть вопрос отопительной системы открытого типа. Она способна работать в двух режимах – с принудительной и самотечной циркуляцией теплоносителя.
Второй вариант больше подходит для местности с частым обесточиванием. Это значительно экономнее, нежели приобретение бесперебойника либо генератора. В этом случае агрегат с отсечной арматурой необходимо устанавливать на , а в прямую магистраль производить врезку крана.
В магазинах можно встретить готовые узлы с байпасом. На месте проточного крана на них расположен обратный пружинный клапан. Это решение не рекомендуется применять — клапан производит силу сопротивления в 0,1 Бар, что значится как большой показатель для циркуляционной системы самотечного типа.
Лучше использовать вместо него лепестковый клапан. Однако его монтаж выполняется строго по горизонтали.
Насос и котел на твердом топливе
Подсоединение насоса к системе с твердотопливным агрегатом осуществляется на обратной линии. В этом случае применяется подключение перекачивающего прибора в контур котла с байпасом и трехходовым смесительным клапаном. В дополнение последний может быть оснащен сервоприводом и накладным температурным датчиком.
Схема подключения твердотопливного котла основана на двух важных элементах, позволяющих ей эффективно функционировать в системе отопления частного дома. К ним относится: группа безопасности и смесительный узел на основе трехходового смесительного клапана
Вследствие того, что максимальная производительность отопительного оборудования используется полной мерой только в холодный период, возможно осуществить установку теплоаккумулятора (ТА). Он способен поглощать избыточное тепло, а затем, по требованию, отдавать его контуру отопления.
Этот аккумулятор выполнен в форме бака и обложен теплоизоляционным материалом. С одной стороны устройства расположено два патрубка, предназначенные для его подключения, и два с другой – для подсоединения к линии радиаторов.
У теплоаккумулятора есть два контура: малый и большой. Первый получает энергию от котла, второй – отдает по надобности теплоноситель отопительной системе
В процессе прохождения жидкости через котел, который функционирует на максимуме, теплоноситель в тепловом аккумуляторе со временем прогревается до 90-110 градусов. В большом контуре требуется врезка еще одного циркуляционного прибора.
В зависимости от меры остывания жидкости в системе, обеспечивающей отопление, через клапан сюда будет входить необходимо количество тепла из аккумулирующего устройства.
Схема монтажа насоса
Для выполнения своих функций бытовое циркуляционное оборудование, независимо от фирмы производителя, должно быть на трубу или запорно-регулирующую арматуру.
Крепление производится посредством гаек накидного типа. Такой вариант фиксации позволит при необходимости его снять, например, для проверки или осуществления ремонта.
Подбирая модель циркуляционного насоса необходимо обращать внимание на его способность функционировать в разных положениях. Вертикальное размещение прибора снижает его мощность до 30%
Корректно выполненная установка всех элементов системы отопления обеспечивает равномерный прогрев всей магистрали.
В процессе монтажа циркуляционного насоса необходимо соблюдать следующие правила:
Разрешается устанавливать прибор на любые участки трубы. Трубопровод может быть расположен горизонтально, вертикально или наклонен. Однако роторная ось должна быть в горизонтальном положении. Поэтому установка «головой вниз» или, наоборот, наверх – невозможна.
Стоит внимательно отнестись к расположению пластиковой коробки, где размещены контакты электропитания – они будут поверх корпуса. В противном случае их может залить водой при аварийной ситуации. Для этого потребуется открутить крепежные винты на кожухе и развернуть его в необходимую сторону.
Соблюдать направление потока. Его указывают стрелкой на корпусе прибора.
Всем своим весом насос давит на корпус шаровых кранов, расположенных вблизи. Это стоит принимать в расчет при выборе арматуры. Высококачественные детали оснащены мощным корпусом, который при эксплуатации не покроется трещинами от ежедневных нагрузок.
Установка дополнительного оборудования
Вне зависимости от используемого типа отопительного контура, где производителем тепла служит один котел, достаточно будет установить единый перекачивающий аппарат.
Если же конструктивно система более сложная, возможно применение дополнительных устройств, обеспечивающих принудительную циркуляцию жидкости.
Пример совместной схемы обвязки твердотопливного котла в паре с электрическим. В этой системе отопления установлено два перекачивающих устройства
Необходимость в этом появляется в следующих случаях:
при обогреве дома участвует более одного котельного агрегата;
если в схеме обвязки присутствует буферная емкость;
система отопления расходится на несколько ветвей, например, обслуживание косвенного бойлера, несколько этажей и т. д.;
при использовании гидроразделителя;
когда длина трубопровода более 80 метров;
при организации движения воды в контурах обогрева пола.
Для выполнения правильной обвязки нескольких котлов, функционирующих на разном топливе, есть необходимость установки резервных насосов.
Для схемы с также необходим монтаж дополнительного циркуляционного насоса. В этом случае магистраль состоит из двух контуров – отопительного и котлового.
Буферная емкость разделяет систему на два контура, хотя на практике их может быть и больше
Более сложная схема отопления реализуется в больших домах на 2-3 этажа. Из-за разветвления системы на несколько магистралей, насосов для перекачивания теплоносителя задействуют от 2 и больше.
Они отвечают за подачу теплоносителя на каждый из этажей к различным приборам отопления.
Вне зависимости от количества пееркачивающих устройств, их устанавливают на байпасе. В межсезонье система отопления может работать без насоса, который перекрывается с помощью шаровых вентилей
Если же в доме планируется организовать полы с подогревом, то целесообразно монтировать два циркуляционных насоса.
В комплексе насосно-смесительный узел отвечает за подготовку теплоносителя, т. е. удержание температуры в 30-40 °C.
Чтобы мощности основного перекачивающего устройства хватило на преодоление местного гидравлического сопротивления контуров пола, длина линии не должна быть больше 50 м. Иначе прогрев полов станет неравномерным, соответственно и помещения
В некоторых случаях вовсе не требуется установка насосных агрегатов. Многие модели электро- и газогенераторов настенного типа уже имеют встроенные циркуляционные устройства.
Правила подключения к электропитанию
Циркуляционный насос работает от электропитания. Подключение выполняется стандартное. Рекомендуется провести отдельную линию электроснабжения с автоматом защиты от скачков напряжения.
Для подключения необходимо подготовить 3 провода – фазный, нулевой и заземляющий.
Выбрать можно любой из методов подсоединения:
через устройство ;
подсоединение к сети вместе с бесперебойником;
питание насоса от системы автоматики котла;
с регулировкой от термостата.
Многие задаются вопросом, зачем усложнять, ведь подключение насоса можно осуществить подсоединением вилки к проводу. Именно так перекачивающее устройство включается в обычную розетку.
Однако специалисты не рекомендуют использовать такой метод из-за опасности возникновения непредвиденных ситуаций: здесь нет заземления и страховочного автомата.
Схема с дифференциальным автоматом применяется для так называемых мокрых групп. Построенная таким образом система отопления обеспечивает высокую степень безопасности проводки, оборудования и человека
Первый вариант не сложен в самостоятельной сборке. Необходимо установить дифференциальный автомат на 8 А. Сечение провода подбирается исходя из номинала устройства.
В стандартной схеме, подвод питания выполняется к верхним гнездам – они маркируются нечетными цифрами, нагрузка – к нижним (четные цифры). К автомату будет подключена и фаза, и ноль, поэтому разъемы для последнего обозначают буквой N.
Для автоматизации процесса остановки циркуляции теплового носителя при остывании до определенной температуры, применяется электросхема подсоединения насоса и термостата. Второй монтируется в подающую магистраль.
В момент, когда температурный режим воды снижается до указанного показателя, прибор разъединяет цепь электрического питания.
Для того, чтобы термостат в нужный момент отключал циркуляционный процесс, его устанавливают на металлический участок трубопроводной линии. За счет плохой проводимости полимерами тепла, монтаж на пластиковую трубу повлечет некорректную работу прибора
Нет сложностей и в подаче электричества через бесперебойник, для этого у него есть специальные разъемы. В них же подключается и тепловой генератор, когда есть потребность в обеспечении электричеством.
Если же выбрать метод присоединения насоса к регулирующему щитку котла или автоматике – потребуются хорошие знания в системе электроснабжения или же помощь профессионала.
Выводы и полезное видео по теме
Правила установки отопительного оборудования в видеоролике:
Видео поясняет особенности двухтрубной системы отопления и демонстрирует разные схемы установки приборов:
Особенности подключения теплоаккумулятора в систему отопления в видеоролике:
При знании всех правил подключения не возникнет сложностей с монтажом циркуляционного насоса, а также при подключении его к электропитанию дома.
Самая сложная задача — врезка перекачивающего устройства в стальной трубопровод. Однако с использованием комплекта лерок для создания резьбы на трубах можно самостоятельно осуществить обустройство насосного узла.
Хотите дополнить изложенную в статье информацию рекомендациями из личного опыта? А может вы увидели неточности или ошибки в рассмотренном материале? Напишите нам, пожалуйста, об этом в блоке комментариев.
Или вы успешно установили насос и хотите поделиться своим успехом с другими пользователями? Расскажите об этом, добавляйте фото своего насоса — ваш опыт будет полезен многим читателям.
Схемы установки циркуляционного насоса в систему отопления, его возможные неисправности и ремонт
Современная система отопления экономична, удобна и управляема. Однако практика ее организации зачастую противоречит принципам построения таких структур. В среднестатистической квартире или одноэтажном коттедже трудно реализовать классическую гравитационную механику движения теплоносителя. Установка циркуляционного насоса позволят добиться от отопительной системы хорошего уровня стабильности и эффективности. Такое устройство полезно и в структурах с гравитационной составляющей движения теплоносителя, а теплый пол без принудительного нагнетателя просто не работает.
Содержание
1 Выбор места установки насоса в системе отопления
2 Схемы обвязки систем отопления
2.1 С принудительной циркуляцией
2.2 С естественной циркуляцией
3 Подключение насоса к сети электропитания
3.1 Прямое подключение
3.2 Применение ИБП
4 Наладка и запуск в работу
5 Возможные неисправности циркуляционных насосов
5. 1 Насос сильно гудит, но циркуляции теплоносителя не наблюдается
5.2 Устройство сильно шумит при работе
5.3 Насос не включается
5.4 Устройство запускается и прекращает работу через короткий интервал времени
5.5 Сильный шум, вибрация, выделение тепла
5.6 Постоянный, увеличенный уровень вибрации
5.7 Недостаточное давление
6 Заключение
Выбор места установки насоса в системе отопления
Современный циркуляционный насос — достаточно технологичное устройство. В нем применяются узлы и материалы, способные длительное время работать при высоких температурах. Поэтому монтаж нагнетателя в систему отопления частного дома может производиться практически без оглядки на параметры теплоносителя и другие критерии.
Чтобы продлить срок службы устройства, обеспечить ему оптимальные условия работы, рекомендуется устанавливать насос по стандартным требованиям, а именно — на обратку системы отопления, где теплоноситель имеет меньшую температуру. При этом существует несколько простых правил организации систем циркуляции, как открытого, так и закрытого типа.
На каждый замкнутый контур отопления нужно установить циркуляционный насос. Это правило всегда соблюдается при отоплении отдельных частей частного дома или при подаче теплоносителя в квартирные радиаторы и теплый пол.
Установка дополнительного насоса производится в зданиях, где сеть трубопроводов достаточно протяженная. Рекомендуется монтировать еще один нагнетатель, если длина труб составляет 80 метров и более.
Если подача и обратка различаются по температуре более, чем на 20 градусов — это означает необходимость установки подающего насоса в систему с естественной циркуляцией дополнительного нагнетателя, если существующий не справляется с поставленной задачей.
Управление циркуляционным насосом путем изменения его скорости может не только обеспечить лучший режим обогрева, но и сэкономить деньги благодаря оптимальным условиям работы котла.
Нагнетатель легко установить своими руками. При этом нужно правильно выбрать место монтажа по требованиям оптимальной работы оборудования. Одновременно должна обеспечиваться удобная регулировка насоса отопления и доступ для его быстрого демонтажа для ремонта.
Совет! Правильная стратегия, когда выбирается устройство для монтажа в новую или уже существующую систему отопления, заключается не только в правильном расчете его параметров. Циркуляционный насос следует выбирать по уровню функциональности. Полезны такие опции, как регулировка скорости, а если приобрести модель с частотным управлением, можно получить возможность очень тонко настраивать отдачу тепла и потребление ресурсов.
Правила выбора точки в системе отопления, где делается монтаж устройства принудительной циркуляции, достаточно просты и понятны.
Насос должен находиться как можно ближе к нагревательному оборудованию.
Рекомендуется устанавливать устройство на трубу обратки.
Как при установке на линию подачи, так и на обратку, между котлом и циркуляционным насосом не должно быть никаких отводов труб, за исключением специальных, предназначенных для обслуживания системы.
Схема подключения нагнетателя по стандартным правилам должна предусматривать возможность изоляции точки установки для демонтажа, обеспечивать работу оборудования в штатном режиме, гарантировать легкое обслуживание системы, проведение пусконаладочных работ.
Схемы обвязки систем отопления
Выстраивая линию изложения для быстрого понимания особенностей организации тех или иных систем отопления, разумно начать с варианта с принудительной циркуляцией.
С принудительной циркуляцией
У такой схемы есть ряд особенностей.
Перепады высот, наклоны труб, расположение радиаторов относительно нагревательного котла никак не регламентируются.
В системе применяются многоточечная техника или одноточечная система выпуска воздуха (краны Маевского на радиаторах отопления или одна точка отвода с наибольшим уровнем высоты).
Допускается организация как угодно большого количества изолированных контуров циркуляции, каждый из которых обслуживается отдельным насосом.
Главная отличительная черта системы с принудительной циркуляцией — ее работа без функционирования циркуляционного насоса невозможна. Поэтому при отключении питания теплоноситель останавливается, помещения не отапливаются.
Важно! Если отключение питания происходит при отрицательных температурах воздуха, система с принудительной циркуляцией требует аварийного слива, если время до восстановления работы допускает замерзание теплоносителя. Для этого обязательно предусматриваются аварийные точки слива, в нескольких местах структуры труб с низким уровнем. Этого не нужно делать, если система закрытая, а теплоноситель не предусматривает замерзание при отрицательных температурах.
С естественной циркуляцией
Система с естественной циркуляцией имеет ряд преимуществ, однако требует четкого соблюдения правил организации. Ее особенности следующие.
После нагревательного котла предусматривается разгонная линия, вертикальная труба, позволяющая создать давление при расширении теплоносителя для его движения по сети.
Регламентируется четкий параметр наклона, как труб подачи, так и обратки.
При нескольких контурах отопления трудно или невозможно добиться оптимальной отдачи тепла в каждом из них.
Управление циркуляционным насосом движением теплоносителя способно кардинально увеличить функциональность, эффективность, настраиваемость системы обогрева с естественной циркуляцией.
Такая система позволяет решить ряд стандартных задач:
нивелировать ошибки проектирования и преодолеть гидравлическое сопротивление сети трубопроводов;
оптимизировать загрузку контуров отопления при установке нескольких насосов, регулировать отдачу тепла;
улучшить условия работы нагревательного оборудования.
Главное достоинство системы с естественной циркуляцией, при всей сложности ее организации, заключается в возможности работы при отключении энергопитания. Чтобы этого достичь, циркуляционный насос устанавливают в байпас. Это достаточно простая структура.
Байпас – это отдельный узел для установки циркуляционного насоса с петлей обвода и запорной арматурой для обслуживания.
Узел байпаса обеспечивает несколько удобных возможностей.
При перекрытии шаровых кранов нагнетатель можно снять без слива всей системы, чтобы провести ремонт циркуляционного насоса или его замену.
Обеспечивается работа системы без электропитания.
Можно провести первичный запуск отопления без участия циркуляционного насоса.
Легко организовать структуру защиты насоса от попадания в его турбину примесей, путем установки фильтра грубой очистки или узла сетчатого типа.
Схема водяного отопления частного дома может использовать как байпас с ручным, так и с автоматическим управлением. В последнем случае в контуре обвода циркуляционного насоса монтируется обратный клапан.
При работе циркуляционного насоса на выходе обратного клапана образуется избыточное давление. Узел перекрывает подачу, обеспечивая оптимальную схему движения теплоносителя. При отключении питания через клапан начинает двигаться вода благодаря естественной гравитационной составляющей. Такая схема не требует регулировки и настройки, в том числе при пусконаладочных работах.
Совет! Поскольку обратный клапан — достаточно чуткое к попаданию окалины и минеральных отложений устройство, в открытых системах отопления рекомендуется дублировать его работу последовательно устанавливаемым шаровым краном.
Подключение насоса к сети электропитания
Подключение к сети электропитания может производиться двумя методами.
Прямое подключение
Первый — стандартный, представляет собой прямое подключение питающего кабеля к розетке с нужным типом напряжения. При этом:
выбирается провод сечением не менее 2 кв.м;
проводники должны быть многожильными, чтобы уменьшить вероятность переломов при изгибах;
подключение обязательно производится с использованием заземляющего провода.
Конкретное сечение проводников следует выбирать, исходя из рекомендаций производителя и паспортной мощности насоса. Розетка, в которую подключено устройство, должна располагаться как можно ближе к точке монтажа, при этом рекомендуется установить между ней и насосом УЗО, автоматы аварийного отключения.
Провод заземления рекомендуется заводить из розетки, общей структуры электросети. Если этого сделать невозможно из-за устаревшего типа проводки, насос допускается подключить к внешнему контуру.
Совет! Если подводящий кабель напряжения насоса расположен близко к трубам отопительной сети, и температура теплоносителя превышает 90 градусов — выбирают специальный термостойкий провод для питания оборудования.
Применение ИБП
При работе нагнетателя, особенно под нагрузкой, возможны сбои электропитания, случаи его прекращения, изменение входных параметров напряжения. Это может негативно отразиться на сроке службы устройства, его эффективности, привести к поломкам. Поэтому при возможности стоит использовать схему подключения через источник бесперебойного питания.
При выборе модели источника бесперебойного питания проводят простой расчет. В базовые условия входит мощность циркуляционного насоса и время, в течение которого должна поддерживаться его работа. По результатам расчета выбирают емкость батареи или модель ИБП. Многие производители такого оборудования на своих официальных ресурсах предлагают графики и таблицы, по которым легко определить оптимальный вариант источника питания.
Совет! Для питания циркуляционного насоса рекомендуется применять ИБП только с синусоидальной формой выходного сигнала или близкой к ней. Лучшие результаты показывают On-Line ИБП, обеспечивающие нулевое время реагирования и идеальную кривую напряжения.
Наладка и запуск в работу
Пусконаладочные работы после установки циркуляционного насоса не представляют сложности, но должны проводиться в определенном порядке.
Насос монтируется в байпас или врезается в трубу обратки, подачи.
Производится подключение устройства к электросети.
Система отопления заполняется водой.
Производится удаление воздушных пробок путем открытия запорной арматуры на специально сделанных отводах или кранах Маевского, установленных на радиаторах отопления.
Удаляется воздух из корпуса циркуляционного насоса путем открытия клапана, отвинчивания винта на крышке корпуса устройства.
Как только из специального отвода насоса начинает выходить вода — устройство готово к работе. После этого достаточно запустить нагревательный котел, свериться по паспорту, какую скорость лучше включать на насосе отопления, установить оптимальный режим и отрегулировать параметры давления в системе в процессе нагрева теплоносителя.
Возможные неисправности циркуляционных насосов
Циркуляционный насос — достаточно простое устройство. Его серьезные поломки заключены в износе колеса турбины, физическом повреждении элементов или выходе из строя электросхемы. Некоторые неисправности насоса отопления можно устранить своими руками. Для этого устройство нужно демонтировать и разобрать. Порядок действия при этом следующий.
Отключить питание оборудования.
Если насос установлен в байпасе или предусмотрены краны с двух сторон — перекрывается подача теплоносителя, устройство демонтируется из точки установки.
При длительном ремонте — следует установить запасной насос.
Совет! Если система отопления не позволяет перекрыть подачу жидкости в ограниченной области установки насоса — рекомендуется полностью слить теплоноситель перед демонтажом устройства. Такая мера позволит быстрее провести пусконаладочные работы по стандартной схеме.
При разборке циркуляционного насоса можно получить доступ к его основным функциональным частям:
Насос сильно гудит, но циркуляции теплоносителя не наблюдается
Такая неисправность возникает при длительном простое оборудования. Устройства уплотнения, подшипники лишены смазки, образуются плотные минеральные отложения. Для запуска насос требуется разобрать по инструкции производителя. Снимается корпус, электропривод. Используя отвертку или любое зажимное приспособление, проворачивают ротор и добиваются его относительно свободного вращения. После этого насос устанавливается на штатное место и включается.
Устройство сильно шумит при работе
Причина избыточного шума — попадание мусора в зону вала электродвигателя и блок турбинного колеса. Проблема ликвидируется полной разборкой и чисткой устройства.
Совет! Чтобы предотвратить неприятности в будущем, рекомендуется установить фильтры очистки на входе насоса, а для простаивающего оборудования — осуществлять пуски на 20-30 минут не реже 1 раза в месяц.
Насос не включается
Причин отказа запуска может быть несколько. Самая распространенная — сбой электропитания. Следует проверить питающий кабель (отключив автоматы защиты или вытащив вилку из розетки) на предмет переломов, повреждений, протестировать напряжение источника питания.
Другая причина отказа запуска — срабатывание защиты. Для ликвидации проблемы следует заменить плавкие предохранители или другие элементы, предусмотренные производителем. Перед запуском насоса тщательно проверить состояние и параметры питания сети, убедиться в правильности работы других связанных с нагнетателем систем.
Устройство запускается и прекращает работу через короткий интервал времени
Причина автоматического останова заключена в превышении допустимой нагрузки. Это вызывается накипью на частях мокрого ротора. Для восстановления нормальной работы насос следует разобрать, удалить минеральные отложения при помощи специальных средств.
Сильный шум, вибрация, выделение тепла
Причины резкого изменения звука и других параметров работы — воздух в циркуляционном насосе. Данная проблема может вызываться неправильным проведением пусконаладочных работ или превышением уровня минимального предела кавитации. Устранение неполадки производится регулировкой параметров системы отопления. Из труб удаляют воздушные пробки, аналогичную операцию проводят клапаном на верхней части корпуса насоса.
Совет! Для предотвращения образования кавитационных пузырьков следует отрегулировать входное давление (сделать его выше минимального, указанного в паспорте насоса) в подающем патрубке.
Постоянный, увеличенный уровень вибрации
Причина избыточной вибрации может заключаться в износе подшипников. Данные элементы конструкции имеют ограниченный срок службы даже при идеальных параметрах теплоносителя. Рекомендуемый интервал замены подшипников в циркуляционных насосах обязательно указывается в паспорте конкретной модели.
Стоит помнить, что вытащить запрессованный в посадочное отверстие подшипник можно при помощи специального съемника. Обратная установка в домашних условиях производится деревянной киянкой. Новый подшипник размещается на посадочном отверстии и забивается легкими, точными ударами.
Недостаточное давление
Верно установленный, работающий циркуляционный насос в отдельных случаях не способен обеспечить достаточное давление. Причина может быть в неверной установке скорости вращения, что часто наблюдается при высокой вязкости теплоносителя или избыточной длине трубопроводов. Если есть такая возможность — устройство регулируется, в случае неверного выбора модели она заменяется.
У трехфазных насосов причина недостаточного давления может заключаться в неверной схеме подключения. Поэтому первой фазой устранения проблемы должна быть проверка фазировки, состояния нулевого провода, напряжения энергосети.
Стоит всегда помнить, что циркуляционный насос попадает к пользователю не сразу после производства. Поэтому знать, как разобрать и почистить устройство, а также его составные части — полезно. К примеру, такие сведения легко помогут справиться со случаем, когда отключение происходит по причине окисления контактов предохранителей. Операция частичной разборки и зачистки в таком случае может быть произведена даже без демонтажа устройства.
Важно! Если простые методы устранения неполадок не помогают, следует обратиться за помощью к профессионалам. Для определения зазора (степени износа турбинного колеса) между крыльчаткой и корпусом могут потребоваться специальные приспособления. Это же относится к оценке параметров обмоток двигателя. В отдельных случаях может требоваться сложный, профессиональный ремонт.
Заключение
Чтобы не сталкиваться с неполадками работы системы отопления, не мерзнуть, не тратить деньги и время на внесение изменений в обвязку, не стоит экономить на проектировании и правильной организации мест монтажа циркуляционных насосов. Байпасы, оснащенные запорной арматурой, фильтрами, обратными клапанами, верный выбор точки установки помогут упростить настройку отопления, обеспечат автоматическое регулирование, гарантируют оптимальные условия работы оборудования и значительное повышение его надежности, сроков службы.
Тепловые насосы – актуальная тема для арендодателей Объяснение
Последней актуальной темой для арендодателей является решение обогреть дома тепловыми насосами вместо традиционных газовых, жидкотопливных или твердотопливных котлов и печей.
Министр по делам бизнеса и энергетики Кваси Квартенг подтвердил схему предоставления наличных денег за котлы с апреля следующего года в попытке начать переход на тепловые насосы.
Он предложил 5000 фунтов наличными в качестве подсластителя арендодателям, которые модернизируют свои арендованные дома с помощью новой технологии. Воздушные тепловые насосы стоят от 6 000 до 18 000 фунтов стерлингов, в зависимости от размера и тепловой мощности.
Подробности о том, как будет работать схема предоставления грантов, скудны, дополнительная информация ожидается позже.
Хотя этот шаг направлен на поощрение домовладельцев к переходу на тепловые насосы к 2035 году, они могут оставить бойлеры в рабочем состоянии после этой даты.
«Поскольку в течение следующего десятилетия технологии будут улучшаться, а затраты резко снижаться, мы ожидаем, что низкоуглеродные системы отопления станут очевидным и доступным выбором для потребителей», — говорит Квартенг.
«С помощью нашей новой схемы грантов мы обеспечим людям возможность выбрать более эффективную альтернативу».
Узнайте больше о государственной стратегии в области теплоснабжения и строительства
Содержание
1 Как работают тепловые насосы
2 Отапливают ли дома тепловые насосы?
3 Дешево ли эксплуатировать тепловые насосы?
4 Нужно ли домовладельцам разрешение на установку тепловых насосов?
5 Нужно ли мне место на открытом воздухе для установки теплового насоса?
6 Тепловые насосы для покупки и сдачи в аренду Часто задаваемые вопросы
6.1 Что такое ASHP и GSHP?
6.2 Работают ли тепловые насосы с подогревом пола?
6.3 Должен ли я перейти на систему теплового насоса к 2035 году?
6.4 Что такое гибридный тепловой насос?
6.5 Что произойдет, если я не перейду на тепловой насос?
6.6 Дополнительная информация
Как работают тепловые насосы
Принцип прост. Тепловой насос — это холодильник в обратном направлении, который забирает имеющееся тепло земли или воздуха вокруг дома, чтобы поднять температуру до огня радиаторов и горячей воды.
Источником является возобновляемая энергия, которая автоматически рециркулирует в теплый воздух или воду для нагрева помещений и воды.
Внешний источник тепла от грунтовых коллекторов продувается или перекачивается через теплообменник
Тепло холоднее, чем в доме, но достаточно теплое, чтобы превратить жидкий хладагент в газ
Давление газа внутри насоса увеличивается, вызывая повышение температуры
Нагретый газ проходит через другой теплообменник, который либо продувает горячий воздух, либо перекачивает горячую воду по всему дому
Газ охлаждается, возвращается в жидкое состояние и вытекает наружу, чтобы перезапустить процесс
Подробнее о том, как работают тепловые насосы
Отапливают ли дом тепловые насосы?
Арендодатели могут увидеть, насколько эффективно тепловой насос обогревает дом, с помощью двух расчетов, предоставленных поставщиком технологии или установщиком.
Коэффициент производительности (CoEfficient of Performance, CoP) делит поставленное тепло на количество потребляемой электроэнергии для достижения этого уровня. Несмотря на то, что показания берутся в лаборатории, реальная производительность установки может меняться в течение года в зависимости от температуры наружного воздуха. Это затрудняет интерпретацию чтения.
Сезонный коэффициент эффективности (ScoP), , также называемый Сезонным коэффициентом производительности (SPF), — лучший показатель эффективности. Оба термина относятся к одному и тому же расчету.
Расчет SPF основан на технологии, установленной в вашем доме, а не на общем лабораторном тесте.
Данные должны быть переданы перед установкой и дают индивидуальное представление о том, чего ожидать в плане энергоэффективности.
Тепловые насосы дешевы в эксплуатации?
Технологии требуется электричество для переноса тепла снаружи внутрь дома.
Количество электроэнергии, потребляемой тепловым насосом, зависит от наружной и внутренней температуры в течение года, топлива, которое вы заменяете тепловым насосом, конструкции и установки вашей системы и других местных факторов, таких как теплоизоляция дома.
Для сравнения, средний SPF по всей Великобритании составляет три или четыре. Системы с воздушным источником имеют немного лучшую производительность, чем установки с наземным источником.
Обычные бойлеры подают воду к радиаторам при температуре 75 градусов по Цельсию, в то время как рабочая температура теплового насоса составляет от 35 до 45 градусов по Цельсию, что снижает эксплуатационные расходы.
Система, необходимая для обогрева дома и горячего водоснабжения, зависит от вашей защиты от сквозняков и теплоизоляции, что снижает расходы на отопление за счет уменьшения количества тепла, выделяемого из дома.
Нужно ли домовладельцам разрешение на установку тепловых насосов?
Большинство установок тепловых насосов выполняются в соответствии с разрешенными правилами застройки, для которых не требуется разрешение на планирование. Однако есть исключения, поэтому разумно поговорить с местными планировщиками, прежде чем двигаться дальше.
Ваш установщик также должен заполнить формы, необходимые для информирования поставщика энергии об обновлении.
Нужно ли мне место на открытом воздухе для установки теплового насоса?
Тепловые насосы бывают самых разных форм, характеристик и размеров.
Насосы типа «воздух-вода» являются наиболее популярными и занимают гораздо меньше места, чем насосы типа «земля-вода».
Насосы типа «земля-вода» лучше всего подходят для больших домов с большим количеством открытого пространства.
Другим вариантом является насос воздух-воздух , который подходит для большинства домов, квартир и стационарных караванов.
Выбор насоса зависит от размера и площади вашего дома.
Тепловые насосы для покупки и сдачи в аренду Часто задаваемые вопросы
Что такое ASHP и GSHP?
Условия относятся к двум типам тепловых насосов. ASAHP — это воздушные тепловые насосы, а GSHPS — это тепловые насосы, работающие от земли.
Работают ли тепловые насосы с подогревом пола?
Да, насос вставляется вместо существующего бойлера, поэтому он продолжает нагревать дом и горячую воду через текущую систему. Вам не нужно устанавливать новую систему центрального отопления, чтобы использовать тепловой насос, хотя модернизация поверхности радиаторов может сделать насос более эффективным и дешевым в эксплуатации.
Должен ли я перейти на систему теплового насоса к 2035 году?
Нет, к 2035 году домовладельцы не обязаны менять свой текущий котел на тепловой насос. С этого момента правительство запрещает использование обычных котлов, но вы можете без проблем использовать систему, если у вас есть традиционный работающий котел.
Что такое гибридный тепловой насос?
Не все стандартные установки тепловых насосов подходят для каждого дома, поэтому производители разработали гибридную систему. Как правило, гибридная система представляет собой тепловой насос, работающий вместе с традиционным бойлером.
Что произойдет, если я не перейду на тепловой насос?
Никаких штрафов за отказ от перехода на тепловой насос к 2035 году не будет, но производство новых традиционных котлов на ископаемом топливе будет остановлено, а запасные части со временем закончатся.
Дополнительная информация
У нас есть дополнительная информация о повышении энергоэффективности для Англии и Уэльса .
Схема и установка тепловых насосов. Установка теплового насоса. Устройство и принцип работы теплового насоса. Как установить тепловой насос своими руками.
Стоимость газа и жидкого топлива растет в геометрической прогрессии, поэтому все больше владельцев частных домов задумываются об использовании альтернативных систем отопления. Одним из наиболее перспективных предложений является установка тепловых насосов, работающих за счет природных теплоносителей. С их помощью можно обогреть большой дом и значительно сократить расходы на отопление. В этой статье мы поговорим о том, как подключить тепловой насос.
Возможности теплового насоса
Современный рынок предлагает большой выбор систем отопления и агрегатов, и выбрать подходящий по стоимости и эффективности вариант представляется затруднительным. Однако оказывается, что обслуживание аппаратов обходится втридорога — цена топлива, необходимость согласования установки различных инстанций и т. д. Тепловой насос — серьезный конкурент всем системам отопления, так как он не работает на топлива (газ, электричество, дрова, уголь), а на природных источниках (вода, воздух, солнечный свет, сила земли). Принцип работы другой — тепловой насос не производит тепло, а только берет его от источника, накапливает и отдает в дом.
Специфика тепловых насосов позволяет им расходовать всего 250 Вт электроэнергии для производства 1 кВт энергии. Таким образом, для обогрева большого дома площадью 100 м² потребуется всего 2,5 кВт. По сравнению с обычными котлами и отопительными приборами разница феноменальная, не так ли?
Типы тепловых насосов
Существует несколько типов тепловых насосов по характеру используемого источника тепла: земляные, воздушные и водяные. Система «земля-вода» забирает тепло из слоя грунта под домом с помощью специального зонда или коллектора. Транспортное средство – это незамерзающая жидкость, которая доставляет тепло из-под земли к насосной установке, откуда оно поступает в систему отопления дома. Коллекторы при этом должны располагаться на глубине ниже уровня промерзания почвы. Их целесообразно использовать на больших участках, а для небольших владений, например, пробники подходят на 4-6 соток.
Система отопления с тепловым насосом воздух-вода, как нетрудно догадаться, аккумулирует тепло из воздуха. Для этого используют испарители и вентиляторы. Водоводяные насосы отбирают тепло у воды. Их можно устанавливать даже в том случае, если поблизости нет естественных источников – глубинные установки могут качать тепло от грунтовых вод. Когда вода поступает в насос, она охлаждается и возвращается обратно через специальный колодец.
Принцип действия
Насосная система отопления состоит из нескольких элементов: источника тепла, насосной установки и агрегатов, распределяющих и аккумулирующих тепло за счет низкотемпературного нагрева. Другими словами, чем холоднее будет вода в трубопроводе, тем лучше будет работать установка.
По сути, тепловой насос работает почти так же, как и обычный холодильник, но если он забирает тепло изнутри и выдает его через решетку в задней стенке, то с точностью насос действует наоборот — забирает тепло снаружи пространство внутри. Источником тепла может быть воздух, вода или земля. Преимущество воздушных систем в том, что воздух есть везде и всегда, а для подкачки воды или земли к источнику необходимо добраться до источника — пробурить скважину или вырыть котлован. В то же время почва и вода являются оптимальными тепловыми батареями с относительно постоянной температурой в течение всего года.
Монтажом теплового насоса лучше заниматься еще на стадии строительства дома, чтобы сразу рассчитать систему отопления с учетом последующей установки агрегата. Но если дом уже сдан в эксплуатацию, его тоже можно интегрировать в него, но это будет стоить намного дороже. Так есть ли смысл тратиться на переоборудование всей системы отопления или лучше оставить все как есть и выбрать что-то менее дорогое?
Чтобы оборудовать котельную тепловым насосом действительно придется потратить намного больше, чем если бы вы ставили котел, но все затраты быстро перекроются мизерными затратами на эксплуатацию. Установка теплового насоса окупится за 1,5-2 года. В этом случае снизится энергопотребление, не нужно будет постоянно следить за работой системы, не требуются разрешения на установку подобного оборудования. Тепловые насосы полностью безопасны в использовании, поэтому их смело можно ставить в жилых помещениях. Они имеют презентабельный вид и достаточно компактны. С какой стороны не посмотри, это самый выгодный и перспективный способ отопления.
Как выбрать тепловой насос
Если вы решили установить тепловой насос, осталось за малым — выбрать подходящий вариант. Его следует повторять из энергетического состояния вашего дома. Вне зависимости от выбранной системы необходимо создать качественную теплоизоляцию стен, фундамента и кровли, чтобы тепло, вырабатываемое насосом, не тратилось впустую. Чем больше дом, тем меньше затраты на его отопление.
Также необходимо рассчитать мощность насоса в зависимости от степени потери тепла. Если у вас дом старой постройки из кирпича или дерева с деревянными оконными рамами и некачественным утеплением, то на отопление уйдет около 75Вт/м². Для современных домов с хорошей теплоизоляцией теплопотребность будет ниже – примерно 50 Вт/м². Если за вами следуют стены, пол и крыша, то для обогрева будет достаточно всего 30 Вт/м².
Полезный совет: Как показывает практика, оптимальным вариантом системы отопления в жилом доме с тепловым насосом является теплый водяной пол. Удерживая свою мощность, обязательно учитывайте тип напольного покрытия – плитка прогревается хуже дерева, бетонная стяжка тоже достаточно прогревается. Лучше всего сделать дощатый настил или залить специальной полимерной стяжкой.
Если вам не безразлична экологическая безопасность вашего дома, то тепловой насос в этом плане полностью соответствует вашим интересам. Он не выбрасывает в атмосферу никаких вредных соединений и не использует ценные природные ресурсы. Для него не нужно вырубать лес или сушить болото — система работает на неиссякаемых источниках тепла. Он полностью безопасен и исключает вероятность возгорания или взрыва при качественной изоляции проводов. Такими характеристиками не обладает ни одна отопительная установка в мире, и можно смело сказать, что даже если у теплового насоса когда-нибудь и будут недостатки, они останутся незамеченными на фоне его достоинств.
Тепловой насос своими руками
Многих владельцев частных домов пугает стоимость установки теплового насоса. И даже факт полной окупаемости затрат за короткий срок не убеждает их в обратном. Поэтому рождается вполне резонный вопрос: «Можно ли сделать тепловые насосы для отопления своими руками?». Спешим дать любителям поработать своими руками в интересах экономии — тепловой насос можно собрать из вполне обычных деталей или бывших в употреблении запчастей.
Если вы устанавливаете насосную систему отопления в уже построенном доме, то убедитесь в исправности состояния электропроводки и наличии счетчика. Мощность измерительного прибора должна быть не менее 40 ампер.
Как сделать тепловой насос:
Для сборки агрегата вам потребуется купить компрессор. Компрессор подойдет от кондиционера, который можно приобрести отдельно в специализированной компании по продаже климатической техники или взять б/у в мастерскую.
Для крепления компрессора используйте кронштейны L-300.
Для изготовления конденсатора возьмите бак из нержавеющей стали на 100-120 л, разрежьте его на две половины и установите внутрь змеевика.
Змеевик можно сделать из медной трубки небольшого диаметра (обычной водопроводной или от старого холодильника). Трубка не должна быть тонкой, иначе она может лопнуть в процессе. Сделать змейку с толщиной стенки не менее 1 мм. Возьмите баллон с кислородом или газом и накрутите на него трубку, выдерживая равное расстояние между витками. Зафиксируйте трубку в нужном положении с помощью алюминиевого уголка – возьмите его так, чтобы каждое из отверстий уголка было напротив витков.
После установки змеевика свариваем две части бака, резьбовые соединения привариваются.
В качестве испарителя можно использовать любую пластиковую емкость на 60-80 литров. Монтировать катушку необходимо из тонкой трубки диаметром 19 мм. Прикрепите испаритель к стене с помощью Г-образного кронштейна подходящего калибра.
Для трубопровода, который будет подавать и отводить воду от насоса, используйте обычные водопроводные трубы.
На данном этапе вам понадобится специалист по холодильному оборудованию, если вы сами им не являетесь. Он соберет всю систему воедино, сварит медные патрубки и затянет внутрь фреон. Даже не пытайтесь выполнить эту работу самостоятельно, если у вас нет опыта работы с фреоном!
Подключение теплового насоса
Технология подключения теплового насоса зависит от его разновидности. Так, для системы «воздух-вода» зонды устанавливать не обязательно, поэтому и монтаж осуществляется иначе.
Особенности установки тепловых насосов:
Воздушно-водяной – установить этот насос проще и быстрее, ведь для этого не нужно проводить земляные или буровые работы. Как правило, геотермальную установку монтируют возле жилого дома на расстоянии от 2 м до 20 м. Насос лучше всего устанавливать в хорошо проветриваемом помещении, чтобы обеспечить полноценный доступ свежего воздуха. Также не допускается размещение рядом открытых источников или другого тепла. Для защиты теплового насоса от атмосферных осадков и механических воздействий над ним рекомендуется установить навес, но так, чтобы не создавать препятствий для качественной вентиляции. Место установки оборудования должно быть свободным и обеспечивать доступ к технике с любой стороны для проведения технического обслуживания или ремонта в случае необходимости. Насос следует устанавливать на металлическую раму-каркас, во избежание дополнительного шума и вибрации при работе. Раму необходимо закрепить на земле, между ней и насосом проложить резиновые прокладки.
Земля-вода — установка может быть вертикальной или горизонтальной. В первом случае потребуется с помощью буровой установки сделать скважину глубиной 50-100 м. Диаметр лунки должен быть 20 см. Затем необходимо опустить геотермальный зонд и подключить его к системе. Для одного насоса может потребоваться несколько скважин. Их количество и глубина определяются потребностью в энергетике и геологическими характеристиками местности. Для горизонтальной установки насоса необходимо раскатать траншею возле дома. Глубина траншеи должна быть 1,5-2 м в зависимости от уровня грунтовки почвы. Там размещается система труб, которая соединяет теплоноситель с насосом через фундаментную часть дома.
Вода-вода — Для сборки водосборника используйте обычные трубы ПНД, заполненные теплоносителем, то есть водой. После сборки конструкцию следует перенести в водоем, погрузить в воду и отбуксировать на середину пруда. Крайне важно при подключении насоса не проводить систему отопления вместе с теплогенератором, а сделать разводку отдельно. Во внутреннем контуре необходимо установить расширительный бак для установки в нем уровня воды выше 50 см от самой верхней точки отопительного контура. Чтобы насос служил дольше, трубопровод к силовой установке лучше соединить гибкими резиновыми шлангами — они снижают вибрацию.
Приспособление для шлифовки направляющих станин токарных станков в Харькове (Станки шлифовальные специализированные)
Украина
Харьков
Оборудование шлифовальное
Станки шлифовальные специализированные
Приспособление для шлифовки направляющих станин токарных станков в Харькове
Цена: Цену уточняйте
за 1 ед.
Компания Алтухов, ФЛ-П (Харьков) является зарегистрированным поставщиком на сайте BizOrg.su. Вы можете приобрести товар Приспособление для шлифовки направляющих станин токарных станков, расчеты производятся в ₽. Если у вас возникли проблемы при заказе товара, пожалуйста, сообщите об этом нам через форму обратной связи.
Описание товара
Приспособление предназначено для шлифовки направляющих каретки станин станков 1К62, 16К20, 1К62Д, МК6046, 1А62, 1М63 и других станков по соответствующему типоразмеру. Конструкция механизма позволяет, без демонтажа станка с фундамента, восстановить точность обработки после ремонта до первоначальных данных станка, чем значительно снижаются затраты на ремонт.Механизм и входящая в комплект шлифовальная головка, позволяет последовательно настраиваться на шлифовку поверхностей призмы или верхних и нижних плоских направляющей. Предварительно со станка снимается каретка, задняя бабка. Перемещение по станине ручное.Скорость вращения шлифовального круга — 3000 об/мин. Приспособление комплектуется собственной СОЖ.
Товары, похожие на Приспособление для шлифовки направляющих станин токарных станков
Вы можете заказать товар Приспособление для шлифовки направляющих станин токарных станков в компании Алтухов, ФЛ-П через нашу систему. В текущий момент товар находится в статусе «в наличии».
Компания Алтухов, ФЛ-П является зарегистрированным поставщиком на сайте BizOrg.su.
Служебная информация:
На нашей площадке для удобства, каждой компании присвоен уникальный ID. Алтухов, ФЛ-П имеет ID 484220. Приспособление для шлифовки направляющих станин токарных станков имеет ID на сайте — 5380097. Если у вас возникли сложности при работе с компанией Алтухов, ФЛ-П – сообщите идентификаторы компании и товара/услуги в нашу службу технической поддержки.
Товар был добавлен на сайт 04/09/2013, дата последнего изменения — 04/09/2013. За все время товар был просмотрен 3211 раз.
Обращаем ваше внимание на то, что торговая площадка BizOrg.su носит исключительно информационный характер и ни при каких условиях не является публичной офертой. Заявленная компанией Алтухов, ФЛ-П цена товара «Приспособление для шлифовки направляющих станин токарных станков» может не быть окончательной ценой продажи. Для получения подробной информации о наличии и стоимости указанных товаров и услуг, пожалуйста, свяжитесь с представителями компании Алтухов, ФЛ-П по указанным телефону или адресу электронной почты.
Телефоны:
+380 (67) 5455504
Купить приспособление для шлифовки направляющих станин токарных станков в Харькове:
Украина,Харьковская область, Харьков,ул. Метростроителе 15
Приспособление для шлифовки направляющих станин токарных станков
Приспособление для обработки направляющих станин токарных станков
Полезная модель относится к приспособлениям для обработки направляющих станины токарного станка и может использоваться при капитальных ремонтах металлорежущего оборудования. Целью полезной модели является обеспечение возможности обработки направляющих станины токарного станка непосредственно на станке, как с его разборкой, так и без разборки, в частности, без снятия со станины продольного суппорта. Поставленная цель достигается тем, что приспособление содержит инструментальную головку, установленную с возможностью линейного и углового позиционирования инструмента на державке относительно обрабатываемой направляющей, державка расположена на стойке поперечного стола; последний установлен в направляющих продольной каретки, последняя расположена на станине станка на внутренних вспомогательных направляющих станины, каретка установлена на направляющих станины; на каретке установлена планка скольжения, сопрягаемая с нижними поверхностями внутренних вспомогательных направляющих; между кареткой и планкой скольжения установлены прокладки, закрепленные, например на каретке; на державке установлены две направляющие, охватывающие стойку; на стойке установлена винтовая пара, а на державке планка с пазом для кольцевой канавки, выполненной на винте. 3 з.п.ф., 4 ил.
Полезная модель относится к приспособлениям для обработки направляющих станины токарного станка и может использоваться при капитальных ремонтах металлорежущего оборудования.
Известен переносной станок по А.С. СССР №691251, публ. 15.10.1979 г., МПК В23С 1/20 для обработки направляющих станин металлорежущих станков. Он содержит установленную с возможностью перемещения по направляющим стойку с поворотной траверсой, несущей инструментальную головку. Траверса выполнена из шарнирно соединенных между собой звеньев, одно из которых связано со стойкой, а другое несет инструментальную головку и соединено посредством тяги со стойкой; оси в местах соединения звеньев между собой, со стойкой, с тягой и тяги со стойкой расположены таким образом, что при проекции их на горизонтальную плоскость, они являются вершинами параллелограмма. Обработка изношенных направляющих станины производится установкой на ее базовые поверхности каретки переносного станка с приводом и коробкой подач.
К недостаткам данного технического решения относится значительный вылет инструментальной головки относительно каретки, что снижает точность обрабатываемых направляющих. Применение станка предполагает разборку всех узлов, размещенных на ремонтируемых направляющих станины.
Известно приспособление для шлифовки направляющих металлорежущих станков по информационному листку №278-83 от 05.08.1983 г. ЦНТИ г.Ульяновска, выбранное за прототип.
Оно состоит из основания, закрепляемого на суппорте продольно-строгального станка, шлифовальной головки с приводом от отдельного электродвигателя. На суппорте расположен палец, вокруг него поворачивается основание. Зажим основания производится двумя болтами, перемещаемыми по кольцевой канавке суппорта станка.
Подбором разных типов шлифовальных кругов с поворотом шлифовального приспособления обеспечивается шлифовка поверхности, расположенными под любым углом к горизонту.
К недостаткам прототипа также как и аналога относится необходимость разборки ремонтируемого станка и специального строгального станка для шлифовальных работ.
Целью полезной модели является обеспечение возможности обработки направляющих станины токарного станка непосредственно на станке как с его разборкой, так и без разборки, в частности, без снятия со станины продольного суппорта.
Поставленная цель достигается тем, что приспособление содержит инструментальную головку, установленную с возможностью линейного и углового позиционирования инструмента на державке относительно обрабатываемой направляющей, державка расположена на стойке поперечного стола; последний установлен в направляющих продольной каретки, последняя расположена на станине станка на внутренних вспомогательных направляющих станины, каретка установлена на направляющих станины; на каретке установлена планка скольжения, сопрягаемая с нижними поверхностями внутренних вспомогательных направляющих; между кареткой и планкой скольжения установлены прокладки, закрепленные, например на каретке; на державке установлены две направляющие, охватывающие стойку; на стойке установлена винтовая пара, а на державке планка с пазом для кольцевой канавки, выполненной на винте.
Станина токарного станка содержит направляющие 1 и 2 для продольного суппорта станка, направляющие 3 и 4 для задней бабки; обратные поверхности
которых 5 и 6 используются для зажима бабки на направляющих 3 и 4 прижимной планкой.
Изложенная сущность поясняется чертежом, где изображены:
Фиг.1 — общий вид приспособления;
Фиг.2 — вид сверху;
Фиг.3 — механизм винтовой пары;
Фиг.4 — державка с системой отверстий для инструментальной головки.
При эксплуатации станка интенсивному неравномерному износу подвержены направляющие 1 и 2, максимальному на расстоянии до 1,5 метров от передней бабки станка; направляющие 3 и 4 практически не изнашиваются, так как в рабочем положении задняя бабка неподвижна. Приспособление состоит из инструментальной головки 7 с державкой 8, установленной на стойке 9 стола 10, последний закреплен на каретке 11 четырьмя болтами 12. На каретке 11 выполнены опорные поверхности 13 и 14, сопрягаемые с направляющими 3 и 4 и ответные им. Между поверхностями 13 и 14 расположены мерные прокладки 15, закрепленные на каретке 11, образующие пары скольжения планки 16 с поверхностями 5 и 6. Планка 16 крепится к каретке 11 минимум одним болтом 17.
На державке 8 закреплены направляющие 18 и 19, охватывающие стойку 9. Сверху на стойке 9 установлена пластина 20 с резьбовым отверстием для винта 21, а на державке 8 установлена пластина 22 с пазом для кольцевой канавки 23, выполненной на конце винта 21. На стойке 9 установлено 4 болта 24, а на державке 8 выполнены пазы; это обеспечивает возможность жесткого крепления державки 8 на стойке 9.
На свободном конце державки 8 установлена ось 25 и выполнены отверстия 26 для болтов, устанавливаемых одновременно в отверстиях основания 27 инструментальной головки 7. Отверстия 26 расположены под углом 45 градусов между собой. Это обеспечивает поочередную обработку угловых поверхностей направляющей 1.
Возможно другое расположение отверстий 26 в зависимости от профиля обрабатываемых направляющих 1. На столе 10 возможна установка дополнительной стойки для обработки направляющей 2. Державка 8 в этом случае
устанавливается на дополнительной стойке, инструментальная головка 7 располагается над направляющей 2 с обеспечением ее шлифования за счет подбора необходимого профиля круга.
На столе 10 возможно выполнение резьбовых отверстий для закрепления основания 27 и головки 7. На столе 10 возможно также расположение винтовой пары 28-29, аналогичная механизму деталей 20, 21, 22 и обеспечивающая микроподачу абразивному кругу 30 инструментальной головки 7.
Каретка 11 кинематически связана с ходовым винтом или валом станка любым из известных способов, например установкой на каретке кронштейна с гайкой или втулкой.
Работает устройство в следующей последовательности.
Продольный суппорт станка демонтирован с наружных направляющих станины, каретка 11 установлена на внутренних вспомогательных направляющих 3 и 4. Планка скольжения 16 закреплена болтом 17 на каретки 11 до упора в прокладки 15, при этом между поверхностями 5, 6 и планкой 16 имеется зазор минимальной величины в пределах 0,01 мм.
Инструментальная головка 7 установлена в положение, обеспечивающее совмещение торца круга 30 с обрабатываемой плоскостью направляющей 1.
Каретка 11 кинематически связана с ходовым винтом.
Заглубления вращающегося круга 30 в обрабатываемую плоскость производится винтовой парой 28-29 в крайнем положении каретки на станине, т.е. на изношенной части направляющей 1. Затем при включении привода винта каретка 11 перемещается на станине, производя шлифование отдельных участков направляющей 1. Очередное заглубление может производится на изношенных участках направляющей 1 винтом 21.
В такой последовательности работы инструментальной головки будет производится шлифование направляющей 1 до появления искрения на всей длине обрабатываемой поверхности.
Глубина заглубления круга 30 на отдельной плоскости фиксируется, затем головка 7 переналаживается на шлифовку второй плоскости направляющей 1.
Переналадка может осуществляться разворотом инструментальной головки 7 или замены круга 30 при перемещении державки 8 в необходимое положение, например, перемещением стола 10.
В этих случаях на столе 10 и державке 8 могут быть предусмотрены дополнительные отверстия и пазы, обеспечивающие грубую переустановку головки 7. Точная регулировка будет производиться винтовыми пазами 20-21-22 или 28-29.
Перешлифовка второй поверхности направляющей 1 будет производится в последовательности, изложенной выше. Глубина заглубления для обеих поверхностей должна быть одинаковой, она затем назначается такой же величиной для перешлифовке направляющей 2.
Настройка круга 2 для направляющей 2 может осуществляться разворотом державки 8 и головкой 7, либо установкой на столе 10 дополнительной стойки. Шлифование направляющей 2 производится в указанной выше последовательности.
Предложенное приспособление возможно использовать без снятия со станины продольного привода суппорта, используя его в качестве привода линейного перемещения каретки 11 путем их соединения жесткой тягой. В этом случае возможны варианты:
— шлифование только направляющих станины, расположенного у передней бабки станка;
— поочередное шлифование направляющих станины, разделенной на два участка: передний, у передней бабки и задний — на конце станины. Настоящее приспособление обеспечивает восстановление направляющих станины в зависимости от их износа без разборки станка при его нахождении на рабочем месте в цехе; при этом в отдельных случаях отсутствует необходимость в разборке продольного и поперечного суппортов.
1. Приспособление для обработки рабочих наружных направляющих станины токарного станка, содержащее инструментальную головку, установленную на державке с возможностью линейного и углового позиционирования инструмента на державке, относительно обрабатываемой направляющей, державка расположена на стойке поперечного стола, установленного в направляющих продольной каретки, последняя расположена на станине станка, отличающееся тем, что каретка установлена на внутренних вспомогательных направляющих станины.
2. Приспособление по п.1, отличающееся тем, что на каретке установлена планка скольжения, сопрягаемая с нижними поверхностями внутренних вспомогательных направляющих.
3. Приспособление по пп.1 и 2, отличающееся тем, что между кареткой и планкой скольжения установлены прокладки, закрепленные, например, на каретке.
4. Приспособление по п.1, отличающееся тем, что на станке установлена винтовая пара, а на державке — планка с пазом для кольцевой канавки, выполненной на винте.
Можно ли точно отшлифовать токарные станки в домашних условиях?
Susan_in_SF
Богиня дерева и металла
#1
Привет, ребята, Некоторое время назад я купил South Bend 9A, которым активно пользовался предыдущий владелец, пока он не скончался. Мне сказали, что он сделал много оружия на моем новом старом токарном станке. Когда я купил его, я был супер новичком, который не думал о постельном белье. Я был ослеплен маркой «Саут-Бенд» и почти ничего не знал.
После покупки этого станка я, честно говоря, не планировал покупать другие станки (смеется). Затем, месяц спустя, на Craigslist я увидел только что опубликованное объявление от парня, который хотел освободить свой склад в тот же день, так как на следующий день он уезжал в отпуск. Я встретил его на складе и купил South Bend 9C вместе с парой стальных тумбочек на верстаке, ящики которых были заполнены припасами 1950-х годов. Я нахожу интересным, как старожилы использовали стеклянные банки, банки из-под кофе и бутылочки с рецептами для хранения своих винтов, кранов и т. д. В любом случае, я заплатил 120 долларов за все, и так я получил 2 Саут-Бенда (до того, как я позже получил бесплатный токарный станок Логан).
Итак, после того, как мой друг-механик предложил мне оставить 2-й Саут-Бенд на запчасти, я решил оставить его себе, а не продавать. Я рад, что сохранил этот второй токарный станок, так как теперь я знаю, что пути моего токарного станка 9A серьезно изношены. Вы можете легко увидеть износ в нескольких дюймах от передней бабки. Что касается более старого токарного станка 9c 1930-х годов, направляющие находятся в очень, очень хорошем состоянии. Итак, я планирую просто поменяться кроватями. Я читал в Интернете, что мне просто нужно просверлить дополнительное отверстие в станине 9C, чтобы в нее можно было вставить быстросменную коробку.
Я не уверен, что буду делать со своей изношенной кроватью после того, как поменяю ее на кровать 9C.
Возможно ли изготовить длинный подвижный стол для использования на моем маленьком плоскошлифовальном станке 612 и изношенной станине 48 дюймов?
Просто жаль выбрасывать эту старую кровать. В сети читал, что если дорожки были отшлифованы, то фартук надо шлифовать, чтобы токарный станок был точен. Несмотря на мой первоначальный план оставить 2-й токарный станок на запчасти, я подумывал продать 2-й токарный станок с замененными 9Кровать.
Моя идея использовать мой плоскошлифовальный станок на 4-футовой станине безумна? Если у МакГайвера есть способ заставить его работать, то как?
Или мне просто продать второй токарный станок как есть, с изношенной станиной (после того, как я поменяю станки)?
Спасибо, Сьюзан
Firstram
H-M Supporter — золотой член
#2
Я бы починил один и продал бы второй хорошо подержанный со скидкой. Кажется, у вас есть талант находить сделки, поэтому вам понадобится место для следующей части оборудования.
Боб Корвес
Платина
#3
Возможно? Да. Вероятно? Очень уж нет…
Сьюзен, если токарный станок слишком изношен, просто продайте его и купите другой, который лучше соответствует вашим потребностям. Некоторым (очень немногим) людям нравится очищать целую машину для своего хобби-магазина. Другие пользуются другими средствами самобичевания. Будьте готовы к очень высокой кривой обучения и огромному количеству работы, времени и терпения, которые потребуются для правильного выполнения работы. Я бы предположил, что 99 из 100 машин, разобранных любителями для приведения их в функционально новое состояние (а не просто для того, чтобы сделать их снова красивыми), в конечном итоге собираются обратно в незаконченном виде или продаются в виде корзин или запасных частей. Имейте в виду, что любители делают что-то для удовольствия.
bhigdog
Зарегистрировано
#4
Три способа приблизиться к этому. 1. Выбросить или продать кровать. 2. Попробуйте очистить кровать в качестве учебного опыта, прежде чем выбрасывать ее. 3. Используйте его как есть в качестве учебного опыта. Я видел некоторые из лучших работ, выполненных на самых запущенных машинах, потому что оператор хорошо знал их и работал с их недостатками, а не против них…………… Боб
Cadillac STS
Активный пользователь
#5
Можно ли перевернуть станину так, чтобы передняя бабка оказалась на менее используемом конце задней бабки?
П. Уоллер
Латунь
#6
Бенмикри
Джон Йорк
#7
НА САМОМ ДЕЛЕ, НЕТ
П. Уоллер
Латунь
#8
Почему бы и нет?
Бенмикри
Джон Йорк
#9
НА ТОКАРНОМ СТАНОКЕ С ПЛОСКИМ НАПРАВЛЕНИЕМ ЭТО МОЖЕТ БЫТЬ ТЕОРЕТИЧЕСКИ ВОЗМОЖНО, НО СТАНКИ С ЮЖНЫМ ИЗГИБОМ НЕ ИЗГОТОВЛЕНЫ ТАКИМ ОБРАЗОМ, КЛАВИША И ГОЛОВКА И ЗАДНЯЯ БАСКА, ОНИ БЫЛИ ПЕРЕВЕРНУТЫ, И НЕТ СПОСОБА НАПРАВЛЯТЬ И ВЫРОВНИТЕ СООТВЕТСТВУЮЩИЕ ЭЛЕМЕНТЫ.
Супербербан
Зарегистрировано
#10
Согласен. Южный изгиб имеет V-образную форму, плоскую на передней стороне и 2 V-образных на задней.
Сколько стоит переточка направляющих и седла?
HMF
Основатель сайта
#1
Насколько дорого обойдется переточка направляющих и седла на токарном станке 10×36? Вам нужно будет сделать переднюю и заднюю бабки, чтобы все выровнять? Будет ли после этого человек смотреть на соскоб? Или можно было бы добраться туда одним только соскабливанием, если предположить, что состояние путей не так уж плохо. Предполагается, что вы не пытаетесь создать сверхточный станок, а просто возвращаете его OEM-производителю.
Спасибо!
Нельсон
Последнее редактирование модератором:
Тони Уэллс
Зарегистрировано
#2
Ну, это немного отличается, но на этом маленьком токарном станке я ожидаю > 500 долларов. НО, и это БОЛЬШОЕ НО, все меняет свое вертикальное положение при шлифовке станины. Особенно фартук в сборе. Если для этого вы будете использовать прокладки, вам придется бороться с редуктором, который приводит в движение ходовой винт и т. д.
Тщательно обдумайте это. Вам не обязательно нужно избегать этого, но если все сделано правильно, вы можете добиться точности и долговечности.
4GSR
Гость форума
#3
Если вы действительно хотите стать энергичнее, вы можете построить точильный станок, как это сделал я, и переточить свои пути.
стальные отводы на 90 градусов. Цена, размеры. ЦентрСталь.
«Центрсталь» может предложить вам купить отвод стальной 90 градусов партией любого объема. Продукция сертифицирована, прошла проверку на соответствие стандартам, производство осуществлялось по ГОСТам: 17375, 30753.
Сортамент отводов 90: цена и размеры
Цена за ед., руб
Номенклатура
ст. 20
оцинк.
Единица
Стандарт
Отвод ГОСТ 17375-2001, исп.1
Отвод 21.3х2.0(15)
19.00
21.00
шт
ГОСТ17375
Отвод 26.9х2.0(20)
28.60
31.00
шт
ГОСТ17375
Отвод 33.7х2.3(25)
41.70
46.00
шт
ГОСТ17375
Отвод 42. 4х3(32)
27.90
35.50
шт
ГОСТ17375
Отвод 42.4х3,5(32)
37.40
47.50
шт
ГОСТ17375
Отвод 48.3х3(40)
36.70
48.00
шт
ГОСТ17375
Отвод 48.3х3,5(40)
50.10
64.00
шт
ГОСТ17375
Отвод 60,3х3(50)
54.30
73.50
шт
ГОСТ17375
Отвод 60,3х3,5(50)
85.95
108.50
шт
ГОСТ17375
Отвод ГОСТ 17375-2001, исп.2
Отвод 32х3
41.40
49.00
шт
ГОСТ17375
Отвод 38х2.5
97.80
105.50
шт
ГОСТ17375
Отвод 38х3
97.80
105.50
шт
ГОСТ17375
Отвод 45х3
32.65
44.00
шт
ГОСТ17375
Отвод 45х3.5
48.50
64. 00
шт
ГОСТ17375
Отвод 45х5
188.05
207.00
шт
ГОСТ17375
Отвод 57х3
47.80
70.50
шт
ГОСТ17375
Отвод 57х3,5
76.15
99.00
шт
ГОСТ17375
Отвод 57х5
107.10
137.50
шт
ГОСТ17375
Отвод 76х3.5-1.6МПа
96.85
134.50
шт
ГОСТ17375
Отвод 76х3,5
125.80
163.50
шт
ГОСТ17375
Отвод 76х5
174,45
227.00
шт
ГОСТ17375
Отвод 76х6
219.30
283.50
шт
ГОСТ17375
Отвод 89х3,5-1.6МПа
137.55
190.50
шт
ГОСТ17375
Отвод 89х3,5
178.60
231.50
шт
ГОСТ17375
Отвод 89х5
254.85
311.50
шт
ГОСТ17375
Отвод 89х6
313. 50
400.00
шт
ГОСТ17375
Отвод 108х3,5
313.50
346.50
шт
ГОСТ17375
Отвод 108х3,5-1.6МПа
200.60
283.50
шт
ГОСТ17375
Отвод 108х4
295.70
390.00
шт
ГОСТ17375
Отвод 108х6
484.20
619.50
шт
ГОСТ17375
Отвод 108х8
733.00
909.50
шт
ГОСТ17375
Отвод 114х3,5
282.75
365.50
шт
ГОСТ17375
Отвод 114х3.5-1.6МПа
214.70
297.50
шт
ГОСТ17375
Отвод 114х6
518.90
662.00
шт
ГОСТ17375
Отвод 133х3.5
432.40
556.50
шт
ГОСТ17375
Отвод 133х3.5-1.6МПа
340.10
464.00
шт
ГОСТ17375
Отвод 133х3. 5R=1,25DN
343.90
445.50
шт
ГОСТ17375
Отвод 133х4
483.50
626.50
шт
ГОСТ17375
Отвод 133х6
724.65
939.00
шт
ГОСТ17375
Отвод 159х4,5-1.6МПа
579.50
831.00
шт
ГОСТ17375
Отвод 159х4.5
724.60
976.50
шт
ГОСТ17375
Отвод 159х6
1080.40
1384.50
шт
ГОСТ17375
Отвод 159х8
1615.00
2028.00
шт
ГОСТ17375
Отвод 159х10
2093.15
2581.50
шт
ГОСТ17375
Отвод 219х6
1875.00
2438.00
шт
ГОСТ17375
Отвод 219х8
2635.00
3386.00
шт
ГОСТ17375
Отвод 219х10
3644.40
шт
ГОСТ17375
Отвод 273х7
3431. 90
4445.50
шт
ГОСТ17375
Отвод 273х8
4146.80
5310.50
шт
ГОСТ17375
Отвод 273х10
5493.15
6957.00
шт
ГОСТ17375
Отвод 273х12
6534.40
шт
ГОСТ17375
Отвод 325х8(7)
5950.00
шт
ГОСТ17375
Отвод 325х10
7448.15
шт
ГОСТ17375
Отвод 325х12
8988.75
шт
ГОСТ17375
Отвод 377х8
8703.90
шт
ГОСТ17375
Отвод 377х10
9752.10
шт
ГОСТ17375
Отвод 426х8
11471.85
шт
ГОСТ17375
Отвод 426х10
14225.10
шт
ГОСТ17375
Отвод 426х12
15840.30
шт
ГОСТ17375
Отводы ГОСТ 17375-2001, исп.
2 под заказ
Отвод 530х10
153.00
23856.90
шт
ГОСТ 30753
Отвод 530х12
167.70
29676.00
шт
ГОСТ 30753
Отвод 630х10
219.00
31443.00
шт
ГОСТ 30753
Отвод 630х12
255.00
39300.00
шт
ГОСТ 30753
Отвод 720х10
193.00
58730.40
шт
ГОСТ 30753
Отвод 720х12
271.00
61422.00
шт
ГОСТ 30753
Отвод 820х10
347.00
80406.00
шт
ГОСТ 30753
Отводы на 90 градусов или крутоизогнутые отводы — соединительные элементы трубопроводов, использующиеся для корректировки схемы трубопроводных сетей в условиях, исключающих возможность прямой прокладки: либо высокая плотность функционирующих инженерных сетей, либо особенности среды, в которой размещается трубопровод.
Сфера применения
Отводы, реализуемые нашей компанией, универсальны. Отводы могут использоваться в трубопроводных системах самого разного назначения — от коммунальных сетей (отопление, водоснабжение, отведение воды и стоков), причем, как в самих помещениях, так и при подводе к ним. Также отводы 90 применяются на промышленных предприятиях для монтажа трубопроводов специального назначения (в том числе и для химической и пищевой промышленности) и производственных агрегатов и станков.
В данной категории металлопроката товар соответствует ГОСТам:
ГОСТ 17375-2003
ГОСТ 30753-2001
Чтобы уточнить наличие необходимого вам объема отводов 90 или стоимость доставки, просто свяжитесь с нами удобным для вас способом:
по телефону +7 (495) 198-11-26
заказав звонок специалиста
по электронной почте: info@centrstal. ru
Прайс-лист (.xls)
Наши услуги
Резка и рубка металла
Цинкование
Как купить отводы 90
Оформление заказа
Оплата
Доставка
Сделайте заказ через корзину на сайте, либо оставьте свой запрос нашим менеджерам по телефону +7 (495) 198-11-26 или через форму обратной связи.
Выберите удобный для вас способ оплаты: наличный или безналичный расчет. Специальные условия для постоянных клиентов.
Для Москвы — доставка на следующий день! В отдаленные регионы доставим ваш заказ ЖД или автотранспортом в указанный срок. Подробнее о доставке
Прочие категории металлопроката
Тройник
Отвод 90
Переход
Заглушка
Наш офис в Москве
Адрес: ул. Талалихина д.41, строение 8, офис 404, Москва, 109316.
Слабый напор горячей воды после газовой колонки, что делать
Газовая колонка позволяет забыть о межсезонных отключениях и ремонтных работах в магистрали. Вы можете круглый год наслаждаться ванной или душем, если прибор исправно работает. Но что делать, если напор горячей воды слабый? Мы расскажем, по какой причине падает напор и как это исправить своими руками.
Почему плохой напор в колонке
Несмотря на регулятор мощности на панели колонки, многие пользователи страдают от перемен в силе напора. Вода то идет, то не идет, нормально принять душ становится невозможно. В чем причина перепадов, можно ли это исправить? Рассмотрим самые распространенные из них.
Мощность техники не соответствует запросам. Вы купили прибор, мощности которого недостаточно для обеспечения необходимого количества горячей воды. Лучшего всего выбирать колонку от 8 до 10 кВт.
Засор в системе. Вода, которая протекает по магистрали и приходит в трубы, содержит мелкий мусор, куски ржавчины, частицы извести. Чтобы задержать мусор на входе в колонку, установлен сетчатый фильтр. Со временем он забивается, поэтому периодически проводится чистка элементов трубопровода.
Слой накипи. Газовый котел работает по принципу проточного водонагревателя. Здесь вода не скапливается в баке, а проходит через теплообменник, где нагревается от горелки. Во время нагрева образуются соли калия и магния, которые оседают на стенках радиатора в виде известкового налета. Со временем он нарастает настолько, что вода с трудом просачивается, оттого в кране маленький напор.
Дело техники. На время технических работ подачу воды перекрывают. После возобновления случается гидроудар, частицы накипи в теплообменнике попадают в смеситель. Это можно увидеть, открыв кран: жидкость плохо течет.
Отсутствие технического обслуживания. Обязательно нужно проводить профилактику газового оборудования. Проверять исправность элементов, удалять грязь и проводить чистку. Как почистить газовую колонку, читайте в предыдущей публикации.
Низкое давление. От пользователя мало что зависит, если в магистрали нет давления. В таком случае не удивительно, что нет напора. Если вы хотите, чтобы колонка работала бесперебойно, можно включить в систему насос. Однако этот вариант больше подходит для жителей частного сектора.
Причин может быть много. Внимательно осмотрите прибор, чтобы определить одну из них.
Пропал напор: как устранить неисправность
Что можно сделать в домашних условиях, чтобы восстановить подачу?
Очистка сетчатого фильтра
Фильтр устанавливается на входе в водяной узел котла. Задерживая мусор, он не позволяет забиваться системе. Чтобы очистить деталь, нужно:
Перекрыть подачу газа и воды.
Отсоединить трубу или гибкий шланг, который ведет к узлу.
Достать фильтр и промыть под потоком воды.
При сильных загрязнениях можно использовать жесткую щетку, а также оставить отмокать деталь в растворе лимонной кислоты.
При дефекте замените фильтр новой деталью.
Удаление накипи
Мы уже писали об эффективных средствах и их применении. Напомним, что не рекомендуется использовать специальные вещества от накипи, они разъедают стенки медных труб теплообменника. В результате на неровностях образуется еще больше накипи.
Для промывки труб радиатора также можно использовать лимонную кислоту.
Борьба с засором
Устранить засор в трубах поможет обратный ток воды. Если ваш смеситель можно установить в третье положение, тогда сделайте так:
Снимите заглушку и подставьте под корпус емкость для сбора воды.
Установите смеситель в третье положение.
Открутите оба крана. Поток начнет движение в обратном направлении и, возможно, вытолкнет мусор. В этот момент из колонки польется вода.
Проблемы со смесителем
Если засор проник в детали смесителя, а напор упал, тогда нужно его прочистить. Разберите устройство и промойте проточной водой резиновый шланг, фильтр и другие детали.
Причина плохой подачи чаще всего заключаются в несвоевременном уходе за техникой. Поэтому проводите профилактику минимум раз в год.
У Вас ослаб напор воды в квартире?
Представьте, на улице жара! Лето в самом разгаре. Вы все чаще принимаете прохладный душ! Все великолепно. И вдруг, замечаете, что напор воды из крана ослаб! Причем вначале Вам это только показалось, потом Вы немного к этому привыкли, так как в принципе это не особо Вам мешало, но сегодня Вы реально не можете помыться. Вода в кране, что называется, стала гулять. То идет тонкой струйкой холодная, а при попытке добавить немного горячей, из крана хлещет кипяток!
СОДЕРЖАНИЕ:
Напор воды в кране стал гулять
Знакомимся с системой водоснабжения
Готовим инструменты
Перекрываем стояк, сливаем остатки воды
Меняем фильтр грубой очистки
Меняем фильтр самоочищающийся с манометром
Рекомендации на будущее
ВСЕ УРОКИ ПО РЕМОНТУ ВАННОЙ И ТУАЛЕТА
Напор воды в кране стал гулять
Наконец, на середине недели Вы понимаете, что напор воды настолько ослаб, что так дальше жить нельзя и в выходные даете себе слово, что с этим разберетесь. Но придя вечером домой после работы, Вы обнаруживаете на себе недовольный взгляд всей семьи, что мол помыться сегодня вообще нельзя, и что похоже ждать выходных не придется, а нужно что-то делать прямо здесь и сейчас. Кто не сталкивался с подобной ситуацией?
И конечно, кто-то начинает говорить про то, как где-то далеко прорвало трубу, или случилась авария на ТЭЦ, или меняют трубы и что, наверное, это так и есть, и ничего с этим поделать нельзя. «Успокоив» таким объяснением себя и всех домашних, можно спокойно лечь на диван и смотреть любимую передачу.
Помечтали :).
А теперь к делу! Конечно такое тоже исключать нельзя. И сперва нужно позвонить соседям и спросить, как у них обстоят дела. Также неплохо поинтересоваться у председателя ЖСК, в чем может быть причина? В 10% случаев наверное будет так, как Вы мечтали. Вы действительно пойдете смотреть любимую передачу. Но, к сожалению, оставшиеся 90% будут говорить о том, что проблема именно у Вас в квартире, а не где-то там далеко. ..
Знакомимся с системой водоснабжения
Итак, начинаем проверку. Заходим в ванную комнату и включаем кран:
Холодная вода идет тоненькой струйкой, а горячая вовсю хлещет. Теперь начинаем вспоминать предысторию. Холодная вода не мгновенно пропала. Ее прохождение последнее время ухудшалось раз за разом. А это может свидетельствовать о самой вероятной причине — у Вас засорились водяные фильтры!
В этом случае нам нужно подойти к нашей системе водоснабжения в квартире и внимательно на нее посмотреть:
Конечно у всех разводка сделана по-своему. У кого-то трубы спрятаны и к ним не подобраться, что не есть хорошо. Но первое, что нужно сделать — это определить в Вашей системе контуры холодной и горячей воды.
Давайте посмотрим поближе на контур холодной воды. Сразу бросается в глаза стрелка на манометре, показывающая нуль. Действительно давления холодной воды в системе нет, и поэтому вода из крана еле идет.
Теперь найдем, где расположены фильтры:
На картинке Вы видите два фильтра, у которых есть правильные названия:
фильтр самоочищающийся с манометром;
фильтр грубой очистки прямой.
Здесь конечно же возможны вариации. Например, у кого-то обязательно будет не прямой, а косой фильтр грубой очистки, но это не меняет суть дела. Вот эти фильтры и именно ими нужно будет заниматься.
Готовим инструменты
Что нам предстоит сделать? По сути нам предстоит отвернуть 2 больших гайки и посмотреть, что происходит внутри наших фильтров. Итак, из инструментов нам понадобятся шведки, разводной ключ и отвертка:
Давайте приступим к делу.
Перекрываем стояк, сливаем остатки воды
Вначале необходимо перекрыть холодную воду. Для этого на стояке холодной воды закрываем шаровый кран. Как это сделать подробно рассказано в статье: Отключение стояков в квартире — это просто. А здесь я приведу лишь картинку:
Холодная вода перекрыта. Теперь необходимо слить остатки воды в трубах. Прямо под самоочищающимся фильтром находится сливной кран. У кого-то от него выведен шланг, уходящий прямо в фановую трубу, у кого-то это просто кран:
Если шланг есть, то просто открываем кран и сливаем остатки воды. Если шланга нет, то нужно найти ведро или таз и подставить под кран, затем открыть кран и слить оставшуюся воду.
Меняем фильтр грубой очистки
Теперь можно заниматься фильтрами.
Сначала мы с Вами посмотрим в каком состоянии находится фильтр грубой очистки:
Требуется открутить одну гайку. Для этой процедуры нам понадобятся шведки. Перед этим позаботьтесь о таре, куда нужно будет слить остатки воды из фильтра. Тару нужно брать такую, чтобы ее можно было подставить прямо под фильтр (В идеале подходит обрезанная пластиковая бутылка, которую Вы чуть ниже увидите).
Итак, берем шведки и откручиваем гайку:
Отворачиваем против часовой стрелки, как показано на рисунке. Шведками работать долго не придется. Далее гайку нужно аккуратно откручивать рукой, подставив тару для слива воды:
Далее какое-то время вода будет продолжать сливаться и нужно подождать. Рекомендуется даже зафиксировать тару для слива, т. к. может пройти несколько минут.
Но вот, наконец, вода перестала течь и можно изучить фильтр изнутри:
Мы видим с Вами не очень хорошую картину. Во-первых, внутри сплошная ржавчина. Во-вторых, в фильтре находится сменная сетка. Ее необходимо извлечь:
Что делать дальше? По-хорошему сетку лучше заменить (купить новую). Ржавчину внутри фильтра нужно отмыть. Если ржавчины совсем много, то стоит заменить сам фильтр. Вы спросите, как отмыть, если вода перекрыта? Все правильно, нужно заранее запастись холодной водой и разбавить с горячей, которая у Вас не отключена. В общем, справитесь.
А вот так выглядит новенькая сетка для фильтра грубой очистки:
устанавливаем ее в фильтр и закручиваем назад на трубу.
Меняем фильтр самоочищающийся с манометром
Теперь самое время заняться фильтром самоочищающимся с манометром. На рисунке Вы видите, где нужно производить откручивание фильтра. Но сразу этого сделать нельзя, т. к. снизу к фильтру прикреплен сливной шланг, и для начала нужно снять хомут и освободить шланг:
Именно для этих целей нам нужна отвертка. Итак, отворачиваем хомут:
Снимаем шланг. Вода уже слита, но небольшие остатки все равно могут быть:
Далее берем разводной ключ и откручиваем фильтр:
Так же, как и в случае с фильтром грубой очистки, для данного фильтра сначала Вы откручиваете ключом, а затем рукой. Приготовьте тару под слив воды. Пригодится все та же пластиковая бутылка:
Бутылку желательно зафиксировать, чтобы вода сама стекала, а Вам не пришлось держать бутылку руками.
Когда вода перестанет течь, нужно взглянуть на сам фильтр.
Перед нами удручающая картина:
Сетка фильтра полностью забита. Как с этим бороться? Рекомендую установить новую сетку:
Сам фильтр также грязный и неплохо почистить ржавчину. Если ее слишком много, то рекомендую заменить и сам фильтр и туда установить новую сетку.
Устанавливаем фильтр на место и проверяем воду:
Как видим, все в порядке! Попробуйте, взгляните еще раз на манометр холодной воды. Теперь он уже точно нуль Вам не покажет. Вы облегченно вздохнули, поскольку теперь напор воды в Вашей системе водоснабжения снова стал в норме!
Заметим, что для горячей воды действия будут аналогичными.
Рекомендации на будущее
Приведу несколько полезных рекомендаций из собственного опыта:
Чтобы не доводить ситуацию, когда фильтры полностью забьются, необходимо хотя бы 1 раз в 3 недели спускать холодную и горячую воду в течении 3-х минут. Спуск производится открытием кранов, находящихся прямо под самоочищающимися фильтрами. Вот почему полезно иметь не просто краны, а прикрученные к ним на хомутах шланги, уходящие непосредственно в фановую трубу.
Нужно потратить немного времени, чтобы: открутить стоящие у Вас фильтры по горячей и холодной воде, перекрыть временно воду, сходить в профессиональный сантехнический магазин, показать свои сетки для фильтров продавцу и заранее купить их домой. Они стоят не так дешево, но это нужно обязательно сделать, т. к. в критической ситуации Вы просто замените сетки. В противном случае Вам придется сначала перекрывать воду, затем разбирать всю систему, а потом бегать по магазинам в поисках нужной сетки. Не факт, что Вы их сразу найдете, при этом семья останется без воды, а сама система водоснабжения будет у Вас находиться в полуразобранном состоянии (проверено на себе).
Никогда не включайте воду без установленных сеток в фильтрах, даже временно на 1 день! Именно этот день может оказаться злополучным. Если в трубу залетит грязь, размером чуть больше допустимого, то она, например, забьет Вам счетчики, а Вот тогда у Вас действительно появится много возни.
Импортные смесители тоже бывает дают сбой. Например, приходят в негодность внутренности смесителя, которые самому лучше не разбирать (если Вы не профессионал в этом деле). Т. е., при снятии смесителя вода хлещет мощным потоком, а при установке смесителя по горячей воде напор намного сильнее, чем по холодной, либо наоборот. Тут также нужно смотреть и анализировать. Иногда простая замена смесителя, о которой у меня есть отдельная статья, также приносит результат.
На этом все. Сегодня мы узнали, что делать, если у Вас в квартире напор воды вдруг стал гулять.
Уроки по ремонту ванной и туалета
Урок 1. Планирование ремонта ванной комнаты и туалета своими руками Урок 2. С чего начать ремонт в ванной. Старт демонтажных работ Урок 3. Как снять старую краску со стен в ванной комнате и туалете Урок 4. Как удалить бетонный порог в ванной комнате и туалете Урок 5. Как подготовить потолок в ванной под покраску или подвесной потолок Урок 6. Требуется ли замена стояков водоснабжения Урок 7. Как перекрыть стояки водоснабжения в квартире Урок 8. Какие трубы лучше для водопровода в квартире Урок 9. Водопровод своими руками Урок 10. Как повесить полотенцесушитель в ванной Урок 11. Какой счетчик воды лучше для квартиры Урок 12. Электрическая проводка в ванной своими руками Урок 13. Выравнивание стен и пола в ванной Урок 14. Обои для ванной, кухни, туалета Урок 15. Какую плитку выбрать для ванной Урок 16. Зубчатый шпатель — чудо изобретения человека Урок 17. Материалы и инструменты для укладки плитки Урок 18. Как укладывать плитку на пол своими руками Урок 19. Как резать плитку и чем при облицовке Урок 20. Как сверлить плитку и чем при облицовке Урок 21. Как класть плитку на стену Урок 22. Какую ванну выбрать для дома Урок 23. Как установить чугунную ванну Урок 24. Как установить акриловую ванну Урок 25. Укладка плитки на стену в ванной комнате своими руками Урок 26. Как укладывается плитка на внешний угол ванной комнаты Урок 27. Искры от болгарки могут убить ваш кафель Урок 28. Как заменить плитку на полу или на стене Урок 29. Как выбрать смеситель Урок 30. Как поменять смеситель своими руками Урок 31. Как установить вентиляционную решетку в ванной комнате Урок 32. Как выбрать дверь для ванной комнаты Урок 33. Решетка на ванну Урок 34. Как установить унитаз своими руками Урок 35. Что делать, если ослаб напор воды в квартире Урок 36. Что делать, если засорилась раковина Урок 37. Как прочистить раковину или ванну новинками от Домочист
Нет давления горячей воды? Вот что делать
Когда вы с нетерпением ждете душа, вам хочется постоять под успокаивающим потоком… не жалкой струйкой. Поэтому может быть невероятно неприятно включать душ только для того, чтобы обнаружить, что в вашем доме нет напора горячей воды.
Вне зависимости от того, внезапно ли пропало давление в некоторых или всех ваших кранах или вы сталкивались с этой досадной проблемой в течение некоторого времени, наши сантехники в Mr. Rooter Plumbing of Ottawa могут дать несколько советов, которые помогут вам понять, почему это происходит и как вы можете получить его обратно.
Прежде чем мы начнем, обратите внимание, что системы водяного отопления могут быть опасны, если вы не имеете опыта их ремонта и обслуживания. Наши доверенные профессионалы в Mr. Rooter обладают ноу-хау и инструментами для диагностики вашей проблемы и безопасного восстановления вашей системы в идеальном рабочем состоянии, чтобы вы снова могли наслаждаться душем.
Наши системы отопления — это то, чем мы пользуемся каждый день, но большинство людей мало знают о том, как они на самом деле работают, чтобы подавать горячую воду из наших кранов под приличным давлением. Горячие краны должны иметь такое же давление, как и холодные, поэтому, если вы заметите значительную разницу между ними, что-то происходит, что необходимо решить.
Отопительные системы могут быть удивительно сложными, поэтому существует множество возможных причин, почему это происходит. Во-первых, давайте рассмотрим наиболее вероятные причины.
Частично закрытый клапан на водонагревателе
Если давление холодной воды в норме, а горячей нет, вероятной причиной может быть частично закрытый клапан. Ваш водонагреватель имеет запорный клапан, который может быть частично закрыт. Хорошей новостью об этой проблеме является то, что это очень простое решение — поверните клапан обратно в полностью открытое положение, и ваше горячее давление должно вернуться обратно.
Частично закрыт главный запорный клапан воды
Если у вас низкое давление горячей и холодной воды, ваш главный запорный клапан может быть частично закрыт. Этот клапан способен перекрыть весь поток в ваш дом, и обычно он располагается рядом с передней частью вашего дома. Если вы не знаете, где он находится, проверьте его рядом с водонагревателем, обычно в подвале или в гараже.
Если его нет внутри, вам, возможно, придется поставить отметку в ячейке «Водопроницание», закопанной коробке на вашем участке рядом с улицей. При необходимости сантехник Mr. Rooter сможет помочь вам найти эту коробку.
Отложения и накипь
Хотя это особенно важно для домов с жесткой водой, это может повлиять на любой резервуар для горячей воды. Поскольку ваш резервуар постоянно нагревает воду, он подвержен образованию известкового налета на внутренних стенках. Со временем внутренние стенки резервуара подвергаются коррозии, а осадок отслаивается от стенок и оседает на дне, откуда он может попасть в горячие трубы. Это вызывает закупорку, в результате чего ваше горячее давление падает.
Изогнутые линии подачи воды
Если у вас есть система резервуарного типа, она, скорее всего, оснащена медной трубой в виде гармошки, которая подвержена изгибу. Если изгиб достаточно сильный, он задушит поток и приведет к отсутствию или ослаблению горячего давления.
Засоренные краны
Это довольно просто: если ваш кран с горячей водой или насадка для душа забиты, вода не может пройти через них должным образом. Если это так, у вас также не будет холодного давления, и вы даже сможете увидеть видимые признаки накопления вокруг крана или насадки для душа. Засор может быть глубже в трубе, но трубы, которые подают воду в ваш дом, не так подвержены засорению, как трубы, выводящие сточные воды.
Неисправный или неправильно настроенный регулятор давления
Хотя регуляторы давления обычно используются в коммерческих зданиях, иногда они также устанавливаются в жилых домах (особенно в домах, расположенных на низменных участках). Если в вашем доме есть регулятор давления, возможно, он не работает должным образом или неправильно установлен и настроен. Если это так, то во всем доме будет неадекватное давление.
Линии неправильного размера
Иногда при неправильном монтаже систем водоснабжения размеры подающей линии могут быть значительно меньше, чем у основной подачи. Это должно уменьшить давление, потому что объем естественным образом уменьшается, когда он перемещается в меньшую трубу.
Треснувшие или сломанные трубы
Отсутствие давления иногда связано с трещинами или поломками труб, что является серьезной проблемой, которая может причинить большой ущерб вашему дому. Если вода вытекает из ваших труб до того, как она достигает ваших кранов, давление, вероятно, уменьшится во всем вашем доме, а не только в одном приспособлении.
Теперь, когда вы знаете некоторые возможные причины, по которым у вас нет горячего давления, вы, вероятно, хотели бы знать, как решить эту проблему и восстановить поток.
Первым (и, возможно, самым трудным) шагом является диагностика проблемы. К этому моменту у вас может быть довольно хорошее представление о том, что происходит с давлением в вашем доме, или вы можете не знать, какая из вышеперечисленных проблем относится к вашей системе.
Наша команда Mr. Rooter Plumbing of Ottawa имеет дело со всеми типами потери давления. Мы сможем устранить проблему (или проблемы), с которой вы столкнулись, и предложить наилучший план действий для восстановления давления до комфортного уровня.
В зависимости от конкретных потребностей вашего дома, вот несколько возможных решений ваших проблем с давлением.
Проверка на наличие утечек
Если отсутствие давления вызвано протекающими трубами, их необходимо устранить как можно скорее. Проверьте наличие влажных пятен на коврах, следов сырости на потолке или гипсокартоне или видимой влаги на стенах.
Вы также можете проверить унитаз на наличие утечек, так как протекающий унитаз может повлиять на давление в других приборах. Если ваш механизм унитаза протекает, он не остановит поток воды из бачка в чашу. Добавьте несколько капель пищевого красителя в бачок унитаза и оставьте его в покое на пару часов, не смывая. Если вы видите цветную жидкость, просачивающуюся в унитаз, у вас протекает бачок унитаза.
Ваш счет за воду может быть еще одним явным признаком утечки. Если ваше использование не изменилось, но ваш счет увеличился, скрытые утечки, вероятно, являются источником вашей проблемы. Вы также можете проверить наличие утечек, перекрыв весь поток воды в дом и сняв показания счетчика воды. Если циферблат все еще вращается, вода течет, и у вас есть утечка.
Замените систему горячего водоснабжения
Системы горячего водоснабжения не вечны. В зависимости от типа обогревателя, установленного в вашем доме, вы можете ожидать, что он прослужит от 11 до 20 лет, прежде чем его потребуется заменить. По мере старения вашего нагревателя внутренняя часть вашего бака подвергается коррозии, трубы изгибаются, а осадок накапливается до такой степени, что его необходимо заменить.
Промывка и очистка резервуара для горячей воды
Если у вас есть относительно новый нагреватель, срок службы которого все еще находится в пределах своего нормального срока службы, его можно снова вернуть в рабочее состояние после тщательной промывки и очистки внутренней части от отложений. и образование известкового налета.
Настройте или замените регулятор давления
Если у вас дома установлен регулятор давления, возможно, потребуется настроить его на правильные параметры. Хотя это звучит просто, может быть сложно установить его в нужное место для давления в вашем доме, и, вероятно, потребуется опытный сантехник. В некоторых случаях регулятор может быть изношен или сломан, и его необходимо полностью заменить.
Замена труб
Если проблемы с давлением связаны с трубами неправильного размера или со старыми и изношенными трубами, может потребоваться полная замена труб. Но не паникуйте — замена труб не обязательно должна быть кошмаром, связанным с перекопкой вашего двора.
Г-н Рутер применяет бестраншейный метод замены труб, при котором мы используем гидравлику, чтобы разорвать старую трубу, а затем ввести новую трубу в оставшееся пространство. Этот метод гораздо менее инвазивен, чем старомодный; кроме того, наличие новых, отлично функционирующих труб сэкономит вам много денег в долгосрочной перспективе.
Поскольку в вашем доме не хватает давления, возможно, пришло время подумать о безбаковом водонагревателе, если у вас его еще нет.
Традиционно нагреватели представляют собой огромные резервуары (или накопительные нагреватели), которые постоянно нагревают воду, чтобы она была готова и ждала, когда вы откроете горячий кран. Это, естественно, требует много энергии, что означает более высокий счет за электроэнергию. Это также оставляет ваши трубы восприимчивыми к заполнению осадком и известковым налетом из-за коррозии внутренних стенок резервуара.
Как следует из названия, безбаковый нагреватель избавляется от баковой части системы. Вместо этого безрезервуарный нагреватель создает горячую воду по требованию, протягивая холодную воду по трубе, пропуская ее через теплообмен и перекачивая горячую воду в ваш кран. Поскольку он нагревает только то количество воды, которое вам нужно именно в тот момент, когда вам это нужно, безрезервуарный нагреватель экономит много энергии.
Подумайте о преимуществах обмена. Безрезервуарные нагреватели:
Энергоэффективны, экономят ваши деньги на счетах за электроэнергию
Экологически чистый 9003
Продолжаются дольше, чем традиционные нагреватели
Занимайте много места, чем танк
Увеличьте свою собственность
DEDESESE. Risk of Frish of Frish
90909099999999999999999999090999999999999999999999999999999999999999999999999990990 гг. вероятность проблем, которые могут вызвать отсутствие давления
Никому не нравится заходить в душ только для того, чтобы найти струйку там, где должен быть водопад. Но отсутствие горячего давления не просто раздражает, это также может быть признаком серьезных проблем с вашей системой, которые могут нанести больший ущерб, если их не лечить.
Перестаньте страдать от отсутствия давления, когда все, что вам нужно сделать, это позвонить мистеру Рутеру Сантехнику из Оттавы! Наша команда лицензированных сантехников оказывает круглосуточную экстренную помощь, и наши цены всегда являются фиксированными авансовыми платежами без платы за сверхурочную работу.
Позвоните по телефону 613-746-0000 или заполните форму запроса оценки работы на нашем веб-сайте, чтобы узнать, почему ваши соседи считают нас надежными сантехниками Оттавы!
Категории:
Сантехнические наконечники
Если у вас нет давления горячей воды, вот что вы должны сделать
Нет ничего хуже, чем отсутствие давления горячей воды. Это не только неудобно, но и утомительно, пытаясь выяснить, что именно не так. Есть несколько разных причин, по которым у вас может не быть давления горячей воды. Не расстраивайтесь. Воспользуйтесь этим простым в использовании руководством, чтобы как можно быстрее вернуться к своей обычной жизни.
А закрытый запорный вентиль
Первое, что вам нужно сделать, это убедиться, что ваш запорный клапан горячей воды не закрыт частично. Найдите запорный клапан на водонагревателе и убедитесь, что он полностью открыт. Запорные клапаны могут случайно закрыться, если кто-то на них наткнется или заденет, когда кто-то проходит мимо. Если запорный клапан не открыт до конца, у вас не будет давления горячей воды. Это одна из самых частых причин отсутствия горячей воды.
Убедившись, что клапан полностью открыт, вы должны ответить на вопрос: проблема возникает только с одним краном или арматурой в вашем доме?
Если ваш ответ «да», проблема, скорее всего, в грязном аэраторе крана или в каком-то засорении вашей системы трубопроводов.
В противном случае проблема, скорее всего, заключается в скоплении осадка в баке водонагревателя .
У меня есть холодная вода, но нет давления горячей воды
Накопление осадка является результатом использования жесткой воды в вашем доме. Если вы не знаете, что такое жесткая вода, то это вода с высоким содержанием рыхлых минералов, самым большим из которых является кальций. Эти рыхлые минералы кальция тонут, а затем со временем оседают на дно бака с горячей водой. Это, в свою очередь, может вызвать проблемы, в том числе отсутствие давления горячей воды.
Итак, как эти свободные минералы на дне вашего резервуара приводят к тому, что в вашем душе или другом приспособлении в вашем доме нет давления горячей воды?
Накипь на элементах нагревателя
В водонагреватель входят две трубы. К ним относятся трубопровод подачи холодной воды и отводящий трубопровод горячей воды. Когда осадок проходит по этим трубам, , он не только оседает на дне резервуара , осадок также скапливается внутри этих труб, что приводит к медленному течению воды по ним и, в конечном итоге, к полной закупорке.
Когда у вас пропадет давление горячей воды, ваш бак начнет издавать забавные звуки. Это еще один способ узнать, что у вас есть проблема. Как только вы узнаете, в чем проблема, вам нужно удалить осадок. Промыв бак, вы можете удалить весь осадок и обеспечить восстановление давления горячей воды до нормального уровня.
Промывка бака горячей воды при отсутствии давления в доме
Вот основные шаги:
Сначала вам нужно отключите питание вашего водонагревателя . Обычно вы делаете это, выключая автоматический выключатель. Если у вас есть газовый водонагреватель, вам придется закрыть клапан, который регулирует подачу газа в бак .
Далее, найдите клапан холодной воды и закройте его . Если вы не знаете, где находится этот клапан, обратитесь к руководству пользователя. Этот клапан обычно располагается либо рядом с баком, либо над ним.
Теперь вам нужно найти сливной патрубок водонагревателя на дне бака. Найдя его, возьмите обычный садовый шланг и прикрутите его к концу сливного патрубка водонагревателя .
Направьте другой конец садового шланга в безопасное место для слива, например, в слив или большую ванну.
Откройте сливной клапан в нижней части водонагревателя и дайте баку слиться , пока он не станет полностью пустым.
Теперь вы можете включить клапан подачи холодной воды и пропустите через него свежую холодную воду. Делайте это в течение примерно 10 минут, если у вас нет серьезных наростов. В этом случае запускайте воду в течение более длительного периода времени. Это смоет оставшийся осадок. После очистки перекройте клапан холодной воды .
После того, как осадок исчезнет и бак станет пустым, отвинтите садовый шланг и закройте сливной клапан на дне бака с горячей водой.
Как только вы убедитесь, что сливной клапан плотно закрыт, вы можете снова откройте кран холодной воды и начните заполнять бак.
После того, как бак наполнится, снова включите питание. . Однако перед включением питания бак должен быть полностью заполнен.
Когда бак для горячей воды нагреется, проверьте уровень давления горячей воды. Ваша проблема должна быть исправлена сейчас.
Профилактика
Во избежание образования осадка в водонагревателе рекомендуется промывать бак не реже одного раза в год . Это поможет предотвратить накопление осадка в вашем резервуаре, что, в свою очередь, будет поддерживать давление горячей воды на соответствующем уровне.
Это простое техническое обслуживание не только поможет устранить проблемы с давлением горячей воды, но и продлит срок службы вашего бака для горячей воды. При накоплении осадка баку водонагревателя придется работать усерднее. Имея резервуар, который течет свободно, вашему резервуару с горячей водой не придется работать так усердно.
Линии подачи горячей воды
Еще одна причина, по которой в вашем доме может отсутствовать напор горячей воды, может заключаться в том, что линия подачи горячей воды заблокирована или повреждена. В обоих случаях лучше пойти дальше и заменить линию. Если у вас нет опыта в подобных вещах, вы можете нанять профессионального сантехника, который позаботится об этом за вас. Однако, если вы хотите сделать это самостоятельно, выполните следующие действия.
Отключите питание , выключив его на домашней плате или перекрыть газопровод , идущий в бак.
Найдите линию подачи горячей воды . На нем должна быть буква «H» или слово «HOT».
Помните, что к линии горячей воды вашего водонагревателя не подключены клапаны.
Измерьте линию подачи рулеткой.
Пойдите в местный магазин товаров для дома и купите медные провода такой же длины . Убедитесь, что на каждом конце линии подачи установлены резиновые прокладки. Если нет, вам нужно будет приобрести их и прикрепить к концу медной линии.
Слейте воду из линии горячей воды , включив горячую воду наверху. Через несколько минут выключите его.
Найдите клапан сброса давления и потяните его вверх . Вы захотите задержать его на несколько мгновений. Это позволит рассеять все давление внутри бака и трубопроводов.
С помощью соответствующих инструментов ослабьте и снимите гайки на обоих концах линии подачи горячей воды.
Подсоедините новую линию горячей воды . Убедитесь, что гайки затянуты плотно.
Снова включите питание или подачу газа .
Как правило, это недорогой ремонт, если вы делаете его самостоятельно. Если вы заметили, что ваша линия подачи холодной воды изношена, возможно, пришло время заменить ее, поскольку вы уже заменяете линию горячей воды.
У вас есть система самотечной подачи?
Если вы никогда не слышали о системе с гравитационной подачей, это система, которая полностью полагается на физическую разницу высот для создания давления. Эти системы обычно распределяют воду с меньшей скоростью , чем системы с питанием от сети. Вам следует подумать об установке системы давления в сети, чтобы решить проблему низкого давления горячей воды.
Решение для безбакового водонагревателя
Поскольку жесткая вода, как правило, является причиной отсутствия давления горячей воды, возможно, лучше инвестировать в безбаковый водонагреватель. Эти водонагреватели борются с накоплением отложений.
Несмотря на то, что водонагреватели без бака по-прежнему чувствительны к жесткой воде, они, безусловно, очень минимальны для бака водонагревателя. Причина в том, что отложения обычно не накапливаются внутри. Их обычно смывают горячей водой.
Однако, как и баки водонагревателя, водонагреватели без бака требуют ежегодного обслуживания. Для дополнительной защиты вы также можете обработать воду смягчителем. Обрабатывая воду умягчителем, вы сведете к минимуму воздействие жесткой воды, продлите срок службы водонагревателя, а также увеличите срок службы всей водопроводной системы.
Токарно-винторезный станок ДИП300 производился в Советском Союзе до 80-х годов. Его название — это аббревиатура «Догнать и перегнать».
Он предназначен для проведения винтовых и токарных работ по черным и цветным металлам. Рассмотрим подробно основные характеристики устройства.
Содержание:
1 Описание
2 Технические характеристики
3 Устройство
3.1 Передняя бабка
3.2 Суппорт
3.3 Задняя бабка
3.4 Коробка подач
3.5 Гитара
3.6 Кинематическая схема
3.7 Электрическая схема
4 Комплектация
5 Положительные и отрицательные стороны
6 Отличия ДИП 300 и ДИП 200
7 Инструкция по эксплуатации
8 Техника безопасности при работе с ним
Описание
Этот агрегат имеет достаточно большой вес и крупные габариты. Предназначен для работы с деталями из металла больших и средних размеров. Токарный станок ДИП300 является одной из наиболее востребованных моделей, может выполнять такие функции:
внутреннее и наружное точение, в том числе и обработка конусовидных деталей;
растачивание;
сверление;
нарезание резьбы метрического, дюймового или модульного типа.
Обратите внимание! Во всех агрегатах этой серии есть возможность механическим способом перемещать верхнюю часть суппорта, благодаря чему можно точить и обрабатывать конусы значительной длины. А непосредственно суппорт перемещается в двух направлениях — поперечном и продольном.
Технические характеристики
К основным техническим характеристикам ДИП-300 относят такие показатели:
диаметр обрабатываемой детали в максимальном значении: над выемкой — 90 сантиметров, над станиной — 70 сантиметров, над суппортом — 35 сантиметров;
высота центров — 315 мм;
максимальный вес детали, с которой возможно работать — 3500 килограмма;
пределы шагов: дюймовые — 24-0.25 ниток, питчевые 96-7 питч, метрические 1–192 мм, модульные — 0.5–48 мм;
главный рабочий вал агрегата: сечение внутреннего отверстия — 105 мм, количество прямых и обратных скоростей — 22 и 11, количество прямых и обратных вращений — 10–1250 в минуту, мощность — 13 кВт;
мощность электродвигателей: насос — 0. 12 кВт, двигатель быстрых перемещений — 1.1 кВт, главный двигатель — 13 кВт;
скорость передвижений: осевых — 4.5 м/мин, перпендикулярных — 1.6 м/мин;
общий вес агрегата — 4300 килограмма;
габариты — 295/178/ 155 сантиметров.
Устройство
Оборудование этой серии делает точение, создание резьбы, обработку конусов более доступно работой. Все это благодаря наличию имеющихся приспособлений.
Передняя бабка
Она крепится на левом конце станины. Эта деталь также выполняет функцию коробки скоростей. Есть еще шпиндель, к которому добавляется сквозное отверстие. По концам прикреплены конусы, в результате чего происходит вращение внутри двух опор.
Креплением для шпинделя выступает двухрядный подшипник с дополнением в виде роликовых конусов. Также есть однорядный подшипник высокой точности сзади. Конические ролики и пружины отвечают за предварительный натяг.
Переключение шестеренки при помощи рукоятки поддерживает ход за счет ходового винта. Другие рукоятки предназначены для управления механизмом передач, увеличение шагов во время выполнения основного процесса.
Суппорт
Предназначение этого элемента — фиксация режущих конструкций. Он имеет крестообразную форму. Допускается перемещение по таким схемам:
у основной станины, вдоль направляющих оси;
перпендикулярно.
Перемещение может быть ручным или механическим (при активизации специального механизма).
Задняя бабка
Две планки на четырех болтах — незаменимая часть при креплении задней бабки. Несущие станины имеют направляющие, которые являются местом монтажа. Четыре радиальных шариковых подшипника устанавливаются в мостик, благодаря чему движение по направляющим становится более легким для задней бабки.
Коробка подач
Имеет закрытый тип устройства. Процесс подач обеспечивается такими действиями:
использование требуемых рычагов;
замена шестеренчатых механизмов с зубцами.
При обработке на агрегате деталей облегчается получение подачи с правильными характеристиками.
Обратите внимание! Рекомендуется переход к прямому включению винта, если необходимо создать индивидуальную резьбу, для которой крайне важна высокая точность.
Гитара
Ее задача — передача крутящегося движения. Источником является вал выхода у скоростной коробки, адресат — вал входа коробки подач. Запасные зубчатые колеса монтируются в различных комбинациях. Если создается разная резьба, то становится легче регулировать станок.
Кинематическая схема
В левой тумбе агрегата помещен главный электрический двигатель. В устройстве есть несколько кинематических цепей. Шпиндели и зубчатые колеса принимают участие в процессе передачи двигательной энергии от одного элемента к другому.
Электрическая схема
У ДИП300 есть четыре двигателя:
Насос. Подает жидкость для смазывания деталей. На него крепится специальный фильтр.
Движок. Обеспечивает ускоренное движение каретки.
Силовой агрегат. Является составляющей охлаждающей системы.
Основной движок.
Комплектация
В комплект станка входят такие элементы:
защитный кожух;
коробка подач;
электродвигатель;
станина;
передняя и задняя бабка;
доп. ограждения;
оборудование электрогруппы;
фартук;
суппорт;
шестеренки.
Также есть паспорт вместе с инструкцией по эксплуатации.
Положительные и отрицательные стороны
К плюсам агрегата ДИП 300 можно отнести:
возможность обработки округлых и сложных поверхностей из металла;
безопасная работа;
температурная устойчивость;
виброустойчивость;
надежность.
ДИП300 практически не имеет недостатков. Единственным минусом является то, что проблематично будет найти некоторые детали в случае их потери.
Отличия ДИП 300 и ДИП 200
300-ю модель, в отличие от 200-й, можно встретить на заводах и металлообрабатывающих цехах на сегодняшний день. Она отличается от предыдущей повышенной выносливостью и надежностью.
Инструкция по эксплуатации
Любой агрегат требует проверки перед началом эксплуатации, ДИП300 — не исключение. Работа основного привода начинается с нажатия кнопки запуска у блока подачи, на панели приборов каретки есть еще одна дополнительная кнопка. Главное — чтобы фрикцион находился чаще в выключенном состоянии.
Техника безопасности при работе с ним
Соблюдение техники безопасности — неотъемлемая часть при работе с любым винторезным станком:
перед работой проверять технические составляющие безопасности: сменяемые шестеренки, ограждения основного привода, автомат включения и выключения, защита от стружки, отключающее устройство;
надежно закреплять обрабатываемые детали;
при работе с длинными деталями использовать люнеты;
не прикасаться руками к вращающимся деталям и частям станка, работать в заправленной одежде.
Повышенный спрос на ДИП300 привел к тому, что начали производиться новые модифицированные аналоги. Ежедневно такими станками обрабатывается значительное количество деталей на различных предприятиях.
Поделиться в социальных сетях
Токарный станок ДИП300: схемы, конструкция, характеристики
Страны бывшего Советского Союза создали широкий спрос на эти модели. Обработка заготовок разных диаметров – предназначение токарного станка ДИП300. Токарную установку отправляли и на экспорт. Неприхотливость, надёжность в использовании – главные отличия от конкурентов.
Общая характеристика токарно-винторезного станка по металлу 1М63 (ДИП300)
За выпуск разработки отвечал станкостроительный завод из Рязани. Станок отличается поддержкой самых современных технологий, доступных для того времени. Характерно улучшение электрической, кинематической схем, расширение функций. Новые характеристики позволили оборудованию сохранить актуальность до настоящего времени.
Устройство обладает такими базовыми характеристиками со времён СССР:
Обработку проводят для заготовок не больше 2-тонной массы.
1400 миллиметров – предел по длине.
315 миллиметров – высота центров у станка.
350 миллиметров – диаметр заготовки, максимально допустимый при установке над суппортом.
Над станиной тот же параметр составляет уже 630 миллиметров.
Н – обозначение класса точности.
Порядка 4,3 веса у самого токарного станка.
В сантиметрах оборудование имеет такие габариты: 129 на 168 на 353.
13 кВТ – общая мощность двигателя для установки со шпинделем. Всего поддерживается 11 обратных скоростей, и 22 – прямых.
Управляющий пульт снабжается несколькими кнопками, благодаря которым регулировка рабочих параметров упрощается.
Устройство токарного станка
Оборудование такого типа облегчает выполнение стандартных операций вроде точения, обработки конусов, создание резьбы разных видов. Они становятся доступны пользователям благодаря имеющимся приспособлениям.
Передняя бабка
Переднюю бабку крепят на одном из концов станины, расположенном слева. Одновременно эта же деталь выполняет функцию коробки скоростей по отношению к главному движению. Асинхронный электрический двигатель трёхфазного тока – главный источник движения для привода, передающий энергию по клинноременной передаче.
Есть шпиндель, к которому добавляют сквозное отверстие. По концам монтируются специальные конусы, происходит вращение внутри двух опор. Шпиндельной опорой становится двухрядный роликовый подшипник, с дополнением в виде роликов-конусов. Однорядный подшипник высокой точности сзади заслуживает отдельного рассмотрения. Две основные детали отвечают за предварительный натяг:
Конические ролики.
Пружины.
Переключение шестерни специальной рукояткой приводит к поддержанию реверса за счёт ходового винта, вала. Другие дополнительные рукоятки отвечают за управление механизмом подач, увеличение шагов во время основного рабочего процесса.
Суппорт
Назначение элемента – в том, чтобы фиксировать режущие конструкции. Отличается крестовидными формами. Допускает собственное перемещение по нескольким схемам:
У несущей станины, вдоль направляющих оси.
Перпендикулярно.
Перемещение предполагает применение ручного, либо механического способа, с активацией специального механизма.
Задняя бабка
2 планки и 4 болта становятся незаменимыми помощниками при креплении этой части конструкции. Несущие станины снабжены направляющими, выступающими местом монтажа. Четыре радиальных шарикоподшипника устанавливаются в мостик, что способствует более лёгкому движению по направляющим для бабки. При сверлении изделий из металла удалённость пиноли становится важным фактором. Для этого приступают к монтажу специального винтового лимба. Перемещение по оси пиноли имеет основу в виде маховика.
Коробка подач станка
Отличается закрытым видом устройства. Процесс подач отлаживают следующими действиями:
Применение необходимых рычагов.
Меняют шестерёнчатые механизмы с зубцами.
Облегчается создание нормального ряда резьбы по разным схемам. При обработке на станке деталей упрощается получение подачи с правильными характеристиками. Переход к прямому включению винта рекомендован, когда важно создать индивидуальную резьбу, для которой важна высокая точность.
Гитара токарного станка
Основное назначение – передача крутящего движения. Источник – вал выхода у скоростной коробки, адресат – вал входа коробки подач. Сменные зубчатые колёса могут быть установлены в различной комбинации. Проще становится регулировать станок, когда создают разную резьбу.
Кинематическая схема
В левой тумбе станка обычно размещают главный электрический двигатель. Клиновые ремни участвуют в передаче движения к приводному шкиву первого вала коробки скоростей.
В устройстве есть несколько кинематических цепей, включающих муфты и валы. Зубчатые колёса и шпиндели тоже принимают непосредственное участие в процессе передачи энергии движения от одного элемента к другому. Паспорт это подтвердит.
Электрическая схема
Всего у винторезного станка этой группы есть четыре двигателя:
Специальный насос. Подаёт жидкость, участвующую в смазке деталей. На него устанавливают специальный фильтр, делающий работу более удобной.
Движок, благодаря которому каретка движется ускоренно.
Силовой агрегат, относящийся к охлаждающей системе.
Основной движок, степень вращения у которого доходит до 1750 оборотов в минуту.
Только при включенном фрикционе в устройстве будет запускаться основной двигатель, как говорит электросхема.
Комплектация станка
В любой станок входят следующие компоненты:
Защитный кожух.
Коробка подач.
Электрический двигатель.
Станина.
Задняя бабка.
Передняя бабка.
Дополнительные ограждения.
Оборудование электрической группы.
Суппорт.
Фартук.
Шестерни, допускающие замену.
Сопроводительная документация включает паспорт вместе с инструкцией по эксплуатации. Там написано, как управлять отдельными функциями, поддерживаемыми у оборудования.
Сложные и округлые металлические поверхности – вот для обработки чего создавался данный вид оборудования. Именно при выполнении такой работы оно проявляет свои лучшие качества. Безопасная работа на станке гарантирована благодаря специальным ограждениям, другим подобным защитным элементам. Устройство отличается температурной устойчивостью и жёсткостью, виброустойчивостью, надёжностью.
К недостаткам относят серьёзный вес установки, проблемы с поиском некоторых деталей.
Подключение и безопасность при работе с оборудованием
Любые станки требуют предварительных проверок перед началом эксплуатации. Загромождённый рабочий стол с лишними деталями исключён. Действие основного привода начинается после использования кнопки запуска у блока подач. На панели приборов каретки – ещё одна кнопка, дополнительная. Главное, чтобы фрикцион по большей части оставался в выключенном положении.
Если прибор повреждён – его обязательно направляют на восстановительные работы. Техническая документация тоже поставляется в сервис, чтобы не возникло проблем с поиском запасных деталей.
Вывод
Высокий спрос привёл к тому, что на основе этой модели было создано большое количество модификаций. Потому токарный агрегат и стал таким важным. Ежедневно эти установки обрабатывают большое количество заготовок, продолжая трудиться на различных предприятиях.
Магнитный компас
НАСА, Магнитосфера Земли
Земля представляет собой огромный магнит с линиями потока, которые создают ее магнитное поле
Эти линии проходят от полюсов вокруг Земли [Рисунок 1]
Характеристики:
Любой свободно вращающийся магнит (например, магнитный компас самолета) выровняется с полюсами
Магнит, обычно сделанный из железа, притягивает и удерживает линии потока
Магниты имеют северный и южный полюс
Противоположные полюса притягиваются, а сходные полюса отталкиваются
НАСА, Магнитосфера Земли
Компас представляет собой простой магнитный стержень, подвешенный в жидкости
Узел поплавка и карты имеет в центре шарнир из закаленной стали, который перемещается внутри специальной подпружиненной чаши из твердого стекла
Магниты выравниваются с магнитным полем Земли, и пилот считывает направление на шкале напротив линии lubber
Когда пилот летит на север, как показывает компас, восток находится справа от пилота, но на карте «33», которая представляет 330° (к западу от севера), он находится справа от севера
Причина такой очевидной обратной шкалы в том, что карта остается неподвижной, а корпус компаса и пилот поворачиваются вокруг нее, всегда глядя на карту с обратной стороны
Узел компенсатора, установленный в верхней или нижней части компаса, позволяет технику по техническому обслуживанию авиации (AMT) создавать магнитное поле внутри корпуса компаса, которое компенсирует влияние локальных внешних магнитных полей.
Компенсатор исправляет ошибку отклонения
Узел компенсатора состоит из двух стержней, на концах которых имеются прорези для отверток, доступные с передней стороны компаса
Каждый вал вращает один или два небольших компенсирующих магнита
Конец одного вала отмечен E-W, и его магниты воздействуют на компас, когда самолет указывает на восток или запад
Другой вал имеет маркировку N-S, и его магниты воздействуют на компас, когда самолет указывает на север или юг
Магнитный компас самолета имеет два небольших магнита, прикрепленных к металлическому поплавку, запечатанному внутри чаши с прозрачной жидкостью для компаса.
Корпус компаса заполнен компасной жидкостью, похожей на керосин, чтобы избежать замерзания при более низких температурах/больших высотах
Плавучесть поплавка снимает вес с оси, а жидкость гасит колебания поплавка и карточки
Это крепление типа «драгоценный камень и ось» позволяет поплавку свободно вращаться и наклоняться примерно до 18° угла крена 45° тангажа вверх/вниз
При более крутых углах крена показания компаса неустойчивы и непредсказуемы
Задняя часть корпуса компаса уплотнена гибкой диафрагмой или металлическим сильфоном в некоторых компасе для предотвращения повреждений или утечек при расширении и сжатии жидкости при изменении температуры
Магнитный компас является надежным автономным устройством, не требующим внешнего источника питания.
Чрезвычайно полезен в качестве резервного или аварийного прибора
Градуированная шкала, называемая картой, обернута вокруг поплавка и видна через стеклянное окно с продольной линией поперек.
Карта отмечена буквами, обозначающими стороны света, север, восток, юг и запад, и числом для каждых 30° между этими буквами
Конечный «0» опущен в этих направлениях; например, 3 = 30°, 6 = 60° и 33 = 330°
Между буквами и цифрами есть длинная и короткая градуировка, каждая длинная метка соответствует 10°, а каждая короткая метка соответствует 5°
Магнитный компас является самым простым прибором на панели, но он подвержен нескольким ошибкам, которые следует учитывать.
Аббревиатура «ВД-МОНА» помогает пилотам запоминать погрешности компаса:
Вариант
Отклонение
Магнитный погружной
Колебания
Ошибка поворота на север (часть магнитного наклона)
Широта и долгота основаны на «истинных» направлениях, что означает, что они обеспечивают постоянную горизонтальную и вертикальную плоскость, с которой можно ориентироваться на картах и диаграммах [Рисунок 2]
Магнитный полюс, на который указывает магнитный компас, не совпадает с географическим «истинным» северным полюсом, но находится на расстоянии около 1300 миль; направления, отсчитываемые от магнитных полюсов, называются магнитными направлениями
В аэронавигации разница между истинным и магнитным направлениями называется вариацией.
Эта же угловая разница в геодезии и наземной навигации называется склонением
«Изогоническая» линия, соединяющая точки равной вариации на карте
Величина отклонения зависит от вашего положения относительно полюсов
Изменения в экваториальных регионах будут менее значительными, поскольку изогональные линии расположены дальше друг от друга
И наоборот, в крайних северных и южных районах изогонические линии более выражены, чем ближе линии расположены друг к другу
Линия, проходящая недалеко от Де-Мойна, Айова и Литл-Рока, Арканзас, имеет отклонение 0°, что делает ее агонической линией
Справа от этой линии магнитный полюс находится к западу от географического полюса, и для получения истинного направления необходимо применить поправку к показаниям компаса.
Полеты в районе Вашингтона, округ Колумбия, например, отклонение составляет 10° западной долготы
Если пилот хочет лететь истинным курсом на юг (180°), к этому необходимо добавить отклонение, в результате чего магнитный курс будет равен 190°
Слева от этой линии магнитный полюс находится к востоку от географического полюса, и необходимо применить поправку к показаниям компаса, чтобы получить истинное направление.
Полеты в районе Лос-Анджелеса, Калифорния, отклонение 14° в.д.
Чтобы лететь туда по истинному курсу 180°, пилот должен был бы вычесть отклонение и лететь по магнитному курсу 166°
Восток/Запад может быть сложно запомнить, поскольку в противном случае они считались бы противоположными; однако, если вы думаете о том, чтобы смотреть на мир с полюса (т. е. вашего положения к полюсу), то это имеет смысл
Ошибка вариации не меняется с курсом самолета; то же самое в любом месте изогонической линии
Изогонические линии изображаются на диаграммах в разрезе пунктирной пурпурной линией и номером, соответствующим
Используется для преобразования истинного курса в магнитный курс
Истинный курс (170°) ± отклонение (+10°) = магнитный курс (180°)
Магнитный курс (180°) соблюдается, если не применяется ошибка отклонения
Запад лучше (+), Восток меньше (-) или;
Отклонение на восток, магнитная дорожка наименьшее (-), в то время как отклонение на запад, магнитная дорожка наилучшее (+)
Справочник пилотов по авиационным знаниям, Изогонические линии отклонения
Справочник пилотов по авиационным знаниям, Карточка отклонения магнитного компаса
Местные магнитные поля в самолете, вызванные электрическим током, протекающим по конструкции, близлежащей проводке или любой намагниченной части конструкции, вызывают ошибку компаса, называемую девиацией
Отклонение проявляется по-разному между самолетами и в зависимости от курса, однако оно не зависит от географического положения
Ошибка отклонения сводится к минимуму, когда пилот или технический специалист по техническому обслуживанию (AMT) выполняет задачу технического обслуживания, известную как «качание компаса»
В большинстве аэропортов есть компасная роза, представляющая собой серию линий, нанесенных на рулежную дорожку или рампу в каком-либо месте, где нет магнитных помех
Линии, ориентированные на магнитный север, рисуются через каждые 30°
Пилот или AMT выравнивает воздушное судно по каждому магнитному курсу и регулирует компенсирующие магниты, чтобы свести к минимуму разницу между показаниями компаса и фактическим магнитным курсом воздушного судна
Любая оставшаяся ошибка записывается на карту коррекции компаса и помещается в держатель карты рядом с компасом [Рисунок 3]
Если пилот хочет лететь с магнитным курсом 120°, а самолет работает с включенными радиостанциями, пилот должен лететь по компасу с курсом 123°
Поправки на отклонения и отклонения должны применяться в правильной последовательности, как показано ниже, начиная с желаемого истинного курса
Ошибка из-за магнитных помех от металлических компонентов самолета, а также магнитных полей от электрооборудования самолета
Компенсирующие магниты внутри корпуса компаса могут помочь уменьшить эту ошибку, но не устранить ее
Магнитный курс ± отклонение = Курс по компасу
Предположим, что магнитный курс равен 180°, как указано выше, ± отклонение (-4° (180-176 = -4, при условии, что RDO включен), с карты поправок) = Курс по компасу (176°)
Справочник пилотов по авиационным знаниям, Карточка отклонения магнитного компаса
Обратите внимание, что промежуточные магнитные курсы между указанными на карточке компаса необходимо интерполировать. Следовательно, чтобы следовать истинным курсом 180°, пилот будет следовать курсу компаса 188°
.
Чтобы найти истинный курс, когда известен курс по компасу:
Курс по компасу ± отклонение = магнитный курс ± отклонение = истинный курс
Жидкость заполняет корпус компаса, что обеспечивает демпфирование, уменьшая тем самым нежелательные колебания из-за турбулентности магнита и поплавка
Таким образом, жидкость должна заполнять компас, при этом не должно быть пузырьков воздуха или обесцвечивания жидкости компаса
На чистом циферблате (окне) компаса есть вертикальная линия, называемая «ЛИНИЕЙ ЛЮББЕРА», так что пилот может использовать ее в качестве точки отсчета для установки требуемого курса
Колебание представляет собой комбинацию всех других ошибок, приводящих к тому, что карточка компаса качается взад-вперед по заданному курсу
Турбулентность заставляет компас «подпрыгивать» или двигаться в контейнере
При настройке гироскопического указателя курса на согласование с магнитным компасом используйте среднее значение между качаниями
Компас с плавающим магнитом не только имеет все только что описанные ошибки, но и приводит к запутанным показаниям
Легко начать поворот в неправильном направлении, потому что его карта отображается задом наперёд
Восток находится на западной стороне, которую, по мнению пилота, должна быть
.
Вертикальный карточный магнитный компас устраняет некоторые ошибки и путаницу
Циферблат этого компаса градуирован буквами, обозначающими стороны света, цифрами через каждые 30° и делениями через каждые 5°
Набор шестерен вращает циферблат от установленного на валу магнита, а нос символического самолета на стекле прибора представляет собой выпуклую линию для считывания курса самолета с циферблата
Вихревые токи, наведенные в алюминиевой чашке, демпфирующей колебания магнита
Как упоминалось ранее, силовые линии в магнитном поле Земли имеют две основные характеристики: магнит выравнивается с этими силовыми линиями, и электрический ток индуцируется или генерируется в любом проводе, пересекаемом ими
Компас с феррозондовым затвором, приводящий в действие подчиненные гироскопы, использует характеристику индукции тока
Клапан потока представляет собой небольшое сегментированное кольцо из мягкого железа, которое легко принимает линии магнитного потока
Электрическая катушка намотана вокруг каждой из трех ветвей, чтобы принять ток, наведенный в этом кольце магнитным полем Земли
Катушка, намотанная на железную прокладку в центре рамы, пропускает через себя переменный ток частотой 400 Гц
Во время, когда этот ток достигает своего пика, дважды в течение каждого цикла, эта катушка производит так много магнетизма, что рама не может принять линии потока от поля Земли
Но поскольку ток между пиками меняется на противоположный, он размагничивает рамку, чтобы она могла принять поток от поля Земли
Поскольку этот поток пересекает обмотки в трех катушках, он вызывает протекание в них тока
Эти три катушки соединены таким образом, что протекающий в них ток изменяется при изменении курса самолета
Три катушки соединяются с тремя аналогичными, но меньшими по размеру катушками синхронизатора внутри корпуса прибора
Синхронизатор поворачивает циферблат радиомагнитного индикатора (РМИ) или индикатора горизонтального положения (УСИ)
Изготовлено из мягкого железа, которое легко принимает флюс
Катушка, намотанная на железную прокладку, пропускает через себя переменный ток частотой 400 Гц
Когда ток достигает пика, дважды в течение каждого цикла, магнетизма настолько много, что рамка не может принять линии потока, но когда ток меняется на противоположный, она размагничивается, чтобы принять больше
Три катушки соединяются с тремя аналогичными, но меньшими по размеру катушками в синхронизаторе внутри корпуса
Синхроповоротный лимб радиомагнитного индикатора (RMI или HSI)
Магнитные указатели направления (которым удовлетворяет магнитный компас), согласно Федеральному авиационному регламенту 91. 205, должны быть установлены и работать на воздушном судне, чтобы оно считалось годным к полетам
Полный жидкости; карточка на месте и с указанием правильного заголовка
Установлена карта компаса (заполнять не нужно)
Проверьте выравнивание указателя направления по сравнению с магнитным компасом (индикатором) после того, как подается электропитание и гироскопы имеют возможность раскрутиться
Качание компаса должно выполняться всякий раз, когда какой-либо железный компонент системы (например, компенсатор магнитного потока или резервный компас) устанавливается, снимается, ремонтируется или устанавливается новый компас
Точность магнитного компаса можно проверить с помощью компаса, расположенного в аэропорту
Муниципальный аэропорт Уиллмара Compass Rose
Хотя официальных списков аэропортов с компасом нет, их можно найти во многих аэропортах [Рисунок 6]
Окрашенные поверхности, конечно, статичны и могут стать недействительными при постепенном смещении магнитных полюсов
Поворот по компасу обычно осуществляется путем размещения самолета на различных магнитных курсах и сравнения отклонений с указанными в карточках отклонений
См. CFR 14 23.1327, 23.1547 и руководство производителя оборудования или самолета
Поворот компаса необходимо выполнять, когда:
Подозревается точность компаса
После любой модификации кабины или капитальной замены с использованием черных металлов
Всякий раз, когда компас подвергается удару; например после жесткой посадки или турбулентности
После того, как самолет прошел через сильную грозу
После удара молнии
Всякий раз, когда в электрическую систему вносятся изменения
Всякий раз, когда смена груза может повлиять на компас
Когда воздушное судно перемещается в другое географическое место со значительным изменением магнитного отклонения (например, из Майами, Флорида, в Фэрбенкс, Аляска)
После стоянки самолета на одном курсе более года
При замене флюсовых клапанов
Процедуры и меры предосторожности приведены в Консультативном циркуляре (43.13-1B CHG 1) «Приемлемые методы, приемы и практика — осмотр и ремонт воздушных судов»
Магнитный компас остается проверенным временем надежным инструментом, хотя по мере развития авионики магнитный компас все чаще рассматривается как резервный или резервный инструмент
Несмотря на то, что они НЕ одобрены для использования FAA, такие продукты, как SUUNTO Core All Black Military Men’s Outdoor Sports Watch [Amazon], обеспечивают резервный метод определения направления, если магнитный компас когда-либо выйдет из строя или возникнет вопрос
Ошибки отклонения неизбежны, но это движущаяся цель, так как любое изменение может потребовать поворота компаса
Все еще что-то ищете? Продолжить поиск:
Консультативный циркуляр (43. 13-1B CHG 1) Приемлемые методы, приемы и практика — проверка и ремонт воздушных судов
AvFacts — Компасы
Федеральное авиационное управление — Глоссарий пилотов/диспетчеров
Федеральный авиационный регламент (91.205) Гражданские самолеты с двигателями и стандартными сертификатами летной годности США: требования к приборам и оборудованию
Справочник по полетам по приборам (3-10) Магнетизм
НАСА — Магнитосфера Земли
Это падение фондового рынка может обернуться пропастью
Этот провал может оказаться пропастью, поскольку ФРС начнет ужесточать денежно-кредитную политику.
Это приведет к ужесточению финансовых условий, что может привести к значительной волатильности рынка.
Ищете руку помощи на рынке? Участники Reading The Markets получают эксклюзивные идеи и рекомендации по навигации в любом климате. Узнайте больше »
ratpack223/iStock через Getty Images
На основании нескольких факторов снижение цены ФРС не было включено в цену фондового рынка США ни при каких обстоятельствах. Хотя эта тема не должна никого удивлять, оценки говорят нам, что рынок почти не обращал внимания на идею о том, что денежно-кредитная политика будет постепенно ужесточаться. История говорит нам, что более жесткие финансовые условия, как правило, приводят к большой волатильности фондового рынка.
Кроме того, сужение должно привести к укреплению доллара, а сильный доллар нанесет ущерб любому количеству классов активов, а также приведет к отказу от риска. Укрепившийся доллар уже сокрушает нефть и медь, которые упали почти на 17% каждый с момента своего пика несколько недель назад.
Неделями, а не месяцами, я сообщал об изменениях в экономических данных, которые указывают на замедление экономического роста, снижение ставок, повышение курса доллара и снижение цен на такие товары, как нефть. Что это приведет к тому, что ФРС свернется этой осенью как раз в тот момент, когда рост мировой экономики нормализуется, создав панику роста, и в результате ФРС начнет сворачиваться в неподходящий момент. На данный момент почти все эти части встали на свои места, а протоколы ФРС показывают, что свертывание произойдет очень скоро. Единственное, что не сработало, — это спад на фондовом рынке, который, как отмечалось ранее на этой неделе, изменился. Хотя легко покупать каждое падение, в конечном итоге падение превратится в пропасть, потому что высокие мультипликаторы S&P 500 не выдержат более жестких финансовых условий со стороны ФРС, поскольку темпы роста рухнут. Как я сообщал в течение последних двух недель, эти финансовые условия ужесточаются.
Оценка акций по-прежнему очень высока: индекс S&P 500 торгуется примерно в 21 раз выше 12-месячной форвардной прибыли. Это, опять же, находится на верхней границе исторического диапазона S&P 500, который в последний раз наблюдался более двух десятилетий назад.
Но эти мультипликаторы PE имеют много причин для снижения по сравнению с текущими уровнями, первой из которых является более медленный рост, и теперь вы можете добавить к этому списку более жесткие финансовые условия. Индекс национальных финансовых условий ФРБ Чикаго показал, что финансовые условия долгое время были сверхлегкими. Тем не менее, эти условия ужесточаются, и по мере того, как ФРС отменяет сверхлегкое приспособление, условия, вероятно, будут ужесточаться еще больше.
За последнее десятилетие, каждый раз, когда финансовые условия начинали ужесточаться, S&P 500 видел свой многократно увеличивающийся пик PE, а затем снижался. В некоторых случаях эти более высокие условия приводят к значительному сокращению мультипликатора PE, например, в 2015 и 2018 годах. крутые просадки, наблюдаемые во многих из этих периодов ужесточения. Было бы шокирующе узнать, что на этот раз все по-другому. Нет причин думать, что это будет. Единственная разница в том, что рынок гораздо более переоценен, чем в прошлые времена, а это означает, что ущерб может быть значительно больше.
Кроме того, как мы говорили в прошлом, темпы роста резко падают, а темпы роста также помогают определить направление мультипликаторов PE, при этом рост темпов роста доходов приводит к более высоким PE, а более низкие темпы роста приводят к снижению мультипликаторов. . Темпы роста прибыли на акцию за 12 месяцев вперед в настоящее время составляют около 17%, но, вероятно, продолжат падать до 9% в течение следующих нескольких месяцев, поскольку ожидается, что рост прибыли в 2022 году значительно замедлится.
Кроме того, менее адаптивная ФРС поможет укрепить доллар, который очень близок к значительному росту. Сильный доллар убьет риск в торговле еще больше, сокрушив все, что связано с сырьевыми товарами или экспортной экономикой, что сделает акции развивающихся рынков уязвимыми для еще больших потерь.
Индекс доллара находится чуть ниже уровня сопротивления около 93,50, и как только он поднимется выше этого уровня сопротивления, он значительно поднимется к 95. Индикаторы импульса, такие как RSI, говорят нам, что импульс очень бычий и поддерживает индекс выше.
Это уже имело катастрофические последствия для цен на нефть и медь, которые резко упали с максимумов. Чем сильнее становится доллар, тем хуже он будет для этих товаров и всех товаров. Кроме того, это окажет дополнительное понижательное давление на экономики, ориентированные на экспорт, такие как Тайвань и Южная Корея, которые уже столкнулись с резким падением своих рынков. Более жесткая денежно-кредитная политика и более сильный доллар со временем приведут к еще большему снижению этих рынков. Тайвань, например, приближается к своей 200-дневной скользящей средней впервые с июня 2020 года9. 0387
Итак, если вы думаете, что фондовый рынок здесь, в США, уже оценил более жесткую денежно-кредитную политику, вы не только можете обнаружить, что глубоко ошибаетесь, но и то, что веселье только начинается.
Если вам нравится то, что вы только что прочитали, не забудьте подписаться на меня, нажав кнопку «Подписаться» в верхней левой части этой колонки. Подписчики получают доступ к моему бесплатному ежедневному блогу о фондовом рынке.
Кроме того, я управляю торговой площадкой SA Reading The Markets, которая предназначена для предоставления участникам информации о текущих тенденциях на рынке и предложения акций. Как и бесплатные статьи, которые вы полюбили читать.
Кроме того, вы можете увидеть акции, отслеживаемые для долгосрочных инвестиций.
Чтобы узнать больше, посетите нашу домашнюю страницу.
Я Майкл Крамер, основатель Mott Capital Management и создатель Reading The Markets, службы SA Marketplace. Я сосредотачиваюсь на макротемах и тенденциях, ищу долгосрочные тематические инвестиции в рост и использую данные опционов, чтобы найти необычную активность.
Я использую свой более чем 25-летний опыт работы трейдером на стороне покупателя, аналитиком и управляющим портфелем, чтобы объяснить перипетии фондового рынка и то, куда он может двигаться дальше. Кроме того, я использую данные от ведущих поставщиков для формулировки своего анализа, включая оценки и исследования аналитиков продавцов, новостные ленты, подробные данные об опционах и уровни гаммы.
Раскрытие информации: У меня/у нас нет позиций по акциям, опционам или аналогичным деривативам ни в одной из упомянутых компаний, и мы не планируем открывать такие позиции в течение следующих 72 часов. Я написал эту статью сам, и она выражает мое собственное мнение. Я не получаю за это компенсацию (кроме Seeking Alpha). У меня нет деловых отношений ни с одной компанией, акции которой упоминаются в этой статье.
Дополнительная информация: Mott Capital Management, LLC является зарегистрированным консультантом по инвестициям. Представленная информация предназначена только для образовательных целей и не предназначена для предложения или ходатайства о продаже или покупке каких-либо конкретных ценных бумаг, инвестиций или инвестиционных стратегий.
Любуясь красотой ажурной металлической ограды или восхищаясь невероятным витым узором на перилах железной лестницы, мало кто задумывается о том, что изготовлены они методом холодной ковки. Научится воплощать красоту в металле можно без особых усилий. Для этого достаточно обладать минимальными навыками работы с металлом и иметь специальные станки для холодной ковки. Что такое холодная ковка? Какие нужны для неё станки? Что можно изготовить на этих станках? Ответы на эти вопросы вы найдёте в нашей статье.
Холодную ковку правильнее будет назвать — механическим сгибанием металлического прута на специализированных станках, для придания ему формы задуманной производителем. Сгибание прутьев в станке, можно производить как в ручную с помощью рычагов, так и с применением электромоторов. Помимо металлического прута, методом холодной ковки можно сгибать трубы небольшого диаметра, узкие железные полосы и арматуру. С применением метода холодной ковки производятся:
Витые ограды.
Украшения для жилых сооружений.
Узорные ворота.
Ограждения для балконов и лестниц.
Металлические садовые скамейки.
Украшения для беседок и фонарей.
Большое количество вариантов решёток.
Элементы изготовленные методом холодной ковки
Освоив метод холодной ковки, в с лёгкостью сможете начать своё дело по производству изделий из металла. При этом, первоначальные финансовые вложения вам потребуются только на закупку станков, а если вы изготовите станки своими руками, то можно обойтись минимальными затратами.
Содержание
Станки для холодной ковки
Станок «улитка»
Станок торсионный
Станок «гнутик»
Станок «волна»
Станок — пресс
Соединение и покраска деталей
Изделия произведённые методом холодной ковки
Станки для холодной ковки
Ниже мы приведём вам инструкции по самостоятельной сборке станков для холодной ковки.
Станок «улитка»
Изготовление станка «улитка», это один из примеров самостоятельного конструирования, при этом давать советы с точным указанием размеров всех деталей не имеет смысла. Вам нужно ориентироваться на своё представление о работе станка, как и что будет гнуться, какое количество витков спирали будет достаточно для качественной работы, какого размера будет рычаг со столешницей. Если вы поймёте суть процесса изготовления станка, то сама сборка не вызовет особых затруднений.
Станок “улитка”
Изготовление основных узлов станка
Каркас.
Процесс сгибания железного прута, подвергает станок сильным нагрузкам, поэтому при изготовлении каркаса для «улитки», используется только металлические уголок, швеллер или толстостенная труба. Не делайте каркас из деревянных брусьев, такой стол не выдерживает длительных нагрузок и разрушается.
Столешница.
Столешница для «улитки» делается из металлической плиты вырезанной в форме круга, толщиной не менее 4мм. Из этой же плиты, вырезается вторая столешница, повторяющая форму первой. На второй столешнице будут размещаться сегменты улитки и производится сгибание изделий. В процессе холодной ковки, столешница принимает на себя основную часть нагрузки, поэтому не нужно экономить и делать её из более тонкого листа железа.
Основной вал и рычаг.
Основной вал размещается по центру между столешницами и крепится к основанию с помощью четырёх прямоугольных треугольников. Изготовить вал можно из толстостенной трубы нужного диаметра. Рычаг крепится к валу с помощью кольца и вращается вокруг него, дополнительно на рычаг устанавливается ролик для сгибания прутьев на верхней столешнице.
Схема станка
Разметка и монтаж навесных деталей
В зависимости от того желаете ли вы производить только однотипные образцы или вам потребуются более художественные изделия, существует три варианта устройства «улитки». Вариант №1. Это самый простой из трёх вариантов, суть его в том, что на столешнице прорисовывается контур спирали.
Чертёж сегментов “улитки”
По своей сути это рисунок будущих изделий которые вы будете производить на станке. После нанесения схемы, достаточно вырезать из толстых полос железа разной ширины, несколько сегментов, повторяющих линию рисунка и приварить их по разметке к столешнице. На такой статичной «улитке» вы сможете производить простейшие изгибы. Вариант №2. Второй вариант является самым популярным среди самодельных станков, он подразумевает изготовление разборной улитки из съёмных частей. Вдоль контуров разметки высверливаются отверстия, в которых нарезается резьба. Далее, из картона или фанеры изготавливаются шаблоны для сегментов-упоров и по ним из металла делаются накладки. В завершении, в накладках высверливаются отверстия, которые должны совпасть с посадочными гнёздами на столешнице. Для закрепления сегментов, используются в основном болты, но вы можете сделать и цилиндрические упоры. Данная конструкция «улитки», позволит на одном станке производить спиралевидные заготовки с различными радиусами.
“Улитка” из полос металла
Вариант №3. В третьем варианте вместо разборных сегментов-упоров, изготавливаются несколько съёмных модулей с разными вариантами улитки, которые меняются по мере необходимости. Модуль делается куска железа на который наварены сегменты повторяющие части спирали.
Модули “улитки”
Сборка станка.
Установите каркас на месте где вы будете иметь свободный доступ к станку со всех сторон.
Забетонируйте ножки каркаса в полу или закрепите каркас другим доступным способом.
Приварите к каркасу основную столешницу.
Установите основной вал приварив его к столешнице и укрепив треугольниками.
Наденьте на вал вращающийся рычаг.
Установите верхнею столешницу, приварив её к основному валу.
Установите на столешницу сегменты улитки.
После сборки проведите пробное сгибание прута. Что бы более подробнее узнать о сборке станка для холодной ковки «улитка» ознакомьтесь с видеороликом:
Станок торсионный
Данный станок предназначен для одноосного продольного скручивания заготовки из прутка поперечной или квадратной формы.
Станок торсионный
Для основания торсионного станка используются швеллер или двутавр. К нему с помощью сварки присоединяют толстую железную полосу, на которую устанавливают тиски для зажима неподвижной части прута. Тиски закрепляются четырьмя болтами диаметром М16 или более. Для увеличения прочности зажима прутка, на тиски навариваются рифлёные пластины из листовой стали. С противоположной стороны основания устанавливаются направляющие ролики, к которым присоединяется зажимной узел для подвижной части заготовки. Его изготавливают из стальной втулки, в которой необходимо предусмотреть отверстия для зажимных болтов расположенных под углом 120 градусов. Болты должны иметь плоский торец и быть изготовлены из качественной стали. Оба зажимных устройства должны располагаться соосно, для этого их необходимо проверить с помощью уровня, слесарного угольника и штангенциркуля.
Виды станков
Далее необходимо изготовить ручку для проворачивания подвижной части зажима. Её рычаг должен бить как можно длиннее, для снижения прикладываемого усилия. Саму рукоятку лучше сделать с резиновой втулкой, для исключения проскальзывания руки во время работы. После полной сборки станка его проверяют на надёжность работы подвижных элементов и точность производства деформации прутка. После проверки станок крепится к опорной раме.
Простая модель торсионного станка
Как сделать торсионный станок своими руками смотрите в ролике:
Станок «гнутик»
Чтобы качественно сформировать угол в изделии производимом методом холодной ковки, вам понадобится станок под названием «гнутик». Он состоит из стальной пластины с подвижным упором на которых находятся два опорных вала и рычаг.
Станок “гнутик”
Заготовка помещается между клином и опорными валами. После этого, с помощью рычага происходит смещение клина по направлению к валам, что приводит к изгибу заготовки.
Компьютерная модель станка
Изготовить такой станок довольно просто, главное следовать приведённому чертежу и использовать инструментальную сталь, поскольку во время работы на части устройства производится большая нагрузка. Как сделать станок “гнутик” вы также можете посмотреть в видеоролике:
Станок «волна»
Правильнее назвать данный станок — управляемая волна. Оснащение станка состоит из пары стальных дисков диаметром 140 мм., которые крепятся при помощи болтов к рабочей столешнице. На ведущем диске закреплена ось вращения универсального воротка.
Станок “волна”
Управление волной происходит в следствии изменения расстояния между дисками. При обкатывании воротком прутка вокруг ведущего диска, происходит формирование узора, после этого, пруток снимается с кондуктора и формируется узор с другой стороны. Посмотреть работу станка вы можете в видеоролике:
Станок — пресс
Для формирования наконечников прутьев необходим пресс. Этот станок работает по принципу маховика, в начале вращая штангу с грузами отводят винтовой боёк назад до упора. После этого вставляют в гнездо сменный штамп и ставят заготовку. Далее, быстро раскручивают штангу в обратную сторону и оставляют его свободно вращаться. В заключении боёк сильно бьёт по хвостовику штампа, за счёт этого развивается усилие достаточное для штамповки.
Прокатный пресс
Что касается ручного прокатного стана, то его можно сделать самостоятельно, но вам всё равно придётся заказывать — валки из специальной стали, подшипниковые втулки и валы, а шестерни покупать в магазине. Изготовить на таком станке можно только наконечники «гусиная лапка» и «лист».
Соединение и покраска деталей
Элементы произведённые методом холодной ковки, соединяются двумя способами:
Сварка — детали привариваются друг к другу, а окалина стачивается «болгаркой» или другой шлифовальной машиной.
Хомуты — такой вид соединения смотрится гораздо красивее. Для хомутов используют проштампованные полоски металла толщиной от 1,5 мм.
Покраску готовых изделий производят кузнечными эмалями или красками для металла на акриловой основе.
Соединения деталей с помощью сварки
Изделия произведённые методом холодной ковки
Предлагаем вам ознакомиться с вариантами изделий которые вы можете сделать используя метод холодной ковки:
Элемент забора полностью сделанный по методу холодной ковки. Для соединения деталей использованы хомуты. Для изготовления использовались станки: «улитка», торсионный, «гнутик» и «фонарик».
Скамейка содовая — изготовлена посредством холодной ковки и обшитая деревом. для соединения элементов использована сварки и хомуты. В изготовлении применялись станки — «улитка», торсионный, пресс.
Балконные перила — метод производства — холодная ковка. Элементы перил соединены при помощи сварки и хомутов. Используемые станки при производстве — «волна», «улитка», пресс.
Лестничные перила — произведены по методу холодной художественной ковки. Детали соединены с помощью сварки. В производстве использованы станки — торсионный, «фонарик», «улитка».
Козырёк — методом холодной ковки выполнен каркас козырька. Детали соединены с помощью сварки. В процессе изготовления использованы станки — «улитка», «волна», пресс.
Мангал — простая конструкция изготовленная по методу холодной ковки. Для соединения деталей использованы хомуты и сварки. Элементы мангала производились на станках — торсионный, «улитка».
Двуспальная кровать — для спинок использован метод холодной ковки. Соединения сделаны сваркой и хомутами. В процессе изготовления использованы станки — «улитка», «волна» и пресс.
Как видно из всего вышеперечисленного, метод холодной ковки не требует больших финансовых затрат и довольно лёгок в освоении, поэтому если вы решили начать обучение кузнечному делу именно с этого метода, то вы поступили правильно.
Станок Улитка для холодной ковки своими руками: чертежи, размеры, фото
Станок «Улитка» для холодной ковки своими руками используется большинством мастеров в работе над оригинальными изделиями из проката. Кузнечный бизнес чаще всего основан на изготовлении кованых изделий, где присутствуют детали в виде оригинальных петель.
Входные ворота в стиле XVII-XIX веков невозможно представить без завитков, вензелей и других оригинальных элементов. Они не только украшают, умелые мастера могли создавать из металла письменные приветствия. Сложные изогнутые фрагменты используются в качестве усилителей на заборах, входных группах, перилах ограждений и других декоративных изделиях. Сложные профили придают ажурность конструкциям.
Приспособления для изгибания металлических элементов «Улитка»
Технология изготовления приспособления «Улитка»
Пошаговое изготовление малогабаритного ручного станка для изготовления завитков
Центр
Изготовление приспособления
Изготовление простейшей детали на станке
Как гнуть профильную трубу на станке «Улитка»?
Пошаговый технологический процесс изготовления обратного завитка на станке «Улитка»
Примеры изделий с завитками
Заключение
Приспособления для изгибания металлических элементов «Улитка»
Чтобы производить изгибы заготовок по определенным параметрам используют вспомогательные кондукторы, получившие название «Улитка». Они служат в качестве специального шаблона, позволяющего воспроизвести десятки, а при необходимости и сотни однотипных деталей. Станок «Улитка» для холодной ковки гнет детали без дополнительного прогрева.
Работа основана на деформировании металла по определенному принципу. Чтобы выполнить гиб, приходится прикладывать значительные усилия. Поэтому мастера довольно часто приспособления «Улитка» оснащают электроприводом. Моторы-редукторы помогают развивать значительные усилия при ограниченном плече приложения силы. Крутящий момент в зоне обработки может достигать нескольких десятков килограммов.
Если выполнять подобную работу только за счет физической силы кузнеца, то работник довольно быстро устанет. Его производительность снизится до нуля. А при наличии вспомогательного механического помощника, можно производить сотни заготовок за смену.
Нужно учитывать, что гибка заготовок – это промежуточный этап в изготовлении сложных конструкций. Их еще нужно установить в нужном месте и приварить. Только тогда будет получен промежуточный результат. Потом потребуется окраска и монтаж изделия по месту заказа. На все операции потребуется не только время, н и физическая сила мастера.
Конструктивно приспособление может быть:
Неразборным, тогда на нем будет производиться изгибание деталей только на определенные длины. Получаемая спираль имеет определенные ограничения в использовании.
Сборным (присутствуют дополнительные фрагменты для увеличения продолжительности гиба), и на приспособлении можно производить догибание длинных деталей. Будут получены крупноразмерные детали.
Для работы с деталями из профильной трубы небольших номеров некоторые изготавливают приспособления с ручным исполнением. В них предусматривают использование рычагов, помогающих продвигать заготовку вокруг оправки. Готовые детали снимают с торца, слегка ослабив натяжение.
Чаще всего в подобных случаях использую квадратный прокат □8…12. Некоторые мастера вручную гнут профильные трубы 15·15 мм со стенкой 1,5 мм. Для более крупных изделий необходим механический привод.
Технология изготовления приспособления «Улитка»
Упрощенно технологический процесс изготовления станка «Улитка» своими руками можно представить в виде ряда последовательных операций.
На листе бумаги вычерчивается профиль изделия, который требуется изготовить. При вычерчивании выдерживаются размеры изделия. Чертеж нужен только для получения профиля самой детали. Внимание! При проработке учитываются толщина заготовки. Нужен зазор не менее 3…4 мм, тогда изделия можно снять после его изгибания в приспособлении.
Для большинства станков изготавливают центральный упор. В нем будет фиксироваться начало.
Разные мастера используют свои приемы фиксации, поэтому изделия у них можно отличить по почерку.
Из стального листа вырезается опорная пластина. К ней будет привариваться центр, а также спираль. Толщина пластины должна быть не менее 3 мм, так как будут прилагаться значительные усилия. Размер пластины в будущем определит и параметры завитка.
Пользуясь чертежом спирали, изгибается из полосы заготовка. При ее гибке контролируются параметры. Чем точнее будет изготовлен этот элемент, тем проще будет выполнять изготовление элементов для кузнечных изделий. Внимание! При необходимости изготовления завитков с количеством витков более одного нужно срезать полосу спирали по диагонали. Поэтому используют полосу значительно ширины. Минимальный размер соответствует высоте профиля, который собираются гнуть на станке.
Приспособление размещают на специальной стойке, чтобы легче формировать готовые изделия. Для небольших по размеру деталей удобно размещать на вертикальной стойке.
Чтобы проще выполнять работу приваривают ручку. Ее устанавливают с обратной стороны, чтобы не мешала устанавливать и снимать заготовки.
Пошаговое изготовление малогабаритного ручного станка для изготовления завитков
Небольшой станок предназначен для изготовления завитков из полосового проката шириной 20…30 мм. Его несложно сделать самому.
Центр
Сначала изготавливается центр. Для этого отпиливается небольшой фрагмент из кругляка. Заготовку фиксируют в тисках, размечают линию реза. С помощью отрезного диска и углошлифовальной машинки (УШМ) отпиливается заготовка.
Она имеет диаметр 38 мм. Боковая поверхность дополнительно не обрабатывается.
Длина центра составляет 28 мм. Можно и немного больше, но для изгибания полосы шириной 30 мм этого достаточно.
На сверлильном станке сверлится отверстие Ø 8 мм. Его располагают эксцентрично. Такое положение обусловлено тем, что нужно изготовить фиксатор для конца заготовки.
Прорисовывается профиль, который следует удалить с помощью отрезного и зачистного дисков, устанавливаемых на болгарке. Заготовку крепят в тисках и удаляют излишки металла.
Лепестковыми дисками поверхность защищается так, чтобы осуществлялся плавный переход между разными поверхностями фиксатора.
Чтобы в дальнейшем проще фиксировать конец заготовки, нужно просверлить отверстие. Его располагают на радиальной поверхности центра. Сверлится отверстие под резьбу М10.
С помощью набора метчиков нарезается внутренняя резьба. Здесь будет использоваться винт без головки. После фиксации заготовки он спрячется внутри металла центра.
К опорной пластине толщиной 4 мм приваривается центр. На этом работа с его изготовлением завершается.
Изготовление приспособления
Для удобства работы с приспособлением к обратной стороне пластины приваривается вал. Вращая его в специальной оправке, будут вращать улитку.
Наружную поверхность нужно обточить, чтобы сварные швы не мешали свободному облеганию будущих заготовок.
Будущая спираль прорисовывается на пластине. Создается контур, куда ее в дальнейшем приварят.
Из полосы толщиной 4 мм изгибают спираль. Она должна соответствовать проекту.
После проверки спирали по шаблону излишки обрезаются, а саму спираль приваривают к пластине и к центру.
В качестве стойки используется профильная труба 40·40 мм со стенкой 3 мм. На ней сверлят отверстия для крепления элементов станка. С помощью опорных площадок фиксируют подготовленные части.
С обратной стороны видна ручка. Ее закрепили к валу с помощью подшипника. Подготовленная «Улитка» может вращаться.
Проводится проверка работоспособности. За ручку выполняется поворот спирали вокруг оси центра.
Изготовление простейшей детали на станке
Отрезают заготовку из полосовой стали в нужный размер. Этот размер обычно уточняют, прорисовывая готовое изделие и его составляющие элементы.
Свободный конец устанавливают в центр спирали. С помощью внутреннего винта производится фиксация заготовки.
Выполняется поворот «Улитки». Заготовка плотно прижимается к направляющим. Тут требуется прилагать определенные усилия, чтобы получать нужный профиль изделия.
Проворачивая приспособление дальше, осуществляют изготовление завитка. При необходимости вставляют другой конец заготовки и производят изготовление замкнутого или разомкнутого завитка.
Обычно другой конец не остается прямым. Его тоже изгибают. Поэтому различают внутренние и наружные обратные завитки. На самом приспособлении с помощью маркера или мела делают отметки. По ним ориентируются, когда изготавливают завитки с требуемыми параметрами.
Как видно из пошагового руководства, используя простой набор инструментов, самодельный станок для изготовления завитков несложен в изготовлении. Сколько он стоит? Его цена определяется стоимостью заготовок. Часто цена минимальная.
Как гнуть профильную трубу на станке «Улитка»?
Если попытаться изгибать профильную трубу без специальной подготовки, то сварной шов разойдется. Получится брак.
Кузнецы с большим опытом работы изготавливают более сложные станки для изготовления своих изделий. Они дополнительно оснащают «Улитку» съемными элементами.
Пошаговый технологический процесс изготовления обратного завитка на станке «Улитка»
На прокатных роликах производится последовательный обжим трубы. Образуются выступающие ребра, а сварной шов остается внутри слоя, смещенного к центру.
На параллельных эксцентричных вальцах выполняется обжатие концов трубы. Она становится похожей на полосу. В таком виде ее проще фиксировать на станке.
В специальном приспособлении формируется хвостовик. Теперь заготовки будут фиксироваться на станке одним движением.
Заготовку фиксируют в центре. Там имеется паз, который закрепляет хвостовик. Видно, что спираль имеет равномерный спуск по высоте.
После фиксации хвостовика включается электродвигатель. Начинается формование детали.
Петля образуется при касании заготовки в специальный опорный элемент. Его чаще называют опорным валом. Чтобы снизить усилие, его оснащают подшипником. Деталь свободно проворачивается вокруг опоры.
Часть спирали образована. Но при необходимости обрабатывать на большую длину, будет установлен съемный элемент.
Формируется заготовка и с другого конца. Здесь мастер определяет, в какую сторону производить изгибание детали.
Для продолжения работы устанавливается съемный элемент сборной «Улитки».
Теперь можно формировать загиб деталей большого размера.
Даже длинные заготовки легко изгибаются по заданным размерам. На рабочих элементах делают метки. По ним ориентируются, сколько нужно гнуть.
С обратной стороны выполняют дополнительный изгиб детали.
Дорабатывается изделие с обеих сторон.
Готовая деталь имеет законченный вид. Если нужно, то хвостовики будут спилены. Тогда никто не догадается, как выполнялась фиксация заготовок.
Если нужно изготовить маленькую деталь, то используют другую «Улитку». У опытных мастеров их несколько штук.
Примеры изделий с завитками
Оригинальный козырек над входом в здание:
При оформлении французского балкона оригинальные завитки придают ажурный вид всему изделию.
На лестничном пролете завитки выглядят весьма оригинально.
Используя одни завитки, изготавливают опоры для скамьи, а также в том же стиле создают решетку для камина.
На винтовой лестнице видна рука отличного мастера. Не всякий сумеет сделать подобное изделие.
В створке ворот присутствуют элементы, изготовленные на станке «Улитка». Тяжелое изделие прибрело особую легкость.
Легкая лестница в стиле Хай-тек. Она может украсить не только загородный дом. Современные дворцы при минимализме конструкции могут иметь отличный вид.
Простор для творчества не ограничен. Многие кузнецы являются настоящими художниками. Они украшают мир вокруг себя.
Видео: «Улитка» — холодная ковка своими руками.
Заключение
Метод холодной ковки, в котором используются станки «Улитка», позволяет изготавливать оригинальные завитки.
Своими руками можно изготовить простейший станок. На нем можно изготавливать профессиональные заготовки.
Сложный станок со съемными элементами позволит изготавливать большие пространственные детали.
Использование завитков при изготовлении кузнечных изделий открывает широкие возможности для творчества.
Republished by Blog Post Promoter
Сакма — Выигрышные технологии
Компания SACMA , основанная в 1939 году, начала разрабатывать и производить станки для холодной ковки незадолго до мировой войны. Постоянное развитие и значительный рост сделали имя SACMA хорошо известным мировым производителям крепежных изделий и специальных деталей. Ежедневно более 6500 станков SACMA работают по всему миру на сотнях заводов, превращая тысячи тонн в высококачественные крепежные детали и специальные детали, используемые в различных отраслях промышленности.
Для отрасли массового производства расходных материалов, таких как крепеж, преимущество холодной штамповки является неизбежным следствием по причинам высокой прочности, жестких допусков, сокращения отходов, конкурентоспособности и производительности. В рамках стратегии поставок машин самого высокого уровня технологии SACMA продолжает совершенствовать и разрабатывать новые модели прогрессивных холодноформовочных станков и комбинированных болтоделательных машин, поставляя их на постоянно растущий рынок деталей сетчатой формы.
Конечные пользователи высоко оценивают станки SACMA и считают их хорошо спроектированными, хорошо изготовленными, мощными, щедрыми на изготовление специальных деталей, универсальными для изготовления длинных или коротких деталей, быстрыми, надежными и обеспечивающими низкозатратное производство. Чтобы помочь всем своим клиентам по всему миру, SACMA разработала эффективные сервисные центры по всему миру, способные поставлять любые запасные части в очень короткие сроки, чтобы клиенты всегда работали и производили детали. На следующих страницах мы хотели бы дать вам четкое представление о том, что представляют собой технологии Winning ® . которые сделали SACMA столь известными и успешными в мире.
ГЛАВНАЯ РАМА МОНОБЛОК
Основная рама является основным элементом для работы любой машины, особенно машины для холодной штамповки, потому что она придает жесткость, точность и надежность во времени. Для этого базового компонента опыт, накопленный за годы, исследования с использованием самых сложных методов моделирования и экспериментальный анализ деформации были основными элементами проектирования. Среди различных методов изготовления SACMA выбрал моноблочное литье из перлитного чугуна с шаровидным графитом, нормализованное и стабилизированное старением в течение более 12 месяцев, чтобы гарантировать максимальную жесткость и высочайший уровень стабильности при больших нагрузках.
Кроме того, выбор лучших поставщиков отливок вместе с постоянным контролем соответствия техническим спецификациям SACMA являются лучшей гарантией постоянного качества. Точная обработка, строгость в управлении процессом, высокая степень подавления вибраций, типичные характеристики этого материала, делают наши станки идеально способными производить детали с постоянными стандартами точности в течение многих лет.
УЛЬТРА ТОЧНОСТЬ
Высокая степень точности обработки является обязательным условием для производства машин, которые должны работать с высокой производительностью и эффективностью. Для достижения этой цели не должно быть никаких компромиссов в отношении качества любого механического компонента, присутствующего в машинах, подвергающихся высоким нагрузкам, таких как холодные формовочные машины.
SACMA выбрала собственное производство всех компонентов и установила самое современное производственное оборудование, доступное сегодня на рынке, чтобы повысить общее качество всей своей продукции. Систематическая и строгая процедура проверки всех изготовленных деталей перед складированием является лучшей гарантией взаимозаменяемости и наличия запасных частей.
Правильный выбор высокопрочных материалов, надлежащие характеристики термообработки, точность обработки поверхности операций шлифования и притирки делают станок SACMA самым надежным, самым производительным и самым экономичным станком в производстве.
БЫСТРАЯ СМЕНА ИНСТРУМЕНТА
Концепция выполнения смены инструмента в кратчайшие сроки представляет собой бесспорную необходимость для современного промышленного производства холоднокованых деталей, изготавливаемых небольшими партиями, что делает штамповку более конкурентоспособной по сравнению с традиционными методами механической обработки.
При разработке системы смены инструмента SACMA не пошел на компромисс в отношении жесткости и мощности станков; типичная характеристика его машин. Система быстрой смены инструмента CR, входящая в стандартную комплектацию станков серий 3, 4, 5 и 6, позволяет легко снимать штамповочный блок с гидравлическим зажимом, а также легко снимать суппорт блока пуансона и весь передаточный блок.
В качестве опции можно выбрать из множества различных аксессуаров, предназначенных для действительно быстрой смены держателей инструмента. Доступны стол для настройки оператора, тележка для обслуживания или полный внешний стол для выравнивания и настройки инструмента.
ПРЕДВАРИТЕЛЬНАЯ НАСТРОЙКА ИНСТРУМЕНТА
Станки SACMA — CR с быстрой сменой инструмента, предназначенные для быстрого внесения производственных изменений, по-прежнему сохраняют известные характеристики прочности, точности, надежности и эффективности, типичные для станка SACMA .
Станки SACMA могут быть оснащены внешним стендом предварительной настройки для настройки инструментов.
Стенд предварительной настройки позволяет выполнять вне станка точное выравнивание пуансонов относительно штампов, правильное осевое положение пуансонов и идеальную настройку пальцев переноса. Эту процедуру лучше всего выполнять в помещении с инструментами, чтобы на станок были доставлены правильно настроенные инструменты для следующего задания. Это позволяет более рационально использовать производственную площадь и оптимизировать технические ресурсы компании.
МОТОРИЗАЦИЯ
Принимая во внимание нынешнее промышленное производство небольшими партиями, количество смен инструмента значительно увеличивается: производители тем более вынуждены обрабатывать большее количество деталей в любой момент времени, и процедуры смены инструмента должны выполняться в кратчайшие возможные интервалы времени.
Автоматическая система моторизации M, доступная на прогрессивных и комбинированных машинах SACMA , является важным методом сокращения времени настройки машины и точной настройки регулировок. Предустановленные данные, присутствующие в базе данных деталей, которые будут изготовлены, будут определять автоматические регулировки подачи, положения упора припуска и выталкивания штампа. Новый 6-ти штамповый пресс SP 670 может быть оснащен индивидуальной автоматикой регулировки пальцевых кулачков.
В моторизованных машинах используется программное обеспечение SACMA SC-MATIC , разработанное на платформе Siemens и работающее с Windows-CE. База данных, содержащая более 20 000 различных номеров деталей, может храниться в стволе, который также будет отображать всю информацию о сигналах тревоги, связанных с остановкой машины. Система также имеет порт Ethernet для передачи данных и модем, который можно активировать для дистанционного обслуживания.
СИСТЕМЫ МОНИТОРИНГА
Для обеспечения постоянного качества системы мониторинга сегодня являются обязательными на всех многостанционных машинах для холодной штамповки. Мониторинг отрезных длин и нагрузок при штамповке и прокатке, помимо надежной защиты инструментов и механических органов машин, также является эффективным косвенным контролем того, что детали изготавливаются для печати.
Все машины SACMA могут быть оснащены современными системами контроля и управления, разработанными совместно с ведущим производителем в этой области:
SC10 : система управления короткой подачей, доступная для всех станков, но входящая в стандартную комплектацию на все прогрессивные и комбинированные станки CRM; SC500 : система контроля ковочной нагрузки, откалиброванная для получения точных показаний в кН нагрузок, действующих на основную раму машин, при каждом ударе. Доступно на всех прогрессивных и комбинированных машинах;
SC600 : монитор нагрузки профилирования с датчиками, расположенными непосредственно за фиксированной валковой головкой и в комплекте с разгрузочным затвором для исключения бракованных деталей. Доступно для всех комбинированных машин. Любая машина также может быть специально подготовлена для установки систем контроля нагрузки других марок.
ГИДРАВЛИЧЕСКИЙ ЗАЖИМ
Гидравлический зажим регулировок и инструментов очень помогает при настройке станка и гарантирует повторяемость регулировок. Зажатие и разжатие легко выполняется нажатием переключателя, что позволяет избежать ручной работы с ключами внутри корпуса машины.
Все станки SACMA в стандартной комплектации оснащены гидравлическим зажимом боковых регулировок резьбовых втулок, рычагами выталкивания и кулачком обрезки на последней станции.
Все станки с быстрой сменой инструмента CR поставляются с гидравлическим зажимом комплектной матрицы. На машинах Серии 6 весь узел передаточного пальца и вал распределительного кулачка фиксируются на месте с помощью гидравлического зажима.
Новый SP 670, большой 6-штамповочный станок для холодной штамповки, имеет гидравлическое разжатие отдельных пальцевых кулачков синхронизации, которое можно регулировать автоматически.
НАПРАВЛЯЮЩАЯ НАПРАВЛЯЮЩАЯ С ИДЕАЛЬНЫМ ЗАЗОРОМ
Основная траверса — это элемент, передающий энергию деформации, поэтому он должен обладать высокой стабильностью и прочностью. Кроме того, направляющие салазки должны двигаться точно по матрицам при каждом ходе с высокой точностью.
Все ползунковые направляющие станков SACMA изготовлены из отливки из легированной стали NiCrMo, термообработаны и имеют особую геометрическую форму с двойными направляющими для обеспечения максимальной стабильности при подаче энергии ковки на инструменты.
Эффективная система смазки гарантирует, что направляющие скольжения всегда будут хорошо смазаны даже в самых неблагоприятных и несбалансированных условиях ковки. Эксклюзивная коническая направляющая гарантирует идеальное выравнивание инструментов при каждом ходе, что позволяет производить все детали, требующие экстремальных допусков.
СИСТЕМА ПЕРЕДАЧИ
Настоящим сердцем высокоскоростных горизонтальных холодноформовочных станков является передаточный механизм, который должен иметь возможность перемещать детали с одной станции на другую: только с точным и безошибочным захватом можно добиться наилучших результатов эффективности и производительности.
Механизм передачи прогрессивных и комбинированных заголовков SACMA на сегодняшний день считается мировым эталоном настолько, что другие предпринимали многочисленные безуспешные попытки имитации.
Точное движение пальцев переноса, определяемое плавным колебательным механизмом, создаваемым совершенными двойными кулачками привода Desmo, придает всей системе идеальный контроль положения даже на максимальных производственных скоростях.
Многочисленные регулировки, синхронизация фазы переноса, изменение силы зажима, изменение скорости открытия/закрытия пальцев вместе с отсутствием пружин позволяют перемещать длинные и самые короткие детали в безопасность на максимальных скоростях.
КОМПЛЕКТ ПОДДЕРЖКИ ПЕРЕДАЧИ
Хорошая и эффективная система передачи должна быть способна передавать от одной станции к другой детали любого типа, независимо от геометрии и длины.
По этой причине была разработана специальная система помощи при перемещении, которая работает точно по времени с выталкиванием штампа, чтобы с легкостью перемещать все эти сложные детали.
Хорошо известная и превосходная способность передачи SACMA для обработки сложных и коротких деталей теперь становится еще более универсальной с введением запатентованного SACMA вспомогательный комплект для поддержки перемещения, который может перемещать конические или плечевые детали, которые могут упасть при выталкивании штампа.
Система состоит из опорных пальцев, идеально синхронизированных с движением передаточной и выталкивающей тяг благодаря прямой связи со стержнями и системе двойных кулачков Desmo Drive, которая контролирует боковое движение.
Эта система теперь доступна на всех машинах Серии 3, Серии 4, Серии 5 и Серии 6.
СЕРВИСНОЕ ОБОРУДОВАНИЕ
Вмешательство оператора в рабочую зону должно осуществляться в условиях абсолютной безопасности и комфорта. Эта необходимость особенно ощущается при работе с большими станками, чтобы облегчить процедуры смены инструмента и технического обслуживания.
Запатентованная система эргономичных платформ и подставок для инструментов, поставляемая SACMA на станках Серии 6, является очень хорошим примером бескомпромиссной поддержки требований конечного пользователя. Система состоит из двух платформ с гидравлическим приводом, которые автоматически позиционируются над рабочей зоной:
нижняя платформа, используемая для смены инструмента, получает специальные инструментальные люльки для установки или снятия штампов и пуансонов;
верхняя площадка безопасности используется для вмешательства оператора при замене или настройке пальцев передачи и кулачков синхронизации.
Манипуляции с ящиками для штампов, суппортами пуансонных блоков и блоками передаточных пальцев выполняются с помощью специальных кранов, которые могут быть установлены по требованию Заказчика:
козловой портальный кран с электротельфером, имеющим трехмерное моторизованное перемещение;
автоматический моторизованный портальный манипулятор с заданными позициями для захвата и подачи резцедержателей. Доступно на машинах Series 6.
ЭЛЕКТРОННЫЙ МАХОВИК
Всякий раз, когда вносятся окончательные коррективы в перенос, очень полезно иметь возможность проверить правильную синхронизацию пальцев переноса, чтобы избежать опасных столкновений пуансонов с пальцами, даже если инструменты были спроектированы и изготовлены безукоризненно.
С целью помочь наладчикам инструмента в деликатный момент регулировки инструмента и синхронизации, SACMA разработала электронное колесо andwheel для медленного движения всей машины, чтобы проверить правильность синхронизации передаточных пальцев по отношению к курс слайд, избегая опасных столкновений. Проходческие салазки можно остановить в любом положении, избегая рывков машины и повреждения главного фрикциона/тормоза.
Этот специальный блок доступен для всех SACMA прогрессивные и комбинированные машины. Комбинированные станки также могут быть оснащены инверторным приводом двигателя направляющего шпинделя для оптимизации скорости резки в соответствии с формой острия и типом материала.
КОМБИНИРОВАННЫЕ МАШИНЫ
Надлежащим и наилучшим ответом на высокие требования к производительности, рационализацию методов производства, планировку помещения и поток материалов в среде производства крепежных изделий являются станки, которые имеют кузнечную, точечную и резьбонакатную станции, все в одном.
Эти машины будут определять максимальную эффективность и качество в процессе производства стандартных крепежных деталей и специальных автомобильных крепежных деталей, поскольку они поставляют готовый продукт.
Комбинированные жатки SACMA сохраняют все механические и эксплуатационные качества жаток Progressive, от которых они произошли. Направляющие и резьбонакатные устройства спроектированы и изготовлены так, чтобы быть удобными для пользователя и простыми в настройке, чтобы производить множество различных форм наконечников.
При производстве очень коротких деталей, деталей с тяжелой головкой или деталей, которые трудно подавать к стрелочному блоку с помощью стандартного пальцевого подъемника, SACMA предлагает V-образную версию комбинированных жаток, в которых для преодоления всех трудностей используется вибрационный питатель.
ГОРЯЧАЯ ФОРМОВКА
Применение системы теплой штамповки на горизонтально-ковочных машинах расширяет возможности изготовления сетчатых деталей более сложной формы и работы со специальными материалами, которые не поддаются холодной ковке.
Чтобы удовлетворить эти новые требования в отрасли, SACMA разработала специальные машины, включающие в себя индукционные нагревательные элементы в зонах подачи. Типичный диапазон температур горячего формования составляет от 400°C до 900°C.
Высокочастотный индукционный нагрев достигается с помощью специальных катушек, которые могут быть установлены снаружи или внутри основной рамы станка, между подающими роликами и отрезным валиком.
Имеется специальное охлаждение катушек и рамы, а температура проволоки считывается специальными оптическими пирометрами. После этого применение WF может быть дополнено контролем температуры пресс-формы и охлаждающей жидкости.
КОНСТРУКЦИЯ ИНСТРУМЕНТА
Постоянная эволюция мира ковки вынуждает инженеров-конструкторов развивать инструментальную технологию на более высоком уровне, чтобы производить все более специальные и сложные детали. Сегодня, на этапах планирования новых инвестиций, тем более важно иметь возможность полагаться на поддержку надежного партнера, имеющего опыт проектирования инструментов и формообразования, для разработки подходящего метода ковки для изготовления рассматриваемых деталей. . Многолетний опыт и ноу-хау SACMA в анализе проблем ковки и в поиске подходящих технических решений, которыми затем делятся с заказчиком, делают нас надежным партнером для оказания помощи на критических этапах развитие, довести проект до успешного решения в кратчайшие сроки. Команда инженеров-проектировщиков с помощью современного программного обеспечения для проектирования и расчета работает вместе с заказчиком, чтобы найти наилучшие производственные решения для промышленной разработки продукта. В сотрудничестве с другими ведущими компаниями в нашей отрасли, SACMA также может предложить эффективные решения проектов под ключ.
SacmaForm
®
Современные компании-производители крепежа должны иметь возможность оперативно реагировать на производственные запросы, которые они получают от всех потенциальных клиентов. Поэтому необходимо иметь в наличии технологию, которая может сократить время на оценку возможностей и разработку процесса ковки новых деталей, чтобы облегчить выбор наиболее подходящей машины для производства.
Компания SACMA в сотрудничестве с кафедрой механики и прикладного проектирования Университета Падуи разработала форму SacmaForm ® ; прикладное программное обеспечение, которое дает разработчикам инструментов действенный метод и помощь для первоначальной инженерной разработки продукта. Программное обеспечение SacmaForm ® , начиная с конструкции инструмента и характеристик материала, предлагает простой и интуитивно понятный метод расчета объемов и ковочных нагрузок, а также другие необходимые данные для оценки экономики проекта. В программное обеспечение включена большая и богатая библиотека материалов, конкретных данных и примеров, полезных для проектирования инструментов.
103S Высокоскоростная машина для холодной ковки болтов
Область применения
Автоматическая многопозиционная машина для холодной ковки болтов является одним из видов специализированных машин с высокой эффективностью и автоматизацией среди кузнечных машин. Метод холодной ковки и автоматические машины для холодной ковки используются для производства различных видов болтов, винтов, заклепок, специальных деталей и гаек в области крепежной промышленности. Из-за преимущества самого оборудования для холодной ковки и превосходства техники холодной ковки станки для холодной ковки также широко используются в различных областях народного хозяйства для производства крепежных изделий и нестандартных деталей для промышленности авиационных пароходов, машин, железнодорожного транспорта, транспортное средство, мотоцикл, велосипед, швейная машина, строительство, мебель, легкая промышленность и предметы первой необходимости и т. д.
Изделия могут быть изготовлены методом холодной ковки болтов 103S. машина. , установочные винты с квадратной головкой, болты с ферменной головкой, U-образные болты, болты с ребрами, болты с буртиком, болты с винтовой резьбой, болты для вкладыша конструкции, удлиненные болты, винты с ступичными болтами, колесные болты, болты с Т-образной головкой, фланцевые болты, рым-болты, скобы, гусеничные болты, колесные болты, винты с шестигранной головкой, автомобильные крепежные детали и т. д.
Отличительные особенности:
Тормозная система с пневматической муфтой была разработана для приведения в действие с низким током и в режимах «толчкового», «однотактного» и «непрерывного хода». За исключением медленного перемещения, машина всегда будет останавливаться в положении главного ползуна назад, работая в максимальном пространстве.
Два вида системы перемещения на выбор клиента: качающийся тип (общее оснащение) и универсальный тип (дополнительно), оснащенный пневматическим захватом, он может упростить работу и более стабилен, когда машина работает на высокой скорости.
Главный двигатель оснащен преобразователем с регулировкой скорости, системой управления ПЛК, компьютерной автоматической системой человеко-машинного интерфейса (дополнительно), это оборудование обеспечивает удобство для заказчика при настройке размеров нестандартных изделий.
Подающее колесо и кулачковая система приводятся в действие цилиндром, кулачок может автоматически растягиваться, когда он возвращается, чтобы уменьшить истирание и шум. Подача материала и остановка подачи материала контролируются двумя кулачками, система подачи материала оснащена устройством, предотвращающим возврат материала.
Совершенная система контроля: проверка и удаление короткого материала, проверка низкого давления масла и давления воздуха, плавающая система контроля системы передачи, система остановки перегрузки и легкой нагрузки для защиты токарного станка и штампов и продления срока их службы.
Когда клиент готовится отрегулировать винт бокового резания, ему нужно только отрегулировать положение станции бокового кулачка, после чего он может достичь цели бокового резания. Когда заготовки не нуждаются в боковой резке, клиент может сбросить ее, чтобы добиться перехода от боковой резки к прежней станции.
Станина токарного станка из высокопрочного материала, удлиненная конструкция основного и вспомогательного ползуна и ползун «педального типа», который впервые применяется внутри страны, реализуют сборку «с нулевым пространством», что обеспечивает точность движения основного ползуна и продлевает срок службы штампов.
Основные части всех типов машин прошли строгую процедуру литья и отжига для обеспечения твердости и точности стали.
Станция кольцевой резки
гарантирует, что разрезаемый материал будет больше, чем диаметр заготовки, что также может обеспечить точную резку под прямым углом.
Ограничитель материала с автоматической калибровкой может регулировать точность размера материала во время работы машины.
Система синхронного выталкивания
P.K.O делает выбор техники формования гибким.
Движущиеся и режущие кулачки передаточного пальца рассчитываются с помощью профессионального компьютерного программного обеспечения, чтобы сделать машину стабильной в состоянии высокоскоростной ковки.
В электрической системе имеется импортный преобразователь, поэтому станок легко запускать с бесступенчатым регулируемым приводом. ПЛК также используется для автоматической проверки рабочего режима формовщика с функциями аварийной сигнализации и отображения неисправностей.
Сенсорный экран
и система числового управления человеко-машинным диалогом являются дополнительными для удовлетворения требований заказчика, они используются для установки длины резьбовой трубы заднего выбивного отверстия, длины барьера и длины подачи, это удобно для быстрой смены матрицы. Эта система имеет объем памяти 99 мнемонических модулей для удовлетворения требований быстрой замены штампа.
Основные технические параметры
Модель
Блок
103С
Станция ковки
№.
3
Сила ковки
кг
85 000
Макс. диам. отсечки
мм
Φ12
Макс. длина отрезка
мм
105
Скорость вывода
шт/мин
120-200
P. K. O. ход
мм
15
Ход нокаута
мм
80
Ход главного ползуна
мм
150
Мощность главного двигателя
кВт
18,5
Габаритные размеры. Отрезной штамп
мм
Φ45*59л
Габаритные размеры. Пуансоновая матрица
мм
Φ53*115L
Габаритные размеры. главного штампа
мм
Φ75*108L
Шаг матрицы
мм
90
Прибл. вес
Т
15,5
Применимый размер болта
мм
6-10
Длина хвостовика заготовки
мм
103S 15-70;103L14-120
Приложение I Принадлежности для станка для холодной штамповки болтов 103S
1. Один набор пробных инструментов 2. Один набор стандартных ручных инструментов. 3. Один комплект стандартных запасных частей. 4. Один комплект сцепления 5. Один комплект панели управления 6. Один комплект двигателя переменного тока 7. Система регулировки скорости преобразователя. 8. Полное покрытие 9. Устройство защиты обратной подачи 10. Один комплект стойки оператора (соединение Покупателя на заводе Покупателя) 11. Внутренняя лампа 12. Один комплект S 09 Pneumatic 20 Устройство безопасности . Безмасляный датчик 3. К.О. и П.К.О. Детектор поломки английской булавки 4. Детектор конца материала 5. Детектор перегрузки двигателя (включая смазку, охлаждающую жидкость и двигатели вентилятора) 6. Детектор короткой подачи 7. Детектор нехватки давления воздуха 8. Смазка. Детектор нехватки масла 9. Двуручный блок управления для толчкового режима 13. Два комплекта руководства по электрике, эксплуатации и обслуживанию на английском языке. 14. Следующие запасные расходные материалы для машинного чертежа будут предоставлены Продавцом. a) Стопорный винт матрицы b) Стопорный винт пуансона c) P.K.O. Рычаг г) Ударная балка для всех станций д) Чертеж обрезного кулачка е) К.О. Чертеж стержня g) Чертежи всех предохранительных болтов h) Чертеж храпового колеса i) Чертеж передаточного рычага j) Чертеж правильных роликов k) Полный набор электрических чертежей II Особенности машины для холодной ковки болтов 103S
1. Материал корпуса машины: высококачественный чугун HT300 производства Тайваньской инвестиционной фабрики. 2. Основной материал направляющих: ковкий чугун QT600 производства Тайваньской инвестиционной фабрики. 3. Материал вала главного крана 42CrMo кованая легированная сталь с обработкой азотированием. 4. Основные кулачки, ролики и направляющая ползунов изготовлены из материала СКД-II, с вакуумной закалкой всего корпуса.
Возможно, у вас есть украшения из этих металлов, и вы заметили, что через некоторое время на них появляется зеленоватый налет, или что они могут окрашивать вашу кожу в зеленый цвет. А может быть, вы слышали, что Статуя Свободы сделана из меди и изначально была медного красно-коричнего цвета, но почему тогда сейчас она полностью зеленая? Ответ на этот вопрос довольно интересен.
Латунь и бронза содержат медь. Когда медь вступает в реакцию с кислородом, она окисляется и образует зеленовато-голубой слой, который защищает металл от дальнейшей коррозии. Любой металл, содержащий большое количество меди, может позеленеть.
Сколько времени требуется меди, чтобы позеленеть? Это очень относительно. В очень сухих условиях медь может зеленеть до 20 лет! Она также меняет цвет поэтапно. Сначала медь становится тусклой. Затем коричневой, затем темно-коричневой и, наконец, начнет зеленеть. С парами аммиака это может произойти всего за несколько часов.
На самом деле, этот зеленый слой имеет ряд преимуществ, и его часто намеренно оставляют.
Почему латунь, бронза и медь становятся зелеными
Проще говоря, наиболее распространенный оксид меди имеет зеленый цвет (да, есть несколько разных видов!).
Оксид меди — это что-то вроде «ржавчины», хотя ржавчина — это слово, которое используется для определения оксида железа. Это означает, что если нет железа, то нет и ржавчины. Но и то, и другое — это типы оксидов.
Когда вы видите зеленый слой на этих металлах, обычно его называют патиной, это значит, что произошла химическая реакции. Медь вступила в реакцию с кислородом, водой и углекислым газом в атмосфере.
Латунь — это сплав, который обычно состоит из 67% меди и 33% цинка. Бронза состоит из 88% меди и 12% олова.
Оба эти металла имеют очень высокое содержание меди, поэтому при окислении на них образуется одинаковый налет.
Для чего подходит оксид меди
Отделка патиной на самом деле довольно популярна для таких вещей, как латунные дверные ручки, медная кровля и другие виды декоративных изделий. Но помимо косметических, есть и практические причины, по которым вам может понадобиться такая отделка.
Во-первых, это добавляет защитный слой к металлу.
Оксид меди — интересное вещество. Он очень хорошо прилипает к основному металлу и довольно долговечен. Чем толще слой оксида меди, тем дольше металл сопротивляется дальнейшей коррозии.
Это совсем не похоже на оксид железа, который отслаивается, обнажая новый слой металла, который затем ржавеет, отслаивается и т.д. В результате ржавчина со временем может разъедать целые конструкции.
Вот что делает оксид меди таким крутым. Это окисление, которое предотвращает дальнейшее окисление.
Один из примеров — Статуя Свободы, построенная в 1886 году. Спустя более 130 лет воздействия стихий толщина слоя оксида меди составляет всего 0,005 дюйма! Это примерно толщина двух листов бумаги.
Для чего не подходит оксид меди
Есть много ситуаций, когда вам не нужен этот налет.
Например, вы, вероятно, не хотите, чтобы ваша кожа позеленела, если вы носите украшения с медью. Или вы просто предпочитаете яркий вид меди вместо тусклого зеленоватого цвета патины.
Оксид меди также не проводит электричество. Поскольку медь является популярным материалом для таких вещей, как провода и электрические соединения, окисление меди может стать настоящей головной болью.
Как сделать медь зеленой
Итак, медь (и металлы с большим содержанием меди) со временем зеленеет сама по себе под воздействием воздуха и воды. Но что если вы хотите ускорить этот процесс?
Вот один из способов быстрее покрыть патиной небольшие кусочки меди:
Прежде всего, тщательно очистите металл обезжиривателем. Любые масла в конечном итоге защитят металл от окисления и позеленения. Наполните герметичную стеклянную банку на 1/4 объема нашатырным спиртом.
Подвесьте медь на нитке и банке прямо над аммиаком. Закройте банку. Пары аммиака создадут тонкую патину в течение нескольких часов. Если вы хотите получить более толстый патины, оставьте ее на более длительное время.
Чистка — очень важный этап, если вы хотите сделать все правильно с первого раза. Если медь не будет идеально чистой, патина не будет равномерной. Однако это не является серьезной проблемой, поскольку вы можете просто очистить медь и повторить процесс.
Совет профессионала: Делайте это в хорошо проветриваемом помещении. Аммиак — довольно вредная штука.
Как удалить оксид меди
На самом деле его очень легко удалить, и для этого существует целый ряд способов.
Например, если вы пытаетесь удалить зеленый оксид с монет, вы можете просто замочить их на ночь в кислоте. Кроме того, простая чистка и скрабирование помогут избавиться от патины. Существует также несколько чистящих средств (обычно содержащих кислоту), предназначенных специально для чистки медьсодержащих металлов. Вы также можете просто использовать абразивный диск, если медь имеет матовую поверхность.
Для очистки электрических соединений обычно используют проволочную щетку и сильное кислотное средство для очистки меди, которое быстро справляется с проблемой.
Оксид меди на самом деле очень опасен для посуды. Он токсичен, и нужно избегать его попадания в пищу. Медная посуда довольно популярна и за ней нужно регулярно ухаживать. Поскольку она обычно полированная, вам понадобятся специальные средства для чистки.
Если проблема заключается в небольшом потускнении, а не в зеленом окисле, использование бытовых кислот, таких как лимонный сок, и губки обычно удаляет проблемные участки без особых проблем. Неплохо было бы после этого отполировать медь ингибитором, поскольку кислоты могут вытравить металл и сделать его склонным к окислению в будущем.
Как предотвратить образование оксида меди
Самый простой способ предотвратить позеленение меди, латуни и бронзы — просто регулярно чистить их. При средних условиях для образования патины может потребоваться несколько недель.
Тем не менее, уход за изделием — это хлопотное дело. Поэтому, если вы не хотите помнить о необходимости чистить медь, есть несколько альтернатив.
Варианты с прозрачным покрытием наиболее популярны для таких изделий, как фурнитура и ювелирные украшения. Существуют сотни продуктов, предназначенных для защиты от потускнения или образования патины, чтобы медь выглядела блестящей.
Прозрачный лак для ногтей также хорошо подходит для защиты меди. Этот способ более популярен для таких вещей, как ювелирные изделия.
Очень старомодный способ сохранения меди — полировка пчелиным воском, он очень хорошо защищает металл от влаги и кислорода.
Советуем вам прочитать статьи опубликованные в нашем блоге ранее: «Область применения и интересные факты о меди» и «Как резать лазером медь и другие светоотражающие металлы?».
Если вам понравилась статья, то ставьте лайк, делитесь ею со своими друзьями и оставляйте комментарии!
Как очистить медь от зеленого налета в домашних условиях
На чтение 6 мин. Просмотров 630
Медь – благородный металл. Ему свойственно темнеть, окисляться, покрываться зеленым налетом. Причины могут быть разные, но изделие из металла портится в любом случае. Существует много способов чистки меди в домашних условиях, которые помогу вернуть предметам прежний блеск и аккуратный вид.
Содержание
Виды загрязнения на медных изделиях
Безопасные средства и инструменты для чистки меди
Пошаговая инструкция чистки медных изделий
Профилактика образования зеленого налета
Виды загрязнения на медных изделиях
Если на медном изделии появился зеленый или черный налет, его пора почистить
Украшения, посуда и антиквариат, изготовленные из меди, в результате длительной эксплуатации, а также частого контакта с влагой, начинают терять свои качества. Больше всего окисляются изделия, которые подвергаются частому нагреванию и находятся на открытом воздухе.
Предметы домашней утвари активного использования покрываются чернотой и перестают блестеть. В результате медная посуда без надлежащей очистки начинает выделять токсичные вещества, наносящие вред здоровью. Такие предметы становятся непригодными для приготовления пищи.
Потускневшие медные украшения могут самостоятельно возвращать изначальный вид. Происходит это из-за перемены внешней среды, в которой хранятся или используются изделия.
Безопасные средства и инструменты для чистки меди
Зеленый налет токсичен, поэтому работать надо в перчатках, очках и защитной повязке
Чтобы правильно подобрать метод очищения меди в домашних условиях, следует определить, есть ли на изделии налет из окиси или оно покрыто лаком. Для этого на потемневшее место нужно нанести небольшое количество смеси из соды и уксусной кислоты. Если обработанная область быстро посветлеет и начнет блестеть, значит, изделие не покрыто лаком и нуждается в очищении. Если же защита присутствует, достаточно помыть медный предмет теплой мыльной водой.
Зеленый налет на меди выделяет токсины, а чистящие средства могут быть вредны для здоровья, поэтому начиная чистку изделий, следует позаботиться о собственной безопасности. Необходимо приготовить резиновые перчатки, защитные очки и ватно-марлевую повязку.
Самые бережные средства
Кетчуп содержит кислоту, которая бережно удаляет налет с меди
Ценные медные изделия, такие как монеты или антиквариат, необходимо очищать очень осторожно, используя средства, которые не оставляют царапин и не портят поверхность. Можно применить:
10% раствор из лимонной кислоты, который поможет бережно убрать любой налет с медной поверхности.
Кефир или кетчуп. Кислые продукты хорошо растворяют налет. Загрязненный предмет поместить в любой ингредиент на несколько часов, после чего помыть под проточной водой.
Мыльный раствор. Натертое хозяйственное или детское мыло залить кипятком. Затем медную вещь поместить в него на несколько часов.
Последний способ занимает много времени. Сильные загрязнения им с первого раза не удалить. Зато он бережный и не повредит ценное изделие.
Химические средства для чистки медных изделий
Очищая медь от зеленоватого налета химией, не стоит использовать абразивные вещества, которые могут поцарапать поверхность. Лучше приобретать препараты, предназначение для драгоценных и цветных металлов, которые выпускаются в виде гелей и пасты.
Названия некоторых средств для чистки меди:
Unicum – гелеобразный препарат, с помощью которого можно восстановить изначальный вид металла и вернуть ему блеск. Не оставляет царапин и легко удаляет загрязнения.
Centralin – паста, которая за короткое время очищает медные изделия, возвращает им блеск и образует защитную влагоотталкивающую пленку.
Delu Kupferfix polish – бережно очищает медную поверхность, защищает от потускнения и удаляет загрязнения.
Sambol – мягко и тщательно чистит изделия. Убирает грязь и окисления, не повреждая поверхность. Восстанавливает блеск и защищает от потемнения.
Прежде чем использовать препарат, следует испробовать его на небольшой поверхности медного изделия. Если металл не реагирует, продолжать чистку.
Народные средства для удаления налета с меди
Из уксуса и муки можно сделать «уксусное тесто», которое хорошо очищает медные изделия
Почистить медные изделия можно подручными веществами, которые дешевле и безопаснее для организма, чем химия. Вот несколько простых рецептов:
Гель для мытья посуды. Помогает почистить предметы с небольшими загрязнениями. Изделие обрабатывается мягкой губкой с нанесенным на нее средством. После ополаскивается под проточной водой.
Лимон. Медная поверхность натирается половинкой цитруса. Для большего эффекта прочищается ворсистой упругой щеткой.
Уксус и мука. Вернуть изначальный блеск можно с помощью средства, которое в народе называется «уксусное тесто». В равных пропорциях смешивается пшеничная мука и уксусная кислота. Смесь наносится на изделие и оставляется до полного высыхания. Образовавшаяся корка легко оттирается, поверхность отполировывается мягкой тканью.
Нашатырный спирт. Чтобы убрать зеленый налет и почернение, изделие обрабатывается нашатырем и тщательно ополаскивается под проточной водой.
Соль и уксусная кислота. В слабом растворе уксуса растворяется 2 ст. л. соли. В емкость помещается очищаемая вещь и кипятится 10 мин. Затем на некоторое время изделие опускается в чистую воду, после чего протирается насухо мягкой тканью.
Применяя любой из методов, необходимо придерживаться правил безопасности.
Пошаговая инструкция чистки медных изделий
После удаления налета предмет из меди надо отполировать пастой гои
Какое бы вещество вы ни выбрали для удаления налета, нужно придерживаться в работе определенного порядка. Чтобы почистить медные украшения и другие предметы из этого металла, следует:
Хорошо вымыть изделие с помощью геля для посуды и высушить его.
Нанести на обрабатываемую поверхность чистящее вещество.
Мягкой тканью из микрофибры, губкой или зубной щеткой аккуратно протереть изделие.
После полного удаления налета или загрязнения, очищаемую вещь помыть под проточной водой.
Чтобы восстановить блеск, можно протереть изделие лимоном, затем сполоснуть.
Высушить с помощью полотенца или мягкой ткани.
После всех манипуляций нужно отполировать медную вещь, используя пасту ГОИ, которая напоминает пластилин. Кусочком средства натереть поверхность, помыть предмет и посушить полотенцем.
Для полировки меди можно также использовать зубной порошок.
Профилактика образования зеленого налета
Чтобы предотвратить окисление медных предметов, хранить их нужно в специальных футлярах, положив туда кусок мела. Не стоит допускать попадания на изделия из меди прямых лучей солнца. Также нужно хранить их подальше от обогревательных приборов и батарей.
Для предотвращения появления зеленого налета на медных украшениях нужно их мыть и полировать тряпочкой после каждого использования. Не стоит оставлять изделия влажными, лучше сразу же после мытья вытирать их насухо.
Научившись чистить медь от зеленого налета, можно продлить срок эксплуатации предметов и приборов. Они, в свою очередь, создадут уют в помещении, а медные украшения будут радовать блеском и теплым чистым видом.
Почему латунь, бронза и медь зеленеют? – Сделай из металла
Может быть, у вас есть украшения, сделанные из некоторых из этих металлов, и вы заметили, что через некоторое время у вас появляются зеленоватые отложения или ваша кожа становится зеленой. А может, вы слышали, что Статуя Свободы сделана из меди, а ведь она сплошь зеленая. Ответ довольно интересный.
Почему латунь, бронза и медь зеленеют? Все эти металлы содержат медь. Когда медь вступает в реакцию с кислородом, она окисляется и образует зеленовато-голубой слой, защищающий металл от дальнейшей коррозии. Любой металл, содержащий большое количество меди, может стать зеленым.
На самом деле, у этого зеленого слоя есть ряд преимуществ, и его часто используют намеренно.
Содержание
Почему латунь, бронза и медь становятся зелеными
Проще говоря, самый распространенный оксид меди имеет зеленый цвет (да, есть несколько разных видов!).
Оксид меди похож на «ржавчину», хотя слово «ржавчина» используется для определения оксида железа. Это означает, что если нет железа, нет и ржавчины. Но оба являются типами оксидов.
Когда вы видите этот зеленый слой на этих металлах (обычно называемый патина или медянка ) это результат химической реакции. Медь вступила в реакцию с кислородом, водой и углекислым газом в атмосфере.
Латунь — это сплав, который обычно состоит из 67% меди и 33% цинка. Бронза состоит из 88% меди и 12% олова.
Оба этих металла имеют очень высокое содержание меди, поэтому при окислении они образуют одинаковую патину.
Для чего подходит оксид меди
Патина на самом деле очень популярна для таких вещей, как латунные дверные ручки, медная кровля и другие виды декоративных элементов. Но помимо косметики есть несколько практических причин, по которым вам это может понадобиться.
Во-первых, добавляет к металлу защитный слой.
Оксид меди — интересное вещество. Он очень хорошо прилипает к основному металлу и довольно прочен. Чем толще слой оксида меди, тем больше он будет сопротивляться дальнейшей коррозии.
Это не что иное, как оксид железа, который отслаивается, обнажая новый металл, который затем ржавеет, затем отслаивается и т. д. В результате ржавчина со временем может разъедать целые конструкции.
Вот что делает оксид меди таким классным. Именно окисление предотвращает окисление.
Одним из примеров является Статуя Свободы, построенная в 1886 году. Спустя более 130 лет воздействия элементов толщина слоя оксида меди составляет всего 0,005 дюйма! Это примерно толщина двух листов бумаги.
Для чего не подходит оксид меди
Есть много ситуаций, когда вам не нужна эта патина.
Например, вы, вероятно, не хотите, чтобы ваша кожа стала зеленой, если у вас есть украшения с медью. Или вы можете просто предпочесть яркий вид меди вместо тусклого зеленоватого цвета патины.
Оксид меди также не проводит электричество. Поскольку медь является популярным материалом для таких вещей, как провода и электрические соединения, окисление — это сплошная головная боль.
Как превратить медь в зеленый цвет
Хорошо, значит, медь (и металлы с большим содержанием меди) в конечном итоге станут зелеными сами по себе, просто подвергнувшись воздействию воздуха и воды. Но что, если вы хотите ускорить этот процесс?
Вот один из способов быстрее покрыть мелкие кусочки меди патиной:
Прежде всего тщательно очистите металл обезжиривающим средством. Любые масла в конечном итоге защитят металл от окисления и позеленения.
Наполните герметичную стеклянную банку на 1/4 аммиаком.
Натяните медь и повесьте ее в банке прямо над аммиаком. Запечатайте банку. Пары аммиака образуют тонкую патину в течение нескольких часов. Если вы хотите более толстую патину, просто оставьте ее там дольше.
Очистка — чрезвычайно важный этап, если вы хотите сделать все правильно с первого раза. Если у вас нет идеальной чистоты, патинирование не будет последовательным. Однако это не является серьезной проблемой, поскольку вы можете просто очистить его снова и повторить процесс.
Совет: Делайте это в хорошо проветриваемом помещении. Аммиак довольно вредная штука.
Как удалить оксид меди
На самом деле его очень легко удалить, и есть множество способов сделать это.
Например, если вы пытаетесь удалить зеленый оксид с монет, таких как пенни, вы можете просто замочить их на ночь в кислоте. Почти все видели этот трюк с использованием Coca-Cola.
Кроме того, простая чистка и чистка помогут избавиться от патины. Есть также несколько чистящих средств (обычно содержащих какую-либо кислоту), специально предназначенных для очистки металлов, содержащих медь. Вы также можете просто использовать абразивную губку (например, Scotchbrite), если медь имеет матовую поверхность.
Для очистки электрических соединений обычно используют проволочную щетку и сильнодействующий кислотный очиститель для меди.
Оксид меди действительно опасен для посуды. Он токсичен, и вы не хотите, чтобы он смешивался с вашей едой. Медная посуда тоже довольно популярна. Это означает, что вам нужно поддерживать его регулярно. Поскольку он обычно полируется, вам понадобятся специальные чистящие средства, подобные этому.
Если проблема заключается в небольшом потускнении, а не в зеленой окиси, использование бытовых кислот, таких как лимонный сок и губка, обычно без особых проблем удаляет проблемные участки. Было бы неплохо после этого отполировать любую медь ингибитором, так как кислоты могут травить металл и сделать его склонным к окислению в будущем.
Как предотвратить образование оксида меди
Самый простой способ уберечь медь, латунь и бронзу от позеленения — просто регулярно очищать их. В обычных условиях образование патины может занять несколько недель.
Тем не менее, техническое обслуживание — это проблема. Поэтому, если вы не хотите помнить об очистке меди, есть несколько альтернатив.
Варианты прозрачного покрытия наиболее популярны для таких вещей, как скобяные изделия и украшения. Это пример того, что защитит медь от потускнения или образования патины. Однако, честно говоря, существуют сотни продуктов, которые предназначены для того, чтобы медь выглядела ярко.
Прозрачный лак для ногтей также хорошо защищает медь. Это более популярно для таких вещей, как украшения, но не так долго, как правильное твердое прозрачное покрытие.
Очень старомодный способ сохранить медь — полировать ее пчелиным воском. Это требует немного усилий, но очень хорошо защищает металл от влаги и кислорода.
Похожие вопросы
Почему медь зеленеет на коже? Медь вступает в реакцию с воздухом, потом, лосьонами, мылом и любыми другими химическими веществами, воздействию которых мы подвергаем кожу. При длительном контакте образовавшийся налет может действительно окрасить вашу кожу! Чтобы избежать этого, нанесите простое покрытие, чтобы обеспечить барьер, который предотвратит окисление меди.
Можно ли носить украшения из меди? Медные украшения абсолютно безопасны. Вы не впитаете достаточно через кожу, чтобы нанести какой-либо ущерб. На самом деле, некоторые люди утверждают, что медные украшения полезны для здоровья. К ним относятся такие вещи, как облегчение головной боли и артрита, боли в суставах и дефицита цинка.
Сколько времени нужно, чтобы медь стала зеленой? Это очень относительно. В очень сухих условиях медь может стать зеленой только через 20 лет! Он также меняет цвет поэтапно. Сначала медь потускнеет как копейка. Затем коричневый, затем темно-коричневый, и, наконец, он начнет зеленеть. С парами аммиака это могло произойти всего за несколько часов.
Новое зеленое покрытие защищает металлы от коррозии
Created with Sketch.
29. авг 2016 | Технологии покрытий
Химик из Университета Брока в Канаде и химическая компания запатентовала зеленое покрытие Система, защищающая металлы от коррозии.
Преподаватель органической химии Павел Зелиско. Источник: Университет Брока 9.0003
Преподаватель органической химии Пол Зелиско и Ванчем Компания Performance Chemicals создала технологию, которую они под названием «Greencoat», в котором используется кремний, а не тяжелый металлы для связывания покрытий как с металлическими поверхностями, так и краска.
Неорганическое встречается с органическим веществом
«Это система на водной основе, которая, во всех смыслах и целей, в нем есть реактивный песок», — говорит Зелиско. «Если материал вымывается или протекает, вы эффективно выпускаете песок и воду в Окружающая среда.» Листы из стали или других металлов необходимо «предварительно обработать» веществом, которое защитить их от повреждений, вызванных ржавчиной и солью. Этот вещество должно иметь возможность прилипать не только к металлу но и к любой краске, нанесенной на листы на верх покрытия. Проблема в том, что металл неорганическое вещество, то есть оно не сделано из растение или животное, но краска, которая наносится на металл — органическое вещество.
Избавление от тяжелых металлов
В традиционных системах покрытий используются тяжелые металлы, такие как фосфат цинка, фосфат железа или хром — для включения неорганические и органические вещества, способные прилипать друг к другу. Фосфаты, выбрасываемые в окружающая среда вызывает цветение различных водорослей в озерах и реки, нанося ущерб водным растениям и животным. Также используемые в процессе растворители, которые в прошлом загрязнили окружающую среду.
Двухэтапный процесс
В отличие от обычных методов, Zelisko и Vanchem’s система включает в себя двухэтапный процесс. Сначала базовый слой наносится на металл. Вода, смешанная с кремнеземом, который в основном песок, распыляется на металл, создавая химическая связь с металлом. Это очищает металл но также откладывает кремнезем на поверхность. Это покрытие не только защищает металл, но и служит грунтовкой для второй слой, который предназначен для хорошего сцепления с краска. Второй слой содержит полисиликаты, основой которого является кремний, «второй по распространенности элемент в земной коре», — говорится в отчете компании. Силикаты можно модифицировать, чтобы они прилипали как к металлам, так и к краски.
В три раза лучше, чем требуется
Когда отрасль хочет определить, является ли Продукт покрытия эффективен, обработанные металлические листы помещают в соляные камеры, где тонкий туман соленая вода постоянно распыляется на металл до тех пор, пока он начинает показывать признаки коррозии. Индустрия стандарт составляет около тысячи часов, говорит Зелиско. «Наши покрытия варьировались от 1800 до 3000 часов, в некоторых случаях почти в три раза лучше, чем то, что требует промышленность». При контакте с металла, соленая вода действует как тип катализатора, позволяя кислород смешивается с металлом, вызывая коррозию.
Команда получила патент на «Зеленый плащ». предварительная обработка на основе силана 2 августа в США США, с канадскими и европейскими патентами.
Экономия денег в долгосрочной перспективе
Инновация Brock-Vanchem — знамение времени, говорит Ян Маклеод, вице-президент Vanchem Performance Химикаты. «Промышленность перешла на более экологичную технологии; они хотят избавиться от тяжелого металлов, — говорит он. «Крупные корпорации и компании хотят быть экологическими стюардами. Они хотят иметь возможность сказать: «Посмотрите, что мы делаем, мы заменили старая технология фосфата цинка с новой технологией на основе силана технология, которая не имеет никакого экологического воздействие». Маклеод говорит, что начальная цена «зеленое» покрытие может быть дороже цинкового фосфат один. Но с учетом экологических утилизация, техническое обслуживание и другие расходы, связанные с незеленые покрытия, компании могут сэкономить деньги в длинный пробег.
 На станине предвидена возможность установки специального упора для более удобной работы с габаритными заготовками и специальный фиксатор для прутков. Кроме того, в состав станка входит патрон с тремя фиксаторами для лучшего контроля над вращающимися телами.
На станине предвидена возможность установки специального упора для более удобной работы с габаритными заготовками и специальный фиксатор для прутков. Кроме того, в состав станка входит патрон с тремя фиксаторами для лучшего контроля над вращающимися телами.
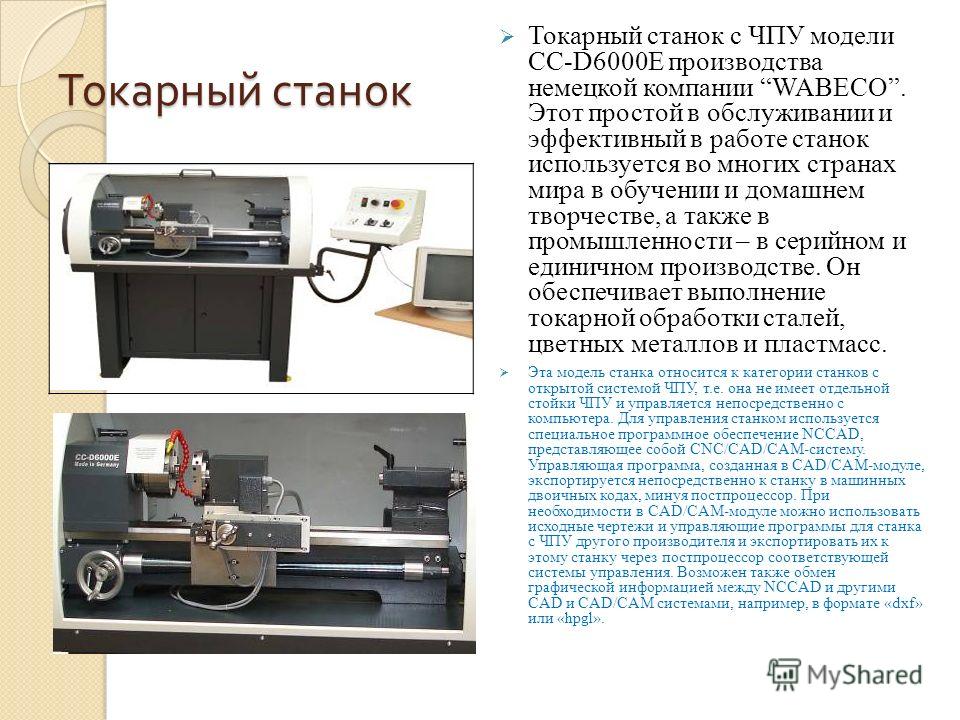




 :
: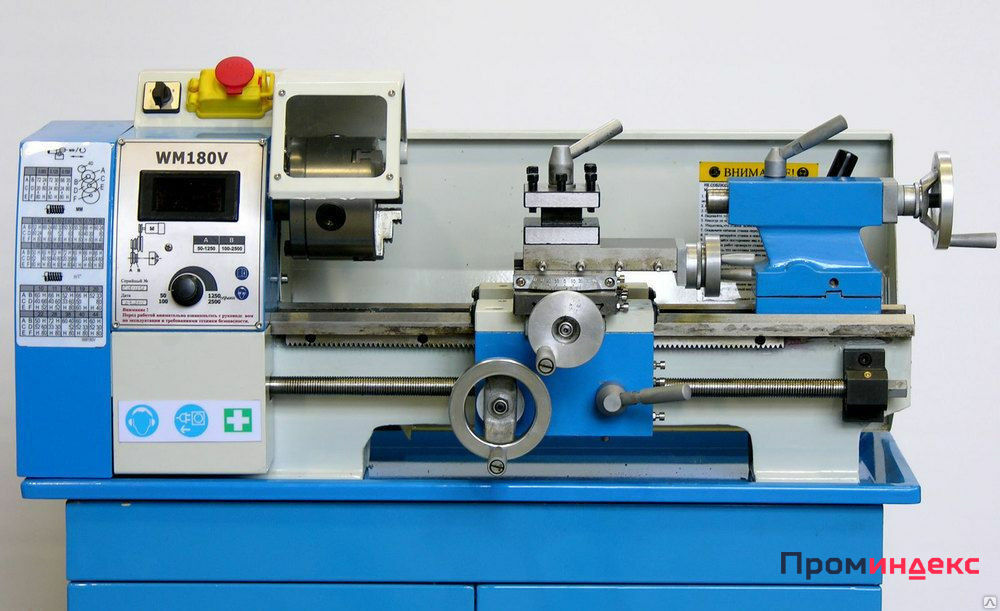
 ходовой винт был 16 tpi) вместе было предусмотрено 13 шагов от 10 до 10 до 64 tpi с 11 метрическими от 0,25 до 1,75 мм.
ходовой винт был 16 tpi) вместе было предусмотрено 13 шагов от 10 до 10 до 64 tpi с 11 метрическими от 0,25 до 1,75 мм. 
 секция инструмента
секция инструмента с.
с. 6А
6А

 Но как поступить мастеру, у которого специального оборудования под рукой нет?
Но как поступить мастеру, у которого специального оборудования под рукой нет? Перед укладкой заготовки уголок откручивают или приподнимают. Лист прижимают, выравнивают по краю и загибают, поворачивая станок за рукояти. Самодельное устройство годится только для обработки заготовок незначительной толщины.
Перед укладкой заготовки уголок откручивают или приподнимают. Лист прижимают, выравнивают по краю и загибают, поворачивая станок за рукояти. Самодельное устройство годится только для обработки заготовок незначительной толщины.

 youtube.com/embed/m_Ws3m-nrW4?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
youtube.com/embed/m_Ws3m-nrW4?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»> 
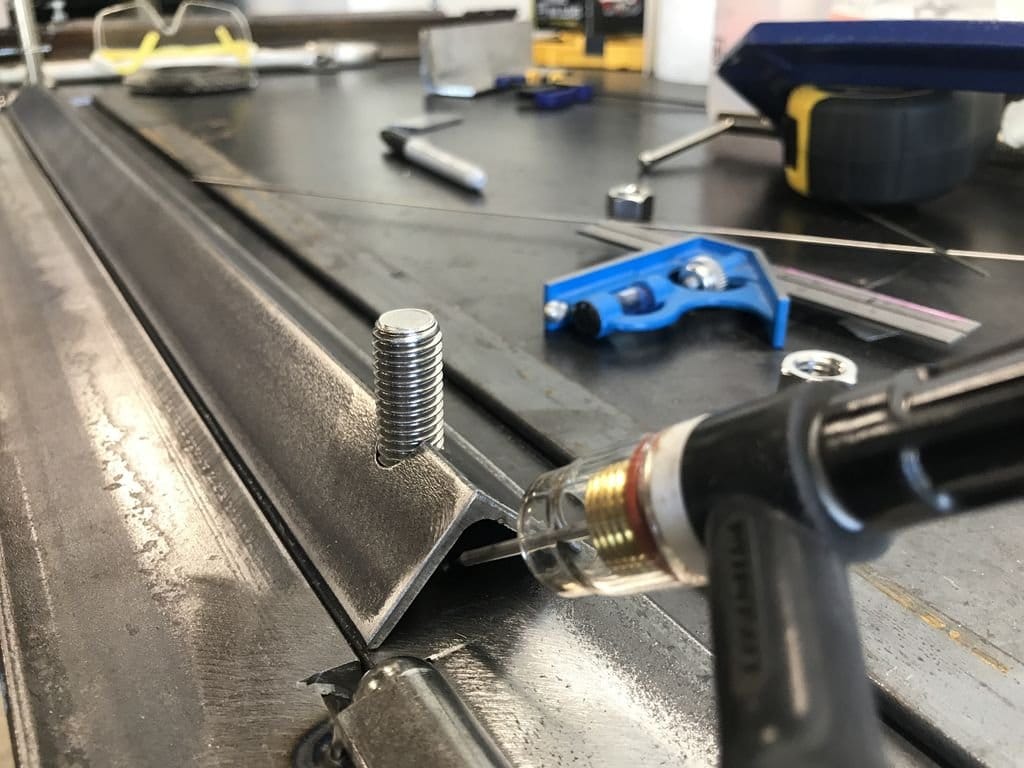 Вы можете видеть, что более толстые материалы и меньшие внутренние радиусы требуют большей силы или тоннажа. Выделенные параметры являются рекомендуемыми спецификациями для гибки металла.
Вы можете видеть, что более толстые материалы и меньшие внутренние радиусы требуют большей силы или тоннажа. Выделенные параметры являются рекомендуемыми спецификациями для гибки металла. С нержавеющей сталью происходит обратное — требуемое усилие в 1,7 раза больше, чем указано в этой таблице.
С нержавеющей сталью происходит обратное — требуемое усилие в 1,7 раза больше, чем указано в этой таблице. ..15т
..15т
 Есть матрица и пуансон, на этот раз они имеют U-образную форму, что приводит к аналогичному изгибу. Это очень простой способ, например, гибки стальных U-образных каналов, но он не так распространен, поскольку такие профили также можно производить с использованием других, более гибких методов.
Есть матрица и пуансон, на этот раз они имеют U-образную форму, что приводит к аналогичному изгибу. Это очень простой способ, например, гибки стальных U-образных каналов, но он не так распространен, поскольку такие профили также можно производить с использованием других, более гибких методов.
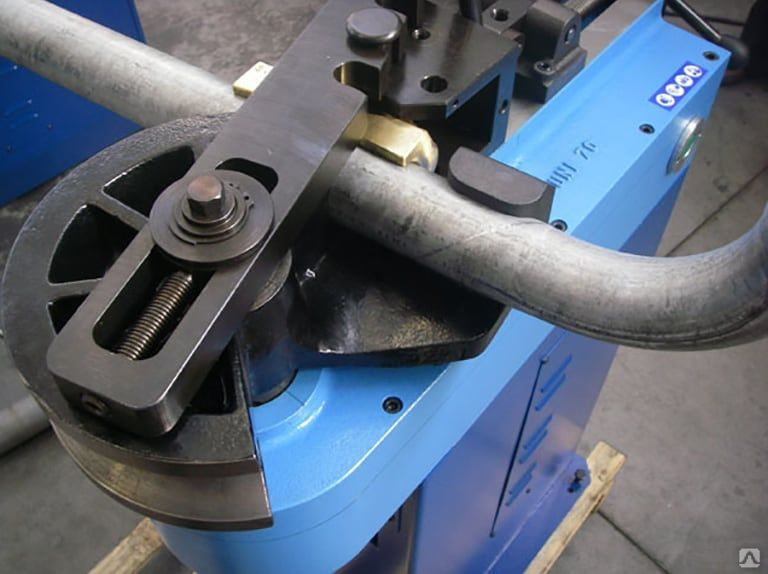 youtube.com/embed/3lBiryXJ-eQ» frameborder=»0″ allowfullscreen=»»>
youtube.com/embed/3lBiryXJ-eQ» frameborder=»0″ allowfullscreen=»»> 
 Она существует не просто так. При выполнении изгибов она учитывает спецификации материалов. Вся эта информация необходима при изготовлении плоского шаблона для лазерной резки.
Она существует не просто так. При выполнении изгибов она учитывает спецификации материалов. Вся эта информация необходима при изготовлении плоского шаблона для лазерной резки.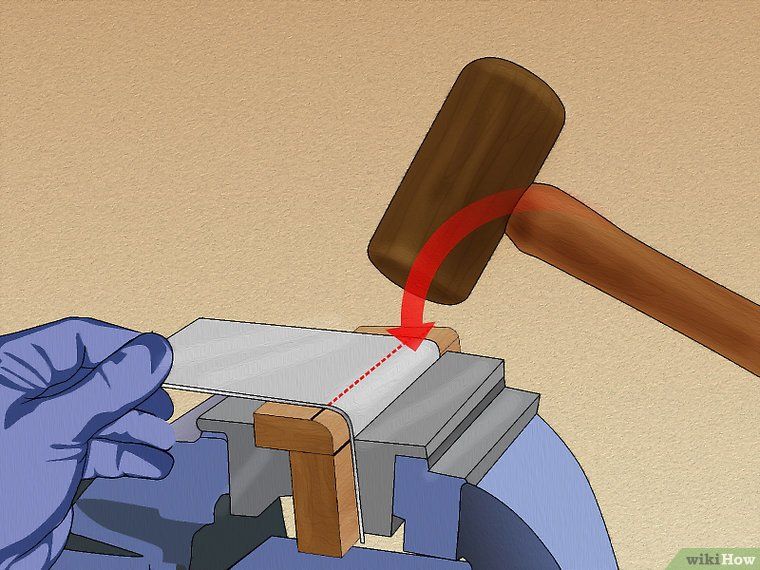 Просто ищите то, что лучше всего соответствует тому, что вы пытаетесь сделать. Все находится в оглавлении, поэтому не стесняйтесь просматривать его, чтобы получить нужную информацию.
Просто ищите то, что лучше всего соответствует тому, что вы пытаетесь сделать. Все находится в оглавлении, поэтому не стесняйтесь просматривать его, чтобы получить нужную информацию.
 Обычным инструментом для промышленных электриков является трубогиб. Лучшее в них то, что они на самом деле очень дешевы для более экономичных. Конечно, вы также можете взять его напрокат, но за такую дешевизну вы можете просто купить его. Лучшая отдача от затраченных средств — это на Amazon. Вам нужно будет щелкнуть ссылку, чтобы проверить текущую цену.
Обычным инструментом для промышленных электриков является трубогиб. Лучшее в них то, что они на самом деле очень дешевы для более экономичных. Конечно, вы также можете взять его напрокат, но за такую дешевизну вы можете просто купить его. Лучшая отдача от затраченных средств — это на Amazon. Вам нужно будет щелкнуть ссылку, чтобы проверить текущую цену. Они очень удобны, и ваш проект будет готов в кратчайшие сроки.
Они очень удобны, и ваш проект будет готов в кратчайшие сроки. Я бы, наверное, пошел по этому пути, прежде чем пытаться согнуть их самостоятельно.
Я бы, наверное, пошел по этому пути, прежде чем пытаться согнуть их самостоятельно.
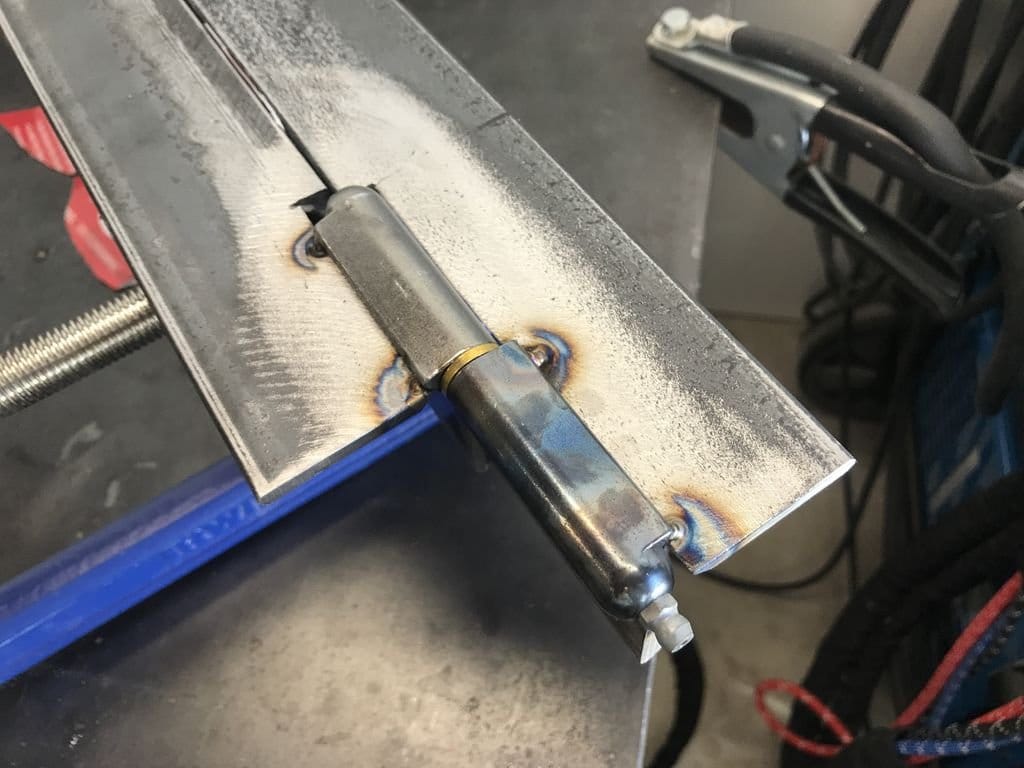 Есть более дешевые, но, поскольку это регулируется, вы сделаете трубу значительно более прямой. Все, что вам нужно сделать, это вставить трубу, повернуть ручку, чтобы отрегулировать ее, и протянуть медную трубку. Работает как шарм.
Есть более дешевые, но, поскольку это регулируется, вы сделаете трубу значительно более прямой. Все, что вам нужно сделать, это вставить трубу, повернуть ручку, чтобы отрегулировать ее, и протянуть медную трубку. Работает как шарм.

 Он работает, толкая трубу или трубку между тремя роликами, которые зажимают и толкают металл, когда он катится. Ролик хорошо подходит для любого типа трубок, будь то квадратные или круглые. Все, что вам нужно, это кубик, который соответствует форме. Вы также можете формовать более прочный материал, так как вы можете постепенно пропускать материал через ролики несколько раз. Другими словами, это хороший вариант для большего количества структурных элементов.
Он работает, толкая трубу или трубку между тремя роликами, которые зажимают и толкают металл, когда он катится. Ролик хорошо подходит для любого типа трубок, будь то квадратные или круглые. Все, что вам нужно, это кубик, который соответствует форме. Вы также можете формовать более прочный материал, так как вы можете постепенно пропускать материал через ролики несколько раз. Другими словами, это хороший вариант для большего количества структурных элементов. Ничего серьезного, просто что-то слегка заметное.
Ничего серьезного, просто что-то слегка заметное. Это можно сделать несколькими способами. Вы можете использовать дерево, чтобы сделать форму радиуса, который вы хотите. Допустите изгиб, так как металл захочет немного пружинить. Найдите способ зажать один конец, не сдавливая его. Вы можете покрыть древесину листовым металлом, чтобы не обжечься слишком сильно, когда будете нагревать трубу.
Это можно сделать несколькими способами. Вы можете использовать дерево, чтобы сделать форму радиуса, который вы хотите. Допустите изгиб, так как металл захочет немного пружинить. Найдите способ зажать один конец, не сдавливая его. Вы можете покрыть древесину листовым металлом, чтобы не обжечься слишком сильно, когда будете нагревать трубу. Чтобы тщательно высушить песок перед использованием, тщательно его проварите. Я люблю запекать его в течение часа в духовке непосредственно перед использованием.
Чтобы тщательно высушить песок перед использованием, тщательно его проварите. Я люблю запекать его в течение часа в духовке непосредственно перед использованием.  Это особенно верно, если вы пытаетесь сделать что-то действительно точное. Если вы не будете очень аккуратно держать зажатый конец, вы, вероятно, захотите отрезать несколько дюймов, потому что хомут действительно деформирует трубу.
Это особенно верно, если вы пытаетесь сделать что-то действительно точное. Если вы не будете очень аккуратно держать зажатый конец, вы, вероятно, захотите отрезать несколько дюймов, потому что хомут действительно деформирует трубу.

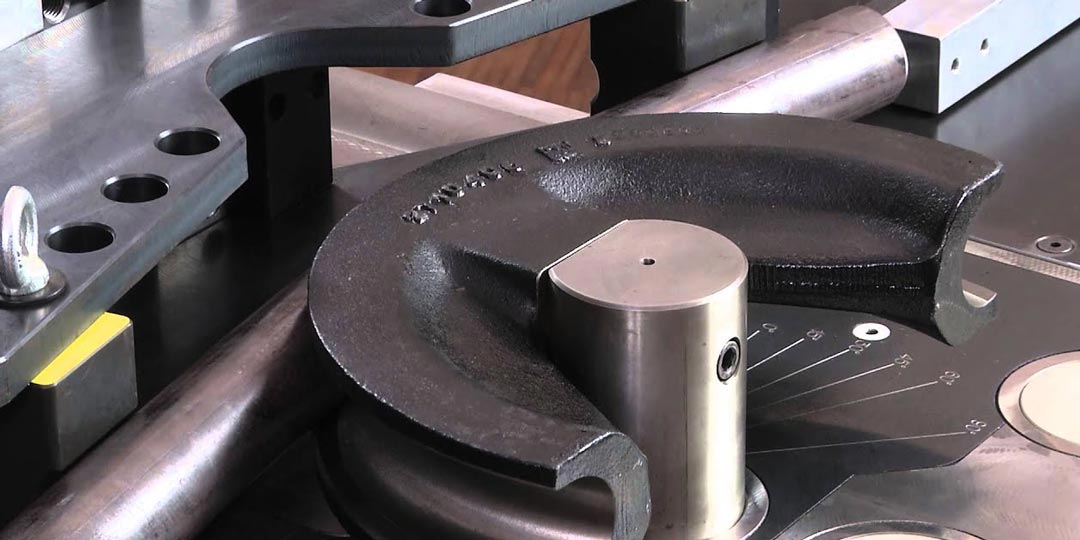

 Этот пост предлагает несколько советов по гибке листового металла.
Этот пост предлагает несколько советов по гибке листового металла. Он также используется на гладких или обработанных поверхностях.
Он также используется на гладких или обработанных поверхностях.

 д.
д.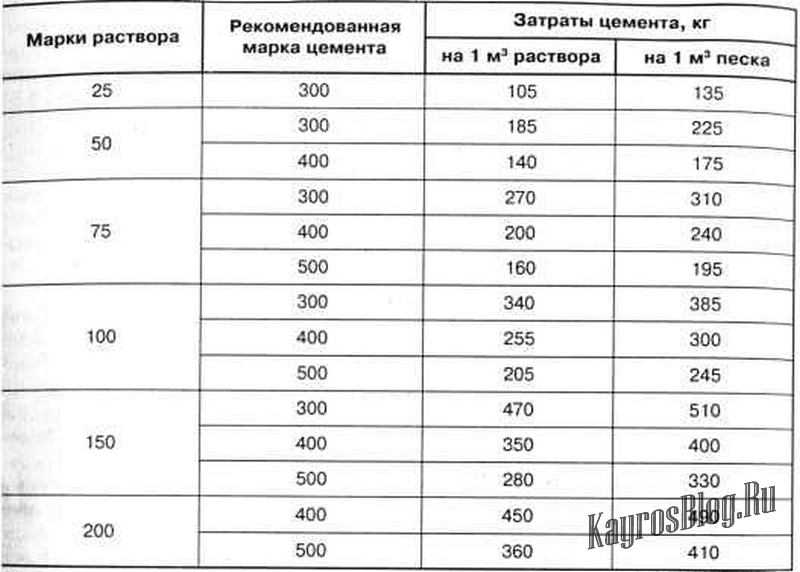
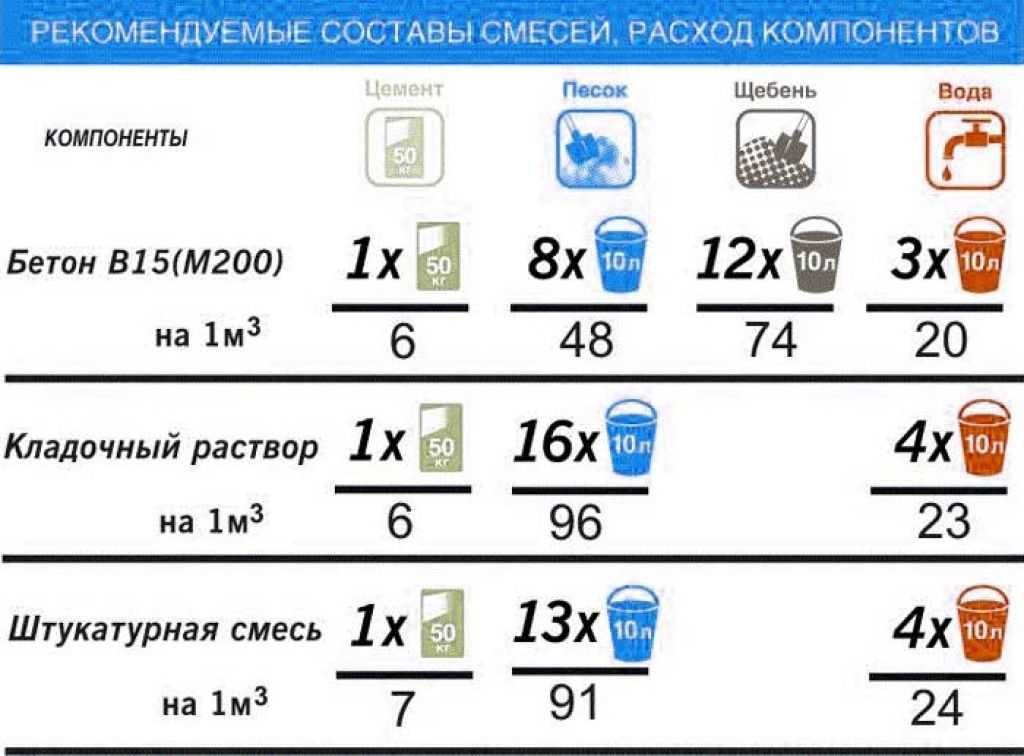 Поэтому обычно определяют визуально: густота раствора должна быть достаточной для комфортной укладки (заливки), выравнивания, удерживания в швах и опалубке.
Поэтому обычно определяют визуально: густота раствора должна быть достаточной для комфортной укладки (заливки), выравнивания, удерживания в швах и опалубке. Марка итоговой смеси ниже в 1.5-2 раза марки цемента, ведь в составе работают еще гравий/щебень/шлак и песок.
Марка итоговой смеси ниже в 1.5-2 раза марки цемента, ведь в составе работают еще гравий/щебень/шлак и песок.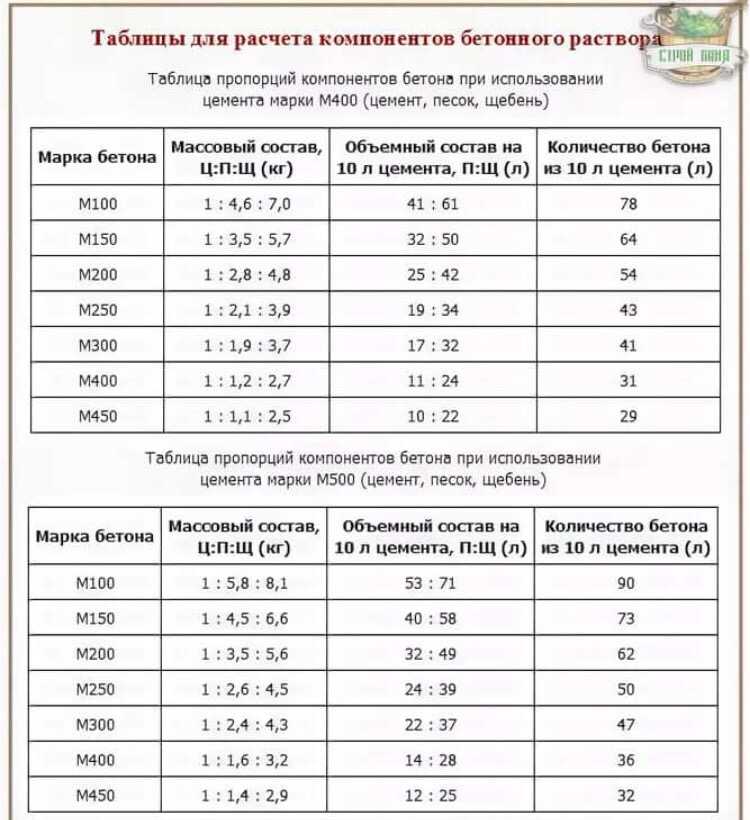 Из цемента марки М400 может получиться бетон разных марок, что зависит от килограмм цемента на 1м3, объема наполнителей. Как правило, для приготовления раствора определенной марки берут цемент марки в 1.5-2 выше.
Из цемента марки М400 может получиться бетон разных марок, что зависит от килограмм цемента на 1м3, объема наполнителей. Как правило, для приготовления раствора определенной марки берут цемент марки в 1.5-2 выше. д.)
д.) Для заливки фундамента или стяжки актуально использование крупных наполнителей (гравий, щебень, шлак), что понижает расход цемента. На назначение раствора указывает марка (от нее зависят свойства бетона и основные характеристики).
Для заливки фундамента или стяжки актуально использование крупных наполнителей (гравий, щебень, шлак), что понижает расход цемента. На назначение раствора указывает марка (от нее зависят свойства бетона и основные характеристики).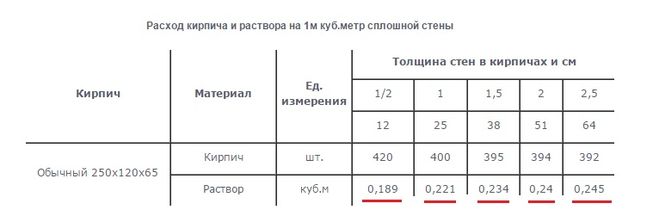 Пропорция цемента марки М400 и песка составляет 1:4. Таким образом, расход цемента на кладку кирпича составляет 250 килограммов на кубометр песка. Сколько кубов раствора понадобится в общем, считают по величине здания.
Пропорция цемента марки М400 и песка составляет 1:4. Таким образом, расход цемента на кладку кирпича составляет 250 килограммов на кубометр песка. Сколько кубов раствора понадобится в общем, считают по величине здания.
 Насыпная плотность вяжущего показывает, что в литре содержится 1.4 килограмма.
Насыпная плотность вяжущего показывает, что в литре содержится 1.4 килограмма.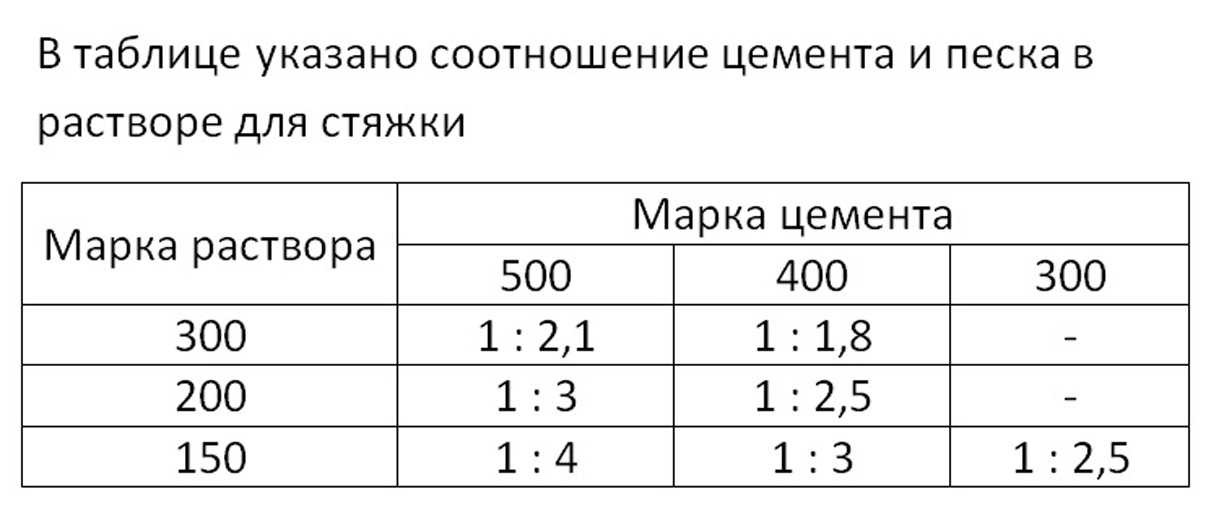
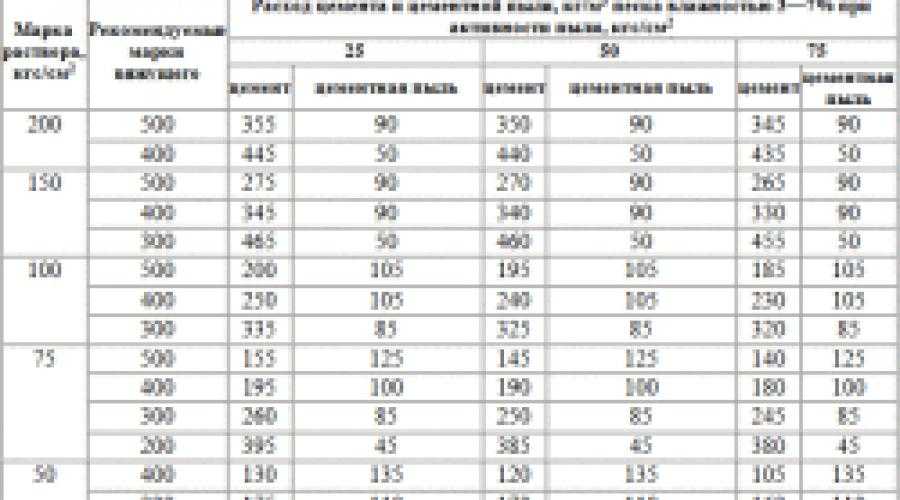
 По аналогии с песком его надо промыть и высушить.
По аналогии с песком его надо промыть и высушить. В остальных случаях пропорции подбирают и переводят на весовой расчет (признанный более удобным) согласно данным в таблице (при условии использования портландцемента с качеством не ниже М400):
В остальных случаях пропорции подбирают и переводят на весовой расчет (признанный более удобным) согласно данным в таблице (при условии использования портландцемента с качеством не ниже М400):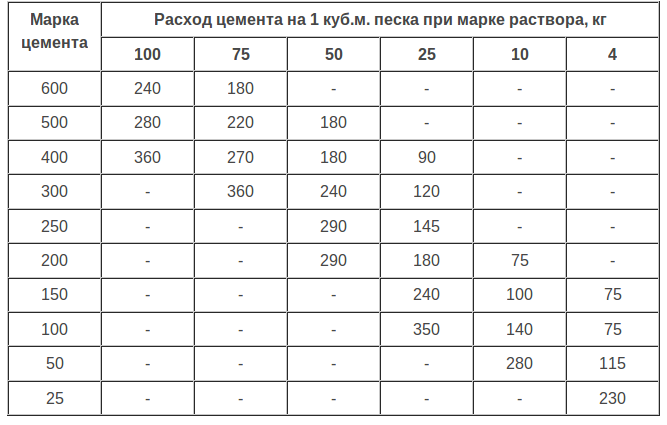 2
2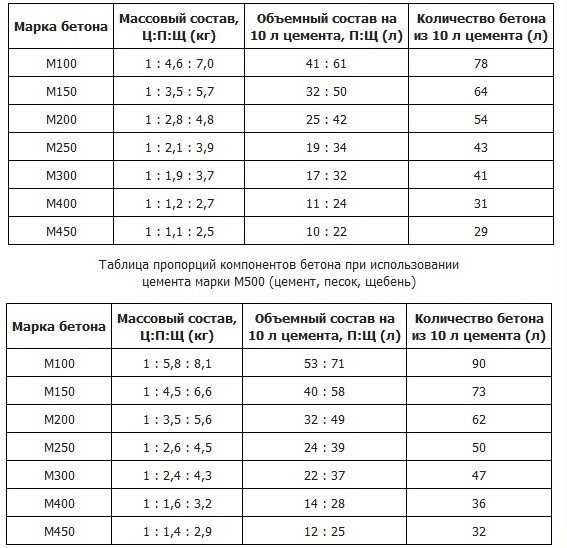 Все компоненты надо подготовить заранее с учетом требуемых объемов.
Все компоненты надо подготовить заранее с учетом требуемых объемов. Увеличение доли цемента положительно влияет на прочность, но лишь до определенной грани: при вводе его более 400 кг на один куб раствора она будет неизменной, а при засыпке свыше 500 – начнет падать.
Увеличение доли цемента положительно влияет на прочность, но лишь до определенной грани: при вводе его более 400 кг на один куб раствора она будет неизменной, а при засыпке свыше 500 – начнет падать.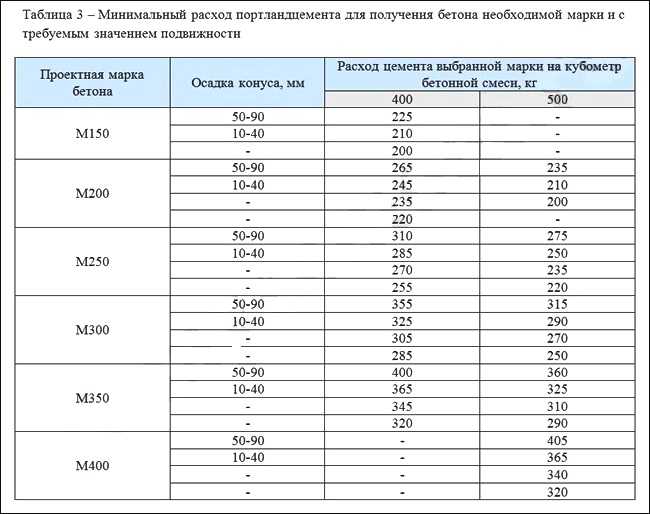 Приготовление бетонных смесей на основе уступающего по качеству вяжущего увеличивает его долю в разы.
Приготовление бетонных смесей на основе уступающего по качеству вяжущего увеличивает его долю в разы.
 = 1+3= 4
= 1+3= 4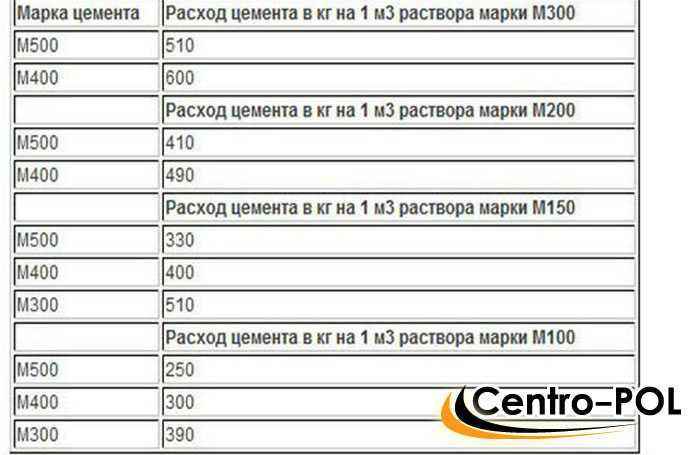 3147 cft
3147 cft Например, для цементного раствора с соотношением 1:6 всего потребуется 5,50 мешка цемента и 1,14 м3 песка.
Например, для цементного раствора с соотношением 1:6 всего потребуется 5,50 мешка цемента и 1,14 м3 песка.
 of bags of Cement
of bags of Cement 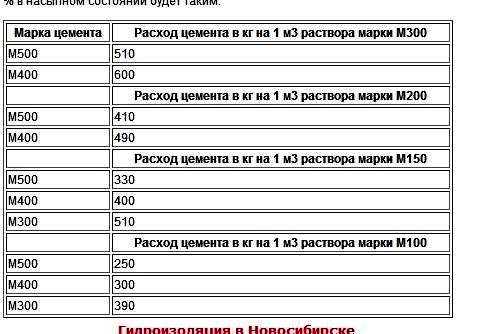 67 cum
67 cum

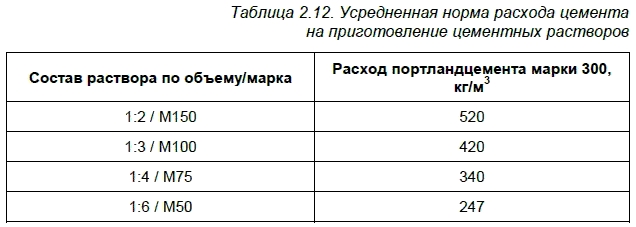
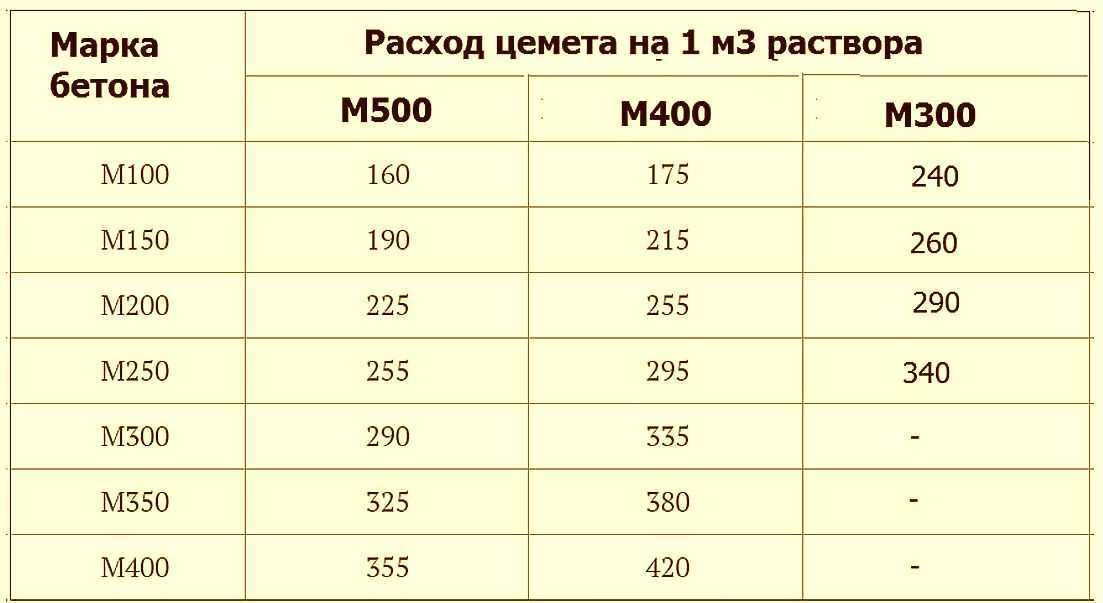 см
см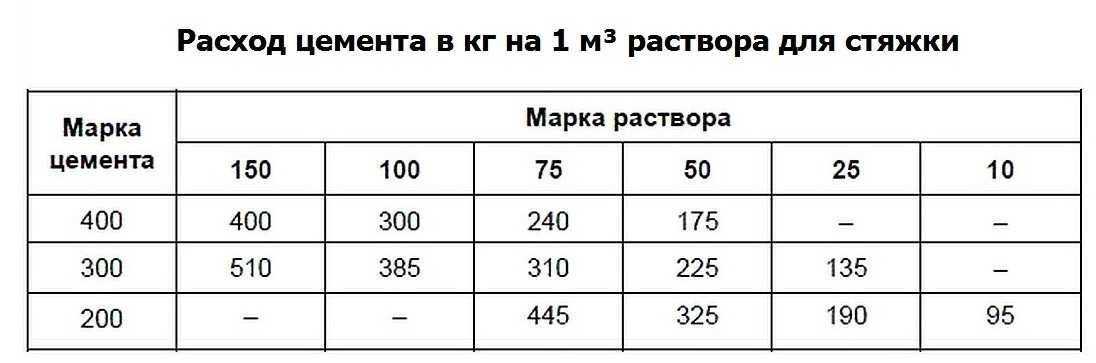

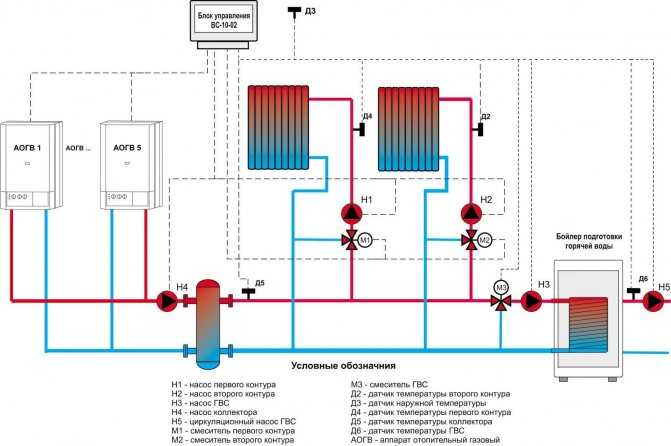 Второй недостаток не является критичным и может быть устранен мощности и модели циркуляционного насоса.
Второй недостаток не является критичным и может быть устранен мощности и модели циркуляционного насоса.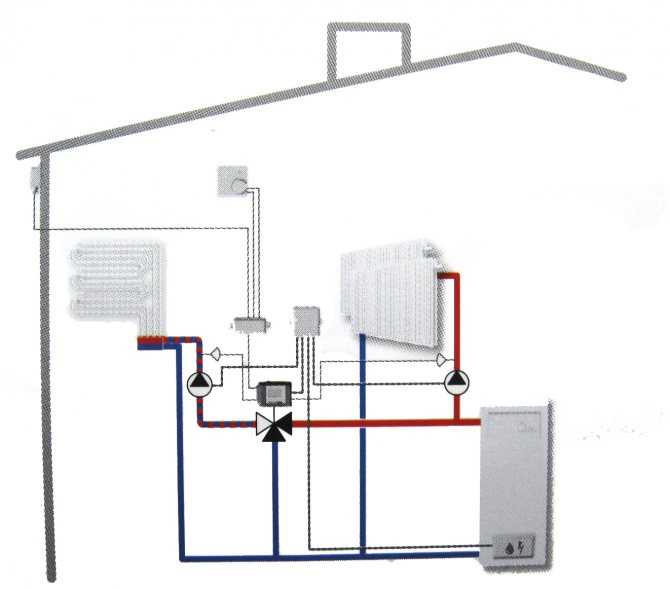
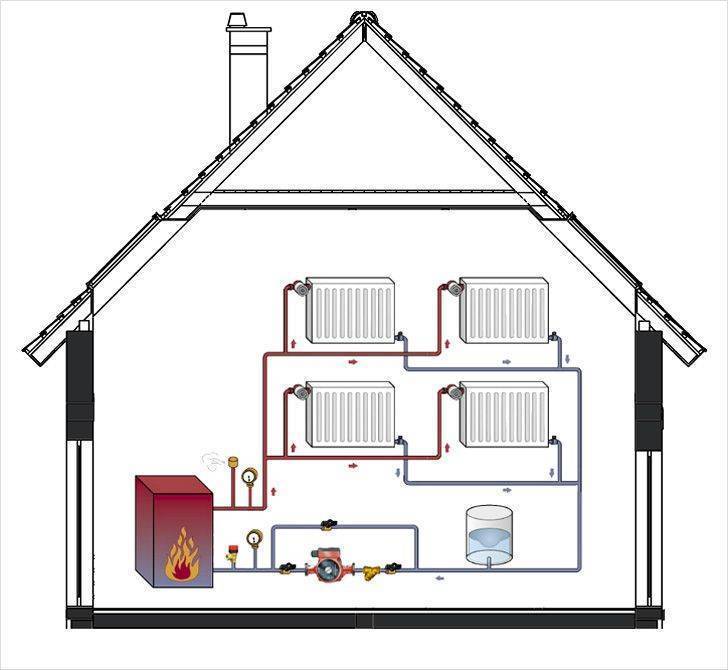
 В качественных твердотопливных котлах – этот показатель 3 Бар
В качественных твердотопливных котлах – этот показатель 3 Бар Обычно при монтаже двух агрегатов в двухэтажном доме расход топлива на обслуживание верхнего этажа будет значительно меньше.
Обычно при монтаже двух агрегатов в двухэтажном доме расход топлива на обслуживание верхнего этажа будет значительно меньше.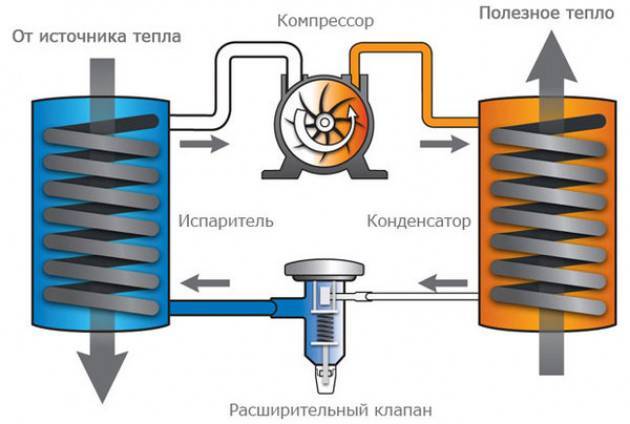 Частицы способствуют заклиниванию крыльчатки, а в худшем случае – остановке мотора. Поэтому непосредственно перед агрегатом потребуется поставить сетчатый фильтр-грязевик.
Частицы способствуют заклиниванию крыльчатки, а в худшем случае – остановке мотора. Поэтому непосредственно перед агрегатом потребуется поставить сетчатый фильтр-грязевик. Это решение не рекомендуется применять — клапан производит силу сопротивления в 0,1 Бар, что значится как большой показатель для циркуляционной системы самотечного типа.
Это решение не рекомендуется применять — клапан производит силу сопротивления в 0,1 Бар, что значится как большой показатель для циркуляционной системы самотечного типа.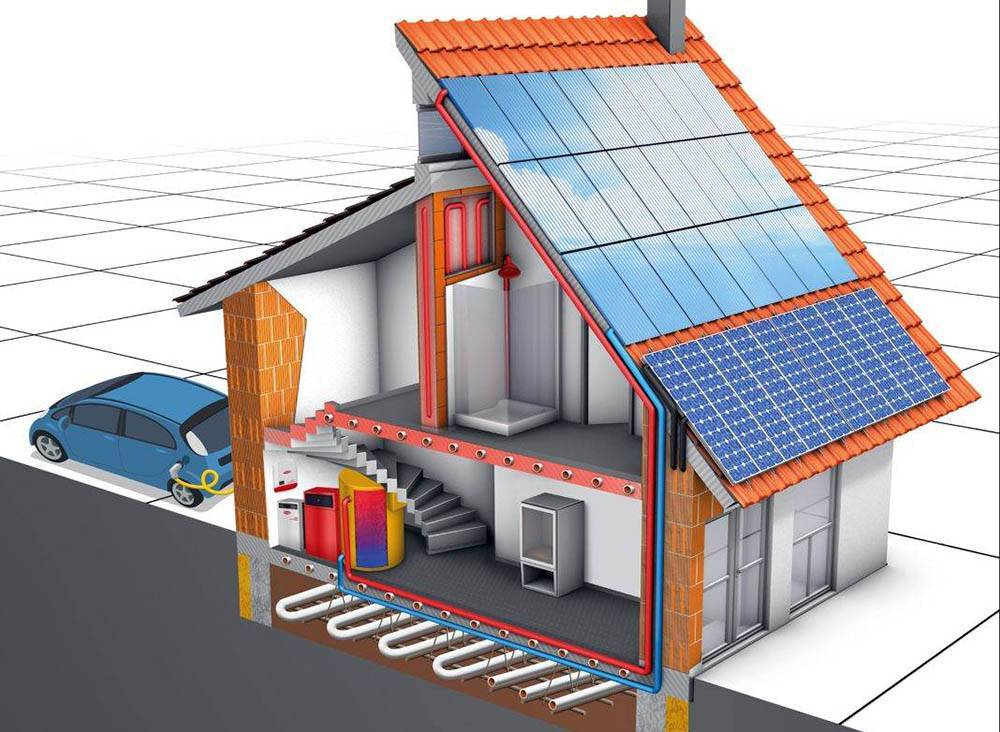 Он способен поглощать избыточное тепло, а затем, по требованию, отдавать его контуру отопления.
Он способен поглощать избыточное тепло, а затем, по требованию, отдавать его контуру отопления.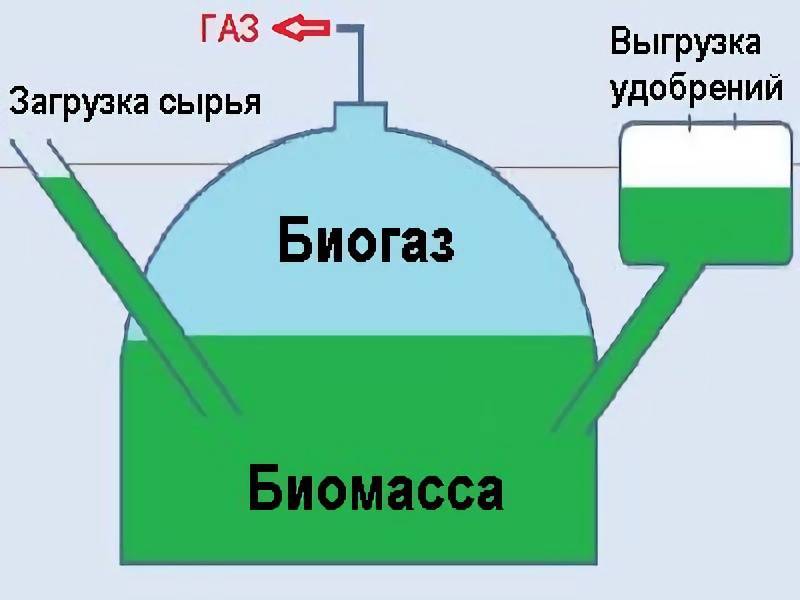
 Для этого потребуется открутить крепежные винты на кожухе и развернуть его в необходимую сторону.
Для этого потребуется открутить крепежные винты на кожухе и развернуть его в необходимую сторону. д.;
д.;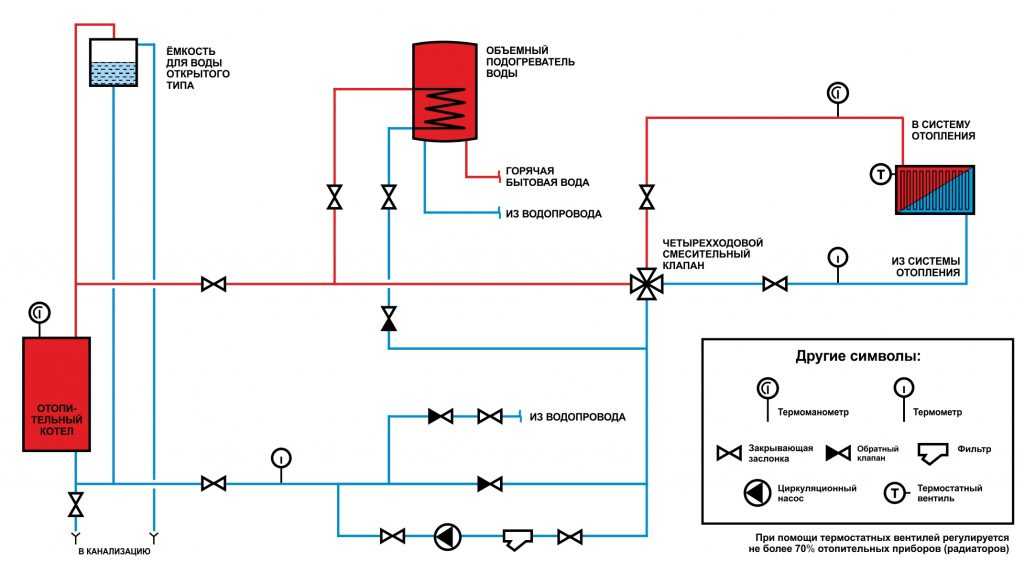
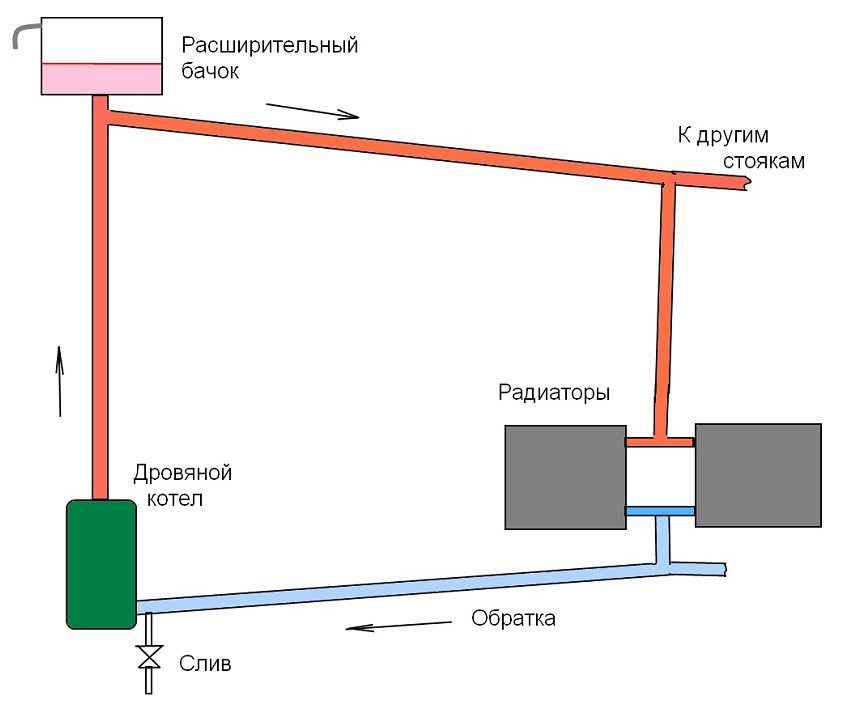
 Второй монтируется в подающую магистраль.
Второй монтируется в подающую магистраль. youtube.com/embed/sl5d753lyEw» allowfullscreen=»allowfullscreen»/>
youtube.com/embed/sl5d753lyEw» allowfullscreen=»allowfullscreen»/>
 1 Насос сильно гудит, но циркуляции теплоносителя не наблюдается
1 Насос сильно гудит, но циркуляции теплоносителя не наблюдается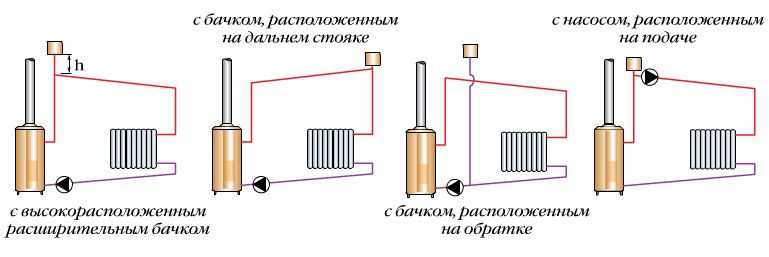 При этом существует несколько простых правил организации систем циркуляции, как открытого, так и закрытого типа.
При этом существует несколько простых правил организации систем циркуляции, как открытого, так и закрытого типа.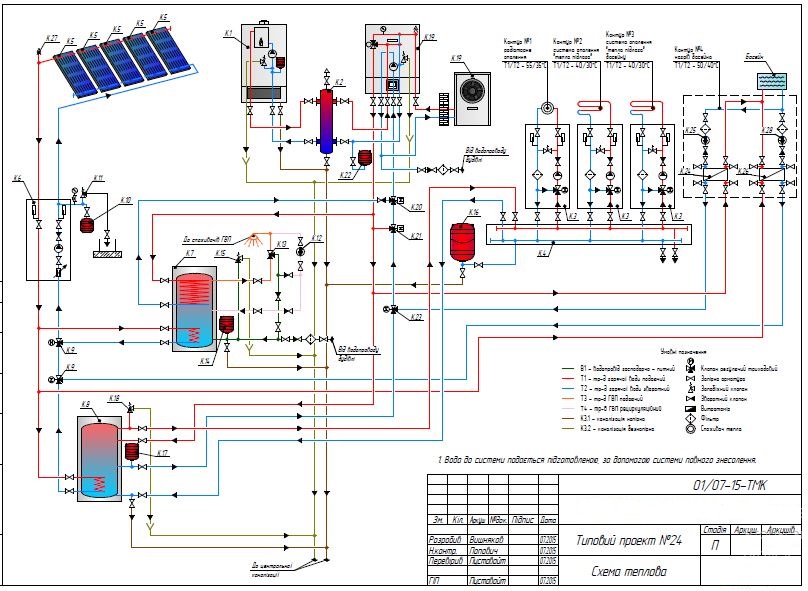
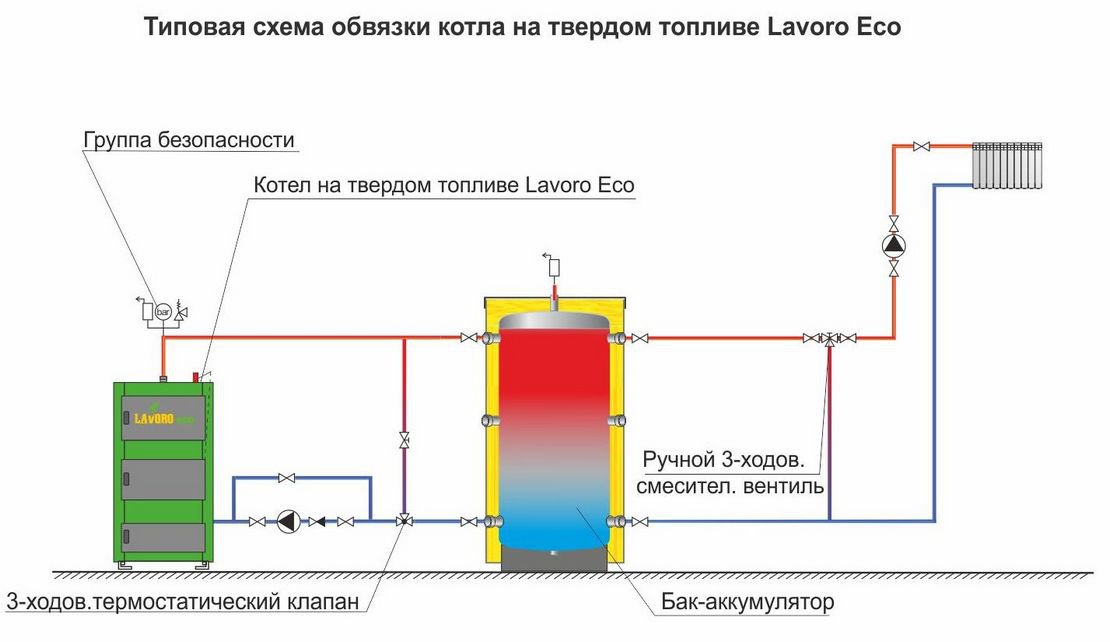
 Для запуска насос требуется разобрать по инструкции производителя. Снимается корпус, электропривод. Используя отвертку или любое зажимное приспособление, проворачивают ротор и добиваются его относительно свободного вращения. После этого насос устанавливается на штатное место и включается.
Для запуска насос требуется разобрать по инструкции производителя. Снимается корпус, электропривод. Используя отвертку или любое зажимное приспособление, проворачивают ротор и добиваются его относительно свободного вращения. После этого насос устанавливается на штатное место и включается.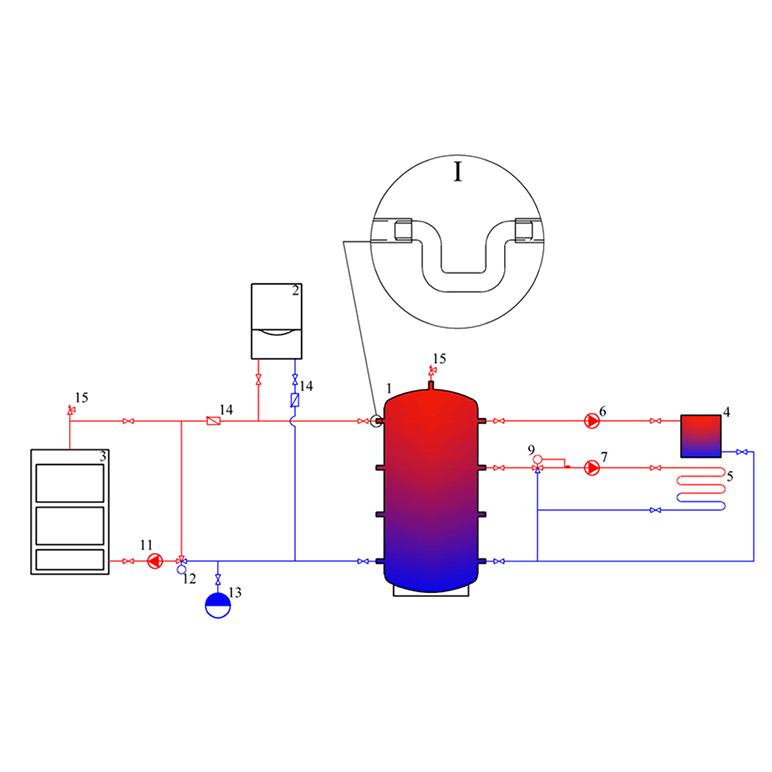
 Из труб удаляют воздушные пробки, аналогичную операцию проводят клапаном на верхней части корпуса насоса.
Из труб удаляют воздушные пробки, аналогичную операцию проводят клапаном на верхней части корпуса насоса. Причина может быть в неверной установке скорости вращения, что часто наблюдается при высокой вязкости теплоносителя или избыточной длине трубопроводов. Если есть такая возможность — устройство регулируется, в случае неверного выбора модели она заменяется.
Причина может быть в неверной установке скорости вращения, что часто наблюдается при высокой вязкости теплоносителя или избыточной длине трубопроводов. Если есть такая возможность — устройство регулируется, в случае неверного выбора модели она заменяется. Для определения зазора (степени износа турбинного колеса) между крыльчаткой и корпусом могут потребоваться специальные приспособления. Это же относится к оценке параметров обмоток двигателя. В отдельных случаях может требоваться сложный, профессиональный ремонт.
Для определения зазора (степени износа турбинного колеса) между крыльчаткой и корпусом могут потребоваться специальные приспособления. Это же относится к оценке параметров обмоток двигателя. В отдельных случаях может требоваться сложный, профессиональный ремонт.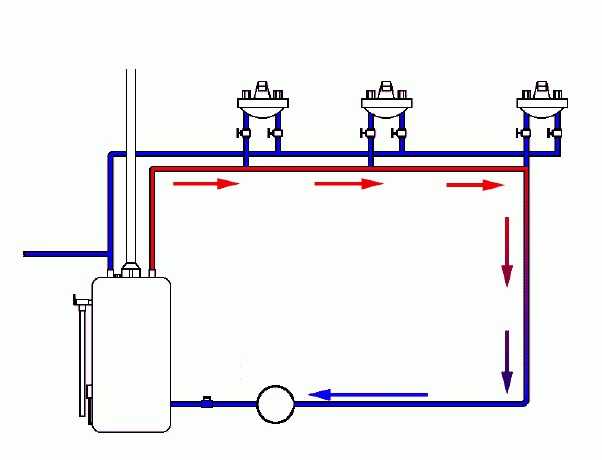
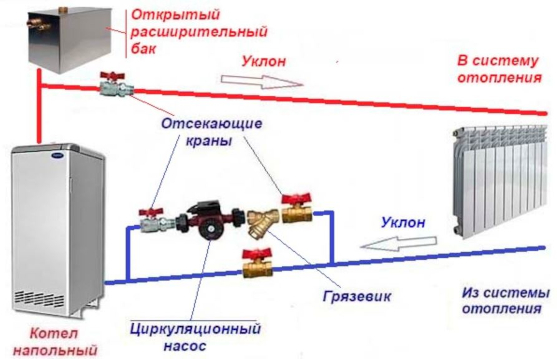
 Тепловой насос — это холодильник в обратном направлении, который забирает имеющееся тепло земли или воздуха вокруг дома, чтобы поднять температуру до огня радиаторов и горячей воды.
Тепловой насос — это холодильник в обратном направлении, который забирает имеющееся тепло земли или воздуха вокруг дома, чтобы поднять температуру до огня радиаторов и горячей воды.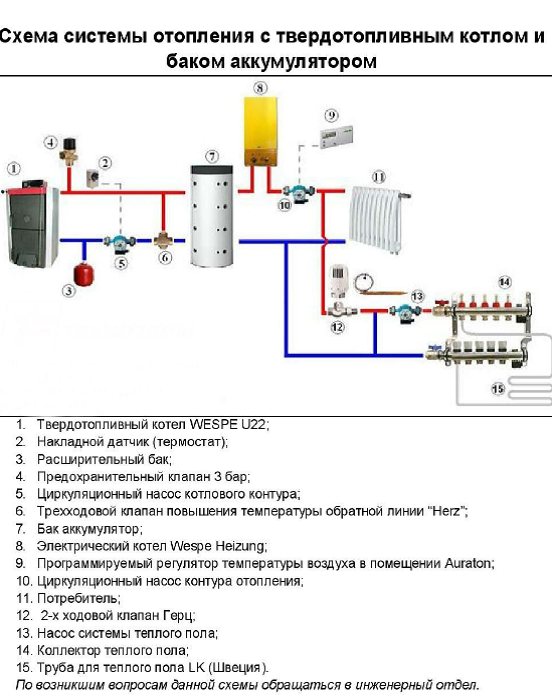
 Однако есть исключения, поэтому разумно поговорить с местными планировщиками, прежде чем двигаться дальше.
Однако есть исключения, поэтому разумно поговорить с местными планировщиками, прежде чем двигаться дальше. ASAHP — это воздушные тепловые насосы, а GSHPS — это тепловые насосы, работающие от земли.
ASAHP — это воздушные тепловые насосы, а GSHPS — это тепловые насосы, работающие от земли. Как правило, гибридная система представляет собой тепловой насос, работающий вместе с традиционным бойлером.
Как правило, гибридная система представляет собой тепловой насос, работающий вместе с традиционным бойлером. В этой статье мы поговорим о том, как подключить тепловой насос.
В этой статье мы поговорим о том, как подключить тепловой насос.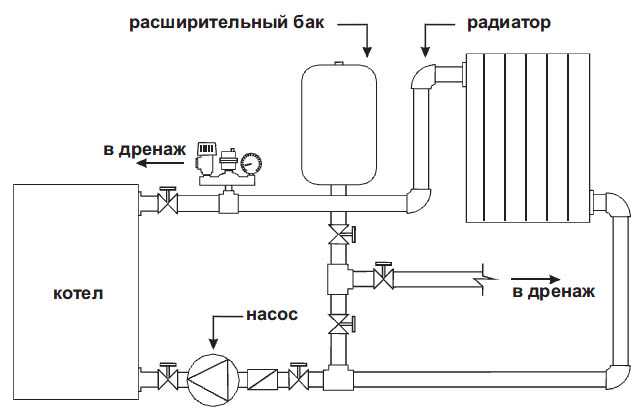 Система «земля-вода» забирает тепло из слоя грунта под домом с помощью специального зонда или коллектора. Транспортное средство – это незамерзающая жидкость, которая доставляет тепло из-под земли к насосной установке, откуда оно поступает в систему отопления дома. Коллекторы при этом должны располагаться на глубине ниже уровня промерзания почвы. Их целесообразно использовать на больших участках, а для небольших владений, например, пробники подходят на 4-6 соток.
Система «земля-вода» забирает тепло из слоя грунта под домом с помощью специального зонда или коллектора. Транспортное средство – это незамерзающая жидкость, которая доставляет тепло из-под земли к насосной установке, откуда оно поступает в систему отопления дома. Коллекторы при этом должны располагаться на глубине ниже уровня промерзания почвы. Их целесообразно использовать на больших участках, а для небольших владений, например, пробники подходят на 4-6 соток.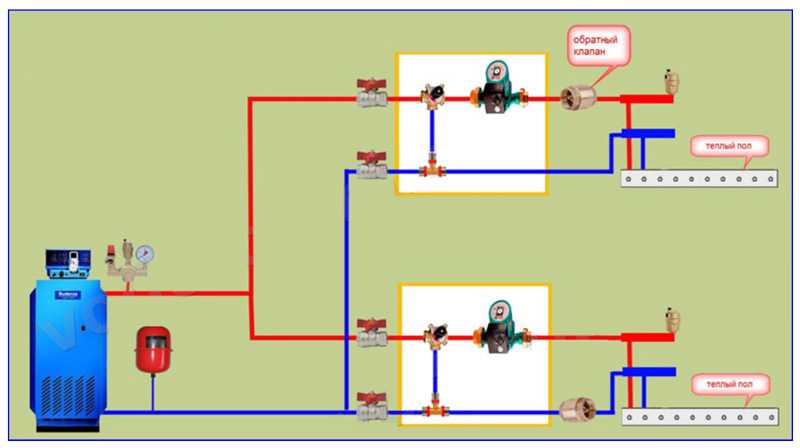 Другими словами, чем холоднее будет вода в трубопроводе, тем лучше будет работать установка.
Другими словами, чем холоднее будет вода в трубопроводе, тем лучше будет работать установка. Установка теплового насоса окупится за 1,5-2 года. В этом случае снизится энергопотребление, не нужно будет постоянно следить за работой системы, не требуются разрешения на установку подобного оборудования. Тепловые насосы полностью безопасны в использовании, поэтому их смело можно ставить в жилых помещениях. Они имеют презентабельный вид и достаточно компактны. С какой стороны не посмотри, это самый выгодный и перспективный способ отопления.
Установка теплового насоса окупится за 1,5-2 года. В этом случае снизится энергопотребление, не нужно будет постоянно следить за работой системы, не требуются разрешения на установку подобного оборудования. Тепловые насосы полностью безопасны в использовании, поэтому их смело можно ставить в жилых помещениях. Они имеют презентабельный вид и достаточно компактны. С какой стороны не посмотри, это самый выгодный и перспективный способ отопления.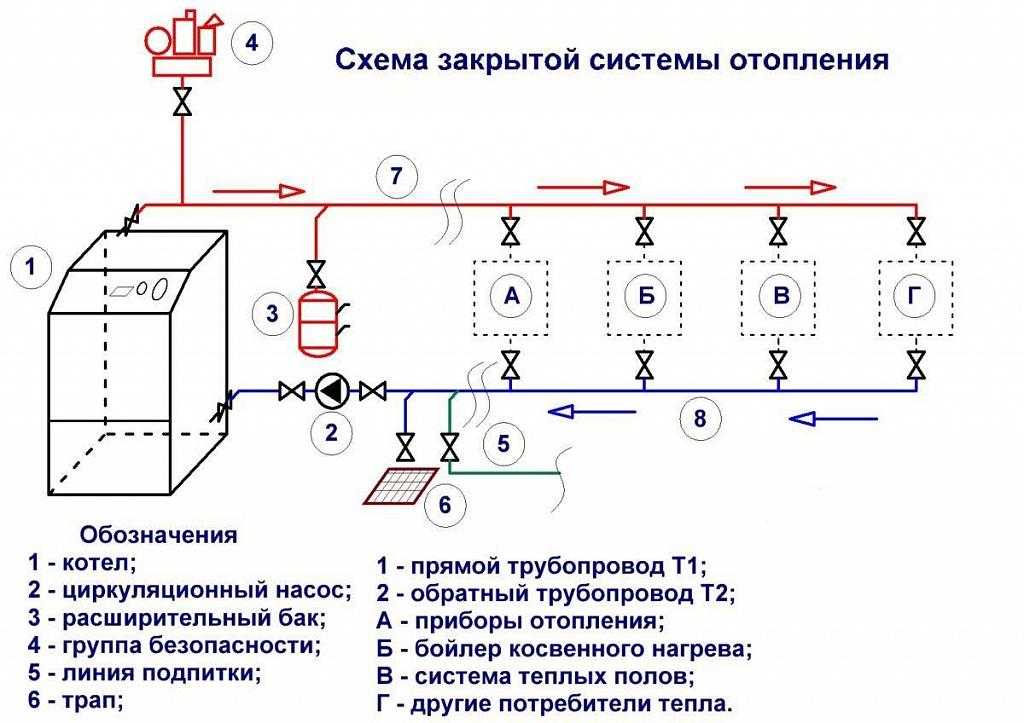 Для современных домов с хорошей теплоизоляцией теплопотребность будет ниже – примерно 50 Вт/м². Если за вами следуют стены, пол и крыша, то для обогрева будет достаточно всего 30 Вт/м².
Для современных домов с хорошей теплоизоляцией теплопотребность будет ниже – примерно 50 Вт/м². Если за вами следуют стены, пол и крыша, то для обогрева будет достаточно всего 30 Вт/м².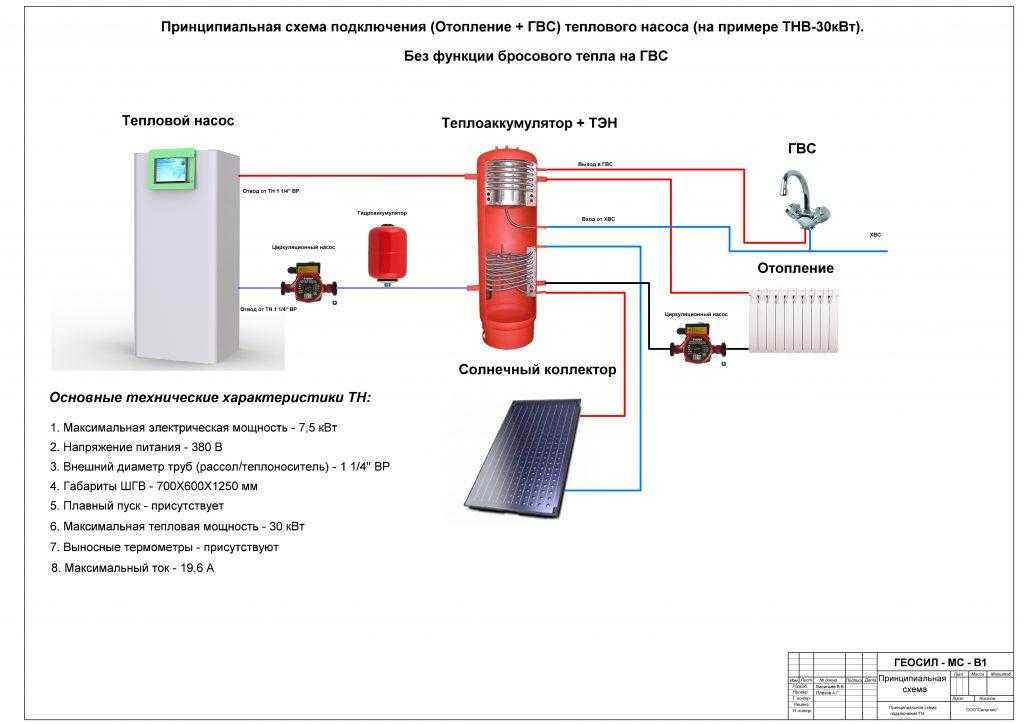 Такими характеристиками не обладает ни одна отопительная установка в мире, и можно смело сказать, что даже если у теплового насоса когда-нибудь и будут недостатки, они останутся незамеченными на фоне его достоинств.
Такими характеристиками не обладает ни одна отопительная установка в мире, и можно смело сказать, что даже если у теплового насоса когда-нибудь и будут недостатки, они останутся незамеченными на фоне его достоинств. Компрессор подойдет от кондиционера, который можно приобрести отдельно в специализированной компании по продаже климатической техники или взять б/у в мастерскую.
Компрессор подойдет от кондиционера, который можно приобрести отдельно в специализированной компании по продаже климатической техники или взять б/у в мастерскую. Монтировать катушку необходимо из тонкой трубки диаметром 19 мм. Прикрепите испаритель к стене с помощью Г-образного кронштейна подходящего калибра.
Монтировать катушку необходимо из тонкой трубки диаметром 19 мм. Прикрепите испаритель к стене с помощью Г-образного кронштейна подходящего калибра.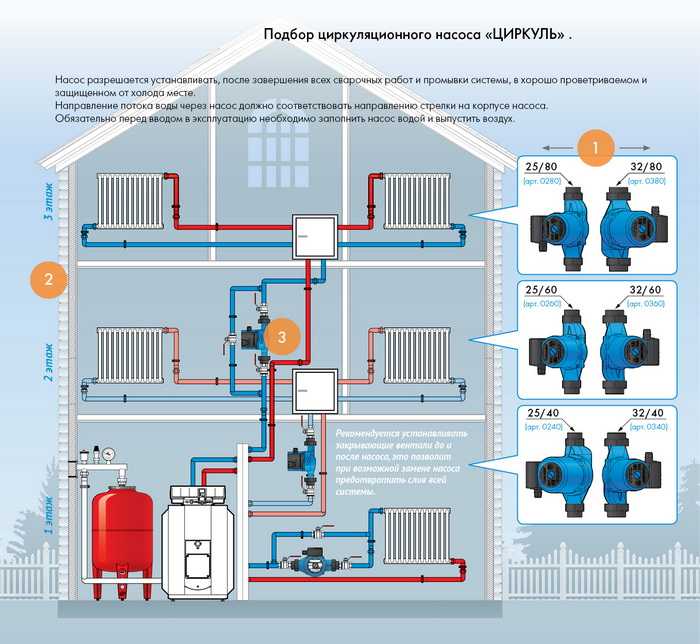 Насос лучше всего устанавливать в хорошо проветриваемом помещении, чтобы обеспечить полноценный доступ свежего воздуха. Также не допускается размещение рядом открытых источников или другого тепла. Для защиты теплового насоса от атмосферных осадков и механических воздействий над ним рекомендуется установить навес, но так, чтобы не создавать препятствий для качественной вентиляции. Место установки оборудования должно быть свободным и обеспечивать доступ к технике с любой стороны для проведения технического обслуживания или ремонта в случае необходимости. Насос следует устанавливать на металлическую раму-каркас, во избежание дополнительного шума и вибрации при работе. Раму необходимо закрепить на земле, между ней и насосом проложить резиновые прокладки.
Насос лучше всего устанавливать в хорошо проветриваемом помещении, чтобы обеспечить полноценный доступ свежего воздуха. Также не допускается размещение рядом открытых источников или другого тепла. Для защиты теплового насоса от атмосферных осадков и механических воздействий над ним рекомендуется установить навес, но так, чтобы не создавать препятствий для качественной вентиляции. Место установки оборудования должно быть свободным и обеспечивать доступ к технике с любой стороны для проведения технического обслуживания или ремонта в случае необходимости. Насос следует устанавливать на металлическую раму-каркас, во избежание дополнительного шума и вибрации при работе. Раму необходимо закрепить на земле, между ней и насосом проложить резиновые прокладки.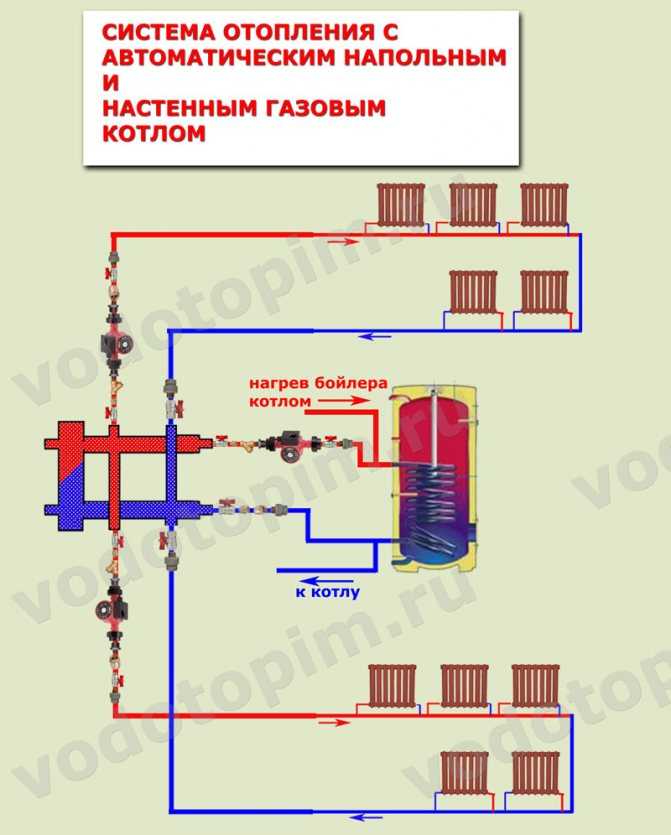 Для одного насоса может потребоваться несколько скважин. Их количество и глубина определяются потребностью в энергетике и геологическими характеристиками местности.
Для одного насоса может потребоваться несколько скважин. Их количество и глубина определяются потребностью в энергетике и геологическими характеристиками местности. 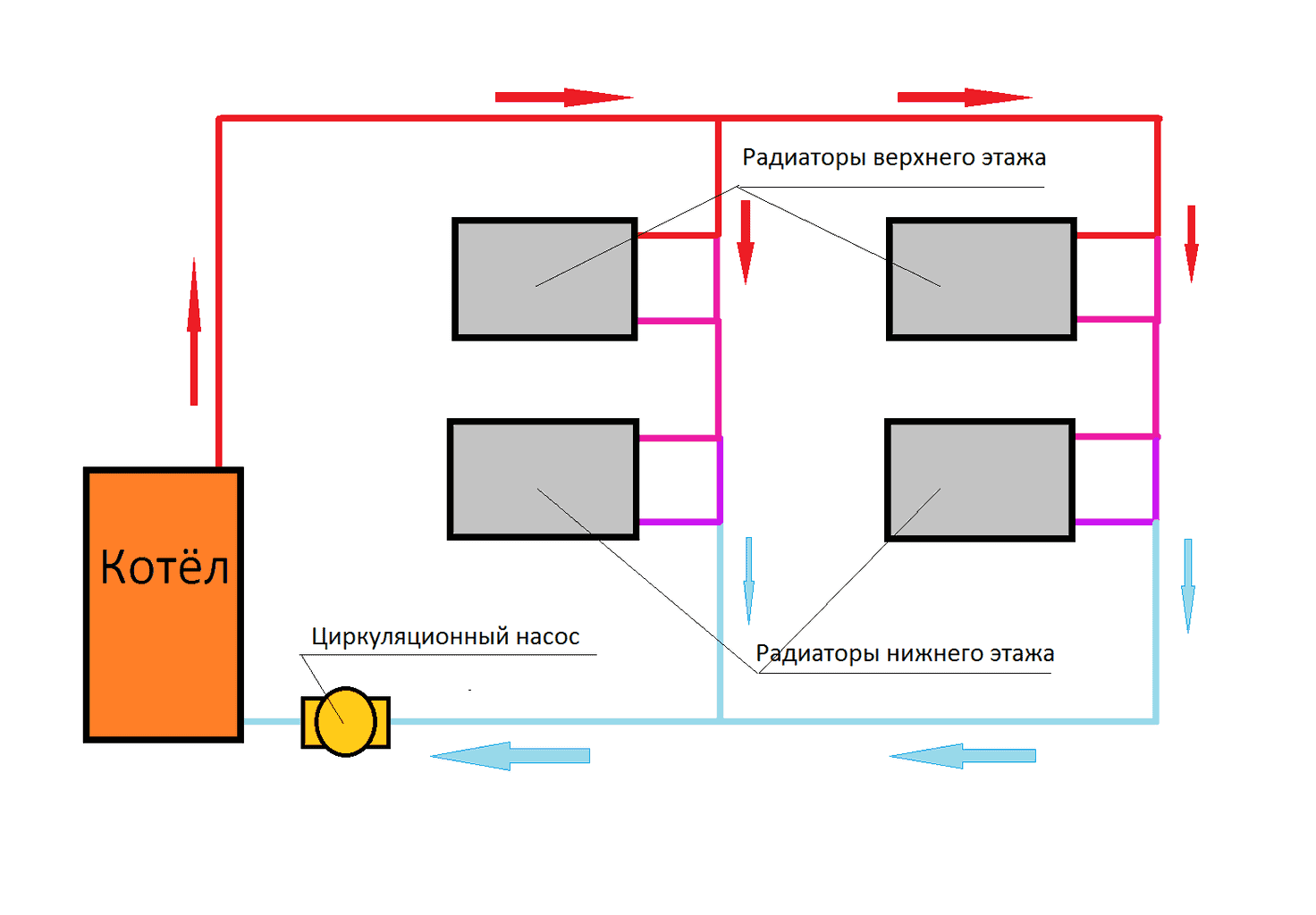
 Перемещение по станине ручное.Скорость вращения шлифовального круга — 3000 об/мин. Приспособление комплектуется собственной СОЖ.
Перемещение по станине ручное.Скорость вращения шлифовального круга — 3000 об/мин. Приспособление комплектуется собственной СОЖ. За все время товар был просмотрен 3211 раз.
За все время товар был просмотрен 3211 раз. Целью полезной модели является обеспечение возможности обработки направляющих станины токарного станка непосредственно на станке, как с его разборкой, так и без разборки, в частности, без снятия со станины продольного суппорта. Поставленная цель достигается тем, что приспособление содержит инструментальную головку, установленную с возможностью линейного и углового позиционирования инструмента на державке относительно обрабатываемой направляющей, державка расположена на стойке поперечного стола; последний установлен в направляющих продольной каретки, последняя расположена на станине станка на внутренних вспомогательных направляющих станины, каретка установлена на направляющих станины; на каретке установлена планка скольжения, сопрягаемая с нижними поверхностями внутренних вспомогательных направляющих; между кареткой и планкой скольжения установлены прокладки, закрепленные, например на каретке; на державке установлены две направляющие, охватывающие стойку; на стойке установлена винтовая пара, а на державке планка с пазом для кольцевой канавки, выполненной на винте.
Целью полезной модели является обеспечение возможности обработки направляющих станины токарного станка непосредственно на станке, как с его разборкой, так и без разборки, в частности, без снятия со станины продольного суппорта. Поставленная цель достигается тем, что приспособление содержит инструментальную головку, установленную с возможностью линейного и углового позиционирования инструмента на державке относительно обрабатываемой направляющей, державка расположена на стойке поперечного стола; последний установлен в направляющих продольной каретки, последняя расположена на станине станка на внутренних вспомогательных направляющих станины, каретка установлена на направляющих станины; на каретке установлена планка скольжения, сопрягаемая с нижними поверхностями внутренних вспомогательных направляющих; между кареткой и планкой скольжения установлены прокладки, закрепленные, например на каретке; на державке установлены две направляющие, охватывающие стойку; на стойке установлена винтовая пара, а на державке планка с пазом для кольцевой канавки, выполненной на винте. 3 з.п.ф., 4 ил.
3 з.п.ф., 4 ил.


 Между поверхностями 13 и 14 расположены мерные прокладки 15, закрепленные на каретке 11, образующие пары скольжения планки 16 с поверхностями 5 и 6. Планка 16 крепится к каретке 11 минимум одним болтом 17.
Между поверхностями 13 и 14 расположены мерные прокладки 15, закрепленные на каретке 11, образующие пары скольжения планки 16 с поверхностями 5 и 6. Планка 16 крепится к каретке 11 минимум одним болтом 17. На столе 10 возможна установка дополнительной стойки для обработки направляющей 2. Державка 8 в этом случае
На столе 10 возможна установка дополнительной стойки для обработки направляющей 2. Державка 8 в этом случае

 Настоящее приспособление обеспечивает восстановление направляющих станины в зависимости от их износа без разборки станка при его нахождении на рабочем месте в цехе; при этом в отдельных случаях отсутствует необходимость в разборке продольного и поперечного суппортов.
Настоящее приспособление обеспечивает восстановление направляющих станины в зависимости от их износа без разборки станка при его нахождении на рабочем месте в цехе; при этом в отдельных случаях отсутствует необходимость в разборке продольного и поперечного суппортов.

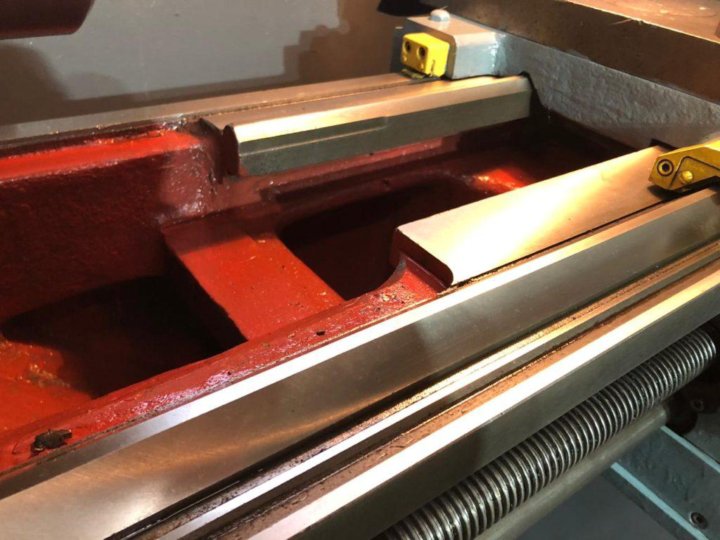 Что касается более старого токарного станка 9c 1930-х годов, направляющие находятся в очень, очень хорошем состоянии. Итак, я планирую просто поменяться кроватями. Я читал в Интернете, что мне просто нужно просверлить дополнительное отверстие в станине 9C, чтобы в нее можно было вставить быстросменную коробку.
Что касается более старого токарного станка 9c 1930-х годов, направляющие находятся в очень, очень хорошем состоянии. Итак, я планирую просто поменяться кроватями. Я читал в Интернете, что мне просто нужно просверлить дополнительное отверстие в станине 9C, чтобы в нее можно было вставить быстросменную коробку. Будьте готовы к очень высокой кривой обучения и огромному количеству работы, времени и терпения, которые потребуются для правильного выполнения работы. Я бы предположил, что 99 из 100 машин, разобранных любителями для приведения их в функционально новое состояние (а не просто для того, чтобы сделать их снова красивыми), в конечном итоге собираются обратно в незаконченном виде или продаются в виде корзин или запасных частей. Имейте в виду, что любители делают что-то для удовольствия.
Будьте готовы к очень высокой кривой обучения и огромному количеству работы, времени и терпения, которые потребуются для правильного выполнения работы. Я бы предположил, что 99 из 100 машин, разобранных любителями для приведения их в функционально новое состояние (а не просто для того, чтобы сделать их снова красивыми), в конечном итоге собираются обратно в незаконченном виде или продаются в виде корзин или запасных частей. Имейте в виду, что любители делают что-то для удовольствия.
 00
00 50
50 5R=1,25DN
5R=1,25DN 90
90 2 под заказ
2 под заказ
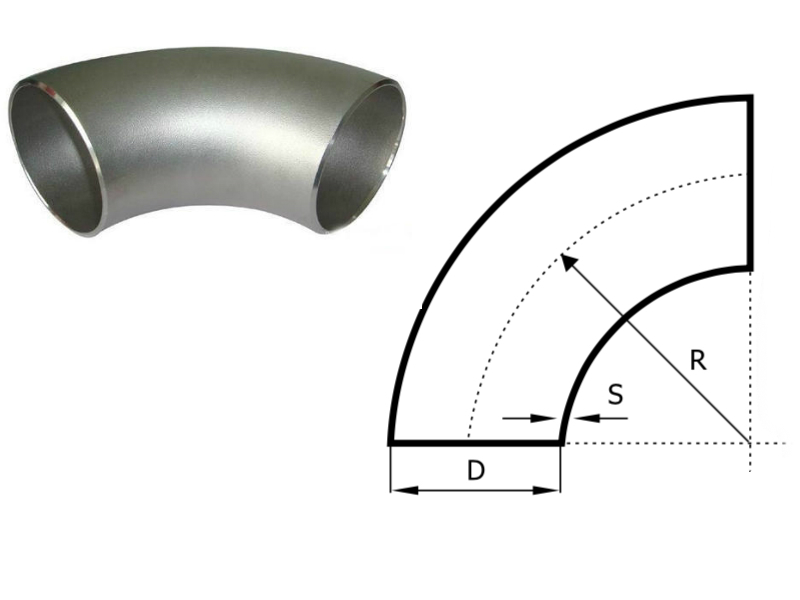 ru
ru Талалихина д.41, строение 8, офис 404, Москва, 109316.
Талалихина д.41, строение 8, офис 404, Москва, 109316.

 Как почистить газовую колонку, читайте в предыдущей публикации.
Как почистить газовую колонку, читайте в предыдущей публикации.

 Но придя вечером домой после работы, Вы обнаруживаете на себе недовольный взгляд всей семьи, что мол помыться сегодня вообще нельзя, и что похоже ждать выходных не придется, а нужно что-то делать прямо здесь и сейчас. Кто не сталкивался с подобной ситуацией?
Но придя вечером домой после работы, Вы обнаруживаете на себе недовольный взгляд всей семьи, что мол помыться сегодня вообще нельзя, и что похоже ждать выходных не придется, а нужно что-то делать прямо здесь и сейчас. Кто не сталкивался с подобной ситуацией? ..
..
 Если шланга нет, то нужно найти ведро или таз и подставить под кран, затем открыть кран и слить оставшуюся воду.
Если шланга нет, то нужно найти ведро или таз и подставить под кран, затем открыть кран и слить оставшуюся воду.
 Итак, отворачиваем хомут:
Итак, отворачиваем хомут: Теперь он уже точно нуль Вам не покажет. Вы облегченно вздохнули, поскольку теперь напор воды в Вашей системе водоснабжения снова стал в норме!
Теперь он уже точно нуль Вам не покажет. Вы облегченно вздохнули, поскольку теперь напор воды в Вашей системе водоснабжения снова стал в норме! в критической ситуации Вы просто замените сетки. В противном случае Вам придется сначала перекрывать воду, затем разбирать всю систему, а потом бегать по магазинам в поисках нужной сетки. Не факт, что Вы их сразу найдете, при этом семья останется без воды, а сама система водоснабжения будет у Вас находиться в полуразобранном состоянии (проверено на себе).
в критической ситуации Вы просто замените сетки. В противном случае Вам придется сначала перекрывать воду, затем разбирать всю систему, а потом бегать по магазинам в поисках нужной сетки. Не факт, что Вы их сразу найдете, при этом семья останется без воды, а сама система водоснабжения будет у Вас находиться в полуразобранном состоянии (проверено на себе). Иногда простая замена смесителя, о которой у меня есть отдельная статья, также приносит результат.
Иногда простая замена смесителя, о которой у меня есть отдельная статья, также приносит результат. Обои для ванной, кухни, туалета
Обои для ванной, кухни, туалета Как установить унитаз своими руками
Как установить унитаз своими руками Наши доверенные профессионалы в Mr. Rooter обладают ноу-хау и инструментами для диагностики вашей проблемы и безопасного восстановления вашей системы в идеальном рабочем состоянии, чтобы вы снова могли наслаждаться душем.
Наши доверенные профессионалы в Mr. Rooter обладают ноу-хау и инструментами для диагностики вашей проблемы и безопасного восстановления вашей системы в идеальном рабочем состоянии, чтобы вы снова могли наслаждаться душем. Ваш водонагреватель имеет запорный клапан, который может быть частично закрыт. Хорошей новостью об этой проблеме является то, что это очень простое решение — поверните клапан обратно в полностью открытое положение, и ваше горячее давление должно вернуться обратно.
Ваш водонагреватель имеет запорный клапан, который может быть частично закрыт. Хорошей новостью об этой проблеме является то, что это очень простое решение — поверните клапан обратно в полностью открытое положение, и ваше горячее давление должно вернуться обратно.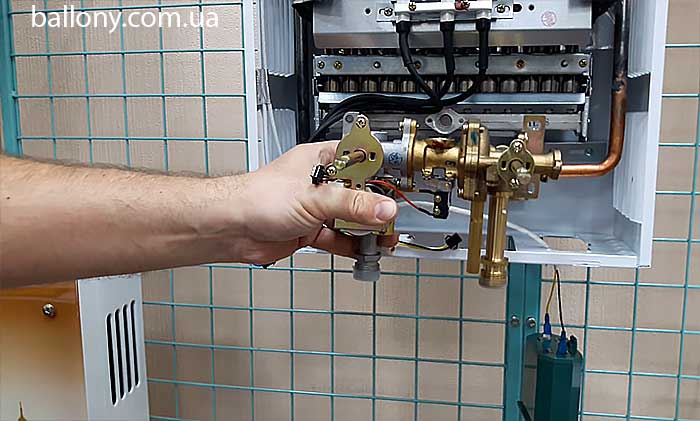 Поскольку ваш резервуар постоянно нагревает воду, он подвержен образованию известкового налета на внутренних стенках. Со временем внутренние стенки резервуара подвергаются коррозии, а осадок отслаивается от стенок и оседает на дне, откуда он может попасть в горячие трубы. Это вызывает закупорку, в результате чего ваше горячее давление падает.
Поскольку ваш резервуар постоянно нагревает воду, он подвержен образованию известкового налета на внутренних стенках. Со временем внутренние стенки резервуара подвергаются коррозии, а осадок отслаивается от стенок и оседает на дне, откуда он может попасть в горячие трубы. Это вызывает закупорку, в результате чего ваше горячее давление падает.

 Проверьте наличие влажных пятен на коврах, следов сырости на потолке или гипсокартоне или видимой влаги на стенах.
Проверьте наличие влажных пятен на коврах, следов сырости на потолке или гипсокартоне или видимой влаги на стенах. В зависимости от типа обогревателя, установленного в вашем доме, вы можете ожидать, что он прослужит от 11 до 20 лет, прежде чем его потребуется заменить. По мере старения вашего нагревателя внутренняя часть вашего бака подвергается коррозии, трубы изгибаются, а осадок накапливается до такой степени, что его необходимо заменить.
В зависимости от типа обогревателя, установленного в вашем доме, вы можете ожидать, что он прослужит от 11 до 20 лет, прежде чем его потребуется заменить. По мере старения вашего нагревателя внутренняя часть вашего бака подвергается коррозии, трубы изгибаются, а осадок накапливается до такой степени, что его необходимо заменить. В некоторых случаях регулятор может быть изношен или сломан, и его необходимо полностью заменить.
В некоторых случаях регулятор может быть изношен или сломан, и его необходимо полностью заменить.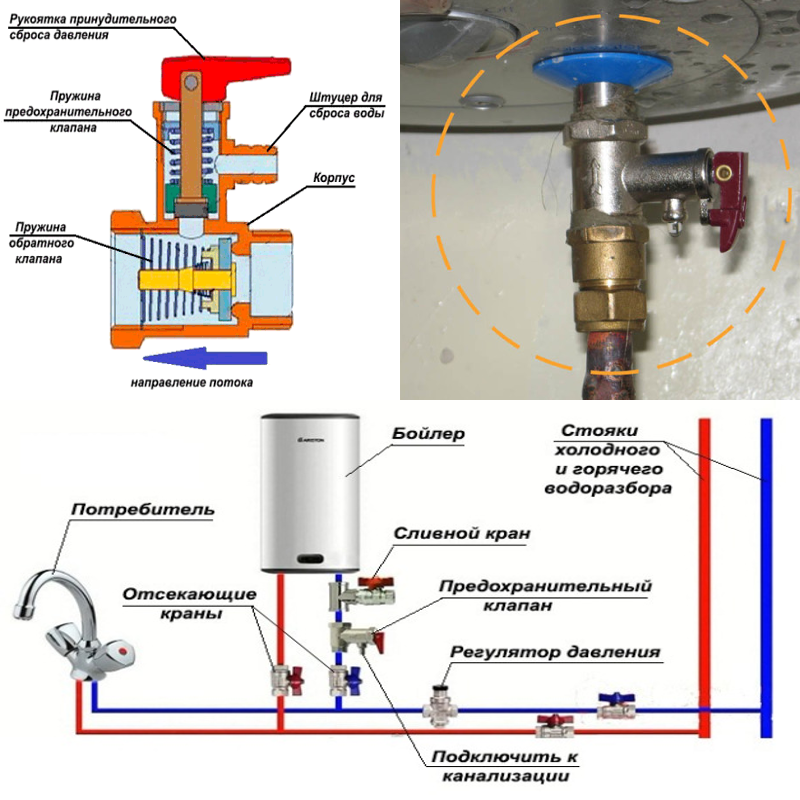 Это, естественно, требует много энергии, что означает более высокий счет за электроэнергию. Это также оставляет ваши трубы восприимчивыми к заполнению осадком и известковым налетом из-за коррозии внутренних стенок резервуара.
Это, естественно, требует много энергии, что означает более высокий счет за электроэнергию. Это также оставляет ваши трубы восприимчивыми к заполнению осадком и известковым налетом из-за коррозии внутренних стенок резервуара. Risk of Frish of Frish
Risk of Frish of Frish Это не только неудобно, но и утомительно, пытаясь выяснить, что именно не так. Есть несколько разных причин, по которым у вас может не быть давления горячей воды. Не расстраивайтесь. Воспользуйтесь этим простым в использовании руководством, чтобы как можно быстрее вернуться к своей обычной жизни.
Это не только неудобно, но и утомительно, пытаясь выяснить, что именно не так. Есть несколько разных причин, по которым у вас может не быть давления горячей воды. Не расстраивайтесь. Воспользуйтесь этим простым в использовании руководством, чтобы как можно быстрее вернуться к своей обычной жизни.
 Найдя его, возьмите обычный садовый шланг и прикрутите его к концу сливного патрубка водонагревателя .
Найдя его, возьмите обычный садовый шланг и прикрутите его к концу сливного патрубка водонагревателя .
 В обоих случаях лучше пойти дальше и заменить линию. Если у вас нет опыта в подобных вещах, вы можете нанять профессионального сантехника, который позаботится об этом за вас. Однако, если вы хотите сделать это самостоятельно, выполните следующие действия.
В обоих случаях лучше пойти дальше и заменить линию. Если у вас нет опыта в подобных вещах, вы можете нанять профессионального сантехника, который позаботится об этом за вас. Однако, если вы хотите сделать это самостоятельно, выполните следующие действия. Через несколько минут выключите его.
Через несколько минут выключите его. Эти системы обычно распределяют воду с меньшей скоростью , чем системы с питанием от сети. Вам следует подумать об установке системы давления в сети, чтобы решить проблему низкого давления горячей воды.
Эти системы обычно распределяют воду с меньшей скоростью , чем системы с питанием от сети. Вам следует подумать об установке системы давления в сети, чтобы решить проблему низкого давления горячей воды.
 12 кВт, двигатель быстрых перемещений — 1.1 кВт, главный двигатель — 13 кВт;
12 кВт, двигатель быстрых перемещений — 1.1 кВт, главный двигатель — 13 кВт; Другие рукоятки предназначены для управления механизмом передач, увеличение шагов во время выполнения основного процесса.
Другие рукоятки предназначены для управления механизмом передач, увеличение шагов во время выполнения основного процесса.

.jpg) Она отличается от предыдущей повышенной выносливостью и надежностью.
Она отличается от предыдущей повышенной выносливостью и надежностью. Ежедневно такими станками обрабатывается значительное количество деталей на различных предприятиях.
Ежедневно такими станками обрабатывается значительное количество деталей на различных предприятиях.
 Одновременно эта же деталь выполняет функцию коробки скоростей по отношению к главному движению. Асинхронный электрический двигатель трёхфазного тока – главный источник движения для привода, передающий энергию по клинноременной передаче.
Одновременно эта же деталь выполняет функцию коробки скоростей по отношению к главному движению. Асинхронный электрический двигатель трёхфазного тока – главный источник движения для привода, передающий энергию по клинноременной передаче.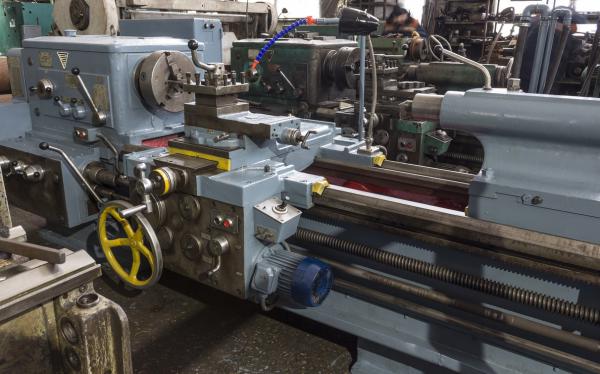 Отличается крестовидными формами. Допускает собственное перемещение по нескольким схемам:
Отличается крестовидными формами. Допускает собственное перемещение по нескольким схемам:
 Паспорт это подтвердит.
Паспорт это подтвердит.
 Главное, чтобы фрикцион по большей части оставался в выключенном положении.
Главное, чтобы фрикцион по большей части оставался в выключенном положении.



 Следовательно, чтобы следовать истинным курсом 180°, пилот будет следовать курсу компаса 188°
Следовательно, чтобы следовать истинным курсом 180°, пилот будет следовать курсу компаса 188°
 205, должны быть установлены и работать на воздушном судне, чтобы оно считалось годным к полетам
205, должны быть установлены и работать на воздушном судне, чтобы оно считалось годным к полетам CFR 14 23.1327, 23.1547 и руководство производителя оборудования или самолета
CFR 14 23.1327, 23.1547 и руководство производителя оборудования или самолета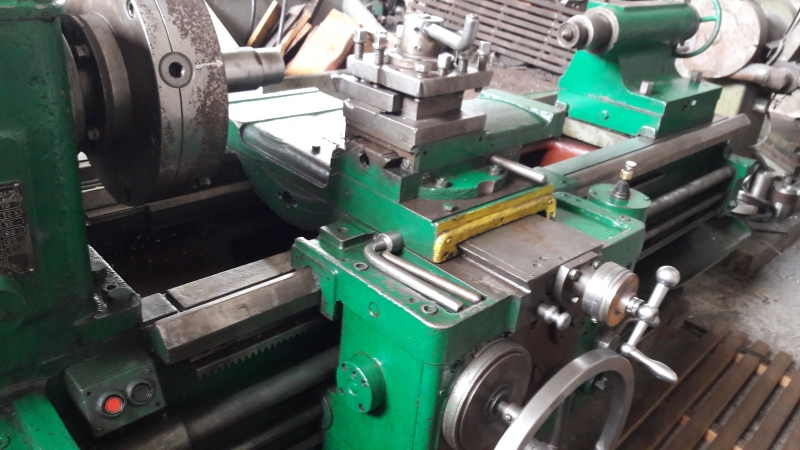 13-1B CHG 1) Приемлемые методы, приемы и практика — проверка и ремонт воздушных судов
13-1B CHG 1) Приемлемые методы, приемы и практика — проверка и ремонт воздушных судов
 Укрепившийся доллар уже сокрушает нефть и медь, которые упали почти на 17% каждый с момента своего пика несколько недель назад.
Укрепившийся доллар уже сокрушает нефть и медь, которые упали почти на 17% каждый с момента своего пика несколько недель назад. Как я сообщал в течение последних двух недель, эти финансовые условия ужесточаются.
Как я сообщал в течение последних двух недель, эти финансовые условия ужесточаются. В некоторых случаях эти более высокие условия приводят к значительному сокращению мультипликатора PE, например, в 2015 и 2018 годах. крутые просадки, наблюдаемые во многих из этих периодов ужесточения. Было бы шокирующе узнать, что на этот раз все по-другому. Нет причин думать, что это будет. Единственная разница в том, что рынок гораздо более переоценен, чем в прошлые времена, а это означает, что ущерб может быть значительно больше.
В некоторых случаях эти более высокие условия приводят к значительному сокращению мультипликатора PE, например, в 2015 и 2018 годах. крутые просадки, наблюдаемые во многих из этих периодов ужесточения. Было бы шокирующе узнать, что на этот раз все по-другому. Нет причин думать, что это будет. Единственная разница в том, что рынок гораздо более переоценен, чем в прошлые времена, а это означает, что ущерб может быть значительно больше. Сильный доллар убьет риск в торговле еще больше, сокрушив все, что связано с сырьевыми товарами или экспортной экономикой, что сделает акции развивающихся рынков уязвимыми для еще больших потерь.
Сильный доллар убьет риск в торговле еще больше, сокрушив все, что связано с сырьевыми товарами или экспортной экономикой, что сделает акции развивающихся рынков уязвимыми для еще больших потерь. 0387
0387

 Вам нужно ориентироваться на своё представление о работе станка, как и что будет гнуться, какое количество витков спирали будет достаточно для качественной работы, какого размера будет рычаг со столешницей. Если вы поймёте суть процесса изготовления станка, то сама сборка не вызовет особых затруднений.
Вам нужно ориентироваться на своё представление о работе станка, как и что будет гнуться, какое количество витков спирали будет достаточно для качественной работы, какого размера будет рычаг со столешницей. Если вы поймёте суть процесса изготовления станка, то сама сборка не вызовет особых затруднений.
 На такой статичной «улитке» вы сможете производить простейшие изгибы.
На такой статичной «улитке» вы сможете производить простейшие изгибы.
 Саму рукоятку лучше сделать с резиновой втулкой, для исключения проскальзывания руки во время работы.
Саму рукоятку лучше сделать с резиновой втулкой, для исключения проскальзывания руки во время работы. После этого, с помощью рычага происходит смещение клина по направлению к валам, что приводит к изгибу заготовки.
После этого, с помощью рычага происходит смещение клина по направлению к валам, что приводит к изгибу заготовки. При обкатывании воротком прутка вокруг ведущего диска, происходит формирование узора, после этого, пруток снимается с кондуктора и формируется узор с другой стороны.
При обкатывании воротком прутка вокруг ведущего диска, происходит формирование узора, после этого, пруток снимается с кондуктора и формируется узор с другой стороны. Изготовить на таком станке можно только наконечники «гусиная лапка» и «лист».
Изготовить на таком станке можно только наконечники «гусиная лапка» и «лист». для соединения элементов использована сварки и хомуты. В изготовлении применялись станки — «улитка», торсионный, пресс.
для соединения элементов использована сварки и хомуты. В изготовлении применялись станки — «улитка», торсионный, пресс. Соединения сделаны сваркой и хомутами. В процессе изготовления использованы станки — «улитка», «волна» и пресс.
Соединения сделаны сваркой и хомутами. В процессе изготовления использованы станки — «улитка», «волна» и пресс. Сложные профили придают ажурность конструкциям.
Сложные профили придают ажурность конструкциям.
 Получаемая спираль имеет определенные ограничения в использовании.
Получаемая спираль имеет определенные ограничения в использовании. При вычерчивании выдерживаются размеры изделия. Чертеж нужен только для получения профиля самой детали. Внимание! При проработке учитываются толщина заготовки. Нужен зазор не менее 3…4 мм, тогда изделия можно снять после его изгибания в приспособлении.
При вычерчивании выдерживаются размеры изделия. Чертеж нужен только для получения профиля самой детали. Внимание! При проработке учитываются толщина заготовки. Нужен зазор не менее 3…4 мм, тогда изделия можно снять после его изгибания в приспособлении. Поэтому используют полосу значительно ширины. Минимальный размер соответствует высоте профиля, который собираются гнуть на станке.
Поэтому используют полосу значительно ширины. Минимальный размер соответствует высоте профиля, который собираются гнуть на станке.
 На этом работа с его изготовлением завершается.
На этом работа с его изготовлением завершается.

 Теперь заготовки будут фиксироваться на станке одним движением.
Теперь заготовки будут фиксироваться на станке одним движением. По ним ориентируются, сколько нужно гнуть.
По ним ориентируются, сколько нужно гнуть. Тяжелое изделие прибрело особую легкость.
Тяжелое изделие прибрело особую легкость.



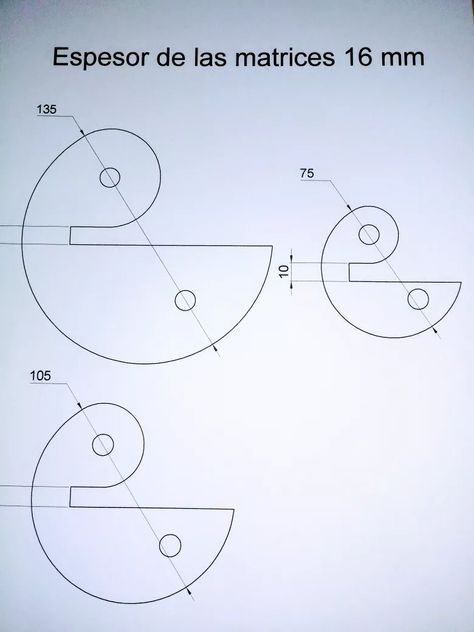 Проходческие салазки можно остановить в любом положении, избегая рывков машины и повреждения главного фрикциона/тормоза.
Проходческие салазки можно остановить в любом положении, избегая рывков машины и повреждения главного фрикциона/тормоза.
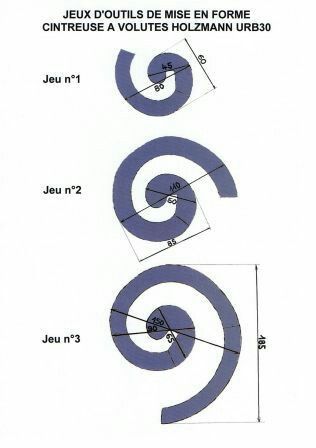
 Команда инженеров-проектировщиков с помощью современного программного обеспечения для проектирования и расчета работает вместе с заказчиком, чтобы найти наилучшие производственные решения для промышленной разработки продукта. В сотрудничестве с другими ведущими компаниями в нашей отрасли, SACMA также может предложить эффективные решения проектов под ключ.
Команда инженеров-проектировщиков с помощью современного программного обеспечения для проектирования и расчета работает вместе с заказчиком, чтобы найти наилучшие производственные решения для промышленной разработки продукта. В сотрудничестве с другими ведущими компаниями в нашей отрасли, SACMA также может предложить эффективные решения проектов под ключ.
 д.
д.
 Когда заготовки не нуждаются в боковой резке, клиент может сбросить ее, чтобы добиться перехода от боковой резки к прежней станции.
Когда заготовки не нуждаются в боковой резке, клиент может сбросить ее, чтобы добиться перехода от боковой резки к прежней станции.
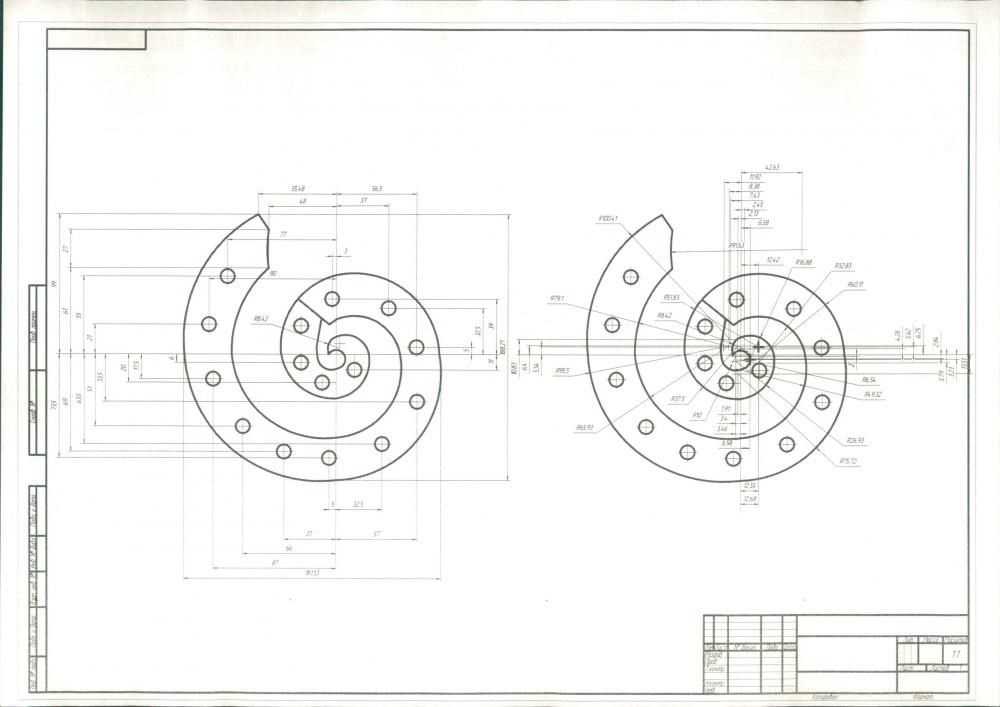 диам. отсечки
диам. отсечки Один набор пробных инструментов
Один набор пробных инструментов 

 Но помимо косметических, есть и практические причины, по которым вам может понадобиться такая отделка.
Но помимо косметических, есть и практические причины, по которым вам может понадобиться такая отделка. Или вы просто предпочитаете яркий вид меди вместо тусклого зеленоватого цвета патины.
Или вы просто предпочитаете яркий вид меди вместо тусклого зеленоватого цвета патины. Если медь не будет идеально чистой, патина не будет равномерной. Однако это не является серьезной проблемой, поскольку вы можете просто очистить медь и повторить процесс.
Если медь не будет идеально чистой, патина не будет равномерной. Однако это не является серьезной проблемой, поскольку вы можете просто очистить медь и повторить процесс. Он токсичен, и нужно избегать его попадания в пищу. Медная посуда довольно популярна и за ней нужно регулярно ухаживать. Поскольку она обычно полированная, вам понадобятся специальные средства для чистки.
Он токсичен, и нужно избегать его попадания в пищу. Медная посуда довольно популярна и за ней нужно регулярно ухаживать. Поскольку она обычно полированная, вам понадобятся специальные средства для чистки. Существуют сотни продуктов, предназначенных для защиты от потускнения или образования патины, чтобы медь выглядела блестящей.
Существуют сотни продуктов, предназначенных для защиты от потускнения или образования патины, чтобы медь выглядела блестящей.

 Можно применить:
Можно применить: Не оставляет царапин и легко удаляет загрязнения.
Не оставляет царапин и легко удаляет загрязнения. Помогает почистить предметы с небольшими загрязнениями. Изделие обрабатывается мягкой губкой с нанесенным на нее средством. После ополаскивается под проточной водой.
Помогает почистить предметы с небольшими загрязнениями. Изделие обрабатывается мягкой губкой с нанесенным на нее средством. После ополаскивается под проточной водой.
 Кусочком средства натереть поверхность, помыть предмет и посушить полотенцем.
Кусочком средства натереть поверхность, помыть предмет и посушить полотенцем. А может, вы слышали, что Статуя Свободы сделана из меди, а ведь она сплошь зеленая. Ответ довольно интересный.
А может, вы слышали, что Статуя Свободы сделана из меди, а ведь она сплошь зеленая. Ответ довольно интересный. Медь вступила в реакцию с кислородом, водой и углекислым газом в атмосфере.
Медь вступила в реакцию с кислородом, водой и углекислым газом в атмосфере.
 Но что, если вы хотите ускорить этот процесс?
Но что, если вы хотите ускорить этот процесс?
 Было бы неплохо после этого отполировать любую медь ингибитором, так как кислоты могут травить металл и сделать его склонным к окислению в будущем.
Было бы неплохо после этого отполировать любую медь ингибитором, так как кислоты могут травить металл и сделать его склонным к окислению в будущем. Это требует немного усилий, но очень хорошо защищает металл от влаги и кислорода.
Это требует немного усилий, но очень хорошо защищает металл от влаги и кислорода. Сначала медь потускнеет как копейка. Затем коричневый, затем темно-коричневый, и, наконец, он начнет зеленеть. С парами аммиака это могло произойти всего за несколько часов.
Сначала медь потускнеет как копейка. Затем коричневый, затем темно-коричневый, и, наконец, он начнет зеленеть. С парами аммиака это могло произойти всего за несколько часов. «Если
«Если Фосфаты, выбрасываемые в
Фосфаты, выбрасываемые в

